Главная / Калькуляторы / Калькулятор расчета производительности циркуляционного насоса
от: Сергей Калькуляторы 3 комментария 27 февраля, 2017
Правильно рассчитанная и установленная система индивидуального отопления функционирует долго и безаварийно, равномерно прогревая всю площадь дома или квартиры. Для этого нужно, чтобы в системе были установлены и грамотно соединены все необходимые компоненты: котёл, трубы, радиаторы отопления, коллектор, арматура безопасности. Если в котле отопления нет циркуляционного насоса, надо установить отдельное устройство.
Но иногда, уже в процессе эксплуатации, можно заметить, что, например, одна из комнат не прогревается так, как нужно. Тогда в существующий контур отопления необходимо установить дополнительный насос. Рассчитать требуемую производительность поможет калькулятор расчёта производительности циркуляционного насоса.
Естественно, устанавливать дополнительную помпу можно только после тщательной диагностики, если она покажет, что в системе отопления нет неисправностей. Тогда монтаж циркуляционного насоса может улучшить ситуацию. Если в контуре отопления уже есть такое устройство, но оно не справляется со своими функциями, то после расчёта требуемой мощности насос надо будет заменить. Правильно рассчитать производительность циркуляционного насоса можно, только учитывая характеристики всей системы и помещения.
Для расчёта существует распространённая формула:
Q = N / (T2-T1) х К.
В этой формуле:
Q обозначает производительность,
T1 и T2 — температура теплоносителя в трубах на входе котла и на выходе, соответственно. Температура жидкости на выходе обычно составляет 90°С, на входе — 70 °С. N — это мощность котла.
К— коэффициент, который учитывает теплоёмкость воды или другого теплоносителя. Для воды эта цифра составляет 1,16.
Кроме параметров производительности циркуляционного насоса, нужно учитывать и другие факторы: энергопотребление, рабочее давление, шумность, тип, фирму-производителя. Также при расчёте надо взять во внимание гидравлическое сопротивление системы, которое будет отличаться, в зависимости от количества радиаторов отопления, наличия конвекторов, системы тёплого пола.
Рассчитывать требуемые параметры вручную не всегда удобно. Чтобы сделать это проще и быстрее при помощи специального калькулятора. Ниже есть калькулятор расчета производительности циркуляционного насоса. С его помощью можно учесть все необходимые параметры и сделать расчёт за считанные минуты.
Введите заправшиваемые значения и нажмите кнопку «Рассчитать требуемую минимальную производительность насоса»
Укажите мощность отопительного котла
Укажите тип приборов теплообмена
Радиаторы отопления Конвекторы скрытой установки Водяной теплый пол
Просмотры: 918
Пррокрутка
подбор по напору и расходу, формулы, примеры
Сферы использования циркуляционных насосов
Для чего необходимо выполнять расчет
Как правильно рассчитать производительность насоса
Как рассчитать гидравлические потери отопительной системы
Как выбрать циркуляционный насос по количеству скоростей
Большинство автономных систем отопления, которые используются для обогрева загородных домов и дач, сегодня оснащаются циркуляционными насосами. Чтобы при установке такой гидравлической машины добиться требуемых результатов, необходимо выполнить предварительный расчет циркуляционного насоса для системы отопления и, основываясь на полученных значениях, выбрать насосное оборудование с соответствующими характеристиками.
Грамотный подбор циркуляционного насоса обеспечит эффективную работу отопительной системы и позволит избежать лишних затрат
Сферы использования циркуляционных насосов
Главная задача циркуляционного насоса состоит в том, чтобы улучшить циркуляцию теплоносителя по элементам отопительной системы. Проблема поступления в радиаторы отопления уже остывшей воды хорошо знакома жильцам верхних этажей многоквартирных домов. Связаны подобные ситуации с тем, что теплоноситель в таких системах перемещается очень медленно и успевает остыть, пока достигнет участков отопительного контура, находящихся на значительном отдалении.
При эксплуатации в загородных домах автономных систем отопления, циркуляция воды в которых осуществляется естественным путем, тоже можно столкнуться с проблемой, когда радиаторы, установленные в самых дальних точках контура, еле нагреваются. Это также является следствием недостаточного давления теплоносителя и его медленного движения по трубопроводу. Избежать подобных ситуаций как в многоквартирных, так и в частных домах позволяет установка циркуляционного насосного оборудования. Принудительно создавая в трубопроводе требуемое давление, такие насосы обеспечивают высокую скорость движения нагретой воды даже к самым отдаленным элементам системы отопления.
Насос повышает эффективность действующего отопления и позволяет совершенствовать систему, добавляя дополнительные радиаторы или элементы автоматики
Свою эффективность системы отопления с естественной циркуляцией жидкости, переносящей тепловую энергию, проявляют в тех случаях, когда их используют для обогрева домов небольшой площади. Однако, если оснастить такие системы циркуляционным насосом, можно не только повысить эффективность их использования, но и сэкономить на отоплении, снизив количество потребляемого котлом энергоносителя.
По своему конструктивному исполнению циркуляционный насос представляет собой мотор, вал которого передает вращение ротору. На роторе устанавливается колесо с лопатками – крыльчатка. Вращаясь внутри рабочей камеры насоса, крыльчатка выталкивает поступающую в нее нагретую жидкость в нагнетательную магистраль, формируя поток теплоносителя с требуемым давлением. Современные модели циркуляционных насосов могут работать в нескольких режимах, создавая в системах отопления различное давление перемещающегося по ним теплоносителя. Такая опция позволяет быстро прогреть дом при наступлении холодов, запустив насос на максимальную мощность, а затем, когда во всем здании сформируется комфортная температура воздуха, переключить устройство на экономичный режим работы.
Устройство циркуляционного насоса для отопления
Все циркуляционные насосы, используемые для оснащения систем отопления, делятся на две большие категории: устройства с «мокрым» и «сухим» ротором. В насосах первого типа все элементы ротора постоянно находятся в среде теплоносителя, а в устройствах с «сухим» ротором только часть таких элементов контактирует с перекачиваемой средой. Большей мощностью и более высоким КПД отличаются насосы с «сухим» ротором, но они сильно шумят в процессе работы, чего не скажешь об устройствах с «мокрым» ротором, которые издают минимальное количество шума.
Для чего необходимо выполнять расчет
Циркуляционный насос, установленный в системе отопления, должен эффективно решать две основные задачи:
создавать в трубопроводе такой напор жидкости, который будет в состоянии преодолеть гидравлическое сопротивление в элементах отопительной системы;
обеспечивать постоянное движение требуемого количества теплоносителя через все элементы отопительной системы.
Чтобы циркуляционный насос был в состоянии справляться с решением вышеперечисленных задач, выбирать такое устройство следует только после того, как будет сделан расчет отопления.
При выполнении такого расчета учитывают два основных параметра:
общую потребность здания в тепловой энергии;
суммарное гидравлическое сопротивление всех элементов создаваемой отопительной системы.
Таблица 1. Тепловая мощность для различных помещений
После определения данных параметров уже можно выполнить расчет центробежного насоса и, основываясь на полученных значениях, выбрать циркуляционный насос с соответствующими техническими характеристиками. Подобранный таким образом насос будет не только обеспечивать требуемое давление теплоносителя и его постоянную циркуляцию, но и работать без чрезмерных нагрузок, которые могут стать причиной быстрого выхода устройства из строя.
Как правильно рассчитать производительность насоса
Такой важный параметр циркуляционного насоса, как его производительность, указывает на то, какое количество теплоносителя он может переместить за единицу времени. Расчет производительности циркуляционного насоса, которая обозначается буквой Q, выполняется по следующей формуле:
Q = 0,86R/TF–TR.
Параметры, которые используются в данной формуле, указаны в таблице.
Таблица 2. Параметры теплоносителя для расчета производительности насоса
Потребность помещений дома в количестве тепла для их обогрева, которая обозначается буквой R, определяется в зависимости от климатических условий местности, в которой такой дом расположен. Так, для домов, которые эксплуатируются в условиях европейского климата, выбирают следующие значения данного параметра:
частные дома небольшой и средней площади – 100 кВт на 1 м2;
многоквартирные дома – 70 кВт на 1 м2 площади их помещения.
В том случае, если расчет производительности насоса для отопления выполняется для зданий с низкими теплоизоляционными характеристиками, значение тепловой мощности, подставляемое в формулу, следует увеличить. Для производственных помещений, а также помещений, расположенных в зданиях с хорошей теплоизоляцией, значение параметра R принимают равным 30–50 кВт/м2.
youtube.com/embed/TGcQpF5AZPE»/>
Как рассчитать гидравлические потери отопительной системы
На выбор циркуляционного насоса по его мощности и создаваемому им напору, как уже говорилось выше, оказывает влияние и такой важный параметр отопительной системы, как гидравлическое сопротивление, которое создают все элементы ее оснащения. Зная гидравлическое сопротивление, создаваемое отдельными элементами отопительной системы, можно рассчитать высоту всасывания насоса и, руководствуясь таким параметром, подобрать модель оборудования по мощности и создаваемому напору. Для расчета высоты всасывания насоса, которая обозначается буквой H, нужна следующая формула:
H = 1,3x(R1L1+R2L2+Z1……..Zn)/10000.
Параметры, используемые в данной формуле, указаны в таблице.
Таблица 3. Параметры для расчета высоты всасывания
Значения R1 и R2, используемые в данной формуле, следует выбирать по специальной информационной таблице.
Значения гидравлического сопротивления, создаваемого различными устройствами, которые применяются для оснащения систем отопления, обычно указываются в технической документации на них. Если таких данных в паспорте на устройство нет, то можно воспользоваться приблизительными значениями гидравлического сопротивления:
отопительный котел – 1000–2000 Па;
сантехнический смеситель – 2000–4000 Па;
термоклапан – 5000–10000 Па;
прибор для определения количества тепла – 1000–1500 Па.
Существуют специальные информационные таблицы, по которым можно определить гидравлическое сопротивление практически для любого элемента оснащения отопительных систем.
Зная высоту всасывания, для расчета которой используется вышеуказанная формула, можно оптимально выбрать насосное оборудование по его мощности, а также определить, каким должен быть напор насоса.
youtube.com/embed/mQHKkovUL5E»/>
Как выбрать циркуляционный насос по количеству скоростей
Обычно современные модели циркуляционных насосов оснащаются регулирующим механизмом, позволяющим изменять скорость их работы. Используя такой механизм, имеющий, как правило, три ступени регулировки, можно настраивать насос по расходу жидкости, подаваемой в систему отопления. Так, при резком похолодании на улице и, соответственно, в доме, насос можно включать на максимальную скорость работы, а при потеплении выбирать другой режим.
Элементом управления, при помощи которого изменяют скорость работы циркуляционного насоса, выступает рычаг на корпусе устройства. Отдельные модели циркуляционных насосов оснащаются системой авторегулирования скорости их работы, которая изменяется в зависимости от температурного режима в помещении.
Насос Wilo-Stratos с автоматической регулировкой мощности
Приведенная выше методика – это только один пример выполнения расчетов, которые необходимы для того, чтобы выбрать циркуляционный насос для теплого пола или системы отопления. Специалисты, занимающиеся системами отопления, используют различные методики расчета напора насоса (а также производительности и других параметров таких устройств), позволяющие подбирать такое оборудование по его мощности и создаваемому давлению. Во многих случаях собственнику дома, в котором необходимо смонтировать отопительную систему, можно даже не задаваться вопросами о том, как рассчитать мощность насоса и как подобрать насосное оборудование. Многие производители предоставляют услуги квалифицированных специалистов или предлагают воспользоваться онлайн-сервисами по расчету параметров циркуляционного насоса и его выбору для систем отопления или теплого пола.
Выбирая мощность циркуляционного насоса, следует принимать во внимание, что все предварительные расчеты выполняют, исходя из значений максимальных нагрузок, которые такое оборудование может испытывать в процессе эксплуатации.
В реальных условиях эксплуатации такие нагрузки будут ниже, что даст вам возможность сделать выбор насоса, технические характеристики которого несколько ниже рассчитанных. Выбор менее мощного насоса при таком подходе не отразится на эффективности его использования в системе отопления. В том случае, если мощность насоса, который вы выбрали, значительно выше значений, полученных при расчете, это не улучшит работу отопительной системы, но при этом увеличит ваши расходы на оплату электроэнергии.
Помочь сделать выбор циркуляционного насоса из нескольких моделей по их напорно-расходным характеристикам и скорости работы помогает специальный график. При построении такого графика используются реальные значения напора и расхода, необходимые для нормального функционирования системы отопления, а также значения, которые соответствуют конкретным моделям насосного оборудования, работающего на различных скоростях. Чем ближе точки, расположенные на двух графиках, тем больше подходит насос для его использования в системе отопления.
Какой размер теплового насоса мне нужен? Калькулятор размера теплового насоса (1-8 тонн)
Определение размера теплового насоса кажется сложной задачей. Как рассчитать, какой мощности тепловой насос мне нужен? Сколько BTU теплового насоса мне нужно? Обычно это оценка, для которой вам нужен эксперт по HVAC.
Мы собираемся упростить расчет теплового насоса какой мощности вам нужен . Это позволит каждому приблизительно оценить размер теплового насоса (будь то тепловой насос мини-сплит или геотермальный тепловой насос). Мы сделаем это в 3 ключевых шага:
Во-первых, мы рассмотрим , как специалисты по HVAC определяют тепловые насосы (используя 8 факторов из Руководства J; метод был разработан Air Conditioning Contractors of America).
Затем мы упростим эти 8 факторов с помощью полезного эмпирического правила (сводя 8 сложных правил к 1 простому общему эмпирическому правилу, чтобы каждый мог приблизительно оценить, насколько большой тепловой насос он должен получить). На основе этого мы разработали Калькулятор размера теплового насоса (проверьте ниже; вы просто вводите квадратные метры и высоту потолка, и это даст вам примерно необходимое вам количество БТЕ) . Мы также включили таблицу того, насколько большой ваш мини-сплит-тепловой насос должен иметь определенную площадь в квадратных футах.
Чтобы продемонстрировать, как работает Калькулятор размера теплового насоса, мы решим 2 примера ; т.е. расчет тепловых насосов нужного размера для дома площадью 2500 квадратных футов .
В итоге вы сможете примерно оценить (и рассчитайте) насколько большой сплит-тепловой мини-насос или геотермальный тепловой насос вам нужен для вашего дома.
Примечание: Имейте в виду, что это только приблизительные оценки, которые могут помочь вам понять, какой тепловой насос вам нужен. Специалист по HVAC требуется на месте, чтобы составить карту вашего дома, определить потребности в отоплении / охлаждении и т. Д. Для конкретной ситуации, в которой вы находитесь.
Давайте посмотрим, как специалисты по HVAC определяют размер теплового насоса:
Как специалисты по HVAC рассчитывают мощность теплового насоса (с помощью Руководства J)
Каждый специалист по HVAC рассчитывает, какой размер теплового насоса вам нужен, используя один и тот же набор принципов. Когда вам нужно определить размеры теплового насоса, все они знают, что нужно обратиться к Руководству J (альфа и омега-книга по определению размеров HVAC) и следовать 8 правилам.
Эти 8 правил включают в себя все основных и второстепенных факторов, когда речь идет о расчете любого теплового насоса. Они работают как для определения размеров воздушных тепловых насосов (это мини-сплит-тепловые насосы), так и для определения размеров тепловых насосов, использующих грунт.
Вот 8 правил или факторов из Руководства J, которым должны следовать специалисты по HVAC при выборе теплового насоса:
Определите местный климат (+ сколько дней в году вам необходимо отопление/охлаждение). Очевидно, что если вы живете в Чикаго, вам понадобится более мощный тепловой насос, чем если бы вы жили в Майами, штат Флорида. Как правило, в более холодном климате требуется более высокая теплопроизводительность (измеряемая в БТЕ или кВт).
Общая площадь ; один из наиболее важных определяющих факторов при выборе теплового насоса. Учитывайте также распределение комнат и общую планировку дома.
Windows ; сколько их, где они расположены?
Возникновение проникновения воздуха ; где он находится и количественная оценка инфильтрации воздуха.
Качество изоляции ; насколько хорошо утеплен дом, соответствует ли он рейтингу энергоэффективности региона?
Люди ; сколько человек живет в доме?
Температурные предпочтения ; какова идеальная температура дома для домовладельцев?
Теплогенераторы ; какие приборы выделяют дополнительное тепло (духовка, холодильник, стиральная машина и т. д.)? Суммируйте их все и оцените общее влияние на температуру в помещении.
Довольно сложно определить влияние всех этих факторов. Эти 8 правил были тщательно составлены Air Conditioning Contractors of America, и они являются стандартной частью руководства J.
. Не удивляйтесь сложности всего, что вам нужно проверить, чтобы определить размер теплового насоса; даже специалисты по HVAC, которые работают в этой области более 10 лет, используют определенные упрощения.
Давайте объединим эти 8 факторов в одно простое практическое правило:
Как самостоятельно подойти к выбору теплового насоса? (1 практическое правило)
Некоторые факторы в Руководстве J компенсируют друг друга. Пример: у вас может быть дом с плохой теплоизоляцией, но с небольшим количеством окон и несколькими бытовыми приборами мощностью более 1000 Вт (духовка, стиральная машина и т. д.).
Ключевым фактором, определяющим, насколько большой тепловой насос вам нужен, является насколько большой ваш дом . Чем больше дом, тем больший тепловой насос вам нужен, верно?
Принимая во внимание все факторы, мы можем грубо свести их к одному эмпирическому правилу. Это эмпирическое правило очень полезно, когда вы хотите адекватно определить размер теплового насоса, который вам нужен.
Вот 1 практическое правило:
30 BTU тепловой мощности на 1 кв. фут жилой площади.
Это правило расчета теплового насоса довольно простое в использовании. Он примерно включает в себя средние значения из правил, приведенных в Руководстве J. Это правило сродни эмпирическому правилу EPA для определения размеров кондиционеров, а также относится к калькулятору БТЕ отопления.
На каждый квадратный фут жилой площади вам потребуется около 30 БТЕ тепловой мощности. Это означает, например, что для дома площадью 1000 кв. футов вам потребуется тепловой насос мощностью 30 000 БТЕ (это тепловой насос весом 2,5 тонны).
Мы можем использовать это простое правило для создания Калькулятора размера теплового насоса:
Другим ключевым параметром является высота потолка. Эмпирическое правило 30 БТЕ на квадратный фут соответствует стандартному потолку высотой 8 футов. Если у вас более высокие потолки, вам понадобится более мощный тепловой насос, и наоборот. Вот калькулятор:
С помощью этого калькулятора каждый может примерно прикинуть, какой мощности тепловой насос ему нужен. В первую очередь это калькулятор размера мини-сплит-теплового насоса, но его можно использовать для приблизительной оценки размера тепловых насосов, работающих на земле или даже на воде.
Калькулятор размера теплового насоса выводит результирующий размер теплового насоса в БТЕ (британские тепловые единицы). Вы можете просто преобразовать это в:
тонн (в США мощность тепловых насосов обычно измеряется в тоннах). Используйте преобразование 12 000 BTU = 1 тонна или воспользуйтесь конвертером BTU в тонны здесь.
киловатт или кВт (в Европе, Азии и остальном мире мощность тепловых насосов обычно выражается в кВт). Используйте преобразование 3412 BTU = 1 кВт или воспользуйтесь конвертером BTU в кВт здесь.
Примечание – как сделать оценку еще более точной : Если вы живете на холодном севере (Канада, Иллинойс, Миннесота), имеет смысл добавить до 40% к общей мощности теплового насоса, рассчитанной по тепловому насосу. Калькулятор размера насоса. Если вы живете на жарком юге (Флорида, Техас, Южная Калифорния), вы можете уменьшить общую мощность теплового насоса на выходе БТЕ на целых 30%.
С помощью калькулятора мы можем составить таблицу, в которой будет указано, насколько большой тепловой насос вам нужен, в зависимости от размера вашего дома (т.е. площади в квадратных футах):
Таблица размеров теплового насоса по площади в квадратных футах
Главная Размер:
Размер теплового насоса (в БТЕ) :
Размер теплового насоса (в тоннах) :
300 кв. футов
9000 БТЕ
0,75 т
500 кв. футов
15 000 БТЕ
1,25 тонны
750 кв. футов
22 500 БТЕ
1,88 т
1000 кв. футов
30 000 БТЕ
2,5 тонны
1500 кв. футов
45 000 БТЕ
3,75 тонны
2000 кв. футов
60 000 БТЕ
5,0 тонн
2500 кв. футов
75 000 БТЕ
6,25 т
3000 кв. футов
90 000 БТЕ
7,5 тонн
Из таблицы размеров тепловых насосов видно, что, например, для дома площадью 2 000 кв. футов требуется около 60 000 БТЕ или 5-тонный тепловой насос.
Давайте решим два примера, чтобы проиллюстрировать, как рассчитать тепловой насос нужного размера вручную и с помощью калькулятора:
Тепловой насос какого размера мне нужен для дома площадью 2500 квадратных футов? (Пример 1)
Предположим, у вас есть большой дом площадью 2500 кв. футов, и вы хотите купить для него тепловой насос. Как правильно определить, насколько большой тепловой насос вам нужен?
Вы должны позвонить специалисту по HVAC, и он или она будет использовать 8 факторов в Руководстве J для расчета требуемой мощности теплового насоса. Чтобы вы могли понять, сколько БТЕ теплового насоса вам следует учитывать, вы можете использовать простое правило 30 БТЕ на 1 кв. фут, чтобы оценить размер теплового насоса для дома площадью 2500 кв. футов.
Давайте посчитаем вручную:
На 1 кв. фут вам потребуется 30 БТЕ мощности обогрева/охлаждения.
Сколько тонн теплового насоса (или БТЕ) вам нужно для 2500 кв. футов?
Размер теплового насоса (2 500 кв. футов) = 2 500 кв. футов * 30 БТЕ на кв. фут = 75 000 БТЕ
Вам потребуется около 75 000 БТЕ. Если перевести это в тонны, получится тепловой насос весом 6,25 тонны. Если перевести это в кВт, получится тепловой насос мощностью 22 кВт.
Короче говоря, для дома площадью 2500 кв. футов вам потребуется тепловой насос весом 6,25 тонны.
Давайте посмотрим, дает ли Калькулятор размера теплового насоса результат 75 000 БТЕ для дома площадью 2 500 кв. футов:
Калькулятор подтверждает правильность нашего ручного расчета.
Тепловой насос какого размера мне нужен для дома площадью 1500 квадратных футов? (Пример 2)
В этом примере у нас есть дом площадью 1500 кв. футов, и мы хотели бы купить для него мини-сплит-тепловой насос. Очевидно, что первый вопрос заключается в том, какой размер мини-сплит-теплового насоса вам нужен? Как только вы это определите, вы можете ознакомиться с нашей статьей о лучших мини-сплит-тепловых насосах, представленных в настоящее время на рынке, здесь.
Эксперт по HVAC на месте точно определит размер теплового насоса с мини-сплит-системой, но мы можем оценить результат, применив эмпирическое правило 30 БТЕ на кв. фут и вручную рассчитав, какой размер теплового насоса вам нужен. дом площадью 1500 кв.
Вот расчет:
Размер мини-сплит-теплового насоса (1500 кв. футов) = 1500 кв. футов * 30 БТЕ на кв. фут = 45000 БТЕ
Для дома площадью 1500 кв. БТУ тепловой насос. Давайте конвертируем это в тонны и кВт; это 3,75 тонны (около 4 тонн) и около 13 кВт.
Короче говоря, вам понадобится 4-тонный мини-сплит-тепловой насос для дома площадью 1500 кв. футов.
Мы можем подтвердить этот ручной расчет с помощью калькулятора расчета теплового насоса сплит-системы:
Как видите, калькулятор БТЕ теплового насоса дает тот же результат: 45 000 БТЕ.
Final Words
Всегда помните, что для адекватного расчета вам понадобится специалист по HVAC, который проведет расчет на месте. Тепловой размер здесь может служить приблизительным ориентиром.
Если вы находитесь в поиске теплового насоса, вы можете связаться с проверенными экспертами по HVAC в вашем регионе, используя эту форму здесь. Вы получите до 4 бесплатных предложений по тепловым насосам, и они также помогут вам с выбором правильного размера теплового насоса.
Надеюсь, все это немного поможет.
Содержание
AC4Life
Переключить навигацию
Поиск
Поиск:
ПОЗВОНИТЕ НАМ ПРЯМО СЕЙЧАС 866 862 8922
Часы работы
Понедельник — пятница 8:00 — 22:00 EST
Меню
Аккаунт
Как выбрать тепловой насос и дополнительный нагревательный элемент для дома?
Предполагая, что вы определили, что тепловой насос подходит для вашего климата, приведенные ниже ссылки на стандарты и технические пояснения описывают единственный правильный способ определения размера как самого теплового насоса, так и дополнительного нагревательного элемента, который входит в комплект всех наших систем отопления. насосные системы.
Вот простое объяснение выбора теплового насоса:
При выборе теплового насоса для вашего дома мы начинаем с определения требуемой холодопроизводительности, как и в случае с любой системой кондиционирования воздуха. Тепловые насосы предлагаются с теми же приращениями по тоннажу, которые вы ожидаете от стандартного кондиционера, поэтому выберите правильный тоннаж в зависимости от требований к охлаждению вашего дома.
Вы можете воспользоваться нашей таблицей размеров для климатических условий, чтобы получить представление о размерах, соответствующих вашему климату. Мы предлагаем вам выполнить ручной расчет жилой нагрузки J в вашем доме или вызвать местного подрядчика, который предоставит вам подробный анализ для определения правильного размера как теплового насоса, так и дополнительного нагревательного элемента.
Воспользуйтесь приведенным ниже калькулятором размеров блока переменного тока, чтобы рассчитать требуемый тоннаж центрального кондиционера и системы отопления. Следуйте этим простым шагам:
Выберите регион , в котором вы живете, в соответствии с приведенной ниже картой с цветовой маркировкой.
Выберите тип системы , необходимый для вашего дома. (Охлаждение и обогрев или только охлаждение)
Выберите дополнительный тип нагрева . (Газ, тепловой насос, электрическое отопление или без отопления)
Введите приблизительно квадратных футов площади вашего дома, которую вам необходимо обогреть/охладить.
Нажмите кнопку «Рассчитать размер системы» .
После расчета размера вашей системы HVAC (тоннаж) вам будет показан выбор систем, соответствующих рекомендуемому размеру.
После того, как вы определили требования к размерам охлаждающей стороны вашей системы теплового насоса, вам необходимо выбрать соответствующий дополнительный нагревательный элемент, который входит в комплект поставки всех наших тепловых насосов.
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
«
1
2
3
4
»
Часто задаваемые вопросы и дополнительная информация
Вопросы
Советы по выбору
Статьи
Изготовители
JET (Швейцария)
PROMA (Чехия)
Optimum (Германия)
WEISS MACHINERY
Россия
Белоруссия
ЭНКОР КОРВЕТ (Китай)
Metal Master
FLOTT
MRCM
AURA
Найдено товаров : 113
Сбросить фильтры
Цена
Производитель
Белоруссия Россия JET (Швейцария) WEISS MACHINERY PROMA (Чехия) Optimum (Германия) ЭНКОР КОРВЕТ (Китай) FLOTT Metal Master MRCM AURA
Все производители
Ø сверления
Конус шпинделя
Тип внутреннего или наружного конуса шпинделя. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению.
В18 MT2 В12 MT1 В10 MT4 В16 MT3 MT5
Расстояние от шпинделя до основания
Ход пиноли
Длина перемещения (хода) пиноли станка. Максимальная глубина сверления при каждой установки сверлильной головы.
Реверс шпинделя
Наличие ревеса — реверсивного вращения шпинделя. По часовой стрелке и против часовой стрелки.
нет есть
Вылет шпинделя
Расстояние от оси шпинделя до вертикальной колонны или станины станка
Автоподача
нет есть
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая Бесступенчатая
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В 220В
Масса
В наличии
Вверх
Топ 10 настольных сверлильных станков по металлу за 2022 год
1 место
Отзывы(0):
Цена: 169 900 p
Ø сверления, мм
18
Конус шпинделя
MT2
Реверс шпинделя
есть
Макс. обороты
2100
Мощность , кВт
0.75
Напряжение
380В
Масса, кг
160
Настольно-сверлильный станок ГС2116К позволяет выполнять следующие операции:
сверление
рассверливание
зенкерование
развертывание
резьбонарезание
Станки ГС2116К с успехом могут применяться для работы в домашних мастерских, школах, профучилищах а также на малых предприятиях с небольшими и серийными объемами металлообрабатывающего производства.
Полное описание …
2 место
Отзывы(0):
Цена: 129 900 p
Ø сверления, мм
12
Конус шпинделя
В18
Реверс шпинделя
нет
Макс. обороты
4500
Мощность , кВт
0.55
Напряжение
380В
Масса, кг
100
Настольно-сверлильный станок ГС2112 позволяет выполнять следующие операции:
сверление
развертывание
зенкерование
Станки ГС2112 с успехом могут применяться для работы в домашних мастерских, школах, профучилищах а также на малых предприятиях с небольшими и серийными объемами металлообрабатывающего производства.
ПРОСТОТА КОНСТРУКЦИИ СТАНКА придает легкость управления, а также НАДЕЖНОСТЬ И ДОЛГОВЕЧНОСТЬ настольных сверлильных станков.
Полное описание …
3 место
Отзывы(0):
Цена: 176 000 p
Ø сверления, мм
16
Конус шпинделя
В18
Реверс шпинделя
нет
Макс. обороты
1350
Мощность , кВт
0.75
Напряжение
380В
Масса, кг
100
Настольно-сверлильный станок СНВШ-2 предназначен для сверления отверстий диаметром до 16 мм. Может быть использован в ремонтных и производственных цехах, участках, передвижных ремонтных мастерских.
станок СНВШ-2 позволяет выполнять следующие операции:
сверление;
рассверливание;
зенкерование.
СНВШ–2 заменяет устаревшие модели 2М112,ТМНС-12 и др. По сравнению с аналогами имеет меньший вес при более высокой жесткости и мощности на шпинделе.
Полное описание …
4 место
Отзывы(0):
Цена: 22 461 p
Ø сверления, мм
13
Конус шпинделя
MT2
Макс. обороты
2600
Мощность , кВт
0.45
Напряжение
220В
Масса, кг
32
Настольный сверлильный станок VISPROM B-1313B/230 предназначен для сверления отверстий в металле, пластике, дереве и других материалах. В условиях мелкого и среднесерийного производства настольный сверлильный станок находит широкое применение за счет своей многофункциональности и высокой производительности. Данное оборудование может быть использовано практически в любых условиях — оно работает от обычной бытовой сети, имеет небольшие размеры и отличается невысокой потребляемой мощностью. Возможности станка расширены благодаря функциям поворота и наклона стола.
Полное описание …
5 место
Отзывы(2):
Цена: 15 385 p
Ø сверления, мм
13
Конус шпинделя
В16
Реверс шпинделя
нет
Макс. обороты
2620
Мощность , кВт
0.30
Напряжение
220В
Масса, кг
18
Настольный вертикально-сверлильный станок OPTIMUM B13 предназначен для сверления отверстий в деталях из цветных и черных металлов, а также других материалов — дерево, пластик диаметром сверления не более 13 мм.
Полное описание …
6 место
Отзывы(2):
Цена: 125 500 p
Ø сверления, мм
12
Конус шпинделя
В18
Реверс шпинделя
есть
Макс. обороты
4500
Мощность , кВт
0.55
Напряжение
380В
Масса, кг
120
Настольно-сверлильный станок 2М112 предназначен для сверления отверстий в деталях из цветных и черных металлов, а также других материалов — дерево, пластик диаметром сверления не более 12 мм.
Станок 2М112 позволяет выполнять следующие сверлильные операции:
сверление
рассверливание, растачивание
зенкерование
Станки могут с успехом использоваться для работы в домашних мастерских, школах, а также на малых предприятиях с небольшими объемами производсва.
Полное описание …
7 место
Отзывы(1):
Цена: 176 000 p
Ø сверления, мм
22
Конус шпинделя
MT2
Реверс шпинделя
нет
Макс. обороты
3400
Мощность , кВт
0.75
Напряжение
380В
Масса, кг
100
Настольно-сверлильный станок НС-16 разработан и изготовляется согласно требований Министерства Обороны РФ для помещений ограниченных по высоте (КУНГ), в жестких условиях транспортировки автотранспортом по бездорожью. Станок позволяет выполнять следующие операции:
сверление;
рассверливание;
зенкерование.
НС-16 имеет внутренний конус Морзе М2, что позволяет при необходимости устанавливать патрон от В6 до В16. Используя сверла с конусным хвостовиком позволяет уверенно производить сверление отверстий до 22мм.
Полное описание …
8 место
Отзывы(0):
Цена: 43 449 p
Ø сверления, мм
12
Конус шпинделя
В16
Реверс шпинделя
есть
Макс. обороты
770
Мощность , кВт
0.55
Напряжение
380В
Масса, кг
58
Настольный резьбонарезной станок TPM12
Технические характеристики настольного сверлильного станка TPM12
Настольно-сверлильный станок Weiss Machinery WD14 предназначен для сверления отверстий в деталях из цветных и черных металлов, а также других материалов — дерево, пластик диаметром сверления не более 16 мм.
Станок WD14 может использоваться для работы в домашних мастерских, школах, а также на малых предприятиях с небольшими объемами производства.
Полное описание …
10 место
Отзывы(0):
Цена: 27 722 p
Ø сверления, мм
16
Конус шпинделя
MT2
Реверс шпинделя
нет
Макс. обороты
2840
Мощность , кВт
0.38
Напряжение
220В
Масса, кг
43
Настольно-сверлильный станок Weiss Machinery WD16 предназначен для сверления отверстий в деталях из цветных и черных металлов, а также других материалов — дерево, пластик диаметром сверления не более 16 мм.
Станок может использоваться для работы в домашних мастерских, школах, а также на малых предприятиях с небольшими объемами производства.
Полное описание …
Сравнительная таблица
Характеристики
ГС2116КВ
ГС2112
СНВШ-2
VISPROM B-1313B/230
OPTIdrill B13 Basic
2М112
НС-16
TPM12
Weiss Machinery WD14
Weiss Machinery WD16
Цена
169900
129900
176000
22461
15385
125500
176000
43449
18300
27722
Ø сверления
18
12
16
13
13
12
22
12
13
16
Конус шпинделя
MT2
В18
В18
MT2
В16
В18
MT2
В16
MT2
MT2
Расстояние от шпинделя до основания
400
450
230
325
400
390
290
640
Ход пиноли
100
100
100
50
50
100
100
45
50
85
Реверс шпинделя
есть
нет
нет
нет
есть
нет
есть
нет
нет
Вылет шпинделя
190
190
175
104
200
175
104
170
Автоподача
нет
нет
нет
нет
нет
нет
нет
нет
нет
Размер стола
250 х 250
250х250
310×370
175х175
160х160
250х250
310х370
230×230
200×200
290×290
Регулировка частоты вращения шпинделя
Ступенчатая
Ступенчатая
Ступенчатая
Бесступенчатая
Ступенчатая
Ступенчатая
Ступенчатая
Ступенчатая
Ступенчатая
Ступенчатая
Макс. обороты
2100
4500
1350
2600
2620
4500
3400
770
2580
2840
Мощность
0.75
0.55
0.75
0.45
0.30
0.55
0.75
0.55
0.37
0.38
Напряжение
380В
380В
380В
220В
220В
380В
380В
380В
220В
220В
Масса
160
100
100
32
18
120
100
58
24
43
В наличии
1
1
1
39
1
0
0
0
0
0
Лучших сверлильных станков с ЧПУ [2022]
ЧПУ расшифровывается как «Числовое компьютерное управление», а сверлильные станки с ЧПУ используются для создания резьбовых или плоских отверстий в заготовках.
Эти машины доступны в различных конфигурациях, таких как настольные, настольные и промышленные модели. Промышленные сверла с ЧПУ гораздо более совершенны и обладают более широкими возможностями.
В этой статье обсуждаются лучшие сверлильные станки с ЧПУ, рассматриваются их функции, возможности, поддержка и т. д.
В конце я также расскажу, как превратить ручные сверлильные станки в сверла с ЧПУ, управляемые компьютером.
Что в этой статье?
Что такое сверление с ЧПУ?
Лучшие сверлильные станки с ЧПУ
Преобразование ручных сверлильных станков в сверла с ЧПУ
Часто задаваемые вопросы
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое сверление с ЧПУ?
Иллюстрация сверления с ЧПУ
Сверление с ЧПУ — это автоматизированная высокоточная операция сверления, выполняемая сверлильными станками с компьютерным управлением. В этих станках используется механический вращающийся инструмент для выполнения радиальных отверстий в заготовке. Скорость врезания, глубина резания, скорость подачи, скорость вращения шпинделя, диаметр инструмента и т. д. являются одними из основных параметров сверления с ЧПУ.
С помощью этого станка с ЧПУ вы можете обрабатывать материалы с гораздо большей скоростью, чем при ручном сверлении.
Кроме того, в современных сверлильных станках с ЧПУ используются интеллектуальные технологии замены и позиционирования инструмента, которые еще больше повышают их производительность.
Нарезание резьбы — важный аспект сверления с ЧПУ. Резьбовые операции выполняются для выполнения резьбовых отверстий в заготовке.
Как правило, в сверлах с ЧПУ инструмент вращается с высокой частотой вращения и перемещается по оси Z, а станина перемещается по осям XY.
Лучшие сверлильные станки с ЧПУ
Сверлильные станки с ЧПУ доступны в различных размерах и с различными материалами. В этой статье рассматриваются пять лучших сверлильных станков с ЧПУ на основе их характеристик и возможностей.
CNC Drilling Machines
Type
Work Area
Price
1
Accu-Pro VMC
Desktop
12.80″ x 11.00″ x 9.25″
Check
2
Tormach 770M
Benchtop/Tabletop
14 «x 7,5» x 13,25 «
Проверка
3
HASS DT-
3
.0061
Проверка
4
KVR VMC Series
Промышленность
39,4 ”x 19,7” x 20,5 ”
Check
5
0. » x 2,16″
Проверить
Лучшие сверлильные станки с ЧПУ
1. Accu-Pro VMC — лучшая настольная сверлильная машина с ЧПУ для любителей
Sherline Accu-Pro VMC (Источник: Sherline)
Параметры
0049
Accu-Pro VMC
Footprint
25.25″ x 26″ x 29.375″
Work Area
12.80″ x 11.00″ x 9.25″
Spindle Speed Range
70 — 2800 об / мин
MAX крутящий момент
283 унции в
Автоматический инструмент Changer
NO
DRASNACMSION
СВЯЗИ
. 0061
Один год
Обзор Accu-Pro VMC от Sherline
Вертикальный обрабатывающий центр Accu-Pro (VMC) — настольный вертикально-сверлильный станок из 18-дюймовой серии NexGen 5800 компании Sherline. 25,25″ x 26″ x 29,375″ и рабочая зона 12,80″ x 11,00″ x 9,25″. Максимальное расстояние от рабочего стола до шпинделя составляет 12,875″.
Accu-Pro поставляется с инструментальной пластиной 7 x 13 дюймов с тремя Т-образными пазами и крепежными отверстиями.
В нем используется шарико-винтовая передача с линейным допуском 0,002 дюйма. Шаговые двигатели NEMA 23 с замкнутым контуром приводят в движение шарико-винтовые пары.
Шаговые двигатели с обратной связью получают данные обратной связи и исправляют такие ошибки, как оплошности или остановы.
Шпиндель Accu-Pro имеет диапазон скоростей от 70 до 2800 об/мин.
Шпиндель соединяется с передней бабкой с помощью приводного ремня. Sherline предлагает два варианта передней бабки: стандартный конус Морзе и цанговую переднюю бабку ER-16.
Требуется регулярно смазывать и обслуживать его движущиеся части, чтобы поддерживать его в рабочем состоянии.
Сенсорный контроллер Accu-Pro MASSO G3 может работать независимо, без подключения к компьютеру.
К сенсорному контроллеру можно подключить флешку с загруженным G-кодом. Затем файлы можно перемещать с помощью контроллера MASSO.
Sherline предлагает Accu-Pro с опцией программного обеспечения для 3 и 4 осей. Если для вашего приложения требуется вращательная операция, вы можете выбрать 4-осевую версию.
Accu-Pro поставляется в полусобранном виде для удобства транспортировки. Sherline предоставляет подробную инструкцию по сборке, и вы сможете собрать ее примерно за 2-3 часа.
Sherline предоставляет годовую гарантию на Accu-Pro VMC. Вы можете связаться с ними по телефону, заполнить контактную форму на их веб-сайте или посетить их завод в Калифорнии, США.
Check Price on Sherline
2. Tormach 770M — Best CNC Drill for Small Businesses
Tormach 770M Entry Package (Source: Tormach)
Parameters
Tormach 770M
Footprint
56″ × 48,5 x 88 дюймов
Work Area
14″ x 7. 5″ x 13.25″
Spindle Speed
10,000 RPM
Maximum Feed rate
110 ipm
Threading and Tapping
Yes
Устройство автоматической смены инструмента
Да
Трансмиссия
ШВП
Гарантия
Один год
Обзор Torma 9
2 770M от Tormach — это 3-осевой фрезерный станок с ЧПУ, способный сверлить и нарезать резьбу на различных материалах.
Вы можете модернизировать его до 4 осей с помощью дополнительного поворотного приспособления. Вы также можете модернизировать 770M до 700M+, добавив серводвигатели.
Благодаря обновлению сервопривода вы почувствуете более высокие скорости обработки.
770M доступен в четырех пакетах: Entry, Starter, Standard и Premium.
Характеристики
Вход
Стартер
Standard
Premium
770M Mill
✓
✓
✓
✓
770M Stand
✓
✓
✓
Chip Tray
✓
✓
✓
Backsplash Kit
✓
✓
✓
Lifting Bar Kit
✓
✓
✓
Enclosure Kit
✓
✓
LCD Monitor
✓
✓
✓
Coolant Kit
✓
Быстрое сравнение различных комплектов Tromach 770M
770M имеет площадь основания 56 дюймов × 48,5 дюймов x 88 дюймов и рабочую зону 14 дюймов x 7,5 дюймов x 13,25 дюймов.
Шпиндель станка 770M оснащен двигателем мощностью 1,5 л.с., который может развивать максимальную скорость 10 000 об/мин. Для привода шпинделя используется поликлиновой ремень.
Для передачи по всем трем осям в 770M используются шариковинтовые передачи, которые обеспечивают более высокую точность, чем другие приводные механизмы.
По оси Z обеспечивает максимальную скорость погружения 110 дюймов в минуту. Для осей XY максимальная скорость подачи составляет 135 дюймов в минуту.
Используя Tormach 770M, вы можете выполнять операции по нарезанию резьбы или нарезанию резьбы с помощью специальных инструментов.
Программа управления ЧПУ PathPilot также поставляется со станком. Это позволяет создавать конструкции и необходимые для них траектории без какого-либо специального программного обеспечения CAD/CAM.
Tormach поставляет 770M в отдельных ящиках, и вам нужно его собрать. Так же есть услуга сборки, но за дополнительную плату.
770M поставляется со стандартной годовой гарантией. Вы даже можете продлить гарантию еще на один год, чтобы получить полную двухлетнюю гарантию на 770M.
Вы можете связаться с Tormach через их веб-сайт, электронную почту или телефон.
Узнать цену на Tormach
3. HAAS DT-1 — лучшая промышленная дрель с ЧПУ
HAAS DT-1 (Источник: Hass Automation Inc.)
Параметры
DT-1
Footprint
91 «x 97» X 102 «
Рабочая область
6″ x 16006 «
6.
6.
6.
6.
6.
6.
6.
6.
»
«
»
«
»
«
»
«
»
«
»
«
»
«
»
«.
10,000 RPM
Maximum Feed Rate
590 ipm
Threading and Tapping
Yes
Automatic Tool Changer
Yes
Transmission
Шарико-винтовая передача
Гарантия
Один год
Обзор DT-1 от Hass
DT-1 от Hass — лучший промышленный сверлильный станок с ЧПУ в этом списке.
Габаритные размеры 91″ x 97″ x 102″ и рабочая зона 20″ x 16″ x 15,5″.
DT-1 по умолчанию имеет 3-осевую конфигурацию, но вы можете обновить ее до 4- или 5-осевой конфигурации.
Доступно множество вариантов обновления, в том числе пакет для подключения автоматизированного робота.
Автоматический воздушный пистолет Продувка сквозным инструментом Возможность подачи СОЖ через инструмент Вытяжная система корпуса Auxilary coolant filter Programmable coolant nozzle
Hass Control
32/64 GB expanded memory WiFi Support Third-party rotary High-speed machining Control cabinet cooler
Fixturing
Clamping kit
Гарантия
Продление гарантии на один год
Некоторые варианты модернизации доступны для Hass DT-1 инструменты вручную.
Включая инструмент, установленный на шпинделе, устройство автоматической смены инструмента может вместить 21 инструмент.
DT-1 может выполнять операции по нарезанию резьбы и нарезанию резьбы. Он может нарезать резьбу со скоростью 5000 об/мин, что позволяет легко изготавливать такие изделия, как крепежные пластины.
Его шпиндель приводится в действие двигателем мощностью 15 л.с., который может работать со скоростью 10 000 об/мин. Также доступны варианты на 12 000 об/мин, 15 000 об/мин и 20 000 об/мин.
В шпинделе DT-1 используется метчик BT30 для крепления режущих инструментов.
Hass DT-1 приводится в движение с помощью шариковинтовых передач по всем трем осям и имеет высокую скорость 2400 дюймов в минуту. Максимально возможная скорость резки на DT-1 составляет 1200 дюймов в минуту.
ДТ-1 необходимо закрепить на земле во время работы. В противном случае возникнет повышенная вибрация, которая может даже привести к нежелательному движению станка на высоких оборотах шпинделя.
Он имеет сенсорный экран управления, который можно использовать для взаимодействия с машиной.
ЧПУ Hass предлагает один год гарантии на DT-1, но вы можете увеличить ее до двух лет с их дополнительным продлением гарантии на один год.
Вы можете связаться с Hass по телефону, электронной почте, каналам социальных сетей или на их веб-сайте.
Check Price on Hass CNC
4. KVR VMC Series
KVR Linear Way VMC Series (Source: Kent CNC)
Parameters
KVR VMC Series
Footprint
Up to 100″ x 90″ x 98,4″
Рабочая зона
До 39,4” x 19,7” x 20,5”
Скорость вращения шпинделя
До 20 000 об/мин
Maximum Feed Rate
590 ipm
Threading and Tapping
Yes
Automatic Tool Changer
Yes
Transmission
Ball Screw Driven
Warranty
One Year
Обзор серии KVR VMC от Kent CNC
Серия KVR VMC представляет собой группу из трех промышленных вертикальных обрабатывающих центров/сверл с линейным ходом от Kent CNC.
Машины этой серии: KVR-2418/A, KVR-3618/A и KVR-4020/A. Вы можете выбрать либо 3-осевой, либо 4-осевой совместимый станок.
These models vary in terms of their footprint, work area, spindle speed, etc.
Parameters
KVR-2418/A
KVR-3618/A
KVR-4020/A
Площадь основания
95,3″ x 89″ x 94,5″
95,3″ x 89″ x 94,5″
100 «x 90» x 98,4 «
Рабочая зона
24″ x 18,1 «x 40»
36 «x 18,1» X 19,7 «
40″ X 19.7 «x 20.5»
40 «x 19.7» x 20.5 «
40″ x 19.7 «x 20,5»
69
40 «x 19. 7″ x 20.5 «9.7»
40 «x 19.7» x 20.
Max Tool Diameter
3″
3″
3″
Spindle Speed
10K RPM (12K and 15K optional)
10K RPM (12K and 15K optional)
10 тыс. об/мин (12 тыс. и 15 тыс. опционально)
Мотор шпинделя
10 или 15 л.с.
10 или 15 л.с.
10 или 15 л. Скорость передачи
1417 дюймов/мин
1417 дюймов/мин
1417 дюймов/мин
Быстрое сравнение различных сеялок серии Kent KVR
Максимальная рабочая мощность серии KVR 390,4″ x 19,7″ x 20,5″. По умолчанию они оснащены двигателем мощностью 15 л.с., который может развивать максимальную скорость 10 000 об/мин.
Вы также можете выбрать версии на 12 000, 15 000 или 20 000 об/мин. (X, Y и Z) KVR имеет шарико-винтовую передачу и использует роликовые линейные направляющие для передачи. 2,4 л.с., а ось Z приводится в движение двигателем мощностью 4 л.с., обеспечивающим более высокое ускорение.
Максимально возможная скорость подачи на KVR составляет 590 дюймов в минуту, и с правильным инструментом он может сверлить большинство твердых металлов.
Он также имеет устройство автоматической смены инструмента и подачу СОЖ под высоким давлением 1000 psi через шпиндель.
Для уменьшения теплового расширения и его влияния на механическую обработку компания Kent предлагает охладитель, который охлаждает шпиндель и основание его двигателя.
KVR использует систему ЧПУ Fanuc, чтобы помочь вам контролировать работу станка.
Kent предоставляет один год гарантии на свои станки с ЧПУ, и вы можете связаться с ними по электронной почте, по телефону или посетив их офис в Калифорнии, США.
Check Price on Kent CNC
5. Style CNC S7-2412S — Best Industrial CNC Drill for Woodworking
S7-2412S (Source: Style CNC)
Parameters
S7-2412S
Work Area
94.4″ x 47.24″ x 2.16″
Spindle Speed
24,000 RPM
Threading and Tapping
No
Transmission
Ball Screw Driven
Automatic Tool Changer
No
Warranty
24 months (Two Years)
An overview of S7-2412S from Style CNC
S7-2412S from Style CNC is a six-sided CNC drilling машина. Лучше всего подходит для обработки деревянных панелей.
Он может работать со всеми шестью сторонами заготовки, поскольку он автоматически перемещает и выравнивает заготовку.
Помимо дерева, S7-2412S также может работать с органическим стеклом, пластиком, акрилом, ПВХ, плотными плитами, искусственным камнем и металлическими листами из меди и алюминия.
Он может вмещать панели размером 94,4″ x 47,24″ (Д x Ш) и максимальной толщиной 2,16″. Минимальный требуемый размер заготовки составляет 2,36″ x 0,39″
S7-2412S использует различные сверлить горизонтальные и вертикальные отверстия на заготовке.Он также имеет пазовую пилу, работающую на скорости 5000 об/мин
Шпиндель оснащен двигателем мощностью 6 л.с. с максимальной скоростью 24 000 об/мин. листовые материалы, но не имеет возможности выполнять операции по нарезанию резьбы и нарезанию резьбы.0003
Для трансмиссии S7-2412S использует шариковинтовые передачи на всех трех осях. Максимальная скорость, достижимая по оси X, составляет 1574,8 дюйма в минуту, а по оси Y — 2362,2 дюйма в минуту.
Style CNC предоставляет 24-месячную (два года) гарантию на сверло S7-2412S с ЧПУ. Кроме того, вы получите бесплатное обучение работе с машиной и ее обслуживанию.
Вы можете связаться со Style CNC по телефону, скайпу и электронной почте. Они обеспечивают хорошую послепродажную поддержку своим клиентам.
Проверить цену на Style CNC
Преобразование ручных сверлильных станков в сверла с ЧПУ
Интеграция ручной дрели с компьютерной системой
Модернизация ручной дрели может быть более дешевой альтернативой покупке новой дрели с ЧПУ.
Различные производители предлагают комплекты модернизации ЧПУ для сверл всех размеров.
Тем не менее, рекомендуется в первую очередь уточнить у производителя вашей дрели наличие официального комплекта модернизации. Это сэкономит время и устранит риск проблем с совместимостью.
Эксперименты по превращению ручной дрели в дрель с ЧПУ с использованием нестандартных деталей могут привести к повреждению станка, поэтому рекомендуется выполнять их только под руководством специалиста.
Сверла с ЧПУ — это ручные сверла, поддерживающие интеграцию с ЧПУ. Эти тренировки управляются вручную по умолчанию, но их можно легко модернизировать до компьютерных учений.
Вы можете легко преобразовать ручные дрели с ЧПУ в сверлильные станки с ЧПУ, дооснастив их такими компонентами, как шаговые двигатели, контроллеры, ограничители и т. д.
Часто задаваемые вопросы
В чем разница между фрезерованием с ЧПУ и сверлением с ЧПУ?
Разница между фрезерованием с ЧПУ и сверлением с ЧПУ заключается в том, что сверление с ЧПУ создает вертикальную силу резания на поверхности материала за счет погружения инструмента. При фрезеровании с ЧПУ вертикальная и горизонтальная резка происходит одновременно. Как правило, и фрезерные станки с ЧПУ, и сверла с ЧПУ управляются компьютером.
Можно ли использовать фрезерный станок с ЧПУ для сверления?
Да, фрезерный станок с ЧПУ также можно использовать для сверления. Качество сверления будет зависеть от жесткости станка, скорости вращения шпинделя, диаметра инструмента, скорости врезания и т. д.
Какая система ЧПУ используется для сверления?
Для сверления в системе ЧПУ обычно используются сверлильные станки с ЧПУ или вертикальные обрабатывающие центры (VMC).
Настольный сверлильный станок | TRUSCO NAKAYAMA
(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15 июня 2022 г. этот сайт не поддерживает рекомендуемую среду.
МИСУМИ Главная>
Инструменты обработки>
Станки>
Сверлильные станки>
Настольный сверлильный станок
В продаже до 31.10.2022
TRUSCO NAKAYAMA
TRUSCO NAKAYAMA
[Характеристики] · Имеет 12 скоростей для регулировки по мере необходимости. · Угол и высоту рабочего стола можно регулировать.
Характеристики
● Двенадцатиступенчатый сдвиг, который можно регулировать в зависимости от работы. ● Угол и высоту рабочего стола можно регулировать.
Спецификация
● Диаметр сверления (мм): 13 ● Товарная партия (шт.): 1
Основные параметры, которые выносятся в маркировку болта, это длина изделия и наружный диаметр резьбы.
В обозначении метиза присутствует буква «М» — это значок, характерный для метрического крепежа.
Различают длину резьбы как полную, так и неполную. Это обусловлено технологическими особенностями по применению крепежа.
Зная размер и тип изделия, можно получить и остальные параметры, так как болты изготовляются строго в соответствии со стандартами ГОСТ и DIN.
Болт DIN 933 цинк
Болт 933-й используют для соединения и крепления деталей и конструкций в строительстве и машиностроении. В различных видах отраслей применяют от маленьких размеров, где номинальный диаметр составляет менее М5, до значительных — болт din 933 М16, М26 и другие. Самыми продаваемыми являются небольшие размеры — болт din933 М6, М8 и М10. Они представлены на сайте в самом широком спектре длин изделий: от 14 мм до 200 мм.
Показать все…
Болт DIN 6921 с фланцем высокопрочный
Болты DIN 6921 применяются для соединения и крепления деталей и конструкций в строительстве и машиностроении
Болтовое соединение — наиболее надежное для металлических конструкций. Применение шайбы в креплении болт+гайка позволяет снизить нагрузку на рабочий материал в месте образования отверстия. DIN 6921 регламентирует метрический крепеж, который является изделием, где фланец у шестигранной головкой выполняет функцию шайбы.
Открыть калькулятор веса
Болт DIN 933 нерж.
Классическая конструкция болта с шестигранной головкой DIN 933 в исполнении из нержавеющей стали — незаменимый крепеж во всех конструкциях прибрежных построек и помещениях пищевой промышленности.
Купить оптом болты шестигранные А2 можно в удобной транспортной упаковке и подвесах.
Показать все…
Открыть калькулятор веса
Болт DIN 603 мебельный
DIN 603 Болт мебельный применяется для скрепления деревянных и стальных конструкций в строительстве, мебельной и других отраслях промышленности.
Купить DIN 603 болт мебельный можно в пром упаковке и подвесах.
Класс прочности: 5.8
Показать все…
Открыть калькулятор веса
ТОП товаров из нашего каталога
Болты
Болт DIN 933 цинк
от 13.9 р.
за уп.
Подробнее
Гайки и болты для мебели
Болт DIN 603 мебельный
от 9.5 р.
за уп.
Подробнее
Метрический крепеж усиленный
Болт DIN 933 высокопрочный
от 17.3 р.
за уп.
Подробнее
Чтобы подобрать размер под ключ, достаточно номинальный диаметр болта умножить на 1,5. Соотношение d головки к d резьбы в среднем составляет 1,53. Для точного размера, воспользуйтесь таблицами, которые есть в описаниях к каждому типу болта на сайте ГОСКРЕП.
Болты имеют практически универсальную конфигурацию: чаще шестигранная головка и стержень с неполной/полной резьбой.
Многообразие достигается за счет размеров. Например, при номинальном диаметре резьбы М6 (6 мм) метиз представлен длинами в 10, 12, 14, 16, 18, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70 мм.
Другой часто используемый в быту размер М10 изготовляется длиной 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150 мм.
Другие различия по прочности и покрытию изделия отражены в разделе сайта «Метрический крепеж / Болты».
Вес болтов с шестигранной головкой. Масса болта шестигранного.
Для простоты подсчета мы произвели расчет болтов по массе, одновременно проверили производителя, взвесив болты.
Вес болтов, указанный в таблице, можно брать в расчет только при покупке наших болтов. Продукция других производителей может отличаться по весу.
Соответствует DIN 933 и ГОСТ 7798-70 (с полной резьбой).
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
Вес (масса) болта М5
5х10
378
2,64
5х16
293
3,41
5х20
258
3,88
5х25
223
4,49
5х30
196
5,1
5х35
174
5,75
5х40
157
6,37
5х50
131
7,6
Вес (масса) болта М6
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
6х8
232
4,306
6х10
212
4,712
6х12
195
5,118
6х14
181
5,524
6х16
169
5,93
6х18
158
6,336
6х20
148
6,742
6х22
139
7,204
6х25
127
7,871
6х28
117
8,537
6х30
111
8,981
6х32
106
9,426
6х35
99
10,09
6х38
93
10,76
6х40
89
11,2
6х45
81
12,31
6х50
75
13,42
6х55
69
14,53
6х60
64
15,64
6х65
60
16,76
6х70
56
17,87
6х75
53
18,98
6х80
50
20,09
6х85
47
21,2
6х90
45
22,31
Вес (масса) болта М8
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
8х8
115
8,668
8х10
106
9,394
8х12
99
10,12
8х14
92
10,85
8х16
86
11,57
8х18
81
12,3
8х20
77
13,02
8х22
74
13,52
8х25
67
14,84
8х28
61
16,33
8х30
58
17,12
8х32
56
17,91
8х35
52
19,09
8х35
49
20,28
8х40
47
21,07
8х45
43
23,04
8х50
40
25,02
8х55
37
26,99
8х60
35
28,97
8х65
32
30,94
8х70
30
32,91
8х75
29
34,89
8х80
27
36,86
8х85
26
38,84
8х90
25
40,81
8х95
23
42,79
8х100
22
44,76
Вес (масса) болта М10
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
10х10
60
16,68
10х12
56
17,82
10х14
53
18,96
10х16
50
20,1
10х18
47
21,23
10х20
45
22,37
10х22
43
23,51
10х25
40
25,22
10х28
37
26,92
10х30
35
28,52
10х32
34
29,43
10х35
32
31,28
10х38
30
33,18
10х40
29
34,36
10х45
27
37,45
10х50
25
40,53
10х55
23
43,62
10х60
21
46,7
10х65
20
49,79
10х70
19
52,87
10х75
18
55,96
10х80
17
59,04
10х85
16
62,13
10х90
15
65,21
10х95
15
68,3
10х100
14
71,38
10х105
13
74,47
10х110
13
77,55
10х115
12
80,63
10х120
12
83,72
10х125
12
86,8
10х130
11
89,89
10х140
10
96,06
10х150
10
102,18
10х160
9
108,38
10х170
9
114,58
10х180
8
120,68
10х190
8
126,88
10х200
8
133,08
Вес (масса) болта М12
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
12х14
36
27,89
12х16
34
29,48
12х18
32
31,12
12х20
31
32,76
12х22
29
34,4
12х25
27
36,86
12х28
25
39,32
12х30
24
40,96
12х32
23
42,59
12х35
22
45,34
12х38
21
48
12х40
20
49,78
12х45
18
54,22
12х50
17
58,67
12х55
16
63,11
12х60
15
67,55
12х65
14
71,99
12х70
13
76,44
12х75
12
80,88
12х80
12
85,33
12х85
11
89,77
12х90
11
94,2
12х95
10
98,64
12х100
10
103,1
12х105
9
107,5
12х110
9
112
12х115
9
116,4
12х120
8
120,9
12х125
8
125,3
12х130
8
129,7
12х140
7
138,6
12х150
7
147,5
12х160
6
156,4
12х170
6
165,3
12х180
6
174,2
12х190
5
183,1
12х200
5
191,9
12х220
5
209,7
12х240
4
227,5
12х260
4
245,2
Вес (масса) болта М14
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
14х16
23
43,98
14х18
22
46,21
14х20
21
48,45
14х22
20
50,69
14х25
19
54,05
14х28
17
57,4
14х30
17
59,64
14х32
16
61,87
14х35
15
65,24
14х38
15
68,59
14х40
14
71,25
14х45
13
77,3
14х50
12
83,35
14х55
11
89,39
14х60
10
95,44
14х65
10
101,5
14х70
9
107,5
14х75
9
113,6
14х80
8
119,6
14х85
8
125,7
14х90
8
131,7
14х95
7
137,8
14х100
7
143,8
14х105
7
149,9
14х110
6
155,9
14х115
6
162
14х120
6
168
14х125
6
174
14х130
6
180,1
14х140
5
192,2
14х150
5
204,3
14х160
5
216,4
14х170
4
228,5
14х180
4
240,6
14х190
4
252,7
14х200
4
264,7
14х220
4
228,9
14х240
3
313,1
14х260
3
337,6
14х280
3
361,5
14х300
3
385,7
Вес (масса) болта М16
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
16х18
15
65,54
16х20
15
68,49
16х22
14
71,44
16х25
13
75,87
16х28
12
80,29
16х30
12
83,24
16х32
12
86,19
16х35
11
90,62
16х38
11
95,04
16х40
10
97,99
16х45
9
105,7
16х50
9
113,6
16х55
8
121,5
16х60
8
129,4
16х65
7
137,3
16х70
7
145,2
16х75
7
153,1
16х80
6
161
16х85
6
168,9
16х90
6
176,8
16х95
5
184,7
16х100
5
192,6
16х105
5
200,5
16х110
5
208,4
16х115
5
216,3
16х120
4
224,2
16х125
4
232,1
16х130
4
240
16х140
4
255,8
16х150
4
271,6
16х160
3
287,4
16х170
3
303,2
16х180
3
319
16х190
3
333,8
16х200
3
350,6
16х220
3
382,2
16х240
2
413,8
16х260
2
445,4
16х280
2
476,9
16х300
2
508,5
Вес (масса) болта М18
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
18х20
10
95,81
18х22
10
99,52
18х25
10
105,1
18х28
9
110,6
18х30
9
114,3
18х32
8
118
18х35
8
123,6
18х38
8
129,2
18х40
8
132,9
18х45
7
142,1
18х50
7
152,4
18х55
6
162,4
18х60
6
172,4
18х65
5
182,4
18х70
5
192,4
18х75
5
202,4
18х80
5
212,4
18х85
4
222,4
18х90
4
232,4
18х95
4
242,4
18х100
4
252,4
18х105
4
262,4
18х110
4
272,3
18х115
4
282,3
18х120
3
292,3
18х125
3
302,3
18х130
3
312,3
18х140
3
332,3
18х150
3
352,3
18х160
3
372,3
18х170
3
392,3
18х180
2
412,3
18х190
2
432,3
18х200
2
452,2
18х220
2
492,2
18х240
2
532,2
18х260
2
572,2
18х280
2
612,2
18х300
2
652,2
Вес (масса) болта М20
Размер болта
Количество болтов в 1 кг
Вес 1000 штук болтов в кг
20х25
8
133,3
20х28
7
140,2
20х30
7
144,8
20х32
7
149,4
20х35
6
156,3
20х38
6
163,2
20х40
6
167,8
20х45
6
179,4
20х50
5
190,9
20х55
5
203,7
20х60
5
216
20х65
4
228,4
20х70
4
240,7
20х75
4
253
20х80
4
265
20х85
4
277,7
20х90
3
290,1
20х95
3
302,4
20х100
3
314,7
20х105
3
327,1
20х110
3
339,4
20х115
3
351,8
20х120
3
364,1
20х125
3
376,4
20х130
3
388,8
20х140
2
413,5
20х150
2
438,1
20х160
2
462,8
20х170
2
487,5
20х180
2
512,2
20х190
2
536,9
20х200
2
561,5
20х220
2
610,9
20х240
2
660,3
20х260
1
709,6
20х280
1
759
20х300
1
808,3
Масса и количество болтов с круглой головкой — Калькулятор крепежа
Масса и количество штук в 1 кг болтов с круглой головкой различных технических стандартов
Потайная головка
Шестигранная головка
Круглая головка
Добавить в закладки
Диаметр D, мм
Длина L, мм
Количество
шт.
Общий вес
кг.
Цена за шт.
$
Цена на 1 кг
$
Отчет об ошибках
4,5 из 5, общее количество рейтингов: 2
около
Наименование
Calculator (Круглая головница)
. JavaScript
OS
Windows, Android, OSX, Linux
Категория
, образование
Цена
0
.0003
Таблицы веса и количества болтов с полукруглой головкой по различным стандартам DIN, ISO и др. 1000 шт болтов
шт в 1 кг
Плотность, кг/м³
Болт М5х16
16
4 5
3
250 шт.
7850
Болт M6x16
16
6
6,9000 кг.
145 шт.
7850
Болт M5x20
20
5
4,5000 кг.
222 шт.
7850
Болт M6x20
20
6
7,6000 кг.
132 шт.
72 шт.
7850
Болт M10x20
20
10
22,7000 кг.
44 шт.
196 шт.
7850
Болт M6x25
25
6
8,5000 кг.
118 шт.
7850
Болт M8x25
25
8
15.4000 кг.
65 шт.
40 шт.
169 шт.
7850
Болт M6x30
30
6
9,6000 кг.
104 шт.
7850
Болт M8x30
30
8
17.0000 кг.
59 шт.
7850
Болт M10x30
30
10
27,7000 кг.
36 шт.
7850
Болт M12x30
30
12
45,7000 кг.
22 шт.
7850
Болт M5x35
35
5
6,7000 кг.
149 шт.
7850
Болт M6x35
35
6
10,7000 кг.
93 шт.
7850
Болт M8x35
35
8
19.0000 кг.
53 шт.
33 шт.
7850
Болт M12x35
35
12
49,4000 кг.
20 шт.
7850
Болт M5x40
40
5
7,5000 кг.
133 шт.
7850
Болт M6x40
40
6
11,8000 кг.
85 шт.
48 шт.
7850
Болт M10x40
40
10
32,7000 кг.
31 шт.
19 шт.
120 шт.
7850
Болт M6x45
45
6
12,9000 кг.
78 шт.
7850
Болт M8x45
45
8
23.0000 кг.
43 шт.
7850
Болт M10x45
45
10
35,8000 кг.
28 шт.
18 шт.
110 шт.
7850
Болт M6x50
50
6
14.0000 кг.
71 шт.
7850
Болт M8x50
50
8
25.0000 кг.
40 шт.
26шт.
16 шт.
7850
Болт M16x50
50
16
119.0000 кг.
8 шт.
101 шт.
7850
Болт M6x55
55
6
15,1000 кг.
66 шт.
7850
Болт M8x55
55
8
26,9000 кг.
37 шт.
24 шт.
15 шт.
8 шт.
7850
Болт M5x60
60
5
10,7000 кг.
93 шт.
7850
Болт M6x60
60
6
16,2000 кг.
62 шт.
35 шт.
22 шт.
7850
Болт M12x60
60
12
70,0000 кг.
14 шт.
8 шт.
87 шт.
58 шт.
7850
Болт M8x65
65
8
30,9000 кг.
32 шт.
21 шт.
7850
Болт M12x65
65
12
74,4000 кг.
13 шт.
7850
Болт M16x65
65
16
141.0000 кг.
7 шт.
81 шт.
7850
Болт M6x70
70
6
18,4000 кг.
54 шт.
7850
Болт M8x70
70
8
32,9000 кг.
30 шт.
7850
Болт M10x70
70
10
51,3000 кг.
19 шт.
13 шт.
7 шт.
4 шт.
7850
Болт M5x80
80
5
13,9000 кг.
72 шт.
49 шт.
27 шт.
17 шт.
7850
Болт M12x80
80
12
87.0000 кг.
11 шт.
6 шт.
4 шт.
7850
Болт M6x90
90
6
22,8000 кг.
44 шт.
25 шт.
16 шт.
10 шт.
7850
Болт M16x90
90
16
181.0000 кг.
6 шт.
3 шт.
7850
Болт M6x100
100
6
25. 0000 кг.
40 шт.
22 шт.
7850
Болт M10x100
100
10
69,9000 кг.
14 шт.
10 шт.
5 шт.
3 шт.
7850
Болт M6x110
110
6
27,2000 кг.
37 шт.
20 шт.
13 шт.
7850
Болт M12x110
110
12
114.0000 кг.
9 шт.
5 шт.
3 шт.
34 шт.
7850
Болт M8x120
120
8
52,8000 кг.
19 шт.
12 шт.
8 шт.
4 шт.
7850
Болт M20x120
120
20
372,0000 кг.
3 шт.
7850
Болт M6x130
130
6
31,6000 кг.
32 шт.
18 шт.
7850
Болт M10x130
130
10
88,5000 кг.
11 шт.
8 шт.
4 шт.
3 шт.
7850
Болт M6x140
140
6
32,8000 кг.
30 шт.
16 шт.
11 шт.
7 шт.
7850
Болт M16x140
140
16
261,0000 кг.
4 шт.
2 шт.
29 шт.
7850
Болт M8x150
150
8
64,8000 кг.
15 шт.
10 шт.
7 шт.
4 шт.
7850
Болт M20x150
150
20
447,0000 кг.
2 шт.
9 шт.
7850
Болт M12x160
160
12
159,0000 кг.
6 шт.
3 шт.
7850
Болт M20x160
160
20
497,0000 кг.
2 шт.
8 шт.
6 шт.
7850
Болт M16x180
180
16
325. 0000 кг.
3 шт.
7850
Болт M20x180
180
20
547,0000 кг.
2 шт.
8 шт.
5 шт.
7850
Болт M16x200
200
16
357,0000 кг.
3 шт.
2 Предметы
7850
Круглая головка Болт
Список стандартов, доступных в калькуляторе и весовых таблицах
ISO 8677-Mushroom Head Head Bolts
9181 9000 2 9000 2. Обычно ISO 8677. в мебельной промышленности, в различных отраслях машиностроения — полукруглая головка обеспечивает достаточную скрытность крепежа. Чаще всего такие изделия выпускаются с квадратным подголовником, что предотвращает его проворачивание в мягких материалах и гарантирует надежную посадку. Длина наносимой резьбы зависит от длины самого болта, а форма головки практически исключает возможность травмирования.
Калькулятор веса болта с полукруглой головкой на нашем сайте позволяет промышленным специалистам получить точную информацию о весе одного крепежа или целой партии на основании данных, введенных в форму. Минимум, необходимый для указания типа болта, его размеров, а также материала изготовления — программный продукт в кратчайшие сроки произведет необходимые расчеты, которые можно сохранить или отправить себе на почту для использования в другие расчеты.
Сталь 12Х18Н10Т: применение, характеристики, состав, свойства
Сталь 12Х18Н10Т – это один из наиболее популярных и востребованных сплавов на рынке Украины и стран СНГ. Материал устойчив к коррозии и воздействию химически активных соединений, обладает большой механической прочностью и легко обрабатывается. Оптимальное сочетание высоких эксплуатационных качеств и доступной стоимости позволяет использовать этот нержавеющий сплав в различных отраслях, начиная от криогенной инженерии и нефтепереработки, заканчивая производством алкогольных напитков.
Зарубежные аналоги марки стали 12Х18Н10Т ( стар. Х18Н10Т )
Согласно ГОСТ 5632-72 расшифровка 12Х18Н10Т выглядит следующим образом:
Первая цифра обозначает количество углерода (C) в составе сплава. В данном случае это 0.12%.
Х18 – это массовая доля хрома (Cr) в нержавеющей стали. В этом сплаве его 18%.
Н10 – процентное соотношение никеля (Ni). В данном случае это 10%.
Буква «Т» указывает на наличие в составе нержавеющей стали титана (Ti). Согласно стандарту, в этой марке стали допускается до 1.5% титана.
Химический состав в % стали 12Х18Н10Т ( стар. Х18Н10Т )
Химический состав сплава непосредственно влияет на физические и технические свойства 12Х18Н10Т. Наличие большого количества хрома придает материалу высокую стойкость к коррозии, а также автоматически переводит сталь в категорию «пищевых» нержавеющих сплавов. Никель в составе стали существенно повышает ее стойкость к кислотам и другим химически активным соединениям. Наличие титана придает материалу дополнительную механическую прочность и улучшает качество сварного шва.
Технические характеристики стали 12Х18Н10Т и области применения сплава
Нержавеющая сталь 12Х18Н10Т имеет следующие технические характеристики:
Допускаемое напряжение стали 12Х18Н10Т при температуре 20 градусов составляет 184 МПа.
Предел текучести 12Х18Н10Т зависит от типа проката и может варьироваться в пределах от 196 до 235 МПа.
Твердость по Бринеллю (HB) составляет 179 единиц.
Плотность стали 12Х18Н10Т – 7920 кг/м3, что считается достаточно высоким показателем среди аналогичных нержавеющих сплавов.
Физические свойства стали 12Х18Н10Т ( старое название Х18Н10Т )
T (Град)
E 10- 5 (МПа)
a 10 6 (1/Град)
l (Вт/(м·град))
r (кг/м3)
C (Дж/(кг·град))
R 10 9 (Ом·м)
20
1.98
15
7920
725
100
1.94
16.6
16
462
792
200
1.89
17
18
496
861
300
1.81
17.2
19
517
920
400
1. 74
17.5
21
538
976
500
1.66
17.9
23
550
1028
600
1.57
18.2
25
563
1075
700
1.47
18.6
27
575
1115
800
18.9
26
596
900
19.3
Сталь 12Х18Н10Т ГОСТ 5632-72 обладает высокими эксплуатационными качествами, что позволяет ее использовать в различных отраслях промышленности и в быту. Из пищевой нержавейки изготавливают посуду, кухонную утварь и аксессуары. Для нужд химической промышленности из этого сплава делают емкости и трубопроводы для хранения и транспортировки различных агрессивных веществ – азотной, уксусной, фосфорной кислоты, а также соединений на их основе.
Применение 12Х18Н10Т в других отраслях:
Нефтепереработка (трубопроводы, элементы оборудования).
Машиностроение (выхлопные коллекторы, различные комплектующие).
Криогенная техника (муфели, теплообменники, трубопроводы высокого давления).
Производство пищевой продукции (оборудование для пищевых комбинатов и ликероводочных заводов).
Нержавеющий прокат выпускается в широком сортаменте (круг нержавеющий, нержавейка лист, проволока, кованые заготовки и труба нержавеющая), что существенно расширяет области применения материала, позволяя изготавливать большой ассортимент изделий разного назначения.
Сталь 12Х18Н10Т – аналог AISI 321 (один из наиболее востребованных нержавеющих сплавов в США). В других странах мира также существуют аналоги этой стали, которые преимущественно используются на внутреннем рынке. Например, в странах ЕС это будут сплавы 1.4541 и 1.4878, в Японии – SUS321, в Великобритании – 321S31, а в Южной Корее – STS321.
У нас можно не только купить нержавейку 12Х18Н10Т по лучшим ценам с гарантией качества, но и воспользоваться услугами обработки металлов или заказать изготовление изделий любого уровня сложности из различных марок стали.
характеристики и расшифовка, применение и свойства стали
Механические свойства стали 12Х18Н10Т
Механические свойства стали при повышенных температурах
Температура испытаний, °С
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость, KCU, Дж/см2
Закалка при 1050-1100 °С, охлаждение на воздухе
20
225 — 315
550 — 650
46 — 74
66 — 80
215 — 372
500
135 — 205
390 — 440
30 — 42
60 — 70
196 — 353
550
135 — 205
380 — 450
31 — 41
61 — 68
215 — 353
600
120 — 205
340 — 410
28 — 38
51 — 74
196 — 358
650
120 — 195
270 — 390
27 — 37
52 — 73
245 — 353
700
120 — 195
265 — 360
20 — 38
40 — 70
255 — 353
Ударная вязкость из стали, KCU, Дж/см
2
Термообработка
Т= +20 °С
Т= -40 °С
Т= -75 °С
Полоса 8х40 мм в состоянии покоя
286
303
319
Чувствительность стали к охрупчиванию при старении
Время, часы
Температура, °С
Ударная вязкость, KCU, Дж/см2
Исходное состояние
-
274
5000
600
186 — 206
5000
650
176 — 196
Жаростойкость стали
Среда
Температура, ºС
Группа стойкости или балл
Воздух
650
2 — 3
Воздух
750
4 — 5
Свойства по стандарту
ГОСТ 5582-75
Термообработка
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Листы горячекатанные и холоднокатанные: закалка при 1050-1080 °С, вода или воздух
До 3,9
205
530
40
-
-
Листы горячекатанные и холоднокатанные: нагартованные
До 3,9
-
880 — 1080
10
-
-
Свойства по стандарту ГОСТ 5949-75
Термообработка
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Прутки. Закалка при 1020-1100 °С, воздух, масло или вода
60
196
510
40
55
-
Механические свойства при испытаниях на длительную прочность
Температура испытания, °С
Предел ползучести, МПа
Скорость ползучести %/час
Предел длительной прочности, МПа
Длительность испытания, часы
600
74
1/100000
147
10000
650
29 — 39
1/100000
78 — 98
10000
Свойства по стандарту
ГОСТ 7350-77
Термообработка
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Листы горячекатанные и холоднокатанные: закалка при 1000-1080 °С, вода или воздух.
Свыше 4
236
530
38
-
-
Свойства по стандарту
ГОСТ 9940-81
Термообработка
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Трубы бесшовные горячедеформированные без термообработки
3,5 — 32
-
529
40
-
-
Свойства по стандарту
ГОСТ 18143-72
Термообработка
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Проволока термообработанная
1,0 — 6,0
-
540 — 880
20
-
-
Свойства по стандарту
ГОСТ 18907-73
Термообработка
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Прутки шлифованные, обработанные на заданную прочность
-
-
580 — 830
20
-
-
Прутки нагартованные
До 5
-
930
-
-
-
Свойства по стандарту
ГОСТ 25054-81
Термообработка
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Твердость, НВ
Поковки. Закалка при 1050-1100 °С, вода или воздух
До 1000
196
510
35
40
-
Физические свойства 12Х18Н10Т
Температура, °С
Модуль упругости, E 10— 5,МПа
Коэффициент линейного расширения, a 10 6, 1/°С
Коэффициент теплопроводности, l, Вт/м·°С
Удельная теплоемкость, C, Дж/кг·°С
Удельное электросопротивление, R 10 9, Ом·м
20
1,98
-
15
-
725
100
1,94
16,6
16
462
792
200
1,89
17,0
18
496
861
300
1,81
17,2
19
517
920
400
1,74
17,5
21
538
976
500
1,66
17,9
23
550
1028
600
1,57
18,2
25
563
1075
700
1,47
18,6
27
575
1115
800
-
18,9
26
596
-
900
-
19,3
-
-
-
Сталь 12Х18Н10Т / Ауремо
Сталь 12Х18Н10Т
Сталь 12Х18Н10Т : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 12Х18х20Т.
Труба 12х18н10т, лист 12х18н10т, круг 12х18н10т, детали, работающие до 600°С. Машины и сосуды сварные, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот и других солей, растворах солей щелочных, растворах работающие под давлением при температуре от -196 до +600°С, а в присутствии агрессивных сред до +350°С. Сталь коррозионностойкая аустенитного класса.
Стержни. Закакла 1020-1100°С, воздух, масло или вода.
60
196
510
40
55
Прутки шлифованные, обработанные до заданной прочности.
590-830
20
Прутки усиленные
<5
930
Лист 12х18н10т горячекатаный или холоднокатаный. Закалка 1000-1080°С, вода или воздух.
> 4
236
530
38
Листы 12х18н10т горячекатаные или холоднокатаные. Закалка 1050-1080°С, вода или воздух.
<3,9
205
530
40
Листы 12х18н10т горячекатаные или холоднокатаные холоднодеформированные
<3,9
880−1080
десять
Поковки. Закалка 1050-1100°С, вода или воздух.
<1000
196
510
35
40
Проволока термообработанная
1,0−6,0
540-880
20
Трубы бесшовные горячедеформированные 12х18н10т без термической обработки.
3,5−32
529
40
Механические свойства при повышенных температурах
t испытания, °С
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
KCU, Дж/м 2
Закалка 1050-1100°С, охлаждение на воздухе.
20
225−315
550−650
46−74
66−80
215−372
500
135−205
390−440
30−42
60−70
196−353
550
135−205
380−450
31−41
61−68
215−353
600
120-205
340−410
28−38
51−74
196−358
650
120−195
270−390
27−37
52−73
245−353
700
120−195
265−360
20−38
40−70
255-353
Механические свойства при испытаниях на длительную прочность
Предел ползучести, МПа
Скорость ползучести, %/ч
tиспытание, °С
Длительная прочность, МПа
Продолжительность испытаний, ч
t испытания, ч
74
1/100000
600
147
10000
600
29-39
650
78−98
650
Технологические свойства стали 12Х18х20Т
Температура штамповки
Начало охлаждения 5 мм на воздухе 1200.
Свариваемость
свариваемость без ограничений. Методы сварки: РДС (электроды ЦТ-26), ЭШС и КТС. Рекомендуется послетермическая обработка.
Обрабатываемость резанием
В закаленном состоянии при HB 169 и σ B = 610 МПа K υ тв.пл. = 0,85, K υ б.ст. = 0,35.
Чувствительность флока
нечувствительный
Ударная вязкость стали 12Х18х20Т
Ударная вязкость, KCU, Дж/см 2
Состояние поставки, термическая обработка
+20
-40
-75
Полоса 8X40 мм в состоянии поставки.
286
303
319
Предел выносливости стали 12Х18х20Т
σ -1 , МПа
п
279
1Э+7
Жаропрочность стали 12Х18х20Т
Среда
Температура, °С
Группа или балл устойчивости
Воздух
650
2−3
Воздух
750
4−5
Физические свойства стали 12Х18х20Т
Температура испытания, °С
20
100
200
300
400
500
600
700
800
900
Нормальный модуль упругости, Е, ГПа
198
194
189
181
174
166
157
147
Модуль упругости при кручении G, ГПа
77
74
71
67
63
59
57
54
49
Плотность стали, pn, кг/м 3
7900
Коэффициент теплопроводности Вт/(м°С)
пятнадцать
шестнадцать
восемнадцать
19
21
23
25
27
26
Уд. электрическое сопротивление (p, ном. м)
725
792
861
920
976
1028
1075
1115
Температура испытания, °С
20−100
20−200
20−300
20−400
20−500
20−600
20−700
20−800
20−900
20−1000
Коэффициент линейного расширения (а, 10−6 1/°С)
16,6
17,0
17,2
17,5
17,9
18,2
18,6
18,9
19,3
Удельная теплоемкость (С, Дж/(кг°С))
462
496
517
538
550
563
575
596
Чувствительность к охрупчиванию стали 12Х18х20Т
Температура, °С
Время, ч
KCU, Дж/см 2
Исходное состояние
274
600
5000
186−206
650
5000
176−196
Источник: Марки сталей и сплавов
Источник: www. manual-steel.ru/12h28N10T.html сплав железа с углеродом, и он используется почти во всех отраслях промышленности благодаря своим ценным механическим свойствам. Его прочность сочетается с хорошей обрабатываемостью и обрабатываемостью, и он относительно недорог в производстве, что делает его основным материалом для большинства дизайнеров. Американский институт чугуна и стали (AISI) и Общество автомобильных инженеров (SAE) упростили выбор стали, назвав различные марки стали индексами, которые определяют легирующие элементы и общие свойства стали. В этой статье будут освещены 9Сталь 260, пружинная сталь с высоким содержанием кремния, известная своими выдающимися рабочими характеристиками. Описывая химический состав, механические свойства и области применения стали 9260, эта статья призвана помочь читателю решить, является ли сталь 9260 хорошим выбором материала для их проекта.
Физические свойства стали 9260
Сталь
9260 получила свое четырехзначное имя в соответствии с совместным индексом именования, созданным AISI и SAE. Чтобы узнать больше об этой схеме наименования, а также о различиях между марками стали, просмотрите нашу статью о типах сталей.
Первая цифра обозначает класс сплава стали, т. е. основные легирующие компоненты (кроме углерода). Для этой стали «9» показывает, что эта сталь относится к классу кремний-марганцевых легированных сталей. Вторая цифра представляет собой процент этих основных элементов; Таким образом, «2» в стали 9260 означает, что этот класс содержит около 2% кремния/марганца. Наконец, последние две цифры представляют собой процентное содержание углерода в стали с шагом 0,01%. Используя это правило, 9Сталь 260 содержит 0,60% углерода. Точный химический состав стали 9260 гораздо более конкретен (см. ниже с допусками), но его название дает хорошее представление об ее общем составе.
Удельное процентное содержание элементов в стали 9260 составляет:
0,56- 0,64 % углерода
0,75-1,0% Марганец
<= 0,035% фосфора
1,8-2,2 % Кремний
<= 0,040% серы
Сталь
9260 часто встречается как сталь AISI 9260 и считается пружинной легированной сталью с высоким содержанием кремния. Это означает, что он обладает хорошими пружинящими характеристиками и полезен для его изгиба, а также устойчивости к деформации. Он легко обрабатывается при отжиге и сваривается всеми способами, кроме кислородно-ацетиленовых горелок. Как правило, он устойчив к коррозии и достаточно тверд, чтобы сопротивляться локальной деформации поверхности. Он поддается ковке, а также термообработке и хорошо реагирует на закалку. 9Сталь 260 имеет плотность 7,85 г / см 3 (0,284 фунта / дюйм 3 ) и чаще всего встречается в виде круглого прутка, пластины, трубы и листовой заготовки. Оптимальные пружинные характеристики делают сталь 9260 исключительным выбором при производстве листовых и конических рессор, но ее также можно использовать во многих других областях в качестве высокопрочного сплава.
Механические свойства
В таблице 1 (ниже) показаны некоторые важные механические свойства стали 9260. В этом разделе будет рассмотрено каждое свойство и подробно описано, как они показывают сильные и слабые стороны 9260 стали.
Таблица 1: Сводка механических свойств стали 9260.
Механические свойства
Значения показателей
Английские значения
Модуль упругости
200 ГПа
29000 тысяч фунтов на квадратный дюйм
Твердость (Роквелл B)
94
94
Предельная прочность на растяжение
770-1525 МПа
112000 – 221200 фунтов на кв. дюйм
Предел текучести при растяжении
440-1149 МПа
63800-166600 фунтов на кв. дюйм
Обрабатываемость
40%
40%
Модуль упругости или модуль Юнга описывает упругую упругость материала. Другими словами, он описывает, насколько эластичным является материал, и является мерой как жесткости, так и общей прочности материала. Сталь 9260 имеет модуль упругости 200 ГПа, что более чем в два раза больше, чем у большинства алюминиевых сплавов. Этот большой модуль упругости позволяет легче обрабатывать сталь 9260, поскольку ее жесткость и прочность позволяют легко фрезеровать.
Твердость материала измеряется разными способами; поэтому существует множество шкал твердости, созданных различными испытательными компаниями. Одной из наиболее распространенных шкал твердости, используемых для стали, является шкала твердости Роквелла, в которой используется индентор Роквелла для испытания материалов с одинаковой прочностью. Шкала Роквелла полезна только в том случае, если вы знаете, как другие материалы оцениваются по той же шкале; например, значение твердости меди по Роквеллу B равно 51, поэтому мы знаем, что 9Сталь 260 (с HRB 94) намного тверже меди. Твердость материала представляет его способность сопротивляться деформации поверхности, и ее необходимо понимать при использовании материала в условиях высоких нагрузок. Таким образом, сталь 9260 является отличным выбором для таких применений, поскольку ее твердость превосходит другие пружинные стали, такие как сталь 5160 (чтобы узнать больше, см. нашу статью о стали 5160).
Предельный предел прочности при растяжении и предел текучести при растяжении являются общепринятыми значениями, полученными в результате экспериментальных стресс-тестов. Каждое из них описывает максимальное напряжение, необходимое для необратимой деформации (уступчивости) и разрушения (окончательного) образца металла, и эти значения показывают устойчивость материала к нагрузкам. Эти значения колеблются в зависимости от термической обработки и истории стали, поэтому в таблице 1 показан диапазон значений для 9260 стали. Эти диапазоны показывают впечатляющую прочность этой легированной стали и показывают, почему сталь 9260 так полезна в пружинных приложениях. Этот диапазон также означает, что сталь 9260 может быть приспособлена для любого количества применений, поскольку ее предел текучести и предел прочности можно модулировать в соответствии со спецификациями проекта.
Обрабатываемость — это сравнительная величина, которая описывает, как материал ведет себя при механических нагрузках. Его можно использовать только применительно к некоторому базовому материалу, которому присваивается оценка обрабатываемости 100%. Процент менее 100% считается более сложным для обработки, чем этот эталонный материал, но это не обязательно означает, что этот материал нельзя обрабатывать. Как видно из таблицы 1, показатель обрабатываемости составляет 9 баллов.260 составляет 40%, что соответствует 100% для стали AISI 1212. Хотя на первый взгляд может показаться, что сталь 9260 не поддается механической обработке, она легко обрабатывается после размягчения. Более низкий балл объясняется просто его повышенной прочностью, которая может быстрее изнашивать насадки и вызывать больше задержек в обработке материала.
Применение стали 9260
Сталь
Тип 9260 — универсальная пружинная сталь; его высокая прочность, коррозионная стойкость, твердость и обрабатываемость делают его пригодным для любого применения, требующего устойчивости. Чаще всего он используется в листовых и конических рессорах, но некоторые другие известные применения можно увидеть ниже:
Детали самолетов
Военная техника
Мост поддерживает
Станки
Лезвия и столовые приборы
Железнодорожные приложения
и более.
Сталь
9260 легко найти, поэтому не стесняйтесь спрашивать своего поставщика об этом впечатляющем металле, если он кажется полезным для вашего проекта.
Домой Без рубрики Изготовление вагонки фрезером — как сделать ламели самостоятельно
Содержание
Одним из самых популярных видов отделочных материалов является вагонка из натуральной древесины и это понятно, ведь ламели обладают отличной звуко- и теплоизоляцией, эстетично смотрятся и в уходе непритязательны. Но вот цены на данный вид сырья иногда достигают недостижимых высот.
Что делать, если уж очень хочется порадовать себя и родных красивой, натуральной отделкой, но при этом постараться сэкономить. Можно ли изготовить вагонку фрезером для личного пользования собственноручно? Именно с этим вопросом будем разбираться в данной статье.
Материалы для самостоятельного изготовления вагонки
Самостоятельно сделать вагонку вполне реально. При этом необходимые материалы сводятся к минимуму. Если в планах изготовить плашки с укладкой внахлест, то помимо качественных досок, необходимо будет приобрести циркулярную пилу и фуганок. А чтобы была возможность экспериментировать с пазами, имитируя различные профили, понадобится фрезерный стол с фрезой и набором дополнительных насадок. Также возможно изготовление вагонки ручным фрезером, однако следует учесть, что работать удерживая фрезер в руках сложнее, чем выполнять ту же работу на фрезерном станке.
Отправляясь в магазин, чтобы приобрести необходимый минимум для работы по дереву для изготовления вагонки ручным фрезером или станком важно заранее выяснить диаметр хвостовика фрезы. В продаже имеются варианты 6,8 и 12 мм, а также ½ и ¼ inch (дюйма). Дюймовые и миллиметровые фрезы нельзя заменять друг на друга, несмотря на то, что разница кажется мизерной.
По конструктивным особенностям различают фрезы: монолитные (все элементы составляют одно целое), сборные (со спаянными деталями), мягко- и твердосплавные для различных пород древесины (НМ и НSS соответственно).
Также различают их по форме, но для изготовления вагонки ручным фрезером необходимы пазо-шиповые фрезы, которые поставляются в наборе парами. Они удобны тем, что не придется дополнительно рассчитывать размеры соединений, все параметры подогнаны автоматически.
Если намереваетесь обшивать помещение блок-хаусом, то для самостоятельного производства оного понадобится специализированное оборудование. А именно: ленточная пилорама, сушильная камера и особый станок. Изготовление блок-хауса в домашних условиях дело хлопотное и неоправданное.
Подготовка древесины на производстве
Изготовление вагонки фрезером на производстве производится в несколько этапов:
Распиловка бревен продольно на доски нужной толщины. Предварительно все поленья проходят экспертизу и сортируются. На распил поступают лишь лучшие бревна с наименьшим количеством дефектов.
Сушка пиломатериалов. При этом сырье просушивают в автоклавах или с помощью инфракрасного излучения до конечного уровня влажности не более 12 %. На этом же этапе древесину подвергают обработке антисептиками для защиты от вредителей и микроорганизмов.
Профилирование и обрезка досок. После прогона пиломатериалов через специальные станки ламели приобретают необходимый профиль соответствующей длины и ширины.
Сортировка готового сырья. При этом панели тщательно инспектируют на наличие дефектов и распределяют на четыре класса.
После всех операций пиломатериалы поступают в продажу.
Тонкости работы с фрезером в домашних условиях
Рассмотрев технологию, которую применяют на производствах, разберемся в тонкостях изготовления вагонки фрезером в домашних условиях.
На начальном этапе необходимо запастись строганными на циркулярной пиле и фуганке досками (можно сразу купить готовый распилованный материал или изготовить нужные заготовки лично). Все последующие операции выполняются при жесткой фиксации режущего инструмента и древесного пиломатериала.
Все действия можно свести к следующей последовательности:
Настройка прижима заготовки. Важно отрегулировать положение доски вплотную к ограничителю и надежно зафиксировать прижимами с внутренней стороны.
Регулировка фрезы по высоте. Важно четко стабилизировать обе фрезы на одинаковой высоте, иначе изготовленная вагонка будет непригодна.
Обработка деревянной панели. Заготовку ведут вдоль режущего элемента, формируя по одной стороне доски паз, а затем, сменив фрезу, шип.
Изготовление вагонки ручным фрезером дело несложное, если запастись специальными инструментами и четко следовать предложенным рекомендациям.
Предыдущая статьяКак красиво покрасить вагонку внутри дома — виды красок, правила окрашивания
Следующая статьяКак крепить пластиковую вагонку — бюджетный ремонт своими руками
САМОЕ ПОПУЛЯРНОЕ
Загрузить больше
ГОРЯЧИЕ СТАТЬИ
делаем вагонку своими руками ручным фрезером (видео)
Виды инструментов для оснащения ручного фрезера
Фрезы для изготовления вагонки
Инструменты для работ по камню
Фигирейные фрезы
Фрезы спирального типа
Приобретение ручного фрезера – это хорошая возможность сделать много полезных вещей по дому, улучшить его интерьер и экстерьер, провести ремонтные и строительные работы. Однако, чтобы ручной фрезер превратился в полезное и эффективное устройство, его необходимо оснастить соответствующим инструментом – таким, например, как фрезы для вагонки или филенки, для работы по камню, металлу и другим материалам. Найти и приобрести такую продукцию на современном рынке можно легко, но прежде чем делать выбор, следует разобраться в том, что собой представляют такие фрезы и какими параметрами они характеризуются.
Изготовление вагонки ручным фрезером — задача, вполне осуществимая в домашних условиях
Виды инструментов для оснащения ручного фрезера
Выбирая инструмент для того, чтобы оснастить им свой ручной фрезер, вы должны в первую очередь определиться, какие задачи собираетесь решать с его помощью. Кроме того, следует учитывать и характеристики материала, который будет обрабатываться (фрезы по дереву, например, изготовлены из более мягкого материала, чем фрезы по камню).
Рабочие головки фрез могут иметь различные профили
На современном рынке, как уже говорилось выше, представлено множество разнообразных фрез, предназначенных для оснащения ручного электроинструмента. Если говорить о наиболее популярных типах, то следует выделить:
фрезы для вагонки;
фрезы для филенки;
инструмент для выполнения работ по камню;
спиральные фрезы, предназначенные для работ по дереву.
Фрезы для изготовления вагонки
Вагонка, которая сегодня активно используется для выполнения как внутренних, так и наружных отделочных работ, представляет собой качественно обработанную доску, на одной из боковых сторон которой выполнен шпунт, а на другой – паз. Для изготовления такого отделочного материала нужна фреза для вагонки, задача которой как раз и состоит в том, чтобы сформировать пазы и шпунты на боковой поверхности деревянной доски.
Комплект насадок для изготовления вагонки состоит из двух фрез, каждая из которых предназначена для обработки одной стороны доски
Фрезы для изготовления вагонки, таким образом, подразделяются на два основных типа в зависимости от того, какой именно элемент они формируют – шпунт или паз. Каждый из таких типов фрез для вагонки, отдельные модели которых могут устанавливаться и на ручной фрезер, отличаются как своими размерами, так и конструктивным исполнением.
Фрезы, используемые для изготовления вагонки, различаются и типом своего хвостовика, который может иметь диаметр 8 и 12 мм. Это позволяет применять их для оснащения оборудования различной мощности. Типовая фреза для изготовления вагонки содержит в своей конструкции следующие элементы:
два диска с режущими ножами;
подшипник, расположенный между режущими дисками;
ось, на которой все элементы конструкции фиксируются при помощи крепежной гайки.
Фрезы для вагонки, как правило, являются разборными для замены режущей части или подшипника
Режущую часть таких фрез, которую можно самостоятельно затачивать до четырех раз, делают преимущественно из стального сплава марки ВК8. Для изготовления вагонки ручным фрезером могут использоваться как универсальные, так и специально предназначенные для оснащения ручного электрооборудования фрезы.
Геометрические параметры вагонки должны соответствовать требованиям соответствующих нормативных документов, в частности DIN 68126 (евровагонка) и ГОСТа 8242-88 (отечественная продукция). В связи с этим инструмент, используемый для изготовления таких изделий, должен отвечать определенным требованиям как по своим размерам, так и по конфигурации режущей части.
Инструменты для работ по камню
Инструменты для ручного фрезера, предназначенные для работ по камню, отличаются разнообразием своего конструктивного исполнения. Выбор зависит не только от того, какой именно камень необходимо обработать, но и от характера предстоящей технологической операции. Так, в зависимости от конструктивного исполнения различают радиусные, профильные и обгонные фрезы для работ по камню, а также для выполнения инкрустации.
В зависимости от материала изготовления режущей части фрезы для работ по камню могут быть:
оснащенными твердосплавными пластинами, которые напаиваются на режущую часть;
с твердосплавными элементами, фиксируемыми на режущей части механическим способом;
с алмазным напылением.
Разновидности алмазных фрез для ручного фрезера
Наиболее эффективными для обработки камня считаются фрезы, изготовленные с применением алмазной крошки. Производиться они могут методом спекания такой крошки или посредством ее гальванического напыления на рабочую поверхность. Более износостойкими являются полученные методом спекания инструменты, рабочая часть которых состоит из нескольких слоев алмазной крошки. Износостойкость таких фрез объясняется тем, что при стачивании верхнего слоя их рабочей части обнажается следующий, алмазные зерна которого еще не изношены.
Фрезы для работ по камню, на рабочую поверхность которых алмазный слой нанесен гальваническим методом, меньше подвержены деформации и позволяют выполнять обработку с более высокой точностью.
Фигирейные фрезы
При помощи фрез для филенок (или фигирейных) изготавливаются тонкие дощечки определенной конфигурации, которыми обрамляют различные декоративные элементы. Филенки чаще всего используют для изготовления декоративных рамок, а также для оформления мебельных фасадов. Филенчатый элемент, применяемый исключительно в декоративных целях, может вырезаться по контуру изделия. Посредством фрез для филенки можно изготавливать изделия, которые одновременно выполняют две функции: выступают в роли декоративного элемента и фиксируют между собой соединяемые элементы по принципу «шип – паз».
Обработка кромки столешницы фигирейной фрезой
На современном рынке предлагаются различные фрезы для филенки, предполагающие изготовление такого декоративного элемента в один или несколько проходов. При изготовлении филенки в несколько проходов на каждом этапе технологического процесса снимается слой материала, на который рассчитан используемый инструмент. Как правило, в таких случаях применяется не один инструмент для филенки, а целый их набор.
Фрезы для филенки могут работать в вертикальной и горизонтальной плоскостях. Вертикальными фрезами для филенки обрабатывают плинтусы и кромки карнизов, что предполагает выполнение обработки на большую глубину. Горизонтальные фрезы для филенки отличает больший диаметр режущей части. С их помощью выполняют обработку мебельных фасадов, полок и дверных полотен. Хотя фрезы данного типа и позволяют повысить производительность обработки, они значительно уступают вертикальным по глубине резания. Следует отметить, что практически ни одно производство не обходится без фрез филенчатого типа.
Фигирейные фрезы разделяются на односторонние и двухстронние
Фрезы спирального типа
Спиральные фрезы тоже активно используются в мебельном производстве. По внешнему виду и конструкции они очень похожи на сверла. Как и у спиральных сверл, на их рабочей части присутствуют канавки, при помощи которых из зоны обработки выводится стружка отработанного материала. Спиральные фрезы делятся на следующие категории:
с нисходящим резом;
с восходящим резом;
совмещающие оба упомянутых типа.
Типы спиральных фрез
Основными сферами применения фрез спирального типа, которые на современном рынке представлены в широком ассортименте, являются:
раскрой материала;
формирование на поверхности изделий из твердой древесины элементов различной конфигурации;
создание на поверхности изделий из древесины пазов и углублений различной конфигурации.
Спиральные фрезы часто используются в паре с копирующей втулкой
Среди преимуществ использования спиральных фрез для обработки древесины можно выделить следующие:
формирование среза, отличающегося высокой чистотой и точностью выполненной обработки;
значительно меньший выброс опилок, чем при использовании других инструментов;
низкий уровень шума и вибраций при работе;
высокая точность и производительность обработки при выполнении погружного фрезерования.
Таким образом, разнообразие фрез, которыми можно оснащать и стационарное, и ручное электрооборудование, позволяет успешно выполнять различные технологические операции. При помощи таких инструментов может быть не только изготовлена вагонка своими руками, но и выполнены многие другие технологические операции для улучшения домашнего интерьера.
Главное требование, которым следует руководствоваться при выборе таких фрез, – учет их основного назначения и характеристик обрабатываемого материала, будь то дерево для вагонки или камень.
выбрать комплект к ручному фрезеру для изготовления вагонки своими руками
Пришло время отпусков, а вместе с ним увеличивается частота загородных поездок на дачи. Там мастеру всегда есть чем протянуть руку, дав волю творческому начинанию в строительстве и ремонте. Незаменимым материалом для отделки стен является практичная вагонка, изготовленная своими руками.
Порода
Выбор фрез для футеровки определяется производственными задачами и экономической целесообразностью. Фрезерное оборудование имеет разную мощность, поэтому им комплектуются разные виды моделей, отличающиеся диаметром хвостовика 8 и 12 мм.
Все виды конструктивно можно разделить на несколько групп:
сборные с механическим креплением ножей;
с припаянными лезвиями;
монолитный.
Сборные модели имеют ряд преимуществ, но являются самыми дорогими. Меняя пластины на твердосплавные или быстрорежущие стали и используя один и тот же набор, можно работать с древесиной разной плотности. Ножи затачиваются, и когда ресурс производства иссякает, заменяется сам нож, а не вся мельница.
Среди моделей с припаянными пластинами наибольшей популярностью пользуются так называемые резервные. Они имеют меньшую стоимость по сравнению с первыми. Благодаря процессу резания на лицевой стороне при переточке рабочий профиль не меняется. В этом главное преимущество таких экземпляров, наряду с простотой переточки. Кроме того, их зубы обладают повышенной прочностью. При переточке увеличивается размер канавок для вывода щепы, что удобно в эксплуатации.
Чаще всего в наземных моделях используются напаянные пластины из быстрорежущих сталей. Например, Р6М5 (HSS). Быстрорежущий сплав иностранного производства маркируется в соответствии с международными стандартами аббревиатурой HSS (High Speed Steel).
Для производства облицовочного материала выбирают мягкие или средней плотности породы дерева. Хвойные – ель и сосна, лиственные – липа, ольха. Поэтому выбор быстрорежущего сплава не случаен.
Более дорогой класс имеет пластины для пайки на дисках из твердого вольфрамового сплава. В частности, отечественные сплавы ВК8, ВК15 (вольфрамовые и кобальтовые). Твердые сплавы иностранного производства обозначаются в соответствии с ISO как HM (Hard Material), что означает твердый металл. Другое название — Твердый сплав. Этот тип хорошо ведет себя при резке больших объемов твердой древесины – дуба, ясеня, бука.
Типовая фреза для футеровки состоит из следующих элементов:
ось конструкции с гайкой крепления;
два диска с ножами;
подшипник, расположенный между режущими лезвиями.
Часто рекомендуется разобрать их, чтобы заменить какой-либо компонент. Ножи из твердого вольфрамового сплава ВК8 (вольфрам и кобальт) можно затачивать до 4 раз.
Проверенные производители
Сегодня в строительной отрасли действуют сотни малых и крупных фирм. Специалисты рекомендуют тщательно изучить все нюансы, прежде чем обращаться к любому из них.
Комплект концевых фрез «Глобус»
Компания зарекомендовала себя как добросовестный производитель профессионального инструмента. Концевые фрезы фирмы «Глобус» предназначены для изготовления таких изделий, как вагонка, блок-хаус, евровагонка. В комплект входят два комбинированных элемента, профиль-уловитель. Этот набор хорош тем, что позволяет за два прохода сделать полную подкладку рельса, что позволяет значительно сократить время и трудозатраты.
На всех уровнях между подшипниками, дисками и гайкой имеются монтажные прокладки, благодаря которым можно легко регулировать зазор между дисками. Это поможет отрегулировать зазоры или натяжение соединения «шип-паз». Твердосплавная напайка спаяна очень качественно, без наплывов, течет латунь, выполнена аккуратно.
Inveld
Компания производит фрезы с твердосплавными напайками уже более 20 лет. Одна из последних разработок компании – комплект для изготовления евровагонки или просто вагонки. Комплект состоит из двух элементов. Один вырезает переднюю часть, а второй делает ответную часть.
Комплект поставляется в двух конфигурациях. Первая версия — с хвостовиком 8 мм. Второй — с хвостовиком 12 мм. Это было сделано с целью работы как на фрезерных станках малой мощности, так и на более мощном оборудовании — фрезерных станках. Конструкция разборная. Можно ослабить гайку крепления и снять комплектующие, заменить подшипник или заточить ножи. Ножи твердосплавные, сплав ВК8. Припаян к валу латунью. Их легко затачивать самостоятельно алмазным инструментом на тыльной стороне ножа.
«Славянский двор»
Этот производитель выпускает варианты четырехгранных и фрезерных станков.
Компания «Славянский двор» поставляет широкий модельный ряд. Предназначены для производства всех видов обшивочных досок (под брус, вагонку, евровагонку, американку, блок-хаус). Вы можете выбрать подходящий для себя вид в комплекте или по отдельности. Со сменными или напайными ножами.
Технология производства
Вагонка представляет собой хорошо обработанную плиту, зачищенную от шероховатостей, с пазом на одной стороне и шпунтом/шпунтом для соединения на другой. Конструкция достаточно проста, поэтому сделать ее самостоятельно нет ничего невозможного.
Для этого вам понадобится:
ручная мельница или станок;
набор фрез;
доски.
Для производства вагонки нужны зачищенные фугованные доски. Такие заготовки можно сделать самостоятельно или приобрести в готовом виде. Делая личные заготовки, лучше брать короткие доски (до 2 м). Ими проще управлять и результат будет точнее. Сначала нужно обрезать необработанную доску с одной стороны, а затем от ровного края отмерить нужный размер. Оптимальная ширина 7 – 10 см, хотя все это на усмотрение мастера.
Чтобы получить одинаковую толщину будущей футеровки, нужно выдержать количество проходов через фрезу. Получившаяся разница в несколько миллиметров будет визуально незаметна.
Подготовив дерево таким образом, переходим к следующему этапу. По периметру доски необходимо вырезать шип и паз.
На машине это происходит в несколько этапов.
Выбранная фреза устанавливается на станок.
Опускание или подъем стола регулирует глубину канавки.
На заданном расстоянии установить линейку. Во время работы необходимо следить за тем, чтобы заготовка плотно прилегала к ее краю, иначе размер не сработает.
Для производства вагонки на ручном станке требуется калиброванная доска. Сделать его на ручной фрезе не получится, требуется рейсмус. Ширина гребня должна быть 4 — 6 мм. Тоньше отломится, а климер толще не возьмет. Делается торцевая фреза. Затем рамку проходят сверху и удаляют остатки так, чтобы плоская площадка была не менее 5 мм. С другой стороны, снимается меньшая фаска. Также необходимо следить за толщиной материала, чтобы получить ровное изделие.
Советы по эксплуатации
Работа с роутером может быть травмоопасной, поэтому необходимо четко знать и соблюдать правила эксплуатации оборудования. И тогда процесс изготовления не принесет неприятных сюрпризов, а будет в радость.
Производители дают простые советы по продлению срока службы резака.
При работе с древесиной накапливаются смолистые отложения, что приводит к преждевременному износу. Поэтому необходимо ежедневно очищать инструмент от налета.
Не начинайте работу тупым инструментом. Отсутствие заточки может спровоцировать пригорание режущей кромки и возникновение неисправимого дефекта на рабочей поверхности.
Соблюдайте правила заточки. В моделях, подвергшихся шлифовке, она выполняется на передней грани режущего инструмента камнями СМ1, СМ2, зернистостью А25 или А35. Для заточки ножей из твердосплавных материалов делают алмазные круги. Не забывайте следить за тем, чтобы не было горящего края.
Как видите, процесс изготовления вагонки не представляет особой сложности. Он под силу любому желающему. Не бойтесь начинать новое дело, и тогда результат не заставит себя долго ждать.
О том, как выбрать качественные фрезы и в чем их отличия, смотрите в следующем видео.
Фреза для вагонки ручная фреза,фрезерование древесины для отделки,набор фрез для отделки, набор фрез для изготовления щита,фрезы для производства вагонки
Редельщики Business Classifieds Продукты Товары и услуги Компании в каталоге
9
9
9
9
. / Объявления / оборудование и материалы / промышленное оборудование / деревообрабатывающие станки
Тип объявления: ПродамОпубликовано: 27.02.2015
Цена:
325 грн
Компания:
ООО»Инвелд»
Продавец:
Руслан
Телефоны:
+38 (067) 725-04-66; +38 (099) 529-19-98;
Show phone
Write a message
Address:
Ukraine, Autonomous Republic of Crimea, Simferopol
cutter for lining a manual mill,milling wood for decoration,a set of cutters для отделки, набор фрез для изготовления панно, фрезерные станки для производства обрешетка,концевые фрезы для футеровки,фрезы для футеровки цена фрезы футеровка и вагонка, стан футеровки, стан для изготовления панелей, фрезы для сращивания, накладки на боры, машиностроение обрешетка, фрезы для половой доски, комбинированные фрезы, купить фрезы обрешетка,фрезы для изготовления панелей купить,
Фреза для изготовления панелей
Все фрезы на нашем сайте :http://inweld. etov.com.ua/
Изготавливаем фрезы для ручных фрезеров и фрезерных станков Твердосплавные ножи с ЧПУ более 10 лет.
Доставка по Украине.
+38 (099) 529-19-98;
+38 (0652) 54-90-25; +38 (067) 725-04-66;
фреза для ручной фрезы. концевые фрезы для дерева, каталог фрезы, резцы по дереву, фрезы по дереву, купить Украина, прези деревообробне, купить фрезы, фрезы по дереву, фрезы, фрезы концевые, фрезы глобус, фрезы торцевой, купить фрезерный станок, фрезерный станок по дереву, резак ручной, фрезерный Станки ЧПУ, шлифовальные станки, фрезы по дереву, набор фрез, купить фрезы, фрезеры токарный, фрезерный, купить фрезу для ручной фрезерной в Украине, купить фрезы на дерево в Украине, фрезы для фрезера, деревообрабатывающие станки, деревообробне токарные, фрезерные станки с ЧПУ, фрезерование шпоночных пазов, купить фрезу, фрезу с ЧПУ деревообработка, фрезеровка, пиление, фрезы для деревообработки, глобусы, фрезы палец, прези-дерево, твердосплавные фрезы, набор цилиндрических фрез фрезы для ручной фрезы, ручная фреза, пазовая фреза, прези деревообробне, фреза для дрелей, деревообрабатывающих фрез, пальцевых фрез по дереву дерево для ручного фрезера, фрезер для ручного фрезера, фрезер,фреза для фрезы, установленные на фрезы по дереву глобус, Frese,
Отправить на себя/friendprint versioncomplain
спам [?]
Неправильная категория [?]
Установленная реклама [?]
Законы нарушение [?]
Другое [?]
2014
513 Add od ofto add ofto addo offertients
3
513
.
Что такое файл cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Хромирование пластиковых деталей автомобиля в Москве от компании Fusion Technologies
Придание пластиковым поверхностям уникального внешнего вида и дополнительных защитных характеристик возможно при использовании технологии хромирования. К обработке допускаются изделия различного назначения, используемые в самых разнообразных сферах деятельности. Наша компания предлагает услуги хромирования пластика по доступным ценам, с гарантией высокого качества, надежности и долговечности покрытия.
Преимущества хромирования пластика
Основными задачами хромирования являются придание продукции привлекательного внешнего вида, хороших защитных характеристики и маскировка различных дефектов, царапин и повреждений исходного покрытия. Несколько тончайших слоев хрома образуют прочное и долговечное покрытие, достоинствами которого считаются:
Способность выдерживать существенные механические нагрузки, в том числе ударные, без каких-либо повреждений.
Твердость пластика, обработанного слоем хрома, существенно возрастает.
Устойчивость к воздействию высоких температур и неизменность характеристик покрытия при отрицательных значениях температуры.
Износостойкость пластика, прошедшего обработку хромом, существенно возрастает.
Внешний вид продукции не вызывает нареканий, а по своим эстетическим особенностям превосходит альтернативные способы обработки материала.
Хромирование пластиковых изделий от Fusion Technologies
Обращение в нашу компанию – это возможность заказать качественную и внешне привлекательную обработку пластиковых деталей слоем хрома. Используемое нашим предприятием оборудование и технологии отвечают современным стандартам. Характеристики готовой продукции не уступают аналогичным образцам, изготовленным в заводских условиях. При этом стоимость услуг компании доступна для большинства клиентов. Мы гарантируем устойчивость покрытия в течение всего срока эксплуатации при любых климатических и механических нагрузках.
Примеры наших работ
Технологический процесс хромирования пластика
Порядок действий хромирования пластиковых изделий состоит из следующих пунктов:
Подготовка (разведение) химических реактивов.
Распыление активатора на поверхность изделия.
Промывка пластика дистиллированной водой от излишков активатора.
Нанесение на мокрую поверхность тонкого хромированного слоя.
Повторная промывка после металлизации.
Сушка металлического слоя путём сдувания воды.
Свяжитесь с нами для получения более подробной информации. Квалифицированный персонал нашей компании ответит на интересующие вас вопросы.
Заказать звонок
Хромирование пластика
Хромирование пластика или любого другого диэлектрика проводится исключительно как финишный слой многослойного защитно-декоративного покрытия. Несмотря на небольшую толщину слоя хрома наносимого на пластик (обычно это в пределах 0,3 — 0,5 мкм), хромовое покрытие значительно повышает коррозионную стойкость и механическую прочность покрытия, и придает поверхности более декоративный внешний вид.
Существует несколько способов подготовки поверхности пластиков, пластмасс или других диэлектриков перед проведением процесса хромирования. Но первым этапом везде является подготовка поверхности перед нанесением токопроводящего слоя, т.е. придание поверхности микрошероховатости и травление. Для этого, поверхность детали сначала обрабатывается механически (например, наждачной бумагой или шлифовальной губкой), а потом проводится травление поверхности. В зависимости от типа пластика или пластмассы, существует достаточно много составов, используемых для травления, среди которых наиболее часто используется следующий:
Универсальный состав для травления:
Хромовый ангидрид (CrO3) — 60 г/л
Ортофосфорная кислота (H3PO3) — 150 г/л
Серная кислота (H2SO4) — 560 г/л
Температура раствора при проведении процесса травления 45-50оС. Время выдержки зависит от типа и характеристик пластика или пластмассы.
Для отдельных пластмасс подбираются индивидуальные растворы травления.
Для травления полистирола, например, используют раствор, следующего состава:
Хромовый ангидрид (CrO3) -150 г/л
Серая кислота (H2SO4) — 10 мл/л
Температура раствора травления 60-65°С, процесс травления проводят в течении 15-20 минут. После этого, пластиковую или пластмассовую деталь промывают и переносят далее в раствор следующего состава:
Едкий натр (NaOH) — 50 г/л
Метасиликат натрия (Na2SiO3)– 20 г/л
Пирофосфат натрия (Na3PO4)- 20 г/л
ПАВ (в качестве смачивателя) – 1 г/л
Процесс проводят путем опускания детали на 10-12 минут в нагретый до температуры 85-90оС раствор травления.
Детали, сделанные из такого химически стойкого материала, как фторопласт, обрабатывают в течении 8-10 мин в растворе следующего состава:
Раствор в 1 л тетрагидрофурана (C4H8O)
Натрий (металлический) — 23 г
Нафталин (С10Н8) -128 г
Перед употреблением раствор в течение 2 часов перемешивают в сосуде при комнатной температуре. После травления изделие промывают в растворителе, сушат и направляют на сенсибилизацию. Фторопластовые изделия можно травить так же в растворе следующего состава:
В 1 литре воды растворить:
Серная кислота (H2SO4) 740-770 мл/л,
Бихромат натрия (Na2Cr2O7) 30-40 г/л,
Температура 80-90°С. Время обработки 10-30 секунд.
В результате травления в таком составе поверхность изделия из фторопласта приобретает темно-коричневую окраску. Следующим этапом, после травления пластика, является металлизация или нанесение токопроводящего слоя. Для этого существует два способа:
1-ыйспособ — нанесения токопроводящего графитсодержащего лака или графитного порошка. Для улучшения сцепления лак лучше всего наносить тонким слоем, давая излишкам стечь.
2-ойспособ — нанесение химической меди. Для этого деталь обрабатывается сначала в растворе сенсибилизатора следующего состава:
Олово двухлористокислое (SnCl2) – 17 г/л
Олово четыреххлористое (SnCl4) – 4,6 г/л
Соляная кислота (HCl)– 28 мл/л
Температура раствора 18-220С. Время выдержки в растворе 5 -10 минут.
После этого деталь активируется в растворе следующего состава:
Палладий двухлористый (PdCl2) – 0,25-0,5 г/л
Кислота соляная (HCl) -1-2 г/л
Температура раствора 18 — 220С. Время выдержки в растворе 5-10 мин. После этого, проводится химическое меднение поверхности изделия. Для этого, деталь обрабатывается в растворе следующего состава:
Медь сернокислая (CuSO4)- 50 г/л
Сегнетова соль (KNaC4H4O6) — 170 г/л
Натр едкий (NaOH) — 50 г/л
Формалин — 75 г/л
Температура раствора 18-220С. Время выдержки 5-10 минут, желательно при этом осуществлять покачивание детали.
Раствор меднения необходимо приготавливать непосредственно перед покрытием, т. к. он имеет короткий срок жизни.
3-ийспособ – нанесение химического никелирования. Операции сенсибилизации и активации аналогичны процессам подготовки поверхности перед химическим меднением. А затем, деталь обрабатывается в растворе никелирования следующего состава:
Никель хлористый (NiCl2)– 5 г/л
Аммоний хлористый (NH4Cl) – 12 г/л
Калий едкий (KOH) – 6 г/л
Гипофосфит натрия (NaH2PO2 )- 12 г/л
Температура раствора 22-300С. рН раствора 9 — 9,2
После нанесения токопроводящего слоя, для упрочнения покрытия, наносится слой “затягивающей” меди. Процесс необходимо проводить при пониженной плотности тока, порядка 0,4-0,7 А/дм2 и, создать по возможности больше точек контакта токоподвода (подвески) с покрываемой деталью. А так как нанесенный на диэлектрик электропроводный слой еще очень тонкий и при проведении процесса меднения идет большое сопротивление, то в первую очередь начинает покрываться медью подвеска и места контачащие с ней. Поэтому при проведении процесса затягивающего медью рекомендуется создать как можно больше точек контакта детали с подвеской.
Состав электролита “затягивающего” меднения:
Сульфат меди (CuSO4 )- 35 г/л
Серная кислота (H2SO4)- 150 г/л
Спирт этиловый (CH3COOH)– 10 мл/л
Процесс проводится при комнатной температуре. Плотность тока 0,3-0,7 А/дм2. После нанесения на токопроводящий слой покрытия “затягивающая” медь, на поверхность детали наноситься дополнительный слой блестящей меди и блестящего никеля.
Состав электролита блестящего меднения:
Медь сернокислая (CuSO4) — 180-250 г/л
Кислота серная (H2SO4)- 30-50 г/л
Кислота соляная (HCl)– — 0,01-0,02 г/л
Процесс также проводится при комнатной температуре. Плотность тока 1-4 А/дм2.Для повышения блеска и отражательных свойств покрытия электролит блестящего меднения должен иметь в составе фирменные блескообразующие добавки.
Состав электролита блестящего никелирования:
Сульфат никеля (NiSO4)- 120-170 г/л
Хлорид натрия (NiCl2)– 10-15 г/л
Борная кислота (H3BO3) – 20-30 г/л
1,5 нафталиндисульфокислота -1-2 г/л
Температура 45-550 С. рН раствора 4,8-5,5.
После этого, можно проводить процесс хромирования пластика. Необходимо помнить, что блестящее хромовое покрытие может получиться только при осаждении на блестящую поверхность (в противном случае хромовое покрытие также будет матовым). Поэтому, перед хромированием пластика обязательно проводить процесс блестящего меднения и блестящего никелирования. После этого, проводится блестящее декоративное хромирование пластика или другого диэлектрика. Процесс проводится в хромовом электролите следующего состава:
Хромовый ангидрид (CrO3)– 250-300 г/л
Серная кислота (H2SO4) — 2,5-3 г/л
Температура электролита 45-550. Плотность тока 15-30 А/дм2.
Перед проведением процесса блестящего декоративного хромирования и нанесения на поверхность пластика или другого диэлектрика заключительного слоя хрома, необходимо обеспечить жесткий контакт с токоподводом.
Хромирование пластика, пластмассы и любого другого диэлектрика хорошо отработан гальванической промышленностью и не вызывает сложности, но только при условии, что точно известна марка материала и соответственно метод ее обработки. Чаще всего в промышленности металлизируют abc-пластики. Данный вид пластика хорошо травится и активируется в растворах травления, и активации соответственно, и имеет удовлетворительную адгезию, благодаря чему можно получать качественное, хорошо сцепленное с подложкой покрытие. Для других пластиков основная сложность металлизации и последующего хромирования, заключается в том, что, в отличие от abc-пластиков, поверхность большинства диэлектриков не обеспечивает возможности проведения такой же качественной подготовки поверхности. И даже, при возможности травления поверхности диэлектрика, создания на нем микрошероховатостей, и нанесении на поверхность первичного слоя меди, графита или серебра, используемого для металлизации различных диэлектриков, качество сцепления с поверхностью, как правило, уступает качеству сцепления с поверхностью abc-пластиков. А так как, хромовое покрытие имеет большие внутренние напряжения и процесс хромирования проводится при высокой плотности тока, результатом может быть повреждение или разрушение “точек” сцепления первичного адгезионного медного, серебряного или графитового покрытия с поверхностью диэлектрика, что приводит к деформации слоя металлизации и возможному отслаиванию хромового покрытия от пластика.
6 способов превратить пластик в хром
Автор Naseem Muaddi 34 комментария
Кожа и хром украшают салоны автомобилей уже почти столетие. И не зря — комбинация выглядит великолепно. Однако в последние годы автопроизводители, стремящиеся сократить расходы, заменили хромированные акценты мягкими пластиковыми заменителями. Помните, когда циферблаты на автомобильных радиоприемниках были хромированными? Теперь они просто черные. Какой позор!
Если вы работаете над интерьером, который хотите украсить хромом, вам повезло. Достижения в области технологий позволяют хромировать поверхность практически любого материала, включая пластик. Ниже приведены шесть способов превратить пластик салона в хром. Для некоторых вам придется нанять профессионала, а некоторые вы можете сделать сами.
Услуги по отправке запчастей
1. Хромирование пластика
Процесс хромирования пластика аналогичен процессу хромирования металла. Поверхность пластиковой детали покрывается медью и никелем перед нанесением хрома. Поскольку гибкие пластики подвержены разрушению под напряжением, этот процесс подходит только для жестких пластиков. Для получения дополнительной информации ознакомьтесь с Хромированное покрытие Пола в Эванс-Сити, штат Пенсильвания.
2. Вакуумная металлизация
Вакуумный метод, который обычно используется для изготовления отражателей фонарей, является еще одним отличным вариантом. Здесь пластиковые детали моются и покрываются базовым слоем, прежде чем подвергаться воздействию облака паров алюминия. Когда облако пара вступает в контакт с покрываемой деталью, оно связывается с его поверхностью, оставляя хромовый блеск. Такие компании, как Mueller Corporation в Ист-Бриджуотер, Массачусетс, специализируются на вакуумной металлизации.
3. Спрей Хром
Этот трехслойный процесс на водной основе, позволяющий хромировать практически любую поверхность, является одним из самых впечатляющих достижений в области хромирования. Детали подготавливаются и покрываются черным базовым покрытием, а затем покрываются нетоксичной формулой хрома, которая наносится настолько гладко, что не течет. Наконец, детали очищаются водой и покрываются прозрачным лаком. В этом видео Jay Leno’s Garage показано, как это делается: нанесение спрея на хром.
Хромирование, которое можно сделать самостоятельно
4. Стрейч-хромированная пленка
Стрейч-хром — новейший продукт в новой линейке пленок для оклейки автомобилей, предлагаемых Alsa Corp . Пленка на клейкой основе растягивается во всех направлениях, что позволяет легко оборачивать изогнутые поверхности. Лучше всего то, что это доступно. Эластичный хром продается по цене 5,99 долларов за квадратный фут.
5. Killer Chrome
Вероятно, лучшее решение для отделочных салонов. Killer Chrome представляет собой трехэтапный процесс окраски, аналогичный процессу Spray Chrome, но его можно выполнить в собственном гараже за 129 долларов. комплект от Alsa Corp . Не путайте Killer Chrome с дешевыми аэрозольными баллончиками прошлого, которые рекламировали хромированную отделку, но наносили серебристую краску. Killer Chrome — это реальное дело.
6. Зеркальная хромированная пленка FX
Подобно эластичной хромированной пленке, пленка FX представляет собой ламинат с отслаивающейся пленкой. Однако этот продукт предназначен только для плоских поверхностей, так как не обладает способностью растягиваться. Потрясающая зеркально-хромированная отделка отлично подходит для акцентных элементов на приборных панелях, нестандартных консолях и готовых багажниках. Прежде чем тратить 14 долларов за квадратный фут, попробуйте 9Набор образцов 0021 Alsa Corp – включает зеркальный хром, а также 11 других вариантов отделки, таких как матовый алюминий и каповое дерево.
Итак, на самом деле вы не превращаете пластик в хром. Скорее, вы придаете дешевым деталям хромированную отделку более высокого класса. Иногда это тоже хорошо. Эти варианты для настоящего хрома — то же самое, что позолота для алхимии — возможная и привлекательная альтернатива.
Рубрики: Архив, Продукты и обзоры, Избранное THR С тегами: Хромирование, FX Sheets, Jay Leno’s Garage, Killer Chrome, Mueller Corporation, Paul’s Chrome Plating, Spray-On Chrome, The Alsa Corporation, Вакуумная металлизация
Пластиковое хромирование — вакуумная металлизация
Что такое пластиковое хромирование?
Многие ошибочно полагают, что хромирование можно нанести только на металлическую деталь. Однако хромирование пластика позволяет придать пластиковой детали тот же блеск, что и традиционной хромированной детали.
Процесс хромирования пластика
К сожалению, хромирование пластика не так просто, как нанесение слоя хрома на деталь. Как правило, мы сначала покрываем деталь слоем меди или никеля посредством процесса, называемого гальванопокрытием. Это означает, что мы не используем электрический ток для нанесения покрытия. Нанесение этого покрытия делает деталь эластичной, что позволяет впоследствии нанести хромирование.
Думайте об этом как о грунтовке, которую вы наносите на стену перед покраской. Этот базовый слой подготавливает деталь к методам гальванического покрытия, которые мы используем для нанесения хромового покрытия. Без него мы не сможем привязать хромирование к пластиковой детали. Как правило, весь процесс состоит из следующих шести шагов.
Этап 1 – Травление
Погружаем деталь в емкость, содержащую смесь концентрированной серной и хромовой кислот. Во время этого процесса кислотная смесь вытравливает серьезные микроскопические отверстия вдоль поверхности пластиковой детали. Именно эти крошечные отверстия будут содержать металлическое покрытие, нанесенное в процессе гальванического покрытия.
Шаг 2 – Нейтрализация
После извлечения детали из кислотной смеси погружаем ее в щелочную смесь. Это нейтрализует кислоты, чтобы они не продолжали разъедать пластиковую деталь. Эта нейтрализация также имеет решающее значение для обеспечения того, чтобы оставшиеся кислоты не нарушали процессы металлизации в дальнейшем.
Этап 3 – Катализирование и ускорение
Мы наносим каталитическую пленку на поверхность пластиковой детали, чтобы подготовить ее к процессу гальванического покрытия. Однако, прежде чем мы это сделаем, мы также должны погрузить деталь в последнюю ванну, которая удалит все химические вещества, оставшиеся после предыдущих процессов. Эта ванна также ускоряет пленку, а это значит, что она гораздо быстрее будет реагировать на металлическое покрытие, которое мы наносим на деталь.
Этап 4. Химическое покрытие
Мы используем описанную выше технику химического покрытия для нанесения на деталь очень тонкого слоя меди или никеля. Цель этого сделать деталь токопроводящей, что позволит принять хромирование.
Этап 5 – гальваническое покрытие
По завершении процесса нанесения покрытия без электроосаждения мы наносим отрицательный заряд на новое металлическое покрытие.
Расход цемента на 1 куб раствора: сколько нужно мешков
Расход цемента на 1 куб раствора – величина, которую должен уметь высчитывать каждый мастер/застройщик и любой, кто планирует выполнять какие-либо виды ремонтно-строительных работ с использованием бетона. Ведь даже если не придется самостоятельно готовить раствор, нужно иметь возможность проконтролировать работников, все верно рассчитать, не допустить лишних финансовых затрат или использования бетона низкого качества.
Многих интересует вопрос о том, сколько мешков цемента на 1 куб раствора понадобится, ведь именно в такой таре поставляется порошок.
Мешки по 50 кг (реже 25, 40) считаются наиболее оптимальным вариантом для транспортировки, погрузки/выгрузки, хранения, приготовления бетона. Посчитать количество мешков, нужных для раствора, можно поэтапно: сначала определить объем бетона, потом посмотреть число килограммов цемента для его приготовления, после чего поделить получившееся значение на 50 кг.
Казалось бы, расчеты довольно простые и выполнить их может каждый. Но сложность заключается в том, что далеко не всегда можно быстро и точно определить нужное количество килограммов цемента. Добавлять «на глаз» точно не стоит, лучше использовать правила и нормативы ГОСТ, СНиП.
Правда, и тут возникают вопросы, ведь расход цемента на 1 м3 раствора зависит от множества факторов, которые обязательно учитываются.
Содержание
1 Действующий СНиП или дедовский метод
2 От чего зависит расход цемента
3 Разновидность и марки смесей
4 Нормы расхода для разных растворов
4.1 На штукатурку
4.2 На кладку
4.3 Для фундамента
4.4 Для стяжки
5 Сколько купить мешков цемента
Действующий СНиП или дедовский метод
Действующие правила дают довольно однозначный ответ на вопрос о том, сколько цемента на куб раствора может понадобиться. При этом, обычно в расчетах учитываются не только оптимальные объемы компонентов, но и их характеристики: фракция, чистота, влажность, плотность, качество и т. д.
Изучая нормы расхода материалов на куб бетона, следует также учитывать условия, в которых планируется выполнять работы. Так, СНиП предполагают, что замес бетона и работы осуществляются при температуре окружающего воздуха в +23 градусов, в условиях среднего уровня влажности. Все компоненты должны быть чистыми и с влажностью максимум 7%.
Цемент берется только свежий и только что купленный, так как в процессе хранения его плотность может меняться. С учетом всех этих нюансов мастера советуют закупать цемент в объеме, на 10-15% превышающем нормы.
Сколько надо цемента на 1 куб раствора:
Марка цемента М400 – для раствора М200 – 490 килограммов
Марка цемента М500 – для раствора М200 – 410 килограммов
Марка цемента М400 – для раствора М150 – 400 килограммов
Марка цемента М500 – для раствора М150 – 330 килограммов
В таблицах можно найти такие данные:
Готовя бетон, важно вычислить, сколько нужно щебня и песка на 1 м3 раствора, так как от этих компонентов зависят прочность, надежность, долговечность монолита и другие важные характеристики.
В таблице указан расход песка, щебня:
Готовя бетон, следует помнить о том, что все можно посчитать, исходя из общего веса кубического метра раствора. Но это не так. Исходя из того, что цемент производится чрезвычайно мелкого помола и он заполняет пустоты между зернами песка, он может не повышать общий объем бетона. Так, добавив 200 или 400 килограммов цемента, объем раствора (1 кубический метр) получают тот же.
Вода в смесь добавляется в количестве, равном половине массы (но не объема) цемента. Обязательно учитывается влажность песка – чем более влажный песок, тем меньше воды понадобится. Лучше всего заливать воду порционно и смотреть на консистенцию: когда она приобретет требуемую густоту, бетон будет готов к использованию.
Независимо от марки бетона, его консистенция должна быть оптимальной для работы. Согласно нормам, консистенцию определяют по величине осадки металлического конуса, который опускают в раствор.
Но, как правило, в условиях стройки возможности использовать этот метод нет. Поэтому обычно определяют визуально: густота раствора должна быть достаточной для комфортной укладки (заливки), выравнивания, удерживания в швах и опалубке.
От чего зависит расход цемента
Количество цемента, используемого в кубометре раствора, зависит от применяемого порошка и его свойств, а также технических характеристик, которым должен отвечать бетон. Пропорции могут достаточно сильно отличаться, в приготовлении бетона разных марок используют разные объемы цемента, песка, щебня, воды. Кроме того, точные значения меняются в зависимости от некоторых факторов.
Факторы, влияющие на расход цемента в 1м3:
Объем наполнителей в растворе – чем больше песка и щебня, тем больше кг цемента, который выступает в роли связующего компонента и скрепляет частицы наполнителя. Оптимальное соотношение сыпучих смесей считают именно по количеству цемента.
Марка цемента, который используется в замесе бетона – по мере того, как увеличивается цифра, повышается прочность создаваемых конструкции/здания. Марка итоговой смеси ниже в 1.5-2 раза марки цемента, ведь в составе работают еще гравий/щебень/шлак и песок.
Требуемая марка раствора, который нужно приготовить – не только цемент, но и бетон делят на марки, каждая из которых обладает определенными характеристиками и параметрами. Лишь после определения с маркой бетона можно понять, сколько нужно цемента на 1 куб. Так, к примеру, для получения смеси М100 с использованием цемента М500 нужно смешать часть вяжущего, 5.8 частей песка, 8.1 часть щебня. А вот для получения раствора М450 пропорция выглядит так: 1/1.4/2.9.
Плотность цемента – также играет немаловажную роль. Показатель зависит от марки цемента, средний равен 1300 кг/м3.
Таким образом, расход цемента и песка, щебня напрямую зависит от марки цемента (используемого в замесе) и марки бетона, который нужно получить в итоге.
Разновидность и марки смесей
Марка цемента и бетона – это два разных показателя. Из цемента марки М400 может получиться бетон разных марок, что зависит от килограмм цемента на 1м3, объема наполнителей. Как правило, для приготовления раствора определенной марки берут цемент марки в 1.5-2 выше.
В условиях производства можно найти цемент марки М100, но обычно он не используется ввиду минимальной прочности. Наиболее популярные марки цемента – М400 и М500, которые используются в приготовлении растворов М100-М600. Для определенных работ актуальны и другие виды.
Марка цемента указывается на упаковке в маркировке – обозначается буквой М и цифрами. Марка – это прямой показатель прочности материала. В растворе прочность зависит от марки и объема используемого цемента. Чем выше марка бетона, тем труднее работать с ним, но и прочность будет выше, как и остальные эксплуатационные характеристики.
Где применяется бетон разных марок:
М100 – реализация подготовительного этапа разных работ (часто бетон кладут тонким слоем на подушку из песка под фундамент)
М150 – фундамент для небольших зданий, стяжка и заливка основания в качестве чернового слоя, бетонирование дорожек
М200 – заливка садовых дорожек, фундаментов, отмосток, бетонной стяжки в гаражах и жилых помещениях
М250/М300 – создание монолитного фундамента, лестниц, заборов, подпорок, плит перекрытия средней нагрузки, отмосток
М350 – заливка ответственных конструкций (плиты перекрытия, монолитный фундамент, колонны, ригели, чаши бассейнов и т. д.)
М400 – строительство денежных хранилищ, мостов, гидротехнических конструкций, объектов со специальными требованиями
М450/М500/М550 – те же цели, что и марка М400, также плотины, дамбы, метро
М600 – используется в возведении объектов, предполагающих особую стойкость к воздействию агрессивных факторов, требующих максимальной прочности (железобетонные мосты, сооружения спецназначения, объекты гидротехнического типа и т.д.).
Нормы расхода для разных растворов
В зависимости от того, для чего нужен бетон, в 1 м3 раствора может содержаться различный объем цемента. В современном строительстве бетонный раствор используют для реализации четырех задач: заливка фундамента, кладка строительных блоков, заливка стяжки и выполнение штукатурки. Для каждого из указанных видов работ предполагается приготовление определенного типа раствора с указанным объемом цемента.
Самый большой расход цемента на куб раствора получается в приготовлении смеси для кладки или штукатурки. Для заливки фундамента или стяжки актуально использование крупных наполнителей (гравий, щебень, шлак), что понижает расход цемента. На назначение раствора указывает марка (от нее зависят свойства бетона и основные характеристики).
Расчет цемента на куб бетона по ГОСТу:
М100 – 170 килограммов цемента
М150 – 200 килограммов
М200 – 240 килограммов
М250 – 300 килограммов
М300 – 350 килограммов
М400 – 400 килограммов
М500 – 450 килограммов
На штукатурку
Стандартный штукатурный раствор готовят из 3 частей песка и 1 части цемента. Если слой выполняют с толщиной не больше 12 миллиметров, то на 1 квадратный метр штукатурки отвешивают 1.6 килограмма цемента марки М400 и 1.4 килограмма цемента марки М500. Объемы раствора на кубический метр кладки рассчитать можно так: 1м2 х 0.012 м = 0.012 м2 = 12 литров.
На кладку
Для квадратного метра кирпичной кладки толщиной в один кирпич понадобится минимум 75 литров раствора М100. Пропорция цемента марки М400 и песка составляет 1:4. Таким образом, расход цемента на кладку кирпича составляет 250 килограммов на кубометр песка. Сколько кубов раствора понадобится в общем, считают по величине здания.
Воду берут в объеме половины веса цемента. Так, если замешивать раствор с использованием ведер, получается так: 1 ведро цемента марки М500, 4 ведра песка, 7 литров воды.
Для фундамента
Чтобы приготовить раствор для заливки фундамента, необходимо все верно рассчитать. Обычно используют раствор марки М100-М300. Прочности М100 достаточно для малоэтажных строений, М150 и М200 подойдет для здания в несколько этажей. Чем выше марка, тем прочнее будет строение. Для замеса берут цемент М300/М400 (1 часть вяжущего и 3 части песка) либо М500 (1 часть вяжущего и 5 песка).
Расход цемента на кубометр раствора:
М50 (на базе цемента М400) – 380 килограммов
М100 (на базе цемента М300) – 214 килограммов
М200 (на базе цемента М400) – 286 килограммов
М300 (на базе цемента М500) – 382 килограмма
Такие расчеты актуальны, если смесь готовится по пропорции: 1 часть цемента, 2-4 части песка, 3 части щебня/гравия.
Для стяжки
Пропорция для замеса такая: 1 часть цемента и 3 части песка. Тут можно привести пример правильных расчетов. Итак, нужно залить поверхность 3 на 4 квадратных метра (12 получается) с толщиной слоя 30 миллиметров.
Этапы выполнения расчетов:
Определение нужного объема бетонного раствора: 12 м2 х 0.03 м = 0.36 м3.
Выбор марки бетона – берем М200, готовим из цемента М500, которого нужно 410 килограммов.
Подсчет числа мешков цемента: 410 кг х 0.36 м3 = 148 кг / 50 = 3 мешка (почти).
Сколько нужно песка: 1600 кг/м3 (вес кубометра смеси) х 0.36 м3 (нужное количество смеси) = 576 х 0.75 (доля песка в бетоне) = 432 килограмма. На куб раствора песка уйдет около 1200 килограммов.
Сколько купить мешков цемента
Чтобы понять, сколько мешков цемента понадобится для приготовления смеси, используют пропорции и объем. Так, если готовят замес для стяжки пола и используют пропорцию 1:4, получается, что цемента нужно четверть куба. Насыпная плотность вяжущего показывает, что в литре содержится 1.4 килограмма.
Четверть куба – 250 литров. Их нужно умножить на 1.4 – получается 350 килограммов цемента. В мешке обычно 50 килограммов – для приготовления куба нужно 350 / 50 = 7 мешков по 50 кг (или 14 по 25 кг).
Расход вяжущего допускается считать и по-другому. Так, если толщина стяжки составляет 10 сантиметров, то для одного квадрата нужно 0.1 кубометра раствора. В нем содержится в 10 раз меньше цемента, чем в кубе: 350 кг / 10 = 35 килограммов. Для стяжки толщиной в 5 сантиметров нужно 35 / 2 = 17.5 килограммов цемента.
Стоит помнить, что норма расхода цемента зависит также и от активности вяжущего. Обычно ее определяют экспериментально, в процессе замеса контрольных образцов, при испытании на прочность. Но на объекте сделать это невозможно, поэтому следует ориентироваться на срок годности материала. Чем свежее, тем лучше, так как со временем цемент может терять до 20% активности в месяц. Подержав на складе мешки с цементом М500 около трех месяцев, можно уже работать с маркой М400.
Приготовленный по технологии и с правильным расходом цемента бетон способен выдерживать все нагрузки, демонстрировать оптимальные параметры и свойства, гарантируя долговечность и надежность конструкций.
таблица пропорций компонентов, технология приготовления
Цемент является основой бетонной смеси, именно он связывает остальные компоненты воедино. Он оказывает непосредственное влияние на другие показатели: прочность, морозо- и влагостойкость, отклонение дозировки приводит к их неизбежному изменению. Еще одной особенностью считается цена: из всех ингредиентов вяжущее обходится дороже всего, засыпать его свыше нормы при замесе экономически невыгодно, равно как и закупать его заранее (потеря полезных свойств начинается через 2 месяца после выпуска). Как следствие, крайне важно знать, сколько нужно цемента на кубический метр бетона еще до начала работ, а в процессе приготовления – засыпать его в пределах нормы согласно выбранным типу и марке раствора.
Оглавление:
Нормативные требования
Компоненты бетона и их пропорции
Как самостоятельно замешать раствор?
Факторы, влияющие на пропорции вяжущего
Главным условием является достижение прочностных свойств, которые, в свою очередь, зависят от целевого назначения строительной конструкции. Пропорции подбираются с учетом ожидаемого класса бетона (рекомендуемая дозировка приведена ниже в таблице), его подвижностью, морозостойкостью и водонепроницаемостью. Помимо основных нормативных требований на итоговые показатели бетонного раствора влияют:
Марка прочности, активность, насыпная плотность и время схватывания цемента.
Состояние песка: размер зерен, влажность, наличие примесей. При превышении доли ила свыше 15% требуется тщательный просев, промывка и сушка, этот фактор легко проверяется заливкой воды.
Параметры щебня или другого крупного наполнителя: лещадность, размер фракций, удельный вес, степень загрязненности. По аналогии с песком его надо промыть и высушить.
Наличие в составе пластификаторов или упрочнителей.
Ориентировочный расход цемента на 1 куб бетона приведен в таблице:
Ожидаемая марка прочности
Сколько цемента нужно для 1 м3, кг
Количество цемента в литрах
М100
166
111
М150
205
137
М200
241
161
М250
300
200
М300
319
213
М400
417
278
М450
469
313
При нестрогих требованиях к качеству раствора выбирается простое и проверенное временем соотношение: 1:2:4:0,5 (цемент, песок, щебень, вода, соответственно). В перерасчете на массу выходит 330 кг вяжущего, 600 – песка, 1250 – крупнофракционного наполнителя и 180 литров затворяемой жидкости. В остальных случаях пропорции подбирают и переводят на весовой расчет (признанный более удобным) согласно данным в таблице (при условии использования портландцемента с качеством не ниже М400):
Ожидаемая марка прочности бетона
Доля компонентов
цемент
щебень
песок
вода
При использовании портландцемента М400
М100
1
4,6
7
0,5
М150
3,5
5,7
М200
2,8
4,8
М250
2,1
3,9
М300
1,9
3,7
М350
1,5
3,1
М400
1,2
2,7
М450
1,1
2,5
М500
1
2
То же при использовании портландцемента М500
М100
1
5,8
8,1
0,5
М150
4,5
6,6
М200
3,5
5,6
М250
2,6
4,5
М300
2,4
4,3
М350
1,9
3,8
М400
1,6
3. 2
М450
1,4
2,9
М500
1,2
2,5
Таким образом, для определения, сколько всего потребуется цемента для бетонирования, вначале устанавливается тип и рассчитывается объем конструкции, и исходя из этих данных – все остальные компоненты. Минимальной допустимой маркой строительного раствора для фундаментов и несущих стен является М200, по мере увеличения этажности и других нагрузок требования усиливаются.
О том, как рассчитать количество цемента для строительства различных конструкций, читайте тут.
Приготовление раствора
Качество и однородность бетонной смеси зависят не только от выбранных пропорций и степени подготовки ингредиентов, но и от их последовательности соединения. В частном строительстве практикуются два способа самостоятельного приготовления растворов: ручной и механизированный с помощью бетономешалки. В первом случае вяжущее и наполнитель сначала тщательно перемешиваются в сухом состоянии (начиная с цемента и песка) и только потом затворяются чистой водой. Все компоненты надо подготовить заранее с учетом требуемых объемов.
При механизированном замесе рекомендуемая абсолютно другая последовательность. Вначале в чашу бетономешалки заливается около 80% от общей доли воды, после чего вводится небольшими порциями, с периодическим включением вращения барабана или лопастей – песок и цемент, в конце – крупнофракционный наполнитель. Оставшаяся доза жидкости вливается малыми дозами, избыток отрицательно сказывается на прочности бетона.
В целом при приготовлении раствора надо учесть следующие правила:
1. При закладке арматурного каркаса (бетонирование фундаментов, несущих стен и перекрытий) в состав вводят повышенную долю цемента – от 220 кг на один кубометр, это минимальная норма для ЖБИ.
2. Заявленная марка прочности цемента ухудшается при длительном хранении, использовать для замеса с теми же пропорциями вяжущее, выпущенное более полугода назад, нельзя.
3. Итоговый класс бетона зависит от качества наполнителя: песка, щебня или гравия. Увеличение доли цемента положительно влияет на прочность, но лишь до определенной грани: при вводе его более 400 кг на один куб раствора она будет неизменной, а при засыпке свыше 500 – начнет падать.
4. При приготовлении бетонных смесей для фундамента используется щебень или гравий с прочностью на сжатие не ниже 800 кг/см2.
5. Суммарный объем закладываемых компонентов по отдельности всегда выше, чем у получаемого раствора, это нужно учесть при расчете материалов.
6. Перед приобретением цемента стоит проверить не только дату изготовления и наличие сертификата, но и уточнить его насыпную плотность, рекомендуемый минимум составляет 1300 кг/м3.
7. Для ускорения процесса нужно выбрать рабочую емкость для засыпки (чаще всего – ведро) и рассчитать сколько весит песок и щебень при полном ее заполнении и уплотнении.
8. Поправка (снижение В/Ц соотношения) при переувлажнении наполнителя обязательна.
9. Указанные в таблице выше значения актуальны при использовании исключительно свежего цемента с маркой прочности не ниже М400. Приготовление бетонных смесей на основе уступающего по качеству вяжущего увеличивает его долю в разы.
10. Существует способ перерасчета пропорций при необходимости применения уступающего в качестве цемента. Коэффициенты перехода к следующей марке составляют не менее 0,9 именно на это значение надо увеличить долю вяжущего в бетонной смеси.
11. Получить бетон высокого класса на основе цемента с более низкой маркой прочности невозможно.
12. При замесе раствора для заливки монолитного фундамента ввод щебня в состав обязателен. Оптимальное соотношение его с песком в объемном выражении достигает 0,8:0,5.
13. Допустимое отклонение при подборе дозировки на один куб для цемента не превышает 1 кг, для щебня – 5.
Как рассчитать количество цемента и песка в растворе 1:3?
Как рассчитать количество цемента и песка в растворе 1:3? в этой теме мы узнаем, как рассчитать количество цементного песка в растворе 1:3. Мы знаем, что цементный раствор представляет собой смесь цемента и песка.
Соотношение смеси 1:3 , в которой одна часть цемента и 3 части песка. Мы знаем, что цементный раствор используется для многих строительных работ, таких как кирпичная кладка, штукатурные работы внутри и снаружи, иногда он также используется для работ ЦОД.
Как рассчитать количество цемента и песка в растворе 1:3?
Значение смеси 1:3 строительный раствор – при такой пропорции смеси цемента и песка, в которой одна часть цемента и 3 части песка и добавлением воды. Вода добавляется в растворную смесь примерно на 20% от ее сухого объема.
■ шага, как рассчитать количество цемента и песка в растворе 1:3
1) предположим, что объем раствора равен 1 м3
2) сначала рассчитаем влажный объем раствора
3) рассчитаем сухой объем раствора
4) расчет количества цемента
5) расчет количества песка
Как рассчитать сухой объем раствора в масштабе 1:3
■ данные:-
Предположим, объем раствора = 020 м3 900 Плотность цемента = 1440 кг/м3
Цемент в 1 мешке = 50 кг
1 м3 = 35,3147 куб. = 1+3= 4
Часть цемента = 1/4
Часть песка = 3/4
■ Расчет :- мы знаем, что при расчете сухого объема цементного раствора кофактор 1,33 умножается на влажный объем раствора с учетом потерь раствора и Таким образом, увеличение объема
Влажный объем = 1 м3
Сухой объем раствора = влажный объем × 1,33 = 1 м3 × 1,33 = 1,33 м3
Сухой объем раствора = 1,33 м3
Как рассчитать количество цемента :3 миномет?
Масса цемента = часть цемента × объем × плотность цемента
Масса = (1/4) × 1,33 м3 × 1440 кг/м3
Масса цемента = 478,8 кг
Количество мешков с цементом = 478,8/ 50 = 9,5 мешков
На 1 кубометр раствора в пропорции 1:3 вам потребуется 478,8 кг (9,5 мешков) цемента количество
Как рассчитать количество песка в растворе 1:3?
Объем песка в м3 = (3/4)× 1,33 м3 = 0,9975 м3
Объем песка в м3 = 0,9975m3
And we know
1m3 = 35. 3147 cft
Volume of sand in cubic foot = 0.9975 ×35.3147 = 35.22 Cuft
1 cuft of sand = 46 Kg ( approx )
35.22 Cuft of sand = 46 Kg × 35.22 = 1620 кг
Количество песка = 1620 кг = 1,62 тонны
На 1 кубометр раствора в пропорции 1:3 необходимо 0,9975 кубометра (35,22 кубических фута) или 1620 кг (1,62 тонны) количества песка
3
3 ◆Вы можете подписаться на меня в Facebook и подписаться на наш канал Youtube
Вам также следует посетить:-
1)что такое бетон, его виды и свойства
2) расчет количества бетона для лестницы и его формула
На 1 м3 раствора: 3, вам потребуется 478,8 кг (9,5 мешка) цемента и 0,9975 кубических метра (35,22 кубических фута) или 1620 кг (1,620 тонны) количества песка.
Расчет цементного раствора|Расчет цементного раствора в кирпичной кладке
Расчет цементного раствора производится для определения количества цемента и песка при различных соотношениях цементного раствора. Например, для цементного раствора с соотношением 1:6 всего потребуется 5,50 мешка цемента и 1,14 м3 песка.
Содержание
Расчет цементного раствора
Рассчитаем объем материала, необходимый для 1 куб. 33% объема пустот)
Расчет
Цементного раствора 1:6
Объем цемента в кубометрах = (1×1,33) / 7 = 0,19 м 3 Объем 1 мешка цемента = (Вес / Плотность) = 50 / 1440 = 0,0347 м 3 Необходимое количество мешков с цементом = 0,19 / 0,0347 = 5,48 мешков. Объем песка = (6x 1,33)/7 = 1,14 м 3
Расчет
Цементный раствор 1: 5
Объем цемента в куб. м = (1×1,33) / 6 = 0,22 м 3 Нет
, необходимых мешков с цементом = 0,22/0,0347 = 6,34 мешка. Объем песка = (5x 1,33) /6 = 1,11 м 3
Расчет
Цементный раствор 1: 4
Объем цемента в кубометрах = (1×1,33) / 5 = 0,27 м 3 № 3 № , необходимых мешков с цементом = 0,27/0,0347 = 7,78 мешков. Объем песка = (4x 1,33)/5 = 1,06 м 3
Расчет
цементного раствора 1: 3
Объем цемента в кубометрах = (1×1,33) / 4 = 0,33 м 3 Необходимое количество мешков с цементом = 0,33/0,0347 = 9,51 Объем песка = (3x 1,33)/4 = 1,00 м 3
Расчет
Цементный раствор 1: 2
Объем цемента в кубометрах = (1×1,33) / 3 = 0,44 м 3 Необходимое количество мешков с цементом = 0,44/0,0347 = 12,68 мешков. Объем песка = (2x 1,33)/3 = 0,89 м 3
Расчет
Цементный раствор 1: 1
Объем цемента в кубометрах = (1×1,33) / 2 = 0,67 м 3 Необходимое количество мешков с цементом = 0,67/ 0,0347 = 19,31 мешка. Объем песка = (1x 1,33)/2 = 0,67 м 3
Соотношение цементного раствора
Сумма
Volume of Cement
No. of bags of Cement
Volume of Sand
Cement Mortar 1:6
1+6 = 7
=(1×1.33)/ 7= 0,19 куб.см
0,19/0,0347 =5,48
=(6×1,33)/7=1,14 куб.см
Цементный раствор 1:5
1+5 = 6 11 = 0,22
0,22/0,0347 = 6,34
= (5x 1,33 )/6 = 1,11
Цементный раствор 1: 4
1+4 = 5
= (1 × 1,33)/5 = 0,27 сперма
0,27/0,0347 = 7,78
= (4x 1,33)/5=1,06. Строительный раствор 1:3
1+3 = 4
=(1×1,33)/4= 0,33 куб. см
0,33/0,0347 =9,51
=(3x 1,33 )/4=1,00 куб. см
9028 9028 цемент :2
1+2 = 3
=(1×1,33)/3= 0,44 куб.см
0,44/0,0347 =12,68
=(2x 1,33)/3=0,89cum
Cement Mortar 1:1
1+1 = 2
=(1×1.33)/2= 0.67 cum
0.67/0.0347 =19.31
=(1x 1.33 )/2=0. 67 cum
Сводка расчета цементного раствора
Соотношение цементного раствора
Количество мешков цемента
Объем песка в сперме
. Объем песчаника в кубической ноге
. 5,50
1,14
40
Цементный раствор 1: 5
6
1,11
39
Цементный Массачу 10
1,00
35
Цементный раствор 1: 2
13
0,89
31
Цементный Мортичный0228
Упак. цемента и песка в 1 м3 цементного раствора
Расчет цементного раствора в кирпичной кладке
Расчет цементного раствора в кирпичной кладке заключается в определении общего количества раствора, необходимого на единицу объема кирпичной кладки. Зная количество раствора, мы можем рассчитать общее количество цемента и песка в кладке.
Расчет цементного раствора в 10 см кирпичной кладки
Размер стандартного кирпича (с раствором) = 20х10х10 (в см).
Общее количество кирпичей, необходимое на 1 м кладки = 1/(0,20×0,10×0,10) = 500 шт.
Количество кирпичей на 10 м кладки = 5000. х 0,09 х 0,09 = 7,7 куб.
Объем раствора = общий объем кирпичной кладки – объем кирпичей = 10-7,7 = 2,3 м3
Это связано с тем, что объем сухого раствора всегда больше объема влажного раствора. Если вы возьмете 1 м3 сухого раствора и добавите к нему воды для приготовления раствора. Конечный объем всегда будет ниже 1 куб. Для этого добавляется 25%.
Теперь мы подсчитали, что на 10 м3 кирпичной кладки требуется примерно 3,16 м3 сухого раствора.
Цементный раствор 1:6 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 7 = 0,45 м 3 Объем песка = 3,16 – 0,45 = 2,71 м 3 или ( 3 6x 3,16) /7 = 2,71 м 3 Объем 1 мешка с цементом = (Вес / Плотность) = 50 / 1440 = 0,0347 м 3 Необходимое количество мешков с цементом = 0,45 / 0,0347 = 12,97 сумок.
Цементный раствор 1:5 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 6 = 0,53 м 3 Объем песка = 3,16 – 0,53 = 2,63 м 3 или ( 3 5x 3,16) /6 = 2,63 м 3 Необходимое количество мешков с цементом = 0,53 / 0,0347 = 15,27 мешков.
Цементный раствор 1:4 Расчет в кирпичной кладке
Объем цемента в см = (1×3,16) / 5 = 0,63 м 3 Объем песка = 3,16 – 0,63 = 2,53 м 3 или (4x 3,16) /5 = 2,53 м 3 Необходимое количество мешков с цементом = 0,63 / 0,0347 = 18,16 мешков.
Цементный раствор 1:3 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 4 = 0,79 м 3 Объем песка = 3,16 – 0,79 = 2,37 м 3 или ( 3 3x 3,16) /4 = 2,37 м 3 Необходимое количество мешков с цементом = 0,79 / 0,0347 = 22,77 мешков.
Цементный раствор 1:2 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 3 = 1,05 м 3 Объем песка = 3,16 – 1,05 = 2,11 м 3 или (2x 3,16) /3 = 2,11 м 3 № , необходимых мешков с цементом = 1,05 / 0,0347 = 30,26 мешков.
Цементный раствор 1:1 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) /2 = 1,58 м 3 Объем песка = 3,16 – 1,58 = 1,58 м 909014 3 или ( 1x 3,16) /2 = 1,58 м 3 Необходимое количество мешков с цементом = 1,58 / 0,0347 = 45,53 мешка.
Сводка
Коэффициент цементного раствора
Сумма
Том цемента
Количество мешков из Cement
VOLCE .
1111111111111111111111111118 VOLCE . . 6
1+6 = 7
=(1×3,16)/7= 0,45 куб. см
0,45/0,0347 =12,97
=(6×3,16)/7=2,71 куб.
1+5 = 6
=(1×3,16)/6= 0,53 куб.см
0,53/0,0347 =15,27
=(5×3,16)/6=2,63 куб.см
Цементный раствор, 1:4
0,63/0,0347 =18,16
=(4×3,16)/5=2,53 куб.см
Цементный раствор 1:3 0,79/0,0347 =22,77
=(3×3,16)/4=2,37 куб.см
Цементный раствор 1:2
1+2 = 3
=(1×3,16)/5 куб.см= 9,00211
1,05/0,0347 =30,26
=(2×3,16)/3=2,11 куб.см
Цементный раствор 1:1
1+1 = 2
1+1 = 2
=(02×1,19 куб.см)
1.58/0.0347 =1.30 =45.53
=(1×3.16)/2=1.58 cum C
Summary of Cement Mortar Calculation in Brick Masonry
Схемы подключения насоса отопления: варианты и пошаговый инструктаж
Равномерное распределение тепла в доме с автономной отопительной системой обусловлено используемой моделью перекачивающего устройства. За счет этого оборудования обеспечивается принудительное движение теплой среды по трубам и радиаторам.
Чтобы определить, какая схема подключения насоса отопления будет оптимальной для самостоятельного воплощения, предстоит учесть многие детали. В этой статье подробно рассмотрим возможные схемы подключения, детально разберем правила подключения.
А также уделим внимание тонкостям выбора места под установку, дополнив материал тематическими фото и схемами.
Содержание статьи:
Плюсы и минусы применения насоса отопления
Выбор места врезки прибора в систему
Где можно поставить насос?
Бывают ли исключения из правил?
Отопление с группой отдельных магистралей
Схемы для разного типа систем
Насос и котел на твердом топливе
Схема монтажа насоса
Установка дополнительного оборудования
Правила подключения к электропитанию
Выводы и полезное видео по теме
Плюсы и минусы применения насоса отопления
Еще пару десятков лет назад в частном секторе дома оснащались отоплением самотечного типа. В качестве источника тепла использовалась дровяная печь или газовый котел. Для габаритных циркуляционных приборов оставалась всего одна область применения – сети централизованного отопления.
Сегодня же производители оборудования для отопления предлагают менее габаритные агрегаты, обладающие следующими преимуществами:
Увеличилась скорость передвижения теплового носителя. Выработанное котлом тепло достаточно быстро поступает в радиаторы. За счет этого существенно ускорился процесс прогрева помещений.
Чем больше скорость движения, тем выше пропускная способность труб. Это означает, что идентичный объем тепла может быть доставлен в комнаты, магистралью с меньшим диаметром.
Схемы водяного отопления претерпели значительных изменений. Магистраль может быть проложена с самым незначительным уклоном. Также сложность и протяженность линии может быть какой угодно. Основное правило – рациональный выбор отопительного насоса исходя из требуемой мощности.
С помощью бытового циркуляционного прибора стала возможна организация теплых полов в доме, а также эффективной системы отопления закрытого типа.
Появилась возможность спрятать всю отопительную линию коммуникаций, проходящую через комнаты, что не всегда благополучно сочетается с дизайном помещения. Достаточно распространены варианты укладки труб за натяжными потолками, в стенах или под покрытием полов.
К недостаткам насосных систем относят обусловленность функционирования от подачи электричества и его расходование перекачивающим аппаратом в отопительный сезон.
Ведущей фирмой Grundfos, занимающейся разработкой оборудования для отопления были выпущены инновационные модели циркуляционных насосов Alpfa2, способных менять производительность, исходя из потребностей отопительной системы, что позволяет экономить на потреблении электричества
Поэтому если участок часто лишается электроснабжения, целесообразно будет установить устройство для обеспечения электроэнергией в бесперебойном режиме. Второй недостаток не является критичным и может быть устранен мощности и модели циркуляционного насоса.
Выбор места врезки прибора в систему
Установка циркуляционного насоса предполагается на участке сразу после теплогенератора, не доходя до первой линии разветвления. Не имеет значения выбранный трубопровод – это может быть как подающая, так и обратная магистраль.
Где можно поставить насос?
Современные модели бытовых агрегатов для отопления, выполненных из высококачественных материалов, выдерживают температуру максимум в 100 °C. Однако, на более высокий нагрев теплоносителя большинство систем не рассчитаны.
Температурный показатель теплоносителя в сети персонального отопления нечасто доходит даже до 70 °C. Котел также не прогревает воду выше 90 градусов
Одинаково эффективной будет его работоспособность как на подающей, так и на обратной ветке.
И вот почему:
Плотность воды при нагреве до 50 °C равна 987 кг/м3, а при 70 градусах – 977,9 кг/м3;
Отопительный агрегат способен вырабатывать гидростатическое давление в 4-6 м водного столба и перекачивать почти 1 т теплоносителя в час.
Из этого можно сделать заключение: малосущественная разница в 9 кг/м3 между статистическим давлением движущегося теплоносителя и обраткой не влияет на качество обогрева помещений.
Бывают ли исключения из правил?
В качестве исключения могут послужить недорогие — с прямым типом сгорания. В их устройстве не предусмотрена автоматика, поэтому в момент перегрева теплоноситель начинает кипеть.
Установка коллекторной разводки в отопительной системе, применяющей твердотопливный котел считается наиболее эффективной. Однако такого вида обогрев частного дома относится к наиболее сложным в исполнении
Проблемы начинают возникать в том случае, если установленный в подающую магистраль электронасос начинает наполняться горячей водой с паром.
Тепловой носитель проникает через корпус с рабочим колесом и происходит следующее:
За счет действия газов на крыльчатку перекачивающего прибора происходит снижение КПД агрегата. В результате коэффициент скорости циркуляции теплового носителя существенно понижается.
В расширительный бачок, расположенный вблизи всасывающего патрубка, поступает недостаточное количество холодной жидкости. Перегрев механизма увеличивается и формируется еще больше пара.
Большое количество пара при попадании в крыльчатку полностью останавливает передвижение теплой воды по магистрали. Из-за возрастания давления происходит срабатывание . Выброс пара осуществляется непосредственно в котельную. Создается аварийная обстановка.
Если в этот момент не потушить дрова, клапан не сможет справиться с нагрузкой и произойдет взрыв.
На практике, от начального момента перегрева до срабатывания предохранительного клапана проходит не больше 5 минут. Если же монтировать циркуляционный механизм на обратной ветке, тогда отрезок времени, за который пар поступит в устройство, увеличивается до 30 минут. Этого промежутка будет достаточно для устранения подачи тепла.
В недорогих теплогенераторах, изготовленных из металла невысокого качества, давление срабатывания клапана-предохранителя соответствует 2 Бар. В качественных твердотопливных котлах – этот показатель 3 Бар
Из этого можно сделать вывод, что нецелесообразно и даже опасно устанавливать циркуляционное устройство на подающую магистраль. Насосы для твердотопливных теплогенераторов лучше всего монтировать в обратный трубопровод. Однако к автоматизированным системам это требование не относится.
Отопление с группой отдельных магистралей
Если отопительная система разведена на две отдельные линии, отапливающие правую и левую стороны коттеджа или несколько этажей – более практичным будет установить для каждой из ветвей индивидуальный насос.
При монтаже отдельного прибора для тепловой линии второго этажа появляется возможность экономить, регулируя необходимый режим работы. За счет того, что тепло обладает свойством подниматься, на втором этаже всегда будет теплее. Это позволит снизить скорость циркуляции теплоносителя.
Врезка насоса производится аналогично – на участке, находящемся сразу после теплового генератора до первого ответвления в этом контуре отопления. Обычно при монтаже двух агрегатов в двухэтажном доме расход топлива на обслуживание верхнего этажа будет значительно меньше.
Схемы для разного типа систем
Изначально необходимо определиться с зоной врезки циркуляционного устройства. С его помощью осуществляется процесс активного движения жидкости – поток проходит через котел и принудительно направляется к радиаторам отопления.
Для расположения бытового насоса необходимо определить наиболее удобный участок, чтобы его легко можно было обслуживать. На подаче он устанавливается после и отсечной арматуры котла.
Для того, чтобы проводить техническое обслуживание и контроль функционирования оборудования, необходимо устанавливать отсечные краны. Таким образом любой элемент системы отопления можно снять без полного демонтажа магистрали
На обратном трубопроводе насос ставится после расширительного бачка перед тепловым генератором.
Из-за наличия в воде различных механических примесей, например, песка могут возникнуть проблемы в работе перекачивающего механизма. Частицы способствуют заклиниванию крыльчатки, а в худшем случае – остановке мотора. Поэтому непосредственно перед агрегатом потребуется поставить сетчатый фильтр-грязевик.
Схема подключения твердотопливного котла основана на двух важных элементах, позволяющих ей эффективно функционировать в системе отопления частного дома. К ним относится: группа безопасности и смесительный узел на основе трехходового смесительного клапана
Отдельно стоит затронуть вопрос отопительной системы открытого типа. Она способна работать в двух режимах – с принудительной и самотечной циркуляцией теплоносителя.
Второй вариант больше подходит для местности с частым обесточиванием. Это значительно экономнее, нежели приобретение бесперебойника либо генератора. В этом случае агрегат с отсечной арматурой необходимо устанавливать на , а в прямую магистраль производить врезку крана.
В магазинах можно встретить готовые узлы с байпасом. На месте проточного крана на них расположен обратный пружинный клапан. Это решение не рекомендуется применять — клапан производит силу сопротивления в 0,1 Бар, что значится как большой показатель для циркуляционной системы самотечного типа.
Лучше использовать вместо него лепестковый клапан. Однако его монтаж выполняется строго по горизонтали.
Насос и котел на твердом топливе
Подсоединение насоса к системе с твердотопливным агрегатом осуществляется на обратной линии. В этом случае применяется подключение перекачивающего прибора в контур котла с байпасом и трехходовым смесительным клапаном. В дополнение последний может быть оснащен сервоприводом и накладным температурным датчиком.
Схема подключения твердотопливного котла основана на двух важных элементах, позволяющих ей эффективно функционировать в системе отопления частного дома. К ним относится: группа безопасности и смесительный узел на основе трехходового смесительного клапана
Вследствие того, что максимальная производительность отопительного оборудования используется полной мерой только в холодный период, возможно осуществить установку теплоаккумулятора (ТА). Он способен поглощать избыточное тепло, а затем, по требованию, отдавать его контуру отопления.
Этот аккумулятор выполнен в форме бака и обложен теплоизоляционным материалом. С одной стороны устройства расположено два патрубка, предназначенные для его подключения, и два с другой – для подсоединения к линии радиаторов.
У теплоаккумулятора есть два контура: малый и большой. Первый получает энергию от котла, второй – отдает по надобности теплоноситель отопительной системе
В процессе прохождения жидкости через котел, который функционирует на максимуме, теплоноситель в тепловом аккумуляторе со временем прогревается до 90-110 градусов. В большом контуре требуется врезка еще одного циркуляционного прибора.
В зависимости от меры остывания жидкости в системе, обеспечивающей отопление, через клапан сюда будет входить необходимо количество тепла из аккумулирующего устройства.
Схема монтажа насоса
Для выполнения своих функций бытовое циркуляционное оборудование, независимо от фирмы производителя, должно быть на трубу или запорно-регулирующую арматуру.
Крепление производится посредством гаек накидного типа. Такой вариант фиксации позволит при необходимости его снять, например, для проверки или осуществления ремонта.
Подбирая модель циркуляционного насоса необходимо обращать внимание на его способность функционировать в разных положениях. Вертикальное размещение прибора снижает его мощность до 30%
Корректно выполненная установка всех элементов системы отопления обеспечивает равномерный прогрев всей магистрали.
В процессе монтажа циркуляционного насоса необходимо соблюдать следующие правила:
Разрешается устанавливать прибор на любые участки трубы. Трубопровод может быть расположен горизонтально, вертикально или наклонен. Однако роторная ось должна быть в горизонтальном положении. Поэтому установка «головой вниз» или, наоборот, наверх – невозможна.
Стоит внимательно отнестись к расположению пластиковой коробки, где размещены контакты электропитания – они будут поверх корпуса. В противном случае их может залить водой при аварийной ситуации. Для этого потребуется открутить крепежные винты на кожухе и развернуть его в необходимую сторону.
Соблюдать направление потока. Его указывают стрелкой на корпусе прибора.
Всем своим весом насос давит на корпус шаровых кранов, расположенных вблизи. Это стоит принимать в расчет при выборе арматуры. Высококачественные детали оснащены мощным корпусом, который при эксплуатации не покроется трещинами от ежедневных нагрузок.
Установка дополнительного оборудования
Вне зависимости от используемого типа отопительного контура, где производителем тепла служит один котел, достаточно будет установить единый перекачивающий аппарат.
Если же конструктивно система более сложная, возможно применение дополнительных устройств, обеспечивающих принудительную циркуляцию жидкости.
Пример совместной схемы обвязки твердотопливного котла в паре с электрическим. В этой системе отопления установлено два перекачивающих устройства
Необходимость в этом появляется в следующих случаях:
при обогреве дома участвует более одного котельного агрегата;
если в схеме обвязки присутствует буферная емкость;
система отопления расходится на несколько ветвей, например, обслуживание косвенного бойлера, несколько этажей и т. д.;
при использовании гидроразделителя;
когда длина трубопровода более 80 метров;
при организации движения воды в контурах обогрева пола.
Для выполнения правильной обвязки нескольких котлов, функционирующих на разном топливе, есть необходимость установки резервных насосов.
Для схемы с также необходим монтаж дополнительного циркуляционного насоса. В этом случае магистраль состоит из двух контуров – отопительного и котлового.
Буферная емкость разделяет систему на два контура, хотя на практике их может быть и больше
Более сложная схема отопления реализуется в больших домах на 2-3 этажа. Из-за разветвления системы на несколько магистралей, насосов для перекачивания теплоносителя задействуют от 2 и больше.
Они отвечают за подачу теплоносителя на каждый из этажей к различным приборам отопления.
Вне зависимости от количества пееркачивающих устройств, их устанавливают на байпасе. В межсезонье система отопления может работать без насоса, который перекрывается с помощью шаровых вентилей
Если же в доме планируется организовать полы с подогревом, то целесообразно монтировать два циркуляционных насоса.
В комплексе насосно-смесительный узел отвечает за подготовку теплоносителя, т. е. удержание температуры в 30-40 °C.
Чтобы мощности основного перекачивающего устройства хватило на преодоление местного гидравлического сопротивления контуров пола, длина линии не должна быть больше 50 м. Иначе прогрев полов станет неравномерным, соответственно и помещения
В некоторых случаях вовсе не требуется установка насосных агрегатов. Многие модели электро- и газогенераторов настенного типа уже имеют встроенные циркуляционные устройства.
Правила подключения к электропитанию
Циркуляционный насос работает от электропитания. Подключение выполняется стандартное. Рекомендуется провести отдельную линию электроснабжения с автоматом защиты от скачков напряжения.
Для подключения необходимо подготовить 3 провода – фазный, нулевой и заземляющий.
Выбрать можно любой из методов подсоединения:
через устройство ;
подсоединение к сети вместе с бесперебойником;
питание насоса от системы автоматики котла;
с регулировкой от термостата.
Многие задаются вопросом, зачем усложнять, ведь подключение насоса можно осуществить подсоединением вилки к проводу. Именно так перекачивающее устройство включается в обычную розетку.
Однако специалисты не рекомендуют использовать такой метод из-за опасности возникновения непредвиденных ситуаций: здесь нет заземления и страховочного автомата.
Схема с дифференциальным автоматом применяется для так называемых мокрых групп. Построенная таким образом система отопления обеспечивает высокую степень безопасности проводки, оборудования и человека
Первый вариант не сложен в самостоятельной сборке. Необходимо установить дифференциальный автомат на 8 А. Сечение провода подбирается исходя из номинала устройства.
В стандартной схеме, подвод питания выполняется к верхним гнездам – они маркируются нечетными цифрами, нагрузка – к нижним (четные цифры). К автомату будет подключена и фаза, и ноль, поэтому разъемы для последнего обозначают буквой N.
Для автоматизации процесса остановки циркуляции теплового носителя при остывании до определенной температуры, применяется электросхема подсоединения насоса и термостата. Второй монтируется в подающую магистраль.
В момент, когда температурный режим воды снижается до указанного показателя, прибор разъединяет цепь электрического питания.
Для того, чтобы термостат в нужный момент отключал циркуляционный процесс, его устанавливают на металлический участок трубопроводной линии. За счет плохой проводимости полимерами тепла, монтаж на пластиковую трубу повлечет некорректную работу прибора
Нет сложностей и в подаче электричества через бесперебойник, для этого у него есть специальные разъемы. В них же подключается и тепловой генератор, когда есть потребность в обеспечении электричеством.
Если же выбрать метод присоединения насоса к регулирующему щитку котла или автоматике – потребуются хорошие знания в системе электроснабжения или же помощь профессионала.
Выводы и полезное видео по теме
Правила установки отопительного оборудования в видеоролике:
Видео поясняет особенности двухтрубной системы отопления и демонстрирует разные схемы установки приборов:
Особенности подключения теплоаккумулятора в систему отопления в видеоролике:
При знании всех правил подключения не возникнет сложностей с монтажом циркуляционного насоса, а также при подключении его к электропитанию дома.
Самая сложная задача — врезка перекачивающего устройства в стальной трубопровод. Однако с использованием комплекта лерок для создания резьбы на трубах можно самостоятельно осуществить обустройство насосного узла.
Хотите дополнить изложенную в статье информацию рекомендациями из личного опыта? А может вы увидели неточности или ошибки в рассмотренном материале? Напишите нам, пожалуйста, об этом в блоке комментариев.
Или вы успешно установили насос и хотите поделиться своим успехом с другими пользователями? Расскажите об этом, добавляйте фото своего насоса — ваш опыт будет полезен многим читателям.
Схемы установки циркуляционного насоса в систему отопления, его возможные неисправности и ремонт
Современная система отопления экономична, удобна и управляема. Однако практика ее организации зачастую противоречит принципам построения таких структур. В среднестатистической квартире или одноэтажном коттедже трудно реализовать классическую гравитационную механику движения теплоносителя. Установка циркуляционного насоса позволят добиться от отопительной системы хорошего уровня стабильности и эффективности. Такое устройство полезно и в структурах с гравитационной составляющей движения теплоносителя, а теплый пол без принудительного нагнетателя просто не работает.
Содержание
1 Выбор места установки насоса в системе отопления
2 Схемы обвязки систем отопления
2.1 С принудительной циркуляцией
2.2 С естественной циркуляцией
3 Подключение насоса к сети электропитания
3.1 Прямое подключение
3.2 Применение ИБП
4 Наладка и запуск в работу
5 Возможные неисправности циркуляционных насосов
5. 1 Насос сильно гудит, но циркуляции теплоносителя не наблюдается
5.2 Устройство сильно шумит при работе
5.3 Насос не включается
5.4 Устройство запускается и прекращает работу через короткий интервал времени
5.5 Сильный шум, вибрация, выделение тепла
5.6 Постоянный, увеличенный уровень вибрации
5.7 Недостаточное давление
6 Заключение
Выбор места установки насоса в системе отопления
Современный циркуляционный насос — достаточно технологичное устройство. В нем применяются узлы и материалы, способные длительное время работать при высоких температурах. Поэтому монтаж нагнетателя в систему отопления частного дома может производиться практически без оглядки на параметры теплоносителя и другие критерии.
Чтобы продлить срок службы устройства, обеспечить ему оптимальные условия работы, рекомендуется устанавливать насос по стандартным требованиям, а именно — на обратку системы отопления, где теплоноситель имеет меньшую температуру. При этом существует несколько простых правил организации систем циркуляции, как открытого, так и закрытого типа.
На каждый замкнутый контур отопления нужно установить циркуляционный насос. Это правило всегда соблюдается при отоплении отдельных частей частного дома или при подаче теплоносителя в квартирные радиаторы и теплый пол.
Установка дополнительного насоса производится в зданиях, где сеть трубопроводов достаточно протяженная. Рекомендуется монтировать еще один нагнетатель, если длина труб составляет 80 метров и более.
Если подача и обратка различаются по температуре более, чем на 20 градусов — это означает необходимость установки подающего насоса в систему с естественной циркуляцией дополнительного нагнетателя, если существующий не справляется с поставленной задачей.
Управление циркуляционным насосом путем изменения его скорости может не только обеспечить лучший режим обогрева, но и сэкономить деньги благодаря оптимальным условиям работы котла.
Нагнетатель легко установить своими руками. При этом нужно правильно выбрать место монтажа по требованиям оптимальной работы оборудования. Одновременно должна обеспечиваться удобная регулировка насоса отопления и доступ для его быстрого демонтажа для ремонта.
Совет! Правильная стратегия, когда выбирается устройство для монтажа в новую или уже существующую систему отопления, заключается не только в правильном расчете его параметров. Циркуляционный насос следует выбирать по уровню функциональности. Полезны такие опции, как регулировка скорости, а если приобрести модель с частотным управлением, можно получить возможность очень тонко настраивать отдачу тепла и потребление ресурсов.
Правила выбора точки в системе отопления, где делается монтаж устройства принудительной циркуляции, достаточно просты и понятны.
Насос должен находиться как можно ближе к нагревательному оборудованию.
Рекомендуется устанавливать устройство на трубу обратки.
Как при установке на линию подачи, так и на обратку, между котлом и циркуляционным насосом не должно быть никаких отводов труб, за исключением специальных, предназначенных для обслуживания системы.
Схема подключения нагнетателя по стандартным правилам должна предусматривать возможность изоляции точки установки для демонтажа, обеспечивать работу оборудования в штатном режиме, гарантировать легкое обслуживание системы, проведение пусконаладочных работ.
Схемы обвязки систем отопления
Выстраивая линию изложения для быстрого понимания особенностей организации тех или иных систем отопления, разумно начать с варианта с принудительной циркуляцией.
С принудительной циркуляцией
У такой схемы есть ряд особенностей.
Перепады высот, наклоны труб, расположение радиаторов относительно нагревательного котла никак не регламентируются.
В системе применяются многоточечная техника или одноточечная система выпуска воздуха (краны Маевского на радиаторах отопления или одна точка отвода с наибольшим уровнем высоты).
Допускается организация как угодно большого количества изолированных контуров циркуляции, каждый из которых обслуживается отдельным насосом.
Главная отличительная черта системы с принудительной циркуляцией — ее работа без функционирования циркуляционного насоса невозможна. Поэтому при отключении питания теплоноситель останавливается, помещения не отапливаются.
Важно! Если отключение питания происходит при отрицательных температурах воздуха, система с принудительной циркуляцией требует аварийного слива, если время до восстановления работы допускает замерзание теплоносителя. Для этого обязательно предусматриваются аварийные точки слива, в нескольких местах структуры труб с низким уровнем. Этого не нужно делать, если система закрытая, а теплоноситель не предусматривает замерзание при отрицательных температурах.
С естественной циркуляцией
Система с естественной циркуляцией имеет ряд преимуществ, однако требует четкого соблюдения правил организации. Ее особенности следующие.
После нагревательного котла предусматривается разгонная линия, вертикальная труба, позволяющая создать давление при расширении теплоносителя для его движения по сети.
Регламентируется четкий параметр наклона, как труб подачи, так и обратки.
При нескольких контурах отопления трудно или невозможно добиться оптимальной отдачи тепла в каждом из них.
Управление циркуляционным насосом движением теплоносителя способно кардинально увеличить функциональность, эффективность, настраиваемость системы обогрева с естественной циркуляцией.
Такая система позволяет решить ряд стандартных задач:
нивелировать ошибки проектирования и преодолеть гидравлическое сопротивление сети трубопроводов;
оптимизировать загрузку контуров отопления при установке нескольких насосов, регулировать отдачу тепла;
улучшить условия работы нагревательного оборудования.
Главное достоинство системы с естественной циркуляцией, при всей сложности ее организации, заключается в возможности работы при отключении энергопитания. Чтобы этого достичь, циркуляционный насос устанавливают в байпас. Это достаточно простая структура.
Байпас – это отдельный узел для установки циркуляционного насоса с петлей обвода и запорной арматурой для обслуживания.
Узел байпаса обеспечивает несколько удобных возможностей.
При перекрытии шаровых кранов нагнетатель можно снять без слива всей системы, чтобы провести ремонт циркуляционного насоса или его замену.
Обеспечивается работа системы без электропитания.
Можно провести первичный запуск отопления без участия циркуляционного насоса.
Легко организовать структуру защиты насоса от попадания в его турбину примесей, путем установки фильтра грубой очистки или узла сетчатого типа.
Схема водяного отопления частного дома может использовать как байпас с ручным, так и с автоматическим управлением. В последнем случае в контуре обвода циркуляционного насоса монтируется обратный клапан.
При работе циркуляционного насоса на выходе обратного клапана образуется избыточное давление. Узел перекрывает подачу, обеспечивая оптимальную схему движения теплоносителя. При отключении питания через клапан начинает двигаться вода благодаря естественной гравитационной составляющей. Такая схема не требует регулировки и настройки, в том числе при пусконаладочных работах.
Совет! Поскольку обратный клапан — достаточно чуткое к попаданию окалины и минеральных отложений устройство, в открытых системах отопления рекомендуется дублировать его работу последовательно устанавливаемым шаровым краном.
Подключение насоса к сети электропитания
Подключение к сети электропитания может производиться двумя методами.
Прямое подключение
Первый — стандартный, представляет собой прямое подключение питающего кабеля к розетке с нужным типом напряжения. При этом:
выбирается провод сечением не менее 2 кв.м;
проводники должны быть многожильными, чтобы уменьшить вероятность переломов при изгибах;
подключение обязательно производится с использованием заземляющего провода.
Конкретное сечение проводников следует выбирать, исходя из рекомендаций производителя и паспортной мощности насоса. Розетка, в которую подключено устройство, должна располагаться как можно ближе к точке монтажа, при этом рекомендуется установить между ней и насосом УЗО, автоматы аварийного отключения.
Провод заземления рекомендуется заводить из розетки, общей структуры электросети. Если этого сделать невозможно из-за устаревшего типа проводки, насос допускается подключить к внешнему контуру.
Совет! Если подводящий кабель напряжения насоса расположен близко к трубам отопительной сети, и температура теплоносителя превышает 90 градусов — выбирают специальный термостойкий провод для питания оборудования.
Применение ИБП
При работе нагнетателя, особенно под нагрузкой, возможны сбои электропитания, случаи его прекращения, изменение входных параметров напряжения. Это может негативно отразиться на сроке службы устройства, его эффективности, привести к поломкам. Поэтому при возможности стоит использовать схему подключения через источник бесперебойного питания.
При выборе модели источника бесперебойного питания проводят простой расчет. В базовые условия входит мощность циркуляционного насоса и время, в течение которого должна поддерживаться его работа. По результатам расчета выбирают емкость батареи или модель ИБП. Многие производители такого оборудования на своих официальных ресурсах предлагают графики и таблицы, по которым легко определить оптимальный вариант источника питания.
Совет! Для питания циркуляционного насоса рекомендуется применять ИБП только с синусоидальной формой выходного сигнала или близкой к ней. Лучшие результаты показывают On-Line ИБП, обеспечивающие нулевое время реагирования и идеальную кривую напряжения.
Наладка и запуск в работу
Пусконаладочные работы после установки циркуляционного насоса не представляют сложности, но должны проводиться в определенном порядке.
Насос монтируется в байпас или врезается в трубу обратки, подачи.
Производится подключение устройства к электросети.
Система отопления заполняется водой.
Производится удаление воздушных пробок путем открытия запорной арматуры на специально сделанных отводах или кранах Маевского, установленных на радиаторах отопления.
Удаляется воздух из корпуса циркуляционного насоса путем открытия клапана, отвинчивания винта на крышке корпуса устройства.
Как только из специального отвода насоса начинает выходить вода — устройство готово к работе. После этого достаточно запустить нагревательный котел, свериться по паспорту, какую скорость лучше включать на насосе отопления, установить оптимальный режим и отрегулировать параметры давления в системе в процессе нагрева теплоносителя.
Возможные неисправности циркуляционных насосов
Циркуляционный насос — достаточно простое устройство. Его серьезные поломки заключены в износе колеса турбины, физическом повреждении элементов или выходе из строя электросхемы. Некоторые неисправности насоса отопления можно устранить своими руками. Для этого устройство нужно демонтировать и разобрать. Порядок действия при этом следующий.
Отключить питание оборудования.
Если насос установлен в байпасе или предусмотрены краны с двух сторон — перекрывается подача теплоносителя, устройство демонтируется из точки установки.
При длительном ремонте — следует установить запасной насос.
Совет! Если система отопления не позволяет перекрыть подачу жидкости в ограниченной области установки насоса — рекомендуется полностью слить теплоноситель перед демонтажом устройства. Такая мера позволит быстрее провести пусконаладочные работы по стандартной схеме.
При разборке циркуляционного насоса можно получить доступ к его основным функциональным частям:
Насос сильно гудит, но циркуляции теплоносителя не наблюдается
Такая неисправность возникает при длительном простое оборудования. Устройства уплотнения, подшипники лишены смазки, образуются плотные минеральные отложения. Для запуска насос требуется разобрать по инструкции производителя. Снимается корпус, электропривод. Используя отвертку или любое зажимное приспособление, проворачивают ротор и добиваются его относительно свободного вращения. После этого насос устанавливается на штатное место и включается.
Устройство сильно шумит при работе
Причина избыточного шума — попадание мусора в зону вала электродвигателя и блок турбинного колеса. Проблема ликвидируется полной разборкой и чисткой устройства.
Совет! Чтобы предотвратить неприятности в будущем, рекомендуется установить фильтры очистки на входе насоса, а для простаивающего оборудования — осуществлять пуски на 20-30 минут не реже 1 раза в месяц.
Насос не включается
Причин отказа запуска может быть несколько. Самая распространенная — сбой электропитания. Следует проверить питающий кабель (отключив автоматы защиты или вытащив вилку из розетки) на предмет переломов, повреждений, протестировать напряжение источника питания.
Другая причина отказа запуска — срабатывание защиты. Для ликвидации проблемы следует заменить плавкие предохранители или другие элементы, предусмотренные производителем. Перед запуском насоса тщательно проверить состояние и параметры питания сети, убедиться в правильности работы других связанных с нагнетателем систем.
Устройство запускается и прекращает работу через короткий интервал времени
Причина автоматического останова заключена в превышении допустимой нагрузки. Это вызывается накипью на частях мокрого ротора. Для восстановления нормальной работы насос следует разобрать, удалить минеральные отложения при помощи специальных средств.
Сильный шум, вибрация, выделение тепла
Причины резкого изменения звука и других параметров работы — воздух в циркуляционном насосе. Данная проблема может вызываться неправильным проведением пусконаладочных работ или превышением уровня минимального предела кавитации. Устранение неполадки производится регулировкой параметров системы отопления. Из труб удаляют воздушные пробки, аналогичную операцию проводят клапаном на верхней части корпуса насоса.
Совет! Для предотвращения образования кавитационных пузырьков следует отрегулировать входное давление (сделать его выше минимального, указанного в паспорте насоса) в подающем патрубке.
Постоянный, увеличенный уровень вибрации
Причина избыточной вибрации может заключаться в износе подшипников. Данные элементы конструкции имеют ограниченный срок службы даже при идеальных параметрах теплоносителя. Рекомендуемый интервал замены подшипников в циркуляционных насосах обязательно указывается в паспорте конкретной модели.
Стоит помнить, что вытащить запрессованный в посадочное отверстие подшипник можно при помощи специального съемника. Обратная установка в домашних условиях производится деревянной киянкой. Новый подшипник размещается на посадочном отверстии и забивается легкими, точными ударами.
Недостаточное давление
Верно установленный, работающий циркуляционный насос в отдельных случаях не способен обеспечить достаточное давление. Причина может быть в неверной установке скорости вращения, что часто наблюдается при высокой вязкости теплоносителя или избыточной длине трубопроводов. Если есть такая возможность — устройство регулируется, в случае неверного выбора модели она заменяется.
У трехфазных насосов причина недостаточного давления может заключаться в неверной схеме подключения. Поэтому первой фазой устранения проблемы должна быть проверка фазировки, состояния нулевого провода, напряжения энергосети.
Стоит всегда помнить, что циркуляционный насос попадает к пользователю не сразу после производства. Поэтому знать, как разобрать и почистить устройство, а также его составные части — полезно. К примеру, такие сведения легко помогут справиться со случаем, когда отключение происходит по причине окисления контактов предохранителей. Операция частичной разборки и зачистки в таком случае может быть произведена даже без демонтажа устройства.
Важно! Если простые методы устранения неполадок не помогают, следует обратиться за помощью к профессионалам. Для определения зазора (степени износа турбинного колеса) между крыльчаткой и корпусом могут потребоваться специальные приспособления. Это же относится к оценке параметров обмоток двигателя. В отдельных случаях может требоваться сложный, профессиональный ремонт.
Заключение
Чтобы не сталкиваться с неполадками работы системы отопления, не мерзнуть, не тратить деньги и время на внесение изменений в обвязку, не стоит экономить на проектировании и правильной организации мест монтажа циркуляционных насосов. Байпасы, оснащенные запорной арматурой, фильтрами, обратными клапанами, верный выбор точки установки помогут упростить настройку отопления, обеспечат автоматическое регулирование, гарантируют оптимальные условия работы оборудования и значительное повышение его надежности, сроков службы.
Тепловые насосы – актуальная тема для арендодателей Объяснение
Последней актуальной темой для арендодателей является решение обогреть дома тепловыми насосами вместо традиционных газовых, жидкотопливных или твердотопливных котлов и печей.
Министр по делам бизнеса и энергетики Кваси Квартенг подтвердил схему предоставления наличных денег за котлы с апреля следующего года в попытке начать переход на тепловые насосы.
Он предложил 5000 фунтов наличными в качестве подсластителя арендодателям, которые модернизируют свои арендованные дома с помощью новой технологии. Воздушные тепловые насосы стоят от 6 000 до 18 000 фунтов стерлингов, в зависимости от размера и тепловой мощности.
Подробности о том, как будет работать схема предоставления грантов, скудны, дополнительная информация ожидается позже.
Хотя этот шаг направлен на поощрение домовладельцев к переходу на тепловые насосы к 2035 году, они могут оставить бойлеры в рабочем состоянии после этой даты.
«Поскольку в течение следующего десятилетия технологии будут улучшаться, а затраты резко снижаться, мы ожидаем, что низкоуглеродные системы отопления станут очевидным и доступным выбором для потребителей», — говорит Квартенг.
«С помощью нашей новой схемы грантов мы обеспечим людям возможность выбрать более эффективную альтернативу».
Узнайте больше о государственной стратегии в области теплоснабжения и строительства
Содержание
1 Как работают тепловые насосы
2 Отапливают ли дома тепловые насосы?
3 Дешево ли эксплуатировать тепловые насосы?
4 Нужно ли домовладельцам разрешение на установку тепловых насосов?
5 Нужно ли мне место на открытом воздухе для установки теплового насоса?
6 Тепловые насосы для покупки и сдачи в аренду Часто задаваемые вопросы
6.1 Что такое ASHP и GSHP?
6.2 Работают ли тепловые насосы с подогревом пола?
6.3 Должен ли я перейти на систему теплового насоса к 2035 году?
6.4 Что такое гибридный тепловой насос?
6.5 Что произойдет, если я не перейду на тепловой насос?
6.6 Дополнительная информация
Как работают тепловые насосы
Принцип прост. Тепловой насос — это холодильник в обратном направлении, который забирает имеющееся тепло земли или воздуха вокруг дома, чтобы поднять температуру до огня радиаторов и горячей воды.
Источником является возобновляемая энергия, которая автоматически рециркулирует в теплый воздух или воду для нагрева помещений и воды.
Внешний источник тепла от грунтовых коллекторов продувается или перекачивается через теплообменник
Тепло холоднее, чем в доме, но достаточно теплое, чтобы превратить жидкий хладагент в газ
Давление газа внутри насоса увеличивается, вызывая повышение температуры
Нагретый газ проходит через другой теплообменник, который либо продувает горячий воздух, либо перекачивает горячую воду по всему дому
Газ охлаждается, возвращается в жидкое состояние и вытекает наружу, чтобы перезапустить процесс
Подробнее о том, как работают тепловые насосы
Отапливают ли дом тепловые насосы?
Арендодатели могут увидеть, насколько эффективно тепловой насос обогревает дом, с помощью двух расчетов, предоставленных поставщиком технологии или установщиком.
Коэффициент производительности (CoEfficient of Performance, CoP) делит поставленное тепло на количество потребляемой электроэнергии для достижения этого уровня. Несмотря на то, что показания берутся в лаборатории, реальная производительность установки может меняться в течение года в зависимости от температуры наружного воздуха. Это затрудняет интерпретацию чтения.
Сезонный коэффициент эффективности (ScoP), , также называемый Сезонным коэффициентом производительности (SPF), — лучший показатель эффективности. Оба термина относятся к одному и тому же расчету.
Расчет SPF основан на технологии, установленной в вашем доме, а не на общем лабораторном тесте.
Данные должны быть переданы перед установкой и дают индивидуальное представление о том, чего ожидать в плане энергоэффективности.
Тепловые насосы дешевы в эксплуатации?
Технологии требуется электричество для переноса тепла снаружи внутрь дома.
Количество электроэнергии, потребляемой тепловым насосом, зависит от наружной и внутренней температуры в течение года, топлива, которое вы заменяете тепловым насосом, конструкции и установки вашей системы и других местных факторов, таких как теплоизоляция дома.
Для сравнения, средний SPF по всей Великобритании составляет три или четыре. Системы с воздушным источником имеют немного лучшую производительность, чем установки с наземным источником.
Обычные бойлеры подают воду к радиаторам при температуре 75 градусов по Цельсию, в то время как рабочая температура теплового насоса составляет от 35 до 45 градусов по Цельсию, что снижает эксплуатационные расходы.
Система, необходимая для обогрева дома и горячего водоснабжения, зависит от вашей защиты от сквозняков и теплоизоляции, что снижает расходы на отопление за счет уменьшения количества тепла, выделяемого из дома.
Нужно ли домовладельцам разрешение на установку тепловых насосов?
Большинство установок тепловых насосов выполняются в соответствии с разрешенными правилами застройки, для которых не требуется разрешение на планирование. Однако есть исключения, поэтому разумно поговорить с местными планировщиками, прежде чем двигаться дальше.
Ваш установщик также должен заполнить формы, необходимые для информирования поставщика энергии об обновлении.
Нужно ли мне место на открытом воздухе для установки теплового насоса?
Тепловые насосы бывают самых разных форм, характеристик и размеров.
Насосы типа «воздух-вода» являются наиболее популярными и занимают гораздо меньше места, чем насосы типа «земля-вода».
Насосы типа «земля-вода» лучше всего подходят для больших домов с большим количеством открытого пространства.
Другим вариантом является насос воздух-воздух , который подходит для большинства домов, квартир и стационарных караванов.
Выбор насоса зависит от размера и площади вашего дома.
Тепловые насосы для покупки и сдачи в аренду Часто задаваемые вопросы
Что такое ASHP и GSHP?
Условия относятся к двум типам тепловых насосов. ASAHP — это воздушные тепловые насосы, а GSHPS — это тепловые насосы, работающие от земли.
Работают ли тепловые насосы с подогревом пола?
Да, насос вставляется вместо существующего бойлера, поэтому он продолжает нагревать дом и горячую воду через текущую систему. Вам не нужно устанавливать новую систему центрального отопления, чтобы использовать тепловой насос, хотя модернизация поверхности радиаторов может сделать насос более эффективным и дешевым в эксплуатации.
Должен ли я перейти на систему теплового насоса к 2035 году?
Нет, к 2035 году домовладельцы не обязаны менять свой текущий котел на тепловой насос. С этого момента правительство запрещает использование обычных котлов, но вы можете без проблем использовать систему, если у вас есть традиционный работающий котел.
Что такое гибридный тепловой насос?
Не все стандартные установки тепловых насосов подходят для каждого дома, поэтому производители разработали гибридную систему. Как правило, гибридная система представляет собой тепловой насос, работающий вместе с традиционным бойлером.
Что произойдет, если я не перейду на тепловой насос?
Никаких штрафов за отказ от перехода на тепловой насос к 2035 году не будет, но производство новых традиционных котлов на ископаемом топливе будет остановлено, а запасные части со временем закончатся.
Дополнительная информация
У нас есть дополнительная информация о повышении энергоэффективности для Англии и Уэльса .
Схема и установка тепловых насосов. Установка теплового насоса. Устройство и принцип работы теплового насоса. Как установить тепловой насос своими руками.
Стоимость газа и жидкого топлива растет в геометрической прогрессии, поэтому все больше владельцев частных домов задумываются об использовании альтернативных систем отопления. Одним из наиболее перспективных предложений является установка тепловых насосов, работающих за счет природных теплоносителей. С их помощью можно обогреть большой дом и значительно сократить расходы на отопление. В этой статье мы поговорим о том, как подключить тепловой насос.
Возможности теплового насоса
Современный рынок предлагает большой выбор систем отопления и агрегатов, и выбрать подходящий по стоимости и эффективности вариант представляется затруднительным. Однако оказывается, что обслуживание аппаратов обходится втридорога — цена топлива, необходимость согласования установки различных инстанций и т. д. Тепловой насос — серьезный конкурент всем системам отопления, так как он не работает на топлива (газ, электричество, дрова, уголь), а на природных источниках (вода, воздух, солнечный свет, сила земли). Принцип работы другой — тепловой насос не производит тепло, а только берет его от источника, накапливает и отдает в дом.
Специфика тепловых насосов позволяет им расходовать всего 250 Вт электроэнергии для производства 1 кВт энергии. Таким образом, для обогрева большого дома площадью 100 м² потребуется всего 2,5 кВт. По сравнению с обычными котлами и отопительными приборами разница феноменальная, не так ли?
Типы тепловых насосов
Существует несколько типов тепловых насосов по характеру используемого источника тепла: земляные, воздушные и водяные. Система «земля-вода» забирает тепло из слоя грунта под домом с помощью специального зонда или коллектора. Транспортное средство – это незамерзающая жидкость, которая доставляет тепло из-под земли к насосной установке, откуда оно поступает в систему отопления дома. Коллекторы при этом должны располагаться на глубине ниже уровня промерзания почвы. Их целесообразно использовать на больших участках, а для небольших владений, например, пробники подходят на 4-6 соток.
Система отопления с тепловым насосом воздух-вода, как нетрудно догадаться, аккумулирует тепло из воздуха. Для этого используют испарители и вентиляторы. Водоводяные насосы отбирают тепло у воды. Их можно устанавливать даже в том случае, если поблизости нет естественных источников – глубинные установки могут качать тепло от грунтовых вод. Когда вода поступает в насос, она охлаждается и возвращается обратно через специальный колодец.
Принцип действия
Насосная система отопления состоит из нескольких элементов: источника тепла, насосной установки и агрегатов, распределяющих и аккумулирующих тепло за счет низкотемпературного нагрева. Другими словами, чем холоднее будет вода в трубопроводе, тем лучше будет работать установка.
По сути, тепловой насос работает почти так же, как и обычный холодильник, но если он забирает тепло изнутри и выдает его через решетку в задней стенке, то с точностью насос действует наоборот — забирает тепло снаружи пространство внутри. Источником тепла может быть воздух, вода или земля. Преимущество воздушных систем в том, что воздух есть везде и всегда, а для подкачки воды или земли к источнику необходимо добраться до источника — пробурить скважину или вырыть котлован. В то же время почва и вода являются оптимальными тепловыми батареями с относительно постоянной температурой в течение всего года.
Монтажом теплового насоса лучше заниматься еще на стадии строительства дома, чтобы сразу рассчитать систему отопления с учетом последующей установки агрегата. Но если дом уже сдан в эксплуатацию, его тоже можно интегрировать в него, но это будет стоить намного дороже. Так есть ли смысл тратиться на переоборудование всей системы отопления или лучше оставить все как есть и выбрать что-то менее дорогое?
Чтобы оборудовать котельную тепловым насосом действительно придется потратить намного больше, чем если бы вы ставили котел, но все затраты быстро перекроются мизерными затратами на эксплуатацию. Установка теплового насоса окупится за 1,5-2 года. В этом случае снизится энергопотребление, не нужно будет постоянно следить за работой системы, не требуются разрешения на установку подобного оборудования. Тепловые насосы полностью безопасны в использовании, поэтому их смело можно ставить в жилых помещениях. Они имеют презентабельный вид и достаточно компактны. С какой стороны не посмотри, это самый выгодный и перспективный способ отопления.
Как выбрать тепловой насос
Если вы решили установить тепловой насос, осталось за малым — выбрать подходящий вариант. Его следует повторять из энергетического состояния вашего дома. Вне зависимости от выбранной системы необходимо создать качественную теплоизоляцию стен, фундамента и кровли, чтобы тепло, вырабатываемое насосом, не тратилось впустую. Чем больше дом, тем меньше затраты на его отопление.
Также необходимо рассчитать мощность насоса в зависимости от степени потери тепла. Если у вас дом старой постройки из кирпича или дерева с деревянными оконными рамами и некачественным утеплением, то на отопление уйдет около 75Вт/м². Для современных домов с хорошей теплоизоляцией теплопотребность будет ниже – примерно 50 Вт/м². Если за вами следуют стены, пол и крыша, то для обогрева будет достаточно всего 30 Вт/м².
Полезный совет: Как показывает практика, оптимальным вариантом системы отопления в жилом доме с тепловым насосом является теплый водяной пол. Удерживая свою мощность, обязательно учитывайте тип напольного покрытия – плитка прогревается хуже дерева, бетонная стяжка тоже достаточно прогревается. Лучше всего сделать дощатый настил или залить специальной полимерной стяжкой.
Если вам не безразлична экологическая безопасность вашего дома, то тепловой насос в этом плане полностью соответствует вашим интересам. Он не выбрасывает в атмосферу никаких вредных соединений и не использует ценные природные ресурсы. Для него не нужно вырубать лес или сушить болото — система работает на неиссякаемых источниках тепла. Он полностью безопасен и исключает вероятность возгорания или взрыва при качественной изоляции проводов. Такими характеристиками не обладает ни одна отопительная установка в мире, и можно смело сказать, что даже если у теплового насоса когда-нибудь и будут недостатки, они останутся незамеченными на фоне его достоинств.
Тепловой насос своими руками
Многих владельцев частных домов пугает стоимость установки теплового насоса. И даже факт полной окупаемости затрат за короткий срок не убеждает их в обратном. Поэтому рождается вполне резонный вопрос: «Можно ли сделать тепловые насосы для отопления своими руками?». Спешим дать любителям поработать своими руками в интересах экономии — тепловой насос можно собрать из вполне обычных деталей или бывших в употреблении запчастей.
Если вы устанавливаете насосную систему отопления в уже построенном доме, то убедитесь в исправности состояния электропроводки и наличии счетчика. Мощность измерительного прибора должна быть не менее 40 ампер.
Как сделать тепловой насос:
Для сборки агрегата вам потребуется купить компрессор. Компрессор подойдет от кондиционера, который можно приобрести отдельно в специализированной компании по продаже климатической техники или взять б/у в мастерскую.
Для крепления компрессора используйте кронштейны L-300.
Для изготовления конденсатора возьмите бак из нержавеющей стали на 100-120 л, разрежьте его на две половины и установите внутрь змеевика.
Змеевик можно сделать из медной трубки небольшого диаметра (обычной водопроводной или от старого холодильника). Трубка не должна быть тонкой, иначе она может лопнуть в процессе. Сделать змейку с толщиной стенки не менее 1 мм. Возьмите баллон с кислородом или газом и накрутите на него трубку, выдерживая равное расстояние между витками. Зафиксируйте трубку в нужном положении с помощью алюминиевого уголка – возьмите его так, чтобы каждое из отверстий уголка было напротив витков.
После установки змеевика свариваем две части бака, резьбовые соединения привариваются.
В качестве испарителя можно использовать любую пластиковую емкость на 60-80 литров. Монтировать катушку необходимо из тонкой трубки диаметром 19 мм. Прикрепите испаритель к стене с помощью Г-образного кронштейна подходящего калибра.
Для трубопровода, который будет подавать и отводить воду от насоса, используйте обычные водопроводные трубы.
На данном этапе вам понадобится специалист по холодильному оборудованию, если вы сами им не являетесь. Он соберет всю систему воедино, сварит медные патрубки и затянет внутрь фреон. Даже не пытайтесь выполнить эту работу самостоятельно, если у вас нет опыта работы с фреоном!
Подключение теплового насоса
Технология подключения теплового насоса зависит от его разновидности. Так, для системы «воздух-вода» зонды устанавливать не обязательно, поэтому и монтаж осуществляется иначе.
Особенности установки тепловых насосов:
Воздушно-водяной – установить этот насос проще и быстрее, ведь для этого не нужно проводить земляные или буровые работы. Как правило, геотермальную установку монтируют возле жилого дома на расстоянии от 2 м до 20 м. Насос лучше всего устанавливать в хорошо проветриваемом помещении, чтобы обеспечить полноценный доступ свежего воздуха. Также не допускается размещение рядом открытых источников или другого тепла. Для защиты теплового насоса от атмосферных осадков и механических воздействий над ним рекомендуется установить навес, но так, чтобы не создавать препятствий для качественной вентиляции. Место установки оборудования должно быть свободным и обеспечивать доступ к технике с любой стороны для проведения технического обслуживания или ремонта в случае необходимости. Насос следует устанавливать на металлическую раму-каркас, во избежание дополнительного шума и вибрации при работе. Раму необходимо закрепить на земле, между ней и насосом проложить резиновые прокладки.
Земля-вода — установка может быть вертикальной или горизонтальной. В первом случае потребуется с помощью буровой установки сделать скважину глубиной 50-100 м. Диаметр лунки должен быть 20 см. Затем необходимо опустить геотермальный зонд и подключить его к системе. Для одного насоса может потребоваться несколько скважин. Их количество и глубина определяются потребностью в энергетике и геологическими характеристиками местности. Для горизонтальной установки насоса необходимо раскатать траншею возле дома. Глубина траншеи должна быть 1,5-2 м в зависимости от уровня грунтовки почвы. Там размещается система труб, которая соединяет теплоноситель с насосом через фундаментную часть дома.
Вода-вода — Для сборки водосборника используйте обычные трубы ПНД, заполненные теплоносителем, то есть водой. После сборки конструкцию следует перенести в водоем, погрузить в воду и отбуксировать на середину пруда. Крайне важно при подключении насоса не проводить систему отопления вместе с теплогенератором, а сделать разводку отдельно. Во внутреннем контуре необходимо установить расширительный бак для установки в нем уровня воды выше 50 см от самой верхней точки отопительного контура. Чтобы насос служил дольше, трубопровод к силовой установке лучше соединить гибкими резиновыми шлангами — они снижают вибрацию.
Приспособление для шлифовки направляющих станин токарных станков в Харькове (Станки шлифовальные специализированные)
Украина
Харьков
Оборудование шлифовальное
Станки шлифовальные специализированные
Приспособление для шлифовки направляющих станин токарных станков в Харькове
Цена: Цену уточняйте
за 1 ед.
Компания Алтухов, ФЛ-П (Харьков) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Приспособление для шлифовки направляющих станин токарных станков, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Приспособление предназначено для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт.Механизм и входящая в комплект шлифовальная головка, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка. Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Товары, похожие на Приспособление для шлифовки направляющих станин токарных станков
Вы можете заказать товар Приспособление для шлифовки направляющих станин токарных станков в компании Алтухов, ФЛ-П через нашу систему. В текущий момент товар находится в статусе «в наличии».
Компания Алтухов, ФЛ-П является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. Алтухов, ФЛ-П имеет ID 484220. Приспособление для шлифовки направляющих станин токарных станков имеет ID на сайте — 5380097. Если у вас возникли сложности при работе с компанией Алтухов, ФЛ-П – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Товар был добавлен на сайт 04/09/2013, дата последнего изменения — 04/09/2013. За все время товар был просмотрен 3211 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Алтухов, ФЛ-П цена товара «Приспособление для шлифовки направляющих станин токарных станков» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Алтухов, ФЛ-П по указанным телефону или адресу электронной почты.
Телефоны:
+380 (67) 5455504
Купить приспособление для шлифовки направляющих станин токарных станков в Харькове:
Украина,Харьковская область, Харьков,ул. Метростроителе 15
Приспособление для шлифовки направляющих станин токарных станков
Приспособление для обработки направляющих станин токарных станков
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования. Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте. 3 з.п.ф., 4 ил.
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования.
Известен переносной станок по А.С. СССР №691251, публ. 15.10.1979 г., МПК В23С 1/20 для обработки направляющих станин металлорежущих станков. Он содержит установленную с возможностью перемещения по направляющим стойку с поворотной траверсой, несущей инструментальную головку. Траверса выполнена из шарнирно соединенных между собой звеньев, одно из которых связано со стойкой, а другое несет инструментальную головку и соединено посредством тяги со стойкой; оси в местах соединения звеньев между собой, со стойкой, с тягой и тяги со стойкой расположены таким образом, что при проекции их на горизонтальную плоскость, они являются вершинами параллелограмма. Обработка изношенных направляющих станины производится установкой на ее базовые поверхности каретки переносного станка с приводом и коробкой подач.
К недостаткам данного технического решения относится значительный вылет инструментальной головки относительно каретки, что снижает точность обрабатываемых направляющих. Применение станка предполагает разборку всех узлов, размещенных на ремонтируемых направляющих станины.
Известно приспособление для шлифовки направляющих металлорежущих станков по информационному листку №278-83 от 05.08.1983 г. ЦНТИ г.Ульяновска, выбранное за прототип.
Оно состоит из основания, закрепляемого на суппорте продольно-строгального станка, шлифовальной головки с приводом от отдельного электродвигателя. На суппорте расположен палец, вокруг него поворачивается основание. Зажим основания производится двумя болтами, перемещаемыми по кольцевой канавке суппорта станка.
Подбором разных типов шлифовальных кругов с поворотом шлифовального приспособления обеспечивается шлифовка поверхности, расположенными под любым углом к горизонту.
К недостаткам прототипа также как и аналога относится необходимость разборки ремонтируемого станка и специального строгального станка для шлифовальных работ.
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта.
Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Станина токарного станка содержит направляющие 1 и 2 для продольного суппорта станка, направляющие 3 и 4 для задней бабки; обратные поверхности
которых 5 и 6 используются для зажима бабки на направляющих 3 и 4 прижимной планкой.
Изложенная сущность поясняется чертежом, где изображены:
Фиг.1 — общий вид приспособления;
Фиг.2 — вид сверху;
Фиг.3 — механизм винтовой пары;
Фиг.4 — державка с системой отверстий для инструментальной головки.
При эксплуатации станка интенсивному неравномерному износу подвержены направляющие 1 и 2, максимальному на расстоянии до 1,5 метров от передней бабки станка; направляющие 3 и 4 практически не изнашиваются, так как в рабочем положении задняя бабка неподвижна. Приспособление состоит из инструментальной головки 7 с державкой 8, установленной на стойке 9 стола 10, последний закреплен на каретке 11 четырьмя болтами 12. На каретке 11 выполнены опорные поверхности 13 и 14, сопрягаемые с направляющими 3 и 4 и ответные им. Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
На державке 8 закреплены направляющие 18 и 19, охватывающие стойку 9. Сверху на стойке 9 установлена пластина 20 с резьбовым отверстием для винта 21, а на державке 8 установлена пластина 22 с пазом для кольцевой канавки 23, выполненной на конце винта 21. На стойке 9 установлено 4 болта 24, а на державке 8 выполнены пазы; это обеспечивает возможность жесткого крепления державки 8 на стойке 9.
На свободном конце державки 8 установлена ось 25 и выполнены отверстия 26 для болтов, устанавливаемых одновременно в отверстиях основания 27 инструментальной головки 7. Отверстия 26 расположены под углом 45 градусов между собой. Это обеспечивает поочередную обработку угловых поверхностей направляющей 1.
Возможно другое расположение отверстий 26 в зависимости от профиля обрабатываемых направляющих 1. На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
устанавливается на дополнительной стойке, инструментальная головка 7 располагается над направляющей 2 с обеспечением ее шлифования за счет подбора необходимого профиля круга.
На столе 10 возможно выполнение резьбовых отверстий для закрепления основания 27 и головки 7. На столе 10 возможно также расположение винтовой пары 28-29, аналогичная механизму деталей 20, 21, 22 и обеспечивающая микроподачу абразивному кругу 30 инструментальной головки 7.
Каретка 11 кинематически связана с ходовым винтом или валом станка любым из известных способов, например установкой на каретке кронштейна с гайкой или втулкой.
Работает устройство в следующей последовательности.
Продольный суппорт станка демонтирован с наружных направляющих станины, каретка 11 установлена на внутренних вспомогательных направляющих 3 и 4. Планка скольжения 16 закреплена болтом 17 на каретки 11 до упора в прокладки 15, при этом между поверхностями 5, 6 и планкой 16 имеется зазор минимальной величины в пределах 0,01 мм.
Инструментальная головка 7 установлена в положение, обеспечивающее совмещение торца круга 30 с обрабатываемой плоскостью направляющей 1.
Каретка 11 кинематически связана с ходовым винтом.
Заглубления вращающегося круга 30 в обрабатываемую плоскость производится винтовой парой 28-29 в крайнем положении каретки на станине, т.е. на изношенной части направляющей 1. Затем при включении привода винта каретка 11 перемещается на станине, производя шлифование отдельных участков направляющей 1. Очередное заглубление может производится на изношенных участках направляющей 1 винтом 21.
В такой последовательности работы инструментальной головки будет производится шлифование направляющей 1 до появления искрения на всей длине обрабатываемой поверхности.
Глубина заглубления круга 30 на отдельной плоскости фиксируется, затем головка 7 переналаживается на шлифовку второй плоскости направляющей 1.
Переналадка может осуществляться разворотом инструментальной головки 7 или замены круга 30 при перемещении державки 8 в необходимое положение, например, перемещением стола 10.
В этих случаях на столе 10 и державке 8 могут быть предусмотрены дополнительные отверстия и пазы, обеспечивающие грубую переустановку головки 7. Точная регулировка будет производиться винтовыми пазами 20-21-22 или 28-29.
Перешлифовка второй поверхности направляющей 1 будет производится в последовательности, изложенной выше. Глубина заглубления для обеих поверхностей должна быть одинаковой, она затем назначается такой же величиной для перешлифовке направляющей 2.
Настройка круга 2 для направляющей 2 может осуществляться разворотом державки 8 и головкой 7, либо установкой на столе 10 дополнительной стойки. Шлифование направляющей 2 производится в указанной выше последовательности.
Предложенное приспособление возможно использовать без снятия со станины продольного привода суппорта, используя его в качестве привода линейного перемещения каретки 11 путем их соединения жесткой тягой. В этом случае возможны варианты:
— шлифование только направляющих станины, расположенного у передней бабки станка;
— поочередное шлифование направляющих станины, разделенной на два участка: передний, у передней бабки и задний — на конце станины. Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
1. Приспособление для обработки рабочих наружных направляющих станины токарного станка, содержащее инструментальную головку, установленную на державке с возможностью линейного и углового позиционирования инструмента на державке, относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола, установленного в направляющих продольной каретки, последняя расположена на станине станка, отличающееся тем, что каретка установлена на внутренних вспомогательных направляющих станины.
2. Приспособление по п.1, отличающееся тем, что на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих.
3. Приспособление по пп.1 и 2, отличающееся тем, что между кареткой и планкой скольжения установлены прокладки, закрепленные, например, на каретке.
4. Приспособление по п.1, отличающееся тем, что на станке установлена винтовая пара, а на державке — планка с пазом для кольцевой канавки, выполненной на винте.
Можно ли точно отшлифовать токарные станки в домашних условиях?
Susan_in_SF
Богиня дерева и металла
#1
Привет, ребята, Некоторое время назад я купил South Bend 9A, которым активно пользовался предыдущий владелец, пока он не скончался. Мне сказали, что он сделал много оружия на моем новом старом токарном станке. Когда я купил его, я был супер новичком, который не думал о постельном белье. Я был ослеплен маркой «Саут-Бенд» и почти ничего не знал.
После покупки этого станка я, честно говоря, не планировал покупать другие станки (смеется). Затем, месяц спустя, на Craigslist я увидел только что опубликованное объявление от парня, который хотел освободить свой склад в тот же день, так как на следующий день он уезжал в отпуск. Я встретил его на складе и купил South Bend 9C вместе с парой стальных тумбочек на верстаке, ящики которых были заполнены припасами 1950-х годов. Я нахожу интересным, как старожилы использовали стеклянные банки, банки из-под кофе и бутылочки с рецептами для хранения своих винтов, кранов и т. д. В любом случае, я заплатил 120 долларов за все, и так я получил 2 Саут-Бенда (до того, как я позже получил бесплатный токарный станок Логан).
Итак, после того, как мой друг-механик предложил мне оставить 2-й Саут-Бенд на запчасти, я решил оставить его себе, а не продавать. Я рад, что сохранил этот второй токарный станок, так как теперь я знаю, что пути моего токарного станка 9A серьезно изношены. Вы можете легко увидеть износ в нескольких дюймах от передней бабки. Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку.
Я не уверен, что буду делать со своей изношенной кроватью после того, как поменяю ее на кровать 9C.
Возможно ли изготовить длинный подвижный стол для использования на моем маленьком плоскошлифовальном станке 612 и изношенной станине 48 дюймов?
Просто жаль выбрасывать эту старую кровать. В сети читал, что если дорожки были отшлифованы, то фартук надо шлифовать, чтобы токарный станок был точен. Несмотря на мой первоначальный план оставить 2-й токарный станок на запчасти, я подумывал продать 2-й токарный станок с замененными 9Кровать.
Моя идея использовать мой плоскошлифовальный станок на 4-футовой станине безумна? Если у МакГайвера есть способ заставить его работать, то как?
Или мне просто продать второй токарный станок как есть, с изношенной станиной (после того, как я поменяю станки)?
Спасибо, Сьюзан
Firstram
H-M Supporter — золотой член
#2
Я бы починил один и продал бы второй хорошо подержанный со скидкой. Кажется, у вас есть талант находить сделки, поэтому вам понадобится место для следующей части оборудования.
Боб Корвес
Платина
#3
Возможно? Да. Вероятно? Очень уж нет…
Сьюзен, если токарный станок слишком изношен, просто продайте его и купите другой, который лучше соответствует вашим потребностям. Некоторым (очень немногим) людям нравится очищать целую машину для своего хобби-магазина. Другие пользуются другими средствами самобичевания. Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
bhigdog
Зарегистрировано
#4
Три способа приблизиться к этому. 1. Выбросить или продать кровать. 2. Попробуйте очистить кровать в качестве учебного опыта, прежде чем выбрасывать ее. 3. Используйте его как есть в качестве учебного опыта. Я видел некоторые из лучших работ, выполненных на самых запущенных машинах, потому что оператор хорошо знал их и работал с их недостатками, а не против них…………… Боб
Cadillac STS
Активный пользователь
#5
Можно ли перевернуть станину так, чтобы передняя бабка оказалась на менее используемом конце задней бабки?
П. Уоллер
Латунь
#6
Бенмикри
Джон Йорк
#7
НА САМОМ ДЕЛЕ, НЕТ
П. Уоллер
Латунь
#8
Почему бы и нет?
Бенмикри
Джон Йорк
#9
НА ТОКАРНОМ СТАНОКЕ С ПЛОСКИМ НАПРАВЛЕНИЕМ ЭТО МОЖЕТ БЫТЬ ТЕОРЕТИЧЕСКИ ВОЗМОЖНО, НО СТАНКИ С ЮЖНЫМ ИЗГИБОМ НЕ ИЗГОТОВЛЕНЫ ТАКИМ ОБРАЗОМ, КЛАВИША И ГОЛОВКА И ЗАДНЯЯ БАСКА, ОНИ БЫЛИ ПЕРЕВЕРНУТЫ, И НЕТ СПОСОБА НАПРАВЛЯТЬ И ВЫРОВНИТЕ СООТВЕТСТВУЮЩИЕ ЭЛЕМЕНТЫ.
Супербербан
Зарегистрировано
#10
Согласен. Южный изгиб имеет V-образную форму, плоскую на передней стороне и 2 V-образных на задней.
Сколько стоит переточка направляющих и седла?
HMF
Основатель сайта
#1
Насколько дорого обойдется переточка направляющих и седла на токарном станке 10×36? Вам нужно будет сделать переднюю и заднюю бабки, чтобы все выровнять? Будет ли после этого человек смотреть на соскоб? Или можно было бы добраться туда одним только соскабливанием, если предположить, что состояние путей не так уж плохо. Предполагается, что вы не пытаетесь создать сверхточный станок, а просто возвращаете его OEM-производителю.
Спасибо!
Нельсон
Последнее редактирование модератором:
Тони Уэллс
Зарегистрировано
#2
Ну, это немного отличается, но на этом маленьком токарном станке я ожидаю > 500 долларов. НО, и это БОЛЬШОЕ НО, все меняет свое вертикальное положение при шлифовке станины. Особенно фартук в сборе. Если для этого вы будете использовать прокладки, вам придется бороться с редуктором, который приводит в движение ходовой винт и т. д.
Тщательно обдумайте это. Вам не обязательно нужно избегать этого, но если все сделано правильно, вы можете добиться точности и долговечности.
4GSR
Гость форума
#3
Если вы действительно хотите стать энергичнее, вы можете построить точильный станок, как это сделал я, и переточить свои пути.
стальные отводы на 90 градусов. Цена, размеры. ЦентрСталь.
«Центрсталь» может предложить вам купить отвод стальной 90 градусов партией любого объема. Продукция сертифицирована, прошла проверку на соответствие стандартам, производство осуществлялось по ГОСТам: 17375, 30753.
Сортамент отводов 90: цена и размеры
Цена за ед., руб
Номенклатура
ст. 20
оцинк.
Единица
Стандарт
Отвод ГОСТ 17375-2001, исп.1
Отвод 21.3х2.0(15)
19.00
21.00
шт
ГОСТ17375
Отвод 26.9х2.0(20)
28.60
31.00
шт
ГОСТ17375
Отвод 33.7х2.3(25)
41.70
46.00
шт
ГОСТ17375
Отвод 42. 4х3(32)
27.90
35.50
шт
ГОСТ17375
Отвод 42.4х3,5(32)
37.40
47.50
шт
ГОСТ17375
Отвод 48.3х3(40)
36.70
48.00
шт
ГОСТ17375
Отвод 48.3х3,5(40)
50.10
64.00
шт
ГОСТ17375
Отвод 60,3х3(50)
54.30
73.50
шт
ГОСТ17375
Отвод 60,3х3,5(50)
85.95
108.50
шт
ГОСТ17375
Отвод ГОСТ 17375-2001, исп.2
Отвод 32х3
41.40
49.00
шт
ГОСТ17375
Отвод 38х2.5
97.80
105.50
шт
ГОСТ17375
Отвод 38х3
97.80
105.50
шт
ГОСТ17375
Отвод 45х3
32.65
44.00
шт
ГОСТ17375
Отвод 45х3.5
48.50
64. 00
шт
ГОСТ17375
Отвод 45х5
188.05
207.00
шт
ГОСТ17375
Отвод 57х3
47.80
70.50
шт
ГОСТ17375
Отвод 57х3,5
76.15
99.00
шт
ГОСТ17375
Отвод 57х5
107.10
137.50
шт
ГОСТ17375
Отвод 76х3.5-1.6МПа
96.85
134.50
шт
ГОСТ17375
Отвод 76х3,5
125.80
163.50
шт
ГОСТ17375
Отвод 76х5
174,45
227.00
шт
ГОСТ17375
Отвод 76х6
219.30
283.50
шт
ГОСТ17375
Отвод 89х3,5-1.6МПа
137.55
190.50
шт
ГОСТ17375
Отвод 89х3,5
178.60
231.50
шт
ГОСТ17375
Отвод 89х5
254.85
311.50
шт
ГОСТ17375
Отвод 89х6
313. 50
400.00
шт
ГОСТ17375
Отвод 108х3,5
313.50
346.50
шт
ГОСТ17375
Отвод 108х3,5-1.6МПа
200.60
283.50
шт
ГОСТ17375
Отвод 108х4
295.70
390.00
шт
ГОСТ17375
Отвод 108х6
484.20
619.50
шт
ГОСТ17375
Отвод 108х8
733.00
909.50
шт
ГОСТ17375
Отвод 114х3,5
282.75
365.50
шт
ГОСТ17375
Отвод 114х3.5-1.6МПа
214.70
297.50
шт
ГОСТ17375
Отвод 114х6
518.90
662.00
шт
ГОСТ17375
Отвод 133х3.5
432.40
556.50
шт
ГОСТ17375
Отвод 133х3.5-1.6МПа
340.10
464.00
шт
ГОСТ17375
Отвод 133х3. 5R=1,25DN
343.90
445.50
шт
ГОСТ17375
Отвод 133х4
483.50
626.50
шт
ГОСТ17375
Отвод 133х6
724.65
939.00
шт
ГОСТ17375
Отвод 159х4,5-1.6МПа
579.50
831.00
шт
ГОСТ17375
Отвод 159х4.5
724.60
976.50
шт
ГОСТ17375
Отвод 159х6
1080.40
1384.50
шт
ГОСТ17375
Отвод 159х8
1615.00
2028.00
шт
ГОСТ17375
Отвод 159х10
2093.15
2581.50
шт
ГОСТ17375
Отвод 219х6
1875.00
2438.00
шт
ГОСТ17375
Отвод 219х8
2635.00
3386.00
шт
ГОСТ17375
Отвод 219х10
3644.40
шт
ГОСТ17375
Отвод 273х7
3431. 90
4445.50
шт
ГОСТ17375
Отвод 273х8
4146.80
5310.50
шт
ГОСТ17375
Отвод 273х10
5493.15
6957.00
шт
ГОСТ17375
Отвод 273х12
6534.40
шт
ГОСТ17375
Отвод 325х8(7)
5950.00
шт
ГОСТ17375
Отвод 325х10
7448.15
шт
ГОСТ17375
Отвод 325х12
8988.75
шт
ГОСТ17375
Отвод 377х8
8703.90
шт
ГОСТ17375
Отвод 377х10
9752.10
шт
ГОСТ17375
Отвод 426х8
11471.85
шт
ГОСТ17375
Отвод 426х10
14225.10
шт
ГОСТ17375
Отвод 426х12
15840.30
шт
ГОСТ17375
Отводы ГОСТ 17375-2001, исп.
2 под заказ
Отвод 530х10
153.00
23856.90
шт
ГОСТ 30753
Отвод 530х12
167.70
29676.00
шт
ГОСТ 30753
Отвод 630х10
219.00
31443.00
шт
ГОСТ 30753
Отвод 630х12
255.00
39300.00
шт
ГОСТ 30753
Отвод 720х10
193.00
58730.40
шт
ГОСТ 30753
Отвод 720х12
271.00
61422.00
шт
ГОСТ 30753
Отвод 820х10
347.00
80406.00
шт
ГОСТ 30753
Отводы на 90 градусов или крутоизогнутые отводы — соединительные элементы трубопроводов, использующиеся для корректировки схемы трубопроводных сетей в условиях, исключающих возможность прямой прокладки: либо высокая плотность функционирующих инженерных сетей, либо особенности среды, в которой размещается трубопровод.
Сфера применения
Отводы, реализуемые нашей компанией, универсальны. Отводы могут использоваться в трубопроводных системах самого разного назначения — от коммунальных сетей (отопление, водоснабжение, отведение воды и стоков), причем, как в самих помещениях, так и при подводе к ним. Также отводы 90 применяются на промышленных предприятиях для монтажа трубопроводов специального назначения (в том числе и для химической и пищевой промышленности) и производственных агрегатов и станков.
В данной категории металлопроката товар соответствует ГОСТам:
ГОСТ 17375-2003
ГОСТ 30753-2001
Чтобы уточнить наличие необходимого вам объема отводов 90 или стоимость доставки, просто свяжитесь с нами удобным для вас способом:
по телефону +7 (495) 198-11-26
заказав звонок специалиста
по электронной почте: info@centrstal. ru
Прайс-лист (.xls)
Наши услуги
Резка и рубка металла
Цинкование
Как купить отводы 90
Оформление заказа
Оплата
Доставка
Сделайте заказ через корзину на сайте, либо оставьте свой запрос нашим менеджерам по телефону +7 (495) 198-11-26 или через форму обратной связи.
Выберите удобный для вас способ оплаты: наличный или безналичный расчет. Специальные условия для постоянных клиентов.
Для Москвы — доставка на следующий день! В отдаленные регионы доставим ваш заказ ЖД или автотранспортом в указанный срок. Подробнее о доставке
Прочие категории металлопроката
Тройник
Отвод 90
Переход
Заглушка
Наш офис в Москве
Адрес: ул. Талалихина д.41, строение 8, офис 404, Москва, 109316.
 Тогда монтаж циркуляционного насоса может улучшить ситуацию. Если в контуре отопления уже есть такое устройство, но оно не справляется со своими функциями, то после расчёта требуемой мощности насос надо будет заменить. Правильно рассчитать производительность циркуляционного насоса можно, только учитывая характеристики всей системы и помещения.
Тогда монтаж циркуляционного насоса может улучшить ситуацию. Если в контуре отопления уже есть такое устройство, но оно не справляется со своими функциями, то после расчёта требуемой мощности насос надо будет заменить. Правильно рассчитать производительность циркуляционного насоса можно, только учитывая характеристики всей системы и помещения.
 Чтобы при установке такой гидравлической машины добиться требуемых результатов, необходимо выполнить предварительный расчет циркуляционного насоса для системы отопления и, основываясь на полученных значениях, выбрать насосное оборудование с соответствующими характеристиками.
Чтобы при установке такой гидравлической машины добиться требуемых результатов, необходимо выполнить предварительный расчет циркуляционного насоса для системы отопления и, основываясь на полученных значениях, выбрать насосное оборудование с соответствующими характеристиками. Это также является следствием недостаточного давления теплоносителя и его медленного движения по трубопроводу. Избежать подобных ситуаций как в многоквартирных, так и в частных домах позволяет установка циркуляционного насосного оборудования. Принудительно создавая в трубопроводе требуемое давление, такие насосы обеспечивают высокую скорость движения нагретой воды даже к самым отдаленным элементам системы отопления.
Это также является следствием недостаточного давления теплоносителя и его медленного движения по трубопроводу. Избежать подобных ситуаций как в многоквартирных, так и в частных домах позволяет установка циркуляционного насосного оборудования. Принудительно создавая в трубопроводе требуемое давление, такие насосы обеспечивают высокую скорость движения нагретой воды даже к самым отдаленным элементам системы отопления.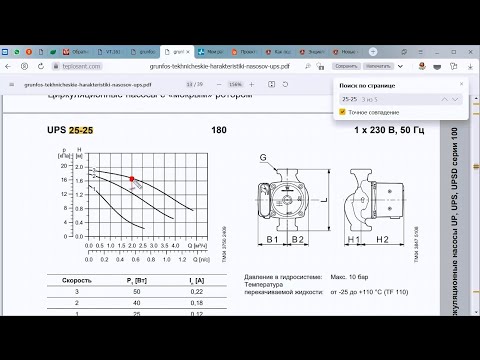
 Большей мощностью и более высоким КПД отличаются насосы с «сухим» ротором, но они сильно шумят в процессе работы, чего не скажешь об устройствах с «мокрым» ротором, которые издают минимальное количество шума.
Большей мощностью и более высоким КПД отличаются насосы с «сухим» ротором, но они сильно шумят в процессе работы, чего не скажешь об устройствах с «мокрым» ротором, которые издают минимальное количество шума.
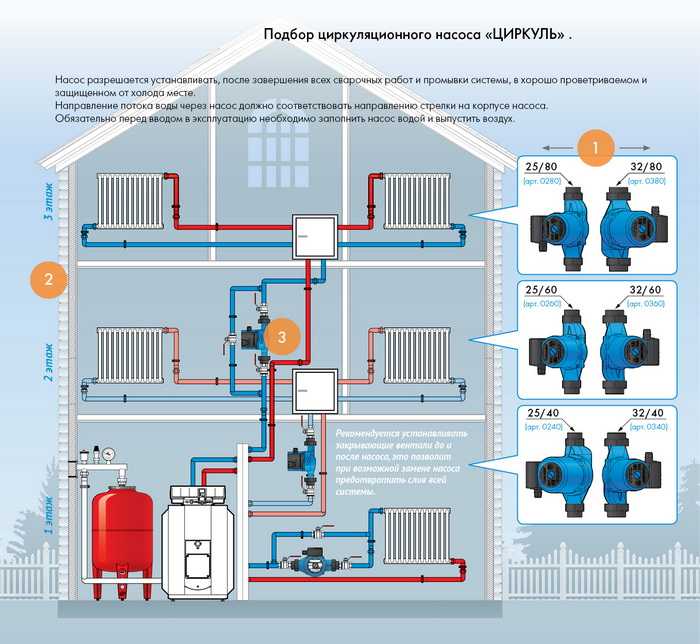
 Параметры теплоносителя для расчета производительности насоса
Параметры теплоносителя для расчета производительности насоса youtube.com/embed/TGcQpF5AZPE»/>
youtube.com/embed/TGcQpF5AZPE»/>
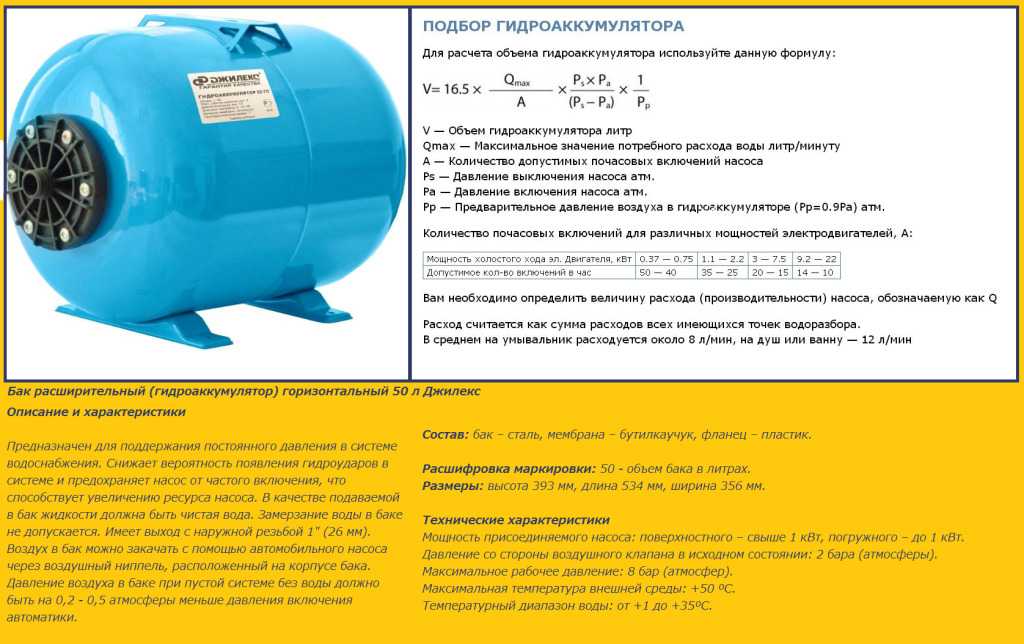
 youtube.com/embed/mQHKkovUL5E»/>
youtube.com/embed/mQHKkovUL5E»/>
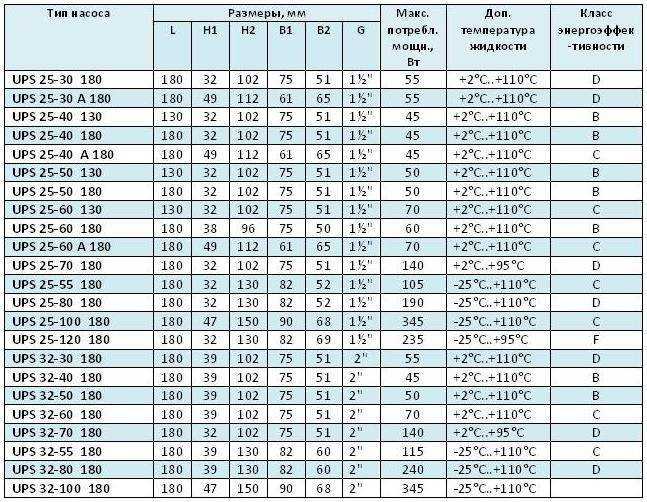 Специалисты, занимающиеся системами отопления, используют различные методики расчета напора насоса (а также производительности и других параметров таких устройств), позволяющие подбирать такое оборудование по его мощности и создаваемому давлению. Во многих случаях собственнику дома, в котором необходимо смонтировать отопительную систему, можно даже не задаваться вопросами о том, как рассчитать мощность насоса и как подобрать насосное оборудование. Многие производители предоставляют услуги квалифицированных специалистов или предлагают воспользоваться онлайн-сервисами по расчету параметров циркуляционного насоса и его выбору для систем отопления или теплого пола.
Специалисты, занимающиеся системами отопления, используют различные методики расчета напора насоса (а также производительности и других параметров таких устройств), позволяющие подбирать такое оборудование по его мощности и создаваемому давлению. Во многих случаях собственнику дома, в котором необходимо смонтировать отопительную систему, можно даже не задаваться вопросами о том, как рассчитать мощность насоса и как подобрать насосное оборудование. Многие производители предоставляют услуги квалифицированных специалистов или предлагают воспользоваться онлайн-сервисами по расчету параметров циркуляционного насоса и его выбору для систем отопления или теплого пола. Выбор менее мощного насоса при таком подходе не отразится на эффективности его использования в системе отопления. В том случае, если мощность насоса, который вы выбрали, значительно выше значений, полученных при расчете, это не улучшит работу отопительной системы, но при этом увеличит ваши расходы на оплату электроэнергии.
Выбор менее мощного насоса при таком подходе не отразится на эффективности его использования в системе отопления. В том случае, если мощность насоса, который вы выбрали, значительно выше значений, полученных при расчете, это не улучшит работу отопительной системы, но при этом увеличит ваши расходы на оплату электроэнергии. Как рассчитать, какой мощности тепловой насос мне нужен? Сколько BTU теплового насоса мне нужно? Обычно это оценка, для которой вам нужен эксперт по HVAC.
Как рассчитать, какой мощности тепловой насос мне нужен? Сколько BTU теплового насоса мне нужно? Обычно это оценка, для которой вам нужен эксперт по HVAC. Мы также включили таблицу того, насколько большой ваш мини-сплит-тепловой насос должен иметь определенную площадь в квадратных футах.
Мы также включили таблицу того, насколько большой ваш мини-сплит-тепловой насос должен иметь определенную площадь в квадратных футах. Когда вам нужно определить размеры теплового насоса, все они знают, что нужно обратиться к Руководству J (альфа и омега-книга по определению размеров HVAC) и следовать 8 правилам.
Когда вам нужно определить размеры теплового насоса, все они знают, что нужно обратиться к Руководству J (альфа и омега-книга по определению размеров HVAC) и следовать 8 правилам.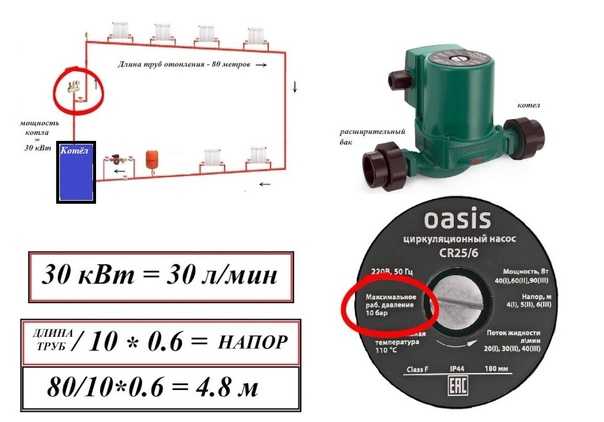


 Вот калькулятор:
Вот калькулятор: Калькулятор размера насоса. Если вы живете на жарком юге (Флорида, Техас, Южная Калифорния), вы можете уменьшить общую мощность теплового насоса на выходе БТЕ на целых 30%.
Калькулятор размера насоса. Если вы живете на жарком юге (Флорида, Техас, Южная Калифорния), вы можете уменьшить общую мощность теплового насоса на выходе БТЕ на целых 30%. футов
футов Чтобы вы могли понять, сколько БТЕ теплового насоса вам следует учитывать, вы можете использовать простое правило 30 БТЕ на 1 кв. фут, чтобы оценить размер теплового насоса для дома площадью 2500 кв. футов.
Чтобы вы могли понять, сколько БТЕ теплового насоса вам следует учитывать, вы можете использовать простое правило 30 БТЕ на 1 кв. фут, чтобы оценить размер теплового насоса для дома площадью 2500 кв. футов.

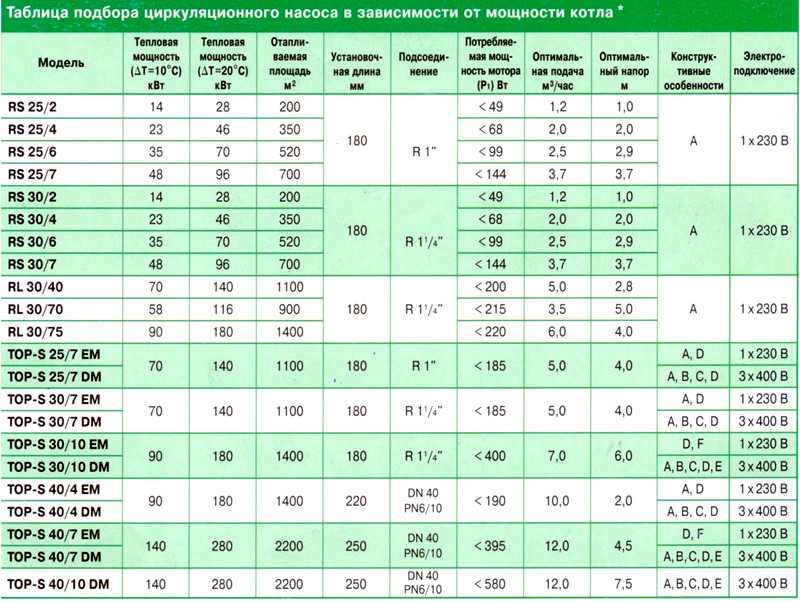 насосные системы.
насосные системы.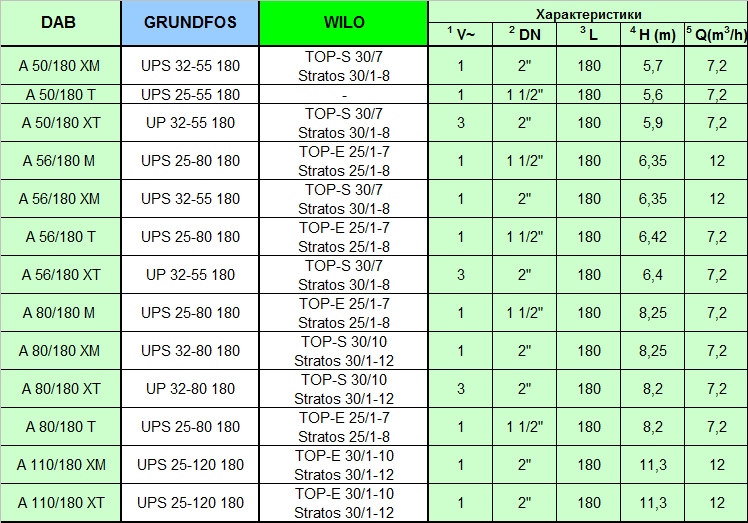 Следуйте этим простым шагам:
Следуйте этим простым шагам: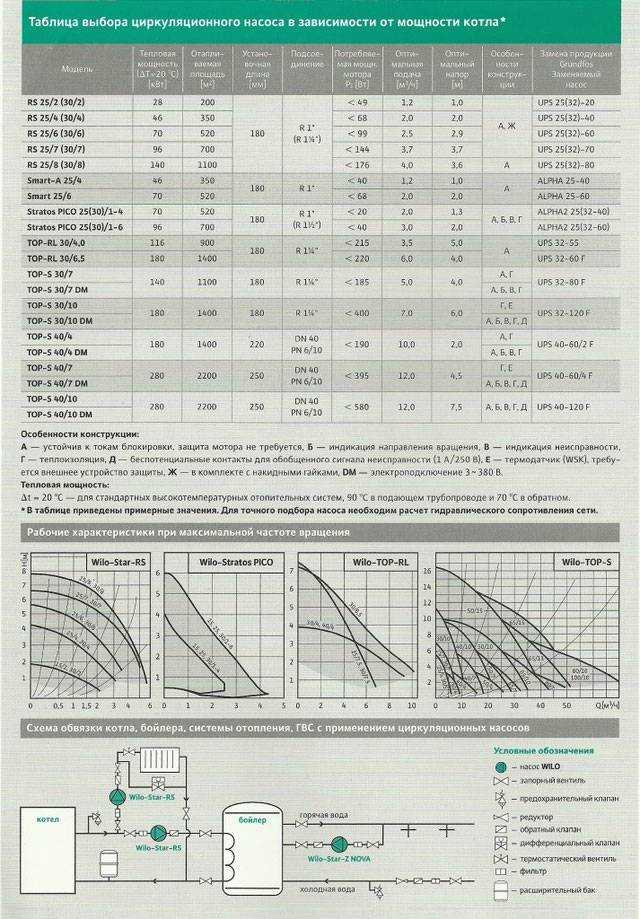
 45 кВт
45 кВт
 обороты 2270
обороты 2270 


 75 кВт
75 кВт обороты 2050
обороты 2050  Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению.
Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению. обороты
обороты  обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты ..
..

 обороты
обороты
 В этих станках используется механический вращающийся инструмент для выполнения радиальных отверстий в заготовке. Скорость врезания, глубина резания, скорость подачи, скорость вращения шпинделя, диаметр инструмента и т. д. являются одними из основных параметров сверления с ЧПУ.
В этих станках используется механический вращающийся инструмент для выполнения радиальных отверстий в заготовке. Скорость врезания, глубина резания, скорость подачи, скорость вращения шпинделя, диаметр инструмента и т. д. являются одними из основных параметров сверления с ЧПУ.  В этой статье рассматриваются пять лучших сверлильных станков с ЧПУ на основе их характеристик и возможностей.
В этой статье рассматриваются пять лучших сверлильных станков с ЧПУ на основе их характеристик и возможностей. » x 2,16″
» x 2,16″ 0061
0061
 5″ x 13.25″
5″ x 13.25″

 Вы даже можете продлить гарантию еще на один год, чтобы получить полную двухлетнюю гарантию на 770M.
Вы даже можете продлить гарантию еще на один год, чтобы получить полную двухлетнюю гарантию на 770M.



 7″ x 20.5 «9.7»
7″ x 20.5 «9.7» По умолчанию они оснащены двигателем мощностью 15 л.с., который может развивать максимальную скорость 10 000 об/мин.
По умолчанию они оснащены двигателем мощностью 15 л.с., который может развивать максимальную скорость 10 000 об/мин.
 Лучше всего подходит для обработки деревянных панелей.
Лучше всего подходит для обработки деревянных панелей.

 д.
д.




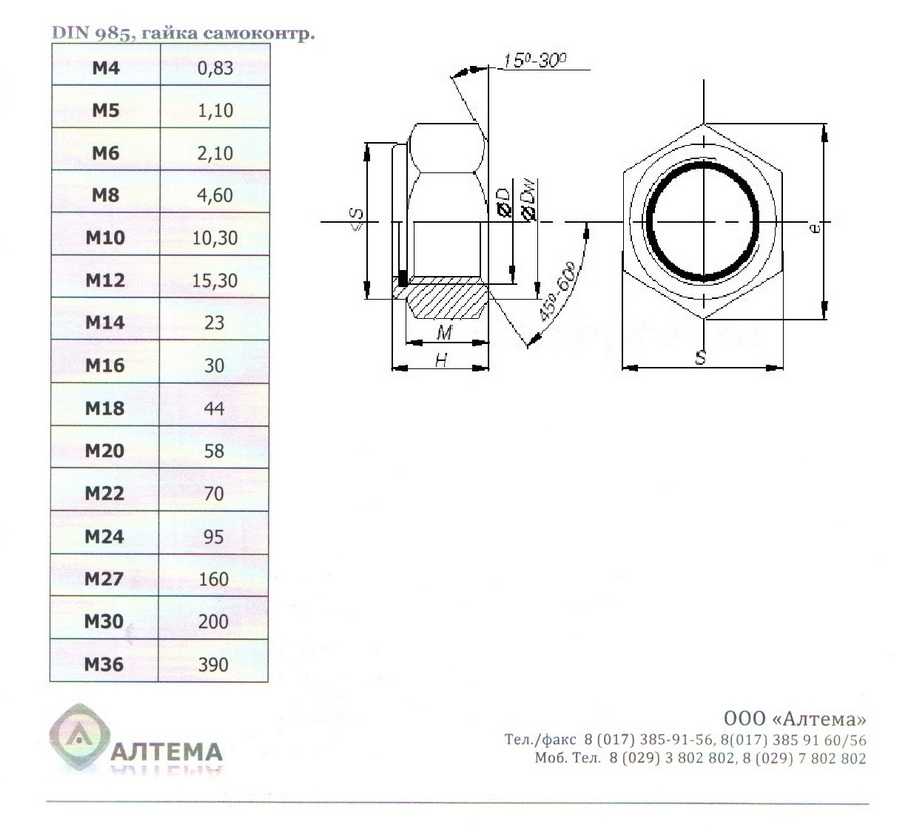
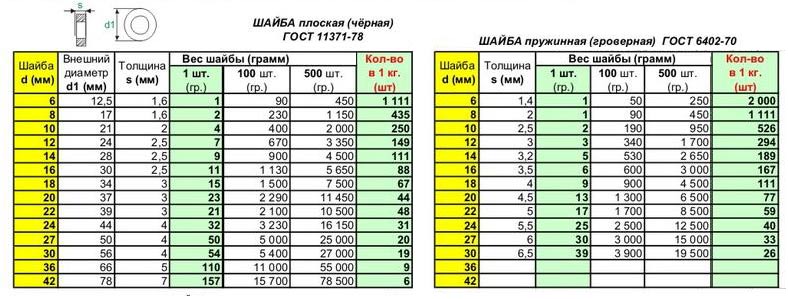


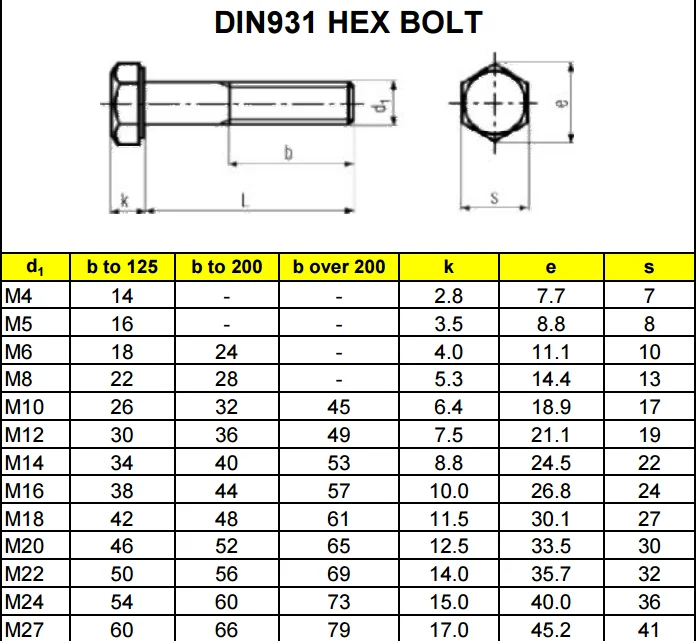
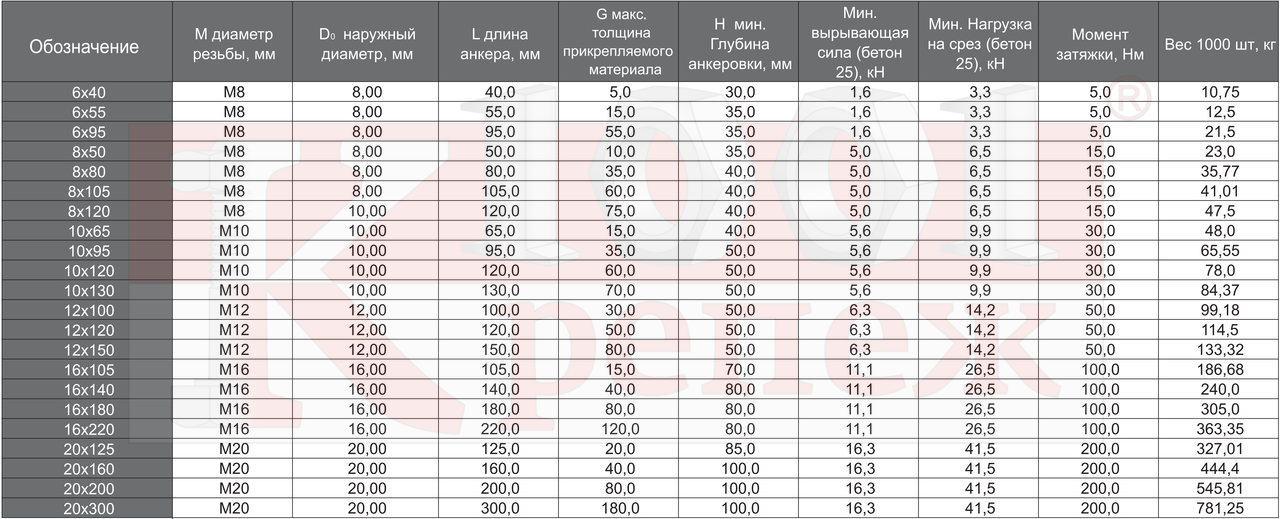 0000 кг.
0000 кг.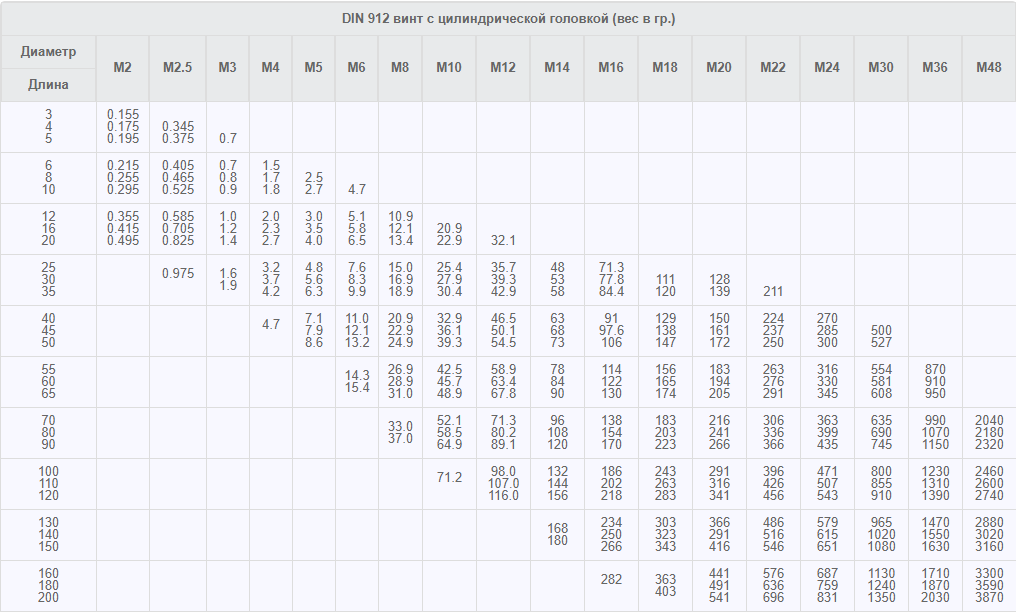
 0000 кг.
0000 кг. Минимум, необходимый для указания типа болта, его размеров, а также материала изготовления — программный продукт в кратчайшие сроки произведет необходимые расчеты, которые можно сохранить или отправить себе на почту для использования в другие расчеты.
Минимум, необходимый для указания типа болта, его размеров, а также материала изготовления — программный продукт в кратчайшие сроки произведет необходимые расчеты, которые можно сохранить или отправить себе на почту для использования в другие расчеты. 1
1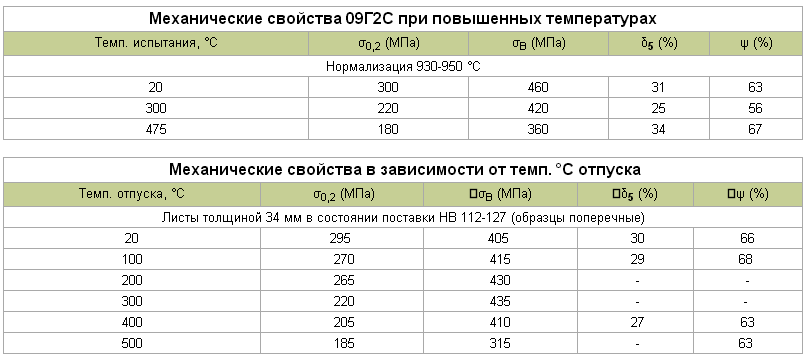 В данном случае это 0.12%.
В данном случае это 0.12%.
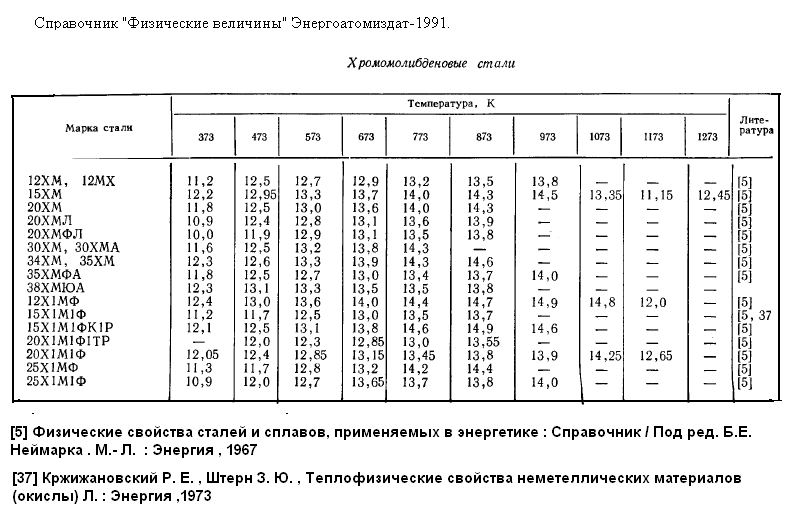 74
74

 Закалка при 1020-1100 °С, воздух, масло или вода
Закалка при 1020-1100 °С, воздух, масло или вода

 Закалка при 1050-1100 °С, вода или воздух
Закалка при 1050-1100 °С, вода или воздух
 Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 12Х18х20Т.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 12Х18х20Т.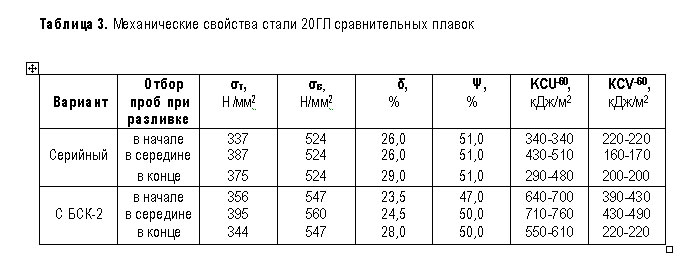
 Закакла 1020-1100°С, воздух, масло или вода.
Закакла 1020-1100°С, воздух, масло или вода.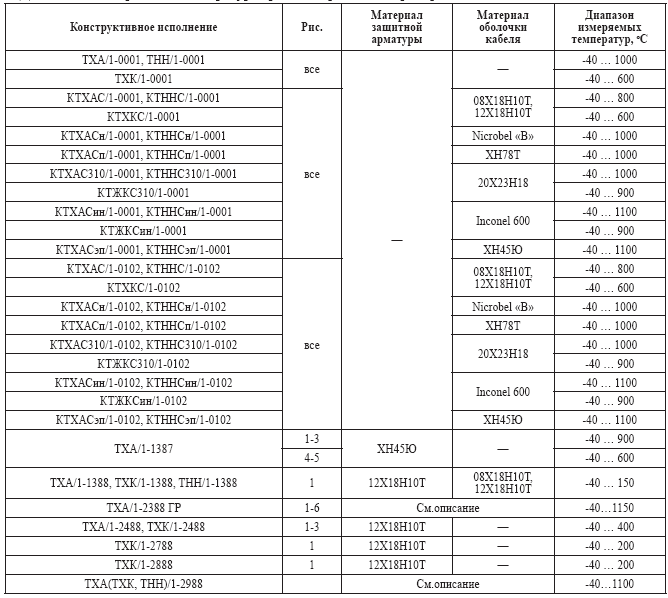

 электрическое сопротивление (p, ном. м)
электрическое сопротивление (p, ном. м)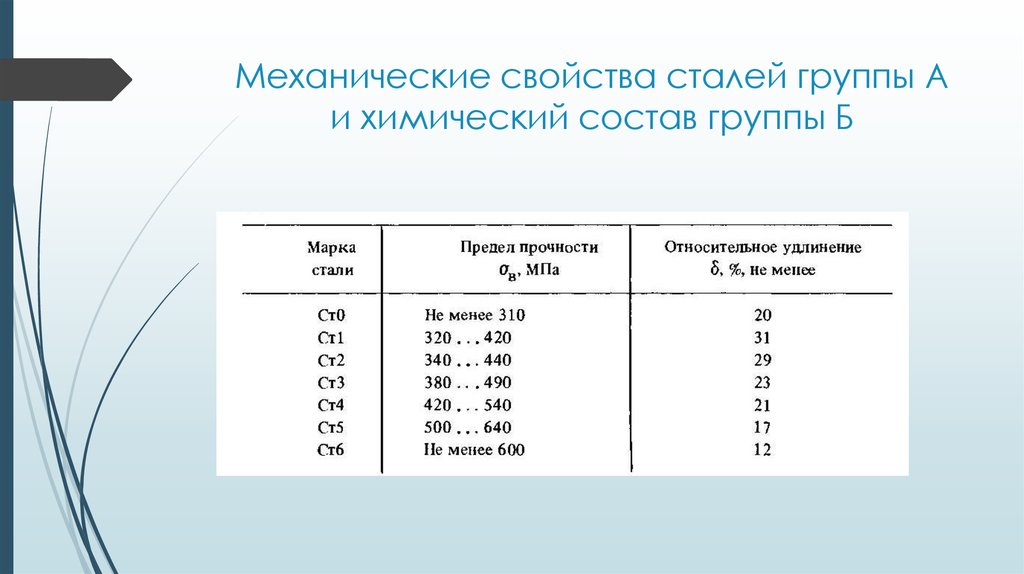 manual-steel.ru/12h28N10T.html сплав железа с углеродом, и он используется почти во всех отраслях промышленности благодаря своим ценным механическим свойствам. Его прочность сочетается с хорошей обрабатываемостью и обрабатываемостью, и он относительно недорог в производстве, что делает его основным материалом для большинства дизайнеров. Американский институт чугуна и стали (AISI) и Общество автомобильных инженеров (SAE) упростили выбор стали, назвав различные марки стали индексами, которые определяют легирующие элементы и общие свойства стали. В этой статье будут освещены 9Сталь 260, пружинная сталь с высоким содержанием кремния, известная своими выдающимися рабочими характеристиками. Описывая химический состав, механические свойства и области применения стали 9260, эта статья призвана помочь читателю решить, является ли сталь 9260 хорошим выбором материала для их проекта.
manual-steel.ru/12h28N10T.html сплав железа с углеродом, и он используется почти во всех отраслях промышленности благодаря своим ценным механическим свойствам. Его прочность сочетается с хорошей обрабатываемостью и обрабатываемостью, и он относительно недорог в производстве, что делает его основным материалом для большинства дизайнеров. Американский институт чугуна и стали (AISI) и Общество автомобильных инженеров (SAE) упростили выбор стали, назвав различные марки стали индексами, которые определяют легирующие элементы и общие свойства стали. В этой статье будут освещены 9Сталь 260, пружинная сталь с высоким содержанием кремния, известная своими выдающимися рабочими характеристиками. Описывая химический состав, механические свойства и области применения стали 9260, эта статья призвана помочь читателю решить, является ли сталь 9260 хорошим выбором материала для их проекта. Чтобы узнать больше об этой схеме наименования, а также о различиях между марками стали, просмотрите нашу статью о типах сталей.
Чтобы узнать больше об этой схеме наименования, а также о различиях между марками стали, просмотрите нашу статью о типах сталей.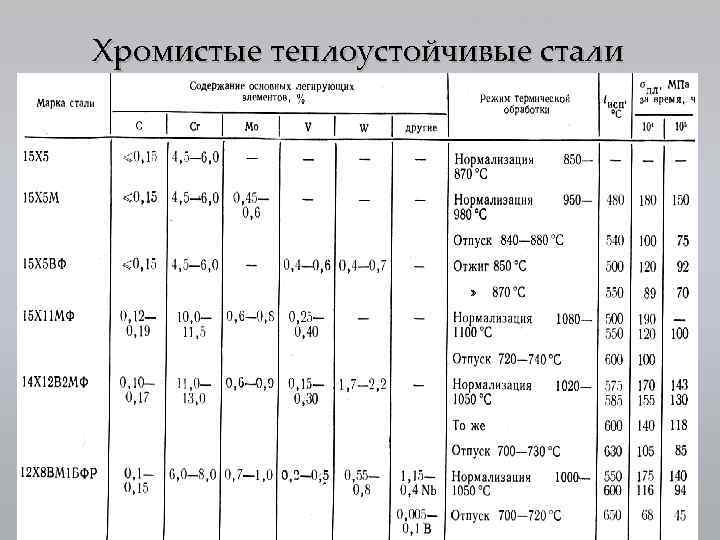 Это означает, что он обладает хорошими пружинящими характеристиками и полезен для его изгиба, а также устойчивости к деформации. Он легко обрабатывается при отжиге и сваривается всеми способами, кроме кислородно-ацетиленовых горелок. Как правило, он устойчив к коррозии и достаточно тверд, чтобы сопротивляться локальной деформации поверхности. Он поддается ковке, а также термообработке и хорошо реагирует на закалку. 9Сталь 260 имеет плотность 7,85 г / см 3 (0,284 фунта / дюйм 3 ) и чаще всего встречается в виде круглого прутка, пластины, трубы и листовой заготовки. Оптимальные пружинные характеристики делают сталь 9260 исключительным выбором при производстве листовых и конических рессор, но ее также можно использовать во многих других областях в качестве высокопрочного сплава.
Это означает, что он обладает хорошими пружинящими характеристиками и полезен для его изгиба, а также устойчивости к деформации. Он легко обрабатывается при отжиге и сваривается всеми способами, кроме кислородно-ацетиленовых горелок. Как правило, он устойчив к коррозии и достаточно тверд, чтобы сопротивляться локальной деформации поверхности. Он поддается ковке, а также термообработке и хорошо реагирует на закалку. 9Сталь 260 имеет плотность 7,85 г / см 3 (0,284 фунта / дюйм 3 ) и чаще всего встречается в виде круглого прутка, пластины, трубы и листовой заготовки. Оптимальные пружинные характеристики делают сталь 9260 исключительным выбором при производстве листовых и конических рессор, но ее также можно использовать во многих других областях в качестве высокопрочного сплава.
 дюйм
дюйм Шкала Роквелла полезна только в том случае, если вы знаете, как другие материалы оцениваются по той же шкале; например, значение твердости меди по Роквеллу B равно 51, поэтому мы знаем, что 9Сталь 260 (с HRB 94) намного тверже меди. Твердость материала представляет его способность сопротивляться деформации поверхности, и ее необходимо понимать при использовании материала в условиях высоких нагрузок. Таким образом, сталь 9260 является отличным выбором для таких применений, поскольку ее твердость превосходит другие пружинные стали, такие как сталь 5160 (чтобы узнать больше, см. нашу статью о стали 5160).
Шкала Роквелла полезна только в том случае, если вы знаете, как другие материалы оцениваются по той же шкале; например, значение твердости меди по Роквеллу B равно 51, поэтому мы знаем, что 9Сталь 260 (с HRB 94) намного тверже меди. Твердость материала представляет его способность сопротивляться деформации поверхности, и ее необходимо понимать при использовании материала в условиях высоких нагрузок. Таким образом, сталь 9260 является отличным выбором для таких применений, поскольку ее твердость превосходит другие пружинные стали, такие как сталь 5160 (чтобы узнать больше, см. нашу статью о стали 5160). Эти значения колеблются в зависимости от термической обработки и истории стали, поэтому в таблице 1 показан диапазон значений для 9260 стали. Эти диапазоны показывают впечатляющую прочность этой легированной стали и показывают, почему сталь 9260 так полезна в пружинных приложениях. Этот диапазон также означает, что сталь 9260 может быть приспособлена для любого количества применений, поскольку ее предел текучести и предел прочности можно модулировать в соответствии со спецификациями проекта.
Эти значения колеблются в зависимости от термической обработки и истории стали, поэтому в таблице 1 показан диапазон значений для 9260 стали. Эти диапазоны показывают впечатляющую прочность этой легированной стали и показывают, почему сталь 9260 так полезна в пружинных приложениях. Этот диапазон также означает, что сталь 9260 может быть приспособлена для любого количества применений, поскольку ее предел текучести и предел прочности можно модулировать в соответствии со спецификациями проекта.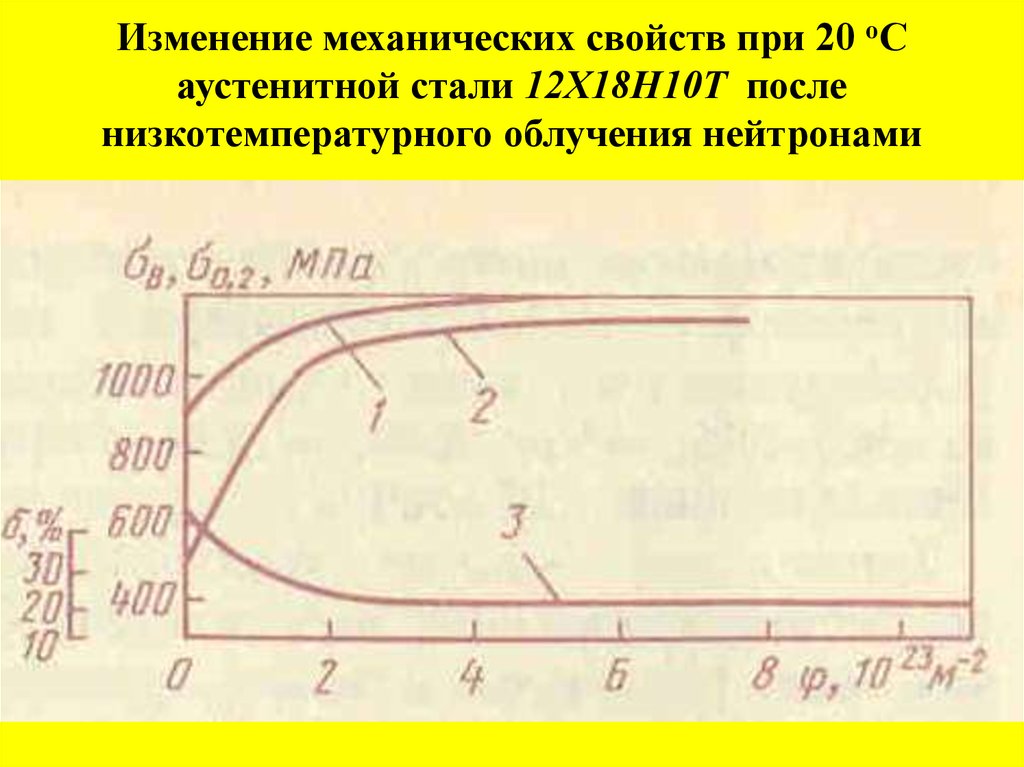 Хотя на первый взгляд может показаться, что сталь 9260 не поддается механической обработке, она легко обрабатывается после размягчения. Более низкий балл объясняется просто его повышенной прочностью, которая может быстрее изнашивать насадки и вызывать больше задержек в обработке материала.
Хотя на первый взгляд может показаться, что сталь 9260 не поддается механической обработке, она легко обрабатывается после размягчения. Более низкий балл объясняется просто его повышенной прочностью, которая может быстрее изнашивать насадки и вызывать больше задержек в обработке материала.
 Они удобны тем, что не придется дополнительно рассчитывать размеры соединений, все параметры подогнаны автоматически.
Они удобны тем, что не придется дополнительно рассчитывать размеры соединений, все параметры подогнаны автоматически.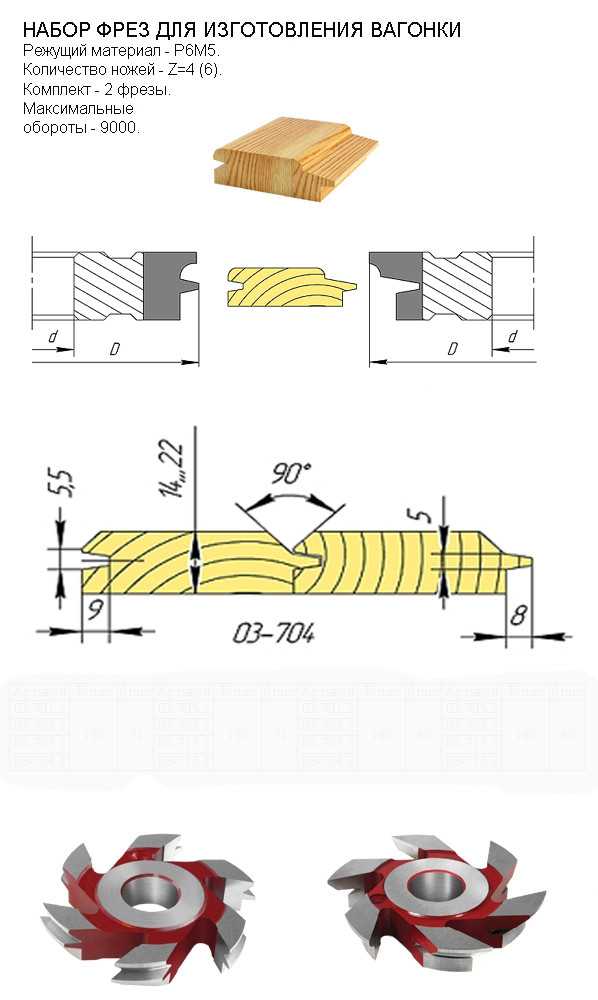

 Однако, чтобы ручной фрезер превратился в полезное и эффективное устройство, его необходимо оснастить соответствующим инструментом – таким, например, как фрезы для вагонки или филенки, для работы по камню, металлу и другим материалам. Найти и приобрести такую продукцию на современном рынке можно легко, но прежде чем делать выбор, следует разобраться в том, что собой представляют такие фрезы и какими параметрами они характеризуются.
Однако, чтобы ручной фрезер превратился в полезное и эффективное устройство, его необходимо оснастить соответствующим инструментом – таким, например, как фрезы для вагонки или филенки, для работы по камню, металлу и другим материалам. Найти и приобрести такую продукцию на современном рынке можно легко, но прежде чем делать выбор, следует разобраться в том, что собой представляют такие фрезы и какими параметрами они характеризуются. Если говорить о наиболее популярных типах, то следует выделить:
Если говорить о наиболее популярных типах, то следует выделить: Каждый из таких типов фрез для вагонки, отдельные модели которых могут устанавливаться и на ручной фрезер, отличаются как своими размерами, так и конструктивным исполнением.
Каждый из таких типов фрез для вагонки, отдельные модели которых могут устанавливаться и на ручной фрезер, отличаются как своими размерами, так и конструктивным исполнением.

 Филенки чаще всего используют для изготовления декоративных рамок, а также для оформления мебельных фасадов. Филенчатый элемент, применяемый исключительно в декоративных целях, может вырезаться по контуру изделия. Посредством фрез для филенки можно изготавливать изделия, которые одновременно выполняют две функции: выступают в роли декоративного элемента и фиксируют между собой соединяемые элементы по принципу «шип – паз».
Филенки чаще всего используют для изготовления декоративных рамок, а также для оформления мебельных фасадов. Филенчатый элемент, применяемый исключительно в декоративных целях, может вырезаться по контуру изделия. Посредством фрез для филенки можно изготавливать изделия, которые одновременно выполняют две функции: выступают в роли декоративного элемента и фиксируют между собой соединяемые элементы по принципу «шип – паз». Горизонтальные фрезы для филенки отличает больший диаметр режущей части. С их помощью выполняют обработку мебельных фасадов, полок и дверных полотен. Хотя фрезы данного типа и позволяют повысить производительность обработки, они значительно уступают вертикальным по глубине резания. Следует отметить, что практически ни одно производство не обходится без фрез филенчатого типа.
Горизонтальные фрезы для филенки отличает больший диаметр режущей части. С их помощью выполняют обработку мебельных фасадов, полок и дверных полотен. Хотя фрезы данного типа и позволяют повысить производительность обработки, они значительно уступают вертикальным по глубине резания. Следует отметить, что практически ни одно производство не обходится без фрез филенчатого типа.



 Ножи из твердого вольфрамового сплава ВК8 (вольфрам и кобальт) можно затачивать до 4 раз.
Ножи из твердого вольфрамового сплава ВК8 (вольфрам и кобальт) можно затачивать до 4 раз. Твердосплавная напайка спаяна очень качественно, без наплывов, течет латунь, выполнена аккуратно.
Твердосплавная напайка спаяна очень качественно, без наплывов, течет латунь, выполнена аккуратно. Их легко затачивать самостоятельно алмазным инструментом на тыльной стороне ножа.
Их легко затачивать самостоятельно алмазным инструментом на тыльной стороне ножа.

 И тогда процесс изготовления не принесет неприятных сюрпризов, а будет в радость.
И тогда процесс изготовления не принесет неприятных сюрпризов, а будет в радость.
 etov.com.ua/
etov.com.ua/


 Несмотря на небольшую толщину слоя хрома наносимого на пластик (обычно это в пределах 0,3 — 0,5 мкм), хромовое покрытие значительно повышает коррозионную стойкость и механическую прочность покрытия, и придает поверхности более декоративный внешний вид.
Несмотря на небольшую толщину слоя хрома наносимого на пластик (обычно это в пределах 0,3 — 0,5 мкм), хромовое покрытие значительно повышает коррозионную стойкость и механическую прочность покрытия, и придает поверхности более декоративный внешний вид. Время выдержки зависит от типа и характеристик пластика или пластмассы.
Время выдержки зависит от типа и характеристик пластика или пластмассы. После травления изделие промывают в растворителе, сушат и направляют на сенсибилизацию. Фторопластовые изделия можно травить так же в растворе следующего состава:
После травления изделие промывают в растворителе, сушат и направляют на сенсибилизацию. Фторопластовые изделия можно травить так же в растворе следующего состава: Время выдержки в растворе 5 -10 минут.
Время выдержки в растворе 5 -10 минут. А затем, деталь обрабатывается в растворе никелирования следующего состава:
А затем, деталь обрабатывается в растворе никелирования следующего состава: Плотность тока 0,3-0,7 А/дм2. После нанесения на токопроводящий слой покрытия “затягивающая” медь, на поверхность детали наноситься дополнительный слой блестящей меди и блестящего никеля.
Плотность тока 0,3-0,7 А/дм2. После нанесения на токопроводящий слой покрытия “затягивающая” медь, на поверхность детали наноситься дополнительный слой блестящей меди и блестящего никеля. Необходимо помнить, что блестящее хромовое покрытие может получиться только при осаждении на блестящую поверхность (в противном случае хромовое покрытие также будет матовым). Поэтому, перед хромированием пластика обязательно проводить процесс блестящего меднения и блестящего никелирования. После этого, проводится блестящее декоративное хромирование пластика или другого диэлектрика. Процесс проводится в хромовом электролите следующего состава:
Необходимо помнить, что блестящее хромовое покрытие может получиться только при осаждении на блестящую поверхность (в противном случае хромовое покрытие также будет матовым). Поэтому, перед хромированием пластика обязательно проводить процесс блестящего меднения и блестящего никелирования. После этого, проводится блестящее декоративное хромирование пластика или другого диэлектрика. Процесс проводится в хромовом электролите следующего состава: Чаще всего в промышленности металлизируют abc-пластики. Данный вид пластика хорошо травится и активируется в растворах травления, и активации соответственно, и имеет удовлетворительную адгезию, благодаря чему можно получать качественное, хорошо сцепленное с подложкой покрытие. Для других пластиков основная сложность металлизации и последующего хромирования, заключается в том, что, в отличие от abc-пластиков, поверхность большинства диэлектриков не обеспечивает возможности проведения такой же качественной подготовки поверхности. И даже, при возможности травления поверхности диэлектрика, создания на нем микрошероховатостей, и нанесении на поверхность первичного слоя меди, графита или серебра, используемого для металлизации различных диэлектриков, качество сцепления с поверхностью, как правило, уступает качеству сцепления с поверхностью abc-пластиков. А так как, хромовое покрытие имеет большие внутренние напряжения и процесс хромирования проводится при высокой плотности тока, результатом может быть повреждение или разрушение “точек” сцепления первичного адгезионного медного, серебряного или графитового покрытия с поверхностью диэлектрика, что приводит к деформации слоя металлизации и возможному отслаиванию хромового покрытия от пластика.
Чаще всего в промышленности металлизируют abc-пластики. Данный вид пластика хорошо травится и активируется в растворах травления, и активации соответственно, и имеет удовлетворительную адгезию, благодаря чему можно получать качественное, хорошо сцепленное с подложкой покрытие. Для других пластиков основная сложность металлизации и последующего хромирования, заключается в том, что, в отличие от abc-пластиков, поверхность большинства диэлектриков не обеспечивает возможности проведения такой же качественной подготовки поверхности. И даже, при возможности травления поверхности диэлектрика, создания на нем микрошероховатостей, и нанесении на поверхность первичного слоя меди, графита или серебра, используемого для металлизации различных диэлектриков, качество сцепления с поверхностью, как правило, уступает качеству сцепления с поверхностью abc-пластиков. А так как, хромовое покрытие имеет большие внутренние напряжения и процесс хромирования проводится при высокой плотности тока, результатом может быть повреждение или разрушение “точек” сцепления первичного адгезионного медного, серебряного или графитового покрытия с поверхностью диэлектрика, что приводит к деформации слоя металлизации и возможному отслаиванию хромового покрытия от пластика.
 Поверхность пластиковой детали покрывается медью и никелем перед нанесением хрома. Поскольку гибкие пластики подвержены разрушению под напряжением, этот процесс подходит только для жестких пластиков. Для получения дополнительной информации ознакомьтесь с Хромированное покрытие Пола в Эванс-Сити, штат Пенсильвания.
Поверхность пластиковой детали покрывается медью и никелем перед нанесением хрома. Поскольку гибкие пластики подвержены разрушению под напряжением, этот процесс подходит только для жестких пластиков. Для получения дополнительной информации ознакомьтесь с Хромированное покрытие Пола в Эванс-Сити, штат Пенсильвания. Детали подготавливаются и покрываются черным базовым покрытием, а затем покрываются нетоксичной формулой хрома, которая наносится настолько гладко, что не течет. Наконец, детали очищаются водой и покрываются прозрачным лаком. В этом видео Jay Leno’s Garage показано, как это делается: нанесение спрея на хром.
Детали подготавливаются и покрываются черным базовым покрытием, а затем покрываются нетоксичной формулой хрома, которая наносится настолько гладко, что не течет. Наконец, детали очищаются водой и покрываются прозрачным лаком. В этом видео Jay Leno’s Garage показано, как это делается: нанесение спрея на хром. комплект от Alsa Corp . Не путайте Killer Chrome с дешевыми аэрозольными баллончиками прошлого, которые рекламировали хромированную отделку, но наносили серебристую краску. Killer Chrome — это реальное дело.
комплект от Alsa Corp . Не путайте Killer Chrome с дешевыми аэрозольными баллончиками прошлого, которые рекламировали хромированную отделку, но наносили серебристую краску. Killer Chrome — это реальное дело. Иногда это тоже хорошо. Эти варианты для настоящего хрома — то же самое, что позолота для алхимии — возможная и привлекательная альтернатива.
Иногда это тоже хорошо. Эти варианты для настоящего хрома — то же самое, что позолота для алхимии — возможная и привлекательная альтернатива. Нанесение этого покрытия делает деталь эластичной, что позволяет впоследствии нанести хромирование.
Нанесение этого покрытия делает деталь эластичной, что позволяет впоследствии нанести хромирование. Эта нейтрализация также имеет решающее значение для обеспечения того, чтобы оставшиеся кислоты не нарушали процессы металлизации в дальнейшем.
Эта нейтрализация также имеет решающее значение для обеспечения того, чтобы оставшиеся кислоты не нарушали процессы металлизации в дальнейшем.
 д.
д.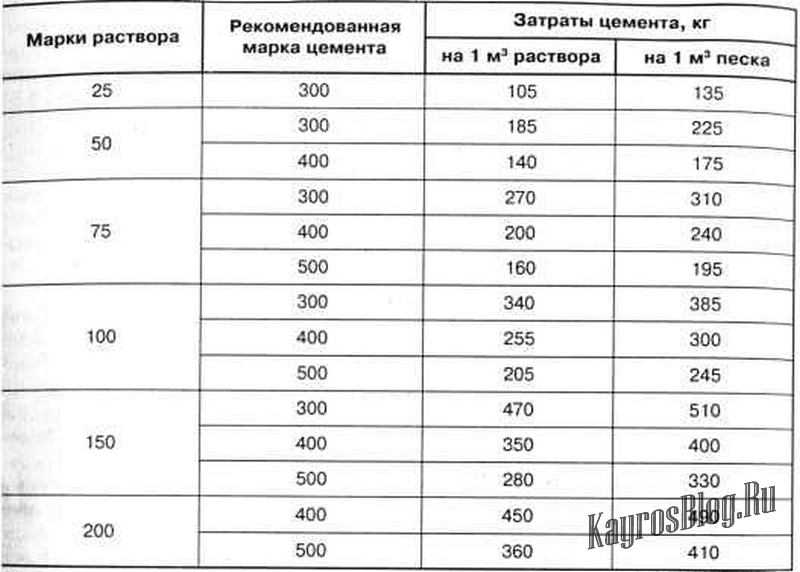
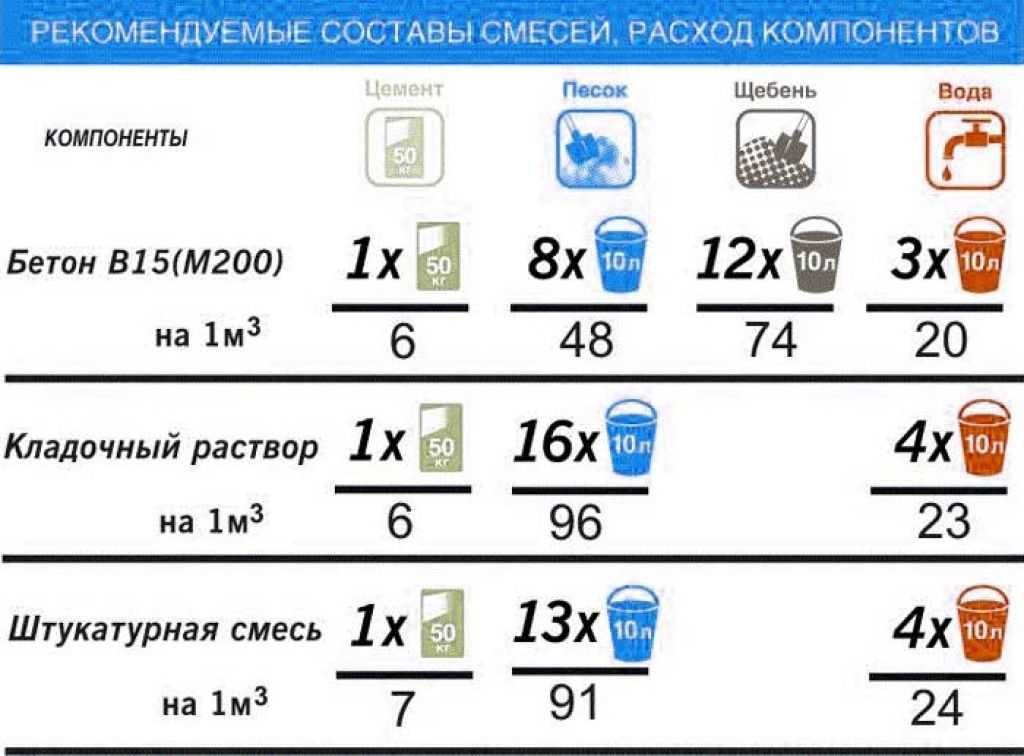 Поэтому обычно определяют визуально: густота раствора должна быть достаточной для комфортной укладки (заливки), выравнивания, удерживания в швах и опалубке.
Поэтому обычно определяют визуально: густота раствора должна быть достаточной для комфортной укладки (заливки), выравнивания, удерживания в швах и опалубке. Марка итоговой смеси ниже в 1.5-2 раза марки цемента, ведь в составе работают еще гравий/щебень/шлак и песок.
Марка итоговой смеси ниже в 1.5-2 раза марки цемента, ведь в составе работают еще гравий/щебень/шлак и песок.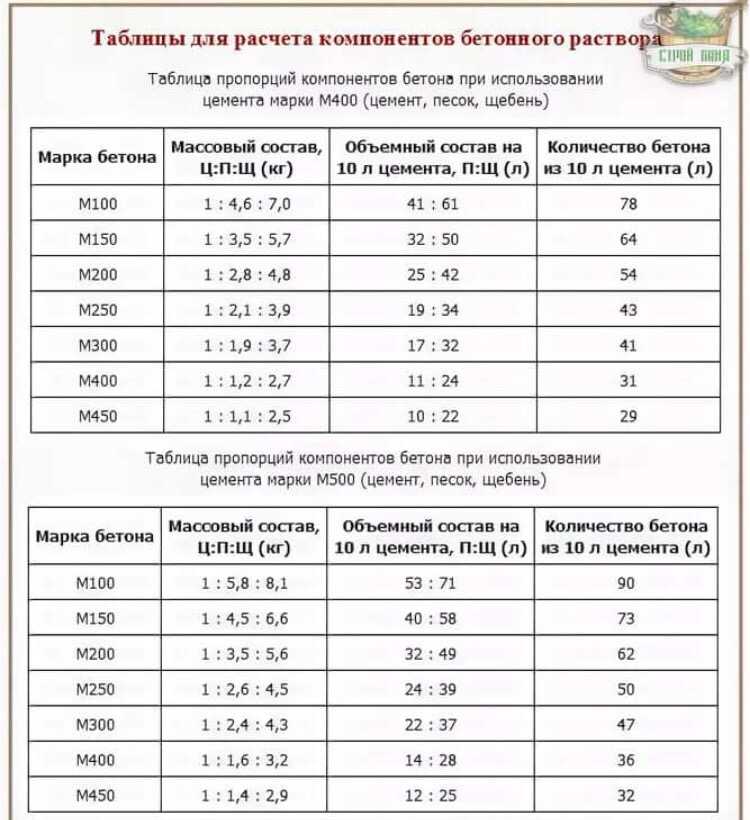 Из цемента марки М400 может получиться бетон разных марок, что зависит от килограмм цемента на 1м3, объема наполнителей. Как правило, для приготовления раствора определенной марки берут цемент марки в 1.5-2 выше.
Из цемента марки М400 может получиться бетон разных марок, что зависит от килограмм цемента на 1м3, объема наполнителей. Как правило, для приготовления раствора определенной марки берут цемент марки в 1.5-2 выше. д.)
д.) Для заливки фундамента или стяжки актуально использование крупных наполнителей (гравий, щебень, шлак), что понижает расход цемента. На назначение раствора указывает марка (от нее зависят свойства бетона и основные характеристики).
Для заливки фундамента или стяжки актуально использование крупных наполнителей (гравий, щебень, шлак), что понижает расход цемента. На назначение раствора указывает марка (от нее зависят свойства бетона и основные характеристики).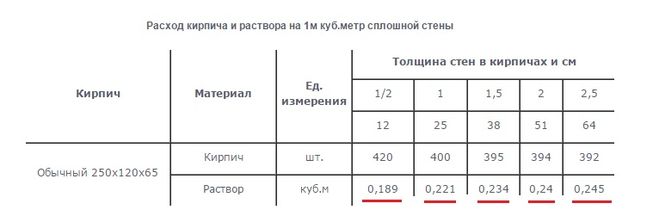 Пропорция цемента марки М400 и песка составляет 1:4. Таким образом, расход цемента на кладку кирпича составляет 250 килограммов на кубометр песка. Сколько кубов раствора понадобится в общем, считают по величине здания.
Пропорция цемента марки М400 и песка составляет 1:4. Таким образом, расход цемента на кладку кирпича составляет 250 килограммов на кубометр песка. Сколько кубов раствора понадобится в общем, считают по величине здания.
 Насыпная плотность вяжущего показывает, что в литре содержится 1.4 килограмма.
Насыпная плотность вяжущего показывает, что в литре содержится 1.4 килограмма.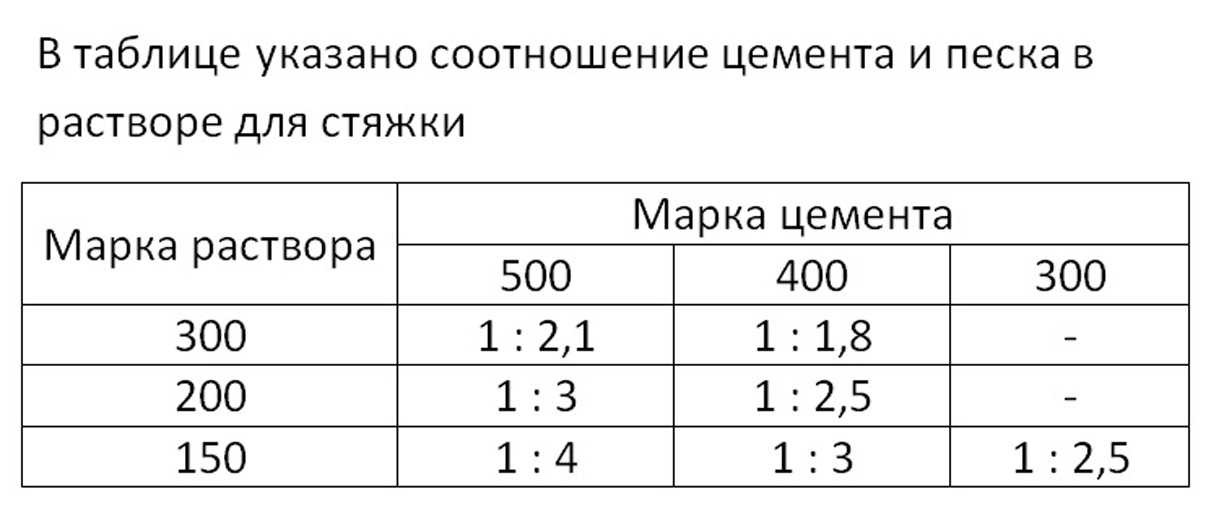
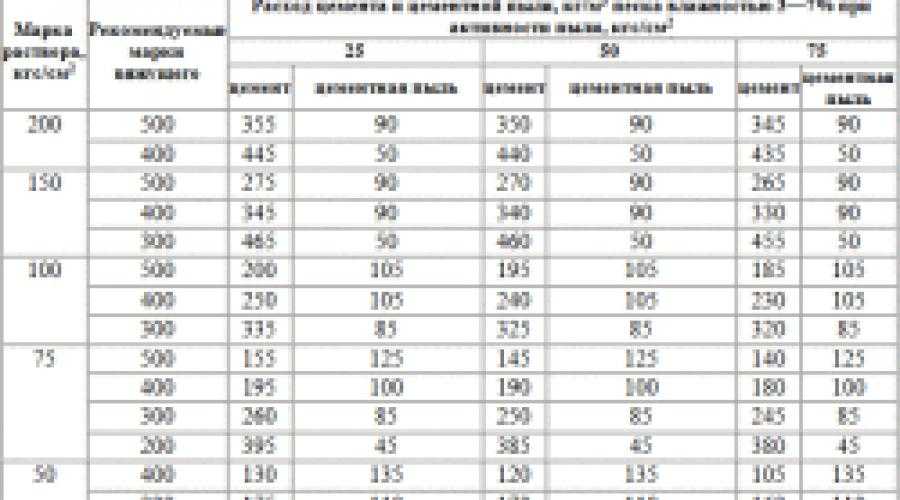
 По аналогии с песком его надо промыть и высушить.
По аналогии с песком его надо промыть и высушить. В остальных случаях пропорции подбирают и переводят на весовой расчет (признанный более удобным) согласно данным в таблице (при условии использования портландцемента с качеством не ниже М400):
В остальных случаях пропорции подбирают и переводят на весовой расчет (признанный более удобным) согласно данным в таблице (при условии использования портландцемента с качеством не ниже М400):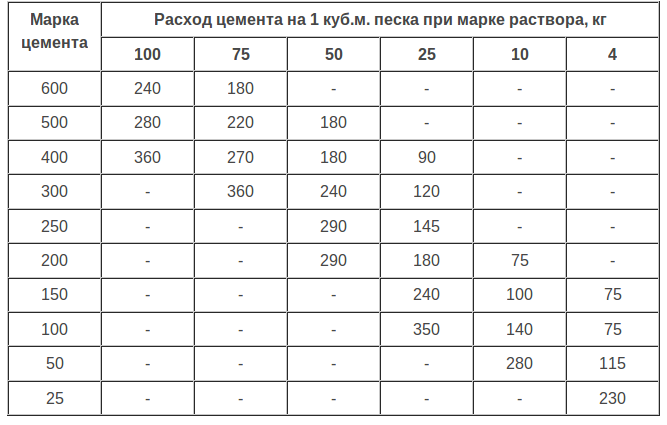 2
2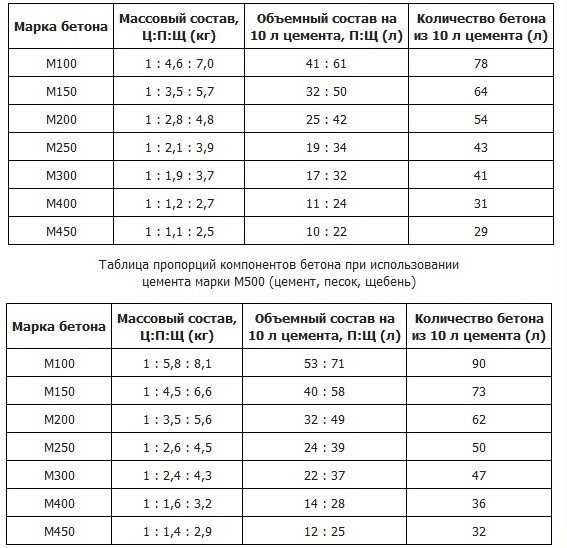 Все компоненты надо подготовить заранее с учетом требуемых объемов.
Все компоненты надо подготовить заранее с учетом требуемых объемов. Увеличение доли цемента положительно влияет на прочность, но лишь до определенной грани: при вводе его более 400 кг на один куб раствора она будет неизменной, а при засыпке свыше 500 – начнет падать.
Увеличение доли цемента положительно влияет на прочность, но лишь до определенной грани: при вводе его более 400 кг на один куб раствора она будет неизменной, а при засыпке свыше 500 – начнет падать.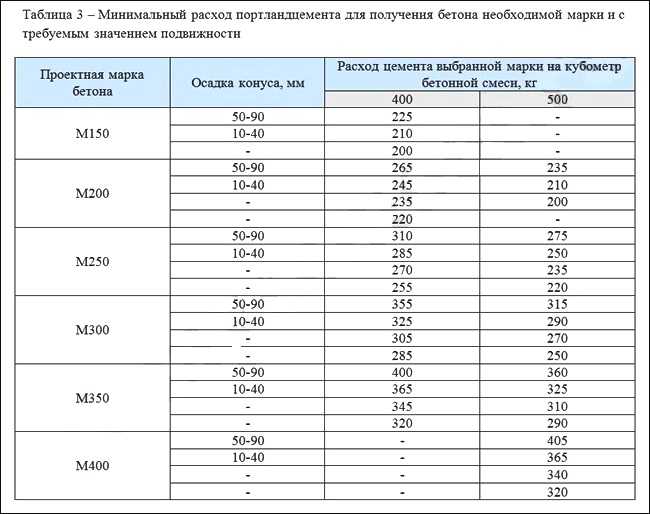 Приготовление бетонных смесей на основе уступающего по качеству вяжущего увеличивает его долю в разы.
Приготовление бетонных смесей на основе уступающего по качеству вяжущего увеличивает его долю в разы.
 = 1+3= 4
= 1+3= 4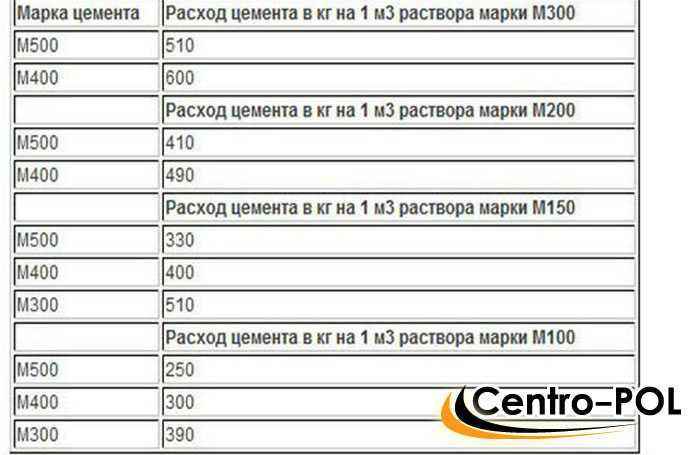 3147 cft
3147 cft Например, для цементного раствора с соотношением 1:6 всего потребуется 5,50 мешка цемента и 1,14 м3 песка.
Например, для цементного раствора с соотношением 1:6 всего потребуется 5,50 мешка цемента и 1,14 м3 песка.
 of bags of Cement
of bags of Cement 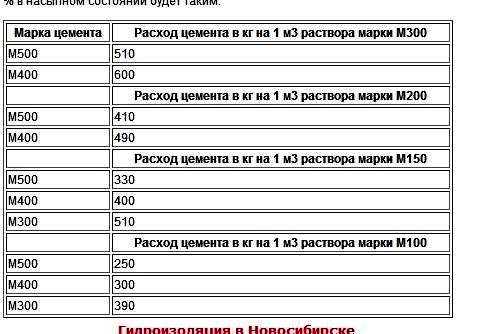 67 cum
67 cum

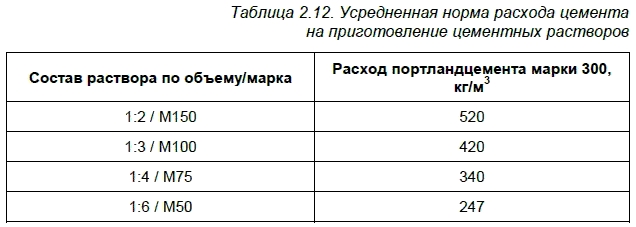
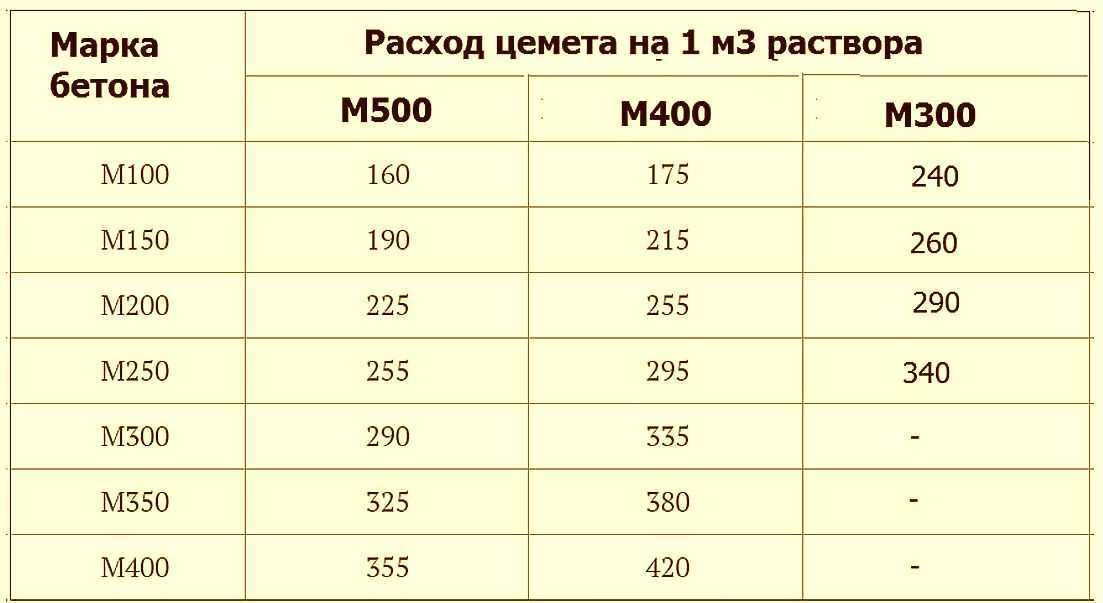 см
см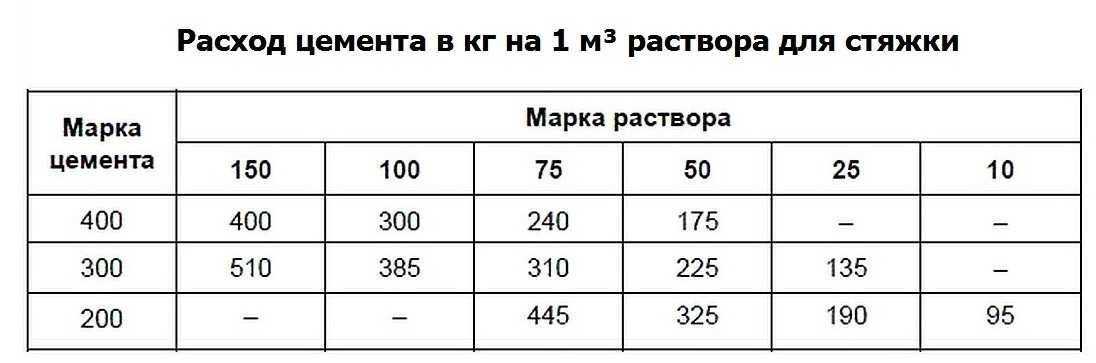

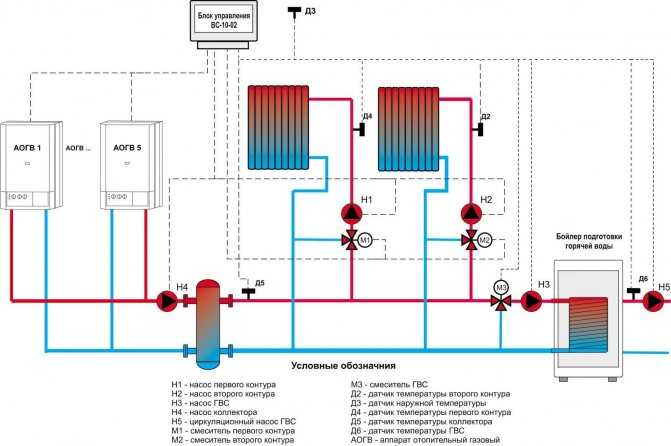 Второй недостаток не является критичным и может быть устранен мощности и модели циркуляционного насоса.
Второй недостаток не является критичным и может быть устранен мощности и модели циркуляционного насоса.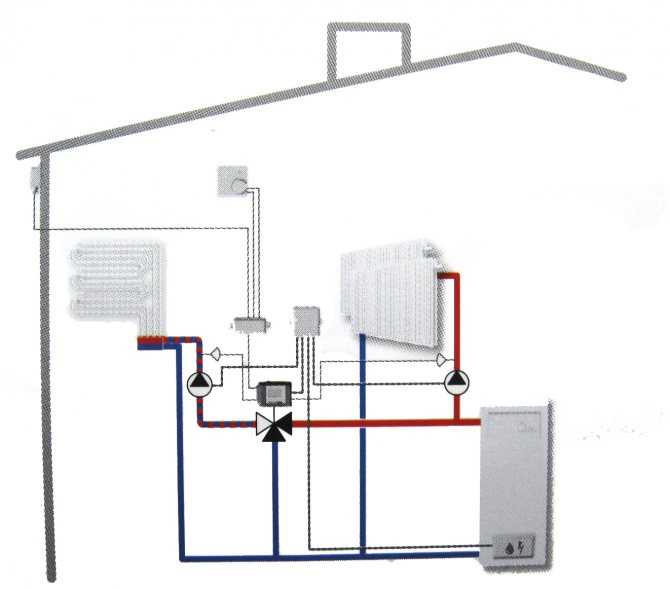
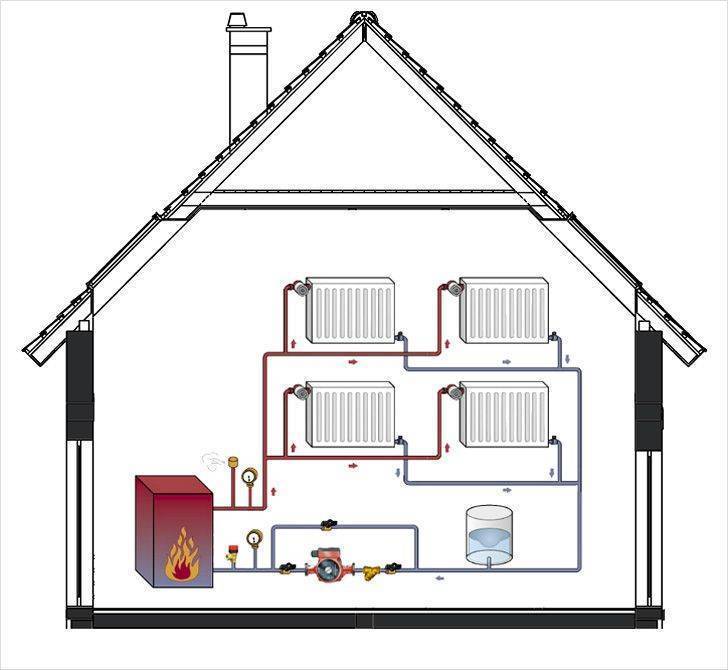
 В качественных твердотопливных котлах – этот показатель 3 Бар
В качественных твердотопливных котлах – этот показатель 3 Бар Обычно при монтаже двух агрегатов в двухэтажном доме расход топлива на обслуживание верхнего этажа будет значительно меньше.
Обычно при монтаже двух агрегатов в двухэтажном доме расход топлива на обслуживание верхнего этажа будет значительно меньше.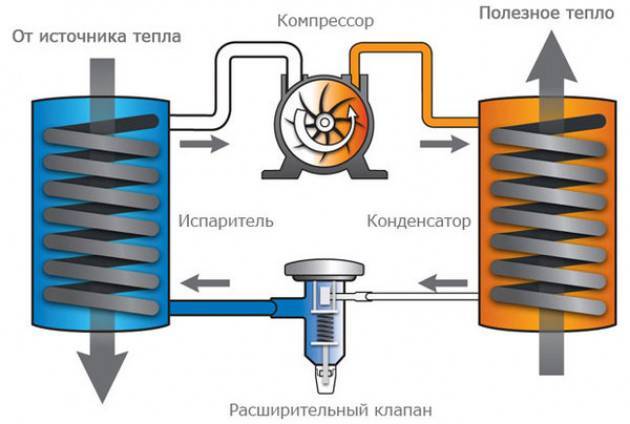 Частицы способствуют заклиниванию крыльчатки, а в худшем случае – остановке мотора. Поэтому непосредственно перед агрегатом потребуется поставить сетчатый фильтр-грязевик.
Частицы способствуют заклиниванию крыльчатки, а в худшем случае – остановке мотора. Поэтому непосредственно перед агрегатом потребуется поставить сетчатый фильтр-грязевик. Это решение не рекомендуется применять — клапан производит силу сопротивления в 0,1 Бар, что значится как большой показатель для циркуляционной системы самотечного типа.
Это решение не рекомендуется применять — клапан производит силу сопротивления в 0,1 Бар, что значится как большой показатель для циркуляционной системы самотечного типа.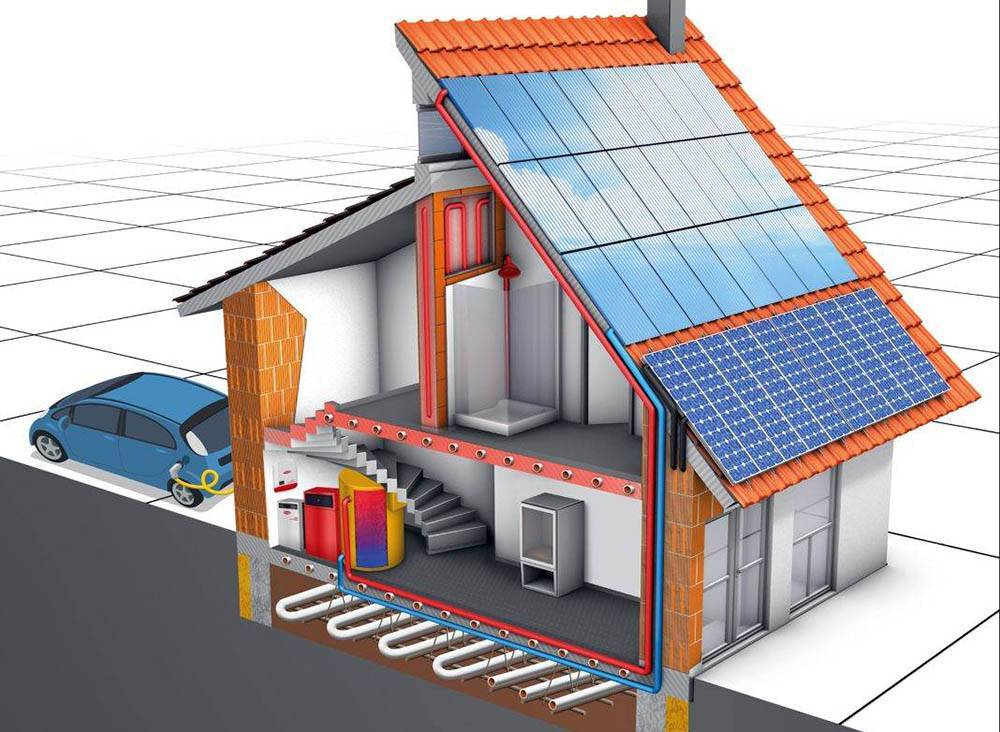 Он способен поглощать избыточное тепло, а затем, по требованию, отдавать его контуру отопления.
Он способен поглощать избыточное тепло, а затем, по требованию, отдавать его контуру отопления.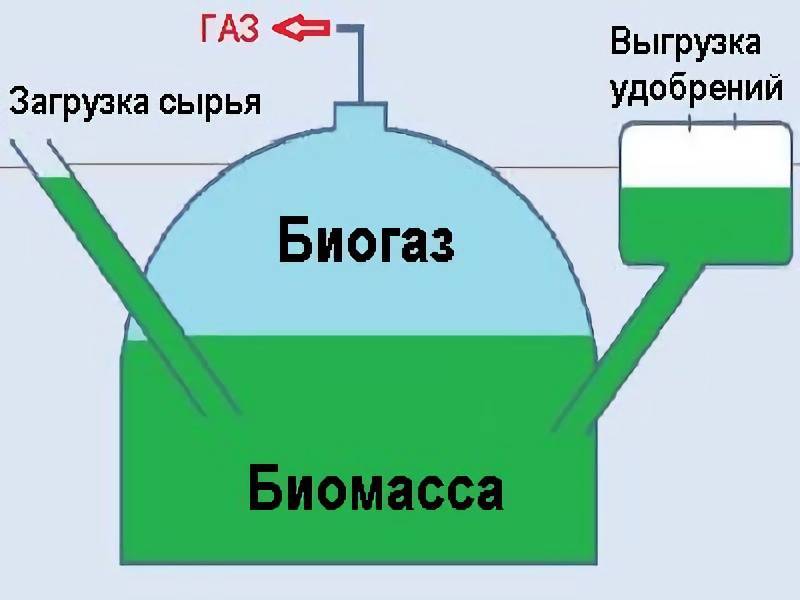
 Для этого потребуется открутить крепежные винты на кожухе и развернуть его в необходимую сторону.
Для этого потребуется открутить крепежные винты на кожухе и развернуть его в необходимую сторону. д.;
д.;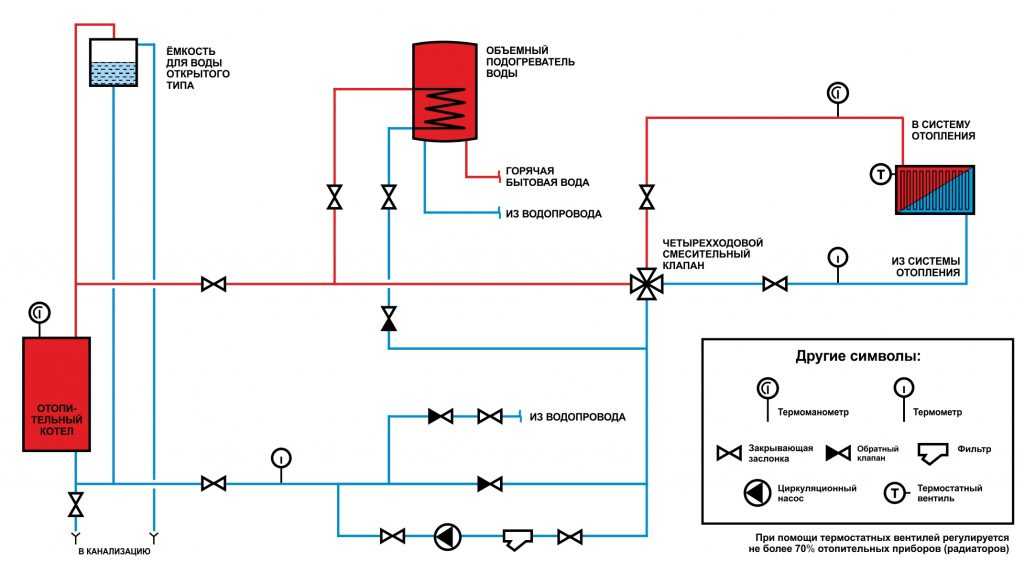
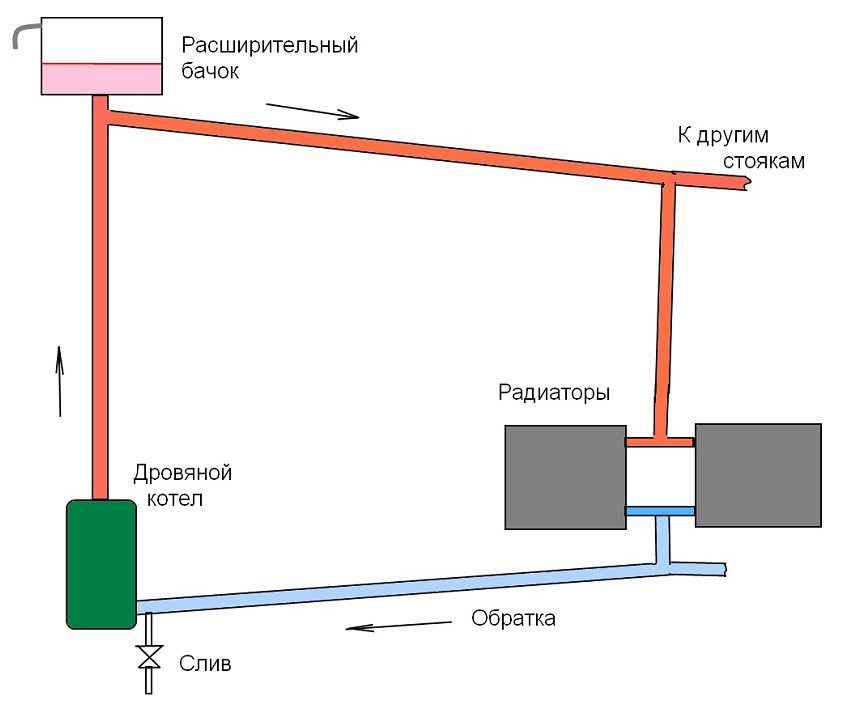
 Второй монтируется в подающую магистраль.
Второй монтируется в подающую магистраль. youtube.com/embed/sl5d753lyEw» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/sl5d753lyEw» allowfullscreen=»allowfullscreen»/>
 1 Насос сильно гудит, но циркуляции теплоносителя не наблюдается
1 Насос сильно гудит, но циркуляции теплоносителя не наблюдается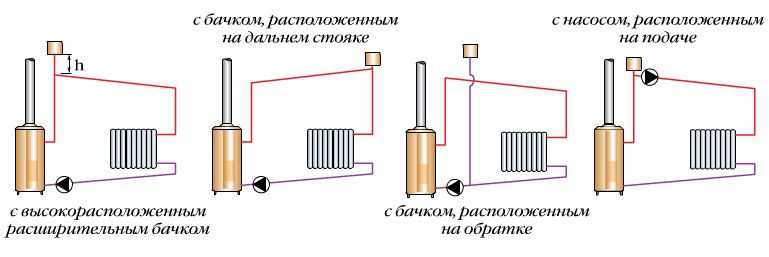 При этом существует несколько простых правил организации систем циркуляции, как открытого, так и закрытого типа.
При этом существует несколько простых правил организации систем циркуляции, как открытого, так и закрытого типа.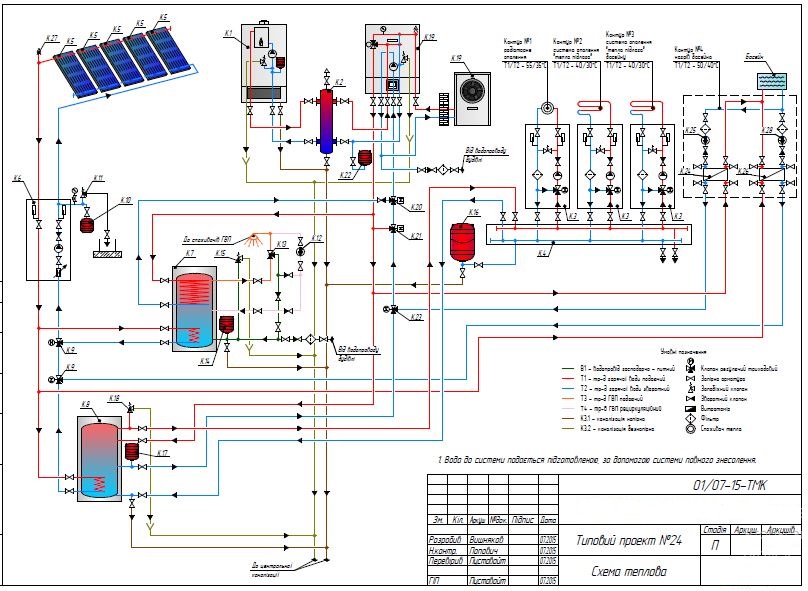
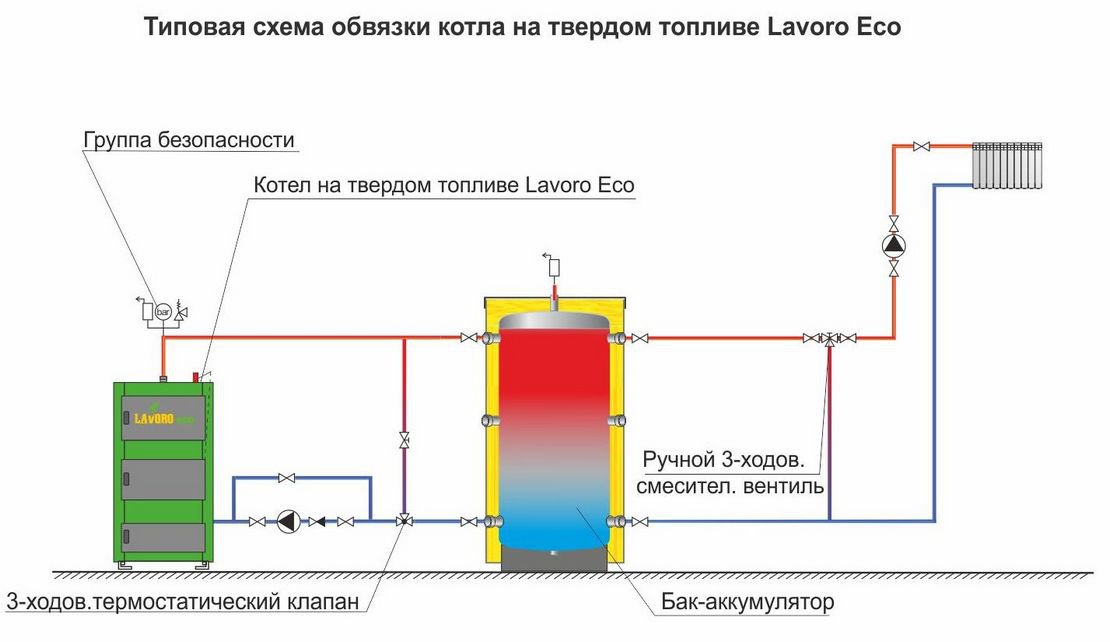
 Для запуска насос требуется разобрать по инструкции производителя. Снимается корпус, электропривод. Используя отвертку или любое зажимное приспособление, проворачивают ротор и добиваются его относительно свободного вращения. После этого насос устанавливается на штатное место и включается.
Для запуска насос требуется разобрать по инструкции производителя. Снимается корпус, электропривод. Используя отвертку или любое зажимное приспособление, проворачивают ротор и добиваются его относительно свободного вращения. После этого насос устанавливается на штатное место и включается.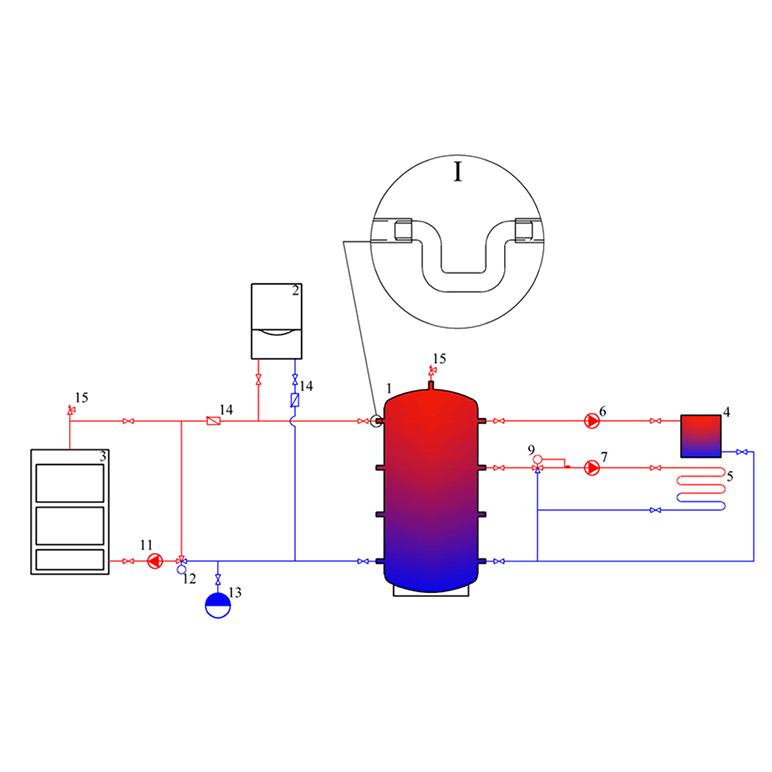
 Из труб удаляют воздушные пробки, аналогичную операцию проводят клапаном на верхней части корпуса насоса.
Из труб удаляют воздушные пробки, аналогичную операцию проводят клапаном на верхней части корпуса насоса. Причина может быть в неверной установке скорости вращения, что часто наблюдается при высокой вязкости теплоносителя или избыточной длине трубопроводов. Если есть такая возможность — устройство регулируется, в случае неверного выбора модели она заменяется.
Причина может быть в неверной установке скорости вращения, что часто наблюдается при высокой вязкости теплоносителя или избыточной длине трубопроводов. Если есть такая возможность — устройство регулируется, в случае неверного выбора модели она заменяется. Для определения зазора (степени износа турбинного колеса) между крыльчаткой и корпусом могут потребоваться специальные приспособления. Это же относится к оценке параметров обмоток двигателя. В отдельных случаях может требоваться сложный, профессиональный ремонт.
Для определения зазора (степени износа турбинного колеса) между крыльчаткой и корпусом могут потребоваться специальные приспособления. Это же относится к оценке параметров обмоток двигателя. В отдельных случаях может требоваться сложный, профессиональный ремонт.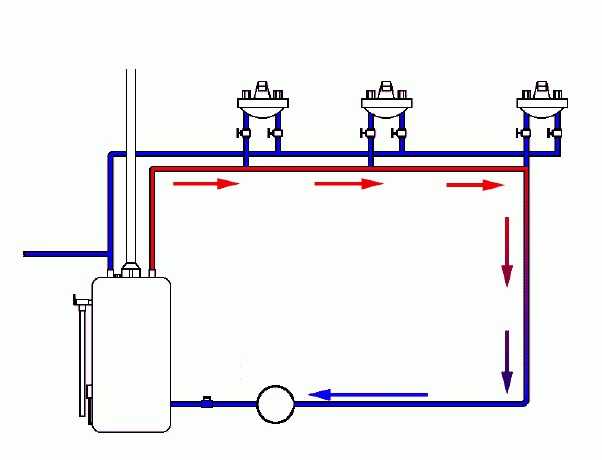
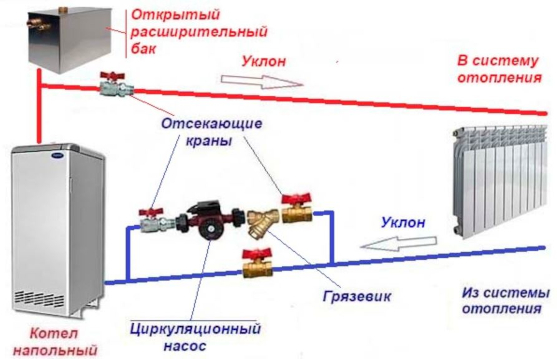
 Тепловой насос — это холодильник в обратном направлении, который забирает имеющееся тепло земли или воздуха вокруг дома, чтобы поднять температуру до огня радиаторов и горячей воды.
Тепловой насос — это холодильник в обратном направлении, который забирает имеющееся тепло земли или воздуха вокруг дома, чтобы поднять температуру до огня радиаторов и горячей воды.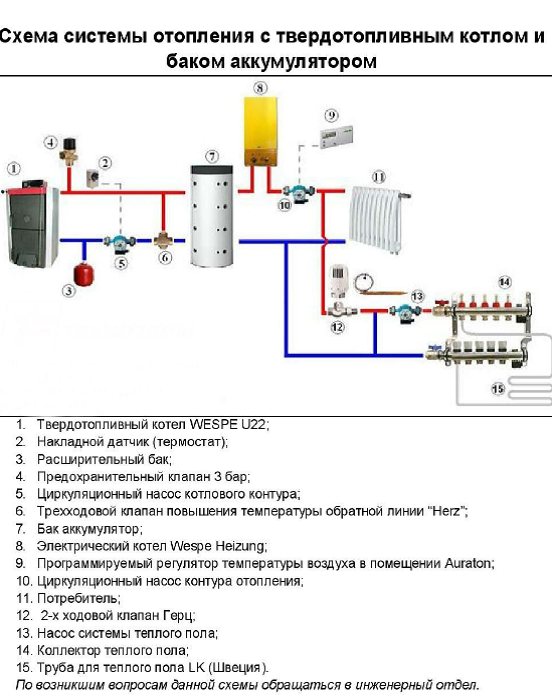
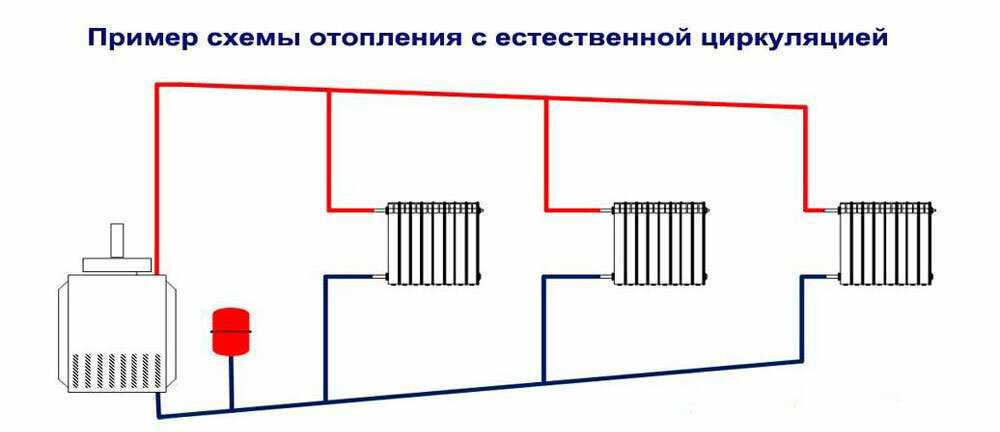
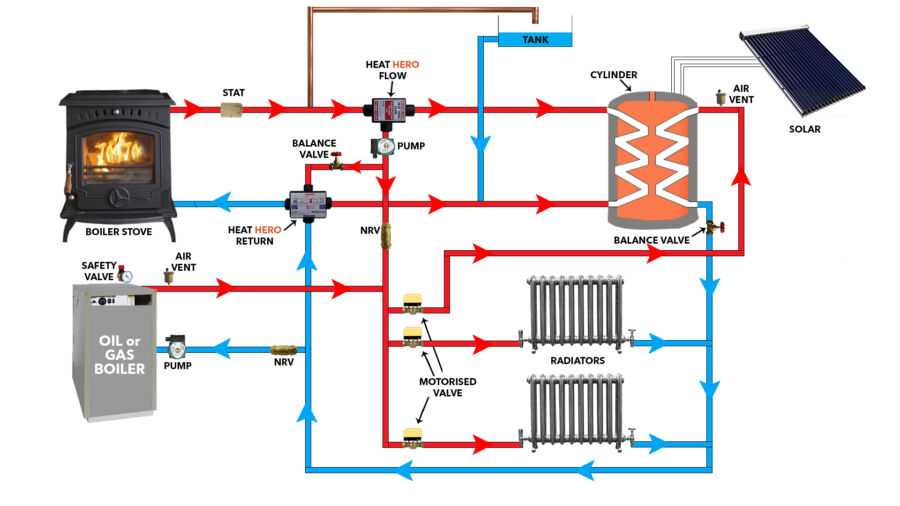 Однако есть исключения, поэтому разумно поговорить с местными планировщиками, прежде чем двигаться дальше.
Однако есть исключения, поэтому разумно поговорить с местными планировщиками, прежде чем двигаться дальше.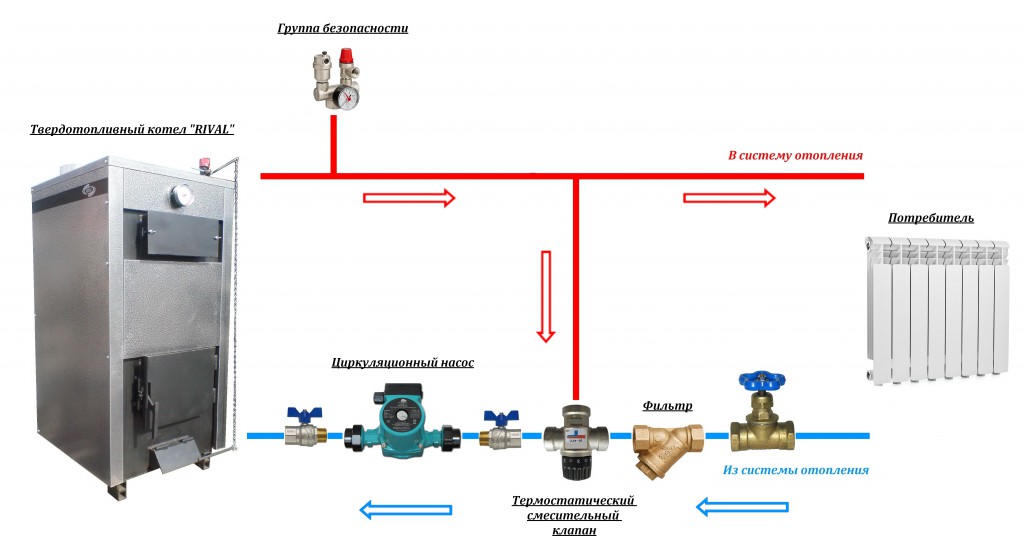 ASAHP — это воздушные тепловые насосы, а GSHPS — это тепловые насосы, работающие от земли.
ASAHP — это воздушные тепловые насосы, а GSHPS — это тепловые насосы, работающие от земли.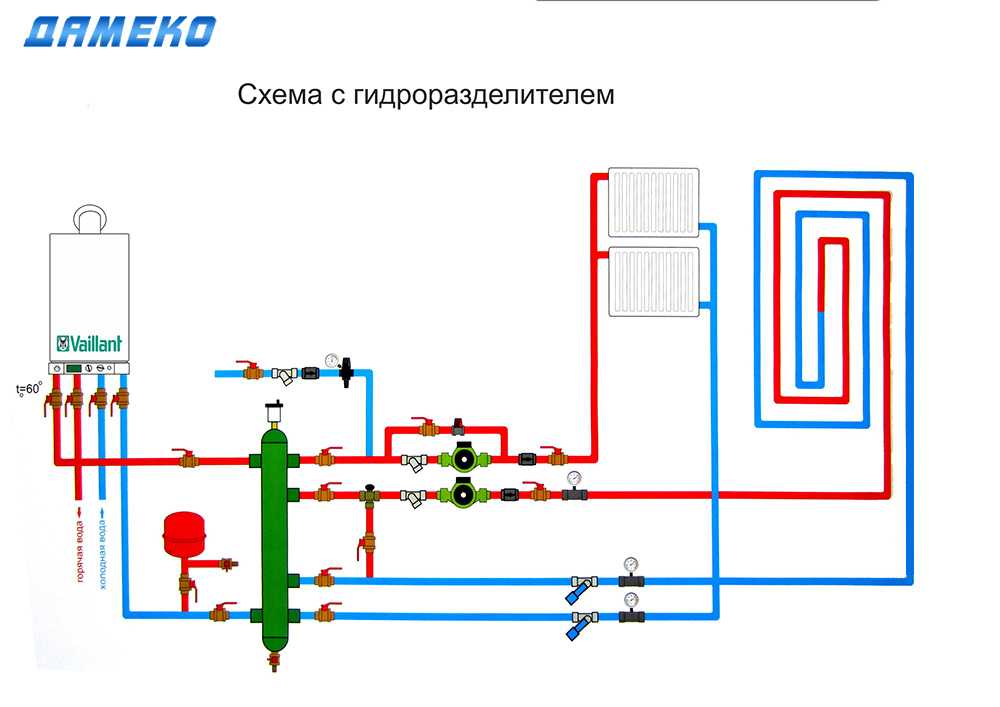 Как правило, гибридная система представляет собой тепловой насос, работающий вместе с традиционным бойлером.
Как правило, гибридная система представляет собой тепловой насос, работающий вместе с традиционным бойлером. В этой статье мы поговорим о том, как подключить тепловой насос.
В этой статье мы поговорим о том, как подключить тепловой насос.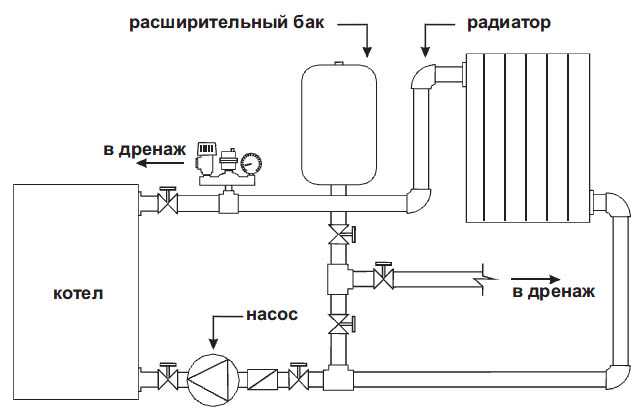 Система «земля-вода» забирает тепло из слоя грунта под домом с помощью специального зонда или коллектора. Транспортное средство – это незамерзающая жидкость, которая доставляет тепло из-под земли к насосной установке, откуда оно поступает в систему отопления дома. Коллекторы при этом должны располагаться на глубине ниже уровня промерзания почвы. Их целесообразно использовать на больших участках, а для небольших владений, например, пробники подходят на 4-6 соток.
Система «земля-вода» забирает тепло из слоя грунта под домом с помощью специального зонда или коллектора. Транспортное средство – это незамерзающая жидкость, которая доставляет тепло из-под земли к насосной установке, откуда оно поступает в систему отопления дома. Коллекторы при этом должны располагаться на глубине ниже уровня промерзания почвы. Их целесообразно использовать на больших участках, а для небольших владений, например, пробники подходят на 4-6 соток.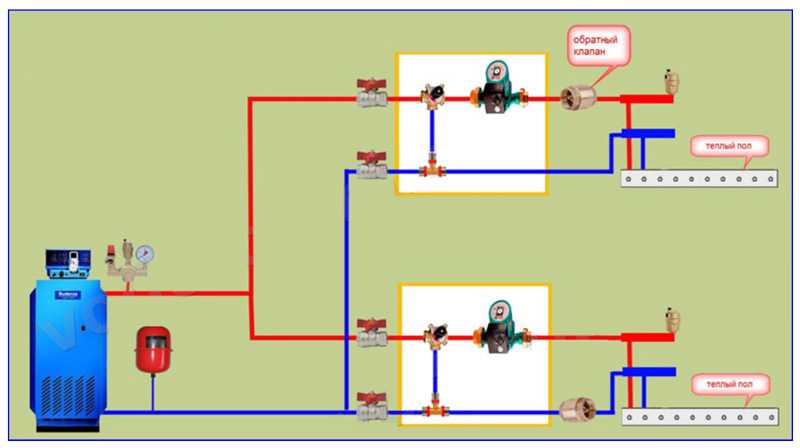 Другими словами, чем холоднее будет вода в трубопроводе, тем лучше будет работать установка.
Другими словами, чем холоднее будет вода в трубопроводе, тем лучше будет работать установка. Установка теплового насоса окупится за 1,5-2 года. В этом случае снизится энергопотребление, не нужно будет постоянно следить за работой системы, не требуются разрешения на установку подобного оборудования. Тепловые насосы полностью безопасны в использовании, поэтому их смело можно ставить в жилых помещениях. Они имеют презентабельный вид и достаточно компактны. С какой стороны не посмотри, это самый выгодный и перспективный способ отопления.
Установка теплового насоса окупится за 1,5-2 года. В этом случае снизится энергопотребление, не нужно будет постоянно следить за работой системы, не требуются разрешения на установку подобного оборудования. Тепловые насосы полностью безопасны в использовании, поэтому их смело можно ставить в жилых помещениях. Они имеют презентабельный вид и достаточно компактны. С какой стороны не посмотри, это самый выгодный и перспективный способ отопления.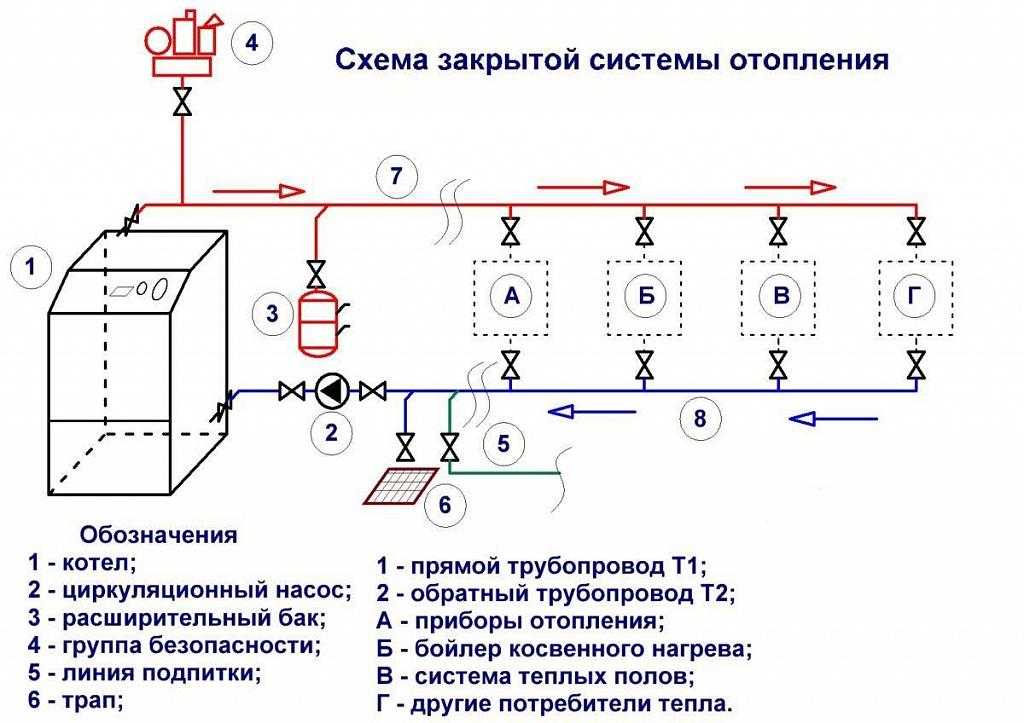 Для современных домов с хорошей теплоизоляцией теплопотребность будет ниже – примерно 50 Вт/м². Если за вами следуют стены, пол и крыша, то для обогрева будет достаточно всего 30 Вт/м².
Для современных домов с хорошей теплоизоляцией теплопотребность будет ниже – примерно 50 Вт/м². Если за вами следуют стены, пол и крыша, то для обогрева будет достаточно всего 30 Вт/м².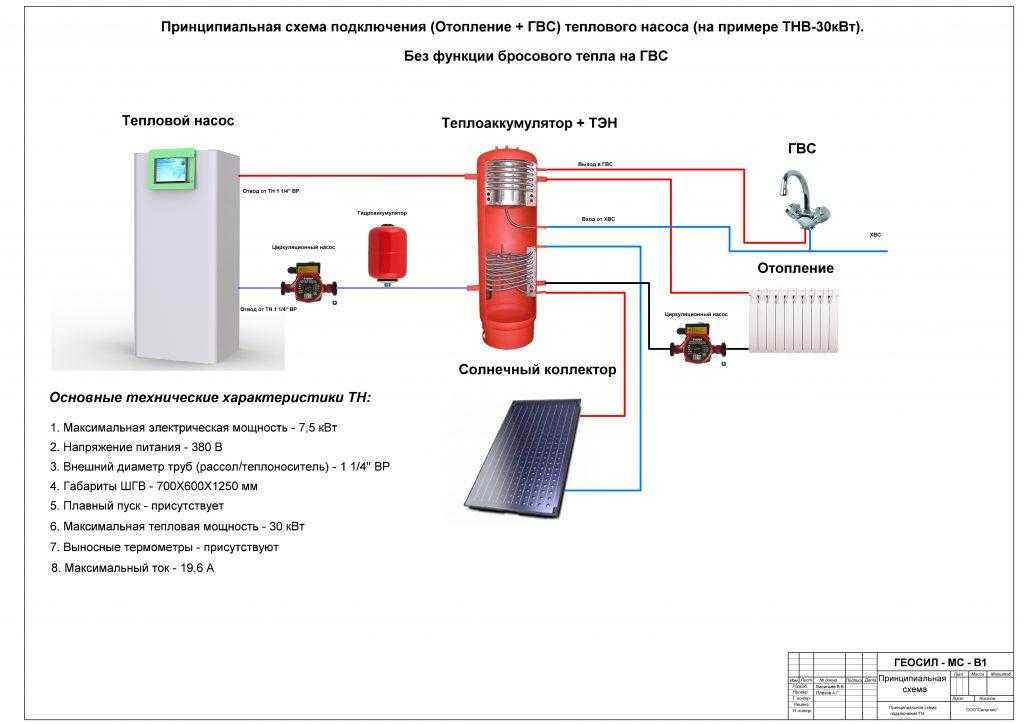 Такими характеристиками не обладает ни одна отопительная установка в мире, и можно смело сказать, что даже если у теплового насоса когда-нибудь и будут недостатки, они останутся незамеченными на фоне его достоинств.
Такими характеристиками не обладает ни одна отопительная установка в мире, и можно смело сказать, что даже если у теплового насоса когда-нибудь и будут недостатки, они останутся незамеченными на фоне его достоинств. Компрессор подойдет от кондиционера, который можно приобрести отдельно в специализированной компании по продаже климатической техники или взять б/у в мастерскую.
Компрессор подойдет от кондиционера, который можно приобрести отдельно в специализированной компании по продаже климатической техники или взять б/у в мастерскую. Монтировать катушку необходимо из тонкой трубки диаметром 19 мм. Прикрепите испаритель к стене с помощью Г-образного кронштейна подходящего калибра.
Монтировать катушку необходимо из тонкой трубки диаметром 19 мм. Прикрепите испаритель к стене с помощью Г-образного кронштейна подходящего калибра.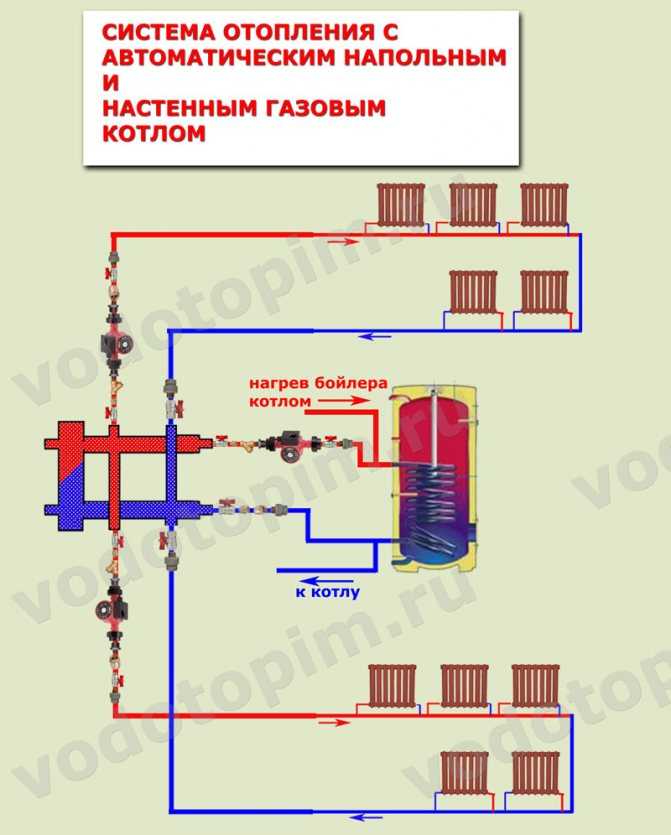 Для одного насоса может потребоваться несколько скважин. Их количество и глубина определяются потребностью в энергетике и геологическими характеристиками местности.
Для одного насоса может потребоваться несколько скважин. Их количество и глубина определяются потребностью в энергетике и геологическими характеристиками местности. 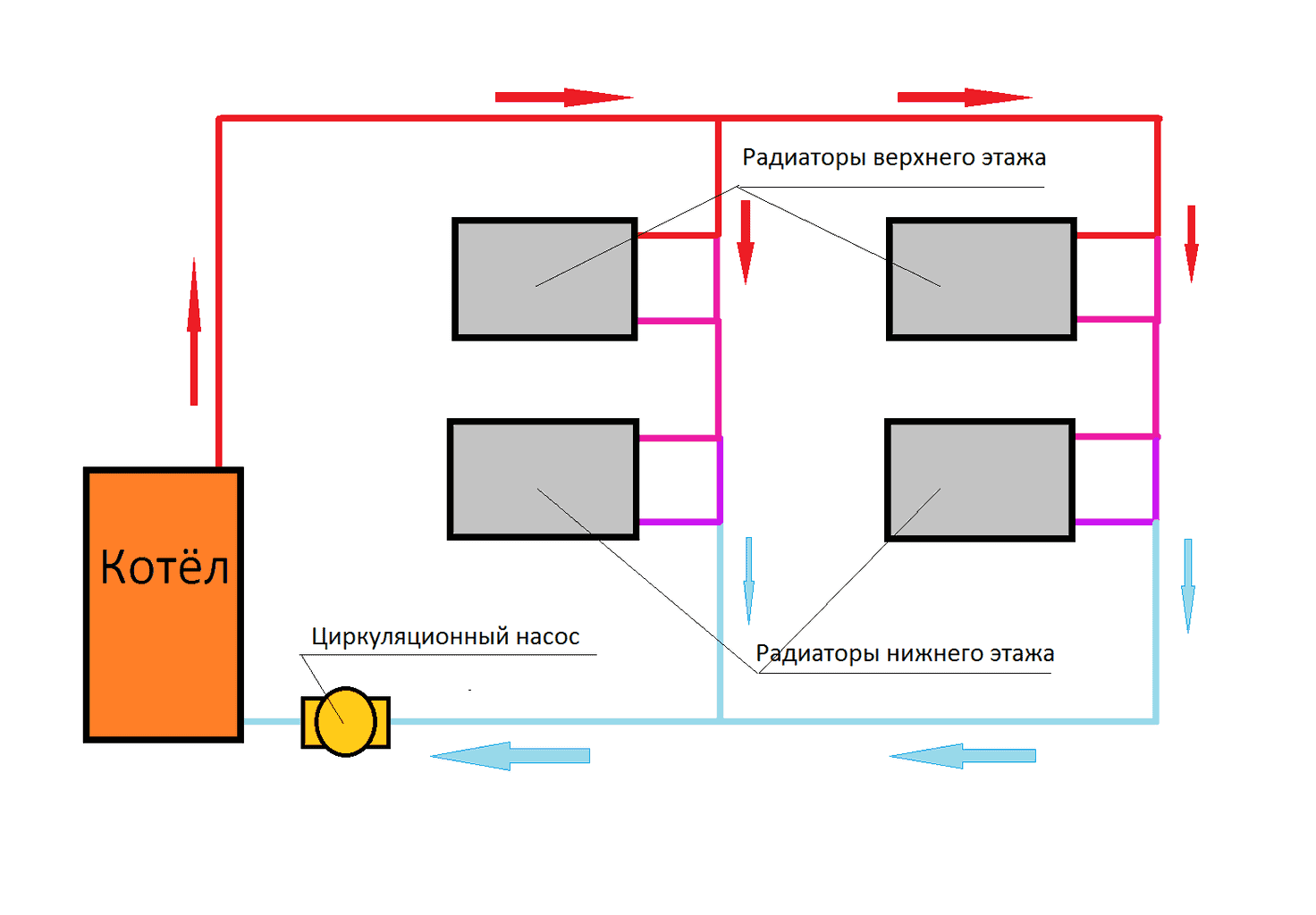
 Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ. За все время товар был просмотрен 3211 раз.
За все время товар был просмотрен 3211 раз. Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте. 3 з.п.ф., 4 ил.
3 з.п.ф., 4 ил.


 Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17. На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае

 Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.

 Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку.
Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку. Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
 00
00 50
50 5R=1,25DN
5R=1,25DN 90
90 2 под заказ
2 под заказ
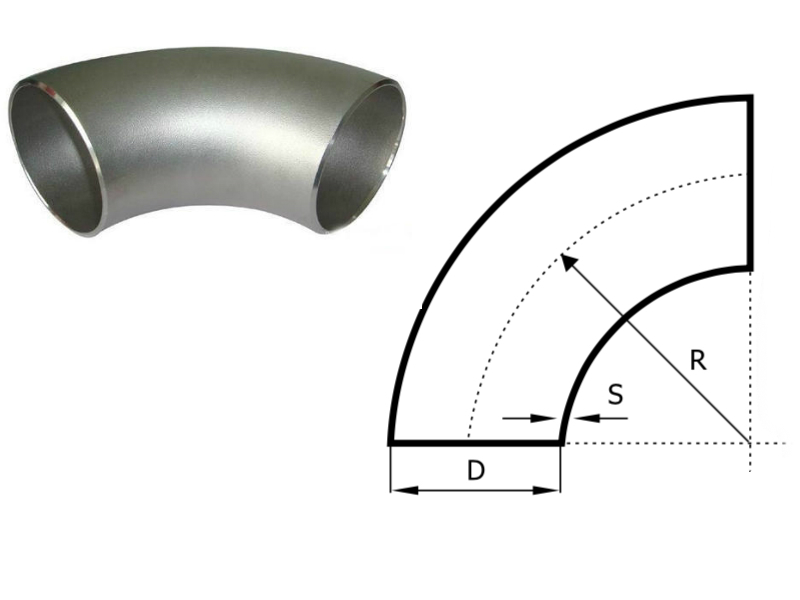 ru
ru Талалихина д.41, строение 8, офис 404, Москва, 109316.
Талалихина д.41, строение 8, офис 404, Москва, 109316.
