Слабый напор горячей воды после газовой колонки, что делать
Газовая колонка позволяет забыть о межсезонных отключениях и ремонтных работах в магистрали. Вы можете круглый год наслаждаться ванной или душем, если прибор исправно работает. Но что делать, если напор горячей воды слабый? Мы расскажем, по какой причине падает напор и как это исправить своими руками.
Почему плохой напор в колонке
Несмотря на регулятор мощности на панели колонки, многие пользователи страдают от перемен в силе напора. Вода то идет, то не идет, нормально принять душ становится невозможно. В чем причина перепадов, можно ли это исправить? Рассмотрим самые распространенные из них.
Мощность техники не соответствует запросам. Вы купили прибор, мощности которого недостаточно для обеспечения необходимого количества горячей воды. Лучшего всего выбирать колонку от 8 до 10 кВт.
Засор в системе. Вода, которая протекает по магистрали и приходит в трубы, содержит мелкий мусор, куски ржавчины, частицы извести. Чтобы задержать мусор на входе в колонку, установлен сетчатый фильтр. Со временем он забивается, поэтому периодически проводится чистка элементов трубопровода.
Слой накипи. Газовый котел работает по принципу проточного водонагревателя. Здесь вода не скапливается в баке, а проходит через теплообменник, где нагревается от горелки. Во время нагрева образуются соли калия и магния, которые оседают на стенках радиатора в виде известкового налета. Со временем он нарастает настолько, что вода с трудом просачивается, оттого в кране маленький напор.
Дело техники. На время технических работ подачу воды перекрывают. После возобновления случается гидроудар, частицы накипи в теплообменнике попадают в смеситель. Это можно увидеть, открыв кран: жидкость плохо течет.
Отсутствие технического обслуживания. Обязательно нужно проводить профилактику газового оборудования. Проверять исправность элементов, удалять грязь и проводить чистку. Как почистить газовую колонку, читайте в предыдущей публикации.
Низкое давление. От пользователя мало что зависит, если в магистрали нет давления. В таком случае не удивительно, что нет напора. Если вы хотите, чтобы колонка работала бесперебойно, можно включить в систему насос. Однако этот вариант больше подходит для жителей частного сектора.
Причин может быть много. Внимательно осмотрите прибор, чтобы определить одну из них.
Пропал напор: как устранить неисправность
Что можно сделать в домашних условиях, чтобы восстановить подачу?
Очистка сетчатого фильтра
Фильтр устанавливается на входе в водяной узел котла. Задерживая мусор, он не позволяет забиваться системе. Чтобы очистить деталь, нужно:
Перекрыть подачу газа и воды.
Отсоединить трубу или гибкий шланг, который ведет к узлу.
Достать фильтр и промыть под потоком воды.
При сильных загрязнениях можно использовать жесткую щетку, а также оставить отмокать деталь в растворе лимонной кислоты.
При дефекте замените фильтр новой деталью.
Удаление накипи
Мы уже писали об эффективных средствах и их применении. Напомним, что не рекомендуется использовать специальные вещества от накипи, они разъедают стенки медных труб теплообменника. В результате на неровностях образуется еще больше накипи.
Для промывки труб радиатора также можно использовать лимонную кислоту.
Борьба с засором
Устранить засор в трубах поможет обратный ток воды. Если ваш смеситель можно установить в третье положение, тогда сделайте так:
Снимите заглушку и подставьте под корпус емкость для сбора воды.
Установите смеситель в третье положение.
Открутите оба крана. Поток начнет движение в обратном направлении и, возможно, вытолкнет мусор. В этот момент из колонки польется вода.
Проблемы со смесителем
Если засор проник в детали смесителя, а напор упал, тогда нужно его прочистить. Разберите устройство и промойте проточной водой резиновый шланг, фильтр и другие детали.
Причина плохой подачи чаще всего заключаются в несвоевременном уходе за техникой. Поэтому проводите профилактику минимум раз в год.
У Вас ослаб напор воды в квартире?
Представьте, на улице жара! Лето в самом разгаре. Вы все чаще принимаете прохладный душ! Все великолепно. И вдруг, замечаете, что напор воды из крана ослаб! Причем вначале Вам это только показалось, потом Вы немного к этому привыкли, так как в принципе это не особо Вам мешало, но сегодня Вы реально не можете помыться. Вода в кране, что называется, стала гулять. То идет тонкой струйкой холодная, а при попытке добавить немного горячей, из крана хлещет кипяток!
СОДЕРЖАНИЕ:
Напор воды в кране стал гулять
Знакомимся с системой водоснабжения
Готовим инструменты
Перекрываем стояк, сливаем остатки воды
Меняем фильтр грубой очистки
Меняем фильтр самоочищающийся с манометром
Рекомендации на будущее
ВСЕ УРОКИ ПО РЕМОНТУ ВАННОЙ И ТУАЛЕТА
Напор воды в кране стал гулять
Наконец, на середине недели Вы понимаете, что напор воды настолько ослаб, что так дальше жить нельзя и в выходные даете себе слово, что с этим разберетесь. Но придя вечером домой после работы, Вы обнаруживаете на себе недовольный взгляд всей семьи, что мол помыться сегодня вообще нельзя, и что похоже ждать выходных не придется, а нужно что-то делать прямо здесь и сейчас. Кто не сталкивался с подобной ситуацией?
И конечно, кто-то начинает говорить про то, как где-то далеко прорвало трубу, или случилась авария на ТЭЦ, или меняют трубы и что, наверное, это так и есть, и ничего с этим поделать нельзя. «Успокоив» таким объяснением себя и всех домашних, можно спокойно лечь на диван и смотреть любимую передачу.
Помечтали :).
А теперь к делу! Конечно такое тоже исключать нельзя. И сперва нужно позвонить соседям и спросить, как у них обстоят дела. Также неплохо поинтересоваться у председателя ЖСК, в чем может быть причина? В 10% случаев наверное будет так, как Вы мечтали. Вы действительно пойдете смотреть любимую передачу. Но, к сожалению, оставшиеся 90% будут говорить о том, что проблема именно у Вас в квартире, а не где-то там далеко. ..
Знакомимся с системой водоснабжения
Итак, начинаем проверку. Заходим в ванную комнату и включаем кран:
Холодная вода идет тоненькой струйкой, а горячая вовсю хлещет. Теперь начинаем вспоминать предысторию. Холодная вода не мгновенно пропала. Ее прохождение последнее время ухудшалось раз за разом. А это может свидетельствовать о самой вероятной причине — у Вас засорились водяные фильтры!
В этом случае нам нужно подойти к нашей системе водоснабжения в квартире и внимательно на нее посмотреть:
Конечно у всех разводка сделана по-своему. У кого-то трубы спрятаны и к ним не подобраться, что не есть хорошо. Но первое, что нужно сделать — это определить в Вашей системе контуры холодной и горячей воды.
Давайте посмотрим поближе на контур холодной воды. Сразу бросается в глаза стрелка на манометре, показывающая нуль. Действительно давления холодной воды в системе нет, и поэтому вода из крана еле идет.
Теперь найдем, где расположены фильтры:
На картинке Вы видите два фильтра, у которых есть правильные названия:
фильтр самоочищающийся с манометром;
фильтр грубой очистки прямой.
Здесь конечно же возможны вариации. Например, у кого-то обязательно будет не прямой, а косой фильтр грубой очистки, но это не меняет суть дела. Вот эти фильтры и именно ими нужно будет заниматься.
Готовим инструменты
Что нам предстоит сделать? По сути нам предстоит отвернуть 2 больших гайки и посмотреть, что происходит внутри наших фильтров. Итак, из инструментов нам понадобятся шведки, разводной ключ и отвертка:
Давайте приступим к делу.
Перекрываем стояк, сливаем остатки воды
Вначале необходимо перекрыть холодную воду. Для этого на стояке холодной воды закрываем шаровый кран. Как это сделать подробно рассказано в статье: Отключение стояков в квартире — это просто. А здесь я приведу лишь картинку:
Холодная вода перекрыта. Теперь необходимо слить остатки воды в трубах. Прямо под самоочищающимся фильтром находится сливной кран. У кого-то от него выведен шланг, уходящий прямо в фановую трубу, у кого-то это просто кран:
Если шланг есть, то просто открываем кран и сливаем остатки воды. Если шланга нет, то нужно найти ведро или таз и подставить под кран, затем открыть кран и слить оставшуюся воду.
Меняем фильтр грубой очистки
Теперь можно заниматься фильтрами.
Сначала мы с Вами посмотрим в каком состоянии находится фильтр грубой очистки:
Требуется открутить одну гайку. Для этой процедуры нам понадобятся шведки. Перед этим позаботьтесь о таре, куда нужно будет слить остатки воды из фильтра. Тару нужно брать такую, чтобы ее можно было подставить прямо под фильтр (В идеале подходит обрезанная пластиковая бутылка, которую Вы чуть ниже увидите).
Итак, берем шведки и откручиваем гайку:
Отворачиваем против часовой стрелки, как показано на рисунке. Шведками работать долго не придется. Далее гайку нужно аккуратно откручивать рукой, подставив тару для слива воды:
Далее какое-то время вода будет продолжать сливаться и нужно подождать. Рекомендуется даже зафиксировать тару для слива, т. к. может пройти несколько минут.
Но вот, наконец, вода перестала течь и можно изучить фильтр изнутри:
Мы видим с Вами не очень хорошую картину. Во-первых, внутри сплошная ржавчина. Во-вторых, в фильтре находится сменная сетка. Ее необходимо извлечь:
Что делать дальше? По-хорошему сетку лучше заменить (купить новую). Ржавчину внутри фильтра нужно отмыть. Если ржавчины совсем много, то стоит заменить сам фильтр. Вы спросите, как отмыть, если вода перекрыта? Все правильно, нужно заранее запастись холодной водой и разбавить с горячей, которая у Вас не отключена. В общем, справитесь.
А вот так выглядит новенькая сетка для фильтра грубой очистки:
устанавливаем ее в фильтр и закручиваем назад на трубу.
Меняем фильтр самоочищающийся с манометром
Теперь самое время заняться фильтром самоочищающимся с манометром. На рисунке Вы видите, где нужно производить откручивание фильтра. Но сразу этого сделать нельзя, т. к. снизу к фильтру прикреплен сливной шланг, и для начала нужно снять хомут и освободить шланг:
Именно для этих целей нам нужна отвертка. Итак, отворачиваем хомут:
Снимаем шланг. Вода уже слита, но небольшие остатки все равно могут быть:
Далее берем разводной ключ и откручиваем фильтр:
Так же, как и в случае с фильтром грубой очистки, для данного фильтра сначала Вы откручиваете ключом, а затем рукой. Приготовьте тару под слив воды. Пригодится все та же пластиковая бутылка:
Бутылку желательно зафиксировать, чтобы вода сама стекала, а Вам не пришлось держать бутылку руками.
Когда вода перестанет течь, нужно взглянуть на сам фильтр.
Перед нами удручающая картина:
Сетка фильтра полностью забита. Как с этим бороться? Рекомендую установить новую сетку:
Сам фильтр также грязный и неплохо почистить ржавчину. Если ее слишком много, то рекомендую заменить и сам фильтр и туда установить новую сетку.
Устанавливаем фильтр на место и проверяем воду:
Как видим, все в порядке! Попробуйте, взгляните еще раз на манометр холодной воды. Теперь он уже точно нуль Вам не покажет. Вы облегченно вздохнули, поскольку теперь напор воды в Вашей системе водоснабжения снова стал в норме!
Заметим, что для горячей воды действия будут аналогичными.
Рекомендации на будущее
Приведу несколько полезных рекомендаций из собственного опыта:
Чтобы не доводить ситуацию, когда фильтры полностью забьются, необходимо хотя бы 1 раз в 3 недели спускать холодную и горячую воду в течении 3-х минут. Спуск производится открытием кранов, находящихся прямо под самоочищающимися фильтрами. Вот почему полезно иметь не просто краны, а прикрученные к ним на хомутах шланги, уходящие непосредственно в фановую трубу.
Нужно потратить немного времени, чтобы: открутить стоящие у Вас фильтры по горячей и холодной воде, перекрыть временно воду, сходить в профессиональный сантехнический магазин, показать свои сетки для фильтров продавцу и заранее купить их домой. Они стоят не так дешево, но это нужно обязательно сделать, т. к. в критической ситуации Вы просто замените сетки. В противном случае Вам придется сначала перекрывать воду, затем разбирать всю систему, а потом бегать по магазинам в поисках нужной сетки. Не факт, что Вы их сразу найдете, при этом семья останется без воды, а сама система водоснабжения будет у Вас находиться в полуразобранном состоянии (проверено на себе).
Никогда не включайте воду без установленных сеток в фильтрах, даже временно на 1 день! Именно этот день может оказаться злополучным. Если в трубу залетит грязь, размером чуть больше допустимого, то она, например, забьет Вам счетчики, а Вот тогда у Вас действительно появится много возни.
Импортные смесители тоже бывает дают сбой. Например, приходят в негодность внутренности смесителя, которые самому лучше не разбирать (если Вы не профессионал в этом деле). Т. е., при снятии смесителя вода хлещет мощным потоком, а при установке смесителя по горячей воде напор намного сильнее, чем по холодной, либо наоборот. Тут также нужно смотреть и анализировать. Иногда простая замена смесителя, о которой у меня есть отдельная статья, также приносит результат.
На этом все. Сегодня мы узнали, что делать, если у Вас в квартире напор воды вдруг стал гулять.
Уроки по ремонту ванной и туалета
Урок 1. Планирование ремонта ванной комнаты и туалета своими руками Урок 2. С чего начать ремонт в ванной. Старт демонтажных работ Урок 3. Как снять старую краску со стен в ванной комнате и туалете Урок 4. Как удалить бетонный порог в ванной комнате и туалете Урок 5. Как подготовить потолок в ванной под покраску или подвесной потолок Урок 6. Требуется ли замена стояков водоснабжения Урок 7. Как перекрыть стояки водоснабжения в квартире Урок 8. Какие трубы лучше для водопровода в квартире Урок 9. Водопровод своими руками Урок 10. Как повесить полотенцесушитель в ванной Урок 11. Какой счетчик воды лучше для квартиры Урок 12. Электрическая проводка в ванной своими руками Урок 13. Выравнивание стен и пола в ванной Урок 14. Обои для ванной, кухни, туалета Урок 15. Какую плитку выбрать для ванной Урок 16. Зубчатый шпатель — чудо изобретения человека Урок 17. Материалы и инструменты для укладки плитки Урок 18. Как укладывать плитку на пол своими руками Урок 19. Как резать плитку и чем при облицовке Урок 20. Как сверлить плитку и чем при облицовке Урок 21. Как класть плитку на стену Урок 22. Какую ванну выбрать для дома Урок 23. Как установить чугунную ванну Урок 24. Как установить акриловую ванну Урок 25. Укладка плитки на стену в ванной комнате своими руками Урок 26. Как укладывается плитка на внешний угол ванной комнаты Урок 27. Искры от болгарки могут убить ваш кафель Урок 28. Как заменить плитку на полу или на стене Урок 29. Как выбрать смеситель Урок 30. Как поменять смеситель своими руками Урок 31. Как установить вентиляционную решетку в ванной комнате Урок 32. Как выбрать дверь для ванной комнаты Урок 33. Решетка на ванну Урок 34. Как установить унитаз своими руками Урок 35. Что делать, если ослаб напор воды в квартире Урок 36. Что делать, если засорилась раковина Урок 37. Как прочистить раковину или ванну новинками от Домочист
Нет давления горячей воды? Вот что делать
Когда вы с нетерпением ждете душа, вам хочется постоять под успокаивающим потоком… не жалкой струйкой. Поэтому может быть невероятно неприятно включать душ только для того, чтобы обнаружить, что в вашем доме нет напора горячей воды.
Вне зависимости от того, внезапно ли пропало давление в некоторых или всех ваших кранах или вы сталкивались с этой досадной проблемой в течение некоторого времени, наши сантехники в Mr. Rooter Plumbing of Ottawa могут дать несколько советов, которые помогут вам понять, почему это происходит и как вы можете получить его обратно.
Прежде чем мы начнем, обратите внимание, что системы водяного отопления могут быть опасны, если вы не имеете опыта их ремонта и обслуживания. Наши доверенные профессионалы в Mr. Rooter обладают ноу-хау и инструментами для диагностики вашей проблемы и безопасного восстановления вашей системы в идеальном рабочем состоянии, чтобы вы снова могли наслаждаться душем.
Наши системы отопления — это то, чем мы пользуемся каждый день, но большинство людей мало знают о том, как они на самом деле работают, чтобы подавать горячую воду из наших кранов под приличным давлением. Горячие краны должны иметь такое же давление, как и холодные, поэтому, если вы заметите значительную разницу между ними, что-то происходит, что необходимо решить.
Отопительные системы могут быть удивительно сложными, поэтому существует множество возможных причин, почему это происходит. Во-первых, давайте рассмотрим наиболее вероятные причины.
Частично закрытый клапан на водонагревателе
Если давление холодной воды в норме, а горячей нет, вероятной причиной может быть частично закрытый клапан. Ваш водонагреватель имеет запорный клапан, который может быть частично закрыт. Хорошей новостью об этой проблеме является то, что это очень простое решение — поверните клапан обратно в полностью открытое положение, и ваше горячее давление должно вернуться обратно.
Частично закрыт главный запорный клапан воды
Если у вас низкое давление горячей и холодной воды, ваш главный запорный клапан может быть частично закрыт. Этот клапан способен перекрыть весь поток в ваш дом, и обычно он располагается рядом с передней частью вашего дома. Если вы не знаете, где он находится, проверьте его рядом с водонагревателем, обычно в подвале или в гараже.
Если его нет внутри, вам, возможно, придется поставить отметку в ячейке «Водопроницание», закопанной коробке на вашем участке рядом с улицей. При необходимости сантехник Mr. Rooter сможет помочь вам найти эту коробку.
Отложения и накипь
Хотя это особенно важно для домов с жесткой водой, это может повлиять на любой резервуар для горячей воды. Поскольку ваш резервуар постоянно нагревает воду, он подвержен образованию известкового налета на внутренних стенках. Со временем внутренние стенки резервуара подвергаются коррозии, а осадок отслаивается от стенок и оседает на дне, откуда он может попасть в горячие трубы. Это вызывает закупорку, в результате чего ваше горячее давление падает.
Изогнутые линии подачи воды
Если у вас есть система резервуарного типа, она, скорее всего, оснащена медной трубой в виде гармошки, которая подвержена изгибу. Если изгиб достаточно сильный, он задушит поток и приведет к отсутствию или ослаблению горячего давления.
Засоренные краны
Это довольно просто: если ваш кран с горячей водой или насадка для душа забиты, вода не может пройти через них должным образом. Если это так, у вас также не будет холодного давления, и вы даже сможете увидеть видимые признаки накопления вокруг крана или насадки для душа. Засор может быть глубже в трубе, но трубы, которые подают воду в ваш дом, не так подвержены засорению, как трубы, выводящие сточные воды.
Неисправный или неправильно настроенный регулятор давления
Хотя регуляторы давления обычно используются в коммерческих зданиях, иногда они также устанавливаются в жилых домах (особенно в домах, расположенных на низменных участках). Если в вашем доме есть регулятор давления, возможно, он не работает должным образом или неправильно установлен и настроен. Если это так, то во всем доме будет неадекватное давление.
Линии неправильного размера
Иногда при неправильном монтаже систем водоснабжения размеры подающей линии могут быть значительно меньше, чем у основной подачи. Это должно уменьшить давление, потому что объем естественным образом уменьшается, когда он перемещается в меньшую трубу.
Треснувшие или сломанные трубы
Отсутствие давления иногда связано с трещинами или поломками труб, что является серьезной проблемой, которая может причинить большой ущерб вашему дому. Если вода вытекает из ваших труб до того, как она достигает ваших кранов, давление, вероятно, уменьшится во всем вашем доме, а не только в одном приспособлении.
Теперь, когда вы знаете некоторые возможные причины, по которым у вас нет горячего давления, вы, вероятно, хотели бы знать, как решить эту проблему и восстановить поток.
Первым (и, возможно, самым трудным) шагом является диагностика проблемы. К этому моменту у вас может быть довольно хорошее представление о том, что происходит с давлением в вашем доме, или вы можете не знать, какая из вышеперечисленных проблем относится к вашей системе.
Наша команда Mr. Rooter Plumbing of Ottawa имеет дело со всеми типами потери давления. Мы сможем устранить проблему (или проблемы), с которой вы столкнулись, и предложить наилучший план действий для восстановления давления до комфортного уровня.
В зависимости от конкретных потребностей вашего дома, вот несколько возможных решений ваших проблем с давлением.
Проверка на наличие утечек
Если отсутствие давления вызвано протекающими трубами, их необходимо устранить как можно скорее. Проверьте наличие влажных пятен на коврах, следов сырости на потолке или гипсокартоне или видимой влаги на стенах.
Вы также можете проверить унитаз на наличие утечек, так как протекающий унитаз может повлиять на давление в других приборах. Если ваш механизм унитаза протекает, он не остановит поток воды из бачка в чашу. Добавьте несколько капель пищевого красителя в бачок унитаза и оставьте его в покое на пару часов, не смывая. Если вы видите цветную жидкость, просачивающуюся в унитаз, у вас протекает бачок унитаза.
Ваш счет за воду может быть еще одним явным признаком утечки. Если ваше использование не изменилось, но ваш счет увеличился, скрытые утечки, вероятно, являются источником вашей проблемы. Вы также можете проверить наличие утечек, перекрыв весь поток воды в дом и сняв показания счетчика воды. Если циферблат все еще вращается, вода течет, и у вас есть утечка.
Замените систему горячего водоснабжения
Системы горячего водоснабжения не вечны. В зависимости от типа обогревателя, установленного в вашем доме, вы можете ожидать, что он прослужит от 11 до 20 лет, прежде чем его потребуется заменить. По мере старения вашего нагревателя внутренняя часть вашего бака подвергается коррозии, трубы изгибаются, а осадок накапливается до такой степени, что его необходимо заменить.
Промывка и очистка резервуара для горячей воды
Если у вас есть относительно новый нагреватель, срок службы которого все еще находится в пределах своего нормального срока службы, его можно снова вернуть в рабочее состояние после тщательной промывки и очистки внутренней части от отложений. и образование известкового налета.
Настройте или замените регулятор давления
Если у вас дома установлен регулятор давления, возможно, потребуется настроить его на правильные параметры. Хотя это звучит просто, может быть сложно установить его в нужное место для давления в вашем доме, и, вероятно, потребуется опытный сантехник. В некоторых случаях регулятор может быть изношен или сломан, и его необходимо полностью заменить.
Замена труб
Если проблемы с давлением связаны с трубами неправильного размера или со старыми и изношенными трубами, может потребоваться полная замена труб. Но не паникуйте — замена труб не обязательно должна быть кошмаром, связанным с перекопкой вашего двора.
Г-н Рутер применяет бестраншейный метод замены труб, при котором мы используем гидравлику, чтобы разорвать старую трубу, а затем ввести новую трубу в оставшееся пространство. Этот метод гораздо менее инвазивен, чем старомодный; кроме того, наличие новых, отлично функционирующих труб сэкономит вам много денег в долгосрочной перспективе.
Поскольку в вашем доме не хватает давления, возможно, пришло время подумать о безбаковом водонагревателе, если у вас его еще нет.
Традиционно нагреватели представляют собой огромные резервуары (или накопительные нагреватели), которые постоянно нагревают воду, чтобы она была готова и ждала, когда вы откроете горячий кран. Это, естественно, требует много энергии, что означает более высокий счет за электроэнергию. Это также оставляет ваши трубы восприимчивыми к заполнению осадком и известковым налетом из-за коррозии внутренних стенок резервуара.
Как следует из названия, безбаковый нагреватель избавляется от баковой части системы. Вместо этого безрезервуарный нагреватель создает горячую воду по требованию, протягивая холодную воду по трубе, пропуская ее через теплообмен и перекачивая горячую воду в ваш кран. Поскольку он нагревает только то количество воды, которое вам нужно именно в тот момент, когда вам это нужно, безрезервуарный нагреватель экономит много энергии.
Подумайте о преимуществах обмена. Безрезервуарные нагреватели:
Энергоэффективны, экономят ваши деньги на счетах за электроэнергию
Экологически чистый 9003
Продолжаются дольше, чем традиционные нагреватели
Занимайте много места, чем танк
Увеличьте свою собственность
DEDESESE. Risk of Frish of Frish
90909099999999999999999999090999999999999999999999999999999999999999999999999990990 гг. вероятность проблем, которые могут вызвать отсутствие давления
Никому не нравится заходить в душ только для того, чтобы найти струйку там, где должен быть водопад. Но отсутствие горячего давления не просто раздражает, это также может быть признаком серьезных проблем с вашей системой, которые могут нанести больший ущерб, если их не лечить.
Перестаньте страдать от отсутствия давления, когда все, что вам нужно сделать, это позвонить мистеру Рутеру Сантехнику из Оттавы! Наша команда лицензированных сантехников оказывает круглосуточную экстренную помощь, и наши цены всегда являются фиксированными авансовыми платежами без платы за сверхурочную работу.
Позвоните по телефону 613-746-0000 или заполните форму запроса оценки работы на нашем веб-сайте, чтобы узнать, почему ваши соседи считают нас надежными сантехниками Оттавы!
Категории:
Сантехнические наконечники
Если у вас нет давления горячей воды, вот что вы должны сделать
Нет ничего хуже, чем отсутствие давления горячей воды. Это не только неудобно, но и утомительно, пытаясь выяснить, что именно не так. Есть несколько разных причин, по которым у вас может не быть давления горячей воды. Не расстраивайтесь. Воспользуйтесь этим простым в использовании руководством, чтобы как можно быстрее вернуться к своей обычной жизни.
А закрытый запорный вентиль
Первое, что вам нужно сделать, это убедиться, что ваш запорный клапан горячей воды не закрыт частично. Найдите запорный клапан на водонагревателе и убедитесь, что он полностью открыт. Запорные клапаны могут случайно закрыться, если кто-то на них наткнется или заденет, когда кто-то проходит мимо. Если запорный клапан не открыт до конца, у вас не будет давления горячей воды. Это одна из самых частых причин отсутствия горячей воды.
Убедившись, что клапан полностью открыт, вы должны ответить на вопрос: проблема возникает только с одним краном или арматурой в вашем доме?
Если ваш ответ «да», проблема, скорее всего, в грязном аэраторе крана или в каком-то засорении вашей системы трубопроводов.
В противном случае проблема, скорее всего, заключается в скоплении осадка в баке водонагревателя .
У меня есть холодная вода, но нет давления горячей воды
Накопление осадка является результатом использования жесткой воды в вашем доме. Если вы не знаете, что такое жесткая вода, то это вода с высоким содержанием рыхлых минералов, самым большим из которых является кальций. Эти рыхлые минералы кальция тонут, а затем со временем оседают на дно бака с горячей водой. Это, в свою очередь, может вызвать проблемы, в том числе отсутствие давления горячей воды.
Итак, как эти свободные минералы на дне вашего резервуара приводят к тому, что в вашем душе или другом приспособлении в вашем доме нет давления горячей воды?
Накипь на элементах нагревателя
В водонагреватель входят две трубы. К ним относятся трубопровод подачи холодной воды и отводящий трубопровод горячей воды. Когда осадок проходит по этим трубам, , он не только оседает на дне резервуара , осадок также скапливается внутри этих труб, что приводит к медленному течению воды по ним и, в конечном итоге, к полной закупорке.
Когда у вас пропадет давление горячей воды, ваш бак начнет издавать забавные звуки. Это еще один способ узнать, что у вас есть проблема. Как только вы узнаете, в чем проблема, вам нужно удалить осадок. Промыв бак, вы можете удалить весь осадок и обеспечить восстановление давления горячей воды до нормального уровня.
Промывка бака горячей воды при отсутствии давления в доме
Вот основные шаги:
Сначала вам нужно отключите питание вашего водонагревателя . Обычно вы делаете это, выключая автоматический выключатель. Если у вас есть газовый водонагреватель, вам придется закрыть клапан, который регулирует подачу газа в бак .
Далее, найдите клапан холодной воды и закройте его . Если вы не знаете, где находится этот клапан, обратитесь к руководству пользователя. Этот клапан обычно располагается либо рядом с баком, либо над ним.
Теперь вам нужно найти сливной патрубок водонагревателя на дне бака. Найдя его, возьмите обычный садовый шланг и прикрутите его к концу сливного патрубка водонагревателя .
Направьте другой конец садового шланга в безопасное место для слива, например, в слив или большую ванну.
Откройте сливной клапан в нижней части водонагревателя и дайте баку слиться , пока он не станет полностью пустым.
Теперь вы можете включить клапан подачи холодной воды и пропустите через него свежую холодную воду. Делайте это в течение примерно 10 минут, если у вас нет серьезных наростов. В этом случае запускайте воду в течение более длительного периода времени. Это смоет оставшийся осадок. После очистки перекройте клапан холодной воды .
После того, как осадок исчезнет и бак станет пустым, отвинтите садовый шланг и закройте сливной клапан на дне бака с горячей водой.
Как только вы убедитесь, что сливной клапан плотно закрыт, вы можете снова откройте кран холодной воды и начните заполнять бак.
После того, как бак наполнится, снова включите питание. . Однако перед включением питания бак должен быть полностью заполнен.
Когда бак для горячей воды нагреется, проверьте уровень давления горячей воды. Ваша проблема должна быть исправлена сейчас.
Профилактика
Во избежание образования осадка в водонагревателе рекомендуется промывать бак не реже одного раза в год . Это поможет предотвратить накопление осадка в вашем резервуаре, что, в свою очередь, будет поддерживать давление горячей воды на соответствующем уровне.
Это простое техническое обслуживание не только поможет устранить проблемы с давлением горячей воды, но и продлит срок службы вашего бака для горячей воды. При накоплении осадка баку водонагревателя придется работать усерднее. Имея резервуар, который течет свободно, вашему резервуару с горячей водой не придется работать так усердно.
Линии подачи горячей воды
Еще одна причина, по которой в вашем доме может отсутствовать напор горячей воды, может заключаться в том, что линия подачи горячей воды заблокирована или повреждена. В обоих случаях лучше пойти дальше и заменить линию. Если у вас нет опыта в подобных вещах, вы можете нанять профессионального сантехника, который позаботится об этом за вас. Однако, если вы хотите сделать это самостоятельно, выполните следующие действия.
Отключите питание , выключив его на домашней плате или перекрыть газопровод , идущий в бак.
Найдите линию подачи горячей воды . На нем должна быть буква «H» или слово «HOT».
Помните, что к линии горячей воды вашего водонагревателя не подключены клапаны.
Измерьте линию подачи рулеткой.
Пойдите в местный магазин товаров для дома и купите медные провода такой же длины . Убедитесь, что на каждом конце линии подачи установлены резиновые прокладки. Если нет, вам нужно будет приобрести их и прикрепить к концу медной линии.
Слейте воду из линии горячей воды , включив горячую воду наверху. Через несколько минут выключите его.
Найдите клапан сброса давления и потяните его вверх . Вы захотите задержать его на несколько мгновений. Это позволит рассеять все давление внутри бака и трубопроводов.
С помощью соответствующих инструментов ослабьте и снимите гайки на обоих концах линии подачи горячей воды.
Подсоедините новую линию горячей воды . Убедитесь, что гайки затянуты плотно.
Снова включите питание или подачу газа .
Как правило, это недорогой ремонт, если вы делаете его самостоятельно. Если вы заметили, что ваша линия подачи холодной воды изношена, возможно, пришло время заменить ее, поскольку вы уже заменяете линию горячей воды.
У вас есть система самотечной подачи?
Если вы никогда не слышали о системе с гравитационной подачей, это система, которая полностью полагается на физическую разницу высот для создания давления. Эти системы обычно распределяют воду с меньшей скоростью , чем системы с питанием от сети. Вам следует подумать об установке системы давления в сети, чтобы решить проблему низкого давления горячей воды.
Решение для безбакового водонагревателя
Поскольку жесткая вода, как правило, является причиной отсутствия давления горячей воды, возможно, лучше инвестировать в безбаковый водонагреватель. Эти водонагреватели борются с накоплением отложений.
Несмотря на то, что водонагреватели без бака по-прежнему чувствительны к жесткой воде, они, безусловно, очень минимальны для бака водонагревателя. Причина в том, что отложения обычно не накапливаются внутри. Их обычно смывают горячей водой.
Однако, как и баки водонагревателя, водонагреватели без бака требуют ежегодного обслуживания. Для дополнительной защиты вы также можете обработать воду смягчителем. Обрабатывая воду умягчителем, вы сведете к минимуму воздействие жесткой воды, продлите срок службы водонагревателя, а также увеличите срок службы всей водопроводной системы.
Токарно-винторезный станок ДИП300 производился в Советском Союзе до 80-х годов. Его название — это аббревиатура «Догнать и перегнать».
Он предназначен для проведения винтовых и токарных работ по черным и цветным металлам. Рассмотрим подробно основные характеристики устройства.
Содержание:
1 Описание
2 Технические характеристики
3 Устройство
3.1 Передняя бабка
3.2 Суппорт
3.3 Задняя бабка
3.4 Коробка подач
3.5 Гитара
3.6 Кинематическая схема
3.7 Электрическая схема
4 Комплектация
5 Положительные и отрицательные стороны
6 Отличия ДИП 300 и ДИП 200
7 Инструкция по эксплуатации
8 Техника безопасности при работе с ним
Описание
Этот агрегат имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
растачивание;
сверление;
нарезание резьбы метрического, дюймового или модульного типа.
Обратите внимание! Во всех агрегатах этой серии есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном.
Технические характеристики
К основным техническим характеристикам ДИП-300 относят такие показатели:
диаметр обрабатываемой детали в максимальном значении: над выемкой — 90 сантиметров, над станиной — 70 сантиметров, над суппортом — 35 сантиметров;
высота центров — 315 мм;
максимальный вес детали, с которой возможно работать — 3500 килограмма;
пределы шагов: дюймовые — 24-0.25 ниток, питчевые 96-7 питч, метрические 1–192 мм, модульные — 0.5–48 мм;
главный рабочий вал агрегата: сечение внутреннего отверстия — 105 мм, количество прямых и обратных скоростей — 22 и 11, количество прямых и обратных вращений — 10–1250 в минуту, мощность — 13 кВт;
мощность электродвигателей: насос — 0. 12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
скорость передвижений: осевых — 4.5 м/мин, перпендикулярных — 1.6 м/мин;
общий вес агрегата — 4300 килограмма;
габариты — 295/178/ 155 сантиметров.
Устройство
Оборудование этой серии делает точение, создание резьбы, обработку конусов более доступно работой. Все это благодаря наличию имеющихся приспособлений.
Передняя бабка
Она крепится на левом конце станины. Эта деталь также выполняет функцию коробки скоростей. Есть еще шпиндель, к которому добавляется сквозное отверстие. По концам прикреплены конусы, в результате чего происходит вращение внутри двух опор.
Креплением для шпинделя выступает двухрядный подшипник с дополнением в виде роликовых конусов. Также есть однорядный подшипник высокой точности сзади. Конические ролики и пружины отвечают за предварительный натяг.
Переключение шестеренки при помощи рукоятки поддерживает ход за счет ходового винта. Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Суппорт
Предназначение этого элемента — фиксация режущих конструкций. Он имеет крестообразную форму. Допускается перемещение по таким схемам:
у основной станины, вдоль направляющих оси;
перпендикулярно.
Перемещение может быть ручным или механическим (при активизации специального механизма).
Задняя бабка
Две планки на четырех болтах — незаменимая часть при креплении задней бабки. Несущие станины имеют направляющие, которые являются местом монтажа. Четыре радиальных шариковых подшипника устанавливаются в мостик, благодаря чему движение по направляющим становится более легким для задней бабки.
Коробка подач
Имеет закрытый тип устройства. Процесс подач обеспечивается такими действиями:
использование требуемых рычагов;
замена шестеренчатых механизмов с зубцами.
При обработке на агрегате деталей облегчается получение подачи с правильными характеристиками.
Обратите внимание! Рекомендуется переход к прямому включению винта, если необходимо создать индивидуальную резьбу, для которой крайне важна высокая точность.
Гитара
Ее задача — передача крутящегося движения. Источником является вал выхода у скоростной коробки, адресат — вал входа коробки подач. Запасные зубчатые колеса монтируются в различных комбинациях. Если создается разная резьба, то становится легче регулировать станок.
Кинематическая схема
В левой тумбе агрегата помещен главный электрический двигатель. В устройстве есть несколько кинематических цепей. Шпиндели и зубчатые колеса принимают участие в процессе передачи двигательной энергии от одного элемента к другому.
Электрическая схема
У ДИП300 есть четыре двигателя:
Насос. Подает жидкость для смазывания деталей. На него крепится специальный фильтр.
Движок. Обеспечивает ускоренное движение каретки.
Силовой агрегат. Является составляющей охлаждающей системы.
Основной движок.
Комплектация
В комплект станка входят такие элементы:
защитный кожух;
коробка подач;
электродвигатель;
станина;
передняя и задняя бабка;
доп. ограждения;
оборудование электрогруппы;
фартук;
суппорт;
шестеренки.
Также есть паспорт вместе с инструкцией по эксплуатации.
Положительные и отрицательные стороны
К плюсам агрегата ДИП 300 можно отнести:
возможность обработки округлых и сложных поверхностей из металла;
безопасная работа;
температурная устойчивость;
виброустойчивость;
надежность.
ДИП300 практически не имеет недостатков. Единственным минусом является то, что проблематично будет найти некоторые детали в случае их потери.
Отличия ДИП 300 и ДИП 200
300-ю модель, в отличие от 200-й, можно встретить на заводах и металлообрабатывающих цехах на сегодняшний день. Она отличается от предыдущей повышенной выносливостью и надежностью.
Инструкция по эксплуатации
Любой агрегат требует проверки перед началом эксплуатации, ДИП300 — не исключение. Работа основного привода начинается с нажатия кнопки запуска у блока подачи, на панели приборов каретки есть еще одна дополнительная кнопка. Главное — чтобы фрикцион находился чаще в выключенном состоянии.
Техника безопасности при работе с ним
Соблюдение техники безопасности — неотъемлемая часть при работе с любым винторезным станком:
перед работой проверять технические составляющие безопасности: сменяемые шестеренки, ограждения основного привода, автомат включения и выключения, защита от стружки, отключающее устройство;
надежно закреплять обрабатываемые детали;
при работе с длинными деталями использовать люнеты;
не прикасаться руками к вращающимся деталям и частям станка, работать в заправленной одежде.
Повышенный спрос на ДИП300 привел к тому, что начали производиться новые модифицированные аналоги. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Поделиться в социальных сетях
Токарный станок ДИП300: схемы, конструкция, характеристики
Страны бывшего Советского Союза создали широкий спрос на эти модели. Обработка заготовок разных диаметров – предназначение токарного станка ДИП300. Токарную установку отправляли и на экспорт. Неприхотливость, надёжность в использовании – главные отличия от конкурентов.
Общая характеристика токарно-винторезного станка по металлу 1М63 (ДИП300)
За выпуск разработки отвечал станкостроительный завод из Рязани. Станок отличается поддержкой самых современных технологий, доступных для того времени. Характерно улучшение электрической, кинематической схем, расширение функций. Новые характеристики позволили оборудованию сохранить актуальность до настоящего времени.
Устройство обладает такими базовыми характеристиками со времён СССР:
Обработку проводят для заготовок не больше 2-тонной массы.
1400 миллиметров – предел по длине.
315 миллиметров – высота центров у станка.
350 миллиметров – диаметр заготовки, максимально допустимый при установке над суппортом.
Над станиной тот же параметр составляет уже 630 миллиметров.
Н – обозначение класса точности.
Порядка 4,3 веса у самого токарного станка.
В сантиметрах оборудование имеет такие габариты: 129 на 168 на 353.
13 кВТ – общая мощность двигателя для установки со шпинделем. Всего поддерживается 11 обратных скоростей, и 22 – прямых.
Управляющий пульт снабжается несколькими кнопками, благодаря которым регулировка рабочих параметров упрощается.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.
Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
Конические ролики.
Пружины.
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.
Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
У несущей станины, вдоль направляющих оси.
Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.
Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.
Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
Применение необходимых рычагов.
Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками. Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность.
Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.
Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.
Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
Движок, благодаря которому каретка движется ускоренно.
Силовой агрегат, относящийся к охлаждающей системе.
Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.
Комплектация станка
В любой станок входят следующие компоненты:
Защитный кожух.
Коробка подач.
Электрический двигатель.
Станина.
Задняя бабка.
Передняя бабка.
Дополнительные ограждения.
Оборудование электрической группы.
Суппорт.
Фартук.
Шестерни, допускающие замену.
Сопроводительная документация включает паспорт вместе с инструкцией по эксплуатации. Там написано, как управлять отдельными функциями, поддерживаемыми у оборудования.
Сложные и округлые металлические поверхности – вот для обработки чего создавался данный вид оборудования. Именно при выполнении такой работы оно проявляет свои лучшие качества. Безопасная работа на станке гарантирована благодаря специальным ограждениям, другим подобным защитным элементам. Устройство отличается температурной устойчивостью и жёсткостью, виброустойчивостью, надёжностью.
К недостаткам относят серьёзный вес установки, проблемы с поиском некоторых деталей.
Подключение и безопасность при работе с оборудованием
Любые станки требуют предварительных проверок перед началом эксплуатации. Загромождённый рабочий стол с лишними деталями исключён. Действие основного привода начинается после использования кнопки запуска у блока подач. На панели приборов каретки – ещё одна кнопка, дополнительная. Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Если прибор повреждён – его обязательно направляют на восстановительные работы. Техническая документация тоже поставляется в сервис, чтобы не возникло проблем с поиском запасных деталей.
Вывод
Высокий спрос привёл к тому, что на основе этой модели было создано большое количество модификаций. Потому токарный агрегат и стал таким важным. Ежедневно эти установки обрабатывают большое количество заготовок, продолжая трудиться на различных предприятиях.
Магнитный компас
НАСА, Магнитосфера Земли
Земля представляет собой огромный магнит с линиями потока, которые создают ее магнитное поле
Эти линии проходят от полюсов вокруг Земли [Рисунок 1]
Характеристики:
Любой свободно вращающийся магнит (например, магнитный компас самолета) выровняется с полюсами
Магнит, обычно сделанный из железа, притягивает и удерживает линии потока
Магниты имеют северный и южный полюс
Противоположные полюса притягиваются, а сходные полюса отталкиваются
НАСА, Магнитосфера Земли
Компас представляет собой простой магнитный стержень, подвешенный в жидкости
Узел поплавка и карты имеет в центре шарнир из закаленной стали, который перемещается внутри специальной подпружиненной чаши из твердого стекла
Магниты выравниваются с магнитным полем Земли, и пилот считывает направление на шкале напротив линии lubber
Когда пилот летит на север, как показывает компас, восток находится справа от пилота, но на карте «33», которая представляет 330° (к западу от севера), он находится справа от севера
Причина такой очевидной обратной шкалы в том, что карта остается неподвижной, а корпус компаса и пилот поворачиваются вокруг нее, всегда глядя на карту с обратной стороны
Узел компенсатора, установленный в верхней или нижней части компаса, позволяет технику по техническому обслуживанию авиации (AMT) создавать магнитное поле внутри корпуса компаса, которое компенсирует влияние локальных внешних магнитных полей.
Компенсатор исправляет ошибку отклонения
Узел компенсатора состоит из двух стержней, на концах которых имеются прорези для отверток, доступные с передней стороны компаса
Каждый вал вращает один или два небольших компенсирующих магнита
Конец одного вала отмечен E-W, и его магниты воздействуют на компас, когда самолет указывает на восток или запад
Другой вал имеет маркировку N-S, и его магниты воздействуют на компас, когда самолет указывает на север или юг
Магнитный компас самолета имеет два небольших магнита, прикрепленных к металлическому поплавку, запечатанному внутри чаши с прозрачной жидкостью для компаса.
Корпус компаса заполнен компасной жидкостью, похожей на керосин, чтобы избежать замерзания при более низких температурах/больших высотах
Плавучесть поплавка снимает вес с оси, а жидкость гасит колебания поплавка и карточки
Это крепление типа «драгоценный камень и ось» позволяет поплавку свободно вращаться и наклоняться примерно до 18° угла крена 45° тангажа вверх/вниз
При более крутых углах крена показания компаса неустойчивы и непредсказуемы
Задняя часть корпуса компаса уплотнена гибкой диафрагмой или металлическим сильфоном в некоторых компасе для предотвращения повреждений или утечек при расширении и сжатии жидкости при изменении температуры
Магнитный компас является надежным автономным устройством, не требующим внешнего источника питания.
Чрезвычайно полезен в качестве резервного или аварийного прибора
Градуированная шкала, называемая картой, обернута вокруг поплавка и видна через стеклянное окно с продольной линией поперек.
Карта отмечена буквами, обозначающими стороны света, север, восток, юг и запад, и числом для каждых 30° между этими буквами
Конечный «0» опущен в этих направлениях; например, 3 = 30°, 6 = 60° и 33 = 330°
Между буквами и цифрами есть длинная и короткая градуировка, каждая длинная метка соответствует 10°, а каждая короткая метка соответствует 5°
Магнитный компас является самым простым прибором на панели, но он подвержен нескольким ошибкам, которые следует учитывать.
Аббревиатура «ВД-МОНА» помогает пилотам запоминать погрешности компаса:
Вариант
Отклонение
Магнитный погружной
Колебания
Ошибка поворота на север (часть магнитного наклона)
Широта и долгота основаны на «истинных» направлениях, что означает, что они обеспечивают постоянную горизонтальную и вертикальную плоскость, с которой можно ориентироваться на картах и диаграммах [Рисунок 2]
Магнитный полюс, на который указывает магнитный компас, не совпадает с географическим «истинным» северным полюсом, но находится на расстоянии около 1300 миль; направления, отсчитываемые от магнитных полюсов, называются магнитными направлениями
В аэронавигации разница между истинным и магнитным направлениями называется вариацией.
Эта же угловая разница в геодезии и наземной навигации называется склонением
«Изогоническая» линия, соединяющая точки равной вариации на карте
Величина отклонения зависит от вашего положения относительно полюсов
Изменения в экваториальных регионах будут менее значительными, поскольку изогональные линии расположены дальше друг от друга
И наоборот, в крайних северных и южных районах изогонические линии более выражены, чем ближе линии расположены друг к другу
Линия, проходящая недалеко от Де-Мойна, Айова и Литл-Рока, Арканзас, имеет отклонение 0°, что делает ее агонической линией
Справа от этой линии магнитный полюс находится к западу от географического полюса, и для получения истинного направления необходимо применить поправку к показаниям компаса.
Полеты в районе Вашингтона, округ Колумбия, например, отклонение составляет 10° западной долготы
Если пилот хочет лететь истинным курсом на юг (180°), к этому необходимо добавить отклонение, в результате чего магнитный курс будет равен 190°
Слева от этой линии магнитный полюс находится к востоку от географического полюса, и необходимо применить поправку к показаниям компаса, чтобы получить истинное направление.
Полеты в районе Лос-Анджелеса, Калифорния, отклонение 14° в.д.
Чтобы лететь туда по истинному курсу 180°, пилот должен был бы вычесть отклонение и лететь по магнитному курсу 166°
Восток/Запад может быть сложно запомнить, поскольку в противном случае они считались бы противоположными; однако, если вы думаете о том, чтобы смотреть на мир с полюса (т. е. вашего положения к полюсу), то это имеет смысл
Ошибка вариации не меняется с курсом самолета; то же самое в любом месте изогонической линии
Изогонические линии изображаются на диаграммах в разрезе пунктирной пурпурной линией и номером, соответствующим
Используется для преобразования истинного курса в магнитный курс
Истинный курс (170°) ± отклонение (+10°) = магнитный курс (180°)
Магнитный курс (180°) соблюдается, если не применяется ошибка отклонения
Запад лучше (+), Восток меньше (-) или;
Отклонение на восток, магнитная дорожка наименьшее (-), в то время как отклонение на запад, магнитная дорожка наилучшее (+)
Справочник пилотов по авиационным знаниям, Изогонические линии отклонения
Справочник пилотов по авиационным знаниям, Карточка отклонения магнитного компаса
Местные магнитные поля в самолете, вызванные электрическим током, протекающим по конструкции, близлежащей проводке или любой намагниченной части конструкции, вызывают ошибку компаса, называемую девиацией
Отклонение проявляется по-разному между самолетами и в зависимости от курса, однако оно не зависит от географического положения
Ошибка отклонения сводится к минимуму, когда пилот или технический специалист по техническому обслуживанию (AMT) выполняет задачу технического обслуживания, известную как «качание компаса»
В большинстве аэропортов есть компасная роза, представляющая собой серию линий, нанесенных на рулежную дорожку или рампу в каком-либо месте, где нет магнитных помех
Линии, ориентированные на магнитный север, рисуются через каждые 30°
Пилот или AMT выравнивает воздушное судно по каждому магнитному курсу и регулирует компенсирующие магниты, чтобы свести к минимуму разницу между показаниями компаса и фактическим магнитным курсом воздушного судна
Любая оставшаяся ошибка записывается на карту коррекции компаса и помещается в держатель карты рядом с компасом [Рисунок 3]
Если пилот хочет лететь с магнитным курсом 120°, а самолет работает с включенными радиостанциями, пилот должен лететь по компасу с курсом 123°
Поправки на отклонения и отклонения должны применяться в правильной последовательности, как показано ниже, начиная с желаемого истинного курса
Ошибка из-за магнитных помех от металлических компонентов самолета, а также магнитных полей от электрооборудования самолета
Компенсирующие магниты внутри корпуса компаса могут помочь уменьшить эту ошибку, но не устранить ее
Магнитный курс ± отклонение = Курс по компасу
Предположим, что магнитный курс равен 180°, как указано выше, ± отклонение (-4° (180-176 = -4, при условии, что RDO включен), с карты поправок) = Курс по компасу (176°)
Справочник пилотов по авиационным знаниям, Карточка отклонения магнитного компаса
Обратите внимание, что промежуточные магнитные курсы между указанными на карточке компаса необходимо интерполировать. Следовательно, чтобы следовать истинным курсом 180°, пилот будет следовать курсу компаса 188°
.
Чтобы найти истинный курс, когда известен курс по компасу:
Курс по компасу ± отклонение = магнитный курс ± отклонение = истинный курс
Жидкость заполняет корпус компаса, что обеспечивает демпфирование, уменьшая тем самым нежелательные колебания из-за турбулентности магнита и поплавка
Таким образом, жидкость должна заполнять компас, при этом не должно быть пузырьков воздуха или обесцвечивания жидкости компаса
На чистом циферблате (окне) компаса есть вертикальная линия, называемая «ЛИНИЕЙ ЛЮББЕРА», так что пилот может использовать ее в качестве точки отсчета для установки требуемого курса
Колебание представляет собой комбинацию всех других ошибок, приводящих к тому, что карточка компаса качается взад-вперед по заданному курсу
Турбулентность заставляет компас «подпрыгивать» или двигаться в контейнере
При настройке гироскопического указателя курса на согласование с магнитным компасом используйте среднее значение между качаниями
Компас с плавающим магнитом не только имеет все только что описанные ошибки, но и приводит к запутанным показаниям
Легко начать поворот в неправильном направлении, потому что его карта отображается задом наперёд
Восток находится на западной стороне, которую, по мнению пилота, должна быть
.
Вертикальный карточный магнитный компас устраняет некоторые ошибки и путаницу
Циферблат этого компаса градуирован буквами, обозначающими стороны света, цифрами через каждые 30° и делениями через каждые 5°
Набор шестерен вращает циферблат от установленного на валу магнита, а нос символического самолета на стекле прибора представляет собой выпуклую линию для считывания курса самолета с циферблата
Вихревые токи, наведенные в алюминиевой чашке, демпфирующей колебания магнита
Как упоминалось ранее, силовые линии в магнитном поле Земли имеют две основные характеристики: магнит выравнивается с этими силовыми линиями, и электрический ток индуцируется или генерируется в любом проводе, пересекаемом ими
Компас с феррозондовым затвором, приводящий в действие подчиненные гироскопы, использует характеристику индукции тока
Клапан потока представляет собой небольшое сегментированное кольцо из мягкого железа, которое легко принимает линии магнитного потока
Электрическая катушка намотана вокруг каждой из трех ветвей, чтобы принять ток, наведенный в этом кольце магнитным полем Земли
Катушка, намотанная на железную прокладку в центре рамы, пропускает через себя переменный ток частотой 400 Гц
Во время, когда этот ток достигает своего пика, дважды в течение каждого цикла, эта катушка производит так много магнетизма, что рама не может принять линии потока от поля Земли
Но поскольку ток между пиками меняется на противоположный, он размагничивает рамку, чтобы она могла принять поток от поля Земли
Поскольку этот поток пересекает обмотки в трех катушках, он вызывает протекание в них тока
Эти три катушки соединены таким образом, что протекающий в них ток изменяется при изменении курса самолета
Три катушки соединяются с тремя аналогичными, но меньшими по размеру катушками синхронизатора внутри корпуса прибора
Синхронизатор поворачивает циферблат радиомагнитного индикатора (РМИ) или индикатора горизонтального положения (УСИ)
Изготовлено из мягкого железа, которое легко принимает флюс
Катушка, намотанная на железную прокладку, пропускает через себя переменный ток частотой 400 Гц
Когда ток достигает пика, дважды в течение каждого цикла, магнетизма настолько много, что рамка не может принять линии потока, но когда ток меняется на противоположный, она размагничивается, чтобы принять больше
Три катушки соединяются с тремя аналогичными, но меньшими по размеру катушками в синхронизаторе внутри корпуса
Синхроповоротный лимб радиомагнитного индикатора (RMI или HSI)
Магнитные указатели направления (которым удовлетворяет магнитный компас), согласно Федеральному авиационному регламенту 91. 205, должны быть установлены и работать на воздушном судне, чтобы оно считалось годным к полетам
Полный жидкости; карточка на месте и с указанием правильного заголовка
Установлена карта компаса (заполнять не нужно)
Проверьте выравнивание указателя направления по сравнению с магнитным компасом (индикатором) после того, как подается электропитание и гироскопы имеют возможность раскрутиться
Качание компаса должно выполняться всякий раз, когда какой-либо железный компонент системы (например, компенсатор магнитного потока или резервный компас) устанавливается, снимается, ремонтируется или устанавливается новый компас
Точность магнитного компаса можно проверить с помощью компаса, расположенного в аэропорту
Муниципальный аэропорт Уиллмара Compass Rose
Хотя официальных списков аэропортов с компасом нет, их можно найти во многих аэропортах [Рисунок 6]
Окрашенные поверхности, конечно, статичны и могут стать недействительными при постепенном смещении магнитных полюсов
Поворот по компасу обычно осуществляется путем размещения самолета на различных магнитных курсах и сравнения отклонений с указанными в карточках отклонений
См. CFR 14 23.1327, 23.1547 и руководство производителя оборудования или самолета
Поворот компаса необходимо выполнять, когда:
Подозревается точность компаса
После любой модификации кабины или капитальной замены с использованием черных металлов
Всякий раз, когда компас подвергается удару; например после жесткой посадки или турбулентности
После того, как самолет прошел через сильную грозу
После удара молнии
Всякий раз, когда в электрическую систему вносятся изменения
Всякий раз, когда смена груза может повлиять на компас
Когда воздушное судно перемещается в другое географическое место со значительным изменением магнитного отклонения (например, из Майами, Флорида, в Фэрбенкс, Аляска)
После стоянки самолета на одном курсе более года
При замене флюсовых клапанов
Процедуры и меры предосторожности приведены в Консультативном циркуляре (43.13-1B CHG 1) «Приемлемые методы, приемы и практика — осмотр и ремонт воздушных судов»
Магнитный компас остается проверенным временем надежным инструментом, хотя по мере развития авионики магнитный компас все чаще рассматривается как резервный или резервный инструмент
Несмотря на то, что они НЕ одобрены для использования FAA, такие продукты, как SUUNTO Core All Black Military Men’s Outdoor Sports Watch [Amazon], обеспечивают резервный метод определения направления, если магнитный компас когда-либо выйдет из строя или возникнет вопрос
Ошибки отклонения неизбежны, но это движущаяся цель, так как любое изменение может потребовать поворота компаса
Все еще что-то ищете? Продолжить поиск:
Консультативный циркуляр (43. 13-1B CHG 1) Приемлемые методы, приемы и практика — проверка и ремонт воздушных судов
AvFacts — Компасы
Федеральное авиационное управление — Глоссарий пилотов/диспетчеров
Федеральный авиационный регламент (91.205) Гражданские самолеты с двигателями и стандартными сертификатами летной годности США: требования к приборам и оборудованию
Справочник по полетам по приборам (3-10) Магнетизм
НАСА — Магнитосфера Земли
Это падение фондового рынка может обернуться пропастью
Этот провал может оказаться пропастью, поскольку ФРС начнет ужесточать денежно-кредитную политику.
Это приведет к ужесточению финансовых условий, что может привести к значительной волатильности рынка.
Ищете руку помощи на рынке? Участники Reading The Markets получают эксклюзивные идеи и рекомендации по навигации в любом климате. Узнайте больше »
ratpack223/iStock через Getty Images
На основании нескольких факторов снижение цены ФРС не было включено в цену фондового рынка США ни при каких обстоятельствах. Хотя эта тема не должна никого удивлять, оценки говорят нам, что рынок почти не обращал внимания на идею о том, что денежно-кредитная политика будет постепенно ужесточаться. История говорит нам, что более жесткие финансовые условия, как правило, приводят к большой волатильности фондового рынка.
Кроме того, сужение должно привести к укреплению доллара, а сильный доллар нанесет ущерб любому количеству классов активов, а также приведет к отказу от риска. Укрепившийся доллар уже сокрушает нефть и медь, которые упали почти на 17% каждый с момента своего пика несколько недель назад.
Неделями, а не месяцами, я сообщал об изменениях в экономических данных, которые указывают на замедление экономического роста, снижение ставок, повышение курса доллара и снижение цен на такие товары, как нефть. Что это приведет к тому, что ФРС свернется этой осенью как раз в тот момент, когда рост мировой экономики нормализуется, создав панику роста, и в результате ФРС начнет сворачиваться в неподходящий момент. На данный момент почти все эти части встали на свои места, а протоколы ФРС показывают, что свертывание произойдет очень скоро. Единственное, что не сработало, — это спад на фондовом рынке, который, как отмечалось ранее на этой неделе, изменился. Хотя легко покупать каждое падение, в конечном итоге падение превратится в пропасть, потому что высокие мультипликаторы S&P 500 не выдержат более жестких финансовых условий со стороны ФРС, поскольку темпы роста рухнут. Как я сообщал в течение последних двух недель, эти финансовые условия ужесточаются.
Оценка акций по-прежнему очень высока: индекс S&P 500 торгуется примерно в 21 раз выше 12-месячной форвардной прибыли. Это, опять же, находится на верхней границе исторического диапазона S&P 500, который в последний раз наблюдался более двух десятилетий назад.
Но эти мультипликаторы PE имеют много причин для снижения по сравнению с текущими уровнями, первой из которых является более медленный рост, и теперь вы можете добавить к этому списку более жесткие финансовые условия. Индекс национальных финансовых условий ФРБ Чикаго показал, что финансовые условия долгое время были сверхлегкими. Тем не менее, эти условия ужесточаются, и по мере того, как ФРС отменяет сверхлегкое приспособление, условия, вероятно, будут ужесточаться еще больше.
За последнее десятилетие, каждый раз, когда финансовые условия начинали ужесточаться, S&P 500 видел свой многократно увеличивающийся пик PE, а затем снижался. В некоторых случаях эти более высокие условия приводят к значительному сокращению мультипликатора PE, например, в 2015 и 2018 годах. крутые просадки, наблюдаемые во многих из этих периодов ужесточения. Было бы шокирующе узнать, что на этот раз все по-другому. Нет причин думать, что это будет. Единственная разница в том, что рынок гораздо более переоценен, чем в прошлые времена, а это означает, что ущерб может быть значительно больше.
Кроме того, как мы говорили в прошлом, темпы роста резко падают, а темпы роста также помогают определить направление мультипликаторов PE, при этом рост темпов роста доходов приводит к более высоким PE, а более низкие темпы роста приводят к снижению мультипликаторов. . Темпы роста прибыли на акцию за 12 месяцев вперед в настоящее время составляют около 17%, но, вероятно, продолжат падать до 9% в течение следующих нескольких месяцев, поскольку ожидается, что рост прибыли в 2022 году значительно замедлится.
Кроме того, менее адаптивная ФРС поможет укрепить доллар, который очень близок к значительному росту. Сильный доллар убьет риск в торговле еще больше, сокрушив все, что связано с сырьевыми товарами или экспортной экономикой, что сделает акции развивающихся рынков уязвимыми для еще больших потерь.
Индекс доллара находится чуть ниже уровня сопротивления около 93,50, и как только он поднимется выше этого уровня сопротивления, он значительно поднимется к 95. Индикаторы импульса, такие как RSI, говорят нам, что импульс очень бычий и поддерживает индекс выше.
Это уже имело катастрофические последствия для цен на нефть и медь, которые резко упали с максимумов. Чем сильнее становится доллар, тем хуже он будет для этих товаров и всех товаров. Кроме того, это окажет дополнительное понижательное давление на экономики, ориентированные на экспорт, такие как Тайвань и Южная Корея, которые уже столкнулись с резким падением своих рынков. Более жесткая денежно-кредитная политика и более сильный доллар со временем приведут к еще большему снижению этих рынков. Тайвань, например, приближается к своей 200-дневной скользящей средней впервые с июня 2020 года9. 0387
Итак, если вы думаете, что фондовый рынок здесь, в США, уже оценил более жесткую денежно-кредитную политику, вы не только можете обнаружить, что глубоко ошибаетесь, но и то, что веселье только начинается.
Если вам нравится то, что вы только что прочитали, не забудьте подписаться на меня, нажав кнопку «Подписаться» в верхней левой части этой колонки. Подписчики получают доступ к моему бесплатному ежедневному блогу о фондовом рынке.
Кроме того, я управляю торговой площадкой SA Reading The Markets, которая предназначена для предоставления участникам информации о текущих тенденциях на рынке и предложения акций. Как и бесплатные статьи, которые вы полюбили читать.
Кроме того, вы можете увидеть акции, отслеживаемые для долгосрочных инвестиций.
Чтобы узнать больше, посетите нашу домашнюю страницу.
Я Майкл Крамер, основатель Mott Capital Management и создатель Reading The Markets, службы SA Marketplace. Я сосредотачиваюсь на макротемах и тенденциях, ищу долгосрочные тематические инвестиции в рост и использую данные опционов, чтобы найти необычную активность.
Я использую свой более чем 25-летний опыт работы трейдером на стороне покупателя, аналитиком и управляющим портфелем, чтобы объяснить перипетии фондового рынка и то, куда он может двигаться дальше. Кроме того, я использую данные от ведущих поставщиков для формулировки своего анализа, включая оценки и исследования аналитиков продавцов, новостные ленты, подробные данные об опционах и уровни гаммы.
Раскрытие информации: У меня/у нас нет позиций по акциям, опционам или аналогичным деривативам ни в одной из упомянутых компаний, и мы не планируем открывать такие позиции в течение следующих 72 часов. Я написал эту статью сам, и она выражает мое собственное мнение. Я не получаю за это компенсацию (кроме Seeking Alpha). У меня нет деловых отношений ни с одной компанией, акции которой упоминаются в этой статье.
Дополнительная информация: Mott Capital Management, LLC является зарегистрированным консультантом по инвестициям. Представленная информация предназначена только для образовательных целей и не предназначена для предложения или ходатайства о продаже или покупке каких-либо конкретных ценных бумаг, инвестиций или инвестиционных стратегий.
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
Виды электросварки
Технология ручной дуговой сварки
Как самостоятельно научиться варить электросваркой
Основные ошибки
Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
мягкое горение дуги с характерным шипением;
сниженное количество брызг;
равномерный шов по высоте и ширине;
одинаковое проплавление.
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
Толщина металла, мм
Диаметр электрода, мм
Сила тока, А
1-2
1.6
25-60
3
2-3
60-120
4
3
120-160
5-6
4
160-200
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
полумесяцем;
по круглой, треугольной спирали;
зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Спешка. Не нужно спешить вести электрод, металл должен проплавиться, поэтому привыкните к медленным спокойным движениям.
Неспособность отличить шлак от металла. Нередко новички думают, что заварили стык, но после отбития шлака в нем много непроваров. Дело в том, что при сварке кажется, что соединение заполнено жидким металлом — на самом деле это шлак. Жидкий металл через светофильтр выглядит белым, а шлак — красным.
Дрожащая рука. Добиться постоянного зазора между кончиком электрода и изделием поможет опора для руки. Никогда не держите руку на весу, иначе электрод будет прилипать. Опереть руку можно на стол, колено.
Не стоит сразу отбивать шлак. (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Содержание статьи
1 Азы электросварки
1.1 Виды электросварки
1.2 Технология сварочных работ
2 Как научиться варить сваркой
2.1 Как подключать электрод
2.2 Начало сварки: зажигаем дугу
2.3 Наклон электрода
2.4 Движения электрода
3 Как правильно сваривать металл
3.1 Как выбрать ток для сварки
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом.Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
чирканьем;
постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
двигать электрод по одной из показанных на фото траекторий,
по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Дуговая сварка в печи…
Фрэнк в Колорадо
Супервентилятор TVWBB
#1
Первый раз, когда элемент выходит из строя… хотел сегодня разогреть обед, когда это случилось. …это выглядело и звучало как сварочный аппарат! Не удается найти элемент на месте, необходимо заказать, и он будет готов через неделю. Хорошо, что у меня сегодня есть гриль для приготовления ужина.
Брэд Олсон
Бриллиантовый член TVWBB
#2
Горячая точка выглядит так, как будто движется вдоль элемента. В конце концов, она остановилась в точке, где элемент сломался?
Отстойно, что нельзя найти элемент локально. Нет поблизости приличных мастерских по ремонту бытовой техники?
Конечно, ваша карта человека требует, чтобы вы попытались отремонтировать элемент с помощью клейкой ленты хотя бы один раз…
Фрэнк в Колорадо
Супервентилятор TVWBB
#3
Кажется, он сломался в тот момент, когда я выключил регулятор духовки. Это было действительно довольно забавно, когда я смотрел это. Дошло до того, что я решил отключить его… именно тогда он сломался.
В 40 милях отсюда есть магазин бытовой техники и магазин Lowe’s. Магазин не перезвонил, и у Lowe’s их нет. Мне нравится пытаться покупать на месте (или, по крайней мере, для меня, живущего в трущобах), но кажется, что Амазонка будет самой быстрой доставкой.
Я погуглил и нашел это на yootoob, что дает реалистичный звук, (кажется, нередкая проблема)
Фрэнк в Колорадо
Супервентилятор TVWBB
#4
Брэд Олсон сказал:
. …
Конечно, ваша карта человека требует, чтобы вы попытались отремонтировать элемент с помощью клейкой ленты хотя бы один раз…
Нажмите, чтобы развернуть…
На самом деле, я хотел направить своего внутреннего Чака Норриса и зажечь с ним сигару, но подумал лучше, чем совать туда голову. Не хочу стать кандидатом Дарвина, если все пойдет не так… LOL.
Кальчик
TVWBB Гуру
#5
Ага…. если бы это случилось 10 с лишним лет в аренде, в которой мы с g/f были. На следующий день нашел сменный элемент в сельском хозяйственном магазине в одном городе.
БУДЬТЕ ОСТОРОЖНЫ ПРИ ЗАМЕНЕ. В некоторых печах элемент всегда «горячий» с переключением нейтрали/земли. Вы действительно хотите отключить диапазон, когда заменяете его, чтобы избежать риска поражения электрическим током.
Фрэнк в Колорадо
Супервентилятор TVWBB
#6
Абсолютно… Я всегда отключаю выключатель. Вы помните, его можно было заменить только спереди или вам нужно было тянуть его, чтобы получить доступ к каким-либо креплениям или проводке сзади?
Линн Доллар
Изумрудный член TVWBB
#7
Давным-давно я потерял элемент в духовке за день до Дня Благодарения, когда собирался приготовить индейку для всей семьи. Быстро удалось найти новый.
Фрэнк в Колорадо
Супервентилятор TVWBB
#8
Только что посмотрел видео по замене… элемент выходит спереди… посоветовали не пускать провода, при отсоединении не давать падать а то буду вытаскивать.
Ю.Кальчик
TVWBB Гуру
#9
Фрэнк из Колорадо сказал:
Абсолютно… Я всегда отключаю выключатель. Вы помните, его можно было заменить только спереди или вам нужно было тянуть его, чтобы получить доступ к каким-либо креплениям или проводке сзади?
Нажмите, чтобы развернуть…
Когда я заменил элемент, после удаления винтов элемент отсоединился с помощью пары фиксированных лепестковых разъемов. Я не помню опасности падения с разъемами за полостью. Я помню, что единственная причина, по которой я выдвинул диапазон вперед, заключалась в том, чтобы вытащить вилку. Мы жили в фермерском доме, переоборудованном в дуплекс, и у меня не было доступа к панели выключателя.
Фрэнк в Колорадо
Супервентилятор TVWBB
#10
Понятно, спасибо. У меня есть прерыватель, который я отключил и вытащил неисправный элемент спереди. Изоляция стабилизирует и удерживает их отдельно и на месте. По крайней мере, я могу пользоваться варочной панелью, пока не принесут новую.
Все в первый раз… радости владения собственным домом.
Ю.Кальчик
TVWBB Гуру
#11
Га. Проблемы с бытовыми приборами, проблемы с электричеством (я преследую проблему с GFCI), сантехника, отопление … дерьмо, это напомнило мне, я собирался заказать запасной запальник и запасной датчик пламени для нашей печи.
Джейсон в Калифорнии
Матч всех звезд TVWBB
#12
Это случилось со мной однажды. Я никогда раньше не видел ничего подобного, и должен сказать, что меня это немного напугало, когда я посмотрел на духовку и увидел, что происходит.
Зачем использовать печь для сварки электродами
Многие люди задаются вопросом, стоит ли им инвестировать в небольшую печь для сварки электродов. Это вопрос, который задают себе многие люди, потому что они не уверены, обеспечит ли это им желаемую сварку. Вам может показаться странным, что сварщик может сделать отличную печь, но это правда. Сварочные стержни ферромагнитны, что означает, что они имеют противоположное магнитное поле. Это противоположное поле позволяет теплу проникать в металл. В результате получается печь из нержавеющей стали с полированной поверхностью, которая прослужит гораздо дольше, чем другие печи. Прежде чем инвестировать в печь для сварки на продажу, вы можете заглянуть в этот блог. Этот блог поможет вам узнать о преимуществах нагревателя сварочной проволоки. Прочитав этот блог, вы захотите инвестировать в него.
Что такое печь для сварочных электродов?
Печь для сварки электродов заполнена электродами, нагретыми изнутри наружу. Этот тип стержневой печи обычно используется для сварки. Нагреватель сварочного стержня представляет собой печь, в которой в качестве нагревательного элемента используется сварочный стержень. Сначала стержень отправляется в печь для нагрева. Затем стержни прогреваются в печи. Такие печи используются в промышленности и мастерских. Альтернатива электрической духовке. Разница между этими печами заключается в том, что печь для нагрева сварочного стержня является единственным типом, который использует электричество для нагрева стержня. Преимущество сварочных стержневых печей в том, что они просты в использовании и чистке. Они также очень безопасны и долговечны.
Все, что вам нужно сделать, это поместить стержень в небольшую печь для стержней, и стержни нагреют стержень изнутри. Медь и алюминий являются хорошими теплопроводными стержнями. Эти печи также называют горячими ящиками.
Как работает духовка?
Печи, нагревательные стержни и дома. Это связано с тем, что печи нагреваются изнутри наружу. В этом случае. Они используют тепло печи для воспламенения газа, а затем газ нагревает объекты в дешевой печи для сварки электродов. Это тепло создается дугой или теплом от температуры электродной печи. Сварочный стержень является нагревательным элементом в печи. Это металл, нагретый и затем использованный для нагревания воздуха и предметов в печи. Он использует стержни из смеси металлов для нагрева печи. Металлические стержни нагреваются до определенной температуры и при этом вставляются в печь. Затем они используются для нагрева стержней в стержневых печах для продажи. Эта печь обычно используется для нагрева и имеет более постоянную температуру, чем электрическая духовка. Стержень нагревается в нагревательном блоке и помещается внутрь сушилки для сварки стержней. Когда он начинает нагреваться, он трансформируется и излучает тепло. Затем тепло от стержня используется для создания тепла в печи. Сварочные стержневые печи и электрические печи отличаются друг от друга. В печи для сварки электродов нет термостата, поэтому температура будет меняться в зависимости от того, как долго печь включена. Кроме того, печь для сварки электродов не имеет подсветки, поэтому вам нужно будет поместить ее внутрь печи.
Как выбрать печь для сварки электродами?
Сварочная стержневая печь — это тип электродной печи, предназначенный для использования стержня в качестве нагревательного элемента. Длина стержня обычно составляет от 8 до 18 дюймов. Есть несколько вариантов использования этой цены на печь для сварочных стержней. Эту печь часто считают более доступным вариантом, чем традиционную. Итак, как выбрать печь для сварки электродами? Прежде чем пойти и купить сварочную печь, вам нужно убедиться, что вы точно знаете, что ищете. На рынке представлены стержневые печи различных типов. Печь для сварочных стержней — это тип печи, в которой используется нагревательный элемент, нагреваемый электрическим током. Эти печи также известны как дуговые печи. Они используются как в промышленности, так и в быту. Эти печи, как правило, дороже, чем стандартные печи, из-за электричества, необходимого для их работы.
Однако они также более эффективны, поэтому их эксплуатация более рентабельна. При выборе печи для сварки электродов важно учитывать ее размеры, мощность и стоимость. Размер духовки также важен; он показывает общее количество пользователей. Некоторые печи больше других. Также важно учитывать, какая мощность у духовки. Наконец, стоимость духовки определит, соответствует ли она вашему бюджету; лучше всего выбрать стандартный тип духовки.
Как правильно пользоваться печью для сварки электродов?
Если вы используете электродную печь, вы должны сначала понять процесс. Сначала разогрейте духовку. Затем вам нужно будет включить духовку на самую высокую температуру, которую духовка может достичь. Затем вам нужно будет поместить стержень в духовку и подождать, пока он не начнет светиться. Как только он загорится, вы захотите повернуть стержень и посмотреть, как металл плавится. Затем снимите стержень и дайте ему остыть. Повторяйте по мере необходимости.
Как сделать вашу печь похожей на профессиональную?
Если вы хотите, чтобы ваша духовка выглядела как профессиональная духовка, вам необходимо приобрести некоторые профессиональные принадлежности для духовки. Вы можете купить профессиональные аксессуары для духовки, такие как профессиональные прихватки, профессиональные решетки для духовки и профессиональные противни. Все это полезно для нагревательных стержней. Кроме того, если ваша духовка выглядит как профессиональная духовка, вам следует инвестировать в профессиональное чистящее средство для духовки. Это быстрый способ придать вашей духовке профессиональный вид.
Почему стоит выбрать печь для сварки электродами?
Печь для сварочных электродов представляет собой тип печи для сварочных электродов, предназначенный для использования исключительно со сварочным электродом. Духовки производятся для использования в профессиональных целях. У них есть нагревательная пластина, изготовленная из металла, устойчивого к температурам до 3000 градусов по Фаренгейту. Эта печь экономична и экологична. Эти энергосберегающие печи удобны и просты в использовании. Легко чистить и безопаснее, чем открытый огонь. Если вы ищете печь, которая проста в эксплуатации и не требует много места, лучшим вариантом будет стержневая печь. Затем нужно подумать, сколько времени вы хотите потратить. Если вы ищете что-то, что прослужит много лет, вы можете инвестировать в высококачественную духовку, которая будет стоить немного дороже. Сухая стержневая печь станет идеальным выбором, если вы ищете что-то простое в использовании. Некоторые печи используют газ или электричество. Было бы полезно, если бы вы также учитывали цену и бренд.
Чтобы сэкономить деньги, используйте стержневые печи.
Все хотят сэкономить; использование печи для сварки стержней — лучший способ сделать это. Печь со сварочным стержнем — это печь, в которой для нагревания пищи вместо газа или электричества используется стержень. Использование стержневой печи не имеет много недостатков. Вторым недостатком является то, что это дороже, чем другие печи. Тем не менее, лучшая часть печи для сварки электродов заключается в том, что она намного более энергоэффективна.
Преимущества печи для сварки электродами
Использование печи для сварки электродами имеет много преимуществ. Если вы ищете способ приготовления пищи без больших затрат энергии, вам следует рассмотреть печь со сварочным стержнем. Также хорошей идеей будет рассмотреть печь для сварки стержней, если вы ищете способ приготовить много разных продуктов. Различные типы стержней можно нагревать в печи для сварки стержней. Также хорошей идеей будет рассмотреть возможность продажи печи для сварки стержней, если вы ищете способ нагрева стержня. Лучший способ заставить сварочную печь работать — обеспечить ее хорошее освещение. Печь со сварочным стержнем лучше всего работает в помещении с большим количеством света. При хорошем освещении стержень прогревается равномерно.
Недостатки печи для сушки сварочных электродов
Вы должны знать о некоторых недостатках использования печи для сушки сварочных электродов. Таким образом, чистка этой духовки может занять больше времени. Это также может быть слишком жарко для некоторых людей. Печь также может загореться. Людям с чувствительной кожей духовка может показаться слишком горячей. Наконец, печь может быть небезопасна для маленьких детей и домашних животных.
Преимущества использования печи для сварки электродами
Преимущества использования печи для сварки электродов многочисленны. Во-первых, эти печи намного эффективнее обычных печей. Они потребляют гораздо меньше энергии и дешевле в эксплуатации. Кроме того, они намного тише обычных печей. Эти печи более безопасны, чем другие. Портативная печь для сварки электродов является отличной альтернативой традиционным печам. Сварочная печь представляет собой печь, которая нагревается с помощью электрической дуги. Использование печи для сварки электродов имеет много преимуществ:
Печь для сварки электродов намного дешевле, чем традиционная печь.
Они потребляют меньше энергии, что помогает окружающей среде.
Традиционные печи служат гораздо дольше. Уборка проще.
№
Они меньше традиционных духовых шкафов и имеют удобное встроенное пространство для хранения.
Каковы недостатки стержневой печи?
Недостатком сварочной переносной стержневой печи является то, что она имеет ограниченный диапазон температур приготовления. Кроме того, у него ограниченный диапазон времени приготовления.
Перехлест соединения арматуры при сварке и вязке, требования к выполнению соединений
Содержание
Типы соединения арматуры внахлест
Внахлестку без сварки
Сварные и механические соединения
Требования к выполнению соединений
Соединение сваркой
Соединение вязкой
Длина нахлеста
Как располагать соединения
Изготовление железобетонных изделий предполагает создание металлических каркасов. Они являются некими «скелетами», например, ленточных фундаментов или бетонных столбов. Армирование может осуществляться стержнями разного диаметра и качества стали.
Они соединяются между собой конкретными способами:
Механический стыковый метод;
Сварной стыковый вариант;
Соединения, выполняемые внахлест без сварки.
Об этих методах соединения более подробно будет написано ниже.
Типы соединения арматуры внахлест
«Сшивание» арматуры внахлест предполагает соблюдение нескольких правил использования материалов и монтажа:
Для этого способа подходят арматурные стержни не более 0. 4 см в сечении. Это объясняется тем, что для стержней большего диаметра испытания на прочность не проводились.
Должны соблюдаться расстояния перепусков.
Необходимо правильно рассчитать длинунахлеста.
Внахлестку без сварки
Этот способ состыковки металлических стержней наиболее распространен для строительства фундаментов под частные дома.
Для работы по вязанию прутов используется специальная вязальная проволока. Также можно делать «сшивание» и без нее.
При вязке внахлестку без сварки пользуются одним из способов:
Нахлест профильных прутьев.
Соединение арматурных стержней поперек.
Способ загибания концов прутьев петлей или незамкнутым колечком.
Сварные и механические соединения
Механический способсостыкования арматуры имеет ряд преимуществ:
Работа не требует много времени, а также является максимально простой.
Расход материала идет намного меньше. Если сравнивать со способом внахлест, то здесь теряется до 30% и более материалов на перепуски.
Каркас, собранный механическим способом, является наиболее крепким, а, значит, надежным.
Собирать конструкцию можно в любые погодные условия, что позволит рациональнее использовать время и не ждать, допустим, когда пройдет дождь, чтобы продолжить работы.
Прутья любого диаметра подойдут для механического состыкования, так как в гидравлическом прессе имеются съемные штампы.
Для того, чтобы начать соединять арматурные стержни механическим способом, необходимо подготовить:
Гидравлический пресс;
Прессованные и резьбовые муфты.
Технология монтажа:
На конец одного из прутьев надевается муфта. Она под прессом фиксируется на стержне. То же самое проделывается для второго стержня.
При помощи прикрепленных муфт арматурные стержни соединяются.
Сварка может осуществляться при помощи нескольких разновидностей сварочных швов:
Протяженные;
Многослойные;
Точечные;
Принудительное наложение шва.
Требования к выполнению соединений
К «сшиванию» прутьев нахлестом предъявляют некоторые требования, которые касаются:
Длины накладки прутьев.
Положения металлического каркаса в бетоне.
Положения перепусков относительно друг друга.
Учитывая эти требования и не только, можно получить вполне надежную арматурную конструкцию.
Соединение сваркой
Работать со сваркой позволительно только настоящим профессионалам. Именно они могут качественно наложить сварочные швы, и вся конструкция при этом будет крепкой и не сломается под массой бетонного раствора.
К сварочным работам предъявляются требования:
Многослойный шов выполняется при помощи одиночного электрода. Шов накладывается поэтапно: сначала с одной стороны, потом необходимо проложить шов с другой стороны.
Принудительный шов предполагает использование арматуры диаметром от 1,4 см до 40 см. Делаются крестовые соединения. Изделия собираются в кондукторах, так как там прутья лучше примыкают друг к другу.
Сорта стали с низким или средним содержанием углерода не подходят для точечной сварки. Это объясняется тем, что при сварке точечно в пересекающихся точках стержней быстро отводится тепло, вследствие этого остывший металл становится хрупким.
Соединение вязкой
По нормам СНиП состыкование прутьев в местах особенно сильной нагрузки способом вязки не допустимо. Стыки лучше делать там, где нагрузка от бетонного раствора, а также в дальнейшем от стен будет минимальна
Кроме этого, перепуски делают там, где не предполагается изгибов (поворотов). Если эти условия вязки не могут быть выполнены, то перепуск делается максимально длинным, до 90 диаметров стыкуемых прутов. Например: диаметр прута равен 36 мм, значит 90*36мм=3240мм, или 324 см, или 3,24 м.
Длина нахлеста
Величина нахлеста зависит от следующих показателей:
Диаметра используемых арматурных стержней. Есть специальные сводные таблицы, в которых указаны, какие длиной нахлесты применяются для того или иного диаметра прута. В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
Используемой марки бетона. Чем выше марка бетона, тем меньший нахлест будет нужен, даже несмотря на диаметр прутьев. Но это также зависит от того, для какого бетона будет использоваться конструкция, для сжатого или растянутого. Для последнего нахлест нужен чуть больше.
Класса стали, из которой выполнены стрежни.
Точек состыкования.
Также определение длины перепуска зависит от того, каким образом будет эксплуатироваться железобетонное изделие, ведь это может быть или столб, или фундамент. Нагрузка для этих двух видов ЖБИ абсолютно разная.
Как располагать соединения
Чтобы каркас будущего железо-бетонного изделия выдерживал большие нагрузки, необходимо правильно располагать перепуски в плоскостях конструкции. Стыковочные соединения должны быть расположены на расстоянии не меньше 0,6 м. В идеале расстояние должно составлять 1,5 длины перепуска.
Таким образом, есть три основных способа соединения арматуры. Каждый из них имеет свои плюсы и минусы. Но все они одинаково безопасно могут применяться для монтажа конструкций, если правильно соблюдена технология монтажа.
Нахлест арматуры при армировании: нормы, таблицы
Армирование является важной частью монолитных конструкций современных зданий. Долговечность и устойчивость строения зависит от надежности и прочности металлического каркаса, который помещается в фундамент. Создание опорного и укрепляющего арматурного каркаса заключается в правильном соединении стержней арматуры.
Содержание
Виды соединений между арматурными элементами
Какой должен быть нахлест арматуры для вязки
Анкеровка арматуры: таблица
Фиксация арматурных прутов электросваркой
Требования нормативных документов к арматурным соединениям
Заключение
Виды соединений между арматурными элементами
Для конструирования каркасного остова используют разные типы соединения арматуры. Существует три основных способа стыковки двух арматурных прутьев:
Стыковка арматуры внахлест производится следующим образом:
с применением вспомогательных деталей: петель, лапок, крючков. Для А1- класса арматуры используются только крюки и петли;
нахлест арматуры с прямыми окончаниями и поперечным соединением.
Механическая стыковка арматуры (МСА) классифицируется следующим образом:
опрессованная анкеровка арматуры: торцы прутов соединяются внутри стального цилиндра, который обжимается гидравлическим прессом. В результате сталь врезается между ребрами профильной арматуры
резьбовая: производится с помощью стыковочного цилиндра с нарезанной внутри цилиндрической/конической резьбой. Соответствующая резьба выполнена на концах соединяемых стержней арматуры;
болтовая: арматура соединяется болтами, вкрученными в тело арматуры через стенку муфты;
винтовая стыковка производится а помощью муфты, внутри которой нарезана резьба, идентичная профилю арматуры, и закрепляется контргайками.
Сварочное соединение: анкеровка арматуры производится с помощью сварки.
Какой должен быть нахлест арматуры для вязки
Стыковка арматуры внахлест с помощью вязки – наиболее легкий способ создать надежный металлический каркас. Для данного типа соединения используются популярные прутья А400. Соединение арматуры внахлест механическим путем производится вязкой с помощью проволоки. Два стержня с прямыми концами приставляются с перехлестом и обвязываются отожженной проволокой. Но тут есть свои требования для обеспечения прочности соединения.
При стыковке арматуры внахлест методом вязки необходимо учитывать параметры:
величина нахлеста арматуры;
расположение соединения в каркасе и его назначение;
взаимное расположение участков перехлеста.
При армировании фундамента, нахлест арматуры недопустимо устанавливать в местах повышенной нагрузки (например, углы строения). Поэтому следует правильно рассчитать участки для перехлеста стержней арматуры при вязке. Они должны размещаться в тех частях металлической конструкции, на которые оказывается минимальная нагрузка.
Если по объективным причинам выполнить это условие не получается, длина нахлеста прутьев будет зависеть от диаметра арматуры. Для ленточного фундамента участки, где монтируется перехлест арматуры, должны находиться в местах, не подверженных напряжению и изгибанию. Если данное условие невыполнимо, длина прямой анкеровки принимается равной 90 диаметрам скрепляемой арматуры. Размеры таких соединений строго регламентированы ГОСТами.
Перехлест арматуры при вязке также зависит от таких параметров:
класс рабочей арматуры;
марка заливающего бетона;
назначение железобетонного фундамента;
степень предстоящей нагрузки.
Узнать длину регламентированной длины анкеровки арматуры можно из нормативной таблицы, которая предоставлена ниже.
Анкеровка арматуры: таблица
Внимание! В пункте 8.3.27 ГОСТ 10922 2012 указано, что механические соединения арматуры внахлест применяются для металлопрутов, у которых диаметр равен не более 40 мм. Участки армированного каркаса с максимальной нагрузкой запрещено фиксировать, используя нахлест.
Соединение арматуры внахлест без сварки при монтаже армопояса
Величина нахлеста арматуры при армировании определяется комплексом факторов. Также учитывается диаметр стержней и класс заливающего бетона. Размер перехлеста арматуры при вязке можно рассчитать вручную, но легче сориентироваться по таблице.
Важно! Длина анкера при стыковке арматуры внахлест еще зависит от места расположения арматурной сетки: в нижней части плиты (зона растяжения бетона) перехлест будет больше, а в верхней части плиты (зона сжатия бетона) — меньше.
Фиксация арматурных прутов электросваркой
Соединение встык арматурных стержней с помощью сварки производится только с арматурой классов А500С и А400С , потому что данные марки относятся к свариваемым материалам. Самая распространенная марка А400 не подлежит соединению сваркой, так как после нагревания она теряет свойство антикоррозийности и становится менее прочной.
Как гласят российские ГОСТ 10922 и пришедший ему на смену 14098, дуговую электросварку разрешается применять для стыковки арматуры внахлест с диаметром, меньшим 25 мм.
Внимание! Длина шва сварки зависит от типа диаметра арматурного стержня. Для сварки применяют электроды с сечением 4 — 5мм.
Требования нормативных документов к арматурным соединениям
СНиП гласят, что бетонный фундамент должен быть укреплен минимум двумя арматурными каркасами. Для частной стройки чаще применяют стыковку арматуры внахлест методов вязки, так как этот способ бюджетный и более доступный, не требующий гидравлической установки или сварочного аппарата. Для соединения данным способом рекомендуется использовать арматуру с диаметром не больше 40 мм.
Расстояние между стержнями, которые соединяются сваркой внахлест, должна быть более 25 мм, что позволяет бетону проникать во все узкие места конструкции. Для стержней с диаметром больше 25 мм следует выдерживать дистанцию, равную диаметру арматуры.
Дистанция между армирующими прутьями по ширине фундамента должны составлять не больше 8 сечений этих прутьев. Если производится стыковка арматуры внахлест с помощью вязки, то дистанция между стержнями получается нулевая: она определяется только профильными выступами. Наибольшая дистанция в этом случае должна быть не больше 4-ех диаметров арматурных прутьев.
Расстояние между самими стыками, расположенными рядом, принимается 30 мм и более.
Совет специалистов
Специалисты рекомендуют использовать опрессованную стыковку арматуры, а не внахлест или винтовые муфты, если нужно соединить стержни сечением больше 25мм. Данные типы соединений позволяют:
увеличить уровень безопасности строения благодаря повышенной прочности стыковки;
снизить расходы на армирование, так как нахлестный способ предусматривает до 25% дополнительного перерасхода арматуры.
Заключение
Армирование требует точности проводки и соединения арматурных прутьев. Работа по созданию металлического каркаса предполагает знания всех параметров арматуры, бетона, требований к фундаменту. Грамотный монтаж металлоконструкции позволит предотвратить деформацию и растрескивание железобетонного фундамента, увеличить прочность и долговечность фундамента и всего здания.
эффект инкрустации и тип волокна
%PDF-1.4 % 1 0 объект > эндообъект 6 0 объект /Заголовок /Предмет /Автор /Режиссер /Ключевые слова /CreationDate (D:20221004174718-00’00’) /ModDate (D:20181024174044+02’00’) >> эндообъект 2 0 объект > эндообъект 3 0 объект > эндообъект 4 0 объект > эндообъект 5 0 объект > ручей 2018-10-24T15:39:55ZAperçu2018-10-24T17:40:44+02:002018-10-24T17:40:44+02:00Mac OS X 10.12.6 Quartz PDFContextapplication/pdf
Механическое поведение армированного полотняного плетения инжектированные композиты: эффект инкрустации нитей и волокна типа
конечный поток эндообъект 7 0 объект > эндообъект 8 0 объект > эндообъект 90 объект > эндообъект 10 0 объект > эндообъект 11 0 объект > эндообъект 12 0 объект > эндообъект 13 0 объект > эндообъект 14 0 объект > эндообъект 15 0 объект > эндообъект 16 0 объект > эндообъект 17 0 объект > /ProcSet [/PDF /Text /ImageC /ImageB /ImageI] >> эндообъект 18 0 объект > ручей xڝXɎ#7+\#ZÇ }rh\2QRwQpI(. OOT-8K%\R Y>V 5Kk,s9 v.s=:H9>»&~鏗__X!P,UR’2 MVĢc3tnpQ őJi»&0t .)anz>9s [tj:aA`F#6/Z)[ 2″Y͍qo
Дублирование стежков при вязании спицами — основы + хитрости для лучшего результата (часть 1 серии)
Дублирующий стежок – это форма вышивки, выполняемая на трикотажном полотне. Он получил свое название, потому что путь вышивальной пряжи точно следует — дублирует — путь лежащего в основе вязания. Сегодняшний пост, первый из серии, показывает, как это сделать, а также несколько небольших хитростей для решения некоторых распространенных проблем.
Фон Дублирование строчки имеет два применения: полезное и декоративное. В своей полезной форме (также называемой «швейцарской штопкой») дублирующая строчка используется для «невидимого исправления». С помощью этого трюка изношенную ткань — возможно, каблук старого носка — можно укрепить, точно следуя (дублируя) траекторию основного вязания с помощью нити пряжи, надетой на швейную иглу с тупым концом. Если соответствие цвета хорошее, исправление невозможно обнаружить. (Настолько незаметно, что я не публикую свои работы по ремонту до и после. Вы можете почувствовать исправление, но я не смог показать фотографии.)
Второй вариант использования, когда идеально прочная ткань имеет двойной стежок сверху для добавления цветного декора. Вы, конечно, видели это использование, маленькая шляпа ниже была связана классическим двойным стежком.
Классическая вышивка двойным стежком на шапочке для девочки
Естественно, их использование пересекается. Красочный цветок на тонком локте или маленькое сердечко на дырке от моли в старой перчатке сочетают в себе полезность с украшением.
…сердечко над дыркой от моли в старой перчатке. ..
Проблемы
Как вы можете себе представить, продевание еще одной нити пряжи в каждый нижележащий стежок утолщает и делает ткань более жесткой. Для коммунального использования это не большая проблема. При исправлении истонченной пятки на самом деле целью является восстановление толщины. Точно так же жесткое армирование улучшает локти маленького детского свитера. Кроме того, поскольку починка выполняется «невидимо» (из пряжи соответствующего цвета), проблем с внешним видом не возникает. В декоративных целях дело обстоит иначе. При работе с секретным сообщением на подкладке шляпы или цветочным мотивом на свитере толстая и жесткая ткань не будет популярной.
Использование пряжи контрастного цвета также вызывает проблемы с внешним видом. Во-первых, размещение пряжи другого цвета сверху дает возможность нижней пряже плохо себя вести, проглядывая сквозь нее.
Вязание не так Тим Хортон!*
Во-вторых, вы не можете просто размещать узоры там, где хотите (хотя некоторые графические дизайнеры Тима Хортона считали, что это возможно!). На самом деле дублирование стежков ограничено основной тканью, каждый стежок должен лежать точно над стежком в ткани. трикотажное полотно. Это означает, что двойной стежок имеет «пиксельный» или ступенчатый вид, особенно на кривых или диагональных линиях (посмотрите на листья на маленькой шляпе выше). чтобы придать цветным дублирующим швам плохую репутацию как неуклюжие и жесткие. Тем не менее, есть TECH-трюки, которые могут помочь (отчасти) в решении этих проблем. Сегодняшний пост начинается с инструкции по базовому дублированию стежков, а затем содержит некоторые хитрости 9.0012
Инструкции
Как правило, дублирующие строчки выполняются пряжей того же веса, что и основной предмет одежды, и это подходит для повседневного использования. Но для декоративного использования наилучшие результаты дает использование тонкой пряжи, сложенной вдвое. Укладка двух прядей бок о бок увеличивает ширину без увеличения толщины, уменьшая просвечивание и объем.
Я рекомендую армирующую пряжу с высоким содержанием шерсти для носков — она тонкая и прочная и бывает разных цветов. Если вы не можете найти этот материал в своем LYS, тонкая и шерстяная носочная пряжа будет довольно хорошей заменой. Еще один вариант — персидская шерсть для вышивания, разделенная на одну прядь, а затем сложенная вдвое. (Шерсть для вышивания дает усадку при неправильной стирке, поэтому ее лучше оставить для классической шерсти, требующей такого же режима стирки.)
Самоанкерный
Использование тонкой сдвоенной нити также позволяет связать нить с самой собой в начале — прием, называемый «самозакреплением» или «закреплением петли». Самозакрепление означает, что вам нужно работать только с хвостами на конце, а не с обоими концами, потому что начало представляет собой крошечную петлю без какой-либо массы.
Вытяните отрез шерсти для вышивания в два раза длиннее, чем вам будет удобно работать, затем сложите его пополам. Проденьте два обрезанных конца нити в иглу с тупым концом и большим ушком. Самостоятельная петля, образованная нитью, скручивающейся сама с собой, находится на конце, удаленном от иглы, как показано на рисунке ниже (красная звездочка). Естественно, пряжа на приведенной ниже иллюстрации слишком короткая, чтобы ее можно было использовать в реальной жизни, и вы бы использовали гораздо более длинную. Это просто показано таким образом, ну, в целях иллюстрации.
Как показано на рисунке ниже, держите трикотаж гладкой стороной к себе. Введите иглу сзади наперед как раз там, где плечи целевой петли (красные) выходят из нижней петли.
Посмотрите на заднюю часть ткани и убедитесь, что небольшая часть петли остается открытой, как показано на фото ниже.
(Кстати: синяя пряжа, используемая на фотографиях для двойного стежка, — это персидская шерсть для вышивания Патернаян , а основная зеленая ткань — Классическая камвольная шерсть Паттона . )
На фотографии ниже целевой стежок окрашен в красный цвет. Работая с лицевой стороны ткани, введите иглу сбоку через оба плеча стежка над мишенью. Другими словами, игла следует по пути верхней петли целевого стежка. Вязальщицам-правшам будет проще вставлять петли от R до L, как показано на рисунке, а вязальщицам-левшам наоборот.
Затем игла снова опускается на ткань в том же месте, где она поднималась, проследив весь контур целевого стежка через ткань.
На изнанке ткани протяните иглу через ожидающую петлю, аккуратно закрепив ее. Окончательный результат показан ниже: самозакрепляющаяся нить, ожидающая следующего стежка, без концов для работы.
Иногда петля хочет работать на лицевой стороне ткани. Если это произойдет, расколите ближайшую петлю с помощью швейной иглы и протяните нить. Это фиксирует пряжу дублирующего стежка на изнаночной стороне ткани
Как показано ниже, окончательный результат на лицевой стороне ткани является дублирующим стежком.
Вы можете видеть, как две нити синей пряжи расходятся и лежат бок о бок.
Шаг за шагом
Продолжайте выполнять новые повторяющиеся стежки, как описано выше. В частности:
вытяните иглу с изнаночной стороны ткани на лицевую сторону, как раз в нижней точке целевого стежка — там, где плечи целевого стежка выходят из ткани
с помощью иглы, следуйте по траектории вершины петли целевого стежка через плечи стежка выше
вставьте иглу в то же место, из которого она вышла, и проведите к изнаночной стороне ткани
Аккуратно подтягивайте каждый дубликат стежка. Вы хотите оставить много пряжи на поверхности ткани, чтобы уменьшить просвечивание основного цвета и избежать проблемы смятия ткани из-за тугих стежков.
Что касается того, как добраться от одного стежка до другого, правило всегда таково: выбирайте кратчайший путь. Это полностью противоположно большинству искусств с иглой (особенно игле), поэтому игнорируйте любое предварительное обучение, которое у вас может быть. Выбирая кратчайшее направление через заднюю часть ткани, вы уменьшаете объем.
Направление работы
Вы можете выполнять дублирование стежков по ряду или столбцу. Вы также можете решить, в какую сторону должны быть направлены стежки — вверх или вниз.
По рядам Наиболее идеальное дублирование нижележащих петель получается, когда вы выполняете дублирование петель по рядам, то есть от правого к левому или от левого к правому (или и то, и другое, если работаете на большей площади). Это потому, что вы на самом деле следуете направлению, в котором были провязаны петли. Когда мы приступим к ремонту ткани с помощью двойного стежка (это будет третий пост в этой серии), по этой причине будет важно работать по рядам.
работа по строкам
по столбцам
2 Во-первых, вы можете работать с каждым отдельным стежком шаг за шагом, как указано выше.
Или у вас есть другой выбор, «своего рода» дублирующий стежок — трюк, называемый «цепной дублирующий стежок» или «цепочка».
Цепочка
Цепочка на самом деле больше лежит на поверхности ткани, чем настоящий двойной стежок. В частности, нижняя часть каждого стежка проходит на изнаночную сторону ткани, но верхняя часть каждой цепочки лежит на поверхности, проходя только через рукава дублирующего стежка (но , а не лежащая лицевая петля) над ней в столбце. Это несколько уменьшает объем и делает ткань более гибкой, но по цене: просвечивание выше.
Цепочка на большой площади на самом деле довольно странная, поскольку представляет собой комбинацию двух техник, которые на первый взгляд кажутся совершенно разными. Видите ли, цепной дублирующий стежок структурно идентичен как вышивальному стежку , называемому «цепной стежок» , так и скользящему стежку , связанному крючком. По счастливой случайности вышитый тамбурный шов легче всего вяжется «вниз» по колонке, сверху вниз, в то время как крючком тамбурный шов можно выполнять только «вверх», снизу вверх. Сложите их вместе, и вы сможете вязать соседние столбцы той же пряжей, работая ВНИЗ с помощью швейной иглы через тамбурный шов, затем ВВЕРХ соседний столбец с помощью крючка для вязания крючком через вязанный столбик с накидом — две разные техники, но одинаковые. конечный результат. Цепочка особенно хорошо работает для длинных и относительно тонких рисунков, таких как новогодние елки, инициалы и т.п.
Цепочка вниз: работа сверху вниз через вышитый тамбурный стежок
Давайте сначала пройдемся по направлению вниз с помощью иглы с ниткой – вышитый тамбурный шов. Если вы работаете с тонкой пряжей, сложенной вдвое (рекомендуется), вы должны начать с верхней части столбика с помощью самозакрепления, как описано ранее в этом посте и как показано на верхнем стежке на иллюстрации ниже.
начало вышивания тамбурным стежком (вниз столбик)
Для следующего нижнего стежка в том же столбце выведите иглу с ниткой из ткани сзади вперед в нижней точке целевого стежка таким же образом, как и для работы с отдельными дублирующими стежками. Однако следующим шагом является введение швейной иглы справа налево только под ответвления дублирующих стежков , а не под ответвления нижележащего лицевого стежка, как показано выше.
После протягивания продетой пряжи через плечи дублирующего стежка выше иглу возвращают в то же место, где она вышла, и проводят обратно к ткани. Эти шаги повторяются, чтобы сформировать цепочку, которая проходит к задней части ткани в нижней точке каждой нижележащей трикотажной петли, но которая в верхней части проходит только через плечи тамбурного шва на поверхности трикотажного полотна, как показано на рисунке. ниже.
Несколько швов соревновались за вышитую цепью. скользящая строчка — это просто вариация нашего старого знакомого — полоски (тема последних нескольких постов). Тем не менее, вместо того, чтобы выполнять скользящую петлю в изнаночный столбик, как для «настоящей» тонкой полоски, здесь мы выполняем тот же маневр в лицевой столбик. Вот ссылка на первый пост о тонкой полоске. В нем есть ютуб, на котором показано вязание без накида в изнаночной колонке. Опять же, тамбурный шов выполняется точно так же, как показано в том посте, только вы работаете над лицевым столбиком, а не над изнаночным.
Когда вы приближаетесь к вершине столбца с скользящими швами, остановитесь на один стежок раньше. Перетяните пряжу на изнаночной стороне на иглу с тупым ушком, которую вы использовали для вышитого тамбурного шва, и провяжите последний стежок как обычный дублирующий стежок. Это закрепит свободную петлю и оставит пряжу на изнаночной стороне ткани, когда закончите. Теперь вы можете снова провязать следующий соседний столбец с помощью вышитого тамбурного шва.
Ниже представлены фотографии квадрата спереди и сзади, связанные с помощью цепочки, стежки «вниз» выполняются с помощью вышитого тамбурного шва, а «вверх» стежки выполняются с помощью стежка скольжения крючком. Как видите, колонки идентичны, как спереди, так и сзади.
(Как вы также можете видеть на приведенных выше фотографиях, просвечивание больше связано с цепочкой, сравните охват синего цвета на зеленом фоне с покрытием на
фото сердца
, которое было дублировано сшиванием ряда- той же пряжей на том же трикотажном полотне). 9) и соответственно планируйте свою работу. (FWIW: глаза, направленные вверх, обычно выглядят веселыми , глаза, направленные вниз, иногда выглядят грустными или даже угрожающими . пост , смотреть лучше вниз)
Конец одной нити и начало следующей
В конце каждого отрезка пряжи провяжите оставшиеся концы, сняв иглу с тупым концом, затем снова наденьте на иглу с острым концом. Обезжирьте концы. Когда у вас получится несколько повторяющихся петель спереди, вот еще один трюк, который вы можете использовать, чтобы уменьшить объем (при условии, что вы работаете с тонкой пряжей, сложенной вдвое). Закрепите каждую нить после первой, пропустив одну нить шерсти через игольное ушко, затем протяните эту единственную нить под соседним дублирующим стежком до середины, затем сложите нить, чтобы получилась петля-дно (выделено красным цветом на фото ниже). Наконец, проденьте вторую прядь через игольное ушко так, чтобы два обрезанных конца нити проходили через игольное ушко, как и раньше. Легко-легко и без объема.
Трюк с частичными стежками — сглаживание кривой
Вот малоизвестный трюк с дублированием стежков. Так же, как в вышивке крестиком, где у вас может быть неполный стежок (одна ножка креста), так и в двойном стежке у вас также может быть неполный стежок (то одно, то другое плечо буквы «V»).
Этот небольшой прием помогает сгладить изгибы, уменьшая пиксельную ступенчатость повторяющихся стежков, и это верно, даже когда полустежок отклоняется от направления кривой. На приведенной ниже схеме дубликата сердечка форма лицевой глади V показана красным. Частичные стежки, которые отклоняются от направления кривой, показаны синим цветом, частичные стежки, которые наклоняются в том же направлении кривой, — желтым.
Я думаю, что готовое сердечко из шерсти показывает разглаживающее действие независимо от того, в какую сторону наклоняется полустежок. По крайней мере, на мой взгляд, маленькое сердце намного круглее и пухлее, чем оно было бы без полушвов.
Этот трюк означает, что вы можете добиться большего успеха с дублирующими стежками, чем с вязанием цветными узорами. Другими словами, полустежок провязать невозможно, но можно дублировать полустежок.
Таким образом, даже если вы не любите дублировать стежки из-за того, что получается тяжелая и жесткая ткань, или из-за того, что это не «настоящее» цветное вязание, перфекционист в вас может захотеть рассмотреть возможность использования дублирующих стежков, чтобы уменьшить пикселизацию. эффект, вызванный ступенчатостью цельных петель при вязании «настоящих» цветов, таких как интарсия или мулине.
Дублирующий стежок в дикой природе
Если вы ищете в Ravelry проекты с дублирующими стежками, вы можете увидеть целый ряд: от шедевральных цветочных градуированных цветов, повторяющих вышивку крестиком или вышивкой, до детских мультяшных персонажей.
Еще одно место, где особенно часто встречаются повторяющиеся строчки, — это вязание аргайл. Хотя ромбы вяжутся методом интарсии, диагональные разделители часто добавляются позже, с помощью дублирующих стежков, а не для каждой отдельной шпульки.
Даже заядлые вязальщицы могут счесть это стоящей уловкой, не говоря уже о таких ленивых вязальщицах, как я. На самом деле, даже коммерческие аргайлы, связанные на гигантских компьютеризированных вязальных машинах , иногда используют этот трюк, как вы можете видеть выше. В следующий раз, когда вы окажетесь в отделе для мужчин и мальчиков, загляните внутрь одного из выставленных ромбов, и вы, вероятно, увидите что-то вроде правильного верхнего фото с узлами и всем остальным.
Медь —элемент побочной подгруппы первой группы, четвертого периода периодической системы химических элементов Д. И. Менделеева, с атомным номером 29. Обозначается символом Cu (лат. Cuprum). Простое вещество медь (CAS-номер: 7440-50-8) — это пластичный переходный металл золотисто-розового цвета (розового цвета при отсутствии оксидной пленки). C давних пор широко применяется человеком. История и происхождение названия
Схема атома меди
Из-за сравнительной доступности для получения из руды и малой температуры плавления медь — один из первых металлов, широко освоенных человеком. В древности применялась в основном в виде сплава с оловом — бронзы для изготовления оружия и т. п. (см бронзовый век). Латинское название элемента происходит от названия острова Кипр (лат. Cuprum), на котором добывали медь.
Нахождение в природе
Самородная медь
Медь встречается в природе как в соединениях, так и в самородном виде. Промышленное значение имеют халькопирит CuFeS2, также известный как медный колчедан, халькозин Cu2S и борнит Cu5FeS4. Вместе с ними встречаются и другие минералы меди: ковеллин CuS, куприт Cu2O, азурит Cu3(CO3)2(OH)2, малахит Cu2CO3(OH)2. Иногда медь встречается в самородном виде. Самый большой самородок был найден в Северной Америке, а его вес составлял 420 тонн [2]. Сульфиды меди образуются в основном в среднетемпературных гидротермальных жилах. Также нередко встречаются месторождения меди в осадочных породах — медистые песчаники и сланцы. Наиболее известные из месторождений такого типа — Удокан в Читинской области, Джезказган в Казахстане, меденосный пояс Центральной Африки и Мансфельд в Германии.
Большая часть медной руды добывается открытым способом. Содержание меди в руде составляет от 0,4 до 1,0 %.
Физические свойства
Медь — золотисто-розовый пластичный металл, на воздухе быстро покрывается оксидной плёнкой, которая придаёт ей характерный интенсивный желтовато-красный оттенок. Медь обладает высокой тепло- и электропроводностью (занимает второе место по электропроводности после серебра). Имеет два стабильных изотопа — 63Cu и 65Cu, и несколько радиоактивных изотопов. Самый долгоживущий из них, 64Cu, имеет период полураспада 12,7 ч и два варианта распада с различными продуктами.
Существует ряд сплавов меди: латунь — сплав меди с цинком, бронза — сплав меди с оловом, мельхиор — сплав меди и никеля, и некоторые другие.
Химические свойства
На воздухе покрывается оксидной плёнкой.
Соединения
Медный купорос
В соединениях медь бывает двух степеней окисления: менее стабильную степень Cu+ и намного более стабильную Cu2+, которая даёт соли синего и сине-зелёного цвета. В необычных условиях можно получить соединения со степенью окисления +3 и даже +5. Последняя встречается в солях купраборанового аниона Cu(B11H11)23-, полученных в 1994 году.
Карбонат меди(II) имеет зелёную окраску, что является причиной позеленения элементов зданий, памятников и изделий из меди. Сульфат меди(II) при гидратации даёт синие кристаллы медного купороса CuSO4∙5H2O, используется как фунгицид. Также существует нестабильный сульфат меди(I) Существует два стабильных оксида меди — оксид меди(I) Cu2O и оксид меди(II) CuO. Оксиды меди используются для получения оксида иттрия бария меди (YBa2Cu3O7-δ), который является основой для получения сверхпроводников. Хлорид меди(I) — бесцветные кристаллы (в массе белый порошок) плотностью 4,11 г/см³. В сухом состоянии устойчив. В присутствии влаги легко окисляется кислородом воздуха, приобретая сине-зелёную окраску. Может быть синтезирован восстановлением хлорида меди(II) сульфитом натрия в водном растворе.
Соединения меди(I)
Многие соединения меди(I) имеют белую окраску либо бесцветны. Это объясняется тем, что в ионе меди(I) все пять Зd-орбиталей заполнены парами электронов. Однако оксид Cu2O имеет красновато-коричневую окраску. Ионы меди(I) в водном растворе неустойчивы и легко подвергаются диспропорционированию:
2Cu+(водн. ) → Cu2+(водн.) + Cu(тв.)
В то же время медь(I) встречается в форме соединений, которые не растворяются в воде, либо в составе комплексов. Например, дихлорокупрат(I)-ион [CuCl2]— устойчив. Его можно получить, добавляя концентрированную соляную кислоту к хлориду меди(I):
CuCl(тв.) + Cl—(водн.) → [CuCl]— (водн.)
Хлорид меди(I) — белое нерастворимое твердое вещество. Как и другие галогениды меди(I), он имеет ковалентный характер и более устойчив, чем галогенид меди (II). Хлорид меди(I) можно получить при сильном нагревании хлорида меди(II):
CuCl2(тв.) → 2CuCl(тв.) + Cl2(г.)
Образует неустойчивый комплекс с CO
CuCl+CO → Cu(CO)Cl разлагающийся при нагревании
Другой способ его получения заключается в кипячении смеси хлорида меди(II) с медью в концентрированной соляной кислоте. В этом случае сначала образуется промежуточное соединение — комплексный дихлорокупрат(I)-ион [CuCl2]—. При выливании раствора, содержащего этот ион, в воду происходит осаждение хлорида меди(I). Хлорид меди(I) реагирует с концентрированным раствором аммиака, образуя комплекс диамминмеди(I) [Cu(NH3)2]+. Этот комплекс не имеет окраски в отсутствие кислорода, но в результате реакции с кислородом превращается в синее соединение.
Аналитическая химия меди
Традиционно количественное выделение меди из слабокислых растворов проводилось с помощью сероводорода.
В растворах, при отсутствии мешающих ионов медь может быть определена комплексонометрически или потенциометрически, ионометрически.
Микроколичества меди в растворах определяют кинетическими методами.
Применение
В электротехнике
Из-за низкого удельного сопротивления (уступает лишь серебру), медь широко применяется в электротехнике для изготовления силовых кабелей, проводов или других проводников, например, при печатном монтаже. Медные провода, в свою очередь, также используются в обмотках энергосберегающих электроприводов (быт: электродвигателях) и силовых трансформаторов.
Теплообмен
Другое полезное качество меди — высокая теплопроводность. Это позволяет применять её в различных теплоотводных устройствах, теплообменниках, к числу которых относятся и широко известные радиаторы охлаждения, кондиционирования и отопления.
Для производства труб
В связи с высокой механической прочностью, но одновременно пригодностью для механической обработки, медные бесшовные трубы круглого сечения получили широкое применение для транспортировки жидкостей и газов: во внутренних системах водоснабжения, отопления, газоснабжения, системах кондиционирования и холодильных агрегатах. В ряде стран трубы из меди являются основным материалом, применяемым для этих целей: во Франции, Великобритании и Австралии для газоснабжения зданий, в Великобритании, США, Швеции и Гонконге для водоснабжения, в Великобритании и Швеции для отопления.
В России производство водопроводных труб из меди нормируется национальным стандартом ГОСТ Р 52318-2005 [3], а применение в этом качестве федеральным Сводом Правил СП 40-108-2004. Кроме того, трубопроводы из меди и сплавов меди широко используются в судостроении и энергетике для транспортировки жидкостей и пара.
Наиболее распространённые сплавы — бронза и латунь
В разнообразных областях техники широко используются сплавы с использованием меди, самыми широко распространёнными из которых являются упоминавшиеся выше бронза и латунь. Оба сплава являются общими названиями для целого семейства материалов, куда помимо олова и цинка могут входить никель, висмут и другие металлы. Например, в состав так называемого пушечного металла, который в XVI—XVIII вв. действительно использовался для изготовления артиллерийских орудий, входят все три основных металла — медь, олово, цинк; рецептура менялась от времени и места изготовления орудия. В наше время находит применение в военном деле в кумулятивных боеприпасах благодаря высокой пластичности, большое количество латуни идёт на изготовление оружейных гильз. Медноникелевые сплавы используются для чеканки разменной монеты. Медноникелиевые сплавы, в том числе т. н. «адмиралтейский» сплав широко используются в судостроении и областях применения, связанных с возможностью агрессивного воздействия морской воды из-за образцовой коррозионной устойчивости.
Ювелирные сплавы
В ювелирном деле часто используются сплавы меди с золотом для увеличения прочности изделий к деформациям и истиранию, так как чистое золото очень мягкий металл и нестойко к этим механическим воздействиям.
Соединения меди
Оксиды меди используются для получения оксида иттрия бария меди YBa2Cu3O7-δ, который является основой для получения высокотемпературных сверхпроводников. Медь применяется для производства медно-окисных гальванических элементов, и батарей.
Другие сферы применения
Медь — самый широко употребляемый катализатор полимеризации ацетилена. Из-за этого трубопроводы из меди для транспортировки ацетилена можно применять только при содержании меди в сплаве материала труб не более 64 %.
Широко применяется медь в архитектуре. Кровли и фасады из тонкой листовой меди из-за автозатухания процесса коррозии медного листа служат безаварийно по 100—150 лет. В России использование медного листа для кровель и фасадов нормируется федеральным Сводом Правил СП 31-116-2006 [4].
Прогнозируемым новым массовым применением меди обещает стать ее применение в качестве бактерицидных поверхностей в лечебных учреждениях для снижения внутрибольничного бактериопереноса: дверей, ручек, водозапорной арматуры, перил, поручней кроватей, столешниц — всех поверхностей, к которым прикасается рука человека.
Биологическая роль
Метаболизм меди у человека. Поступление в энтероцит с помощью транспортера CMT1, перенос с помощью ATOX1 в сеть транс-Гольджи, при росте концентрации — высвобождение с помощью АТФ-азыATP7A в воротную вену. Поступление в гепатоцит, где ATP7B нагружает ионами меди белок церулоплазмин, а избыток выводит в желчь.
Медь является необходимым элементом для всех высших растений и животных. В токе крови медь переносится главным образом белком церулоплазмином. После усваивания меди кишечником она транспортируется к печени с помощью альбумина. Медь встречается в большом количестве ферментов, например, в цитохром-с-оксидазе, в содержащем медь и цинк ферменте супероксид дисмутазе, и в переносящем кислород белке гемоцианине. В крови большинства моллюсков и членистоногих медь используется вместо железа для транспорта кислорода.
Предполагается, что медь и цинк конкурируют друг с другом в процессе усваивания в пищеварительном тракте, поэтому избыток одного из этих элементов в пище может вызвать недостаток другого элемента. Здоровому взрослому человеку необходимо поступление меди в количестве 0,9 мг в день.
Токсичность
Некоторые соединения меди могут быть токсичны при превышении ПДК в пище и воде. Содержание меди в питьевой воде не должно превышать 2 мг/л (средняя величина за период из 14 суток), однако недостаток меди в питьевой воде также нежелателен. Всемирная Организация Здравоохранения (ВОЗ) сформулировала в 1998 году это правило так: «Риски для здоровья человека от недостатка меди в организме многократно выше, чем риски от ее избытка».
В 2003 году в результате интенсивных исследований ВОЗ пересмотрела прежние оценки токсичности меди. Было признано, что медь не является причиной расстройств пищеварительного тракта [5].
Существовали опасения, что Гепатоцеребральная дистрофия (болезнь Вильсона — Коновалова) сопровождается накоплением меди в организме, так как она не выделяется печенью в желчь. Эта болезнь вызывает повреждение мозга и печени. Однако причинно-следственная связь между возникновением заболевания и приёмом меди внутрь подтверждения не нашла[5]. Установлена лишь повышенная чувствительность лиц, в отношении которых диагностировано это заболевание к повышенному содержанию меди в пище и воде. Общее число лиц, поражённых заболеванием, например, в США, составляет ок. 35 000 человек, то есть 0,01 % от общего числа водопользователей.[источник не указан 226 дней]
Бактерицидность
Бактерицидные свойства меди и ее сплавов были известны человеку давно. В 2008 году после длительных исследований Федеральное Агентство по Охране Окружающей Среды США (US EPA) официально присвоило меди и нескольким сплавам меди статус веществ с бактерицидной поверхностью[6] (агентство подчеркивает, что использование меди в качестве бактерицидного вещества может дополнять, но не должно заменять стандартную практику инфекционного контроля). Особенно выражено бактерицидное действие поверхностей из меди (и ее сплавов) проявляется в отношении метициллин-устойчивого штамма стафилококка золотистого, известного как «супермикроб» MRSA. Летом 2009 была установлена роль меди и сплавов меди в инактивировании вируса гриппа A/h2N1 (т. н. «свиной грипп»)
Органолептические свойства
Ионы меди придают излишку меди в воде отчётливый «металлический вкус». У разных людей порог органолептического определения меди в воде составляет приблизительно 2-10 мг/л. Естественная способность к такому определению повышенного содержания меди в воде является природным механизмом защиты от приема внутрь воды с излишним содержанием меди.
Производство, добыча и запасы меди
Мировая добыча меди в 2000 году составляла около 15 млн т., a в 2004 году — около 14 млн т.. Мировые запасы в 2000 году составляли, по оценке экспертов, 954 млн т., из них 687 млн т. подтверждённые запасы, на долю России приходилось 3,2 % общих и 3,1 % подтверждённых мировых запасов. Таким образом, при нынешних темпах потребления запасов меди хватит примерно на 60 лет.
Производство рафинированной меди в России в 2006 году составило 881,2 тыс. тонн, потребление — 591,4 тыс. тонн. Основными производителями меди в России являлись:
Компания
тыс. тонн
%
Норильский никель
425
45 %
Уралэлектромедь
351
37 %
Русская медная компания
166
18 %
Мировое производство меди в 2007 году составляло15,4 млн т, а в 2008 году — 15,7 млн т. Лидерами производства были: Чили (5,560 млн т в 2007 г. и 5,600 млн т в 2008 г.), США (1,170/1,310), Перу (1,190/1,220), Китай (0,946/1,000), Австралия (0,870/0,850), Россия (0,740/0,750), Индонезия (0,797/0,650), Канада (0,589/0,590), Замбия (0,520/0,560), Казахстан (0,407/0,460), Польша (0,452/0,430), Мексика (0,347/0,270).
Разведанные мировые запасы меди на конец 2008 года составляют 1 млрд т, из них подтверждённые — 550 млн т. Причем, оценочно, считается что глобальные мировые запасы на суше составляют 3 млрд т, а глубоководные ресурсы оцениваются в 700 млн т.
Способы добычи
Этот металл встречается в природе в самородном виде чаще, чем золото, серебро и железо. Однажды нашли самородок, который весил 420 т. Наверняка медь была первым металлом, с которым познакомились древние люди. Первые свои орудия делали они из кремниевой и железной руды, из меди, и уже потом научились изготовлять их из бронзы и железа. Сплав меди с оловом (бронзу) получили впервые за 3000 лет до н. э. на Ближнем Востоке. Бронза привлекала людей прочностью и хорошей ковкостью, что делало ее пригодной для изготовления орудий труда и охоты, посуды, украшений. Все эти предметы находят в археологических раскопах. Первоначально медь добывали из малахитовой руды, а не из сульфидной, так как она не требует предварительного обжига. Для этого смесь руды и угля помещали в глиняный сосуд, сосуд ставили в небольшую яму, а смесь поджигали. Выделяющийся угарный газ восстанавливал малахит до свободной меди:
2CO + (CuOH)2CO2 (t°) → 3CO2 + 2Cu + H2O.
Добычу меди называют прабабушкой металлургии. Ее добыча и выплавка были налажены еще в Древнем Египте, во времена фараона Рамзеса II (1300—1200 гг. до н. э.). Древние египтяне нагнетали воздух в плавильные печи с помощью мехов, а древесный уголь получали из акации и финиковой пальмы. Они выплавили около 100 т чистой меди. На территории России и сопредельных стран медные рудники появились за два тысячелетия до н. э. Остатки их находят на Урале, в Закавказье, на Украине, в Сибири, на Алтае. В XIII—XIV вв. освоили промышленную выплавку меди. В Москве в XV в. был основан Пушечный двор, где отливали из бронзы орудия разных калибров. О нем напоминает теперешняя Пушечная улица в Москве. Сейчас известно более 170 минералов, содержащих медь, но из них только 14—15 имеют промышленное значение. Это — халькопирит (он же медный колчедан), малахит, встречается и самородная медь. В медных рудах часто в качестве примесей встречаются молибден, никель, свинец, кобальт, реже — золото, серебро. Обычно медные руды обогащаются на фабриках, прежде чем поступают на медеплавильные комбинаты. Богаты медью Казахстан, США, Чили, Канада, африканские страны — Заир, Замбия, Южно-Африканская республика. Очень крупное Удоканское месторождение медной руды сравнительно недавно обнаружено на севере Читинской области.
По объему мирового производства и потребления медь занимает третье место после железа и алюминия.
Медь — свойства, характеристики | Cu-prum.
ru
Медь – это пластичный золотисто-розовый металл с характерным металлическим блеском. В периодической системе Д. И. Менделеева этот химический элемент обозначается, как Сu (Cuprum) и находится под порядковым номером 29 в I группе (побочной подгруппе), в 4 периоде.
Латинское название Cuprum произошло от имени острова Кипр. Известны факты, что на Кипре ещё в III веке до нашей эры находились медные рудники и местные умельцы выплавляли медь. Купить медь можно в комании «КУПРУМ».
По данным историков, знакомству общества с медью около девяти тысячелетий. Самые древние медные изделия найдены во время археологических раскопок на местности современной Турции. Археологи обнаружили маленькие медные бусинки и пластинки для украшения одежды. Находки датируются рубежом VIII-VII тыс. до нашей эры. Из меди в древности изготавливали украшения, дорогую посуду и различные инструменты с тонким лезвием.
Великим достижением древних металлургов можно назвать получение сплава с медной основой – бронзы.
Основные свойства меди
1. Физические свойства.
На воздухе медь приобретает яркий желтовато-красный оттенок за счёт образования оксидной плёнки. Тонкие же пластинки при просвечивании зеленовато-голубого цвета. В чистом виде медь достаточно мягкая, тягучая и легко прокатывается и вытягивается. Примеси способны повысить её твёрдость.
Высокую электропроводность меди можно назвать главным свойством, определяющим её преимущественное использование. Также медь обладает очень высокой теплопроводностью. Такие примеси как железо, фосфор, олово, сурьма и мышьяк влияют на базовые свойства и уменьшают электропроводность и теплопроводность. По данным показателям медь уступает лишь серебру.
Медь обладает высокими значениями плотности, температуры плавления и температуры кипения. Важным свойством также является хорошая стойкость по отношению к коррозии. К примеру, при высокой влажности железо окисляется значительно быстрее.
Медь хорошо поддаётся обработке: прокатывается в медный лист и медный пруток, протягивается в медную проволоку с толщиной, доведённой до тысячных долей миллиметра. Этот металл является диамагнетиком, то есть намагничивается против направления внешнего магнитного поля.
2. Химические свойства.
Медь является сравнительно малоактивным металлом. В нормальных условиях на сухом воздухе её окисления не происходит. Она легко реагирует с галогенами, селеном и серой. Кислоты без окислительных свойств не оказывают воздействия на медь. С водородом, углеродом и азотом химических реакций нет. На влажном воздухе происходит окисление с образованием карбоната меди (II) – верхнего слоя платины. Медь обладает амфотерностью, то есть в земной коре образует катионы и анионы. В зависимости от условий, соединения меди проявляют кислотные или основные свойства.
Способы получения меди
В природе медь существует в соединениях и в виде самородков. Соединения представлены оксидами, гидрокарбонатами, сернистыми и углекислыми комплексами, а также сульфидными рудами. Самые распространённые руды — это медный колчедан и медный блеск. Содержание меди в них составляет 1-2%. 90% первичной меди добывают пирометаллургическим способом и 10% гидрометаллургическим.
1. Пирометаллургический способ включает в себя такие процессы: обогащение и обжиг, плавка на штейн, продувка в конвертере, электролитическое рафинирование. Обогащают медные руды методом флотации и окислительного обжига. Сущность метода флотации заключается в следующем: частицы меди, взвешенные в водной среде, прилипают к поверхности пузырьков воздуха и поднимаются на поверхность. Метод позволяет получить медный порошкообразный концентрат, который содержит 10-35% меди.
Окислительному обжигу подлежат медные руды и концентраты со значительным содержанием серы. При нагреве в присутствии кислорода происходит окисление сульфидов, и количество серы снижается почти в два раза. Обжигу подвергаются бедные концентраты, в которых содержится 8-25% меди. Богатые концентраты, содержащие 25-35% меди, плавят, не прибегая к обжигу.
Следующий этап пирометаллургического способа получения меди – это плавка на штейн. Если в качестве сырья используется кусковая медная руда с большим количеством серы, то плавку проводят в шахтных печах. А для порошкообразного флотационного концентрата применяют отражательные печи. Плавка происходит при температуре 1450 °С.
В горизонтальных конвертерах с боковым дутьём медный штейн продувается сжатым воздухом для того, чтобы произошли процессы окисления сульфидов и феррума. Далее образовавшиеся окислы переводят в шлак, а серу в оксид. В конвертере образуется черновая медь, которая содержит 98,4-99,4% меди, железо, серу, а также незначительное количество никеля, олова, серебра и золота.
Черновая медь подлежит огневому, а далее электролитическому рафинированию. Примеси удаляют с газами и переводят в шлак. В результате огневого рафинирования образуется медь с чистотой до 99,5%. А после электролитического рафинирования чистота составляет 99,95%.
2. Гидрометаллургический способ заключается в выщелачивании меди слабым раствором серной кислоты, а затем выделении металлической меди непосредственно из раствора. Такой способ применяется для переработки бедных руд и не допускает попутного извлечения драгоценных металлов вместе с медью.
Применение меди
Благодаря ценным качествам медь и медные сплавы используются в электротехнической и электромашиностроительной отрасли, в радиоэлектронике и приборостроении. Существуют сплавы меди с такими металлами, как цинк, олово, алюминий, никель, титан, серебро, золото. Реже применяются сплавы с неметаллами: фосфором, серой, кислородом. Выделяют две группы медных сплавов: латуни (сплавы с цинком) и бронзы (сплавы с другими элементами).
Медь обладает высокой экологичностью, что допускает её использование в строительстве жилых домов. К примеру, медная кровля за счёт антикоррозионных свойств, может прослужить больше ста лет без специального ухода и покраски.
Медь в сплавах с золотом используется в ювелирном деле. Такой сплав увеличивает прочность изделия, повышает стойкость к деформированию и истиранию.
Для соединений меди характерна высокая биологическая активность. В растениях медь принимает участие в синтезе хлорофилла. Поэтому её можно увидеть в составе минеральных удобрений. Недостаток меди в организме человека может вызвать ухудшение состава крови. Она есть в составе многих продуктов питания. К примеру, этот металл содержится в молоке. Однако важно помнить, что избыток соединений меди может вызвать отравление. Именно поэтому нельзя готовить пищу в медной посуде. Во время кипячения в пищу может попасть большое количество меди. Если же посуда внутри покрыта слоем олова, то опасности отравления нет.
В медицине медь используют, как антисептическое и вяжущее средство. Она является компонентом глазных капель от конъюнктивита и растворов от ожогов.
меди | Использование, свойства и факты
медь
Посмотреть все СМИ
Ключевые люди:
Джеймс Дуглас Маркус Дейли Уильям Э. Додж Сэр Честер Битти Йохан Готлиб Ган
Похожие темы:
обработка меди солнечная батарея CIGS нейзильбер медная работа медно-порфировое месторождение
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
Следуйте за медью из сырой породы в карьерах для плавки, преобразования и рафинирования в анодные пластины
Просмотреть все видео для этой статьи
медь (Cu) , химический элемент, красноватый, чрезвычайно пластичный металл группы 11 ( Ib) таблицы Менделеева, который является необычно хорошим проводником электричества и тепла. Медь встречается в природе в свободном металлическом состоянии. Эта самородная медь была впервые использована (ок. 8000 г. до н.э.) в качестве заменителя камня людьми эпохи неолита (новый каменный век). Металлургия зародилась в Месопотамии, когда медь отливали в формах (ок. 4000 г. до н. э.), превращали в металл из руд с помощью огня и древесного угля и преднамеренно сплавляли с оловом в виде бронзы (ок. 3500 г. до н. э.). Римские поставки меди почти полностью происходили с Кипра. Он был известен как aes Cyprium , «кипрский металл», сокращенный до cyprium , а затем преобразованный в cuprum . См. также бронзу .
Element Properties
atomic number
29
atomic weight
63.546
melting point
1,083 °C (1,981 °F)
boiling point
2,567 ° C (4653 °F)
плотность
8. 96 at 20 °C (68 °F)
valence
1, 2
electron configuration
2-8-18-1 or (Ar)3 d 10 4 s 1
Самородная медь встречается во многих местах как первичный минерал в базальтовых лавах, а также в виде восстановленных соединений меди, таких как сульфиды, арсениды, хлориды и карбонаты. (О минералогических свойствах меди см. таблица самородных элементов.) Медь встречается в сочетании со многими минералами, такими как халькозин, халькопирит, борнит, куприт, малахит и азурит. Он присутствует в золе водорослей, во многих морских кораллах, в печени человека, во многих моллюсках и членистоногих. Медь играет такую же роль транспорта кислорода в гемоцианине голубокровных моллюсков и ракообразных, как железо в гемоглобине краснокровных животных. Медь, присутствующая в организме человека в качестве микроэлемента, помогает катализировать образование гемоглобина. Медно-порфировое месторождение в Андах Чили является крупнейшим известным месторождением этого минерала. К началу 21 века Чили стала ведущим мировым производителем меди. Другими крупными производителями являются Перу, Китай и США.
Медь в промышленных масштабах производится в основном путем плавки или выщелачивания, обычно с последующим электроосаждением из сульфатных растворов. Подробное описание производства меди см. в разделе обработка меди. Большая часть производимой в мире меди используется электротехнической промышленностью; большая часть остатка соединяется с другими металлами, образуя сплавы. (Это также технологически важно в качестве гальванического покрытия.) Важными сериями сплавов, в которых медь является основным компонентом, являются латуни (медь и цинк), бронзы (медь и олово) и мельхиоры (медь, цинк и никель, нет). Серебряный). Есть много полезных сплавов меди и никеля, в том числе монель; два металла полностью смешиваются. Медь также образует важную серию сплавов с алюминием, называемых алюминиевыми бронзами. Бериллиевая медь (2 процента бериллия) — необычный медный сплав, который можно упрочнить термической обработкой. Медь входит в состав многих монетных металлов. Долгое время после того, как бронзовый век перешел в железный век, медь оставалась вторым металлом по использованию и важности после железа. К 19Однако к 60-м годам более дешевый и доступный алюминий отодвинулся на второе место в мировом производстве.
Производство и запасы меди
страна
добыча на руднике в 2016 г. (метрические тонны)*
% мировой добычи полезных ископаемых
доказанные запасы 2016 г. (метрические тонны)*
% мировых доказанных запасов
*Оцененный.
** Из-за округления данные не складываются в общую сумму.
Источник: Министерство внутренних дел США, Сводные данные о минеральном сырье, 2017 г.
Чили
5 500 000
28,4
210 000 000
29,2
Перу
2 300 000
11,9
81 000 000
11.3
Китай
1 740 000
9,0
28 000 000
3,9
Соединенные Штаты
1 410 000
7.3
35 000 000
4. 9
Австралия
970 000
5,0
89 000 000
12,4
Конго (Киншаса)
910 000
4.7
20 000 000
2,8
Замбия
740 000
3,8
20 000 000
7.4
Канада
720 000
3,7
11 000 000
1,5
Россия
710 000
3,7
30 000 000
4. 2
Мексика
620 000
3.2
46 000 000
6.4
другие страны
3 800 000
19,6
150 000 000
20,8
мировой итог
19 400 000**
100**
720 000 000
100**
Медь — один из самых пластичных металлов, не особо прочный и твердый. Прочность и твердость заметно увеличиваются при холодной обработке из-за образования удлиненных кристаллов той же гранецентрированной кубической структуры, которая присутствует в более мягкой отожженной меди. Обычные газы, такие как кислород, азот, двуокись углерода и двуокись серы, растворяются в расплавленной меди и сильно влияют на механические и электрические свойства затвердевшего металла. Чистый металл уступает только серебру по тепло- и электропроводности. Природная медь представляет собой смесь двух стабильных изотопов: меди-63 (690,15%) и меди-65 (30,85%).
Britannica Викторина
118 Названия и символы периодической таблицы Викторина
Элементарная викторина по фундаментальным вопросам.
Поскольку медь находится ниже водорода в электродвижущем ряду, она не растворяется в кислотах с выделением водорода, хотя будет реагировать с окисляющими кислотами, такими как азотная и горячая концентрированная серная кислота. Медь противостоит действию атмосферы и морской воды. Однако длительное воздействие воздуха приводит к образованию тонкого зеленого защитного покрытия (патины), которое представляет собой смесь гидроксокарбоната, гидроксосульфата и небольшого количества других соединений. Медь является умеренно благородным металлом, не подверженным влиянию неокисляющих или не образующих комплексов разбавленных кислот в отсутствие воздуха. Однако он легко растворяется в азотной и серной кислотах в присутствии кислорода. Он также растворим в водном аммиаке или цианиде калия в присутствии кислорода из-за образования при растворении очень устойчивых цианокомплексов. Металл будет реагировать при красном калении с кислородом с образованием оксида меди CuO, а при более высоких температурах — оксида меди Cu9.0293 2 O. Реагирует при нагревании с серой с образованием сульфида меди Cu 2 S.
Происхождение цвета в комплексных ионах
Последнее обновление
Сохранить как PDF
Идентификатор страницы
3707
Джим Кларк
Школа Труро в Корнуолле
На этой странице будет просто рассмотрено происхождение цвета сложных ионов, в частности, почему так много ионов переходных металлов окрашены.
Белый свет и цвета
Если пропустить белый свет через призму, он разделится на все цвета радуги. Видимый свет — это просто небольшая часть электромагнитного спектра, большую часть которого мы не видим: гамма-лучи, рентгеновские лучи, инфракрасное излучение, радиоволны и так далее. Каждый из них имеет определенную длину волны в диапазоне от 10 -16 метров для гамма-излучения до нескольких сотен метров для радиоволн. Видимый свет имеет длину волны примерно от 400 до 750 нм. (1 нанометр = 10-9 метров.)
Рисунок: На диаграмме показано приближение к спектру видимого света.
Пример 1: Синий цвет сульфата меди (II) в растворе
Если белый свет (например, обычный солнечный свет) проходит через раствор сульфата меди (II), некоторые длины волн света поглощаются раствором. Ионы меди(II) в растворе поглощают свет в красной области спектра. Свет, который проходит через раствор и выходит с другой стороны, будет иметь в себе все цвета, кроме красного. Мы видим эту смесь длин волн как бледно-голубой (голубой). Диаграмма дает представление о том, что произойдет, если пропустить белый свет через раствор сульфата меди (II).
Определить, какой цвет вы увидите, непросто, если вы попытаетесь сделать это, воображая, что «перепутываете» оставшиеся цвета. Вы бы никогда не подумали, что все остальные цвета, кроме красного, будут выглядеть, например, голубыми. Иногда то, что вы видите на самом деле, бывает совершенно неожиданным. Смешивание различных длин волн света не дает такого же результата, как смешивание красок или других пигментов. Однако иногда вы можете получить некоторую оценку цвета, который вы увидите, используя идею дополнительных цветов.
Если расположить несколько цветов по кругу, получится «цветовой круг». На схеме показан один из возможных вариантов этого.
цвета, расположенные напротив друг друга на цветовом круге, называются дополнительными цветами. Синий и желтый — дополнительные цвета; красный и голубой дополняют друг друга; а также зеленый и пурпурный. Смешивание двух дополнительных цветов света даст вам белый свет. Все это означает, что если определенный цвет поглощается из белого света, то, что ваш глаз обнаруживает, смешивая все другие длины волн света, является его дополнительным цветом. Раствор сульфата меди (II) имеет бледно-голубой (голубой) цвет, потому что он поглощает свет в красной области спектра. Голубой — дополнительный цвет красного.
Мы часто небрежно говорим о переходных металлах как о тех, которые находятся в середине Периодической таблицы, где заполнены d-орбитали, но на самом деле их следует называть d-блочными элементами, а не переходными элементами (или металлами). Эта сокращенная версия Периодической таблицы показывает первую строку блока d, где заполняются 3d-орбитали.
Обычно переходный металл определяется как металл, который образует один или несколько стабильных ионов с неполностью заполненными d-орбиталями. Цинк с электронной структурой [Ar] 3d 10 4s 2 не считается переходным металлом, какое бы определение вы ни использовали. В металле имеет полноценный 3д уровень. Когда он образует ион, 4s-электроны теряются — снова остается полностью полный 3d-уровень. На другом конце ряда скандий ([Ar] 3d 1 4s 2 ) также не считается переходным металлом. Хотя в металле есть частично заполненный d-уровень, когда он образует свой ион, он теряет все три внешних электрона. Технически Sc 3 + ион не считается ионом переходного металла, поскольку его уровень 3d пуст.
Пример 2: Ионы металлов Hexaaqua
На диаграммах показаны приблизительные цвета некоторых типичных ионов металлов Hexaaqua с формулой [ M(H 2 O) 6 ] n+ . Заряд этих ионов обычно равен 2+ или 3+.
Ионы непереходных металлов
Все эти ионы бесцветны.
Ионы переходных металлов
Соответствующие ионы переходных металлов окрашены. Некоторые из них, такие как ион гексааквамарганца (II) (не показан) и ион гексаакваэрона (II), довольно слабо окрашены, но они окрашены.
Итак, что заставляет ионы переходных металлов поглощать длины волн видимого света (вызывая цвет), тогда как ионы непереходных металлов этого не делают? И почему цвет так сильно варьируется от иона к иону?
Происхождение цвета в комплексных ионах, содержащих переходные металлы
Комплексные ионы, содержащие переходные металлы, обычно окрашены, в то время как аналогичные ионы непереходных металлов не окрашены. Это говорит о том, что частично заполненные d-орбитали должны каким-то образом участвовать в формировании цвета. Помните, что переходные металлы определяются как имеющие частично заполненные d-орбитали.
Октаэдрические комплексы
Для простоты мы рассмотрим октаэдрические комплексы, которые имеют шесть простых лигандов, расположенных вокруг центрального иона металла. Аргумент на самом деле ничем не отличается, если у вас есть мультидентатные лиганды. Когда лиганды связываются с ионом переходного металла, возникает отталкивание между электронами в лигандах и электронами на d-орбиталях иона металла. Это повышает энергию d-орбиталей. Однако из-за того, как d-орбитали расположены в пространстве, это не увеличивает все их энергии на одинаковую величину. Вместо этого он разделяет их на две группы. На диаграмме показано расположение d-электронов в Cu 2 + ион до и после связывания с ним шести молекул воды.
Всякий раз, когда 6 лигандов расположены вокруг иона переходного металла, d-орбитали всегда разделяются таким образом на 2 группы — 2 с более высокой энергией, чем остальные 3. Размер энергетической щели между ними (показан синие стрелки на диаграмме) зависит от природы иона переходного металла, его степени окисления (например, 3+ или 2+) и природы лигандов. Когда белый свет проходит через раствор этого иона, часть энергии света используется для продвижения электрона с нижнего набора орбиталей в пространство верхнего набора.
Каждой длине волны света соответствует определенная энергия. Красный свет имеет наименьшую энергию в видимой области. Фиолетовый свет обладает наибольшей энергией. Предположим, что энергетическая щель на d-орбиталях комплексного иона соответствует энергии желтого света.
Желтый свет будет поглощаться, потому что его энергия будет использована для продвижения электрона. Остаются другие цвета. Ваш глаз увидит проходящий свет как темно-синий, потому что синий является дополнительным цветом к желтому.
Тетраэдрические комплексы
Простые тетраэдрические комплексы имеют четыре лиганда, расположенных вокруг центрального иона металла. Опять же лиганды влияют на энергию d-электронов в ионе металла. На этот раз, конечно, лиганды расположены в пространстве по-другому относительно формы d-орбиталей. Чистый эффект заключается в том, что когда d-орбитали разделяются на две группы, три из них имеют большую энергию, а две другие — меньшую энергию (противоположное расположению в октаэдрическом комплексе). Помимо этого различия в деталях, объяснение происхождения цвета с точки зрения поглощения света определенной длины волны точно такое же, как и для октаэдрических комплексов.
Как насчет комплексных ионов непереходных металлов?
Непереходные металлы не имеют частично заполненных d-орбиталей. Видимый свет поглощается только в том случае, если некоторая энергия света используется для продвижения электрона точно через правильную энергетическую щель. Непереходные металлы не имеют электронных переходов, которые могут поглощать длины волн видимого света. Например, хотя скандий является членом d-блока, его ион (Sc 3 + ) не имеет d-электронов для движения. Это ничем не отличается от иона на основе Mg 2 + или алюминий 3 + . Комплексы скандия (III) бесцветны, поскольку не поглощают видимый свет. В случае цинка 3d-уровень полностью заполнен — нет ни одной щели, куда мог бы продвинуться электрон. Комплексы цинка также бесцветны.
Факторы, влияющие на цвет комплексов переходных металлов
В каждом случае мы собираемся выбрать конкретный ион металла для центра комплекса и изменить другие факторы. цвет меняется довольно случайным образом от металла к металлу в переходной серии.
Природа лиганда
Различные лиганды по-разному влияют на энергию d-орбиталей центрального иона. Некоторые лиганды обладают сильными электрическими полями, которые вызывают большую энергетическую щель, когда d-орбитали разделяются на две группы. Другие имеют гораздо более слабые поля, создающие гораздо меньшие промежутки. Помните, что размер зазора определяет, какая длина волны света будет поглощаться. В списке показаны некоторые распространенные лиганды. Те, что наверху, производят наименьшее расщепление; те внизу самое большое расщепление.
Чем больше расщепление, тем больше энергии необходимо для продвижения электрона с низшей группы орбиталей на высшие. Что касается цвета поглощаемого света, большая энергия соответствует более коротким длинам волн. Это означает, что по мере увеличения расщепления поглощенный свет будет иметь тенденцию смещаться от красного конца спектра к оранжевому, желтому и так далее.
В химии меди(II) есть довольно четкий случай. Если к ионам гексааквамеди(II) в растворе добавить избыток раствора аммиака, бледно-голубой (голубой) цвет сменится на темно-чернило-синий, поскольку некоторые молекулы воды в комплексном ионе заменяются аммиаком.
Первый комплекс должен поглощать красный свет, чтобы дать дополнительный голубой цвет. Второй должен поглощать в желтой области, чтобы дать дополнительный цвет темно-синий. Желтый свет имеет более высокую энергию, чем красный свет. Вам нужна эта более высокая энергия, потому что аммиак вызывает большее расщепление d-орбиталей, чем вода.
Однако увидеть это не всегда так просто! Попытка разобраться, что поглощается, когда у вас есть мутные цвета не на простом цветовом круге дальше по странице, гораздо большая проблема. На диаграммах приведены приблизительные цвета некоторых ионов на основе хрома (III).
Очевидно, что смена лиганда меняет цвет, но пытаться объяснить цвета с точки зрения нашей простой теории непросто.
Степень окисления металла
По мере увеличения степени окисления металла увеличивается и степень расщепления d-орбиталей. Следовательно, изменения степени окисления изменяют цвет поглощаемого света и, следовательно, цвет света, который вы видите. Возьмем другой пример из химии хрома, включающий только изменение степени окисления (от +2 до +3):
Ион 2+ почти такого же цвета, как ион гексааквамеди(II), а ион 3+ имеет трудно поддающийся описанию фиолетово-сине-серый цвет.
Координация иона
Расщепление больше, если ион октаэдрический, чем если он тетраэдрический, и поэтому цвет будет меняться при изменении координации. Проблема в том, что ион обычно меняет координацию только в том случае, если вы меняете лиганд, а изменение лиганда также меняет цвет. Следовательно, вы не можете изолировать эффект изменения координации. Например, часто цитируемый случай происходит из химии кобальта (II) с ионами [Co (H 2 O) 6 ] 2+ и [CoCl 4 ] 2- .
Сварочный инверторный аппарат работающий при пониженном напряжении Ресанта САИ-160ПН 65/18
Сварочный аппарат пониженного напряжения Ресанта САИ-160ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
«Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
«Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.
«Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.
Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата.
Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов.
Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат.
Петли позволяют крепить ремень, чтобы переносить аппарат на плече.
Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений.
Вентиляционная решётка обеспечивает дополнительную вентиляцию.
Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции.
Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода.
Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги.
Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта.
Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой.
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-160ПН
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
Регулятор форсажа дуги (ARC FORCE).
Силовые разъемы для подключения сварочных кабелей.
Индикатор «сеть» загорается при включении прибора.
Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Диаметр электродов (мм)
Ток (А)
1,6
25-50
2
50-70
2,5
60-90
3,2
90-140
4
130-190
5
160-220
6
200-315
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 80 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
Сварочный аппарат инверторный САИ 160ПН
Сварочный инвертор Ресанта САИ 160 ПН используется для ручной дуговой сварки металлических заготовок в бытовых условиях. Ресанта САИ 160 ПН обеспечивает стабильную работу при напряжениях питающей сети от 140 до 240 В. Малые размеры и наличие плечевого ремня делают инвертор этой модели мобильным и удобным для транспортировки. Сварочный ток регулируется в широком диапазоне значений от 10 до 160 А. Оснащен функциями «ANTI STICK» (антизалипание), «HOT START» (горячий старт) и «ARC FORCE» (форсаж дуги). Построен на IGBT транзисторах.
Удобная транспортировка
Ремень сварочного инвертора Ресанта САИ 160 ПН делает транспортировку удобной. Специальные петли позволяют крепить к ним ремень, чтобы переносить аппарат на плече.
Визуальный контроль Цифровой дисплей отображает параметры сварочного тока в режиме реального времени, что дает возможность быстро настроить необходимый режим,а также контролировать его в процессе работы.
Защитное стекло Специальное стекло защищает цифровой дисплей и регуляторы силы тока от случайных механических повреждений.
Быстрое подключение Специальные разъемы дают возможность быстро подключить сварочные кабели и приступить к работе. Надежное соединение исключает потери тока и нагрев в местах контакта.
Наличие сетевой вилкида
Max ток, А160
ПВ на максимальном токе, %70
Max мощность, кВт4.8
Напряжение, В220
Количество постов1
Min ток, А10
Напряжение холостого хода, В80
Степень защитыIP21
Вес, кг5.7
Общая информация
Экстерьер
Конструкция
Мобильный
Основные характеристики
Тип питания
От сети 220 В
Номинальное напряжение, В
Номинальная частота, Гц
50 / 60
Потребляемый ток, A
Работа при пониженном напряжении
Характеристики сварки
Индикация
Индикация питания
Индикация перегрева
Система защиты
Дополнительная информация
Комплектация устройства
Габариты устройства
Размеры, см
25 x 13 x 40 см
Вес устройства
Вес, кг
Упаковка
«Ресанта САИ-220» — отзывы.
Сварочный инвертор «Ресанта САИ-220»
На сегодняшний день на рынке предлагаемых сварочных аппаратов огромный выбор различных моделей и марок производителей. Одна из представленных марок, на которую следует обратить внимание, — это современный сварочный аппарат с инвертором «Ресанта САИ-220 ПН».
Принцип работы
Принцип работы сварочных аппаратов заключается в том, что междуфазное напряжение 0,4 кВ переменного тока стандартной частоты 50 Гц преобразуется в постоянное напряжение 400 В, после чего инвертор преобразует к высокочастотному напряжению, и оно снова выпрямляется диодным мостом. В отличие от сварочного трансформатора с обычным выпрямителем, в сварочном аппарате с инвертором стандартное переменное напряжение проходит не три ступени, а три, а постоянное рабочее напряжение равно 90% полной мощности по сравнению с 60%, получаемой от сварочного аппарата. Сварочный аппарат «Ресанта САИ-220 ПН», за счет использования качественного полупроводникового материала, дает постоянное напряжение даже 95%-ной полноты. То есть дает возможность держать равномерную дугу сварки намного стабильнее, чем другие сварочные аппараты.
Преимущества данного сварочного аппарата
Наличие регулятора тока на дуге сварки.
Интенсивное принудительное охлаждение элементов устройства, через которые проходит большой ток, что обеспечивает непрерывную непрерывную работу.
Наличие функции «антиадгезия», которая в автоматическом режиме снижает рабочий ток при залипании электрода на изделии во время зажигания дуги. При отсоединении электрода прибор восстанавливает исходные настроенные параметры.
Наличие функции «горячий старт», улучшающей зажигание дуги при коротком импульсе повышенных параметров рабочего тока.
Устойчивое горение дуги, на которое не влияет неожиданное затухание, характерное для сварочных трансформаторов.
Профессиональные сварщики, работавшие с аппаратом «Ресанта САИ-220», в своих отзывах акцентировали внимание именно на этих достоинствах аппарата. Также рабочие акцентируют внимание на том, что инверторы значительно облегчают работу сварщиков и делают ее лучше.
Аппарат производительность
Аппараты «Ресант САИ-220» имеют такие технические характеристики, которые позволяют сварщику работать в достаточно широком диапазоне входных и выходных напряжений при стабильном поддержании рабочего тока на дуге. Хорошая управляемость дуги обеспечивается тем, что интенсивное охлаждение позволяет поддерживать дугу с заданным током длительное время.
Входное напряжение на устройстве от 140 В до 240 В.
Максимальный ток потребления на входе 30 А.
В режиме ожидания напряжение поддерживается на уровне 80 В. дуга 28,8 В.
Рабочий ток сварки регулируется в диапазоне от 10 А до 220 А.
Длительная нагрузочная способность аппарата 154 А (70% Imax).
Диаметр электрода, который можно использовать в «САИ-220» — от 1,6 мм до 6 мм.
Класс защиты IP21.
Способен стабильно и качественно работать при температуре окружающей среды от -10 о С до +40 о С. Не допускается работа под открытым небом при атмосферных осадках.
Внешнее устройство изделия
Инвертор «Ресанта» «САИ-220» представляет собой металлический корпус, перед которым находится панель. Здесь есть регулятор величины рабочего тока, индикация «Сеть», индикация «Перегрев» и разъемы силового тока для подключения кабелей постоянного тока. Сварочный аппарат имеет принудительную систему охлаждения. По этой причине категорически запрещается запирать вентиляционные отверстия в корпусе.
О работе системы «защита от перегрева» сигнализирует лампочка, которая расположена на панели. На корпусе возле разъемов для рабочих кабелей постоянного тока имеются четкие обозначения: «-» клемма питания и «+» клемма питания. Есть тумблер выключения сети — «Сеть» и лампочка — «Сеть». Сверху сделан ремень для удобства транспортировки и эксплуатации устройства.
Внутреннее устройство изделия
Сварочный инвертор «Ресанта САИ-220 ПН» состоит из следующих основных узлов:
Блок питания переходного выпрямителя стандартного и низкого напряжения частотой 50 Гц.
Блок питания инвертора, который преобразует постоянное напряжение в высокочастотный переменный ток.
Силовой высокочастотный трансформатор, понижающий входное напряжение до необходимого, безопасного для работы человека напряжения.
Блок питания высокочастотного транзисторного выпрямителя, выпрямляющий высокочастотный ток при пониженном трансформаторном напряжении.
Дроссель стабилизирующий, служащий для сглаживания пульсаций выпрямленного и стабилизированного тока рабочего сварочного напряжения.
Все полупроводниковые приборы основаны на транзисторах MOSFET или IGBT. Высокие свойства стабильной динамики горения дуги обеспечиваются применением полупроводниковых элементов, которые изготавливаются по самым современным технологиям.
Защита устройства
Производитель приложил все усилия, чтобы сварочные аппараты «Ресант САИ-220» были безопасны в эксплуатации не только для профессионалов, но и для тех, кто время от времени занимается сварочными работами.
Важнейшим моментом в этой проблеме является изоляция токоведущих частей аппарата. Подключение к штатному оборудованию осуществляется гибким кабелем с двойной изоляцией, выдерживающим без пробоя напряжение до 3000 В в течение 2 минут.
Внутренние узлы сварочного аппарата закреплены неподвижно на изоляторах, испытанных на пробой при изготовлении 1000 В в течение 3 часов. Не засыпайте эти изоляторы металлической пылью и стружкой. Не допускайте попадания влаги внутрь устройства, чтобы предотвратить заземление фазы, что неминуемо приведет к неисправности устройства.
Механическая безопасность АИС соответствует классу IP21. То есть в устройство не могут попасть предметы толщиной более 12 мм.
Порядок подготовки аппарата к работе
Внимание! Подключение аппарата «Ресанта САИ-220» (указывается в отзывах сварщика и говорится в инструкции изготовителя) следует начинать со сборки низковольтной цепи:
Проверить отключенное положение переключателя «Сеть».
Подсоедините сварочные кабели необходимого сечения к клеммам рабочего питания: «-» и «+»; Проверьте подключение электрододержателя к кабелю, необходимому для условий сварки.
Надежно подсоедините второй рабочий силовой кабель к изделию, с которым будет проводиться работа.
Корпус «Ресант АИС» подключить к стационарному заземляющему устройству; Если нет, то к переносному заземлению в виде штыря длиной не менее 140 см, забитого в землю на расстоянии не менее 5 м от аппарата.
Подключить устройство к сети стандартного напряжения; Подайте стандартное напряжение на машину.
Поверните переключатель «Сеть», чтобы включить сварочный аппарат.
Поверните регулятор рабочего значения постоянного тока, чтобы установить требуемый текущий режим конкретной операции.
Проверьте кабели питания на предмет короткого замыкания.
Режимы, зависящие от диаметра используемого электрода, работы инверторного сварочного аппарата, следующие:
1,6 мм — 20-45 А;
2,0 мм — 45-70 А;
2,5 мм — 65-85 А;
3,2 мм — 90-145 А;
4,0 мм — 130-195 А;
5,0 мм — 160-220 А;
6,0 мм — 210-300 А.
Безопасность при эксплуатации АИС
Если проанализировать «Ресант САИ-220» отзывы сварщиков, проработавших на нем длительное время, то можно сделать вывод, что данный аппарат очень безопасен и удобен в использовании. Тем не менее, вы должны соблюдать следующие правила безопасности:
Если нет заземления через шнур питания, необходимо установить переносное заземление.
Место сварки должно хорошо проветриваться, так как при сварке образуется много ядовитых и вредных газов.
Сварщик должен работать в специальном сварочном костюме во избежание ожогов.
Для обязательной защиты глаз и лица используйте сварочный щиток или маску сварщика.
Меры пожарной безопасности при сварке должны проводиться в полном соответствии с типовой инструкцией, из которой удаление предметов не допускается.
Сварочный инвертор на рынке России
Инверторные сварочные аппараты становятся все более популярными у потребителей. Особенно они стали популярны среди непрофессионалов благодаря малому весу (до 6 кг), простоте эксплуатации и простоте использования. Цены на них достаточно демократичны: от 150 до 250 долларов за устройство.
На «Ресанта САИ-220 ПН» цена колеблется от 210 до 240 долларов за различные модификации, производительность которых зависит от используемых полупроводниковых элементов и узлов. Простота в обслуживании позволяет АИС завоевывать лидирующие позиции среди аналогичной продукции.
Производитель постоянно прислушивается к мнению своих покупателей и отслеживает динамику не только продаж, но и отзывов о своей продукции. Для этого создан специальный сайт в Интернете, где каждый заинтересованный и неравнодушный человек может оставить отзыв. Эти отзывы интересны не только производителю, но и другим потребителям.
Эксплуатация инверторных сварочных аппаратов
В основном о сварочном аппарате «Ресанта САИ-220» отзывы самые положительные и лестные. Но есть и такие, в которых сказано, что при работе на нем в сырую погоду его «щипают» электрическим током. Таким потребителям полезно еще раз напомнить, что работа с любыми электроприборами и приборами сопряжена с опасностью при несоблюдении элементарных правил безопасности. Аппарат весом всего 5,5 кг при сварке электродом диаметром 5 мм имеет мощность 15 кВт, чего достаточно, чтобы бросить камень в 10 кг на высоту трехэтажного дома. Поэтому особой осторожности при работе с энергоемким оборудованием не бывает.
Необходимо неукоснительно соблюдать все меры предосторожности и техники безопасности, описанные в инструкции к прибору. При отсутствии УЗО и трехжильной системы электроснабжения со стационарным заземляющим устройством обязательно иметь переносное временное заземление и использовать его.
Ремонт инверторных сварочных аппаратов
Народные умельцы умеют ремонтировать все. И против этого увлечения никто ничего не имеет против. Но ремонт «Ресанта САИ-220 ПН» дело далеко не простое. Его высокие технические характеристики обеспечиваются тем, что все составные части этого сварочного аппарата очень точно сбалансированы. Не подходит ни к одному инвертору. Нет, если другой инвертор, который пропускает через аппарат ток на низком выходе около 220 А, то аппарат будет работать, но стабильность сварочной дуги снизится. Это однозначно. Несоответствие входного и выходного сопротивлений инвертора выпрямительному блоку питания сильно снизит его долговечность. И так для каждого узла.
Если сварочный аппарат АИС вышел из строя, лучше всего обратиться в сервисный центр, где вышедшие из строя узлы заменят на оригинальные. Следует отметить: если не допускать попадания внутрь устройства влаги и металлической пыли и стружки, если не допускать длительного перегрева узлов, то устройство будет служить верой и правдой десятилетиями.
отзывы, ГАИ, ГАИ ПН, цены, эксплуатация
Торговая марка «Ресанта» имеет прибалтийское происхождение — компания зарегистрирована в Латвии. Заводы, ставшие обыденностью, расположены в Китае. На российский рынок поставляются сварочные инверторы нескольких линеек:
Продукция, по отзывам, в целом неплохая, со своими плюсами и минусами. Если вам нужен сварочный аппарат для домашнего использования, «Ресанта» вполне достойный выбор. Как говорят профи: его дуга не такая тяжелая, как у других марок из той же ценовой категории. Но качество нестабильное: у кого-то при постоянной нагрузке (в мастерских и на производстве) он работает годами, а кто-то раз в две-три недели (тоже на производстве) отвозит в ремонт. Только отрасли и сварщики разные. А те, кто эксплуатирует сварочные инверторы «Ресант» в бытовых целях — в частном доме, на даче, в гараже — отзываются о работе агрегатов положительно.
Режим работы сварочных аппаратов любой линейки от 70% до 30%. А это значит, что при работе на 140 А можно варить/резать 7 из 10 минут, а 3 придется отдыхать — ждать, пока аппарат остынет. Соотношение не самое худшее и режим в целом комфортный.
Содержание статьи
1 Как выбрать сварочный аппарат «Ресанта»
1.1 Выбор модели
2 Технические характеристики сварочных инверторов Ресант САИ и САИ ПН, САИ К
3 Источник питания для резервных инверторов
4 Обзоры
5 Операция сварки сварки. Как выбрать сварочный аппарат Ресанта
Для бытовых нужд имеет смысл выбрать агрегат из двух линеек — АИС и АИС ПН.
Ресанта САИ — стандартная модификация, работающая при напряжении 220 В в сети с небольшими отклонениями. Заявленный диапазон +10% (до 242 В) и -30% (от 154 В). Вроде таких характеристик должно хватить, а на деле нормально работает на 190 В. Если падает еще ниже, начинаются проблемы и приходится ставить электроды меньшего диаметра.
Это сварочный аппарат Ресанта САИ 220 — малые габариты и вес
В сельской местности часто бывает напряжение ниже 190 В. При таких параметрах сети не все сварочные аппараты могут нормально работать. Если у вас такая ситуация, вам нужно выбрать инвертор из линейки АИС ПН. Сваривает нормально даже при 140-160 В.
Есть еще одна линейка — «Компакт». Он еще меньше и весит на килограмм-полтора меньше. При обозначении моделей этой линейки буква «К» присваивается цифре, обозначающей максимальный сварочный ток. Если вес и габариты для вас критичны, выбирайте сварочный инвертор из этой линейки.
Выбор модели
После того, как вы определились с линейкой, необходимо выбрать максимальный сварочный ток. Проставляется в названии каждой модели после аббревиатуры SAI. Например, САИ-160 — максимальный сварочный ток 160 А, САИ 220 — может выдавать 220 А.
Как выбрать мощность? В зависимости от работы, для которой вы покупаете, или от размера электрода, с которым вы предпочитаете работать. Например, для работы с электродами диаметром 3 мм подходят приборы на 140 и 160 ампер. Но 140 будет работать на пределе, а 160 в обычном режиме. Вы также можете рассмотреть возможность приобретения 190, но уже может работать с электродами 4 мм. А запас хода всегда хороший. Правда, за это придется доплатить.
Более мощные модели SAI 220 и 250 могут работать с электродами диаметром 5 мм и 6 мм соответственно. Если вам такие мощности не нужны, то и платить за них не нужно. Но выбор, как всегда, за вами. Может вы предпочитаете работать электродом 3 мм но с повышенным сварочным током — 190 и выше… Редко, но бывают и такие сварщики.
Для облегчения выбора в таблице приведены наиболее важные характеристики сварочных инверторов «Ресант» серий САИ и САИ ПН, и САИ К.
Технические характеристики сварочных инверторов «Ресант» САИ и САИ ПН, САИ К
Модель сварочного инвертора
Максимальный потребляемый ток, А
Напряжение холостого хода, В
Напряжение дуги, В
Максимальный диаметр электрода, мм
Масса, кг
Цена
САИ-140
20
75
25
3,2
4,3
10269 1
САИ-160
22
80
26
4
4,5
120 $
САИ-190
25
80
27
5
4,7
155$
САИ-220
30
80
28
5
5
180$
САИ-250
35
80
29
6
5,2
220$
САИ-60ПН
22
80
26
4
5,7
170$
САИ-220ПН
25
80
27
5
6,4
200$
САИ-250ПН
35
80
29
6
7,7
250$
САИ-160К
28,5
85
4
3,4
130$
САИ-190К
32,5
80
5
4,3
155$
САИ-220К
36,5
80
5
4,5
180$
САИ-250К
42,5
80
6
4,6
210$
Блок питания для инверторов «Ресант»
Основным преимуществом данных сварочных аппаратов является то, что они работают от бытовой электросети 220 В без особых требований. Главное, чтобы розетка была заземлена. Класс защиты всех устройств IP 21, что означает, что устройство заземляется через шнур питания. Поэтому для защиты от поражения электрическим током необходимо запитывать инвертор от заземленной розетки.
САИ-160 прекрасно работает на аппаратах 10-16 А, но на десятиамперных аппаратах максимальный сварочный ток не поставишь. Если вы планируете эксплуатировать SAI 190, вам понадобится как минимум пулемет на 16 А.
Отзывы
Все отзывы об инверторных сварочных аппаратах компании «Ресант» можно условно разделить: до 2012 года и после. До 12 лет все отзывы очень хорошие, причем не от новичков, а от тех, кто использует сварку в своей профессиональной деятельности. Дальше становится хуже. В 2012 году цена на эти устройства значительно упала — почти вдвое. Вроде неплохо, но, как оказалось, качество тоже сильно упало. После этой даты отзывы разные, хотя положительные все же преобладают.
В нашей мастерской Ресанта 250 (ГАИ) я работал каждый день в течение года, пока кто-то не приделал ей ножки. К работе нареканий не было, только кабели коротковаты. Поэтому купили новый такой же. Этот через 3 месяца просто перестал готовить в какой-то момент. В сервисе вопросов не задавали, просто починили и все. Сейчас все нормально, работаем по-взрослому. Кроме кабелей претензий нет.
Виталий, Кинешма, 2013
Я технолог и отвечаю за закупку инструментов. Нужен был инвертор для сварщиков — они работали как трансформатор, поэтому я решил пока не покупать дорогой — вдруг с ними не пойдет, поэтому купил Ресанта САИ 250. За два года упорной работы не единая проблема. Трансформатор сейчас стоит, а этот всегда занят. Его используют как специалисты, так и те, кто только видел, как нормально работает. Ничего, пашет. Говорят с Ресантом — лотерея. Кажется, мы вытянули хороший билет. Мы просто заменили сварные тросы — поставили 10-метровые кабели сечением 25 мм2: прежние пятиметровые были неудобны.
Николай, Санкт-Петербург
Ремонт четвертый раз… Ресанта 220 У меня есть. Всех предыдущих ремонтов хватило на две недели работы. В прошлый раз ремонтировал методом вытаскивания (перекатывал) в другом сервисе. Поставили, как сказали, нормальную плату. Проработал месяц, пока нормально. Раньше грешил на качество аппарата, теперь в недоумении, может такой сервис? Ставить фиговые части за меня платить? Зла недостаточно.
Григорьевича, Волгоград
У меня Ресант 190. Работаю с ним периодически уже года три. Все хорошо, нужно только выставить минимальный сварочный ток при включении и выключении, как прописано в инструкции. Мне легко, и я это делаю. Я тоже периодически чищу его от пыли. Это критично для таких устройств.
Виталий Сергеевич, г. Сергиев Посад
Ресанта 220 работает у меня уже третий год. Оно работает. За все время поменял только кулер. Но чищу регулярно, стараюсь не резать, в чужие руки не отдам. Болгаркой или болгаркой рядом со сваркой не работаю — от них много пыли, а для инверторов это очень вредно. Если нужно поработать болгаркой, беру Ресанту. Если вам все это в тягость, ищите другое устройство. Есть европейцы, они не так требовательны к условиям работы, но стоят в разы дороже, да и с нашими пляшущими духами работать не хотят. Так что если вам нужен европеец, работающий в наших условиях, вы тоже покупаете стабилизатор. Что-то вроде этого.
Анатолий Московская область
Ресант это не сварочный аппарат, а куча г…а. Я устал таскать его по ремонту. Постоянно ломается. Он просто перестанет готовить и все. Я возьму еще один.
Александр
Купил Ресанту САИ 190 в мае 2014. В ноябре она навернулась. В гарантийной мастерской сказали, что металлической пыли было много, поэтому и сгорел. Хотели свести в негарантийный ремонт (за мой счет), но после спора отремонтировали по гарантии. Теперь я берегу его. Но я не знаю, как это будет работать дальше.
Влад, г. Кировоград
Как видите, преобладают положительные отзывы о Ресат Сай, хотя есть и отрицательные. Из опыта эксплуатации можно сделать некоторые выводы относительно того, как сделать так, чтобы сварка работала без проблем.
Эксплуатация сварочных инверторов «Ресант»
В инструкциях по эксплуатации данных сварочных аппаратов требования и рекомендации следующие: количество пыли.
Не накрывать корпус во время работы: принудительное охлаждение — кулерами (вентиляторами). Если перекрыть подачу воздуха, агрегат перегреется и может сгореть.
Не работайте во влажных помещениях или под дождем.
Если вы занесли инвертор в теплое помещение с мороза, необходимо подождать не менее двух часов, чтобы высох конденсат.
Порядок включения
Перед включением машины убедитесь, что переключатель находится в выключенном положении. Подсоедините кабель питания и рабочий, включите его в розетку. Установите на регуляторе минимальный сварочный ток, затем нажмите кнопку «вкл». Отключение осуществляется следующим образом: сначала крутим на минимум, потом тумблером выключаем, а потом от сети. Когда закончите, отсоедините провода и верните их на место.
Самопомощь
Инверторы Ресант Сай имеют защиту от перегрева. Он автоматически отключает устройство, когда температура приближается к критической. Но лучше не доводить его до отключения. Работайте в прерывистом режиме: готовьте 7 минут, дайте прибору остыть 3-5 минут. Вам не нужно выключать его для этих интервалов.
Нет необходимости отключать питание при отключении из-за перегрева. Просто подождите 5-7 минут. Не выключайте его, даже если у вас небольшой перерыв в работе: чем реже вы включаете оборудование, тем дольше оно прослужит. Пусковые токи, хоть и съедаются функцией «мягкий пуск», плохо сказываются на подобного рода оборудовании. Поэтому выключайте инвертор только в том случае, если перерыв более часа.
Если вы хотите, чтобы Ресанта Сай работал нормально, периодически чистите внутренности от пыли. Особенно, если вы работали рядом с источником пыли или после длительного простоя.
Варить Ресант из нержавейки на обратной полярности.
Если вы собираетесь удлинить рабочие кабели, увеличить их диаметр, напряжение будет меньше падать. Если ставить на 10 метров — сечение желательно 25мм 2 .
Практические советы по ремонту сварных швов Ресанта
Если у вас есть навык такой работы, то вам помогут выложенные ниже схемы. Также есть несколько рекомендаций, основанных на собственном опыте.
Через полтора года эксплуатации Ресант 220 стал отключаться из-за перегрева, если эксплуатировался на токах более 140 А. Гарантия закончилась, было полезно посмотреть самому. Единственное, что входной кабель был плохо протянут. Кстати, он был изношен — полтора года работал каждый день. Кабель был заменен, клеммы перетянуты не по-женски, и я его тоже пропылесосил.
Тимофей, Приморский край
Купил себе Ресанта 250 Проф. Шов держит отлично, проваривает мягко. Мне нравится. Но только через месяц работы (1 кг тройка в день, но не всегда, бывало и меньше) после ваты внутри он сдох. Отремонтировали, ждали 45 дней. После ремонта через месяц случилась поломка. Бывает, если электрический провод не зажат в держателе. Я не хотел ждать еще 45 дней, я сделал это сам. Там провода почти не были прикручены к плате. Только наживка. И как выглядели поставщики услуг? Или они специалисты? Часть платы выгорела. Припаял провод к клемме, прикрутил. Работает. Правда, при минусовой температуре индикатор теперь показывает что-то немыслимое, но работает.
Маски сварщика «Ресант»
Без маски сварщика работать со сваркой нельзя — сразу получите ожог сетчатки, который называется «зайчик». Светофильтры защищают глаза от повреждения инфракрасным и ультрафиолетовым излучением. От летящих брызг и накипи — замаскировать тело. Оба должны быть надежными и обеспечивать максимальную защиту.
Сварочная маска «Ресанта»: МС-1, МС-2, МС-3 и МС-4
«Ресанта» производит несколько видов сварочных масок:
МС-1 — с автоматическим жидкокристаллическим фильтром ТСК-3201. Есть два режима: сварка и шлифовка, управление затемнением, которые позволяют использовать маску как для сварки, так и в качестве защитного щитка при работе с болгаркой или другими подобными инструментами. Цена 1500-1800 руб.
МС-2 — со светофильтром ТСК-4000. Регулировок три: степень затемнения, чувствительность, время задержки (насколько быстро срабатывает при изменении яркости света). Ступенчатое изменение яркости. Цена 1900-2100 руб.
МС-3 — светофильтр ТСК-3202, регулировки такие же, как и в МС-2, но плавно меняется прозрачность светофильтра. Также разный диапазон регулировки у Ресанта МС-3 9-13DIN, у Ресанта МС-2 10-12DIN.
Китайские лазерные граверы и их эксплуатационные особенности. от компании GCC-Laser
Китайские лазерные граверы и их эксплуатационные особенности.
Большинство продавцов китайских лазерных граверов не утруждают себя подробным описание характеристик лазерных граверов производства КИТАЙ. Ведь, чем меньше информации о китайском лазере, тем боле вероятнее, что клиент купит его в надежде на то, что его характеристики и срок службы будут соответствовать лазерным граверам брендовой марки LaserPro GCC (Тайвань), и других «именитых» марок.
1. Все китайские лазерные граверы комплектуются дешевыми и ненадежными лазерными трубками китайского производства (NoName). Если Вы попросите китайцев установить на китайскую лазерную машину американские сервоприводы и лазерную головку фирмы Synrad (США), то вы получите цену на лазерную машину такую же, как и у брендовой компании GCC. При этом, по всем остальным техническим характеристикам китайская машина будет в «аутсайдерах».
2. Продавцы китайских лазеров заявляют, что срок службы китайской лазерной трубки составляет около 2000 часов, некоторые даже завышают его до 3000 часов. Из практики, стандартный срок службы китайской лазерной трубки порядка 6 месяцев работы в лучшем случае.
Клиент должен понимать, что решив купить дешевый китайский лазерный гравер, он затем будет доплачивать значительные средства за замену и юстировку лазера. Для сравнения, все лазерные граверы GCC комплектуются американскими надежными трубками производства Synrad(США). Компания Synrad официально декларирует на своем сайте, что срок службы лазерной трубки составляет порядка 20 000 часов или около 5-6 лет.
3. Китайская стеклянная лазерная трубка может выйти из строя в течении 5-6 месяцев даже не работая, так как стекло не может удержать газ длительно. Покупая новую китайскую трубку у Вас нет уверенности в том, что она еще не «испустила» свой ресурс работы.
4. Все китайские лазерные граверы имеют водяное охлаждение. Для охлаждения китайской лазерной трубки Вам необходимо рядом с гравером держать пластиковый бак с водой. В случае недостатка воды или протекания водопроводных трубок выходит из строя лазерная трубка. Для сравнения, все лазерные граверы LaserPro GCC с мощность лазера до 100Вт. имеют воздушное охлаждение. Лазерная трубка охлаждается за счет встроенных в корпус гравера вентиляторов.
5. Стабильность работы лазерного излучателя обеспечивается его охлаждением. В китайских лазерах при нагреве воды в бачке для охлаждения лазера свыше 40 градусов вы сразу получите нестабильный режим работы лазера, что будет причиной отвратительного результата резки и гравировки. Вывод следующий, для нормальной работы дешевого китайского лазера необходимо дополнительное приобретение дорогой климатической системы.
6. Китайская лазерная трубка не имеет защитного корпуса и выглядит как стекляшка, которая может треснуть при перемещении гравера или даже от перепада температуры в помещении (конденсата). Лазерная трубка Synrad (США) стандартно имеет металлический защитный корпус, который позволяет обеспечить надежную и долговечную работу лазера.
7. Китайские лазерные граверы не имеют функции автофокусировки и клиенту приходится в ручную подбирать фокусное расстояние подкладыванием дощечек под гравируемый материал. Как результат Вы не сможете получить качественной гравировки и резки материалов.
8. Многие китайские лазерные граверы не оснащены красным диодным указателем, который облегчает позиционирование лазерного луча на изделии в начале работы.
9. Большинство китайских лазерных граверов в целях экономии комплектуются дешевыми шаговыми двигателями. Шаговый двигатель не может обеспечить высокое качество гравировки, в сравнении с плавным сервоприводом. Кроме этого, некоторые продавцы ставят акцент на высокой скорости резки и высоком разрешении гравировки аж до 4000dpi !!! китайских лазерных машин. Остается только догадываться, как можно обеспечить на лазерной машине с шаговом двигателем высокую скорость и заоблачное разрешение гравировки.
10. Продавцы китайских лазерных граверов предоставляет гарантию 12 месяцев только на саму машину, а на лазерную головку никакой гарантии не дают. Средний срок службы китайской трубки 6 месяцев, а иногда и меньше. Покупая китайский лазерный гравер, покупатель становится постоянным и желанным клиентом сервисного центра компании, которая продала ему китайский лазер. Клиент должен понимать, почему такая дешевая китайская лазерная техника. Дешевая цена = дорогой сервис = отсутствие гарантии на лазерную трубку.
11. В китайских лазерах Вы не сможете найти регулировки качества резки (PPI – pulses per inch). Высокое качество резки материалов и чистая поверхность среза обеспечивается в лазерных граверах LaserPro GCC за счет контроля пульсации лазерных выстрелов PPI. Чем выше значение значение PPI, тем выше пульсация лазера при резке и тем более сглаженный и ровный край среза материла.
12. Китайские лазерные граверы комплектуются очень скудным программным обеспечением, которое не позволяет качественно производить гравировку и резку материалов. В китайском ПО нет качественных режимов работы с растром или с фотографиями, а также драйвер не поддерживают качественный режим изготовления печатей и штампов. В тоже время, управление лазерными граверами LaserPro GCC осуществляется с ПК при помощи легкого в использовании драйвера, который работает напрямую с любым Windows приложением (CorelDraw, Illustrator, AutoСad, Photoshop и др.) и поддерживает различные режимы работы с растром, 3D-режим и режим работы с печатями и штампами.
13. Продавцы китайских лазерных граверов делают основной акцент на высокой мощности лазерной трубки. Но из практики нам не совсем понятно, как у китайского лазера измеряют мощность лазерной трубки, так как практические тесты говорят о том, что 30Вт. мощности американской трубки равны 60-80Вт. китайской трубки. Вы может провести простейший тест на скорость резки 3 мм акрила на лазерном гравере LaserPro GCC Spirit 25Вт. и на китайской лазерной машине 60-80Вт. Результат будет следующий, скорость резки на Laser Pro GCC Spirit 25Вт. будет на 30% выше, чем на китайской лазерной машине мощностью 60-80Вт.
14. Продавцы китайских лазерных граверов делают основной акцент на большом рабочем столе лазерной машины. Но, чем больше рабочий стол, тем труднее достичь качество резки и гравировке в самой критичной точке лазерного гравера (нижняя правая точка стола). Во многих лазерных граверах брендовых марок потеря мощности в этой точке достигает до 10%, что не является критичным для качественной резки и гравировки. Китайские производители лазерных машин сделали ставку на большой рабочий стол, при этом потеря мощности лазера в нижней правой точке стола достигает 30-40% (что просто недопустимо для качественной резки и гравировки). Но продавцы китайских лазеров, стараются не отмечать этот грустный момент. Ведь главное преимущество китайского гравера – это большой рабочий стол, а не безупречное качество резки и гравировки по всей поверхности стола.
15. Продавцы китайских лазерных граверов делают основной акцент на дешевой цене лазерной машины. При этом продавцы надеются на то, что покупатель не понимает, какой лазерный гравер он купит. Как правило, Вы покупаете топорную китайскую лазерную установку для грубой резки дерева или пластика. А качественной гравировке материала Вам надо забыть, поэтому такой китайский лазерный гравер можно назвать дешевой китайской лазерной «пилой», а не «гравером». И покупатель также должен понимать, что такая лазерная пила, не такая уж и дешевая в эксплуатации и обслуживании.
16. Китайские лазерные граверы не соответствуют европейским требованиям безопасности в работе – (CE Certification). Человек работающий с китайским лазером ежедневно получает большую невидимую дозу радиционного облучения. Вы фактически экономите при покупке китайского лазера на здоровье своего рабочего персонала, а может быть и на своем здоровье. Китайские лазеры не соответствуют европейских требованиям RoHS на ограничение использования вредных веществ в оборудовании.
17. В большинстве случаев отсутствие полноценной технической поддержки на китайские лазерные граверы, а также отсутствие квалифицированных специалистов на ремонт китайских лазеров. Отсутствие большого склада запчастей (лазерные трубки, зеркала, блоки питания и др) для китайских лазеров.
18. Низкое качество резки и гравировки, за счет отсутствия патентов и научных лазерных разработок. Лазер – это high-tech высокотехнологическое оборудование, требующее научных патентов и разработок. Китайцы на научных разработках экономят большие деньги. Как результат Вы получаете дешевое оборудование и дешевое качество конечной продукции.
19. Основное достоинство китайских лазеров это очень дешевая цена, которая компенсируется отсутствием технической поддержки на китайские лазеры, отсутствием расходов на научные лазерные разработки и патенты, отсутствием сертификатов безопасности, низким качество резки и гравировки, а также очень коротким сроком службы оборудования (до первой поломки).
20. Надеюсь, если Вы стали счастливым обладателем китайского лазерного гравера, то Вы осознанно понимали на чем с экономили!
ТОП Лазерных граверов с Aliexpress для различных задач. А также немного информации о сферах применения и о критериях выбора.
Всем привет, дорогие друзья! Сегодня хотелось бы сделать подборку таких непростых устройств как, — лазерные граверы. В данной подборке я выложу не только перечень граверов, но и постараемся немного разобраться, для чего же нужны подобные станки, и по каким критериям их стоит выбирать. Также, рассмотрим граверы как для небольшой домашней мастерской, так и серьезные станки для небольшого промышленного производства.
Сфера применения
В каких же случаях нам могут понадобиться такие станки? На самом деле, применение лазерной гравировки ограничено только вашей фантазией, но давайте рассмотрим основные сферы применения – такие, как:
— создание сувенирной и рекламной продукции (ручки, чашки, нанесение фирменных эмблем, создание оригинальных визиток и приглашений из дерева, металла и т. д.)
— в создании оригинальных вещей для дизайна дома
— в производстве (создание маркировочных табличек, изготовление оригинальных чехлов для смартфонов)
Так что, если правильно подобрать гравер под ваши задумки, то помимо реализации своих идей, у вас появится возможность еще и хорошо заработать. Можете проверить, на площадках объявлений широко предлагают подобные услуги. Но статья не про бизнес-план, а о граверах поэтому поехали дальше.
Важные критерии при выборе гравера
При выборе лазерного гравера, помимо области предназначения и применения, следует учитывать и следующие моменты:
-Мощность излучателя – чем она выше, тем с более твердыми поверхностями сможет работать гравер;
-Качество комплектующих – именно они сделают использование прибора по-настоящему удобным;
-Дата изготовления стеклянной трубки – дело в том, что уже через два года, даже если прибор не использовался ни разу, стекло будет хуже удерживать газ, что непременно скажется на мощности изделия;
-Тип излучателя и способ фокусировки лазерного луча;
-Наличие системы охлаждения – при ее отсутствии модель долго не проработает;
-Интерфейс – он должен быть простым и понятным.
Какие преимущества имеют китайские лазерные граверы
Если рассмотреть данный пункт, то можно сказать, что на сегодняшний день заказывать у проверенных продавцов на aliexpress безопасно, а цена значительно ниже, нежели в магазинах по месту. Также, есть следующие преимущества:
-На стеклянных трубках, подающих газ, всегда есть дата изготовления и установки, пользователь не покупает кота в мешке;
-Американцы устанавливают лазерные трубки в металлический корпус. Это делает прибор дороже, однако, не несет практической пользы, трубки и так хорошо защищены от внешних травм;
-Китайские граверы априори оснащены всем необходимым программным обеспечением, чего нельзя сказать о моделях компаний других стран.
Таким образом, можно подытожить, что покупая тщательно выбранный китайский гравер, вы экономите на определенных деталях, но эта экономия взвешенная и оправданная.
ТОП граверов от самого дешевого и мало функционального к более дорогим, которые подойдут для использования в производстве.
1 KKmoon
И начнем подборку с самой простой рабочей модели гравера под брендом KKmoon. Гравировать при помощи него можно на таких материалах как: дерево, пластик, и кожа. На полупрозрачном пластике гравировать нельзя. И первое преимущество данного гравера в том, что он не имеет подвижного рабочего стола, а для нанесения рисунка его просто необходимо поставить на поверхность, куда будет наноситься гравировка, что расширяет его функционал ввиду невозможности установки крупных предметов на подвижный стол аналогов. Рабочая область нанесения гравировки составляет 80*80 мм с максимальным размером пикселей 1070*1070. Имеет удобное программное обеспечение, и идеально подойдет для начинающего мастера. Также, объективности ради, стоит сказать, что 3000 mW это его заявленная мощность. На данное устройство более 1100 продаж и покупатели очень довольны возможностями гравера.
Реальные примеры работы.
US $106.75
Купить можно здесь
2 WOLIKE 3000 mW
По конструкции этот гравер похож на первый, но имеет уже более серьезные и честные характеристики. Мощность данного лазера составляет 3000 mW и имеет рабочую поверхность 50*65 см. Устройство может гравировать дерево, пластик, бумагу, кожу, резину на глубину от 1 до 3 мм в зависимости от материала. А вот с материалами такими как металл, камень или керамика он не справится. Возможности данного гравера уже позволяют использовать его в коммерческих целях полноценно, при небольших объемах. На данную модель более 1 600 продаж и много положительных отзывов. Единственный минус — некоторым может показаться, что гравер приходит разобранный.
Реальные примеры работы.
US $179.28
Купить можно здесь
3 FEUNGSAKE 15000 mW
А это небольшой гравер, но у него установлен мощный лазер в 15000 mW, благодаря чему, при помощи него можно обрабатывать даже сталь. Также, при помощи данного лазера можно резать дерево и другие схожие материалы толщиной до 5 мм, в зависимости от твердости. Имеет не очень большое количество продаж, но и цена у устройства не маленькая, это профессиональный инструмент.
Реальные примеры работы.
US $367.64
Купить можно здесь
4 Lcspr 4040 50W
Как вы наверное уже поняли из заглавия, мощность лазера на данном устройстве составляет 50W. Тип лазера на данном устройстве Co2 лазерной трубки. Данная модель может использоваться на производстве. Имеет рабочую зону 40*40 см и точность позиционирования лазера 0,01 мм, а также скорость гравировки и резки 1-600 мм/сек. Обрабатываемый материал крепится на специальный сотовый стол, который можно регулировать по высоте. Данный станок имеет систему водяного охлаждения, для которой лучше использовать дистиллированную воду. Можно обрабатывать практически все часто используемые материалы, включая прозрачные. Например, станок может резать прозрачное оргстекло 6 мм без сложностей, и также дерево. А что касается стали, то конечно речь идет только о качественной гравировке. У станка много плюсов и за эти деньги вы получаете качественный станок для серийного производства, который приезжает в идеальной упаковке, а по месту нет никаких дополнительных пошлин, продавец оплачивает все сам. Покупатели очень довольны данной моделью.
реальные примеры работы
US $749.36
Купить можно здесь
5 HCZ 100W
А это еще более мощная версия модели, рассмотренной выше, — станок с лазером в 100W. Имеет увеличенные размеры рабочего пространства 90*60см, а также увеличена скорость работы на 1-800 мм/сек, а скорость резки составляет 1-50 мм/сек. Толщина резки варьируется в зависимости от материалов, и составляет от 0 до 20мм. Это очень хороший, быстрый и надежный станок для цеха.
Реальные примеры работы
$1,882.15
Купить можно здесь
6 HCZ 30W
Данная твердотельная модель дороже газовых, но более точная и надежная. Гравер идеально подходит для обработки металлов. Среди аналогов по бюджету, у данной модели самая высокая интенсивность луча, которая в процессе долгой эксплуатации не падает. Данный станок обеспечивает хорошую точность и скорость работы. А также в станке использовано оборудование хорошего и надежного качества. Рабочее поле составляет 110*110 мм
Реальные примеры работы
US $2,797.25 — 2,894.40
Купить можно здесь
На этом все, дорогие друзья, надеюсь, данная статья была вам полезна и интересна. Спасибо за внимание, а для тех, кто хочет получать больше информации об интересных товарах с Aliexpress, подписывайтесь на Telegram канал моего друга или на сообщество в VK.
Смотрите также:
Станок для лазерной маркировки, гравировки, травления Китай Производитель и поставщик
Лазерный гравер и маркер состоят из трех основных частей: лазерного генератора, системы сканирования и системы управления. Каждая часть определяет соответствующие спецификации. Следующая таблица представляет собой стандартную спецификацию лазерного гравера и маркера. И мы подробно представим выделенную ключевую спецификацию.
Лазерный генератор
LaserType
Мощность лазера (Вт)
Частота (кГц)
Длительность импульса (нс)
Система сканирования
Макс. Скорость сканирования (мм/с)
Макс. Размер сканирования (мм)
Система управления
Программное обеспечение
Контроллер
Другие
Струкция питания
Длина кабеля
Регулируемый Z Training
.工作原理图配图
Тип лазера
Для разных типов материалов требуются разные типы лазеров, и каждый тип лазера имеет разную длину волны. Для металлических материалов, таких как нержавеющая сталь, алюминий, золото и серебро, лучше всего подходит волоконный лазер с длиной волны 1064 нм. Для неметаллических материалов, таких как дерево, кожа, предлагаются CO2-лазеры с длиной волны 9,3 мкм или 10,6 мкм. Для хрупких и термочувствительных материалов, таких как пластик, стекло и хрусталь, лучше всего подходят ультрафиолетовые лазеры с длиной волны 355 нм.
Теперь вы, наверное, определились с типом лазера, который вам нужен. Вы можете перейти к подкатегориям, чтобы узнать более конкретные руководства для различных типов лазерных граверов и маркеров.
Руководства для покупателей волоконных лазерных граверов и маркеров.
CO2-лазерный гравер и маркеры. Руководства для покупателей.
Руководство покупателя УФ-лазерного гравера и маркера.
Мощность лазера
Мощность лазера означает наивысшую среднюю выходную мощность лазерного генератора. 20 Вт, 30 Вт, 50 Вт, 60 Вт, 100 Вт и 150 Вт — доступные мощности лазера для волоконных и CO2-лазеров и маркеров. а для УФ-лазера 3 Вт, 5 Вт, 10 Вт, 15 Вт и 20 Вт в основном являются выбранными мощностями лазера.
Более высокая мощность окажет более сильное воздействие на материалы и поможет повысить эффективность вместе с более высокоскоростным гальваническим сканером. Лазерный генератор обычно составляет 50-70% стоимости всей машины. Выбор правильной мощности лазера очень важен.
Макс. Скорость сканирования
Скорость сканирования — это максимальная скорость движения двигателя XY внутри гальванического сканера. 6000 мм/с — стандартная скорость, 12000 мм/с — высокая скорость. Высокоскоростной гальванический сканер и более мощный лазер являются ключом к высокой эффективности.
Макс. Размер сканирования
Размер сканирования — это максимальный размер, который может гравировать или маркировать лазер. Эта спецификация относится к установленной фокусирующей линзе F-theta. Объективы с размером сканирования 110 мм * 110 мм, 170 мм * 170 мм, 220 мм * 220 и 300 мм * 300 мм являются наиболее популярными вариантами. Объектив с большим размером сканирования вызовет больший диаметр сфокусированного луча. Всегда рекомендуется иметь два или три объектива.
Система управления
Система управления состоит из контроллера и программного обеспечения. Контроллер подключается к системе сканирования (сканер Galvo + объектив F-theta), лазерному генератору и другому оборудованию. Программное обеспечение EZCAD2 и EZCAD3 используется для проектирования и установки параметров обработки.
Контроллер серии LMC совместим с EZCAD2, а контроллер серии DLC работает с EZCAD3.
Лазерная маркировка также называется лазерной печатью, лазерным кодированием, лазерной маркировкой и т. д. Она использует лазерные лучи для удаления определенной части материала для достижения целевого эффекта, такого как логотип, изображение, текст и код на поверхности материал. Обычно он использует маломощный лазер, а время обработки короткое, потому что он обрабатывает только один или два раза.
По сравнению с маркировкой лазерная гравировка занимает гораздо больше времени, поскольку обрабатывается несколько раз. И для повышения эффективности требуется средняя или высокая мощность лазера и более высокая скорость сканирования, что, конечно, будет стоить дороже.
После того, как машина прибыла в ваш офис, следуйте инструкциям, чтобы она заработала.
1. Для экономии транспортных расходов машина, вероятно, разобрана. Установка с инструкциями занимает всего 3-5 минут.
2. Подключите машину к сети переменного тока 110 В/220 В и включите машину с помощью выключателей по порядку.
3. Скопируйте программу и другие файлы на свой компьютер. После установки драйвера откройте программу и загрузите калиброванный файл.
4. Найдите фокус, регулируя подъемник по оси Z.
5. Создайте новый дизайн или импортируйте данные, которые вы хотите выгравировать или пометить, затем установите соответствующие параметры обработки, такие как мощность, скорость и т. д.
Лазерный гравировальный или маркировочный станок может быть высокотехнологичным или доступная машина для хобби. Следующий фактор определяет стоимость машины китайского производства, а также цену продажи. И несколько советов, которые помогут вам сократить расходы, в конце.
Мощность лазера
Лазерный генератор покрывает от 35% до 80%+ общей стоимости станка для лазерной гравировки или маркировки. Процент становится больше, когда мощность выше. Например, очень простой лазерный гравировальный или маркировочный станок мощностью 20 Вт стоит около 1200 долларов США, а лазерный генератор мощностью 20 Вт стоит около 450 долларов США. И цена машины мощностью 100 Вт составляет около 4500 долларов США, а лазер мощностью 100 Вт стоит около 3500 долларов США. Поиск подходящей мощности для вашей задачи — лучший способ сократить расходы.
Марка запчастей
Для всех основных деталей есть китайские, немецкие, американские марки. Детали, произведенные в Китае, в основном используются и отлично подходят для 95%+ лазерной гравировки или маркировки. Самое главное, это всегда на 50-70% дешевле, чем американские и немецкие бренды.
Закупочное количество
Как мы все знаем, всегда есть розничная и оптовая цена. Обычно, если количество одного заказа превышает 5 единиц, оптовая цена согласовывается с большинством китайских производителей лазерной гравировки или маркировочных машин. Если вы планируете купить 5 единиц и более, найдите надежного поставщика и разместите их все в одном заказе.
Стоимость доставки
Стоимость доставки сильно варьируется от страны к стране. Страны Азии и Океании дешевле, так как они ближе к Китаю. И европейские, и американские (северные и южные) страны похожи.
Кроме того, стоимость доставки зависит от большего значения между фактическим весом и объемным весом. Формула объемного веса: (Длина см x Ширина см x Высота см)/5000. В этих условиях очень важно иметь один компактный и легкий лазерный гравировальный или маркировочный станок. Вес машины JCZ MINI составляет всего 5 кг.
И разные способы доставки всегда влияют на стоимость доставки. Воздушная доставка занимает около 3-7 дней, а морская доставка занимает 15-50 дней в зависимости от страны. Для оплачиваемого веса менее 200 кг оба метода имеют одинаковую стоимость. Для веса более 200 кг способ морской доставки может сэкономить 10%-50%.
В заключение всегда просите своего поставщика предложить несколько предложений по отгрузке и выберите для себя подходящее. Не рекомендуется искать перевозчика самостоятельно, потому что китайские экспортеры машин, такие как JCZ, всегда получают более низкие цены от международных логистических компаний.
НДС и тарифы
Тарифы на машины для лазерной гравировки и маркировки можно найти на веб-сайте местной таможни с кодом ТН ВЭД 8456110090. службы, есть в основном две секции. Один занимается ремонтом, другой техподдержкой. Гравировально-маркировочный станок сейчас очень стабилен, редко ломается в течение гарантийного срока. Если он не находится на гарантии, вам необходимо покрыть расходы на доставку сломанных деталей в Китай, и может взиматься плата за ремонт, если он не находится на гарантии.
Для технической поддержки у большинства небольших компаний нет группы поддержки в Китае. Большинству компаний, производящих лазерное оборудование, нелегко иметь профессиональную группу поддержки, особенно когда машины продаются по очень низкой цене. JCZ предлагает очень конкурентоспособную цену, а также отличную поддержку более чем 100+ многоязычных инженеров по исследованиям и разработкам и поддержке.
Надеюсь, что вышеизложенное решило все ваши вопросы. Если у вас есть другие вопросы, свяжитесь с нами. Мы работаем в отрасли уже 18 лет и можем предложить комплексные решения для вашего лазерного бизнеса.
Чтобы получить лучшее предложение от поставщика лазерного станка, покупателю необходимо предоставить как минимум следующую информацию.
1. Материал (для выбора типа лазера) 2. Размер сканирования (для выбора объектива F-theta) 3. Механический тип
Поставщик должен предложить полные спецификации и опции. Если вы покупаете на месте, это будет просто. Просто посетите местный магазин машин китайского производства и проверьте машину самостоятельно. Мы всегда рады предложить одного надежного продавца рядом с вами, наши клиенты находятся по всему миру. Они предлагают высококачественные станки для лазерной гравировки и маркировки, а также хорошее послепродажное обслуживание.
Если вы покупаете в Китае, выбор нужного вам станка — это только первый шаг. Доставка и местная таможенная очистка — непростые вещи для новичков. Наличие надежного и опытного поставщика, такого как JCZ, облегчит задачу. JCZ справится со всем с низкой стоимостью и профессионализмом.
Наконец, послепродажная поддержка — это то, что вам также необходимо оценить перед покупкой. Все оборудование для лазерного гравера и маркера сейчас очень стабильно, и его нелегко сломать. Например, срок службы волоконного лазера мощностью 20 Вт или 30 Вт может составлять до 100 000+ часов (11,4+ лет).
Таким образом, большая часть поддержки связана с программным обеспечением, таким как обновления программного обеспечения, новые функции, ошибки, настройки и т. д. В этом смысле JCZ определенно является лучшим поставщиком лазерных граверов и маркеров. Потому что большая часть установленного программного обеспечения — это EZCAD, разработанный JCZ.
Станок для лазерной гравировки и маркировки практически не требует обслуживания. Следующие советы могут помочь продлить срок его службы.
Если температура в мастерской выше 30 ℃, попробуйте использовать кондиционер или, по крайней мере, проветривайте помещение.
Высокая влажность может привести к образованию конденсата на оптике, что повлияет на работу аппарата.
Если машина с воздушным охлаждением, удалите пыль с вентиляторов машины. Если он с воздушным охлаждением, воду в чиллере необходимо менять каждую неделю.
Волоконный лазерный гравер, гравер, маркер для металла Китай Производитель и поставщик
20 Вт 30 Вт 50 Вт 60 Вт 80 Вт 100 Вт Волоконный лазерный станок для гравировки, травления и маркировки идеально подходит для металлических материалов, таких как сталь, нержавеющая сталь, медь, латунь, алюминий, золото, серебро и т. Д. Цвета также возможны с лазером MOPA.
18 лет опыта С 2004 года мы занимаемся промышленной лазерной обработкой. Всем нашим продуктам доверяют клиенты по всему миру. И большинство лазерных станков китайского производства оснащены нашей продукцией.
Ведущий мировой бренд – ФИНАЛИСТ PRISM AWARDS В 2021 году мы стали третьими китайскими компаниями, вошедшими в число финалистов SPIE PRISM AWARDS, которая также известна как высшая награда и Оскар в мировой фотоиндустрии. Это признание ведущего продукта JCZ и вклада в мировую фотонную и лазерную индустрию.
Отличное послепродажное обслуживание Мы знаем, как отчаянно будет, если поставщик не сможет предложить поддержку. Мы получаем много запросов на поддержку от клиентов, которые приобрели машину с поддельным программным обеспечением JCZ, установленным у китайского поставщика, который не может предложить обслуживание.
Имея более 150 специалистов по исследованиям и разработкам и инженеров службы поддержки, а также наши независимые возможности для оптических, электрических, программных, механических разработок и производства, мы предлагаем высококачественную продукцию и отличный сервис по всему миру.
Более 1000 партнеров по всему миру Благодаря передовым и надежным продуктам, а также отличному послепродажному обслуживанию, мы тесно сотрудничаем с более чем 1000 лазерными компаниями по всему миру в Китае, США, Германии, Великобритании, Канаде, Испании, Италии. , Южная Корея, Япония, Индия, Турция, Россия, Бразилия и т. д. Из-за соглашения о неразглашении мы не можем раскрыть их имена.
Доступная и очень конкурентоспособная цена Благодаря заказам с мирового рынка вся наша продукция находится в массовом производстве, что означает, что мы получаем лучшие цены от нашего партнера, а себестоимость производства находится на самом низком уровне. Это делает цены на нашу продукцию всегда конкурентоспособными. Как и название нашего первого продукта EzCAD, выпущенного в 2004 году, мы стремимся сделать лазер простым инструментом, а не высокотехнологичным устройством, совместно продвигая разработку экологически чистой технологии LASER.
Рекомендуемые продукты
2022 Полностью оптоволоконный лазерный маркер и гравер по металлу Руководства покупателя
Волоконный лазерный маркер и гравер использует импульсный лазер IPG, Raycus, Max Photonics или JPT MOPA. Он имеет очень маленький размер, хорошее качество луча и не требует технического обслуживания.
В настоящее время оптоволоконное оборудование может не только снизить стоимость обслуживания, но и значительно увеличить срок службы, а эффект маркировки более тонкий и четкий по сравнению с традиционными методами маркировки и гравировки.
Система волоконной лазерной маркировки и гравировки имеет широкий спектр областей применения, таких как микросхемы интегральных схем, компьютерные детали, промышленные подшипники, часы, электроника, продукты 3C, аэрокосмические устройства, автомобильные детали, бытовая техника, металлические инструменты, пресс-формы, проволока кабель, упаковка для пищевых продуктов, ювелирные изделия, табак и многие другие области.
Оборудование для гравировки и маркировки волокон использует лазерный луч с высокой плотностью энергии для нагрева поверхности обрабатываемого продукта.
Под воздействием энергии высокой мощности целевая область объекта быстро испаряется или вступает в химическую реакцию, оставляя четкий след на поверхности продукта. Обработанная поверхность не только гладкая и натуральная, но и не повреждает окружающие участки.
Волоконный лазер требует, чтобы поверхность объекта могла поглощать свет с длиной волны 1064 нм, иначе он не будет работать. Однако гравировка и маркировка волоконным лазером не требует расходных материалов и не вызывает деформации и нарушения целостности изделия, а обработка управляется компьютером, который очень гибок.
Металловолоконное лазерное оборудование благодаря своим превосходным характеристикам широко используется во многих отраслях промышленности. С точки зрения цены, гравировальный станок с волоконным лазером дороже, чем традиционное обрабатывающее оборудование. Но, учитывая почти нулевые затраты на техническое обслуживание, сейчас он очень популярен во многих областях.
По сравнению с традиционными технологиями маркировки, штамповки, печати, гравировки, волоконный лазер имеет следующие преимущества и становится все более популярным в настоящее время.
Хорошее качество, не стирается. Маркировка металлической поверхности четкая и красивая. Разнообразные логотипы, узоры, двухмерный код, текст и узор могут быть выгравированы непосредственно на металлических изделиях.
Высокая точность обработки. Диаметр сфокусированного луча волоконного лазера может достигать 20 мкм, что очень важно для сложных графических задач, а также задач точной маркировки и гравировки.
Высокая эффективность и простота в эксплуатации. Пользователям нужно только установить параметры на компьютере и выполнить маркировку или гравировку всего за несколько секунд.
Поверхность не повреждена. Волоконный лазерный маркировочный и гравировальный станок представляет собой бесконтактную обработку, лазерная головка не должна касаться поверхности объекта, поэтому нет необходимости учитывать повреждение обрабатываемого продукта.
Различные применения. Лазер безвреден для окружающей среды и может обрабатывать различные металлические материалы.
Устройство гидравлического пресса основано на законе Паскаля о гидростатике, который гласит, что жидкость передает одинаковое давление во всех направлениях. Как понятно из названия, главным действующим элементом такого механизма является жидкость – обычно масло, реже вода из-за низкой плотности. С помощью пресса к определенной точке прикладывается большое усилие с минимальными затратами энергии. Чаще всего это нужно при работе с металлами, поэтому такие приборы встречаются в промышленности (на производствах, в цехах) и автомастерских.
Что такое гидравлический пресс?
Конструкция прибора крайне проста и придумана еще в семнадцатом веке. Конечно, с тех пор она усовершенствована, да и вариантов появилось достаточно много, но в основе все также:
два сообщающихся сосуда;
жидкость;
шток.
два поршня.
Последние как раз и создают необходимое количество паскаль давления. Один из цилиндров, как и расположенные внутри поршни, меньше другого. Маленький цилиндр оказывается давление на жидкость, она, в свою очередь, передает это усилие на большой, который и приводит в движение шток. Шток же, оборудованный подходящей насадкой, взаимодействует непосредственно с материалом, на который нужно оказать давление прессом. Площадь воздействия при этом небольшая, хотя все зависит от размеров оборудования и выбора насадки для штока.
Для чего применяется пресс гидравлический
Обычно, прессы используются для работы с эластичными, но прочными материалами. Первым кандидатом на обработку зачастую становится металл и его сплавы. С помощью гидроагрегата делают:
подшипники и втулки;
опрессовку;
штамповку изделий;
изгибы;
правку дефектов;
прессовку (склеивание).
Благодаря возможностям устройства то, что вручную выполняют долго (или не могут вообще), под давлением осуществляется за несколько секунд благодаря гидравлической энергии.
Классификация гидравлических прессов
Следует помнить, что разновидностей прессов существует огромное количество. Они отличаются, как по обрабатываемым материалам (металл и полимеры), так и по конструкции (колонные и станинные), хотя принцип работы неизменен. Говоря же про оборудование для СТО, обычно выбирают напольные вертикальные прессы из-за их небольших размеров и простоты управления. Промышленный пресс имеет громоздкую конструкцию, требует много места и зачастую дополнительного оборудования, такого, как электроприводы для подачи жидкости в цилиндры, поэтому встретить такой агрегат в автомобильной мастерской сложно. Кроме того, усилие, которое поршень передает заготовке у подобных агрегатов слишком велико для работы с автомобильными материалами.
Какие бывают прессы для СТО
Обычно в мастерских нуженпресс для запрессовки подшипников или работы с поврежденным металлом – частями корпуса и колесными дисками. Оператору нужно либо подогнать детали плотно друг к другу, как те же подшипники или втулки, либо исправить дефект покрытия точным применением гидравлического усилия. Конструкция пресса при этом проста: в основе все так же два цилиндра и шток, оказывающий давление на материал, и деталь, приводящая в движение малый цилиндр вместе с жидкостью. И разделяется такое оборудование на два вида:
Пресс гидравлический ручной. Называется так из-за компактных размеров и специфики эксплуатации – весит всего несколько килограмм и используется, как ручной инструмент, без каких либо креплений. Его без проблем можно переносить, а опрессовка происходит вследствие рычажной тяги.
Автоматический гидравлический пресс. Это уже стационарный станок, с помощью которого можно получить в разы большее давление, чем предыдущим агрегатом. Усилие регулируется переключателем, а активируется система кнопкой или рычагом.
Такие прессы чаще всего встречаются в автомастерских для выдавливания и установки подшипников, обжимки и опрессовки кабелей, правильных работ по металлу, ковки, штамповки или прессования отходов, от металлической стружки до создания пеллет.
Гидравлический пресс для СТО
Прессы встречаются на каждой станции технического обслуживания автомобилей.Гидропресс для автосервиса используется мастерами для:
рихтовки элементов корпуса;
штамповки деталей;
выпрессовки втулок и подшипников;
склейки под давлением.
Также такие агрегаты используются при работе с двигателем, как в сборке, так и в разборке. Гидравлические прессы для СТО имеют важное значение, ведь при их доступной стоимости и простоте использования, позволяют быстро разобрать детали или качественно собрать после ремонта. Для некоторых элементов машины максимально прочная установка, например, подшипника крайне важна, и от нее зависит безопасность водителя.
Какой мощности выбрать пресс для СТО
У пресса много параметров, которые необходимо оценить перед покупкой:
способ установки в помещении;
наличие манометра для контроля прикладываемого усилия;
система автоматического возврата цилиндра, что упрощает работу оператору в физическом плане;
тип привода нагнетания давления, от ручного до электрического;
системы безопасности, блокирующие работу при неполадках.
Естественно, чем шире функционал имеет пресс гидравлический для СТО, тем выше его стоимость, но и скорость с эффективностью работы также увеличиваются.
Самым главным параметром, на который нужно обратить внимание, является мощность – максимальное усилие, прикладываемое штоком к требующему обработки материалу. Так, для всех работ с легковыми автомобилями хватит пресса с давлением до 30 тонн, при этом покупать меньше 15 не рекомендуется, т.к. многие десятитонники не справляются с заменой сайлентблоков на современных автомобилях. А в случае работы с грузовыми машинами или тяжелыми внедорожниками лучше выбрать пресс с максимальным давлением 100 тонн и не менее 50 тонн.
Где купить гидравлический пресс для СТО
На сайте Автомеханики представлены модели от лучших мировых производителей, так что подобрать подходящую легко – по цене, мощности или дополнительным функциям. Компания Автомеханика предлагает всю технику, которая нужна для организации СТО, в том числе и прессы.
Что нужно для открытия СТО? Просто позвонить в Автомеханику и заказать нужную технику: быстро, недорого, с доставкой. Просто свяжитесь с менеджером и вам помогут выбрать все для эффективного бизнеса.
Гидравлический пресс | Физика
После того как Паскаль провел ряд опытов по измерению атмосферного давления, он решил сконструировать «новую машину для увеличения сил». Его изобретение позволило создать гидравлический пресс (от греческого слова «гидравликос» — водяной).
Гидравлический пресс — это машина для обработки материалов давлением, приводимая в действие сдавливаемой жидкостью.
Чтобы понять принцип действия гидравлического пресса, рассмотрим рисунок 127. На нем изображены соединенные между собой два цилиндра с поршнями, имеющими разные площади сечения S1 и S2. В цилиндрах находится вода или минеральное масло.Пусть F1 и F2 — силы, действующие на поршни со стороны находящихся на них гирь. Докажем, что жидкость в цилиндрах будет находиться в равновесии лишь тогда, когда сила, действующая на большой поршень, во столько раз превышает силу, действующую на меньший поршень, во сколько раз площадь большего поршня превышает площадь меньшего поршня. Для этого заметим, что жидкость будет оставаться в равновесии только тогда, когда давления под поршнями будут одинаковыми:
p1 = p2
Но каждое из этих давлений можно выразить через силу и площадь:что и требовалось доказать.
Отношение F2/F1 характеризует выигрыш в силе, получаемый в данной машине. Согласно полученной формуле выигрыш в силе определяется отношением площадей S2/S1. Поэтому, чем больше отношение площадей поршней, тем больше выигрыш в силе.
Например, если площадь малого поршня S1 = 5 см2, а площадь большего поршня S2 = 500 см2, то выигрыш в силе будет составлять сто раз! Установив этот удивительный факт, Паскаль написал, что с помощью изобретенной им машины «один человек, надавливающий на малый поршень, уравновесит силу ста человек, надавливающих на поршень, в сто раз больший, и тем самым преодолеет силу девяносто девяти человек». Это открытие и легло в основу принципа действия гидравлического пресса.
Устройство гидравлического пресса показано на рисунке 128. Цифрой 4 обозначен манометр, служащий для измерения давления жидкости внутри пресса; 5 — предохранительный клапан, автоматически открывающийся, когда это давление превышает допустимое значение.Действие гидравлического пресса основано на законе Паскаля. Прессуемое тело 3 помещают на платформу, соединенную с большим поршнем 2. При действии некоторой силы F1 на малый поршень 1 в узком цилиндре пресса создается избыточное давление p = F1/S1. По закону Паскаля это давление передается во второй цилиндр и на поршень 2 начинает действовать сила: Так как площадь второго поршня существенно превышает площадь первого поршня, то сила F2 оказывается значительно больше силы F1. Под действием силы F2 поршень 2 начинает подниматься и сдавливает прессуемое тело.
Последующие перекачивания жидкости из узкого цилиндра в широкий осуществляются с помощью периодических нажатий на рычаг 8. После каждого нажатия рычаг следует возвращать в исходное положение. При его подъеме малый поршень перемещается вверх, клапан 6 открывается и в пространство, находящееся под поршнем, из сосуда 9 засасывается очередная порция жидкости. При опускании рычага поршень 1 перемещается вниз и сдавливаемая жидкость закрывает клапан 6; при этом клапан 7 открывается и часть жидкости переходит в широкий цилиндр.
Впервые гидравлические прессы стали применяться на практике в конце XVIII — начале XIX в. Современная техника уже немыслима без них. Они используются в металлообработке для ковки слитков, листовой штамповки, выдавливания труб и профилей, прессования порошковых материалов. С помощью гидравлических прессов получают фанеру, картон и искусственные алмазы.
1. Что такое гидравлический пресс? 2. Чем определяется выигрыш в силе, даваемый гидравлическим прессом (при отсутствии трения)? 3. Расскажите о применении гидравлического пресса. 4. На рисунке 129 изображена схема автомобильного гидравлического тормоза (1 — тормозная педаль, 2 — цилиндр с поршнем, 3 — тормозной цилиндр, 4 — тормозные колодки, 5 — тормозные барабаны, 6 — пружина). Цилиндры и трубки заполнены специальной жидкостью. Объясните принцип действия тормоза.
Что такое гидравлический пресс и как он работает?
ГИДРАВЛИЧЕСКИЙ ПРЕСС
06 апреля 2021 г.
Что такое гидравлика?
Слово «гидравлический» происходит от греческого и представляет собой комбинацию лексического значения слов «вода» и «труба». Как термин, гидравлика означает науку об использовании жидкости под определенным давлением для передачи силы и движения и управления этим поведением.
Что такое гидравлический пресс и как он работает? Что делает гидравлический пресс?
Гидравлический пресс представляет собой механический пресс, создающий сжимающее усилие за счет использования гидравлического цилиндра. Вместо механического рычага используется гидравлический рычаг.
Гидравлический пресс состоит из двух соединенных между собой цилиндров. Каждый цилиндр заполнен гидравлической жидкостью, и один больше другого. Больший цилиндр называется плунжером, а меньший – плунжером.
Поскольку жидкости плохо сжимаются, их используют в гидравлических прессах. Гидравлический пресс работает, прикладывая небольшое усилие к поршню, который проталкивает жидкость под него. Затем это давление распределяется равномерно, поднимая баран. Давление, создаваемое плунжером и поршнем, раздавливает предмет, помещенный между ними.
Преимущества гидравлической системы
Гидравлические системы — это системы, которые работают бесшумно.
Дают возможность работать под очень высоким давлением.
Благодаря гидравлическому маслу, используемому в качестве жидкости, все элементы смазываются.
Гидравлическая жидкость позволяет выделяемому теплу распространяться в окружающую среду.
Элементы гидравлического контура имеют длительный срок службы.
Скорость можно регулировать даже в движении.
Недостатки системы гидравлического пресса
Расход гидросистемы невысокий, элементы контура работают с малой скоростью.
Гидравлическая жидкость чувствительна к высокой температуре, и поскольку в качестве жидкости используется масло, эта температура не должна превышать 50 градусов.
Гидравлическая жидкость также чувствительна к воздуху, образование в ней воздуха вызывает шум и вибрацию, что нарушает баланс скоростей.
Поскольку элементы контура гидравлической системы работают под очень высоким давлением, они должны изготавливаться очень прочно, что приводит к высоким затратам.
Что такое гидравлический пресс, для чего он используется?
Пресс гидравлический; Это машина для дробления, выравнивания, сжатия, склеивания, формования и покрытия материалов. Материалы, подлежащие обработке, наносят, помещая их на пластину или платформу внутри пресса. Применение гидравлических прессов имеет очень широкую область применения, они используются во многих отраслях промышленности. Это машины, которые обеспечивают простоту использования.
Существует известный канал на YouTube под названием «Канал гидравлического пресса», принадлежащий финскому владельцу мастерской, и на канале гидравлического пресса публикуется множество видеороликов о гидравлических прессах.
Продажа гидравлических прессов
Прессы, используемые в ремонтных, производственных и сборочных работах в самых различных областях, производятся разными марками и разными компаниями. Они оснащены функциями, подходящими для области использования, и спроектированы соответствующим образом. По этой причине цены на гидравлические прессы очень разные.
Вы можете найти б/у гидравлический пресс на продажу или купить новый.
Электрический гидравлический пресс
Электрические гидравлические прессы используются для различных задач металлообработки. Эти электрические гидравлические прессы имеют мощные механизмы и выдающуюся эффективность; они вполне подходят для промышленных операций с металлом и являются бюджетной альтернативой.
Существуют малые гидравлические прессы и большие гидравлические прессы. Вы можете выбрать удобный для своей работы.
Для чего используется гидравлический жим лежа?
Гидравлический жим лежа чрезвычайно удобен для выполнения множества небольших задач по жиму. Это полезный инструмент для решения широкого круга задач, от запрессовки подшипников до снятия и установки шестерен и других элементов с запрессовкой. Каждый гидравлический настольный пресс с цилиндром грузоподъемностью до 10 тонн обеспечивает достаточное усилие для тяжелого прессования и удобно помещается в небольшом пространстве любой мастерской.
Доля :
Категории
Подготовлено
Т-Софт Электронная коммерция.
Как работает гидравлический пресс?
Опубликовано — 18 октября 2017 г. / Обновлено — 26 марта 2019 г.
Если вы работаете в промышленной среде, вы, возможно, уже сталкивались с гидравлическим прессом . Это оборудование используется во множестве различных операций, таких как прессование металлических предметов в лист металла, истончение стекла, дробление автомобилей и изготовление порошков. Гидравлический пресс можно использовать для удовлетворения потребностей большинства промышленных сред.
Итак, как работает гидравлический пресс?
Гидравлический пресс содержит два цилиндра, соединенных друг с другом. Каждый цилиндр содержит гидравлическую жидкость, и один цилиндр больше другого. Цилиндр большего размера известен как поршень , а цилиндр меньшего размера известен как поршень .
Жидкости плохо сжимаются, поэтому их используют в гидравлических прессах. Гидравлический пресс работает, прижимая небольшое усилие к поршню, который давит на жидкость под ним. Затем это давление распределяется равномерно, что, в свою очередь, поднимает поршень. Затем давление между плунжером и плунжером раздавливает предмет, помещенный между ними.
Это работает благодаря Закону Паскаля , согласно которому давление в большем цилиндре (поршень) остается таким же, как и давление в меньшем цилиндре (плунжер).
Чтобы увидеть гидравлический пресс в действии, взгляните на Канал гидравлического пресса , который полностью посвящен дробящей силе различных гидравлических прессов.
Каковы преимущества гидравлического пресса?
Благодаря тому, как работают гидравлические прессы, они также обеспечивают множество различных преимуществ по сравнению с механическим прессом. Вот лишь несколько преимуществ гидравлического пресса.
Более низкая стоимость. Гидравлический пресс обычно намного дешевле механического пресса из-за его простой конструкции. Первоначальная стоимость ниже, а стоимость обслуживания также ниже из-за меньшего количества поломок и легче заменить движущиеся части в гидравлическом прессе.
Защита от перегрузки. Если у вас есть 30-тонный гидравлический пресс, он будет оказывать только 30-тонное давление. Или, если вы установите уровень давления на меньшее, он будет сбрасывать только этот уровень давления. Как только этот уровень достигнут, открывается предохранительный клапан, который не позволяет гидравлическому прессу превысить этот уровень.
Трубный калькулятор для расчета веса стальной трубы. Варианты расчета для круглой квадратной и прямоугольной труб из различных металлов.
На данный момент трубный калькулятор может выполнять следующие расчеты: вес погонного метра профильной трубы, квадратной, прямоугольной и круглой электросварной трубы стальной. Также можно рассчитать вес трубы из других металлов, и задать длину трубы в метрах.
Расчет ведется по формуле m = ro / 7850 * 0.0157 * S * (2 * a – 2.86 * S) * L, где m – вес трубы, ro – плотность материала (углеродистая сталь – 7850 кг/м³).
С учетом существования огромного сортамента профильных ТР, возникают определенные сложности, если необходимо рассчитать вес 1 м 20х40х2 профильной трубы, узнать стоимость за метр зная цену за кг, посчитать сколько весит металл в заявке зная суммарную длину профиля.
Масса погонного метра проф. трубы зависит от размера сечения и толщины стенок, т. е. от площади поперечного сечения. В таблице металлопроката указывается теоретический вес 1 метра погонного, однако при расчете количества ТР с использованием таблиц массы профтрубы квадратного и прямоугольного сечения необходимо учитывать, что ГОСТом предусматривается допустимое отклонение фактического веса от теоретического до 12%.
Вес трубы 20х40х2 за метр
Стальная прямоугольная труба 20х40×2 вес 1 метра погонного – это удельный, табличный, теоретический, справочный, условный или погонный вес металлопроката, в данном случае замкнутого профиля. Названия масс используются как синонимы и означают на практике не точный реальный вес, полученный в результате непосредственного взвешивания на весах, а теоретически рассчитанный, соответствующий параметрам металлопроката по ГОСТу.
То есть условный, хотя его часто, не совсем точно, называют удельным. Данные о теор массе 1 метра трубы 20х40×2 мм стальной мы можем найти в таблице из справочника по удельному массу металлического проката или рассчитать самостоятельно. Однако, такие расчеты веса 1 метра трубы требуют некоторого опыта и знания формулы пересчета массы.
Например, расчет массы 1 м.п. квадратной трубы из металла, сводится к вычислению массы железной полосы. Поэтому, гораздо удобнее пользоваться таблицей. В принципе, нам нужна таблица удельного, условного, справочного, расчетного, теоретического или погонного веса профильной стальной трубы, та часть ее, которая относится к прямоугольным трубкам.
Профильная металлическая труба 20 40 2 мм хорошо сваривается, легко режется, удобно гнется при необходимости. Поэтому из металлической трубы 20х40×2 мм изготавливаются гнутые и арочные стальные конструкции. Прокат имеет легкий вес, при сравнительно высокой жесткости, поэтому металлические конструкции из трубы 20 40 2 мм называют облегченными или легкими.
Для тех задач, где важным условием изготовления металлической сварной конструкции является высокая прочность или высокая устойчивость к коррозии, лучше использовать трубки такого же сечения, но с большей толщиной стенки. Для водо и газопроводов рекомендуется использовать стальные металлические ТР не электро сварные, а цельнотянутые. А теперь труба 20х40х2 вес 1 метра, смотрите в таблице ниже.
Тип трубы
Размер
Вес 1 метра
Квадратная
20х40х2
Вес 1 метра равен1.70 кг.
Теоретический вес профильной трубы квадратной
Сортамент квадратных трубок определяется стандартом ГОСТ 8645-68, который устанавливает требования к электросварным трубам.
Квадратная ТР представляет собой полый металлический профить замкнутого сечения. Размеры квадрата соответствует стандарту ГОСТ 8639-82, технические требования должны соответствовать ГОСТ 13663-86, который регламентирует сортамент на трубы профильные электросварные общего назначения из углеродистой стали.
труба профильная вес 1 метра (таблица)
Параметры трубы
Длина
Вес метра пог.
Вес трубы квадратной профильной
Профиль 15×15х1.0
6м
0,479 кг/м
Профиль 15×15х1.2
6м
0,501 кг/м
Профиль 15×15х1.5
6м
0,605 кг/м
Профиль 20×20х1.2
6м
0,689 кг/м
Профиль 20×20х1.5
6м
0,841 кг/м
Профиль 20×20х2
6м
1,08 кг/м
Профиль 25×25х1.2
6м
0,877 кг/м
Профиль 25×25х1.5
6м
1,07 кг/м
Профиль 25×25х2
6м
1,39 кг/м
Профиль 30×30х1.5
6м
1,31 кг/м
Профиль 30×30х2
6м
1,70 кг/м
Профиль 40×40х1.5
6м
1,78 кг/м
Профиль 40×40х2
6м
2,33 кг/м
Профиль 40×40х2.5
6м
2,85 кг/м
Профиль 40×40х3
6м
3,36 кг/м
Профиль 40×40х4
6м
4,30 кг/м
Профиль 50×50х2. 5
6м
3,64 кг/м
Профиль 50×50х3
6м
4,31 кг/м
Профиль 50×50х3.5
6м
4,94 кг/м
Профиль 50×50х4
6м
5,56 кг/м
Профиль 60×60х2
6м
3,59 кг/м
Профиль 60×60х2.5
6м
4,43 кг/м
Профиль 60×60х3
6м
5,25 кг/м
Профиль 60×60х3.5
6м
6,04 кг/м
Профиль 60×60х4
6м
6,82 кг/м
Профиль 80×80х3
12м
7,13 кг/м
Профиль 80×80х4
12м
9,33 кг/м
Профиль 80×80х5
12м
11,44 кг/м
Профиль 80×80х6
12м
13,46 кг/м
Профиль 100×100х3
12м
9,02 кг/м
Профиль 100×100х4
12м
11,84 кг/м
Профиль 100×100х5
12м
14,58 кг/м
Профиль 100×100х6
12м
17,22 кг/м
Профиль 100×100х7
12м
17,3 кг/м
Профиль 100×100х8
12м
22,25 кг/м
Профиль 120×120х4
12м
14,35 кг/м
Профиль 120×120х5
12м
17,72 кг/м
Профиль 120×120х6
12м
20,99 кг/м
Профиль 120×120х8
12м
27,27 кг/м
Профиль 140×140х5
12м
20,86 кг/м
Профиль 140×140х6
12м
24,76 кг/м
Профиль 150×150х5
12м
22,43 кг/м
Профиль 150×150х6
12м
26,64 кг/м
Профиль 150×150х8
12м
34,81 кг/м
Профиль 160×160х4
12м
19,38 кг/м
Профиль 160×160х5
12м
24,00 кг/м
Профиль 160×160х6
12м
28,53 кг/м
Профиль 160×160х8
12м
37,32 кг/м
Профиль 180×180х5
12м
27,14 кг/м
Профиль 180×180х6
12м
32,30 кг/м
Профиль 180×180х8
12м
42,34 кг/м
Профиль 180×180х10
12м
52,03 кг/м
Профиль 200×200х6
12м
36,06 кг/м
Профиль 200×200х8
12м
47,37 кг/м
Профиль 200×200х10
12м
58,31 кг/м
Профиль 200×200х12
12м
68,89 кг/м
Профиль 250×250х6
12м
45,48 кг/м
Профиль 250×250х8
12м
59,93 кг/м
Профиль 250×250х10
12м
74,01 кг/м
Профиль 250×250х12
12м
87,73 кг/м
Профиль 300×300х6
12м
54,90 кг/м
Профиль 300×300х8
12м
72,49 кг/м
Профиль 300×300х10
12м
89,71 кг/м кг/м
Профиль 300×300х12
12м
106,6 кг/м
вес метра профильной трубы
Параметры трубы
Длина
Вес мп
Вес трубы прямоугольной профильной
Профиль 20x10x1. 2
6м
0,501 кг/м
Профиль 20x10x1.5
6м
0,605 кг/м
Профиль 25x10x1.5
6м
0,723 кг/м
Профиль 28x25x1.2
6м
0,934 кг/м
Профиль 28x25x1.5
6м
1,15 кг/м
Профиль 28x25x2
6м
1,48 кг/м
Профиль 30x15x1.5
6м
0,959 кг/м
Профиль 30x20x1.5
6м
1,08 кг/м
Профиль 30x20x2
6м
1,39 кг/м
Профиль 40x20x1.5
6м
1,31 кг/м
Профиль 40x20x2
6м
1,70 кг/м
Профиль 40x25x1.5
6м
1,43 кг/м
Профиль 40x25x2
6м
1,86 кг/м
Профиль 40x25x2.5
6м
2,27 кг/м
Профиль 50x25x1.5
6м
1,67 кг/м
Профиль 50x20x2
6м
2,02 кг/м
Профиль 50x25x2
6м
2,17 кг/м
Профиль 50x30x2
6м
2,32 кг/м
Профиль 50x30x2. 5
6м
2,86 кг/м
Профиль 50x40x2.0
6м
2,65 кг/м
Профиль 50x40x2.5
6м
3,25 кг/м
Профиль 50x40x3.5
6м
4,39 кг/м
Профиль 60x30x2
6м
2,65 кг/м
Профиль 60x30x2.5
6м
3,25 кг/м
Профиль 60x30x3
6м
3,83 кг/м
Профиль 60x40x2
6м
2,96 кг/м
Профиль 60x40x3
6м
4,30 кг/м
Профиль 60x40x3.5
6м
4,94 кг/м
Профиль 60x40x4
6м
5,56 кг/м
Профиль 80x40x2
6м
3,59 кг/м
Профиль 80x40x2.5
6м
4,43 кг/м
Профиль 80x40x3
6м
5,25 кг/м
Профиль 80x40x4
6м
6,82 кг/м
Профиль 80x60x3
6м
6,19 кг/м
Профиль 80x60x4
6м
8,07 кг/м
Профиль 100x50x3
12м
6,66 кг/м
Профиль 100x50x4
12м
8,70 кг/м
Профиль 100x50x5
12м
10,65 кг/м
Профиль 100x60x3
12м
7,13 кг/м
Профиль 100x60x4
12м
9,33 кг/м
Профиль 100x60x5
12м
11,44 кг/м
Профиль 100x80x4
12м
10,59 кг/м
Профиль 100x80x5
12м
13,01 кг/м
Профиль 120x60x3
12м
8,07 кг/м
Профиль 120x60x4
12м
10,59 кг/м
Профиль 120x60x5
12м
13,00 кг/м
Профиль 120x80x4
12м
11,84 кг/м
Профиль 120x80x5
12м
13,01 кг/м
Профиль 120x80x6
12м
17,22 кг/м
Профиль 140x60x4
12м
11,84 кг/м
Профиль 140x60x5
12м
14,58 кг/м
Профиль 140x100x4
12м
14,35 кг/м
Профиль 140x100x5
12м
17,72 кг/м
Профиль 140x100x6
12м
20,99 кг/м
Профиль 150x100x5
12м
18,50 кг/м
Профиль 150x100x6
12м
21,93 кг/м
Профиль 150x100x8
12м
28,53 кг/м
Профиль 160x80x5
12м
17,72 кг/м
Профиль 160x120x5
12м
20,86 кг/м
Профиль 160x120x6
12м
24,76 кг/м
Профиль 180x100x6
12м
24,76 кг/м
Профиль 180x100x8
12м
32,29 кг/м
Профиль 200x120x5
12м
24,00 кг/м
Профиль 200x120x6
12м
28,53 кг/м
Профиль 200x160x5
12м
27,14 кг/м
Профиль 200x160x6
12м
32,30 кг/м
Профиль 230x160x8
12м
46,11 кг/м
Вес профильной трубы
На нашем сайте вы можете узнать сколько весит труба профильная.
Труба профильная 40х20 | Труба прямоугольная
Трубы стальные профильные прямоугольные 40х20 производятся из горячекатаной и холоднокатаной стали углеродистых и качественных марок, в соответствии с ГОСТ 8645-68, ГОСТ 13663-86, ТУ 14-105-737-2004 и целым рядом других технических условий.
Трубы прямоугольные 40х20
Размер
Длина
Марка стали
Вес метра
Метров в тонне
Труба профильная 40х20х1,2
6
08-2пс
1,12
892
Труба профильная 40х20х1,5
6
08-2пс
1,39
719
Труба профильная 40х20х2
6
1-2пс
1,84
543
Труба профильная 40х20х2,5
6
2-3пс
2,29
436
Труба профильная 40х20х3
6
2-3пс
2,51
398
Трубы прямоугольные не предназначены для сооружения трубопроводов, транспортировки жидкостей и газов, используются исключительно для производства металлоизделий и металлоконструкций.
Основные характеристики:
Предельные отклонения по наружным размерам труб не превышают ± 0,3мм.
Вогнутость и выпуклость профильной трубы не должна выводить размеры за предельно допустимые значения с учетом предельных отклонений.
В поперечном сечении отклонения от прямого угла прямоугольной трубы не превышают 1,5%.
Предельные отклонения по толщине стенки не должны превышать ±12,5%. В реальности отклонения по толщине стенки не превышают 4% при толщине стенки свыше 2,5мм, 6% при толщине стенки 1,5-2мм и 9% при толщине стенки менее 1,5мм.
На прямоугольных трубах удаляется наружный грат (зачищается сварной шов), при этом допускается образование царапин и рисок в месте зачистки. Внутренний грат не удаляется, качество внутренней поверхности не контролируется.
На прямоугольных трубах допускается образование незначительной ржавчины, вмятины, следы правки, риски, рябизна и дледы зачистки дефектов, при условии, что они не выводят наружные размеры труб и толщину стенки за предельные отклонения, предусмотренные ГОСТ или ТУ, в соответствии с которыми они изготовлены.
Прямоугольные трубы 40х20 из холоднокатаной стали
Трубы из холоднокатаной стали часто называю мебельными потому, что из таких труб производят офисную, школьную и дачную мебель, другие металлоизделия и легкие металлоконструкции с высокими требованиями к качеству поверхностии и геометрии. Такие трубы подлежат дальнейшей окраске порошком или гальванизации.
Особое внимание уделяется защите тонкостенных профильных труб и, особенно из холоднокатаной стали, от коррозии, для чего трубы покрываются временными антикоррозийными составами, обеспечивающими защиту от 1-го до 6-ти месяцев.
Прямоугольные трубы 40х20 из горячекатаной стали
Рядовые прямоугольные трубы малого размера из горячекатаной стали углеродистых марок Ст1пс, Ст2пс, 3сп/пс предназначены и используются для производства металлических изделий и конструкций малых архитектурных форм, использующихся как внутри отапливаемых помещений, так и при естественных погодных условиях.
Металлоизделия и металлоконструкции, выполненные из прямоугольной стальной горячекатаной трубы защищают от коррозии горячим оцинкованием и покраской специальными составами по металлу.
Купить прямоугольные трубы 40х20 можно в нашей компании любыми партиями от 1-ой трубы до вагонных норм. Поставка производится самовывозом (самостоятельная выборка товара со склада Поставщика) или с доставкой автомобильным / железнодорожным транспортом.
Цены на прямоугольные трубы
В последние годы цены на прямоугольную трубу меняются очень динамично, что затрудняет публикацию актуальных цен, соответствующих настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Вместе с Прямоугольной трубой покупают:
Труба тонкостенная
Уголок
Лист холоднокатаный
Полоса
40x20x2 профильная труба RF 1.
4301
40x20x2 ПРОФИЛЬНАЯ ТРУБКА RF 1.4301
Артикул 1681274
| Больше информации
Войти Чтобы увидеть информацию о цене
Показать замену артикула
М
Округлено до полной упаковки
Выбранный артикул заменен.
Лагерсалдон
Нет наличия на складе. Заказать
Выбрать склад Чтобы просмотреть статус магазина магазина
Чтобы делать покупки у нас, вам нужна зарегистрированная компания и номер клиента.
Показать все варианты
Почистил до тусклости. 100 x 100, 120 и 150 без обработки.
Больше информации
Размер упаковки: 6 м/432 м
Ширина внешней секции: 40 мм
Высота внешней секции: 20 мм
Толщина стенки: 2,0 мм
Обработка поверхности: шлифованная
Качество материала: нержавеющая сталь 304 (1.4301)
Вес/м: 1,81 кг
Стандарт: EN 10219-2
Длина: 6 м
Коммерческая длина: 6 м
Размер другой: 40x20x2,0
Материал: EN 1. 4301
Дополнительная информация
Варианты
Варианты
Арт. нет.
Имя
Ширина внешней секции
Высота внешней секции
Толщина стенки
Обработка поверхности
Вес/м
Стандарт
Блок
1681270
Квадратная труба
20 мм
20 мм
1,5 мм
Шлифованный
0,90 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681271
Квадратная труба
25 мм
25 мм
2,0 мм
Шлифованный
1,49 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681272
Квадратная труба
30 мм
30 мм
1,5 мм
Шлифованный
1,38 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681273
Квадратная труба
30 мм
30 мм
2,0 мм
Шлифованный
1,81 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681274
Квадратная труба
40 мм
20 мм
2,0 мм
Шлифованный
1,81 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681275
Квадратная труба
40 мм
40 мм
2,0 мм
Шлифованный
2,50 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681276
Квадратная труба
40 мм
40 мм
3,0 мм
Шлифованный
3,60 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681277
Квадратная труба
50 мм
30 мм
2,0 мм
Шлифованный
2,45 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681279
Квадратная труба
50 мм
50 мм
2,0 мм
Шлифованный
3,09 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681280
Квадратная труба
50 мм
50 мм
3,0 мм
Шлифованный
4,66 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681384
Квадратная труба
60 мм
40 мм
2,0 мм
Шлифованный
3,09 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681282
Квадратная труба
60 мм
40 мм
3,0 мм
Шлифованный
4,56 кг
ЕН 10219-2
М
Округленная до полной упаковки
1
73
60X60X3,0 ПРОФИЛЬНАЯ ТРУБА 1. 4301
60 мм
60 мм
3,0 мм
Шлифованный
5,49 кг
—
М
Округленная до полной упаковки
1681283
Квадратная труба
60 мм
60 мм
4,0 мм
Шлифованный
7,24 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681284
Квадратная труба
80 мм
40 мм
2,0 мм
Шлифованный
3,71 кг
ЕН 10219-2
М
Округленная до полной упаковки
1
74
ПРОФИЛЬНАЯ ТРУБА 80X40X3,0 1. 4301
80 мм
40 мм
3,0 мм
Шлифованный
4,15 кг
—
М
Округленная до полной упаковки
1681285
Квадратная труба
80 мм
80 мм
3,0 мм
Шлифованный
7,41 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681286
Квадратная труба
80 мм
80 мм
4,0 мм
Шлифованный
9,80 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681289
Квадратная труба
100 мм
50 мм
3,0 мм
Шлифованный
6,97 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681287
Квадратная труба
100 мм
100 мм
3,0 мм
Шлифованный
9,42 кг
ЕН 10219-2
М
Округленная до полной упаковки
1681288
Квадратная труба
100 мм
100 мм
4,0 мм
Шлифованный
12,5 кг
ЕН 10219-2
М
Округленная до полной упаковки
1
75
100X100X5,0 ПРОФИЛЬНАЯ ТРУБА 1. 4301
100 мм
100 мм
5,0 мм
Шлифованный
14,1 кг
—
М
Округленная до полной упаковки
1
76
120X80X3,0 ПРОФИЛЬНАЯ ТРУБА 1.4301
120 мм
80 мм
3,0 мм
необработанный
9,34 кг
—
М
Округленная до полной упаковки
1
77
120X80X5. 0 ПРОФИЛЬНАЯ ТРУБА 1.4301
120 мм
80 мм
5,0 мм
необработанный
15,4 кг
—
М
Округленная до полной упаковки
1681385
Квадратная труба
120 мм
120 мм
5,0 мм
необработанный
18,7 кг
ЕН 10219-2
М
Округленная до полной упаковки
1
78
150X100X5. 0 ПРОФИЛЬНАЯ ТРУБА 1.4301
150 мм
100 мм
5,0 мм
необработанный
19,3 кг
—
М
Округленная до полной упаковки
1681386
Квадратная труба
150 мм
150 мм
5,0 мм
необработанный
22,7 кг
ЕН 10219-2
М
Округлено до полной упаковки
Стальные трубы — Вес
Вес труб из углеродистой и легированной стали — в фунтах на фут:
Для полной таблицы с более толстыми стенками — поверните экран!
Высоколегированные стали – это железоуглеродистые сплавы с содержанием легирующих добавок более 10% и до 50%, а железа – свыше 45%.
Легирующие элементы образуют с железом химические связи, что существенно влияет на свойства материала и улучшает его качество. Химические добавки вводятся в сплав с учетом его назначения и необходимых характеристик, например:
жаростойкость увеличивают Al, Si, Co;
красностойкость – Mo;
плотность – Ti, V;
кислотоупорность – Si;
прочность, износостойкость – Cr, V, Ti, Ni, Mn;
твердость – Cr, V;
упругость – Cr;
стойкость к температурным расширениям – W;
антикоррозионные качества – Ni, Mo, Ti, Cr;
устойчивость перед ударными нагрузками – Mn, Co;
прочность молекулярной решетки – W.
Сферы применения
Сложно переоценить, что значит высоколегированная сталь для нефтяной и химической промышленности, энергетики, машино- и авиастроения. Из таких сплавов производятся конструкции, используемые в агрессивных средах и при температурных перепадах. В газовой промышленности применяются коррозиестойкие легированные стали с содержанием углерода, уменьшенным до 0,12%. Элементы из окалиностойких сплавов используются в печах и в роли нагревательных элементов.
Классификация
Такие сплавы классифицируются:
По структуре – бывают аустенитные, аустенитно-ферритные и ферритные, аустенитно-мартенситные и мартенситные. Наиболее популярные аустенитные составы. Содержание легирующих веществ у них достигает 55%. В качестве основных компонентов используются хром (18%) и никель (до 8%). Остальные примеси вводятся в зависимости от необходимых свойств материала.
По преобладающей составляющей – сплавы на никелевой основе (50% Ni или более) и на железоникелевой (свыше 65% Fe и Ni в соотношении 1,5:1).
По свойствам – коррозиестойкие, жаростойкие, жаропрочные.
По доминирующему компоненту, которым легировали сплав, – хромистые, хромомарганцевые, хромоникелевые.
По тепловым характеристикам:
элинвар (Х8Н36) – имеет стабильный модуль упругости и рабочий температурный диапазон от -50 до +100 °С, используется для изготовления часовых пружин и деталей измерительных приборов;
инвар (И36) – не склонен к температурным расширениям, применяется для изготовления эталонных деталей и калибровочных элементов;
платинит (ЭН42) – по тепловому расширению идентичен стеклу, используется для производства электродов ламп накаливания.
По магнитным свойствам – магнитные (магнитомягкие и магнитотвердые) и немагнитные.
Марки высоколегированных сталей
Марка
Содержание химических компонентов, %
C
Mn
Si
S
P
B
Al
СН1А
1006АК
0,25–0,4
˃0,02
1008АК
0,3–0,5
˃0,02
1010АК
0,08–0,13
0,3–0,6
˃0,02
1012АК
0,1–0,15
0,3–0,6
˃0,02
1015АК
0,13–0,18
0,3–0,6
˃0,02
1018АК
0,15–0,2
0,7–0,9
˃0,02
1018SK
0,15–0,2
0,7–0,9
0,1–0,35
1022AK
0,18–0,23
0,7–1
˃0,02
1022SK
0,18–0,23
0,7–1
0,1–0,35
S25C
0,22–0,28
0,22–0,28
0,15–0,35
10B21
0,18–0,23
0,7–1
˃0,0005
10B33
0,32–0,36
0,7–1
0,15–0,35
˃0,0005
1541
0,36–0,44
1,35–1,65
Характеристики
Свойства высоколегированных сталей зависят от марки, формулы сплава, легирующих веществ и их процентного содержания. При помощи термообработки и легирования определенными компонентами материалам придаются необходимые характеристики:
прочность;
твердость;
сопротивление ползучести при нагреве;
упругость;
пластичность;
устойчивость к деформации, истиранию, коррозии, износу;
жаростойкость;
жаропрочность;
другие требуемые качества.
Например, по технологии штампосварки из таких сплавов производят изделия, выдерживающие сверхнизкие температуры до -253 °С. При обработке кремнием получают ферросилиды, устойчивые к кислотным средам.
Все легированные сплавы пригодны к сварке и другим видам обработки. Главное – учитывать состав стали и ее свойства, использовать подходящий режим нагрева и четко соблюдать технологию. Чтобы получить надежное соединение, следует учитывать малую теплопроводность высоколегированных сплавов, их значительное электрическое сопротивление и склонность к линейному расширению.
Компания «Металлист» выполняет комплекс услуг по обработке высоколегированной стали:
лазерная резка металла;
плазменная резка металла;
гибка металла;
слесарные работы по металлу;
порошковая покраска изделий из металла.
Высоколегированные стали. В наличии и под заказ
Главная
|
Ассортимент
| Высоколегированные стали
Легированная сталь – это сталь, в состав которой входят различные легирующие элементы, повышающие уровень коррозионной стойкости и придающие сплаву прочие полезные свойства, например, износостойкость, способность работать в условиях высоких температур без потери прочности и другие.
К основным легирующим элементам относятся хром и никель. Наряду с ними используются марганец, титан, молибден, медь и другие компоненты, добавляемые в сплав для получения нужных характеристик материала. Легирующая составляющая подбирается в зависимости от назначения сплава.
По процентному содержанию легирующих компонентов стальные сплавы бывают низколегированными (до 2,5%), среднелегированными (2,5-10%) и высоколегированными (более 10%).
Легированные и высоколегированные стали применяются для изготовления изделий бытового и промышленного назначения. Например, высоколегированная сталь находит широкое применение в энергетике, машиностроении, нефтехимической, авиационной и многих других отраслях промышленности. Она используется для производства всевозможных деталей и конструкций, работающих в неблагоприятных условиях: агрессивных газовых средах, при высоких или, напротив, крайне низких температурах, в режиме повышенных механических нагрузок.
По своим свойствам высоколегированная сталь разделяется на 3 группы:
Коррозионностойкая, предназначенная для изготовления изделий, эксплуатирующихся в обычных атмосферных условиях и слабоагрессивных средах;
Жаростойкая, способная противостоять коррозии в сложных условиях. Применяется для производства деталей, работающих в агрессивных средах при повышенных температурах;
Жаропрочная, сохраняющая механическую стабильность в условиях высокотемпературного режима эксплуатации.
Каждая из этих групп включает в себя подгруппы, объединяющие сходные по структуре материалы. Структура определяется химическим составом, например, количественным содержанием ферритизатора хрома, аустенитизатора никеля и других легирующих добавок.
Наша компания «СТАЛЬПРОМ» более 10 лет осуществляет деятельность по поставкам металлопроката на российском рынке. У нас можно купить легированную сталь различных марок по выгодным ценам. Организуем доставку продукции по территории РФ и в Казахстан в любое удобное для Вас время транспортом компаний-партнеров. По интересующим Вас вопросам Вы можете обратиться, позвонив по номерам телефонов, указанным на нашем сайте.
Разница между низколегированной сталью и высоколегированной сталью
Легированная сталь — это сталь, легированная различными элементами в общем количестве от 1,0% до 50% по весу для улучшения ее механических свойств. Легированные стали подразделяются на две группы: низколегированные стали и высоколегированные стали.
Высоколегированная сталь
Высоколегированная сталь характеризуется высоким процентным содержанием легирующих элементов. Нержавеющая сталь — это высоколегированная сталь, содержащая не менее 12 процентов хрома. Нержавеющая сталь делится на три основных типа: мартенситную, ферритную и аустенитную. Мартенситные стали содержат наименьшее количество хрома, известны высокой прокаливаемостью и в основном используются для изготовления столовых приборов. Ферритные стали содержат от 12 до 27 процентов сплава хрома и никеля и подходят для использования в автомобилях и промышленном оборудовании. Аустенитные стали содержат большое количество никеля, углерода, марганца или азота и обычно обладают самой высокой коррозионной стойкостью. Аустенитные стали в основном используются для хранения агрессивных жидкостей и горнодобывающего, химического или фармацевтического оборудования.
Низколегированная сталь
Среди легированных сталей, когда содержание Ni, Cr, Mo и других легирующих элементов составляет менее 10,5%, известны как низколегированные стали. Низколегированные стали имеют гораздо меньший процент легирующих элементов, обычно от 1 до 5 процентов. Эти стали имеют очень разную прочность и применение в зависимости от выбранного сплава. Высокопрочные низколегированные (HSLA) стали или микролегированные стали предназначены для обеспечения лучших механических свойств и/или большей устойчивости к атмосферной коррозии, чем у обычного углерода стали в обычном смысле.
Легированная сталь может далее классифицироваться как
Низколегированная сталь : в которой сумма всех легирующих элементов < 5%
Высоколегированные стали : в которых сумма всех легирующих элементов > 5%
Использование легированной стали
Легированная сталь используется в основном в автомобильной промышленности и в производстве деталей машин. Легированная сталь может использоваться в технологической зоне, где углеродистая сталь имеет ограничения, ниже приведены некоторые области применения легированной стали:
Высокотемпературные работы, такие как нагревательные трубы, котельные трубы из легированной стали
Низкотемпературные услуги, такие как криогенное применение
Очень высокая прижимная машина, такая как паровой коллектор
Используется в конструкции самолетов и тяжелых транспортных средств для коленчатых валов, распределительных валов и карданных валов и т. д.
General Engg и основа пресс-формы.
Здесь вы можете увидеть распространенные марки легированной стали, с которыми вы столкнетесь.
Для труб: ASTM A335 Gr P1, P5, P11, P9
Для кованых фитингов: ASTM A234 Gr.WP5, WP9, WP11
Для кованых фитингов: ASTM A182 F5, F9, F11 и т. д.
Используется в конструкции самолетов и большегрузных транспортных средств для изготовления коленчатых валов, зубчатых валов, распределительных валов, карданных валов и т. д.
52100
ЕН31
100Cr6
0,45
0,25
0,8
0,03
0,03
Общее машиностроение и формовочная основа.
ЕН353
20NiCrMo5
.20 МАКС
.35 МАКС
.50 — 1.00
.040
.040
.75 — 1.25
.08 — .15
Обработка компонентов.
8620
С620
21NiCrMo2
0,20
0,80
1,70
0,020-0,025
0,010-0,015
1,50
0,70
Обработка компонентов.
4140
4140
42CrMo4
.38 — .43
.20 — .35
.75 — 1.00
.035
.035
.80 — 1.10
Обработка компонентов.
16Mncr5
16MnCr5
.14 — .19
.15 — .40
1,00 -1,30
.035 МАКС
.035 МАКС
.80- 1.10
Обработка компонентов.
5120
20Mncr5
20MnCr5
.17 — .22
.10 — .35
1,10 — 1,40
.035
.035
1,00 — 1,30
Обработка компонентов.
Легирующие элементы
Обычно используемые легирующие элементы:
Хром – повышает устойчивость к коррозии и окислению. Повышает прокаливаемость и износостойкость. Повышает жаропрочность.
никель – увеличивает способность к закалке. Улучшает прочность. Повышает ударную вязкость при низких температурах.
Молибден – повышает способность к упрочнению, твердость при высоких температурах и износостойкость. Усиливает действие других легирующих элементов. Устранение отпускной хрупкости сталей. Повышает жаропрочность.
Марганец – Увеличивает способность к закалке. В сочетании с серой снижает ее неблагоприятное воздействие.
Ванадий – повышает способность к упрочнению, твердость при высоких температурах и износостойкость. Улучшает сопротивление усталости.
Титан – Сильнейший карбидообразователь. Добавляется в нержавеющие стали для предотвращения осаждения карбида хрома.
Кремний – удаляет кислород при производстве стали. Улучшает прочность. Повышает твердость
Бор – Увеличивает способность к закалке. Производит мелкий размер зерна.
Алюминий – образует нитрид в азотирующих сталях. Производит мелкую зернистость при литье. Удаляет кислород при плавке стали.
Кобальт – повышает термостойкость и износостойкость.
Вольфрам – повышает твердость при повышенных температурах. Уточняет размер зерна.
Роль легирующих элементов
В зависимости от количества легирующих элементов изменяются следующие свойства материала, такие как
Коррозионная стойкость
Прокаливаемость
Обрабатываемость
Устойчивость к высоким или низким температурам
Пластичность
Прочность
Повышенная износостойкость
Улучшенная свариваемость
Тип по сплаву
Легированная сталь часто классифицируется по типу сплава и его концентрации. Вот несколько наиболее распространенных добавок к легированной стали:
Алюминий удаляет из стали кислород, серу и фосфор.
Висмут улучшает обрабатываемость.
Хром повышает износостойкость, твердость и ударную вязкость.
Кобальт повышает стабильность и способствует образованию свободного графита.
Медь улучшает закалку и коррозионную стойкость.
Марганец повышает прокаливаемость, пластичность, износостойкость и жаропрочность.
Молибден снижает концентрацию углерода и повышает прочность при комнатной температуре.
Никель повышает прочность, коррозионную стойкость и стойкость к окислению.
Кремний повышает прочность и магнетизм.
Титан повышает твердость и прочность.
Вольфрам повышает твердость и прочность.
Ванадий повышает ударную вязкость, прочность, коррозионную стойкость и ударопрочность.
Что прочнее: углеродистая или легированная сталь?
Углеродистая сталь не является нержавеющей сталью, поскольку она относится к легированным сталям. Как следует из названия, в стали увеличивается содержание углерода, что делает ее более твердой и прочной за счет применения термической обработки. Однако добавление углерода делает сталь менее пластичной.
Что подразумевается под нелегированной сталью?
Эти стали характеризуются главным образом своими эксплуатационными механическими свойствами. … Они в основном состоят из нелегированных или легированных сталей, содержащих бор, марганец, кремний, никель, хром, молибден или комбинацию этих элементов.
Какие существуют типы легированной стали?
Однако термин «легированная сталь» является стандартным термином, относящимся к сталям с преднамеренно добавленными другими легирующими элементами в дополнение к углероду. Обычные сплавы включают марганец (наиболее распространенный), никель, хром, молибден, ванадий, кремний и бор.
Насколько прочна легированная сталь?
Нержавеющая сталь – из сплава стали, хрома и марганца получается коррозионно-стойкий металл с пределом текучести до 1560 МПа и пределом прочности при растяжении до 1600 МПа. Как и все виды стали, этот сплав обладает высокой ударопрочностью и имеет средний балл по шкале Мооса.
Какой металлический сплав самый прочный в мире?
Новый сплав на основе магния как самый прочный и легкий металл в мире, который изменит мир. Исследователи из Университета штата Северная Каролина разработали материал с использованием магния, который легкий, как алюминий, но такой же прочный, как титановые сплавы. Этот материал имеет самое высокое отношение прочности к весу, известное человечеству.
Существует целый мир стали и металлов. Нажмите на приведенные ниже статьи, чтобы узнать о различиях и узнать больше.
Разница между низколегированной и высоколегированной сталью
Различия между 52100 и E52100 Сталь
Различия между нержавеющей сталью 304 и 316
Различия между A358 и A312
Разница между инконелем и инколой
Разница между монелем и инконелем
Разница между Hastelloy и Inconel
Разница между Inconel 625 и 825
Разница между Inconel 600 и 625
Разница между Inconel 625 и 718
Разница между монелью 400 и 500
Разница между инконелем и монелем
Разница между Inconel 600 и 601
Разница между Inconel 600 и 800
Разница между инконелем и нержавеющей сталью
Разница между Inconel и Nimonic
Разница между инконелем и титаном
Разница между дуплексом и инконелем
Разница между Inconel 825 и Incoloy 825
Разница между Inconel 625 и Incoloy 625
Разница между Inconel 800 и Incoloy 800
Разница между Inconel X750 и Inconel 718
Разница между монелем и инконелем 625
Разница между никелем и инконелем
Разница между Inconel 600 и 718
Разница между Inconel 825 и 925
Разница между Inconel и SS 316
Разница между трубой PSL1 и PSL2
Джиндал Пайпс Лимитед
Размеры трубы из нержавеющей стали
Таблица веса трубы из нержавеющей стали
Трубы из углеродистой стали, размеры
Трубы из нержавеющей стали, размеры
Трубы из легированной стали размером
Куплю
Инконель 600 трубка? Трубка из сплава 600?
Проверить цену Inconel 600 Tube в Индии
Нажмите на продукты ниже, чтобы проверить последний прайс-лист
Труба из инконеля
Труба инконель 600
Труба инконель 625
Труба из хастеллоя
Труба Hastelloy C276
Труба API 5L X42
Труба из нержавеющей стали
Труба из нержавеющей стали 304
Труба из нержавеющей стали 316L
Дуплексная труба
Титановая труба
Трубка из инконеля
Инконель 600 Трубка
Инконель 625 Трубка
Трубка из хастеллоя
Трубка Hastelloy C276
Монель 400 Трубка
Трубка из нержавеющей стали
Трубка из нержавеющей стали 304
Трубка из нержавеющей стали 316L
Дуплексная трубка
Титановая трубка
Никелевая трубка
Инконель 600 Трубка
Инконель 625 Трубка
Поставщики труб из инколой
Трубка Hastelloy C276
Трубка из монеля 400
Трубка из нержавеющей стали
Трубка из нержавеющей стали 304
Трубка из нержавеющей стали 316L
Дуплексная трубка
Титановая трубка класса 2
Круглый прут из инконеля
Круглый пруток из инконеля 600
Круглый пруток из инконеля 625
Круглый стержень из хастеллоя
Круглый пруток Hastelloy C276
Инконель 718 Круглый пруток
Круглый пруток из монеля 400
Круглый пруток из сплава 600
Круглый пруток из сплава 625
Круглый пруток из сплава C276
Круглый пруток из сплава 400
Круглый титановый стержень
Пластина из инконеля
Пластина из инконеля 600
Пластина из инконеля 625
Пластина из хастеллоя
Пластина Hastelloy C276
Пластина из монеля
Пластина монель 400
Пластина из сплава 600
Пластина из сплава 625
Пластина из сплава C276
Пластина из сплава 400
Титановая пластина
Болты из инконеля
Инконель 600 Болты
Инконель 625 Болты
Болты из хастеллоя
Болты Hastelloy C276
Инконель 718 Болты
Монель 400 Болты
Титановые болты
Крепеж Hastelloy
Винты из монеля
Гайки из инконеля
Болты из нержавеющей стали
Разница между низколегированной сталью и высоколегированной сталью
Основное различие между низколегированной сталью и высоколегированной сталью заключается в том, что низколегированная сталь содержит менее 0,2% легирующего элемента, тогда как высоколегированная сталь имеет более 5 % легирующего элемента .
Сплав представляет собой смесь двух или более элементов. Его получают путем смешивания металла с некоторыми другими элементами (металлами, неметаллами или обоими) для получения материала с улучшенными свойствами по сравнению с исходным металлом. Низколегированная и высоколегированная сталь представляют собой два типа сплавов железа.
СОДЕРЖАНИЕ
1. Обзор и ключевые отличия 2. Что такое низколегированная сталь 3. Что такое высоколегированная сталь 4. Сравнение бок о бок — низколегированная сталь и высоколегированная сталь в табличной форме 5. Резюме
Что такое низколегированная сталь?
Низколегированная сталь — это разновидность легированной стали, свойства которой улучшены по сравнению с углеродистой сталью. Например, этот сплав обладает лучшими механическими свойствами и большей коррозионной стойкостью, чем углеродистая сталь. Содержание углерода в низколегированной стали составляет менее 0,2%. Легирующие элементы, кроме углерода, включают Ni, Cr, Mo, V, B, W и Cu.
Рисунок 01: Сталь
В большинстве случаев процесс производства этих легированных сталей включает термообработку и отпуск (для нормализации). Но теперь он, как правило, включает закалку и отпуск. Кроме того, почти все материалы из низколегированной стали поддаются сварке. Однако материал иногда требует предварительной или послесварочной обработки (во избежание растрескивания).
Некоторые преимущества низколегированной стали включают следующее:
Предел текучести
Сопротивление ползучести
Стойкость к окислению
Стойкость к водороду
Низкотемпературная пластичность и др.
Кроме того, этот материал очень полезен в промышленности, но при температурах ниже 580°C. Если температура выше, этот материал больше не подходит из-за отсутствия достаточной стойкости к окислению, чтобы выдерживать высокие температуры.
Что такое высоколегированная сталь?
Высоколегированная сталь представляет собой легированную сталь, которая содержит более 5% легирующей стали. В отличие от низколегированной стали, легирующими элементами для высоколегированной стали являются хром и никель. Одним из хорошо известных примеров этого типа материала является нержавеющая сталь.
Рисунок 02: Цепь из нержавеющей стали
Хром придает стали тонкий оксидный слой на стальной поверхности. Мы называем его скрытым слоем, потому что этот слой задерживает коррозию металла. Кроме того, производители обычно добавляют большое количество углерода и марганца, чтобы придать стали аустенитный характер. Кроме того, этот материал дороже низколегированной стали.
В чем разница между низколегированной сталью и высоколегированной сталью?
Как низколегированная, так и высоколегированная сталь обладают улучшенными свойствами по сравнению с углеродистой сталью. Однако ключевое различие между низколегированной сталью и высоколегированной сталью заключается в том, что низколегированные стали содержат менее 0,2% легирующего элемента, тогда как высоколегированные стали содержат более 5% легирующего элемента.
 Чтобы задержать мусор на входе в колонку, установлен сетчатый фильтр. Со временем он забивается, поэтому периодически проводится чистка элементов трубопровода.
Чтобы задержать мусор на входе в колонку, установлен сетчатый фильтр. Со временем он забивается, поэтому периодически проводится чистка элементов трубопровода. Чтобы задержать мусор на входе в колонку, установлен сетчатый фильтр. Со временем он забивается, поэтому периодически проводится чистка элементов трубопровода.
Чтобы задержать мусор на входе в колонку, установлен сетчатый фильтр. Со временем он забивается, поэтому периодически проводится чистка элементов трубопровода. Как почистить газовую колонку, читайте в предыдущей публикации.
Как почистить газовую колонку, читайте в предыдущей публикации.

 Но придя вечером домой после работы, Вы обнаруживаете на себе недовольный взгляд всей семьи, что мол помыться сегодня вообще нельзя, и что похоже ждать выходных не придется, а нужно что-то делать прямо здесь и сейчас. Кто не сталкивался с подобной ситуацией?
Но придя вечером домой после работы, Вы обнаруживаете на себе недовольный взгляд всей семьи, что мол помыться сегодня вообще нельзя, и что похоже ждать выходных не придется, а нужно что-то делать прямо здесь и сейчас. Кто не сталкивался с подобной ситуацией? ..
..
 Если шланга нет, то нужно найти ведро или таз и подставить под кран, затем открыть кран и слить оставшуюся воду.
Если шланга нет, то нужно найти ведро или таз и подставить под кран, затем открыть кран и слить оставшуюся воду.
 Итак, отворачиваем хомут:
Итак, отворачиваем хомут: Теперь он уже точно нуль Вам не покажет. Вы облегченно вздохнули, поскольку теперь напор воды в Вашей системе водоснабжения снова стал в норме!
Теперь он уже точно нуль Вам не покажет. Вы облегченно вздохнули, поскольку теперь напор воды в Вашей системе водоснабжения снова стал в норме! в критической ситуации Вы просто замените сетки. В противном случае Вам придется сначала перекрывать воду, затем разбирать всю систему, а потом бегать по магазинам в поисках нужной сетки. Не факт, что Вы их сразу найдете, при этом семья останется без воды, а сама система водоснабжения будет у Вас находиться в полуразобранном состоянии (проверено на себе).
в критической ситуации Вы просто замените сетки. В противном случае Вам придется сначала перекрывать воду, затем разбирать всю систему, а потом бегать по магазинам в поисках нужной сетки. Не факт, что Вы их сразу найдете, при этом семья останется без воды, а сама система водоснабжения будет у Вас находиться в полуразобранном состоянии (проверено на себе). Иногда простая замена смесителя, о которой у меня есть отдельная статья, также приносит результат.
Иногда простая замена смесителя, о которой у меня есть отдельная статья, также приносит результат. Обои для ванной, кухни, туалета
Обои для ванной, кухни, туалета Как установить унитаз своими руками
Как установить унитаз своими руками Наши доверенные профессионалы в Mr. Rooter обладают ноу-хау и инструментами для диагностики вашей проблемы и безопасного восстановления вашей системы в идеальном рабочем состоянии, чтобы вы снова могли наслаждаться душем.
Наши доверенные профессионалы в Mr. Rooter обладают ноу-хау и инструментами для диагностики вашей проблемы и безопасного восстановления вашей системы в идеальном рабочем состоянии, чтобы вы снова могли наслаждаться душем. Ваш водонагреватель имеет запорный клапан, который может быть частично закрыт. Хорошей новостью об этой проблеме является то, что это очень простое решение — поверните клапан обратно в полностью открытое положение, и ваше горячее давление должно вернуться обратно.
Ваш водонагреватель имеет запорный клапан, который может быть частично закрыт. Хорошей новостью об этой проблеме является то, что это очень простое решение — поверните клапан обратно в полностью открытое положение, и ваше горячее давление должно вернуться обратно.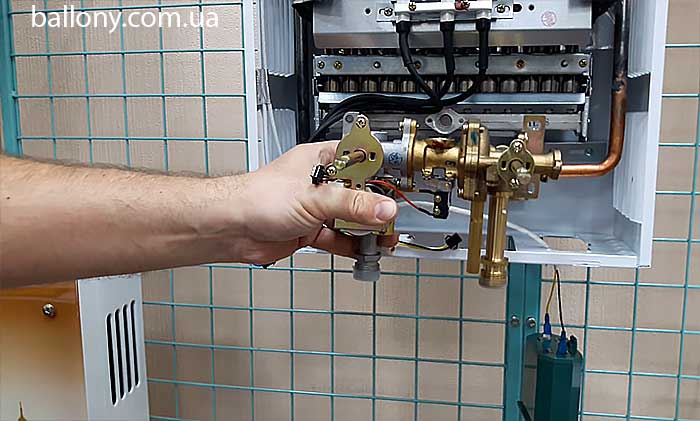 Поскольку ваш резервуар постоянно нагревает воду, он подвержен образованию известкового налета на внутренних стенках. Со временем внутренние стенки резервуара подвергаются коррозии, а осадок отслаивается от стенок и оседает на дне, откуда он может попасть в горячие трубы. Это вызывает закупорку, в результате чего ваше горячее давление падает.
Поскольку ваш резервуар постоянно нагревает воду, он подвержен образованию известкового налета на внутренних стенках. Со временем внутренние стенки резервуара подвергаются коррозии, а осадок отслаивается от стенок и оседает на дне, откуда он может попасть в горячие трубы. Это вызывает закупорку, в результате чего ваше горячее давление падает.

 Проверьте наличие влажных пятен на коврах, следов сырости на потолке или гипсокартоне или видимой влаги на стенах.
Проверьте наличие влажных пятен на коврах, следов сырости на потолке или гипсокартоне или видимой влаги на стенах. В зависимости от типа обогревателя, установленного в вашем доме, вы можете ожидать, что он прослужит от 11 до 20 лет, прежде чем его потребуется заменить. По мере старения вашего нагревателя внутренняя часть вашего бака подвергается коррозии, трубы изгибаются, а осадок накапливается до такой степени, что его необходимо заменить.
В зависимости от типа обогревателя, установленного в вашем доме, вы можете ожидать, что он прослужит от 11 до 20 лет, прежде чем его потребуется заменить. По мере старения вашего нагревателя внутренняя часть вашего бака подвергается коррозии, трубы изгибаются, а осадок накапливается до такой степени, что его необходимо заменить. В некоторых случаях регулятор может быть изношен или сломан, и его необходимо полностью заменить.
В некоторых случаях регулятор может быть изношен или сломан, и его необходимо полностью заменить.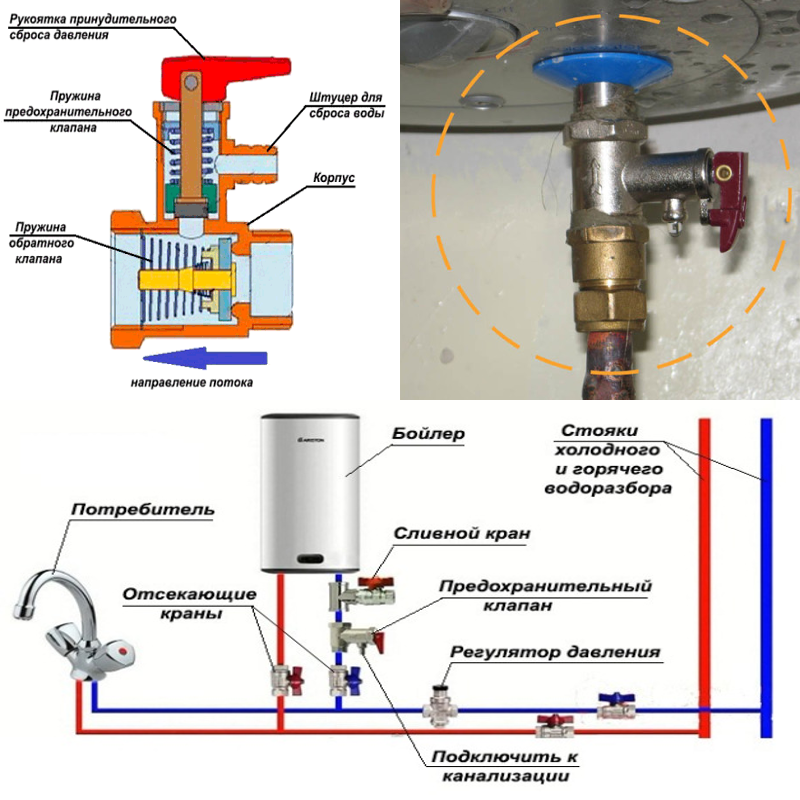 Это, естественно, требует много энергии, что означает более высокий счет за электроэнергию. Это также оставляет ваши трубы восприимчивыми к заполнению осадком и известковым налетом из-за коррозии внутренних стенок резервуара.
Это, естественно, требует много энергии, что означает более высокий счет за электроэнергию. Это также оставляет ваши трубы восприимчивыми к заполнению осадком и известковым налетом из-за коррозии внутренних стенок резервуара. Risk of Frish of Frish
Risk of Frish of Frish Это не только неудобно, но и утомительно, пытаясь выяснить, что именно не так. Есть несколько разных причин, по которым у вас может не быть давления горячей воды. Не расстраивайтесь. Воспользуйтесь этим простым в использовании руководством, чтобы как можно быстрее вернуться к своей обычной жизни.
Это не только неудобно, но и утомительно, пытаясь выяснить, что именно не так. Есть несколько разных причин, по которым у вас может не быть давления горячей воды. Не расстраивайтесь. Воспользуйтесь этим простым в использовании руководством, чтобы как можно быстрее вернуться к своей обычной жизни.
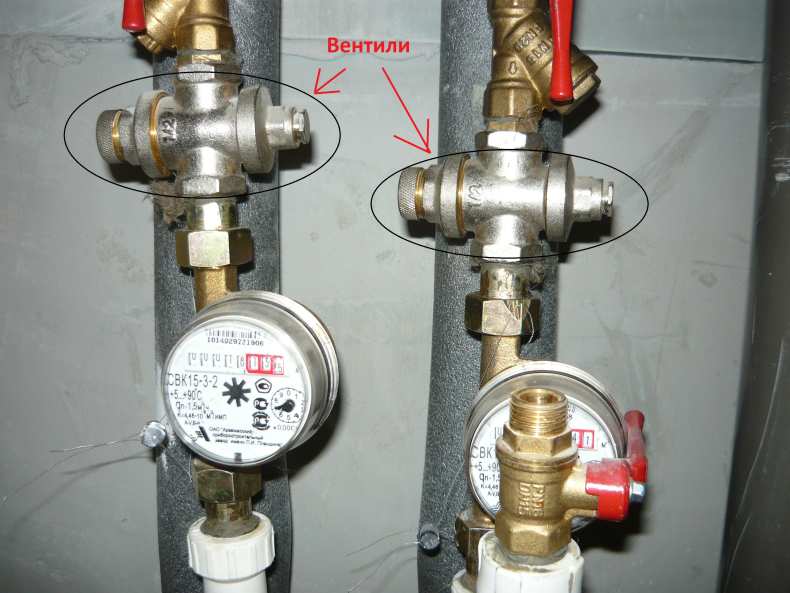
 Найдя его, возьмите обычный садовый шланг и прикрутите его к концу сливного патрубка водонагревателя .
Найдя его, возьмите обычный садовый шланг и прикрутите его к концу сливного патрубка водонагревателя .
 В обоих случаях лучше пойти дальше и заменить линию. Если у вас нет опыта в подобных вещах, вы можете нанять профессионального сантехника, который позаботится об этом за вас. Однако, если вы хотите сделать это самостоятельно, выполните следующие действия.
В обоих случаях лучше пойти дальше и заменить линию. Если у вас нет опыта в подобных вещах, вы можете нанять профессионального сантехника, который позаботится об этом за вас. Однако, если вы хотите сделать это самостоятельно, выполните следующие действия. Через несколько минут выключите его.
Через несколько минут выключите его. Эти системы обычно распределяют воду с меньшей скоростью , чем системы с питанием от сети. Вам следует подумать об установке системы давления в сети, чтобы решить проблему низкого давления горячей воды.
Эти системы обычно распределяют воду с меньшей скоростью , чем системы с питанием от сети. Вам следует подумать об установке системы давления в сети, чтобы решить проблему низкого давления горячей воды.
 12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт; Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.

.jpg) Она отличается от предыдущей повышенной выносливостью и надежностью.
Она отличается от предыдущей повышенной выносливостью и надежностью. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
 Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.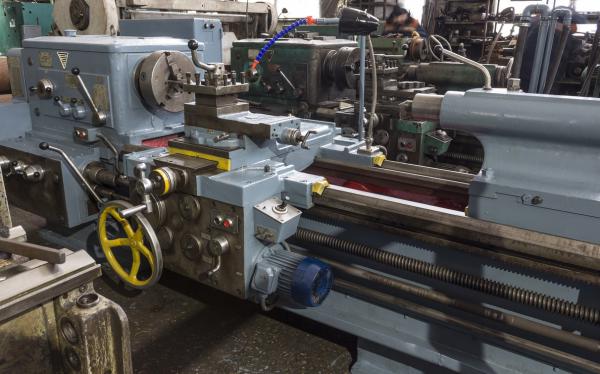 Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
 Паспорт это подтвердит.
Паспорт это подтвердит.
 Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Главное, чтобы фрикцион по большей части оставался в выключенном положении.



 Следовательно, чтобы следовать истинным курсом 180°, пилот будет следовать курсу компаса 188°
Следовательно, чтобы следовать истинным курсом 180°, пилот будет следовать курсу компаса 188°
 205, должны быть установлены и работать на воздушном судне, чтобы оно считалось годным к полетам
205, должны быть установлены и работать на воздушном судне, чтобы оно считалось годным к полетам CFR 14 23.1327, 23.1547 и руководство производителя оборудования или самолета
CFR 14 23.1327, 23.1547 и руководство производителя оборудования или самолета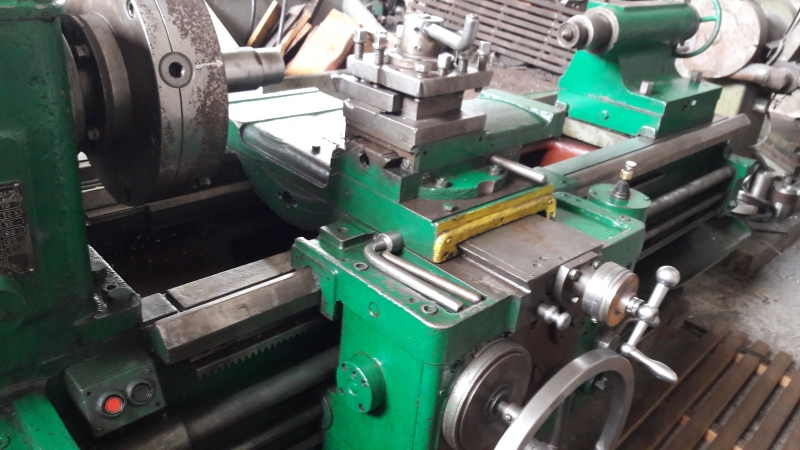 13-1B CHG 1) Приемлемые методы, приемы и практика — проверка и ремонт воздушных судов
13-1B CHG 1) Приемлемые методы, приемы и практика — проверка и ремонт воздушных судов
 Укрепившийся доллар уже сокрушает нефть и медь, которые упали почти на 17% каждый с момента своего пика несколько недель назад.
Укрепившийся доллар уже сокрушает нефть и медь, которые упали почти на 17% каждый с момента своего пика несколько недель назад. Как я сообщал в течение последних двух недель, эти финансовые условия ужесточаются.
Как я сообщал в течение последних двух недель, эти финансовые условия ужесточаются. В некоторых случаях эти более высокие условия приводят к значительному сокращению мультипликатора PE, например, в 2015 и 2018 годах. крутые просадки, наблюдаемые во многих из этих периодов ужесточения. Было бы шокирующе узнать, что на этот раз все по-другому. Нет причин думать, что это будет. Единственная разница в том, что рынок гораздо более переоценен, чем в прошлые времена, а это означает, что ущерб может быть значительно больше.
В некоторых случаях эти более высокие условия приводят к значительному сокращению мультипликатора PE, например, в 2015 и 2018 годах. крутые просадки, наблюдаемые во многих из этих периодов ужесточения. Было бы шокирующе узнать, что на этот раз все по-другому. Нет причин думать, что это будет. Единственная разница в том, что рынок гораздо более переоценен, чем в прошлые времена, а это означает, что ущерб может быть значительно больше. Сильный доллар убьет риск в торговле еще больше, сокрушив все, что связано с сырьевыми товарами или экспортной экономикой, что сделает акции развивающихся рынков уязвимыми для еще больших потерь.
Сильный доллар убьет риск в торговле еще больше, сокрушив все, что связано с сырьевыми товарами или экспортной экономикой, что сделает акции развивающихся рынков уязвимыми для еще больших потерь. 0387
0387

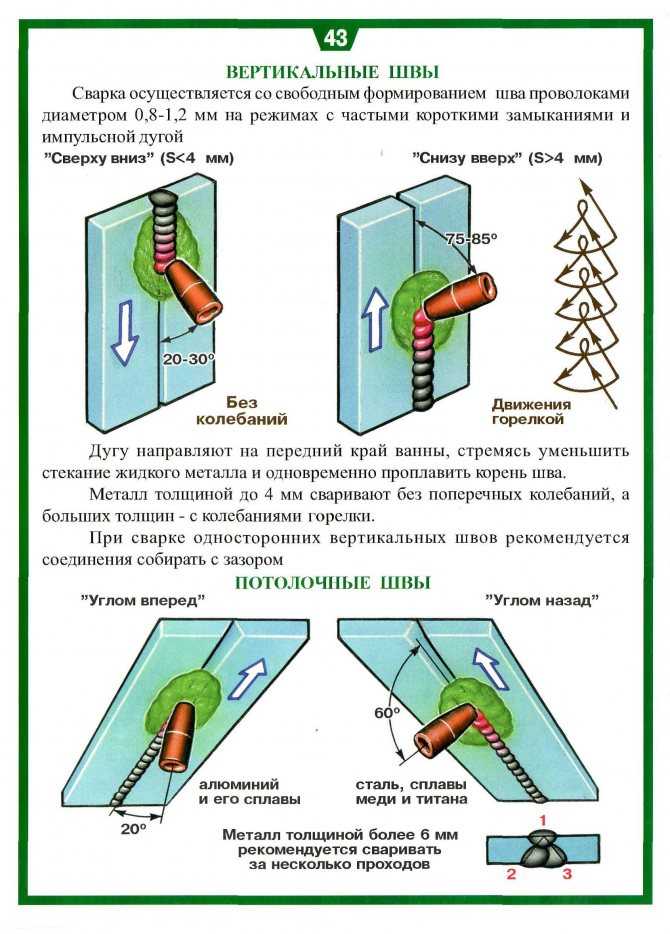 Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
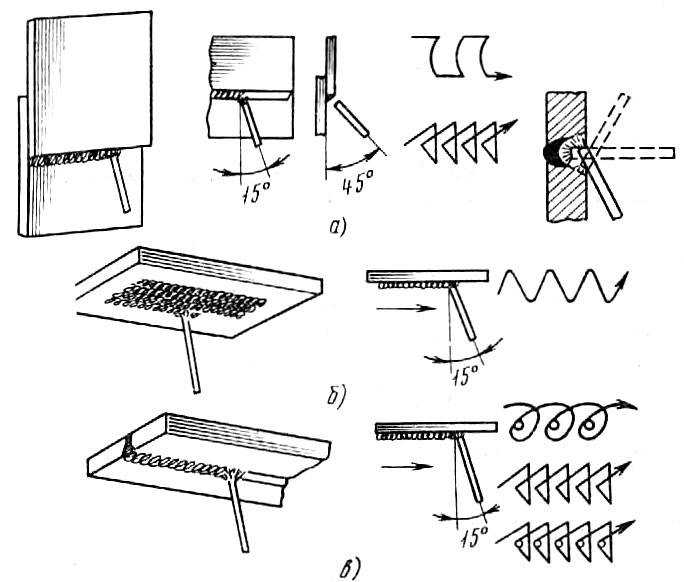 Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
 Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
 Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
 Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
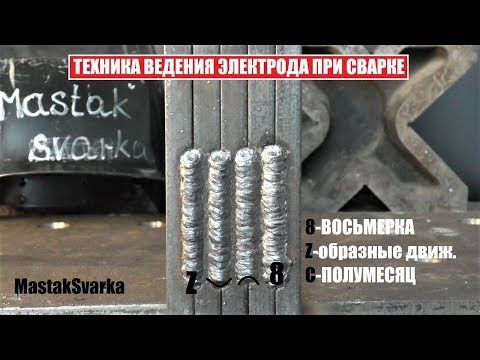 Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).

 Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
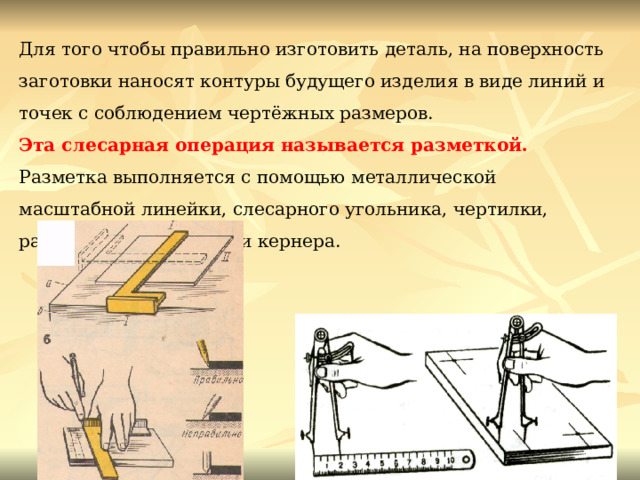 (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
(хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога. Это позволит металлу немного остыть и сократит прожоги.
Это позволит металлу немного остыть и сократит прожоги.
 Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
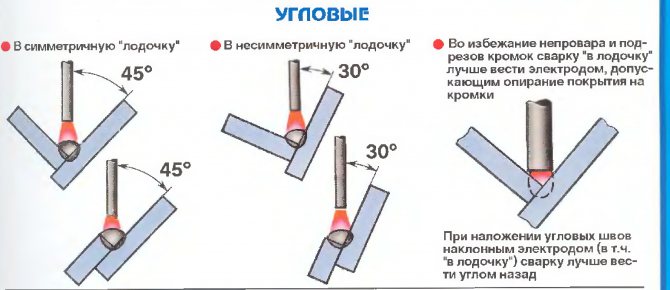
 Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Переменным током варят сварочные трансформаторы, постоянным — инверторы.
 В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.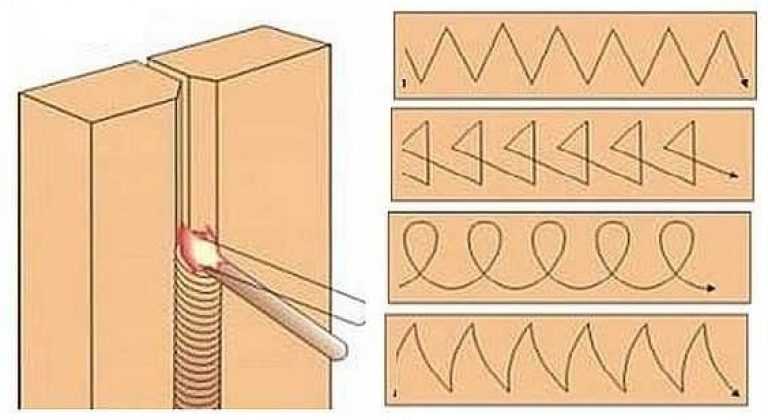 Также есть два сварочных кабеля:
Также есть два сварочных кабеля:
 Вот в этом и заключается мастерство сварщика.
Вот в этом и заключается мастерство сварщика.
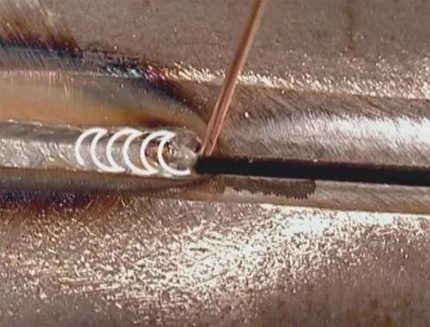
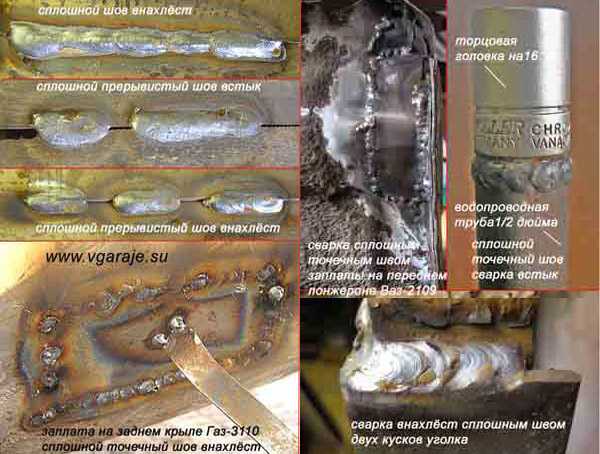 Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях. В конце концов, она остановилась в точке, где элемент сломался?
В конце концов, она остановилась в точке, где элемент сломался?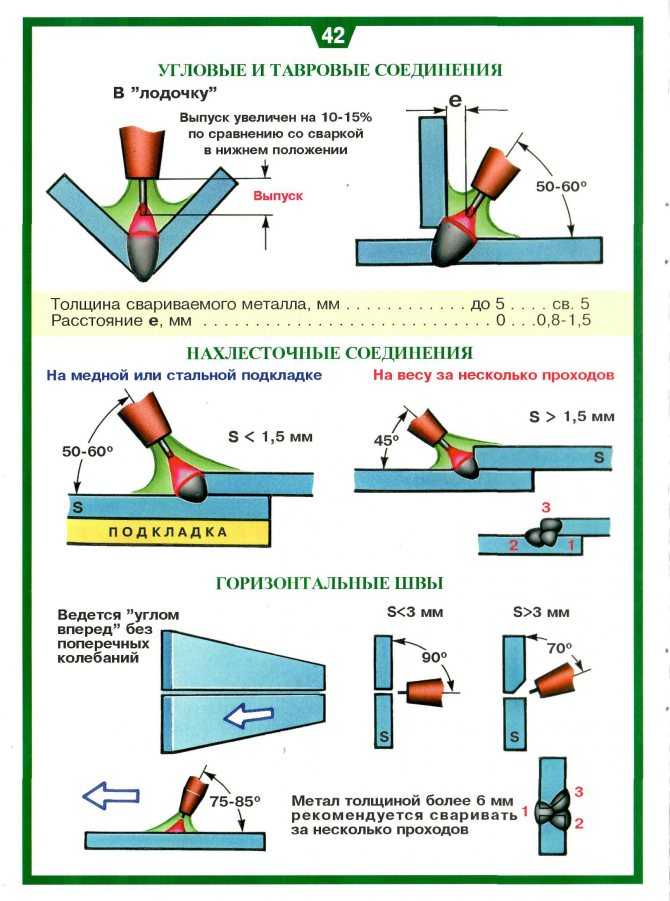
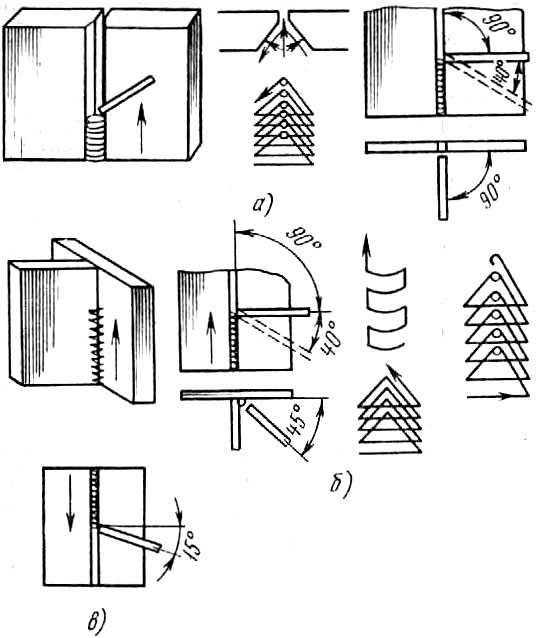 …
…

 Сварочные стержни ферромагнитны, что означает, что они имеют противоположное магнитное поле. Это противоположное поле позволяет теплу проникать в металл. В результате получается печь из нержавеющей стали с полированной поверхностью, которая прослужит гораздо дольше, чем другие печи. Прежде чем инвестировать в печь для сварки на продажу, вы можете заглянуть в этот блог. Этот блог поможет вам узнать о преимуществах нагревателя сварочной проволоки. Прочитав этот блог, вы захотите инвестировать в него.
Сварочные стержни ферромагнитны, что означает, что они имеют противоположное магнитное поле. Это противоположное поле позволяет теплу проникать в металл. В результате получается печь из нержавеющей стали с полированной поверхностью, которая прослужит гораздо дольше, чем другие печи. Прежде чем инвестировать в печь для сварки на продажу, вы можете заглянуть в этот блог. Этот блог поможет вам узнать о преимуществах нагревателя сварочной проволоки. Прочитав этот блог, вы захотите инвестировать в него. Разница между этими печами заключается в том, что печь для нагрева сварочного стержня является единственным типом, который использует электричество для нагрева стержня. Преимущество сварочных стержневых печей в том, что они просты в использовании и чистке. Они также очень безопасны и долговечны.
Разница между этими печами заключается в том, что печь для нагрева сварочного стержня является единственным типом, который использует электричество для нагрева стержня. Преимущество сварочных стержневых печей в том, что они просты в использовании и чистке. Они также очень безопасны и долговечны. Он использует стержни из смеси металлов для нагрева печи. Металлические стержни нагреваются до определенной температуры и при этом вставляются в печь. Затем они используются для нагрева стержней в стержневых печах для продажи. Эта печь обычно используется для нагрева и имеет более постоянную температуру, чем электрическая духовка. Стержень нагревается в нагревательном блоке и помещается внутрь сушилки для сварки стержней. Когда он начинает нагреваться, он трансформируется и излучает тепло. Затем тепло от стержня используется для создания тепла в печи. Сварочные стержневые печи и электрические печи отличаются друг от друга. В печи для сварки электродов нет термостата, поэтому температура будет меняться в зависимости от того, как долго печь включена. Кроме того, печь для сварки электродов не имеет подсветки, поэтому вам нужно будет поместить ее внутрь печи.
Он использует стержни из смеси металлов для нагрева печи. Металлические стержни нагреваются до определенной температуры и при этом вставляются в печь. Затем они используются для нагрева стержней в стержневых печах для продажи. Эта печь обычно используется для нагрева и имеет более постоянную температуру, чем электрическая духовка. Стержень нагревается в нагревательном блоке и помещается внутрь сушилки для сварки стержней. Когда он начинает нагреваться, он трансформируется и излучает тепло. Затем тепло от стержня используется для создания тепла в печи. Сварочные стержневые печи и электрические печи отличаются друг от друга. В печи для сварки электродов нет термостата, поэтому температура будет меняться в зависимости от того, как долго печь включена. Кроме того, печь для сварки электродов не имеет подсветки, поэтому вам нужно будет поместить ее внутрь печи. Длина стержня обычно составляет от 8 до 18 дюймов. Есть несколько вариантов использования этой цены на печь для сварочных стержней. Эту печь часто считают более доступным вариантом, чем традиционную. Итак, как выбрать печь для сварки электродами? Прежде чем пойти и купить сварочную печь, вам нужно убедиться, что вы точно знаете, что ищете. На рынке представлены стержневые печи различных типов. Печь для сварочных стержней — это тип печи, в которой используется нагревательный элемент, нагреваемый электрическим током. Эти печи также известны как дуговые печи. Они используются как в промышленности, так и в быту. Эти печи, как правило, дороже, чем стандартные печи, из-за электричества, необходимого для их работы.
Длина стержня обычно составляет от 8 до 18 дюймов. Есть несколько вариантов использования этой цены на печь для сварочных стержней. Эту печь часто считают более доступным вариантом, чем традиционную. Итак, как выбрать печь для сварки электродами? Прежде чем пойти и купить сварочную печь, вам нужно убедиться, что вы точно знаете, что ищете. На рынке представлены стержневые печи различных типов. Печь для сварочных стержней — это тип печи, в которой используется нагревательный элемент, нагреваемый электрическим током. Эти печи также известны как дуговые печи. Они используются как в промышленности, так и в быту. Эти печи, как правило, дороже, чем стандартные печи, из-за электричества, необходимого для их работы. Наконец, стоимость духовки определит, соответствует ли она вашему бюджету; лучше всего выбрать стандартный тип духовки.
Наконец, стоимость духовки определит, соответствует ли она вашему бюджету; лучше всего выбрать стандартный тип духовки. Все это полезно для нагревательных стержней. Кроме того, если ваша духовка выглядит как профессиональная духовка, вам следует инвестировать в профессиональное чистящее средство для духовки. Это быстрый способ придать вашей духовке профессиональный вид.
Все это полезно для нагревательных стержней. Кроме того, если ваша духовка выглядит как профессиональная духовка, вам следует инвестировать в профессиональное чистящее средство для духовки. Это быстрый способ придать вашей духовке профессиональный вид. Сухая стержневая печь станет идеальным выбором, если вы ищете что-то простое в использовании. Некоторые печи используют газ или электричество. Было бы полезно, если бы вы также учитывали цену и бренд.
Сухая стержневая печь станет идеальным выбором, если вы ищете что-то простое в использовании. Некоторые печи используют газ или электричество. Было бы полезно, если бы вы также учитывали цену и бренд. Различные типы стержней можно нагревать в печи для сварки стержней. Также хорошей идеей будет рассмотреть возможность продажи печи для сварки стержней, если вы ищете способ нагрева стержня. Лучший способ заставить сварочную печь работать — обеспечить ее хорошее освещение. Печь со сварочным стержнем лучше всего работает в помещении с большим количеством света. При хорошем освещении стержень прогревается равномерно.
Различные типы стержней можно нагревать в печи для сварки стержней. Также хорошей идеей будет рассмотреть возможность продажи печи для сварки стержней, если вы ищете способ нагрева стержня. Лучший способ заставить сварочную печь работать — обеспечить ее хорошее освещение. Печь со сварочным стержнем лучше всего работает в помещении с большим количеством света. При хорошем освещении стержень прогревается равномерно. Во-первых, эти печи намного эффективнее обычных печей. Они потребляют гораздо меньше энергии и дешевле в эксплуатации. Кроме того, они намного тише обычных печей. Эти печи более безопасны, чем другие. Портативная печь для сварки электродов является отличной альтернативой традиционным печам. Сварочная печь представляет собой печь, которая нагревается с помощью электрической дуги. Использование печи для сварки электродов имеет много преимуществ:
Во-первых, эти печи намного эффективнее обычных печей. Они потребляют гораздо меньше энергии и дешевле в эксплуатации. Кроме того, они намного тише обычных печей. Эти печи более безопасны, чем другие. Портативная печь для сварки электродов является отличной альтернативой традиционным печам. Сварочная печь представляет собой печь, которая нагревается с помощью электрической дуги. Использование печи для сварки электродов имеет много преимуществ:
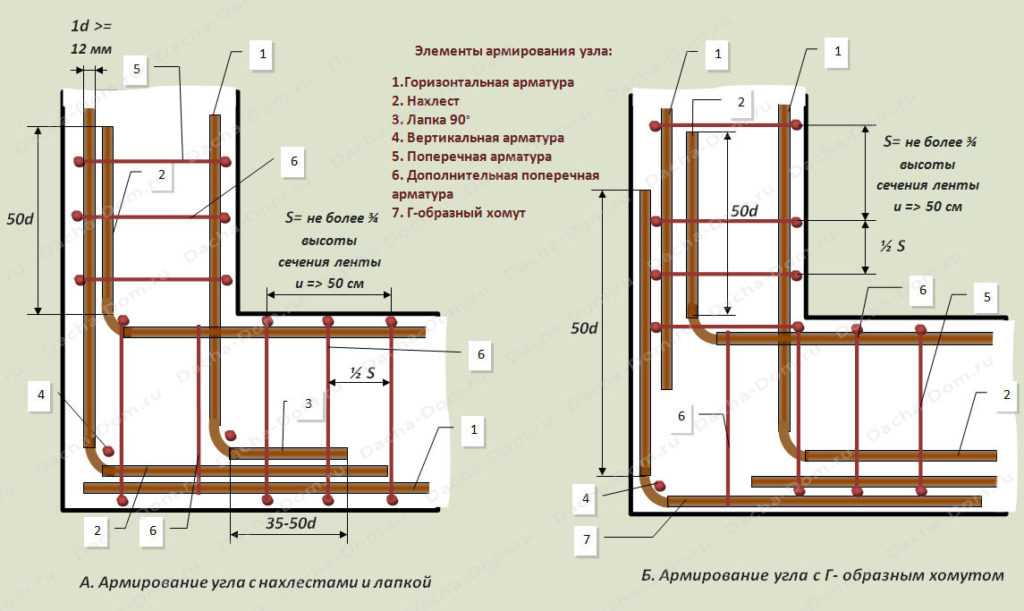



 Есть специальные сводные таблицы, в которых указаны, какие длиной нахлесты применяются для того или иного диаметра прута. В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см.
Есть специальные сводные таблицы, в которых указаны, какие длиной нахлесты применяются для того или иного диаметра прута. В общем, стоить отметить, что диаметр должен быть увеличен примерно в 30 раз. Например, диаметр прута равен 10 мм, перепуск должен быть равен 30 диаметрам. Получается, что величина нахлеста равна 300 мм или 30 см. Стыковочные соединения должны быть расположены на расстоянии не меньше 0,6 м. В идеале расстояние должно составлять 1,5 длины перепуска.
Стыковочные соединения должны быть расположены на расстоянии не меньше 0,6 м. В идеале расстояние должно составлять 1,5 длины перепуска. Существует три основных способа стыковки двух арматурных прутьев:
Существует три основных способа стыковки двух арматурных прутьев:
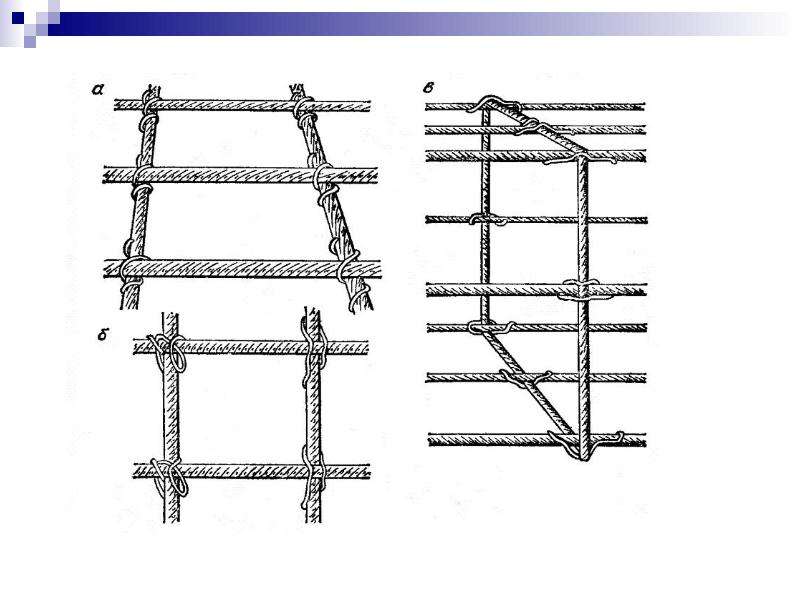 Поэтому следует правильно рассчитать участки для перехлеста стержней арматуры при вязке. Они должны размещаться в тех частях металлической конструкции, на которые оказывается минимальная нагрузка.
Поэтому следует правильно рассчитать участки для перехлеста стержней арматуры при вязке. Они должны размещаться в тех частях металлической конструкции, на которые оказывается минимальная нагрузка.
 Самая распространенная марка А400 не подлежит соединению сваркой, так как после нагревания она теряет свойство антикоррозийности и становится менее прочной.
Самая распространенная марка А400 не подлежит соединению сваркой, так как после нагревания она теряет свойство антикоррозийности и становится менее прочной. Для стержней с диаметром больше 25 мм следует выдерживать дистанцию, равную диаметру арматуры.
Для стержней с диаметром больше 25 мм следует выдерживать дистанцию, равную диаметру арматуры.
 OOT-8K%\R Y>V 5Kk,s9 v.s=:H9>»&~鏗__X!P,UR’2 MVĢc3tnpQ őJi»&0t .)anz>9s [tj:aA`F#6/Z)[ 2″Y͍qo
OOT-8K%\R Y>V 5Kk,s9 v.s=:H9>»&~鏗__X!P,UR’2 MVĢc3tnpQ őJi»&0t .)anz>9s [tj:aA`F#6/Z)[ 2″Y͍qo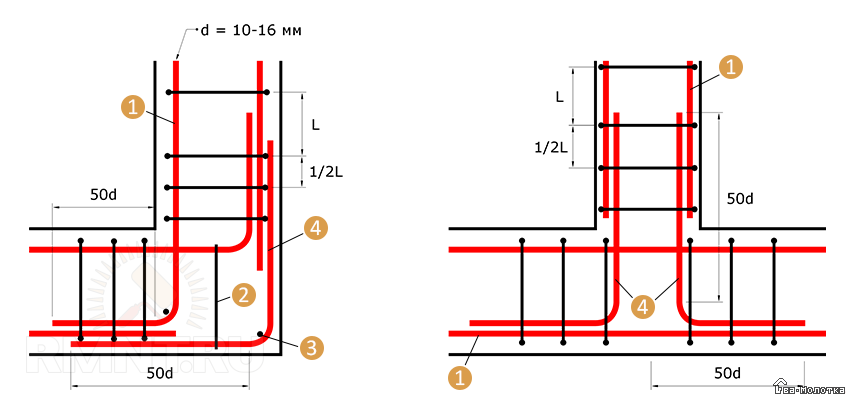 Если соответствие цвета хорошее, исправление невозможно обнаружить. (Настолько незаметно, что я не публикую свои работы по ремонту до и после. Вы можете почувствовать исправление, но я не смог показать фотографии.)
Если соответствие цвета хорошее, исправление невозможно обнаружить. (Настолько незаметно, что я не публикую свои работы по ремонту до и после. Вы можете почувствовать исправление, но я не смог показать фотографии.) ..
..  На самом деле дублирование стежков ограничено основной тканью, каждый стежок должен лежать точно над стежком в ткани. трикотажное полотно. Это означает, что двойной стежок имеет «пиксельный» или ступенчатый вид, особенно на кривых или диагональных линиях (посмотрите на листья на маленькой шляпе выше). чтобы придать цветным дублирующим швам плохую репутацию как неуклюжие и жесткие. Тем не менее, есть TECH-трюки, которые могут помочь (отчасти) в решении этих проблем. Сегодняшний пост начинается с инструкции по базовому дублированию стежков, а затем содержит некоторые хитрости 9.0012
На самом деле дублирование стежков ограничено основной тканью, каждый стежок должен лежать точно над стежком в ткани. трикотажное полотно. Это означает, что двойной стежок имеет «пиксельный» или ступенчатый вид, особенно на кривых или диагональных линиях (посмотрите на листья на маленькой шляпе выше). чтобы придать цветным дублирующим швам плохую репутацию как неуклюжие и жесткие. Тем не менее, есть TECH-трюки, которые могут помочь (отчасти) в решении этих проблем. Сегодняшний пост начинается с инструкции по базовому дублированию стежков, а затем содержит некоторые хитрости 9.0012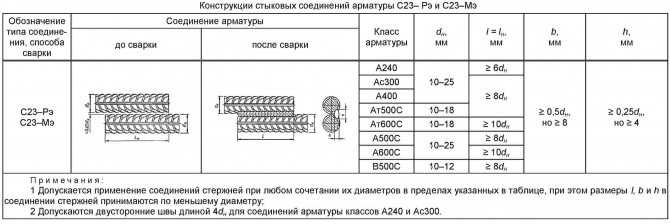
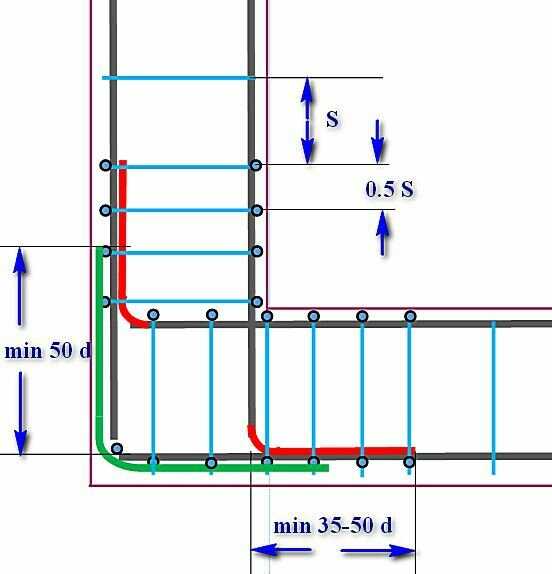 Проденьте два обрезанных конца нити в иглу с тупым концом и большим ушком. Самостоятельная петля, образованная нитью, скручивающейся сама с собой, находится на конце, удаленном от иглы, как показано на рисунке ниже (красная звездочка). Естественно, пряжа на приведенной ниже иллюстрации слишком короткая, чтобы ее можно было использовать в реальной жизни, и вы бы использовали гораздо более длинную. Это просто показано таким образом, ну, в целях иллюстрации.
Проденьте два обрезанных конца нити в иглу с тупым концом и большим ушком. Самостоятельная петля, образованная нитью, скручивающейся сама с собой, находится на конце, удаленном от иглы, как показано на рисунке ниже (красная звездочка). Естественно, пряжа на приведенной ниже иллюстрации слишком короткая, чтобы ее можно было использовать в реальной жизни, и вы бы использовали гораздо более длинную. Это просто показано таким образом, ну, в целях иллюстрации.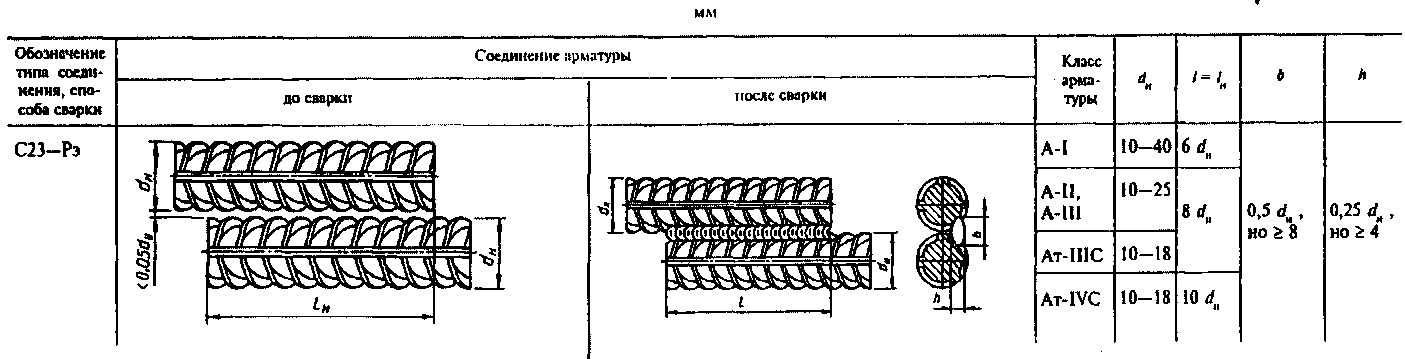 )
) 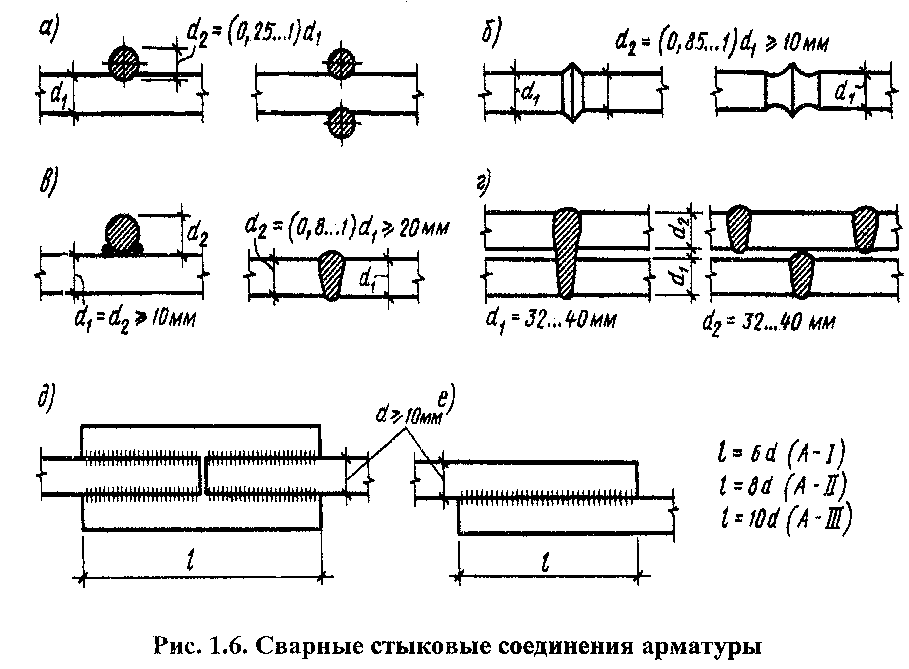
 Выбирая кратчайшее направление через заднюю часть ткани, вы уменьшаете объем.
Выбирая кратчайшее направление через заднюю часть ткани, вы уменьшаете объем.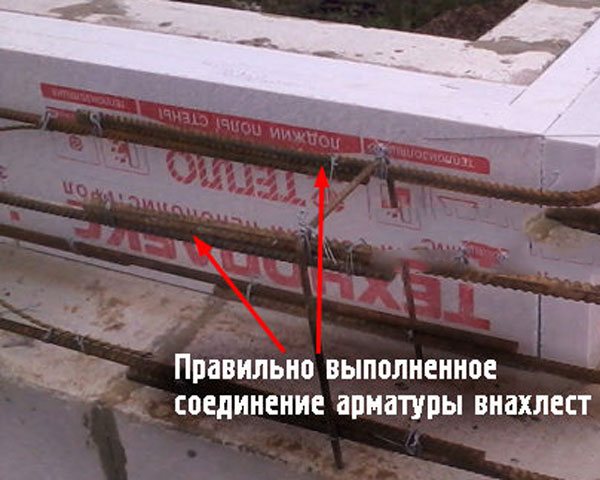 Или у вас есть другой выбор, «своего рода» дублирующий стежок — трюк, называемый «цепной дублирующий стежок» или «цепочка».
Или у вас есть другой выбор, «своего рода» дублирующий стежок — трюк, называемый «цепной дублирующий стежок» или «цепочка». Сложите их вместе, и вы сможете вязать соседние столбцы той же пряжей, работая ВНИЗ с помощью швейной иглы через тамбурный шов, затем ВВЕРХ соседний столбец с помощью крючка для вязания крючком через вязанный столбик с накидом — две разные техники, но одинаковые. конечный результат. Цепочка особенно хорошо работает для длинных и относительно тонких рисунков, таких как новогодние елки, инициалы и т.п.
Сложите их вместе, и вы сможете вязать соседние столбцы той же пряжей, работая ВНИЗ с помощью швейной иглы через тамбурный шов, затем ВВЕРХ соседний столбец с помощью крючка для вязания крючком через вязанный столбик с накидом — две разные техники, но одинаковые. конечный результат. Цепочка особенно хорошо работает для длинных и относительно тонких рисунков, таких как новогодние елки, инициалы и т.п. Однако следующим шагом является введение швейной иглы справа налево только под ответвления дублирующих стежков , а не под ответвления нижележащего лицевого стежка, как показано выше.
Однако следующим шагом является введение швейной иглы справа налево только под ответвления дублирующих стежков , а не под ответвления нижележащего лицевого стежка, как показано выше.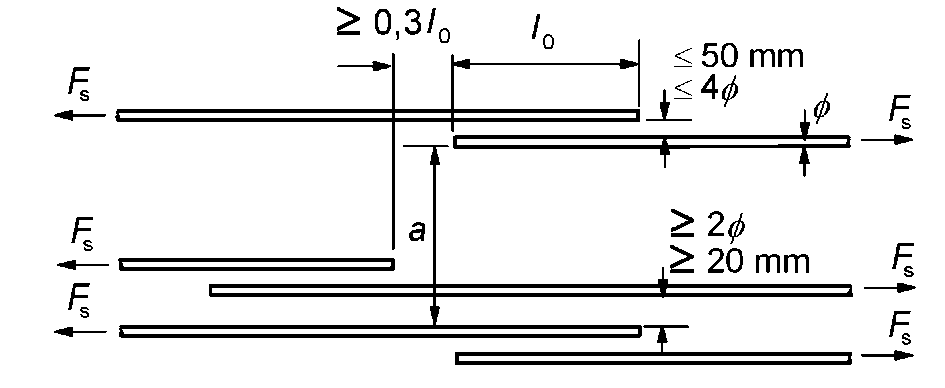 Вот ссылка на первый пост о тонкой полоске. В нем есть ютуб, на котором показано вязание без накида в изнаночной колонке. Опять же, тамбурный шов выполняется точно так же, как показано в том посте, только вы работаете над лицевым столбиком, а не над изнаночным.
Вот ссылка на первый пост о тонкой полоске. В нем есть ютуб, на котором показано вязание без накида в изнаночной колонке. Опять же, тамбурный шов выполняется точно так же, как показано в том посте, только вы работаете над лицевым столбиком, а не над изнаночным.
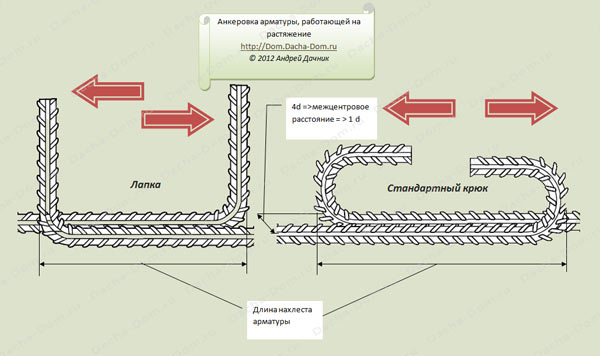 Закрепите каждую нить после первой, пропустив одну нить шерсти через игольное ушко, затем протяните эту единственную нить под соседним дублирующим стежком до середины, затем сложите нить, чтобы получилась петля-дно (выделено красным цветом на фото ниже). Наконец, проденьте вторую прядь через игольное ушко так, чтобы два обрезанных конца нити проходили через игольное ушко, как и раньше. Легко-легко и без объема.
Закрепите каждую нить после первой, пропустив одну нить шерсти через игольное ушко, затем протяните эту единственную нить под соседним дублирующим стежком до середины, затем сложите нить, чтобы получилась петля-дно (выделено красным цветом на фото ниже). Наконец, проденьте вторую прядь через игольное ушко так, чтобы два обрезанных конца нити проходили через игольное ушко, как и раньше. Легко-легко и без объема.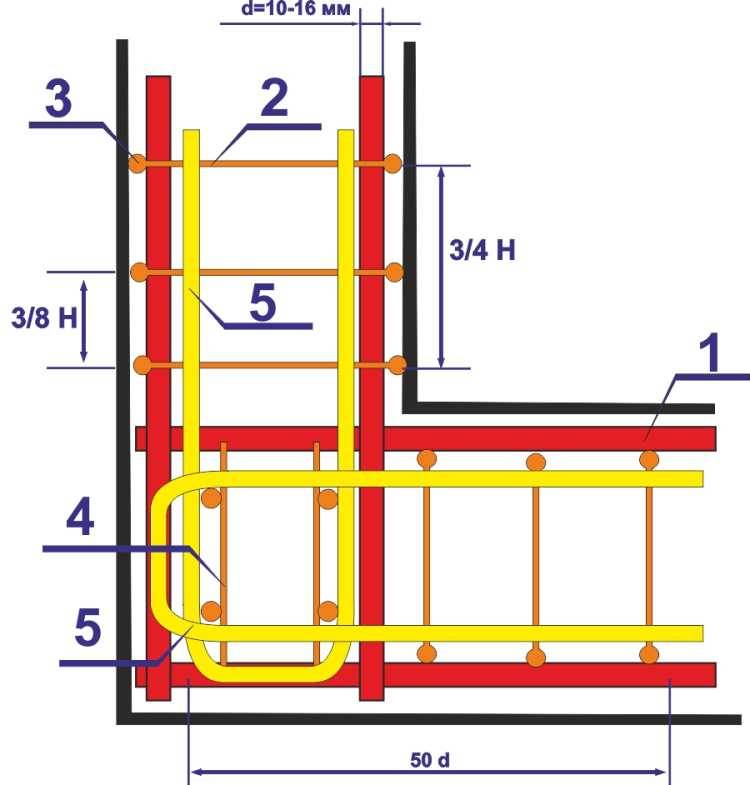 Частичные стежки, которые отклоняются от направления кривой, показаны синим цветом, частичные стежки, которые наклоняются в том же направлении кривой, — желтым.
Частичные стежки, которые отклоняются от направления кривой, показаны синим цветом, частичные стежки, которые наклоняются в том же направлении кривой, — желтым.

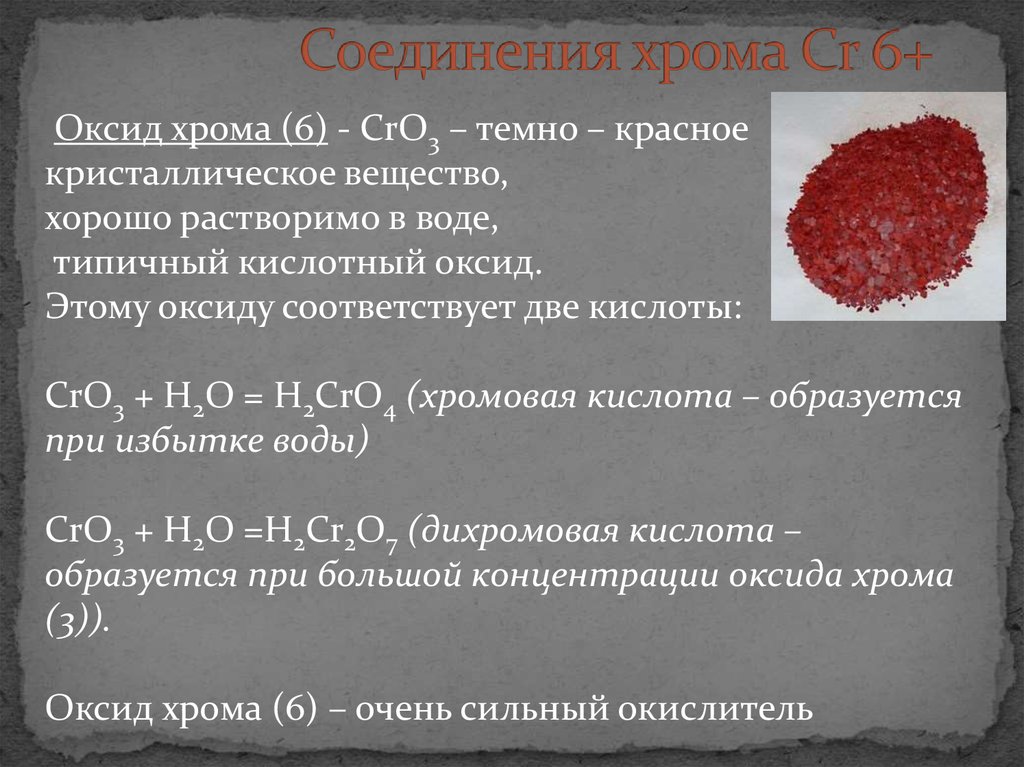 Вместе с ними встречаются и другие минералы меди: ковеллин CuS, куприт Cu2O, азурит Cu3(CO3)2(OH)2, малахит Cu2CO3(OH)2. Иногда медь встречается в самородном виде. Самый большой самородок был найден в Северной Америке, а его вес составлял 420 тонн [2]. Сульфиды меди образуются в основном в среднетемпературных гидротермальных жилах. Также нередко встречаются месторождения меди в осадочных породах — медистые песчаники и сланцы. Наиболее известные из месторождений такого типа — Удокан в Читинской области, Джезказган в Казахстане, меденосный пояс Центральной Африки и Мансфельд в Германии.
Вместе с ними встречаются и другие минералы меди: ковеллин CuS, куприт Cu2O, азурит Cu3(CO3)2(OH)2, малахит Cu2CO3(OH)2. Иногда медь встречается в самородном виде. Самый большой самородок был найден в Северной Америке, а его вес составлял 420 тонн [2]. Сульфиды меди образуются в основном в среднетемпературных гидротермальных жилах. Также нередко встречаются месторождения меди в осадочных породах — медистые песчаники и сланцы. Наиболее известные из месторождений такого типа — Удокан в Читинской области, Джезказган в Казахстане, меденосный пояс Центральной Африки и Мансфельд в Германии. Имеет два стабильных изотопа — 63Cu и 65Cu, и несколько радиоактивных изотопов. Самый долгоживущий из них, 64Cu, имеет период полураспада 12,7 ч и два варианта распада с различными продуктами.
Имеет два стабильных изотопа — 63Cu и 65Cu, и несколько радиоактивных изотопов. Самый долгоживущий из них, 64Cu, имеет период полураспада 12,7 ч и два варианта распада с различными продуктами. Сульфат меди(II) при гидратации даёт синие кристаллы медного купороса CuSO4∙5H2O, используется как фунгицид. Также существует нестабильный сульфат меди(I) Существует два стабильных оксида меди — оксид меди(I) Cu2O и оксид меди(II) CuO. Оксиды меди используются для получения оксида иттрия бария меди (YBa2Cu3O7-δ), который является основой для получения сверхпроводников. Хлорид меди(I) — бесцветные кристаллы (в массе белый порошок) плотностью 4,11 г/см³. В сухом состоянии устойчив. В присутствии влаги легко окисляется кислородом воздуха, приобретая сине-зелёную окраску. Может быть синтезирован восстановлением хлорида меди(II) сульфитом натрия в водном растворе.
Сульфат меди(II) при гидратации даёт синие кристаллы медного купороса CuSO4∙5H2O, используется как фунгицид. Также существует нестабильный сульфат меди(I) Существует два стабильных оксида меди — оксид меди(I) Cu2O и оксид меди(II) CuO. Оксиды меди используются для получения оксида иттрия бария меди (YBa2Cu3O7-δ), который является основой для получения сверхпроводников. Хлорид меди(I) — бесцветные кристаллы (в массе белый порошок) плотностью 4,11 г/см³. В сухом состоянии устойчив. В присутствии влаги легко окисляется кислородом воздуха, приобретая сине-зелёную окраску. Может быть синтезирован восстановлением хлорида меди(II) сульфитом натрия в водном растворе. ) → Cu2+(водн.) + Cu(тв.)
) → Cu2+(водн.) + Cu(тв.) При выливании раствора, содержащего этот ион, в воду происходит осаждение хлорида меди(I). Хлорид меди(I) реагирует с концентрированным раствором аммиака, образуя комплекс диамминмеди(I) [Cu(NH3)2]+. Этот комплекс не имеет окраски в отсутствие кислорода, но в результате реакции с кислородом превращается в синее соединение.
При выливании раствора, содержащего этот ион, в воду происходит осаждение хлорида меди(I). Хлорид меди(I) реагирует с концентрированным раствором аммиака, образуя комплекс диамминмеди(I) [Cu(NH3)2]+. Этот комплекс не имеет окраски в отсутствие кислорода, но в результате реакции с кислородом превращается в синее соединение. Медные провода, в свою очередь, также используются в обмотках энергосберегающих электроприводов (быт: электродвигателях) и силовых трансформаторов.
Медные провода, в свою очередь, также используются в обмотках энергосберегающих электроприводов (быт: электродвигателях) и силовых трансформаторов.
 Медноникелевые сплавы используются для чеканки разменной монеты. Медноникелиевые сплавы, в том числе т. н. «адмиралтейский» сплав широко используются в судостроении и областях применения, связанных с возможностью агрессивного воздействия морской воды из-за образцовой коррозионной устойчивости.
Медноникелевые сплавы используются для чеканки разменной монеты. Медноникелиевые сплавы, в том числе т. н. «адмиралтейский» сплав широко используются в судостроении и областях применения, связанных с возможностью агрессивного воздействия морской воды из-за образцовой коррозионной устойчивости.

 Всемирная Организация Здравоохранения (ВОЗ) сформулировала в 1998 году это правило так: «Риски для здоровья человека от недостатка меди в организме многократно выше, чем риски от ее избытка».
Всемирная Организация Здравоохранения (ВОЗ) сформулировала в 1998 году это правило так: «Риски для здоровья человека от недостатка меди в организме многократно выше, чем риски от ее избытка». [источник не указан 226 дней]
[источник не указан 226 дней] Естественная способность к такому определению повышенного содержания меди в воде является природным механизмом защиты от приема внутрь воды с излишним содержанием меди.
Естественная способность к такому определению повышенного содержания меди в воде является природным механизмом защиты от приема внутрь воды с излишним содержанием меди. Лидерами производства были: Чили (5,560 млн т в 2007 г. и 5,600 млн т в 2008 г.), США (1,170/1,310), Перу (1,190/1,220), Китай (0,946/1,000), Австралия (0,870/0,850), Россия (0,740/0,750), Индонезия (0,797/0,650), Канада (0,589/0,590), Замбия (0,520/0,560), Казахстан (0,407/0,460), Польша (0,452/0,430), Мексика (0,347/0,270).
Лидерами производства были: Чили (5,560 млн т в 2007 г. и 5,600 млн т в 2008 г.), США (1,170/1,310), Перу (1,190/1,220), Китай (0,946/1,000), Австралия (0,870/0,850), Россия (0,740/0,750), Индонезия (0,797/0,650), Канада (0,589/0,590), Замбия (0,520/0,560), Казахстан (0,407/0,460), Польша (0,452/0,430), Мексика (0,347/0,270). э. на Ближнем Востоке. Бронза привлекала людей прочностью и хорошей ковкостью, что делало ее пригодной для изготовления орудий труда и охоты, посуды, украшений. Все эти предметы находят в археологических раскопах. Первоначально медь добывали из малахитовой руды, а не из сульфидной, так как она не требует предварительного обжига. Для этого смесь руды и угля помещали в глиняный сосуд, сосуд ставили в небольшую яму, а смесь поджигали. Выделяющийся угарный газ восстанавливал малахит до свободной меди:
э. на Ближнем Востоке. Бронза привлекала людей прочностью и хорошей ковкостью, что делало ее пригодной для изготовления орудий труда и охоты, посуды, украшений. Все эти предметы находят в археологических раскопах. Первоначально медь добывали из малахитовой руды, а не из сульфидной, так как она не требует предварительного обжига. Для этого смесь руды и угля помещали в глиняный сосуд, сосуд ставили в небольшую яму, а смесь поджигали. Выделяющийся угарный газ восстанавливал малахит до свободной меди: э. Остатки их находят на Урале, в Закавказье, на Украине, в Сибири, на Алтае. В XIII—XIV вв. освоили промышленную выплавку меди. В Москве в XV в. был основан Пушечный двор, где отливали из бронзы орудия разных калибров. О нем напоминает теперешняя Пушечная улица в Москве. Сейчас известно более 170 минералов, содержащих медь, но из них только 14—15 имеют промышленное значение. Это — халькопирит (он же медный колчедан), малахит, встречается и самородная медь. В медных рудах часто в качестве примесей встречаются молибден, никель, свинец, кобальт, реже — золото, серебро. Обычно медные руды обогащаются на фабриках, прежде чем поступают на медеплавильные комбинаты. Богаты медью Казахстан, США, Чили, Канада, африканские страны — Заир, Замбия, Южно-Африканская республика. Очень крупное Удоканское месторождение медной руды сравнительно недавно обнаружено на севере Читинской области.
э. Остатки их находят на Урале, в Закавказье, на Украине, в Сибири, на Алтае. В XIII—XIV вв. освоили промышленную выплавку меди. В Москве в XV в. был основан Пушечный двор, где отливали из бронзы орудия разных калибров. О нем напоминает теперешняя Пушечная улица в Москве. Сейчас известно более 170 минералов, содержащих медь, но из них только 14—15 имеют промышленное значение. Это — халькопирит (он же медный колчедан), малахит, встречается и самородная медь. В медных рудах часто в качестве примесей встречаются молибден, никель, свинец, кобальт, реже — золото, серебро. Обычно медные руды обогащаются на фабриках, прежде чем поступают на медеплавильные комбинаты. Богаты медью Казахстан, США, Чили, Канада, африканские страны — Заир, Замбия, Южно-Африканская республика. Очень крупное Удоканское месторождение медной руды сравнительно недавно обнаружено на севере Читинской области. ru
ru
 Этот металл является диамагнетиком, то есть намагничивается против направления внешнего магнитного поля.
Этот металл является диамагнетиком, то есть намагничивается против направления внешнего магнитного поля. Содержание меди в них составляет 1-2%. 90% первичной меди добывают пирометаллургическим способом и 10% гидрометаллургическим.
Содержание меди в них составляет 1-2%. 90% первичной меди добывают пирометаллургическим способом и 10% гидрометаллургическим. Если в качестве сырья используется кусковая медная руда с большим количеством серы, то плавку проводят в шахтных печах. А для порошкообразного флотационного концентрата применяют отражательные печи. Плавка происходит при температуре 1450 °С.
Если в качестве сырья используется кусковая медная руда с большим количеством серы, то плавку проводят в шахтных печах. А для порошкообразного флотационного концентрата применяют отражательные печи. Плавка происходит при температуре 1450 °С. Такой способ применяется для переработки бедных руд и не допускает попутного извлечения драгоценных металлов вместе с медью.
Такой способ применяется для переработки бедных руд и не допускает попутного извлечения драгоценных металлов вместе с медью. В растениях медь принимает участие в синтезе хлорофилла. Поэтому её можно увидеть в составе минеральных удобрений. Недостаток меди в организме человека может вызвать ухудшение состава крови. Она есть в составе многих продуктов питания. К примеру, этот металл содержится в молоке. Однако важно помнить, что избыток соединений меди может вызвать отравление. Именно поэтому нельзя готовить пищу в медной посуде. Во время кипячения в пищу может попасть большое количество меди. Если же посуда внутри покрыта слоем олова, то опасности отравления нет.
В растениях медь принимает участие в синтезе хлорофилла. Поэтому её можно увидеть в составе минеральных удобрений. Недостаток меди в организме человека может вызвать ухудшение состава крови. Она есть в составе многих продуктов питания. К примеру, этот металл содержится в молоке. Однако важно помнить, что избыток соединений меди может вызвать отравление. Именно поэтому нельзя готовить пищу в медной посуде. Во время кипячения в пищу может попасть большое количество меди. Если же посуда внутри покрыта слоем олова, то опасности отравления нет. Медь встречается в природе в свободном металлическом состоянии. Эта самородная медь была впервые использована (ок. 8000 г. до н.э.) в качестве заменителя камня людьми эпохи неолита (новый каменный век). Металлургия зародилась в Месопотамии, когда медь отливали в формах (ок. 4000 г. до н. э.), превращали в металл из руд с помощью огня и древесного угля и преднамеренно сплавляли с оловом в виде бронзы (ок. 3500 г. до н. э.). Римские поставки меди почти полностью происходили с Кипра. Он был известен как aes Cyprium , «кипрский металл», сокращенный до cyprium , а затем преобразованный в cuprum . См. также бронзу .
Медь встречается в природе в свободном металлическом состоянии. Эта самородная медь была впервые использована (ок. 8000 г. до н.э.) в качестве заменителя камня людьми эпохи неолита (новый каменный век). Металлургия зародилась в Месопотамии, когда медь отливали в формах (ок. 4000 г. до н. э.), превращали в металл из руд с помощью огня и древесного угля и преднамеренно сплавляли с оловом в виде бронзы (ок. 3500 г. до н. э.). Римские поставки меди почти полностью происходили с Кипра. Он был известен как aes Cyprium , «кипрский металл», сокращенный до cyprium , а затем преобразованный в cuprum . См. также бронзу .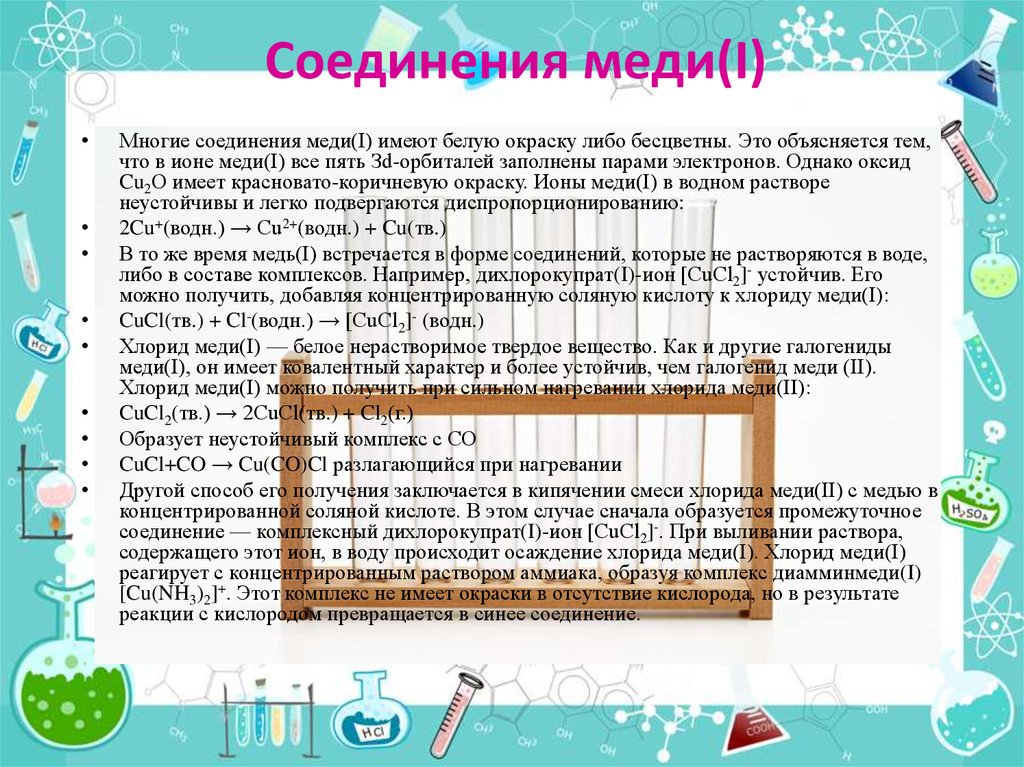 96 at 20 °C (68 °F)
96 at 20 °C (68 °F) Медно-порфировое месторождение в Андах Чили является крупнейшим известным месторождением этого минерала. К началу 21 века Чили стала ведущим мировым производителем меди. Другими крупными производителями являются Перу, Китай и США.
Медно-порфировое месторождение в Андах Чили является крупнейшим известным месторождением этого минерала. К началу 21 века Чили стала ведущим мировым производителем меди. Другими крупными производителями являются Перу, Китай и США.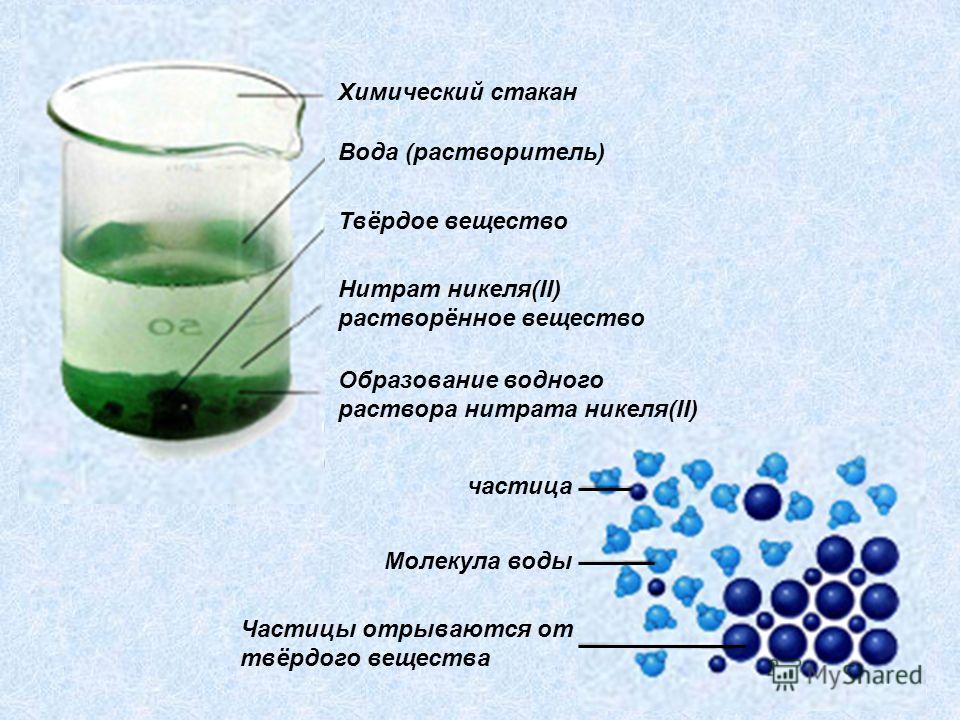 Бериллиевая медь (2 процента бериллия) — необычный медный сплав, который можно упрочнить термической обработкой. Медь входит в состав многих монетных металлов. Долгое время после того, как бронзовый век перешел в железный век, медь оставалась вторым металлом по использованию и важности после железа. К 19Однако к 60-м годам более дешевый и доступный алюминий отодвинулся на второе место в мировом производстве.
Бериллиевая медь (2 процента бериллия) — необычный медный сплав, который можно упрочнить термической обработкой. Медь входит в состав многих монетных металлов. Долгое время после того, как бронзовый век перешел в железный век, медь оставалась вторым металлом по использованию и важности после железа. К 19Однако к 60-м годам более дешевый и доступный алюминий отодвинулся на второе место в мировом производстве.
 9
9 2
2 Обычные газы, такие как кислород, азот, двуокись углерода и двуокись серы, растворяются в расплавленной меди и сильно влияют на механические и электрические свойства затвердевшего металла. Чистый металл уступает только серебру по тепло- и электропроводности. Природная медь представляет собой смесь двух стабильных изотопов: меди-63 (690,15%) и меди-65 (30,85%).
Обычные газы, такие как кислород, азот, двуокись углерода и двуокись серы, растворяются в расплавленной меди и сильно влияют на механические и электрические свойства затвердевшего металла. Чистый металл уступает только серебру по тепло- и электропроводности. Природная медь представляет собой смесь двух стабильных изотопов: меди-63 (690,15%) и меди-65 (30,85%).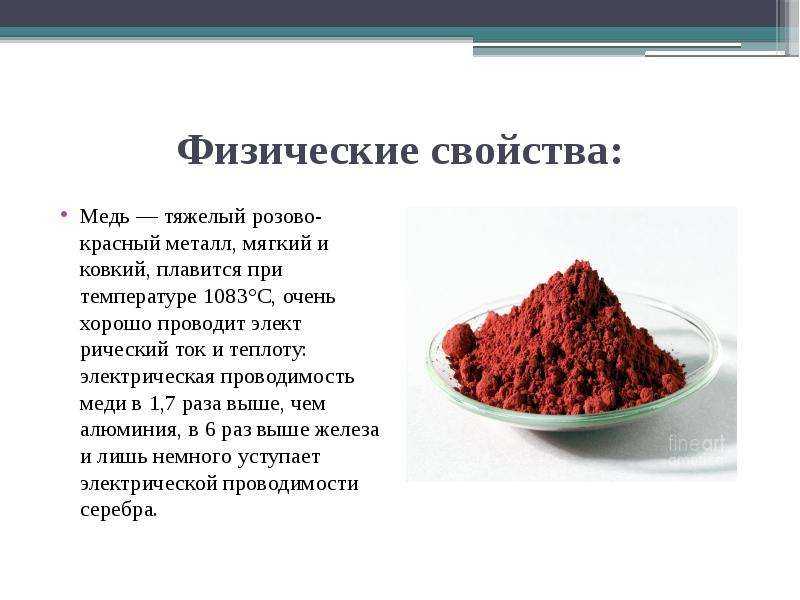 Медь является умеренно благородным металлом, не подверженным влиянию неокисляющих или не образующих комплексов разбавленных кислот в отсутствие воздуха. Однако он легко растворяется в азотной и серной кислотах в присутствии кислорода. Он также растворим в водном аммиаке или цианиде калия в присутствии кислорода из-за образования при растворении очень устойчивых цианокомплексов. Металл будет реагировать при красном калении с кислородом с образованием оксида меди CuO, а при более высоких температурах — оксида меди Cu9.0293 2 O. Реагирует при нагревании с серой с образованием сульфида меди Cu 2 S.
Медь является умеренно благородным металлом, не подверженным влиянию неокисляющих или не образующих комплексов разбавленных кислот в отсутствие воздуха. Однако он легко растворяется в азотной и серной кислотах в присутствии кислорода. Он также растворим в водном аммиаке или цианиде калия в присутствии кислорода из-за образования при растворении очень устойчивых цианокомплексов. Металл будет реагировать при красном калении с кислородом с образованием оксида меди CuO, а при более высоких температурах — оксида меди Cu9.0293 2 O. Реагирует при нагревании с серой с образованием сульфида меди Cu 2 S.
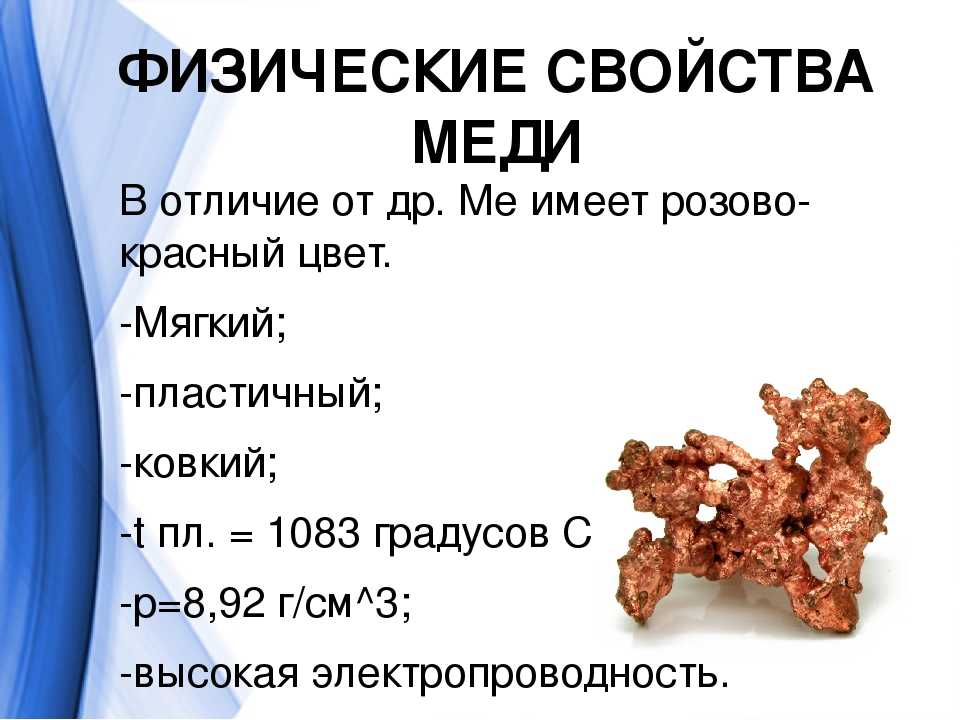 Диаграмма дает представление о том, что произойдет, если пропустить белый свет через раствор сульфата меди (II).
Диаграмма дает представление о том, что произойдет, если пропустить белый свет через раствор сульфата меди (II).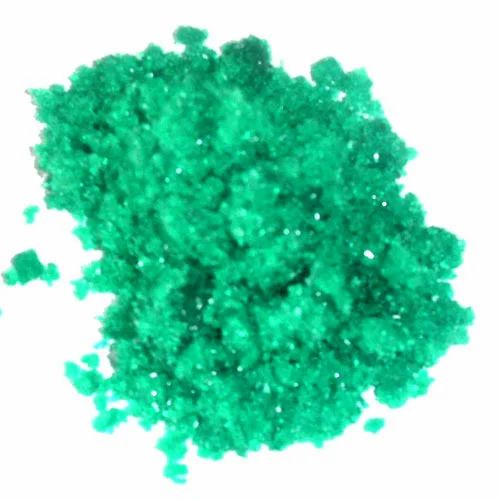 Смешивание двух дополнительных цветов света даст вам белый свет. Все это означает, что если определенный цвет поглощается из белого света, то, что ваш глаз обнаруживает, смешивая все другие длины волн света, является его дополнительным цветом. Раствор сульфата меди (II) имеет бледно-голубой (голубой) цвет, потому что он поглощает свет в красной области спектра. Голубой — дополнительный цвет красного.
Смешивание двух дополнительных цветов света даст вам белый свет. Все это означает, что если определенный цвет поглощается из белого света, то, что ваш глаз обнаруживает, смешивая все другие длины волн света, является его дополнительным цветом. Раствор сульфата меди (II) имеет бледно-голубой (голубой) цвет, потому что он поглощает свет в красной области спектра. Голубой — дополнительный цвет красного.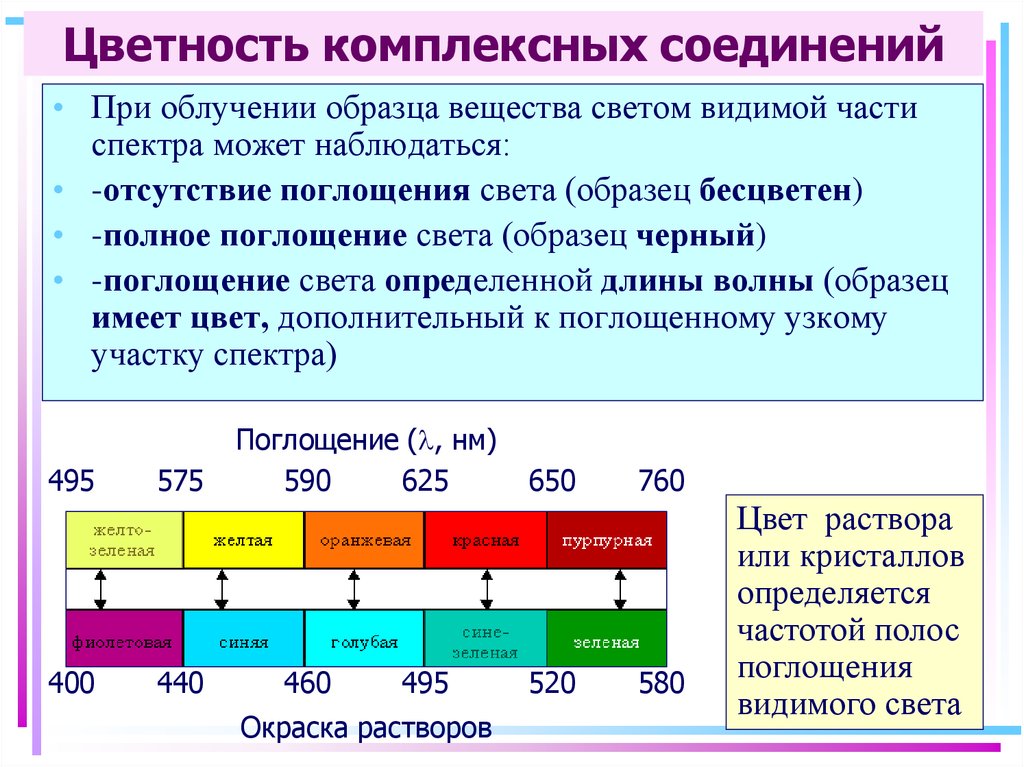 В металле имеет полноценный 3д уровень. Когда он образует ион, 4s-электроны теряются — снова остается полностью полный 3d-уровень. На другом конце ряда скандий ([Ar] 3d 1 4s 2 ) также не считается переходным металлом. Хотя в металле есть частично заполненный d-уровень, когда он образует свой ион, он теряет все три внешних электрона. Технически Sc 3 + ион не считается ионом переходного металла, поскольку его уровень 3d пуст.
В металле имеет полноценный 3д уровень. Когда он образует ион, 4s-электроны теряются — снова остается полностью полный 3d-уровень. На другом конце ряда скандий ([Ar] 3d 1 4s 2 ) также не считается переходным металлом. Хотя в металле есть частично заполненный d-уровень, когда он образует свой ион, он теряет все три внешних электрона. Технически Sc 3 + ион не считается ионом переходного металла, поскольку его уровень 3d пуст.
 Это повышает энергию d-орбиталей. Однако из-за того, как d-орбитали расположены в пространстве, это не увеличивает все их энергии на одинаковую величину. Вместо этого он разделяет их на две группы. На диаграмме показано расположение d-электронов в Cu 2 + ион до и после связывания с ним шести молекул воды.
Это повышает энергию d-орбиталей. Однако из-за того, как d-орбитали расположены в пространстве, это не увеличивает все их энергии на одинаковую величину. Вместо этого он разделяет их на две группы. На диаграмме показано расположение d-электронов в Cu 2 + ион до и после связывания с ним шести молекул воды. Фиолетовый свет обладает наибольшей энергией. Предположим, что энергетическая щель на d-орбиталях комплексного иона соответствует энергии желтого света.
Фиолетовый свет обладает наибольшей энергией. Предположим, что энергетическая щель на d-орбиталях комплексного иона соответствует энергии желтого света.
 цвет меняется довольно случайным образом от металла к металлу в переходной серии.
цвет меняется довольно случайным образом от металла к металлу в переходной серии.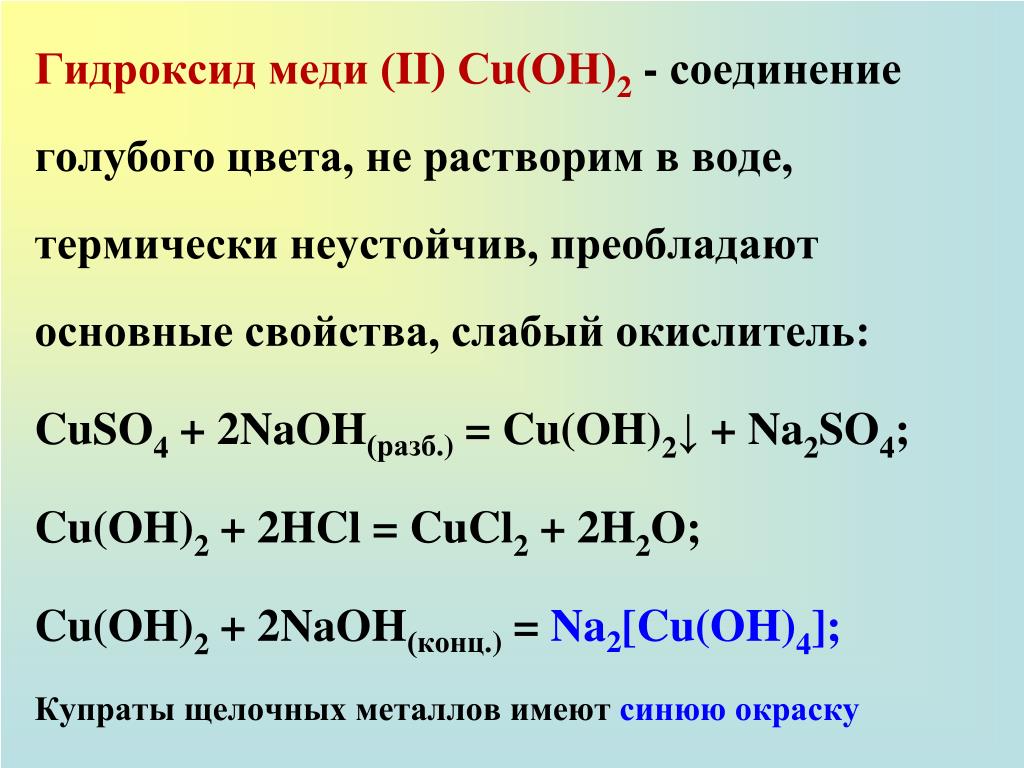

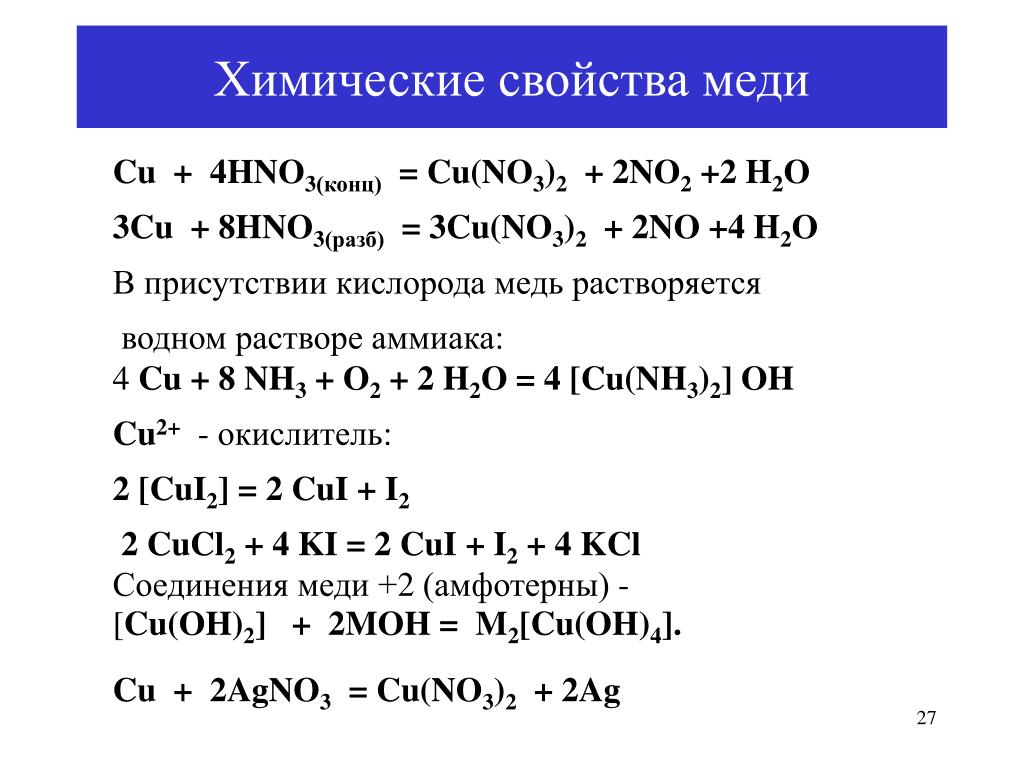
 Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
 С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
 Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор). Малые размеры и наличие плечевого ремня делают инвертор этой модели мобильным и удобным для транспортировки. Сварочный ток регулируется в широком диапазоне значений от 10 до 160 А. Оснащен функциями «ANTI STICK» (антизалипание), «HOT START» (горячий старт) и «ARC FORCE» (форсаж дуги). Построен на IGBT транзисторах.
Малые размеры и наличие плечевого ремня делают инвертор этой модели мобильным и удобным для транспортировки. Сварочный ток регулируется в широком диапазоне значений от 10 до 160 А. Оснащен функциями «ANTI STICK» (антизалипание), «HOT START» (горячий старт) и «ARC FORCE» (форсаж дуги). Построен на IGBT транзисторах. Надежное соединение исключает потери тока и нагрев в местах контакта.
Надежное соединение исключает потери тока и нагрев в местах контакта. Сварочный инвертор «Ресанта САИ-220»
Сварочный инвертор «Ресанта САИ-220» То есть дает возможность держать равномерную дугу сварки намного стабильнее, чем другие сварочные аппараты.
То есть дает возможность держать равномерную дугу сварки намного стабильнее, чем другие сварочные аппараты. Также рабочие акцентируют внимание на том, что инверторы значительно облегчают работу сварщиков и делают ее лучше.
Также рабочие акцентируют внимание на том, что инверторы значительно облегчают работу сварщиков и делают ее лучше.




 Особенно они стали популярны среди непрофессионалов благодаря малому весу (до 6 кг), простоте эксплуатации и простоте использования. Цены на них достаточно демократичны: от 150 до 250 долларов за устройство.
Особенно они стали популярны среди непрофессионалов благодаря малому весу (до 6 кг), простоте эксплуатации и простоте использования. Цены на них достаточно демократичны: от 150 до 250 долларов за устройство. Таким потребителям полезно еще раз напомнить, что работа с любыми электроприборами и приборами сопряжена с опасностью при несоблюдении элементарных правил безопасности. Аппарат весом всего 5,5 кг при сварке электродом диаметром 5 мм имеет мощность 15 кВт, чего достаточно, чтобы бросить камень в 10 кг на высоту трехэтажного дома. Поэтому особой осторожности при работе с энергоемким оборудованием не бывает.
Таким потребителям полезно еще раз напомнить, что работа с любыми электроприборами и приборами сопряжена с опасностью при несоблюдении элементарных правил безопасности. Аппарат весом всего 5,5 кг при сварке электродом диаметром 5 мм имеет мощность 15 кВт, чего достаточно, чтобы бросить камень в 10 кг на высоту трехэтажного дома. Поэтому особой осторожности при работе с энергоемким оборудованием не бывает. Не подходит ни к одному инвертору. Нет, если другой инвертор, который пропускает через аппарат ток на низком выходе около 220 А, то аппарат будет работать, но стабильность сварочной дуги снизится. Это однозначно. Несоответствие входного и выходного сопротивлений инвертора выпрямительному блоку питания сильно снизит его долговечность. И так для каждого узла.
Не подходит ни к одному инвертору. Нет, если другой инвертор, который пропускает через аппарат ток на низком выходе около 220 А, то аппарат будет работать, но стабильность сварочной дуги снизится. Это однозначно. Несоответствие входного и выходного сопротивлений инвертора выпрямительному блоку питания сильно снизит его долговечность. И так для каждого узла. Если вам нужен сварочный аппарат для домашнего использования, «Ресанта» вполне достойный выбор. Как говорят профи: его дуга не такая тяжелая, как у других марок из той же ценовой категории. Но качество нестабильное: у кого-то при постоянной нагрузке (в мастерских и на производстве) он работает годами, а кто-то раз в две-три недели (тоже на производстве) отвозит в ремонт. Только отрасли и сварщики разные. А те, кто эксплуатирует сварочные инверторы «Ресант» в бытовых целях — в частном доме, на даче, в гараже — отзываются о работе агрегатов положительно.
Если вам нужен сварочный аппарат для домашнего использования, «Ресанта» вполне достойный выбор. Как говорят профи: его дуга не такая тяжелая, как у других марок из той же ценовой категории. Но качество нестабильное: у кого-то при постоянной нагрузке (в мастерских и на производстве) он работает годами, а кто-то раз в две-три недели (тоже на производстве) отвозит в ремонт. Только отрасли и сварщики разные. А те, кто эксплуатирует сварочные инверторы «Ресант» в бытовых целях — в частном доме, на даче, в гараже — отзываются о работе агрегатов положительно. Как выбрать сварочный аппарат Ресанта
Как выбрать сварочный аппарат Ресанта
 Если вам такие мощности не нужны, то и платить за них не нужно. Но выбор, как всегда, за вами. Может вы предпочитаете работать электродом 3 мм но с повышенным сварочным током — 190 и выше… Редко, но бывают и такие сварщики.
Если вам такие мощности не нужны, то и платить за них не нужно. Но выбор, как всегда, за вами. Может вы предпочитаете работать электродом 3 мм но с повышенным сварочным током — 190 и выше… Редко, но бывают и такие сварщики. Главное, чтобы розетка была заземлена. Класс защиты всех устройств IP 21, что означает, что устройство заземляется через шнур питания. Поэтому для защиты от поражения электрическим током необходимо запитывать инвертор от заземленной розетки.
Главное, чтобы розетка была заземлена. Класс защиты всех устройств IP 21, что означает, что устройство заземляется через шнур питания. Поэтому для защиты от поражения электрическим током необходимо запитывать инвертор от заземленной розетки. К работе нареканий не было, только кабели коротковаты. Поэтому купили новый такой же. Этот через 3 месяца просто перестал готовить в какой-то момент. В сервисе вопросов не задавали, просто починили и все. Сейчас все нормально, работаем по-взрослому. Кроме кабелей претензий нет.
К работе нареканий не было, только кабели коротковаты. Поэтому купили новый такой же. Этот через 3 месяца просто перестал готовить в какой-то момент. В сервисе вопросов не задавали, просто починили и все. Сейчас все нормально, работаем по-взрослому. Кроме кабелей претензий нет. 
 За все время поменял только кулер. Но чищу регулярно, стараюсь не резать, в чужие руки не отдам. Болгаркой или болгаркой рядом со сваркой не работаю — от них много пыли, а для инверторов это очень вредно. Если нужно поработать болгаркой, беру Ресанту. Если вам все это в тягость, ищите другое устройство. Есть европейцы, они не так требовательны к условиям работы, но стоят в разы дороже, да и с нашими пляшущими духами работать не хотят. Так что если вам нужен европеец, работающий в наших условиях, вы тоже покупаете стабилизатор. Что-то вроде этого.
За все время поменял только кулер. Но чищу регулярно, стараюсь не резать, в чужие руки не отдам. Болгаркой или болгаркой рядом со сваркой не работаю — от них много пыли, а для инверторов это очень вредно. Если нужно поработать болгаркой, беру Ресанту. Если вам все это в тягость, ищите другое устройство. Есть европейцы, они не так требовательны к условиям работы, но стоят в разы дороже, да и с нашими пляшущими духами работать не хотят. Так что если вам нужен европеец, работающий в наших условиях, вы тоже покупаете стабилизатор. Что-то вроде этого.  Теперь я берегу его. Но я не знаю, как это будет работать дальше.
Теперь я берегу его. Но я не знаю, как это будет работать дальше.  Установите на регуляторе минимальный сварочный ток, затем нажмите кнопку «вкл». Отключение осуществляется следующим образом: сначала крутим на минимум, потом тумблером выключаем, а потом от сети. Когда закончите, отсоедините провода и верните их на место.
Установите на регуляторе минимальный сварочный ток, затем нажмите кнопку «вкл». Отключение осуществляется следующим образом: сначала крутим на минимум, потом тумблером выключаем, а потом от сети. Когда закончите, отсоедините провода и верните их на место. Поэтому выключайте инвертор только в том случае, если перерыв более часа.
Поэтому выключайте инвертор только в том случае, если перерыв более часа. Кабель был заменен, клеммы перетянуты не по-женски, и я его тоже пропылесосил.
Кабель был заменен, клеммы перетянуты не по-женски, и я его тоже пропылесосил.  Светофильтры защищают глаза от повреждения инфракрасным и ультрафиолетовым излучением. От летящих брызг и накипи — замаскировать тело. Оба должны быть надежными и обеспечивать максимальную защиту.
Светофильтры защищают глаза от повреждения инфракрасным и ультрафиолетовым излучением. От летящих брызг и накипи — замаскировать тело. Оба должны быть надежными и обеспечивать максимальную защиту.
 Все китайские лазерные граверы имеют водяное охлаждение. Для охлаждения китайской лазерной трубки Вам необходимо рядом с гравером держать пластиковый бак с водой. В случае недостатка воды или протекания водопроводных трубок выходит из строя лазерная трубка. Для сравнения, все лазерные граверы LaserPro GCC с мощность лазера до 100Вт. имеют воздушное охлаждение. Лазерная трубка охлаждается за счет встроенных в корпус гравера вентиляторов.
Все китайские лазерные граверы имеют водяное охлаждение. Для охлаждения китайской лазерной трубки Вам необходимо рядом с гравером держать пластиковый бак с водой. В случае недостатка воды или протекания водопроводных трубок выходит из строя лазерная трубка. Для сравнения, все лазерные граверы LaserPro GCC с мощность лазера до 100Вт. имеют воздушное охлаждение. Лазерная трубка охлаждается за счет встроенных в корпус гравера вентиляторов.
 Лазерная трубка Synrad (США) стандартно имеет металлический защитный корпус, который позволяет обеспечить надежную и долговечную работу лазера.
Лазерная трубка Synrad (США) стандартно имеет металлический защитный корпус, который позволяет обеспечить надежную и долговечную работу лазера.
 Остается только догадываться, как можно обеспечить на лазерной машине с шаговом двигателем высокую скорость и заоблачное разрешение гравировки.
Остается только догадываться, как можно обеспечить на лазерной машине с шаговом двигателем высокую скорость и заоблачное разрешение гравировки.

 Вы может провести простейший тест на скорость резки 3 мм акрила на лазерном гравере LaserPro GCC Spirit 25Вт. и на китайской лазерной машине 60-80Вт. Результат будет следующий, скорость резки на Laser Pro GCC Spirit 25Вт. будет на 30% выше, чем на китайской лазерной машине мощностью 60-80Вт.
Вы может провести простейший тест на скорость резки 3 мм акрила на лазерном гравере LaserPro GCC Spirit 25Вт. и на китайской лазерной машине 60-80Вт. Результат будет следующий, скорость резки на Laser Pro GCC Spirit 25Вт. будет на 30% выше, чем на китайской лазерной машине мощностью 60-80Вт.
 Ведь главное преимущество китайского гравера – это большой рабочий стол, а не безупречное качество резки и гравировки по всей поверхности стола.
Ведь главное преимущество китайского гравера – это большой рабочий стол, а не безупречное качество резки и гравировки по всей поверхности стола.
 Китайские лазеры не соответствуют европейских требованиям RoHS на ограничение использования вредных веществ в оборудовании.
Китайские лазеры не соответствуют европейских требованиям RoHS на ограничение использования вредных веществ в оборудовании.
 д.)
д.) 
 Мощность данного лазера составляет 3000 mW и имеет рабочую поверхность 50*65 см. Устройство может гравировать дерево, пластик, бумагу, кожу, резину на глубину от 1 до 3 мм в зависимости от материала. А вот с материалами такими как металл, камень или керамика он не справится. Возможности данного гравера уже позволяют использовать его в коммерческих целях полноценно, при небольших объемах. На данную модель более 1 600 продаж и много положительных отзывов. Единственный минус — некоторым может показаться, что гравер приходит разобранный.
Мощность данного лазера составляет 3000 mW и имеет рабочую поверхность 50*65 см. Устройство может гравировать дерево, пластик, бумагу, кожу, резину на глубину от 1 до 3 мм в зависимости от материала. А вот с материалами такими как металл, камень или керамика он не справится. Возможности данного гравера уже позволяют использовать его в коммерческих целях полноценно, при небольших объемах. На данную модель более 1 600 продаж и много положительных отзывов. Единственный минус — некоторым может показаться, что гравер приходит разобранный. Покупатели очень довольны данной моделью.
Покупатели очень довольны данной моделью. Рабочее поле составляет 110*110 мм
Рабочее поле составляет 110*110 мм Скорость сканирования (мм/с)
Скорость сканирования (мм/с)
 Высокоскоростной гальванический сканер и более мощный лазер являются ключом к высокой эффективности.
Высокоскоростной гальванический сканер и более мощный лазер являются ключом к высокой эффективности.
 И цена машины мощностью 100 Вт составляет около 4500 долларов США, а лазер мощностью 100 Вт стоит около 3500 долларов США. Поиск подходящей мощности для вашей задачи — лучший способ сократить расходы.
И цена машины мощностью 100 Вт составляет около 4500 долларов США, а лазер мощностью 100 Вт стоит около 3500 долларов США. Поиск подходящей мощности для вашей задачи — лучший способ сократить расходы. Страны Азии и Океании дешевле, так как они ближе к Китаю. И европейские, и американские (северные и южные) страны похожи.
Страны Азии и Океании дешевле, так как они ближе к Китаю. И европейские, и американские (северные и южные) страны похожи.
 Если у вас есть другие вопросы, свяжитесь с нами. Мы работаем в отрасли уже 18 лет и можем предложить комплексные решения для вашего лазерного бизнеса.
Если у вас есть другие вопросы, свяжитесь с нами. Мы работаем в отрасли уже 18 лет и можем предложить комплексные решения для вашего лазерного бизнеса. Наличие надежного и опытного поставщика, такого как JCZ, облегчит задачу. JCZ справится со всем с низкой стоимостью и профессионализмом.
Наличие надежного и опытного поставщика, такого как JCZ, облегчит задачу. JCZ справится со всем с низкой стоимостью и профессионализмом.
 Это признание ведущего продукта JCZ и вклада в мировую фотонную и лазерную индустрию.
Это признание ведущего продукта JCZ и вклада в мировую фотонную и лазерную индустрию. , Южная Корея, Япония, Индия, Турция, Россия, Бразилия и т. д. Из-за соглашения о неразглашении мы не можем раскрыть их имена.
, Южная Корея, Япония, Индия, Турция, Россия, Бразилия и т. д. Из-за соглашения о неразглашении мы не можем раскрыть их имена. Он имеет очень маленький размер, хорошее качество луча и не требует технического обслуживания.
Он имеет очень маленький размер, хорошее качество луча и не требует технического обслуживания. Обработанная поверхность не только гладкая и натуральная, но и не повреждает окружающие участки.
Обработанная поверхность не только гладкая и натуральная, но и не повреждает окружающие участки.

 Они отличаются, как по обрабатываемым материалам (металл и полимеры), так и по конструкции (колонные и станинные), хотя принцип работы неизменен. Говоря же про оборудование для СТО, обычно выбирают напольные вертикальные прессы из-за их небольших размеров и простоты управления. Промышленный пресс имеет громоздкую конструкцию, требует много места и зачастую дополнительного оборудования, такого, как электроприводы для подачи жидкости в цилиндры, поэтому встретить такой агрегат в автомобильной мастерской сложно. Кроме того, усилие, которое поршень передает заготовке у подобных агрегатов слишком велико для работы с автомобильными материалами.
Они отличаются, как по обрабатываемым материалам (металл и полимеры), так и по конструкции (колонные и станинные), хотя принцип работы неизменен. Говоря же про оборудование для СТО, обычно выбирают напольные вертикальные прессы из-за их небольших размеров и простоты управления. Промышленный пресс имеет громоздкую конструкцию, требует много места и зачастую дополнительного оборудования, такого, как электроприводы для подачи жидкости в цилиндры, поэтому встретить такой агрегат в автомобильной мастерской сложно. Кроме того, усилие, которое поршень передает заготовке у подобных агрегатов слишком велико для работы с автомобильными материалами. Конструкция пресса при этом проста: в основе все так же два цилиндра и шток, оказывающий давление на материал, и деталь, приводящая в движение малый цилиндр вместе с жидкостью. И разделяется такое оборудование на два вида:
Конструкция пресса при этом проста: в основе все так же два цилиндра и шток, оказывающий давление на материал, и деталь, приводящая в движение малый цилиндр вместе с жидкостью. И разделяется такое оборудование на два вида:

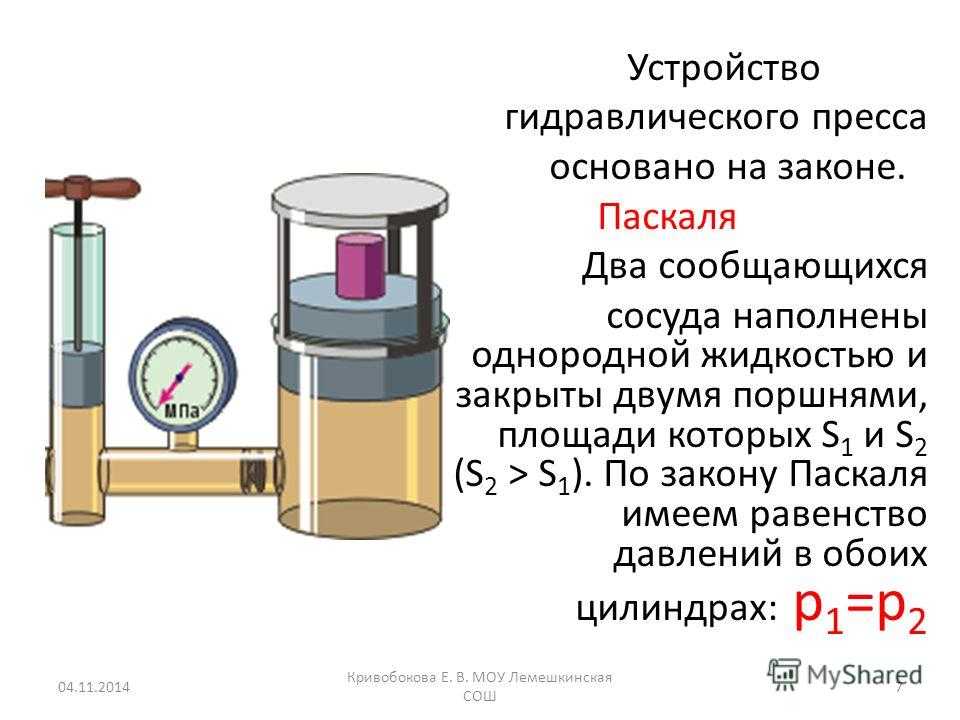
 Докажем, что жидкость в цилиндрах будет находиться в равновесии лишь тогда, когда сила, действующая на большой поршень, во столько раз превышает силу, действующую на меньший поршень, во сколько раз площадь большего поршня превышает площадь меньшего поршня. Для этого заметим, что жидкость будет оставаться в равновесии только тогда, когда давления под поршнями будут одинаковыми:
Докажем, что жидкость в цилиндрах будет находиться в равновесии лишь тогда, когда сила, действующая на большой поршень, во столько раз превышает силу, действующую на меньший поршень, во сколько раз площадь большего поршня превышает площадь меньшего поршня. Для этого заметим, что жидкость будет оставаться в равновесии только тогда, когда давления под поршнями будут одинаковыми: Это открытие и легло в основу принципа действия гидравлического пресса.
Это открытие и легло в основу принципа действия гидравлического пресса. После каждого нажатия рычаг следует возвращать в исходное положение. При его подъеме малый поршень перемещается вверх, клапан 6 открывается и в пространство, находящееся под поршнем, из сосуда 9 засасывается очередная порция жидкости. При опускании рычага поршень 1 перемещается вниз и сдавливаемая жидкость закрывает клапан 6; при этом клапан 7 открывается и часть жидкости переходит в широкий цилиндр.
После каждого нажатия рычаг следует возвращать в исходное положение. При его подъеме малый поршень перемещается вверх, клапан 6 открывается и в пространство, находящееся под поршнем, из сосуда 9 засасывается очередная порция жидкости. При опускании рычага поршень 1 перемещается вниз и сдавливаемая жидкость закрывает клапан 6; при этом клапан 7 открывается и часть жидкости переходит в широкий цилиндр. Цилиндры и трубки заполнены специальной жидкостью. Объясните принцип действия тормоза.
Цилиндры и трубки заполнены специальной жидкостью. Объясните принцип действия тормоза. Больший цилиндр называется плунжером, а меньший – плунжером.
Больший цилиндр называется плунжером, а меньший – плунжером.
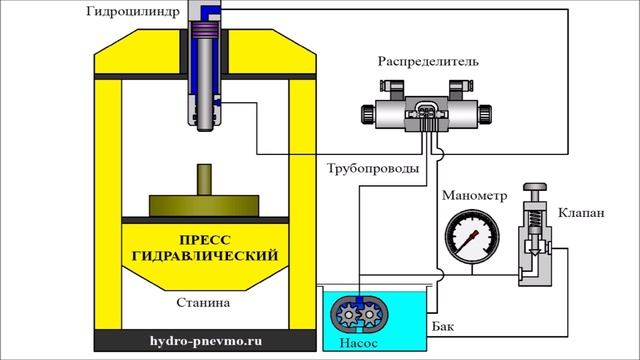
 Это полезный инструмент для решения широкого круга задач, от запрессовки подшипников до снятия и установки шестерен и других элементов с запрессовкой. Каждый гидравлический настольный пресс с цилиндром грузоподъемностью до 10 тонн обеспечивает достаточное усилие для тяжелого прессования и удобно помещается в небольшом пространстве любой мастерской.
Это полезный инструмент для решения широкого круга задач, от запрессовки подшипников до снятия и установки шестерен и других элементов с запрессовкой. Каждый гидравлический настольный пресс с цилиндром грузоподъемностью до 10 тонн обеспечивает достаточное усилие для тяжелого прессования и удобно помещается в небольшом пространстве любой мастерской.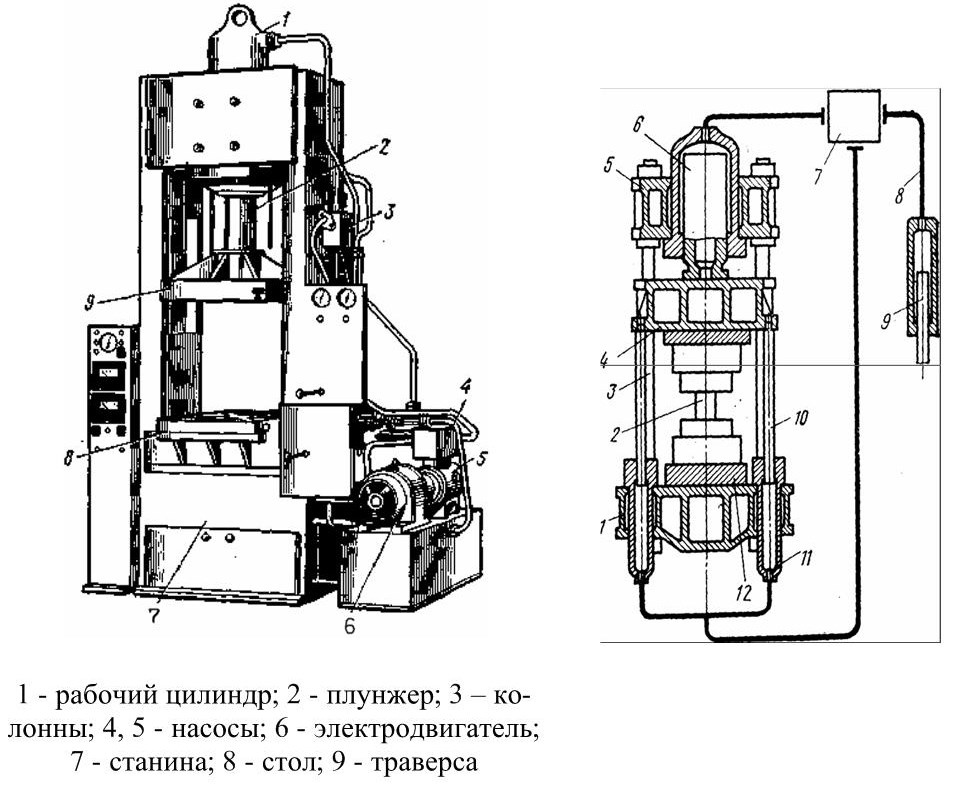


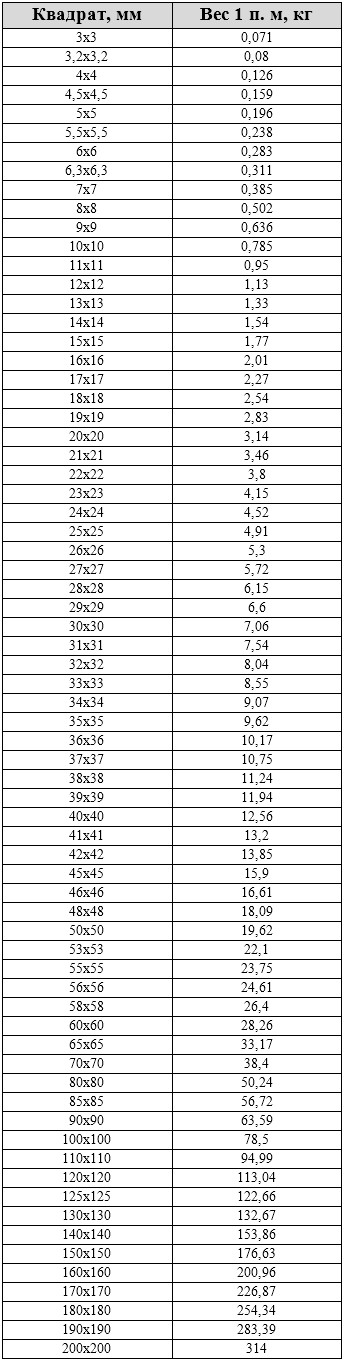 Однако, такие расчеты веса 1 метра трубы требуют некоторого опыта и знания формулы пересчета массы.
Однако, такие расчеты веса 1 метра трубы требуют некоторого опыта и знания формулы пересчета массы.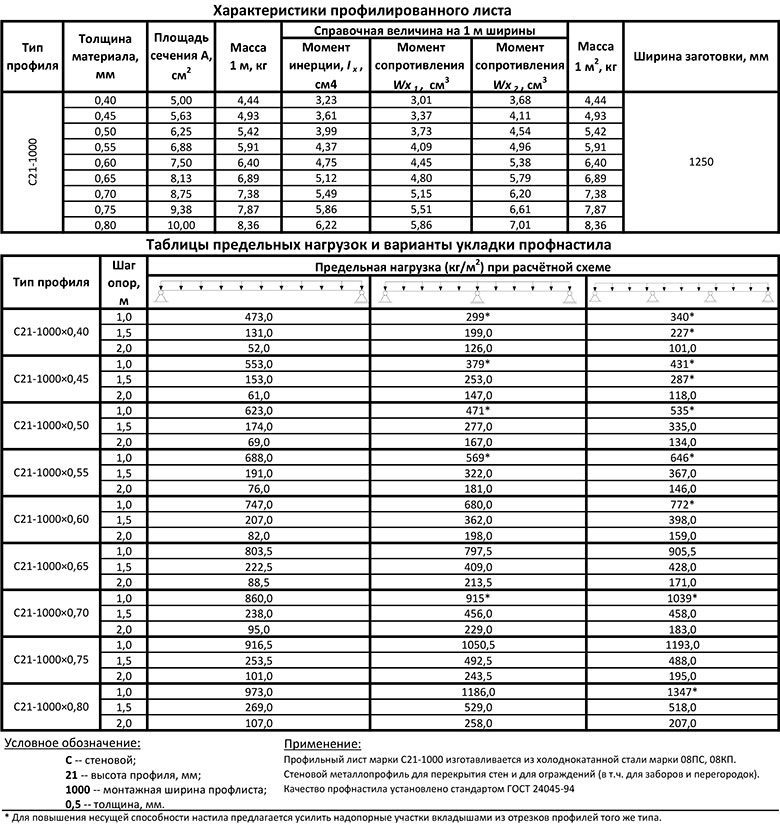 Для водо и газопроводов рекомендуется использовать стальные металлические ТР не электро сварные, а цельнотянутые. А теперь труба 20х40х2 вес 1 метра, смотрите в таблице ниже.
Для водо и газопроводов рекомендуется использовать стальные металлические ТР не электро сварные, а цельнотянутые. А теперь труба 20х40х2 вес 1 метра, смотрите в таблице ниже.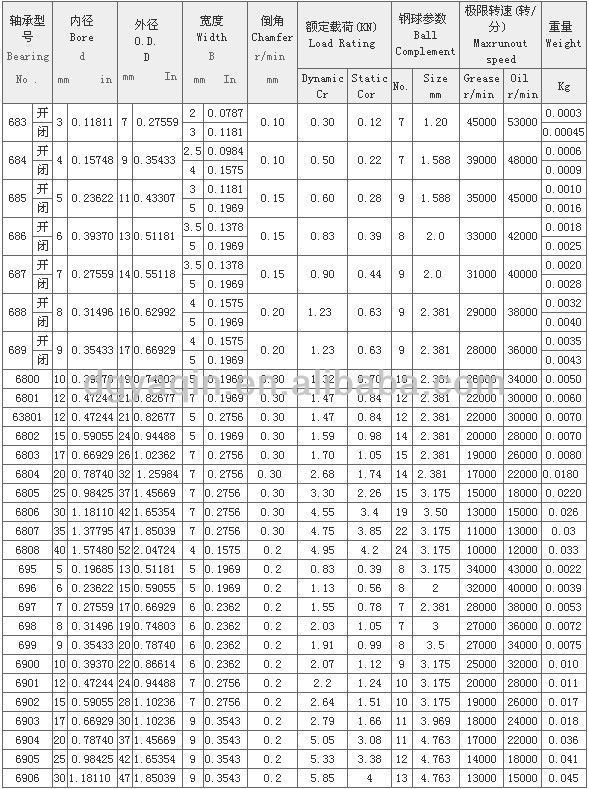
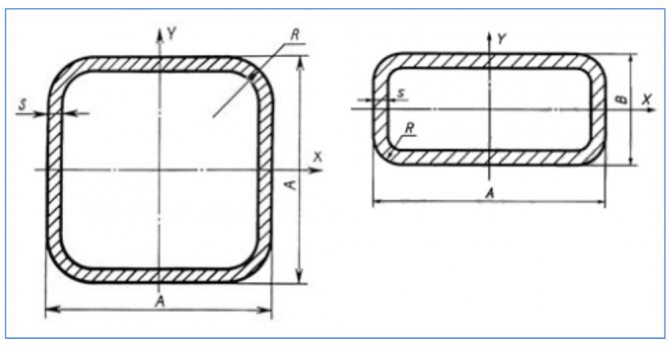 5
5 2
2 5
5



 4301
4301
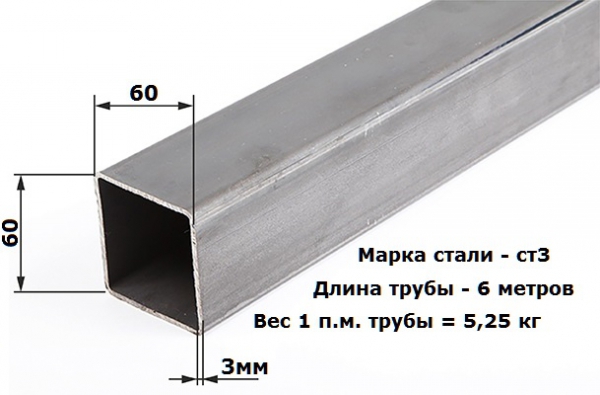 4301
4301 4301
4301 4301
4301 4301
4301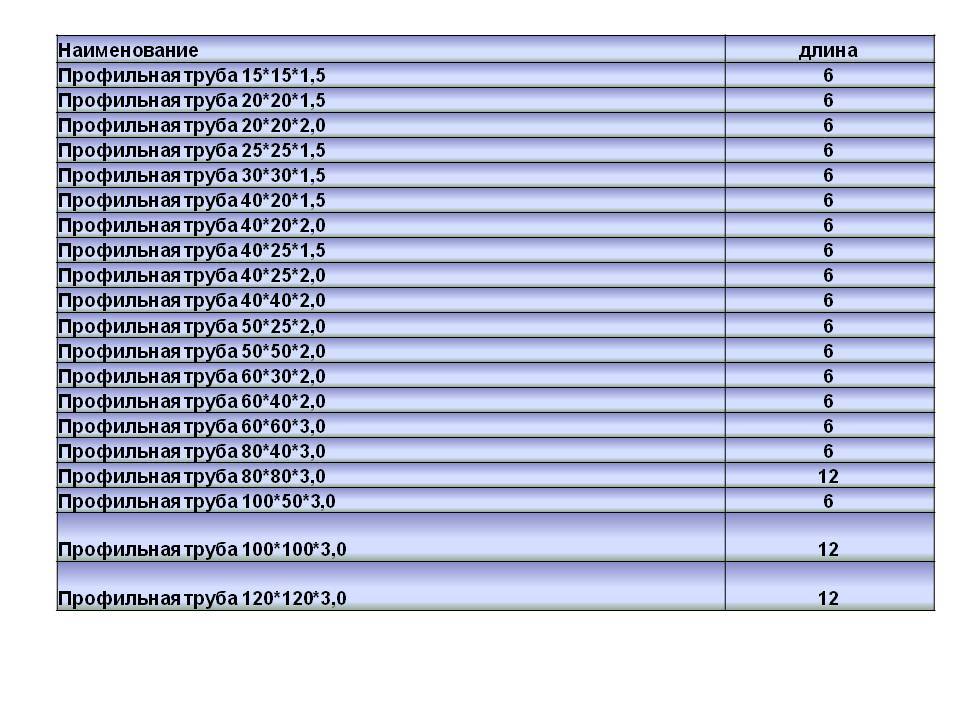 0 ПРОФИЛЬНАЯ ТРУБА 1.4301
0 ПРОФИЛЬНАЯ ТРУБА 1.4301 0 ПРОФИЛЬНАЯ ТРУБА 1.4301
0 ПРОФИЛЬНАЯ ТРУБА 1.4301 050
050 243
243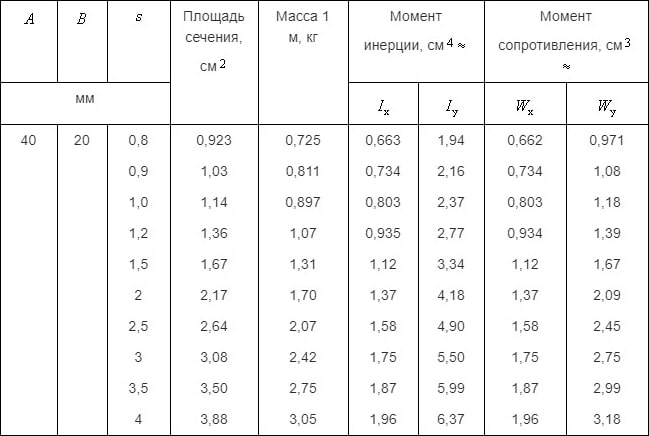 971
971 650103
650103

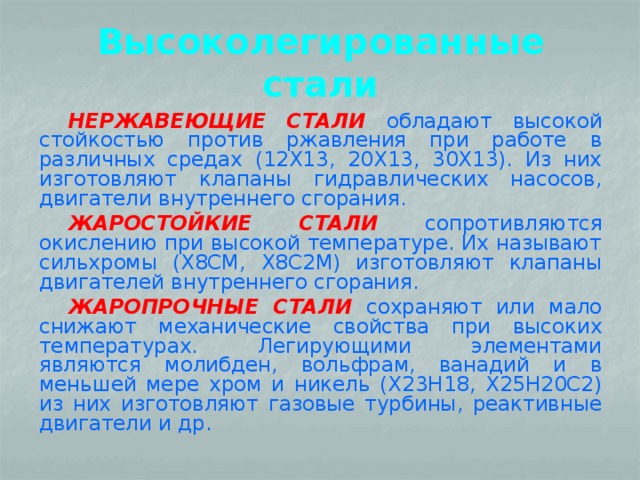 При помощи термообработки и легирования определенными компонентами материалам придаются необходимые характеристики:
При помощи термообработки и легирования определенными компонентами материалам придаются необходимые характеристики:


 У нас можно купить легированную сталь различных марок по выгодным ценам. Организуем доставку продукции по территории РФ и в Казахстан в любое удобное для Вас время транспортом компаний-партнеров. По интересующим Вас вопросам Вы можете обратиться, позвонив по номерам телефонов, указанным на нашем сайте.
У нас можно купить легированную сталь различных марок по выгодным ценам. Организуем доставку продукции по территории РФ и в Казахстан в любое удобное для Вас время транспортом компаний-партнеров. По интересующим Вас вопросам Вы можете обратиться, позвонив по номерам телефонов, указанным на нашем сайте. Ферритные стали содержат от 12 до 27 процентов сплава хрома и никеля и подходят для использования в автомобилях и промышленном оборудовании. Аустенитные стали содержат большое количество никеля, углерода, марганца или азота и обычно обладают самой высокой коррозионной стойкостью. Аустенитные стали в основном используются для хранения агрессивных жидкостей и горнодобывающего, химического или фармацевтического оборудования.
Ферритные стали содержат от 12 до 27 процентов сплава хрома и никеля и подходят для использования в автомобилях и промышленном оборудовании. Аустенитные стали содержат большое количество никеля, углерода, марганца или азота и обычно обладают самой высокой коррозионной стойкостью. Аустенитные стали в основном используются для хранения агрессивных жидкостей и горнодобывающего, химического или фармацевтического оборудования.
 д.
д. д.
д.


 Вот несколько наиболее распространенных добавок к легированной стали:
Вот несколько наиболее распространенных добавок к легированной стали:
 Обычные сплавы включают марганец (наиболее распространенный), никель, хром, молибден, ванадий, кремний и бор.
Обычные сплавы включают марганец (наиболее распространенный), никель, хром, молибден, ванадий, кремний и бор.

 В отличие от низколегированной стали, легирующими элементами для высоколегированной стали являются хром и никель. Одним из хорошо известных примеров этого типа материала является нержавеющая сталь.
В отличие от низколегированной стали, легирующими элементами для высоколегированной стали являются хром и никель. Одним из хорошо известных примеров этого типа материала является нержавеющая сталь.