Прямоугольная изометрическая проекция образуется при прямоугольном проецировании предмета и связанных с ним координатных осей на плоскость аксонометрических проекций П’, одинаково наклоненную к каждой координатной оси.
В этом случае все три коэффициента искажения будут равны между собой, так как равны углы наклона координатных осей к плоскости П’, то есть u = v = w.
Углы между аксонометрическими осями будут равны 120° (рис. 2, а). Ось Z всегда проводят вертикально. Оси Х и У располагают под углами 30° к линии горизонта.
Согласно основной формуле аксонометрии (2), действительные (точные) коэффициенты искажения для прямоугольной изометрической проекции u = v = w =0,82.
Следовательно, при образовании данной проекции натуральные размеры вдоль координатных осей сокращаются в ≈ 0,82 раза.
В практике (ГОСТ 2.317–69) построения аксонометрических изображений дробные коэффициенты заменяют приведенными коэффициентами искажения (целыми числами) – единицами: U = V = = W = 1.
В этом случае изображение получается увеличенным в 1,22 раза.
Аксонометрический масштаб такого изображения 1,22 : 1.
Равные окружности, расположенные в координатных или параллельных им плоскостях, будут проецироваться в равные по величине эллипсы (рис. 2, б).
а)б)
Рис. 2
Длины осей эллипсов 1, 2, 3 при диаметре окружности D в зависимости от принятых коэффициентов искажения приведены в табл. 1.
Таблица 1
Показатели
Действительные
Приведенные
Коэффициент искажения
0,82
1
Большая ось эллипса
D
1,22 D
Малая ось эллипса
0,58 D
0,71 D
Прямоугольная диметрическая проекция образуется при прямоугольном проецировании предмета и связанных с ним координатных осей на плоскость аксонометрических проекций, одинаково наклоненную к двум координатным осям, третья ось располагается под другим углом.
В результате два коэффициента искажения будут равны между собой и не равны третьему. В прямоугольной диметрической проекции (ГОСТ 2.317–69) показатели искажения по осям Х и Z равны между собой u = w, а показатель искажения по оси У вдвое меньше:
v = u/2.
В этом случае углы между аксонометрическими осями будут: между Х и Z, Х и У – 131°25′, У и Z – 97°10′. По отношению к горизонтальной линии ось Х направлена под углом 7°10′, а ось У – под углом 41°25′ (рис. 3, а).
Согласно основной формуле аксонометрии (2), действительные (точные) коэффициенты искажения для прямоугольной диметрической проекции u = w = 0,94; v =0,47.
В практике (ГОСТ 2.317–69) используют приведенные коэффициенты искажения: U = W = 1; V = 0,5.
В этом случае изображение получается увеличенным в 1,06 раза.
Аксонометрический масштаб такого изображения 1,06 : 1.
а)б)
Рис. 3
Равные окружности будут проецироваться в одинаковые эллипсы для плоскостей ХОУ и УОZ. Окружность, расположенная в плоскости ХОZ, будет проецироваться в другой по величине эллипс.
Длины осей эллипсов 1, 2, 3 при диаметре окружности D в зависимости от принятых коэффициентов искажения приведены в табл. 2.
Подборка по базе: 30. 09 21-141 проекция.docx, Общий вид по двум проекциям.docx, 3-топ.конустық проекция.pptx, Одиночные дисковая и прямоугольная МПА на подложке ФЛАН-3,, Меркатор проекциясы.pdf, Аксонометриялық проекциялар.docx, №1 тәж. сабағы. Куш проекциясы, тоғыскан күштер (1 тапсырма) (2)
Прямоугольная изометрическая проекция
Углы между осями х, у и z равны между собой, линейные размеры предмета, параллельные этим осям, искажаются одинаково (рис. 4.2).
Рис. 4.2
При построении аксонометрии дробные показатели искажений усложняют расчет размеров. Для его упрощения пользуются приведенными показателями искажений: в изометрии все три показателя увеличивают в 1,22 раза (1:0,82«1,22), получая 1 (рис. 4.3).
Так, длина всех ребер куба на изображении одинаковая, она равна 0,82 действительной длины. Для упрощения построений (как сказано выше) отрезки, параллельные аксонометрическим осям, откладываются действительной длины, без искажения.
Известно, что любая линия или поверхность есть множество точек. О = Kz0 =1), поэтому координаты точки А на каждом примере (рис. 4.5) откладываем равными действительным координатам х,у, z (рис. 4.4).
Рис. 4.5
Линии штриховки сечений наносят параллельно одной из диагоналей проекций квадратов, лежащих в соответствующих координатных плоскостях, стороны которых параллельны аксонометрическим осям («спроецированная» штриховка, рис. 4.6).
Если основание тела правильный многоугольник (например, треугольник), то построенные прямоугольные изометрические проекции тела, ограниченного плоскостями, выполняют просто, а именно: построение вершин основания по координатам упрощается, если провести одну из осей координат через центр основания (рис. 4.7).
Рис. 4.6
Рис. 4.7
Построив изометрию основания призмы, из вершин треугольника основания проводим прямые, параллельные соответственно осям х,
у или z. На этих прямых от вершин основания отложим высоту призмы и получим изометрию вершин другого основания призмы. Соединив эти точки прямыми, получим изометрическую проекцию призмы.
Прямоугольная изометрическая проекция окружности. Если построить изометрическую проекцию куба, в грани которого вписаны окружности диаметра D (рис. 4.8, а), то квадратные грани куба будут изображаться в виде ромбов, а окружности — в виде эллипсов (рис. 4.8, б). Малая ось C’D’ каждого эллипса всегда должна быть перпендикулярна большой оси А В’.
Рис. 4.8
Если окружность расположена в плоскости, параллельной горизонтальной плоскости, то большая ось А В’ должна быть горизонтальной, а малая ось C’D’ — вертикальной (рис. 4.8, б). Если окружность расположена в плоскости, параллельной фронтальной плоскости, то большая ось эллипса должна быть проведена под углом 90° к оси у’.
При расположении окружности в плоскости, параллельной профильной плоскости, большая ось эллипса будут проходить под углом 90° к осих’.
Большие оси эллипсов всегда перпендикулярны соответствующим осям, а малые — им параллельны.
При построении изометрической проекции окружности без сокращения по осям х у’ и z’ длина большой оси эллипса берется равной 1,22 диаметра D изображаемой окружности, а длина малой оси эллипса — 0,7 ID (рис. 4.9).
Рис. 4.9
На рис. 4.10, 4.12 и 4.14 показаны поверхности вращения, выполненные в изометрии с овалами, расположенными параллельно горизонтальной плоскости проекций (рис. 4.10), фронтальной плоскости проекций (рис. 4.12), профильной плоскости проекций (рис. 4.14).
В учебных чертежах для упрощения построения изометрических проекций окружности вместо эллипсов рекомендуется применять овалы, очерченные дугами окружностей. Упрощенный способ построения изометрических овалов приведен на рис. 4.11,4.13, 4.15.
Для построения овала в плоскости, параллельной горизонтальной плоскости проекций (рис. 4.11), проводим оси х и у (рис. 4.2), соответствующие вертикальной и горизонтальной осям плоскости.
Из точки пересечения осей О проводим вспомогательную окружность диаметром D, равным действительной величине диаметра изображаемой окружности, и находим точки N — точки пересечения этой окружности с аксонометрическими осями х и у. Из точек М пересечения вспомогательной окружности с осью z как из центров радиусом R = NM проводим две дуги — NDN и NCN окружности, принадлежащие овалу.
Рис. 4.10
Рис. 4.11
Рис. 4.12
Рис. 4.13
Рис. 4.14
Рис. 4.15
Из центра О радиусом ОС, равным половине малой оси овала, строим окружность и находим на большой оси овала АВ точки 0. Из этих точек радиусом R = 0 = 0(1 = 03 = О4 проводим две дуги. Точки 7, 2, 3 и 4 сопряжений дуг радиусов R и R] находим, соединяя точки М с точками 0 и продолжая прямые до пересечения с дугами NCNnNDN.
На рис. 4.13 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной фронтальной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной горизонтальной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси у. На рис. 4.15 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной профильной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной профильной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси х.
На рис. 4.16 приведен пример построения овалов на изометрии детали с расположением окружностей в плоскостях, параллельных горизонтальной, фронтальной и профильной плоскостям проекций.
Рис. 4.16
Построение аксонометрической проекции детали следует начинать с изображения на чертеже аксонометрических осей. Целесообразно за начало координат принимать центр симметрии, а за оси координат — оси симметрии детали.
При построении аксонометрии рекомендуется мысленно разделить деталь на простейшие геометрические тела (цилиндр, конус, призма, пирамида и т. и.). После изображения аксонометрических проекций составных элементов предмета строятся конструктивные скругления в местах их соединения.
Линии, изображающие проекции ребер предмета, параллельны одноименным аксонометрическим осям, поэтому при построении аксонометрических проекций удобно использовать прямые, параллельные аксонометрическим осям.
Как и на комплексном чертеже, полые детали в аксонометрии рекомендуется выполнять с разрезом (вырезом части) (рис. 4.17).
Рис. 4.17
Если окружность неполная, то для ее изображения вычерчивают тонкой линией полный овал или эллипс, а затем обводят нужную часть овала (рис. 4.17).
Как начертить изометрию?
Практически все, кому довелось изучать черчение и инженерную графику сталкивались с необходимостью произвести построение изометрической проекции детали. Разбирем основные моменты, которые нужно знать, чтоб начертить изометрию. В вашей детали может быть большее количество построений, но основные принципы останутся неизменными. Но построение изометрии скорее всего будет вам не под силу, если вы еще не освоили построение третьего вида и построение простого разреза. Вы должны уже уметь хорошо ориентироваться в трех видах на чертеже.
Начнем с того, что определимся с направлением осей в изометрии.
На следующей схеме показано соответствие направлений, по которым откладываются размеры в изометрии по отношению к размерам на чертеже.
Возьмем для примера не очень сложную деталь. Это параллелепипед 50х60х80мм, имеющий сквозное вертикальное отверстие диаметром 20 мм и сквозное прямоугольное отверстие 50х30мм.
Начнем построение изометрии с вычерчивания верхней грани фигуры. Расчертим на требуемой нам высоте тонкими линиями оси Х и У. Из получившегося центра отложим вдоль оси Х 25 мм (половина от 50) и через эту точку проведем отрезок параллельный оси У длиной 60 мм. Отложим по оси У 30 мм (половина от 60) и через полученную точку проведем отрезок параллельный оси Х длиной 50 мм. Достроим фигуру.
Мы получили верхнюю грань фигуры. Не хватает только отверстия диаметром 20 мм. Построим это отверстие. В изометрии окружность изображается особым образом — в виде эллипса. Это связано с тем, что мы смотрим на нее под углом. В изометрии окружности проецируются в эллипсы с размерами осей a=1,22D и b=0,71D. Эллипсы, обозначающие окружности на горизонтальных плоскостях в изометрии изображаются с осью а расположенной горизонтально, а ось b — вертикально. При этом расстояние между точками расположенными на оси Х или У равно диаметру окружности (смотри размер 20 мм).
Теперь, из трех углов нашей верхней грани начертим вниз вертикальные ребра — по 80 мм и соединим их в нижних точках. Фигура почти полностью начерчена — не хватает только прямоугольного сквозного отверстия.
Чтобы начертить его опустим вспомогательный отрезок 15 мм из центра ребра верхней грани (указан голубым цветом). Через полученную точку проводим отрезок 30 мм параллельный верхней грани (и оси Х). Из крайних точек чертим вертикальные ребра отверстия — по 50 мм. Замыкаем снизу и проводим внутреннее ребро отверстия, оно параллельно оси У.
На этом простая изометрическая проекция может считаться завершенной. Но как правило, в курсе инженерной графики выполняется изометрия с вырезом одной четверти. Чаще всего, это четверть нижняя левая на виде сверху — в этом случае получается наиболее интересный с точки зрения наблюдателя разрез (конечно же все зависит от изначальной правильности компоновки чертежа, но чаще всего это так). На нашем примере эта четверть обозначена красными линиями. Удалим ее.
Как видим из получившегося чертежа, сечения полностью повторяют контур разрезов на видах (смотри соответствие плоскостей обозначенных цифрой 1), но при этом они вычерчены параллельно изометрическим осям. Сечение же второй плоскостью повторяет разрез выполненный на виде слева (в данном примере этот вид мы не чертили).
Изометрические чертежи
Visio Plan 2 Visio профессиональный 2021 Visio стандартный 2021 Visio профессиональный 2019 Visio стандартный 2019 Visio профессиональный 2016 Visio стандартный 2016 Visio профессиональный 2013 Visio 2013 Visio премиум 2010 Visio 2010 Visio стандартный 2010 Дополнительно. .. Меньше
Поместите информацию на своих рисунках и диаграммах в перспективу с помощью изометрического рисунка. Создавайте изометрические чертежи с нуля, включайте основные фигуры или используйте трехмерные фигуры и шаблоны.
В этой статье:
Создание изометрического рисунка с нуля
Использование базовых фигур в изометрических чертежах
Создание изометрического чертежа с помощью шаблона
Создание изометрического чертежа с помощью шаблона блок-схемы с перспективой
Создание изометрического чертежа с нуля
org/ItemList»>
В Visio в меню Файл щелкните Новый , а затем щелкните Базовый чертеж .
Выберите метрические единицы или единицы США и нажмите Создать .
Перейдите на вкладку Вид и установите флажок рядом с Сетка в области Показать .
Щелкните вкладку Главная , а затем щелкните стрелку рядом с фигурой Прямоугольник в области Инструменты и выберите Линия .
org/ListItem»>
Нарисуйте фигуру вручную с помощью инструмента «Линия».
Верх страницы
Использование базовых фигур в изометрических чертежах
В Visio, Файл выберите Новый , а затем щелкните Базовый чертеж .
Выберите между метрическими единицами или единицами США и нажмите Создать .
Перейдите на вкладку Вид и установите флажок рядом с Сетка в области Показать .
Щелкните вкладку Главная , а затем щелкните Дополнительные фигуры > Общие > Основные фигуры .
Перетащите фигуру из набора элементов Basic Shapes на панель рисования.
Выберите фигуру и щелкните точки соединения, чтобы изменить форму и размер.
Совет: Вам может понадобиться точная копия фигуры для использования в другом месте на чертеже. Нажмите CTRL + C, чтобы скопировать выбранную фигуру, и перетащите скопированную фигуру в сторону рисунка, пока не будете готовы ее использовать.
Перетащите любые другие фигуры, необходимые для создания рисунка, из основных фигур .
На Вкладка Главная щелкните стрелку рядом с фигурой Прямоугольник в области Инструменты и выберите Линия .
Нарисуйте линии вручную, чтобы завершить форму.
Перейдите на вкладку Файл и щелкните Параметры .
org/ListItem»>
Щелкните Настроить ленту .
На экране Параметры Visio в разделе Основные вкладки установите флажок рядом с Разработчик .
Щелкните OK .
Совет. Вкладка «Разработчик» отображается на ленте Visio.
Нажмите На вкладке Главная нажмите Выберите в группе Редактирование и нажмите Выбрать все в списке.
Перейдите на вкладку Разработчик .
В группе Дизайн формы щелкните Операции , а затем щелкните Обрезка .
Щелкните правой кнопкой мыши часть фигуры или линию, которую вы хотите удалить, а затем щелкните Вырезать .
Повторяйте шаг 17, пока рисунок или диаграмма не будут завершены.
При необходимости удалите сетку, щелкнув вкладку Просмотр , а затем установите флажок рядом с Сетка в области Показать .
Верх страницы
Создайте изометрический чертеж с помощью шаблона
В приведенных ниже инструкциях используется шаблон блок-схемы с перспективой . Microsoft Visio имеет несколько трехмерных шаблонов. Чтобы найти их, на вкладке File нажмите New , введите «3D» в поле поиска и выберите шаблон, который лучше всего соответствует вашим потребностям:
Блок-схема
Карта направлений 3D
Блок-схема с перспективой
org/ListItem»>
Схема рабочего процесса – 3D
Подробная схема сети — 3D
Базовая сетевая схема — 3D
Верх страницы
Создание изометрического чертежа с помощью шаблона блок-схемы с перспективой
(Этот шаблон недоступен в Visio для Интернета.)
В Visio в меню Файл щелкните Новый > Общие , а затем щелкните шаблон Блок-схема с перспективой .
org/ListItem»>
Выберите между метрическими единицами или единицами США и нажмите Создать .
Из трафарета Блоки с перспективой перетащите фигуру на страницу документа.
Измените ориентацию, щелкнув ручку управления и перетащив точку схода (V.P.) в нужную область.
Дважды щелкните фигуру и введите текст, чтобы добавить текст.
Щелкните фигуру, щелкните Заливка в области Стили фигур и выберите цвет.
Верх страницы
Изменение прямоугольного ограждения/границы в изометрических аннотациях Open Plant — OpenPlant | AutoPLANT Wiki — OpenPlant | АвтоЗАВОД
Применимо к
Продукт(ы):
Менеджер изометрии OpenPlant
Версия(и):
08.11.09.404
Окружающая среда:
Windows 7 64-разрядная версия
Площадь:
Настройки/Атрибуты
Подрайон:
Автор оригинала:
Рахул Кумар, группа технической поддержки Bentley
Чтобы удалить прямоугольную границу в изометрии открытого завода, пользователь может использовать файл custom. cel для хранения своей пользовательской ячейки и использования ее при необходимости.
Шаги для выполнения:
В исходном файле перейдите в «IsoExtractor»> Инструмент создания ячеек. См. изображение ниже:
2. Нажмите «Открыть файл шаблона», выберите файл «Аннотации» DGN и нажмите «Открыть». См. изображение ниже:
3. Здесь показаны все типы меток по умолчанию. Выберите ярлык для настройки. Произнесите PLANTC для метки координат завода.
4. Скопируйте метку PLANTC и вставьте ее под таблицу, чтобы определить ее в файле Custom.cel. См. изображение ниже:
5. Удалите границу для новой метки, как показано ниже:
6. Разместите Fence на PL_NTC и нажмите «Создать ячейку». См. изображение ниже:
7. Выберите библиотеку ячеек и введите для нее имя и описание ячейки.
« Секторные сварные отводы. Изготовление отводов из рыбок.
Анкерные болты размеры. Исполнение 1.1 и 1.2. ГОСТ 24379.1. »
Рубрики:
Металлопрокат
Вес алюминиевого уголка отличается от веса уголка из черного металла и сплавов. Алюминий и его сплавы по сравнению с другими металлами имеет относительно небольшой вес, поэтому и вес уголка алюминиевого будет меньше. В другой из своих статей я писал про различные составы сплавов алюминия.
Уголки из алюминия применяются в строительной промышленности (изготовление каркасов, основ, внутренняя, внешняя отделка), производстве мебели, оконных рам, дверей, карнизов и всеразличных рамных конструкциях, машиностроении (детали автомобилей, морских судов, летательной технике). Они очень практичны в производстве и обладают редкими, по сравнению с другими материалами, физическими свойствами.
Одним из основных плюсов являются срок эксплуатации таких уголков. Длительные сроки эксплуатации во многом зависят от антикоррозийных свойств металла и надежности от внешних воздействий. Для продления срока службы уголка его подвергают химической обработке, она делится на:
Анодированное покрытие;
Двухслойное комплексное покрытие;
Жидкое лакокрасочное и электрофорезное покрытие;
Порошковое покрытие.
Также можно отметить хорошую электропроводимость, пластичность и обработку алюминиевых уголков.
Алюминиевые уголки бывают нескольких видов равнополочные, неравнополочные, гнутые. Для всех этих видов алюмниевых профилей существуют стандарты ГОСТ:
ГОСТ 13737-90 – равнополочные уголки изготовленные из алюминиевых и магниевых сплавов методом горячего прессования;
ГОСТ 13738-91 – неравнополочные уголки изготовленные из алюминиевых и магниевых сплавов методом горячего прессования;
ГОСТ 8617-81 – уголки общего назначения имеют прессованные профили из алюминия и алюминиевых сплавов;
В зависимости от профиля уголка и сплава, будет меняться его вес, в этом мы можем убедится подставив разные значения сплава и профиля в металлический калькулятор на МеханиИнфо.
Алюминиевый уголок. Размеры и вес алюминиевого уголка.
Ниже приведена таблица размеров и веса уголка из алюминиевого и магниевого сплавов по ГОСТ 8617-81.
Рис.1. Основные обозначения уголка алюминиевого равнополочного.
.
Таблица 1. Размеры и вес уголка алюминиевого по ГОСТ 8617-81.
H
s
r
r1
Площадь сечения, см2
Вес 1 м профиля, кг
мм
Алюминиевый сплав
Магниевый сплав
15
3
3
1,5
0,819
0,234
0,148
18
1,5
2
0,75
0,524
0,149
0,094
20
2
2
1
0,764
0,218
0,138
25
3,2
3,2
1,6
1,509
0,430
0,271
30
2
2
1
1,304
0,372
0,235
30
3
3
1,5
1,720
0,490
0,310
35
3
3
1,5
2,020
0,576
0,364
40
2,5
2,5
1,25
1,945
0,554
0,350
40
3,5
3,5
1,5
2,694
0,767
0,485
40
4
4
2
3,057
0,871
0,550
45
5
5
2,5
4,277
1,219
0,770
50
5
5
2,5
4,777
1,361
0,860
50
6,5
6
3,25
6,111
1,742
1,100
60
5
5
2,5
5,777
1,646
1,040
60
6
5
3
6,855
1,954
1,234
70
7
8
1
9,443
2,691
1,700
80
8
8
4,5
12,210
3,480
2,198
90
9
10
4,5
15,518
4,422
2,793
H — ширина полки, мм;
s — толщина полки, мм;
r — радиус внутреннего закругления, мм;
r1 — радиус внешнего закругления полок, мм.
ЧИТАЙТЕ ТАКЖЕ:
Швеллер стальной горячекатаный ГОСТ 8240-97. Швеллер характеристики ГОСТ.
Уголок стальной. Вес. Таблица.
Металлопрокат оптом и в розницу. Широкий ассортимент по доступным ценам.
Вес стального квадрата. Таблица.
Катанка стальная. Производство катанки.
Вес балки двутавровой. Таблица.
Алюминиевая лента. Лента алюминиевая вес.
Наметка деталей по шаблону. Основное понятие о наметке.
Вес круга стального. Таблица.
Бронзовые втулки. Изготовление бронзовых втулок.
Алюминиевый угловой кронштейн | Принадлежности для структурных каркасных систем
Вы можете рассчитывать на отличные цены, быструю доставку и вежливое обслуживание каждый раз, когда заказываете алюминиевый угловой кронштейн от Zoro.
Рекомендуемый продукт
Широкий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 2 дюйма, вставной, общая длина 2 дюйма, общая ширина 1 7/8 дюйма, алюминий, стандартный стиль внутреннего углового кронштейна, серия 10, система дюйма, для ширины/высоты профиля 1/4 дюйма, внутреннего углового кронштейна, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Широкий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 2 дюйма, вставной, общая длина 2 дюйма, общая ширина 1 7/8 дюйма, алюминий, стандартный стиль внутреннего углового кронштейна, серия 10, система дюйма, для ширины/высоты профиля 1/4 дюйма, внутреннего углового кронштейна, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Купить алюминиевый угловой кронштейн
Внутренний угловой кронштейн, 4 отверстия с опорой
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, 4 отверстия с опорой
Посмотреть полную информацию о продукте
Высокий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 4, общая высота 2 дюйма, 9/32 дюйма, общая длина 2 дюйма, общая ширина 7/8 дюйма, алюминий 6105-T5, внутренний угловой кронштейн, высокий, 10 Серия, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Высокий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 4, общая высота 2 дюйма, 9/32 дюйма, общая длина 2 дюйма, общая ширина 7/8 дюйма, алюминий 6105-T5, внутренний угловой кронштейн, высокий, 10 Серия, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 3 дюйма, вставной, общая длина 3 дюйма, общая ширина 2 13/16 дюйма, алюминий, стандартный внутренний угловой кронштейн, серия 15, система Измерение в дюймах, для ширины/высоты профиля 5/16 дюйма, внутреннего углового кронштейна, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
$21,83
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 3 дюйма, вставной, общая длина 3 дюйма, общая ширина 2 13/16 дюйма, алюминий, стандартный внутренний угловой кронштейн, серия 15, система Измерение в дюймах, для ширины/высоты профиля 5/16 дюйма, внутреннего углового кронштейна, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 дюйм, 9/32 дюйма, общая длина 1 дюйм, общая ширина 7/8 дюйма, алюминий 6105-T5, стандарт стиля внутреннего углового кронштейна, серия 10 , Дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 дюйм, 9/ 32 дюйма, общая длина 1 дюйм, общая ширина 7/8 дюйма, алюминий 6105-T5, стандарт стиля внутреннего углового кронштейна, серия 10, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 0,51 фунт-фут, диаметр отверстия 13/64 дюйма, экструзионная текстура с канавками, номинальная длина 8 футов, алюминий, количество открытых пазов 4, высота профиля 1 дюйм, ширина профиля 1 дюйм, общая длина 97 дюймов, серия 10, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
$54,05
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 0,51 фунт-фут, диаметр отверстия 13/64 дюйма, экструзионная текстура с канавками, номинальная длина 8 футов, алюминий, количество открытых пазов 4, высота профиля 1 дюйм, ширина профиля 1 дюйм, общая длина 97 дюймов, серия 10, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
Экструзионный профиль 80/20 10S — качественный продукт, который удовлетворит ваши потребности. Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Посмотреть полную информацию о продукте
47,95 $
Экструзионный профиль 80/20 10S — качественный продукт, который удовлетворит ваши потребности. Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Посмотреть полную информацию о продукте
Угловая скоба, материал сталь, цинковое покрытие, размер (дюймы) 2 x 2 дюйма, ширина (дюймы) 5/8 дюйма, длина (дюймы) 2 дюйма, отверстий на створку 2, отверстий 4, монтажных отверстий 4, 2 С каждой стороны, с потайной головкой, крепежные детали в комплекте Винт с плоской головкой и крестообразным шлицем для листового металла (4) 8×5/8 дюйма, диаметр отверстия (дюйм) 0,19 дюйма, толщина пластины (дюйм) 0,07 дюйма
Посмотреть полную информацию о продукте
Угловая скоба, материал сталь, цинковое покрытие, размер (дюймы) 2 x 2 дюйма, ширина (дюймы) 5/8 дюйма, длина (дюймы) 2 дюйма, отверстий на створку 2, отверстий 4, монтажных отверстий 4, 2 С каждой стороны, с потайной головкой, крепежные детали в комплекте Винт с плоской головкой и крестообразным шлицем для листового металла (4) 8×5/8 дюйма, диаметр отверстия (дюйм) 0,19дюйм, толщина пластины (дюйм) 0,07 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 1/2 дюйма, 21/64 дюйма, общая длина 1 1/2 дюйма, общая ширина 1 5/16 дюйма, алюминий 6105-T5, внутри Стандартный угловой кронштейн, серия 15, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 1/2 дюйма, 21/64 дюйма, общая длина 1 1/2 дюйма, общая ширина 1 5/16 дюйма, алюминий 6105-T5, внутри Стандартный угловой кронштейн, серия 15, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн с одинарной опорой, серый, необработанный, количество монтажных отверстий 4, общая высота 86 мм, общая длина 86 мм, общая ширина 43 мм, алюминий, внутренний угловой кронштейн, стандартный стиль, серия 45, система измерения метрическая, внутренняя -Угловой кронштейн, для ширины паза 10 9/64 мм
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн с одинарной опорой, серый, необработанный, количество монтажных отверстий 4, общая высота 86 мм, общая длина 86 мм, общая ширина 43 мм, алюминий, внутренний угловой кронштейн, стандартный стиль, серия 45, метрическая система измерения, внутренний -Угловой кронштейн, для ширины паза 10 9/64 мм
Посмотреть полную информацию о продукте
Угловая скоба для тяжелых условий эксплуатации, тип -, материал сталь, цвет -, цинковое покрытие, размер (дюймы) 4 дюйма, ширина (дюймы) 4 дюйма, длина (дюймы) 4 дюйма, высота (дюймы) 1 дюйм, отверстия на лист 2, отверстия с, монтажные отверстия 6, по 2 с каждой стороны, -, -, для использования с -, фурнитура -, диаметр отверстия (дюйм) 0,25 дюйма, толщина пластины (дюйм) 0,0938 дюймов
Посмотреть полную информацию о продукте
Угловая скоба для тяжелых условий эксплуатации, тип -, материал сталь, цвет -, цинковое покрытие, размер (дюймы) 4 дюйма, ширина (дюймы) 4 дюйма, длина (дюймы) 4 дюйма, высота (дюймы) 1 дюйм, отверстия на лист 2, отверстия с, монтажные отверстия 6, 2 с каждой стороны, -, -, для использования с -, фурнитура -, диаметр отверстия (дюйм) 0,25 дюйма, толщина пластины (дюйм) 0,0938 дюйма
Посмотреть полную информацию о продукте
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 1,34 фунта-фута, диаметр отверстия 17/64 дюйма, экструзионная текстура с канавками, номинальная длина 4 фута, алюминий, количество открытых пазов 4, высота профиля 1 1/2 дюйма , Ширина профиля 1 1/2 дюйма, общая длина 48 дюймов, серия 15, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
$44,26
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 1,34 фунта-фута, диаметр отверстия 17/64 дюйма, экструзионная текстура с канавками, номинальная длина 4 фута, алюминий, количество открытых пазов 4, высота профиля 1 1/2 дюйма , Ширина профиля 1 1/2 дюйма, общая длина 48 дюймов, серия 15, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнайте больше
НАБОР РЕЗЦОВ ДЛЯ АЛЮМИНИЯ (ВКЛЮЧАЕТ 4 РАЗМЕРА)
Сопутствующие товары
Добавить в корзину
КОМПЛЕКТ КОРПУСА DBB MORTICER OFFSET
Инструменты Souber
Сейчас:
$63,00
Комплект со смещенным корпусом для дополнения DBB Morticer от Souber Tools. Этот корпус используется для смещения места сверления краевого отверстия в двери или дверном косяке. Чтобы просмотреть всю нашу линейку…
PSDBB/HK/O
Добавить в корзину
Souber DBB Дверной замок Morticor — Pro Kit
Инструменты Souber
Сейчас:
399,25 долл. США
Набор для долбежного станка JIG1-A содержит очень популярный и эффективный комплект для долбежного станка Souber DBB для дверных замков (#PSJIG1), а также добавляет 5 дополнительных фрез и длинный сверлильный вал (#PSJIG/LS) — в дополнение к…
PSJIG1-A
Добавить в корзину
Souber DBB дверной замок Morticer — основной комплект
Инструменты Souber
Сейчас:
$995,00
Мастер-комплект Souber DBB Door Lock Morticer Master Kit добавляет более тридцати фрез, валов, надстроек и аксессуаров к очень популярному стандартному набору. Используемый и признанный как слесарями, так и строителями,…
PSJIG1-MK
Добавить в корзину
Угловое долото
Ручной инструмент Timberline
Сейчас:
22,50 $
Отличное дополнение к пакетам DBB Door Lock Morticer и сопутствующим аксессуарам! Угловое долото легко срезает углы под углом 90º, чтобы выровнять круглые края. Просто выровняйте прямые края…
AT-3420
Клиенты также просмотрели
Добавить в корзину
Souber DBB дверной замок Morticer — основной комплект
Инструменты Souber
Сейчас:
$995,00
Мастер-комплект Souber DBB Door Lock Morticer Master Kit добавляет более тридцати фрез, валов, надстроек и аксессуаров к очень популярному стандартному набору. Используемый и признанный как слесарями, так и строителями,…
PSJIG1-MK
Добавить в корзину
Угловое долото
Ручной инструмент Timberline
Сейчас:
22,50 $
Отличное дополнение к пакетам DBB Door Lock Morticer и сопутствующим аксессуарам! Угловое долото легко срезает углы под углом 90º, чтобы выровнять круглые края. Просто выровняйте прямые края…
AT-3420
Добавить в корзину
НАБОР ДЛЯ ДОПОЛНИТЕЛЬНОГО УСТРОЙСТВА ДЛЯ МИНИ-СТАНКА
Инструменты Paragon
Сейчас:
81,50 долл. США
Этот комплект был разработан для дополнения комплекта StrongArm Mini Rig Pro. Его элементы были выбраны для повышения производительности и упрощения настройки. В комплект входят предметы, снижающие вероятность…
MB19
Добавить в корзину
НАБОР БУРОВ ДЛЯ КОМПЛЕКТА GSA FIRST STRIKE®
MBA USA, Inc.
Сейчас:
29 долларов5.00
Ассортимент сверл для набора GSA First Strike®. Упаковку можно использовать как запасной комплект или как дополнение к сверлам, входящим в комплект GSA First Strike®. В комплекте…
MB12-B
Добавить в корзину
КОМПЛЕКТ ЗАМКОВ OMEGA ELECTRONIC SWINGBOLT С ХРОМИРОВАННОЙ КЛАВИАТУРОЙ
Замки OMEGA
85,00 $
Сейчас:
$45,00
Электронный замок Omega с хромированной клавиатурой и корпусом замка Swingbolt. Особенность, которая отличает этот замок от конкурентов, заключается в том, что коды пользователей могут иметь длину от 1 до 8 цифр. Особенности…
OM-200-CH
Выберите параметры
ТЕЛЕЖКА SUMOSPIN ДЛЯ ПЕРЕМЕЩЕНИЯ КОНТЕЙНЕРОВ GSA
СУМО СПИН
Сейчас:
1125,00 долларов США
Доставка по фиксированной ставке 175 долларов США в 48 смежных штатов США. Все другие местоположения, включая адреса APO и FPO, пожалуйста, позвоните по телефону для индивидуального предложения. Как и большинство хороших идей, тележка SumoSpin родилась из необходимости…
Полный комплект наконечников и чехол для системы Creep-Zit! Этот комплект содержит широкий спектр специальных наконечников с резьбовыми соединениями для вашей системы Creep-Zit™.
высоколегированная коррозионностойкая и жаростойкая сталь аустенитного класса
НТД на материал
ГОСТ 5632-72
Марка
08Х18Н10Т
Основные свойства и применение
сталь марки 08Х18Н10Т — универсальная и широко используемая наравне с AISI 321, 12Х18Н9Т и 12Х18Н10Т, но обладает среди них повышенной сопротивляемостью межкристаллитной коррозии, и применяется в средах с бОльшей агрессивностью, в том числе и для изделий подвергающихся свариванию; свариваемость стали — хорошая, и благодаря входящему в состав титану сварные соединения устойчивы к межкристаллитной коррозии; сталь слабомагнитна, в термообработанном состоянии практически немагнитна; сталь обладает немного меньшей жаропрочность чем 12Х18Н9Т и 12Х18Н10Т; хорошая сопротивляемость атмосферной и межкристаллитной коррозии в совокупности со стабильностью, прочностью, легкостью обработки, возможностью использования в широком диапазоне температур сделали эту марку стали одной из самых производимых и используемых в различных отраслях промышленности, в том числе для изготовления сеток, деталей машин и аппаратов продовольственного и торгового машиностроения, товаров народного потребления и проч. ; проволока стали марки 08Х18Н10Т используется для изготовления тканых сеток по ГОСТ 3826-82, фильтровых тканых сеток ГОСТ 3187-76, плетеных транспортерных сеток ТУ 25.93.13-001-15878725-2018, тканых сеток по ТУ 1276-003-38279335-2013, тканых сеток из рифленой проволоки по ТУ 1276-002-38279335-2013 и др.
Температура эксплуатации
рекомендуемая рабочая температура: от -196°C до 800°С с весьма длительным сроком службы, при наличии агрессивных сред до +350°С; температура начала интенсивного окалинообразования в воздушной среде: 850°С; согласно ГОСТ 5632-72 сталь классифицируется как жаростойкая
Зарубежный аналог
AISI 321
Плотность
7,85 г/см3
Коррозионная стойкость
сетка и проволока из нержавеющей стали марки 08Х1Н10Т обладает хорошей сопротивляемостью к атмосферной и межкристаллитной коррозии в том числе в среде насыщенного пара, при эксплуатации в условиях высоких и низких температур и в агрессивных средах, в растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей, в морской воде; сталь марки 08Х18Н10Т рекомендована ГОСТом 5632-72 к применению как коррозионностойкая и жаростойкая; применяется в средах с бОльшей агрессивностью, в том числе для сварных изделий; сталь марки 08Х18Н10Т неустойчива в серосодержащих средах
Примечание по коррозии
стойкость к коррозии в атмосфере: выше чем углеродистой стали обычного качества (Ст. 0-Ст.3 и т.п.) без покрытия в 4500 раз, выше чем у оцинкованной стали в 500 раз, выше чем у алюминия в 50 раз, выше чем у латуни в 25 раз
Химический состав, %
Углерод (C)
≤ 0,08
Кремний (Si)
≤ 0,8
Марганец (Mn)
≤ 2,0
Хром (Cr)
17,0 ÷ 19,0
Никель (Ni)
9,0 ÷ 11,0
Титан (Ti)
5*C ÷ 0,7
Молибден (Mo)
≤ 0,5
Железо (Fe)
основа, около 70%
Сера (S)
≤ 0,02
Фосфор (P)
≤ 0,035
Медь (Cu)
≤ 0,30
Сталь марки 08Х18Н10Т принадлежит к классу высоколегированных аустенитных сплавов. Материал распространен наравне с другими востребованными сталями: 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т, международным аналогом AISI 321, однако обладает повышенной коррозионной стойкостью. Сплав прочный, легкий в обработке, долговечный, поэтому нашел широкое применение в различных отраслях промышленности и сферах народного хозяйства.
Состав и характеристики сплава
Нержавеющая сталь 08Х18Н10Т изготавливается в соответствии с требованиями ГОСТ 5632-72 – стандарта для жаропрочных, устойчивых к коррозии сплавов. Название марки стали 08Х18Н10Т указывает на процентное содержание базовых легирующих элементов:
углерод: 0,08%;
Х – хром: 18%;
Н – никель: 10%;
Т – титан: до 0,6%.
Благодаря наличию хрома и никеля в составе сплав защищен от коррозии, присутствие титана повышает прочность стали и изделий из нее. Углерод в малых количествах улучшает свариваемость материала. В названии не указываются, но также содержатся такие легирующие элементы, как марганец и кремний, – до 0,8%.
Нержавеющая сталь 08Х18Н10Т, характеристики:
повышенная устойчивость к межкристаллитной коррозии: материал превосходит по этому параметру стали марок 12Х18Н12Т и 12Х18Н10Т. Изделия из сплава 08Х18Н10Т применяются в агрессивных химических средах: кислотных, щелочных и солевых растворах, морской воде, насыщенном паре;
свариваемость: из стального сплава изготавливают сварное оборудование, такие изделия можно использовать в средах с повышенной химической агрессивностью;
плотность нержавеющей стали 08Х18Н10Т: 7900 кг/м3 при температуре 20°С, что превышает показатели у сталей с подобным составом – 12Х18Н9Т, 12Х18Н10Т;
жаростойкость: предельная температура эксплуатации сплава и изделий из него – 800°С. Однако сталь сохраняет рабочие свойства и при отрицательных температурах до -196°С;
слабомагнитный материал: после термообработки сталь становится немагнитной.
Высокие эксплуатационные характеристики, которыми обладает нержавеющая сталь 08Х18Н10Т, цена сплава и готовых изделий сделали этот материал популярным в различных сферах промышленности, строительстве, машиностроении.
Сталь марки 08Х18Н10Т: сферы применения
Нержавеющая сталь 08Х18Н10Т – универсальная заготовка для металлопроката, обрабатывается автоматизированными и механическими способами. Пластичность металла позволяет раскатывать материал тоньше 1 мм. Из этого сплава изготавливают листы, ленты, проволоку, полосы. Стальная проволока идет на изготовление тканых металлических сеток, которые применяются в химической и пищевой промышленности, машиностроении, строительстве.
Нержавейка марки 08Х18Н10Т не боится коррозии, гигиенична, что позволяет использовать ее в медицине и пищевой промышленности: из стали делают хирургические инструменты, стеллажи, специальную посуду, сетки для конвейеров на пищевом производстве и т. п.
Стальные детали применяются в узлах машин, самолетов, кораблей. Из нержавейки изготавливают элементы трубопроводов, теплообменного оборудования, печей, ядерных систем с водным теплоносителем.
Декоративные элементы из нержавеющей стали эффектно смотрятся в интерьере и как детали фасадов зданий или ограждений.
Предлагаем проволоку и сетки из стали марки 08Х18Н10Т
Если интересует металлопрокатная продукция, в основе которой – нержавеющая сталь 08Х18Н10Т, купить метизы высокого качества можно в ТОРГОВОМ ДОМЕ СЕТОК. Наша компания реализует нержавеющую проволоку и сетки из сплава марки 08Х18Н10Т. Все представленные позиции изготовлены по ГОСТ, имеют сертификаты, соответствуют российским и международным стандартам качества.
Изделия просто купить: «Нержавеющая сталь 08Х18Н10Т» представлена вверху этой страницы в виде металлопрокатной продукции, которую предлагает ТОРГОВЫЙ ДОМ СЕТОК. Сетки и проволока имеются в наличии на складах в Москве и Электростали, их можно также приобрести под заказ.
характеристики и расшифовка, применение и свойства стали
Механические свойства стали 08Х18Н10Т
Прокат
Размер
Направление
Временное сопротивление разрыву, σв, МПа
Предел кратковременной прочности, ST, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Пруток
Ж 60
-
490
196
40
55
-
Лист тонкий
-
-
520
210
43
-
-
Проволока отожженная
Ж 8
-
1400 — 1600
-
20
-
-
Трубы горячедеформированные
-
-
510
-
40
-
-
Поковки
-
-
490
196
35
40
-
Ударная вязкость стали в состоянии поставки
Сортамент
Термообработка
Показатель
Т= +20 °С
Т= -25 °С
Пруток
Закалка при 1050 °С, вода.
KCV, Дж/см2
216
181
Пруток
Закалка при 1050 °С, вода.
KCT, Дж/см2
167
147
Механические свойства при испытаниях на длительную прочность
Температура испытания, °С
Предел ползучести, МПа
Скорость ползучести %/час
Предел длительной прочности, МПа
Длительность испытания, часы
600
74
1/100000
147
10000
-
-
-
108
100000
650
29 — 39
1/100000
78 — 98
10000
Механические свойства стали при повышенных температурах
Температура испытаний, °С
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
20
275
610
41
63
245
300
200
450
31
65
-
400
175
440
31
65
313
500
175
440
29
65
363
600
175
390
25
61
353
700
160
270
26
59
333
Свойства по стандарту
ГОСТ 5582-75
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Листы горячекатаные и холоднокатаные: закалка при 1050-1080 °С, вода, воздух
До 3,9
-
520
40
-
Свойства по стандарту ГОСТ 5949-75
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Прутки. Закалка при 1020-1100 °С, воздух, масло, вода.
60
196
490
40
55
Свойства по стандарту
ГОСТ 7350-77
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Листы горячекатаные и холоднокатаные: закалка 1000-1080 °С, вода, воздух.
Свыше 4
206
509
43
-
Свойства по стандарту
ГОСТ 9940-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Трубы бесшовные горячедеформированные без термообработки
3,5 — 32
-
510
40
-
Свойства по стандарту
ГОСТ 18907-73
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Прутки шлифованные, обработанные на заданную прочность
1 — 30
-
590 — 830
20
-
Свойства по стандарту
ГОСТ 25054-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Поковки. Закалка 1050-1100 °С, вода или воздух
1000
196
490
35
40
Физические свойства 08Х18Н10Т
Температура, °С
Модуль упругости, E 10— 5,МПа
Кожффициент линейного расширения, a 10 6, 1/°С
Коэффициент теплопроводности, l, Вт/м·°С
Удельная теплоемкость, C, Дж/кг·°С
Удельное электросопротивление, R 10 9, Ом·м
20
1,96
-
-
-
-
100
-
16,1
16
-
-
200
-
-
18
-
-
300
-
17,4
19
-
-
400
-
-
-
-
-
500
-
18,2
-
-
-
Сталь 08Х18Н10Т / Ауремо
Сталь 08Х18Н10Т
Сталь 08Х18Н10Т : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температуре критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 08Х18х20Т.
Стержни. Закалка 1020-1100°С, охлаждение на воздухе, в масле, воде.
60
196
490
40
55
Прутки полированные, обработанные до указанной прочности
1−30
590-830
20
Горячекатаные или холоднокатаные листы. Закалка 1000-1080°С, вода или воздух.
> 4
206
509
43
Горячекатаные или холоднокатаные листы. Закалка 1050-1080°С, вода или воздух.
<3,9
520
40
Поковки. Закалка 1050-1100°С, вода или воздух.
1000
196
490
35
40
Трубы бесшовные горячедеформированные без термической обработки
3,5−32
510
40
Механические свойства при повышенных температурах
t испытания, °С
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
KCU, Дж/м 2
20
275
610
41
63
245
300
200
450
31
65
400
175
440
31
65
313
500
175
440
29
65
363
600
175
390
25
61
353
700
160
270
26
59
333
Механические свойства при испытаниях на длительную прочность
Предел ползучести, МПа
Скорость ползучести, %/ч
tиспытание, °С
Длительная прочность, МПа
Продолжительность испытаний, ч
t испытания, ч
74
1/100000
600
147
10000
600
29−39
650
108
100 000
600
78−98
10000
650
Технологические свойства стали 08Х18х20Т
Температура штамповки
Начало ост.
Свариваемость
способы сварки: РДС, АДС под флюсом и в среде защитных газов, АрДС, КТС и ЭШС.
Ударная вязкость стали 08Х18х20Т
Ударная вязкость, KCU, Дж/см
+20
+20 (КЦВ)
-25
-25 (KCV)
Пруток сечением 12 мм. Закалка 1050 С, вода.
216
181
Пруток сечением 12 мм. Закалка 1050 С, вода.
167
147
Физические свойства стали 08Х18х20Т
Температура испытания, °С
20
100
200
300
400
500
600
700
800
900
Нормальный модуль упругости, Е, ГПа
196
Плотность стали, pn, кг/м 3
7900
Коэффициент теплопроводности Вт/(м°С)
шестнадцать
восемнадцать
19
Температура испытания, °С
20−100
20−200
20−300
20−400
20−500
20−600
20−700
20−800
20−900
20−1000
Коэффициент линейного расширения (а, 10−6 1/°С)
16,1
17,4
18,2
19,1
Источник: Марка сталей и сплавов
Источник: www. manual-steel.ru/08h28N10T.html
цена от поставщика Электровек-сталь/Эвек
Знак
Аналог
W. №.
Айси Унс
EN
Заказать
08Х18Н10Т
EI914
~1,4541
~321
X6CrNiTi18-10
Поставка со склада, в наличии
Производство и применение
Марка 08Х28Н10Т (ЭИ914) изготавливается по следующим ГОСТам: 5632-72; 18 907–73, 4405–75, 5582–75, 5949–75; 25 054−81; 9940-81. Эта сталь представляет собой хромоникелевый аустенитный сплав. Выплавляется в электродуговых печах. Обладает повышенной стойкостью к межкристаллитной коррозии в промышленных условиях, по сравнению со сплавами 12Х28Н10Т и 12Х18х22Т. Применяется при изготовлении сварных конструкций, работающих в высокоагрессивных средах при t° от -19от 6 до +600°C без ограничения давления.
Процентный состав 08Х18х20Т (ГОСТ 5632-72)
С
Кр
Фе
Мн
Ni
Р
С
Си
Ti
≤0,08
17−19
ДОС.
≤2
9−11
≤0,035
≤0,02
≤0,8
5·S-0,7
Коррозионная стойкость
По ГОСТ 5582-72, 7350-77 и 4986-79 такая сталь при испытаниях методами АМ и АМУ ГОСТ 6032-89 устойчива к межкристаллитной коррозии в испытательных растворах при выдержке соответственно 8 и 24 часов . Эти испытания проводятся после отжига (1 час) при t° 650 °С.
Технологические параметры
Сталь 08Х28Н10Т по технологическим параметрам аналогичной марки 12Х18Н9Т (10Т). От них он имеет лучшую стойкость сварного шва к межкристаллитной и ножевой коррозии в химической промышленности.
Содержание: Типовая конструкция и режимы смазки подшипника скольжения Проблемы эксплуатации подшипников скольжения и требования к смазочным материалам Выбор типа смазочного материала Применение материалов EFELE и MODENGY для металлических подшипников скольжения Применение материалов EFELE для пластмассовых подшипников скольжения
Подшипник скольжения – это опорный или направляющий узел механизмов, в котором вращающиеся элементы скользят друг относительно друга.
Подшипники скольжения могут классифицироваться по следующим основным параметрам:
По виду нагрузки – статически нагруженные и динамически нагруженные
По направлению воспринимаемой нагрузки – радиальные, упорные, радиально-упорные
По конструкции – круглоцилиндрические, некруглоцилиндрические, упорные сегментные, самоустанавливающиеся, самоустанавливающиеся сегментные радиальные, самоустанавливающиеся сегментные упорные и т. д.
По принципу образования подъемной силы в масляном слое – гидродинамические и гидростатические
Типовая конструкция и режимы смазки подшипника скольжения
Типовая конструкция подшипника скольжения (см. рис. 1) включает в себя корпус (3) с цилиндрическим отверстием, в которое вставляется втулка-вкладыш (2) из антифрикционного материала (цветных металлов, полимеров или композиционных материалов). Шейка вала (5) входит в отверстие втулки подшипника с зазором, в который через специальный канал (1) подается смазка (4) для уменьшения трения.
Канал подачи смазочного материала
Вкладыш
Корпус
Зазор, заполненный смазочным материалом
Цапфа вала
Рис. 1. Типовая конструкция подшипника скольжения
Для надежной и эффективной работы любого узла трения, в том числе и подшипников скольжения, необходимо их регулярное и правильное смазывание.
Существует три режима смазки подшипников скольжения:
Граничный, при котором между поверхностями трения создается тонкая масляная пленка, при этом происходит контакт большого количества микронеровностей вала и вкладыша
Смешанный – с увеличением скорости вращения масляный слой между валом и вкладышем увеличивается, при этом происходит контакт небольшого количества микронеровностей поверхностей
Гидродинамический, при котором толщина смазочной пленки обеспечивает вращение вала и вкладыша без соприкосновения микронеровностями их поверхностей (обеспечивается при большой скорости вращения)
К основным преимуществам подшипников скольжения относятся простота изготовления, бесшумность работы, хорошие демпфирующие свойства, способность воспринимать высокие нагрузки. При гидродинамическом режиме смазки износа вала и вкладыша практически не происходит.
Проблемы эксплуатации подшипников скольжения и требования к смазочным материалам
В ходе эксплуатации, обслуживания или ремонта оборудования наиболее часто приходится сталкиваться со следующими проблемами и характерными видами повреждений подшипников скольжения:
Скачкообразное движение, повреждения в процессе сборки и приработки
Схватывание, задиры и повышенный износ из-за высоких нагрузок
Схватывание, задиры и повышенный износ из-за разрушения смазки при высоких температурах
Катастрофический износ из-за разрушения смазки под действием химически агрессивной среды
Вымывание смазки, коррозия при работе в условиях высокой влажности или контакта с водой
Интенсивное изнашивание из-за налипания абразивных частиц на трущиеся поверхности
Коррозия при хранении и транспортировке
Более половины отказов в их работе связаны с использованием неправильно подобранной смазки.
Смазочные материалы для подшипников скольжения должны выполнять следующие основные функции:
Защита металлических поверхностей от атмосферной коррозии
Предотвращение попадания в узел трения веществ из окружающей среды
Отвод тепла и частиц износа из зоны трения
Демпфирование шума и вибраций
Для безотказной работы подшипников скольжения при выборе смазочных материалов должны учитываться диапазон рабочих температур, факторы окружающей среды, нагрузка, скорость скольжения и многие другие условия эксплуатации.
Масла и аэрозольные смазки EFELE, твердосмазочные покрытия MODENGY эффективно решают любые возложенные на них задачи по обеспечению качественной смазки подшипников скольжения.
Выбор типа смазочного материала
При выборе типа смазочного материала в зависимости от скорости скольжения в общем случае можно ориентироваться на следующие рекомендации (рис. 2).
Рис. 2. Применение различных смазочных материалов в зависимости от скорости скольжения.
Как видно из рисунка 2, в диапазоне скоростей скольжения 0,5…2,5 м/с для смазывания можно применять как масла, так и пластичные смазки. Некоторые из пластичных смазок могут эффективно работать и при более высоких скоростях скольжения.
При выборе типа смазочного материала следует иметь в виду, что пластичные смазки и покрытия имеют ряд преимуществ перед маслами, поэтому в большинстве случаев их применение в подшипниках скольжения является более предпочтительным.
Преимущества применения пластичных смазочных материалов:
Использование более простых систем смазки и конструкций подшипниковых узлов, менее трудоемких в обслуживании и ремонте
Лучшая работа в условиях воздействия вибраций и в режиме частых остановов и пусков
Более эффективное демпфирование шума и вибраций
Более высокая эффективность входящих в состав твердых смазочных наполнителей
Способность выдерживать более высокие нагрузки
Возможно полное исключение повторного обслуживания за счет применения резервуаров со смазкой
Лучшая герметизация точки смазки
Возможно применение в условиях агрессивного воздействия окружающей среды
В статье «Выбор пластичной смазки для подшипников скольжения из металла» подробно рассмотрены вопросы о влиянии условий эксплуатации подшипников скольжения на выбор для них пластичных смазок.
Применение масел, дисперсий, покрытий и прочих продуктов для решения основных задач эксплуатации металлических подшипников скольжения приведено в таблице 1.
Таблица 1. Смазочные материалы EFELE и MODENGY для металлических подшипников скольжения
Название материала
Решаемые эксплуатационные задачи
Масло EFELE SO-887
Неэффективность смазки при температурах от -35 °С до +160 °С
Быстрый износ и коррозия поверхности
Масло EFELE SO-885
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Масло EFELE SO-883
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Образование твердых отложений
Масло EFELE SO-868
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Быстрый износ и формирование твердых отложений на поверхности
Масло EFELE SO-866
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Неэффективность смазки при температурах -45…+160°С
Коррозия, износ узла
Малый интервал повторного смазывания
Масло EFELE SO-853
Образование твердых отложений
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Масло EFELE MO-841
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -15…+120°С
Дисперсия EFELE UNI-M Spray
Загрязнения, коррозия, затрудненный монтаж и демонтаж труднодоступных соединений
Смазка EFELE UNI-S Spray
Высокий расход смазки
Повреждение и разрушение смазки при перепадах температур
Покрытие MODENGY 1001
Схватывание, задир, заедание
Большой износ из-за налипания пыли
Невозможность применения жидких и пластичных материалов
Затрудненный монтаж и демонтаж
Антифрикционные твердосмазочные покрытие MODENGY 1001 – разработка российской компании «Моденжи». Все инновационные материалы, производимые ею, реализуют технологию сухой смазки. Многие покрытия применяются для обслуживания подшипников скольжения.
MODENGY 1001 не требует нагревания для отверждения. Среди фасовок можно выбрать упаковку в виде аэрозольного баллона – тогда для нанесения состава не потребуется дополнительных инструментов и приспособлений.
Покрытие MODENGY 1001 эффективно снижает трение и износ, устраняет движение рывками, может работать при температурах от -180 до +440 °С, в условиях пыли, вакуума, радиации.
Применение материалов EFELE для пластмассовых подшипников скольжения
Некоторые из конструкционных материалов подшипников скольжения чувствительны к химическому составу смазочных материалов или к продуктам их окисления. Поэтому необходимо учитывать совместимость смазок с материалами подшипника.
В линейке EFELE имеются масла и смазки, которые инертны по отношению к материалам пластмассовых подшипников скольжения и не оказывают на них негативного влияния.
Их применение для решения актуальных задач эксплуатации пластмассовых подшипников скольжения рассмотрено в таблице 2.
Таблица 2. Смазочные материалы EFELE для пластмассовых подшипников скольжения
Название материала
Решаемые эксплуатационные задачи
Масло EFELE SO-887
Неэффективность смазки при температурах от -35 °С до +160 °С
Быстрый износ и коррозия поверхности
Масло EFELE SO-885
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Масло EFELE SO-883
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Образование твердых отложений
Масло EFELE SO-868
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Быстрый износ и формирование твердых отложений на поверхности
Масло EFELE SO-866
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Неэффективность смазки при температурах -45…+160°С
Коррозия, износ узла
Малый интервал повторного смазывания
Масло EFELE SO-853
Образование твердых отложений
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Масло EFELE MO-841
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -15…+120°С
Смазка EFELE UNI-S Spray
Высокий расход смазки
Повреждение и разрушение смазки при перепадах температур
Подшипники скольжения упорные| Принцип работы
Упорный подшипник – это узел, предназначенный для восприятия исключительно осевых нагрузок. Обычно он используется как опора вала в продольном направлении, удерживая его в проектном положении. Применение подшипников этого типа чрезвычайно разнообразно, но чаще всего они используются во всевозможных роторах, так как обеспечивают надежную фиксацию вала и позволяют точно выдерживать зазоры, необходимые для работы этих устройств.
Устройство и принцип работы упорного подшипника скольжения
В роторах чаще всего применяют сегментные упорные подшипники, способные эффективно воспринимать осевые силы и при этом простые в монтаже и обслуживании. Конструкция упорного подшипника для ротора наглядно показывает все особенности таких опор, поэтому мы расскажем об устройстве этой группы деталей на его примере.
Основная часть узла – это вкладыш, состоящий из двух отдельных половин. Они надежно соединены горизонтальными фланцами, удерживающими деталь в сборе. Внутри вкладыша помещена втулка с установленными на нее упорными колодками. Чтобы вал турбины мог опираться на подшипник, его изготавливают с упорным диском (гребнем) опирающимся на упорные колодки, залитые сверху баббитом. Такое покрытие нужно вовсе не для того, чтобы максимально трение в подшипнике – на роли баббита мы подробно остановимся в конце нашей статьи.
Внутрь вкладыша подается масло, вид и параметры которого подбирают в соответствии с режимом и условиями работы механизма. Жидкость заполняет все пространство внутри вкладыша и единственным местом для ее вытекания является отверстие в верхней части узла. Конструкция изделия обеспечивает вращение упорного диска вала в масляной ванне и его прижим к колодкам усилием, направленным вдоль оси. Принцип работы упорного подшипника подразумевает наличие между диском и баббитовыми поверхностями колодок несущего слоя масла, который предотвращает сухое трение между поверхностями и тем самым увеличивает КПД узла и срок службы его элементов.
Работать масло начинает сразу же после запуска механизма. Поверхность гребня вала, начавшего вращение, захватывает масло и увлекает его под колодку. На рабочей части колодки в это время образуется особое распределение давлений, помогающее создать плотный и очень устойчивый клин из жидкости, давление которого без проблем компенсирует нагрузку от веса вала и приложенных к нему рабочих усилий. При этом каждая колодка имеет особый шарнирный механизм, позволяющий ей изменять положение в зависимости от того, как изменяется осевой момент приложения сил. Благодаря этому давление масла всегда остается достаточным для эффективной работы механизма.
Требования к упорным подшипникам скольжения
Основной проблемой при изготовлении подшипников упорного типа является обеспечение их надежности. Поломка изделия, особенно в машинах, валы которых вращаются с большими скоростями, приводит к разрушению узла вращения и в том числе к серьезным повреждениям проточки. Выход из строя детали возможен по нескольким основным причинам:
• Потеря несущей способности масла; • Повышение температуры узла в процессе работы; • Расплавление нанесенного на колодки слоя баббита.
Свои свойства масло может изменить по нескольким причинам, но чаще всего в этом виноват перегрев детали. В свою очередь повышение температуры может быть следствием недостаточного количества масла, из-за чего вращение в подшипнике происходит с сухим или полусухим режимом трения. Может это происходить и из-за неэффективного отвода тепла.
Также происходят аварии и из-за неправильного выбора модели подшипника. Иногда при сборке узлов агрегатов применяют радиально упорный подшипник скольжения, не рассчитанный на то, чтобы на него воздействовала большая осевая нагрузка. Поэтому расчет усилия, которое должен воспринимать опорный узел и точное определение его типа и направления, является важнейшей задачей для любого конструктора, проектирующего узел с продольно нагруженным валом.
Важной частью конструирования таких узлов является также правильный выбор зазора между опорной баббитовой частью колодок и поверхностью диска. При этом учитывается множество факторов, таких как качество поверхности вала и колодок, качество масла, способность поверхности материала воспринимать смачивание, конусность диска, а также такая характеристика как вибрация механизма в процессе работы.
Если характеристики узла вращения не подразумевают высокой точности зазора, то его принимают в пределах 50-60 мкм. В этом случае на каждую колодку при работе механизма будет оказываться давление 1,5-2 МПа. Если нужна высокая точность, то принимают размер зазора 40 мкм. В этом случае давление составит 3,5-4 МПа. Делая расчет нужно не забывать и о том, что чем меньше зазор, тем выше риск перегрева детали. Температура 90 градусов Цельсия в этом случае считается критической. При дальнейшем повышении риск расплавления баббитового слоя колодок, а значит и поломки подшипника, значительно растет.
Реальные условия эксплуатации подшипников скольжения могут оказаться гораздо более экстремальными, чем планировалось. Проблемы могут возникнуть из-за появления нагрузок, направленных радиально, с которыми не справляется парный опорный подшипник. Также негативное влияние оказывают резкие сбросы нагрузки или наоборот, слишком резкий старт. В связи с этим упорные подшипники скольжения, как и опорные узлы качения, берут с солидным запасом по многим параметрам.
Самые важные части упорного подшипника скольжения – это колодки. При этом ключевую роль в надежности этих элементов узла играет баббитовая заливка. Важно помнить, что в упорных и опорных подшипниках она играет абсолютно разную роль. В опорных моделях, рассчитанных на радиальный тип нагрузки, эта часть колодок работает в условиях сухого и полусухого трения. В случае с изделиями упорного типа, эти виды трения не наблюдаются, так как диск вала «плавает» в масляной ванне и не касается поверхности баббита.
Можно подумать, что в этом случае слой антифрикционного материала не нужен, но это не так. При резком увеличении осевого усилия баббит практически мгновенно расплавляется, порождая сильный осевой сдвиг. В этот момент срабатывает защита, реагирующая на этот эффект и механизм отключается без ущерба для подшипника и вала. Баббитовый слой предотвращает быстрое стирание колодок и загрязнение частицами металла масла в системе. Со временем толщина заливки уменьшается вследствие износа и когда ее толщина составляет около 0,9 мм, обычно производят новую заливку колодок.
Если вы ищете где купить упорный подшипник скольжения, то наша компания готова предложить вам лучшие по качеству и цене варианты от известных мировых брендов. У нас вы найдете как упорный и радиальный, так и сферический подшипник для применения в самых различных механизмах. Все продукты из нашего каталога – это оригинальные модели деталей с официальной гарантией на территории нашей страны.
Поделитесь в соц. сетях
Подшипники скольжения iglide® из самосмазывающегося пластика
Дом
Подшипники скольжения
Используйте инструмент выбора материала
Используйте калькулятор срока службы
Просмотрите наши 17 стандартных материалов для подшипников
Вот уже более 30 лет пластиковые подшипники скольжения iglide®, соответствующие требованиям директивы RoHS, обладают техническими и экономическими преимуществами по сравнению со всеми типами металлических подшипников скольжения. Подшипники iglide® являются самосмазывающимися, не требуют технического обслуживания, химически стойкими, универсальными и снижают затраты до 40 процентов. Они могут выдерживать экстремальные температуры и подходят для специального машиностроения, подводного применения, пищевой и табачной промышленности. Подшипники iglide® доступны в широком диапазоне стандартных опций каталога, а индивидуальная настройка возможна от одной партии. Обновите имеющиеся у вас подшипники и втулки, перейдя на igus®. Перейдя на подшипники iglide®, клиенты могут улучшить свои технологии и сократить свои расходы до 9 раз.0%. В дополнение к этим преимуществам продукты igus® предлагают быструю доставку в течение 24 часов, онлайн-калькуляторы срока службы и инструменты для почти всех линеек продуктов, а также проверенную надежность.
Подшипники скольжения iglide® изготавливаются из инновационного высокоэффективного пластика для широкого спектра применений. В нашей испытательной лаборатории все пластмассы iglide® интенсивно тестируются на коэффициенты износа и трения. 10 000 испытаний в год обеспечивают базу данных для онлайн-калькулятора срока службы.
Всего за четыре простых шага экспертная система iglide® регистрирует ваши конкретные требования, а затем предоставляет вам всесторонний анализ пригодности и срока службы всех материалов iglide®. Предсказуемый срок службы обеспечивает высокую надежность планирования, помогая экономить средства. Попробуйте калькулятор срока службы здесь!
Подшипники скольжения iglide® используются в различных отраслях промышленности
Просмотрите наши самые популярные подшипники скольжения
Фланцевые подшипники
Подшипник скольжения в монтируемом корпусе
Всегда самосмазывающийся и обезжиренный
Устойчивый к пыли и грязи
Выдерживает средние и высокие нагрузки
Узнать больше
Перейти в магазин
Подшипники скольжения
Облегчает линейное движение между движущимися частями
Повышенная скорость износа благодаря более тонким стенкам
Всегда самосмазывающийся и обезжиренный
Устойчивый к грязи и пыли
Узнать больше
Перейти в магазин
Упорные шайбы
Удерживает вращающиеся компоненты на месте
Всегда самосмазывающийся и обезжиренный
Устойчивый к грязи и пыли
Экономичный
Узнать больше
Перейти в магазин
Ознакомьтесь с нашими услугами по изготовлению подшипников на заказ
Услуги аддитивного производства и 3D-печати
Не требует технического обслуживания, увеличенный срок службы
Готовность всего за 24 часа
Степень износа сопоставима с литьем под давлением
Узнать больше
Услуги по обработке на заказ
Используется высокопроизводительный прутковый материал
Износостойкий и не требует технического обслуживания
Устойчив к грязи, пыли, коррозии и влажности
Узнать больше
Литье под давлением
print2mold® – пресс-формы для литья под давлением, напечатанные на 3D-принтере
До 70 % быстрее, чем при использовании традиционных методов
Доступно 55 вариантов материала
Узнать больше
Обсудите свой проект со специалистом по подшипникам
Если вы заинтересованы в полностью собранных решениях «под ключ» или хотите создать свой собственный настраиваемый проект, узнайте больше о том, как igus® может помочь вам с решением, основанным на вашем конкретном применении и требованиях. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Свяжитесь со специалистом igus® прямо сейчас
Просмотреть дополнительные подшипники
Фланцевые подшипники с двумя болтами
Надежная опора для перпендикулярных валов
Всегда самосмазывающийся и обезжиренный
Устойчивый к пыли и грязи
Выдерживает средние и высокие нагрузки
Узнать больше
Перейти в магазин
Подшипники с зажимом (нет минимального количества для заказа)
Предназначен для крепления валов через листовой металл.
Подшипники имеют фланцы, расположенные на обоих концах.
После установки подшипники фиксируются в пластине из листового металла с обеих сторон
Узнать больше
Перейти в магазин
Поршневые кольца
Простота установки
Экономичность
Более износостойкие, чем ленты из ПТФЭ
Более высокая грузоподъемность
Узнать больше
Перейти в магазин
Шестерни и зубчатые рейки
Конические, цилиндрические и зубчатые рейки
Различные ступицы валов — круглые, D-образные, шпоночные
Различные специальные опции — литье под давлением, 3D-печать SLS и механическое изготовление из сортового проката
Узнать больше
Перейти в магазин
Конвейерные ролики
Малый радиус отклонения
Не требует обслуживания, самосмазывающийся
Отсутствие риска загрязнения смазкой
Прочный и износостойкий
Гигиенический дизайн без шариковых или игольчатых сепараторов
Узнать больше 90 0 Магазин
Опорные катки
Направляющая Endurance с высокой устойчивостью к средам
Высокая износостойкость в экстремальных условиях окружающей среды
Очень низкий коэффициент трения
Высокая устойчивость к температуре и химическим веществам
Подробнее
Перейти в магазин
Запросить коробку с образцами
Заполните форму ниже, и мы бесплатно вышлем вам коробку с образцами.
Запросить коробку с образцами
Посмотреть каталог
Щелкните ниже, чтобы просмотреть каталог в виде флипбука или загрузить его в формате PDF.
Посмотреть каталог
Набор инструментов инженера Ресурсы
Как выбрать лучший подшипник скольжения
Там, где есть движущиеся части, вы часто найдете подшипники. Короче говоря, цель подшипника состоит в том, чтобы как можно меньше воздействовать на систему — поглощать минимальное количество энергии, медленно изнашиваться и стоить как можно меньше. Подшипники бывают разных вкусов. В этой статье основное внимание будет уделено подшипникам скольжения и пяти факторам, которые будут играть роль при выборе правильного подшипника для применения (см. также «Боковая панель: Полезные правила» внизу статьи) .
Подшипник скольжения имеет много названий; часто инженеры взаимозаменяемо используют подшипники скольжения, цапфы, втулки, втулки и скольжения. Эти типы подшипников могут быть такими же простыми, как трубка из относительно мягкого материала, вдавленная в отверстие в качестве направляющей, или использоваться в качестве подшипника ролика (металлическая втулка со вставленным колесом или шариком).
Подшипники скольжения, которые обычно работают во вращающемся или скользящем валу, широко известны для линейного движения почти так же, как и для вращательного движения, согласно Thomasnet.com, платформе поиска продуктов и поставщиков. Эти подшипники бывают двух типов: цилиндр, который устанавливается заподлицо и выдерживает только вращательные нагрузки, и «фланцевый подшипник», который помогает фланцу воспринимать осевые нагрузки.
Обработка повлияет на стоимость и должна учитываться при выборе подшипника. Фланец может показаться несложным, но он изменяет обработку и, следовательно, влияет на стоимость. Это преимущество для различных материалов. Пластик, например, относительно легко поддается обработке.
Простое добавление в конструкцию элемента, например фланца, может увеличить стоимость. Однако не добавление необходимой функции может привести к сбою. Тем не менее, первым шагом к точному выбору подшипника скольжения является оценка того, как и где он используется.
Что такое приложение?
«Выбор опорных подшипников всегда начинается с тщательной оценки предполагаемого использования устройства, содержащего подшипники», — говорит Гэри Розенгрен, технический директор компании Tolomatic Inc., которая должна выбрать правильный опорный подшипник для своей электроприводы. «Правильный выбор включает в себя оценку факторов окружающей среды, таких как агрессивные химические вещества, загрязнение, высокие или низкие рабочие температуры и/или требования к промывке, которые могут присутствовать при производстве продуктов питания и напитков. Каждое приложение предложит конкретные материалы для оптимальной производительности. Дальнейшая оценка применения должна быть сосредоточена на типе нагрузки, которой будет подвергаться подшипник скольжения. Высокие скорости вращения, высокие линейные скорости или наличие ударной нагрузки также будут влиять на материалы, используемые для подшипников скольжения».
Например, в высокоскоростных устройствах, таких как центробежные насосы, турбины и компрессоры, обычно не используются шарикоподшипники со скоростью выше 3600 об/мин. Это одна из причин, по которой в высокоскоростном прецизионном роторном оборудовании в газовой и нефтяной промышленности используются подшипники скольжения.
«После беседы о том, как будет использоваться подшипник, я перехожу к скоростям, нагрузкам, допускам, зазорам и т. д.» — говорит Николь Ланг, менеджер по продукции компании igus, производителя подшипников скольжения. «Особое значение во всех приложениях имеет соотношение между давлением и скоростью (pV)».
Знайте свое значение pV
Значение pV — давление (p), умноженное на рабочую скорость (V), — измеряет способность материала подшипника приспосабливаться к предельной температуре, создаваемой энергией трения во время работы. Одно только значение pV составляет лишь половину того, что необходимо для достижения стабильного температурного предела. Таким образом, расчетное значение pV будет умножено на два для расчетного значения pV перед сравнением с рейтингом pV материала. Давление выражается как:
p = F/LD
где F = нагрузка/сила; L = длина; и D = диаметр шейки.
Шейка — это часть вала, которая работает внутри подшипника. Скорость вала умножается на число пи с заданной скоростью вала (n) и расчетным диаметром (D), деленным на 60 000:
V = πDn/(60 000)
«Подшипники скольжения рассчитаны на разные скорости в зависимости от типа материал, который они используют, говорит Лэнг. «Для скольжения [Ред. примечание: линейка пластиковых подшипников igus] мы будем рассчитывать скорость по-другому — в футах в минуту, а не в об/мин. Например, ½ дюйма. скорость вращения подшипника при 2000 об/мин составляет 262 фута/мин; тот же подшипник с ¼ дюйма. внутренний диаметр при 2000 об/мин составляет 131 фут/мин. Это может определить точный срок службы подшипников и может быть удобно, когда вы работаете с подшипниками разных размеров».
После определения давления и скорости в подшипнике они перемножаются для получения коэффициента pV. Применимы материалы с рейтингом выше удвоенного коэффициента pV, известного как расчетное значение pV.
Диаметр подшипника часто ограничивается напряжением и прогибом, поэтому длина указывается для обеспечения подходящего давления подшипника. Выбирается пробный диаметр, который затем определяет пробную длину на основе желаемого отношения длины к диаметру (L/D). Для полнопленочного гидродинамического подшипника (описанного далее в этой статье) обычный диапазон отношения длины к диаметру составляет от 0,35 до 1,5.
Хотя это базовое значение pV может показать применимость определенных материалов, важно учитывать различные условия или понимать различные условия, которые могут изменить конструкцию. Например, если рейтинг pV материала близок к расчетному расчетному значению pV, тепловое расширение выбранных материалов будет становиться все более важным.
Знайте свой диаметральный зазор
Коэффициент теплового расширения, точность станка, скорость вращения и шероховатость поверхности вала играют важную роль в обеспечении удовлетворительного диаметрального зазора во время работы. Минимальный диаметральный зазор можно найти из диаграмм или расчетов.
«Обычно для наших пластиковых подшипников рабочий зазор составляет от 0,002 до 0,004 дюйма, — говорит Ланг. «Необходимо также учитывать допуск отверстия корпуса и вала, а также возможно иметь более узкие зазоры».
Еще одно указание, на которое ссылается Роберт Л. Мотт в документе «Элементы машин в механическом проектировании» , заключается в том, что зазор может составлять от 0,001 до 0,002 диаметра подшипника. Инженеры также могут захотеть узнать, как набухание повлияет на зазоры в пластиковых подшипниках во влажных или подводных условиях.
Первоначально эта диаграмма была опубликована в Справочнике по проектированию подшипников скольжения в 1983 году, но до сих пор является отличным источником информации.
Учитывая информацию, собранную на данный момент, вероятно, самое время поискать производителей подшипников, чтобы обсудить их применение. Некоторые онлайн-производители предлагают онлайн-калькуляторы, которые могут предложить материал или даже продукт. Однако с информацией о приложении, коэффициентом pV и диаметральным зазором у вас будет достаточно информации, чтобы начать разговор с кем-то в полевых условиях. Общение с производителями поможет сообщить вам о новых материалах и других свойствах материалов, которые не рассматриваются или рассматриваются лишь вкратце в этой статье. После рассмотрения области применения и основных свойств основное внимание можно сместить на материал.
Материалы
В целом подшипники скольжения считаются жертвенным материалом, что означает, что материал будет мягче вала. Кроме того, загрязнение может увеличить износ вала. Если смазка недостаточна для очистки от загрязнений или используется сухой подшипник, вкрапление загрязнения в более мягкий материал может свести к минимуму износ. Однако, чем мягче материал, тем больше нагрузка и скорость становятся проблемой.
9Материал 0259 Babbitt , названный в честь кузнеца Исаака Баббита, представляет собой мягкий сплав, обычно изготавливаемый из свинца или олова. Возможность смешивания с другими металлами, такими как медь, позволяет адаптировать баббитовые материалы для конкретного применения. Большая мягкость данного материала обычно означает, что он будет более эффективным с точки зрения встраивания. К сожалению, это также обычно означает, что материал имеет более низкую прочность. Баббитовые материалы часто используются в качестве вкладышей для стальных или чугунных корпусов и регулярно используются в двигателях для коленчатых валов.
Бронза представляет собой смесь, похожую на баббитовый материал. В то время как такие металлы, как цинк и свинец, добавляются для снижения твердости, олово и алюминий могут добавляться для повышения прочности и твердости. Алюминий хорошо работает в насосах и самолетах, но из-за того, что он плохо встраивается, его необходимо постоянно смазывать. Цинк может работать без постоянной подачи смазки — часто используется консистентная смазка. Хотя цинк хорошо защищает, он не очень эффективен в агрессивных средах, таких как соленая или морская вода. В целом, бронза выдерживает нагрузку от 25 000 до 40 000 фунтов на квадратный дюйм в колебательных или вращающихся устройствах.
Нагрузка и скорость будут основными определяющими факторами при выборе материала, особенно для баббита и бронзы. Например, баббитовый подшипник скольжения с диаметром 1 дюйм. диаметр, работающий при 200 об/мин, будет иметь номинальную нагрузку 270 фунтов. При тех же условиях бронзовый подшипник скольжения рассчитан на 470 фунтов.
Другими факторами, которые следует учитывать при выборе материалов, являются коррозионные среды или среда, смываемая водой. Пластмассы и композитные подшипники усовершенствовались до такой степени, что они часто являются хорошим решением для этих типов сред. Охарактеризовать пластиковые и композитные подшипники может быть сложно из-за смесей, наполнителей и армирующих матричных материалов. Различные смеси могут хорошо работать в агрессивных, влажных и даже подводных средах.
Еще одним преимуществом пластиковых подшипников является их более высокий модуль упругости, который хорошо подходит для гашения вибраций и ударных нагрузок. В то время как прочность является проблемой, пластмассы могут относительно легко выдерживать поверхностное давление в несколько тысяч фунтов на квадратный дюйм. «Есть несколько пластиков, которые могут выдерживать давление более 20 000 фунтов на квадратный дюйм», — говорит Ланг из igus. «Подшипники с металлической опорой могут выдерживать давление даже выше 29 000 фунтов на квадратный дюйм, но обычно пластик используется при давлении до 20 000 фунтов на квадратный дюйм».
«Большим преимуществом использования пластиковых подшипников является то, что смеси армированных волокном материалов адаптированы к конкретным требованиям применения, помогая подшипникам выдерживать ударные и краевые нагрузки», — продолжает Ланг. «Кроме того, замена металлопластиковых втулок композитными пластиковыми втулками может снизить вес на 25% и более».
Пластмассы, как правило, экономичны, просты в обработке и могут быть изготовлены из предварительно пропитанных (препрегов) полимеров. Также доступны препреговые бронзовые подшипники, которые вытягивают масло из подшипника по мере его нагревания. При низких скоростях или при холодном пуске препрег-масло могло высохнуть или затвердеть. Это увеличивает коэффициент трения и износ при запуске. Некоторые пластмассы, такие как фторполимеры, обладают низким коэффициентом трения (от 0,05 до 0,15) и износостойкостью без масла.
Как и пластик, металлические подшипники могут быть изготовлены с использованием специальных смесей и вариантов препрега при использовании порошковая металлургия (ПМ) процесс. PM предлагает легкое легирование по индивидуальному заказу и хорошие допуски на размеры. Смазка играет ключевую роль в подшипниках скольжения. Во многих случаях, когда препрег не используется, используется гидродинамическая смазка n, в результате чего вал движется по слою непрерывно текущей смазки. Часто для прокачки масла и загрязняющих веществ через подшипник требуется скорость не менее нескольких сотен об/мин.
Смазка
Одним из недостатков некоторых подшипников скольжения является необходимость непрерывной подачи смазки. Это может включать в себя насос, элементы управления, трубопроводы и другие компоненты, которые увеличивают стоимость и сложность. Гидростатические подшипники предлагают альтернативу с неточной смазкой, которая часто находится под давлением и удерживается уплотнениями.
Рабочая температура должна рассчитываться с учетом вязкости, чтобы обеспечить надлежащее смазывание и минимальную толщину пленки.
Благодаря высоким уровням трения и температуры, присущим подшипникам скольжения, гидродинамические системы смазки могут контролировать температуру смазки, подшипника и вала (некоторые системы могут включать теплообменник или охладитель масла). Хотя гидродинамическая смазка является обычным явлением, важны ее применение и нагрузка. Если машина будет часто запускаться и останавливаться, важно помнить, что вал будет опираться на подшипник при остановке. Кинетический коэффициент трения между материалами будет влиять на износ во время запуска.
Нефтяные масла часто предназначены для работы при температуре около 160°F или ниже для борьбы с окислением. Тем не менее, одна из основных причин контроля температуры смазочных материалов касается вязкости. Динамическая вязкость необходима для работы подшипников и изменяется в зависимости от температуры. Вязкость выражается в lb*s/in. 2 (известен как Reyn, названный в честь Осборна Рейнольдса за его значительную работу в области потока жидкости) или Pa*s в единицах СИ. Некоторые инженеры выражают его в сантипуазах.
1,0 фунт*с/дюйм 2 = 6895 Па*с
1,0 Па*с = 1000 сантипуаз
Шероховатость поверхности вала и минимальная толщина пленки также влияют на смазку. Средняя шероховатость поверхности от 16 до 32 микродюймов является приемлемой для хорошего качества подшипника. Как правило, шероховатость поверхности подшипника должна соответствовать валу. Однако, если материал подшипника мягче, чем вал, вал будет «изнашивать» подшипник. С некоторыми материалами, особенно пластиком, это может быть полезно. Сошлифованные частицы подшипника могут заполнить впадины в шейке; по существу делает вал более гладким с течением времени.
Подшипники с гидродинамической смазкой имеют минимальную толщину пленки , на которую влияет шероховатость поверхности вала. В стандартных условиях эксплуатации смазочная пленка должна обеспечивать отсутствие прочного контакта между вращающимся валом и подшипником. Как правило, уменьшение шероховатости поверхности шейки уменьшает минимальную толщину пленки. Однако расчет минимальной толщины пленки не учитывает шероховатость поверхности. Для шлифованных шеек в обычном расчете учитывается только диаметр шейки:
h o = 0,00025D
, где D = диаметр шейки.
Если что-либо во время работы повлияет на эту минимальную толщину, неровности на шейке и подшипнике начнут соприкасаться и ломаться. Это ускорит износ, так как неровности будут скапливаться, если их не вымыть из системы постоянным потоком смазки. Если смазку планируется использовать повторно, а это часто происходит, в систему необходимо добавить процесс фильтрации.
Заключение
В целом, простота, стоимость, простота изготовления и простота обслуживания позволяют использовать подшипники скольжения в самых разных областях применения. «Несколько советов: разъемные подшипники хороши для приложений, требующих обслуживания; а для высокопрочных пластиковых подшипников обратите внимание на прессовую посадку подшипников и материалы корпуса», — говорит igus’ Ланг. «Подшипники из прочного пластика, предназначенные для запрессовки в стальной корпус, могут вытолкнуть алюминиевые корпуса. Это может повлиять на окончательный внутренний диаметр подшипника».
В статье предлагается несколько простых советов, которые вам могут не дать онлайн-инструменты, калькуляторы или приложения. Хотя это хорошее начало, они не заменят совет, полученный в результате общения с производителем или другими экспертами в данной области при выборе подшипника для вашего применения.
Компрессор для пескоструйного аппарата: выбор, изготовление своими руками
Выбор компрессора
Важные параметры
Винтовая или поршневая компрессорная установка?
Дизельный или электрический компрессор?
Рекомендации по эксплуатации компрессоров в зимних условиях
Компрессорное оборудование, бывшее в употреблении
Самодельные компрессоры
Компрессор, используемый для оснащения пескоструйного аппарата, является важнейшим элементом, от правильности выбора которого во многом зависит эффективность работы всей системы. Технические характеристики данного устройства также оказывают непосредственное влияние на производительность выполняемой обработки и на такой немаловажный параметр, как расход абразивного материала.
Пескоструйный агрегат и компрессор – два обязательных компонента одной системы металлообработки
Выбор компрессора
Компрессор для пескоструя является самым дорогостоящим устройством среди всех элементов системы, используемой для выполнения подобной задачи. Комплектуя аппарат для выполнения пескоструйной обработки, многие, руководствуясь естественным желанием сэкономить, приобретают самые дешевые компрессоры, технические характеристики которых не отвечают требуемым параметрам.
Использование компрессора, технические параметры которого не соответствуют характеристикам применяемого пескоструйного аппарата, приводит к тому, что скорость выполнения обработки значительно снижается, увеличивается расход абразивного материала, приходящийся на единицу обрабатываемой площади поверхности, в итоге срываются сроки исполнения работ и увеличивается их стоимость.
Именно поэтому специалисты, выбирая компрессор для выполнения пескоструйки, оценивают не только объемы работ, которые предстоит осуществить, но также и сроки, в которые необходимо уложиться. Для выбора компрессора чаще всего используют специальные таблицы, где приведены соотношения таких параметров, как:
давление, которое способен обеспечить компрессор;
уровень потребления пескоструйным аппаратом сжатого воздуха;
расход абразивного материала, приходящийся на единицу площади обрабатываемой поверхности;
скорость выполнения обработки.
Расход абразива, воздуха и производительность
Данные по расходу абразивного материала, которые указаны в таких таблицах, являются ориентировочными по той причине, что на величину этого параметра оказывают влияние многие факторы. Такими факторами, в частности, являются: тип обрабатываемой поверхности, характер и толщина слоя очищаемого загрязнения или старого покрытия, высота, на которую необходимо поднять абразивную смесь, опыт и квалификация исполнителя работ. Несмотря на не слишком высокую точность данного параметра, приведенного в таблицах, представление о том, какой нужно выбрать компрессор, они дают.
Важные параметры
Если оценивать значимость двух основных характеристик любого компрессора: производительности, измеряемой в объеме воздуха, подаваемого в единицу времени, и давления, под которым такой воздух подается к соплу пескоструйного аппарата, то можно сделать вывод, что они обе являются важными.
Если говорить о производительности компрессора, которая может измеряться в таких единицах, как литр/мин и м3/мин, то следует указать, что данный параметр оказывает влияние на скорость выполнения обработки и качество рабочей смеси, состоящей из абразивного материала и воздуха. Компрессорное оборудование, отличающееся высокой производительностью, дает возможность применять сопла с отверстиями большего диаметра, тем самым увеличивая диаметр пятна обработки и, соответственно, скорость ее выполнения. Для большинства моделей современных пескоструйных аппаратов, работающих по напорному принципу, требуются компрессоры, способные обеспечить производительность в интервале 2,2–17 м3/мин.
Расчет производительности компрессора
Выбор компрессора по показателю давления, которое он способен обеспечить, зависит преимущественно от характеристик обрабатываемой поверхности. Так, для выполнения эффективной пескоструйной обработки конструкций из бетона, кирпича и натурального камня нужен компрессор, который сможет обеспечить давление порядка 3–5 бар, а для качественной очистки металлических поверхностей — 5–8 бар. Большее давление (порядка 9–12 бар) требуется в тех случаях, когда с обрабатываемой поверхности необходимо удалить толстый слой старого покрытия или материал, который отличается высокой абразивной стойкостью. Компрессор, способный обеспечить такое давление, потребуется и в том случае, если абразивную смесь нужно подать на значительное расстояние: свыше 60 метров.
При работе пескоструйного аппарата основная часть давления теряется не в шланге, подающем сжатый воздух от компрессора, а в рукаве, по которому из емкости поступает абразивный материал. Именно поэтому при необходимости выполнения пескоструйных работ на значительном удалении от компрессорной установки покрывать это расстояние нужно за счет длины воздушного шланга, а рукав для подачи абразивного материала стараться делать минимальной длины.
Винтовая или поршневая компрессорная установка?
Поршневые компрессоры, которые подают сжатый воздух в систему со значительными скачками, редко используются для комплектации пескоструйных аппаратов. По причине таких скачков абразивный материал неравномерно смешивается с воздушным потоком, образуя многочисленные комочки, которые не только снижают давление абразивной струи, но и забивают сопло аппарата. Устранить пульсации давления воздуха в системе при использовании поршневого компрессора можно, если включить в систему ресивер и подбирать компрессорную установку, способную обеспечить большее давление, чем требуется для работы пескоструйного аппарата. Еще одним недостатком таких компрессоров, которые в случае острой необходимости можно использовать для выполнения кратковременных пескоструйных работ, является то, что они характеризуются значительным выносом компрессорного масла.
При выборе компрессора учитывайте средний ресурс работы, зависящий от типа оборудования
Всех подобных недостатков лишены компрессорные установки винтового типа, преимущественно используемые для комплектации пескоструйных аппаратов. Такие установки, отличающиеся экономичностью в использовании и обслуживании, способны длительный период времени обеспечивать пескоструйный аппарат сжатым воздухом, уровень давления которого остается стабильным.
Дизельный или электрический компрессор?
Пескоструйные аппараты сегодня могут комплектоваться компрессорными установками, приводящимися в действие от электрических или дизельных двигателей. Какой из подобных компрессоров выбрать, зависит от целого ряда факторов. Понятно, что использовать электрический компрессор не удастся в том случае, если нет возможности подключения к электрической сети. Между тем автономность и мобильность — не единственные достоинства дизельных компрессоров.
Современный дизельный компрессор – это мощный агрегат, оснащенный различными системами, обеспечивающими эффективную работу с любым инструментом
Большая часть современных моделей таких устройств оснащены эффективной системой регулировки их производительности, которая работает по следующему принципу: в тот момент, когда потребление сжатого воздуха пескоструйным аппаратом уменьшается, такая система автоматически снижает обороты приводного двигателя установки; соответственно, когда потребление сжатого воздуха возрастает, обороты двигателя тоже увеличиваются. Подобные системы могут быть установлены и на электрические компрессоры, но по причине конструктивных особенностей подобных устройств стоят они значительно дороже.
К преимуществам электрических компрессоров следует отнести простоту их конструкции, они более экономичны в эксплуатации и обслуживании. Среди таких компрессоров на современном рынке представлены как стационарные, так и мобильные модели, транспортируемые при помощи специального шасси, которым они оснащены. Ограничением для использования электрических установок является также то, что для эффективной работы пескоструйного аппарата требуется компрессор, двигатель которого обладает мощностью в пределах 22–100 кВт. Подключение такого двигателя способна выдержать не каждая электрическая сеть.
На компрессоры, работающие от сети в 220 вольт, практически не устанавливаются двигатели мощнее 3 кВт
Если выбирать, какой компрессор приобрести с учетом экономической составляющей его использования, более предпочтительным окажется выбор электрических устройств.
Рекомендации по эксплуатации компрессоров в зимних условиях
Те, кто собирается использовать компрессор в составе системы для пескоструйной обработки, обязательно должны знать о том, как избежать образования и концентрации в магистралях влаго-масляного конденсата, который не только снижает производительность работы аппарата, но и может привести к его полной остановке. Наличие в подающих магистралях подобного конденсата приводит к намоканию абразивного материала, его слипанию и образованию комков, а если в качестве такого материала используется металлическая дробь, то конденсат способствует ее коррозии и, как следствие, снижению ее качественных характеристик. Компрессорное масло, которое также присутствует в конденсате, при попадании на обрабатываемую поверхность негативно влияет на качество проводимой очистки.
При эксплуатации компрессора в зимний период замените «летнее» масло на масло с температурой застывания не менее 25 градусов
Для того чтобы удалить из системы уже образовавшийся конденсат, используются специальные влагомаслоотделители, работающие по принципу циклонного сепаратора, однако они неспособны остановить процесс его образования. Для решения этой задачи в системах пескоструйной очистки могут быть использованы различные устройства, к наиболее распространенным из которых следует отнести:
охладители сжатого воздуха;
коалесцентные фильтры;
рефрижераторные осушители.
Влагоотделитель можно сделать и самостоятельно, например, из маслофильтра от «волговского» двигателя
При эксплуатации компрессорных установок в условиях низких температур (от минус 5 градусов) их необходимо дополнительно оснащать предпусковыми подогревателями и системами «холодного старта». Естественно, что масло, используемое в компрессорах в таких случаях, также должно быть рассчитано на зимнюю эксплуатацию.
Компрессорное оборудование, бывшее в употреблении
Решая вопрос, какое компрессорное оборудование приобрести, чтобы потратить поменьше денег, многие принимают решение купить установку, уже бывшую в употреблении. Действуя таким образом, следует очень ответственно подходить к выбору оборудования, чтобы не оказаться в итоге в ситуации, когда вам придется постоянно ремонтировать вашу компрессорную установку. Также следует иметь в виду, что компрессор, который уже успел проработать какое-то время, не способен обеспечить тех характеристик, которые указаны в паспортных данных на новое оборудование. Связано подобное положение дел с тем, что любое используемое оборудование подвергается естественному износу, что непременно влияет на его КПД не самым лучшим образом.
Преимущество покупки б/у компрессора – возможность приобретения более мощного агрегата за небольшие деньги
Бывшие в употреблении компрессоры, кроме того, отличаются повышенным расходом топлива, что приводит к увеличению себестоимости проведения пескоструйных работ. Не следует снимать со счетов и то, что такое оборудование может в любой момент отказать, что приведет не только к дополнительным расходам по его ремонту, но и к срыву сроков выполнения работ, а это очень критично во многих ситуациях. Средний срок нормальной эксплуатации компрессорного оборудования составляет 7–10 лет, поэтому приобретение компрессора, который уже отработал такой период времени, просто нецелесообразно.
Самодельные компрессоры
Для тех, кто любит что-то делать своими руками и хочет прилично сэкономить на приобретении серийного компрессора, есть хороший вариант: изготовить самодельное устройство, которое позволит эффективно выполнять несложную пескоструйную обработку в домашних условиях.
Схема компрессора
В качестве основного элемента самодельного устройства для получения сжатого воздуха, который и будет определять его технические характеристики, можно использовать готовые компрессоры от тормозного пневматического привода старых автомобилей марок МАЗ и ЗИЛ (130–157). Такие компрессоры есть и в технике марок МТЗ и ГАЗ, но они малопроизводительны, а устройства от автомобилей КАМАЗ требуют значительной доработки. В качестве ресивера, который необходимо будет установить на такое устройство, можно использовать обычный газовый баллон емкостью 50 литров. Для привода компрессорной головки подойдет электродвигатель как на 220, так и на 380 В.
Своими руками для такого самодельного компрессора вам потребуется изготовить только раму, на которой все составные элементы устройства собираются в единую конструкцию.
Как сделать пескоструй своими руками в домашних условиях: чертежи и этапы сборки
Пескоструйная обработка позволяет качественно и быстро очистить поверхности от загрязнений, матировать стекло. Первый тип операций весьма востребован в маленьких автомастерских и даже частных гаражах. Проблема в том, что предлагаемые на рынке комплекты оборудования стоят дорого. При этом, допустим, в наличии у домашнего мастера есть достаточно производительный компрессор. В этом случае можно собрать пескоструйный аппарат своими руками, используя, в буквальном смысле, выброшенные вещи и детали, которые можно купить в любом магазине хозтоваров.
Содержание
1 Конструкция и принцип работы пескоструйного аппарата
2 Из чего можно собрать пескоструй
3 Алгоритм изготовления пескоструя из газового баллона или огнетушителя
4 Из чего сделать сопло и пистолет
5 Альтернативные методы изготовления
5.1 Из мойки высокого давления
5.2 Из продувочного пистолета
5.3 Используя краскопульт
6 В качестве заключения
7 Самые популярные пескоструйные аппараты 2018 года
Конструкция и принцип работы пескоструйного аппарата
Пескоструй своими руками можно собрать на основе двух конструкционных схем, отличающихся физикой подачи абразивного материала в выходной тракт. Однако они будут иметь практически одинаковый список значимых узлов.
Компрессор — основное устройство для нагнетания воздуха.
Ресивер, который можно сделать из газового баллона.
Емкость для абразивного материала достаточно малого объема, которая делается из фреонового баллона или огнетушителя.
Пистолет, основной инструмент оператора установки.
Соединительные шланги.
Важно! Чтобы обеспечить долгую работу и стабильные параметры абразивной смеси устройство пескоструйного аппарата должно обязательно включать влагоотделитель. Если используется поршневой компрессор, рекомендуется устанавливать на входном тракте подачи воздуха систему фильтрации масла.
Любое самодельный пескоструй должен формировать на выходе поток воздушно-абразивной смеси. При этом напорная схема использует подачу абразива давлением в выпускной патрубок, где он смешивается с потоком воздуха от компрессора. Бытовой пескоструйный аппарат эжекторного типа использует эффект Бернулли для создания вакуума в тракте забора абразива. Последний поступает в зону смешивания под действием атмосферы.
Чертежи и схема самодельного пескоструя, по которым можно собрать аппарат в домашних условиях, отличаются огромным разнообразием. Причина в том, что мастера-кустари используют для своих изделий то, что под рукой. Поэтому разумно рассматривать общие принципы, по которым строится самодельное пескоструйное оборудование.
Из чего можно собрать пескоструй
Чтобы понять, насколько просто сделать пескоструй своими руками, достаточно остановиться на особенностях работы каждого узла конструкции. В этом случае подбор доступных деталей или готовых изделий становится очевидным.
Узел смешивания. Сюда с двух шлангов поступает песок для пескоструя, сжатый воздух из компрессора. На выходе — готовая воздушно-абразивная смесь. При этом никаких требований, например, объема камеры смешивания, к узлу не предъявляется. На этом основании для его изготовления можно использовать обычный сантехнический тройник.
Устройства регулирования. Нормальный ручной пескоструйный аппарат должен иметь возможность настраивать поток воздуха и интенсивность подачи абразивного материала. При этом никаких требований к устройству регулирования не предъявляется. В домашних условиях эту роль хорошо выполняют водяные шаровые краны из стали.
Точки подключения. Для присоединения шлангов на портативный пескоструйный аппарат устанавливаются обычные штуцеры. Они могут оснащаться хомутами для надежного крепления. Все эти компоненты нетрудно купить в магазинах.
Ресивер. Эта часть конструкции нужна для облегчения работы компрессора и стабилизации давления. Ресивер обязательно потребуется, если хочется получить мощный пескоструй своими руками. Изготовить это устройство можно из огнетушителя порошкового типа с большой емкостью корпуса. Еще один вариант — сделать ресивер из газового баллона.
Камера абразива. Компоненты для ее изготовления могут отличаться в зависимости от типа создаваемой установки. Например, мини пескоструйный аппарат эжекторного типа собирается с пластиковой бутылкой для абразива. Напорная же установка потребует прочной емкости, сделанной из огнетушителя или фреонового баллона.
Важно! Схема соединения устройств влагоотделения и маслоулавливания зависит от конкретного изделия, купленного для этой цели. Однако большинство представленных на рынке моделей потребует изготовить только отвод из сантехнического тройника, на который монтируются штуцеры шлангов.
Алгоритм изготовления пескоструя из газового баллона или огнетушителя
Наиболее простая конструкция пескоструя, которую можно сделать самому, представляет собой установку напорного типа. Для ее изготовления понадобятся (принципы выбора и назначение компонентов описаны выше):
краны шаровые, 2 шт;
баллон из-под фреона, газовый или огнетушитель;
отрезок трубы для создания воронки засыпа абразива в камеру;
тройники, 2 шт;
шланги с внутренними диаметрами 10 и 14 мм для выпуска абразива и подачи воздуха от компрессора соответственно;
фитинги и хомуты для крепления шлангов;
сантехническая фум-лента для соединения элементов конструкции.
Изготовление пескоструя происходит по следующему алгоритму.
Подготавливается камера. Для этого из огнетушителя выпускается газ или высыпается порошок, из любых баллонов под давлением удаляется содержимое.
В баллоне делают отверстия. Сверху — для засыпания абразива (соответствующие диаметру выбранной трубки), снизу — для приваривания крана.
Кран для регулировки подачи абразива можно намертво вварить баллон. Еще один вариант — предварительно установить переходник, на который накручивается регулятор.
После крана, используя фум-ленту, устанавливается тройник, узел смешивания.
На вентиль баллона монтируется кран, за ним устанавливается тройник.
Завершается сборка основной конструкции привариванием колес или ручек для переноски. Не помешают и опорные ножки, чтобы пескоструй был не только мобильный, но и устойчивый.
Далее, проводятся соединения и формирование трактов подачи и выхода готовой рабочей смеси:
на вентиль баллона, нижний тройник — устанавливаются штуцеры;
шланг диаметром 14 мм подачи воздуха располагается между тройником вентиля и соответствующим узлом смешивания внизу баллона;
к оставшемуся подводу тройника вентиля с фитингом присоединяют компрессор;
к свободному отводу нижнего тройника закрепляют шланг подачи рабочей смеси.
На этом создание устройства можно считать оконченным.
Совет! Чтобы обеспечить герметичность, на трубку засыпания абразивного песка рекомендуется подобрать навинчиваемую крышку.
Из чего сделать сопло и пистолет
Самодельный пистолет для пескоструя также не представляет сложности. Его можно изготовить, используя насадку на шаровый водяной кран, установленный на конце шланга подачи воздушно-абразивной смеси. Данный выходной элемент представляет собой зажимную гайку, фиксирующую сопло для выброса абразива.
Последний элемент конструкции – сопло — можно выполнить из металла, выточив деталь на токарном станке. Однако более разумно сделать сопло из свечи зажигания. Для этого старую деталь режут болгаркой, отделяя прочный керамический столб от металлических элементов конструкции и формируя подходящую длину.
Важно! Процесс отделения нужной части свечи — это неизбежное образование огромного количества пыли и неприятного запаха. Поэтому, если нет навыков работы с болгаркой и мастерской, рекомендуется купить керамическое сопло в магазине.
Стоит особо отметить: самодельные конструкции зачастую показывают лучшие результаты, чем готовый пистолет из пескоструя, множество моделей которого представлены в розничной продаже. Поэтому разумно потратить время на создание собственного решения, для которого не потребуется заметных финансовых вложений.
Альтернативные методы изготовления
Множество вариантов самодельных пескоструев обусловлено потребностями владельцев и разными доступными материалами. Сделать собственную эффективную установку можно с использованием изделий, предназначенных для иных работ. К примеру, собрать беспылевой пескоструйный аппарат своими руками поможет агрегат для мойки высокого давления. Ниже приведено несколько рабочих и эффективных вариантов самодельных установок.
Из мойки высокого давления
Собрать пескоструй можно из Керхера. Эта мойка для машин создает высокое давление воды при малом ее расходе. Для получения эффективно работающей беспылевой установки всего лишь нужно собрать специальную насадку на выходную трубку. Потребуется:
самостоятельно изготовленное или приобретенное в магазине керамическое сопло;
армированный шланг;
блок смешивания, подойдет тройник с подходящим диаметром посадки;
узел регулировки подачи, дозатор с цилиндрического типа;
трубка для забора абразива, оснащенная трактом подачи воздуха в закрытую емкость с песком или иным материалом.
Водяной пескоструй из Керхера работает на эжекторной схеме. Вода под высоким давлением, проходя через блок смешивания с большой скоростью, создает вакуум в тракте подачи абразива. Песок поступает и выбрасывается с жидкостью под высоким давлением.
У водяного пескоструя данной конструкции есть некоторые особенности.
Интенсивность потока велика при малом расходе воды. Это позволяет применять установку для стекла, матирования или иной обработки.
Для стабильной подачи должен использоваться абразив равномерной дисперсии и малой фракции. В бытовых условиях подойдет мелкий, просеянный речной песок.
Из продувочного пистолета
Маленький и эффективный — так можно описать пескоструй из продувочного пистолета. Это устройство позволит с достаточно высокой эффективностью проводить, например, кузовные работы. Однако производительность полностью зависит от используемого компрессора. Для сборки аппарата потребуется:
готовый пневматический продувочный пистолет;
сантехнический тройник;
шаровый кран для регулировки подачи абразива;
выходное сопло с прижимной гайкой.
Конструкция не отличается сложностью. Как ее собрать — видно на следующем фото.
В качестве емкости для абразива может использоваться как легкий баллон от порошкового огнетушителя, так и пластиковая бутылка.
Используя краскопульт
Создать самодельный пескоструй можно из краскопульта. Для этого понадобится:
клапан смешивания из обычного пистолета краскопульта;
рукоять с механизмом подачи воздуха краскопульта;
бутылка для абразивной смеси:
тройник;
шаровый кран-регулятор.
Схема работы готового устройства выглядит следующим образом:
Для сборки конструкции понадобится:
проточить пистолет краскопульта для использования сопла нужных габаритов;
присоединить к пистолету тройник смешивания;
установить и закрепить шланги подачи и циркуляции.
Важно! Пуск подачи песка или иного абразива из емкости осуществляется простым нажатием курка. Объема бутылки хватает для обработки небольших деталей или поверхностей на протяжении 20-30 минут.
В качестве заключения
Чтобы самодельный пескоструй не стал проблемой и не испортил здоровье владельца, не стоит пренебрегать простыми правилами безопасности. Рекомендуется сразу отбирать пыль из зоны обработки. Приспособление для решения такой задачи можно сделать из пылесоса. Однако для достижения максимального уровня защиты обязательно нужно работать в респираторе, использовать для очистки, шлифовки мелких деталей необитаемую герметичную камеру.
Какой воздушный компрессор для пескоструйной обработки?
Знание того, какой воздушный компрессор использовать для пескоструйной обработки, очень запутанно, и существует много информации, которая делает ее еще хуже!
Вы не согласны?
Я хотел найти более короткий ответ на этот вопрос и перейти к «основам» того, какой компрессор подойдет для пескоструйной обработки.
Во время исследования я обнаружил, что вопрос о том, какой воздушный компрессор подходит для пескоструйной обработки, не является точным, и более правильным вопросом будет вопрос о том, какой тип пескоструйной обработки я собираюсь выполнять.
Взгляните на то, что я нашел, и, надеюсь, эта статья немного облегчит понимание.
Какой воздушный компрессор для пескоструйной обработки?
Лучшие типы воздушных компрессоров для пескоструйной обработки – это модели с более высокой производительностью. Компрессор, который может производить от 10 CFM до 20 CFM, идеально подходит для небольших задач пескоструйной обработки.
Если вам нужна более мощная пескоструйная обработка, то лучше использовать компрессор с производительностью от 18 до 35 куб. .
Как вы понимаете, рекомендуемый CFM предназначен для оптимальной производительности, и вы можете использовать менее дорогой компрессор с меньшей производительностью CFM, но вам, вероятно, придется работать при более низком PSI или вам придется остановиться и подождать для компрессора, чтобы наверстать упущенное, время от времени.
CFM Требования для пескоструйной обработки:
Как я уже говорил ранее, чем выше рейтинг CFM воздушного компрессора, тем лучше. Пескоструйная обработка чрезвычайно требовательна к компрессору.
Вам потребуется постоянный поток воздуха, особенно если вы хотите исключить остановку и дать компрессору наверстать упущенное, прежде чем снова начать пескоструйную обработку.
Я просмотрел несколько диаграмм в Интернете, они дали хорошее сравнение рекомендаций CFM для конкретных давлений в фунтах на квадратный дюйм, а также перечислили размер сопла и отверстие, используемое для сопла и колен. три элемента кажутся ключом ко всему процесс.
industrialoutpost.com
Одна вещь, которую я заметил, просматривая различные сравнительные таблицы CFM для пескоструйной обработки, заключалась в том, что не было единого краткого ответа относительно того, сколько CFM требуется при определенном давлении, и все они были немного отличается.
Я понял, что лучше всего иметь компрессор, который может выкачивать около 15 кубических футов в минуту, если вы хотите иметь возможность непрерывно запускать пескоструйную машину без необходимости останавливаться и ждать, пока компрессор начнет «наверстывать упущенное». .
Какой тип PSI мне нужен?
Идеальный PSI для работы пескоструйного аппарата составляет 90 фунтов на квадратный дюйм (в большинстве случаев), поэтому, взглянув на диаграмму (выше), мы видим, что минимальный CFM для воздушного компрессора с небольшим восьмидюймовым соплом составляет около 20 CFM, что довольно высоко.
Компрессоры, которые могут производить такое количество кубических футов в минуту, обычно довольно дороги.
Воздушный резервуар обычно опорожняется при пескоструйной очистке, и вы хотите поддерживать рабочее давление в фунтах на квадратный дюйм при пескоструйной очистке от 50 до 90 фунтов на квадратный дюйм. Если вы упадете ниже 50 фунтов на квадратный дюйм, давления просто не будет достаточно для достаточного удаления материала, и вам придется остановиться и подождать, пока компрессор наверстает упущенное, прежде чем вы сможете продолжить дробеструйную обработку.
Возможно использование компрессора меньшего размера!
Вы можете использовать воздушный компрессор меньшего размера, который стоит немного меньше денег, чем показано на диаграмме, что-то, что может производить от 5 до 6 кубических футов в минуту и обойдется вам примерно в 300-500 долларов США.
Я нашел видео в Интернете, где мужчина использовал воздушный компрессор меньшего размера со своим пескоструйным шкафом, и он работал просто отлично, но он работал с меньшими материалами, и ему приходилось время от времени останавливаться и позволять компрессору догонять, но это работало.
Примеры компрессоров, которые будут работать:
Я хотел найти в Интернете и сравнить различные компрессоры, чтобы увидеть, какие из них будут соответствовать требованиям к воздуху CFM, перечисленным в таблице выше, чтобы увидеть, какие из них будут работать, и получить общее приблизительная цифра ценообразования, чтобы уйти.
Примеры компрессоров, которые будут работать:
Я хотел найти в Интернете и сравнить различные компрессоры, чтобы увидеть, какие из них будут соответствовать требованиям к воздуху CFM, перечисленным в таблице выше, чтобы увидеть, какие из них будут работать и чтобы получить общую приблизительную цифру ценообразования.
В видео, которое я разместил (выше), использовался менее дорогой воздушный компрессор, который стоил около 350 долларов США, и это был California Air Tools CAT-10020C, который вы можете найти на Amazon.
Похоже, он работал хорошо, и хотя выходной поток составлял около 5,3 кубических футов в минуту при 90 фунтах на квадратный дюйм (по данным производителя), он, казалось, неплохо справлялся со многими мелкими деталями, с которыми он работал.
Он использовал дробеструйную камеру меньшего размера с компрессором CA Airtools и стеклянными шариками, которые работали хорошо.
Я нашел очень короткое видео в Интернете (Youtube), в котором показано, как кто-то использует пескоструйную машину для портовых грузов, подключенную к компрессору Sanborn на 60 галлонов, который они купили у Menards, и, похоже, он обеспечивает довольно большую мощность, имея рейтинг 11,5 CFM. при 90 фунтов на квадратный дюйм.
Видео было снято немного дальше, чем мне хотелось бы видеть, и было бы полезно увидеть конечный результат крупным планом, но в целом вы чувствуете, как быстро двигался парень. и общее представление о том, как компрессор работал с пескоструйным аппаратом.
Я нашел еще одно короткое видео, в котором показано, как используется большое сопло и один из этих буксируемых компрессоров, подключенный к нему.
Он имеет промышленные размеры и очень быстро справляется с металлической деталью, с которой они работали.
Какие модели искать и по какой цене?
Я огляделся и обнаружил, что компрессоры мощностью от 5 до 9 л. с. вполне подходят для небольших задач пескоструйной обработки, и большинство из них имеют показатель CFM около 10–12 CFM @ 9.0 фунтов на квадратный дюйм. Они стоили довольно дорого, и некоторые из моделей, которые я нашел на Amazon, стоили около отметки в 1000 долларов, поэтому вам нужно будет оправдать такой тип инвестиций.
Менее мощные модели, производившие 5–10 кубических футов в минуту, различались по цене, но составляли от 350 до 800 долларов.
По моему общему мнению, вы должны заплатить от 350 до 1200 долларов за компрессор, который будет иметь мощность CFM, необходимую для пескоструйной обработки. Это базовый ценовой диапазон, который, вероятно, предназначен для людей, которые хотят выполнять небольшие задачи, или тех, кто не возражает против того, чтобы процесс занял немного больше времени (ожидая, пока компрессор наверстает упущенное).
Источник питания тоже имеет значение.
..
Вам следует подумать о том, какой тип источника питания имеется в вашем доме, если вы ищете электрические воздушные компрессоры.
Я предполагаю, что у большинства людей есть только 120 вольт для работы, и, вероятно, даже найдутся люди, которые смогут запускать инструменты и от источника питания 240 В, но это случается реже, и вам нужно это учитывать.
Они производят воздушные компрессоры с бензиновым двигателем, которые имеют значительную производительность CFM, но, как правило, намного больше, чем электрические модели, и стоят от 500 до 1000 долларов за модель, которая будет иметь рейтинг CFM в этом году, когда дело доходит до пескоструйной обработки.
Лучший воздушный компрессор для пескоструйной обработки. (5 лучших отзывов)
Пескоструйная или абразивно-струйная обработка, как ее часто называют, является одним из наиболее распространенных применений воздушного компрессора.
Пескоструйная обработка — это процесс использования сжатого воздуха для подачи мелких абразивных материалов, таких как песок, на заготовку для удаления ржавчины, краски, окалины, образовавшейся в результате термической обработки, масляных и жировых пятен и т. д. Мощность сжатого воздуха позволяет для быстрой очистки, сглаживания и придания формы различным поверхностям.
Однако то, что это обычная работа с воздушным компрессором, не означает, что каждый воздушный компрессор одинаково хорошо подходит для выполнения указанной работы. В этой статье я собираюсь посмотреть на воздушные компрессоры с точки зрения того, кто в основном будет заниматься пескоструйной очисткой.
Размер компрессора для пескоструйной обработки
Размер воздушного компрессора для пескоструйной обработки зависит от трех факторов: размера сопла пескоструйного аппарата, CFM (объем воздуха) и PSI (давление воздуха). Для небольшой пескоструйной обработки с использованием сопла № 2 (1/8 дюйма) вам нужен воздушный компрессор, который может обеспечить 20 кубических футов в минуту при 100 фунтах на квадратный дюйм. Для более крупных работ с соплом № 4 (1/4 дюйма) требуется 80 кубических футов в минуту при 100 фунт/кв.0 фунтов на квадратный дюйм.
Обратите внимание, что, как и при окраске распылением, при пескоструйной очистке требуется непрерывная подача воздуха, поэтому объем резервуара также важен.
Еще один фактор, который многие люди часто упускают из виду, заключается в том, что из-за того, как работает пескоструйная обработка, очень часто отверстие сопла изнашивается и становится больше. Сопло большего диаметра потребует большего объема воздуха (CFM) для успешного выполнения своей задачи.
Пять лучших воздушных компрессоров для пескоструйной обработки
Вот лучшие воздушные компрессоры для пескоструйной обработки, которые я считаю лучшими для малых и средних предприятий, включая автомобилестроение.
1. Компрессор Dewalt на 120 галлонов
Компрессор Dewalt, обеспечивающий производительность 35 кубических футов в минуту при давлении 100 фунтов на квадратный дюйм и максимальном давлении воздуха 175 фунтов на квадратный дюйм, подходит для большинства небольших и средних пескоструйных работ.
Рекомендуется
Dewalt DXCMH9919910
Марка-модель: Dewalt DXCMH9919910
Размер бака: 120 галлонов
Выход: 35 кубических футов в минуту при 100 фунтов на квадратный дюйм
Мощность: Электродвигатель мощностью 10 л. с.
Цена: См. цену на Amazon
Вердикт отзыва: 10-сильный компрессор DXCMH9919910 объемом 120 галлонов от Dewalt предлагает прекрасный баланс между объемом выходного воздуха (куб. фут/мин), размером и ценой и является нашим лучшим выбором для воздушного компрессора для пескоструйной обработки. – Дэвид Миллер
2. Quincy QT-54 : бюджетный
Мой абсолютный выбор для пескоструйной обработки – поршневой воздушный компрессор Quincy QT-54 со смазкой разбрызгиванием. Это качественный и универсальный вариант. Однако этот вертикальный компрессор имеет меньшую производительность в кубических футах в минуту по сравнению с Dewalt.
Quincy QT-54: Нажмите, чтобы увидеть цену
Это воздушный компрессор объемом 60 галлонов. Хотя у каждого свои предпочтения относительно емкости, я думаю, что 60 галлонов — это отличный размер для пескоструйной обработки. То же самое касается производительности воздушного компрессора в кубических футах в минуту. Как я уже говорил ранее, вам нужно минимум 10 CFM от вашего воздушного компрессора. Производительность Quincy QT-54 близка к 16 CFM, что является приличным числом для пескоструйной обработки своими руками.
Основные характеристики
Объем воздуха: 15,4 кубических футов в минуту при 100 фунт/кв. дюйм
Давление воздуха: 145-175
Двигатель: 5 л.с., 230 В
В целом это просто очень хорошо сложенный воздушный компрессор. Он предлагает отличную производительность и должен прослужить вам довольно долго, так как мой очень хорошо выдержал интенсивное использование.
3. Industrial Air IH9929910: 35 кубических футов в минуту
Если вам абсолютно необходим воздушный компрессор высокой производительности, вы можете попробовать Industrial Air. Этот горизонтальный воздушный компрессор, как видно из названия, может похвастаться внушительным баком на 120 галлонов.
Industrial Air IH9929910 – см. цену
Теперь, полное раскрытие, я лично не использовал этот воздушный компрессор. Причина этого в том, что я лично не думаю, что 120 галлонов необходимы для чего-то вроде пескоструйной обработки. Впрочем, мнение у всех может быть разное. Я спросил нескольких друзей, чтобы узнать, какой, по их мнению, хороший вариант с большой емкостью, и мне порекомендовали этот.
Помимо высокой производительности, они также считают, что выходная мощность Industrial Air более чем достаточна. При 35 кубических футах в минуту при 100 фунтах на квадратный дюйм он такой же мощный, как мой личный фаворит, Dewalt, и цена также довольно близка. Я не могу представить, что вы ошибетесь с любым из этих двух воздушных компрессоров.
4. HPDAVV 219 CFM — для тяжелых условий эксплуатации
Вам нужен чрезвычайно мощный компрессор, способный обеспечить сжатым воздухом весь цех или завод? Проверьте эту модель.
HPDAVV 219 CFM – Нажмите, чтобы узнать подробности
Блок HPDAVV 50 HP обеспечивает объем воздуха 219 CFM при максимальном давлении воздуха 150 psi. Это устройство, которое понадобится немногим из вас, если только вы не работаете в специализированной пескоструйной установке или в кузовной мастерской.
Основные характеристики
Выход воздуха: 219 кубических футов в минуту
Давление воздуха: 125–150 фунтов на кв. дюйм (8–10 бар)
Двигатель: 50 л.с., 230 В
5. Northstar 20-галлонный портативный
Если вы находитесь в затруднительном положении и вам нужно что-то экономное и компактное, то вы, возможно, захотите попробовать NorthStar. Это не самый мощный компрессор (у него выходная мощность всего около 14 кубических футов в минуту), но в целом это достойный вариант.
Но ключевой особенностью этого устройства является его портативность. это 9Переносной воздушный компрессор 0005 с газовым двигателем с двигателем Honda объемом 163 куб. см.
Northstar Portable – Нажмите, чтобы увидеть цену
V-образная ориентация цилиндра и конструкция увеличенного маховика позволяют хорошо контролировать температуру устройства. Это относительно небольшой, хорошо сложенный компактный воздушный компрессор.
Основные характеристики
Объем воздуха: 13,7 кубических футов в минуту при 90 фунт/кв. дюйм
Давление воздуха: 130 фунтов на кв. дюйм
Двигатель: Бензиновый двигатель Honda объемом 163 см³ (примерно 5 л.с.)
Я использовал NorthStar, и хотя выходная мощность представляет собой небольшую проблему для пескоструйной обработки, я также признаю, что это лучший вариант для тех, кому может понадобиться по-настоящему портативное устройство.
Кроме того, он довольно дешев по сравнению с воздушными компрессорами. Я понимаю, что не все работают с одинаковым бюджетом, поэтому иногда приходится обходиться неоптимальными инструментами во имя зарабатывания денег. Единственная жалоба, которая у меня есть, это то, что иногда требуется пара попыток, чтобы двигатель Honda завелся.
Руководство по покупке пескоструйного компрессора
В этом разделе статьи я расскажу о некоторых характеристиках, на которые следует обратить внимание при покупке воздушного компрессора специально для пескоструйной обработки. Как я уже говорил, воздушные компрессоры имеют множество функций, и не все из них одинаково полезны, когда речь идет о пескоструйной очистке.
CFM
Если вы когда-либо пользовались воздушным компрессором или знакомы с тем, как они работают, то вы, несомненно, знаете, что такое CFM и почему это важно.
Кубические футы в минуту — одна из самых важных вещей, которые следует учитывать при оценке любого воздушного компрессора. Однако это приобретает особое значение при поиске воздушного компрессора для пескоструйной обработки.
Почему именно так? Что ж, пескоструйная обработка работает лучше всего, когда вы используете воздушный компрессор с довольно высокой производительностью CFM. Воздушные компрессоры могут сильно различаться по этому показателю.
Некоторые воздушные компрессоры колеблются в диапазоне 3-5 кубических футов в минуту. Хотя они хороши для некоторых работ, таких как забивание гвоздей, для пескоструйной обработки вам нужен воздушный компрессор с производительностью не менее 10 кубических футов в минуту. В идеале вы должны найти тот, который достигает 20 CFM.
Поскольку пескоструйная обработка требует высокой интенсивности, крайне важно иметь воздушный компрессор с высоким CFM.
Размер сопла
Требуемый CFM зависит от диаметра отверстия сопла. Чем больше диаметр отверстия сопла, тем больший объем воздуха требуется.
Следующая таблица поможет вам выбрать компрессор для вашего пескоструйного аппарата.
Бензиновый или электрический
Как и в случае с другими электроинструментами, тем, кто ищет на рынке воздушный компрессор, приходится выбирать между газовой или электрической моделью.
Электрические модели имеют свои преимущества, в том числе стоимость и удобство (отсутствие дыма, отсутствие необходимости покупать газ и более низкие затраты на техническое обслуживание).
Однако газовые воздушные компрессоры, как правило, являются лучшим вариантом для переносной пескоструйной обработки. Газовые воздушные компрессоры дороже, но они также имеют тенденцию приносить гораздо больше энергии. Эта дополнительная мощность принимает форму более высокого CFM, лошадиных сил и PSI.
Емкость
Пескоструйная обработка обычно не быстрая работа. Это похоже на рисование в том смысле, что вы, вероятно, будете заниматься этим какое-то время. Из-за этого вам нужен воздушный компрессор, емкость бака которого хватит на всю работу.
Лично я уделяю большое внимание производительности воздушного компрессора, потому что ненавижу останавливаться во время пескоструйной обработки, потому что бак не справляется с работой. То же самое касается и живописи.
Советы по безопасности
Хотя я сомневаюсь, что многим из вас нужно говорить об этом, я хочу повторить, что, когда вы используете воздушный компрессор для чего-то вроде пескоструйной обработки, вы должны делать это на как можно более открытом месте. возможный. Точно так же найдите способ быстро избавиться от стружек пыли, прежде чем они накопится и вызовут настоящие проблемы.
Заключение Используя советы, которые я дал вам в этой статье, вы сможете легко выбрать действительно хороший воздушный компрессор, который сделает пескоструйную очистку чрезвычайно легкой.
Токарная обработка – распространённый способ обработки металлических изделий. Суть процесса заключается в фиксации заготовки на токарном станке и срезании режущим инструментом металлического слоя до придания нужной формы. При помощи этой технологии можно обрабатывать не только тела вращения (вал, фланец, втулка), но и фасонные поверхности (конус, сфера).
Основные виды обработки
Обработка заготовок на токарных станках – важная часть производственного процесса. Различают следующие виды токарной обработки:
Нарезка внешней или внутренней резьбы. Резец проходит по окружности детали, нарезая борозды установленной глубины;
Обработка торцевой части. Резец подбирается индивидуально, в зависимости от типа металла и требуемых параметров заготовки;
Отрезание. Применяется специальный отрезной тип резца. Этот метод также используется для точения канавок;
Растачивание. Делается расточным резцом. Данная процедура направлена на увеличение внутреннего диаметра детали;
Обтачивание конуса. Позволяет придать заготовке конусообразную форму, путём размещения резца под определённым углом;
Обработка поверхности фасонного типа. Резец движется в противоположную от заготовки сторону. Наиболее часто этот метод применяется для работ со сложными геометрическими поверхностями (бочкообразные, сферические).
Все виды токарной обработки предполагают использование высококачественного станочного оборудования. По необходимости допускается установка различных дополнительных элементов: упор, державок, и т.д. Также на станке могут выполняться работы по сверлению отверстий.
В результате можно получить изделие с соответствующим диаметром, длиной, точностью параметров и требуемой шероховатостью поверхности. Токарная обработка требует от оператора особого внимания и опыта, так как при несоблюдении особенностей технологии, деталь может быть испорчена. Станочное оборудование часто применяется для изготовления валов, дисков, фланцев, втулок, муфт и других запчастей, используемых в работе различных механизмов.
Типы станков
Обработка на токарном станке может выполняться оператором вручную, либо процесс программируется и осуществляется в автоматическом режиме. Существует несколько разновидностей токарного оборудования. Наиболее распространённый – токарно-винторезный. Этот тип используется для основного спектра работ, включая нарезание резьбы. Подходит для единичного или мелкого серийного производства.
Для выполнения фрезеровочных работ, точения канавок, обработки торцевой части заготовок лучше использовать токарно-карусельный тип станка. Этот вид идеально подходит для работ по деталям широкого радиуса. Если же требуется выполнить ряд работ с цилиндрическими или коническими поверхностями, обработка выполняется на лоботокарном станке.
При серийном производстве используются станки с ЧПУ. Параметры детали устанавливаются оператором на компьютерном оборудовании, с помощью специального программного обеспечения. После запуска, все процессы протекают в автоматическом режиме, в соответствии с заданными параметрами. Такая автоматизация позволяет заметно повысить общую производительность, что особенно актуально при серийном производстве деталей.
Резцы и стружка
В зависимости от требований к качеству, могут применяться резцы чернового или чистового типа, лево- или правосторонние по направлению движения. Эти элементы подбираются индивидуально для каждого случая. Различают резьбовые, фасонные, расточные, отрезные, проходные, подрезные виды резцов.
В ходе обработки металл срезается с заготовки до нужного уровня. В результате образуется металлическая стружка, вид которой может разниться, в зависимости от материала детали и скорости вращения на станке. Различают следующие её виды:
элементная – образуется на низких скоростях деталей, из маловязких материалов;
надломная – получается в ходе резки заготовок с низкой пластичностью;
сливная – характерна для запчастей из мягких сталей и вращении на высоких скоростях;
ступенчатая – образуется при работе с материалами средней твёрдости на средней скорости.
Грамотно применяя технологию токарной обработки металлов, можно получить практически любую деталь требуемой характеристики. Сфера использования запчастей, производимых на токарном оборудовании, чрезвычайно обширна, и включает такие направления, как машиностроение, энергетика, судостроение и т.д.
Популярное
21 Июля 2020
Возможности и сферы применения 3D печати
21 Июля 2020
Токарная обработка металла: оборудование и виды работ
5 Февраля 2020
Изготовление технологической оснастки
Токарная обработка металла: обработка металла на станках ЧПУ
Главная
Статьи
Токарная обработка металла и ее основные принципы
Токарная обработка металла представляет собой последовательное снятие металлических слоев с заготовки для получения изделия с заранее определенными параметрами. Процедура производится на токарных станках, в оснащение которых входят различные виды сверл, резцов и ряд других специнструментов.
Технология токарной обработки металлов осуществляется за счет одновременного выполнения двух движений:
Главного. Производит вращение заготовки, зафиксированной в планшайбе либо патроне.
Движения подачи. Совершается инструментом во время обработки изделия.
При обработке металла на токарном станке существует возможность разнообразного сочетания этих движений, что позволяет работать с заготовками различной конфигурации.
Возможно выполнение следующих технологических операций:
сверление отверстий, включая выполнение зенкерования (проделывание цилиндрических и конических отверстий в деталях для увеличения диаметра), развертывания и растачивания;
отрезание лишних частей заготовки;
нарезка резьбы;
вытачивание на внешней стороне детали различных канавок.
С учетом разновидности металла при обработке на токарном станке образуется стружка нескольких видов:
Элементная (Скалывания). Появляется при работе с маловязкими и твердыми заготовками на малом скоростном режиме.
Сливная. Образуется при обработке свинцовых, оловянных и медных заготовок. Функционирование агрегата осуществляется на повышенных скоростях.
Ступенчатая. Формируется при работе оборудования на средних скоростях с заготовками из сплавов алюминия и из стали средней твердости.
Стружка надлома, которая получается при резке материала с малой пластичностью.
Преимущества токарной обработки заготовок из металла
В сравнении с другими видами обработки металлических изделий применение токарного оборудования позволяет:
получить готовую продукцию высокого качества, которая полностью соответствует заданным параметрам;
минимизировать количество отходов, так как срезается только ненужная часть металла. Получаемая стружка подвергается прессованию и может быть отправлена на повторную переплавку;
изготавливать изделия сложной конфигурации за один рабочий цикл;
производить обработку разных типов металла, включая их сплавы;
организовать серийное изготовление деталей различного назначения;
получить абсолютно чистую поверхность готовых изделий;
снизить стоимость готовой продукции, что достигается за счет высокой скорости производства.
Токарная обработка металла также отличается высоким уровнем автоматизации, поэтому существенно снижается вероятность выпуска брака.
Виды токарных станков
Классификация токарных станков организована в зависимости от того, какие изделия требуется получить и какой должна быть их точность. В зависимости от этого выполнение токарной обработки заготовок из металла производится на следующем оборудовании:
Токарно-винторезные станки. Наиболее распространенный вид, который используется для получения цилиндрических поверхностей нужного диаметра. Заготовке можно придать конусность и нарезать резьбу.
Токарно-револьверные станки. Они задействуются на предприятиях, которые занимаются массовым выпуском металлоизделий из поковок, прутка и отливок. Происхождение названия связано со способом крепления резцов, установленных, как в барабане у револьвера.
Токарно-карусельные. Применяются для работы с габаритными заготовками, которые на станке устанавливаются в вертикальном положении. Основной критерий оборудования – диаметр планшайбы.
Токарная обработка металла ЧПУ
Станки с ЧПУ обеспечивают высокий уровень автоматизации и возможность внесения в компьютер множества готовых программ по изготовлению деталей. Благодаря этому повышается производительность труда, снижаются процент брака и стоимость готовой продукции.
Выделяют три типа систем, которые используются при токарной обработке металла на станках с ЧПУ:
замкнутые. Обрабатывают два потока информации, которые исходят от считывающего и измеряющего устройств;
разомкнутые. Здесь доступен только один поток информации, поэтому прибор сначала занимается расшифровкой данных, а затем передает их обрабатывающему механизму;
самонастраивающиеся. В этом случае обработка металла на токарном станке характеризуется высокой точностью, так как система автоматически корректирует все данные.
Виды резцов и их особенности
Качество готовой продукции напрямую зависит от характеристик резца и его геометрических параметров. В зависимости от назначения выделяют следующие виды резцов:
канавочные;
проходные;
фасонные;
резьбовые;
подрезные;
расточные.
По направлению резания резцы делят на правые и левые, а по способу изготовления – цельные или составные.
Применение токарного оборудования является оптимальным выбором для получения деталей высокого качества.
Другие статьи
Рубка металла гильотиной: технологические особенности и преимущества
Подробнее
Порошковая покраска: способы и преимущества технологии
Подробнее
Лазерная резка металла: основные принципы производства
Подробнее
Turning Red (2022) — IMDb
Cast & crew
User reviews
Trivia
IMDbPro
20222022
PGPG
1h 40m
IMDb RATING
7. 0/10
117K
Ваш рейтинг
Популярность
Play Trailer2
:
25
9 Видео
99+ Фотографии
AnimationAdventurecomed .13-летняя девочка по имени Мэйлин превращается в гигантскую красную панду всякий раз, когда она слишком взволнована. 13-летняя девочка по имени Мэйлин превращается в гигантскую красную панду, когда она слишком взволнована.
IMDB Рейтинг
7.0/10
117K
Ваше рейтинг
Популярность
Режиссер
Domee Shi
Авторы
DOMEE SHI (Strestion yas)
Phise
Domee Shi (Strestion by)
Domee Shi (Strest yas)
. Сара Стрейхер (история от)
Звезды
Розали Чианг (голос)
Сандра OH (голос)
Ava Morse (голос)
9009
Директор
Domee Shi
Domee Shi
0004
Писатели
Domee Shi (Story By)
Джулия Чо (Story By)
Сара Стрейхер (Story By)
звезды
Rosalie Chiang (голос)
Sandra OH (голос)
Ava Morse (Voice)
См. Производство, Касса и компания Info
1.1Kuser Reviews
218critic Reviews
83metascore
См. Больше на IMDBPRO
Awards
.0054
1 номинация
Videos9
Трейлер 2:25
Смотреть Официальный трейлер
Трейлер 1:50
Смотреть тизер
Трейлер 2:27
Turning Turning
2:25 2:27
Watch Turning
2:25 2:2:27
Turning Red
2:25 2:25 2:2:27
Turning
2:25 2:25 2:2:27
.
Смотреть Краснеет
Трейлер 1:58
Смотреть Краснеет
Трейлер 1:54
Смотреть Краснеет
Клип 1:42
Смотреть Доми Ши в кредит, который изменил ее жизнь
Clip 3:07
Watch Rosalie Chiang and Sandra Oh Answer Burning Questions
Video 1:52
Watch «Nobody Like Pixar»
Photos260
Top cast
Rosalie Chiang
Meilin
(voice
…
Sandra OH
Ming
(голос)
…
Ava Morse
Miriam
(голос)
Hyein Park
9000
(голос)
Hyein Park
(голос)
Hyein Par0174
Abby
(voice)
Maitreyi Ramakrishnan
Priya
(voice)
Orion Lee
Jin
(voice)
Wai Ching Ho
Grandma
(voice
…
Tristan Allerick Chen
Tyler
(голос)
LORI TAN CHINN
Тетя Чен
(голос)
MIA TAGANO
(Voice)
MIA TAGANO
(Voice)0011
Lily
(voice)
Sherry Cola
Helen
(voice)
Lillian Lim
Auntie Ping
(voice)
James Hong
Mr. Gao
(голос)
Джордан Фишер
Робейр (4*город)
(голос)
Finneas O’Connell
Jesse (4*Town)
(голос)
011
Aaron T. (4*Town)
(голос)
Грейсон Вильянуэва
TAE YOUNG (4*TOWN)
(голос)
Josh Levi
AARON Z. (4! Город)
(голос)
Режиссер
Domee Shi
Писатели
Domee Shi (Story By) (Сценарий от)
Julia CHO (Story By) (Сценарий)
Sarher). рассказ)
Все актеры и съемочная группа
Производство, касса и многое другое по адресу Imdbpro
Подробнее это
LUCA
Encanto
Raya и последний Dragon
Onward
Soul
BAO
CHIP
BAO
CHIL
Рон ошибся
Моана
Плохие парни
Коко
Сюжетная линия
Знаете ли вы
Цитаты в передней части магазина красной панды
управляется Дэвоном, подростком, которого Мэй привлекает]
Мейлин Ли: АУУУГА!
Connections
Показан в мультфильме AniMat’s Crazy Cartoon Cast: Turning Red for the Brawl (2021) (Джордан Фишер, Джош Леви, Тофер Нго, Финнеас О’Коннелл и Грейсон Вильянуэва) Продюсер: Финнеас О’Коннелл Запись: Дэвид Баучер Сведение: Роб Кинельски Вокальные аранжировки: Финнеас О’Коннелл и Дэвид Джули
Обзоры пользователей1.
1K
Обзор
Избранный обзор
8/
10
Совершеннолетие Pixar
Торонто, 2002 год. Мэйлин — 13-летняя девочка китайско-канадского происхождения, которая находится на пороге взрослой жизни. Ее семья заботится о своем храме в честь своего предка, который превратился в красную панду, чтобы защитить свою семью. Однажды утром она просыпается и обнаруживает, что превратилась в красную панду.
Это история взросления от студии Pixar. Это весело. Я люблю персонажей. В этих персонажах есть реализм. Они чувствуют себя очень аутентично. Помимо сверхъестественного, это действительно история девушки, которая пытается найти свой путь через половое созревание и имеет дело с отношениями матери и дочери. В нем нет известных актеров, кроме Сандры О, что дает ощущение не-Голливуда. Места в Торонто также являются частью этого. Это доставляет массу удовольствия при решении некоторых реальных проблем подростков.
Полезно • 206
174
Snoopystyle
13 марта, 2022
Подробная информация
Дата выпуска
марта 11, 2022 (Соединенные Штаты)
99999999354. Канада
Официальные сайты
Facebook
Instagram
Языки
Английский
Кантонский диалект
4 Также известен как
40054
Gấu Đỏ Biến Hình
Filming locations
Toronto, Ontario, Canada
Production companies
Pixar Animation Studios
Walt Disney Pictures
See more company credits at IMDbPro
Box office
Технические характеристики
Время работы
1 час 40 минут
Цвет
Звуковой микс
Dolby Atmos
Соотношение сторон
1,85: 1
Связанные новости
Внесение вклад в эту страницу
Предложите редактирование или добавление недостающего контента
Подробнее, чтобы исследовать
.
страницы
Turning Red Reviews — Metacritic
Подробности о фильме и титры Кинофильмы студии Уолта Диснея |
Дата выпуска (потоковая передача): 11 марта 2022 г.
Мэй Ли (озвучивает Розали Чанг) — уверенная в себе дурацкая 13-летняя девочка, разрывающаяся между тем, чтобы оставаться послушной дочерью своей матери, и хаосом подросткового возраста. Ее защитная, если не слегка властная мать, Минг (голос Сандры О), всегда рядом с дочерью — неприятная реальность для подростка. И, словно изменив свои интересы, Мэй Ли (голос Розали Чанг) — уверенная в себе дурацкая 13-летняя девочка, разрывающаяся между тем, чтобы оставаться послушной дочерью своей матери, и хаосом подросткового возраста. Ее защитная, если не слегка властная мать, Минг (голос Сандры О), всегда рядом с дочерью — неприятная реальность для подростка. И как будто изменений в ее интересах, отношениях и теле недостаточно, всякий раз, когда она становится слишком возбужденной (а это практически ВСЕГДА), она «пыхтит» гигантской красной пандой!… Развернуть
Перефразируя Зигмунда Фрейда, иногда красная панда — это просто красная панда. А иногда это метафора той внутренней искры творчества, пламени оригинальности, которое нужно лелеять, а не гасить. В «Turning Red» Ши демонстрирует, что у нее все в порядке.
Читать полный обзор
Мэтт Сингер
7 марта 2022 г.
Это один из тех особенных фильмов, когда при первом просмотре вы уже знаете, что когда-нибудь будет сотый просмотр.
Читать полный обзор
Дэвид Руни
7 марта 2022 г.
Turning Red — оригинальный, забавный и нежный сериал, нежное напоминание о том, что подростковый возраст — это период жизни, который нелегко приручить, и иногда животное внутри нас требует освобождения.
Читать полный обзор
Винс Манчини
11 марта 2022 г.
Краснеть весело, мило и странно, и действительно, что еще можно от этого желать?
Читать полный обзор
Джессика Кианг
10 марта 2022 г.
«Краснеть», безусловно, является убедительным манифестом для добавления «выпуска Красной Панды» в этот список эвфемизмов менструации, но это еще не все. А еще это яркий, трогательный, смешной, радостный фильм о подростковой тоске, не снисходительный, но и не перегружающий. Это, возможно, самое примечательное, фильм о 13-летних, который может действительно понравиться 13-летним.
Читать полный обзор
Джейми Грэм
7 марта 2022 г.
Семейная драма о разных поколениях, поиски себя и большая веселая комедия, которая обязательно развлечет.
Читать полный обзор
Хранитель
Бенджамин Ли
7 марта 2022 г.
Путешествие гладкое и увлекательное, а временами острое, но «Краснеющий» — еще один фильм Pixar, который движется по инерции, а не скользит. Надеюсь, его следующее предложение может превратиться во что-то большее.
Читать полный обзор
ПОСМОТРЕТЬ ВСЕ 52 ОТЗЫВА
Оценка пользователя
Написать отзыв
Положительный:
260
Смешанный:
62
Отрицательный:
110
Отзывы пользователей
синхито
18 марта 2022 г.
Этот фильм взбудоражит самых чувствительных родителей-снежинок. По сути, это родители, которые берут пример с матери Кэрри Уайт и отрицают существование полового созревания и менструаций у девочек. Для всех остальных это великолепно снятый фильм с вечным, но простым жизненным уроком, который доказывает, что этот фильм вызовет ажиотаж у самых чувствительных родителей-снежинок. По сути, это родители, которые берут пример с матери Кэрри Уайт и отрицают существование полового созревания и менструаций у девочек. Для всех остальных это великолепно сделанный фильм с вечным, но простым жизненным уроком, который тактично, с большим юмором и визуальным стилем передает это сообщение. У каждого есть свои грязные части, которые они пытаются скрыть от мира, но мы все равно должны принять эти аспекты и жить с ними, и настоящие друзья все равно будут любить и заботиться о вас, даже если вы покажете проблески этого беспорядка. Если вы в какой-то степени можете насладиться этим фильмом, радуйтесь, что вы еще и порядочный человек.… Развернуть
3 из 7 пользователей сочли это полезным 3 4
МелизеМ
7 апр 2022
Совершенно потрясающий фильм! Учит детей тому, что не нужно быть идеальным, нужно просто быть собой и что все делают ошибки.
7 из 11 пользователей сочли это полезным 7 4
Unk34TR
11 марта 2022 г.
Я думал, что это будет плохой фильм (из-за трейлера), но Pixar меня очень удивил. Если вам нравятся фильмы Pixar и Disney, я действительно рекомендую вам этот фильм: D
19 из 43 пользователей сочли это полезным 19 24
Фенадегиллерден
29 июня 2022 г.
Пуаним 8/10. Fena degildi Pixar yapmis yine harika bir sey. Фильм Benim aile yapimi anlatiyor resmen. Ренклер Сеслер Сахнелер Кок Хосума Гитти. Эгленцелийди. Puan kirdigim kisim bazi yerler asırı cringedi. Яни или sahnelerde karakter adına utanmaktan tuylerim diken diken oldu. Бу фильм TikTokPuanim 8/10. Fena degildi Pixar yapmis yine harika bir sey. Фильм Benim aile yapimi anlatiyor resmen. Ренклер Сеслер Сахнелер Кок Хосума Гитти. Эгленцелийди. Puan kirdigim kisim bazi yerler asırı cringedi. Яни или sahnelerde karakter adına utanmaktan tuylerim diken diken oldu. Бу фильм TikTok та бая unlendi zaten. Filmde hep ayni sarki geciyor bu da beni bunalttı. Бурадан да пуан кирдим. Tavsiyem ailecek izlenebilir zaten kisa bir film cok sikilmazsiniz. :)… Развернуть
2 из 4 пользователей сочли это полезным 2 2
Себастьянали
20 марта 2022 г.
Этот обзор содержит спойлеры, нажмите «Развернуть», чтобы посмотреть.
«Краснеть» — нормальный фильм. Я ожидал, что будет намного хуже, благодаря глупым трейлерам, которые нам показали, но этого все еще недостаточно, чтобы блистать, еще одно доказательство того, что кино в настоящее время находится в кризисе упадка. Но давай начнем говорить о хорошем вместо этого пустословия, ладно? Хорошо. Прежде всего, этот фильм полон сообщений. Очень хорошо об этом, и очень тонко и открыто. Некоторые моменты юмора хороши, а анимация действительно помогает сделать несколько моментов интересными в целом. Анимация в целом тоже неплохая, хотя позже придется упомянуть кое-что, что может кому-то не понравиться. Уже зациклился на плохом, ибо как всегда слишком банально и предсказуемо. И когда я говорю слишком много, я имею в виду СЛИШКОМ МНОГО. Это даже не попытка, сюжет слишком прост. Хотя они в конечном итоге сохраняют свои сообщения и юмористические ситуации, некоторые из этих сцен очень натянуты или содержат ерунду, например, когда Мэй Ли выходит на стадион со своими способностями ближе к концу, что делает примерно половину фильма удивительным дополнением. Почему она и их друзья не заняли первое место? И как все родители Мэй Ли входят как ничто, не заплатив по 200 долларов каждый? Есть также много ситуаций, когда люди начинают капризничать, и некоторые люди могут сказать, что «да, они 13-летние девочки», типа если бы это что-то исправило, нет, так все работает. И напоследок, хотя это что-то незначительное, хотя я сказал, что анимация в целом хороша, цвета иногда очень насыщены. Мне пришлось оглядеться только для того, чтобы сделать перерыв. Хотя это не отрицательный момент, и это не слишком беспокоило меня, возможно, это раздражало бы некоторых людей. Несмотря на всеееееее, фильм стоит посмотреть, так что в любом случае мое не относящееся к делу мнение отражается как всегда, и если вы не согласны, мне все равно.… Развернуть
1 из 3 пользователей сочли это полезным 1 2
slikk66
20 марта 2022 г.
Определенно не тот Дисней, который вы привыкли смотреть. Не для меня… заставляет задуматься, что сейчас происходит в Голливуде.
6 из 13 пользователей сочли это полезным 6 7
кендо
11 сентября 2022 г.
Плохо, хорошо, да, анимация хорошая, но сообщение ужасное. Проблема не в том, что там говорится о менструации, а в том, что это поощряет неуважение к родителям, потому что если бы хоть концовка была как у бравых (кстати, мне тоже не нравится, но лучше сделать) это плохо , хорошо, да, анимация хороша, но сообщение ужасно. Проблема не в том, что там говорится о менструациях, а в том, что это поощряет неуважение к родителям, потому что если бы хоть концовка была как у храбрых (кстати, мне она тоже не нравится, но так лучше сделано) дело бы пошло. были очень разными. Я не рекомендую это вообще.… Развернуть
В настоящее время подавляющее число строительных проектов по возведению малоэтажной недвижимости, многоэтажных зданий промышленного и гражданского назначения включают в себя применение перекрытий. При этом плиты перекрытия выступают в качестве одного из элементов надежности и прочности зданий, от технологии монтажа которых зависит прочность строения и его долговечность.
Разновидности перекрытий
В зависимости от типа и материала, из которого возводится перекрытие, различают следующие его типы:
плитное;
монолитное;
деревянное.
Наиболее практичным и экономически выгодным является перекрытие, выполненное из готовых железобетонных плит. По конструктивному исполнению они разделяются на:
изделия с наличием продольных ребер;
панели шатрового типа с ребрами по окантовке;
плоские плиты;
многопустотные железобетонные изделия.
Последние две категории могут быть выполнены в пустотном или цельном варианте. Чаще всего при застройке находят применение изделия с многопустотной конструкцией, которые подразделяются на две категории:
ПБ — непрерывного безопалубного формования;
ПК — круглопустотные.
Многопустотные плиты отличаются массовостью производства и имеют минимальную стоимость. При этом технические характеристики продукции разделяются в соответствии с серийными номерами, что создает определенное неудобство при использовании плит для частного индивидуального строительства.
Технологические методы, используемые при производстве данного типа продукции базируются на применении форм многократной заливки. При этом изготовление нетиповых изделий требует больших затрат, которые связаны с подготовкой форм или опалубки с заданными габаритами. Типовые железобетонные плиты перекрытий располагают широким диапазоном длин, который варьируется от 2,7 до 9 метров с шагом 300 мм. Выполненные по стандартам изделия в промышленных условиях имеют ряд преимуществ, среди которых прочность и надежность, обусловленные соответствием технологическому процессу и качественному составу наполнителя, а также высокая долговечность и эффективная звукоизоляция.
Аспекты проектирования зданий и сооружений
На стадии проектирования важно учитывать допустимые размеры плит и делать расчеты, исходя из их габаритов. На практике нередко встречаются случаи, когда процесс строительства осуществляется по чужому проекту с наиболее удобной планировкой. Для успешной реализации таких проектов необходимо придерживаться строго соответствия заложенным в смете проекта материалов. Недопустимо использование проектов для других типов материалов с применением бетонных перекрытий, не обеспечивающих ввиду своих геометрических размеров необходимую величину напуска. В случае, когда расчетные данные оказываются неверными, а длина железобетонных изделий не соответствует реальным, имеющиеся в наличии плиты для установки и монтажа необходимо рубить или пилить.
В идеальном варианте чтобы, уменьшить до минимума себестоимость строительства, необходимо осуществлять монтаж плит нужной длины и габаритов непосредственно с машины. При этом сокращаются расходы на погрузочно-разгрузочные работы, отсутствует необходимость оборудования площадки для складирования и штабелирования стройматериалов. По правилам хранения ЖБИ можно укладывать лишь на ровный грунт с деревянными подкладками, установленными на расстоянии 400 мм от края. Высота штабеля не может превышать 2,5 метра, а железобетонные изделия должны быть разделены между собой рейками толщиной не менее 25 мм. Хранение плит производится под навесом, предотвращающим попадание осадков на поверхность будущих перекрытий. Места складирования выбирают из учета доступности при работе крана.
Этап подготовки перед монтажом
Чтобы правильно и ровно уложить плиту перекрытия, необходимо еще на этапе строительства стен сформировать ровную поверхность верхнего края несущей конструкции. С этой целью применяется специальное и точное строительное оборудование в виде лазерного уровня. На стены за 300 – 400 мм до верхнего края во время строительства устанавливаются метки положения и последние ряды блоков или кирпичей укладываются с точностью до миллиметров по показаниям уровня. В случае применения керамзитобетонных блоков для строительства стен с целью равномерного распределения массы перекрытия используется технология обустройства монолитного пояса.
Перед укладкой плита подвергается подготовке. Отверстия на ее торце необходимо заделать. Как правило, для этого пустое пространство закладывается кирпичом и бетонируется в зазорах. Допускается заполнение отверстий при помощи минеральной ваты.
Укладка
Для проведения монтажных работ по укладке необходима бригада в составе трех рабочих монтажников. В обязанности двоих входят задачи строповки и правильной укладки плит, третий обеспечивает их соединение и корректировку при опускании. Большая часть железобетонных изделий предназначена для монтажа посредством применения шарнирной технологии. Ее суть заключается в том, чтобы опирание производилось исключительно с коротких торцов. При этом под плиту укладывается раствор толщиной не менее 20 мм в густой консистенции, а крановщик обеспечивает натяжение тросов, позволяющее производить корректировку положения при помощи лома. Обычные плиты готовы длительно выдерживать вертикальные нагрузки. Работая на поперечный изгиб, в конструкции плиты предусмотрено армирование в нижней части изделия. Значение глубины напуска для устойчивого положения может варьироваться в среднем от 70 мм до 120 мм. Минимальная величина опирания плит марки ПК и ПБ на стену зависит от длины перекрытия, насчитывая:
70 мм для железобетонных перекрытий с длиной до 4-х метров;
90 мм для ЖБИ с длиной свыше 4-х метров.
В ряде случаев напуск может достигать 250 мм, обеспечивая жесткую фиксацию к опорной конструкции. При подсчете дистанции между стенами в расчет берет длина плиты за вычетом 240 мм, что обеспечивает 120 мм опирания с каждой стороны, которые гарантируют надежный монтаж даже при наличии небольших отклонений при установке изделий.
Для изделий марки ПТ величина минимально необходимого опирания согласно технической документации составляет 80 мм. При этом точки опоры должны быть выставлены по всем четырем сторонам изделия.
В том случае, если глубина опирания оказывается недостаточной, с течением времени могут проявляться дефекты конструкции в виде появления трещин в стене или на плите перекрытия, которые впоследствии могут повлечь за собой их полной разрушение.
При кладке кирпича оптимальной толщиной для стен считается значение 380 мм. Данный параметр также формируется исходя из нагрузки, которая реализуется плитами перекрытия с двух сторон на длине 240 мм. Еще 140 мм пространства стены необходимо, чтобы соорудить стандартный канал вентиляции. Таким образом, стены позволяют производить монтаж следующих этажей с комфортной установкой перекрытий.
Если размеры возводимого здания по ширине не соответствуют размерам ширины плит, наилучшим решением будет сведение промежутков в один общий зазор, который перекрывается за счет применения монолитной технологии. Порой, без монолитных участков в перекрытиях обойтись сложно или, попросту невозможно. Даже в тех случаях, когда проекты предусматривают все необходимые размеры плит и соотношения габаритов меду стенами, может появиться необходимость монтажа дополнительных вентиляционных каналов и прочих систем, корректирующих размеры. При этом производится усиление – армирование, для которого задействуются изогнутые сетки. Преимущественно для перекрытий монолитного типа используют бетон марки не ниже чем В25.
Рубка плит
В случае, когда возникает необходимость укоротить железобетонные изделия, производится их рубка. Технология подразумевает последовательность операций:
точка рубки фиксируется на бруске таким образом, чтобы часть подлежащая отделению располагалась навесу;
для ровного шва контур разделения отмечается и пропиливается при помощи углошлифовальной машины;
бетон, расположенный над пустотами ломается с использованием ударных инструментов;
разрушаются перегородки в плите;
арматура распиливается с помощью специнструмента и постепенно отделяется от ненужной части.
Плиты марок ПТ и ПК не допускается разрезать вдоль по длине по причине конструктивных особенностей. Поскольку в местах установки и концентрации силы располагается усиленное армирование изделий, их рубка вдоль может повлечь за собой значительное снижение нагрузочной способности и вызвать последующее разрушение. Разделять плиты по длине рекомендовано по месту ослабленного сечения – вдоль отверстия. Такой вариант рубки приемлем для изделий типа ПК, однако ввиду малого значения ширины стенок между отверстиями не рекомендован для плит марки ПБ.
В ряде случаев при реализации строительства по индивидуальным планам застройки в плите может понадобиться прорубить отверстие квадратной, прямоугольной или круглой формы. Его назначением может стать люк или, например, переход по лестнице с нижнего этажа на верхний. Учитывая разнообразие форм и конструкций малогабаритных винтовых лестниц, размеры таких окон в плитах могут быть довольно невелики. Длинная сторона такого выреза, как правило, может достигать размера 1400 мм. При этом используются те же инструменты и правила для вырубки отверстия, позволяя сохранить несущую прочность и надежность конструкции.
Максимальному риску потери несущей прочности при рубке подвержены железобетонные плиты большой длины, которая превышает 4780 мм при толщине 220 мм. Также нежелательно резать и рубить ЖБИ, конструкция которых предусматривает наличие анкеров, расположенных в торцевой части изделий.
Резка и рубка плит является длительным с точки зрения затрат времени и трудоемким процессом, в котором понадобится углошлифовальная машинка и диски для резки бетона, ударный инструмент в виде кувалды и даже автоген, с помощью которого можно будет устранять попадающуюся на пути реза арматуру.
Анкеровка
После укладки плиты подлежат анкеровке. Для начала железобетонные изделия необходимо стянуть, для чего применяется проволока, которая продевается через монтажные отверстия. Для крепления проволоки применяется сварка. Схемное решение для анкеровки плит приводится разработчиком в проектной документации. При его отсутствии прибегают к стандартному набору решений. По технологии щели, возникшие между плитами перекрытия, подлежат заполнению бетоном. При этом русты заполняют и выравнивают до состояния монолитной поверхности. За счет использования бетонной смеси по периметру конструкция обретает дополнительную прочность и жесткость, которая положительно отражается на сроке службы и безаварийной эксплуатации зданий. Попавшую жидкость внутрь изделия в процессе монтажа необходимо устранить при помощи перфоратора, посредством высверливания отверстий в поверхности перекрытия. При этом осуществляется сверление отверстий диаметром до 140мм в местах расположения пустот. Может быть реализована пробивка в местах исключающих расположение ребер жесткости. В противном случае существует опасность кристаллизации воды и образования льда в холодное время года, который может нарушить целостность железобетона, повлечь его разрушение и вызвать преждевременный выход из строя. В плитах серии ПБ технологические отверстия делать запрещается. При помощи сверления плит также реализуется прокладка электропроводки в ряде случаев. При этом провода также должны быть уложены в пустые полости. В качестве необходимого инструмента для работы понадобятся прочные сверла с алмазной насадкой, а также перфоратор, применение которых актуально для тяжелых марок бетонов.
Монтаж плит перекрытия | Строительный портал
0 votes
+
Голос за!
—
Голос против!
Конструкции перекрытия должны отвечать требованиям относительно прочности, огнестойкости, звукоизоляции и теплоизоляции. Всеми этими характеристиками обладают ЖБИ плитного типа. Они используются при возведении промышленных, многоквартирных и индивидуальных строений.
Содержание:
Виды плит перекрытий
Плиты перекрытия размеры
Что необходимо знать перед приобретением ПК
Подготовка стен перед установкой плит перекрытия
Площадка для крана
Разлиновка плит
Монтаж плит перекрытия
Проверка бетонных плит перекрытия
Анкеровка железобетонных плит перекрытия
Особенности технологии монтажа плит перекрытий
Они служат в качестве межэтажных перекрытий, где их нижняя поверхность выступает потолком, а верхняя полом верхнего помещения. Также плиты укладываются на гаражи, сараи и другие постройки хозяйственного назначения, таким образом, образуя крышу. Нередко их используют в качестве фундамента.
Виды плит перекрытий
Можно выделить 2 вида: монолитные плиты перекрытия и пустотные. Первые отличаются большим запасом прочности и несущей способностью. Среди серьезных недостатков можно отметить их вес, высокую теплопроводность и низкие звукоизоляционные свойства. Такие изделия зачастую применяются для строительства общественных и индустриальных сооружений.
Плиты перекрытия фото
Пустотные ЖБИ используются при возведении частных домов ввиду их более дешевой стоимости и легкого веса по сравнению с монолитными аналогами. Этот фактор, конечно, не позволяет обойтись без специальной техники для доставки ПК на объект и монтажа, но, тем не менее, дает возможность значительно снизить нагрузку на несущие стены и фундамент. И как следствие сократить расходы на их обустройство, используя меньшее количество строительного материала.
Пустоты, проходящие по всей длине бетонного изделия, могут иметь круглую, овальную и многоугольную форму. Ими можно воспользоваться при закладке коммуникаций, используя кабель-каналы, пластиковые короба или гофрированные трубы.
Многопустотные плиты перекрытия гарантируют:
хорошие тепло и звукоизоляционные качества;
огнестойкость;
распределение нагрузки на несущие стены;
высокую механическую прочность;
долговечность.
Благодаря ровным поверхностям плит все дальнейшие отделочные работы пройдут с не только минимальным вложением средств на выравнивание потолка (пола), но и меньшими трудозатратами.
Плиты перекрытия размеры
Плиты перекрытия выпускаются длиной от 1880 до 6280 мм с шагом с 100 мм.
Толщина плиты перекрытия составляет 220 мм. Стандартная ширина изделия равна 990, 1190 либо 1490 мм, хотя можно найти плиты и с другими типоразмерами.
Вес плиты перекрытия определяют ее габариты, ориентировочно данный показатель варьируется от 500 до 1500 кг. Что касается несущей способности единицы изделия, то в среднем она составляет 800 кг на 1 кв.м.
Что необходимо знать перед приобретением ПК
Не допускается наличие следов ржавчины и жира на поверхностях изделия.
Максимально допустимые трещины – 0,1 мм, но лучше – это их полное отсутствие.
Все грани плит должны иметь максимально ровные поверхности, без выпуклостей и впадин.
Допустимое отклонение от номинала по длине – 10 мм, толщине – 5 мм, ширине – 5 мм.
Изделие должно иметь соответствующие сертификаты качества.
Перед началом укладки плит перекрытия необходимо знать, что:
шершавая сторона плиты должна быть обращена вверх, а гладкая вниз;
подгон изделий осуществляется по их нижним сторонам;
ЖБИ должны опираться на 2 короткие стороны, длинную сторону не рекомендуется заводить на стену;
понадобятся компоненты для песчано-цементного раствора;
укладка плит производится вплотную друг к другу без зазоров;
услуги крана почасовые, поэтому к его приезду подготавливается все необходимое, чтобы работы прошли без заминок;
плиты должны опираться только на несущие стены, остальные внутренние перегородки (стены) возводятся после установки перекрытия;
для слаженного монтажа в помощь крану понадобится как минимум 2, а лучше 3 человека;
перед черновой отделкой пустоты плиты заполняются щебнем или керамзитом.
Подготовка стен перед установкой плит перекрытия
Несущие стены подвергают нивелировке. Они должны быть максимально ровными по высоте, допустимое расхождение составляет максимум 10 мм. Выявить разницу высот можно посредством длинной балки, которая размещается на двух противоположных стенах. Поверх бруса ставится строительный уровень, и чем он длиннее, тем точнее полученный результат.
Таким образом, проверяются все опоры под плиты перекрытия. При этом важно производить замеры как можно чаще. Для этого балка или брус устанавливается в углах строения, затем перемещается каждые 1-1,5 м. Соответствующие данные можно записать на стенах мелом или маркером.
Далее находится самая высокая и низкая точка и выкладывается бетонная смесь с использованием ячеистой металлической сетки. Опоры, возведенные из пенобетонных, шлаковых, газосиликатных блоков, в обязательном порядке усиливаются. Это можно сделать посредством армирующего пояса высотой не менее 15 см.
Армопояс равномерно распределяет нагрузку, предотвращает деформацию стен и защищает плиты перекрытия от излома.
Опалубка собирается из максимально ровных досок в соответствии с полученными значениями, то есть грани могут иметь различные значения по высоте. Можно воспользоваться специальным П-образным профилем. Конструкция обустраивается по всему периметру коробки дома, включая и ненесущие стены, особенно, если строение выполнено из легких блочных материалов.
Для замеса песчано-цементного раствора берется 1 ведро цемента (М500) и 3 ведра песка, воды необходимо столько, чтобы смесь получилась не жидкой, но и не густой. Песок обязательно просеивается для удаления камешков, которые поспособствуют разрушению слоя под весом плиты.
После заливки раствор протыкается мастерком или отрезком арматуры для предотвращения образования воздушных прослоек. Трамбовке следует уделить повышенное внимание.
Перед кладкой плит перекрытия необходимо заделать пустоты во избежание промерзания. Если ЖБИ хранились на стройплощадке долгое время, то рекомендуется в участках прохождения пустот просверлить одно-два отверстия, через которые уйдет лишняя влага. Следует отметить, что отверстия заделываются бетонным раствором, а при монтаже плита должна быть обращена ими вниз.
Заводские пустоты заполняются керамзитом или просто вставляются крупные куски полуторного кирпича, а оставшиеся щели закрываются цементным раствором. Хотя в последнее время заводы выпускают плиты уже с закрытыми пустотами.
Смесь в опалубке должна хорошо просохнуть, набраться прочности, для этого понадобится не менее 3 недель.
Площадка для крана
Грунт, где будет стоять подъемная техника должен быть слежавшийся. Нельзя устанавливать кран вблизи строящегося дома при наличии подвала. Опорная «нога» спецтехники создает весьма значительную нагрузку на грунт, что может привести к обрушению стенки подвального помещения.
При рыхлых или насыпных грунтах рекомендуется заказать кран с более длинной стрелой. Если работы проводятся весной или осенью, когда грунт насыщен влагой площадку под автокран выкладывают дорожными плитами (можно использовать бывшие в употреблении изделия). Потому как техника может увязнуть в слякоти под собственной тяжестью.
Разлиновка плит
Не рекомендуется перекрывать одной плитой два пролета. Такая нагрузка при определенных обстоятельствах может привести к ее растрескиванию. Если была выбрана именно такая схема укладки, то в этом случае рекомендуется сделать надрез болгаркой с алмазным диском (на его глубину) ровно по центру средней стены.
Если трещина все же возникнет, то она пойдет ровно по направлению надреза, что вполне допустимо.
К сожалению, не всегда удается выполнить перекрытие целыми плитами. Иногда их приходиться разлиновывать и по ширине, и по длине. Здесь понадобиться кувалда, болгарка с алмазным диском, лом и мускульная сила.
Для облегчения процесса используют соответствующей длины брус или доска. Пиломатериал подкладывается под плиту строго по линии будущего среза. В определенный момент бетонное изделие надломится под собственным весом.
Сначала осуществляется пропил болгаркой на верхней поверхности плиты по отмеченной линии. Далее посредством кувалды наносятся удары по всей длине ЖБИ. Удары следует наносить как можно чаще. Если срез приходится на пустотное отверстие, то плита сломается довольно быстро.
При рубке плиты по ширине придется приложить немалые усилия. Попадающуюся арматуру срезают сварочным аппаратом или резаком. Использовать болгарку не рекомендуется, так как диск может «закусить». Но если в распоряжении имеется только этот инструмент, тогда не разрезайте металлический стержень до конца – оставьте 2-3 мм. Окончательный надлом выполните ломом или кувалдой.
Осуществляя рубку плиты, все возможные последствия ложатся на ваши плечи! Ни один завод-изготовитель не даст официального разрешения на проведение этих работ.
Если целых плит не хватает для полного перекрытия, а оставшееся пространство невелико, то избежать трудоемкого процесса по рубке можно воспользовавшись двумя нижеперечисленными способами:
Последняя либо первая плита по длине не примыкает к стене. Образованная пустота между плитой и опорной стеной закладывается кирпичом или блоками. Цементная стяжка, выполняемая по завершении строительства, надежно объединит и скрепит кладку с плитой.
Этот способ хорош, если имеющиеся бетонные панели укладываются стык встык, а оставшееся расстояние распределяется между двумя опорными стенами и заполняется описанным методом.
Следует помнить, что если пустующий проем составляет более 30 см, то при заливке стяжки выполняется армирование на данном участке.
Плиты монтируются впритык к стенам, а пустой промежуток остается между самими плитами. К нижним поверхностям ЖБИ крепится толстая влагостойкая фанера, обязательно закладывается арматура с заходом на верхние поверхности плит.
Таким образом, получится что-то в виде опалубки, которая заливается бетонным раствором. После полного высыхания, фанера демонтируется, а поверх плит выполняется общая стяжка.
Монтаж плит перекрытия
Для работ понадобится кран и как минимум 4 человека (крановщик, стропальщик и 2 помощника). На несущие опоры с армирующим поясом выкладывается заготовленный бетонный раствор толщиной не более 20 мм. Плита поднимается в горизонтальном положении на нужной высоте. Все действия, а именно перемещение и направление груза проводятся под руководством стропальщика.
Монтажники принимают плиту перекрытия, регулируют оптимальное расположение. До снятия строп посредством ломов бетонную панель направляют к участку установки с максимальной точностью:
от плиты до стены по длинной стороне оставляется минимальное расстояние равное 50 мм;
между плитами должен отсутствовать какой-либо промежуток;
ширина опоры с каждой короткой стороны плит должна составлять как минимум 150 мм.
Проверка бетонных плит перекрытия
После монтажа перекрытия проверяется ровность поверхностей рядом стоящих плит по уровню. Если перепад высот составляет более 4 мм, то плиты подвергаются переустановке. ЖБИ поднимаются заново краном, и в соответствии с положением раствор убирается или добавляется.
Нельзя схватившийся бетонный слой разводить водой, застывшая смесь полностью удаляется, а на ее место накладывается свежезатворенная. Как только нивелировка завершена, переходят к фиксации плит между собой и к несущим стенам.
Анкеровка железобетонных плит перекрытия
По завершении установочных работ и после того как была проведена нивелировка плит, осуществляется их анкеровка. Если имеется проект, то в документах должна присутствовать специальная схема. В противном случае, анкеровка производится следующим образом:
анкерные петли монтируются к несущим стенам и заходят на плиты перекрытия примерно на 40-50 см. Как правило, двух креплений достаточно на всю длину панели (их располагают в метре от края плит). Таким же образом один анкер устанавливается по ширине;
если стыковка плит происходит по их короткой стороне, то эти участки фиксируют по диагонали, используя рабочие отверстия, с расположенной в них арматурой. При их отсутствии можно воспользоваться специальными креплениями с Г- и П-образными формами;
между собой бетонные плиты скрепляются в точках монтажных отверстий. Металлические пруты необходимо максимально натянуть и зафиксировать сваркой, как минимум в трех точках.
После этого проушины и швы между плитами заполняются щебнем мелкой фракции, а затем заделываются песчано-цементным раствором. Затягивать с этими работами не стоит, так как в отверстия может попасть строительный мусор.
Особенности технологии монтажа плит перекрытий
Пустотные плиты широко применяются при возведении малоэтажных и индивидуальных строений. Хотя они и отличаются меньшими размерами и более легким весом от монолитных аналогов, но, тем не менее, требуют утолщенных стен и усиленного фундамента. К тому же ими не удастся перекрыть сложные по архитектуре строения.
Но, несмотря на эти недостатки, плиты обеспечивают надежное перекрытие, характеризующееся долгим сроком службы. Их применение оправдано в тех случаях, когда плиты становятся основой для настила кровельного материала, то есть они выступают в роли плоской крыши.
При подготовке и установке плит перекрытия важно учесть множество технических моментов, а значит необходимо обладать определенными знаниями и навыками. Если неуверены в расчетах – обратитесь в специализированную организацию, где составят проект согласно всем требованиям СНиП.
Установка подвесного потолка | Потолки
Установка подвесного потолка | Потолки | Армстронг Жилой
Узнайте, насколько простой может быть установка подвесного потолка. Получайте инструкции, смотрите видео и смотрите фотографии.
Классический мелкозернистый
Темы
Потолки
Подвесные потолки
Оценка и планирование
Установка
Как установить подвесной потолок
Обучение установке подвесного потолка может быть полезным опытом и умением экономить деньги. Подготовьтесь к установке с помощью напоминаний о безопасности, полезных советов, списка необходимых инструментов и подробных инструкций.
Узнайте о том, как установить подвесной потолок, в том числе о том, какие материалы и инструменты необходимы для завершения вашего проекта. Это руководство проведет вас через основные этапы установки потолка от макета и планирования до исполнения.
Прежде чем приступить к работе: подготовка имеет ключевое значение
Перед началом установки прочтите полные инструкции по установке. Инструкции можно найти в конце этого обзора.
Позвольте вашим потолочным панелям приспособиться к окружающей среде в помещении, где они будут установлены.
Распакуйте все панели как минимум за 24 часа до установки. Панели можно хранить в помещениях с температурой от 60° до 80°F. Также обязательно проверьте, чтобы относительная влажность была ниже 70%. Для этого вы можете рассмотреть возможность приобретения осушителя с датчиком влажности.
Не устанавливайте насыпной или ватный утеплитель так, чтобы он располагался непосредственно на панелях.
Держите руки в чистоте, чтобы избежать пятен на готовом потолке.
Всегда режьте потолочные панели лицевой стороной вверх острым канцелярским ножом.
Основные балки должны быть установлены перпендикулярно балкам.
Решетка
не должна крепиться более чем на 3 дюйма к балкам/конструкции с помощью традиционной проволочной подвески или на 2,5 дюйма к балкам с помощью крюков для сетки QuickHang™. При установке ниже гипсокартона требуется минимум 4-дюймовый перепад. Это обеспечивает доступ над панелями.
PDF Советы для монтажников потолков [2,9M]
Знайте условия своего потолка и решетки.
Бордюрная панель – потолочные панели, обрезанные для создания периметра помещения
Главная балка – несущие балки подвесной системы, подвешенные на подвесных тросах
Поперечный тройник – более короткие стальные балки, которые проходят перпендикулярно и параллельно основным балкам, образуя отверстия в решетке, которые поддерживают плитки.
Настенный плинтус – крепится к стене для поддержки плитки и обеспечивает единый визуальный эффект основных балок и поперечных профилей, придавая законченный вид
Подвесной трос – трос калибра 12, используемый для подвешивания основных балок к потолочным балкам
Крепежи – прикрепите подвесную проволоку к потолочным балкам
Фурнитура QuickHang – альтернатива проволочной подвеске; более быстрый и простой способ установки и выравнивания подвесного потолка. Фурнитура включает в себя крючки и кронштейны.
По центру – термин, используемый для описания расстояния от середины одного главного луча до середины следующего
Отметьте скрытые балки.
Для балок, спрятанных за гипсокартоном, используйте этот совет, чтобы отметить, где они находятся:
Постучите по гипсокартону. При постукивании по балке вы должны услышать сильный стук. Вы также можете использовать искатель шипов, чтобы помочь с этой задачей.
Не забудьте также определить направление балок. Полезный совет: балки обычно располагаются на расстоянии 16 дюймов друг от друга по центру.
Спланируйте расположение каждой потолочной панели для равномерного расположения.
Если ваш новый подвесной потолок будет иметь бордюрные панели, убедитесь, что противоположные стороны комнаты имеют одинаковую ширину бордюра. Всегда режьте панели лицевой стороной вверх острым канцелярским ножом.
Разместите все материалы потолка и сетки в одном месте. Обязательно ознакомьтесь с инструментом калькулятор подвесного потолка , чтобы помочь с макетом и списком материалов, необходимых для вашего проекта.
Соберите необходимые инструменты
Вам понадобится:
Установка панелей подвесного потолка 2 x 4 фута
Определите размер бордюрных панелей – Чтобы получить длину бордюрных панелей, разделите ширину комнаты на длину одной панели, остаток прибавьте к длину одной панели и разделите на 2. Чтобы получить ширину ваших бордюрных панелей, разделите длину комнаты на ширину одной панели, прибавьте остаток к ширине одной панели и разделите на 2
Установка настенного молдинга – Отметьте на стене желаемую новую высоту потолка. Привяжите инструмент меловой линии, чтобы создать эту направляющую. Повторите на всех стенах. Обязательно убедитесь, что все линии ровные и совпадают по всей комнате. Если у вас есть под рукой лазерный уровень, вы можете использовать его, чтобы быстрее отметить место, где будет размещаться молдинг. Затем прибейте молдинг стены к шпилькам. Для бетонных или каменных стен используйте соответствующие крепежные элементы или замените настенный молдинг, подвесив направляющую главной балки к ближайшей к стене балке.
Установка подвесной проволоки или крюков для сетки QuickHang – – Отметьте положение каждой главной балки меловой линией, которая будет проходить перпендикулярно потолочным балкам. Основные лучи должны располагаться на расстоянии 4 фута друг от друга по центру.
Для подвесного троса: Ввинтите проволочные крепления и надежно оберните подвесной трос вокруг себя 3 раза. Чтобы найти, где согнуть проволоку подвески, подвесьте выравнивающую нить между двумя гвоздями. Каждый гвоздь должен быть на высоте 7/8 дюйма от нижней части настенного молдинга (большинство настенных молдингов Armstrong Ceilings уже имеют высоту 7/8 дюйма). Согните каждую проволоку подвески 90 градусов, где провод встречается со струной. Повторите для каждого раздела и удалите строки, когда закончите.
Для решетчатых крюков QuickHang: прикрепите кронштейны к балкам с помощью застежек и вставьте предварительно изогнутые крюки. Поверните все крюки в одном направлении, параллельно балкам.
Установка креплений и подвесной проволоки
Предварительно изогнутая проволока для подвески
ИЛИ: Прикрепите кронштейны QUICKHANG к балкам и вставьте крюки
4. Подвесьте главные балки – Вырежьте первую главную балку, чтобы убедиться, что там, где будет установлен заранее определенный первый поперечный тройник, есть отверстие для поперечного тройника. Первое поперечное отверстие в каждом ряду главных балок должно совпадать. Всегда кладите обрезанный конец основной балки на настенный молдинг. Чтобы повесить, просто проденьте каждую проволоку или крючок QuickHang через одно из маленьких круглых отверстий в основной балке. Повторите эти шаги для второго дальнего света.
Прорезь для поперечного тройника на расстоянии граничной панели
Главные балки, подвешенные на подвесной проволоке
Главные балки, подвешенные с помощью крючков и кронштейнов QUICKHANG
5. Установите поперечные тройники – . Вам потребуется измерить и обрезать граничные тройники по размеру граничной панели. Поместите отрезанный конец тройника на молдинг стены и соедините необрезанный конец с главной балкой. Теперь вставьте первые два неразрезанных поперечных тройника на одной линии с бордюрными поперечными тройниками. При соединении двух поперечных тройников в одно и то же прямоугольное отверстие главной балки вставьте второй тройник в паз, пропустив с правой стороны уже установленный тройник.
6. Квадратизация сетки . Для достижения наилучших конечных результатов важно убедиться, что на данном этапе ваша сетка является квадратной. Чтобы убедиться, что ваша сетка квадратная, измерьте диагонали проема 2’x4’. Измерения будут такими же, если сетка квадратная. Если измерения не совпадают, подрежьте одну из главных балок дальше, пока диагонали не сравняются.
7. Завершить сетку – Повторите шаги № 4 и № 5 для всех остальных основных балок и поперечин. При необходимости соедините дополнительные главные балки и поперечные тройники. При соединении элементов сетки между собой будет слышен щелчок при правильном соединении.
8. Установите панели – Проденьте плитку через отверстие сетки под углом. Аккуратно опустите на место. Вырежьте любые бордюрные плитки или необходимые отверстия канцелярским ножом панелью вверх.
Установка панелей подвесного потолка 24 x 24 дюйма
Установите панели размером 24 x 24 дюйма так же, как панели размером 24 x 48 дюймов, со следующими исключениями:
При установке панели размером 24 x 24 дюйма, первая основная балка может иметь размер бордюрной панели или бордюрную панель плюс 24 дюйма от стены.
Установите 4-дюймовые поперечные тавры перпендикулярно главной балке, создав визуальную ровную сетку. 4-футовые поперечные тройники должны располагаться на расстоянии 24 дюйма друг от друга в центре. Теперь установите 2-дюймовые поперечины параллельно основным балкам, чтобы создать проем 24 x 24 дюйма
.
Заключительные мысли
Подготовка поможет процессу установки подвесного потолка пройти быстрее и более гладко. Не торопитесь и будьте готовы удивиться тому, насколько вы удобны. Кроме того, обязательно ознакомьтесь с видео, дополнительными инструкциями и полным набором инструкций по установке ниже.
Инструкции и обзоры по установке
PDF Установка подвесного потолка в 4 этапа
PDF Инструкция по установке — подвесные потолки
PDF инструкция по установке — Metallaire
PDF инструкция по установке — Easy Elegance кессонные потолки
PDF 9000 FAQ Easy Elegance Coffers 2 Easy Elegance Coffers
Видео с советами и рекомендациями
Как привязать проволоку для вешалок
Посмотрите это короткое видео, чтобы узнать все тонкости привязывания проволоки для подвески и выравнивания подвесного потолка.
Узнайте, что следует учитывать при укладке потолка, чтобы получить наилучшие результаты.
Как вырезать прямоугольную (ступенчатую) кромку
Узнайте, как обрезать прямоугольную или «ступенчатую» кромку потолочной плитки.
Как установить настенный плинтус
Узнайте о самом важном первом шаге установки подвесного потолка — монтаже настенного плинтуса.
Спасибо, что посетили нас!
В настоящее время вы находитесь на веб-сайте Armstrong Ceilings Residential через США (английский) .
Для получения точной информации о наличии продуктов и информации в зависимости от вашего местоположения посетите один из наших других веб-сайтов:
Нет, спасибо, я останусь на сайте США (на английском языке).
2022 Стоимость монтажа потолка | Drop & Drywall
Проекты стен и потолков стоят от 500 до 11 000 долларов в зависимости от проекта и его местоположения. Установка 700 квадратных футов стены в среднем стоит 1800 долларов, включая работу, каркас, гипсокартон и краску. Установка потолка стоит В среднем 1600 долларов. Гипсокартон для всей комнаты, включая потолок, стоит 1500 долларов в среднем . Покрытие всего этого краской добавляет от до 6 долларов за квадратный фут.
Обновлено 22 февраля 2022 г.
Автор HomeAdvisor.
В этой статье
Стены Цены
Стоимость потолка
Отделка, декоративные молдинги, покраска и другие расходы на отделку
Сделай сам против найма подрядчика по стенам и потолку
Часто задаваемые вопросы
Продолжить чтение
Выберите свой проект стены и потолка
Краска для интерьера дома
(55 786 проектов)
$1,927 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Ремонт гипсокартона
(31 218 проектов)
$572 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Ремонт стены
(13 474 проекта)
$800 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка или подвес гипсокартона
(11 295 проектов)
$1906 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Ремонтная накладка
(5 570 проектов)
$730 Средняя стоимость по стране
Просмотр стоимости в вашем регионе
Посмотреть расходы в вашем районе
Установить молдинг короны
(4921 проект)
$1227 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установить стену
(4689 проектов)
$1,879 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Ремонтная кирпичная кладка
(4 178 проектов)
$1,575 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Удалить потолок для попкорна
(3 547 проектов)
$1900 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка кирпичной или каменной стены
(2559 проектов)
$5,081 Средняя стоимость по стране
Просмотр расходов в вашем регионе
Посмотреть расходы в вашем районе
Установить обои
(2550 проектов)
$530 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Ремонт столярных изделий Каркас
(2512 проектов)
$1,249 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка подпорной стены
(2 223 проекта)
$5,851 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка столярного каркаса
(1967 проектов)
$3799 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Удалить обои
(1836 проектов)
$786 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка зеркала
(1635 проектов)
$296 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установить накладку
(1425 проектов)
$1,234 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Чистка стен и потолков
(1020 проектов)
$308 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Сварной металл
(888 проектов)
$286 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка подвесного потолка
(703 проекта)
$1,967 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка встроенных книжных полок
(677 проектов)
$2,835 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка потолка
(656 проектов)
$1,561 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка стеклянных блоков или плитки
(479 проектов)
$719 Средняя стоимость по стране
Просмотр расходов в вашем регионе
Посмотреть расходы в вашем районе
Ремонт потолка
(440 проектов)
$885 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Звукоизоляция помещения
(175 проектов)
$1886 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка бетонной стены
(169 проектов)
$7,034 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Получить разрешение на строительство
(134 проекта)
$1368 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Изготовление листового металла
(80 проектов)
$1,023 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Установка стены из штампованного бетона
(43 проекта)
$4,857 Средняя стоимость по стране
Посмотреть стоимость в вашем регионе
Посмотреть расходы в вашем районе
Стены составляют небольшую часть расходов на строительство нового дома. Поговорите с подрядчиками о ценах на материалы, ставках на оплату труда, разрешениях и сроках реализации вашего проекта. Эти факторы влияют на общую стоимость вашей новой стены.
Цены на стены
Стоимость установки, реконструкции и ремонта стен от 700 до 6400 долларов . Цена зависит от материала, размера и сложности работы. Большинство стен требуют дизайна, обрамления, гипсокартона и краски. Вы также можете выбрать из множества текстур, обоев, дерева и отделки.
Стоимость каркаса стен $ 12 за квадратный фут. Сравните предложения местных подрядчиков по каркасным работам.
Стоимость ремонта стены 350-1100 долларов . Вам нужно будет сделать небольшой ремонт после сноса и обрамления.
Инженеры-строители стоят 100-150 долларов в час. Он понадобится вам, если вы реконструируете несущую стену.
Построить стену
Построить стену стоит В среднем от 900 до 7500 долларов. Ваш бюджет зависит от типа материала, размера стены и сложности работы. Например:
Кирпичная, каменная или блочная стена стоит 2000 долларов — 7500 долларов.
Каркасная стена с гипсокартоном стоит 900–2700 долларов.
Установка половинки стены
Установка половинки стены стоит от 400 до 3500 долларов . Их также называют стенами на коленях или пони, они достигают высоты не более талии или около трех футов. Наколенники стоят от 10 до 20 долларов за погонный фут. Удвойте или утройте эту цену, если вы хотите добавить встроенные полки или колонны.
Примечание по перегородкам: Эти временные визуальные барьеры уменьшают пространство в больших комнатах и обычно стоят от 400 долларов и 3500 долларов . Арендаторы часто используют их, чтобы добавить приватности в квартиры-студии без постоянной смены квартиры.
Деревянные и обшивочные стены
Деревянные или обшивочные стены стоимостью от 500 до 7500 долларов . Цены зависят от размера проекта и выбранной породы дерева. Например, сосна обычно является наименее дорогим материалом. Экзотические лиственные породы, такие как тик, стоят дороже.
Оштукатуренные стены
Оштукатуренные стены стоимостью от 3 до 5 долларов за квадратный фут для установки при стоимости ремонта от 100 до 3000 долларов . Вы не часто найдете этот материал в новых домах, но он все еще присутствует в старых и исторических домах. Всегда обращайтесь к местному подрядчику по штукатурке, чтобы поддерживать исторические стандарты.
Гипсокартон
Установка гипсокартона стоит от 900 до 2500 долларов США для новых конструкций. Одна стена может стоить всего от 300 до 500 долларов . Ремонт гипсокартона стоит от 250 до 800 долларов. Гипсокартон, торговая марка гипсокартона, традиционно покрывает стены с деревянным или металлическим каркасом. После установки вам нужно будет найти маляра, чтобы закончить его.
Стеклянные стены
Установка стеклянных стен стоит от 240 до 2000 долларов . Установка стеклянных блоков или плитки стоит от 450 до 1000 долларов. Стекло , как правило, не заполняет всю стену, а обычно служит акцентом или фальшивым окном. Это могут быть блоки, каркасные листы или плавающие закаленные стены.
Наружные и подпорные стены
Наружные стены стоимостью от 2000 до 11000 долларов . Эти конструкции варьируются от бетонных подпорных стен до кирпичных и каменных заборов. Цена зависит от типа материала, размера и местоположения.
Стоимость установки подпорной стены 3000–8500 долларов США.
Установка бетонной стены стоит 2500-10 500 долларов США.
Штампованные бетонные стены стоят 3500-6500 долларов.
Кирпичные или каменные стены стоят 2000-7500 долларов.
Для точного расчета бюджета сравните предложения местных подрядчиков по подпорным стенам.
Расходы на потолки
Установка, обновление и ремонт потолка могут варьироваться от От 350 до 3500 долларов или больше . Ремонт потолка стоит в среднем от 300 до 1200 долларов. Свяжитесь с местным установщиком потолков для консультации и расценок.
Бюджет для выбранного вами типа материалов, включая:
Текстурированные потолки стоят $575-$675.
Деревянные потолки стоят от 1500 до 3500 долларов.
Потолки металлические цена 2500-5000$.
Установка потолка
Установка потолка стоит в среднем от 900 до 2400 долларов . Для гипсокартона и текстуры стоимость работ составляет от 60% до 75% от цены или от 1,50 до 2,50 долларов за квадратный фут . Другие материалы, такие как металл или дерево, требуют больше времени для установки и стоят дороже, чем гипсокартон. Добавленное время приводит к более высокой цене за квадратный фут. Региональные цены и цены на материалы различаются, поэтому свяжитесь с ближайшим к вам подрядчиком по потолочным потолкам, чтобы узнать местные расценки.
Поднятые или сводчатые потолки
Поднятие потолка стоит от 16 000 до 24 000 долларов , чтобы сделать его сводчатым. Этот сложный процесс включает в себя удаление существующего каркаса, отделяющего чердак от жилого помещения. Обычно ваш профессионал перемещает опорную конструкцию крыши вверх, а затем устанавливает новый потолок.
Деревянные или фанерные потолки
Деревянные потолки стоят от 900 до 2500 долларов. № Добавить слой дерева к потолку легко и недорого. Тем не менее, сверьтесь со строительными нормами и своей страховкой, потому что это может представлять опасность пожара.
Подвесные или акустические потолки
Подвесные потолки стоят от 1000 до 2400 долларов за установку . Они отлично подходят для помещений с открытыми стойками, системами отопления, вентиляции и кондиционирования воздуха и проводкой. Скорее всего, вы найдете его в офисных зданиях, магазинах и подвалах. Это отличное решение для областей, где вам все еще нужен доступ к водопроводу, ОВКВ или проводке над ним.
Кессонные потолки
Кессонные потолки стоят от 18 до 32 долларов за квадратный фут. Они дороги из-за всей кропотливой работы и затрат времени. Вы можете выбрать самые разные материалы, от классической штукатурки, гипсокартона, дерева, металла и даже винила.
Отделка, декоративные молдинги, покраска и другая отделка
Дополнения и отделка, такие как отделка, лепнина и краска, добавляют от 200 до 4000 долларов к вашим расходам на внутреннюю отделку. Мы разбили стоимость всех отделочных работ, которые вы можете захотеть, в том числе:
Формование короны стоит 550–1750 долларов . Декоративные элементы для угла на стыке стены и потолка.
Цены на покраску дома варьируются от 950–2800 долларов . Вам нужно будет покрасить стены из гипсокартона. Деревянные и металлические поверхности не нуждаются в покрытии.
Стоимость установки обоев 250-750 долларов . Обои предлагают широкий выбор вариантов дизайна.
Стоимость установки отделки 600–1900 долларов США . Декоративные изделия из дерева используются для украшения полов, стен и потолков домов.
Плата за уборку стен варьируется от 200-550 долларов . Вы всегда должны очищать поверхности после строительства и перед любой покраской или другим покрытием.
Встроенная книжная полка стоит 1250-4000 долларов . Индивидуальные единицы могут стоить 10 000 долларов США или больше.
Стоимость звукоизоляции номеров варьируется от 1000 до 2500 долларов . В звукоизоляции используются специально разработанные пеноматериалы и звукопоглощающие материалы.
Сделай сам или найм подрядчика по отделке стен и потолков
Для возведения стены или потолка с нуля вам потребуется нанять подрядчика. Они позаботятся о разрешениях, при необходимости проконсультируясь с инженером. Профессионал поможет выполнить ваш проект эффективно и точно. Тем не менее, некоторые из этих задач делают отличные проекты своими руками, такие как покраска или установка обоев. Они прощают проекты, которые требуют чуть больше времени на исправление ошибок. Однако, если у вас нет времени, воспользуйтесь нашими руководствами, чтобы сузить круг поиска подходящего специалиста.
Часто задаваемые вопросы
Сколько стоит мытье стен и потолков?
Чистка потолков стоит В среднем от 200 до 300 долларов . Однако это зависит от того, сколько квадратных метров вы стираете.
Сколько стоит звукоизоляция комнаты?
Звукоизоляция комнаты стоит от 1000 до 2500 долларов.
Сколько стоит демонтаж арки?
Удаление арки стоит от до 10 000 долларов США в зависимости от размера и того, является ли она несущей.
Сколько стоит установка встроенных книжных полок?
Встроенные книжные полки стоят от 1200 до 4000 долларов за установку.
В интернет-магазине компании «Региональный дом металла» реализуется труба прямоугольная нержавеющая, сортамент которой определяется ГОСТ 8645-68. Это качественная продукция, соответствующая всем требованиям российских и международных стандартов. В отличие от круглых аналогов, изделия с прямоугольным сечением не применяются при монтаже трубопроводов. Это объясняется особенностями проходимости и прочности. Главная страница раздела нержавеющих труб.
В то же время, данный вид продукции остаётся универсальным и подходит для реализации множества технических задач. Где может быть применена труба прямоугольная нержавеющая толщиной 3 мм?
Изготовление ограждений, в т.ч. декоративных, стойких к воздействию коррозии;
Производство металлических каркасов для павильонов, различных технических конструкций;
Детали для различной техники.
Так же на страницах нашего сайта вы можете найти такие товары как отводы в ППУ изоляции.
Нержавеющие прямоугольные трубы
Размер стенки1, мм
Размер стенки2, мм
Толщина, мм
20
10
1,0
30
10
1,0
30
10
1,5
30
15
1,5
30
20
1,5
40
20
1,0
40
20
1,5
40
20
2,0
40
30
1,5
50
25
1,5
50
25
2,0
50
30
1,5
50
30
2,0
60
30
1,5
60
30
2,0
60
40
1,5
60
40
2,0
60
40
3,0
80
40
1,5
80
40
2,0
80
40
3,0
80
60
2,0
100
50
2,0
100
50
3,0
120
60
3,0
120
80
2,0
150
50
3,0
Трубы прямоугольные нержавеющие ГОСТ
Покупатели, которым требуется труба прямоугольная из нержавеющей стали, ГОСТ 8645-68, могут заказать её в любых объёмах. Продукция может быть реализована в розницу, мелким и крупным оптом в СПб, Ленинградской области, с доставкой в другие регионы. Мы предлагаем расценки, благодаря которым, даже вместе с транспортировкой, стоимость остаётся выгодной для покупателя.
В каталоге металлопроката «РДМ» есть изделия с разными параметрами, включая толщину стенки. В частности, имеется в наличии труба прямоугольная нержавеющая толщиной 1 мм. Она выполнена из коррозионностойкой стали, устойчива к механическим повреждениям, прочна и долговечна. Мы гарантируем, что качество полностью соответствует действующему стандарту, принятому на территории РФ.
Прямоугольная труба нержавеющей стали
При изготовлении продукции применяются разные типы обработки поверхностей. К примеру, выпускается труба прямоугольная нержавеющая шлифованная. Она обладает великолепными эстетическими характеристиками, благодаря чему, может применяться в изготовлении деталей мебели, различных ограждений, другой продукции.
В случаях, когда отражающие свойства поверхности не требуются, применяется труба прямоугольная нержавеющая матовая. Она используется в различных сферах промышленности и строительства. Если вам не требуется безупречный внешний вид и полированный блеск, а нужна исключительно практичность, такой тип отлично подойдет.
Конечно помимо данного товара, на нашем сайте имеется множество интересных предложений. Одно из них это надежный профлист, найти который вы можете тут: https://rdmetall.ru/otdelochnye-materialy/proflist-profnastil/proflist-n114/.
Если для ваших задач нужна блестящая, глянцевая поверхность, рекомендована труба прямоугольная нержавеющая зеркальная. Ее поверхность прошла химическую и термическую обработку, была отполирована мелкими абразивами до зеркального блеска. Эстетические характеристики на высочайшем уровне, а все дефекты устраняются в ходе обработки.
Трубы из нержавейки с сечением «квадрат» характеризуются высокой устойчивостью к изгибу под нагрузкой, повышенной коррозиестойкостью, надежностью, прочностью, долгим сроком эксплуатации, декоративностью. Эти свойства определяют их сферы применения: строительство, конструирование, мебельная промышленность.
Области применения
Сегодня на мировом рынке нержавеющего металлопроката труба профильная нержавеющая из стали марки AISI 304 находится на лидирующих позициях в классе наиболее применяемых в изготовлении металлоонструкций и элементов декораций. Такая высокая популярность трубы из нержавеющей стали AISI 304 вызвана ее высокими физико-химическими показателями. Эта труба произведена из нержавейки по классическим технологиям и нашла широко применение в следующих областях:
машиностроение и автомобилестроение;
оборудование для химической и пищевой промышленности;
строительство трубопроводов для агрессивных веществ;
изготовление ограждающих конструкций и комплектующих элементов для лестничных пролетов различного вида;
производство деталей мебели и аксессуаров;
декоративное оформление интерьеров.
Профильные нержавеющие трубы получили широкое распространение из-за сочетания коррозионной стойкости и таких характеристик, как прочность на срез и разрыв, легкость и гибкость. С их помощью можно осуществлять сооружение быстровозводимых прочных и одновременно эстетичных конструкций.
Широкое применение профильная нержавеющая труба нашла в мебельном производстве, где появился термин “мебельная труба”. В производстве мебели используются нержавеющие трубы следующих сечений: квадратные, прямоугольные, овальные, плоскоовальные. Выбор для производства мебели профильной трубы из нержавейки обусловлен более эстетичным видом поверхности нержавеющей стали по отношению к рядовым и конструкционным сталям. Цены на профильные трубы из нержавейки безусловно выше, но их можно использовать без дополнительной обработки в виде порошковой окраски, оцинкования, гальванической обработки. Качество поверхности и внешний вид нержавеющих труб украсит любое изделие, в котором они применяются.
Производство квадратных труб из нержавейки
Нержавеющая труба квадратного сечения производится из сплава марок AISI 304, 316L. Методом полного цикла с применением плоского штрипса изготавливаются сварные изделия. После сварки шов обрабатывается и становится неотличим от остальной поверхности трубы. Металл может быть шлифованным, зеркальным или матовым.
Толщина нержавеющей стали составляет 1÷6 мм, размеры ребер трубы – от 12×12 до 150×150 мм. Изготавливаются изделия нестандартных типоразмеров под заказ при условии их соответствия ГОСТам.
Цена на квадратную трубу из нержавеющей стали
Наша компания TRiNOX предлагает привлекательные цены на квадратную трубу из нержавеющей стали в Киеве и по всей Украине благодаря сотрудничеству напрямую с производителями. Стоимость изделий зависит от толщины сплава, размеров сечения трубы, марки нержавейки. Доставка оплачивается согласно тарифам перевозчика.
Преимущества трубы квадратной нержавеющей
Вам нужна труба квадратная нержавеющая, купить её недорого можно в нашем интернет магазине. Такое приобретение станет выгодным капиталовложением. Из трубы малого или большого диаметра можно сделать практически всё, что угодно. Есть у нержавеющих труб и другие преимущества:
Устойчивость к коррозии. Поэтому их можно использовать в местах с повышенной влажностью или сыростью. Например, в подвалах, котельных.
Низкий уровень деформации. Труба устойчива к повреждениям и воздействию неблагоприятных факторов окружавшей среды.
Большая вариативность диаметра.
Меньший вес из-за полости внутри. Станет отличной альтернативой нержавеющему квадрату.
Высокая прочность, сочетающаяся с легкостью и гибкостью.
Удобство использования в конструкциях.
Высокая коррозионная стойкость.
Отличная свариваемость и удобство механической обработки.
Пластичность без остаточной деформации.
Отличная износостойкость.
Широкий диапазон эксплуатационных температур;
Отличная устойчивость к механическим повреждениям.
Эстетичность внешнего вида, что важно во многих изделиях.
Экономичность расходования.
Где купить профильную трубу из нержавеющей стали в Украине
Выбрать и купить нержавеющие трубы квадратные и прямоугольные вы можете в данном интернет магазине компании TRiNOX. Порезку труб осуществляем кратно одному метру. Отправляем продукцию транспортными компаниями на ваш выбор в любой населенный пункт Украины. Все цены на сайте указаны уже с учетом НДС. Сотрудничаем, как с юридическими лицами (компаниями), так и с физическими (отгружаем небольшие заказы для частного использования). За более подробной консультацией обращайтесь к нашим специалистам.
Труба нержавеющая профильная (квадратная. профильная): видео
Какой вес нержавеющей трубы? Как рассчитать вес трубы из нержавеющей стали?
Вес 1 метра трубы в зависимости от размера и толщины стенки, кг
Размеры
Толщина, мм
A, мм
B, мм
1
1,5
2
3
12
12
0,358
–
–
–
15
15
0,453
0,661
–
–
16
16
0,485
0,709
–
–
19
19
0,567
0,832
1,09
–
20
20
0,613
0,901
1,176
–
22
22
0,677
0,996
1,303
–
25
25
0,772
1,14
1,495
2,167
30
30
0,932
1,379
1,814
2,645
32
32
0,96
1,42
1,87
2,74
35
35
1,091
1,618
2,133
3,124
40
40
1,251
1,858
2,452
3,602
45
45
1,41
2,097
2,771
4,081
50
50
–
2,336
3,09
4,559
60
60
–
2,814
3,728
5,516
70
70
–
3,293
4,366
6,473
80
80
–
3,771
5,004
7,43
100
100
–
4,728
6,279
9,344
120
120
–
–
7,555
11,258
140
140
–
–
8,831
13,172
150
150
–
–
9,469
14,129
На основании 1 отзывов
5. 0 overall
Прямоугольные трубы из нержавеющей стали
— Ryerson
Пожалуйста, войдите или продолжите как гость
Почтовый индекс*
Главная//Список запасов//Прямоугольные трубы из нержавеющей стали
Прямоугольные трубы Ryerson из нержавеющей стали 304 доступны в прокатном или полированном исполнении, с различными внешними размерами и толщиной стенок. Как и другие изделия из нержавеющей стали 304, нержавеющие прямоугольные трубы часто используются для изготовления изделий, которые подвергаются воздействию агрессивных химических, кислых и пресноводных сред. Он предлагает как прочность, так и свариваемость для многих применений.
Готовы сделать заказ? Перейти к каталогу
Свяжитесь с нами|Перейти к ресурсам
Выберите сорт:
304
Декоративный/структурный сорт — чистовая обработка ASTM A554 Идентификационный цвет: зеленый Длина на складе: от 17 до 24 футов.
Свяжитесь с представителем Ryerson для получения дополнительной информации
Узкие результаты:
Внешний размер в дюймах: — Выберите один —1 1/2 х 12 х 13 х 24 х 24 х 35 х 36 х 26 х 36 х 48 х 4 Толщиномер стены: — Выберите один —1/411163/87
Выберите для предложения
Внешний размер в дюймах
Толщиномер стенки
Толщина стенки Десятичный
Вес на фут. в фунтах
1 1/2 x 1
11
. 1200
1,929
2 х 1
16
.0650
1,270
2 х 1
11
. 1200
2,252
3 х 2
11
.1200
3,884
3 х 2
7
. 1800
5,679
4 х 2
11
.1200
4.700
4 х 2
7
. 1800
6.903
4 х 2
1/4
.2500
10.000
4 х 3
7
. 1800
8.127
6 х 2
7
.1800
9.270
6 х 2
1/4
. 2500
12.680
4 х 3
1/4
.2500
10.890
5 х 3
7
. 1800
9.270
5 х 3
1/4
.2500
12.680
6 х 3
7
. 1800
10,520
6 х 4
7
.1800
11.900
6 х 4
1/4
. 2500
16.350
8 х 4
1/4
.2500
18.770
8 х 4
3/8
. 3750
28.690
Также может поставляться с полированной отделкой.
Купить нержавеющие прямоугольные трубы
Артикул
Ресурс
Общий справочник
Твердость по Бринеллю
Окружность кругов
9Таблица цветовых кодов 0268
Метрическая система
Весовые формулы
Руководства по выбору
Нержавеющая сталь — PDF
Химический состав
Нержавеющая сталь
Механические свойства
Нержавеющая сталь
Толщина: 7, 36,0000” x 120,0000” x 0,1874”, 2361,1 фунта/лист
Добавить примечания|Удалить
Единица измерения
фунтов
Имя *
Фамилия *
Электронная почта *
Почтовый индекс *
Компания
Центрировать штрих-код для поиска товаров.
Количество:
Единица измерения:
Цена, Единица измерения:
Справочный номер клиента:
Уровень заказа на покупку:
Заголовок заказа на покупку:
Номер заказа на покупку в заголовке включен в ваш штрих-код в предыдущих заказах на покупку cart
Прямоугольная трубка из нержавеющей стали — Декоративная прямоугольная трубка из нержавеющей стали
Прямоугольная трубка из нержавеющей стали — Декоративная прямоугольная трубка из нержавеющей стали | Трубчатые изделия из нержавеющей стали
Перейти к навигации Перейти к содержанию
Дом
/
Нержавеющая трубка
/
Декоративный нержавеющий трубопровод
/
Прямоугольная трубка
Запросить предложение
Декоративные прямоугольные трубы имеются на складе различных стандартных размеров и сортов, включая 304/304L и 316/316L. Любой сорт идеально подходит для всех структурных применений, общего изготовления, производства и ремонта. Стальные прямоугольные трубы широко используются в промышленном обслуживании, сельскохозяйственных орудиях, транспортном оборудовании и т. д. Их коробчатая форма делает их прочными, жесткими и долговечными. Этот стальной профиль легко сваривать, резать, формовать и обрабатывать с помощью соответствующего оборудования и знаний. В компании Stainless Tubular мы можем изготовить идеальные прямоугольные трубы из нержавеющей стали для вашего уникального применения. У нас есть возможности для изготовления прямоугольных труб нужного вам размера. Мы являемся отраслевым авторитетом в области поперечной резки и изготовления металлических изделий. Запросите предложение на наши прямоугольные трубы, и мы можем настроить эти продукты в соответствии с вашим конкретным применением и потребностями. Для удовлетворения ваших требований может быть изготовлена прямоугольная декоративная труба большего размера.
Диапазон размеров: Диаметр от ½ до 12 дюймов
Толщина стенки: от 0,049 до 0,375
Все материалы производятся в соответствии со спецификацией ASTM A-554 (последняя редакция)
Прямоугольная труба из нержавеющей стали
Размеры прямоугольных труб из нержавеющей стали — (размеры и вес на фут)
Тип-304/L и Тип-316/L
Манометр
18
16
14
11
7
1/4
3/8
дюймов
0,049
0,065
0,083
0,120
0,180
0,250
0,375
1/2 x 3/4
0,38
0,05
1/2 x 1
0,50
0,65
0,82
1,13
1/2 x 1-1/2
0,63
0,83
1,03
1,45
1/2 x 2
0,82
1,08
1,37
1,93
2,09
3/4 x 1
0,56
0,74
0,92
1,29
3/4 x 1-1/4
0,63
0,83
1,03
1,45
2,17
3/4 x 1-1/2
0,99
1,25
1,77
3/4 x 2
0,89
1,17
1,48
2,09
1 х 1-1/4
0,99
1,25
1,77
1 х 1-1/2
0,82
1,08
1,37
1,93
1 х 2
0,97
1,27
1,51
2,26
3,63
1 х 2-1/2
1,49
1,88
2,66
1 х 3
1,30
1,69
2,14
3,06
4,46
6. 01
1 х 4
2,72
3,88
5,68
7,67
1-1/2 x 2
1,49
1,88
2,66
1-1/2 x 2-1/2
1,30
1,69
2,14
3,06
4,46
6.01
1-1/2 x 3
1,93
2,45
3,48
5,28
1-1/2 x 4
1,81
2,38
3,03
4,33
5,30
7,58
2 x 3
2,72
3,88
5,68
7,67
2 х 4
3,29
4,97
6,90
9,35
13,64
2 х 5
5,67
8,06
10,89
2 x 6
6,26
9,27
12,68
18,52
2 x 8
8. 02
11,90
16,35
23,53
2 х 10
9,46
14.07
18,77
28,53
3 х 4
5,67
8,06
10,89
3 х 5
6,26
9,27
12,68
18,52
3 х 6
7,22
10,52
13,80
21.03
4 х 6
8.02
11,90
16,35
23,35
4 х 8
9,46
14. 07
18,77
28,53
4 х 10
22,71
33,54
4 х 12
26.03
38,55
6 х 8
22,51
33,35
6 х 10
26,27
38,91
Все материалы предлагаются в прокатном исполнении, полированные зернистостью 180 или полированные зернистостью 320
Все материалы производятся в соответствии со спецификацией ASTM A554 (последняя редакция)
Прямоугольные трубы из нержавеющей стали — Размеры и вес на фут
Роль OSB в каркасном строительстве и при утеплении стандартных домов очень велика. Особенно часто с помощью OSB формируют и выравнивают напольные поверхности. OSB плиты имеют повышенную механическую прочность и стойкость к влаге, характеризуются хорошей термоизоляцией и шумоизоляцией. К преимуществам выбранного решения можно отнести и довольно простой монтаж.
Плиты OSB-3 идеально подходят для строительства и выравнивания полов, т. к. отлично выдерживают нагрузку от мебели, оборудования, передвижения людей. При выравнивании небольших дефектов пола, достаточно применить плиты OSB толщиной 10 мм. Если же предстоит создание пола на лагах, то толщина применяемых плит OSB должна быть не меньше 15–25 мм.
Монтаж плит OSB на бетонный пол (цементную стяжку)
Работы должны выполняться по следующей схеме. Бетонное основание должно быть абсолютно чистым, без пыли для обеспечения хорошего сцепления с монтажным клеем. Основание плиты OSB рекомендуется покрывать специальным адгезионным грунтом Soppka OSB-Kontakt.
Затем нужно плиты OSB разложить на поверхности и при необходимости выполнить подрезку электролобзиком или циркулярной пилой. На изнаночную сторону OSB нанести паркетный клей и приклеить листы к бетонному основанию. При укладке между плитами обязательно нужно оставлять швы толщиной 3–5 мм. По периметру помещения, между OSB и стеной, шов должен составлять 12 мм. Швы между плитами рекомендуется заполнять специальной шпатлевкой для стыков OSB SOPPKA SMART ELASTIK. Срок полного высыхания — 24 часа.
Монтаж плит OSB по дощатому настилу
Укладка OSB на старый деревянный пол помогает выровнять поверхность и подготовить ее под финишное покрытие. Для начала с помощью уровня нужно определить локализацию неровностей дощатого настила. Доски, которые «гуляют» или слишком возвышаются над общим уровнем, притянуть к лагам дюбелями, утапливая их в материал.
По полу разложить плиты OSB со смещением швов каждого следующего ряда. Крестообразных стыков быть не должно. Обязательно нужно оставлять зазоры между плитами — 3–5 мм, по периметру стен — 12 мм. В плитах просверлить отверстия через каждые 20–30 см и притянуть OSB к полу с помощью саморезов. Cделать пол еще более прочным можно, смонтировав подобный второй слой OSB. Швы вышележащего и нижележащего слоев должны быть уложены со смещением в 20–30 см.
Укладка ОСП по лагам на бетонном основании
При наличии бетонного основания (например, плиты перекрытия), устройство лаг и обшивка их OSB-листами позволяет создать ровный пол без применения мокрых выравнивающих стяжек. А также вместить в конструкцию утепляющие, влаго- и шумоизолирующие материалы. Лаги (деревянные бруски) закрепляются на бетонном перекрытии с помощью дюбелей или анкеров. Расчет расстояния между лагами ведется в зависимости от толщины плит OSB. Чем толще плиты, тем реже можно устанавливать лаги и наоборот.
Благодаря лагам, между ОSB и бетонным перекрытием создается пространство. Его можно использовать с пользой, заложив изоляционным материалом. Например, в полы первых этажей можно уложить теплоизолятор: минеральную вату, пенопласт, ЭППС и т. д. При наличии под перекрытием влажного подвала конструкцию пола часто дополняют пароизоляционными пленками или мембранами. Плиты OSB необходимо укладывать поперек лаг. Швы между соседними плитами (по ширине) должны идти строго по середине лаги. При монтаже также рекомендуется оставлять дилатационные зазоры (3–5 мм — между плитами, 12 мм — между ОSB и стеной, которые в дальнейшем легко загерметизировать SOPPKA Smart Elastik). Плиты OSB фиксируются к лагам саморезами или гвоздями (спиральными, кольцевыми). Шаг крепежных элементов: по периметру листов — 15 мм, на промежуточных (дополнительных) опорах — 30 мм.
Монтаж чернового пола из OSB на лагах
Данная технология уместна только при имеющемся столбчатом, свайном, свайно-винтовом фундаменте. На фундаменте нужно смонтировать лаги. Шаг лаг должен соответствовать толщине используемых плит OSB (чем больше шаг, тем больше толщина). Далее выполнить черновой накат пола. Для этого вдоль лаг нужно прибить удерживающие бруски, на которые будут укладываться и закрепляться плиты ОSB. Поверх OSB рекомендуется укладывать слой пароизоляции, после чего нужно закрыть утеплитель еще одним слоем OSB. Крепление проводится так же, как при укладке OSB на лагах по имеющемуся бетонному основанию. На этом процесс работ считается завершенным.
Подготовка OSB под финишные покрытия
Прочная, твердая и ровная поверхность делает OSB универсальной основой под все современные виды финишных напольных покрытий. Вот несколько популярных решений:
Лак или краска.
В этом случае плиты OSB будут выступать в качестве чистовых полов, которым потребуется только декоративная отделка лакокрасочными материалами. Никакой дополнительной подготовки листы OSB не требуют, достаточно очистить их от пыли и нанести 2–3 слоя лака (краски), специально разработанных для плит OSB.
Рулонные материалы — линолеум и ковролин.
При укладке рулонных материалов необходимо проследить, чтобы места стыков между плитами OSB были расположены вровень с остальной поверхностью. Все неровности желательно убрать с помощью шлифовальной бумаги. Cтыки между плитами загерметизировать с помощью SOPPKA SMART ELASTIK.Умный шов.
Плитка.
Чтобы плитка удерживалась на основании из OSB, необходимо обеспечить его неподвижность. Для этого лаги располагают чаще, чем того требует толщина листов. Шаг между элементами крепления также рекомендуется уменьшить. Плитку приклеивать на ОSB, используя специальный клей, подходящий для деревянной поверхности и используемой плитки. Поверхность плиты предварительно рекомендуется обработать SOPPKA OSB-KONTAKT для лучшего сцепления с плиткой.
Ламинат.
Это покрытие достаточно жесткое, поэтому подготавливать OSB под укладку ламината не нужно. Незначительные неровности, которые могут быть в местах стыков плит, нивелируются подложкой.
ОСБ (ОСП) на пол — альтернатива фанеры. Применение OSB для пола
Под многие напольные покрытия требуется ровное основание. Один из возможных вариантов — пол из ОСБ. Его можно делать по лагам, по черновому полу, класть на бетон. Надо только правильно подобрать класс, толщину материала и соблюдать правила монтажа.
Содержание статьи
1 ОСП (OSB, ОСБ) — что это, свойства и применение
1.1 Состав и свойства
1.2 Классы, размеры, маркировка
2 Что лучше — ОСБ или фанера, ОСБ или ДВП
3 Пол из ОСБ по лагам: толщина листа и шаг установки лаг
3.1 Рекомендации по выбору шага установки лаг
3.2 Укладка ОСБ: правила монтажа
3.3 Как и чем крепить ОСБ к лагам и доскам
4 Особенности укладки OSB на деревянный пол
5 ОСБ по бетонному полу
5.1 Как клеить ОСБ на бетон
6 ОСБ как финишное покрытие для пола
ОСП (OSB, ОСБ) — что это, свойства и применение
ОСП — это листовой отделочный и строительный материал. Приведенное название складывается из первых букв полного наименования: ориентированно-стружечная плита. Именно так оно расшифровывается. Но встречается также название ОСБ и латинское OSB (говорят иногда и USB, но это совсем из другой оперы — это тип порта в компьютерной технике). Латинское название — это первые буквы от английского названия Oriented Strand Board. В переводе то же самое, что и русское название. А вариант ОСБ — это просто транслитерация (замена латинских букв русскими) от английского сокращения. Оба варианта правомочны, но более правильно, все-таки, ОСП.
Общий порядок действий при выравнивании пола плитами ОСБ
Состав и свойства
ОСБ делают из длинной щепы (6-9 см) хвойных деревьев, которую смешивают со смолами и синтетическим воском. Процентное содержание связующих веществ невысокое — 5-10% от общей массы. Мелкие щепки и древесная пыль, из сырья для ОСБ должны удаляться. Это повышает прочность и гибкость материала, но увеличивает его стоимость. Поэтому более дорогой материал той же марки может быть более практичным.
Что такое ОСБ (ОСП) — материал из древесных щепок со смолами
Именно связующие — воск и смола — придают повышенную влагостойкость материалу. В базовом варианте этот листовой материал уже идет с повышенной влагостойкостью (лучше переносит влажность чем, скажем, влагостойкая фанера). Водостойкая ОСБ имеет практически нулевое водопоглощение. С одной стороны, это хорошо. Такой материал служит как защита от проникновения влаги. С другой — не очень. Нет возможности выводить влагу из помещения, если влажность стала повышенной.
Основные эксплуатационные характеристики ОСБ
Для повышения прочности и упругости материал делают многослойным. Это видно на срезе и торцах плиты. В наружных слоях щепки располагают вдоль длинной стороны плиты, во внутренних — поперек. Это делает ее намного прочнее. Кроме повышенной прочности и водостойкости, свойства ОСП такие:
Не гниет.
Почти не разбухает в воде, после высыхания сохраняет форму.
Не поражаются грибками и плесенью.
Плохо горит.
Высокая степень упругости.
Хорошие характеристики по звукоизоляции.
Легко режется.
Можно красить любой краской, использовать лак.
Листы можно склеивать.
Все эти свойства вкупе с невысокой стоимостью делают этот материал популярным. Что может ограничивать спрос — выделение формальдегида. Это вещество содержится как в самой древесине (естественное содержание), так и в связующем. Для использования в помещении берите материалы, класс эмиссии формальдегида которых не выше E1. Это абсолютно безопасный материал, который можно использовать даже для детских и лечебных учреждений.
Классы, размеры, маркировка
OSB был придуман в Канаде, постепенно появился на рынке других стран. При малом весе, материал обладает высокой прочностью, что делает его популярным в каркасном строительстве. Есть две классификации плит ОСП. Согласно европейской EN 300 имеется деление на четыре класса, которые отличаются степенью водостойкости:
Наиболее часто используется у нас третий класс. Он имеет достаточный уровень прочности и влагостойкости, как для применения внутри, так и снаружи. Если хотите сделать пол из ОСБ, смотрите на плиты этого класса. Если же вы предпочитаете иметь запас прочности, кладите четвертый класс. Но найти его нелегко. Из-за высокой стоимости производится нечасто.
Фанера ОСБ — классы и основные их характеристики
Иногда на нашем рынке можно найти американскую ориентированно-стружечную плиту. У них классификация другая. Ее примерно можно соотнести с европейской так:
Interior примерно соответствует OSB2. Может использоваться для внутренних работ в сухих помещениях.
Exposure 1 — по характеристикам похожи на OSB3. Кратковременно выдерживают влажные условия, так что могут применяться во влажных помещениях или для наружной отделки при условии последующего монтажа влагостойкой отделки.
Exterior — аналог OSB4 для обшивки каркаса снаружи.
С американским и канадским ОСП (ОСБ) тоже все понятно. Если хотите делать пол из ОСБ, берите Exposure 1. Она, кстати, обычно лучшего качества, чем отечественная.
Что лучше — ОСБ или фанера, ОСБ или ДВП
О том, какой из листовых материалов лучше, будем говорить относительно к применению ОСБ (ОСП) для пола. Если сравнивать ДВП и ориентированно-стружечную плиту, то на пол лучше брать последний материал. Он менее тяжелый, более гибкий. По сравнению с фанерой он более дешевый. Вообще, с фанерой сравнивать сложно, так как этот материал в зависимости от технологии (клеенная или бакелитовая) и исходной древесины (хвойная или березовая), имеет сильно отличающиеся характеристики.
Таблица сравнительных характеристик листовых материалов
Что можно сказать однозначно:
Крепеж в ОСБ держится лучше. На 25%, если сравнивать с хвойной фанерой, и на столько же, если сравнивать с древесно-волокнистыми плитами.
При попадании влаги ОСБ почти не разбухает. После выдерживания в воде 24 часа ее размеры увеличиваются не более чем на 10%. В этом она однозначно лучше фанеры и ДСП .
После высыхания фанера и ДВП расслаиваются, начинают крошиться. За OSB такого не наблюдается. Она высыхает и выглядит точно так же, как до этого.
Если основываться на этих свойствах, то пол из ОСБ будет более надежным. Вода на полу — не такая уж и редкость. Так что это важно. А формальдегид присутствует и в фанере, и в ДСП. А еще его можно нейтрализовать, используя грунтовку ВАСИЛОЛ. Она поглощает формальдегид и частично связывает стирол. Для полной безопасности можно добавить СТИРОДЕТ, который поглощает стирол. Дополнительным плюсом становится полная негорючесть материала — для деревянных и каркасных домов это очень важно.
Пол из ОСБ по лагам: толщина листа и шаг установки лаг
При устройстве пола по лагам, необязательно стелить на них доски. Можно использовать листовой материал. Как вариант — пол из ОСБ по лагам. Толщина листа выбирается в зависимости от шага установки опоры: чем чаще стоит брус, тем меньшей толщины плиты требуются:
Шаг лаг 40-42 см, плита должна быть не менее 15 мм толщиной. Если планируется высокая нагрузка, лучше — 18 мм.
Лаги установлены через 50 см, толщина плиты должна быть 20-22 мм.
Брус закреплен с шагом 60 см, кладут ОСБ толщиной 23-25 мм.
Если по лагам лежит черновой пол, сверху можно класть листы толщиной 10-12 мм.
Пол из ОСБ по лагам: выбор толщины плиты в зависимости от расстояния между лагами
Конкретное значение из диапазона, подбираем в зависимости от планируемой нагрузки. Например, для дачи, где массивной мебели не предвидится, можно брать потоньше (из вилки, что дана для каждого шага укладки лаг). Для дома постоянного проживания лучше взять потолще, чем потом думать, как устранить провисания.
Рекомендации по выбору шага установки лаг
Как вы понимаете, может быть реализован любой из вариантов — с любым расстоянием между лагами. Как же выбирать? Из соображений экономии. Прикиньте по цене. По прочности и надежности они будут равнозначны, а вот по цене могут отличаться. В каждом регионе ситуация с ценами на материалы своя. Где-то рядом производят плиты, где-то брус можно купить недорого. Так что считайте каждый из вариантов и, на основании расчетов, делайте выбор.
Чем еще можно руководствоваться при выборе шага лаг? Размерами листа ОСБ — стык плит должен приходится на брус. Поэтому расстояние между ними подбирают так, чтобы обе плиты опирались на балку.
Пол из ОСБ на лагах: особенности укладки
Какие по высоте должны быть лаги под ОСБ? Зависит от того, какие свойства должен иметь пол. Если вам необходимо дополнительное утепление и звукоизоляция, тогда в промежутки можно уложить соответствующие материалы. В таком случае высота лаг выбирается в зависимости от толщины материалов. Если вы делаете пол из ОСБ по лагам в квартире, для звукоизоляции, под каждую лагу стоит положить отрезок виброгасящей вспененной резины. Такие же прокладки наклеить на торцы, которые идут к стенам. Резину можно купить в автомагазинах, она продается полосками, наклеенными на лист. По несколько таких полосок клеем на нижнюю часть каждого опорного бруса. Это поможет сделать вас практически неслышимыми для соседей снизу, а также значительно ослабит шумы, которые передаются по бетонным конструкциям.
Укладка ОСБ: правила монтажа
Хоть ОСБ изменяет размеры незначительно, тепловлажностное расширение все-таки есть. Поэтому при укладке листов в помещении, соблюдаем такие правила:
Под мягкие покрытия (линолеум, ковролин, виниловая плитка), швы должны заполняться. Для сохранения эластичности соединения, используют эластичный герметик, который после высыхания «не задубеет».
Как и чем крепить ОСБ к лагам и доскам
При креплении фанеры ОСП к лагам можно использовать саморезы или ершенные гвозди. Для большей надежности крепеж иногда смазывают клеем (универсальным). Что предпочтительнее, гвозди или саморезы?
Так что более надежным и удобным является крепление ОСБ на качественные саморезы. Но это если нет ограничений по времени и по цене.
Крепеж устанавливают по периметру листа и в промежуточные балки (если они есть). Шаг не нормирован. Ориентируются по ощущениям. Но обязательная фиксация углов, и потом, по длинной стороне, ставят крепеж с шагом 40-60 см. Тут уж у кого как определяется «надежность».
Особенности укладки OSB на деревянный пол
Если есть дощатый пол, который хотите накрыть другим напольным покрытием, надо его выравнивать. Для этого на деревянный пол укладывают листовые строительные или отделочные материалы. Один из вариантов — ОСП. На доски можно класть не слишком толстый лист — 10-12 мм уже достаточно.
Старый пол выравнивают, затем можно класть ОСП
Сначала доски выравнивают, устраняя неровности. Затем кладут плиты OSB. Их располагают так, чтобы длинная сторона шла поперек досок. Правила укладки такие же, как описано выше. Стыки листов должны приходиться на доску, причем желательно на ее середину.
Как правильно положить ОСБ на деревянный пол
Если по лагам уже лежит какой-то другой материал — доски, фанера, ДВП — можно сверху класть ОСБ. В этом случае листы надо располагать так, чтобы швы нижнего слоя не совпадали со стыками верхнего.
ОСБ по бетонному полу
Бетон — прочное основание, но очень холодное. А еще обычная стяжка редко бывает идеально ровной, так что ее надо выравнивать. Иногда со временем, в стяжке появляются трещины. Их тоже надо заделывать, так как класть на такое основание финишное покрытие не стоит. Есть два способа. Первый — на бетон уложить лаги, промежуток заполнить утеплителем, а сверху настелить ОСБ или другой листовой материал. Это вариант правильный, и он описан выше. Но иногда даже те 5-8 сантиметров украсть от высоты невозможно, так как потолки в помещениях низкие. Тогда можно сделать неправильно — уложить ОСБ прямо на бетон.
Один из вариантов правильного выравнивания бетонного пола фанерой ОСП
Уложить на бетонный пол плиты ОСБ — это не совсем верное определение. Скорее, не уложить, а приклеить. Используется акриловый клей (не для плитки, а просто монтажный универсальный клей). При выборе состава обращайте внимание, чтобы он был совместим с бетоном и древесиной, а марки могут быть разные.
Трещины по бетону можно закрыть плитами ОСБ, уложенными на клей
Как клеить ОСБ на бетон
Клей наносят на основание, проходят зубчатым шпателем с зубом 4-6 мм (можно и больше, но расход клея будет большим). Высота зуба зависит от размера неровностей, которые имеются. Высота зуба должна быть больше в 2 раза, чем амплитуда неровностей. Но сработает такое выравнивание, только если перепад не больше 4 мм. При более значительных неровностях, надо либо заливать выравнивающую стяжку, либо шлифовать уже имеющуюся, убирая самые значительные выступы.
Перед укладкой ОСБ, бетон грунтуют. Можно тем же клеем, разведенным водой, можно другим акриловым грунтом. Если необходимо, можно найти грунт с водоотталкивающими свойствами.
Наносим клей и распределяем его равномерно зубчатым шпателем. При этом процессе, щели заполняются клеем
Плиты кладут к стенам не вплотную, а оставив зазор 5-8 мм на компенсацию теплового расширения. Такой же зазор оставляют между плитами. Чтобы по периметру не оставалось пустого места, под стену раскатывают демпферную ленту или нарезанный на полоски пенопласт подходящей толщины.
Чтобы легче было выдерживать зазоры между плитами, можно использовать прокладки подходящей толщины. Как вариант — крестики для укладки плитки. После укладки каждого листа, обязательно проверяем его горизонтальность, контролируем уровень с соседними листами. Все они должны быть на одной высоте.
Проверяем, чтобы все было на одном уровне и не было перепадов
Если в дальнейшем будет мягкое напольное покрытие (линолеум, ковролин, виниловая плитка), швы надо заделать. Их заполняют эластичным герметиком.
Обратите внимание! Важно чтобы герметик после высыхания оставался эластичным. Тогда он будет выполнять роль компенсатора. В противном случае, просто раскрошится.
ОСБ как финишное покрытие для пола
Иногда на финишное напольное покрытие недостаточно денег. В таком случае, пол из ОСБ можно на некоторое время оставить без финишной отделки. Но если плиту ничем не покрывать, в местах интенсивной эксплуатации щепа может задираться. Чтобы этого не случилось, его стоит покрыть лаком в несколько слоев. Лак выбираете на свое усмотрение, но учтите, что слоев должно быть не менее двух. Вид вполне нормальный, хоть и не «люкс».
Расход лака на пол из ОСБ очень большой. Влагу плита не впитывает, а вот лак уходит как в губку. Чтобы уменьшить расход, стружечную плиту лучше для начала прогрунтовать. Грунтовку выбирайте под выбранный лак. И лучше покрыть грунтом два раза. Расход лака все равно будет большим, но значительно ниже, чем без пропитки.
Можно сделать пол из ОСБ и без финишного покрытия. Не люкс, конечно, но временно использовать можно
Еще один момент. Если используете нешлифованный ОСБ, поверхность может быть неровной. Это характерно для не очень качественных плит. Если лакировать ее без подготовки, уйдет много лака. Если есть шлифовальная машина, наждачной бумагой со средним или мелким зерном, можно убрать выступающие части, пройтись пылесосом, затем грунтовкой и потом уже лаком. Если шлифмашины нет, при покупке плит обращайте невнимание на качество поверхности. При возможности, берите, все-таки, шлифованную ОСБ.
Напольные панели
Diamond™ Premium :: Weyerhaeuser
Прочные панели для тяжелых условий
Алмаз — один из самых твердых и непроницаемых материалов на земле. И наша панель Weyerhaeuser Diamond оправдывает эту репутацию: она прочная, долговечная и выкована под давлением и временем.
Более 25 лет назад мы стали пионерами в производстве усовершенствованных панелей для чернового пола, и по мере развития технологий наши ученые не отставали, чтобы установить новый эталон производительности: панель, которая является прочной, очень устойчивой к погодным условиям и спроектирована так, чтобы сэкономить ваше время и деньги. деньги с нашими удобными кромками T&G. Добавив Diamond в нашу линейку качественных решений для чернового пола, включающую панели Edge® и Edge Gold™, компания Weyerhaeuser поможет вам построить наилучшие полы в самых тяжелых условиях.
ПОЧЕМУ ВЫБРАТЬ АЛМАЗНУЮ ПАНЕЛЬ ДЛЯ ПОЛА?
Разработан, чтобы конкурировать с лучшими напольными панелями на рынке по прочности, удержанию гвоздей и устойчивости к атмосферным воздействиям.
Строители используют нашу легко устанавливаемую кромку с пазом и шпунтом для беспроблемной установки.
Технология самоотвода Down Pore® уменьшает скопление дождевой воды на рабочей площадке.
Используйте вместе с балками Trus Joist® TJI® для получения дополнительных очков рейтинга TJ-Pro™.
Покупайте с уверенностью: ограниченная пожизненная гарантия, 500-дневная гарантия отсутствия песка и более чем 120-летнее наследие Weyerhaeuser в области качества и обслуживания клиентов.
Структурная 1 Номинальная.
Поговорите с региональным менеджером, чтобы узнать больше о Weyerhaeuser Diamond:
Ищете, где купить? Найдите дилера рядом с вами.
Любая личная информация, которую вы предоставляете, регулируется условиями нашей Политики конфиденциальности. Жители Калифорнии : В нашем Уведомлении о Законе о конфиденциальности потребителей штата Калифорния подробно описано, какую личную информацию мы собираем и для каких целей.
Используя этот веб-сайт, вы соглашаетесь с нашей Политикой конфиденциальности. Жители Калифорнии: Подробную информацию о том, какую личную информацию мы собираем и для каких целей, см. в нашем Уведомлении о конфиденциальности CCPA.
50-летняя ограниченная гарантия подтверждает эффективность панелей Weyerhaeuser Edge Gold™. Благодаря запатентованной технологии самоотвода Down Pore® и запатентованному уплотнению кромок наши панели настолько хорошо противостоят погодным условиям, что могут продлить строительный сезон для каркасников. Мы также предоставляем 200-дневную ограниченную гарантию «без песка».
Каждая панель полностью отшлифована для обеспечения однородного внешнего вида и более жестких допусков по толщине. На лицевой стороне каждой панели проштампован крепежный шаблон, и каждый комплект поставляется лицевой стороной вверх, готовый к простой и точной установке прямо с грузовика.
Панели Weyerhaeuser Edge Gold устанавливаются ровно, остаются ровными и отлично смотрятся для клиентов.
Где купить
Посмотрите, как уходит вода с помощью Down Pore!
Качественные строители полагаются на панели Weyerhaeuser Edge Gold по уважительной причине:
50-летняя ограниченная гарантия
200-дневная ограниченная гарантия на отсутствие песка
Технология самодренирования Down Pore
Полностью отшлифованная поверхность для равномерной толщины
Точная посадка «шип-паз»
Каждая панель поставляется рабочей стороной вверх
Нет необходимости сверлить отверстия для пропуска дождевой воды
Поговорите с региональным менеджером, чтобы узнать больше о Edge Gold:
Строители, пожалуйста, свяжитесь с ближайшим к вам дилером.
Любая личная информация, которую вы предоставляете, регулируется условиями нашей Политики конфиденциальности. Жители Калифорнии : В нашем Уведомлении о Законе о конфиденциальности потребителей штата Калифорния подробно описано, какую личную информацию мы собираем и для каких целей.
Литература по продукту
Отчеты о коде
вар-1008 — Отчет ICC-ES SAVE № VAR-1008
esr-2586 — Отчет ICC-ES ESR-2586
Проектная спецификация
ОСБ-4000 — Руководство спецификатора для напольных панелей Weyerhaeuser Edge и Edge Gold
ОСБ-4501 — Руководство спецификаторов Edge™ и Edge Gold™ (Канада)
ОСБ-4501Ф — Panneaux De Plancher Edge et Edge Gold (Канада)
Зеленое здание
1504 — Вопросы и ответы о плесени
PL-12000 — Устойчивое строительство с Weyerhaeuser Wood Products
Шлифовальный станок своими руками, самодельные тарельчатые и барабанные шлифстанки
Чтобы вы ни делали своими руками: домашнюю мебель, декоративные поделки из дерева и металла, рамки для фотографий или простые рукоятки для инструмента — всё это требует финишной обработки. А именно — шлифовки.
Поэтому в любой домашней мастерской обязательно должен быть шлифовальный станок.
Эти приспособления различаются по конструкции и размерам. Бывают универсальные и узкоспециализированные конструкции. Как показывает практика, дешевле и проще изготовить их самостоятельно.
В этой статье мы рассмотрим несколько бюджетных вариантов самодельных шлифовальных станков дискового и барабанного типа.
Читайте также: Гаражное использование двигателя от стиральной машины
Для изготовления самодельных приспособлений вы можете использовать как покупные материалы, так и б/у — это уже на ваше усмотрение.
В качестве привода обычно используется электродвигатель (например, от стиралки). Также можно воспользоваться альтернативными вариантами — установить электродрель или болгарку.
Содержимое
1 Самодельные шлифстанки дискового типа
1.1 Шлифовальный станок из дрели
1.1.1 Видео
1.2 Шлифовальный станок из болгарки
1.2.1 Видео
1.3 Дисковый шлифовальный станок
1.3.1 Видео
2 Шлифстанки барабанные своими руками
2.1 Барабанный шлифовальный станок для деревянных щитов
2.2 Барабанный шлифовальный станок из электродвигателя и фанеры
2.2.1 Видео
3 Шлифовальный станок из запчастей от стиральной машины
3.1 Основные этапы работ
3.2 Видео
4 Шлифовальный станочек из редуктора от маленькой УШМ
4.1 Особенности конструкции
4.2 Процесс изготовления шлифстанка
4.3 Видео
5 Полезная самоделка для мастерской из сломанной болгарки
5. 1 Основные этапы работ
5.2 Видео
Самодельные шлифстанки дискового типа
Одним из наиболее популярных видов шлифовальных станков является конструкция тарельчатого типа. По сути, это обычный дисковый шлифстанок. Служит он для обработки небольших заготовок из дерева, фанеры, текстолита и металла.
Одной из-за характерных особенностей тарельчатой конструкции являются компактные размеры корпуса — станок не занимает много места на рабочем столе, и отлично подходит для работы в небольших помещениях.
Читайте также: Идея для дачи: как сделать забор из пластиковых бутылок
Дисковый или тарельчатый шлифовальный станок может использоваться для полировки и выравнивания поверхностей, а также для заточки инструмента.
В большинстве случаев рабочая поверхность дискового станка находится в вертикальном положении. Однако встречаются самодельные конструкции, у которых рабочая поверхность (диск с наждачкой) может располагаться вертикально или даже под углом.
Шлифовальный станок из дрели
Это одна из самых простых самодельных конструкций шлифстанка, которую каждый может изготовить своими руками для работы в домашней мастерской.
Для изготовления самоделки нам потребуются деревянные бруски, фанера, металлический уголок, болты с барашковыми гайками.
Первым делом необходимо будет изготовить основание, на котором будут располагаться все остальные элементы конструкции.
Читайте также: Идея для дачи: как сделать забор из пластиковых бутылок
Для этого будем использовать кусок фанеры толщиной 20 мм. Отрезаем заготовку требуемого размера с помощью лобзика или циркулярном станке.
На следующем этапе приступаем к изготовлению крепления для ручной электродрели, которая в данном случае будет выступать в качестве привода.
Отпиливаем два деревянных бруска подходящей длины. Соединяем их вместе с помощью струбцин, и в центральной части высверливаем отверстие под горловину корпуса дрели. После этого сверлим в брусках крепежные отверстия.
В основании также нужно будет просверлить два отверстия, в которые устанавливаем длинные болты. С нижней стороны основания надо сделать посадочные места под шляпки болтов, чтобы они были утоплены вровень с поверхностью.
Читайте также: Газонокосилка из двигателя от стиральной машинки своими силами
На болты надеваем подготовленные деревянные бруски, между ними устанавливаем дрель, и фиксируем барашковыми гайками.
В патроне дрели зажимаем шлифовальную насадку тарельчатого типа. Также можно установить лепестковый круг для обработки металла.
Далее отрезаем два металлических уголка, и вырезаем в одной из полок продольные пазы. В другой полке сверлим отверстия, и прикручиваем уголки к основанию.
Отпиливаем три кусочка фанеры. Соединяем их между собой на саморезы буквой «П». В результате у нас получился рабочий столик. По бокам опорных частей столика сверлим отверстия и устанавливаем болты.
Далее крепим столик к направляющим уголкам. К верхней части столика прикручиваем лист металла толщиной 1,5-2 мм.
Видео
Во всех подробностях изготовление тарельчатого шлифовального станка своими руками показано на видео ниже. Идея самоделки принадлежит автору Mistry MakeTool.
Make A Drill Powered Sander Machine || Drill Hack || Drill Holder
Такой станочек очень просто сделать, и при этом не потребуется практически никаких вложений. Подойдет для шлифования мягкой и твердой древесины.
Для крепления самодельной конструкции к верстаку лучше использовать струбцины — после шлифовки заготовок станок можно будет убрать на полку, чтобы не мешал.
Если же убирать со стола вы его не планируете, то тогда имеет смысл прикрепить основание с помощью болтового соединения.
Шлифовальный станок из болгарки
Необходимые материалы и комплектующие:
УШМ;
дисковая насадка с липучкой;
наждачный круг;
полоса металла;
профильная труба;
болты с гайками;
листовой металл.
Для изготовления этого шлифовального станка нам потребуется маленькая болгарка. Устанавливаем на неё дисковую насадку с липучкой, и крепим к ней наждачку.
Далее отрезаем заготовки из металлической полосы, и изготавливаем из них крепление для болгарки. С помощью болтов прикручиваем крепление к корпусу редуктора УШМ.
Отрезаем кусок профильной трубы, сверлим в нём два отверстия, вставляем в них болты, и привариваем. Затем крепление с болгаркой надеваем на эти болты, фиксируем гайками.
В нижней пластине предварительно надо вырезать пазы.
На следующем этапе необходимо будет изготовить основание шлифовального станка. Отрезаем четыре кусочка профильной трубы, обрезаем углы под углом 45 град., и свариваем из них квадратную рамку.
Профильная труба с креплением для болгарки приваривается к основанию.
На противоположной стороне станины необходимо приварить крепление с регулируемой стойкой. К верхней части стойки будет крепиться опорный столик. Его мы изготовим из листового металла толщиной 3-4 мм.
В самом креплении сверлим отверстие и привариваем гайку. В неё вкручиваем рым-болт или обычный барашковый болт, с помощью которого стойка со столиком будет фиксироваться на необходимой высоте.
На последнем этапе останется только зачистить сварные швы и покрасить элементы конструкции. После этого приступаем к сборке.
Видео
Изготовление и сборку дискового шлифовального станка своими руками можно посмотреть на видео.
Шлифовальный станок из болгарки своими руками. Homemade Stand for angle grinders.
Такой самодельный шлифовальный станок отлично подойдёт для обработки заготовок из дерева, фанеры или металла. Желательно использовать болгарку с регулировкой оборотов.
Конструкция получилась довольно компактной, благодаря чему она не будет занимать много места на рабочем столе.
При наличии сварочного аппарата и навыков работы со сваркой изготовить такую самоделку сможет абсолютно каждый.
Дисковый шлифовальный станок
За основу данной самоделки будет использоваться электродвигатель от старой советской стиральной машины. Его мощность составляет 180 Вт.
Конечно, такой мощности будет недостаточно для выполнения серьезных работ. Но для обработки небольших заготовок из дерева такой станочек вполне сгодится.
Своим личным опытом поделился автор YouTube канала GARAGE 100.
Первым делом необходимо изготовить основание. Оно должно быть достаточно массивным и прочными, чтобы выдержать вес электродвигателя. Для изготовления основания будем использовать фанеру толщиной 18-20 мм.
Основание шлифовального станка состоит из нескольких элементов:
нижней части:
двух боковин;
верхней части.
Поскольку на верхней части будет находиться электродвигатель, то её необходимо сделать потолще. Для этого мы просто склеиваем два куска фанеры.
В нижней части корпуса электродвигателя имеются небольшие «ушки» с отверстиями. Вставляем в них шпильки, на концах которых закреплены мебельные металлические уголки.
И с помощью этих уголков крепим электродвигатель к верхней части основания. В качестве крепежа используются винты с гайками.
На следующем этапе из фанеры изготавливаем подвижные кронштейны, которые крепятся к передней части основания.
Затем надо будет изготовить опорный рабочий столик с регулируемым упором. Крепим его к верхней части кронштейнов.
К одной из боковых сторон основания прикручиваем одноклавишный выключатель, с помощью которого можно будет включать и отключать электродвигатель. Или можно установить обычную кнопку.
На вал двигателя надеваем дисковую насадку с липучкой, на которую крепим наждачку.
Видео
Как изготовить бюджетный шлифовальный станок по дереву своими руками, пошагово показано в авторском видеоролике. Советуем посмотреть.
Станок собраный на коленке ! А столько пользы от него !
Главным плюсом данной самоделки является возможность быстрой смены наждачки и установки полировального круга.
Ещё один немаловажный плюс заключается в том, что изготовить данную конструкцию можно без использования сварочного аппарата. Для многих мастеров это имеет огромное значение.
Шлифстанки барабанные своими руками
Рабочим элементом данного вида шлифовального станка является цилиндр (или попросту — барабан), на который по всей длине намотана полоса наждачной бумаги (шлифовальной ленты).
Причем барабан может устанавливаться как вертикальном положении, так и горизонтально.
Наибольшее распространение получили шлифовальные станки с горизонтально установленным барабаном.
Они используются в основном для калибровки досок, реек, мебельных щитов и других деревянных заготовок.
Шлифовальные станки с вертикальным барабаном отлично подходят для шлифования радиусов и полукруглых выемок. Также на таких станках очень удобно обрабатывать внутренние стороны круглого отверстия.
Барабанный шлифовальный станок для деревянных щитов
Предлагаем вашему вниманию самодельную конструкцию барабанного шлифовального станка, в которой барабан установлен в горизонтальном положении. В качестве привода используется электродвигатель.
Как мы уже говорили ранее, такой шлифстанок отлично подойдет для калибровки досок и склеенных мебельных щитов.
Идеей данной самоделки поделился автор YouTube канала DIY Tools.
Необходимые материалы:
фанера;
деревянные бруски;
корпусные подшипники;
болты с гайками;
резьбовая шпилька;
шлифовальная лента.
Первым делом вырезаем две заготовки из фанеры толщиной 20 мм. Размеры листов могут быть разными — на ваше усмотрение.
Лист фанеры большего размера выступает в качестве основания конструкции, тогда как второй лист служит опорной площадкой шлифовального станка, по которой будут перемещаться обрабатываемые заготовки.
Соединяем обе заготовки из фанеры с помощью дверных петель, как показано на фото ниже.
Далее необходимо будет изготовить винтовой механизм для регулировки угла наклона опорной площадкой.
Для его изготовления мастера используют деревянные бруски, резьбовую шпильку, кусочки фанеры и корпусные подшипники.
По бокам основания необходимо прикрутить опоры, собранные из деревянных брусков. К верхней части крепятся корпусные подшипники. В них устанавливаем деревянный вал, который по сути являются барабаном.
Деревянный вал можно изготовить из обычного бруска, округлив его на токарном станке.
Располагается барабан над поверхностью опорной площадки. Таким образом, изменяя угол наклона опорной площадки, можно регулировать расстояние между её поверхностью и барабаном.
На следующем этапе на основании конструкции устанавливаем опорную площадку с электродвигателем. Соединяем вал мотора с барабаном. Наматываем на барабан шлифовальную ленту.
Если вы занимаетесь склейкой мебельных щитов, то данная самоделка обязательно вам пригодится.
На этом станке вы сможете без проблем откалибровать щит до нужного вам размера. Помимо этого, можно отшлифовать обычную доску или деревянную планку.
Барабанный шлифовальный станок из электродвигателя и фанеры
Рассмотрим ещё один бюджетный вариант самодельного шлифстанка для работы в домашней мастерской. Только в данном случае рабочий элемент будет установлен вертикально.
На таком станке удобно шлифовать полукруглые вырезы и изогнутые края на деревянных и металлических заготовках.
В качестве привода используется электродвигатель асинхронного типа. Можно использовать движок от стиральной машинки.
Идеей самоделки поделился автор YouTube канала «Алексей Чезганов».
Первым делом необходимо будет приварить к валу мотора удлиненную гайку. В процессе сварки важно контролировать чтобы вал двигателя и удлиненная гайка были соосны друг другу.
Поэтому сначала необходимо зафиксировать свариваемые детали на прихватки, а потом уже, убедившись в том, что они располагаются правильно, обварить полностью.
После завершения сварочных работ обязательно нужно зачистить сварной шов с помощью болгарки и лепесткового круга.
На следующем этапе необходимо будет изготовить рабочий элемент конструкции — барабан.
Для этого из фанеры толщиной 20 мм с помощью кольцевой пилы по дереву вырезаем круглые заготовки подходящего диаметра. Затем эти заготовки склеиваем между собой.
Рабочий столик шлифовального станка изготавливаем из фанеры толщиной 20 мм.
Вырезаем заготовку требуемого размера, сверлим в ней крепежные отверстия, после чего с помощью болтов и гаек прикручиваем опорный стол к корпусу электродвигателя. Двигатель при этом должен быть установлен вертикально.
К торцевой части сделанного барабана необходимо будет прикрепить металлическую втулку, чтобы можно было насадить барабан на вал двигателя.
Далее отрезаем подходящей длины кусок наждачной бумаги, и приклеиваем его к барабану. После этого надеваем шлифовальный барабан на вал двигателя.
К опорному столику прикручиваем лист фанеры, который будет выступать в качестве рабочей поверхности для опирания заготовок.
Под опорной столешницей крепится блок с кнопкой для включения-выключения электродвигателя.
Видео
Пошаговый процесс изготовления шлифовального станка по дереву своими руками показан в авторском видеоролике.
Простая шлифовалка из куска фанеры и двигателя
Собранная самодельная конструкция крепится к рабочему верстаку с помощью струбцин или болтового соединения. Второй вариант более надежный.
Шлифовальный станок из запчастей от стиральной машины
В данном обзоре рассмотрим опыт автора YouTube канала peChoO по изготовлению самодельного шлифовального станка. Для этого автор использует запчасти от стиралки.
От стиральной машины потребуется корпус, внутри которого находится барабан. Помимо этого, автор использует профильные трубы и листовой металл.
Барабан от стиралки в данном случае нам не потребуется. Извлекаем его аккуратно из металлического корпуса, и оставляем для следующих самоделок.
Берем болгарку с отрезным диском, и отрезаем от корпуса все лишнее.
Возможно, вам интересно будет узнать, как изготовить ручной ленточно-шлифовальный станок из болгарки.
Основные этапы работ
Из профильных труб необходимо изготовить станину шлифовального станка. Отрезаем по размеру заготовки и свариваем их вместе.
К нижней части основания станины привариваем поворотные колесики — для возможности легкого перемещения станка по мастерской.
Далее из МДФ (фанеры или ДСП) нужно вырезать круг подходящего диаметра. К нему прикручиваем крепление с валом от стиралки.
Устанавливаем круг внутрь корпуса. На вал надеваем шкив.
После этого необходимо будет прикрепить к корпусу электродвигатель (250W, 2800 об.). На вал мотора надеваем шкив. Соединяем оба шкива с помощью ремня.
Далее изготавливаем и крепим к корпусу рабочий столик (подручник). Из листового металла мастер делает защитный кожух для приводного ремня.
В рабочем столики высверливаем отверстие и привариваем патрубок, на который надеваем кусок шланга. Ко второму концу шланга подключаем пылесос.
Вырезаем круг из наждачной бумаги и приклеиваем его к кругу из МДФ, установленному внутри корпуса.
Видео
Подробно о том, как своими руками изготовить большой шлифовальный станок, можно посмотреть на видео ниже.
Washing machine Never Die!!! Awesome IDEA?
Шлифовальный станочек из редуктора от маленькой УШМ
Друзья, если не выбрасывать в металлолом вышедший из строя электроинструмент (дрель, УШМ и др.), то из доставшихся на халяву запчастей можно сделать много чего полезного.
В данном обзоре расскажем, как из редуктора от маленькой болгарки изготовить настольный шлифовальный станочек.
Несмотря на компактные размеры, станок со своей задачей вполне справляется. В качестве абразива используется шлифовальный круг, который крепится к диску с липучкой.
Советуем также прочитать: как собрать настольный станок по металлу, используя тормозной диска автомобиля.
Размеры шлифовального станочка (ширина и длина) — 23х14 см, высота — 14 см. То есть конструкция действительно очень компактная. При этом весит весь станок всего 2,5 кг.
Особенности конструкции
Основным узлом шлифстанка является редуктор от сгоревшей болгарки. На вал редуктора крепится стандартная насадка с липучкой.
В качестве привода используется электромотор мощностью около 200 Вт. Рабочее напряжение — 24 V. Скорость вращения вала — 6000 об./мин.
Самодельный шлифовальный станочек предназначен для обработки заготовок и деталей (из дерева, пластика, металла) небольшого размера в условиях гаража и домашней мастерской.
Рабочий столик изготовлен из куска металлической пластины. Это самый простой столик, без регулировки угла наклона.
Конечно, скорость вращения шлифовального диска невысокая, однако в этом есть свой плюс — пыль в процессе шлифовки деревянных заготовок не разлетается по всей мастерской.
Процесс изготовления шлифстанка
Вал электромоторчика обрезаем. На оставшуюся часть вала надеваем переходник, на который надевается маленькая шестеренка.
Элементы станины можно изготовить из фанеры толщиной 18-20 мм. В основании сверлим отверстия для крепления двигателя и редуктора.
После этого соединяем основание с подставкой, выдерживая прямой угол между деталями. После склейки покрываем фанеру слоем лака.
Отрезаем кусок профильной трубы. Один конец профиля нужно заглушить. Затем на другой стороне привариваем две втулки с резьбой — к ним крепится крышка с кнопкой и гнездом питания.
Профильная труба крепится к основанию и подставке с помощью винтов, и дает дополнительную жесткость вертикальной стойке. Когда все готово, приступаем к сборке станка.
Видео
Подробнее о том, как сделать шлифовальный станочек из редуктора от маленькой болгарки, можно посмотреть в авторском видеоролике. Этот обзор подготовлен на основе видео с YouTube канала «I.V. Мне интересно».
Простой шлифовальный дисковый станочек. (grinding disc machine)
Полезная самоделка для мастерской из сломанной болгарки
Вместо того, чтобы оставлять вышедшие из строя электроинструменты пылиться в углу, можно подарить им «вторую жизнь».
По крайней мере, некоторые детали, которые находятся внутри корпуса, вполне можно использовать для изготовления разных самоделок.
Автор YouTube канала Ollari’s использовал старую сломанную болгарку, чтобы изготовить полезное приспособление для своей мастерской! Почему бы не последовать его примеру?
Советуем также прочитать статью-обзор: как сделать подъемный столик из профтрубы и домкрата.
Основные этапы работ
Первым делом необходимо будет разобрать болгарку. Для изготовления самоделки нам понадобятся редуктор и ведущий вал с якорем.
Отпиливаем кусок фанеры толщиной 20 мм. Прикручиваем к нему редуктор болгарки с вставленным в него ведущим валом.
Далее отпиливаем еще три куска фанеры, и собираем корпус будущего приспособления.
После этого при помощи нейлера прибиваем к корпусу кусок фанеры с отверстием под шланг пылесоса. Изготавливаем подручник.
Из фанеры вырезаем круг подходящего диаметра. По центру прикручиваем на саморезы прижимную гайку от УШМ.
Накручиваем круг из фанеры на вал редуктора. Далее крепим к корпусу самодельный подручник.
На круг наклеиваем наждачку, а сам корпус необходимо будет покрасить. Устанавливаем его на рабочий стол сверлильного станка. Ведущий вал зажимаем в сверлильном патроне. Получился шлифовальный станок.
Видео
С пошаговым процессом сборки можно ознакомиться в авторском видеоролике ниже. Как вам такая идея?
Don’t throw away your broken tools! Angle Grinder Hack
В этой статье мы подробно рассмотрели, как в условиях домашней мастерской собрать самодельные шлифовальные станки. Специально для вас постарались найти в интернете самые простые и бюджетные конструкции. Надеемся, что какая-нибудь из этих идей вас заинтересует.
Андрей Васильев
Задать вопрос
Ленточный шлифовальный станок своими руками – чертежи, видео, фото
Области применения станка
Конструктивные особенности станка
Принцип работы
Как сделать ленточно-шлифовальный станок
Ленточный шлифовальный станок используют в тех случаях, когда необходимо выполнить чистовую обработку деталей, то есть в качестве оборудования для осуществления финишных технологических операций. Чаще всего такие станки применяются в мебельной промышленности, с их помощью выполняют обработку деталей, изготовленных из древесины различных пород. Но использовать ленточно-шлифовальный станок можно и для обработки металлических деталей, для чего применяется лента с соответствующим абразивным материалом.
Ленточно-шлифовальный станок
Области применения станка
Основными задачами, которые выполняет ленточный станок шлифовальной группы, являются: финишное выравнивание обрабатываемой поверхности, доведение уровня шероховатости поверхности до требуемого, доведение обрабатываемых поверхностей до уровня гладкости перед их покрытием лаком и другими отделочными материалами. Также ленточный станок применяется для устранения незначительных дефектов обрабатываемой поверхности: углублений, возвышений и заусенцев, обработки финишного покрытия: удаления наплывов грунтовки и лака, грата, шлифовки внутренних поверхностей, обработки закруглений на поверхности детали.
Вариант заводского производства, чертежи которого вполне можно использовать для создания аналогичного самодельного устройства.
Ленточный станок может быть использован для обработки деталей, изготовленных из различных материалов: древесины, простой и легированной стали, цветных металлов. Что удобно, обрабатывать при помощи ленточного станка можно детали, которые имеют различную форму: четырехугольную, круглую и плоскую. При помощи такого оборудования можно обрабатывать круглые и трубные детали, отличающиеся большим диаметром своего поперечного сечения.
Конструктивные особенности станка
Рабочим инструментом любого ленточного плоскошлифовального станка является лента, на поверхность которой нанесен абразивный порошок. Она выполнена в виде кольца и размещена между двумя вращающимися барабанами, один из которых является ведущим, а второй ведомым.
Рекомендации по направлению вращения ленты станка
Вращение на ведущий вал ленточного станка передается от электродвигателя, который соединен с ним при помощи ременной передачи. Скорость движения ленточного механизма можно регулировать, тем самым изменяя режимы обработки деталей. Лента плоскошлифовального станка может располагаться горизонтально или вертикально, а также под определенным углом, что допускают некоторые модели оборудования данной категории.
Выбирая модель ленточного шлифовального станка для обработки той или иной детали, важно учитывать длину поверхности, которую необходимо подвергнуть шлифовке. Намного удобнее обрабатывать на таких станках детали, длина поверхности которых меньше, чем длина абразивной ленты и рабочего стола. При соблюдении таких условий и качество обработки будет намного выше.
Самодельную версию станка не так уж и сложно реализовать в условиях домашней мастерской
Ленточный шлифовальный станок может иметь различное конструктивное исполнение: с подвижным и неподвижным рабочим столом, со свободной лентой. К отдельной категории относится широколенточное оборудование, особенность которого заключается в том, что их рабочий стол, являющийся одновременно и элементом подачи, изготовлен в форме гусеницы. В тех моделях оборудования, в конструкции которых предусмотрен рабочий стол, абразивная лента расположена в горизонтальной плоскости, а в оборудовании со свободной лентой, в котором рабочего стола не предусмотрено, она может иметь различное пространственное положение.
Обязательным конструктивным элементом любого ленточного шлифовального станка, в том числе и настольного, является вытяжное устройство, которое необходимо для удаления пыли, в большом количестве образующейся в процессе обработки. Как профессиональный, так и любой самодельный шлифовальный станок, использующийся в домашней мастерской или гараже, приводится в действие от электрического двигателя.
Принцип работы
К основным параметрам работы ленточного шлифовального станка относятся скорость подачи и усилие, с которым лента прижимается к обрабатываемой детали. Такие параметры, как степень зернистости абразивной ленты, следует выбирать в зависимости от того, из какого материала изготовлена обрабатываемая деталь, а также от степени шероховатости, которой должна обладать поверхность обработанного изделия.
Характеристики обрабатываемого материала, в частности, его твердость, в первую очередь влияют на то, с какой зернистостью следует выбирать абразивную ленту. Режимами обработки, которые напрямую связаны между собой, являются скорость подачи и усилие прижима ленты. Так, если проводить шлифование на большой скорости, но с незначительным усилием прижима абразивной ленты, то некоторые участки поверхности детали могут оказаться необработанными. Если же, наоборот, увеличить усилие прижима и снизить скорость подачи, то можно столкнуться с тем, что на отдельных участках обрабатываемой поверхности могут появиться прожоги и почернение материала.
Еще одна вариация станка — вид со стороны рабочей поверхности ленты
На результаты шлифовки оказывает влияние и то, насколько качественно склеена абразивная лента. Чтобы получить высокое качество обработки и не столкнуться со сбоями в работе ленточного станка, не следует использовать абразивные ленты, которые склеены неправильно или имеют надорванные края. При надевании ленты на валы оборудования следует располагать ее так, чтобы конец шва, лежащий внахлест, не задирался об поверхность обрабатываемой детали, а проскальзывал по ней. Подробнее о склеивании ленты в видео ниже.
Любой, в том числе ручной шлифовальный станок должен предусматривать возможность регулировки натяжения ленты, что обеспечивается за счет перемещения подвижного вала, который не является приводным. Натяжение ленты — очень важный параметр, при выборе которого следует руководствоваться правилом «золотой середины». Если ленту шлифовального станка натянуть слишком сильно, то это может привести к ее разрыву в процессе работы, а слишком слабое ее натяжение является причиной проскальзывания и, как следствие, ее чрезмерного нагрева. Основной характеристикой для определения степени натяжения ленты является стрела ее прогиба, которую замеряют при легком нажатии на ее поверхность в натянутом состоянии.
Ручной ленточный станок шлифовальной группы может обслуживаться одним оператором, который перемещает рабочий стол с обрабатываемой деталью и проворачивает его так, чтобы подвести под абразивную ленту все участки ее поверхности.
Как сделать ленточно-шлифовальный станок
Многие домашние мастера и профессионалы задаются вопросом, как изготовить шлифовальный станок своими руками. Причина возникновения такого вопроса достаточно проста: высокая стоимость серийного шлифовального оборудования, окупить которое при нерегулярном использовании не всем под силу. Для того чтобы сделать такое оборудование, понадобится несколько основных составляющих: электродвигатель, катки и надежная станина. Естественно, не будут лишними чертежи такого устройства или его фото. Также в конце статьи можно посмотреть ролики по сборке ленточного станка своими силами.
Двигатель для ленточного шлифовального оборудования найти несложно, его можно снять с отслужившей свой срок стиральной машинки. Станину придется сделать самостоятельно, для этого можно использовать лист металла с размерами 500х180х20 мм. Одну сторону станины следует обрезать очень ровно, так как к ней необходимо будет крепить площадку, на которой будет смонтирован электродвигатель. Площадку для электродвигателя также следует сделать из листа металла с размерами 180х160х10 мм. Такую площадку нужно закрепить к станине очень надежно при помощи нескольких болтов.
Еще один вариант исполнения станины
Эффективность ленточного шлифовального станка напрямую зависит от характеристики электродвигателя, который на нем установлен. Если вы собрались сделать шлифовальный станок своими руками, то вам вполне подойдет электродвигатель с мощностью 2,5–3 кВт, развивающий порядка 1500 оборотов в минуту. Для того чтобы при использовании такого двигателя шлифовальная лента перемещалась со скоростью 20 м/с, барабаны должны иметь диаметр порядка 200 мм. Что удобно, если подобрать двигатель с такими характеристиками, то вам не потребуется делать редуктор для своего шлифовального станка.
Ведущий вал соединяется с валом электродвигателя напрямую, а второй — ведомый — должен свободно вращаться на оси, которую устанавливают в подшипниковые узлы. Чтобы абразивная лента более плавно касалась поверхности обрабатываемой детали, участок станины, на котором устанавливается ведомый вал, следует выполнить с небольшим скосом.
Сделать валы для ленточного шлифовального станка с минимальными финансовыми затратами можно из плиты ДСП. Просто нарезаете из такой плиты квадратные заготовки размером 200х200 мм, сверлите в них центральные отверстия и пакетом с суммарной толщиной 240 мм насаживаете их на ось. После этого вам останется только проточить полученный пакет и сделать из него круглый вал с диаметром порядка 200 мм.
Чертежи и подробный разбор некоторых деталей станка, выполненного из дерева.
Ленточно-шлифовальный станок из дерева (нажмите, чтобы увеличить)
Механизм регулировки наклона стола
Блок пластины
Натяжитель ленты
Станок в сборе
Чтобы лента располагалась строго посередине вала, диаметр его центральной части должен быть на 2–3 мм больше, чем по краям. А чтобы исключить проскальзывание ленты на барабане, необходимо намотать на него слой тонкой резины, для чего можно использовать старую шину от велосипедного колеса, предварительно разрезав ее вдоль всей ее длины.
Шлифовальная лента для такого станка, оптимальная ширина которой должна соответствовать 200 мм, делается из обычного наждачного полотна. Стандартное полотно разрезается на полосы требуемой ширины, а из них уже клеится абразивная лента. Следует иметь в виду, что материал клеится встык, для этого с обратной стороны подкладывается плотная материя, которая и укрепит полученный шов. На свойства такого шва большое влияние оказывает клей, он должен быть очень качественным, тогда материал не порвется по шву после недолгого использования.
Еще несколько вариантов изготовления ленточно-шлифовальных станков можно увидеть на видео ниже.
На самодельном ленточном шлифовальном станке можно не только обрабатывать изделия из древесины, но и использовать его для заточки различного инструмента: стамесок, секаторов, ножей, топоров и др. Кроме этого, на таких станках можно обрабатывать детали, которые имеют криволинейную поверхность.
Лучшие шлифовальные машины 2022 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: Марк Клемент
Последние штрихи в работе по дереву могут превратить достойную работу в потрясающее мастерство. Использование только правильных методов шлифования и отделки может иметь большое значение. По этой причине некоторые мастера тратят часы, медленно вручную шлифуя деревянные изделия, чтобы добиться идеальной отделки — этот метод отнимает много времени и утомляет.
Независимо от того, какой тип шлифовальной машины вам нужен: листовая или эксцентриковая, вложение средств в шлифмашину, подходящую для ваших потребностей в деревообработке, поможет сэкономить как усталость рук, так и время. Просто приложите наждачную бумагу к нижней части шлифовальной машины, и ножка шлифовальной машины начнет быстро вибрировать по крошечным орбитам, эффективно шлифуя древесину до однородной поверхности, выполняя большую часть работы за мастера. Шлифовка также может открыть волокна на куске дерева, чтобы он более равномерно принял финишное покрытие.
Покупка высококачественной шлифовальной машины для ладоней является ключом к получению желаемых результатов обработки дерева. Мы исследовали и протестировали некоторые из самых популярных на рынке шлифовальных машин для ладоней и сузили список до следующих моделей с самым высоким рейтингом в своих отдельных категориях.
ЛУЧШИЙ В ОБЩЕМ СЛУЧАЕ: Makita BO5030K 5″ Эксцентриковая шлифовальная машина
Второе место: Эксцентриковая шлифовальная машина DEWALT, 5 дюймов (DWE6421) THE BESTBUCK:
Лучший беспроводной шлифовальный станок: Dewalt 20 В макс. УНИКАЛЬНЫЙ ДИЗАЙН: WEN 6313 Электрический 1/3-листовой шлифовальный станок
BEST 1/4-ЛИСТОВЫЙ ШЛИФОВАЛЬНЫЙ МАШИН: SKIL 7292-02 2,0 А (DWE6411K)
Фото: Марк Клемент
Типы шлифовальных машин
Хотя все шлифовальные машины, которые можно держать на ладони, часто объединяют в одну категорию — шлифовальные машины для ладони — это два разных инструмента, выполняющих одинаковую работу. Оба типа шлифовальных машин перемещают наждачную бумагу по орбите или закручиваются, но делают это по-разному. Они также используют два разных типа наждачной бумаги и обеспечивают различную мощность и съем материала. Хотя оба являются полезными инструментами, выбор неправильного типа шлифовальной машины для деревообрабатывающего проекта может привести к проблемам и помешать достижению желаемых результатов.
Шлифовальные машины для листов
Первая категория называется шлифовальными машинами для ладоней или листовыми шлифмашинами. Как правило, это компактные инструменты, которые требуют от пользователя разрезания листа наждачной бумаги на прямоугольники, которые затем удерживаются на инструменте стопорными пружинами. Эти устройства перемещают наждачную бумагу по повторяющейся орбите, чтобы стереть канавки, оставленные наждачной бумагой на поверхности. Для серьезной работы после ручного шлифовального станка следует окончательная ручная шлифовка волокнами материала. Эти шлифовальные машины лучше всего подходят для необработанной древесины.
Шлифовальные машины со случайной орбитой
Шлифовальная машина со случайной орбитой также вращает свой валик (часть, на которую идет наждачная бумага), но по гораздо более эксцентричной и случайной орбите, создавая тонкие завихрения, которые труднее увидеть. Они также сохраняют свою бумагу с помощью «липучки» (липучки), а не проволочных зажимов. Их головы круглые, и они, как правило, оставляют лучшую отделку. Они также стоят дороже.
В то время как оба типа шлифовальных машин часто противопоставляются удалению отделки — скажем, краски с предмета мебели — удаление отделки чего-либо, выходящего за пределы одного или двух слоев твердого уретана, представляет собой тяжелую битву для этих инструментов. Это не потому, что им не хватает силы; это потому, что трение между наждачной бумагой и отделкой создает тепло. Тепло плавит и разжижает отделку, что быстро склеивает зернистость бумаги. Ручное соскабливание часто лучше всего подходит для удаления нескольких слоев отделки.
На что следует обратить внимание при выборе лучшей шлифовальной машины для ладоней
Выбор правильной шлифовальной машины для ладоней зависит от проекта. Некоторые из наиболее важных характеристик этих инструментов включают в себя то, работают ли они от сети или от батареи, количество оборотов в минуту и функции сбора пыли.
С питанием от сети и с питанием от батареи
В настоящее время большинство электроинструментов поставляются с этими двумя вариантами моделей: с питанием от сети и с питанием от аккумулятора. В зависимости от доступного места сетевая шлифовальная машина может быть эффективной и производительной, никогда не разряжаться и не замедляться до более низких оборотов в минуту (opm), чем это необходимо. Для проектов в подвальной мастерской, гараже или сарае лучше всего подходят сетевые шлифовальные машины. Просто соедините их с удлинителем, и их можно использовать в любом помещении мастерской, где есть электричество.
Шлифовальные машины с батарейным питанием избавляют от необходимости управлять шнуром, который может мешать на верстаке или рабочем столе. Аккумуляторную шлифовальную машину можно легко использовать, когда проект выполняется на открытом воздухе и вдали от доступных розеток. Хотя у этих шлифовальных машин могут возникнуть проблемы с поддержанием заданного уровня производительности, если их батарея разряжается, запасные батареи могут решить эту проблему, если они переключаются через регулярные промежутки времени. Аккумуляторные шлифовальные машины также выигрывают с точки зрения маневренности. Нет необходимости обходить шнуры, чтобы не споткнуться о них во время работы.
Орбит в минуту
Основания как шлифовальной машины с произвольными орбитами, так и шлифовальной машины для листов движутся по крошечным орбитам. Чем медленнее скорость орбиты, тем холоднее останется шлифовальная машина и наждачная бумага. Однако шлифовальная машина также будет медленнее и менее агрессивно удалять материал. Более высокие обороты в минуту (opm) позволяют завершить проект быстрее, но также могут привести к высоким температурам, которые могут повредить термочувствительные материалы.
Лучшим вариантом для оптимального контроля над любым проектом является шлифовальная машина для ладоней с регулируемой скоростью. Это позволит использовать шлифовальную машину в точных приложениях, требующих медленного opm, или в более широких приложениях, которые выиграют от более быстрого opm.
Обнаружение давления
В новых моделях шлифовальной машины для ладоней начинают использоваться функции определения давления, помогающие заядлым домашним мастерам добиваться безупречной отделки, которую они ищут. Эти системы обнаружения давления работают, отображая датчик на боковой стороне шлифовального станка, который показывает величину прилагаемого давления. Если давление становится слишком большим, световой датчик или вибрация предупреждают пользователя о необходимости уменьшить давление.
Сбор пыли
Шлифовка — грязная работа, необходимая тем, кто хочет, чтобы определенные проекты или ремонт выглядели как можно лучше. В то время как каждое устройство может быть подключено к пылесосу, где они будут шлифовать более эффективно, контейнеры для улавливания пыли на некоторых устройствах прошли долгий путь.
Еще более важным, чем окончательная отделка проекта, является здоровье пользователя. Ношение пылезащитной маски во время работы может предотвратить вдыхание пыли и древесных волокон, которые поднимаются в воздух, а встроенный пылесборник может помочь быстро удалить раздражающие или вредные частицы из проекта, прежде чем они попадут в воздух.
Дополнительные функции
Многие шлифовальные машины оснащены дополнительными функциями, облегчающими работу по шлифованию. Поскольку шлифование может быть длительной работой, а работа с громоздкой шлифовальной машиной может быть утомительной даже через несколько минут, одной из лучших особенностей шлифовальной машины для ладоней является оптимальный эргономичный дизайн.
Некоторые производители сосредотачиваются на профессиональном применении шлифовальных машин для ладоней и разрабатывают свои инструменты с дополнительной защитой от ударов. Это предохраняет инструмент от однократного удара и поломки. Для тех, кто часто роняет свои инструменты или регулярно бросает их в кузов грузовика, подумайте о выборе шлифовальной машины для ладоней от профессионального бренда.
Некоторым столярам, плотникам-отделочникам или домашним мастерам, изготавливающим изделия в мастерской, может понадобиться более прочная шлифовальная машина с функциями профессиональной марки, чтобы обеспечить плавность работы, которая полезна при длительных высокодетализированных проектах.
Наш выбор
В то время как основной функцией шлифовальной машины является подготовка поверхности к новой отделке, такой как удаление покрытия для ремонта деревянного пола или даже сглаживание трудно шлифуемой быстросхватывающейся шовной массы на гипсокартоне, эта коллекция включает в себя как листовые шлифовальные машины, так и эксцентриковые шлифовальные машины. Приведенные ниже продукты, используемые для подготовки необработанной древесины для придания внешнего вида и отделки, прошли практическую оценку на съем материала, вибрацию, взаимодействие с проектом и другие важные характеристики. Все эти шлифовальные машины оставляли после себя приятную отделку и выполняли свою работу по снятию припуска; отличия в деталях.
Фото: amazon.com
Проверить последнюю цену
Эксцентриковая шлифовальная машина Makita сочетает в себе все лучшие характеристики, присущие инструментам этой категории, и предлагается по разумной цене. Во время наших практических испытаний мы обнаружили, что он обладает мощностью, необходимой для съема материала, и работает тихо и плавно. Шлифовальный станок передает мощность и вибрацию в работу по удалению материала, не возвращая их обратно пользователю.
Корпус инструмента высокий и тонкий, благодаря чему шлифовальную машину удобно использовать для длительных работ, а шнур имеет приличную длину. Он поставляется с коробкой для выдувной формы для удобного хранения в магазине или в грузовике. Мешок для пыли немного лучше среднего, и защита от пыли тоже работает хорошо.
Product Specs
Speed: 12,000 opm
Power: 3 amps
Cord: Corded
Pros
Smooth
Powerful
Quiet
Минусы
Мешок для пыли лучше среднего
Фото: amazon.com
Проверить последнюю цену
Эксцентриковая шлифовальная машина DeWalt обеспечивает то, что нужно от шлифовальной машины. Во время нашего тестирования мы обнаружили, что он имеет отличный съем материала и оставляет хорошее послевкусие. Конструкция противовеса снижает вибрацию, обеспечивая плавную работу, что отлично подходит для длительных работ.
Шлифовальная машина отлично справляется с работой, и легко использовать переключатель. Это компактный инструмент с небольшим навершием, что может быть преимуществом для некоторых пользователей. Мешок для пыли, удерживаемый пружиной, намного лучше среднего и легко вытряхивается. Шлифовальный станок простой и работает хорошо. Хотя он немного громче, чем другие популярные варианты, в целом он едва ли громкий.
Характеристики продукта
Скорость: 12 000 оп/мин
Мощность: 3 amps
Cord: Corded
Pros
Counterweight design reduces vibration
Dust bag is easy to empty
Small pommel
Excellent engagement with work
Cons
Громче, чем некоторые другие в этой категории
Фото: Amazon
Проверить последнюю цену
Шлифовальная машина Black & Decker идеально подходит для нерегулярных домашних работ. Инструмент удаляет запасы, работает достаточно плавно и не обходится в кругленькую сумму. Мы обнаружили, что по цене менее половины некоторых более ориентированных на профессионалов инструментов он также работает без сбоев.
Переключатель этой шлифовальной машины запечатан и легко защелкивается. Он имеет качественный пылесборник для бюджетного инструмента. Он работает плавно, и, несмотря на более низкую скорость вращения, чем у других, и отсутствие переменной скорости, мы обнаружили, что он может работать с грубыми деталями, открывать волокна заготовки, чтобы принять пятно, или даже шлифовать жесткий ремонт гипсокартона.
Характеристики продукта
Скорость: 12 000 оп/мин
Мощность: 2 А
Шнур: 90
016
Pros
Great price
Nice dust bag
Leaves a smooth finish
Cons
Low power
Photo: amazon.com
Check Latest Price
The variable Регулятор скорости DeWalt 20V Max XR Palm Sander позволяет устанавливать скорость шлифовальной машины от 8 000 оп/мин для чистовой обработки или до 14 000 оп/мин, когда требуется дополнительная мощность. Аккумуляторная шлифовальная машина оснащена бесщеточным двигателем, который увеличивает срок службы инструмента за счет уменьшения трения внутри двигателя. Мобильный дизайн позволяет использовать его во дворе, в мастерской или в любом другом месте дома, не беспокоясь о том, чтобы тащить удлинитель. Удобный пылесборник помогает очистить проект от мусора.
Аккумуляторная или нет, мы обнаружили, что замена бумаги в беспроводной шлифовальной машине DeWalt является лучшей среди протестированных шлифовальных машин. Тот факт, что он работает без шнура для перемещения и работает плавно и наравне со своим проводным аналогом, делает его универсальным шлифовальным станком. Добавьте хороший переключатель и регулятор скорости, и это устройство может найти применение дома, выполняя больше работы, чем просто шлифование деревообрабатывающих проектов, включая шлифование быстросхватывающегося шва при ремонте гипсокартона на низкой скорости или детальное шлифование ремонта пола. Замена батареи проста, а шлифовальная машина хорошо сбалансирована.
Спецификации продукта
Скорость: 8 000 до 14 000 OPM
Power: . обмен
Минусы
Стоимость выше, чем у сетевых инструментов
Фото: amazon.com Хотя время от времени он может быть немного захватывающим, этого недостаточно, чтобы игнорировать его тихую, плавную и удобную работу. В большинстве случаев шлифование выполняется двумя руками, так как одна рука помогает другой перемещать инструмент по заготовке, зашлифовывая проблемные места. Увеличенное навершие этого инструмента обеспечивает большую площадь поверхности для удобного размещения двумя руками, что делает шлифование двумя руками самым простым из всех протестированных шлифовальных машин.
Регулятор скорости на задней стороне рукоятки позволяет настроить операционную систему на работу. Устройство хорошо работает по всем направлениям, от удаления материала до финишной обработки. Он имеет первоклассный, простой в установке и удалении пылесборник из жесткого пластика.
Спецификации продукции
Скорость: 7 500 и 12 000 OPM
: 2,5 AMP
CORD:
9114 .0016
Переменная скорость
Выдающийся дизайн контейнера в пылевой контейнере
Cons
Небольшой захват при включении работы время от времени
Фотография: Amazon.com
Проверка. Благодаря двигателю со скоростью до 12 000 об/мин, WEN Electric ⅓ шлифовальная машина достаточно мощна для сложных проектов, несмотря на то, что весит всего 3 фунта. Мы обнаружили, что конструкция со шнуром и мягкая рукоятка обеспечивают длительную комфортную работу, не беспокоясь о разрядке, а встроенный мешок для сбора пыли сводит к минимуму количество опилок и сокращает время уборки.
Этот инструмент с двумя рукоятками, толщиной ⅓ листа, также очень удобен в использовании. Хотя у него есть навершие, как у типичной шлифовальной машины для ладоней, и его можно использовать как таковую, у него также есть удлинитель ручки, как у ленточной шлифовальной машины. Переключатель очень прост в использовании для «вкл» или «выкл», он работает достаточно плавно и отлично подходит для работы одной или двумя руками. Несмотря на то, что он имеет простые в использовании ножки для захвата ⅓ листов наждачной бумаги, подушечка также имеет застежку-липучку, что позволяет использовать бумагу с застежкой-липучкой. В целом, он показал хороший съем материала, достаточную мощность и удобную работу.
Спецификации продукта
Скорость: 12 000 OPM
Питание: 1,2 А.
Самый большой пад на ⅓ листа
Минусы
Нет дырокола для перфорации бумаги
Фото: amazon.com
Проверить последнюю цену
Во время наших практических испытаний система микрофильтрации улавливала частицы пыли во время шлифования, сохраняя поверхность изделия чистой. SKIL ¼ Sheet Palm Sander со скоростью до 14 000 об/мин является достаточно мощным для сложных проектов, а система контроля давления помогает даже самому неопытному домашнему мастеру применять правильное давление для работы. Конструкция со шнуром и мягкая рукоятка обеспечивают длительные периоды комфортной работы, не беспокоясь о разрядке.
Инструмент не поставляется с дыроколом, чтобы пыль могла проходить (пользователь должен пробивать бумагу вручную — не конец света) в его отличный пылесборник. Гораздо лучше обычного тканевого мешка, этот жесткий прозрачный пластиковый футляр с фильтром позволяет пользователю видеть, когда футляр полон, и не позволяет пыли попасть в воздух или пролиться, как в обычных мешках. У него отличный съем материала и простой в использовании переключатель.
Характеристики продукта
Speed: 14,000 opm
Power: 2 amps
Cord: Corded
Pros
Excellent dust container
Powerful
Built-in vacuum adapter
Included paper punch
Минусы
Немного громче других шлифмашин
Фото: amazon. com
Проверить последнюю цену лучшие из тех, что мы тестировали. Простой выпуск спереди делает ловлю бумаги очень легкой, а сзади ее быстро захватывают проволокой.
Обладая высочайшей мощностью для обработки твердых материалов, пользователь может полностью положиться на этот инструмент для обработки сложного съема материала. Инструмент работает тихо, имеет мешок для пыли лучше среднего, встроенный вакуумный адаптер для подключения непосредственно к пылесосу без переходников, входящий в комплект листовой дырокол, отличный шнур и плавную работу. По конструкции инструмент компактен для работы в труднодоступных местах.
Характеристики продукта
Скорость: 14 000 оп/мин
Мощность: 2.3 amps
Cord: Corded
Pros
Best paper exchange
Plenty of power
Quiet and smooth operation
Terrific dust bag
Cons
Compact by design ; некоторым пользователям может понадобиться инструмент большего размера
Наш вердикт
Во время нашего практического тестирования все инструменты показали хорошие результаты и по-своему оставили похожий результат. Мы обнаружили очень мало различий между всеми инструментами, занявшими место в списке лучших. Тем не менее, небольшие различия быстро накапливаются во время длительных работ по шлифованию, и с учетом этого небольшие различия инструментов складываются и выделяются.
Мы обнаружили, что 5-дюймовая эксцентриковая шлифовальная машина Makita BO5030K лучше всего справляется со всеми задачами, которые должна выполнять шлифовальная машина. Он мощный, плавный, тихий и с душой вовлекается в работу. Он имеет гибкий шнур и управляемый переключатель. Для шлифовальных работ на больших расстояниях подойдет шлифовальная машина Makita. Тем, кто ищет более мощный и компактный инструмент, подойдет эксцентриковая шлифовальная машина DEWALT. Проводная эксцентриковая шлифовальная машина плавная, может быть, немного громкая, но мощная и компактная, с хорошим шнуром и переключателем.
Как мы тестировали лучшие шлифовальные машины для ладоней
Чтобы получить максимальное количество применений в одном тесте параллельной шлифовальной машины — все, от удаления крупного материала до детализации поверхности, — мы решили посмотреть, как инструменты выступал на потрепанной, обветренной Hem-Fir 2×10, которая несколько месяцев простояла на улице.
Поскольку мы хотели воссоздать типичное использование шлифовальных машин, каждая шлифовальная машина использовалась с наждачной бумагой трех зернистостей: грубой (50), средней (80) и мелкой (120).
Испытание наждачной бумагой зернистостью 50: Оценка съема припуска и мощности в следах фрезы и узлах на станке 2×10.
Испытание наждачной бумагой зернистостью 80: Протестировано дальнейшее снятие припуска и взаимодействие каждого инструмента с куском материала.
Испытание наждачной бумагой зернистостью 120: Определялось, насколько хорошо каждый инструмент полирует материал и раскрывает волокна древесины.
Помимо производительности каждого инструмента, мы оценивали опыт пользователя. Длина и гибкость шнура, переключатели, замена бумаги, плавность хода и удобство использования также были важными критериями во время наших практических испытаний.
В то время как шлифовальные работы могут выглядеть очень гладкими до их окончательной обработки, нанесение финишной обработки может выявить завихрения или дефекты, которые не видны невооруженным глазом. Мы нанесли отделку на древесину, чтобы убедиться, что отшлифованная область была абсолютно гладкой, прежде чем наносить отделку на основную часть.
Часто задаваемые вопросы
Шлифовальные машины являются незаменимыми инструментами, даже если они простаивают в течение длительного времени между использованиями. Если необходимо провести шлифовку, это нужно сделать хорошо. С двумя основными типами ручных шлифовальных машин — эксцентриковой шлифмашиной и шлифовальной машиной с ладонным листом — для выяснения того, какой инструмент работает лучше всего, в каком приложении может потребоваться некоторая работа.
В. Что лучше: шлифовальная машина для ладоней или орбитальная шлифовальная машина?
Эксцентриковая шлифовальная машина считается лучшим из двух инструментов. В то время как квадратная накладка на шлифовальной машине для ладоней может позволить подойти близко к чему-то вроде внутреннего угла, эксцентриковые шлифовальные машины со случайным вращением обычно удаляют больше материала. Кроме того, случайность их орбит труднее обнаружить в готовом изделии и с меньшей вероятностью телеграфировать через отделку.
В. Является ли листовая шлифовальная машина такой же, как шлифовальная машина для ладоней?
Да, листовая шлифовальная машина и шлифовальная машина для ладоней, как правило, используются взаимозаменяемо для описания одного и того же инструмента, который прикрепляет обычную наждачную бумагу к инструменту с помощью проволочного зажима. Это не похоже на подушечки с крючками и петлями случайных орбитальных шлифовальных машин.
В. Какая марка шлифовальной машины для ладоней является самой мощной?
Все шлифовальные машины невероятно близки по своим возможностям удаления припуска и чистовой обработки. Однако с ненаучной точки зрения шлифовальная машина SKIL 1/4 Sheet Palm Sander показалась наиболее агрессивной при удалении материала.
Типы ручных шлифовальных машин для деревообработки
Сначала я дам вам этот краткий ответ на вопрос о различных типах ручных шлифовальных машин. Купите случайную орбитальную шлифовальную машину и сделайте ее хорошей. Затем вы можете купить другие типы шлифовальных машин по мере необходимости. Я купил много шлифовальных машин за 30 лет работы по дереву.
Каждый из них имеет свое место и выполняет разные задачи, но если бы у меня был только один, это была бы случайная орбитальная шлифовальная машина. Если бы у меня было только две шлифовальные машины, это была бы одна проводная и одна беспроводная эксцентриковая шлифовальная машина. Остальные для особых случаев. Покупайте их по мере необходимости.
Table of Contents
Hand Sanding
Palm Sanders
Detail Sanders
Random Orbit Sanders
Belt Sanders
Mini Belt Sanders
Inline Sanders
Angle Grinders
Oscillating Multitools
Rotary Tools (AKA a Dremel)
Барабанные шлифовальные машины
Дисковые шлифовальные насадки для дрелей
Типы ручных шлифовальных машин: Заключение
Ручная шлифовальная машина
Мы все любим наши электроинструменты, но не позволяйте ручному шлифованию быть забытым вариантом. Мой продвинутый учитель технологии обработки древесины разрешит вам использовать механические шлифовальные машины в ваших проектах. Однако, когда вы заканчивали, он брал красную ручку, обрисовывал все это и говорил: «Теперь отшлифуйте вручную, пока не перестанете видеть красный цвет». Шлифовальные станки стали лучше за тридцать лет, прошедших с тех дней, но ручное шлифование по-прежнему является необходимым навыком, , особенно между слоями отделки.
Ручное шлифование по-прежнему является необходимым навыком даже при использовании механических шлифовальных машин.
Пальмовые шлифовальные машины
Пальмовые шлифовальные машины также известны как листовые шлифовальные машины, поскольку они используют 1/4 листа стандартной наждачной бумаги. Раньше можно было купить листовые шлифовальные машины размером 1/2 листа, но я не видел ни одного из них в течение многих лет, кроме как на гаражных распродажах. Эти маленькие шлифовальные машины работают за счет вибрации, обычно небольшими кругами. Они не очень хорошо работают и плохо собирают пыль. Лучшая причина использовать его — это наказание за то, что ваш подросток слишком поздно гуляет! Они не будут делать это снова!
Старомодная шлифовальная машина с деревянными накладками на скамейке, чтобы они не скользили во время шлифования.
Шлифовальные станки для деталей
Шлифовальные станки для деталей, иногда называемые шлифовальными машинками, представляют собой разновидность ручных шлифовальных машин, которые работают так же, как и листовые шлифовальные машины, только имеют треугольный наконечник для работы в труднодоступных местах. Они используют застежку-липучку и имеют больше отверстий, поэтому сбор пыли работает намного лучше, чем у шлифовальной машины. Они не очень эффективны для больших площадей, но отлично подходят для попадания в углы. По крайней мере, они недорогие. Skil делает хороший инструмент, но если у вас есть осциллирующий мультитул, вы можете использовать его вместо него.
Примечание редактора: Ознакомьтесь с нашей лучшей статьей с обзорами осциллирующих многофункциональных инструментов.
Эксцентриковые шлифовальные машины
В большинстве случаев это ваш выбор. Эксцентриковая шлифовальная машина, доступная в проводном, беспроводном и пневматическом (воздушном) исполнении, является наиболее важным типом ручных шлифовальных машин. Они отлично подходят для всех типов материалов, от дерева до металла и пластика. Возможно, они оставляют лучший финиш любой шлифовальной машины из-за случайного рисунка царапин, который они создают при шлифовании. С наждачной бумагой зернистостью 60 они достаточно хорошо справляются с большим съемом материала. С наждачной бумагой зернистостью 220 они особенно хороши при тонком шлифовании или шлифовании между слоями отделки.
Один из советов: избегайте соблазна поднять шлифовальную машину и отшлифовать ее с края вместо того, чтобы держать шлифовальную машину горизонтально. Это только кажется , как будто вы едете быстрее. То, что вы на самом деле делаете, — это выдавливание вашего материала. Большинство эксцентриковых шлифмашин выпускаются в 5-дюймовых моделях, но есть и 6-дюймовые модели.
Мы не рекомендуем покупать 6-дюймовую модель. Нам слишком сложно найти для них наждачную бумагу, поскольку они редки. Говоря о наждачной бумаге, не покупайте самую дешевую, какую сможете найти. Стоит покупать лучшую бумагу. Мы рассмотрели шлифовальные диски Diablo и пришли к выводу, что они превосходны.
Использование беспроводной эксцентриковой шлифовальной машины для сглаживания части моей деки, которая давала мне осколки.
Ленточные шлифовальные машины
Из различных типов ручных шлифовальных машин ленточная шлифовальная машина хороша для удаления большого количества материала с большой поверхности. Их можно использовать для выравнивания панелей, если вы не умеете пользоваться ручными рубанками. Он также хорошо удаляет краску с больших площадей с помощью правильной ленты. Они бывают двух распространенных размеров: ремней 3 x 21 дюйм и 4 x 24 дюйма. Учитывая, что вы пытаетесь сделать с одним, на мой взгляд, вам следует купить больший размер 4 x 24 дюйма. Откажитесь от меньшего, если только вы физически не можете с ним справиться.
Когда вы включаете их, они пытаются убежать, так что держитесь! Всегда держите их в движении, потому что они быстро удаляют материал. Как только вы перестаете двигаться, они начинают копать выемку в вашей заготовке!
Когда мой рабочий стол нуждается в периодическом обновлении, я делаю это с помощью ленточной шлифовальной машины.
Мини-ленточные шлифовальные машины
Когда речь заходит о типах ручных шлифовальных машин, существует отдельная категория мини-ленточных шлифовальных машин, которые иногда называют палочными или напильниками. Они бывают шириной 3/8”, 1/2”, 3/4”, 1” и 1-1/8” и доступны в беспроводном, проводном или пневматическом исполнении. Они предназначены для доступа к труднодоступным местам и мелким деталям. Их можно использовать как для сглаживания, так и для придания формы небольшим участкам.
Встраиваемые шлифовальные машины
Встраиваемые шлифовальные машины обычно используются в автомобильных кузовных мастерских для выравнивания больших площадей. Это строго пневматический инструмент, и для его работы требуется большой компрессор. Они используются в деревообработке для выравнивания больших панелей, но необходимо использовать фильтр, чтобы масло не попало на древесину, что впоследствии испортит вашу отделку. Встроенные шлифовальные машины движутся по прямой линии вперед и назад, точно так же, как вы шлифуете вручную, за исключением того, что они имеют длину 15 дюймов и работают со скоростью 3000 ударов в минуту.
Популярной моделью является Ingersoll Rand 315. Встроенные шлифовальные машины обычно требуют 6 кубических футов в минуту, что намного больше воздуха, чем может произвести большинство воздушных компрессоров. Поэтому, прежде чем купить его, убедитесь, что ваш компрессор справится с ним. Если вы можете, эти шлифовальные машины отлично справляются со сглаживанием всех материалов. Будучи учеником скульптора, я провел много часов, используя встроенные шлифовальные машины, чтобы сгладить алюминиевые пластины, которые были сварены вместе.
Угловые шлифовальные машины
Когда речь идет о типах ручных шлифовальных машин, вы можете не думать об угловой шлифовальной машине как о шлифовальной машине, но если вы купите 4-1/2-дюймовую подошву за 15 долларов, она превратит вашу шлифовальную машину в одну из самых самые быстрые инструменты для удаления древесины, которые я знаю, рядом с цепной пилой. Если вы используете бумагу с зернистостью 24 или 36, вы можете мгновенно удалить многолетнюю краску. Просто сначала потренируйтесь, чтобы не выдолбить дерево под ним. С зернистостью 24 или 36 вы действительно можете вырезать дерево или скруглять углы. Все, к чему он прикасается, мгновенно исчезает. С зернистостью 80 и некоторой практикой вы можете сгладить грубую древесину или шлифовать сварные швы.
Скульптор, на которого я работаю, научил меня использовать шлифовальный круг вместо шлифовального диска, так как мы могли шлифовать сварные швы и выравнивать окружающие области за один шаг. Затем мы использовали эксцентриковую шлифовальную машину или встроенную шлифовальную машину, и вы бы никогда не узнали, что там был сварной шов, когда мы наносили автомобильную отделку на скульптуру. Пневматические шлифовальные машины используются для шлифования камня из-за скорости, мощности и устойчивости к пыли. Эклектичные шлифовальные машины могут это сделать, но каменная пыль убьет их довольно быстро.
Проведя 3 часа на одной доске химическим средством для удаления краски, я снял краску со всей палубы за 4 часа с помощью этой шлифовальной машины, используя наждачную бумагу зернистостью 24.
Осциллирующие мультитулы
Осциллирующий мультитул, как следует из названия, делает много вещей. Он распиливает дерево, металл и пластик, удаляет раствор, вырезает отверстия в гипсокартоне. Он также шлифует древесину. Одна из насадок, которую вы можете приобрести для мультитула, — это треугольная головка, такая как упомянутая выше шлифовальная машина. Он меньше, поэтому попадает в меньшие места. Головка вибрирует вперед и назад, шлифуя дерево, пластик, камень или металл. Наждачная бумага держится на липучке. Обычно он не собирает пыль. Вот наш выбор лучших осциллирующих мультитулов.
Использование насадки для шлифовальной машины на осциллирующем многофункциональном инструменте для шлифования трещины в моем сайдинге Мне нужно заделать герметик
Вращающиеся инструменты (также известные как Dremel)
Один из последних типов ручных шлифовальных машин, о которых следует рассказать, — это вращающийся инструмент, ставший популярным благодаря Dremel . Осциллирующий мультитул хорошо справляется с мелкими деталями. Однако они должны быть плоскими или вогнутыми. Используйте вращающийся инструмент на выпуклых участках или очень маленьких участках. Он может шлифовать, шлифовать и полировать с помощью множества барабанных шлифовальных машин, боров и других насадок.
Вращающийся инструмент с насадкой для небольшой шлифовальной машины
Шлифовальные машины
Ручная шлифовальная машина — это специальный инструмент, используемый для придания формы дереву или камню. Хотя вы можете получить их как электрические или даже как насадку для дрели, обычно это пневматические инструменты с рукояткой на обоих концах, как у скалки. На самом деле, они выглядят как скалки разных размеров, в зависимости от того, какой размер вы получите. Большинству из них требуется также приобрести прямолинейную пневматическую дрель для работы или, по крайней мере, для ее правильного использования. Можно использовать обычную дрель, но опыт будет плохой. Они отлично подходят для таких вещей, как формирование выпуклых частей сидений на деревянных стульях на глаз. Используйте шлифовальную машину со шлифовальным диском, чтобы придать форму вогнутым частям сиденья стула.
Дисковые шлифовальные насадки для дрелей
Вы издеваетесь? Не тратьте деньги. Я знаю, что они стоят всего 10 долларов, но шлифовальная машина Skill Detail стоит 25 долларов, и, по крайней мере, у вас есть настоящая шлифовальная машина.
Лучшие шлифовальные машины Acme Tools
Типы ручных шлифовальных машин:
Заключение
Как видите, существует довольно много различных типов ручных шлифовальных машин на выбор. Эксцентриковая шлифовальная машина с произвольной выборкой подойдет лучше всего.

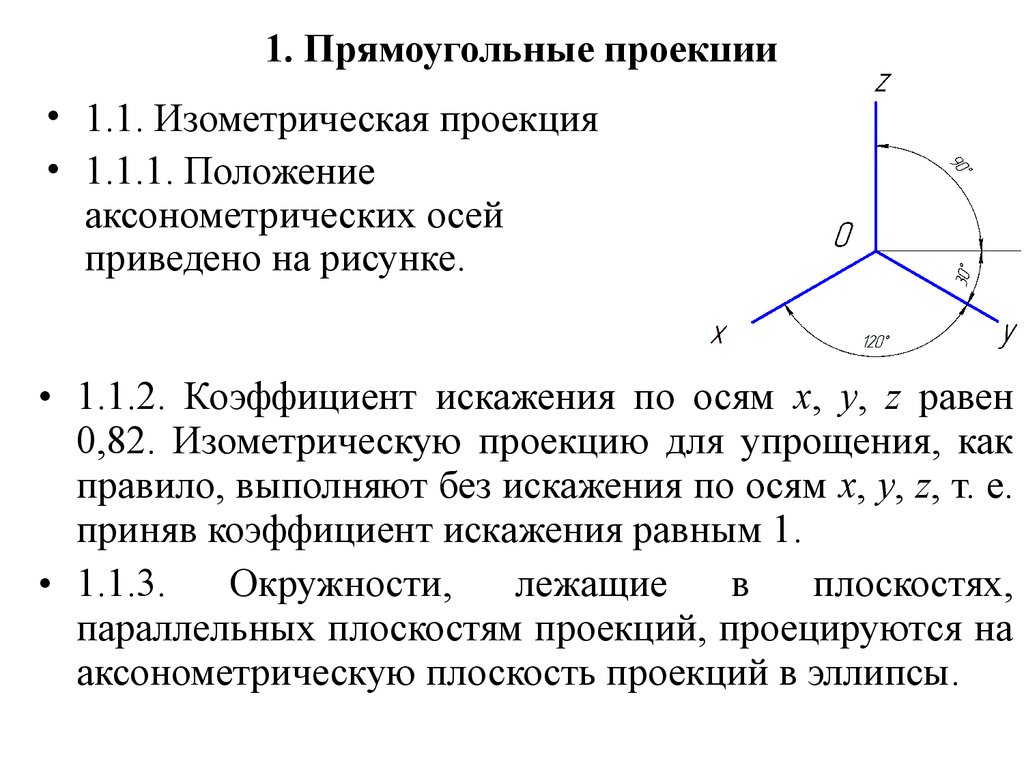 1.
1.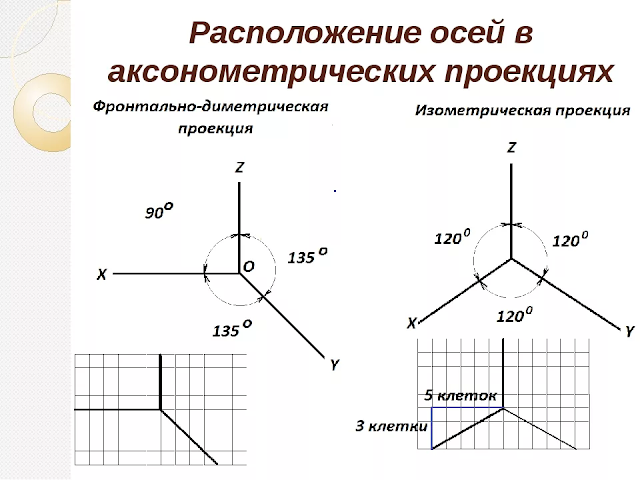

 09 21-141 проекция.docx, Общий вид по двум проекциям.docx, 3-топ.конустық проекция.pptx, Одиночные дисковая и прямоугольная МПА на подложке ФЛАН-3,, Меркатор проекциясы.pdf, Аксонометриялық проекциялар.docx, №1 тәж. сабағы. Куш проекциясы, тоғыскан күштер (1 тапсырма) (2)
09 21-141 проекция.docx, Общий вид по двум проекциям.docx, 3-топ.конустық проекция.pptx, Одиночные дисковая и прямоугольная МПА на подложке ФЛАН-3,, Меркатор проекциясы.pdf, Аксонометриялық проекциялар.docx, №1 тәж. сабағы. Куш проекциясы, тоғыскан күштер (1 тапсырма) (2)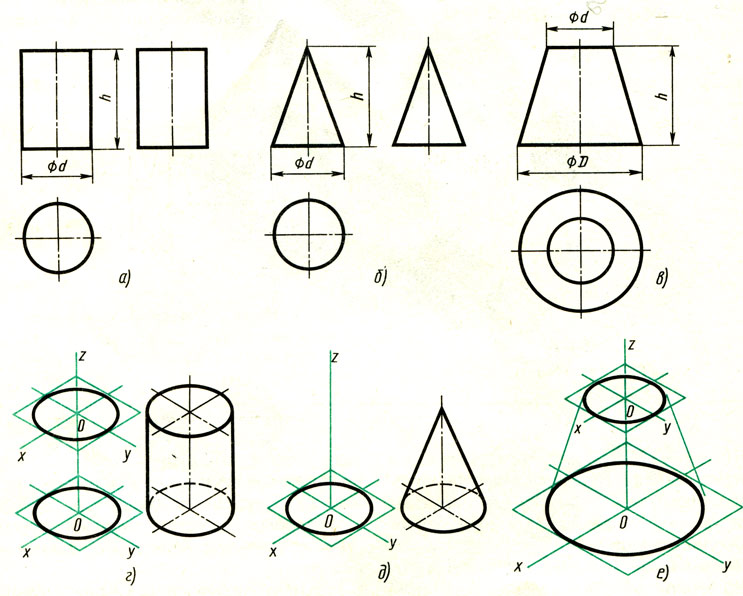 О = Kz0 =1), поэтому координаты точки А на каждом примере (рис. 4.5) откладываем равными действительным координатам х,у, z (рис. 4.4).
О = Kz0 =1), поэтому координаты точки А на каждом примере (рис. 4.5) откладываем равными действительным координатам х,у, z (рис. 4.4). Соединив эти точки прямыми, получим изометрическую проекцию призмы.
Соединив эти точки прямыми, получим изометрическую проекцию призмы.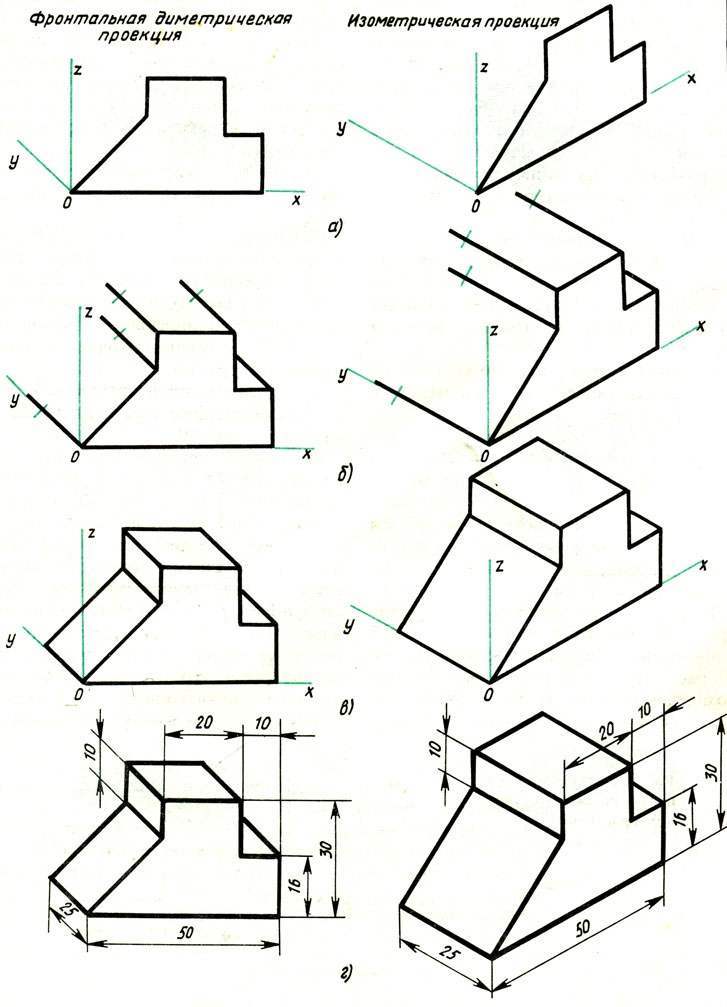
 Из точек М пересечения вспомогательной окружности с осью z как из центров радиусом R = NM проводим две дуги — NDN и NCN окружности, принадлежащие овалу.
Из точек М пересечения вспомогательной окружности с осью z как из центров радиусом R = NM проводим две дуги — NDN и NCN окружности, принадлежащие овалу. На рис. 4.15 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной профильной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной профильной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси х.
На рис. 4.15 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной профильной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной профильной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси х.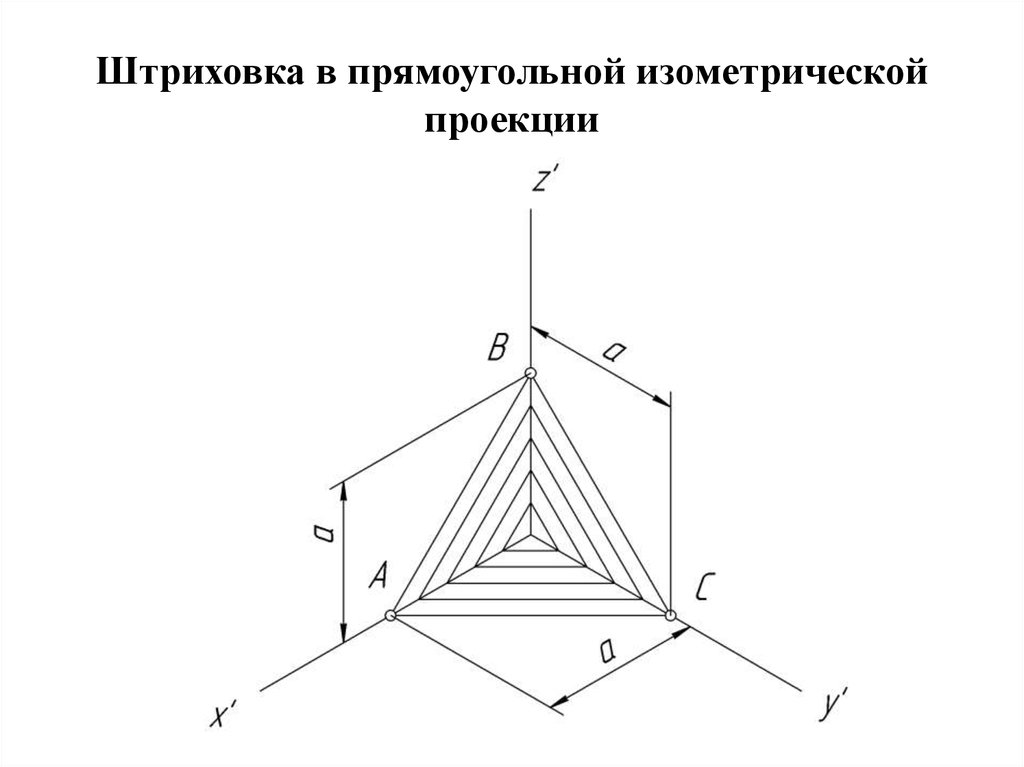
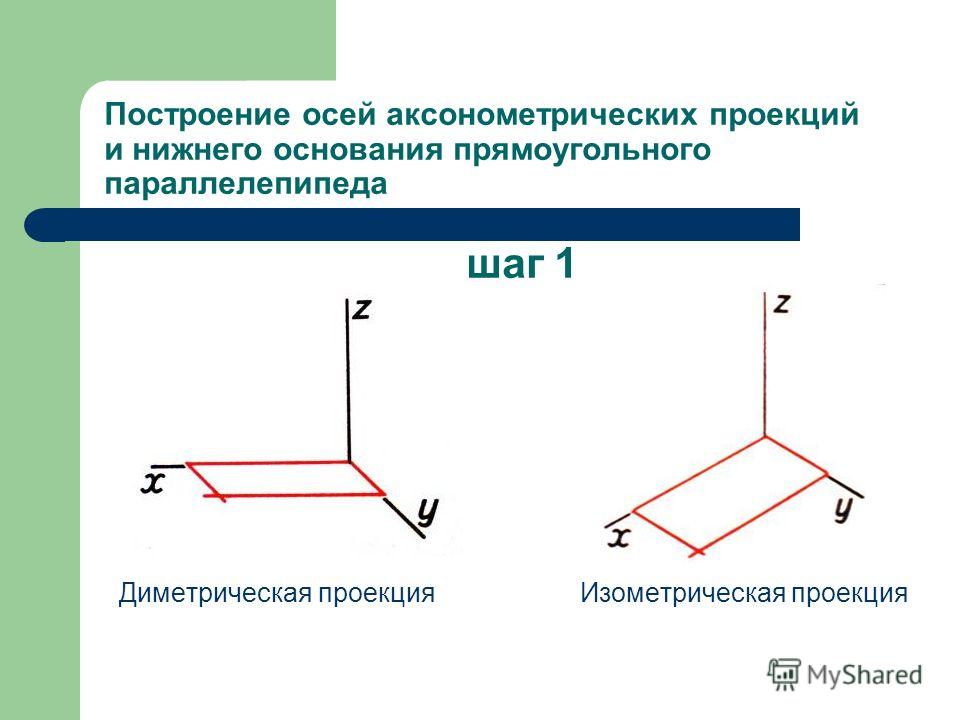 Вы должны уже уметь хорошо ориентироваться в трех видах на чертеже.
Вы должны уже уметь хорошо ориентироваться в трех видах на чертеже.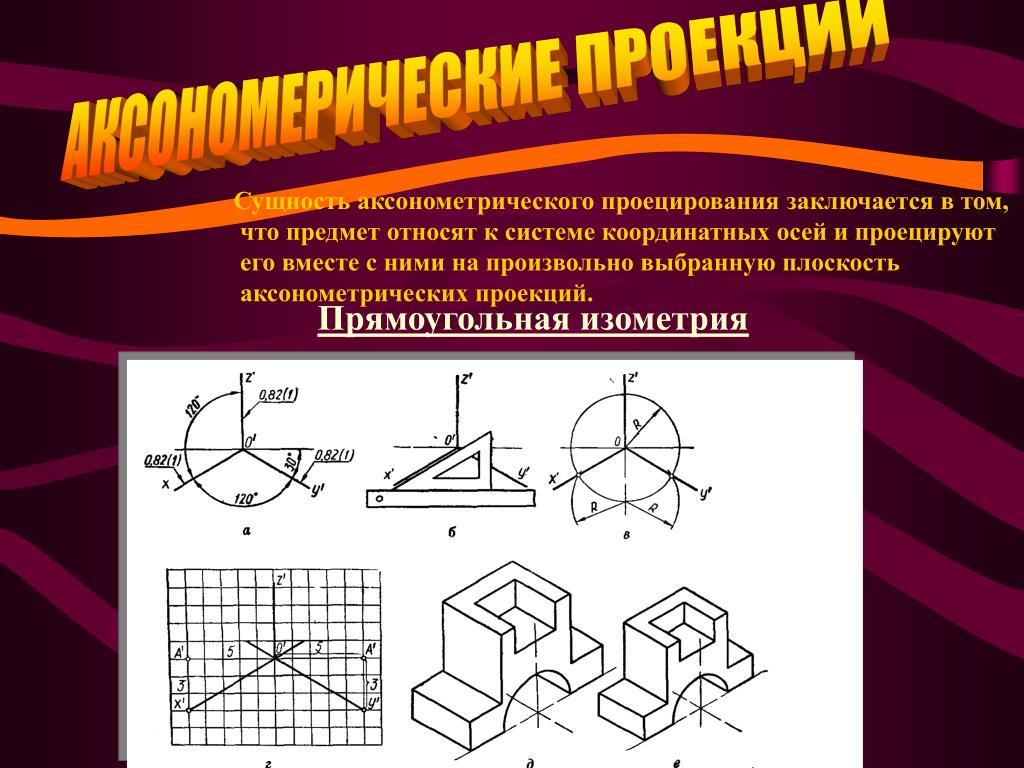 Это связано с тем, что мы смотрим на нее под углом. В изометрии окружности проецируются в эллипсы с размерами осей a=1,22D и b=0,71D. Эллипсы, обозначающие окружности на горизонтальных плоскостях в изометрии изображаются с осью а расположенной горизонтально, а ось b — вертикально. При этом расстояние между точками расположенными на оси Х или У равно диаметру окружности (смотри размер 20 мм).
Это связано с тем, что мы смотрим на нее под углом. В изометрии окружности проецируются в эллипсы с размерами осей a=1,22D и b=0,71D. Эллипсы, обозначающие окружности на горизонтальных плоскостях в изометрии изображаются с осью а расположенной горизонтально, а ось b — вертикально. При этом расстояние между точками расположенными на оси Х или У равно диаметру окружности (смотри размер 20 мм). Но как правило, в курсе инженерной графики выполняется изометрия с вырезом одной четверти. Чаще всего, это четверть нижняя левая на виде сверху — в этом случае получается наиболее интересный с точки зрения наблюдателя разрез (конечно же все зависит от изначальной правильности компоновки чертежа, но чаще всего это так). На нашем примере эта четверть обозначена красными линиями. Удалим ее.
Но как правило, в курсе инженерной графики выполняется изометрия с вырезом одной четверти. Чаще всего, это четверть нижняя левая на виде сверху — в этом случае получается наиболее интересный с точки зрения наблюдателя разрез (конечно же все зависит от изначальной правильности компоновки чертежа, но чаще всего это так). На нашем примере эта четверть обозначена красными линиями. Удалим ее.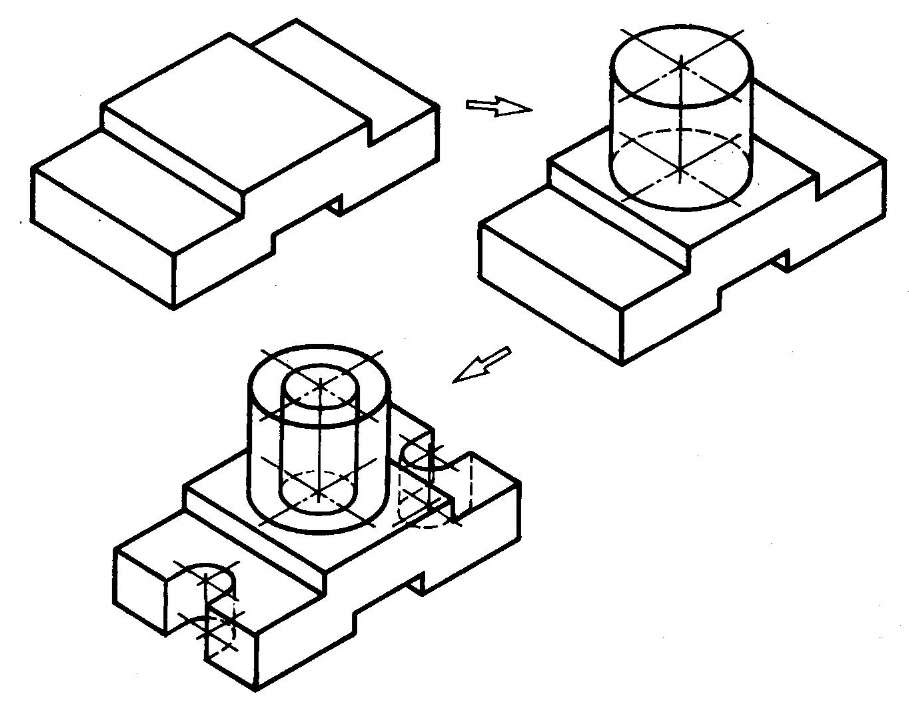 .. Меньше
.. Меньше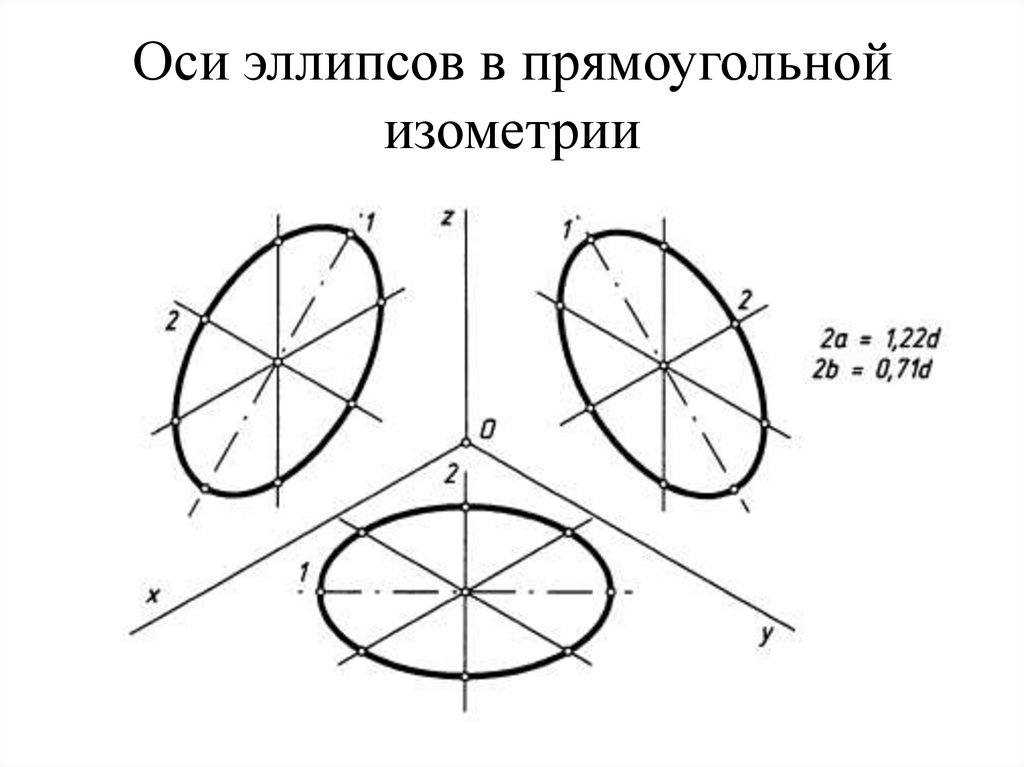 org/ItemList»>
org/ItemList»>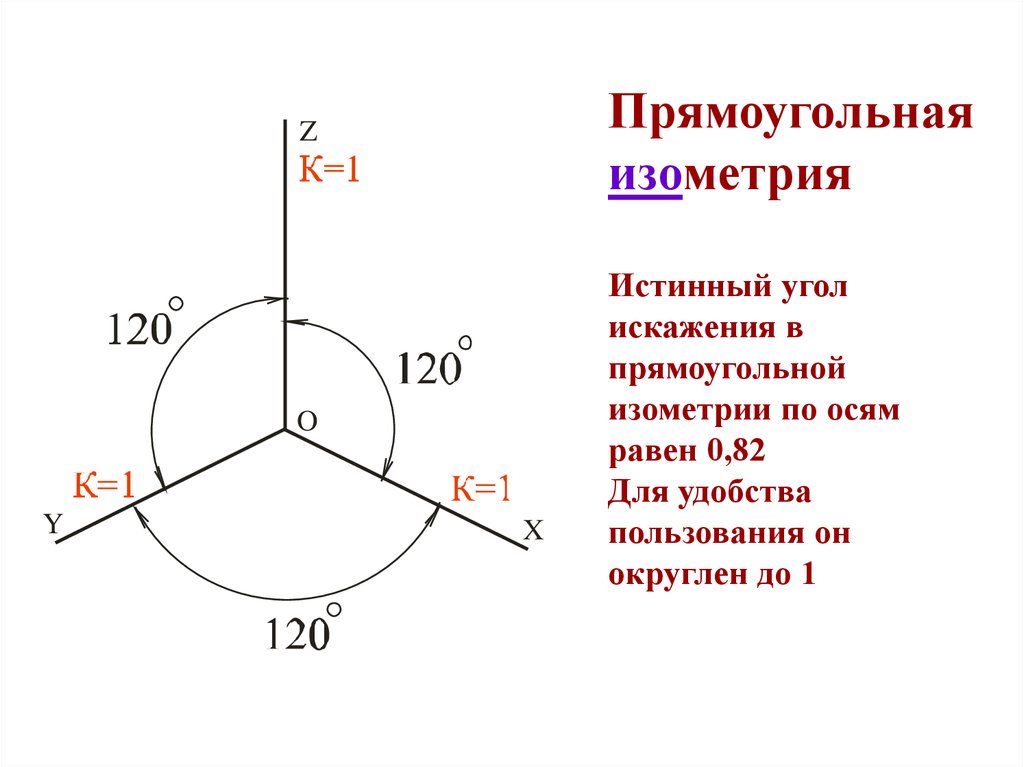 org/ListItem»>
org/ListItem»>
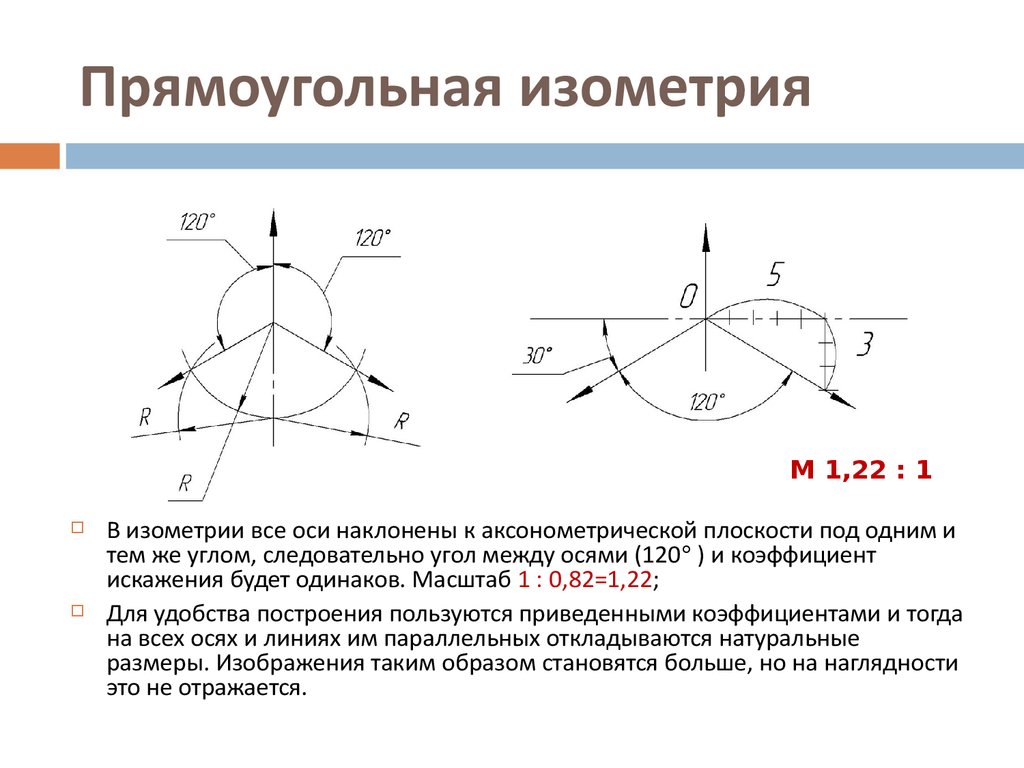
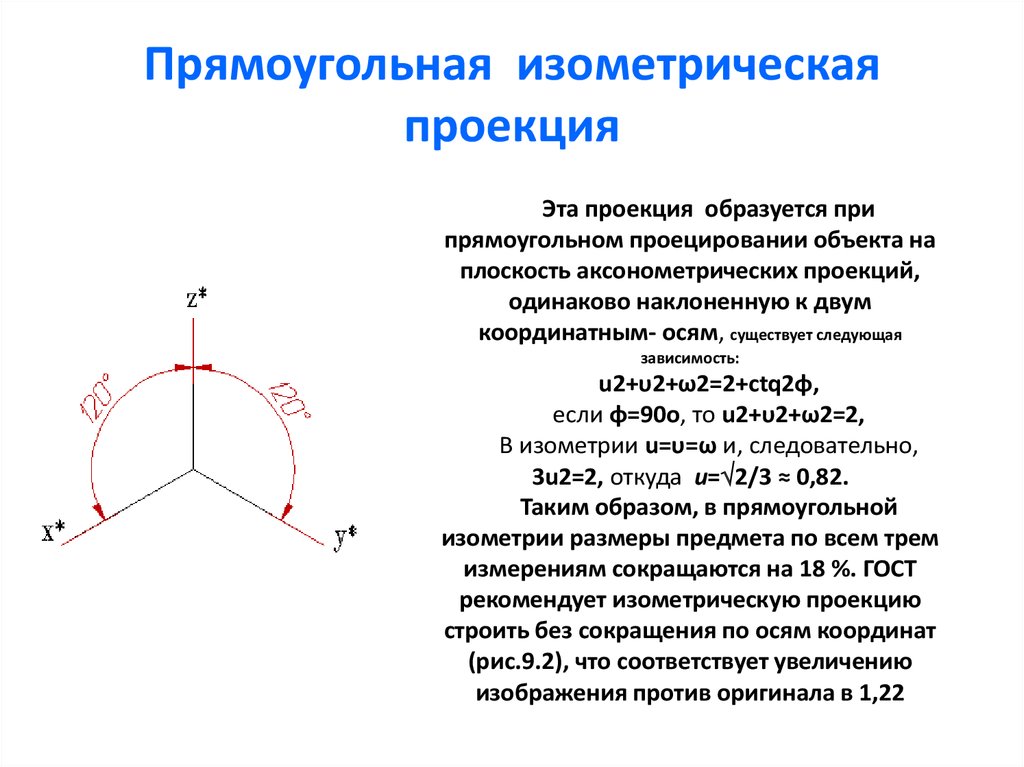
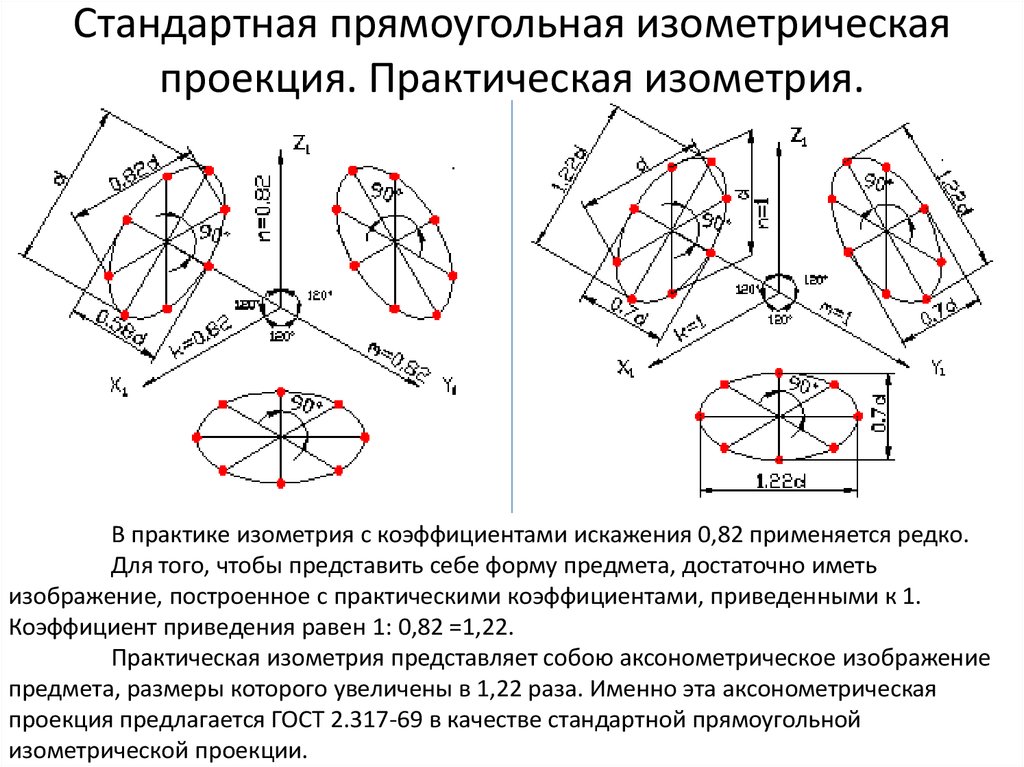 org/ListItem»>
org/ListItem»>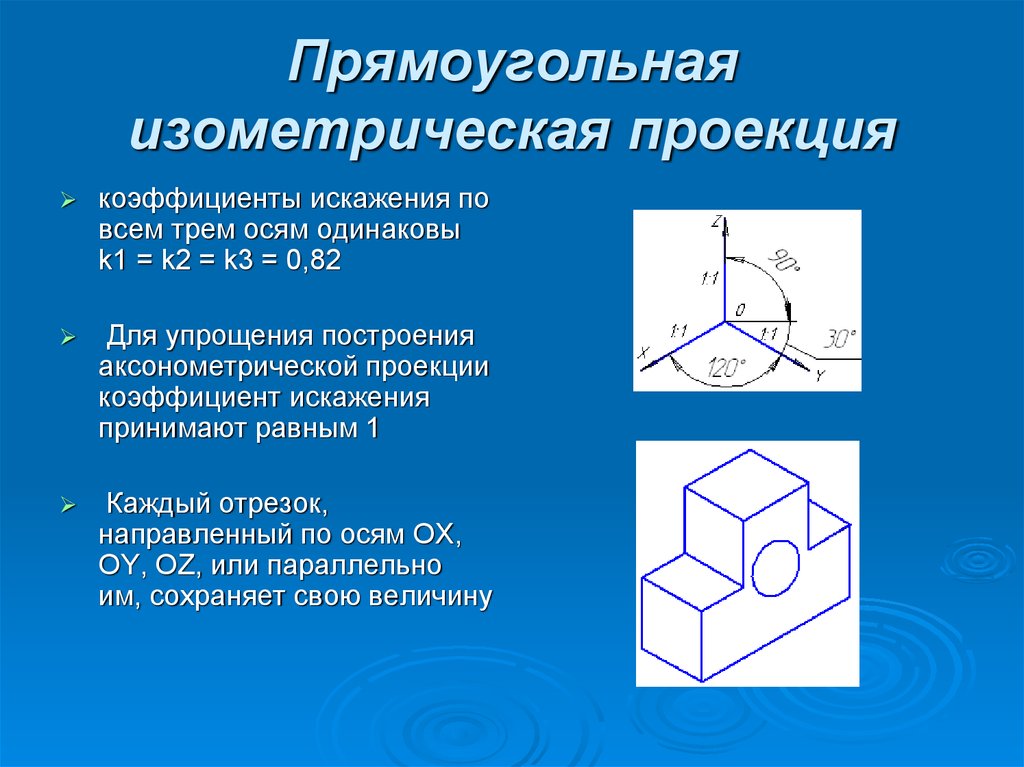
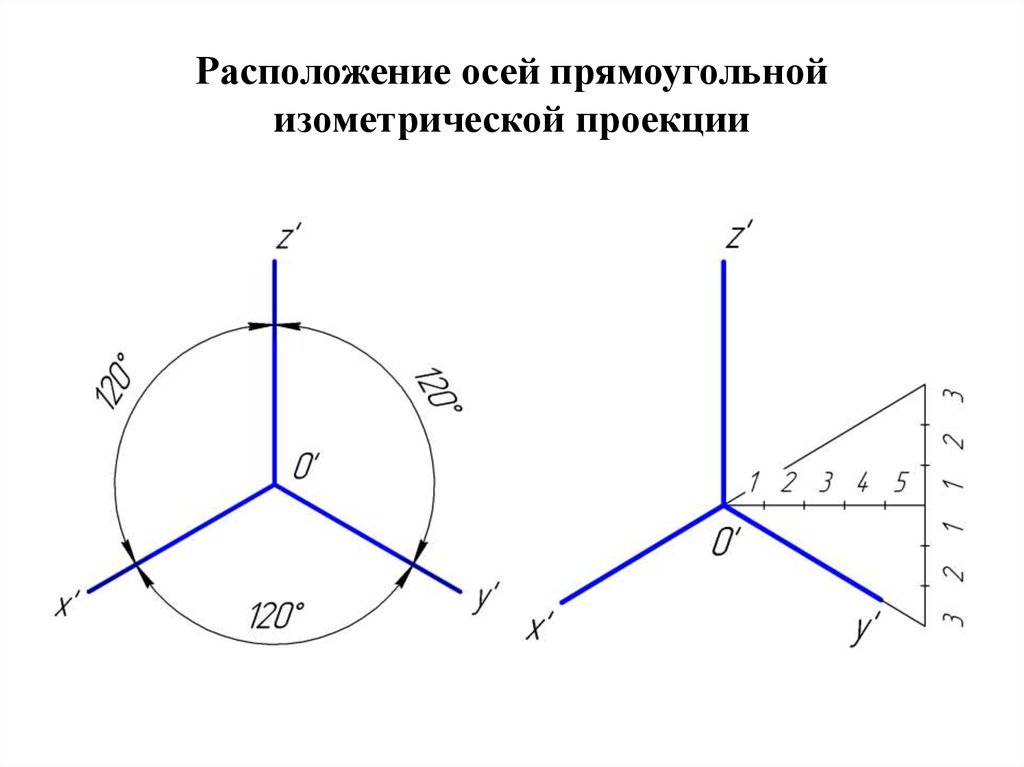
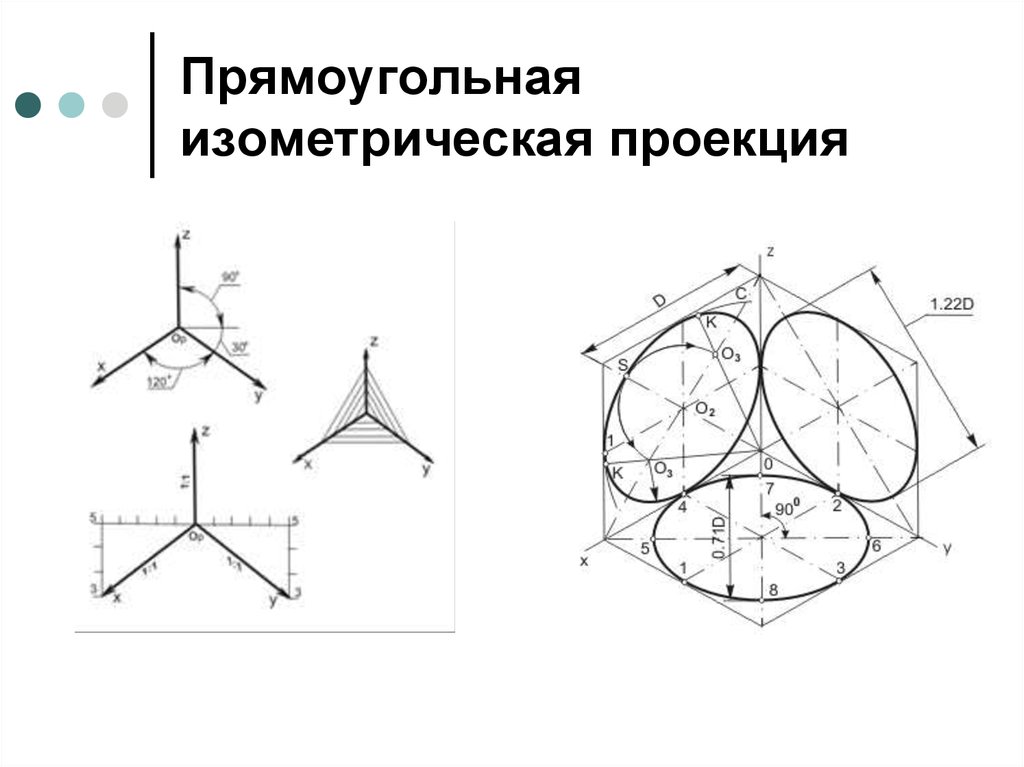 org/ListItem»>
org/ListItem»>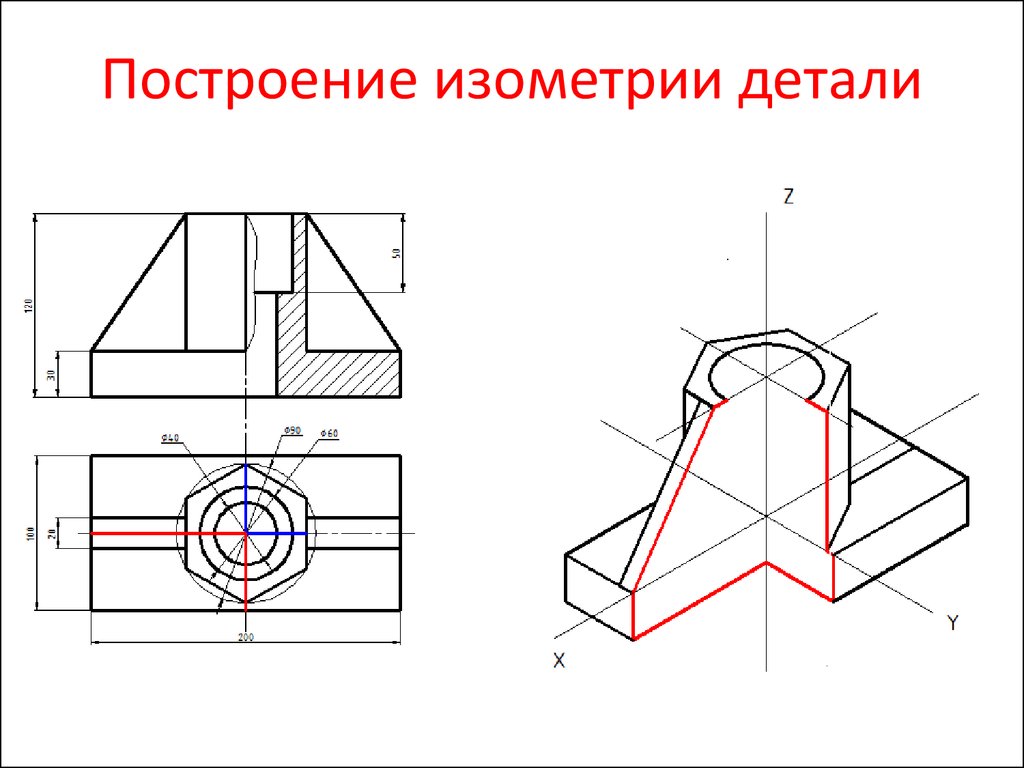 org/ListItem»>
org/ListItem»>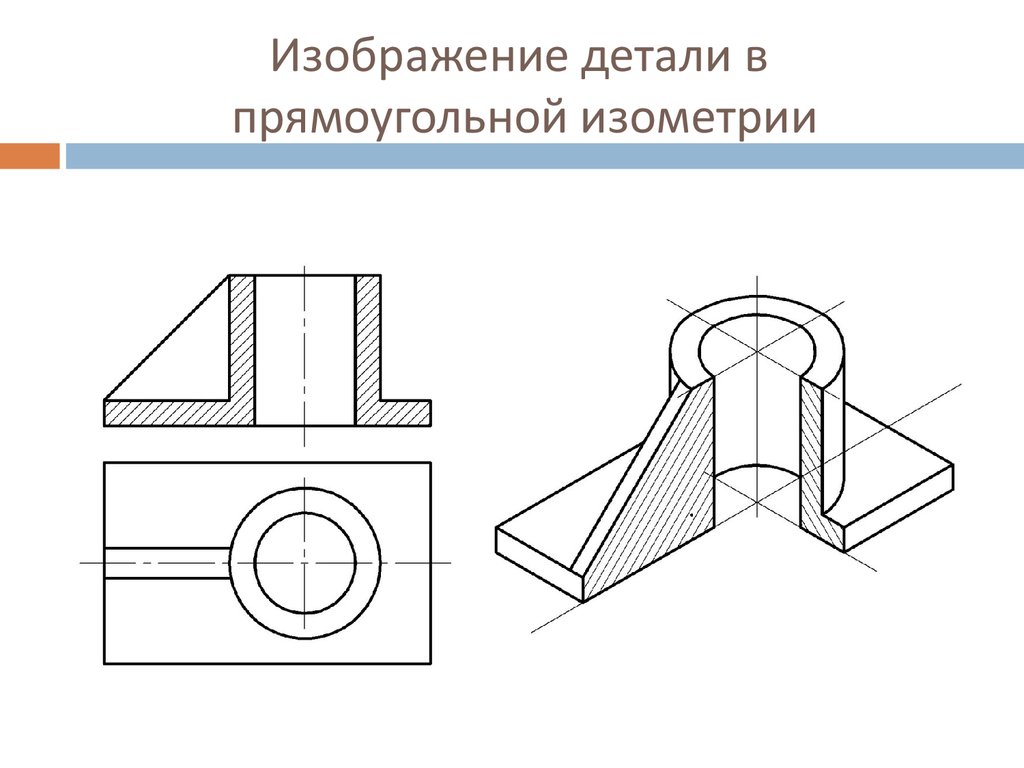
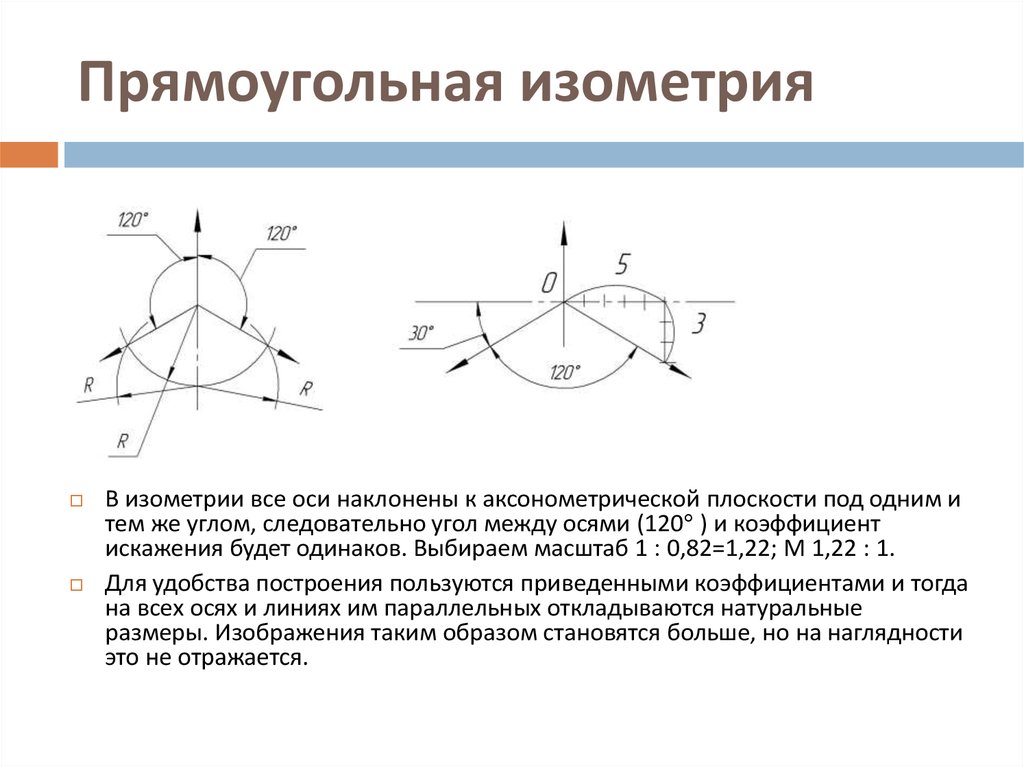 cel для хранения своей пользовательской ячейки и использования ее при необходимости.
cel для хранения своей пользовательской ячейки и использования ее при необходимости.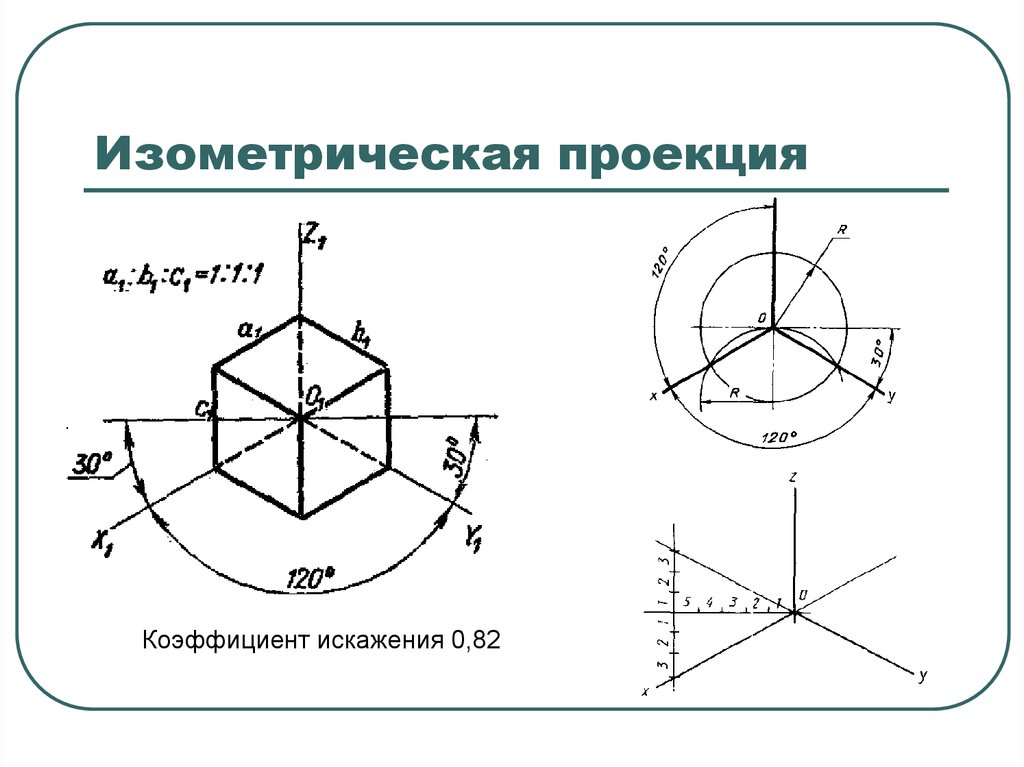


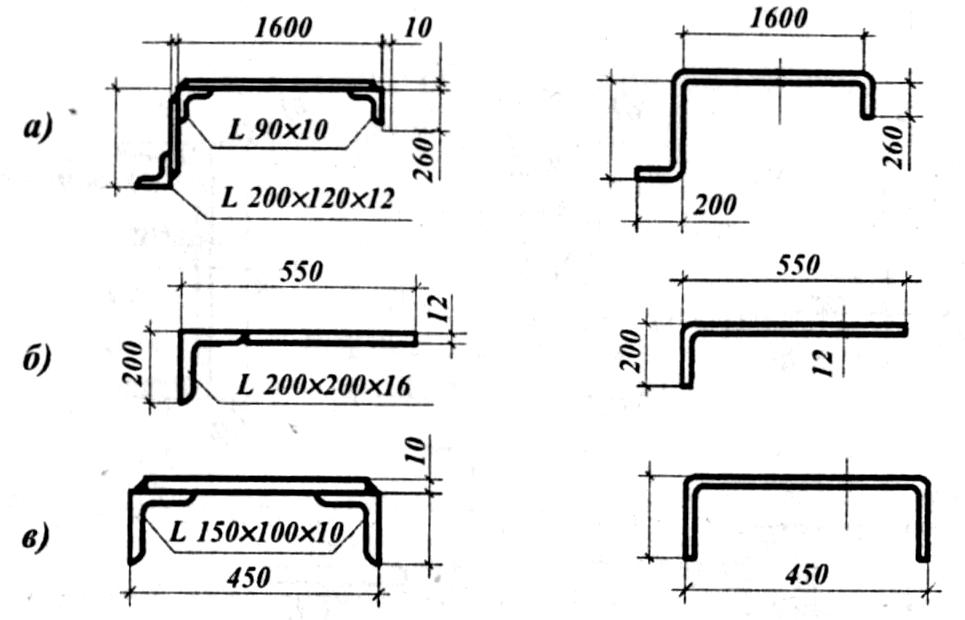

 дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5
дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5 Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно. дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5
дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5 Этот корпус используется для смещения места сверления краевого отверстия в двери или дверном косяке.
Этот корпус используется для смещения места сверления краевого отверстия в двери или дверном косяке.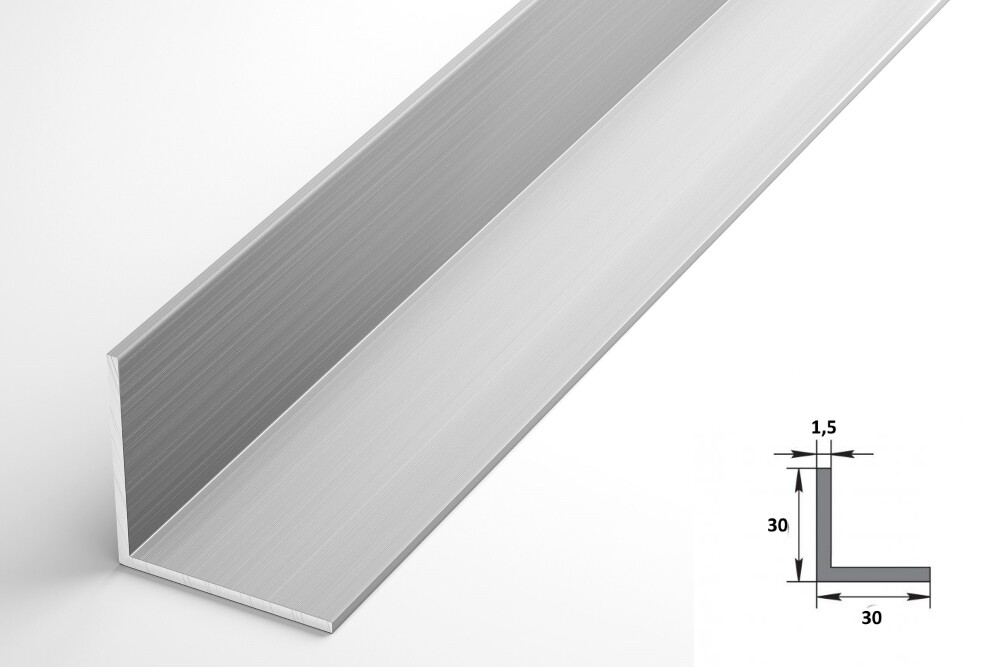 Используемый и признанный как слесарями, так и строителями,…
Используемый и признанный как слесарями, так и строителями,… Используемый и признанный как слесарями, так и строителями,…
Используемый и признанный как слесарями, так и строителями,…
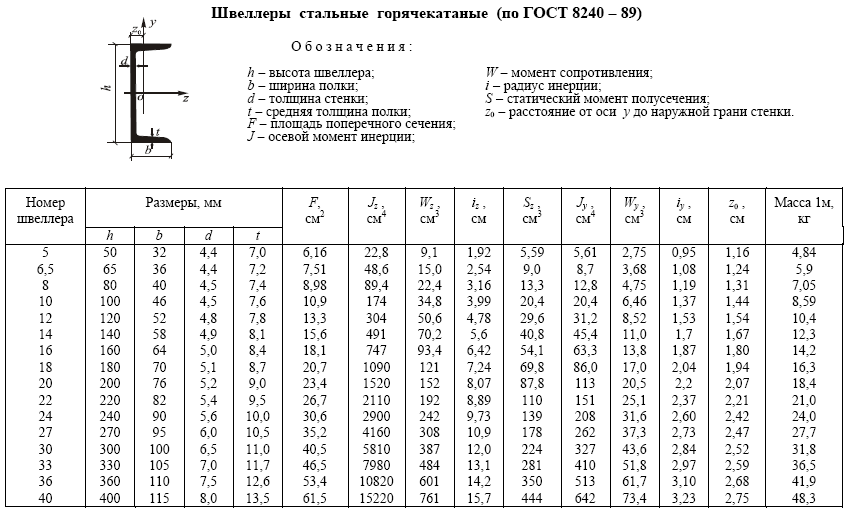
 0-Ст.3 и т.п.) без покрытия в 4500 раз, выше чем у оцинкованной стали в 500 раз, выше чем у алюминия в 50 раз, выше чем у латуни в 25 раз
0-Ст.3 и т.п.) без покрытия в 4500 раз, выше чем у оцинкованной стали в 500 раз, выше чем у алюминия в 50 раз, выше чем у латуни в 25 раз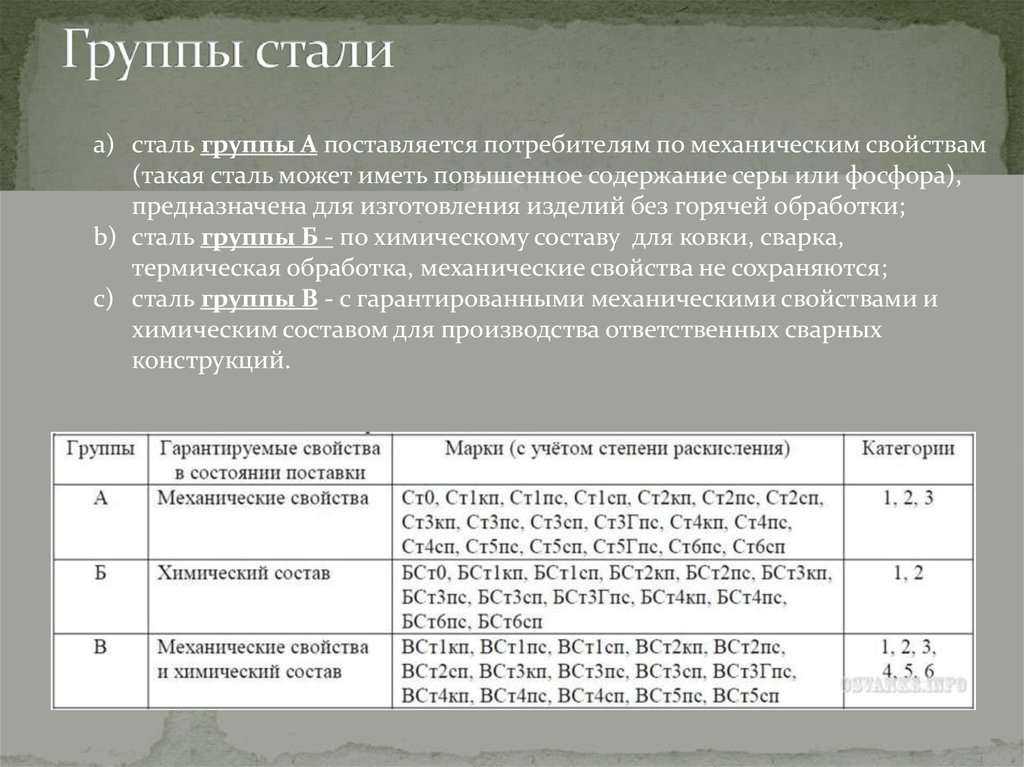 Сплав прочный, легкий в обработке, долговечный, поэтому нашел широкое применение в различных отраслях промышленности и сферах народного хозяйства.
Сплав прочный, легкий в обработке, долговечный, поэтому нашел широкое применение в различных отраслях промышленности и сферах народного хозяйства. Изделия из сплава 08Х18Н10Т применяются в агрессивных химических средах: кислотных, щелочных и солевых растворах, морской воде, насыщенном паре;
Изделия из сплава 08Х18Н10Т применяются в агрессивных химических средах: кислотных, щелочных и солевых растворах, морской воде, насыщенном паре;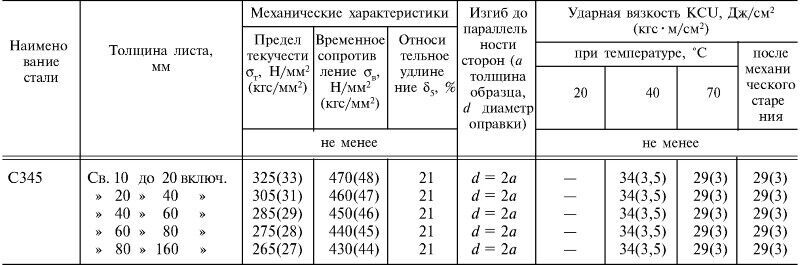 Пластичность металла позволяет раскатывать материал тоньше 1 мм. Из этого сплава изготавливают листы, ленты, проволоку, полосы. Стальная проволока идет на изготовление тканых металлических сеток, которые применяются в химической и пищевой промышленности, машиностроении, строительстве.
Пластичность металла позволяет раскатывать материал тоньше 1 мм. Из этого сплава изготавливают листы, ленты, проволоку, полосы. Стальная проволока идет на изготовление тканых металлических сеток, которые применяются в химической и пищевой промышленности, машиностроении, строительстве. Наша компания реализует нержавеющую проволоку и сетки из сплава марки 08Х18Н10Т. Все представленные позиции изготовлены по ГОСТ, имеют сертификаты, соответствуют российским и международным стандартам качества.
Наша компания реализует нержавеющую проволоку и сетки из сплава марки 08Х18Н10Т. Все представленные позиции изготовлены по ГОСТ, имеют сертификаты, соответствуют российским и международным стандартам качества.
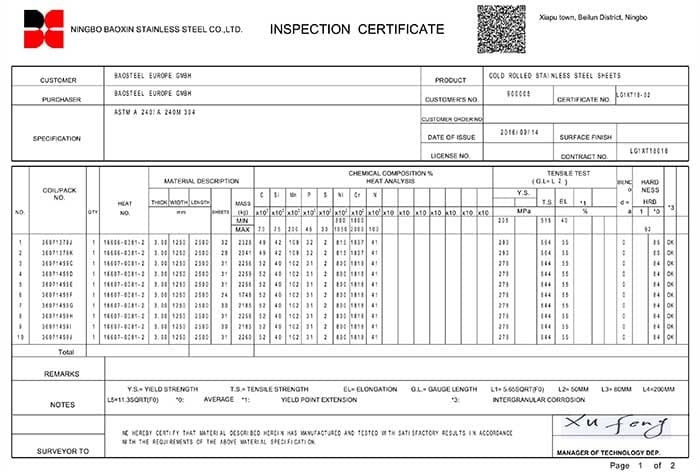 Закалка при 1020-1100 °С, воздух, масло, вода.
Закалка при 1020-1100 °С, воздух, масло, вода.

 Закалка 1050-1100 °С, вода или воздух
Закалка 1050-1100 °С, вода или воздух
 Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температуре критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 08Х18х20Т.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температуре критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 08Х18х20Т. Сталь коррозионностойкая и жаростойкая аустенитная.
Сталь коррозионностойкая и жаростойкая аустенитная. Закалка 1020-1100°С, охлаждение на воздухе, в масле, воде.
Закалка 1020-1100°С, охлаждение на воздухе, в масле, воде.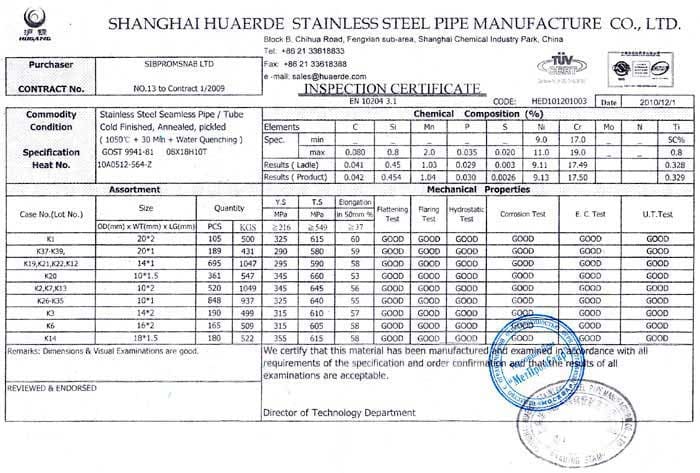
 manual-steel.ru/08h28N10T.html
manual-steel.ru/08h28N10T.html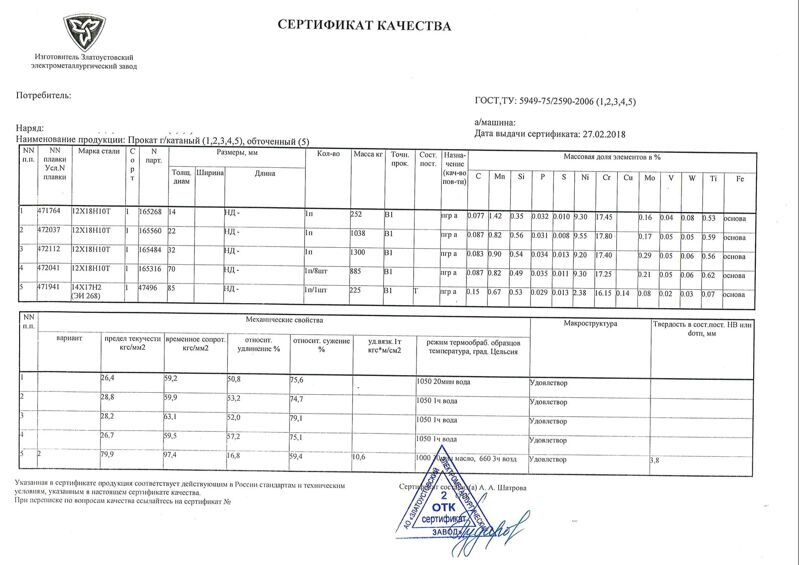


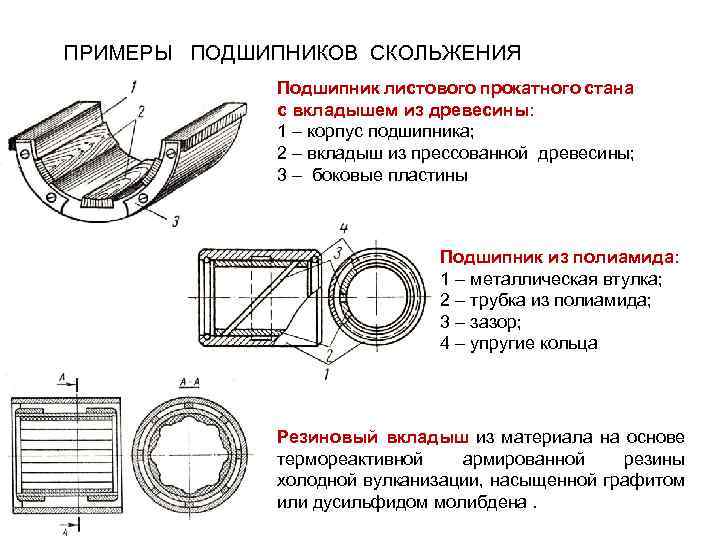
 2).
2).
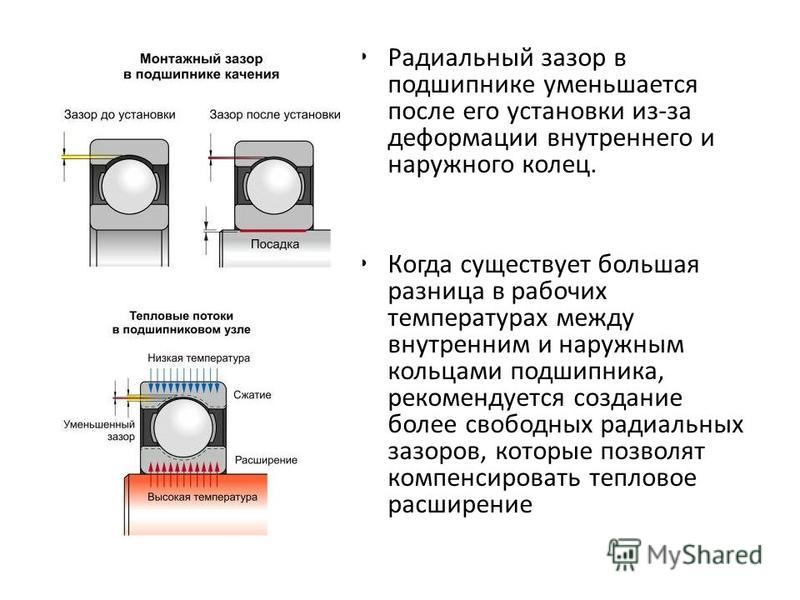
 Все инновационные материалы, производимые ею, реализуют технологию сухой смазки. Многие покрытия применяются для обслуживания подшипников скольжения.
Все инновационные материалы, производимые ею, реализуют технологию сухой смазки. Многие покрытия применяются для обслуживания подшипников скольжения.

 Обычно он используется как опора вала в продольном направлении, удерживая его в проектном положении. Применение подшипников этого типа чрезвычайно разнообразно, но чаще всего они используются во всевозможных роторах, так как обеспечивают надежную фиксацию вала и позволяют точно выдерживать зазоры, необходимые для работы этих устройств.
Обычно он используется как опора вала в продольном направлении, удерживая его в проектном положении. Применение подшипников этого типа чрезвычайно разнообразно, но чаще всего они используются во всевозможных роторах, так как обеспечивают надежную фиксацию вала и позволяют точно выдерживать зазоры, необходимые для работы этих устройств. Такое покрытие нужно вовсе не для того, чтобы максимально трение в подшипнике – на роли баббита мы подробно остановимся в конце нашей статьи.
Такое покрытие нужно вовсе не для того, чтобы максимально трение в подшипнике – на роли баббита мы подробно остановимся в конце нашей статьи. При этом каждая колодка имеет особый шарнирный механизм, позволяющий ей изменять положение в зависимости от того, как изменяется осевой момент приложения сил. Благодаря этому давление масла всегда остается достаточным для эффективной работы механизма.
При этом каждая колодка имеет особый шарнирный механизм, позволяющий ей изменять положение в зависимости от того, как изменяется осевой момент приложения сил. Благодаря этому давление масла всегда остается достаточным для эффективной работы механизма. Может это происходить и из-за неэффективного отвода тепла.
Может это происходить и из-за неэффективного отвода тепла. В этом случае на каждую колодку при работе механизма будет оказываться давление 1,5-2 МПа. Если нужна высокая точность, то принимают размер зазора 40 мкм. В этом случае давление составит 3,5-4 МПа. Делая расчет нужно не забывать и о том, что чем меньше зазор, тем выше риск перегрева детали. Температура 90 градусов Цельсия в этом случае считается критической. При дальнейшем повышении риск расплавления баббитового слоя колодок, а значит и поломки подшипника, значительно растет.
В этом случае на каждую колодку при работе механизма будет оказываться давление 1,5-2 МПа. Если нужна высокая точность, то принимают размер зазора 40 мкм. В этом случае давление составит 3,5-4 МПа. Делая расчет нужно не забывать и о том, что чем меньше зазор, тем выше риск перегрева детали. Температура 90 градусов Цельсия в этом случае считается критической. При дальнейшем повышении риск расплавления баббитового слоя колодок, а значит и поломки подшипника, значительно растет.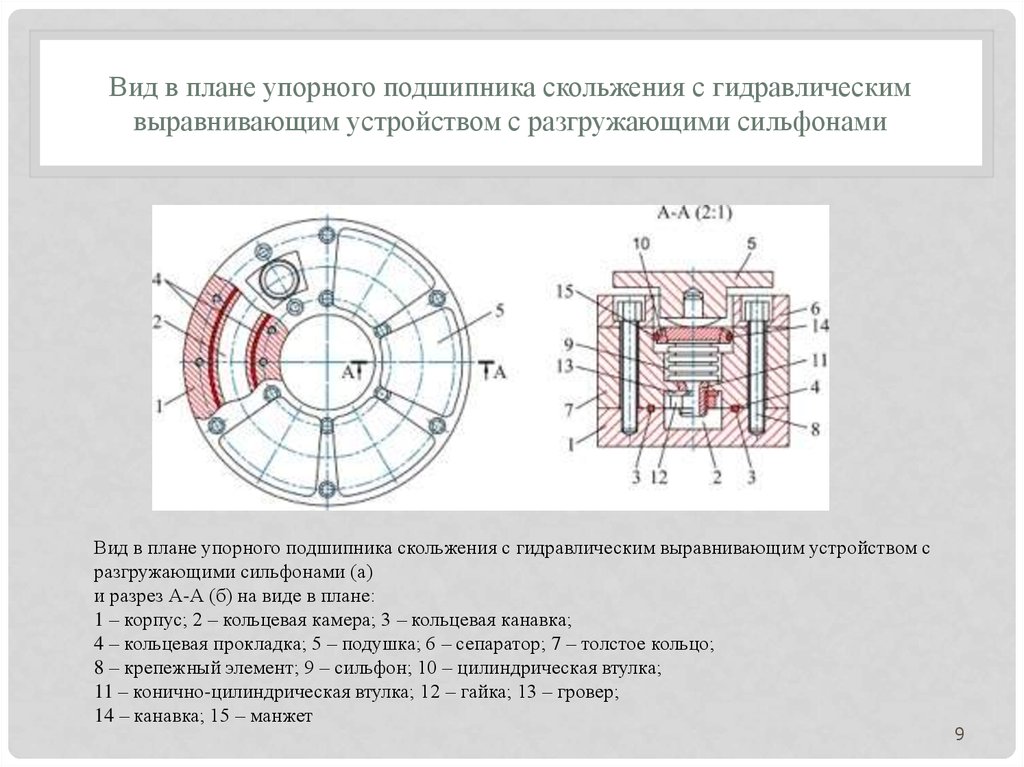 При этом ключевую роль в надежности этих элементов узла играет баббитовая заливка. Важно помнить, что в упорных и опорных подшипниках она играет абсолютно разную роль. В опорных моделях, рассчитанных на радиальный тип нагрузки, эта часть колодок работает в условиях сухого и полусухого трения. В случае с изделиями упорного типа, эти виды трения не наблюдаются, так как диск вала «плавает» в масляной ванне и не касается поверхности баббита.
При этом ключевую роль в надежности этих элементов узла играет баббитовая заливка. Важно помнить, что в упорных и опорных подшипниках она играет абсолютно разную роль. В опорных моделях, рассчитанных на радиальный тип нагрузки, эта часть колодок работает в условиях сухого и полусухого трения. В случае с изделиями упорного типа, эти виды трения не наблюдаются, так как диск вала «плавает» в масляной ванне и не касается поверхности баббита.
 Подшипники iglide® являются самосмазывающимися, не требуют технического обслуживания, химически стойкими, универсальными и снижают затраты до 40 процентов. Они могут выдерживать экстремальные температуры и подходят для специального машиностроения, подводного применения, пищевой и табачной промышленности. Подшипники iglide® доступны в широком диапазоне стандартных опций каталога, а индивидуальная настройка возможна от одной партии. Обновите имеющиеся у вас подшипники и втулки, перейдя на igus®. Перейдя на подшипники iglide®, клиенты могут улучшить свои технологии и сократить свои расходы до 9 раз.0%. В дополнение к этим преимуществам продукты igus® предлагают быструю доставку в течение 24 часов, онлайн-калькуляторы срока службы и инструменты для почти всех линеек продуктов, а также проверенную надежность.
Подшипники iglide® являются самосмазывающимися, не требуют технического обслуживания, химически стойкими, универсальными и снижают затраты до 40 процентов. Они могут выдерживать экстремальные температуры и подходят для специального машиностроения, подводного применения, пищевой и табачной промышленности. Подшипники iglide® доступны в широком диапазоне стандартных опций каталога, а индивидуальная настройка возможна от одной партии. Обновите имеющиеся у вас подшипники и втулки, перейдя на igus®. Перейдя на подшипники iglide®, клиенты могут улучшить свои технологии и сократить свои расходы до 9 раз.0%. В дополнение к этим преимуществам продукты igus® предлагают быструю доставку в течение 24 часов, онлайн-калькуляторы срока службы и инструменты для почти всех линеек продуктов, а также проверенную надежность.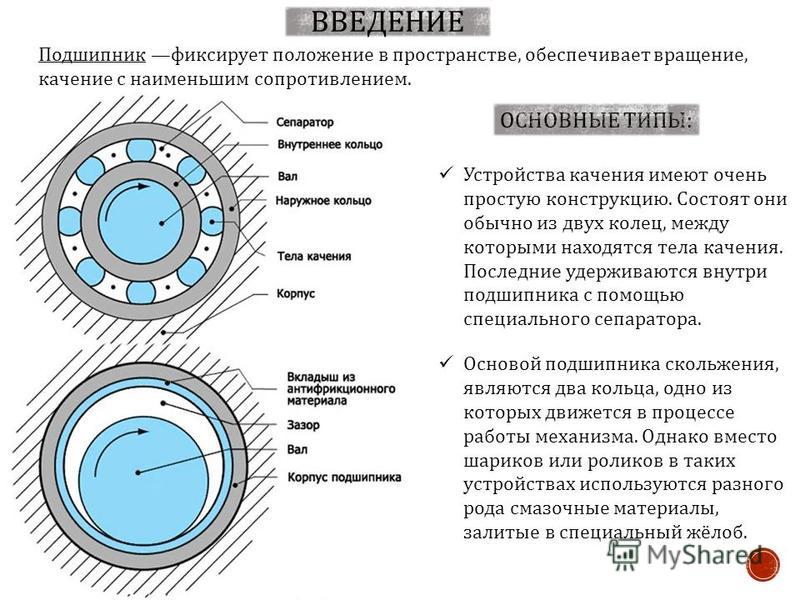 10 000 испытаний в год обеспечивают базу данных для онлайн-калькулятора срока службы.
10 000 испытаний в год обеспечивают базу данных для онлайн-калькулятора срока службы. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
 также «Боковая панель: Полезные правила» внизу статьи) .
также «Боковая панель: Полезные правила» внизу статьи) .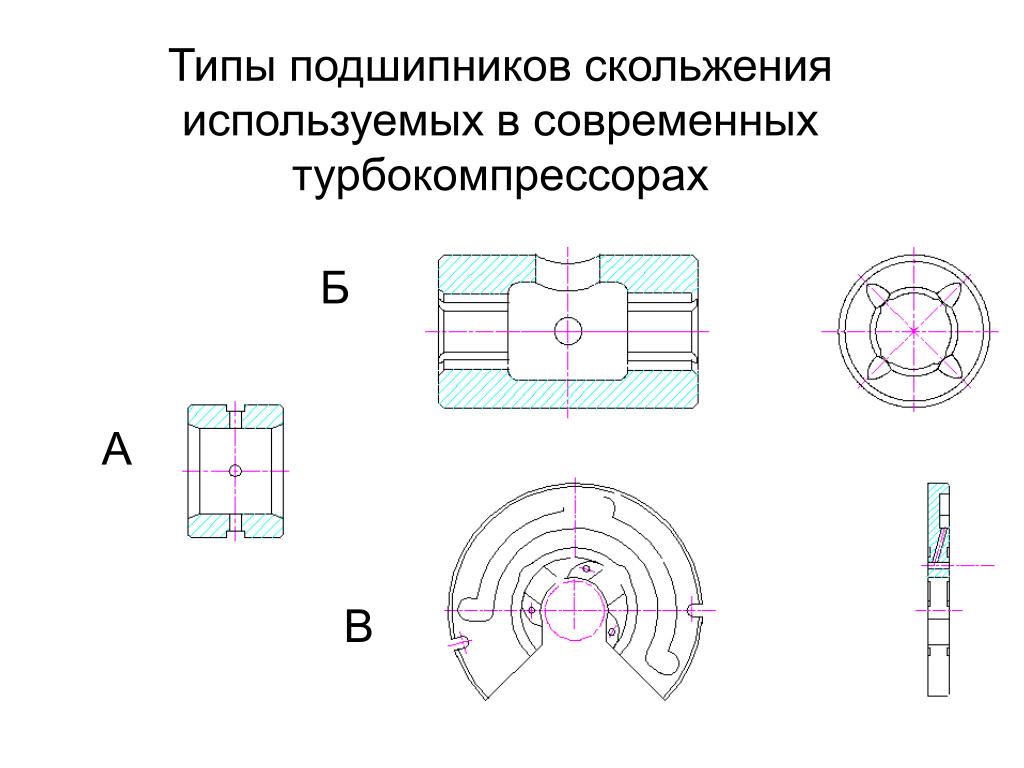 Это преимущество для различных материалов. Пластик, например, относительно легко поддается обработке.
Это преимущество для различных материалов. Пластик, например, относительно легко поддается обработке. Дальнейшая оценка применения должна быть сосредоточена на типе нагрузки, которой будет подвергаться подшипник скольжения. Высокие скорости вращения, высокие линейные скорости или наличие ударной нагрузки также будут влиять на материалы, используемые для подшипников скольжения».
Дальнейшая оценка применения должна быть сосредоточена на типе нагрузки, которой будет подвергаться подшипник скольжения. Высокие скорости вращения, высокие линейные скорости или наличие ударной нагрузки также будут влиять на материалы, используемые для подшипников скольжения».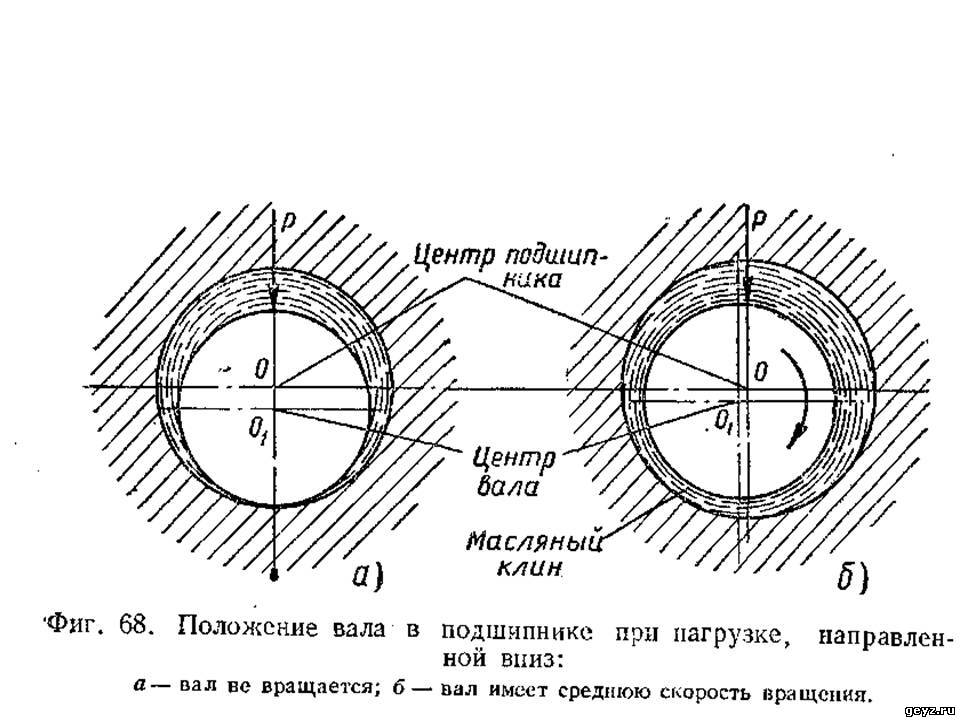 Одно только значение pV составляет лишь половину того, что необходимо для достижения стабильного температурного предела. Таким образом, расчетное значение pV будет умножено на два для расчетного значения pV перед сравнением с рейтингом pV материала. Давление выражается как:
Одно только значение pV составляет лишь половину того, что необходимо для достижения стабильного температурного предела. Таким образом, расчетное значение pV будет умножено на два для расчетного значения pV перед сравнением с рейтингом pV материала. Давление выражается как: Это может определить точный срок службы подшипников и может быть удобно, когда вы работаете с подшипниками разных размеров».
Это может определить точный срок службы подшипников и может быть удобно, когда вы работаете с подшипниками разных размеров».

 Однако, чем мягче материал, тем больше нагрузка и скорость становятся проблемой.
Однако, чем мягче материал, тем больше нагрузка и скорость становятся проблемой. Цинк может работать без постоянной подачи смазки — часто используется консистентная смазка. Хотя цинк хорошо защищает, он не очень эффективен в агрессивных средах, таких как соленая или морская вода. В целом, бронза выдерживает нагрузку от 25 000 до 40 000 фунтов на квадратный дюйм в колебательных или вращающихся устройствах.
Цинк может работать без постоянной подачи смазки — часто используется консистентная смазка. Хотя цинк хорошо защищает, он не очень эффективен в агрессивных средах, таких как соленая или морская вода. В целом, бронза выдерживает нагрузку от 25 000 до 40 000 фунтов на квадратный дюйм в колебательных или вращающихся устройствах. Различные смеси могут хорошо работать в агрессивных, влажных и даже подводных средах.
Различные смеси могут хорошо работать в агрессивных, влажных и даже подводных средах.
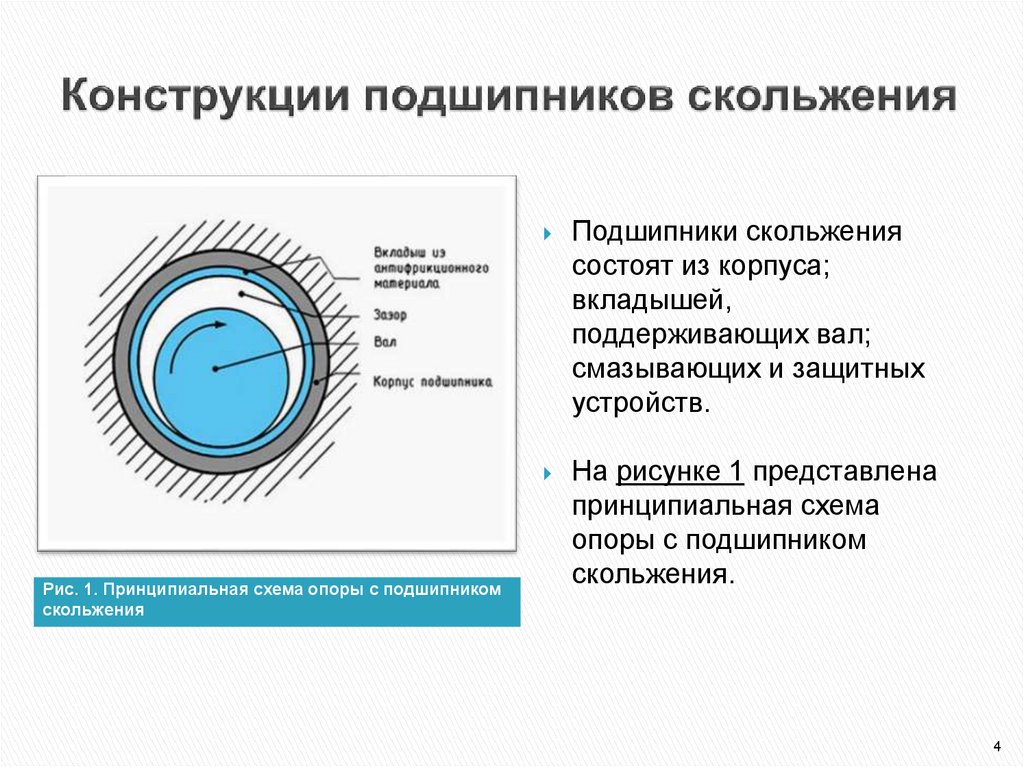 Часто для прокачки масла и загрязняющих веществ через подшипник требуется скорость не менее нескольких сотен об/мин.
Часто для прокачки масла и загрязняющих веществ через подшипник требуется скорость не менее нескольких сотен об/мин. Если машина будет часто запускаться и останавливаться, важно помнить, что вал будет опираться на подшипник при остановке. Кинетический коэффициент трения между материалами будет влиять на износ во время запуска.
Если машина будет часто запускаться и останавливаться, важно помнить, что вал будет опираться на подшипник при остановке. Кинетический коэффициент трения между материалами будет влиять на износ во время запуска. Как правило, шероховатость поверхности подшипника должна соответствовать валу. Однако, если материал подшипника мягче, чем вал, вал будет «изнашивать» подшипник. С некоторыми материалами, особенно пластиком, это может быть полезно. Сошлифованные частицы подшипника могут заполнить впадины в шейке; по существу делает вал более гладким с течением времени.
Как правило, шероховатость поверхности подшипника должна соответствовать валу. Однако, если материал подшипника мягче, чем вал, вал будет «изнашивать» подшипник. С некоторыми материалами, особенно пластиком, это может быть полезно. Сошлифованные частицы подшипника могут заполнить впадины в шейке; по существу делает вал более гладким с течением времени. Это ускорит износ, так как неровности будут скапливаться, если их не вымыть из системы постоянным потоком смазки. Если смазку планируется использовать повторно, а это часто происходит, в систему необходимо добавить процесс фильтрации.
Это ускорит износ, так как неровности будут скапливаться, если их не вымыть из системы постоянным потоком смазки. Если смазку планируется использовать повторно, а это часто происходит, в систему необходимо добавить процесс фильтрации.

 Компрессорное оборудование, отличающееся высокой производительностью, дает возможность применять сопла с отверстиями большего диаметра, тем самым увеличивая диаметр пятна обработки и, соответственно, скорость ее выполнения. Для большинства моделей современных пескоструйных аппаратов, работающих по напорному принципу, требуются компрессоры, способные обеспечить производительность в интервале 2,2–17 м3/мин.
Компрессорное оборудование, отличающееся высокой производительностью, дает возможность применять сопла с отверстиями большего диаметра, тем самым увеличивая диаметр пятна обработки и, соответственно, скорость ее выполнения. Для большинства моделей современных пескоструйных аппаратов, работающих по напорному принципу, требуются компрессоры, способные обеспечить производительность в интервале 2,2–17 м3/мин. Компрессор, способный обеспечить такое давление, потребуется и в том случае, если абразивную смесь нужно подать на значительное расстояние: свыше 60 метров.
Компрессор, способный обеспечить такое давление, потребуется и в том случае, если абразивную смесь нужно подать на значительное расстояние: свыше 60 метров. Устранить пульсации давления воздуха в системе при использовании поршневого компрессора можно, если включить в систему ресивер и подбирать компрессорную установку, способную обеспечить большее давление, чем требуется для работы пескоструйного аппарата. Еще одним недостатком таких компрессоров, которые в случае острой необходимости можно использовать для выполнения кратковременных пескоструйных работ, является то, что они характеризуются значительным выносом компрессорного масла.
Устранить пульсации давления воздуха в системе при использовании поршневого компрессора можно, если включить в систему ресивер и подбирать компрессорную установку, способную обеспечить большее давление, чем требуется для работы пескоструйного аппарата. Еще одним недостатком таких компрессоров, которые в случае острой необходимости можно использовать для выполнения кратковременных пескоструйных работ, является то, что они характеризуются значительным выносом компрессорного масла. Какой из подобных компрессоров выбрать, зависит от целого ряда факторов. Понятно, что использовать электрический компрессор не удастся в том случае, если нет возможности подключения к электрической сети. Между тем автономность и мобильность — не единственные достоинства дизельных компрессоров.
Какой из подобных компрессоров выбрать, зависит от целого ряда факторов. Понятно, что использовать электрический компрессор не удастся в том случае, если нет возможности подключения к электрической сети. Между тем автономность и мобильность — не единственные достоинства дизельных компрессоров.
 Наличие в подающих магистралях подобного конденсата приводит к намоканию абразивного материала, его слипанию и образованию комков, а если в качестве такого материала используется металлическая дробь, то конденсат способствует ее коррозии и, как следствие, снижению ее качественных характеристик. Компрессорное масло, которое также присутствует в конденсате, при попадании на обрабатываемую поверхность негативно влияет на качество проводимой очистки.
Наличие в подающих магистралях подобного конденсата приводит к намоканию абразивного материала, его слипанию и образованию комков, а если в качестве такого материала используется металлическая дробь, то конденсат способствует ее коррозии и, как следствие, снижению ее качественных характеристик. Компрессорное масло, которое также присутствует в конденсате, при попадании на обрабатываемую поверхность негативно влияет на качество проводимой очистки.
 Связано подобное положение дел с тем, что любое используемое оборудование подвергается естественному износу, что непременно влияет на его КПД не самым лучшим образом.
Связано подобное положение дел с тем, что любое используемое оборудование подвергается естественному износу, что непременно влияет на его КПД не самым лучшим образом.
 Первый тип операций весьма востребован в маленьких автомастерских и даже частных гаражах. Проблема в том, что предлагаемые на рынке комплекты оборудования стоят дорого. При этом, допустим, в наличии у домашнего мастера есть достаточно производительный компрессор. В этом случае можно собрать пескоструйный аппарат своими руками, используя, в буквальном смысле, выброшенные вещи и детали, которые можно купить в любом магазине хозтоваров.
Первый тип операций весьма востребован в маленьких автомастерских и даже частных гаражах. Проблема в том, что предлагаемые на рынке комплекты оборудования стоят дорого. При этом, допустим, в наличии у домашнего мастера есть достаточно производительный компрессор. В этом случае можно собрать пескоструйный аппарат своими руками, используя, в буквальном смысле, выброшенные вещи и детали, которые можно купить в любом магазине хозтоваров. Однако они будут иметь практически одинаковый список значимых узлов.
Однако они будут иметь практически одинаковый список значимых узлов. Последний поступает в зону смешивания под действием атмосферы.
Последний поступает в зону смешивания под действием атмосферы. Нормальный ручной пескоструйный аппарат должен иметь возможность настраивать поток воздуха и интенсивность подачи абразивного материала. При этом никаких требований к устройству регулирования не предъявляется. В домашних условиях эту роль хорошо выполняют водяные шаровые краны из стали.
Нормальный ручной пескоструйный аппарат должен иметь возможность настраивать поток воздуха и интенсивность подачи абразивного материала. При этом никаких требований к устройству регулирования не предъявляется. В домашних условиях эту роль хорошо выполняют водяные шаровые краны из стали. Например, мини пескоструйный аппарат эжекторного типа собирается с пластиковой бутылкой для абразива. Напорная же установка потребует прочной емкости, сделанной из огнетушителя или фреонового баллона.
Например, мини пескоструйный аппарат эжекторного типа собирается с пластиковой бутылкой для абразива. Напорная же установка потребует прочной емкости, сделанной из огнетушителя или фреонового баллона.

 Поэтому, если нет навыков работы с болгаркой и мастерской, рекомендуется купить керамическое сопло в магазине.
Поэтому, если нет навыков работы с болгаркой и мастерской, рекомендуется купить керамическое сопло в магазине. Для получения эффективно работающей беспылевой установки всего лишь нужно собрать специальную насадку на выходную трубку. Потребуется:
Для получения эффективно работающей беспылевой установки всего лишь нужно собрать специальную насадку на выходную трубку. Потребуется:
 Для этого понадобится:
Для этого понадобится: Приспособление для решения такой задачи можно сделать из пылесоса. Однако для достижения максимального уровня защиты обязательно нужно работать в респираторе, использовать для очистки, шлифовки мелких деталей необитаемую герметичную камеру.
Приспособление для решения такой задачи можно сделать из пылесоса. Однако для достижения максимального уровня защиты обязательно нужно работать в респираторе, использовать для очистки, шлифовки мелких деталей необитаемую герметичную камеру.

 Если вы упадете ниже 50 фунтов на квадратный дюйм, давления просто не будет достаточно для достаточного удаления материала, и вам придется остановиться и подождать, пока компрессор наверстает упущенное, прежде чем вы сможете продолжить дробеструйную обработку.
Если вы упадете ниже 50 фунтов на квадратный дюйм, давления просто не будет достаточно для достаточного удаления материала, и вам придется остановиться и подождать, пока компрессор наверстает упущенное, прежде чем вы сможете продолжить дробеструйную обработку.

 с. вполне подходят для небольших задач пескоструйной обработки, и большинство из них имеют показатель CFM около 10–12 CFM @ 9.0 фунтов на квадратный дюйм. Они стоили довольно дорого, и некоторые из моделей, которые я нашел на Amazon, стоили около отметки в 1000 долларов, поэтому вам нужно будет оправдать такой тип инвестиций.
с. вполне подходят для небольших задач пескоструйной обработки, и большинство из них имеют показатель CFM около 10–12 CFM @ 9.0 фунтов на квадратный дюйм. Они стоили довольно дорого, и некоторые из моделей, которые я нашел на Amazon, стоили около отметки в 1000 долларов, поэтому вам нужно будет оправдать такой тип инвестиций. ..
.. д. Мощность сжатого воздуха позволяет для быстрой очистки, сглаживания и придания формы различным поверхностям.
д. Мощность сжатого воздуха позволяет для быстрой очистки, сглаживания и придания формы различным поверхностям.
 с.
с. Как я уже говорил ранее, вам нужно минимум 10 CFM от вашего воздушного компрессора. Производительность Quincy QT-54 близка к 16 CFM, что является приличным числом для пескоструйной обработки своими руками.
Как я уже говорил ранее, вам нужно минимум 10 CFM от вашего воздушного компрессора. Производительность Quincy QT-54 близка к 16 CFM, что является приличным числом для пескоструйной обработки своими руками. цену
цену Это устройство, которое понадобится немногим из вас, если только вы не работаете в специализированной пескоструйной установке или в кузовной мастерской.
Это устройство, которое понадобится немногим из вас, если только вы не работаете в специализированной пескоструйной установке или в кузовной мастерской. Это относительно небольшой, хорошо сложенный компактный воздушный компрессор.
Это относительно небольшой, хорошо сложенный компактный воздушный компрессор. Как я уже говорил, воздушные компрессоры имеют множество функций, и не все из них одинаково полезны, когда речь идет о пескоструйной очистке.
Как я уже говорил, воздушные компрессоры имеют множество функций, и не все из них одинаково полезны, когда речь идет о пескоструйной очистке. В идеале вы должны найти тот, который достигает 20 CFM.
В идеале вы должны найти тот, который достигает 20 CFM. Эта дополнительная мощность принимает форму более высокого CFM, лошадиных сил и PSI.
Эта дополнительная мощность принимает форму более высокого CFM, лошадиных сил и PSI.
 Станочное оборудование часто применяется для изготовления валов, дисков, фланцев, втулок, муфт и других запчастей, используемых в работе различных механизмов.
Станочное оборудование часто применяется для изготовления валов, дисков, фланцев, втулок, муфт и других запчастей, используемых в работе различных механизмов. Параметры детали устанавливаются оператором на компьютерном оборудовании, с помощью специального программного обеспечения. После запуска, все процессы протекают в автоматическом режиме, в соответствии с заданными параметрами. Такая автоматизация позволяет заметно повысить общую производительность, что особенно актуально при серийном производстве деталей.
Параметры детали устанавливаются оператором на компьютерном оборудовании, с помощью специального программного обеспечения. После запуска, все процессы протекают в автоматическом режиме, в соответствии с заданными параметрами. Такая автоматизация позволяет заметно повысить общую производительность, что особенно актуально при серийном производстве деталей.
 Процедура производится на токарных станках, в оснащение которых входят различные виды сверл, резцов и ряд других специнструментов.
Процедура производится на токарных станках, в оснащение которых входят различные виды сверл, резцов и ряд других специнструментов.
 Получаемая стружка подвергается прессованию и может быть отправлена на повторную переплавку;
Получаемая стружка подвергается прессованию и может быть отправлена на повторную переплавку; Заготовке можно придать конусность и нарезать резьбу.
Заготовке можно придать конусность и нарезать резьбу. Обрабатывают два потока информации, которые исходят от считывающего и измеряющего устройств;
Обрабатывают два потока информации, которые исходят от считывающего и измеряющего устройств;
 0/10
0/10 Сара Стрейхер (история от)
Сара Стрейхер (история от) Производство, Касса и компания Info
Производство, Касса и компания Info
 Gao
Gao (4! Город)
(4! Город) 1K
1K
 страницы
страницы Ее защитная, если не слегка властная мать, Минг (голос Сандры О), всегда рядом с дочерью — неприятная реальность для подростка. И, словно изменив свои интересы, Мэй Ли (голос Розали Чанг) — уверенная в себе дурацкая 13-летняя девочка, разрывающаяся между тем, чтобы оставаться послушной дочерью своей матери, и хаосом подросткового возраста. Ее защитная, если не слегка властная мать, Минг (голос Сандры О), всегда рядом с дочерью — неприятная реальность для подростка. И как будто изменений в ее интересах, отношениях и теле недостаточно, всякий раз, когда она становится слишком возбужденной (а это практически ВСЕГДА), она «пыхтит» гигантской красной пандой!… Развернуть
Ее защитная, если не слегка властная мать, Минг (голос Сандры О), всегда рядом с дочерью — неприятная реальность для подростка. И, словно изменив свои интересы, Мэй Ли (голос Розали Чанг) — уверенная в себе дурацкая 13-летняя девочка, разрывающаяся между тем, чтобы оставаться послушной дочерью своей матери, и хаосом подросткового возраста. Ее защитная, если не слегка властная мать, Минг (голос Сандры О), всегда рядом с дочерью — неприятная реальность для подростка. И как будто изменений в ее интересах, отношениях и теле недостаточно, всякий раз, когда она становится слишком возбужденной (а это практически ВСЕГДА), она «пыхтит» гигантской красной пандой!… Развернуть

 По сути, это родители, которые берут пример с матери Кэрри Уайт и отрицают существование полового созревания и менструаций у девочек. Для всех остальных это великолепно снятый фильм с вечным, но простым жизненным уроком, который доказывает, что этот фильм вызовет ажиотаж у самых чувствительных родителей-снежинок. По сути, это родители, которые берут пример с матери Кэрри Уайт и отрицают существование полового созревания и менструаций у девочек. Для всех остальных это великолепно сделанный фильм с вечным, но простым жизненным уроком, который тактично, с большим юмором и визуальным стилем передает это сообщение. У каждого есть свои грязные части, которые они пытаются скрыть от мира, но мы все равно должны принять эти аспекты и жить с ними, и настоящие друзья все равно будут любить и заботиться о вас, даже если вы покажете проблески этого беспорядка. Если вы в какой-то степени можете насладиться этим фильмом, радуйтесь, что вы еще и порядочный человек.… Развернуть
По сути, это родители, которые берут пример с матери Кэрри Уайт и отрицают существование полового созревания и менструаций у девочек. Для всех остальных это великолепно снятый фильм с вечным, но простым жизненным уроком, который доказывает, что этот фильм вызовет ажиотаж у самых чувствительных родителей-снежинок. По сути, это родители, которые берут пример с матери Кэрри Уайт и отрицают существование полового созревания и менструаций у девочек. Для всех остальных это великолепно сделанный фильм с вечным, но простым жизненным уроком, который тактично, с большим юмором и визуальным стилем передает это сообщение. У каждого есть свои грязные части, которые они пытаются скрыть от мира, но мы все равно должны принять эти аспекты и жить с ними, и настоящие друзья все равно будут любить и заботиться о вас, даже если вы покажете проблески этого беспорядка. Если вы в какой-то степени можете насладиться этим фильмом, радуйтесь, что вы еще и порядочный человек.… Развернуть
 Фильм Benim aile yapimi anlatiyor resmen. Ренклер Сеслер Сахнелер Кок Хосума Гитти. Эгленцелийди. Puan kirdigim kisim bazi yerler asırı cringedi. Яни или sahnelerde karakter adına utanmaktan tuylerim diken diken oldu. Бу фильм TikTok та бая unlendi zaten. Filmde hep ayni sarki geciyor bu da beni bunalttı. Бурадан да пуан кирдим. Tavsiyem ailecek izlenebilir zaten kisa bir film cok sikilmazsiniz. :)… Развернуть
Фильм Benim aile yapimi anlatiyor resmen. Ренклер Сеслер Сахнелер Кок Хосума Гитти. Эгленцелийди. Puan kirdigim kisim bazi yerler asırı cringedi. Яни или sahnelerde karakter adına utanmaktan tuylerim diken diken oldu. Бу фильм TikTok та бая unlendi zaten. Filmde hep ayni sarki geciyor bu da beni bunalttı. Бурадан да пуан кирдим. Tavsiyem ailecek izlenebilir zaten kisa bir film cok sikilmazsiniz. :)… Развернуть Но давай начнем говорить о хорошем вместо этого пустословия, ладно? Хорошо. Прежде всего, этот фильм полон сообщений. Очень хорошо об этом, и очень тонко и открыто. Некоторые моменты юмора хороши, а анимация действительно помогает сделать несколько моментов интересными в целом. Анимация в целом тоже неплохая, хотя позже придется упомянуть кое-что, что может кому-то не понравиться.
Но давай начнем говорить о хорошем вместо этого пустословия, ладно? Хорошо. Прежде всего, этот фильм полон сообщений. Очень хорошо об этом, и очень тонко и открыто. Некоторые моменты юмора хороши, а анимация действительно помогает сделать несколько моментов интересными в целом. Анимация в целом тоже неплохая, хотя позже придется упомянуть кое-что, что может кому-то не понравиться.  И напоследок, хотя это что-то незначительное, хотя я сказал, что анимация в целом хороша, цвета иногда очень насыщены. Мне пришлось оглядеться только для того, чтобы сделать перерыв. Хотя это не отрицательный момент, и это не слишком беспокоило меня, возможно, это раздражало бы некоторых людей.
И напоследок, хотя это что-то незначительное, хотя я сказал, что анимация в целом хороша, цвета иногда очень насыщены. Мне пришлось оглядеться только для того, чтобы сделать перерыв. Хотя это не отрицательный момент, и это не слишком беспокоило меня, возможно, это раздражало бы некоторых людей. 
 Выполненные по стандартам изделия в промышленных условиях имеют ряд преимуществ, среди которых прочность и надежность, обусловленные соответствием технологическому процессу и качественному составу наполнителя, а также высокая долговечность и эффективная звукоизоляция.
Выполненные по стандартам изделия в промышленных условиях имеют ряд преимуществ, среди которых прочность и надежность, обусловленные соответствием технологическому процессу и качественному составу наполнителя, а также высокая долговечность и эффективная звукоизоляция.

 С этой целью применяется специальное и точное строительное оборудование в виде лазерного уровня. На стены за 300 – 400 мм до верхнего края во время строительства устанавливаются метки положения и последние ряды блоков или кирпичей укладываются с точностью до миллиметров по показаниям уровня. В случае применения керамзитобетонных блоков для строительства стен с целью равномерного распределения массы перекрытия используется технология обустройства монолитного пояса.
С этой целью применяется специальное и точное строительное оборудование в виде лазерного уровня. На стены за 300 – 400 мм до верхнего края во время строительства устанавливаются метки положения и последние ряды блоков или кирпичей укладываются с точностью до миллиметров по показаниям уровня. В случае применения керамзитобетонных блоков для строительства стен с целью равномерного распределения массы перекрытия используется технология обустройства монолитного пояса.
 Большая часть железобетонных изделий предназначена для монтажа посредством применения шарнирной технологии. Ее суть заключается в том, чтобы опирание производилось исключительно с коротких торцов. При этом под плиту укладывается раствор толщиной не менее 20 мм в густой консистенции, а крановщик обеспечивает натяжение тросов, позволяющее производить корректировку положения при помощи лома. Обычные плиты готовы длительно выдерживать вертикальные нагрузки. Работая на поперечный изгиб, в конструкции плиты предусмотрено армирование в нижней части изделия. Значение глубины напуска для устойчивого положения может варьироваться в среднем от 70 мм до 120 мм. Минимальная величина опирания плит марки ПК и ПБ на стену зависит от длины перекрытия, насчитывая:
Большая часть железобетонных изделий предназначена для монтажа посредством применения шарнирной технологии. Ее суть заключается в том, чтобы опирание производилось исключительно с коротких торцов. При этом под плиту укладывается раствор толщиной не менее 20 мм в густой консистенции, а крановщик обеспечивает натяжение тросов, позволяющее производить корректировку положения при помощи лома. Обычные плиты готовы длительно выдерживать вертикальные нагрузки. Работая на поперечный изгиб, в конструкции плиты предусмотрено армирование в нижней части изделия. Значение глубины напуска для устойчивого положения может варьироваться в среднем от 70 мм до 120 мм. Минимальная величина опирания плит марки ПК и ПБ на стену зависит от длины перекрытия, насчитывая:
 При подсчете дистанции между стенами в расчет берет длина плиты за вычетом 240 мм, что обеспечивает 120 мм опирания с каждой стороны, которые гарантируют надежный монтаж даже при наличии небольших отклонений при установке изделий.
При подсчете дистанции между стенами в расчет берет длина плиты за вычетом 240 мм, что обеспечивает 120 мм опирания с каждой стороны, которые гарантируют надежный монтаж даже при наличии небольших отклонений при установке изделий.
 Таким образом, стены позволяют производить монтаж следующих этажей с комфортной установкой перекрытий.
Таким образом, стены позволяют производить монтаж следующих этажей с комфортной установкой перекрытий.

 При этом используются те же инструменты и правила для вырубки отверстия, позволяя сохранить несущую прочность и надежность конструкции.
При этом используются те же инструменты и правила для вырубки отверстия, позволяя сохранить несущую прочность и надежность конструкции.
 Для крепления проволоки применяется сварка. Схемное решение для анкеровки плит приводится разработчиком в проектной документации. При его отсутствии прибегают к стандартному набору решений. По технологии щели, возникшие между плитами перекрытия, подлежат заполнению бетоном. При этом русты заполняют и выравнивают до состояния монолитной поверхности. За счет использования бетонной смеси по периметру конструкция обретает дополнительную прочность и жесткость, которая положительно отражается на сроке службы и безаварийной эксплуатации зданий. Попавшую жидкость внутрь изделия в процессе монтажа необходимо устранить при помощи перфоратора, посредством высверливания отверстий в поверхности перекрытия. При этом осуществляется сверление отверстий диаметром до 140мм в местах расположения пустот. Может быть реализована пробивка в местах исключающих расположение ребер жесткости. В противном случае существует опасность кристаллизации воды и образования льда в холодное время года, который может нарушить целостность железобетона, повлечь его разрушение и вызвать преждевременный выход из строя.
Для крепления проволоки применяется сварка. Схемное решение для анкеровки плит приводится разработчиком в проектной документации. При его отсутствии прибегают к стандартному набору решений. По технологии щели, возникшие между плитами перекрытия, подлежат заполнению бетоном. При этом русты заполняют и выравнивают до состояния монолитной поверхности. За счет использования бетонной смеси по периметру конструкция обретает дополнительную прочность и жесткость, которая положительно отражается на сроке службы и безаварийной эксплуатации зданий. Попавшую жидкость внутрь изделия в процессе монтажа необходимо устранить при помощи перфоратора, посредством высверливания отверстий в поверхности перекрытия. При этом осуществляется сверление отверстий диаметром до 140мм в местах расположения пустот. Может быть реализована пробивка в местах исключающих расположение ребер жесткости. В противном случае существует опасность кристаллизации воды и образования льда в холодное время года, который может нарушить целостность железобетона, повлечь его разрушение и вызвать преждевременный выход из строя. В плитах серии ПБ технологические отверстия делать запрещается. При помощи сверления плит также реализуется прокладка электропроводки в ряде случаев. При этом провода также должны быть уложены в пустые полости. В качестве необходимого инструмента для работы понадобятся прочные сверла с алмазной насадкой, а также перфоратор, применение которых актуально для тяжелых марок бетонов.
В плитах серии ПБ технологические отверстия делать запрещается. При помощи сверления плит также реализуется прокладка электропроводки в ряде случаев. При этом провода также должны быть уложены в пустые полости. В качестве необходимого инструмента для работы понадобятся прочные сверла с алмазной насадкой, а также перфоратор, применение которых актуально для тяжелых марок бетонов.

 Что касается несущей способности единицы изделия, то в среднем она составляет 800 кг на 1 кв.м.
Что касается несущей способности единицы изделия, то в среднем она составляет 800 кг на 1 кв.м.
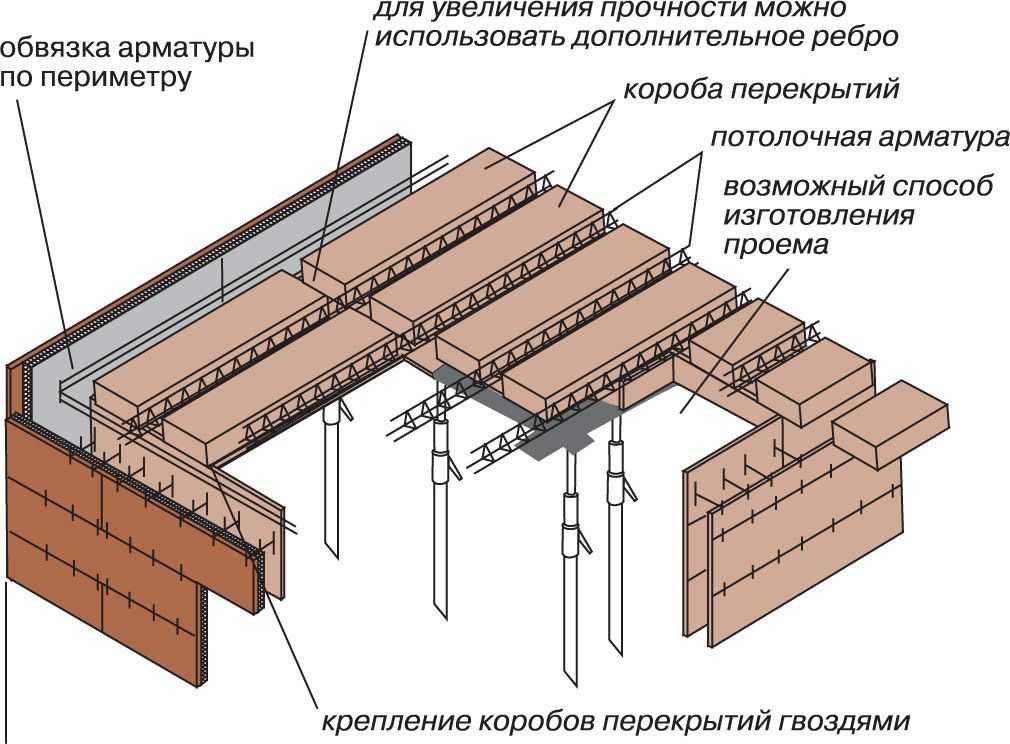
 Если ЖБИ хранились на стройплощадке долгое время, то рекомендуется в участках прохождения пустот просверлить одно-два отверстия, через которые уйдет лишняя влага. Следует отметить, что отверстия заделываются бетонным раствором, а при монтаже плита должна быть обращена ими вниз.
Если ЖБИ хранились на стройплощадке долгое время, то рекомендуется в участках прохождения пустот просверлить одно-два отверстия, через которые уйдет лишняя влага. Следует отметить, что отверстия заделываются бетонным раствором, а при монтаже плита должна быть обращена ими вниз. Если работы проводятся весной или осенью, когда грунт насыщен влагой площадку под автокран выкладывают дорожными плитами (можно использовать бывшие в употреблении изделия). Потому как техника может увязнуть в слякоти под собственной тяжестью.
Если работы проводятся весной или осенью, когда грунт насыщен влагой площадку под автокран выкладывают дорожными плитами (можно использовать бывшие в употреблении изделия). Потому как техника может увязнуть в слякоти под собственной тяжестью. Пиломатериал подкладывается под плиту строго по линии будущего среза. В определенный момент бетонное изделие надломится под собственным весом.
Пиломатериал подкладывается под плиту строго по линии будущего среза. В определенный момент бетонное изделие надломится под собственным весом. Образованная пустота между плитой и опорной стеной закладывается кирпичом или блоками. Цементная стяжка, выполняемая по завершении строительства, надежно объединит и скрепит кладку с плитой.
Образованная пустота между плитой и опорной стеной закладывается кирпичом или блоками. Цементная стяжка, выполняемая по завершении строительства, надежно объединит и скрепит кладку с плитой. На несущие опоры с армирующим поясом выкладывается заготовленный бетонный раствор толщиной не более 20 мм. Плита поднимается в горизонтальном положении на нужной высоте. Все действия, а именно перемещение и направление груза проводятся под руководством стропальщика.
На несущие опоры с армирующим поясом выкладывается заготовленный бетонный раствор толщиной не более 20 мм. Плита поднимается в горизонтальном положении на нужной высоте. Все действия, а именно перемещение и направление груза проводятся под руководством стропальщика.
 Металлические пруты необходимо максимально натянуть и зафиксировать сваркой, как минимум в трех точках.
Металлические пруты необходимо максимально натянуть и зафиксировать сваркой, как минимум в трех точках.


 Чтобы получить ширину ваших бордюрных панелей, разделите длину комнаты на ширину одной панели, прибавьте остаток к ширине одной панели и разделите на 2
Чтобы получить ширину ваших бордюрных панелей, разделите длину комнаты на ширину одной панели, прибавьте остаток к ширине одной панели и разделите на 2
 Подвесьте главные балки – Вырежьте первую главную балку, чтобы убедиться, что там, где будет установлен заранее определенный первый поперечный тройник, есть отверстие для поперечного тройника. Первое поперечное отверстие в каждом ряду главных балок должно совпадать. Всегда кладите обрезанный конец основной балки на настенный молдинг. Чтобы повесить, просто проденьте каждую проволоку или крючок QuickHang через одно из маленьких круглых отверстий в основной балке. Повторите эти шаги для второго дальнего света.
Подвесьте главные балки – Вырежьте первую главную балку, чтобы убедиться, что там, где будет установлен заранее определенный первый поперечный тройник, есть отверстие для поперечного тройника. Первое поперечное отверстие в каждом ряду главных балок должно совпадать. Всегда кладите обрезанный конец основной балки на настенный молдинг. Чтобы повесить, просто проденьте каждую проволоку или крючок QuickHang через одно из маленьких круглых отверстий в основной балке. Повторите эти шаги для второго дальнего света. Теперь вставьте первые два неразрезанных поперечных тройника на одной линии с бордюрными поперечными тройниками. При соединении двух поперечных тройников в одно и то же прямоугольное отверстие главной балки вставьте второй тройник в паз, пропустив с правой стороны уже установленный тройник.
Теперь вставьте первые два неразрезанных поперечных тройника на одной линии с бордюрными поперечными тройниками. При соединении двух поперечных тройников в одно и то же прямоугольное отверстие главной балки вставьте второй тройник в паз, пропустив с правой стороны уже установленный тройник. Аккуратно опустите на место. Вырежьте любые бордюрные плитки или необходимые отверстия канцелярским ножом панелью вверх.
Аккуратно опустите на место. Вырежьте любые бордюрные плитки или необходимые отверстия канцелярским ножом панелью вверх.


 Поговорите с подрядчиками о ценах на материалы, ставках на оплату труда, разрешениях и сроках реализации вашего проекта. Эти факторы влияют на общую стоимость вашей новой стены.
Поговорите с подрядчиками о ценах на материалы, ставках на оплату труда, разрешениях и сроках реализации вашего проекта. Эти факторы влияют на общую стоимость вашей новой стены. Ваш бюджет зависит от типа материала, размера стены и сложности работы. Например:
Ваш бюджет зависит от типа материала, размера стены и сложности работы. Например: Цены зависят от размера проекта и выбранной породы дерева. Например, сосна обычно является наименее дорогим материалом. Экзотические лиственные породы, такие как тик, стоят дороже.
Цены зависят от размера проекта и выбранной породы дерева. Например, сосна обычно является наименее дорогим материалом. Экзотические лиственные породы, такие как тик, стоят дороже.

 Региональные цены и цены на материалы различаются, поэтому свяжитесь с ближайшим к вам подрядчиком по потолочным потолкам, чтобы узнать местные расценки.
Региональные цены и цены на материалы различаются, поэтому свяжитесь с ближайшим к вам подрядчиком по потолочным потолкам, чтобы узнать местные расценки. Скорее всего, вы найдете его в офисных зданиях, магазинах и подвалах. Это отличное решение для областей, где вам все еще нужен доступ к водопроводу, ОВКВ или проводке над ним.
Скорее всего, вы найдете его в офисных зданиях, магазинах и подвалах. Это отличное решение для областей, где вам все еще нужен доступ к водопроводу, ОВКВ или проводке над ним. Деревянные и металлические поверхности не нуждаются в покрытии.
Деревянные и металлические поверхности не нуждаются в покрытии. Они позаботятся о разрешениях, при необходимости проконсультируясь с инженером. Профессионал поможет выполнить ваш проект эффективно и точно. Тем не менее, некоторые из этих задач делают отличные проекты своими руками, такие как покраска или установка обоев. Они прощают проекты, которые требуют чуть больше времени на исправление ошибок. Однако, если у вас нет времени, воспользуйтесь нашими руководствами, чтобы сузить круг поиска подходящего специалиста.
Они позаботятся о разрешениях, при необходимости проконсультируясь с инженером. Профессионал поможет выполнить ваш проект эффективно и точно. Тем не менее, некоторые из этих задач делают отличные проекты своими руками, такие как покраска или установка обоев. Они прощают проекты, которые требуют чуть больше времени на исправление ошибок. Однако, если у вас нет времени, воспользуйтесь нашими руководствами, чтобы сузить круг поиска подходящего специалиста.
 Продукция может быть реализована в розницу, мелким и крупным оптом в СПб, Ленинградской области, с доставкой в другие регионы. Мы предлагаем расценки, благодаря которым, даже вместе с транспортировкой, стоимость остаётся выгодной для покупателя.
Продукция может быть реализована в розницу, мелким и крупным оптом в СПб, Ленинградской области, с доставкой в другие регионы. Мы предлагаем расценки, благодаря которым, даже вместе с транспортировкой, стоимость остаётся выгодной для покупателя.
 Эти свойства определяют их сферы применения: строительство, конструирование, мебельная промышленность.
Эти свойства определяют их сферы применения: строительство, конструирование, мебельная промышленность. С их помощью можно осуществлять сооружение быстровозводимых прочных и одновременно эстетичных конструкций.
С их помощью можно осуществлять сооружение быстровозводимых прочных и одновременно эстетичных конструкций. После сварки шов обрабатывается и становится неотличим от остальной поверхности трубы. Металл может быть шлифованным, зеркальным или матовым.
После сварки шов обрабатывается и становится неотличим от остальной поверхности трубы. Металл может быть шлифованным, зеркальным или матовым. Поэтому их можно использовать в местах с повышенной влажностью или сыростью. Например, в подвалах, котельных.
Поэтому их можно использовать в местах с повышенной влажностью или сыростью. Например, в подвалах, котельных. Порезку труб осуществляем кратно одному метру. Отправляем продукцию транспортными компаниями на ваш выбор в любой населенный пункт Украины. Все цены на сайте указаны уже с учетом НДС. Сотрудничаем, как с юридическими лицами (компаниями), так и с физическими (отгружаем небольшие заказы для частного использования). За более подробной консультацией обращайтесь к нашим специалистам.
Порезку труб осуществляем кратно одному метру. Отправляем продукцию транспортными компаниями на ваш выбор в любой населенный пункт Украины. Все цены на сайте указаны уже с учетом НДС. Сотрудничаем, как с юридическими лицами (компаниями), так и с физическими (отгружаем небольшие заказы для частного использования). За более подробной консультацией обращайтесь к нашим специалистам. 0 overall
0 overall
 1200
1200 1200
1200 1800
1800 1800
1800 1800
1800 2500
2500 1800
1800 1800
1800 2500
2500 3750
3750
 Стальные прямоугольные трубы широко используются в промышленном обслуживании, сельскохозяйственных орудиях, транспортном оборудовании и т. д. Их коробчатая форма делает их прочными, жесткими и долговечными. Этот стальной профиль легко сваривать, резать, формовать и обрабатывать с помощью соответствующего оборудования и знаний. В компании Stainless Tubular мы можем изготовить идеальные прямоугольные трубы из нержавеющей стали для вашего уникального применения. У нас есть возможности для изготовления прямоугольных труб нужного вам размера. Мы являемся отраслевым авторитетом в области поперечной резки и изготовления металлических изделий. Запросите предложение на наши прямоугольные трубы, и мы можем настроить эти продукты в соответствии с вашим конкретным применением и потребностями. Для удовлетворения ваших требований может быть изготовлена прямоугольная декоративная труба большего размера.
Стальные прямоугольные трубы широко используются в промышленном обслуживании, сельскохозяйственных орудиях, транспортном оборудовании и т. д. Их коробчатая форма делает их прочными, жесткими и долговечными. Этот стальной профиль легко сваривать, резать, формовать и обрабатывать с помощью соответствующего оборудования и знаний. В компании Stainless Tubular мы можем изготовить идеальные прямоугольные трубы из нержавеющей стали для вашего уникального применения. У нас есть возможности для изготовления прямоугольных труб нужного вам размера. Мы являемся отраслевым авторитетом в области поперечной резки и изготовления металлических изделий. Запросите предложение на наши прямоугольные трубы, и мы можем настроить эти продукты в соответствии с вашим конкретным применением и потребностями. Для удовлетворения ваших требований может быть изготовлена прямоугольная декоративная труба большего размера. 01
01 02
02 07
07
 В плитах просверлить отверстия через каждые 20–30 см и притянуть OSB к полу с помощью саморезов. Cделать пол еще более прочным можно, смонтировав подобный второй слой OSB. Швы вышележащего и нижележащего слоев должны быть уложены со смещением в 20–30 см.
В плитах просверлить отверстия через каждые 20–30 см и притянуть OSB к полу с помощью саморезов. Cделать пол еще более прочным можно, смонтировав подобный второй слой OSB. Швы вышележащего и нижележащего слоев должны быть уложены со смещением в 20–30 см. д. При наличии под перекрытием влажного подвала конструкцию пола часто дополняют пароизоляционными пленками или мембранами. Плиты OSB необходимо укладывать поперек лаг. Швы между соседними плитами (по ширине) должны идти строго по середине лаги. При монтаже также рекомендуется оставлять дилатационные зазоры (3–5 мм — между плитами, 12 мм — между ОSB и стеной, которые в дальнейшем легко загерметизировать SOPPKA Smart Elastik). Плиты OSB фиксируются к лагам саморезами или гвоздями (спиральными, кольцевыми). Шаг крепежных элементов: по периметру листов — 15 мм, на промежуточных (дополнительных) опорах — 30 мм.
д. При наличии под перекрытием влажного подвала конструкцию пола часто дополняют пароизоляционными пленками или мембранами. Плиты OSB необходимо укладывать поперек лаг. Швы между соседними плитами (по ширине) должны идти строго по середине лаги. При монтаже также рекомендуется оставлять дилатационные зазоры (3–5 мм — между плитами, 12 мм — между ОSB и стеной, которые в дальнейшем легко загерметизировать SOPPKA Smart Elastik). Плиты OSB фиксируются к лагам саморезами или гвоздями (спиральными, кольцевыми). Шаг крепежных элементов: по периметру листов — 15 мм, на промежуточных (дополнительных) опорах — 30 мм. Поверх OSB рекомендуется укладывать слой пароизоляции, после чего нужно закрыть утеплитель еще одним слоем OSB. Крепление проводится так же, как при укладке OSB на лагах по имеющемуся бетонному основанию. На этом процесс работ считается завершенным.
Поверх OSB рекомендуется укладывать слой пароизоляции, после чего нужно закрыть утеплитель еще одним слоем OSB. Крепление проводится так же, как при укладке OSB на лагах по имеющемуся бетонному основанию. На этом процесс работ считается завершенным. Cтыки между плитами загерметизировать с помощью SOPPKA SMART ELASTIK.Умный шов.
Cтыки между плитами загерметизировать с помощью SOPPKA SMART ELASTIK.Умный шов.
 Латинское название — это первые буквы от английского названия Oriented Strand Board. В переводе то же самое, что и русское название. А вариант ОСБ — это просто транслитерация (замена латинских букв русскими) от английского сокращения. Оба варианта правомочны, но более правильно, все-таки, ОСП.
Латинское название — это первые буквы от английского названия Oriented Strand Board. В переводе то же самое, что и русское название. А вариант ОСБ — это просто транслитерация (замена латинских букв русскими) от английского сокращения. Оба варианта правомочны, но более правильно, все-таки, ОСП. Водостойкая ОСБ имеет практически нулевое водопоглощение. С одной стороны, это хорошо. Такой материал служит как защита от проникновения влаги. С другой — не очень. Нет возможности выводить влагу из помещения, если влажность стала повышенной.
Водостойкая ОСБ имеет практически нулевое водопоглощение. С одной стороны, это хорошо. Такой материал служит как защита от проникновения влаги. С другой — не очень. Нет возможности выводить влагу из помещения, если влажность стала повышенной. Что может ограничивать спрос — выделение формальдегида. Это вещество содержится как в самой древесине (естественное содержание), так и в связующем. Для использования в помещении берите материалы, класс эмиссии формальдегида которых не выше E1. Это абсолютно безопасный материал, который можно использовать даже для детских и лечебных учреждений.
Что может ограничивать спрос — выделение формальдегида. Это вещество содержится как в самой древесине (естественное содержание), так и в связующем. Для использования в помещении берите материалы, класс эмиссии формальдегида которых не выше E1. Это абсолютно безопасный материал, который можно использовать даже для детских и лечебных учреждений. Из-за высокой стоимости производится нечасто.
Из-за высокой стоимости производится нечасто. Он менее тяжелый, более гибкий. По сравнению с фанерой он более дешевый. Вообще, с фанерой сравнивать сложно, так как этот материал в зависимости от технологии (клеенная или бакелитовая) и исходной древесины (хвойная или березовая), имеет сильно отличающиеся характеристики.
Он менее тяжелый, более гибкий. По сравнению с фанерой он более дешевый. Вообще, с фанерой сравнивать сложно, так как этот материал в зависимости от технологии (клеенная или бакелитовая) и исходной древесины (хвойная или березовая), имеет сильно отличающиеся характеристики. А еще его можно нейтрализовать, используя грунтовку ВАСИЛОЛ. Она поглощает формальдегид и частично связывает стирол. Для полной безопасности можно добавить СТИРОДЕТ, который поглощает стирол. Дополнительным плюсом становится полная негорючесть материала — для деревянных и каркасных домов это очень важно.
А еще его можно нейтрализовать, используя грунтовку ВАСИЛОЛ. Она поглощает формальдегид и частично связывает стирол. Для полной безопасности можно добавить СТИРОДЕТ, который поглощает стирол. Дополнительным плюсом становится полная негорючесть материала — для деревянных и каркасных домов это очень важно. Например, для дачи, где массивной мебели не предвидится, можно брать потоньше (из вилки, что дана для каждого шага укладки лаг). Для дома постоянного проживания лучше взять потолще, чем потом думать, как устранить провисания.
Например, для дачи, где массивной мебели не предвидится, можно брать потоньше (из вилки, что дана для каждого шага укладки лаг). Для дома постоянного проживания лучше взять потолще, чем потом думать, как устранить провисания. Если вам необходимо дополнительное утепление и звукоизоляция, тогда в промежутки можно уложить соответствующие материалы. В таком случае высота лаг выбирается в зависимости от толщины материалов. Если вы делаете пол из ОСБ по лагам в квартире, для звукоизоляции, под каждую лагу стоит положить отрезок виброгасящей вспененной резины. Такие же прокладки наклеить на торцы, которые идут к стенам. Резину можно купить в автомагазинах, она продается полосками, наклеенными на лист. По несколько таких полосок клеем на нижнюю часть каждого опорного бруса. Это поможет сделать вас практически неслышимыми для соседей снизу, а также значительно ослабит шумы, которые передаются по бетонным конструкциям.
Если вам необходимо дополнительное утепление и звукоизоляция, тогда в промежутки можно уложить соответствующие материалы. В таком случае высота лаг выбирается в зависимости от толщины материалов. Если вы делаете пол из ОСБ по лагам в квартире, для звукоизоляции, под каждую лагу стоит положить отрезок виброгасящей вспененной резины. Такие же прокладки наклеить на торцы, которые идут к стенам. Резину можно купить в автомагазинах, она продается полосками, наклеенными на лист. По несколько таких полосок клеем на нижнюю часть каждого опорного бруса. Это поможет сделать вас практически неслышимыми для соседей снизу, а также значительно ослабит шумы, которые передаются по бетонным конструкциям.
 Для этого на деревянный пол укладывают листовые строительные или отделочные материалы. Один из вариантов — ОСП. На доски можно класть не слишком толстый лист — 10-12 мм уже достаточно.
Для этого на деревянный пол укладывают листовые строительные или отделочные материалы. Один из вариантов — ОСП. На доски можно класть не слишком толстый лист — 10-12 мм уже достаточно. Есть два способа. Первый — на бетон уложить лаги, промежуток заполнить утеплителем, а сверху настелить ОСБ или другой листовой материал. Это вариант правильный, и он описан выше. Но иногда даже те 5-8 сантиметров украсть от высоты невозможно, так как потолки в помещениях низкие. Тогда можно сделать неправильно — уложить ОСБ прямо на бетон.
Есть два способа. Первый — на бетон уложить лаги, промежуток заполнить утеплителем, а сверху настелить ОСБ или другой листовой материал. Это вариант правильный, и он описан выше. Но иногда даже те 5-8 сантиметров украсть от высоты невозможно, так как потолки в помещениях низкие. Тогда можно сделать неправильно — уложить ОСБ прямо на бетон. Но сработает такое выравнивание, только если перепад не больше 4 мм. При более значительных неровностях, надо либо заливать выравнивающую стяжку, либо шлифовать уже имеющуюся, убирая самые значительные выступы.
Но сработает такое выравнивание, только если перепад не больше 4 мм. При более значительных неровностях, надо либо заливать выравнивающую стяжку, либо шлифовать уже имеющуюся, убирая самые значительные выступы. Все они должны быть на одной высоте.
Все они должны быть на одной высоте. Чтобы уменьшить расход, стружечную плиту лучше для начала прогрунтовать. Грунтовку выбирайте под выбранный лак. И лучше покрыть грунтом два раза. Расход лака все равно будет большим, но значительно ниже, чем без пропитки.
Чтобы уменьшить расход, стружечную плиту лучше для начала прогрунтовать. Грунтовку выбирайте под выбранный лак. И лучше покрыть грунтом два раза. Расход лака все равно будет большим, но значительно ниже, чем без пропитки. И наша панель Weyerhaeuser Diamond оправдывает эту репутацию: она прочная, долговечная и выкована под давлением и временем.
И наша панель Weyerhaeuser Diamond оправдывает эту репутацию: она прочная, долговечная и выкована под давлением и временем.

 Все права защищены.
Все права защищены. На лицевой стороне каждой панели проштампован крепежный шаблон, и каждый комплект поставляется лицевой стороной вверх, готовый к простой и точной установке прямо с грузовика.
На лицевой стороне каждой панели проштампован крепежный шаблон, и каждый комплект поставляется лицевой стороной вверх, готовый к простой и точной установке прямо с грузовика.

 1 Основные этапы работ
1 Основные этапы работ
 После этого сверлим в брусках крепежные отверстия.
После этого сверлим в брусках крепежные отверстия.
 Его мы изготовим из листового металла толщиной 3-4 мм.
Его мы изготовим из листового металла толщиной 3-4 мм.
 Вставляем в них шпильки, на концах которых закреплены мебельные металлические уголки.
Вставляем в них шпильки, на концах которых закреплены мебельные металлические уголки.
 В качестве привода используется электродвигатель.
В качестве привода используется электродвигатель.
 Помимо этого, можно отшлифовать обычную доску или деревянную планку.
Помимо этого, можно отшлифовать обычную доску или деревянную планку.

 Извлекаем его аккуратно из металлического корпуса, и оставляем для следующих самоделок.
Извлекаем его аккуратно из металлического корпуса, и оставляем для следующих самоделок.  Из листового металла мастер делает защитный кожух для приводного ремня.
Из листового металла мастер делает защитный кожух для приводного ремня.  В качестве абразива используется шлифовальный круг, который крепится к диску с липучкой.
В качестве абразива используется шлифовальный круг, который крепится к диску с липучкой.

 Для изготовления самоделки нам понадобятся редуктор и ведущий вал с якорем.
Для изготовления самоделки нам понадобятся редуктор и ведущий вал с якорем.  Как вам такая идея?
Как вам такая идея?
 Что удобно, обрабатывать при помощи ленточного станка можно детали, которые имеют различную форму: четырехугольную, круглую и плоскую. При помощи такого оборудования можно обрабатывать круглые и трубные детали, отличающиеся большим диаметром своего поперечного сечения.
Что удобно, обрабатывать при помощи ленточного станка можно детали, которые имеют различную форму: четырехугольную, круглую и плоскую. При помощи такого оборудования можно обрабатывать круглые и трубные детали, отличающиеся большим диаметром своего поперечного сечения.


 При надевании ленты на валы оборудования следует располагать ее так, чтобы конец шва, лежащий внахлест, не задирался об поверхность обрабатываемой детали, а проскальзывал по ней. Подробнее о склеивании ленты в видео ниже.
При надевании ленты на валы оборудования следует располагать ее так, чтобы конец шва, лежащий внахлест, не задирался об поверхность обрабатываемой детали, а проскальзывал по ней. Подробнее о склеивании ленты в видео ниже.
 Площадку для электродвигателя также следует сделать из листа металла с размерами 180х160х10 мм. Такую площадку нужно закрепить к станине очень надежно при помощи нескольких болтов.
Площадку для электродвигателя также следует сделать из листа металла с размерами 180х160х10 мм. Такую площадку нужно закрепить к станине очень надежно при помощи нескольких болтов.
 А чтобы исключить проскальзывание ленты на барабане, необходимо намотать на него слой тонкой резины, для чего можно использовать старую шину от велосипедного колеса, предварительно разрезав ее вдоль всей ее длины.
А чтобы исключить проскальзывание ленты на барабане, необходимо намотать на него слой тонкой резины, для чего можно использовать старую шину от велосипедного колеса, предварительно разрезав ее вдоль всей ее длины. Кроме этого, на таких станках можно обрабатывать детали, которые имеют криволинейную поверхность.
Кроме этого, на таких станках можно обрабатывать детали, которые имеют криволинейную поверхность. УНИКАЛЬНЫЙ ДИЗАЙН: WEN 6313 Электрический 1/3-листовой шлифовальный станок
УНИКАЛЬНЫЙ ДИЗАЙН: WEN 6313 Электрический 1/3-листовой шлифовальный станок Как правило, это компактные инструменты, которые требуют от пользователя разрезания листа наждачной бумаги на прямоугольники, которые затем удерживаются на инструменте стопорными пружинами. Эти устройства перемещают наждачную бумагу по повторяющейся орбите, чтобы стереть канавки, оставленные наждачной бумагой на поверхности. Для серьезной работы после ручного шлифовального станка следует окончательная ручная шлифовка волокнами материала. Эти шлифовальные машины лучше всего подходят для необработанной древесины.
Как правило, это компактные инструменты, которые требуют от пользователя разрезания листа наждачной бумаги на прямоугольники, которые затем удерживаются на инструменте стопорными пружинами. Эти устройства перемещают наждачную бумагу по повторяющейся орбите, чтобы стереть канавки, оставленные наждачной бумагой на поверхности. Для серьезной работы после ручного шлифовального станка следует окончательная ручная шлифовка волокнами материала. Эти шлифовальные машины лучше всего подходят для необработанной древесины. Это не потому, что им не хватает силы; это потому, что трение между наждачной бумагой и отделкой создает тепло. Тепло плавит и разжижает отделку, что быстро склеивает зернистость бумаги. Ручное соскабливание часто лучше всего подходит для удаления нескольких слоев отделки.
Это не потому, что им не хватает силы; это потому, что трение между наждачной бумагой и отделкой создает тепло. Тепло плавит и разжижает отделку, что быстро склеивает зернистость бумаги. Ручное соскабливание часто лучше всего подходит для удаления нескольких слоев отделки. Для проектов в подвальной мастерской, гараже или сарае лучше всего подходят сетевые шлифовальные машины. Просто соедините их с удлинителем, и их можно использовать в любом помещении мастерской, где есть электричество.
Для проектов в подвальной мастерской, гараже или сарае лучше всего подходят сетевые шлифовальные машины. Просто соедините их с удлинителем, и их можно использовать в любом помещении мастерской, где есть электричество. Чем медленнее скорость орбиты, тем холоднее останется шлифовальная машина и наждачная бумага. Однако шлифовальная машина также будет медленнее и менее агрессивно удалять материал. Более высокие обороты в минуту (opm) позволяют завершить проект быстрее, но также могут привести к высоким температурам, которые могут повредить термочувствительные материалы.
Чем медленнее скорость орбиты, тем холоднее останется шлифовальная машина и наждачная бумага. Однако шлифовальная машина также будет медленнее и менее агрессивно удалять материал. Более высокие обороты в минуту (opm) позволяют завершить проект быстрее, но также могут привести к высоким температурам, которые могут повредить термочувствительные материалы. Если давление становится слишком большим, световой датчик или вибрация предупреждают пользователя о необходимости уменьшить давление.
Если давление становится слишком большим, световой датчик или вибрация предупреждают пользователя о необходимости уменьшить давление. Поскольку шлифование может быть длительной работой, а работа с громоздкой шлифовальной машиной может быть утомительной даже через несколько минут, одной из лучших особенностей шлифовальной машины для ладоней является оптимальный эргономичный дизайн.
Поскольку шлифование может быть длительной работой, а работа с громоздкой шлифовальной машиной может быть утомительной даже через несколько минут, одной из лучших особенностей шлифовальной машины для ладоней является оптимальный эргономичный дизайн. Приведенные ниже продукты, используемые для подготовки необработанной древесины для придания внешнего вида и отделки, прошли практическую оценку на съем материала, вибрацию, взаимодействие с проектом и другие важные характеристики. Все эти шлифовальные машины оставляли после себя приятную отделку и выполняли свою работу по снятию припуска; отличия в деталях.
Приведенные ниже продукты, используемые для подготовки необработанной древесины для придания внешнего вида и отделки, прошли практическую оценку на съем материала, вибрацию, взаимодействие с проектом и другие важные характеристики. Все эти шлифовальные машины оставляли после себя приятную отделку и выполняли свою работу по снятию припуска; отличия в деталях. Мешок для пыли немного лучше среднего, и защита от пыли тоже работает хорошо.
Мешок для пыли немного лучше среднего, и защита от пыли тоже работает хорошо. Мешок для пыли, удерживаемый пружиной, намного лучше среднего и легко вытряхивается. Шлифовальный станок простой и работает хорошо. Хотя он немного громче, чем другие популярные варианты, в целом он едва ли громкий.
Мешок для пыли, удерживаемый пружиной, намного лучше среднего и легко вытряхивается. Шлифовальный станок простой и работает хорошо. Хотя он немного громче, чем другие популярные варианты, в целом он едва ли громкий.
 Аккумуляторная шлифовальная машина оснащена бесщеточным двигателем, который увеличивает срок службы инструмента за счет уменьшения трения внутри двигателя. Мобильный дизайн позволяет использовать его во дворе, в мастерской или в любом другом месте дома, не беспокоясь о том, чтобы тащить удлинитель. Удобный пылесборник помогает очистить проект от мусора.
Аккумуляторная шлифовальная машина оснащена бесщеточным двигателем, который увеличивает срок службы инструмента за счет уменьшения трения внутри двигателя. Мобильный дизайн позволяет использовать его во дворе, в мастерской или в любом другом месте дома, не беспокоясь о том, чтобы тащить удлинитель. Удобный пылесборник помогает очистить проект от мусора.

 Переключатель очень прост в использовании для «вкл» или «выкл», он работает достаточно плавно и отлично подходит для работы одной или двумя руками. Несмотря на то, что он имеет простые в использовании ножки для захвата ⅓ листов наждачной бумаги, подушечка также имеет застежку-липучку, что позволяет использовать бумагу с застежкой-липучкой. В целом, он показал хороший съем материала, достаточную мощность и удобную работу.
Переключатель очень прост в использовании для «вкл» или «выкл», он работает достаточно плавно и отлично подходит для работы одной или двумя руками. Несмотря на то, что он имеет простые в использовании ножки для захвата ⅓ листов наждачной бумаги, подушечка также имеет застежку-липучку, что позволяет использовать бумагу с застежкой-липучкой. В целом, он показал хороший съем материала, достаточную мощность и удобную работу. Конструкция со шнуром и мягкая рукоятка обеспечивают длительные периоды комфортной работы, не беспокоясь о разрядке.
Конструкция со шнуром и мягкая рукоятка обеспечивают длительные периоды комфортной работы, не беспокоясь о разрядке. com
com Мы обнаружили очень мало различий между всеми инструментами, занявшими место в списке лучших. Тем не менее, небольшие различия быстро накапливаются во время длительных работ по шлифованию, и с учетом этого небольшие различия инструментов складываются и выделяются.
Мы обнаружили очень мало различий между всеми инструментами, занявшими место в списке лучших. Тем не менее, небольшие различия быстро накапливаются во время длительных работ по шлифованию, и с учетом этого небольшие различия инструментов складываются и выделяются.
 Мы нанесли отделку на древесину, чтобы убедиться, что отшлифованная область была абсолютно гладкой, прежде чем наносить отделку на основную часть.
Мы нанесли отделку на древесину, чтобы убедиться, что отшлифованная область была абсолютно гладкой, прежде чем наносить отделку на основную часть. Кроме того, случайность их орбит труднее обнаружить в готовом изделии и с меньшей вероятностью телеграфировать через отделку.
Кроме того, случайность их орбит труднее обнаружить в готовом изделии и с меньшей вероятностью телеграфировать через отделку. Купите случайную орбитальную шлифовальную машину и сделайте ее хорошей. Затем вы можете купить другие типы шлифовальных машин по мере необходимости. Я купил много шлифовальных машин за 30 лет работы по дереву.
Купите случайную орбитальную шлифовальную машину и сделайте ее хорошей. Затем вы можете купить другие типы шлифовальных машин по мере необходимости. Я купил много шлифовальных машин за 30 лет работы по дереву. Мой продвинутый учитель технологии обработки древесины разрешит вам использовать механические шлифовальные машины в ваших проектах. Однако, когда вы заканчивали, он брал красную ручку, обрисовывал все это и говорил: «Теперь отшлифуйте вручную, пока не перестанете видеть красный цвет». Шлифовальные станки стали лучше за тридцать лет, прошедших с тех дней, но ручное шлифование по-прежнему является необходимым навыком, , особенно между слоями отделки.
Мой продвинутый учитель технологии обработки древесины разрешит вам использовать механические шлифовальные машины в ваших проектах. Однако, когда вы заканчивали, он брал красную ручку, обрисовывал все это и говорил: «Теперь отшлифуйте вручную, пока не перестанете видеть красный цвет». Шлифовальные станки стали лучше за тридцать лет, прошедших с тех дней, но ручное шлифование по-прежнему является необходимым навыком, , особенно между слоями отделки. Они не очень хорошо работают и плохо собирают пыль. Лучшая причина использовать его — это наказание за то, что ваш подросток слишком поздно гуляет! Они не будут делать это снова!
Они не очень хорошо работают и плохо собирают пыль. Лучшая причина использовать его — это наказание за то, что ваш подросток слишком поздно гуляет! Они не будут делать это снова!

 Это строго пневматический инструмент, и для его работы требуется большой компрессор. Они используются в деревообработке для выравнивания больших панелей, но необходимо использовать фильтр, чтобы масло не попало на древесину, что впоследствии испортит вашу отделку. Встроенные шлифовальные машины движутся по прямой линии вперед и назад, точно так же, как вы шлифуете вручную, за исключением того, что они имеют длину 15 дюймов и работают со скоростью 3000 ударов в минуту.
Это строго пневматический инструмент, и для его работы требуется большой компрессор. Они используются в деревообработке для выравнивания больших панелей, но необходимо использовать фильтр, чтобы масло не попало на древесину, что впоследствии испортит вашу отделку. Встроенные шлифовальные машины движутся по прямой линии вперед и назад, точно так же, как вы шлифуете вручную, за исключением того, что они имеют длину 15 дюймов и работают со скоростью 3000 ударов в минуту.
 Пневматические шлифовальные машины используются для шлифования камня из-за скорости, мощности и устойчивости к пыли. Эклектичные шлифовальные машины могут это сделать, но каменная пыль убьет их довольно быстро.
Пневматические шлифовальные машины используются для шлифования камня из-за скорости, мощности и устойчивости к пыли. Эклектичные шлифовальные машины могут это сделать, но каменная пыль убьет их довольно быстро.
 На самом деле, они выглядят как скалки разных размеров, в зависимости от того, какой размер вы получите. Большинству из них требуется также приобрести прямолинейную пневматическую дрель для работы или, по крайней мере, для ее правильного использования. Можно использовать обычную дрель, но опыт будет плохой. Они отлично подходят для таких вещей, как формирование выпуклых частей сидений на деревянных стульях на глаз. Используйте шлифовальную машину со шлифовальным диском, чтобы придать форму вогнутым частям сиденья стула.
На самом деле, они выглядят как скалки разных размеров, в зависимости от того, какой размер вы получите. Большинству из них требуется также приобрести прямолинейную пневматическую дрель для работы или, по крайней мере, для ее правильного использования. Можно использовать обычную дрель, но опыт будет плохой. Они отлично подходят для таких вещей, как формирование выпуклых частей сидений на деревянных стульях на глаз. Используйте шлифовальную машину со шлифовальным диском, чтобы придать форму вогнутым частям сиденья стула.