Трубная резьба: размеры, таблица, ГОСТ
Резьба – это спираль с постоянным шагом, нарезаемая на поверхности цилиндрической или конической формы. У некоторых людей существует устойчивое мнение что трубная и дюймовая резьба – это одно и то же, но это в корне не верно. Размеры трубной резьбы – это не диаметр в мм или дюймах, а число, которое показывает проходной диаметр стандартной трубы.
Трубная резьба – это один из самых надежных методов создания разъемного соединения труб в водопроводных и газоснабжающих системах.
Резьба получается за счет формирования спиралевидного канала на внешней или внутренней поверхности трубы.
Резьбу этого класса получают или нарезкой, или накаткой. Получаемая любым из названных способов канавка резьбы должна отвечать все требованиями стандартов.
На территории нашей страны действует ГОСТ 6357-73 «Резьба трубная цилиндрическая».
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.

Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.
Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.
В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
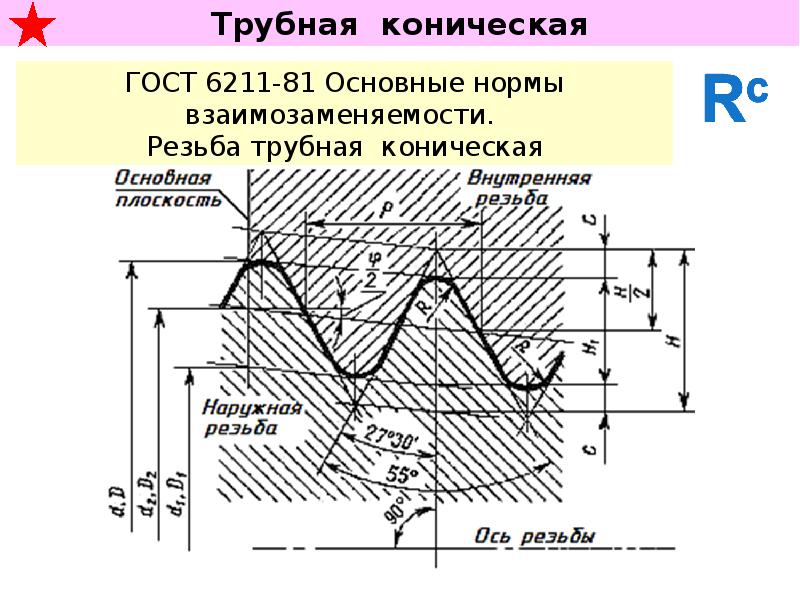
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
Размеры трубной резьбы
Размеры определены в соответствующих нормативных документах. Геометрические размеры сводятся к следующим параметрам:
Геометрические размеры сводятся к следующим параметрам:
- Диаметр;
- Количество шагов на 1 дюйм;
- Шаг между впадинами (вершинами).
На практике резьбу нарезают (накатывают) на трубах с размером диаметра от 1/8 до 6 дюймов.
На трубах с диаметром свыше 6 дюймов рекомендовано использовать сварку. Размер шага трубной резьбы составляет от 0,9 до 2,309. При этом количество витков на дюйм равно:
- 28 для трубы 1/8;
- 19 для труб 1/4, 3/8;
- 14 для труб от 1/2 до7/8;
- 11 для труб от 1 до 6.
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
Видео
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Оцените статью:
Рейтинг: 0/5 — 0
голосов
ГОСТы, СНиПы Карта сайта TehTab.ru Поиск по сайту TehTab.ru | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Резьбы. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 20.1 (США)
20.1 (США) ru:
ru:ГОСТ 633-80 Трубы насосно-компрессорные и муфты бурильные
Трубы насосно-компрессорные применяются для добычи нефти и газа. НКТ должны быть бесшовными, гладкими или высаженными и муфтовыми с высокогерметичными соединениями. Возможны безмуфтовые соединения.
Возможны безмуфтовые соединения.
Настоящий стандарт распространяется на трубы стальные бесшовные гладкие и муфтовые, с высаженными концами и муфты гладкие, высокогерметичные и муфтовые, а также на бесшовные трубы с высаженными концами, применяемые для эксплуатации нефтяных и газовых скважин.
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT H-40
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT J-55
- ГОСТ 633-80 Д (Обсадные и насосно-компрессорные трубы) = API 5CT K-55
- ГОСТ 633-80 E (Обсадные и трубные) = API 5CT N-80
- ГОСТ 633-80 Э (Обсадные и насосно-компрессорные трубы) = API 5CT L-80
- ГОСТ 633-80 L (Обсадные и насосно-компрессорные трубы) = API 5CT C-90
- ГОСТ 633-80 Л (Обсадные и насосно-компрессорные трубы) = API 5CT C-95
- ГОСТ 633-80 М (Обсадные и насосно-компрессорные трубы) = API 5CT P-110
Трубы по настоящему стандарту должны изготавливаться двух марок В и А в зависимости от точности и уровня качества.
Размерный ряд трубок, типы соединений для двух марок приведены в таблице 1.
Таблица 1 размерный ряд трубок марок A и B
Предельные допуски по размерам и массе приведены ниже:
Технические требования:
Наружная и внутренняя поверхности труб не должны иметь трещин, наплывов, неровностей, каверн и включений.
Небольшие вмятины, царапины незначительного масштаба производственного происхождения допускаются, если они выходят за пределы толщины стенки в установленных пределах.
Участки выхода от высаженной части к корпусу трубы должны быть плавными и постепенными; толщина стенки должна быть в указанных пределах. Вставная часть длиной 85 мм с торцов не должна иметь дефектов.
Химический состав стали не указывается, за исключением того, что содержание фосфора и серы не должно превышать 0,045% каждого.
Механические свойства металла НКТ и муфты приведены в таблице 2.
Механические свойства металла НКТ и муфты Таблица 2
Поверхности резьбы и уплотнения должны быть оцинкованы или обработаны фосфатом. Все НКТ, кроме марки ТВО, должны поставляться с муфтой (герметичная свинцовка) и нанесенными антикоррозионными и герметизирующими составами. При транспортировке трубы и муфты должны быть заострены для защиты от коррозии. Специальные внутренние покрытия на НКТ марки А должны наноситься по запросу.
Профиль резьбы для гладких труб и труб с высаженным концом показан на рис. 1.
Рис. 1. Круглый профиль резьбы для НКТ.
Размеры круглой резьбы для классов В и А приведены ниже.
Размеры резьбы приведены в таблицах 3, 4, 5 и 6.
Таблица 3 Размеры, мм круглой резьбы для гладких труб марок В и А
Условные обозначения к таблице 3
- Предельные допуски для номинальных размеров приведены ниже. Шаг, мм:
- — на длине 25,4 мм ±0,75
- — на полнопрофильной резьбе ±0,120
- Конусность, мм при длине резьбы 100 мм:
- корпус трубы (+0,66) — (0,22)
- (+0,22) — (0,36)
Муфта
Таблица 4 Размер, мм круглой резьбы для НКТ с внешней высадкой марок В и А
Символы для таблицы 4
Резьбовые соединения с высоким уплотнением типа NKM.
Резьбовой профиль для труб.
Профиль резьбы для условных проходов от 60 до 102 мм показан на рис.2; для номинального диаметра 114 мм см. рис. 3. Размер резьбы указан в таблице 5.
- Рис.2. Профиль резьбы (тип НКМ 60-102)
- а- муфта; расстроенный конец;
- б — трубка; соска.
- Рис.3. Профиль резьбы (тип NKM 114)
- а — муфта;
- б — трубка.
Скос С можно заменить закруглением до радиуса 0,2 мм.
Размеры соединительных частей см. на рис. 4 и в таблице 6.
Рис.4. Резьба НКМ.
Предельные допуски на резьбу приведены в таблице 7.
Натяг резьбы, измеренный как расстояние от базовой плоскости резьбового калибра до конца трубы, должен составлять 20–1,2 мм для номинального диаметра отверстия от 60 до 102 мм и 24–2,5 мм для номинального диаметра 114 мм. мм.
мм.
Натяг резьбы для оцинкованной или обработанной фосфатом муфты, измеренный с помощью резьбомера, должен составлять 5,0–1,2 мм для номинального отверстия от 60 до 102 мм и 6,0–2,5 мм для номинального отверстия 114 мм.
Для силового свинчивания труб и оцинкованных или обработанных фосфатом муфт резьбовые натяги указаны ниже:
Силовое свинчивание НКТ и муфт должно обеспечивать полный контакт торца трубы с упорной поверхностью муфты. Трубка класса B может иметь зазор 0,5 мм между вышеуказанными поверхностями.
Таблица 5 Размеры резьбы для труб с высокогерметичными соединениями типа НКМ и укупорочными соединениями НКБ классов В и А
Таблица 6 Размеры резьбовых соединений с высоким уплотнением для труб
Условные обозначения к таблице 6
Суставы щенков.
Профиль резьбы и размеры см. на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
на рис. 2 и в таблице 5; детали размеров приведены на рис. 5 и в таблице 8. Предельные допуски см. в таблице 7.
Натяг резьбы для наружной резьбы, измеренный с помощью соответствующих резьбовых калибров с полным и неполным профилем резьбы, должен составлять 18+1,2 мм.
Рис. 5. Резьба типа НКБ.
Таблица 7 Предельные допуски для типов резьбы НКМ и НКБ, мм
Натяг резьбы на конце втулки, измеренный соответствующим калибром, должен составлять 5-1,2 мм.
Таблица 8 Размер НКТ с муфтовыми соединениями марок Б и А, мм
Разброс толщины стенок как охватываемого, так и охватывающего концов не должен превышать 1,0 мм.
Условные обозначения для таблицы 8
Ширина упорного ремня должна соответствовать приведенной ниже:
Резьба муфт должна быть соосной в пределах 0,75 мм в торцевой плоскости и в пределах 3 мм на длине одного метра.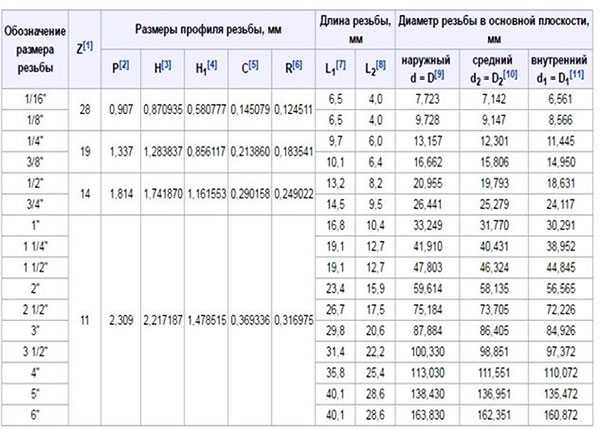 Соосность плоского конца может быть увеличена до 1,0 мм, если этот параметр на одном метре длины составляет 2,0 мм.
Соосность плоского конца может быть увеличена до 1,0 мм, если этот параметр на одном метре длины составляет 2,0 мм.
Резьбовые поверхности, упорные пояски на трубах и муфтах не должны иметь заусенцев, ямок, неровностей и других дефектов, влияющих на прочность и уплотняющие свойства.
Шероховатость поверхности резьбы не должна превышать 20 мкм.
Разнотолщинность муфт и резьбовых концов труб марки НКБ не должна превышать 0,1 мм для номинальных отверстий 27 по ГОСТ 17410-78.
Марки Д и К поставляются без неразрушающего контроля по специальному согласованию.
Наша команда имеет высокую квалификацию и опыт в обслуживании и производстве всех видов стальных материалов.
- Стандарты
- Процесс
- Материал
- Приложения
- ASTM A234 WPB
- АСТМ А213
- АСТМ А333
- АСТМ А335
- АСТМ А78/А178М
- Базальт литой
- Фитинги для труб с базальтовым покрытием
- Компенсаторы с керамическим покрытием
- Боковой тройник с керамической футеровкой
- A335 Хроммолибденовая труба
- A333 Низкотемпературная труба
- Ребристая труба, котельные трубы
- Противоэрозионные экраны для труб
- Стальная пластина
- Трубы из легированной стали склад
Copyright © 2000-2022 Sunny Steel Enterprise Ltd. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763
| 1 | [ГБ] ГБ/T 9125.1 — 2020 | Двойные торцевые шпильки для фланцевого соединения труб — PN обозначен как Поставщики(1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | [ГБ] ГБ/T 9125 — 2010 | Двусторонние шпильки — класс продукта B для трубного фланцевого соединения Поставщики(1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | [ГБ] ГБ/T 9125 — 2010 | двойных торцевых стержней для фланцевого соединения трубы Поставщики(1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | [ГБ] ГБ/T 13807.  2 (S) — 2008 2 (S) — 2008 | Соединения с зауженной шпилькой — тип S | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | [ГБ] ГБ/T 9125 — 2003 | двойных торцевых стержней для фланцевого соединения трубы Поставщики(1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | [ГБ] ГБ/T 13807.2 — 1992 | Соединения с зауженными шпильками — тип S | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | [ГБ] ГБ 897 — 1988 | Двусторонние шпильки-bm=1d Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | [ГБ] ГБ 898 — 1988 | Двусторонние шпильки-bm=1,25d Поставщики(3) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | [ГБ] ГБ 899 — 1988 | Двусторонние шпильки b1=1,5d Поставщики(4) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | [ГБ] ГБ 900 — 1988 | Двусторонние шпильки-bm=2d Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | [ГБ] ГБ 901 — 1988 | Двусторонние шпильки (зажимного типа) — класс продукта B Поставщики(3) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | [ГБ] ГБ 953 — 1988 | Двусторонние шпильки (зажимного типа) — класс продукта C Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | [ГБ] ГБ/т 13807,2 (л) — 2008 | Соединения с зауженной шпилькой — тип L | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | [ГБ] ГБ/T 13807.  2 (SD) — 2008 2 (SD) — 2008 | Соединения с зауженной шпилькой — тип SD | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15 | [ГБ] ГБ/т 13807,2 (А) — 2008 | Соединения с зауженной шпилькой — тип A | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 16 | [ГБ] ГБ/T 13807.2 (AD) — 2008 | Соединения с зауженной шпилькой — тип AD | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 17 | [МФУ] МФУ 136 — 2006 | Двусторонние шпильки Поставщики(1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 18 | [МФУ] ИФИ 528 — 1999 | Метрические двусторонние шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19 | [ДИН] ДИН 2509 — 2016 | Двусторонние шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | [ДИН] ДИН 938 — 2012 | Шпильки — Металлический конец ≈ 1 д Поставщики(3) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 21 | [ДИН] ДИН 835 — 2010 | Шпильки — металлический конец ≈ 2 дня Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 22 | [ДИН] ДИН 940 — 2010 | Шпильки с длиной зацепления около 2,5d Поставщики(4) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 23 | [ДИН] ДИН 797 — 2009 | Специальные фундаментные болты | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 24 | [ДИН] ДИН 6379 — 2003 | Шпильки для использования с Т-образными гайками | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 25 | [ДИН] ДИН 835 — 1995 | Резьбовой конец Stude ≈2d Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26 | [ДИН] ДИН 938 — 1995 | Шпильки с длиной зацепления около 1 дня Поставщики(3) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 27 | [DIN] DIN 939 — 1995 | Шпильки с металлическим наконечником ≈ 1,25 d Поставщики(3) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 28 | [ДИН] ДИН 940 — 1995 | Шпильки с металлическим наконечником ≈ 2,5d Поставщики(4) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 29 | [DIN] DIN 949 (-2) — 1995 | Шпильки с метрической резьбой с натягом MFS. Часть 2. Длина зацепления ≈ 2,5 d (тип B) Часть 2. Длина зацепления ≈ 2,5 d (тип B) Поставщики(1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 30 | [ДИН] ДИН 949-1 — 1995 | Шпильки с метрической резьбой с натягом MFS. Часть 1. Длина зацепления ≈ 2 d (тип A) Поставщики(1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 31 | [ДИН] ДИН 2509 — 1986 | Двойные торцевые шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 32 | [ДИН] DIN 940 — 1983 | Шпильки с длиной зацепления около 2,5d Поставщики(4) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 33 | [DIN] DIN 835 — 1972 | Резьбовой конец Stude ≈2d Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 34 | [ДИН] ДИН 797 — 1970 | Специальные фундаментные болты | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 35 | [ДИН] ДИН 6379 — 2003 | Шпильки для использования с Т-образными гайками (длинные b1) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 36 | [DIN] DIN 2510-3 (L) — 1971 | Соединения с зауженной шпилькой — тип L | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 37 | [DIN] DIN 2510-3 (K) — 1971 | Соединения с зауженной шпилькой — тип K | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 38 | [DIN] DIN 2510-3 (КУ) — 1971 | Соединения с зауженной шпилькой — тип KU | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 39 | [DIN] DIN 2510-3 (Z) — 1971 | Соединения с зауженной шпилькой — тип Z | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 40 | [DIN] DIN 2510-3 (ZU) — 1971 | Соединения с зауженной шпилькой — тип ZU | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 41 | [DIN] DIN 2510-4 (GP) — 1971 | Соединения с двухсторонними шпильками — тип GP | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 42 | [DIN] DIN 2510-4 (GQ) — 1971 | Соединения с двухсторонними шпильками — тип GQ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 43 | [DIN] DIN 2510-4 (GR) — 1971 | Соединения с двухсторонними шпильками — тип GR | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 44 | [DIN] DIN 2510-4 (GS) — 1971 | Соединения с двухсторонними шпильками — тип GS | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 45 | [DIN] DIN 2510-4 (HP) — 1971 | Соединения с двухсторонними шпильками — тип HP | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 46 | [DIN] DIN 2510-4 (HQ) — 1971 | Соединения с двухсторонними шпильками — тип HQ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 47 | [DIN] DIN 2510-4 (HR) — 1971 | Соединения с двухсторонними шпильками — тип HR | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 48 | [DIN] DIN 2510-4 (HS) — 1971 | Соединения с двухсторонними шпильками — тип HS | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 49 | [JIS] JIS B 1173 — 2010 | Шпильки Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 50 | [JIS] JIS B 1173 — 1995 | Двойные шпильки Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 51 | [JIS] JIS B 1220 — 2010 | комплект анкерных болтов с накатанной резьбой для структур | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 52 | [JIS] JIS A 5542 (A3) — 2003 | Болты талрепа для строительства из прокатной стали — двухсторонняя шпилька | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 53 | [UNI] UNI 5909 — 1993 | Двусторонние шпильки, bm=1d | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 54 | [UNI] UNI 5911 — 1993 | Шпильки со средним концом (b1=1,5d) — метрическая крупная резьба ISO — класс продукта A | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 55 | [UNI] UNI 5909 — 1966 | Двусторонние шпильки, bm=1d | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 56 | [UNI] UNI 5911 — 1966 | Шпильки со средним концом — метрическая крупная резьба ISO — класс продукта A | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 57 | [УНИ] УНИ 5914 | Длинные металлические торцевые шпильки — метрическая крупная резьба ISO | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 58 | [NF] NF E 25-135 — 1986 | Шпильки — изделия A и B b1=1,5d | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 59 | [NF] NF E 25-135 — 1986 | Шпильки — продукт A и B (b1=1d, 1,25d ≤ 2d) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 60 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — резьба UNC [Таблица 4] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 61 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — B. S.F. Резьба [Таблица 5] S.F. Резьба [Таблица 5] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 62 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки с резьбой B.S.W. [Таблица 6] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 63 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — B.A. Резьба [Таблица 7] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 64 | [БС] БС 2693-1 — 1956 | Резьбовые шпильки — резьба UNF [Таблица 3] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 65 | [ЦНС] ЦНС 4606 — 1983 | Двусторонние шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 66 | [ЦНС] ЦНС 4607 — 1983 | Двусторонние шпильки для Т-образных гаек | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 67 | [ЦНС] ЦНС 4609 — 1983 | Двусторонние шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 68 | [ЦНС] ЦНС 4603 — 1978 | Двусторонние шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 69 | [ЦНС] ЦНС 4604 — 1978 | Двусторонние шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 70 | [ЦНС] ЦНС 4605 — 1978 | Двусторонние шпильки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 71 | [ГОСТ] ГОСТ 28919 — 1991 | Фланцевые соединения устьевого оборудования — шпилька — модификация 1 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 72 | [ASME] ASME B 18.  31.1M — 2008 (R2016) 31.1M — 2008 (R2016) | Метрические шпильки зажимного типа [Таблица 2] (ASTM F568, F738M, F468M) Поставщики(2) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 73 | [ASME] ASME B 18.31.1M — 2008 (R2016) | Метрические резьбовые шпильки (зацепление 1,50) [Таблица 3] (ASTM F568, F738M, F468M) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 74 | [ASME] ASME B 18.31.2 — 2014 | Размеры шпилек зажимного типа (A193 / A320 / A437 / A453 / A540 / A1014) (дюймовая серия) [Таблица 2] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 75 | [ASME] ASME B 18.31.2 — 2014 | Размеры шпилек с резьбой (зацепление 1,5d) (серия в дюймах) (A193 / A320 / A437 / A453 / A540 / A1014) [Таблица 3] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 76 | [ASME] ASME B 18. 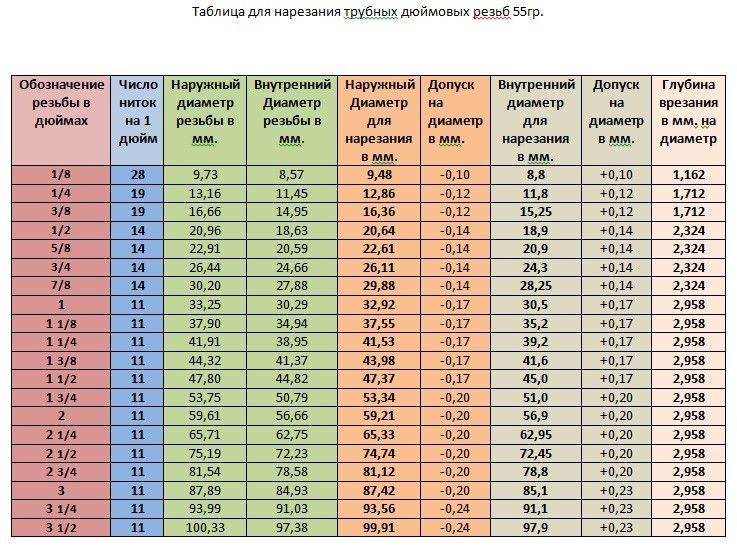 Сварочные инверторы цена качество: 16 лучших сварочных инверторов для дома и дачи [2022]Лучшие Сварочные Инверторы – Рейтинг 2022 года – Топ-12Монтаж металлических конструкций, трубопроводов выполняют с помощью сварки. При работах используют электрические аппараты, генерирующие дугу, способную разогревать металл до 2700 градусов. Лучшие сварочные инверторы имеют небольшие размеры, повышенный КПД, панель управления с плавными регулировками основных характеристик. Команда VyborExperta.ru решила выяснить, какие устройства достойны внимания домашних мастеров и профессионалов. Содержание Рейтинг сварочных инверторовПри составлении обзора анализировались аппараты отечественного и зарубежного производства. Сравнивались технические характеристики, качество формируемого шва. Учитывались отзывы пользователей, экспертное мнение по каждому устройству сварщика 6 разряда. Основное внимание уделили следующим параметрам:
Самопроизвольное отключение, неустойчивая дуга, залипание, завышенное энергопотребление без нагрузки – оборудование с такими дефектами исключалось из нашего рейтинга. Лучшие сварочные инверторы 2022 года1. Ресанта САИ-190КРазработан для ручной сварки с использованием стержней диаметром 5 мм. Предназначен для применения в бытовых условиях, на промышленных предприятиях, строительных объектах. Подключение и панель управления находятся на лицевой стороне, что упрощает запуск, настройку. Величина тока регулируется в диапазоне 10–190 А с помощью ступенчатого переключателя. При максимальных значениях легко справляется со сталью, толщиной 12–14 мм. На пиковом токе способен проработать без остановки 7 минут – один из лучших показателей в классе. Комплектуется IGBT транзисторами с изолированными затворами, что позволило уменьшить размер, снизить вес. Повысить устойчивость дуги помогает функция «Форсаж». Текучесть металла легко контролируется, позволяя улучшить качество шва. Достоинства:
Недостатки:
При прилипании ток снижается в автоматическом режиме, препятствуя появлению дефекта шва, и возвращается на прежний уровень после разрешения возникшей проблемы. Низкое энергопотребление устройства позволяет выполнять задачи при нестабильном напряжении в электросети, что делает его одним из самых надёжных сварочных инверторов для дачи и гаража. 2. Partner For Garden MMA-200Гаджет предназначен для работы с металлическими стержнями из электропроводного материала 1,6-4 мм, входное напряжение может варьироваться от 140 до 250 В. Инженеры предусмотрели возможность подключения к автономным электрогенераторам. Уровень защиты от пыли и влаги соответствует стандарту IP21: прибор можно применять на открытом воздухе. Регулировка мощности – с помощью ступенчатого выключателя в широком диапазоне. Данные по напряжению выводятся на цифровой вольтметр с информативным дисплеем. Гаджет подходит для дачи, монтажа металлоконструкций в загородном доме. Достоинства:
Недостатки:
3. Wert WIN 190Сварочные инверторы фирмы «Верт» традиционно имеют компактные размеры и высокую мощность. У оборудования небольшое энергопотребление, гаджет не теряет своего функционала при входном напряжении 140В. Это позволяет использовать аппарат на даче, удалённом строительном участке, подключать к мобильным электрогенераторам. По отзывам пользователей, хорошо зарекомендовал себя при работе с нержавейкой, углеродистой сталью. Достоинства:
Недостатки:
4. Cet MMAМодель китайской компании отличается эффективной системой охлаждения. Корпус защищён от прямого попадания дождя, соответствует стандарту IP21S. Для переноски установлена складная рукоятка. Безопасность обеспечивает функция защиты от перегрева. Данные по напряжению выводятся на яркий цифровой дисплей. Оборудование хорошо зарекомендовало себя с расходниками любого типа. Достоинства:
Недостатки:
5. Start Mig 190Универсальный сварочный аппарат инвертор разработан российскими инженерами для полуавтоматической и ручной сварки. Предназначен для варки в среде инертных газов, отличается повышенным качеством шва, незначительным объёмом брызг. Автоматическая подача для проволоки диаметром до 1 мм укомплектована роликами из металла, которые отличаются высокой износоустойчивостью. Все основные рабочие параметры настраиваются на лицевой панели управления. Защита от перегрева имеет светодиодную индикацию. Евро-разъём защищён от попадания грязи, что продлевает срок эксплуатации оборудования. Достоинства:
Недостатки:
6. Зубр Мастер ММА СА-220КНадёжное оборудование для сельского дома, дачи, индивидуального гаража. Техника рекомендуется для работы с плавкими стержнями ММА, диаметром до 5 мм. Увеличенный ресурс обеспечивает система защиты от перегрева, перегрузки. Платы покрыты высокотемпературным лаком, который защищает электронику от пыли. Принудительное охлаждение увеличивает время безостановочной работы, повышает производительность. Инвертор хорошо зарекомендовал себя при использовании в местности с нестабильной электросетью. Достоинства:
Недостатки:
7.
Итальянская компания разработала прибор, который регулярно попадает в экспертные рейтинги сварочных инверторов бытового назначения. Это мобильный аппарат с небольшим весом, аккуратными размерами, который легко перемещать по строительной площадке во время монтажа металлоконструкций. Особенностью является высокая мощность при незначительном энергопотреблении. Сварочные токи стабильные, что гарантирует оператору повышенное качество шва. Работать можно со стержнями ММА 4 мм, есть функции форсажа дуги для более точной варки, горячего старта и антизалипания. Это делает технику актуальной для пользователей с низкой квалификацией. Защита, срабатывающая при перегреве, эффективная вентиляция дают возможность продолжительно использовать технику без остановок. Достоинства:
Недостатки:
8. Сварог Real ARC 220 (Z243N)Фирма предлагает купить хороший сварочный инвертор для дома, профессионального использования на строительной площадке. Комплектуется стержнями №5 на прямой и обратной полярности. Классическая система управления помогает настроить технику для сварки в непростых условиях. Стабильно справляется с поставленной задачей при напряжении от 160 В. От возможного короткого замыкания защищает функция Antistick, индикация предупреждает о перегреве. При 180В выдаёт КПД 100%, может использоваться длительное время, что повышает производительность. Установлена принудительная вентиляция, в корпусе со всех сторон предусмотрены отверстия для подачи воздуха. Комплектуется проводами DX25, которые имеют упрощённую систему подключения. Корпус жёсткий, дополнительно усилен накладками из ударопрочного пластика. Достоинства:
Недостатки:
9. Brait MMA-180TОдна из лучших моделей по соотношению цена качество, благодаря локализации производства российской компании в Китае. Демонстрирует хорошие результаты при использовании стержней 3–4 мм. Параметры мощности плавно регулируется, а светодиодная индикация своевременно информирует о перегреве. Система принудительной вентиляции позволяет работать долго, в корпусе предусмотрены щели для эффективного забора воздуха. Продолжительно включения при максимальном токе достигает 65% — один из лучших результатов в классе. Корпус жёсткий, хорошо собран, выдерживает ударную нагрузку. Размеры небольшие, для переноски предусмотрен наплечный ремень. Оборудование защищено от пыли, прямого попадания воды, соответствует стандартам IP21S. Достоинства:
Недостатки:
10. Fubag IQ 200Немецкий бренд локализовал производство в Китае, где выпуск продукции протекает под контролем инженеров из Германии. Это позволяет создавать технику по низкой цене высокого качества. Модель имеет функцию плавной настройки для выбора оптимального режима. Байонетные разъёмы упрощают подключение проводов, позволяя быстро приступить к решению задач. Кабель заземления, электродержатель поставляются в базовой комплектации. Корпус имеет внутренние рёбра жёсткости, оборудование может работать в любом положении, что упрощает фиксацию металлоконструкций на высоте. Для переноски есть плечевой ремень, а щели системы вентиляции находятся со всех сторон, обеспечивая защиту от перегрева. Оборудование поддерживает электроды 5 мм, а расширенный функционал помогает выполнять новичкам аккуратные швы. Система термозащиты отключает технику при повышенных перегрузках. Достоинства:
Недостатки:
11. Electrolite MMA-200Компактная модель, созданная по технологии IGBT, использование этих транзисторов помогло снизить вес, энергопотребление. Техника предназначена для дуговой ручной сварки плавильными электродами. Качество шва обеспечивает функция Anti-Stick, которая прекращает подачу электричества при залипании, позволяет удалить электрод с поверхности конструкции без деформации расплавленного металла. Эффективное охлаждение обеспечивает система принудительной туннельной вентиляции. Вентиляционные отверстия имеют форму, которая упрощает подачу воздуха, защищает от попадания внутрь металлических раскалённых капель. Сварочник контролирует температуру, останавливают технологический процесс при перегреве. Достоинства:
Недостатки:
12. Brima MMA-220 hobbyМодель разработана для дуговой сварки электродами от 1,5 до 4 мм. Имеет широкий диапазон регулировки параметров, что позволяет эффективно варить металл разной толщины. Показывает хорошие результаты при небольшом напряжении в бытовой электросети. Максимальный диаметр электрода 4 мм. Регулировка тока выполняется точно, ступенчато в широком диапазоне, что позволяет работать с медью, углеродистой сталью, нержавейкой. На передней панели находятся светодиодные индикаторы перегрузки. Корпус жёсткий, с вентиляционными отверстиями, форма которых защищает от попадания внутрь окалины. У оборудования высокий КПД, время безостановочного использования. Корпус эффективно защищён от пыли, вертикально падающих капель дождя. С помощью сварочника можно варить в аргоновой среде. Достоинства:
Недостатки:
На что обращать внимание при покупкеКакой выбрать сварочник для дома, а каким оборудованием можно пользоваться на строительной площадке? Нужно оценить область применения, мощность, определить тип сварки. Облегчить применение начинающему сварщику поможет расширенный функционал. Только в этом случае можно купить лучший сварочный инвертор для дома, ремонта дачи, монтажа металлоконструкций. Область примененияПри использовании сварочника на площадках с постоянными колебаниями напряжения, рекомендуется выбрать модель, которая стабильно работает при 140-160В. Такая техника поможет с решением задач в сельской местности, на даче. Если планируется применение на удалённой строительной площадке, то лучше купить прибор, предназначенный для подключения к электрогенератору. Для монтажа металлоконструкций требуется гаджет, способный работать с электродами №4-5. Это позволит варить сталь, толщиной более 6 мм, которую используют при сборке металлоконструкций. При большом объёме решаемых задач стоит купить сварочный инвертор полуавтомат, который комплектуется системой автоматической подачи проволоки. Лучше, если ролики этого узла будут выполнены из металла. Полуавтоматический сварочник дороже, но это компенсируется увеличением производительности труда. МощностьОт мощности зависит максимальная толщина заготовок, которые можно фиксировать с помощью сварки. При выборе рекомендуется исходить из следующих параметров:
Приведённые параметры мощности при ручном режиме работы с электродами ММА. Тип сваркиИнверторы предназначены для следующих типов варки:
Разнообразие оборудования по типу сварки позволяет выбрать технику, которая соответствует запланированным работам. ФункционалРасширенный функционал упростит решение задач новичку и профессионалу. Форсаж дуги поможет увеличить ток, поможет корректировать её жёсткость. Горячий старт сделает простым поджиг. Антиприлипание поможет сформировать аккуратный, прочный, надёжный шов. Упростит технологический процесс индикация основных параметров, автоматика снижения напряжения на холостом ходу. ВыборЭксперта.ру рекомендуетКакой сварочный инвертор выбрать из приведённых в обзоре моделей? Команда VyborExperta.ru рекомендует учитывать сферу применения, степень подготовки, состояние электросети в районе работы. Советуем обратить внимание на следующие модели:
Все представленные в нашем обзоре модели достойны внимания домашних мастеров, но только самые функциональные и надёжные получили звание лучших в своём классе. 15 лучших сварочных инверторов — рейтинг 2022 года (Топ 15)РЕСАНТА САИ-205Преимущества
Цитата из отзывов
Краткие характеристики
Сварог REAL ARC 160 (Z240N)Преимущества
Цитата из отзывов
Краткие характеристики
РЕСАНТА САИПА-220Преимущества
Цитата из отзывов
Краткие характеристики
Сварог REAL MIG 200 (N24002N)Преимущества
Цитата из отзывов
Краткие характеристики
Wester MMA-VRD 180Преимущества
Цитата из отзывов
Краткие характеристики
Solaris MULTIMIG-245Преимущества
Цитата из отзывов
Краткие характеристики
FoxWeld InverMIG 205Преимущества
Цитата из отзывов
Краткие характеристики
Сварог REAL SMART ARC 200 (Z28303)Преимущества
Цитата из отзывов
Краткие характеристики
Сварог REAL MIG 200 (N24002N) BLACKПреимущества
Цитата из отзывов
Краткие характеристики
РЕСАНТА САИ-250T LUXПреимущества
Цитата из отзывов
Краткие характеристики
Wester MINI 160ТПреимущества
Цитата из отзывов
Краткие характеристики
Edon Smart MIG-180SПреимущества
Цитата из отзывов
Краткие характеристики
Сварог REAL ARC 200 (Z238N)Преимущества
Цитата из отзывов
Краткие характеристики
РЕСАНТА САИ-140Преимущества
Цитата из отзывов
Краткие характеристики
Aurora Динамика 1800Преимущества
Цитата из отзывов
Краткие характеристики
Стоит ли дешевый инверторный сварочный аппарат?
Дженни Лист Мы все видели дешевые сварочные аппараты в обычных интернет-магазинах, небольшие инверторные сварочные аппараты по очень заманчивой цене. Но так ли они хороши? Когда в моем местном супермаркете появился один из них, я рискнул и положил его в свою тележку вместе с обычным недельным запасом Marmite. Это было где-то в начале года. В вашем супермаркете продаются сварочные аппараты?Сварщик My Workzone из супермаркета. То, что я купил у своего местного Aldi, было Workzone WWIW-80, блок на 80 А, который стоил мне где-то чуть более 60 фунтов стерлингов (около 75 долларов США) и поставлялся со сварочными проводами и защитной маской довольно низкого качества. Немецкие сети дисконтных супермаркетов специализируются на периодических предложениях всевозможных интересных вещей, поэтому очень похожий магазин также продается под брендом Parkside от их конкурента Lidl. Как работающий кузнец, мой отец использовал высококачественный инверторный сварочный аппарат с 1990-х годов, так что моя система взглядов основана на нем. Он попробовал один из первых крошечных инверторов, когда они впервые появились на рынке в последнее десятилетие, но он не мог соответствовать требованиям профессионального сварщика и был упакован. Таким образом, у меня не было больших ожиданий от этого устройства, но мне нужно было свое собственное, и по цене оно того стоило. Я использовал его для случайных тяжелых сварочных работ общего назначения, ремонта частей сельскохозяйственной техники и арматуры, а также для восстановления некоторых ступеней на узкой лодке из 7-миллиметрового листа. Как работают эти сварщики?Это сварка электродом на трубе толщиной 1 мм с использованием стержня 2,5 мм при 40А. Это не лучший сварной шов, который вы когда-либо видели, но то, что кто-то с моими ограниченными навыками может сделать это, я нахожу удивительным. Прошло много времени с тех пор, как инверторные сварочные аппараты были новинкой, поэтому, возможно, меньше читателей будут использовать сварочные аппараты переменного тока, чем когда-то. Для меня сравнение — это плавность, мой относительный недостаток навыков сварки проявляется в том, что инвертор не так легко зажигает дугу, как мой отец, но когда эта дуга зажглась, ее намного легче нарисовать и контролировать. . Я могу гораздо легче заполнить отверстия сваркой с помощью инверторного сварочного аппарата, а лучший контроль тока означает, что я могу легче справляться с более легкой работой, где кто-то с моими способностями обычно лучше обслуживается с помощью сварочного аппарата MIG. Чтобы продемонстрировать это, я решил немного раздвинуть границы и попробовать сварочный аппарат Workzone с несколькими обрезками квадратной трубы толщиной 1 мм из моей мусорной корзины на рабочем месте. Они произошли от ножки офисного стола и были тем типом материала, который раздвинул бы границы с любым сварщиком. Поскольку это относительно небольшой сварочный аппарат, я использую его со стержнями диаметром 2,5 мм, которые, как и следовало ожидать, легко проделают отверстие в стенке трубы толщиной 1 мм при более высоких токах. Вот почему для такой задачи обычно используют MIG, и действительно, при токе 80 А я был вознагражден чем-то более близким к резке, чем к сварке. Уменьшив силу тока до 40 А, я мог легко восстановить отверстие, а при попытке соединить две детали под прямым углом я мог получить гладкий сварной шов с хорошей целостностью. Для меня способность сваривать этот материал просто удивительна, так как мне никогда не удавалось сделать это на таком тонком металле с помощью сварочного аппарата. …И каковы их ограничения?Тогда я описал свой Workzone как способный маленький сварочный аппарат, который хорошо служил мне во всех работах, для которых я его использовал, и который даже удивил меня своими возможностями. Где недостатки у него и подобных ему сварщиков, если они такие хорошие, то почему существуют лучшие сварщики? С электрододержателем все в порядке, но зажим заземления мог бы быть посущественнее. С точки зрения конструкции, эти устройства, как правило, достаточно прочны для серьезных случайных пользователей. Прочный корпус из листового металла с приличными отверстиями для охлаждения и вентилятором для защиты от перегрева, а также латунными замковыми соединениями для проводов. В них нет ничего особенного, если вы привыкли к другим импульсным блокам питания: обычная электроника и тороидальный трансформатор. Чем они отличаются от профессиональных сварочных аппаратов, так это рабочим циклом и, возможно, также, в некоторых случаях, заявленной мощностью. Это не тот сварочный аппарат, который вы бы использовали для крупномасштабного производства или строительства кораблей, это тот, который вы держите в цеху для коротких сварочных работ, или, возможно, у вас есть легкий и портативный запасной вариант для работ, где ваш сварщик в цехе. просто слишком большой, чтобы добраться до него. Если бы я рискнул предположить, почему сломался маленький инверторный сварочный аппарат моего отца, я бы указал на рабочий цикл: требования кузнеца, выполняющего работу на месте, вероятно, были слишком велики для него. Кроме того, иногда оптимистичные характеристики указывают на небольшие инверторные сварочные аппараты. Блок Workzone сравнительно скромен по своей емкости при 80 А, но нередко можно увидеть аналогичные модели, заявляющие, что они способны до 200 А. Когда что-то, что стоит всего несколько десятков долларов, обещает мощности, которые кажутся нереальными для его цена, вполне разумно предположить, что изучение его пределов ускорит его кончину. Вы получаете то, за что платите, и, возможно, если ваши потребности выльются в более существенные потоки, это вознаградит вас, если вы заплатите немного больше. Среди читателей Hackaday будут люди, чьи навыки сварки далеко впереди меня, а также много людей, имеющих опыт работы с аналогичными дешевыми инверторными сварочными аппаратами. Я надеюсь, что мой опыт поможет вам решить, стоит ли попробовать одно из этих устройств, и, как всегда, было бы здорово услышать ваше мнение в комментариях. Posted in Hackaday Columns, Slider, Tool HacksTagged дешевый сварщик, китайский сварщик, сварочный аппарат, сварщик Сварочный инвертор Цена — купить дешевый сварочный инвертор по низкой цене на сайте Сделано в Китае. Сравнениесварочный инвертор цены, вы можете купить качественный сварочный инвертор по заводской цене / низкой цене в Китае. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Рабочая форма: Тип: Тайчжоу Suptec Machinery Co. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Wincoo Engineering Co., Ltd. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Wincoo Engineering Co. Способ охлаждения: Защитный газ: Управление: Диапазон частот: Электрический ток: Номинальное входное напряжение: Wincoo Engineering Co., Ltd. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Рабочая форма: Тип: Тайчжоу Feida Machine Tool Co. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Рабочая форма: Тип: Ronix (Zhangjiagang Bonder Area) Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Гарантия: Тайчжоу Suptec Machinery Co. Способ охлаждения: Защитный газ: Контроль: Электрический ток: Тип: Напряжение: ТАЙЧЖОУ ЛЕМИН СВАРОЧНОЕ ОБОРУДОВАНИЕ, ООО. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Упаковка: Шэньчжэнь Crepow Electric MFG Co. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Рабочая форма: Тип: Ronix (Zhangjiagang Bonder Area) Co., Ltd. Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Входное напряжение: ТАЙЧЖОУ ЛЕМИН СВАРОЧНОЕ ОБОРУДОВАНИЕ, ООО. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Тип: Входное напряжение (В): Шанхай Tayor Heavy Industry (Group) Co., Ltd. Применение: Тип выхода: Принцип работы: Режим переключения: Тип основной цепи: Напряжение источника питания: Шэньчжэнь General Welder Technology Co. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Тайчжоу Powerland Electric Co., Ltd. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Рабочая форма: Тип: ТАЙЧЖОУ ЛЕМИН СВАРОЧНОЕ ОБОРУДОВАНИЕ, ООО. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Тайчжоу Powerland Electric Co., Ltd. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Рабочая форма: Тип: Тайчжоу Powerland Electric Co. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Рабочая форма: Тип: Тайчжоу Powerland Electric Co., Ltd. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Тайчжоу Powerland Electric Co. Способ охлаждения: Защитный газ: Управление: Диапазон частот: Электрический ток: Упаковка: Тайчжоу Powerland Electric Co., Ltd. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Гуанчжоу Адэ Импорт и Экспорт Лтд Характер исходного потока: Сертификация: Выходная мощность: Тип сети: Тип выхода: : Гуанчжоу Poojin Electronic Co. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Гуанчжоу Адэ Импорт и Экспорт Лтд Способ охлаждения: Защитный газ: Контроль: Диапазон частот: Электрический ток: Номер модели: Шэньчжэнь General Welder Technology Co. Способ охлаждения: Защитный газ: Управление: Диапазон частот: Электрический ток: Упаковка: Тайчжоу Powerland Electric Co., Ltd. Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Гуанчжоу Адэ Импорт и Экспорт Лтд Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Гуанчжоу Адэ Импорт и Экспорт Лтд Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Гуанчжоу Адэ Импорт и Экспорт Лтд Способ охлаждения: Стиль: Диапазон частот: Электрический ток: Форма работы: Тип: Shenzhen Guanghan Welding Technology Co. Фрейзер с чпу: Фрезерный станок с ЧПУ купить в МосквеФрезерный станок с ЧПУ WATTSAN 0609 MINI. Выгодные условия. СКИДКИ. РАССРОЧКА. Сервис. Гарантия.В связи с регулярным обновлением модельного ряда, станки могут отличаться от представленных на сайте Фрезерный станок с ЧПУ
Все характеристики Дополнительная комплектация
Весь перечень комплектации Цена
250 000 ₽ 273 000 ₽ Описание Wattsan 0609 MINI
Настольный фрезерный станок для обработки материалов небольшой площади. БЕЗГРАНИЧНОЕ ТВОРЧЕСТВОВаше хобби выйдет на новый уровень, и превратится в бизнес. От собственного производства изделий, до мастер-классов в коворкингах и обучения в школах. Wattsan 0609MINI отлично подойдет для выполнения экспресс-заказов. Станок вдохновляет на создание произведения искусства. Европейское качество по доступной ценеОписание преимуществ Wattsan 0609 MINIСамый популярный ЧПУ фрезер«Этот фрезерный станок — сердце нашего производства, от него мы строим все свои производственные процессы, потому что он работает четко, по времени, и надо придерживаться его ритма». «Мы его взяли как только открыли мастерскую, даже не определившись что именно будем на нем делать. Анастасия БОРЩ TV Преимущества Wattsan 0609 MINIПродвинутый DSP-контроллерПо вашему желанию мы установим Обеспечивает работу с фрезерным станком без компьютера.
Отдельные преимущества Wattsan 0609 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Питание – от бытовой однофазной электросети. От перегрева защищает туннельная вентиляция, которая оценивает степень нагрева и запускает режим охлаждения без участия оператора.
Питание – от бытовой однофазной электросети. От перегрева защищает туннельная вентиляция, которая оценивает степень нагрева и запускает режим охлаждения без участия оператора. Это позволяет применять оборудование на участках с нестабильной подачей электроэнергии. Небольшой вес делает удобным применение на высоте при монтаже конструкций. Эффективная вентиляция защищает от перегрева, обеспечивает КПД 60%.
Это позволяет применять оборудование на участках с нестабильной подачей электроэнергии. Небольшой вес делает удобным применение на высоте при монтаже конструкций. Эффективная вентиляция защищает от перегрева, обеспечивает КПД 60%. Модель разработана для варки вольфрамовыми и флюсовыми стержнями, диаметр которых лежит в диапазоне 1,6-4 мм. Отличается хорошим функционалом: есть антиприлипание для создания аккуратного шва, форсаж дуги для контроля мощности и горячий старт. Значения тока варьируется от 20 до 190 А, КПД достигает 60%, что позволяет повысить время безостановочной работы до 5–6 минут.
Модель разработана для варки вольфрамовыми и флюсовыми стержнями, диаметр которых лежит в диапазоне 1,6-4 мм. Отличается хорошим функционалом: есть антиприлипание для создания аккуратного шва, форсаж дуги для контроля мощности и горячий старт. Значения тока варьируется от 20 до 190 А, КПД достигает 60%, что позволяет повысить время безостановочной работы до 5–6 минут. Используется для ручных работ ММА стержнями диаметром до 4 мм. Функция Hot Start обеспечивает надёжное зажигание и хороший прогрев на начальном этапе. Аппарат в автоматическом режиме увеличивает силу тока при образовании объёмной капли на стержне.
Используется для ручных работ ММА стержнями диаметром до 4 мм. Функция Hot Start обеспечивает надёжное зажигание и хороший прогрев на начальном этапе. Аппарат в автоматическом режиме увеличивает силу тока при образовании объёмной капли на стержне. Может применяться в цехах кузовного ремонта, при монтаже металлоконструкций, на производстве и строительных площадках. Полуавтомат хорошо варит при пониженном напряжении.
Может применяться в цехах кузовного ремонта, при монтаже металлоконструкций, на производстве и строительных площадках. Полуавтомат хорошо варит при пониженном напряжении. Прибор создан по технологии IGBT, имеет точную регулировку основных показателей в широком диапазоне, высокий КПД, низкое энергопотребление. Используется небольшое количество силовых элементов, чем у аппаратов Mosfet. Это позволило снизить вес, повысить надёжность без потери мощности.
Прибор создан по технологии IGBT, имеет точную регулировку основных показателей в широком диапазоне, высокий КПД, низкое энергопотребление. Используется небольшое количество силовых элементов, чем у аппаратов Mosfet. Это позволило снизить вес, повысить надёжность без потери мощности. FoxWeld Kvazarrus 210
FoxWeld Kvazarrus 210






 При выполнении более сложных технологических операций необходимо учитывать технологические особенности процесса.
При выполнении более сложных технологических операций необходимо учитывать технологические особенности процесса.

 30 кВ·А
30 кВ·А
 60 — 1 мм
60 — 1 мм 50 — 4 мм
50 — 4 мм 50 кВт
50 кВт 50 — 6 мм
50 — 6 мм 60 — 4 мм
60 — 4 мм 60 — 4 мм
60 — 4 мм 60 — 1 мм
60 — 1 мм 50 кВт
50 кВт
 Варить сможет даже тот, кто впервые держит сварочный держак в руках, очень легко разжигает. Антизалип есть, в целом впечатления крайне положительные.
Варить сможет даже тот, кто впервые держит сварочный держак в руках, очень легко разжигает. Антизалип есть, в целом впечатления крайне положительные.
 60 — 1 мм
60 — 1 мм Эти небольшие инверторные сварочные аппараты довольно универсальны, поэтому их можно найти с различными брендами и спецификациями по более низкой цене в Интернете, если вы не возражаете отказаться от щедрой трехлетней гарантии Aldi. Самый дешевый, который я видел, стоил около 35 фунтов стерлингов или 44 доллара, но в эту цену входил только инвертор без сварочных проводов.
Эти небольшие инверторные сварочные аппараты довольно универсальны, поэтому их можно найти с различными брендами и спецификациями по более низкой цене в Интернете, если вы не возражаете отказаться от щедрой трехлетней гарантии Aldi. Самый дешевый, который я видел, стоил около 35 фунтов стерлингов или 44 доллара, но в эту цену входил только инвертор без сварочных проводов. С этими задачами он хорошо себя зарекомендовал, тем более, что я не квалифицированный сварщик и работа у меня не самая аккуратная, но он позволил мне выполнить работу удовлетворительно.
С этими задачами он хорошо себя зарекомендовал, тем более, что я не квалифицированный сварщик и работа у меня не самая аккуратная, но он позволил мне выполнить работу удовлетворительно.
 Это почти толщина кузова автомобиля, я никогда бы не подумал, что даже инвертор может приблизиться. Стоит отметить, что поддерживать дугу только на 40 А немного сложнее.
Это почти толщина кузова автомобиля, я никогда бы не подумал, что даже инвертор может приблизиться. Стоит отметить, что поддерживать дугу только на 40 А немного сложнее. Провода прочные, и при осмотре оказалось, что они медные, а не алюминиевые, как я опасался, и, поскольку они были проданы через европейского дистрибьютора, все имеют маркировку европейских стандартов. Если вы покупаете аналогичный сварочный аппарат в Интернете, он может не иметь этих разрешений, поэтому остерегайтесь устройств с нестрогими стандартами безопасности.
Провода прочные, и при осмотре оказалось, что они медные, а не алюминиевые, как я опасался, и, поскольку они были проданы через европейского дистрибьютора, все имеют маркировку европейских стандартов. Если вы покупаете аналогичный сварочный аппарат в Интернете, он может не иметь этих разрешений, поэтому остерегайтесь устройств с нестрогими стандартами безопасности. Так что, если вы работаете сварщиком время от времени, все будет хорошо, но если вы используете его постоянно, возможно, стоит вложить немного больше.
Так что, если вы работаете сварщиком время от времени, все будет хорошо, но если вы используете его постоянно, возможно, стоит вложить немного больше.
 , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , LTD.
, LTD.
 , Ltd.
, Ltd.
 , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd.
 Сначала мы пользовались им просто для хобби, а потом поняли, что это один из главных станков для производства и загрузили его на столько, что на данный момент он работает с 8-00 до 22-00 вечера».
Сначала мы пользовались им просто для хобби, а потом поняли, что это один из главных станков для производства и загрузили его на столько, что на данный момент он работает с 8-00 до 22-00 вечера». Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку.
Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку. 2 кВт и ускорьте производство на 30%
2 кВт и ускорьте производство на 30% Они отличаются своим качеством и надежностью, в отличие от аналогов.
Они отличаются своим качеством и надежностью, в отличие от аналогов.
 05 мм
05 мм 5 кВт
5 кВт
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени. org/Question»>
org/Question»> 5 кВт
5 кВт
 Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку.
Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку.
 Благодаря размещению подшипников, между рельсами и кареткой достигается предельно точное линейное перемещение.
Благодаря размещению подшипников, между рельсами и кареткой достигается предельно точное линейное перемещение.
 5 кВт
5 кВт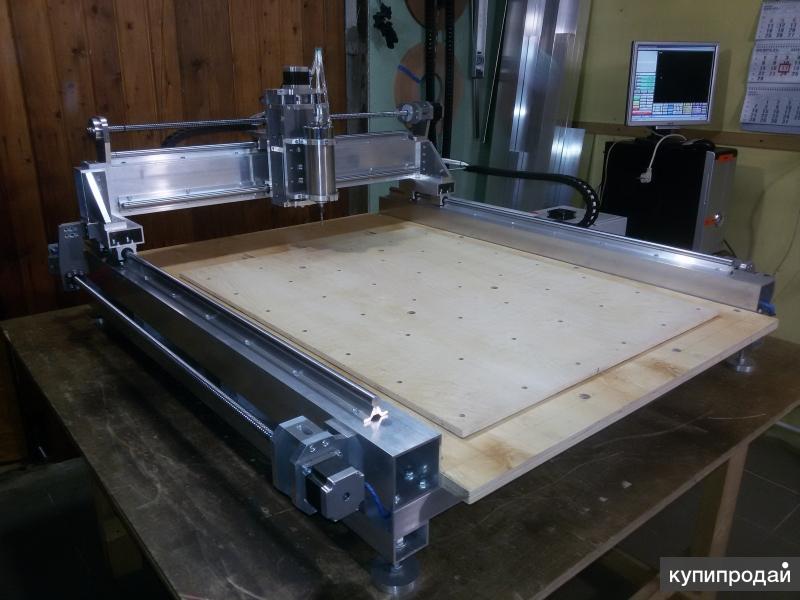
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени. org/Question»>
org/Question»>
| Добро пожаловать в Avid ЧПУ Мы предлагаем профессиональные станки, предназначенные для того, чтобы предоставить каждому доступ к технологии ЧПУ, с тремя отдельными линиями готовых к сборке комплектов фрезерных станков с ЧПУ и плазменных станков, а также пошаговыми учебными материалами и поддержкой. Наша линейка станков с ЧПУ PRO отличается уникальной конструкцией крупноформатного станка, объединяющей высокопроизводительные компоненты, такие как профильные линейные направляющие, прецизионные шарико-винтовые пары и нашу систему реечного привода PRO, на модульной платформе, обеспечивающей гибкость масштабирования и расширения. ваши машины вместе с вашими производственными потребностями (и физическим пространством) по мере их роста с течением времени. Наша линейка настольных станков с ЧПУ включает в себя серию небольших станков с ЧПУ, идеально подходящих для любой мастерской или гаража, включая как начальные, так и высокоточные промышленные станки с ЧПУ. В нашей стандартной линии ЧПУ используются доступные компоненты, такие как ходовые винты ACME и радиальные подшипники, что обеспечивает исключительную ценность. Все наши машины оснащены передовыми полностью цифровыми драйверами двигателей, которые идеально сочетаются с нашими двигателями с низкой индуктивностью и могут быть сконфигурированы на любом из двух уровней. Наша электроника Nema 23 представляет собой доступную по цене и очень мощную систему для пользователей, которых не волнует скорость резки, но которым нужна надежная и простая в использовании система. Для производственных цехов, коммерческих пользователей или тех, у кого есть очень большие станки, наши комплекты электроники Nema 34 предлагают повышенную мощность, большую скорость и большую глубину резания. Раздел «Планы и информация» на этом сайте содержит подробные инструкции по сборке машин, руководства по настройке продуктов, полные наборы чертежей для просмотра в 3D для многих наших машин и компонентов, а также нашу серию учебных видеопроектов по проектированию и изготовлению. Посмотрите, что создали наши клиенты, в разделе «Журналы сборки»! Удачи вам с вашим станком с ЧПУ! |


Фрезерные станки с ЧПУ | Сделано в США
Независимо от того, какой тип резки вам нужно сделать, MultiCam имеет фрезерный станок с ЧПУ, который идеально подходит (и режет). С повторяемостью всего 1/1000 th дюйма вы получаете точный разрез каждый раз. Каждый маршрутизатор MultiCam поставляется с настраиваемыми параметрами для различных приложений. Серия 5000 позволяет резать самые большие детали, а модели Apex 5R, 3R и 1R имеют наиболее распространенные стандартные размеры для любого производственного предприятия. Различные серии подходят для широкого спектра материалов, включая толстый промышленный пластик, цветные металлы, изделия из дерева и многие передовые материалы, такие как стекловолокно, облицовка и закаленное углеродное волокно. MultiCam Apex 1R и 3R превосходно подходят для широкого спектра применений, от вывесок, 3D-резки и изготовления алюминия, а дополнительные аксессуары, такие как автоматическая замена ножей и осциллирующий нож, расширяют возможности печати до резки, прокладок, звукоизоляции и резки изоляционных плит. Большой, прочный формат стола с более высокой мощностью, скоростью резки и скоростью быстрого перемещения Apex 5R идеально подходит для изготовления морских и аэрокосмических изделий, изготовления толстого алюминия, а также для любых крупногабаритных листовых или маятниковых процессов. Все маршрутизаторы поставляются с запатентованным и простым в использовании программным обеспечением MultiCam, поэтому сразу же начать резку с предельной точностью будет просто. С момента основания компании в 19 году по всему миру установлено более 14 000 станков с ЧПУ.89, вы обязательно найдете идеальный фрезерный станок с ЧПУ для ваших нужд. Каждый фрезерный станок с ЧПУ производится в США, поэтому вы можете быть уверены, что получаете высококачественные и надежные фрезерные станки, которые всегда работают именно так, как вам нужно.
MultiCam Apex 1R и 3R превосходно подходят для широкого спектра применений, от вывесок, 3D-резки и изготовления алюминия, а дополнительные аксессуары, такие как автоматическая замена ножей и осциллирующий нож, расширяют возможности печати до резки, прокладок, звукоизоляции и резки изоляционных плит. Большой, прочный формат стола с более высокой мощностью, скоростью резки и скоростью быстрого перемещения Apex 5R идеально подходит для изготовления морских и аэрокосмических изделий, изготовления толстого алюминия, а также для любых крупногабаритных листовых или маятниковых процессов. Все маршрутизаторы поставляются с запатентованным и простым в использовании программным обеспечением MultiCam, поэтому сразу же начать резку с предельной точностью будет просто. С момента основания компании в 19 году по всему миру установлено более 14 000 станков с ЧПУ.89, вы обязательно найдете идеальный фрезерный станок с ЧПУ для ваших нужд. Каждый фрезерный станок с ЧПУ производится в США, поэтому вы можете быть уверены, что получаете высококачественные и надежные фрезерные станки, которые всегда работают именно так, как вам нужно. Просмотрите наш выбор фрезерных станков с ЧПУ прямо сейчас или позвоните нам сегодня по телефону 972-929-4070 , чтобы найти идеально подходящий фрезерный станок с ЧПУ для ваших задач.
Просмотрите наш выбор фрезерных станков с ЧПУ прямо сейчас или позвоните нам сегодня по телефону 972-929-4070 , чтобы найти идеально подходящий фрезерный станок с ЧПУ для ваших задач.
3-ОСНЫЕ СТАНКИ С ЧПУ
Производительность и качество по разумной цене.
+Детали
Идеально подходит для недорогих покупателей
Кому нужна высокая производительность
+Подробнее
ПРОЧНЫЙ И ГИБКИЙ ВЫСОКОСКОРОСТНОЙ МАРШРУТИЗАТОР КОММЕРЧЕСКОГО УРОВНЯ
+Подробнее
ПЕРЕДОВЫЕ ВОЗМОЖНОСТИ
+Детали
- 3D-резьба
- Акриловая продукция
- Производство алюминия
- Архитектурные столярные изделия
- Деревообработка
- Аэрокосмическая промышленность
- Шкафчик
- Экспонаты и приспособления
- Изготовление вывесок
- Акрил
- Дерево
- АКМ
- Медь
- Латунь
- Алюминий
- ПВХ
- Пена
- МДФ
- Полный диапазон размеров столов (от 4 футов X 4 футов до 10 футов X 60 футов+)
- Вакуумные столы и насосы для легкой фиксации деталей
- Широкий выбор вариантов шпинделя (от 4 до 20 л. с.)
- Шпиндели с автоматической сменой инструмента (ATC)
- Цифровой сервопривод переменного тока для резки с высокой скоростью/ускорением
- Сверла для рядного сверления
 с.)
с.)MultiCam EZ Control упрощает производство больших объемов качественной продукции в рекордно короткие сроки. EZ Control — одна из самых мощных и удобных в использовании систем управления движением на сегодняшний день. Особенности:
- Ручной интерфейс оператора с графическими значками
- Несколько исходных позиций
Практический результат
Увеличить прибыль и производить точные детали без накопления отходов, лишней рабочей силы и увеличения времени выполнения заказа — это наша миссия, стоящая за автоматизацией процесса резки. Предоставляя вам лучшую в отрасли стоимость станков с ЧПУ и обслуживание клиентов, мы на 100% поддерживаем успех вашей компании. В 60 региональных технологических центрах по всему миру вы можете найти запасные части для MultiCam и сертифицированных на заводе технических специалистов рядом с вами для исключительного послепродажного обучения, обслуживания и устранения неполадок.
Цокольный этаж как правильно построить: Как построить цокольный этаж дома
видео-инструкция по монтажу своими руками, из чего построить лучше, цена, фото
Проектируя жилой дом, многие соотечественники задаются вопросом,как построить цоколь, и насколько оправдано такое строительство?По статистике наличие цоколя не является причиной для существенного удорожания строительного объекта. С другой стороны, наличие такого этажа сделает эксплуатацию дома более комфортной и эффективной.
Итак, как и из чего строить цоколь самостоятельно?
Строим цокольный этаж своими руками из доступных материалов
Содержание
Целесообразность строительства
Вид изнутри
Строительство дома с цокольным этажом считается экономичным, независимо от назначения объекта. По сути, цоколь – это малозаглубленный подвал. С другой стороны цокольный этаж, в отличие от обычного подвала, более универсален в плане эксплуатации.
В соответствии с современными строительными стандартами, высота потолка должна составлять не менее 2,5 метров. Поэтому применить такое помещение можно в качестве погреба, подвала или подсобки. Известны случаи, когда в таких помещениях обустраиваются комфортные жилые комнаты, которые по уровню удобства эксплуатации ничем не уступают комнатам, расположенным на первом этаже.
Известны случаи, когда в таких помещениях обустраиваются комфортные жилые комнаты, которые по уровню удобства эксплуатации ничем не уступают комнатам, расположенным на первом этаже.
Подытоживая тему необходимости цоколя, отметим то, что решившись на такое строительство, вы можете рассчитывать на существенное увеличение показателей теплоизоляции дома.
Разновидности цоколя
Типы цоколя (схема в разрезе)
Перед тем как решить, из чего строим цокольный этаж своими руками, нужно определиться с типом конструкции.
В настоящее время повсеместно применяется 3 категории цоколя:
- конструкция в одной плоскости с фундаментом и стеной;
- выступающая конструкция;
- западающая конструкция.
Несмотря на то, что все три разновидности выполняют сходные функции, они отличаются рядом эксплуатационных особенностей, которые необходимо предусмотреть еще на этапе проектирования.
Конструкция западающего типа
Западающий цоколь получил наибольшее применение и считается традиционным для малоэтажного строительства. Надо понимать, что данная конструкция менее всего подвержена воздействию избыточной влажности, так как вода быстро стекает не задерживаясь. Но в этом случае необходимо позаботиться о качественной гидроизоляции цоколя, чтобы фундамент и прилегающие стены были сухими.
Надо понимать, что данная конструкция менее всего подвержена воздействию избыточной влажности, так как вода быстро стекает не задерживаясь. Но в этом случае необходимо позаботиться о качественной гидроизоляции цоколя, чтобы фундамент и прилегающие стены были сухими.
На фото- выступающий цоколь
Строительство выступающего цоколя оправдано в том случае, если толщина стен в доме небольшая. В результате цоколь поспособствует увеличению теплоизоляционных свойств постройки.Именно поэтому такое решение целесообразно,если в помещении цокольного этажа будут обустроены жилые комнаты.
Конструкция в одной плоскости -это оптимальное решение, если жилой дом строится с большим подвалом. Обустройство заглубленного цоколя допускается на грунтах с нормальным уровнем влажности и с глубоким залеганием грунтовых вод.
Приступаем к строительству
Для начала определимся с толщиной стен. В том случае,если постройка располагается на плотном грунте, стены цоколя достаточно сделать в толщину стен основной постройки.
Если строительство проводится на грунтах с повышенным содержанием песка или глины, толщина стен цоколя должна на 20-30 см превышать толщину несущих стен здания. При постройке деревянных зданий, цоколь можно построить из бетонных полнотелых блоков. Такое решение позволит сэкономить время и снизить себестоимость строительства.
Теперь несколько слов о высоте цокольного этажа. При постройке современных зданий высота цоколя увеличивается по требованию заказчика. Для того чтобы цокольный этаж сделать полноценным первым этажом, выкапывается более глубокий котлован, чем это предусмотрено нормами строительства обычного дома.
Глубину цоколя определяют не только пожелания заказчика, но и ряд параметров, среди которых, например, содержание грунтовых вод. В том случае, если грунтовая вода содержится в почве на расстоянии одного метра от поверхности в течение всего года, углублять цоколь можно не более чем на 1 метр.
Если есть необходимость в большем заглублении можно применить насыпку сухой почвы. В итоге появляется возможность повысить уровень грунта и, как следствие, получить возможность увеличить внутреннее пространство в цокольном этаже. Впрочем, такое решение обернется дополнительными затратами.
В итоге появляется возможность повысить уровень грунта и, как следствие, получить возможность увеличить внутреннее пространство в цокольном этаже. Впрочем, такое решение обернется дополнительными затратами.
Копаем и обустраиваем котлован
Для копки котлована потребуется экскаватор и хотя бы одна машина под вывоз грунта. Ведь даже небольшой загородный дом с длиной стен в 10-15 метров потребует глубины котлована не менее 2 метров.
Котлован
Несмотря на применение экскаватора, потребуется физическая сила для обработки углов ямы и выравнивания поверхности дна.
Важно: Нужно быть готовым к тому, что при выемке грунта на дне ямы буде скопление воды.
Это не страшно, так как в течение суток вода уйдет.
Если воды много, процесс можно ускорить, применив насос.
Делаем подушку
Подушка с переходом в фундамент
На дне котлована потребуется обустроить бетонную подушку:
- для этого делаем разметку с обозначением размеров дома;
- на месте несущих стен роем траншеи глубиной не менее 40 см и шириной на 20 см больше, чем предполагаемая толщина стен;
- на дно траншеи выстилаем слой песка толщиной 5-10 см;
- в траншее делаем опалубку из досок или из ламинированной фанеры с тем расчетом, чтобы эта конструкция была на 10 см выше поверхности грунта;
- внутри опалубки укладываем обвязку из арматурных прутьев;
- далее готовим бетон из расчёта 3 части цемента М400, 4 части сеяного песка и 3 части мелкого щебня;
- тщательно вымешенный бетон заливаем в опалубку и разравниваем;
- к последующим строительным работам можно приступать примерно через 2 недели, ровно столько времени требуется для того чтобы бетон высох.

Делаем гидроизоляцию
На фото- гидроизоляция, выполненная рулонными материалами
Гидроизоляция необходима для того чтобы защитить стены цоколя от избыточной влажности и, как следствие, от постепенного разрушения.
Бетонная подушка изолируется битумной мастикой и рулонными гидроизоляционными материалами такими,например, как «Гидроизол». Кроме того, с внешней части дома обустраиваем бетонную отмостку по всему периметру стен. Отмостка исключит проникновение сточной воды к фундаменту и к цокольной кладке.
Делаем фундамент
Схема фундамента в доме с бассейном
Сократить сроки выполнения строительных работ позволяет применение крупногабаритных фундаментных блоков. Такие блоки изготавливаются в промышленных условиях и цена их высока. Если вы хотите сэкономить деньги и об экономии времени не задумываетесь,можно сделать фундамент своими руками.
Самостоятельное изготовление фундамента во многом схоже со строительством бетонной подушки. Но есть одно отличие – монолитный ленточный фундамент проходит не только по периметру внешних стен, но и под внутренними перегородками.
Для устройства фундамента также делается опалубка с внутренней обвязкой из арматурных прутьев. Внутрь опалубки заливается бетон. Бетон можно заливать слоями, но с перерывом не более суток, чтобы конструкция получилась монолитной. Приступать к сооружению цоколя можно через две недели, то есть тогда, когда фундамент полностью схватится и высохнет.
Строим стены цоколя
Схема устройства фундамента, переходящего в стену
Строительство цокольного этажа можно выполнить из готовых фундаментных блоков. Такие стройматериалы, из-за крупных габаритов,предполагают,необходимость в применении спецтехники, что сказывается увеличением себестоимости строительства. Блоки фиксируются на месте цементно-песчаным раствором.
Важно:В процессе строительства цокольного этажа не следует забывать о строительстве вентиляционной системы.
С технологией строительства систем естественной и принудительной вентиляции вы сможете ознакомиться в соответствующих статьях на нашем портале.

Инструкция строительства верхней половины цокольного этажа допускает применение силикатного кирпича. Использование такого стройматериала не предусматривает использование спецтехники.
Кладка обустраивается на цементный раствор. Кирпич выкладываем как можно ровнее, для того чтобы впоследствии было проще его оштукатурить. В итоге кладка должна быть выше уровня земли примерно на метр. Поверх кладки делаем опалубку и заливаем железобетонный пояс, который упрочнит всю конструкцию.
Делаем перекрытие первого этажа
Перекрытие первого этажа
Перекрытие первого этажа – это сложная инженерная конструкция,прочности которой должно быть достаточно для безопасной эксплуатации здания. Для того чтобы гарантировать безопасность и эффективность использования объекта, перекрытия рекомендуется строить с применением готовых железобетонных плит.
Впрочем, плиту перекрытия можно изготовить самостоятельно.
Делается это следующим образом:
- В помещении цокольного этажа строим железобетонные колонны,верхняя часть которых должна выходить на предполагаемый уровень перекрытия. Чтобы исключить вероятность обрушения перекрытия, колонны должны быть на расстоянии около 3-4 метров друг от друга.
- Поверху колонн и стен обустраивается дощатая опалубка, поверх которой делается арматурная обвязка. Обвязку скрепляем с арматурой,применённой при возведении колонн.
- Далее, в соответствии с ранее описанной технологией, изготавливается бетон, который заливаем в опалубку.
- По мере просыхания, покрытие тщательно выравнивается и разглаживается. От того, насколько ровной будет поверхность покрытия, зависит простота обустройства пола на первом этаже.
 Чтобы исключить вероятность обрушения перекрытия, колонны должны быть на расстоянии около 3-4 метров друг от друга.
Чтобы исключить вероятность обрушения перекрытия, колонны должны быть на расстоянии около 3-4 метров друг от друга.Вывод
Теперь вы знаете,как правильно строить цокольный этаж и можете приступить к выполнению поставленной задачи. Гарантировать успех при проведении строительных работ может ответственный подход и соответствие технологическим предписаниям. Для того чтобы упростить достижение оптимального результата, посмотрите видео в этой статье.
Цокольный этаж своими руками: пошаговая инструкция
Строительство, в ходе которого необходимо возвести цокольный этаж своими руками, требует определенных навыков и знаний. Это трудоемкий процесс, который не может быть осуществлен без точного плана и правильной конструкции, отличающейся своими особенностями и полностью сочетающейся с основанием дома.
Фундамент с цокольным этажом имеет ряд преимуществ, но качественным и надежным может быть создан только в том случае, если все проводимые работы будут строго соответствовать проекту и плану строительства.Строительство дома с цокольным этажом ведут на сыпучих и каменистых пучинистых грунтах, отличающихся высоким уровнем залегания грунтовых вод.
Содержание
- Особенности конструкции
- Разнообразие материалов для строительства
- Порядок проведения работ
Особенности конструкции
Цоколь должен быть защищен слоем гидроизоляции и утеплителем
Фундамент для дома с цокольным этажом – сооружение, отличающееся высокой степенью прочности и надежности, длительным сроком эксплуатации и повышенной несущей прочностью.
Цоколь фундамента является продолжением несущей конструкции, он обеспечивает надежную защиту от проникновения в помещение влаги и холодного воздуха, помогает создать дополнительное тепло и сократить энергозатраты.
Чтобы сооружение было действительно качественным и функциональным, оно должно соответствовать следующим требованиям:
- Уровень пола цоколя расположен ниже уровня грунта.
- Высота перекрытия не ниже 2 м от уровня почвы.
- Показатель несущей способности фундамента с цоколем в несколько раз превышает подобный показатель иных конструкций.
- Гидроизоляция обустраивается в строгом соответствии с требованиями технологического процесса.
- Большая часть стены сооружения расположена на уровне промерзания грунта.
- Теплоизоляция предупреждает деформацию фундамента, возникающую в результате пучения.
- Правильно выбранные материалы и грамотно выполненная гидроизоляция препятствуют появлению грибка и плесени.
Во многих строениях главная функция цокольного этажа – обустройство подвального помещения, в котором находится техническое помещение.

Глуюокое основание позволит устроить подвал или цокольное помещение
Избежать разрушения основания дома можно с помощью качественно созданной пароизоляции. Для этой цели используют жидкие составы.
Строительство цокольного этажа своим руками начинают с выбора наиболее подходящей формы и изучения различных видов конструкций. Это может быть сооружение:
- Возведенное вровень с несущей конструкцией, отличающейся необходимостью обустройства качества гидро- и теплоизоляции.
- Западающее пользуется особой популярностью и отличается повышенной надежностью и устойчивостью к воздействию негативных факторов. Оно меньше других подвержено разрушительному влиянию влаги и способно выдержать повышенные нагрузки.
- Выступающий отличен увеличенной толщиной, превышающей толщину стен самого здания. Нуждается в обустройстве дополнительной защиты и специально созданной системе отвода воды.
Выбирая ту или иной форму цоколя, необходимо принять во внимание толщину стен постройки, наличие в проекте дренажной системы, характеристики почвы.
Разнообразие материалов для строительства
Самое прочное строение – монолитный цоколь
Задумываясь над тем, как сделать цокольный этаж, необходимо правильно выбрать наиболее подходящие для данного строения материалы. Среди самых популярных и востребованных монолитный железобетон.
Он способен выдержать различной степени нагрузки, обладает высокой степенью устойчивости, востребован при сооружении бесшовной конструкции. Монолитный цоколь отличается высокими прочностными показателями и используется при строительстве тяжелых сооружений.
Для монолитного основания необходима высокая опалубка
Фундамент для цокольного этажа может быть возведен из железобетонных блоков в кратчайшие сроки даже при выполнении работ своими руками. Это одно самых прочных и надежных оснований. Блоки дают возможность равномерно распределить нагрузку, отличаются устойчивостью к любого рода негативным воздействиям.
Существующие виды железобетонных блоков имеют различные размеры, что облегчает выбор наиболее подходящего материала для проведения строительных работ при возведении основания в частном доме самостоятельно.
Строительство кирпичного фундамента цокольного этажа своими руками осуществляется без использования специальной строительной техники и не требует особых знаний. Важен правильный расчет и навык в работе с данным материалом.Натуральный природный камень часто используют для сооружения фундаментов с цокольным этажом своими руками. Правда для выполнения работ требуются особые навыки.
Ленточный фундамент армируется металлическими прутами
Какой материал лучше выбрать, как правильно выполнить все предстоящие работы, из чего и как правильно сделать непосредственно фундамент и как построить цокольный этаж подскажет пошаговая инструкция.
В большинстве случаев самым подходящим вариантом для создания основания с нуля является сооружение ленточного фундамента под цокольный этаж. Лента имеет свои отличительные черты и множество положительных качеств:
- длительный срок эксплуатации;
- высокие прочностные характеристики;
- предельная несущая способность;
- возможность возведения на самых разнообразных грунтах. Подробнее о цокольном этаже в доме смотрите в этом видео:
Проекты, в которых используются такие разновидности оснований, требуют проведения точных математических расчётов. Этим занимаются квалифицированные специалисты.
Порядок проведения работ
На дно котлована отсыпьте щебень и постелите геотекстиль
Чтобы цокольный этаж дома был надежным и качественным сооружением, мало правильно выбрать строительный материал, требуется проведение геологических изысканий, чтобы выяснить все особенности грунта и разработать поэтапный план выполнения работ.
Нужен и подробный проект здания с подвальным помещением. Следующий шаг – сооружение дренажной системы, без которой в подвале может скапливаться талая или дождевая вода. Подтопление и скопление воды в самом подвале приведет к быстрому разрушению постройки.
Теперь можно приступать к разметке участка, копке траншей и созданию подушки для фундамента дома. В соответствии с проведенными расчетами определяют глубину и ширину траншей, устанавливают опалубку. На дно засыпают щебень и песок, тщательно трамбуют.
После того как будет связан из прутов арматуры каркас, его опускают на дно траншеи и заливают бетоном, не забывая трамбовать или удалять из раствора воздух штыкованием.
Бетон набирает прочность не менее 3 недель, только после этого можно продолжать работу и приступить к строительству непосредственно цокольного этажа.
Долговечность построенных стен обеспечит качественная гидроизоляция, для проведения которой используют жидкие материалы типа мастики на битумной основе. Строится цоколь из выбранного заранее материала. Наилучшим вариантом по мнению большинства специалистов является кирпич.
Блоки нужно установить по всему периметру будущего здания, для сцепления использовать цементный раствор. Важно не забыть о необходимости обустройства вентиляции.
Важно не забыть о необходимости обустройства вентиляции.
Все, что вам нужно знать о строительстве подвалов
Плюсы и минусы подвалов
Факт: подвалы уникальны. Спросите группу людей, что они думают о доме с подвалом, и вы обязательно получите множество ответов. Это потому, что люди, как правило, имеют положительный и отрицательный опыт работы с этими пространствами.
Прежде чем мы рассмотрим основные типы конструкции подвала и то, что вам нужно знать о различиях между ними, давайте кратко проанализируем основные плюсы и минусы подвалов, чтобы вы знали, во что вы ввязываетесь.
1. Плюсы подвала
Начните с положительных аспектов наличия подвала. Практически говоря, подвал обеспечивает больше жилой площади и хранения.
Это позволяет максимально увеличить площадь вашей основной жилой площади и предлагает дополнительное пространство, что особенно важно для больших семей. Когда придет время выставить свой дом на продажу, подвал сделает ваше объявление намного более привлекательным.
Другие преимущества включают возможность купить или построить большой дом на меньшей площади, более безопасные помещения во время торнадо и других экстремальных погодных условий, а также более прохладные помещения в летние месяцы.
2. Минусы подвала
У подвалов есть и недостатки. Во-первых, они более уязвимы к накоплению влаги и повреждению водой. В некоторых случаях это может привести к повышению влажности в помещении и росту плесени.
Если подвал практически не используется, это означает, что вы, по сути, платите за потраченные впустую квадратные метры. Это особенно актуально для людей, у которых есть проблемы с подвижностью и которые не могут легко подниматься и спускаться по лестнице.
Четыре основных типа конструкции подвала
Как видно из вышеизложенного, нет гарантированного консенсуса относительно того, является ли подвал в вашем доме обязательно хорошей или плохой идеей. В конечном счете, вы должны взвесить различные преимущества и недостатки с точки зрения ваших потребностей и вкусов и принять собственное решение.
Строитель, архитектор или жилищный инспектор могут рассказать вам почти все, что вам нужно знать о доме, который вы планируете построить или купить, но полезно иметь общее представление об основных типах конструкции подвала.
Поскольку утечка воды и влажность могут быть одной из основных проблем при выборе подвала, вот что вам нужно знать:
1. Залитый бетон
Подвалы из залитого бетона, вероятно, являются наиболее распространенным типом конструкции. Люди предпочитают этот вариант, потому что он крепкий и простой. Как следует из названия, строительство цокольного этажа из литого бетона начинается с заливки основания для фундамента.
Формы используются для удержания стены на месте во время ее высыхания. Это приводит к прочным стенам подвала, которые обычно не вызывают особых проблем.
Если в заливных бетонных стенах происходит протечка воды, она обычно возникает вдоль стыков между стеной и полом. Также в стенах могут образовываться трещины, которые со временем могут позволить небольшому количеству воды просачиваться в подвал.
2. Бетонный блок
Наименее дорогой вариант строительства подвала предполагает использование бетонных блоков или кирпичной кладки. Стены сделаны из шлакоблоков, и их можно построить за долю времени, необходимого для возведения монолитной бетонной стены. Стальная арматура обычно используется для усиления прочности этих стен.
Стены из бетонных блоков более подвержены протечкам воды. В дополнение к потенциальным протечкам вдоль стыков пола и стен вода иногда может просачиваться через раствор, который скрепляет отдельные блоки.
Полая природа шлакоблоков также означает, что они могут удерживать воду в течение длительного времени после того, как она попала внутрь, даже после высыхания окружающей почвы.
6 На что обратить внимание при строительстве подвала
Строительство подвала из блоков Fox Blocks Стены ICF обеспечивают долговечность, целостность и изоляцию стен ниже уровня земли. Тепловое сопротивление ICF также обеспечивает комфортное и здоровое качество окружающей среды в помещении. Кроме того, подвалы ICF обеспечивают устойчивость к стихийным бедствиям, таким как торнадо и наводнения. Они быстро и просто строятся, что экономит время и деньги.
Кроме того, подвалы ICF обеспечивают устойчивость к стихийным бедствиям, таким как торнадо и наводнения. Они быстро и просто строятся, что экономит время и деньги.
Миллениалы хотят многоцелевые готовые подвалы
При поиске дома большинство миллениалов — 73 процента — хотят иметь дополнительное пространство в виде готового жилого подвала, в котором можно разместить домашний офис, тренажерный зал, медиа-зал или даже сдаваемое в аренду помещение. подвальная квартира. Поэтому дизайн должен создавать теплое, удобное и здоровое пространство. Как и все фундаменты, цоколь должен поддерживать и закреплять весь дом и эффективно передавать всю нагрузку от дома на землю.
Строительные нормы и правила требуют, чтобы стены выше и ниже уровня земли имели непрерывную изоляцию (CI). Это означает, что стены фундамента, обычно заливаемые бетоном или CMU, должны иметь изоляцию и пароизоляцию, что увеличивает затраты на рабочую силу и материалы для подвалов.
В Северной Америке в 98 процентах построенных подвалов используется система бетонных стен, например изолированные бетонные формы (ICF) и литой бетон.
На что следует обратить внимание при строительстве подвала
Прежде чем решить, какой продукт использовать для вашего нового подвала, рассмотрите следующие шесть важных характеристик, связанных со строительством и дизайном подвала.
1. Энергоэффективность
При строительстве цокольного этажа строители должны выбирать такие материалы, как стены ICF, которые сохранят комфорт в помещении как зимой, так и летом. Стены подвала, построенные с использованием ICF, превышают требования энергетического кодекса, сокращая потребление энергии на 20–50 процентов по сравнению с другими вариантами стен подвала, такими как заливка бетоном.
- Стены ICF имеют высокую теплоемкость, обеспечивают непрерывный воздушный барьер и имеют значение R выше 22, что намного выше, чем значение R стен из литого бетона с R3 меньше, и должны быть обвязаны и изолированы для соответствия код.
- Подвальные стены ICF экономят деньги, потребляя значительно меньше энергии, что снижает ежемесячные счета за отопление и охлаждение. Стены ICF также позволяют использовать меньшее оборудование HVAC меньшего размера, что снижает затраты на новое строительство.
- Стены ICF не требуют обвязки, дополнительной изоляции или пароизоляции.
 Стены ICF также позволяют использовать меньшее оборудование HVAC меньшего размера, что снижает затраты на новое строительство.
Стены ICF также позволяют использовать меньшее оборудование HVAC меньшего размера, что снижает затраты на новое строительство.2. Устойчивость к стихийным бедствиям
Устойчивые к стихийным бедствиям подвалы могут уменьшить воздействие все более суровых погодных явлений и лесных пожаров. Устойчивая к стихийным бедствиям конструкция также снижает экологические и финансовые затраты на реконструкцию и ремонт.
- Стеновые системы ICF являются идеальным продуктом для возведения устойчивых к стихийным бедствиям стен подвала. Структурная целостность и огнестойкость ICF защищает дом и семью от торнадо, ураганов, лесных пожаров и других экстремальных погодных явлений.
- Стены ICF из железобетона, которые могут быть спроектированы так, чтобы обеспечить безопасную комнату в доме.
3. Герметичные стены
Для долговечности дома и здоровья его жильцов стены подвала не должны пропускать воду, которая может вызвать плесень и гниение. Плесень может вызвать серьезные проблемы со здоровьем, а гниль может ухудшить целостность дома. Кроме того, предотвращение влаги снижает долгосрочные расходы домовладельца на техническое обслуживание и ремонт.
- Стены ICF вместе с гидроизоляционной мембраной подвала и надежной дренажной системой значительно снижают возможность проникновения влаги. Фундаменты ICF также обеспечивают двойную прочность на сжатие (сопротивление усадке) по сравнению с фундаментами из обычного бетона; поэтому у ICF меньше шансов проникновения влаги, чем у заливного бетона.
Проблемы с влажностью в заливных бетонных подвалах
При строительстве заливного бетонного подвала могут возникнуть некоторые проблемы, из-за которых стены подвержены проникновению воды.
- Обычный монолитный бетон может треснуть и дать течь, если его неправильно подготовить.
- Влага может просачиваться через неструктурные трещины в залитых бетонных стенах подвала, например, в верхней части стен, где пол соприкасается со стеной, или через пористый бетон.
- Утечки могут возникнуть, если стена подвала оседает, падает или проседает из-за обрушения грунта под фундаментом подвала.
- Деревянная обвязка стен подвала представляет собой органические материалы, которые могут подвергаться плесени и гниению в результате конденсации и/или проникновения влаги.

4. Хорошая акустика
Строительство подвала с отличной акустикой оптимизирует пространство для мультимедийной комнаты, квартиры или домашнего офиса. При проектировании звуконепроницаемого подвала необходимо учитывать потолок, стены и полы:
- Компания ICF предлагает отличные материалы для стен подвала, обеспечивающие хорошую акустику. Большинство десяти- или 11-дюймовых стен ICF с шестидюймовым бетонным сердечником рекламируют рейтинги STC от 50 до 55. Рейтинг класса передачи звука (STC) показывает в децибелах, сколько звука проходит от одной стороны стены к другой. .
5. Пространство стен
Для большинства жилых подвалов требуются заливные бетонные стены толщиной 8 дюймов или стены CMU толщиной от 8 до 10 дюймов. Как правило, МКФ в виде железобетона может быть спроектирован с бетонным ядром толщиной 6 дюймов.
Как правило, МКФ в виде железобетона может быть спроектирован с бетонным ядром толщиной 6 дюймов.
В соответствии с определенными строительными нормами и правилами для подвалов требуется обвязка 2×6 поверх 8-дюймовых монолитных бетонных стен, что увеличивает толщину стены и уменьшает внутреннее пространство. МКФ
6. Почему вам следует рассматривать блоки Fox Blocks ICF для вашего следующего проекта по строительству подвала
Блоки Fox Blocks ICF обеспечивают сборку стены «все-в-одном» для быстрого и безопасного строительства подвала, объединяя пять этапов строительства в один; изоляция, воздушный барьер, пароизоляция, конструкция и крепления. Настенная система «все в одном» снижает потребность в координации нескольких сделок, что экономит деньги и значительно ускоряет реализацию проекта. Внутренние теплицы Fox Blocks создают энергоэффективные, устойчивые к стихийным бедствиям и долговечные подвалы с отличным IEQ:
- Высокая тепловая масса обеспечивает постоянную изоляцию для энергоэффективных стен подвала. Стены подвала Fox Blocks превышают требования энергетического кодекса ASHRAE/ANSI 90.1 со значением R 23.
- Стойкие к стихийным бедствиям ICF могут защитить семью от сильных ветров и пожаров.
- Бетон, армированный сталью, может противостоять торнадо и ураганным ветрам со скоростью более 200 миль в час, а также летящим снарядам со скоростью более 100 миль в час.
- Огнестойкий, с классом огнестойкости (ASTM E119) из 4 часов для 6-дюймовых блоков и 2 часов для 4-дюймовых блоков.
 Стены подвала Fox Blocks превышают требования энергетического кодекса ASHRAE/ANSI 90.1 со значением R 23.
Стены подвала Fox Blocks превышают требования энергетического кодекса ASHRAE/ANSI 90.1 со значением R 23.- Из них получаются прочные и здоровые стены подвала. Сборка стены включает в себя замедлитель пара, который способствует получению влагостойкой стены подвала. Однако для стен ниже уровня земли система Fox Blocks нуждается в надежной дренажной системе и гидроизоляционной мембране для обеспечения влагостойкости.
- Способствует здоровому подвалу, поскольку они практически не содержат летучих органических соединений.
- Способствует созданию прочного подвала, потому что в нем отсутствуют органические материалы, которые любят есть термиты.

Фитинги для труб для водопровода: Фитинги для водопроводных труб купить по низким ценам
классификация, виды и правила подбора
Содержание
- Классификация фитингов по материалу производства
- Фитинги ПНД для водоснабжения
- Муфты для труб из ПВХ
- Для чего нужны американка и вентили
- Заглушки для труб ПВХ
- Крестовины для труб ПВХ
- Обводы для труб ПВХ
- Как подобрать фитинги для труб из полипропилена
- Преимущества и недостатки ПВХ-труб
Водопровод представляет собой важную составную часть инженерных коммуникаций жилых домов, производственных комплексов.
Фитинги водопроводные — это основные соединительные элементы, необходимые для крепления труб между собой, подключения сантехнических приборов, разветвления водопровода, решения других задач при сборке линии водоснабжения.
Фитинги и инструменты
Классификация фитингов по материалу производства
По материалу изготовления фитинги для водопровода выпускаются двух видов:
- Металлические.
- Пластиковые:
- полипропиленовые;
- полиэтиленовые низкого давления;
- поливинилхлоридные.
Металлические, или резьбовые, — изготавливаются из металла. Резьбы могут быть внутренними и наружными. По форме различаются:
- муфты;
- сгоны;
- тройники;
- уголки;
- крестовины.
Резьбы в фитингах делаются прослабленными с целью облегчения сборки. Чтобы соединение было герметичным, на наружную резьбу наматывают паклю или специальную сантехническую намотку. Такие соединения отличаются высокой прочностью.
Применяются при обустройстве скрытых внутренних магистралей, подключения сантехнических приборов.
Фитинги ПНД для водоснабжения
Для сборки системы внутреннего водоснабжения сантехнический рынок предлагает широкий ассортимент ПВХ-труб и фитингов для водопровода.
Название ПНД взято от способа изготовления, к давлению в трубопроводах отношения не имеет. Поэтому для обустройства систем, работающих при повышенном давлении, подбирают армированные изделия с утолщенными стенками.
Пластиковые фитинги для водопроводных труб хорошо зарекомендовали себя при работе с перепадами температуры, внутрисистемного давления. Обладают высокой коррозионной устойчивостью.
Обладают высокой коррозионной устойчивостью.
Виды фитингов ПНД:
- Компрессионные. При монтаже зажимается гайкой фиксирующее кольцо. Используются при сборке трубопровода из металлопластика на открытых участках внутри помещения.
- Сварные. Специальным паяльником расплавляется наружная поверхность трубы, внутренняя — фитинга, и детали стыкуются. После остывания получается монолитное соединение.
- Комбинированные. С одной стороны сварное соединение, с другой — резьбовое. Предназначены чтобы подключать сантехнические устройства.
- Клеевые. На места стыковки наносится специальный клей на основе дихлорэтана, растворяющий поверхность пластика. Детали стыкуются. После застывания место соединения аналогично сварному.
- Пресс-фитинги. Концы детали обжимаются специальным электрическим или пневматическим инструментом.
Муфты для труб из ПВХ
В большом ассортименте ПВХ-фитингов муфта — одна из самых востребованных деталей. По своему назначению их можно разделить на 2 вида:
- муфты для соединения труб;
- муфты защитные.

При монтаже, а также ремонте водопроводных магистралей используют муфты с закладными нагревателями. Подготовленные концы вставляются в муфту. К контактам подключается специальный силовой трансформатор.
Детали нагреваются до температуры плавления. При нагревании стыкующиеся поверхности плотно прижимаются между собой, происходит сваривание узла.
Компрессионные муфты снабжены внутренней или наружной резьбой. Элементы стыковочного узла крепятся с помощью крышки-гайки. Герметичность обеспечивает уплотнительное кольцо.
Для чего нужны американка и вентили
Американка — это разъемное муфтовое соединение, состоящее из двух частей. На одной половине нарезана резьба, а на второй — накидная гайка. Обе половины соединяющихся элементов стягиваются гайкой. Между ними ставится прокладка, обеспечивающая плотность соединения.
Преимущества:
- удобство, простота монтажа;
- качество соединения;
- возможность быстрого демонтажа для прочистки загрязненного участка или замены;
- возможность многократно монтировать стыковочный узел;
- удобство подключения дополнительных элементов к системе водоснабжения.

Недостаток один — высокая себестоимость изготовления.
Американки выпускаются с плоским и конусным разъемом, могут быть прямыми и угловыми с разными углами отвода.
Вентили являются элементами запорной арматуры трубопроводов. Служат для подачи воды или ее отключения в систему водоснабжения. Дают возможность контролировать давление путем большего или меньшего открытия клапана, заслонки.
При возникновении аварийной ситуации можно останавливать отдельные участки на ремонт, для устранения дефектов.
Заглушки для труб ПВХ
Заглушки — это детали специального оборудования трубопроводов. Их основное назначение — перекрытие подачи воды. Установив заглушку на отдельном участке, можно заниматься его ремонтом. Основная магистраль будет находиться в работе.
Заглушки бывают пластиковыми, металлическими и резиновыми.
Крестовины для труб ПВХ
При сборке системы водоснабжения крестовины устанавливаются в местах разветвления трубопровода, а также при стыковке труб в разных уровнях.
Крестовины могут быть одного диаметра и с переходом на другие размеры.
Обводы для труб ПВХ
Бывают ситуации, когда на линии прокладки трубопровода возникает необходимость обвода какого-либо элемента. Делается это подбором нужных фитингов — уголков, муфт, переходников.
Как подобрать фитинги для труб из полипропилена
Преимущества и недостатки ПВХ-труб
Широкий ассортимент водопроводных труб и фитингов дает возможность собрать надежную и долговечную систему водоснабжения.
Простой и удобный монтаж фитингов позволяет собрать конструкцию любой сложности и конфигурации.
Фитинги для водоснабжения | Инрусстрейд
Трубопровод для систем водоснабжения должен обладать определёнными характеристиками. Так, трубы и фитинги для водоснабжения должны быть безопасными для людей, также они должны обладать высокой защитой от коррозии, появление которой отрицательно скажется на качестве поставляемой воды.
В данный каталог вошли фитинги для систем подачи воды, в том числе питьевой, высочайшего качества:
- Фитинги трубопроводной системы Wavin Future K1 – данная система монтируется путём обжима, изготавливается из усиленного минералами полипропилена.
- Geberit Mapress – могут изготавливаться из нескольких видов стали, в частности из нержавеющей и углеродистой. Отличаются устойчивостью к коррозии, прочностью. В зависимости от типа, фитинги для водопроводных труб выдерживают давление до 16 бар.
- Фасонные элементы REHAU RAUTITAN – изготавливаются из латуни, нержавеющей стали и полимерного материала PPSU (полифенилсульфон). Могут быть безрезьбовыми и резьбовыми. Скрепляются с помощью специальных надвижных гильз, которые обеспечивают полностью герметичное соединение.
- Фасонные части Geberit Mepla – эта металлопластиковая трубопроводная система прошла проверку по EN ISO 21003 и соответствует всем строжайшим современным стандартам. Водопроводные фитинги оснащаются отметкой глубины вставки, что позволяет контролировать монтаж и ускоряют его. Изготавливаются из латуни, красной латуни и ПВДФ.
- Wavin Ekoplastik – изготавливаются из усиленного минералами полипропилена, при этом они могут быть полностью пластиковыми и иметь резьбу и другие элементы из никелированной латуни.
- Соединительные муфты PAM ULTRA Link NG для труб с диаметрами от 50 до 275 мм – применяются для соединения гладких концов труб систем холодного водоснабжения, в том числе питьевого. Муфты выдерживают давление трубопровода до 16 бар, подходят для труб из чугуна, стали, ПВХ и асбоцемента.
 Изготавливаются из латуни, красной латуни и ПВДФ.
Изготавливаются из латуни, красной латуни и ПВДФ.На странице можно ознакомиться с полным каталогом продукции и купить по выгодной цене фитинги для водопровода.
| Фото | Наименование | Артикул | Цена | ||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Заглушка REHAU RAUTITAN, G 1″ [Артикул: 11316551001 / 131 655 001] Подробнее | 11316551001 | ||||||||||||||||||||||||||
Цель применения:
Заглушка Rehau RAUTITAN применяется для заглушивания коллекторов, применяющихся при монтаже сьстем питьевого водоснабжения и отопления. Типоразмер: 1″. | |||||||||||||||||||||||||||
Розетка настенная REHAU RAUTITAN двойная [Артикул: 11370351001 / 137 035 001] Подробнее | 11370351001 | ||||||||||||||||||||||||||
Настенная розетка РЕХАУ предназначена для использования с фланцевыми угольниками Rehau RAUTITAN. У неё имеются два отверстия, позволяющие осуществлять монтаж на кронштейнах РЕХАУ. Настенная розетка состоит из двух элементов. Настенная розетка может использоваться для монтажа труб системы Rehau RAUTITAN с диаметрами 16 и 20 мм в защитной гофротрубе. Кожух изготавливается из полиоксиметилена. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Угольник 90° REHAU RAUTITAN PX, d 16 [Артикул: 11600211001 / 160 021 001] Подробнее | 11600211001 | ||||||||||||||||||||||||||
Угольник Rehau RAUTITAN PX позволяет повернуть трубопровод на 90 градусов. Цель применения: Для систем водоснабжения и отопления. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Угольник 90° REHAU RAUTITAN PX, d 20 [Артикул: 11600221001 / 160 022 001] Подробнее | 11600221001 | ||||||||||||||||||||||||||
Угольник Rehau RAUTITAN PX ударопрочен, он способен в течение длительного времени выдерживать нагрузки на напряжение, устойчив к старению, ударам, воздействию высоких температур и химикатов. Цель применения: Для отопительных систем и систем подачи питьевой воды. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Угольник 90° REHAU RAUTITAN PX, d 25 [Артикул: 11600231001 / 160 023 001] Подробнее | 11600231001 | ||||||||||||||||||||||||||
Для формирования поворота полимерной трубы следует использовать Rehau RAUTITAN PX. Угольник предназначен для создания угла 90 градусов, подходит для труб с диаметром 25 мм. Для изготовления используется PPSU (полифенилсульфон), благодаря чему угольник устойчив к высоким температурам, химикатам, нагрузкам на напряжение, старению и механическому воздействию. Цель применения: Для систем отопления и водоснабжения. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Угольник 90° REHAU RAUTITAN PX, d 32 [Артикул: 11600241001 / 160 024 001] Подробнее | 11600241001 | ||||||||||||||||||||||||||
Угольник Rehau RAUTITAN PX требуется для формирования поворота трубопровода на 90 градусов. Подходит для полимерных труб систем Rehau RAUTITAN с диаметром 32 мм. Отличается ударопрочностью, устойчивостью к химикатам, старению и высоким температурам. Способен выдерживать нагрузки на напряжение в течение длительного периода времени. Цель применения: Для систем отопления и водоснабжения. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Угольник 90° REHAU RAUTITAN PX, d 40 [Артикул: 11600251001 / 160 025 001] Подробнее | 11600251001 | ||||||||||||||||||||||||||
Для изготовления угольника Rehau RAUTITAN PX применяется современный материал PPSU (полифенилсульфон). Этот материал обладает высокой устойчивостью к ударам, способен выдерживать воздействие химикатов и нагрузки на напряжение. Также угольник Rehau RAUTITAN PX отличается устойчивостью к старению. Он не выделяет вредные вещества. Угольник Rehau RAUTITAN PX необходим, когда требуется повернуть трубопровод на 90 градусов. Используется с полимерными трубами с диаметром 40 мм систем отопления и водоснабжения. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX равнопроходный, d 16, d1 16, d2 16 [Артикул: 11600311001 / 160 031 001] Подробнее | 11600311001 | ||||||||||||||||||||||||||
Равнопроходный тройник Rehau RAUTITAN PX с центрирующими выступами изготовлен из PPSU (полифенилсульфон). Подходит для труб с диаметром 16 мм. Преимущества тройника Rehau RAUTITAN PX:
Цель применения: В системах отопления и водоснабжения.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX равнопроходный, d 20, d1 20, d2 20 [Артикул: 11600321001 / 160 032 001] Подробнее | 11600321001 | ||||||||||||||||||||||||||
Тройник равнопроходный Rehau RAUTITAN PX предназначен для соединения полиэтиленовых труб в системах отопления и водоснабжения.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX равнопроходный, d 25, d1 25, d2 25 [Артикул: 11600331001 / 160 033 001] Подробнее | 11600331001 | ||||||||||||||||||||||||||
Тройник равнопроходный Rehau RAUTITAN PX изготавливается из современного материала PPSU (полифенилсульфон), что делает его устойчивым к старению, механическим повреждениям, образованию коррозии, а также воздействию химиками и высокими температурами.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX равнопроходный, d 32, d1 32, d2 32 [Артикул: 11600341001 / 160 034 001] Подробнее | 11600341001 | ||||||||||||||||||||||||||
Тройник равнопроходный Rehau RAUTITAN PX чёрного цвета изготавливается из PPSU (полифенилсульфон). Тройник Rehau RAUTITAN PX предназначен для соединения труб с диаметром 32 мм в системах отопления и водоснабжения. Отличается ударопрочностью, устойчивостью к образованию отложений и коррозии.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX равнопроходный, d 40, d1 40, d2 40 [Артикул: 11600351001 / 160 035 001] Подробнее | 11600351001 | ||||||||||||||||||||||||||
Ударопрочный равнопроходный тройник Rehau RAUTITAN PX, окрашенный в чёрный цвет, позволяет соединить в единую систему полиэтиленовые трубы с диаметром 40 мм. Благодаря устойчивости к образованию коррозии и отложений тройник Rehau RAUTITAN PX можно использовать в системах подачи питьевой воды. Изготавливается из PPSU (полифенилсульфон).
| |||||||||||||||||||||||||||
Угольник 45° REHAU RAUTITAN PX, d 20 [Артикул: 11600521001 / 160 052 001] Подробнее | 11600521001 | ||||||||||||||||||||||||||
Угольник Rehau RAUTITAN PX подходит для полимерных труб с диаметром 20 мм систем отопления и водоснабжения. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Угольник 45° REHAU RAUTITAN PX, d 25 [Артикул: 11600531001 / 160 053 001] Подробнее | 11600531001 | ||||||||||||||||||||||||||
Угольник Rehau RAUTITAN PX позволяет сформировать поворот трубы на 45 градусов. Соединяется с полимерными трубами систем отопления и водоснабжения. Для изготовления угольника Rehau RAUTITAN PX используется высококачественный современный материал PPSU (полифенилсульфон). Данный материал отличается способностью в течение длительного времени выдерживать напряжение на разрыв, долговечностью, ударопрочностью. Он не выделяет вредные вещества.
| |||||||||||||||||||||||||||
Угольник 45° REHAU RAUTITAN PX, d 32 [Артикул: 11600541001 / 160 054 001] Подробнее | 11600541001 | ||||||||||||||||||||||||||
Угольник Rehau RAUTITAN PX требуется, когда необходимо сформировать 45-градусный поворот трубопровода. Цель применения: Для систем отопления и водоснабжения. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Угольник 45° REHAU RAUTITAN PX, d 40 [Артикул: 11600551001 / 160 055 001] Подробнее | 11600551001 | ||||||||||||||||||||||||||
Ударопрочный угольник Rehau RAUTITAN PX позволяет сформировать поворот трубопровода на 45 градусов. Цель применения: Для систем отопления и водоснабжения. Цвет: Чёрный.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX с уменьшенным боковым проходом, d 20, d1 16, d2 20 [Артикул: 11600611001 / 160 061 001] Подробнее | 11600611001 | ||||||||||||||||||||||||||
Цель применения тройника Rehau RAUTITAN PX:
Тройник Rehau RAUTITAN PX изготовлен из PPSU (полифенилсульфон), у него имеются центрирующие выступы. Типоразмер тройника с уменьшенным боковым проходом 20-16-20.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX с уменьшенным боковым проходом, d 25, d1 16, d2 25 [Артикул: 11600621001 / 160 062 001] Подробнее | 11600621001 | ||||||||||||||||||||||||||
Тройник Rehau RAUTITAN PX изготавливается из PPSU (полифенилсульфон) – этот материал делает тройники Rehau RAUTITAN PX ударопрочными и устойчивыми к воздействию различных химикатов. Подходит для соединения труб с диаметрами 25 и 16 мм. Используется в отопительных системах, а также системах водоснабжения. Боковой проход уменьшен. Оснащён центрирующими выступами.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX с уменьшенным боковым проходом, d 25, d1 20, d2 25 [Артикул: 11600631001 / 160 063 001] Подробнее | 11600631001 | ||||||||||||||||||||||||||
Тройник Rehau RAUTITAN PX окрашен в чёрный цвет и имеет уменьшенный боковой проход. Тройник Rehau RAUTITAN PX ударопрочный, может выдерживать высокие температуры – вплоть до +180 °C. Также он обладает устойчивостью к старению, воздействию химикатов, коррозии. Может в течение длительного времени выдерживать нагрузки на растяжение. Имеются центрирующие выступы.
| |||||||||||||||||||||||||||
Тройник REHAU RAUTITAN PX с уменьшенным боковым проходом, d 32, d1 16, d2 32 [Артикул: 11600641001 / 160 064 001] Подробнее | 11600641001 | ||||||||||||||||||||||||||
Тройник Rehau RAUTITAN PX имеет уменьшенный боковой проход, что позволяет использовать его для соединения труб систем отопления и водоснабжения с диаметрами 32 и 16 мм.
| |||||||||||||||||||||||||||

 Подходит для полимерных труб с диаметром 16 мм систем Rehau RAUTITAN. Не выделяет вредные вещества. Ударопрочен, устойчив к старению, химикатам, высоким температурам и нагрузкам на напряжение.
Подходит для полимерных труб с диаметром 16 мм систем Rehau RAUTITAN. Не выделяет вредные вещества. Ударопрочен, устойчив к старению, химикатам, высоким температурам и нагрузкам на напряжение. Угольник требуется для формирования поворота трубопровода на 90 градусов, подходит для полимерных труб с диаметром 20 мм.
Угольник требуется для формирования поворота трубопровода на 90 градусов, подходит для полимерных труб с диаметром 20 мм.


 Изготавливается из PPSU (полифенилсульфон), окрашен в чёрный цвет. Тройник имеет специальные центрирующие выступы. Может использоваться для соединения труб с диаметрами 20 мм.
Изготавливается из PPSU (полифенилсульфон), окрашен в чёрный цвет. Тройник имеет специальные центрирующие выступы. Может использоваться для соединения труб с диаметрами 20 мм. Тройник может применяться для соединения труб с диаметром 25 мм в отопительных системах и системах подачи питьевой воды. Имеются центрирующие выступы. Тройник чёрного цвета, его вес 0,043 кг.
Тройник может применяться для соединения труб с диаметром 25 мм в отопительных системах и системах подачи питьевой воды. Имеются центрирующие выступы. Тройник чёрного цвета, его вес 0,043 кг. Оснащён специальными центрирующими выступами.
Оснащён специальными центрирующими выступами. Тройник подходит для систем отопления и водоснабжения.
Тройник подходит для систем отопления и водоснабжения. Угольник ударопрочный, он не выделяет вредные вещества, устойчив к старению, выдерживает высокие температуры и воздействие химическими веществами. Также угольник Rehau RAUTITAN PX способен длительный период времени выдерживать нагрузки на напряжение.
Угольник ударопрочный, он не выделяет вредные вещества, устойчив к старению, выдерживает высокие температуры и воздействие химическими веществами. Также угольник Rehau RAUTITAN PX способен длительный период времени выдерживать нагрузки на напряжение. Диаметр угольника 25 мм.
Диаметр угольника 25 мм. Может использоваться с полимерными трубами с диаметром 32 мм. Угольник отличается способностью выдерживать длительное время нагрузки на напряжения, устойчивостью к старению, механическому воздействию, химикатам и высоким температурам.
Может использоваться с полимерными трубами с диаметром 32 мм. Угольник отличается способностью выдерживать длительное время нагрузки на напряжения, устойчивостью к старению, механическому воздействию, химикатам и высоким температурам. Применяется с полимерными трубами системы Rehau RAUTITAN с диаметром 40 мм. Обладает устойчивостью к старению, химикатам, высоким температурам. Также способен длительное время выдерживать нагрузки на напряжение.
Применяется с полимерными трубами системы Rehau RAUTITAN с диаметром 40 мм. Обладает устойчивостью к старению, химикатам, высоким температурам. Также способен длительное время выдерживать нагрузки на напряжение.
 Тройник способен выдерживать температуру окружающей среды до +180°C.
Тройник способен выдерживать температуру окружающей среды до +180°C. Тройник подходит для использования в системах отопления и подачи питьевой воды, позволяет соединить в единую трубопроводную сеть трубы с диаметрами 25/20 мм.
Тройник подходит для использования в системах отопления и подачи питьевой воды, позволяет соединить в единую трубопроводную сеть трубы с диаметрами 25/20 мм. Тройник обладает высокой ударной прочностью, устойчивостью к воздействию химикатов и высоких температур – он может эксплуатироваться при температуре до +180°C. Оснащён центрирующими выступами.
Тройник обладает высокой ударной прочностью, устойчивостью к воздействию химикатов и высоких температур – он может эксплуатироваться при температуре до +180°C. Оснащён центрирующими выступами.Трубные фитинги для систем водоснабжения и отопления в Ace Hardware
Выберите 2 или более продуктов для параллельного сравнения характеристик. .Compare
Выберите 2 или более продуктов для параллельного сравнения характеристик.
0006Выбрать 2 или более продуктов для бок о бок по сравнению с функциями Comparrishson.compare
Выберите 2 или более продуктов для бок о бок по боковой функции.
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите продукты для параллельного сравнения функций.
СравнитеВыберите 2 или более продуктов для параллельного сравнения функций. сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями. Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по бок по сравнению с функциями.
Выберите 2 или более продуктов для параллельного сравнения функций.
СравнитеВыберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравните
204 Выберите 2 или более продукты для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения функций. Сравните
Выберите 2 или более продуктов для параллельного сравнения сравнение функций.Сравнить
Выбрать 2 или более продуктов для бок о бок по сравнению с функциями сравнения.
Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравнить
 0006
0006 Сравните
Сравните Сравните
Сравните Выберите 2 или более продуктов для параллельного сравнения характеристик. Сравнить
Выберите 2 или более продуктов для параллельного сравнения характеристик. СравнитьПоказаны 30 из 4555
Типы фитингов для водопроводных систем различного назначения
🕑 Время чтения: 1 минута
В сантехнических системах имеются различные типы фитингов для различных целей и функций. Фитинги используются в водопроводной системе для соединения нескольких труб одинакового или разного размера, для регулирования или измерения расхода. Они состоят из различных материалов, таких как медь, железо, латунь, ПВХ и т. д.
Состав:
- Типы трубных фитингов в водопроводной системе
- Угловые фитинги
- Переходные фитинги
- Тройниковый фитинг
- Крестовина
- Муфта
- Штуцеры
- Адаптеры
- Олет
- Заглушка
- Колпачок
- Клапаны в фитингах
- Колено
- Переходник
- Тройник типа
- Крестовина
- Муфта
- Союзы
- Адаптеры
- Олет
- Заглушка
- Крышка
- Клапан
- Стыковая сварка
- Сварка внахлест Olet
- Втулка с резьбой
- Колено
- Олет для сосков
- Боковое кольцо
- Стрелолет
- Фланцевое отверстие
8
Ниже описаны различные фитинги для труб и их функции.Угловые фитинги
Колена используются для изменения направления потока между двумя трубами.
Отводы обычно доступны с углами 22,5 o , 45 o и 90 o . Если трубы одинакового диаметра, то используются обычные колена, в противном случае используются переходные колена. Налокотники изготавливаются из разных материалов. Как правило, они поставляются с внутренней резьбой, и мы также можем закрепить их с помощью стыковой или раструбной сварки.Переходные фитинги
Редуктор представляет собой компонент фитинга трубы, который уменьшает размер потока от большего к меньшему за счет уменьшения размера трубы. Обычно доступны два типа редукторов. Одним из них является концентрический редуктор, который имеет форму конуса с постепенным уменьшением вокруг трубы, но в этом случае возможно скопление воздуха, что приводит к кавитации. Другим является эксцентриковый переходник, у которого одна кромка параллельна соединительной трубе, благодаря чему скопление воздуха невозможно.
Тройниковый фитинг
Фитинг тройникового типа – это элемент водопроводной системы, имеющий Т-образную форму.
Имеет один вход и два выхода, выходы расположены по координатам 90 o к магистральному трубопроводу (входу). Его также можно использовать для объединения потока от двух входов к одному выходу. Они также доступны в различных материалах и различных размерах. Если 3 стороны Т-образного фитинга одинаковы по размеру, то он называется равным тройником, в противном случае он называется неравным тройником.Крестовина
Фитинги крестового типа содержат 4 отверстия в 4 направлениях. Они соединяются, когда в одной точке встречаются 4 трубы. Эти фитинги создают большую нагрузку на трубу при изменении температуры, поскольку они расположены в центре четырех точек соединения. Крестовины обычно используются для систем пожаротушения.
Муфта
Муфта используется для соединения труб одинакового диаметра. Муфты также полезны, если труба сломана или возникает утечка. Как правило, доступны два типа муфт.
Компрессионная муфта и скользящая муфта. Компрессионная муфта представляет собой регулярную муфту, которая соединяется между двумя трубами и предотвращает утечку за счет расположения прокладок или резиновых уплотнений с обеих сторон, в противном случае предусмотрен клей. Скользящая муфта проще в установке и содержит две трубы, которые вставлены одна в другую, внутренняя труба может скользить на некоторую длину. Таким образом, мы можем исправить поврежденную трубу большой длины с помощью скользящей муфты.Соединения
Муфта — это тип фитинга, который работает аналогично муфте. Но связь не может быть удалена после фиксации, но в этом случае мы можем удалить объединение, когда нам нужно. Соединения состоят из гайки, наружной и внутренней резьбы. Таким образом, это также полезно для поддержания цели трубы.
Адаптеры
Если трубы не имеют специальных концов или плоских концов, то переходники делают их с наружной или внутренней резьбой, в зависимости от необходимости.
Адаптеры обычно используются для медных и ПВХ труб. Переходники с наружной резьбой содержат наружную резьбу, а адаптеры с внутренней резьбой — внутреннюю резьбу. Один конец адаптера гладкий, который приклеивается, приваривается или припаивается к гладкому концу трубы.Олет
Олеты используются, когда стандартные размеры фитингов не подходят для наших требований. Иногда размер входной трубы больше по сравнению с выходной трубой в тройниках, тогда также используются Olets. Есть много типов olets доступны. Вот некоторые важные типы олетов:
Заглушка
Заглушка — это компонент сантехнического компонента, который обычно используется для закрытия отверстия трубы во время осмотра и ремонта.
 Отводы обычно доступны с углами 22,5 o , 45 o и 90 o . Если трубы одинакового диаметра, то используются обычные колена, в противном случае используются переходные колена. Налокотники изготавливаются из разных материалов. Как правило, они поставляются с внутренней резьбой, и мы также можем закрепить их с помощью стыковой или раструбной сварки.
Отводы обычно доступны с углами 22,5 o , 45 o и 90 o . Если трубы одинакового диаметра, то используются обычные колена, в противном случае используются переходные колена. Налокотники изготавливаются из разных материалов. Как правило, они поставляются с внутренней резьбой, и мы также можем закрепить их с помощью стыковой или раструбной сварки. Имеет один вход и два выхода, выходы расположены по координатам 90 o к магистральному трубопроводу (входу). Его также можно использовать для объединения потока от двух входов к одному выходу. Они также доступны в различных материалах и различных размерах. Если 3 стороны Т-образного фитинга одинаковы по размеру, то он называется равным тройником, в противном случае он называется неравным тройником.
Имеет один вход и два выхода, выходы расположены по координатам 90 o к магистральному трубопроводу (входу). Его также можно использовать для объединения потока от двух входов к одному выходу. Они также доступны в различных материалах и различных размерах. Если 3 стороны Т-образного фитинга одинаковы по размеру, то он называется равным тройником, в противном случае он называется неравным тройником. Компрессионная муфта и скользящая муфта. Компрессионная муфта представляет собой регулярную муфту, которая соединяется между двумя трубами и предотвращает утечку за счет расположения прокладок или резиновых уплотнений с обеих сторон, в противном случае предусмотрен клей. Скользящая муфта проще в установке и содержит две трубы, которые вставлены одна в другую, внутренняя труба может скользить на некоторую длину. Таким образом, мы можем исправить поврежденную трубу большой длины с помощью скользящей муфты.
Компрессионная муфта и скользящая муфта. Компрессионная муфта представляет собой регулярную муфту, которая соединяется между двумя трубами и предотвращает утечку за счет расположения прокладок или резиновых уплотнений с обеих сторон, в противном случае предусмотрен клей. Скользящая муфта проще в установке и содержит две трубы, которые вставлены одна в другую, внутренняя труба может скользить на некоторую длину. Таким образом, мы можем исправить поврежденную трубу большой длины с помощью скользящей муфты. Адаптеры обычно используются для медных и ПВХ труб. Переходники с наружной резьбой содержат наружную резьбу, а адаптеры с внутренней резьбой — внутреннюю резьбу. Один конец адаптера гладкий, который приклеивается, приваривается или припаивается к гладкому концу трубы.
Адаптеры обычно используются для медных и ПВХ труб. Переходники с наружной резьбой содержат наружную резьбу, а адаптеры с внутренней резьбой — внутреннюю резьбу. Один конец адаптера гладкий, который приклеивается, приваривается или припаивается к гладкому концу трубы.
Конусный патрон для дрели: Патрон для дрели конусный
Как демонтировать, разбирать патрон дрели Макита?
Рабочая деталь строительного прибора надежно закреплена специальным патроном. Он отвечает за фиксацию механизма – не допускает проворачивания сверла, и способствует быстрой смене насадки.
В свою очередь, патроны делятся на два типа: кулачковые насадки и быстрозажимные, которые отличаются способом замены. Если необходимо сменить комплектующее, тогда их можно для дрели Макита купить в Киеве, посетив наш интернет-магазин.
Как работает кулачковый держатель в дреле Макита
Особенность функционирования заключается во вращении металлических губок – цилиндрического кулачка в поперечном направлении. Во время движения, кулачковый патрон то сжимается, то разжимается. И, как следствие, сверло, закрепленное в насадке, также закрепляется или высвобождается, опираясь на направление, в котором движутся «кулачки».
В свою очередь, кулачковый патрон делится на:
- Ключевой;
- Держатель с быстрым зажимом.
Первый предполагает использование зацепления деталей специальными зубьями, которое осуществляется при использовании ключа – запускает перестановку шестерни внутри патрона. Второй предусматривает обкат гнезда патрона поверх резьбы «кулачков».
Также, патрон классифицируется способом установки. Существует два вида:
- Резьбовой;
- Конусный.
Насадка резьбовая вкручивается на вращательный вал благодаря резьбовому соединению, таким образом сверло прочно помещается в держатель и с большей вероятностью не вылетит из инструмента. Конусная деталь имеет весьма специфический способ оснащения – патрон с торцевым конусным отверстием нанизывается на хвост вала конусной формы.
Как снять старую деталь электродрели Makita?
Сперва необходимо подготовить инструменты: ключ для насадки, крестовую отвертку. Затем следует проделать такие операции.
Как снять резьбовой патрон с вала электроинструмента — дрели
Чтобы это сделать, нужно развести кулачок держателя специальным ключом. После этого, выкрутить отверткой с крестовым наконечником винт стопорный – эта деталь находится между «кулачками» вокруг патрона.
ВАЖНО! Шуруп необходимо откручивать в сторону часовой стрелки.
- Дрель установить в неподвижное состояние;
- Выкрутить насадку – держатель полотна, как и стопорный шуруп, по часовой стрелке;
- Зажать корпус электроинструмента;
- Вкрутить новую насадку электродрели.
Как снять конусный патрон дрели:
- Аналогично предыдущему случаю, неподвижно закрепить дрель. При этом, инструмент должен находится в вертикальном месторасположении по направлению вниз.
- Простучать ударным инструментом тыльную торцевую часть насадки по всему размеру.
- Произвести удары чуть большей силы по патрону, чтобы сбить вал.
ВАЖНО! Не стоит прикладывать большие усилия, так как чрезмерная физическая нагрузка может повредить деталь и нанести вред работоспособности электроинструмента.
Как разобрать комплектующие электродрели Макита?
В некоторых случаях, для возобновления работы электроинструмента нужно лишь «перебрать» старую деталь. Итак, как это осуществить определенную последовательность работ.
Предварительно нужно сделать следующие действия:
- Открутить деталь;
- Закрепить ее в тисках, но перед этим рекомендуется по бокам тисков положить прокладку мягкого металла;
- Выкрутить верхнюю зубчатую гайку с помощью газового ключа;
- Смазать открученную деталь;
- Снять дополнительные комплектующие – подшипник и шайбу гайки.
Затем:
- Убрать делать из тисков;
- Ручным способом, с помощью отвертки, выкрутить гильзу;
Если не получается снять гильзу патрона, тогда его нужно вновь установить в тиски задней стороной вверх. После этого, смазать гильзу и основание, и газовым ключом выкрутить деталь.
- Полностью разобрать патрон: изъять основание насадки из предохранителя — гильзы, «кулачки» снять с колец.
Патрон – целый? Тогда собрать его, установить в строительный электроприбор. Иначе, произвести замену на новое комплектующее Makita. Купить патроны для дрели Макита можно в нашем интернет-магазине.
Более того, электроинструменты и комплектующие к ним от японского производителя обладают массой преимуществ.
Почему стоит дрели Макита купить в Киеве?
Конечно же, одно из главных преимуществ – их профессиональная функциональность. Что это значит? Вы получаете супер производительный строительный прибор по оптимальной стоимости.
Большой выбор комплектующих. Нужно произвести замену детали? Да без проблем, цена на патроны для дрели Макита в интернет – магазине не превышает оптимальную отметку, а их разнообразие позволит выбрать именно то, что Вам нужно.
Патрон конусный в категории «Инструмент»
Патрон сверлильный,конусный WERK 16 B18.(484303074755)
Доставка по Украине
231 грн
201 грн
Купить
Интернет магазин «Домовичок»
Патрон сверлильный,конусный WERK 16В16.(484961384755)
Доставка по Украине
231 грн
201 грн
Купить
Интернет магазин «Домовичок»
Патрон сверлильный,конусный WERK 16 B18. (15217350341755)
(15217350341755)
Доставка по Украине
232 грн
202 грн
Купить
Интернет магазин «Домовичок»
Патрон сверлильный,конусный WERK 16В16.(15223933441755)
Доставка по Украине
232 грн
202 грн
Купить
Интернет магазин «Домовичок»
Переходник конусный Metabo для сверлильного патрона МК3 на В16
Под заказ
Доставка по Украине
551 грн
Купить
Tehnotools
Патрон сверлильный,конусный WERK 16 B18.(484303074754)
Доставка по Украине
232 грн
202 грн
Купить
Интернет-магазин ЭлектроХаус
Патрон сверлильный,конусный WERK 16В16.(484961384754)
Доставка по Украине
232 грн
202 грн
Купить
Интернет-магазин ЭлектроХаус
Патрон сверлильный под конус В18 ,3-16мм с ключом МТХ 16820
Доставка по Украине
266.75 — 362 грн
от 2 продавцов
362 грн
Купить
Vitools
Патрон сверлильный ПС-16 (1,0-16 мм) В16 HARVEST (2786)
На складе в г. Кременчуг
Кременчуг
Доставка по Украине
1 224 грн
Купить
СТАНОЧНИК Интернет-магазин
Патрон сверлильный ПС-16 (1,0-16 мм) В18 HARVEST (2787)
На складе в г. Кременчуг
Доставка по Украине
1 224 грн
Купить
СТАНОЧНИК Интернет-магазин
Цанговый патрон ISO20-ER20-040MS для фрезерного станка, зажимной патрон с конусом ISO20 под цангу ER20
На складе в г. Ровно
Доставка по Украине
1 881 грн
Купить
CNCPROM
Патрон для дрели с ключом B16, 1,5-13 мм
Доставка по Украине
95 грн
Купить
Интернет — магазин «Строй-ка»
Патрон для дрели с ключом B12, 1,5-13 мм
Доставка по Украине
95 грн
Купить
Интернет — магазин «Строй-ка»
Патрон для дрели с ключом B18, 3,0-16 мм
Доставка по Украине
180 грн
Купить
Интернет — магазин «Строй-ка»
Патрон для дрели с ключом B16, 3,0-16 мм
Доставка по Украине
180 грн
Купить
Интернет — магазин «Строй-ка»
Смотрите также
Патрон для сверлильного станка 16 В16 быстрозажимной
На складе
Доставка по Украине
1 188 грн
Купить
TOOLDNEPR
Патрон для дрели с ключом 2-13 мм 12×1. 25 Peacock
25 Peacock
На складе
Доставка по Украине
200 грн
Купить
Дом торговли «Feller»
Патрон сверлильный быстросменный КМ2 с переходными втулками (2 шт) (9074)
На складе в г. Кременчуг
Доставка по Украине
800 грн
Купить
СТАНОЧНИК Интернет-магазин
Самозажимной патрон В16 (1-16)
Доставка по Украине
1 220 грн
Купить
MILIMETR
Самозажимной патрон В16 (1-13)
Доставка по Украине
1 190 грн
Купить
MILIMETR
Патрон сверлильный самозажимной В18 (1-16)
Доставка по Украине
1 230 грн
Купить
MILIMETR
Патрон для сверлильного станка 16 В16 быстрозажимной
На складе
Доставка по Украине
1 188 грн
Купить
TopToolDnepr
Патрон токарный 3-х кулачковый 7100-0035 D=250 посадка под конус
Доставка по Украине
от 14 000 грн
Купить
ООО ТД «Инфопром»
Патрон токарный 7100-0045П 3-х кулачковый с диаметром 400мм под конус
Доставка по Украине
36 000 грн
Купить
ООО ТД «Инфопром»
Патрон цанговый МS3-ER25
Доставка по Украине
1 500 грн
Купить
ООО «АСПЕКТМАШ»
Патрон цанговый МS4-ER25
Доставка по Украине
1 500 грн
Купить
ООО «АСПЕКТМАШ»
Патрон цанговый №40-ER25
Доставка по Украине
2 100 грн
Купить
ООО «АСПЕКТМАШ»
Патрон цанговый МS3-ER32
Доставка по Украине
1 500 грн
Купить
ООО «АСПЕКТМАШ»
Патрон цанговый МS4-ER32
Доставка по Украине
1 500 грн
Купить
ООО «АСПЕКТМАШ»
Конусный патрон ближнего боя LAS Aerospace Ltd
Конусный патрон ближнего боя
ЛАС Аэроспейс, ООО
- Дом
- Продукты
- регистр
- Поиск
- Авиационная ель
- О нас
- Свяжитесь с нами
Категории
- Инструменты для самолетов
- Части планера
- Книги и программное обеспечение
- Электрический
- Запчасти и аксессуары для двигателей
- Ткань и покрытие
- Расходные материалы для топливной системы
- Наземное оборудование
- Аппаратное обеспечение
- Инструменты
- Запчасти Макфарлейн
- Краски, масла и смазки
- Сырье
- Продукты Стюарт Системс
- Запчасти для ходовой части
Наличие на складе
Нажмите на цену, чтобы добавить товар в корзину. Цены в
Цены в
ЗЕЛЕНЫЙ
есть в наличии, цены в
КРАСНЫЙ
нет в наличии, но можно заказать.
Нажмите на номер детали, чтобы получить более подробную информацию о наличии на складе.
- Товары
Инструменты для самолетов
- патроны
- Конусный патрон ближнего боя
Подходит для всех угловых сверл с резьбой 1/4×28. Идеально подходит для проникновения в труднодоступные места.
| Часть | Цена | |
|---|---|---|
А604 | 58,67 фунтов стерлингов | 0 |
Хранение, обработка
и поставка аэрокосмических запчастей
Здравствуйте и добро пожаловать на наш сайт. На этих страницах содержится большая часть информации из нашего печатного каталога, который можно заказать онлайн! Кроме того, вы можете осуществлять поиск по всему нашему каталогу, включающему более 125 000 артикулов.
На этих страницах содержится большая часть информации из нашего печатного каталога, который можно заказать онлайн! Кроме того, вы можете осуществлять поиск по всему нашему каталогу, включающему более 125 000 артикулов.
Наличие и цены на все детали, указанные на этом сайте, действительны, все цены не включают НДС и стоимость доставки. Все заказы регулируются нашими стандартными условиями.
условия >>
Качественные продукты
и легкий заказ
Все наши запасы доступны для доставки на следующий день. Кроме того, у нас есть дистрибьюторы Aircraft Tool Supply, LP Aero Plastics, Falcon Gauge, Ceconite / Randolph и Shield Technology, и это лишь некоторые из них!
Мы также являемся дистрибьютором Aircraft Spruce and Speciality в Великобритании и Европе, с которым мы сотрудничаем уже более 25 лет.
Если вам когда-нибудь понадобится какая-либо дополнительная информация, то наш опытный отдел продаж с радостью ответит на любые ваши вопросы по телефону или электронной почте.
Косоугольная фронтальная диметрическая проекция: Фронтальная косоугольная диметрическая проекция — Немного о ремонте и строительстве
Фронтальная косоугольная диметрическая проекция — Немного о ремонте и строительстве
Во фронтальной косоугольной диметрической проекции принято следующее положение аксонометрических осей: ось ох направлена горизонтально; ось оу — под углом 45° к оси ох и ось oz — вертикально . По этим осям и направляться вести построение фронтальной проекции предмета. Допускается использовать «левое» размещение осей.
Линейные размеры, параллельные оси оу, откладывают в масштабе, в два раза меньшем, чем по осям ох и oz. Основным для этого вида аксонометрических проекций есть то, что фигуры, параллельные фронтальной плоскости проекций V, изображаются без искажений.
Исходя из этого такие аксонометрические проекции и именуются фронтальными. Построение фронтальной проекции постоянно начинают с нанесения осей, каковые выполняют узкими целыми линиями.
Последовательность построения фронтальных проекций некоторых фигур продемонстрирована на рис. 2.
Рис. 1. Положение аксонометрических осей: а — «правое»; б — «левое».
В случае если расположить ось вращения цилиндра параллельно оси oz либо ох, то его основания проецируются в виде эллипсов.
Фронтальная диметрическая проекция куба с вписанными в его грани окружностями изображена на рис. 34.
Окружность, расположенная на передней грани куба, изображается без искажений, а окружности, расположенные на верхней и боковой гранях, изображаются в виде эллипсов однообразной размеров и формы.
Для построения эллипса на гранях находят восемь точек, каковые после этого медлено соединяют по лекалу. Четыре точки определяются сходу — это середины сторон параллелограммов, изображающих грани куба.
Четыре другие точки определяются на диагоналях параллелограммов методом переноса их с диагоналей квадрата.
Для построения эллипса на верхней грани сперва на передней грани куба отмечают пересечения 1 и 2 точки диагоналей квадрата с окружностью. После этого из этих точек выполняют прямые параллельно оси oz до верхнего ребра куба (верхней стороны квадрата).
Из взятых на ребре точек выполняют прямые параллельно оси оу до пересечения их с диагоналями параллелограмма. Это и будут точки эллипса.
Рис. 2. Последовательность построения фронтальной косоугольной диметрической проекции: а — куба; б — цилиндра; 8 — шестигранной призмы.
Рис. 3. Фронтальная днметрическая проекция куба с вписанными в его грани окружностями.
Подобно находят диагональные точки при построении эллипса на боковой грани куба. Соединив отысканные точки плавной кривой по лекалу, возьмём эллипсы.
Угол наклона громадной оси эллипса равен приблизительно 7° по отношению к оси ох, в случае если эллипс изображает окружность на верхней грани куба, и по отношению к оси oz, в случае если эллипс изображает окружность на боковой грани куба. Малую ось эллипса располагают перпендикулярно большой.
На практике при построении фронтальных проекций подробностей цилиндрической формы в большинстве случаев вычерчивают не эллипсы, а овалы. Форма овала близка к форме эллипса, но вычертить его более легко, поскольку построение делают циркулем правильно сопряжений.
Рис. 4. Построение овала на верхней грани куба.
Рис. 5. Прямоугольные проекции модели.
Овал на верхней грани куба строят следующим образом: – выполняют аксонометрические оси ох, оу и oz; после этого из центра О — окружность диаметром, равным диаметру окружности, изображенной на рис. 34; – выполняют громадную ось овала под углом 7° к оси ох и перпендикулярно к ней малую ось.
Продолжение малой оси пересекает окружность в точках направляться1 и 02; – из точек Oi и,02, как из центров, выполняют вспомогательные дуги радиусом 001 равным 002, до пересечения с продолжением малой оси в точках 03 и 04, являющихся центрами громадных дуг овала; – выполняют прямые 04Л и 03В, каковые пересекут громадную ось овала в точках 06 и Ов, являющихся центрами малых дуг овала; – из центров 03 и 04 выполняют громадные дуги овалов радиусом 04А, равным 03В; – из центров 08 и 06 выполняют малые дуги, замыкающие овал, радиусом ОьА, равным ОйВ.
Построение овала — приближенного изображения окружности — в профильной плоскости подобное.
Разглядим построение фронтальной диметрической проекции модели по чертежу, приведенному на рис. 5. Сперва выполняют оси проекций ох, оу и oz.
самый характерным видом модели есть вид спереди, исходя из этого построение фронтальной проекции начинают с вычерчивания в плоскости осей ох—oz для того чтобы же изображения, каким есть вид спереди. В данной плоскости узкими, чуть заметными линиями намечают прямоугольник, соответствующий громаднейшей высоте и ширине модели.
Для этого по оси ох от точки о влево откладывают 60 мм (ширина модели), а по оси oz вверх — 40 мм (высота модели). Из взятых отметок выполняют прямые, соответственно параллельные осям проекции ох и oz.
Посередине габаритного прямоугольника выполняют вертикальную осевую линию.
По отношению к данной осевой линии в габаритном прямоугольнике вычерчивают контур модели, соответствующий очертанию ее изображения на виде спереди. Из угловых точек вычерченного контура выполняют параллельные прямые под углом 45° по отношению к оси ох, соответствующие направлению оси оу во фронтальной проекции.
На наклонных прямых откладывают размер толщины модели, уменьшенной вдвое, т. е. 50 : 2 = 25 мм. Полученные на наклонных прямых отметки соединяют последовательно прямыми линиями, в следствии чего приобретают изображение модели во фронтальной проекции.
Все указанные построения делают узкими, чуть заметными линиями. По окончании построения обводят полученное изображение контурными линиями и удаляют линии и линии построения невидимого контура.
Рис. 6. Последовательность построения фронтальной димет-рической проекции модели.
Рис. 7. Последовательность построения фронтальной диметрической проекции кронштейна.
Лекция 14 | Начертательная Геометрия | ОмГТУ | Лекториум
Вы прочитали статью, но не прочитали журнал…
Разметка окружностей, центров и отверстий в слесарном деле
Приемы плоскостной разметки
Инструкционная карта 2
Конструкция отливки
Фронтальная косоугольная диметрическая и прямоугольная изометрическая проекции
Похожие презентации:
Основы архитектуры и строительных конструкций. Основы проектирования
Основы проектирования
Конструктивные схемы многоэтажных зданий
Стадии проектирования зданий. Маркировка строительных чертежей (лекция №2)
Правила выполнения архитектурно-строительных чертежей
ЕСКД. Общие правила оформления чертежей. (Лекция 1.1)
задачи на построение (геометрия 7 класс)
Выполненный вариант контрольной работы по разделу «Техническое черчение». (Приложение 3)
Параллельность в пространстве. (Графическая работа 2)
Строительное черчение. Графическое оформление и чтение строительных чертежей
Правила оформления чертежей ЕСКД. Форматы, масштабы, линии, шрифты
Фронтальная косоугольная диметрическая и
прямоугольная изометрическая проекции
Аксонометрической проекцией называется изображение, полученное на
аксонометрической плоскости в результате параллельного проецирования
предмета вместе с системой координат, которое наглядно отображает его форму.
Аксонометрия (от греч. аxon – ось и metreo – измеряю) измерение по осям.
Можно ли представить форму предметов по наглядному изображению?
Аксонометрические проекции относят к наглядным изображениям.
а)
б)
а) диметрическая проекция
б) изометрическая проекция
а)
б)
а) перспективное изображение с одной точкой схода
б) перспективное изображение с двумя точками схода
Оси диметрической проекции располагаются так: x — горизонтально, z –
вертикально, y – под углом 45º
При построении осей изометрической проекции ось z расположена вертикально,
а оси x и y составляют с ней углы равные 120º
Построение изометрических осей происходит так:
На вертикальной оси z
берем точку О и проводим
дугу произвольного
радиуса R
Из точки пересечения дуги
с продолжением оси z
проводим дугу того же
радиуса до пересечения с
первой дугой в точках 1 и 2
Соединив точку О с
точками 1 и 2 получаем
направление осей x и y
• ось z всегда вертикальна
• все измерения выполняются только по
аксонометрическим осям или прямым,
параллельным им
• все прямые линии, параллельные друг другу или
осям координат на комплексном чертеже, в
аксонометрических проекциях остаются
параллельными между собой и
соответствующим аксонометрическим осям
Вдоль оси x и параллельно ей откладывают высоты, а вдоль y –
сокращенный в два раза размер ширины натуральный размер
длины предмета, вдоль z – натуральный размер ее
По всем аксонометрическим осям и параллельно им в
изометрической проекции откладывают натуральные размеры
Чаще всего построение аксонометрической проекции происходит с
построения основания.
Рассмотрим алгоритм построения
аксонометрических проекций предмета на
примере прямоугольного
параллелепипеда
Построение осей аксонометрических проекций и нижнего
основания прямоугольного параллелепипеда
Шаг 1
Диметрическая проекция
Изометрическая проекция
Построение вертикальных ребер
Шаг 2
Диметрическая проекция
Изометрическая проекция
Построение боковых граней и верхнего основания
Шаг 3
Диметрическая проекция
Изометрическая проекция
Шаг 4 Определение видимости граней
Шаг 5 Обводка
Диметрическая проекция
Изометрическая проекция
Запомните!!!
В аксонометрических проекциях из каждой
вершины предмета всегда выходят три ребра
(видимых или невидимых).
Шаг 1
Диметрическая проекция
Изометрическая проекция
Шаг 2
Диметрическая проекция
Изометрическая проекция
Шаг 3
Диметрическая проекция
Изометрическая проекция
Шаг 4
Диметрическая проекция
Изометрическая проекция
Шаг 5
Диметрическая проекция
Изометрическая проекция
Размеры на изображении детали наносят так, чтобы цифровые значения
«лежали» в плоскостях V, H и W
English
Русский
Правила
геометрия — являются ли косые проекции одним из конкретных подразделений триметрических проекций?
К сожалению, у меня нет 50 представителей, чтобы оставить свой ответ в качестве комментария, поэтому я сделаю это здесь.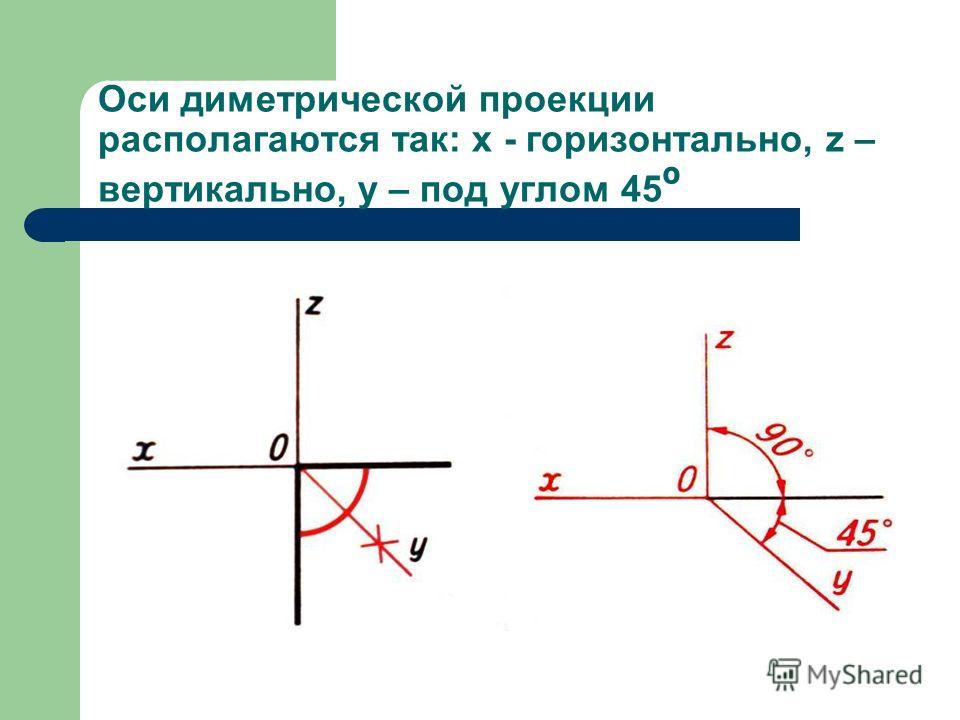 В любом случае, это, вероятно, более уместно сделать здесь.
В любом случае, это, вероятно, более уместно сделать здесь.
Ответ
Держу пари, что некоторые , не все косых проекций являются подмножествами диметрической проекции, и что по крайней мере одна из них является подмножеством триметрической проекции.
Помещение
Описательно, согласно графику проекционной сетки Википедии, диметрическая проекция (конгруэнтность двух углов) содержит третий луч, который делит пополам дополнительный угол, определяемый двумя другими лучами. Это устанавливает основу и определяет трехмерное пространство, хотя и в двухмерной плоскости просмотра.
В этом примере Диметрика главный угол равен $150°$, дополнительный угол равен $210°$, а два угла, разделенные пополам из дополнительного угла третьим лучом, равны $105°$.
Для моделей Military и Cavalier основной угол составляет 9 долларов США.0°$ (одна из базовых плоскостей параллельна плоскости наблюдения, с определяющими лучами по диагонали (военный) или параллельными/перпендикулярными (кавалер)), оба дополнительных угла равны $270°$, а оба угла, разделенные пополам, равны $135°$ .
На первый взгляд может показаться, что пример сверху вниз не является диметрическим, если вы начнете с проверки самого нижнего угла $90°$ в качестве основного. Однако это действительно диметрический угол, если вы считаете крайний правый угол $180°$ основным. Дополнительный угол в этом случае равен основному углу, $180°$, и при делении пополам получается два конгруэнтных, прямых, $9углы 0°$.
Википедия также указывает проекцию кабинета как диагональную проекцию в своей записи 3D Projection. Требование, предъявляемое к этой проекции, состоит в том, что одна из граней отображаемого объекта, не обязательно базовая плоскость, должна быть параллельна плоскости просмотра. Кроме того, кажется, что все лучевые углы разные, а это означает, что проекция Cabinet может считаться подмножеством проекции Trimetric (соответствие 0 углов).
Следовательно, поскольку наклонная проекция кабинета напоминает триметрическую проекцию, а наклонная военная, кавалерская и нисходящая проекции напоминают диметрическую проекцию, я не думаю, что мы можем утверждать, что все косые проекции являются триметрическими (или диметрическими для это важно).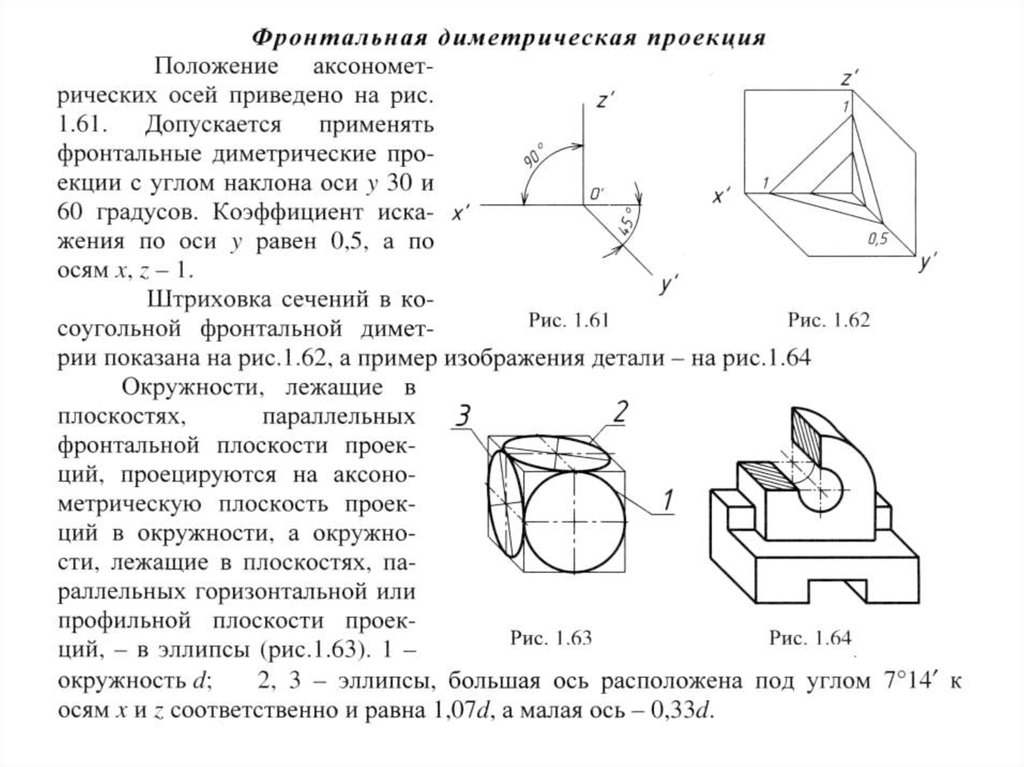
Перегиб
Я думаю, что решающим выбором для различения обычных косых проекций от аксонометрических является то, что для наклонной диметрической проекции по крайней мере один из углов между базисными векторами является целым числом, кратным $90°$ / $π/4$: не менее $90°$ / $π/4$ и не более $2 \cdot 90°$ или $180°$ / $2 \cdot π/4$ или $\pi/2$. Аксонометрические Диметрические проекции могут иметь первичный угол любого значения (по-видимому, между $\pi/4$ и $\pi/2$), где дополнение по-прежнему делится пополам, образуя 2 оставшихся конгруэнтных угла.
Для проекций «Военная» и «Кавалерская» выбор основного угла — правильный, или $π/4$. Для Top-Down выбор прямой или $π/2$.
Теоретически мы могли бы придумать другие проекции, в которых выбор основного угла был бы острым, $<π/4$, или рефлекторным, $>π/2$. Не похоже, чтобы многие источники в Интернете использовали эти формы проекций, вероятно, потому, что они настолько искажают формы, что они выглядят несовместимыми с реальностью и из работ типа М.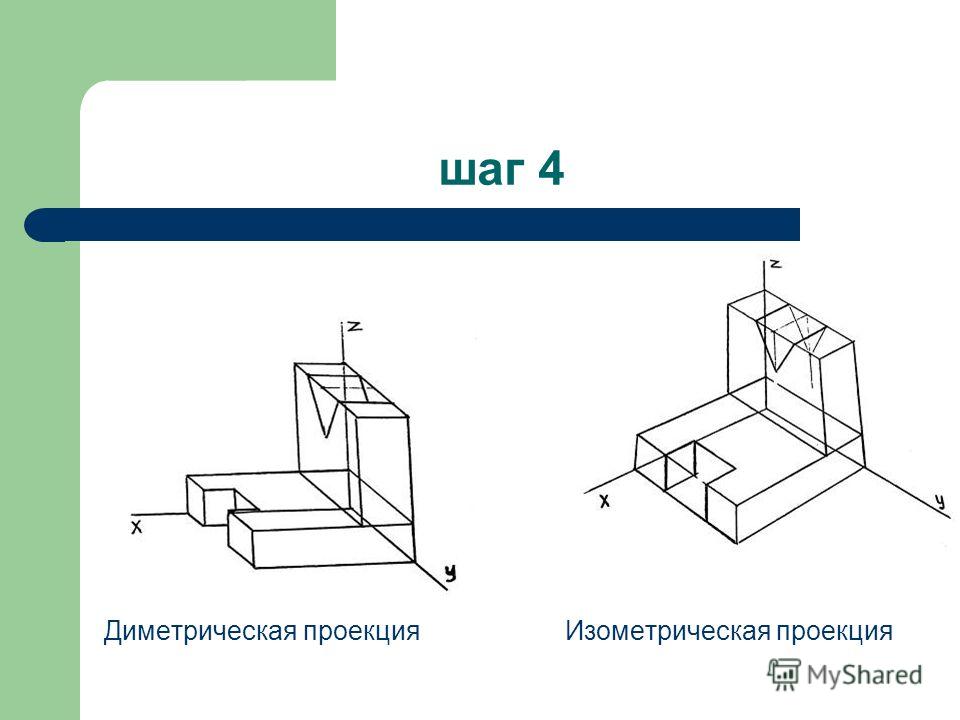 К. Эшера, или потому, что они искажают математику.
К. Эшера, или потому, что они искажают математику.
Это обсуждение даже не касается масштабирования базисных векторов, кроме ориентации/направления, поэтому я уверен, что вы могли бы добавить дополнительные классификации: один класс для трех конгруэнтных* базисных векторов, один класс для двух конгруэнтных базисных векторов и 1 разной длины и один класс для трех базисных векторов разной длины.
*: В смысле конгруэнтных отрезков, описанных в первой аксиоме конгруэнтности Гильберта. Кажется, я не могу найти термин, описывающий векторы равной величины. Параллельность и антипараллельность, по-видимому, описывают векторы в одном и том же или противоположном направлении друг к другу, в то время как коллинеарность описывает векторы, лежащие вдоль одной и той же линии в пространстве, обязательно параллельные или антипараллельные. Конгруэнтность в других контекстах может означать равенство всех компонентов более крупного абстрактного объекта, относящегося к величинам и углам, например, как равностороннее относится к равным величинам сегментов, составляющих форму, но не к самим величинам сегментов. В качестве замены может служить эквивалентность, например, как некоторые источники предлагают сонаправленность вместо анти-/параллельности, но это, вероятно, требует другой публикации на English или Math Stack Exchange.
В качестве замены может служить эквивалентность, например, как некоторые источники предлагают сонаправленность вместо анти-/параллельности, но это, вероятно, требует другой публикации на English или Math Stack Exchange.
Параллельная (ортогональная и наклонная) проекция в компьютерной графике
Проекция — это явление, которое используется в компьютерной графике для отображения вида трехмерного объекта на проецируемой панели дисплея, где объем просмотра определяется мировой координатой и затем сопоставьте эти мировые координаты с портом просмотра.
Проекция следующего типа:
а) Параллельная проекция б) Перспективная проекция
Параллельная проекция : Параллельная проекция — это разновидность проекции, в которой проекционные линии выходят параллельно из поверхности многоугольника и затем падают параллельно на плоскость. В параллельной проекции центр проекции лежит в бесконечности.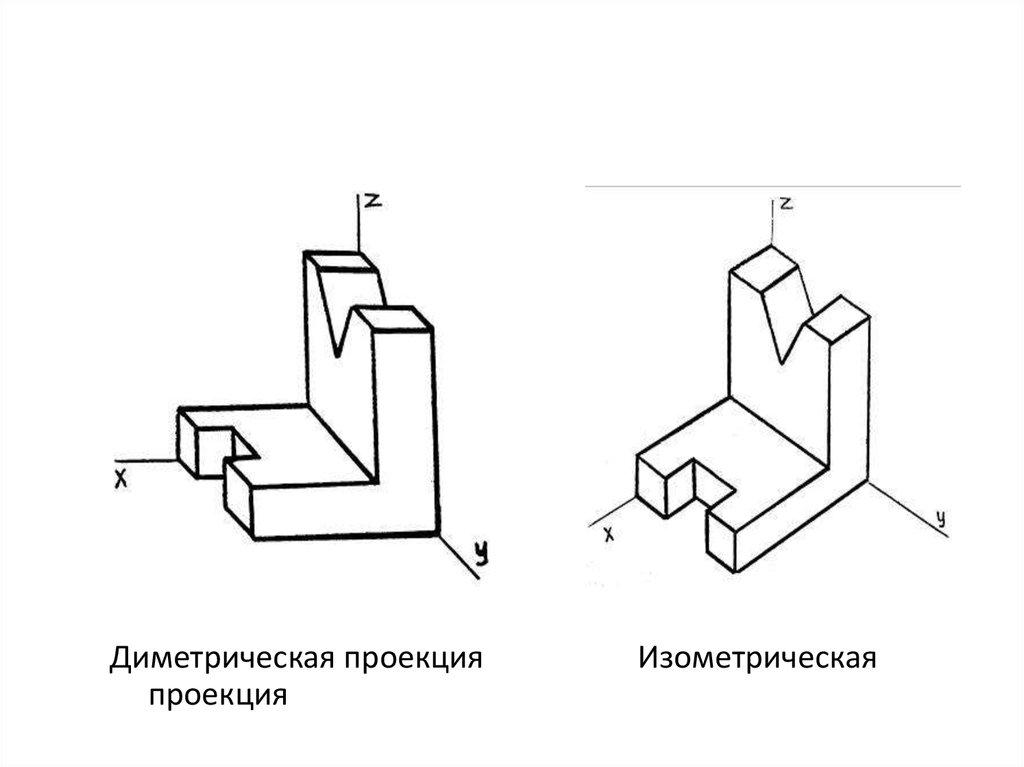 В параллельной проекции вид объекта, полученный на плоскости, менее реалистичен, так как отсутствует недостаток. и относительная размерность объекта остается неизменной.
В параллельной проекции вид объекта, полученный на плоскости, менее реалистичен, так как отсутствует недостаток. и относительная размерность объекта остается неизменной.
Параллельная проекция делится на две категории:
а) Ортогональная проекция b) Косая проекция
(a) Орфографическая проекция: Это вид параллельной проекции, в которой линии проекции выходят параллельно из поверхности объекта и падают перпендикулярно плоскости проекции.
Орфографическая проекция бывает двух категорий:
(a).1. Мультиракурсная проекция: Далее она делится на три категории –
(1) Вид сверху: В этой проекции наблюдаются лучи, исходящие из верхней части поверхности многоугольника.
2) Вид сбоку : Это еще один тип проекции ортогональной проекции, при которой наблюдается боковой вид поверхности многоугольника.
3) Вид спереди : В этой ортогональной проекции наблюдается вид спереди объекта.
несколько сторон.
Далее он делится на три категории:
(1) Изометрическая проекция: Это метод визуального представления трехмерных объектов в двухмерном отображении на технических и инженерных чертежах. Здесь, в этой проекции, три оси координат кажутся одинаково укороченными, а угол между любыми двумя из них составляет 120 градусов.
(2) Диметрическая проекция : Это разновидность ортогональной проекции, при которой визуализируемый объект имеет только две смежные стороны и углы равны.
(3) Триметрическая проекция : Это разновидность ортогональной проекции, при которой все смежные стороны и углы визуализируемого объекта кажутся неравными.
(b) Косая проекция : Это разновидность параллельной проекции, в которой лучи, исходящие из поверхности многоугольника, выходят параллельно и падают под углом, отличным от 90 градусов в самолете.
Водопроводный обратный клапан: Обратный клапан для воды. обратный клапан для воды купить от 191 руб.
для чего нужен, принцип действия, виды
- Назначение и принцип действия
- Конструктивные особенности
- Основные виды
- Как правильно выполнить установку
- Как самостоятельно изготовить обратный клапан
Обязательным элементом оснащения автономных водопроводных систем на дачах и в загородных домах является обратный клапан. Именно такое техническое устройство, которое может иметь различное конструктивное исполнение, обеспечивает движение жидкости по трубопроводу в требуемом направлении. Обратные клапаны, устанавливаемые в системе автономного водоснабжения, надежно защищают ее от последствий нештатных ситуаций. Относящиеся к арматурным устройствам прямого действия, обратные клапаны срабатывают автоматически, для чего используется энергия рабочей среды, транспортируемой по трубопроводной системе.
Обратный клапан нужен для защиты водопроводной системы в случае возникновения внештатных ситуаций
Назначение и принцип действия
Основная функция, которую выполняет обратный клапан для воды, состоит в том, что он защищает систему водоснабжения от критических параметров потока жидкости, транспортируемой по трубопроводу. Наиболее частой причиной критических ситуаций является остановка насосной установки, что может привести к целому ряду негативных явлений – сливу воды из трубопровода обратно в скважину, раскручиванию крыльчатки насоса в обратном направлении и, соответственно, поломке.
Защитить водопроводную систему от перечисленных негативных явлений позволяет установка обратного клапана на воду. Кроме того, обратный клапан для воды предотвращает последствия, которые вызывает гидравлический удар. Использование обратных клапанов в трубопроводных системах позволяет сделать их работу более эффективной, а также обеспечить корректное функционирование насосного оборудования, которым такие системы оснащены.
Принцип работы обратного клапана
Принцип работы обратного клапана достаточно прост и заключается в следующем.
- Поток воды, поступающий в такое устройство под определенным давлением, воздействует на запорный элемент и отжимает пружину, при помощи которой данный элемент удерживается в закрытом состоянии.
- После сжимания пружины и открытия запорного элемента вода начинает свободно перемещаться через обратный клапан в требуемом направлении.
- Если уровень давления рабочего потока жидкости в трубопроводе падает или вода начинает двигаться не в том направлении, пружинный механизм клапана возвращает запорный элемент в закрытое состояние.

Действуя таким образом, клапан обратный предотвращает образование нежелательного обратного потока в трубопроводной системе.
Обратный клапан пружинного типа с золотниковой тарелкой из нейлона
При выборе модели затвора, устанавливаемого на водопровод, важно знать нормативные требования, которые предъявляют к таким устройствам производители насосного оборудования. Техническими параметрами, по которым в соответствии с этими требованиями выбирают обратный клапан для воды, являются:
- рабочее, пробное и номинальное давление закрытия;
- диаметр посадочной части;
- условная пропускная способность;
- класс герметичности.

Информация о том, каким техническим требованиям должен соответствовать обратный клапан для воды, как правило, содержится в документации на насосное оборудование.
Клапан обратный однодисковый муфтовый
Для оснащения систем водоснабжения бытового назначения используют обратные клапаны пружинного типа, диаметр условного прохода входит в интервал 15–50 мм. Несмотря на свои компактные размеры, такие устройства демонстрируют высокую пропускную способность, обеспечивают надежность эксплуатации трубопровода, низкий уровень шума и вибрации в трубопроводной системе, на которой их устанавливают.
Еще одним положительным фактором использования обратных клапанов в системе водоснабжения является то, что они способствуют снижению давления, создаваемого водяным насосом, на величину 0,25–0,5 Атм. В связи с этим обратный клапан для воды позволяет снижать нагрузку как на отдельные элементы оснащения трубопроводов, так и на всю систему водоснабжения в целом.
Конструктивные особенности
Одним из наиболее распространенных материалов, из которого делают корпусную часть клапанов обратного хода воды, является латунь. Выбор данного материала не случаен: этот сплав демонстрирует исключительно высокую устойчивость к воздействию химически агрессивных веществ, которые могут находиться в транспортируемой по трубопроводу воде в растворенном или взвешенном состоянии. К таким веществам, в частности, относятся минеральные соли, сера, кислород, марганец, соединения железа и др. Наружную поверхность затворов, которая в процессе их эксплуатации также подвергается воздействию негативных факторов, часто защищают специальным покрытием, наносимым гальваническим методом.
Устройство обратного клапана предполагает наличие золотника, для изготовления которого также может использоваться латунь или прочный пластик. Уплотнительная прокладка, присутствующая в конструкции обратного клапана, может быть резиновой или силиконовой. Для изготовления важного элемента запорного механизма – пружины – используют, как правило, нержавеющую сталь.
Уплотнительная прокладка, присутствующая в конструкции обратного клапана, может быть резиновой или силиконовой. Для изготовления важного элемента запорного механизма – пружины – используют, как правило, нержавеющую сталь.
Устройство пружинного обратного клапана
Итак, если говорить о конструктивных элементах пружинного обратного клапана, то данное устройство состоит из:
- корпуса составного типа, элементы которого соединяются между собой посредством резьбы;
- запорного механизма, конструкция которого включает в себя две подвижные золотниковые тарелки, установленные на специальном штоке, и уплотнительную прокладку;
- пружины, установленной между золотниковыми тарелками и посадочным седлом на выходе из пропускного отверстия.
Принцип действия пружинного обратного клапана также достаточно прост.
- Поток воды, поступающий в обратный затвор под требуемым давлением, воздействует на золотник и отжимает пружину.
- При сжатии пружины золотник перемещается по штоку, открывая пропускное отверстие и предоставляя потоку жидкости возможность свободно перемещаться через устройство.
- При падении давления потока воды в трубопроводе, на котором стоит обратный клапан, или в тех случаях, когда такой поток начинает двигаться не в том направлении, пружина возвращает золотник на его посадочное место, закрывая пропускное отверстие устройства.

Устройство поворотного обратного клапана
Таким образом, схема работы обратного клапана достаточно проста, но тем не менее обеспечивает высокую надежность подобных устройств и эффективность их использования в трубопроводных системах.
Основные виды
Разобравшись с тем, как работает обратный клапан, устанавливаемый в водопроводной системе, следует также понять, как правильно его выбирать. На современном рынке предлагаются различные виды обратных клапанных устройств, конструкция, материал изготовления и схема работы которых могут серьезно различаться.
Пружинный обратный клапан муфтового типа
Корпус затворов данного типа состоит из двух цилиндрических элементов, соединяемых между собой при помощи резьбы. В запорный механизм входят пластиковый шток, верхняя и нижняя золотниковые тарелки. Положение элементов запорного механизма в закрытом состоянии, а также их открытие в тот момент, когда давление потока воды достигнет требуемого уровня, обеспечивает пружина. Между собой составные элементы корпуса соединяются с использованием уплотнительной прокладки.
Конструкция муфтового обратного клапана с металлическим седлом
Пружинный обратный клапан с латунным золотником и золотниковой камерой сферической формы
Отличительные особенности затворов этого типа легко заметить даже на фото. Латунный корпус такого клапана в его средней части, где располагается золотниковая камера, имеет сферическую форму. Такая конструктивная особенность позволяет увеличить объем золотниковой камеры и, соответственно, пропускную способность обратного клапана. Запорный механизм водяного клапана данного типа, основу которого составляет латунный золотник, работает по такому же принципу, что и в клапанных устройствах любого другого типа.
Запорный механизм водяного клапана данного типа, основу которого составляет латунный золотник, работает по такому же принципу, что и в клапанных устройствах любого другого типа.
Устройство латунного обратного клапана со сферической камерой
Комбинированный обратный клапан пружинного типа c дренажом и воздухоотводчиком
У многих из тех, кто решил самостоятельно заняться монтажом трубопроводной системы, нередко возникает вопрос о том, для чего нужен обратный клапан, оснащенный дренажной и воздухоотводной системами. Использование обратных клапанов данного типа (в особенности для оснащения трубопроводов, по которым транспортируются горячие рабочие среды) позволяет упростить процесс монтажа и технического обслуживания таких систем, повысить их надежность, снизить суммарное гидравлическое давление, уменьшить количество монтажных соединений.
На корпусе затворов данного типа, что можно увидеть даже на фото, имеется два патрубка, один из которых используется для монтажа воздухоотводчика, а второй выполняет функцию дренажного элемента. Патрубок для воздухоотводчика, на внутренней поверхности которого нарезана резьба, располагается на корпусе устройства над золотниковой камерой (ее приемной частью). Необходим такой патрубок для стравливания воздуха из трубопроводной системы, для чего дополнительно используется кран Маевского. Назначение патрубка, который располагается на противоположной стороне корпуса – на выходе из клапана, состоит в том, чтобы сливать из системы жидкость, скопившуюся после клапанного устройства.
Патрубок для воздухоотводчика, на внутренней поверхности которого нарезана резьба, располагается на корпусе устройства над золотниковой камерой (ее приемной частью). Необходим такой патрубок для стравливания воздуха из трубопроводной системы, для чего дополнительно используется кран Маевского. Назначение патрубка, который располагается на противоположной стороне корпуса – на выходе из клапана, состоит в том, чтобы сливать из системы жидкость, скопившуюся после клапанного устройства.
Комбинированный обратный клапан сокращает количество монтажных соединений
Если установить горизонтальный обратный клапан, то его патрубок для отвода воздуха можно использовать для монтажа манометра. Если поставить комбинированный обратный клапан на трубопроводе вертикально, то его дренажный патрубок можно будет применять для слива воды, скопившейся после такого устройства, а патрубок воздухоотводчика – для удаления из той части трубопровода, которая расположена до обратного клапана, воздушных пробок. Именно поэтому, решая, как установить обратный клапан комбинированного типа, следует четко понимать, какие функции должен выполнять такой затвор.
Именно поэтому, решая, как установить обратный клапан комбинированного типа, следует четко понимать, какие функции должен выполнять такой затвор.
Пружинные клапаны с полипропиленовым корпусом
Обратные клапаны, корпус которых выполнен из полипропилена, даже если взглянуть на фото таких устройств, внешне очень напоминают косые отводы. Такие типы обратных клапанов, для монтажа которых используется метод полифузионной сварки, устанавливают на трубопроводах, также изготовленных из полипропилена. Дополнительный косой отвод в конструкции затворов данного типа необходим для размещения в нем элементов запорного механизма, что облегчает техническое обслуживание такого устройства. Благодаря этому конструктивному решению выполнять техническое обслуживание и ремонт обратного клапана данного типа несложно – достаточно извлечь из его дополнительного отвода элементы запорного механизма, не нарушая целостности корпуса устройства и герметичности его установки в трубопроводной системе.
Доступность камеры полипропиленового обратного клапана позволяет легко контролировать его состояние и осуществлять чистку
Обратные клапаны других типов
В трубопроводных системах, предназначенных для транспортировки воды, могут устанавливаться и другие виды обратных клапанов.
- Обратный лепестковый клапан оснащен особым запорным элементом – подпружиненным лепестком. Большим недостатком затворов данного типа является то, что при их срабатывании создаются значительные ударные нагрузки. Это негативно отражается на техническом состоянии самого затворного устройства, а также может стать причиной возникновения в трубопроводной системе гидравлического удара.
- Обратные клапанные устройства двухстворчатого типа отличаются компактными размерами и небольшим весом.
- Подъемный муфтовый обратный клапан включает в качестве запорного элемента золотник, свободно перемещающейся по вертикальной оси. В основу работы запорного механизма может быть положен гравитационный принцип, когда золотник возвращается в закрытое состояние под действием собственного веса. Для этой цели может также использоваться пружина. Если вы решили установить на трубопроводе гравитационный обратный клапан, имейте в виду, что выполнять монтаж такого устройства можно только на вертикальных участках системы. Между тем гравитационный клапан отличается простотой конструкции, при этом демонстрирует высокую надежность в процессе эксплуатации.
- Существуют обратные клапаны, запорным элементом которых служит подпружиненный металлический шарик. Поверхность такого шарика может быть дополнительно покрыта слоем резины.
 Между тем гравитационный клапан отличается простотой конструкции, при этом демонстрирует высокую надежность в процессе эксплуатации.
Между тем гравитационный клапан отличается простотой конструкции, при этом демонстрирует высокую надежность в процессе эксплуатации.
Обратный клапан с сетчатым фильтром для насосных станций
Решая, какой обратный клапан лучше и нужен ли в трубопроводной системе дорогостоящий затвор более сложной конструкции, следует в первую очередь познакомиться с техническими характеристиками такого устройства и сопоставить их с параметрами работы трубопроводной системы. Основное назначение обратного клапана, как уже говорилось выше, состоит в том, чтобы пропускать воду по трубопроводу в нужном направлении и не давать потоку жидкости двигаться в обратную сторону. В связи с этим выбирать обратный клапан на воду следует исходя из того, под каким давлением в трубопроводе двигается поток воды. Естественно, что надо обязательно учитывать и диаметр труб, на которые такой клапан должен быть установлен.
Естественно, что надо обязательно учитывать и диаметр труб, на которые такой клапан должен быть установлен.
Выполняя монтаж трубопровода, следует также иметь в виду, что ставить обратный клапан можно различными способами. На трубах значительного диаметра устанавливаются обратные клапаны фланцевого и межфланцевого типа, а на трубах небольшого диаметра – муфтовые затворные устройства. Сварной метод установки обратных клапанов используется преимущественно при монтаже на полипропиленовых и металлопластиковых трубах.
Если правильно выбрать обратный клапан и способ его установки, такое устройство не только прослужит длительное время, но и обеспечит корректную работу всей трубопроводной системы.
Как правильно выполнить установку
Разобравшись с вопросом о том, зачем нужен обратный клапан, и с его ролью в трубопроводной системе, следует также изучить правила его установки на уже работающем или только создаваемом трубопроводе. Монтируются такие устройства на различных элементах трубопроводных систем:
Монтируются такие устройства на различных элементах трубопроводных систем:
- на трубопроводах автономного и централизованного водоснабжения;
- на всасывающих линиях, обслуживаемых глубинными и поверхностными насосами;
- перед бойлерами, емкостными водонагревателями и счетчиками расхода воды.
Схема установки обратных клапанов при подключении счетчиков водоснабжения
Если вас интересуют обратные клапаны, которые могут устанавливаться как в вертикальном, так и в горизонтальном положении, выбирайте не гравитационные, а пружинные модели. Узнать о том, в каком направлении через клапан должен двигаться поток воды, можно по специальной стрелке, нанесенной на корпус устройства. При установке обратных клапанов муфтового типа для хорошей герметизации обязательно используйте ФУМ-ленту. Кроме того, не следует забывать, что обратные затворы нуждаются в регулярном обслуживании, поэтому устанавливать их необходимо в доступных местах трубопровода.
При монтаже обратного клапана на всасывающую магистраль погружного насоса следует позаботиться о том, чтобы перед таким устройством был установлен фильтр грубой очистки, который не даст попасть во внутреннюю часть устройства механическим примесям, содержащимся в подземной воде. В качестве такого фильтра также может быть использована перфорированная или сетчатая обойма, в которую помещают обратный клапан, установленный на входном конце всасывающей магистрали погружного насоса.
При установке обратного клапана на уже работающем трубопроводе следует предварительно отключить систему от подачи воды и только затем заниматься монтажом затворного устройства.
Как самостоятельно изготовить обратный клапан
Несложная конструкция обратного клапана позволяет в случае необходимости изготовить его своими руками.
Схема самодельного обратного клапана
Для решения этой задачи вам потребуются следующие материалы и инструменты:
- тройник с внутренней резьбой, который будет выполнять функцию корпуса;
- муфта с резьбой на наружной поверхности – седло самодельного обратного клапана;
- жесткая пружина, изготовленная из стальной проволоки;
- стальной шарик, диаметр которого должен быть немного меньше, чем диаметр отверстия в тройнике;
- стальная резьбовая заглушка, которая будет выполнять функцию упора для пружины;
- стандартный набор слесарных инструментов и уплотнительная ФУМ-лента.
Обратный клапан водопровод в категории «Строительство»
Обратный клапан канализация в водопровод для не пропускания запаха. Клапан водопроводный от запаха сантехник
На складе в г. Киев
Киев
Доставка по Украине
35 — 50 грн
от 2 продавцов
35 грн
Купить
ELADA -Цікаво!
Обратный клапан канализация в водопровод для не пропускания запаха. Клапан водопроводный от запаха сантехник
На складе
Доставка по Украине
35 грн
Купить
ELADA -Цікаво!
Клапан сантехнический Обратный клапан в водопровод для не пропускания запаха водопроводный от запаха сантехник
На складе
Доставка по Украине
51 грн
Купить
Обратный клапан канализация в водопровод для не пропускания запаха. Клапан водопроводный от запаха сантехник
Доставка по Украине
36 грн
Купить
AvtoKoN
Обратный клапан канализация в водопровод для не пропускания запаха. Клапан водопроводный от запаха сантехник
Доставка по Украине
34 грн
Купить
AvtoKoN
Обратный клапан 1/2» Tiemme Италия
Под заказ
Доставка по Украине
147. 42 — 160.16 грн
42 — 160.16 грн
от 2 продавцов
147.42 грн
Купить
seller pro
Обратный клапан 3/4» Tiemme Италия
Под заказ
Доставка по Украине
200.88 — 218.24 грн
от 2 продавцов
200.88 грн
Купить
seller pro
Обратный клапан 1/2» Tiemme, металлический затвор Италия
Под заказ
Доставка по Украине
212.22 — 230.56 грн
от 2 продавцов
212.22 грн
Купить
seller pro
Обратный клапан 3/4» Tiemme, металлический затвор, Италия
Под заказ
Доставка по Украине
279.45 — 303.6 грн
от 2 продавцов
279.45 грн
Купить
seller pro
Обратный клапан с латунным штоком 1/2″ металлопластиковый WaterPro
Доставка по Украине
65 грн
Купить
Дом Сад
Обратный клапан с латунным штоком 1 1/2″ металлопластиковый WaterPro
Доставка по Украине
322 грн
Купить
Дом Сад
Обратный клапан с латунным штоком 2″ металлопластиковый WaterPro
Доставка по Украине
456 грн
Купить
Дом Сад
Обратный клапан с латунным штоком 3/4″ металлопластиковый WaterPro
Доставка по Украине
94 грн
Купить
Дом Сад
Обратный клапан с латунным штоком 1″ металлопластиковый WaterPro
Доставка по Украине
147 грн
Купить
Дом Сад
Клапан обратный СК 1″ (латунь) (SK0010)
Доставка по Украине
242 — 255 грн
от 9 продавцов
242 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Смотрите также
Клапан обратный NEW 1/2″ (KOER KR. 172) (KR2755)
172) (KR2755)
Доставка по Украине
147 — 154 грн
от 6 продавцов
147 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Клапан обратный NEW 2″ (KOER KR.172) (KR2812)
Доставка по Украине
649 — 698 грн
от 7 продавцов
663 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Клапан обратный NEW 1-1/2″ (KOER KR.172) (KR2803)
Доставка по Украине
477 — 513 грн
от 7 продавцов
487 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Клапан обратный KOER (никелированный) 1/2″ (KOER KR.172.N) (KR2780)
Доставка по Украине
147 — 159 грн
от 10 продавцов
151 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Обратный клапан с латунным штоком 1 1/4″ металлопластиковый WaterPro
Доставка по Украине
211 грн
Купить
Дом Сад
Клапан обратный СК 1 1/4″ (латунь) (WP0052)
Доставка по Украине
340 — 359 грн
от 9 продавцов
340 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Клапан обратный для воды с латунным штоком 3/4
Доставка по Украине
по 66. 25 грн
25 грн
от 2 продавцов
66.25 грн
Купить
ТермоЛенд
Клапан обратный для воды с латунным штоком 1
Доставка по Украине
по 131.07 грн
от 2 продавцов
131.07 грн
Купить
ТермоЛенд
Клапан обратный для воды с латунным штоком 1 1/4
Доставка по Украине
по 153.03 грн
от 2 продавцов
153.03 грн
Купить
ТермоЛенд
Клапан обратный для воды с латунным штоком 1 1/2
Доставка по Украине
по 276.22 грн
от 2 продавцов
276.22 грн
Купить
ТермоЛенд
Клапан обратный для воды с латунным штоком 2
Доставка по Украине
500.25 грн
Купить
ТермоЛенд
Клапан обратный 1/2″ (KOER KR.171) (KR0127)
Доставка по Украине
182 — 197 грн
от 9 продавцов
186 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Клапан обратный NEW 1-1/4″ (KOER KR.172) (KR2777)
Доставка по Украине
341 — 359 грн
от 5 продавцов
341 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Клапан обратный 1-1/2″ (KOER KR. 171) (KR0142)
171) (KR0142)
Доставка по Украине
582 — 625 грн
от 11 продавцов
594 грн
Купить
O&L — МАГАЗИН САНТЕХНИКИ И ОТОПЛЕНИЯ
Что такое обратный клапан? | Типы обратных клапанов
Для правильной конфигурации водопровода для вашего проекта потребуются соответствующие клапаны . Одним из наиболее распространенных и важных клапанов является обратный клапан . Их также часто называют невозвратными клапанами , удерживающими клапанами , стопами или односторонними клапанами . С учетом всего сказанного, давайте перейдем к золотому вопросу. Что такое обратный клапан?
Как работает обратный клапан?
Обратный клапан — это клапан, который обеспечивает движение жидкости только в одном направлении в водопроводной системе. Обратный клапан обычно имеет два отверстия, и вода (или что-то еще) проходит через одно отверстие и выходит через другое. Он работает на концепции под названием «перепад давления». Этот механизм закрывает клапан, когда давление на стороне выхода выше. Механизм может быть самых разных форм.
Он работает на концепции под названием «перепад давления». Этот механизм закрывает клапан, когда давление на стороне выхода выше. Механизм может быть самых разных форм.
Типы обратных клапанов
- Мембрана: , как следует из названия, входное давление открывает диафрагму. В противном случае он закрыт и предотвращает обратный поток.
- Подпружиненный диск: Принцип работы этой технологии следующий: когда давление воды на входе увеличивается настолько, что пружина толкает клапан, клапан открывается. Когда давление воды на входе падает до определенного уровня, пружина достаточно сильна, чтобы закрыть клапан.
- Шарик: работает так же, как диск выше, но стопор имеет форму шара.
- Стоп: это обратный клапан с ручным управлением.
- Лифт: этот механизм работает под действием гравитации. Давление воды на входе поднимает пробку, чтобы открыть клапан.
- Поворотный: , также известный как клапан с откидным диском , он работает с диском на шарнире, который открывает при достаточном давлении на входе.
- Утконос: Утконос представляет собой мягкую трубку, которая в открытом состоянии выглядит как утиный клюв, а в закрытом — как кончик мелка.
- Дроссельный: обратный клапан с диском в виде бабочки (или вафли) на шарнире и пружине.
- Лапка: это обратный клапан с сетчатым фильтром на входе.

Экономьте на клапанах на PlumbersStock
Теперь, когда вы знаете, что такое обратный клапан и как он работает, вы можете приступить к своему проекту. Найдите любую деталь сантехники , о которой вы только можете подумать, у профессионалов на PlumbersStock.com. Если у вас возникли проблемы с поиском нужных деталей, не сдавайтесь. Пожалуйста свяжитесь с нами. У нас есть опыт, продукты и цены, чтобы вы были довольны и были на вершине своих проектов.
У нас есть опыт, продукты и цены, чтобы вы были довольны и были на вершине своих проектов.
Связанные ресурсы:
Что такое шаровой кран?
Что такое задвижка?
Что такое шаровой клапан?
Что такое дисковый затвор?
Что такое бордюр?
Обратный клапан | Что это такое и где это использовать?
Что такое обратный клапан?
Обратные клапаны обычно устанавливаются в трубопроводах для предотвращения обратного потока. Обратный клапан в основном представляет собой односторонний клапан, в котором поток может свободно течь в одну сторону, но если поток поворачивает, клапан закрывается для защиты трубопровода, других клапанов, насосов и т. д. Если поток поворачивается, а обратный клапан не установлен, может произойти гидравлический удар. Гидравлический удар часто возникает с чрезвычайной силой и может легко повредить трубопровод или компоненты.
Где используются обратные клапаны?
Обратные клапаны используются во многих областях.![]() Например, их часто размещают на стороне нагнетания насоса, чтобы защитить насос от обратного потока. Центробежные насосы, наиболее распространенный тип водяных насосов, не являются самовсасывающими, поэтому обратные клапаны необходимы для удержания воды в трубах. Также обратные клапаны очень часто используются в системах HVAC (системы отопления, вентиляции и кондиционирования воздуха). HVAC-системы, например. используется в больших зданиях, где теплоноситель закачивается на много этажей вверх. Здесь установлены обратные клапаны, чтобы убедиться, что охлаждающая жидкость не смывается обратно.
Например, их часто размещают на стороне нагнетания насоса, чтобы защитить насос от обратного потока. Центробежные насосы, наиболее распространенный тип водяных насосов, не являются самовсасывающими, поэтому обратные клапаны необходимы для удержания воды в трубах. Также обратные клапаны очень часто используются в системах HVAC (системы отопления, вентиляции и кондиционирования воздуха). HVAC-системы, например. используется в больших зданиях, где теплоноситель закачивается на много этажей вверх. Здесь установлены обратные клапаны, чтобы убедиться, что охлаждающая жидкость не смывается обратно.
Соображения, которые необходимо учитывать при выборе обратного клапана
При выборе обратного клапана важно провести анализ рентабельности конкретной системы. Часто основное внимание уделяется снижению затрат и в то же время достижению минимально возможных потерь давления, но когда речь идет об обратных клапанах, более высокий уровень безопасности соответствует более высоким потерям давления. Таким образом, чтобы убедиться, что обратный клапан правильно защищает систему, каждую систему необходимо оценивать индивидуально, а также учитывать такие факторы, как риск гидравлического удара, допустимая потеря давления и финансовые последствия установки обратного клапана со слишком высоким уровнем безопасности. необходимо учитывать запас прочности на гидравлический удар. Подробнее см. в разделе Как правильно выбрать обратный клапан.
Таким образом, чтобы убедиться, что обратный клапан правильно защищает систему, каждую систему необходимо оценивать индивидуально, а также учитывать такие факторы, как риск гидравлического удара, допустимая потеря давления и финансовые последствия установки обратного клапана со слишком высоким уровнем безопасности. необходимо учитывать запас прочности на гидравлический удар. Подробнее см. в разделе Как правильно выбрать обратный клапан.
Различные типы обратных клапанов
Существуют различные типы обратных клапанов для систем водоснабжения и водоотведения. Они работают по-разному, но служат одной цели. AVK предлагает широкий ассортимент поворотных обратных клапанов, шаровых обратных клапанов, обратных клапанов с наклонным диском, обратных клапанов с наклонным седлом, обратных клапанов с соплом и бесшумных обратных клапанов. Наиболее распространенными типами обратных клапанов для воды и сточных вод являются поворотные обратные клапаны и шаровые обратные клапаны:
- Поворотные обратные клапаны: Поворотный обратный клапан монтируется с диском, который качается на шарнире или валу. Диск откидывается от седла, чтобы обеспечить прямой поток, а когда поток останавливается, диск поворачивается обратно на седло, блокируя обратный поток. Вес диска и обратный поток влияют на характеристики запирания клапана.
- Шаровые обратные клапаны: Шаровой обратный клапан работает за счет шарика, который движется вверх и вниз внутри клапана. Седло обработано так, чтобы соответствовать шару, а камера имеет коническую форму, чтобы направлять шар в седло, чтобы герметизировать и остановить обратный поток.
 Диск откидывается от седла, чтобы обеспечить прямой поток, а когда поток останавливается, диск поворачивается обратно на седло, блокируя обратный поток. Вес диска и обратный поток влияют на характеристики запирания клапана.
Диск откидывается от седла, чтобы обеспечить прямой поток, а когда поток останавливается, диск поворачивается обратно на седло, блокируя обратный поток. Вес диска и обратный поток влияют на характеристики запирания клапана.Что такое гидравлический удар?
В насосной системе вода перекачивается с нижнего уровня на верхний с помощью насоса. Жидкость течет в одном направлении только при работающем насосе. Когда насос останавливается, поток жидкости будет уменьшаться до тех пор, пока он также не остановится. Поскольку весь трубопровод будет подниматься, когда жидкость остановится, она будет течь обратно по трубе. Чтобы предотвратить попадание этого обратного потока в насос, скважину или водозабор, устанавливается обратный клапан.
Во многих случаях скорость реверсирования жидкости не является причиной для беспокойства, и стандартные обратные клапаны будут работать хорошо. Однако в насосных системах, где может произойти быстрое реверсирование потока, выбор правильного обратного клапана имеет решающее значение.
Если насос останавливается и прямой поток меняет направление обратно вниз по линии к насосу до того, как обратный клапан полностью закроется, поток заставит дверцу клапана захлопнуться на своем седле. Этот сценарий может почти мгновенно остановить обратный поток, и именно эта мгновенная остановка приводит к гидравлическому удару трубопровода. Это может привести к громким ударным звукам, которые не являются звуком закрытия клапана, а являются следствием растяжения трубы в этих условиях.
Последующая волна давления (скачок) может привести к значительному повреждению системы, включая трещины в трубах, разрывы, кавитацию и имплозию из-за образования вакуумного давления. Также важно отметить, что эти отказы могут быть вызваны не одним единичным большим скачком давления, а повторяющимися скачками, которые в конечном итоге вызывают усталостное разрушение системы.
Важно отметить, что для обеспечения безопасной и бесперебойной работы системы необходимы и другие факторы. Необходимо учитывать правильное количество, типы и размеры воздушных клапанов, время закрытия и открытия запорных клапанов, клапанов управления потоком и т. д., чтобы защитить систему от скачков давления.
Чтобы предотвратить захлопывание обратного клапана, клапан должен закрываться либо очень быстро, чтобы предотвратить возникновение обратного потока, либо очень медленно, как только возникнет обратный поток. Чтобы обратный клапан закрывался медленно, требуется дополнительное вспомогательное оборудование, такое как гидравлические демпферы, которые действуют для амортизации дверцы клапана, когда она входит в свое сидячее положение. Однако это более медленное закрытие позволяет жидкости проходить через обратный клапан до тех пор, пока он не закроется, и необходимо уделить внимание насосу, расположенному выше по потоку, чтобы убедиться, что он подходит для обратного вращения и потока.
Способы сварки арматуры: Сварка арматуры: методы, материалы, параметры тока
Сварка арматуры: обзор способов и оборудования
0
На сумму:
0 р.
Сварка арматуры затруднительна не только для новичков, но даже бывалых сварщиков. Когда я уже был дипломированным специалистом и несколько лет работал по специальности, мне нужно было соединить два прутка арматуры диаметром 16 мм продольным швом длиной 10 см, выполнив его с двух сторон. Я использовал обычный инвертор и покрытые электроды «четверку». Каково же было мое удивление, когда, отбив шлак, стык оказался не проварен. Возможно, с таким сталкивались или столкнетесь и вы. Скругленная форма боковых сторон прутка, наличие выступов и большое сечение значительно затрудняют выполнение таких соединений. В этой статье я рассмотрю виды сварки арматуры и оптимальное оборудование для каждого способа.
Пять способов сварки арматуры
Начну с обоснования. Виды и характеристики самой арматуры прописаны в ГОСТ 34028-2016, содержащем технические условия для арматурного и железобетонного проката. Механические свойства полученных соединений после сварки должны соответствовать ГОСТ 10922-90. Сами способы сварки арматуры и виды стыков изначально были расписаны в ГОСТ 14098-91, а сейчас в пришедшем ему на смену 14098-2014.
В документе указаны варианты соединения арматуры сваркой, которые бывают: встык торцами, внахлест, Т-образные или продольные. Для этого применяют один из пяти способов:
- Электродуговая ручная сварка;
- Ванная круглым стержневым электродом;
- Ванная электрошлаковая под флюсом;
- Точечная сварка;
- Машинная стыковая.
Особенности и применение каждого способа сварки арматуры
Перейдем к деталям каждого метода сварки арматуры, которая оказывается более капризной при соединении, чем кажется до начала работы.
Электродуговая ручная сварка
Самый простой вид сварки арматуры покрытыми электродами. Удобен для создания любого типа соединения и накладки шва в разных пространственных положениях. Минимальные затраты по себестоимости. Используется на стройках, в мастерских, при ремонте промышленной техники и станков. Не требует дорогостоящего оборудования.
Но этот вид подойдет только для неответственных соединений, на которые не будет оказываться высокая нагрузка. Еще качество сварки во многом зависит от опытности сварщика. Как я упоминал в начале, мой первый стык был полон непроваров — шлак просто вытеснил металл из центра шва. Оптимальный диаметр арматуры при таком методе составляет до 20 мм.
Оборудование для электродуговой ручной сварки
Здесь используются самые простые инверторы для ручной дуговой сварки. Рекомендую следующие аппараты с оптимальными характеристиками:
Рекомендую следующие аппараты с оптимальными характеристиками:
- ПТК Мастер ARC 180 D18 — инвертор со сварочным током 20-180 А. Один из самых доступных по цене.
- ТОР Торус-200Д Классик — модель с силой тока 30-200 А. Выпускается в РФ — никакого Китая, очень надежная.
- Сварог PRO ARC 180 (Z208S) — полупрофессиональная версия с регулировкой 10-180 А. Уверенно вариант «четверкой», весит всего 4.7 кг.
- Сварог TECH ARC 250 (Z285) — инвертор для сварки арматуры с подключением к 380 В. Много полезных функций, варит электродами диаметром до 5 мм, а максимальная сила тока — 250 А.
- EWM Pico 180 — сварочный аппарат изготавливается в Европе. Очень прочный корпус и выносливая электроника для суровых монтажных условий.
- ПТК Rilon MMA 315 G — трехфазный аппарат с диапазоном тока 40-315 А. Дешево и сердито.
- Foxweld ВД-306И — это хит промышленного использования. Есть «Горячий старт», «Антиприлипание», «Форсаж». Силу тока 20-315 А можно регулировать как на панели, так и дистанционно через пульт.
- BRIMA ARC 400-1 — сварочный аппарат для сварки арматуры с повышенной мощностью за сравнительно скромную цену. Максимальная сила тока — 400 А, а значит проплавит даже сечение 60 мм.
- Сварог REAL ARC 500 (Z316) — сварочный гигант за относительно небольшие деньги — варит с силой тока 500 А. Подойдет для прутков арматуры 80-100 мм и электрода «шестерки».
- EWM Pico 300 cel — аппарат европейской сборки с трехфазным подключением. Чрезвычайно легкий для своей категории — 16.5 кг, но уверенно варит в любых эксплуатационных условиях.
Обзоры и практика применения оборудования,
инсайды производителей, новости!Читайте бесплатно эксклюзивные материалы нашего блога.
Знания в 2021 году самый ценный из ресурсов!
Электрошлаковая сварка
Метод аналогичен вышеописанному, но сверху формочка засыпается флюсом. Электрод поджигается и выдерживается немного времени для образования лужицы жидкого металла на дне ванночки. Затем его опускают полностью во флюс. Гранулы плавятся от температуры и выделяют дополнительный газ, лучше защищающий жидкий металл от включения внешних газов.
Сварка арматуры флюсом применяется при сборке массивных каркасов и подходит для вертикальных и горизонтальных соединений.
Оборудование для электрошлаковой сварки арматуры
Технология предусматривает заполнение формочки флюсом для более качественного провара. Оборудование для сварки арматуры под флюсом используется примерно такое же, как и при ванном методе.
Лучшими инверторами, я считаю, такие:- Форсаж-315М — простой и надежный, выпускается в России, рассчитан на эксплуатацию на улице при температуре до -30 градусов.
- ПТК Rilon MMA 400 G — один из самых бюджетных, способный выдавать 400 А. При возбуждении дуги понижает напряжение до 24 В, повышая безопасность сварщика.
- Foxweld ВД-400И — хит продаж, очень выносливый, с повышенной защитой от пыли и влаги для суровых строительных условий.
- Сварог ARC 630 (J21) — инвертор для сварки арматуры под флюсом с силой тока 630 А. Проплавит любое сечение, а цена ниже аналогов.
- EWM Pico 350 cel puls — варит чисто и без брызгов, не оставляет кратеров. Легкий и удобный для переноски на плече. Идеален для стройки и частых перемещений сварщика. Советую его для самых ответственных стыков.
Точечная сварка
Точечная сварка арматуры происходит за счет преобразования кинетической энергии тока в тепловую, которая плавит стороны, соединяя их между собой.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Подходит для арматуры диаметром 1-10 мм. Используется в полевых условиях для возведения сетчатых конструкций или стационарно при производстве небольших ЖБИ-изделий для создания армирующего каркаса.
Оборудование для точечной сварки арматуры
Аппарат контактной сварки арматуры представляет собой медные клещи, к которым подведены плюс и минус. Сведение электродов и пропускание тока обеспечивает быстрое соединение. Оборудование различается на ручное (для работы в поле, на стройплощадке и т. д.), и стационарное (для предприятий, цехов).
Подскажу проверенные варианты для такого метода сварки арматуры:- Fubag SG 2 — ручная модель с силой сжатия 40-120 кг. Автоматически регулирует время и ток сварки. Одна из самых бюджетных.
- TECNA 7900 — аппарат для точечной сварки с регулировкой вылета плечей 125-500 мм. Изготовлен в Италии, очень надежный.
- TECNA 3321 — итальянский аппарат повышенной мощности, которым можно соединить два прутка арматуры по 10 мм каждый.
- Fubag RS 15 — стационарная машина контактной точечной сварки с жидкостным охлаждением. Усилие при сжатии клещей составляет 200 даН.
- Fubag RSV 35 — стационарный аппарат повышенной мощности с удобным управлением педалью, оставляющий руки сварщика свободными для удержания заготовки.
Машинная стыковая сварка
Схожий метод с вышеописанным, только арматура сдавливается между собой при помощи более мощных электрических, пневматических или гидравлических приводов. За счет повышенного усилия происходит более глубокое проплавление, поэтому машинная контактная сварка арматуры оборудованием соединяет прутки сечением 4-20 мм.
Технология не требует присадочных материалов. Применяется при изготовлении армирующих каркасов для крупных ЖБИ-изделий.
Оборудование для машинной контактной стыковой сварки арматуры
Это машины, которые бывают только стационарными. Оборудование высокотехнологичное и дорогое. Посоветую следующие модели:
- ЮГ-Сварка МСС-901 — трехфазная машина стыковой сварки с силой сведения электродов 1000 даН. Соединяет арматуру диаметром до 8 мм.
- ЮГ-Сварка МСС 1902 Н — небольшой станок для сварки прутков диаметром 12 мм. Если толщина арматуры будет 3 мм, то за час можно выполнить 200 стыков.
- ЮГ-Сварка МСО-201 — простая и компактная стационарная версия для соединения арматуры сечением 1000 мм².
- ЮГ-Сварка МСО 606 НГ — Проплавляет арматуру сечением 500-2000 мм². Использует предварительный подогрев для лучшего последующего перемешивания металлов.
- ЮГ-Сварка МСО 011 Н — соединяет круглый прокат сечением до 4000 мм². Машина способна за час выполнить 80 стыков арматуры диаметром 20 мм.
В зависимости от выбранного способа соединения подбирается соответствующее оборудование для сварки арматуры, а от его качества зависит надежность соединений и последующая целостность конструкций. Рекомендую выбирать аппараты и машины проверенных брендов, о которых есть достаточно отзывов. Если нужна помощь в подборе оборудования для конкретного метода и задач, то я с коллегами всегда готов помочь.
Сергей Шевцов
Сварщик и специалист демо-зала
Ванная сварка
Суть метода — соединение арматуры сваркой при помощи электрода, где два торца прутков размещены в полукруглой форме. Между краями арматуры выдерживается зазор 10-20 мм для затекания жидкого металла. Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Еще 2-3 мм отступа дают по бокам внутри формы. В результате металл затекает со всех сторон, обеспечивая цельное и массивное соединение.
Формочка может быть стальной — тогда она приваривается к арматуре, или медной — многоразовой. Метод подходит для соединения арматуры встык. Диаметр прутка может быть от 20 до 100 мм. Шов отлично переносит вибрации и динамические нагрузки. Применяется стыковая сварка арматуры в строительстве зданий по каркасно-монолитной технологии.
Оборудование для ванной сварки арматуры
Для реализации понадобятся стальные или медные накладки. Последние — многоразовые, но они стоят дороже. Аппарат для сварки арматуры нужен более мощный, поскольку приходится проплавлять толщину 20-100 мм. Рекомендую следующие модели:
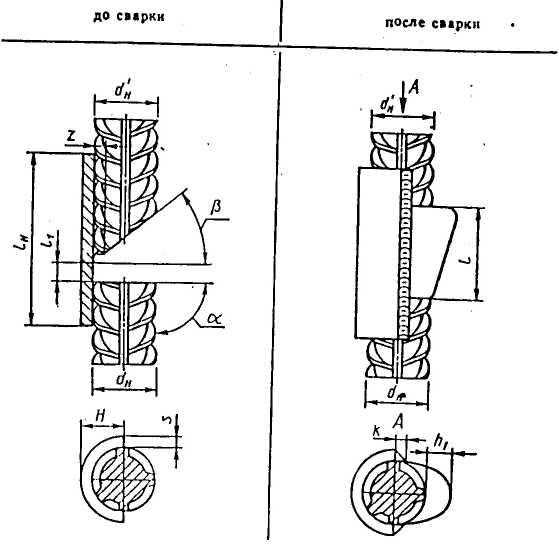 Дешево и сердито.
Дешево и сердито.

 Лучшими инверторами, я считаю, такие:
Лучшими инверторами, я считаю, такие: Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.
Не требуется никаких присадочных материалов. Прутки сжимаются двумя медными электродами и пропускается ток. Сжатие происходит с помощью электро- или пневмопривода. Способ очень быстрый — до 1.2 секунды на прихватку.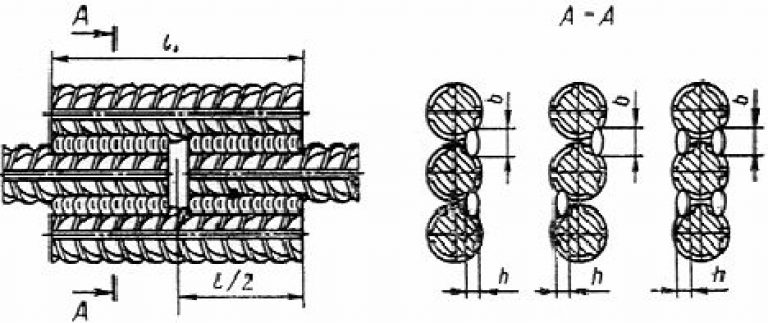 Подскажу проверенные варианты для такого метода сварки арматуры:
Подскажу проверенные варианты для такого метода сварки арматуры:

Спасибо за подписку!
Сварка арматуры
Стальная арматура сегодня широко используется для изготовления железобетонных конструкций, возведения каркасов, выполнения различных металлических сеток и других важных изделий.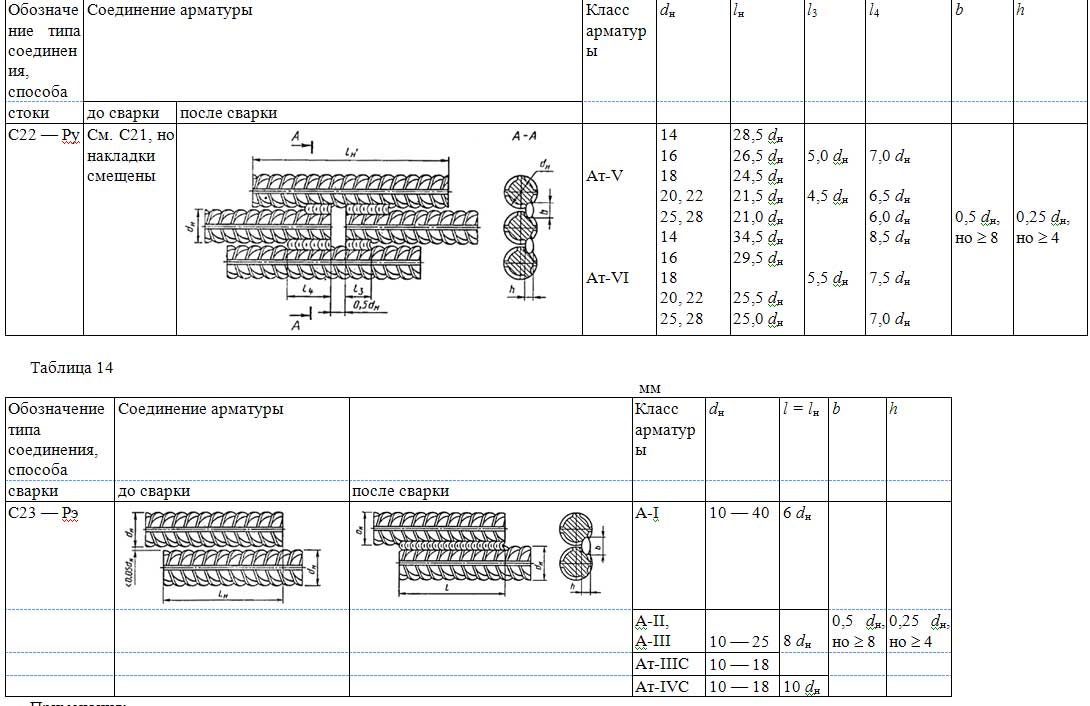 Преимуществом такой арматуры является простота ее использования и отличные прочностные характеристики. Изготавливаются металлические стержни из различных сплавов, при этом они могут отличаться своими размерами, наличием ребристой поверхности и другими характеристиками. Следует учитывать, что сварка арматуры имеет свои определенные особенности, знание которых позволит выполнить такую работу максимально качественно и быстро.
Преимуществом такой арматуры является простота ее использования и отличные прочностные характеристики. Изготавливаются металлические стержни из различных сплавов, при этом они могут отличаться своими размерами, наличием ребристой поверхности и другими характеристиками. Следует учитывать, что сварка арматуры имеет свои определенные особенности, знание которых позволит выполнить такую работу максимально качественно и быстро.
Одной из особенностей такой сварки арматуры является минимальная площадь соприкосновения, а, следовательно, получаемый соединительный шов имеет небольшие размеры. Все это вынуждает использовать специальные технологии, которые позволят даже при такой небольшой площади соединения обеспечить максимальную прочность выполненной сварки.
Качественная сварка арматуры
Необходимо сказать, что сварка арматуры может выполняться как в промышленных условиях, когда к проведенной работе предъявляются повышенные требования, так и в домашних условиях. В последнем случае на полученные металлические элементы приходится не столь большая нагрузка, поэтому требования к такой сварке не слишком высоки.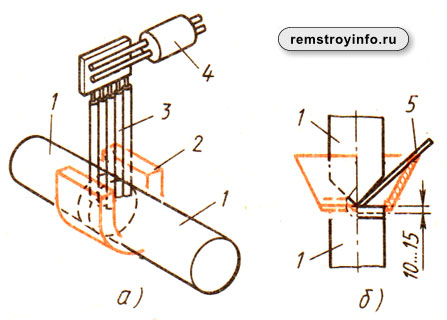 Отметим, что правильный выбор той или иной технологии и используемого оборудования позволит существенно сократить издержки на проведение данной работы, при этом качество выполненного соединения остается на высоком уровне. Сварка арматуры выполняется исключительно в соответствии требованиями, утвержденными ГОСТом 14098 2014.
Отметим, что правильный выбор той или иной технологии и используемого оборудования позволит существенно сократить издержки на проведение данной работы, при этом качество выполненного соединения остается на высоком уровне. Сварка арматуры выполняется исключительно в соответствии требованиями, утвержденными ГОСТом 14098 2014.
ГОСТы сварки арматуры и ее виды
Изготавливаются такие металлические стержни из углеродистой стали. В зависимости от конкретных особенностей изделия может использоваться несколько марок стали, что в свою очередь влияет на их показатели свариваемости. Так, например, при использовании для изготовления арматуры стали группы Б в ее составе должно быть не больше 0,25% углерода. Подобные чрезвычайно прочные металлические стержни могут использоваться для изготовления металлоконструкций.
Распространение также получила арматура марки ВСт, которая содержит повышенную концентрацию марганца. При работе с такой сталью и ее сварке необходимо использовать дополнительное раскисление.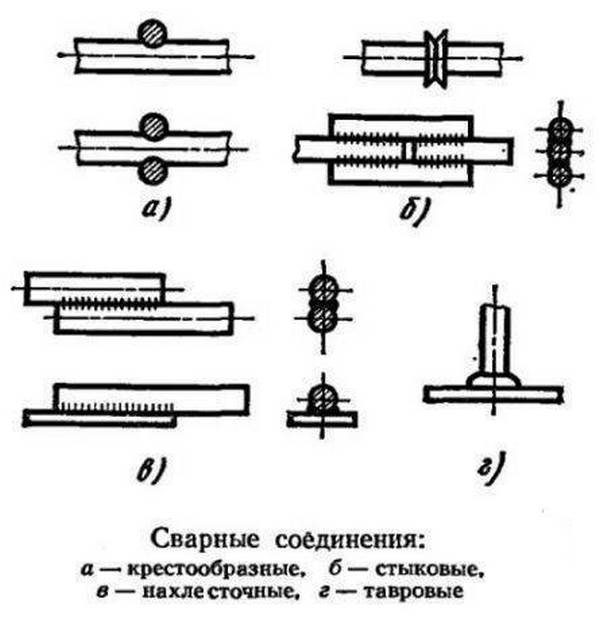 Все эти нюансы вам следует учитывать при выборе тех или иных электродов, что и позволит выполнить максимально прочное соединение металлических стержней.
Все эти нюансы вам следует учитывать при выборе тех или иных электродов, что и позволит выполнить максимально прочное соединение металлических стержней.
Сварка низколегированных стальных сплавов не представляет какой-либо сложности. В данном случае можно использовать стандартные электроды, и работать со средними показателями сварочного тока. Именно поэтому при необходимости выполнения данной работы в домашних условиях рекомендуем вам использовать арматуру, выполненную из низколегированной стали. Такой материал отличается прочностью, он устойчив к коррозии и одновременно прост в работе. Также можем порекомендовать вам при необходимости выполнения сварки в домашних условиях использовать низкоуглеродистые сорта стали. Такая арматура с легкостью сваривается, обеспечивая прочное соединение. Учитывайте, что чем больше содержится углерода в арматуре и электродах, тем больший необходимо использовать ток при выполнении данной работы.
Разновидности арматуры
В настоящее время существует несколько распространенных разновидностей арматуры, которые отличаются своим составом сплава, размерами и формой. Поговорим поподробнее о самых распространенных разновидностях таких металлических стержней.
Поговорим поподробнее о самых распространенных разновидностях таких металлических стержней.
В зависимости от технологии производства принято выделять горячекатаную стержневую и холоднокатаную проволочную арматуру. Стержневой принято считать арматуру диаметром больше 2 миллиметров и длинной менее 13 метров. Изготавливаться она может в прутках или мотках.
Для повышения прочности материала может выполняться термическое упрочнение и дополнительная термообработка. Также распространение получила технология упрочненной вытяжки, которая может использоваться с холодным материалом.
В зависимости от формы арматуры принято выделять рифленые и гладкие стержни. У рифленых имеются небольшие ребра, что позволяет обеспечить прочность материалов при их залитии бетоном.
В зависимости от способа применения можно выделить ненапрягаемую и напрягаемую разновидность.
Способы сварки арматуры
Сварка таких металлических стержней для обустройства фундамента или иных целей может выполняться различными технологиями. Каждый из таких способов сварки имеет свои определенные недостатки и преимущества. Необходимо правильно выбирать ту или иную технологию, что и позволит существенно упростить выполняемые работы и обеспечить необходимую прочность конструкции.
Каждый из таких способов сварки имеет свои определенные недостатки и преимущества. Необходимо правильно выбирать ту или иную технологию, что и позволит существенно упростить выполняемые работы и обеспечить необходимую прочность конструкции.
Контактная сварка арматуры
Контактная сварка выполняется с помощью специального оборудования, которое обеспечивает непрерывное оплавление. При таком контактном методе работы не требуется проводить дополнительную обработку стержней и торцов изделия. Во время сварки торцы зажимаются в станке, после чего на них подается ток и начинается оплавление металла стержня. Необходимо учитывать тот факт, что такой контактный метод сварки может использоваться исключительно с толстыми заготовками. Современные установки для контактной сварки отличаются повышенной мощностью, что позволяет расплавлять торцы стержней любой толщины. Шлак при этом выдавливается автоматически, а полученное соединение отличается максимальной прочностью.
Дуговая сварка арматуры
Электродуговая технология может применяться с изделиями большого диаметра.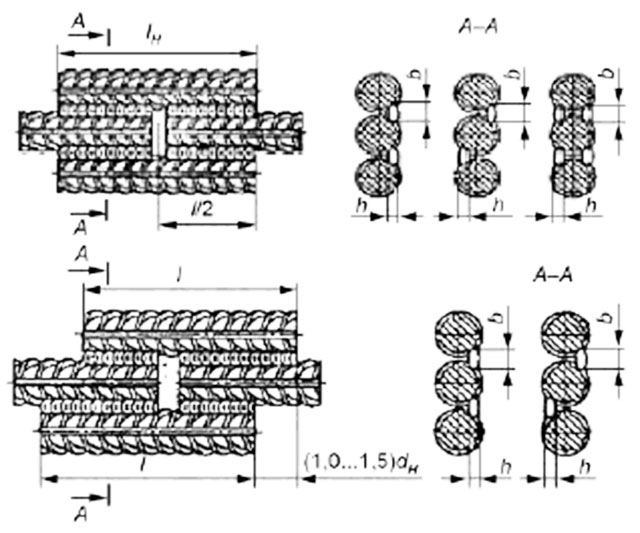 Необходимо в данном случае использовать электроды, которые по своему составу соответствуют свариваемым элементам. Также вам необходимо использовать в работе мощный трансформатор. Такая технология соединения используется при монтаже каркаса, металлоконструкций и производстве сетки.
Необходимо в данном случае использовать электроды, которые по своему составу соответствуют свариваемым элементам. Также вам необходимо использовать в работе мощный трансформатор. Такая технология соединения используется при монтаже каркаса, металлоконструкций и производстве сетки.
Сварка внахлест арматуры выполняется одним или двумя фланговыми швами. Для выполнения такой работы могут потребоваться круглые накладки. Использование таких накладок увеличивает в два раза количество фланговых швов. Для обеспечения качественного соединения длина шва в данном случае должна быть не меньше десяти диаметров стержня.
Ванная сварка арматуры
В том случае, если необходимо выполнить соединение заготовок толщиной больше 2 сантиметров используются специальные ванночки для сварки. Такие ванночки не позволяют растекаться расплавленному металлу. Сварка арматуры встык выполняется в медной съемной ванне. При этом зазор между стержнем при выполнении сварки составляет не больше 80% диаметра арматуры.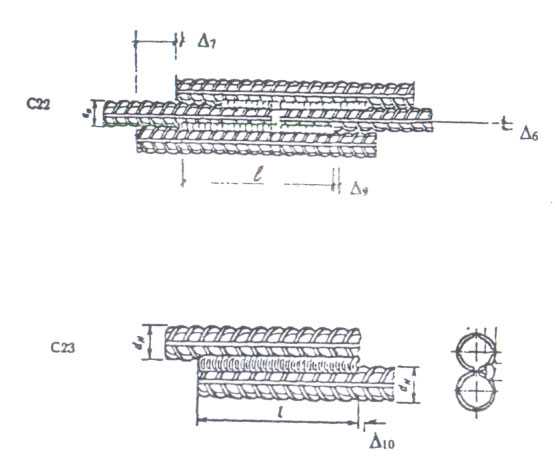 Соединение выполняется с использованием электродов, которые приближены по своему составу к основному материалу.
Соединение выполняется с использованием электродов, которые приближены по своему составу к основному материалу.
В последние годы распространение получил электрошлаковый метод, который позволяет существенно снизить расход электродов и уменьшает стоимость выполняемой работы. Стержни выкладывают в медную форму, между концами арматуры оставляется небольшой зазор. В последующем такой зазор заполняется флюсом, а для расплавления подается электрический ток. Рабочий ток расплавляет основной металл, что обеспечивает прочное соединение металлических элементов.
Выбор режима работы
Следует сказать, что качество выполненной сварки во многом зависит от того насколько правильно подобрано оборудование и его режим работы. Увеличение или уменьшение показателей сварочного тока приведет к существенному ухудшению качества соединения. Выбирать те или иные режимы сварки необходимо с учетом диаметра прутка арматуры, класса используемой стали и ряда других важных характеристик.
Технология сварки арматуры
Марка арматуры непосредственно влияет на выбор используемого оборудования для сварки и ряд других важных нюансов. Так как при сварке арматуры предполагается небольшая площадь соединения и при этом необходимо получить прочное крепление, следует использовать хорошо привариваемые сорта стали, что гарантирует их соединение на молекулярном уровне. Следует сказать, что каждая марка металла имеют свои определенные особенности работы. Так, например, в отдельном случае потребуется использование флюса или же иных других дополнительных материалов. В особенности повышенные требования предъявляются к сварке арматуры, которая используется для изготовления металлоконструкций. Следует сказать, что даже одно некачественно выполненное соединение может привести к неравномерному распределению нагрузки и повреждению всей металлоконструкции. Именно поэтому необходимо использовать качественные материалы, а в отдельных случаях для повышения жесткости приваривать дополнительные ребра, которые улучшат прочность всей металлоконструкции.
Так как при сварке арматуры предполагается небольшая площадь соединения и при этом необходимо получить прочное крепление, следует использовать хорошо привариваемые сорта стали, что гарантирует их соединение на молекулярном уровне. Следует сказать, что каждая марка металла имеют свои определенные особенности работы. Так, например, в отдельном случае потребуется использование флюса или же иных других дополнительных материалов. В особенности повышенные требования предъявляются к сварке арматуры, которая используется для изготовления металлоконструкций. Следует сказать, что даже одно некачественно выполненное соединение может привести к неравномерному распределению нагрузки и повреждению всей металлоконструкции. Именно поэтому необходимо использовать качественные материалы, а в отдельных случаях для повышения жесткости приваривать дополнительные ребра, которые улучшат прочность всей металлоконструкции.
Важно. При выполнении сварки в медной ванне зачастую сложно бывает подобрать оптимальный диаметр такой емкости.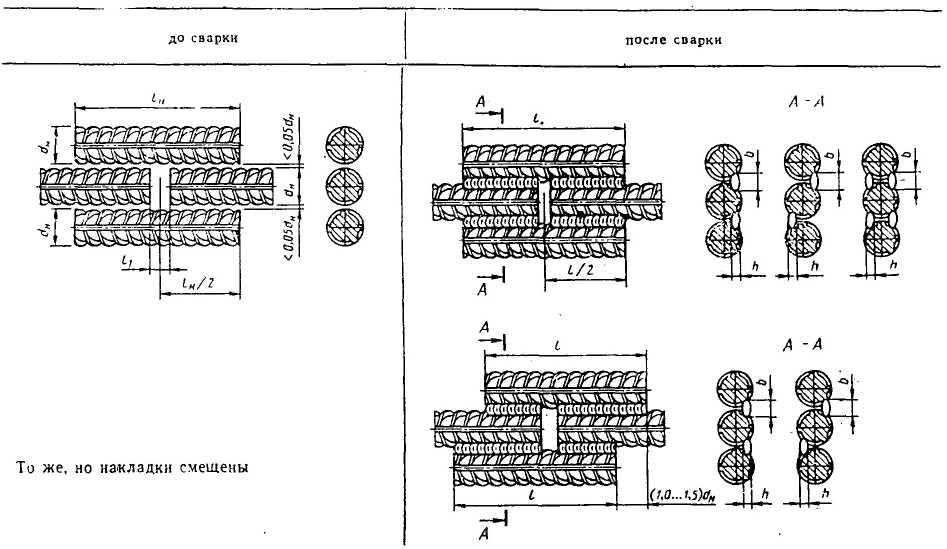 Помните о том, что нужно для сварки использовать прокладку, которая располагается внутри такой медной ванны.
Помните о том, что нужно для сварки использовать прокладку, которая располагается внутри такой медной ванны.
Проверка качества выполненного соединения
Необходимо помнить о том, что к качеству выполненного соединения арматуры предъявляются повышенные требования. Именно поэтому после завершения сварочных работ необходимо выполнить проверку качества. В данном случае следует сверить полученные размеры металлоконструкции с чертежом и проектной документацией. В данном случае используется рулетка, линейка или штангенциркуль.
Прочность соединения может проверяться различными способами. Так, например выполненная металлоконструкция должна с легкостью выдерживать падение с высоты в один метр. По выполненному изделию наносятся удары молотком или аналогичными предметами с разумной допустимой силой. В отдельных случаях проводится рентгеновское исследование швов, что позволяет определить скрытые дефекты.
Меры безопасности при соединении арматуры сваркой
Необходимо помнить об определенных правилах техники безопасности, что и позволит качественно провести данную работу. Еще на этапе подготовки необходимо подогнать, зачистить и обточить торцы металлических изделий. Сварщик в обязательном порядке должен использовать маску, защитную одежду и рукавицы. Используемое оборудование должно быть исправным и обязательно иметь заземление. В том случае, если с инвертором возникают какие-либо проблемы в процессе работы, проводить сварку таким неисправным оборудованием запрещается. Также помните о недопустимости выполнения работ при высоких показателях относительной влажности.
Еще на этапе подготовки необходимо подогнать, зачистить и обточить торцы металлических изделий. Сварщик в обязательном порядке должен использовать маску, защитную одежду и рукавицы. Используемое оборудование должно быть исправным и обязательно иметь заземление. В том случае, если с инвертором возникают какие-либо проблемы в процессе работы, проводить сварку таким неисправным оборудованием запрещается. Также помните о недопустимости выполнения работ при высоких показателях относительной влажности.
Как сваривать арматуру – Разъяснение технологии сварки арматуры в бетоне
Использование бетона в строительной отрасли широко распространено. На самом деле, бетон является наиболее часто используемым материалом для закладки фундаментов сооружений. Независимо от того, что включает в себя строительный проект, будь то возведение стен, столбов или плит перекрытия, бетон является основным строительным материалом.
Несмотря на распространенность использования бетона, он очень подвержен трещинам и создает риск разрушения конструкций. Бетон прочен на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повышения прочности бетона на растяжение, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте. Это достигается за счет создания армированного бетона путем включения арматуры в бетон.
Бетон прочен на сжатие, но относительно слаб на растяжение. Это приводит к необходимости повышения прочности бетона на растяжение, чтобы сделать его более надежным и долговечным материалом для использования в строительном проекте. Это достигается за счет создания армированного бетона путем включения арматуры в бетон.
Продолжайте читать этот подробный пост в блоге, чтобы получить ответы на любые вопросы, которые могут у вас возникнуть о сварке арматуры и железобетона.
Что такое арматура?
Арматура также известна как арматурная сталь. Арматурные стальные стержни используются для улучшения бетона с точки зрения растяжения и прочности конструкции. Арматура компенсирует тот факт, что бетон слаб на растяжение, и делает его достаточно прочным и долговечным материалом, который можно использовать при возведении массивных конструкций. Железобетон способен выдерживать большие растягивающие нагрузки и выдерживать обычное напряжение, которому обычно подвергаются здания. Сталь — единственный металл, который используется в арматуре, благодаря тому, что ее коэффициент теплового расширения (удлинение из-за нагревания) почти равен коэффициенту бетона, что значительно снижает вероятность образования трещин.
Как арматура увеличивает прочность бетона?
Из многих вопросов, связанных с арматурой и бетоном, наиболее частым является вопрос о том, как арматура увеличивает прочность бетона. Бетон заливают на арматурные каркасы, каркасы или маты. По мере заливки бетон затвердевает, и при этом камень или гравий в бетоне фиксируются на месте. Это образует прочную механическую связь. Бетон, заблокированный арматурой, имеет большую прочность на растяжение по сравнению с чистым бетоном. Бетон обладает большим сопротивлением силам сжатия, то есть прочностью на сжатие, но плохой устойчивостью к силам растяжения или изгиба (прочность на растяжение), что улучшает арматуру, что делает ее пригодной для любого строительного проекта.
Можно ли сваривать арматуру?
Арматура доступна в различных размерах и сортах. В то время как некоторые марки арматуры можно сваривать, некоторые нельзя. Чтобы лучше понять, какие типы арматуры можно сваривать, а какие нельзя, продолжайте читать этот пост в блоге!
Свариваемая арматура
В соответствии с нормами AWS D1.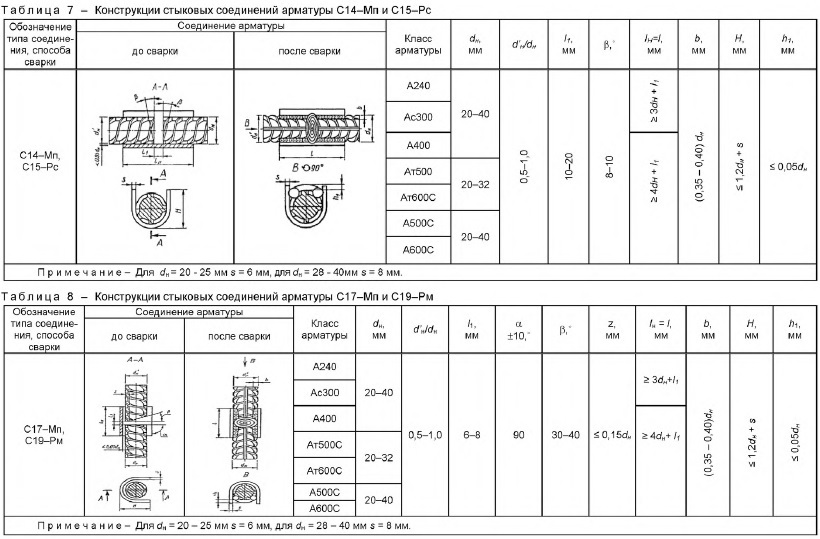 4 по сварке конструкций арматура из низколегированной стали пригодна для сварки. Эта марка арматуры имеет такое соотношение стали и углерода, что делает ее пригодной для сварки. Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне. Это единственный тип арматуры, которую можно сваривать без особых соображений.
4 по сварке конструкций арматура из низколегированной стали пригодна для сварки. Эта марка арматуры имеет такое соотношение стали и углерода, что делает ее пригодной для сварки. Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне. Это единственный тип арматуры, которую можно сваривать без особых соображений.
Несвариваемая арматура
Химический состав стали определяет, можно ли ее сваривать. Если сталь имеет высокое содержание углерода, она будет более хрупкой и, следовательно, менее пригодной для сварки. Этот тип стали более склонен к разрушению при воздействии сварочного напряжения. Поэтому стальные сплавы, обладающие высоким уровнем прочности, не подходят для сварки.
Сварная арматура
Сварная арматура обеспечивает жесткое и прочное конструкционное соединение, которое не только обеспечивает осуществимую транспортировку арматурных матов и каркасов, но также гарантирует, что они придают бетонным конструкциям необходимую прочность. Многие считают сварку арматуры сложной и даже неприемлемой, но на самом деле это один из наиболее практичных способов гарантировать, что арматура максимально соответствует своему назначению.
Многие считают сварку арматуры сложной и даже неприемлемой, но на самом деле это один из наиболее практичных способов гарантировать, что арматура максимально соответствует своему назначению.
Сварная арматура приемлема и практична при соблюдении определенных правил и стандартов. К ним относятся:
- Выбор правильного типа арматурного стержня
- Определение необходимости предварительного нагрева или его выполнение при необходимости
- Выбор соответствующего наполнителя (сварочная проволока или стержень)
- Выбор надлежащего сварного шва, подготовка металла и правильное размещение
Выбор правильного типа арматуры
В строительной отрасли используются многочисленные типы армированных стальных стержней или арматуры. Они перечислены ниже:
Прутки из мягкой стали
Эти прутки имеют плоскую поверхность и круглую форму. Эти стержни могут быть найдены в размерах от 6 мм до 50 мм. Стержни из мягкой стали используются для армирования бетона, который используется только для специальных проектов.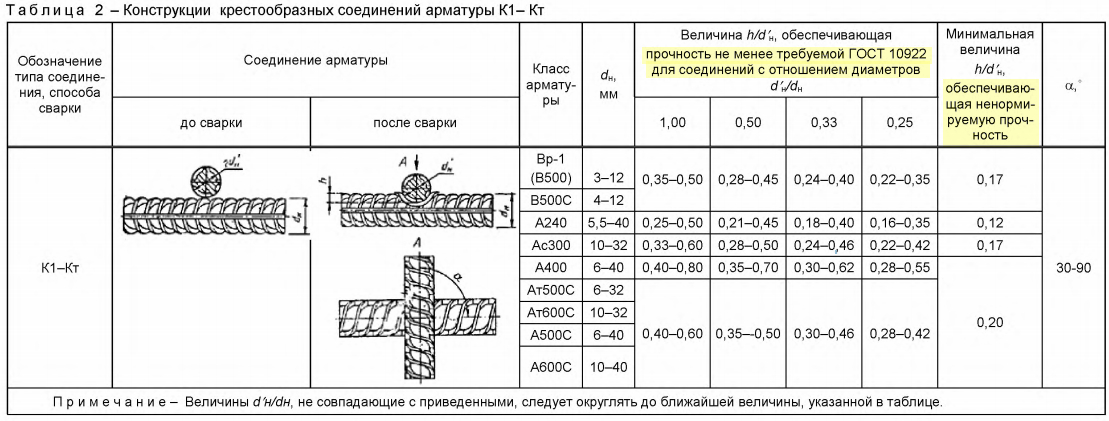 Например, они используются в ситуациях, когда стальные стержни должны скользить в металлическую втулку, в дюбелях в деформационных швах, на взлетно-посадочных полосах и дорогах для компенсационных швов, а также для использования в спиралях колонн и т. д. Стержни из мягкой стали относительно легко гнуть и резать без повреждений.
Например, они используются в ситуациях, когда стальные стержни должны скользить в металлическую втулку, в дюбелях в деформационных швах, на взлетно-посадочных полосах и дорогах для компенсационных швов, а также для использования в спиралях колонн и т. д. Стержни из мягкой стали относительно легко гнуть и резать без повреждений.
Деформированные стальные стержни
Как следует из названия, деформированные стальные стержни имеют деформированную поверхность из-за выступов, ребер или любого другого вида деформации на их поверхности. Эти стержни легче транспортировать из-за минимального проскальзывания, которым они обладают, и они увеличивают прочность связи между сталью и бетоном. Их предел прочности при растяжении выше по сравнению с стержнями из мягкой стали, а также ограничивает трещины, которые более чем часто появляются в железобетоне вокруг стержней из мягкой стали.
Прутки, подвергнутые термомеханической обработке (прутки ТМТ)
Прутки ТМТ — это стержни, подвергнутые термообработке. Они обеспечивают превосходную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Они обеспечивают превосходную прочность железобетона. Этот тип арматуры превосходит другие типы арматуры с точки зрения пластичности, прочности, способности к изгибу, свариваемости и качества.
Высокопрочные деформированные стержни
Эти холоднообработанные стержни скручены с ребрами, выступами, выступами или деформациями на их поверхности. Это тип арматуры, который чаще всего используется для армирования бетона. Он обладает большой прочностью, пластичностью и свариваемостью благодаря низкому содержанию углерода. Свариваемость этой арматуры составляет исключительную 100%, что является причиной ее широкого применения в железобетоне.
Другие виды арматуры
Другие виды арматуры включают арматуру из углеродистой стали, европейскую арматуру, оцинкованную арматуру, арматуру с эпоксидным покрытием, арматуру из нержавеющей стали и арматуру из полимера, армированного стекловолокном. Каждый тип имеет различный набор свойств, при этом арматура из нержавеющей стали является лучшей с точки зрения качества и самой дорогой из всех типов.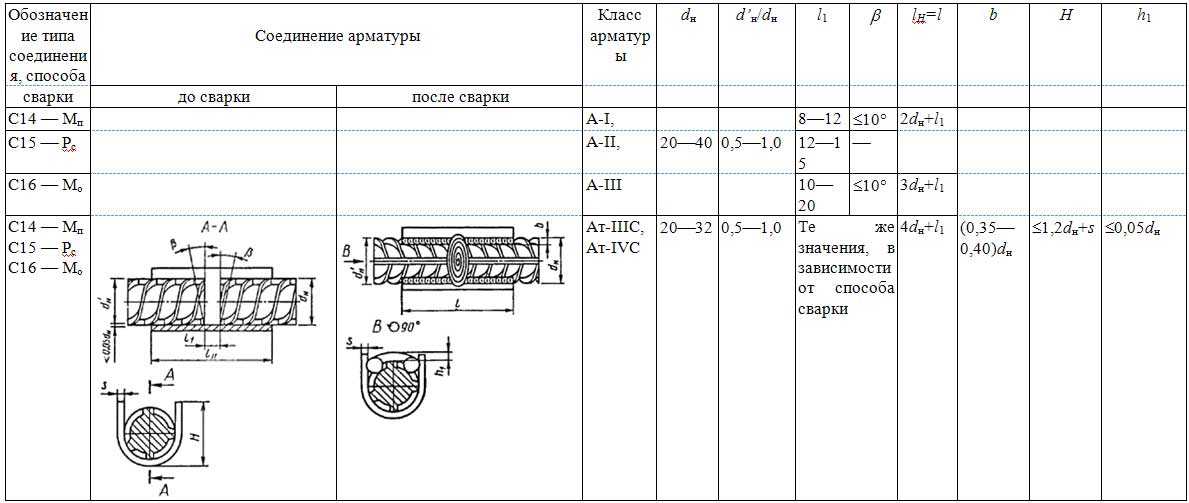
Выбор типа арматуры, которую вы собираетесь использовать, полностью зависит от области применения, для которой вы армируете бетон.
Необходимость и практика предварительного нагрева
Необходимость предварительного нагрева перед сваркой арматуры зависит от ее углеродного эквивалента и размера. Необходимо определить углеродный эквивалент стали, который является мерой ее способности к сварке. Стали с высоким углеродным эквивалентом хуже поддаются сварке и, следовательно, требуют большего предварительного нагрева, и наоборот.
Для расчета углеродного эквивалента стали необходимо иметь полную информацию о химическом составе стали, которая может быть предоставлена или не указана в заводском паспорте. Всегда лучше запросить эту информацию, чтобы избежать ненужных расходов на предварительный нагрев.
Выбор правильного присадочного материала
Тип присадочного материала, который следует использовать для сварки арматурных стержней, зависит от используемого метода сварки. Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом.
Для сварки арматуры можно использовать три типа сварки: SMAW-дуговая сварка металлическим электродом в среде защитного газа (стержневая/дуговая сварка), GMAW-дуговая сварка металлическим электродом в среде защитного газа (MIG) и FCAW-дуговая сварка с сердечником под флюсом.
Например, если вы используете арматуру марки A615 класса 60, вы можете использовать методы SMAW или GMAW. Если используется сварка SMAW, правильным наполнителем будут электроды E9.016-X, E9018-X, E9015-X или E9018M. Однако для метода GMAW правильным наполнителем будет электрод ER90C-XXX или ER90S-XXX.
Выбор наполнителя зависит от типа арматуры и используемого метода сварки.
Выбор правильного сварного шва, подготовка металла и правильное размещение
Не все типы сварных швов можно использовать для сварки арматуры. Существуют определенные допустимые сварные швы. Типы сварных швов, которые можно выполнять на арматуре, представляют собой соединения внахлестку, стыковые соединения и сращивания. В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу. Единственное, что должен обеспечить сварщик, это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (см. ASTM A184/A184M — Стандартные технические условия для сварных деформированных стальных стержневых матов для армирования бетона).
В соответствии с Кодексом по сварке конструкций (AWS D1.4) нет положений, касающихся стальных стержней, перпендикулярных друг другу. Единственное, что должен обеспечить сварщик, это то, что все стальные стержни «по существу параллельны и перпендикулярны друг другу» (см. ASTM A184/A184M — Стандартные технические условия для сварных деформированных стальных стержневых матов для армирования бетона).
Похожие вопросы
Можно ли сваривать арматуру?
Арматурный стержень можно сваривать только в том случае, если он соответствует классу W. Арматурный стержень, который можно сваривать, всегда помечается буквой W. Если на арматурном стержне нет этой маркировки, он не пригоден для сварки.
Что произойдет, если в бетон вварить не тот арматурный стержень?
Если сварить арматурный стержень неправильной марки (высокопрочная арматура, не относящаяся к марке W), бетон будет иметь низкую прочность на растяжение и растрескиваться под нагрузкой и напряжением. Таким образом, долговечность и надежность конструкции из железобетона с арматурой не марки W будут поставлены под угрозу.
Можно ли сваривать арматуру A615?
Арматура A615 представляет собой высокопрочный стальной сплав, который не подходит для сварки. Арматура A615 подвержена растрескиванию. В случае необходимости сварки арматурного проката A615 его необходимо предварительно подогреть.
Арматура какой марки является свариваемой?
Низколегированная арматура, такая как арматура A706, пригодна для сварки.
Можно ли сваривать арматуру в бетоне?
Да, арматуру можно вваривать в бетон для образования железобетона. Однако не все марки арматуры можно сваривать со сталью. Только низколегированная арматура класса W пригодна для сварки.
Полное руководство по сварке арматуры
Сварка арматуры или стального арматурного стержня
Знать, как сваривать арматуру или арматурные стержни, очень важно для обеспечения целостности конструкции. Как известно, бетон – это искусственный камень, который получается из смеси цемента, заполнителей и воды путем затвердевания водно-цементной смеси.
Бетон имеет высокую прочность на сжатие, но низкую прочность на растяжение и прочность на сдвиг. Чтобы бетон выдерживал эти напряжения растяжения и сдвига, необходимо использовать стальной стержень или арматуру под названием 9.Арматурная сталь 0120. Сталь, используемая для этой цели, называется арматурной сталью.
Спецификации материалов для арматурных стержней: ASTM A 615, A 616 и A 617. Эти стандарты определяют только механические свойства материала, химический состав не указывается.
Поскольку мы знаем, что химия материала важна для свариваемости материала на основе его углеродного эквивалента, например, в случае углеродистой стали и низколегированных сталей, вы можете найти арматурные стержни, соответствующие вышеуказанному стандарту, но их невозможно сварить (плохая свариваемость). ).
Таким образом, арматурный стержень должен быть пригоден для сварки, прежде чем он будет включен в конструкцию с требованиями к сварке.
Зачем нужна сварная арматура?
Арматурный стержень, или арматурный стержень, представляет собой обычный стальной арматурный стержень, используемый в бетонных конструкциях. Weld Rebar предлагает ряд преимуществ по сравнению с другими методами крепления арматуры к бетону.
Weld Rebar предлагает ряд преимуществ по сравнению с другими методами крепления арматуры к бетону.
Одним из основных преимуществ сварки арматуры является то, что она создает очень прочную связь между арматурой и бетоном. Тепло от процесса сварки плавит поверхность арматуры и бетона, создавая прочный сварной шов. Этот сварной шов намного прочнее любого механического соединения.
Еще одним преимуществом сварки арматуры является то, что это очень быстрый и эффективный процесс. Сварщик может легко сварить несколько кусков арматуры за короткое время. Это может сэкономить время на строительной площадке и снизить трудозатраты.
Наконец, сварка арматуры — это относительно простой процесс, которому может научиться любой, имеющий базовые навыки сварки.
Спецификации материалов для арматуры или арматурного стержня
ASTM A615, ASTM A 616 и ASTM A 617, ASTM A706 , DIN 488, DIN EN 10080
Код/ Стандарт для сварки для арматуры/ Арративная сварка
- BS 7123: 1989 Сварка металлической дуги для стали. сварка углеродистых и углеродисто-марганцевых сталей
- AWS D 12.1
- КОД ACI-318-19: Строительные нормы и правила для конструкционного бетона и комментарии
- ISO 17660-1:2006 Сварка. Сварка арматурной стали. Часть 1. Несущие сварные соединения
- BS 8548:2017 Руководство по дуговой сварке арматурной стали Пруток
Большинство арматурных материалов имеют углеродно-марганцевую основу. Сварку можно выполнять с помощью ER70S-6 при сварке методом GMAW.
Типы электродов E7018 или E6013 в основном используются при дуговой сварке защищенным металлом или в процессе сварки стержнем / сварки SMAW.
AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) В таблице 5.1 указаны сварочные прутки, используемые для сварки арматурных стержней.
Например, при использовании ASTM A615 Gr. 60 арматурных стержней, сварка стержнем (SMAW) может выполняться с использованием стержня 90ksi (например, E9018, E9015 и т.
д.).Сварка TIG или MIG/FCAW может выполняться с использованием ER90S-G или E90C-XXX. В случае использования разнородных материалов при выборе сварочного электрода следует учитывать арматуру с более высокой прочностью.
Предположим, сварной шов между ASTM A706 Gr. 60 по ASTM A615 гр. 60 материалов. Выбор электрода должен основываться на ASTM A615 (90 ksi), поскольку он имеет более высокую прочность по сравнению с материалом ASTM A706 (80 ksi).
A706 Сварка арматурных стержней
A706 Сварка арматурных стержней должна выполняться с помощью сварки стержнем, сварки MIG или сварки под флюсом. Сварка стержней арматуры A706 производится с использованием стержней E8018-G, E8015-G или E80816-G.
Сварка MIG арматуры A706 выполняется с использованием проволоки ER80S-G MIG. Точно так же сварка арматуры A706 порошковой проволокой выполняется с использованием порошковой проволоки типа E80T1-C (E8XTX-X).
Температура предварительного нагрева при сварке арматурного стержня A706 зависит от углеродного эквивалента арматурного стержня и его толщины и должна выполняться следующим образом:
- До 0,40 % углеродного эквивалента: без предварительного нагрева
- От 0,40 % до 0,65 % углеродного эквивалента: предварительный нагрев в диапазоне от 200 °F до 300 °F
- Свыше 0,65% углеродного эквивалента: предварительный нагрев 400 – 500 °F
Пригодна ли сварка арматуры из A615?
Да, арматура A615 поддается сварке.
Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.Рекомендуемые сварочные материалы для сварки арматуры A615:
- Сварка класса 300: ER70S-6, ER70S-2
- Для сварки порошковой проволокой A615 класса 40 и класса 300: E71T-1C, E71T1-M
- A65 для сварки палочкой 90 , & Сварка класса 420: E9018-G
- For MIG welding of A615 Grade 60, & Grade 420 welding: ER90S-G
- For Flux cored welding of A615 Grade 60, & Grade 420 welding: E9XTX-X
- Для сварки электродами A615, класс 75 и 520: E10018-M, E10015-X, E10016-X
- Для сварки MIG сварки A615, класс 75 и 520: ER100S-G
- Сварка MAG
- FCAW Welding
- Resistance spot welding
- Pressure butt welding
- Projection Welding
- Friction Welding
- Oxy-fuel gas сварка давлением
 сварка углеродистых и углеродисто-марганцевых сталей
сварка углеродистых и углеродисто-марганцевых сталей  д.).
д.). Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.
Сварка арматуры А615 осуществляется с помощью электродуговой сварки, сварки МИГ и дуговой сварки порошковой проволокой.Сварка порошковой проволокой A615 класса 75 и сварка класса 520: E10XTX-X
A706 Свариваемая арматура
A706 Сварка свариваемой арматуры выполняется с использованием сварочной проволоки типа E8018-G или ER80S-G.
Европейские стандарты/стандарты ISO для сварки арматуры
Сварка арматурной стали (арматуры) или сварка арматуры может выполняться в соответствии со стандартом DIN EN ISO 17660 с использованием следующих процессов сварки:
Присадочная проволока/прутки должны быть подобраны по механическим свойствам к соответствующей арматурной стали и стальным материалам.
В соответствии со стандартом ISO 17660 для сварки арматуры должны использоваться только одобренные и сертифицированные CE сварочные материалы.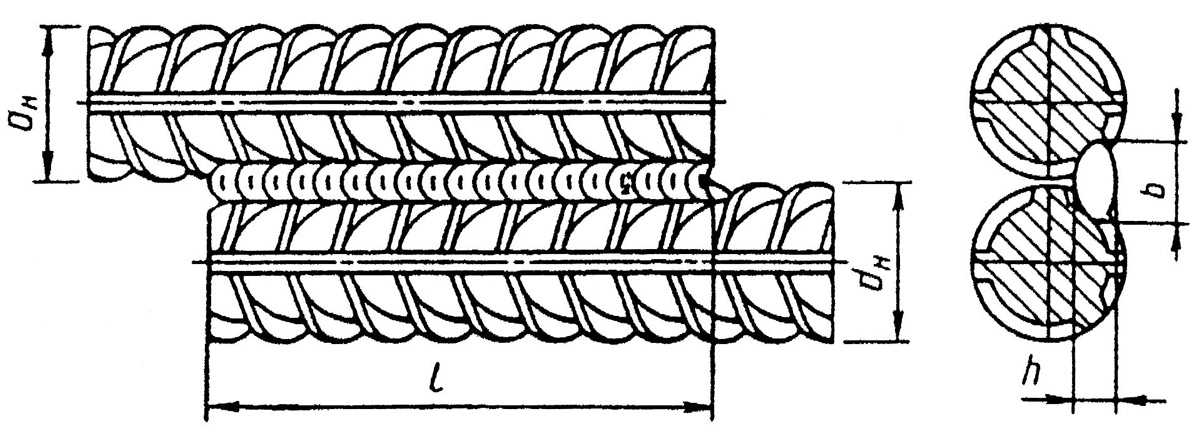
Для несущих сварных соединений минимальный предел текучести сварочного прутка должен составлять 70 % от предела текучести материала арматуры.
Для несущих стыковых сварных соединений минимальный предел текучести сварочного прутка должен быть равен или превышать предел текучести материала арматуры.
Выбор сварочного процесса для сварки арматурного стержня
The welding processes for pre-assembly of reinforcement bar welding or Weld Rebar are:
- Stick (SMAW) Welding
- MAG Welding
- FCAW Welding
- Точечная сварка сопротивлением
- Стыковая сварка давлением
- Выступающая сварка
- Газокислородная сварка под давлением
Сварка трением0154
Процедура сварки арматурных стержней или арматурных стержней
Квалификация сварки арматурных стержней имеет решающее значение для хорошего качества соединения. Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.
Квалификация WPS должна соответствовать AWS D1.4 (Нормы и правила сварки конструкций – арматурная сталь) или AWS D 12.1, раздел 4.
согласно DIN EN ISO 17660-1 для несущих соединений и DIN EN ISO 17660-2 для ненесущих сварных соединений.
Квалификация процедуры для британского стандарта должна соответствовать сварке стали BS 7123-MMAW для армирования бетона.
Лучшая сварочная проволока для сварки арматуры
Выбор сварочной проволоки зависит от материала арматуры. Простое руководство по выбору присадочной проволоки/сварочного электрода для сварки арматуры (арматурный стержень) приведено в AWS D1.4, таблица 5.1, в зависимости от прочности материала.
Следовательно, лучший сварочный пруток для сварки арматуры зависит от свариваемого материала и его свойств. В таблице 5.1 приведены лучшие сварочные прутки для различных марок арматурных стержней.
Прихватка арматурных стержней или арматурных стержней
Длина прихватки для сварки арматуры должна составлять не менее 25 мм или 1 дюйм, а размер шва должен составлять 4 миллиметра или 5/32 дюйма. Сварное соединение должно быть похоже на соединение внахлестку.
Сварное соединение должно быть похоже на соединение внахлестку.
Подробная информация о сварочных соединениях для процедуры сварки арматурных стержней или арматурных стержней
Различают несущие и ненесущие сварочные соединения (сварные соединения арматурных стержней). Несущие сварные соединения служат для передачи усилий между соединяемыми стержнями. Ненесущая способность защищает отдельные компоненты арматуры от замены или перемещения.
Сварные соединения могут выполняться как между арматурным стержнем, так и между свариваемой конструкционной сталью. Детали сварных соединений для сварного соединения арматурного стержня для параллельного соединения, прямого стыкового соединения и анкерного соединения показаны на рисунках ниже.
На приведенном ниже рисунке различные соединения арматуры (армирующего сварного шва) показаны как соединение с муфтой, соединение внахлестку, стыковое соединение с одинарным и двойным скосом, а также одинарное стыковое соединение с V-образным и двойным V-образным стыком.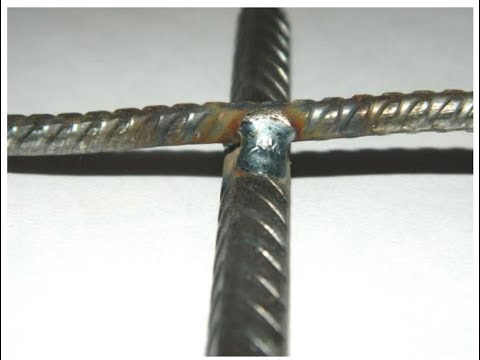
Соединения также могут иметь прямое стыковое соединение (двойной V-образный стык) и анкерное соединение (двусторонний наружный угловой шов), как показано на рисунке ниже.
Когда сварные соединения выполнены в соответствии с DIN EN ISO 17660-1, можно предположить, что сварные соединения, за исключением крестообразных соединений, могут выдерживать точно такую же степень нагрузки, как и несварной стержень.
Символ сварки арматурных стержней
Соединения арматурных стержней (армирующие сварные соединения) имеют ту же конфигурацию сварного шва, что и V-образное соединение с развальцовкой, или могут иметь соединение с развальцовкой под углом, а также угловой сварной шов.
Пример символа сварного шва арматурного стержня показан на рисунке ниже, где сварное соединение представляет собой V-образное соединение с одинарным развальцовкой.
Прочие сварные соединения арматурных стержней между арматурным стержнем и листом указаны далее в этой статье с соответствующими обозначениями сварных швов.
Приварка арматурного стержня к пластине
Приварка арматурного стержня к пластине аналогична обычному сварному соединению с развальцовкой или угловому сварному шву. Аттестация процедуры сварки должна проводиться в соответствии с применимыми нормами и стандартами для подтверждения того, что соединение соответствует минимальным установленным требованиям.
На рисунке ниже показаны различные возможные конфигурации сварки арматурных стержней между пластиной и трубами.
Сертификация сварки арматуры
Компания Сертификация сварки арматуры или арматурной стали различается в зависимости от страны. Например, в США нет требований к сертификации компаний для выполнения сварки арматуры, хотя они должны соответствовать применимым требованиям строительных норм и правил (например, AWS D1.4).
В Канаде сертификация компании Rebar соответствует CSA W186-WELDING OF REINFORCING BARS COMPANY CERTIFICATION.
В настоящем стандарте приведены требования сертификации для сварки арматурных стержней (арматурных стержней) в железобетонных конструкциях для стали.
В странах Европейского союза (ЕС) компания, выполняющая сварку арматурных стержней, должна иметь сертификат согласно DIN EN ISO 17660-1 для несущих соединений или согласно DIN EN ISO 17660-2 для ненесущих соединений. суставы.
Также предприятие должно соответствовать техническим требованиям к качеству сварки согласно DIN EN ISO 3834-3.
Типы соединений для сварки арматуры
Ниже перечислены основные типы сварных соединений, которые возможны при сварке арматуры (арматурного стержня):
- Flare Bevel Groove Weld (одиночная и двойная канавка)
- Flare v Groove Weld Weld
- Direct Weld Weld (Single Double Vald (Single Double vlow сварной шов (Single V, Double V)
- Сварной шов с разделкой кромок и двойной кромкой
- Соединение внахлестку
- 5s 9Jo-9- T-
1
Подробную информацию о вышеуказанных типах сварных соединений с их конфигурацией можно найти в AWS D1.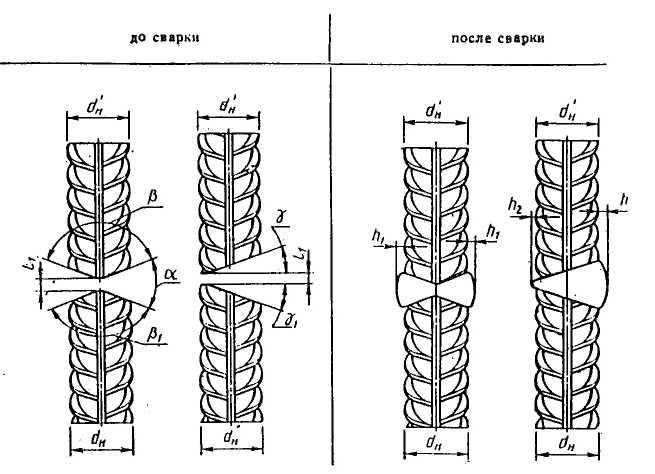
Сварка контактный: Контактная сварка: купить оборудование в каталоге аппаратов контактной сварки для контактной точечной сварки, цены от производителя
Что такое контактная сварка
Впервые контактной сваркой, как методом соединения металлов, воспользовался английский физик Уильям Томсон в 1856 г. Сейчас технология активно применяется в машиностроении, авиастроении, выпуске корпусов различной техники, авторемонте и т. д. Метод сварки один из наиболее быстрых, легко автоматизируется, качество соединения не зависит от опытности сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого метода, необходимые расходные материалы.
В этой статье:
- Принцип работы аппаратов контактной сварки
- Виды контактной сварки
- Дефекты сварки и контроль качества
- Машины для контактной сварки
- Расходные материалы
- Меры предосторожности
- Обозначение контактной сварки на чертеже
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть. Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.
- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла

Длительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке. В зависимости от оборудования и исполнительных механизмов подразделяется на:
В зависимости от оборудования и исполнительных механизмов подразделяется на:
 Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки. Метод подходит для сборки бочек, емкостей.
Метод подходит для сборки бочек, емкостей.
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Дефекты сварки и контроль качества
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты. Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
«Родственный» непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Машины для контактной сварки
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:
Источник видео: Telwin Viet Nam
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
 5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кг\мм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Обозначение контактной сварки на чертеже
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения («К» — контактная, «т» — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать
Как соединить две детали толщиной 5 и 10 мм?
СкрытьПодробнее
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток?
СкрытьПодробнее
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
С подобранными настройками переходите к сборке изделия.
Подходит ли контактная сварка для алюминия?
СкрытьПодробнее
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки?
СкрытьПодробнее
Удобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки?
СкрытьПодробнее
Циклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Контактная сварка | Рудетранс
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Родоначальник контактной сварки — английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н.Н.Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была поставлена в 1936 г. после освоения серийного выпуска контактных сварочных машин.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02. .. 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
 .. 1,0 с)
.. 1,0 с)
Основные способы контактной сварки
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7 — привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10 — аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки. Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины. Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация.
Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.
Подготовка поверхностей к контактной сварке
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать. Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Аппарат для сварки изоляционных штифтов | Штифтовой сварочный аппарат с пистолетом
Цена:
Распродажа:
2699,00 долларов США
- Артикул:
- ПИНТО СВАРОЧНЫЙ ПРИБОР
- Единица измерения:
- Каждая (машина с пистолетом и кабелями)
- Доставка:
- Прямая доставка
- Описание
- Другие детали
- Отзывы
Сварочная система PINTO представляет собой универсальную твердотельную портативную систему для сварки штифтов и шпилек, предназначенную для различных видов крепежных изделий. Этот штифтовой сварочный аппарат был разработан для сварки 14Ga. CD штифты через 1/4 — 20 шпильки CD, включая штифты с чашеобразной головкой, на металлическую поверхность с помощью сварки конденсаторным разрядом (CD) начального контакта. Сварочная система состоит из блока питания, легкой сварочной горелки, удлинителя кабеля горелки и провода заземления, а также зажима заземления.
Этот штифтовой сварочный аппарат был разработан для сварки 14Ga. CD штифты через 1/4 — 20 шпильки CD, включая штифты с чашеобразной головкой, на металлическую поверхность с помощью сварки конденсаторным разрядом (CD) начального контакта. Сварочная система состоит из блока питания, легкой сварочной горелки, удлинителя кабеля горелки и провода заземления, а также зажима заземления.
Система для сварки изоляционных штифтов способна выполнять до 16 сварок в минуту с низкоуглеродистой, нержавеющей и оцинкованной сталью, а также со многими алюминиевыми и медными сплавами. Блок питания обеспечивает источник энергии и все необходимые элементы управления для процесса сварки. Он также имеет схему автоматического разряда сварочных конденсаторов через резистор, когда сетевой выключатель переменного тока находится в положении «ВЫКЛ».
Установка для использования с приварными штифтами Mini-Cup (продаются отдельно)
Клиенты также просмотрели
Крепеж Gemco / Midwest
Приварные штифты Mini Cup (изолированные)
Оцинкованные штифты для сварки изоляции с мини-чашкой производства Gemco/Midwest Fasteners. В изоляторах используется мини-чашка
В изоляторах используется мини-чашка
Цена:
Распродажа:
$128,46
Крепеж Gemco / Midwest
Вешалки Insul с перфорированным основанием (оптовая коробка)
Подвесы Insul с перфорированным основанием используются для крепления изоляционного материала к стенам и потолкам. Пе
Цена:
Распродажа:
$113,00
Оуэнс Корнинг / Джонс Мэнвилл
Изоляция труб из стекловолокна
Изоляционное покрытие для труб из стекловолокна предназначено в качестве теплоизоляции как для горячих, так и для холодных
Цена:
Распродажа:
4,53 доллара США
Сварочные электроды с метрической гайкой и штифты с покрытием
Отдел производства теперь имеет на складе штифты типа «дельфиновый нос» с покрытием, которые используются во многих системах контактной сварки. Наши штифты с алмазоподобным покрытием (DLC) гарантированно прослужат дольше ваших нынешних штифтов из инструментальной стали. Выберите один из компонентов ниже или спросите нас о создании собственного булавки для вашего приложения. От наших штифтов стандартного типа до штифтов Arctic, которые обеспечивают более высокое качество сварных швов и более длительный срок службы, вы можете выбрать продукт, который наилучшим образом соответствует вашим потребностям.
Наши штифты с алмазоподобным покрытием (DLC) гарантированно прослужат дольше ваших нынешних штифтов из инструментальной стали. Выберите один из компонентов ниже или спросите нас о создании собственного булавки для вашего приложения. От наших штифтов стандартного типа до штифтов Arctic, которые обеспечивают более высокое качество сварных швов и более длительный срок службы, вы можете выбрать продукт, который наилучшим образом соответствует вашим потребностям.
Электродные головки изготовлены из материала класса 2 RWMA и являются расходными материалами с оптимальной стоимостью. Доступны электроды GH класса 3 и 10 Вт с увеличенным сроком службы. С вогнутым седлом штифт располагается в центре сборки, когда в систему подается воздух. Это дает вам повторяющееся место для автоматических питателей орехов, чтобы доставить орехи в окружающую среду.
Сварка сопротивлением Штифты имеют непроводящую поверхность на стальной матрице, что увеличивает срок службы в условиях повторяющихся движений.![]() Резьбовая головка, фиксирующая штифт на месте, позволяет легко заменить штифт в соответствии с вашими требованиями. Мы даже можем помочь разработать штифты для специальных приложений.
Резьбовая головка, фиксирующая штифт на месте, позволяет легко заменить штифт в соответствии с вашими требованиями. Мы даже можем помочь разработать штифты для специальных приложений.
Обратите внимание: Установочные штифты для гаек с выступающей сваркой изготавливаются из нескольких различных материалов с различными покрытиями. Керамика, ACT, инструментальная сталь, DLC и KCF доступны во многих размерах на складе. Позвольте одному из наших опытных представителей по обслуживанию клиентов помочь вам выбрать покрытие, которое лучше всего подходит для вашего применения.
Медные головки для контактной сварки и плавки с медно-вольфрамовым покрытием
| Номер детали | Диаметр отверстия | A Размер пальца | B Резьба | C Диам. | Головки с медно-вольфрамовым покрытием |
|---|---|---|---|---|---|
| www.resistanceweldsupplies.com | |||||
| 175-8004 | . 197 197 | 4 мм | М18 | 1,0 | 175-8004-10Вт |
| 175-8005 | .236 | 5 мм | М18 | 1,0 | 175-8005-10Вт |
| 175-8006 | .276 | 6 мм | М18 | 1,0 | 175-8006-10Вт |
| 175-8007 | .315 | 7 мм | М18 | 1,0 | 175-8007-10Вт |
| 175-8008 | .354 | 8 мм | М18 | 1,0 | 175-8008-10Вт |
| 175-8009 | .394 | 9мм | М18 | 1,0 | 175-8009-10Вт |
| 175-8010 | .432 | 10 мм | М22 | 1,125″ | 175-8010-10Вт |
| 175-8011 | .472 | 11мм | М22 | 1,125″ | 175-8011-10Вт |
| 175-8012 | . 512 512 | 12 мм | М22 | 1,125″ | 175-8012-10Вт |
| 175-8013 | .551 | 13 мм | М22 | 1,125″ | 175-8013-10Вт |
| 175-8014 | .558 | 14 мм | М26 | 1,125″ | 175-8014-10Вт |
Стандартные дельфиновые контакты
| Номер детали | Агрегат | B Oval | C BASE | Пилот DIA. | |
|---|---|---|---|---|---|
| www.resistanceweldsupplies.com | |||||
| 195-3004 | 4 мм | 1,12 дюйма | 12 мм | .185 | |
| 195-3005 | 5 мм | 1,17″ | 12 мм | .224 | |
| 195-3006 | 6 мм | 1,23 дюйма | 12 мм | .264 | |
| 195-3007 | 7 мм | 1,24 дюйма | 12 мм | . 303 303 | |
| 195-3008 | 8 мм | 1,25 дюйма | 12 мм | .340 | |
| 195-3009 | 9мм | 1,19″ | 12 мм | .380 | |
| 195-3010 | 10 мм | 1,37 дюйма | 16 мм | .422 | |
| 195-3011 | 11мм | 1,38″ | 16 мм | .458 | |
| 195-3012 | 12 мм | 1,40″ | 16 мм | .500 | |
| 195-3013 | 13 мм | 1,37 дюйма | 16 мм | .539 | |
| 195-3014 | 14 мм | 1,50 дюйма | .815 | .580 | |
| 195-3015 | 15 мм | 1,52 дюйма | .815 | .620 | |
Корпуса электродов из туффалоя
| Описание | Артикул | A Овальный | 1 B Диам. | C Резьба | D Конус/Резьба |
|---|---|---|---|---|---|
| www.resistanceweldsupplies.com | |||||
| ТДХ-25А | 301-0004 | 1,77″ | 1″ | 18 мм | #4 |
| ТДХ-25С | 301-0005 | 1,97″ | 1″ | 18 мм | #5 |
| ТДХ-25С-ТХД | 301-0006 | 2,13 дюйма | 1″ | 18 мм | 5/8-11 |
| ТДХ-30А | 301-0015 | 1,97″ | 1,125″ | 22 мм | #5 |
| ТДХ-35А | 301-0020 | 1,97″ | 1,125″ | 26 мм | #5 |
Корпус верхнего электрода из туффалоя
| Описание | Номер детали | A ID 10 C | Конус D | ||
|---|---|---|---|---|---|
www. | |||||