Возможные причины неполадок и способы их устранения
Насос гудит
Не запускается двигатель
Шум в процессе работы
Вибрация
Слабый напор или отключение насоса
Нагрев оборудования
Как сделать РЕМОНТ НАСОСА СВОИМИ РУКАМИ? (ВИДЕО)
Для отопления дома часто используют насос циркуляционный. Несмотря на множество моделей, принципы их функционирования одинаковы. Всякая его неисправность приводит к остановке всей системы. В этом нет ничего хорошего, ведь в холодном доме неуютно.
Необходимо срочно прибегнуть к помощи профессионала в сервисный центр или же, имея инструменты и соответствующие навыки, выполнить ремонт самостоятельно. Также необходимо уметь разобрать его.
1 Основные неполадки
Перед устранением повреждений, необходимо проверить электропитание. Напряжение должно быть равно тому, которое указано в паспорте.
Рассмотрим неисправности оборудования, которые встречаются чаще всего:
шум насоса отопления;
отсутствие вращения оборудования и характерных звуков;
шум при включении;
не включается оборудование;
происходит включение насоса, а затем его отключение в течение нескольких минут;
большая вибрация;
малый напор;
нагрев.
Устройство циркуляционного насоса для отопления
к меню ↑
2 Возможные причины неполадок и способы их устранения
Насос может шуметь по следующим причинам: долгое простаивание и окисление вала или блокировка колеса посторонним предметом.
Оборудование может не вращаться и не издавать характерных звуков из-за проблем с электропитанием и величины напряжения.
Если насос шумит при включении, то это вызвано скоплением воздуха в трубопроводе.
Проблема с включением оборудования вызывается неполадками с электропитанием.
Отключение насоса через несколько минут после включение вызывается неправильным подсоединением проводов и окислением контактов.
Сильная вибрация может быть вызвана амортизацией подшипника.
Причинами малого напора являются вращение колеса и лопастей в неверном направлении и вязкость воды из-за засорения фильтра.
Нагрев насоса отопления может быть вызван неправильным монтажом, засорённостью системы, инородным телом, недостатком смазки подшипников, пониженным напряжением в сети.
к меню ↑
2.1 Насос гудит
При гудении насоса, вызванном тем, что вал двигателя застопорён из-за простоя, необходимо разобрать насос после отключения электропитания оборудования. Затем удалить из насоса и трубопровода остатки теплоносителя, снять винты для фиксации корпуса и двигателя. Разобрать двигатель и ротор, и провернуть ротор рукой, опираясь о насечку. Также неработающая крыльчатка может прилипнуть к валу. Если колесо застопорилось из-за постороннего предмета, просто удалить его и система возобновит работу. к меню ↑
2.2 Не запускается двигатель
Если двигатель не запускается, не слышны характерные звуки, то, прежде всего, необходимо проверить плавкий предохранитель при его наличии. При скачках напряжения, на которые реагирует такой предохранитель, он плавится и цепь размыкается. Замена предохранителя вернёт обоудование к работе. При целости предохранителя необходимо «прозвонить» питающий провод и электропроводку, выполнить проверку автоматического выключателя или предохранителя в распределительной коробке. Может, его или участок кабеля необходимо заменить.
Если нет проблем с проводкой, могла сгореть обмотка электродвигателя. Для проверки её состояния используют мультиметр для измерения сопротивления. Сопротивление рабочей обмотки должно составлять 10-15 Ом, пусковой -35-40 Ом. При отображении «бесконечности» на дисплее прибора, можно говорить о том, что обмотка перегорела. Нулевые показания свидетельствуют о замыкании между витками обмотки. Попытка включения насоса в этом случае приведёт к срабатыванию предохранителя. Также причиной неисправности может быть пробой неполярного конденсатора пусковой обмотки. Емкость конденсатора исправного насоса составляет 10 – 40 мкФ.
Правильная и неправильная установка циркуляционного насоса
При показаниях, отличающихся от нормы, необходима замена конденсатора. Электрическую часть можно ремонтировать самостоятельно только при наличии опыта. В противном случае лучше обратиться к помощи профессионала. к меню ↑
2.3 Шум в процессе работы
При непривычном шуме оборудования при включении необходимо стравить воздух вручную, после чего насос прекратит шуметь. Рекомендуется установить автоматический воздухоотводчик, что позволит избежать такой проблемы. к меню ↑
2.4 Вибрация
При сильной вибрации помпы необходимо выполнить проверку состояния подшипника. Вероятно, он подвергся износу и требует замены. Подшипники устанавливают на вал и в посадочное отверстие с натягом, то есть запрессовывают.
В мастерских и на предприятиях замену подшипников производят при помощи специального инструмента-съёмника.
Дома можно выбить подшипники, осторожно ударяя деревянным молотком или изготовив простой съёмник своими руками. Его делают из 2 пластин с отверстиями, в которые продевают 2 шпильки с гайками. Одна пластина упирается в торец вала, другая в подшипник (её одевают на вал, для этого в ней проделывают отверстие необходимого диаметра). После необходимо по очереди и очень медленно закручивать гайки. К вибрации может привести и чрезмерная кавитация. Чтобы решить такую проблему необходимо увеличить давление на входе в насос, увеличив уровень теплоносителя в системе. к меню ↑
2.5 Слабый напор или отключение насоса
При недостаточном напоре или быстром отключении насоса после включения нужно искать проблему в неправильном подключении электрической части или ненадёжном соединении контактов.
Если контакты перепутаны, возможно вращение крыльчатки в обратную сторону (в насосах с 3-хфазным двигателем), что приводит к снижению напора. Нужно внимательно изучить схему подключения в инструкции, найти ошибку и подключить насос правильно. к меню ↑
2.6 Нагрев оборудования
Для устранения нагрева оборудования необходимо понять, чем это вызвано. На начальном этапе он греется из-за неправильного монтажа, что потребует помощи специалиста. Засорённость системы приводит к накоплению различных отложений, что вызывает сужение диаметра прохода для жидкости. Насос работает с повышенной нагрузкой, что приводит к перегреву двигателя. Необходимо провести внеплановое обслуживание системы отопления. Чтобы не допустить попадания инородного тела, необходимо вовремя разбирать и прочищать циркуляционный насос.
При недостаточной смазке подшипников лучше выполнить демонтаж насоса и отнести его в мастерскую. При пониженном напряжении происходит перегрев двигателя и быстрый его выход из строя. Если происходит перегрев, то необходимо измерить напряжение в сети, и убедиться, с чем связан перегрев
Покупая оборудование для отопления, лучше уточнить, можно ли отремонтировать насос собственными руками, можно ли будет приобрести запчасти. Иногда дешевле поставить новое оборудование, чем ремонтировать старое. к меню ↑
2.7 Как сделать РЕМОНТ НАСОСА СВОИМИ РУКАМИ? (ВИДЕО)
Главная страница » Насосы
Самостоятельный ремонт циркуляционного насоса для отопления
Содержание
Роторы «сухого» и «мокрого» типа
Циркуляционный насос отопления: устройство
Как разобрать циркуляционный насос
Причины неисправностей циркуляционных насосов
Часто встречающиеся неполадки
Способы устранения неполадок
Заблокирован вал
Вибрирует корпус
Шумит насос
Слабый напор
Нагрев корпуса насоса
Отключение агрегата после запуска
Профилактика поломок циркуляционного насоса
Видео
Эффективное функционирование отопительной системы в коттедже или на даче невозможно без циркуляционного насоса. Его бесперебойная работа является гарантией того, что в холодное время года жильцам будет комфортно в помещении.
Циркуляционный насос в системе отопления
Циркуляционный насос для отопления считается надежным оборудованием, которое неприхотливо в обслуживании. Соблюдая правила эксплуатации и своевременно выполняя профилактику, можно свести к минимуму вероятность неполадок. Если неисправности и возникнут, то большинство из них не представляют проблемы даже для мастера с небольшим опытом. Выполнить ремонт циркуляционного насоса отопления своими руками несложно, достаточно иметь общие знания об устройстве подобного оборудования.
Роторы «сухого» и «мокрого» типа
Агрегаты, у которых ротор в процессе работы не соприкасается с жидкостью, принято называть «сухими». Они способны переносить высокие нагрузки. Главная проблема моделей с такой конструкцией в том, что у них быстро приходят в негодность уплотнительные кольца. Эти детали хоть и рассчитаны на эксплуатацию в течение 3 лет, но довольно часто выходят из строя задолго до указанного времени.
Причиной быстрого разрушения обычно являются примеси, которые всегда в том или ином количестве имеются в теплоносителе. Негативное влияние могут оказывать и частицы, которые содержатся в воздухе вокруг котла.
Если герметичность прибора нарушается, то это неизбежно приводит к короткому замыканию. Электрические элементы выходят из строя, а выполнить ремонт циркуляционного насоса своими руками при таких поломках уже чрезвычайно сложно, если вообще возможно.
Агрегаты с «мокрым» типом ротора, например, такие, как насосы немецкой марки Вило, гораздо чаще используются для бытовых целей. Они сконструированы с использованием модульного принципа, а потому надежнее, проще в обслуживании и ремонтабельнее.
Важно! Если внимательно следить за тем, чтобы работающий прибор не функционировал «на сухую», то оборудование долго не выйдет из строя.
Модели насосов с «мокрым» ротором
Обратите внимание! Покупая циркуляционную помпу, необходимо уточнить, подлежит ли она ремонту, и поставляет ли производитель запчасти для этой марки оборудования.
Циркуляционный насос отопления: устройство
Установка циркуляционного насоса в систему отопления
Хозяева частных домов обычно отдают предпочтение экономичным насосам небольшой мощности с ротором «мокрого» типа.
Принцип действия этого агрегата прост: крыльчатка, жестко закрепленная на валу электродвигателя, вращается и затягивает теплоноситель, поступающий из входного патрубка. Затем под давлением выталкивает его в нагнетательный патрубок, обеспечивая таким образом циркуляцию.
Если мы разбираем насос своими руками, то должны хорошо представлять его устройство.
Схема устройства циркуляционного насоса с «мокрым» ротором
Важно! Необходимо учитывать, что в моделях «сухого» типа ротор и приводной двигатель выделяются в отдельный блок, а вращение передается на крыльчатку при помощи муфты.
Как разобрать циркуляционный насос
Бесперебойник для насоса отопления
Разборка циркуляционного насоса выполняется только после того, как прибор отключен от сети. Краны, смонтированные на входе и выходе, перекрывают для того, чтобы вода не поступала в прибор. В некоторых случаях его снимают с трубопровода, перекрыв байпас и подключив резервную помпу. Отопительная система продолжает функционировать в штатном режиме, а мастер может без спешки разобраться с поломкой.
Как разобрать водяной насос, посмотрим на примере ремонта циркуляционного насоса Wilo.
Для начала снимают крышку клеммной коробки. Для этого раскручивают винт, на котором она крепится.
Осматривают содержимое коробки. Как проверить, исправны ли пусковые конденсаторы? Их прозванивают при помощи тестера.
Работоспособность пусковых конденсаторов проверяют при помощи тестера
На следующем этапе снимают «улитку». Откручивают два винта, расположенные по диагонали и отделяют элемент от электрической части насоса (ротора и статора).
Внутреннюю поверхность демонтируемого прибора осматривают на наличие отложений, которые образуются из-за низкого качества воды. Картридж ротора подцепляют отверткой и вытаскивают из корпуса.
Разборка насоса завершена, доступ ко всем деталям, располагающимся внутри помпы, обеспечен. Теперь части устройства можно внимательно осмотреть и почистить. Модульная конструкция позволяет свести ремонт к замене вышедшего из строя узла.
Причины неисправностей циркуляционных насосов
Бесперебойник для насоса отопления
Причин, по которым может не работать циркуляционный насос, множество. Например, присутствие в теплоносителе большого количества взвеси может привести к неисправностям циркуляционных насосов. Мелкие частицы осаждаются на поверхность ротора, уменьшая расстояние между ним и стаканом. Из-за этого происходит заклинивание, ведущее к перегреву и короткому замыканию обмоток.
Износ агрегата, эксплуатация в недопустимом режиме и ряд других факторов приводят к тому, что понадобится замена какого-то узла оборудования.
В случаях типовых поломок выполнить ремонт насоса отопления своими руками несложно. Определить такие неполадки можно, зная их характерные признаки. Для этого даже не всегда нужна разборка насоса.
Часто встречающиеся неполадки
По какой причине может не работать циркуляционный насос? Владельцы электронасосов отопления чаще всего сталкиваются со следующими проблемами:
не крутится вал;
прибор слишком сильно вибрирует;
работа насоса сопровождается нехарактерными звуками или чрезмерным шумом;
оборудование нагревается;
напор теплоносителя ниже нормативного значения;
агрегат внезапно отключается.
Разберем подробнее каждую из указанных ситуаций.
Блокировка вала определяется по таким признакам: после включения насос гудит, но крыльчатка остается неподвижной. Обычно это происходит после долгого простоя оборудования из-за окисления поверхности вала.
Внутренняя поверхность корпуса циркуляционного насоса
Вибрация прибора в большинстве случаев вызвана тем, что износился подшипник, обеспечивающий вращение лопастей крыльчатки. Шум может вызывать забившийся фильтр. Нехарактерные для работы насоса звуки также являются признаком того, что в системе имеется воздух.
Несоответствие давления теплоносителя нормативному значению может быть вызвано рядом факторов: нарушением инструкции при подключении трехфазного прибора; забитым фильтром на всасывающей магистрали; повышенной вязкостью теплоносителя.
Нагрев происходит в тех случаях, когда насос функционирует в несвойственном ему режиме со значительным превышением допустимой нагрузки.
Насос в системе отопления отключается спустя какое-то время после начала работы из-за накипи и налета, которые скапливаются на внутренней поверхности статора. Неправильно подсоединенные провода и окислившиеся контакты предохранителя также могут стать причиной сбоя в работе.
Способы устранения неполадок
Возможность не обращаться для ремонта циркуляционного насоса в мастерскую позволит сэкономить деньги и время. Но только при условии, если хозяин прибора способен сам определить причину поломки и знает, как разобрать насос и поменять неисправную деталь.
Наши рекомендации рассчитаны на устранение простых проблем. Попытки отремонтировать насос своими руками при серьезной поломке, требующей квалифицированного вмешательства, могут окончательно вывести оборудование из строя.
Внимание! Двигатель может быть демонтирован только после отключения электропитания и слива воды из агрегата.
Заблокирован вал
Выполняют демонтаж двигателя и осматривают поверхность вала. Если она окислилась, то вал следует провернуть, упершись отверткой в специальную насечку ротора.
Вибрирует корпус
Для прекращения сильной вибрации меняют подшипники. Изношенную деталь удаляют, на посадочное место при помощи деревянного молотка аккуратно вбивают новый подшипник. Размер запчасти можно уточнить в технической документации, прилагающейся к прибору.
Шумит насос
Металлическую сеточку, смонтированную на входе в насос, вытаскивают и тщательно промывают под проточной водой. Затем, не включая прибор, открывают краны. На корпусе находят гайку, предназначенную для отвода воздуха, и откручивают ее. После того, как излишки воздуха стравлены, и пошла вода, гайку закручивают.
Внимание! Для бесперебойной работы системы необходимо, чтобы воздух вовремя удалялся на каждом участке. Рекомендуется смонтировать воздухоотводы, которые будут выполнять эту задачу автоматически.
Сброс воздуха из циркуляционного насоса
Слабый напор
В трехфазном насосе проверяют в первую очередь, правильно ли подключены фазы. Если вращение лопастей выполняется в нужном направлении, то обращают внимание на чистоту фильтра. Забитый фильтр вытаскивают и промывают.
Нагрев корпуса насоса
Проблема устраняется, если соблюдать правила эксплуатации прибора и не превышать указанную в документации предельную нагрузку.
Отключение агрегата после запуска
Известковые отложения, затрудняющие движение вала, удаляют. Если поверхность чистая, то проверяют, правильно ли подключены фазные провода. Окислившиеся контакты зачищают.
Профилактика поломок циркуляционного насоса
Оборудование необходимо заранее готовить к интенсивной эксплуатации в холодное время года. Экстренный ремонт циркуляционного насоса для отопления способен причинить много неудобств и привести к незапланированным расходам. Профилактика в какой-то мере является гарантией того, что система не даст сбоя в самый неподходящий момент.
Насос в системе отопления обеспечивает циркуляцию теплоносителя
Рачительные хозяева до начала холодов выполняют следующие мероприятия:
проверяют, правильно ли установлен прибор;
обновляют смазку на патрубках и прокладках насоса;
при помощи тестера оценивают, правильно ли подключен прибор к электросети.
Также необходимо провести пробный запуск, чтобы убедиться в исправности оборудования.
Хозяевам дома с автономным отоплением необходимы базовые знания об устройстве и принципе действия циркуляционных насосов. Нельзя оставлять без внимания любые признаки того, что прибор работает в нештатном режиме. Ведь поломки в большей части случаев вызваны неправильной эксплуатацией. Чтобы насос функционировал без сбоев, достаточно регулярно следить за системой весь отопительный сезон и выполнять необходимые профилактические работы.
Видео
Циркуляционный насос Grundfos для отопления застрял
Автор: Franz (и еще один участник)
Избранное: 0
Завершений: 1
Сложность
Умеренная
Шаги
10
Необходимое время
Подскажите время??
Секции
1
Устройство будет снято с мели, запчасти не потребуются (если повезет). 10 шагов
Флаги
1
Руководство, созданное участниками
Это руководство создал замечательный член нашего сообщества. Персонал iFixit не управляет им.
BackGrundfos Umwälzpumpe für Heizung steckt fest
Полный экран
Опции
История
Скачать PDF
Перевести
Встроить это руководство
Введение
Проблема: Батареи, теплый пол или горячая вода остаются холодными, даже если источник тепла работает.
В частности, если циркуляционный насос системы отопления летом не работал, может случиться так, что первый пуск впоследствии не сработает. В качестве превентивной меры можно запускать насос на несколько секунд раз в месяц, даже летом. Но если вы читаете это руководство, возможно, на этот раз уже слишком поздно. Однако проблема может появиться и в любой момент без видимой причины.
Первую попытку, которую потом обычно делают, можно найти и во многих других местах в Интернете, в том числе в нескольких видеороликах. Если эти советы не помогли, не нужно сразу выбрасывать помпу, можно дать ей второй шанс с помощью этих инструкций. Особенно, когда проблема (как у меня) возникает в воскресенье утром, а купить насос на замену без звонка в аварийную службу
нельзя. Первые 3 шага просты. Вы должны решить для себя, доверяете ли вы себе выполнение остальных шагов. Я написал это руководство в меру своих знаний и убеждений. Тем не менее, я снимаю с себя всю ответственность, если у вас что-то пойдет не так при копировании.
Прежде чем приступить к работе, проверьте, позволяют ли состояние собственности и правила по месту вашего жительства проводить работы с системой отопления. В любом случае, вы несете ответственность.
Перед выполнением следующих шагов убедитесь, что насос работает. Потому что если все же работает , то эти инструкции не подходят для вашей проблемы.
Если вы знакомы с обычным низким шумом работы насоса, и теперь он стал очень низким, низким гулом или вообще не шумит, возможно, ротор насоса заклинил. Гул соответствует (например, 50 или 60 Гц) и явно не обычному шуму при работе.
org/HowToDirection»>
Осторожно : Насос может быть горячим. Пожалуйста, проверьте, прежде чем прикасаться к помпе ухом. Безопаснее, например, держать отвертку одним концом у спускного винта помпы (красная стрелка), а другим концом у уха. Таким образом, вы можете слушать помпу, как врач с помощью стетоскопа.
Если вы не можете определить шум при работе (или не уверены), то вы обратились по адресу.
Примечание. В некоторых типах насосов вентиляционный винт (отмечен красным на рисунке) закрыт дополнительным кожухом. У меня нет такого насоса, поэтому я не могу предложить решение для него. Можно легко снять этот дополнительный корпус.
Перевести
Откройте большой выпускной винт насоса с помощью подходящей большой шлицевой отвертки. Вы также можете использовать монету, если у вас нет достаточно большой отвертки.
Предупреждение: Некоторое количество воды вытечет. Держите какой-нибудь контейнер для сбора под насосом.
Теперь видна поверхность вала ротора. В зависимости от типа насоса имеется насечка либо в виде прорези, либо в виде креста.
org/HowToDirection»>
Если вы не уверены, работает ли насос, осторожно вставьте отвертку (например, 5 мм) в отверстие и будьте готовы к тому, что она начнет вращаться сама по себе, если насос работает. В этом случае инструкция на этом заканчивается. Установите на место прокачной винт. Убедитесь, что вода не капает.
Перевести
Выберите отвертку, размер и форма которой соответствуют углублению в помпе. Вставьте отвертку в отверстие, открытое на предыдущем шаге.
Попробуйте повернуть ротор насоса с помощью отвертки. Если это сработает, включите насос. Он начинается сам по себе? Хорошо, проблема решена.
Если он не запускается сам по себе, дайте ему небольшой толчок, быстро повернув отвертку в направлении, указанном стрелками на корпусе, и «запустите» насос.
Майкл Б написал мне: На его циркуляционном насосе есть выемка. Вставьте отвертку в этот паз и затем ударьте по ней небольшим молотком в направлении вращения (указано на насосе), чтобы маховик начал двигаться.
Насос теперь работает? Тогда проблема решена. Установите на место прокачной винт и убедитесь, что из него не капает вода. Готовый.
Если насос по-прежнему не работает, перейдите к следующему шагу.
Перевести
Перекрыть подачу воды с обеих сторон насоса. Если вам повезет, все необходимое техническое обслуживание уже было учтено при установке насоса. Прямо на каждом фланце может быть шаровой кран, который соединяет насос с остальной сетью трубопроводов. Все, что вам нужно сделать, это повернуть его паз на 90° с помощью отвертки.
В противном случае вам придется искать подходящие варианты отключения на вашем объекте.
Перевести
В зависимости от типа насоса он подключается одним или двумя кабелями. Если это штекерные соединения, то аккуратно ослабьте их. Вилки обычно имеют механический замок, который необходимо предварительно слегка приподнять с помощью небольшой отвертки.
Если электрическая проводка постоянно подключена к насосу, необходимо соблюдать обычные меры предосторожности, необходимые для всех электромонтажных работ. Отключите все полюса и все стороны и т. д., проверьте отсутствие напряжения! »
org/HowToDirection»>
Предупреждение: если вы не знакомы с этими вещами и не знаете, как действовать дальше, прекратите работу на этом этапе. В противном случае вы подвергнете опасности собственную безопасность и, возможно, других людей! Прежде чем продолжить движение в области, которая может причинить вред, обратитесь за помощью к тому, кто имеет соответствующую специальную подготовку.
Перевести
Запишите направление установки насоса, то есть направление, в котором он перекачивает воду. Вы найдете стрелку в середине насоса, между соединителями труб (красный прямоугольник).
Теперь немного приоткройте резьбовое соединение с одной стороны насоса. Будет вытекать вода, поэтому используйте контейнер для сбора (ведро и т. д.), чтобы собрать ее.
Если подтекание воды не прекращается через очень короткое время и полностью прекращается, то, вероятно, вы не полностью перекрыли подачу воды. В этом случае немедленно затяните фитинг.
Откройте резьбовое соединение на второй стороне насоса.
Снимите насос. Обязательно сохраните прокладки, которые вы найдете с обеих сторон.
Перевести
org/HowToDirection»>
Внимание! Если вы продолжите сейчас, вы, вероятно, аннулируете гарантию на помпу.
Ослабьте четыре крепежных винта подходящим шестигранным ключом
.
Теперь разъедините две части корпуса. Запишите исходное положение двух частей по отношению друг к другу, чтобы вы могли собрать их вместе точно таким же образом позже. Если вы соберете их неправильно, т.е. повернут на 90° или 180°, у вас, вероятно, возникнут проблемы с их установкой в вашей системе.
Теперь должна быть видна крыльчатка насоса. Попробуйте аккуратно повернуть. Если это работает хорошо и легко после нескольких изменений направления, вы можете собрать все обратно и перейти к последнему шагу.
Однако, если крыльчатка (как в моем случае) полностью застряла и вообще не может провернуться, то выполняется следующий шаг.
Перевести
Я заподозрил известковый налет и смог растворить его с помощью имеющейся в продаже уксусной эссенции. Подробно…
Поместите насос крыльчаткой вниз на небольшой пластиковый контейнер, например на маленькое ведро.
Налейте несколько капель уксусной эссенции в отверстие, отмеченное стрелкой, пока эссенция не начнет капать на дно. Если под рукой нет уксусной эссенции, можно использовать обычный салатный уксус. Просто процесс занимает больше времени.
Обратите внимание на инструкции по технике безопасности на флаконе с эссенцией. Если там ничего не написано, используйте резиновые перчатки и защитные очки. Если вы случайно работали без перчаток, на всякий случай ополосните руки чистой водой.
Подождите от 15 до 30 минут
org/HowToDirection»>
Тогда попробуй покрутить колесо. Если он по-прежнему не поворачивается или поворачивается с трудом, повторите описанный выше процесс. Моя помпа была в порядке после трех повторений.
Теперь пропустите воду через насос, даже через отверстие, отмеченное стрелкой, чтобы смыть остатки кислоты. Теперь сильно разбавленную уксусную кислоту можно без колебаний сливать в канализацию. В принципе, это еда, и теперь она определенно намного слабее, чем ваша заправка для салата.
Перевести
Перед сборкой убедитесь, что прокладка между двумя частями корпуса чистая.
Соедините две части корпуса. Обратите внимание на выравнивание двух частей относительно друг друга, как отмечалось ранее.
Вставьте четыре винта с внутренним шестигранником и равномерно затяните их «крест-накрест» (т. е. вверху слева, внизу справа, внизу слева, вверху справа) — сначала слегка затяните, а затем полностью затяните во втором раунде
Перевести
Теперь верните насос на прежнее место. Обратите внимание на ранее отмеченное направление транспортировки. Не забудьте поставить две прокладки (очищенные) между фланцем и насосом.
Установите на место прокачной винт и затяните его.
Немного приоткройте первый затвор воды. Будьте готовы немедленно защелкнуть его обратно, если вы не закрепили насос должным образом или неплотно. При необходимости подтяните резьбовые соединения.
Теперь откройте все другие запорные устройства, которые вы ранее закрыли. Проверьте на наличие утечек.
Подсоедините электрические соединения
org/HowToDirection»>
Время пробного запуска!
Если где-то над насосом есть автоматический выпускной клапан, дело сделано. В противном случае вам, вероятно, придется прокачать радиаторы прямо сейчас.
Проверьте давление воды в вашей системе в соответствии со спецификациями вашей системы.
Перевести
Почти готово!
Финишная черта
Отменить: я не завершил это руководство.
Еще один человек завершил это руководство.
Особая благодарность этим переводчикам:
oldturkey03
Патрик Лифти
Тай
Эти переводчики помогают нам исправить мир! Хотите внести свой вклад? Начать перевод ›
Автор
с 1 другим участником
Значки: 6
+3 еще значка
Как узнать, нуждается ли мой циркуляционный насос в замене?
Для большинства современных домов необходим хорошо работающий котел. Он обеспечивает горячую воду в вашем доме, что делает вас и вашу семью довольными теплыми ваннами, горячей водой для мытья посуды и так далее. Но если вы заметили, что ваш котел работает не в полную силу из-за циркуляционного насоса, это может вызвать большие неудобства в вашем доме. Когда вы знаете, что проблема в вашем циркуляционном насосе, вы, вероятно, спрашиваете себя: : «Как я могу узнать, нуждается ли мой циркуляционный насос в замене?» или Как узнать, нуждается ли мой циркуляционный насос в ремонте? Мы рассмотрим некоторые распространенные проблемы с циркуляционными насосами, чтобы вы могли сделать лучший звонок и ускорить процесс ремонта системы отопления, если возникнет такая необходимость.
Как работает циркуляционный насос?
Ваш циркуляционный насос является основным компонентом вашей котельной системы. Он обеспечивает циркуляцию горячей воды из котельной системы в трубопроводы различных источников горячей воды в вашем доме, таких как раковина в ванной и кухонная раковина. Как домовладелец, вы цените горячую воду; вы, вероятно, больше цените это, когда у вас его нет из-за проблемы с циркуляционным насосом.
Распространенные проблемы с циркуляционным насосом
Неисправный насос может доставлять неудобства в вашем доме, но знайте, что это распространенная проблема. Ниже перечислены несколько распространенных проблем с циркуляционными насосами, на которые вы можете ссылаться, чтобы определить, что может быть не так с вашим насосом, и как вы можете это исправить.
Шумный насос
Если вы проверили свой котел только для того, чтобы заметить, что насос издает много шума, обратите внимание на это. Это может свидетельствовать о чрезмерном количестве воздуха внутри насоса. Вы можете решить проблему, выпустив воздух из насоса. Если это не решит проблему, скорее всего, подшипник насоса разболтался и гремит в насосе.
Негерметичный насос
Вы заметили, что ваш насос протекает? Если это так, это, вероятно, связано с неисправными соединениями / фланцами в насосе, из-за которых вытекает вода. Вы заметите, что это повлияет на давление воды внутри дома, где вода, вытекающая из крана, будет выходить со значительно меньшим давлением. Нанесите герметик в местах утечки и посмотрите, решит ли это проблему на данный момент.
Неработающий насос
В одной раковине течет горячая вода, а в другой нет? Это означает, что насос не работает и может указывать на ряд проблем, таких как повреждение деталей, отсутствие питания насоса, коррозия проводов, малый размер насоса и т. д. Типы проблем не предполагают «быстрых решений».
Ремонт или замена отопления?
После того, как вы начали оценивать, что из этого является причиной того, что ваш циркуляционный насос не работает, у вас есть выбор: заменить его или отремонтировать. Если вы столкнулись с какой-либо из проблем, упомянутых ранее, и предложенные исправления не сработали, вы можете потратить время на его ремонт / пересборку. Это может сэкономить деньги на трудозатратах, но важно делать это только в том случае, если у вас достаточно опыта.
Для тех, у кого меньше опыта, лучше заменить помпу. Циркуляционные насосы имеют небольшие размеры, что затрудняет их ремонт самостоятельно. Кроме того, они не созданы для вечности. Гораздо чаще заменить насос, чем капитально отремонтировать его. Кроме того, вам следует подумать о том, чтобы профессионал позаботился о замене, поскольку неопытная замена может привести к повреждению котла, что приведет к другим проблемам при ремонте.
Что бы вы ни решили сделать, позаботьтесь о ремонте или замене отопления как можно скорее. Сломанный циркуляционный насос может начаться как небольшое неудобство, но может привести к более серьезным проблемам, если о нем не позаботятся своевременно. Сломанный циркуляционный насос может привести к выходу из строя всего вашего котла, что обойдется гораздо дороже, чем замена насоса. Ваша вода под низким давлением или холодный душ будут наименьшим из ваших беспокойств, если вам в конечном итоге придется иметь дело со сломанным котлом, который получил больше повреждений только потому, что вы пытались его починить, а в итоге сделали еще хуже.
Технические характеристики — сварочный инвертор Ресанта САИ 220 ПН
Mma сварочные аппараты дуговой сварки электродами
Персональная скидка
Характеристики сварочный инвертор Ресанта САИ 220 ПН
Арт. X131102236
Персональная скидка
Дарим скидки за
вход в личный кабинет
Арт. X131102236
Характеристики
Производитель
Макс. мощность, кВт
6.6
Макс. сварочный ток MMA, А
220
Напряжение сети, В
220
Мин. сварочный ток MMA, А
10
Напряжение холостого хода MMA, В
80
Вес, кг
8.2
Все характеристики
Дарим скидки за
вход в личный кабинет
С этим товаром смотрят
1 440 ₽
Сварочная маска Ресанта МС-1, смотровое окно 90х40 мм
Персональная скидка
2 990 ₽
Шнек для мотобура Ada Drill 200/1000 A00234 (1000 мм)
Персональная скидка
1 150 ₽
Электроды Esab ОК 46. 00 3.0мм (2.5кг)
Набор G-образных струбцин Sparta 206755 25-50-75 мм
Струбцина G-образная Sparta 206625 (150 мм)
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Отрезной круг (125×1,2×22 мм)
889 ₽
1 130 ₽
Порошковый огнетушитель Ярпожинвест ОП-8 (з) ABCE
-241 ₽
Персональная скидка
Сварочная маска Ресанта МС-6 65/60, смотровое окно 90х35 мм
Отрезной круг (230×2,5×22 мм)
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Шнек для мотобура Ada Drill 100 A00236 (800 мм)
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Производитель
Антизалипание
Да
Форсаж дуги
Да
Горячий старт
Да
Дисплей
Да
Класс товара
полупрофессиональный
Макс. мощность, кВт
6.6
Макс. сварочный ток MMA, А
220
Нет
TIG сварка
Да
Напряжение сети, В
220
Наличие сетевой вилки
Да
Мин. диаметр электрода MMA, мм
1
Макс. диаметр электрода MMA, мм
5
ПВ на максимальном токе, %
70
Степень защиты
IP 21
Длина силовых кабелей, м
2.5, 3
Частота, Гц
50
Сертификат Накс
Нет
Сварка алюминия
Нет
Защита от перегрева
Да
Пульт ДУ
Нет
Мин. температура эксплуатации, °С
-20
Макс. температура эксплуатации, °С
50
Габариты, мм
300x160x430
Сварочный провод
DX25
Класс изоляции
H
инвертор
Мин. сварочный ток MMA, А
10
Мин. сварочный ток TIG, А
10
Макс. сварочный ток TIG, А
220
Напряжение холостого хода MMA, В
80
Коэффициент мощности
0.7
Макс. рабочее напряжение ММА, В
28.8
Тип охлаждения
принудительное
Вес, кг
8. 2
Страна производства
Китай
Родина бренда
Латвия
Нашли неточность в описании?
В комплекте
Сварочный инвертор
1 шт.
Кабель с электрододержателем
1 шт.
Кабель с клеммой заземления
1 шт.
Паспорт
1 шт.
Упаковка
1 шт.
Сварочный инверторный аппарат работающий при пониженном напряжении Ресанта САИ-220ПН 65/20
Сварочный аппарат пониженного напряжения Ресанта САИ-220ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
«Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
«Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.
«Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.
Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата.
Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов.
Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат.
Петли позволяют крепить ремень, чтобы переносить аппарат на плече.
Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений.
Вентиляционная решётка обеспечивает дополнительную вентиляцию.
Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции.
Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода.
Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги.
Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т. к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта.
Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой.
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-220ПН
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
Регулятор форсажа дуги (ARC FORCE).
Силовые разъемы для подключения сварочных кабелей.
Индикатор «сеть» загорается при включении прибора.
Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Диаметр электродов (мм)
Ток (А)
1,6
25-50
2
50-70
2,5
60-90
3,2
90-140
4
130-190
5
160-220
6
200-315
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 80 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
Компания SoundTraxx, являющаяся настоящим пионером в области производства моделей поездов, с 1990 года создает инновационные продукты для привередливых моделей железнодорожников. Мы с гордостью разрабатываем и производим лучшие в отрасли продукты прямо здесь, в США, и наш дружелюбный персонал службы поддержки клиентов работает бок о бок с остальной частью нашей команды по продуктам.
The Tsunami2 TSU-1100 TSU-1100 — один из наших самых маленьких звуковых декодеров, но он обладает множеством высокопроизводительных функций! Вы почувствуете, что находитесь в кабине, благодаря потрясающим новым функциям, которые может предложить Tsunami2, в том числе: реактивный динамический цифровой выхлоп, функционирующие локомотивные и поездные тормоза, форсунки, реверс мощности и мерцание топки. Мы также предлагаем большой выбор выбираемых звуковых эффектов, в том числе: выхлопные трубы (10), первичные двигатели (до 12), колокольчики (12), свистки (9).0), звуковые сигналы (40+), муфты, динамо-машины и многое другое!
Этот универсальный формат на 1 ампер идеально подходит для небольших моделей с минимальным пространством. Он включает в себя дополнительный конденсатор или может быть подключен к CurrentKeeper (артикул 810140 или 810160) для поддержания производительности при загрязненных дорожках и переключателях.
ДИНАМИЧЕСКИЙ ЦИФРОВОЙ ВЫПУСК Для большей реалистичности вам понравится наша функция реактивного динамического цифрового выхлопа (DDE). Когда ваш локомотив движется по ровной местности и просто поддерживает скорость, вы услышите пыхтение своего локомотива. Но когда локомотив сталкивается с уклоном и машинист прибавляет газ, чтобы поезд поднялся в гору, звуки двигателя автоматически реагируют и отражают увеличение мощности, необходимой для преодоления подъема. DDE выполняет это, рассчитывая изменения напряжения или нагрузки на двигатель и регулируя выхлоп, чтобы соответствующим образом имитировать работу, которую инженер будет выполнять на дроссельной заслонке двигателя. Это дает Tsunami2 возможность создавать максимально реалистичный опыт.
ВЫСОКОКАЧЕСТВЕННАЯ ЗВУКОВАЯ БИБЛИОТЕКА Наш большой выбор высококачественных звуковых эффектов включает:
10 выхлопных труб
До 12 основных двигателей в каждом звуковом профиле
До 12 звонков
90 свистков
40+ рожков
Дополнительные сцепки, динамо-машины, болтовня кабины и многое другое!
ДОПОЛНИТЕЛЬНЫЙ РЕАЛИЗМ Дополнительный реализм можно создать, добавив работающие тормоза локомотива и поезда, форсунки, реверс питания, мерцание топки и многое другое.
Размеры:
27 х 10,5 х 5 мм
Макс. Ток остановки двигателя:
1А
Макс. Функция Ток:
100 мА (каждый выход)
Функция Выходы:
4
Аудиоусилитель:
1 Вт, нагрузка 8 Ом
Напряжение на шине DCC:
7,5 В – 22 В
Звуковые каналы:
16
П-18 «Ложка Д» — Радиолокационное руководство
П-18 «Ложка Д»
Описание комплекта РЛС, тактико-технические характеристики
Рисунок 1: P-18 в Greding
Технические характеристики
частота:
150 … 170 МГц
время следования импульсов (PRT):
2,77 мс
частота повторения импульсов (PRF):
360 Гц
длительность импульса (τ):
6 мкс
время приема:
2,4 мс
мертвое время:
377 мкс
пиковая мощность:
160 … 260 кВт
средняя мощность:
540 Вт
инструментальный диапазон:
360 км
разрешение по дальности:
900 м
точность:
ширина луча:
6°
совпадений за сканирование:
> 15
поворот антенны:
0… 6 …10 об/мин
Средняя наработка на отказ:
MTTR:
П-18
П-18 «Ложка Д» (российское обозначение: 1РЛ131 «Терек»; Кириллица: 1РЛ131 «Терек») РЛС дальнего обнаружения общего назначения, работающая в диапазон УКВ.
Радар является дальнейшим развитием Р-12 радар и использует свою концепцию антенны, передатчика и приемника. Антенна получила четыре дополнительных Антенны Яги для более узкой диаграммы направленности антенны.
дуплексер было изменено, потому что разделение мощности между двумя антенными плоскостями производится непосредственно в антенне. Приемный тракт получил малошумящий предусилитель, изначально трубка бегущей волны, а позже и твердотельный усилитель. В ствольном тракте некоторые блоки были перенесены от Р-12, но получили дополнительные встроенные электронные переключатели. на полевых транзисторах для дистанционного управления. Обработка сигнала радара после индикации движущейся цели (MTI), синхронная генерация импульсов, а система связи выполнена на транзисторах.
Более поздние версии, которые не использовались в бывшей ГДР, получили цифровую систему MTI, который также предлагался на международном уровне в качестве комплекта для модернизации. Блоки формирования триггерных импульсов, потенциальные накопительные трубки, и компенсационный блок заменены новой системой.
Отображение данных РЛС в базовой версии происходит на двух объемы ИЦП, один из которых можно заменить на расстоянии до 500 м со всеми вариантами дистанционного управления. Для тестов также есть А- Объем.
Управление вращением антенны представляет собой следящую систему с несколькими управляющими входами. Таким образом, он может работать синхронно с другими радиолокационными станциями, который затем может отображать видео P-18 в дополнение к их эхо-сигналу или вместо него. Точно так же оценка посторонних эхосигналов может производиться в П-18 или с его выносного блока индикации.
Инвентарь P-18 всегда включает вторичный радиолокатор. В зависимости от комплекта поставки это либо простой закодированный НРС-12 или более сложный «Условно-досрочное освобождение» система. Пока НРС-12 еще можно загрузить в Р-18, для системы «Пароль» требуется дополнительный грузовик с прицепом.
Школа рукоделия Хоббитания 🎨 | Политика сайта | Контакты
Автор: Школа рукоделия Хоббитания
Каждому хозяину большого садового участка или маленькой дачи, хотя бы раз в жизни (как минимум) может потребоваться трубогиб — устройство для сгибания профильной трубы.
К примеру это может быть, заготовка для тепличного каркаса или навеса, беседки, либо любых других металлических конструкций.
На базах по продаже металла, и на другом производстве обычно применяют устройства заводского изготовления, но это удовольствие далеко не из дешевых. Чтобы сэкономить свой бюджет на более приятные траты, выгоднее заняться изготовления устройства в ручную, своими силами.
Для данной конструкции, как говорится, «много ума не надо», и дефицита в деталях тоже не будет, чертежи трубогиба реально создать самому.
Содержимое обзора:
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить на другой.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.
Арбалетные устройства очень компактны, и ценятся в сфере монтажа и инженерных коммуникаций.
В чем заключается работа трубогиба
Принцип работы совсем несложный, он заключается в нагреве трубы, труба греется до красна и становится очень пластичной, податливой к изменениям. Каждый вид трубогиба имеет свой спектр возможностей.
Главные функции — это качество изгиба и возможность гнуть трубы разного размера и диаметра.
С помощью дополнительных прокатных устройств достигается изгиб большего диаметра. Устройство функционирует с помощью валов, в комплекте их три.
Направляющие и нажимные. Труба проходит сквозь подвижных элементов, степень изгиба задается усилием прижимного ролика. Если радиус кривизны готового изделия получился мал, процедуру следует повторить.
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.
Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.
Огромный плюс такого процесса, экономия средств и простота исполнения.
Любое устройство имеет недостатки, и этот метод не исключение. Изгиб получается не точным, плохого качества, а так же шаблон будет одноразовым (применяться только на один диаметр трубы).
Трубогиб-улитка
В штамповке одинаковых заготовок с большим тиражом, маленького радиуса кривизны, незаменимым станет трубогиб-улитка.
Его достоинство в малогабаритных размерах и простоте управления. Недостатком станет ограничение радиуса закругления, только не больших размеров.
Прокатные трубогибы
Нишу универсальности и практичности заняли приспособления выполненные в ручную — прокатные трубогибы (гибочные станки), на таких станках можно сделать любой угол изгиба.
Конфигурация особо не отличается от других моделей, в них так же есть основание и валы. Подвижный ролик жмет трубу, а протягивает её вращение ведущих валов.
Нажатие можно увеличить с помощью лебедки, рычагов либо электропривода. Однако для производства дома такая конструкция достаточно сложная в исполнении.
Для воспроизведения такого агрегата потребуется много токарных и сварочных работ. Если вы все же решитесь на изготовление такой модели, она прослужит вам долго и порадует функционалом.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуальный. Для облегчения задачи вы можете найти фото трубогиба в интернете, чтобы примерно понимать как он должен выглядеть.
Так же имеется множества чертежей трубогиба, которые легки в применении. Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.
Фото трубогиба своими руками
Scroll Up
Adblock detector
Простой трубогиб для профильной трубы своими руками
Самодельный станок трубогиб для гибки профильной трубы, подробные фото по изготовлению станка.
Конструкция данного трубогиба, достаточно проста в изготовлении, правда понадобится выточить некоторые детали, но их можно заказать у токаря. Процесс изготовления самодельного станка, подробно показан на этих фото, а в конце статьи, также имеется видео, где показан трубогиб в работе.
Для изготовления станка, использованы уголки 60 х 40 и 35 х 35, а также прочий металлолом.
Для начала автор изготавливает основание. Для этого, он берет два уголка 60 х 40 мм и сваривает их между собой. Далее от уголка размером 35 х 35 мм, отрезаем, заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Теперь нужно изготовить платформу для крутящего валика. На нее пошли два уголка 60 х 60 мм, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Следующий этап: изготовление опор под валики и подшипники. Из профильной трубы 20 х 40 мм вырезаются заготовки. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук.
Опоры привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
Следующий шаг изготовление креплений, они необходимы для жесткого крепления станка к поверхности стола, чтобы при работе он был устойчив.
Покраска и сборка.
Самодельный трубогиб, удачно прошёл испытания, согнутая профильная труба получилась равномерной без изгибов.
В этом видео, автор показывает свой самодельный станок:
Автор самоделки: Юрий Сербин.
Как сделать трубогиб || DIY Best Pipe Bender
Как сделать трубку Bender
Post Author: Vijay Suthar
Post Опубликовано: мая 2020
Post Category: Metal Projects
Введение:
9
. сделать трубогиб :-
В этом посте я покажу вам, как сделать трубогиб.
Гибка труб – это любой процесс формовки металла, используемый для постоянной формовки труб или трубок. Процедуры гибки с привязкой к форме, такие как «гибка прессом», используются для придания заготовке формы штампа. Прямая заготовка трубы может быть сформирована с помощью гибочного станка для создания различных типов одиночных или множественных изгибов и придания детали желаемой формы. Эти процессы могут быть использованы для формирования сложных форм из различных типов металлических труб.
Процесс гибки труб начинается с загрузки трубы в трубогиб и ее зажима между двумя матрицами, зажимным блоком и формующей матрицей. Труба также свободно удерживается двумя разными матрицами: грязесъемной матрицей и нажимной матрицей. Процесс гибки труб включает в себя использование механической силы для прижатия трубы из исходного материала к матрице, заставляя трубу соответствовать форме матрицы. Трубка заготовки прочно удерживается на месте, пока конец вращается и обматывается вокруг матрицы и других форм обработки, включая проталкивание заготовки через ролики, которые сгибают ее в простую кривую.
Трубогибочный станок используется для гибки различных труб, но чаще всего; сантехника и водопровод. Трубогиб используется для гибки трубы в разные стороны и вокруг препятствий вместо создания фитинга. Чтобы использовать трубогиб, рабочий тянет за ручки трубогиба, чтобы протолкнуть трубу вокруг формирователя. Труба зажата между шпангоутом и роликом, поэтому она вынуждена принимать форму шпангоута, когда рабочий сжимает ручки вместе.
В этом посте я покажу вам, как сделать трубогиб. С помощью этого трубогиба труба изгибается в два разных диаметра с использованием двух роликов разного диаметра.
Используемые детали:
Металлическая пластина для основания (10’”*8”) толщиной 10 мм
Ролик диаметром 127 мм (формовочный ролик)
Ролик диаметром 85 мм (формовочный ролик)
Ролик диаметром 65 мм (прижимной ролик) 09
2 шт. металлические пластины для поддержки роликов шириной 1,5 дюйма и длиной 10,5 дюйма (толщина 5 мм)
1,5-дюймовая квадратная труба длиной 3,5 дюйма для опорной рукоятки
1,5-дюймовая оцинкованная труба для рукоятки (длина 15 дюймов)
1,5-дюймовый уголок L-образного сечения для опорной трубы (длина 2,25 дюйма)
Болт с шестигранным ключом 14 мм с шайбы (длина 3 дюйма)
Болт ½ дюйма с контргайкой с шайбами (длина 3 дюйма)
6 шт. Болты с внутренним шестигранником 5/16 для рукоятки (длина 12 мм)
2 шт. Болты с шестигранным ключом 3/16 (длина 15 мм)
Как сделать:
Первый шаг для изготовления трубогиба — просверлить отверстия диаметром 14 мм на обеих металлических пластинах (шириной 1,5 дюйма, длиной 10,5 дюйма и толщиной 5 мм) для Поддержите формующий ролик диаметром 127 мм на конце металлических пластин.
Реклама
Второй шаг — просверлить отверстия диаметром ½ дюйма на обеих металлических пластинах для поддержки прижимного ролика диаметром 65 мм.
Кроме того, просверлите 14 мм отверстия на обеих металлических пластинах для формовочного ролика 85 мм. Зазоры между двумя роликами зависят от ваших требований. В моем случае между формующими и прижимными роликами есть зазор в 1 мм.
Следующий шаг — изготовление ручки для трубогиба. Для изготовления ручки я использовал оцинкованную трубу длиной 15 дюймов. Кроме того, я использовал 1,5-дюймовую квадратную трубу длиной 3,5 дюйма для поддержки ручки.
Чтобы сделать ручку, прикрепите металлические пластины, квадратную трубу и оцинкованную трубу, используя 6 шт. Болты с внутренним шестигранником 5/16 (длина 12 мм), как показано на рисунке.
Объявление
Следующим шагом будет изготовление основы трубогиба. Я использовал металлическую пластину (10 дюймов * 8 дюймов) толщиной 10 мм, чтобы сделать основу.
Просверлите отверстия 14 мм для формирующих роликов 127 мм и 85 мм на опорной плите и сделайте в этих отверстиях резьбу 14 мм с помощью набора лент 14 мм. Кроме того, вырежьте опорную пластину по форме, как показано на изображении.
Теперь прикрепите формующий валик, прижимной валик и ручку к опорной пластине с помощью болта с внутренним шестигранником на 14 мм с шайбами и болта ½” с контргайкой и шайбами, как показано на рисунке.
В конце прикрепите угол Г-образного сечения 1,5 дюйма к опорной трубе (длина 2,25 дюйма). Сделайте паз на уголке L-образного сечения, как показано на рисунке, и прикрепите его к опорной плите, используя 2 шт. Болты с внутренним шестигранником 3/16.
После этого крашу трубогиб и трубогиб готов к использованию.
Для лучшего понимания посмотрите видео ниже.
Объявление
Метки: трубогиб своими руками, самодельный трубогиб, самоделки, как сделать трубогиб, сделать трубогиб, трубогиб
Сгибание трубы без гибки — самодельный стиль своими руками!
Цирковые силачи 19 века гнули сталь голыми руками, чтобы продемонстрировать свою невероятную силу, но вам не обязательно надевать леопардовый купальник, чтобы выполнять простые домашние задания. Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам нужно будет согнуть трубу для проекта, вы можете поспешить в магазин скобяных изделий, чтобы взять трубогиб, или вы можете просто потренировать свои мышцы.
Знакомство с металлами
Существуют некоторые ограничения на гибку металлов без использования станка. Естественно, у людей есть свои пределы, и вы, скорее всего, сможете гнуть только более мягкие металлы. Алюминий и медь достаточно мягкие, чтобы их можно было сгибать без особых усилий, но с такими сплавами, как нержавеющая сталь, все становится значительно сложнее. Еще одна вещь, которую нужно иметь в виду, это тип изгиба, которого вы достигнете. Более мягкие металлы будут иметь U-образный изгиб, в то время как более твердые металлы будут больше похожи на V.
Инструменты для гибки
Голыми руками
Если вам нужно грубо согнуть трубу и у вас ограниченные ресурсы, вы можете просто сделать это голыми руками. Большинство людей могут сгибать трубы толщиной до дюйма, но если больше, вам могут понадобиться инструменты или дополнительная помощь. Прежде чем сгибать трубу, рекомендуется обернуть концы во что-нибудь, чтобы обеспечить дополнительное сцепление и защитить руки. Кожа – один из лучших материалов для такого рода работ. Просто нарежьте несколько полосок и оберните их вокруг концов стержня — вы можете выбрать другие материалы, например плотную ткань, но они не обеспечат такой же силы воздействия. Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например, хватом сверху со штангой прямо перед собой.
Паяльная лампа
Одним из наиболее распространенных способов гибки труб без использования станка является использование паяльной лампы. Сильное тепло концентрируется на области, которую вы хотите согнуть, делая ее податливой. Существует несколько способов использования тепла для гибки труб, которые мы опишем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где вы хотите согнуться. Также рекомендуется создать шаблон изгиба и измерять трубу по нему по ходу дела. Большинство людей используют дешевый деревянный материал, такой как МДФ, для создания масштабных шаблонов.
Тиски
Закрепите трубу в тисках, чтобы она не двигалась. Убедитесь, что по обе стороны от области, которую вы хотите согнуть, есть достаточно места, чтобы вы могли хорошо держаться при сгибании. С помощью паяльной лампы постоянно нагревайте область, которую хотите согнуть. Не забудьте нагреть всю область, а не только одну сторону трубы, так как это поможет ей согнуться равномерно. Когда трубка раскалится докрасна, осторожно начинайте ее сгибать. Вы можете сделать это руками, но наденьте толстые перчатки, так как трубка будет очень горячей. Если у вас возникли трудности с получением рычага, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно согнуть трубу, попросите кого-нибудь помочь. Иногда бывает проще, если один человек нагревает трубу, а другой сгибает ее.
Связанный: Как согнуть трубу с помощью трубогиба
Пружины для изгиба
Пружины для изгиба представляют собой простые инструменты, которые предотвращают образование перегиба на трубах при изгибе. Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу, когда она согнута, чтобы гарантировать, что она не разрушится. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее растекание при изгибе.
Внешние пружины обычно используются для труб меньшего размера, а внутренние пружины — для труб большего размера. Хотя они полезны для получения точного и равномерного изгиба, пружины обычно ограничены определенными размерами. Поэтому, если вы сгибаете более одного размера трубы, вам нужно будет купить пружины разных размеров.
Песок
Хотите верьте, хотите нет, но песок — бесценный материал для обеспечения равномерного изгиба. Закройте один конец трубы материалом, например скомканной газетой или тканью. Затем заполните трубу песком — убедитесь, что песок плотно утрамбован. Заблокируйте другой конец трубы, а затем нагрейте область изгиба. Когда он нагреется, аккуратно согните его рукой.
Геометрические размеры сварного шва (стыкового, углового): СНиП, ГОСТ
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Нормативные документы
Основными документом, регламентирующими геометрию сварочных швов является ГОСТ 5264-80, по которому и рассчитываются главные геометрические характеристики, с использованием математических формул. Размеры сечения и длинны по ГОСТ 5264-80 зависят от вида соединения, толщины деталей конструкции, геометрии обработки торцевых кромок. Кроме того при расчете геометрических параметров сварочных соединений учитываются и другие нормативные документы: СНиП II-23-81, инструкции и технические регламенты. Среди всех геометрических характеристик сварных швов основными являются минимальная длина, ширина, глубина, размер катета и некоторые другие.
Геометрические характеристики
Как уже было сказано выше, геометрия швов зависит от вида соединения. Основные геометрические размеры сечений стыковых и угловых сварочных швов представлены на следующем рисунке:
Геометрические характеристики
где S – толщина деталей;
е – ширина сварного шва;
g – выпуклость;
m – вогнутость;
h – глубина проплавления;
t – толщина сварного шва;
b – зазор в соединении;
k – катет углового шва;
p – высота;
a – толщина.
На геометрические размеры влияет тип соединения и толщина свариваемых изделий. Эти показатели приведены в следующей таблице.
Таблица с типами сварных соединений
Из представленной информации понятно, что все геометрические размеры сварных швов и соединяемых деталей связаны между собой. Особняком стоит длина этих элементов сварных конструкций. Она зависит только от нагрузки на соединение и совершенно не зависит от геометрии сечения шва. Минимальная длина сварного шва должна обеспечивать прочность соединения, при превышении максимального значения общей нагрузки на 20%. Часто проварка изделий осуществляется по всей длине контакта, но во многих случаях сварка выполняется короткими отрезками, обеспечивающими необходимую прочность соединения. Для строительных конструкций расчет длины сварного шва по СНиП II-23-81 осуществляется исходя из этих критерий.
Расчет геометрии стыкового шва
Методика проверки швов для этого вида полностью расписана в следующих нормативных документах: СНиП II-23-81 п. 11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:
Формула расчета геометрии стыкового шва
где N – максимальная сила растяжения или сжатия;
t – минимальная толщина свариваемых деталей;
lw – длина шва;
Rwy – сопротивление нагрузке;
γс – табличный коэффициент.
При таком виде соединения оно проваривается на всю длину контакта, следовательно длина шва равна длине стыков свариваемых деталей, уменьшенной на 2t, удвоенную толщину металла. Ширина шва зависит от формы разделки кромок и толщины деталей. Схемы расчетных варианты соединений встык показаны на следующих рисунках.
Схемы расчетных варианты соединений встык
Если в ходе сварочных работ используются материалы в соответствии с приложением 2 СНиП II-23-81 в расчет не производится, только осуществляется визуальный контроль качества выполненных соединений.
Расчет геометрии углового шва
Расчет геометрических размеров угловых сварных швов при воздействии нагрузки, проходящей по оси центра тяжести производится по выбранному сечению, наиболее опасному в этом соединении. Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.
Схема геометрии углового шва
В таком виде сварных соединений действуют напряжения различного характера, но доминирующей нагрузкой является срезающая сила. Проверка угловых сварных швов производится по следующим формулам.
Формула расчета по металлу шва
Формула расчета по границе сплавления
где N – максимальная сила растяжения или сжатия; βf и βz – табличные коэффициенты для стали; kf – длина катета сварного шва; lw – длина; Rwf – расчетное сопротивление на срез; Rwz – то же но в зоне сплавления; γс – табличный коэффициент условий эксплуатации; γwf и γwz – то же, но для разных условий эксплуатации.
Главной геометрической характеристикой всех угловых швов является размер их катета, т. е. толщина по границам сплавления. Размер катета зависит от толщины деталей, материала и способа сварки. Выбрать значение этого геометрического параметра можно в нижеприведенной таблице.
Таблица минимальных катетов углового шва
«Примечания:
Для стальных конструкций с предельными характеристиками текучести материала выше 590 Н/кв.мм или толщине соединяемых деталей свыше 80 мм, значение минимального размера катета следует брать в специальных ТУ.
Для конструкций четвертой группы, размер катета углового шва следует сокращать на 1 мм для деталей с толщиной не более 40 мм и уменьшать на 2 мм для деталей толще 40 мм.»
Инструменты для контроля размеров швов
Измеритель геометрических параметров сварных швов – это специализированный инструмент, с помощью которого можно произвести замер основных характеристик этих элементов сваренных конструкций. Среди всего разнообразия таких измерительных инструментов можно выделить следующие группы изделий: шаблоны, универсальные измерители и устройства, специализированные на замере одного параметра. В набор профессионального сварщика состоит из нескольких таких инструментов, позволяющих произвести замер как подготовленных к сварке деталей, так и самого сварного шва.
Заключение
Выше представленная информация актуальна для соединений, выполненных с использованием ручной электродуговой сварки. Размеры сварного шва при полуавтоматической сварке рассчитываются по другим методикам. Следует заметить, что все геометрические размеры сварных швов жестко завязаны на толщину свариваемых деталей и максимальную нагрузку, которую должна выдержать вся конструкция!
Презентация на тему Презентация на тему Геометрические параметры
сварного шва, предмет презентации: Разное. Этот материал содержит 6 слайдов. Красочные слайды и илюстрации помогут Вам заинтересовать свою аудиторию. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас — поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций ThePresentation.ru в закладки!
Слайд 1
Текст слайда:
Геометрические параметры
сварного шва
Слайд 2
Слайд 3
Слайд 4
Слайд 5
Слайд 6
Текст слайда:
Ответьте на вопросы
Назовите геометрические параметры шва Как определить коэффициент выпуклости шва? Что такое корень шва? Как рассчитать коэффициент формы шва? Какой шов называется подварочным? В каких пределах должно быть значение коэффициента выпуклости шва?
Скачать презентацию
Обратная связь
Если не удалось найти и скачать презентацию, Вы можете заказать его на нашем сайте. Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Email: Нажмите что бы посмотреть
Что такое ThePresentation.ru?
Это сайт презентаций, докладов, проектов, шаблонов в формате PowerPoint. Мы помогаем школьникам, студентам, учителям, преподавателям хранить и обмениваться учебными материалами с другими пользователями.
Для правообладателей
Влияние параметров сварки на геометрию валика металла шва при дуговой сварке под флюсом Сикандар Тхакур, Гитеш Гога, Автар Сингх :: SSRN
Скачать эту статью
Открыть PDF в браузере
Добавить бумагу в мою библиотеку
Делиться:
4 страницы
Опубликовано: 26 июня 2020 г.
Просмотреть все статьи Sikandar Thakur
Факультет машиностроения, Инженерный колледж KC, Наван Сахар, Пенджаб
Департамент машиностроения, Инженерный колледж KC, Наван Сахар, Пенджаб
Факультет машиностроения, инженерный колледж KC, Наван Сахар, Пенджаб
Дата написания: 19 января 2020 г. высокая скорость наплавки, высокое качество сварных швов, простота автоматизации и минимум навыков работы. Дуговая сварка под флюсом характеризуется большим количеством параметров процесса, влияющих на производительность на выходе, таких как двухуровневая твердость и геометрия валика, что впоследствии влияет на качество сварного шва. В данной исследовательской работе изучалось влияние различных параметров сварки на геометрию капли. Выбираются четыре параметра сварки, а именно ток, напряжение дуги, скорость перемещения при сварке и расстояние от сопла до листа. Математическая модель была разработана на основе данных, полученных с помощью двухуровневого полуфакторинга. Дизайн-эксперт 7 реализуется для того, чтобы выяснить значимый и коммуникационный эффект. Было замечено, что ширина валика, проплавление, армирование увеличиваются с увеличением сварочного тока. Ширина валика также увеличивается с увеличением напряжения, но упрочнение и проникновение уменьшаются с увеличением напряжения. Расстояние от сопла до пластины и скорость сварки очень мало влияют на ширину валика, проплавление и армирование.
Ключевые слова: Аппарат для дуговой сварки под флюсом, Дизайн Эксперт 7
Рекомендуемое цитирование: Рекомендуемая ссылка
Такур, Сикандар и Гога, Гитеш и Сингх, Автар, Влияние параметра сварки на геометрию валика металла сварного шва при дуговой сварке под флюсом (19 января 2020 г.). Международная конференция передовых исследований и инноваций (ICARI) 2020, доступно на SSRN: https://ssrn.com/abstract=3635987 или http://dx.doi.org/10.2139/ssrn. 3635987
У вас есть вакансия, которую вы хотели бы рекламировать в SSRN?
Связанные электронные журналы
Обратная связь
Обратная связь с SSRN
Обратная связь (требуется)
Эл. адрес (требуется)
Если вам нужна немедленная помощь, позвоните по номеру 877-SSRNHelp (877 777 6435) в США или +1 212 448 2500 за пределами США с 8:30 до 18:00 по восточному поясу США с понедельника по пятницу.
Оптимизация электрических параметров геометрии сварки сплава 6063-T с использованием методов Тагучи
Манладан С., Юсоф Ф., Рамеш С., Фадзил М., Луо З., Ао С. (2017) Обзор контактной точечной сварки алюминиевых сплавов. Int J Adv Manuf Technol 90(1–4):605–634
Артикул
Google ученый
«>
Чам Г., Ипекоглу Г. (2017) Последние разработки в области соединения алюминиевых сплавов. Int J Adv Manuf Technol 91(5–8):1851–1866
Статья
Google ученый
Carlos Dutra J, Machado Cirino L, Goncalves e Silva RH (2010) AC-GTAW алюминия — новая перспектива для оценки роли времени положительной полярности. Sci Technol Weld Join 15(7):632–637
Артикул
Google ученый
Schenk T, Schwenk C (2010) Реакция материала сварных швов GMA толщиной 1 мм DP600 внахлест. Sci Technol Weld Join 15(7):567–574
Статья
Google ученый
Halmoy E (1999) Моделирование обнаружения вращающейся дуги при дуговой сварке металлическим газом. Sci Technol Weld Join 4(6):347–351
Статья
Google ученый
«>
Jaidi J, Dutta P (2004) Трехмерная турбулентная конвекция сварочной ванны в процессе дуговой сварки металлическим электродом. Sci Technol Weld Join 9(5):407–414
Статья
Google ученый
Чжао Л., Цукамото С., Аракане Г., Сугино Т., Деброй Т. (2011) Влияние кислорода на геометрию сварного шва при сварке волоконным лазером и гибридной сваркой волоконный лазер-GMA. Sci Technol Weld Join 16(2):166–173
Статья
Google ученый
Ким Х.Р., Пак Ю.В., Ли К.И. (2008) Применение реляционного анализа Грея для определения параметров сварки для гибридной сварки алюминиевого сплава Nd: YAG-лазер GMA. Sci Technol Weld Join 13(4):312–317
Статья
Google ученый
Mendez PF, Eagar TW (2001) Сварочные процессы для авиации. Adv Mater Process 159(5):39–43
Google ученый
«>
Brandt U, Lawrence F, Sonsino C (2001) Возникновение и рост усталостной трещины в AlMg4. 5Mn стыковые сварные соединения. Fatigue Fract Eng Mater Struct 24(2):117–126
Артикул
Google ученый
Михалерис П. (2011) Моделирование остаточных напряжений и деформаций при сварке: текущие и будущие направления исследований. Sci Technol Weld Join 16(4):363–368
Статья
Google ученый
Михалерис П. (2011) Количественная оценка погрешности при моделировании остаточных сварочных напряжений и деформаций. Sci Technol Weld Join 16(8):722–727
Статья
Google ученый
Сонг С., Донг П. (2017) Остаточные напряжения при ремонте сварных швов и влияние геометрии ремонта. Sci Technol Weld Join 22(4):265–277
Статья
Google ученый
«>
Марья М, Марья С (1998) Теоретический и экспериментальный анализ различий в морфологии наплавленного валика. J Mater Eng Perform 7(4):515–523
Статья MathSciNet
Google ученый
Окуи Н., Кетрон Д., Борделон Ф., Хирата Ю., Кларк Г. (2007) Методика прогнозирования формы зоны плавления. Сварной шов J 86(2):35–43–сек
Google ученый
Канти К.М., Рао П.С. (2008) Прогнозирование геометрии валика при импульсной сварке GMA с использованием нейронной сети обратного распространения. J Mater Process Technol 200(1):300–305
Артикул
Google ученый
Лаззарин П., Тово Р. (1998) Подход с использованием коэффициента интенсивности надреза к анализу напряжений сварных швов. Fatigue Fract Eng Mater Struct 21(9):1089–1103
Артикул
Google ученый
«>
Месегер-Вальденебро Х.Л., Портолес А., Мартинес-Конеса Э. (2017) Преподавание кода ASME IX студентам, изучающим процессы сварки GTAW, GMAW/FCAW, SMAW и сварки под пилой. Дж Матер Образование 39(1–2):19–42
Google ученый
Romani G, Meseguer-Valdenebro JL, Portoles A (2017) Экспериментальное исследование электрических параметров GMAW на сварных швах в разных положениях. Trans Indian Inst Metals 70(1):159–166
Статья
Google ученый
Хавьер Наранхо Ф., Алехандро Торрес Дж. (2015) Анимации для обучения механике материалов с использованием инструментов метода конечных элементов (МКЭ) с открытым исходным кодом. J Mater Educ 37 (1–2): 39–58
Google ученый
Месегер-Вальденебро Дж.Л., Мартинес-Конеса Э.Дж., Серна Дж., Портолес А. (2016) Влияние параметров сварки на зону термического влияния при сварке алюминия. Therm Sci 20(2):643–653
Статья
Google ученый
Месегер-Вальденебро Дж.Л., Серна Дж., Портолес А., Эстремс М., Мигель В., Мартинес-Конеса Э. (2016) Экспериментальная проверка численного метода, который прогнозирует размер зоны термического влияния. Оптимизация параметров сварки методом Тагучи. Транс-индийские металлы 69(3):783–791
Артикул
Google ученый
Meseguer-Valdenebro JL, Portoles A, Onoro J (2016) Численное исследование кривых TTP при сварке алюминиевого сплава 6063-T5 и оптимизация параметров процесса сварки методом Тагучи. Indian J Eng Mater Sci 23 (5): 341–348
Google ученый
Tarng Y, Yang W (1998) Оптимизация геометрии наплавленного валика при дуговой сварке вольфрамовым электродом методом Тагучи. Int J Adv Manuf Technol 14 (8): 549–554
Артикул
Google ученый
«>
Рой Р.К. (2001) Планирование экспериментов с использованием подхода Тагучи: 16 шагов к улучшению продукта и процесса, 1-е изд. Wiley Interscience, США
Google ученый
Lin H, Chou C (2006) Оптимизация процесса сварки методом GTA с использованием метода Тагучи и нейронной сети. Sci Technol Weld Join 11(1):120–126
Статья
Google ученый
Расткердар Э., Шаманян М., Саатчи А. (2013) Тагучи Оптимизация параметров сварки GTA импульсным током для повышения коррозионной стойкости 5083 алюминиевых сварных швов. J Mater Eng Perform 22(4):1149–1160
Google ученый
Chi C-T, Chao C-G, Liu T-F, Wang C-C (2008) Оптимальные параметры низковольтной и высоковольтной электронно-лучевой сварки магниевых сплавов серии AZ и механизм формы сварного шва и образования пор. Sci Technol Weld Join 13 (2): 199–211
Артикул
Google ученый
Yue XK, Tong GQ, Chen F, Ma XL, Gao XP (2017) Оптимальные параметры сварки для мелкомасштабной контактной точечной сварки с использованием методологии поверхности отклика. Sci Technol Weld Join 22(2):143–149
Статья
Google ученый
Санчес-Лозано Дж.М., Месегер-Вальденебро Дж.Л., Портолес А. (2017) Оценка процесса дуговой сварки с помощью комбинации методов TOPSIS-AHP с нечеткой логикой. Trans Indian Inst Metals 70 (4): 935–946
Субашини Л. , Васудеван М. (2012) Модели на основе адаптивной нейро-нечеткой системы логического вывода (ANFIS) для прогнозирования ширины валика сварного шва и глубины провара на основе инфракрасного теплового изображения сварочной ванны. Metall Mater Trans B Process Metall Mater Process Sci 43(1):145–154
Артикул
Google ученый
Датта С., Бандйопадхьяй А., Пал П.К. (2008 г.) Применение философии Тагучи для параметрической оптимизации геометрии валика и ширины ЗТВ при дуговой сварке под флюсом с использованием смеси свежего флюса и расплавленного флюса. Int J Adv Manuf Technol 36(7–8):689–698
Статья
Google ученый
Sooriyamoorthy E, Henry SPJ, Kalakkath P (2011) Экспериментальные исследования по оптимизации параметров процесса и конечно-элементный анализ распределения температуры и напряжения при соединении Al-Al и Al-Al2O3 с использованием ультразвуковой сварки. Int J Adv Manuf Technol 55 (5–8): 631–640
Артикул
Google ученый
Lin H-L, Chou CP (2008) Моделирование и оптимизация процесса микросварки лазером Nd: YAG с использованием метода Тагучи и нейронной сети. Int J Adv Manuf Technol 37(5–6):513–522
Статья
Google ученый
ASM International (1998) Справочник по металлу. АСМ Интернэшнл, США
Google ученый
Айдын Х., Байрам А., Эсме У., Казанкоглу Ю., Гювен О. (2010) Применение анализа отношения Грея (gra) и метода Тагучи для параметрической оптимизации процесса сварки трением с перемешиванием (fsw). Матер Технол 44(4):205–211
Google ученый
Касман С. (2013) Оптимизация с несколькими ответами с использованием реляционного анализа Грея на основе Тагучи: тематическое исследование разнородной стыковой сварки трением с перемешиванием AA6082-T6/AA5754-h211. Int J Adv Manuf Technol 68 (1–4): 795–804
Артикул
Google ученый
Ma X, Yoshida F (2003) Численное моделирование распределения напряжения сдвига в паяной сборке Al-Al2O3. Sci Technol Weld Join 8(2):154–156
Статья
Google ученый
Сингх П., Гуха Б., Ачар Д. (2003) Прогноз усталостной долговечности стыковых сварных соединений AISI 304L с различной геометрией валика с использованием метода локального напряжения. Sci Technol Weld Join 8(4):303–308
Артикул
Google ученый
Гао Х., Дутта Р.К., Хуизенга Р.М., Амирталингам М., Херманс М.Дж.М., Буслапс Т., Ричардсон И.М. (2014) Релаксация напряжения за счет ультразвуковой ударной обработки многопроходных сварных швов. Sci Technol Weld Join 19(6):505–513
Статья
Google ученый
«>
Spiegel M, Schiller J, and Srinivasan R (2007) Analisis de la varianza, Probab. Эстад. 2 a Ed México DF McGraw-Hill, стр. 335–71
Spiegel M, Schiller J, and Srinivasan R (2007) Probabilidad y Estadística. «Очерк теории и проблемы вероятности и статистики» Шаума. Шаум. 2 издание. Макгроу-хилл. México DF[Links]
Meseguer-Valdenebro JL, Migue V, Caravaca M, Portoles A, Gimeno F (2015) Преподавание механических свойств различных сталей для студентов инженерных специальностей. J Mater Educ 37 (3–4): 103–118
Цинкование методом Сендзимира | Металлоконструкции ЛЭП
Главная
Производство
Производство
Цинкование металлоконструкций при помощи метода Сендзимира
09.11.2020
Цинкование металлоконструкций при помощи метода Сендзимира
Цинкование по методу Сендзимира применяется в отношении элементов кабеленесущих систем (лотков, коробов) для повышения их долговечности. Общий принцип метода Сендзимира заключается в том, что рулоны металла протягиваются через ванны с цинком. Обработку проходят листы стали толщиной до 2 мм.
Этапы цинкования методом Сендзимира
Оцинковка стали по методу Сендзимира происходит поэтапно:
стальные листы толщиной до 2 мм проходят обработку реагентами и просушиваются в печи, температура которой достигает 650 градусов;
листы поступают в ванны, которые наполнены раствором цинка, далее цинк равномерно распределяется на поверхности стали;
после выхода из цинковой ванны, стальные листы проходят через специальные газовые ножи, где воздух, подаваемый под высоким давлением, убирает излишки цинка;
По итогу на выходе получаются листы стали с равномерным и плотным слоем цинка. Плотность обычно составляет 275 г/м2, толщина слоя – 10-20 мкм. Качество покрытия должно соответствовать ГОСТ 14918-80. В некоторых случаях, для повышения коррозийной стойкости металла, слой цинка может быть увеличен. Слой цинка, нанесенный методом Сендзимира тоньше, чем у листов оцинкованных горячим методом, его коррозионная стойкость ниже и применяется в умеренных условиях и закрытых помещениях, класс стойкости – С1, С2. Металлические короба и кабельные лотки с покрытием цинком по методу Сендзимира используют главным образом в отапливаемых помещениях с чистым воздухом (офисные помещения, магазины, школы, детские сады, гостиницы) и неотапливаемых зданиях, в которых может возникать конденсация воды (склады, спортзалы).
Преимущества цинкования методом Сендзимира
Метод Сендзимира помогает обеспечить:
устойчивость металлических изделий к воздействию негативных сред;
создание условий безопасности эксплуатации кабельных конструкций;
долговечность кабельных приспособлений.
ООО «ПО Премиум-Электро» осуществляет производство кабельных коробов и кабельных лотков с различными типами покрытия. Подробную информацию вы можете посмотреть на нашем сайте или уточнить всю необходимую информацию у менеджеров компании по телефонам указанным на сайте.
« Предыдущая страница
Следующая страница »
Теги цинкование производство металлоконструкции кабельные короба кабельные лотки
Цинкование методом Сендзимира | kabmarket.by
Дата создания : 2022-01-09
Металлические кабельные системы производства ООО «МКСэнергосистем» изготавливаются из рулонной холоднокатаной стали, оцинкованной методом Сендзимира.
На сегодняшний день он является самым популярным методом оцинкования. Он назван в честь Тадеуша Сендзимира — польского изобретателя и промышленника.
Основные этапы оцинковки по методу Сендзимира
Общий принцип метода Сендзимира заключается в том, что рулоны металла протягиваются через ванны с цинком.
Процесс оцинковки по Сендзимиру происходит в несколько этапов:
На первом этапе сталь толщиной до 2 мм проходит обработку реагентами и просушивается в печи, температура которой доходит до 650 градусов.
Далее, на втором этапе стальной лист поступает в ванну, наполненную цинком, где цинк равномерно распределяется на поверхности стали.
Третий этап начинается сразу после выхода из ванны, стальные листы проходят через специальные газовые ножи. Воздух, подаваемый под высоким давлением, убирает лишний цинк.
На выходе мы получаем лист стали с равномерным и плотным слоем цинка. Плотность обычно составляет 275 г/м2, толщина слоя — 10-20 мкм. В конкретных случаях для повышения коррозийной стойкости слой цинка может быть увеличен.
Какую защиту обеспечивает метод Сендзимира?
Оцинкование подобным методом повышает защиту лотков от коррозии, обеспечивая не только барьерную защиту, но и электрохимическую. В гальванической паре железа (Fe) и цинка (Zn) заряд последнего исключает химические реакции с железом, коррозии подвергается цинк. Как известно, цинк тоже подвержен окислению, однако с ним этот процесс проходит значительно медленнее. Пока цинк не придет в негодность, железо будет в безопасности. В некоторых случаях подобная электрохимическая защита обозначается как «жертвенная». Таким образом, обеспечивается двойная защита — электрохимическая и барьерная.
Еще одно неоспоримое преимущество метода Сендзимира заключается в том, что различные повреждения в процессе резки или сверления не приводят к дальнейшей коррозии. На местах повреждений цинк под воздействием кислорода и влаги образует коричневатый слой из гидроксида цинка.
Использование стали, обработанной методом Сендзимира
Всегда следует помнить, что при оцинковке по методу Сендзимира наносимый слой цинка тоньше, чем при горячей оцинковке, поэтому ниже и степень защиты. Рекомендуется использовать этот метод для стали, предназначенной для умеренных коррозийных условий. Класс коррозионной стойкости — С1-С2.
Характеристики цинкового покрытия по методу Сендзимира
Толщина покрытия
10-20 мкм
Плотность
275 г/м2
Внешний вид
От ярко-серебристого до серо-матового
Коррозионная стойкость
С1-С2 (для отапливаемых и неотапливаемых помещений)
Источник: www. km-profil.ru
Замет
Защитные материалы и покрытия. Области применения
Легенда
01
Гальванизация (метод Сендзимира) — UNI EN 10346
03
Горячее цинкование погружением – UNI EN ISO 1461
11
Серый RAL 7032 — UNI EN ISO 12944-1
15
Синий RAL 5015 — ISO9227-ISO6270-ISO2810
25
Электрогальванизация — DIN 50961
40
Нержавеющая сталь AISI 304 — UNI EN 10088
41
Нержавеющая сталь AISI 316L — UNI EN 10088
45
Алюминий «Peraluman» — EN 573-3 — EN 485-2/3
47
Геомет® 321
73
Нержавеющая сталь AISI 430 — UNI EN 10088
75
Нержавеющая сталь AISI 430-Tk. 1,50 мм.- UNI EN 10088
Для цинкования стальных холоднокатаных полос. После нормализации стали и подготовки ее поверхностей достигается полное прилипание цинка к основному металлу и образуется очень тонкий равномерный слой железо-цинкового сплава. Результатом является то, что операции обработки пластика могут выполняться на материале без удаления или отслаивания его покрытия. Также обеспечивается антикоррозионная защита в местах резки металла, так как цинк действует как анод, растворяясь в оксиде цинка, защищая стальную основу Металлическое покрытие: мин. 200 г/м² — макс. 14 микрон. 275 г/кв.м — 16 микрон
03
Горячее цинкование погружением — UNI EN ISO 1461
Процесс горячего цинкования погружением заключается в погружении стали в ванну с расплавленным цинком при температуре около 450°C после того, как ее поверхность была надлежащим образом подготовлена, чтобы запустить реакцию Zn-Fe и ряд фаз сплава, которые образуют цинк. покрытие, толщина которого обычно составляет 45÷85 микрон (относительно толщины) После обработки изделия ZAMET S.p.A. с горячим цинкованием производятся в соответствии со стандартами UNI EN ISO 1461. После цинкования процесс завершен, со временем образуется белая пленка; это естественное явление вызвано реакцией между кислородом и поверхностным слоем цинка и не снижает коррозионную стойкость . Если материал остается внутри упаковки в течение длительного времени, присутствие белой пленки может усиливаться из-за образования конденсата и отсутствия аэрации между соприкасающимися поверхностями. В соответствии с UNI EN ISO 1461 и всеми основными международными стандартами это явление окисления не может быть считается основанием для оспаривания или отклонения. Хотя это и не требуется, для обеспечения высокого качества продукции ZAMET S.p.A подвергает свою продукцию дополнительной пассивирующей обработке для замедления образования окисления.
Минимальная масса покрытия (по отношению к толщине) на нецентрифугированных образцах
Изделие и его толщина
Локальное покрытие (мин) (а)
Среднее покрытие (мин) (б)
г/м 2
мкм
г/м 2
мкм
Сталь >6 мм
505
70
610
85
Сталь >3 мм до ≤6 мм
395
55
505
70
Сталь ≥ 1,5 мм до ≤3 мм
325
45
395
55
Сталь <1,5 мм
250
35
325
45
Чугунные отливки ≥ 6 мм
505
70
575
80
Чугунные отливки < 6 мм
430
60
505
70
Таблица предназначена для общего пользования, нормы для отдельных продуктов могут включать различные требования, включая различные категории толщины. Может быть добавлено требование для более толстых покрытий или дополнительных требований, не влияющих на соответствие настоящему стандарту. (a) Локальная масса покрытия: значение массы покрытия, полученное в результате однократного гравиметрического испытания. (b) Средняя масса покрытия: среднее значение массы покрытия, определенное либо с использованием контрольного образца, либо путем преобразования средней толщины покрытия (см. пункт 5 соответствующего стандарта).
11
Серый RAL 7032 — ISO9227-ISO6270-ISO2810
Окрашивание одним типом порошковой краски: ПОЛИЭСТЕР
Минимальная толщина покрытия: 60-80 микрон Материал фосфатируется, а затем электростатически покрывается полиэфирной смолой перед помещением в печь, где процесс ретикуляции занимает место. Эта обработка обеспечивает превосходную стойкость к химическим веществам. Порошковая покраска всегда выполняется на оцинкованных материалах Сендзимира.
Механические свойства ПОЛИЭСТЕР
Твердость ISO 2815
>80
Баночный тест
ИСО 1520
>5 мм
Контрольный тест
ISO 2409 (штриховка 2 мм)
Гт0
Испытание на удар ISO 6272:1993
2,5 Дж
Гибка
ИСО 1519
5 мм
Испытания на стабильность
Испытание в солевом тумане
ИСО 9227
Коррозия <16 мм2/10 см, 1000 часов
Устойчивость к атмосферным воздействиям
Прочность за пределами
ИСО 6270
ИСО 2810
подкожная коррозия <1 мм (1000 часов)
1 год
15
Синий RAL 5015 — ISO9227-ISO6270-ISO2810
Окрашивание одним типом порошковой краски: ПОЛИЭСТЕР
Минимальная толщина покрытия: 60-80 микрон Материал фосфатируется, а затем электростатически покрывается полиэфирной смолой перед помещением в печь, где происходит процесс ретикуляции. Эта обработка обеспечивает превосходную стойкость к химическим веществам. Порошковая покраска всегда выполняется на оцинкованных материалах Сендзимира.
Механические свойства ПОЛИЭСТЕР
Твердость ISO 2815
>80
Баночный тест
ИСО 1520
>5 мм
Контрольный тест
ISO 2409 (штриховка 2 мм)
Гт0
Испытание на удар ISO 6272:1993
2,5 Дж
Изгиб
ИСО 1519
5 мм
Испытания на стабильность
Испытание в солевом тумане
ИСО 9227
Коррозия <16 мм2/10 см, 1000 часов
Устойчивость к атмосферным воздействиям
Прочность за пределами
ИСО 6270
ИСО 2810
подкожная коррозия <1 мм (1000 часов)
1 год
25
Электрогальванизация — DIN 50961
Цинковое покрытие наносится на сталь электролизом. Используемая ванна представляет собой кислый или щелочной раствор солей цинка: аноды изготовлены из цинка (обычно чистый до 99,99%), катоды представляют собой детали, подлежащие гальваническому покрытию после обезжиривания и травления (стандарт DIN 50961 — оцинкованная 7 микрон). белый).
40
Нержавеющая сталь AISI 304 — UNI EN 10088
AISI 304 — Сталь Cr-Ni с низким процентным содержанием С, аустенитная, неупрочняемая, коррозионностойкая. Немагнитный при отжиге, слегка магнитный при холодной обработке . Хорошая свариваемость и довольно хорошая стойкость к межкристаллитной коррозии. Превосходная ударная вязкость при очень низких температурах. X5CrNi18-10 • D №. 1.4301• Pmax = 0,045 • C ≤ 0,07 • Si ≤ 1,0 • Mn ≤ 2,0 S ≤ 0,015 • N ≤ 0,11 • Cr от 17,5 до 19,5 • Ni от 8,0 до 10,5
41
Нержавеющая сталь AISI 316L — UNI EN 10088
AISI 316L — Превосходная коррозионная стойкость в атмосфере и широком спектре солей, органических кислот и пищевых продуктов, малозаметна в отношении растворов слабых кислотных восстановителей, лучше, чем у других аустенитных сталей, не содержащих Mo, в отношении к галогенидам и морская вода. X5CrNiMo17-12-2 • Д.№. 1.4401 • Pmax = 0,045 • C ≤ 0,07 • Si ≤ 1,0 • Mn ≤ 2,0 S≤ 0,015 • N ≤ 0,11 • Cr от 16,5 до 18,5 • Mo от 2,0 до 2,5 • Ni от 10,0 до 13,0
45
Алюминий «Peraluman» — EN 573-3 — EN 485-2/3 Сплавы
5454, 5754 (используется Zamet) и 5154А с содержанием магния от 2,5 до 4%, с меньшими добавками марганца и хрома, широко используются в строительстве, на строительных площадках, в промышленных и гражданских транспортных средствах, в машиностроении. 9Сплав 0569 5154A обычно используется для изготовления заклепок и очень тонкой проволоки для изготовления противомоскитных сеток и коаксиальных проводов. Группа оценки сопротивления скольжению: R11
47
Геомет® 321
Geomet® 321 представляет собой тонкое неэлектролитическое покрытие алюминиево-серого цвета для защиты изделий из стали, чугуна или других черных металлов от коррозии. Geomet® 321 состоит из цинковой и алюминиевой фольги в неорганической матрице; он был разработан компанией Dacral, производителем DACROMET® 320, как альтернатива, полностью не содержащая хрома. Применение Geomet® 321 не приводит к охрупчиванию из-за водорода. Используемый процесс представляет собой холодное погружение в водную дисперсию или распыление.
73
Нержавеющая сталь AISI 430 — UNI EN 10088
AISI 430 , несомненно, является наиболее распространенным и наиболее часто используемым типом ферритной стали; легко обрабатывается в холодном состоянии, имеет более низкую степень закалки, чем аустенитные стали. Обладает хорошими характеристиками коррозионной стойкости (ниже, чем у аустенитных сталей) как при температуре окружающей среды, так и при более высоких температурах, устойчива к нагреву и воздействию сухих сернистых газов. Используется в автомобильной, бытовой и химической промышленности.
75
Нержавеющая сталь AISI 430 — Тк 1,50 мм. — УНИ ЕН 10088
L’AISI 430 est sans aucun doute le type d’acier ferritique le plus répandu et le plus employee; facile à travailler à froid, il presente un écrouissage inférieur à celui des aciers austénitiques. Обладает хорошими характеристиками стойкости к коррозии (inférieure à celle des austénitiques), aussi bien à la ambiante qu’aux températures plus élevées et il résiste à la chaleur et aux gaz Sulfureux secs. Работник в автомобильной, электронной и химической промышленности.
76
МАГНЕЛИС®
Покрытие Magnelis® , альтернатива для самых суровых сред, которая гарантирует: — Экономичность процесса последующего цинкования — Характеристики коррозионной стойкости до 10 раз лучше, чем у оцинкованной стали Сендзимира — Отличное решение для широкого спектра применений
Цинковое покрытие (Z) — Горячеоцинкованная сталь
Цинковое покрытие (Z), нанесенное с обеих сторон методом горячего цинкования, продлевает срок службы конечного продукта, защищая сталь от коррозии.
Процесс непрерывного горячего цинкования обеспечивает широкий диапазон защиты от Z100 до Z600 в дополнение к прочному соединению между покрытием и сталью. Благодаря этим свойствам цинковые покрытия хорошо подходят для формирующихся агрессивных сред и агрессивных сред.
Состав цинкового покрытия почти полностью состоит из цинка (>99%) и не содержит свинца, в результате чего получается мелкокристаллический цинковый блесток, отвечающий высоким требованиям к внешнему виду. Коррозионная стойкость, обеспечиваемая цинковым покрытием, прямо пропорциональна толщине покрытия. Покрытие Z600 (42 мкм с обеих сторон) обеспечивает срок службы до 80 лет. Таким образом, в некоторых случаях периодическое цинкование готовых компонентов может быть заменено использованием листовой стали с покрытием Z450 или Z600, что упрощает общую технологическую цепочку.
Из-за расходуемой природы цинка покрытие обеспечивает защиту от коррозии на участках открытых стальных поверхностей, таких как режущие кромки и участки, где покрытие повреждено (царапины, удары и т. д.). Полная защита от коррозии также достигается в областях, которые были сильно сформированы, потому что склонность к отслаиванию покрытия с низким коэффициентом трения и прочным сцеплением низкая.
SSAB предлагает цинковые покрытия с различной толщиной покрытия, качеством поверхности и обработкой поверхности для удовлетворения требований различных областей применения.
Толщина покрытия
Обозначение покрытия
Минимальная общая масса покрытия, обе поверхности (г/м 2 ) *
Ориентировочное значение толщины покрытия на поверхность, обычно (мкм)
Z100
100
7
Z140
140
10
Z180
180
13
Z200
200
14
Z225
225
16
Z275
275
20
Z350
350
25
Z450
450
32
Z600
600
42
* в тройном точечном испытании
В дополнение к этим толщинам цинкового покрытия, определенным в соответствии с EN10346:2015, предложение включает различные асимметричные покрытия, покрытия с одинаковой минимальной массой покрытия на поверхности и другие спецификации OEM, которые доступны по запросу. .
Обработка оцинкованной стали
Формовка
Как правило, цинковое (Z) покрытие выдерживает большие деформации благодаря своей пластичности и хорошим фрикционным характеристикам. Следовательно, те же процессы формования, что и для сталей без покрытия, обычно можно применять для сталей с покрытием на основе цинка без каких-либо существенных изменений условий процесса. Небольшие различия в поведении поверхности могут потребовать внесения некоторых изменений, например, в смазку, геометрию оснастки и силы удержания. Металлическое покрытие имеет выгодную характеристику использования в качестве смазки, которая отлично работает при низком и умеренном поверхностном давлении, имеющем место при штамповке. Прочность на изгиб оцинкованных листов с массой покрытия до 275 г/м2 можно считать равной характеристикам соответствующих листов без покрытия.
Успешное формование сталей с металлическим покрытием зависит от выбора геометрии компонента, марки стали, типа и толщины металлического покрытия, качества и защиты поверхности, а также инструмента, используемого при формовании.
Сварка
Стали с металлическим покрытием можно сваривать различными методами сварки, включая различные методы контактной сварки, лазерной сварки и дуговой сварки. При соблюдении рекомендаций по сварке механические свойства сварных соединений равны свойствам сталей без покрытия.
Методы контактной сварки, такие как точечная сварка, наиболее распространены и дают отличные результаты при сварке сталей с металлическим покрытием. Положительные антикоррозионные свойства покрытия на основе цинка в основном сохраняются в зоне правильно выполненного точечного сварного шва. Точечная сварка материала с металлическим покрытием требует несколько большей силы тока и силы электрода, чем для сталей без покрытия, из-за более низкого контактного сопротивления покрытия. Точно так же увеличение толщины покрытия немного увеличивает требуемый сварочный ток. Поэтому для улучшения свариваемости и увеличения срока службы сварочных электродов рекомендуется избегать излишне толстого покрытия при сварке. Покрытие Galvannealed (ZF) рекомендуется для контактной сварки с многочисленными сварными швами.
Лазерная сварка также идеально подходит для материалов с металлическим покрытием благодаря узкому (всего несколько мм) сварному шву и низкому подводу тепла. При использовании любых методов сварки плавлением подвод тепла должен быть как можно меньше, чтобы ограничить зону нагрева в листе с металлическим покрытием. Подобно поцарапанным участкам покрытия, также в узком сварном шве протекторный эффект покрытия на основе цинка обеспечивает катодную защиту от коррозии. Тем не менее, после сварки плавлением зону сварки рекомендуется покрасить или защитить другим подходящим покрытием.
Вентиляция рабочего места должна быть организована надлежащим образом, поскольку при сварке сталей с цинковым покрытием образуются сварочные дымы, содержащие оксид цинка.
Соединение
Все покрытия на основе цинка хорошо подходят для склеивания при условии, что поверхность соответствует используемому клею (эпоксидному, акриловому или полиуретановому). Одним из преимуществ клеевого соединения является то, что оно сохраняет антикоррозионные свойства покрытия, так как покрытие практически остается неповрежденным в зоне соединения. Для обеспечения хорошей адгезии любые масла или загрязнения должны быть тщательно удалены с поверхностей, подлежащих склеиванию. Совместимость поверхности с используемым клеем всегда следует учитывать в каждом конкретном случае.
Окраска
Помимо придания желаемого цвета конечному изделию, окраска также дополнительно улучшает защиту от коррозии конечного изделия. Качество дрессированной поверхности B рекомендуется, когда требуется высокое качество поверхности для окрашенной поверхности.
Цинковое покрытие обеспечивает хорошую основу для окраски, если поверхность правильно подготовлена и используются правильные краски. Для обеспечения хорошей адгезии с окрашиваемых поверхностей необходимо тщательно удалить любые масла или загрязнения. Продукт может быть предварительно обработан фосфатированием цинком или альтернативной предварительной обработкой, подходящей для стали с покрытием на основе цинка, на приемном предприятии для улучшения адгезии покрытия.
Граверы – это достаточно универсальное оборудование, которое давно перестали выпускать ради одного процесса гравирования. Сейчас прибор для гравировки необходим в любой мастерской. При помощи его можно не только декорировать предметы, но и отшлифовывать поверхность, проводить резку, фрезеровку и другие ремонтные задачи.
Для того чтобы инструмент по максимуму выполнял свои функции и долго служил мастеру, к его покупке стоит подойти с придиркой. Универсальных граверов на рынке предостаточно, но лишь несколько брендов действительно отличаются топ-качеством. Именно поэтому интернет-магазин Nemolotok.ru создал рейтинг граверов за 2021 год. Читайте, сопоставляйте, покупайте только качественное оборудование.
Рейтинг лучших граверов
1. Гравер Dremel 8200 (8200-1/35)
Данный американский бренд в этом году снова занимает первые места топов электроинструментов. Его гравер Dremel 8200 – быстрый, мощный и беспроводной помощник в мастерской. Такой подойдет не только для домашних работ, но и для мини-предприятий.
Он используется для: резьбы, заточки инструмента, полирования и шлифовки поверхностей, резки, фрезеровки и гравирования.
Плюсы:
• Хороший литий-ионный аккумулятор с емкостью 1,5 Ач;
• Огромная частота вращения – от 5 000 до 33 000 об/мин, которую можно регулировать;
• Быстрый заряд устройства в течение часа, имеется индикатор заряда. Минусы:
• Лучше не использовать с материалами большого диаметра;
• Достаточно высокая стоимость.
2. DWT GS06-27 LV
Выбирая оборудование по мощности, вам обязательно стоит остановиться на этой модели. Её высокомощный электродвигатель выжимает 600 ватт, а скорость вращения достигает 27 000 оборотов в минуту. Также дополнительное преимущество – это хороший набор, в котором продается прибор. Туда входят рукоятка, два шлифовальных камня, рожковый ключ и доводочный брусок.
DWT GS06-27 LV используется в: шлифовальных, полировальных, отрезных и заточных работах.
Плюсы:
• Самый мощный гравер с хорошим соотношением к цене.
• Регулятор оборотов;
• Дополнительная рукоять для сильного удерживания инструмента.
• Удлиненный корпус, позволяющий работать в узких и труднодоступных местах.
Минусы:
• Большой вес прибора (2.75 кг) из-за которого придется делать перерывы в работе.
3. STURM GM2317FL
Третью позицию занимает немецкий бренд, гравер которой смело можно назвать лучшим образцом для домашнего использования.
Модель STURM GM2317FL работает от сети, его мощность – 170 Вт. На первый взгляд маловато, однако будьте уверены, этого вполне достаточно в домашней мастерской. Скорость же вращения у такого прибора немалый – от 8 000 до 32 000 об/мин. Отрегулировать ее под оптимальный режим не составит труда. Также в качестве приятного дополнения выступает гибкий вал.
Плюсы:
• Светодиодная подсветка, которая упрощает работу в темных местах;
• Небольшой вес в 1,4 кг;
• Большая скорость вращения;
Минусы:
• При использовании гибкого вала возможно нарушение точности работы.
4. Pebaro 0508EKR
Немецкая фирма Пебаро, благодаря своим граверам, зарекомендовала себя как один из лучших брендов, выпускающий электроприборы для детей. В набор для гравировки 0508EKR входят три абразивные насадки, три бора, четыре различных сверла, алмазный бор и цанговые зажимы. Мощность модели – 45 Вт, скорость работы – 12 000 об/мин. Ей мы отдаем звание лучшего гравера 2021 года для детей и подростков.
Данный гравер отлично подходит для работ по дереву, металлу, камню, керамическим изделиям и даже яичной скорлупе. Такой обширный выбор материала позволяет ребенку творить без ограничений. Плюсы:
• Вес прибора – 80 гм, поэтому рука ребенка не будет напрягаться и уставать в работе;
• Стандартный быстрозажимный патрон, к которому подходит большинство насадок;
• Хорошая комплектация набора. Минусы:
• Не подходит для постоянного профессионального использования.
5. Зубр ЗГ-130ЭК
Оборудование «Зубра» получает звание самого универсального, так как комплекция их наборов действительно предназначена на все случаи жизни. В ЗГ-130ЭК входят 242 аксессуара для различных работ. В зависимости от выбранных насадок, Зубр можно использовать при полировании, шлифовке, сверлении, резки и гравировании. Также в комплект входит гибкий вал, штатив и подставка под него.
Мощность самого гравера – 130 Вт, скорость вращения – 8 000-30 000 об/мин.
Плюсы:
• Огромное количество насадок;
• Несмотря на огромную комплектацию, гравер доступный по цене;
Минусы:
• Достаточно низкая мощность;
• Большой вес прибора, к которому добавляется и массивность шнура подключения.
6. Dremel 4000
Еще одна модель компании Dremel получает звание одного из самых быстрых граверов. Его впечатляющая скорость работы (которая, кстати, имеет отдельный переключатель) – 35 000 об/мин. Мы бы не рекомендовали использовать его в повседневных домашних работах, так как из-за своей специфики прибор не подходит для мягких материалов.
Хорошее дополнение данной модели – это пять кейсов на выбор. То есть к одной модели гравера можно выбрать пять вариаций комплектации набора.
Плюсы:
• Ручка прибора вращается на 360 градусов, делая гравер максимально маневренным и удобным;
• Из-за отдельного переключателя скорости, её можно зафиксировать, и в следующий раз начать работу с этого же показателя;
• Отлично подходит даже для самой мелкой работы по твердым материалам.
Минусы:
• Нельзя работать с мягкими материалами;
• Достаточно быстро изнашиваются расходники.
7. Гравер Hammer AMD3.6
Данную модель стоит выбирать нетребовательным мастерам. Лучше всего она подойдет для стендового моделизма. Hammer AMD3.6 простой в использовании, компактный и легкий. На небольших оборотах аккумулятор сможет работать от двух часов. Скорость вращения относительно небольшая, однако, достаточная для многих видов работ – 18 000 об/мин.
Прибор не предназначен для регулярного длительного использования, поэтому его стоит покупать только для мелкого домашнего ремонта или в качестве увлечения.
Плюсы:
• Хороший набор с огромным количеством насадок по невысокой цене;
• Есть насадка с подсветкой;
• Есть индикатор заряда;
• Регулировка скорости вращения.
Минусы:
• Возможно остановка работы из-за перегрева;
• Невозможно работать во время подзарядки;
• Некоторые насадки не отцентрованны.
8. Ultratech Cordless Precision
Если вас не интересуют ремонтные работы, а хороший гравер все-таки нужен, мы рекомендуем Ultratech Cordless Precision. Этот прибор имеет только одно предназначение – наносить гравировку на любые предметы. Из всех возможных вариантов в топ попала именно эта модель благодаря своей форме и качеству.
Форма гравера максимально приближена к форме карандаша или ручки. Таким образом, с первых минут устройством будет легко и привычно пользоваться. Качество же на высшем уровне. При правильной эксплуатации гравер прослужит долгие годы.
Плюсы:
• Удобное использование из-за формы;
• Очень маленький вес прибора;
• Идеально подходит для гравирования даже самых мелких деталей.
Минусы:
• Узкая сфера применения.
9. BOSCH GRO 12V-35
Bosch получил девятое место в топе благодаря своей неполной комплекции. Очень часто, покупая товары данного бренда, приходится отдельно заказывать к ним аккумуляторы и зарядные устройства. Однако такой недостаток не делает сам инструмент хуже. К тому же, если покупать данную модель в кейсе, в дополнение вы получите два аккумулятора (2 Ач), зарядку и отдельный кейс для инструментов.
BOSCH GRO 12V-35 способен работать на 30 000 об/мн, источником питания выступает аккумулятор в 12 Вт.
Плюсы:
• Дополнительный аккумулятор, которым можно работать, пока первый заряжается;
• Надежный и качественный инструмент, удобный для работы в труднодоступных местах;
• Наличие подсветки.
Минусы:
• Высокая цена;
• Лишние траты при покупке инструмента без кейса.
10. Elitech ПШМ 170ЭЖК
Достаточно обычный гравер с единственным уникальным решением – цифровым дисплеем. Не сказать, что он слишком уж облегчает работу, однако определенной комфортности добавляет точно. Частота вращения шпинделя такой модели – до 35 000 об/мин, мощность – 170 Вт. В целом можно сказать, что это универсальный инструмент, который подойдет для широкого спектра ремонтных работ.
Плюсы:
• Уникальный цифровой дисплей;
• Вентиляционные отверстия, которые не позволяют граверу перегреваться;
• Дополнительная рукоять.
Минусы:
• Китайское производство (не каждый экземпляр товара может похвастаться качественной сборкой).
Какой гравер выбрать
Чтобы правильно подобрать под свои нужды определенную модель, исходите из следующего:
• Если прибор планируется использовать только для декора и гравировки вещей, берите модели, схожие с Ultratech Cordless Precision. Более мощный и многофункциональный инструмент вам не понадобится, а если он еще и неправильно подобран, можно вообще испортить тонкую работу.
• Если ваша работа не заключена только в пределах мастерской, обратите внимание на аккумуляторные модели. Так не придется бегать с переходником в постоянном поиске розетки.
• Для массивных работ с большими и твердыми материалами выбирайте гравер большой мощности. Так ручной строительный инструмент реже будет перегреваться и стопорить работу.
• Для домашнего нечастого применения незачем покупать дорогое оборудование с крутыми показателями. Вполне подойдет проводное устройство с максимумом в 18 000 об/мин.
• Если в свое работе вы ежедневно планируете пользоваться гравером, не стоит экономить. Потратьтесь один раз на хороший инструмент с запасными аккумуляторами и большим набором насадок в кейсе. Поверьте, такой прибор в разы лучше проявит себя в долгосрочной работе, чем дешевые аналоги.
На этом все наши рекомендации по выбору граверов закончены. Выбирайте только качественный инструмент, помните о технике безопасности и, конечно, применяйте гравер только по назначению, чтобы избежать поломок устройства.
рейтинг топ-19 по версии КП
Нанести узор или гравировку на различные поверхности можно с помощью лазера, штихеля, бора и гравера. Мы расскажем про ручные универсальные электрические граверы, с помощью которых можно шлифовать, сверлить, зачищать, выполнять фрезерную обработку и наносить гравировки.
Этот электрический прибор прячет в своём корпусе двигатель и вращающийся патрон. Присоединяя к нему различные насадки, мастер может выполнять разные виды работ за счет вращающейся с разной скоростью оснастки. Таким образом можно обработать металл, драгоценные камни, стекло и другие материалы.
Какой инструмент купить и как его выбрать? Остановиться на проводном агрегате или взять тот, что работает от аккумулятора; импортный или отечественного производителя? На все эти вопросы КП и эксперт Юрий Дудин постарались найти ответы.
Выбор редакции
Dremel 8220-⅕
Dremel 8220-⅕. Фото: yandex.market.ru
Беспроводной инструмент для работы с разными материалами: металлом, деревом и стеклом. Работы по стеклу можно проводить благодаря 30 тысячам оборотам оснастки в минуту.
Светодиодная подсветка поможет вам работать в условиях слабого освещения или там, где требуется повышенная точность. Аккумулятор достаточно емкий – 12 В, поэтому беспроводной Dremel 8220-⅕ не уступает по мощности обычному сетевому граверу. Полного заряда хватит как минимум на несколько часов работы.
Сменные насадки у данной модели можно заменить с помощью встроенного гаечного ключа, что упрощает переход от одного типа обработки к другому. К минусам Dremel 8220-⅕ можно отнести незначительно увеличенный по сравнению с аналогичными моделями вес инструмента (0,6 кг). В среднем вес такого рода граверов колеблется от 400 грамм до 1 килограмма. К работе с таким инструментом нужно приноровиться.
Технические характеристики
Емкость аккумулятора
2,0 Ач
Время зарядки
1.5 ч
Вес
0,660 кг
Габариты
25×4,5×6,5 см
Частота вращения на холостом ходу
от 5.000 до 35.000 об/мин
Технология аккумулятора
Lithium-Ion / ECP
Система быстрой смены насадок
EZ Twist
Плюсы и минусы
Скорость от 5 тысяч до 35 тысяч об/мин, емкость аккумулятора 2 АЧ, простая система смены насадок
Увеличенный вес модели; свыше 20 тыс. оборотов ощутимо вибрирует
Топ-18 лучших граверов в 2022 году по версии КП
1. BOSCH GRO 12V-35 2.0Ач х2 L-BOXX
BOSCH GRO 12V-35. Фото: yandex.market.ru
Прекрасный представитель беспроводных бормашин, оснащенный системой Bosch Electronic Cell Protection для защиты аккумулятора от перегрузок и перегревания. В инструмент встроена светодиодная подсветка, которая помогает в ювелирной работе гравировщика.
Индикатор заряда аккумулятора поможет предупредить разряд батареи, чтобы обработка материала не прервалась неожиданно. Агрегат узкий и подходит для работ в труднодоступных местах.
Частота вращения высокая, до 35 тысяч оборотов. В комплекте идут сразу два аккумулятора и кейс для хранения и транспортировки.
Технические характеристики
Напряжение аккумулятора
12 В
Емкость аккумулятора
2,0 Ач
Вес
0,6 кг
Частота вращения на холостом ходу
до 35.000 об/мин
Плюсы и минусы
Запасной аккумулятор, фиксация шпинделя
Гибкий рукав не входит в комплект
2.
Elitech ПШМ 170ЭЖК
Elitech ПШМ 170ЭЖК. Фото: yandex.market.ru
Гравер с дисплеем для цифровой индикации оборотов отлично зарекомендовал себя среди бюджетных, но качественных инструментов. Его смело можно отнести к граверам для дома, потому что весит агрегат меньше килограмма, в руке лежит удобно, подойдет для работы и опытным мастерам, и начинающим.
Скорость вращения вала на выбор от 8 тысяч до 35 тысяч, что характеризует Elitech ПШМ 170 ЭЖК как отличный агрегат для обработки всевозможных поверхностей.
В комплекте идет гибкий рукав со стойкой для подвески гравера. Помимо прочего в наборе целых 120 насадок для шлифовки, заточки, полировки, фрезерной обработки, а также различные сверла.
Технические характеристики
Потребляемая мощность
170 Вт
Максимальная частота вращения диска
35000 об/мин
Длина сетевого кабеля
1,8 м
Вес
0,7 кг
Плюсы и минусы
Сочетание высокого качества и бюджетной цены, огромное количество сменных насадок и гибкий рукав в наборе
Для начинающих инструмент может показаться тяжелым
3.
Ryobi EHT150V
Ryobi EHT150V. Фото: yandex.market.ru
Гравировальная машинка Ryobi EHT 150V подойдёт для выполнения мелких гравировальных работ. Оптимальное соотношение цены и качества, комплектация не вызывает нареканий – более 100 насадок в наборе, удобный чемоданчик для хранения.
Сетевой шнур двухметровый, что помогает легко перемещать инструмент по мастерской без использования удлинителей. Гравер продается с гибким валом и креплением для того, чтобы мастер мог расположить инструмент максимально удобно.
Частота вращения от 10 тысяч до 35 тысяч об/мин., следовательно работать можно и с деревом, и со стеклом, и даже с драгоценными камнями. Вес чуть больше полкило, поэтому руки не будут сильно уставать в ходе работы.
Технические характеристики
Потребляемая мощность
150 Вт
Максимальная частота вращения диска
35000 об/мин
Комплектация
115 принадлежностей
Вес
0,6 кг
Плюсы и минусы
Продуманные детали в наборе (крепление, гибкий вал)
Неустойчив к нагреванию, от вибрации может сбоить регулятор оборотов
4.
Bort BCT-72Li
Bort BCT-72Li. Фото: yandex.market.ru
Для тех, кто не любит сетевые инструменты, подойдет гравер Bort BCT-72Li. Литий-ионный аккумулятор позволяет работать три часа без перерыва на подзарядку. При этом агрегат компактный, весит всего 0,26 кг и оснащен светодиодной подсветкой. Есть возможность выбирать одну из пяти скоростей от 5 тыс до 25 тыс оборотов в минуту.
У этого гравера 20 сменных насадок для разных видов работ. Аккумулятор сменный, на рынке всегда можно подобрать замену в случае его негарантийной поломки.
При длительной работе может страдать скорость вращения
5.
PATRIOT EE 101 The One
PATRIOT EE 101 The One. Фото: yandex.market.ru
Этот электрический гравер удобно держать в руке благодаря прорезиненной рукоятке Extra Gripр. Комплектуется инструмент большим количеством сменных насадок (40 штук), а из-за возможности блокировки шпинделя заменить оснастки можно быстрее. Гибкий вал идет в комплекте, что позволяет работать мастеру в труднодоступных местах. Преимуществом является система охлаждения двигателя при риске перегрева, потому что многие граверы перегреваются в процессе и могут даже обжечь руку.
Любители работать на открытом воздухе при низких температурах оценят прорезиненный морозостойкий кабель гравера PATRIOT EE 101 The One. Диапазон скоростей от 10 тыс до 30 тыс оборотов в минуту. Модель упакована в кейс для хранения и удобной транспортировки, куда гравер помещается вместе со всеми аксессуарами.
Технические характеристики
Потребляемая мощность
140 Вт
Макс. частота вращения диска
32000 об/мин
Питание
от сети
Вес
1,2 кг
Минимальный диаметр цанги
2. 3 мм
Максимальный диаметр цанги
3.2 мм
Плюсы и минусы
Защита от перегрева, регулировка скоростей
Вибрация ощутима
6. Hammer Flex MD050B
Hammer Flex MD050B. Фото: yandex.market.ru
Пример компактного гравера, который работает от сети, для бытовых целей или в гараж. Скорость не регулируется, количество оборотов — 15 тыс. в минуту. Отлично зарекомендовал себя инструмент как мини-дрель, а множество насадок и запасные цанги в комплекте позволяют использовать его для различных граверных работ.
Из плюсов можно отметить работу от источника питания 12 вольт, это означает, что агрегат можно подключить к бортовой сети автомобиля. У данной бюджетной модели нет кейса для хранения, что осложняет транспортировку и может повлечь утерю насадок.
Технические характеристики
Потребляемая мощность
8 Вт
Макс. частота вращения диска
15000 об/мин
Питание
от сети
Вес
0,172 кг
Блокировка кнопки включения
есть
Фиксация шпинделя
есть
Диаметр цанги
1 / 2,4 / 3 / 3,2 мм
Плюсы и минусы
Компактный, много оборотов для небольшого инструмента
Сильно вибрирует, нет футляра для хранения
7.
DEKO DKRT200E
DEKO DKRT200E. Фото: yandex.market.ru
Качественный электрический гравер с возможностью регулировки скорости. Прибор компактный и подойдет для работы в сложнодосягаемых местах, например при удалении ржавчины на днище авто. В комплекте более 40 сменных насадок.
Переключатель скоростей расположен так, что можно увеличивать обороты прямо в процессе работы. Доступный диапазон скоростей от 1 тысячи оборотов до 32 тысяч в минуту.
Упакован агрегат и все детали в удобный кейс. Рукоятки с резиновым покрытием облегчают работу, уменьшают риск высказывания инструмента. Длина кабеля достигает полутора метров, чего вполне хватает для бытовых работ.
Технические характеристики
Потребляемая мощность
200 Вт
Макс. частота вращения диска
36000 об/мин
Питание
от сети
Вес
0,75 кг
Комплектация
3 насадки
Плюсы и минусы
Легкий гравер, длинный шнур, низкий уровень шума
Незначительно греется в процессе работы на высоких оборотах
8.
Dremel Engraver (290-1)
Dremel Engraver (290-1). Фото: yandex.market.ru
Особенность этого сетевого инструмента в регулируемой глубине обработки, что необходимо для нанесения и поверхностных линий, и глубоких узоров. Твердосплавный наконечник, который меняется при помощи пары движений, позволит Вам выполнять работу на многих поверхностях.
Отдельного внимания заслуживает комплект трафаретов букв и цифр, что значительно упрощает процесс гравировки. Агрегат подойдет начинающим мастерам. Его удобно держать в руке, но работу ограничивает короткий сетевой шнур.
Технические характеристики
Потребляемая мощность
35 Вт
Частота ударов в минуту
6000
Напряжение
240 В
Вес
0,31 кг
Плюсы и минусы
Лёгкий вес, трафареты в комплекте
Не очень длинный шнур, необходимо отдельно докупать насадки, высокий уровень шума
9. «Калибр» ЭГ-145+ВГ
«Калибр» ЭГ-145+ВГ. Фото: yandex.market.ru
Инструмент российского бренда «Калибр» оснащен двигателем 145 Вт и двойной изоляцией. Гравер продается в пластиковом кейсе с сотней дополнительных насадок и с гибким валом. Весит аппарат почти 2 кг, поэтому руки могут уставать.
С помощью ручки можно работать под разными углами в труднодоступных местах, и сам корпус инструмента мешать не будет. Есть регулировка частоты вращения и функция блокировки кнопки включения.
Технические характеристики
Потребляемая мощность
145 Вт
Макс. частота вращения диска
35000 об/мин
Длина сетевого кабеля
2 м
Вес
0,7 кг
Плюсы и минусы
Бюджетный вариант, широкий ассортимент насадок, гибкий вал в комплекте
Греется, сильно вибрирует, может пахнуть паленым пластиком в процессе работы
10. DWT GS06-27 LV
DWT GS06-27 LV. Фото: yandex.market.ru
Скоростей у этого гравера шесть, а оборотов в минуту чуть меньше 30 тысяч, что делает его весьма подходящим для работы с любыми материалами. Удлиненный корпус DWT GS06-27 LV и дополнительная рукоятка делают инструмент маневренным. Благодаря ручке работать с аппаратом, вес которого приближен к 2 кг, комфортнее.
Инструмент хорошо укомплектован: помимо рукоятки в набор входят доводочный брусок, шлифовальные камни и рожковый ключ.
Технические характеристики
Потребляемая мощность
600 Вт
Макс. частота вращения диска
27000 об/мин
Вес
1,68 кг
Комплектация
различные шарошки, доводочный брусок и ключ рожковый
Плюсы и минусы
Тонкий длинный корпус, рукоятка в комплекте, есть регулятор скоростей
Увесистый инструмент, высокий уровень шума на предельной скорости, может перегреваться
11. Metabo GE 710 Compact
Metabo GE 710 Compact. Фото: yandex.market.ru
Модель прямошлифовальной машины известного немецкого бренда под эгидой того же Bosch. Область применения ограничена шлифовкой. Мощность мотора (710 Вт) и высокая частота оборотов (до 34 тыс. в минуту) позволяет применять инструмент в строительстве и отделочных работах.
В комплекте – дополнительные насадки: это шарошки различного диаметра с разной твердостью. Диапазон оборотов регулируется, пуск мягкий, есть антивибрационная система, предусмотрены алгоритмы защиты двигателя. Среди преимуществ выделим эргономичную конструкцию, позволяющую получить доступ в любые пространства, а также удобный двуручный хват – устройство предназначено для длительных работ.
Единственным недостатком инструмента является достаточно высокая цена. В качестве компенсации производитель предлагает 2-летний гарантийный срок.
Эргономичность, несколько систем защиты
Предназначен только для шлифовальных работ
12. Makita GD0800C
Makita GD0800C. Фото: yandex.market.ru
Классическая прямошлифовальная машина (гравер) от отечественного производителя. Как и предыдущее устройство, может быть отнесено к категории профессиональных инструментов. Скоростной диапазон вращения вала составляет от 7 до 28 тыс. оборотов на холостом ходу, а максимальная мощность на выходе – 750 Вт.
Устройство ограничено по сфере применения и предназначено исключительно для шлифовки. Как отмечают пользователи, к специфике инструмента нужно привыкнуть – зато при строительно-отделочных работах он незаменим. Может применяться для обработки сварных швов и витых пазов. Максимальный диаметр шлифовальной шарошки – 25 мм.
К преимуществам гравера следует отнести длинный кабель питания, также важным аргументом в пользу выбора может стать широкий эксплуатационный диапазон: работы можно проводить даже при минусовых температурах. Частота оборотов регулируема, есть стабилизатор. Предусмотрен пусковой ограничитель тока, также есть система предотвращения перегрузок.
В комплект поставки не входит гибкий вал, его необходимо докупать дополнительно. Нет и защитного кожуха для оснастки. Также среди относительных недостатков можно назвать высокую стоимость устройства при ограниченной сфере применения.
Подходит для профессиональных строительно-отделочных работ, много функций настройки
Достаточно высокая цена для шлифовального устройства
Портативная версия старших моделей – многофункциональный гравер работает от литий-ионного аккумулятора, поэтому частота оборотов не превышает 22 тыс./мин. (для справки: этого достаточно для обработки стали). Производитель позиционирует устройство как дрель-шуруповерт, но по факту при покупке дополнительной насадки инструмент становится универсальным. При использовании ударной функции возможна работа даже с вольрамово-никелевыми сплавами. Функция реверса может пригодиться для работ в труднодоступных местах. Забота о пользователе заметна не только по эргономичной конструкции девайса: производитель позаботился даже о подсветке рабочей зоны. Доступна регулировка скорости вращения и надежная фиксация оснастки. Инструмент не назовешь бюджетным, но он явно входит в категорию лучшие граверы.
Компактность, возможность автономной работы, доступно расширение функционала с помощью насадок
Высокая цена
14. Hammer Flex MD135A
Hammer Flex MD135A. Фото: yandex.market.ru
Гравировальная машина китайского производства с малой мощностью (135 Вт), отлично подойдет для мелких работ по дому. В комплекте – 40 насадок, гибкий вал и 2 цанги. По отзывам покупателей, явных качественных недостатков у устройства нет. Среди ограничений можно назвать быстрый перегрев (допускается не более 15 минут непрерывной работы), а также отсутствие стабилизатора оборотов. Из недостатков отмечаются проблемы при работе на малых скоростях, а также отсутствие пылезащиты двигателя. Зажимная головка не отцентрирована, поэтому на точность выполнения операций можно не рассчитывать.
Бюджетная цена
Подходит только для эпизодических работ
15. Hammer AMD3.6
Hammer AMD3.6. Фото: yandex.market.ru
Портативная версия гравера, аккумулятор гарантирует частоту вращения до 18 тыс. оборотов. Среди достоинств подчеркнем максимально полную комплектацию: с прибором поставляется 118 насадок. Недостатки – типичные для всех устройств мобильного сегмента: малое время непрерывной работы до перегрева.
Компактность, превосходная комплектация насадками
Позволяет выполнять только разовые работы
16. Proxxon FBS 240/E
Proxxon FBS 240/E. Фото: yandex.market.ru
Качественный гравер немецкого производства. Диапазон оборотов – 5-20 тыс., а мощность всего 100 Вт. В отличие от более дешевых аналогов не нагревается при длительной работе, также не детектируется проседание оборотов на малых скоростях. Универсальным инструмент не назовешь: со шлифовкой стен он не справится, зато мелкие работы выполнит с достаточной точностью.
Подходит для точных работ, надежность в эксплуатации, легкость инструмента
Дизайн в стиле милитари
17. КАЛИБР 160+ВГ
КАЛИБР 160+ВГ. Фото: yandex.market.ru
Бюджетная модель многофункционального инструмента. В комплектации есть гибкий вал и насадки для основных операций. Устройство не предназначено для точных работ: при включении заметна сильная вибрация вала.
Бюджетная цена, подходит для ремонта и отделочных работ
Из-за вибрации невозможно работать с устройством без перерывов
18. Bort BCT-140
Bort BCT-140. Фото: yandex.market.ru
Еще один представитель эконом-сегмента: универсальный инструмент с набором аксессуаров. Подходят насадки любого производителя. Отмечаются проблемы при эксплуатации на низких оборотах, в остальном устройство вполне соответствует заявленным функциональным характеристикам.
Функционал расширяется универсальными насадками
Устройство не рекомендуется для точных работ
Как выбрать гравер
Чтобы выбрать подходящий инструмент, важно определить с каким типом материала вы преимущественно будете работать. От этого зависит количество оборотов: для дерева и стекла – 20 тысяч подойдет, а для стали или драгоценных камней минимум 27 тысяч. Если вы берете гравер для бытовых работ в доме или небольшой мастерской, достаточно инструмента с мощностью до 200 Вт, а скорость вращения вала не обязана превышать 20 тыс. оборотов в минуту.
Второе немаловажное правило выбора – ориентируйтесь на вес гравера. Тяжелый инструмент без гибкого вала вам не подойдет, если вы планируете работать с ним на постоянной основе. С гибким валом руки не устают от веса всего инструмента.
Стоит также обращать внимание на то, какие из насадок, необходимых для вашего типа работ, идут в комплекте с гравером. Недостающие всегда можно приобрести отдельно.
Популярные вопросы и ответы
На популярные вопросы читателей отвечает Юрий Дудин, продавец бытовой техники и инструментов.
На какие параметры нужно обратить внимание в первую очередь?
Граверы условно можно разделить на бытовые и профессиональные, и исходя их ваших нужд выбирать агрегат по:
• мощности, • скорости вращения вала и наличию переключателя скоростей, • весу, • по длине сетевого шнура / емкости аккумулятора, • комплектации (что из насадок входит, есть ли гибкий вал, крепления).
Какие насадки должны быть у гравера в комплекте?
Насадки нужно выбирать отталкиваясь от типа работ, которые вы планируете выполнять. Хорошо, если в комплекте сразу идут шарошки фигурные, шлифовальные, цанги универсальные, абразивные и полировальные насадки.
Отмечу, что сегодня к каждой модели можно подобрать отдельно необходимую насадку или купить целый набор как оригинального производителя, так и аналоги, подходящие граверу.
Какая мощность гравера оптимальна для домашней мастерской?
В среднем мощность гравера составляет от 30 до 400 Вт. Для того, чтобы понять какой мощности вам нужен инструмент, помните, что чем больше и тверже деталь, которую вы хотите обрабатывать, тем большая мощность нужна. Для фактурирования выбирайте мощность до 100 Вт, для работы с твердыми материалами не меньше 250 Вт.
10 лучших лазерных резаков и граверов 2022 года (любой ценовой диапазон!)
Лазерные резаки и лазерные граверы — это похожие машины, которые могут вырезать или гравировать изображения или формы на твердых материалах. Промышленные лазерные резаки могут резать даже самые прочные металлы, такие как нержавеющая сталь и никель, тогда как более доступные лазерные резаки, такие как наборы для лазерной резки своими руками, могут резать дерево, акрил и другие более мягкие материалы.
Изобретенные еще в начале 1960-х как CO2-лазеры, которые могли резать мягкую древесину, такую как МДФ, а также акрил, доступные комплекты для лазерной резки всего за несколько сотен долларов могут точно резать деревянные детали для проектов «сделай сам».
БЮДЖЕТНЫЙ ВАРИАНТ
xTool D1 Pro
Лучший диодный лазер на рынке — и лучший до 1000 долларов США
Корпус из высококачественной стали для плавного перемещения лазера
Доступно в :
xTool здесь
PREMIUM PICK
Glowforge Pro
Лучшее решение для лазерной гравировки и резки
Инновационные материалы 900 proof0012 Работает с крупномасштабными проектами
Доступен по номеру :
Glowforge здесь Динамизм здесь
Протестировав многие из лучших лазерных резаков и граверов, мы создали наши рекомендации по лучшим станкам для лазерной резки в каждом ценовом диапазоне, для каждого применения и т. д. . Мы также ссылаемся на некоторые из наших подробных обзоров, таких как такие машины, как Snapmaker 2.0, Ortur Laser Master 2 Pro и другие.
Лазерный резак
Цена
Где купить
Atomstack A5
$209
Amazon here
xTool D1 Pro 10W
$699
xTool here
Ortur Laser Master 2 / Pro
$380-$500
Amazon here
Ortur Laser Master 3
$ 699
Amazon здесь
Orion Motor Tech 40W
$ 499
Amazon
Bobscs.Scer4 с Amazon
Bobscs.M.0054
$1,098
Amazon here
Snapmaker 2.0
$1,100+
Snapmaker
Flux Beamo
$2,299
Matterhackers here
FSL Muse Core
$3,499
Matterhackers here
Glowforge Pro
3995 $
Glowforge здесь
Glowforge Plus
5995 $
Glowforge здесь
CNCSourced поддерживается читателем. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Лучшие лазерные резаки и лазерные граверы 2022 года – Обзоры
1. Atomstack A5 20W — самый дешевый домашний лазерный резак
Цена: $209 — Доступно на Amazon здесь
Лазерные станки с ЧПУ по самой низкой цене Диапазоны не поставляются с лазерным протектором на лазерной головке (другой, который есть, это Ortur Laser Master 2 Pro), который отфильтровывает большую часть УФ-излучения для защиты ваших глаз. Atomstack говорит, что это позволяет вам и вашим друзьям находиться рядом с лазерным гравером, пока он работает без очков, что делает его, возможно, лучшим домашним лазерным резаком, если у вас ограниченный бюджет.
По низкой цене это эффективный лазерный гравировальный станок — с высокопроизводительной лазерной головкой мощностью 20 Вт, которая гравирует, а также режет до 1/8 дюйма по дереву и акрилу.
Также: Atomstack A5 Pro 40W стоит $379 — доступно здесь
Его очень легко собрать, он имеет прочный металлический каркас, который можно полностью собрать всего за 10–20 минут, и имеет режимы автоматической фокусировки для Избавьте вас от хлопот или человеческих ошибок. Фокусное пятно меньше на 50% обеспечивает точную гравировку (с точностью до 0,01 мм), а также относительно мощную резку — хотя, если вы хотите резать более толстую древесину или более прочные материалы, используйте более мощный лазерный резак.
Он универсален, и вы можете использовать его со многими популярными программами для лазерной резки, такими как LaserGRBL и Lightburn, и в целом это один из самых популярных и недорогих лазерных граверов.
2. Ortur Laser Master 2 / 2 Pro — лучший лазерный резак для начинающих (гравировка и резка)
Рабочая область: 400 x 400 мм
Мощность лазера: 5,2 Вт Master 9009
цена: $350-400 — Доступно на Amazon здесь
Laser Master 2 Pro Цена: $449 — Доступно в Ortur здесь / Доступно на Amazon здесь
Линейка Ortur Laser Master стала известна как самая универсальная, эффективная и лучшая линейка диодных лазерных граверов, которую используют специалисты. для гравировки кожаных изделий, любителей ЧПУ, использующих его для гравировки и резки дерева, и многих других целей.
В зависимости от мощности, которая вам нужна для вашего следующего проекта, вы можете выбрать между вариантами лазерного резака мощностью 7 Вт, 15 Вт и 20 Вт, а для мощности он на самом деле очень легкий, всего около 4 кг. Фотография сделана во время нашего обзора Ortur ЛМ2 Про.
Мы собрали наш Ortur Laser Master 2 примерно за 45 минут, и даже у новичков не должно возникнуть особых проблем — он разработан, чтобы быть доступным для тех, кто не любит делать что-то своими руками, и производители-любители по достоинству оценят простоту сборки Ortur. процесс. Он поставляется в основном в собранном виде, вам просто нужно прикрепить основные части, такие как четыре стороны, лазерную головку и несколько винтов.
Он мощный и позволяет создавать действительно великолепные контрастные изображения на древесине, которую мы тестировали. И если вы хотите получить еще лучший опыт лазерной гравировки, выберите Ortur Laser Master 2 Pro за дополнительную пару сотен долларов. В целом, мы рекомендуем его как лучший лазерный резак для начинающих и один из лучших потребительских лазерных резаков и граверов.
Все еще не убеждены? Прочтите наш обзор Ortur Laser Master 2
Или ознакомьтесь с нашим обзором Ortur Laser Master 2 Pro
3. xTool D1 10 Вт — лучший диодный лазер и лучший лазер до 1000 долларов Доступно на xTool здесь / Amazon здесь
Рабочая зона: 432 x 406 мм
Мощность лазера: 10 Вт (также доступны 5 Вт и 20 Вт)
с новым Ortur Laser Master 3. В зависимости от ваших приоритетов, они в основном идут лицом к лицу, с более качественной стальной рамой на xTool по сравнению с дешевым вращающимся роликом и лучшей безопасностью и возможностью подключения на Ortur.
xTool D1 10W использует два лазера мощностью 5 Вт для создания конечного результата мощностью 10 Вт, так же, как это делают Ortur LM3 и дополнительный лазер Snapmaker мощностью 10 Вт.
Но с xTool у вас больше выбора: если вам не нужна мощность 10 Вт, вы можете купить версию мощностью 5 Вт на 200 долларов дешевле и в основном заниматься гравировкой, или получить версию с мощностью 20 Вт для резки липы толщиной 0,6 мм или акриловые листы за один проход.
Доступны другие варианты:
xTool D1 5W — Доступно в магазине xTool здесь
xTool D1 20W — Доступно в магазине xTool здесь
Рабочая зона больше, чем у Ortur, но только примерно на 5%. Но вы можете купить комплект расширения, который увеличивает рабочую область до невероятных 936 x 432 мм для огромных гравюр.
Он точен (точность 0,01 мм, размер пятна 0,08 x 0,06 мм), надежен благодаря прочной раме, стальным колесам и стержням, защищенным ремням и безопасен. Программное обеспечение, поставляемое с xTool, также очень удобно для пользователя и, на наш взгляд, лучше, чем Snapmaker Luban, но вы также можете использовать его с LightBurn. Существует приложение Laserbox iOS для подключения через iPad или подобное устройство.
По нашему мнению, это лучшая покупка для диодного лазера стоимостью менее 1000 долларов, и он идеально подходит для забавных проектов, резки акрила или дерева, а также для ведения небольшого бизнеса Etsy по гравировке вывесок или изображений, а также по резке подставок, украшений или другие интересные проекты.
4. Ortur Laser Master 3
Цена : $699 — доступно на Amazon здесь / доступно на Madethebest здесь
Рабочая область: 400 x 400 мм
Мощность лазера
Мы протестировали все 3 последних лазера Ortur: LM2, 2 Pro, а теперь и Ortur Laser Master 3 — и все они показали себя превосходно.
xTool D1 был выпущен после Ortur LM2 Pro, но с более мощным 10-ваттным лазером и лучшим качеством сборки, поэтому Ortur был вынужден обойти xTool с помощью Laser Master 3. Быстрая резка и гравировка футбольного клуба Arsenal подстаканник на липе 0,3мм.
С этой целью Ортур преуспел. Оба продукта очень похожи и имеют небольшие преимущества друг перед другом: xTool имеет немного больший объем сборки и вариант комплекта расширения, но Ortur имеет более дешевый вращающийся комплект (хотя это ролик по сравнению с более качественным патроном на xTool D1). ) и может достигать скорости 20 000 мм/мин, тогда как xTool достигает только 10 000 мм/мин, хотя xTool D1 Pro может достигать скорости 24 000 мм/мин.
Если у вас есть около 700 долларов (и эта сумма может достигать 1000 долларов с аксессуарами для вспомогательной подачи воздуха, кожухами, алюминиевыми сотовыми столами и поворотными надстройками), то эти два варианта — ваш лучший выбор. алюминиевый сотовый стол (справа) надстройка для защиты рабочего места от повреждения лазером при резке.
Предпочитаете ли вы более дешевую поворотную надстройку, немного большую рабочую зону, немного лучшее качество сборки xTool или более доступную кнопку аварийной остановки на Ortur, оба варианта удовлетворят все ваши основные потребности в диодной лазерной гравировке.
Прочитать полный обзор : Обзор Ortur Laser Master 3
Сравнение: xTool D1 Pro и Ortur LM3Вращающийся набор для гравировки стаканов, бутылок и других предметов круглой формы стоит менее 100 долларов, что очень выгодно. Но вы должны построить его сами.
5. Лазерный гравер и резак Orion Motor Tech 40 Вт CO2
Цена: $499 — Доступно на Amazon здесь
Область резки и гравировки: 300 x 200 мм
Высоко оцененный и недорогой лазерный гравер Orion Motor Tech 40W предлагает достойную область гравировки 300 x 200 мм по цене и может резать на глубину от 2 до 3 мм, в зависимости от материала.
Это универсальный, но недорогой лазерный резак, способный резать и гравировать пластик, кожу и резину, а также дерево, и имеет ряд дополнительных улучшений для повышения производительности резки.
По сравнению с другими резаками, такими как VEVOR 40W, он очень быстр по цене, со скоростью резки до 80 мм/с. Это делает его идеальным для начинающих и любителей, которые ищут недорогой лазерный гравировальный станок начального уровня, а также специализированный лазерный резак для случайных проектов по деревообработке, которые понравятся мастерам всех уровней квалификации.
Other OMTech options include:
OMTech 55W — Available here
OMTech 50W — Available here
OMTech 60W — Available here
OMTech 80W — Available here
OMTech 130 Вт — доступно здесь
6. Snapmaker 2.
0 — с надстройкой для лазерного резака мощностью 10 Вт
Цена: от 1199 до 1799 долларов — лучшая цена в магазине Snapmaker здесь/9Также доступно на Amazon здесь0152
. чем оригинальный Snapmaker, Snapmaker 2.0 собрал почти 8 миллионов долларов на Kickstarter, когда он впервые получил краудфандинг, и теперь является одним из самых популярных лазерных граверов, 3D-принтеров и станков с ЧПУ «все в одном».
Он поставляется в трех размерах в зависимости от того, насколько большой вы хотите получить с вашими проектами ЧПУ или проектами лазерной резки, и может быть преобразован в любую из трех возможных головок инструмента всего за несколько минут. Опробовав и протестировав самую большую модель Snapmaker 2.0 A350, мы настоятельно рекомендуем ее в качестве лазерного гравера и резака, который также может печатать на 3D-принтере и выполнять резку с ЧПУ.
Прочтите наш полный обзор: мы протестировали ЧПУ Snapmaker 2.0 и лазерный резак/гравер
Подробнее: лучшая комбинация лазерного гравера и поворотного модуля4-осевая лазерная гравировка на цилиндрической подарочной коробке.
За свои деньги вы получаете стандартный лазерный гравер, который может создавать потрясающие изображения и контрактные изображения на таких материалах, как дерево, акрил, кожа и другие ткани. Он точен — улучшен по сравнению с оригиналом — и вы можете легко откалибровать лазер с помощью встроенной калибровки камеры.
По умолчанию Snapmaker 2.0 работает как обычный лазерный резак для более мягкой и тонкой древесины. Нам удалось разрезать деревянную подарочную коробку, показанную ниже, с помощью стандартной лазерной головки. Но для более жесткой резки материала мы рекомендуем приобрести новый мощный лазерный модуль Snapmaker мощностью 10 Вт. Вы также можете купить корпус, который отфильтровывает лазерный свет, а также любые пары.
Он также может резать с помощью лазера тонкие и мягкие материалы, такие как дерево.
Инструментальная головка с ЧПУ работает с древесиной ореха и печатных плат, углеродным волокном, акрилом и некоторыми твердыми породами. Он быстрее и эффективнее, чем Snapmaker Original, а в сочетании с большим объемом сборки означает, что вы можете выполнять более крупные проекты быстрее, чем когда-либо прежде. Мы использовали надстройку 4-осевого поворотного модуля, превратив лазерный гравер и модули ЧПУ для резьбы в 4-осевой токарный станок, и нам удалось вырезать несколько красивых деталей, а также выгравировать цилиндрическую подарочную коробку.
Часть 3D-принтера печатает стандартные нити, такие как PLA, ABS и TPU. Вы можете печатать удаленно через Wi-Fi, а также через порт USB, а сенсорный экран делает Snapmaker 2.0 простым и эффективным для навигации и печати. Если у вас закончилась нить во время печати, детектор нити автоматически приостановит печать, чтобы она не испортилась, чтобы вы могли вставить еще одну катушку и продолжить работу.
В целом, это отличный вариант лазерного резака «все в одном», который может удовлетворить все ваши основные потребности в ЧПУ и 3D-печати в одном универсальном пакете, и мы настоятельно рекомендуем его. Вырезанная на ЧПУ шахматная фигура коня с помощью Snapmaker 2.0.
7. Станок для лазерной гравировки Ten-High CO2 40 Вт 110 В
Цена: $2,269 – Доступно на Amazon здесь
Область лазерной гравировки: 300 x 400 мм Лазерный гравер и резак мощностью 40 Вт — один из лучших лазерных резаков по цене. Обладая большой областью лазерной гравировки 300 x 400 мм, он может обрабатывать даже более крупные проекты и быстро гравирует со скоростью до 500 мм/с, резая со скоростью до 30 мм/с.
Эта новая модель лазерного резака от Ten-High имеет модернизированную ось вращения для лучшей гравировки на закругленных и круглых заготовках и меньше ограничений по размеру, а также улучшенную двойную дверцу.
Цифровой дисплей станка позволяет легко и удобно отслеживать процесс и температуру, а также поставляется с программным обеспечением для полного рабочего процесса резки и гравировки.
Мощный CO2-лазер мощностью 40 Вт может выполнять резку акрила на глубину до 4 мм, 3 мм в таких породах древесины, как пробка, и до 2 мм в твердой древесине. Однако он не может гравировать металл, для чего требуется гораздо более мощный и промышленный лазерный резак.
В целом, это очень хороший лазерный резак и гравер, подходящий для всех нужд, кроме резки металла.
8. BOBSCNC EVO 3 / EVO 4 RUTTERS & EVGRAVERS
EVO 3 Цена: 1 005 — Доступно на Amazon здесь
EVO 4: цена: 1,230 долл. лазерный резак, но, тем не менее, опытный резчик по дереву. Вместо этого станки BobsCNC представляют собой самодельные фрезерные станки с ЧПУ, которые режут древесину с помощью прочных рельсовых систем, которые точно контролируют оси X и Y.
Помимо того, что вы являетесь обычным фрезерным станком с ЧПУ, вы можете приобрести дополнительные инструменты, такие как эти, которые превратят ваш Evo 3 или 4 в мощный лазер мощностью 7 Вт. Эта дополнительная универсальность, например, для гравировки рисунка на деревянной детали, которую вы вырезали на станке с ЧПУ, превращает ваш Evo 4 в универсальный производственный комплект, аналогичный Snapmaker 2.0, только с более мощными ЧПУ и лазерными инструментальными головками.
И BobsCNC Evolution 3, и 4 имеют одинаковые характеристики, единственная реальная разница заключается в размерах, которые они могут резать: 24 x 24 дюйма для Evo 4 против 18 x 16 дюймов для E3. Оба имеют фантастическую повторяемость и точность до 0,002-0,004 дюйма, хотя у Evo 4 более прочная металлическая рама, которая может обеспечить более точную резку.
Вместо файлов изображений, которые обычно используются лазерными граверами и резаками, эти резаки и граверы с ЧПУ используют собственное программное обеспечение для создания G-кодов для резки и гравировки.
Несмотря на то, что они не преуспевают в гравировке мягких материалов, таких как винил или другие тонкие и легко ломающиеся материалы, для точной и глубокой резки, эти гравировальные станки и резаки с ЧПУ высоко оценены, точны и долговечны.
9. Flux Beamo
Цена: $2,299 — Доступен в Matterhackers здесь
Зона резки и гравировки : 300 x 210 мм
Будучи бюджетным вариантом в линейке лазерных резаков и граверов Flux, Beamo является одним из самых портативных, но многофункциональных машин из этого списка.
Flux ничем не пожертвовал, чтобы предоставить вам этот элегантный и компактный дизайн, продолжая предоставлять высококачественные функции, такие как автофокусировка, HD-камера и интеграция программного обеспечения с ведущими именами в игре, такими как Autodesk, Adobe и CorelDraw.
Beamo также совместим с универсальными апгрейдами, такими как поворотный модуль и гибридная лазерная технология, которые позволяют резать и гравировать еще быстрее и глубже. Интеллектуальные интеграции, такие как функция перетаскивания в Beam Studio и беспроводная связь, действительно делают эту машину уникальной.
Эта машина была определенно создана для творческих гениев в глубине души, которым нужен портативный, но универсальный вариант, чтобы воплотить свои идеи в жизнь.
10. FSL Muse Core
Цена: $3,499 — Доступно в Matterhackers здесь
Область резки и гравировки: 508 мм x 305 мм
FSL Muse Core — это удовольствие для домашних мастеров благодаря своим фантастическим возможностям настройки.
Стандартная версия поставляется с лазерной трубкой мощностью 40 Вт, которая разрезает материал толщиной до ¼ дюйма, съемной сотовой станиной, современным сенсорным ЖК-дисплеем и мощным и удобным программным обеспечением RetinaEngrave v3. 0.
Однако именно модернизируемые аксессуары делают эту машину настоящим зверем. Благодаря опциональной лазерной трубке мощностью 45 Вт, 3D-камере Intel RealSense и моторизованной автофокусировке этот лазерный резак среднего класса для любителей внезапно становится первоклассной моделью, оснащенной автоматизированными функциями, которые обещают оптимизировать рабочий процесс.
Эти обновления недешевы, поэтому они предназначены только для серьезных любителей или малого бизнеса, которые действительно смогут воспользоваться всеми высокоуровневыми характеристиками, которые может предложить эта машина.
11. Glowforge Plus
Цена: $3,995 – Доступно на Dynamism здесь
Модель среднего класса Plus от Glowforge оснащена мощным CO2-лазером мощностью 45 Вт и водяным охлаждением, сжатием и фильтрацией воздуха, а также функциями для безопасной и эффективной работы. гравировка.
Идеальный для использования в бизнесе, дома и в школах, Plus может резать и гравировать дерево, кожу, акрил, стекло и даже анодированный алюминий и титан. В зависимости от используемого материала лазерный резак Glowforge Plus может резать на глубину 10–12 мм и гравировать в два раза быстрее, чем Glowforge Basic начального уровня.
Камеры позволяют вам предварительно просматривать свою работу в реальном времени и предлагают автофокусировку, ими можно управлять и контролировать просто с помощью бесплатного браузерного программного обеспечения для лазерной резки Glowforge. Пользователям Mac не нужно беспокоиться, поскольку Plus совместим с Mac.
12. Glowforge Pro — Неограниченный размер лазерный резак
Цена: 5995 долл. США — Доступно на Glowforge здесь / Динамизм здесь
Область выгравии: 19.5 ”x Unlimited Lands
. Pro позиционирует себя как лазерный 3D-принтер, поскольку он может печатать огромные объекты, идеально подходящие для изготовления мебели, вывесок и множества других целей.
Благодаря «проходному пазу» на Pro можно резать детали неограниченной длины. Можно создавать деревянные детали длиной в несколько метров, поскольку они могут проходить через лазерный резак во время резки или гравировки. Вместо того, чтобы вырезать десятки мелких деталей для большого деревянного или другого проекта, Glowforge Pro делает все это за один раз!
Кроме того, Pro гравирует в 3 раза быстрее, чем Basic, и режет на 20% быстрее, что делает рабочий процесс более эффективным. Камера может предварительно просмотреть ваш проект в реальном времени, а Pro также оснащен улучшенной системой охлаждения, поэтому у вас не будет проблем с перегревом, независимо от того, сколько вы его используете.
При желании вы можете купить обновление воздушного фильтра Glowforge за дополнительные 995 долларов.
Подробнее: лучшие альтернативы Glowforge
Что такое лазерная резка?
Лазерная резка — это процесс усиления световых лучей с использованием оптического усиления для создания мощных лазеров, которые затем используются для резки или гравировки нужных материалов. Управляемый моторной системой станка, лазер вырежет и выгравирует желаемый рисунок или узор. Машина знает, как манипулировать лазером, потому что она указана программным обеспечением для проектирования, которое вы используете для создания изображения.
Результаты четкие и точные, и их можно получить в n раз быстрее, чем при использовании традиционных методов.
Возможности лазерной резки и гравировки безграничны. Персонализируйте кожаные кошельки, оптимизируйте конструкцию мебели и даже выгравируйте свой собственный логотип на чашке! Лазерные резаки работают с десятками материалов, давая вам множество идей для воплощения.
Что могут резать лазерные станки?
Настоящий вопрос в том, что не могут резать эти машины, и все зависит от того, насколько мощная у вас машина.
Большинство недорогих лазерных станков для резки и гравировки могут работать только с мягкими материалами, такими как кожа, хвойная древесина, бумага, ткань и резина, в то время как более дорогие модели также могут работать с более твердыми материалами, такими как стекло, камень, акрил и металл.
In general, here is an overview of what common materials can be cut and engraved (though this depends on your laser cutting machine):
CUT
ENGRAVE
Leather
✅
✅
Acrylic/Plexiglass
✅
✅
Paper
✅
✅
Cork
✅
✅
Fabric
✅
✅
Cardboard
✅
✅
Wood
✅
✅
Aluminum
✅
✅
Glass
✅
✅
Stainless Steel
❌
✅
Stone
❌
✅
Ceramic
❌
✅
BONE
❌
✅
типов лазерных машин
, есть три основных типа, которые вы найдете во время ваших поисков. лазеры.
CO2-лазеры , или газовые лазеры являются одним из наиболее распространенных типов лазеров, используемых дома и в малом бизнесе. Он работает, пропуская электричество через заполненную газом трубку, которая обычно представляет собой смесь газов, таких как CO2, азот и гелий. На каждом конце трубки есть зеркала, одно отражающее и одно частично отражающее, которые пропускают свет для луча.
CO2-лазеры имеют мощность от 25 до 100 Вт и лучше всего подходят для неметаллических материалов. Таким образом, дерево, акрил, кожа, текстиль и стекло хорошо справляются с лазером CO2.
Лазерная резка кристаллов , с другой стороны, работает путем генерации лучей из кристаллов nd:YAG (алюмоиттриевый гранат, легированный неодимом) и nd:YVO (ортованадат иттрия, легированный неодимом). Эти мощные лазеры предназначены для промышленного использования и лучше всего работают с металлами и пластиками с покрытием и без него.
И, наконец, волоконные лазерные резаки используют стекловолокно для усиления «начального лазера» и относятся к классу, называемому «твердотельные лазеры», наряду с nd:YAG. Волоконные лазеры хорошо работают с металлами и представляют собой более стабильную и энергоэффективную альтернативу кристаллическим лазерам. Их можно использовать дома и на малых предприятиях для лазерной резки металла.
Лазерные резаки и лазерные граверы
В обоих методах для создания точных деталей и моделей используются специальные модели или конструкции. Большинство станков для лазерной резки могут выполнять и то, и другое, в зависимости от мощности лазера и глубины, которую он может резать. Однако между ними есть несколько тонких различий:
Лазерные резаки : лазерные резаки используют мощные лазеры для вырезания целых частей из заготовки для создания окончательной модели. Эти резаки обычно используют векторные файлы для точного вырезания выбранной детали, сбривания стружки и плавного разделения этих областей в процессе субтрактивного производства. Лазерные резаки обычно используют CO2-лазеры, и даже дешевые лазерные резаки могут быстро резать акрил, пластик и дерево.
Лазерные граверы : лазерные гравировальные станки не прорезают весь материал, а гравируют изображение, логотип или графику поверх выбранного вами материала. Гравировка часто используется для брендинга продуктов или вывесок, но также может использоваться для гравировки всего произведения искусства в оттенках серого на дереве. Это делается с помощью файлов изображений, таких как файлы jpg, svg, png или ai, с использованием таких методов, как гравировка сетки, когда лазер перемещается горизонтально, строка за строкой, удаляя определенную глубину материала для создания контрастного и читаемого изображения. Граверы используют лазеры с коротким фокусным расстоянием и малым размером пятна для точной гравировки.
Лазерная маркировка — это также процесс, при котором вместо гравировки или резки на материал наносятся физические контрастные метки путем нагревания его до отдельных элементов, видимых невооруженным глазом, без каких-либо углублений.
Преимущества лазерных резаков по сравнению с фрезерными станками с ЧПУ
Лазерные резаки очень точны и точны и могут очень быстро резать и гравировать. При той же мощности они обычно дешевле, чем фрезерные станки с ЧПУ, и могут резать самые разные материалы.
13 лучших лазерных гравировальных станков в 2022 году [для DIY
Если вы подпишитесь на услугу по ссылке на этой странице, Omnicore может получить комиссию. См. наше заявление об этике
Если вы спешите, ознакомьтесь с нашим выбором редактора, Гравировальный станок TEN-HIGH CO2 60 Вт.
Проверить цену на Amazon
От персонализации подарков на дому до вывода вашего бизнеса на новый уровень — один из представленных ниже станков для лазерной резки и гравировки обязательно удовлетворит ваши потребности в индивидуальной настройке.
Мы знаем, что рынок лазерной резки и гравировки может сбивать с толку, поэтому мы отобрали только лучшие станки для лазерной резки и гравировки, чтобы они соответствовали любому бюджету, материалу и варианту использования, которые у вас могут быть.
Ниже вы найдете всю информацию, которая может вам понадобиться для принятия обоснованного решения для вас и вашего бизнеса.
Но прежде чем вы начнете покупать лучшие резаки и гравировальные станки с лазерным наведением, ознакомьтесь с тем, что вам нужно учитывать при поиске нового инструмента для персонализации.
Из чего состоит лучший станок для лазерной резки и гравировки
Покупка лазерного резака и гравера — не самая простая вещь в мире, но я намерен сделать ее максимально простой с помощью этого руководства.
Хотя при покупке необходимо учитывать десятки факторов, я хочу выделить наиболее важные элементы, которые отличают достойные и хорошие лазерные резаки от лучших из лучших, поэтому давайте начнем сверху:
1. Волоконные лазеры
Без тени сомнения, с тех пор, как на рынке появились волоконные лазерные станки, инструменты для лазерной резки кристаллов и газа были почти полностью забыты. Этот новый тип технологии создает более сфокусированный и гораздо более сильный лазерный луч через волоконную оптику, что позволяет легко резать самые тяжелые металлы.
В довершение всего, большая мощность означает более быструю резку и гравировку, а это означает, что срок службы лазера не будет изнашиваться так сильно (или так часто).
2. Срок службы лазера
Средний срок службы лазерной трубки составляет от 1200 до 2000 часов. Хотя это может показаться немного, но это около 12 недель непрерывной работы. Вы, вероятно, не будете использовать лазерный резак в течение всего рабочего времени, и вы, вероятно, не будете использовать его даже половину рабочего времени, поэтому 12 недель с 2000 часов — это, в конце концов, не такая уж плохая цифра.
Однако то, что делает лучшие лазерные граверы и резаки лучше и экономичнее, чем «средние», — это превосходный срок службы лазера. Некоторые из лучших моделей в этом списке, особенно профессиональные лазерные граверы, оснащены усовершенствованными лазерными трубками, которые могут похвастаться 10 000 часов работы, что, по сути, означает, что вы можете, если хотите, использовать машину в течение всего года без перерыва.
Это характеристика, характерная для некоторых из лучших станков для лазерной резки, поскольку вы сможете снизить долгосрочные затраты на техническое обслуживание.
3. Большая рабочая зона
Проще говоря, чем больше поверхность, с которой вам приходится работать, тем легче становится ваша работа. Высокие скорости и мощность могут иметь важное значение, но вы не сможете использовать весь потенциал вашего станка для лазерной резки без достаточно большой рабочей поверхности — рабочей области, которая предоставит вам столь необходимую гибкость для настройки на летать и предотвратить возможные несчастные случаи.
Под «большой» рабочей зоной я подразумеваю поверхность размером не менее 100 на 100 миллиметров. Очевидно, что некоторые из более дорогих моделей, которые я включил в список, имеют в четыре раза больший размер и, по моему личному опыту, являются одними из лучших машин, с которыми мне доводилось работать.
4. Мощность/мощность
Не путать с напряжением (В), мощность (Вт) влияет на общую мощность любой машины, работающей от электричества. Как и в случае любой такой машины, ее мощность делает ее подходящей или не подходящей для определенных задач.
Например, если вы ищете лазерный гравер для домашнего использования в хобби, вы можете легко обойтись более слабой моделью. Однако для профессионального использования я рекомендую использовать машину мощностью не менее 30 Вт.
5. Соотношение цена-качество
Соотношение цена-качество не является рентабельностью или субъективной ценностью. Этот элемент полностью объективен и охватывает и то, и другое. Существует большое заблуждение, что чем больше машина, тем она должна быть дороже.
Покупка лазерного резака и гравера отличается от обычной покупки и больше похожа на долгосрочное инвестирование. Не многие люди могут обналичить тысячи долларов и перейти на другую модель, если они не полностью удовлетворены.
Внимательно посмотрите на приведенный ниже список, и вы найдете машины практически во всех ценовых диапазонах — начиная с 500 долларов и заканчивая диапазоном ниже 12 000 долларов. Подумайте о своих потребностях и предполагаемом использовании вашей машины, прежде чем сделать окончательный выбор.
Лучшие станки для лазерной резки на 2022 год
Продукт
Модель
Область гравировки
Мощность лазера
Цена
Гравировальный станок TEN-HIGH CO2 60 Вт
15,7 x 11,8 дюйма
60 Вт
ПОСМОТРЕТЬ НА АМАЗОН
3D-принтер BIBO
8,4 x 7,3 дюйма
100 Вт
ПОСМОТРЕТЬ НА АМАЗОН
SFX 180 Вт Reci W8
51,1 x 35,4 дюйма
180 Вт
ПОСМОТРЕТЬ НА АМАЗОН
Орион Мотор Тех 40 Вт
12 x 8 дюймов
40 Вт
ПОСМОТРЕТЬ НА АМАЗОН
Мастер NEJE 2S Plus
10 x 16,5 дюйма
7,5 Вт
ПОСМОТРЕТЬ НА АМАЗОН
Выбор редактора: Гравировальный станок TEN-HIGH CO2 60 Вт
Гравировальный станок TEN-HIGH CO2 60 Вт стоит чуть менее 3000 долларов США и имеет средний ценовой диапазон и предлагает высочайшее качество.
Мы выбрали этот гравировальный станок нашим редактором из-за широкого спектра неметаллических материалов, которые он может легко гравировать и резать.
Мы рекомендуем этот станок для личного использования и для малого бизнеса, особенно в ситуациях, когда точность является обязательной, поскольку он не займет слишком много места, но при этом обеспечивает достаточную скорость гравировки и мощный мощный лазер.
Некоторые функции, которые нам нравятся в этом станке, включают:
Гравировка и резка большинства неметаллических материалов
Не занимает много места при размерах 61 x 26,38 x 18,5 дюймов
Исключительная точность и высокая скорость резки
Широкая рабочая зона
Проверить цену на Amazon
Лучший лазерный резак и гравировальный станок до 500 долларов США
1. Гравировальный станок NEJE Master 2S Plus
Гравер и резак NEJE Master 2S Plus весит около 7 фунтов и может очень легко резать 3 мм фанеры или любой ткани. С областью гравировки 255 на 420 мм этот станок для лазерной резки может резать или гравировать акрил, кожу, дерево, бумагу и МДФ с исключительным уровнем точности.
Этот инструмент для лазерной резки прост в настройке и имеет многофункциональные клавиши для сброса настроек и позиционирования кадра. Он также работает с документами в различных форматах, включая JPEG, PNG, TIF, TIFF, SVG и множество других форматов файлов.
Лазерный резак NEJE Master 2S Plus поддерживает программное обеспечение NEJE и LightBurn и совместим с системами Mac, Windows и Android.
Этот станок для лазерной резки идеально подходит для профессиональных проектов «сделай сам». В его программное обеспечение предварительно загружено множество графических изображений, которые можно использовать для пробного запуска.
Характеристики
Скорость гравировки 1000 мм в секунду
Защитная панель и автоматический сброс для предотвращения несчастных случаев
Контроль температуры и автоматическая регулировка скорости вращения вентилятора
Возможность гравировки на различных материалах, включая стекло с пленочным покрытием, нержавеющую сталь, и окрашенный металл.
Проверить цену на Amazon
Лучший станок для лазерной резки и гравировки до 1000 долларов США
2. Станок для лазерной гравировки Orion Motor Tech мощностью 40 Вт с CO2
Станок для лазерной резки и гравировки Orion Motor Tech мощностью 40 Вт с углекислым газом представляет собой превосходную рабочую станцию и имеет некоторое превосходство над конкурентами благодаря приемлемой цене. Помимо уникального дизайна, он имеет некоторые интуитивно понятные функции для тех, кто хочет начать лазерную гравировку для личного использования или для малого бизнеса.
Станок для лазерной резки и гравировки Orion Motor Tech мощностью 40 Вт с CO2-лазером весит 50 фунтов и включает в себя панель управления с регулируемыми ручками. Четыре съемных колеса обеспечивают легкое перемещение.
Эта модель работает с большинством программ векторной графики сторонних производителей, таких как CorelLaser и LaserDraw. Он также работает с принтерами, сканирующими машинами и документами в форматах TIF, BMP, JPG, JPEG, WMF, EMF и PLT. К сожалению, он не совместим с операционными системами Mac.
Этот лазерный резак оснащен встроенным вытяжным вентилятором для улучшения вентиляции во время работы. Как только вы включите устройство, красная точка укажет путь станка на его гравировальной поверхности размером 12 на 8 дюймов (300 x 200 мм). Этого места достаточно для большинства личных проектов гравировки.
С помощью этой модели можно гравировать или резать дерево, бамбук, акрил, майлар, картон, резину, ткань, стекло, керамику, бумагу, стекловолокно, кожу, мрамор, фанеру, меламин, анодированный алюминий, плитку, пробку и многое другое. НЕметаллические материалы.
Особенности
Возможность гравировки на десятках материалов, кроме металлов
Поставляется с водяным насосом, вентиляционной трубкой, выхлопной трубой, ключом USB
Груз весом 50 фунтов
Поверхность для гравировки размером 12 на 8 дюймов
Проверить цену на Amazon
3. 3D-принтер и лазерный гравер BIBO
3D-принтер и лазерный гравер BIBO — это 3D-принтер, который одновременно служит инструментом для лазерной гравировки. Так что, если ваш бизнес может извлечь выгоду из 3D-принтера вместе с лазерным гравером, этот продукт — скрытая жемчужина.
Здесь мы сосредоточимся на аспекте гравировки этого устройства. Bibo может резать фанеру, двухцветные доски, кожу, хрусталь, органический пластик и ткани. Он имеет область печати/гравировки 214 x 186 мм (8,4 x 7,3 дюйма) и точность гравировки 0,01 мм (0,0004 дюйма).
Разрешение печатного слоя составляет 0,05-0,3 мм, что считается вполне конкурентоспособным. Он совместим с ОС Windows, Mac и Linux, а также с форматами файлов STL, OBJ, DAE, AMF, BMP, JPG, JPEG, PNG и GCODE.
Это один из самых дешевых лазерных резаков и граверов, но он оснащен превосходной лазерной головкой и имеет эффективный отвод тепла с двумя охлаждающими вентиляторами.
Особенности
3D-принтер и инструмент для лазерной гравировки
Работает в ОС Windows, Mac и Linux
34 на 19,92 на 17,09 дюйма
Гравирует различные материалы, включая пластик, фанеру, ткань, кожу, доски и т. д.
Два охлаждающих вентилятора
Проверить цену на Amazon
Лучший лазерный резак и гравировальный станок стоимостью менее 2000 долларов США
4. Версия Ten-HIGH 3020 40 Вт
Лазерный гравер Ten-HIGH 3020 превосходит другие модели Ten-HIGH в этом ценовом диапазоне благодаря увеличенной площади поверхности в 12 раз. 8 дюймов.
Ten-HIGH 3020 — чрезвычайно точный лазерный резак, точность лазерного луча которого достигает 0,01 мм. Кроме того, на максимальной скорости Ten-HIGH 3020 может гравировать со скоростью до 600 мм в секунду с хирургической точностью.
Чтобы предотвратить скопление паров, выделяемых при гравировке пластика и других материалов, в Ten-HIGH 3020 встроены двойные вытяжные вентиляторы. Он также подключается к компьютерной системе Windows через простой интерфейс USB.
Этот лазерный резак совместим с CorelDraw (не входит в комплект), но его нельзя использовать с устройствами Mac.
Особенности
Двойные выхлопные вентиляторы
Пространство гравировки 12 дюймов на 8 дюймов
Совместимость с
Удивительно прочные детали
Работают с Coreldraw
Enply
. второй
Проверить цену на Amazon
5. 3D-принтер Snapmaker, лазерный гравер
С помощью 3D-принтера Snapmaker вы можете вырезать, гравировать, вырезать и распечатывать свои дизайны на одном станке. Дело не только в его способности выполнять эти действия, но и в впечатляюще высоком разрешении, которое превосходит другие лазерные резаки двойного назначения. Если вы искали лучший набор для творчества и рукоделия, это может быть вашей последней остановкой.
Этот 3D-принтер и настольный лазерный резак включает в себя программное обеспечение 3-в-1, Snapmaker Luban, которое позволяет вам раскрыть свой творческий потенциал и дает вам доступ к полезным API, учебным пособиям и плагинам.
Он также имеет функцию автофокусировки, которая автоматически определяет оптимальную высоту лазера перед началом гравировки. Это означает, что вам не нужно тратить много времени на настройку точки фокусировки для получения четкого изображения.
Этот гравер с лазерным наведением хорошо работает с деревом, тканью, кожей, пластиком и непрозрачным акрилом. Это прочный и хорошо сложенный комплект, который станет отличным подспорьем для любого графического дизайна или декоративно-прикладного искусства.
Если вам нужны только функции лазерной гравировки, то это не будет хорошей покупкой для вас. Однако, если вы ищете универсальность или изучаете новый стиль обработки, такой как резьба на станках с ЧПУ наряду с гравировкой, то это то, что вам нужно.
Особенности
Станина для гравировки размером 320 x 350 x 330 мм
Поставляется с парой защитных очков 0D6
Весит 50 фунтов
Не гравирует золото или серебро
Совместимо только с Android
Проверить цену на Amazon
Лучший лазерный резак и гравировальный станок стоимостью менее 3000 долларов США
6. Гравировальный станок TEN-HIGH CO2 40 Вт
Гравировальный станок TEN-HIGH CO2 — отличный вариант, если вы хотите гравировать широкий спектр различных материалов, включая дерево, кожа, стекло, ткань, бамбук, бумага и почти все, кроме металла.
При покупке гравировального станка TEN-HIGH CO2 вы получаете специальное программное обеспечение под названием LaserDraw. Он также совместим с CorelDraw, хотя CorelDraw не входит в состав продукта.
Программное обеспечение TEN-HIGH CO2 для лазерной гравировки совместимо со всеми операционными системами Windows, но не будет работать с компьютерами Mac.
Этот лазерный гравер подключается к компьютеру через интерфейс USB. Это не беспроводная связь, поэтому вам понадобится система поблизости.
Характеристики
Возможность гравировки на различных материалах, включая кожу, дерево, бамбук, бумагу, стекло и десятки других материалов. дюймы
Область гравировки 400 мм на 300 мм
Совместимость с CorelDraw (не входит в комплект)
Работает в Windows 7, 8 и 10
Разъем USB
Проверить цену на Amazon
7. TEN-HIGH CO2-гравировальный станок 60 Вт
TEN-High 60W — очень универсальный станок для лазерной резки и гравировки, который может работать с плотным картоном, акрилом, кожей, стеклом, бамбуком, тканью и бумагой.
В отличие от некоторых других станков, которые лучше подходят для гравировки, этот станок идеально подходит как для лазерной резки, так и для гравировки.
Станина для гравировки может вмещать материалы размером 400 мм на 300 мм. Вы можете использовать его для образцов одежды, гравировки подарков и игрушек, компьютерной вышивки и даже гравировки печатей.
Для обслуживания и безопасности имеется встроенный вентилятор. Он также отображает температуру охлаждения во время работы, что означает, что вы можете контролировать свою машину и выключать ее, когда температура выходит за пределы графика.
Гравировальный инструмент TEN-HIGH CO2 мощностью 60 Вт включает подключаемый модуль гравера CorelLaser и программное обеспечение для проектирования LaserDRAW. Он также хорошо работает с CorelDraw, хотя он не входит в комплект поставки.
Особенности
Размеры изделия 36,61 x 26,38 x 18,5 дюймов
Гравирует широкий спектр материалов, кроме металлов
Вес 143,3 фунта
Совместимость с различными версиями ОС Windows
Проверить цену на Amazon
Лучший лазерный резак и гравировальный станок стоимостью менее 4000 долларов США
8.
Волоконный лазерный гравер MCWlaser мощностью 20 Вт, маркировочная машина Raycus Fiber
MCWlaser режущий и гравировальный станок — это надежный станок мощностью 20 Вт с огромной рабочей зоной 110 м 110 миллиметров. В качестве основного источника используется лазерная технология Raycus, обеспечивающая до 10 000 часов работы.
Кроме того, MCWLaser очень универсален и способен резать различные металлические материалы, включая сталь, серебро, сплавы, алюминий или медь, а также неметаллические материалы, такие как пластик, керамика или кожа.
Этот станок для лазерной резки работает с программным обеспечением EZCAD, которое входит в комплект поставки. Он работает как с ранними, так и с более новыми версиями Windows, начиная с XP и заканчивая новейшим вариантом Windows 10. Кроме того, лазерный гравер MCW также совместим с Autocad, Adobe Photoshop и аналогичным программным обеспечением для проектирования.
Характеристики
Лазерный источник Raycus со сроком службы 10 000 часов
Мощность 20 Вт
Имеет большую рабочую зону размером 110 на 110 мм
Может резать различные металлические и неметаллические материалы
2 901 Идеально подходит для дома резка и проекты
Проверить цену на Amazon
9.
Гравировальный станок Newlin CO2 с рабочей зоной 400×400 мм
Следующая модель в списке — гравировальный станок Newlin CO2 — профессиональная рабочая лошадка, которая предоставит вам все инструменты, необходимые для резки или гравировки практически любых материалов, от ткани до плотных материалов. металлические материалы.
Как профессиональный лазерный гравер, он предлагает более универсальные и «тяжелые» функции по сравнению с более дешевыми моделями в списке, включая герметичную трубку CO2, которая продлевает срок службы служебного подъемника, упрощенный вывод данных, позволяющий использовать его с множеством различное программное обеспечение для проектирования, а также удобный для начинающих дизайн.
Одним из самых больших преимуществ является огромная рабочая зона размером 400 на 400 миллиметров. Кроме того, гравировальный станок Newlin для CO2 оснащен сотовым подъемником, который может подниматься примерно до 150 миллиметров.
Особенности
Лазерная трубка мощностью 50 Вт
Удобная конструкция для новичков
Идеально подходит для профессиональных проектов лазерной резки
Проверить цену на Amazon
Лучший станок для лазерной резки и гравировки до 5000 долларов США
10.
Станок для глубокой гравировки с волоконным лазером Triumph мощностью 30 Вт
Даже среди самых больших и высокопроизводительных лазерных гравировальных станков и инструментов, 30-ваттный волоконный лазерный маркировочный станок Triumph выделяется как бегемот, возвышаясь над некоторыми из самых востребованных моделей, которые может предложить текущий рынок.
Мне очень понравилось работать с ним в течение последних нескольких месяцев, и я был поражен его неистовой мощью, способностью прорезать практически любой материал, который я положил на его рабочую доску, и его выдающейся скоростью резки. .
Исключительная точность и хирургическая точность — вот термины, которые преуменьшают производительность станка для лазерной резки Triumph; кроме того, он использует передовые цифровые технологии для быстрого сканирования без ущерба для стабильности, чего, как я обнаружил, не хватает большинству других машин, которые я использовал.
Еще одна вещь, которая меня поразила, — это 80-миллиметровая поворотная насадка, которая упрощает задачи по гравировке цилиндров. Как профессионалы, мы должны стремиться к гибкости, и, учитывая, что лазерный резак Triumph предлагает как универсальность, так и точность в сочетании с огромной мощностью, я могу с уверенностью сказать, что это один из лучших лазерных граверов в своем ценовом диапазоне.
Срок службы его лазерного источника составляет почти 10 000 часов, так что само собой разумеется — вам не потребуется обновление в течение десятилетий, даже если вы используете его круглосуточно в течение нескольких недель.
С точки зрения совместимости лазерный резак и гравер Triumph работает с большинством программ для цифрового дизайна, включая Coreldraw, Autocad и Photoshop. Более того, в комплект поставки входят встроенный компьютер и монитор с предустановленным программным обеспечением. Если вы хотите использовать его сразу же, все, что вам нужно сделать, это просто подключить его и включить.
Единственное, от чего я не в восторге, так это от рабочей зоны 200 на 200 мм. А именно, в списке есть более доступные модели, которые предлагают больше рабочего пространства, хотя этот небольшой недостаток более чем компенсируется множеством преимуществ, предлагаемых лазерной маркировочной машиной Triumph мощностью 30 Вт.
Особенности
Мощность 30 Вт
Огромная мощность резки
Возможность резать или гравировать даже самые прочные металлические материалы
Превосходный уровень точности в сочетании с безупречной стабильностью
Лучший лазерный резак и гравировальный станок стоимостью менее 6000 долларов США
11. Гравировальный станок TEN-HIGH CO2 с модернизированной версией
Модернизированный гравировальный станок TEN-HIGH CO2 представляет собой лазерный гравировальный станок мощностью 60 Вт. Он может резать акрил, фанеру, бамбук, ПВХ, кожу, стекло, пластик, картон, массивную древесину, двухцветную пластину, силикагель, рог быка, войлок, смолу и другие неметаллические материалы.
Модернизированная версия мощностью 60 Вт имеет рабочую зону 400 x 600 мм (15,7 x 23,6 дюймов), скорость гравировки до 30 мм в секунду и скорость резки до 500 мм в секунду. Эта модель очень тяжелая и предназначена для промышленных целей, а не для рабочего стола или рабочего стола.
Точность позиционирования гравировального станка с лазерным наведением составляет 0,15 мм, а визуальная панель управления чрезвычайно проста в использовании. Прецизионная лазерная головка промышленного класса для изготовления металлических форм может резать пробку и подобные материалы толщиной до 6 мм.
Он поддерживает все форматы CorelDraw и поддерживает форматы файлов BMP, dib, jpg, jpeg, png, gif, WMF, emf, PCX и TIF. Эта модель оснащена превосходной лазерной головкой и имеет эффективный отвод тепла и дыма за счет мощного осевого вентилятора и водяного охлаждения.
Кроме того, он поставляется с электрической автоматической системой подъема и огнезащитной системой продувки для предотвращения возгорания во время работы машины.
Устройство включает в себя собственное программное обеспечение, карту фокусных расстояний, выхлопную трубу, шнур питания, USB-кабель и ключ, клейкую ленту, зажимы, концевой выключатель, воздушный насос и водяной насос.
Особенности
Работа через смартфон
15 на 29,13 на 43,31 дюйма
Резка и гравировка различных материалов
Вес 286 фунтов
9 Имеет систему водяного охлаждения
3
Проверить цену на Amazon
12. Модернизированная версия TEN-HIGH 100 Вт CO2
Модернизированная версия TEN-HIGH представляет собой гравировальный станок мощностью 100 Вт с лазерным наведением. Это значительно выше, чем у других обсуждаемых моделей. Он может резать акрил, фанеру, ткань, твердую древесину, пробку и стекло.
С областью лазерной гравировки 400 на 600 мм, скоростью до 500 мм/с, системой позиционирования с красным светом и прецизионным металлом промышленного класса вы получите тончайшую гравировку с отличным разрешением.
Обновленная версия также имеет другие функции, такие как огнестойкость и автоматическая система подъема, которая гарантирует, что ваш конечный продукт не будет похож на подгоревший тост.
TEN-HIGH 100W отличается высокой эффективностью, надежностью и низким уровнем шума. Имейте в виду, что по умолчанию он работает только для материалов с плоскими поверхностями. Если вам нужно работать с поверхностями неправильной формы, вам понадобится дополнительная поворотная ось.
Характеристики
Область гравировки 400 мм х 600 мм
Совместимость с Windows 7, 8 и 10 32-битной или 64-битной системы
Гравирует большинство неметаллических материалов
х 31,5 х 27,56 дюйма
Проверить цену на Amazon
Лучший лазерный резак и гравировальный станок стоимостью менее 12 000 долларов США
13. SFX 180 Вт Reci W8 CO2 лазерный гравировальный станок
SFX 180 Вт Reci W8 CO2 лазерный гравировальный станок представляет собой мощный лазерный гравировальный станок и лазерный резак, который использует преимущества воздуха- функция вспомогательной гравировки. Он также работает с такими программами, как CorelDraw и AutoCAD, и поддерживает форматы файлов bmp, hpgl (plt. ), jpeg, dxf, ai, dst, dwg и las, благодаря чему он легко вписывается в ваши текущие настройки.
С помощью станка SFX вы, к сожалению, не сможете гравировать металл. Однако вы можете гравировать практически любой другой материал, включая пластик, бамбук, оргстекло, хрусталь, дерево, стекло, АБС, акрил и многие другие.
Скорость гравировки до 60000 мм в минуту и скорость резки 5000 мм в минуту. Точность позиционирования составляет 0,01 мм, что означает, что он может выгравировать даже самые мелкие детали вашего дизайна.
Воздушный насос и вытяжной вентилятор обеспечивают достаточное рассеивание тепла во время работы машины для предотвращения перегрева.
Устройство Reci W8 мощностью 180 Вт подключается к компьютеру с помощью проводного кабеля USB 2.0.
Эта модель крупная и весит 946 фунтов, поэтому для нее потребуется специальное место. Несмотря на это, точность, скорость и универсальность этого станка делают его одним из лучших профессиональных граверов на современном рынке.
Особенности
Возможность гравировки практически на любом материале (кроме металла)
Работает на Windows и macOS (с ПО LightBurn)
61 на 61 на 50 дюймов
Весит 946 фунтов
Имеет воздушный насос и вытяжной вентилятор
Проверить цену на Amazon
Заключение
Нет предела разнообразию лазерных резаков и станков для лазерной гравировки. Вы можете выбрать вариант начального уровня менее чем за 500 долларов, если вас интересует базовая лазерная гравировка на кожаных и виниловых наклейках, или вы можете перейти в мир граверов по дереву и металлу.
Нам нравится гравировальный станок TEN-HIGH CO2 мощностью 60 Вт, но какие станки для лазерной гравировки вам больше всего нравятся? Пробовали ли вы какой-либо из них самостоятельно или, возможно, есть другой гравер, которого вы бы порекомендовали своим друзьям-покупателям?
Дайте нам знать в комментариях! Мы хотели бы услышать от вас.
утилизация вторсырья, работа с бумагой и картоном, механика и гидравлика
В поиске дополнительного, а то и основного заработка люди подбирают для себя самые разные занятия. Одним из них является сбор и сдача вторичного сырья. Понятно, что такая профессия начинает приносить реальные деньги только с достижением приличного объема. В этом случае и может понадобиться прессовое оборудование. Заводские установки дороги, но вполне реально создать пресс для макулатуры своими руками.
Изготовление домашнего утилизатора
Простой вариант
Эксплуатация пресса
Механическое и гидравлическое устройство
Советы и рекомендации
Изготовление домашнего утилизатора
Сам по себе принцип такого устройства общеизвестен. Он направлен на увеличение небольшого усилия или какой-либо энергии для подачи на рабочую пластину, которая является подвижной. Механизмы бывают гидравлическими или механическими. Различаются они и по типу установки. Пресс для вторсырья своими руками сделать относительно несложно.
Простой вариант
Это простейший макулатурный пресс. Его может сделать даже мастер-новичок. О сварке ему, конечно, хорошо бы иметь начальные понятия. Берется для конструкции, как правило, то, что всегда может найтись под рукой.
Домашний (скорее, гаражный вариант, установка для сарая) делается так:
Изготавливается чертеж, на котором указываются будущие параметры установки. При определении размеров исходить нужно из места, где предполагается размещение утилизационного станка.
Газо- или электросваркой к нижней части металлического швеллера крепится железный короб. Это будет камерой для помещения сырья.
Внизу камеры следует оборудовать (лучше в виде откидной крышки) систему для освобождения устройства от готовой продукции.
С боков камеры необходимо просверлить вентиляционные отверстия. Их можно сделать в один ряд сверху, но по несколько штук.
Сверху к швеллеру нужно прикрепить рабочий рычаг. Чем он будет длиннее, тем меньше усилий придется прикладывать в дальнейшем в процессе прессования.
К рычагу необходимо прикрепить лист металла (нержавейки), который будет выполнять роль поршня.
По центру поршня приваривается брус или металлическая труба. Длина ее должна быть достаточной для достижения поршнем низа камеры.
Устройство можно прикрепить к стене. Высота крепления рассчитывается из удобства использования, роста человека.
Эксплуатация пресса
Самодельный пресс для макулатуры прост и в эксплуатации. Важно, чтобы он был устойчив, хорошо закреплен, т. е. чтобы не нес угрозу работающему на нем человеку. Начинать нужно с малого, а навыки работы будут повышаться с опытом.
Сам процесс нужно строить таким образом:
Бумагу измельчить любым доступным способом.
Поместить ее в подходящую емкость, залить водой и дать пропитаться.
Перемешать и поместить в камеру.
Несколько раз задействовать рычаг.
Вынуть и высушить бумагу.
Так можно изготовить бумажные «брикеты», которые подойдут для печей и котлов. При спрессовывании макулатуры можно обойтись и без воды, хотя сам процесс будет потяжелее, так как придется прилагать больше усилий.
Механическое и гидравлическое устройство
Ручной механический утилизатор более прост, доступен и дешев в изготовлении и эксплуатации, чем гидравлический. Но второй мощнее первого (правда, требует и большего ухода). Прежде чем браться за его изготовление, нужно четко уяснить, как сделать пресс для макулатуры своими руками.
Гидравлический пресс подразумевает наличие надежных чертежей. К самому процессу изготовления подойти можно так:
Заготовить делали, необходимые по размеру. Места будущих отверстий в них лучше разметить заранее, а частично — сразу и провести сверление.
Поршень и упор сразу привариваются к домкрату. Эту систему можно соединить и болтами.
К поршню необходимо прикрепить металлические пластины, которые будут служить направляющими.
Загрузочно-разгрузочные элементы также нужно сделать заранее.
После этих подготовительных процессов можно переходить к основной сборке.
К верхней и нижней поперечине прикрепить стойки.
С их боков высверливают по несколько отверстий. Они необходимы для фиксации уровня подвижного низа шпильками. Размер отверстий и расстояние между ними определяются исходя из прочности материалов и конструкции в целом.
Домкрат вместе с упором и поршнем крепится к верхнему швеллеру с учетом размещения пружин.
Систему нужно отрегулировать таким образом, чтобы при движении поршня на любом этапе были бы невозможны перекосы. При этом зазор между рабочей поверхностью и стенками должен быть минимальным.
Теперь в устройство можно поместить подвижную нижнюю часть.
На последнем сборочном этапе конструкция крепится к станине. Здесь лучше задействовать сварку.
При первой испытательной загрузке действовать нужно осторожно, чтобы при необходимости провести соответствующую регулировку.
Есть разные способы изготовления гидравлического пресса. Успех дальнейшей эксплуатации любой из получившихся конструкций определяется, помимо качества сборки и материалов, надежностью станины и домкрата. Важно понимать, что именно параметры домкрата будут определять степень утрамбовки вторичного сырья.
Советы и рекомендации
И та и другая конструкция хороша в качестве пресса для картона. Своими руками при этом можно изготовить и более мощные устройства. Это не потребует дополнительных навыков, тем более что основа механизмов останется прежней. Прессовать же можно будет не только бумагу, но и пластик, мягкие металлы (типа тех, что идут на банки под напитки) и многое другое.
Для усиления мощности можно использовать такие решения:
Камеру под сырье можно усиливать более толстыми листами металла, уголками и т. п. Такую же процедуру реально провести и с поршнем с помощью швеллера или поперечных балок.
Для более удобной работы поршня допустимо предусмотреть в конструкции использование подшипника.
Вместо обычного рычага можно применить вариант с колесом.
Устройства можно подключать к электрической сети. Это упростит работу, но изначально потребует дополнительных затрат и оборудования.
При наличии опыта, устанавливая домкрат, нужно сразу сделать возможным его перемещение.
Изготовленный своими руками пресс для бумаги — довольно компактное, не требующее соблюдения каких-либо особых правил (кроме как по технике безопасности) устройство. Оно может принести реальную пользу и в городе, и на даче. Такие конструкции применяются и в фермерских, крестьянских хозяйствах, в т. ч. и в процессе заготовки кормов.
Виды пресса для макулатуры, изготовление своими руками
Макулатурный пресс используется как на крупных заводах перерабатывающей промышленности, так и на любых предприятиях, где накапливаются значительные объемы макулатуры. Для непромышленного использования можно сделать пресс для макулатуры своими руками.
Виды прессов
Для того, чтобы начинать самостоятельное изготовление данного станка, важно понимать, какой именно вид пресса необходим.
Существует два варианта:
Механический. Менее мощный агрегат. Однако и сделать такой станок самостоятельно гораздо проще. Подходит для одноразовых задач, с небольшими объемами перерабатываемой макулатуры.
Гидравлический. Такой вариант более технологичен, поэтому изготовить его сложнее, чем механический. Однако затраты на покупку материалов и деталей окупятся быстро. Этот станок способен эффективно и качественно обрабатывать тбо, в том числе не только бумажное, но также и картонное и целлюлозное вторсырье. Работает, выдерживая усилие до 4 тонн.
Как сделать самостоятельно
Выбрав необходимый вид пресса, можно приступать к его изготовлению.
Если выбор оказался в пользу гидравлического, то такой самодельный пресс можно изготовить, соблюдая следующую последовательность действий:
Сделать необходимые чертежи и расчеты. В качестве основы станка выступает гидравлический домкрат. При расчетах размеров важно учитывать габариты домкрата (длину поршня) и условия помещения, в котором оборудование будет установлено.
Изготовить в месте установки пресса платформу. Она должна состоять из бетонной плиты, камеры и креплений, позволяющих зафиксировать домкрат на платформе. Камеру рекомендуется изготавливать из прочного металла, толщиной не менее 2 миллиметров. При активном применении станка, двери и стенки камеры из менее толстого слоя металла быстро деформируются и приведут к поломке. Хорошо подходит строительная сталь. Этот материал позволяет легко и прочно сварить стенки камеры между собой.
Закрепить домкрат на платформе. Советуется оставлять положение домкрата регулируемым. Это позволит получить более универсальный агрегат.
На платформе необходимо установить 4 стойки.
На установленные стойки крепится еще одна плита — траверса. За счет ее перемещения происходит сжатие макулатуры, находящейся в камере.
Устанавливается две симметричных пружины. Их задача – поднимать траверсу, возвращая ее в исходное положение.
Устанавливается система управления станком. Наиболее простой для использования и монтажа вариант — использование электрического привода и двухкнопочного регулятора (типа «пуск-стоп»).
Прессы, изготовленные по данной схеме, являются эффективными и мощными. Такой станок способен обеспечить силу давления на макулатуру в 100–120 кН. По данному показателю, самодельный пресс для вторсырья ничем не уступает тем, которые, производятся на станкостроительных заводах.
Изготовление механического пресса
Для того, чтобы сделать механический пресс самостоятельно, необходимо:
Изготовить каркас – основу будущего станка. Он изготавливается из горизонтальных балок и металлических уголков. Восемь металлических брусков свариваются между собой с помощью уголков, образуя одну общую конструкцию – будущие нижние и верхние стенки. Для большей надежности, при скреплении балок можно использовать шурупы и болты.
Далее, две полученные стенки скрепляются вертикальными балками (при помощи сварки и болтов). В итоге должна получится квадратная коробка. Ее боковые стенки обшиваются листами из оцинкованного алюминия и дополнительно скрепляются изнутри еще двумя поперечными балками. С одной из сторон устанавливается дверца.
Внутрь коробки устанавливается поршень на поперечной балке. К поршню прикрепляется металлический прут. Скрепление поршня и прута происходит с помощью специального металлического диска – фланца.
Коробка прикрепляется к стенке с помощью болтов и шурупов. К нижней ее части приваривается дополнительный металлический ящик, из которого будут извлекаться кипы переработанной макулатуры.
К главной коробке с двух сторон прикрепляются два дополнительных бруса, а между ними – подшипник внутри обоймы. В эту же обойму устанавливается металлический прут с нарезанной резьбой (по аналогии с тем, что установлен внутри коробки).
Принцип работы такого механического пресса во многом похож с тем, как работает пресс для измельчения чеснока:
Перед попаданием в устройство, макулатура помещается в емкость с водой для размягчения.
Полученная масса перемешивается при помощи строительного миксера.
Образовавшаяся водно-бумажная «каша» опускается в короб, а сверху на нее вручную опускаются брусы с поршнем.
Операция повторяется несколько раз, пока макулатура не сожмется максимально. По итогу, получившиеся кипы извлекаются из нижнего металлического ящика.
Изготовление как механического, так и гидравлического пресса самостоятельно может помочь сэкономить средства на покупку оборудования, кроме того, значительно разгрузить площадь складских помещений, в которых хранится сырье, увеличить возможности по загрузке автомобилей, которые занимаются доставкой на места конечной переработки.
Изготовление формы и декеля для бумаги ручной работы – дешево, быстро и грязно
Изготовление бумаги ручной работы по дешевке! Возможно, вы видели наш урок по изготовлению бумаги для блендера из макулатуры и макулатуры. Итак, вот инструкция, как сделать форму и декель — это необходимое оборудование для ручного изготовления бумаги. Конечно, вы также можете приобрести профессиональную форму; ознакомьтесь с нашим списком поставщиков бумаги.
Эта форма и декель не то чтобы красивы — на самом деле они уродливы, — но они отлично справляются со своей задачей, когда у вас ограниченный бюджет!
В самом уменьшенном виде ручная форма и декель (в западном стиле изготовления бумаги) представляют собой просто две отдельные рамки одинакового размера. К одному из них прилагается какой-то экран (форма). Другая рама остается свободной (декель). Когда декель кладется поверх формы, он образует край листа бумаги.
Легко, правда?
Расходные материалы
2 рамки для фотографий – одинакового размера, все удалено – у вас должны остаться только рамки
Ткань для фурнитуры – тип жесткой проволочной сетки, используемой для ограждений, дверей-сеток и т. д.
Оконная сетка – использовать алюминий, а не стекловолокно
Уплотнительная лента из вспененного материала – клейкая с одной стороны, обычно используется для дверей и окон
Степлер и скобы
Клейкая лента
Кусачки
Дополнительно: полиуретан и кисть
ШАГ 1: РАЗРЕЗАЙТЕ ПРОФИЛЬ
Разрежьте ткань для фурнитуры и оконные экраны с помощью кусачек и ненужных ножниц. Вы захотите сделать их одинакового размера, но немного больше, чем размер фоторамки.
ШАГ 2: СШИВАНИЕ
Найдите самую плоскую сторону одной фоторамки. Накройте раму тканью для фурнитуры и оконным скринингом. Оконная сетка должна быть сверху.
Прикрепите прослоенные слои к раме. Прежде чем использовать степлер, убедитесь, что слои экрана плоские и натянуты.
Хороший прием — сначала поместить скобу в центр каждого края. Оттуда продолжайте двигаться из стороны в сторону, продвигаясь наружу от каждой центральной скобы.
ШАГ 3: ОТДЕЛКА, ИЗЛОЖНАЯ ЛЕНТА И НАЩЕЛЬНАЯ ЛЕНТА
Обрежьте лишние края или провода, выглядящие агрессивно.
А теперь время для всеми любимого решения — клейкой ленты! Закройте все четыре края, следя за тем, чтобы не заходить за внутренний край рамы.
И последнее, но не менее важное: сделайте декель! Возьмите вторую рамку для фотографии (которую вы еще не трогали) и приклейте уплотняющую ленту из вспененного материала. Это клей, и вам нужно будет нанести его на более плоскую заднюю сторону рамы по всему периметру. Это создает довольно плотное уплотнение и предотвращает просачивание целлюлозы между формой и декелем, когда вы формируете листы.
Это руководство подходит для небольших форм ручной работы. Для чего-то большего, чем примерно 8″ x 10″, центр формы может начать провисать, вызывая проблемы с формированием листа. Вы можете попробовать вырезать и приклеить кусок ящика для яиц с флуоресцентным освещением, чтобы он подходил к задней стороне формы для дополнительной поддержки.
Кроме того, если это необходимо для ваших рам, вы можете покрыть древесину гидроизоляционным полиуретаном. Сделайте это перед тем, как приступить к этим шагам, убедившись, что полиуретан высох.
Для некоторых важных мастеров форм и декелей:
Потрясающая статья замечательного Тима Мура о создании традиционных форм в западном стиле.
Обзор молдов в восточном стиле от Peace Paper Project.
Статья Майкла Дергина о разнообразии форм для изготовления бумаги.
Бумажная форма, напечатанная на 3D-принтере от Brian Queen и Magnolia Editions, доступна на Shapeways.
Как всегда, – Мэй Бэбкок
Вот как сделать бумагу ручной работы из переработанных материалов
Изготовление бумаги вручную в домашних условиях может быть довольно простым процессом. Это также отличный способ использовать ваши старые квитанции, макулатуру, нежелательную почту и копировальную бумагу, которые вы собирались выбросить в мусорную корзину, и вместо этого создать вещь великолепной ручной работы.
Эта переработанная бумага висит поблизости? Какая-то пластиковая ванна для хранения и кухонный блендер? Имея несколько расходных материалов и эти базовые инструкции, вы уже на пути к изготовлению бумаги ручной работы и невероятной заботе об окружающей среде.
Продолжайте читать учебник!
Материалы для изготовления бумаги
Вода
Макеты
Пластиковая ванна или бак для хранения
Кухонный блендер – можно приобрести в комиссионном магазине
Форма и декель (экран, прикрепленный к раме) Как сделать форму и декель >
Деревянные доски ИЛИ губка и скалка
Полотенца, шерстяные одеяла, ткань, пелон, подделка или другой абсорбирующий материал
ШАГ 1: НАРЕЗАЙТЕ БУМАГУ
Нарежьте или порвите бумагу на квадраты со стороной около 1 дюйма.
Замочите бумагу на несколько часов или на ночь.
Бумага для рисования, печати и акварели лучше всего подходит, потому что она, как правило изготавливается из более прочных волокон (таких как хлопковая тряпка, а не химически обработанное древесное волокно). Ваш выбор волокна/лома и его характеристики определяют качество конечного листа.
Однако поэкспериментируйте с нежелательной почтой, офисной бумагой, бумажными пакетами для продуктов, желтыми страницами, письмами с отказом и многим другим. Никакого пластика, ребята.
Также поэкспериментируйте с различными сочетаниями цветов.
ШАГ 2: СМЕШИВАЙТЕ И ПРИГОТОВЬТЕ МЯГКОСТЬ
Наполните кухонный блендер водой. Добавьте хорошую горсть или две нарезанных обрезков бумаги (не слишком много, иначе вы сожжете двигатель блендера). Смешивать. Продолжайте смешивать, пока не получится кашица.
Больше не делайте смузи этим блендером.
У вас есть ваза для хранения? Бочки для смешивания бетона из хозяйственного магазина тоже подойдут. Заполните ванну смешанной мякотью примерно на 1/3 или 1/2. Добавьте больше воды в чан. Чем больше целлюлозы в воде, тем толще будет ваша бумага.
ШАГ 3: ВЫТЯНИТЕ НЕСКОЛЬКО ЛИСТОВ
Для этого вам понадобится форма и декель. По сути, это две рамки одинакового размера, одна с прикрепленным экраном.
Узнайте, как сделать самому дешево и быстро! Щелкните здесь, чтобы просмотреть мастер-класс по формовке и декелю «Сделай сам» >
На нашей странице ресурсов также есть список поставщиков бумагоделательных изделий, которые продают пресс-формы и декели.
Теперь для формирования листа:
Перемешайте чан с целлюлозой.
Держите сетку формы вверх и ровно поместите декель сверху.
Держа их вместе под углом 45 градусов, опустите форму и декель на дно чана и зачерпните, удерживая форму и декель горизонтально.
Когда вы вытащите его из суспензии, быстро встряхните его вперед-назад и слева направо, чтобы выровнять волокна и сделать лист более однородным. Прекратите встряхивать до того, как лист полностью высохнет.
Дайте воде стечь до капель.
ЭТАП 4: КОЧИНГ (**произносится как воркование. На самом деле)
«Коучинг» означает перенос влажного листа из формы на плоскую впитывающую поверхность. Идеально подходит шерстяной войлок, но есть и много других вариантов: шерстяные одеяла, более гладкие полотенца, толстые бумажные полотенца, негорючий флизелин или пеллон, подделки или простыни. Подложите под войлок доску и смочите материалы для кушетки.
Вынуть декель из формы.
Положите длинный край формы на войлок.
Одним плавным движением поместите форму лицевой стороной вниз, нажмите и поднимите ее от начального края. Думайте об этом как о закрытии двери, открытии двери, движении.
ШАГ 5: ПРИЖИМ
Вариант 1: Ручное прижатие
Поместите пелон или бумажное полотенце поверх свежеприготовленной простыни. С помощью губки сначала слегка надавите, а затем надавите как можно сильнее. У вас есть скалка или старый малярный валик? Используйте это, чтобы прижать бумагу еще сильнее.
Вариант 2: Прижатие доски
Поместите еще один войлок поверх свежесобранной простыни. Продолжайте накладывать еще один лист, наложите еще один фетр и повторите. Наложите один последний войлок и еще одну деревянную доску, когда вы сделаете стопку. Вынесите столб наружу на бетонную или каменную поверхность. Встань на это!
ЭТАП 6: СУШКА
Вариант 1: Сушка поверхности (вот эта картинка)
Найдите плоскую непористую поверхность. Хорошо подходят гладкие деревянные доски, оргстекло, окна и поверхности из формика.
Возьмите мокрую простыню и осторожно прижмите ее к плоской поверхности. Убедитесь, что края хорошо прижаты.
Дайте бумаге высохнуть (1–3 дня в зависимости от уровня влажности и толщины бумаги).
Снимите его.
Вариант 2: Обменная сушка
Возьмите промокательные салфетки, полотенца или другие впитывающие, сухие, плоские материалы.
Уложите материал, а затем влажную бумагу ручной работы сверху.
Повторить. Создайте стек.
Когда закончите, положите сверху деревянную доску или книгу. Утяжелите его большим количеством книг или чем-то тяжелым.
Проверяйте его один раз в день и заменяйте влажный материал сухим, пока ваша бумага ручной работы не высохнет.
Вариант 3: сушка без фиксации
Это просто. Возьмите мокрую простыню и бросьте ее на полку, стол, прилавок… и дайте ей высохнуть. Он будет диким, морщинистым и текстурированным, но иногда дикий и свободный — это хорошо.
Вариант 4: Сушка на пелоне или ткани
После отжима, очистите и повесьте ткань или пеллон (с мокрой бумагой , прилипшей к нему), на который вы положили диван, и повесьте на бельевой веревке верхним краем пеллона.
Поскольку вы прижали бумагу к пеллону, пеллон будет удерживать бумагу во время ее высыхания.
Когда бумага высохнет (1–2 дня), снимите ее с пеллона. Бумага будет слегка волнистой.
Эту бумагу мы сушили на гладкой фанере.
Кроме того, если в ванне осталась мякоть, ее можно сохранить. Возьмите сетчатый мешок для краски или мелкое сито для пасты, чтобы слить всю воду. Конденсированная версия мякоти останется. Сожмите это в шар и дайте ему высохнуть. Чтобы повторно использовать в будущем, просто замочите на ночь, разорвите и снова смешайте.
Спасибо, Лиз Викстром, за помощь в подготовке этого урока и за изготовление бумаги!
Итак, что теперь делать?
Найдите местных производителей бумаги на карте производства бумаги. Скажи «привет» и пройди мастер-класс!
Используете ли вы акварель, чернила или другие влажные материалы для печати на бумаге? Тогда вам НЕОБХОДИМО прочитать эту статью о размерах бумаги ручной работы.
Посмотрите удобную инфографику по изготовлению бумаги, чтобы получить краткое изложение процесса
Прочитайте этот краткий обзор источников волокна для целлюлозы
Общайтесь друг с другом в сообществе Paperslurry, где вы можете делиться своими семинарами, звонками, возможностями, выставками и мероприятиями
Примечание. Это урок с решениями задач по геометрии (раздел цилиндр). Если Вам необходимо решить задачу по геометрии, которой здесь нет — пишите об этом в форуме. В задачах вместо символа «квадратный корень» применяется функция sqrt(), в которой sqrt — символ квадратного корня, а в скобках указано подкоренное выражение. Для простых подкоренных выражений может использоваться знак «√».
Задача
Осевое сечение цилиндра — квадрат, диагональ которого равна 4√2.
Вычислить объем цилиндра.
Решение.
Поскольку диагональ сечения цилиндра — квадрат, то обозначим его сторону как a.
a2 + a2 = (4√2)2
2a2 = 32
a2 = 16
a = 4
Объем цилиндра найдем по формуле:
V = πd2 / 4 * h
откуда
V = π42 / 4 * 4
V = 16π
Ответ: Объем цилиндра равен 16π
Задача
Куб с ребром длиной а вписан в цилиндр. Найдите площадь осевого сечения цилиндра.
Решение.
Проведем плоскость через основание цилиндра.
Диагональ куба является одновременно диаметром цилиндра. Зная сторону куба, определяем длину диагонали AC квадрата ABCD как
CD2 + AD2= AC2
a2 + a2 = AC2
2a2 = AC
AC = a√2
Проведем плоскость через ось цилиндра по диагонали AC. Высота сечения равна длине ребра куба и по условиям задачи рана а, а ширина сечения равна a√2.
Таким образом, площадь сечения равна:
S = a * a√2 = a2√2
Ответ: a2√2
Задача
Диагональ осевого сечения цилиндра равна 12 см и образует с плоскостью нижнего основания угол 45 градусов. Найти обьём цилиндра.
Решение.
Поскольку основание осевого сечения образует с высотой цилиндра, принадлежащей сечению, прямой угол, то треугольник, который образован диагональю осевого сечения, высотой цилиндра и его диаметром — прямоугольный.
Исходя из этого, угол между диагональю и высотой также равен 45 градусов ( 180 — 90 — 45 ).
Таким образом, треугольник является равнобедренным, а, следовательно, высота цилиндра равна его диаметру. Применив теорему Пифагора, найдем их.
d2 + d2 = 122
2d2 = 144
d2 = 72
Теперь применим формулу объема цилиндра V = пd2 / 4 h
V = 72п / 4 * √72
V = 18п * √72
Ответ: 18п√72
Задача
Высота цилиндра 2м. Радиус основания 7м. В этот цилиндр наклонно вписан квадрат так, что все вершины его лежат на окружностях оснований. Найти сторону квадрата.
Висота циліндра 2м. Радіус основи 7м. В цей циліндр похило вписаний квадрат так, що всі вершини його лежать на окружностях основ. Знайти сторону квадрата.
Решение. Рiшення.
В силу симметричности квадрата и цилиндра и ввиду того, что квадрат наклонный, диагональ квадрата пересечет ось цилиндра ОО1 в точке М, являющейся серединой отрезкаОО1. По условию ОО1=2м, а ОА=7 м, поэтому ОМ=1м.
Пусть d – диагональ квадрата. Тогда сторона квадрата а равна:
У силу симетричності квадрата і циліндра і зважаючи на те, що квадрат похилий, діагональ квадрата перетне вісь циліндра ОО1 в точці М, яка є серединою відрізка ОО1. За умовою ОО1=2м, а ОА=7 м, тому ОМ=1м.
Позначимо d – діагональ квадрата. Тоді сторона квадрата а:
0
Цилиндр и его сечения |
Описание курса | Диагональ цилиндра
Запчасти для Амкодор-342С в узле «Цилиндр рулевой» в разрезе схемы №43-2731
Главная / Электронные каталоги / Для фронтальных погрузчиков Амкодор / Амкодор-342С /Цилиндр рулевой
Электронные каталоги
1
2
3
4
5
6
7
8
Технические консультации
Принимаем к оплате наличные, карты и банковские переводы
Бесплатная доставка
№
Фото
Код
Наименование
Цена / шт.
Наличие
В узле
1
09576033
Гидроцилиндр рулевой ТО-28А.78.08.000
61 256 р.
Поставим за 3 дня
В корзину
2
07020194
Кольцо 032-040-46
30 р.
В наличии 36 шт.
В корзину
3
07020424
Кольцо 072-080-46
89 р.
Поставим за 3 дня
В корзину
4
05520250
Кольцо стопорное внутреннее В 62 (ГОСТ 13943-86) в отверстие под ШС-40
51 р.
В наличии 129 шт.
В корзину
5
00000324
Подшипник ШСЛ-40
—
Поставим за 3 дня
В корзину
6
07070460
Ремкомплект рулевого гидроцилиндра (80х40 немецкие уплотнения)
Вы можете столкнуться с ситуациями, когда у вас есть трехмерная твердотельная фигура и вам нужно вычислить площадь воображаемой плоскости, вставленной через фигуру и имеющей границы, определяемые границами твердого тела.
Например, если под вашим домом проходит цилиндрическая труба длиной 20 метров (м) и диаметром 0,15 м, вам может понадобиться узнать площадь поперечного сечения трубы.
Поперечные сечения могут быть перпендикулярны оси твердого тела, если таковые существуют. В случае сферы любая секущая плоскость, проходящая через сферу, независимо от ориентации, приведет к диску определенного размера.
Площадь поперечного сечения зависит от формы твердого тела, определяющей границы поперечного сечения, и угла между осью симметрии твердого тела (если она есть) и плоскостью, создающей поперечное сечение.
Площадь поперечного сечения прямоугольного тела
Объем любого прямоугольного тела, включая куб, равен площади его основания (длина, умноженная на ширину), умноженной на его высоту: V = l × w × h.
Следовательно, если поперечное сечение параллельно верхней или нижней части твердого тела, площадь поперечного сечения равна l × w. Если секущая плоскость параллельна одному из двух наборов сторон, площадь поперечного сечения вместо этого определяется как l × h или w × h.
Если поперечное сечение не перпендикулярно какой-либо оси симметрии, созданная форма может быть треугольником (если провести через угол тела) или даже шестиугольником.
Пример: Вычислить площадь поперечного сечения плоскости, перпендикулярной основанию куба объемом 27 м 3 .
Так как для куба l = w = h, длина любого ребра куба должна быть 3 м (поскольку 3
× 3
× 3 = 27). Таким образом, поперечное сечение описанного типа представляет собой квадрат со стороной 3 м, что дает площадь 9 м 2 .
Площадь поперечного сечения цилиндра
Цилиндр представляет собой твердое тело, образованное путем вытягивания окружности через пространство перпендикулярно ее диаметру. Площадь круга находится по формуле πr 2 , где r — радиус. Поэтому имеет смысл, что объем цилиндра будет площадью одной из окружностей, образующих его основание.
Если поперечное сечение параллельно оси симметрии, то площадь поперечного сечения представляет собой просто круг площадью πr 2 . Если секущая плоскость вставляется под другим углом, создается эллипс. Для площади используется соответствующая формула: πab (где a — самое большое расстояние от центра эллипса до края, а b — самое короткое).
Пример: Какова площадь поперечного сечения трубы под вашим домом, описанной во введении?
Площадь поперечного сечения сферы
Любая теоретическая плоскость, проведенная через сферу, даст круг (подумайте об этом несколько минут). Если вы знаете диаметр или длину окружности, образуемой поперечным сечением, вы можете использовать соотношения C = 2πr и A = πr 2 для получения решения.
Пример 900:12: Самолет грубо вставлен в Землю очень близко к Северному полюсу, удаляя часть планеты в 10 м вокруг. Какова площадь поперечного сечения этого холодного куска Земли?
Поскольку C = 2πr = 10 м, r = 10/2π = 1,59 м; A = πr 2 = π(1,59) 2 = 7,96 м 2 .
Как рассчитать высоту по объему
••• wutwhanfoto/iStock/GettyImages
Обновлено 30 апреля 2018 г.
Автор: Chance E. Gartneer
Высота является интегральным размером при определении объема объекта. Чтобы найти измерение высоты объекта, вам нужно знать его геометрическую форму, такую как куб, прямоугольник или пирамида. Один из самых простых способов думать о высоте, поскольку она соответствует объему, — это думать о других измерениях как о базовой площади. Высота — это просто множество базовых областей, сложенных друг на друга. Формулы объема отдельных объектов можно изменить для расчета высоты. Математики давно вывели формулы объема для всех известных геометрических фигур. В некоторых случаях, например, в случае с кубом, определить высоту несложно; в других требуется немного простой алгебры.
Высота прямоугольных объектов
Формула объема сплошного прямоугольника: ширина x глубина x высота. Разделите объем на произведение длины и ширины, чтобы вычислить высоту прямоугольного объекта. В этом примере прямоугольный объект имеет длину 20, ширину 10 и объем 6000. Произведение 20 и 10 равно 200, а 6000, разделенное на 200, дает 30. Высота объекта равна 30.
Высота куба
Куб — это разновидность прямоугольника, у которого все стороны одинаковы. Итак, чтобы найти объем, возведите в куб длину любой стороны. Чтобы найти высоту, вычислите кубический корень из объема куба. В этом примере объем куба равен 27. Кубический корень из 27 равен 3. Высота куба равна 3,9.2) умножить на высоту. Разделите объем цилиндра на квадрат радиуса, умноженный на число Пи, чтобы вычислить его высоту. В этом примере объем цилиндра равен 300, а радиус равен 3. Возведение 3 в квадрат дает 9, а умножение 9 на число пи дает 28,274. Разделив 300 на 28,274, мы получим 10,61. Высота цилиндра 10,61.
Высота пирамиды
Квадратная пирамида имеет плоское квадратное основание и четыре треугольные стороны, которые сходятся в точке на вершине. Формула объема: длина x ширина x высота ÷ 3. Утройте объем пирамиды, а затем разделите это количество на площадь основания, чтобы вычислить ее высоту. В этом примере объем пирамиды равен 200, а площадь ее основания равна 30. Умножение 200 на 3 дает 600, а деление 600 на 30 дает 20. Высота пирамиды 20,9.0003
Высота призмы
Геометрия описывает несколько различных видов призм: одни имеют прямоугольные основания, другие — треугольные. В любом случае поперечное сечение на всем протяжении одинаково, как и у цилиндра. Объем призмы равен произведению площади основания на высоту. Итак, чтобы вычислить высоту, разделите объем призмы на площадь ее основания.
Несмотря на то, что алюминий самый распространенный металл на нашей планете, в чистом виде на Земле его не встретить. Из-за высокой химической активности атомы алюминия легко образуют соединения с другими веществами. При этом «крылатый металл» нельзя получить плавлением руды в печи, как это происходит, например, с железом. Процесс получения алюминия значительно сложнее и основан на использовании электричества огромной мощности. Поэтому алюминиевые заводы всегда строятся рядом с крупными источниками электроэнергии – чаще всего гидроэлектростанциями, не загрязняющими окружающую среду. Но обо всем по порядку.
Бокситы
Глинозем
Криолит
Алюминий
Литейное производство
Новые технологии
Переработка
«В природе ничто не возникает мгновенно и ничто не появляется в свете в совершенно готовом виде».
Александр Герцен русский публицист, писатель
Добыча бокситов
Производство металла делится на три основных этапа: добыча бокситов – алюминийсодержащей руды, их переработка в глинозем – оксид алюминия, и, наконец, получение чистого металла с использованием процесса электролиза – распада оксида алюминия на составные части под воздействием электрического тока. Из 4-5 тонн бокситов получается 2 тонны глинозема, из которого производят 1 тонну алюминия.
В мире существуют несколько видов алюминиевых руд, но основным сырьем для производства этого металла являются именно бокситы. Это горная порода, состоящая, в основном, из оксида алюминия с примесью других минералов. Боксит считается качественным, если он содержит более 50% оксида алюминия.
Запасы бокситов Общие мировые подтвержденные запасы бокситов оцениваются в 18,6 миллиардов тонн. При нынешнем уровне добычи это обеспечивает потребность в алюминий больше, чем на сто лет.
Бокситы могут сильно отличаться друг от друга. По структуре они бывают твердые и плотные либо рыхлые и рассыпчатые. По цвету – как правило, кирпично-красные, рыжеватые или коричневые из-за примеси оксида железа. При небольшом содержании железа бокситы имеют белый или серый цвет. Но иногда встречаются руды желтого, темно-зеленого цвета и даже пестрые – с голубыми, красно-фиолетовыми или черными прожилками.
Около 90% мировых запасов бокситов сосредоточено в странах тропического и субтропического поясов – из них 73% приходится на пять стран: Гвинею, Бразилию, Ямайку, Австралию и Индию. В Гвинее бокситов больше всего – 5,3 миллиарда тонн (28,4%), при этом они высокого качества, содержат минимальное количество примесей и залегают практически на поверхности.
Крупнейшие страны по добыче бокситов, 2014 год
Чаще всего добыча бокситов ведется открытым способом – специальной техникой руду «срезают» слой за слоем с поверхности земли и транспортируют для дальнейшей переработки. Однако в мире есть места, где алюминиевая руда залегает очень глубоко, и для ее добычи приходится строить шахты – одна из самых глубоких шахт в мире «Черемуховская-Глубокая» находится в России, на Урале, ее глубина – 1550 метров.
Производство глинозема
Следующим этапом является производственной цепочки является переработка бокситов в глинозем – это оксид алюминия Al2O3, который представляет собой белый рассыпчатый порошок. Основным способом получения глинозема в мире является метод Байера, открытый более ста лет назад, но актуальный до сих пор – около 90% глинозема в мире производятся именно так. Этот способ весьма экономичен, но использовать его можно только при переработке высококачественных бокситов со сравнительно низким содержанием примесей – в первую очередь кремнезема.
Метод Байера основан на следующем: кристаллическая гидроокись алюминия, входящая в состав боксита, хорошо растворяется при высокой температуре в растворе едкого натра (каустической щёлочи, NaOH) высокой концентрации, а при понижении температуры и концентрации раствора вновь кристаллизуется. Посторонние, входящие в состав боксита (так называемый балласт), не переходят при этом в растворимую форму или перекристаллизовываются и выпадают в осадок до того, как производится кристаллизация гидроокиси алюминия. Поэтому после растворения гидроокиси алюминия балласт легко может быть отделен – он называется красный шлам.
Красный шлам
Это густая масса красно-бурого цвета, состоящая из соединений кремния, железа, титана и других элементов. Его складируют на тщательно изолированных территориях – шламохранилищах. Их обустраивают таким образом, чтобы содержащиеся в отходах щёлочи не проникали в грунтовые воды. Как только хранилище отрабатывает свой потенциал, территорию можно вернуть в первоначальный вид, покрыв её песком, золой или дёрном и посадив определённые виды деревьев и трав. На полное восстановление могут уйти годы, но в итоге местность возвращается в изначальное состояние.
Многие специалисты не считают красный шлам отходом, так как он может служить сырьем для переработки. Например, из него извлекают скандий для дальнейшего производства алюминиево-скандиевых сплавов. Скандий придает таким сплавом особую прочность, сферы использования – автомобиле- и ракетостроение, спортивная экипировка, производство электропроводов.
Также красный шлам может использоваться для производства чугуна, бетона, получения редкоземельных металлов.
Крупные частицы гидроксида алюминия легко отделяются от раствора фильтрованием, их промывают водой, высушивают и кальцинируют – то есть нагревают для удаления воды. Так получают глинозем.
Нефелин Бокситы – самое распространенное, но не единственное сырье для производства глинозема. Его также можно получить из нефелина. В природе он встречается в виде апатито-нефелиновых пород (апатит – материал из группы фосфорнокислых солей кальция). В процессе производства глинозема из нефелина также получают сода, поташ (используется в строительном секторе, производстве бытовой химии, кондитерской промышленности и так далее), редкий металл галлий. А из отходов производства – белого шлама – высококачественный цемент. Чтобы получить 1 тонну глинозема в среднем требуется 4 тонны нефелина и 7,5 тонн известняка.
У глинозема нет срока годности, но хранить его непросто, так как при малейшей он возможности активно впитывает влагу – поэтому производители предпочитают как можно быстрее отправлять его на алюминиевое производство. Сначала глинозем складывают в штабели весом до 30 тысяч тонн – получается своеобразный слоеный пирог высотой до 10-12 метров. Потом пирог «нарезают» и грузят для отправки в железнодорожные вагоны – в среднем, в один вагон от 60 до 75 тонн (зависит от вида самого вагона).
Существует еще один, гораздо менее распространенный способ получения глинозема – метод спекания. Его суть заключается в получения твердых материалов из порошкообразных при повышенной температуре. Бокситы спекают с содой и известняком – они связывают кремнезем в нерастворимые в воде силикаты, которые легко отделить от глинозема. Этот способ требует больших затрат, чем способ Байера, но в то же время дает возможность перерабатывать бокситы с высоким содержанием вредных примесей кремнезема.
Криолит
Ивиттуут Одно из единичных месторождений природного криолита на Земле. Расположено в Гренландии и было обнаружено в 1799 году. Добыча криолита прекратилась там в 1987 году, когда был изобретен способ искусственного получения этого редкого минерала. Позднее криолит был найден в Ильменских горах на Южном Урале (Миасс) и в штате Колорадо (США).
Глинозем выступает непосредственным источником металла в процессе производства алюминия. Но для создания среды, в которой этот процесс будет происходить, необходим еще один компонент – криолит.
Это редкий минерал из группы природных фторидов состава Na3AlF6. Обычно он образует бесцветные, белые или дымчато-серые кристаллические скопления со стеклянным блеском, иногда – почти черные или красновато-коричневые. Криолит хрупкий и легко плавится.
Природных месторождений этого минерала крайне мало, поэтому в промышленности используется искусственный криолит. В современной металлургии его получают взаимодействием плавиковой кислоты с гидроксидом алюминия и содой.
Производство алюминия
Итак, мы добыли боксит, получили из него глинозем, запаслись криолитом. Все готово для последней стадии – электролизу алюминия. Электролизный цех является сердцем алюминиевого завода и не похож на цеха других металлургических предприятий, производящих, например, чугун или сталь. Он состоит из нескольких прямоугольных корпусов, протяженность которых зачастую превышает 1 км. Внутри рядами установлены сотни электролизных ванн, последовательно подключенных массивными проводами к электричеству. Постоянное напряжение на электродах каждой ванны находится в диапазоне всего 4-6 вольт, в то время как сила тока составляет 300 кА, 400 кА и более. Именно электрический ток является здесь главной производственной силой – людей в этом цехе крайне мало, все процессы механизированы.
Ток для производства алюминия
Для запуска двигателя автомобильный аккумулятор должен обеспечить электрический ток в 300-350 А в течение 30 секунд. То есть в 1000 раз меньше, чем нужно одному электролизеру для постоянной работы.
В каждой ванне происходит процесс электролиза алюминия. Емкость ванны заполняется расплавленным криолитом, который создает электролитическую (токопроводящую) среду при температуре 950°С. Роль катода выполняет дно ванны, а анода – погружаемые в криолит угольные блоки длиной около 1,5 метров и шириной 0,5 метра, со стороны они выглядят как впечатляющих размеров молот.
Каждые полчаса при помощи автоматической системы подачи глинозема в ванну загружается новая порция сырья. Под воздействием электрического тока связь между алюминием и кислородом разрывается – алюминий осаждается на дне ванны, образуя слой в 10-15 см, а кислород соединяется с углеродом, входящим в состав анодных блоков, и образует углекислый газ.
Примерно раз в 2-4 суток алюминий извлекают из ванны при помощи вакуумных ковшей. В застывшей на поверхности ванны корке электролита пробивают отверстие, в которое опускают трубу. Жидкий алюминий по ней засасывается в ковш, из которого предварительно откачан воздух. В среднем, из одной ванны откачивается около 1 тонны металла, а в один ковш вмещается около 4 тонн расплавленного алюминия. Далее этот ковш отправляется в литейное производство.
При производстве каждой тонны алюминия выделяется 280 000 м3 газов. Поэтому каждый электролизер независимо от его конструкции оснащен системой газосбора, которая улавливает выделяющиеся при электролизе газы и направляет их в систему газоочистки. Современные «сухие» системы газоочистки для улавливания вредных фтористых соединений используют ни что иное, а глинозем. Поэтому перед тем как использоваться для производства алюминия, глинозем на самом деле сначала участвует в очистке газов, которые образовались в процессе производства металла ранее. Вот такой замкнутый цикл.
Для процесса электролиза алюминия требуется огромное количество электроэнергии, поэтому важно использовать возобновляемые и не загрязняющие окружающую среду источники этой энергии. Чаще всего для этого используются гидроэлектростанции – они обладают достаточной мощностью и не имеют выбросов в атмосферу. Например, в России 95% алюминиевого мощностей обеспечены гидрогенерацией. Однако есть в места в мире, где угольная генерация пока доминирует – в частности, в Китае на нее приходится 93% производства алюминия. В результате для производства 1 тонны алюминия с использованием гидрогенерации в атмосферу выделяется чуть более 4 тонн углекислого газа, а при использовании угольной генерации – в пять раз больше – 21,6 тонны.
Углекислый газ
Для сравнения — за один солнечный день 1 гектар леса поглощает из воздуха 120-280 кг углекислого газа и выделяет 180-200 кг кислорода.
Литейное производство
Расплавленный алюминий в ковшах доставляется в литейный цех алюминиевого завода. На этой стадии металл все еще содержит небольшое количество примесей железа, кремния, меди и других элементов. Но даже доли процента, приходящиеся на примеси, могут изменить свойства алюминия, поэтому здесь их удаляют методом переплавки в специальной печи при температуре 800°С. Полученный чистый алюминий разливают в специальные формы, в которых металл приобретает свою твердую форму.
Самые маленькие слитки алюминия называются чушками, они имеют вес 6 до 22,5 кг. Получив алюминий в чушках, потребители вновь расплавляют его и придают тот состав и форму, которые требуются для их целей.
Самые большие слитки – 30-тонные параллелепипеды длиной 11,5 метров. Их изготавливают в специальных формах, уходящих в землю на примерно 13 метров. Горячий алюминий заливается в нее в течение двух часов – слиток «растет» в форме как сосулька, только в обратном направлении. Одновременно его охлаждают водой и к моменту завершения выливки он уже готов к дальнейшей транспортировке. Прямоугольные слитки называются слябами (от англ. slabs) – они используются для проката в тонкие листы и производства алюминиевой фольги, банок для напитков или, к примеру, автомобильных кузовов.
Алюминий в форме цилиндрических слитков достигает в длину 7 метров – их используют для экструзии, то есть выдавливание через отверстие необходимой формы. Именно так производится большая часть алюминиевых изделий.
В литейном цехе алюминию придают не только разные формы, но и состав. Дело в том, что в чистом виде этот металл используется гораздо реже, чем в виде сплавов.
Сплавы производятся путем введения в алюминий различных металлов (так называемых легирующих добавок) – одни повышает его твердость, другие плотность, третьи приводят к изменению его теплопроводности и т.д. В качестве добавок используются бор, железо, кремний, магний, марганец, медь, никель, свинец, титан, хром, цинк, цирконий, литий, скандий, серебро и др. Кроме этих элементов, в алюминиевых сплавах могут присутствовать еще около десятка легирующих добавок, таких как стронций, фосфор и другие, что значительно увеличивает возможное число сплавов. На сегодняшний день в промышленности используется свыше 100 марок алюминиевых сплавов.
Новые технологии
Производители алюминия постоянно совершенствуют свои технологии, дабы научиться производить металл наилучшего качества с наименьшими затратами и минимальным воздействием на экологию. Уже сконструированы и работают электролизеры, мощность силы тока у который по 400 и 500кА, модернизируются электролизеры прошлых поколений.
Одна из передовых мировых разработок – производство металла с использованием инертного анода. Эта уникальная революционная технология позволит алюминщикам отказаться от использования угольных анодов. Инертный анод, упрощенно говоря, вечен, но что самое важное – при его использовании в атмосферу выделяется не углекислый газ, а чистейший кислород. Причем 1 электролизная ванна сможет вырабатывать столько же кислорода, сколько 70 га леса. Пока эта технология секретна и проходит промышленные испытания, но кто знает – может быть, в будущем она сделает из алюминиевой промышленности еще одни легкие нашей планеты.
Переработка
Алюминий обладает полезным свойством – не терять своих свойств в процессе использования, поэтому изделия из него могут подвергаться переплавке и вторичной переработке в уже новые изделия. Это позволяет сохранить ту колоссальную энергию, затраченную на производство алюминия впервые.
По расчетам Международного алюминиевого института с 1880 года в мире произведен почти 1 млрд тонн алюминия и три четверти всего этого объема до сих пор используется. Около 35% в зданиях и сооружениях, 30% – в электрических кабелях и оборудовании и 30% – в транспорте.
Здания и сооружения
Электрические кабели
Транспорт
По всему миру собирают отходы алюминия – в быту это, в основном, алюминиевые банки из-под напитков. Подсчитано, что 1 кг собранных и сданных в переработку банок позволяет сэкономить 8 кг боксита, 4 кг различных фторидов и 14 кВт/ч электроэнергии. Кроме этого, это позволяет существенно сократить экологический урон от все разрастающихся свалок. Развитие экологической ответственности делает все более популярной идею раздельного сбора мусора во всем мире.
Алюминиевая банка – самый часто перерабатываемый продукт. Примерно через 6 недель после использования они вновь оказываются на полках магазинов.
Ежегодно в мире производится более 220 млрд банок для напитков, в Европе 90% из них вторично перерабатываются – причем зачастую снова в банки, поэтому именно алюминиевую банку называют вечной. Но переработать можно что угодно – и корпуса автомобилей, и использованную фольгу для запекания, и раму велосипеда.
Алюминий в чистом виде в природе не встречается, именно поэтому еще 200 лет назад человечество ничего не знало об этом металле. Метод получения алюминия при помощи электричества был разработан в 1886 году и применяется до сих пор. Вот как это происходит.
ДОБЫЧА БОКСИТОВ
Производство алюминия начинается с добычи бокситов. Эта горная порода богата алюминием, который содержится в ней в форме гидрооксидов. Около 90% мировых запасов бокситов сосредоточены в тропическом поясе.
ПРОИЗВОДСТВО ГЛИНОЗЕМА
Боксит дробят, высушивают и размалывают в мельницах вместе с небольшим количеством воды. Образовавшуюся густую массу собирают в емкости и нагревают паром, чтобы отделить большую часть кремния, содержащегося в бокситах.
Руду загружают в автоклав и обрабатывают щелочью – едким натром. В получившейся щелочной раствор из руды переходит практически весь оксид алюминия, а все посторонние примеси формируют твердый осадок — красный шлам.
Раствор алюмината натрия несколько суток перемешивают в декомпозерах, в результате чего в осадок выпадает чистый глинозем – Al2O3.
ЭЛЕКТРОЛИЗ АЛЮМИНИЯ
На алюминиевом заводе глинозем засыпают в ванны с расплавленным криолитом при температуре 950 ⁰С. Через раствор пропускают электрический ток силой до 400 кА и выше – он разрывает связь между атомами алюминия и кислорода, в результате металл в жидкой форме собирается на дне ванны.
ПЕРВИЧНЫЙ АЛЮМИНИЙ
Первичный алюминий отливается в слитки и отправляется потребителям, а также используется для дальнейшего производства алюминиевых сплавов для различных целей.
АЛЮМИНИЕВЫЕ СПЛАВЫ
Литейные алюминиевые сплавы служат для получения готовых изделий путем отливки металла в формы. При этом необходимых свойств от сплава добиваются добавлением к нему различных добавок: кремния, меди и магния. Из таких сплавов, например, производят детали автомобильных и авиационных двигателей или колесные диски.
Благодаря высокой пластичности алюминий легко прокатывается в тончайшие листы. Для этих целей соответствующие алюминиевые сплавы выливают в прямоугольные бруски, достигающие 9 метров в длину и более. Из них производят алюминиевую фольгу и банки для напитков, а также детали автомобильных кузовов и многое другое.
Путем экструзии – получения нужной формы продавливанием размягченного металла через формовое отверстие – сегодня изготавливается большинство изделий из алюминия: от оправы очков или корпуса телефона, до фюзеляжа самолета или космического корабля.
ПЕРЕРАБОТКА АЛЮМИНИЯ
В отличие от железа алюминий не подвержен коррозии, поэтому изделия из него можно переплавлять и использовать металл бесконечное количество раз. При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые.
Производство алюминия включает несколько этапов
Алюминий в чистом виде в природе не встречается, именно поэтому еще 200 лет назад человечество ничего не знало об этом металле. Метод получения алюминия при помощи электричества был разработан в 1886 году и применяется до сих пор. Вот как это происходит.
Добыча бокситов
ДОБЫЧА БОКСИТОВ
Производство алюминия начинается с добычи бокситов. Эта горная порода богата алюминием, который содержится в ней в форме гидрооксидов. Около 90% мировых запасов бокситов сосредоточены в тропическом поясе.
Дробление
ПРОИЗВОДСТВО ГЛИНОЗЕМА
Боксит дробят, высушивают и размалывают в мельницах вместе с небольшим количеством воды. Образовавшуюся густую массу собирают в емкости и нагревают паром, чтобы отделить большую часть кремния, содержащегося в бокситах.
Выщелачивание
Руду загружают в автоклав и обрабатывают щелочью – едким натром. В получившейся щелочной раствор из руды переходит практически весь оксид алюминия, а все посторонние примеси формируют твердый осадок — красный шлам.
Декомпозиция
Раствор алюмината натрия несколько суток перемешивают в декомпозерах, в результате чего в осадок выпадает чистый глинозем – Al2O3.
Электролиз
ЭЛЕКТРОЛИЗ АЛЮМИНИЯ
На алюминиевом заводе глинозем засыпают в ванны с расплавленным криолитом при температуре 950 ⁰С. Через раствор пропускают электрический ток силой до 400 кА и выше – он разрывает связь между атомами алюминия и кислорода, в результате металл в жидкой форме собирается на дне ванны.
Разливочная линия
ПЕРВИЧНЫЙ АЛЮМИНИЙ
Первичный алюминий отливается в слитки и отправляется потребителям, а также используется для дальнейшего производства алюминиевых сплавов для различных целей.
Литейные сплавы
АЛЮМИНИЕВЫЕ СПЛАВЫ
Литейные алюминиевые сплавы служат для получения готовых изделий путем отливки металла в формы. При этом необходимых свойств от сплава добиваются добавлением к нему различных добавок: кремния, меди и магния. Из таких сплавов, например, производят детали автомобильных и авиационных двигателей или колесные диски.
Прокат
Благодаря высокой пластичности алюминий легко прокатывается в тончайшие листы. Для этих целей соответствующие алюминиевые сплавы выливают в прямоугольные бруски, достигающие 9 метров в длину и более. Из них производят алюминиевую фольгу и банки для напитков, а также детали автомобильных кузовов и многое другое.
Экструзия
Путем экструзии – получения нужной формы продавливанием размягченного металла через формовое отверстие – сегодня изготавливается большинство изделий из алюминия: от оправы очков или корпуса телефона, до фюзеляжа самолета или космического корабля.
Переплавка
ПЕРЕРАБОТКА АЛЮМИНИЯ
В отличие от железа алюминий не подвержен коррозии, поэтому изделия из него можно переплавлять и использовать металл бесконечное количество раз. При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые.
Алюминий | Geoscience Australia
Введение
Алюминиевая фольга. Источник: Wikimedia Commons
Алюминий окружает вас повсюду — от предметов повседневного обихода, таких как банка из-под безалкогольных напитков, до летающих над головой самолетов. Алюминий – один из самых полезных материалов, известных человеку. Его можно сплавлять (смешивать) практически с любым другим металлом для создания материалов с полезными свойствами. Все металлы, легированные алюминием, очень прочные, но легкие и устойчивые к ржавчине.
После кислорода и кремния алюминий является третьим наиболее распространенным элементом в земной коре (8,2%) и, безусловно, самым распространенным металлом. В отличие от таких металлов, как медь, золото, свинец, железо и цинк, которые использовались людьми на протяжении тысячелетий, алюминий широко используется немногим более 100 лет. Это связано с тем, что алюминий никогда не встречается в чистом виде в природе. Таким образом, хотя люди знали о соединениях алюминия, они узнали, как извлекать металлический алюминий только в конце 1800-х годов.
Алюминий можно извлекать (нерентабельно) из некоторых глин, но наиболее распространенной алюминиевой рудой является боксит. Сначала необходимо добыть алюминиевую руду, затем боксит перерабатывают в глинозем (оксид алюминия). Большое количество электричества используется для плавки глинозема в металлический алюминий.
Свойства
Алюминий – металл серебристого цвета, который никогда не встречается сам по себе в природе. Он очень легкий (около одной трети веса меди), но прочный; некоторые сплавы прочнее стали. Алюминий одновременно податлив (может быть спрессован) и пластичен (можно бить и вытягивать в проволоку). Алюминий является очень хорошим проводником тепла и электричества. Он также обладает высокой устойчивостью к ржавчине и нетоксичен. Алюминий можно сплавить практически с любым другим металлом. Алюминий легко воспламеняется, немагнитен и не образует искр. Эти свойства сделали его важным металлом в современном мире. Поскольку алюминий является таким реактивным металлом, вы можете подумать, что он будет сильно ржаветь и, следовательно, бесполезен. Однако чистый алюминий очень быстро вступает в реакцию с воздухом или водой, образуя на своей поверхности тонкий, почти невидимый слой оксида алюминия, который затем действует как защитное покрытие, предотвращающее дальнейшее «ржавление».
Bauxite
Относительная плотность
2,7 г/см 3
Твердость
2,75 на Mohs Scload
2,75 на Mohs Sclodn
2,75 на Mohs Sclect.0005
Malleability
High
Ductility
High
Melting point
660°C
Boiling Point
2470°C
Использование
Austin «A40 Sports» с алюминиевым корпусом (ок. 1951 г.). Источник: Wikimedia Commons
Алюминий выплавляют из глинозема, который очищают от бокситовой руды. Все три продукта имеют ряд применений.
Более 90 % мирового производства бокситов используется для производства глинозема, при этом большая часть оставшихся 10 % используется в абразивной, огнеупорной и химической промышленности. Бокситы также используются в производстве высокоглиноземистого цемента, в качестве абсорбента или катализатора в нефтяной промышленности, в покрытиях сварочных прутков и в качестве флюса при производстве стали и ферросплавов.
Глинозем в основном используется в качестве сырья для алюминиевых заводов, однако он также используется для других промышленных целей. Он используется в стекле, фарфоре и в металлических красках, например, распыляемых на автомобили. Он также используется в производстве изоляторов свечей зажигания, в качестве топливного компонента для твердотопливных ракетных ускорителей, наполнителя для пластмасс, абразива (он дешевле технического алмаза) и на заводах по переработке металлов, где он используется для переработки токсичных сероводородных отходов. газов в элементарную серу.
Глинозем, встречающийся в природном кристаллическом состоянии, называется минералом корундом. Иногда кристаллы корунда загрязнены следовыми количествами хрома, железа, титана, меди или магния. Мы называем эти кристаллы рубинами и сапфирами.
После железа и стали алюминий является наиболее широко используемым металлом на Земле. Его часто сплавляют с медью, цинком, магнием, марганцем или кремнием, а добавление в эти сплавы небольших количеств циркония, гафния или скандия заметно повышает их прочность. Алюминий сам по себе имеет широкий спектр применения: от специального авиастроения до предметов повседневного обихода, таких как ножи и вилки. Некоторые из применений перечислены в таблице ниже.
Использование
Описание
Строительство и строительство
Клидинг, дверь, окно -рамки, ввеки и рельсы на мост.
Транспорт
Детали для автомобилей, грузовиков, автобусов, самолетов, кораблей, рельсов и трамваев, поскольку алюминий прочный, легкий, легко формуется и устойчив к ржавчине.
Бытовая техника
Холодильники, стиральные машины, газонокосилки и т. д. благодаря своей прочности, податливости и устойчивости к ржавчине.
Отопление и вентиляция
Системы отопления и охлаждения, так как алюминий является хорошим проводником тепла.
Упаковка
Кухонная фольга, упаковочная пленка, банки и контейнеры (во всем мире четыре из каждых пяти банок для напитков изготовлены из алюминия), поскольку алюминий можно раскатывать в очень тонкие листы, и он не токсичен.
Электричество и связь
Передача электроэнергии, включая опоры, электрические кабелепроводы, сверхпроводники, машины и оборудование, телефонные кабели и конденсаторы из-за способности алюминия проводить электричество.
Прочее
Посуда (столовые приборы, кастрюли), промышленное оборудование, химическая промышленность, производство стали, антиперспирантов, мебели, отражателей в телескопах, производство высокооктанового бензина, дорожных знаков, антацидов и ювелирных изделий в связи с его множество полезных свойств.
История
Около 5300 г. до н.э.: Персы делали очень прочные горшки из глины, содержащей оксид алюминия.
Около 2000 г. до н.э.: Древние египтяне и вавилоняне использовали сульфат калия-алюминия KAl(SO4)2 в качестве лекарства для уменьшения кровотечения. Он был получен из природных месторождений в Греции и Турции. Древние римляне называли это медицинское соединение «квасцами», откуда мы получили современное слово и символ. Его до сих пор используют для остановки кровотечения.
Средневековье: Большая часть квасцов поступала с папской территории Толфа, но цена резко упала, когда в начале 1600-х годов в Йоркшире было обнаружено большое месторождение квасцового сланца. В течение следующих столетий квасцы использовались в двух основных областях: в качестве консерванта для бумаги и в качестве фиксатора для окрашивания ткани.
1808: Англичанин сэр Хамфри Дэви пытался извлечь алюминий электролизом. Он потерпел неудачу, но установил его существование и дал ему имя.
1821: Французский геолог Пьер Бертье обнаружил богатый алюминием материал недалеко от деревни Ле Бо в Провансе, Франция. Он был назван бокситом в честь деревни.
1825: Ганс Кристиан Эрстед в Дании получил нечистый алюминий путем нагревания хлорида алюминия с амальгамой калия.
1827: Немецкий химик Фридрих Вёлер извлек алюминий в виде порошка путем взаимодействия калия с безводным хлоридом алюминия, улучшив процесс Эрстеда.
1855: Французскому химику Анри Сен-Клер Девилю удалось получить твердый брусок алюминия, используя натрий вместо более дорогого калия. Алюминиевый слиток считался настолько драгоценным, что в том же году был выставлен вместе с драгоценностями французской короны.
1886: Два ученых на разных континентах (Шарль Холл в Америке и Поль Эро во Франции) независимо друг от друга открыли экономичный метод производства алюминия путем электролиза в расплавленном криолите (алюмофторид натрия). Между прочим, оба родились в 1864 году и оба умерли в 1914.
1887: Австрийский химик Карл Йозеф Байер, работавший в России, разработал метод извлечения глинозема из бокситов.
1888: Холл основал Pittsburgh Reduction Company (известную как Alcoa с 1907 года).
1890: Открытия Холла-Эру и Байера привели к падению цен на алюминий на 80%. В 1888 году алюминий стоил 4,86 доллара США за фунт. В 1893 году он стоил 0,78 доллара США за фунт, а к концу 1930-х стоил всего 0,20 доллара США за фунт и имел более 2000 применений.
1900: Всего было произведено 8000 тонн алюминия, но 100 лет спустя было произведено 24,5 миллиона тонн, а в 2016 году было произведено примерно 57,6 миллиона тонн.
Истребитель F-16 был спроектирован так, чтобы быть относительно недорогим в строительстве и более простым в обслуживании, чем истребители предыдущего поколения. Планер построен примерно на 80% из авиационных алюминиевых сплавов, на 8% из стали, на 3% из композитов и на 1,5% из титана. Источник: Wikimedia Commons, мастер-сержант. Энди Данауэй
1911: Немецкий химик Альфред Вильм разработал важные алюминиевые сплавы, которые были достаточно прочными для производства таких предметов, как самолеты. Во время Второй мировой войны и войны в Корее на алюминий был большой спрос, поскольку раньше самолеты изготавливались из дерева и ткани.
1922: Изготовлена алюминиевая фольга.
1955: Первый алюминиевый завод в Австралии был открыт в Белл Бэй, Тасмания.
1958: Впервые выпущены алюминиевые банки для безалкогольных напитков.
1961: Alcoa формирует Alcoa of Australia.
1963: Австралийская компания Alcoa открывает первый в Австралии глиноземный завод в Квинане в Западной Австралии, за которым последовали Пинджарра в 1972 году и Вагеруп в 1984 году. Это больше, чем все остальные цветные металлы вместе взятые. Австралия добывает бокситы в Квинсленде, Западной Австралии, Северной территории и Тасмании и является крупнейшим производителем бокситов в мире. Австралия также является мировым лидером по производству глинозема и алюминия. Три НПЗ в Западной Австралии поставляют 45% глинозема Австралии и 11% общемирового объема, что делает их крупнейшим источником глинозема в мире.
Бокситы — наиболее распространенная алюминиевая руда. Бокситы встречаются в виде выветренного покрова или покрова, известного как латерит или дюрикорст, на различных глиноземосодержащих породах. Он образуется, когда большое количество осадков вымывает более подвижные элементы вмещающей породы, оставляя относительно неподвижный алюминий с небольшим количеством кремния, железа и титана. Из-за того, как он формируется, месторождения бокситов могут быть очень обширными и встречаются почти на каждом континенте.
Основными минералами алюминия в бокситах являются гиббсит [Al(OH) 3 , также записывается как Al 2 O 3 .H 2 O в обозначении оксида], бемит [AlO(OH), записывается как Al 2 O 3 .H 2 O в обозначении оксида] и диаспор, который представляет собой полиморф (альтернативная форма) бемита, но более плотный и твердый. Чистый оксид алюминия (Al 2 O 3 ) содержит 52,9% алюминия и 47,1% кислорода. Бокситы могут быть очень твердыми или мягкими, как грязь, и могут встречаться в виде уплотненной земли (как рыхлой, так и повторно сцементированной), маленьких шариков (пизолиты) или полого материала, похожего на веточки (трубочки). Его цвета могут быть желтовато-коричневыми, розовыми, желтыми, красными или белыми или любой их комбинацией. Алюминий также присутствует во многих драгоценных камнях, таких как бирюза, рубины, сапфиры, изумруды, топазы, нефрит и аквамарины.
Ресурсы
Бокситовая руда содержит достаточно высокие уровни оксидов алюминия и соответственно низкие уровни оксидов железа (Fe 2 O 3 ) и кремнезема (SiO 2 ), что делает добычу экономически выгодной. Количество реакционноспособного кремнезема особенно важно, поскольку эта форма кремнезема потребляет едкий натр, необходимый для производства глинозема, поэтому желателен низкореактивный кремнезем. Другие потенциальные источники алюминия включают различные горные породы и минералы, такие как глиноземистые сланцы и сланцы, алюмофосфатные породы и глиноземистые глины.
Крупные месторождения бокситов, шахты, глиноземные и алюминиевые заводы Австралии (2016 г.). Источник: Geoscience Australia.
Крупнейшие в мире запасы бокситов находятся в Гвинее, Австралии, Бразилии, Вьетнаме и на Ямайке. В Австралии бокситы добываются открытым способом на месторождениях Вейпа в Квинсленде, Гоув на Северной территории и Дарлинг-Рейндж в Западной Австралии. Кроме того, недавно были введены в эксплуатацию новые шахты в районе Кейп-Йорк в Квинсленде и в центральной части Тасмании. Другие месторождения бокситов находятся в северной части Западной Австралии, Новом Южном Уэльсе и восточном Квинсленде, но в настоящее время добыча нерентабельна.
Глиноземные заводы Австралии расположены в Западной Австралии (Квинана, Вагеруп, Пинджарра и Уорсли) и Квинсленде (QAL и Ярвун), а ее алюминиевые заводы расположены в Тасмании (Белл-Бэй), Квинсленде (остров Бойн), Виктории (Портленд) и Новый Южный Уэльс (Томаго). Китай является крупнейшим в мире потребителем алюминия и, несмотря на мощное внутреннее производство, импортирует большое количество глинозема и необработанных бокситов, на долю которых приходится более 40% мирового потребления. Другими крупными рынками сбыта алюминия являются Соединенные Штаты Америки, Япония и Европа, но эти регионы обладают небольшими запасами бокситов и также зависят от импорта бокситов и глинозема для своих глиноземных заводов и алюминиевых заводов.
Дополнительная информация о ресурсах и производстве
Добыча полезных ископаемых
Добыча металлического алюминия происходит в три основных этапа: добыча бокситовой руды, очистка руды для извлечения глинозема и плавка глинозема для производства алюминия. Бокситы добывают открытым способом (открытым способом), при котором верхний слой почвы и вскрышные породы снимаются бульдозерами и скребками. Затем верхний слой почвы сохраняется и позже используется для восстановления растительности и восстановления территории после завершения добычи. Нижележащий боксит добывается фронтальными погрузчиками, экскаваторами или гидравлическими экскаваторами. Некоторые бокситовые руды просто измельчаются, высушиваются и отправляются. Другие бокситы обрабатывают после дробления путем промывки для удаления некоторого количества глины, реакционноспособного кремнезема и песчаных отходов; а затем сушат во вращающихся печах. Руда загружается в грузовики, железнодорожные вагоны или на ленточные конвейеры и транспортируется на корабли или на нефтеперерабатывающие заводы.
Ряд факторов в цикле производства алюминия связан с окружающей средой, и значительные ресурсы направляются на минимизацию воздействия добычи, переработки и плавки на окружающую среду. Реабилитацию рудника проводят, прилагая все усилия, чтобы вернуть район хотя бы в исходное состояние. С осторожностью обращаются с красным шламом с нефтеперерабатывающих заводов и утилизируют его. Эта грязь обычно закачивается в дамбы, которые запечатаны непроницаемым материалом, чтобы предотвратить загрязнение окружающей местности.
Переработка
Почти во всех коммерческих операциях глинозем извлекается из бокситов с помощью процесса очистки Байера. Процесс, открытый Карлом Йозефом Байером в 1888 году, состоит из четырех стадий.
Сбраживание : тонкоизмельченный боксит подается в установку с паровым обогревом, называемую варочным котлом. Здесь он под давлением смешивается с горячим раствором едкого натра. Оксид алюминия боксита (и реакционноспособный кремнезем) реагирует с каустической содой, образуя раствор алюмината натрия или зеленый щелок и осадок алюмосиликата натрия.
Осветление : зеленый щелок или глиноземсодержащий раствор отделяют от отходов – нерастворенных оксидов железа и кремнезема, которые были частью первоначального боксита и теперь составляют песок и отходы красного шлама. Этот этап включает три этапа: во-первых, крупные отходы размером с песок удаляются и промываются для извлечения каустической соды; во-вторых, отделяется красный шлам; и, наконец, оставшийся зеленый щелок прокачивают через фильтры для удаления любых остаточных примесей. Песок и ил перекачиваются вместе в озера остатков, а зеленый щелок перекачивается в теплообменники, где он охлаждается с 1000°C до примерно 650-79°С.0°С.
Осаждение: оксид алюминия осаждается из раствора в виде кристаллов гидрата оксида алюминия. Для этого раствор зеленого щелока смешивают в высоких сосудах-осадителях с небольшими количествами мелкокристаллического глинозема, который стимулирует осаждение твердого гидрата глинозема по мере охлаждения раствора. По завершении твердый гидрат глинозема передается на следующую стадию, а оставшийся раствор, содержащий едкий натр и некоторое количество глинозема, возвращается в автоклавы.
Прокаливание : гидрат оксида алюминия промывают для удаления любого оставшегося раствора и затем сушат. Наконец, его нагревают примерно до 1000°С, чтобы удалить кристаллизационную воду, оставив глинозем — сухой чисто белый песчанистый материал. Часть оксида алюминия может быть оставлена в виде гидрата или подвергнута дальнейшей переработке для химической промышленности.
Глинозем превращается в алюминий в процессе плавки. Все коммерческое производство алюминия основано на процессе плавки Холла-Эру, в котором алюминий и кислород в глиноземе разделяются электролизом. Электролиз включает пропускание электрического тока через расплавленный раствор оксида алюминия и природного или синтетического криолита (фторида натрия и алюминия). Расплавленный раствор содержится в восстановительных ячейках или емкостях, дно которых облицовано углеродом (катодом) и которые соединены в электрическую цепь, называемую линией электролизера. В верхнюю часть каждого котла вставлены угольные аноды, днища которых погружены в расплавленный раствор.
Прохождение электрического тока вызывает соединение кислорода из оксида алюминия с углеродом анода с образованием углекислого газа. Оставшийся расплавленный металлический алюминий собирается у катода на дне электролизера. Периодически его сливают и переносят в большие раздаточные печи. Примеси удаляются, добавляются легирующие элементы, и расплавленный алюминий отливается в слитки.
Процесс плавки непрерывный. По мере того, как содержание глинозема в криолитовой ванне снижается, его добавляют больше. Тепло, выделяемое при прохождении электрического тока, поддерживает криолитовую ванну в расплавленном состоянии, так что она растворяет глинозем. В процессе плавки расходуется большое количество энергии; Для производства одной тонны алюминия из примерно двух тонн глинозема требуется от 14 000 до 16 000 киловатт-часов электроэнергии. Алюминий иногда называют «твердым электричеством» из-за большого количества энергии, используемой для его производства. Таким образом, доступность дешевой электроэнергии необходима для экономичного производства.
Алюминиевые слитки производятся различных форм и размеров в зависимости от их конечного использования. Они могут быть свернуты в пластины, листы, фольгу, бруски или стержни. Они могут быть втянуты в проволоку, которая скручена в кабель для линий электропередач. Прессы выдавливают слитки в сотни различных полезных и декоративных форм, а производственные предприятия могут превращать их в большие структурные формы.
Дополнительная информация
Дополнительная информация о ресурсах и производстве
Все, что вам нужно знать
GK Home > GK Blog > Добыча и переработка алюминия: все, что вам нужно знать
Благодаря достижениям в горнодобывающей технологии добыча алюминия перешла от примитивных методов к использованию технологически совершенного оборудования и процессов, которые способствуют значительному увеличению производства алюминия. Среди многих преимуществ — возможность сократить количество отходов и химическое воздействие, что делает сегодняшний процесс добычи алюминия намного более экологически безопасным.
После кислорода и кремния алюминий является самым распространенным металлическим элементом в земной коре. Алюминий используется во многих сферах нашей жизни, от работы до дома и отдыха.
Основы добычи и переработки алюминия
Бокситовая руда, обнаруженная в плоских слоистых отложениях под поверхностью земли, разрыхляется с помощью взрывчатых веществ после того, как бульдозеры очищают поверхность выше. С помощью процесса Байера, который включает использование тепла, давления и гидроксида натрия, оксид алюминия отделяется от примесей, а также от железной руды. Белые кристаллы оксида алюминия промывают и нагревают для извлечения воды, в результате чего получается белый порошкообразный оксид алюминия, который используется во время плавки для производства алюминия.
Для чего используется алюминий?
Кухонная утварь
Банки и фольга
Ракеты и самолеты
Для изготовления зеркал
Синтетические сапфиры для лазеров
Линии электропередач
Фасад дома
Мебель
Клюшки для гольфа
Строительные инструменты
Где встречается алюминий?
Китай и Австралия являются ведущими производителями в добыче алюминия, но добыча алюминия ведется на всех континентах. Ma’aden, горнодобывающая компания Саудовской Аравии, ежегодно производит 4 миллиона метрических тонн бокситов.
Процесс добычи алюминия
После того, как был разработан процесс Байера, процесс добычи алюминия стал более быстрым. Но достижения в горнодобывающем оборудовании за последние несколько лет сделали работу по добыче бокситов еще более эффективной для горнодобывающих компаний по всему миру. По данным Геологической службы США, мировое производство бокситов в 2007 году составило 182,7 метрических тонны. Это более чем в два раза превышает объем производства алюминия в 2006 г., и ожидается, что технологически продвинутое оборудование поможет неуклонно увеличивать производство алюминия в период с 2011 по 2015 г.
[фото через]
[фото 2 через]
Корпорация General Kinematics, зарегистрированная в 1960 году, была создана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения.
Что такое ширина стола? А длина стола? Какой высоты мой стол? Как узнать диаметр стола?
Здесь, на TableSkirtingClip.com, мы хорошо знаем эти термины, потому что работаем с ними каждый день. Но для многих трудно определить размеры их стола, хотя это и не обязательно!
Вот что мы можем взять из иллюстрации выше:
— ДЛИНА стола — это самые длинные стороны. Изображенный прямоугольный стол представляет собой банкетный стол высотой 6 футов. Итак, длина стола составляет 72 дюйма.
— ШИРИНА стола — это более короткие стороны. Показанный прямоугольный стол имеет ширину 30 дюймов. Некоторые столы имеют разную ширину, хотя многие стандартные банкетные столы имеют ширину 30 дюймов. Это всегда помогает измерить.
(Примечание: для квадратных столов длина и ширина имеют одинаковые размеры. Например, квадратный стол высотой 4 фута будет иметь размеры 48 дюймов в длину и 48 дюймов в ширину.)
-ВЫСОТА стола измеряется от верхнего края до пола. Показанные столы имеют высоту 30 дюймов, что характерно для многих столов. Опять же, всегда рекомендуется использовать рулетку и перепроверить.
— ДИАМЕТР стола, который используется только для измерения круглых столов, можно определить, измерив верхнюю часть стола (от конца до конца) — от самой широкой части стола. Круглый стол, изображенный выше, имеет диаметр 72 дюйма.
(Примечание: определение высоты круглого стола такое же, как и для квадратного или прямоугольного стола; просто измерьте расстояние от края стола до пола.)
Это было не так уж сложно! Но знание этих размеров действительно может помочь нам определить лучшие размеры столового белья для наших клиентов, тем более что все столы не изготавливаются по одинаковым спецификациям. (Например, ширина некоторых прямоугольных столов составляет всего 24 дюйма.)
Особенно важно знать все размеры перед размещением заказа на скатерти, скатерти на скатерти или плинтусы для столов. Знание размеров стола может быть разницей между заказом наилучшего размера и заказом размера, который не подойдет.
Совет: если вы покупаете скатерти, теперь, когда вы знаете размеры своего стола, вы можете воспользоваться нашим калькулятором размеров скатерти и найти идеальный размер для вашего стола!
У вас есть вопрос относительно размеров стола? Свяжитесь с нами, и мы будем рады помочь.
Заголовок
Дата 05.08.2014
Gloria
Это было так полезно, спасибо, теперь у меня есть технические характеристики наших офисных столов, которые я собираюсь заказать. Отличная проработка
Дата 25.10.2014
Сильвия
Привет. Буду очень признателен, если вы ответите на мой вопрос. Обычно я работаю в праздничных бутиках, так как я консультант по красоте и продаю средства по уходу за кожей. Обычно я работаю с прямоугольными столами 6’x8′. Итак, какие размеры я должен получить для скатерти? Я хочу, чтобы скатерть почти касалась пола и не знаю, какова высота. Я считаю, что он достигает чуть ниже моей талии (5 футов 4 дюйма), так какой размер мне выбрать?
Дата 19.05.2015
C Фергюсон
Приветствую. Относительно следующей формулировки на вашем сайте. . . «— ДИАМЕТР стола… можно определить, измерив верхнюю часть стола (от конца до конца) — от центра…» Это все верно для определения диаметра, ЗА ИСКЛЮЧЕНИЕМ слов «от центра» (именно так измеряется «радиус»). Итак, просто опустите «от центра» относительно диаметра. Бог благословил, Си Фергюсон ————————————————— ———————————- TableSkirtingClip.com Ответ: Привет С, Большое спасибо, что указали на это! Оно было неправильно сформулировано и было изменено на основе вашего ввода. То, что мы хотели сказать, состояло в том, чтобы измерить всю верхнюю часть стола от самой широкой части стола, хотя формулировка может быть легко истолкована как то, что мы говорим об измерении от центра (середины) стола к краю, что будет радиус. Приносим свои извинения за недопонимание и еще раз благодарим Вас за отзыв!
Дата 06.12.2015
Кимберли Х. Никельберри
У меня есть прямоугольный стол. Размер 56 дюймов в длину и 42 дюйма в ширину. Я бы хотел, чтобы ткань опустилась на 6 дюймов со всех сторон, какой размер скатерти мне нужен
Дата 25.04.2016
john
если у меня есть прямоугольный стол, я знаю что 1200 мм — размер по диагонали, нужно знать длину и ширину = Пожалуйста, ответьте
Дата 29.06.2016
Шарлотта
У меня есть подставка диаметром 18 дюймов и высотой 22 дюйма. Я хотел бы, чтобы скатерть свисала примерно на 1/2 дюйма от пола. Я понятия не имею, с чего начать, так как верхняя часть подставки круглая. Она также мраморная, и ее можно снять, чтобы под нее можно подложить ткань, если надо. Не подскажете, можно ли найти эту ткань или ее изготовили?
Дата 04.07.2016
Герибаты
У меня прямоугольный обеденный стол размером 44 Ш x 72 Д. Я смотрю на круглый стол на пьедестале размером 56 x 56.
Дата 18/08 /2016
Danuta
Формула для расчета диаметра, если я знаю Длина=914,40мм Ширина=12.00 Высота=27,00
Дата 08.10.2016
Дорес
Дата 08.10.2016
Дорес
Размеры квадратного стола 42 дюйма такие же, как у круглого стола 42 дюйма0002 Дата 26.04.2017
Lewis1204
У меня есть столешница диаметром 50м и мне нужно узнать длину окружности стола
Дата 26.04.2017
Lewis1204
столешница диаметром 50м и мне нужно узнать окружность стола
Дата 23.06.2017
мн Гарсия
Это очень помогло! благодарить ты!
Дата 05.07.2017
Пэм
здравствуйте, у меня есть 6-футовый банкетный стол, и я не знаю, какого размера скатерти взять, я хочу, чтобы скатерть падала на пол, не могли бы вы посоветовать? .спасибо
Дата 18.01.2018
thabile
привет Любезно помочь Планируя покупку журнального столика, размеры следующие: Большой размер: журнальный столик высотой 1100 x 1100 x 400 мм. Стандартный размер: журнальный столик высотой 900 x 900 x 400 мм. Моя очередь, моя квартира 72 квадратных метра, какой стол подойдет. Спасибо
Дата 30.04.2018
Муким Куреши
Толщина: от 0,5 до 0,2 мм ширина: от 30 до 80 мм так что я калибрую и дюйм шириной
Дата 17.05.2018
Tasheen
Какой должна быть толщина стандартного банкетного стола длиной 8 футов и толщина стандартного круглого стола диаметром 60 дюймов? Пожалуйста и спасибо
Дата 21.11.2018
Тиффани
Этот сайт был лучшим, что случилось со мной сегодня.
Дата 02.02.2019
Жан
Как долго я должен делать полозья, чтобы пройти по столу диаметром 60 дюймов?
Дата 02.02.2019
Жан
Как долго я должен сделать полозья, чтобы пройти через стол диаметром 60 дюймов?
Дата 09.03.2019
Машия Авила
Здравствуйте, я ставлю два прямоугольных стола 6 футов рядом, чтобы они выглядели более квадратно. Пожалуйста, помогите с скатертью какого размера я должен использовать? Я бы предпочел 1/2 пути или полностью покрытой землей. Подойдет ли квадратная скатерть 90×90?
Дата 04.09.2019
Brandy C
У меня обеденная зона длиной 12 футов и шириной 8,5 футов, и я хотел бы знать, какой круглый стол диаметром 48 или 54 дюйма подойдет лучше всего? 48-дюймовый кажется довольно маленьким, поэтому вместит ли это пространство 54-дюймовый диаметр? В настоящее время у меня есть квадрат 47 дюймов, который работает нормально, меня просто беспокоит количество места для посуды и других вещей на столе диаметром 48 дюймов. Спасибо!!!
Дата 09.11.2019
Obenobe Major
Чтобы получить площадь размера прямоугольной таблицы, если заданы длина, ширина и высота, нужно ли пренебречь высотой и выбрать A = l x w Или это должно быть V= l x w x h
Дата 15.11.2019
Lynda Newell
Круглый стол, диаметр 36 дюймов, высота 30 дюймов.
Дата 15. 11.2019
Lynda Newell
Круглый стол, диаметр 36 дюймов, высота 30 дюймов. Нужна скатерть на 1 дюйм от пола. Спасибо
Руководства по продуктам
Полезные советы
Что нового?
Все остальное
Руководство по выбору зажимов для юбки стола
советов по оформлению вашего мероприятия самостоятельно без опыта
Как спланировать вечеринку при ограниченном бюджете
3 преимущества использования скатертей из искусственной мешковины на следующей вечеринке
Как подогнанные скатерти приносят пользу организаторам мероприятий
 Напряжение должно быть равно тому, которое указано в паспорте.
Напряжение должно быть равно тому, которое указано в паспорте.


 Также причиной неисправности может быть пробой неполярного конденсатора пусковой обмотки. Емкость конденсатора исправного насоса составляет 10 – 40 мкФ.
Также причиной неисправности может быть пробой неполярного конденсатора пусковой обмотки. Емкость конденсатора исправного насоса составляет 10 – 40 мкФ.
 Нужно внимательно изучить схему подключения в инструкции, найти ошибку и подключить насос правильно.
Нужно внимательно изучить схему подключения в инструкции, найти ошибку и подключить насос правильно.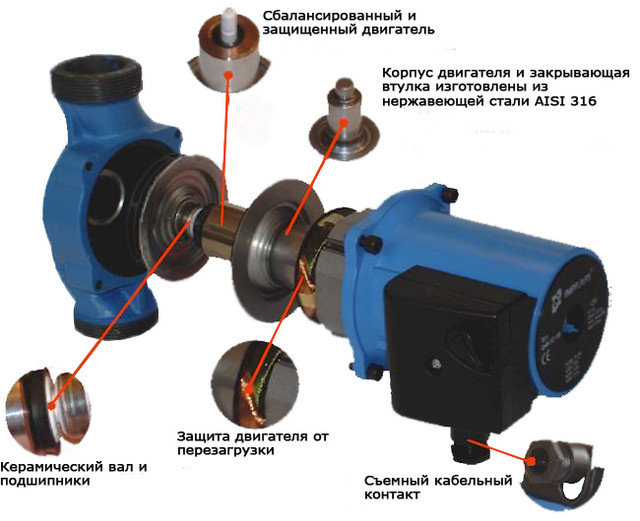 Иногда дешевле поставить новое оборудование, чем ремонтировать старое.
Иногда дешевле поставить новое оборудование, чем ремонтировать старое. Его бесперебойная работа является гарантией того, что в холодное время года жильцам будет комфортно в помещении.
Его бесперебойная работа является гарантией того, что в холодное время года жильцам будет комфортно в помещении.

 Краны, смонтированные на входе и выходе, перекрывают для того, чтобы вода не поступала в прибор. В некоторых случаях его снимают с трубопровода, перекрыв байпас и подключив резервную помпу. Отопительная система продолжает функционировать в штатном режиме, а мастер может без спешки разобраться с поломкой.
Краны, смонтированные на входе и выходе, перекрывают для того, чтобы вода не поступала в прибор. В некоторых случаях его снимают с трубопровода, перекрыв байпас и подключив резервную помпу. Отопительная система продолжает функционировать в штатном режиме, а мастер может без спешки разобраться с поломкой.
 Для этого даже не всегда нужна разборка насоса.
Для этого даже не всегда нужна разборка насоса. Нехарактерные для работы насоса звуки также являются признаком того, что в системе имеется воздух.
Нехарактерные для работы насоса звуки также являются признаком того, что в системе имеется воздух.
 На корпусе находят гайку, предназначенную для отвода воздуха, и откручивают ее. После того, как излишки воздуха стравлены, и пошла вода, гайку закручивают.
На корпусе находят гайку, предназначенную для отвода воздуха, и откручивают ее. После того, как излишки воздуха стравлены, и пошла вода, гайку закручивают. Окислившиеся контакты зачищают.
Окислившиеся контакты зачищают. Нельзя оставлять без внимания любые признаки того, что прибор работает в нештатном режиме. Ведь поломки в большей части случаев вызваны неправильной эксплуатацией. Чтобы насос функционировал без сбоев, достаточно регулярно следить за системой весь отопительный сезон и выполнять необходимые профилактические работы.
Нельзя оставлять без внимания любые признаки того, что прибор работает в нештатном режиме. Ведь поломки в большей части случаев вызваны неправильной эксплуатацией. Чтобы насос функционировал без сбоев, достаточно регулярно следить за системой весь отопительный сезон и выполнять необходимые профилактические работы.


 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»>
 Он начинается сам по себе? Хорошо, проблема решена.
Он начинается сам по себе? Хорошо, проблема решена. Готовый.
Готовый.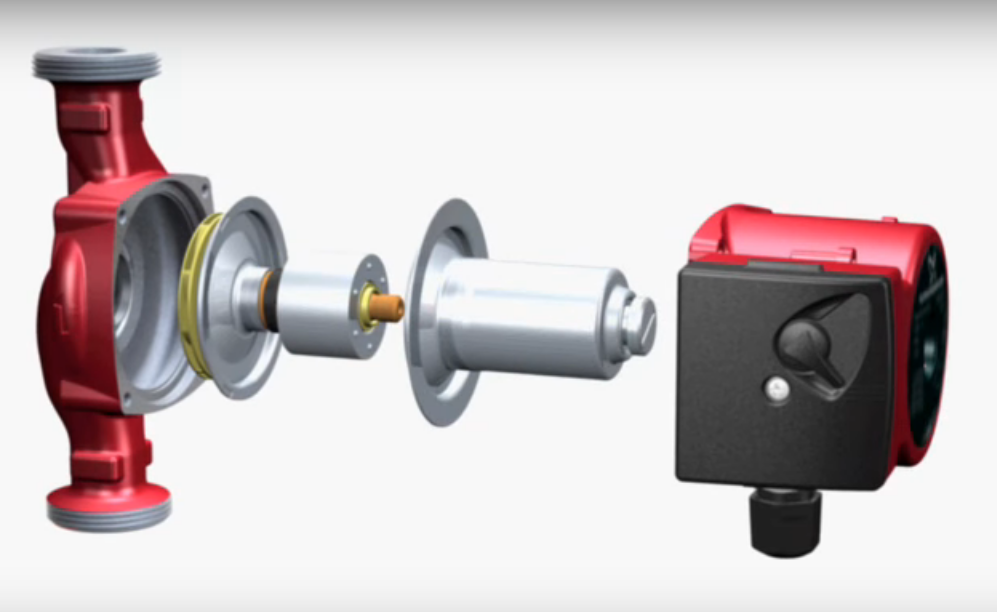
 Попробуйте аккуратно повернуть. Если это работает хорошо и легко после нескольких изменений направления, вы можете собрать все обратно и перейти к последнему шагу.
Попробуйте аккуратно повернуть. Если это работает хорошо и легко после нескольких изменений направления, вы можете собрать все обратно и перейти к последнему шагу.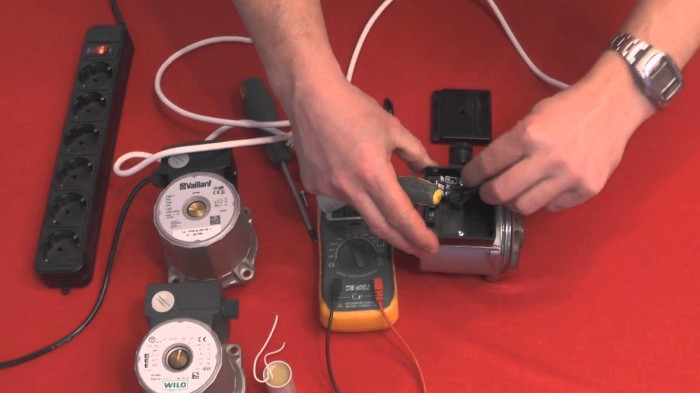

 Не забудьте поставить две прокладки (очищенные) между фланцем и насосом.
Не забудьте поставить две прокладки (очищенные) между фланцем и насосом.
 Как домовладелец, вы цените горячую воду; вы, вероятно, больше цените это, когда у вас его нет из-за проблемы с циркуляционным насосом.
Как домовладелец, вы цените горячую воду; вы, вероятно, больше цените это, когда у вас его нет из-за проблемы с циркуляционным насосом. Вы заметите, что это повлияет на давление воды внутри дома, где вода, вытекающая из крана, будет выходить со значительно меньшим давлением. Нанесите герметик в местах утечки и посмотрите, решит ли это проблему на данный момент.
Вы заметите, что это повлияет на давление воды внутри дома, где вода, вытекающая из крана, будет выходить со значительно меньшим давлением. Нанесите герметик в местах утечки и посмотрите, решит ли это проблему на данный момент.
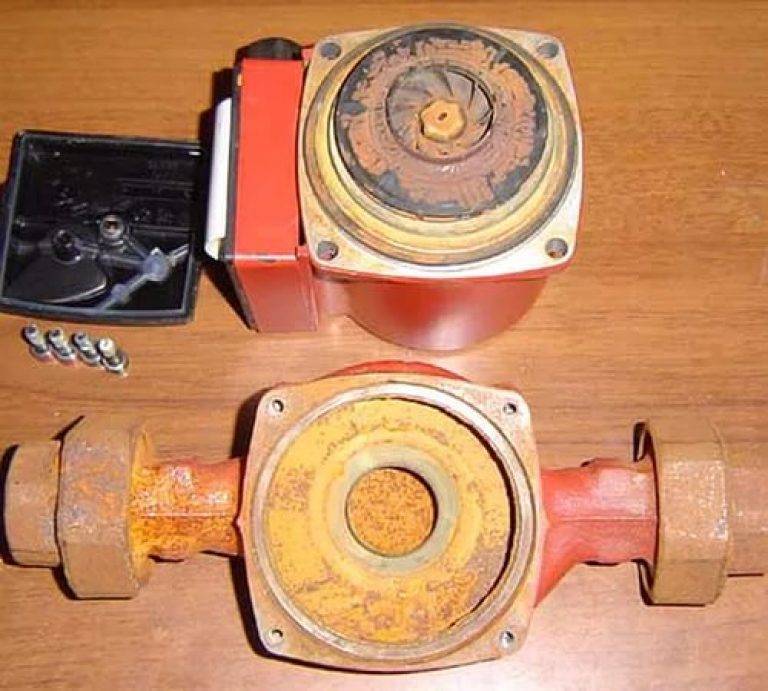
 мощность, кВт
мощность, кВт температура эксплуатации, °С
температура эксплуатации, °С 2
2 В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.

 к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
 Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор). Мы с гордостью разрабатываем и производим лучшие в отрасли продукты прямо здесь, в США, и наш дружелюбный персонал службы поддержки клиентов работает бок о бок с остальной частью нашей команды по продуктам.
Мы с гордостью разрабатываем и производим лучшие в отрасли продукты прямо здесь, в США, и наш дружелюбный персонал службы поддержки клиентов работает бок о бок с остальной частью нашей команды по продуктам.







 Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.
Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.
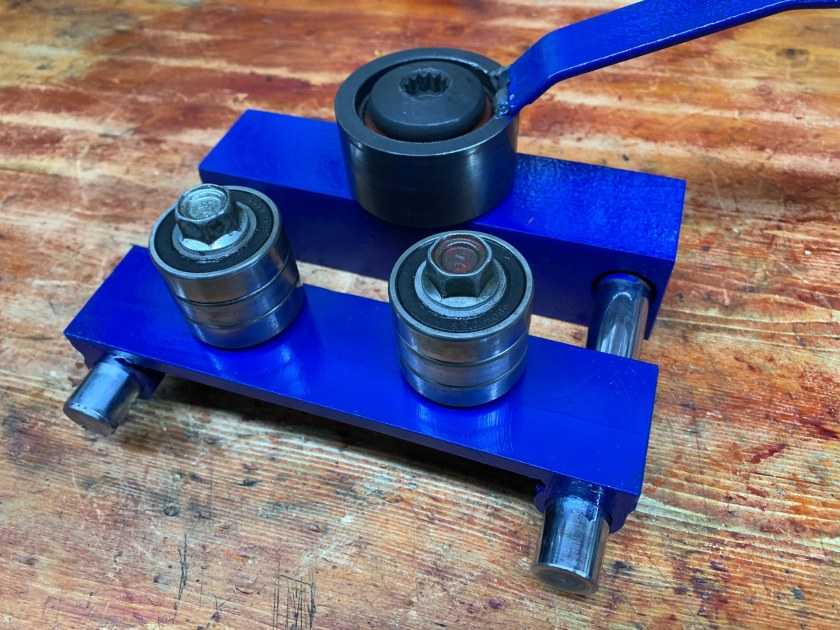 Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.

 Болты с внутренним шестигранником 5/16 для рукоятки (длина 12 мм)
Болты с внутренним шестигранником 5/16 для рукоятки (длина 12 мм)
 Сделайте паз на уголке L-образного сечения, как показано на рисунке, и прикрепите его к опорной плите, используя 2 шт. Болты с внутренним шестигранником 3/16.
Сделайте паз на уголке L-образного сечения, как показано на рисунке, и прикрепите его к опорной плите, используя 2 шт. Болты с внутренним шестигранником 3/16.
 Кожа – один из лучших материалов для такого рода работ. Просто нарежьте несколько полосок и оберните их вокруг концов стержня — вы можете выбрать другие материалы, например плотную ткань, но они не обеспечат такой же силы воздействия. Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например, хватом сверху со штангой прямо перед собой.
Кожа – один из лучших материалов для такого рода работ. Просто нарежьте несколько полосок и оберните их вокруг концов стержня — вы можете выбрать другие материалы, например плотную ткань, но они не обеспечат такой же силы воздействия. Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например, хватом сверху со штангой прямо перед собой. Убедитесь, что по обе стороны от области, которую вы хотите согнуть, есть достаточно места, чтобы вы могли хорошо держаться при сгибании. С помощью паяльной лампы постоянно нагревайте область, которую хотите согнуть. Не забудьте нагреть всю область, а не только одну сторону трубы, так как это поможет ей согнуться равномерно. Когда трубка раскалится докрасна, осторожно начинайте ее сгибать. Вы можете сделать это руками, но наденьте толстые перчатки, так как трубка будет очень горячей. Если у вас возникли трудности с получением рычага, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно согнуть трубу, попросите кого-нибудь помочь. Иногда бывает проще, если один человек нагревает трубу, а другой сгибает ее.
Убедитесь, что по обе стороны от области, которую вы хотите согнуть, есть достаточно места, чтобы вы могли хорошо держаться при сгибании. С помощью паяльной лампы постоянно нагревайте область, которую хотите согнуть. Не забудьте нагреть всю область, а не только одну сторону трубы, так как это поможет ей согнуться равномерно. Когда трубка раскалится докрасна, осторожно начинайте ее сгибать. Вы можете сделать это руками, но наденьте толстые перчатки, так как трубка будет очень горячей. Если у вас возникли трудности с получением рычага, попробуйте использовать гаечный ключ. Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно согнуть трубу, попросите кого-нибудь помочь. Иногда бывает проще, если один человек нагревает трубу, а другой сгибает ее. Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу, когда она согнута, чтобы гарантировать, что она не разрушится. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее растекание при изгибе.
Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева. Он поддерживает трубу, когда она согнута, чтобы гарантировать, что она не разрушится. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее растекание при изгибе.

 11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы:
11.1 и СП 16.13330.2011 п.14.1.14. В этих документах представлены разные способы расчета, но все они являются производными от следующей математической формулы: Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.
Это может быть расчет по сечению металла шва или границ сплавления материалов. На ниже приведенном рисунке представлены оба сечения.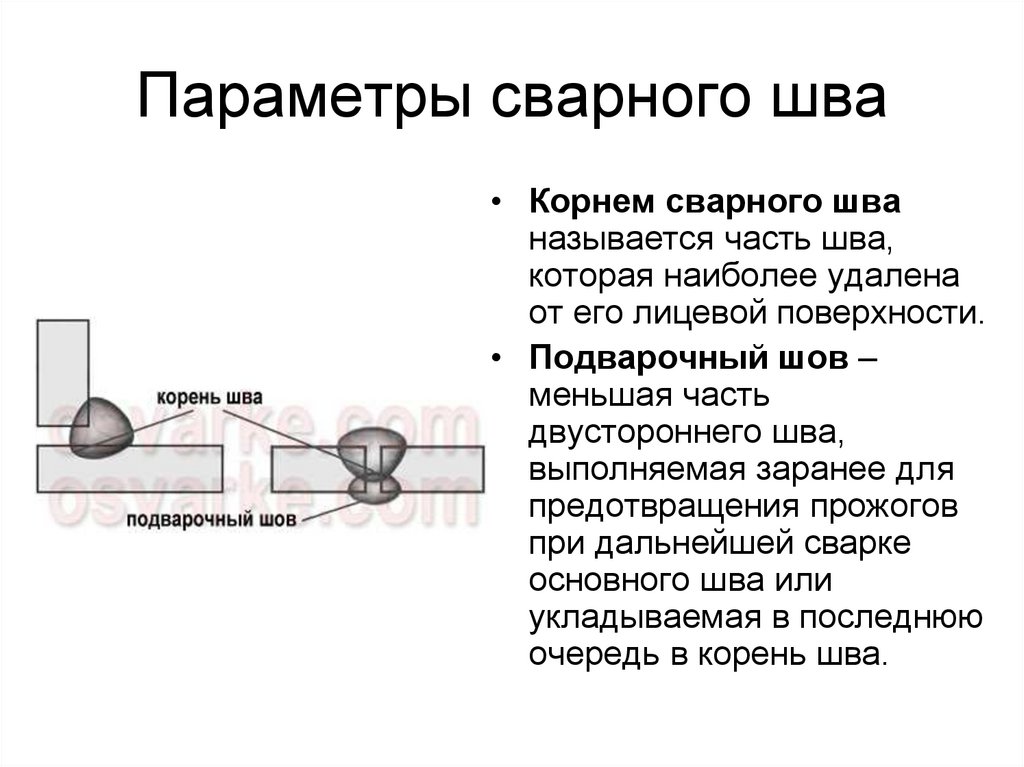

 Этот материал содержит 6 слайдов. Красочные слайды и илюстрации помогут Вам заинтересовать свою аудиторию. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас — поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций ThePresentation.ru в закладки!
Этот материал содержит 6 слайдов. Красочные слайды и илюстрации помогут Вам заинтересовать свою аудиторию. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас — поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций ThePresentation.ru в закладки! Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
 Дизайн-эксперт 7 реализуется для того, чтобы выяснить значимый и коммуникационный эффект. Было замечено, что ширина валика, проплавление, армирование увеличиваются с увеличением сварочного тока. Ширина валика также увеличивается с увеличением напряжения, но упрочнение и проникновение уменьшаются с увеличением напряжения. Расстояние от сопла до пластины и скорость сварки очень мало влияют на ширину валика, проплавление и армирование.
Дизайн-эксперт 7 реализуется для того, чтобы выяснить значимый и коммуникационный эффект. Было замечено, что ширина валика, проплавление, армирование увеличиваются с увеличением сварочного тока. Ширина валика также увеличивается с увеличением напряжения, но упрочнение и проникновение уменьшаются с увеличением напряжения. Расстояние от сопла до пластины и скорость сварки очень мало влияют на ширину валика, проплавление и армирование.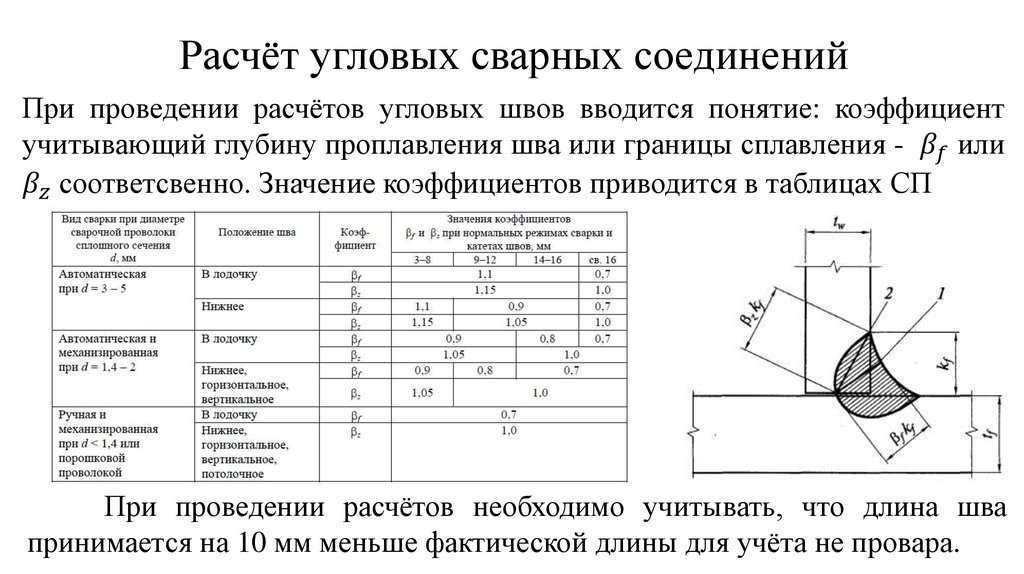 3635987
3635987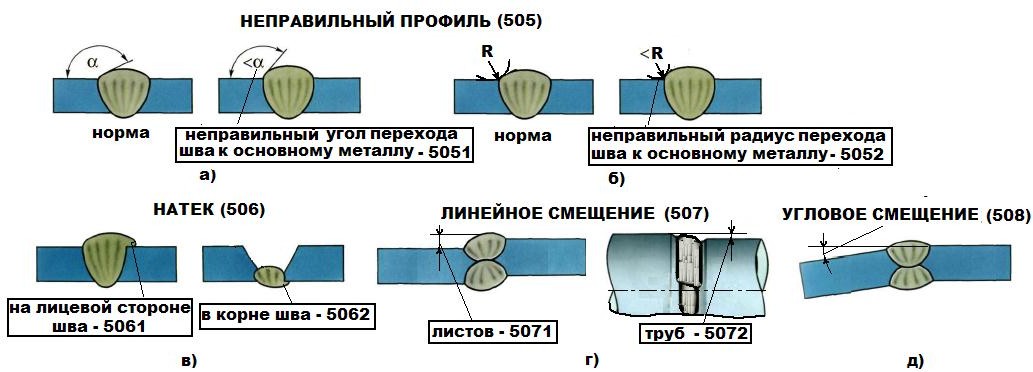 «>
«> «>
«>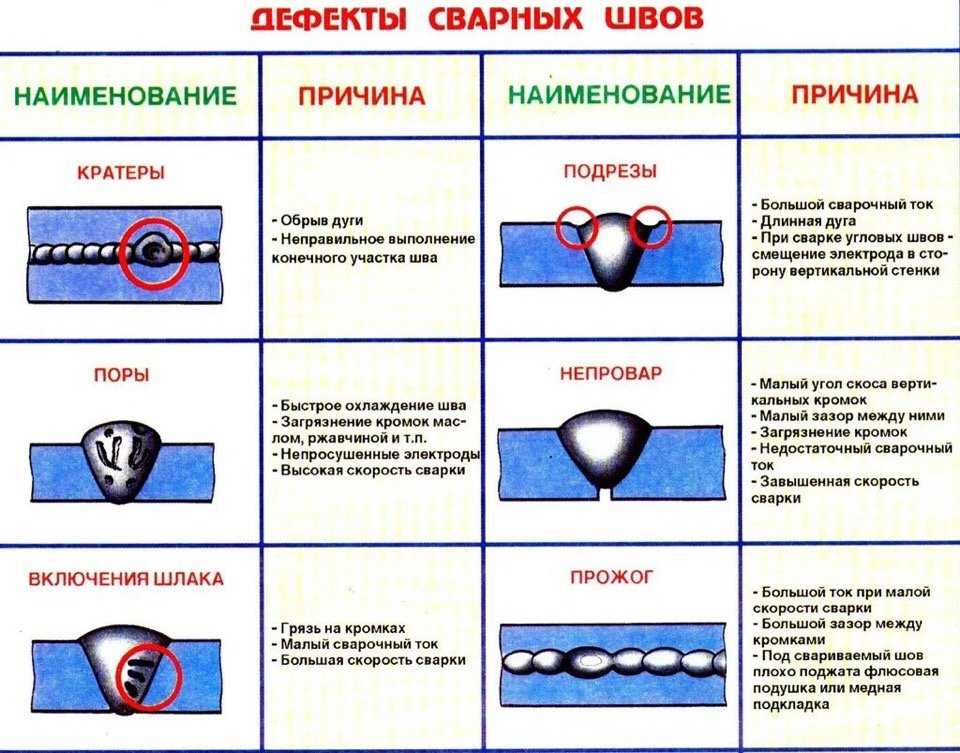 «>
«> «>
«> «>
«> Therm Sci 20(2):643–653
Therm Sci 20(2):643–653 «>
«> Sci Technol Weld Join 13 (2): 199–211
Sci Technol Weld Join 13 (2): 199–211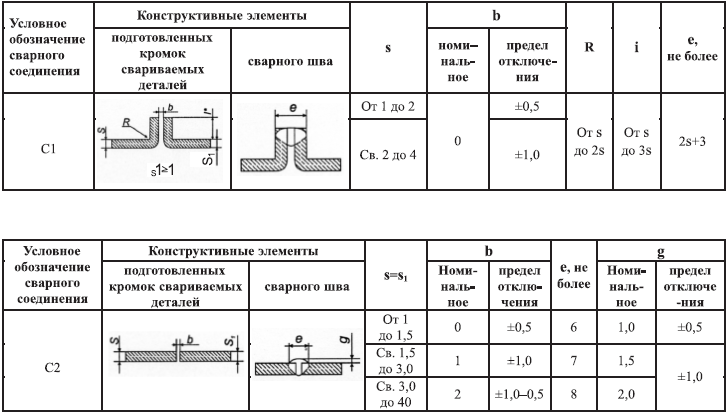 , Васудеван М. (2012) Модели на основе адаптивной нейро-нечеткой системы логического вывода (ANFIS) для прогнозирования ширины валика сварного шва и глубины провара на основе инфракрасного теплового изображения сварочной ванны. Metall Mater Trans B Process Metall Mater Process Sci 43(1):145–154
, Васудеван М. (2012) Модели на основе адаптивной нейро-нечеткой системы логического вывода (ANFIS) для прогнозирования ширины валика сварного шва и глубины провара на основе инфракрасного теплового изображения сварочной ванны. Metall Mater Trans B Process Metall Mater Process Sci 43(1):145–154 Int J Adv Manuf Technol 55 (5–8): 631–640
Int J Adv Manuf Technol 55 (5–8): 631–640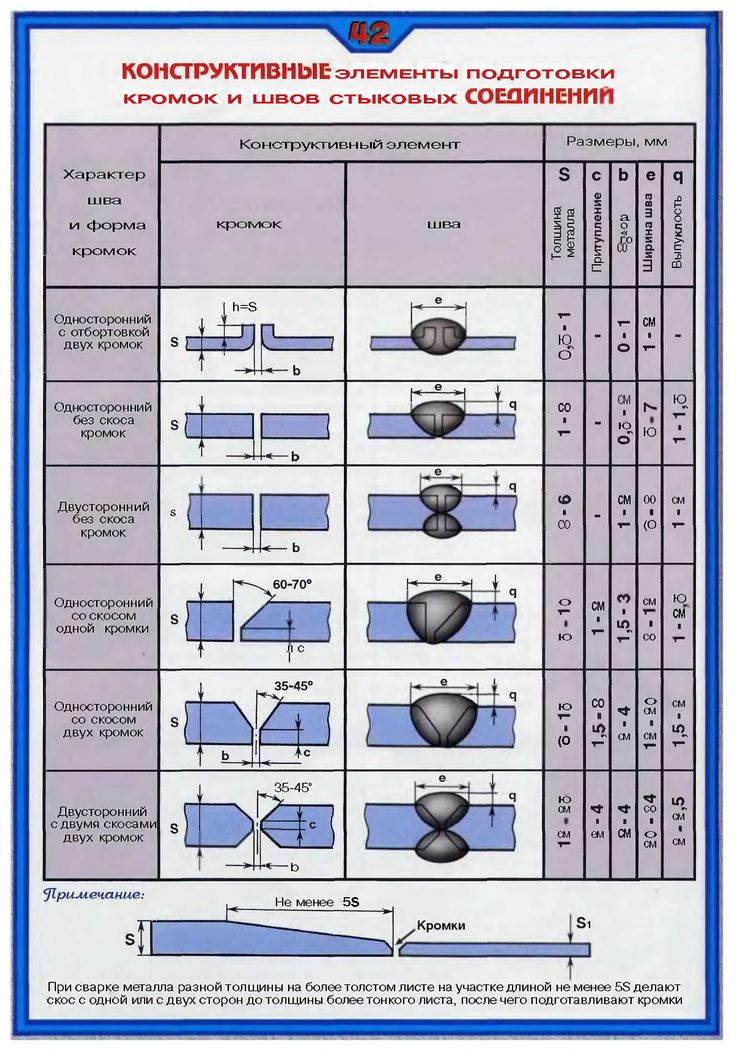 Int J Adv Manuf Technol 68 (1–4): 795–804
Int J Adv Manuf Technol 68 (1–4): 795–804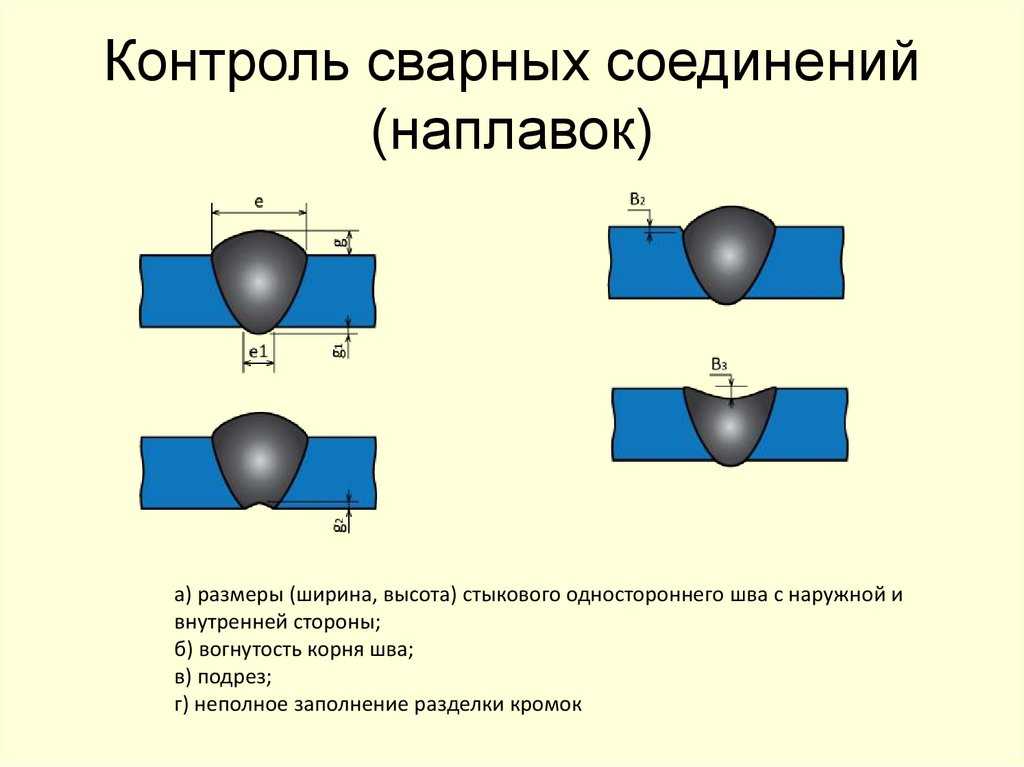 «>
«>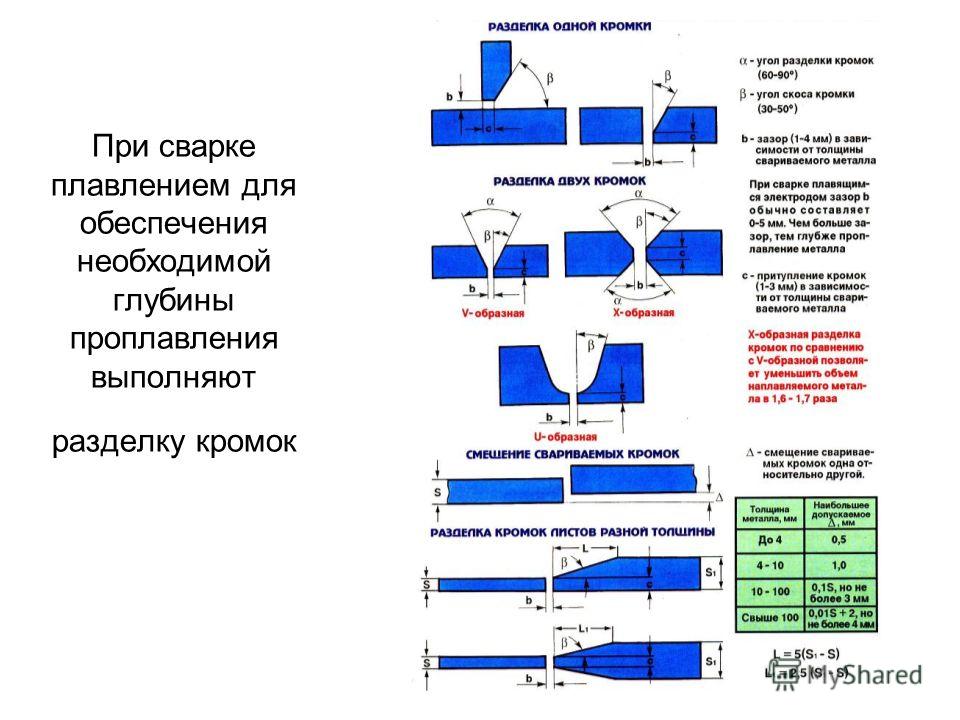
 Слой цинка, нанесенный методом Сендзимира тоньше, чем у листов оцинкованных горячим методом, его коррозионная стойкость ниже и применяется в умеренных условиях и закрытых помещениях, класс стойкости – С1, С2. Металлические короба и кабельные лотки с покрытием цинком по методу Сендзимира используют главным образом в отапливаемых помещениях с чистым воздухом (офисные помещения, магазины, школы, детские сады, гостиницы) и неотапливаемых зданиях, в которых может возникать конденсация воды (склады, спортзалы).
Слой цинка, нанесенный методом Сендзимира тоньше, чем у листов оцинкованных горячим методом, его коррозионная стойкость ниже и применяется в умеренных условиях и закрытых помещениях, класс стойкости – С1, С2. Металлические короба и кабельные лотки с покрытием цинком по методу Сендзимира используют главным образом в отапливаемых помещениях с чистым воздухом (офисные помещения, магазины, школы, детские сады, гостиницы) и неотапливаемых зданиях, в которых может возникать конденсация воды (склады, спортзалы).

 Пока цинк не придет в негодность, железо будет в безопасности. В некоторых случаях подобная электрохимическая защита обозначается как «жертвенная». Таким образом, обеспечивается двойная защита — электрохимическая и барьерная.
Пока цинк не придет в негодность, железо будет в безопасности. В некоторых случаях подобная электрохимическая защита обозначается как «жертвенная». Таким образом, обеспечивается двойная защита — электрохимическая и барьерная. km-profil.ru
km-profil.ru 1,50 мм.- UNI EN 10088
1,50 мм.- UNI EN 10088 После нормализации стали и подготовки ее поверхностей достигается полное прилипание цинка к основному металлу и образуется очень тонкий равномерный слой железо-цинкового сплава.
После нормализации стали и подготовки ее поверхностей достигается полное прилипание цинка к основному металлу и образуется очень тонкий равномерный слой железо-цинкового сплава.  покрытие, толщина которого обычно составляет 45÷85 микрон (относительно толщины)
покрытие, толщина которого обычно составляет 45÷85 микрон (относительно толщины)  Может быть добавлено требование для более толстых покрытий или дополнительных требований, не влияющих на соответствие настоящему стандарту.
Может быть добавлено требование для более толстых покрытий или дополнительных требований, не влияющих на соответствие настоящему стандарту. 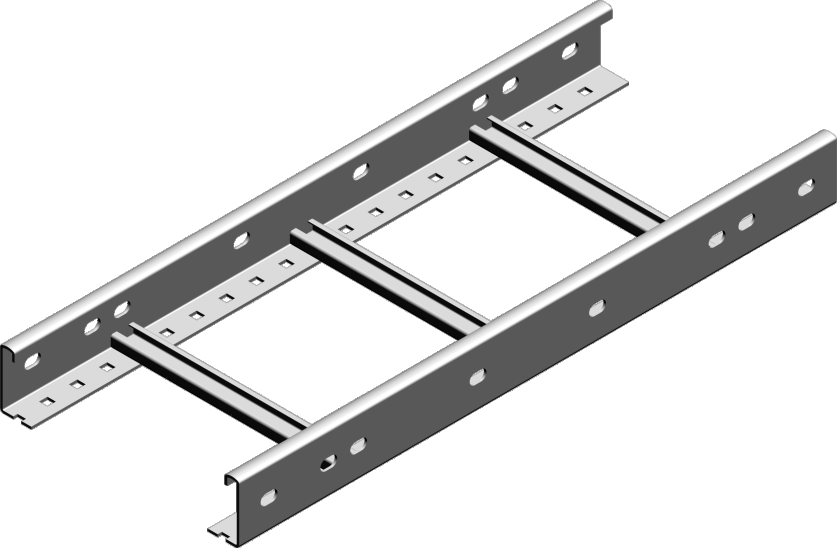 Эта обработка обеспечивает превосходную стойкость к химическим веществам. Порошковая покраска всегда выполняется на оцинкованных материалах Сендзимира.
Эта обработка обеспечивает превосходную стойкость к химическим веществам. Порошковая покраска всегда выполняется на оцинкованных материалах Сендзимира. Эта обработка обеспечивает превосходную стойкость к химическим веществам. Порошковая покраска всегда выполняется на оцинкованных материалах Сендзимира.
Эта обработка обеспечивает превосходную стойкость к химическим веществам. Порошковая покраска всегда выполняется на оцинкованных материалах Сендзимира.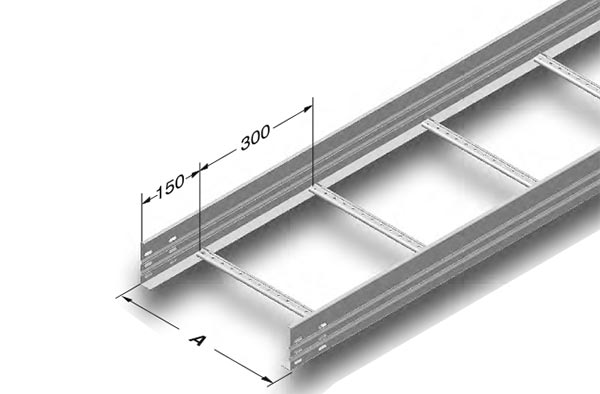

 9Сплав 0569 5154A обычно используется для изготовления заклепок и очень тонкой проволоки для изготовления противомоскитных сеток и коаксиальных проводов. Группа оценки сопротивления скольжению: R11
9Сплав 0569 5154A обычно используется для изготовления заклепок и очень тонкой проволоки для изготовления противомоскитных сеток и коаксиальных проводов. Группа оценки сопротивления скольжению: R11
 — УНИ ЕН 10088
— УНИ ЕН 10088 
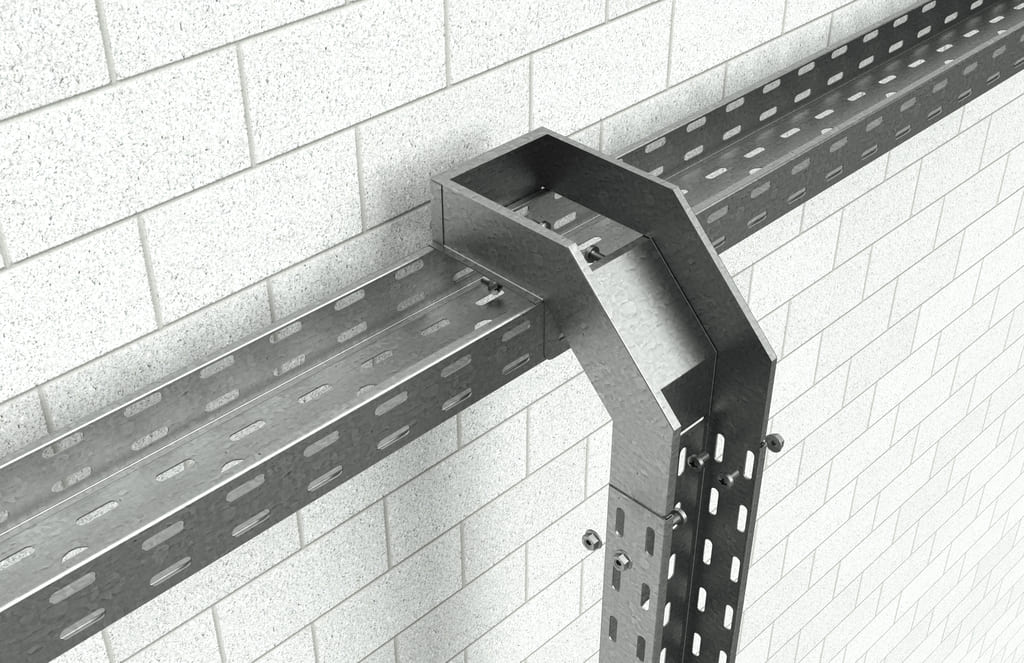 д.). Полная защита от коррозии также достигается в областях, которые были сильно сформированы, потому что склонность к отслаиванию покрытия с низким коэффициентом трения и прочным сцеплением низкая.
д.). Полная защита от коррозии также достигается в областях, которые были сильно сформированы, потому что склонность к отслаиванию покрытия с низким коэффициентом трения и прочным сцеплением низкая. .
.
 Покрытие Galvannealed (ZF) рекомендуется для контактной сварки с многочисленными сварными швами.
Покрытие Galvannealed (ZF) рекомендуется для контактной сварки с многочисленными сварными швами. Одним из преимуществ клеевого соединения является то, что оно сохраняет антикоррозионные свойства покрытия, так как покрытие практически остается неповрежденным в зоне соединения. Для обеспечения хорошей адгезии любые масла или загрязнения должны быть тщательно удалены с поверхностей, подлежащих склеиванию. Совместимость поверхности с используемым клеем всегда следует учитывать в каждом конкретном случае.
Одним из преимуществ клеевого соединения является то, что оно сохраняет антикоррозионные свойства покрытия, так как покрытие практически остается неповрежденным в зоне соединения. Для обеспечения хорошей адгезии любые масла или загрязнения должны быть тщательно удалены с поверхностей, подлежащих склеиванию. Совместимость поверхности с используемым клеем всегда следует учитывать в каждом конкретном случае.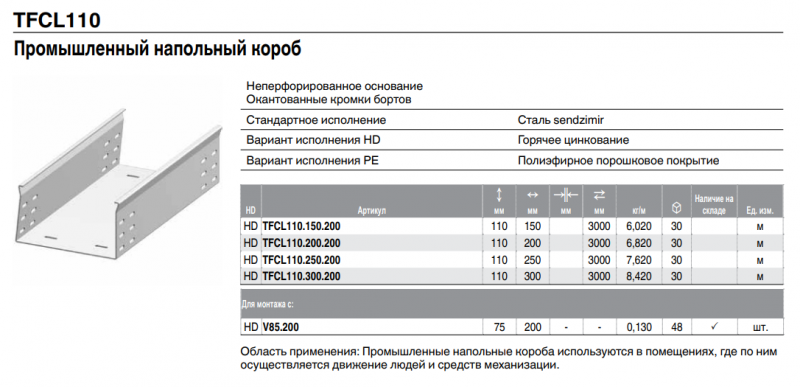

 Также в качестве приятного дополнения выступает гибкий вал.
Также в качестве приятного дополнения выступает гибкий вал.



 Очень часто, покупая товары данного бренда, приходится отдельно заказывать к ним аккумуляторы и зарядные устройства. Однако такой недостаток не делает сам инструмент хуже. К тому же, если покупать данную модель в кейсе, в дополнение вы получите два аккумулятора (2 Ач), зарядку и отдельный кейс для инструментов.
Очень часто, покупая товары данного бренда, приходится отдельно заказывать к ним аккумуляторы и зарядные устройства. Однако такой недостаток не делает сам инструмент хуже. К тому же, если покупать данную модель в кейсе, в дополнение вы получите два аккумулятора (2 Ач), зарядку и отдельный кейс для инструментов.  Частота вращения шпинделя такой модели – до 35 000 об/мин, мощность – 170 Вт. В целом можно сказать, что это универсальный инструмент, который подойдет для широкого спектра ремонтных работ.
Частота вращения шпинделя такой модели – до 35 000 об/мин, мощность – 170 Вт. В целом можно сказать, что это универсальный инструмент, который подойдет для широкого спектра ремонтных работ. Так не придется бегать с переходником в постоянном поиске розетки.
Так не придется бегать с переходником в постоянном поиске розетки.  Мы расскажем про ручные универсальные электрические граверы, с помощью которых можно шлифовать, сверлить, зачищать, выполнять фрезерную обработку и наносить гравировки.
Мы расскажем про ручные универсальные электрические граверы, с помощью которых можно шлифовать, сверлить, зачищать, выполнять фрезерную обработку и наносить гравировки.  Аккумулятор достаточно емкий – 12 В, поэтому беспроводной Dremel 8220-⅕ не уступает по мощности обычному сетевому граверу. Полного заряда хватит как минимум на несколько часов работы.
Аккумулятор достаточно емкий – 12 В, поэтому беспроводной Dremel 8220-⅕ не уступает по мощности обычному сетевому граверу. Полного заряда хватит как минимум на несколько часов работы. оборотов ощутимо вибрирует
оборотов ощутимо вибрирует Elitech ПШМ 170ЭЖК
Elitech ПШМ 170ЭЖК Ryobi EHT150V
Ryobi EHT150V Bort BCT-72Li
Bort BCT-72Li PATRIOT EE 101 The One
PATRIOT EE 101 The One  3 мм
3 мм DEKO DKRT200E
DEKO DKRT200E Dremel Engraver (290-1)
Dremel Engraver (290-1)  Фото: yandex.market.ru
Фото: yandex.market.ru Удлиненный корпус DWT GS06-27 LV и дополнительная рукоятка делают инструмент маневренным. Благодаря ручке работать с аппаратом, вес которого приближен к 2 кг, комфортнее.
Удлиненный корпус DWT GS06-27 LV и дополнительная рукоятка делают инструмент маневренным. Благодаря ручке работать с аппаратом, вес которого приближен к 2 кг, комфортнее.  Мощность мотора (710 Вт) и высокая частота оборотов (до 34 тыс. в минуту) позволяет применять инструмент в строительстве и отделочных работах.
Мощность мотора (710 Вт) и высокая частота оборотов (до 34 тыс. в минуту) позволяет применять инструмент в строительстве и отделочных работах. Скоростной диапазон вращения вала составляет от 7 до 28 тыс. оборотов на холостом ходу, а максимальная мощность на выходе – 750 Вт.
Скоростной диапазон вращения вала составляет от 7 до 28 тыс. оборотов на холостом ходу, а максимальная мощность на выходе – 750 Вт.

 оборотов. Среди достоинств подчеркнем максимально полную комплектацию: с прибором поставляется 118 насадок. Недостатки – типичные для всех устройств мобильного сегмента: малое время непрерывной работы до перегрева.
оборотов. Среди достоинств подчеркнем максимально полную комплектацию: с прибором поставляется 118 насадок. Недостатки – типичные для всех устройств мобильного сегмента: малое время непрерывной работы до перегрева. Устройство не предназначено для точных работ: при включении заметна сильная вибрация вала.
Устройство не предназначено для точных работ: при включении заметна сильная вибрация вала. оборотов в минуту.
оборотов в минуту. 
 Промышленные лазерные резаки могут резать даже самые прочные металлы, такие как нержавеющая сталь и никель, тогда как более доступные лазерные резаки, такие как наборы для лазерной резки своими руками, могут резать дерево, акрил и другие более мягкие материалы.
Промышленные лазерные резаки могут резать даже самые прочные металлы, такие как нержавеющая сталь и никель, тогда как более доступные лазерные резаки, такие как наборы для лазерной резки своими руками, могут резать дерево, акрил и другие более мягкие материалы. для гравировки кожаных изделий, любителей ЧПУ, использующих его для гравировки и резки дерева, и многих других целей.
для гравировки кожаных изделий, любителей ЧПУ, использующих его для гравировки и резки дерева, и многих других целей. В целом, мы рекомендуем его как лучший лазерный резак для начинающих и один из лучших потребительских лазерных резаков и граверов.
В целом, мы рекомендуем его как лучший лазерный резак для начинающих и один из лучших потребительских лазерных резаков и граверов.



 0 — с надстройкой для лазерного резака мощностью 10 Вт
0 — с надстройкой для лазерного резака мощностью 10 Вт
 Мы использовали надстройку 4-осевого поворотного модуля, превратив лазерный гравер и модули ЧПУ для резьбы в 4-осевой токарный станок, и нам удалось вырезать несколько красивых деталей, а также выгравировать цилиндрическую подарочную коробку.
Мы использовали надстройку 4-осевого поворотного модуля, превратив лазерный гравер и модули ЧПУ для резьбы в 4-осевой токарный станок, и нам удалось вырезать несколько красивых деталей, а также выгравировать цилиндрическую подарочную коробку. Обладая большой областью лазерной гравировки 300 x 400 мм, он может обрабатывать даже более крупные проекты и быстро гравирует со скоростью до 500 мм/с, резая со скоростью до 30 мм/с.
Обладая большой областью лазерной гравировки 300 x 400 мм, он может обрабатывать даже более крупные проекты и быстро гравирует со скоростью до 500 мм/с, резая со скоростью до 30 мм/с. лазерный резак, но, тем не менее, опытный резчик по дереву. Вместо этого станки BobsCNC представляют собой самодельные фрезерные станки с ЧПУ, которые режут древесину с помощью прочных рельсовых систем, которые точно контролируют оси X и Y.
лазерный резак, но, тем не менее, опытный резчик по дереву. Вместо этого станки BobsCNC представляют собой самодельные фрезерные станки с ЧПУ, которые режут древесину с помощью прочных рельсовых систем, которые точно контролируют оси X и Y.

 0.
0. В зависимости от используемого материала лазерный резак Glowforge Plus может резать на глубину 10–12 мм и гравировать в два раза быстрее, чем Glowforge Basic начального уровня.
В зависимости от используемого материала лазерный резак Glowforge Plus может резать на глубину 10–12 мм и гравировать в два раза быстрее, чем Glowforge Basic начального уровня. Можно создавать деревянные детали длиной в несколько метров, поскольку они могут проходить через лазерный резак во время резки или гравировки. Вместо того, чтобы вырезать десятки мелких деталей для большого деревянного или другого проекта, Glowforge Pro делает все это за один раз!
Можно создавать деревянные детали длиной в несколько метров, поскольку они могут проходить через лазерный резак во время резки или гравировки. Вместо того, чтобы вырезать десятки мелких деталей для большого деревянного или другого проекта, Glowforge Pro делает все это за один раз! Управляемый моторной системой станка, лазер вырежет и выгравирует желаемый рисунок или узор. Машина знает, как манипулировать лазером, потому что она указана программным обеспечением для проектирования, которое вы используете для создания изображения.
Управляемый моторной системой станка, лазер вырежет и выгравирует желаемый рисунок или узор. Машина знает, как манипулировать лазером, потому что она указана программным обеспечением для проектирования, которое вы используете для создания изображения.
 лазеры.
лазеры. Волоконные лазеры хорошо работают с металлами и представляют собой более стабильную и энергоэффективную альтернативу кристаллическим лазерам. Их можно использовать дома и на малых предприятиях для лазерной резки металла.
Волоконные лазеры хорошо работают с металлами и представляют собой более стабильную и энергоэффективную альтернативу кристаллическим лазерам. Их можно использовать дома и на малых предприятиях для лазерной резки металла.
 При той же мощности они обычно дешевле, чем фрезерные станки с ЧПУ, и могут резать самые разные материалы.
При той же мощности они обычно дешевле, чем фрезерные станки с ЧПУ, и могут резать самые разные материалы.


 Как и в случае любой такой машины, ее мощность делает ее подходящей или не подходящей для определенных задач.
Как и в случае любой такой машины, ее мощность делает ее подходящей или не подходящей для определенных задач. Подумайте о своих потребностях и предполагаемом использовании вашей машины, прежде чем сделать окончательный выбор.
Подумайте о своих потребностях и предполагаемом использовании вашей машины, прежде чем сделать окончательный выбор.
 С областью гравировки 255 на 420 мм этот станок для лазерной резки может резать или гравировать акрил, кожу, дерево, бумагу и МДФ с исключительным уровнем точности.
С областью гравировки 255 на 420 мм этот станок для лазерной резки может резать или гравировать акрил, кожу, дерево, бумагу и МДФ с исключительным уровнем точности.
 К сожалению, он не совместим с операционными системами Mac.
К сожалению, он не совместим с операционными системами Mac. Так что, если ваш бизнес может извлечь выгоду из 3D-принтера вместе с лазерным гравером, этот продукт — скрытая жемчужина.
Так что, если ваш бизнес может извлечь выгоду из 3D-принтера вместе с лазерным гравером, этот продукт — скрытая жемчужина. д.
д. второй
второй Это прочный и хорошо сложенный комплект, который станет отличным подспорьем для любого графического дизайна или декоративно-прикладного искусства.
Это прочный и хорошо сложенный комплект, который станет отличным подспорьем для любого графического дизайна или декоративно-прикладного искусства.

 Волоконный лазерный гравер MCWlaser мощностью 20 Вт, маркировочная машина Raycus Fiber
Волоконный лазерный гравер MCWlaser мощностью 20 Вт, маркировочная машина Raycus Fiber Гравировальный станок Newlin CO2 с рабочей зоной 400×400 мм
Гравировальный станок Newlin CO2 с рабочей зоной 400×400 мм Станок для глубокой гравировки с волоконным лазером Triumph мощностью 30 Вт
Станок для глубокой гравировки с волоконным лазером Triumph мощностью 30 Вт Как профессионалы, мы должны стремиться к гибкости, и, учитывая, что лазерный резак Triumph предлагает как универсальность, так и точность в сочетании с огромной мощностью, я могу с уверенностью сказать, что это один из лучших лазерных граверов в своем ценовом диапазоне.
Как профессионалы, мы должны стремиться к гибкости, и, учитывая, что лазерный резак Triumph предлагает как универсальность, так и точность в сочетании с огромной мощностью, я могу с уверенностью сказать, что это один из лучших лазерных граверов в своем ценовом диапазоне.
 Эта модель очень тяжелая и предназначена для промышленных целей, а не для рабочего стола или рабочего стола.
Эта модель очень тяжелая и предназначена для промышленных целей, а не для рабочего стола или рабочего стола.

 ), jpeg, dxf, ai, dst, dwg и las, благодаря чему он легко вписывается в ваши текущие настройки.
), jpeg, dxf, ai, dst, dwg и las, благодаря чему он легко вписывается в ваши текущие настройки.

 Их можно сделать в один ряд сверху, но по несколько штук.
Их можно сделать в один ряд сверху, но по несколько штук.
 Места будущих отверстий в них лучше разметить заранее, а частично — сразу и провести сверление.
Места будущих отверстий в них лучше разметить заранее, а частично — сразу и провести сверление.
 Прессовать же можно будет не только бумагу, но и пластик, мягкие металлы (типа тех, что идут на банки под напитки) и многое другое.
Прессовать же можно будет не только бумагу, но и пластик, мягкие металлы (типа тех, что идут на банки под напитки) и многое другое. Такие конструкции применяются и в фермерских, крестьянских хозяйствах, в т. ч. и в процессе заготовки кормов.
Такие конструкции применяются и в фермерских, крестьянских хозяйствах, в т. ч. и в процессе заготовки кормов. Однако затраты на покупку материалов и деталей окупятся быстро. Этот станок способен эффективно и качественно обрабатывать тбо, в том числе не только бумажное, но также и картонное и целлюлозное вторсырье. Работает, выдерживая усилие до 4 тонн.
Однако затраты на покупку материалов и деталей окупятся быстро. Этот станок способен эффективно и качественно обрабатывать тбо, в том числе не только бумажное, но также и картонное и целлюлозное вторсырье. Работает, выдерживая усилие до 4 тонн. При активном применении станка, двери и стенки камеры из менее толстого слоя металла быстро деформируются и приведут к поломке. Хорошо подходит строительная сталь. Этот материал позволяет легко и прочно сварить стенки камеры между собой.
При активном применении станка, двери и стенки камеры из менее толстого слоя металла быстро деформируются и приведут к поломке. Хорошо подходит строительная сталь. Этот материал позволяет легко и прочно сварить стенки камеры между собой. По данному показателю, самодельный пресс для вторсырья ничем не уступает тем, которые, производятся на станкостроительных заводах.
По данному показателю, самодельный пресс для вторсырья ничем не уступает тем, которые, производятся на станкостроительных заводах. Скрепление поршня и прута происходит с помощью специального металлического диска – фланца.
Скрепление поршня и прута происходит с помощью специального металлического диска – фланца.
 Конечно, вы также можете приобрести профессиональную форму; ознакомьтесь с нашим списком поставщиков бумаги.
Конечно, вы также можете приобрести профессиональную форму; ознакомьтесь с нашим списком поставщиков бумаги. Вы захотите сделать их одинакового размера, но немного больше, чем размер фоторамки.
Вы захотите сделать их одинакового размера, но немного больше, чем размер фоторамки. Это клей, и вам нужно будет нанести его на более плоскую заднюю сторону рамы по всему периметру. Это создает довольно плотное уплотнение и предотвращает просачивание целлюлозы между формой и декелем, когда вы формируете листы.
Это клей, и вам нужно будет нанести его на более плоскую заднюю сторону рамы по всему периметру. Это создает довольно плотное уплотнение и предотвращает просачивание целлюлозы между формой и декелем, когда вы формируете листы.

 Заполните ванну смешанной мякотью примерно на 1/3 или 1/2. Добавьте больше воды в чан. Чем больше целлюлозы в воде, тем толще будет ваша бумага.
Заполните ванну смешанной мякотью примерно на 1/3 или 1/2. Добавьте больше воды в чан. Чем больше целлюлозы в воде, тем толще будет ваша бумага. Прекратите встряхивать до того, как лист полностью высохнет.
Прекратите встряхивать до того, как лист полностью высохнет. У вас есть скалка или старый малярный валик? Используйте это, чтобы прижать бумагу еще сильнее.
У вас есть скалка или старый малярный валик? Используйте это, чтобы прижать бумагу еще сильнее.
 Бумага будет слегка волнистой.
Бумага будет слегка волнистой.
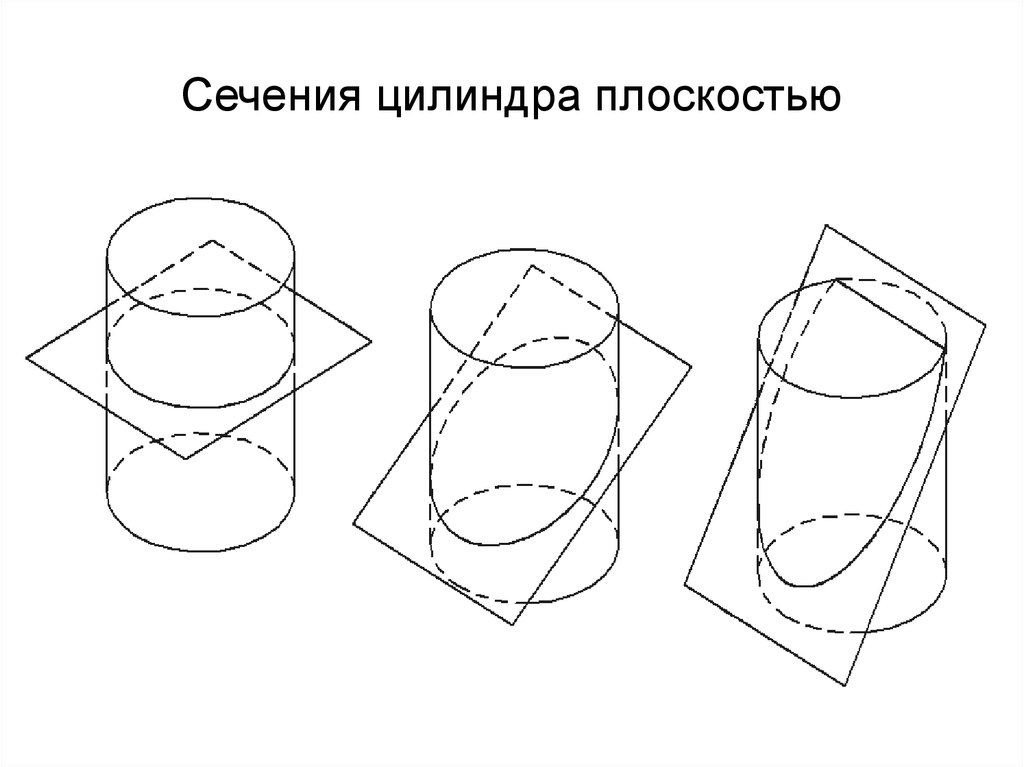
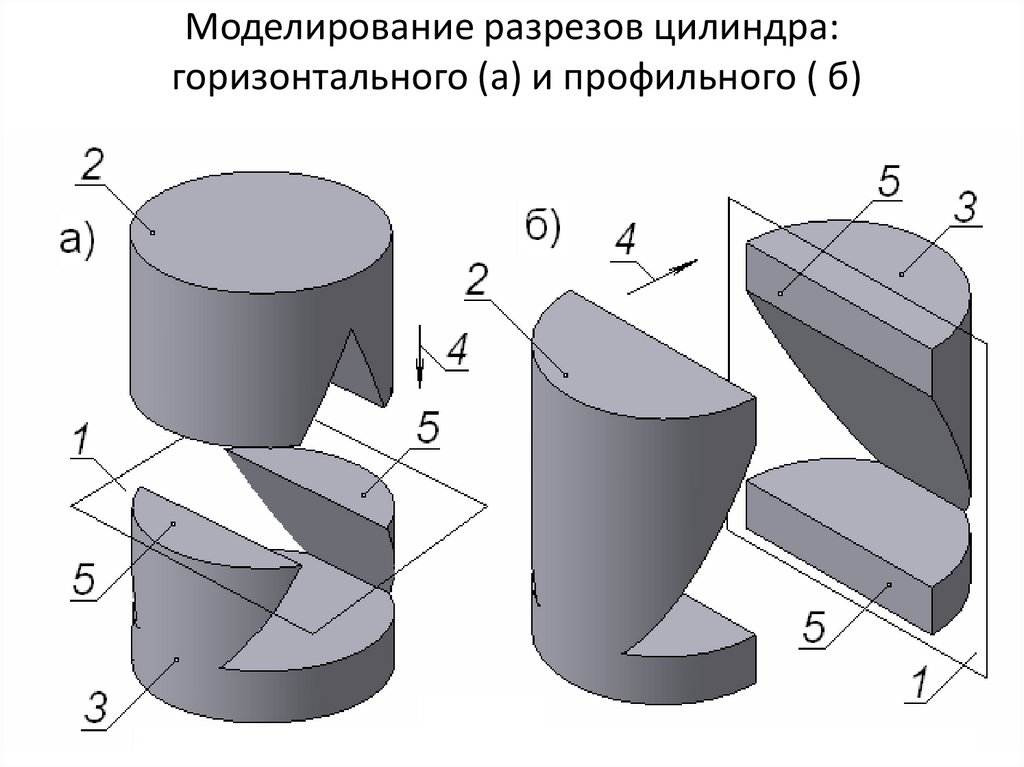 Знайти сторону квадрата.
Знайти сторону квадрата.
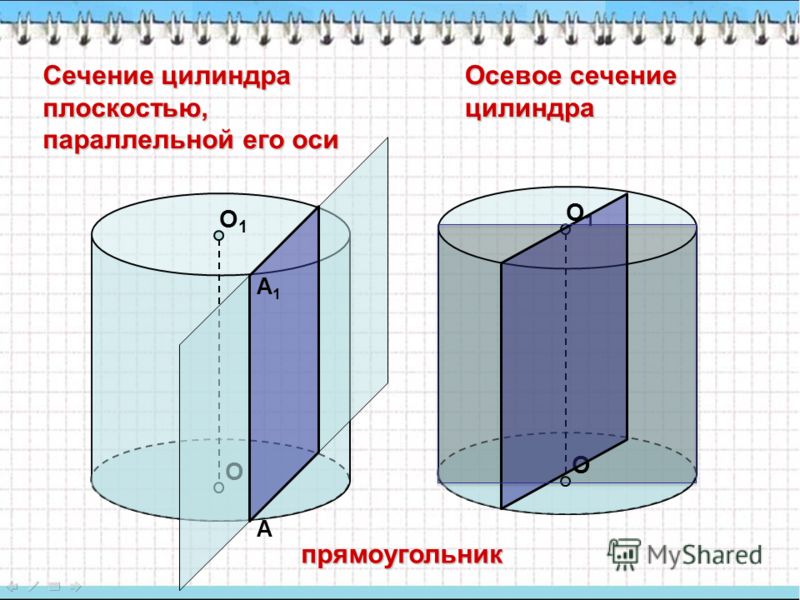
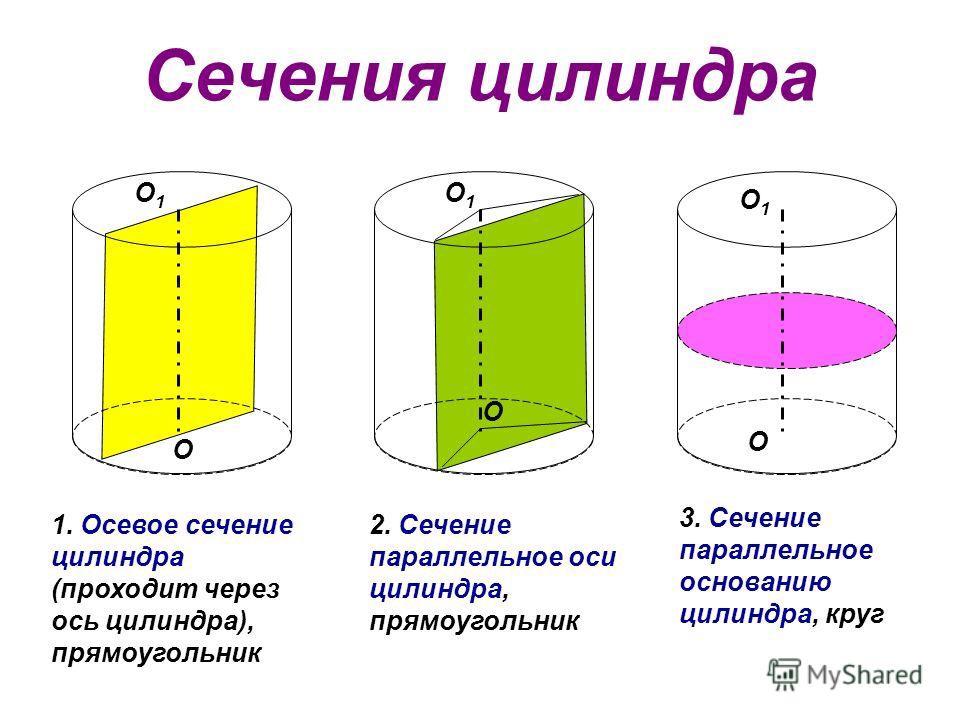
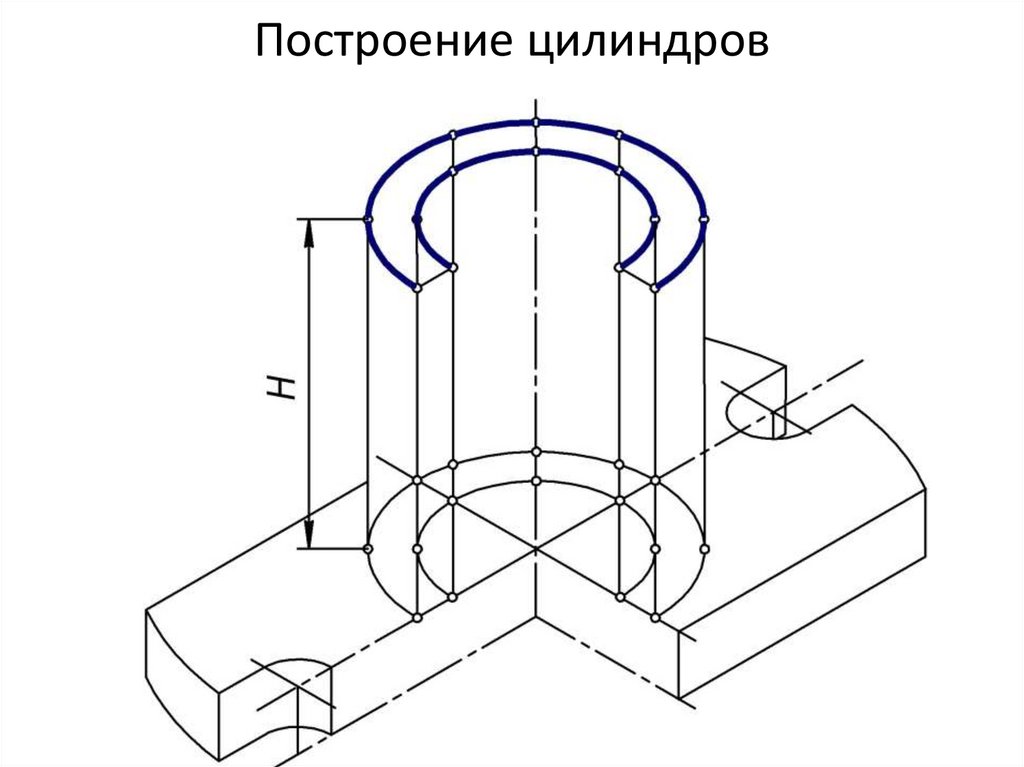
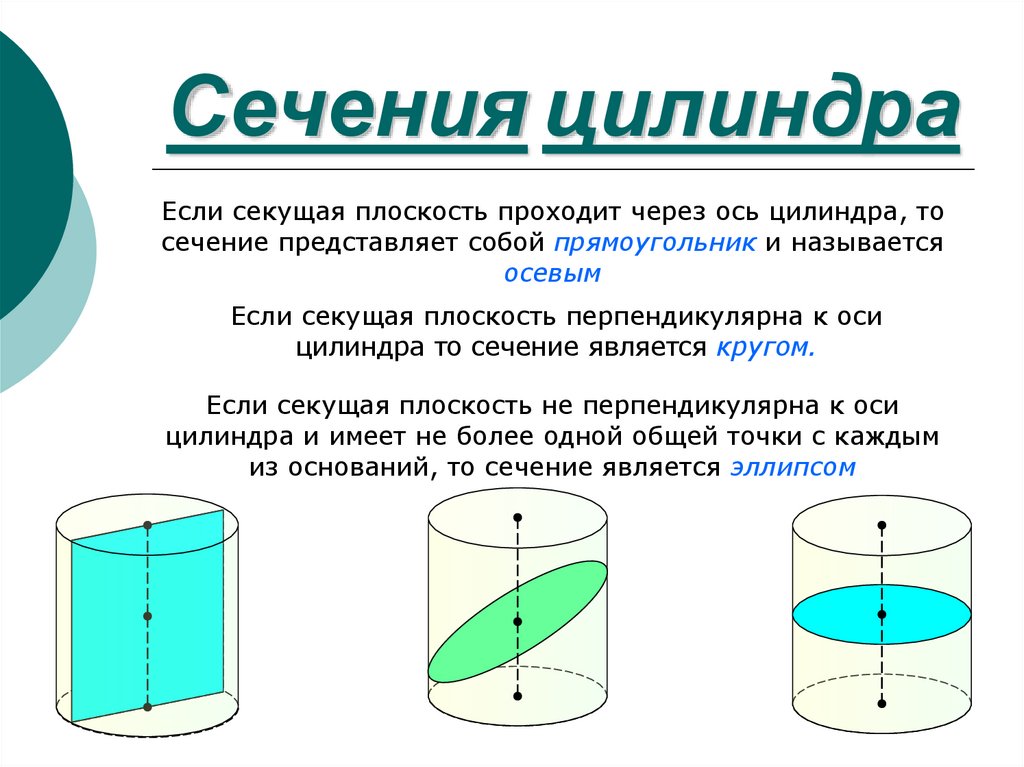

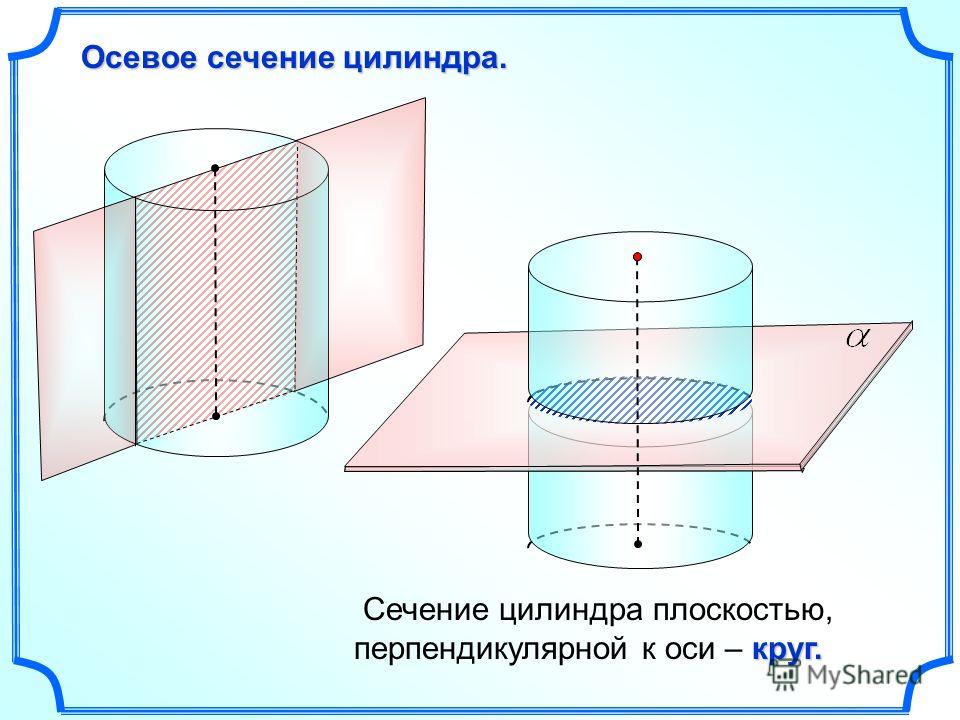
 Площадь круга находится по формуле πr 2 , где r — радиус. Поэтому имеет смысл, что объем цилиндра будет площадью одной из окружностей, образующих его основание.
Площадь круга находится по формуле πr 2 , где r — радиус. Поэтому имеет смысл, что объем цилиндра будет площадью одной из окружностей, образующих его основание.
 В некоторых случаях, например, в случае с кубом, определить высоту несложно; в других требуется немного простой алгебры.
В некоторых случаях, например, в случае с кубом, определить высоту несложно; в других требуется немного простой алгебры. В этом примере объем цилиндра равен 300, а радиус равен 3. Возведение 3 в квадрат дает 9, а умножение 9 на число пи дает 28,274. Разделив 300 на 28,274, мы получим 10,61. Высота цилиндра 10,61.
В этом примере объем цилиндра равен 300, а радиус равен 3. Возведение 3 в квадрат дает 9, а умножение 9 на число пи дает 28,274. Разделив 300 на 28,274, мы получим 10,61. Высота цилиндра 10,61.

 Однако в мире есть места, где алюминиевая руда залегает очень глубоко, и для ее добычи приходится строить шахты – одна из самых глубоких шахт в мире «Черемуховская-Глубокая» находится в России, на Урале, ее глубина – 1550 метров.
Однако в мире есть места, где алюминиевая руда залегает очень глубоко, и для ее добычи приходится строить шахты – одна из самых глубоких шахт в мире «Черемуховская-Глубокая» находится в России, на Урале, ее глубина – 1550 метров. Посторонние, входящие в состав боксита (так называемый балласт), не переходят при этом в растворимую форму или перекристаллизовываются и выпадают в осадок до того, как производится кристаллизация гидроокиси алюминия. Поэтому после растворения гидроокиси алюминия балласт легко может быть отделен – он называется красный шлам.
Посторонние, входящие в состав боксита (так называемый балласт), не переходят при этом в растворимую форму или перекристаллизовываются и выпадают в осадок до того, как производится кристаллизация гидроокиси алюминия. Поэтому после растворения гидроокиси алюминия балласт легко может быть отделен – он называется красный шлам. Например, из него извлекают скандий для дальнейшего производства алюминиево-скандиевых сплавов. Скандий придает таким сплавом особую прочность, сферы использования – автомобиле- и ракетостроение, спортивная экипировка, производство электропроводов.
Например, из него извлекают скандий для дальнейшего производства алюминиево-скандиевых сплавов. Скандий придает таким сплавом особую прочность, сферы использования – автомобиле- и ракетостроение, спортивная экипировка, производство электропроводов. А из отходов производства – белого шлама – высококачественный цемент. Чтобы получить 1 тонну глинозема в среднем требуется 4 тонны нефелина и 7,5 тонн известняка.
А из отходов производства – белого шлама – высококачественный цемент. Чтобы получить 1 тонну глинозема в среднем требуется 4 тонны нефелина и 7,5 тонн известняка. Этот способ требует больших затрат, чем способ Байера, но в то же время дает возможность перерабатывать бокситы с высоким содержанием вредных примесей кремнезема.
Этот способ требует больших затрат, чем способ Байера, но в то же время дает возможность перерабатывать бокситы с высоким содержанием вредных примесей кремнезема.


 Вот такой замкнутый цикл.
Вот такой замкнутый цикл. На этой стадии металл все еще содержит небольшое количество примесей железа, кремния, меди и других элементов. Но даже доли процента, приходящиеся на примеси, могут изменить свойства алюминия, поэтому здесь их удаляют методом переплавки в специальной печи при температуре 800°С. Полученный чистый алюминий разливают в специальные формы, в которых металл приобретает свою твердую форму.
На этой стадии металл все еще содержит небольшое количество примесей железа, кремния, меди и других элементов. Но даже доли процента, приходящиеся на примеси, могут изменить свойства алюминия, поэтому здесь их удаляют методом переплавки в специальной печи при температуре 800°С. Полученный чистый алюминий разливают в специальные формы, в которых металл приобретает свою твердую форму. Прямоугольные слитки называются слябами (от англ. slabs) – они используются для проката в тонкие листы и производства алюминиевой фольги, банок для напитков или, к примеру, автомобильных кузовов.
Прямоугольные слитки называются слябами (от англ. slabs) – они используются для проката в тонкие листы и производства алюминиевой фольги, банок для напитков или, к примеру, автомобильных кузовов. На сегодняшний день в промышленности используется свыше 100 марок алюминиевых сплавов.
На сегодняшний день в промышленности используется свыше 100 марок алюминиевых сплавов.
 Кроме этого, это позволяет существенно сократить экологический урон от все разрастающихся свалок. Развитие экологической ответственности делает все более популярной идею раздельного сбора мусора во всем мире.
Кроме этого, это позволяет существенно сократить экологический урон от все разрастающихся свалок. Развитие экологической ответственности делает все более популярной идею раздельного сбора мусора во всем мире. Метод получения алюминия при помощи электричества был разработан в 1886 году
Метод получения алюминия при помощи электричества был разработан в 1886 году
 При этом необходимых свойств от сплава добиваются добавлением к нему различных добавок: кремния, меди и магния. Из таких сплавов, например, производят детали автомобильных и авиационных двигателей или колесные диски.
При этом необходимых свойств от сплава добиваются добавлением к нему различных добавок: кремния, меди и магния. Из таких сплавов, например, производят детали автомобильных и авиационных двигателей или колесные диски. При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые.
При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые. Образовавшуюся густую массу собирают в емкости
Образовавшуюся густую массу собирают в емкости

 При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые.
При этом переработка алюминия требует всего 5% энергии, затраченной на изготовление алюминия впервые. Это связано с тем, что алюминий никогда не встречается в чистом виде в природе. Таким образом, хотя люди знали о соединениях алюминия, они узнали, как извлекать металлический алюминий только в конце 1800-х годов.
Это связано с тем, что алюминий никогда не встречается в чистом виде в природе. Таким образом, хотя люди знали о соединениях алюминия, они узнали, как извлекать металлический алюминий только в конце 1800-х годов. Алюминий легко воспламеняется, немагнитен и не образует искр. Эти свойства сделали его важным металлом в современном мире. Поскольку алюминий является таким реактивным металлом, вы можете подумать, что он будет сильно ржаветь и, следовательно, бесполезен. Однако чистый алюминий очень быстро вступает в реакцию с воздухом или водой, образуя на своей поверхности тонкий, почти невидимый слой оксида алюминия, который затем действует как защитное покрытие, предотвращающее дальнейшее «ржавление».
Алюминий легко воспламеняется, немагнитен и не образует искр. Эти свойства сделали его важным металлом в современном мире. Поскольку алюминий является таким реактивным металлом, вы можете подумать, что он будет сильно ржаветь и, следовательно, бесполезен. Однако чистый алюминий очень быстро вступает в реакцию с воздухом или водой, образуя на своей поверхности тонкий, почти невидимый слой оксида алюминия, который затем действует как защитное покрытие, предотвращающее дальнейшее «ржавление». 1951 г.). Источник: Wikimedia Commons
1951 г.). Источник: Wikimedia Commons газов в элементарную серу.
газов в элементарную серу.

 Он был получен из природных месторождений в Греции и Турции. Древние римляне называли это медицинское соединение «квасцами», откуда мы получили современное слово и символ. Его до сих пор используют для остановки кровотечения.
Он был получен из природных месторождений в Греции и Турции. Древние римляне называли это медицинское соединение «квасцами», откуда мы получили современное слово и символ. Его до сих пор используют для остановки кровотечения.

 Во время Второй мировой войны и войны в Корее на алюминий был большой спрос, поскольку раньше самолеты изготавливались из дерева и ткани.
Во время Второй мировой войны и войны в Корее на алюминий был большой спрос, поскольку раньше самолеты изготавливались из дерева и ткани.
 Чистый оксид алюминия (Al 2 O 3 ) содержит 52,9% алюминия и 47,1% кислорода. Бокситы могут быть очень твердыми или мягкими, как грязь, и могут встречаться в виде уплотненной земли (как рыхлой, так и повторно сцементированной), маленьких шариков (пизолиты) или полого материала, похожего на веточки (трубочки). Его цвета могут быть желтовато-коричневыми, розовыми, желтыми, красными или белыми или любой их комбинацией. Алюминий также присутствует во многих драгоценных камнях, таких как бирюза, рубины, сапфиры, изумруды, топазы, нефрит и аквамарины.
Чистый оксид алюминия (Al 2 O 3 ) содержит 52,9% алюминия и 47,1% кислорода. Бокситы могут быть очень твердыми или мягкими, как грязь, и могут встречаться в виде уплотненной земли (как рыхлой, так и повторно сцементированной), маленьких шариков (пизолиты) или полого материала, похожего на веточки (трубочки). Его цвета могут быть желтовато-коричневыми, розовыми, желтыми, красными или белыми или любой их комбинацией. Алюминий также присутствует во многих драгоценных камнях, таких как бирюза, рубины, сапфиры, изумруды, топазы, нефрит и аквамарины. Другие потенциальные источники алюминия включают различные горные породы и минералы, такие как глиноземистые сланцы и сланцы, алюмофосфатные породы и глиноземистые глины.
Другие потенциальные источники алюминия включают различные горные породы и минералы, такие как глиноземистые сланцы и сланцы, алюмофосфатные породы и глиноземистые глины. Китай является крупнейшим в мире потребителем алюминия и, несмотря на мощное внутреннее производство, импортирует большое количество глинозема и необработанных бокситов, на долю которых приходится более 40% мирового потребления. Другими крупными рынками сбыта алюминия являются Соединенные Штаты Америки, Япония и Европа, но эти регионы обладают небольшими запасами бокситов и также зависят от импорта бокситов и глинозема для своих глиноземных заводов и алюминиевых заводов.
Китай является крупнейшим в мире потребителем алюминия и, несмотря на мощное внутреннее производство, импортирует большое количество глинозема и необработанных бокситов, на долю которых приходится более 40% мирового потребления. Другими крупными рынками сбыта алюминия являются Соединенные Штаты Америки, Япония и Европа, но эти регионы обладают небольшими запасами бокситов и также зависят от импорта бокситов и глинозема для своих глиноземных заводов и алюминиевых заводов. Нижележащий боксит добывается фронтальными погрузчиками, экскаваторами или гидравлическими экскаваторами. Некоторые бокситовые руды просто измельчаются, высушиваются и отправляются. Другие бокситы обрабатывают после дробления путем промывки для удаления некоторого количества глины, реакционноспособного кремнезема и песчаных отходов; а затем сушат во вращающихся печах. Руда загружается в грузовики, железнодорожные вагоны или на ленточные конвейеры и транспортируется на корабли или на нефтеперерабатывающие заводы.
Нижележащий боксит добывается фронтальными погрузчиками, экскаваторами или гидравлическими экскаваторами. Некоторые бокситовые руды просто измельчаются, высушиваются и отправляются. Другие бокситы обрабатывают после дробления путем промывки для удаления некоторого количества глины, реакционноспособного кремнезема и песчаных отходов; а затем сушат во вращающихся печах. Руда загружается в грузовики, железнодорожные вагоны или на ленточные конвейеры и транспортируется на корабли или на нефтеперерабатывающие заводы.
 Песок и ил перекачиваются вместе в озера остатков, а зеленый щелок перекачивается в теплообменники, где он охлаждается с 1000°C до примерно 650-79°С.0°С.
Песок и ил перекачиваются вместе в озера остатков, а зеленый щелок перекачивается в теплообменники, где он охлаждается с 1000°C до примерно 650-79°С.0°С.


 С помощью процесса Байера, который включает использование тепла, давления и гидроксида натрия, оксид алюминия отделяется от примесей, а также от железной руды. Белые кристаллы оксида алюминия промывают и нагревают для извлечения воды, в результате чего получается белый порошкообразный оксид алюминия, который используется во время плавки для производства алюминия.
С помощью процесса Байера, который включает использование тепла, давления и гидроксида натрия, оксид алюминия отделяется от примесей, а также от железной руды. Белые кристаллы оксида алюминия промывают и нагревают для извлечения воды, в результате чего получается белый порошкообразный оксид алюминия, который используется во время плавки для производства алюминия.

 6875
6875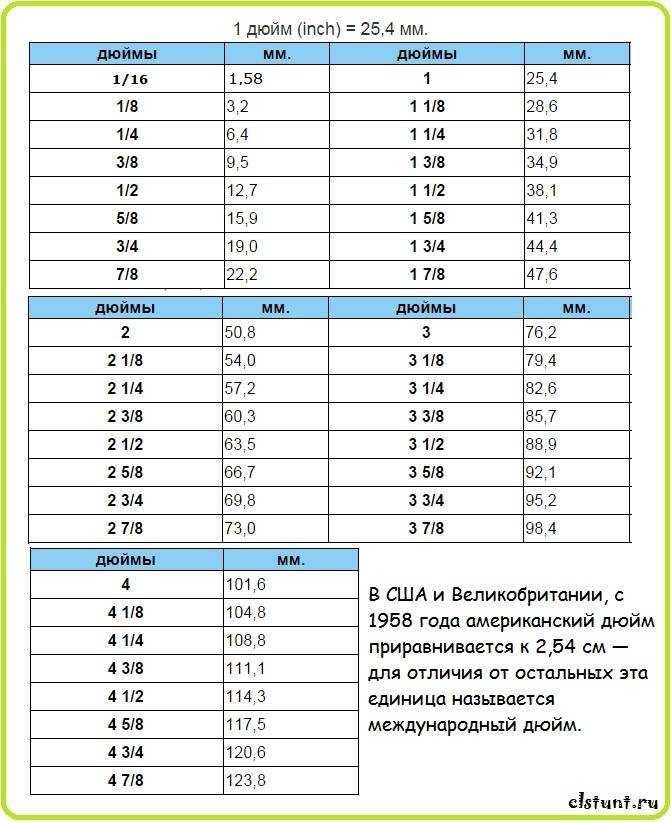 015625
015625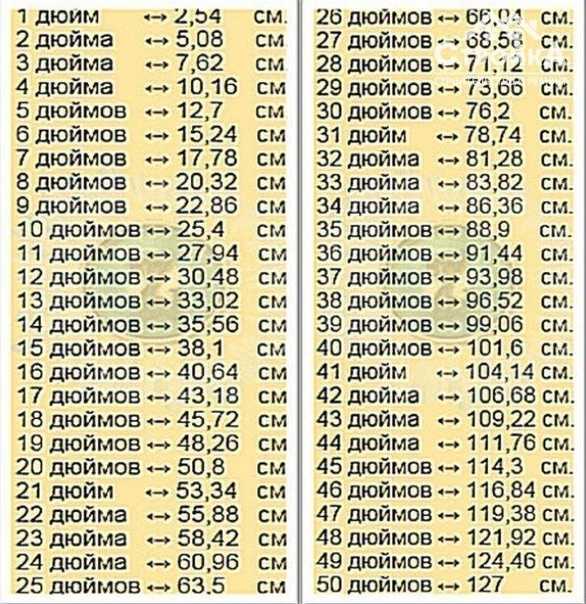 609375
609375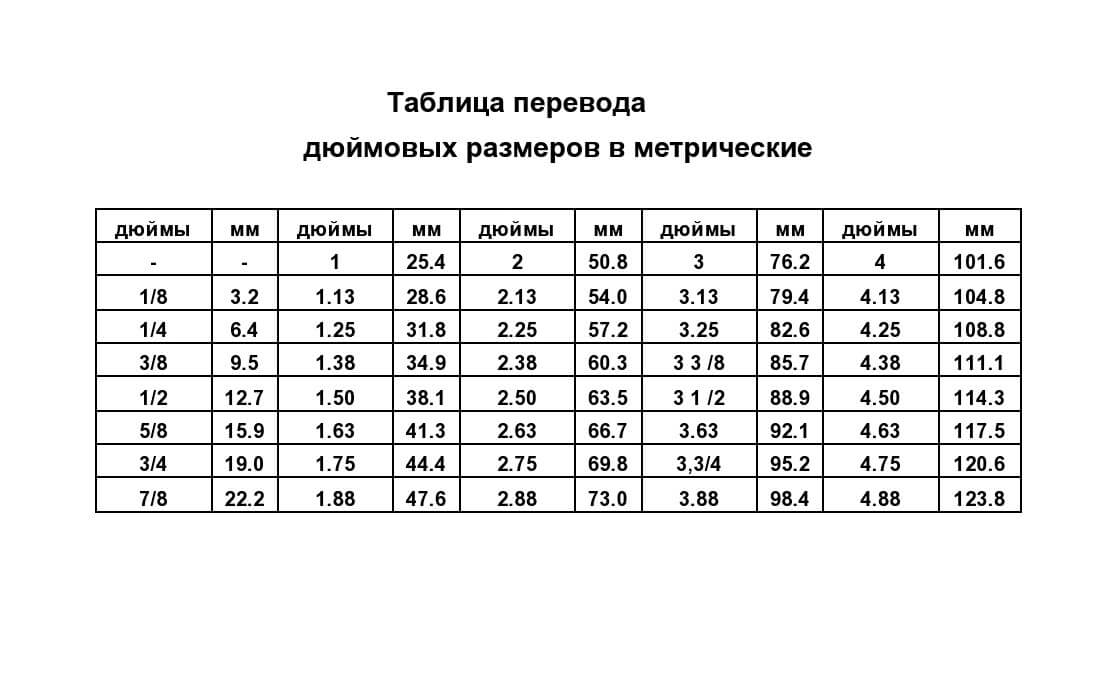
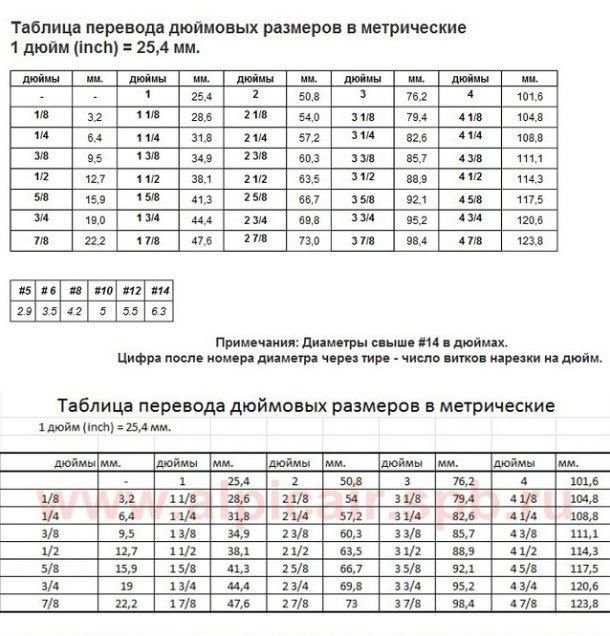 Это всегда помогает измерить.
Это всегда помогает измерить.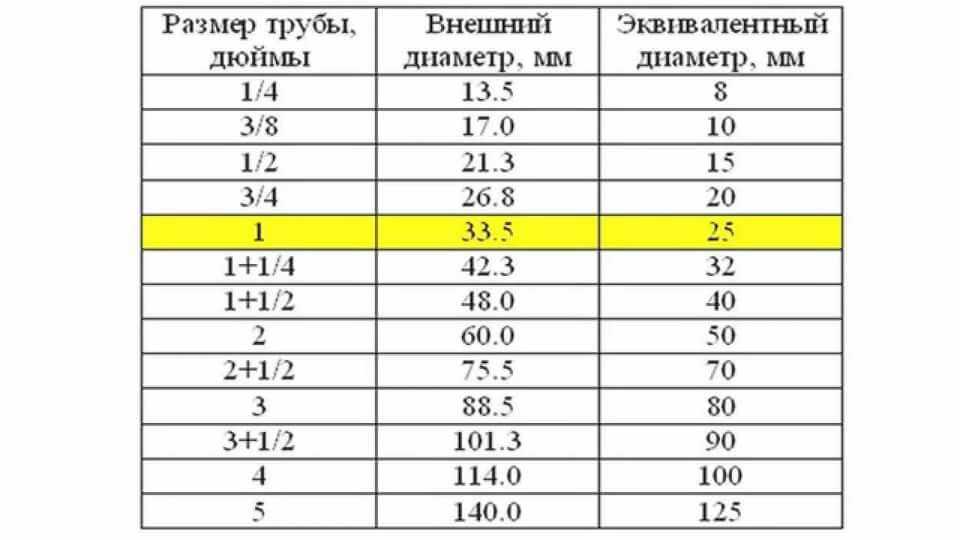 (Например, ширина некоторых прямоугольных столов составляет всего 24 дюйма.)
(Например, ширина некоторых прямоугольных столов составляет всего 24 дюйма.)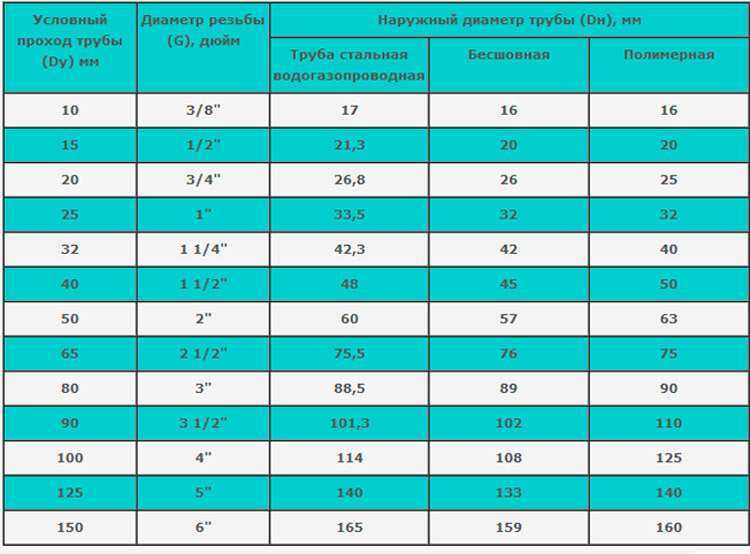 Обычно я работаю с прямоугольными столами 6’x8′. Итак, какие размеры я должен получить для скатерти? Я хочу, чтобы скатерть почти касалась пола и не знаю, какова высота. Я считаю, что он достигает чуть ниже моей талии (5 футов 4 дюйма), так какой размер мне выбрать?
Обычно я работаю с прямоугольными столами 6’x8′. Итак, какие размеры я должен получить для скатерти? Я хочу, чтобы скатерть почти касалась пола и не знаю, какова высота. Я считаю, что он достигает чуть ниже моей талии (5 футов 4 дюйма), так какой размер мне выбрать?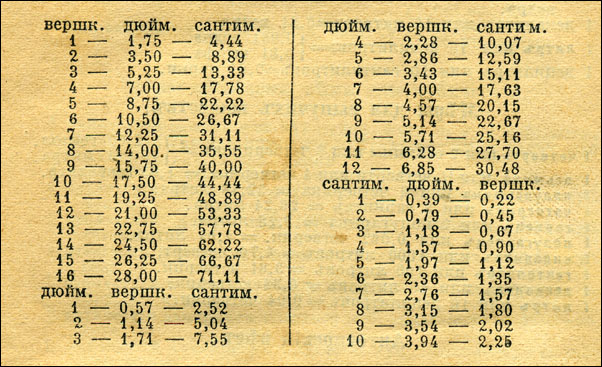 Приносим свои извинения за недопонимание и еще раз благодарим Вас за отзыв!
Приносим свои извинения за недопонимание и еще раз благодарим Вас за отзыв!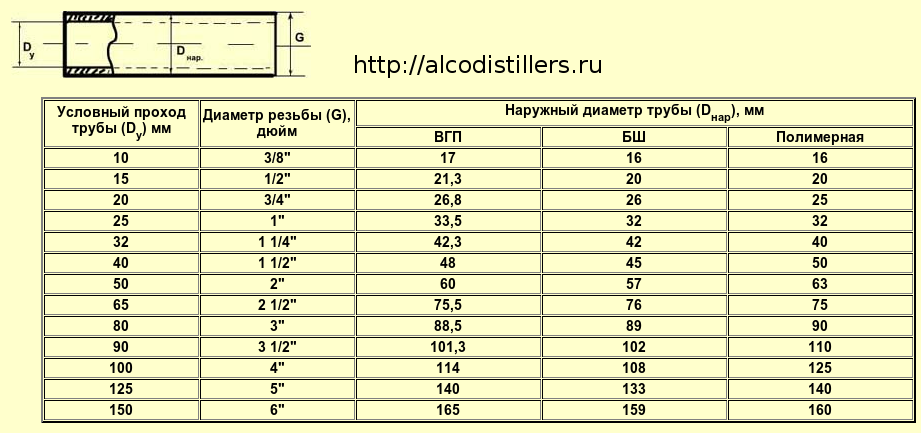 Я смотрю на круглый стол на пьедестале размером 56 x 56.
Я смотрю на круглый стол на пьедестале размером 56 x 56.
 Пожалуйста, помогите с скатертью какого размера я должен использовать? Я бы предпочел 1/2 пути или полностью покрытой землей. Подойдет ли квадратная скатерть 90×90?
Пожалуйста, помогите с скатертью какого размера я должен использовать? Я бы предпочел 1/2 пути или полностью покрытой землей. Подойдет ли квадратная скатерть 90×90?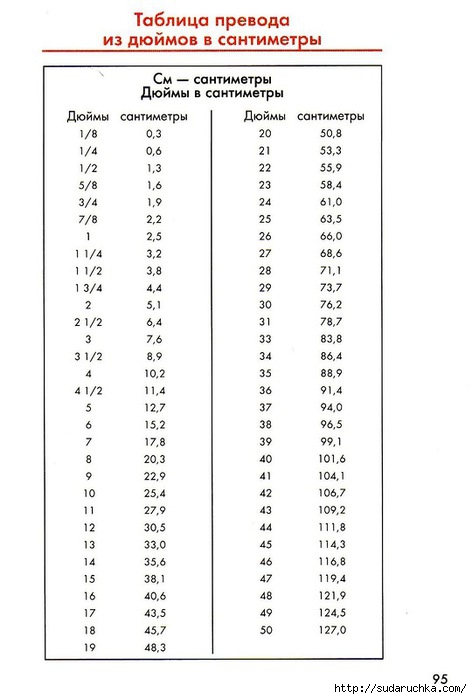 11.2019
11.2019