Размеры и вес шайб
Шайба — это металлическое крепежное изделие, которое выступает в качестве вспомогательного элемента в скрепляемой конструкции.
Шайба выступает в паре с болтом, винтом, гайкой и т.д.
Применение шайбы необходимо, если надо:
- расширить опорную площадь поверхности соединения
- не допустить самопроизвольного раскручивания резьбовых соединений
- придать большую надежность скрепления под воздействием повышенных динамических нагрузок (например, вибрации)
- предохранить поверхность скрепляемой конструкции при применении на узел большого усилия затяжки
Внутренний диаметр шайбы определяет размер крепежа и должен быть подобран под конкретный диаметр стержня, с которым используется соединение: М8, М10 … М22
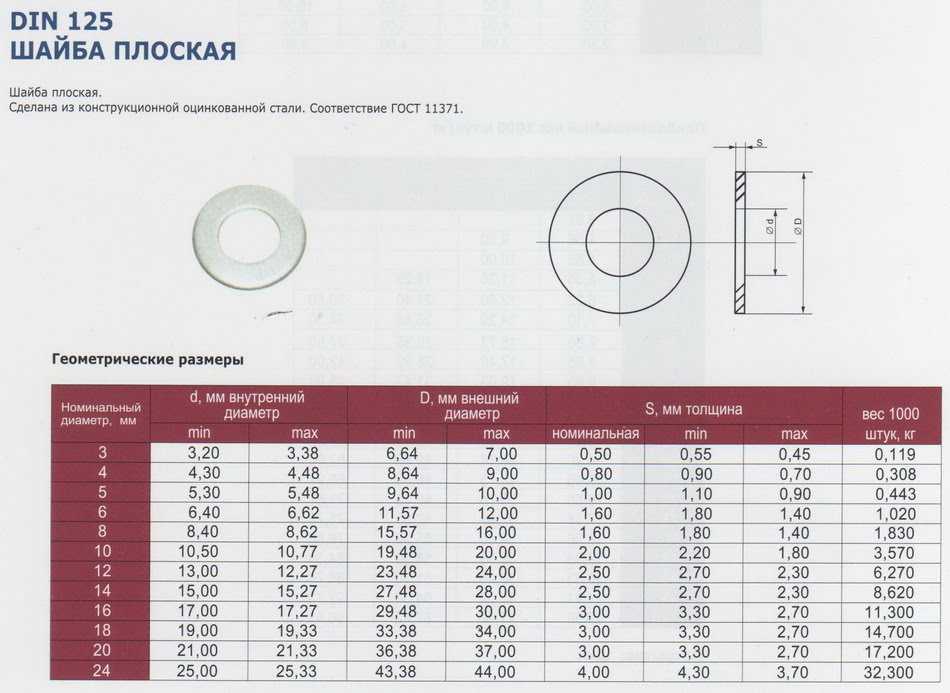
Шайба DIN 125 плоская
Шайба DIN 125 плоская рекомендуется для использования совместно с болтами, винтами и другими крепежными элементами в машиностроении, строительстве и других отраслях народного хозяйства. Для изготовления используют углеродистую сталь с дальнейшей оцинковкой готового изделия.
Для изготовления используют углеродистую сталь с дальнейшей оцинковкой готового изделия.
Купить оптом шайбы din 125 можно в пром упаковке (транспортный короб)и фасованный в средние контейнеры и подвесы.
Показать все…
Открыть калькулятор веса
Шайба DIN 125 плоская, нерж.
Стандартные шайбы DIN 125 из нержавеющей стали марки А2 являются наиболее используемыми в общем машиностроении. Совместно с болтами, винтами и другими крепежными элементами их широко применяют в строительстве и промышленности. Важно использовать смежный крепеж из одного типа стали.
На сайте ГОСКРЕП в продаже представлен различный нержавеющий крепеж А2 в разных упаковках и фасовках.
Шайба DIN 127 гроверная
Шайбы DIN 127 гроверные пружинные оцинкованные устанавливают в дополнение к болтам, винтам, шпилькам и гайкам. Это упругие изделия прямоугольные в сечении, которые согласно немецкого стандарта штампуют в двух формах: с изогнутыми концами и прямыми.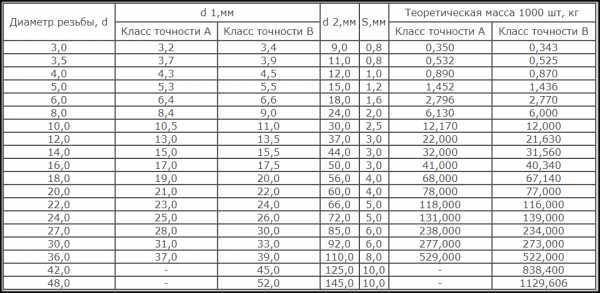
Купить оптом din 127 шайбы гровер можно в пром упаковке и фасовках в средние контейнеры и подвесы.
Маркировка/Обозначение крепежа: шайба пружинная / гровер
Показать все…
Открыть калькулятор веса
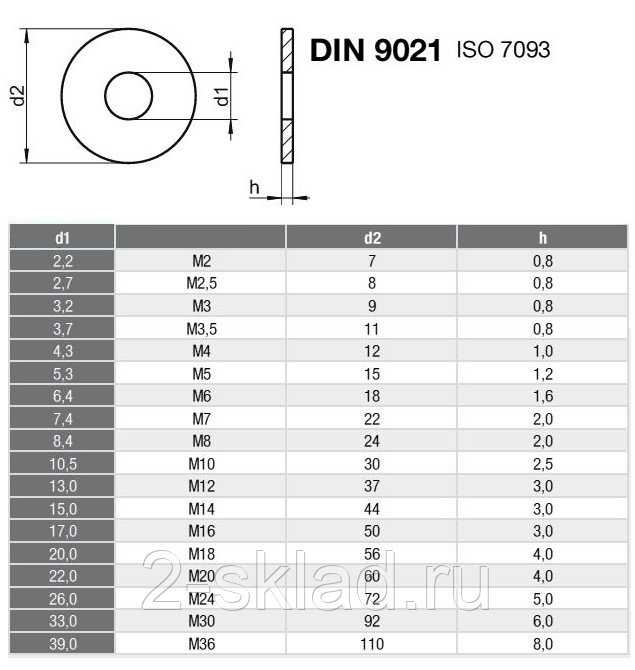
Шайба DIN 9021 кузовная увеличенная
Шайбу DIN 9021 увеличенную применяют в машиностроении и приборостроении в качестве элементов соединения.
Купить оптом DIN 9021 шайбу увеличенную можно в разных фасовках из-за востребованности крепежа: пром, подвесы, п/э пакеты и контейнеры.
Маркировка/Обозначение крепежа: кузовная
Показать все…
Открыть калькулятор веса
Шайба DIN 9021 кузовная увеличенная, нерж.
Шайба DIN 9021 увеличенная из нержавеющей стали — крепеж, который выступает как дополнительный элемент в болтовом соединении.
DIN 9021 применяют в машиностроении и приборостроении в качествве контрящих элементов соединения
Купить шайбы увеличенные можно в пром упаковке и подвесах кратностью 10 упаковок.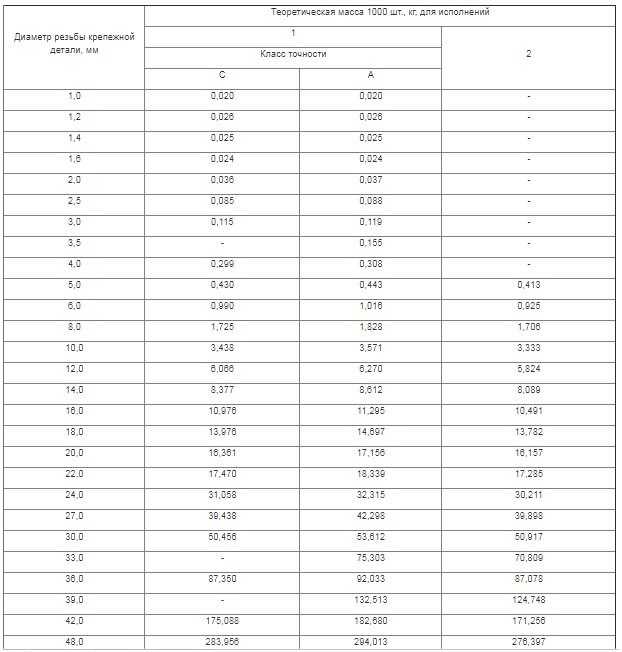
Шайба DIN 6798 J внутренние зубцы
Шайба DIN 6798 J стопорная с внутренними зубцами — дополнительный крепеж в резьбовом соединении, испытывающем постоянные динамические нагрузки, т.е. вибрацию. Шайба стопорная ГОСТ 10462-81 является аналогом немецкого стандарта и отличается отдельными геометрическими характеристиками.
Крепеж шайба стопорная зубчатая оптом и в розницу купить на сайте можно в упаковке подвес по несколько штук в фасовке кратностью по 10 упаковок.
Открыть калькулятор веса
ТОП товаров из нашего каталога
Шайбы
Шайба гроверная DIN 127 М8
4,052.97 р.
Купить
Шайбы
Шайба гроверная DIN 127 М10
5,252.51 р.
Купить
Шайбы
Шайба гроверная DIN 127 М12
3,508.74 р.
Купить
Шайбы
Шайба гроверная DIN 127 М14
343. 60 р.
60 р.
Купить
Шайбы
Шайба гроверная DIN 127 М16
3,598.04 р.
Купить
Шайбы
Шайба гроверная DIN 127 М5
9.43 р.
Купить
Шайбы
Шайба гроверная DIN 127 М6
9.93 р.
Купить
Шайбы
Шайба гроверная DIN 127 М12
15.54 р.
Купить
Шайбы
Шайба гроверная DIN 127 М14
21.27 р.
Купить
Шайбы
Шайба гроверная DIN 127 М16
167.94 р.
Купить
Шайбы
Шайба гроверная DIN 127 М20
13.04 р.
Купить
Шайбы
Шайба гроверная DIN 127 М3
7.39 р.
Купить
Вес шайбы 1 шт.
 Вес шайбы м8, м16, м12. Таблица.
Вес шайбы м8, м16, м12. Таблица.
« Вес гаек. Таблица. ГОСТ
Вес гвоздей строительных. Вес 1 гвоздя. »
Рубрики:
Метизы
Шайбы стальные изготавливаются из конструкционных, пружинных, нержавеющих и обычных черных сортов стали. Они бывают как круглой, так и квадратной формы в зависимости от стандарта исполнения, то есть ГОСТа. Также шайбы покрывают антикоррозийным материалом, таким шайбам не страшны среды с повышенной влажностью.
Шайбы применяются в креплении различных деталей конструкций совместно с болтами и гайками. Они необходимы для того чтобы усилить болтовое соединение и предотвратить отвинчивание, уменьшить повреждения скрепляемых деталей, увеличить площадь опорной поверхности, где это необходимо.
Читайте также:
Калькулятор крепежа и метизов. Скачать калькулятор крепежа и метизов.;
Вес болтов. Таблица.;
Вес гаек.
Таблица. ГОСТ;
Шпилька резьбовая. Резьбовое соединение шпилькой.
 Таблица. ГОСТ;
Таблица. ГОСТ;
— Рис.1 Шайба плоская ГОСТ 11371-78.
Одним из самых распространенных видов плоских, круглых шайб является ГОСТ 11371-78 (Рис.1).
Шайба ГОСТ 11371-78 бывает в двух исполнениях (Рис.2). При первом типе исполнения класс точности используют А и С (Класс А – 140HV, Класс С – 100HV), а при втором – А (Класс А – 140HV).
Рис.2 Шайба плоская ГОСТ 11371-78 исполнение 1,2.
При подсчете веса стальных шайб используют таблицы размеров и веса шайб.
Таблица 1
Размеры и вес плоских шайб ГОСТ 11371-78.
| Диаметр резьбы, мм | d1, мм | d2, мм | Толщина S, мм | Теор. вес 1000 шт. стальных шайб, кг |
| 2 | 2,2 | 5 | 0,3 | — |
| 2,5 | 2,7 | 6 | 0,5 | — |
| 3 | 3,2 | 7 | 0,5 | 0.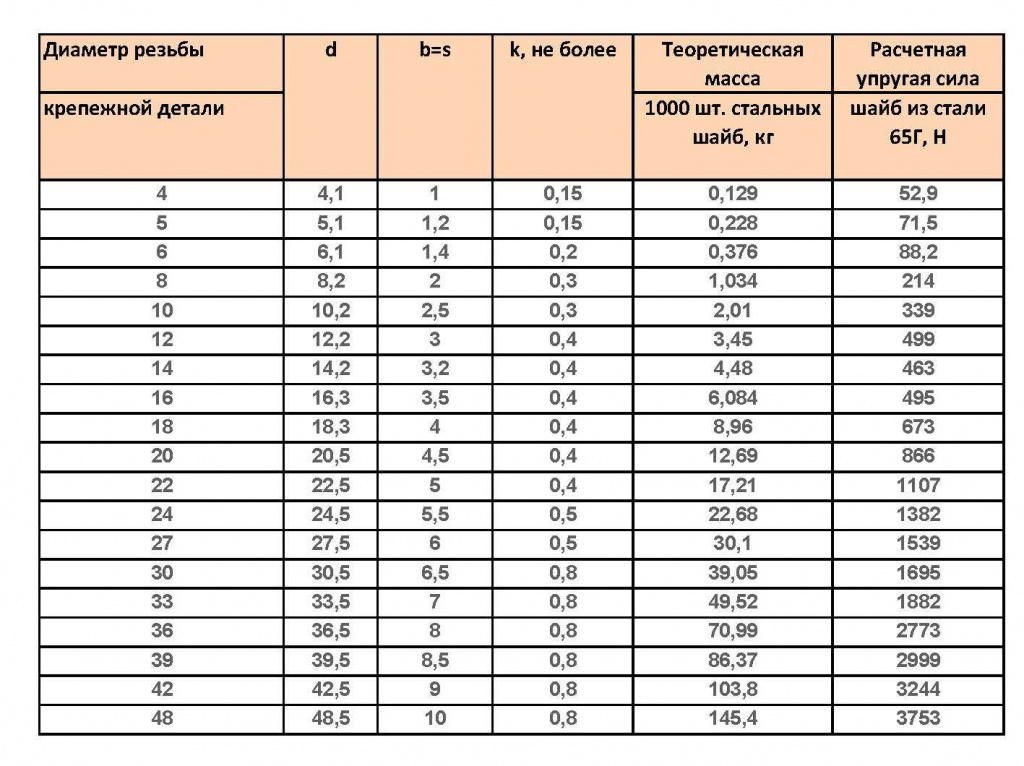 115 115 |
| 4 | 4,3 | 9 | 0,8 | 0.299 |
| 5 | 5,3 | 10 | 1 | 0.413 |
| 6 | 6,4 | 12 | 1,6 | 0.9908 |
| 8 | 8,4 | 16 | 1,6 | 1.726 |
| 10 | 10,5 | 20 | 2 | 3.440 |
| 12 | 13 | 24 | 2,5 | 6.273 |
| 14 | 15 | 28 | 2,5 | 8.616 |
| 16 | 17 | 30 | 3 | 11.301 |
| 18 | 19 | 34 | 3 | 14.70 |
| 20 | 21 | 37 | 3 | 17.16 |
| 22 | 23 | 39 | 3 | 18.35 |
| 24 | 25 | 44 | 4 | 32.33 |
| 27 | 28 | 50 | 4 | 42.32 |
| 30 | 31 | 56 | 4 | 53.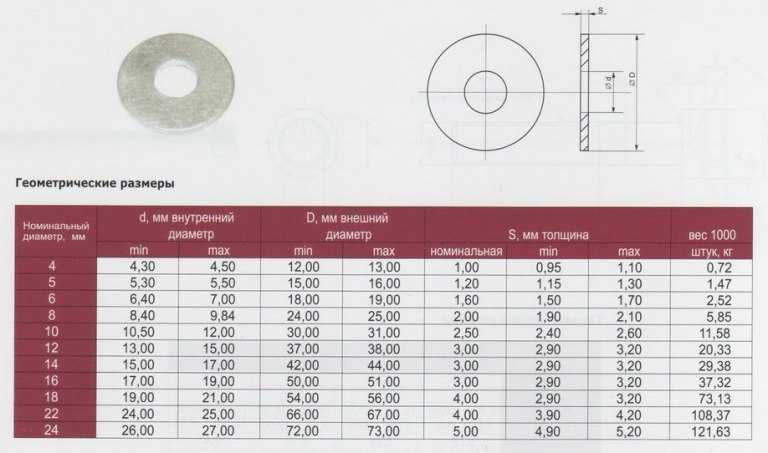 64 64 |
| 36 | 37 | 66 | 5 | 92.08 |
| 42 | 43 | 78 | 7 | 182.8 |
| 48 | 50 | 92 | 8 | 294.2 |
Вес шайб таблица.
Таблица 2
Размеры и вес пружинных (гровер) шайб ГОСТ 6402-70.
| Диаметр резьбы, мм | Теоретический вес 1000 шт. стальных шайб, кг | |||
| Типы шайб | ||||
| Легкие (Л) | Нормальные (Н) | Тяжелые (Т) | Особо тяжелые (ОТ) | |
| 2 | 0,030 | 0,017 | 0,025 | — |
| 2,5 | 0,042 | 0,030 | 0,056 | |
| 3 | 0,061 | 0,064 | 0,105 | |
| 3,5 | 0,094 | 0,117 | — | |
| 4 | 0,129 | 0,189 | 0,273 | |
| 5 | 0,191 | 0,315 | 0,432 | |
| 6 | 0,378 | 0,487 | 0,827 | |
| 7 | 0,749 | 0,936 | — | |
| 8 | 0,827 | 1,034 | 1,678 | |
| 10 | 1,608 | 2,010 | 2,984 | 4,212 |
| 12 | 3,462 | 3,450 | 4,816 | 6,488 |
| 14 | 5,487 | 5,355 | 7,316 | 9,509 |
| 16 | 7,507 | 8,022 | 10,56 | 13,34 |
| 18 | 10,23 | 11,40 | 14,62 | 18,06 |
| 20 | 14,33 | 15,75 | 19,70 | 23,89 |
| 22 | 19,25 | 20,92 | 25,66 | 36,14 |
| 24 | 24,16 | 27,12 | 38,55 | 51,93 |
| 27 | 33,14 | 41,76 | 56,67 | 73,71 |
| 30 | 46,14 | 60,87 | 79,80 | 101,1 |
| 33 | 65,07 | 49,52 | — | — |
| 36 | 69,51 | 91,03 | 115,9 | 173,9 |
| 39 | 73,9 | 86,37 | — | — |
| 42 | 113,9 | 129,7 | 195,2 | |
| 45 | 120,1 | 123,5 | — | |
| 48 | 126,3 | 215,2 | ||
ЧИТАЙТЕ ТАКЖЕ:
 Канат двойной свивки типа ТК, ЛК-Р.
Канат двойной свивки типа ТК, ЛК-Р.
IS 2016 Таблица подсчета веса простой шайбы
СЧЕТЧИК ВЕСА ДЛЯ ПРОСТОЙ ШАЙБЫ
ПРИМЕРНЫЙ ВЕС В К.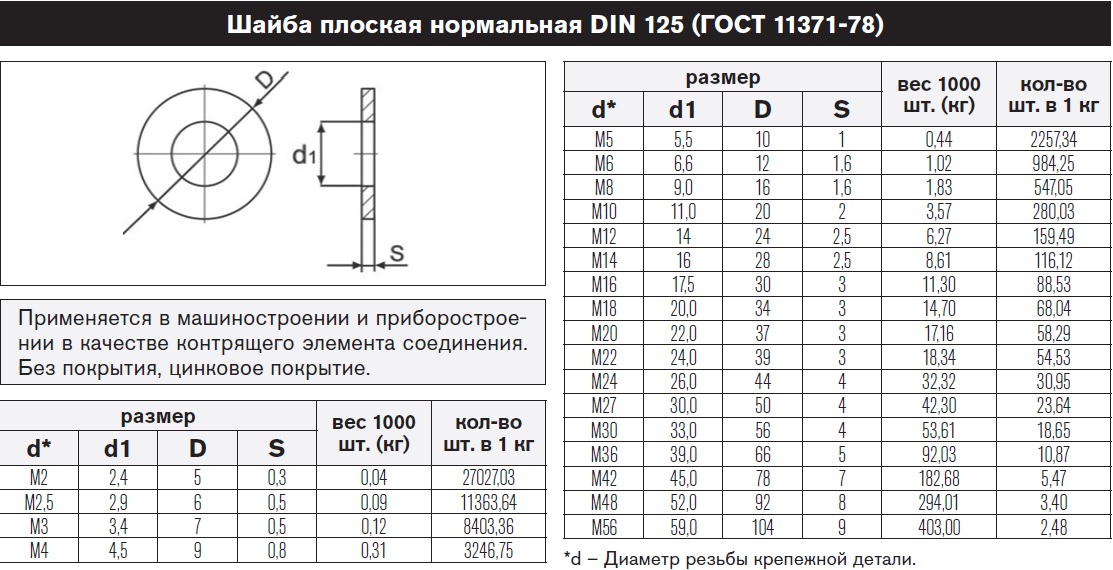 Г. ЗА 1000 ШТ. Г. ЗА 1000 ШТ. | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Размер | М5 | М6 | М8 | М10 | М12 | М16 | М20 | М24 | М27 | М30 | М33 | М36 | М39 | М42 | М45 | М48 | М52 |
0,4 | 1. | 2,00 | 3,90 | 5,80 | 10,60 | 16.40 | 31.10 | 39,40 | 50,50 | 71.00 | 87,30 | 126,00 | 175,00 | 212. | 284,00 | 319 | |
 10
10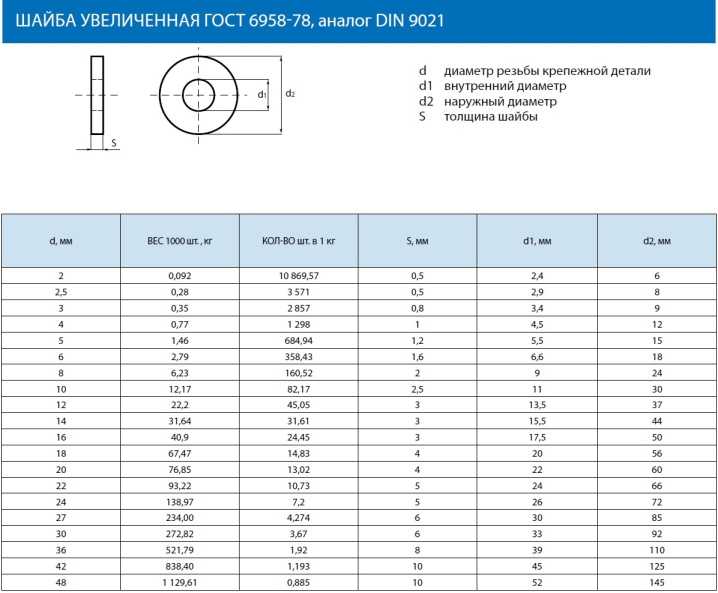 00
00Таблица веса шайб
| Вес плоских шайб
Таблица веса шайб
| ПРИБЛ. ВЕС В КИЛОГРАММАХ НА 100 НУК | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| РАЗМЕР | ПЛОСКАЯ ПЕРФОРАТОРНАЯ ШАЙБА IS:2016 | ТЯЖЕЛАЯ ШАЙБА IS:6610 | ШАЙБА IS:2016 | КВАДРАТНАЯ КОНИЧЕСКАЯ ШАЙБЫ | ПРУЖИННАЯ ШАЙБА ПЛОСКАЯ СЕЧЬ: 3063-72 | ПРУЖИННАЯ ШАЙБА КВАДРАТНОГО СЕЧЕНИЯ: 6735-72 DIN : 7980 | Размер (дюймы) | ПЛОСКАЯ ПЕРФОРАТОРНАЯ ШАЙБА BS:3410 ТАБЛИЦА 7 | ПРУЖИННАЯ ШАЙБА ПЛОСКАЯ СЕЧЬ BS:1802-1951 | ПРУЖИННАЯ ШАЙБА КВАДРАТНОГО СЕЧЕНИЯ BS:1802-1951 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ОБРАБОТАННЫЙ | ВЫСОКАЯ ПРОЧНОСТЬ ЗАЖИМ НА ТРЕНИЕ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ДЛЯ КАНАЛОВ IS:5372-75 | ДЛЯ Двутавровая балка: 5374-75 | ТИП-B (КАНАЛЫ) IS: 6649-85 | ТИП-C (Двутавровые балки) IS: 6649-85 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-3 | 0,01 | 0,01 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-4 | 0,02 | 0,02 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-5 | 0,04 | 0,04 | 0,03 | 0,03 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-6 | 0,11 | 0,11 | 0,08 | 0,04 | 1/4″ | 0,21 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-8 | 0,20 | 0,21 | 1.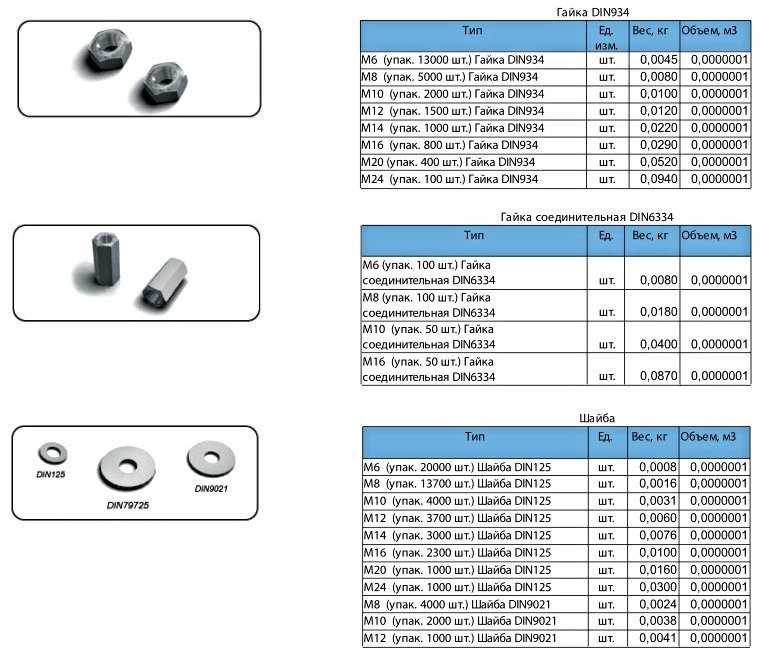 10 10 | 1,20 | 0,16 | 0,11 | 5/16″ | 0,35 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-10 | 0,39 | 1,60 | 0,40 | 1,00 | 1.10 | 0,25 | 0,20 | 3/8″ | 0,48 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-12 | 0,58 | 1,90 | 0,62 | 2,00 | 2,20 | 2,00 | 1,80 | 0,38 | 0,23 | 1/2 дюйма | 1,07 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-14 | 0,82 | 0,60 | 0,38 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-16 | 1,06 | 2,90 | 1,13 | 3,40 | 3,75 | 9,00 | 8,50 | 0,89 | 0,59 | 5/8″ | 1,85 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-18 | 1,27 | 0,97 | 0,66 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-20 | 1,64 | 4,40 | 1,72 | 5,80 | 6,70 | 8,50 | 8,00 | 1,52 | 1,23 | 3/4″ | 2,91 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-22 | 1,75 | 7,50 | 7,00 | 1,65 | 1,36 | 7/8″ | 4,27 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-24 | 3. 11 11 | 6,30 | 3,30 | 13,50 | 16.00 | 6,50 | 6,00 | 2,62 | 1,81 | 1″ | 6.13 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-27 | 3,94 | 8,00 | 4,23 | 12,50 | 15.00 | 12.00 | 11,50 | 2,87 | 2,06 | 1,1/8″ | 7,69 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-30 | 5,05 | 10.10 | 5,36 | 16,50 | 18,70 | 17,50 | 16.00 | 4,43 | 3,20 | 1,1/4″ | 9,90 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-33 | 7.10 | 12.00 | 7,54 | 21.00 | 23,50 | 23.00 | 22,50 | 6,30 | 3,50 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-36 | 8,73 | 14,60 | 9. 20 20 | 25,50 | 29.20 | 26,50 | 26.00 | 6,73 | 5,25 | 1,1/2 дюйма | 17,24 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-39 | 12,60 | 16,70 | 13.30 | 28.30 | 34,50 | 7,17 | 5,61 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-42 | 17,50 | 20.10 | 18.30 | 11.10 | 8,00 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-45 | 21.20 | 22.20 | 22.00 | 11,70 | 8,53 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| М-48 | 28. Уголок сталь гост: 93 — . (495) 638-07-16 . .
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
©s235group 2019 Металлопрокат, стальные трубы.
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Плотность стали принята 7,85г/см3. Отклонения фактического веса метра погонного от расчетных значений в соответствии с ГОСТ не должны превышать 3%, однако допуски по толщине, ширине и длине профиля в сумме допускают отклонения до 5%.
Плотность стали принята 7,85г/см3. Отклонения фактического веса метра погонного от расчетных значений в соответствии с ГОСТ не должны превышать 3%, однако допуски по толщине, ширине и длине профиля в сумме допускают отклонения до 5%. Иногда, по согласованию производителя и потребителя, производят уголки немерной ограниченной длины. В этом случае длина уголков не должна превышать согласованного максимального значения.
Иногда, по согласованию производителя и потребителя, производят уголки немерной ограниченной длины. В этом случае длина уголков не должна превышать согласованного максимального значения.

 Сортамент)
Сортамент) Метод испытания на раздачу кольца конусом)ГОСТ 12004-81 (Сталь арматурная. Методы испытания на растяжение)ГОСТ 12132-66 (Трубы стальные электросварные и бесшовные для мотовелопромышленности)ГОСТ 12501-67 (Трубы. Метод испытания крутящим моментом)ГОСТ 13603-89 (Сетки проволочные крученые с шестиугольными ячейками)ГОСТ 13663-86 (Трубы стальные профильные)ГОСТ 1414-75 (Прокат из конструкционной стали высокой обрабатываемости резанием)ГОСТ 14162-79 (Трубки стальные малых размеров (капиллярные))ГОСТ 1435-99 (Прутки, полосы и мотки из инструментальной нелегированной стали)ГОСТ 14637-89 (Прокат толстолистовой из углеродистой стали обыкновенного качества)ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий)ГОСТ 14955-77 (Сталь качественная круглая со специальной отделкой поверхности)ГОСТ 14959-79 (Прокат из рессорно-пружинной углеродистой и легированной стали)ГОСТ 1577-93 (Прокат толстолистовой и широкополосный из конструкционной качественной сталиГОСТ 16523-97 (Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения)ГОСТ 17066-94 (Прокат тонколистовой из стали повышенной прочности)ГОСТ 17375-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.
Метод испытания на раздачу кольца конусом)ГОСТ 12004-81 (Сталь арматурная. Методы испытания на растяжение)ГОСТ 12132-66 (Трубы стальные электросварные и бесшовные для мотовелопромышленности)ГОСТ 12501-67 (Трубы. Метод испытания крутящим моментом)ГОСТ 13603-89 (Сетки проволочные крученые с шестиугольными ячейками)ГОСТ 13663-86 (Трубы стальные профильные)ГОСТ 1414-75 (Прокат из конструкционной стали высокой обрабатываемости резанием)ГОСТ 14162-79 (Трубки стальные малых размеров (капиллярные))ГОСТ 1435-99 (Прутки, полосы и мотки из инструментальной нелегированной стали)ГОСТ 14637-89 (Прокат толстолистовой из углеродистой стали обыкновенного качества)ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий)ГОСТ 14955-77 (Сталь качественная круглая со специальной отделкой поверхности)ГОСТ 14959-79 (Прокат из рессорно-пружинной углеродистой и легированной стали)ГОСТ 1577-93 (Прокат толстолистовой и широкополосный из конструкционной качественной сталиГОСТ 16523-97 (Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения)ГОСТ 17066-94 (Прокат тонколистовой из стали повышенной прочности)ГОСТ 17375-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные.
Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные. Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные.
Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные. Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические.
Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические. Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая.
Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая. Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные.
Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные. Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа.
Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь.
Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь. Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
 В данном случае этот показатель варьируется от 4 до 12 м. Чаще всего строительные материалы такого типа не слишком длинные, так как часто представляют собой просто обрезки габаритных изделий.
В данном случае этот показатель варьируется от 4 до 12 м. Чаще всего строительные материалы такого типа не слишком длинные, так как часто представляют собой просто обрезки габаритных изделий.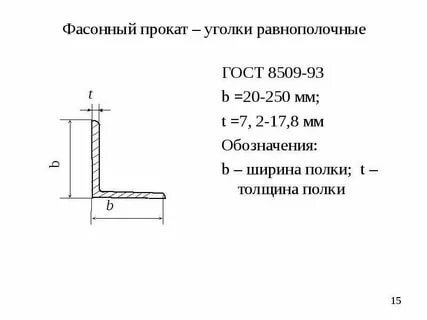 Ведь качественные изделия обязательно должны быть ровными. Максимальное значение кривизны уголка по ГОСТу не должно превышать 0,4 % длины. По требованию заказчика предприятия, занимающиеся производством металлопроката, выпускают изделия с кривизной не более 0,2 % длины. Скручивание уголка в направлении вокруг оси ГОСТ не позволяет.
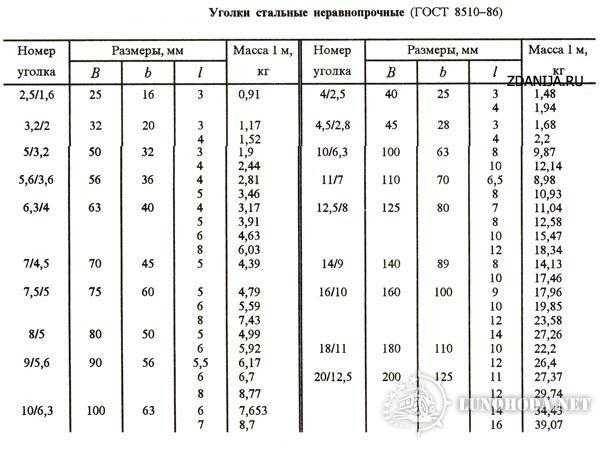
Ведь качественные изделия обязательно должны быть ровными. Максимальное значение кривизны уголка по ГОСТу не должно превышать 0,4 % длины. По требованию заказчика предприятия, занимающиеся производством металлопроката, выпускают изделия с кривизной не более 0,2 % длины. Скручивание уголка в направлении вокруг оси ГОСТ не позволяет.Ширина полки (мм) | Толщина стали, используемой для изготовления (мм) | Вес (кг) |
тридцать | 3-4 | 1,36-1,78 |
35 | 3, 4 или 5 | 1,6, 2,1 или 2,58 |
40 | 3-5 | 1,85, 2,42, 2,98 |
50 | 3, 4, 5, 6 | 2,32, 3,05, 3,77 |
70 | 4,5, 5, 6, 7, 8 | 4,87, 5,38, 6,39, 7,39, 8,37 |
Выше приведены соотношения значений для бредней. Как видите, при одинаковой ширине полок их толщина может быть разной. Соответственно меняется и вес изделия. Размеры уголка металлического неравнополочного, а точнее, ширины его «полочки», также могут варьироваться в пределах 20-200 мм. Соотношение этого параметра и веса изделий в этом случае регламентируется ГОСТом и указывается в специальных таблицах.
Как видите, при одинаковой ширине полок их толщина может быть разной. Соответственно меняется и вес изделия. Размеры уголка металлического неравнополочного, а точнее, ширины его «полочки», также могут варьироваться в пределах 20-200 мм. Соотношение этого параметра и веса изделий в этом случае регламентируется ГОСТом и указывается в специальных таблицах.
Марки стали
Прочность металлического уголка зависит не только от способа его изготовления, толщины и ширины полки. На влияние этого параметра также влияет то, какой материал использовался для изготовления изделия. Изготовляют уголок из следующих марок стали:
В первом случае применяют марки металла, эксплуатационные характеристики которых регламентируются ГОСТ 380-88. Качество низколегированных сталей, применяемых для изготовления уголков, определяется ГОСТ 19.281-89.
Наиболее популярные размеры уголка металлического
Наиболее востребованными изделиями этого типа являются изделия гнутые из черного металла марки «В». Этот вариант дешевле, чем уголок из нержавейки класса «А». При этом такие уголки держат достаточный запас прочности, чтобы из них можно было собрать прочные и надежные конструкции.
Этот вариант дешевле, чем уголок из нержавейки класса «А». При этом такие уголки держат достаточный запас прочности, чтобы из них можно было собрать прочные и надежные конструкции.
Какие размеры металлического уголка самые популярные? 40 х 40 мм, 50 х 50, 70 х 70 и 100 х 100 мм – эта ширина полки самая популярная. Первый вариант изделий, например, можно использовать для изготовления навесов, беседок, скамеек, уличных столиков и т. д. Для не очень ответственных конструкций этот уголок имеет достаточный запас прочности.
Изделия 50 х 50 мм могут быть использованы для сборки заборов, ворот, решеток, маленьких детских качелей и т. д. Применяются в машиностроении, а также при сборке вагонов. Размеры металлического уголка 50х50х5 мм или 50х50х6 мм позволяют собирать всевозможные рамки, испытывающие небольшие нагрузки. В других случаях можно использовать менее прочную версию 50 х 50 х 3 или 50 х 50 х 4 мм. Этот уголок весит больше, а значит и стоит меньше.
Уголок стальной оцинкованный
Очень часто металлопрокат данного типа используется для сборки металлоконструкций, в процессе эксплуатации подвергающихся отрицательному воздействию влаги. Так как обычная сталь подвержена коррозии, в данном случае используется особый вид металлического уголка – оцинкованный. Этот вариант достаточно дорогой, но даже в самых сложных условиях может прослужить десятилетиями. Размеры металлического уголка этой разновидности (ширина и толщина полочек) такие же, как и у обычного.
Так как обычная сталь подвержена коррозии, в данном случае используется особый вид металлического уголка – оцинкованный. Этот вариант достаточно дорогой, но даже в самых сложных условиях может прослужить десятилетиями. Размеры металлического уголка этой разновидности (ширина и толщина полочек) такие же, как и у обычного.
Изделия этой разновидности чаще всего изготавливаются из углеродистой стали. Цинкование можно осуществить несколькими способами. При простом погружении уголка в расплав получаются изделия с толщиной защитного слоя 150 мкм. Иногда цинкование проводят также во вращающейся герметичной емкости при высоких температурах. В этом случае цинк проникает в верхний слой стали и, хотя толщина его слоя также составляет 150 мкм, значительно лучше. Также с покрытием этим металлом сталь можно напылять. В этом случае можно нанести гораздо более толстый слой цинка – до нескольких миллиметров.
ГОСТ на углеродистую инструментальную сталь от поставщика Электровек-Сталь / Эвек
Вас интересует ГОСТ на углеродистую инструментальную сталь от поставщика — компании Электровек-Сталь? У нас вы найдете всю интересующую вас информацию по заданному вопросу
Компания Электровек-Сталь предлагает покупку инструментальных сталей из углеродистой стали по доступным ценам от производителей. Поставщик гарантирует немедленную доставку металлопродукции в любую точку, указанную потребителем.
Поставщик гарантирует немедленную доставку металлопродукции в любую точку, указанную потребителем.
Химик
Основным стандартом, регламентирующим условия производства инструментальных углеродистых сталей, является ГОСТ 1435-99. Он определяет номенклатуру металлопроката, химический состав и основные потребительские свойства этих сталей.
Сталь, из которой изготавливают металлопродукцию, классифицируется по химическому составу как качественная и качественная (в обозначении последней должна присутствовать буква А).
По назначению, в зависимости от массовой доли хрома, никеля и меди, металлопродукция делится на три группы:
1 — для всех видов продукции, включая жилы, кроме патентованных проволоки и ленты;
2 — для патентованных проволоки и ленты;
3 — для всех видов продукции (в том числе горячекатаных и холоднокатаных листов и лент), технология изготовления которых предусматривает многократный нагрев, повышающий возможность графитизации стали, а также для продукции, требующей повышенной прокаливаемость (кроме проката для стержней, И лент).
По способу дальнейшей обработки горячекатаные и кованые прутки и полосы подразделяются на подгруппы:
А — для горячей обработки давлением (в том числе на осадку, высадку), а также для холодного волочения;
Б — для холодной обработки (точение, строжка, фрезерование и др.).
По состоянию материала металлопродукцию изготовляют без термической обработки,
Термически обработанной — Т и нагартованной — Н (для калиброванных и со специальной отделкой поверхности стержней).
Химический состав сталей должен соответствовать ограничениям, указанным в следующей таблице:
| Массовая доля элемента, % | |||||
| марка стали | Из углерода | Кремний | Марганец | Сера | Фосфор |
| не более | |||||
| U7 | 0,65−0,74 | 0,17−0,33 | 0,17−0,33 | 0,028 | 0,030 |
| У8 | 0,75−0,84 | 0,17−0,33 | 0,17−0,33 | 0,028 | 0,030 |
| У8Г | 0,80−0,90 | 0,17−0,33 | 0,33−0,58 | 0,028 | 0,030 |
| Y9 | 0,85−0,94 | 0,17−0,33 | 0,17−0,33 | 0,028 | 0,030 |
| У10 | 0,95−1,04 | 0,17−0,33 | 0,17−0,33 | 0,028 | 0,030 |
| У11 | 1,05−1,14 | 0,17−0,33 | 0,17−0,33 | 0,028 | 0,030 |
| У12 | 1,15−1,24 | 0,17−0,33 | 0,17−0,33 | 0,028 | 0,030 |
| У13 | 1,25−1,35 | 0,17−0,33 | 0,17−0,33 | 0,028 | 0,030 |
| У7А | 0,65−0,74 | 0,17−0,33 | 0,17−0,28 | 0,018 | 0,025 |
| У8А | 0,75−0,84 | 0,17−0,33 | 0,17−0,28 | 0,018 | 0,025 |
| У8ГА | 0,80−0,90 | 0,17−0,33 | 0,33−0,58 | 0,018 | 0,025 |
| У9А | 0,85−0,94 | 0,17−0,33 | 0,17−0,28 | 0,018 | 0,025 |
| У10А | 0,95−1,04 | 0,17−0,33 | 0,17−0,28 | 0,018 | 0,025 |
| У11А | 1,05−1,14 | 0,17−0,33 | 0,17−0,28 | 0,018 | 0,025 |
| У12А | 1,15−1,24 | 0,17−0,33 | 0,17−0,28 | 0,018 | 0,025 |
| У13А | 1,25−1,35 | 0,17−0,33 | 0,17−0,28 | 0,018 | 0,025 |
Примечания:
1. Буквы и цифры в обозначении марки стали означают: Y – углерод, следующая цифра – средняя массовая доля углерода в десятых долях процента, Г – приведенная масса доля марганца.
Буквы и цифры в обозначении марки стали означают: Y – углерод, следующая цифра – средняя массовая доля углерода в десятых долях процента, Г – приведенная масса доля марганца.
2. Массовая доля серы в стали, полученной методом электрошлакового переплава, не должна превышать 0,013%.
| Массовая доля элемента, % | ||||
| Группа металлов- Продуктов | марки | Хром | Никель | Медь |
| не более | ||||
| 1 | Y7, Y8, Y8G, Y9, Y10, Y11, Y12, Y13, Y7A, Y8A, Y8GA, Y9А, Y10A, Y11A, Y12A, Y13AA | Не более 0,20 | 0,25 | 0,25 |
| 2 | В7А, В8А, В8ГА, В9А, В10А, В11А, В12А, В13А | Не более 0,12 | 0,12 | 0,20 |
| 3 | Y7, Y8, Y8G, Y9, Y10, Y11, Y12, Y13, Y7A, Y8A, Y8GA, Y9A, Y10A, Y11A, Y12A, Y13AA | 0,20−0,40 | 0,25 | 0,25 |
Купить инструментальную углеродистую сталь, изготовленную в строгом соответствии с положениями ГОСТ 1435-99, предлагает компания Электровэк-сталь. Товары продаются по ценам производителя. Поставщик обеспечивает своевременную доставку металлопроката в любую точку, указанную заказчиком.
Товары продаются по ценам производителя. Поставщик обеспечивает своевременную доставку металлопроката в любую точку, указанную заказчиком.
Свойства
ГОСТ 1435-99 определяет качество поверхности поставляемого проката инструментальных углеродистых сталей, а также его начальную твердость:
марка стали | Твердость по Бринеллю термически обработанных металлических изделий | Твердость образцов по Роквеллу После закалки в воде | ||
| НВ, не ниже | Диаметр отпечатка, мм, не менее | Температура отпуска, °С | HRC (HRC), не менее | |
| V7, V7A V8, V8A, V8G, V8GA | 187 | 4,4 | 800-820 780-800 | 63 (62) |
| Y9, Y9A | 192 | 4,35 | 760−780 | 63 (62) |
| У10, У10А | 207 | 4,2 | 770-800 | 63 (62) |
| У11, У11А | 212 | 4,15 | 770-800 | 63 (62) |
| У12, У12А У13, У13А | 212 217 | 4,15 4,1 | 760-790 | 64 (63) |
Изделия из металла термически обработанные диаметром или толщиной менее 5 мм на твердость не испытывают, а испытывают на растяжение по требованию потребителя. Временное сопротивление должно соответствовать нормам, приведенным в таблице.
Временное сопротивление должно соответствовать нормам, приведенным в таблице.
| марка стали | Предел временного сопротивления, МПа (кгс/мм 2 ), не более |
| В7, В7А, В8, В8А, В8Т, В8ГА, В9, В9А | 650 (66) |
| В10, В10А, В11, В11А, В12, В12А, В13, В13А | 750 (76) |
Качество поверхности основного металла из инструментальных углеродистых сталей должно соответствовать следующим требованиям: прокатки и рванины не допускаются.
Поверхностные дефекты должны быть удалены путем плоской резки или зачистки. Глубина зачистки не должна превышать (считая от фактического размера металлопроката):
Для прутков и полос диаметром или толщиной менее 80 мм — половина суммы предельных отклонений от размера;
Для прутков и полос диаметром или толщиной от 80 до 140 мм — сумма предельных отклонений от размера;
Для прутков и полос диаметром или толщиной более 140 мм — 4 % от номинального диаметра или толщины.
Допускаются без зачистки дефекты механического происхождения (отпечатки, царапины, риски, рюши и др.) глубиной не более половины суммы предельных отклонений, а также мелкие развернувшиеся или несвязанные загрязнения и пузыри глубиной не превышающие 0,25 суммы предельных отклонений, но не более 0,2 мм, считая от фактического размера.
На поверхности горячекатаных рулонов отдельные мелкие фольги, скрученные загрязнения и пузыри, дефекты механического происхождения (отпечатки, царапины, риски, ворсинки и др.), не превышающие 0,25 суммы предельных отклонений, считая от реальный размер, допускаются без зачистки.
На поверхности стержней, предназначенных для изготовления деталей методом горячей осадки или высадки, не допускается наличие размотанной или незакрученной грязи и пузырей.
На поверхности стержней и полос подгруппы б локальные дефекты допускаются, если глубина их залегания не превышает:
Для размеров до 100 мм — половина суммы предельных отклонений по размеру;
Для размеров 100 мм и более — сумма предельных отклонений по размеру, считая от фактического размера.
Ручной пресс виноградный: Пресс для винограда купите недорого на распродаже в Центре Новинок в Москве
Ручной винтовой пресс для сока VP-10
Производитель: Apple Press Ltd.
349.00€ / Unit Price
288.43€ / Unit Price exclude taxes
Наличие:
Out Of Stock
Rate:
5/5 (5 отзывов)
Количество:
Payments:
Shipping costs:
Latvian Post — Доставка в United States Приоритет (1-2 недели) — 167.14€
Express Post — Доставка в United States (6 рабочих дней) — 196.44€
UPS Express — Доставка в United States (2 рабочих дней) — 233.89€
FedEx Economy — Доставка в United States (7 рабочих дней) — 280. 17€
DHL Express — Доставка в United States (3 рабочих дней) — 342.40€
More shipping methods:
- Описание
- Отзывов (5)
Маленький, да удаленький.
- Объём корзины: 10 л
- Высота корзины: 300 мм
- Диаметр корзины 206 мм
- Масса Пресса: 18 кг
- Габариты: 34x40x69 см
Данный пресс для отжима сока подойдет для небольшого сада с 1-3 яблонями. Для измельчения фруктов достаточно иметь ручной измельчитель фруктов RS-2, или электрический измельчитель яблок ESE-018. С помощью такого комплекта можно отжимать более 50 л сока в час, при условии, что работают несколько человек одновременно, например, всей семьей. Один собирает и моет плоды, второй измельчает яблоки, и третий человек только отжимает сок. Также это пресс для яблок хорош для отжима сока из винограда и других ягод, которые растут у вас в больших количествах.
Один собирает и моет плоды, второй измельчает яблоки, и третий человек только отжимает сок. Также это пресс для яблок хорош для отжима сока из винограда и других ягод, которые растут у вас в больших количествах.
Надежная конструкция.
Рабочий винт имеет трапецеидальную резьбу. Длина резьбы в раме составляет 70мм. Такая пара винта и гайки хорошо держит нагрузку и прослужит вам очень долго. Бронзовая втулка и опорный подшипник позволяют значительно уменьшить трение при вращении винта, уменьшить износ рабочих поверхностей и облегчить сам процесс прессования фруктов.
Дубовый бочонок.
Бочонок и поршень изготовлены из дуба, все скручено саморезами из нержавеющей стали. За один цикл работы пресса для винограда (загрузка, отжим, выгрузка) можно отжать 5-7 литров сока.
Поддон из нержавеющей стали.
Кольца бочонка, накладка на поршне, рукоятка винта, а также поддон для сбора сока изготовлены из пищевой нержавеющей стали.
Удобная конструкция.
Порошковая окраска рамы создаёт прочное и долговечное защитное покрытие. На ножках пресса для сока есть резиновые ножки для устойчивой фиксации на рабочей поверхности и защиты покрытия рамы от повреждений. В ножках яблочного пресса имеются отверстия для фиксации пресса на неподвижном основании. Однако винтовые прессы для сока объемом бочонка до 10 л достаточно просто придерживать одной рукой за раму, а другой вращать винт. На концах винта имеются резиновые ручки для удобной работы.
В комплекте с прессом идёт сетчатая ткань для фильтрации сока.
В качестве ткани для фильтрации используется специальная синтетическая ткань (лавсан), которая предназначена для фильтрации соков и молока. Такая ткань очень прочная и долговечная.
| tube-3iq | 2021-05-30 23:49:56 |
macht ausgezeichneten Eindruck
| |
 ebay.com/ws/eBayISAPI.dll?ViewFeedback2&userid=sia-apple-press&ftab=FeedbackAsSeller&searchInterval=30
ebay.com/ws/eBayISAPI.dll?ViewFeedback2&userid=sia-apple-press&ftab=FeedbackAsSeller&searchInterval=30| Harry | 2018-11-13 14:25:15 |
Shipment to Austria and payment worked without any problems, the press arrived around one and a half weeks after ordering it.
| |
| Марк Алексеев | 2016-08-08 16:25:53 |
Добрый день, я покупал у вас в этом году комплект: Пресс винтовой VP-10 и Измельчитель-дрель DS- Все просто супер, спасибо большое, заготовил много сока для вина и на зиму детям пить ))). | |
 На следующий год хочу приобрести у Вас комплект большей мощности: Пресс винтовой VP-20 и Электрический измельчитель ESE-018 или Электрический измельчитель ES-055.
На следующий год хочу приобрести у Вас комплект большей мощности: Пресс винтовой VP-20 и Электрический измельчитель ESE-018 или Электрический измельчитель ES-055.
| ar600 | 2016-07-20 15:50:39 |
Fast delivery, good transaction.
| |
| barbara1045 | 2016-07-14 15:51:44 |
Item as described. Great price. Husband loved it! Thank you!!!
| |
People who viewed this item also viewed
Корзиночные пресса для винограда
Корзиночные пресса для винограда
Пресса
|
Модель
|
|
Цена,
| |
|
|
TL 20 — Ручной пресс для винограда.
Деревянная корзина. Домкратный механизм отжима. Вес 14 кг.
| ||
|
TL 25 — Ручной пресс для винограда. Объем пресса 15 литров.
Деревянная корзина. Домкратный механизм отжима. Вес 23 кг.
| |||
|
TL 35 — Ручной пресс для винограда. Объем пресса 48 литров.
Деревянная корзина. Домкратный механизм отжима. Вес 65 кг.
| |||
|
TL 40 — Ручной пресс для винограда. Объем пресса 76 литров.
Деревянная корзина. Домкратный механизм отжима.
| |||
|
TL 45 — Ручной пресс для винограда. Объем пресса 104 литров.
Деревянная корзина. Домкратный механизм отжима. Вес 125 кг.
| |||
|
TL 50 — Ручной пресс для винограда. Объем пресса 138 литров.
Деревянная корзина. Домкратный механизм отжима. Вес 135 кг.
| |||
|
TL 55 — Ручной пресс для винограда. Объем пресса 176 литров.
Деревянная корзина. Домкратный механизм отжима. Вес 170 кг.
| |||
|
TL 60 — Ручной пресс для винограда.
Деревянная корзина. Домкратный механизм отжима. Вес 220 кг.
|
 Объем пресса 10 литров.
Объем пресса 10 литров. Вес 77 кг.
Вес 77 кг. Объем пресса 226 литров.
Объем пресса 226 литров.
Просмотреть/Скачать прайс c ценами
Телефоны для связи:
Email:
Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Как выбрать пресс для винограда!
« Вернуться к статьям
30.11.-1
Выбор пресса
Информация
В мире существует два основных типа винных прессов: корзиночные прессы (также называемые храповыми прессами) и пузырчатые прессы. Основная концепция винного пресса состоит в том, чтобы отделить сок или ферментированное вино (в зависимости от того, делаете ли вы красное или белое вино) от кожуры, семян и мякоти, которые составляют твердые части винограда. Это делается путем отжима (а не, скажем, центрифуги…). Клиенты в основном будут выбирать между лучшими характеристиками пресса-пузырька или низкой ценой корзиночного пресса, а затем выбирать подходящий размер для своих нужд. Мы любим жим мочевого пузыря. Давайте подробнее разберемся, почему:
Это делается путем отжима (а не, скажем, центрифуги…). Клиенты в основном будут выбирать между лучшими характеристиками пресса-пузырька или низкой ценой корзиночного пресса, а затем выбирать подходящий размер для своих нужд. Мы любим жим мочевого пузыря. Давайте подробнее разберемся, почему:
Баллонные прессы имеют несколько явных преимуществ перед корзиночными прессами. Чтобы увидеть самую важную разницу, вам нужно понять, как функционируют два разных стиля жима. Мы рассмотрим их в общих чертах здесь, а для получения дополнительной информации или если эти описания неясны, вы можете ознакомиться с нашими руководствами по эксплуатации для этих типов прессов в разделе «Дополнительные руководства» на веб-сайте вина.
Корзиночные прессы: Корзиночные прессы работают, выжимая виноград или сусло сверху и снизу. Сусло или целые гроздья винограда помещают в деревянную корзину до тех пор, пока она не наполнится, а затем поверх фруктов кладут два деревянных бруска в форме полумесяца. Затем блоки размером 2 x 2 дюйма укладываются поверх бревенчатой хижины луны, пока они не превысят высоту верхней части корзины. Узел железного храпового механизма (отсюда и название «храповой пресс») навинчивается на центральный вал пресса до тех пор, пока он не упрется в деревянные блоки. Затем в узел храповика вставляется ручка, которая с помощью храпового движения толкает деревянные блоки вниз поверх пресса. По своей природе работа таким образом дает один из двух результатов: 1) Чтобы получить из винограда все до последней капли вина/сока, покупатель довольно сильно нажимает на фрукты. Это вызывает дополнительное давление на семена и любые присутствующие стебли, что придает вину резкий или горький вкус; или 2) Чтобы избежать появления этих нежелательных привкусов, потребитель не будет так сильно давить на фрукты. В результате они оставляют после себя прекрасное вино или сок.
Затем блоки размером 2 x 2 дюйма укладываются поверх бревенчатой хижины луны, пока они не превысят высоту верхней части корзины. Узел железного храпового механизма (отсюда и название «храповой пресс») навинчивается на центральный вал пресса до тех пор, пока он не упрется в деревянные блоки. Затем в узел храповика вставляется ручка, которая с помощью храпового движения толкает деревянные блоки вниз поверх пресса. По своей природе работа таким образом дает один из двух результатов: 1) Чтобы получить из винограда все до последней капли вина/сока, покупатель довольно сильно нажимает на фрукты. Это вызывает дополнительное давление на семена и любые присутствующие стебли, что придает вину резкий или горький вкус; или 2) Чтобы избежать появления этих нежелательных привкусов, потребитель не будет так сильно давить на фрукты. В результате они оставляют после себя прекрасное вино или сок.
Пружинные прессы: Пузырные прессы работают, выжимая сусло или виноград изнутри (в центре пресса) наружу. В результате вся партия фруктов подвергается одинаковому давлению при прессовании, а это означает, что покупателю не приходится выбирать между максимальным выходом и максимальным качеством. Кроме того, прессы с мочевым пузырем работают быстрее в расчете на один цикл прессования. Это означает, что клиент может приобрести меньший по размеру пресс с корзиночным прессом и просто запускать его больше раз в день, что, в свою очередь, означает, что пресс легче хранить до конца года. Прессы для мочевого пузыря также проще в использовании и перемещении. Храповое вращение корзиночного пресса через некоторое время становится довольно утомительным, а все составные части пресса очень тяжелые и громоздкие. В целом пресс для мочевого пузыря гораздо более удобен для пользователя. Несколько слов о прессах для пузырей марки Speidel: компания Speidel была первым изобретателем пузырчатых прессов и единственным немецким производителем. Все другие пузырьковые прессы, представленные на рынке, производятся в Италии.
В результате вся партия фруктов подвергается одинаковому давлению при прессовании, а это означает, что покупателю не приходится выбирать между максимальным выходом и максимальным качеством. Кроме того, прессы с мочевым пузырем работают быстрее в расчете на один цикл прессования. Это означает, что клиент может приобрести меньший по размеру пресс с корзиночным прессом и просто запускать его больше раз в день, что, в свою очередь, означает, что пресс легче хранить до конца года. Прессы для мочевого пузыря также проще в использовании и перемещении. Храповое вращение корзиночного пресса через некоторое время становится довольно утомительным, а все составные части пресса очень тяжелые и громоздкие. В целом пресс для мочевого пузыря гораздо более удобен для пользователя. Несколько слов о прессах для пузырей марки Speidel: компания Speidel была первым изобретателем пузырчатых прессов и единственным немецким производителем. Все другие пузырьковые прессы, представленные на рынке, производятся в Италии. Между итальянскими и немецкими прессами есть несколько ключевых различий:
Между итальянскими и немецкими прессами есть несколько ключевых различий:
- Щелевые сита: В немецком прессе используется щелевое сито, а не перфорированное, что помогает устранить брызги во время прессования и, следовательно, снижает окисление вина во время прессования
- Heavy Duty Hardware: Оборудование, клапаны, манометр и предохранительные клапаны пресса Speidel имеют более высокое качество, чем их итальянские аналоги.
- Утопленное оборудование: Клапан в сборе на прессе Speidel утоплен сзади под чашей пресса. Это преимущество, потому что исключается вероятность повреждения пресса в случае его опрокидывания, а также исключается вероятность повреждения вас или пресса при ударе лодыжкой/голенью об открытые клапаны (это ПРОИЗОЙДЕТ, если вы будете работать с итальянским прессом, и это повредит одному или обоим из вас — поверьте мне, я был там).
Калибровка пресса
Определение размера пресса сводится к пересечению трех разных вопросов: Сколько мне нужно жать? Сколько я могу нажимать сразу при заданном размере пресса? и Сколько времени займет каждый цикл прессования? Как и в случае с дроблением/удалением плодоножек в процессе виноделия (и почти во всех остальных аспектах виноделия, если уж на то пошло), установка и очистка будут занимать значительную часть дня, поэтому не стоит планировать тратить 8 часов на прессование, если только вы чувствуете, что работаете 12 часов в день. В общем, вы хотите иметь возможность переварить всю партию вина или винограда примерно за 5 часов.
В общем, вы хотите иметь возможность переварить всю партию вина или винограда примерно за 5 часов.
Имейте в виду, что когда вы прессуете сусло, в нем будет от 30% до 35% сухих веществ. По мере того, как вы заполняете пресс, большая часть жидкости будет вытекать и вытекать, что называется свободным вином/соком. Таким образом, объем пресса будет соответствовать объему твердых частиц, которые необходимо отжать. Например, если у вас есть 100 галлонов ферментированного сусла для отжима, это соответствует примерно 35 галлонам сухих веществ. Чтобы продавить 35 галлонов твердых веществ через 40-литровый пресс-баллон (10,6 галлона), вам потребуется выполнить около 3 циклов прессования, чтобы выполнить работу. Если вы можете выполнить полный цикл прессования на 40-литровом баковом прессе примерно за 45 минут — что, как оказалось, вы можете — тогда этот пресс полностью справится с поставленной задачей.
Кажется, сейчас самое время определить, что я имею в виду под « пресс-циклом ». Полный цикл прессования состоит из заполнения пресса, прессования, опорожнения пресса, его очистки и дезинфекции перед следующим запуском. Теперь все, что вам нужно, чтобы понять, какой пресс подходит покупателю, — это знать, как долго длится цикл прессования для каждой модели, которую мы предлагаем.
Полный цикл прессования состоит из заполнения пресса, прессования, опорожнения пресса, его очистки и дезинфекции перед следующим запуском. Теперь все, что вам нужно, чтобы понять, какой пресс подходит покупателю, — это знать, как долго длится цикл прессования для каждой модели, которую мы предлагаем.
Имейте в виду, что время выполнения циклов прессования зависит от физической настройки оборудования клиента, практики, подготовки и уровня знаний. Две наиболее трудоемкие части процесса: 1) заполнение пресса и 2) фактическое прессование. При жиме мочевого пузыря это, по сути, состоит в ожидании заполнения мочевого пузыря…
Speidel Bladder Press — 90 литров
Пресс для мочевого пузыря Speidel — 180 литров
Пресс для деревянных корзин №30
Пресс для деревянных корзин №35
Пресс для деревянных корзин №40
#50 Пресс для деревянных корзин
Пресс для мочевого пузыря из нержавеющей стали – 450 л (118)
Авторские права на все содержимое принадлежат MoreFlavor Inc. , 2022 г. Все права защищены. Никакая часть этого документа или связанных с ним файлов не может быть воспроизведена или передана в любой форме и любыми средствами (электронными, фотокопированием, записью или иным образом) без предварительного письменного разрешения издателя.
, 2022 г. Все права защищены. Никакая часть этого документа или связанных с ним файлов не может быть воспроизведена или передана в любой форме и любыми средствами (электронными, фотокопированием, записью или иным образом) без предварительного письменного разрешения издателя.
Подпишитесь, чтобы получать эксклюзивные предложения, советы и рекомендации, специальные купоны и многое другое…
- Больше пива!
- ЕщеКофе!
- ЕщеВино Про!
- Больше пива Pro!
- Филиалы
- Розничные магазины
- Склады
- Почему больше вина?
- Наша история
- Персонал Биос
- Отзывы
- Информация о моем продукте
- Видео
- Артикул
- Больше руководств!
- Новое в виноделии
- Моя учетная запись
- Где мои вещи
- Информация о доставке
- Политика возмещения/возврата
- Положения и условия
- Свяжитесь с нами
‘+
‘ Чтение ‘ + TurnToItemData. counts.r + ‘ Обзор’ + (TurnToItemData.counts.r == 1 ? » : ‘s’) + » +
counts.r + ‘ Обзор’ + (TurnToItemData.counts.r == 1 ? » : ‘s’) + » +
‘ или Напишите отзыв’ +
‘
Винный пресс | ПодробнееВино
- Главная
- Оборудование
- Винный пресс
Мы предлагаем два основных типа винных прессов для домашних виноделов: гидравлический пузырчатый винный пресс и корзиночный винный пресс с храповым механизмом. Корзинный винный пресс, который мы предлагаем, изготовлен из окрашенной стальной рамы с традиционными деревянными планками. Они отлично подходят для большинства небольших домашних виноделов. Bladder Wine Press предлагает виноделу больший контроль над операцией прессования и достижение более равномерного прессования, при этом работая быстрее. Винный пресс Bladder также бережнее относится к вашим фруктам, чем корзиночный пресс. Мембранные прессы идеально подходят для виноделов, которые работают в больших масштабах и/или сосредоточены на производстве вина самого высокого качества.
Пресс для винных пузырей
Пресс для винных корзин
Блихманн WineEasy
GOферментор
Принадлежности для прессования вина
- Товары (17)
- Артикул
- Часто задаваемые вопросы
- Советы
- Видео
Показано с 1 по 17 из 17 продуктов
Сортировать по:
РелевантностьЛучшие продавцыРейтинг покупателейЦена (от низкой к высокой)Цена (от высокой к низкой)
Страница:
[1]
Показать только избранные продукты
Пресс для пузырей Speidel из нержавеющей стали, 20 литров
1 Обзор
1199,99 $
Пресс для пузырей Speidel из нержавеющей стали — 40 литров
5 отзывов
1499,99 $
Пресс для пузырей Speidel из нержавеющей стали – 90 литров
2 149,99 $
Speidel Bladder Press — 90 литров
11 отзывов
1799,99 $
Пресс для пузырей Speidel — 180 литров
3 969,99 $
Пресс для пузырей из нержавеющей стали – 300 л (79 г)
7 999,99 $
Пресс для пузырей из нержавеющей стали – 450 л (118 г)
9 999,99 $
#20 Пресс для фруктов
2 Отзывы
$349,99
WE99
Мини-пресс — 12 см x 12 см — эмалированный и нержавеющая сталь
4 отзыва
74,99 $
Виноградный пресс # 20 — Marchisio
429,99 $
Виноградный пресс № 25 — Marchisio
2 отзыва
529,99 $
Пресс для деревянных корзин №30
$589,99
Пресс для деревянных корзин №35
$699,99
#40 Пресс для деревянных корзин
$799,99
Пресс для деревянных корзин №45
$949,99
Пресс для деревянных корзин #55
2 отзыва
1 299,99 $
Пресс для деревянных корзин №50
1 199,99 долл. США
США
Отображается с 1 по 17 из 17 продуктов
Страница:
[1]
Подпишитесь, чтобы получать эксклюзивные предложения, советы и рекомендации, специальные купоны и многое другое…
- Больше пива!
- ЕщеКофе!
- ЕщеВино Про!
- Больше пива Pro!
- Филиалы
- Розничные магазины
- Склады
- Почему больше вина?
- Наша история
- Персонал Биос
- Отзывы
- Информация о моем продукте
- Видео
- Артикул
- Больше руководств!
- Новое в виноделии
- Моя учетная запись
- Где мои вещи
- Информация о доставке
- Политика возмещения/возврата
- Положения и условия
- Свяжитесь с нами
‘+
‘ Чтение ‘ + TurnToItemData.
Что такое насос плунжерный: Плунжерный насос – надежный высоконапорный насос для промышленного использования
Плунжерный насос – надежный высоконапорный насос для промышленного использования
Плунжерные насосы являются надежными высоконапорными насосами и часто применяются в промышленности, например для очистки, а также для реализации процессов химической промышленности. Вытеснительные насосы могут работать как с малой, так и с большой подачей, а также с разными ступенями давления. Они перекачивают все жидкие среды: воду, масла, сжиженные газы – в широком температурном диапазоне. Возвратно-поступательные плунжерные насосы без проблем перекачивают и абразивные среды (например, суспензии моющих средств и угольную пульпу) на разных ступенях давления.
Плунжерный насос – это поршневой насос в особом исполнении. Понятие «плунжер» заимствовано из английского языка и обозначает поршневой шток или вытеснитель.
В отличие от поршневого насоса, в плунжерном насосе поршень не доходит до стенки цилиндра. Поршневой шток служит поршнем. Он ходит в цилиндре без всяких уплотнений. Насос работает по принципу вытеснения.
В отличие от поршневого насоса, уплотнение плунжерного насоса не перемещается вместе с поршнем, а жестко смонтировано в сальнике. При перемещении назад плунжер создает всасывающий эффект в гидравлической части и открывает всасывающий клапан. Среда поступает в гидравлическую часть. Затем плунжер перемещается вперед. Своим собственным объемом плунжер вытесняет имеющийся объем и повышает давление перекачиваемой жидкости. Всасывающий клапан закрывается, и напорный клапан открывает жидкости, находящейся под давлением, путь в технологическую зону.
Возвратно-поступательное движение плунжера непрерывно повторяется, открывая и закрывая клапаны. В зависимости от применения циклы повторяются до нескольких сотен раз в минуту. Чтобы поток жидкости не перемещался толчками, со стороны всасывания и со стороны напора установлены поглотители колебаний, обеспечивающие равномерный поток и уменьшающие пульсацию. Для увеличения подачи и обеспечения более равномерного перемещения потока в один насос можно установить несколько плунжеров. В этом случае плунжеры через одну напорную трубу питают всю технологическую зону насоса. Количество плунжеров в насосе варьирует в зависимости от его конструкции и назначения.
В этом случае плунжеры через одну напорную трубу питают всю технологическую зону насоса. Количество плунжеров в насосе варьирует в зависимости от его конструкции и назначения.
Плунжеры имеют гидравлический привод либо приводятся от коленвала с шатуном и ползунами. При наличии нескольких плунжеров угловые положения на коленвале можно распределить так, чтобы пики давления в насосе возникали с некоторым временным интервалом.
Плунжерный насос состоит из двух основных частей: гидравлической и приводной.
Приводная часть преобразует вращательное движение приводного двигателя в колебательное возвратно-поступательное движение плунжера. Эту функцию выполняют коленчатый вал, шатун и ползуны. С ползунами соединены плунжеры, которые через сальники введены в гидравлическую часть насоса. Приводные двигатели могут быть электрическими либо двигателями внутреннего сгорания. Также могут использоваться гидравлические приводы. Чтобы выдержать непрерывную эксплуатацию в экстремальных условиях, приводная часть должна быть изготовлена из прочного литого материала.
URACA plunger pump power end
Гидравлическая часть состоит из сальников и клапанной коробки, в которой происходит повышение давления среды. Различные компоненты гидравлической части контактируют с перекачиваемыми жидкостями и поэтому должны выполняться согласно соответствующим требованиям. Корпус сальников, клапанный блок и клапаны изготовлены из материалов, соответствующих условиям и цели применения, а также перекачиваемой жидкости. Примеры материалов: простые литые материалы, высоколегированные нержавеющие стали (например, супердуплексная сталь) и даже титан.
Уплотнения, жестко смонтированные в гидравлической части, в зависимости от обслуживаемого процесса могут оснащаться вспомогательными системами, например блокировочными системами, системами впрыска и промывки.
URACA plunger pump liquid end
URACA plunger pump plungerURACA plunger pump stuffing boxURACA plunger pump valve block
Возможности применения плунжерных насосов очень многообразны. Эти изделия станут подходящим решением во всех случаях, когда необходимо перекачивать жидкие среды под высоким давлением. Плунжерные насосы могут использоваться и как маломощные насосы для очистных работ массой несколько килограммов, и как насосы для обрабатывающей промышленности мощностью несколько мегаватт и массой 40 тонн. Высоконапорные насосы могут работать с давлением до 3 000 бар.
Плунжерные насосы могут использоваться и как маломощные насосы для очистных работ массой несколько килограммов, и как насосы для обрабатывающей промышленности мощностью несколько мегаватт и массой 40 тонн. Высоконапорные насосы могут работать с давлением до 3 000 бар.
Благодаря продуманной конструкции, оптимизированному подходу к выбору материалов, регулировке числа оборотов и соблюдению высочайшей точности при производстве плунжерных насосов они могут работать круглосуточно и при этом около 8 000 часов в год – непрерывно. Эти насосы могут перекачивать любые среды в жидком агрегатном состоянии. Такими средами могут быть не только вода или масло нормальной температуры, но и горячие масла и сжиженные газы, например диоксид углерода и аммиак. Принцип работы плунжерных насосов делает их пригодными к перекачиванию сред, содержащих абразивные вещества, например суспензий моющих средств и угольной пульпы.
- очистка
- ожижение угля
- технологическое оборудование для химической и фармацевтической промышленности
- гидравлические испытания
- производство мочевины
- обработка поверхности
- нефтегазодобывающая отрасль
Плунжерные насосы работают по вытеснительному принципу и отлично подходят для эксплуатации в непрерывном режиме. Эти насосы можно использовать для перекачивания разных жидких сред с созданием давления до 3 000 бар. Компания URACA обладает обширным ноу-хау в области разработки и изготовления плунжерных насосов.
Эти насосы можно использовать для перекачивания разных жидких сред с созданием давления до 3 000 бар. Компания URACA обладает обширным ноу-хау в области разработки и изготовления плунжерных насосов.
У вас появились вопросы или вы уже ищете подходящий насос для решения ваших задач? Обратитесь к специалистам компании URACA!
Плунжерные насосы
Плунжерный насос,
и чем он отличается от поршневого насоса. Плунжер и поршень
Существительное «поршень» намного «популярнее», чем «плунжер». В поисковых запросах оно встречается в двадцать раз чаще (поршень двигателя внутреннего сгорания, тормозной поршень, поршень клапана и, конечно, поршень насоса). Многие из тех, кто хотя бы на интуитивном уровне понимает, что такое поршень, не всегда даже слышали о плунжере. Хотя в справочниках и словарях (не только технических, но и общего типа) словосочетания с прилагательным «плунжерный» ─ не случайные гости: плунжер ТНВД (плунжер топливного насоса высокого давления), плунжер домкрата, плунжер клапана, плунжер пресса. И плунжер насоса, разумеется. Если поршень «популярнее» плунжера на порядок, то слова «плунжерный насос» при формировании запроса набирают лишь вдвое реже, чем «поршневой насос».
И плунжер насоса, разумеется. Если поршень «популярнее» плунжера на порядок, то слова «плунжерный насос» при формировании запроса набирают лишь вдвое реже, чем «поршневой насос».
Поршень и плунжер. Поршневой и плунжерный насосы
В соответствии с «ГОСТ 17398-72 Насосы. Термины и определения» поршневой и плунжерный насосы являются возвратно-поступательными насосами, рабочие органы которых выполнены, соответственно, в виде поршня и в виде плунжера. В каких «взаимоотношениях» между собой находятся поршень и плунжер?
Велик соблазн считать поршень и плунжер синонимами, тем более, что такого же мнения придерживаются многие словари синонимов, ставя в один ряд с ними употребляемый сегодня гораздо реже, чем в недавнем прошлом, термин «ныряло». Кстати, совсем не случайный, ведь слово «плунжер» происходит от английского plunge, что означает погружение, ныряние. О том, что поршень и плунжер не совсем одно и то же, косвенно свидетельствует все тот же ГОСТ 17398-72, определяя роторно-поршневой насос как роторно-поступательный насос с рабочими органами в виде «поршней или плунжеров».
И все же большинство словарей в определении плунжера используют слово поршень, что дает основания рассматривать плунжер не как уникальный вытеснитель, а как частный случай поршня. Согласно Большому Энциклопедическому словарю (2-е издание, 1997 г.) плунжер ─ это «поршень, имеющий длину, значительно превышающую диаметр». Толковый словарь под редакцией Д. Н. Ушакова, 1935-1940 гг. ─ «поршень в нагнетательных насосах, имеющий вид длинного цилиндрического стержня». Большая политехническая энциклопедия под ред. В. Д. Рязанцева, 2011 г. ─ «удлиненный массивный цилиндрический поршень с кольцевыми уплотнителями». И, наконец, Большая советская энциклопедия 1969-1978 гг. издания ─ «поршень с гладкой образующей поверхностью или с кольцевыми канавками, имеющий длину, значительно превышающую диаметр».
Т. е. главный отличительный признак, дающий основание назвать поршень плунжером, ─ геометрия и размеры поршня. Когда поршень «вытягивается», и его длина начинает существенно превосходить диаметр, продолжая оставаться поршнем, он становится еще и плунжером. Длина и диаметр поршня могут быть любыми. Диаметр плунжера намного меньше, чем длина плунжера.
Длина и диаметр поршня могут быть любыми. Диаметр плунжера намного меньше, чем длина плунжера.
Исходя из вышесказанного, плунжерный насос может рассматриваться как один из двух вариантов поршневого насоса, который бывает собственно поршневым и плунжерным.
Плунжерный насос: принцип работы, отличия поршневого и плунжерного насосов
Работа плунжера и поршня в насосе происходит с использованием идентичных принципов вытеснения жидкости, поэтому гидравлические параметры плунжерных и поршневых насосов в целом одинаковы. Но устройство плунжерного насоса имеет некоторые особенности, заключающиеся в уплотнении рабочего органа.
Поверхность плунжера, как правило, гладкая и не содержит канавок для размещения уплотнений, которые устанавливают на внутренней поверхности цилиндра. Это позволяет с большей свободой варьировать их количеством и шириной. К расположенному на поверхности цилиндра неподвижному уплотнению достаточно просто подвести смазку, что позволяет не только увеличить скорость движения плунжера, но и срок службы плунжерных пар.
Уплотняющие кольца на поршне препятствуют ему развивать столь же высокие скорости как гладкому плунжеру. Поскольку плунжер может перемещаться с большой скоростью, увеличивается число его двойных ходов, существенно превышающих технологически и экономически оправданное количество двойных ходов поршня. А чем число двойных ходов больше, тем меньшие габариты и масса насоса достаточны для обеспечения требуемой гидравлической мощности.
Особенности конструкции уплотнений плунжерного насоса облегчают использование современных материалов с улучшенными антикоррозийными свойствами, высокой стойкостью к агрессивным средам и значительным рабочим ресурсом. Применение инновационных решений, например, оксидной керамики (плунжеры керамические), позволило еще более уменьшить износ и увеличить срок службы плунжеров.
Чтобы обеспечить герметичность и достаточность небольших усилий для перемещения поршня, его поверхность тщательно притирают к цилиндру. При изготовлении плунжерных насосов столь же трудоемкая обработка внутренней поверхности цилиндра не требуется. А добиваться высокого класса чистоты наружной поверхности плунжера технологически проще, чем внутренней цилиндра.
При изготовлении плунжерных насосов столь же трудоемкая обработка внутренней поверхности цилиндра не требуется. А добиваться высокого класса чистоты наружной поверхности плунжера технологически проще, чем внутренней цилиндра.
В силу особенностей конструкции собственно поршневые насосы используют для малых и средних напоров; плунжерные ─ преимущественно (но не только) для высоких. Если для поршневых насосов давление перекачиваемой жидкости измеряется десятками мегапаскалей, то плунжерные насосы способны перекачивать жидкость с давлением 100 МПа и выше.
Устройство плунжерного насоса-дозатора
Основные части поршневого и плунжерного насосов ─ цилиндр и движущийся в нем поршень (плунжер), благодаря перемещению которого происходит всасывание и нагнетание жидкости. Движение поршня (плунжера) обеспечивает электрический или иной, например, дизельный привод. Своя область применения есть у ручных плунжерных насосов.
Вращательное движение вала двигателя с помощью кривошипно-шатунного механизма (кривошип, шатун и шток) преобразуется в возвратно-поступательное движение поршня-плунжера, результатом чего является чередование разрежения и избыточного давления внутри цилиндра. Работа плунжерного насоса координируется всасывающими и нагнетательными клапанами.
Работа плунжерного насоса координируется всасывающими и нагнетательными клапанами.
Плунжерный дозировочный насос обеспечивает подачу (расход) дозируемой жидкости с очень высокой точностью. Дозировочный одноплунжерный электронасосный агрегат состоит из двух блоков приводного и гидравлического. В состав приводного входят двигатель и редуктор с червячной парой и механизмом регулирования. В гидравлический ─ один или несколько гидроцилиндров (другие названия ─ камера насоса, корпус). Электронасосные дозировочные агрегаты могут укомплектовываться как одинаковыми, так и разными по величине подачи гидроцилиндрами.
Функции редуктора ─ преобразовывать вращательное движение вала двигателя в возвратно-поступательное движение плунжера и обеспечивать бесступенчатое регулирование длины хода плунжера.
Конец червячного вала через муфту соединен с валом двигателя. Вал, на котором закреплено червячное колесо, имеет эксцентриковую шейку ─ посадочное место для эксцентрика. Надетый на эксцентрик шатун преобразует вращательное движение вала червячного колеса в возвратно-поступательное движение ползуна, соединенного с плунжером. Изменение положение эксцентрика относительно шейки вала меняет длину хода плунжера от максимума до нуля. Она будет наибольшей при максимальном эксцентриситете. Приближение точки крепления шатуна к центру вала означает, что ход плунжера уменьшается. Соответственно, падает количество подаваемой насосом жидкости.
Надетый на эксцентрик шатун преобразует вращательное движение вала червячного колеса в возвратно-поступательное движение ползуна, соединенного с плунжером. Изменение положение эксцентрика относительно шейки вала меняет длину хода плунжера от максимума до нуля. Она будет наибольшей при максимальном эксцентриситете. Приближение точки крепления шатуна к центру вала означает, что ход плунжера уменьшается. Соответственно, падает количество подаваемой насосом жидкости.
Регулирование подачи изменением длины хода плунжера может выполняться вручную или дистанционно при остановленном агрегате или на ходу (последнее ─ не у всех моделей).
Регулировать подачу можно другим способом ─ варьируя число ходов плунжера с помощью частотно-регулируемого асинхронного привода.
В мощных насосах расширить диапазон значений подачи и давления помогают сменные детали гидроблока ─ плунжеры и гильзы разного диаметра.
Гидроцилиндр ─ гильза с уплотнительным устройством ─ предназначен для перекачки дозируемой жидкости. К его корпусу присоединены шариковые клапаны. Компания «Ареопаг» ─ один из ведущих российских производителей насосов-дозаторов ─ предлагает несколько способов крепления клапанов: при помощи рамки или фланцев, а также резьбовое и быстроразборное соединения. При ходе плунжера на всасывание и закрытом нагнетательном клапане в гидроцилиндре создается разряжение. После открытия клапана на всасывание (другие названия ─ впускной клапан, клапан забора, приемный клапан) корпус цилиндра заполняется реагентом. При обратном ходе плунжера всасывающий клапан закрывается, и в полости гидроцилиндра создается избыточное давление, под действием которого открывается нагнетательный клапан (выпускной клапан, клапан сброса), и жидкость выталкивается из полости гидроцилиндра. Данный процесс повторяется при каждом цикле возвратно-поступательного движения плунжера.
К его корпусу присоединены шариковые клапаны. Компания «Ареопаг» ─ один из ведущих российских производителей насосов-дозаторов ─ предлагает несколько способов крепления клапанов: при помощи рамки или фланцев, а также резьбовое и быстроразборное соединения. При ходе плунжера на всасывание и закрытом нагнетательном клапане в гидроцилиндре создается разряжение. После открытия клапана на всасывание (другие названия ─ впускной клапан, клапан забора, приемный клапан) корпус цилиндра заполняется реагентом. При обратном ходе плунжера всасывающий клапан закрывается, и в полости гидроцилиндра создается избыточное давление, под действием которого открывается нагнетательный клапан (выпускной клапан, клапан сброса), и жидкость выталкивается из полости гидроцилиндра. Данный процесс повторяется при каждом цикле возвратно-поступательного движения плунжера.
Плунжерные насосы классифицируют по числу рабочих полостей (гидроцилиндров, плунжеров): одноплунжерный насос, двухплунжерный насос, трехплунжерный насос (получил особенно широкое распространение), многоплунжерный насос.
Насосы с двумя и более плунжерами имеют общий коленчатый вал с расположенными под углом друг к другу кривошипами. У трехплунжерных насосов он составляет 120O.
Многоплунжерные насосы позволяют увеличить КПД агрегата и подачу (при этом сделав ее более равномерной), появляется возможность одновременного дозирования разных жидкостей.
Агрегаты блочные различных категорий точности дозирования производства ЗДТ «Ареопаг» изготавливаются с одним, двумя и большим числом насосов. Раздельное для каждого насоса регулирование подачи изменением длины хода плунжера дополнено синхронным для всех регулированием посредством изменения числа ходов.
Для изготовления проточной части используют хромистые, хромоникелевые, хромоникелемолибденовые стали, а также никелевые и титановые сплавы.
Как опции предусмотрено устройство обогрева (охлаждения) проточной части, а также устройство фонаря, верхней заглушки и нижнего штуцера отвода утечек.
Возможно изготовление плунжерных электронасосных агрегатов в различном климатическом исполнении не только общепромышленного, но и повышенного уровня взрывозащиты для эксплуатации в пожароопасных зонах.
Применение плунжерных насосов
Благодаря своим функциональным свойствам, в т. ч. способности создавать высокое давление и работать с агрессивными и вязкими средами, плунжерные насосы нашли широкое применение в самых разных областях технологий. Число предприятий различных отраслей, на которых приходят к пониманию необходимости плунжерный насос купить, с каждым годом только растет.
В строительной индустрии плунжерные насосы делают возможным осуществление широкого спектра технологических операций, начинающихся со слова «очистка» (спасибо высокому давлению!). Очистка стальной арматуры железобетонных конструкций от ржавчины. Очистка поверхностей строительных конструкций, например, стен домов от граффити. Очистка технологического транспорта и оборудования ─ цементных мешалок, мельниц, сит, бетоносмесителей.
Промышленные установки, в состав которых входят плунжерные насосы, используют для придания шероховатости строительным конструкциям и срезания швов. В дорожной отрасли с их помощью удаляют дорожную разметку и даже слои асфальтобетона.
В металлургии плунжерные насосы помогают освобождать профили от окалины и обеспечивать циркуляцию рабочей жидкости в тяжелом металлургическом оборудовании, например, подшипниках прокатных валков.
В нефтегазодобыче глубинные штанговые плунжерные насосы служат основным исполнительным органом штанговых скважинных насосных установок (ШСНУ), используемых для добычи нефти.
В электро- и теплоэнергетике их используют для очистки топок, горелок, теплообменников.
Для этих же целей плунжерные насосы часто применяют в пищевой отрасли, особенно требовательной к чистоте технологического оборудования.
Нельзя обойти вниманием машиностроение и машины. Топливный плунжерный насос высокого давления обеспечивает впрыск топлива в камеры сгорания газотурбинных двигателей, а также тракторных, автомобильных и иных дизелей.
Плунжерный насос для масла входит в состав многих видов металлообрабатывающего оборудования, в частности, прессов. Не останавливая технологический процесс, с помощью плунжерного насоса можно регулировать подачу масла в гидравлическую систему, что упрощает управление оборудованием.
Плунжерный насос высокого давления для воды создает струи, с помощью которых можно резать не только камень или бетон, но и металл.
Плунжерный насос для воды используют в системах водоснабжения и очистки воды. Например, в качестве питательного насоса.
Плунжерный насос для автомойки ─ устройство, с которым знакомо большинство автомобилистов.
Важнейший сегмент применения плунжерных насосов, область, где им удалось ощутимо потеснить поршневые насосы, ─ химическая промышленность. Здесь, а также в целом ряде других отраслей, широко распространены насосы плунжерные дозировочные, предназначенные для объемного напорного дозирования нейтральных, токсичных и агрессивных жидкостей, а также растворов, суспензий и эмульсий с высокой кинематической вязкостью и плотностью. При дозировании эмульсий и суспензий необходимо более часто очищать детали клапанной системы от загрязнений.
При дозировании эмульсий и суспензий необходимо более часто очищать детали клапанной системы от загрязнений.
Их применяют для дозирования кислот, щелочей, многокомпонентных растворов, легковоспламеняющихся и взрывоопасных жидкостей.
Используя плунжерные дозировочные агрегаты «Ареопаг», можно дозировать жидкости с кинематической вязкостью от 3,5ˣ10-7 до 8ˣ10-4 м2/с, плотностью до 2000 кг/м2, температурой от минус 30 до плюс 200OC (по заданию заказчика ─ от минус 40OC до плюс 250OC) и водородным показателем 0-14 рН. Допустимая концентрация твердой неабразивной фазы ─ 10% (30%), ее плотность ─ 2300 кг/м3, величина зерна ─ не более 1% (3%) от размера патрубка агрегата.
Наряду со способностью обеспечивать высокую производительность и давление, плунжерные насосы обладают другими преимуществами. В них меньше изнашиваемых деталей, что повышает надежность, упрощает обслуживание и ремонт плунжерного насоса. Замена плунжера не требует специального инструмента и может быть выполнена на месте эксплуатации.
Ценное качество для потребителей ─ компактность, а для производителей ─ меньшая, чем у «собственно поршневого насоса», материалоемкость.
Плунжерные насосы лучше поршневых насосов приспособлены для работы с вязкими и загрязненными жидкостями. Именно поэтому им принадлежит столь значимое место в химической промышленности, в т. ч. в качестве дозировочных.
Архиважное для дозирующих насосов свойство ─ высокая при необходимости прецизионная точность дозирования. Они легко встраиваются в производственно-технологические линии, поддаются автоматизации, отличаются высоким коэффициентом полезного действия и низкой энергоемкостью при дозировании.
На сегодняшний день плунжерные дозировочные насосы и использующее их оборудование получили широкое распространение. Потенциал их совершенствования не исчерпан. Остается актуальным целый ряд представляющих большой практический интерес вопросов: повышение ресурса плунжерных пар, увеличение межремонтного периода, еще более высокая точность дозирования и другие. Важно, что сегодня российские потребители могут ожидать ответы на них и от отечественных компаний, продукция лучших из которых уже сегодня способна на равных конкурировать с насосами ведущих зарубежных производителей.
Важно, что сегодня российские потребители могут ожидать ответы на них и от отечественных компаний, продукция лучших из которых уже сегодня способна на равных конкурировать с насосами ведущих зарубежных производителей.
Что такое плунжерный насос?
от Engineer Waqar
Содержание
- 1 Что такое плунжерный насос?
- 2 Работа насоса плунжера
- 3 Строительные материалы насоса плунжера
- 4 Типы насосов плунжера
- 4.1 1) Simplex насос
- 4.2 2) Duplex Plunger Pump
- 4.3 3) Триплексный плунжер
- 4.4 4) Многочисленное множество Насос
- 5 Компоненты плунжерного насоса
- 6 Применение плунжерных насосов
- 7 Преимущества и недостатки насосов плунжера
- 7.1 Преимущества насоса плунжера
- 7.2 Недостатки насоса плунжера
- 8 Разница между поршнем и насосом Plunger
- 9
- 9.1. Что является досрочным насосом
- 9,1. ?
- 9.2 В чем разница между плунжерным насосом и поршневым насосом?
- 9.3 Какие существуют типы плунжерных насосов?
- 9.4 Какой насос является плунжерным?
- 9,1.
Что такое плунжерный насос?
Плунжерный насос представляет собой тип поршневого насоса с неподвижным уплотнением высокого давления и гладким цилиндрическим плунжером , который скользит по уплотнению . Эти две особенности поршневого насоса отличают его от поршневого насоса. Он может производить более высокое давление, чем поршневой насос. Поэтому его можно использовать для приложений с высоким давлением.
В поршневых и плунжерных насосах используется камера, которая расширяется и сужается для всасывания и повышения давления жидкости. Поскольку это поршневые насосы, камера расширяется и сужается за счет возвратно-поступательного движения плунжера (вверх и вниз; вперед и назад) вместо кругового (вращательного) движения.
Плунжерный насос также известен как насос высокой вязкости , насос высокого давления или насос высокого давления, поскольку они обеспечивают высокое давление нагнетания. Эти насосы также могут перекачивать как твердые, так и вязкие среды. Эти поршневые насосы используются для перекачивания промышленных и коммунальных сточных вод.
Красный также: Различные типы поршневых насосов
Работа плунжерного насоса
A плунжерный насос имеет стационарное уплотнение внутри сальника вместо поршня. Шатун, коленчатый вал и плунжер являются основными компонентами плунжерного насоса.
Плунжерный насос работает следующим образом:
- Плунжер насоса соединен с коленчатым валом через шатун. Этот коленчатый вал далее соединяется с электродвигателем.
- Поскольку двигатель обеспечивает питание коленчатого вала, он преобразует вращательное движение двигателя в возвратно-поступательное движение. Коленчатый вал дополнительно передает эту мощность на плунжер через шатун.
- При возвратно-поступательном движении плунжер начинает двигаться вверх и вниз внутри цилиндра.
- Когда поршень начинает двигаться вниз, в камере насоса создается вакуум. Из-за этого вакуума возникает разница давлений между внешним давлением жидкости и внутренним давлением жидкости в цилиндре.
- После этого плунжер всасывает жидкость в камеру. Когда он всасывает жидкость в соответствии с требованиями, всасывающий клапан закрывается, а плунжер перемещается вверх.
- По мере того, как поршень движется вверх, объем камеры уменьшается, и давление жидкости повышается.
- Когда внутреннее давление жидкости становится выше, чем давление в нагнетательном резервуаре, выпускной клапан открывается, и жидкость поступает в нагнетательный резервуар или в другое желаемое место.
Для лучшего понимания посмотрите следующее видео:
Читайте также: Различные типы насосов
Плунжерный насос Строительные материалы
Материалы, используемые в конструкции плунжерных насосов, различаются в зависимости от области применения насоса.
Материалы цилиндра и корпуса должны быть достаточно прочными, чтобы выдерживать условия прилегающей рабочей среды. Материал, контактирующий с перекачиваемой средой, должен быть устойчив к коррозии под действием жидкости. Ниже приведены наиболее распространенные материалы, используемые для изготовления насоса:- Чугун обладает высокой стойкостью к царапинам, ударной вязкостью и прочностью на растяжение, что соответствует высокому номинальному усилию.
- Стали и сплавы нержавеющей стали также устойчивы к окислению и химическим веществам. Эти материалы обладают превосходной прочностью на растяжение по сравнению с пластмассами, сравнимой с более высокими значениями давления.
- Пластмассовые материалы недороги и имеют широкий диапазон устойчивости к химическим воздействиям и ржавчине.
- Другие типы материалов , используемые в конструкции насоса, в основном включают никель, керамику, бронзу, латунь и алюминиевые сплавы.
Типы плунжерных насосов
Количество цилиндров определяет мощность насоса. Чем больше количество цилиндров, тем выше будет давление жидкости.
Насос плунжера содержит следующие основные типы:
- Дуплексной насос
- Simplex Pump
- Триплексный насос
- Мультиплексный насос
1) Simplex Puck
. Этот насос использует только один цилиндр для насадки для PARCERISISISID of PACERIDID IDID. . Он также имеет только один поршень, который перемещается в цилиндре. Эти насосы используются для ручных насосов, горячего масла, водоструйных насосов, паровых насосов, домкратов и т. д.
2) Сдвоенный плунжерный насос
Название сдвоенного насоса означает, что он имеет два цилиндра для повышения давления жидкости. Каждый цилиндр содержит поршень. Эти насосы используются для таких применений, как бокситовый шлам, горячая нефть, угольный шлам, буровой раствор, цемент, рудный шлам и пар.
3) Тройной плунжерный насос
Тройной насос имеет три цилиндра для сжатия жидкости. Он имеет три плунжера (по одному на каждый цилиндр).
4) Мультиплексный насос
Имеет более трех цилиндров для повышения давления жидкости. Этот насос содержит более двух плунжеров.
Read More: Different types of Pumps
Components of Plunger Pump
A plunger pump has the following major parts:
- Plunger
- Suction Valve
- Discharge Valve
- Cylinder
- Seal
1) Плунжер
Плунжер представляет собой твердый компонент насоса, совершающий возвратно-поступательные движения внутри цилиндра. Он помогает насосу всасывать и нагнетать жидкость. Когда он движется вниз, он всасывает жидкость внутрь насоса и выпускает жидкость, когда движется вверх.
Он изготовлен из стали, нержавеющей стали или алюминия и т. д.2) Цилиндр
Цилиндр также известен как камера сжатия. Поршень перемещается вверх и вниз в цилиндре. По мере того, как поршень образует полость внутри цилиндра, внешняя жидкость начинает поступать в цилиндр. Когда поршень движется вверх, он уменьшает площадь цилиндра и создает давление жидкости.
3) Впускной клапан
Этот клапан используется для всасывания жидкости снаружи в цилиндр. Это односторонний клапан, поэтому жидкость не может вернуться.
4) Выпускной клапан
Это также односторонний клапан. Выпускной клапан используется для слива жидкости из насоса.
5) Уплотнение
Это уплотнение высокого давления. Это стационарная часть насоса.
Применение плунжерных насосов
Плунжерные насосы способны создавать высокое давление. Эти насосы способны перекачивать тяжелые вещества и высоковязкие жидкости.
Благодаря этим особенностям плунжерные насосы используются в следующих областях:- Эти насосы используются для впрыскивания химикатов.
- Эти насосы также используются для удаления запахов и туманообразования
- Они используются для впрыска бурового раствора
- Используются для резки водой
- Используются в добыче нефти и газа
- Плунжерные насосы также используются для осушки газа
- Они используются для подготовки поверхности
- Плунжерные насосы также используются для производства мочевины
- Они используются для очистки
- Эти насосы используются для сжижения угля
- Используются для опрессовки
Преимущества и недостатки плунжерных насосов
Преимущества плунжерных насосов
- Они способны создавать большее давление, чем поршневые насосы.
- Изменения расхода и давления практически не влияют на производительность плунжерного насоса.
- Эти насосы могут перекачивать абразивы и шламы.
- Могут перемещать жидкости с высокой вязкостью и тяжелые вещества.
- Обладают способностью самовсасывания.
Недостатки плунжерного насоса
- Эксплуатационные расходы этих насосов высоки.
- Высокие затраты на техническое обслуживание.
- Плунжерные насосы не могут обеспечивать пульсирующий свободный поток.
- Эти насосы могут работать только с жидкостями с низким расходом.
- Они громоздкие и тяжелые.
Разница между поршневым насосом и плунжерным насосом
Плунжерный насос Поршневой насос Плунжерный насос имеет фиксированное уплотнение высокого давления. Поршневой насос имеет уплотнение высокого давления, перемещающееся внутри цилиндра. Расчетное давление на входе от 60 до 70 фунтов на кв. дюйм .Расчетное давление на входе от 8,5 до 40 фунтов на кв. дюйм . Создает более высокое давление, чем поршневой насос. Создает меньшее давление, чем плунжерный насос. Выходное давление от 100 до 10 000 фунтов на кв. дюйм Выходное давление от 100 до 1200 фунтов на кв. дюйм Также обеспечивает пульсирующий поток. Обеспечивает пульсирующий поток. Этот насос может создавать давление до 200 МПа. Может создавать давление до 150 МПа. Часто задаваемые вопросы Раздел
Для чего используется плунжерный насос?
Плунжерный насос используется для создания высокого давления для перекачки жидкости из одного места в другое.
В чем разница между плунжерным насосом и поршневым насосом?
Работа плунжерных насосов очень похожа на работу поршневых насосов.
Основное отличие состоит в том, что в плунжерном насосе для перекачки жидкости вместо поршня используется поршень.Какие бывают типы плунжерных насосов?
Основные типы плунжерных насосов приведены ниже:
- Дуплексный насос
- Симплексный насос
- Мультиплексный насос
Какой тип насоса является плунжерным насосом?
Плунжерный насос является одним из наиболее известных типов поршневых насосов с фиксированным уплотнением высокого давления и гладким цилиндрическим плунжером , который скользит по уплотнению .
Подробнее
- Различные типы насосов
- Работа центробежного насоса и типы
- Работа конденсатного насоса и типы
- Различные типы поршневых насосов
- 9000 Как выбрать лучший насос0001
В чем разница между плунжерными и диафрагменными насосами и как узнать, какой тип насоса лучше всего подходит для вашего уникального применения?
Каждый из них служит уникальной цели и обычно не взаимозаменяем.
Особенно это касается плунжерных и мембранных насосов. Во-первых, мы дадим краткое объяснение того, как работает каждый насос. Затем мы расскажем о плюсах и минусах каждого и о том, как узнать, какой из них выбрать для вашего приложения.Как работают плунжерные насосы?
Плунжерные насосы, иногда называемые поршневыми, имеют возвратно-поступательный плунжер, который перемещается вперед и назад, нагнетая жидкости через набор клапанов. Некоторые простые примеры из нашей повседневной жизни могут включать велосипедный насос, пульверизатор или водяной пистолет.
В коммерческих целях плунжерные насосы обычно используются для очистки, дезинфекции, борьбы с вредителями, в сельском хозяйстве и других областях применения в электрическом оборудовании, таком как мойки высокого давления, распылители и распылители.
Как работают мембранные насосы?
Между плунжерными и мембранными насосами есть сходство. Оба считаются поршневыми насосами, однако конец поршня в диафрагменном насосе соединен с гибкой диафрагмой, которая изгибается вперед и назад.
Человеческое сердце, например, представляет собой естественный диафрагменный насос.Однако в коммерческих целях они обычно используются для раздачи воды и лучше всего подходят для низкого давления в фунтах на квадратный дюйм.
Плюсы и минусы плунжерных насосов по сравнению с мембранными насосами
Еще одно важное различие между плунжерными и диафрагменными насосами, которое необходимо учитывать, — это источник питания. Мембранный насос может быть изготовлен для работы с газовым или электрическим двигателем. Однако для достижения желаемой производительности и мощности, необходимых для коммерческого использования, требуется диафрагменный насос с газовым приводом. Те, которые используют электроэнергию, обычно продаются для бытового использования в небольших ручных опрыскивателях, мойках для автодомов и в других целях с низким уровнем воздействия.
Поршневые или плунжерные насосы также доступны с питанием от батареи или бензина 12 В. Однако, в отличие от диафрагменных насосов, некоторые производители разрабатывают свои электрические плунжерные насосы с батарейным питанием так, чтобы они работали так же хорошо или даже лучше, чем диафрагменные насосы с газовым питанием, в тяжелых коммерческих условиях.
Таким образом, для целей этой статьи мы сравним коммерческие электрические плунжерные насосы с газовыми диафрагменными насосами.Объемные насосы прямого вытеснения
Насосы прямого вытеснения относятся к их способности улавливать и перемещать жидкость вперед по системе. Плунжерные насосы имеют стабильный поток благодаря использованию регулятора давления. Жидкости распределяются через систему плунжерных насосов с постоянным фиксированным расходом благодаря жестким компонентам, обеспечивающим постоянное и равномерное покрытие. Мембранным насосам также требуется регулятор давления, но, поскольку некоторые компоненты являются гибкими, поток также является «гибким», что означает, что они печально известны потерей давления и нестабильным потоком.
Возможность работы при высоком давлении
Опять же, гибкие компоненты диафрагменного насоса могут стать его недостатком, особенно когда речь идет о применениях, требующих высокого давления в фунтах на квадратный дюйм.
Гибкая диафрагма может разорваться под высоким давлением, в то время как плунжерный насос спроектирован так, чтобы выдерживать многократное использование высокого давления. Если вы постоянно заменяете мембранные насосы, используемые в приложениях с высоким давлением, вам может просто понадобиться перейти на более прочный плунжерный насос для простого решения.Уровень шума
Оборудование, в котором используются двигатели на 12 В, намного тише, чем газовые двигатели. Например, если вы работаете в сфере борьбы с вредителями, но ваши клиенты не хотят привлекать внимание к услугам, которые вы оказываете им на дому, насосная система на 12 В спокойно выполнит эту работу.
Бесшумная работа также приносит пользу специалистам по уходу за газонами, увеличивая доступное им количество часов работы. Во многих областях существуют ограничения по шуму, которые ограничивают время работы диафрагменных насосов с газовыми двигателями. Система плунжерного насоса на 12 В не подпадает под действие этого правила.
Заливка
В отличие от типичного центробежного насоса, который требует заливки для удаления воздуха из насосной камеры и предотвращения выхода из строя, как плунжерный, так и диафрагменный насосы самозаполняются. Этап заливки насоса не всегда прост, и неопытные операторы могут столкнуться с проблемами, потерями драгоценного времени и увеличением трудозатрат.
Время работы
В последние годы технология аккумуляторов значительно продвинулась вперед. В современных системах плунжерных насосов на 12 В используются аккумуляторы с увеличенным временем работы, которые превосходят емкость многих газовых двигателей с диафрагменными насосами. Оператору не нужно останавливаться посреди работы, чтобы дозаправиться или отрегулировать дроссельную заслонку, а безопасность повышается за счет отсутствия необходимости транспортировать летучие вещества. С системой 12 В операторы могут даже «заряжать» свои батареи во время поездок между рабочими местами.
Размер
Батарея, используемая в системах плунжерных насосов, сравнима с морской батареей и имеет примерно такой же размер.
Таким образом, устройство с батарейным питанием намного компактнее и маневреннее, чем устройство с газовой диафрагмой, что снижает нагрузку на операторов и повышает безопасность. Если вы ищете насос с меньшей занимаемой площадью, плунжерный насос выигрывает.Воздействие на окружающую среду
Если вы относитесь ко многим организациям, выдвигающим экологические инициативы, оборудование на 12 В с батарейным питанием предлагает преимущества «зеленых» технологий. Беспокойство по поводу цен на газ, зависимости от нефти и загрязнения окружающей среды будет продолжать расти, а новейшая технология плунжерного насоса 12 В является экологически безопасным источником энергии. Благодаря этим тенденциям на рынке пользователи оборудования на 12 В могут получить больший доход по сравнению с диафрагменными насосами.
Стоимость
Суть в том, что плунжерные насосы с электроприводом могут увеличить вашу прибыль. Газовые двигатели обычно стоят дороже, чем аккумуляторы, и вам также необходимо постоянно покупать топливо, которое со временем может испытывать колебания цен.
 ?
?
 Коленчатый вал дополнительно передает эту мощность на плунжер через шатун.
Коленчатый вал дополнительно передает эту мощность на плунжер через шатун. Материалы цилиндра и корпуса должны быть достаточно прочными, чтобы выдерживать условия прилегающей рабочей среды. Материал, контактирующий с перекачиваемой средой, должен быть устойчив к коррозии под действием жидкости. Ниже приведены наиболее распространенные материалы, используемые для изготовления насоса:
Материалы цилиндра и корпуса должны быть достаточно прочными, чтобы выдерживать условия прилегающей рабочей среды. Материал, контактирующий с перекачиваемой средой, должен быть устойчив к коррозии под действием жидкости. Ниже приведены наиболее распространенные материалы, используемые для изготовления насоса:

 Он изготовлен из стали, нержавеющей стали или алюминия и т. д.
Он изготовлен из стали, нержавеющей стали или алюминия и т. д. Благодаря этим особенностям плунжерные насосы используются в следующих областях:
Благодаря этим особенностям плунжерные насосы используются в следующих областях: дюйм .
дюйм . Основное отличие состоит в том, что в плунжерном насосе для перекачки жидкости вместо поршня используется поршень.
Основное отличие состоит в том, что в плунжерном насосе для перекачки жидкости вместо поршня используется поршень. Особенно это касается плунжерных и мембранных насосов. Во-первых, мы дадим краткое объяснение того, как работает каждый насос. Затем мы расскажем о плюсах и минусах каждого и о том, как узнать, какой из них выбрать для вашего приложения.
Особенно это касается плунжерных и мембранных насосов. Во-первых, мы дадим краткое объяснение того, как работает каждый насос. Затем мы расскажем о плюсах и минусах каждого и о том, как узнать, какой из них выбрать для вашего приложения. Человеческое сердце, например, представляет собой естественный диафрагменный насос.
Человеческое сердце, например, представляет собой естественный диафрагменный насос. Таким образом, для целей этой статьи мы сравним коммерческие электрические плунжерные насосы с газовыми диафрагменными насосами.
Таким образом, для целей этой статьи мы сравним коммерческие электрические плунжерные насосы с газовыми диафрагменными насосами. Гибкая диафрагма может разорваться под высоким давлением, в то время как плунжерный насос спроектирован так, чтобы выдерживать многократное использование высокого давления. Если вы постоянно заменяете мембранные насосы, используемые в приложениях с высоким давлением, вам может просто понадобиться перейти на более прочный плунжерный насос для простого решения.
Гибкая диафрагма может разорваться под высоким давлением, в то время как плунжерный насос спроектирован так, чтобы выдерживать многократное использование высокого давления. Если вы постоянно заменяете мембранные насосы, используемые в приложениях с высоким давлением, вам может просто понадобиться перейти на более прочный плунжерный насос для простого решения.
 Таким образом, устройство с батарейным питанием намного компактнее и маневреннее, чем устройство с газовой диафрагмой, что снижает нагрузку на операторов и повышает безопасность. Если вы ищете насос с меньшей занимаемой площадью, плунжерный насос выигрывает.
Таким образом, устройство с батарейным питанием намного компактнее и маневреннее, чем устройство с газовой диафрагмой, что снижает нагрузку на операторов и повышает безопасность. Если вы ищете насос с меньшей занимаемой площадью, плунжерный насос выигрывает.
Виды припоя для пайки: Виды припоев для пайки, их применение и назначение
Виды припоев для пайки, их применение и назначение
Для создания герметичного, надёжного соединения металлических деталей, чаще всего применяется пайка. Суть процесса заключается в скреплении материалов при нагревании с помощью сплава — припоя, температура плавления которого ниже температуры плавления соединяемых веществ. При нагревании припой, растекаясь между соединяемыми участками, обеспечивает сильную адгезию (прилипание) металлов друг к другу на молекулярном уровне, что даёт высокую прочность и электропроводность соединения. Расплавленный припой должен хорошо смачивать металл. То есть, связь между молекулами твердого вещества и жидкого должна быть надёжнее, чем между частицами жидкого материала. В этой статье мы расскажем читателям сайта Сам Электрик, какие бывают виды припоев для пайки, рассмотрев назначение и область применения каждой из марок.
- Выбор припоя
- Разновидности
- Мягкие или легкоплавкие
- Твёрдые или тугоплавкие
- Низкотемпературные
- Другие виды
- Паяльная паста
- Для алюминия
- Для меди
- Итог
Выбор припоя
Чтобы соединение было качественным, необходимо правильно подобрать припой. Для этого нужно учесть:
- виды соединяемых металлов или сплавов;
- способ пайки;
- температурные ограничения;
- размер соединяемых деталей;
- требуемую механическую прочность;
- коррозийную стойкость.
Разновидности
Виды сплавов, предназначенные для осуществления процесса пайки, в зависимости от температуры плавления, разделяют на твёрдые тугоплавкие и мягкие легкоплавкие составы. Первые плавятся при 450 градусах и выше, вторые ниже данной величины. Пайка твёрдыми сплавами более прочная. Но мягкие виды припоев незаменимы при радиомонтажных работах.
Мягкие или легкоплавкие
Наибольшее распространение получили оловянно-свинцовые припои, сокращенное название – ПОС. Цифра, указанная в маркировке после буквенного сокращения, соответствует процентному содержанию в составе олова. Например, ПОС-60 содержит 60% олова. Эти виды используют в производстве приборов, электронных устройств.
В состав ПОС–90 входит только 10% токсичного свинца, поэтому эта разновидность используется для ремонта пищевой посуды и медицинских инструментов.
ПОС-40 применяют для пайки латунных и медных труб, электрической аппаратуры, элементов, изготовленных из оцинкованного железа.
ПОС-30 используют при пайке листового цинка, в кабельной индустрии, для пайки оцинкованного железа.
ПОС-61 применяют для пайки радиодеталей к печатным платам. Температура его плавления — 183 градуса, а полный переход в жидкое состояние происходит при 190 градусах, что помогает избежать перегрева, и предотвращает выход из строя радиоэлементов.
Существует универсальная и удобная разновидность ПОС-61, которая представляет собой полую оловянно-свинцовую трубку с канифолью внутри. Такая форма очень удобна, так как пайка осуществляется без дополнительной подачи флюса.
Следующей разновидностью ПОС является припой марки ПОССу. В нём, помимо свинцовой и оловянной составляющей, присутствует до 2% сурьмы. Этим материалом можно паять обмотки электрических машин, элементы электроаппаратуры, кабельные изделия, оцинкованные детали.
В таблице кратко представлены некоторые виды ПОС и их основные свойства.
В настоящее время в изготовлении электроники массово применяются сплавы без использования свинца. Например, бессвинцовый припой ПОСу95-5. Определение его состава возможно по маркировке. Цифра 95 означает процентное содержание олова, 5 – сурьмы. Температура плавления находится в пределах 234 – 240 градусов.
Твёрдые или тугоплавкие
Твёрдые виды припоев для пайки создают высокую прочность соединения. Недостатком их применения является необходимость интенсивного нагрева свыше 500 градусов, что может вывести из строя некоторые виды устройств.
Среди тугоплавких с большой температурой плавления разделяют две группы: сплавы меди и серебра. Медные припои, созданные на основе цинка и меди, используют в соединениях, предназначенных для статической нагрузки, из-за хрупкости. Ими нельзя паять материалы, подвергающиеся динамической — ударной или вибрационной нагрузке.
Серебряные виды припоев универсальны, ими можно паять различные материалы.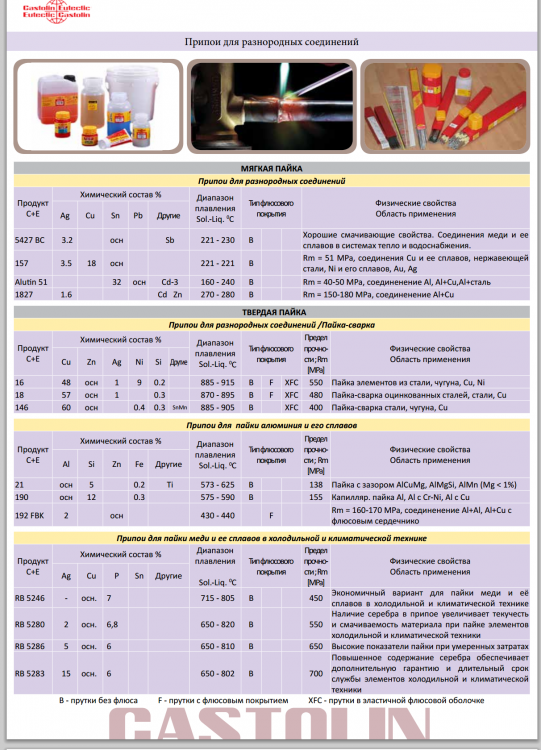 Недостатком является высокая стоимость, поэтому использование состава должно быть экономически обосновано. Применяют серебряный сплав для пайки нержавеющей стали, меди, в ортопедической стоматологии, для ремонта ювелирных серебряных изделий.
Недостатком является высокая стоимость, поэтому использование состава должно быть экономически обосновано. Применяют серебряный сплав для пайки нержавеющей стали, меди, в ортопедической стоматологии, для ремонта ювелирных серебряных изделий.
Составы с содержанием серебра обозначаются буквами ПСр. Существуют маркировки ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70, где цифрой обозначено процентное содержание серебра.
Низкотемпературные
В состав ПОСК 50-18 входит 50% олова, 18% кадмия, 32% свинца. Кадмий усиливает устойчивость к коррозии, но делает материал токсичным. Назначение припоя – монтаж чувствительных к перегреву компонентов. Температура плавления материала составляет 142-145 градусов.
Температура плавления сплава РОЗЕ находится в пределах от 90 до 94 градусов. Этот вид маркируется как ПОСВ-50. В составе присутствуют 25% олова, 25% свинца, висмута – 50%. Процентное соотношение металлов может немного отличаться. Производится материал в виде прутков, гранул, чушек.
Состав используется в ювелирном производстве, для монтажа электронных устройств, лужения медных дорожек на печатных платах. Применяют его в электромеханике для защитных предохранителей, плавкий вставок. А также для демонтажа радиоэлектронных компонентов и разъёмов с пластиковыми корпусами
Преимущества РОЗЕ:
- выделяет минимальное количество токсичных веществ, так как не содержит в составе кадмия;
- легко поддаётся плавке, достаточно контакта с кипящей водой;
- может использоваться в домашних условиях без применения специальной техники;
- экономичен в использовании.
Температура плавления сплава ВУДА находится в пределах 65-72 градусов, что расширяет сферу его применения. Но 10% кадмия, входящего в его состав, делают материал токсичным. Остальные составляющие сплава: 13 % олова, 27% свинца, 50 % висмута.
Он применяется:
- в датчиках систем пожарной сигнализации;
- в микросхемах;
- в гальванопластике;
- в стоматологии;
- для изготовления литых элементов;
- в типографическом деле для изготовления шрифтов, матриц, клише;
- в машиностроении и судостроении;
- в авиационной промышленности;
- в металлургической отрасли.
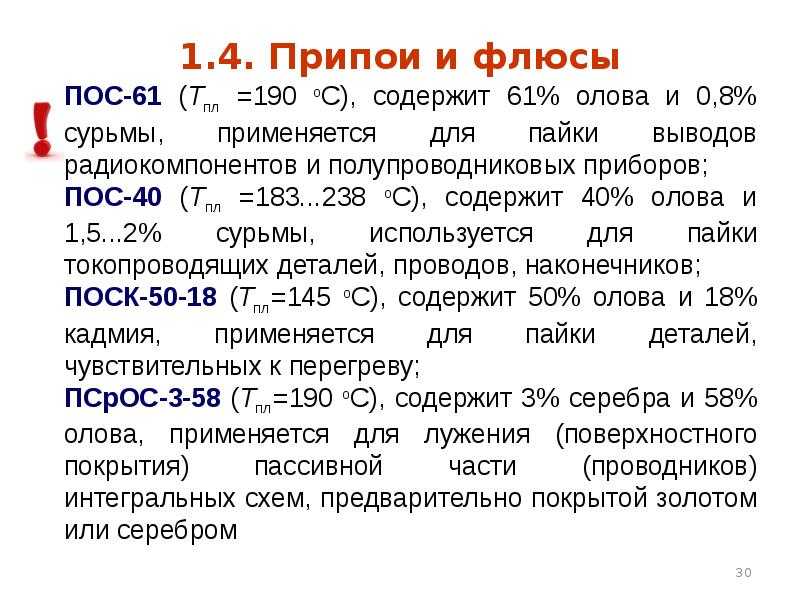
Другие виды
Есть редкие припои, применяемые для особых условий. К ним относятся:
- составы на основе никеля, используемые в деталях, работающих при высокотемпературном режиме;
- золотые, применяемые для вакуумных трубок;
- магниевые, используемые в черной и цветной металлургии.
Приведем примеры некоторых из них, поскольку их очень много и в пределах статьи все виды рассмотреть не получится.
Паяльная паста
Пайка микросхем, монтаж СМД компонентов на печатных платах, сложный ремонт мобильных телефонов может осуществляться при помощи паяльной пасты, состоящей из безотмывочного флюса и сплава Sn62Pb36Ag2. Состав содержит 62% олова, 36% свинца и 2% серебра.
Паста соответствует основным требованиям, предъявляемым к ней технологиями поверхностного монтажа (SMD-компонентов) в электронной промышленности.
Для алюминия
Припой Lucas-Milhaupt Filalu 1192 NC обладает хорошей текучестью, высокой адгезией к алюминию. Им можно паять холодильную технику, автомобильные радиаторы, кондиционеры. Пайка алюминия с алюминием не вызовет затруднений даже у непрофессионалов. Выпускается в виде прутка с флюсом внутри. Температура плавления 577 градусов.
Им можно паять холодильную технику, автомобильные радиаторы, кондиционеры. Пайка алюминия с алюминием не вызовет затруднений даже у непрофессионалов. Выпускается в виде прутка с флюсом внутри. Температура плавления 577 градусов.
Структура состава: Si-11.94%, Fe-0.18%, Cu-0.01%, Mn-0.03%, Mg < 0.01%, Zn-0.01%, Al-остальное, ФЛЮС — 32%
Для меди
Для пайки меди подходят, практически, любые виды, как мягкие, так и твёрдые. Например, можно использовать припои из олова, свинца, цинка, серебра.
Итог
Припоев для пайки различных изделий выпускают великое множество, перечислить их в объёмах одной статьи просто не реально. Но подытожив выше сказанное, отметим:
- Для монтажа радиоэлектронных компонентов радиолюбители используют относительно легкоплавкий ПОС-61, детали на бессвинцовом припое отпаивают путем предварительного лужения сплавом РОЗЕ для уменьшения температуры плавления, впоследствии детали демонтируются легко. Для труб и холодильного оборудования используют твердоплавкие марки.
- В составе сплава не должно быть токсичных веществ, сверх установленной нормы. Работы нужно проводить только в проветриваемом помещении, соблюдая меры безопасности.

Материалы по теме:
- Как выпаивать радиодетали из плат
- Как выбрать паяльник для пайки проводов
- Как правильно паять провода
Виды припоя для пайки
При выполнении пайки металла неизменно возникает необходимость использования специальных припоев, которые позволяют надежно и качественно соединять металлические элементы. Следует сказать, что выбор тех или иных видов припоя зависит от технологии пайки и разновидности соединяемых металлов. Расскажем поподробнее о видах таких припоев и дадим рекомендации по их выбору.
Припой принято классифицировать в зависимости от вида материала, для работы с которым они предназначаются. В зависимости от рабочего металла различается температура пайки, а, следственно, и эксплуатационные характеристики такого вида припоя. При условии правильного выбора можно будет гарантировать качественное и долговечное соединение металлических элементов, а также отсутствие коррозии на месте соединения. Разнообразные виды припоев могут применяться для заделки имеющихся трещин в трубах, соединения проводов, сварки металла и так далее. Требования к таким соединительным элементам устанавливает ГОСТ, что и позволяет с легкостью выбирать те или иные припои для пайки.
При условии правильного выбора можно будет гарантировать качественное и долговечное соединение металлических элементов, а также отсутствие коррозии на месте соединения. Разнообразные виды припоев могут применяться для заделки имеющихся трещин в трубах, соединения проводов, сварки металла и так далее. Требования к таким соединительным элементам устанавливает ГОСТ, что и позволяет с легкостью выбирать те или иные припои для пайки.
Существующая классификация
На сегодняшний день имеется несколько основных характеристик, по которым принято различать припой. Их разделяют на твердые разновидности и мягкие. Так, например мягкий припой может применяться для соединения металлических элементов, температура пайки которых не превышает 300 градусов. Показатели предела прочности в данном случае составляют порядка 100 МПа. К такому мягкому припою относятся сплавы из сурьмы, цинка, олова, других легкосплавных металлов.
Твердая разновидность выполняется из металлических сплавов, с температурой плавления более 300 градусов. В данном случае обеспечивается максимально возможное значение предела прочности.
В данном случае обеспечивается максимально возможное значение предела прочности.
Имеется также классификация такого присадочного материала, который содержится в металле. Принято различать в соответствии с данной классификации следующий припой:
- Алюминиевый.
- Медные сплавы.
- Оловянный.
- Серебряный.
Отметим, что принято выделять отдельный класс плюсовых припоев, которым не требуется присадочный материал.
В зависимости от варианта поставки принято классифицировать на:
- Листы, которые выполнены в виде тонких листов сплава. Такие присадки подходят для спаивания тонких плоских поверхностей.
- Трубчатые обычно изготавливаются из флюса, имеют вид трубки с расположенным внутри основным материалом.
- Проволочные отлично подходят для паяльника или газовой пайки.
- Стержни представляют собой небольшие плотные элементы, которые в процессе работы расплавляются паяльником.
Существуют также катаные, аморфные, штампованные, прессованные и измельченные марки, однако они не получили должного распространения, что объясняется сложностью работы с ними и их узкой специализацией.
Припой для спаивания медных труб
Для соединения элементов из меди можно использовать следующий припой:
- Марка 1S. Мягкий сплав, содержащий небольшое количество серебра. Возможно использование такой марки с медными трубами, бронзовыми изделиями и другими высокотемпературными сплавами. Из отличительных особенностей таких припоев можем отметить их великолепную коррозийную стойкость и способность выдерживать высокую температуру. Для повышения показателей прочности соединения можно использовать дополнительно порошковый или обыкновенный флюс.
- Rosol 3. Это мягкая марка, которая подразумевает обязательное дополнительное использование флюса. Применяется такой припой для меди. Отлично взаимодействует с тонкими металлическими сплавами и обеспечивает прочное соединение.
- Rolot 94. Твердый сплав, применяемый для капиллярной пайки. Повышенная прочность таких сплавов позволяет использовать их для соединения труб без применения фитингов. Rolot 94 может использоваться для работы с медью, сплавами латуни и бронзы. Максимальный показатель температуры плавления равняется 730 градусам. Отметим также большой интервал у Rolot 94 между плавлением припоя и кипением. Подобное необходимо учитывать при выполнении пайки.
- Rolot 2. Твердая разновидность припоя относится к узкоспециализированному типу. В качестве дополнительного элемента используется серебро, что позволяет обеспечить максимальную прочность и качество соединения.
 Максимальный показатель температуры плавления равняется 730 градусам. Отметим также большой интервал у Rolot 94 между плавлением припоя и кипением. Подобное необходимо учитывать при выполнении пайки.
Максимальный показатель температуры плавления равняется 730 градусам. Отметим также большой интервал у Rolot 94 между плавлением припоя и кипением. Подобное необходимо учитывать при выполнении пайки.Разновидности для алюминия
- Castolin 190. Качественный флюсованный сплав, с температурой плавления в 580 градусов. Этот припой применяется с алюминиевыми сплавами или же чистым алюминием. Castolin 190 обладает отличной адгезией и текучестью. Этот припой применяется в ремонте техники. Изготавливается он в прутках с длиной в 50 сантиметров.
- Авиа 1. Это универсальный тип припоя для алюминия, поэтому он получил наиболее широкое распространение. Показатели температуры плавления у этого мягкого сплава не превышают двухсот градусов. Этот сплав содержит25% цинка, 55% олова, 20% кадмия.

Припой для работы с нержавейкой
- HTS528. Универсальный тип присадочного материала, который используется для работы с многочисленными сортами стали. Относятся к категории твердых марок, и имеет показатель температуры плавления в 760 градусов. Отметим наличие флюсового покрытия, придающего припою красный цвет.
- П-81. Твердый сплав с температурой плавления около 650 градусов. Данная разновидность присадочного материала применяется профессионалами при выполнении ремонтных работ. В составе этого сплава можно найти дополнительные включения из никеля, чугуна и нержавеющей стали. Показатель предела прочности наплавляемого материала — 170 Мпа.
Как правильно выбрать припой
При выборе такого присадочного материала необходимо в первую очередь обратить внимание на показатели температуры плавления металла. У припоя этот показатель должен быть ниже, нежели чем у соединяемых элементов. Также вам следует учитывать особенности металлических сплавов и требования к выполненному соединению. Так, например если требуется обеспечить в последующем максимально возможную прочность шва, следует применять твердые марки.
Так, например если требуется обеспечить в последующем максимально возможную прочность шва, следует применять твердые марки.
Отметим, что при использовании припоя не всегда выдерживается соответствие основного материала в присадке и соединяемых металлических элементах. Так, например, для сварки меди используется припой, в основе которого содержится медь. А вот для соединения алюминия применяют легкие марки, в составе которых отсутствует алюминий.
Также при выборе припоя необходимо учитывать особенности сварки. Если необходимо соединить металлические элементы длинным швом, то лучше всего использовать припой с максимально возможной длиной. Тем самым вы избегайте прерывания температурной обработки, что в свою очередь повышает качество соединения. Если же вы выбираете припой для использования в домашних условиях, то отлично подойдет аморфная проволока, которая продается в небольших количествах.
Какие существуют типы припоя?
Введение
Припой на печатной плате можно рассматривать как соединительную ткань. Он служит проводящим клеем, который приклеивает компоненты к подложке и обеспечивает целостность печатной платы. Трудно представить, какой была бы современная электроника без этого удобного легкоплавкого сплава.
Он служит проводящим клеем, который приклеивает компоненты к подложке и обеспечивает целостность печатной платы. Трудно представить, какой была бы современная электроника без этого удобного легкоплавкого сплава.
Не знаете, какой припой использовать для вашего проекта? В этом посте мы рассмотрим различные типы припоев, которые существуют, и как вы можете выбрать правильный припой для ваших нужд.
Что такое припой?
Припой происходит от среднеанглийского слова soudur, которое происходит от латинского слова solidare, что означает «делать твердым». Это легкоплавкий сплав (т. е. с низкой температурой плавления), используемый для соединения металлических деталей. Идея использования сплава с более низкой температурой плавления для соединения двух или более металлов существует уже тысячи лет, но сегодняшний припой обычно представляет собой смесь олова, свинца и/или флюса.
Знакомство с различными типами припоя
Сегодня на рынке представлено так много различных видов припоя, что выбор подходящего для вашего проекта может оказаться сложной задачей. К счастью, на самом деле есть только три основные категории припоя, которые вы можете использовать, чтобы сузить область поиска:
К счастью, на самом деле есть только три основные категории припоя, которые вы можете использовать, чтобы сузить область поиска:
Припой на основе свинца положил начало революции в электронике. Наиболее распространенная смесь представляет собой смесь 60/40 (олово/свинец) с температурой плавления около 180-190°C. Олово, известное в просторечии как мягкий припой, выбрано из-за его более низкой температуры плавления, а свинец используется для подавления роста оловянных усов. Чем выше концентрация олова, тем лучше прочность на растяжение и сдвиг.
Бессвинцовый припой начал набирать популярность, когда ЕС ввел ограничения на использование свинца в бытовой электронике. В США производители могли получить налоговые льготы за использование бессвинцовых припоев. Усы олова можно уменьшить, используя новые методы отжига, включая добавки, такие как никель, и используя конформные покрытия. Бессвинцовые припои обычно имеют более высокую температуру плавления, чем обычные припои.
- Припой с флюсовым сердечником
продается в виде катушки с «проволокой» с восстановителем в сердечнике. Флюс высвобождается во время пайки и восстанавливает (обращает окисление) металл в точке контакта, обеспечивая более чистое электрическое соединение. Это также улучшает смачивающие свойства припоя. В электронике флюсом обычно является канифоль. Кислотные сердечники предназначены для ремонта металла и сантехники, и их нельзя использовать в электронике.

Общие сведения о припоях
Помните три основных компонента припоя: свинец, олово и флюс? На рынке доступно бесчисленное множество разновидностей припоев, основанных на относительных соотношениях этих материалов. Еще больше усложняет ситуацию то, что существуют также добавки и другие металлы, которые могут быть добавлены для придания припою определенных свойств или повышения его проводимости. Вот лишь несколько примеров добавок к сплавам и того, что они делают:
Сурьма повышает механическую прочность, не снижая смачиваемости и предотвращая появление оловянных вредителей.
Висмут значительно снижает температуру плавления и улучшает смачиваемость. Препятствует росту оловянных усов.
Медь снижает температуру плавления и улучшает смачивающие свойства в расплавленном состоянии.
Индий снижает температуру плавления, улучшает пластичность и используется для пайки золота или для криогенных применений из-за его высокой устойчивости к перепадам температуры. Сплавы индия дороги и подвержены коррозии.
- Никель
в припое может защитить слой УБМ (подрельсовая металлизация) от растворения.
- Серебро
обеспечивает механическую прочность, но с меньшей пластичностью, чем свинец. Это может улучшить сопротивление усталости от термических циклов в бессвинцовых припоях.

При выборе паяльных смесей важно помнить о потенциальной гальванической коррозии или хрупкости, вызванных контактом разнородных металлов друг с другом. Большое разнообразие паяльных смесей поможет вам найти правильное сочетание свойств для вашего электронного устройства.
Большое разнообразие паяльных смесей поможет вам найти правильное сочетание свойств для вашего электронного устройства.
Часто для получения определенного результата можно использовать определенную комбинацию элементов в припое.
Например, припой обычно плавится в определенном диапазоне, но эвтектическая смесь, такая как Sn63Pb37, плавится ровно при 183°C. In70Pb30 совместим с золотыми контактами (низкое выщелачивание золота) и обладает высокой устойчивостью к усталости при термоциклировании.
SAC (Sn-Ag-Cu) — бессвинцовый припой, популярный в Японии для пайки оплавлением и пайки волной припоя — процесса объемной пайки, при котором печатная плата проходит над кюветой с расплавленным припоем. Волны омывают плату, спаивая компоненты.
Все зависит от того, что вы пытаетесь сделать, какие свойства вы ищете и каким стандартам должен соответствовать ваш электронный продукт (например, коррозионная стойкость, термостойкость и т. д.).
д.).
Заключение
Таким образом, существует три основных типа припоев: свинцовые, бессвинцовые и флюсовые. Припои на основе свинца наиболее понятны, надежны и предпочтительны для критически важных приложений, таких как аэрокосмическая или медицинская электроника. Бессвинцовые припои доступны для электроники, которая должна соответствовать требованиям охраны здоровья и окружающей среды. А флюсовые припои содержат восстановитель канифоли в ядре, который высвобождается во время пайки, удаляя окисление с места соединения.
Для большинства любительских применений подойдет стандартный припой Sn60Pb40. Если вы хотите улучшить качество изготовления на производственном участке, возможно, стоит изучить смеси, которые могут похвастаться улучшенным смачиванием или удобной эвтектической температурой плавления. Выбор правильной смеси заключается в определении требований, которым вы должны соответствовать, поиске подходящих свойств для удовлетворения этих требований и оптимизации затрат. Выберите лучший припой для ваших нужд. Чтобы узнать больше или посмотреть видео по связанным темам, а также узнать, что нового в нашем наборе инструментов для проектирования и анализа, подпишитесь на наш канал YouTube.
Выберите лучший припой для ваших нужд. Чтобы узнать больше или посмотреть видео по связанным темам, а также узнать, что нового в нашем наборе инструментов для проектирования и анализа, подпишитесь на наш канал YouTube.
Решения Cadence PCB — это комплексный инструмент для проектирования от начала до конца, позволяющий быстро и эффективно создавать продукты. Cadence позволяет пользователям точно сократить циклы проектирования и передать их в производство с помощью современного отраслевого стандарта IPC-2581.
Подпишитесь на LinkedIn
Посетить сайт
Больше контента от Cadence PCB Solutions
УЧИТЬ БОЛЬШЕ
Какие существуют типы припоя
Припой представляет собой металлический сплав, который плавится и соединяет два металла вместе. Не каждый припой подходит для соединения всех типов металлов.
Основным критерием является то, что температура плавления припоя должна быть ниже, чем температура плавления соединяемых металлов. Только тогда припой расплавится раньше металлов и соединит их вместе.
Температура плавления припоя зависит от смеси сплавов. Припои классифицируются на различные типы в зависимости от их состава. Точно так же они также классифицируются на основе их формы, основного стиля и состава.
Кроме того, существуют припои, специально предназначенные для соединения определенных металлов. Примерами таких припоев являются алюминиевый припой и чугунный припой.
Ниже приведен полный список различных типов припоев в зависимости от различных критериев.
1. Типы припоев по составу
В зависимости от состава припои делятся на четыре типа. Они следующие:
- Свинцовые припои
В этом типе припоя свинец смешивается с другими сплавами для получения требуемой температуры плавления и прочности на растяжение. Они также известны как мягкие припои. Наиболее часто используемым сплавом наряду со свинцом в этой смеси является олово. Их смешивают в соотношении 60/40 (олово/свинец).
Они также известны как мягкие припои. Наиболее часто используемым сплавом наряду со свинцом в этой смеси является олово. Их смешивают в соотношении 60/40 (олово/свинец).
Температура плавления этой смеси составляет от 180 до 1900°С. Причина, по которой олово является предпочтительным, заключается в его низкой температуре плавления. Кроме того, олово также увеличивает прочность на растяжение и сдвиг.
Свинец, напротив, препятствует росту оловянных щетинок.
- Бессвинцовые припои
Как следует из названия, эти припои не содержат свинца. Бессвинцовые припои имеют более высокую температуру плавления, чем припои из свинцовых сплавов.
Вы можете получить налоговые льготы в США, если используете бессвинцовые припои. Свинец ядовит для вашего здоровья и окружающей среды. Следовательно, федеральное правительство поощряет производителей, использующих бессвинцовые припои.
Вместо никеля можно использовать такие добавки, как никель и конформные покрытия для предотвращения образования оловянных усов.
- Припои с флюсовым сердечником
Припой с флюсовым сердечником доступен в виде проволоки, намотанной на цилиндрическое устройство. В его ядре присутствует восстановитель. Во время пайки выделяется флюс, который удаляет образовавшийся на поверхности металла окисленный слой. В результате поверхность металла становится чистой и готовой к пайке.
Помимо удаления оксидного слоя, улучшает смачиваемость припоя. Для пайки электронных компонентов в качестве флюса используется канифоль. Для соединения металлов и сантехники в качестве флюса используются кислотные стержни.
- Припой из серебряного сплава
Припой из серебряного сплава может быть бессвинцовым или на основе свинца. В первые годы серебро добавлялось только в припои на основе свинца. Это было сделано для предотвращения эффекта, называемого миграцией серебра.
Серебро, присутствующее в серебряном покрытии, попадает в припой. Если этот припой нанести на металлы перед пайкой, он делает соединения хрупкими и склонными к разрушению.
Если этот припой нанести на металлы перед пайкой, он делает соединения хрупкими и склонными к разрушению.
Припои из серебряных сплавов бывают с различным соотношением серебра, свинца и других сплавов. Стоимость этих припоев зависит от соотношения этих сплавов.
2. Типы припоев по типу сердечника
В зависимости от типа сердечника припои делятся на три различных типа. Они следующие:
- Кислотный припой
В этом припое с кислотным сердечником припой представляет собой проволоку, намотанную на полый сердечник. Пустотелый сердечник состоит из флюса на кислотной основе, который является агрессивным и прочным.
Флюс на кислотной основе эффективен для удаления слоя оксида металла, образовавшегося на поверхности металла. Кроме того, он также предотвращает дальнейшее окисление металла. В результате соединения получаются прочными и не ломаются.
Эти припои используются для соединения стали и других металлов. Но вы должны очистить остатки флюса после пайки, чтобы предотвратить коррозию металлов.
Но вы должны очистить остатки флюса после пайки, чтобы предотвратить коррозию металлов.
Кислотные припои в основном используются для соединения медных труб и листового металла в сантехнике.
- Припой с канифолью
Подобно припою с кислотным сердечником, припой со смоляным сердечником также имеет полую сердцевину внутри проволоки припоя. Единственная разница в том, что в этом припое используется мягкий флюс, сделанный из канифоли.
Основное преимущество этого флюса в том, что его остатки не вызывают коррозии. Таким образом, он чаще всего используется при пайке электроприборов, потому что трудно удалить остатки в электрических соединениях.
- Твердый припой
Припой с твердым сердечником использует сплошную проволоку, содержащую припойный сплав или материал, вместо полого сердечника. Они не содержат флюса. Вы должны применить флюс отдельно, если вы используете этот припой.
3. Типы припоя по форм-фактору
Типы припоя по форм-фактору
Проволока припоя, намотанная на катушку, является наиболее распространенной формой припоя. Но, помимо этого, существует множество других форм припоя.
Другими распространенными формами припоя являются полоски припоя, гранулы припоя, стержни припоя, фольга припоя, кольца припоя и ленточные припои. Форма припоя выбирается в зависимости от области применения и типа припаиваемого металла.
Кроме того, существуют шайбы с предварительно нанесенным покрытием, которые могут автоматизировать процесс пайки сквозных компонентов в случае электроники.
4. Типы припоя по применению
Пайка находит свое применение чаще всего в области сантехники и приложений.
Кроме того, пайка применяется в авиационном, радиационном, автомобильном и бытовом ремонте. Но припои должны соответствовать определенным условиям, чтобы их можно было использовать для пайки в этих областях.
Например, авиационные припои должны выдерживать вибрацию и термоциклирование. При радиационном ремонте автомобильные припои используются для герметизации течи в теплообменниках охлаждающей жидкости автомобилей.
При радиационном ремонте автомобильные припои используются для герметизации течи в теплообменниках охлаждающей жидкости автомобилей.
Существуют также специальные припои, разработанные для пайки определенных металлов. Обычные припои не так эффективны при пайке этих металлов. Примерами таких припоев являются алюминиевый припой и чугунный припой.
Часто задаваемые вопросы :
1. Какие существуют три основных типа припоя?
Ответ: Существует три основных типа припоя: бессвинцовый припой, припой на основе свинца и припой с флюсовым сердечником. Существует еще один тип, известный как припой из серебряного сплава. Эти типы изготавливаются на основе сплавов. Помимо этого, существуют другие типы припоя в зависимости от формы, типа сердечника и области применения.
2. Какой припой самый прочный?
Ответ: Припой со смесью сплавов 60 % олова и 40 % свинца создает наиболее прочное соединение при пайке металлов. Кроме того, с ним легко работать из-за его низкой температуры плавления. Однако недостатком является то, что это дорого.
Кроме того, с ним легко работать из-за его низкой температуры плавления. Однако недостатком является то, что это дорого.
3. Чем отличается серебряный припой от обычного?
Ответ: Серебряный припой содержит более 45% серебра. Он может быть свинцовым или бессвинцовым. Серебряные припои используются для предотвращения эффекта, называемого ослаблением серебра. Он прочнее обычного припоя и используется в механических соединениях. Серебряный припой имеет высокую температуру плавления, поэтому его нельзя использовать для соединения металлов с низкой температурой плавления.
4. Какой припой лучше всего подходит для электроники?
Ответ: Лучшим припоем для электроники является бессвинцовый припой на основе канифоли. Припой состоит из сплавов олова и меди в соотношении 60:40. Вы также можете использовать свинец вместо меди.
Гнутье труб: Гибка труб по радиусу с ЧПУ на заказ
Дорновая гибка труб из черных и цветных металлов на станках с ЧПУ для заказчиков Москвы и М. о. недорого в компании «Эфесто»
Онлайн-заказ
Металлообработка
и металлоизделия
Дорновая гибка труб представляет собой технологию пластической деформации трубных заготовок с применением специального стабилизирующего элемента – дорна. Он вводится внутрь детали перед операцией изгиба с целью избежать повреждения стенок трубы: образования складок, разрывов, трещин и иных дефектов. Если прикладывать к трубе изгибающее усилие, металл ее стенок будет изменять свою форму и размеры. Наружная поверхность будет растягиваться, а внутренняя стенка – сжиматься, что приведет к перераспределению материала. На внутреннем радиусе образуется излишек металла, который сформирует волны (гофры), а внешний радиус изгиба окажется утонченным, что негативно скажется на прочности и в ряде случаев может даже привести к нарушению структуры и появлению микротрещин. Используя стабилизирующую вставку (дорн), удается получить идеальный изгиб без изменения толщины стенок.
Преимущества дорновой гибки
Трубогибы, использующие дорновую вставку, позволяют выполнять операцию гибки труб с высоким качеством и точностью. При этом возможна обработка заготовок с сечением различного профиля: круглых, квадратных, прямоугольных. Применяемое в компании «Эфесто» современное полуавтоматическое оборудование иностранного производства под управлением ЧПУ дает возможность выполнять гибку большого количества деталей с высокой повторяемостью размера, что важно при серийном производстве. Достоинствами технологии также считают:
- отсутствие волнистости, царапин и повреждений поверхности труб;
- работу с тонкостенными заготовками;
- сохранение толщины стенок на изгибаемых участках, что важно для прочности получаемых деталей;
- возможность выполнять равномерную гибку по большому радиусу.
Все регулировки параметров процесса в полуавтоматический трубогиб вносятся в цифровом виде, что исключает влияние на качество человеческого фактора.
Наше предложение
Компания «Эфесто» предлагает услуги по дорновой гибке труб из черных или цветных металлов на современном оборудовании с повышенным качеством. Мы недорого выполним заказ как на единичную работу, так и средне- и крупносерийное производство. Полученные по данной технологии детали широко востребованы в качестве фасонных изделий при устройстве трубопроводов, а также при создании каркасов разнообразных металлоконструкций. Наши специалисты при необходимости готовы оказать помощь в разработке чертежей по Вашим эскизам. Работаем с заказчиками из Москвы и области, а также ближайших регионов. По любым вопросам, касающимся технологии производства, сроков и стоимости выполнения заказа, обращайтесь к менеджерам нашей компании по контактным телефонам, указанным на сайте.
До 40мм
Диаметр круглой трубы
До 50 мм
Диаметр прямоугольной трубы
225 мм
Максимальный радиус гиба (CLR)
190 градусов
Максимальный угол
40 “/sn
Скорость гибки
До 6000 мм
Длина трубы
±0,2 мм
Точность гиба
Преимущества дорновой гибки труб
- Высокая повторяемость и точность гибки.
- Высокое качество гиба, без царапин и рисок.
- Есть возможность радиусной гибки заготовок длиной до 6000 мм.

Нашли дешевле? Сделаем скидку 5%
* Необходимо подтвердить цену счётом от конкурента.
Используемое оборудование
← Бездорновая гибка труб
Химическое металлизирование изделий →
Гибка нержавеющих труб — оперативно и качественно
или позвонить (звонок по России бесплатный)+7 495 212-19-06
Если у вас возникли трудности при выборе или вопросы, вы всегда можете обратиться к нашему специалисту.
Нужен расчёт или есть вопросы
Описание услуги
Гибка металлических труб (круглых и профильных) осуществляется при помощи специальных трубогибочных станов путём холодного или горячего гиба с применением специальной оснастки. Холодная деформация проката без нагрева применяется при максимальной толщине стенки до 12 мм и диаметре до 40 мм и производится двумя способами:
- Обкатка – заготовка изгибается, прижимаясь специальным подвижным обкатывающим роликом к формообразующему сектору.
- Наматывание – подвижный формообразующий сектор с закреплённым концом трубы вращается и наматывает на себя заготовку, которая снаружи прижимается планкой, а внутри крепится дорном.

Горячей гибке подвергаются профильные трубы с толстой стенкой (свыше 12 мм) и круглые с большим диаметром (свыше 40 мм).
Гибка круглых и профильных (квадратных и прямоугольных) труб позволяет получить изделие любой формы и габаритов – для обвода препятствий, комфортного монтажа в определённых условиях и других целей. Автоматические станки с ЧПУ позволяют сделать изгибы под любым градусом до 185°, прямые и ровные. Сортамент, подверженный гибке, надёжнее и долговечнее сваренных конструкций, его получение требует гораздо меньше времени и финансовых затрат.
Технические характеристики (в мм)
Гибке подвергаются нержавеющие, алюминиевые, углеродистые трубы любой длины. Гибка производится на круглых трубах диаметром от 6 до 1420, а также на профильных размерами от 10х10 до 300х300. Точность изгибания заготовок составляет ±0,01. Максимальный градус изгиба составляет 185°. Погнуть трубы возможно в нескольких классических формах – отвод, калач, утка, скоба – или по чертежам заказчика.
Точность изгибания заготовок составляет ±0,01. Максимальный градус изгиба составляет 185°. Погнуть трубы возможно в нескольких классических формах – отвод, калач, утка, скоба – или по чертежам заказчика.
Виды гибки
Компания МС ГРУПП предлагает заказать не только гибку труб, но также арматуры и листового проката.
Преимущества сотрудничества
Сотрудничая с компанией МС ГРУПП, вы можете получить качественные и недорогие услуги по гибке труб, а также купить готовые изогнутые изделия трубного проката по выгодным ценам. На сайте нашего интернет-магазина постоянно размещается актуальная информация о действующих акциях и скидках на продукцию.
Весь готовый сортамент хранится на собственных складах компании в Москве и доставляется заказчикам в круглосуточном режиме.
Гибка труб — цены
Круглой трубы
| Диаметр трубы, мм | Материал | ||
|---|---|---|---|
| Углеродистая сталь | Нержавеющая сталь | Алюминий | |
| 6мм — 58мм | 300 руб | 420 руб | 360 руб |
60. 33мм — 76.1мм 33мм — 76.1мм | 360 руб | 480 руб | 420 руб |
| 80мм — 95мм | 420 руб | 600 руб | 540 руб |
| 100мм — 114.3мм | 480 руб | 1080 руб | 780 руб |
| 120мм — 159мм | 600 руб | 1440 руб | 1020 руб |
| 160мм — 1420мм | 840 руб | 1800 руб | 1200 руб |
Профильной трубы
| Размер трубы, мм | Материал | ||
|---|---|---|---|
| Углеродистая сталь | Нержавеющая сталь | Алюминий | |
| 10мм — 50мм | 240 руб | 360 руб | 300 руб |
| 60мм | 360 руб | 600 руб | 480 руб |
| 80мм | 540 руб | 840 руб | 720 руб |
| 100мм | 780 руб | 1200 руб | 900 руб |
| 120мм | 960 руб | 1440 руб | 1200 руб |
| 140мм — 150мм | 1440 руб | 2160 руб | 1920 руб |
| 160мм — 300мм | 1680 руб | 2520 руб | 2280 руб |
Примеры работ
Основы гибки труб | PRO-TOOLS
Чтобы приступить к гибке труб в вашей мастерской, компания Pro-Tools собрала воедино эти основные термины по изготовлению металлоконструкций, чтобы сделать ваш первый опыт гибки максимально простым.
 Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Если вам нужна дополнительная помощь, не стесняйтесь звонить в Pro-Tools, и наша команда будет рада вам помочь.
Радиус центральной линии (CLR)
Говоря о радиусе матрицы, мы имеем в виду радиус центральной линии (CLR), полученный в результате изгиба. CLR — это расстояние от центра кривизны до осевой линии (оси) трубы. Если у вас возникли проблемы с переводом последнего предложения на английский язык, посмотрите на картинку выше. Используя изображение ниже, вы можете увидеть, как радиус изгиба оказывает значительное влияние на результирующую деталь.
При выборе штампа факторы, влияющие на выбранный вами CLR, включают тип и сорт материала для гибки, толщину стенки, внешний диаметр, применение или дизайн конечного продукта и требуемый внешний вид. Все трубогибы и трубогибы Pro-Tools способны сгибать CLR диаметром до 7 дюймов; самый плотный CLR, который вы можете сгибать, составляет 2 дюйма (в зависимости от вашего материала) с использованием трубогибов Pro-Tools 105 Standard Duty или Heavy Duty.
Достигнутый радиус центральной линии (достигнутый CLR):
Это значение представляет собой радиус, который вы получаете при гибке штампом. На штампах Pro-Tools есть надпись CLR. Материал пружинит или растягивается после того, как его согнули; подумайте о том, чтобы намотать проволоку на карандаш — отпустите проволоку, и она упадет с карандаша. Из-за этого растяжения вы обнаружите, что CLR изогнутого куска материала немного больше, чем CLR, указанный на штампе.
Калиброванный радиус центральной линии (калиброванный CLR):
При использовании программного обеспечения Bend-Tech это значение используется для указания степени растяжения и сжатия при каждом изгибе. Это значение получают с помощью калибровочного теста путем сгибания тестового образца материала и измерения полученных ножек. Затем программное обеспечение использует данные растяжения/сжатия для правильного расчета количества материала в каждом изгибе, а также для правильного расположения изгиба. Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Pro-Tools продает полную линейку программного обеспечения Bend-Tech, которое удовлетворит потребности любого производителя металлоконструкций.
Внешний диаметр (OD):
Внешний диаметр (OD) – это расстояние по крайним внешним размерам трубы или трубы. Вы можете купить на веб-сайте Pro-Tools гибочные станки и штампы, которые гнут наружный диаметр до 2-1/2 дюйма. звоните по телефону +1 (813) 986-9000.
Внутренний диаметр (ID):
Внутренний диаметр (ID) — это наибольшее расстояние по внутренним размерам трубы или трубы.
Толщина стенки:
Толщина стенки — это расстояние между наружным и внутренним диаметрами трубы, измеренное в тысячных долях дюйма. Для трубы: Спецификация определяет толщину стенки. Важно использовать точные штангенциркули при измерении этого значения; рулетка или хорошо наметанный глаз в данном случае недостаточно точны. Соотношение между наружным диаметром и толщиной стенки имеет важное значение при выборе штампа. В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
В таблицах штампов Pro-Tools указана минимальная и максимальная толщина стенок для штампов стандартных размеров, которые мы предлагаем. Если вы не можете найти необходимую толщину стен для вашего проекта, мы будем рады помочь — позвоните по телефону +1 (813) 986-9000, чтобы поговорить с членом нашей экспертной технической команды продаж.
Степень изгиба (DOB):
Это относится строго к количеству градусов, необходимых для конкретного изгиба.
Пружинирование:
Причиной пружинения является неравномерное растяжение материала при изгибе. Материал центральной линии пытается вернуться к своей первоначальной форме, но его сдерживает неуступчивый материал с обеих сторон. Эффект заметен, когда материал вынимается из гибочного станка.
Упругость необходимо компенсировать путем добавления коэффициента упругости (количество градусов, на которое материал пружинит) к желаемой степени изгиба. Вы можете легко определить коэффициент упругости, выполнив пробные изгибы. Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Упругость не является постоянным фактором для всех материалов и может изменяться даже в материалах с одинаковым внешним диаметром и толщиной стенки. Чрезвычайно важно выполнять пробные изгибы каждой партии покупаемого материала.
Пример:
Если вы хотите согнуть кусок трубы до 90 градусов, и вы определили в своих тестовых изгибах, что материал будет пружинить на 7 градусов, вы должны согнуть трубку на 7 градусов после 90 (97 градусов), чтобы получить желаемый изгиб на 90 градусов, когда вы снимаете трубку с трубогиба.
Труба и труба:
Когда речь идет о трубе и трубе, вам действительно нужно знать одну вещь: трубка 1-1/2 дюйма — это не то же самое, что труба NPS 1-1/2. Для труб диаметром 1-1/2 дюйма фактический наружный диаметр (НД) составляет 1500 дюймов. Для трубы NPS 1-1/2 фактический наружный диаметр (НД) составляет 1,9.00”. Это относится ко всем размерам труб менее NPS 14. Это означает, что если у вас есть трубка 1-1/2 дюйма и труба NPS 1-1/2, вам потребуется отдельная головка для каждого размера. Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Наши гибочные станки рассчитаны на гибку труб сортамента 40 размером от 1/4 до 2 дюймов. В приведенной ниже таблице показаны некоторые размеры труб сортамента 40 размером до 14 дюймов. Если вы все еще не уверены, ознакомьтесь с описанием под диаграммой.
Таблица 40 Размеры труб | |||
| Номинальный размер трубы (NPS) | Внешний диаметр | Внутренний диаметр | Номинальная толщина стенки |
| 1/8 | 0,405 дюйма | 0,269 дюйма | 0,068 дюйма |
| 1/4 | 0,540 дюйма | 0,364 дюйма | 0,088” |
| 3/8 | 0,675 дюйма | 0,493 дюйма | 0,091 дюйма |
| 1/2 | 0,840 дюйма | 0,622 дюйма | 0,109 дюйма |
| 3/4 | 1,050 дюйма | 0,824 дюйма | 0,113 дюйма |
| 1 | 1,315 дюйма | 1,049” | 0,133 дюйма |
| 1-1/4 | 1,660 дюйма | 1,380” | 0,140” |
| 1-1/2 | 1900” | 1,610 дюйма | 0,145 дюйма |
| 2 | 2,375 дюйма | 2,067” | 0,154 дюйма |
| 2-1/2 | 2,875 дюйма | 2,469 дюйма | 0,203 дюйма |
| 3 | 3. 500” 500” | 3,068” | 0,216 дюйма |
| 3-1/2 | 4000” | 3,548 дюйма | 0,226 дюйма |
| 4 | 4.500” | 4,026 дюйма | 0,237 дюйма |
| 5 | 5,563 дюйма | 5,047” | 0,258 дюйма |
| 6 | 6,625 дюйма | 6,065” | 0,280 дюйма |
| 8 | 8,625 дюйма | 7,981 дюйма | 0,322 дюйма |
| 10 | 10,750 дюйма | 10,020” | 0,365 дюйма |
| 12 | 12,750 дюйма | 11,938” | 0,406 дюйма |
| 14 | 14 000 дюймов | 13,125 дюйма | 0,437 дюйма |
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Размер трубы указывается двумя безразмерными числами: a номинальный размер трубы (NPS) для диаметра, основанного на дюймах и спецификации (Sched. или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
или Sch. ) для толщины стенки . NPS часто неправильно называют Национальным размером трубы из-за путаницы с национальной трубной резьбой (NPT). В зависимости от NPS и сортамента трубы наружный диаметр трубы (OD) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже. Для NPS от ⅛ до 12 дюймов значения NPS и OD отличаются. Для NPS 14 дюймов и выше значения NPS и OD равны. Другими словами, труба NPS 14 на самом деле имеет наружный диаметр 14 дюймов. Причина несоответствия для NPS от ⅛ до 12 дюймов заключается в том, что эти значения NPS изначально были установлены для получения одного и того же внутреннего диаметра (ID) на основе стандартов толщины стенок того времени. Однако по мере развития набора доступных толщин стенок внутренний диаметр изменился, и NPS стал лишь косвенно связан с внутренним диаметром и наружным диаметром. Для данного NPS внешний диаметр остается фиксированным, а толщина стенки увеличивается по графику.
Труба иногда используется в конструкциях, таких как поручни, но ее предполагаемое использование заключается в транспортировке веществ, которые могут течь (т. е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стены. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
е. жидкости, газы, (жидкости), массы мелких твердых тел), поэтому критическими размерами являются внутренний диаметр и толщина стены. Внутренний диаметр определяет способность трубы переносить материалы. Внутренний диаметр в сочетании с толщиной стенки определяет такие характеристики, как давление разрыва. Как и трубы, трубы изготавливаются по-разному для разных нужд и применений. Существует три способа изготовления трубы.
(1) При центробежном литье постоянная литейная форма непрерывно вращается вокруг своей оси с высокой скоростью по мере заливки расплавленного металла. Расплавленный металл центробежно отбрасывается к внутренней стенке формы, где он затвердевает после охлаждения. (2) сварная труба изготавливается как труба ВПВ и (3) бесшовная труба изготавливается как бесшовная труба.
Станок для гибки труб Super 16–30 дюймов
| ОТВЕРСТИЕ (ВНУТР.) | ХОД (ДЮЙМ) | ШТОК (ВНУТРЕННИЙ) | |
| Внутренний цилиндр | 8 | 5 | 2,5 |
| Внешний цилиндр | 11 | 19 | 8 |
| Цилиндр штифта | 6 | 23 | 4 |
| Цилиндр зажима | |||
| Тип насоса | Лопасть, Fix Volume | ||
| Расход насоса | 48 гал/мин | ||
| Тип клапана | 3 или 5 секций | ||
| Фильтрация | 3 микрона, линия давления | ||
| Максимальное рабочее давление гидравлической системы | 3000 фунтов/кв. дюйм изб. дюйм изб. | ||
| Гидравлический резервуар | 85 галлонов | 321 л |
| Диаметр (дюйм) | |
| Минимум | 16 |
| Максимум | 30 |
| Производитель | Куинси QR-370 |
| Тип привода | Гидравлический мотор |
| Давление | 210 фунтов/кв. дюйм изб. |
| Поток | 49,3 кубических футов в минуту при 175 фунт/кв. дюйм изб. |
| IN/MM | X52 | X60 | X65 | X70 | X80 | X100 | DEGREE PER ARC FOOT | RADIUS FEET | MAXIMUM 40 FOOT JOINT |
| 30/762 | 1. 634 634 | 1.409 | 1.298 | 1.203 | 1.049 | 0.836 | 0.60 | 96 | 16.20 |
| 28/711 | 1.937 | 1.662 | 1.527 | 1.413 | 1.228 | 0.974 | 0.65 | 88 | 17.60 |
| 26/660 | — | — | 1.839 | 1.695 | 1.467 | 1.156 | 0.70 | 82 | 18.90 |
| 24/610 | — | — | — | — | 1.800 | 1.403 | 0.75 | 76 | 20.25 |
| 22/559 | — | — | — | — | — | 1.763 | 0.80 | 72 | 21.60 |
| 20/508 | — | — | — | — | — | — | 0. 90 90 | 64 | 24.40 |
| 18/457 | — | — | — | — | — | — | 1.10 | 52 | 29.70 |
| 16/406 | — | — | — | — | — | — | 1.51 | 38 | 40.80 |
• Ячейка, отмеченная знаком (-), означает способность сгибаться до толщины 2,00″. Если толщина стенки больше, свяжитесь с DMI.
• Цифры выше представляют собой эмпирические данные и носят рекомендательный характер. Они не являются гарантией.
• Все изгибы основаны на использовании оправок DMI и утвержденных наборов штампов.
• Для толстостенных труб могут потребоваться специальные наборы штампов.
• Цифры, показанные выше, представлены как «средние» и могут изменяться в зависимости от следующих факторов:
- Фактическая толщина стенки трубы.
- Фактический предел текучести трубы.
- Навык операторов, работающих с гибочным станком и оправкой.
- Происхождение и качество трубки.
- Используемый тип штампа и комплекта для гибки.

• Касательная нормального разгибания для PBM 6-20 составляет 5’
• Касательная нормального разгибания для PBM 16-30 составляет 6’
• Касательная нормального разгибания для PBM 22-36 составляет 6’
• Касательная нормального разгибания для PBM 32-42 составляет 7 футов
• Нормальный прямой тангенс для PBM 48-60 составляет:
- 11 футов для жесткого конца с трубной опорой
- 13’ для жесткого конца без трубной опоры
- 8’ для конца Pinup с опорой для трубы
- 9’ для конца штифта без поддержки трубы
Заявление об отказе от ответственности:
Техническая информация, предоставленная для данного оборудования в отношении производительности, технических характеристик, размеров и веса, может различаться в зависимости от окончательной конфигурации оборудования.
Как поменять патрон на шуруповерте бош: Как снять патрон на шуруповерте Bosch?
Как снять патрон с шуруповерта своими руками, особенности
Содержание статьи
- Разбираем шуруповёрт правильно
- Как снять патрон с с шуруповерта Мakita и шестигранный патрон под биту
- Как снять патрон с шуруповерта Интерскол и Бош
- Как снять патрон с шуруповерта Милуоки
- Как снять патрон с шуруповерта Хитачи и Зубр
- Как снять патрон с шуруповерта Макита 6271d
- Как снять патрон шуруповерт на 220 Диолд
- Как снять патрон с шуруповерта Деволт
- Как снять патрон с шуруповерта Метабо
Разбираем шуруповёрт правильно
Шуруповерт, работающий от электричества (бывают и пневматические шуруповёрты), независимости от производителя, имеют приблизительно одинаковый принцип работы.Он занимает одну из первых позиций в наборе инструмента для домашнего использования. Причем принципиальной разницы между аккумуляторным питании и питании от сети нет. Меняется только сам вид подачи питания на электродвигатель.
Все остальные детали и порядок из подключения у шуруповертов одинаковые.
Давайте посмотрим, из чего состоит шуруповёрт.
Основные детали шуруповёрта
Иногда этот инструмент нужно разбирать, например, для профилактического осмотра, смазки. Иногда для проведения ремонта, особенно это касается патрона. В принципе, патрон у всех производителей почти похожий, за исключением некоторых моментов.
Все детали и узлы шуруповерта подетально
Патроны могут быть разными – кулачковыми и быстрозажимными. Давайте рассмотрит, как его снять с инструмента, независимо, для ремонта или для замены деталей или самого патрона. Разборка производится следующим образом.
Прежде всего к этому нужно подготовиться, собрать оснастку для работы, состоящей из отвертки, шестигранника, подходящего по профилю к патрону, небольшой, но массивный предмет типа гири, пробойник. Обязательно нужно одеть защитные очки, так как отлетевший мелкий предмет может попасть в глаза.
Обязательно нужно одеть защитные очки, так как отлетевший мелкий предмет может попасть в глаза.
Процесс демонтажа патрона
Определяем перед началом работы, какой перед нами патрон: с конусом Морзе, просто на резьбе и на резьбе плюс дополнительный фиксирующий винт.
Определяем по маркировке, какой вид патрона. Надпись «1 – 6 В10» это конус Морзе, если «1,0 -11» в российских инструментах и «2-13» мм ½ – 20 UNF» для импортных инструментов, где размер указывается в дюймах.
Трёхкулачковый патрон с метрической резьбой иностранного производства
Конусный патрон снимаем очень просто, просто постукиваете, причем, естественно, осторожно, молоточком по корпусу патрона. Для резьбового немного сложнее.
Как снять патрон с с шуруповерта Мakita и шестигранный патрон под биту
Для начала плоской отверткой расширяем патрон. Нужно помнить, что у этой марки патрон крепится на резьбе, при этом фиксатор имеет левую резьбу, что важно помнить при разборке.
Ещё небольшой нюанс, здесь болт находится глубже, чем у других патронах, поэтому нужно постучать аккуратно по его головке молотком через пробойник.
Откручиваем стопорный винт по часовой стрелке, который находится в торце патрона.
Вставляем шестигранный ключ внутрь патрона и там его фиксируем, после чего переключаем на сверление и включаем реверс. Иногда проще зажать его в слесарные тиски. Можно это операцию произвести проще, ударив по шестиграннику молотком, но при этом есть риск повредить патрон. Этим можно пользоваться для полной замены патрона без ремонта.
После того, как винт вынули, откручиваем патрон. Если на шпинделе есть срезы для гаечного ключа, производим штопорную фиксацию его. В случае отсутствия срезов, снимаем крышку корпуса.
Иногда компания применяет для бытовых шуруповертах с малой мощностью и в шуруповертах – отвертках пластиковые патроны. Как снять патрон с такого шуруповерта Макита, лучше посмотреть видеоурок, так как работы нужно производить более осторожно.
Если это кулачковый патрон, сами кулачки нужно перед этим разжать.
Если это Макита, шуруповерты у неё оборудуются автоматической блокировкой. Патроны у этого производителя имеют патроны одномуфтовые.
Патроны у этого производителя имеют патроны одномуфтовые.
Шестигранный патрон под биту снимают при помощи разводного ключа, наложив его на гайку внутри. Перед этим нужно развести шестигранник до максимума, или действовать, как выше указано.
Как снять патрон с шуруповерта Интерскол и Бош
Эти инструменты по строению и многим характеристикам схожи между собой, что то лучше у одной марки, что то у другой, но патроны у этих двух марок инструментов имеют схожее строение. Единственная разница, у шуруповерта Bosch имеется автолот в патроне. Что бы поменять его, для начала выкручиваем винт, как обычно у всех, по часовой стрелке.
Разбираем патрон к шуруповерту Интерскол
Затем вставляем шестигранник на 8 внутрь, закрепляем его. При этом аккумулятор должен быть заряжен максимально. Следим, что бы угол шестигранника был повернут вниз, параллельно ручке. Выставляем усилие на сверление и затем включаем реверс. Подставляем под шестигранник что то твердое: камень, гантель или что то в этом роде и включаем кнопку пуск. . Удар и патрон легко откручивается с резьбы против часовой стрелки.
. Удар и патрон легко откручивается с резьбы против часовой стрелки.
Как снять патрон с шуруповерта Милуоки
Это очень даже неплохой инструмент, с хорошей сборкой, добротный, патрон имеет крепление резьбовое плюс дополнительная фиксация винта. При разборке сначала выкручиваем этот винт, затем выбиваем, хотя производитель и не рекомендует менять патрон самостоятельно.
Дрель – шуруповерт Milwaukee имеет быстрозажимной патрон
Он имеет шаг мелкий и резьбу 9/16 дюйма, замену делают в сервисном центре или можно поискать на Амазоне .
Трёхкулачковый патрон у Милуоки может зажимать сверло 2 мм
После приобретения патрона к этой модели шуруповерта, начинаем замену. Для начала пытаемся проделать стандартную процедуру разборки.
Для этого разжимаем кулачки и выкручиваем винт, который имеет левую резьбу. Если резьба не поддается, ударяем молотком при помощи пробойника по нему, что бы сдвинуть резьбу.
Затем зажимаем в кулачках шестигранник, на 8 и, переключив на реверс, на мгновение включаем инструмент, упирая ключ о твердый предмет. Обычно после этого патрон скручивается, но иногда приходится, поддев осторожно под край патрона плоскую отвертку, пытаются таким образом сдвинуть резьбу.
Обычно после этого патрон скручивается, но иногда приходится, поддев осторожно под край патрона плоскую отвертку, пытаются таким образом сдвинуть резьбу.
Иногда приходится снимать, полностью разбирая инструмент, доставая при этом редуктор со шпинделем.
Как снять патрон с шуруповерта Хитачи и Зубр
Эти два инструмента по конструкции очень схожи между собой. Если необходимо снять патрон для замены или для профилактике, нужно отсоединить его с вала от устройства критических усилий.
Отсоединить патрон у этих марок не сложно, просто выкручиваем винт внутри, как обычно, по часовой стрелке, и снимаем корпус патрона без дополнительных усилий.
Как снять патрон с шуруповерта Макита 6271d
Плоской отверткой выкручиваем винт против часовой стрелки, затем берем шестигранник на 8, зажимаем его и далее стандартно выкручиваем патрон, не прилагая особенных усилий. В качестве замены не обязательно брать родной патрон, можно взять и патроны немецкой фирмы Deko, подсоединив в обратном порядке.
Как снять патрон шуруповерт на 220 Диолд
Сетевой шуруповерт Диолд имеет ключевой патрон. Для того, что бы снять такой патрон, утапливаем до максимума кулачки, что бы открыть максимально дно, и отверткой выкручиваем зажимной винт по левой резьбе. Что бы зафиксировать патрон от вращения шпинделя, фиксируем его или ключом от патрона или, обмотав тряпкой инструмент или установив на губки пластиковые нагубники, зажимаем в тисках. Отвернув винт, снимаем без труда старый патрон.
Если не получается открутить винт, снимаем крышку корпуса и фиксировать шпиндель внутри.
Не забудьте отключить шуруповерт от сети! При замене патрона включать инструмент не нужно.
Как снять патрон с шуруповерта Деволт
Шуруповерт DeWALT, хоть и работает надёжно, но также требует периодического осмотра и чистки внутренних деталей и патрона. Патрон у шуруповертов быстрее всего изнашивается.
Патрон у шуруповертов быстрее всего изнашивается.
У этой компании у шуруповертов есть небольшой недостаток – это самоослаблябщий патрон.
При замене патрона можно пользоваться таким же способом, что и для всех быстрозажимных патронов, но специалисты советуют начинать разбирать с корпуса, снимая детали с вала и аккуратно дойдя до патрона. все детали потом протереть, смазать, не перебарщивая и снова аккуратно собрать.
Снимаем патрон с шуруповерта DeWALT
Как снять патрон с шуруповерта Метабо
Производитель оснастил инструмент шпинделем с шестигранником
Процесс замены патрона у шуруповерта Метабо
На носике патрона находится гайка. При помощи разводного ключа ее нужно отвернуть, затем открутить по правой резьбе патрон.
Вообще пользователи советуют патрон этой марки разбирать при помощи ключа разводного и пассатижей.
 8px;width: 550px;» border=»1″ cellpadding=»1″ cellspacing=»1″>
8px;width: 550px;» border=»1″ cellpadding=»1″ cellspacing=»1″> Внимание
покупателей подшипников
Уважаемые
покупатели, отправляйте ваши вопросы и заявки по
приобретению подшипников и комплектующих на почту или
звоните сейчас:
+7(499)403
39 91
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
zakaz@themechanic. ru
ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Как снять патрон с шуруповерта: откручиваем и разбираем своими руками
Чтобы понять, как снять патрон с шуруповерта, нужно хорошо представлять, как устроен инструмент. Эта деталь крепится на вал, приводящий ее в движение, и служит для фиксации рабочего органа. Как правило, ее оболочка имеет цилиндрическую форму. Под ней находятся прижимные кулачки и регулировочные гильзы. Когда их заклинивает, достать рабочую деталь становится сложно или невозможно. Тогда возникает необходимость снять зажим, чтобы в дальнейшем облегчить себе работу по ремонту. Делать это нужно для смазки, чистки и профилактического осмотра. Существует несколько способов крепления. У каждого из них есть свои преимущества и недостатки. В каждом отдельном случае проблема решается по-разному.
Существует несколько способов крепления. У каждого из них есть свои преимущества и недостатки. В каждом отдельном случае проблема решается по-разному.
Как снять и разобрать патрон шуруповерта
Устройство детали
Способы крепления к корпусу
Типоразмеры
Как снять гильзу
Как попасть внутрь
Как найти новую деталь
Используются две основные конструкции.
- Кулачковые — фиксация происходит при помощи Г-образного ключа, вставляющегося перпендикулярно.
- Быстрозажимные — для фиксации необходимо зажать один цилиндр корпуса рукой, вращая другой цилиндр вокруг собственной оси.
Кулачковые менее удобны, но обеспечивают более надежное соединение. При вращении ключа регулировочная гильза сжимает стальные кулачки, пока они не сомкнутся.
Instagram @welderrzn62
Быстрозажимные затягиваются быстрее. Для них не требуется ключ.
Аккумуляторная дрель-шуруповерт BOSCH
Виды быстрозажимных конструкций
- Одномуфтовая — чтобы провести установку биты достаточно одной руки, поскольку одна из частей корпуса фиксируется автоматически.
- Двухмуфтовая — обе части являются подвижными, и одну из них нужно придерживать рукой, чтобы она не вращалась.

Если требуется заменить патрон на шуруповерте, следует учесть, что одномуфтовые применяются только на инструментах с блокираторами.
Материалом служит пластик или металл. Пластиковые изделия менее надежны, но с ними удобнее работать, так как весят они меньше.
Instagram @kuban_instrument
Есть два основных способа.
- На резьбе — гильза накручивается на вал.
- С помощью конуса «Морзе» — конический хвостовик вставляется в отверстие на шпинделе, соответствующее ему по размеру. Этот метод является одним из наиболее эффективных и применяется уже более сотни лет.
Дополнительную прочность соединению придает фиксирующий винт.
Instagram @retooling
Используется несколько типоразмеров. Их необходимо знать, чтобы правильно подобрать изделие на замену. На конус нанесена маркировка.
Их необходимо знать, чтобы правильно подобрать изделие на замену. На конус нанесена маркировка.
Рассмотрим пример: 1 — 6 В 7. Цифры 1-6 — диапазон размеров хвостовика, которые могут быть установлены на изделие. В данном случае он выражен в миллиметрах. В 10 и далее до В 45 указывают калибр конуса. Всего существует 9 калибров.
Маркировка может иметь такой вид: 1 — 13 М 12х1,4. Цифры до буквенного обозначения — диапазон размеров хвостовика, после него — параметры резьбы. Величины указаны в миллиметрах или дюймах.
Аккумуляторная дрель-шуруповерт Bort
Рассмотрим еще один пример: 4 — 15 мм ½ — 22 UNF. Надпись говорит о том, что можно применять биты диаметром от 4 до 15 мм, ½ — это размер резьбы в дюймах, 22 — количество ниток (резьбовых витков) в дюйме.
Instagram @kuban_instrument
Делать это нужно не только в критических ситуациях, когда требуется срочный ремонт. Детали нуждаются в постоянной смазке и очистке даже, если ими долгое время не пользовались. Без профилактики инструмент быстро выйдет из строя. Работать на нем лучше с перерывами в несколько минут. Биту и двигатель нужно предохранять от перегрева.
Детали нуждаются в постоянной смазке и очистке даже, если ими долгое время не пользовались. Без профилактики инструмент быстро выйдет из строя. Работать на нем лучше с перерывами в несколько минут. Биту и двигатель нужно предохранять от перегрева.
Аккумуляторная дрель-шуруповерт Metabo PowerMaxx
Отворачивать корпус можно по-разному. Здесь многое зависит от конструкции и способа крепления.
Гильза с фиксирующим винтом
Винт находится между кулачками. Чтобы добраться до его головки, необходимо их развести в стороны. С помощью крестовой отвертки его выкручивают, вращая по часовой стрелке. Затем вставляют в кулачки шестигранный ключ и двигают его против часовой стрелки. Движение должно быть резким. Придется приложить усилие, чтобы сдвинуть стык. Со временем соединение становится очень прочным. Если ключа недостаточно, можно использовать молоток.
Аккумуляторная дрель-шуруповерт Makita
Конус «Морзе»
В данном случае с помощью молотка хвостовик выбивается из конического отверстия. Если сделать это не удается, придется разобрать инструмент и извлечь из него вал с патроном. Затем нужно будет удалить трубным ключом зажимной цилиндр. Обычные гайки на этом узле применяются редко.
Если сделать это не удается, придется разобрать инструмент и извлечь из него вал с патроном. Затем нужно будет удалить трубным ключом зажимной цилиндр. Обычные гайки на этом узле применяются редко.
Аккумуляторная дрель-шуруповерт Hyundai
Резьбовое соединение
Для работы понадобится Г-образный десятимиллиметровый шестигранник. Его вставляют в кулачки, плотно зажимают и поворачивают. Удобнее зафиксировать шестигранник в руке либо на опоре и на малых оборотах включить двигатель. Он должен работать лишь малую долю секунды. Этого обычно бывает достаточно, чтобы ослабить соединение и беспрепятственно снять гильзу. Если метод не работает, инструмент следует разобрать, чтобы подойти к соединению с другой стороны.
Instagram @umedia_service
Чтобы попасть внутрь, нужно убрать заглушку. На пластмассовом корпусе она снимается легко — достаточно поддеть ее острым предметом. На металлическом ее выбивают молотком. Для этого следует ударить по основанию зажимной гильзы, стараясь ее не повредить. Чтобы до него добраться, между кулачками вставляют болт большого диаметра, затем сдвигают их так, чтобы болт встал перпендикулярно основанию, но при этом мог свободно перемещаться вверх и вниз. По выступающей над поверхностью головке бьют молотком.
На металлическом ее выбивают молотком. Для этого следует ударить по основанию зажимной гильзы, стараясь ее не повредить. Чтобы до него добраться, между кулачками вставляют болт большого диаметра, затем сдвигают их так, чтобы болт встал перпендикулярно основанию, но при этом мог свободно перемещаться вверх и вниз. По выступающей над поверхностью головке бьют молотком.
Сетевая дрель-шуруповерт Интерскол
Детали конструкции
- Рукав
- Основание
- Шайба
- Подшипник
- Гайка.
Устройство может быть и более сложным, но в большинстве случаев оно состоит из этих элементов.
Instagram @kuban_instrument
Перед тем как разбирать патрон шуруповерта, следует поискать другие решения проблемы. Пытаться раскручивать его бесполезно. Дело в том, что большинство моделей для этого не рассчитаны, и попасть внутрь без повреждений не удастся. Если они разбираются, то действовать можно несколькими способами.
Если они разбираются, то действовать можно несколькими способами.
Что делать, если патрон не разбирается
- В перфоратор или дрель, способную работать в ударном режиме, вставляем болт диаметром около одного сантиметра. Можно использовать сломанное сверло.
- Болт или сверло вставляем сзади.
- Разводим кулачки.
- Теперь нужно найти упор — им могут стать стол или пол. Необходимо подложить амортизатор — кусок резины или пенопласта.
- Перфоратор с гильзой упирается в амортизатор и включается на несколько секунд.
После ремонта или профилактических работ сборную модель несложно будет собрать обратно. Важно не перепутать положение кулачков. При долгом использовании они притираются друг к другу и немного деформируются.
Instagarm @kuban_instrument
Если конструкция не предполагает вмешательства извне, корпус придется пилить, а потом соединять самодельным обхватом. Этот процесс является довольно трудоемким и проще установить новую деталь.
Этот процесс является довольно трудоемким и проще установить новую деталь.
Аккумуляторная дрель-шуруповерт СПЕЦ
В идеале он должен быть таким же, как старый. Если найти такой же не удается, нужно искать модель с теми же параметрами — формой, размером, принципом работы. Все изделия стандартизированы, однако несмотря на это проще совместить запчасти, выпущенные одним производителем.
При подборе можно руководствоваться и другими принципами. Если инструмент используется часто, необходимо определиться, что важнее — удобство и скорость смены рабочей части либо надежность соединения. В первом случае подойдет быстрозажимный цилиндр, во втором — кулачковый, фиксирующийся с помощью ключа.
Instagram @kuban_instrument
Важно не допустить ошибки. Проще всего искать нужную деталь, имея при себе инструмент и образец старой гильзы. Как поменять патрон на шуруповерте, должно быть написано в его инструкции. Для соединения используется резьба на корпусе и валу либо конус «Морзе».
Как поменять патрон на шуруповерте, должно быть написано в его инструкции. Для соединения используется резьба на корпусе и валу либо конус «Морзе».
Подробную инструкцию по разбору шуруповерта смотрите на видео.
Замена патрона для электродрели
— Руководство по ремонту iFixit
Автор: Томас Опсомер
(и еще один участник)
- Избранное: 3
- Завершено: 8
Сложность
Easy
Шаги
11
Необходимое время
5 — 15 минут
Секции
1
- Чак
11 шагов
Флаги
0
Дрель BackPower
Полный экран
Опции
История
Скачать PDF
Править
Перевести
Встроить это руководство
Введение
Патрон дрели часто первым изнашивается или ломается. К счастью, его замена — довольно простой процесс, обычно не требующий разборки дрели.
Даже если шпиндель или редуктор вашей дрели нуждаются в замене, что требует разборки, лучше снять патрон перед разборкой корпуса.
Это руководство должно помочь вам заменить патрон практически на любой сетевой или аккумуляторной дрели, так как патроны почти всегда крепятся к шпинделю с помощью резьбы. На сегодняшний день наиболее распространенным размером резьбы является 1/2 «x 20 витков на дюйм UNF, но меньшие сверла могут иметь резьбу 3/8» или даже меньше.
В некоторых редких случаях, таких как угловые дрели, очень старые модели или большие станки, патрон может быть установлен на коническом хвостовике или может даже иметь специальное крепление, требующее разборки корпуса. В таких случаях данное руководство неприменимо. В случае сомнений обратитесь к технической документации для вашей марки и модели.
Патрон для электродрели
Доступно для продажи на Amazon
Купить
Фиксатор резьбы
Доступно для продажи на Amazon
Купить
 org/HowToDirection»>
org/HowToDirection»>При выполнении ремонта или технического обслуживания обязательно сначала отключите инструмент от сети.
Последнее, что вам нужно, это чтобы дрель начала вращать гаечный ключ со скоростью 3000 об/мин на случай, если вы случайно нажмете на курок!
Полностью откройте кулачки и найдите фиксирующий винт в нижней части патрона. Если присутствует винт, вам нужно будет удалить его, прежде чем вы сможете отвинтить патрон.
Эти стопорные винты всегда имеют левую резьбу, так что вам придется повернуть на по часовой стрелке , чтобы снять его.
Смыкание губок до тех пор, пока они не коснутся отвертки, может помочь удерживать ее по центру (особенно на винтах со шлицами) и перпендикулярно.
Винт может быть трудно отвинтить, особенно если на нем есть резьбовой герметик или если он ржавый. Ударный драйвер здесь может творить чудеса. И помните — по часовой стрелке!
Редактировать
В зависимости от конкретной марки и модели дрели и патрона можно зажать одну из них или обе с помощью обычного гаечного ключа с открытым зевом.
Некоторые шпиндели имеют шестигранную часть, некоторые имеют плоские поверхности, обработанные с двух сторон. Некоторые патроны также имеют две плоские или шестигранные детали, обработанные либо на переднем, либо на заднем конце.
В зависимости от того, к каким частям вы можете прикрепить гаечный ключ, вы будете использовать метод с двойным гаечным ключом, одинарным гаечным ключом или без гаечного ключа.
По возможности используйте метод двойного гаечного ключа, так как он более цивилизован и позволяет применять более контролируемую силу.
Редактировать
Если и на шпинделе, и на патроне есть приспособления, позволяющие использовать гаечный ключ, это ваш счастливый день!
В некоторых случаях может потребоваться использование тонкого ключа (или стачивания обычного ключа), так как может не хватить места для установки ключа обычного размера.
В отличие от стопорного винта, патрон крепится с помощью обычной правой резьбы. Поверните против часовой стрелки, чтобы удалить.
 org/HowToDirection»>
org/HowToDirection»>При противоположном действии двух ключей даже самый неподатливый патрон должен ослабнуть.
Если в патроне нет гаечного ключа, самый простой способ повернуть его с усилием — с помощью шестигранного ключа, зажатого в кулачках патрона своим коротким концом.
Если на шпиндель можно установить гаечный ключ, положите дрель горизонтально на край верстака или прочного стола так, чтобы гаечный ключ лежал на столе, патрон выступал за край, а шестигранный ключ был направлен немного вверх от горизонтали.
Не помешает попробовать, если вы можете освободить патрон, нажав на шестигранный ключ вручную, хотя это редко срабатывает.
Если силы руки недостаточно, крепко удерживайте дрель и сильно ударьте по концу шестигранного ключа, предпочтительно деревянным или пластиковым молотком. Резкий удар должен мгновенно ослабить патрон.
Редактировать
Даже если шпиндель невозможно захватить каким-либо образом, метод шестигранного ключа, описанный в предыдущем шаге, обычно работает как на проводных, так и на беспроводных моделях.
Многие аккумуляторные дрели имеют автоматическую блокировку шпинделя.
У дрелей с питанием от сети инерция двигателя и редуктора обычно оказывает достаточное сопротивление, чтобы освободить патрон от шпинделя.
Если вы полагаетесь исключительно на инерцию, вам нужен внезапный толчок, чтобы ослабить патрон. Сильно нажмите на сверло, чтобы оно не двигалось, и ударьте по шестигранному ключу особенно резким ударом.
Для этого потребуется стальной молоток — как бы вам не хотелось так плохо обращаться со своим любимым шестигранным ключом — пластиковый или деревянный молоток смягчит удар.
Редактировать
Для аккумуляторных дрелей-шуруповёртов и проводных моделей с низкой скоростью/высоким крутящим моментом альтернативой методу без гаечного ключа является захват шестигранного ключа в тисках, установка дрели в обратном направлении, крепкое удержание обеими руками и нажатие на спусковой крючок.
Однако этот метод не для новичков, так как он небезопасен: крутящий момент может повредить запястье, а ток заблокированного ротора может сжечь двигатель бурильной машины.
Если дрель оснащена механическим переключателем скорости и/или сцеплением, обязательно установите шестерню на самую низкую скорость и/или сцепление на максимальное значение.
Редактировать
Если патрон полностью сломан, вы не сможете затянуть его кулачки шестигранным ключом. В этих случаях метод с одним гаечным ключом или без него не сработает.
Для патронов с ключом, если нет других приспособлений для захвата, вы можете использовать гаечный ключ с крючком, установив штифт в одно из отверстий для ключа патрона.
Если вы родились под очень удачливой звездой, вам может сойти с рук установка ключа для патрона и удары по нему молотком под правильным углом.
Я сделал , а не сказал вам сделать это.Трубный ключ захватывает практически любой патрон, но существует риск его повреждения.
Если ничего не помогает, всегда можно разобрать дрель, зажать либо патрон, либо шпиндель в тисках, а другую часть зажать трубным ключом или другим захватным инструментом. Однако это может привести к повреждению шпинделя и/или патрона.
Редактировать
Если стопорного винта нет, и вы ожидаете сильного действия против часовой стрелки (например, при отвинчивании), нанесите небольшое количество резьбового герметика на резьбу шпинделя.
Используйте разновидность средней прочности, а не ту, которую вам придется нагревать паяльной лампой, если вам нужно снова снять патрон на более позднем этапе!
Накрутите патрон на шпиндель до упора. Вам не нужно затягивать его с чрезмерным усилием, он затянется сам при обычном использовании.
Редактировать
Вставьте и затяните стопорный винт, если применимо (не все патроны имеют раззенковку для установки стопорного винта).
 org/HowToDirection»>
org/HowToDirection»>Конечно против часовой стрелки!
Если винт поврежден, используйте новый, чтобы избавить себя от неприятностей в дороге.
Также не помешает обработать эти резьбы каплей резьбового фиксатора.
Редактировать
Редактировать



Редактировать




 Я сделал , а не сказал вам сделать это.
Я сделал , а не сказал вам сделать это.
Редактировать
Почти готово!
Финишная линия
Отменить: я не завершил это руководство.
8 других людей завершили это руководство.
Автор
с 1 другим участником
Значки:
8
+5 еще значков
Команда
Как заменить сверло
istockphoto.com
Замена сверла — один из первых шагов на пути домашнего мастера от простого к лучшему. Но для тех, кто еще не совсем освоился с электроинструментами, это немалый подвиг.
Но для тех, кто еще не совсем освоился с электроинструментами, это немалый подвиг.
Крутящий момент дрели может вызвать беспокойство у новых пользователей, а различные типы патронов могут запутать работу. Это руководство о том, как заменить сверло, может избавить вас от страха и путаницы в работе.
Детали сверла, которые необходимо знать
Изучая, как заменить сверло на сверле, важно знать несколько частей инструмента.
- Губки (также называемые цангой) затягивают сверло и удерживают его на месте.
- Патрон представляет собой круглую часть, окружающую кулачки. Патрон открывает и закрывает кулачки.
- Переключатель направления находится над спусковым крючком, и его положение определяет направление вращения патрона.
- Триггер управляет потоком энергии от аккумулятора к двигателю и определяет скорость вращения патрона.
Знание этих деталей и принципов их работы значительно облегчит замену бит или установку насадок для дрели.
Связанный: Лучшие дрели DeWalt
Как заменить сверло с помощью быстрозажимного патрона
Большинство современных аккумуляторных дрелей имеют бесключевой патрон, а это означает, что пользователю не нужно искать специальный инструмент для ослабления или затягивания механизм, удерживающий биту. Хотя это действительно облегчает обучение замене сверл, некоторые новички могут поначалу чувствовать себя потерянными.
Вот как заменить сверло на дрели с быстрозажимным патроном.
ШАГ 1: Переведите дрель в положение против часовой стрелки.
Возьмите дрель обеими руками, положив одну руку на рукоятку, а другую на патрон дрели.
Держа руку на рукоятке, нажмите переключатель направления, расположенный рядом с курком, до упора вправо, чтобы перевести дрель в режим вращения против часовой стрелки. Это позволит пользователю ослабить патрон с помощью курка и двигателя.
Реклама
ШАГ 2: Аккуратно нажмите на спусковой крючок.
Слегка направьте курок вверх, чтобы сверло не выпало на этом этапе.
Крепко возьмитесь за патрон одной рукой и осторожно нажмите на спусковой крючок. Патрон начнет слегка вращаться в руке пользователя, прежде чем кулачки отпустят сверло и патрон начнет свободно вращаться.
Отпустите спусковой крючок, зафиксируйте переключатель направления в среднем положении и извлеките долото из челюстей.
ШАГ 3: Вставьте новую насадку и затяните.
Вставьте новую насадку в кулачки патрона. Крепко возьмитесь за патрон, сдвиньте селектор до упора влево и осторожно нажимайте на спусковой крючок, пока кулачки не сомкнутся на бите. Отпустите спусковой крючок и быстро поверните патрон рукой, чтобы убедиться, что кулачки достаточно захватывают сверло.
Наконечник Pro : может быть трудно отцентрировать маленькую фрезу в широко раскрытых челюстях. В этом случае сначала сомкните бранши примерно до нужного размера, прежде чем вставлять биту.
istockphoto.com
Как заменить сверло в патроне с ключом
В сетевых дрелях или сверлильных станках используются патроны с ключом. Эти устройства работают аналогично бесключевым патронам в том смысле, что кулачки зажимают биту, но пользователи должны управлять ими с помощью специального ключа, называемого «ключом», чтобы зажимать или ослаблять биту.
Вот как снять сверло и заменить его в патроне с ключом.
ШАГ 1: Отсоедините инструмент от сети и вставьте ключ в патрон.
Случайное нажатие на спусковой крючок или выключатель при вставке ключа в патрон с ключом может привести к травме, поэтому сначала отключите инструмент от сети.
Затем найдите ключ (обычно он прикреплен к шнуру или крепится сбоку сверлильного станка). Затем вставьте его так, чтобы маленькая ручка на конце вошла в одно из отверстий на патроне, сцепив зубья ключа с зубьями патрона.
Реклама
ШАГ 2: Поверните ключ, чтобы открыть патрон.
Сильно нажимая на ключ, поверните его против часовой стрелки, чтобы открыть кулачки патрона. Зубья на ключе будут вращать зубья на патроне, как набор шестерен.
Когда давление в кулачках спадет, извлеките ключ и поверните патрон рукой, чтобы открыть кулачки. Остерегайтесь, что бита может выпасть во время шага, что может привести к необходимости заточки биты.
ШАГ 3: Вставьте новую насадку и закрутите патрон.
Для более крупных бит ослабьте патрон вручную, пока бита не войдет в патрон. Для бит меньшего размера затягивайте патрон вручную, пока бита не окажется по центру между кулачками.
Максимально затяните патрон на бите вручную, прежде чем вставить ключ в патрон. Поверните ключ по часовой стрелке, чтобы зажать бранши на бите.
istockphoto.com
Как заменить насадки в ударном шуруповерте
Ударные гайковерты используют различные типы насадок и имеют уникальный патрон, который называется «быстродействующий», который довольно прост в использовании. Однако, если пользователь не знаком с тем, как работают эти патроны, он может крутить свои колеса (и патрон), пока не разберется. Следующие шаги помогут.
Однако, если пользователь не знаком с тем, как работают эти патроны, он может крутить свои колеса (и патрон), пока не разберется. Следующие шаги помогут.
ШАГ 1: Возьмитесь за основание патрона и потяните.
Ударные гайковерты используют подпружиненные патроны с шариковыми фиксаторами внутри для захвата насадок. Чтобы удалить эти биты, возьмитесь за основание патрона между большим и указательным пальцами и потяните патрон в сторону от передней части инструмента.
Бит будет свободен, но может и не выпасть. Попробуйте еще раз, но на этот раз возьмитесь за биту и патрон, одновременно сдвинув их вперед, чтобы освободить биту.
ШАГ 2: Установите новую фрезу в патрон.
Наклоните ударный инструмент вверх и поместите новую насадку в патрон. Биты ударного шуруповерта имеют шестигранные основания, поэтому обязательно правильно их выровняйте. Бита, скорее всего, еще не защелкнется в патроне, поэтому держите отвертку вверх, чтобы бита не выпала.

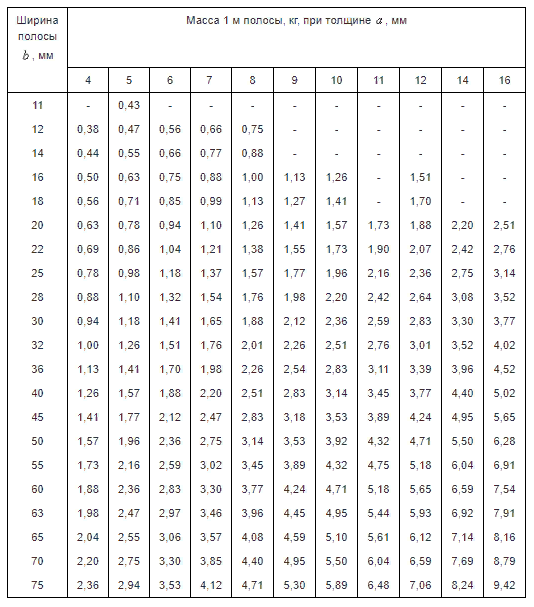
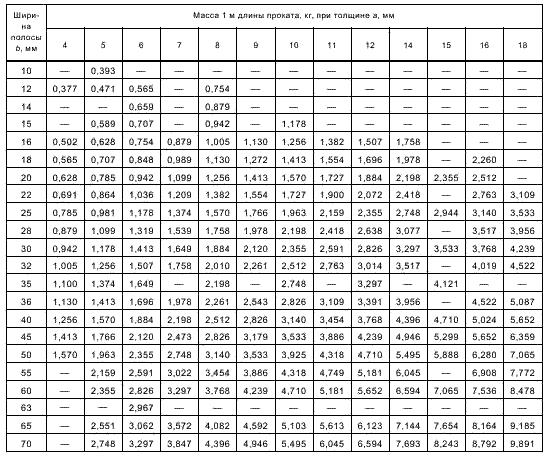
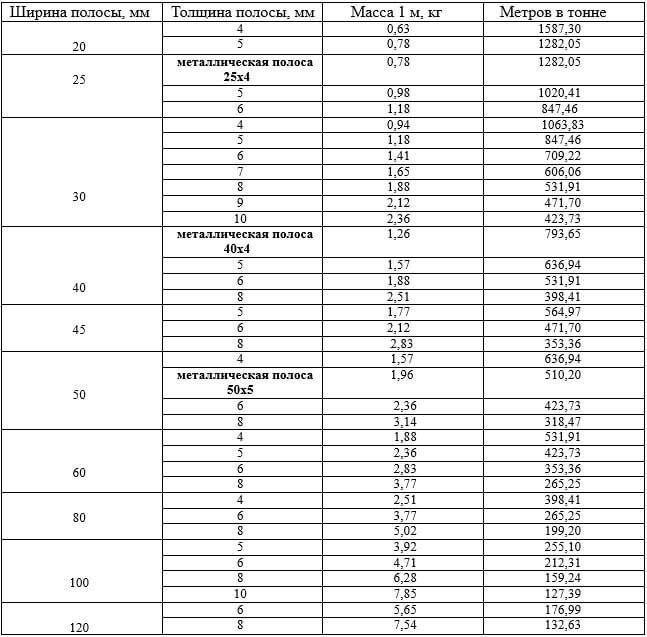 38
38 50
50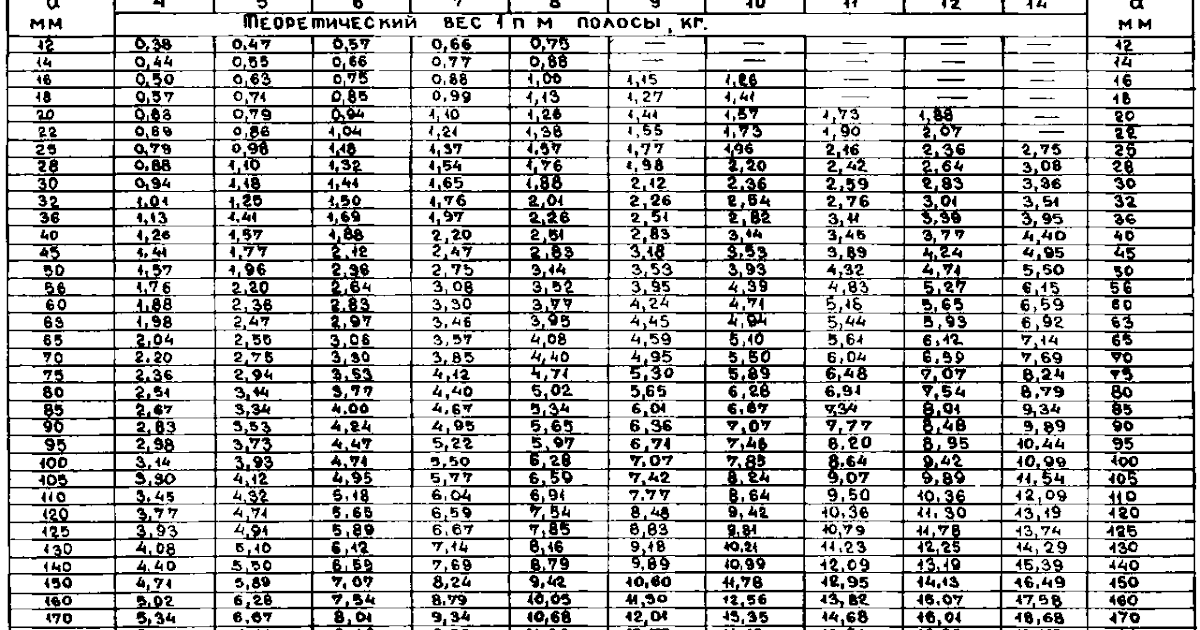 83
83 .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
.Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
 65
65 7
7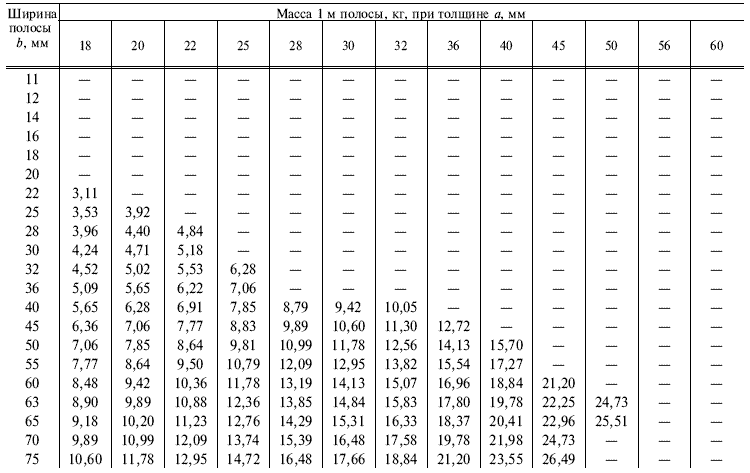 88 kg/m 2
88 kg/m 2 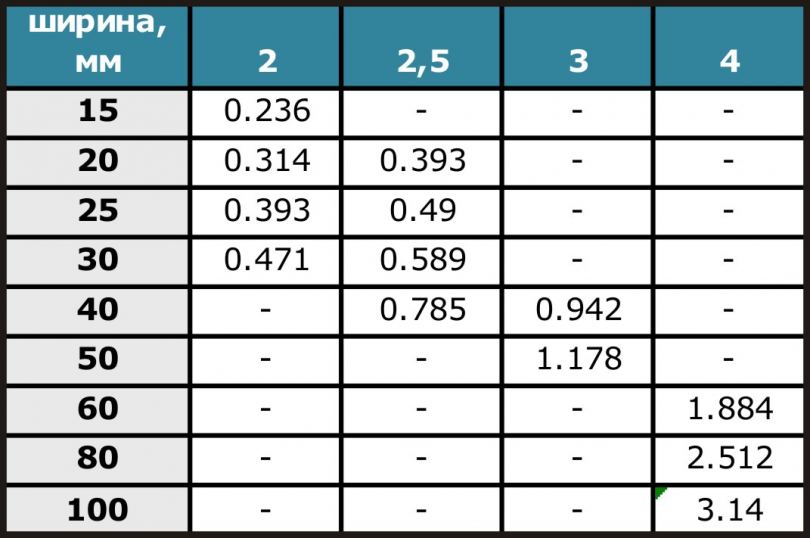 6
6
 Лучше всего сделать двойной каркас, чтобы был арматурный пояс с внешней и внутренней стороны фундамента, соединенный между собой сверху и снизу на манер решетки. Чем больше будет частей и чем лучше они будут соединены, тем крепче в результате получится фундамент.
Лучше всего сделать двойной каркас, чтобы был арматурный пояс с внешней и внутренней стороны фундамента, соединенный между собой сверху и снизу на манер решетки. Чем больше будет частей и чем лучше они будут соединены, тем крепче в результате получится фундамент. С самого низа заливается небольшой слой без щебня и только потом укладывается однородная масса. В процессе нужно следить, чтобы не оставалось воздушных подушек. Обычно они выходят, но в некоторых случаях могут остаться каверны.
С самого низа заливается небольшой слой без щебня и только потом укладывается однородная масса. В процессе нужно следить, чтобы не оставалось воздушных подушек. Обычно они выходят, но в некоторых случаях могут остаться каверны. В таком случае дренажные трубы устанавливаются в полу подвала.
В таком случае дренажные трубы устанавливаются в полу подвала. Кроме того, по данным исследования потребительских расходов Бюро статистики труда США, в последние годы самые большие расходы при всех уровнях дохода приходится на жилье (30%), за которым следуют продукты питания (13%), здравоохранение (9%) и энергия (9%).процент). Большой и дорогой дом занимает большую часть бюджета многих сегодняшних домовладельцев.
Кроме того, по данным исследования потребительских расходов Бюро статистики труда США, в последние годы самые большие расходы при всех уровнях дохода приходится на жилье (30%), за которым следуют продукты питания (13%), здравоохранение (9%) и энергия (9%).процент). Большой и дорогой дом занимает большую часть бюджета многих сегодняшних домовладельцев. Тем не менее, основными целями небольшого дома являются сокращение ипотечных, коммунальных и эксплуатационных расходов домовладельца. Дополнительным преимуществом небольшого дома является то, что он упрощает жизнь владельца и снижает его стресс, избавляя его от ненужных вещей и обязанностей. Продуманно спроектированный и построенный небольшой дом очарователен, практичен и полезен для окружающей среды.
Тем не менее, основными целями небольшого дома являются сокращение ипотечных, коммунальных и эксплуатационных расходов домовладельца. Дополнительным преимуществом небольшого дома является то, что он упрощает жизнь владельца и снижает его стресс, избавляя его от ненужных вещей и обязанностей. Продуманно спроектированный и построенный небольшой дом очарователен, практичен и полезен для окружающей среды. Критически важным фактором для небольшого энергоэффективного дома является плотная оболочка здания, которая сводит к минимуму проникновение воздуха и влаги.
Критически важным фактором для небольшого энергоэффективного дома является плотная оболочка здания, которая сводит к минимуму проникновение воздуха и влаги. 1. Небольшие дома, построенные с наружными стенами ICF, обычно требуют на 44% меньше энергии для обогрева и на 32% меньше энергии для охлаждения, чем аналогичные дома с деревянным каркасом. №
1. Небольшие дома, построенные с наружными стенами ICF, обычно требуют на 44% меньше энергии для обогрева и на 32% меньше энергии для охлаждения, чем аналогичные дома с деревянным каркасом. №
 Возобновляемые источники энергии могут значительно сократить, если не полностью устранить счета за электроэнергию в маленьком или крошечном доме.
Возобновляемые источники энергии могут значительно сократить, если не полностью устранить счета за электроэнергию в маленьком или крошечном доме. Кроме того, план должен уменьшить стены, занимающие площадь, с дизайном открытой комнаты.
Кроме того, план должен уменьшить стены, занимающие площадь, с дизайном открытой комнаты.
 «Если вы сочетаете пеноблоки с высококачественными окнами и хорошей изоляцией чердака и пола, вы можете рассчитывать на экономию коммунальных услуг в размере 60 процентов по сравнению с традиционной конструкцией стен 2 на 6», — сказал Лэнс Берренберг, президент American Polysteel.
«Если вы сочетаете пеноблоки с высококачественными окнами и хорошей изоляцией чердака и пола, вы можете рассчитывать на экономию коммунальных услуг в размере 60 процентов по сравнению с традиционной конструкцией стен 2 на 6», — сказал Лэнс Берренберг, президент American Polysteel. «Этот дом был дороже, — говорит он о своем доме у озера, — но все становится дороже, когда вы впервые попробуете его».
«Этот дом был дороже, — говорит он о своем доме у озера, — но все становится дороже, когда вы впервые попробуете его».

 Телескопические штативы треноги есть смысл купить – они очень удобны, убыстряют процесс, по окончании строительства всегда можно продать за ту же цену.
Телескопические штативы треноги есть смысл купить – они очень удобны, убыстряют процесс, по окончании строительства всегда можно продать за ту же цену. Арматура укладывается шагом в 20 сантиметров, в два этажа, верхняя решетка держится на П-образных скобах, которые делают из этой же арматуры, Более подробно а правильном армировании читайте здесь.
Арматура укладывается шагом в 20 сантиметров, в два этажа, верхняя решетка держится на П-образных скобах, которые делают из этой же арматуры, Более подробно а правильном армировании читайте здесь.



 Идеальной поверхности потолков, практически не требующей черновой отделки, тогда добиться не удастся.
Идеальной поверхности потолков, практически не требующей черновой отделки, тогда добиться не удастся. Если пол в помещении не отвечает требованиям (недостаточно ровный), необходимо выстлать подложку из досок, принимая во внимание, что на каждой доске будет находиться не меньше чем одна опора.
Если пол в помещении не отвечает требованиям (недостаточно ровный), необходимо выстлать подложку из досок, принимая во внимание, что на каждой доске будет находиться не меньше чем одна опора. Укладываются листы фанеры также без крепления.
Укладываются листы фанеры также без крепления. При работе с опалубкой, надо соблюдать общие требования техники безопасности и охраны труда. Работать следует исправным инструментом, в специальной одежде со средствами индивидуальной защиты.
При работе с опалубкой, надо соблюдать общие требования техники безопасности и охраны труда. Работать следует исправным инструментом, в специальной одежде со средствами индивидуальной защиты. Есть и специальные телескопические стойки «домкраты», выдерживающие нагрузку до 2 тонн и имеющие высоту до 5 метров.
Есть и специальные телескопические стойки «домкраты», выдерживающие нагрузку до 2 тонн и имеющие высоту до 5 метров. Монолитные конструкции все чаще используются в качестве перегородок и стен в контексте современной архитектуры.
Монолитные конструкции все чаще используются в качестве перегородок и стен в контексте современной архитектуры. Монолитно-панельное строительство является одним из самых распространенных видов строительства в мире. Он использовался с начала 20 века и продолжает использоваться сегодня.
Монолитно-панельное строительство является одним из самых распространенных видов строительства в мире. Он использовался с начала 20 века и продолжает использоваться сегодня.

 Самая холодная вода под фундаментом может подняться, вызывая трещины и другие проблемы в конструкции.
Самая холодная вода под фундаментом может подняться, вызывая трещины и другие проблемы в конструкции.

 Толщина плиты этого типа составляет примерно 4 дюйма .
Толщина плиты этого типа составляет примерно 4 дюйма . Через 72 часа удаляются все виды опор.
Через 72 часа удаляются все виды опор. Они также более доступны для строительства и будут стоить меньше в долгосрочной перспективе.
Они также более доступны для строительства и будут стоить меньше в долгосрочной перспективе.
 Поэтому монолитная плита для перекрытий гаража – это быстро и выгодно.
Поэтому монолитная плита для перекрытий гаража – это быстро и выгодно. Строительство монолитных фундаментов является очень простым и экономящим время методом
Строительство монолитных фундаментов является очень простым и экономящим время методом

 Через три дня все опоры убираются и на плите ведутся дальнейшие строительные работы.
Через три дня все опоры убираются и на плите ведутся дальнейшие строительные работы. 0011 стенки ствола .
0011 стенки ствола . Монолитный фундамент поможет вам сэкономить деньги в течение длительного времени.
Монолитный фундамент поможет вам сэкономить деньги в течение длительного времени.
 А для замены цветов создано отдельное пространство.
А для замены цветов создано отдельное пространство.
