Калькулятор метизов и крепежа — онлайн калькулятор метизов из кг в штуки от Госкреп
Компания «Госкреп» предлагает вам воспользоваться новой услугой – онлайн калькулятор метизов и крепежных изделий.
Загрузка калькулятора …
Мы разработали решение, которое автоматизирует задачу составления различных смет и позволяет увеличить скорость и точность данных расчетов.
Зачем нужно делать расчет метизов из штук в кг?
Если Вы просчитываете стоимость логистики строительной продукции, то вам обязательно нужно знать общий вес всех метизов, или конкретно одной позиции, поэтому одной из самых востребованных задач, является перевод количества крепежа из шт. в кг, и наоборот.
Вы сможете самостоятельно рассчитать необходимое вам количество и после составления отправить готовый заказ на обработку менеджерам в режиме онлайн в любое удобное для вас время. Калькулятор на нашем сайте за считанные секунды поможет Вам получить необходимые данные, а также сделать экспорт всей сметы в Excel или Pdf формат.
Мы сделали рутинную работу за Вас и собрали данные по различным группам строительного крепежа, у нас вы получите вес — болтов, гаек, шурупов, гвоздей, саморезов, шайб, дюбелей, шпилек и многого др.
Конечно, можно скачать различные оффлайн программы, или, что еще хуже найти, какие-то таблицы, но у такого решения есть существенный минус — частота обновления и точность данных. Мы работаем над тем, чтобы наше решение всегда предоставляло Вам самые свежие, проверенные и полные данные. Также удобная система фильтров по стандартам ГОСТ или DIN поможет быстро найти интересующую вас позицию крепежа.
Если Вы заметили какую-либо неточность или ошибку, или просто у Вас есть предложение по улучшению функционала калькулятора просьба написать в комментарии.
Отзывы (11)
Вопросы (5)
Фильтр
Общий рейтинг (11)
Общий рейтинг (11)
(1)
(2)
(1)
(7)
Сортировать по:
Самые новые
Самые новые
Последние
Высокий рейтинг
Низкий рейтинг
Самые полезные
Калькулятор веса метизов
Общая оценка
4
Отличный сайт. Все по теме, коротко, доступно.
Отзыв полезен?
2
0
Рекомендую!
Госкреп
Калькулятор веса метизов
Общая оценка
4
Что-то я тут намутила… инет подвис, потом вся писанина отобразилась. Удалить лишнее никак?
Отзыв полезен?
0
0
Рекомендую!
Госкреп
Лидия, спасибо за отзыв. Всего лишь одно сообщение задвоилось
Госкреп
Калькулятор веса метизов
Общая оценка
4
В целом сайт очень нравится. Пользуюсь постоянно, в работе помогает очень. Рекомендую.
Но хотелось бы еще, чтобы калькулятор переводил крепеж из килограмм в штуки.
Отзыв полезен?
0
0
Рекомендую!
Госкреп
Лидия, уточните Ваше пожелание. Суть калькулятора в переводе этих двух измерений. Графа с КГ расположена впереди графы со ШТ, но Вы можете заносить известную Вам величину в любом порядке. Если известно количество крепежа, а нужно узнать массу, то сразу вбивайте значение во вторую графу. Пересчет сразу же отобразиться рядом. Спасибо Вам за отзыв и рекомендацию.
Госкреп
Калькулятор веса метизов
Общая оценка
2
Добрый день! Скажите, на вашем калькуляторе можно перевести крепеж из килограмм в штуки? Не вижу этой возможности. Очень было бы здорово.
Отзыв полезен?
0
0
Рекомендую!
Госкреп
Добрый день, у Вас высвечиваются граммы, а хотите, чтобы были КГ? Если в этом вопрос, тогда переключите режим в КГ, который расположен над ячейкой.
Госкреп
Калькулятор веса метизов
Общая оценка
2
Хороший калькулятор
Отзыв полезен?
0
0
Рекомендую!
Госкреп
Калькулятор веса метизов
Общая оценка
4
Спасибо. Нашел то что искал.
Очень помогли.
Отзыв полезен?
1
0
Рекомендую!
Госкреп
Спасибо за отзыв!
Госкреп
Калькулятор веса метизов
Общая оценка
3
Не все расчеты соответствуют действительности. Это наблюдается не в конкретных категориях , а в отдельных случаях(чаще всего вычисляю различные саморезы)
Отзыв полезен?
1
0
Рекомендую!
Госкреп
Благодарим за обратную связь. Если есть конкретные позиции среди саморезов и другого крепежа, сообщите, чтобы можно было проверить. Как уже сообщалось ранее, мы работаем с несколькими заводами-производителями. На массу влияет материал изготовления (удельная плотность) и точность исполнения изделия.
Всегда благодарны за конструктивную критику!
Госкреп
Калькулятор веса метизов
Общая оценка
1
У вас в калькуляторе ПШ 4,2-13 100шт весят 0,14кг, а ПШ 4,2-14 остр 100шт весят 0,129кг—ЭТО КАК? реально я взвесил 100шт ПШ 4,2-14 остр весит 0,18 кг, получается что промупаковке 15 8300 шт а не 10000 шт как у вас заявлено, соответственно цена выходит больше
Отзыв полезен?
3
0
Рекомендую!
Госкреп
Михаил, благодарим за отзыв и конструктивную критику. Масса изделия может варьироваться в некоторых пределах в зависимости от производителей метизной продукции. Данные по весовым характеристикам получаем из сопроводительных документов наших партнеров. Мы работаем с несколькими заводами-производителями, отсюда и возникла путаница. На данный момент масса саморезов с пресс-шайбой острые и со сверлом пересмотрена в соответствии с данными от основного производителя данной продукции.
Госкреп
Калькулятор веса метизов
Общая оценка
4
Пользуюсь онлайн-калькулятором, мне он тоже показался удобным, добавила в закладки)
Отзыв полезен?
5
1
Рекомендую!
Госкреп
Благодарим за отзыв!
Госкреп
Калькулятор веса метизов
Общая оценка
4
Калькулятор лучше чем у Машкрепежа
Отзыв полезен?
8
1
Рекомендую!
Госкреп
Задать вопрос
Ничего не найдено
Калькулятор массы и количества метизов
Главная » Вес крепежа » Вес болтов
Вес болтов гаек и шайб производится согласно ГОСТов
болты ГОСТ Р ИСО 4014-2013, ГОСТ Р ИСО 4017-2013
болты ГОСТ 7798-70, 7805-70, 5915-70
11371-78, 6402-70 со всеми изменениями ( Тексты ГОСТ ).
(о всех возможностях калькулятора смотрите видеоинструкцию внизу страницы)
1. Выбрать диаметр и длину болта, ввести необходимое количество штук.
2. Щелкните мышью на любом свободном месте страницы.
Узнайте, какую пользу Zygology может принести вашей компании благодаря нашим решениям, ориентированным на клиента. Загрузите нашу брошюру сегодня.
Скачать брошюру
Ресурсы по продуктам
Найдите и загрузите полезные ресурсы с сайта Zygology
У нас есть обширная библиотека полезных ресурсов по продуктам, которые можно загрузить бесплатно
Нажмите здесь для поиска
Вес и количество шестигранных гаек — Калькулятор крепежа
Расчет веса одного продукта или количества орехов в одном килограмме или другого введенного веса по известным DIN и другим стандартам
Колпак
Фланцевый
Крепеж с шестигранным резьбовым отверстием, образующим разъемное соединение с помощью винта или болта
Добавить в закладки
Количество
шт.
Цена за арт.
руб.
Цена за 1 кг
руб.
Отчет об ошибке
5.0 из 5, Всего оценок: 4
О
Name
Nut weight calculator (Hex)
Requirements
Javascript
OS
Windows, Android, OSX, Linux
Category
Business, Education
Price
0
Таблицы веса и количества гаек по различным техническим стандартам: DIN, ISO и др.
Наименование и диаметр гайки
Диаметр гайки D, мм
Вес 1000 кусочков гайков
кусочков на 1 кг
, кг / м³
NUT M1. 6
1.6
0,0740110 NUT M1.6
1.6
0,0740110.
13514 шт.
7850
Гайка M2
2
0,1410 кг.
7092 шт.
7850
Гайка M2,5
2,5
0,2720 кг.
3676 шт.
7850
Гайка M3
3
0,3770 кг.
2653 шт.
7850
Гайка M3
3
0,5420 кг.
1845 шт.
7850
Гайка M3,5
3,5
0,4970 кг.
2012 шт.
7850
Гайка M4
4
0,8000 кг.
1250 шт.
7850
Гайка M4
4
1,1090 кг.
902 шт.
7850
Гайка M5
5
1,4400 кг.
694 шт.
7850
Гайка M5
5
1,7200 кг.
581 шт.
7850
Гайка M6
6
2,5730 кг.
389 шт.
7850
Гайка M6
6
3,0260 кг.
330 шт.
7850
Гайка M8
8
5,5480 кг.
180 шт.
7850
Гайка M8
8
6,4610 кг.
155 шт.
7850
Гайка M10
10
10,2200 кг.
98 шт.
7850
Гайка M10
10
11,5800 кг.
86 шт.
7850
Гайка M12
12
15,6700 кг.
64 шт.
7850
Гайка M12
12
17,7300 кг.
56 шт.
7850
Гайка M14
14
25,3300 кг.
39 шт.
7850
Гайка M14
14
27,4300 кг.
36 шт.
7850
Гайка M16
16
37,6100 кг.
27 шт.
7850
Гайка M16
16
40,4500 кг.
25 шт.
7850
Гайка M18
18
53,2700 кг.
19 шт.
7850
Гайка M18
18
56,2500 кг.
18 шт.
7850
Гайка M20
20
71,4400 кг.
14 шт.
7850
Гайка M20
20
74,2600 кг.
13 шт.
7850
Гайка M22
22
103,1500 кг.
10 шт.
9 шт.
7850
Гайка M24
24
122,8700 кг.
8 шт.
7850
Гайка M24
24
127,5000 кг.
8 шт.
6 шт.
7850
Гайка M27
27
180,9000 кг.
6 шт.
7850
Гайка M30
30
242,5400 кг.
4 шт.
7850
Гайка M30
30
250,3000 кг.
4 шт.
7850
Гайка M36
36
416,7800 кг.
2 шт.
7850
Гайка M36
36
423,6000 кг.
2 шт.
7850
Гайка M42
42
623,8800 кг.
2 шт.
7850
Гайка M42
42
661,5000 кг.
2 шт.
7850
Гайка M48
48
956,2000 кг.
1 шт.
7850
Гайка M48
48
988,2000 кг.
1 шт.
7850
Шестигранная гайка
Универсальность для разных целей
Стандартные размеры крепежа разные — калькулятор веса гайки на нашем сайте позволяет определить вес отдельного крепежа. Такая информация может потребоваться различным специалистам: в первую очередь транспортникам и поставщикам — для них важен обратный пересчет, когда при определенной грузоподъемности автомобиля или другого транспорта требуется подсчитать количество перевозимого крепежа. Для технологов вес одной детали крепежа является величиной, учитываемой при расчете общей массы проектируемого оборудования.
Калькулятор веса гаек позволяет рассчитать вес любого вида крепежных гаек любой формы (например, стандартный шестигранник, барашек, фланцевый, накидной гайки и др.), а также различных материалов (обычно углеродистая сталь, конструкционная сталь или нержавеющая сталь). ). Для расчета на нашем сайте необходимо ввести минимальное количество параметров — тип крепежа, его размер, материал изготовления — в кратчайшие сроки программный продукт произведет необходимые расчеты в режиме онлайн. Результат можно сохранить в специальные поля (например, как предварительный или для сравнения), а также отправить себе на почту.
Интимная контурная пластика это метод, позволяющий восполнить объем мягких тканей, путем введения препаратов с гиалуроновой кислотой.
Интимная контурная пластика это метод, позволяющий восполнить объем мягких тканей, путем введения препаратов с гиалуроновой кислотой.
Гиалуроновая кислота — основной компонент межклеточного вещества, который отвечает за его вязкость. С возрастом количество гиалуроновой кислоты в коже прогрессивно уменьшается, что приводит к процессам деградации и сморщивания.
С помощью интимного филлинга устраняется эстетические, функциональные недостатки, связанные с возрастными изменениями или индивидуальными особенностями организма.
Данная методика малотравматична, безопасна и, практически, без болезненна.
Показания для интимной пластики существуют медицинские, сексологические, эстетические.
К медицинским показаниям относятся:
Ассиметрия половых губ.
Зияние половой щели, послеродовая и инволютивная дилятация преддверия влагалища.
Сухость слизистых и крауроз вульвы, сопровождающийся стойким зудом.
К сексологическим показаниям:
-для улучшения качества сексуальной жизни, путем введения филлеров в точку G, головку клитора, что, в свою очередь, снижает психологический дискомфорт, повышает либидо, самооценку
показано для коррекции олиго- и аноргазмии
К эстетическим показаниям относятся:
-снижение тургора и эластичности кожи аногенитальной области, возрастные изменения, дряблость и провисание мягких тканей промежности и стенок влагалища, липодистрофия больших половых губ, например вследствие резкого снижения массы тела
Достигаемые эффекты:
-коррекция формы и объема больших и малых половых губ, в том числе устранение приобретенной или врожденной ассиметрии
-восстановление упругости и эластичности тканей
-увлажнение и питание
-улучшение доступности клитора и точки G для решения вопроса отсутствия или снижения яркости оргазма
-лечение недержания мочи, например вследствие гипермобильности уретры
Противопоказания: индивидуальная непереносимость препаратов с гиалуроновой к-той, инфекции мочевыводящих путей, онкологические заболевания, лихорадка, неясного генеза, нарушение свертываемости крови, аутоиммунные заболевания, психические б-ни, беременность, возраст до 18 лет
Побочные эффекты:
-воспаление в месте инъекции
-покраснения эритемы
-гематомы, индурации
-незначительные кровотечения
Реабилитационные мероприятия:
-в течение 7-10 дней исключить посещение бассейна, спортзала, бани
-половой покой в течение 5-7 дней
— в течение нескольких дней следует избегать физической активности, вызывающей сдавление зоны инъекции ( велоспорт, верховая езда)
-в течение месяца исключить физиопроцедуры, прием ферментных препаратов
Продолжительность эффекта после процедуры интимного филлинга составляет 180-240 дней. Это тот период, когда гиалуроновая кислота полностью деградирует и элиминирует из организма.
Длительность эффекта, как правило, обусловлена индивидуальными особенностями организма пациентки.
Автор статьи
Чаплоуцкая Алина Владимировна Руководитель службы амбулаторной гинекологии и акушерства, врач-акушер-гинеколог, специалист по эстетической и реконструктивной гинекологии
Карта сайта
Карта сайта
В начало
Наука
Словарь терминов
Академия
Академия сегодня
Устав Российской академии художеств
Использование логотипа РАХ
Официальные документы
Противодействие коррупции
Юбилейные даты
История
Академия художеств
Хроника
Президенты
Система наград и поощрений
Архитектурный ансамбль Императорской Академии художеств
Наука
Основные задачи научной деятельности
Основные направления программы фундаментальных исследований
Научные издания
Журнал «ACADEMIA» 2009-2012
Журнал «ACADEMIA» 2020
Научные конференции , симпозиумы , заседания
Словарь терминов
Образование
Академическая система художественного образования
Организации-партнеры РАХ в сфере художественного образования
Новости. События.
Научно-методическая и экспертная деятельность
Академические просмотры и защиты выпускных квалификационных работ
Учебные практики на базе Российской академии художеств
Музеи и выставочные залы
Выставочные залы Российской академии художеств
Галерея искусств Зураба Церетели
Музей-мастерская С.Т.Коненкова
Научно-исследовательский музей при Российской академии художеств
Московский музей современного искусства
Другие выставочные залы
Новости
Выставки
Конкурсы
ЮНЕСКО
Актуальные проекты. События .Мероприятия.
Фонд Юнеско
Кафедра Юнеско РАХ
версия для печати
Мы оптимизируем литье под давлением с помощью проектирования и обучения
Design IT
Мы оптимизируем литье под давлением с помощью проектирования и обучения
Plastic-IT Ltd базируется в Шрусбери, графство Шропшир, и предоставляет индивидуальные услуги для индустрии литья под давлением. Наша компания предоставляет решения и услуги для производства литьевых пластмассовых изделий путем оптимизации конструкции деталей, проектирования пресс-форм, прототипирования, литья под давлением и обучения.
Мы сертифицированы по стандарту ISO 9001:2015 и зарегистрированы в JOSCAR и помогаем компаниям быстрее выводить свою продукцию на рынок, оказывая помощь с первого раза.
Каждая из наших услуг предоставляет экспертные знания на пути от искусства к детали. Мы работаем с начинающими проектами и устоявшимися производственными компаниями на всех этапах процесса, предлагая нашим клиентам параллельный инженерный подход.
Результатом этого является повышение качества, устранение отходов и повышение рентабельности литья под давлением.
Свяжитесь с нами
Подпишитесь
Дизайн для производства
Вывод пластикового продукта на рынок в кратчайшие сроки с ожидаемым качеством приводит к большей удовлетворенности клиентов. Когда все аспекты проектирования для производства и сборки (DFMA) будут учтены, вы также получите большую прибыль.
Если вы начнете процесс как можно раньше, вы можете определить большую часть конечной стоимости детали на этапе проектирования. Используя наш опыт в проектировании изделий из пластмассы и разработке технологических процессов, вы получите постоянство и качество, требуемое вашим клиентом.
УЗНАТЬ БОЛЬШЕ
СВЯЖИТЕСЬ С НАМИ
Autodesk Moldflow Analysis
Наша служба моделирования литья под давлением использует новейшие трехмерные технологии заполнения, охлаждения и коробления твердотельных форм от Autodesk Moldflow. У нас есть знания, полученные в результате сотен исследований за 25 лет, от крошечных медицинских деталей до крупнейших автомобильных компонентов. Наш сервис предоставляет клиентам оптимальные характеристики заполнения форм для новых и существующих инструментов для литья под давлением.
Используется в начале проекта для оптимизации формованного изделия, процесса и конструкции пресс-формы или используется в качестве решения существующего дефекта литья — моделирование Moldflow может дать ответы на любой процесс или проблему литья под давлением.
Мы находимся в Великобритании и готовы обсудить аналитический отчет Moldflow лично или с помощью онлайн-платформ для встреч. Это позволяет «живой» просмотр симуляции и предоставляет возможность немедленной обратной связи и обсуждения с заказчиком — получаемые преимущества многократно окупают стоимость самого анализа.
УЗНАТЬ БОЛЬШЕ
ЗАПРОСИТЬ ЦЕНУ
СВЯЖИТЕСЬ С НАМИ
Проекты прототипов
Быстрое создание прототипов пластиковых деталей. Возможно, вам потребуется проверить дизайн на предмет соответствия и функциональности или протестировать компонент, изготовленный из правильного материала и с использованием надлежащего производственного процесса.
«Прототип — ранний образец, модель или выпуск продукта, созданный для проверки концепции или процесса» — Википедия
От аддитивного производства до прецизионных деталей, изготовленных методом литья под давлением, наш сервис позволит вам сократить время выхода на рынок. Независимо от того, требуется ли вам несколько компонентов для проверки конструкции или модификации или 50 000 деталей для предсерийного запуска, мы можем удовлетворить ваши требования.
УЗНАТЬ БОЛЬШЕ
СВЯЗАТЬСЯ С НАМИ
ЗАПРОСИТЬ ЦЕНУ
Оптимизация литья под давлением
Достижение оптимального черного литья под давлением — это не просто физическое искусство, это не просто физическое искусство.
Но если основы всего процесса не будут полностью поняты, преимущества, которые можно получить от оптимизации процесса литья под давлением, не будут полностью реализованы.
Мы должны учитывать множество критериев дизайна для литья под давлением. К ним относятся требования к конечному использованию, материал, выбранный для производства, результаты любых CAE-исследований детали, конструкция пресс-формы и сам процесс литья под давлением. Любые недостатки в этих областях и конечном продукте так или иначе будут скомпрометированы.
Plastic-IT Ltd может предоставить консультации на любом этапе пути от искусства до детали, будь то потребительские товары, электроника, аэрокосмическая, промышленная, автомобильная или медицинская техника. Наше знание всего процесса может быть использовано для того, чтобы вы могли вывести свой продукт на рынок вовремя и в рамках бюджета.
УЗНАТЬ БОЛЬШЕ
СВЯЖИТЕСЬ С НАМИ
Служба литья пластмасс под давлением
Компания Plastic-IT Ltd имеет собственное предприятие по литью под давлением, сертифицированное по стандарту ISO 9001:2015, в Шрусбери, графство Шропшир.
Все инструменты для пресс-форм, как новые, так и существующие, можно проанализировать с помощью Autodesk Moldflow, чтобы обеспечить возможность разработки оптимизированного процесса. Любые дефекты литья под давлением с существующими инструментами могут быть идентифицированы и устранены для обеспечения требуемого качества продукта.
Если у вас новый проект или вы хотите переместить существующие инструменты, мы можем помочь со всем процессом. Мы тесно сотрудничаем с выбранной группой поставщиков, чтобы обеспечить успех проекта и удовлетворенность клиентов.
От мелкосерийного производства до работы в режиме 24/7, от испытаний инструментов до единичных производственных циклов — наша цель — предоставить вам наиболее экономически эффективное решение для ваших требований к литью под давлением.
УЗНАТЬ БОЛЬШЕ
ЗАПРОСИТЬ ЦЕНУ
СВЯЖИТЕСЬ С НАМИ
Routsis Injection Molding Training
Ваши знания и навыки обеспечиваются только от инвестиций в литье под давлением (окупаемость инвестиций) . Хорошо обученная и образованная компетентная рабочая сила обеспечивает рентабельность и конкурентоспособность. Это жизненно важно для успеха любой организации.
Plastic-IT Ltd представляет компанию Routsis Training в Великобритании и Ирландии. С эксклюзивного одобрения Общества инженеров по пластмассам учебные материалы Routsis используются более чем на 2800 объектах в более чем 37 странах.
Обучение может проводиться онлайн или на месте, при необходимости адаптировано к вашим требованиям и доступно круглосуточно и без выходных. Стоимость обучения сотрудника должна волновать меньше, чем то, во сколько вам может обойтись необученный сотрудник.
УЗНАТЬ БОЛЬШЕ
СВЯЖИТЕСЬ С НАМИ
Экспертный дизайн для производства с помощью Design IT – Plastic IT Ltd.
Вывод пластикового продукта на рынок в кратчайшие сроки с ожидаемым качеством приводит к большей удовлетворенности клиентов. Когда все аспекты проектирования для производства и сборки (DFMA) будут учтены, вы также получите большую прибыль.
Если вы начнете процесс как можно раньше, вы можете определить большую часть конечной стоимости детали на этапе проектирования. Используя наш опыт в проектировании изделий из пластмассы и разработке технологических процессов, вы получите постоянство и качество, требуемое вашим клиентом.
Почему дизайн для производства важен
Для деталей, изготовленных литьем под давлением, размер и сложность конструкции и характеристик будут определять общую стоимость производства. Большие и сложные формы требуют больше обработки и ресурсов по сравнению с маленькими и простыми формами. Однако, если вы хотите получить оптимальные результаты, один и тот же процесс следует использовать для продуктов на обоих концах спектра.
Преимущества проектирования для производства (DFM) включают более низкую стоимость производства, более высокое качество деталей и сокращение цикла разработки продукта.
Мы можем рассмотреть конструкцию вашей детали и предоставить отчет DFM, который охватывает:
Геометрию и характеристики детали
Оценка толщины стенки (включая оценку поверхности «B»)
Линия разделения
Углы уклона
Поднутрения
4 Положение литника (определено с помощью Autodesk Moldflow Analysis)
Выталкивание
Каковы общие правила проектирования пластиковых изделий?
Руководство по проектированию изделий для литья под давлением
Это краткое руководство по проектированию оптимальных изделий из пластика, изготовленных методом литья под давлением. Цель состоит в том, чтобы дать вам краткое представление о сложности проектирования пластиковых компонентов, которые удовлетворяют требованиям по размеру, функциональности и технологичности, а также OPPD — оптимизированному дизайну пластиковых изделий.
Концепция нагревания пластика до тех пор, пока он не станет жидким, а затем помещения его в гораздо более холодную металлическую форму для охлаждения и принятия формы, кажется довольно простой. Но есть много подводных камней, которых дизайнер продукта должен избегать , если компоненты должны быть надежно изготовлены с наименьшими затратами.
Стоимость производства представляет собой комбинацию веса пластиковой детали (стоимость полимера) и производительности или времени цикла. Проще говоря, чем быстрее изготавливаются детали, тем ниже стоимость производства. Следовательно, разработчик продукта должен свести к минимуму содержание полимера и обеспечить быстрое производство при разработке оптимальной конструкции. Однако из-за физики процесс проектирования часто бывает сложным.
Термопласт полимеры сжимаются в объеме (увеличивают плотность) по мере того, как они охлаждаются из-за того, что они расплавлены и становятся достаточно жидкими, чтобы их можно было вдавить в металлическую форму. Полимеры затвердевают до тех пор, пока они не станут достаточно жесткими, чтобы их можно было вытолкнуть из открытой формы. Если бы это изменение было последовательным во всей геометрии детали, то все, что было бы необходимо, — это увеличить форму в процентах, на которые усаживается полимер. Действительно, изготовитель форм обычно делает это, используя среднее значение для полимера.
Различные типы полимеров дают усадку в большей или меньшей степени, чем другие . Но самая большая проблема заключается в том, что полимер будет более или менее усаживаться в разных областях компонента. Это происходит по разным причинам, но понимание этих причин всегда было серьезной проблемой для дизайнера продукта. В настоящее время компьютерные технологии прогнозирования, такие как Autodesk Moldflow, предоставляют подробную информацию.
Используя технологию прогнозирования , можно протестировать весь процесс литья под давлением с использованием конструкции продукта 9CAD-геометрия 0007 . Каждый аспект отклонения размеров от CAD и его причины могут быть идентифицированы. Однако определить причины этих отклонений непросто.
Различия, указанные ниже, могут комбинироваться друг с другом для предотвращения производства идеальной детали:
Толщина стенки
Отсутствие симметрии
Положение подачи
Давление, необходимое для заполнения формы
Ориентационные эффекты течения полимера
Время упаковки и давление
Эффективность теплоотвода формы
Одним из решений является e увеличение времени цикла формования за счет увеличения времени, в течение которого форма остается закрытой, чтобы полимер охлаждался быстрее. При более низких температурах эжекции полимер имеет более высокий модуль (более жесткий), поэтому он способен замерзать при внутренних напряжениях, которые в противном случае деформировали бы продукт. Конечно, это приведет к увеличению производственных затрат за счет уменьшения выпуска продукции в единицу времени.
Еще один ключевой момент, который следует учитывать, заключается в том, что это «решение» может привести к деформации продукта или даже к отказу, поскольку скрытые остаточные напряжения работают сверхурочно, чтобы соответствовать законам физики.
Итак, вот несколько кратких руководств по проектированию:
Перед созданием какой-либо геометрии изучите характеристики выбранного полимера: аморфный или полукристаллический? Содержит ли он наполнитель, такой как тальк или стекловолокно?
Толщина стенок должна быть как можно более одинаковой, чтобы полимер охлаждался с одинаковой скоростью по всей детали.
Подача в полость пресс-формы по крайней мере по одной оси симметрии.
Двутавры стальные горячекатаные 24 производится на сортопрокатных станах в нескольких вариантах исполнения — для подвесных путей и стандартные, с уклоном внутренних граней полок, из углеродистых и низколегированных марок стали.
Двутавры стальные горячекатаные
Размер
Стандарт
Марка
Вес метра, кг
Вес балки 12м, тн
Балка двутавровая 24
ГОСТ 8239-89
Ст3
27,3
0,328
Балка двутавровая 24М
ГОСТ 19425-74
Ст3 / 09Г2С
38,3
0,460
В таблице значения веса одного метра и веса балки приведены справочно, а расчеты произведены при номинальных размерах ширины, толщины и длины профиля. В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
Балка №24 применяется при производстве металлоконструкций, в малоэтажном строительстве жилых и промышленных зданий, сооружении складских и торговых комплексов, для укрепления и оснащения подземных сооружений.
Купить балку 24 в нашей компании можно в любых количествах от 1-ой балки до вагонных норм, самовывозом или с доставкой на Ваш склад или объект. Доставка осуществляется автомобильным транспортом по Москве, Московской области и в другие регионы России.
Цены
Цена на стальную балку в нашей компании определяется индивидуально, в зависимости от объема заказа и других условий поставки. В последние годы цена на балку, как и на другой металлопрокат, меняется очень динамично, что затрудняет публикацию актуальной цены, соответствующей настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Масса двутавра, балки теоретический вес 1 метра погонного (1/мп)
Масса двутавра, балки теоретический вес 1 метра погонного (1/мп)
Параметры балки
Длина
Вес метра
Масса двутавра, балки ГОСТ 8239-93
Балка 10
11. 7м,12м
9,46 кг/м
Балка 12
11.7м,12м
11,5 кг/м
Балка 14
11.7м,12м
13,7 кг/м
Балка 16
11.7м,12м
15,9 кг/м
Балка 18
11.7м,12м
18,4 кг/м
Балка 20
11.7м,12м
21 кг/м
Балка 27
11.7м,12м
31,5 кг/м
Балка 30
11.7м,12м
36,5 кг/м
Балка 36
11.7м,12м
48,6 кг/м
Балка 45
11.7м,12м
57 кг/м
Вес балки ГОСТ 19425-74
Балка 24М
11.7м,12м
31,5 кг/м
Балка 30М
11.7м,12м
52,2 кг/м
Балка 36М
11.7м,12м
57,9 кг/м
Балка 45М
11.7м,12м
77,6 кг/м
Масса двутавра, балки АСЧМ 20-93
Балка 12Б1
11. 7м,12м
8,7 кг/м
Балка 14Б1
11.7м,12м
10,5 кг/м
Балка 16Б1
11.7м,12м
12,7 кг/м
Балка 16Б2
11.7м,12м
15,8 кг/м
Балка 20Б1
11.7м,12м
21,3 кг/м
Балка 25Б1
11.7м,12м
25,7 кг/м
Балка 25Б2
11.7м,12м
29,6 кг/м
Балка 30Б1
11.7м,12м
32 кг/м
Балка 30Б2
11.7м,12м
46,78 кг/м
Балка 35Б1
11.7м,12м
41,4 кг/м
Балка 35Б2
11.7м,12м
49,6 кг/м
Балка 40Б1
11.7м,12м
56,6 кг/м
Балка 40Б2
11.7м,12м
66 кг/м
Балка 45Б1
11.7м,12м
66,2 кг/м
Балка 45Б2
11.7м,12м
76 кг/м
Балка 50Б1
11.7м,12м
72,5 кг/м
Балка 50 Б2
11. 7м,12м
83,8 кг/м
Балка 55Б1
11.7м,12м
89 кг/м
Балка 55Б2
11.7м,12м
98,3 кг/м
Балка 60Б1
11.7м,12м
94,6 кг/м
Балка 60 Б2
11.7м,12м
116 кг/м
Балка 20Ш1
11.7м,12м
30,6 кг/м
Балка 20К1
11.7м,12м
41,4 кг/м
Балка 25Ш1
11.7м,12м
44,1 кг/м
Балка 25К1
11.7м,12м
62,6 кг/м
Балка 30Ш1
11.7м,12м
56,8 кг/м
Балка 30К1
11.7м,12м
87 кг/м
Балка 35К1
11.7м,12м
109,1 кг/м
Балка 35Ш1
11.7м,12м
109,1 кг/м
Балка 40 К1
11.7м,12м
153 кг/м
Балка 40Ш1
11.7м,12м
88,6 кг/м
Балка 40Ш2
11.7м,12м
106,7 кг/м
Балка 45 Ш1
11. 7м,12м
125 кг/м
Балка 50 Ш1
11.7м,12м
116 кг/м
Балка 50 Ш2
11.7м,12м
140 кг/м
Балка 60 Ш1
11.7м,12м
139 кг/м
Балка 60 Ш2
11.7м,12м
173 кг/м
Балка 70 Ш1
11.7м,12м
168 кг/м
Балка 70 Ш2
11.7м,12м
192 кг/м
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
Таблица размеров и веса I-образной балки (с файлом в формате PDF для загрузки)
Содержание
Что такое I-образная балка?
Двутавровая балка, также известная как универсальная балка, представляет собой длинную стальную полосу с двутавровым сечением.
Двутавр делится на обычный двутавр и легкий двутавр. Это стальной профиль двутавровой формы.
Типы стальных двутавровых балок
Двутавровые балки в основном делятся на обычные двутавровые балки, легкие двутавровые балки и двутавровые балки с широкими полками.
По соотношению высоты полки к стенке двутавры делятся на широкополочные, среднеполочные и узкополочные.
Характеристики первых двух: #10-60, то есть соответствующая высота составляет 10-60 см.
При той же высоте легкая двутавровая балка имеет узкую полку, тонкую стенку и малый вес.
Двутавровая балка с широкими полками, также известная как двутавровая балка, характеризуется двумя параллельными полками и отсутствием наклона на внутренней стороне полок.
Относится к стали экономичного сечения и прокатывается на четырехвалковом универсальном стане, поэтому ее еще называют «двутавр универсальный».
Обычные двутавровые балки и легкие двутавровые балки сформировали национальные стандарты.
Примечание:
Если вы хотите получить размеры двутавра в дюймах, вы можете использовать наш калькулятор мм в дюймы, чтобы получить результаты.
Таблица размеров и веса двутавровой балки
Сначала вы можете посмотреть видео ниже, чтобы узнать, как рассчитать вес двутавровой балки.
Нижеследующая таблица размеров и веса балки i может служить для вас ориентиром.
Таблица размеров и веса обычных горячекатаных двутавровых балок
Технические характеристики
Высота (мм)
Ширина фланца (мм)
Веб. 68
4.5
11.261
12.6
126
74
5
14.223
14
140
80
5.5
16.89
16
160
88
6
20. 513
18
180
94
6.5
24.143
20a
200
100
7
27.929
20b
200
102
9
31.069
22a
220
110
7.5
33.07
22b
220
112
9.5
36.524
25a
250
116
8
38. 105
25b
250
118
10
42.03
28a
280
122
8.5
43.492
28b
280
124
10.5
47.888
32a
320
130
9.5
52.717
32b
320
132
11.5
57.741
32c
320
134
13. 5
62.765
36a
360
136
10
60.037
36b
360
138
12
65.689
36c
360
140
14
71.341
40a
400
142
10.5
67.598
40b
400
144
12.5
73. 878
40c
400
146
14.5
80.158
45a
450
150
11.5
80.42
45b
450
152
13.5
87.485
45c
450
154
15.5
94.55
50a
500
158
12
93.654
50B
500
160
14
101. 504
50C
50069
50069
996668
1600668 1600668
16006668
1696668 1600668 1600668 1600668 1600668 1600668
99668 160068 160068 1600668
.0069
109.354
56a
560
166
12.5
106.316
56b
560
168
14. 5
115.108
56c
560
170
16,5
123,9
63a
630
176
13
121,407
63B
9008 630699999999998
63B
63069999999999999998
70068
.
15
131.298
63c
630
180
17
141.189
Light Duty Hot Rolled I Beam Sizes & Weight Chart
Specifications
Height ( мм)
Ширина фланца (мм)
Толщина стенки (мм)
Теоретическая масса (кг/м)
6
8
80
50
4. 5
7.52
10
100
55
4.5
9.46
12
120
64
4.8
11.5
14
140
73
4.9
13.7
16
160
81
5
15.9
18
180
90
5.1
18.4
18a
180
100
5. 1
19.9
20
200
100
5.2
21
20a
200
110
5.2
22.7
22
220
110
5.4
24
22a
220
120
5.4
25.8
24
240
115
5.6
27.3
24a
240
125
5. 6
29.4
27
270
125
6
31.5
27a
270
135
6
33.9
30
300
135
6.5
36.5
30a
300
145
6.5
39.2
33
330
140
7
42.2
36
360
145
7. 5
48.6
40
400
155
8
56.1
45
450
160
8.6
65.2
50
500
170
9.5
76.8
55
550
180
10.3
89.8
60
600
190
11.1
104
65
650
200
12
120
70
700
210
13
138
70a
700
210
15
158
70b
700
210
17. 5
184
I beam sizes chart PDF download
Download the Таблица размеров и веса двутавровой балки в формате PDF
Как рассчитать несущую способность двутавровой балки?
Например:
Сколько может выдержать двутавровая балка № 25 при пролете 4 м и равномерном распределении нагрузки?
Расчет:
Для двутавровой балки #25, W = 401,4 см 3 , [σ]=210 Н/мм2, общий коэффициент устойчивости φb=0,93 Формула прочности σ = M/W
По формуле: q=8σW/L 2 =8* 210 *401400/4*4=42,1 кН/м
.1 Требование к общей устойчивости: * 0,93 = 39,2 кН/м
Приведенный выше расчет не учитывает собственный вес и расчет проверки на прогиб двутавровой балки.
Калькулятор веса двутавровой и двутавровой балок и таблица (бесплатно)
Содержание
Расчет веса двутавровой и двутавровой балок
двутавр.
Для удобства расчета мы создали два калькулятора: калькулятор веса двутавра и калькулятор веса двутавра.
Используя эти два калькулятора, вы можете легко рассчитать вес двутавровой балки (также известной как широкополочная балка) и двутавровой балки.
Конечно, для получения дополнительных расчетов различных весов металлов вы можете обратиться к следующей статье.
Калькулятор веса металла
Теперь начните использовать калькулятор для расчета веса профиля.
Примечание:
Если вы хотите получить размеры двутавровой балки в дюймах, вы можете использовать наш калькулятор мм в дюймы, чтобы получить результаты.
Примечание:
Если вы хотите получить размеры двутавровой балки в дюймах, вы можете использовать наш калькулятор мм в дюймы, чтобы получить результаты.
Если вам надоело использовать калькулятор для расчета веса двутавровой и двутавровой балок, вы можете обратиться к следующей таблице веса двутавровой и двутавровой балок.
Позволяет быстрее проверять вес двутавровых и двутавровых балок разных размеров.
Таблица размеров и веса балки H
Таблица размеров и веса I балки
Что такое двутавровая балка
Двутавровую балку также называют стальной балкой (Универсальная балка), которая представляет собой длинную стальную полосу с двутавровым поперечным сечением. Двутавр делится на обычный двутавр и легкий двутавр.
Что такое двутавровая балка
Двутавровая балка разработана путем оптимизации двутавровой стали.
Название происходит от того факта, что его сечение совпадает с английской буквой H.
Это высокоэффективный профиль экономичного сечения с более разумным соотношением прочности к весу и более оптимизированным распределением площади поперечного сечения. .
Каждая часть H-образной стали расположена под прямым углом, поэтому она обладает такими преимуществами, как сильное сопротивление изгибу, экономия затрат, простая конструкция и легкий вес во всех направлениях.
Часто используется в больших зданиях, где требуется большая пропускная способность и хорошая устойчивость поперечного сечения, таких как высотные здания и мастерские.
Кроме того, он также широко используется в судах, мостах, подъемно-транспортных машинах, кронштейнах, фундаментах оборудования, фундаментных сваях и т. д.
Двутавровая балка и двутавровая балка
Что касается разницы между двутавровой и двутавровой балкой, вы можете обратиться к статье ниже.
Двутавровая балка и двутавровая стальная балка (анализ 14 различий)
Как рассчитать несущую способность двутавровой балки?
Например:
Сколько может выдержать двутавровая балка № 25 при пролете 4 м и равномерном распределении нагрузки?
Расчет:
Для двутавровой балки #25, W = 401,4 см 3 , [σ]=210 Н/мм2, общий коэффициент устойчивости φb=0,93
Формула изгибающего момента M = QL 2 /8 Формула прочности σ = M/W
По формуле: /4*4=42,1 кН/м
Требования к общей устойчивости: 42,1 * 0,93 = 39,2 кН/м
Цветные металлы и их сплавы применяют в качестве конструкционных материалов, от которых требуются ценные эксплуатационные свойства – коррозионная стойкость, низкий коэффициент трения, жаропрочность и жаростойкость.
К этой группе не принадлежат железо и сплавы на его основе – стали и чугуны, которые называют черными металлами. К цветным металлам, широко востребованным в промышленности, относятся медь, алюминий и титан. В чистом виде они используются редко, в основном их применяют в виде сплавов.
Медь – обозначение, виды по чистоте, характеристики
Медь – цветной металл, имеет поверхность красноватого оттенка, излом – розового. Символ – Cu. В природе встречается в составе сернистых соединений, оксидов, реже – в чистом виде. Физические характеристики чистого Cu:
высокие – пластичность, электропроводность, теплопроводность;
хорошая устойчивость к коррозионному разрушению;
удельный вес – 8940 кг/м3;
температура плавления – +1083 °C.
Присутствие примесей может значительно снижать показатели электро- и теплопроводности.
Кратко перечислим важные технологические характеристики:
хорошая обрабатываемость давлением, что позволяет получать различные типы медного проката;
затрудненная обрабатываемость резанием из-за повышенной пластичности;
низкие литейные качества из-за протекания значительных усадочных процессов;
возможность соединять отдельные медные элементы сваркой или пайкой.
В маркировке медь обозначается буквой М, после которой стоят цифры, характеризующие чистоту металла. Самая чистая медь содержит 99,99 % Cu. После цифр могут стоять буквы: к – катодная, р – раскисленная, б – бескислородная. Марки и состав меди регламентирует ГОСТ 859-2014.
Основная область применения меди различных степеней чистоты – электротехника, изготовление электрических проводов и кабелей.
Сплавы на основе меди – виды, краткие сведения
Основные сплавы на основе меди, широко используемые в различных отраслях промышленности, – латуни и бронзы.
Латуни – виды, характеристики
К латуням относятся медные сплавы с цинком, процентное содержание которого составляет 5-45 %. При содержании Zn 5-10 % сплавы сохраняют красноватый цвет. Их часто используют в ювелирном деле для имитации золота. Эти разновидности латуни иначе называются: томпак, симилор, хризохалк, хризорин, ореид. При содержании цинка более 20 % латуни имеют желтый цвет.
По количеству компонентов латунные сплавы разделяют на:
Двухкомпонентные – содержат медь, цинк и примеси в незначительных количествах. Обозначаются буквой Л и цифровой группой, характеризующей содержание Cu в процентах. Такие сплавы, благодаря хорошей обрабатываемости давлением, используют при производстве прокаткой или прессованием различных полуфабрикатов: листового латунного металлопроката, труб, прутков, профилей, проволоки. Химический состав деформируемых латуней (предназначенных для обработки давлением) приведен в таблицах ГОСТа 15527-2004.
Многокомпонентые – в качестве дополнительных элементов используются алюминий,марганец, никель, свинец, олово. В маркировке после буквы Л указывается наименование дополнительного компонента и цифровые группы, характеризующие количество в процентах меди и легирующих компонентов. Многокомпонентные латуни часто относятся к категории литейных, используемых при производстве отливок. Их марки определяет ГОСТ 17711-93.
Бронзы – определение, разновидности, характеристики
Бронзами называют сплавы на основе меди, в которых цинк не относится к основным компонентам. К этой категории также не принадлежат медно-никелевые сплавы (мельхиоры). В маркировке ставят буквы Бр, после которых указывают элементы, присутствующие в составе, и их содержание в процентах. Легирующие компоненты в бронзах: олово, бериллий, свинец, кремний, алюминий.
Большинство бронз отличается хорошими литейными качествами, что позволяет применять их при производстве фасонных отливок. Часто эти сплавы востребованы при производстве деталей, к которым предъявляются высокие требования по коррозионной стойкости и антифрикционным характеристикам. Это зубчатые и червячные колеса, седла клапанов, втулки.
Алюминий – обозначение, виды по чистоте, характеристики
Алюминий – пластичный металл серебристо-белого цвета. В чистом виде в природе не встречается. Его получают по технологии электролиза из алюминиевой руды – бокситов. Он легкий, инертный по отношению к окружающей среде, обладает хорошей электропроводностью, которая составляет 60 % от аналогичного показателя меди. На поверхности этого металла появляется оксидная пленка, которая предотвращает коррозионное разрушение полуфабрикатов и изделий. Оксид алюминия безвреден. Этот металл легко подвергается деформации, хорошо сваривается, но из-за высокой пластичности плохо подвергается обработке режущим инструментом. Имеет высокий коэффициент линейной усадки. Температура плавления: +660 °C.
Первичный алюминий обозначается буквой А и числом, которое характеризует степень чистоты: особую, высокую и техническую. В химическом составе металла самой высокой чистоты содержится 99,9996 % Al. Требования к этому металлу, выпускаемому в виде чушек, слитков, ленты, катанки, определяет ГОСТ 11069-2019. Требования к материалам, предназначенным для изготовления полуфабрикатов способами горячей и холодной деформации – листов, плит, полос, профилей, регламентирует ГОСТ 4784-2019.
Алюминий чаще всего используют при производстве электрических проводов, кабелей, испарителей.
Сплавы на основе алюминия – виды, их характеристики
На базе этого металла производят две основные группы сплавов – деформируемые и упрочняемые.
Деформируемые
Деформируемыми называют сплавы, используемые при производстве алюминиевого металлопроката и прессованных металлоизделий. Деформируемые материалы делят на упрочняемые и неупрочняемые. Упрочняемые разновидности разделяют на:
Дюралюмины, содержащие помимо Al, медь и магний. Обозначаются буквой Д и числом, характеризующим состав.
Высокопрочные – в их составе имеются медь, магний и цинк. Обозначаются буквой В и числом.
Характерная черта этих материалов – сочетание хороших механических характеристик и небольшой массы. Она делает их незаменимыми при производстве деталей в авиа- и машиностроении. Из высокопрочных разновидностей изготавливают изделия сложной формы, вертолетные лопасти, детали, запланированные для восприятия существенных нагрузок.
Неупрочняемые разновидности содержат в составе, помимо AL, марганец или магний. Выпускаются чаще всего в виде листового проката. Его выбирают для деталей сложной формы, которые в процессе изготовления подвергаются прокатке, вытяжке, штамповке при комнатных и повышенных температурах.
Литейные
Свойства литейных марок регламентирует ГОСТ 1583-93. Широкой популярностью пользуются литейные материалы на основе алюминия и кремния, называемые силуминами. Они маркируются буквами АК, после которых указывается номер марки. Силумины, сочетающие небольшую плотность с хорошими литейными и механическими характеристиками, часто востребованы при изготовлении бытовых приборов, авто- и мотодеталей, функционально-декоративных предметов интерьера.
Титан и сплавы на его основе
Из технически чистого титана и сплавов на его основе производят цветной металлопрокат и отливки с ценными техническими свойствами:
сочетание относительно невысокой удельной массы с прекрасными прочностными качествами;
устойчивость к различным видам коррозии, химическая инертность по отношению ко многим агрессивным средам;
способность к обработке давлением;
возможность эксплуатации титановых деталей и конструкций при повышенных температурах.
Основной недостаток титана и его производных – высокая стоимость, которая ограничивает их применение в бытовой технике. Основные области их использования – авиатехника, машино-, судостроение, при изготовлении газовых баллонов, эксплуатируемых под высоким давлением, в космической технике.
Другие статьи:
Закалка стали Отпуск стали Состав и свойства стали
Компонент Бронзы 4 Буквы — ответ на кроссворд и сканворд
Решение этого кроссворда состоит из 4 букв длиной и начинается с буквы Ц
Ниже вы найдете правильный ответ на Компонент бронзы 4 буквы, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Воскресенье, 3 Ноября 2019 Г.
ЦИНК
предыдущий
следующий
другие решения
ЦИНК
МЕДЬ
ты знаешь ответ ?
ответ:
связанные кроссворды
Цинк
Гробовой металл
Корнет
Цинк
Химический элемент, ковкий металл синевато-белого цвета 4 буквы
Какой химический элемент (атомный номер 30) обозначается символом zn 4 буквы
Корнет (духовой музыкальный инструмент) 4 буквы
Корнет 4 буквы
похожие кроссворды
Пленка разл. оттенков, образующаяся на поверхности изделий из меди, бронзы
Нанесение на поверхность чего-либо тонкого слоя бронзы, отделка под бронзу
Погребальное сооружение из громадных камней эпохи бронзы
Специалист по обработке бронзы
Нанесение на поверхность металлических изделий защитного слоя бронзы
Советский поэт, автор строк: «из бронзы ленин, тополя в пыли»
Древняя статуя из дерева или бронзы, оконечность которой обделана в камень
Тонкая бумага с нанесенным на нее порошком бронзы или краски 6 букв
оттенков, образующаяся на поверхности изделий из меди, бронзы
Бронза и латунь — ответы на кроссворды
Кроссворд Бронзовый и латунный с 6 буквами в последний раз видели на 21 января 2020 года . Мы думаем, что наиболее вероятным ответом на эту подсказку будет СПЛАВЫ . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
Ранг
Слово
Подсказка
94%
СПЛАВЫ
Бронза и латунь
3%
ТУБА
Медный духовой инструмент
3%
МЕДАЛИ
Золото, серебро и бронза
3%
ГОРН
Духовой инструмент; завод
3%
СИГНАЛ
Духовой инструмент
3%
ИНН
Бронзовый металл
3%
СПРЕЙТАНЫ
Некоторые бронзовые приложения
3%
ТАН
Получит бронзу?
3%
ПАТИНА
Бронзовый финиш?
3%
ТАН
Бронзовый оттенок
3%
МЕТАЛЛ
Латунь или бронза
3%
СПЛАВ
Латунь или бронза
3%
МЕДНЫЙ СПЛАВ
Латунь или бронза
3%
МЕТАЛЛЫ
Латунь и бронза
3%
ПАИДФОРАЛЛОИ
Купил латунь и бронзу?
2%
МГНОВЕННО
Мо на втором месте, но в конце с бронзой
2%
СИНКЛЕР
Аптон — автор книг «Джунгли» (1906) и «Медный чек» (1919).
2%
ФАКЕТАН
Бронза из бутылки
2%
ВОЗРАСТ
Бронза, железо и др.
2%
ГАЛЛ
Латунь, но не бронза
Уточните результаты поиска, указав количество букв. Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Дженнис, EG Кроссворд
Замечания судьи Y? Кроссворд
Группа одинокой звезды? Кроссворд
Часть вступительной строки? Кроссворд
Тот, кто висит вдоль стены? Кроссворд
[Не снова!] Кроссворд
Втирание: кроссворд продукта против натирания
Какой-то французский? Кроссворд
Ухаживали за лабораторией? Кроссворд
Крысиный хвост? Кроссворд
Джазовое интро? Кроссворд
Повторяется, Кроссворд песни Дэвида Боуи 1974 года
Часть 1/2 кроссворда
«Это факт?» Кроссворд
Еда, которую Марисель Пресилья назвала «лучшим мастером маскировки»
Подобно нейтронным звездам, по отношению ко всему остальному Кроссворд
Масала Чай, EG Кроссворд
Особенности кроссворда в облегающей блузке
Аббревиатура имени капельницы? Кроссворд
Knight Shift, EG Кроссворд
Как и многие завсегдатаи баров, неформально разгадывает кроссворд
Маккарти из фильма «Сможете ли вы меня простить?» Кроссворд
Один из нескольких в тренде, статистический кроссворд
Parlays, EG Кроссворд
Один выстрел, возможно, ключ к кроссворду
Квир-идентичность для тех, кто практически не испытывает романтического влечения, неформально, кроссворд
Остановите поворот, как подсказка кроссворда двигателя
Викрам, автор кроссворда «Подходящий мальчик»
Коротко о регулировщиках дорожного движения? Кроссворд
Взять плохо? Кроссворд
Где можно найти хороший клубный кроссворд
Сестра Питера, Эдмунда и Люси, Кроссворд из Книг Нарнии
Ребенок, похищенный в сериале Disney+ «Оби-Ван Кеноби», кроссворд
«Я же говорил!» Кроссворд
Кроссворд «Ты мог услышать падение»
Часть обуви (может быть, завязана или перекручена?) Кроссворд
Области, затронутые глобальными рецессиями? Кроссворд
Кроссворд Business Tycoon’s Holdings
Прямой, неформальный кроссворд
«Как пишется облегчение?» Кроссворд бренда
«Ты можешь в это поверить?!» Кроссворд
Тип камеры, Кратко кроссворд
Dungeons & Dragons, Scrabble и т. д. Кроссворд
Лицом к лицу, Краткий кроссворд
Просроченные платежи, может быть, ключ к кроссворду
Кроссворд на французском языке
Источник Валентина, возможно, ключ к кроссворду
скромного происхождения; Базовый кроссворд
Хумус, EG Кроссворд
Вице-президенты, Неофициально Кроссворд
Найдено 1 решений для Бронза и латунь .Лучшие решения определяются по популярности, рейтингу и частоте поиска. Наиболее вероятный ответ на подсказку СПЛАВЫ .
С crossword-solver.io вы найдете 1 решения. Мы используем исторические головоломки, чтобы найти наилучшие ответы на ваш вопрос. Мы добавляем много новых подсказок на ежедневной основе.
С нашей поисковой системой для решения кроссвордов у вас есть доступ к более чем 7 миллионам подсказок. Вы можете сузить возможные ответы, указав количество букв, которые он содержит. Мы нашли более 1 ответов для Бронза и латунь.
Латунь%2c Бронза%2c И т. д. — ответы на кроссворды
Кроссворд «For 2c ___» из 5 букв в последний раз видели 01 января 1971 . Мы думаем, что наиболее вероятным ответом на эту подсказку будет PLAIN . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
Ранг
Слово
Подсказка
92%
ОБЫЧНЫЙ
«Для 2с ___»
80%
СПЛАВЫ
Латунь, бронза, олово и т. Д.
52%
ИНН
Бронзовый металл
52%
АНДОНАНДОН
‘. . . и т. д. и т. д.
50%
СИГНАЛ
Духовой инструмент
47%
ТУБА
Медный духовой инструмент
47%
ГОРН
Духовой инструмент; завод
47%
СПРЕЙТАНЫ
Некоторые бронзовые приложения
47%
ПАТИНА
Бронзовый финиш?
47%
ТАН
Бронзовый оттенок
44%
МЕДАЛИ
Золото, серебро и бронза
44%
СПЕКТРА
Радуги и т. д.
44%
ТАН
Получит бронзу?
44%
МЕТАЛЛ
Латунь или бронза
44%
СПЛАВ
Латунь или бронза
44%
МЕДНЫЙ СПЛАВ
Латунь или бронза
44%
МЕТАЛЛЫ
Латунь и бронза
42%
ТРОСТЬ
Гобои, кларнеты и т. д.
42%
ЭТАЛ
И т.д. родственник
42%
ФАКЕТАН
Бронза из бутылки
Уточните результаты поиска, указав количество букв. Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Дженнис, EG Кроссворд
Замечания судьи Y? Кроссворд
Группа одинокой звезды? Кроссворд
Часть вступительной строки? Кроссворд
Тот, кто висит вдоль стены? Кроссворд
[Не снова!] Кроссворд
Втирание: кроссворд продукта против натирания
Какой-то французский? Кроссворд
Ухаживали за лабораторией? Кроссворд
Крысиный хвост? Кроссворд
Джазовое интро? Кроссворд
Повторяется, Кроссворд песни Дэвида Боуи 1974 года
Часть 1/2 кроссворда
«Это факт?» Кроссворд
Еда, которую Марисель Пресилья назвала «лучшим мастером маскировки»
Подобно нейтронным звездам, по отношению ко всему остальному Кроссворд
Масала Чай, EG Кроссворд
Особенности кроссворда в облегающей блузке
Аббревиатура имени капельницы? Кроссворд
Knight Shift, EG Кроссворд
Как и многие завсегдатаи баров, неформально разгадывает кроссворд
Маккарти из фильма «Сможете ли вы меня простить?» Кроссворд
Один из нескольких в тренде, статистический кроссворд
Parlays, EG Кроссворд
Один выстрел, возможно, ключ к кроссворду
Квир-идентичность для тех, кто практически не испытывает романтического влечения, неформально, кроссворд
Остановите поворот, как подсказка кроссворда двигателя
Викрам, автор кроссворда «Подходящий мальчик»
Коротко о регулировщиках дорожного движения? Кроссворд
Взять плохо? Кроссворд
Где можно найти хороший клубный кроссворд
Сестра Питера, Эдмунда и Люси, Кроссворд из Книг Нарнии
Ребенок, похищенный в сериале Disney+ «Оби-Ван Кеноби», кроссворд
«Я же говорил!» Кроссворд
Кроссворд «Ты мог услышать падение»
Часть обуви (может быть, завязана или перекручена?) Кроссворд
Области, затронутые глобальными рецессиями? Кроссворд
Трубы электросварные прямошовные или просто Трубы сварные. Сортамент электросварных труб должен соответствовать ГОСТ 10704-91. Технические условия на изготовление труб электросварных должны соответствовать ГОСТ 10705-80 или ГОСТ 20295-85.
Трубы сварные прямошовные
Размер
Параметры
Марка
Вес метра, кг
Метров в тонне
Трубы электросварные 48х3
6; 10,4
3сп/пс
3,33
300
Трубы электросварные 48х3,5
6; 10,4
3сп/пс
3,84
260
Трубы электросварные 57х3
6; 10,4
3сп/пс
4,00
250
Трубы электросварные 57х3,2
6; 10,4
3сп/пс
4,25
235
Трубы электросварные 57х3,5
6; 10,4
3сп/пс
4,62
216
Трубы электросварные 76х3
6; 10,4
3сп/пс
5,4
185
Трубы электросварные 76х3,2
6; 10,4
3сп/пс
5,75
174
Трубы электросварные 76х3,5
10,4; 11,7
3сп/пс
6,26
160
Трубы электросварные 89х3,5
10,4; 11,7
3сп/пс
7,38
136
Трубы электросварные 89х4
10,4; 11,7
3сп/пс
8,38
119
Трубы электросварные 102х3,5
10,4; 11,7
3сп/пс
8,5
118
Трубы электросварные 108х3,5
10,4; 11,7
3сп/пс
9,02
111
Трубы электросварные 108х4
10,4; 11,7
3сп/пс
10,26
97,5
Трубы электросварные 114х3,5
10,4; 11,7
3сп/пс
9,54
105
Трубы электросварные 114х4
10,4; 11,7
3сп/пс
10,85
92,2
Трубы электросварные 127х4
10,4; 11,7
3сп/пс
12,13
82,4
Трубы электросварные 127х4,5
10,4; 11,7
3сп/пс
13,59
73,6
Трубы электросварные 133х4
10,4; 11,7
3сп/пс
12,73
78,6
Трубы электросварные 133х4,5
10,4; 11,7
3сп/пс
14,26
70,1
Трубы электросварные 159х4,5
10,4; 11,7
3сп/пс
17,15
58,3
Трубы электросварные 159х5
10,4; 11,7
3сп/пс
18,99
52,7
Трубы электросварные 219х4,5
10,4; 11,7
3сп/пс
23,8
42,02
Трубы электросварные 219х5
10,4; 11,7
3сп/пс
26,39
37,89
Трубы электросварные 219х6
10,4; 11,7
3сп/пс
31,52
31,73
Трубы электросварные 219х8
10,4; 11,7
3сп/пс
41,63
24,02
Трубы электросварные 273х6
10,4; 11,7
3сп/пс
39,51
25,31
Трубы электросварные 273х8
10,4; 11,7
3сп/пс
52,28
19,13
Трубы электросварные 325х6
10,4; 11,7
3сп/пс
47,2
21,19
Трубы электросварные 325х8
10,4; 11,7
3сп/пс
62,54
15,99
Трубы электросварные 377х6
10,4; 11,7
3сп/пс
54,9
18,22
Трубы электросварные 377х8
10,4; 11,7
3сп/пс
72,8
13,74
Трубы электросварные 426х6
10,4; 11,7
3сп/пс
62,15
16,09
Трубы электросварные 426х8
10,4; 11,7
3сп/пс
82,47
12,13
Трубы электросварные 530х8
10,4; 11,7
3сп/пс
102,99
9,71
Трубы электросварные 530х10
10,4; 11,7
3сп/пс
128,24
7,8
Трубы электросварные 630х8
10,4; 11,7
3сп/пс
122,72
8,15
Трубы электросварные 630х10
10,4; 11,7
3сп/пс
152,9
6,54
Трубы сварные производят разного качества для различных целей — Конструкционные, для трубопроводов и для магистральных трубопроводов.
Трубы сварные конструкционные должны соответствовать ГОСТ 10704-91 и ГОСТ 10705-80, кроме требований по гидроиспытаниям. Они не важны, так как жидкости и газы внутри трубы не находятся.
Как правило такие трубы изготавливают из марок Ст2, Ст3 по ГОСТ 380-88 или Ст10, Ст20 по ГОСТ 1050-88. Выбор марки стали зависит от условий применения и требований по прочности. Так же электросварные конструкционные трубы могут изготавливаться с тонкими стенками, такие трубы обычно называют тонкостенные трубы.
Для труб сварных для трубопроводов наоборот, наиболее важный критерий – испытания на гидравлическое давление. Такие трубы предназначены для перемещения жидкостей и газообразных сред на расстояния. Как правило, рабочее давление, при использовании труб, изготовленных в соответствии с ГОСТ 10705-80 не высокое. Однако существует понятие «гидравлический удар». Происходит гидравлический удар как правило при пуске жидкостей по трубопроводу. Производитель обязан гарантировать надежность сварных труб как в рабочем режиме, так и при гидравлическом ударе, поэтому испытания проводятся на гидравлическое давление от 30 кгс/см2 до 60 кгс/см2. Как правило такие трубы изготавливают из марок Ст2, Ст3 по ГОСТ 380-88 или Ст10, Ст20 по ГОСТ 1050-88. Выбор марки стали зависит от условий применения и требований по прочности.
Трубы электросварные прямошовные для магистральных газонефтепроводов должны соответствовать ГОСТ 20295-85. Как следует из названия, такие трубы предназначены для магистральных трубопроводов, как правило больших диаметров от 159 и выше. Такие трубы обязательно подвергаются испытаниям гидравлического давления по ГОСТ 3845-75.
Магистральные трубы, по требованию потребителя изготавливают разных классов прочности – К34, К38, К42, К50, К52, К55, К60. Марка стали выбирается обычно производителем, с учетом обеспечения необходимого класса прочности. Чаще всего применяются Ст10, Ст20, 09Г2С и 17Г1С
Купить сварные трубы в нашей компании возможно как по ГОСТ 10705-80, так и для магистральных трубопроводов по ГОСТ 20295-85, любыми партиями от 1-ой тонны до вагонных норм. Поставка осуществляется самовывозом, с доставкой автомобильным или железнодорожным транспортом.
Цены
Цены на сварные трубы меняются довольно часто, что сильно затрудняет публикацию актуальных цен, соответствующих настоящему моменту. Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Pipe Weight Calculator
Weight of Empty Pipe
Weight of empty pipe per unit length can be calculated as
w p = ρ m A m
= ρ m π (d o 2 — d i 2 ) / 4
= ( π / 4) ρ m (D O 2 — D I 2 ) (1)
, где (1)
, где 0020
W P = Вес пустой трубы на единицу длины (кг/м, фунт/дюйм)
ρ М = плотность материала трубы (кг/М = плотность трубного материала (кг/М = плотность трубного материала (кг/М = плотность трубного материала (кг/М . 3 , LB/в 3 )
A M = площадь стены поперечного сечения трубы (M 2 , в 2 )
D)
D )
D ) = наружный диаметр (м, дюйм)
D I = D O — 2 T = Внутренний диаметр (M, In)
T = толщина стены (м, в) 202020202010 T = толщина стены (м.)
Вес жидкости в трубе
Вес жидкости в трубах на единицу длины можно рассчитать как
W L = ρ L A I A I I I I I I I0003
= ρ l π (d i / 2) 2
= ( π / 4) ρ L D I 2 (2)
, где
. 0010 w l = вес жидкости в трубе на единицу длины трубы (кг, фунт)
A i = внутренняя площадь поперечного сечения трубы (м 2 , in 2 0 )
4
ρ L = Плотность жидкости (кг/м 3 , фунт/в 3 )
98 ).
Вес трубы с жидкостью
Вес трубы с жидкостью можно рассчитать как
W = W P + W I
= ρ M A M + ρ L A I 3
9000 2 L A . = (ρ m π (d o 2 — d i 2 ) / 4) + (ρ l π d i 2 / 4)
= (π / 4) [ρ m (d o 2 — D I 2 ) + ρ L D I 2 ] (3)
Масса и вес — разница
веса.
Калькулятор можно использовать для расчета веса трубы с жидкостью или без нее. Калькулятор является универсальным и может использоваться как для единиц СИ, так и для имперских единиц, если использование единиц согласовано.
д o — наружный диаметр (м, дюйм)
d i — внутренний диаметр (м, дюйм)
ρ m — плотность материала трубопровода (кг/м 3 in 3 )
ρ l — density of liquid (kg/m 3, lb/in 3 ) (zero for empty pipe)
1 м = 10 3 мм
1 m 2 = 10 6 mm 2
1 in = 1/12 ft
1 in 2 = 1/144 ft 2
1 lb /дюйм 3 = 1728 фунтов/фут 2
Пример — вес 4-дюймовой стальной трубы сортамента 40 с водой — единицы СИ (значения по умолчанию в калькуляторе выше)
Внешний диаметр 4-дюймового листа 40 Стальная труба 114,3 мм. Внутренний диаметр 102,3 мм . Плотность стали 7 850 кг/м 3 . Плотность воды 1000 кг/м 3 .
The weight of empty pipe per unit length can be calculatet with (1) as:
w p = ( π / 4) (7850 кг/м 3 ) ((0,1143 м) 2 — (0,1023 М) 2 )
= 16003
The weight of the liquid in the pipe per unit length can be calculatet with (2) as:
w l = ( π / 4) (1000 kg/m 3 ) (0. 1023 m) 2
= 8,2 кг/м
Вес трубы, заполненной водой на единицу длины0010 (π / 4) [(7 850 кг/м 3 )((0,1143 м) 2 — (0,1023 м) 2 ) + ( 1000 кг/м 3 0 9 0 9 0 4 4 0 9 0 0 4 4 3 9 0 0 4 4 0,1023 M ) 2 ]
4500 дюймов. Толщина стенки 0,237 дюйма и внутренний диаметр 4,026 дюйма . Плотность стали составляет 490 фунтов/фут 3 (0,28 фунта/дюйм 3 ) . The weight of empty pipe per unit length can be calculated as
изготовление станины, бабок, установка двигателя и резцов
Дерево легко поддается обработке. Используя простые инструменты, можно создавать вещи удивительной красоты и функциональности.
Отдельно стоит отметить изделия, имеющие форму фигур вращения: ручки для инструмента, балясины лестниц, кухонную утварь. Для их изготовления недостаточно топора или стамески, необходим токарный станок.
Купить подобное устройство – не проблема, вот только хороший станок стоит дорого. Обзавестись столь полезным инструментом и сэкономить несложно, ведь можно сделать токарный станок по дереву своими руками.
Не забудь поделиться с друзьями!
Содержание статьи
Зачем нужен и как он устроен
Изготовление станины
Электродвигатель для станка
Прямой привод или ременная передача
Передняя и задняя бабка
Опора для инструмента: подручник
Резцы по дереву
Мини-станок для мелких работ
Станок из электродрели
Зачем нужен и как он устроен
Токарный станок предназначен для изготовления деревянных изделий, имеющих цилиндрическую или близкую к ней форму. Это незаменимая вещь при ремонте загородного дома с деревянной лестницей, резным крыльцом, но не только.
При наличии некоторого опыта токарный инструмент позволит не просто сэкономить на покупных элементах декора, но и заработать, ведь деревянные изделия ручной работы высоко ценятся.
Необходим ли в домашней мастерской такой станок, решать самому мастеру.
Конечно, если нужны несколько ручек для стамесок, их проще купить, но если есть желание изготовить цельнодеревянную лестницу, то комплект балясин выльется в очень крупную сумму. Гораздо дешевле изготовить их самостоятельно. Кстати, даже не придется тратиться на покупку оборудования – простенький станок можно изготовить в собственной мастерской, используя подручные материалы.
Принцип работы токарного станка по дереву не отличается особой сложностью. Цилиндрическая заготовка фиксируется вдоль оси вращения. На нее передается крутящий момент. Подводя к заготовке различные резцы или шлифующий инструмент, ей придают желаемую форму.
Основные части токарного станка:
станина, на которой закреплены все составные части;
электрический привод;
передняя бабка;
задняя бабка;
подручник.
Для удобства работы используют схемы изменения скорости вращения. В профессиональном оборудовании это настоящая коробка передач, система шестерен, позволяющая регулировать обороты в очень широких пределах. Это сложно, самодельный токарный станок по дереву достаточно оборудовать ременной передачей с несколькими шкивами разного диаметра.
Изготовление станины
Станина – рама, которая объединяет все части станка в единое целое. От ее надежности зависит прочность конструкции в целом, потому лучший материал для рамы – стальной уголок. Также можно использовать профильную трубу прямоугольного сечения.
Прежде всего, намечают размеры будущего агрегата. Данный показатель во многом зависит от того, для каких именно изделий нужен станок. Средний размер станины домашнего токарного станка – 80 см. С помощью болгарки с кругом по металлу отрезают две одинаковые заготовки.
Подкладывая деревянные бруски, угольники полками вверх и внутрь, укладывают на ровную поверхность, их верхние грани должны создать идеальную плоскость. Между ними выдерживают одинаковое расстояние, примерно 5 см. Чтобы правильно их сориентировать, используют рейку соответствующей толщины.
Продольные детали основания фиксируют струбцинами. Из такого же угольника делают поперечины. Их три. Две крепят на краях конструкции, третью, являющуюся опорой для передней бабки, примерно в двадцати сантиметрах от левого края. Точные размеры зависят от типа используемого двигателя и параметров шкива, который удалось найти.
Остается сварить станину в единое целое. Шов должен быть надежным и качественным, варить можно ручной сваркой или использовать автомат.
Важно сразу определиться, как будет использоваться станок. Возможна настольная установка или изготовление автономного агрегата. Во втором варианте необходимо предусмотреть ножки. Их можно изготовить из того же угольника, а можно вырезать из бруса подходящей толщины. Применение деревянных ножек позволит сэкономить на материале, кроме того, станок можно будет сделать разборным.
Электродвигатель для станка
Основа привода токарного станка – двигатель. При выборе данного агрегата важно обращать внимание на его основную характеристику – мощность. Для домашнего станка подойдут модели мощностью от 1200 до 2000 Вт. Важен тип подключения, бывают однофазные и трехфазные двигатели.
В настольном токарном станке небольшой мощности можно использовать двигатель от стиральной машины. Он вряд ли справится с обработкой крупной заготовки, но поможет изготовить мелкие элементы декора и кухонную утварь.
Прямой привод или ременная передача
Существует несколько способов передачи вращения на заготовку. Самый простой – прямой привод. В данном случае заготовка крепится непосредственно на вал двигателя. Отличительная особенность данной конструкции – простота. При всем при этом прямой привод имеет ряд существенных недостатков.
Прежде всего, станок с прямым приводом не позволяет регулировать скорость вращения, что критично при работе с твердым материалом. Также стоит учитывать нагрузку на электродвигатель, особенно при работе с заготовками большой массы. Как бы хорошо ни была она центрована, без вибрации не обойдется. Подшипники двигателя не рассчитаны на продольную нагрузку и будут часто выходить из строя.
Чтобы обезопасить двигатель от поломок и обеспечить возможность регулировки скорости вращения заготовки, стоит рассмотреть ременную передачу. В данном случае двигатель располагается в стороне от оси вращения заготовки, а крутящий момент передается посредством шкивов. Используя блоки шкивов разных диаметров, несложно менять скорость в довольно широких пределах.
Станок для дома желательно оборудовать шкивами с тремя и более ручьями, что позволит с одинаковым успехом обрабатывать древесину любых пород, а при необходимости работать с мягкими сплавами.
Передняя и задняя бабка
Обрабатываемая заготовка зажимается между двумя устройствами, называемыми передняя и задняя бабка. На переднюю передается вращение от двигателя, потому она является более сложным узлом.
Конструктивно передняя бабка самодельного токарного станка представляет собой металлическую П-образную конструкцию, между боковыми гранями которой на подшипниках установлен вал и один или несколько шкивов. Корпус данного агрегата можно изготовить из толстой стали, для сборки его в единое целое подойдут болты достаточной длины.
Важная часть передней бабки, как и станка в целом – вал, шпиндель с тремя или четырьмя штифтами, предназначенными для фиксации заготовки. Данный вал пропускают через подшипник одной из щечек П-образного корпуса, далее на него насаживают шкивы. Для их крепления используется шпонка или средство для фиксации цилиндрических деталей, последней надевается вторая щечка, конструкция надежно стягивается болтами.
Задача задней бабки – поддерживать длинную заготовку, позволяя ей свободно вращаться. Можно купить готовую деталь заводского станка, а можно использовать патрон мощной электрической дрели, закрепленный на угольнике подходящей длины. В сам патрон зажимается вал с заостренным концом.
Передняя и задняя бабка устанавливаются на станину. Важно понимать, что оси вращения обоих валов должны полностью совпадать. В противном случае вероятна поломка заготовки, выход станка из строя, а возможно, и травма токаря.
Опора для инструмента: подручник
Подручник – столик, на который опирается инструмент во время работы. В принципе, он может иметь любую конфигурацию, выбирать мастеру, основной критерий – удобство. Одним из лучших вариантов подручника является трапециевидный поворотный столик из толстой стали, закрепленный на платформе, позволяющей перемещать его во всех направлениях. Он позволит обрабатывать любые заготовки, изготавливать изделия различного размера и формы.
Самый же простой подручник для токарных работ – угольник, приваренный к основанию. Высота его верхней кромки должна соответствовать уровню оси бабок.
Резцы по дереву
В качестве режущего инструмента для токарного станка используются резцы. Купить подобный инструмент можно практически в любом строительном магазине. В продажу поступают отдельные резцы и целые наборы.
Если поблизости нет магазина, но есть возможность и желание, можно сделать необходимый инструмент самому. Для этого понадобится металлорежущий станок, а также полотно инструментальной стали, его можно заменить старым инструментом. Токарный резец высокого качества может получиться, к примеру, из старого советского напильника.
Мини-станок для мелких работ
Часто возникает необходимость выточить несколько мелких деревянных деталей, в этом случае вовсе не обязательно изготавливать полноценный станок, можно обойтись токарным мини-станком по дереву. Его изготовление не потребует много труда и не займет много времени.
Устройство такого станка отличается крайней простотой. В качестве электрической составляющей отлично подойдет двигатель от старого магнитофона, запитанный от внешнего блока питания. Станиной мини-станка послужит отрезок доски необходимой длины.
Двигатель необходимо закрепить. Конечно, для маленького станка ременная передача не годится, заготовку придется крепить на вал двигателя. Лучшее приспособление для этого – планшайба. Корпус привода – П-образная пластина, в центре которой просверлено отверстие под вал. Двигатель в корпусе с помощью саморезов крепится на станине.
Основная часть станка готова, остается только изготовить заднюю бабку. Ее корпус изготавливается из бруска подходящего размера. В нем точно по высоте двигателя сверлится отверстие для вала, в качестве него используют дюбель-гвоздь подходящей длины. Бабка крепится с помощью клея и нескольких саморезов.
Используя источник питания с возможностью регулировки выходного напряжения, можно создать станок с переменной скоростью вращения. Регулировать обороты удобно с помощью педали ножного управления. Конструкция данного устройства может быть самой разнообразной, все зависит от имеющихся деталей.
Станок из электродрели
Пожалуй, у каждого домашнего мастера найдется такая полезная вещь, как электродрель. Это действительно универсальный инструмент, им сверлят, смешивают раствор, очищают поверхности. Неудивительно, что у многих возникает идея воспользоваться двигателем дрели, чтобы изготовить маленький токарный станок по дереву.
Это несложно. По большому счету достаточно зафиксировать дрель на станине, а напротив нее установить заднюю бабку, она должна быть подвижной, что позволит регулировать рабочее расстояние.
Существует множество вариантов изготовления подобного токарного станка, они отличаются сложностью, используемыми материалами. В самом простом случае станок представляет собой доску или кусок толстой фанеры, на одном конце которого установлен упор для дрели с фиксатором, на другом – задняя балка: брусок с валом внутри. В качестве вала можно использовать заточенный винт или дюбель подходящего диаметра.
При наличии навыков работы с металлом можно создать станок просто-таки профессионального уровня. Пользуясь им, несложно изготовить изделия самого высокого класса. Если же станок нужен от случая к случаю, лучший вариант – станок из дрели. При необходимости можно выточить требуемую деталь, а если потребуется дрель, так ее можно использовать и по прямому предназначению.
Как сделать токарный станок по дереву своими руками
Цилиндрические изделия из дерева распространены во всех сферах быта. Это могут быть рукояти для инструмента, балясины под перилами, детали для мебели, ручки дверей.
На строительных рынках и в хозяйственных магазинах можно подобрать любую заготовку, которые, как правило, делаются на токарном станке по дереву.
Если вы покупаете комплект для лестницы на второй этаж вашего частного дома – сумма может стать неподъемной даже для владельца загородной недвижимости.
Все знают, что дерево – самый простой в обработке материал. С помощью топора, ножовки, и наждачной бумаги, можно сделать все что угодно. За исключением деталей круглой формы.
Именно такие практичные украшения сделанные из дерева продаются дороже всего. Чтобы производить их в мало-мальски большом количестве – нужен настольный токарный станок. И снова встает вопрос стоимости (готовые станки в ассортименте представлены в магазинах).
Глядя на фото, любой домашний мастер задумается, а что сложного в конструкции? И будет абсолютно прав. Деревообрабатывающий станок можно и нужно сделать своими руками.
Конструкция его достаточно простая. Заготовка закрепляется вдоль оси вращения. К одному из упоров подается крутящий момент. Изделие вращается, и его можно обрабатывать любым режущим или шлифующим инструментом.
Короткие заготовки малого диаметра, вообще можно зажимать одним концом в патроне ручной дрели (предварительно ее закрепив), и обтачивать до нужной формы.
Кстати о дрели – с ее помощью легко изготовить токарный станок малой мощности.
Еще в старых журналах «Моделист конструктор» предлагались простейшие приспособления для обработки дерева.
Делаем токарный станок по дереву своими руками
Конструкция примитивная, но абсолютно работоспособная. И главное – эскиз дает представление о том, как именно должен выглядеть станок. Составные части:
Станина токарного станка по дереву
Представляет собой горизонтальную рамную конструкцию, на которой расположены все остальные части агрегата.
Важно! Токарный станок обязательно должен быть цельным. Поэтому нельзя крепить составные части обособлено. При работе, аппарат вибрирует (из-за асимметрии заготовки). Все части должны работать синхронно, иначе деталь может войти в резонанс и вырваться из крепежа.
Самодельный токарный станок по дереву с надежной станиной. Подробное руководство как сделать своими руками.
Рама может устанавливаться на верстак (настольный вариант), или иметь собственные опоры (ножки). Важным элементом станины является продольная направляющая, рельса (или иное приспособление), для перемещения отдельных элементов (задняя бабка вдоль, подручник поперек оси вращения).
Подручник токарного станка
Является опорой для режущего инструмента. Эта конструкция наиболее критична с точки зрения безопасности оператора. Если заготовка выскочит из фиксаторов – она просто упадет. А если по причине ненадежного подручника из рук вырвется резец – травмы не избежать.
Изготавливая кронштейн для подручника, желательно предусмотреть не только горизонтальное перемещение, но и поворот вокруг оси крепления. Перемещение по вертикали не требуется, разве что небольшая регулировка. Плоскость опоры должна быть в одном горизонте с осью вращения заготовки.
Привод станка
Собственно, двигатель, вращающий заготовку. Самый простой вариант – прямая передача. Непосредственно на вал мотора закрепляется шпиндель, никаких передаточных устройств не предусмотрено.
Преимущество – простота конструкции, не нужно искать дополнительных деталей. К тому же, размещенный непосредственно на станине двигатель, экономит место. Недостатки тоже имеются.
Во-первых, – невозможно регулировать скорость (разве только вы нашли мотор с регулятором). Во-вторых, – на вал будет постоянно действовать нагрузка. Помимо вредных вибраций, подшипники будут изнашиваться неравномерно. Электродвигатели оснащены обычными, т.н. беговыми подшипниками. Они не рассчитаны на продольную нагрузку.
Однако при обработке заготовок среднего и крупного размера, нагрузки на вал могут быть критичными. Поэтому целесообразно предусмотреть для шпинделя отдельный узел (конструкция именуется передней бабкой), а крутящий момент подать с помощью шкивов и ременной передачи.
Задняя бабка станка
Устройство, поддерживающее заготовку на воображаемой оси вращения. Это может быть простой болт с конусной заточкой (правда в точке крепления будет высокое трение). Или же упор может быть выполнен на опорном подшипнике.
Тогда и заготовка целее будет, и вращение более плавное.
При желании можно найти готовую деталь от списанного токарного станка.
Важно! Центры передней и задней бабки, а также плоскость подручника должны совпадать. В противном случае обработка заготовки будет невозможна.
В идеале, самодельный токарный станок по дереву должен выглядеть так:
Только надо обеспечить устойчивость, поскольку боковое усилие при обработке может быть высоким, и станок можно опрокинуть.
Если вы будете работать на верстаке – станина прикручивается к столешнице. Тогда ножки не понадобятся. Можно вообще обойтись без рамы – тогда все элементы раз и навсегда прикручиваются к верстаку, и более не перемещаются.
Несколько советов по использованию
Возможно они покажутся излишними, но лучше как говорится «перебдеть».
Заготовка должна вращаться на вас (и соответственно на режущую кромку инструмента)
Перед началом обработки резцами, необходимо придать заготовке форму, приближенную к цилиндрической (разумеется, по возможности). Для этого можно использовать рашпиль, прижимая его плоскостью
Резец безопаснее прижимать к заготовке не под прямым, а под острым углом. Затем, по мере придания формы, не отрывая от поверхности, выводить угол на прямой
Не надо стараться получить гладкую поверхность с помощью режущего инструмента. Шлифовка производится наждачной бумагой. Только не забудьте одеть рукавицы – от трения можно обжечь руки
Твердые породы дерева обрабатываются на высоких скоростях, мягкие на малых оборотах.
Станок начального уровня
Если рассмотренная конструкция слишком сложная – вернемся к варианту, как сделать токарный станок по дереву из дрели или шуруповерта. Разумеется, элементы художественной отделки на таком оборудовании не выточить. Но изготовить ручку для напильника или сковороды – запросто.
Достаточно закрепить дрель на ровном основании с помощью зажима для шейки инструмента. А напротив, строго соосно, установить заднюю бабку.
Разумеется, незачем стремиться к эстетическому идеалу, как на эскизе. Главное – чтобы конструкция получилась прочной и удобной.
И наконец, главный бонус – дрелью по прежнему можно будет пользоваться по назначению.
9 Самодельные токарные станки по дереву Чертежи, которые легко сделать своими руками
Пользоваться токарными станками по дереву может быть очень весело, а создание собственных ручек, шахматных фигур, деревянных украшений или самодельных чаш подарит вам чувство большой гордости и достижения. Проблема в том, что цена даже многих токарных станков начального уровня настолько высока, что это может быть дорогим хобби.
Однако есть одно решение — если у вас есть необходимые навыки — построить свой собственный. Если вы относитесь к тому типу людей, которые не уклоняются от задачи «сделай сам», вы можете построить свой собственный токарный станок дома за небольшую часть цены. Если вы заинтересованы в том, чтобы попробовать, мы посмотрели в Интернете, чтобы предоставить вам планы на 9самодельные токарные станки по дереву вы можете легко сделать своими руками.
Содержание
1. История токарных станков и план их изготовления
Если вы ищете план изготовления деревянной планки своими руками в домашних условиях, это отличное место для начала. Владелец этой страницы не сразу бросается со схемами и инструкциями — во-первых, он уделяет время тому, чтобы представить концепцию токарного станка и дает вам представление о его истории на протяжении многих лет.
После того, как вы закончите с этим и будете готовы приступить к работе, вы найдете подробные инструкции о том, как построить свой токарный станок, список необходимых материалов и информацию о том, где их купить. Вы также найдете множество четких фотографий и диаграмм, показывающих, что именно вы должны делать на каждом этапе.
Нажмите здесь для получения подробной информации
2. Деревянный токарный станок из дерева
Вот еще один отличный проект, которым хотел поделиться один домашний мастер. Его идея состояла в том, чтобы построить токарный станок по дереву, используя дерево в качестве основного материала. Для эксперимента он даже использовал дерево для подшипников, хотя и объясняет, что при желании их можно заменить шарикоподшипниками.
Как он объясняет во введении к проекту, одна из проблем изготовления деревянного станка по дереву заключается в том, что он вибрирует гораздо сильнее, чем тяжелая чугунная версия. Однако, как он предлагает, вы можете уменьшить это до некоторой степени, закрепив его на прочном верстаке.
Есть несколько разделов, в которых вы можете прочитать о том, как построить токарный станок, как владелец сайта улучшил его с течением времени, а также некоторые примеры объектов, для изготовления которых он использовал свой токарный станок.
Все очень четко объяснено с большим количеством изображений, чтобы продемонстрировать, что он сделал, и что вам нужно будет сделать, если вы хотите попытаться скопировать это. Впечатляющая конструкция своими руками и очень полезный ресурс.
Подробнее
3. Мини токарный станок из дрели
Гениальная идея от очень творческого мастера. Нет необходимости в сложном оборудовании, если вы хотите сделать простой мини-токарный станок по дереву дома — все, что вам нужно, это обычная дрель.
Это не даст вам инструмент, который можно использовать для токарной обработки больших мисок или изготовления домашней мебели. Однако, если вы хотите попробовать свои силы в токарной обработке дерева и у вас нет денег, чтобы потратить их на дорогой готовый токарный станок, это может быть решением, которое позволит вам попробовать его, не прожигая дыру в кошельке.
Все инструкции взяты из видео на YouTube — текста нет. Как объясняет парень в видео, у него нет токарного станка, и он даже никогда его не имел, но он просто решил, что все равно хочет попробовать его сделать.
Идея настолько проста, что любой, кто считает себя хоть немного умелым, должен легко воспроизвести дизайн. Это еще один умный способ сделать небольшой токарный станок из материалов и оборудования, которые, вероятно, уже есть у вас дома.
4. Самодельный токарный станок старшеклассника
Вот пример, который посрамит многих любителей DIY. Это большой мощный токарный станок по дереву, сделанный старшеклассником из кусков металлолома и другого хлама, валяющегося у него дома.
Как он объясняет во введении, после того, как вы купили различное оборудование, которое вам нужно, например, патроны для токарных станков по дереву и подставки для токарных станков по дереву и т. д., многие токарные станки, сделанные своими руками, не станут намного дешевле. чем некоторые из токарных станков, которые вы можете купить. Вместо этого автор этого поста решил сделать токарный станок, который не требовал бы фрезеровки или литья и не требовал бы покупки каких-либо дорогих компонентов.
Как он продолжает объяснять, этот план является скорее объяснением его мыслительных процессов, чем пошаговым руководством. Он надеется, что если кто-то еще захочет использовать его идеи, то таким образом будет легче адаптировать их к индивидуальным обстоятельствам и доступным материалам.
В общем, это явно очень впечатляющая личность, у которой впереди долгая карьера в сфере самоделок. Отличная работа!
Щелкните здесь для получения подробной информации
5. Обучающее видео по токарному станку по дереву
Вот еще одно видео, которое мы нашли на YouTube, которое покажет вам все, что вам нужно знать, чтобы сделать высококачественный токарный станок из дерева. Нам нравится, как снято видео – все грамотно объяснено и наглядно показано. Темп видео также почти правильный, чтобы держать вас заинтересованным и сосредоточенным.
Что особенно хорошо в этом плане, так это то, что после измерения досок для раскроя вам не нужно измерять снова, потому что все подходит друг к другу. Это похоже на сборку плоской мебели, за исключением того, что вы все сделали сами.
Когда вы дойдете до видео, вы увидите, что это еще один токарный станок с дрелью, что делает его недорогим в сборке, поскольку вам не нужно покупать дорогой двигатель для его работы. Затем он также продолжает объяснять, как он улучшил дизайн, давая вам полезные советы, которые можно взять на вооружение, даже если вы не полностью следуете его дизайну.
Отличное видео и хорошо сделанный токарный станок. Нам понравилось это.
6. Токарный станок профессионального уровня с чертежами
Вот еще одно видео на YouTube, демонстрирующее, как собрать токарный станок в своей мастерской. Как видите, этому токарному станку требуется определенное количество специального оборудования, чтобы придать дереву нужную форму, но результаты получаются исключительными.
В видео нет разговоров — просто кто-то демонстрирует все, что нужно делать (слегка ускорено, чтобы не надоело смотреть!). Тем не менее, чертежи этого токарного станка также доступны для скачивания, так что, имея вместе чертежи и видео, вам будет легко следить за всем.
Если у вас есть доступ к необходимому оборудованию для резки дерева и вы обладаете необходимым опытом для выполнения работы, этот план предоставит вам высококачественный токарный станок по дереву за небольшую часть цены, которую стоило бы купить его в магазин.
7. Простой мини-токарный станок
Вот еще одно найденное нами видео, которое должно дать вам еще несколько идей и немного вдохновения о том, как сделать токарный станок по дереву в домашних условиях. Для этого вам придется купить несколько деталей — например, двигатель. Но ничто из этого не должно стоить слишком дорого по сравнению с тем, что вам нужно будет заплатить за токарный станок, купленный в магазине.
Это еще одно видео без слов, но все очень четко продемонстрировано, поэтому за ним будет достаточно легко следить, если вы знаете, как ориентироваться в мастерской. Единственное, что мы можем сказать об этом видео, это то, что мы не уверены в выборе музыки…
8. Видео и схемы токарного станка по дереву
В этом видео вы увидите, как нарезать детали, чтобы построить собственный токарный станок из фанеры. Опять же, все наглядно продемонстрировано и легко отслеживается, а планы доступны на веб-сайте ниже.
Это еще одно видео, которое нам понравилось, и результаты нам тоже нравятся. В этом видео показано, как с помощью соответствующего оборудования и небольших ноу-хау своими руками вы можете построить высококачественный и эффективный токарный станок по дереву, не тратя целое состояние.
9. Экспериментальный токарный станок из обрезков
Хотя некоторые из приведенных выше видеороликов могут противоречить духу истинного DIY в том смысле, что проекты слишком профессиональны, это видео — полная противоположность. Здесь у нас есть видео, демонстрирующее, как кто-то сделал экспериментальный токарный станок исключительно из обрезков, которые они нашли в своей мастерской.
Хорошо, это могут быть не те фрагменты, которые у вас есть дома, но практически все, что использовано в видео, — мусор. Конечно, это зависит от того, как вы относитесь к «сделай сам» и что это на самом деле означает, но многие люди одобрят то, как эти ребята спасают много старого лома и перерабатывают его во что-то совершенно новое.
Более того, в результате получился очень впечатляющий токарный станок, способный отлично выполнять свою работу. Посмотрите видео, чтобы убедиться в этом сами.
Вдохновляющие планы, видео и идеи
Когда мы зашли в Интернет, чтобы посмотреть, что делают другие люди, мы обнаружили, что есть много людей с большим творческим потенциалом и некоторыми серьезными навыками. Вы можете шаг за шагом скопировать один из этих станков или попробовать объединить идеи во что-то новое. Однако, что бы вы ни делали, есть множество вариантов, которые обойдутся намного дешевле, чем покупка дорогого токарного станка в магазине.
Не забудьте приколоть!
Идентификация деталей токарного станка по дереву
Знать и уметь идентифицировать детали токарного станка по дереву очень важно, особенно в начале работы.
Помню, когда я не был уверен, что или где все находится или что оно делает на токарном станке по дереву. В этой статье будут рассмотрены основы токарного станка, а также многое другое.
Цель состоит в том, чтобы помочь вам идентифицировать детали и аксессуары для токарных станков по дереву. Итак, приступим.
Размер имени
Во-первых, существуют разные названия токарных станков в зависимости от размера.
Мини-токарные станки представляют собой небольшие версии токарных станков, предназначенные для небольших проектов, таких как токарная обработка ручек. Они обычно не используются для изготовления деревянных мисок. По крайней мере, не полноразмерные деревянные миски.
После категории мини-токарных станков следует следующее по размеру название — токарные станки Midi. Как вы могли догадаться, это токарные станки среднего размера, которые не очень маленькие, но и не слишком большие. Большинство токарных станков Midi можно разместить на скамейке, и они не поставляются с отдельно стоящим напольным блоком.
Помимо категорий Mini и Midi, идут все остальные «обычные» токарные станки по дереву. Эти токарные станки, как правило, больше по размеру, отдельно стоящие и поставляются в комплекте с прочным прочным напольным основанием или системой поддержки ног.
Кажется, этикетки Mini и Midi были созданы производителями, чтобы отличать очень маленькие станки от станков среднего размера. Остальные полноразмерные токарные станки, пожалуй, не требуют дополнительной маркировки.
Более крупная категория токарных станков по дереву не имеет точной маркировки, но эти токарные станки обычно имеют номер в своем названии, например 1236. Эти числа соответствуют длине станины и диаметру поворота станка. Подробнее об этом через минуту.
В то время как некоторые токарные станки Midi, такие как токарный станок Jet 1221vs (см. полный обзор), идеально подходят для изготовления малых и средних чаш, токарные станки обычных размеров обычно используются для токарной обработки деревянных чаш.
Приятно то, что все токарные станки по дереву, независимо от размера, имеют примерно одинаковую конструкцию. И технически любой токарный станок можно использовать для изготовления деревянных чаш.
Идентификация деталей токарного станка по дереву
Когда мы впервые смотрим на станок по дереву, важно отметить, что мы всегда стоим на «рабочей» стороне станка. Хотя токарный станок имеет доступ к обеим сторонам, очень редко в игру вступает противоположная сторона.
Хотя, как говорится, иногда может возникнуть необходимость повернуть с противоположной стороны, если вы делаете большую чашу с изогнутой стенкой, но это случается редко. В девяносто девяти процентах случаев токарная обработка выполняется только спереди станка.
В этом положении двигатель и приводной механизм находятся с левой стороны станка. Эта область называется головкой или передней бабкой токарного станка.
В некоторых документах я видел людей, работающих с противоположной стороны токарного станка. Я не уверен, является ли это специальной установкой или стандартом в другой стране. Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Идентификация деталей токарного станка по дереву Диаграмма с маркировкой
Передняя бабка
Головка или передняя бабка токарного станка по дереву — это рабочая часть станка, где начинается вся мощность и действие. На этом конце станка мы найдем двигатель, натяжной ролик(и) и приводной ремень.
В зависимости от марки и модели токарного станка могут быть натяжные шкивы, которые позволяют пользователю вручную переключаться между различными размерами шкивов для увеличения или уменьшения скорости и крутящего момента. Обычно также имеется рычаг снятия натяжения, который во многих случаях физически поднимает двигатель, снимая натяжение с приводного ремня и позволяя легко переключить ремень на другой шкив.
Большинство токарных станков также имеют диаграмму и число оборотов в минуту. диаграмму для каждого шкива рядом с приводным ремнем. Если таблица или руководство отсутствуют, обратитесь за подробностями к руководству пользователя или производителю. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Резьбовой выступ передней бабки называется шпинделем передней бабки. Резьбовой шпиндель имеет два важных размера, которые следует запомнить.
Первым важным измерением является размер резьбы шпинделя передней бабки и количество резьб. Резьба шпинделя измеряется в диаметре, например, 1 дюйм или 1 1/4 дюйма, а затем следует количество резьб, например 12 TPI (нити на дюйм) или 8 TPI. Обычный размер шпинделя, например, составляет 1 дюйм x 8 TPI.
Вторым важным параметром шпинделя передней бабки является конус Морзе. Внутренняя часть шпинделя передней бабки полая для установки различных аксессуаров.
Существует два типичных размера конуса Морзе: MT-1 и MT-2. МТ-2 очень популярен.
Рекомендуется свериться с руководством по эксплуатации вашего токарного станка или с производителем, чтобы узнать, какой конус Морзе установлен на вашем токарном станке, когда вы покупаете принадлежности, использующие эту функцию.
Деталь передней бабки токарного станка по дереву
Важной характеристикой любого токарного станка является расстояние от шпинделя передней бабки до станины станка. Станина станка представляет собой две плоские горизонтальные направляющие, иногда называемые направляющими, которые проходят по всей длине станка.
Расстояние между центром передней бабки и верхом станины токарного станка является радиусом поворота станка. Расстояние поворота важно, потому что оно определяет, насколько большой может быть токарная деталь на этом конкретном токарном станке.
Поворот токарного станка измеряется как общий диаметр готовой выточенной детали, такой как деревянная чаша. Другими словами, токарный станок с 12-дюймовым поворотом может обработать 12-дюймовую чашу, а расстояние от центра передней бабки до верхней части станины составляет 6 дюймов или радиус самой большой токарной детали, с которой может справиться конкретный токарный станок.
С левой стороны передней бабки находится маховик передней бабки. Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Кроме того, маховик можно использовать для замедления токарного станка после его выключения, чтобы он быстрее останавливался. Использование маховика для замедления токарного станка является предпочтительным методом.
Никогда не пытайтесь замедлить токарный станок, удерживая другой конец шпинделя передней бабки, патрон или токарную древесину.
Делительное колесо
Большинство токарных станков имеют делительное колесо, расположенное где-то в передней бабке. Он может располагаться у маховика, рядом со шпинделем передней бабки или внутри самой области передней бабки.
Индексное колесо представляет собой измерительную направляющую с отметками компаса, указывающими градусы поворота. Каждый производитель делает их немного по-своему.
Примером могут служить 48 равномерно размеченных и пронумерованных черточек вокруг колеса передней бабки. Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
В большинстве случаев шпиндель передней бабки можно зафиксировать на месте, соответствующем этим меткам, с помощью стопорного штифта, который обычно имеет резьбу.
Указательное колесо — это более продвинутая функция, которая используется для маркировки точеных деталей, когда они все еще прикреплены к токарному станку при выключенном токарном станке.
Лично я использую указательное колесо на своем токарном станке, чтобы равномерно отметить положение трех футов на дне некоторых чаш. Мой токарный станок имеет 48 меток, поэтому, чтобы отметить центр трех ножек, я делю 48 на 3, что равно 16, а затем перемещаю указательное колесо на 16 делений, чтобы отметить каждую ножку.
Обратите внимание: важно ослабить стопорный штифт перед включением токарного станка, так как это предотвратит вращение приводного ремня и может вызвать проблемы.
Деталь токарного станка по дереву с делительным колесом
Кроме того, на передней бабке находится замок шпинделя передней бабки. Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Замок шпинделя передней бабки предназначен для надежной фиксации шпинделя, когда необходимо снять насадки с токарного станка. Это чаще всего используется, например, когда необходимо снять лицевую панель с помощью пары длинных плоскогубцев или когда необходимо снять патрон с помощью ключа для патрона.
Как и указательный штифт, замок передней бабки необходимо ослабить и вывести из зацепления перед включением станка.
Регулятор мощности и скорости
В зависимости от производителя переключатель включения/выключения и регулятора скорости может быть расположен возле передней бабки в фиксированном положении.
Некоторые модели токарных станков снабжены проводным выключателем управления, чтобы он всегда находился рядом с вашим рабочим местом. Это избавляет от необходимости вставать перед токарным деревом, что является реальной проблемой безопасности, если что-то пойдет не так. В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
Наряду с выключателем питания, большинство моделей также оснащены регулятором скорости. Регулятор скорости обычно представляет собой вращающийся циферблат с пронумерованными индикаторами или, на некоторых моделях, цифровую шкалу оборотов. отображать.
Кроме того, некоторые модели будут включать дополнительный переключатель для изменения направления вращения токарного станка.
Деталь панели управления токарным станком по дереву
Подручник
Отходя от передней бабки вправо, на станине станка будет опора подручника.
Опора подручника, прикрепленная к станине токарного станка, имеет несколько различных названий, в том числе; карета и банджо. Это опорная конструкция, которая удерживает все важные подручники.
Подручник и банджо имеют собственный стопорный рычаг для регулировки и фиксации практически в любом положении на станине станка.
Задняя бабка
В крайнем правом углу станка находится задняя бабка. Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Замок задней бабки надежно фиксирует заднюю бабку на направляющих или направляющих станка.
В левом верхнем углу задней бабки крепится подвижный центр, также называемый пинолью или центром. Это полое отверстие с конусом Морзе или приемное отверстие, в которое крепятся аксессуары с конусом Морзе, такие как приводные центры, патроны Джейкоба и т. д.
Замок шпинделя задней бабки удерживает шпиндель задней бабки на месте. На правой стороне задней бабки находится маховик подачи задней бабки. Это прецизионный винтовой привод, используемый для продвижения принадлежностей, размещенных на шпинделе задней бабки, к обрабатываемому деревянному материалу или от него.
Задняя бабка предназначена для удержания материала, который точится встык, но в нашем случае токарной обработки чаши задняя бабка и подвижный центр обеспечивают дополнительную поддержку во многих ситуациях токарной обработки.
В других случаях задняя бабка не должна мешать доступу внутрь чаши. В этих случаях заднюю бабку можно ослабить, снять с конца станины и убрать на хранение.
Лампа для токарного станка
Особенность, о которой я считаю необходимым упомянуть, но которая технически не является частью всех станков, — это хороший свет. Некоторые токарные станки имеют опорные конструкции для добавления осветительных приборов.
Независимо от того, прикреплен ли он непосредственно к токарному станку или стоит отдельно, хороший яркий источник света является важным аксессуаром в процессе токарной обработки чаши.
Пожалуйста, прочтите эту статью о важности хорошего освещения на токарном станке.
Токарный станок
Токарный станок является основой для устойчивости. Независимо от того, точите ли вы маленькие ручные чаши или большие декоративные полые формы, очень важна хорошая устойчивая опора для токарного станка.
Если токарный станок модели Midi и установлен на столе или скамье, эта опорная поверхность должна быть достаточно прочной, чтобы не вибрировать, когда токарный станок вращается на высоких скоростях, особенно когда деталь имеет несбалансированную конструкцию, например чаша с естественным краем или живым краем.
Аналогичным образом, если токарный станок представляет собой автономную модель, опорные ножки или основание должны обеспечивать устойчивость без вибраций при скорости вращения чаши, которая обычно составляет до 1000 об/мин. См. эту статью, посвященную остановке вибрации токарного станка.
Принадлежности
Принадлежности, которые могут поставляться с токарным станком, включают: планшайбу, выбивную планку, ключ(и) для установки определенных точек регулировки, приводной центр и приводной или вращающийся центр для задней бабки и, возможно, дополнительный упор для инструмента.
Стандартные аксессуары для токарного станка
Лицевая панель для токарного станка по дереву
Лицевая панель — это доступный и надежный способ быстро прикрепить древесину к токарному станку. Несколько отверстий для винтов позволяют надежно прикрепить шурупы к деревянной заготовке чаши.
Резьба снаружи передней бабки входит в резьбу в центре планшайбы. Лицевую панель можно легко снять и использовать по-разному в различных проектах.
Вот несколько моментов, о которых следует помнить при использовании лицевой панели.
Выбивной стержень
Выбивной стержень для токарного станка представляет собой металлический стержень с рукояткой и служит для выбивания, как следует из названия, приспособления, устанавливаемого в конус Морзе передней бабки.
Фрикционное соединение конических аксессуаров с конусом Морзе требует небольшого усилия, чтобы разъединить эти аксессуары. Выбивной стержень вставляется в центр полой передней бабки (или задней бабки) и используется для нарезания резьбы на конце любых принадлежностей конуса Морзе.
Аккуратно держите аксессуар, опасаясь острых краев, правой рукой, чтобы он не вылетел при смещении.
Специальные инструменты
Каждый токарный станок имеет определенные точки регулировки, для которых может потребоваться гаечный ключ. В этих случаях производитель обычно поставляет эти ключи, как правило, вместе с местом на токарном станке для хранения ключей.
Приводные и приводные центры
Приводные центры, такие как цилиндрические патроны, предназначены для передачи энергии привода передней бабки для точения древесины на токарном станке. Приводной центр вставляется и используется на конце конуса Морзе передней бабки.
Подвижный центр, также называемый вращающимся центром, используется со стороны задней бабки токарного станка и удерживает деревянную заготовку по центру при вращении вместе с древесиной.
Эти два инструмента обычно используются при сквозной обработке шпинделя, но их также можно использовать в начальном процессе токарной обработки чаши.
Дополнительные принадлежности
Теперь, когда вы можете определить детали токарного станка по дереву, пришло время взглянуть на принадлежности для токарного станка по дереву. Есть некоторые дополнительные приспособления для токарного станка, которые может использовать токарь деревянных чаш, чтобы сделать процесс токарной обработки более плавным и эффективным.
Важнейшим дополнительным аксессуаром для токарного станка по дереву является четырехкулачковый патрон (дополнительную информацию читайте в этой статье). Я рекомендую использовать четырехкулачковый патрон типа «ласточкин хвост» для надежной фиксации.
Вот ссылки на четырехкулачковый патрон 1 1/4” x 8 и вариант четырехкулачкового патрона 1” x 8. Перед заказом обязательно проверьте размер шпинделя передней бабки вашего токарного станка. Доступны и другие размеры.
Длинные плоскогубцы обеспечивают необходимый рычаг для ослабления лицевых панелей и других принадлежностей. Вот ссылка на Amazon для хорошей пары плоскогубцев.
Изогнутая подставка для инструмента
Изогнутая подставка для инструмента необходима для размещения инструментов близко к внутреннему дну чаши. Подручник с внутренним изгибом 12″ является обязательным, и я рекомендую сначала попробовать его.
Обязательно укажите диаметр вала правильного размера. Диаметр в один дюйм является обычным размером токарного станка в натуральную величину; однако на токарных станках меньшего размера может использоваться вал диаметром 5/8 дюйма, как на этой 9-дюймовой внутренней изогнутой опоре для инструмента.
Лицевые пластины
Лицевые пластины — это самый быстрый способ прикрепить деревянную заготовку чаши к токарному станку, и они отлично подходят для изготовления зажимных приспособлений и зажимных патронов. Единственная проблема в том, что их никогда не бывает достаточно.
Я рекомендую следующую лицевую панель 1 1/4” x 8 TPI (узнайте текущую цену на Amazon) или лицевую панель 1” x 8 TPI для изготовления деревянных чаш диаметром от 5 до 10 дюймов. Опять же, не забудьте заказать правильный размер, чтобы соответствовать шпинделю передней бабки вашего токарного станка.
Вот и все, детали токарного станка не слишком сложны, если понять их функции. Хотя каждый производитель делает свои небольшие вариации, в целом все токарные станки работают очень похоже. Определить детали токарного станка по дереву не так уж сложно.
Регулярное техническое обслуживание токарного станка по дереву является очень важной процедурой. Чтобы узнать больше о том, что нужно делать для ухода за токарным станком по дереву, ознакомьтесь с этой статьей об обслуживании токарного станка по дереву.
В индексе каждой конкретной марки стали зашифрованы все ключевые особенности ее состава. Поэтому для профессионала эти цифры уже говорят обо всем:
Первая цифра сообщает предельное содержание углерода в сплаве в десятых долях процента. То есть «3» для стали марки ст3пс означает, что в ней содержится не более 0,3% углерода. Во втором же случае «09» соответствует 0,09%.
Буквы «ПС» и «СП» указывают на класс раскисления, то есть степени удаления из сплава кислорода. В данном случае это «полуспокойная» сталь, которую получили через химическую реакцию с титаном или алюминием.
Буквой «Г» кодируется марганец. А цифра «2», идущая за ней, показывает содержание в процентах. Буква «С» — это кремний. Цифры после нее нет, потому что концентрация очень мала.
То есть в стали марки 09г2с марганца не должно быть более 2%, а кремния — более 1%.
Как видите, основные характеристики уже налицо: одна из сталей содержит в несколько раз больше углерода, а другая легирована марганцем и кремнием. Что же это означает для практического применения обоих?
Марка стали ст3ПС/СП
Это углеродистая конструкционная сталь, которую делают в мартеновских печах. Она слабо подвержена коррозии и хорошо поддается обработке штамповкой, резкой и сгибанием. Хорошая коррозийная стойкость, конечно, не дотягивает до уровня нержавеющей или оцинкованной стали, но ее вполне хватает, чтобы материал можно было использовать в сухих помещениях без дополнительной обработки.
Из стали марки ст3ПС/СП производится листовой металлопрокат, арматура с гладким профилем, изделия для сельскохозяйственного производства, просечно-вытяжные листы, соединительные элементы для трубопроводов, электросварные трубы и многое другое.
Этот металл очень хорошо варится, причем не требует предварительного разогрева заготовок или постобработки уже после сварки.
Может применяться для изготовления сварных металлоконструкций, но с определенными ограничениями по толщине материала и, что немаловажно, соблюдением температурного режима при эксплуатации готовой конструкции. Так, не рекомендуется изготавливать из этой стали изделия, которые будут использоваться при отрицательных температурах, а минимально допустимая составляет -20 градусов. Особенно это касается механизмов, где на детали будет оказываться повышенное давление.
Марка стали 09Г2С
Сталь марки 09г2с — низколегированная конструкционная сталь. Кроме марганца и кремния, в состав также включены сера, никель, фосфор, хром, азот, медь и другие примеси. В названии они не указываются из-за очень низкого содержания, которое не оказывает критического значения для механических и химических свойств.
В отличие от предыдущей марки, у этой класс качества определяется как высокий. Она так же хорошо варится, правда, с некоторыми особенностями: при электросварке необходимо правильно выбирать ток, а полученное изделие обычно подвергают последующей закалке.
Из этой стали делают листовой и фасонный металлопрокат, который применяется в строительстве и производстве деталей, сварных труб, металлоконструкций, различных деталей и узлов в машиностроении.
Важной особенностью этой марки является ее устойчивость к отрицательным температурам: изделия из 09Г2С можно эксплуатировать в диапазоне от -70 до +425 градусов. Поэтому для использования в регионах со сложными климатическими условиями применяют именно ее.
Мы предлагаем металлический прокат из сталей разных марок. По вашему желанию мы нарежем его на листы или распустим на штрипсы нужного размера. Вся сталь, которая поступает к нам, изготовлена лучшими производителями страны, так что за ее качество можно не беспокоиться.
Болт фундаментальный изогнутый тип 1 исп 1
ГОСТ 24379.1—2012
Фундаментные болты тип 1.1 состоят из резьбовой шпильки изогнутой с одной, шайбы и двух гаек, предназначены для крепления строительных конструкций и технологического оборудования в тех случаях, когда высота фундамента не зависит от глубины заделки болтов в бетон. Болты устанавливаются до бетонирования фундаментов на специальных кондукторных устройствах, строго фиксирующих их проектное положение в процессе бетонирования.
Прайс-лист на Болты фундаментные тип 1.1:
Наименование
Исп.
Диаметр резьбы d
Длина L
Ед. изм.
Вес, кг
Цена в т.ч. НДС 18%
Болт фундаментный изогнутый 1.1 М12х300
1.1
М-12
300
к-т
0,35
60
Болт фундаментный изогнутый 1.1 М12х400
1.1
М-12
400
к-т
0,44
70
Болт фундаментный изогнутый 1.1 М12х500
1.1
М-12
500
к-т
0,52
80
Болт фундаментный изогнутый 1.1 М12х600
1.1
М-12
600
к-т
0,61
90
Болт фундаментный изогнутый 1.1 М12х710
1.1
М-12
710
к-т
0,71
120
Болт фундаментный изогнутый 1.1 М12х800
1. 1
М-12
800
к-т
0,79
130
Болт фундаментный изогнутый 1.1 М12х900
1.1
М-12
900
к-т
0,88
130
Болт фундаментный изогнутый 1.1 М12х1000
1.1
М-12
1000
к-т
0,97
150
Болт фундаментный изогнутый 1.1 М12х300
1.1
М-16
300
к-т
0,66
100
Болт фундаментный изогнутый 1.1 М16х400
1.1
М-16
400
к-т
0,82
130
Болт фундаментный изогнутый 1.1 М16х500
1.1
М-16
500
к-т
0,97
150
Болт фундаментный изогнутый 1.1 М16х600
1.1
М-16
600
к-т
1,13
103
Болт фундаментный изогнутый 1.1 М16х710
1.1
М-16
710
к-т
1,31
190
Болт фундаментный изогнутый 1. 1 М16х800
1.1
М-16
800
к-т
1,45
210
Болт фундаментный изогнутый 1.1 М16х900
1.1
М-16
900
к-т
1,6
230
Болт фундаментный изогнутый 1.1 М16х1000
1.1
М-16
1000
к-т
1,77
250
Болт фундаментный изогнутый 1.1 М16х1120
1.1
М-16
1120
к-т
1,95
280
Болт фундаментный изогнутый 1.1 М16х1250
1.1
М-16
1250
к-т
2,15
310
Болт фундаментный изогнутый 1.1 М20х400
1.1
М-20
400
к-т
1,32
190
Болт фундаментный изогнутый 1.1 М20х500
1.1
М-20
500
к-т
1,57
230
Болт фундаментный изогнутый 1.1 М20х600
1.1
М-20
600
к-т
1,81
260
Болт фундаментный изогнутый 1. 1 М20х710
1.1
М-20
710
к-т
2,09
300
Болт фундаментный изогнутый 1.1 М20х800
1.1
М-20
800
к-т
2,31
340
Болт фундаментный изогнутый 1.1 М20х900
1.1
М-20
900
к-т
2,55
370
Болт фундаментный изогнутый 1.1 М20х1000
1.1
М-20
1000
к-т
2,8
400
Болт фундаментный изогнутый 1.1 М20х1120
1.1
М-20
1120
к-т
3,1
410
Болт фундаментный изогнутый 1.1 М20х1250
1.1
М-20
1250
к-т
3,43
450
Болт фундаментный изогнутый 1.1 М20х1320
1.1
М-20
1320
к-т
3,6
480
Болт фундаментный изогнутый 1.1 М20х1400
1.1
М-20
1400
к-т
3,79
490
Болт фундаментный изогнутый 1. 1 М24х500
1.1
М-24
500
к-т
2,35
330
Болт фундаментный изогнутый 1.1 М24х600
1.1
М-24
600
к-т
2,71
390
Болт фундаментный изогнутый 1.1 М24х710
1.1
М-24
710
к-т
3,1
410
Болт фундаментный изогнутый 1.1 М24х800
1.1
М-24
800
к-т
3,42
450
Болт фундаментный изогнутый 1.1 М24х900
1.1
М-24
900
к-т
3,77
490
Болт фундаментный изогнутый 1.1 М24х1000
1.1
М-24
1000
к-т
4,13
540
Болт фундаментный изогнутый 1.1 М24х1120
1.1
М-24
1120
к-т
4,56
600
Болт фундаментный изогнутый 1.1 М24х1250
1.1
М-24
1250
к-т
5,03
610
Болт фундаментный изогнутый 1. 1 М24х1320
1.1
М-24
1320
к-т
5,28
620
Болт фундаментный изогнутый 1.1 М24х1400
1.1
М-24
1400
к-т
5,55
660
Болт фундаментный изогнутый 1.1 М24х1500
1.1
М-24
1500
к-т
5,9
700
Болт фундаментный изогнутый 1.1 М24х1600
1.1
М-24
1600
к-т
6,26
740
Болт фундаментный изогнутый 1.1 М24х1700
1.1
М-24
1700
к-т
6,61
780
Болт фундаментный изогнутый 1.1 М30х600
1.1
М-30
600
к-т
4,55
600
Болт фундаментный изогнутый 1.1 М30х710
1.1
М-30
710
к-т
5,16
610
Болт фундаментный изогнутый 1.1 М30х800
1.1
М-30
800
к-т
5,66
660
Болт фундаментный изогнутый 1. 1 М30х900
1.1
М-30
900
к-т
6,22
720
Болт фундаментный изогнутый 1.1 М30х1000
1.1
М-30
1000
к-т
6,77
790
Болт фундаментный изогнутый 1.1 М30х1120
1.1
М-30
1120
к-т
7,43
870
Болт фундаментный изогнутый 1.1 М30х1250
1.1
М-30
1250
к-т
8,15
960
Болт фундаментный изогнутый 1.1 М30х1320
1.1
М-30
1320
к-т
8,53
1000
Болт фундаментный изогнутый 1.1 М30х1400
1.1
М-30
1400
к-т
8,99
1 050
Болт фундаментный изогнутый 1.1 М30х1500
1.1
М-30
1500
к-т
9,54
1120
Болт фундаментный изогнутый 1.1 М30х1600
1. 1
М-30
1600
к-т
10,1
1180
Болт фундаментный изогнутый 1.1 М30х1700
1.1
М-30
1700
к-т
10,65
1120
Болт фундаментный изогнутый 1.1 М30х1800
1.1
М-30
1800
к-т
11,21
1170
Болт фундаментный изогнутый 1.1 М30х1900
1.1
М-30
1900
к-т
11,76
1230
Болт фундаментный изогнутый 1.1 М30х2000
1.1
М-30
2000
к-т
12,32
1280
Болт фундаментный изогнутый 1.1 М36х710
1.1
М-36
710
к-т
7,59
890
Болт фундаментный изогнутый 1.1 М36х800
1.1
М-36
800
к-т
8,31
970
Болт фундаментный изогнутый 1.1 М36х900
1.1
М-36
900
к-т
9,1
1060
Болт фундаментный изогнутый 1. 1 М36х1000
1.1
М-36
1000
к-т
9,91
1170
Болт фундаментный изогнутый 1.1 М36х1120
1.1
М-36
1120
к-т
10,85
1130
Болт фундаментный изогнутый 1.1 М36х1250
1.1
М-36
1250
к-т
11,88
1250
Болт фундаментный изогнутый 1.1 М36х1320
1.1
М-36
1320
к-т
12,43
1300
Болт фундаментный изогнутый 1.1 М36х1400
1.1
М-36
1400
к-т
13,1
1360
Болт фундаментный изогнутый 1.1 М36х1500
1.1
М-36
1500
к-т
13,9
1450
Болт фундаментный изогнутый 1.1 М36х1600
1.1
М-36
1600
к-т
14,7
1530
Болт фундаментный изогнутый 1.1 М36х1700
1. 1
М-36
1700
к-т
15,5
1610
Болт фундаментный изогнутый 1.1 М36х1800
1.1
М-36
1800
к-т
16,29
1700
Болт фундаментный изогнутый 1.1 М36х1900
1.1
М-36
1900
к-т
17,09
1780
Болт фундаментный изогнутый 1.1 М36х2000
1.1
М-36
2000
к-т
17,89
1870
Болт фундаментный изогнутый 1.1 М36х2120
1.1
М-36
2120
к-т
18,85
1960
Болт фундаментный изогнутый 1.1 М36х2240
1.1
М-36
2240
к-т
19,81
2060
Болт фундаментный изогнутый 1.1 М36х2300
1.1
М-36
2300
к-т
20,29
2120
Болт фундаментный изогнутый 1.1 М42х800
1.1
М-42
800
к-т
11,81
1230
Болт фундаментный изогнутый 1. 1 М42х900
1.1
М-42
900
к-т
12,89
1350
Болт фундаментный изогнутый 1.1 М42х1000
1.1
М-42
1000
к-т
13,98
1450
Болт фундаментный изогнутый 1.1 М42х1120
1.1
М-42
1120
к-т
15,29
1600
Болт фундаментный изогнутый 1.1 М42х1250
1.1
М-42
1250
к-т
16,71
1740
Болт фундаментный изогнутый 1.1 М42х1320
1.1
М-42
1320
к-т
17,47
1820
Болт фундаментный изогнутый 1.1 М42х1400
1.1
М-42
1400
к-т
18,33
1910
Болт фундаментный изогнутый 1.1 М42х1500
1.1
М-42
1500
к-т
19,42
2030
Болт фундаментный изогнутый 1.1 М42х1600
1. 1
М-42
1600
к-т
20,5
2130
Болт фундаментный изогнутый 1.1 М42х1700
1.1
М-42
1700
к-т
21,59
2250
Болт фундаментный изогнутый 1.1 М42х1800
1.1
М-42
1800
к-т
22,68
2360
Болт фундаментный изогнутый 1.1 М42х1900
1.1
М-42
1900
к-т
23,76
2480
Болт фундаментный изогнутый 1.1 М42х2000
1.1
М-42
2000
к-т
24,85
2580
Болт фундаментный изогнутый 1.1 М42х2120
1.1
М-42
2120
к-т
26,16
2730
Болт фундаментный изогнутый 1.1 М42х2240
1.1
М-42
2240
к-т
27,47
2860
Болт фундаментный изогнутый 1.1 М42х2300
1.1
М-42
2300
к-т
28,11
2920
Болт фундаментный изогнутый 1. 1 М42х2360
1.1
М-42
2360
к-т
28,76
3010
Болт фундаментный изогнутый 1.1 М42х2500
1.1
М-42
2500
к-т
30,29
3160
Болт фундаментный изогнутый 1.1 М48х900
1.1
М-48
900
к-т
17,41
1820
Болт фундаментный изогнутый 1.1 М48х1000
1.1
М-48
1000
к-т
18,83
1970
Болт фундаментный изогнутый 1.1 М48х1120
1.1
М-48
1120
к-т
20,53
2140
Болт фундаментный изогнутый 1.1 М48х1250
1.1
М-48
1250
к-т
22,38
2340
Болт фундаментный изогнутый 1.1 М48х1320
1.1
М-48
1320
к-т
23,37
2440
Болт фундаментный изогнутый 1.1 М48х1400
1. 1
М-48
1400
к-т
24,51
2570
Болт фундаментный изогнутый 1.1 М48х1500
1.1
М-48
1500
к-т
25,93
2730
Болт фундаментный изогнутый 1.1 М48х1600
1.1
М-48
1600
к-т
27,35
2860
Болт фундаментный изогнутый 1.1 М48х1700
1.1
М-48
1700
к-т
28,77
3010
Болт фундаментный изогнутый 1.1 М48х1800
1.1
М-48
1800
к-т
30,19
3140
Болт фундаментный изогнутый 1.1 М48х1900
1.1
М-48
1900
к-т
31,61
3290
Болт фундаментный изогнутый 1.1 М48х2000
1.1
М-48
2000
к-т
33,03
3440
Болт фундаментный изогнутый 1.1 М48х2120
1.1
М-48
2120
к-т
34,73
3610
Болт фундаментный изогнутый 1. 1 М48х2240
1.1
М-48
2240
к-т
36,44
3790
Болт фундаментный изогнутый 1.1 М48х2300
1.1
М-48
2300
к-т
37,29
3880
Болт фундаментный изогнутый 1.1 М48х2360
1.1
М-48
2360
к-т
38,07
3960
Болт фундаментный изогнутый 1.1 М48х2500
1.1
М-48
2500
к-т
40,13
4180
Болт фундаментный изогнутый 1.1 М48х2650
1.1
М-48
2650
к-т
42,26
4420
Болт фундаментный изогнутый 1.1 М48х2800
1.1
М-48
2800
к-т
44,39
4640
Примеры условных обозначений при заказе:
Болт типа 1, исполнение 1, диаметром резьбы d = 20 мм, длиной L = 800 мм, со шпилькой из стали марки ВСт3пс категории 2:
Болт 1. 1.М20 × 800. ВСт3пс2 ГОСТ 24379.1—2012
Болт типа 4, исполнения 2, диаметром резьбы d = 100 мм, с мелким шагом резьбы 6 мм, длиной L = 1900 мм, со шпилькой из стали марки 09Г2С категории 6:
Как и в любой другой области знаний, в сталелитейной промышленности есть свой жаргон, который может ввести в заблуждение при первом знакомстве. Почему им присвоены четырехзначные коды? В чем разница между сплавами 4130 и 4140?
Сталь сортируется по четырем основным категориям, установленным AISI. (Американский институт чугуна и стали):
Углеродистая сталь
Легированная сталь
Нержавеющая сталь
Инструментальная сталь
Будучи стальными, они содержат те же два основных элемента железо и углерод. Определение их категории зависит от процентного содержания углерода и другие сплавы, добавленные к железу, что изменяет свойства готовый металл.
Внутри каждой категории сталь можно классифицировать в соответствии с печатать. Обычно это включает несколько описательных факторов, приведенных ниже:
Состав: основные категории углерода, легированные, нержавеющие и инструментальные стали.
Микроструктура: это подкатегории сочинение. Например, нержавеющая сталь может быть классифицирована как ферритная, аустенитные, мартенситные и дуплексные стали.
Способ производства: на два метода приходится почти все современное производство стали, известное как ЭДП (электровоздушная печь), и BOS (основное кислородное производство стали).
Форма/форма: также известная как первичная формовка, создание формы, такие как пластины или стержни.
Способ отделки: это называется вторичное формование, методы, которые придают конечному продукту его свойства и закончить. Это может включать такие процессы, как горячая и холодная прокатка, отпуск, или цинкование.
Физическая прочность: по ASTM (Американское общество стандартов для испытаний и материалов), обозначение обычно включает буквенный префикс и присвоенный номер.
Существуют две основные системы нумерации, используемые для классификации металлы, поэтому описания стали обычно включают и то, и другое. Наряду с AISI, Система нумерации, установленная SAE (Обществом автомобильных инженеров), наиболее часто используется в металлургическая промышленность. По большей части SAE адаптировала свою систему для согласования с классификациями, установленными AISI, так что спецификации стандартизированы для стали.
Таким образом, с помощью этой информации потребители могут распознать категорию и классификацию стального изделия. В четырехзначном кодовая система, первая цифра будет определять тип:
Начиная с 1: углеродистая сталь
2: никелевая сталь
3: хромоникелевая сталь
4: молибденовая сталь
5: хромистая сталь
6: хром-ванадиевая сталь
2
8: Никель-хром-молибденовая сталь
9: Кремний-марганцевая сталь и другие марки SAE
Следующие цифры дают дополнительную информацию о конкретных тип стали. В большинстве случаев вторая цифра указывает процент легирующий элемент. Последние две цифры — процент углерода. концентрация внутри стали.
Итак, на примере стали 4130 и стали 4140: обе начинаются с a 4, так что это молибденовые стали – с концентрацией молибдена 1%. Разница между ними в том, что 4130 имеет процент углерода примерно 0,30%, а 4140 содержит 0,40% углерода. Из-за своего более низкого процент углерода, 4130 будет легче обрабатывать и сваривать, чем 4140. Однако более высокое содержание углерода в сплаве 4140 придает ему большую твердость. и сила, чем 4130. Вооружившись этими знаниями, это может лучше помочь вам выберите правильный тип стали для ваших нужд.
Опубликовано Автор FastMetalsCategories Education, Metal
Расшифровка наших номеров деталей | Поставка стали LP
Расшифровка наших номеров деталей
Изделия из стали и алюминия
Первые буквы в каждом номере детали являются дескрипторами типа. Последующие цифры описывают толщину материала&запятая; затем размеры формы. Толщина&запятая; высота&запятая; и ширина указаны в дюймах&запятая; длина указана в футах.
[Код типа][Толщина] X [Ширина] X [Высота] X [Длина]
Например:
A.188 X 1,50 X 1,50 X 20 футов
Angel, 3/16 толщиной&запятая; 1,5 дюйма в ширину x 1,5 дюйма в высоту&запятая; 20 футов длиной
Необходимость в создании соединения сложно свариваемых металлов может возникнуть не только на производстве, но и в частной сфере. Сварка алюминия в домашних условиях проводится часто, несмотря на все свои сложности, так как сам металл активно используется в промышленности и многие изделия выполняются именно из него. Таким образом, при ремонте мастерам приходится часто с ним сталкиваться. Главной сложностью этого процесса является то, что дома очень сложно создать все необходимые условия, чтобы процесс происходил также, как и на предприятии. Соответственно, качество соединения может пострадать.
Примитивная сварка алюминия
В основном, здесь используется более простое оборудование, так как сварочный инвертор, который применяется для аргонодуговой сварки, вместе с баллонами самого аргона, будет иметь достаточно высокую стоимость, как для частных лиц. Тем не менее, проблемы свариваемости алюминия никуда не деваются, поэтому, нужно все также бороться с напряжением металл, подбирать средства для разрушения оксидной пленки. Одной из основных проблем становится высокая жидкотекучесть металла в расплавленном состоянии, что усложняет сваривание в различных положениях, особенно, в потолочном.
Аргонно-дуговая сварка алюминия в домашних условиях
Преимущества
Сварка алюминия в домашних условиях оказывается более дешевым процессом, особенно если есть соответствующее оборудование, так как не приходится обращаться к другим специалистам;
Результат работы можно получить сразу, а также проверить его, а не ждать получения из мастерской;
Легче использовать подручные материалы;
Нет высоких требований к контролю качества, так как применение полученных изделий, как правило, не имеет большой ответственности.
Недостатки
Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
Сложнее соблюдать технику безопасности, особенно, при работе с газом;
Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
Заземление для всех использующихся электрических аппаратов;
Рабочая одежда и сварочная маска.
Сварка алюминия
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
Очистка алюминия
Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
«Важно!
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Аргонодуговая сварка
Диаметр электрода, мм
Толщина заготовки, мм
Ток постоянный, А
Ток переменный, А
1
1..2
10…70
10…15
1,6
2…3
40…130
30…90
2
2…4
65…160
50…100
3
4…6
140…180
100…160
4
6…7
250…340
140…220
5
7…9
300…400
200…280
6
9…10
350…450
250…300
Газовая сварка
Толщина заготовки, мм
0,5—0,8
1
1,2
1,5-2
3-4
Мощность ацетиленовой горелки, литр/час
50
75
75-100
150-300
300-500
Сварка электродом
Толщина детали, мм
Сила тока, А
Скорость сварки, м/час
0,6
70
73
1,3
125
153
1,6
130
73
2,3
235
73
3
315
73
Техника безопасности
Сварка алюминиевых батарей и прочих конструкций предполагает обеспечения в первую очередь защиты для самого сварщика. Для этого должен быть полный комплект рабочей одежды из огнеупорной ткани и прочие средства индивидуальной защиты. Также нужно придерживаться таких же правил электро- и газовой безопасности, как и на предприятии. Ведь в домашних условиях опасность несчастного случая всегда становится выше.
Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
Какие алюминиевые детали можно варить в домашних условиях
Трудности при сварке алюминия
Полезные хитрости
Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0. 8-10 мм. В самых простых случаях это могут быть:
дверная фурнитура
посуда
элементы декора интерьера
емкости из алюминия
крючки для одежды.
При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан. При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное.
В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
СкрытьПодробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
СкрытьПодробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.
СкрытьПодробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
СкрытьПодробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
полуавтомат MIG с горелкой и кабелем массы
сварочную проволоку для алюминия
баллон с защитным газом (аргон или смесь с гелием)
редуктор
шланг для подключения баллона к аппарату
При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. «Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
СкрытьПодробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
СкрытьПодробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
СкрытьПодробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить «постоянкой». Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
СкрытьПодробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не «гуляя».
Какая длина горелки МИГ лучше для сварки алюминия?
СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотр
Сварочный полуавтомат ANDELI MIG-200PE (220 В)
37 440 руб
Купить
Быстрый просмотр
Аргонодуговой аппарат TSS TOP TIG/MMA-250P AC/DC (220 В)
Цена по запросу
Запросить цену
Быстрый просмотр
Сварочный инвертор NEON ВД-183
19 900 руб
Купить
Быстрый просмотр
Сварочный полуавтомат РЕСАНТА САИПА-135
17 290 руб
Купить
Быстрый просмотр
Прутки алюминиевые ALUMAT AL99,7 ⌀ 2,0 мм (упак. 5 кг)
1 107 руб / кг
Купить
Быстрый просмотр
Сварочный инвертор FUBAG IQ 200 (220 В)
7 510 руб
Купить
Быстрый просмотр
Аргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
Быстрый просмотр
Сварочный инвертор БАРСВЕЛД Profi ARC-207 D МОД. II Росс. (220 В)
21 150 руб
Купить
Быстрый просмотр
Сварочный инвертор РЕСАНТА САИ-190
7 190 руб
Купить
Быстрый просмотр
Баллон аргоновый 5 -150У (новый, 5 л пустой)
3 450 руб
Купить
Быстрый просмотр
Рукав газовый имп. ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
42 руб / м
Купить
Быстрый просмотр
Редуктор аргоновый БАРО-5МГ, БАМЗ
3 269 руб
Купить
Быстрый просмотр
Прутки алюминиевые БАРСВЕЛД AlMg5 ⌀ 1,6 мм (1000 мм, аналог СВ-АМг5)
890 руб / кг
Купить
хит продаж
Быстрый просмотр
Сварочный полуавтомат БАРСВЕЛД Profi MIG-200 D (220 В)
29 690 руб
Купить
Быстрый просмотр
Проволока алюминиевая БАРСВЕЛД AlMg5 ⌀ 1,6 мм (кассета 6 кг)
900 руб / кг
Купить
Быстрый просмотр
Электроды алюминиевые ОЗАНА-1 ⌀ 3,0 мм
2 839 руб / кг
Купить
2. ВЕС:
пачка 2 кг
пачка 2 кг
ПРОИЗВОДИТЕЛЬ:
Риметалк
Риметалк
Спецэлектрод
ЗЗСМ (Зеленоград)
Как сварить алюминий в домашних условиях >> Подробное руководство для начинающих
Сварка алюминия значительно проще, чем вы можете себе представить. Сварка — это процесс соединения металла с помощью тепла, прикладываемого при температуре, достаточно высокой для расплавления и сплавления металла. Так как алюминий тоньше, чем нержавеющая сталь (и, следовательно, выше вероятность прожечь дыру насквозь), процесс должен выполняться осторожно и медленно.
Чтобы сварить алюминий в домашних условиях, выполните следующие действия:
Шаги
Требуемые действия
1
Отполируйте латунной щеткой или наждачной бумагой, чтобы удалить окисление.
2
Защитите свой алюминий
3
Нагрейте источник тепла до 730 градусов по Фаренгейту (точка плавления алюминия).
4
Аккуратно проткните алюминий прутком для пайки
5
Создание желаемой формы или соединения
6
Не прикасаться, пока не остынет
Правильный сварной шов достигается за счет понимания химии и технологии. Даже если вы уже сварили нержавеющую сталь, с алюминием процесс будет другим.
Используйте это краткое руководство, чтобы узнать, как сварить алюминий в домашних условиях , понять свой материал, как с ним обращаться, а также некоторые творческие идеи, которые помогут вам сварить!
Прежде чем вы продолжите чтение, вот статья, которую мы написали о том, сколько времени нужно, чтобы научиться сварке, и вот самые высокооплачиваемые сварочные работы.
Содержание
Как сварить алюминий в домашних условиях
В навыках сварки так много аспектов и деталей. С целыми книгами по этому предмету и курсами, на которые сварщики оттачивают свои навыки годами, мы не ожидаем, что вы станете опытным сварщиком за одну ночь,
, но необходимые шаги для сварки алюминия заключаются в следующем:
Шаги
Действия
1
Соберите кусочки алюминия
2
Отполируйте их, чтобы удалить все окисления, используя медную щетку или наждачную бумагу. Делайте это тщательно, чтобы мусор не мешал чистой линии сварки
3
Надежно соедините две детали (при использовании двух) и убедитесь, что нет зазоров, прежде чем приступать к сварке. Вам нужна четкая, прочно сросшаяся леска, так что подгоните их плотно
4
Поместите керамическую плитку с обеих сторон алюминия, почти как захват вокруг алюминия, над которым можно затянуть зажимные тиски.
5
Плотно зажмите плоскогубцы вокруг прутка для пайки
6
Начинайте нагревать алюминий, но периодически гасите огонь
7
Аккуратно проткните алюминий прутком для пайки (надежно удерживая острогубцами). Если тыкаешь в него и ничего не происходит, значит он еще недостаточно горячий. Температура, которую вы хотите достичь, составляет около 730 градусов по Фаренгейту (390 градусов Цельсия). Если вы достигли этой температуры, вы проткнете алюминий прутком для пайки и увидите, как начнет появляться лужа алюминия. По сути, это означает, что алюминий достаточно горячий (и им можно манипулировать). Например, если вы свариваете вместе два куска алюминия, вы должны провести стержнем прямо по линии, которая проходит между двумя отдельными частями. Вы бы нагрели его, проткнули, а затем позволили металлу остыть как единое целое. Когда алюминий горячий, это единственный раз, когда вы сможете придать ему желаемую форму, которую планируете
8
После того, как вы довели материал до желаемого соединения или разделения, пока не прикасайтесь к алюминию, так как он, вероятно, все еще имеет температуру выше 500+ градусов по Фаренгейту. Даже если вы все еще в перчатках, не трогайте его
9
С множеством сварных швов вы возьмете свое творение и окунете его в прохладную воду, чтобы сварной шов затвердел. Однако с алюминием этого не требуется. Вам не нужно окунать свое творение в воду; просто дайте ему остыть самостоятельно и не прикасайтесь к нему в течение нескольких часов
Понимание выбранного вами материала
Каждый свариваемый вами материал будет иметь свой список уникальных требований , препятствий и ограничений.
Несколько ключевых моментов, которые помогут вам лучше понять алюминий:
Он имеет более высокую точку проводимости , чем нержавеющая сталь.
Он имеет значительно более низкую температуру плавления , чем нержавеющая сталь (около 1200 градусов по Фаренгейту для алюминия и ближе к 2500 градусов по Фаренгейту для стали).
Более реагирует на окисление и воздействие воздуха.
Этот слой окисления похож на броню вокруг алюминия. Его температура плавления будет ближе к 3700 градусов по Фаренгейту и защитит алюминий от коррозии.
Во время работы вы должны помнить о оксидном слое и его изоляции, так как он снижает ваши сварочные способности. Из-за этого вам нужно будет:
Смахните щеткой перед сваркой
(И возможно)
Смахните в процессе сварки (если заметите, что слой окисления отделяется от собственно алюминия).
Это связано с тем, что температура окисления и плавления этого верхнего слоя иногда плавится быстрее, чем сам алюминий. Вы будете использовать проволочную щетку или наждачную бумагу, чтобы очистить алюминий заранее и, возможно, в середине работы. Слой окисления необходимо удалить , чтобы получить чистый сварной шов.
Ваш алюминий станет прочнее, чем больше вы сварите ; наоборот, стали не будет.
Для вашего алюминия потребуется сварочный аппарат с более высокой силой тока (или напряжением), так как это создаст более высокую скорость. Наоборот, со сталью труднее «прожечь» материал, потому что он намного толще алюминия.
изображение предоставлено: 6601.com
Что вам понадобится
Основные элементы и требования к основному проекту сварки алюминия включают (но не ограничиваются):
№.
Предметы и требования
1
Сварочная маска
2
Кожаные перчатки
3
Очки
4
Латунная щетка или наждачная бумага
5
Источник тепла
6
Инвертор для дуговой сварки
7
Припой
8
Плоскогубцы с иглами
9
Керамическая плитка (дополнительно)
Сварочная маска
Кожаные перчатки – это стандарты безопасности для сварщиков.
Защитные очки – предназначены специально для сварки или могут выдерживать экстремальные температуры.
Латунная щетка или наждачная бумага – полезна для очистки алюминия от окисления перед началом сварки. После использования на алюминии сохраните его для этой цели и всегда используйте чистую щетку.
Источник тепла – Матовый газ горит чуть горячее, чем пропан, и нагревается быстрее, но можно использовать и пропан.
Инвертор для дуговой сварки — Ваш источник тепла, (ищите источник с высокой мощностью и напряжением, которые потребуются для алюминия), или Паяльная лампа (сварочный электрод).
Пруток для припоя – Пруток, используемый для сварки деталей, почти как малярная кисть.
Плоскогубцы с иглами — Для удержания пылающего стержня на месте и дополнительного контроля, чтобы вам не приходилось держать пылающий стержень в руках.
Керамическая плитка (дополнительно) — помещается между тисками (которые будут удерживать алюминиевую деталь) и керамической плиткой, которая будет удерживать алюминий на месте. Цель состоит в том, чтобы создать тепловой барьер, в котором алюминий подвергается воздействию тепла (керамика не поглощает тепло), и, следовательно, тиски не перегреваются. Это удерживает тепло сосредоточенным на алюминии. Можно использовать любой материал, не являющийся проводником тепла.
Заключительные советы для начинающих
Опять же, чтобы полностью погрузиться в сложное искусство сварки, могут потребоваться годы; тем не менее, мы все знаем, что практика делает совершенным! Несколько советов для вашего первого практического проекта:
Будьте осторожны, двигайтесь медленно – Вы хотите избежать растрескивания алюминия, которое может произойти, когда изделие остывает и сварка затвердевает. Медленное движение сохранит материал в достаточно прочном состоянии, чтобы более эффективно противостоять колебаниям температуры.
Имейте в виду, что алюминий это :
Проводимость намного выше, чем у стали
Склонен к отделению или непровару сварного шва
Потребуется больше тепла, чем сталь
Изучите свой присадочный материал – Если вы добавляете в свое творение любой другой тип металла или материала, перед началом сварки убедитесь, что вы понимаете:
Температура плавления
Слабые стороны
Совместимость с алюминием
Вы не хотите испортить свой алюминиевый проект, поэтому заранее убедитесь, что эти два материала будут работать вместе.
Для хранения Храните свое творение в помещении, чтобы защитить его от влаги, плесени, грибка и т. д.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные — как их избежать
Идеи для сварки алюминия
Напоследок, чтобы вас вдохновить, вы уже мечтали о том, что собираетесь сваривать из алюминия? Сварной алюминий обычно используется для криогеники и транспортировки природного газа (вероятно, , а не , что вы будете делать по дому).
Несколько идей для сварки алюминия в вашем доме:
У вас может быть предмет домашнего обихода из алюминия (включая приборы, трубы и т. д.), который нуждается в ремонте.
Лодка
Изображение предоставлено:lincolnelectric.com
Стол с алюминиевой основой. Вы также можете оставить верхнюю часть открытой, чтобы установить сверху кусок стекла для стильной отделки.
Изображение предоставлено: lincolnelectric.com
Вы ограничены только своим воображением. Получайте удовольствие и экспериментируйте, потому что чем больше проб/ошибок вы испытаете, тем более умелым вы станете!
В заключение
Реакция алюминия на сварку совершенно иная, чем у обычных стальных материалов , так что не вступайте в процесс с предвзятыми представлениями. Алюминий потребует более высокого теплового индекса, чем сталь, и он склонен к растрескиванию, если вы торопитесь.
Терпеливо сваривайте, надевайте надлежащую защиту для сварщиков (в том числе очки для защиты от глаз сварщика), и у вас должно получиться красивое творение в кратчайшие сроки!
Другие статьи о сварке
Самый простой способ научиться сварке и сколько времени это займет?
Хорошо ли зарабатывают сварщики?
Можно ли сваривать сталь и алюминий?| Все, что вам нужно знать
Каковы преимущества и ограничения плазменно-дуговой обработки?
Тяжелая ли сварка? | Все факты, которые вам нужно знать
Сварка алюминия MIG >> Учебное видео
Превратите свой сварочный аппарат MIG в аппарат для сварки алюминия с помощью Xtreme 4× — Baker’s Gas & Welding Supplies, Inc.
Как и любой другой и каждый человек, который хочет заработать, находя множество вариантов использования наших инструментов, всегда приносит удовлетворение. В видео ниже ведущие шоу Spike TV Xtreme 4×4 покажите нам, как это сделать. В этом выпуске Xtreme 4×4 вы узнаете все о сварке сплавов, о том, как преобразовать сварочный аппарат MIG в сварочный аппарат для алюминия, и о многом другом.
Полная стенограмма под видео
Сегодня мы, засучив рукава, приступим к основам создания замечательных нестандартных изделий, которые вы видите на выставке. Все начинается со сварщика; сегодня Extreme 4×4:
Сварка алюминия
Как преобразовать машину у вас есть
Как работает шпулемет плюс
Как заставить все сиять
Ян Джонсон (ведущий):
Не так давно здесь, в Extreme , мы вынесли все проекты на улицу, целый день говорили о сварщиках MIG, в частности о том, как сваривать MIG трубы из мягкой стали. Теперь многие из вас, ребята, хотели получить больше информации по этой теме, и, честно говоря, сварочный аппарат MIG — один из самых универсальных сварочных аппаратов, которые вы можете иметь в своей мастерской. Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз о сварке алюминия.
Алюминий — это сплав, который повсеместно используется как в автомобилестроении, так и в производстве.
Теперь, когда вы работаете с алюминием, вы можете получить его в самых разных формах. Вы можете получить большие листы, гладкие или текстурированные, как здесь. Вы можете получить его во всех видах различных размеров и толщины полос, стержней, круглых и даже алюминиевых труб. Затем его можно легко превратить в такие предметы, как этот алюминиевый шкив, или в автомобильном мире вы обнаружите, что его чаще всего расплавляют, заливают в форму, отливают во что-то вроде этой головки блока цилиндров.
Когда мы говорим, что алюминий — это сплав, это означает, что он не чистый.
Они берут алюминий и смешивают его с другими веществами, чтобы сделать его сильнее или слабее. Теперь мы смешиваем его вместе обычно с медью, цинком, марганцем, силиконом и даже магнием. И сильные стороны варьируются от 1000 до 8000, и в этой области есть сотни различных версий этого числа. Наиболее часто используемые сплавы в автомобилестроении и производстве: 5052, 6061 и 7075.
7075 — один из самых прочных сплавов, в котором содержится большое количество цинка, и в зависимости от отпуска его можно сравнить с некоторыми сталями.
7075 — один из самых дорогих алюминиевых сплавов, который редко используется в автомобилях. Он стал очень популярным в мире бездорожья для длины подвески из-за его высокой прочности на растяжение и способности противостоять изгибу.
6061 представляет собой сплав, поддающийся термообработке, и поэтому вы видите, что он часто используется в легких и средних конструкциях, таких как эта опора шестерни, особенно после термообработки.
Теперь то, что я подразумеваю под этим просто. Эта опора шестерни начиналась как кусок алюминия. Затем его вырезали и помещали в печь для термической обработки. По сути, это нагревание и охлаждение предмета с определенной скоростью. Этот нагрев и охлаждение заставляют молекулы выравниваться, что делает его невероятно прочным. Вот почему вы видите много адаптеров для трансмиссий или опор шестерен и автомобильных деталей, изготовленных из 6061 после его термообработки.
Итак, сегодня мы собираемся использовать этот лист, как только он будет на месте.
Мы собираемся разрезать этот лист алюминия 5052. Сейчас 5052 никак не поддается термообработке, но очень легко сваривается и с ним очень легко работать. Он хорошо справляется с вибрациями, не трескается, что делает его идеальным для бездорожья.
Теперь первое, что мы должны сделать с этим листом, это разрезать его.
Что приятно в работе с алюминием, так это то, что это легко сделать. Если вы находитесь дома в небольшом гараже, вы можете использовать электролобзик с металлическим лезвием. Если у вас есть доступ к одному, это легко сделать на ленточной пиле, и вы даже можете использовать старый добрый плазменный резак. Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении.
Теперь этот тип алюминия можно использовать для целого ряда вещей.
Вы можете использовать его для панелей кузова, пола, крыши, вы даже можете построить свой собственный топливный элемент. Из-за его толщины в 3/6 дюйма вы даже можете использовать его для защитной пластины, несмотря на то, что он невероятно легкий.
Теперь, независимо от того, для чего вы используете алюминий, он должен быть подготовлен иначе, чем металл.
Видите ли, необработанный алюминий плавится при 1200 градусах, но оксидное покрытие, которое находится поверх этого алюминия, плавится при 3700 градусах. Это означает, что если вы просто прыгнете сюда и начнете сваривать алюминий, алюминий расплавится, но покрытие фактически загрязнит ваш сварной шов. Поэтому, прежде чем приступать к сварке алюминия, вы должны его подготовить. Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке.
Прежде чем склеивать алюминий, нам, очевидно, нужно настроить нашу машину MIG специально для сварки алюминия.
Один из самых простых способов сделать это — добавить насадку для катушки. Видите ли, алюминиевая проволока слишком мягкая, чтобы протолкнуть гильзу вверх и наружу из обычного пистолета. Таким образом, добавляя пистолет для катушки, вы монтируете небольшой рулон алюминиевой проволоки прямо здесь, рядом с заготовкой. Он подается через небольшой набор приводных роликов, через короткую втулку, а затем через наконечник, где он сваривается, как в обычном сварочном аппарате. Есть три соединения, которые обычно защищены кожаным чехлом, чтобы предотвратить их повреждение дуговыми искрами.
У вас есть основной источник питания для подачи дуги до наконечника
У вас есть подача газа, чтобы газ мог попасть в сопло, и
Электрическое соединение, позволяющее управлять сварочным аппаратом MIG с помощью удаленных настроек на горелке с катушкой
И когда мы говорим о сварке алюминия и газа, вы не можете использовать смешанный газ, как мы используем для мягкой стали.
Для защиты требуется 100% чистый аргон. Теперь у некоторых сварочных аппаратов есть два блока цилиндров сзади, поэтому у вас может быть баллон с чистым аргоном с одной стороны и газовая смесь с другой, и вы можете продолжать использовать свой сварочный аппарат как для мягкой стали, так и для алюминия, когда захотите. Вы должны убедиться, что ваш сварщик может работать с катушечным пистолетом. Обычно это означает покупку дорогого сварочного аппарата профессиональной серии. А шпулемет конечно недешев, но есть способ подешевле.
Сегодня речь пойдет о сварке алюминия.
На данный момент мы подготовили немного металла и показали вам, ребята, один вариант — это насадка для катушки, которую вы подключаете к профессиональному сварочному аппарату, такому как этот аппарат на 220 вольт, прямо здесь. Но я знаю многих из вас, ребята; вы мечтаете о таком сварочном аппарате, тем более что к тому времени, когда вы добавите к нему шпульный пистолет, он будет стоить почти 2000 долларов. Ну, не волнуйся.
Существует более дешевый способ сварки алюминия.
Если у вас есть такой маленький сварочный аппарат — мы купили его некоторое время назад за 350 долларов, а затем переделали. Это машина на 220 вольт, но машина на 110 вольт тоже подойдет. Вы можете переоборудовать эти небольшие сварочные аппараты для сварки алюминия, вам просто нужно внести некоторые изменения внутри.
Процесс начинается с замены металлического вкладыша внутри кабеля пистолета на неметаллический вкладыш.
Это предотвратит заедание алюминия внутри вкладыша и его заедание. Алюминиевая проволока настолько мягкая, что стандартный приводной ролик с V-образной канавкой раздавит ее и заклинит катушку. Новый приводной ролик с U-образной канавкой предотвратит это. Наконец, к регулятору подключается новый баллон с чистым аргоном.
Теперь, если вы помните, когда мы говорили о типах алюминия, мы упомянули, что существует множество различных сплавов.
Что касается алюминия, то вам необходимо подобрать присадочный материал или проволоку к этому конкретному типу сплава. Это не похоже на сварку стали, когда вы можете просто взять моток проволоки, бросить его в сварочный аппарат и начать сварку, и обычно в итоге получается довольно хороший сварной шов. Если вы не сопоставите присадочный материал с основным материалом, вы можете получить слабый сварной шов, а иногда он даже не проникнет. Вот тут-то и понадобится небольшое исследование. Лучше всего пойти в магазин сварочных материалов, может быть, даже взять образец того, что вы хотите сварить. Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.
Как вы можете видеть, мы взяли этот кусок сплава, прогнали кучу разных тестовых шариков, различных настроек напряжения, а также скорости проволоки, чтобы определить правильный.
И мы выбрали вот этот, как тот, который нас устраивает: 17,7 и 184, он лежит очень плоско и дает нам хорошее проникновение.
Но прежде чем мы начнем сварку, вам нужно понять кое-что об алюминии.
См. Алюминий является отличным проводником электричества и тепла. Теперь эта теплопроводность может вызвать то, что называется «обратным выгоранием» на краях. Нет, это означает, что когда вы свариваете, металл на самом деле плавится от вас, независимо от того, сколько присадочного материала у вас будет, вы просто будете продолжать прожигать отверстие. Теперь вы можете остановить это, фактически физически изменив скорость, с которой вы перемещаете резак. Когда вы берете в руки свой шпульный пистолет, вы хотите, чтобы вы хотели сварить этот валик примерно в два раза быстрее, чем вы бы сварили валик из куска стали аналогичной толщины, и это предотвратит обратное прожигание.
Еще одна проблема с алюминием из-за теплопередачи заключается в том, что небольшое количество тепла может очень легко деформировать алюминий.
Мы взяли этот кусок толстого алюминия, просто наложили девять бусин и полностью деформировали его из естественной формы. Есть пара хитростей и советов, чтобы этого не произошло.
На длинных соединениях лучше всего прихватить его в как можно большем количестве мест, а затем сварить различные участки соединения, чтобы предотвратить эту деформацию.
Однако между сваркой стали и алюминия есть некоторые важные различия в безопасности.
Самая большая разница — это оттенок вашего шлема. Если у вас есть регулируемый шлем, подобный этому, вы можете просто затемнить его прямо сбоку, и число, которое вы ищете, будет 11 или 12, и это потому, что дуга на алюминии немного ярче, чем когда вы свариваете сталь. Еще одна проблема связана с температурой. Посмотрите на алюминий, он не меняет цвет, как сталь. Будь то комнатная температура или 1000 градусов, она всегда выглядит одинаково. Так что вам просто нужно быть осторожным, особенно если вы просто тренируетесь в своей мастерской с кучей разных кусков стали, у вас есть очень горячий кусок алюминия, и вы даже не понимаете этого.
Теперь сварка алюминия не заканчивается сваркой MIG. Есть еще несколько способов сделать это.
Сегодня мы подробно рассмотрим алюминий, различные свойства сплава, как с ним работать и как его сваривать.
И мы только что рассмотрели один из самых простых способов сделать это с помощью шпульного пистолета, прикрепленного к сварочному аппарату MIG. Но если вы имеете дело с очень тонким материалом, как вот этот кусок алюминия, проще и лучше использовать сварочный аппарат TIG. Теперь причина этого связана с контролем. См. [с] сварочным аппаратом TIG и ножным управлением, у вас есть полный контроль над выходной мощностью сварочных аппаратов во время сварки. Теперь это означает, что если вы заметите, что ваш сварной шов становится слишком горячим, вы можете уменьшить его и предотвратить прожог.
В последнее время сварка TIG сильно изменилась; старым резервом была машина прямоугольной формы, но новая серия Millers Dynasty полностью изменила то, как мы свариваем алюминий TIG, и она начинается прямо с горелки с материалом, который мы используем в нем.
Видите ли, старым стандартом для алюминия был 100% чистый вольфрам, который вы загружали в горелку, а затем скручивали его конец. Это дало бы вам очень толстую дугу при сварке. Станок Миллера использует 2% тория, тот же вольфрам, который мы используем для стали, и вы затачиваете его до острого острия. Это дает вам более точную дугу, которая выходит из этого факела, и, следовательно, больший контроль. Теперь, чтобы немного упростить сварку TIG, можно приобрести одну из этих горелок с гибкой головкой. Это означает, что вы можете отрегулировать горелку так, чтобы она подходила для труднодоступных мест во время сварки, а защитный газ и газ, которые мы используем, такие же, как и при сварке MIG: чистый аргон.
Подготовка поверхности такая же, как и при сварке MIG.
Сначала механическое удаление оксидной поверхности, а затем ее очистка. Присадочный материал доступен в различных сплавах и размерах, как и проволока MIG, которую мы рассматривали ранее. Затем мы затачиваем вольфрам на специальном шлифовальном камне, чтобы предотвратить загрязнение нашего вольфрама.
Не буду тебе врать. Сварка TIG — это очень сложный навык.
Все, что нужно, это время и много практики. И я, конечно же, не могу сейчас охватить здесь все, чтобы сделать вас экспертом по сварке алюминия методом TIG. Но вот пара советов и уловок, чтобы сделать это намного проще.
Номер 1: Комфорт
Приобретите табуретку, чтобы сидеть на ней. В основном это похоже на игру на барабанах. У тебя две руки и одна нога. Поэтому вам нужно занять удобное рабочее положение.
Номер 2
Несмотря на то, что эти присадочные стержни поставляются такой длины, не работайте с ними такой длины. Он очень длинный и упругий. Идите вперед и обрежьте их до полезной ссылки, чтобы ее было легко контролировать в руке.
Теперь перчатки для сварки TIG отличаются от перчаток для сварки MIG.
У них очень тонкая кожа, так что вы все чувствуете в руке. Просто наденьте их, и на них только один слой овечьей шкуры, так что вы можете почувствовать этот наполнитель между пальцами. И даже если нет брызг, как при сварке MIG, не думайте, что вы сможете обойтись без одежды с длинными рукавами. Ультрафиолетовое излучение сварочного аппарата TIG мгновенно сожжет вашу кожу.
Последний совет, который я вам дал, касается вашего шлема.
Внутри этого шлема у меня есть так называемая увеличительная линза. По сути, если вы наденете этот шлем, вы ничего не увидите, пока не подойдете очень близко. Это как набор очков для чтения. Когда вы доберетесь до сварки TIG, вы сможете увидеть форму лужи и сможете ее расплавить.
Теперь во время сварки необходимо держать присадочный стержень как можно ближе к газовому облаку.
Вы будете держать горелку почти вертикально и плавить алюминий. Вставляем удочку в растаявшую лужу, отводим назад и двигаемся вниз. Вы захотите держать этот конец наполнительного стержня внутри этого газового облака, иначе он может быть загрязнен. Звучит довольно сложно, и это действительно так. Все, что вы можете сделать, это практиковаться, практиковаться, практиковаться, и вы можете стать только лучше.
Как, я уверен, большинство из вас уже поняли, работа с алюминием аналогична работе со сталью, есть лишь некоторые тонкие отличия.
И как только вы привыкнете к этим различиям, вы обнаружите множество применений алюминия на своей установке. Вы можете построить свой собственный алюминиевый топливный элемент нестандартного размера. Вы можете модифицировать алюминиевый радиатор, чтобы он соответствовал вашему проекту, или даже создать 100% индивидуальную алюминиевую приборную панель.
Когда дело доходит до отделки алюминиевых сварных швов, есть еще несколько тонких отличий.
Шлифовальный камень, как этот, предназначенный для мягкой стали, нельзя использовать для сварки алюминия. Он будет собираться с основным материалом по мере измельчения, и это становится проблемой безопасности. Колесо может разбалансироваться и разорваться. Вам нужно найти специальный шлифовальный камень для алюминия, такой как этот, предназначенный для цветных металлов. Вы можете приобрести их в большинстве магазинов сварочных материалов или даже в Интернете в таких местах, как Industrial Depo. То же самое и с флоп-колесами. Вы хотите получить специальные алюминиевые флоп-колеса, чтобы они тоже не складывались.
Есть также некоторые важные отличия в безопасности.
Носите не только защитные очки, но и респиратор для защиты от пыли. Алюминиевая пыль связана с некоторыми неврологическими расстройствами.
Когда вы посмотрите на все преимущества использования алюминия, вы удивитесь, почему вы не использовали его в своей установке все время.
Он достаточно прочный, чтобы его можно было использовать в качестве защитной пластины, и в то же время достаточно легкий, чтобы его можно было очень легко снять и изолировать. Он устойчив к коррозии, поэтому использование его для панели кузова означает, что вам не обязательно его красить.
Но лучше всего то, что если вы использовали его для чисто косметических целей, например, полностью алюминиевую приборную панель, вы можете отполировать его почти до зеркального блеска.
Для этого вам нужен специальный набор для полировки, потому что вы можете добиться этого только с помощью плоских колес. Теперь наш пришел от Fine Power Tools и включает в себя все, что вам нужно: полировальный мотор и все абразивные круги, а также тканевые круги и пасту для придания зеркального блеска.
Мы начнем с полировальной губки Scotch-Brite и средней скорости полировальной машины.
А затем пройдитесь по трем разным тканевым кругам с компаундом, переходя от грубого к тонкому. Теперь это зеркальное завершение. Если взять кусок необработанного алюминия от того к этому, это будет огромным изменением. Представьте, что вы делаете это со всем корпусом вашего багги, и, что более важно, это не заняло так много времени. Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
Хотя я определенно думаю, что сегодня мы охватили большую часть области сварки алюминия, мы показали вам, что вам не обязательно тратить тысячи долларов.
Вы можете просто модифицировать свой маленький сварочный аппарат, который вы купили за пару сотен долларов, но вдобавок мы также показали вам суперсовременную технологию и то, как Миллер меняет способ сварки алюминия, и плюс как вывести этот лак для шоумена. Так что поверьте мне, в следующий раз, когда вы будете пытаться придумать деталь для своего багги, не хватайтесь за кусок стали. Посмотрите на все различные типы алюминия, которые вы можете использовать. В итоге вы получите симпатичную поездку.
Сегодня предлагаю поговорить немного о строительстве, а именно о фундаменте. НЕ так давно мой друг задумал строительство деревянного дома. А как известно первым делом нужно делать фундамент. На винтовых сваях он решил не делать, причин этому масса сейчас не об этом, а решил залить ленточный фундамент, в него прокладывают арматуру (специальный каркас) который увеличивает прочность конструкции. НО вот встал такой вопрос — этот каркас из арматуры нужно сварить, или можно просто связать проволокой? Как правильнее и что говорит СНИП, предлагаю сегодня подумать …
ОГЛАВЛЕНИЕ СТАТЬИ
Варить арматуру
Вязка арматуры
ИТОГ
Лично я помню в своей молодости, что каркас для фундамента из толстой арматуры сваривался, делалось это при строительстве родительского дома. Отец у меня был строитель. НО должность он у меня занимал высокую и поэтому сварить у себя на стройке, а затем привезти до нужного участка на грузовой машине проблем особых не было. Что не доступно для обычного рядового строителя, который делает все своими руками. Так все же вязать или варить? Предлагаю предметно поговорить о каждом методе.
Варить арматуру
Нужно отметить, что за этот способ будет немало голосов. Действительно на больших стройках когда ставят много этажные дома, арматуру сваривают. Взять даже сейчас монолитное строительство – когда варят каркас из толстых прутьев, а затем заливают его по форме в бетон.
Получается очень прочная конструкция, ведь нагрузки в многоэтажках очень существенные. Однако и арматура тут совершенно другая, толстая и специальная, например таких марок как — А400С, А500С либо АIII. Толстая я имею в виду от 3 — 5 см в диаметре. Причем к ней приваривают прутья меньшего диаметра, главное в местах не должно быть перегревов и «прожогов», такие работы выполняются квалифицированными сварщиками.
НО это многоэтажные дома! А что же с «малоэтажками» или с частными домами, где не требуется таких мощных прутьев?
Вязка арматуры
Тут конечно используют метод вязки. Ведь он не запрещен и поэтому имеет место быть. Я даже отмечу, что в некоторых случаях такой метод будет наиболее правильный. Все по порядку:
1) Если вы используете материал, не предназначенный для сварки, например — 25Г2С, 35ГС. Нужно заранее уточнять перед покупкой.
2) Если у вас малый диаметр прутьев, например от 5 до 10 мм в диаметре. При неправильной сварке их можно просто пережечь, и тогда каркас не укрепиться, а наоборот ослабнет.
3) Если используете для небольших частных домов, например деревянных, каркасных или ЛСТК. Для них достаточно вязки, нагрузка не такая большая.
4) Опять же если у вас нет электричества на участке, а привезти уже готовый каркас достаточно накладно. Можно самому сделать вязку из прутьев на своем участке, при помощи не хитрых приспособлений. Вот видео.
5) Многие думают, что у связанного фундамента прочность в разы ниже, это не так! Ведь вы все заливаете бетоном, да в некоторых местах могут быть слабые места, но не на столько. Поэтому рекомендуется делать каркас в шахматном порядке, соединения должны чередоваться, а не обрываться в одном месте.
6) Сейчас для вязания используется специальная проволока, а иногда специальные пластиковые стяжки (похожие на компьютерные). Которые достаточно прочно держат прутья друг с другом.
7) При таком методе для дома в 200 квадратных метров, можно собрать конструкцию за один день одному. Особенно если используете пластиковые стяжки для вязки.
Как видите применение вязки также обосновано.
ИТОГ
Если подвести сухой итог, то вот то получается. Об этом нам говорит и СНИП. При строительстве высоконагруженных сооружений типа многоэтажных домов (от 4 этажей), а также больших знаний, каркасы однозначно свариваются из специальных сортов арматуры, причем диаметр прута должен начинаться от 3 см и выполняться квалифицированными специалистами, во избежание пережога мест соприкосновения.
Для частного – малоэтажного дома (до 3 этажей), возможно применять метод скрутки или вязки арматуры. Нет особого смысла использования прутьев с большим диаметром, а поэтому при сварке большая вероятность их прожигания, поэтому используется — метод вязки. Нет высокой нагрузки, а поэтому такая конструкция вполне достаточна. Также большим плюсом является то, что при таком методе всю работу можно сделать самому (буквально за один день), без найма специальных рабочих – сварщиков.
Так что вяжите арматуру не бойтесь, эта конструкция — прочная, особенно если вы ставите обычный деревянный дом, сруб или «каркасник».
На этом все, читайте наш строительный блог.
Почему нельзя варить арматуру?
Строительство жилых и производственных помещений предполагает соблюдение ряда технологий, так как от этого зависит надежность и прочность здания. Для укрепления фундамента обязательно используется стальная арматура. И это не просто прихоть. Она делает конструкцию устойчивой к деформации, укрепляет каркас. Вот только ее устойчивость зависит от типа крепления элементов. Существует 2 типа соединения прутьев – сварка и вязка.
Многие эксперты уверены, что единственным и правильным вариантом является вязка, а сварка категорически запрещена. Как в действительности обстоит с этим дело и правда ли, что сварка – гибель для арматуры?
При армировании любых конструкций производится оценка прочности будущего каркаса. Иногда при небольшой площади не нецелесообразно обеспечивать надежное крепление. В таких ситуациях вполне уместно варить арматуру.
Также подходит этот способ для укрепления здания высотой до 4-х этажей, если диаметр прута достигает 3-5 см. Использование большого количества легирующих элементов тоже допускает применение дуговой сварки.
Качество швов после сварочных работ должно быть на высоком уровне. Готовая конструкция, выполненная грамотно, обладает повышенной прочностью, устойчивостью к ударам, она лишена дефектов и не допускает деформации фундамента.
Почему нельзя варить арматуру?
На это также есть ряд причин.
Главный недостаток такого метода соединения конструкции – большой риск прожигания металла, возникновение проблем с соединением элементов с маленьким сечением. Также для сварки арматуры требуется наличие источника питания и специальное оборудование, а это создает дополнительные трудности и значительно увеличивает стоимость работ с ней.
Почему сварку заменяют вязкой?
На месте стыка при сварке возникает сгорание металла, что негативно сказывается на его свойствах. Детали ослабевают и со временем могут подвергаться коррозии. Поэтому сварка не подходит в следующих случаях:
Использование материала не предназначенного для сварки. Например, низколегированная сталь.
Неустойчивый, непрочный грунт. Усадка фундамента в неустойчивых районах приводит к его разрушению и образованию трещин.
Строение высотой не более, чем в 3 этажа. Для бревенчатого сруба, легких стальных конструкций, каркасных домов используется именно метод вязки арматуры.
Предотвращение дополнительного напряжения в месте стыка.
Для соединения стержней небольших диаметров в каркасе используется стальная проволока. Безусловно, вязка арматуры – кропотливый и трудоемкий труд, занимает времени он гораздо больше, чем сварка. Каждое крепление требует использования отрезка проволоки длиной в 25 см, а сечение зависит от диаметра стержня.
Для связки арматуры достаточно использовать крючок, дрель с соответствующими насадками, вязальный пистолет, пассатижи – инструменты, которые есть у каждого хозяина в доме. Это является огромным преимуществом, ведь для сварки потребуется выложить немалую сумму. Что касается временных затрат, то вязка,
инструменты, материалы, способы и схемы вязания
Содержание статьи
Залогом надежности и долговечности любого здания является фундамент. Даже самые крепкие стены без нормального фундамента будут постепенно разрушаться, а чтобы он был прочным, обычно используют армирование. Но его также нужно правильно соединить, чтобы в итоге получилась прочная конструкция, способная выдержать вес всего здания. Именно поэтому процесс вязания арматуры требует особого внимания и тщательного подхода.
Для создания прочного основания под фундамент можно сваривать отдельные металлические стержни. Но сейчас к этому способу прибегают гораздо реже, чем к вязанию по ряду причин. На первых порах , при самостоятельном строительстве процесс сварки, как правило, невозможен, ведь мало кто знает в совершенстве все тонкости и нюансы этого дела, поэтому гораздо проще перейти к вязанию. Более того, получается еще и намного быстрее. Во-вторых , в местах сварки постепенно могут начать развиваться окислительные процессы, а значит, сварной шов станет не таким прочным, а фундамент потеряет часть своей надежности. При вязке арматуры значительно снижается риск коррозии, что становится еще одним преимуществом этого метода. В-третьих , при сварке, особенно нештатной, нарушается структура металла, что не очень хорошо сказывается на конечном качестве работы. Если арматура вяжется правильно, то фундамент, перемычки и другие железобетонные конструкции будут надежными и долговечными. Но упор здесь нужно делать именно на правильность работы.
Материалы для вязания арматуры
Для вязания арматуры необходимо сначала купить все необходимое. Прежде всего, это само арматура : используются стальные стержни определенного диаметра и длины. Надежность и прочность готового фундамента напрямую зависит от толщины арматуры, а диаметр стержня не должен быть менее 6 мм. По длине в основном все удилища стандартны – от 6 метров. Арматуру лучше приобретать с доставкой: это удобно и позволит сэкономить силы и время, затрачиваемые на возведение фундамента. Также обратите внимание на поверхность арматуры, ведь есть гладкие изделия, а есть стержни с насечками, гребнями, гофром. Последние отличаются лучшим сцеплением с бетоном, поэтому в итоге получается более прочная конструкция.
Металлические стержни соединяются либо проволокой, либо пластмассовыми хомутами. И именно качество этих соединительных элементов напрямую влияет на целостность и прочность.
Проволока для вязания арматуры выбирается круглого сечения и диаметром 1,2-1,4 мм: если взять потоньше, то она не справится с нагрузкой, а если потолще, то будет сложно согнуть. Для этой цели отлично подходит отожженная стальная проволока, которая обычно продается в бухтах. Он легко гнется, быстро принимает нужную форму, но при этом отличается высокой прочностью и долговечностью. Необожженную проволоку для этих целей лучше не использовать, с ней гораздо сложнее работать: ее трудно согнуть, она часто ломается, но при необходимости ее можно превратить в обожженную проволоку. Итак, просто подержите его над открытым огнем, а затем оставьте остывать на воздухе на полчаса.
Для вязания понадобится отрезков проволоки длиной 25-30 см: каждый раз отрезать или откусывать нужный отрезок не очень удобно, поэтому опытные специалисты рекомендуют складывать проволоку несколько раз, соблюдая необходимую для работы длину, а потом просто болгаркой вырезаем точки сгиба. Таким образом, через несколько минут все элементы будут готовы, и вам не придется отвлекаться на постоянную резку.
Сейчас все популярнее пластиковые хомуты Однако многие строители остаются консервативными и не доверяют этому способу крепления. Тем не менее, использование хомутов обеспечивает надежную фиксацию арматуры, но также связано со многими тонкостями. Так, «голый» каркас не выдерживает динамических нагрузок, и при неправильном наступлении на верхние элементы всей конструкции при сборке или неправильном заполнении ее бетоном некоторые крепления могут не выдержать и треснуть. С особой осторожностью нужно будет использовать вибрационное оборудование при уплотнении бетона. Очевидным преимуществом пластиковых хомутов является максимально простой процесс их использования, ведь достаточно просто правильно затянуть хомут в месте соединения двух стержней, а сделать это можно легко и быстро.
Инструменты для вязания арматуры
Конечно, проволоку можно вязать руками, но процесс будет проще, быстрее и эффективнее, если использовать для этого специальные инструменты. Итак, можно использовать крючок : в хозяйственных магазинах их предостаточно, и купить не проблема. Можно найти как самые обычные модели, так и винтовые и полуавтоматические крючки: хотя они и облегчают работу, но все же требуют приложения физической силы, пусть даже не для вращения крючка, а для подергивания инструмента. Многие профессионалы говорят, что магазинные крючки не всегда удобны, они короткие и быстро ржавеют, поэтому советуют изготовить такой инструмент самостоятельно: в итоге можно сэкономить и сделать процесс вязания в будущем более удобным. Для этого может понадобиться кусок гофрированной арматуры, а в ручку можно вмонтировать подшипник, чтобы было удобнее работать. Для этих целей подойдет гвоздь, который можно использовать как насадку для шуруповерта.
Альтернатива крючкам и всем самоделкам — Пистолет для вязания арматуры . Это устройство, которое значительно упрощает и автоматизирует весь процесс и станет просто незаменимым, когда речь идет о масштабном строительстве. Устройство само скручивает проволоку с необходимой силой и в определенной степени за рекордно короткое время — 0,8 с. Кроме того, весят такие устройства немного, поэтому вторая рука может быть свободна, она может держать крепление. В зависимости от диаметра арматуры подбирается конкретная модель пушки, а современный ассортимент позволяет подобрать оборудование под любой диаметр стальных стержней. Из-за высокой стоимости данного агрегата покупать его имеет смысл только крупным строительным компаниям.
В домашних условиях можно создать альтернативу пистолету для вязания арматуры и переделать под это обычную отвертку: дрель не подходит из-за большей скорости вращения. В держатель инструмента вставляется своего рода вязальный крючок, который можно сделать самостоятельно из проволоки сечением 4 мм, толстого обрубленного гвоздя, штучного электрода и т.д. Своими руками ничего делать не надо руки — просто нажмите кнопку и крепко держите инструмент.
Пистолетом вязать арматуру в 5-7 раз быстрее, чем крючком, но и у этого способа есть свои недостатки. Он очень плохо подходит для труднодоступных мест, потребляет больше провода и нуждается в регулярной подзарядке аккумулятора или подключении к электрической сети.
Способы и схемы вязки арматуры
В первую очередь необходимо подготовить все материалы для монтажа, перенести их на место установки, при необходимости выровнять арматуру и под нее подложить пластмассовые хомуты, которые помещаются между арматурой и опалубки и необходимы для того, чтобы отдельные части арматуры не торчали из-под бетона. Теперь можно производить букет. Армирование можно вязать несколькими способами, в зависимости от используемых инструментов и материалов.
Итак, если для вязания пластиковых хомутов используется самозатяжка, то здесь вопросов возникнуть не может в принципе, а главное хорошо их затягивать. Еще проще обстоит дело с пушкой, с которой он все делает буквально за одно мгновение. Наиболее сложным и трудоемким является процесс вязания арматуры проволокой и крючком: используется несколько основных способов и приемов.
На сегодняшний день существует множество вариантов вязания арматуры, которые отличаются тем, где изгибается проволока. В принципе, по надежности и прочности все варианты практически одинаковы, и каждый может выбрать наиболее удобную для себя технику.
Способ №1
Самый простой и распространенный вариант, который включает в себя такую последовательность действий:
сложите проволоку вдвое;
проводим проволоку для армирования, в месте соединения двух стержней;
проденьте крючок в петлю проволоки;
пальцами подтягиваем свободный конец проволоки к крючку и накладываем на него, слегка сгибая;
начинаем вращательные движения крючком, скручивая оба конца проволоки;
через 3-5 витков, когда соединение надежно закрепится, можно достать крючок из петли.
Способ №2
Процесс имеет много общего с предыдущим, но все же немного отличается:
складываем провод пополам и кладем под арматуру, в нужной точке соединения ;
зацепить петлю;
второй конец загибаем через крючок так, чтобы в итоге образовалась О-образная петля;
полученную петлю закручиваем до достижения надежной закрутки, после чего вытаскиваем крючок.
Способ №3
По мнению многих специалистов, именно этот способ самый удобный, так как освобождает одну руку:
проволоку заводим под арматуру;
вставьте крючок в петлю и подденьте им второй конец проволоки;
согните проволоку вниз;
натяните крючок на себя, покрутите несколько раз и готово.
Способ №4
снова складываем проволоку пополам и заводим под арматуру;
аккуратно прижимаем к стержню, а концы загибаем на себя;
вставьте крючок, сделайте несколько оборотов и достаньте крючок.
Этот способ позволяет получить более надежную скрутку. Самые опытные мастера советуют согнуть проволоку перед скруткой, чтобы не делать много оборотов, ведь надежность не повысится, но есть вероятность, что проволока просто порвется. Оптимальное количество оборотов 3-5.
Как видите, все способы очень похожи, и отличаются только нюансами. Если вам необходимо связать арматуру своими руками, то после нескольких попыток вы сможете привыкнуть и подобрать для себя оптимальный вариант. Некоторые мастера говорят, что процесс ручного вязания упрощается, если использовать винтовые крючки, но это вопрос техники и привычки.
В заключение
Вязание арматуры — хоть и не самая простая задача, но, в принципе, вполне посильная даже самому неопытному мастеру. Вам остается только запастись необходимыми инструментами, выбрать подходящий способ вязания и приступать к действиям. Конечно, с помощью пластиковых хомутов проще и дешевле всего, а специальный вязальный пистолет еще быстрее, но это будет стоить немало, поэтому многие до сих пор используют специальный крючок: работать с ним несложно, но при некоторой сноровке прочные соединения получаются.
Теги:Стройметиз
Как вязать арматуру для фундамента
Фундамент должен быть в первую очередь надежной опорой дома. Для того, чтобы быть прочным, одного использования бетона недостаточно. Эта конструкция обязательно армируется. Такой способ устройства позволяет возводить конструкции, способные выдержать как огромную массу стен, так и давление грунта при весеннем взбивании.
Для производства арматурной сетки применяют стальные стержни толщиной от 6 до 32 мм. Они могут быть как гладкими, так и рифлеными. Для того чтобы соединить их в единую конструкцию, в основном используют два метода: сварку и вязку. В промышленном строительстве чаще всего используется первый, так как сетка поставляется в готовом виде с завода, где сделать такую конструкцию проще.
В частном домовладении и при строительстве небольших сооружений такой способ соединения можно считать нецелесообразным, так как для быстрого изготовления сетки на месте требуется немало сварщиков. Поэтому в таких случаях обычно используют второй способ (вязание). Далее рассмотрим, как вязать арматуру.
Использовать этот метод также лучше, поскольку сварка ослабляет конструкцию. Кроме того, в стыках в дальнейшем может появиться ржавчина, что также сделает арматурный каркас не очень надежным, а это непременно скажется на долговечности фундамента и здания в целом. Итак, как вязать арматуру под фундамент?
В первую очередь необходимо подготовить сами прутья, а также проволоку. Последний обычно имеет диаметр 0,8-1,2 мм. Его разрезают на куски длиной около одного-двух метров. Сколько ответов на вопрос «как вязать арматуру». Самый простой способ – установка с помощью пассатижей. При этом проволока складывается пополам, проходит через соединенные стержни и связывается. Далее лишние концы обрезаются кусачками.
Часто при самостоятельном конструировании мастера задаются вопросом, как связать арматуру крючком. Это еще один довольно распространенный метод, при котором используются не пассатижи, а специальное приспособление, которое можно приобрести как в магазине, так и сделать самостоятельно из проволоки. Этот инструмент представляет собой крючок, которым складывается петля из вязаной проволоки вдвое. Его концы также наматывают на крючок после того, как они предварительно были пропущены через шатуны.
Так что «как связать арматуру крючком» — дело нехитрое. В обоих случаях проволока затягивается закручиванием крючка. Заводские модели оснащены специальной ручкой, облегчающей этот процесс. Вместо этого вы также можете использовать отвертку. Крюк просто вставляется в гнездо вместо винта. Используя ручное вязание, можно получить очень гибкие и эластичные конструкции. К их недостаткам относится возможность смещения узлов в процессе заливки фундамента.
Системный подход проектирования и управления валковым хозяйством сортовых прокатных станов Текст научной статьи по специальности «Механика и машиностроение»
УДК 621.771.2.07+621.771.2.06-52
СИСТЕМНЫЙ ПОДХОД ПРОЕКТИРОВАНИЯ И УПРАВЛЕНИЯ ВАЛКОВЫМ ХОЗЯЙСТВОМ СОРТОВЫХ ПРОКАТНЫХ СТАНОВ
Ф.С. Дубинский, А.В. Выдрин, И.Н. Черных
THE SYSTEM APPROACH IN DESIGNING AND MANAGEMENT OF ROLL STOCK OF SECTION MILLS
F.S. Dubinsky, A.V. Vydrin, I.N. Chernykh
Представлена постановка задачи на разработку системного подхода проектирования и управления валковым хозяйством сортовых прокатных станов. Показана схема автоматизированной системы формирования и управления валковым хозяйством прокатного стана. Представлена статистическая зависимость для определения износа валков сортового стана. Разработан способ подготовки к эксплуатации калиброванных валков. Представлены валковые потоки на типовом прокатном стане. Дана структура электронного паспорта валка. Разработана методика расчёта числа валков сортового стана.
Ключевые слова: сортовой стан, валки, валковое хозяйство, системный подход, автоматизированная система, износ валков, средняя стойкость, размещение калибров, валковые потоки, электронный паспорт валка, количество валков, расчёт парка валков.
The paper presents a statement of the problem of working out a system approach to designing and management of roll stock of section mills. A block diagram of the automated system of formation and management of roll stock of a rolling mill is shown. A statistical dependence for determination the wear of section mill rolls is presented. A method of preparation of grooved rolls for service is developed. Roll flows on a typical rolling mill are presented. The structure of the electronic passport of a roll is given. A method of calculation of the quantity of rolls for a section mill is developed.
Keywords: section mill, rolls, roll stock, system approach, automated system, wear of rolls, average roll life, placing of grooves, roll flows, electronic passport of a roll, quantity of rolls, roll stock calculation.
Повышение производительности прокатных станов зависит не только от качества изготовления и служебных свойств валков и технологии прокатки, но и от организации и управления парком валков прокатного стана.
Для сортовых станов, имеющих сложный и широкий сортамент, целесообразно использовать системный подход к проектированию и управлению парком валков в соответствии с формированием и календарным распределением портфеля заказов и системы оперативного управления производством.
Комплекс работ, проводимых на кафедре ОМД по исследованию и разработке валков, позволяет использовать системный подход для формирования и управления валковым хозяйством прокатного стана.
Типовые валковые потоки в системе сортопрокатный стан — вальцетокарный цех показаны на рис. 1.
Разработаны технологические основы автоматизированных систем, позволяющих отслеживать валковые потоки на стане, текущее состояние инструмента, вести валковую и другую технологическую документацию, проектировать валковое хо-
зяйство в соответствии с текущим и перспективным состоянием производства.
На рис. 2 показана схема предлагаемой автоматизированной системы формирования и управления валковым хозяйством прокатного стана.
Система проектирования и управления валковым хозяйством предусматривает формирование текущих характеристик всех валков стана, регистрацию их движения в технологическом процессе, при ремонтах, хранении и т. п., подготовку информации, характеризующую использование парка валков стана и выработку рекомендаций.
Разработаны необходимые входные документы, обеспечивающие работу системы, и места их ввода в систему в маршрутных потоках. Входная информация с заданной периодичностью и по технологической целесообразности вносится в память системы. Разработаны структуры массивов информации системы и определен порядок их формирования и работы.
Выходная документация системы обеспечивает необходимую информативность систем автоматизации на стане и персонала, обеспечивающего успешное функционирование и контроль валковых потоков прокатного стана. Система обеспечивает
Рис. 1. Валковые потоки на стане
Рис. 2. Схема автоматизированной системы проектирования и управления валкового хозяйства прокатного стана
информацию обо всех валках стана на разных стадиях их использования, а также по отдельным группам валков для различных профилей проката, групп клетей и т. п., а также по их использованию в технологическом процессе прокатки и подготовке к работе.
Информация о состоянии валков и рекомен-
дации по их использованию выдается по мере наступления события, по требованию пользователя или с заданной периодичностью. Набор информации в сообщениях обширен и зависит от запроса.
Износ валков влияет на настройку стана, качество поверхности и геометрию прокатываемых изделий, а также является определяющим при уче-
те работы и планировании парка валков стана. Наличие объективных моделей износа валков является важным элементом работы системы.
Накоплен большой статистический материал по исследованию износа валков на различных прокатных станах, в том числе сорто- и трубопрокатных.
С использованием методов статистической обработки результатов экспериментального и теоретического исследования получен ряд статистических зависимостей для определения износа валков в зависимости от количества и свойств прокатанного в калибре металла, материала и твердости поверхности валка и других условий процесса прокатки. С помощью разработанных моделей износа, с учетом его максимальных значений могут быть построены для разных станов графики средней стойкости во времени, которые используются для планирования переходов-перевалок на клетях стана.
Для повышения износостойкости валков разработан способ подготовки к эксплуатации калиброванных валков, технология и оборудование для увеличения контактной прочности валков путем его фрикционно-упрочняющей обработки. Валки, подготовленные по новой технологии, имеют износ в 2-3 раза меньше по сравнению с обычной технологией.
Разработаны методы проектирования размещения калибров на валках клетей сортового стана. Суть метода состоит в том, что размещение на валках калибров, размеры которых меняются в зависимости от сортамента, ведут не по принципу восстановления калибров с уменьшением начального диаметра валка, а переточкой их на ближайший больший типоразмер однотипных и разнотипных профилей. Новый способ размещения калибров позволяет существенно увеличить съем прокатываемого металла с одной пары валков.
Разработана группа критериев экономического, технологического и организационного плана для обеспечения работы системы.
Для успешного функционирования системы оперативного учета и управления валковым хозяйством необходимо ее техническое обеспечение в виде организации автоматизированных рабочих мест персонала, непосредственно связанного с организацией валкового хозяйства на стане. Предусмотрен сервер и другое оборудование (мар-
шрутизаторы, средства коммуникации и др.) для хранения и накопления информации, обмена данными, связи с автоматизированной системой управления предприятием АСУП и технологическим процессом АСУТП.
На рис. 3. показана информационная структура электронного паспорта валка, который ведется системой от момента поступления нового валка на стан до его списания.
Информация, описывающая валок, включает постоянную информацию (материал, габаритные размеры, химический состав и другие данные поставщика) и изменяющиеся во время работы валка данные.
Расчет необходимого парка валков, обеспечивающего выполнение заданного плана выпуска проката, является одной из задач подготовки производства в любом прокатном цехе. Рациональное решение ее позволяет уменьшить общее число валков, используемых в цехе, сократить простои стана во время перевалок.
Разработана методика определения количества валков при различных вариантах размещения калибров.
Для расчета числа валков с однотипными калибрами в одной клети прокатного стана предлагается следующая зависимость:
«в„ = . (1)
Япк пп
где Q — объем производства проката на планируемый период, т; д — износостойкость калибра (количество проката между переточками), т; пп -число переточек одного валка за время его работы; пк — число калибров на валках клети; к — количество валков в клети (к = 2 — для клетей дуо; к = 3 или к = 4 — для клетей трио или клетей с многовалковыми калибрами).
При размещении на валках разных калибров для прокатки различных профилей выражение (1) имеет вид
N
к Е Q
— 1
ш
пп Е 9/Пс ,
1
(2)
Паспорт Номер, тип Учётная
изготовителя валка информация
Переточка Прокатка Наплавка Доп. операции
Номер валка
номер операции
Технология
операции
Номер
валка
Очередь
операций
Задание на обработку
Номер валка
номер операции
Результат
исполнения
Состояние
валка:
Диаметр
Профиль
Дефекты
Твёрдость
Рис. 3. Информационная структура электронного паспорта валка
где N — количество профилей проката, т; Nk — количество калибров разного типа на валках.
Количество переточек валков задается из практических данных или определяется из выражения
Dmax — Dmin /о \
пп =——————————————, (3)
С
где Dmax и Dmin — максимальный и минимальный
max min
диаметр валка, мм; с — толщина снимаемого слоя металла при одной переточке, мм.
Общее количество валков на всем стане определяется суммой числа валков по клетям с учетом универсальности калибровки.
Максимальный износ калибра определяется с использованных моделей износа в зависимости от требования точности проката и материала валка.
Разработанная методика апробирована для расчета парка валков на типовом непрерывном мелкосортном стане 250 и показала хорошую сходимость с практическими данными.
Применение системы проектирования и контроля работы валков позволит обеспечить четкую организацию ведения валкового хозяйства, улучшить показатели использования валков и, в конечном счете, обеспечить улучшение качества проката и повышение производительности стана.
Поступила в редакцию 28 февраля 2012 г
2.1.2 Выбор типа прокатного стана. Планирование и организация работы цеха ТЭСЦ №5
Автоматическая система регулирования скорости электропривода рабочих валков реверсивного стана горячей прокатки
2. Расчёт мощности главного привода прокатного стана
…
Выбор агрегата и оборудования основных технологических линий обжимного стана
3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана
В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1500 мм. В качестве исходного материала для прокатки блюмов принимаем слиток Л7, отливаемый в изложницы; размеры сечения слитка 1144 х 559…
История возникновения прокатного стана
1. История возникновения прокатного стана
Историческая справка. Время и место появления первого прокатного стана неизвестны. Бесспорно, что раньше прокатчики железа применяли прокатку цветных металлов — свинца, олова, меди, монетных сплавов и др…
История возникновения прокатного стана
3. Краткая характеристика прокатного стана
Краткая характеристика основных станов для горячей прокатки стали Тип стана Сортамент проката Производительность, тыс. т/год Общая мощность главных приводов, квт Масса оборудования…
История возникновения прокатного стана
12. Вспомогательное оборудование прокатного стана
Вспомогательное оборудование прокатного стана предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства). ..
История возникновения прокатного стана
15. Автоматика прокатного стана
Автоматика крупных прокатных станов состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса…
Литейные свойства сплавов. Прокатный стан. Физические основы сварки
3. Схема прокатного стана, его работа, классификация прокатных станов по устройству, назначению и взаимному расположению рабочих клетей
Прокатный стан, машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат)…
Формовочный стан предназначен для формовки рулонной стали в трубную заготовку. Стан состоит из клетей открытого и закрытого типа и вертикальных валков. Формовка осуществляется при прямолинейной нижней образующей. Табл. 3.1…
Проектирование настенного поворотного крана по заданной схеме
2.1.1 Выбор типа конвейера и типа настила
Тип конвейера и тип настила выбирается в соответствии с ГОСТ22281-92. Настил применяется трех типов: — легкий — при насыпной плотности транспортируемого груза с < 1т/м3; — средний — при с = 1-2 т/м3; — тяжелый — при с > 2 т/м3…
Прокатное и кузнечнопрессовое производство
1. Основные понятия о технологических процессах прокатного и кузнечнопрессового производства. Структура и элементы технологических процессов прокатного и кузнечнопрессового. Классификация технологических процессов. Оборудование. Оснастка. Изделия.
В кузнечно-прессовых цехах установлены гидравлические прессы усилием 4000 тс, имеются участки для термообработки: отпуска, отжига и отделки поковок (обточка, шлифовка). В составе цехов есть кузнечные отделения…
Разработка технологического процесса и определение технико-экономических показателей производства холоднокатаной полосы сечением 1,0 х 1100 мм из стали марки 08Ю
2.
1 Расчет работы прокатного стана во времени
Прокатка на стане включает в себя следующие временные отрезки: t1 — установка рулона на разматыватель t2 — отгиб и подача переднего конца к 1й клети t3 — прокатка на заправочной скорости t4 — разгон стана до рабочей скорости t5 — прокатка на рабочей…
Разработка технологического процесса получения горячекатаного листа
4. Выбор оборудования прокатного стана
…
Разработка технологического процесса получения горячекатаного листа
9. Расчет производительности и технико-экономических показателей работы прокатного стана
Производительность определим по массе годного металла, полученного после его отделки. Расчете производительности определим по всаду, т.е. по массе поступивших на стан слитков…
Разработка технологического процесса прокатки листа
4.1 Выбор прокатного стана
Прокатный стан — это совокупность привода, шестеренной клети, одной или нескольких рабочих клетей…
Расчет калибровки валков для прокатки равнополочной угловой стали №2
3.
Выбор типа стана и его техническая характеристика
Мелкосортный полунепрерывный стан 250 установлен в 1976 г. и эксплуатируется Нижнесергинским металлургическим заводом с очень широким сортаментом профилей при средней производительности 30 т/ч…
Rolling Mill Pattern — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Создание собственных шаблонов прокатных станов + Кеум Бо – Галерея дизайна Danaca
590 долларов 00 $590. 00
Цена за единицу за
Название по умолчанию — 590,00 долларов США
Если все билеты распроданы, свяжитесь с нами по адресу [email protected], чтобы вас добавили в список ожидания.
Травление и вальцование: создание собственных шаблонов прокатного стана + Кеум Бу на протравленной стали Инструктор: Бетт Барнетт 24-26 марта, пятница – воскресенье, три дня, 10:00 – 5:00 Стоимость занятия: 590 долларов США | Ориентировочная стоимость комплекта материалов от $120 до $160 (студентам будет выставлен счет после того, как стоимость комплекта будет окончательно определена)
Формат занятия: в студии Danaca Design
Предварительные требования: Учащимся потребуются базовые навыки работы с металлом — резка, пиление, опиловка, ковка, шлифовка и формовка. Кроме того, учащимся должно быть удобно пользоваться горелкой, будь то бутановая горелка меньшего размера или более сложная двойная газовая или ацетиленово-воздушная горелка.
Хотите узнать, как производить высококачественные пластины для прокатных станов по индивидуальному заказу? На этом трехдневном семинаре вы научитесь травить низкоуглеродистую сталь, чтобы создавать прочные пластины с образцами прокатных станов с великолепным дизайном. Вы узнаете, какие типы резистов лучше всего подходят для создания долговечного травленого рисунка на листах прокатного стана и как управлять процессом электротравления. Во время занятий вы также узнаете, как использовать шаблонные пластины в прокатном стане для достижения наилучших результатов.
Пока мы этим занимаемся, мы также познакомимся с захватывающим миром Кеум Бу на гравированной стали, который включает в себя приклеивание золотой и серебряной фольги к металлу, чтобы подчеркнуть тени и блики гравированного рисунка. Мы будем работать как с золотой, так и с серебряной фольгой и научимся накладывать металлы для создания различных эффектов.
Во время этого веселого и динамичного занятия вы научитесь:
Работа с низкоуглеродистой холоднокатаной сталью. Даже если у вас есть некоторый опыт работы со сталью, вы узнаете новые советы и приемы, которые помогут вам добиться отличных результатов при работе с этим интересным и универсальным альтернативным металлом.
Создание глубоко травленых рисунков для прокатных станов. Мы рассмотрим различные виды резистов, которые позволяют создавать оригинальные узоры на заказ.
Настройте станцию электротравления и следите за процессом травления. Мы будем использовать простую установку для электротравления с батареями типа D, чтобы научить вас создавать успешные рисунки травления и устранять любые препятствия. Вы также узнаете, как использовать выпрямитель в качестве источника питания, который обеспечивает последовательный и контролируемый метод электротравления. Мы расскажем, как работать с выпрямителем и какие типы доступны.
Приклейте фольгу к протравленной стали с помощью техники Keum Boo. После описания процесса травления мы исследуем Кеум Бу как на стали, так и на серебре. Keum Boo — это древняя корейская техника, которая включает в себя соединение золотой и серебряной фольги с металлами с помощью тепла и давления. Мы будем использовать как горелку, так и небольшую настольную печь для эмалирования, чтобы наносить различную металлическую фольгу, создавая слои цвета.
Покройте ваши стальные украшения патиной и герметиком. Мы говорим не только о черном! Вы также научитесь применять различные цвета к своим украшениям. Кроме того, мы рассмотрим различные типы герметиков и их достоинства.
Во время мастер-класса у вас будет возможность изготовить не менее двух моделей прокатного стана. Кроме того, вы сможете создавать ювелирные изделия с узорами из пластин прокатного стана и добавлять Кеум Бу в свою работу.
Студенты ДОЛЖНЫ принести:
(кроме латунной кисточки, эти предметы можно приобрести в магазине студии). листы с образцами для прокатного стана — достаточно для производства как минимум одной или двух деталей по вашему выбору. 18-20 калибр.
Полировочные станки (два любых типа)
Маленькая латунная кисть (Rio Grande)
Основные ручные инструменты — напильники, рама и полотна ювелирной пилы (2/0, 3/0 и 4/0), наждачная бумага или шлифовальные палочки и т. д.
НАБОР материалов Включает:
Два предварительно вырезанных трафарета для использования в качестве резиста для травления. Примечание. Инструктор принесет на выбор несколько трафаретов.
Майларовый трафарет для вырезания индивидуально разработанного резиста для травления
Три листа стали 12 калибра 7” x 2 ½”
Один лист стали 20 калибра 12 x 12 дюймов
Ручка для масляной краски
Две батареи D с дополнительными аксессуарами по мере необходимости
Пластиковый держатель батареи с проводами
Контейнер для травления
Палочки для еды
Медный лист для использования в качестве катода
Маленькая поролоновая кисть для удаления остатков краски
Золотая фольга
Серебряная фольга
Доступ к различным расходным материалам, таким как флюсы, травильные растворы и чистящие средства
Биография инструктора:
С 2013 года Бетт Барнетт посвятила свою работу исследованию и экспериментированию со сталью и золотом. Бетт начала свою ювелирную карьеру в 2010 году и впоследствии училась у покойного Криса Нельсона в его продвинутых мастерских по сплавлению золота со сталью. С тех пор Бетт усовершенствовала дополнительные методы и процессы для стали, в том числе Keum Boo на стали, стальную проволоку, сплавленную с золотом, альтернативные сплавы для сплавления, такие как шибуичи и сякудо, сплавление металлических порошков со сталью, травление стали и сплавление золота с нетрадиционными мягкими сплавами. стальные формы, такие как стальная проволока и перфорированный стальной лист. Бетти в своей текущей работе над Keum Boo посвящает сталь, область, которая практически не исследована западными художниками.
В знак признания ее работы Симпозиум Санта-Фе выбрал Бетт для написания исследовательской работы о ювелирных изделиях из стали. Доклад «Стальные украшения — расширяя горизонты стали с помощью золота» должен был быть представлен на майской конференции, если бы ее не отложили из-за карантина. Бетт также публиковала статьи о ювелирных изделиях из стали и золота в Lapidary Journal: Jewelry Artist.

 Все по теме, коротко, доступно.
Все по теме, коротко, доступно.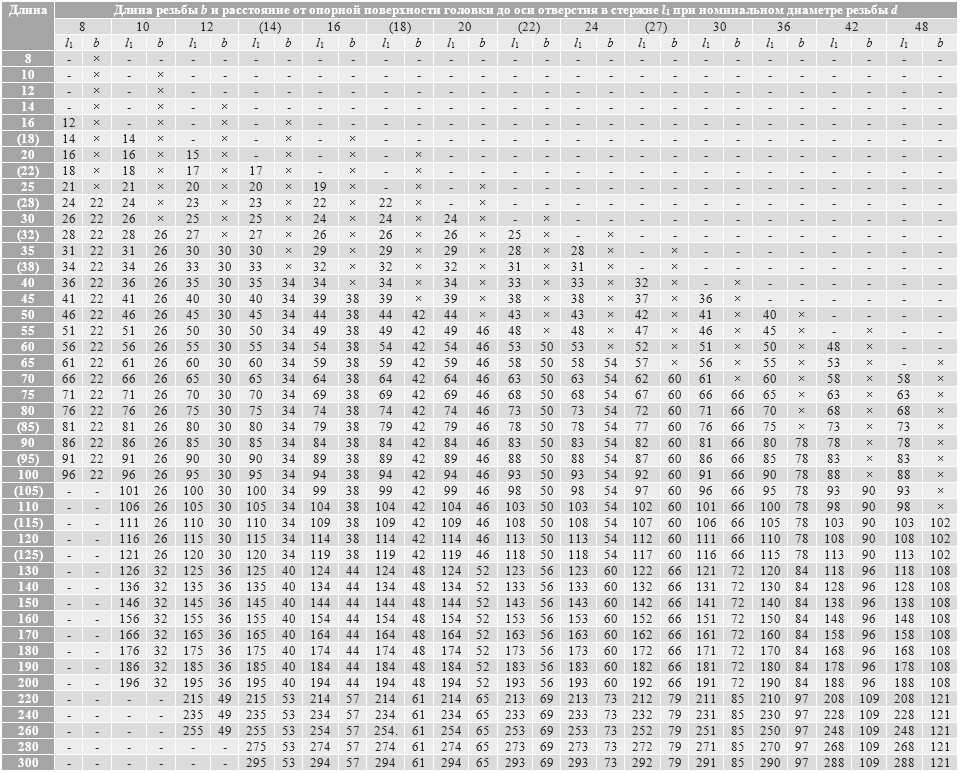 Пользуюсь постоянно, в работе помогает очень. Рекомендую.
Пользуюсь постоянно, в работе помогает очень. Рекомендую.
 Очень было бы здорово.
Очень было бы здорово.
 Как уже сообщалось ранее, мы работаем с несколькими заводами-производителями. На массу влияет материал изготовления (удельная плотность) и точность исполнения изделия.
Как уже сообщалось ранее, мы работаем с несколькими заводами-производителями. На массу влияет материал изготовления (удельная плотность) и точность исполнения изделия.
 Масса изделия может варьироваться в некоторых пределах в зависимости от производителей метизной продукции. Данные по весовым характеристикам получаем из сопроводительных документов наших партнеров. Мы работаем с несколькими заводами-производителями, отсюда и возникла путаница. На данный момент масса саморезов с пресс-шайбой острые и со сверлом пересмотрена в соответствии с данными от основного производителя данной продукции.
Масса изделия может варьироваться в некоторых пределах в зависимости от производителей метизной продукции. Данные по весовым характеристикам получаем из сопроводительных документов наших партнеров. Мы работаем с несколькими заводами-производителями, отсюда и возникла путаница. На данный момент масса саморезов с пресс-шайбой острые и со сверлом пересмотрена в соответствии с данными от основного производителя данной продукции.

 болтов + гаек
болтов + гаек
 61
61
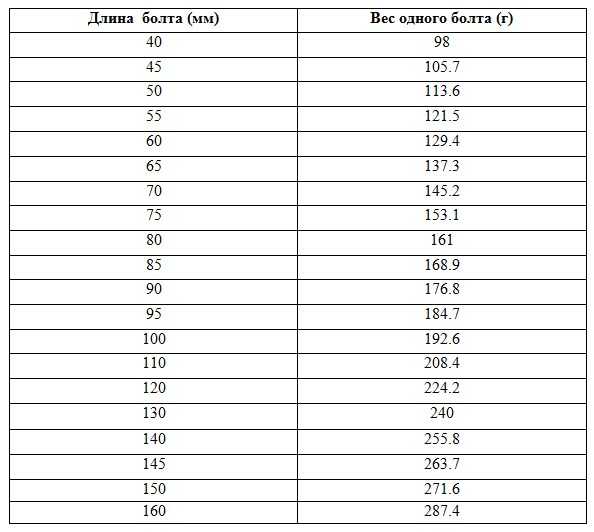 6214 mi
6214 mi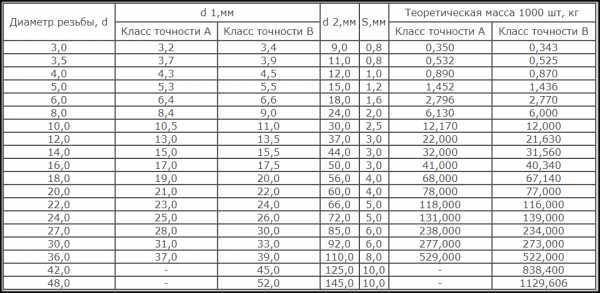 59 km²
59 km²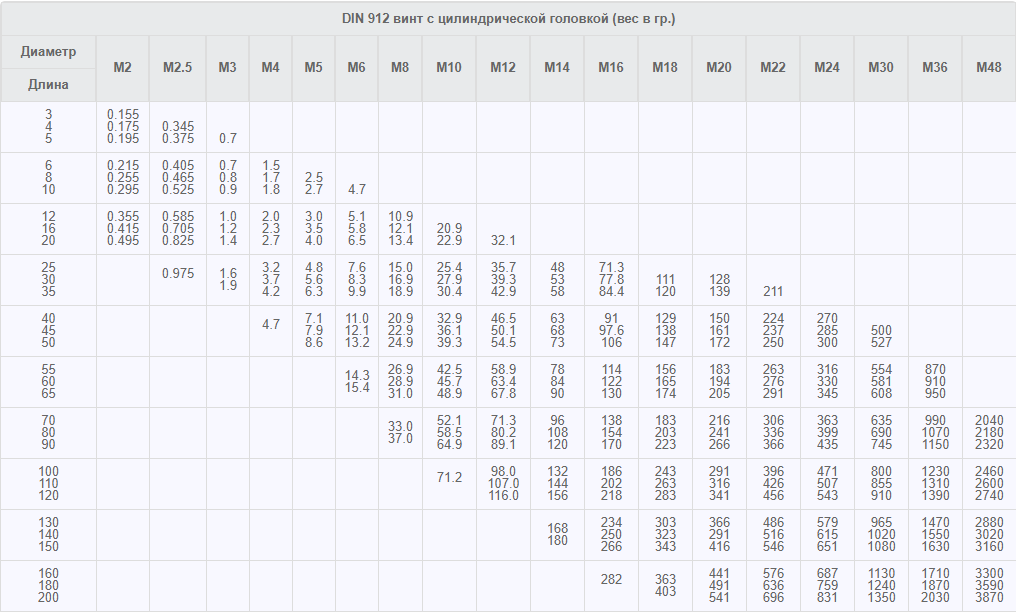 455 кг
455 кг S.I.
S.I. 8
8
 6
6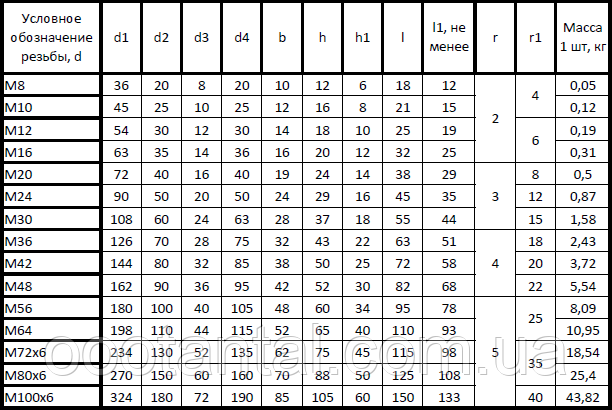

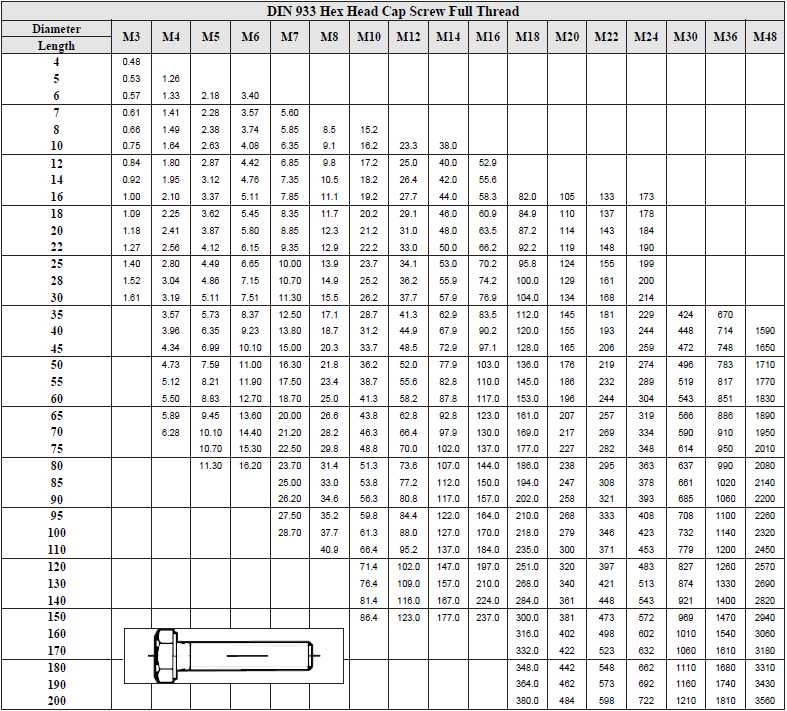
 Такая информация может потребоваться различным специалистам: в первую очередь транспортникам и поставщикам — для них важен обратный пересчет, когда при определенной грузоподъемности автомобиля или другого транспорта требуется подсчитать количество перевозимого крепежа. Для технологов вес одной детали крепежа является величиной, учитываемой при расчете общей массы проектируемого оборудования.
Такая информация может потребоваться различным специалистам: в первую очередь транспортникам и поставщикам — для них важен обратный пересчет, когда при определенной грузоподъемности автомобиля или другого транспорта требуется подсчитать количество перевозимого крепежа. Для технологов вес одной детали крепежа является величиной, учитываемой при расчете общей массы проектируемого оборудования.
 Это тот период, когда гиалуроновая кислота полностью деградирует и элиминирует из организма.
Это тот период, когда гиалуроновая кислота полностью деградирует и элиминирует из организма.
 События.
События. События .Мероприятия.
События .Мероприятия.



 Хорошо обученная и образованная компетентная рабочая сила обеспечивает рентабельность и конкурентоспособность. Это жизненно важно для успеха любой организации.
Хорошо обученная и образованная компетентная рабочая сила обеспечивает рентабельность и конкурентоспособность. Это жизненно важно для успеха любой организации.
 Цель состоит в том, чтобы дать вам краткое представление о сложности проектирования пластиковых компонентов, которые удовлетворяют требованиям по размеру, функциональности и технологичности, а также OPPD — оптимизированному дизайну пластиковых изделий.
Цель состоит в том, чтобы дать вам краткое представление о сложности проектирования пластиковых компонентов, которые удовлетворяют требованиям по размеру, функциональности и технологичности, а также OPPD — оптимизированному дизайну пластиковых изделий. Однако из-за физики процесс проектирования часто бывает сложным.
Однако из-за физики процесс проектирования часто бывает сложным. В настоящее время компьютерные технологии прогнозирования, такие как Autodesk Moldflow, предоставляют подробную информацию.
В настоящее время компьютерные технологии прогнозирования, такие как Autodesk Moldflow, предоставляют подробную информацию. При более низких температурах эжекции полимер имеет более высокий модуль (более жесткий), поэтому он способен замерзать при внутренних напряжениях, которые в противном случае деформировали бы продукт. Конечно, это приведет к увеличению производственных затрат за счет уменьшения выпуска продукции в единицу времени.
При более низких температурах эжекции полимер имеет более высокий модуль (более жесткий), поэтому он способен замерзать при внутренних напряжениях, которые в противном случае деформировали бы продукт. Конечно, это приведет к увеличению производственных затрат за счет уменьшения выпуска продукции в единицу времени.
 В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.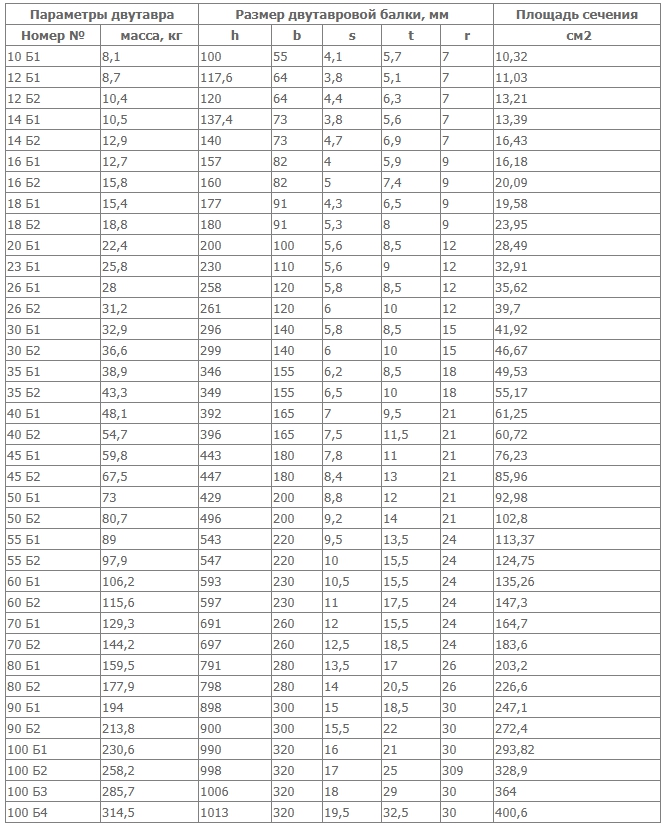

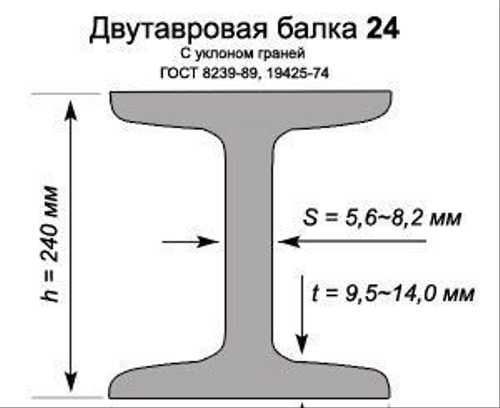 7м,12м
7м,12м 7м,12м
7м,12м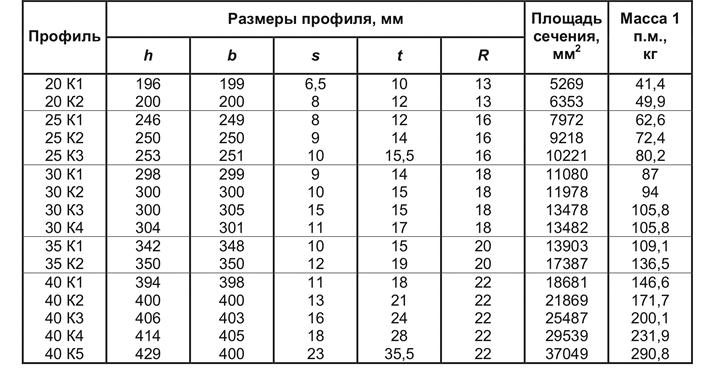 7м,12м
7м,12м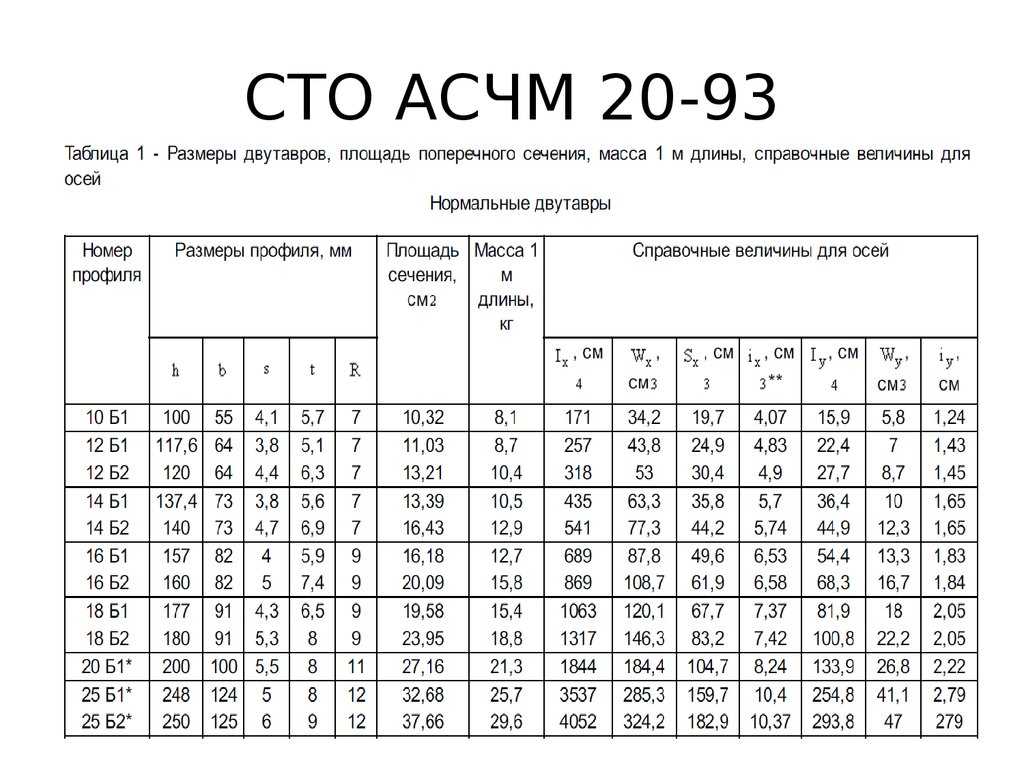 7м,12м
7м,12м
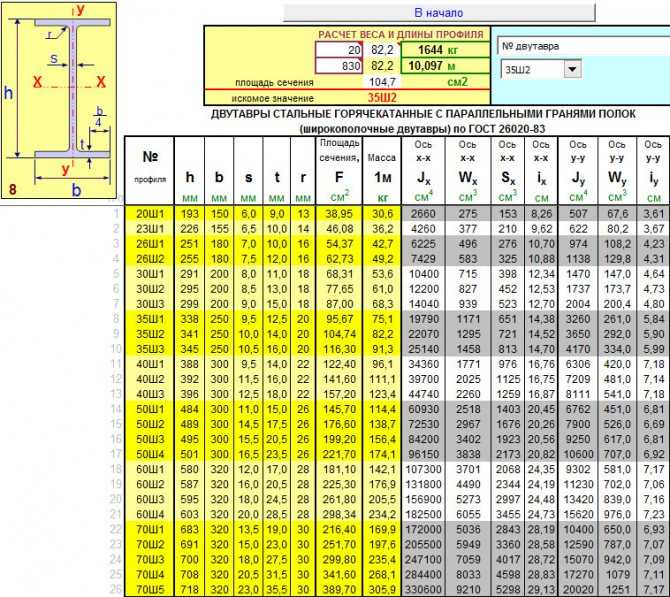
 513
513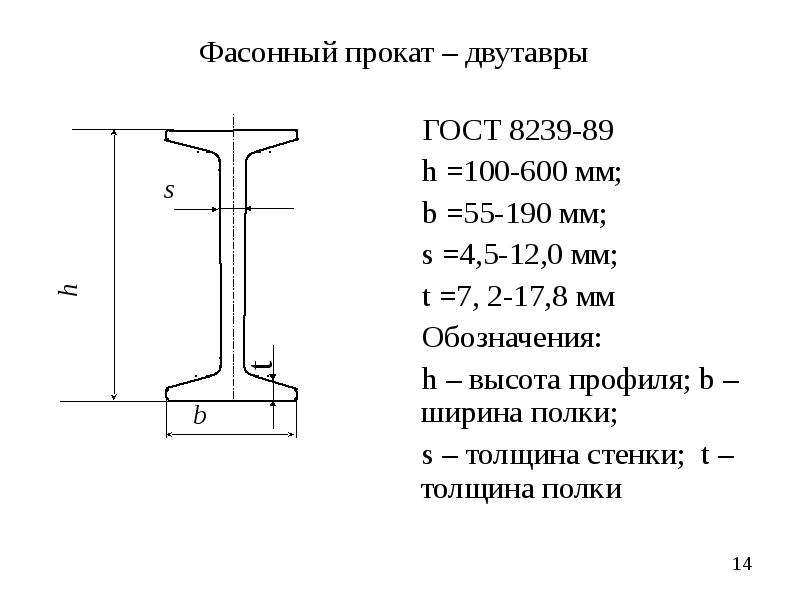 105
105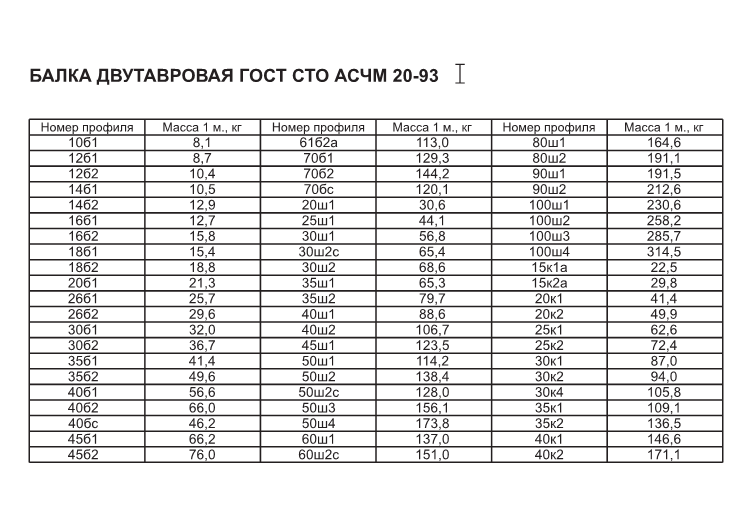 5
5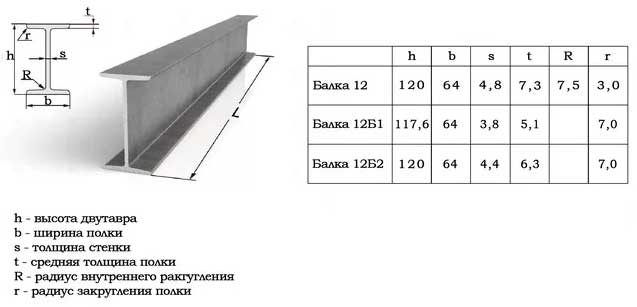 878
878 504
504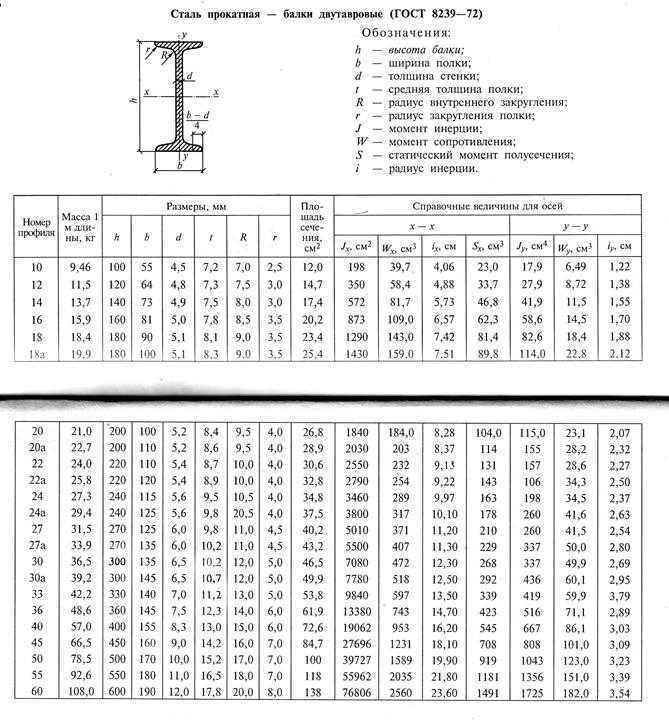 5
5 5
5 1
1 6
6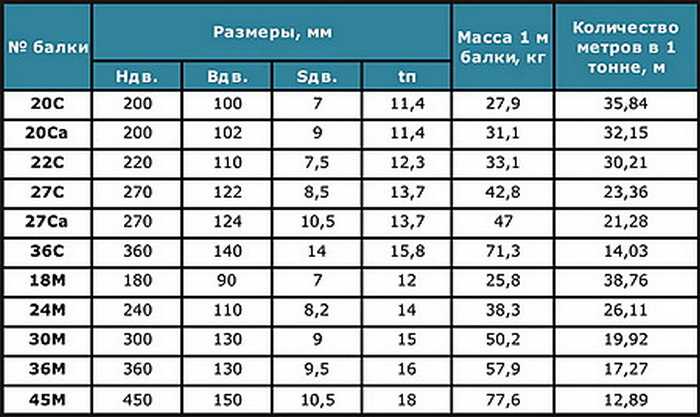 5
5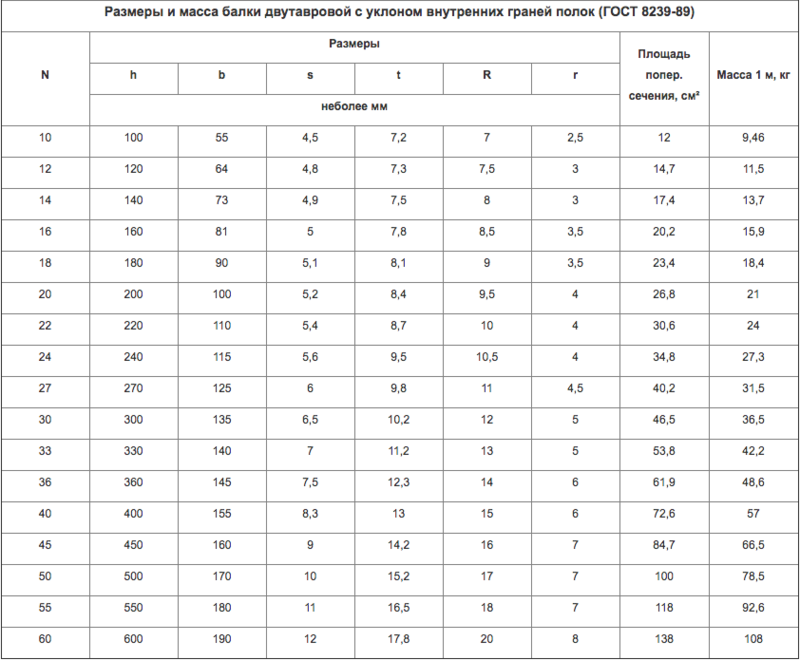 5
5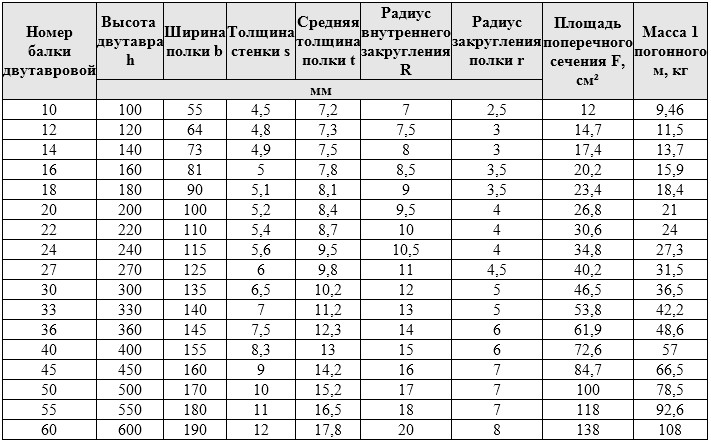
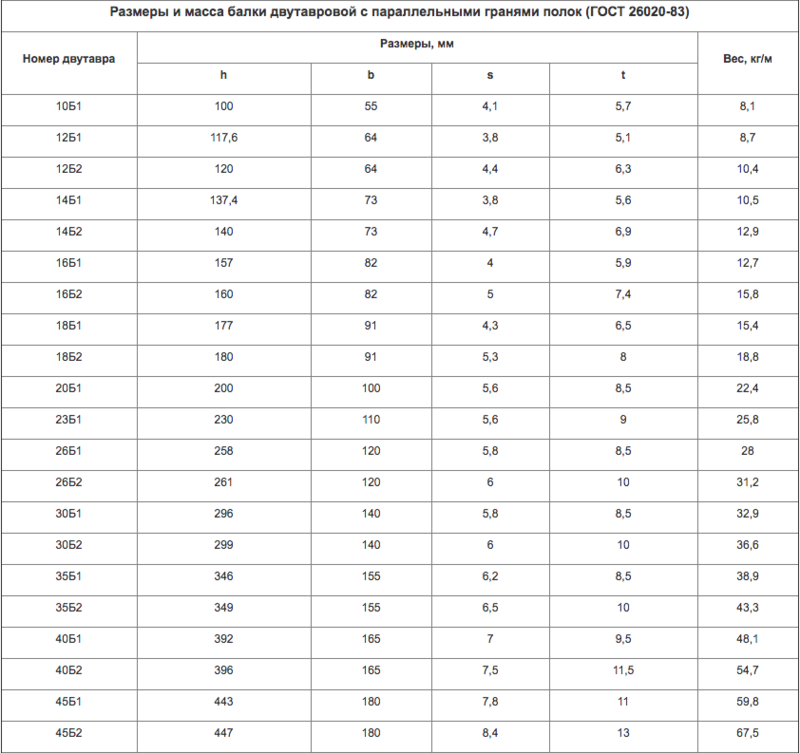
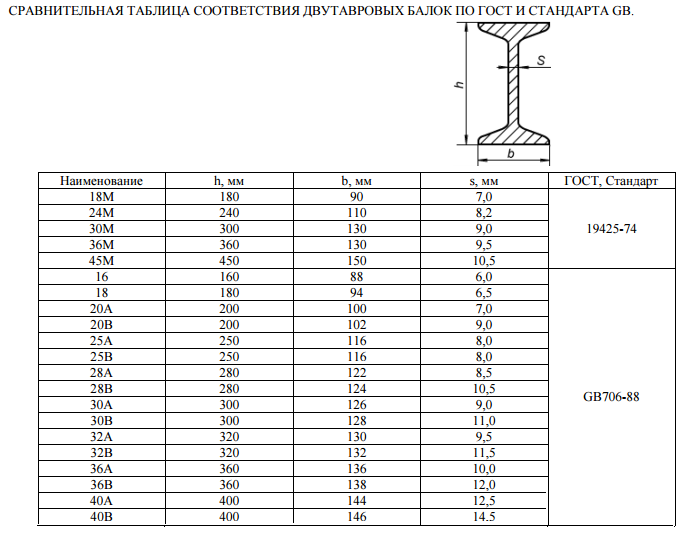


 Химический состав деформируемых латуней (предназначенных для обработки давлением) приведен в таблицах ГОСТа 15527-2004.
Химический состав деформируемых латуней (предназначенных для обработки давлением) приведен в таблицах ГОСТа 15527-2004. Часто эти сплавы востребованы при производстве деталей, к которым предъявляются высокие требования по коррозионной стойкости и антифрикционным характеристикам. Это зубчатые и червячные колеса, седла клапанов, втулки.
Часто эти сплавы востребованы при производстве деталей, к которым предъявляются высокие требования по коррозионной стойкости и антифрикционным характеристикам. Это зубчатые и червячные колеса, седла клапанов, втулки.
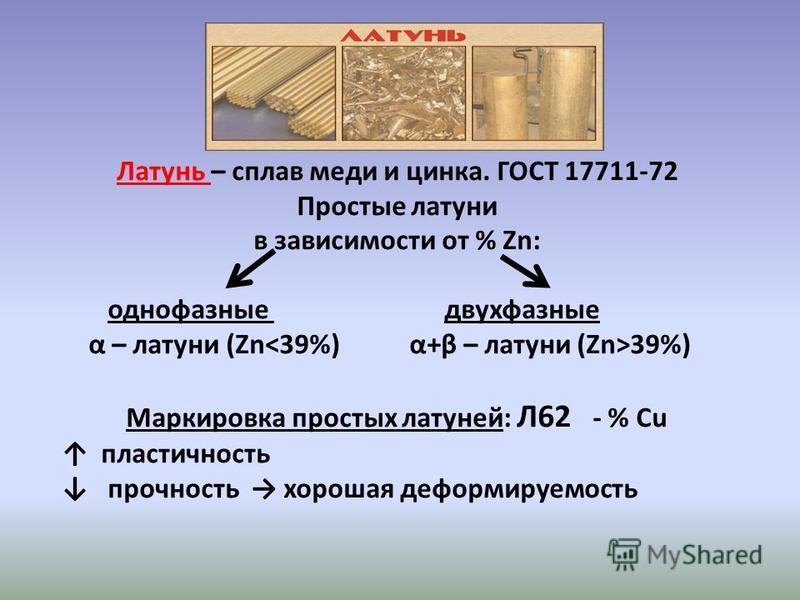 В химическом составе металла самой высокой чистоты содержится 99,9996 % Al. Требования к этому металлу, выпускаемому в виде чушек, слитков, ленты, катанки, определяет ГОСТ 11069-2019. Требования к материалам, предназначенным для изготовления полуфабрикатов способами горячей и холодной деформации – листов, плит, полос, профилей, регламентирует ГОСТ 4784-2019.
В химическом составе металла самой высокой чистоты содержится 99,9996 % Al. Требования к этому металлу, выпускаемому в виде чушек, слитков, ленты, катанки, определяет ГОСТ 11069-2019. Требования к материалам, предназначенным для изготовления полуфабрикатов способами горячей и холодной деформации – листов, плит, полос, профилей, регламентирует ГОСТ 4784-2019.

 Силумины, сочетающие небольшую плотность с хорошими литейными и механическими характеристиками, часто востребованы при изготовлении бытовых приборов, авто- и мотодеталей, функционально-декоративных предметов интерьера.
Силумины, сочетающие небольшую плотность с хорошими литейными и механическими характеристиками, часто востребованы при изготовлении бытовых приборов, авто- и мотодеталей, функционально-декоративных предметов интерьера.


 оттенков, образующаяся на поверхности изделий из меди, бронзы
оттенков, образующаяся на поверхности изделий из меди, бронзы Мы думаем, что наиболее вероятным ответом на эту подсказку будет СПЛАВЫ . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
Мы думаем, что наиболее вероятным ответом на эту подсказку будет СПЛАВЫ . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
 д. Кроссворд
д. Кроссворд Мы нашли более 1 ответов для Бронза и латунь.
Мы нашли более 1 ответов для Бронза и латунь. Д.
Д. д.
д. д.
д.
 09Г2С Тип: труба, Производитель: Северсталь,
09Г2С Тип: труба, Производитель: Северсталь, 8мм
8мм 3 Тип: труба, Производитель: Северсталь, Сечение: круглое
3 Тип: труба, Производитель: Северсталь, Сечение: круглое Сортамент электросварных труб должен соответствовать ГОСТ 10704-91. Технические условия на изготовление труб электросварных должны соответствовать ГОСТ 10705-80 или ГОСТ 20295-85.
Сортамент электросварных труб должен соответствовать ГОСТ 10704-91. Технические условия на изготовление труб электросварных должны соответствовать ГОСТ 10705-80 или ГОСТ 20295-85.
 Как правило такие трубы изготавливают из марок Ст2, Ст3 по ГОСТ 380-88 или Ст10, Ст20 по ГОСТ 1050-88. Выбор марки стали зависит от условий применения и требований по прочности.
Как правило такие трубы изготавливают из марок Ст2, Ст3 по ГОСТ 380-88 или Ст10, Ст20 по ГОСТ 1050-88. Выбор марки стали зависит от условий применения и требований по прочности.
 3 , LB/в 3 )
3 , LB/в 3 )  0010 w l = вес жидкости в трубе на единицу длины трубы (кг, фунт)
0010 w l = вес жидкости в трубе на единицу длины трубы (кг, фунт) 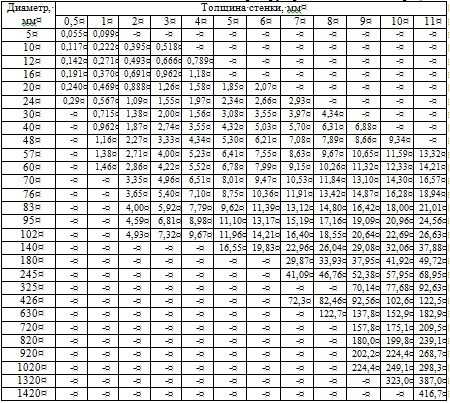 Калькулятор можно использовать для расчета веса трубы с жидкостью или без нее. Калькулятор является универсальным и может использоваться как для единиц СИ, так и для имперских единиц, если использование единиц согласовано.
Калькулятор можно использовать для расчета веса трубы с жидкостью или без нее. Калькулятор является универсальным и может использоваться как для единиц СИ, так и для имперских единиц, если использование единиц согласовано. Внутренний диаметр 102,3 мм . Плотность стали 7 850 кг/м 3 . Плотность воды 1000 кг/м 3 .
Внутренний диаметр 102,3 мм . Плотность стали 7 850 кг/м 3 . Плотность воды 1000 кг/м 3 . 1023 m) 2
1023 m) 2 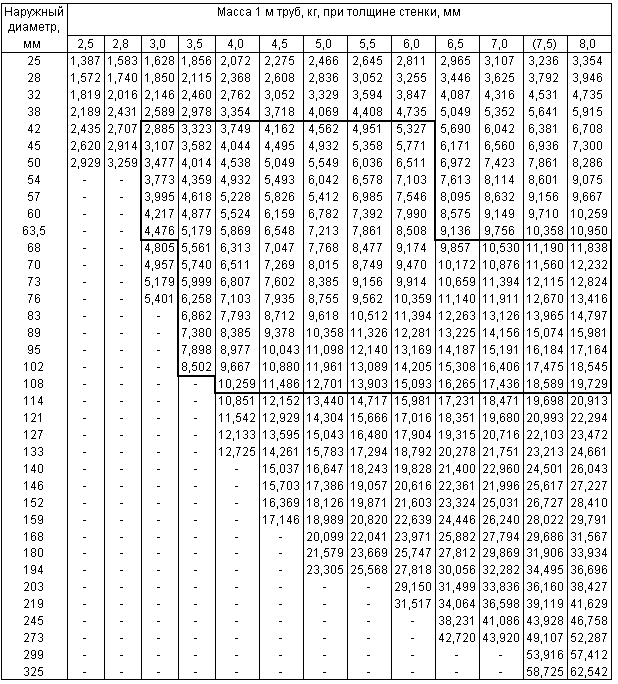 Weight of Pipe filled with Water
Weight of Pipe filled with Water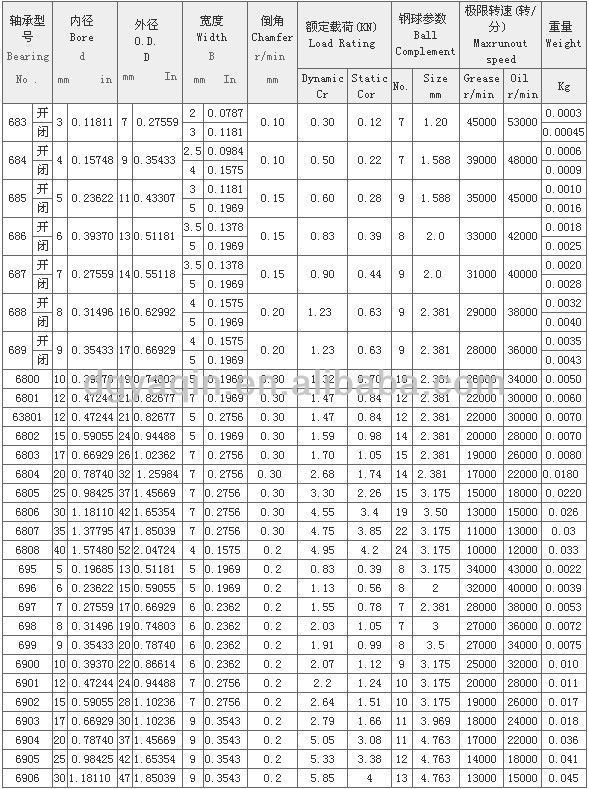 4
4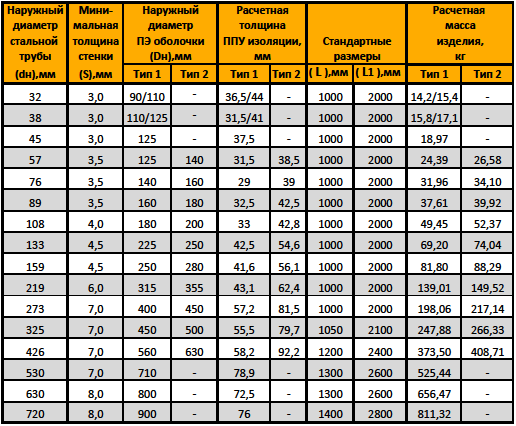 1
1 3
3 3
3 Эту формулу можно использовать для определения веса на фут трубы любого размера с любой толщиной стенки.
Эту формулу можно использовать для определения веса на фут трубы любого размера с любой толщиной стенки.

 Данный показатель во многом зависит от того, для каких именно изделий нужен станок. Средний размер станины домашнего токарного станка – 80 см. С помощью болгарки с кругом по металлу отрезают две одинаковые заготовки.
Данный показатель во многом зависит от того, для каких именно изделий нужен станок. Средний размер станины домашнего токарного станка – 80 см. С помощью болгарки с кругом по металлу отрезают две одинаковые заготовки.

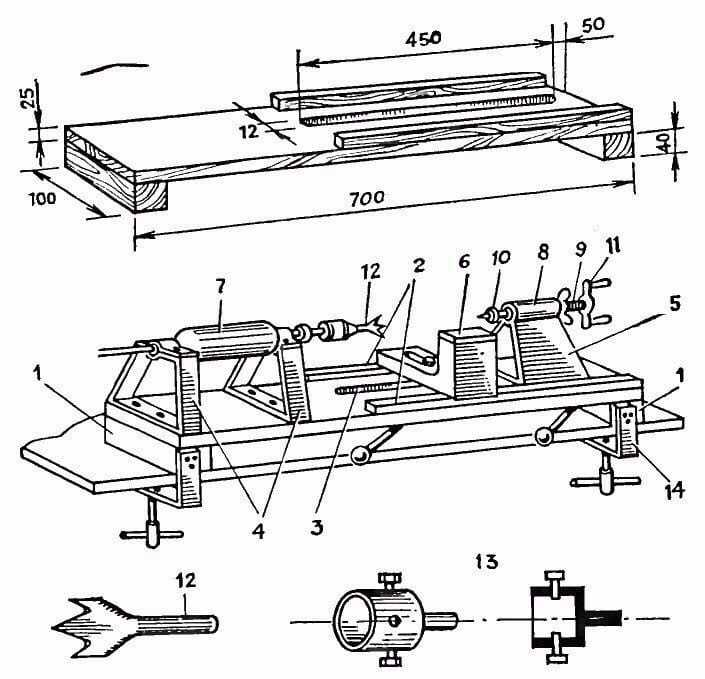 Используя блоки шкивов разных диаметров, несложно менять скорость в довольно широких пределах.
Используя блоки шкивов разных диаметров, несложно менять скорость в довольно широких пределах.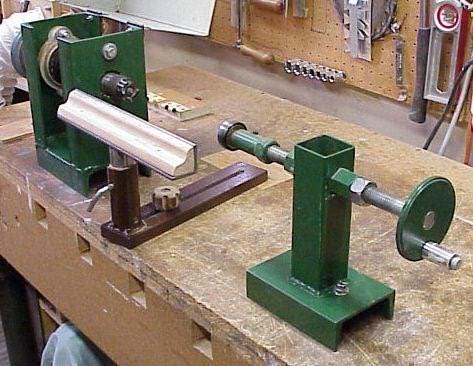 Данный вал пропускают через подшипник одной из щечек П-образного корпуса, далее на него насаживают шкивы. Для их крепления используется шпонка или средство для фиксации цилиндрических деталей, последней надевается вторая щечка, конструкция надежно стягивается болтами.
Данный вал пропускают через подшипник одной из щечек П-образного корпуса, далее на него насаживают шкивы. Для их крепления используется шпонка или средство для фиксации цилиндрических деталей, последней надевается вторая щечка, конструкция надежно стягивается болтами.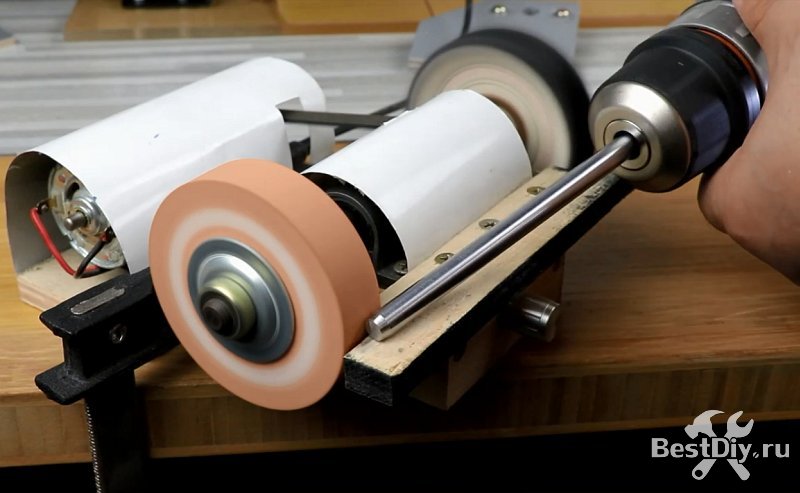 В принципе, он может иметь любую конфигурацию, выбирать мастеру, основной критерий – удобство. Одним из лучших вариантов подручника является трапециевидный поворотный столик из толстой стали, закрепленный на платформе, позволяющей перемещать его во всех направлениях. Он позволит обрабатывать любые заготовки, изготавливать изделия различного размера и формы.
В принципе, он может иметь любую конфигурацию, выбирать мастеру, основной критерий – удобство. Одним из лучших вариантов подручника является трапециевидный поворотный столик из толстой стали, закрепленный на платформе, позволяющей перемещать его во всех направлениях. Он позволит обрабатывать любые заготовки, изготавливать изделия различного размера и формы. Токарный резец высокого качества может получиться, к примеру, из старого советского напильника.
Токарный резец высокого качества может получиться, к примеру, из старого советского напильника.


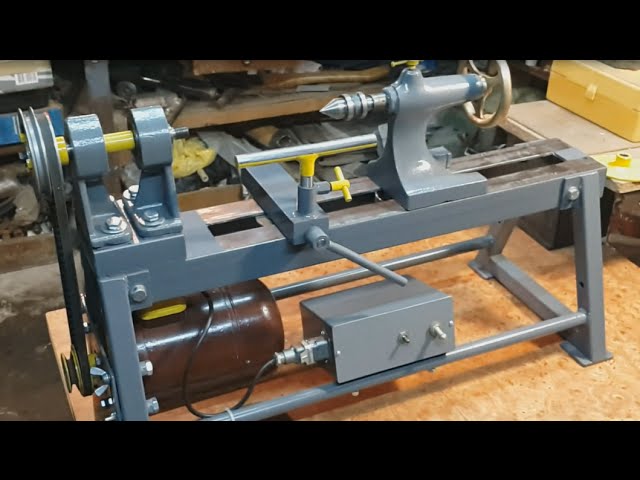
 И главное – эскиз дает представление о том, как именно должен выглядеть станок.
И главное – эскиз дает представление о том, как именно должен выглядеть станок.


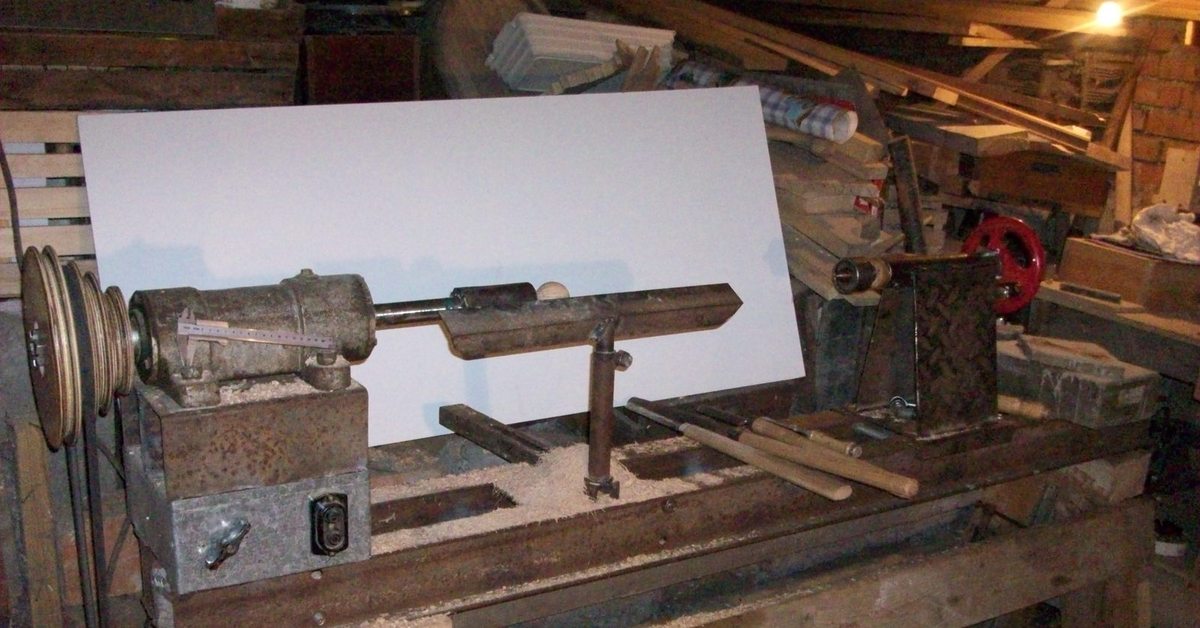 Для этого можно использовать рашпиль, прижимая его плоскостью
Для этого можно использовать рашпиль, прижимая его плоскостью Главное – чтобы конструкция получилась прочной и удобной.
Главное – чтобы конструкция получилась прочной и удобной.
 Его идея состояла в том, чтобы построить токарный станок по дереву, используя дерево в качестве основного материала. Для эксперимента он даже использовал дерево для подшипников, хотя и объясняет, что при желании их можно заменить шарикоподшипниками.
Его идея состояла в том, чтобы построить токарный станок по дереву, используя дерево в качестве основного материала. Для эксперимента он даже использовал дерево для подшипников, хотя и объясняет, что при желании их можно заменить шарикоподшипниками.
 Как объясняет парень в видео, у него нет токарного станка, и он даже никогда его не имел, но он просто решил, что все равно хочет попробовать его сделать.
Как объясняет парень в видео, у него нет токарного станка, и он даже никогда его не имел, но он просто решил, что все равно хочет попробовать его сделать. Вместо этого автор этого поста решил сделать токарный станок, который не требовал бы фрезеровки или литья и не требовал бы покупки каких-либо дорогих компонентов.
Вместо этого автор этого поста решил сделать токарный станок, который не требовал бы фрезеровки или литья и не требовал бы покупки каких-либо дорогих компонентов. Нам нравится, как снято видео – все грамотно объяснено и наглядно показано. Темп видео также почти правильный, чтобы держать вас заинтересованным и сосредоточенным.
Нам нравится, как снято видео – все грамотно объяснено и наглядно показано. Темп видео также почти правильный, чтобы держать вас заинтересованным и сосредоточенным. Как видите, этому токарному станку требуется определенное количество специального оборудования, чтобы придать дереву нужную форму, но результаты получаются исключительными.
Как видите, этому токарному станку требуется определенное количество специального оборудования, чтобы придать дереву нужную форму, но результаты получаются исключительными. Для этого вам придется купить несколько деталей — например, двигатель. Но ничто из этого не должно стоить слишком дорого по сравнению с тем, что вам нужно будет заплатить за токарный станок, купленный в магазине.
Для этого вам придется купить несколько деталей — например, двигатель. Но ничто из этого не должно стоить слишком дорого по сравнению с тем, что вам нужно будет заплатить за токарный станок, купленный в магазине. В этом видео показано, как с помощью соответствующего оборудования и небольших ноу-хау своими руками вы можете построить высококачественный и эффективный токарный станок по дереву, не тратя целое состояние.
В этом видео показано, как с помощью соответствующего оборудования и небольших ноу-хау своими руками вы можете построить высококачественный и эффективный токарный станок по дереву, не тратя целое состояние.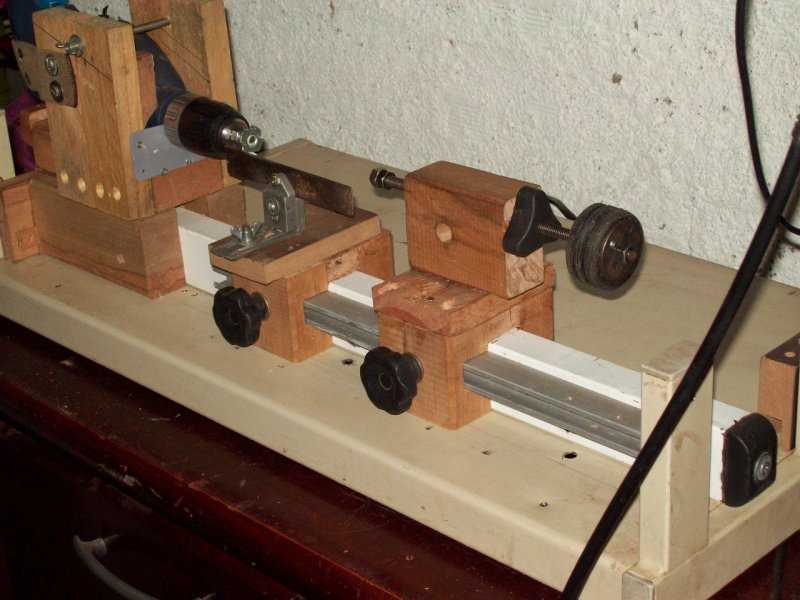 Конечно, это зависит от того, как вы относитесь к «сделай сам» и что это на самом деле означает, но многие люди одобрят то, как эти ребята спасают много старого лома и перерабатывают его во что-то совершенно новое.
Конечно, это зависит от того, как вы относитесь к «сделай сам» и что это на самом деле означает, но многие люди одобрят то, как эти ребята спасают много старого лома и перерабатывают его во что-то совершенно новое.


 Я не уверен, является ли это специальной установкой или стандартом в другой стране. Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже.
Я не уверен, является ли это специальной установкой или стандартом в другой стране. Если вы знаете больше об этом, пожалуйста, оставьте комментарий и поделитесь ниже. Если таблица или руководство отсутствуют, обратитесь за подробностями к руководству пользователя или производителю. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
Если таблица или руководство отсутствуют, обратитесь за подробностями к руководству пользователя или производителю. Некоторые токарные станки имеют один приводной ремень, и ручная регулировка не требуется.
 Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.
Это удобный (каламбур) способ эффективно вращать токарный станок, когда он выключен, чтобы проверить, выйдет ли деревянная деталь из подручника.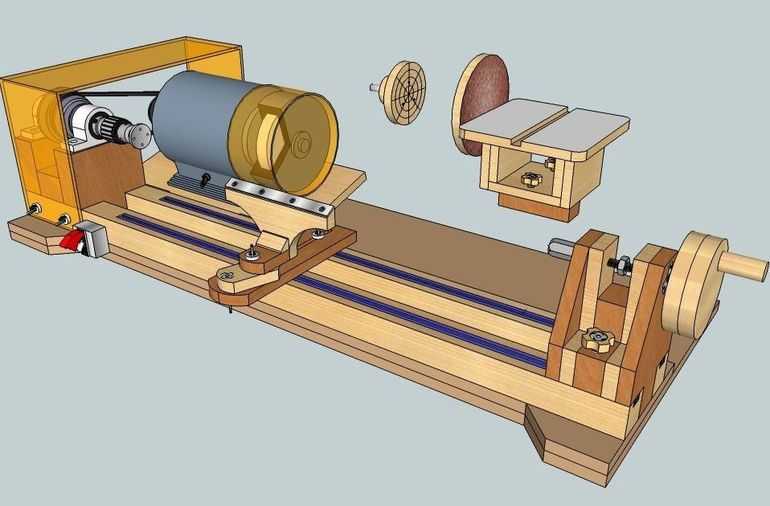 Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров.
Некоторые токарные станки могут иметь простые метки вокруг кольца без номеров. Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом.
Этот механизм имеет пару фиксированных уставок блокировки, и его не следует путать с индексным штифтом. В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке.
В некоторых моделях регуляторы мощности расположены в другом месте на токарном станке. Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.
Задняя бабка крепится к направляющим станины станка и скользит вперед и назад по станине станка.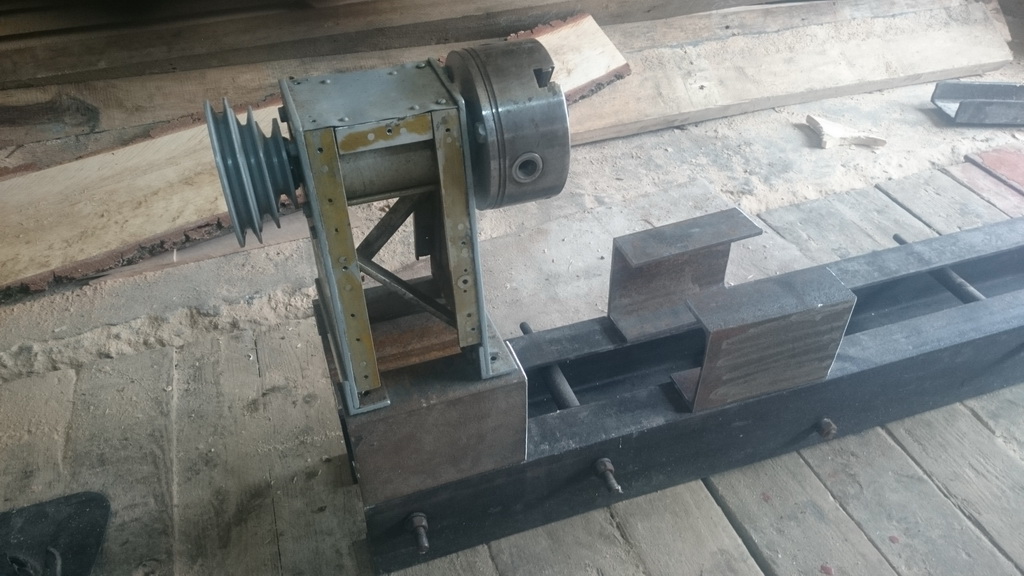






 Так, не рекомендуется изготавливать из этой стали изделия, которые будут использоваться при отрицательных температурах, а минимально допустимая составляет -20 градусов. Особенно это касается механизмов, где на детали будет оказываться повышенное давление.
Так, не рекомендуется изготавливать из этой стали изделия, которые будут использоваться при отрицательных температурах, а минимально допустимая составляет -20 градусов. Особенно это касается механизмов, где на детали будет оказываться повышенное давление.


 1
1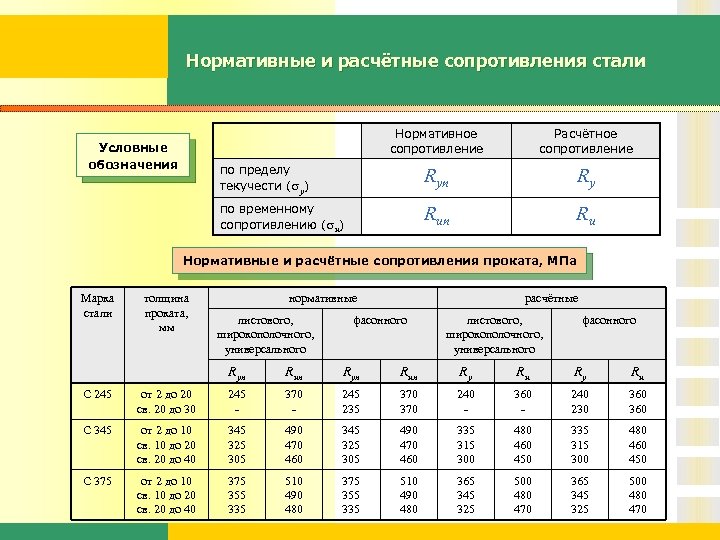 1 М16х800
1 М16х800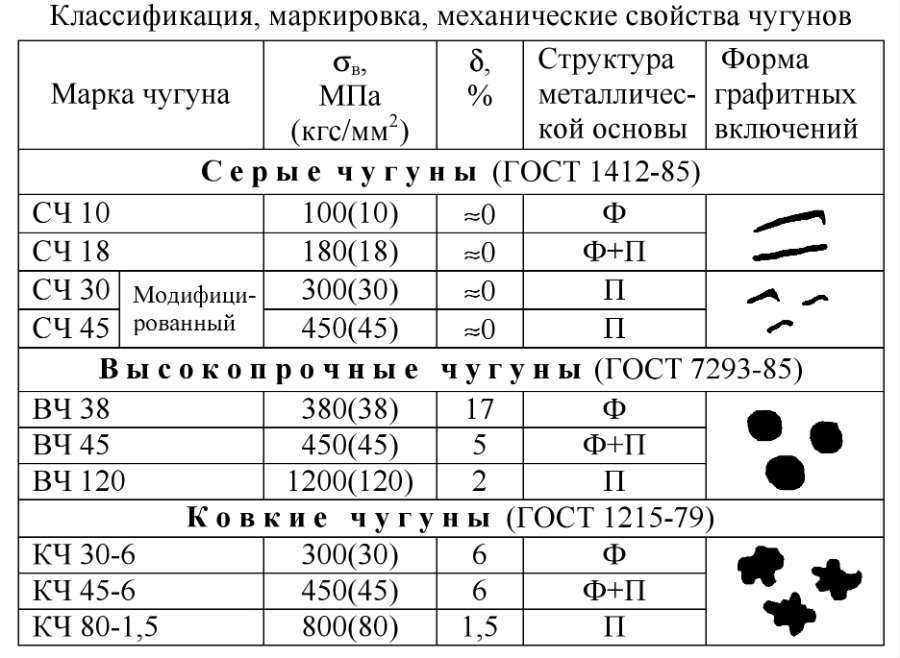 1 М20х710
1 М20х710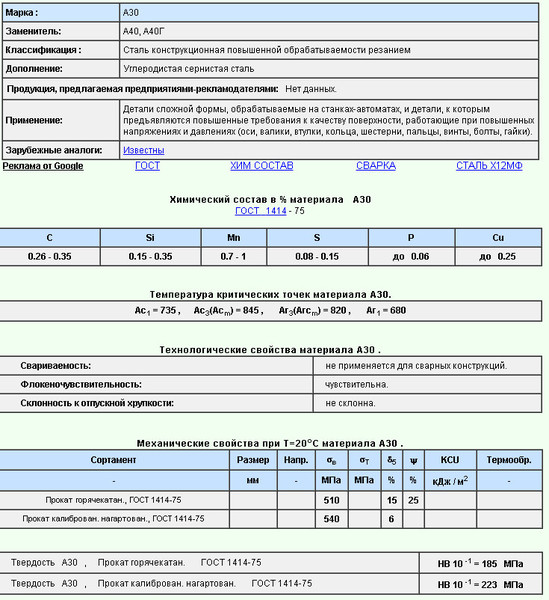 1 М24х500
1 М24х500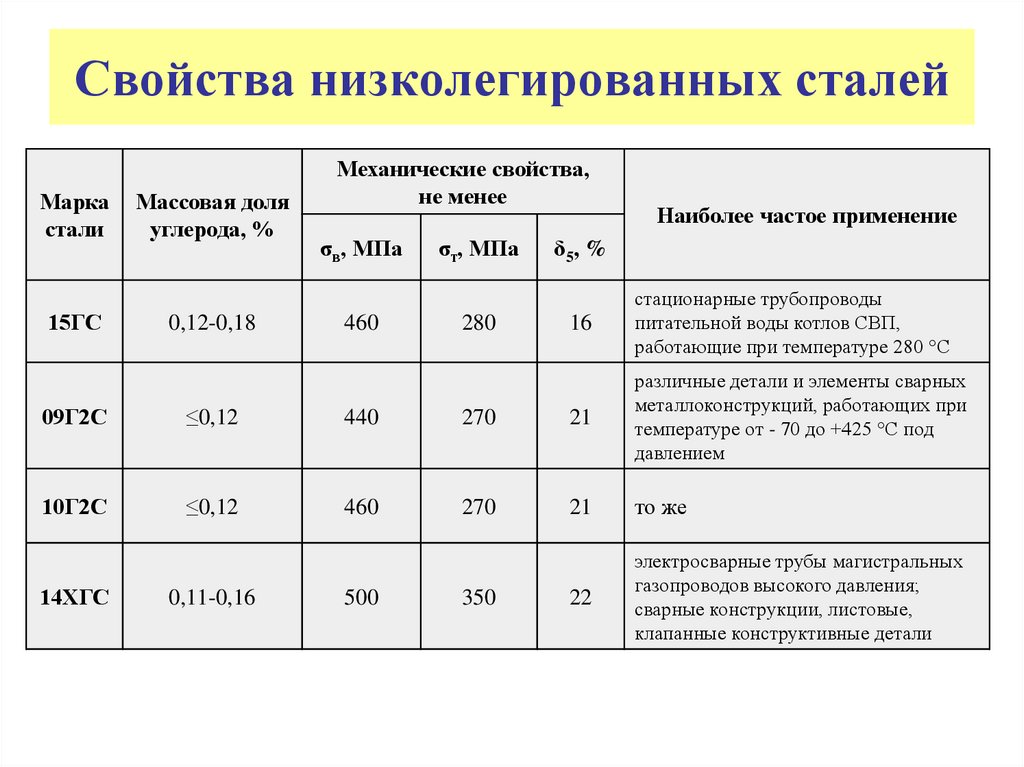 1 М24х1320
1 М24х1320 1 М30х900
1 М30х900 1
1 1 М36х1000
1 М36х1000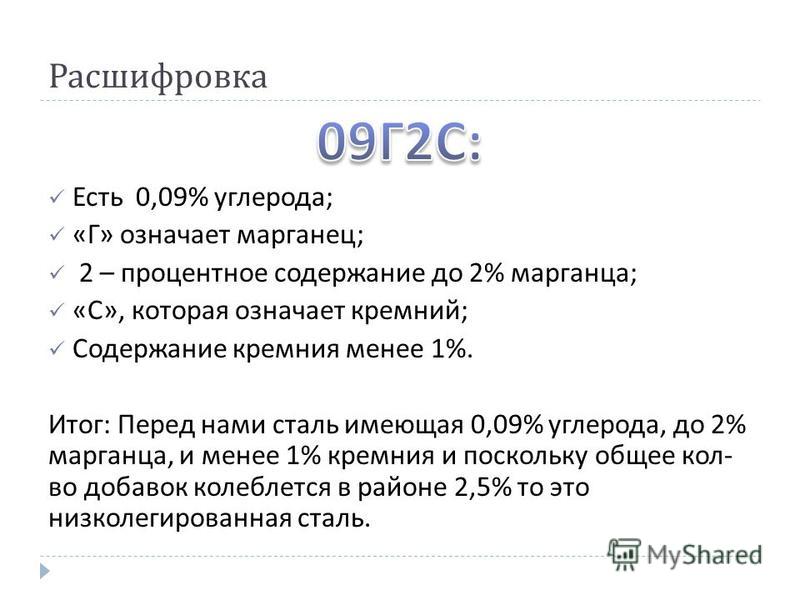 1
1 1 М42х900
1 М42х900 1
1 1 М42х2360
1 М42х2360 1
1 1 М48х2240
1 М48х2240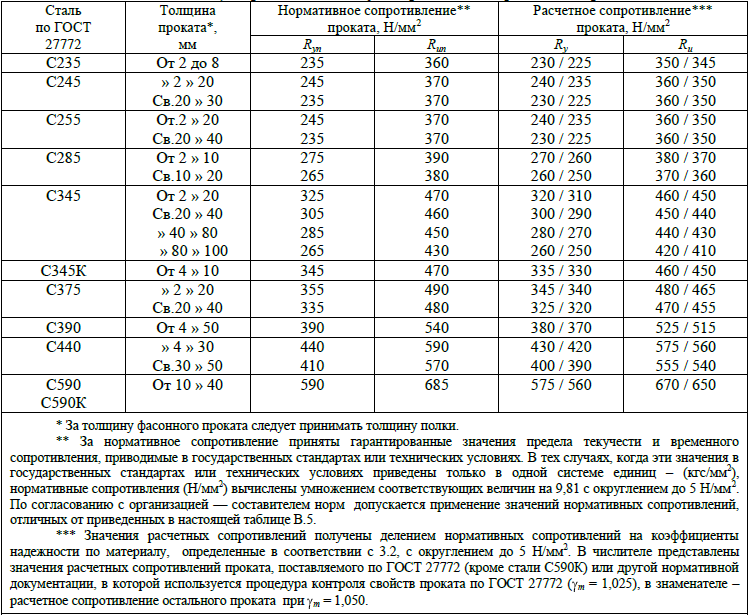 1.М20 × 800. ВСт3пс2 ГОСТ 24379.1—2012
1.М20 × 800. ВСт3пс2 ГОСТ 24379.1—2012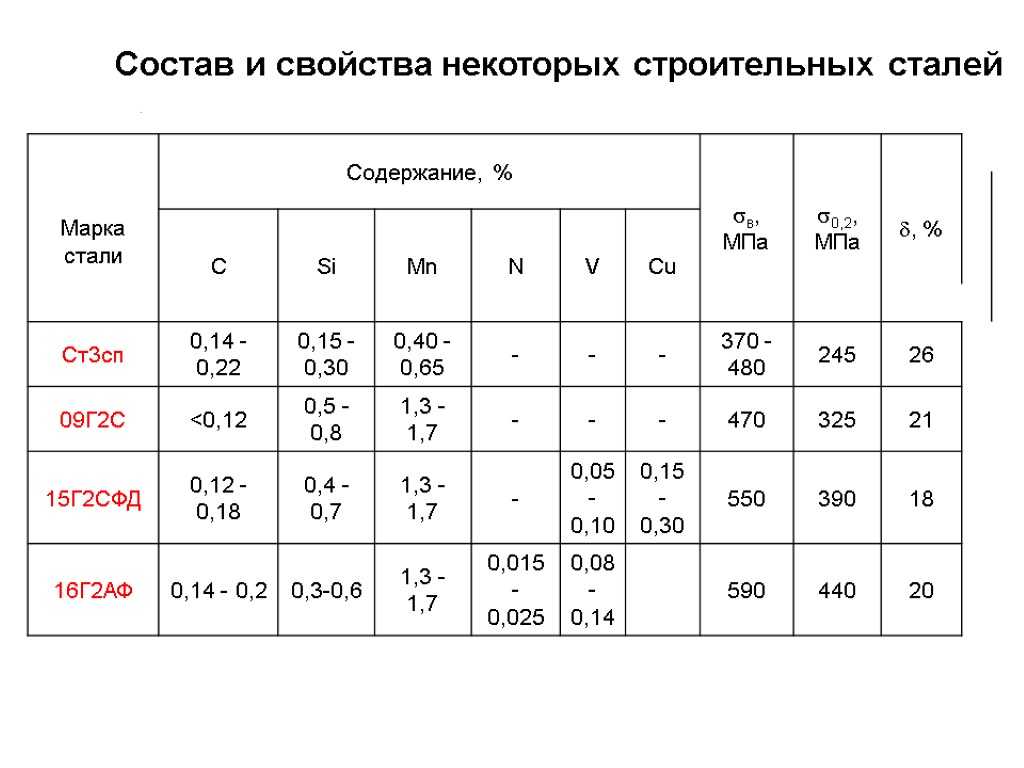

 В большинстве случаев вторая цифра указывает процент
В большинстве случаев вторая цифра указывает процент Последующие цифры описывают толщину материала&запятая; затем размеры формы. Толщина&запятая; высота&запятая; и ширина указаны в дюймах&запятая; длина указана в футах.
Последующие цифры описывают толщину материала&запятая; затем размеры формы. Толщина&запятая; высота&запятая; и ширина указаны в дюймах&запятая; длина указана в футах.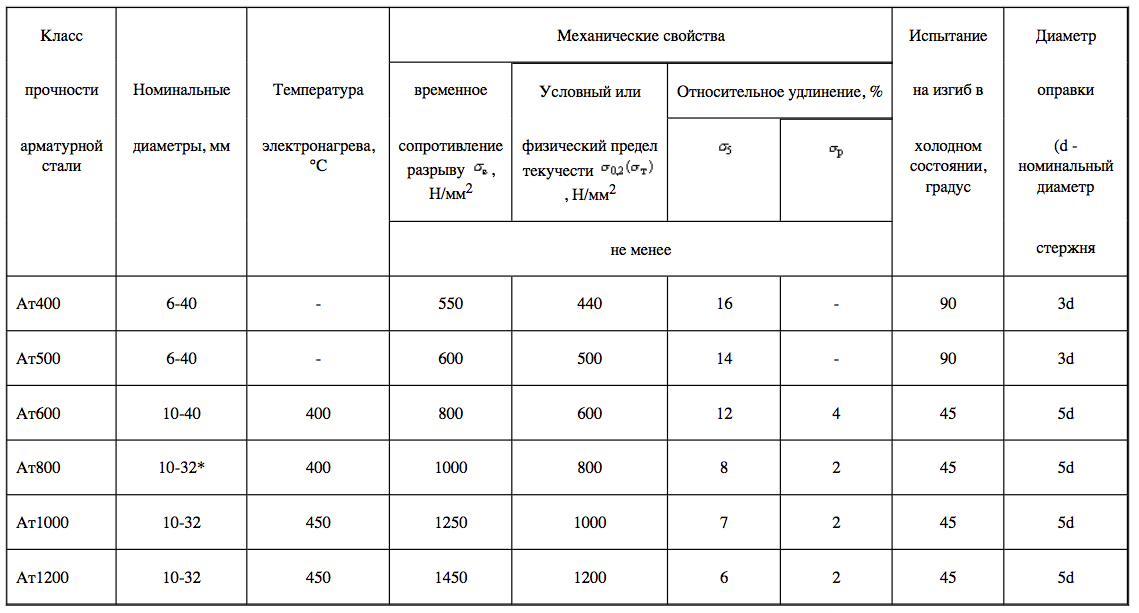

 Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как: Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
 Для этого должен быть полный комплект рабочей одежды из огнеупорной ткани и прочие средства индивидуальной защиты. Также нужно придерживаться таких же правил электро- и газовой безопасности, как и на предприятии. Ведь в домашних условиях опасность несчастного случая всегда становится выше.
Для этого должен быть полный комплект рабочей одежды из огнеупорной ткани и прочие средства индивидуальной защиты. Также нужно придерживаться таких же правил электро- и газовой безопасности, как и на предприятии. Ведь в домашних условиях опасность несчастного случая всегда становится выше. 8-10 мм. В самых простых случаях это могут быть:
8-10 мм. В самых простых случаях это могут быть:
 Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
 При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное.
При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры. Такое соединение слабое и не герметичное. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.

 Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
 На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
 Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
 Используется чистый аргон или смесь с гелием.
Используется чистый аргон или смесь с гелием.
 Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
 Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
 Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
 Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
 5 кг)
5 кг) II Росс. (220 В)
II Росс. (220 В) ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м) ВЕС:
ВЕС:


 Даже если вы все еще в перчатках, не трогайте его
Даже если вы все еще в перчатках, не трогайте его






 Теперь многие из вас, ребята, хотели получить больше информации по этой теме, и, честно говоря, сварочный аппарат MIG — один из самых универсальных сварочных аппаратов, которые вы можете иметь в своей мастерской. Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз о сварке алюминия.
Теперь многие из вас, ребята, хотели получить больше информации по этой теме, и, честно говоря, сварочный аппарат MIG — один из самых универсальных сварочных аппаратов, которые вы можете иметь в своей мастерской. Итак, сегодня мы снова поговорим о сварке MIG, но на этот раз о сварке алюминия.

 Если вы находитесь дома в небольшом гараже, вы можете использовать электролобзик с металлическим лезвием. Если у вас есть доступ к одному, это легко сделать на ленточной пиле, и вы даже можете использовать старый добрый плазменный резак. Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении.
Если вы находитесь дома в небольшом гараже, вы можете использовать электролобзик с металлическим лезвием. Если у вас есть доступ к одному, это легко сделать на ленточной пиле, и вы даже можете использовать старый добрый плазменный резак. Но имейте в виду, что тепло от резака может привести к некоторому обесцвечиванию материала, а алюминий имеет тенденцию скатываться при плавлении. Это означает, что если вы просто прыгнете сюда и начнете сваривать алюминий, алюминий расплавится, но покрытие фактически загрязнит ваш сварной шов. Поэтому, прежде чем приступать к сварке алюминия, вы должны его подготовить. Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке.
Это означает, что если вы просто прыгнете сюда и начнете сваривать алюминий, алюминий расплавится, но покрытие фактически загрязнит ваш сварной шов. Поэтому, прежде чем приступать к сварке алюминия, вы должны его подготовить. Вы должны удалить это оксидное покрытие, и есть два способа сделать это: вы можете удалить его механически, используя щетку из нержавеющей стали и немного смазки для локтя, или вы можете удалить его химическим путем. В любом случае, как только алюминий утратил блеск, он готов к сварке. Он подается через небольшой набор приводных роликов, через короткую втулку, а затем через наконечник, где он сваривается, как в обычном сварочном аппарате. Есть три соединения, которые обычно защищены кожаным чехлом, чтобы предотвратить их повреждение дуговыми искрами.
Он подается через небольшой набор приводных роликов, через короткую втулку, а затем через наконечник, где он сваривается, как в обычном сварочном аппарате. Есть три соединения, которые обычно защищены кожаным чехлом, чтобы предотвратить их повреждение дуговыми искрами. Вы должны убедиться, что ваш сварщик может работать с катушечным пистолетом. Обычно это означает покупку дорогого сварочного аппарата профессиональной серии. А шпулемет конечно недешев, но есть способ подешевле.
Вы должны убедиться, что ваш сварщик может работать с катушечным пистолетом. Обычно это означает покупку дорогого сварочного аппарата профессиональной серии. А шпулемет конечно недешев, но есть способ подешевле.  Вы можете переоборудовать эти небольшие сварочные аппараты для сварки алюминия, вам просто нужно внести некоторые изменения внутри.
Вы можете переоборудовать эти небольшие сварочные аппараты для сварки алюминия, вам просто нужно внести некоторые изменения внутри. Если вы не сопоставите присадочный материал с основным материалом, вы можете получить слабый сварной шов, а иногда он даже не проникнет. Вот тут-то и понадобится небольшое исследование. Лучше всего пойти в магазин сварочных материалов, может быть, даже взять образец того, что вы хотите сварить. Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.
Если вы не сопоставите присадочный материал с основным материалом, вы можете получить слабый сварной шов, а иногда он даже не проникнет. Вот тут-то и понадобится небольшое исследование. Лучше всего пойти в магазин сварочных материалов, может быть, даже взять образец того, что вы хотите сварить. Они смогут предложить вам наполнитель. 9раз из 10 они, вероятно, скажут вам использовать это: это алюминиевый провод ER4043. Теперь это очень универсальная проволока, которой можно сваривать практически любой сплав. Он очень мягкий и идеально подходит для нашего шпульного пистолета. Недостатком этой проволоки является то, что когда вы адаптируете небольшую машину, как мы только что сделали, проволока становится слишком мягкой, чтобы ее можно было протолкнуть от приводного ролика до конца. Так что вам нужно перейти на немного более жесткую проволоку: теперь это ER5356, он имеет многие свойства, аналогичные 4043, но на самом деле он немного сложнее. Теперь, поскольку это сложнее, можно справиться с этим проездом через лайнер, не застревая и не застревая в приводных роликах и не создавая больших птичьих гнезд.

 Будь то комнатная температура или 1000 градусов, она всегда выглядит одинаково. Так что вам просто нужно быть осторожным, особенно если вы просто тренируетесь в своей мастерской с кучей разных кусков стали, у вас есть очень горячий кусок алюминия, и вы даже не понимаете этого.
Будь то комнатная температура или 1000 градусов, она всегда выглядит одинаково. Так что вам просто нужно быть осторожным, особенно если вы просто тренируетесь в своей мастерской с кучей разных кусков стали, у вас есть очень горячий кусок алюминия, и вы даже не понимаете этого. Теперь это означает, что если вы заметите, что ваш сварной шов становится слишком горячим, вы можете уменьшить его и предотвратить прожог.
Теперь это означает, что если вы заметите, что ваш сварной шов становится слишком горячим, вы можете уменьшить его и предотвратить прожог.
 Он очень длинный и упругий. Идите вперед и обрежьте их до полезной ссылки, чтобы ее было легко контролировать в руке.
Он очень длинный и упругий. Идите вперед и обрежьте их до полезной ссылки, чтобы ее было легко контролировать в руке.


 Теперь это зеркальное завершение. Если взять кусок необработанного алюминия от того к этому, это будет огромным изменением. Представьте, что вы делаете это со всем корпусом вашего багги, и, что более важно, это не заняло так много времени. Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
Теперь это зеркальное завершение. Если взять кусок необработанного алюминия от того к этому, это будет огромным изменением. Представьте, что вы делаете это со всем корпусом вашего багги, и, что более важно, это не заняло так много времени. Отполировал этот раздел прямо здесь, и это заняло всего около 15 минут.
 Ведь он не запрещен и поэтому имеет место быть. Я даже отмечу, что в некоторых случаях такой метод будет наиболее правильный. Все по порядку:
Ведь он не запрещен и поэтому имеет место быть. Я даже отмечу, что в некоторых случаях такой метод будет наиболее правильный. Все по порядку: Поэтому рекомендуется делать каркас в шахматном порядке, соединения должны чередоваться, а не обрываться в одном месте.
Поэтому рекомендуется делать каркас в шахматном порядке, соединения должны чередоваться, а не обрываться в одном месте. Нет особого смысла использования прутьев с большим диаметром, а поэтому при сварке большая вероятность их прожигания, поэтому используется — метод вязки. Нет высокой нагрузки, а поэтому такая конструкция вполне достаточна. Также большим плюсом является то, что при таком методе всю работу можно сделать самому (буквально за один день), без найма специальных рабочих – сварщиков.
Нет особого смысла использования прутьев с большим диаметром, а поэтому при сварке большая вероятность их прожигания, поэтому используется — метод вязки. Нет высокой нагрузки, а поэтому такая конструкция вполне достаточна. Также большим плюсом является то, что при таком методе всю работу можно сделать самому (буквально за один день), без найма специальных рабочих – сварщиков. Существует 2 типа соединения прутьев – сварка и вязка.
Существует 2 типа соединения прутьев – сварка и вязка.
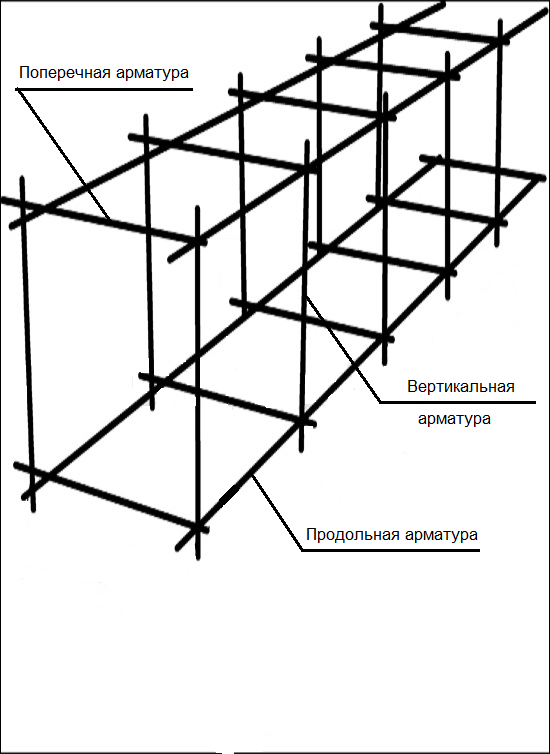
 Именно поэтому процесс вязания арматуры требует особого внимания и тщательного подхода.
Именно поэтому процесс вязания арматуры требует особого внимания и тщательного подхода. Если арматура вяжется правильно, то фундамент, перемычки и другие железобетонные конструкции будут надежными и долговечными. Но упор здесь нужно делать именно на правильность работы.
Если арматура вяжется правильно, то фундамент, перемычки и другие железобетонные конструкции будут надежными и долговечными. Но упор здесь нужно делать именно на правильность работы. И именно качество этих соединительных элементов напрямую влияет на целостность и прочность.
И именно качество этих соединительных элементов напрямую влияет на целостность и прочность. Таким образом, через несколько минут все элементы будут готовы, и вам не придется отвлекаться на постоянную резку.
Таким образом, через несколько минут все элементы будут готовы, и вам не придется отвлекаться на постоянную резку. Итак, можно использовать крючок : в хозяйственных магазинах их предостаточно, и купить не проблема. Можно найти как самые обычные модели, так и винтовые и полуавтоматические крючки: хотя они и облегчают работу, но все же требуют приложения физической силы, пусть даже не для вращения крючка, а для подергивания инструмента. Многие профессионалы говорят, что магазинные крючки не всегда удобны, они короткие и быстро ржавеют, поэтому советуют изготовить такой инструмент самостоятельно: в итоге можно сэкономить и сделать процесс вязания в будущем более удобным. Для этого может понадобиться кусок гофрированной арматуры, а в ручку можно вмонтировать подшипник, чтобы было удобнее работать. Для этих целей подойдет гвоздь, который можно использовать как насадку для шуруповерта.
Итак, можно использовать крючок : в хозяйственных магазинах их предостаточно, и купить не проблема. Можно найти как самые обычные модели, так и винтовые и полуавтоматические крючки: хотя они и облегчают работу, но все же требуют приложения физической силы, пусть даже не для вращения крючка, а для подергивания инструмента. Многие профессионалы говорят, что магазинные крючки не всегда удобны, они короткие и быстро ржавеют, поэтому советуют изготовить такой инструмент самостоятельно: в итоге можно сэкономить и сделать процесс вязания в будущем более удобным. Для этого может понадобиться кусок гофрированной арматуры, а в ручку можно вмонтировать подшипник, чтобы было удобнее работать. Для этих целей подойдет гвоздь, который можно использовать как насадку для шуруповерта. Устройство само скручивает проволоку с необходимой силой и в определенной степени за рекордно короткое время — 0,8 с. Кроме того, весят такие устройства немного, поэтому вторая рука может быть свободна, она может держать крепление. В зависимости от диаметра арматуры подбирается конкретная модель пушки, а современный ассортимент позволяет подобрать оборудование под любой диаметр стальных стержней. Из-за высокой стоимости данного агрегата покупать его имеет смысл только крупным строительным компаниям.
Устройство само скручивает проволоку с необходимой силой и в определенной степени за рекордно короткое время — 0,8 с. Кроме того, весят такие устройства немного, поэтому вторая рука может быть свободна, она может держать крепление. В зависимости от диаметра арматуры подбирается конкретная модель пушки, а современный ассортимент позволяет подобрать оборудование под любой диаметр стальных стержней. Из-за высокой стоимости данного агрегата покупать его имеет смысл только крупным строительным компаниям. Он очень плохо подходит для труднодоступных мест, потребляет больше провода и нуждается в регулярной подзарядке аккумулятора или подключении к электрической сети.
Он очень плохо подходит для труднодоступных мест, потребляет больше провода и нуждается в регулярной подзарядке аккумулятора или подключении к электрической сети.


 Конечно, с помощью пластиковых хомутов проще и дешевле всего, а специальный вязальный пистолет еще быстрее, но это будет стоить немало, поэтому многие до сих пор используют специальный крючок: работать с ним несложно, но при некоторой сноровке прочные соединения получаются.
Конечно, с помощью пластиковых хомутов проще и дешевле всего, а специальный вязальный пистолет еще быстрее, но это будет стоить немало, поэтому многие до сих пор используют специальный крючок: работать с ним несложно, но при некоторой сноровке прочные соединения получаются.



 1. Валковые потоки на стане
1. Валковые потоки на стане
 Новый способ размещения калибров позволяет существенно увеличить съем прокатываемого металла с одной пары валков.
Новый способ размещения калибров позволяет существенно увеличить съем прокатываемого металла с одной пары валков.
 операции
операции

 ..
..
 1 Расчет работы прокатного стана во времени
1 Расчет работы прокатного стана во времени Выбор типа стана и его техническая характеристика
Выбор типа стана и его техническая характеристика Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. 00
00
 Даже если у вас есть некоторый опыт работы со сталью, вы узнаете новые советы и приемы, которые помогут вам добиться отличных результатов при работе с этим интересным и универсальным альтернативным металлом.
Даже если у вас есть некоторый опыт работы со сталью, вы узнаете новые советы и приемы, которые помогут вам добиться отличных результатов при работе с этим интересным и универсальным альтернативным металлом. Keum Boo — это древняя корейская техника, которая включает в себя соединение золотой и серебряной фольги с металлами с помощью тепла и давления. Мы будем использовать как горелку, так и небольшую настольную печь для эмалирования, чтобы наносить различную металлическую фольгу, создавая слои цвета.
Keum Boo — это древняя корейская техника, которая включает в себя соединение золотой и серебряной фольги с металлами с помощью тепла и давления. Мы будем использовать как горелку, так и небольшую настольную печь для эмалирования, чтобы наносить различную металлическую фольгу, создавая слои цвета. 18-20 калибр.
18-20 калибр. Бетт начала свою ювелирную карьеру в 2010 году и впоследствии училась у покойного Криса Нельсона в его продвинутых мастерских по сплавлению золота со сталью. С тех пор Бетт усовершенствовала дополнительные методы и процессы для стали, в том числе Keum Boo на стали, стальную проволоку, сплавленную с золотом, альтернативные сплавы для сплавления, такие как шибуичи и сякудо, сплавление металлических порошков со сталью, травление стали и сплавление золота с нетрадиционными мягкими сплавами. стальные формы, такие как стальная проволока и перфорированный стальной лист. Бетти в своей текущей работе над Keum Boo посвящает сталь, область, которая практически не исследована западными художниками.
Бетт начала свою ювелирную карьеру в 2010 году и впоследствии училась у покойного Криса Нельсона в его продвинутых мастерских по сплавлению золота со сталью. С тех пор Бетт усовершенствовала дополнительные методы и процессы для стали, в том числе Keum Boo на стали, стальную проволоку, сплавленную с золотом, альтернативные сплавы для сплавления, такие как шибуичи и сякудо, сплавление металлических порошков со сталью, травление стали и сплавление золота с нетрадиционными мягкими сплавами. стальные формы, такие как стальная проволока и перфорированный стальной лист. Бетти в своей текущей работе над Keum Boo посвящает сталь, область, которая практически не исследована западными художниками.