Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
Напряжение высокой частоты постепенно понижается до нужных значений.
В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
Конкретные признаки неисправности и способы ремонта
Советы при сварке
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Первичного выпрямителя. Представляет собой диодный мост, выпрямляющий поступающий из розетки в аппарат ток. Чтобы мост не перегревался, в нем есть термодатчик, отсекающий цепь при достижении 90 градусов. Воздушное охлаждение реализовано в виде приточного вентилятора.
Конденсаторный фильтр. Имеет параллельное подключение к мосту и сглаживает импульсы от переменного напряжения.
Помеховый фильтр. В процессе работы инверторного аппарата создаются электромагнитные волны, способные помешать работе другой аппаратуры, подключенной к общей сети. Фильтр устраняет негативное воздействие.
Вторичный выпрямитель. Устанавливается на выходе. Диодный мост имеет высокую скорость открытия/закрытия. Чтобы отводить тепло, предусмотрены радиаторы. От него отходят две клеммы для подключения сварочных кабелей.
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
Обезжирьте место соединения канифолью
Вставьте новый элемент в отверстия печатной платы
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит
СкрытьПодробнее
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
Напряжение от сети, В
Сопротивление, Ом
Сварочный ток, А
220
0
160
210
1
150
197
2
145
180
3
115
165
4
105
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу
СкрытьПодробнее
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Не регулируется ток
СкрытьПодробнее
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит
СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает
СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
Подбирайте правильные режимы сварки
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
При пониженном напряжении используйте аппараты, рассчитанные на просадку
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли?
СкрытьПодробнее
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит?
СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли?
СкрытьПодробнее
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке?
СкрытьПодробнее
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя?
СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Аргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
рекомендуем
Быстрый просмотр
Сварочный полуавтомат ESAB Caddy Mig C200i (с горелк.
Швейцарская производственно-инжиниринговая компания ENCE GmbH (ЭНЦЕ ГмбХ) образовалась в 1999году, имеет 16 представительств и офисов в странах СНГ, предлагает оборудование и комплектующие с производственных площадок в Турции и Республике Корея, готова разработать и поставить по Вашему индивидуальному техническому заданию роторные насосы.
Принцип работы и устройство роторного (кулачкового) насоса (видео)
Определение
Принцип действия роторных насосов (видео)
Общая классификация/Типы роторных насосов
Примеры роторно-вращательных насосов
Примеры роторно-поступательных насосов
Преимущества и недостатки роторных насосов
Общее описание
Преимущества и общие характеристики насосов
Принцип действия насосов с полым вращающимся диском
Применение роторных насосов в отраслях промышленности. Перекачиваемые жидкости
Типы роторных насосов. Основные технические характеристики и параметры
Материальное исполнение
Типы/виды уплотнений
Чертежи уплотнений
Объем поставки
Электромагнитный привод
Специальное исполнение роторных насосов
Принцип работы и устройство роторного (кулачкового) насоса (видео)
Определение
В насосах роторного типа перемещение транспортируемой среды осуществляется путем последовательного заполнения рабочей камеры средой с последующим ее вытеснением, происходящим за счет вращательного или вращательно-поступательного движения рабочего органа – ротора, различающегося по конструкции в зависимости от вида роторного насоса.
Несмотря на наличие вращающегося рабочего органа, роторные насосы принципиально отличаются от большинства динамических насосов (центробежные, вихревые и т.д.), так как относятся к объемным насосам и имеют иной способ перемещения жидкости. В свою очередь принцип работы роторных насосов роднит их с поршневыми и плунжерными насосами, н в данном случае принципиальной разницей является отсутствие в конструкции роторных насосов перепускных клапанов.
Принцип действия роторных насосов (3D модель)
Роторные насосы, относясь к насосам объемного действия, работают за счет изменения объема рабочей камеры. Перекачиваемая жидкость заполняет собой рабочую камеру, а затем вытесняется из нее в нагнетательный патрубок. Рабочая камера (для любых насосов объемного типа) представляет собой создаваемое временно замкнутое пространство, ограниченное подвижными и неподвижными частями насоса и меняющее свой объем в ходе работы насоса. Перемещение подвижных деталей обеспечивает изменение объема рабочей камеры и, как следствие, перекачивание среды.
Для примера показан принцип действия кулачкового насоса
Общая классификация
В общем случае роторные насосы можно разделить на две крупные группы: роторно вращательные и роторно-поступательные насосы. Как следует из названий этих групп, в первом случае подвижные части насоса совершают только вращательные движения, а во втором случае происходит комбинация вращательного и поступательного движений.
Группа роторно-вращательных насосов представлена зубчатыми (шестеренчатыми) и винтовыми насосами.
В зубчатых насосах рабочая камера образована неподвижным корпусом и подвижными шестернями, а изменение объема рабочей камеры обеспечивается вращением этих шестерней. Если уточнять классификацию, то зубчатые насосы можно дополнительно разделить по виду зацепления шестерней: с внутренним зацеплением и с внешним зацеплением.
Рабочие камеры винтовых насосов образуют неподвижный корпус насоса и вращающиеся винты (винт, в случае одновинтового насоса). Вращение вокруг своей оси находящихся в зацеплении винтов создает “временные” рабочие камеры, движущиеся вдоль оси винтов по направлению к нагнетательному патрубку, за счет чего происходи перекачивание среды.
Роторно-поступательные насосы представлены шиберными (пластинчатыми) и роторно-плунжерными.
Вращающейся деталью в шиберных насосах является ротор, имеющий продольные прорези, в которые вставлены пластины (шиберы). Ротор вращается в цилиндрическом корпусе, причем ось ротора не совпадает с осью корпуса. Рабочая камера в таких насосах ограничивается корпусом, ротором и парой соседних шиберов. Для замыкания объема рабочей камеры шиберы должны плотно прилегать к поверхности корпуса, что достигается центробежной силой, возникающей при вращении ротора и действующей шиберы, либо специальными приспособлениями, такими как пружины, расположенными внутри ротора. В зависимости от конструкции ротора и числа шиберов пластинчатые насосы могут быть однократного, двукратного и т. д. действия.
Роторно-плунжерные насосы в свою очередь представлены радиально-поршневыми и аксиально-поршневыми насосами. Несмотря на то, что в их конструкции применяются поршни (плунжеры), этот класс насосов имеет принципиальное отличие от поршневых насосов – они обладают обратимостью, то есть могут работать как насос или как гидромотор. Конструктивно роторно-плунжерные насосы весьма разнообразны, но во всех случаях принцип их работы основывается на комбинации вращательного и поступательного движения рабочих органов.
Преимущества и недостатки роторных насосов
Несмотря на многообразие семейства роторных насосов можно выделить ряд общих черт.
Преимущества:
Значительно более равномерная подача по сравнению с возвратно-поступательными насосами. Однако осуществление полностью равномерной подачи данными насосами невозможно из-за конструктивных особенностей.
Обратимость, выражающаяся в возможности роторных насосов работать в режиме гидромотора.
Исключение из конструкции клапанов, что влечет за собой снижение потерь мощности при работе и увеличении общего КПД насоса.
Роторные насосы способны работать с высокой частотой вращения и по быстроходности опережают поршневые и плунжерные насосы.
Недостатки:
Повышенные требования к перекачиваемой среде. Поскольку герметичность в большинстве роторных насосов обеспечивается за счет плотного прилегания подвижных частей к неподвижным, перекачиваемая среда не должна оказывать на детали насоса абразивного воздействия и быть неагрессивной по отношению к материалу проточной части.
Сложность конструкции относительно возвратно-поступательных насосов, что влечет за собой снижение надежности и увеличение стоимости обслуживания и производства.
Общее описание роторных насосов
Проточная часть состоит из одного полого вращающегося диска, который совершает колебательные движения в корпусе насоса, перекачивая жидкость от впускного патрубка к выпускному.
Насосы с полым вращающимся диском – роторные, самовсасывающие, реверсивные, подходят для перекачивания твердых частиц, очень надежные и долговечные благодаря низкой скорости вращения.
Эти насосы могут быть поставлены с одним или двумя полыми вращающимися дисками, синхронизированными друг с другом.
Исполнения
Стандартное
по API 676
Преимущества и общие характеристики насосов
Самовсасывание без каких-либо вспомогательных устройств: насосы с полым вращающимся диском создают большую высоту всасывания, которая обеспечивает их запуск без наполнения – они должны быть наполнены жидкостью только перед первым запуском – им, как правило, не требуется всасывающий клапан (если жидкость не слишком сухая, летучая или низкой вязкости)
Низкая рабочая скорость: насосы с полым вращающимся диском вращаются на низких оборотах, что делает их особенно подходящими для перекачивания жидкостей, чувствительных к сдвиговым усилиям, и очень вязких жидкостей, при минимальном образовании пены и эмульсии продукта – кроме того, пониженная скорость означает меньший износ, большую надежность и долговечность.
Обратный поток при обратном вращении при сохранении постоянной пропускной способности, неизменном напоре и рабочих параметрах – это свойство также может быть использовано для очистки нисходящих труб и очень полезно при наливе и сливе резервуара: не нужно использовать другой насос или переключать патрубки
Адаптируемость диска, с самовосстановлением изношенных частей и тепловых расширений, обеспечивающая поступление твердых частиц в жидкость.
Большая высота всасывания – около 7-8 метров
Низкий уровень шума и низкие вибрации благодаря низкой скорости и плавной работе
Высокий КПД – благодаря длительному опыту в подборе материалов для совместно скользящих деталей, проверенной временем конструкции и благодаря оптимизированному механизму накачки.
Средняя производительность постоянна независимо от изменений вязкости
Могут перекачивать жидкости с очень широким диапазоном вязкости: от средней до высокой и очень высокой вязкости – до 200. 000 сСт. Это делает насос с полым вращающимся диском пригодным во многих условиях в тех же установках – один насос может подходить для многих жидкостей
Простота механизма: всего несколько движущихся частей, и резерв запасных частей сокращен и всегда в наличии
Компактный дизайн и габариты, удобство в обслуживании; легкий доступ к внутренним компонентам для обслуживания (нужно только снять крышку)
Включения воздуха или газа в жидкости допустимы в малых процентах
Возможность работы насухую некоторое время и при особых обстоятельствах
Хорошая способность дозирования: при каждом вращении жидкость закачивается эквивалентно объему полости насоса с полым диском
Производительность до 250 м3/ч
Модификация стандартного давления при 8 бар – модификация высокого давления до 12 бар (174 PSI) или 20 бар (290 PSI)
Температура до 280°С
Принцип действия насосов с полым вращающимся диском
Основной принцип работы следующий:
полый вращающийся диск во время его колебательного движения соприкасается с внутренней и периферийной поверхностью корпуса насоса, создавая разрежение на линии всасывания, что заставляет жидкость течь в полость и перекачивает её из полости на питающую линию.
Диск установлен эксцентрично относительно вала насоса и управляется мембраной: осевое вращение заставляет диск колебаться и соприкасаться или с внутренним периферийным участком корпуса насоса, или с эксцентричным торцом вала и мембраной, создавая таким образом две раздельные герметичные камеры.
Объем камеры, контактирующей с трубопроводом на входе, постоянно возрастает, создавая вакуум, который позволяет всасывать жидкость в насос; в другой камере объем постоянно уменьшается, заставляя жидкость откачиваться на подводящий трубопровод.
Полный оборот вала соответствует объему полости полого диска насоса к смещенному, и эквивалентное количество жидкости откачивается (только незначительные утечки через точки касания диска, но эта потеря стабильна, если вязкость не изменяется).
Роторные насосы с полым диском работают на низких скоростях вращения и имеют всего несколько подвижных частей.
Это гарантирует их долгую службу, обеспечивая тем самым высокую надежность системы.
Кроме того, конструкция не включает клапаны, поршни, диафрагмы, подвижные уплотнения (кроме механических уплотнений), лопасти и другие слабые элементы.
Эта особенность роторного насоса с полым диском позволяет использовать его в крайне тяжелых условиях и с продуктами очень высокой вязкости.
Применение роторных насосов в отраслях промышленности. Перекачиваемые жидкости
Специальная конструкция насосов с полым роторным диском позволяет использовать их с очень широким ассортиментом применений:
от очень летучих до очень вязких жидкостей
от смазочных масел до сухих жидкостей, которые могут быть причиной заклинивания движущихся частей
жидкости с содержанием абразивных частиц
агрессивные и коррозионные жидкостей
пищевые продукты
В специальных применениях, когда перекачивать можно только нагретую жидкость, насосы с полым роторным диском могут быть поставлены с нагревательной рубашкой, которая подходит для диатермического масла, теплой воды или водяного пара.
Насосы с полым роторным диском идеально подходят для следующих областей промышленности: нефтехимической, химической, морской, нефтегазовой (на вспомогательном насосном оборудовании), целлюлозно-бумажной, общей, пищевой и фармацевтической.
Насосы с полым роторным диском имеют широкий ассортимент применений, включая следующие:
Типы роторных насосов. Основные технические характеристики и параметры
Роторные насосы, тип М
Область применения: химическая и нефтехимическая промышленность, судо- и кораблестроение, нефтегазовая промышленность, пищевая промышленность и напитки, фармацевтическая промышленность, целлюлозно-бумажная промышленность, лакокрасочная промышленность, прочие промышленные области.
Этот тип насоса с одним рабочим колесом идеально подходит для перекачки жидкостей со средней, высокой и очень высокой степенью вязкости, содержащих также небольшое количество взвешенных твердых частиц.
Полый диск насосов серии M во время своего вращательно-колебательного движения создает вакуум, закачивая жидкость внутрь насоса и, одновременно направляет уже попавшую в камеру жидкость к выпускной трубе. Благодаря своим особым характеристикам насосы с полыми дисками рекомендуются для перекачки жидкостей со средней, высокой и очень высокой степенью вязкости, содержащей также небольшое количество взвешенных твердых частиц.
Основные характеристики корпусного насоса с вращающимся диском
Преимущества и основные характеристики:
Самовсас без каких-либо вспомогательных устройств
Адаптируемость диска
Низкая рабочая скорость
Реверс потока путем обратного вращения и поддержание постоянной производительности
Роторный насос, серии D
Область применения: химическая и нефтехимическая промышленность, судо- и кораблестроение, нефтегазовая промышленность, пищевая промышленность и напитки, фармацевтическая промышленность, целлюлозно-бумажная промышленность, лакокрасочная промышленность, прочие промышленные области.
Этот тип насоса с двумя импеллерами идеально подходит для перекачки жидкостей со средней и высокой степенью вязкости и предназначен для применения с трубопроводами, клапанами, фитингами и т. д.
Эти насосы с двумя рабочими колесами позволяют использовать трубопроводы меньшего размера, клапаны, фитинги и т.д., поддерживая высокую скорость потока: благодаря попеременному движению двух дисков они создают постоянный поток в трубопроводе, предотвращая вибрацию и удары системы.
Принцип попеременно действующих дисков позволяет оптимизировать поток на его самом высоком уровне, уменьшив пики пульсации, что позволяет использовать меньшие трубопроводы, меньшее количество клапанов и т.д. по сравнению с другими поршневыми насосами.
Полый диск насосов серии D во время своего вращательно-колебательного движения создает вакуум, закачивая жидкость внутрь насоса и, одновременно направляет уже попавшую в камеру жидкость к выпускной трубе. Благодаря своим особым характеристикам насосы с полыми дисками рекомендуются для перекачки жидкостей с низкой, средней, высокой и очень высокой степенью вязкости, содержащей также небольшое количество взвешенных твердых частиц.
Основные характеристики корпусного насоса с вращающимся диском серии D:
Преимущества и основные характеристики:
Самовсас без каких-либо вспомогательных устройств
Адаптируемость диска
Низкая рабочая скорость
Реверс потока путем обратного вращения и поддержание постоянной производительности
Роторный насос, серии N
Область применения: химическая и нефтехимическая промышленность, судо- и кораблестроение, нефтегазовая промышленность, пищевая промышленность и напитки, фармацевтическая промышленность, целлюлозно-бумажная промышленность, лакокрасочная промышленность, прочие промышленные области.
Этот тип насоса с одним или двумя импеллерами укомплектован выносными опорами и специальными инновационными запатентованными деталями, которые позволяют применять данный насос на производствах с самыми различными требованиями.
Эти насосы с одним или двумя рабочими колесами характеризуются выносными опорами и специальными техническими запатентованными инновациями, которые делают более эффективным применение данных насосов в различных областях с особыми требованиями к их установке. Они спроектированы для перекачки жидкостей с высокой степенью вязкости, содержащих небольшое количество взвешенных твердых частиц. Обычно насосы серии N поставляются уже смонтированными на соответствующие салазки с мотором или с приводом с регулируемой скоростью.
Полый диск насосов серии N во время своего вращательно-колебательного движения создает вакуум, закачивая жидкость внутрь насоса и, одновременно направляет уже попавшую в камеру жидкость к выпускной трубе. Благодаря своим особым характеристикам насосы с полыми дисками рекомендуются для перекачки жидкостей с низкой, средней, высокой и очень высокой степенью вязкости, содержащей также небольшое количество взвешенных твердых частиц.
Основные характеристики корпусного насоса с вращающимся диском серии N:
Роторный насос, серии T
Преимущества и основные характеристики:
Самовсас без каких-либо вспомогательных устройств
Адаптируемость дисков
Низкая рабочая скорость
Реверс потока путем обратного вращения и поддержание постоянной производительности
Материальное исполнение для роторных насосов с вращающимся полым диском
Выбор материалов зависит от перекачиваемой жидкости, от температурного диапазона и от окружающих условий.
Виды уплотнений
Насосы с вращающимся полым диском могут поставляться с различными видами уплотнений.
Они могут оснащаться уплотнения пакетного типа (уплотнительная коробка). Внутренними и наружными механическими уплотнениями, двойными радиальными уплотнениями Витон, любыми видами Унифицированных механических уплотнений, одинарными или двойными уплотнениями, уплотнениями с подачей затворной жидкости по стандарту API, с унифицированными и даже с неунифицированными уплотнениями такими, как картриджные уплотнения.
Уплотнения с подачей затворной жидкости могут быть выполнены по следующим планам промывки по стандартам API 610 PLANS: План 2 – План 11 – План 12 – План 13 – План 31 – План 32 – План 52 — План 53 – План 54 — План 61 – План 62.
Чертежи уплотнений для роторных насосов
Объем поставки (комлектация)
Насосные агрегаты, включающие или нет раму-основание
Насос с редуктором или с приводом с регулируемой скоростью, с электромотором и опорной плитой
Дополнительно
Опорные рамы типа салазки или насосы, смонтированные на обычные рамы
Инструменты
Трубопроводы на блоке
Оборудование КИП
Приборы контроля
Вспомогательное оборудование
Электромагнитный привод
Насосы с полым вращательным диском по запросу могут поставляться с электромагнитным приводом вместо торцевого уплотнения.
Электромагнитный привод передает движение от двигателя валу насоса благодаря сцеплению мощных магнитов, установленных снаружи и внутри кожуха и образующих пару.
Наружные и внутренние роторы полностью изолированы от внешней среды за счет кожуха электромагнитного привода, внешние и внутренние механические части не соприкасаются, а рабочая жидкость насоса полностью изолирована от внешнего окружения.
Данная особенность делает электромагнитный привод отличным решением для работы с опасными или токсичными жидкостями, попадание которых в окружающую среду запрещено.
Специальное исполнение
Серия М1 – насосы c доступом для проведения инспекций
Насосы серии М специального исполнения для обеспечения легкого доступа и возможностивнутреннего осмотра для осуществления техобслуживания в кратчайшее время.
Серия D с муфтой и отдельным электродвигателем
Эти насосы с двумя рабочими колесами идеально подходят для перекачки жидкостей средней и высокой вязкости и предназначены для использования с трубопроводом, клапанами, фитингами и т.п. Они поставляются в комплекте с электродвигателем.
Серия D смонтированная на тележке с дизельным двигателем
Эти насосы с двумя рабочими колесами идеально подходят для перекачки жидкостей средней и высокой вязкости и предназначены для использования с трубопроводом, клапанами, фитингами и т.п. Они поставляются в комплекте с тележкой и дизельным двигателем.
Подробнее
Фильтрующая секция на тележке
Насосная система на тележке, служащая фильтрующей секцией.
Серия М электронасос с частотно-регулируемым приводом
Такой привод позволяет насосам использовать различные скорости и перекачивать жидкости различной вязкости в оптимальном режиме с использованием только одного насоса.
Серия М электронасос с системой предварительного указания параметров
Серия М электронасос с моноблочным двигателем
Роторные насосы — Насосы.ПРО
Роторные насосы используются в различных отраслях промышленности, включая целлюлозно-бумажную, химическую, пищевую, фармацевтическую и биотехнологическую. Они популярны в этих разнообразных отраслях промышленности, потому что обладают превосходными санитарными качествами, высокой эффективностью, надежностью, коррозионной стойкостью и хорошими характеристиками для безразборной мойки и стерилизации (CIP / SIP).
Ротортные насосы могут использоваться для перекачивания жидкостей содержащих твердые включения (например, вишни и оливки), суспензии, пасты и различные жидкости. При смачивании они обеспечивают самовсасывающие свойства. Некоторые модели способны обеспечить непрерывные и прерывистые обратимые потоки, но могут работать сухими в течение коротких периодов времени. Поток относительно не зависит от изменений давления в процессе, поэтому выход относительно постоянный и непрерывный.
Насос В3-ОР2-А-2Роторный насос В3-ОР2-А-2 предназначен для перекачивания по трубам вязких молочных продуктов. Может применяться для перекачивания и других пищевых и непищевых…
Насосы роторные НМ, НМ-01, НМ-02, НМ-03Насосы роторные НМ, НМ-01, НМ-02, НМ-03, предназначены для перекачивания по трубам вязких молочных продуктов (сливки, концентрированное и сгущенное молоко с…
Насос роторный НР-10Насос роторный НР-10 (В3-ОРА-10) предназначен для перекачивания по трубам вязких молочных продуктов, а также других средневязких пищевых и непищевых продуктов,…
Центробежные самовсасывающие насосы ОНРНасосы ОНР – объемного типа с эластичным ротором. Они находят широкое применение в пищевой и фармацевтической промышленности для перекачивания вязких,…
Одноступенчатые центробежные циркуляционные насосы Lowara FCEВертикальные циркуляционные насосы Lowara одинаково широко применяют в быту и на производстве. Аппараты серии FC универсальны — они разработаны с учётом всех…
Одноступенчатые центробежные насосы Lowara FCE4Сегодня насос Lowara FCE 4 – это аппарат, готовый к монтажу и непрерывной саморегулируемой работе. Устройство работает с задействием центробежной силы. Электрический…
Роторные насосы ВЗ-ОРА-2 и ВЗ-ОРА-10Насосный агрегат ВЗ-ОРА-2 и В3-ОРА-10 имеет предназначение перекачивать по трубам вязкие молочные продукты (сливки, концентрированное и сгущенное молоко с концентрацией…
Центробежные насосы серии FC Центробежные насосы серии FCКонструкция и материалыЦентробежные насосы с двумя рабочими колесами способны обеспечить высокий напор в широком диапазоне расходов. Электродвигатель…
Центробежные насосы серии CM-CMPЦентробежные насосы серии CM-CMPКонструкция и материалыЦентробежные насосы с одним рабочим колесом спроектированы для обеспечения низкого и среднего напора при небольших…
Консольно-моноблочные насосы серии IR (2900 об/мин)Консольно-моноблочные насосы серии IR (2900 об/мин)Конструкция и материалыНасосы серии IR — одноступенчатые консольно-моноблочные насосы с непосредственной посадкой рабочего колеса на…
Консольно-моноблочные насосы серии IR 4P (1450 об/мин)Консольно-моноблочные насосы серии IR 4P (1450 об/мин)Конструкция и материалыНасосы серии IR 4P — одноступенчатые консольно-моноблочные насосы с непосредственной посадкой рабочего…
Консольные насосы серии NCBZ-2P (2900 об/мин)Консольные насосы серии NCBZ-2P (2900 об/мин)Конструкция и материалыНасосы серии NCBZ-2P — одноступенчатые консольные насосы с расположением насосной части и электродвигателя…
Насос Unipump UPCСерия UPC
«Мокрый» ротор,
3 уровня мощности
корпус — чугун. Монтажная длина 180мм.
Макс. давление в системе 10 бар.
Т…
WILO Серия IP-E / DP-EОписание Wilo Ip-e/Dp-e
Электронно-регулируемые насосы с сухим ротором
Особенности Wilo Ip-e/Dp-e
Способ регулирования Др-c для постоянного и Дp-v для переменного…
WILO Серия TW5 / TW5-SEНазначение Wilo Sub twu 5 TWU 5-SE 204 EM
Подача воды из колодцев, цистерн и резервуаров для орошения, полива или…
Насос Wilo-AWP/ASPНасос Wilo-AWP центробежный низконапорный одноступенчатый или двухступенчатый насос двустороннего входа с сальниковым уплотнением ( возможна поставка с торцевым уплотнением для жидкостей до…
Насос Wilo BACНасос центробежный одноступенчатый насос в блочном исполнении со скользящим торцевым уплотнением, с резьбовым или фланцевым соединением используется для перекачивания воды…
Насос Wilo-IPH-O/-WНасос Wilo-IPH-O/-W центробежный одноступенчатый для высоких температур и давлений со скользящим торцевым уплотнением и фланцевым соединением используется:
Wilo-IPH-O для перекачивания масляных теплоносителей…
Насос Wilo-IPSНасос Wilo-IPS центробежный одноступенчатый с фланцевым или резьбовым уплотнением, скользящим торцевым или сальниковым уплотнением и системой регулирования частоты вращения предназначен для перекачивания…
Насос Wilo-NPНасос Wilo-NP центробежный одноступенчатый низконапорный на фундаментной раме используется для перекачивания не агрессивных жидкостей до 20 ppm без твердых включений в системах…
Шестеренный насос АНШШиберный насос АНШ-2 предназначен для перекачивания шоколадных масс и патоки в интервале температур от 20°С до 90°С.
Шиберный (роторно-пластинчатый) насос по форме…
Роторные насосы похожи на шестеренные насосы, в том, что жидкость течет вокруг внутренней части корпуса. Однако, в отличие от шестеренных насосов, ротора не контактируют. Контакт кулачков роторов предотвращается внешними зубчатыми передачами, расположенными в редукторе. Опорные подшипники вала насоса расположены в редукторе, а так как подшипники находятся вне перекачиваемой жидкости, давление ограничено расположением подшипника и отклонения вала.
Вращаясь кулачки создают объем расширения на входной стороне насоса. Жидкость течет в полость и задерживается между кулачками при их вращении.
Жидкость перемещается вокруг внутренней части корпуса в карманах между ротором и корпусом — она не проходит между кулачками.
Наконец, роторы выходят из зацепления с корпусом и заставляют жидкость выйти через выпускное отверстие под давлением.
Роторные насосы часто используются в пищевой промышленности, поскольку они бережно перекачивают вязкие жидкости без повреждения продукта. Поскольку роторы не контактируют, а зазоры не так близки, как в других насосах с положительным смещением, эта конструкция позволяет перекачивать жидкости с низкой вязкостью с уменьшенной производительностью. Жидкости с высокой вязкостью требуют снижения скорости для достижения удовлетворительной производительности. Сокращения 25% от номинальной скорости и ниже являются общими для жидкостей с высокой вязкостью.
Получить прайс-лист, узнать цену и купить роторные насосы Вы можете сделав запрос по электронной почте [email protected] или позвонив по телефону +7 (343) 311-13-14.
Как работают пластинчато-роторные вакуумные насосы?
Перейти к содержимому
Если вы работаете или управляете предприятием, где используются пластинчато-роторные вакуумные насосы, в ваших интересах понять принцип их работы.
Согласно простейшему определению, пластинчато-роторный вакуумный насос представляет собой разновидность насосной технологии, которая способствует сжатию воздуха в камере для создания вакуума.
Эти насосы работают по принципу объемного вытеснения. Роторно-пластинчатые вакуумные насосы состоят из ротора, установленного внутри статора или корпуса. Центробежная сила заставляет лопасти ротора раздвигаться дальше друг от друга, захватывая входящий воздух и расширяя его в камере для создания вакуума.
Несмотря на то, что эти насосы бывают разных размеров и конструкций, существуют две основные категории пластинчато-роторных вакуумных насосов: со смазкой и без смазки. В этой статье мы обсудим принципы работы каждого из них.
Принципы работы пластинчато-роторного вакуумного насоса со смазкой:
Работа пластинчато-роторного насоса основана на принципе увеличения давления за счет уменьшения объема. Лопасти вращаются внутри цилиндра, а тонкая масляная пленка внутри цилиндра означает, что износа практически нет.
Перепад давления внутри корпуса обеспечивает смазку маслом. В этом помогают трубы между корпусами.
Ротор расположен эксцентрично внутри корпуса. Центробежная сила прижимает лопасти к стенке корпуса, в результате чего образуются три камеры, захватывающие воздух.
Как только открывается первая камера, воздух проходит через всасывающий фланец в камеру компрессора.
При вращении ротора следующая лопасть закрывает первую камеру и открывает вторую. Это точка, где лопасти находятся дальше всего друг от друга и пропускают максимальный объем воздуха.
Затем смесь нефти и газа сжимается с помощью уменьшения объема, а затем вдувается в корпус маслоотделителя.
Некоторые конструкции насосов включают выпускные клапаны, которые предотвращают обратный поток воздуха после достижения максимального давления или при выключении насоса.
Нефть и газ отделяются друг от друга с помощью процесса, происходящего в корпусе маслоотделителя. Масло отводится в маслосборник. Этот процесс позволяет удалить из воздуха 95-98% масла.
Оставшаяся масляно-газовая смесь затем пропускается через фильтры тонкой очистки для удаления оставшихся частиц масла. Позже эти частицы будут возвращены в масляный контур насоса через поплавковый клапан.
Теперь, когда газ практически не содержит масла, его можно выпускать через выпускное отверстие для воздуха или через трубы или шланги.
Принципы работы пластинчато-роторных вакуумных насосов без смазки
Эти насосы работают по принципу, очень похожему на смазываемые насосы:
Так же, как и насосы со смазкой, насосы с осушением работают по принципу увеличения давления за счет уменьшения объема.
В этих насосах используются лопасти из сухого графита
, которые трутся о поверхность корпуса цилиндра, создавая графитовый слой, защищающий насос от износа.
Как и их аналоги со смазкой, эти насосы также должны фильтровать воздух после его сжатия, чтобы удалить любые частицы и выдуть их. Кроме того, в насосах этого типа воздух обычно проходит через охладитель для снижения температуры выхлопа.
Свяжитесь с PFS Pumps сегодня по телефону
Если вам требуется установка или техническое обслуживание пластинчато-роторных вакуумных насосов, мы можем помочь. Свяжитесь с нами сегодня, чтобы поговорить с членом нашей команды.
Последние сообщения
Типы жидкостно-кольцевых компрессоров
Как работает пылесос?
Что такое вакуумные бустерные насосы?
Масляные и безмасляные пластинчато-роторные вакуумные насосы
Проблемы с роторно-лопастным вакуумным насосом
Категории
Специальное приложение
Компрессоры
Центробежные насосы для перекачки жидкости
Насосы PEMO — шламовые и шламовые насосы
Без категории
Вакуумные воздуходувки/бустеры
Вакуумные насосы
Ссылка для загрузки страницы
Перейти к началу
Принцип работы Роторные шестеренные насосы
Принцип работы Роторные шестеренные насосы
Технологии
В шестеренчатом насосе с внутренним ротором используется принцип прямого вытеснения. Насос имеет корпус, в котором размещены двойная шестерня (внешняя шестерня ротора и внутренняя промежуточная шестерня) и серповидный узел. Когда роторная шестерня начинает вращаться, промежуточная шестерня вращается, и зубья начинают соответственно зацепляться. Это пространство между этими шестернями и зацеплением, которое одновременно втягивает жидкость и вытесняет ее. Серповидная форма смещает промежуточную шестерню и обеспечивает уплотнение между всасывающим и выпускным отверстиями.
Шестеренчатый насос имеет много преимуществ благодаря тому, что зубчатый механизм обработан с жесткими допусками, что обеспечивает высокую эффективность работы с точки зрения всасывания и нагнетания. Характер зубьев шестерни и мощное движение делают его исключительным при работе с вязкими жидкостями до 100 000 сП, включая шоколад, жиры, масла и тому подобное.
Несмотря на то, что насос хорошо перекачивает твердые и абразивные материалы, он может перекачивать чувствительные к сдвигу жидкости с мягким непульсирующим потоком благодаря кумулятивной плавной подаче зацепления зубьев шестерни. Расход прямо пропорционален скорости и не зависит от давления, что дает сервисному оператору гораздо больший контроль и надежность.
Преимущества шестеренчатого насоса с внутренним ротором — Выдающиеся инженерные достижения
Благодаря форме шестерен и тому, как они собраны, насос может выдерживать высокие температуры (примерно 300°C, а некоторые модели даже выше) и высокое давление в системе.
Насос также может работать в обоих направлениях, что позволяет одному и тому же насосу работать в обоих направлениях. Из-за исключительных допусков высота всасывания, создаваемая зубчатым механизмом, является самовсасывающей.
На многих установках мы обнаружили, что если насос перекачивает жидкость в процессе, как указано, насос будет работать с очень высокой средней наработкой на отказ и плановым обслуживанием.
Области применения шестеренчатого насоса с внутренним ротором
Как правило, шестеренчатый насос с внутренним ротором лучше всего подходит для работы с «чистыми» вязкими жидкостями.
Ребят , а случайно нет ли у кого-нибудь чертежа Оси Z из фанеры с ходом 200мм? хочу временно сделать бюджетный вариант
Наверх
#2
OFFLINE
Евгений622
Отправлено 03 Октябрь 2016 — 21:38
Ребят , а случайно нет ли у кого-нибудь чертежа Оси Z из фанеры с ходом 200мм? хочу временно сделать бюджетный вариант
на мебельных трубах или …как их …ну на чём полочки для клавы ездют. ..
Сообщение отредактировал Евгений622: 03 Октябрь 2016 — 21:39
Наверх
#3
OFFLINE
foto-boss
Отправлено 03 Октябрь 2016 — 21:44
на мебельных трубах или …как их …ну на чём полочки для клавы ездют…
Мебельные направляющие. Лучше брать в леруа, двойные полностью металлические.
cncboss
Наверх
#4
OFFLINE
Filyushin
Отправлено 03 Октябрь 2016 — 21:51
на мебельных трубах или . ..как их …ну на чём полочки для клавы ездют…
не понял. короче ось зет как на картинке, только с цилиндрическими направляющими https://yadi.sk/i/nEr8JKTOw9Mn8
Наверх
#5
OFFLINE
foto-boss
Отправлено 03 Октябрь 2016 — 21:54
А зачем чужой чертеж? Тем более временное из того что есть. Просто собрать и все. В крайнем случае если необходимо так, то зарисовать с размерами.
cncboss
Наверх
#6
OFFLINE
Евгений622
Отправлено 03 Октябрь 2016 — 21:56
ну вот так . ..можно…
Прикрепленные изображения
Наверх
#7
OFFLINE
foto-boss
Отправлено 03 Октябрь 2016 — 21:58
http://homecnc.ru/pl…hpu-stanok-graf
cncboss
Наверх
#8
OFFLINE
Евгений622
Отправлено 03 Октябрь 2016 — 21:59
Графский ….классика….икона начинающих
Ему уже памятник пора ставить , или нобелевку…сколько народу сна лишилось, вроде просто…фанерка же -а вот фигушки повторишь
Сообщение отредактировал Евгений622: 03 Октябрь 2016 — 22:02
Наверх
#9
OFFLINE
foto-boss
Отправлено 03 Октябрь 2016 — 22:01
Графский . …классика….икона начинающих
Сам не смотрел ни один чертеж пока. Весь кайф самому придумывать (Америку через форточку открывать).
cncboss
Наверх
#10
OFFLINE
Евгений622
Отправлено 03 Октябрь 2016 — 22:03
Сам не смотрел ни один чертеж пока. Весь кайф самому придумывать (Америку через форточку открывать).
Не у одного меня с этого станочка рукочёс начался
Наверх
Одноосевой поворотный стол ЧПУ CNC-200R GSA+ — цена, отзывы, характеристики с фото, инструкция, видео
Комбинация высокоточного червячного колеса из бронзо-никелевого сплава и стального закаленного червяка обеспечивают длительное сохранение точности позиционирования.
Многоточечная пневматическая или гидравлическая тормозная система обеспечивает превосходное усилие зажима, исключающее вибрацию при силовом резании.
Универсальный интерфейс, позволяющий проводить как контурную обработку с применением 4-й оси, так и индексирование по М-кодам при позиционной обработке.
Увеличенное отверстие в шпинделе позволяет закреплять трубные заготовки. Поворотные столы данного типа широко применяются на вертикальных обрабатывающих центрах и фрезерных станках. Двигатель может быть установлен как с правой, так и с левой стороны.
Параметр
Ед. изм.
Значение
Диаметр
мм
200
Высота центров при вертикальной установке
мм
160
Высота стола при горизонтальной установке
мм
165
Общая высота при вертикальной установке
мм
265
Вес CNC-200R нетто (без двигателя)
кг
84
Центральное отверстие
мм
35Н7
Ширина Т-пазов
мм
12Н7
Ширина направляющего сухаря
мм
18Н7
Сервомотор Meldas
НF-104T
Сервомотор Fanuc
a4i
Сервомотор Siemens
1FK7060
Сервомотор Heidenhein
QSY116C
Передаточное число
1:90
Минимальный угол
град
0,001
Максимальные обороты
об/мин
22,2
Усилие пневмозажима
кг*м
25
Усилие гидрозажима
кг*м
50
Класс точности позиционирования
20”
Повторяемость (Однонаправленный)
с
±4”
Повторяемость (Двунаправленный)
с
±8”
Макс. усилие резания
кг*м
23
Максимальные нагрузки
Параметр
Схема
Ед. изм.
Значение
Максимальная вертикальная нагрузка
кг
W = 125
Максимальная горизонтальная нагрузка
кг
W = 250
Максимальное радиальное усилие
кг
F = 1100
Максимальное радиальное усилие
кг*м
FxL = 50
Максимальное радиальное усилие
кг*м
FxL = 100
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Как подготовить технический чертеж для обработки с ЧПУ
Как подготовить технические чертежи для обработки с ЧПУ и почему они важны? Технические чертежи широко используются в производстве для улучшения связи технических требований между проектировщиком и инженером и производителем.
Кому
запросить цену для пользовательских деталей с ЧПУ на платформе Hubs вам нужно только предоставить файл 3D CAD. Современный
ЧПУ обработка Системы могут интерпретировать геометрию детали непосредственно из САПР, а это означает, что дополнительная документация, такая как технические чертежи, не всегда требуется.
Тем не менее, хотя технические чертежи не являются обязательными для запроса цены на обработку с ЧПУ, они по-прежнему очень важны и широко используются в производстве. Технические чертежи улучшают передачу технических требований между дизайнерами, инженерами, разработчиками продукции и машинистами. Предоставление технического чертежа может помочь вам найти более качественные детали и даже
сократить расходы .
В этой статье мы объясним, когда включать технический чертеж (или чертежи обработки) в ваш заказ на ЧПУ и что вам нужно включить, чтобы получить максимальную отдачу от поиска деталей. Эта статья также включает технические рекомендации по рисованию и лучшие практики, проверенные инженерами Hubs.
Посмотрите на этот удобный пример технического чертежа.
Изображение выше представляет собой хорошо продуманный технический чертеж с полными размерами и полезный пример для получения максимальной отдачи от этого руководства. Нажмите
здесь загрузить версию этого технического чертежа в высоком разрешении и
здесь скачать файл САПР.
У вас есть готовый файл САПР и технический чертеж для вашей нестандартной детали?
Ознакомьтесь с нашими услугами ЧПУ Получите мгновенное предложение сегодня
Почему технические чертежи по-прежнему важны для поиска деталей?
Несмотря на то, что файлы САПР достаточно полны в том, что они могут передавать на станки с ЧПУ, технические чертежи по-прежнему содержат информацию, которую файл 3D САПР не может передать. В том числе:
Внутренний или внешний
темы
Особенности с
допуски, превышающие стандарт
Отдельные поверхности со специфическими
отделка требования (например, шероховатость поверхности)
Даже если ваш проект не включает эти функции, обычно рекомендуется включать технический чертеж вместе с файлом 3D CAD при размещении заказа с ЧПУ. Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.
Большинство поставщиков услуг ЧПУ также могут изготавливать детали непосредственно по этим чертежам токарной и фрезерной обработки с ЧПУ. В некоторых случаях мы обнаруживаем, что они предпочитают их файлам САПР. Это потому что:
Некоторые поставщики услуг обучены быстро интерпретировать геометрию детали по 2D-чертежу
Легче определить основные размеры, функции и критические характеристики детали по 2D-чертежам
Проще оценить стоимость изготовления детали
Как видите, технические чертежи могут быть важной частью поиска нестандартных деталей, и существует множество различных стандартов и передовых методов их составления. Если ваш рисунок четко передает все технические требования, то не имеет значения, какие методы черчения вы используете.
Что такое анатомия технического рисунка?
Технический чертеж обычно состоит из следующих важных компонентов:
Основная надпись
Изометрический/графический вид детали
Основные орфографические проекции части
Разрезы или детали
Примечания для производителя
Основная надпись
В основной надписи содержится основная информация о детали, которую вы производите, например, название детали, материал, требования к отделке и цвету, имя дизайнера и компания. Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
Основная надпись также содержит другую техническую информацию, включая масштаб чертежа и стандарты, используемые для определения размеров и допусков.
Другим элементом, который обычно присутствует в основной надписи или рядом с ней, является угловая проекция. Угловая проекция определяет способ расположения видов на чертеже. Как правило, чертежи, использующие стандарты ASME (США и Австралия), используют проекцию под третьим углом, а стандарты ISO/DIN (Европа) используют проекцию под первым углом. Пример схемы в начале этой статьи использует стандарты ISO/DIN.
Изометрический вид
Мы рекомендуем вам добавить один или несколько 3D-изображений детали к вашему техническому чертежу. Это облегчает понимание рисунка с первого взгляда. Изометрические виды сочетают в себе иллюзию глубины с неискаженным представлением геометрии вашей детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Основные орфографические виды
Большая часть информации о геометрии детали представлена на основных ортогональных видах.
Это двухмерные изображения трехмерного объекта, представляющие точную форму части, если смотреть с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом нарисованы только края деталей, чтобы обеспечить более четкое представление размеров и характеристик.
Для большинства деталей достаточно двух или трех ортогональных изображений, чтобы точно описать всю геометрию.
Разрезы
Разрезы можно использовать для отображения внутренних деталей детали. Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает на области, где исходный материал был удален.
Технические чертежи могут иметь несколько видов в разрезе с двумя буквами, связывающими каждую линию разреза с каждым видом в разрезе (например, A-A, B-B и т. д.). Стрелки линии разреза указывают направление.
Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно разместить в другом месте чертежа, если места недостаточно. Деталь можно разрезать по всей ширине (как в примере выше), по половине ширины или под углом.
Подробные виды
Детальные виды используются для выделения сложных или сложных для измерения областей основного ортогонального вида. Обычно они имеют круглую форму (размещены со смещением во избежание путаницы) и снабжены аннотацией одной буквы, которая связывает вид детали с основным чертежом (например, A, B и т. д.).
Виды узлов можно размещать в любом месте чертежа и использовать масштаб, отличный от остального чертежа, если это четко указано (как в приведенном выше примере).
Что такое примечания производителю и зачем они нужны?
Добавление примечаний производителю к техническому чертежу очень важно, хотя и не обязательно для получения коммерческого предложения. Они передают дополнительную информацию, которая не была включена в сами чертежи.
Эти кажущиеся дополнительными, но жизненно важные фрагменты информации включают в себя инструкции по слому (удалению заусенцев) всех острых кромок и конкретные общие требования к отделке поверхности. Вы также можете использовать этот раздел чертежа для ссылки на другой файл САПР или другой компонент, с которым взаимодействует деталь на чертеже.
В примечаниях к производителю вместо текста часто используются символы. Например, шероховатость поверхности обычно обозначается символом.
Как подготовить технический чертеж за 7 простых шагов
При составлении технического чертежа мы рекомендуем выполнить следующие 7 шагов, чтобы подготовить наилучшие чертежи.
Шаг 1
Определите наиболее важные виды и поместите соответствующие орфографические изображения в центр чертежа, оставив между ними достаточно места для добавления размеров.
Шаг 2
Если ваша деталь имеет внутренние элементы или сложные и трудные для измерения области, рассмотрите возможность добавления разрезов или видов узлов.
Шаг 3
Добавьте линии построения ко всем видам. Вспомогательные линии включают осевые линии (для определения плоскостей или осей симметрии), маркеры центра и шаблоны маркеров центра (для определения местоположения центра отверстий или круговых массивов).
Шаг 4
Добавьте размеры в ваш ЧПУ-чертеж, начиная с самых важных размеров (мы даем дополнительные советы по этому поводу в следующем разделе).
Шаг 5
Укажите расположение, размер и длину всех резьб.
Шаг 6
Добавьте допуски к элементам, которые требуют более высокой точности, чем стандартный допуск. Мы следуем ISO 2768, -средний или -тонкий для металлов и -средний для пластмасс.
Шаг 7
Заполните основную надпись и убедитесь, что вся необходимая информация и требования, выходящие за рамки стандартной практики (например, обработка поверхности и удаление заусенцев), указаны в дополнительных примечаниях. Когда ваш рисунок будет готов, экспортируйте его в файл PDF и прикрепите к своему заказу в конструкторе предложений.
Теперь, когда вы знакомы с базовой структурой технического чертежа, давайте углубимся в особенности добавления размеров, аннотаций и допусков.
Интересует стоимость станков с ЧПУ?
Узнайте, как снизить затраты на ЧПУ Получите мгновенное предложение сегодня
Как добавить критические размеры в технические чертежи?
Полноразмерный основной ортогональный вид
Если вы включите в свой заказ файл 3D CAD и технический чертеж, производитель в первую очередь проверит размеры технического чертежа. Мы рекомендуем тщательно проставлять размеры всех важных элементов на чертежах, чтобы избежать ошибок после того, как деталь будет запущена в производство.
Мы рекомендуем полностью указать размеры вашего технического чертежа, чтобы избежать ошибок в производственном процессе. Однако вы можете сэкономить время, определяя размеры только тех элементов, которые вы хотите, чтобы поставщик услуг обработки с ЧПУ измерил.
Вот несколько советов, которые помогут определить размеры ваших моделей:
Начните с размещения габаритных размеров детали.
Затем добавьте измерения, которые наиболее важны для функциональных целей. Например, расстояние между двумя отверстиями на приведенном в качестве примера чертеже имеет жизненно важное значение.
Затем добавьте размеры к другим элементам. Хорошей практикой является размещение всех размеров, начиная с одной и той же базовой линии (также известной как база), как показано в примере.
Размеры должны быть размещены на виде, наиболее четко описывающем элемент. Например, размеры резьбовых отверстий не включены в этот вид, так как они более четко описаны в подробном виде.
Для повторяющихся объектов добавьте размеры только к одному из них, указав общее количество повторений объекта на текущем виде. В примере два одинаковых отверстия с цековкой указаны с помощью 2x в условном обозначении.
Хотите еще глубже изучить тему добавления размеров к чертежу? Проверьте это отличный
статья из Массачусетского технологического института.
Как добавить обозначения отверстий на технический чертеж?
Виды разрезов и узлов с обозначениями отверстий
Отверстия являются обычными элементами деталей, обработанных на станках с ЧПУ. Их обычно обрабатывают дрелью, поэтому они имеют
стандартизированные размеры.
Они часто также включают второстепенные элементы, такие как зенковки (⌴) и зенковки (⌵). Рекомендуется добавлять выноски вместо определения размеров каждой отдельной функции.
В приведенном ниже примере условное обозначение определяет два одинаковых сквозных отверстия с цековкой. Символ глубины (↧) можно использовать вместо добавления дополнительного размера к чертежу.
Пример типичного обозначения отверстия
Как добавить резьбу в технический чертеж?
Если ваши детали содержат резьбу, то вы должны четко определить и обозначить ее на техническом чертеже. Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указывать направляющие отверстия и резьбы различной длины.
В этом случае первая операция должна определить размеры направляющего отверстия (подходящий диаметр можно найти в стандартных таблицах), а вторая операция — размер (и допуск) резьбы.
Как указать допуски на техническом чертеже?
Допуски определяются с использованием различных форматов на основном ортогональном виде.
Допуски определяют диапазон допустимых значений для определенного размера детали. Допуски рассказывают о функции детали и особенно важны для элементов, которые взаимодействуют с другими компонентами.
Допуски бывают разных форматов и могут быть применены к любому размеру на чертеже ЧПУ (как линейному, так и угловому).
Двусторонние допуски, простейший допуск, симметричны относительно основного размера (например, ± 0,1 мм). Есть также односторонние допуски (с разными верхними и нижними пределами) и допуски инженерной посадки, , которые определены в технической таблице (например, 6H). Допуск плоскостности (⏥) был определен в приведенном выше примере.
Более продвинутый способ определения допуска — . GD&T (Геометрические размеры и допуски) .
Что такое определение геометрических размеров и допусков (GD&T)?
Пример детали с размерами с использованием GD&T
Систему геометрических размеров и допусков (GD&T) применять сложнее, чем стандартные размеры и допуски, но она считается более эффективной, поскольку GD&T более четко передает инженерное намерение. С помощью GD&T вы можете задавать более слабые допуски и при этом выполнять основные требования к конструкции, повышая при этом качество и снижая стоимость.
В приведенном выше примере истинное положение (⌖) использовалось для определения допуска этой схемы отверстий. Другие распространенные геометрические допуски включают плоскостность (⏥) и концентричность (◎).
Вот пример применения системы GD&T к конструкции детали:
Эта сноска определяет восемь отверстий с номинальным диаметром 10 мм и допуском ± 0,1 мм к их диаметру. Это означает, что независимо от того, где вы измеряете этот диаметр, результат измерения должен быть между 90,9 и 10,1 мм.
Допуск истинного положения определяет положение центра отверстия по отношению к трем основным кромкам базовой линии (базу) детали. Это означает, что центральная ось отверстия всегда должна находиться в пределах идеального цилиндра, имеющего центр в месте, определяемом теоретически точными размерами на чертеже, и диаметром, равным 0,1 мм.
На практике это означает, что центр отверстия не будет смещаться от его проектного положения, гарантируя, что деталь подойдет к остальной части сборки.
Мы рекомендуем добавлять информацию о размерах и размерах ваших деталей для критических сборок и на более поздних этапах процесса проектирования (например, во время полномасштабного производства). Оба они имеют более высокие метрологические требования, что увеличивает стоимость одноразового прототипа.
У вас еще нет технического чертежа? Вы все еще можете получить мгновенную цитату
Начните производить нестандартные детали уже сегодня
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенную смету
Как сделать отличный инженерный чертеж, который поймут производители
Время прочтения: 6 мин.
До изобретения ЧПУ (ЧПУ) машинисты полагались исключительно на двухмерные инженерные чертежи для определения этапов и параметров обработки. . С тех пор производство прошло долгий путь благодаря точному 3D-моделированию и программам CAM (Computer Aided Manufacturing).
В 2022 году нам повезло, что мы можем импортировать твердотельные 3D-модели в программу обработки с ЧПУ — такие программы автоматизируют этапы обработки и параметры, необходимые для производства желаемого компонента. Однако даже с учетом этих технологических достижений чертежи по-прежнему необходимы для определения жестких допусков по критическим характеристикам и другим особым требованиям. А научиться оптимизировать чертежи для станков с ЧПУ — важнейший инженерный навык.
В этой статье мы поделимся методами, позволяющими гарантировать, что ваш чертеж является исчерпывающим для любого производственного процесса и может быть легко понят производственным персоналом. Для наших целей мы использовали SOLIDWORKS, но этот процесс можно легко воспроизвести с помощью другого программного обеспечения для инженерных чертежей.
Давайте приступим!
1. Откройте файл чертежа и вставьте виды чертежа
Сначала загрузите и откройте этот файл чертежа Solidworks, чтобы использовать его в качестве основы для создания чертежа ЧПУ.
Далее нам нужно разместить чертежные виды, которые обычно называют ортогональными проекциями или 2D-видами/чертежами для представления 3D-объекта. Количество чертежных видов, необходимых для данного компонента, зависит от геометрии детали. Простые детали могут быть полностью представлены в двух или трех видах, в то время как для более сложных частей, как правило, требуется больше. Для целей этого урока мы предоставили пример твердотельной модели демонстрационной части корпуса.
Для нашего инженерного чертежа требуется три вида и вид в разрезе, на котором деталь показана так, как если бы она была разрезана пополам, чтобы увидеть ее внутренние элементы. Вы можете добавить виды чертежа в базовый шаблон чертежа, щелкнув «Вид модели» на вкладке «Макет вида» и выбрав свою модель (см. подробные инструкции на веб-сайте SOLIDWORKS здесь).
Совет: для большинства чертежей станков с ЧПУ достаточно двух или трех ортогональных видов для описания геометрии, размеров и допусков обрабатываемого компонента.
Настройка масштабирования чертежа и видов
Также важно правильно масштабировать виды чертежа, чтобы у вас было достаточно места для примечаний, размеров и механических символов чертежа вокруг каждого вида — трудно (и раздражает) изменять размеры видов после размеры поставлены.
SOLIDWORKS автоматически добавляет метки центра к отверстиям, поэтому, если ваше программное обеспечение не делает этого, добавьте их. Так принято показывать производителю или любому, кто читает чертеж, где находятся отверстия. В большинстве программ есть простые в использовании инженерные инструменты, которые могут размещать осевые линии, изменять размеры видов и выполнять другие функции. Рекомендуется добавить вспомогательные линии на все виды, чтобы показать осевые линии, маркеры центра и шаблоны маркеров центра.
Справочные виды или виды в поперечном сечении (например, в разделе A-A ниже) — еще один элемент, который можно добавить в интересах производителя, поскольку один или два изометрических вида могут помочь им лучше понять, что они изготавливают. Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента.
2. Простановка геометрических размеров и допусков (GD&T)
Совет: в этом руководстве представлены некоторые основы GD&T . Для получения более полного руководства по GD&T, включая библиотеку символов GD&T, посетите этот веб-сайт .
Простановка размеров
Первым шагом процесса GD&T является простановка размеров ортогональных видов, которые вы добавили на чертеж. Этот процесс значительно упростился, поскольку большая часть геометрической информации содержится в вашей твердотельной модели. Начните с габаритных размеров, которые определяют, сколько сырья потребуется для обработки вашего компонента.
Затем определите размеры критических деталей. Критические размеры — это те размеры, которые должны быть точными, обычно потому, что они находятся там, где одна деталь взаимодействует с другой. Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.
Допуски
Прежде чем устанавливать допуски на инженерном чертеже, рассмотрите две вещи: допуск, который вы хотите, и допуск, который вы называете, и имейте в виду, что, как правило, более жесткие допуски увеличивают стоимость детали, обработанной на станке с ЧПУ. Далее см. общие инструкции по допускам в основной надписи шаблона чертежа Fictiv.
Допуск определяется значащими цифрами основного размера, как показано в таблице ниже.
Теперь предположим, что желаемое расстояние между внешними отверстиями составляет 114,3 мм. Если вы назовете размер как «114», общий допуск в соответствии с приведенной выше таблицей будет определять допуск как (X) со значением ± 2,5 мм. При расчете диапазона размера «114» на основе допуска X приемлемое расстояние между отверстиями составляет от 116,5 до 111,5 мм. Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.
Вместо этого нам нужен жесткий допуск на этот размер, поэтому мы будем использовать размер с одним десятичным знаком (.X), который составляет ± 0,25 мм. Точно так же мы будем использовать размер с одним десятичным знаком для внутреннего шаблона отверстий. Кроме того, обратите внимание, что идентичные размеры не нужно вызывать, а просто нужно поставить «2X» перед вызванным размером.
Совет: геометрические взаимосвязи и опорные линии также должны быть определены на чертеже, и хотя мы не обсуждаем их здесь, вы можете прочитать об опорных точках в разделе 9.0300 этот артикул .
Для этой конкретной детали допуск по высоте менее строгий, так как нет требований к тому, насколько большой она может быть. Таким образом, мы можем добавить размер к центральному виду без десятичных знаков, что даст нам допуск ± 2,5 мм.
На виде снизу я назвал толщину стенки 6,35, а затем «ТИП», что означает типичный. По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище.
Совет: используйте в своих рисунках ЗАГЛАВНЫЕ буквы, чтобы их было легче читать и понимать.
Специальные размеры и допуски для отверстий
После определения размеров отверстий и других важных размеров нам необходимо определить диаметры отверстий, глубину и соответствующие допуски, а также необходимое нарезание резьбы — самое главное в нашем демонстрационном корпусе. четыре наружных отверстия с потайной головкой и четыре внутренних отверстия с резьбой #6-32.
Совет: если у вас есть только резьбовые отверстия для обозначения, вы можете пропустить чертеж и просто использовать Fictiv’s Инструмент автоматического обнаружения резьбы .
Идентичные отверстия можно обозначить вместе, поставив «4X» перед названным размером. В нашем примере мы используем резьбу UNC, потому что метчики и оборудование обычно более доступны в США. Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.
3. Примечания к поверхности
Чертежи также полезны для информирования производителя о конкретных инструкциях по поверхности. Чистота поверхности соответствует типу концевой фрезы и скорости, с которой оператор ЧПУ обрабатывает конкретную поверхность. В общем, 64RMS — это гладкая поверхность, но вы можете немного почувствовать траектории. Я рекомендую 32RMS или ниже для поверхностей контакта с уплотнительным кольцом и любой поверхности, которую вы хотите сделать действительно гладкой.
Сравнитель отделки поверхности, показывающий разницу в нескольких отделках поверхности.
Как и в случае других допусков, чем жестче допуск (и чем ровнее поверхность), тем дороже обработка. Я добавил отделку 64RMS к основной надписи нашего примера, но я добавлю примечание, потому что нам нужна более гладкая отделка верхней поверхности демонстрационного корпуса.
4. Производственные примечания
Верхний левый угол чертежа используется для дополнительных примечаний для производителя, которые могут включать инструкции по отделке или маркировку деталей. Это последний элемент для создания четкого инженерного чертежа. На нашем рисунке мы добавим примечание для разрыва всех краев, а также несколько других полезных базовых примечаний:
Определение единиц измерения
Предоставление информации о допусках
Перекрестные ссылки на твердотельную модель
Острые края тормоза
Требования к чистоте поверхности
Требования к чистоте
Хотя не все они должны быть включены в каждый чертеж, они должны быть включены в примечания к каждому чертежу. обеспечить хорошую стартовую основу.
5. Экспорт в PDF
Поздравляем! Мы закончили наш чертеж станка с ЧПУ, и наш последний шаг — экспорт чертежа в формате PDF. В SOLIDWORKS это так же просто, как перейти в «Файл» → «Сохранить как» и выбрать PDF в качестве «Тип файла».
Фанера общего назначения с наружными слоями из шпона хвойных пород, шлифованная и нешлифованная, марки ФСФ производится Филиалом «Илим Тимбер» в Братске по ГОСТ 3916.2–2018.
Прочная и долговечная
Ангарская сосна и сибирская лиственница по прочности на изгиб и сжатие сопоставимы или превосходят березу и в большей степени устойчивы к внешним воздействиям.
Водостойкая и экологичная
Современный водостойкий клей экологического класса Е1 в сочетании со шпоном хвойных сибирских пород обеспечивает повышенную водостойкость и экологичность.
Оригинальная
выраженная текстура
Лицевая поверхность из шпона сибирской лиственницы уникальна по текстуре. Производится в промышленных масштабах только Филиалом Илим Тимбер в Братске.
Спецификация
Марка
ФСФ, повышенной водостойкости
Сорт (качество наружных слоев)
I/I, II/II, I/II, I/III, II/III, III/III
Класс эмиссии
E1
Формат, мм
2440 × 1220, 2500 × 1250
Опция
Шип-паз (T&G)
Толщины, мм
6,5; 9; 12; 15; 18; 21
Обработка поверхности
Без обработки, шлифование
Порода древесины
Сосна, лиственница
Торцевая маркировка
Этикетка фанеры Ilim Timber
6.
5 мм
3 слоя
9 мм
3 слоя
9 мм
5 слоев
12 мм
5 слоев
15 мм
7 слоев
18 мм
9 слоев
21 мм
11 слоев
24 мм
11 слоев
27 мм
11 слоев
30 мм
13 слоев
Сорта и области применения
Хвойная фанера ФСФ обладает повышенной водостойкостью, высокими прочностными характеристиками и имеет широкий спектр применения применения для наружных и внутренних работ.
Сортность фанеры определяется с наружных сторон по визуальному качеству поверхности, которое зависит от естественных свойств древесины, влияющих на качество шпона.
I сорт
I сорт
Сорт I (I/I, I/II, I/III) применяется для лицевых поверхностей мебели, элементов внутренней и наружной отделки помещений, которые отвечают самым жестким требованиям к внешнему виду наряду с высоким уровнем прочности.
II cорт
II cорт
Сорт II (II/II, II/III) применяется для различных элементов мебели и интерьера, подложек для напольных покрытий и основы для ламинирования, к которым предъявляются повышенные требования к качеству поверхности наряду с высоким уровнем прочности.
III сорт
III сорт
Сорт III (III/III, III/IV) применяется в строительстве, отделке и упаковке для решений, требующих высокого уровня прочности и водостойкости при отсутствии требований к внешнему виду поверхности.
Специальные продукты
Хвойная фанера шип-паз (T&G2)
Хвойная фанера шип-паз (T&G2)
Фанера шип-паз предназначена для настила кровли, полов, зашивки стен и обеспечивает ровную поверхность без зазоров и выпуклостей, удобна в монтаже. При производстве применяется высокоточное оборудование Homag (Германия).
Хвойная фанера сорта I+/II с наружным слоем из сибирской лиственницы
Хвойная фанера сорта I+ с наружным слоем из сибирской лиственницы
Фанера сорта I+ с наружным слоем из сибирской лиственницы (Larix Siberica) предназначена для производства мебели, элементов интерьера и декора. Уникальная текстура лиственницы, тщательно отобранный шпон и высокая прочность в сочетании с устойчивостью к внешним воздействиям объединяют декоративные и конструкционные свойства в одном продукте.
Применение
Строительство
Опалубка
Обшивка крыш и стен
Черновые полы
Транспорт
Настил полов
Обшивка трейлеров и вагонов
Упаковка
Поддоны
Промышленная упаковка
Тара
Мебель
Мебель
Элементы декора и интерьера
Основа для паркетных полов
Другое
Рекламные щиты
Детские площадки
Игрушки
Физико-механические показатели
Наименование показателя
Толщина, мм
Значение
Наименование показателя
Влажность, %
Толщина, мм
4 — 30
Значение
5 — 10
Наименование показателя
Предел прочности при статическом изгибе вдоль волокон наружных слоев, МПа, не менее
Толщина, мм
9 — 30
Значение
30
Наименование показателя
Предел прочности при растяжении вдоль волокон наружных слоев, МПа, не менее
Толщина, мм
6,5 — 30
Значение
20
Наименование показателя
Модуль упругости при статическом изгибе вдоль волокон наружного слоя, МПа, не менее
Толщина, мм
9 — 30
Значение
7000
Наименование показателя
Ударная вязкость при изгибе, КДж/м3
Толщина, мм
9 — 30
Значение
34
Наименование показателя
Твердость, МПа
Толщина, мм
9 — 30
Значение
20
Наименование показателя
Коэффициент теплопроводности Вт (мК), при средней плотности, кг/м3
4 — 30
Наименование показателя
Коэффициент теплопроводности Вт (мК), при средней плотности, кг/м3
300
Толщина, мм
4 — 30
Значение
0,09
Наименование показателя
Коэффициент теплопроводности Вт (мК), при средней плотности, кг/м3
500
Толщина, мм
4 — 30
Значение
0,13
Наименование показателя
Коэффициент теплопроводности Вт (мК), при средней плотности, кг/м3
700
Толщина, мм
4 — 30
Значение
0,17
Наименование показателя
Коэффициент теплопроводности Вт (мК), при средней плотности, кг/м3
1000
Толщина, мм
4 — 30
Значение
0,24
300
0,09
500
0,13
700
0,17
1000
0,24
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях во влажных чашках при средней плотности, кг/м3
4 — 30
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях во влажных чашках при средней плотности, кг/м3
300
Толщина, мм
4 — 30
Значение
50
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях во влажных чашках при средней плотности, кг/м3
500
Толщина, мм
4 — 30
Значение
70
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях во влажных чашках при средней плотности, кг/м3
700
Толщина, мм
4 — 30
Значение
90
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях во влажных чашках при средней плотности, кг/м3
1000
Толщина, мм
4 — 30
Значение
110
300
50
500
70
700
90
1000
110
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях в сухих чашках при средней плотности, кг/м3
4 — 30
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях в сухих чашках при средней плотности, кг/м3
300
Толщина, мм
4 — 30
Значение
150
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях в сухих чашках при средней плотности, кг/м3
500
Толщина, мм
4 — 30
Значение
200
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях в сухих чашках при средней плотности, кг/м3
700
Толщина, мм
4 — 30
Значение
220
Наименование показателя
Коэффициент сопротивления водяному пару при испытаниях в сухих чашках при средней плотности, кг/м3
1000
Толщина, мм
4 — 30
Значение
250
300
150
500
200
700
220
1000
250
Наименование показателя
Коэффициент звукопоглощения, дБ, в диапазоне частот Гц
4 — 30
Наименование показателя
Коэффициент звукопоглощения, дБ, в диапазоне частот Гц
250–500
Толщина, мм
4 — 30
Значение
0,10
Наименование показателя
Коэффициент звукопоглощения, дБ, в диапазоне частот Гц
1000–2000
Толщина, мм
4 — 30
Значение
0,30
250–500
0,10
1000–2000
0,30
Наименование показателя
Звукоизоляция, дБ
Толщина, мм
6,5 — 30
Значение
23,0
Наименование показателя
Биологическая стойкость, класс опасности
Толщина, мм
4 — 30
Значение
4f, DHy, Sa, St
Наименование показателя
Класс горючести
Толщина, мм
4 — 30
Значение
По ГОСТ 30244
Содержание формальдегидов в фанере и выделение формальдегида из фанеры в воздух помещения в зависимости от класса эмиссии:
Класс эмиссии
Содержание формальдегида на 100 г. абсолютно сухой массы фанеры, мг
Выделение формальдегида
Камерным методом,
мг/м3 воздуха
Газоаналитическим методом,
мг/м2 ч
Класс эмиссии
E1
Толщина, мм
До 8,0 включ.
Выделение формальдегида камерным методом, мг/м3 воздуха
пн-пт: с 8:00 до 17:00, сб: с 8:00 до 15:00, воскресенье выходной
Facebook-f
Google-плюс-g
Карта-маркер-альт
Телефон-альт
Facebook-f
Google-плюс-g
Услуги
Свяжитесь с нами
Имя
Эл. адрес
Телефон
Сообщение
Предыдущий
Следующий
Пиломатериал с золотым шипом
Удобно расположен в Еловой роще
Вы можете найти нас к югу от HWY 16A на Golden Spike Road
Наши обязательства не заканчиваются готовой упаковкой древесины. Мы также предлагаем экспертные знания, услуги и решения по дистрибуции, которые придают завершающий штрих каждой сделке.
За первые шесть месяцев 2021 года производители фанеры и OSB столкнулись с огромным скачком цен. Летнее строительство новых домов достигло самого высокого уровня за более чем десятилетие, что побудило домостроителей сделать крупные покупки панелей.
По состоянию на июль 2021 года, по данным Национальной ассоциации домостроителей, с января 2020 года цена на OSB увеличилась на 510 процентов в зависимости от области применения здания и региона и даже на 650–662 процента на некоторые продукты OSB. , как обшивка OSB толщиной 3/8 дюйма. Эти статистические данные превысили пиковый рост цен на пиломатериалы почти на 180 процентных пунктов. Напротив, фанерные панели, несмотря на то, что цены на них также выросли за 18 месяцев, достигли лишь половины стоимости OSB.
Причины резкого роста цен связаны с рядом сопутствующих факторов, в основном связанных со спросом и предложением, а также с начальной доступностью OSB.
Хотя новое жилье сыграло значительную роль, на рынок и цены повлияли и другие факторы.
OSB традиционно является более доступной альтернативой фанере, во многом из-за более жестких условий изготовления фанеры и ее большей толщины. По состоянию на 2018 год строительная фанера в листе размером 4 на 8 футов стоила примерно 10 долларов, а лист OSB того же размера стоил ближе к 6 долларам. Такой уровень цен, а также легкий вес плит OSB сделали их более привлекательной альтернативой для многих и способствовали росту их популярности.
Обшивка кровли перед ураганом и замена кровли после урагана из-за сильных гроз и торнадо на юге центральной части и юго-востоке США в начале 2021 года ускорили спрос, что привело к дефициту в отрасли и резкому росту цен.
В качестве защитной меры в ответ на гражданские беспорядки в районах в 2020 и 2021 годах многие предприятия и розничные торговцы стремились заколотить окна. Как следствие, строительные и охранные компании в спешке закупили достаточное количество материалов, что привело к истощению запасов у некоторых поставщиков OSB, что привело к сокращению предложения и росту цен.
Пандемия и COVID-19 также повлияли на рынок OSB. Во время первоначальной вспышки в 2020 году заводы сократили производство, а также разгрузили запасы из-за опасений по поводу неминуемого жилищного кризиса. Однако произошло обратное. Низкие процентные ставки в США из-за рецессии помогли стимулировать жилищный бум, в то время как люди в США также занялись проектами «сделай сам» и начали скупать материалы. Строительство, связанное со здравоохранением, также увеличилось во время пандемии, что повысило спрос.
Еда на вынос
По данным Национальной ассоциации домостроителей, по состоянию на июль 2021 года цена OSB выросла на 510%.
Понятие OSB
OSB, или ориентированно-стружечная плита, инженерная панель из дерева, находит более широкое применение в различных отраслях промышленности и на рынках. Эта конструкционная панель состоит из длинных древесных стружек толщиной около 18 мм, склеенных водостойкими термоотверждаемыми клеями на основе синтетических смол.
Типичная конструкция состоит из трех поперечных слоев. Нижний и верхний слои имеют продольную ориентацию древесных стружек. Сердцевинный слой имеет перпендикулярную ориентацию прядей.
Производственные процессы могут включать испытания на плотность, изгиб и содержание влаги. В результате получается легкая, прочная и стабильная по размерам панель высокой плотности без пустот, сучков, нахлестов или зазоров, устойчивая к расслаиванию, деформации, деформации или тепловому расширению.
Недавние усилия по уменьшению известного выделения токсичных газов из стандартных клеев также привели к использованию альтернативных клеев, не содержащих формальдегида, таких как технология на основе сои и клей PMDI, не содержащий формальдегида, в качестве средства повышения безопасности. 9
В новом строительстве ориентированно-стружечная плита представляет собой большую часть конструкционных панелей на древесной основе.
В 2019 году OSB для обшивки стен, толщина которых, как правило, составляет 3/8 дюйма или 7/16 дюйма, составляла примерно две трети применений для обшивки стен. Обшивка OSB спроектирована таким образом, чтобы обеспечивать достаточную прочность при стеллажах, чтобы соответствовать требованиям угловых распорок и поглощать удары ветра, сейсмические нагрузки или тепловое расширение.
OSB также широко используется в кровельных работах, особенно в обшивке крыш, на которые также приходится около двух третей потребления OSB в 2019 году. /8” в малоснежных районах. Помимо стеллажной прочности, эти панели также могут выдерживать гравитационные нагрузки от снега, людей или отделки кровли.
OSB также может служить как подложкой, так и черновым полом в однослойных напольных системах. Деревянные конструкционные панели, подходящие для напольного покрытия, обычно имеют толщину 23/32 дюйма и могут иметь кромки с шипами и пазами для защиты от неравномерного износа.
Марки OSB
Существует четыре рыночных разделения OSB, определенных европейскими стандартами EN 300 для использования в строительстве. Эти стандарты устанавливают термины, особые требования и классификацию OSB-продукции. Четыре марки OSB:
OSB/1 – Плиты общего назначения и для оборудования или внутренней мебели в сухих условиях
OSB/2 – Несущие панели для сухих помещений
OSB/3 – Несущие панели для влажных помещений
OSB/4 – Несущие панели для тяжелых условий эксплуатации во влажной среде
По состоянию на 2018 г. OSB/1 занимала большую долю рынка ориентированно-стружечных плит благодаря своей широкой применимости не только в строительстве, но и в дизайне интерьеров и мебель. Способность OSB/1 приспосабливаться к определенной плотности, толщине, прочности, размерам панелей, уровням жесткости и текстуре поверхности также делает ее предпочтительным продуктом среди подрядчиков и проектировщиков.
Ключевые игроки отрасли
Ключевые компании, которые, как ожидается, продемонстрируют известность в отрасли, скорее всего, сосредоточатся как на органическом, так и на неорганическом росте за счет исследований и разработок, а также запуска технологий, расширения мощностей, слияний и поглощений.
Рынок OSB в целом консолидировался среди ведущих игроков. К ведущим игрокам рынка ориентированно-стружечных плит относятся:
Norbord
Louisiana-Pacific Corporation
Georgia Pacific
Sonae Industria
Egger
Dieffenbacher
Tolko Industries
Swiss Krono Group
Kronospan
Weyerhaeuser NR Companom , мировой рынок ориентированно-стружечных плит оценивается в 10,41 млрд долларов США, и ожидается, что совокупный годовой темп роста составит 5,6% в период с 2021 по 2027 год9.0148, достигнув оценки в 15,25 млрд долларов.
Гибкость производителя
И наоборот, меньшее количество производственных предприятий и компаний, производящих OSB, из-за консолидации ключевых игроков не были готовы справиться с внезапным наплывом на рынок OSB. Производственных мощностей и предприятий по производству фанеры и ОСП гораздо меньше, чем предприятий и комбинатов, ориентированных на размерные пиломатериалы.
Эти обстоятельства делают производителей OSB не такими гибкими и быстрыми в реагировании на скачки спроса по сравнению с производителями габаритных пиломатериалов, что способствует возникновению дефицита.
Кроме того, эта негибкость заставляет производителей OSB-панелей не следовать за рынком и устанавливать цены ниже себестоимости продукции, как известно, когда размерные пиломатериалы делают в периоды спада, такие как стартапы жилищного строительства в 2019 году. Вместо этого производители OSB останутся дисциплинировать и удерживать цены выше себестоимости, создавая устойчивый нижний предел ценообразования на рынке.
Консолидация производителей также привела к уменьшению числа дистрибьюторов, которые покупают у заводов и продают строителям. Эти дистрибьюторы также предпочитают иметь меньшие запасы в более медленные периоды, в результате чего они быстро заканчиваются и делают большие заказы в периоды высокого спроса, что приводит к росту цен.
Однако в более поздних новостях появилась коррекция рынка в виде резкого снижения цен на OSB во второй половине июля 2021 года, что привело к прогнозируемому перебалансированию между производством и потреблением, возможно, из-за сезонного замедления жилищного строительства.
Тем не менее, ожидается, что жилищное строительство в США будет устойчивым до конца 2021 года или в 2022 году.
Альтернативные клеи, не содержащие формальдегида, включая смолы на основе сои и MDI, стремятся заменить стандартные UF, мочевино-формальдегидные клеи. Сообщается, что эти продукты устраняют химическое воздействие во время отверждения продукта и любое последующее выделение формальдегида и химикатов в зданиях и жилых помещениях, устраняя эту проблему для здоровья, связанную с изделиями из композитных панелей.
Еще одна мера безопасности, используемая в настоящее время, включает модифицированные и альтернативные формальдегидные смолы, которые помогают изолировать содержание формальдегида и снизить уровень выбросов.
Рост рынка OSB
В целом, в настоящее время ожидается, что рост в секторе коммерческого и жилого строительства будет основной движущей силой рынка OSB до 2025 года. в развивающихся странах Южной Америки и Азиатско-Тихоокеанского региона. Строительство в Китае продемонстрировало темпы роста примерно на 14,5% при оценке около 1,1 миллиарда долларов, что еще больше подстегнуло рынок OSB.
Еще одним фундаментальным рыночным фактором для OSB является его пригодность в качестве более доступного заменителя фанеры и твердой древесины, что делает его более важным фактором в строительстве, особенно при строительстве крыш, полов и стен. Однако недавнее резкое увеличение спроса на OSB по сравнению с предложением и последующее резкое повышение цен изменили нынешний сценарий.
OSB также получает все большее распространение в качестве конструкционной теплоизоляционной панели, которая, вероятно, станет движущей силой будущего рынка и будущими возможностями.
Ожидается, что упаковка будет играть значительную роль в росте рынка OSB, особенно с учетом роста импортной и экспортной активности, где потребность в экономической эффективности и перерабатываемых упаковочных материалах, включая коробки и поддоны, будет стимулировать спрос на OSB.
Легкий и прочный OSB также, вероятно, сделает этот продукт распространенным компонентом в мебели и дизайне интерьеров.
Выводы
Основной движущей силой рынка OSB является его ценность как более доступного заменителя фанеры и твердой древесины
Доминирование США на мировом рынке OSB
Коммерческое и жилое строительство в США, с крупными проектами в Калифорнии, Манхэттене и Чикаго, снова демонстрирует признаки силы, регистрируя расходы на уровне около 1,4 триллиона долларов и делая строительный рынок США единым из крупнейших на планете.
Стоимость всего нового жилого строительства в США достигла около 550 миллиардов долларов в 2019 году, в то время как коммерческое строительство, включая склады, центры обработки данных и отели, продемонстрировало высокий уровень активности.
Являясь основным конечным потребителем OSB в США и Северной Америке, строительство новых домов составляет более половины использования OSB, что потенциально может повлиять на спрос в строительном и мебельном секторах в целом и повысить спрос на национальном рынке OSB.
Потенциальные ингибиторы роста
Потенциальные сдерживающие факторы роста могут заключаться в колебаниях цен на сырье, а также волатильности цен на древесину из-за погодных условий и волатильности цен на смолы и клеи из-за колебаний цен на сырую нефть.
Лесные пожары также могут рассматриваться в будущем. Хотя ранние лесные пожары в западной части США и Канады на самом деле не повлияли на запасы древесины или сырья, количество и масштабы лесных пожаров в Северной Америке могут повлиять на производство пиломатериалов и цены на них с потенциальным увеличением на 10–20 процентов.
Сохраняющиеся опасения, связанные с выбросами формальдегида и других летучих органических соединений, также могут препятствовать росту рынка.
OSB также имеет проблемы с влажностью, что делает его непривлекательным для некоторых подрядчиков. Хотя поверхности и клей могут отталкивать воду, края OSB, как правило, более уязвимы. Это состояние может привести к необратимому набуханию и нарушению стабильности размеров.
OSB также имеет тенденцию удерживать влагу, что приводит к проблемам с плесенью. Плесень, как правило, находит более питательную основу в лиственных породах, которые являются основным материалом для изделий OSB.
Текущие проблемы рынка OSB
Текущий рыночный фактор и потенциальная проблема связаны со стороны предложения отрасли. Рост в строительстве повысил спрос на деревянные панели для использования в конструкциях, а также в качестве элементов мебели и дизайна интерьера. Из-за изначально низкой стоимости ориентированно-стружечной плиты, а также ее легкости, прочности и универсальности OSB стала предпочтительным строительным решением.
Чтобы ускорить рост бизнеса, игроки отрасли со стороны производства начали инвестировать в приобретения и расширение мощностей, что еще больше утвердило их в качестве ключевых игроков в отрасли. Эта консолидация уменьшила возможности для выхода на рынок новых фирм, которым также пришлось бы бороться с высокими капитальными затратами и зависимостью от неравномерного роста потребительской базы.
Конструкционные панели OSB получили широкое распространение в новых строительных проектах и стали неотъемлемой частью современного дизайна. В то же время нехватка OSB и резкий скачок цен стали результатом негибкости производства небольшой группы консолидированных ключевых игроков, в то время как цены на пиломатериалы оставались относительно стабильными. В этом контексте растущее значение OSB может сделать вопросы дефицита продукции и ценообразования заслуживающими большего внимания. Если вы ищете способы компенсировать свои расходы на OSB, прочитайте следующее: Способы компенсировать рост цен на OSB
Вывод
Дефицит OSB и резкое повышение цен стали результатом негибкости производства небольшой группы консолидированных ключевых игроков
Как Silvaris помогает снизить затраты использование технологий для преодоления разрыва между сотнями производителей, оптовыми/дистрибьюторскими компаниями, складами, грузовыми перевозчиками и розничными операциями.
Еще одна распространенная проблема – застрял насос в стволе и не удается достать его на поверхность. Но ведь без устройства нарушается водоснабжение. Как быть?
Оптимальный выход – вызвать мастеров. Специалисты имеют все необходимые приспособления для извлечения застрявшего насоса. Но не помешает и самим разобраться в причинах и способах устранения проблемы. Возможно, в некоторых случаях вы справитесь своими силами.
Содержание статьи
Проблема и решение
Меры предосторожности
Проблема и решение
Такое явление, как застрявшие насосы, чаще случается при их подъеме наверх. Причем причины и способы решения проблемы самые разные:
Провис кабель или трос при подъеме. Для начала вам нужно спустить насос на дно и осторожно выровнять сформированную петлю – просто раскачивайте трос в стороны и подтягивайте его. Далее с помощью хомута зафиксируйте трос, шланг и кабель, чтобы они не путали друг друга. Остается медленно и аккуратно вытащить агрегат.
Произошло заиливание скважины с песчаным дном. В основном такое случается из-за неправильной эксплуатации источника водозабора. Насос попросту застревает в иле. Чтобы решить проблему, пытайтесь достать его переменным натягиванием и ослаблением троса. В это время осторожно раскачивайте насос по сторонам. Когда агрегат освободится от ила, достать его будет проще.
Накопились отложения в известняковой скважине. Вода из таких источников содержит большой объём металлов и солей. При контакте с воздухом они образуют твердые отложения, которые оседают на корпусе погружного насоса. Порой слой достигает 5 см в толщину. Как результат – насос увеличивается в диаметре и не проходит через обсадную трубу. Решить вопрос можно несколькими способами:
промыть скважину водой – прямо в ствол направьте поток под высоким давлением;
использовать народные средства от накипи – подойдет лимонная, уксусная кислота, разбавленная в воде. Эту смесь вылейте в ствол скважины. Внимание! Способ подходит только тем, кто не планирует в дальнейшем использовать насосный агрегат. Раствор способен повредить элементы оборудования;
использовать химические средства – возьмите обычные покупные порошки против накипи, которые предназначены для бытовой техники. Растворите средство в воде и налейте в скважину.
Если никакой из способов не помогает, без мастеров не обойтись.
В скважину попали посторонние предметы. Обсадная труба довольно узкая, и там может застрять что угодно. Для начала попробуйте легко раскачать глубинный насос со стороны в сторону. Если предмет мелкий, он провалится ниже. Можете также воспользоваться ломом или жестким тросом, чтобы протолкнуть его. Если мер недостаточно и насос застрял в скважине сильно, обратитесь к специалистам.
Оборвался трос. Этот случай самый сложный. В первую очередь потребуется стабилизировать агрегат с помощью кабеля и шланга. Если насос легкий, вы вытянете его с их помощью. При большом весе агрегата тянуть за шнур нельзя, так как он с большой вероятностью порвется. В этой ситуации найдите толстую веревку и прикрепите на нее крюк. Потом осторожно опустите ее и пытайтесь зацепить насос.
Меры предосторожности
Правильное сооружение скважины и установка насоса позволит избежать дальнейших проблем с эксплуатацией источника воды. А чтобы не застревало оборудование, достаточно придерживаться советов экспертов:
откажитесь от крепежа насоса недорогими оцинкованными тросами. Их защитное покрытие стирается в местах соприкосновения с корпусом насоса, металл постепенно перетирается, происходит обрыв. Лучше установите тросы из нержавеющей стали или в полимерной оболочке;
обустройте хорошую обсадную колонну;
крепите напорную трубу к выходному патрубку электрического насоса с помощью латунной, а не полимерной муфты.
Если проблема уже случилась, пытайтесь достать агрегат упомянутыми способами. В сложных ситуациях лучше не тратить напрасно время и сразу довериться специалистам. Вы можете найти компанию, которая предоставляет такие услуги по Москве и Московской области.
Оценить статью:
Загрузка…
Поделиться:
Вам будет интересно
Обустраиваем артезианскую скважину с кессоном. Нюансы работ
Подбор оборудования. Этапы работ по обустройству. Плюсы и минусы.
Как провести воду в дом из колодца
Чтобы иметь «удобства» даже за городом, нужно провести воду в дом из колодца. Для этого потребуется составить схему подключения, купить оборудование, и смонтировать коммуникации.
Почему кессон заливает и возможные последствия
Кессон – резервуар, чаще всего предназначенный для приема, скапливания и распределения воды или фекальных стоков на уровне ниже земли.
Модернизация насосной системы
Насосное оборудование для скважины со временем изнашивается. Иногда владельца не устраивает мощность системы. Во всех из этих случаев целесообразно выполнить модернизацию насосного оборудования.
Утепление кессона для скважины
Чтобы скважина зимой не замерзла, нужно провести утепление кессона – герметичной емкости, устанавливаемой над скважинным оголовком.
Кессон или адаптер для скважины: что лучше установить
Разбираемся в особенностях работы разных устройств и определяем их плюсы/минусы.
Достаём оборвавшийся насос из скважины
Выбрать верный вариант, как достать насос из скважины, не повредив устройство скважины и само оборудование, следует после того, как специалист сервисной службы определит причины, по которым застрял насос в скважине.
Причины, по которым насос может застрять в скважине:
Неровности в обсадных трубах. В таком случае должны быть слышны удары;
С обсадными трубами произошла деформация и повреждение;
Образование засора или в устье скважины попал посторонний предмет и застрял между стеной трубы и насосом;
Произошло замывание песком (для скважины на песок). Повредилась сетка галунного фильтра и с притоком воды в скважину, насос замыло песком, который его и удерживает;
Залом или перегиб трубы подающей воду наверх.
Если оборудование застряло, то не стоит пытаться вытаскивать его с применением силы. Домкрат и лебёдка могут только усугубить проблему из-за обрыва троса.
Методы извлечения застрявших в скважине насосов в зависимости от причины проблемы:
Раскачивать трос – опуская и приподнимая его. Это поможет, если в скважину попал камень, скважина заилилась или забилась фракциями известняка, провис трос или сгруппировался кабель. Не стоит сильно дёргать страховочный канат, так как он может оборваться. Чтобы избежать обрыва скважинного насоса, при обустройстве нужно использовать прочный цельный трос и качественный крепёж из нержавейки.
При небольшой глубине загрузки насоса, можно попробовать проталкивать вглубь или вращать трос на весу. Для этого нужна неширокая труба, которой можно продвинуть насос или сменить положение. Не делайте резких рывков при подъёме предметов, можно повредить обсадные трубы. В этом случае цена последующего ремонта может быть выше, чем обустройство нового источника воды.
Химическое и воздушное воздействие потоком сжатого воздуха на отложения.
Промыть мощной струей воды, чтобы убрать песок, иловые отложения и другие загрязнения.
Насос оборвался и упал: как его вытащить из скважины?
Если трос с кабелем оборвался, скорее всего, придётся бурить новую скважину или обратиться к профессионалам. Методом телеинспекции сервисный мастер проводит видеодиагностику, чтобы определить в какой точке и в каком положении находится упавший насос, что мешает его достать из устья скважины.
Дополнительные варианты, когда не получается достать насос:
Смонтировать новый насос, это при условии, что упавший насос полностью не перекрывает приток, а скважина имеет высокий уровень воды.
Буровая установка может разбить насос на мелкие части, а затем извлечь его детали.
Применить ловильный инструмент и видеокамеру. Необходимо через монитор отслеживать движения по захвату и при контакте начинать поднимать. Это очень непростая работа, требующая много времени и сосредоточенности.
Применить спецнасадку. Это коническая спираль спускается к насосу и хватает устройство в момент вращения.
Поднять пластиковую колонну, если конструкция скважины двухтрубная.
Чтобы избежать обрыва троса, падения насоса, заиливания обсадных труб, проводите вовремя техническое обслуживание и доверяйте монтажные работы по обустройству скважин только профессиональным мастерам с большим опытом работы, которые применяют инновационные технологии и оборудование. Компания «Водоподъём» готова взяться за такую сложную и ответственную работу, как извлечение оборудования из скважин в Московской области.
Очень важно, чтобы все действия осуществляли профессионалы. При недостаточно грамотном подъёме можно повредить насос или обсадные трубы, после чего потребуется дорогой ремонт, стоимость которого может быть гораздо выше, чем создание и обустройство нового источника воды на участке. Поэтому лучше доверить работу профессионалам. Все наши сотрудники имеют соответствующее образование и большой опыт. Они выполнят извлечение оборудования аккуратно и быстро. При желании клиента проведут и другие работы, чтобы возобновить подачу воды. На нашем складе есть все необходимые для этого средства.
Даже те, от кого отказались другие компании могут получить нашу помощь. У вас проблемы с застрявшими или упавшими устройствами? Звоните 8(901)355-19-91, 8(985)916-20-90 или пишите нашим менеджерам, они ответят на любые вопросы и помогут оформить заявку. После этого наши сервисные бригады приедут и в короткие сроки устранят любые неполадки.
Что делать, если ваш скважинный насос перестает работать
Вы здесь, потому что открыли кран, а вода не текла? Вы задаетесь вопросом, как вы можете снова включить воду?
Существует несколько причин, по которым система водоснабжения вашего дома могла внезапно перестать работать. Чаще всего это происходит из-за того, что что-то не так с скважинным насосом. Хотя средний срок службы скважинного насоса составляет от 12 до 18 лет, многие его компоненты могут выйти из строя и привести к тому, что скважина перестанет подавать воду в ваш дом.
Нужен сервис? 440.729.2099
Признаки того, что ваш скважинный насос вышел из строя или нуждается в ремонте
Признаки того, что ваш скважинный насос вышел из строя или может работать неправильно, включают:
Отсутствие воды при включении крана
Очень низкое давление воды
Скважинный насос, который всегда работает
Не уверены, что вам нужен ремонт скважинного насоса?
Позвоните в компанию Kobella Plumbing Heating Cooling по телефону (440) 729-2099 для обслуживания в Киртланде, Менторе, Уиллоуби, Пейнсвилле и прилегающих районах.
Действия по устранению неполадок, если ваш скважинный насос перестал работать
Если вы подозреваете, что ваш скважинный насос перестал работать, потому что в вашем доме в настоящее время нет воды, вы можете сделать несколько вещей, прежде чем звонить нам:
Проверьте свой блок выключателя
Возможно, ваш скважинный насос перестал работать из-за отсутствия питания. Иногда это можно исправить, сбросив автоматический выключатель или заменив предохранитель, пострадавший от скачка напряжения или падения напряжения.
Если сработал автоматический выключатель скважинного насоса, возможно, сам скважинный насос неисправен. Частичное короткое замыкание в проводке или двигателе также может привести к срабатыванию или перегоранию автоматических выключателей или предохранителей.
На всякий случай вызовите квалифицированного специалиста для проверки компонентов системы и обеспечения их правильной и безопасной работы. Проблемы с электричеством могут быть опасны, если их не решить.
Чтобы определить, обесточен ли ваш скважинный насос в настоящее время, найдите сервисную панель и автоматический выключатель скважинного насоса. Затем выключите и снова включите автоматический выключатель. Это не должно повторяться, так как это может привести к пожару из-за перегрева проводов.
Если ваш скважинный насос по-прежнему не работает после этого переключения, пора вызвать местного сантехника для анализа системы скважинного насоса. Ваш сантехник может осмотреть систему, чтобы убедиться в правильной и безопасной работе.
Если вам требуется обслуживание скважинных насосов на северо-востоке Огайо, свяжитесь с Kobella сегодня по телефону (440) 729-2099.
Осмотрите напорный резервуар
Ваш скважинный насос подает воду в напорный резервуар для воды. Внутри резервуара находится воздушная камера или диафрагма, которая сжимается при накачивании воды в резервуар. Компрессия или давление в резервуаре перемещает воду по трубам вашего дома.
Эта система разработана таким образом, что насос не должен включаться каждый раз, когда вы включаете кран, что может привести к преждевременному выходу из строя скважинного насоса.
Кратко осмотрите гидробак. Кажется, что-то не так? Многое может пойти не так с напорным баком — он может заболочиться, воздушная камера может сломаться, в нем может быть недостаточное давление воздуха и т. д. Бак может даже начать сильно ржаветь или покрываться ямками.
Если вы заметили какие-либо отклонения, пора вызвать опытного сантехника, чтобы определить наилучшее решение.
Нужен сервис? 440.729.2099
Узнайте больше о ремонте и замене скважинных насосов
Ваш скважинный насос не работает должным образом? Если вам нужен ремонт или замена скважинного насоса на северо-востоке Огайо, выберите Kobella! Мы являемся местной сантехнической компанией, которой вы можете доверять за предварительные цены и качественный сервис.
Мы обеспечиваем ремонт и замену скважинных насосов в Киртланде, Шардоне, Менторе, Пейнсвилле и прилегающих районах.
Свяжитесь с нами по телефону (440) 729-2099 , чтобы узнать больше о работе с Kobella.
Часто задаваемые вопросы о скважинных насосах
Как долго прослужит мой скважинный насос?
Скважинный насос может прослужить от восьми до 15 лет, при условии, что вы регулярно проводите техническое обслуживание и ремонтируете поврежденные компоненты по мере необходимости.
Многие факторы могут способствовать преждевременной или преждевременной замене скважинного насоса, в том числе качество насоса, качество установки, осадок в воде, тип скважинного насоса и частота использования.
Если вашему скважинному насосу более 15 лет, вероятно, пришло время подумать о замене, даже при надлежащем уходе и ремонте.
Как узнать, какой скважинный насос мне нужен?
Выбор правильного скважинного насоса может быть сложным. Чтобы выбрать правильный скважинный насос для ваших нужд, вы должны учитывать глубину скважины, галлоны в минуту, потребляемые вашей семьей, предпочтительное давление, допуск на давление вашей сантехники, ваш бюджет на первоначальные расходы и другие факторы.
Лучше всего проконсультироваться со специалистом, чтобы подобрать скважинный насос, наиболее подходящий для ваших условий.
Должен ли я ремонтировать или заменять скважинный насос?
Как правило, скважинный насос следует ремонтировать, если он относительно новый или в хорошем состоянии, и заменять его, если он старый или нуждается в частом ремонте.
В основном это означает замену скважинных насосов ближе к концу среднего срока службы и ремонт новых, но если у вас есть лимон, который постоянно ломается, вы можете заменить его, чтобы избежать дальнейших головных болей.
Нуждается ли мой скважинный насос в обслуживании или настройке?
В отличие от другого оборудования в вашем доме, ваш скважинный насос не нуждается в ежегодной настройке для правильной работы, хотя проверка может выявить компоненты, которые можно заменить до того, как они выйдут из строя или из-за неадекватной производительности.
Сколько стоит замена скважинного насоса?
Сколько стоит замена скважинного насоса? | Angi
Angi
Центр решений
Сантехника
Обычный диапазон: 939–2 620 долл. США
Фото: Andersen Ross / The Image Bank / Getty Images
Фото: Andersen Ross / The Image Bank / Getty Images
Если вы чувствуете неприятный запах яиц, когда открываете кран, а также при низком или неравномерном напоре воды, вам, вероятно, нужен новый скважинный насос. Затраты на замену скважинного насоса значительно различаются, но обычно составляют от 939 долларов США и 2620 долларов США . Переменные включают размер насоса, глубину скважины и метод замены. Если ваш колодец является вашим основным источником воды, важно как можно скорее заменить неисправный насос.
See the price range for replacing a well pump in
your area
Normal range for U.S.
$939 — $2,620
Average
$1,777
Low end
$200
high end
5000 $
LOWHIGH
Сколько стоит замена скважинного насоса в зависимости от типа насоса?
Цены на скважинные насосы варьируются от 100 до 4000 долларов без дополнительных затрат на установку, новые трубопроводы или проводку.
Струйный скважинный насос
Неглубокие струйные насосы, предназначенные для скважин глубиной 25 футов или менее, стоят от 100 до 500 долларов , при средней стоимости 300 долларов . Эти недорогие устройства экономичны, если ваша скважина неглубокая, но их компоненты не так долговечны, как многие другие типы скважинных насосов, и они, как правило, не служат так долго.
Глубоководные струйные насосы для скважин до глубиной 150 футов дороже, но мощнее. Они также служат намного дольше, поскольку изготавливаются из более качественных материалов, таких как чугун, нержавеющая сталь и углеродная керамика. Глубоководные струйные насосы стоят от до 745 долларов США.
Сегодня струйные насосы чаще всего заменяют погружными насосами, потому что погружные насосы всегда самовсасывающие, в отличие от струйных насосов, которые часто перестают работать из-за потери заливки. Самовсасывающий насос всегда заполнен жидкостью без попадания воздуха в полость насоса или всасывающую линию, поэтому он заправлен и готов к работе в любой момент.
Насос, требующий заливки, менее эффективен, так как даже при автоматической заливке он использует энергию для заливки, всасывая жидкость для замены воздуха в полости и всасывающей линии. Кроме того, подводные аппараты могут доставлять больший объем воды и давление без чрезмерного напряжения.
Погружной скважинный насос
Погружные насосы стоят от 250 до 1200 долларов США . На нижнем конце более мелкие скважины, которым требуется меньшая мощность для обеспечения адекватного давления воды, могут обойтись насосами между 200 и 500 долларов . Если ваш колодец глубже и требует большей мощности для перемещения достаточного количества воды для вашей семьи, рассчитывайте заплатить от 700 до 1200 долларов США .
Помните также, что с погружными насосами, особенно если вы заменяете старый струйный насос, вам нужно будет заложить в бюджет новый трубопровод, который может стоить от 250 до 2500 долларов в зависимости от того, сколько труб вам нужно.
Насос для скважин на солнечных батареях
Насосы для скважин на солнечных батареях стоят дорого, базовые модели стоят от 2000 долларов . Более дорогие солнечные насосы для глубоких колодцев могут стоить от до 4000 долларов . Однако эти насосы используют солнечную энергию, поэтому вам не нужно полагаться на местное электроснабжение для питания скважины. Это хороший выбор для тех, кто заинтересован в сокращении своего углеродного следа, экономии затрат на электроэнергию и уменьшении зависимости от основных коммунальных услуг.
Ручной скважинный насос
Ручные скважинные насосы требуют физического труда для откачки воды, но они недороги, начиная примерно с 150 долларов . Они полезны в районах с частыми перебоями в подаче электроэнергии, поскольку они будут продолжать работать (пока вы работаете) независимо от того, есть ли у вас электричество. С положительной стороны: у вас будут бицепсы A+.
Сколько стоит замена водяного насоса рядом с вами?
Стоимость замены скважинного насоса варьируется в зависимости от страны. Взгляните на среднюю стоимость насоса, других материалов и работ по замене скважинного насоса в США
City
Average Cost
Orlando, FL
$2,590
Raleigh, NC
$1,270
New York
$1,980
Portland, ME
$1,910
Chicago
$1,470
Manhattan, KS
$1,050
Dallas
$2,100
Phoenix
$1,680
Denver
$1,970
Sacramento, CA
$1,680
Portland, OR
$5,110
What Factors Influence the Cost of Well Pump Replacement?
Это не так просто, как просто выбрать насос, соответствующий вашему бюджету. Когда дело доходит до замены скважинного насоса, стоимость определяется несколькими факторами.
Размер колодца
Неглубокие и узкие колодцы требуют меньших по размеру насосов и требуют меньше усилий для установки и, следовательно, дешевле. Чем глубже и шире скважина, тем больше вы заплатите за насос и работу, необходимую для выполнения работы.
Тип насоса
Ваш тип насоса является самой большой переменной в отношении стоимости замены. Неглубокие насосы и ручные насосы могут стоить всего 100 долларов, , в то время как солнечные насосы высокого давления и высокой производительности могут стоить вам 4000 долларов .
Трубопровод
Если вы заменяете струйный насос новым блестящим погружным насосом, вам, вероятно, также потребуется добавить или заменить трубопровод. Вам также может понадобиться отремонтировать или заменить некоторые трубопроводы на стандартный скважинный насос. Сколько труб вам нужно, влияет на то, сколько вы заплатите за материалы и сколько вы заплатите за работу.
Электропроводка
Как и в случае с трубопроводами, если вам нужна новая электропроводка или ремонт электрики, это увеличивает общую стоимость. Местный электрик может дать вам точную цену в зависимости от объема работы и сложности работы.
Замена гидробака
Замены скважинного насоса может быть недостаточно. Иногда проблема возникает из-за проблемы с вашим напорным баком, и в этом случае вы захотите заменить оба одновременно. Замена бака обычно стоит от 800 долларов и 3800 долларов .
«Если в вашей скважинной системе используется комбинированный насос или нагнетательный бак, замена того или иного компонента обычно нерентабельна. Обычно проще и дешевле заменить всю систему», — говорит Ботельо. «Простой способ определить, неисправен ли бак, — это включить любое приспособление, и если насос срабатывает в любой момент, когда течет вода, это обычно является признаком неисправного бака. Если бак не может удерживать давление, насос отключится. приходится бежать, чтобы подать воду к приборам».
Сколько стоит установить скважинный насос самостоятельно?
Замена скважинного насоса — это большая и сложная работа, которую лучше доверить профессионалам. По крайней мере, прежде чем вы даже подумаете о самостоятельной замене скважинного насоса, вам следует нанять местного сантехника, чтобы убедиться, что проблема действительно в вашем скважинном насосе, а не в чем-то другом, что может быть проще исправить.
Вам все равно придется заплатить за помпу (от 100 долларов США и 4000 долларов США ) и любые трубы, которые необходимо заменить, начиная примерно с 200 долларов США . Стоимость рабочей силы обычно составляет от 300 до 500 долларов США, в зависимости от объема работы.
Однако нанять профессионала, безусловно, безопаснее. Если вы сделаете это неправильно, вы можете нанести больший ущерб и в конечном итоге вам придется покупать второй новый насос и все равно нанимать подрядчика, чтобы закончить работу за вас.
«Хотя замена скважинного насоса может показаться относительно простой работой, имейте в виду, что это основной источник водоснабжения для вашего дома, и такая мелочь, как неправильная заливка насоса или водопроводной линии, может мгновенно сделать ваш насос бесполезным», — говорит Джефф Ботельо, член Экспертного совета и сантехник. — Заплатить за работу один раз может быть достаточно дорого. Платить за нее дважды может быть финансово непосильно для многих домовладельцев. Подумайте о рисках, прежде чем решиться на капитальный ремонт самостоятельно».
Часто задаваемые вопросы
При регулярном обслуживании скважинный насос обычно служит от восьми до 15 лет. Переменные включают уровень использования, частоту обслуживания и качество насоса. Вы также можете нанять местную службу по ремонту скважинных насосов , чтобы починить насос, а не заменить его.
Однако часто стоимость устранения значительных проблем не меньше стоимости замены поврежденного насоса на новый.
Признаки того, что вам может понадобиться новый скважинный насос include:
Changing water pressure
Odd noises coming from the water tank
Abnormally high electric costs
Spitting faucets
Scalding shower water
Ideally, you should ежегодно проводите механический осмотр и бактериологический осмотр или проверку колодезной воды. Если вы испытываете частые желудочно-кишечные заболевания в семье, важно более регулярно проверять качество и чистоту колодезной воды, чтобы проверить ее на наличие бактерий.
Готовы узнать стоимость вашего проекта?
Ответьте на несколько вопросов, сравните отзывы и выберите нужного специалиста.
Рекомендуемые статьи
Лучшие аксессуары для ванной комнаты, в которой каждый нуждается
Вы можете очень быстро сравнить цены листогиба ЛГС 26 и подобрать оптимальные варианты из более чем 9988 предложений
Реклама
Ручной листогиб ЛГС-26
Используется для изготовления доборных элементов из некоторых разновидностей металла; совершает прижим и сгибание металлических пластов, изменяя их форму и размеры. Это прекрасный выбор, ведь он…
Подробное описание и цена >>>
Реклама
Ручной сегментный листогиб ЛГС-2000С
Толщина металла заготовки: до 1,2 мм. Полная длина гиба станка: 2020 мм. Полная длина реза станка: 2020 мм. Глубина подачи заготовки: без ограничения. Мax угол гиба на листогибе: до 135 ± 2 гр.
Подробное описание и цена >>>
Реклама
Ручной сегментный листогиб ЛГС-1250С
Толщина металла заготовки: до 1,2 мм. Полная длина гиба станка: 1270 мм. Полная длина реза станка: 1270 мм. Глубина подачи заготовки: без ограничения. Мax угол гиба на листогибе: до 135 ± 2 гр.
Подробное описание и цена >>>
Ручной листогиб ЛГС-26
Состояние: Новый Производитель: ПКФ СтройИнвест (Россия)
В наличии
Недорогой ручной листогиб «ЛГС-26» используют для изготовления доборных элементов из некоторых разновидностей металла; он совершает прижим и сгибание металлических пластов, изменяя их форму и…
12.03.2018
Киров (Россия)
36 000
Ручной листогиб ЛГС-26
Состояние: Новый
Недорогой ручной листогиб «ЛГС-26» используют для изготовления доборных элементов из некоторых разновидностей металла; он совершает прижим и сгибание металлических пластов, изменяя их форму и. ..
23.10.2022
Казань (Россия)
ЛГС -26 (2500)
Состояние: Новый
В наличии
Продам листогибочный станок ЛГС-26( 2500) с отрезной машинкой, новый почти ( после покупки стоит месяц) все документы, гнет до 1мм, станок был заказан с завода( стал уже ненужен), цена 30000 торг (…
03.07.2016
Пермь (Россия)
ЛИСТОГИБ ЛГС-300
Состояние: Новый Производитель: Собственное производство (Россия)
В наличии
Листогиб ручной ЛГС-300 это профессиональное оборудование для холодной гибки металла. Такой листогибочный станок используют для изготовления отливов, внутренних и внешних углов, снегозадержателей,…
29.07.2019
Балаково (Россия)
119 000
Ручной сегментный листогиб ЛГС-1250С
Состояние: Новый
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной…
23.10.2022
Казань (Россия)
Ручной сегментный листогиб ЛГС-2000С
Состояние: Новый
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной…
23.10.2022
Казань (Россия)
Ручной листогиб ЛГС-26У-2500 (усиленный) с роликовым ножом
Состояние: Новый Производитель: Компания РиМ (Россия)
В наличии
Листогиб ручной ЛГС-26У-2500 усиленный — популярная модель станочного оборудования по гибке листового металла, отличающаяся своей экономичностью и надежностью. Листогиб ЛГС-26У-2500 демонстрирует. ..
01.07.2021
Липецк (Россия)
48 700
Ручной листогиб ЛГС 3500
Состояние: Новый
Нож установлен на независимой направляющей — идеальный рез. Цельнометаллическая конструкция станка. Поворотная балка цельнометаллическая — влияет на качество гиба, а прижимная планка -…
23.10.2022
Казань (Россия)
Ручной мобильный листогиб ЛГС-26У (усиленный) с отрезной машинкой
Состояние: Новый Производитель: VALCI (Россия)
В наличии
Преимущества станка: — испытанная годами усиленная модель, 16 лет продаж, заводское изготовление; — позволяет изготавливать все детали кровли и фасада; — нет ограничения по глубине подачи листа; -…
12.10.2020
Ржев (Россия)
33 900
Листогиб ручной ЛГС с отрезным станком
Состояние: Новый Год выпуска: 2012
В наличии
Ручные листогибы (листогибочные станки) модели ЛГС совмещают в себе высокие эксплуатационные параметры и невысокую стоимость. Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
22.08.2012
Липецк (Россия)
36 000
Новый ручной листогиб ЛС-РИМ-30 с доставкой по России
Состояние: Новый Производитель: Компания РиМ (Россия)
В наличии
Улучшенная модель популярного ручного листогиба ЛГС-26У-3000Наш новый листогиб ручной ЛС-РИМ-30 предназначен для производства различных фасонных изделий не только из стали, но и из меди и алюминия….
01.07.2021
Липецк (Россия)
57 200
Проходной листогибочный станок ЛГС 2000
Состояние: Новый
Профессиональный листогибочный станок ЛГС 2000 отлично подходит для работы в цеху и на стройплощадке. Надежен и прост в эксплуатации! Листогибы ЛГС используются в производстве доборных. ..
23.10.2022
Казань (Россия)
Проходной листогибочный станок ЛГС 2500
Состояние: Новый
Профессиональный листогибочный станок ЛГС 2500 ― это станок высокого класса, отлично подходит для работы в цеху и на объектах. Надежен и прост в эксплуатации! Листогибы ЛГС используются для…
23.10.2022
Казань (Россия)
Проходной листогибочный станок ЛГС 3000
Состояние: Новый
Профессиональный листогибочный станок ЛГС 3000 предназначен для серийного производства профилей из тонколистового металла толщиной до 0,7 мм. Отлично подходит для работы в цеху и на…
23.10.2022
Казань (Россия)
Ручной сегментный листогибочный станок ЛГС-1500С
Состояние: Новый
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной…
23.10.2022
Казань (Россия)
Ручной сегментный листогибочный станок ЛГС-2500С
Состояние: Новый
В наличии
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной…
23.10.2022
Казань (Россия)
Ручной сегментный листогибочный станок ЛГС-3000С
Состояние: Новый
В наличии
Ручные сегментные листогибочные станки рассчитаны для производства сложных изделий, с не параллельными линиями изгиба. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной…
23. 10.2022
Казань (Россия)
Листогибочный ручной станок МАСТЕР-MAX-30 РиМ с отрезной машинкой
Состояние: Новый Производитель: Компания РиМ (Россия)
В наличии
Листогибочный станок МАСТЕР-MAX-30 произведен на базе другой популярной модели — ЛГС-26У-2500, конкурентными преимуществами которой являются высокая надежность, простая и продуманная конструкция,…
01.07.2021
Липецк (Россия)
67 700
Пуансон для листогиба TOP.175-26-R08/FA
Состояние: Новый
Пуансон прямого типа. Предназначен преимущественно для гибки деталей с длинными полками из различных вариантов толщин листового металла. Изготовлен из высококачественной легированной стали 42Cr…
23.10.2022
Казань (Россия)
Пуансон для листогиба TOP. 175-26-R08/R/T
Состояние: Новый
Пуансон прямого типа. Предназначен преимущественно для гибки деталей с длинными полками из различных вариантов толщин листового металла. Изготовлен из высококачественной легированной стали 42Cr…
23.10.2022
Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по листогибу ЛГС 26 почти как на Авито и TIU
Видео листогиба ЛГС 26
Листогиб ручной ЛГС-26 отзыв — Отзывы и сравнение
#1
OFFLINE
Летун
Отправлено 29 Май 2013 — 20:57
Вот такой http://lzpo.lipetsk.ru/lgs26.htm Жаба душила брать больше чем за сотню такой простой с виду агрегат и тут наткнулся на поделку ЛПЗО.
Честно скажу что не знаю каким он должен быть, брали в основном из-за отрезного ножа. По отрезанию — неудобно выравнивать, особенно если нужно отрезать с малой погрешностью. Оцинковку 0,7 мм. ребята отрезать не смогли, хотя сказали что держали втроем, прижим слабый. Гнет немного по радиусу, но для наших целей нормально. Используем крайне мало. Учитывая цену — нормальная покупка, хотя сейчас уже подумываю, что нужно что-то с более удобным выравниванием для отрезания ну и оцинковку 0,7 бывает нужно резать, а не только 0,5.
Наверх
#2
OFFLINE
mihail75
Отправлено 21 Октябрь 2013 — 18:26
Вполне разумная поделка. Покупать гибочник дороже 1тыс.$. для того, чтобы гнуть доборку на кровлю при помощи отечественных работяг считаю глупостью
Наверх
#3
OFFLINE
Bolid
Отправлено 22 Октябрь 2013 — 12:09
Вот такой http://lzpo. lipetsk.ru/lgs26.htm Жаба душила брать больше чем за сотню такой простой с виду агрегат и тут наткнулся на поделку ЛПЗО.
Есть такой станок ЛГС-26. Долго мучились с настройкой отрезной машинки, хотели возвращать пока не нашли умельца который настроил. Вполне сносно гнет, но я бы внес изменения в конструкцию
Наверх
#4
OFFLINE
afex
Отправлено 23 Октябрь 2013 — 12:02
А что там изменять – весь станок переделывать. Мялка откровенная
Сообщение отредактировал afex: 23 Октябрь 2013 — 16:19
Наверх
#5
OFFLINE
Bolid
Отправлено 24 Октябрь 2013 — 14:37
Согласен, но на кровле не виден радиус загиба, заказчик не полезет его мерить. А гнуть на станке стоимостью как автомобиль чтобы было чуть прямее или радиус меньше – совсем не разумно.
Наверх
#6
OFFLINE
kuznets
Отправлено 29 Октябрь 2013 — 21:15
У нас этот станок как резка на лист для рулонов. Мы его утяжелили – подвесили кувалду как противовес на прижим – просто конфетка получилась. Могу в личку прислать фотку кому интересно.
Наверх
#7
OFFLINE
Admin
Отправлено 10 Декабрь 2013 — 10:35
Могу в личку прислать фотку кому интересно.
Думаю многим интересно, выкладывайте сюда.
Незнание правил форума не освобождает от ответственности! Правила для раздела «Доска объявлений»
Вопросы по работе форума
Наверх
#8
OFFLINE
OOO Aztec
Отправлено 12 Декабрь 2013 — 00:45
Может кто полскажет. Купил листогиб лсг26 отливы ужасные не догибает середину на длиных отливах
Наверх
#9
OFFLINE
mihail75
Отправлено 25 Декабрь 2013 — 13:29
Это беда почти всех легких станков с поворотной балкой. Для точных вещей нужно брать железный станок, чем больше железа – тем лучше.
Наверх
#10
OFFLINE
ammorphis
Отправлено 26 Декабрь 2013 — 12:22
брали для отливов листогиб тапко, не в восторге от этого станка. Ровно отмеряем, аккуратно режем — получаем разницу на краях в 5-10мм.. Ролики часто ломаются, не режет лист больше 0,55мм и та же беда — разные радиусы по длине детали
Наверх
#11
OFFLINE
mihail75
Отправлено 26 Декабрь 2013 — 15:52
у нас в магазин детали гнут на польском станке. а то, что монтируется сразу, делается по месту на переносных станках кроме рабочих радиусы никто не видит, а прикрученная деталь выглядит обычно.
если хочешь получить хорошую деталь, купи хороший дорогой станок.
если нужны детали по месту – купить вполне достаточно легкий станок, переплачивать нет смысла
Сообщение отредактировал mihail75: 26 Декабрь 2013 — 15:53
Наверх
#12
OFFLINE
alev8082
Отправлено 27 Май 2014 — 05:39
У нас этот станок как резка на лист для рулонов. Мы его утяжелили – подвесили кувалду как противовес на прижим – просто конфетка получилась. Могу в личку прислать фотку кому интересно.
Сообщение отредактировал mihail75: 04 Март 2015 — 17:24
Наверх
#14
OFFLINE
Z A V
Отправлено 03 Апрель 2015 — 14:39
Видел такой же на профиль заводе.
Наверх
#15
OFFLINE
skladnev2010
Отправлено 15 Август 2015 — 21:25
Купил я значит ЛГС 26 длина 3000мм, пришел станок через 2 недели в итоге оказалось что прижимная балка ( алюминиевое правило строительное) кривая гнет элементы винтом это самый главный дефект , запасные ролики пришли без вращения, дожимная балка не дожимает вальцовку, 0,45 металл не смогли отрезать, поддался 0,4 всего лишь СТАНОК НЕ СТОИТ ПОКУПАТЬ!! на видео все красиво показано как режет и гнет потому что заготовочки коротенькие вот и весь фокус.
Наверх
#16
OFFLINE
Bolid
Отправлено 24 Август 2015 — 17:35
Это вы какую-то лажу купили! Я ЛГС-26 в каталоге Stalex видел, его даже китайцы подделывают, не говоря о российских фирмах.
А то, что не смогли отрезать 0,45 – это вообще фантастика. Если нет спеца, пригласите со стороны, пусть машинку вам настроит.
Сообщение отредактировал Bolid: 24 Август 2015 — 17:39
Наверх
#17
OFFLINE
denkil
Отправлено 01 Ноябрь 2015 — 22:03
Вот такой http://lzpo.lipetsk.ru/lgs26.htm листогиб станок Жаба душила брать больше чем за сотню такой простой с виду агрегат и тут наткнулся на поделку ЛПЗО.
Честно скажу что не знаю каким он должен быть, брали в основном из-за отрезного ножа. По отрезанию — неудобно выравнивать, особенно если нужно отрезать с малой погрешностью. Оцинковку 0,7 мм. ребята отрезать не смогли, хотя сказали что держали втроем, прижим слабый.
0,7 оцинковку пробовали плохо режет, крашеную норм
Наверх
#18
OFFLINE
skladnev2010
Отправлено 02 Ноябрь 2015 — 11:46
Загибаете полочку смотрю не меньше 20 мм
Наверх
#19
OFFLINE
Alex1975
Отправлено 22 Декабрь 2015 — 15:35
0,7 оцинковку пробовали плохо режет, крашеную норм
Скупой платит дважды. Выбирайте станки по своим задачам.
Наверх
#20
OFFLINE
Skuralenko
Отправлено 02 Декабрь 2016 — 15:15
Хочу поделиться своим опытом. У меня было несколько листогибов, есть с чем сравнить. ЛГС26 был первый
плюсы станка: — по военному прост и надежен — гнет все необходимые детали — цена — не жалко отдать на стройплощадку – его невозможно убить
минусы: — невысокая точность гиба, если сравнить с любым импортным станком — радиусы и кривизна профилей будут отличаться — минимальная полка 15мм, хотелось бы видеть меньше — не гнет некоторые сложные детали, впрочем они практически никогда не требуются — на импортном станке работать приятнее, он более вылизан что-ли, производителю стоит обратить на это внимание
в остальном, вполне достойный станок, своих денег он точно стоит. На деньги от покупки импортного станка разумнее купить 5 станков ЛГС26
Тип: Предупреждение : Неопределенная переменная $tapeID в /homepages/4/d243573509/htdocs/clickandbuilds/ReeltoReelWarehouse/wp-content/themes/warehouse/woocommerce/single-product/short-description. 6 на .php линия 53 LGS
Оценка: Предупреждение : Неопределенная переменная $tapeID в /homepages/4/d243573509/htdocs/clickandbuilds/ReeltoReelWarehouse/wp-content/themes/warehouse/woocommerce/single-product/short-description4.6 на 900 ряд 55 1-Стандарт
2020 Совет: Предупреждение : Неопределенная переменная $tapeID в /homepages/4/d243573509/htdocs/clickandbuilds/ReeltoReelWarehouse/wp-content/themes/warehouse/woocommerce/single-product/short-04. 6php-04.6. онлайн 57 Подходит для повседневного использования
Место производства: Предупреждение : Неопределенная переменная $tapeID в /homepages/4/d243573509/htdocs/clickandbuilds/ReeltoReelWarehouse/wp-content/themes/warehouse/woocommerce/single-product/short-description.php on линия 58 Германия
Годы производства: Предупреждение : Неопределенная переменная $tapeID в /homepages/4/d243573509/htdocs/clickandbuilds/ReeltoReelWarehouse/wp-content/themes/warehouse/woocommerce/single-product/short-description.php онлайн 59 Начало 1950-х — начало 1970-х
Состояние продажи: Предупреждение : Неопределенная переменная $tapeID в /homepages/4/d243573509/htdocs/clickandbuilds/ReeltoReelWarehouse/wp-content/themes/warehouse/woocommerce/single-product/short-description4.6 900 онлайн 60 Восстановленное — гарантия 90 дней
Описание:
BASF LGS — это серия стандартных (тип 1) рулонных лент, изготовленных из 19от 58 до 1969. Эти ленты с ПВХ-основой известны своим качеством, долговечностью и стабильностью на выходе. Примечания:
Это формула, выдержавшая испытание временем. Удивительно, что можно делать качественные записи на кассету 40- или 50-летней давности, но это действительно возможно.
Ленты этого винтажа имеют тенденцию выделять больше оксида, чем современные ленты. Это не признак того, что эта лента деградирует, это следует считать нормальным явлением. Ленты BASF этого урожая линяют примерно так же, как и другие ленты этого урожая.
Общее качество этих лент повышалось по мере их производства по мере внесения общих улучшений, особенно в отношении удаления оксидов и повышения гладкости.
Эти ленты были выпущены в двух сериях: одна с синей катушкой с тремя окнами и более новая серия с сплошной черной катушкой с двумя окнами. Оба были снабжены высококачественными пластиковыми коробками-раскладушками.
Доступно Восстановленное: Да, вы можете купить восстановленные катушки из PE 36 в нашем магазине, многие из которых импортируются напрямую из Германии.
90-дневная гарантия замены без суеты Если вы обнаружите проблему с лентами или не удовлетворены по какой-либо причине, мы вышлем вам замену ленты.
5 в наличии
BASF LGS Reel to Reel Recording Tape, LP, 7-дюймовая катушка, 1800 футов, восстановленное количество
Артикул: B-LGS35-18-7-RO
Категории: BASF, BASF LGS 26-35 Series
Дополнительная информация
Отзывы (0)
Дополнительная информация
Вес
1,5 фунта
Размеры
8 × 8 × 4 дюйма
Восстановленные рулонные ленты для продажи
Самый широкий ассортимент рулонных лент, доступных во всем мире
90-дневная гарантия замены без суеты Если вы обнаружите проблему с лентами или не удовлетворены по какой-либо причине, мы вышлем вам сменная лента.
Обзор магазина
Подпишитесь на нашу рассылку новостей
Получайте обновления и свежие новости на свой почтовый ящик.
Есть вопрос о рулонных лентах?
Присылайте нам свои вопросы, комментарии и отзывы о веб-сайте или спрашивайте о кассетах для продажи. Не нашли нужную ленту в нашем магазине? Дайте нам знать, что вы ищете, и мы постараемся найти это для вас.
Задать вопрос
цен на Glock 26… LGS vs. Gun Show???
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Обработка пиломатериалов, врезка петель, изготовление технологических отверстий и выемок, резьба по дереву — все это может такое устройство как фрезер. Причем это могут не только профессиональное оборудование, но и относительно недорогие ручные экземпляры. Но работа ручным фрезером по дереву требует знания некоторых приемов и правил. Обо всем этом — в статье.
Содержание статьи
1 Что такое фрезер и для чего он нужен
2 Подготовка к работе и уход
2.1 Строение и назначение основных узлов
2.2 Уход
2.3 Скорость вращения
2.4 Закрепление фрезы
2.5 Установка глубины фрезерования
3 Фрезы для ручного фрезера
3.1 Популярные виды
4 Принципы работы с ручным фрезером
4.1 Общие требования
5 Обработка кромки — работа с шаблоном
5.1 Если ширина детали не более длины режущей кромки
5.2 Ширина больше длины режущей части
5. 3 Получение фигурной и криволинейной кромки
6 Видео-уроки по работе c ручным фрезером
Что такое фрезер и для чего он нужен
Фрезер — это устройство для обработки дерева или металла. Они обрабатывают плоские и фасонные поверхности, формирует также технологические выемки — паз, гребень, выемки под установку петель и т.п. По способу установки есть стационарные станки (есть разных типов для выполнения разных операций), а есть ручные фрезеры. Ручные электрофрезеры — универсальный инструмент, который позволяет проводить любые операции. Для смены операции всего лишь надо поменять насадку — фрезу и/или ее расположение на детали.
Станки используются в основном при массовом производстве. В них фреза установлена неподвижно, а движется заготовка — по определенной траектории. При работе ручным фрезером ситуация противоположная — закрепляют неподвижно заготовку, двигают фрезер. При обработке больших объемов одинаковых деталей удобнее закрепить ручной фрезер на горизонтальной поверхности, сделав нечто похожее на фрезеровальный станок.
Самодельный фрезеровальный станок — горизонтальная плоскость с отверстием посредине, к которой снизу крепится ручной фрезер
Есть много различных видов фрезеровальных станков, но для домашнего мастера или для полупрофессионального использования больше подходят универсальные. В них устанавливаются различные фрезы и специальные приспособления, что позволяет выполнять любые операции. Просто для их выполнения требуется больше времени и сноровки, чем на специализированном станке.
Что можно сделать при помощи ручного фрезера:
Подобные операции используются в столярном деле, при производстве и сборке мебели. Даже врезать замок или петли на двери — это тоже может ручной фрезер. Причем сделает это намного быстрее и элегантнее, чем аналогичные операции, но выполненные при помощи ручного инструмента.
Подготовка к работе и уход
Чтобы разобраться с принципами работы с ручным фрезером, желательно иметь хотя бы общее представление о его строении и о назначении частей.
Строение и назначение основных узлов
Состоит ручной электрофрезер из корпуса, в котором спрятан мотор. Из корпуса выступает держатель, куда вставляются цанги. Цанги — это небольшие переходники, которые позволяют использовать фрезы с хвостовиками разного диаметра. В цангу вставляется уже фреза и затягивается прижимных болтом (на некоторых моделях фиксируется кнопкой).
Основные узлы ручного фрезера и их назначение
Еще одна важная деталь ручного фрезера — платформа, которая соединяется с корпусом при помощи двух штанг. Платформа обычно сделана из металла. На нижней стороны платформы имеется плита скольжения. Она выполнена из гладкого материала, который обеспечивает плавность хода инструмента при его перемещении по детали.
Настройка параметров работы фрезера происходит при помощи:
Ручки и шакалы настройки глубины фрезерования. Шаг настройки — 1/10 мм.
Регулировка числа оборотов. Изменяет скорость вращения фрезы. Для начала стоит попробовать работать на малых или средних оборотах — так проще на первых порах вести инструмент.
Также обязательно на корпусе есть кнопка включения/выключения, может быть еще кнопка блокировки. Вот, вкратце все узлы. Кроме этого есть еще довольно удобный в работе параллельный упор. Он может быть простым или с возможностью подстройки — можно немного сдвинуть режущую часть вправо или влево.
Уход
С завода оборудование идет в смазке, так что в принципе, никаких дополнительных операций не требуется. Но поддерживать оборудование в чистоте необходимо — надо почаще счищать пыль, менять при необходимости смазку. Смазка нужна для подвижных частей — направляющих. Можно использовать жидкие аэрозольные смазки (предпочтительнее), но можно и обычные консистентные типа «Литол». Но, при использовании густых смазок, придется их периодически удалять, так как налипает стружка и пыль, работать становится сложно. При использовании легких аэрозольных составов налипания практически нет.
Для того чтобы подошва легко скользила, можно смазывать ее силиконовой смазкой. Особенно это пригодится при работе с шаблонами. Тогда инструмент буквально скользит, идет плавно и без рывков.
Скорость вращения
Работа ручным фрезером по дереву, композиту, фанере и т. д. начинается с выставления основных параметров. Сначала выставить надо скорость вращения. Она подбирается в зависимости от выбранной фрезы и жесткости материала и характеристик фрезера, так что точные рекомендации надо искать в инструкции по эксплуатации.
Примерная скорость обработки при использовании разных фрез
Закрепление фрезы
Далее устанавливается фреза. На большинстве фирменных фрез есть метки, по которым можно ориентироваться. Если же их нет, то минимально надо зажимать не менее 3/4 длины хвостовика (цилиндрической части). Вставляете фрезу на требуемую глубину (если надо, предварительно установив цангу — патрон-переходник для разных диаметров фрез), закрепляете вал, рожковым ключом затягиваете до упора (но не перетяните).
Работа ручным фрезером по дереву и другим материалам начинается с установки фрезы
Если модель простая, нужны два ключа. В них не предусмотрен механизм блокировки вала, вторым ключом надо будет его держать. В аппаратах среднего класса есть кнопка блокировки. Зажав ее, рожковым ключом затягиваете фрезу. В дорогих моделях кроме блокировки, есть трещотка, по которой можно ориентироваться.
Установка глубины фрезерования
Каждая модель ручного фрезера имеет определенный вылет — это максимальная глубина, на которую этот агрегат способен обработать материал. Глубина фрезерования далеко не всегда требуется максимальная, тогда требуется ее подстройка. Даже если фрезеровать надо на большую глубину, чтобы не нагружать слишком фрезу и агрегат, можно разбить ее на на несколько уровней. Для этого существует револьверный упор. Это небольшой диск под штангой с некоторым количеством упоров разной высоты — ножек. Количество ножек — от трех до семи, причем больше — не значит лучше. Намного удобнее, если есть возможность подстройки высоты каждой ножки. Вот это показывает классность оборудования. Для закрепления револьверного упора в нужном положении есть фиксатор, выполненный обычно в виде флажка.
Выставление глубины фрезерования на ручном фрезере происходит в несколько этапов:
Инструмент ставят на ровную поверхность, освобождают зажимы, рукой нажимают чтобы фреза уперлась в поверхность.
Освобождают револьверный упор, открутив его фиксатор.
Выбираем ножку револьверного упора
В зависимости от того, какая глубина фрезерования нужна, выбирают ножку револьверного упора. Диск с ножками поворачивают в нужное положение.
Винт не фиксируют, а придерживают планку пальцем, перемещают подвижный указатель так, чтобы он совпал с нулем (на фото выше).
Штангу поднимают до отметки глубины фрезерования, после чего опускают фиксатор револьверного упора (на фото ниже).
Выставляем глубину на шкале
Теперь, при установке на заготовку и нажиме на верхнюю часть, фреза войдет в деталь на выставленное расстояние.
Теперь обрабатываться будет заготовка на нужную глубину
На хороших фрезерах есть колесико точной регулировки глубины фрезеровки. Оно позволяет не сбивая настройки (не требуется повторять всю операцию) откорректировать глубину, пусть и в небольших пределах (на фото выше это зеленое колесико).
Фрезы для ручного фрезера
Фрезы — это режущий инструмент, который обрабатывает и формирует поверхность. Состоят они из цилиндрической части, которая зажимается цангами в держателе агрегата, и режущей части. Цилиндрическая часть может быть разного диаметра. Выбирайте такой, цанга под который есть в вашем аппарате. Форма и расположение ножей режущей части определяет тот вид, который получает древесина после обработки. В некоторых фрезах (для кромок) есть упорный ролик. Он задает расстояние от режущей поверхности до обрабатываемого материала.
Работа ручным фрезером по дереву предполагает наличие некоторого количества фрез. Это — малая часть того, что существует
Делают фрезы из разных металлов и сплавов. Для обработки мягкой древесины — сосны, ели и т.п. — используют обычные насадки (HSS), для жестких пород — дуб, бук и другие — из жестких сплавов (HM).
Каждая фреза имеет определенный ресурс и максимальную скорость, на которой обеспечивается нормальная работа с минимальным биением. Превышать рекомендованную скорость не стоит — это может стать причиной поломки фрезера. Также нет смысла точить фрезу, если она затупилась. Делают это на специальном оборудовании (стоимостью около 1000$), где можно задать требуемый угол заточки. Вручную ничего путного не получится. Так что затупившиеся проще (и дешевле) заменить, так как стоят они относительно немного.
Популярные виды
Есть некоторое количество типов насадок для фрезера, которые используются чаще всего.
Есть фрезы простые, сформированные из единого куска металла, есть наборные. Наборные имеют хвостовик — основу, некоторый набор различных режущих плоскостей, набор шайб разной толщины. Из этих деталей можно самостоятельно сформировать требуемый рельеф.
Наборная фреза — комплект из нескольких режущих поверхностей и шайб, из которых можно сделать фрезу требуемой формы
Это наиболее популярные виды фрез, но на самом деле их очень много. Кроме разного диаметра хвостовиков, есть различные диаметры режущих поверхностей, их высота, расположение ножей друг относительно друга и т.д. Вообще, для фрезеровки своими руками, требуется обычно около пяти наиболее ходовых фрез. Они обычно присутствуют постоянно, а остальные докупаются под конкретные виды работ.
Принципы работы с ручным фрезером
Элеткрофрезер — довольно опасная штука — вращающиеся с высокой скоростью острые режущие части могут нанести нешуточные ранения, да и летящая из-под инструмента стружка тоже. И хоть на большинстве моделей имеется защитный щиток, Отражающий основной поток стружки, защитные очки не помешают. Так что работа ручным фрезером по дереву требует внимания и концентрации.
Одна из моделей — с подключенным пылесосом для удаления стружки
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:
Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).
Обработка кромки — работа с шаблоном
Обработку кромки обычной доски проще и быстрее проводить на рейсмусе, но если его нет, ручной фрезер тоже справится, вот только займет это больше времени. Есть два способа: без шаблона и с шаблоном. Если это первый опыт работы с фрезером — лучше использовать шаблон. При обработке кромок досок нужны прямые кромочные фрезы, причем, скорее всего, понадобятся две — с подшипником в начале и в конце режущей части (на фото).
Для обработки кромки — сделать ровную поверхность
В качестве шаблона можно использовать уже обработанную доску или, например, строительное правило. Длина шаблона должна быть немного больше длины заготовки — на 5-6 радиусов фрезы с каждой стороны. Это даст возможность избежать «нырка» фрезы в материал в начале и в конце. Один важный момент: горизонтальная плоскость (перпендикулярная обрабатываемой) должна быть ровной. В всяком случае ее кривизна не должна быть больше, чем зазор между подшипником и режущей частью, иначе фреза будет задевать шаблон, а это очень нехорошо — он становится неидеальным и нанесенные неровности отобразятся на других копиях.
Если ширина детали не более длины режущей кромки
Режущая часть у фрез есть разной длины, но чем больше режущая часть, тем сложнее работать — больше усилий приходится прилагать для удержания агрегата. Потому проще начинать с работы средним резаком. Порядок обработки кромки фрезером (с шаблоном) такой:
Шаблон устанавливаете так, чтобы он задавал требуемую ровную поверхность — отступив нужное расстояние от края.
Заготовку с шаблоном надежно крепят к столу или любой другой горизонтальной поверхности.
Устанавливают фрезу с роликом в средней части. Ее выставляют так, чтобы ролик катился по шаблону, а режущая часть — по детали. Для этого фрезе устанавливают на закрепленную заготовку с шаблоном, ставят отключенный от сети фрезер, корректируют положение насадки, зажимают ее.
Устанавливают фрезу в рабочее положение — опускают корпус, зажимают.
Включают ручной фрезер, ведут им по шаблону. Скорость движения определяется глубиной обработки. Вы все почувствуете сами.
А как вести фрезер? Тянуть или толкать? Зависит от того, с какой стороны вы стоите. Если заготовка слева — толкаете, если справа — тянете. Можно также ориентироваться по вылету стружки — она должна лететь вперед.
На этом, собственно все. После того, как закончили проход, оцениваете результат, снимаете струбцины.
Это, кстати, еще способ снять четверть по краю заготовки или в какой-то ее части. Для снятия четверти выставляете режущую часть так, чтобы обработка была заданной глубины.
Снятая четверть на мебельном фасаде
Сменив фрезу на фигурную (галтельную) и сместив шаблон или используя идущий в комплекте упор, можно нанести на заготовку продольный рисунок (на фото ниже).
Принцип работы с ручным фрезером тот же
В общем, эта техника фрезерования довольно удобная. Для первых шагов в деревообработке — это лучший способ «набить руку», дальше можно будет ровнять кромки даже без направляющих.
Ровная кромка без направляющей требует опыта
Ширина больше длины режущей части
Что делать если толщина заготовки не более длинны режущей части фрезы? В этом случае работа ручным фрезером по дереву продолжается:
Вот теперь кромка полностью обработана с одной стороны. Если надо — повторяете со второй стороной. А вообще, чтобы освоить работу ручным фрезером по дереву, потребуется несколько «черновых» заготовок. Выбирайте из тех, что не жалко выбросить — на первых порах косяков будет много, потом постепенно научитесь.
Получение фигурной и криволинейной кромки
Если нужна не ровная, а скругленная или любая другая форма кромки, надо смотреть по состоянию имеющегося края. Если заготовка более-менее ровная, берете необходимую кромочную фрезу, устанавливаете ее и обрабатываете поверхность, как рассказано выше. Если поверхность слишком кривая, ее сначала доводят до нормального состояния, а потом фрезеруют.
Скругленная кромка
Это необходимо, так как ролик подшипника прокатывается по поверхности и если есть огрехи, они будут скопированы. Потому действуйте последовательно — сначала ровняйте, затем — придавайте кривизну.
Если нудна вообще криволинейная поверхность — вырезается шаблон. Рисунок наносится на фанеру толщиной 8-12 мм, сначала его можно выпилить электролобзиком, потому край довести до идеального состояния фрезером.
На фанере вычерчивают требуемый рисунок
Видео-уроки по работе c ручным фрезером
Фрезеровка древесины ОЧЕНЬ склонной к сколам — Работа с деревом (Фанера, МДФ, ДСП, Картон/Бумага)
#1
OFFLINE
Елизавета_Н
Отправлено 30 Март 2020 — 22:51
Всем добрый вечер !
У меня вопрос по специфике фрезеровки колкой древесины, я сейчас режу бладвуд (bloodwood).*
если у кого то есть опыт в обработке похожей древесины , я была бы крайне признательна за совет по режимам и фрезам.
проблема в сколах ,
они появляются постоянно где угол на выступах рельефа меньше 90гр , то есть например, идет выступ у рельефа угол 60 гр — 75% вероятности, что там дерево сколется на краешке.
Либо например фреза может этот край как-то зацепить -это даст маленькую трещину (от какой то вибрации или еще чего-то) , а на следующем проходе растра оттуда уже кусочек дерева с мясом вылетает.
Чаще проблемы возникают на попутном движении.
я понимаю что древесина вот такая вот колкая по природе(но очень красивая), я уже поняла что нужно планировать , что бы таких узких мест вообще на модели не было.
Но возможно я могла бы как-то улучшить ситуацию поменяв режимы и/или фрезы ?
(у меня сейчас KS2LX412, растр , режимы я ставила бережные 8мм/сек — 3 мм/сек , 4800 об/мин(ставила 15 000 разницы в плане сколов не увидела), за проход 0,2 мм — 0,1 мм )
Фрезы у меня точно были новые , скалывает он даже на новой фрезе только что из коробочки.
Может проблема решается просто небольшим скруглением на краях (что бы острых углов не было)?
почитав иностранные форумы по обработке бладвуда, пишут что лучше подходят 4х заходные фрезы ,
я была бы очень благодарна если поделитесь опытом .
* бладвуд ко всему еще очень плотный 1,050 kg/m3
Прикрепленные изображения
Наверх
#2
OFFLINE
vonavi
Отправлено 30 Март 2020 — 23:47
4800 об\мин, что-то совсем мало… Это же порода твердая, разновидность тика, значиццо, в режимах надо что-то типа обработки дуба, т.е. не меньше 18000 об\мин. Ну и подачу метра 3 в минуту… Да и съем поглубже, в несколько мм… Хотя, врать не буду, не резал такое ))).
Наверх
#3
OFFLINE
Сказочник
Отправлено 30 Март 2020 — 23:50
Я бы 3д рельеф морковкой двухзаходной (V- образной фрезой) резал поперек волокон. 18000 об/мин, 3 м/мин подача, шаг до 20% от диаметра кончика.
Сообщение отредактировал Сказочник: 30 Март 2020 — 23:51
Наверх
#4
OFFLINE
Елизавета_Н
Отправлено 31 Март 2020 — 00:02
Я бы 3д рельеф морковкой двухзаходной (V- образной фрезой) резал поперек волокон. 18000 об/мин, 3 м/мин подача, шаг до 20% от диаметра кончика.
да это хорошая идея , поперек волокон это разумно
спасибо !
возвращаясь к конкретно этой модели — у меня здесь есть отвесные стенки ((. можно конечно следом пустить прямую концевую, но она может накосячить как сейчас
Сообщение отредактировал Елизавета_Н: 31 Март 2020 — 00:04
Наверх
#5
OFFLINE
vasa29
Отправлено 31 Март 2020 — 00:18
KS2LX412
Заявлена как
Двузаходная фреза применяется для обработки с образованием более мелкой стружки и с меньшим съемом материала за один проход
(Медь, Латунь, Алюминий, Сталь)
следовательно имеет больший угол резания, чем для древесины + попробуйте стружкой вниз и поднимайте обороты от 15000об/мин.
Наверх
#6
OFFLINE
Admin
#7
OFFLINE
Анженёр
Отправлено 31 Март 2020 — 11:34
Обработка колкой древесины делается так же как в обычной столярке, нужно учитывать направление волокн размер вырезаемых элементов по отношению к размеру режущего инструмента, вход и выход инструмента и т.д и т.п. В общем грамотная технология обработки с учётом всех вводных.
Наверх
#8
OFFLINE
Елизавета_Н
Отправлено 31 Март 2020 — 21:01
Ребята , всем спасибо за советы ! Купила сегодня в gravman фрезы с удалением стружки вниз , E2DLX 315, буду тестить.
Обороты тоже подниму.
Напишу здесь позже результаты.
Наверх
#9
OFFLINE
Анженёр
Отправлено 31 Март 2020 — 21:13
Тренируйтесь на ёлке и сосне, самое оно если учится работать с древесинной склонной к сколам.
Наверх
#10
OFFLINE
Елизавета_Н
Отправлено 01 Апрель 2020 — 11:05
Тренируйтесь на ёлке и сосне, самое оно если учится работать с древесинной склонной к сколам.
я резала сосну совсем недавно для каких-то своих тестов на KS2LX, сколов или задиров не было (с другой стороны, у меня там не было таких острых выступов, только углы под 90гр , проблем с ними не было никаких). Бладвуд более колкий по моему ощущению , ко всему он еще плотнее в два раза (и тупит фрезы просто писец). Но я не гоняю станок так как на видео выше , я очень аккуратно все режу.
Сообщение отредактировал Елизавета_Н: 01 Апрель 2020 — 11:14
Наверх
#11
OFFLINE
Сказочник
Отправлено 01 Апрель 2020 — 12:33
………….. Но я не гоняю станок так как на видео выше , я очень аккуратно все режу.
Дело не гонке. Есть рекомендованные режимы для разных материалов и фрез. Фреза должно резать, а не «облизывать».
Наверх
Основы фрезерования пиломатериалов
Практическое руководство
Автор: Боб Ван Дайк, № 276, июль/август 2019 г. , выпуск
Сводка: Успешное изготовление мебели зависит от того, начнем ли вы с плоских, прямых и квадратных досок. Так как пиломатериалы не приходят таким образом, вы должны сделать это так. Боб Ван Дайк применяет стратегический подход к фрезерованию, который начинается с фуганка, переходит к строгальному станку, возвращается к фуганку и заканчивается настольной пилой. С этой задачей нельзя торопиться, поэтому Ван Дайк выполняет ее поэтапно, всегда помня о том, что дерево будет продолжать двигаться, пока это возможно.
Вам не нужна готовая поверхность. Достаточно соединить достаточное количество древесины, чтобы заготовка не смещалась при прохождении через строгальный станок.
В деревообработке очень многое зависит от того, чтобы начать с точно фрезерованного материала — досок, лицевые стороны, кромки и концы которых плоские, прямые, квадратные и параллельные. Но пиломатериалы так не идут, и даже если сегодня доска такая, завтра ее может не быть. Вот почему так важно стратегическое фрезерование. При правильном оборудовании и правильном подходе вы можете надежно производить четырехугольные доски — основу успешного производства мебели.
Хотя для фрезерования доски можно использовать ручной инструмент, три станка — фуганок, рейсмусовый станок и настольная пила — представляют собой невероятно мощную, эффективную и точную фрезерную систему при правильном использовании и в правильной последовательности. Процесс начинается с фуганка, который выравнивает и выравнивает одну сторону необработанной доски. Планер рядом. Это делает противоположную сторону доски параллельной поверхности, которую вы только что соединили, в то время как заготовка становится толще. Затем возвращается к фуганку, чтобы фрезеровать один край доски прямо, гладко и под прямым углом к поверхности. И наконец, настольная пила, которая превосходно справляется с прямыми пропилами, которые опираются на параллельный упор, поперечные салазки или угловой упор.
Проблемы с определением направления волокон? В этом видео Майк Пекович показывает что искать
Начните с негабаритных пиломатериалов
Тщательное фрезерование не требует спешки. Начинается с выбора пиломатериалов. Я всегда покупаю необработанные доски, которые значительно толще, чем то, что я хочу получить в итоге. Этот дополнительный объем позволяет мне избавиться от чашечки, изгиба или поворота, не выходя за пределы моей целевой толщины. Я также выбираю ложи настолько прямые и квадратные, насколько могу найти. Деформированные доски обычно такие, потому что они содержат внутренние напряжения, и эти напряжения будут продолжать мешать вам, когда вы будете фрезеровать доску. Либо оставьте деформированные доски, либо примите дополнительную головную боль, связанную с ними.
Видео: выравнивание необработанных пиломатериалов Изучите технику четырехугольника для фрезерования пиломатериалов с Гэри Роговски
Наконец, планируйте заранее. Принесите необработанный пиломатериал в свой магазин за несколько недель до его фрезерования. Это позволяет ему акклиматизироваться к окружающей среде, стабилизируя подвой перед тем, как вы начнете с ним работать.
Отсутствие наклеек и пластиковый пакет не позволяют доскам двигаться. После окончательной фрезеровки Ван Дайк складывает доски и добавляет фанерный верх. Это устраняет поток воздуха вокруг поверхностей, препятствуя движению древесины. Он использует мешки для мусора для особенно широких досок и для более длительного хранения.
From Fine Woodworking #276
Чтобы просмотреть всю статью, нажмите кнопку View PDF ниже.
Получайте советы по деревообработке, советы экспертов и специальные предложения на свой почтовый ящик
Зарегистрироваться
×
Посмотреть PDF
Предыдущий:
Как фрезеровать необработанный пиломатериал
Следующий:
Упражнения с ручным инструментом для развития навыков
Как обрабатывать пиломатериалы — FineWoodworking
Будьте организованы, чтобы избежать ошибок. Осмотрите каждую доску на предмет направления волокон, выемки и изгиба, прежде чем начать фрезерование, и держите их в порядке, чтобы вам не приходилось смотреть на каждую доску, прежде чем подавать ее в следующую машину.
Сотрудник Fine Woodworking Стюарт Липп на первом месте работы в мебельном магазине в основном занимался распиловкой пиломатериалов. Он быстро понял, что для изготовления красивой мебели необходимо тщательное фрезерование. Например, обрежьте доску слишком узко, и у вас больше не будет подходящих панелей, достаточно широких для ваших дверей. Измельчите кусок нестандартной формы, и вы можете разрушить весь проект.
Чтобы избежать ошибок, нужно было следовать логической последовательности и укладывать доски упорядоченно, чтобы не возникало вопросов о том, как их подавать в ожидающие машины. Чтобы упростить задачу, при переходе от одной машины к другой он начал использовать две тележки, одну для стороны подачи и одну для стороны разгрузки.
Следуя трем проверенным временем шагам Липпа, вы сможете мгновенно превратить грубо распиленные пиломатериалы в прямые, ровные, квадратные детали мебели.
Шаг 1. Сначала выровняйте обе стороны Фрезерование квадратной доски начинается с фуганка, где вы выпрямляете одну сторону. Затем вы переходите к рубанку и строгаете вторую грань параллельно первой.
Приведите свои доски в порядок, прежде чем начать. Сложите их так, чтобы их можно было снять с тележки и подать прямо в фуганок, что означает, что зерно движется сверху вниз, когда оно идет от переднего конца доски к заднему. Если какие-либо доски имеют форму чаши или изогнуты, сложите их так, чтобы чаша или дуга нахмурились. Два нижних конца обеспечат более устойчивое основание, чем вершина чашки или дуги. Липп также бросает в штабель доску для обрезков, чтобы он мог проверить настройки своего станка во время процесса фрезерования.
При строгании вы можете уменьшить бекасность — склонность рубанка к более глубокому пропилу на переднем и заднем концах доски — протягивая доски так, чтобы передний конец одной доски касался заднего конца той, что впереди Это. Перед окончательным проходом пропустите заготовку, чтобы убедиться, что рубанок настроен на правильную толщину.
Грани, но без ребер. Липп начинает с выравнивания грани, но не выпрямляет край. Не всегда возможно правильно подать кромочное зерно в фуганок, когда стыкуется только одна сторона.
Фуганок выравнивает и выпрямляет первую грань
Поскольку фреза фуганка находится под доской, волокна должны наклоняться сверху вниз при подаче заготовки справа налево. Подайте доску назад, и фуганок вырвет зерно, а не разрежет его чисто.
Сложите доски на подающей тележке лицом в правильном направлении. Обязательно кладите доску вогнутой стороной вниз. Затем подавайте доски одну за другой. Когда вы снимаете доски с фуганка, укладывайте их так же, как они вошли, на разгрузочную тележку.
Плоскость второй грани плоская. Когда доска станет плоской примерно на 90 %, начинайте переворачивать ее конец за концом после каждого прохода. Это удерживает волокна в правильном направлении, поскольку вы снимаете одинаковое количество материала с каждой стороны, что равномерно снимает внутреннее напряжение и сводит к минимуму коробление доски после этого.
Строгальный станок делает вторую грань параллельно первой
Ножи строгального станка ударяются о верхнюю часть доски, поэтому вам нужно повернуть подающую тележку так, чтобы направление волокон изменилось на противоположное, а конец, который первым вошел в фуганок, вошел в строгальный станок последним.
Помните, когда доски выходят из строгального станка, перекладывайте их так, чтобы волокна шли в одном направлении.
Шаг 2 – Распилите широкие детали по ширине перед узкими
После того, как доски будут выстроганы по толщине, соедините один край прямо, а затем распилите их по ширине. Но не соединяйте края, пока не убедитесь, что упор фуганка равен 9.0-градусов к своим таблицам. При стыковке первой кромки, как и при стыковке первой грани, любой изгиб доски должен быть направлен вниз.
На настольной пиле используйте кусок обрезков в стопке, чтобы проверить, что лезвие перпендикулярно столу пилы. Сначала вырежьте самые широкие части и двигайтесь вниз к самым узким — всегда лучше случайно отрезать слишком широкую часть, чем слишком узкую. Соединяемый край должен упираться в параллельный упор.
Правый край, правое направление. Соедините вогнутую сторону для устойчивости. Обе стороны плоские и прямые, поэтому вы можете перевернуть доску в любую сторону, чтобы избежать разрыва.
Соединение кромок по прямой и квадратной форме
При необходимости переверните доску, чтобы зерно проходило мимо ножей в правильном направлении. Изогнутые края должны быть обращены вниз, потому что два конца кривой обеспечивают большую устойчивость, чем горб на другом краю.
Сложите доски на разгрузочной тележке так, чтобы соединенные края были обращены к фуганку. Когда вы подкатываете тележку к настольной пиле, доски можно подавать прямо в лезвие с соединенной кромкой напротив направляющей планки.
Прямо с тележки на лезвие. Для более безопасного распила на настольной пиле доска должна иметь прямую кромку, чтобы прилегать к упору. Также используйте толкатель на узких досках.
Хорошая грань идет против забора
С соединенными кромками к направляющей планке доски можно брать с подающей тележки и подавать прямо на полотно настольной пилы, не проверяя сначала кромки.
Простое перемещение каждой доски прямо на разгрузочную тележку после каждого продольного распила.
Шаг 3. Наконец, отрежьте детали по длине
Теперь пришло время отрезать доски до окончательной длины. Вы можете использовать либо угловой упор с прикрепленным вспомогательным упором, либо поперечные салазки. В любом случае сначала используйте кусок обрезков, чтобы убедиться, что калибр или салазки режут прямо. Убедитесь, что тестовый срез находится на расстоянии одного-двух дюймов от конца. Если обе стороны лезвия не заглублены в древесину, лезвие может отклониться, и вы будете думать, что оно режет не под прямым углом, когда это так. Вырежьте один крайний квадрат на всех досках. Затем отрежьте их по длине, двигаясь от самых длинных частей к самым коротким (легко отрезать кусок короче, но невозможно вернуться и отрезать его длиннее).
Умное штабелирование. Lipp экономит время, укладывая все детали на дополнительный стол. После обрезки досок по длине он укладывает их на разгрузочную тележку.
Квадрат на конце
Липп, разложив все свои запасы на удлинительном столе настольной пилы, готов к работе.
Он подравнивает первый конец, переворачивает доску один за другим и кладет ее на разгрузочную тележку, готовую к обрезке по длине.
Работа от длинной к короткой. Чтобы не обрезать кусок слишком коротко, начните с самых длинных частей и двигайтесь к самым коротким. Доску всегда можно обрезать короче, но не длиннее.
Обрезка по длине
Переставьте тележки (подача справа, разгрузка слева) и обрежьте доски по длине. Используйте стопорный блок, когда несколько деталей имеют одинаковую длину.
Когда дело доходит до стопорных блоков, отлично подойдет простой квадратный блок, прикрепленный к вспомогательному упору вашего углового упора. Отрежьте все части одинаковой длины одновременно. Затем переместите блок для следующих кратчайших частей.
Подробнее о фрезеровании пиломатериалов
• Все о фрезеровании пиломатериалов • Пиломатериалы из собственного двора • Как получить квадратные и стабильные заготовки
Будьте организованы, чтобы избежать ошибок. Осмотрите каждую доску на предмет направления волокон, чашеобразной формы и изгиба, прежде чем начать фрезерование, и держите их в порядке, чтобы вам не приходилось смотреть на каждую доску, прежде чем подавать ее в следующую машину.
Узнайте, как правильно стыковать и торцевать необработанные пиломатериалы.
ГлавнаяСтатьиСколько весит швеллер по ГОСТ 8240 и ГОСТ 8278
Статьи
Цены на стальной швеллер и балку
Швеллер П ГОСТ 8240
Швеллер У ГОСТ 8240
Швеллер оцинкованный
Швеллер гнутый ГОСТ 8278
Балка ГОСТ 26020
Балка ГОСТ 8239
Длина швеллера при производстве согласно стандартам
Размер швеллера, поставляемого изготовителем, строго регламентируется соответствующим государственным стандартом. Сортамент горячекатаного швеллера специального и общего назначения приводится в ГОСТ 8240-97. Согласно данному нормативному документу швеллер изготавливается длиной от 2 до 12 метров. По требованию заказчика возможно изготовление П-образного профиля, размер которого превышает 12 метров. Он может производиться мерной и кратной мерной длины, а также немерной.
Важное замечание! В соответствии с ГОСТ одна партия мерной или кратной ей длины может содержать до 5% от общей массы швеллера немерной длины.
Гнутый равнополочный швеллер, его размеры и предельные отклонения регулируются межгосударственным стандартом ГОСТ 8278-83. В соответствии требованиям данного документа, длина швеллера должна иметь значение 3 — 11,8 метров. По отдельному требованию заказчика данный профиль может изготавливаться размером 12 метров. Швеллер может быть мерной, немерной и кратной мерной длины.
Кроме того, допускается в одной партии наличие немерных отрезков, масса которых не должна превышать 7% от общей массы.
Таблицы веса 1 погонного метра швеллера
Независимо от способа производства швеллера, вес погонного метра для профиля любого типоразмера содержится в соответствующем ГОСТ. Стандарты ГОСТ 8240-97 и 8278-83 содержат все необходимые характеристики швеллеров, которые могут быть использованы при прочностных расчетах балки швеллера, а также для определения веса и стоимости.
В соответствии с ГОСТ 8240-97 вес 1 погонного метра швеллера серии У и П совпадает:
Вес 1 метра швеллера по ГОСТ 8240-97
Номер швеллера
Вес 1 метра, кг
5У/П
4,84
6,5У/П
5,9
8У/П
7,05
10У/П
8,59
12У/П
10,4
14У/П
12,3
16У/П
14,2
18У/П
16,3
20У/П
18,4
22У/П
21
24У/П
24
27У/П
27,7
30У/П
31,8
40У/П
48,3
Цены на продукцию по ГОСТ 8240-97 смотрите здесь — швеллер П или швеллер У.
Теоретическая масса типоразмеров проката по ГОСТ 8278-83, которые являются лидерами по продажам в компании APEX METAL:
Вес 1 метра швеллера по ГОСТ 8278-83
Размер швеллера
Вес 1 метра, кг
50х40х3
2,75
60х32х2,5
2,21
60х32х3
2,61
80х32х4
3,95
80х50х4
5,08
80х60х4
5,7
100х50х3
4,4
100х50х4
5,7
100х50х5
6,97
120х50х3
4,87
120х60х4
6,96
120х60х5
8,54
140х60х5
9,32
140х60х6
10,99
160х50х4
7,6
160х60х4
8,22
160х60х5
10,18
160х80х4
9,47
160х80х5
11,68
180х70х6
13,82
180х80х5
12,46
200х80х4
10,75
200х80х6
15,7
200х100х6
17,59
250х125х6
22,3
Стоимость продукции по ГОСТ 8278-83 смотрите здесь — швеллер гнутый гост 8278 83.
Так же для покупки швеллеров в APEX metal вы можете ознакомиться со следующей информацией из стандартов ГОСТ:
моменты сопротивления и расчет швеллера на изгиб;
значения высоты и ширины полки, ширины и толщины стенки по ГОСТ 8240-97
На основе анализа значения масс и моментов сопротивления можно сделать вывод, что максимальной изгибной прочностью обладают швеллера серий П, У. Компромиссом является гнутый швеллер, погонный вес которого несколько ниже, чем у горячекатаного, но он так же уступает и по показателям работы на изгиб. Поэтому, для ответственных высоконагруженных металлоконструкций следует использовать горячекатаный швеллер, а там где необходимо минимизировать ее вес – гнутый.
В APEX METAL вы всегда найдете широкий выбор горячекатаных и гнутых равнополочных швеллеров из сталей 09Г2С и Ст3 по низким ценам, а обратившись в Департамент продаж по тел. +7 (495) 128-03-58, сможете получить всю необходимую информацию о закупаемой продукции.
Теоретический вес швеллера
Теоретическая масса 1 погонного метра швеллера по ГОСТ 8240-97
Наименование
Размеры швеллера, мм
Вес метра, кг
Метров в тонне
h
a
b
s
t
Швеллер 5Э
50
32
32
4,2
7
4.790
208.77
Швеллер 5У
50
32
32
4,4
7
4.840
206.61
Швеллер 5П
50
32
32
4,4
7
4.840
206.61
Швеллер 6.5Э
65
36
36
4,2
7,2
5. 820
171.82
Швеллер 6.5У
65
36
36
4,4
7,2
5.900
169.49
Швеллер 6.5П
65
36
36
4,4
7,2
5.900
169.49
Швеллер 8Э
80
40
40
4,2
7,4
6.920
144.51
Швеллер 8У
80
40
40
4,5
7,4
7.050
141.84
Швеллер 8П
80
40
40
4,5
7,4
7.050
141.84
Швеллер 8С
80
45
45
5,5
9
9. 260
107.99
Швеллер 10Э
100
46
46
4,2
7,6
8.470
118.06
Швеллер 10У
100
46
46
4,5
7,6
8.590
116.41
Швеллер 10П
100
46
46
4,5
7,6
8.590
116.41
Швеллер 12Л
120
30
30
3
4,8
5.020
199.2
Швеллер 12Э
120
52
52
4,5
7,8
10.240
97.66
Швеллер 12У
120
52
52
4,8
7,8
10. 400
96.15
Швеллер 12П
120
52
52
4,8
7,8
10.400
96.15
Швеллер 14Л
140
32
32
3,2
5,6
5.940
168.35
Швеллер 14Э
140
58
58
4,6
8,1
12.150
82.3
Швеллер 14У
140
58
58
4,9
8,1
12.300
81.3
Швеллер 14П
140
58
58
4,9
8,1
12.300
81.3
Швеллер 14С
140
58
58
6
9,5
14. 530
68.82
Швеллер 14Са
140
60
60
8
9,5
16.720
59.81
Швеллер 16Л
160
35
35
3,4
5,3
7.100
140.85
Швеллер 16С
160
63
63
6,5
10
17.530
57.05
Швеллер 16Э
160
64
64
4,7
8,4
14.010
71.38
Швеллер 16У
160
64
64
5
8,4
14.200
70.42
Швеллер 16П
160
64
64
5
8,4
14. 200
70.42
Швеллер 16Са
160
65
65
8,5
10
19.740
50.66
Швеллер 16аУ
160
68
68
5
9
15.300
65.36
Швеллер 16аП
160
68
68
5
9
15.300
65.36
Швеллер 18Л
180
40
40
3,6
5,6
8.490
117.79
Швеллер 18С
180
68
68
7
10,5
20.200
49.5
Швеллер 18Э
180
70
70
4,8
8,7
16. 010
62.46
Швеллер 18У
180
70
70
5,1
8,7
16.300
61.35
Швеллер 18П
180
70
70
5,1
8,7
16.300
61.35
Швеллер 18Са
180
70
70
9
10,5
23.000
43.48
Швеллер 18аУ
180
74
74
5,1
9,3
17.400
57.47
Швеллер 18аП
180
74
74
5,1
9,3
17.400
57.47
Швеллер 18Сб
180
100
100
8
10,5
26. 720
37.43
Швеллер 20Л
200
45
45
3,8
6
10.120
98.81
Швеллер 20С
200
73
73
7
11
22.630
44.19
Швеллер 20Са
200
75
75
9
11
25.770
38.8
Швеллер 20Э
200
76
76
4,9
9
18.070
55.34
Швеллер 20У
200
76
76
5,2
9
18.400
54.35
Швеллер 20П
200
76
76
5,2
9
18. 400
54.35
Швеллер 20Сб
200
100
100
8
11
28.710
34.83
Швеллер 22Л
220
50
50
4
6,4
11.860
84.32
Швеллер 22Э
220
82
82
5,1
9,5
20.690
48.33
Швеллер 22У
220
82
82
5,4
9,5
21.000
47.62
Швеллер 22П
220
82
82
5,4
9,5
21.000
47.62
Швеллер 24Л
240
55
55
4,2
6,8
13. 660
73.21
Швеллер 24С
240
85
85
9,5
14
34.900
28.65
Швеллер 24Э
240
90
90
5,3
10
23.690
42.21
Швеллер 24У
240
90
90
5,6
10
24.000
41.67
Швеллер 24П
240
90
90
5,6
10
24.000
41.67
Швеллер 26С
260
65
65
10
16
34.610
28.89
Швеллер 26Са
260
90
90
10
15
39. 720
25.18
Швеллер 27Л
270
60
60
4,5
7,3
16.300
61.35
Швеллер 27Э
270
95
95
5,8
10,5
27.370
36.54
Швеллер 27У
270
95
95
6
10,5
27.700
36.1
Швеллер 27П
270
95
95
6
10,5
27.700
36.1
Швеллер 30Л
300
65
65
4,8
7,8
19.070
52.44
Швеллер 30С
300
85
85
7,5
13,5
34. 440
29.04
Швеллер 30Са
300
87
87
9,5
13,5
39.150
25.54
Швеллер 30Сб
300
89
89
11,5
13,5
43.860
22.8
Швеллер 30Э
300
100
100
6,3
11
31.350
31.9
Швеллер 30У
300
100
100
6,5
11
31.800
31.45
Швеллер 30П
300
100
100
6,5
11
31.800
31.45
Швеллер 33Э
330
105
105
6,9
11,7
36. 140
27.67
Швеллер 33У
330
105
105
7
11,7
36.500
27.4
Швеллер 33П
330
105
105
7
11,7
36.500
27.4
Швеллер 36Э
360
110
110
7,4
12,6
41.530
24.08
Швеллер 36У
360
110
110
7,5
12,6
41.900
23.87
Швеллер 36П
360
110
110
7,5
12,6
41.900
23.87
Швеллер 40Э
400
115
115
7,9
13,5
47. 970
20.85
Швеллер 40У
400
115
115
8
13,5
48.300
20.7
Швеллер 40П
400
115
115
8
13,5
48.300
20.7
Стальные C-образные каналы
по американскому стандарту.
Свойства С-образных профилей American Steel в британских единицах измерения указаны ниже.
Для полной таблицы со статическими параметрами Момент инерции и Модуль упругого сечения — поверните экран!
Обозначение
Размеры
Статические параметры
Момент инерции
Модуль упругости 72
10028 (в x фунт/фут)
Глубина — H — (в)
с — W — (в)
Web Blounness —
Web.
Область секции (в 2 )
Вес (LB F /FT)
I x 977777777777777777777777777777777777777777777777777777777777777777777777777777777777777777778677.
Великобритания: универсальные балки (UB) и универсальные колонны (UC)
Европа: IPE. ОН. ХЛ. HD и другие профили
US: широкий фланец (WF) и профили H
Вставьте каналы в модель Sketchup с помощью расширения Sketchup Engineering ToolBox
Сколько я должен весить для моего роста и возраста? Калькулятор и таблица ИМТ
Многие люди хотят знать ответ на вопрос: сколько я должен весить? Однако не существует единого идеального веса для всех людей.
Заметка о сексе и гендере
Пол и гендер существуют в спектрах. В этой статье термины «мужской», «женский» или оба будут использоваться для обозначения пола, назначенного при рождении. Кликните сюда, чтобы узнать больше.
Все люди разные, и разные факторы влияют на определение идеального веса каждого человека. Эти факторы могут быть биологическими, такими как возраст, рост и пол при рождении, но психические факторы могут быть не менее важными.
Человек может определить свой идеальный вес как тот, с которым он чувствует себя наиболее комфортно.
Однако поддержание умеренного веса может снизить риск развития ряда заболеваний, включая:
ожирение
диабет 2 типа
высокое кровяное давление
сердечно-сосудистые заболевания (ССЗ)
Однако не у всех людей с избыточным весом возникают проблемы со здоровьем. Тем не менее, исследователи считают, что, хотя в настоящее время этот лишний вес может не влиять на здоровье, трудности с контролем веса могут привести к проблемам в будущем.
Читайте дальше, чтобы узнать о различных способах определения идеального веса человека.
ИМТ — это распространенный инструмент, который измеряет вес человека по отношению к его росту. Расчет ИМТ дает одно число, которое попадает в следующие категории:
ИМТ менее 18,5 означает, что у человека недостаточный вес.
ИМТ от 18,5 до 24,9 является идеальным.
ИМТ от 25 до 29,9 указывает на избыточный вес.
ИМТ более 30 указывает на ожирение.
Калькулятор индекса массы тела
Для расчета ИМТ можно использовать калькуляторы ИМТ или просмотреть приведенные ниже таблицы.
Ориентировочная таблица веса и роста
В следующей диаграмме веса и роста используются таблицы ИМТ Национального института здравоохранения (NIH), чтобы определить, какой вес человека должен быть для его роста.
Height
Normal weight BMI 19–24
Overweight BMI 25–29
Obesity BMI 30–39
Severe obesity BMI 40+
4 ft 10 in (58 in)
91–115 lb
119–138 lb
143–186 lb
191–258 lb
4 ft 11 in ( 59 дюймов)
94–119 lb
124–143 lb
148–193 lb
198–267 lb
5ft (60 in”)
97–123 lb
128–148 lb
153–199 lb
204–276 lb
5 ft 1 in (61 in)
100–127 lb
132–153 lb
158–206 lb
211–285 фунт
5 футов 2 дюйма (62 дюйма)
104–131 фунт
136–158 lb
164–213 lb
218–295 lb
5 ft 3 in (63 in)
107–135 lb
141–163 lb
169–220 lb
225–304 lb
5 ft 4 in (64 in)
110–140 lb
145–169 lb
174–227 lb
232–314 lb
5 футов 5 дюймов (65 дюймов)
114–144 фунтов
150–174 фунтов
180–234 lb
240–324 lb
5 ft 6 in (66 in)
118–148 lb
155–179 lb
186–241 lb
247–334 lb
5 ft 7 in (67 in)
121–153 lb
159–185 lb
191–249 lb
255–344 lb
5 ft 8 in (68 дюймов)
125–158 фунтов
164–190 фунтов
197–256 фунтов
262–354 lb
5 ft 9 in (69 in)
128–162 lb
169–196 lb
203–263 lb
270–365 lb
5 футов 10 в (70 дюймов)
132–167 фунтов
174–202 LB
209–271 LB
278–376 LB
5 FT 11. 8888888 (71119
5 FT 110028888888888888888 (71119
5 FT 1100288888888888888 (7119
5 FT 110028888888888888 (7119
5 FT 1100288888888888 (7119
5.
136–172 фунта
179–208 фунтов
215–279 фунтов
286–386 фунтов
6 ft (72 in)
140–177 lb
184–213 lb
221–287 lb
294–397 lb
6 ft 1 in (73 in )
144–182 фунта
189–219 фунтов
227–295 фунтов
302–408 фунтов
6 FT 2 в (94 9008
6 FT 2 в (74 в)
9094 6 FT 2 в (74 In)
9014 9094 6 FT 2. –225 фунтов
233–303 фунтов
311–420 фунтов
6 футов 3 в (75 дюймов)
152–192 фунта
200–232 фунтов
240–311 фунтов
319–431 LB
6. 431
6 6. 4. 40028888888 8.
6. 6. 4388888 (70114
6. 6. 438 (
6. 6. 431 (
6 6.
156–197 lb
205–238 lb
246–320 lb
328–443 lb
BMI based on age
Age is not a factor in BMI for adults, but it is для детей. Это потому, что они растут. Центры по контролю и профилактике заболеваний (CDC) используют как возраст, так и пол при рождении в расчетах ИМТ для людей в возрасте от 2 до 19 лет.годы.
Для расчета ИМТ ребенка человек может использовать калькулятор CDC для детей и подростков.
В диаграммах ИМТ для детей CDC используются процентили, которые сравнивают измерения с мальчиками и девочками того же возраста и пола.
В чем проблема с ИМТ?
ИМТ — это очень простое измерение. Хотя он учитывает рост, он не учитывает такие факторы, как:
размеры талии или бедер
доля или распределение жира
доля мышечной массы
Эти факторы могут повлиять на здоровье. Например, высокоэффективные спортсмены, как правило, в хорошей форме и имеют мало жира. У них может быть высокий ИМТ, потому что у них больше мышечной массы, но это не означает, что они весят слишком много для своего роста.
Еще одно ограничение ИМТ заключается в том, что он не делает различий между людьми разных национальностей. Исследования показали, что при одинаковом ИМТ белые нелатиноамериканцы, чернокожие неиспаноязычные американцы и американцы мексиканского происхождения могут иметь значительно разные уровни жира в организме.
Эта неточность может привести к ошибочному диагнозу или неправильной оценке факторов риска между людьми.
ИМТ может дать приблизительное представление о том, имеет ли человек умеренный вес, и полезен для измерения тенденций в популяционных исследованиях.
Однако это не должно быть единственным показателем, позволяющим человеку оценить, является ли его вес идеальным.
Узнайте больше об ограничениях ИМТ.
WHR человека сравнивает размер его талии с размером бедер. Высокий WHR указывает на то, что у человека более высокий уровень висцерального жира, жира в брюшной полости, который окружает несколько основных органов.
Исследования показали, что люди с высоким WHR более склонны к развитию сердечно-сосудистых заболеваний и диабета.
Чем больше размер талии по отношению к бедрам, тем выше этот риск. По этой причине WHR является полезным инструментом для расчета того, имеет ли человек умеренный вес и размер.
Измерение WHR
Чтобы рассчитать свой WHR, человек должен измерить окружность талии в самом узком месте, обычно чуть выше пупка. Затем они могут разделить это измерение на ширину своего бедра в самой широкой части.
Например, если талия человека составляет 28 дюймов, а его бедра 36 дюймов, они разделят 28 на 36, что даст WHR 0,77.
Что это значит?
Оптимальный WHR различается в зависимости от пола при рождении и этнической принадлежности, согласно более раннему отчету Всемирной организации здравоохранения (ВОЗ) за 2008 год.
Наличие высокого WHR может подвергать людей более высокому риску сердечно-сосудистых заболеваний и других состояний, связанных с повышенным весом, таких как диабет 2 типа.
Ниже приведены средние значения WHR и их связь с риском для здоровья.
Health risk
Male
Female
Low risk
below 0.9
below 0.8
Moderate risk
0.9–0.99
0.8–0.89
High risk
более 1,0
более 0,9
Исследования связывают наличие высокого WHR с повышенным риском развития инфаркта миокарда, известного как сердечный приступ.
Однако, как и в случае с ИМТ, WHR имеет ограничения. Например, эта мера не точно измеряет общий процент жира в организме человека или соотношение мышц и жира.
Чтобы узнать больше основанной на фактических данных информации и ресурсов по ожирению и управлению весом, посетите наш специальный центр.
Соотношение окружности талии и роста (WtHR) — еще один инструмент, который может предсказывать риск сердечно-сосудистых заболеваний, диабета и общей смертности более эффективно, чем ИМТ.
Измерение WtHR
Чтобы рассчитать WtHR, человек должен разделить размер своей талии на свой рост. Если результат равен 0,5 или меньше, они, вероятно, имеют умеренный вес.
Исследование 2014 года пришло к выводу, что WtHR 0,52 или выше значительно увеличивает риск развития сердечных осложнений. Измерения, учитывающие размер талии, могут быть подходящими индикаторами рисков для здоровья человека. Это связано с тем, что жир, скапливающийся посередине туловища, может нанести вред сердцу, почкам и печени.
Процент жира в организме — это вес жира человека, разделенный на его общий вес. Это измерение включает в себя как основной, так и накопленный жир человека.
Жир необходим человеку для выживания — он необходим для развития головного мозга, костного мозга, нервов и мембран.
Депозитный жир — это жировая ткань, которая защищает внутренние органы грудной клетки и брюшной полости, и при необходимости организм может использовать ее для получения энергии.
Узнайте больше об измерении жировых отложений.
Рекомендации
Помимо приблизительных рекомендаций для мужчин и женщин, идеальный общий процент жира может зависеть от типа телосложения или уровня активности человека.
Activity level
Male body type
Female body type
Athletes
6–13%
14–20%
Fit non -спортсмены
14–17%
21–24%
Acceptable
18–24%
25–31%
Obesity
25% or more
32% or more
Узнайте больше об уровне жира в организме в зависимости от возраста и пола.
Высокая доля жира в организме может указывать на повышенный риск:
диабета
болезни сердца
высокого кровяного давления
инсульта
он отражает состав их тела, в отличие от DMI, WHR и WtHR.
Как измерить жировые отложения
Наиболее распространенным способом измерения процентного содержания телесного жира является измерение кожной складки, при котором используются специальные штангенциркули, сжимающие кожу.
Медицинский работник измерит ткань бедра, живота и груди у мужчин или плеча у женщин.
Другие меры включают
гидростатическое измерение жировых отложений или «взвешивание под водой»
воздушную денситометрию, которая измеряет вытеснение воздуха
двухэнергетическую рентгеновскую абсорбциометрию
Анализ биоэлектрического импеданса
Хотя ни один из этих методов не может дать точных показаний, оценки достаточно близки, чтобы дать разумную оценку.
Узнайте больше о различных способах измерения жировых отложений.
ИМТ, WHR, WtHR и процент телесного жира — это четыре способа оценки веса.
Их сочетание может быть лучшим способом получить точное представление о том, следует ли человеку задуматься о том, чтобы контролировать свой вес.
Любой, кто беспокоится о своем весе, размере талии или составе тела, должен поговорить с врачом или диетологом, который может посоветовать подходящие варианты.
Q:
Имеет ли значение лишний вес у человека, если он здоров и чувствует себя комфортно?
A:
Важно помнить, что существует связь между избыточным весом и повышенным риском многих хронических заболеваний, включая диабет, гипертонию и метаболический синдром.
Кроме того, ношение лишнего веса может негативно сказаться на костной системе и суставах и привести к изменениям двигательной функции и контроля осанки.
Это может быть связано с тем, что избыточная масса тела может снизить мышечную силу и выносливость, исказить осанку человека и вызвать дискомфорт при нормальных движениях тела.
Как сверлить кафельную плитку на стене чтобы не треснула: видео
Оборудование для сверления кафеля
Выбор сверла
Как просверлить в плитке отверстие под дюбель
Формирование отверстий большого диаметра
Какие еще инструменты можно использовать
Ответ на вопрос о том, как просверлить кафельную плитку, чтобы не треснула, интересует многих домашних мастеров, самостоятельно занимающихся ремонтом своего жилья. Основная сложность такой процедуры, как сверление кафельной плитки, заключается в том, что это изделие является очень хрупким и может легко лопнуть даже от незначительного механического воздействия.
Сверлим кафель сами на уровне профессионалов
Как просверлить отверстие в кафельной плитке и не столкнуться с ее поломкой? Для этого рекомендуется использовать соответствующий инструмент и строго придерживаться всех технологических рекомендаций. Практический любой специалист по плиточным работам на вопрос о том, как правильно сверлить плитку, посоветует выполнять такой процесс на малых оборотах сверла: ведь именно от скорости вращения последнего во многом зависит эффективность сверления.
Тем, кто не любит читать большие статьи и вдаваться в тонкости и нюансы, предлагаем посмотреть содержательное видео, в котором даны ответы на большинство основных вопросов по теме правильного сверления плитки.
Оборудование для сверления кафеля
Задаваясь вопросом о том, как просверлить плитку, чтобы получить качественный результат, следует тщательно выбирать подходящее для этого оборудование. Отдельное внимание при этом надо уделить тому, в каком диапазоне оборотов оно может работать. Сверлить кафельную плитку, чтобы она не треснула, следует на оборотах сверла, находящихся в диапазоне 200–1000 об/мин. Выставить скорость вращения патрона на обычной бытовой дрели 200 об/мин проблематично, хотя верхний предел (1000 об/мин) такое оборудование вполне может достигнуть. В связи с этим для сверления качественных отверстий в керамической и кафельной плитке лучше использовать аккумуляторный или сетевой шуруповерт, верхний предел скорости вращения патрона которого составляет 800–1000 об/мин.
Просверлить кафельную плитку, чтобы она не треснула, можно и при помощи ручной дрели, если нет возможности воспользоваться электрической. Конечно, быстро просверлить плитку в ванной или туалете при использовании ручной дрели не получится, тем не менее результат будет отличаться точностью и аккуратностью. Следует иметь в виду, что ручная дрель не позволит просверлить большое отверстие в плитке, так как такое приспособление не может работать на высоких скоростях.
Чем сверлить кафельную плитку? Для работы с таким твердым и хрупким материалом, который может легко треснуть, надо правильно выбрать сверло. В решении этого вопроса могут помочь рекомендации, приведенные в следующем разделе статьи.
Выбор сверла
Выбрав оборудование, следует уделить особое внимание тому, каким сверлом сверлить керамическую плитку. При неправильном выборе инструмента вы сможете использовать его всего несколько раз, после чего его можно выбросить, так как он придет в полную негодность. Чтобы просверлить кафельную плитку без таких негативных последствий, надо правильно выбирать сверло.
Копьевидные
Качественно просверлить отверстие в керамической плитке можно, используя сверло копьевидного типа, которое отличается длительным сроком эксплуатации. Если вы думаете над тем, чем просверлить кафельную плитку под дюбель, выбирайте инструмент данного типа. Немаловажно и то, что копьевидные сверла отличаются доступной ценой.
При сверлении плитки копьевидным сверлом используйте бытовой пылесос для удаления пыли
Твердосплавные с односторонней заточкой
Как сверлить кафельную плитку, чтобы получить качественный результат? С этой целью часто применяют сверло с твердосплавной пластиной, заточенной с одной стороны. Заточка режущей части под острым углом не только снижает риск перегрева сверла, но и позволяет ему легче просверлить кафельную плитку, отличающуюся высокой прочностью и хрупкостью.
Корончатого типа с алмазным напылением
Довольно часто требуется выполнить сверление кафеля, чтобы получить в нем отверстие большого диаметра, предназначенное для монтажа труб и электрических розеток. Такое отверстие в кафеле может иметь диаметр от 10 до 70 мм. В этом случае лучше всего использовать сверла корончатого типа, на рабочую часть которых нанесено алмазное напыление. Инструмент с центровочным сверлом можно применять в комплекте с ручной электрической дрелью, а без него – только при помощи стационарного сверлильного оборудования.
Алмазные коронки часто продаются комплектами с одной опорной тарелкой для нескольких насадок
Выполняя сверление керамической плитки алмазной коронкой, имейте в виду, что этот инструмент достаточно критично относится к перегреву, поэтому его необходимо подвергать охлаждению водой в процессе обработки.
Применяют корончатые сверла с алмазным напылением на режимах 200–500 об/мин, при этом их надо качественно охлаждать при помощи воды. Ресурса такого инструмента, если соблюдать все правила его использования, хватает на 20–50 просверленных отверстий, что является достаточно хорошим показателем.
Кстати, алмазные коронки бывают и небольшого диаметра
Корончатые с напылением из карбида вольфрама
Как просверлить керамическую плитку без дефектов? Корончатые сверла данного типа позволяют легко решить эту проблему. С их помощью также можно обрабатывать керамогранит, мрамор и кирпич. Наиболее значимым недостатком такого инструмента является его высокая стоимость, но, учитывая его универсальность и высокую эффективность, такая цена вполне оправдана.
Набор вольфрамовых коронок по плитке и кафелю
С регулируемыми резцами (балеринка)
Решая вопрос о том, как сверлить плитку в ванной с целью получения отверстия большого диаметра, многие домашние мастера выбирают так называемую балеринку. Этим сверлом можно рассверливать отверстия, диаметр которых находится в интервале 30–90 мм.
Балеринка включает в себя центральное сверло и кронштейн, по которому перемещаются зажимы с резцами. При помощи последних и прорезается бороздка на поверхности обрабатываемого изделия. Балеринку чаще всего применяют тогда, когда на поверхности кафельной плитки в ванной или туалете требуется просверлить отверстие нестандартного диаметра. Если вы решили использовать балеринку, имейте в виду, что получаемая с ее помощью дырка отличается неровными краями, которые впоследствии потребуется чем-то прикрыть.
«Балеринка» хоть и не обеспечивает идеальное качество отверстий, зато всегда выручает при отсутствии коронок нужного диаметра
Как просверлить в плитке отверстие под дюбель
Прежде чем закрепить на поверхности, отделанной керамической или кафельной плиткой, какой-либо предмет, надо узнать, как правильно просверлить в таком материале отверстие небольшого диаметра, в котором будет зафиксирован дюбельный элемент. Выполняется эта процедура в следующей последовательности:
Чтобы сверло не скользило по поверхности кафельной плитки, на место расположения будущего отверстия наклеивают пластырь или малярную ленту.
Центр будущего отверстия, который должен располагаться на расстоянии не менее пятнадцати миллиметров от края плитки, желательно наметить точкой, используя для этого обычный маркер.
В электрическую дрель, которая будет использоваться для сверления отверстий в керамической плитке, вставляют подходящее сверло.
Дрель устанавливается строго перпендикулярно к обрабатываемой кафельной плитке (при этом устройство предварительно выставляется на минимальные обороты).
Когда кафельную плитку на стене вы просверлите насквозь, бетонное или кирпичное основание доработайте при помощи перфоратора, используя ударный режим.
Полученное отверстие необходимо очистить от пыли, кусочков бетона или кирпича и только после этого вставлять дюбель.
Формирование отверстий большого диаметра
Решить вопрос о том, как просверлить керамику или кафельную плитку, чтобы сформировать в них отверстие большого диаметра, можно несколькими способами.
Просверлить кафельную плитку можно при помощи балеринки. Если вы не знаете, как сверлить керамическую плитку балеринкой, потренируйтесь на ненужных кусках керамики, предварительно выдержанных в воде.
Просверлить большое отверстие в плитке можно и кольцевой пилой, использовать которую в состоянии и непрофессионал. Применяя такой инструмент и оказывая на него давление средней величины, просверлить большое отверстие в плитке можно буквально за пять-семь минут.
В крайнем случае можно воспользоваться сверлом малого диаметра, разметив нужную окружность и выполнив серию отверстий
Для качественного сверления плитку можно замочить в воде, что сделает материал ее изготовления мягче и податливее. Чтобы сверление кафельной плитки закончилось удовлетворительным результатом, достаточно при выполнении этого процесса соблюдать следующие правила.
Следует правильно выбрать инструмент, при помощи которого будет выполняться обработка.
Используемую для сверления дрель нужно выставить на минимальные обороты.
Чтобы избежать перегрева как инструмента, так и кафельной плитки, зону обработки надо постоянно смачивать водой.
Отверстие в кафеле или керамической плитке нельзя размещать слишком близко к краю обрабатываемого изделия.
Простой фанерный шаблон поможет быстро сделать аккуратное отверстие
Какие еще инструменты можно использовать
Просверлить керамическую и кафельную плитку, чтобы она не треснула, можно и посредством других инструментов. Одним из них является корончатое сверло, рабочая часть которого оснащена режущими зубьями из победитовых пластин. Основные недостатки такого инструмента – небольшой ресурс работы и неровные края формируемого отверстия (на них обязательно присутствуют сколы, как бы аккуратно ни выполнялась обработка).
Альтернативный вариант – вырезка отверстия болгаркой с кругом малого диаметра
В отдельных случаях, когда под рукой нет никакого специального инструмента, просверлить отверстие в керамической плитке можно и при помощи победитового сверла для бетона. Применяя этот инструмент, который не предназначен для работы с кафельной плиткой, надо заточить его режущую часть максимально остро и соблюдать предельную аккуратность, чтобы не повредить обрабатываемое изделие.
Диаметр коронки не соответствует размеру отверстия? Это ещё не повод бежать в магазин, выход есть – смотрите видео.
Как просверлить кафельную плитку чтобы не треснула
Просверлить в кафельной плитке отверстие бывает необходимо в любом доме: для монтажа или переноса розеток, для закрепления полок на стену, для установки или замены полотенцесушителя, в монтажных работах по проведению водопроводной или канализационной трубы и др.
Для всех этих действий потребуется сделать отверстие в стене, а если стена облицована кафельной плиткой, то нужно постараться чтобы она не потрескалась и не лопнула. Во избежание появления трещин при сверлении, необходимо следовать простым советам и видео рекомендациям, что в итоге результат превзойдет все ваши ожидания.
При сверлении отверстий в стене, облицованной плиткой, рекомендовано следовать инструкции, как просверлить кафельную плитку, чтобы она не треснула:
делайте отступ от края кафеля при выборе места для отверстия. Отступ не должен быть менее 20 мм;
устраните излишнюю скользкость поверхности керамической плитки путем наклеивания на место сверления малярного скотча или изоленты;
пометьте место;
работайте дрелью, перфоратором или шуруповертом на малых оборотах;
в процессе работ используйте специальные сверла.
Подготовка необходимых инструментов
Для выполнения подобных работ понадобятся следующие инструменты:
перфоратор в режиме сверления или электродрель, выставленные на минимальные обороты;
шуруповерт аккумуляторный с выставленными оборотами до 1000;
шуруповерт, питающийся от сети, с выставленными низкими оборотами;
ручная дрель при необходимости сделать отверстие небольшого диаметра;
подготовьте сверла, подходящие для работы с кафельной плиткой;
если требуется просверлить несколько отверстий, то вам понадобится уровень;
кондуктор — инструмент, представляющий собой тонкую пластинку с отверстиями различного размера и диаметра;
карандаш или фломастер;
скот, изолента или малярная лента.
Какие сверла лучше выбрать для сверления кафеля
Насколько аккуратно будет просверлена отверстие и не потребуется ли замена части плитки зависит от выбора сверла. Перед тем как начать сверлить материал следует обратить внимание на следующие моменты:
верхний слой кафеля достаточно скользкий. Во избежание проскальзывания сверла, его нужно удерживать в определенном положении. Устранить излишнюю скользкость поможет наклейка кусочка малярного скотча на место сверления;
для того чтобы просверлить отверстие в кафельной плитке нужно подобрать соответствующее сверло. Сверла для кирпича или бетона в данном случае не пригодны, плитка будет раскалываться и в итоге треснет.
Чтобы плитка не треснула, следует правильно подобрать сверло. Для сверления кафельной плитки подходят следующие виды:
сверло с алмазным напылением наиболее качественно просверлит кафель. Отличается высокой ценой. Покупать дорогостоящий инструмент для нескольких отверстий экономически невыгодно. Наконечники с алмазным напылением приобретают в основном те, чья работа связана с отделкой помещений;
сверло с победитовым наконечником не уступает алмазному напылению, но значительно отличается в цене и более доступно широкому кругу потребителей. Распространенный вид сверла, имеющийся в продаже в любом магазине с товарами для дома. Результатом применения сверла с победитовым наконечником являются достаточно аккуратные отверстия, в том числе в кафеле;
специальные сверла, самые дешевые для работы с разнообразными типами поверхностей и материалов, в том числе и керамической плитки. Однако существует риск при выполнении работы таким наконечником повредить покрытие.
Самым оптимальным вариантом для использования в обиходе является сверло с победитовым наконечником.
Сверлим кафельную плитку под дюбель
Сделать это достаточно просто, главное точно следовать инструкциям:
на место сверления необходимо наклеить кусочек малярного скотча для устранения излишней скользкости;
место для отверстия под дюбель должно отступать не менее чем на 15 мм от края. Сверху приклеенного малярного скотча пометьте место крестиком или кружком;
установите в дрель подходящее для работы с поверхностью сверло. Самым лучшим вариантом будет сверло с победитовым наконечником;
строго перпендикулярно удерживая дрель или перфоратор, начинайте сверлить в обозначенном месте, выставив самое минимальное число оборотов;
получившиеся отверстие требует подгонки под размеры дюбеля. Аккуратно рассверливаем его обычным сверлом для кирпича ли бетона. Чтобы просверлить кафельную плитку на нужную глубину, пометьте само сверло на нужном расстоянии;
отверстие, соответствующее дюбелю по ширине и глубине нужно очисть от пыли, продув его и убрав остатки бетона;
вставляем дюбель, следя за тем, что бы он вошел в плитку на несколько миллиметров.
Как просверлить на плитке отверстие большого диаметра
Использование балеринки, специального инструмента, самый простой и быстрый способ для сверления в кафельной плитке отверстий различных диаметров. Балеринки снабжены особой выдвигающейся линейкой, с помощью которой легко регулировать ширину отверстия. Но использования данного инструмента, в отличие от работы перфоратором или дрелью, требует особого умения и навыков. Перед первым использованием балеринки не лишним будет потренироваться на ненужных кусках кафеля, предварительно смоченных в воде;
круговая пила — инструмент для сверления отверстий большого диаметра. Использование круговой пилы не требует специальных навыков, а работе, при средней силе давления на сверло понадобится 5-7 минут. Плитку следует сверлить после ее надежной фиксации на полу или стене, так работать намного удобнее, а в случае брака не нужно менять целый сектор.
Перед работой намочите материал, что бы избежать перегрева. При помощи перечисленных инструментов не возникнет никаких трудностей при проделывании отверстий большого диаметра собственными силами, надо соблюдать только четыре условия:
правильно выбрать сверло;
выставить минимальное значение на обороты;
во избежание перегрева смачивать плитку водой;
не располагать отверстие близко к раю полотна.
Как еще можно просверлить кафельную плитку
Есть другие способы, как просверлить керамическую плитку, чтобы она не треснула. Для выполнения мелких работ можно воспользоваться коронкой с зубьями из победита. Она обладает малым ресурсом прочности — с ее помощью можно сделать около 20 отверстий. Размеры коронок достегают 15 сантиметров. Такой коронкой можно воспользоваться для сверления отверстий большого диаметра. Недостатком коронки являются неровные, выщербленные края на плитке, как бы аккуратно вы ни работали.
В ситуациях, когда требуется незамедлительно просверлить отверстие в кафельной плитке, а подходящих наконечников не имеется, можно воспользоваться сверлом из твердого сплавы для сверления бетона. Такое сверло должно быть остро заточено или иметь победитовое напыление. Этот вид сверла не предназначен для работы с плиткой, но при соблюдении осторожности с его помощью можно просверлить достаточно аккуратные отверстия.
Как легко просверлить плитку
Будь то новая ванная комната, облицованная плиткой, или уже существующая, проделывание отверстий в плиточных стенах — обычная задача. Почти все, что крепится к стене — от установки фурнитуры для рулонов туалетной бумаги и мыльниц до новой аптечки — потребует сверления плитки.
В большинстве случаев эти ванные принадлежности крепятся с помощью настенных анкеров, поэтому пробить плитку — это только часть работы. Вам также необходимо просверлить подложку за ним таким образом, чтобы не нанести повреждений, которые помешали бы работе настенного анкера.
Шаги для сверления плитки насквозь
Шаг 1: Выясните, какая у вас плитка
В общем, существует три вида плитки: можно найти почти в каждом старом доме, и их легче всего просверлить.
Стеклянная плитка используется больше в качестве акцента и существует всего около 15 лет.
Керамогранит
очень похож на обычную керамическую плитку, но намного тверже.
Шаг 2. Подготовьте сверло для керамической плитки
Стандартные сверла не подходят для плитки, но не беспокойтесь. Керамическую плитку можно сверлить твердосплавным сверлом, а стекло и фарфор требуют сверла с алмазным наконечником.
Хотя это звучит дорого, алмазная насадка диаметром 1/4 дюйма стоит менее 20 долларов, а твердосплавная насадка того же размера может стоить менее 10 долларов. Если вы сомневаетесь, купите алмазную коронку. Сверлит любую плитку.
Шаг 3: Разметка стены для успеха
Говорят, что нужно дважды отмерить и один раз отрезать, но, учитывая последствия сверления отверстия в плитке в неправильном месте, лучше три раза отмерить и один раз просверлить.
Сначала приклейте малярную ленту к стене в том месте, где вы будете сверлить. На ленте проще точно отметить расположение отверстий, чем на плитке.
Для аксессуаров, таких как вешалки для полотенец с двумя монтажными кронштейнами, используйте уровень, чтобы убедиться, что оба набора отверстий совпадают.
Старайтесь размещать фурнитуру ближе к центру плитки — края легче трескаются.
Шаг 4. Сверлите медленно
Лента не только облегчает разметку стены, но и предотвращает скольжение сверла при сверлении.
Двигайтесь медленно, особенно сначала, чтобы убедиться, что дыра заканчивается там, где вы хотите.
После того, как отверстие начато, вы можете увеличить скорость сверления, но не запускайте его на полной скорости.
Постоянное давление и средняя скорость просверливают отверстие без перегрева и повреждения сверла.
Шаг 5: Увеличьте скорость в конце
Вы почувствуете изменение сопротивления, когда сверло пройдет сквозь плитку. Теперь вы можете ускорить сверление, уменьшая давление. Это расширит отверстие в гипсокартоне или подложке с минимальным повреждением.
После того, как вы закончите сверление, вставьте анкеры на место, закрутите крепеж и соберите пылесосом небольшое количество пыли.
Какое сверло лучше для плитки?
Сверло по каменной кладке с твердосплавным наконечником лучше всего подходит для сверления керамической плитки в ванной комнате. Обычные спиральные сверла не могут прорезать закалённую глазурь.
Как просверлить большое отверстие в плитке без кольцевой пилы
Но что, если вам нужно просверлить 2-дюймовое отверстие для сантехнического патрубка? Подрядчики обычно используют дорогие кольцевые пилы с твердосплавными режущими кромками, но есть и другой способ.
Нарисуйте контур отверстия на плитке фломастером или жирным карандашом.
С помощью сверла по каменной кладке диаметром ¼ дюйма просверлите ряд близко расположенных отверстий по окружности. Затем возьмите молоток и очень легко постучите плиткой по кольцу отверстий.
Постучите внутри контура и наберитесь терпения, так как может пройти несколько минут, прежде чем центр отверстия вырвется наружу. Край отверстия будет шероховатым, но его можно скрыть декоративной накладкой.
Этот метод сверления и нарезания резьбы также можно использовать для вырезания квадратных или прямоугольных вырезов в плитке.
Как просверлить плитку за 7 простых шагов
Полезно знать, как просверлить плитку, если вы собираетесь успешно завершить проект по укладке плитки. Дизайн может быть изысканным, плитка идеально нарезана, а все уложено ровно. Но ваша работа еще не закончена. Теперь наступает часть, которая потенциально может повредить вашей тяжелой работе: сверление отверстия в плитке для установки акцентов. Один промах или неловкое движение, и вы получите треснутую, уродливую плитку.
Прежде чем набраться смелости и начать пробить гладкую поверхность, убедитесь, что вы умеете сверлить плитку. Это может показаться довольно простой работой, особенно если вы мастер, который не очень хорошо знаком с различными типами плитки и их характеристиками. Но, даже если у вас есть сертификат CTI, малейшая ошибка может испортить плитку.
К счастью для вас, у нас есть много советов, которые помогут вам научиться просверливать плитку, не ломая ее. Имейте в виду, однако, что эти шаги не гарантируют, что ваша плитка не треснет. Они просто значительно минимизируют эту возможность. Без лишних слов, вот как правильно просверлить плитку.
Шаг 1: Знайте свои плитки
Первое, на что вам нужно обратить внимание, если вы хотите научиться сверлить плитку, — это тип плитки, с которой вы работаете. Если вы знаете характеристики материала, который пытаетесь просверлить, вы лучше поймете стоящую перед вами задачу.
Керамогранит, например, труднее разбить, чем керамический, поскольку он очень плотный. В результате сверление керамогранита потребует больше работы и подготовки, чем резка других типов плитки. Вам также понадобится специальное сверло, которое может проникнуть в твердую поверхность керамогранита. То же самое касается сверления каменной плитки.
Теперь, когда вы знаете, с чем вам придется столкнуться, давайте рассмотрим инструменты, которые вам понадобятся для такого типа проектов.
Шаг 2. Убедитесь, что у вас есть правильное сверло
Независимо от материала, который вы пытаетесь просверлить, никогда не используйте старое, изношенное сверло для плитки. Они не только не так эффективны, как новые, но и шансы повредить поверхность плитки резко возрастают, если сверло не работает с оптимальной производительностью.
Кроме того, не используйте для этой задачи обычные сверла. Они недостаточно прочны, чтобы проникнуть в твердую поверхность плитки. Вместо этого выберите либо сверла с алмазными наконечниками, либо сверла по камню с твердосплавными наконечниками. Первый вариант, хотя и немного дороже, чрезвычайно прочен и может пробить даже самые твердые поверхности плитки, такие как керамогранит. Он также не сгорает так легко, как биты по каменной кладке.
Сверла по камню с твердосплавными наконечниками, с другой стороны, вероятно, являются наиболее распространенным типом сверл для сверления плитки. Однако, несмотря на то, что сверла этого типа подойдут для глазурованной плитки и керамогранита, они не рекомендуются для керамогранита. Для этого и более твердых материалов вам понадобятся прочные алмазные сверла, такие как наши EASYGRES.
Если у вас нет необходимых инструментов для сверления плитки, в RUBI вы найдете полный ассортимент сверл, которые помогут вам успешно справиться с этой задачей!
Шаг 3: Измерьте и отметьте площадь
Если вы когда-нибудь пытались просверлить отверстие в плитке, то вы, вероятно, знаете, что биты имеют тенденцию скользить по поверхности, что затрудняет их удержание на месте. . Одно неверное движение, и вы поцарапаете или, что еще хуже, треснете плитку.
Один простой трюк, который вы можете использовать, чтобы создать некоторое напряжение, это наклеить малярную ленту на область, где вы хотите просверлить отверстие. Измерьте площадь, отметьте ее знаком X и наклейте малярный скотч. Измерьте его еще раз после того, как наклеите малярную ленту, чтобы убедиться, что вы не ошиблись с отверстием. Таким образом, у вас будет достаточное сцепление с поверхностью, когда вы начнете бурение.
Если вам нужно просверлить более одного отверстия и вы не хотите повторять этот процесс снова и снова, вы можете создать шаблон из деревянного бруска. Вырежьте отверстие в дереве, убедившись, что оно того же размера, что и сверло, которое вы будете использовать. Поместите его над просверленным отверстием и крепко держите свободной рукой.
Шаг 4: Начните сверление
Теперь самое интересное начинается. Это та часть, где вы действительно научитесь сверлить плитку. После того, как поверхность размечена или у вас есть деревянный шаблон, пора приступать к сверлению.
Проблема с тайлами (хотя мы не уверены, можно ли назвать это проблемой) заключается в том, что они рассчитаны на то, чтобы противостоять большому количеству злоупотреблений. Но это также делает их устойчивыми к сверлению. Если вы поторопитесь с процессом, вы можете в конечном итоге испортить всю свою тяжелую работу.
Одна из самых важных вещей, которую вы должны иметь в виду, это то, что сверление плитки — это задача, требующая большого терпения. Начните сверлить на низкой скорости и медленно. Не торопитесь — может пройти некоторое время, прежде чем вы проникнете в твердую глазурованную поверхность. Не делайте ошибку, полагая, что работа на полной скорости более эффективна. В реальности вы только перегреете все и создадите вибрации, которые могут повредить поверхность.
Нажимайте постоянно, но не слишком сильно. В противном случае вы пробьете плитку и создадите трещины.
Шаг 5. Не забудьте охладить сверло
Один из секретов сверления отверстия в плитке — поддерживать охлаждение. Используйте небольшую влажную губку, чтобы охладить сверло и предотвратить его перегрев.
Если вы один и не можете держать сверло в одной руке, рисунок по дереву в другой и одновременно охлаждать сверло, то вы можете время от времени останавливаться и распылять немного вода на нем. Просто следите за тем, чтобы не наливать воду в моторизованную часть дрели.
Еще одна хитрость, которую вы можете использовать, чтобы охладить дрель, это держать под ней влажную губку. Таким образом, вы не только предотвратите перегрев сверла, но и улавливаете пыль и мусор, образующиеся при работе с плиткой. Не говоря уже о том, что вы предотвращаете стекание воды по стене и по всему полу.
Небольшое примечание: в отличие от твердосплавных сверл, которые не перегреваются и нуждаются в постоянном охлаждении, алмазные долота не так требовательны к обслуживанию. Они будут продолжать работать, даже когда нагреваются, если вы время от времени даете им остыть. Если вы хотите увеличить срок службы ваших инструментов, вам нужно сверлить медленно, не давить слишком сильно и смазывать сверло прохладной водой.
Шаг 6. Замените насадку при ударе о стену
Вы разрезали плитку и ударились о поверхность стены, не повредив ее. Теперь вы можете вздохнуть с облегчением. Ты почти там; все, что вам нужно сделать сейчас, это просверлить стену, а затем установить акценты.
Продолжайте сверлить медленно, чтобы не врезаться в поверхность стены. Если это произойдет, ваш якорь не будет держаться должным образом, а акценты будут ослаблены. Вы можете сменить сверло, если считаете, что то, которое вы используете, не так эффективно. Секрет, однако, заключается в том, чтобы сверло было медленным и устойчивым, и вы сможете просверлить отверстие даже сверлом, предназначенным для плитки.
Шаг 7. Теперь вы знаете, как просверлить плитку
Сделайте шаг назад и полюбуйтесь результатом. Можно даже похлопать себя по спине. Вы сделали потрясающе! Теперь вы готовы с большей уверенностью взяться за следующий проект от начала до конца. Узнайте, как использовать сверла RUBI для мокрого бурения.
Есть несколько основных выводов о том, как сверлить плитку. Во-первых, нужно иметь правильные инструменты.
Клей холодная сварка для пластика:инструкция по применению
В строительство и промышленности клей холодная сварка стал очень активно применяться в последнее время, не говоря уже о бытовом ремонте. Это очень быстро, удобно и универсально, а от самого пользователя не требуется каких-либо специальных навыков. Данная смесь обеспечивает достаточно высокое качество соединения, с которым не сможет сравниться клей какого-либо другого типа. Холодная сварка для пластика является одним из лучших современных решений. Ведь она не использует нагрев, что вредно для пластмассы во многих приборах.
Клей холодная сварка для пластика
Здесь нет привязки к определенному типу материала, так что главное подобрать качественный клей для соединения. Таким веществом можно соединять предметы, работающие под большой нагрузкой или просто сломанные детали. Клеем можно заделать трещины и сколы, причем крепость будет довольно высокой, относительно основного материала.
Типы холодной сварки для пластика
Холодная сварка для пластика выпускается в трех основных типах. Первым является стержень, в котором соединяются два основных компонента состава. Внутри этого стержня содержится один компонент, а внешне его покрывает второй. Чтобы приготовить его к использованию, достаточно все перемешать для получения однородной консистенции.
Стержень холодной сварки для пластика
Второй разновидностью является тот вариант, где два компонента поставляются в раздельных емкостях. Для использования нужно отмерить равное количество, после чего приступить к перемешиванию. Как и в предыдущем варианте, здесь нужно получить однородную консистенцию, которая потом и будет использоваться.
Холодная варка в виде клея для пластика
Третьим вариантом является жидкая субстанция, которая похожа на обыкновенный клей. Она не так часто используется как две предыдущие, так как уступает по техническим характеристикам. Он не требует специального предварительного приготовления и сразу готов к использованию.
Клей холодная сварка для пластика
Область применения
Пластик в последние годы все чаще применяется в различных видах техники и прочих областях. Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала:
Ремонт пластмассовых корпусов приборов;
Шпаклевка бамперов на автомобилях;
Ремонт удочек для рыбалки;
Заделка течи в пластиковых трубах;
Склеивание пластмассовых элементов.
Стоит отметить, что клей холодная сварка для пластика способен присоединять к нему и другие материалы, что расширяет сферу его применения.
Подходящие марки
Существует много марок, которые могут подойти к данному делу. Ведь здесь выдвигаются не столь высокие требования как, к примеру, к холодной сварке для нержавейки. Одной из наиболее простых в применении и распространенных марок является ЕР380. Она обладает следующими параметрами:
Параметр
Значение
Крепость соединения
3 500 PSI
Максимальная рабочая температура
93 градуса Цельсия
Время застывания
15 минут
Время схватывания
4 минуты
Объем
14 мл
Помимо этого имеется еще более надежный вариант, которым является холодная сварка для пластика Poxipol. Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
Параметр
Значение
Испытание на сдвиг
237 Н
Напряжение на отрыв
5,4 МПа
Время первичного застывания
1 час
Время сохранения пластичного состояния
10 минут
Время полного застывания
24 часа
Максимальная сила среза соединения
993 Н
Среднее напряжение среза
2,2 МПа
Выбор холодной сварки для пластмассы
Подбор подходящей марки является достаточно сложным делом, так как на рынке существует масса различных вариантов, которые трудно перечислить. Чтобы сделать правильный выбор, требуется ориентироваться по техническим параметрам изделия. Если планируется эксплуатация при высоких температурах, то желательно узнать, какую температуру выдерживает холодная сварка, так как нередко она оказывается более низкой, чем у самого пластика, что может воспрепятствовать нормальной работе.
Особенности холодной сварки пластика
Одним из главных параметров является крепость соединения, так что нужно знать данные на разрыв и сдвиг, в зависимости от того, каким нагрузкам будет подвергаться изделие. Крепость соединения также способствует сопротивлению вибрационным нагрузкам. Если вам требуется средство для быстрого ремонта, то нужно подбирать материал с быстрым засыханием. Разброс в данном параметре составляет от 3 до 15 минут.
«Важно!
Этот параметр ни как не влияет на качество, но зависит от температуры применения.»
Инструкция по применению
Инструкция по применению холодной сварки для пластика требует четкого выполнения порядка действий. Первым этапом является подготовка поверхности, которая будет соединяться. Обработка осуществляется при помощи растворителей и наждачной бумаги, чтобы убрать жир и увеличить площадь соединения. Без обезжиривания качество соединения начинает резко падать.
Подготовка поверхности для холодной сварки пластика
После этого нужно отмерить количество используемой холодной сварки, так как после размешивания она уже не сможет применяться повторно. При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
«Обратите внимание!
Теплый воздух способствует более быстрому засыханию, тогда как при низкой температуре этот процесс длится несколько длиннее.»
После нанесения на поверхность нужно придавить смесь чем-либо. Если соединяются трубы, то желательно использовать жгут. В ином случае можно сделать какой-либо пресс самостоятельно.
Меры безопасности
Как и многие другие материалы, холодная сварка для пластика требует выполнения определенных мер безопасности. Ведь это не самое безопасное средство для здоровья. Следует избегать следующих ситуаций:
Попадание состава массы в глаза человека или на открытые участки кожи;
Хранение средства под прямыми лучами солнечного света;
Вести работы со смесью без защитных средств, таких как перчатки и очки;
Хранение в доступном для детей месте;
Контакт холодной сварки с продуктами питания и другими посторонними предметами, с которыми потом будет контактировать человек.
При попадании смеси на слизистую оболочку нужно как можно быстрее промыть ее водой. После этого желательно обратиться к врачу. Если произошел контакт с кожей, то это не так страшно и можно обойтись тщательным вымыванием при помощи мыла.
Холодная сварка по пластику и ее применение
Холодная сварка для пластика: какие есть виды и как ее использовать
Уже с давних пор сварка используется достаточно широко для промышленности, быта и в строительстве. Одним из самых необычных человеческих изобретений является холодный метод сварки для пластика, и в бытовых условиях такое изобретение ощутимо облегчает ремонтные работы бытовых приборов. Создание холодной сварки для пластика является невероятно невероятным шагом для ремонтной области изделий из пластмассы.
Одним из наиболее полезных качеств холодного метода сварки является возможность без больших усилий, своими руками приклеивать отколовшиеся уголки, а также заклеивать трещины и многое другое. В тот же момент стык по монолитности и прочности будет равноценным пластмассе. За счет таких свойств большинство бытовых предметов после проведения ремонтных работ при помощи холодного метода сварки словно перерождаются и получают новую жизнь, потому что их владельцы могут передумать выбрасывать вещь.
Содержание:
1 Область применения
2 Подробности
2.1 Достоинства жидкой сварки
2.2 Разновидности и классификация
2.3 Инструкция по применению
3 Полезные рекомендации от ведущих специалистов
4 Отзывы
Область применения
По своей сути, такое изобретение человека, как холодный тип сварки, является клеевым составом на основе эпоксидной и аминовой смолы с минеральным или металлическим наполнителем. Многие фирмы производителей будут держать состав наполнителя в строгом секрете, потому что такой компонент будет серьезно влиять на технические характеристики сварочного элемента. А точнее, будет влиять на прочность, скорость застывания, тепловую устойчивость, способность взаимодействия с водой и остальное. На данный момент есть особая разновидность холодной сварки, которая будет служить прекрасным решением для соединения деталей из пластмассы.
Применение следующее:
Ремонт приборов.
Шпаклевка бампера автомобиля.
Починка рыболовной удочки.
Ремонт трубопровода из пластика и пластмассы.
Склеивание различных пластмассовых предметов.
С учетом приведенного выше списка работ можно разобраться, что область использования холодной сварки очень и очень большой. Свою популярность и призвание холодная сварка получила не только среди профессионалов, но и даже среди простых пользователей. На данный момент ее используют для ремонта элементов из пластика и для узлов автомобиля, для того, чтобы состыковывать пластиковую изоляцию на электрическом проводе, для ремонта предметов бытовой техники, ручек из пластика на ножах, спинингах и много другого. Список применения холодного метода сварки достаточно большой, чтобы привести его полностью.
Подробности
Достоинства жидкой сварки
При процессе соединения деталей не будет происходить какое-либо нагревание. За основу взят именно химический процесс, а точнее, клеевой состав начинает просачиваться в соединяемые поверхности, и спустя какое-то время, застывает, создавая тем самым монолитный шов. Для осуществления таких работ нет необходимости в дорогостоящем оборудовании и длительной подготовке. Успешно применяемая в строительстве и промышленности, жидкая сварка для изделий из пластика нашла в свое время нишу в быту. Благодаря невероятным свойствам ее популярность, равно как и универсальность, а также быстрое склеивание, растет с каждым днем.
Предлагаем рассмотреть часть причин, благодаря которым будет расти популярность холодного способа сварки и дальше:
Ее всегда можно найти в особых торговых центрах, а также в магазинах по доступным ценам.
Нет необходимости иметь особые навыки и знания для применения.
Не требуется наличие оборудования, которое работает от электричества в «полевых условиях».
Части остальных конструкций и корпусов можно будет соединить даже несмотря на то, что они будут работать на сдвиг или на разрыв.
Холодная сварка для пластика прекрасно подойдет для проведения работ почти для всех типов материала.
Одним из основных достоинств, вместе с прочностью соединения, можно отметить отсутствие нагревания при работе, простота использования, где не требуются особые навыки, а также возможность проведения ремонта на устройствах, которые обладают высоким уровнем вибрации от сильной нагрузки. Более того, клеевой состав для пластика обладает привлекательность стоимостью, и сварка, в которой не требуется наличие высоких температур, играет невероятно важную роль при монтаже или ремонте, а особенно, если такие работы проводятся в помещении с высокой степенью взрывоопасности.
Разновидности и классификация
Холодная сварка может быть двух типов – двухкомпонентная и однокомпонентная. А вот по консистенции сварку можно разделить на пластилинообразную и жидкую. В составе последних есть отвердитель и клей, и перед непосредственным применением оба компонента следует тщательно смешать. Пластилинообразные могут быть и однокомпонентными, и двухкомпонентными. В случае, если состав второго типа, то составляющие будут размяты и смешаны, из-за чего между ними начнется химическая реакция.
На прилавке в наши дни холодный тип сварки можно найти и вовсе в трех разновидностях:
В виде трубки, причем внутренняя часть которой является эпоксидной смолой, а наружная играет роль затвердителя. Работать с такой сварки следует так – от трубки отрезать небольшой кусок и начать разминать в руках до того, пока не получится мягкая и однородная масса, которая очень напоминает пластилин. Об однородности вещества можно будет судить по однородности цвета.
Двухкомпонентные смеси – наполнитель и смола находятся в разной таре, и перед работой следует смешать их до момента получения однородного состава.
Однокомпонентный – состав сразу будет готовым к применению, и по виду сильно напоминает обычный канцелярский клеевой состав. Его можно считать универсальным, потому что его больше всего используют в быту, а еще он может склеивать почти все типы пластмасс.
Его говорить по области применения, а точнее о назначении, то сварка может быть универсальной или же узкоспециализированной, выделенной для какого-то конкретного материала. У особых сварок прочность будет куда выше, чем у универсальных, но перед началом выполнения работ потребуется обязательно удостовериться в том, для каких конкретно материалов она предназначена, потому что в противном случае средство может не дать ожидаемого эффекта. Например, склеивать детали из металла составом, который предназначается для пластика или древесины, будет совсем неэффективно. Большинство пользователей очень интересуются температурным режимом, который способен выдерживать клеевой состав. Как правило, вся информация указана на упаковке, и обычно у недорогостоящей продукции универсального типа такой показатель составляет примерно 2600 градусов, а узкоспециализированных дорогостоящих составов такой параметр будет выше в 4, а то и в 5 раз.
Инструкция по применению
Самой главной задачей перед использованием средства является тщательное ознакомление с мерами безопасности.
Потребуется беречь глаза от попадания в низ клеевого состава, а еще избегать его попадания на открытые участки кожного покрова. По этой причине перед тем, как начать выполнение работ, потребуется надеть защитные перчатки и очки.
Уберите от доступа животных и детей тюбик с холодной сваркой по пластику.
Хранить средство следует в затемненном месте.
Учтите, что клеевой состав должен быть как можно дальше от продуктов питания.
Обратите внимание, что если вы вдруг обнаружите, что внутри тюбика состав стал очень твердым, то это легко можно устранить посредством нагревания в течение 1/3 часа. К примеру, вы можете держать тюбик для разогрева в горячей воде.
Кстати, процесс холодной сварки крайне простой, и перед склеиванием поверхности, на которую будет нанесен состав, следует обработать все наждачной бумагой, чтобы увеличилась степень шероховатости, которая достаточно сильно будет влиять на адгезионные параметры пластика. Далее следует обезжиривать такие поверхности, и для этого отлично подойдет любой раствор, содержащий в себе спирт. Холодная сварка будет распределяться по поверхности изделия, к которому следует прижать вторую пластиковую часть. В течение четырех минут изделия начнут схватываться между собой, и спустя 15 минут полностью соединятся с нужной прочностью.
Полезные рекомендации от ведущих специалистов
Выбрать самую подходящую марку средства достаточно сложно из-за невероятного многообразия клеевых составов в виде холодной сварки, и перечислить все виды очень сложно. Для правильного выбора стоит отталкиваться от технических характеристик изделия. В том случае, если вы планируете применять сварку с высокой температурой, то желательно узнать данную характеристику заранее. Иногда она бывает даже меньше, чем у пластика, а это можно сильно ухудшить качество выполнения работ в дальнейшем.
Итак, рассмотрим полезные рекомендации по использованию пластика:
Для того, чтобы окончательный результат был как можно лучше, требуется слегка разогреть соединяемые поверхности из пластика.
Из первого пункта следует второй, а точнее то, что следует помнить про следующее правило – чем выше температура, тем быстрее будет застывать холодная сварка, и из-за этого может быть уменьшена прочность сварочного шва. По этой причине перед тем, как все нагреть, рекомендуется обдумывать, каким способом это все будет проделано. К примеру, применения для этого фена станет не самой удачной идеей.
В том случае, когда все детали, которые вы планируете соединить между собой, подвержены высокой степени вибрации, следует задуматься о том, что их требуется заменить на новые. Дело в том, что существуют большая вероятность того, что холодная сварка не сможет выдерживать таких нагрузок. Кроме того, важно основательно подойти к подбору средства, к примеру, применять не универсальный клей-герметик, а специализированный, который способен выдерживать сильные вибрации.
Кроме того, далеко не на самом последнем месте будет стоять и такая характеристика, как внешний вид сваренного стыка, потому что иногда это может испортить весь внешний вид. В таком случае, как и в третьем пункте, возможно, есть смысл задуматься о том, чтобы установить все новые детали.
Посредством холодной сварки вы сможете выполнять ремонтные работы и на мокрой поверхности, но для этого потребуется использовать особенный состав, не универсальный. Таким образом, вы сможете устранить течь в трубах из пластика, по которым перемещение воды выполняется под небольшим давлением. Но тут следует помнить о том, что такая сварка станет лишь временным решением проблемы.
Если же речь идет о ремонте трубопровода или даже магистралей, которые сделаны из пластиковых труб, то разумным решением станет использование состава, который способе выдержать постоянный контакт с водой.
Если сварка сильно начнет твердеть, то перед ее применением следует ее слегка разогреть, и для этого можно использовать фен, или же просто положить тюбик на радиатор отопления/под прямые лучи солнца, и 1/3 часа хватит с головой.
Не менее важно будет перед покупкой изучить этикетку на упаковке холодной сварки для пластика, где указан состав, дата и инструкция, как с ними работать. Таким образом, вы сможете сделать заключение, что холодная сварка – это идеальный материал, который поможет в наше время без проблем соединять пластиковые детали. Процесс будет отличаться простотой, сам состав относительно небольшой стоимостью, но самое главное, что при работе с холодной сваркой вы должны соблюдать все требования производителя, которые прописаны в инструкции.
Отзывы
Андрей, г. Краснодон: «Починил топливный бак сам. Представьте, снять его с автомобиля, парить, после долго спаивать – это же все неудобно. Я залез, а там очень тонкое отверстие, словно иголкой проткнули, и струя как со шприца. Знакомые пытались убедить в том, что холодная сварка не поможет, но решил попробовать, ведь ничего не теряют. После этого спокойно ездил как и раньше, и даже когда продавал машину, все было в полном порядке».
Егор, г. Ейск: «Раньше постоянно использован отличную сварку от фирмы «Алмаз», но сейчас ее перестали завозить в строительные магазины. Зато на замену стали появляться другие средства, и это явная подделка, хотя и идентичная на вид. Полный мусор, ничего не «сваривает». Зато узнал, что у настоящего «Алмаза» сейчас название поменялось и теперь «Алмаз-Пресс». Упаковка тоже выглядит иначе, но эффект как и раньше – шик и блеск. Сейчас заказываю по почте нормальную сварку и не нарадуюсь».
Холодная сварка — один из лучших способов сварки цветных металлов.
Veritasium/YouTube
Когда вы думаете о процедуре сварки, самое первое, что приходит на ум, это, вероятно, использование тепла. Такие методы, как дуговая сварка, сварка трением, ультразвуковая сварка и лазерная сварка, так или иначе связаны с нагревом. Фактически, тепло считается синонимом сварки и в приведенных выше примерах имеет решающее значение для соединения двух металлов вместе.
Однако это не единственный способ. Вы можете, хотите верьте, хотите нет, на самом деле сплавлять металлы вместе в процессе, называемом холодной сваркой.
Широко используется в авиации и электротехнике и считается одним из лучших способов соединения металлов (и других материалов) друг с другом.
Это может показаться невозможным, но на самом деле это один из самых популярных методов сварки. Давайте узнаем немного больше об этом.
Тепловая сварка эффективно делает детали достаточно пластичными, чтобы могла происходить диффузия атомов либо между двумя деталями, либо с другой средой посередине. Хотя это традиционно делается путем применения тепла, существуют и другие способы уговорить атомы диффундировать.
Холодная сварка является одним из предпочтительных методов в авиационной промышленности. Источник: US Gov. Military Air Force/Wikimedia Commons
Холодная сварка (также известная как холодная сварка давлением и контактная сварка) использует давление в условиях вакуума вместо тепла для соединения двух материалов посредством процесса, называемого твердотельной диффузией.
Его также можно использовать для склеивания других материалов, таких как пластмассы.
Тем не менее, возникает вопрос: «Прочна ли холодная сварка?» Как оказалось да.
Полученная связь обычно такая же прочная, как и у исходных материалов после завершения процесса.
Во время процесса металл не расплавляется, и материалы обычно не нагреваются до заметной степени. Однако этот процесс зависит от необходимости сначала удалить любые оксидные слои с рассматриваемых металлов.
Это в основном связано с тем, что металлы обычно содержат поверхностный оксидный слой, который действует как тонкий барьер на поверхности материалов, предотвращая диффузию атомов металла между металлическими частями.
Большинство металлов при нормальных условиях имеют некоторый тип оксидного слоя на открытых поверхностях, даже если он не виден невооруженным глазом. Они также могут собирать слои других загрязняющих веществ, таких как жир, пыль и т. д.
Холодная сварка решает эту проблему путем подготовки металлов перед сваркой. Процесс подготовки включает очистку или чистку металлов щеткой до такой степени, что верхний оксидный или барьерный слой удаляется.
Самый популярный
Металлы должны быть максимально очищены от жировых и оксидных слоев при холодной сварке. Источник: Андрезадник/Викисклад
Это обычно включает сочетание химических и механических методов. Обезжиривание, проволочная щетка. и другие методы используются для обеспечения того, чтобы любые металлические поверхности были максимально свободны от оксидного слоя.
Как упоминалось ранее, любые металлы, которые будут подвергаться холодной сварке, должны быть предварительно очищены от оксидных слоев.
После достижения желаемой чистоты поверхности оба материала механически прижимаются друг к другу с применением необходимого усилия. Это усилие зависит от самого материала, так как некоторые материалы можно сваривать только при высоком давлении.
Но есть и другие требования.
Одним из условий, необходимых для холодной сварки, является то, что по крайней мере один из материалов должен быть пластичным и не подвергаться сильной закалке. Это, очевидно, сужает список материалов, которые могут быть кандидатами на холодную сварку.
Мягкие металлы, такие как алюминий или медь, лучше всего подходят для холодной сварки.
Холодная сварка может использоваться для соединения разнородных металлов, таких как медь и алюминий. Источник: mtiwelding
Наиболее распространенные соединения, которые возможны при холодной сварке:
Стыковое соединение
Соединение внахлестку
В стыковом соединении удаление барьерного слоя металла требуется не часто, так как пластическая деформация, возникающая в процессе соединения, автоматически разрушает барьер. Этот тип соединения чаще всего применяется к металлам, таким как алюминиевые или медные провода, диаметром от 0,02 дюйма (0,5 мм) до 0,4 дюйма (10 мм).
Стыки внахлестку, напротив, требуют специальной обработки, поскольку в противном случае материалы не будут прилипать друг к другу. Соединения внахлест чаще используются при сварке листов вместе или листов к стержням.
Холодная сварка также широко используется с проволокой, включая алюминий, медь, цинк, латунь 70/30, никель, серебро, серебряные сплавы и золото.
Впервые холодная сварка была официально признана еще в 1940-х годах, но есть некоторые свидетельства того, что она может иметь еще более раннее происхождение.
В 1724 году, например, преподобный Дж. И. Дезагюлье успешно соединил два металла методом холодной сварки. Он показал, что если сжать и скрутить вместе два свинцовых шарика одинакового диаметра, они прилипнут друг к другу. Суставы были несколько неустойчивыми, но оказались такими же прочными, как и у родительских свинцовых шаров.
Какой бы полезной ни была холодная сварка, она далеко не без ограничений — как и любая другая форма сварки.
Холодная сварка имеет некоторые преимущества перед другими видами сварки. Источник: Силы обороны Новой Зеландии/Flickr
Очень сложно добиться идеального холодного сварного шва. Это происходит по нескольким причинам, включая оксидные слои, которые образуются поверх металла в атмосферных условиях, неровности поверхности, загрязнение поверхности и многое другое. Достичь идеальных условий может быть сложно и дорого, особенно для крупномасштабных сварочных проектов.
Оптимальные холодные сварные швы получаются только тогда, когда две сжимаемые поверхности чистые и не содержат каких-либо загрязнений. Это требует дополнительных подготовительных шагов и может занять некоторое время.
Кроме того, чем ровнее и ровнее будет поверхность, тем легче и равномернее будет сварка. Идеально ровная и гладкая поверхность не всегда возможна, особенно на микро- и наноуровне.
Другим ограничением являются типы металлов, которые можно сваривать холодной сваркой. По крайней мере, один из них должен быть пластичным, а мягкие цветные металлы — единственные реальные кандидаты, подходящие для холодной сварки. Медь и алюминий являются двумя наиболее часто свариваемыми металлами.
Металлы, содержащие углерод, обычно не подлежат холодной сварке.
Наиболее примечательным преимуществом холодной сварки является то, что получаемые сварные швы имеют такую же или очень близкую прочность соединения основного материала. Этот подвиг очень трудно воссоздать в других формах металлообработки без полной плавки и повторной отливки.
Холодная обработка также может использоваться для сварки алюминиевых сплавов серий 2xxx и 7xxx, которые нельзя сваривать плавлением из-за их склонности к горячему растрескиванию и которые очень трудно соединить с другими формами сварки.
Пример ручного аппарата для холодной сварки. Источник: PWM Cold Pressure Welding Machines/YouTube
. В промышленности холодная сварка известна своей способностью сваривать алюминий и медь, которые также часто трудно сваривать другими методами сварки. Однако связь между двумя материалами при холодной сварке очень прочная.
Холодная сварка обеспечивает чистые и прочные швы без образования хрупких интерметаллидов.
Холодная сварка в основном применяется в сварочной проволоке. Поскольку нет нагрева и процесс может быть выполнен быстро, холодная сварка может обеспечить идеальное сваривание проволоки, в основном с алюминием, медью, латунью 70/30, цинком, серебром и серебряными сплавами, никелем и золотом.
Существуют даже ручные инструменты, которые можно использовать для холодной сварки проволоки, что делает их очень портативными и простыми в использовании — конечно, после того, как металлические поверхности будут достаточно очищены.
Холодная сварка также используется в тех случаях, когда необходимо соединить разнородные металлы, например, между медью и алюминием.
Холодная сварка обеспечивает один из самых прочных сварных швов для создания соединений, подобных основному металлу. Не требует тепловой энергии и специальных инструментов. Среди самых популярных методов сварки холодная сварка показывает, что нагрев не нужен, если вы соединяете определенные типы материалов.
Для вас
наука
Телескоп Хаббл открывает нам космические объекты, а звуковая обработка позволяет нам испытать эти астрономические чудеса с помощью других органов чувств.
Сад Агард | 06.09.2022
наукаХотите защитить свой мозг от старения? Выучить другой язык
Пол Ратнер| 15.08.2022
наукаНовый подход к мембранному опреснению может обеспечить получение питьевой воды из морской воды
Sade Agard| 24.08.2022
Еще новости
транспорт «Икона морей»: открытие крупнейшего в мире круизного лайнера
Лукия Пападопулос| 22. 10.2022
инновации Чемпионат мира по футболу в Катаре: стадионы AC показывают, как технологии формируют спорт
Баба Тамим| 21.10.2022
культура ВВС США представят первый за 34 года новый бомбардировщик-невидимку B-21 Raider
Ameya Paleja| 21.10.2022
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения поверхностей размягченных термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сваривать пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего места
Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать соединения на месте: Перед включением горелки убедитесь, что вы сформировали желаемое соединение. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Предварительно прогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0145 ° C или 527 ° F, в то время как для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для большей однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сварить пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотной акустической вибрацией. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
Вибрационная сварка : Эта процедура основана на трении для получения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
Подготовка рабочей поверхности проста.
Для сварки пластика не требуются расходные материалы.
Сварные пластмассы легкие.
Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
Сильно зависит от совместимости материалов.
Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Рабочие инструменты всегда определяют вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки,
Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
Служба поддержки: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики.



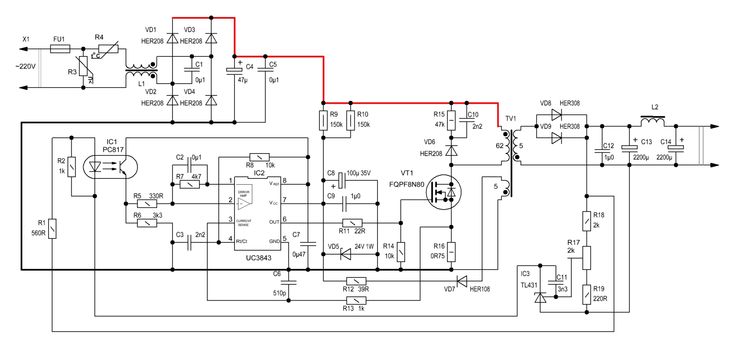
 По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.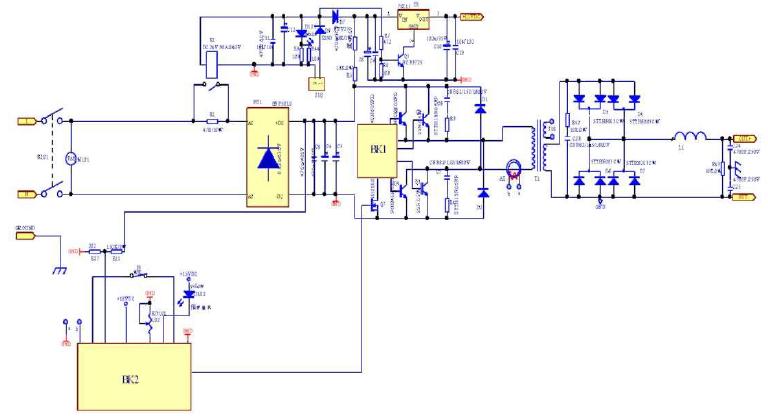
 Представляет собой диодный мост, выпрямляющий поступающий из розетки в аппарат ток. Чтобы мост не перегревался, в нем есть термодатчик, отсекающий цепь при достижении 90 градусов. Воздушное охлаждение реализовано в виде приточного вентилятора.
Представляет собой диодный мост, выпрямляющий поступающий из розетки в аппарат ток. Чтобы мост не перегревался, в нем есть термодатчик, отсекающий цепь при достижении 90 градусов. Воздушное охлаждение реализовано в виде приточного вентилятора.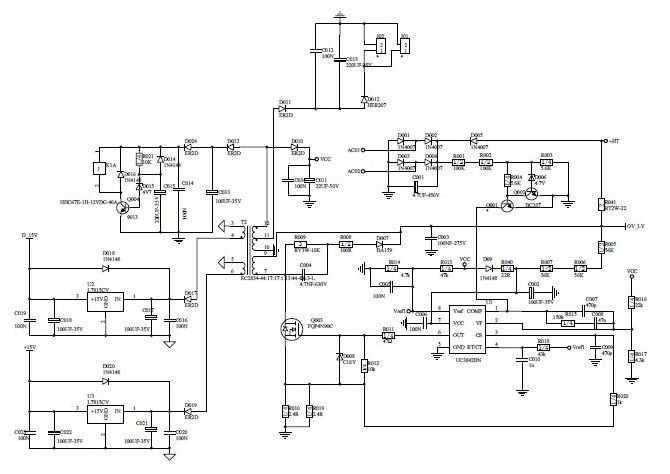 Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
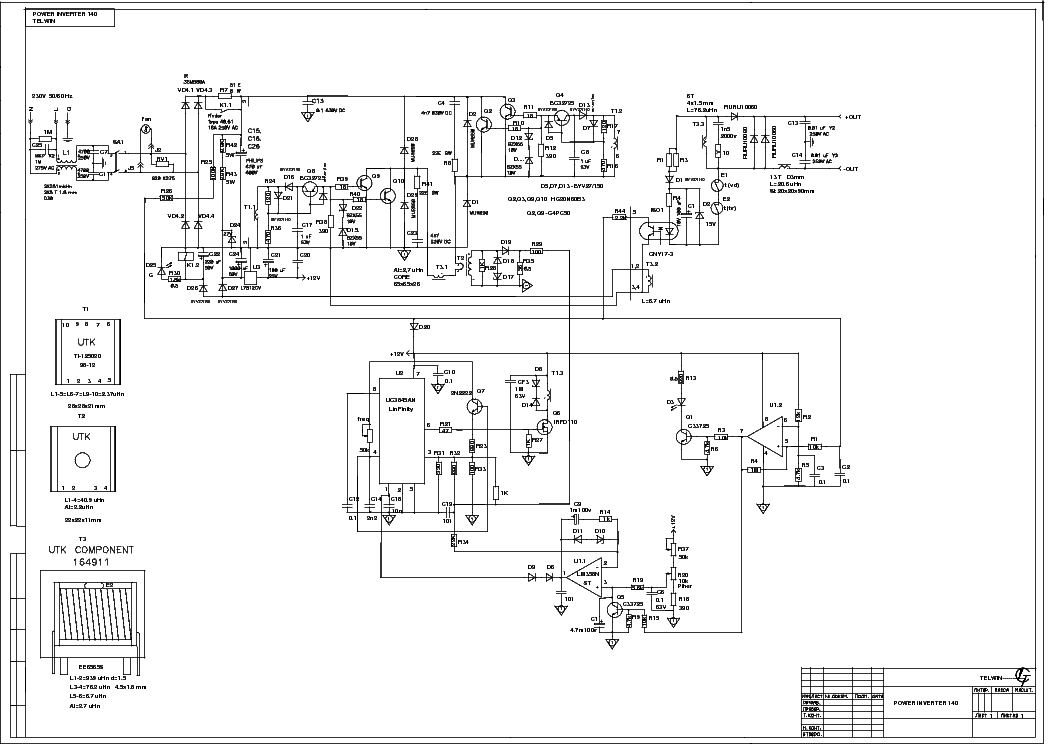 Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
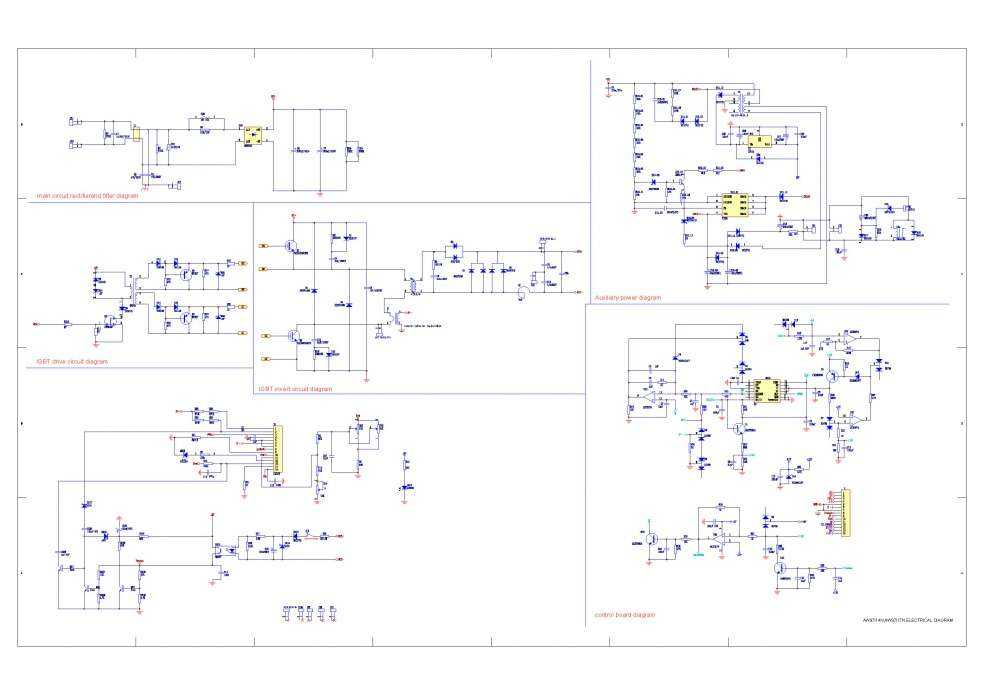 Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
 Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
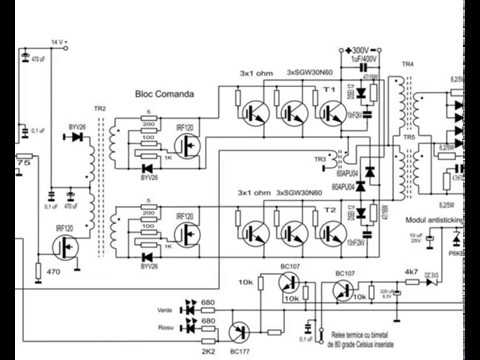 Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
 Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
 Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
 У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
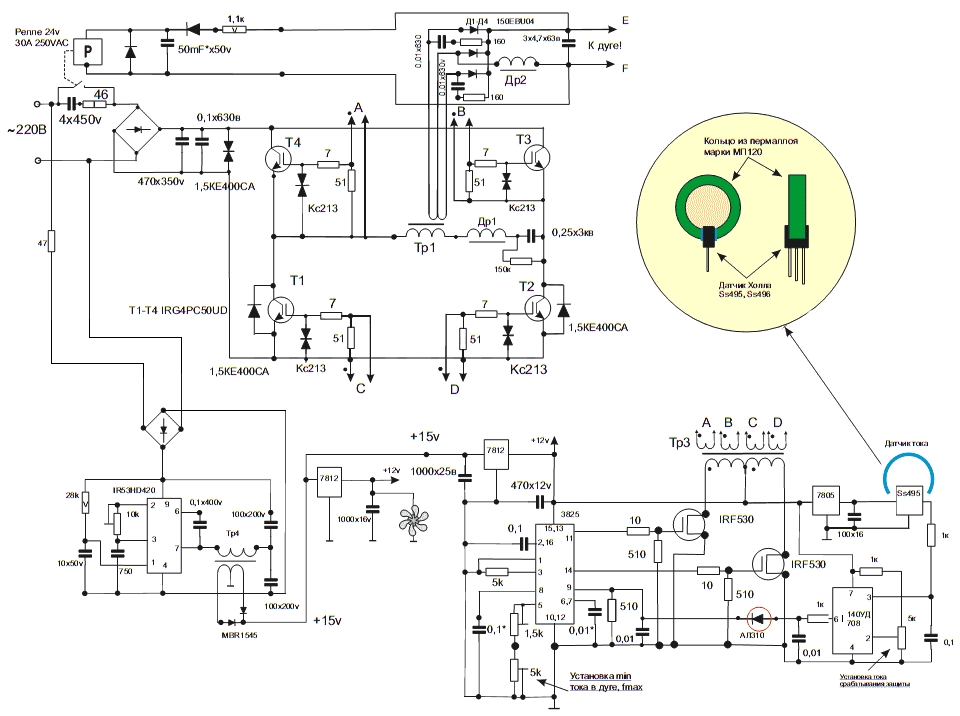 Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
 Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
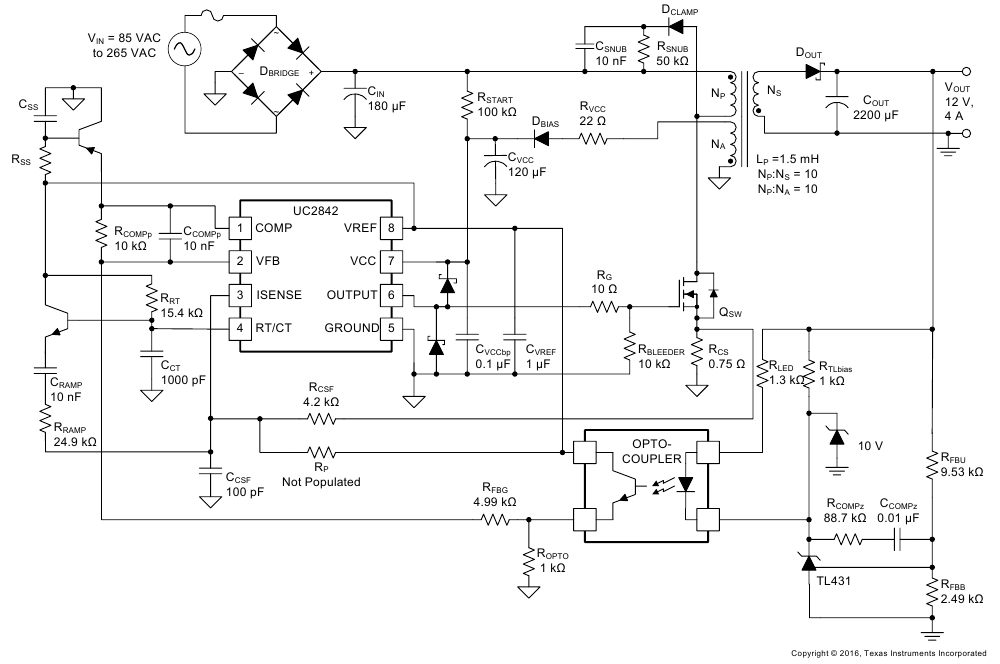 Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
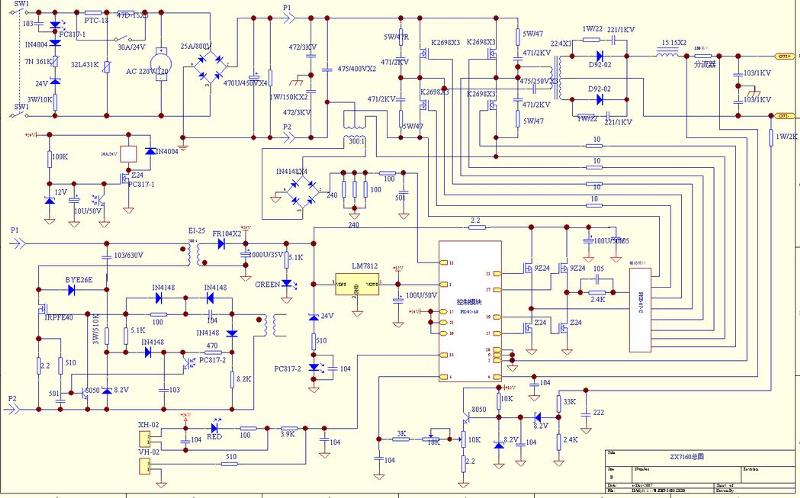

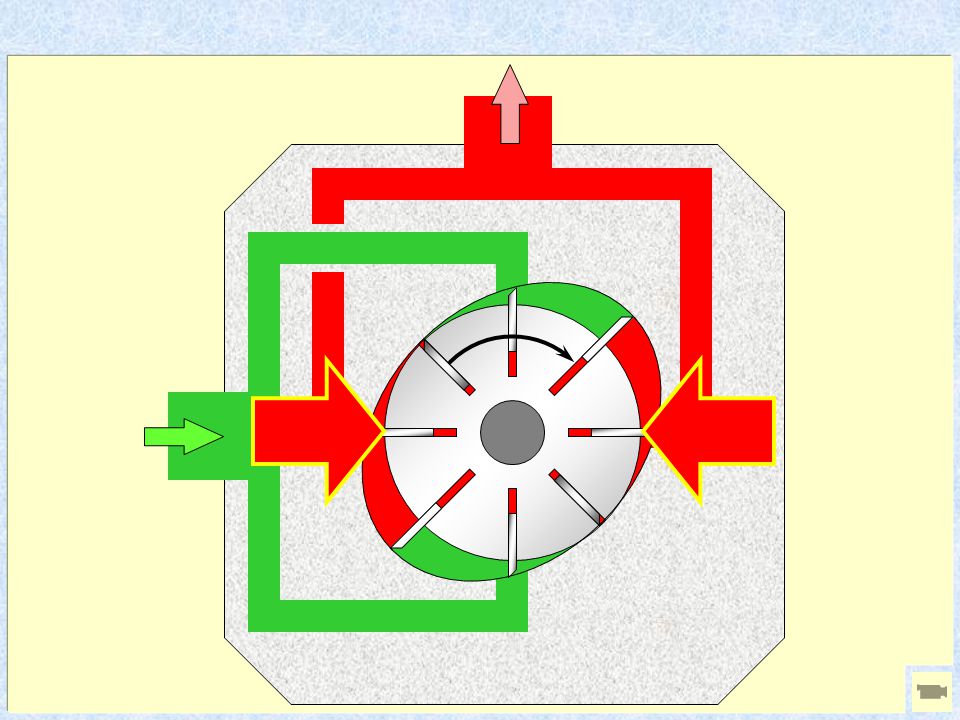
 Вращение вокруг своей оси находящихся в зацеплении винтов создает “временные” рабочие камеры, движущиеся вдоль оси винтов по направлению к нагнетательному патрубку, за счет чего происходи перекачивание среды.
Вращение вокруг своей оси находящихся в зацеплении винтов создает “временные” рабочие камеры, движущиеся вдоль оси винтов по направлению к нагнетательному патрубку, за счет чего происходи перекачивание среды. д. действия.
д. действия.


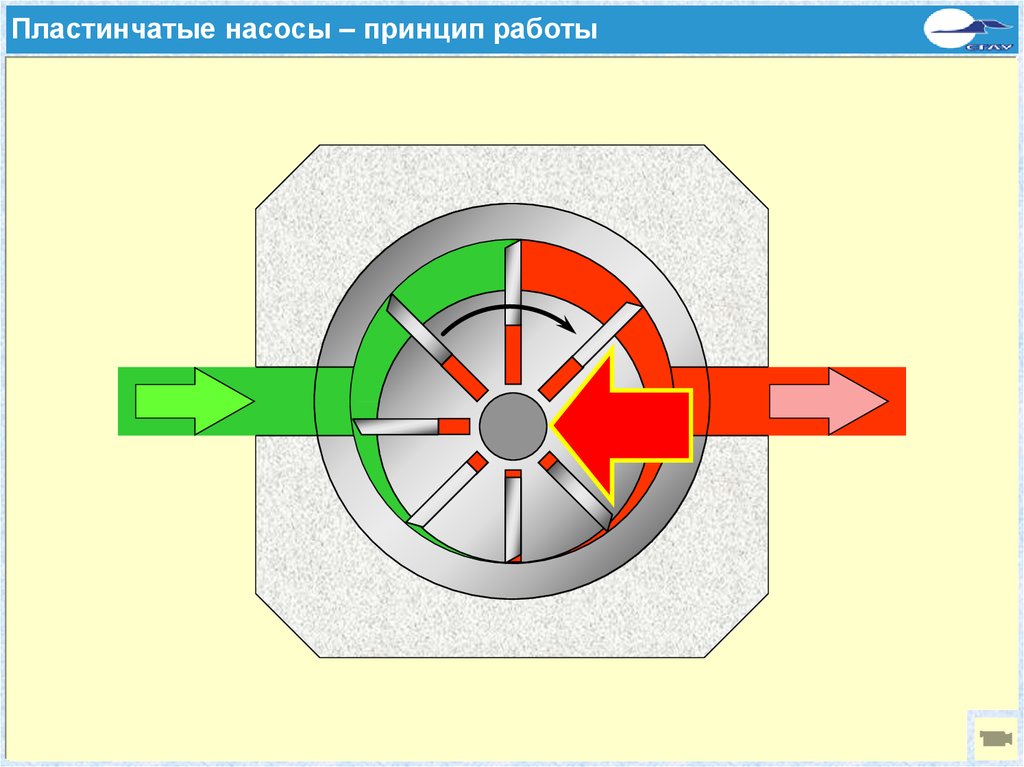 000 сСт. Это делает насос с полым вращающимся диском пригодным во многих условиях в тех же установках – один насос может подходить для многих жидкостей
000 сСт. Это делает насос с полым вращающимся диском пригодным во многих условиях в тех же установках – один насос может подходить для многих жидкостей

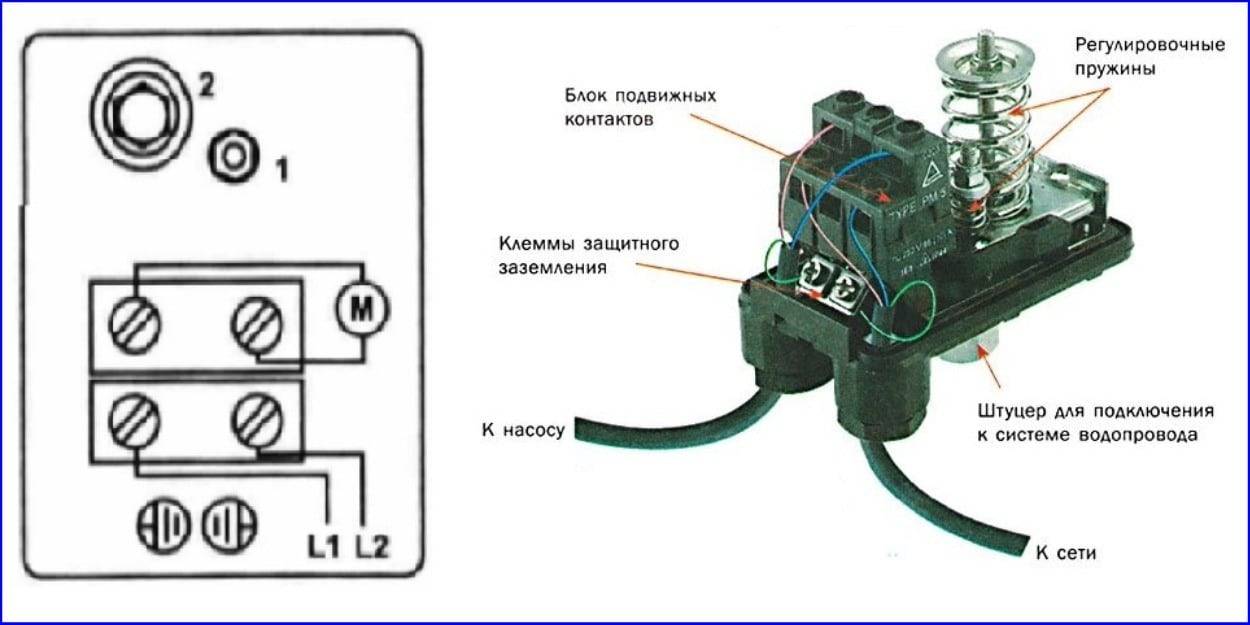
 Благодаря своим особым характеристикам насосы с полыми дисками рекомендуются для перекачки жидкостей со средней, высокой и очень высокой степенью вязкости, содержащей также небольшое количество взвешенных твердых частиц.
Благодаря своим особым характеристикам насосы с полыми дисками рекомендуются для перекачки жидкостей со средней, высокой и очень высокой степенью вязкости, содержащей также небольшое количество взвешенных твердых частиц. д.
д.





 Они находят широкое применение в пищевой и фармацевтической промышленности для перекачивания вязких,…
Они находят широкое применение в пищевой и фармацевтической промышленности для перекачивания вязких,…



 Масло отводится в маслосборник. Этот процесс позволяет удалить из воздуха 95-98% масла.
Масло отводится в маслосборник. Этот процесс позволяет удалить из воздуха 95-98% масла. Кроме того, в насосах этого типа воздух обычно проходит через охладитель для снижения температуры выхлопа.
Кроме того, в насосах этого типа воздух обычно проходит через охладитель для снижения температуры выхлопа. Насос имеет корпус, в котором размещены двойная шестерня (внешняя шестерня ротора и внутренняя промежуточная шестерня) и серповидный узел. Когда роторная шестерня начинает вращаться, промежуточная шестерня вращается, и зубья начинают соответственно зацепляться. Это пространство между этими шестернями и зацеплением, которое одновременно втягивает жидкость и вытесняет ее. Серповидная форма смещает промежуточную шестерню и обеспечивает уплотнение между всасывающим и выпускным отверстиями.
Насос имеет корпус, в котором размещены двойная шестерня (внешняя шестерня ротора и внутренняя промежуточная шестерня) и серповидный узел. Когда роторная шестерня начинает вращаться, промежуточная шестерня вращается, и зубья начинают соответственно зацепляться. Это пространство между этими шестернями и зацеплением, которое одновременно втягивает жидкость и вытесняет ее. Серповидная форма смещает промежуточную шестерню и обеспечивает уплотнение между всасывающим и выпускным отверстиями. Расход прямо пропорционален скорости и не зависит от давления, что дает сервисному оператору гораздо больший контроль и надежность.
Расход прямо пропорционален скорости и не зависит от давления, что дает сервисному оператору гораздо больший контроль и надежность.
 ..как их …ну на чём полочки для клавы ездют…
..как их …ну на чём полочки для клавы ездют… ..можно…
..можно…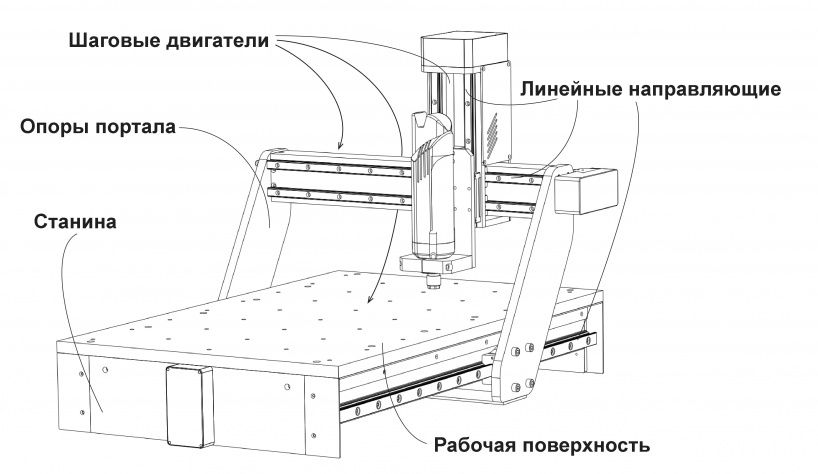 …классика….икона начинающих
…классика….икона начинающих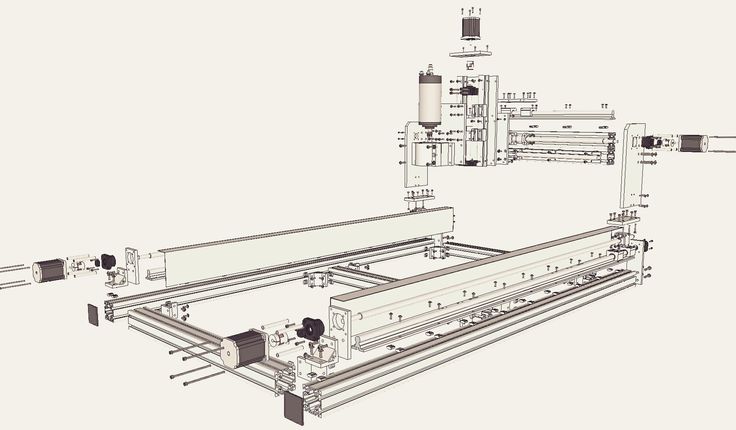
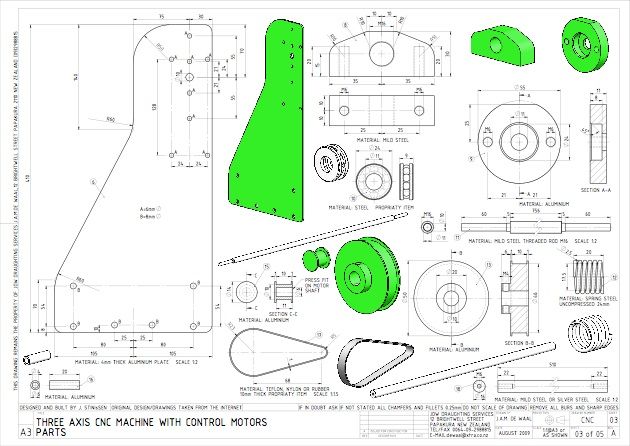 усилие резания
усилие резания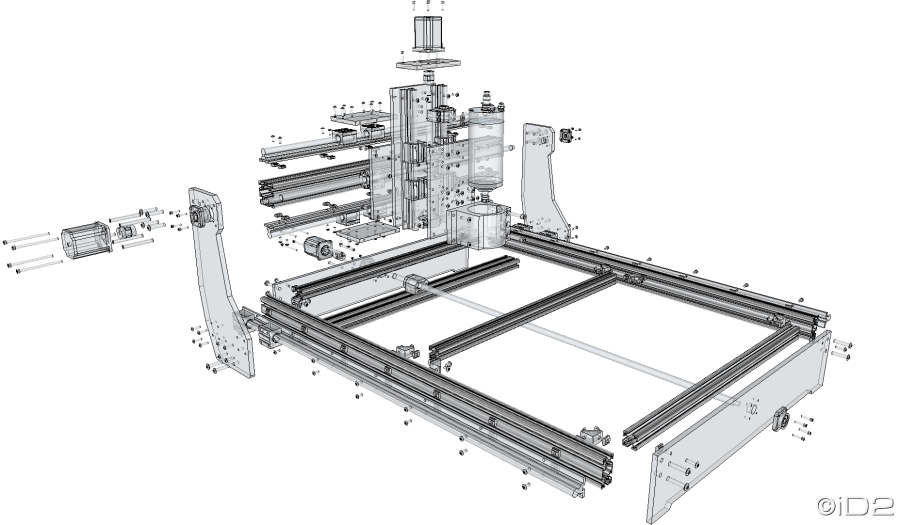
 Эта статья также включает технические рекомендации по рисованию и лучшие практики, проверенные инженерами Hubs.
Эта статья также включает технические рекомендации по рисованию и лучшие практики, проверенные инженерами Hubs. В том числе:
В том числе: Это потому что:
Это потому что: Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
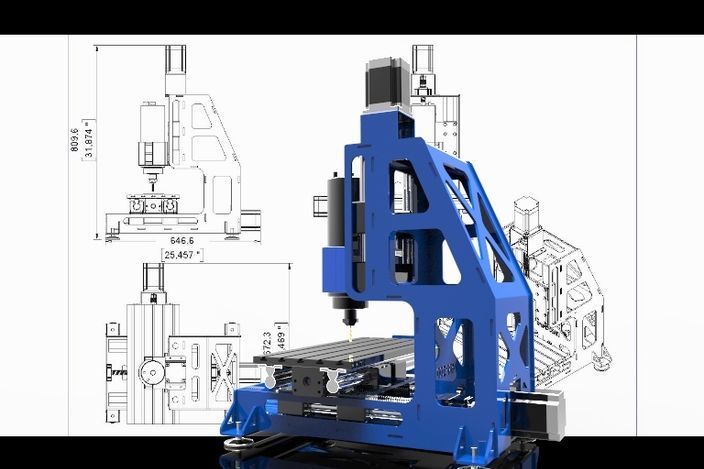 д.). Стрелки линии разреза указывают направление.
д.). Стрелки линии разреза указывают направление.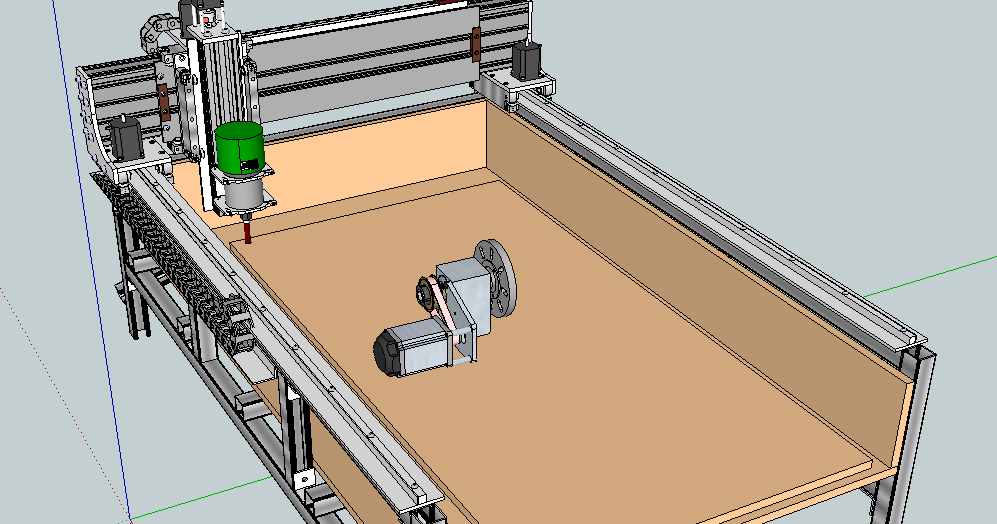 Они передают дополнительную информацию, которая не была включена в сами чертежи.
Они передают дополнительную информацию, которая не была включена в сами чертежи.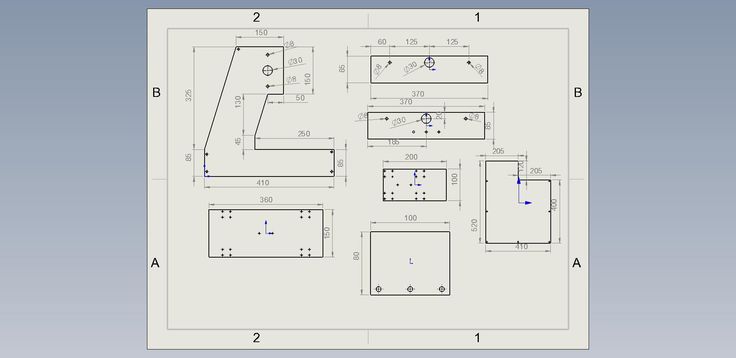

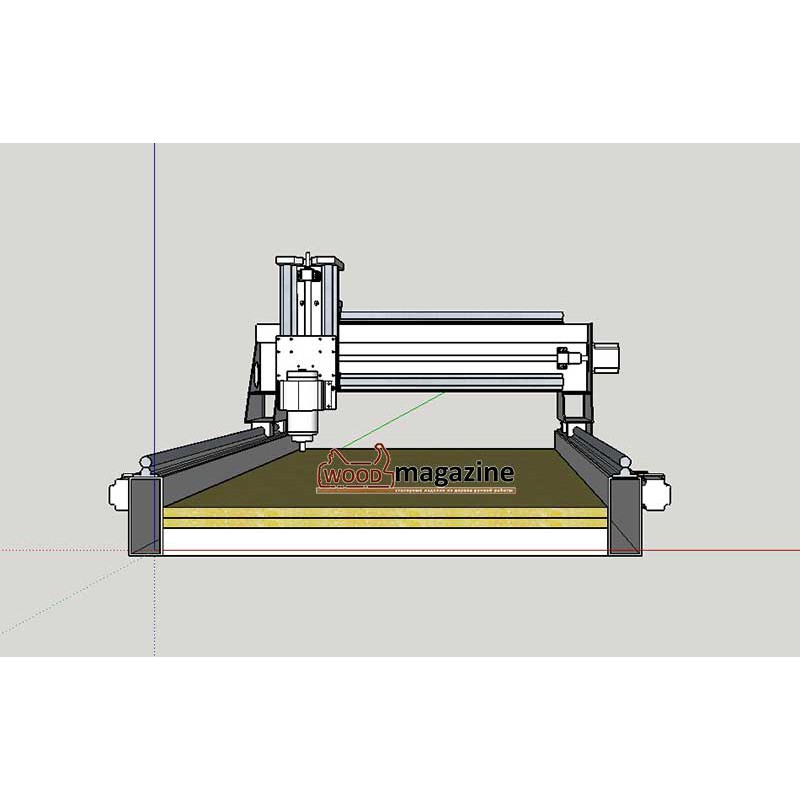
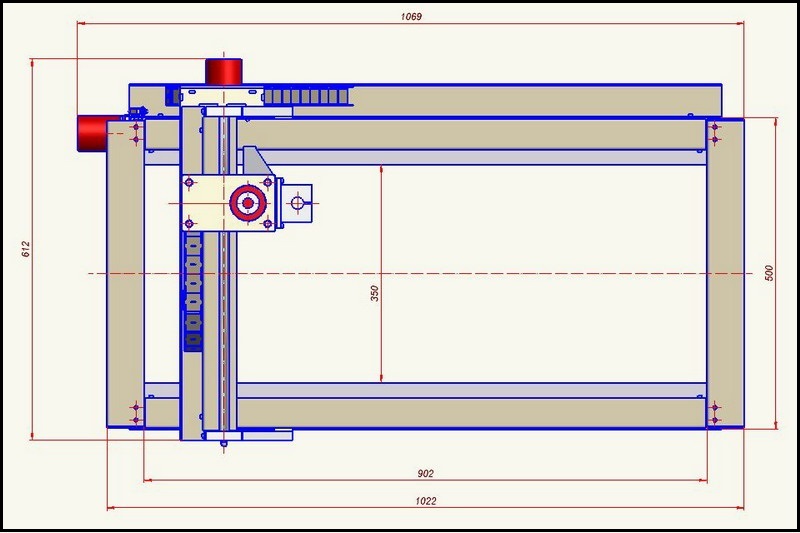
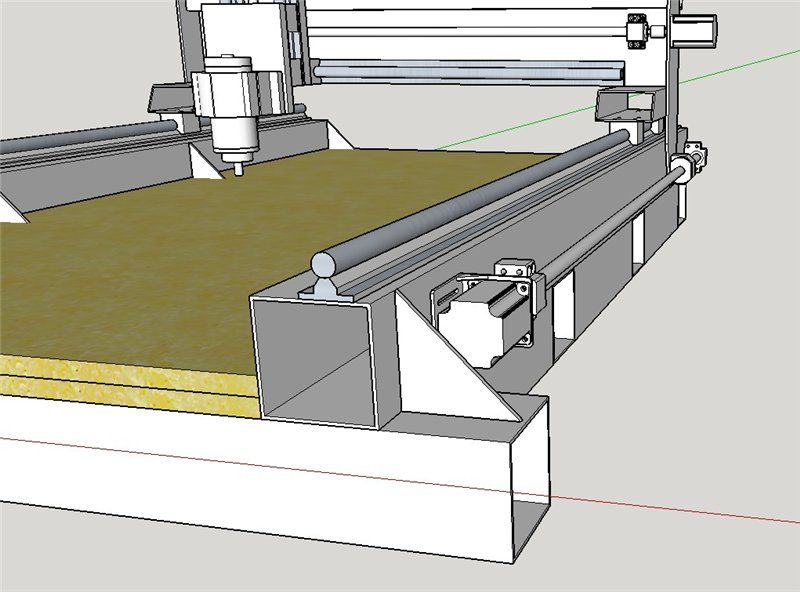 Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указывать направляющие отверстия и резьбы различной длины.
Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указывать направляющие отверстия и резьбы различной длины.

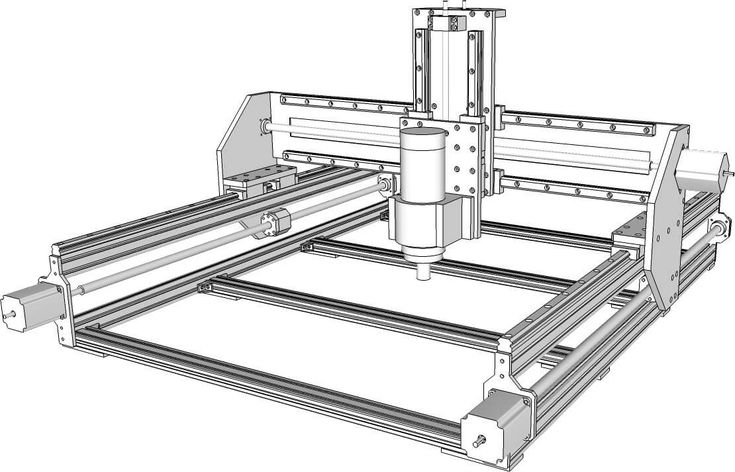
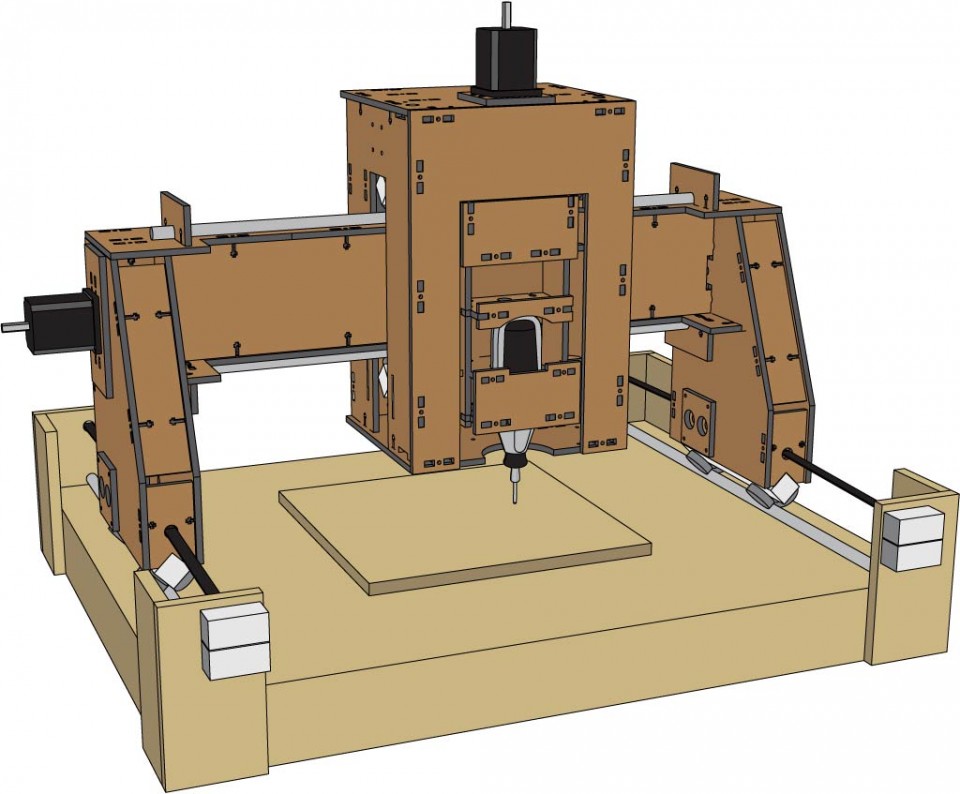

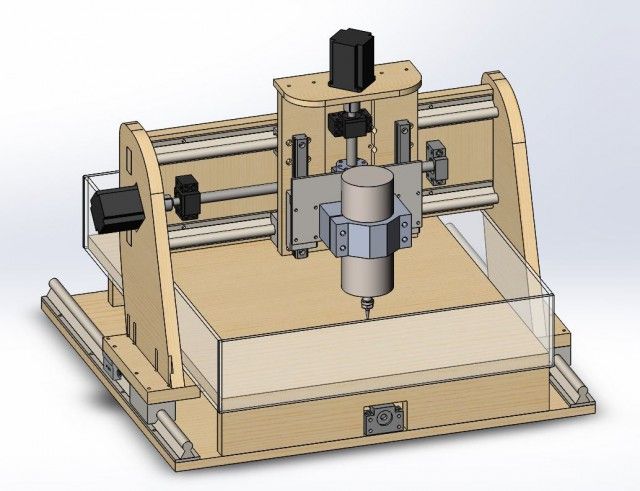
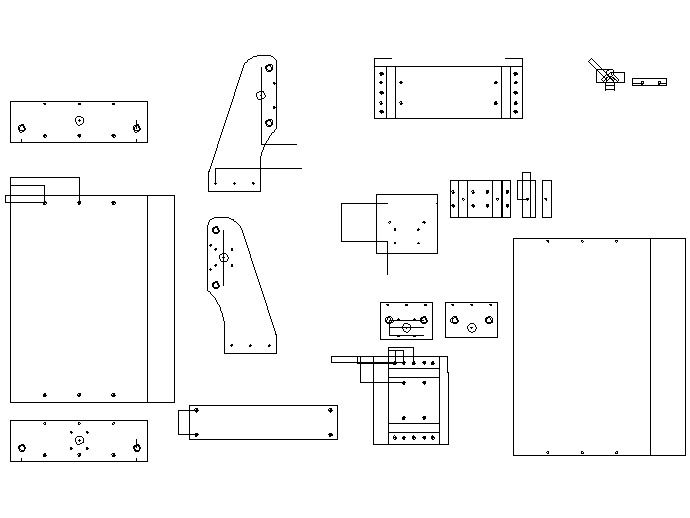 Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента.
Как правило, требуется добавить достаточно видов, чтобы полностью определить геометрию, размеры и допуски обрабатываемого компонента. Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.
Образцы отверстий — хороший пример критических размеров — например, на внешних четырех углах демонстрационной части корпуса. Эта схема отверстий показывает, как деталь будет крепиться к основанию, и должна совпадать с отверстиями в сопрягающей детали.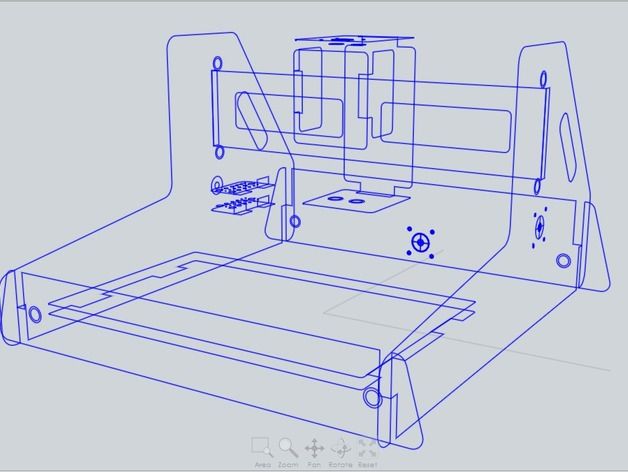 Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.
Такой широкий диапазон, вероятно, не сработает, если мы взаимодействуем с другой частью.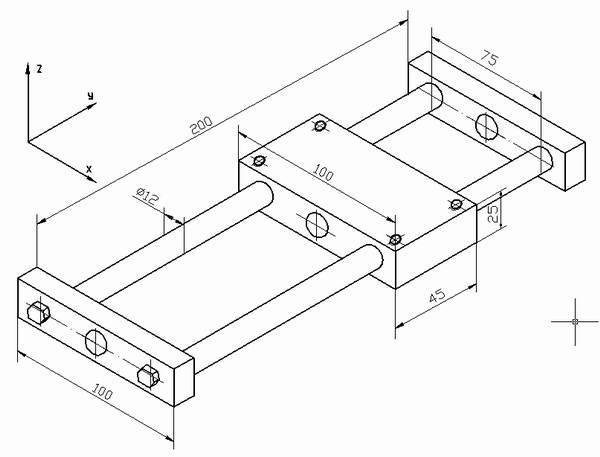 По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище.
По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним измерением, чтобы сделать чертеж чище.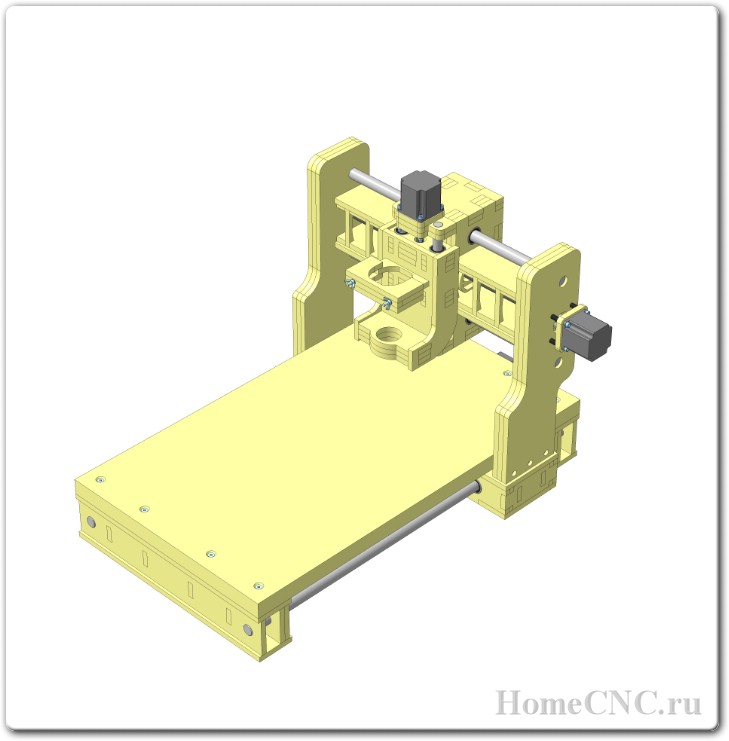 Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.
Кроме того, существует два типа отверстий: сквозные отверстия, которые полностью проходят через деталь, и глухие отверстия, которые имеют заданную глубину, вызываемую с помощью символ ↧ на инженерном чертеже. Глубина потайных отверстий также обозначается символом ⌴.



 абсолютно сухой массы фанеры, мг
абсолютно сухой массы фанеры, мг
 01.2025
01.2025
 09.2027
09.2027

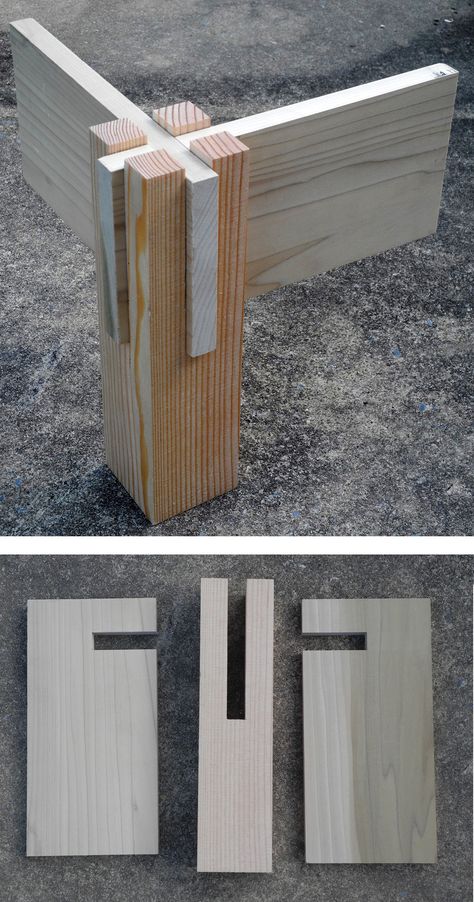

 адрес
адрес

 Как следствие, строительные и охранные компании в спешке закупили достаточное количество материалов, что привело к истощению запасов у некоторых поставщиков OSB, что привело к сокращению предложения и росту цен.
Как следствие, строительные и охранные компании в спешке закупили достаточное количество материалов, что привело к истощению запасов у некоторых поставщиков OSB, что привело к сокращению предложения и росту цен. Эта конструкционная панель состоит из длинных древесных стружек толщиной около 18 мм, склеенных водостойкими термоотверждаемыми клеями на основе синтетических смол.
Эта конструкционная панель состоит из длинных древесных стружек толщиной около 18 мм, склеенных водостойкими термоотверждаемыми клеями на основе синтетических смол.



 Строительство в Китае продемонстрировало темпы роста примерно на 14,5% при оценке около 1,1 миллиарда долларов, что еще больше подстегнуло рынок OSB.
Строительство в Китае продемонстрировало темпы роста примерно на 14,5% при оценке около 1,1 миллиарда долларов, что еще больше подстегнуло рынок OSB.

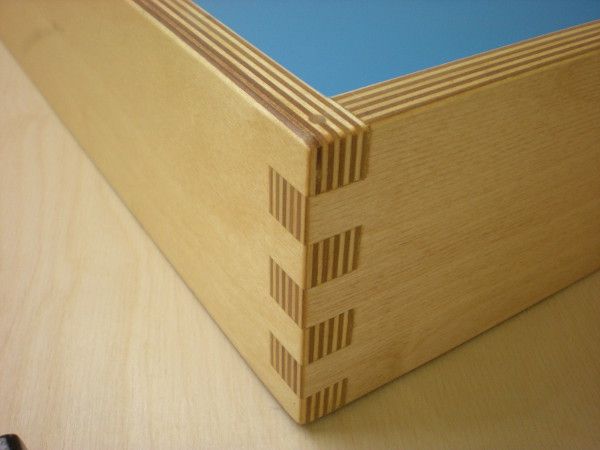
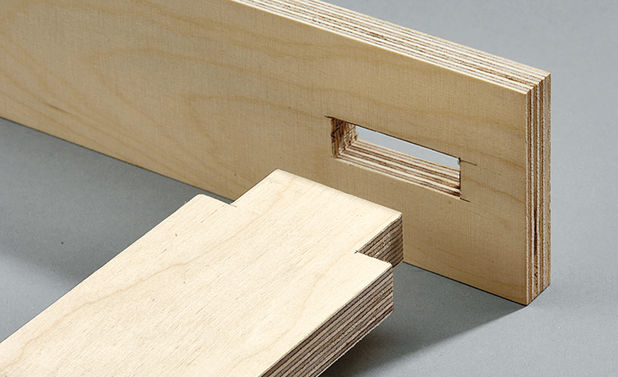
 Эту смесь вылейте в ствол скважины. Внимание! Способ подходит только тем, кто не планирует в дальнейшем использовать насосный агрегат. Раствор способен повредить элементы оборудования;
Эту смесь вылейте в ствол скважины. Внимание! Способ подходит только тем, кто не планирует в дальнейшем использовать насосный агрегат. Раствор способен повредить элементы оборудования; При большом весе агрегата тянуть за шнур нельзя, так как он с большой вероятностью порвется. В этой ситуации найдите толстую веревку и прикрепите на нее крюк. Потом осторожно опустите ее и пытайтесь зацепить насос.
При большом весе агрегата тянуть за шнур нельзя, так как он с большой вероятностью порвется. В этой ситуации найдите толстую веревку и прикрепите на нее крюк. Потом осторожно опустите ее и пытайтесь зацепить насос. Вы можете найти компанию, которая предоставляет такие услуги по Москве и Московской области.
Вы можете найти компанию, которая предоставляет такие услуги по Москве и Московской области. Иногда владельца не устраивает мощность системы. Во всех из этих случаев целесообразно выполнить модернизацию насосного оборудования.
Иногда владельца не устраивает мощность системы. Во всех из этих случаев целесообразно выполнить модернизацию насосного оборудования. Повредилась сетка галунного фильтра и с притоком воды в скважину, насос замыло песком, который его и удерживает;
Повредилась сетка галунного фильтра и с притоком воды в скважину, насос замыло песком, который его и удерживает; Не делайте резких рывков при подъёме предметов, можно повредить обсадные трубы. В этом случае цена последующего ремонта может быть выше, чем обустройство нового источника воды.
Не делайте резких рывков при подъёме предметов, можно повредить обсадные трубы. В этом случае цена последующего ремонта может быть выше, чем обустройство нового источника воды.
 При недостаточно грамотном подъёме можно повредить насос или обсадные трубы, после чего потребуется дорогой ремонт, стоимость которого может быть гораздо выше, чем создание и обустройство нового источника воды на участке. Поэтому лучше доверить работу профессионалам. Все наши сотрудники имеют соответствующее образование и большой опыт. Они выполнят извлечение оборудования аккуратно и быстро. При желании клиента проведут и другие работы, чтобы возобновить подачу воды. На нашем складе есть все необходимые для этого средства.
При недостаточно грамотном подъёме можно повредить насос или обсадные трубы, после чего потребуется дорогой ремонт, стоимость которого может быть гораздо выше, чем создание и обустройство нового источника воды на участке. Поэтому лучше доверить работу профессионалам. Все наши сотрудники имеют соответствующее образование и большой опыт. Они выполнят извлечение оборудования аккуратно и быстро. При желании клиента проведут и другие работы, чтобы возобновить подачу воды. На нашем складе есть все необходимые для этого средства.
 Чаще всего это происходит из-за того, что что-то не так с скважинным насосом. Хотя средний срок службы скважинного насоса составляет от 12 до 18 лет, многие его компоненты могут выйти из строя и привести к тому, что скважина перестанет подавать воду в ваш дом.
Чаще всего это происходит из-за того, что что-то не так с скважинным насосом. Хотя средний срок службы скважинного насоса составляет от 12 до 18 лет, многие его компоненты могут выйти из строя и привести к тому, что скважина перестанет подавать воду в ваш дом. Иногда это можно исправить, сбросив автоматический выключатель или заменив предохранитель, пострадавший от скачка напряжения или падения напряжения.
Иногда это можно исправить, сбросив автоматический выключатель или заменив предохранитель, пострадавший от скачка напряжения или падения напряжения. Ваш сантехник может осмотреть систему, чтобы убедиться в правильной и безопасной работе.
Ваш сантехник может осмотреть систему, чтобы убедиться в правильной и безопасной работе.


 Затраты на замену скважинного насоса значительно различаются, но обычно составляют от
Затраты на замену скважинного насоса значительно различаются, но обычно составляют от  Эти недорогие устройства экономичны, если ваша скважина неглубокая, но их компоненты не так долговечны, как многие другие типы скважинных насосов, и они, как правило, не служат так долго.
Эти недорогие устройства экономичны, если ваша скважина неглубокая, но их компоненты не так долговечны, как многие другие типы скважинных насосов, и они, как правило, не служат так долго. Кроме того, подводные аппараты могут доставлять больший объем воды и давление без чрезмерного напряжения.
Кроме того, подводные аппараты могут доставлять больший объем воды и давление без чрезмерного напряжения. Однако эти насосы используют солнечную энергию, поэтому вам не нужно полагаться на местное электроснабжение для питания скважины. Это хороший выбор для тех, кто заинтересован в сокращении своего углеродного следа, экономии затрат на электроэнергию и уменьшении зависимости от основных коммунальных услуг.
Однако эти насосы используют солнечную энергию, поэтому вам не нужно полагаться на местное электроснабжение для питания скважины. Это хороший выбор для тех, кто заинтересован в сокращении своего углеродного следа, экономии затрат на электроэнергию и уменьшении зависимости от основных коммунальных услуг. Когда дело доходит до замены скважинного насоса, стоимость определяется несколькими факторами.
Когда дело доходит до замены скважинного насоса, стоимость определяется несколькими факторами.
 приходится бежать, чтобы подать воду к приборам».
приходится бежать, чтобы подать воду к приборам».


 ..
.. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной…
К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной… ..
.. Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
Проходная конструкция листогибов ЛГС позволяет выполнять гибы для… ..
.. К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной…
К ним относятся любые коробчатые, кассетные конструкции и конструкции сложной… 10.2022
10.2022 175-26-R08/R/T
175-26-R08/R/T По отрезанию — неудобно выравнивать, особенно если нужно отрезать с малой погрешностью. Оцинковку 0,7 мм. ребята отрезать не смогли, хотя сказали что держали втроем, прижим слабый.
По отрезанию — неудобно выравнивать, особенно если нужно отрезать с малой погрешностью. Оцинковку 0,7 мм. ребята отрезать не смогли, хотя сказали что держали втроем, прижим слабый.  lipetsk.ru/lgs26.htm
lipetsk.ru/lgs26.htm А гнуть на станке стоимостью как автомобиль чтобы было чуть прямее или радиус меньше – совсем не разумно.
А гнуть на станке стоимостью как автомобиль чтобы было чуть прямее или радиус меньше – совсем не разумно.



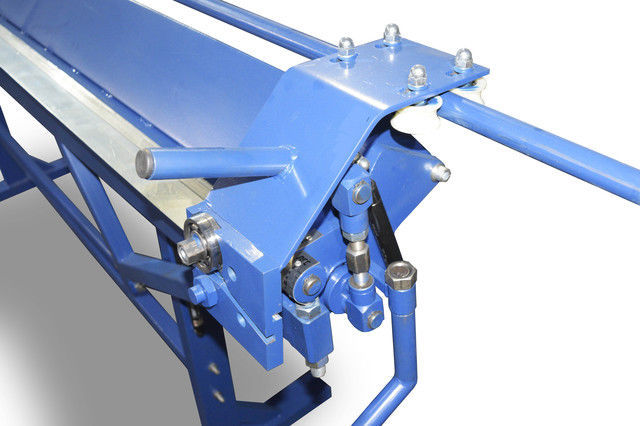
 Оцинковку 0,7 мм. ребята отрезать не смогли, хотя сказали что держали втроем, прижим слабый.
Оцинковку 0,7 мм. ребята отрезать не смогли, хотя сказали что держали втроем, прижим слабый.  Выбирайте станки по своим задачам.
Выбирайте станки по своим задачам. На деньги от покупки импортного станка разумнее купить 5 станков ЛГС26
На деньги от покупки импортного станка разумнее купить 5 станков ЛГС26  6 на
6 на  6php-04.6. онлайн 57
6php-04.6. онлайн 57  Эти ленты с ПВХ-основой известны своим качеством, долговечностью и стабильностью на выходе. Примечания:
Эти ленты с ПВХ-основой известны своим качеством, долговечностью и стабильностью на выходе. Примечания:



 Из корпуса выступает держатель, куда вставляются цанги. Цанги — это небольшие переходники, которые позволяют использовать фрезы с хвостовиками разного диаметра. В цангу вставляется уже фреза и затягивается прижимных болтом (на некоторых моделях фиксируется кнопкой).
Из корпуса выступает держатель, куда вставляются цанги. Цанги — это небольшие переходники, которые позволяют использовать фрезы с хвостовиками разного диаметра. В цангу вставляется уже фреза и затягивается прижимных болтом (на некоторых моделях фиксируется кнопкой). Вот, вкратце все узлы. Кроме этого есть еще довольно удобный в работе параллельный упор. Он может быть простым или с возможностью подстройки — можно немного сдвинуть режущую часть вправо или влево.
Вот, вкратце все узлы. Кроме этого есть еще довольно удобный в работе параллельный упор. Он может быть простым или с возможностью подстройки — можно немного сдвинуть режущую часть вправо или влево. д. начинается с выставления основных параметров. Сначала выставить надо скорость вращения. Она подбирается в зависимости от выбранной фрезы и жесткости материала и характеристик фрезера, так что точные рекомендации надо искать в инструкции по эксплуатации.
д. начинается с выставления основных параметров. Сначала выставить надо скорость вращения. Она подбирается в зависимости от выбранной фрезы и жесткости материала и характеристик фрезера, так что точные рекомендации надо искать в инструкции по эксплуатации. Зажав ее, рожковым ключом затягиваете фрезу. В дорогих моделях кроме блокировки, есть трещотка, по которой можно ориентироваться.
Зажав ее, рожковым ключом затягиваете фрезу. В дорогих моделях кроме блокировки, есть трещотка, по которой можно ориентироваться.
 Состоят они из цилиндрической части, которая зажимается цангами в держателе агрегата, и режущей части. Цилиндрическая часть может быть разного диаметра. Выбирайте такой, цанга под который есть в вашем аппарате. Форма и расположение ножей режущей части определяет тот вид, который получает древесина после обработки. В некоторых фрезах (для кромок) есть упорный ролик. Он задает расстояние от режущей поверхности до обрабатываемого материала.
Состоят они из цилиндрической части, которая зажимается цангами в держателе агрегата, и режущей части. Цилиндрическая часть может быть разного диаметра. Выбирайте такой, цанга под который есть в вашем аппарате. Форма и расположение ножей режущей части определяет тот вид, который получает древесина после обработки. В некоторых фрезах (для кромок) есть упорный ролик. Он задает расстояние от режущей поверхности до обрабатываемого материала. Делают это на специальном оборудовании (стоимостью около 1000$), где можно задать требуемый угол заточки. Вручную ничего путного не получится. Так что затупившиеся проще (и дешевле) заменить, так как стоят они относительно немного.
Делают это на специальном оборудовании (стоимостью около 1000$), где можно задать требуемый угол заточки. Вручную ничего путного не получится. Так что затупившиеся проще (и дешевле) заменить, так как стоят они относительно немного. Они обычно присутствуют постоянно, а остальные докупаются под конкретные виды работ.
Они обычно присутствуют постоянно, а остальные докупаются под конкретные виды работ.
 Вы все почувствуете сами.
Вы все почувствуете сами. Если надо — повторяете со второй стороной. А вообще, чтобы освоить работу ручным фрезером по дереву, потребуется несколько «черновых» заготовок. Выбирайте из тех, что не жалко выбросить — на первых порах косяков будет много, потом постепенно научитесь.
Если надо — повторяете со второй стороной. А вообще, чтобы освоить работу ручным фрезером по дереву, потребуется несколько «черновых» заготовок. Выбирайте из тех, что не жалко выбросить — на первых порах косяков будет много, потом постепенно научитесь.


 18000 об/мин, 3 м/мин подача, шаг до 20% от диаметра кончика.
18000 об/мин, 3 м/мин подача, шаг до 20% от диаметра кончика.

 Бладвуд более колкий по моему ощущению , ко всему он еще плотнее в два раза (и тупит фрезы просто писец). Но я не гоняю станок так как на видео выше , я очень аккуратно все режу.
Бладвуд более колкий по моему ощущению , ко всему он еще плотнее в два раза (и тупит фрезы просто писец). Но я не гоняю станок так как на видео выше , я очень аккуратно все режу. , выпуск
, выпуск Вот почему так важно стратегическое фрезерование. При правильном оборудовании и правильном подходе вы можете надежно производить четырехугольные доски — основу успешного производства мебели.
Вот почему так важно стратегическое фрезерование. При правильном оборудовании и правильном подходе вы можете надежно производить четырехугольные доски — основу успешного производства мебели. Начинается с выбора пиломатериалов. Я всегда покупаю необработанные доски, которые значительно толще, чем то, что я хочу получить в итоге. Этот дополнительный объем позволяет мне избавиться от чашечки, изгиба или поворота, не выходя за пределы моей целевой толщины. Я также выбираю ложи настолько прямые и квадратные, насколько могу найти. Деформированные доски обычно такие, потому что они содержат внутренние напряжения, и эти напряжения будут продолжать мешать вам, когда вы будете фрезеровать доску. Либо оставьте деформированные доски, либо примите дополнительную головную боль, связанную с ними.
Начинается с выбора пиломатериалов. Я всегда покупаю необработанные доски, которые значительно толще, чем то, что я хочу получить в итоге. Этот дополнительный объем позволяет мне избавиться от чашечки, изгиба или поворота, не выходя за пределы моей целевой толщины. Я также выбираю ложи настолько прямые и квадратные, насколько могу найти. Деформированные доски обычно такие, потому что они содержат внутренние напряжения, и эти напряжения будут продолжать мешать вам, когда вы будете фрезеровать доску. Либо оставьте деформированные доски, либо примите дополнительную головную боль, связанную с ними.
 Осмотрите каждую доску на предмет направления волокон, выемки и изгиба, прежде чем начать фрезерование, и держите их в порядке, чтобы вам не приходилось смотреть на каждую доску, прежде чем подавать ее в следующую машину.
Осмотрите каждую доску на предмет направления волокон, выемки и изгиба, прежде чем начать фрезерование, и держите их в порядке, чтобы вам не приходилось смотреть на каждую доску, прежде чем подавать ее в следующую машину.
 Перед окончательным проходом пропустите заготовку, чтобы убедиться, что рубанок настроен на правильную толщину.
Перед окончательным проходом пропустите заготовку, чтобы убедиться, что рубанок настроен на правильную толщину.



 Lipp экономит время, укладывая все детали на дополнительный стол. После обрезки досок по длине он укладывает их на разгрузочную тележку.
Lipp экономит время, укладывая все детали на дополнительный стол. После обрезки досок по длине он укладывает их на разгрузочную тележку. Используйте стопорный блок, когда несколько деталей имеют одинаковую длину.
Используйте стопорный блок, когда несколько деталей имеют одинаковую длину.
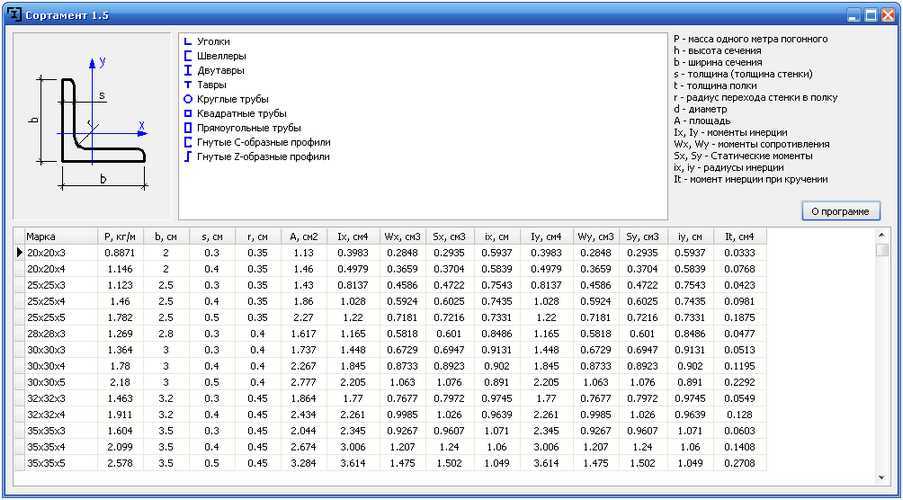
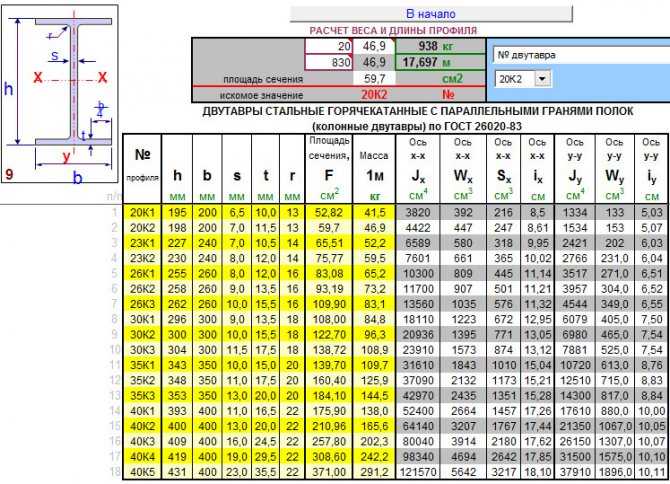
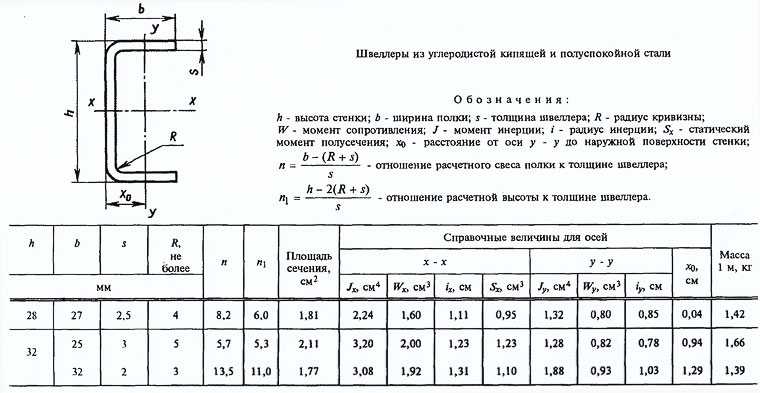
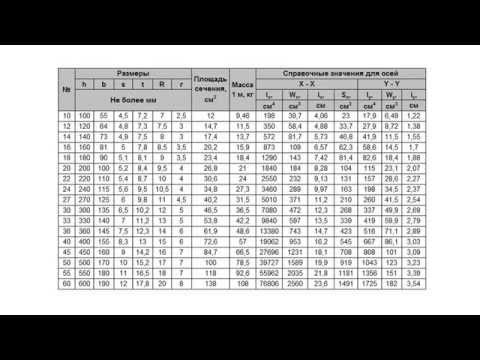
 820
820 260
260 400
400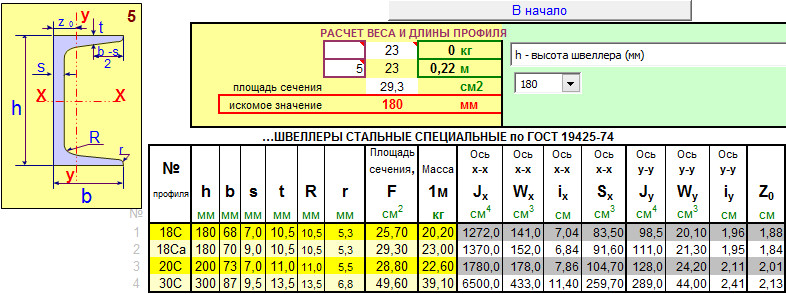 530
530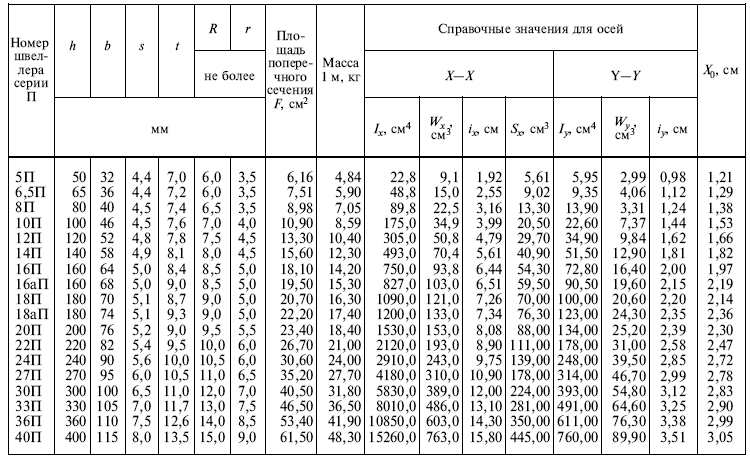 200
200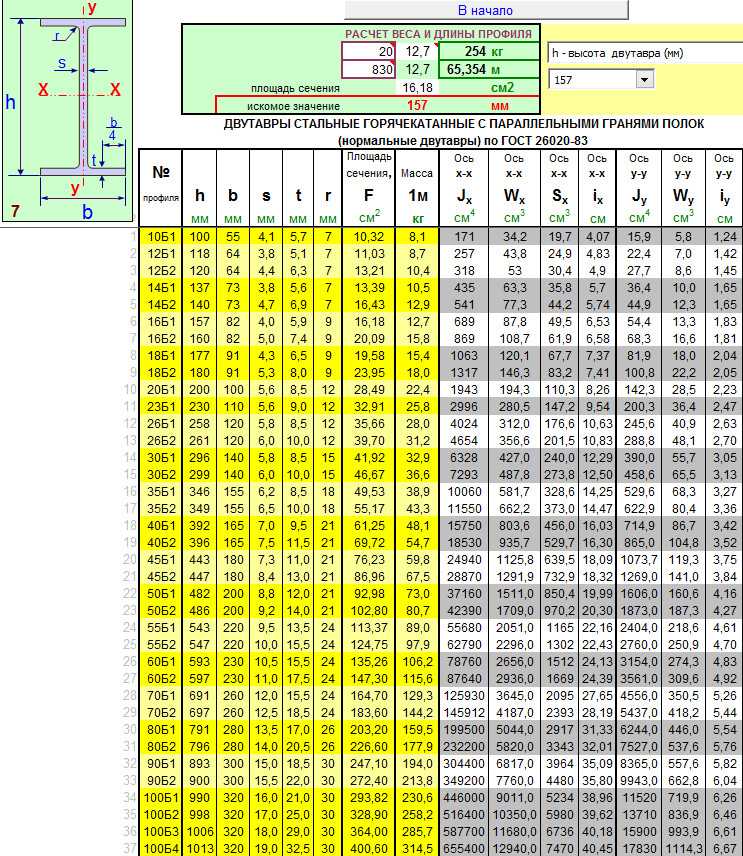 010
010 720
720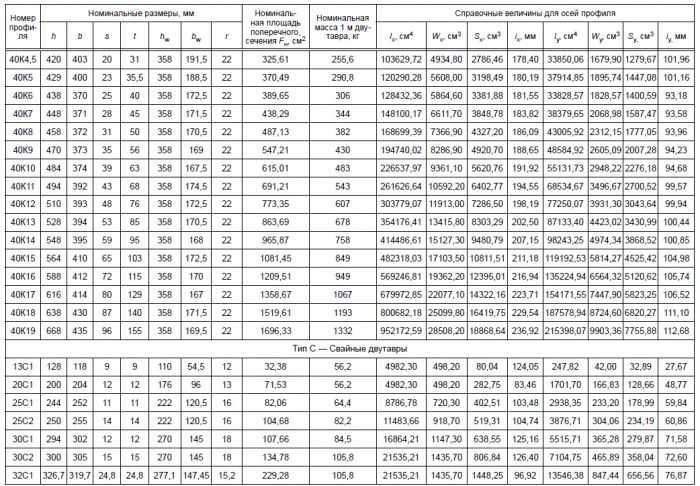 400
400 660
660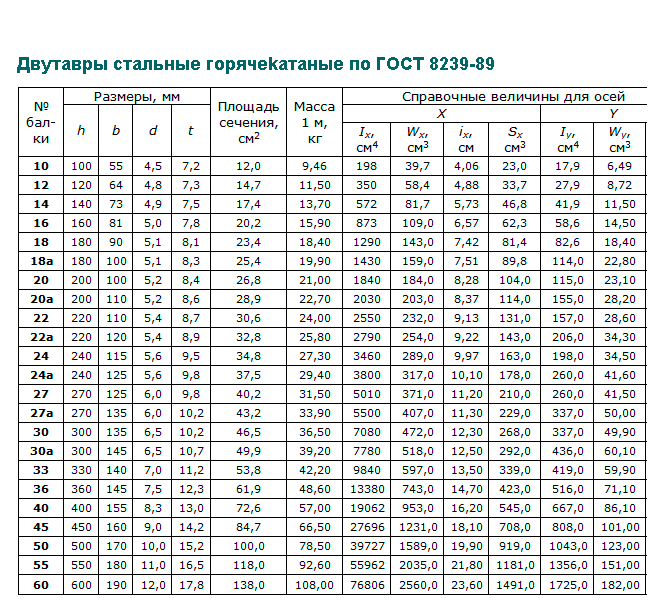 720
720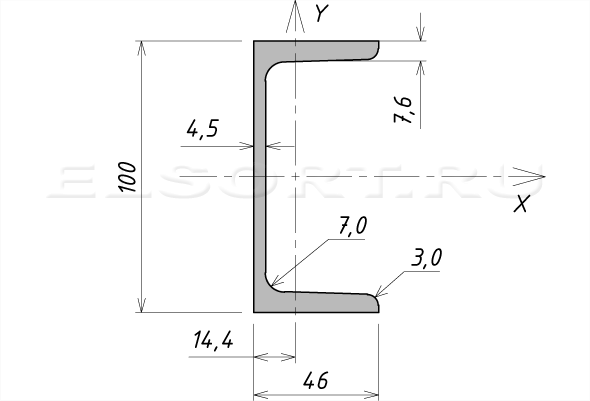 440
440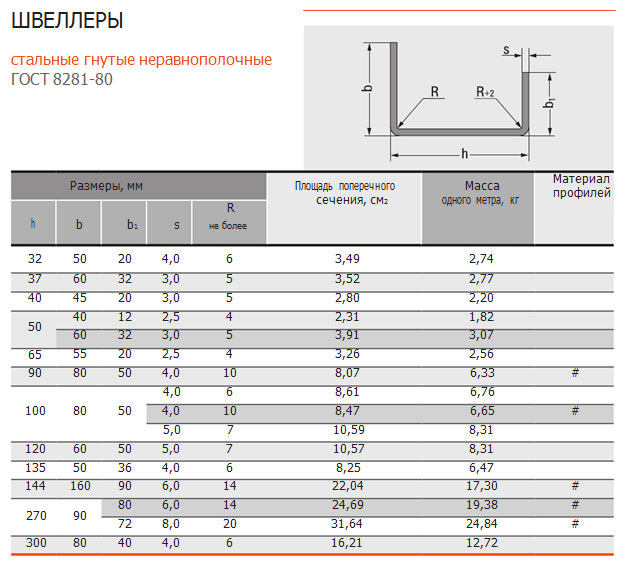 140
140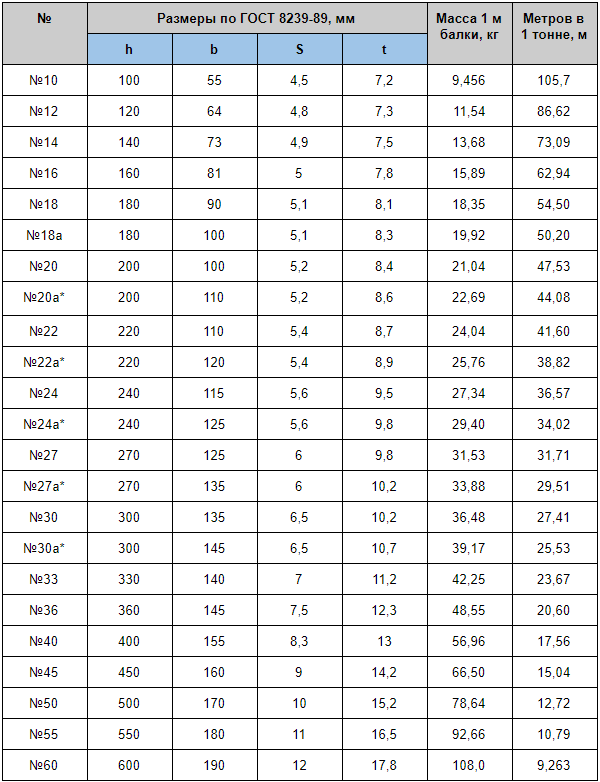 970
970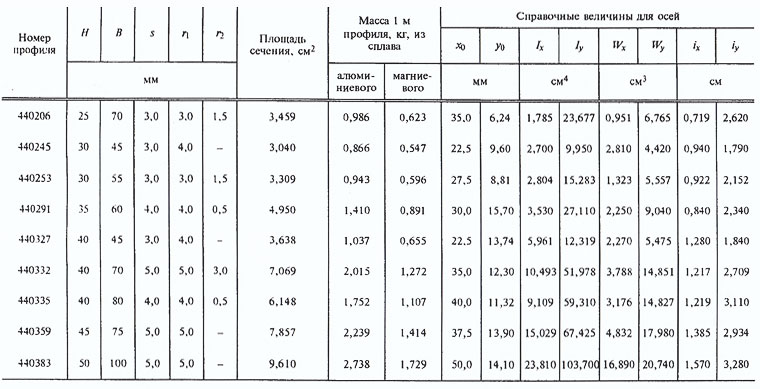
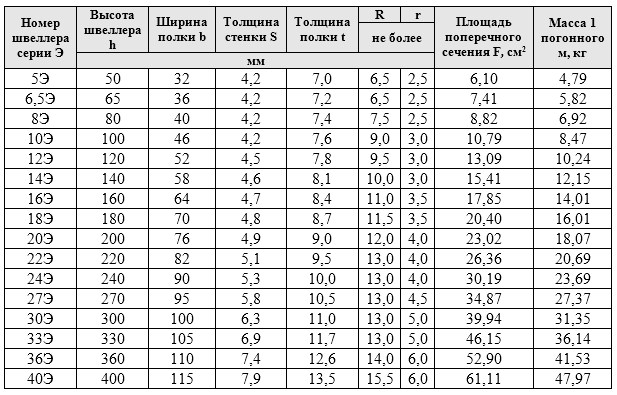 9
9 033
033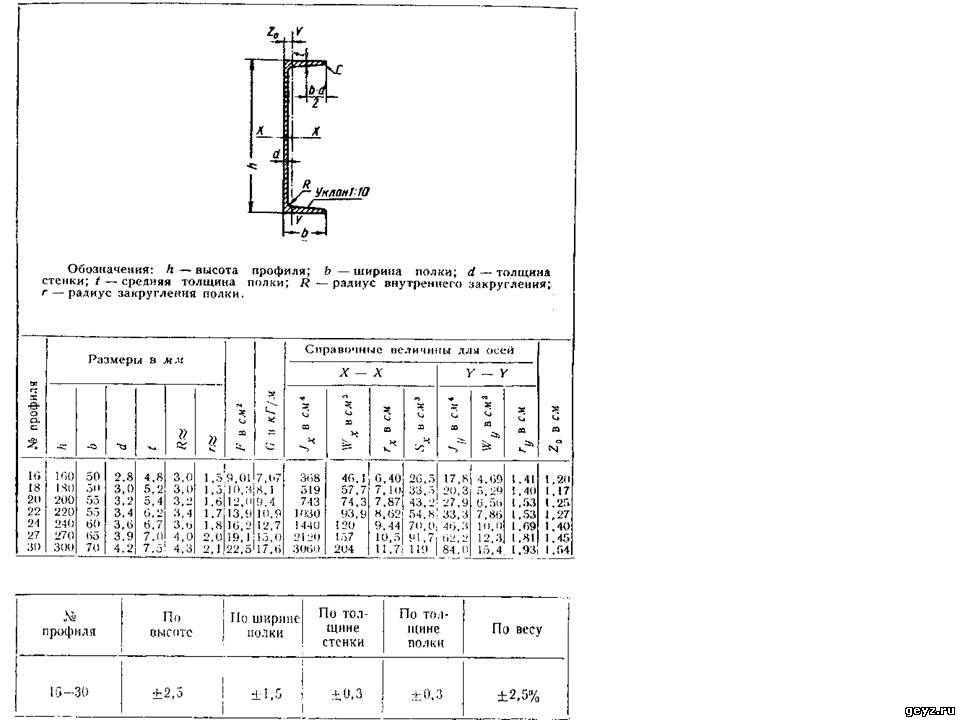
 38
38 157
157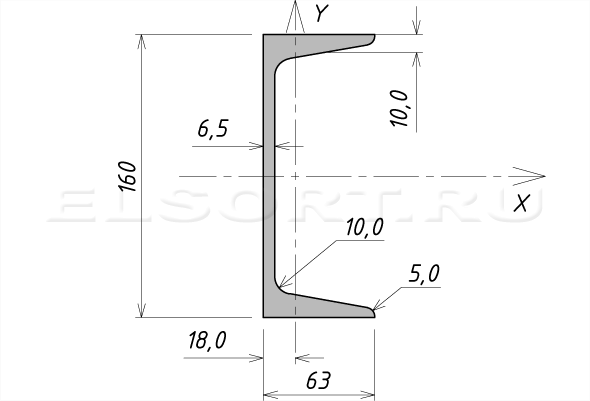 49
49 07
07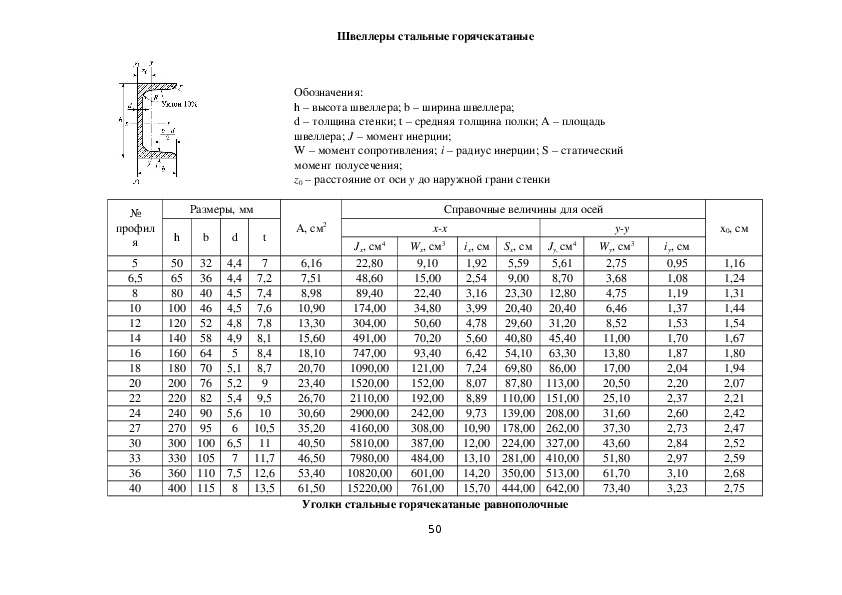 ОН. ХЛ. HD и другие профили
ОН. ХЛ. HD и другие профили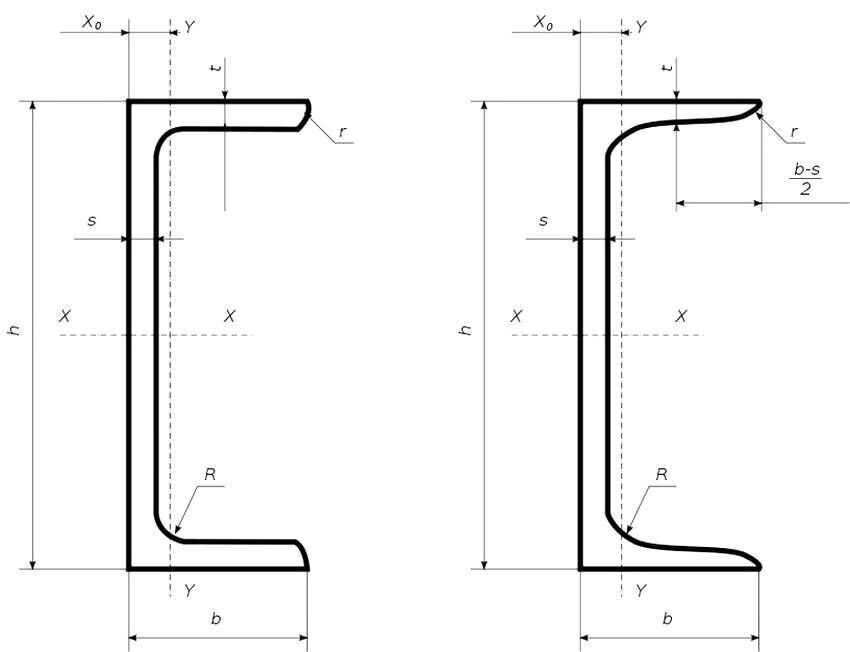 Тем не менее, исследователи считают, что, хотя в настоящее время этот лишний вес может не влиять на здоровье, трудности с контролем веса могут привести к проблемам в будущем.
Тем не менее, исследователи считают, что, хотя в настоящее время этот лишний вес может не влиять на здоровье, трудности с контролем веса могут привести к проблемам в будущем.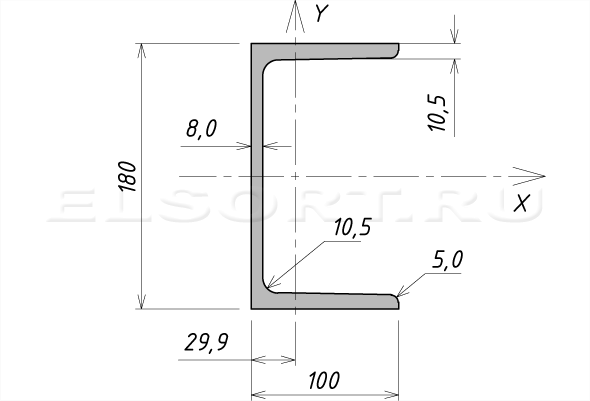

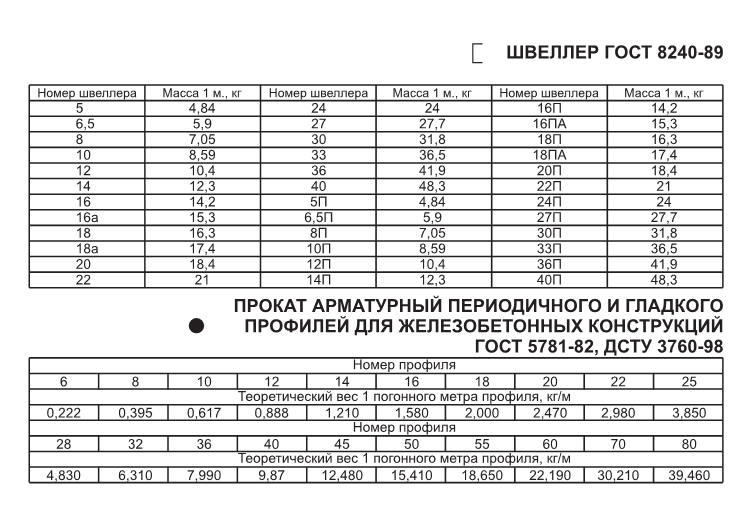 431
431 Хотя он учитывает рост, он не учитывает такие факторы, как:
Хотя он учитывает рост, он не учитывает такие факторы, как:
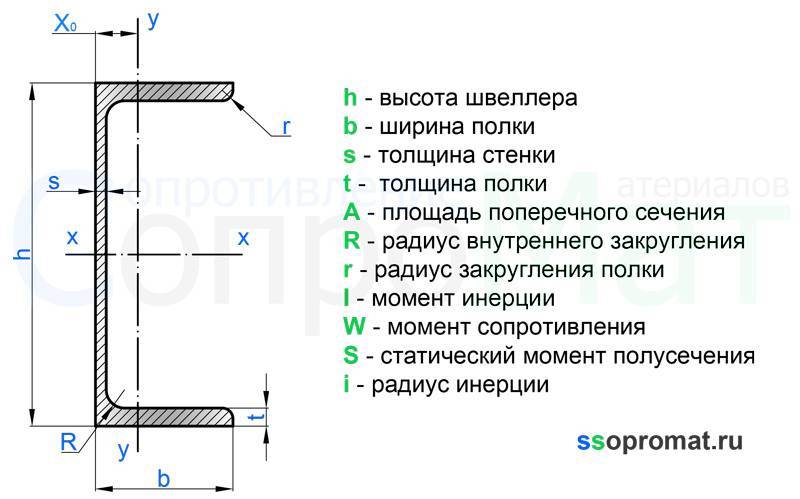
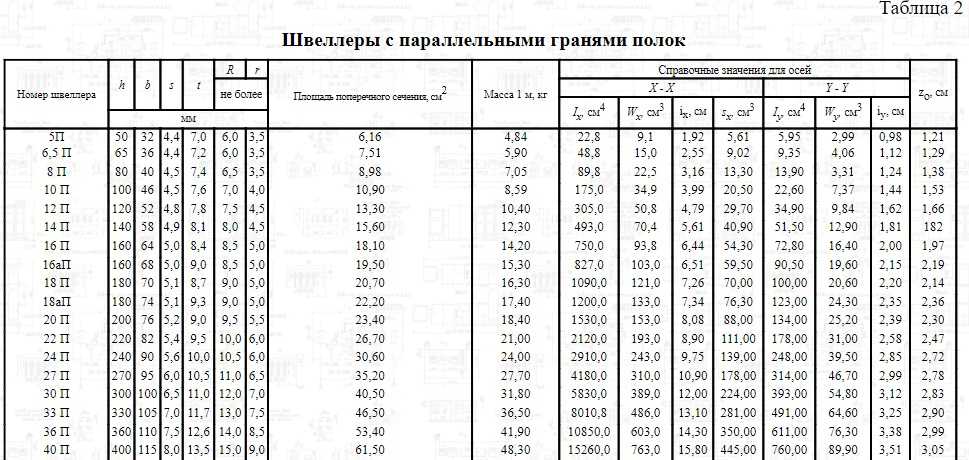
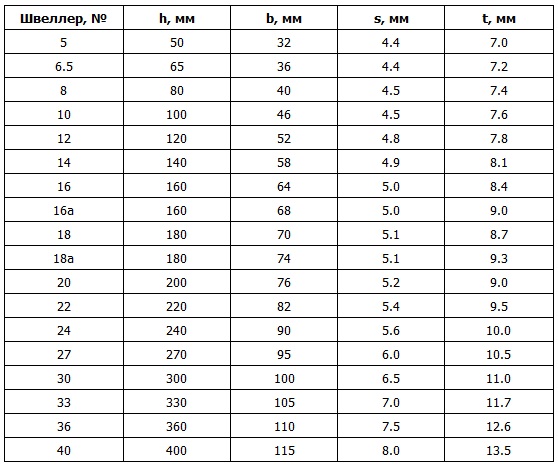
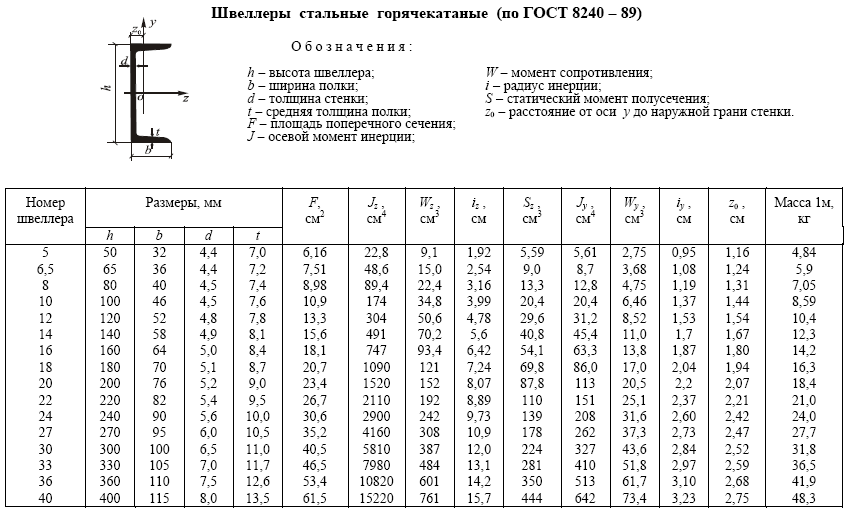
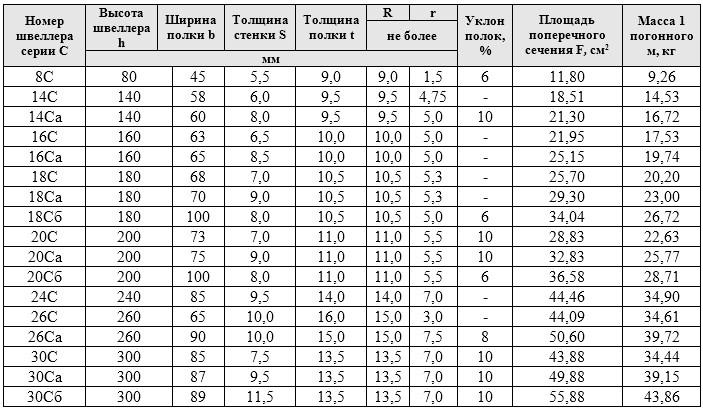
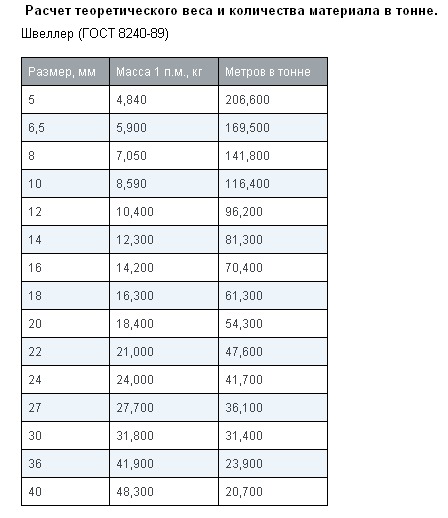
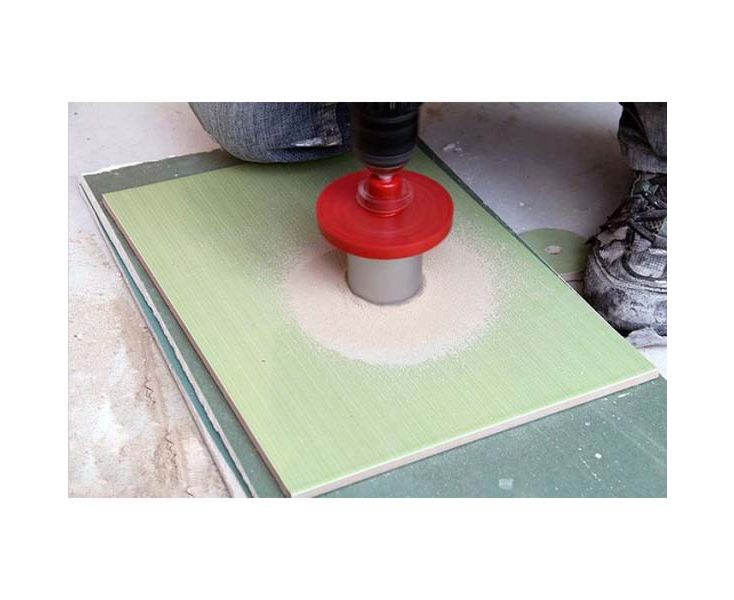
 При неправильном выборе инструмента вы сможете использовать его всего несколько раз, после чего его можно выбросить, так как он придет в полную негодность. Чтобы просверлить кафельную плитку без таких негативных последствий, надо правильно выбирать сверло.
При неправильном выборе инструмента вы сможете использовать его всего несколько раз, после чего его можно выбросить, так как он придет в полную негодность. Чтобы просверлить кафельную плитку без таких негативных последствий, надо правильно выбирать сверло.
 Ресурса такого инструмента, если соблюдать все правила его использования, хватает на 20–50 просверленных отверстий, что является достаточно хорошим показателем.
Ресурса такого инструмента, если соблюдать все правила его использования, хватает на 20–50 просверленных отверстий, что является достаточно хорошим показателем.



 Применяя этот инструмент, который не предназначен для работы с кафельной плиткой, надо заточить его режущую часть максимально остро и соблюдать предельную аккуратность, чтобы не повредить обрабатываемое изделие.
Применяя этот инструмент, который не предназначен для работы с кафельной плиткой, надо заточить его режущую часть максимально остро и соблюдать предельную аккуратность, чтобы не повредить обрабатываемое изделие.

 Наконечники с алмазным напылением приобретают в основном те, чья работа связана с отделкой помещений;
Наконечники с алмазным напылением приобретают в основном те, чья работа связана с отделкой помещений; Сверху приклеенного малярного скотча пометьте место крестиком или кружком;
Сверху приклеенного малярного скотча пометьте место крестиком или кружком; Балеринки снабжены особой выдвигающейся линейкой, с помощью которой легко регулировать ширину отверстия. Но использования данного инструмента, в отличие от работы перфоратором или дрелью, требует особого умения и навыков. Перед первым использованием балеринки не лишним будет потренироваться на ненужных кусках кафеля, предварительно смоченных в воде;
Балеринки снабжены особой выдвигающейся линейкой, с помощью которой легко регулировать ширину отверстия. Но использования данного инструмента, в отличие от работы перфоратором или дрелью, требует особого умения и навыков. Перед первым использованием балеринки не лишним будет потренироваться на ненужных кусках кафеля, предварительно смоченных в воде;




 Край отверстия будет шероховатым, но его можно скрыть декоративной накладкой.
Край отверстия будет шероховатым, но его можно скрыть декоративной накладкой.

 Для этого и более твердых материалов вам понадобятся прочные алмазные сверла, такие как наши EASYGRES.
Для этого и более твердых материалов вам понадобятся прочные алмазные сверла, такие как наши EASYGRES.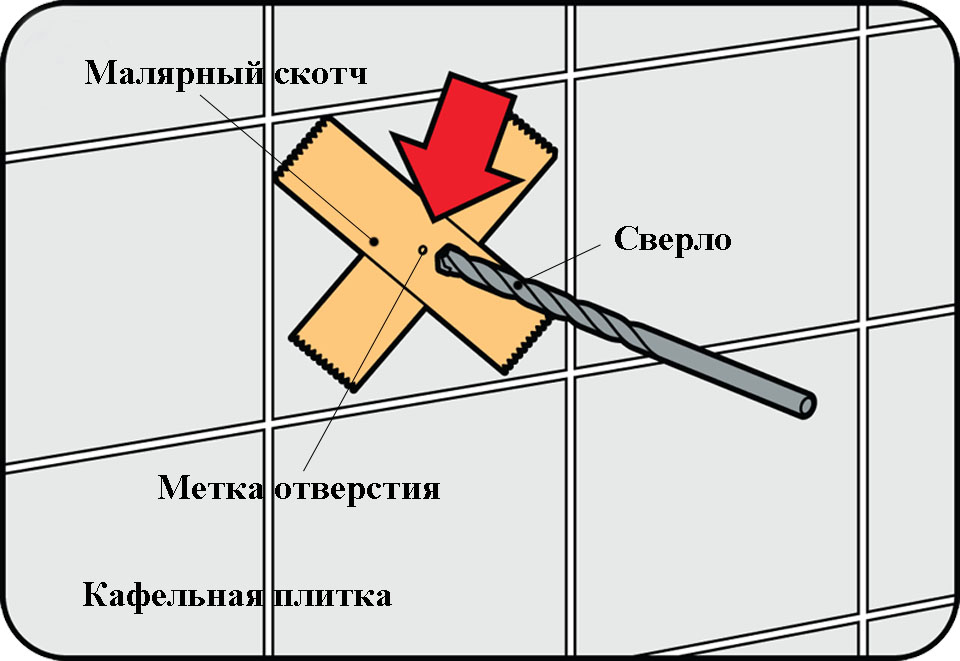
 Начните сверлить на низкой скорости и медленно. Не торопитесь — может пройти некоторое время, прежде чем вы проникнете в твердую глазурованную поверхность. Не делайте ошибку, полагая, что работа на полной скорости более эффективна. В реальности вы только перегреете все и создадите вибрации, которые могут повредить поверхность.
Начните сверлить на низкой скорости и медленно. Не торопитесь — может пройти некоторое время, прежде чем вы проникнете в твердую глазурованную поверхность. Не делайте ошибку, полагая, что работа на полной скорости более эффективна. В реальности вы только перегреете все и создадите вибрации, которые могут повредить поверхность. Таким образом, вы не только предотвратите перегрев сверла, но и улавливаете пыль и мусор, образующиеся при работе с плиткой. Не говоря уже о том, что вы предотвращаете стекание воды по стене и по всему полу.
Таким образом, вы не только предотвратите перегрев сверла, но и улавливаете пыль и мусор, образующиеся при работе с плиткой. Не говоря уже о том, что вы предотвращаете стекание воды по стене и по всему полу. Если это произойдет, ваш якорь не будет держаться должным образом, а акценты будут ослаблены. Вы можете сменить сверло, если считаете, что то, которое вы используете, не так эффективно. Секрет, однако, заключается в том, чтобы сверло было медленным и устойчивым, и вы сможете просверлить отверстие даже сверлом, предназначенным для плитки.
Если это произойдет, ваш якорь не будет держаться должным образом, а акценты будут ослаблены. Вы можете сменить сверло, если считаете, что то, которое вы используете, не так эффективно. Секрет, однако, заключается в том, чтобы сверло было медленным и устойчивым, и вы сможете просверлить отверстие даже сверлом, предназначенным для плитки.
 Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала:
Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала: Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
 При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
 За счет таких свойств большинство бытовых предметов после проведения ремонтных работ при помощи холодного метода сварки словно перерождаются и получают новую жизнь, потому что их владельцы могут передумать выбрасывать вещь.
За счет таких свойств большинство бытовых предметов после проведения ремонтных работ при помощи холодного метода сварки словно перерождаются и получают новую жизнь, потому что их владельцы могут передумать выбрасывать вещь. На данный момент есть особая разновидность холодной сварки, которая будет служить прекрасным решением для соединения деталей из пластмассы.
На данный момент есть особая разновидность холодной сварки, которая будет служить прекрасным решением для соединения деталей из пластмассы.

 А вот по консистенции сварку можно разделить на пластилинообразную и жидкую. В составе последних есть отвердитель и клей, и перед непосредственным применением оба компонента следует тщательно смешать. Пластилинообразные могут быть и однокомпонентными, и двухкомпонентными. В случае, если состав второго типа, то составляющие будут размяты и смешаны, из-за чего между ними начнется химическая реакция.
А вот по консистенции сварку можно разделить на пластилинообразную и жидкую. В составе последних есть отвердитель и клей, и перед непосредственным применением оба компонента следует тщательно смешать. Пластилинообразные могут быть и однокомпонентными, и двухкомпонентными. В случае, если состав второго типа, то составляющие будут размяты и смешаны, из-за чего между ними начнется химическая реакция.

 Далее следует обезжиривать такие поверхности, и для этого отлично подойдет любой раствор, содержащий в себе спирт. Холодная сварка будет распределяться по поверхности изделия, к которому следует прижать вторую пластиковую часть. В течение четырех минут изделия начнут схватываться между собой, и спустя 15 минут полностью соединятся с нужной прочностью.
Далее следует обезжиривать такие поверхности, и для этого отлично подойдет любой раствор, содержащий в себе спирт. Холодная сварка будет распределяться по поверхности изделия, к которому следует прижать вторую пластиковую часть. В течение четырех минут изделия начнут схватываться между собой, и спустя 15 минут полностью соединятся с нужной прочностью. Иногда она бывает даже меньше, чем у пластика, а это можно сильно ухудшить качество выполнения работ в дальнейшем.
Иногда она бывает даже меньше, чем у пластика, а это можно сильно ухудшить качество выполнения работ в дальнейшем. Кроме того, важно основательно подойти к подбору средства, к примеру, применять не универсальный клей-герметик, а специализированный, который способен выдерживать сильные вибрации.
Кроме того, важно основательно подойти к подбору средства, к примеру, применять не универсальный клей-герметик, а специализированный, который способен выдерживать сильные вибрации.
 Знакомые пытались убедить в том, что холодная сварка не поможет, но решил попробовать, ведь ничего не теряют. После этого спокойно ездил как и раньше, и даже когда продавал машину, все было в полном порядке».
Знакомые пытались убедить в том, что холодная сварка не поможет, но решил попробовать, ведь ничего не теряют. После этого спокойно ездил как и раньше, и даже когда продавал машину, все было в полном порядке». youtube.com/embed/Sj5uJcbv5Ak?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Sj5uJcbv5Ak?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Источник: Андрезадник/Викисклад
Источник: Андрезадник/Викисклад

 Это требует дополнительных подготовительных шагов и может занять некоторое время.
Это требует дополнительных подготовительных шагов и может занять некоторое время.

 10.2022
10.2022 Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки. Рекомендуемая температура для плавления ПВХ 275°С.0145 ° C или 527 ° F, в то время как для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Рекомендуемая температура для плавления ПВХ 275°С.0145 ° C или 527 ° F, в то время как для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
 Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали. Время обработки для этого метода составляет 3-5 секунд.
Время обработки для этого метода составляет 3-5 секунд.