Насмерть сорванная гайка на одностороннем анкере: mux22 — LiveJournal
Вот это конкретная беда! Анкерная гайка безнадежно испорчена.
То есть ладно бы просто сорвали шлиц — с этим еще можно что-то сделать без особых усилий. Но тут его раскололи. Как — не знаю. И теперь НИКАКОЙ ключ там не держится вообще. Ни обычный, ни на размер больше, ни конусный.
Хорошо еще, анкер на этой гитаре односторонний: поврежденную гайку можно открутить и заменить (с двухсторонним так не сделаешь, пришлось бы снимать накладку и менять анкер целиком). Стало быть, проблема только в том, как снять гайку. Как можно видеть, затянули ее основательно.
Первая попытка — просверлить сквозное отверстие в гайке, вставить туда длинную палку и открутить гайку ей. На MusicMan штатная гайка так и устроена, кстати, да и на многих советских гитарах тоже.
То же сверло:
Ни к чему хорошему попытка не привела.
Вообще, моим любимым способом откручивания испорченных гаек является следующий: взять длинный шестигранный ключ, отрезать от него короткое колено (получив, тем самым, просто длинный шестигранный керн), вставить его в раздолбанный шлиц гайки, причем вклеить на поксипол — а потом, когда тот высохнет, выкрутить гайку, ухватив торчащий шестигранник рожковым ключом или торцевой головкой.
Почему я так не делал тут? Вот почему — гайка выходит слишком низко, ключ там будет не провернуть. А на «фендерах» катит…
Подробно описывать дальнейшие мои мытарства нет смысла. Я заливал гайку поксиполом, увеличивал диаметр бокового отверстия. И я все-таки сдвинул гайку градусов на 15, но дальше она не хотела идти никак.
А при попытке просверлить новое отверстие металл просто нахрен раскрошился — я взял слишком толстое сверло.
Попробовал и крайнее средство — вбить в паз, оставшийся от сверления, отвертку под прямой шлиц и попробовать выкрутить ей. Разумеется, это дохлый номер. Усилие, которое приложили к гайке при затягивании, гораздо больше того, которое можно развить такой отверткой.
Все, труба. Но я хотя бы попытался.
Ладно, переходим к плану Б. У этой пилы толщина реза около 0,3 мм, замаскировать его потом будет нетрудно.
Отогреваю первый фрагмент накладки.
Когда палисандр как следует нагреется, поддеваю его шпателем.
Готово, можно работать:
Чтобы снять нагрузку с анкера, слегка выгибаю гриф струбцинами. На прутковых анкерах (Gibson, Fender и прочие консерваторы) этот маневр очень помогает, там при некотором усердии можно таким способом вообще ослабить гайку до свободного хода. На прямых односторонних анкерах современной конструкции (в том числе на этой «пацифике») большой пользы от такого изгиба нет, но это хоть какой-то шанс помочь делу.
Теперь можно, наконец, нормально просверлить гайку по массиву металла, а не по треснутой трубке. Просверлил, вставил сверло другой стороной, постучал по нему — и сломал еще одно сверло.
Не сдаюсь, бью дальше. Внезапно сдвигаю гайку, ура!
Сверлю новое отверстие, чтобы прокрутить гайку дальше. Кстати, надо соблюдать большую осторожность, чтобы не прошить гриф насквозь.
Все, открутил. Смотрите, какая заинька.
Дальше все просто. Накручиваю новую гайку, тщательно смазав резьбу.
Подготавливаю поверхности под склейку.
Клею на эпоксидку. Порожек удачно выступает ограничителем.
Зажал:
Ставлю новый лад, обрабатываю его.
Натягиваю струны и отдаю гитару. Поаккуратнее с анкером, господа.
      Автор: Сергей Арзуманов       Дата публикации: 18 января 2016 г.
Перед тем, как научиться правильно регулировать анкер гитары, давайте расскажем о том, что же такое анкер.
Анкер гитары и его функция
Анкер или анкерный стержень – это металлический стержень толщиной 4-6 мм, проходящий внутри грифа гитары.
Он нужен для того, чтобы противодействовать неизбежному прогибу грифа под действием натянутых струн. Представьте себе лук с натянутой тетивой – примерно так же струны стремятся изогнуть гитарный гриф. А анкер внутри гитарного грифа действует как «противоструна», стремясь изогнуть гриф в противоположном направлении. Таким образом сила натяжения анкера должна уравновешивать силу натяжения струн.
Анкер в гитарах появился не сразу. В классических гитарах сила натяжения нейлоновых струн небольшая, да и гриф массивный и толстый, поэтому анкер там просто не нужен. Появился анкер только тогда, когда на гитары стали устанавливать металлические струны, а грифы стали современные, с тонким профилем. Таким образом, сегодня анкер в грифе вы можете увидеть практически на всех гитарах, кроме «классики».
Типы анкеров
Анкеры бывают разные. Бывают нерегулируемые, служащие просто для дополнительной жесткости грифа гитары. Но на подавляющем большинстве гитар анкеры регулируются. Для этого один конец анкера жестко фиксируется, а второй имеет анкерную гайку («пулю»), при помощи которой натяжение стержня можно менять.
Бывают и двойные анкеры. Их устанавливают на гитары с большим натяжением струн, например, на «двенадцатиструнки», на пяти- или шестиструнные бас-гитары.
Анкер и оптимальный прогиб грифа
Многие начинающие гитаристы думают, что правильный прогиб гитарного грифа такой, когда прогиба, собственно, нет вообще, и гриф плоский как стол. Это не совсем так.
Дело в том, что струна колеблется не в одной плоскости, параллельной грифу, а во всех трех измерениях. Причем наибольшей амплитуде колебаний соответствует середина самой низкой открытой струны. Чтобы колеблющаяся струна не звенела об лады, необходимо, чтобы средняя часть грифа была с небольшим прогибом. Этот прогиб должен быть совсем небольшим, едва заметным при просмотре вдоль грифа – этого вполне хватит, чтобы устранить биение струн о ладовые перегородки.
Прогиб грифа будет изменяться, если вы поставите струны другой толщины. Поэтому регулировать анкер грифа придется вновь. Кроме того, прогиб может меняться из-за внешних условий – смены температуры и влажности.
Анкер и анкерная гайка
Анкерная гайка может находиться на грифе как со стороны корпуса, так и со стороны головки грифа – это зависит от конструкции гитары.
На некоторых инструментах доступ к анкеру расположен либо со стороны головки грифа, либо со стороны корпуса. В последнем случае для настройки анкера гриф надо отсоединять от корпуса. Это крайне неудобно, но другого выхода нет.
Но на подавляющем большинстве гитар доступ к регулируемому анкеру находится на головке грифа гитары под пластиковой крышкой – это самый распространенный вариант.
В акустических гитарах анкер чаще всего находится на грифе со стороны корпуса – гайку можно увидеть, если заглянуть под верхнюю деку.
Регулировка анкера гитары
Очень важно правильно отрегулировать анкер гитары, так как это сильно влияет на удобство игры и чистоту звучания нот. Настраивается анкер быстро и несложно:
Проверяем изгиб гитарного грифа. Прижмите одной рукой (или каподастром) шестую струну на 1-м ладу, а второй рукой – на том ладу, который находится над местом крепления грифа к корпусу. На разных моделях гитар этот лад будет разным, в диапазоне от 14-го до 17-го. Измерьте расстояние между ладовым порожком, находящимся в центре прижатой струны (обычно это 6-й или 7-й лад), и самой струной. Расстояние должно находиться в пределах 0,2-0,4 мм (для гитары) или 0,3-0,6 мм (для бас-гитары). Грубо говоря, под струной должна пролезать только визитная карточка.
Если расстояние больше указанного, то анкерную гайку надо затянуть, вращая ее по часовой стрелке. Если расстояние меньше указанного (возможно, струна вообще прижата к ладовому порожку), то гайку надо ослабить, вращая ее против часовой стрелки.
Анкерная гайка вращается при помощи специального ключа. Этот ключ почти всегда прилагается к инструменту при продаже. Иногда анкер можно настраивать при помощи обычной отвертки.
Если анкерная гайка затянута до упора, а расстояние между порожком и струной все еще большое, то скорее всего на стержне кончилась резьба. Необходимо вывернуть гайку и подложить под нее шайбу.
После регулировки анкера отложите гитару в сторону и через полчаса измерьте прогиб грифа еще раз. Возможно, он изменится из-за некоторой вязкости древесины. В таком случае, анкер гитары настройте еще раз.
Вот и всё! Регулировка анкера занимает не больше пяти минут.
Будьте осторожны при настройке анкера! При приложении большого усилия можно сорвать на нем резьбу, после чего анкерный стержень необходимо будет менять в условиях мастерской.
Также учтите, что регулировкой анкера меняется только степень прогиба грифа, а не высота струн над ним. Для изменения высоты струн используйте регулировку порожка.
При использовании данной статьи на других Интернет-ресурсах указание автора и прямая ссылка на guitar.ru обязательна!
Последние сообщения:
28.02.2019, Сергей Картинка где «анкер отрегулирован» не верная; он не может быть прямой.
татья полезная — спасибо
05.06.2017, Евгений В статье не сказано , как регулировать 2 анкера у 4х струнного баса, например Alembig или Rickenbacker. Затягивать две гайки у анкеров поочереди или сразу одновременно???. Некоторые вообще затягивают только один анкер, а второй просто болтается.
Так ,как правильно???
Хорошо бы , если ответит мастер и специалист.
02.03.2017, Сергей Смолиговец Статья хорошая,-но у меня проблема в том ,что я не вижу шестигранника у анкера.Да со стороны головки грифа есть круглое отверстие,но внутри тоже всё круглое! Снял паккард — но там дерево корпуса гитары.Значит нужно снимать гриф? или как? Сергей
24.02.2017, Алексей Спасибо, помогло.
18.02.2017, Дарья Очень полезная статья, как и большинство статей на сайте, всё доступно и понятно даже новичку)
Большое спасибо за ваш труд)
16.02.2017, Александр Большое спасибо, отличная статья.
16.02.2017, Александр Большое спасибо, отличная статья.
27.09.2016, Андрей Дорогой Сергей Арзуманов, большое вам спасибо за статью, мне очень помогло!!!
22. 05.2016, Алексей Все правильно. Вот только на электрических гитарах, приходится еще и высоту регулировать после регулировки анкера.А вообще это две взаимодополняющие операции.
22.05.2016, guitar.ru Регулировка анкера грифа гитары за 5 минут
Этот продукт имеется только в дистрибьюторских центрах Калифорнии и Джорджии.
БЕСПЛАТНАЯ ДОСТАВКА
Требуется письменное предложение? Запрос онлайн >
Вопросы? Звоните (800) 748-5647
ЗАГРУЗКИ:
Брошюра ScourStop®
Руководство по проектированию ScourStop®
ScourStop® Installation Guide
ScourStop® Bullet Anchor Driver
shopify.com/s/files/1/1777/4839/files/scourstop-white-paper.pdf?6554930106637263975″ data-target=»_blank» data-pf-type=»List.Item»> ScourStop® White Paper
ScourStop® Transition Mats Spec Sheet
ScourStop® CSI Format Specs
Bullet Anchor Driver —
A “ground rod driver ” адаптер необходим для использования в электрическом сносном или перфораторе для привода анкерных шуруповертов ScourStop.
В молотах такого размера обычно используется привод заземляющего стержня «SDS MAX». SDS MAX — это тип молота, который является стандартным для нескольких марок молотков.
.75-дюймовый драйвер для заземляющего стержня SDS MAX совместим с нашим анкерным драйвером Bullet Anchor. При аренде или покупке электрического отбойного молотка/перфоратора запрашивайте самый большой доступный размер с помощью отвертки SDS MAX. Выключите ротор при забивке якорей.
Перфораторы/отбойные молотки увеличивают производительность в геометрической прогрессии по сравнению с обратным молотком. Мы предлагаем использовать 2 анкерных гайковерта на молот.
Цилиндрический крепеж M10 (10 мм) x 1,5 мм Вставной анкер из мягкой стали MS SKU-1385 | Абинсон Индастриал
Эти анкеры, также называемые вставными анкерами, специально разработаны для крепления к бетону или стене. Эти анкеры вставляются в предварительно просверленное отверстие, а затем расширяются с помощью тонкого стержня с молотком. Затем к резьбе добавляется болт с шестигранной головкой.
Код товара/артикул:
1385
Цена (каждая):
15 рупий/-
В наличии Отправка в тот же день, если заказ сделан до 13:00 (кроме воскресенья и государственных праздников), затем курьером в обычном режиме. занимает 2-4 дня.
Количество
Цена
Ext.price
1:
Rs.15/-
Rs.15/-
10:
Rs.14/-
. 143/-
50:
Rs. 14/-
Rs.675/-
100:
Rs.13/-
Rs.1 275/-
500:
Rs.12/—
6 150 рупий/-
1000 :
12 рупий/-
12 000 рупий/-
Количество:
Цинкование обеспечивает устойчивость к коррозии во влажной среде. Также известные как вставные анкеры, они часто используются для подвесных конструкций, потому что внутренняя заглушка анкера расширяется в четырех направлениях, чтобы надежно удерживать анкер внутри отверстия перед вставкой резьбового стержня или болта. Для установки поместите анкер в отверстие, вставьте в анкер необходимый установочный инструмент и забивайте молотком до тех пор, пока более толстая часть инструмента не коснется анкера.
Анкеры могут быть установлены под основанием поверхности, а также заподлицо с поверхностью.
Постоянный проволочный резистор — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Постоянные проволочные резисторы изготовляют из манганиновой, нихромовой или константановой проволоки, которую наматывают на трубку из керамики или пресспорошка. Сверху в качестве защитного покрытия применяют силикатную эмаль, которая фиксирует витки и изолирует их друг от друга, а также защищает резистор от окисления и механических повреждений. Различают резисторы с однослойной и многослойной намотками.
[1]
Обозначения резисторов.
[2]
Постоянные проволочные резисторы по назначению можно разделить на общего применения ( нагрузочные), прецизионные и специальные. Рассмотрим конструкцию некоторых резисторов этих групп.
[3]
Конструкция постоянного непроволочного резистора ци линдрической формы. | Конструкция постоянного непроволочного резистора прямоугольной формы.
[4]
Постоянный проволочный резистор ( рис. 63) представляет собой керамический или другой изоляционный каркас 4 с намотанным на него проводом 3 с высоким удельным сопротивлением или микропроводом из тех же материалов, помещенным в стеклянную изоляцию.
[5]
Основные параметры постоянных композиционных резисторов.
[6]
Постоянные проволочные резисторы обычно выполняют на цилиндрическом изоляционном основании ( чаще всего трубчатом, керамическом) с однослойной или многослойной обмотками. Существуют и бескаркасные конструкции резисторов. Провод и контактные узлы защищают, как правило, эмалевыми покрытиями.
[7]
Проводящим элементом постоянных проволочных резисторов служит проволока, намотанная на керамическое основание. Резисторы выпускаются следующих типов: ПЭ — эмалированные трубчатые невлагостойкие; ПЭВ — влагостойкие; ПЭВР — регулируемые.
[9]
Резистивный элемент постоянных проволочных резисторов типа С5 — 43Т запрессовывают в металлический кожух, который является защитным элементом конструкции от механических и климатических воздействий, улучшает распределение температуры по поверхности резистора и тем самым снижает температуру средней части резистора, улучшает теплоотдачу резистивного элемента окружающей среды. Кроме того, он может служить креплением резистора к плате.
[10]
В радиоэлектронной аппаратуре постоянные проволочные резисторы применяют в цепях постоянного тока и переменного тока низкой частоты. Чаще всего их используют в цепях питания радиоустройств, а также во всех случаях, когда требуется обеспечить высокую стабильность параметров электрической цепи при значительной рассеиваемой мощности. Особенно широко их применяют в измерительных приборах в качестве доба-вочных сопротивлений и шунтов.
[11]
В радиоэлектронной аппаратуре постоянные проволочные резисторы применяют в цепях постоянного тока и переменного тока низкой частоты. Чаще всего их используют в цепях питания радиоустройств, а также во всех случаях, когда требуется обеспечить высокую стабильность параметров электрической цепи при значительной рассеиваемой мощности. Особенно широко их применяют в измерительных приборах в качестве добавочных сопротивлений и шунтов.
[12]
Производство резистивных элементов постоянных проволочных резисторов начинается с изготовления каркасов, в качестве материалов для которых чаще всего применяют керамику, а реже-термостойкую пластмассу.
[13]
Каркасы изготовляют по той же технологии и из тех же материалов, что и для постоянных проволочных резисторов. Особенностью является необходимость надежного крепления и строгая фиксация шага раскладки витков обмотки. Для этого каркасы пропитывают лаком КО-916, слегка подсушивают, а затем на станках наматывают обмотку и соединяют ее концы с колпачками, а колпачки с выводами пайкой.
[14]
Технология изготовления резистивных элементов резисторов с прямолинейным перемещением скользящего контакта ( СП5 — 14, С5 — 15) в основном сходна с технологией изготовления резистивных элементов постоянных проволочных резисторов.
[15]
Страницы:
1
2
Резисторы постоянные. Энциклопедия электроники L7805CV
Конструкция пленочных резисторов состоит из: цилиндрического основания 1, резистивного материала 2 (резистивный слой), контактных узлов 4, выводов 5 и защитного покрытия 6. В качестве основания используется керамическая трубка или цилиндр. На основание наносят резистивный слой (напылением или испарением).
Выводы соединяются с резистивным слоем с помощью латунных колпачков, которые надеваются на концы керамической трубки. Защитное покрытие предохраняет резистивный слой от воздействия внешней среды.
Для увеличения сопротивления на пленочных резисторах нарезают изолирующие полосы в виде спирали 3 или продольных канавок. Также применят способ уменьшения толщины. Наиболее оптимальным является нарезание спирали, так как этот способ самый простой и позволяет получать резисторы с широким диапазоном сопротивлений и стабильными харектеристиками (за счет большой толщины пленки).
При производстве пленочных резисторов применяют нижеперечисленные материалы.
Углеродистые и боруглеродистые резисторы
Резистивный слой углеродистых резисторов представляет собой пленку пиролитического углерода. Пленка образуется при разложении углеводородов в вакууме или в среде с инертным газом при высокой температуре (900…1000 °C). При производстве чаще всего используют гептан (C7H16).
Металлопленочные
Резистивный слой металлопленочных резисторов представляет собой тонкую пленку специального сплава или металла. Пленка наносится на изоляционное основание методом вакуумного испарения или катодного напыления. Наиболее часто применяются следующие металлы: вольфрам (W), хром (Cr), Титан (Ti), тантал (Ta).
Металлокоисные
Резистивный слой металлоокисных резисторов представляет собой тонкую пленку жаропрочных окислов металлов: SnO2, Sb2O3, ZnO2. Наибольшее распространение получили резисторы на основе двуокиси олова SnO2.
Металлоокисные резисторы по своим характеристикам похожи на металлопленочные.
Композиционные
Резистивный слой композиционных углеродистых резисторов представляет собой соединение графита или сажи с органической или неорганической связкой (фенольные и эфирные смолы или лак), наполнителем, пластификатором и отвердителем. Резистивный слой наносят на диэлектрическое основание путем погружения в жидкий композиционный материал.
Композиционные керамические резисторы (керметные резисторы) получают нанесением методом трафаретной печати специальной пасты на керамическое основание. Паста представляет собой смесь порошков металла и керамических материалов. Сформированная заготовка подвергается термическому воздействию в печи при температуре 700-900 °C.
Резистивный слой проволочных резисторов образован проволокой из металла, который обладает высоким сопротивлением (нихром, консантам). Проволока 4 наматывается на диэлектрическое основание 1 и приваривается к контактным узлам 2. Выводы резистора 3 привариваются к контактным узлам. Сверху на проволоку наносится изолирующее покрытие 5. Изолирующее покрытие покрывается защитной оболочкой 6 (например алимевой).
Часто встречаются зарубежные проволочные резисторы прямоугольной формы. Оболочка выполняется из пластика внутри которой размещаются диэлектрическое основание, проволока и контактные узлы. Свободное пространство внутри оболочки заполняется керамическим сыпучим материалом, который затем затвердевает.
Из-за конструктивных особенностей проволочные резисторы получили распространение в качестве прецизионных и мощных резисторов.
Мощный (7 Вт) проволочный резистор в керамическом корпусе
Объемные резисторы относятся к композиционным. Резистивный слой 1 является смесью нескольких компонентов. При производстве смешивают проводящий компонент (графит или сажа) с органическими или неорганическими связующими компонентами (фенольные и эфирные смолы), наполнителем, пластификатором и отвердителем. В процессе смешивания можно получить материал с широким диапазоном удельных сопротивлений (10-2 – 1011 Ом·м). После смешивания получившийся материал прессуют. Для повышения механической прочности дополнительно производят обжиг полученных заготовок. Резистивный слой соединяется выводами 2, покрывается диэлектрическим слоем 3 и защитной оболочкой 4.
Конструкция фольговых резисторов
Резистивный элемент металлофольговых резисторов представляет собой тонкую фольгу (толщина 2-10 мкм). Фольга приклеивается к диэлектрическому основанию. Номинальное значение сопротивления получается путем создания особого рисунка с помощью фотолитографии. Резистивный элемент покрывается герметизирующим составом и помещается в металлический корпус. К резистивному элементу дополнительно припаивают электрические выводы.
Главной особенностью металлофольговых резисторов является очень низкий ТКС. Возникает это за счет особенности конструкции данного типа резисторов – проявляется эффект термокомпенсации.
Не менее важной особенностью является возможность точной подгонки номинального сопротивления. Подгонка осуществляется отрезанием определенных секций резистовного элемента.
Благодаря особенностям конструкции металлофольговые резисторы нашли применение как прецизионные резисторы.
Сравнение резисторов в зависимости от материала
Сравнительная характеристика резисторов в зависимости от материалов и технологии производства приведена в таблице:
Тип резистора
Достоинства
Недостатки
Углеродистые и боруглеродистые
Высокая стабильность параметров
Низкий ТКС (всегда отрицательный)
Стойкость к импульсным нагрузкам
Металлопленочные
Высокая термостойкость
Малый уровень собственных шумов
Широкий диапазон номинальных сопротивлений
Высокая стабильность параметров
Малая устойчивость к импульсным нагрузкам
Металлоокисные
Высокая термостойкость
Стойкость к химическому воздействую
Низкий ТКС
Композиционные углеродистые
Простота изготовления
Низкая стоимость
Произвольная форма элемента
Высокая надежность
Высокий уровень собственных шумов
Параметры зависят от температуры и влажности
Параметры зависят от частоты
Композиционные керамические
Дешевизна
Малая индуктивность
Произвольные размеры и форма элемента
Низкая точность
Проволочные
Возможность изготовления с маленькой погрешностью
Большая рассеиваемая мощность
Малый температурный коэффициент
Малый уровень собственных шумов
Большая индуктивность (рекомендуется применять только на частотах до 50 Гц)
Резистор с проволочной обмоткой
— Силовой резистор с проволочной обмоткой
Что такое силовые резисторы с проволочной обмоткой?
Резистор с проволочной обмоткой представляет собой электрическое пассивное устройство, ограничивающее или ограничивающее протекание тока в цепи. Резисторы с проволочной обмоткой изготавливаются из проводящего провода. Затем токопроводящий провод наматывается на непроводящий сердечник. Токопроводящая проволока может быть изготовлена из различных сплавов и толщины, чтобы контролировать значение сопротивления. Резисторы с проволочной обмоткой обычно используются в мощных и промышленных приложениях, таких как автоматические выключатели и предохранители.
Проволочная конструкция
Мы предлагаем более 20 различных серий проволочной конструкции. который можно выбрать в зависимости от монтажа, области применения и диапазона сопротивления. Различные типы резисторов с проволочной обмоткой включают прецизионные, осевые, трубчатые, поверхностные и регулируемые резисторы, которые обладают хорошей стабильностью и диапазоном сопротивлений и производятся с различной мощностью. Резисторы с проволочной обмоткой более высокой мощности используются в приложениях с высоким током/торможением.
Быстрый просмотр
Серия 20
Узнать больше
Серия 20
Осевые оконечные резисторы Ohmite серии 20 долговечны и экономичны. Они обладают всеми электрическими характеристиками более дорогих осевых резисторов с проволочной обмоткой, включая цельносварную конструкцию.… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 200
Узнать больше
Серия 200
900 Brown Devil® серии 200 компании Ohmite представляет собой небольшой, исключительно прочный силовой резистор. Он отличается цельносварной конструкцией и прочным, огнестойким конформным покрытием из стекловидной эмали, не содержащей свинца… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 210
Узнать больше
Серия 210
Dividohm® Стекловидная эмаль Регулируемый силовой резистор Выбирайте регулируемые резисторы Ohmite типа 210 для приложений, требующих настройки при различных значениях сопротивления. Эти резисторы с проволочной обмоткой… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 270
Узнать больше
Серия 270
Сила стекловидной эмали Выберите фиксированные резисторы типа 270 для приложений, требующих номинальной мощности от 12 до 1000 Вт. Резисторы типа 270 оснащены наконечниками, подходящими для… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 280
Узнать больше
Серия 280
Фиксированные и регулируемые Corrib® Сила стекловидной эмали Резисторы Corrib® идеально подходят для применений, связанных с большими токами при очень низких значениях сопротивления — всего 0,1 Ом для устройства мощностью 300 Вт.… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 30
Узнать больше
Серия 30
Серия 30 High Energy Wirewound Осевой терминал / поверхностный монтаж / теплоотводящая упаковка Резисторы с проволочной обмоткой используют специальные методы обмотки, чтобы максимизировать эффективное значение джоулей каждого… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 40
Узнать больше
Серия 40
Резисторы Ohmite серии 40 являются наиболее экономичными из предлагаемых резисторов с конформным силиконово-керамическим покрытием. Эти цельносварные узлы характеризуются низкотемпературными коэффициентами и сопротивлением… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 50
Узнать больше
Серия 50
Автоматическая намотка полоса цвета линии и испытания позволяют получить экономичный силовой резистор с проволочной обмоткой промышленного класса. Резисторы серии Ohmite 50 имеют цельносварную конструкцию… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 60
Узнать больше
Серия 60
Четырехконтактные резисторы с неизолированными элементами Четырехконтактные резисторы с неизолированными элементами Ohmite обеспечивают сверхнизкие значения сопротивления (до 0,0005 Ом) для относительно высоких требований к току, с преимуществами… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 80 RW Series
Узнать больше
Серия 80 Серия RW
Резисторы Ohmite серии 80 производятся как высококачественные резисторы с конформными осевыми выводами и силиконово-керамическим покрытием. Серия 80 предназначена для применений, требующих высокой точности… Подробнее
Загрузить PDF
Быстрый просмотр
Серия 89
Узнать больше
Серия 89
Серия 89 представляет собой высокоэффективный осевой радиатор с радиатором. Эти резисторы литой конструкции в металлическом корпусе доступны с более высокой номинальной мощностью, чем стандартные осевые резисторы, и лучше… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия 90
Узнать больше
Серия 90
Если вам нужны осевые оконечные резисторы с проволочной обмоткой высочайшего качества, выбирайте резисторы Ohmite серии 90. Они изготавливаются с использованием уникального процесса, формирующего стекловидную эмаль… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
ARCOL Алюминиевый корпус
Узнать больше
Резисторы в корпусе ARCOL в алюминии
HS в корпусе из алюминия Изготовлен в соответствии с требованиями MIL 18546 и IEC 115, предназначен для прямого монтажа на радиатор с термопастой для достижения максимальной производительности.
High… Подробнее
Скачать PDF
Быстрый просмотр
ARCOL серии HS 400-600
Узнать больше
ARCOL серии HS 400-600
Резисторы серии HS в алюминиевом корпусе Расширение популярной серии Arcol HS, эти резисторы в алюминиевом корпусе предназначены для установки на радиатор для достижения максимальной мощности. Рана… Подробнее
Загрузить PDF
Быстрый просмотр
Серия ARCOL ARF
Узнать больше
Серия ARCOL ARF
Низкопрофильные резисторы в металлическом корпусе с проволочной обмоткой имеют гибкую конструкцию и способны выдерживать большие импульсы. Они идеально подходят для применения в системах торможения и инвертор/преобразователь. Повышенные уровни мощности… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия ARCOL RWS
Узнать больше
Серия ARCOL RWS
RWS Precision Power Wirewound SMD резистор Компактный и прецизионный силовой резистор, изготовленный по самым высоким стандартам; Надежный и прочный, но все же обеспечивающий дрейф менее 1% и TCR… Подробнее
Скачать PDF
Быстрый просмотр
Серия ARG
Узнать больше
Серия ARG
Серия ARG представляет собой высокопроизводительный радиатор в алюминиевом корпусе. резистор. Эти резисторы в алюминиевом корпусе подходят для промышленных применений, которые могут включать вибрацию, удары,… Подробнее
Скачать PDF
Быстрый просмотр
Позолоченные аудиорезисторы
Узнать больше
Позолоченные аудиорезисторы
Трубчатая проволочная обмотка Теперь Ohmite предлагает семейство аудио резисторов Gold, специально разработанное для высококачественных громкоговорителей и усилителей. В этих резисторах используется высококачественное сопротивление… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия Axiohm
Узнать больше
Серия Axiohm
Серия Ohmite Axiohm наиболее известна своим неорганическим огнезащитным покрытием и способностью производиться с жесткими допусками. Серия Axiohm была разработана, чтобы соответствовать или превосходить характеристики… Подробнее
Загрузить PDF
Быстрый просмотр
Серия BA
Узнать больше
Серия BA
Серия BA Резисторы в алюминиевом корпусе Резисторы в алюминиевом корпусе серии Ohmite BA идеально подходят для динамического торможения, пуска двигателя и других приложений управления мощностью. В прочной конструкции используется проволочная обмотка… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Euro-Power Wirewound
Узнать больше
Euro-Power Wirewound
Стекловидная эмаль Power Выберите фиксированные резисторы серии Euro для приложений, требующих номинальной мощности от 72 до 1000 Вт. Подходящие для тяжелых условий эксплуатации, резисторы Euro-Power приварены точечной сваркой… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия G
Узнать больше
Серия G
Установка конденсатора, разрядка и симметрия Резисторы Ohmite серии G предназначены для установки на конденсаторы самых популярных размеров. Серия G обладает высокой рассеиваемой мощностью до 13 Вт при 25 °C… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия HCLB
Узнать больше
Серия HCLB
Сильноточный овальный Edgewound Выбор, когда условия требуют первоклассной производительности, эти блоки нагрузки резисторов обычно используются для динамического торможения в транспортных приложениях… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия HPW
Узнать больше
Серия HPW
Резисторы серии HPW с проволочной обмоткой предназначены для высокоточных применений. Серия HPW может быть изготовлена с содержанием ниже 0,1% по запросу с температурным коэффициентом, соответствующим 1 ppm. HPW… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия HSP
Узнать больше
Серия HSP
Серия HSP от Ohmite представляет собой прецизионные резисторы с проволочной обмоткой. Серия HSP чрезвычайно стабильна с температурным коэффициентом до 3 частей на миллион. Эта стабильность достигается с помощью герметичного… Подробнее
Скачать PDF
Быстрый просмотр
Серия Metalohm
Узнать больше
Серия Metalohm
Серия Metalohm Серия Metalohm от Ohmite представляет собой холоднокатаный резистор с проволочной обмоткой в стальном корпусе, огнеупорный и негигроскопичный. Его емкость радиатора обеспечивает этой серии продуктов… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия PC-58
Узнать больше
Серия PC-58
Серия PC-58 предназначена для прямой установки в печатные платы; подходит для стандартных матричных плат 0,10 дюйма со стандартными отверстиями диаметром 0,046 дюйма. Радиальная конструкция PC-58 и… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия RC, RF, RW, RP, RM
Узнать больше
Серия RC, RF, RW, RP, RM
Серия литых корпусов для поверхностного монтажа чрезвычайно универсальна. 5 различных типов конструкции: композит, металлическая пленка, проволочная обмотка, силовая пленка и толстая пленка. Каждая конструкция используется для оптимизации… Читать далее
Посмотреть в каталоге
Загрузить PDF
Быстрый просмотр
Реостаты
Узнать больше
Реостаты
Надежные реостаты Ohmite с такой же мощной конструкцией1 используются с тех пор92. проволочная конструкция используется сегодня и продолжает находить новые применения. Использование провода сопротивления… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серии RW5 и RW7
Узнать больше
Серии RW5 и RW7
Компания Ohmite использовала свой опыт управления тепловым режимом для создания резисторов уникальной конструкции. Корпус резистора имеет ребра, идентичные радиатору. Эти ребра, как и радиатор, увеличивают… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия TUM/TUW
Узнать больше
Серия TUM/TUW
Резисторы серии TUM/TUW являются наиболее экономичными мощными резисторами Ohmite. Доступны размеры до 15 Вт и значения сопротивления до 150 кОм. Две конструкции используются для получения широкого… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия TWM/TWW
Узнать больше
Серия TWM/TWW
Радиальный силовой терминал серии TWM/TWW Резисторы обеспечивают значительную экономию места на плате по сравнению с изделиями с осевыми клеммами и удерживают выделяемое тепло от печатной платы. Их рекомендуют… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия WFH
Узнать больше
Серия WFH
Алюминиевый корпус с проволочной обмоткой Новая технология обмотки с плоским сердечником компании Ohmite позволяет использовать резисторы с проволочной обмоткой, обеспечивающие очень низкий профиль и превосходные характеристики теплопередачи… Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия WL
Узнать больше
Серия WL
Миниатюрная проволочная обмотка Текущий смысл Серия WL со сверхнизкими омическими значениями для приложений измерения тока имеет очень низкую индуктивность (Подробнее
Посмотреть в каталоге
Скачать PDF
Быстрый просмотр
Серия WLRD6G
Узнать больше
Серия WLRD13 High
5
Серия WLRD6G
4 Текущие овальные резисторы с кромочной обмоткой Выбор, когда условия требуют первоклассной производительности, эти резисторы обычно используются для динамического торможения в транспортных средствах.
Выберите из пяти… Подробнее
Загрузить PDF
Быстрый просмотр
Серия WLRH
Узнать больше
Серия WLRH
Проволочная обмотка с гелиомом WLRH — прочный, универсальный резистор, подходящий для следующих применений: пуск двигателя и регулирование скорости, заземление нейтрали, балласты освещения и компрессор переменного тока… Подробнее
Загрузить PDF
Быстрый просмотр
Серия WH/WN
Узнать больше
Серия WH/WN
Серия WH/WN включает два метода намотки. WH представляет собой стандартный резистор с проволочной обмоткой, а WN намотан в неиндуктивном стиле Aryton Perry. Индуктивность WN составляет Подробнее
Посмотреть в каталоге
Скачать PDF
Проволочный | Резисторы фиксированные | Vishay
Нажимайте кнопки, чтобы отсортировать таблицу по возрастанию, убыванию или выключению. Отфильтруйте, щелкнув и перетащив или щелкнув, удерживая клавишу Ctrl, чтобы выбрать несколько элементов.
Адаптер для фрезера DeWalt D26203K TYPE 1, D26204K TYPE 1
520 ₽
231
Шайба
165 ₽
231
Шайба
165 ₽
232
Рукоятка
320 ₽
233
Направляющая
2 160 ₽
861
Набор инструментов для фрезера DeWalt D26200K TYPE 1, D26203K TYPE 1, D26204K TYPE 1
2 940 ₽
На приведенном выше рисунке изображена схема «Мотор» из деталировки фрезерной машины (фрезера) DeWALT (Деволт, Девальт) D26204K TYPE 1. Для просмотра информации об интересующей запчасти для DeWALT D26204K TYPE 1 нажмите мышью на нужный номер, выделенный цветом.
Дом
Прополочные и культиваторы
Купить сейчас
Кусторезы
Купить сейчас
Эксклюзивные продукты
Рекомендуемые продукты
Новейшие поступления
5
Balwaan Боковая насадка для обрезки культур с культиватором | 35 куб.см
₹ 28000 ₹13500 скидка 51%
5
Balwaan BX-35 Side Pack Crop Cutter | 3.
..
₹ 28000 ₹11900 скидка 57%
5
Balwaan BS-21 2in1 Аккумуляторный опрыскиватель с одним двигателем |…
₹5000 ₹ 2700 скидка 46%
Balwaan 63-кубовый почвокопатель с двигателем | БЕ-63
₹ 26000 ₹17000 скидка 34%
Действительно складной земляной шнек, 63 см3, 2-тактный (RAPL-…
Улучшите свой опыт покупок в нашем мобильном приложении
Скоро
НОКАУТНЫЕ СДЕЛКИ
Приведи друга и получи вознаграждение
Balwaan Ручной распылитель 3 в 1, 1,5 литра (BS-15)
₹1800 ₹1400 скидка 22%
Balwaan Землекоп с двигателем 63 куб.
см | БЕ-63
₹ 26000 ₹17000 скидка 34%
Действительно складной земляной шнек, 63 куб.см, 2-тактный (RAPL-…
₹ 24500 ₹19150 скидка 21%
Газонокосилка Wolf Garten A 400 E # 40 см 1800 Вт (A40…
₹31580 ₹ 23050 скидка 27%
Cub Cadet 159 CC Толкающая косилка-21 дюйм (11A-B9M57…
₹ 43833 ₹34450 скидка 21%
Balwaan Reaper 3Fd Diesel (двигатель Greaves)
₹150000 ₹126100 15% скидка
Немецкий садовый инвентарь WOLF GARTEN
Скидка 15%.
Купить
Бензопилы ограниченной серии
Одна цепь бесплатно!!
Купить
ПОСЛЕДНИЕ БЛОГИ И ОБНОВЛЕНИЯ
БЕСПЛАТНАЯ ДОСТАВКА
По всей Индии для заказов на сумму свыше 999 индийских рупий.
ПОДДЕРЖКА 365 дней
Поддержка по телефону с 7:00 до 20:00.
ПРОСТОЙ ВОЗВРАТ
Простой возврат большей части продукции в течение 7 дней (применяется T&C).
БЕЗОПАСНАЯ ОПЛАТА
Принимаются все способы оплаты, включая наложенный платеж.
Бесщеточный кусторез с двигателем 36 В постоянного тока для Jyen Herr Enterprise Co., Ltd.
Главная Товары Бесщеточный электрический кусторез
Бесщеточный кусторез с двигателем 36 В постоянного тока
Бесщеточный кусторез с питанием от двигателя 36 В постоянного тока
EBC-2401 (BLDC)
MORI EBC-2401 — кусторез плечевого типа с двигателем 36 постоянного тока.
Предназначен для любителей и полупрофессионалов.
Производительность резки аналогична кусторезу с двигателем объемом 25 куб.
Эргономичная ручка и хорошо сбалансированный дизайн.
Легкий запуск по сравнению с моторным кусторезом.
Ярко-красный дизайн.
Короткое время выполнения заказа, OEM-бренд клиента приветствуется
Свяжитесь с нами
Подробно
Технические характеристики
Фильмы
MORI EBC-2401 плечевой кусторез оснащен мощным бесщеточным двигателем мощностью 450 Вт, что является лучшим выбором для ландшафтного дизайна вашего сада. Эта косилка может питаться от батареи постоянного тока 36 В 25,2 Ач или 36 В 6,3 Ач, что обеспечивает различное время работы. Светодиодный предупреждающий индикатор используется для информирования пользователей о перегрузке по току или температуре для защиты аккумулятора и двигателя. Имеется также переключатель обратного вращения для легкого удаления обрезков травы. Функция тайм-аута на 3 минуты идеально подходит для забывчивых пользователей, чтобы предотвратить ненужное отключение электричества.
БЕСЩЕТОЧНЫЙ ТРИММЕР И КУСТОРЕЗ MORI, ТРИММЕР ДЛЯ ТРАВЫ. 36V
Топор есть в каждой любительской мастерской. Инструмент используется по назначению и как вспомогательное приспособление. В загородном доме найдётся обязательно – настоящий хозяин сам рубит дрова для бани и шашлыка.
Сталь для изготовления топора должна быть прочной.
Содержание
Разновидности топоров
Лезвие топора: как выбрать сталь
Сталь У8
Сталь У2
Сталь 60Г
Правила ухода
Как правильно точить топор
Заключение
Разновидности топоров
По форме головы и топорища топоры делятся на универсальные и специальные. К универсальным относятся:
Хозяйственный. Небольшой топор с почти симметричной головой.
Армейский и туристический. Лёгкие инструменты, голова и топорище часто выполнены из одного куска металла.
Плотницкий. Отличается углом заточки для лёгкого выхода из плотной древесины.
Русский. Может использоваться для работ по дереву и как метательное оружие
Специальными топорами выполняют определённый вид работ. Примеры:
Колун для раскалывания распиленных брёвен вдоль волокон. Голова массивная и почти не затачивается.
Мясницкий с коротким топорищем и широкой головой.
Топор лесоруба. Имеет самое длинное топорище, что увеличивает силу удара.
Пожарный. Цельнометаллический с шипом на обухе и термозащитными накладками на топорище.
Кровельный. Обух имеет форму молотка.
Тесло. Предназначен для удаления слоёв древесины.
Основные виды топоров.
Лезвие топора: как выбрать сталь
Части головы имеют традиционные названия:
верхний угол головы – носок;
нижний угол – пята;
противоположная лезвию часть – обух;
отверстие для топорища – проушина;
у проушины со стороны лезвия может быть выступ – бородка.
Углеродистая сталь для топора — идеальный материал.
Самые прочные инструменты получают ковкой с последующей закалкой и отпуском. Современные производители используют дешёвые марки стали, применяют литьё и штамповку, что влияет на качество.
В продаже есть цельнолитые инструменты из нержавейки. Но профессионалы предпочитают топоры, сделанные в середине прошлого века, в СССР. Их опознают по клейму завода, по выбитой на металле цене и марке стали.
Топор СССР.
Сталь У8
Химический состав:
углерод – 0,75 – 0,84 %;
кремний – не более 0,33%;
марганец – не более 0,33%;
другие примеси (фосфор, сера, хром, никель, медь) – не более 0,85%;
остальное – железо.
Благодаря такому соотношению железа и углерода сталь легко ковать при нагреве. Высокой твёрдости и износостойкости добиваются термообработкой (закалка, отжиг). Твёрдость (НВ) зависит от режима отжига, в пределах от 120 до 205 единиц.
Твёрдость стали У8 изменяется при нагреве, поэтому её используют для инструментов, не подверженных действию высоких температур.
У стали этой марки оптимальное соотношение твёрдости и вязкости для ударно-колющего инструмента.
Сталь У2
Топор из стали У2.
На форумах любителей холодного оружия иногда обсуждается клеймо на старых топорах с такой цифрой. Но по ГОСТ инструментальные стали начинаются с маркировки У7.
Расшифровка:
У – углеродистая сталь;
цифра – содержание углерода в долях процента.
Сталь 60Г
Химический состав:
марганец – до 1%;
углерод – 0,57 – 0,65%;
кремний – 0,17 – 35%;
другие примеси (фосфор, сера, хром, никель, медь) – не более 0,83%;
остальное – железо.
Это конструкционная сталь с повышенным содержанием марганца (буква Г в маркировке). Изделия из неё высокими характеристиками износостойкости и твёрдости, устойчивы к ударным нагрузкам. Твёрдость после термической обработки – 241 НВ, без обработки – 281 НВ.
Правила ухода
Правил несколько:
Поверхность металла после термообработки чёрная. Образуется слой оксидов, который предохраняет инструмент от коррозии. Снимать чернение шлифовальными кругами «для красоты» нельзя. Блестеть должен только рабочий край лезвия после заточки.
Перед длительным хранением голову смазывают маслом. Опытные плотники не рекомендуют использовать для этой цели машинные смазки. Они используют касторовое, льняное или вазелиновое масло. Голову после смазки протирают – тонкой плёнки достаточно для защиты от ржавчины.
Инструмент не должен долго лежать на земле, на бетонном полу или стоять возле стенки. Нарушается геометрия топорища. Поэтому его подвешивают. Деревянную часть пропитывают маслом, чтобы древесина не усыхала.
Как правильно точить топор
На производстве выведение геометрии режущей кромки производят на гриндере. Это ленточный шлифовальный станок. На абразиве такой формы легче формируется выпуклая режущая кромка.
В процессе работы топором достаточно регулярно править режущий край мелкоабразивным бруском. Угол, заданный при заточке на производстве, не нарушают.
Для универсальных топоров угол заточки 20-30 градусов, для плотницкого инструмента – 35 градусов. Сталь достаточно твёрдая, чтобы долго хранить заточку.
Если требуется восстановить режущую кромку и ликвидировать сколы, используют электрическое точило. Болгарка для этой цели не подойдёт.
Очень важно сохранить угол заточки. Работают на низких оборотах, чтобы избежать биения лезвия и сильного нагрева металла. При повышении температуры меняется структура закалённой стали, и лезвие утрачивает твёрдость.
Для охлаждения подводят воду или делают перерывы в работе.
Технология заточки топора.
Заключение
Добротный топор нужен для постоянного применения. В работе выявляются недостатки инструментов массового производства. Хороший хозяин сразу определяет, какими должны быть топорище и голова. Обладая нужными навыками, можно приступать к доработке топора под себя.
какая лучше марка, их плюсы и минусы
Разновидности топоров
По форме головы и топорища топоры делятся на универсальные и специальные. К универсальным относятся:
Хозяйственный. Небольшой топор с почти симметричной головой.
Армейский и туристический. Лёгкие инструменты, голова и топорище часто выполнены из одного куска металла.
Плотницкий. Отличается углом заточки для лёгкого выхода из плотной древесины.
Русский. Может использоваться для работ по дереву и как метательное оружие
Специальными топорами выполняют определённый вид работ. Примеры:
Колун для раскалывания распиленных брёвен вдоль волокон. Голова массивная и почти не затачивается.
Мясницкий с коротким топорищем и широкой головой.
Топор лесоруба. Имеет самое длинное топорище, что увеличивает силу удара.
Пожарный. Цельнометаллический с шипом на обухе и термозащитными накладками на топорище.
Кровельный. Обух имеет форму молотка.
Тесло. Предназначен для удаления слоёв древесины.
Основные виды топоров.
Рукоятка отвёртки
Рукоятка отвёртки не менее важна, чем стержень. При подборе инструмента следует изучить профиль рукоятки, материал основы, есть ли накладки или дополнительное покрытие. А также способность рукоятки выдерживать едкое воздействие нефтехимии.
Поперечный профиль рукоятки
Формы рукояток сейчас ограничены только фантазией проектировщиков и промышленных дизайнеров. И советовать — какую выбрать — не приходится, так как слишком много вариантов.
Но есть один параметр, который обязательно нужно изучить перед покупкой. Это поперечный профиль. Он напрямую влияет не столько на комфорт работы, сколько на величину крутящего момента, которое можно передать через отвёртку на крепеж.
Три основных вида профиля рукоятки — круглый, треугольный и шестиугольный.
Круглый профиль
Круглый профиль отвёртки Matrix В поперечном сечении рукоятка представляет собой круг. Такая форма удобна при изготовлении — литьевые формы легко изготовлять. Однако по крутящему моменту это самый слабый вариант рукоятки. Ладони не за что надёжно зацепиться. Да и проскальзывания более чем вероятны.
Треугольный профиль
Треугольный профиль отвёртки Ombra Basic Треугольник в основе рукоятки — наилучший вариант с точки зрения крутящего момента. Треугольный профиль повторяет анатомическую форму сжатой ладони и позволяет передать на крепеж максимальное усилие.
Шестиугольный профиль
Шестиугольный профиль отвёртки Jonnesway Full Star Шестиугольный профиль рукоятки второй по качеству передачи крутящего момента на крепеж. Он лучше круглого, но уступает треугольному за счет меньшего соответствия анатомии руки.
Особую любой шестиугольные рукоятки снискали в Америке, где такая форма отвёрток считается классической.
Материал основы
Современные рукоятки отвёрток изготавливают из различных видов пластика и термопластичной резины. Времена деревянных ручек или цельностальных ручек ушли в прошлое.
Наибольшее распространение получили цельнолитые однокомпонентные и двухкомпонентные рукоятки. В качестве основы и тех, и других используются ударопрочные сорта пластика.
Нередко для декоративного эффекта двухкомпонентные рукоятки делают из прозрачного пластика.
В двухкомпонентных рукоятках в качестве основы чаще применяются непрозрачные пластики.
Прозрачность/непрозрачность пластика основы рукоятки не влияет на эксплуатационные характеристики.
Накладки или дополнительное покрытие
Если в однокомпонентных рукоятках кроме основы других материалов нет, то в двухкомпонентных присутствует второй поверхностный материал или накладки.
Такой материал одновременно увеличивает трение между рукой и отвёрткой и работает амортизатором.
Рукоятка отвёртки Jonnesway Anti-slip Grip сверху покрыта сантопреном
Антифрикционное покрытие может как закрывать почти всю площадь отвертки, так и представлять собой отдельные накладки в наиболее нагруженных трением плоскостях.
В Ombra Basic резиновые накладки напоминают крылья
Оптимальным вариантом станут термопластичные накладки. При схожем коэффициенте трения они лучше амортизируют ударные вибрации, чем обычная резина. А значит с ними рука будет меньше уставать.
Защита от разъедания нефтехимией
Этот параметр важен для тех, кто собирается активно пользоваться отвёрткой в гараже. Там полно различной нефтехимии — бензин, автомасла, тормозная жидкость. Всё это довольно едко и может губительно сказаться на рукоятке.
Добротная рукоять сделана из материалов, выдерживающих воздействие нефтепродуктов. Пластик, термопластичная резина накладок — всё это должно жить даже, если уронить отвёртку в ведро с бензином.
Проверить у прилавка магазина стойкость материалов будет затруднительно. Поэтому, как минимум, нужно продавцу. Опытные торговцы знают, какие из отвёрток нейтральны к ГСМ, и всегда подскажут, на чем остановить выбор.
Лезвие топора: как выбрать сталь
Части головы имеют традиционные названия:
верхний угол головы – носок;
нижний угол – пята;
противоположная лезвию часть – обух;
отверстие для топорища – проушина;
у проушины со стороны лезвия может быть выступ – бородка.
Углеродистая сталь для топора — идеальный материал. Самые прочные инструменты получают ковкой с последующей закалкой и отпуском. Современные производители используют дешёвые марки стали, применяют литьё и штамповку, что влияет на качество. В продаже есть цельнолитые инструменты из нержавейки. Но профессионалы предпочитают топоры, сделанные в середине прошлого века, в СССР. Их опознают по клейму завода, по выбитой на металле цене и марке стали.
Топор СССР.
Сталь У8
Химический состав:
углерод – 0,75 – 0,84 %;
кремний – не более 0,33%;
марганец – не более 0,33%;
другие примеси (фосфор, сера, хром, никель, медь) – не более 0,85%;
остальное – железо.
Благодаря такому соотношению железа и углерода сталь легко ковать при нагреве. Высокой твёрдости и износостойкости добиваются термообработкой (закалка, отжиг). Твёрдость (НВ) зависит от режима отжига, в пределах от 120 до 205 единиц.
Твёрдость стали У8 изменяется при нагреве, поэтому её используют для инструментов, не подверженных действию высоких температур.
У стали этой марки оптимальное соотношение твёрдости и вязкости для ударно-колющего инструмента.
Сталь У2
Топор из стали У2. На форумах любителей холодного оружия иногда обсуждается клеймо на старых топорах с такой цифрой. Но по ГОСТ инструментальные стали начинаются с маркировки У7.
Расшифровка:
У – углеродистая сталь;
цифра – содержание углерода в долях процента.
Сталь 60Г
Химический состав:
марганец – до 1%;
углерод – 0,57 – 0,65%;
кремний – 0,17 – 35%;
другие примеси (фосфор, сера, хром, никель, медь) – не более 0,83%;
остальное – железо.
Это конструкционная сталь с повышенным содержанием марганца (буква Г в маркировке). Изделия из неё высокими характеристиками износостойкости и твёрдости, устойчивы к ударным нагрузкам. Твёрдость после термической обработки – 241 НВ, без обработки – 281 НВ.
Шлиц отвёртки
Наиболее распространенные виды отвёрток предлагаются со следующими шлицами:
прямой шлиц SL
крестовой шлиц Phillips или Pozidriv
шестигранный шлиц Torx
Шлицы предлагаются в широком диапазоне размеров, как говорится, под любой хитрый винт.
Конечно, многообразие шлицев значительно шире. Но другие виды шлицев в форм-факторе классической отвёртки встречаются критически реже.
Выбор шлица зависит от того, какие задачи вы планируете решать с помощью отвёртки.
Правила ухода
Правил несколько:
Поверхность металла после термообработки чёрная. Образуется слой оксидов, который предохраняет инструмент от коррозии. Снимать чернение шлифовальными кругами «для красоты» нельзя. Блестеть должен только рабочий край лезвия после заточки.
Перед длительным хранением голову смазывают маслом. Опытные плотники не рекомендуют использовать для этой цели машинные смазки. Они используют касторовое, льняное или вазелиновое масло. Голову после смазки протирают – тонкой плёнки достаточно для защиты от ржавчины.
Инструмент не должен долго лежать на земле, на бетонном полу или стоять возле стенки. Нарушается геометрия топорища. Поэтому его подвешивают. Деревянную часть пропитывают маслом, чтобы древесина не усыхала.
Как правильно точить топор
На производстве выведение геометрии режущей кромки производят на гриндере. Это ленточный шлифовальный станок. На абразиве такой формы легче формируется выпуклая режущая кромка.
В процессе работы топором достаточно регулярно править режущий край мелкоабразивным бруском. Угол, заданный при заточке на производстве, не нарушают.
Для универсальных топоров угол заточки 20-30 градусов, для плотницкого инструмента – 35 градусов. Сталь достаточно твёрдая, чтобы долго хранить заточку.
Если требуется восстановить режущую кромку и ликвидировать сколы, используют электрическое точило. Болгарка для этой цели не подойдёт.
Очень важно сохранить угол заточки. Работают на низких оборотах, чтобы избежать биения лезвия и сильного нагрева металла. При повышении температуры меняется структура закалённой стали, и лезвие утрачивает твёрдость.
Для охлаждения подводят воду или делают перерывы в работе.
Технология заточки топора.
Почему выбирают D2
Выбирая стали для ножей, их более 15 марок различных по хим составу и свойствам, руководствуются в первую очередь физико-химическими показателями, от которых зависят основные свойства клинка. Это могут быть метательные ножи, тогда для них важна пластичность, чтобы они выдерживали динамические удары, гнулись, но в этом случае клинка не хватит для освеживания туши без нескольких правок. А вот клинки, которые держат долго заточку, не предназначены для метания, открывания бутылок и забивания гвоздей.
Второй критерий выбора массовое производство и окончательная стоимость изделия. Например, бытовые ножи должны быть коррозионностойкими, держать заточку, но не обязательно долго, но самое важное быть недорогими. Поэтому использовать очень дорогую сталь для производства бытовых изделий накладно, даже если попытаться снижать стоимость за счет массового производства.
Коррозионностокость — третий фактор, видимо не самый главный, когда речь заходит о способности держать заточку. Именно сталь марки D2 отодвигает это условие на второй план, так как она при длительном воздействии воды поддается коррозии, пусть и не активно.
Сталь D2 оптимально подходит как по физико-химическим свойствам, так и по стоимости. При правильном хранении (исключается постоянный контакт с водой, любой — с кислотами) ножи прослужат очень долго. А их стоимость составляет в диапазоне 15-35 у. е.
Оцените статью:
Рейтинг: 5/5 — 2 голосов
Класс прочности нержавеющей стали А2, А4
К примеру, обозначение на головке: А2-70, А4-70
Группа
Марка стали
Диаметры, в мм
Кл.прочности
Прочность на разрыв, Н/мм2
Предельн. текучесть Н/мм2
Удлинение при разрыве, в мм
Аустенитная
А2, А4
до М39 вкл.
50
500
210
0.6d
Аустенитная
А2, А4
до М24 вкл.
70
700
450
0. 4d
Аустенитная
А2, А4
до 24 вкл.
80
800
600
0.3d
Дополнительные опции
Помимо центральных конструкционных элементов — стержня, наконечника и рукоятки — отвёртки некоторых производителей оснащены дополнительными фишками, делающими их повседневное использование чуточку удобнее или дополняющими инструмент новыми функциями.
Отверстие в рукоятке.
Относится к опциям, повышающим комфорт использования. Отвёртку с ним можно повесить на инструментальный стенд или просто на гвоздь в стене.
Отверстие в рукоятке отвёртки Dexell Шлиц под силовое вращение.
Добавляет отвёртке новую степень свободы. К шлицу можно приладить гаечный ключ и кратно увеличить усилие, прикладываемое к крепежу. Как правило, подобный шлиц есть у силовых отвёрток.
Шлиц на отвёртке LUX
Шлиц на отвёртке Dexter Боёк под молоток.
Дополнительная стальная площадка на тыльной стороне рукоятки позволяет применять в работе молоток. Конечно, забивать шурупы с помощью системы “отвёртка — молоток” не стоит, но вот плотнее загнать наконечник во внутренний профиль заржавевшего винта — то что нужно.
Боёк на отвёртке Jonnesway В отдельных случаях, когда нет особого трепета к инструменту, отвёртку с бойком под молоток можно использовать как выколотку, кернер или даже зубило по камню.
Механические характеристики
Сечение, мм
σB, МПа
d5, %
y, %
кДж/м2, кДж/м2
Твёрдость по Бринеллю, МПа
Бандажи по ГОСТ 398-96, ГОСТ 398-2010. Закалка с отдельного нагрева + Отпуск
930-1110
≥10
≥14
≥2450
269-321
Бандажи по ГОСТ 5257-98. Закалка с отдельного нагрева + Отпуск
При изготовлении ножа или топора требуется высоко- или среднеуглеродистая сталь. Этот вид сплава также называют «пружинной сталью» или «инструментальной сталью». При работе с этими сталями, чем выше содержание углерода и выше легирование, тем более чувствительна сталь к работе в правильном температурном диапазоне. Некоторые из этих сплавов могут быть твердыми до красного цвета (температурный диапазон, в котором сталь плохо поддается обработке) или коротким до красного цвета (диапазон температур, при котором сталь склонна к растрескиванию или крошению), как правило, эти проблемы чаще встречаются в высоколегированных сталях. Простые высокоуглеродистые стали менее склонны к этим проблемам, но в них образуется крупный размер зерна при перегреве или выдержке при высокой температуре. Большой размер зерна ослабляет сталь и снижает режущую способность готового ножа или топора.
Чтобы не повредить сталь, с которой вы работаете, нужно знать, с каким сплавом вы работаете. Найдите этот сплав в Интернете или в одном из многочисленных справочников. Узнайте, к чему склонен этот сплав (если он красный короткий или красный твердый), и каковы диапазоны закалки и отпуска (эта информация понадобится вам позже). С любым из этих сплавов нужно сделать несколько вещей. Во-первых, не замачивайте сталь в горне, во-вторых, не нагревайте сталь до более высокой температуры, чем это необходимо для ее обработки, и, в-третьих, по мере приближения к готовой форме работайте при все более низкой температуре. Наконец, нормализуйте сталь перед чистовой обработкой ножа или топора (шлифовка и т. д.), чтобы нормализовать нагрев стали до критической температуры, эту температуру можно найти с помощью магнита, чтобы найти точку отверждения (точка, при которой нагретая сталь становится немагнитной) критическая температура составляет несколько сотен град. Выше точки Кюри. Нагрейте до критического состояния и дайте остыть в неподвижном воздухе примерно до 400 градусов по Фаренгейту, сделайте это три раза (или циклов), это уменьшит размер зерна, разрушит любые карбиды, которые могли образоваться, и смягчит сталь, облегчив шлифовку/шлифовку.
В США стальные сплавы сортируются и продаются с использованием двух основных систем. Первая — числовая система (SAE, AISI), в этой системе есть 4 или 5 цифр, которые определяют сплав, первые две определяют содержание сплава, а последние две или три — содержание углерода, они называются баллами, 100 баллов равен 1 весовому проценту углерода, поэтому сталь 1050 будет простой углеродистой сталью (10 = простая углеродистая сталь) с содержанием углерода 0,50%. Минимальное содержание углерода для изготовления хорошего ножа составляет около 40 единиц (0,40%), а максимальное — около 1%.
Вторая система классификации — это буквенная система нумерации инструментальных сталей, это специальные сплавы, которые были разработаны для определенной цели, поэтому в одном наборе сталей (например, серии О) может быть полное изменение сплавов с аналогичными свойствами. . Некоторыми из наиболее распространенных сталей в этой системе являются O1, W1, W2, L6, S7 и D2. Из большинства этих сталей можно делать отличные ножи и топоры, но с ними также очень трудно работать.
Прорезной метод
Прорезной метод является более современной разработкой в изготовлении топоров. У него есть преимущества: он полностью сделан из закаленного материала, поэтому весь топор можно подвергать термообработке (а не только край), что может быть преимуществом для некоторых тонких легких боевых топоров. Это также устраняет риски, связанные с некачественным сварным швом, поскольку в этом методе нет сварных швов.
Начните с отрезка длиной 3–4 дюйма из стали 1 дюйма SQ из закаливаемой стали (1050, 4140, W1, 1080 и т. д.), разложите и просверлите два отверстия 3/16 дюйма на расстоянии 1 дюйма по центру на расстоянии 3/8 дюйма от конце, затем просверлите ряд отверстий между ними, чтобы удалить больше материала, который нужно прошить. Для трубы или шипа используйте немного более длинный кусок материала и установите первое отверстие на 1 дюйм или около того, чтобы оставить материал для крепления трубы или шипа. с помощью щелевого дырокола 3/16”/1” горячая брошь для глаз. Используйте высокую температуру ковки. Совместите пробойник с отверстиями и сильно ударьте по нему. Проведите пуансон на полпути через деталь. Вынимайте пунш и время от времени охлаждайте его, а также между нагреваниями. Переверните деталь и проденьте пуансон через другую половину паза. Удалите перфорированную заглушку из паза.
Смещение проушины
Используйте выколотку, чтобы открыть проушину, постукивая молотком по краям проушины, чтобы расширить ее, а затем вбейте выколотку. Это уменьшит нагрузку на выколотку и материал вокруг проушины. Обязательно проработайте все стороны глаза равномерно, чтобы толщина стенок оставалась одинаковой. Ширину глаза можно отрегулировать, рисуя материал по направлению с помощью поперечного штифта. Не забивайте выколотку до упора, дождитесь выковки корпуса, оставив место для регулировки проушины по центру с кромкой после выковки корпуса.
Ковка по форме
Ковка по толщине биты, начиная с кромки. Большую ширину по краю можно получить, используя грубый гвоздь для направления движения материала. Обработайте стороны над рогом, чтобы сформировать форму головы. Целью является поперечное сечение толщиной 3/8”-1/2” у глазка, утончающееся до 3/16”-1/4” у края. Вставьте оправку и убедитесь, что край и корпус топора находятся на одной линии с ушком/рукоятью. Если нет, исправьте это сейчас. Выковать скос кромки или уменьшить толщину кромки до 1/16” — 1/8”
Сплющивание и выпрямление
Используя более холодный нагрев, улучшите форму топора с помощью более легкого молотка (1-2 фунта) используйте сильный удар и обратите особое внимание на то, чтобы кромка и корпус топора были плоскими, прямыми, линейными , и по центру глаза .
окончательное смещение
Отметьте смещение для желаемого размера глазка. (это определяется размером рукоятки, если будет использоваться готовая рукоятка) обработайте края и ведите пуансон вниз, работая по бокам ушка, пока отметка не сравняется с верхней частью ушка или будет немного застенчивой. Убедитесь, что взгляд остается по центру корпуса и края топора. Регулировка глаза по центру по мере необходимости
Шлифовка и чистовая обработка
отшлифовать профиль до нужной формы, убедитесь, что все шлифовальные метки идут параллельно кромке. После того, как профиль установлен, вы можете сделать столько, сколько хотите, с корпусом и ушком топора. Единственная другая область или лезвие, которое необходимо отшлифовать, — это скосы кромок. Эта область должна быть отшлифована и отполирована, толщина на краю может варьироваться в зависимости от предполагаемого использования топора. Тяжелый рабочий топор перед заточкой может иметь толщину 1/8 дюйма. Более легкий боевой топор может иметь толщину лезвия до заточки всего 1/16 дюйма. Остальную часть топора можно оставить кованой или отшлифовать и отполировать.
Дрейф глаз
Используйте дрейф, чтобы открыть глаз, обработайте края и придайте форму внешней стороне глаза, начните с уголков, а затем утончите остальную часть глаза. Лангеты могут быть сформированы с помощью поперечного резца, чтобы направить поток материала, работающего над рогом, или бика, не пытайтесь использовать выколотку, чтобы поддержать стенку проушины, так как одна сторона топора красиво сформирует лангет. , другая сторона будет слишком тонкой, чтобы ее можно было сформировать из-за обработки наковальней. Потяните материал вниз с помощью гвоздя, а затем отрегулируйте форму с помощью рога.
Ковка формы топора во многом такая же, как и при методе обертывания и сварки. Основное отличие заключается в формировании области вокруг глаза. Это должно быть сделано в горячем состоянии с оправкой на месте.
Установка рукоятки
Вставьте лезвие в рукоятку. При необходимости вырежьте, отшлифуйте или напилите ручку или проушину для наилучшего прилегания. Когда достигнута хорошая посадка, снимите рукоятку и отшлифуйте рукой до зернистости 220. Используйте льняное масло, датское масло, воск и т. д. для герметизации и отделки ручки. После термической обработки и повторной полировки головки Соберите и установите рукоятку на место или Вставьте клинья и обрежьте торец заподлицо в зависимости от используемой конструкции рукоятки.
Основы металлургии и термической обработки
Понимание того, что происходит со сталью во время термической обработки, позволяет кузнецу знать, когда безопасно «сойти с рук», а когда нет. Это также позволяет кузнецу находить решения проблем, возникающих время от времени при работе с новой сталью. Сталь определяется как сплав железа с углеродом. Все современные стали имеют другие сплавы, кроме углерода, но все стали должны содержать углерод, чтобы быть сталью.
Определение терминов:
Твердость – это мера сопротивления материала деформации. Для сталей это измеряется по шкале С Роквелла.
Прокаливаемость — это мера способности стали достигать твердости, как абсолютной твердости (на поверхности), так и по глубине закалки (твердость в центре).
Прочность — это мера способности стали противостоять нагрузкам (сопротивление ударам, гибкость, деформация и т. д.)
Каждый другой легирующий металл меняет свойства стали. То, что может сделать каждый сплав и то, что различные сплавы вместе, можно изучать всю жизнь. Таким образом, я не буду вдаваться в подробности, кроме как сказать, что большинство сплавов присутствуют для изменения свойств стали (например, более мелкое зерно, более высокая прокаливаемость и т. д.).
Сталь является кристаллическим материалом и может образовывать несколько различных структур внутри кристаллической матрицы. Первая структура представляет собой феррит, представляющий собой кристаллы чистого железа в стали с цементитом (карбидом железа), связывающим большую часть углерода. Феррит представляет собой объемно-центрированный куб из 9 атомов (8 атомов железа по углам и один атом железа в центре), в котором металлические сплавы, такие как никель, могут заменить один или несколько атомов железа. Когда сталь нагревается выше ее «критической» температуры, образуется структура, называемая аустенитом. Это гранецентрированный куб из 14 атомов железа (опять же, металлические сплавы могут заменять атомы железа в структуре), который может удерживать до 2% углерода по массе между атомами железа. По большей части аустенит присутствует только при температурах выше температуры аустенизации (начиная с 1375°F). При закалке аустенит превращается в мартенсит, представляющий собой закаленную сталь. Мартенсит образуется, когда аустенит «замораживается» при закалке и имеет тетрагональную структуру с центрированием.
Цель термической обработки для кузнецов состоит в том, чтобы освободить углерод от карбидов и перевести его в раствор с железом (аустенитом), а затем закалить, чтобы превратить углерод в раствор. На практике это 3 основных шага; нормализация, закалка и отпуск. Целью нормализации является разрушение карбидов, уменьшение размера зерна и обеспечение быстрого образования аустенита. Это позволит сократить время выдержки при температуре во время закалки и получить более мелкозернистый мартенсит после закалки. Нормализация определяется как нагрев до верхней точки превращения (около 1400-1500°F) и медленное охлаждение до нижней точки превращения примерно (около 9°С).00˚F). Многократные циклы нормализации могут иметь большие преимущества (это также называется термическим циклированием).
Этап закалки состоит из нагрева выше верхней точки превращения и охлаждения в течение заданного времени (закалка). Продолжительность времени между нагревом и охлаждением определяется сплавом (скоростью закалки). Эту скорость можно найти на диаграмме TTT (преобразование время-температура). При отображении на графике ТТТ кривая закалки будет выглядеть как нос. Пока сталь охлаждается ниже кончика носа в течение допустимого времени, она затвердевает. На диаграмме ТТТ также показаны точные верхняя и нижняя точки превращения, а также точки аустенизации и точка Кюри (точка, при которой сталь становится немагнитной). После закалки сталь будет в основном мартенситной с остаточными карбидами, а в случае высоколегированных сталей часто также присутствует некоторое количество остаточного аустенита. После закалки сталь находится в сильно напряженном состоянии. Он очень твердый, но и очень хрупкий. За счет отпуска (нагрев от 250 до 1100 °F) большая часть напряжения снимается, часть остаточного аустенита превращается в мартенсит, а общая твердость снижается. С уменьшением твердости уменьшается хрупкость и повышается вязкость. Второй цикл отпускает как исходный, так и вновь образованный мартенсит и превращает оставшийся аустенит в мартенсит. Если цикл отпуска повторяется 3 раза 90% или более остаточного аустенита будет преобразовано в мартенсит отпуска. Для обычной стали лезвия в этом нет особой необходимости, так как низколегированные стали практически не имеют остаточного аустенита после закалки. Для лезвий из высоколегированных сталей это может стоить дополнительных усилий, а в некоторых случаях даже необходимо.
Мой метод заключается в том, чтобы начать отпуск на 50 градусов ниже чистового отпуска (т. е. отпуск при 375°F следует начинать при отпуске в 325°F). Замочите при более низкой температуре на 1 час, снимите и дайте остыть. Затем снова поставить духовку на 25 градусов выше, темперировать 1 час, вынуть и дать остыть. Затем завершите окончательный отпуск при температуре выше 25 градусов, прокалите в течение 1 часа, снимите лезвие и дайте остыть.
Стали делятся на три класса: гипоэвтектоидные (с меньшим содержанием углерода, чем у эвтектоидных), эвтектоидные и сверхэвтектоидные (с большим содержанием углерода, чем у эвтектоидных). Эвтектоидная точка (примерно 0,75% углерода по весу) в стали — это точка, при которой количество присутствующего углерода «насыщает» низкотемпературный материал, но еще недостаточно для образования «свободных» карбидов. В незакаленных сталях весь материал должен быть перлитом, представляющим собой смесь феррита (чистого железа) и цементита (карбида железа). Ниже эвтектоидной точки материал будет смесью феррита и перлита, а выше эвтектоидной точки материал будет смесью перлита и свободных карбидов.
Гипоэвтектоидные стали содержат от 0,01% до 0,75% углерода по весу. Эти стали с содержанием углерода выше 0,4% затвердевают и имеют тенденцию быть довольно прочными, хотя и не особенно твердыми. Добавление других сплавов может улучшить твердость и прокаливаемость. Доэвтектоидные стали, как правило, легко поддаются ковке, шлифовке и термообработке.
Эвтектоидная сталь содержит около 0,75% углерода по весу. Эти стали хорошо закаляются и, как правило, неприхотливы при работе с ними, но не обладают повышенной ударной вязкостью гипоэвтектоидных сталей без добавок. Это лучшие стали для начинающих оружейников из-за их прощающей природы и относительно высокой производительности.
Заэвтектоидная сталь содержит от 0,75% до 1,25% углерода по весу. Эти стали могут давать самые высокие характеристики, потому что избыток углерода может образовывать различные карбиды. Они почти всегда встречаются с высоким содержанием сплавов, особенно таких карбидообразователей, как хром, ванадий, вольфрам. При правильной обработке эти стали имеют наилучшие свойства удержания кромки и износостойкости, но они темпераментны в работе и плохо реагируют на перегрев. Хорошее знание металлургии и надлежащий контроль температуры ковки и термообработки являются обязательными, прежде чем углубляться в эту группу
Базовая термообработка
Базовая термообработка для изготовления ножей или топоров представляет собой трехэтапный процесс, именно термообработка является наиболее важной частью изготовления ножей. Именно термообработка превращает предмет в форме ножа в нож. Шаги: первая нормализация, вторая закалка, третья закалка.
Шаг первый
нормализовать нагрев лезвия до оранжевого каления и дать остыть до черного каления, сделать это три раза. Это устранит любые напряжения, возникающие при шлифовании, уменьшит размер зерна и оставит сталь в наилучшем состоянии для закалки.
Шаг второй
Закалка – это нагрев лезвия до критической температуры (температура при которой весь углерод находится в растворе с железом) и закалка (в большинстве случаев в масле). тяжелейшее состояние. Критическая температура варьируется от сплава к сплаву (обычно от 1450 до 1550 градусов по Фаренгейту), чтобы найти критическую, нагрейте сталь и проверьте ее с помощью магнита, температура, при которой она теряет магнетизм, называется точкой Кюри, около 100 градусов выше этой точки является критической. . На практике закалка с момента, когда сталь теряет магнетизм, достаточно близка. на оценку температуры по цвету влияет окружающее освещение, поэтому, даже если при использовании стали вы знакомы с ней, рекомендуется проверить температуру с помощью магнита. Нагрейте лезвие до этой точки и закалите лезвие в масле, закалите лезвие лезвием вниз или острием вперед в масле, не наклоняйте лезвие при входе в закалку, иначе лезвие деформируется. Для большинства сталей подходит растительное или арахисовое масло, которое не токсично, также можно использовать моторное масло (свежее не используется) и трансмиссионную жидкость. Для более равномерной закалки и при работе с быстротвердеющими сталями следует использовать промышленную закалку, такую как Паркс-50 . Охладите лезвие, пока весь цвет не исчезнет с лезвия, затем дайте остыть до комнатной температуры. Проверьте край с помощью напильника, чтобы убедиться, что лезвие закалено, если напильник «скатывается», приступайте к закалке. Если напильник «кусает», лезвие не затвердело, снова нагрейте его до чуть более высокой температуры и повторно закалите, а затем проверьте еще раз. Если лезвие все еще не затвердевает, возможно, кромка обезуглерожена, слегка отшлифуйте лезвие и еще раз проверьте, не затвердело ли оно, возможно, в используемой стали недостаточно углерода для закалки.
Шаг третий Закалка.
Закалка – это нагрев стали до 150-1000 градусов по Фаренгейту. Это уберет хрупкость, а также некоторую твердость стали. Температуры отпуска будут варьироваться в зависимости от используемого сплава, размера и типа изготавливаемого ножа. По большей части характерна температура 300-450 градусов по Фаренгейту в течение часа. Твердость стали измеряется по шкале Роквелла C (RC), эта шкала варьируется от RC30 (незакаленная сталь) до примерно RC70 для ножа среднего размера (лезвие 6-8 дюймов). Твердость около RC58-60 подходит для меньшего ножа. может быть жестче (RC58-62), а большой нож должен быть немного мягче (RC52-58)
Для большей производительности можно провести три цикла отпуска, первый из которых на 50 градусов ниже окончательного отпуска. Для температуры 350 начните с одного часа при 300, дайте остыть, затем один час при 325, дайте остыть и окончательный отпуск на 350 в течение часа.
Temper ranges for common blade steels
Steel AS Hard 300 Deg 400Deg 500deg
1050 RC59 RC55 RC52 RC48
1075 RC64 RC62 RC59 RC58
1084 RC66 RC64 RC60 RC55
5160 RC62 RC59 RC56 RC54
O1 RC64 RC62 RC60 RC58
W1 RC65 RC63 RC61 RC59
(Dempred Ranges обнаружил в Интернете с различных производителей. с помощью шлифовальной машины, чтобы установить вторичный скос. Как только это будет сделано, кромку можно повторно заточить или дополнительно обработать камнями.
На всех ножах со вторичным скосом (в основном, на всех ножах, кроме японских ножей и бритв) есть три типа кромки: плоская, выпуклая и вогнутая (полая шлифованная кромка). Большинство производственных ножей имеют плоскую шлифованную кромку от 15 до 25 градусов. Плоская шлифованная кромка может быть легко заточена и хорошо режет. Большинство производителей нестандартных ножей используют выпуклую кромку с тем же основным углом 15-25. Кромка этого типа такая же острая, как и плоская, но она прочнее и способна дольше удерживать кромку. Однако заточить ручными камнями немного сложнее. Вогнутая кромка — это стиль, который хорошо подходит для некоторых ножей, таких как ножи для разделки мяса, для заточки которых будет использоваться сталь, но имеет ограниченную полезность для повседневного ножа, поскольку это относительно слабая кромка, быстро тупится и невозможна. для повторной заточки ручными камнями.
Как было сказано, большинство изготовителей нестандартных ножей используют выпуклую кромку, для установки этого типа кромки лезвие затачивается на провисшей ленте шлифовального станка. (Обычно я обрезаю лезвие лентой с зернистостью 120, регулярно охлаждая лезвие.) Держите лезвие ножа под углом 10° (измеряется от центральной линии лезвия до шлифовального станка), начиная с основания лезвия. слегка прижмите лезвие и сделайте один непрерывный проход по всему краю. Охладите лезвие и повторите эти шаги на противоположной стороне. Продолжайте этот процесс, чередуя стороны, пока по всему краю не появится заусенец (край проволоки).
В этот момент перейдите на более тонкую ленту (зернистость 220) и продолжайте чередовать стороны. Затем используйте ленту с зернистостью 400, чтобы повторно отполировать край. Затем обрежьте край буфера, чтобы удалить бор. Лезвие должно быть острым. Если край все еще недостаточно острый после полировки, повторно обрежьте край под немного более крутым углом и повторите шаги снова. В отличие от ножей, топоры должны иметь угол заточки в пределах 25-30 градусов. Этот более толстый угол кромки прочнее и лучше сопротивляется повреждениям при тяжелых рубках.
Кузнечная сварка
Кузнечная сварка зависит от трех условий успеха. Во-первых, идеально чистый стык (без накипи и других загрязнений). Во-вторых, абсолютно инертная атмосфера. В-третьих, полный контакт сопрягаемых поверхностей. Эти три вещи создаются потоком и теплом. При температуре сварки флюс удаляет оксиды с поверхности и открывает чистую поверхность под ней. Флюс также герметизирует соединение, создавая инертную атмосферу. При ударе металл отталкивает флюс и приводит две поверхности в идеальный контакт. Этот вид сварки также называют сваркой в твердом состоянии.
Чтобы проковать сварной шов, сначала необходимо проковать шарф с двух сторон соединения. Шарф гарантирует, что флюс будет вытеснен из соединения и не останется в сварном шве. Затем берется тепло, и соединение очищается проволочной щеткой до тех пор, пока оно не остынет (это удаляет большую часть окалины, помогая флюсу). Затем соединение повторно нагревают до тускло-красного цвета и на соединение наносят флюс. На ЧИСТОМ огне косяк нагревается до ярко-желтого каления и быстро отправляется на наковальню. Нанесите хороший удар по центру шва, чтобы скрепить сварной шов, а затем обрабатывайте шов сильными ударами, пока он не примет форму или не остынет до красного каления. Если сварной шов взялся, весь стык должен охлаждаться с одинаковой скоростью. Если есть холодные места, это участки, которые не забрал сварной шов. Проволочной щеткой и обратным холодильником любые области, которые не взялись. Возьмите еще одну температуру сварки, а затем повторно сварите все области, которые не прошли. После того, как соединение сварено, завершите ковку области, чтобы придать ей форму. Общие проблемы
Сварной шов выглядит хорошо, но при ковке ему не придается форма – это происходит из-за скопления флюса в центре соединения. Используйте немного более высокую температуру и измените форму шарфа, чтобы позволить флюсу выйти. Сварка не берется — это может быть вызвано многими факторами. Чаще всего это грязный огонь и слишком много воздуха, попадающего в косяк. Другими распространенными причинами являются недостаточное количество тепла, слишком много накипи в стыке, с которым может справиться флюс (обратите поток и попробуйте еще раз), недостаточное количество тепла/тепло не достигает центра стыка.
Метод обертывания и сварки.
Это очень распространенный метод изготовления томагавков. Существует несколько вариантов этого метода. Первый и наиболее распространенный – это стержневой корпус, когда сердцевина долота футерована высокоуглеродистым стержнем, идущим от кромки к проушине. Основная проблема с этим методом заключается в том, что очень трудно получить полный шов, всегда сварной шов возле глазка не пройдет. Следующий метод — приваривание проушины, а затем добавление биты с высоким содержанием углерода (вставка, наложение и т. д.). В других подобных методах используется блок большего размера, проушина разрезается с конца и обертывается, а затем приваривается, чтобы сформировать проушину. . (размещение сварного шва в задней части глаза. Другие методы включают предварительное формирование детали, которую нужно обернуть, перед сваркой, чтобы сформировать такие элементы, как лангеты или края с глубокими бородками.
Для начала отрежьте 6–7 длинных кусков мягкой стали толщиной 3/8–1/2 дюйма и шириной 1–1 ¼ дюйма (в зависимости от размера изготавливаемого топора). Отметьте центр долотом или кернером и установите отрезок длиной 4-5 дюймов (перед вытягиванием) до толщины ¼ дюйма.
Используйте край наковальни, чтобы установить секцию примерно в 2 дюймах от центра стержня. Снова отложите на 2 дюйма в другом направлении от центра, а затем нарисуйте и сгладьте материал между двумя точками до ¼ дюйма/1 дюйм. Выравниватель можно использовать, чтобы выпрямить плечи и сделать плоской сложенную часть.
Обрежьте концы примерно на 2 дюйма от плеч. Скосите кончики концов так, чтобы одна сторона была плоской, а другая имела как плечи, так и скосы. Скос на длину примерно ¾ дюйма и до толщины 3/16 дюйма -1/4 дюйма. В качестве альтернативы этот шаг можно пропустить, а позже прорезь для высокоуглеродистой насадки можно вырезать с помощью выносливого резца или долота.
Теперь отшлифуйте плоские поверхности и фаски от окалины. Осторожно нагрейте отложенную часть и согните так, чтобы две плоскости совпали на плечах. Нагреть, профлюсить и сварить соединение. (см. раздел о сварке). Когда сварной шов станет прочным, зачистите напильником V-образную форму, образованную скосами. Используйте долото, чтобы поднять боры на внутренней стороне V.5 к V путем ковки/шлифовки по форме. Отрежьте и установите кусок 1095 на место в горячем виде. (Буры будут удерживать сталь на месте) Проплавьте и сварите соединение. В качестве альтернативы насадку из высокоуглеродистой стали можно выточить, чтобы приподнять боры, удерживающие ее на месте для сварки. После того, как бита установлена, приправьте ее флюсом и приварите на место.
Справочник по наиболее часто используемым сталям для топоров
Прежде чем мы приступим к этому, давайте рассмотрим несколько вещей, которые вам следует знать, прежде чем искать подходящую сталь для вас. Прежде всего, какова основная цель этого инструмента? Будете ли вы использовать топор для кемпинга, охоты или колки леса?
Будет ли он использоваться для земляных работ, прорыва или других тактических целей? Сколько износа он собирается выдержать? Это будет выставочный или коллекционный предмет? Все эти факторы имеют решающее значение для определения того, какой тип стали вам подходит.
Изучение основ
Из чего состоит сталь?
Вообще говоря, сталь — это металл, содержащий смесь железа и углерода. Когда никакие другие элементы не включены, она называется простой углеродистой сталью. Сталь, которая имеет другие элементы, такие как сера, марганец, хром, никель или аналогичные, называется легированной сталью. Нержавеющая сталь представляет собой легированную сталь с содержанием хрома не менее 12%.
Общие сплавы и их свойства включают:
Углерод – не сплав, но поскольку углерод присутствует во всей стали, он является наиболее важным ингредиентом во всем производстве стали. Он необходим для упрочнения, но в больших количествах может снизить ударную вязкость.
Хром – Этот элемент отлично противостоит коррозии, хотя в больших количествах он может снижать ударную вязкость материала. Чтобы получить нержавеющую сталь, уровень хрома должен составлять не менее 12%.
Кобальт – придает лезвию улучшенную прочность.
Медь – Повышает коррозионную стойкость.
Марганец – этот элемент повышает твердость материала. Однако слишком много марганца может увеличить хрупкость.
Молибден – Помогает стали сохранять свою прочность при воздействии высоких температур.
Никель – Повышает прочность, противостоит коррозии и улучшает прокаливаемость.
Азот — этот элемент иногда используется вместо углерода.
Фосфор – добавление этого элемента помогает повысить прочность лезвия.
Кремний – Помогает удалять кислород из металла в процессе формирования. Добавление его в сталь также может увеличить ее прочность.
Сера — Этот элемент увеличивает способность стали использоваться машинами, но также снижает ударную вязкость.
Вольфрам – повышает долговечность и защищает от износа.
Ванадий – Упрочняет лезвие и обеспечивает повышенную коррозионную стойкость.
Важные свойства стали
Важно понимать свойства и качества каждого вида стали или сплава. Это необходимо, чтобы помочь понять, как лучше всего использовать каждый из них и что вы можете ожидать от топора, выкованного из определенной комбинации стали. Вот некоторые важные свойства, на которые следует обращать внимание при покупке топоров и оружия.
Твердость: Способность стали выдерживать коробление и деформацию после использования. Это рассчитывается по шкале Роквелла (поясняется ниже).
Прокаливаемость: Мера способности стали упрочняться при прохождении процесса термообработки.
Прочность: Насколько хорошо лезвие выдерживает нагрузку и силу.
Пластичность: Мера гибкости стали.
Прочность: Способность стали поглощать удары.
Начальная острота: Степень остроты лезвия поступает прямо с завода.
Сохранение кромки: Насколько хорошо лезвие сохраняет свою кромку без переточки.
Кованый: Процесс термической обработки металла и стратегической забивки его в конкретный литой штамп. Этот процесс используется для производства высококачественного оружия и изделий, требующих повышенной прочности и долговечности.
Стойкость к износу: Способность стали противостоять коррозии.
Износостойкость: Насколько хорошо топор выдерживает основной износ с течением времени.
Что такое шкала твердости Роквелла?
Эта шкала используется для измерения уровня твердости стали и различных других металлов. Измерение обычно отображается как RCxx или xx HRC. Например, он может отображаться как RC55 или HRC 55. Числовая шкала показывает, насколько твердым или мягким является конкретный металл. Более высокие числа коррелируют с более твердыми материалами, тогда как чем меньше число, тем мягче сталь.
Если материал слишком твердый или имеет высокий уровень твердости по Роквеллу, его может быть трудно заточить или он может стать хрупким после длительного использования. И наоборот, когда сталь слишком мягкая, она может изгибаться и деформироваться и, вероятно, не будет хорошо держать заточку. Идеально найти топор, который имеет удобный уровень твердости между ними.
Ниже мы составили таблицу, в которой легко показаны некоторые из наиболее распространенных характеристик стали для инструментов и лезвий с точки зрения твердости кромок, коррозионной стойкости и способности к затачиванию.
Типы стали
Как вы понимаете, существует множество различных типов стали, и каждый из них можно использовать для различных целей. Когда дело доходит до создания качественных топоров и томагавков, есть несколько популярных вариантов, которые используются многими известными производителями топоров на рынке. Это руководство поможет вам понять качества, свойства и идеальное использование каждого вида стали.
Я собираюсь объяснить различия между различными типами популярных сталей. При желании в пользовательских творениях могут использоваться специальные стали, но здесь мы сосредоточимся только на более широко используемых типах.
Каждый тип стали имеет свои плюсы и минусы, а также области, в которых он работает лучше всего. Важно помнить, что при использовании по назначению ваш топор должен работать превосходно. При этом, когда инструмент используется неправильно или неправильно, маловероятно, что вы увидите положительные результаты, независимо от качества стали. Убедитесь, что вы точно знаете, для чего собираетесь использовать свой топор.
Нержавеющая сталь часто лучше подходит для использования на открытом воздухе, поскольку она дольше выдерживает износ, но углерод может быть лучше, если вы планируете выполнять тяжелую работу. Кроме того, сталь не работает с топорами, топорами и более крупными инструментами так же, как с ножами. Некоторые желаемые свойства ножей считаются нежелательными или ненужными для топоров.
Углеродистая сталь (1050-1090, 5150, 5160)
Обычная углеродистая сталь – один из самых популярных материалов, используемых при ковке топоров. Легко затачивается и не боится коррозии. Он тверже, чем другие стали, например, нержавеющая сталь, поэтому он лучше сохраняет свою кромку при воздействии на закаленные материалы. Конечно, во всей стали есть немного углерода.
Однако простые углеродистые стали содержат в основном смесь углерода и стали, в то время как другие типы стали содержат соединения различных других сплавов и составов. Углерод является наиболее важным упрочняющим элементом во всех типах стали и может помочь продлить срок службы вашего лезвия, хотя его избыток может снизить прочность материала, делая его более восприимчивым к ударам и повреждениям.
Углерод можно разделить на три подкатегории: низкий, средний и высокий уровень углерода. Средний и высокий — это то, что вы чаще всего найдете во многих осях. Углерод среднего уровня содержит от 0,4 до 0,6% углерода, в то время как углерод высокого уровня содержит около 0,7 или 0,8% и выше. Согласно системе наименования, разработанной SAE (Общество автомобильных инженеров), обычная углеродистая сталь относится к серии номеров 10xx.
Последние две цифры указывают процентное содержание углерода в стали. В большинстве топоров используется среднеуглеродистая сталь, чаще всего около 1050–1060. Это связано с тем, что эта сталь лучше всего подходит для заточенного холодного оружия, и она подвергается термообработке, чтобы снизить риск поломки и раскола.
Иногда используется высокоуглеродистая сталь 1070 или выше. Высококачественная сталь, которую вы можете приобрести, — это углеродистая сталь 1080 или ее японский аналог SK5. Металлы в этих материалах высокого качества, закалены до уровня RC до 65. Лезвия из этого материала являются подходящим выбором для тяжелых, грубых работ, хотя они требуют немного большей осторожности, так как лезвие требует заточки чаще, чем другие материалы. Однако из-за их качественного состава их легко заточить, а уход обходится дешевле.
Еще один популярный тип углеродистой стали — 5150 и 5160. Группа стали 50xx классифицируется в SAE как легированная сталь, а последние две цифры определяют процентное содержание углерода, как и выше. При содержании 0,5% и 0,6% это углерод среднего уровня с достаточным количеством хрома, чтобы значительно повысить его общие характеристики, но недостаточно, чтобы считать его нержавеющей сталью.
Благодаря столь же низкому содержанию углерода эта сталь обладает повышенной ударной вязкостью, прокаливаемостью и ударопрочностью по сравнению с другими материалами. Это одна из самых прочных и ударопрочных сталей, благодаря своей выдающейся прочности и твердости она лучше всего подходит для больших лезвий и является отличным лезвием для метательного топора.
Нержавеющая сталь (серия 400, 2Cr13, 3Cr13)
Нержавеющая сталь — еще один чрезвычайно популярный и часто используемый материал, поскольку он прост в обслуживании и эффективно противостоит коррозии. Основным ингредиентом этого материала является хром, и его содержание должно составлять не менее 12%, чтобы сталь считалась нержавеющей. На этом уровне хром окисляется, придавая стали основные свойства, в том числе повышенную устойчивость к износу.
Тем не менее, чтобы быть закаливаемой, поскольку известно, что нержавеющая сталь является особенно мягким металлом, она может содержать ограниченное количество хрома, что снижает ее устойчивость к коррозии. Нержавеющая сталь используется в широком спектре продуктов и инструментов, доступных на различных рынках, таких как столовые приборы, хирургические инструменты, ювелирные изделия и многое другое. Как правило, это недорогая, дешевая сталь, но ее регулярно комбинируют с качественными материалами, такими как никель, для повышения ее эффективности.
Наиболее популярным типом этой стали, используемой для топоров и топориков, является нержавеющая сталь 420. Этот материал тверже, чем 410, но мягче, чем 440 (как можно предположить по порядку номеров), этот материал содержит всего около 0,3–0,4% углерода, что означает, что это довольно мягкая сталь и умеренное удержание режущей кромки.
И наоборот, он невероятно устойчив к коррозии и хорошо противостоит элементам, что делает его идеальным для инструментов, которые часто подвергаются воздействию воды или незначительных химикатов. Он имеет пластичность выше средней при закалке и может достигать RC53. Нержавеющая сталь 2Cr13 и 3Cr13 является китайским эквивалентом нержавеющей стали 420.
Достигают RC50 и RC52 соответственно. Это сталь, которая идеально подходит для легких и средних рабочих нагрузок, требующих длительного воздействия воды, снега, химикатов, грязи и т.п. Их легко полировать и обслуживать, а заточка — короткая и выполнимая задача.
Другим широко используемым типом нержавеющей стали серии 400, которая используется при ковке головок топоров, является 420HC, которая представляет собой высокоуглеродистую нержавеющую сталь 420, и ее не следует путать с вышеупомянутой 420. Из-за более высокого уровня углерода она увеличилась. твердость и удержание края, что значительно увеличивает прочность по сравнению с аналогом.
Этот вариант стали сочетает в себе стойкость кромки, износостойкость высокоуглеродистых сталей с антикоррозионными свойствами хромовых сплавов. Эта сталь считается качественной, поскольку сочетает в себе дополняющую комбинацию желаемых характеристик, идеально подходящих для инструментов, которые вы ожидаете часто использовать.
Нержавеющая сталь (AUS 6, 8, 10)
AUS-6, AUS-8 и AUS-10, также известные как 6A, 8A и 10A в указанном порядке, производятся из нержавеющей стали. японской сталелитейной компанией Aichi Steel Corporation. Их содержание углерода можно сравнить с такими сталями, как 440A, 440B и 440C соответственно. 6A имеет среднее содержание углерода 0,65% и обычно конкурирует со сталями, такими как нержавеющая сталь 420, когда дело доходит до изготовления оружия. 8А имеет содержание углерода около 0,75% и считается умеренно прочной сталью среднего уровня. 10А имеет содержание углерода около 1,10%. Его часто сравнивают с 440C, хотя их самая большая разница заключается в небольшом снижении содержания хрома в 10A.
Лезвия, выкованные из стали AUS, обычно закалены до RC 55–58 по шкале Роквелла. Эта нержавеющая сталь разработана таким образом, чтобы иметь острую кромку. Тем не менее, с его способностью удерживать более острую и тонкую кромку возникает необходимость чаще затачивать, так что это своего рода компромисс.
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Содержание статьи:
Приёмы резки труб под углом
Бумажное лекало для трубы
Программы расчёта углов реза
Стусло для резки труб
Простая оснастка под резку
Нюансы работы с прямоугольным сечением
Аппараты точной резки
Промышленные модели (на примере BSM)
Применение термических способов
Выводы и полезное видео по теме
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью . При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.
Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Галерея изображений
Фото из
Резку труб для сборки трубопроводов выполняют, если в продаже нет фитинга, способного решить проблему, или требуется именно фигурный завершающий срез
Соединительный узел путем резки труб изготавливают, если между соседними патрубками меньше 45º. К примеру, если к одной коллекторной трубе подсоединяют три
Для того чтобы выполнить резку с максимальной точностью делают лекала. С их помощью производят разметку трубы
Резку металлических труб под углом в промышленных масштабах выполняют станки с ЧПУ. Частники режут болгаркой, закрепив трубу в тисках, или электропилой с фиксацией трубы в стусле
Отличным подспорьем в пространственной резке металлической трубы станет электролобзик по металлу. Однако перед работой желательно «набить руку» на бросовых обрезках
Резать профильную трубу легче и проще всего болгаркой. Фиксировать профиль можно как в тисках, так и в стусле
Если в сборке трубопровода планируется один или два раза сделать рез под углом, достаточно применить электропилу с полотном по металлу
Полимерную трубу под углом допустимо резать обычной ручной пилой, но очень важно зафиксировать ее в стусле, чтобы не испортить материал
Варианты резки трубы под различными углами
Угол между патрубками меньше 45 градусов
Нарезанные из трубы заготовки
Использование болгарки в разрезании труб
Использование электролобзика по металлу
Применение болгарки в резке профиля
Разрезание трубы электропилой
Резка полимерной трубы обычной пилой
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
Согнуть лист по диагонали, совместив противоположные углы.
Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
Нанести маркером метку реза по линии любого из катетов треугольника.
Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он «закрывается» сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Галерея изображений
Фото из
Раскроенные под углом из трубы детали должны совмещаться с минимальным зазором. Таким, чтобы после сварки он смог полностью заполниться швом
Если лекала для резки были сделаны неточно, проще отрезать новые элементы, чем подгонять их по факту напильником
Перед сварным соединением фигурно разрезанных деталей следует провести «примерку», чтобы определить участки с зазорами, требующими усиленного шва
Лекала для совершения реза трубы под углом рекомендовано опробовать сначала на обрезках пластиковой трубы соответствующего диаметра. После точной выверки их можно перенести на металлические заготовки
Совмещение разрезанных под углом деталей
Подгонка деталей для точного совмещения
Сварка металлических деталей узла
Варианты разрезания трубы для разветвлений
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
Так выглядит окно компьютерной программы, выполняющей расчет угла среза для трубы круглого сечения. По результатам расчета вырисовывается лекало, которое распечатывается принтером. Лекало используют в изготовлении шаблонов
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.
Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.
Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма — маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
Найденное положение фиксируется прижимными винтами.
Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
Подаётся напряжение на электродвигатель.
Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются , с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.
Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» — малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.
Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Галерея изображений
Фото из
Установка для резки трубы на объекте
Станок для пространственной резки в семи направлениях
Механизированный ручной газовый прибор
Мобильное устройство для больших труб
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.
Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с . Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства — термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
При определении общей длины развертки необходимо трубу разбить на прямые и гнутые участки. Для определения границы прямых и гнутых участков трубы из центров окружностей согнутых участков проводятся радиусы r1; r2; r3; r4 в точку их сопряжения с прямой. Тогда общая длина развертки гнутой трубы (рис. 1) будет:
Lобщее= l + s,
Где:
l — сумма длин прямых участков трубы;
s — сумма длин согнутых по радиусу участков трубы.
На рис. 1 видно, что:
l= l1 + l2 + l3.
Длина развертки согнутой трубы рассчитывается по средней линии. За среднюю линию принимается ось симметрии трубы. Поэтому длина согнутых частей трубы рассчитывается по радиусам:
R1 = r1 + d/2;
R2 = r2 + d/2;
R3 = r3 + d/2;
R4 = r4 + d/2;
Где:
r1; r2; r3; r4 – внутренние радиусы гибки трубы;
d — наружный диаметр трубы.
Длина развертки гнутой трубы в соответствии с правилами геометрии равняется:
s= (2·π·R·α)/360,
Где:
R — радиус средней линии трубы;
α —угол загиба гнутой трубы.
Для угла в 180° s = π·R;
Для угла в 90° s = (π·R)/2.
Сумма длин гнутых частей трубы в данном случае равняется:
Колено 90° используется для соединения труб под углом 90°. Как следует из названия, локоть всегда имеет прямоугольную форму. Такой тип локтя также известен как «90 изгибов или 90 локтей». Это приспособление для фитинга труб, которое изгибается таким образом, чтобы получить 90° изменение направления потока жидкости/газа в трубе. Колено используется для изменения направления трубопровода, его также иногда называют «четвертным изгибом».
Колено 90° легко крепится к трубам из различных материалов, таких как пластик, медь, чугун, сталь, свинец, резина и т. д. Другими словами, колена 90° используются для соединения двух труб под прямым углом друг к другу. Другой. Они используются в качестве концов перил или углов при установке на уровне.
Материалы использовано: Материалы, используемые для угла 90°:
ПВХ
Резина
Медь
Чугун
Латунь
Нержавеющая сталь
Бронза
Оцинкованная сталь
Алюминий и т. д.
Типы отводов 90°: Отводы 90° производятся как отводы SR (Короткий радиус) и LR (Длинный радиус) локти:
SR (короткий радиус) Колена:
Эти колена имеют Размер от центра к лицу равен 1,0 X диаметра. Они обычно используются в труднодоступных местах, где клиренс является основной проблемой.
LR (длинный радиус) Колена:
Эти колена имеют Размер от центра к лицу в 1,5 раза больше диаметра. Они наиболее распространены тип колена и используется, когда есть место и поток больше критический.
Размер и размеры: Колена 90° доступны в различных размерах. Чтобы получить реальный размер, просто снимите мерки А и В, как показано на рисунке.
Справочник покупателя
На что обратить внимание покупателям при оптовой покупке 90° локти? Покупатели всегда должны учитывать максимальную гарантию надежной производительности, таких как высокое давление, импульс, вибрация, вакуум и температура. Вот некоторые характеристики, на которые стоит обратить внимание:
Малый вес, удобство транспортировки и обращения
Высокая прочность
Меньшее сопротивление
Коррозионная стойкость
Без обшивки трубы
Звукоизоляция
Простота установки
Долгий срок службы
Низкая стоимость
Перерабатываемый (дополнительно)
Цвет
Для водопроводных труб, здоровых и нетоксичных, бактериально-нейтральных, соответствует стандарту питьевой воды
Устойчив к высоким температурам (110°C)
Надежная установка
Хорошее сохранение тепла
Превосходный дизайн, обеспечивающий пригодность как для и скрытая установка и др.
Применение колен 90°: Основной областью применения колена 90° является соединение шлангов с клапаны, водяные насосы и водостоки. Изгибы под углом 90° помогают заставьте пылевой шланг сделать этот быстрый поворот на углу. Эти локти могут быть используется в контрольно-измерительных приборах, технологических и управляющих системах и оборудовании используется в химической, нефтяной, гидравлической, электронной и целлюлозно-бумажной промышленности. бумажные растения.
Фитинги для труб – Колено 90° из нержавеющей стали
(пока отзывов нет)
Написать рецензию
Колено 1-1/4 дюйма под углом 90 градусов — фитинг из нержавеющей стали 316 с резьбой NPT 150
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Колено 90 градусов с внутренней резьбой National Pipe Taper (NPT) и используется для изменения направления потока между двумя трубами. Наши высококачественные резьбовые фитинги из нержавеющей стали стандартного образца номиналом 150 фунтов производятся в соответствии с самыми высокими стандартами. Все фитинги из нержавеющей стали контролируются персоналом по контролю качества на строгое соответствие применимым стандартам и спецификациям. Эти фитинги из нержавеющей стали отлично подходят для использования с химическими веществами или жидкостями, которые могут вызывать коррозию. Наряду с борьбой с коррозией фитинги из нержавеющей стали предотвращают загрязнение, что делает их полезными для многих профессионалов.
Использование с воздухом, водой, маслом, природным газом, паром
Резьбы
NPT и FNPT соответствуют ASME B1.20.1
Максимальное давление: 300 фунтов на кв. дюйм при 72 F; 150 фунтов на кв. дюйм при 366 F для пара
Статья подготовлена при информационной поддержке http://www.multicut.ru.
Фрезер – это инструмент для обработки пиломатериала, совершающий множество вращений с большой скоростью. Бывает как профессиональное оборудование, например фрезерно-гравировальные станки, так и для самостоятельной обработки, требующей наличия определенных навыков и знаний. Подробная инструкция с обучающим видео на сайте поможет качественно проводить операции по обработке дерева ручным электрофрезером.
Содержание
Применение электрофрезера
Выбор электрофрезера
Работа ручным фрезером: инструкция для начинающих
Ручной фрезер: способы работы
Приемы работы ручным фрезером: формирование пазов
Обработка торцевой поверхности
Обработка при помощи шаблонов
Работа ручным фрезером: видео декоративной обработки
Применение электрофрезера
Работа ручным фрезером по дереву помогает осуществлять следующие столярные операции:
Формирование технологических и фигурных выемок (пазов, гребней, и т.п.).
Изготовление сквозных и слепых отверстий.
Вырезание сложных деталей из дерева, их копирование.
Нанесение надписей, рисунков, узоров на поверхность (гравировка).
Врезка замков и петлей на двери.
Изготовление шипового соединения. Это сложный процесс, требующий специальных навыков, в итоге которого получается высокопрочная сборка деревянных изделий.
В зависимости от вида выполняемой работы ручным фрезером по дереву, видео-уроки которой можно посмотреть в конце статьи, понадобятся приспособления:
Фреза
Электролобзик
ДСП
Электрическая дрель и сверла
Шаблоны
Напильник
Защитная спецодежда и респиратор.
Начинающему мастеру с помощью такого инструмента под силу возвращать старую мебель к жизни, осуществлять мелкие столярные и декоративные работы с деревом по дому.
Для того, чтобы фрезеровать в домашних условиях, рекомендуется выбрать универсальный инструмент, которым является электрофрезер со сменной базой – погружной и кромочной, благодаря которым он выполняет любые разновидности работ по дереву в зависимости от выбранного типа фрезы. Лучше, если он будет иметь регулировку скорости, работать с фрезой диаметром не менее 8 мм, оптимальная мощность должна составлять 800-1300 Вт. При выборе инструмента следует обратить внимание на реальную глубину погружения фрезы, от которой будет зависеть максимальная глубина получившегося паза.
Самым лучшим вариантом для зажима фрезы является конусная цанга, а для выключателя – фиксирующая кнопка. Чем плавнее работа штангового механизма, тем долговечнее инструмент.
Немаловажным моментом работы электрофрезера является правильный выбор фрезы, которая состоит из цилиндрического хвостовика различного диаметра (6,8 или 12 мм) и части с режущей кромкой.
По конструкции разделяют фрезы на следующие виды:
Монолитные
Сборные
Со сменными лезвиями.
В зависимости от вида обработки, выполняемой фрезой, она также бывает нескольких разновидностей:
Пазовая фреза применяется для формирования пазов.
Профильная – для придания кромке декоративного профиля.
Кромочная и фальцевая фреза применяются для обработки краев изделия.
Галтельная – для вырезания «U»-образной выемки на изделии.
Конусная фреза скашивает кромку изделия под углом 45 градусов.
Калевочная – формирует закругленную кромку.
Работа ручным фрезером: инструкция для начинающих
Работа с ручным фрезером, видео-уроки которой помогут начинающему мастеру, может показаться сложной только в начале процесса. С приобретением первых навыков к обработке древесины своими руками можно будет приступать смелее.
Работа с ручным фрезером начинается со сборки инструмента. Подходящая по диаметру цангового патрона фреза вставляется в него. При необходимости, сам патрон заменяется на другой по диаметру. Затем хвостовик затягивается в патроне с помощью специального ключа с силой прижима, достаточной для того, чтобы фреза не болталась в нем. После этого зажимается механизм шпинделя, инструмент готов к работе.
Далее устанавливается необходимая глубина фрезерования. Чтобы это сделать, необходимо зафиксировать положение фрезы, надавив на нее. Точная глубина устанавливается с помощью регулятора ограничителя, имеющего несколько степеней.
Скорость работы фрезера устанавливается исходя из данных таблицы из инструкции и параметров материала, а также размера самой фрезы. Работа ручным фрезером по дереву сначала должна производиться на черновом варианте, чтобы опробовать ход инструмента, глубину фрезерования и скорость работы. Правильным ходом фрезерования является движение инструмента от себя на плоской основе, и против часовой стрелки при круговой обработке изделия. Более подробно работа ручным фрезером описана в обучающем видео.
Ручной фрезер: способы работы
В зависимости от типа выполняемой обработки зависит выбор приемов работы ручным фрезером. Далее представлена работа на ручном фрезере (обучающее видео), способы и приемы.
Приемы работы ручным фрезером: формирование пазов
При формировании паза с самой кромки, инструмент следует установить так, чтобы фреза нависала над краем изделия. Далее, она опускается до необходимой глубины и фиксируется, после чего инструмент запускается в работу. После обработки кромки до конца нужно ослабить фиксатор, поднять фрезу, мотор инструмента можно заглушить. Формирование глухого паза производится точно таким же образом, только начинается не с края изделия.
Глубокий паз формируется путем настройки новой глубины фрезы при каждом подходе обрабатываемой площади, глубиной не более 5 мм, при обработке последнего слоя – не глубже 1,5 мм.
Дополнительные способы формирования пазов и уроки работы ручным фрезером (видео на русском) представлены ниже.
Обработка торцевой поверхности
Работа ручным фрезером по дереву (видео ниже) часто сопровождается обработкой торцевой поверхности, при которой нужен чистый кант. Для этого предварительно производится пологий срез, при этом электрофрезер двигается по направлению вращения ножа, а затем против его вращения. После этого торец приобретет четкие очертания.
Обработка при помощи шаблонов
Для формирования криволинейных кромок используются шаблоны с упорным кольцом, которое представляет собой пластиковую пластину, перемещающуюся вдоль шаблона для правильной траектории движения фрезы. Упорное кольцо крепится к подошве фрезера с помощью специальных крепежей. С помощью шаблонов можно копировать деревянные детали в нужном количестве.
Работа ручным фрезером: видео декоративной обработки
Для художественного фрезерования в дополнение к фрезе понадобятся лобзик, тиски, стамеска, полотно из дерева с рисунком. Оно закрепляется на хорошо устойчивой поверхности, а по рисунку проводится электрофрезер, оснащенный специальной режущей насадкой, постепенно снимая слой древесины до достижения необходимого объема орнамента.
Что можно делать фрезером вручную домашнему мастеру?
Ручной фрезер относится к довольно дорогостоящему электроинструменту, к покупке которого домашний мастер не всегда готов. Однако то, что можно делать фрезером, действительно поражает своим многообразием. По сути, это довольно многофункциональный полезный инструмент, который может заменить сразу несколько других – фуганок, рейсмус, дрель, лобзик и даже циркулярную пилу.
Содержание
Что можно делать фрезером по дереву в зависимости от его мощности
Полный список того, что можно сделать ручным фрезером по дереву
Что можно делать ручным фрезером с разными фрезами
Виды пазовых фрез и их назначение
Виды комбинированных фрез и их назначение
Виды кромочных фрез и их назначение
Что можно делать фрезером по дереву в зависимости от его мощности
С помощью обычного ручного фрезера можно скруглять углы и торцы мебельных щитов из дерева и МДФ, сверлить отверстия, оформлять радиуса и выравнивать углы, фрезеровать и пазовать поверхности. Однако функциональность и удобство пользования определенной моделью напрямую зависит от мощности. Исходя из того, что вы планируете делать фрезером, подбирается тот или иной вариант инструмента.
Ручные фрезеры малой мощности (500-1200 Вт). Данный вид ручных фрезеров предназначен для работы с фрезами с рабочим диаметром порядка 32мм и хвостовиками 6-8мм. Подойдет для тех, кто занимается изготовлением мелких бытовых предметов из дерева (посуды, навесных полочек, рамок, шкатулок и т.д.). Или планирует использовать время от времени для решения определенных задач.
Фрезеры средней мощности (1200-1900 Вт). Мощность фрезера, в конечном счете, определяет его вес и размер, более габаритным и тяжелым инструментом сложнее обрабатывать какие-то мелкие детали. Оптимальная длина хвостовика фрез для прибора средней мощности – 8-12мм.
Фрезер большой мощности (1900-2400 Вт). Предназначен для изготовления мебельных фасадов, распила, обработки длинных кромок и других работ с габаритными деталями. Чаще всего закрепляется с помощью различных приспособлений на верстаках и рабочих столах, вручную, держа инструмент на весу, сложно добиться нужной точности и аккуратности в обработке поверхностей и торцов.
Для оснащения небольшой мастерской достаточно приобрести фрезер средней мощности. Если при работе понадобится использование фрезы с большим диаметром, достаточно пройтись по заготовке несколько раз, чтобы уменьшить нагрузку на мотор и защитить его от ненужной перегрузки.
При больших объемах работ не всегда рационально тратить время на несколько подходов для обработки каждой заготовки. Поэтому лучше в этом случае приобрести фрезер большой мощности.
Полный список того, что можно сделать ручным фрезером по дереву
С помощью грамотного подхода и самодельных приспособлений для закрепления фрезера в различных положениях на подвижной каретке, можно сделать ручным фрезером по дереву то, на что способны дорогостоящие станки. И фактически полностью заменить их функционал.
Основные же функции ручного фрезера следующие:
Оформление торцов и кромок на заготовках, снятие фаски с помощью фигурных фрез.
Вырезание по дереву декоративных узоров, а также заготовок различных форм.
Изготовление пазовых соединений простых и сложных форм (включая ласточкин хвост).
Фугование кромки доски для последующего склеивания (при установке фрезера на стол).
Рейсмусование заготовок любой длины и ширины (при установке фрезера на каретку).
Изготовление фрезерованных мебельных фасадов.
Сверление отверстий разной глубины и диаметра, под мебельные шканты и пазы, произвольная выборка дерева по нужному шаблону.
Все вышеуказанное возможно с помощью оснащения инструмента специальными фрезами.
Что можно делать ручным фрезером с разными фрезами
Краткий обзор фрез даст полное понимание того, что можно делать ручным фрезером по дереву и как его можно использовать в домашних условиях и столярной мастерской. Из основных видов часто используемых в работе с деревом можно выделить пазовые, кромочные и комбинированные фрезы.
Виды пазовых фрез и их назначение
Как понятно из названия, с помощью пазовых фрез можно сделать ручным фрезером пазы. А также использовать для нанесения декоративной фрезеровки на лицевые части мебели.
Прямая пазовая. Простая цилиндрическая форма позволяет делать прямоугольный паз, ширина паза определяется диаметром фрезы. Подходит для рейсмусования.
Дисковая пазовая. Ширина и толщина диска определяет глубину и ширину паза, который можно сделать ручным фрезером. Также используется для рейсмусования заготовок.
Галтельная пазовая. В зависимости от формы фрезы, закругленной или V-образной, можно сделать ручным фрезером по дереву закругленный или треугольный паз разной ширины.
Конструкционная пазовая. Обеспечивает более прочное и стабильное столярное соединение, Т-образное или «ласточкин хвост» в зависимости от формы фрезы.
Фасонная пазовая. Используется для декоративного оформления фасадов и других лицевых заготовок.
Виды комбинированных фрез и их назначение
Для того чтобы сделать фрезером по дереву соединение «шип-паз» может понадобиться сразу две фрезы, которые в комплекте называются «комбинированные». Есть также вариант сделать «шип-паз» с использованием одной фрезы, путем сдвигания одной заготовки относительно другой на ширину шипа и паза.
Одиночные комбинированные фрезы позволяют нарастить длину заготовки из коротких остатков путем переворачивания одной детали относительно другой (чтобы соединение «шип-паз» сошелся).
Двойные комбинированные шипо-пазовые фрезы используются для изготовления вагонки из дерева и других облицовочных панелей с указанным столярным соединением. В комплекте идет сразу пара разных позиций, следует быть внимательным при использовании. Одни виды предполагают переворачивание заготовки, другие – работу в одной плоскости, чтобы соединение сошлось.
Федерейные комбинированные фрезы предназначены для декоративного оформления фасадной части мебели. С помощью федерейной горизонтальной фрезы можно сделать фрезером рельеф по плоскости фасада, а вертикальной – оформить цоколь (плинтус) по высоте. Двухсторонняя горизонтальная фреза позволяет сделать декоративную резьбу для последующей сборки в паз филенкой.
Обратите внимание, что данный вид снабжен подшипником для того, чтобы можно было фрезеровать не только по прямой, но и по радиусу, шаблону любой криволинейной формы.
Виды кромочных фрез и их назначение
С помощью кромочных фрез можно делать фрезером любые фаски на торцах заготовок. Как правило, этот вид фрез практически всегда оснащен подшипником по верхней или нижней части фрезы. Это дополнение помогает четко и ровно работать по шаблону и прогонять базу заготовки по любым радиусам и изгибам, с обрезкой.
Кромочные обгонные фрезы используются для снятия кромки под прямым углом. С их помощью можно делать фрезером деревянные заготовки для последующего склеивания в единый мебельный щит.
Кромочные фальцевые фрезы используются для выборки паза прямоугольной или квадратной формы, подходит для рейсмусования заготовок.
Кромочные калевочные и конусные фрезы предназначены для снятия фаски с полукруглым или скошенным краем на заготовках. Калевочная позволяет оформлять фаску как со «ступенькой», так и без нее, в зависимости от положения фрезера.
Кромочные фигурные и полустержневые фрезы помогают красиво оформить торец заготовки по всей толщине, с захватом нижней части. Работать с ними можно с мощностью фрезера от 1600Вт.
Также виды фрез по дереву подразделяют и по другим признакам, более подробно можно узнать из видео.
Чтобы не было прожогов на заготовках, а также чтобы сильно не перегружать мотор фрезера малой и средней мощности, не пытайтесь достигнуть желаемого эффекта за один проход. Лучше пройтись несколько раз по заготовке, чтобы достичь аккуратного и чистого реза на торце.
С помощью дополнительных приспособлений, фиксации инструмента на верстаке или подвижной каретке в вертикальном и горизонтальном положении, можно делать фрезером вручную действительно оригинальные и красивые предметы декора, отделки и мебельной обстановки.
Основы фрезерного станка по дереву
— Rockler
Независимо от того, используете ли вы фрезер, изготовленный задолго до вашего рождения, или одну из высокотехнологичных моделей, созданных сегодня, любой станок может выполнять ряд важных задач по деревообработке, с которыми не справится ни один другой электроинструмент. Если вы новичок в деревообработке, фрезер должен стоять в верхней части вашего «краткого списка» инструментов, которые нужно купить в первую очередь, даже перед настольной пилой — настолько полезны фрезеры.
Фрезер поможет вам превратить острые края во всевозможные декоративные профили. Он будет обрабатывать пазы и канавки, шпунты, ласточкины хвосты, пазы, шипы, коробчатые соединения и многое другое. Нужно дублировать кучу деталей? Это не проблема для маршрутизатора и шаблона. Он может выравнивать поверхность, соединять кромки, вырезать буквы, вырезать круги и просверливать отверстия. Список «можно сделать» можно продолжать и продолжать.
Причина, по которой старый маршрутизатор или совершенно новый работают почти одинаково хорошо, связана с простотой инструмента: уберите передовую электронику и усовершенствования функций, сделанные за последние два или три десятилетия, и все маршрутизаторы действительно сведутся к минимуму. на несколько основных частей. Универсальный двигатель направлен вниз и удерживается в основании, которое обычно имеет пару ручек, помогающих управлять им над заготовкой. Острый наконечник, прикрепленный к концу шпинделя двигателя, выполняет работу по резке.
Варианты основания маршрутизатора: фиксированные основания и погружные основания
Ручные маршрутизаторы имеют два типа оснований; фиксируется и погружается.
Фрезерные станки с фиксированным основанием оснащены большим воротником, который фиксирует двигатель фрезерного станка. Высота фрезы регулируется поворотом или перемещением двигателя вверх или вниз и фиксируется на месте с помощью рычага или кулачка. После того, как вы установите высоту двигателя, в остальном основание остается «фиксированным». Высоту биты можно изменить, отпустив блокировку и переместив двигатель на новую высоту. Фиксированные основания могут иметь две ручки или одну D-образную ручку. Они также доступны для компактных и беспроводных маршрутизаторов.
Фрезеры с погружным основанием переворачивают это соотношение с ног на голову: двигатель фиксируется в верхнем корпусе на основании, а корпус можно поднимать или опускать на двух подпружиненных металлических стойках для регулировки глубины резания — здесь, мотор «фиксирован», но база погружает его на разную глубину. Вы контролируете глубину резания с помощью регулируемого стержня, который контактирует со ступенчатой поворотной револьверной головкой. Базы для погружения могут иметь одну или две ручки. Они также доступны для некоторых компактных и беспроводных маршрутизаторов.
Производители до сих пор выпускают несколько специальных погружных фрезеров, в которых двигатель и основание объединены. Когда-то они были обычным явлением, но в наши дни большинство фрезерных станков по дереву являются модульными: съемный моторный блок подходит как для фиксированных, так и для погружных оснований, что обеспечивает максимальную универсальность.
Цанги для фрезерования Закрепите фрезу
Нижний конец шпинделя двигателя, который удерживает режущую фрезу, сужается внутри и имеет резьбу снаружи. В него входит коническая цанга с прорезями, которая захватывает хвостовики фрез по окружности, как тиски.
Гайка окружает цангу и навинчивается на шпиндель, чтобы затянуть биты на место. Цанги рассчитаны на диаметр 1/2″ или 1/4″. фрезы с хвостовиком. Фрезерные станки среднего и крупного размера часто имеют цангу обоих размеров.
Современные маршрутизаторы изобилуют хорошими функциями, которые дают им преимущество перед предшественниками, выпущенными 20 или более лет назад. Почти все новые маршрутизаторы имеют переменную скорость, и вам нужно будет снизить скорость, чтобы безопасно работать с битами большого диаметра. Многие двигатели имеют «мягкий пуск», который увеличивает мощность, чтобы предотвратить резкий пуск, который может привести к рывку инструмента в руке. Высококачественные фрезерные станки также оснащены электронной схемой обратной связи, которая поддерживает вращение биты с постоянной скоростью, независимо от прилагаемой к бите нагрузки.
Некоторые фрезеры имеют блокировку шпинделя, поэтому вы можете менять биты с помощью одного ключа вместо двух. Возможности сбора пыли также улучшились благодаря пластиковым кожухам, которые крепятся или защелкиваются внутри основания для сбора мусора, создаваемого битой; порт на кожухе соединяется с вакуумным шлангом. Некоторые производители даже оснащают свои фрезеры светодиодными индикаторами, которые светят вниз в область бит, чтобы помочь вам увидеть, что вы режете — это замечательная функция.
Направляющие втулки
Под металлическим основанием маршрутизатора находится гладкая пластина, называемая базовой пластиной, которая крепится к нему с помощью винтов. Основания маршрутизаторов и их опорные плиты будут либо иметь круглую форму, либо сочетание круглых и плоских краев. Цель здесь состоит в том, чтобы вы могли последовательно подавать опорную плиту вдоль линейки или другой направляющей поверхности. Гладкая поверхность базовой пластины также защищает заготовки от повреждений во время фрезерования.
Неотъемлемой особенностью многих опорных плит является то, что их центральный вырез рассчитан на установку направляющих втулок фрезерного станка диаметром 1-3/16″. втулки являются промышленной нормой. Направляющие втулки (также часто называемые шаблонными направляющими, трущимися кольцами или направляющими кольцами) имеют выступающую втулку с размерами в диапазоне диаметров от 5/16″ наружного диаметра до 5/16″. вверх до 1 дюйма и более. Они бесценны для всех видов работы с шаблонами и даже необходимы для использования со многими зажимными приспособлениями для ласточкиного хвоста и пазов.
Некоторые фрезы большего диаметра не подходят к отверстиям в опорных плитах, предназначенных для направляющих втулок, поэтому в комплект фрезерного станка может также входить дополнительная опорная пластина с большим вырезом под фрезу.
Маршрутизатор какого размера мне нужен?
Маршрутизаторы подразделяются на три основных типоразмера: полноразмерные, средние и категорию, имеющую несколько названий в зависимости от производителя — «компактный», «ладонь» или «обрезной». Разделение на полные, средние или компактные маршрутизаторы в основном связано с пиковой мощностью их двигателей, но каждый размер также имеет пропорциональные и функциональные характеристики, которые также стоит учитывать.
Полноразмерные маршрутизаторы — Полноразмерные маршрутизаторы — это самые большие и мощные устройства, которые вы можете купить. У них есть двигатели мощностью 3 или 3-1/4 л.с., и им требуются более крупные погружные или фиксированные основания для удержания массивных блоков двигателей. (Кстати, здесь вы все еще можете найти оставшиеся новые «специализированные» погружные фрезы.) В полноразмерный фрезер можно вставить любую изготовленную фрезу, от крошечных фрез с закруглением до самых больших фрез, поднимающих панель, — и его мотор. обеспечивает достаточную мощность, чтобы управлять всеми ими с легкостью. Но контрапункт «полноразмерного» заключается в том, что вес и более громоздкие пропорции этих фрезерных станков затрудняют маневрирование вручную над небольшими заготовками или вдоль узких краев. Часто успешная маршрутизация с помощью маршрутизатора в руках требует некоторой ловкости. В таких ситуациях полноразмерная машина весом до 15 фунтов может значительно затруднить быстрое управление.
Маршрутизаторы среднего размера — Маршрутизаторы среднего размера — это отраслевой ответ на «золотую середину» среди семейства маршрутизаторов. Имея мощность от 1-1/2 до 2-1/4 л.с., с пропорционально меньшими базами, чем их более крупные собратья, и весами на несколько фунтов легче, маршрутизаторы среднего размера по-прежнему обладают достаточной мощностью, чтобы вращать все фрезы, кроме самых больших. Они могут быть оснащены как 1/4″-, так и 1/2″-диаметром. цанги, поэтому вы не ограничены размерами хвостовиков фрез, которые вы можете использовать. В начале 2000-х годов был период времени, когда промышленность вкладывала значительные средства в разработку комбинированных комплектов, которые включали варианты с фиксированной и погружной базой со сменным моторным блоком. Эта тенденция распространилась, как лесной пожар, и ее последствия продолжаются и сегодня. Комплекты «Combo» предлагают хорошо спроектированные фиксированные и погружные основания, которые хорошо подходят для широкого спектра задач по фрезерованию по цене, которая не сломит банк. Модели премиум-класса среднего размера также оснащены удобными функциями, такими как плавный пуск и схема обратной связи. Этот «семейный седан» на рынке маршрутизаторов предлагает солидную ценность как для новичков, так и для профессионалов.
Компактные фрезерные станки — Компактные фрезерные станки сделали большой шаг вперед в деревообработке в 2005 году, когда компания Bosch выпустила на рынок свой фрезерный станок Colt™ Palm. До этого времени, когда столяры хотели, чтобы возможности обрезки или профилирования фрезера были достаточно малы, чтобы их можно было использовать одной рукой, единственным реальным вариантом был триммер для ламината — инструмент для изготовления столешниц. В то время как эти ранние «обрезные» маршрутизаторы подходили для выполнения несложных работ по профилированию кромок, мощность их двигателя менее 1 л. с. была ограниченной. В триммерах для ламината также не было погружных оснований, потому что производители могли просто наклонить инструмент вниз, чтобы пробить пластиковый ламинат и начать рез. Врезка или контролируемая глубина резания не были необходимыми задачами.
Компактные фрезеры даже стирают грань между тем, что нужно делать на станке среднего размера, и тем, что нужно делать с помощью меньшего инструмента. В то время как компактные фрезеры ограничены фрезами с хвостовиком 1/4 дюйма, их можно использовать для вырезания пазов и для общей работы с шаблонами. Их простота в обращении и достаточная мощность делают эти машины удивительно полезными и непугающими. Они ни в коем случае не заменят маршрутизатор среднего размера, но компактный маршрутизатор очень удобен в качестве опции.
Аккумуляторные фрезерные станки — В наши дни количество аккумуляторных инструментов растет, поскольку производители продолжают искать альтернативы с питанием от аккумуляторов для всех настольных, ручных и садовых электроинструментов. Возможно, вы знаете, что Bosch, Makita, RIDGID и RYOBI теперь предлагают беспроводные компактные маршрутизаторы среди своих 12- или 18-вольтовых продуктовых линеек, и, вероятно, на горизонте появится больше вариантов.
Если вы уже вложили средства в аккумуляторную платформу, может иметь смысл добавить беспроводную модель, особенно если не хватает электрических розеток. Кроме того, шнур больше никогда не будет мешать вам.
Настройка фрезерного стола
Когда заготовки достаточно велики, чтобы обеспечить устойчивую платформу под инструментом — представьте себе широкие доски, панели или листовые материалы — или когда вы подносите инструмент к сборке, такой как каркас шкафа или ящик , держать маршрутизатор за ручки может быть лучшим или единственным практичным вариантом. Многие зажимные приспособления типа «ласточкин хвост» также требуют подачи фрезера по шаблону поверх зажимного приспособления. Но когда вы фрезеруете особенно маленькие или узкие заготовки, где размер инструмента становится препятствием, второй вариант — перевернуть фрезер и вместо этого установить его под столом фрезера.
Таким образом, вы можете подавать заготовку через стол и мимо фрезы, при этом вес и пропорции фрезы не будут работать против вас. Фрезерные столы также имеют дополнительное преимущество в виде подвижного упора, который можно установить и заблокировать для выполнения прямых пропилов, таких как канавки, от края заготовки. Ограничители с открывающимися и закрывающимися гранями также позволяют одновременно подводить к заготовке только часть режущего профиля фрезы для более чистых и безопасных проходов резания. Прорезь под углом в столе еще больше расширяет его возможности для выполнения таких задач, как фацетирование и резка под углом. Или прикрепите простой зажим к угловому упору, и установленный на столе фрезер с легкостью разрежет коробчатые соединения.
Полноразмерный фрезер идеально подходит для фрезерного стола, поскольку его вес не имеет значения при конфигурации стола, а двигатель мощностью 3 или 3 1/4 л.с. обеспечивает достаточную мощность для любой операции фрезерования, которая встречается на вашем пути .
Фрезы 101 — Деревообработка | Блог | Видео | Plans
Независимо от того, используете ли вы фрезерный станок, изготовленный задолго до вашего рождения, например Stanley 1950-х годов, или одну из технологически продвинутых моделей, созданных сегодня, любой станок может выполнять ряд важных задач по деревообработке, с которыми не справится ни один другой электроинструмент. . Если вы новичок в деревообработке, я зайду так далеко, что скажу, что он должен стоять в верхней части вашего «короткого списка» инструментов, которые нужно купить в первую очередь, даже перед настольной пилой — настолько полезны фрезеры.
Фрезер поможет вам превратить острые края во всевозможные декоративные профили. Он будет обрабатывать пазы и канавки, шпунты, ласточкины хвосты, пазы, шипы, коробчатые соединения и многое другое. Нужно дублировать кучу деталей? Это не проблема для маршрутизатора и шаблона. Он может выравнивать поверхность, соединять кромки, вырезать буквы, вырезать круги и просверливать отверстия. Список «можно сделать» можно продолжать и продолжать.
Две базовые опции
Причина, по которой старый маршрутизатор и совершенно новый работают почти одинаково хорошо, связана с простотой инструмента: уберите передовую электронику и функциональные улучшения, сделанные за последние два или три десятилетия, и все маршрутизаторы действительно сводятся к нескольким основным частям. Универсальный двигатель направлен вниз и удерживается в основании, которое обычно имеет пару ручек, помогающих управлять им над заготовкой. Острый наконечник, прикрепленный к концу шпинделя двигателя, выполняет работу по резке.
Маршрутизаторы имеют два типа баз. «Неподвижное» основание имеет большой воротник, резьбовой стержень или другую функцию регулировки высоты, которая позволяет перемещать двигатель вверх или вниз внутри основания для изменения глубины резания долота. После того, как вы установите и заблокируете мотор там, где вы хотите, база остается «закрепленной».
Погружное основание имеет регулируемый стержень, шкалу глубины и ступенчатую вращающуюся головку под ними.
«Погружные» основания переворачивают это соотношение с ног на голову: двигатель фиксируется в верхнем корпусе на основании, а корпус можно поднимать или опускать на двух подпружиненных металлических стойках для регулировки глубины резания — здесь двигатель «фиксированный», но база погружает его на разную глубину. Вы контролируете глубину резания с помощью регулируемого стержня, который контактирует со ступенчатой поворотной револьверной головкой. Каждый щелчок револьверной головки постепенно изменяет глубину резания примерно на 1/8″, и эти изменения можно считывать по шкале глубины за стержнем.
Производители до сих пор выпускают несколько специальных погружных фрезеров, в которых двигатель и основание объединены. Когда-то они были обычным явлением, но в наши дни большинство маршрутизаторов являются модульными: съемный моторный блок подходит как для фиксированных, так и для погружных оснований, что обеспечивает максимальную универсальность.
Цанги: Business End
Хвостовики бит удерживаются внутри конического шпинделя двигателя фрезера с помощью цанги 1/2″ или 1/4″. Гайка окружает цангу и навинчивается на шпиндель, чтобы закрепить биту. Вам понадобится один или два гаечных ключа, чтобы затянуть гайку.
Нижний конец шпинделя двигателя, на котором закреплена режущая насадка, сужается внутри и имеет резьбу снаружи. В него входит коническая цанга с прорезями, которая захватывает хвостовики фрез по окружности, как тиски. Гайка окружает цангу и навинчивается на шпиндель, чтобы затянуть биты на место. Цанги рассчитаны на диаметр 1/2″ или 1/4″. фрезы с хвостовиком. Фрезерные станки среднего и крупного размера часто имеют цангу обоих размеров.
Другие полезные функции
Современные маршрутизаторы полны хороших функций, которые дают им преимущество перед предшественниками, выпущенными 20 или более лет назад. Почти все новые маршрутизаторы имеют переменную скорость, и вам нужно будет снизить скорость, чтобы безопасно работать с битами большого диаметра. Многие двигатели имеют «мягкий пуск», который увеличивает мощность, чтобы предотвратить резкий пуск, который может привести к рывку инструмента в руке. Высококачественные фрезерные станки также оснащены электронной схемой обратной связи, которая поддерживает вращение биты с постоянной скоростью, независимо от прилагаемой к бите нагрузки.
Некоторые фрезеры имеют блокировку шпинделя, поэтому вы можете менять биты с помощью одного ключа вместо двух. Возможности сбора пыли также улучшились благодаря пластиковым кожухам, которые крепятся или защелкиваются внутри основания для сбора мусора, создаваемого битой; порт на кожухе соединяется с вакуумным шлангом. Некоторые производители даже оснащают свои фрезеры светодиодными индикаторами, которые светят вниз в область бит, чтобы помочь вам увидеть, что вы режете — это замечательная функция.
Основания и направляющие втулки
Набор направляющих колец превращает фрезер в шаблонную динамо-машину. Любой достойный маршрутизатор должен иметь подбазу, которая их принимает.
Под металлическим основанием фрезера находится гладкая пластина, называемая основанием, которое крепится к нему винтами. Основания маршрутизаторов и их подосновы будут либо иметь круглую форму, либо комбинацию круглых и плоских краев. Цель здесь состоит в том, чтобы вы могли последовательно подавать монтажную плиту вдоль линейки или другой направляющей поверхности. Гладкая поверхность основания также защищает заготовки от повреждений во время фрезерования.
Специализированные погружные маршрутизаторы (справа) когда-то были стандартными. Теперь у большинства маршрутизаторов есть съемные двигатели, которые подходят к погружным основаниям.
Неотъемлемой особенностью многих монтажных плит является то, что размер их центрального выреза позволяет принимать металлические направляющие втулки с резьбой диаметром 1-3/16″. втулки являются промышленной нормой. Направляющие втулки (также часто называемые шаблонными направляющими, трущимися кольцами или направляющими кольцами) имеют выступающую втулку с размерами в диапазоне диаметров от 5/16″ наружного диаметра до 5/16″. вверх до 1 дюйма и более. Они бесценны для всех видов работы с шаблонами и даже необходимы для использования со многими зажимными приспособлениями для ласточкиного хвоста и пазов.
Некоторые фрезы большего диаметра не подходят к отверстиям монтажных плит, предназначенных для направляющих втулок, поэтому к фрезерному станку может также прилагаться дополнительная монтажная база с большим вырезом для фрезы.
Маршрутизаторы по размеру
Маршрутизаторы бывают трех размеров, в основном в зависимости от выходной мощности. Полноразмерные маршрутизаторы (слева) обладают мощной мускулатурой; модели среднего размера (в центре) проще в обращении и многофункциональны. Компакты (справа) не пугают, но эффективны.
Маршрутизаторы подразделяются на машины трех основных размеров: полноразмерные, средние и категорию, имеющую несколько названий в зависимости от производителя — «компактный», «ладонь» или «обрезной». Разделение на полные, средние или компактные маршрутизаторы в основном связано с пиковой мощностью их двигателей, но каждый размер также имеет пропорциональные и функциональные характеристики, которые также стоит учитывать.
– Полноразмерные маршрутизаторы – самые большие и мощные варианты, которые вы можете купить. У них есть двигатели мощностью 3 или 3-1/4 л.с., и им требуются более крупные погружные или фиксированные основания для удержания массивных блоков двигателей. (Кстати, здесь вы все еще можете найти оставшиеся новые «специализированные» погружные фрезерные станки.)
Полноразмерный фрезерный станок может принимать любые изготовленные фрезы — от крошечных закруглений до самых больших фрез для поднятия панелей — и его двигатель обеспечивает достаточную мощность. мощность, чтобы управлять всеми из них с легкостью. Но контрапункт «полноразмерного» заключается в том, что вес и более громоздкие пропорции этих фрезерных станков затрудняют маневрирование вручную над небольшими заготовками или вдоль узких краев. Часто успешная маршрутизация с помощью маршрутизатора в руках требует некоторой ловкости. В таких ситуациях полноразмерная машина весом до 15 фунтов может значительно затруднить быстрое управление.
– Маршрутизаторы среднего размера являются отраслевым ответом на «золотую середину» среди семейства маршрутизаторов. Имея мощность от 1-1/2 до 2-1/4 л.с., с пропорционально меньшими базами, чем их более крупные собратья, и весами на несколько фунтов легче, маршрутизаторы среднего размера по-прежнему обладают достаточной мощностью, чтобы вращать все фрезы, кроме самых больших. Они могут быть оснащены как 1/4″-, так и 1/2″-диаметром. цанги, поэтому вы не ограничены размерами хвостовиков фрез, которые вы можете использовать.
В начале 2000-х годов был период времени, когда промышленность проводила значительные исследования и разработки для разработки комбинированных комплектов, которые включали варианты с фиксированной и погружной базой со сменным моторным блоком. Эта тенденция распространилась, как лесной пожар, и ее последствия продолжаются и сегодня. Комплекты «Combo» предлагают хорошо спроектированные фиксированные и погружные основания, которые хорошо подходят для широкого спектра задач по фрезерованию по цене, которая не сломит банк. Модели премиум-класса среднего размера также оснащены удобными функциями, такими как плавный пуск и схема обратной связи. Этот «семейный седан» на рынке маршрутизаторов предлагает солидную ценность как для новичков, так и для профессионалов.
– Компактные фрезерные станки сделали большой шаг вперед в области деревообработки в 2005 году, когда компания Bosch выпустила на рынок свой фрезерный станок Colt™ Palm. До этого времени, когда столяры хотели, чтобы возможности обрезки или профилирования фрезера были достаточно малы, чтобы их можно было использовать одной рукой, единственным реальным вариантом был триммер для ламината — инструмент для изготовления столешниц. В то время как эти ранние «обрезные» маршрутизаторы подходили для выполнения несложных работ по профилированию кромок, мощность их двигателя менее 1 л. с. была ограниченной. В триммерах для ламината также не было погружных оснований, потому что производители могли просто наклонить инструмент вниз, чтобы пробить пластиковый ламинат и начать рез. Врезка или контролируемая глубина резания не были необходимыми задачами.
Компания Bosch подняла планку для компактных фрезерных станков с Colt, увеличив мощность двигателя до 1 пиковой л.с., что открыло двери для большего количества операций по дереву и вариантов фрез. В 2010 году компании De-WALT и PORTER-CABLE еще больше повысили планку, представив компактные фрезеры как с погружным, так и с фиксированным основанием. С этого момента началась гонка за другими производителями, которые вывели на рынок свои версии более мощных и функциональных «маленьких» маршрутизаторов. И это кардинальные изменения означают, что современные компактные маршрутизаторы обычно имеют пиковую мощность около 1-1/4 л.с. Вы все еще можете купить несколько традиционных триммеров для ламината, но большинство моделей прошли путь динозавров в пользу более смелых и универсальных компактов «следующего поколения».
Компактные фрезеры даже стирают грань между тем, что нужно делать на станке среднего размера, и тем, что нужно делать с помощью более мелкого инструмента. В то время как компактные фрезеры ограничены фрезами с хвостовиком 1/4 дюйма, я часто использую их для вырезания пазов и для общей работы с шаблонами. Их простота в обращении и достаточная мощность делают эти машины удивительно полезными и непугающими.
Они ни в коем случае не заменят маршрутизатор среднего размера, но компактный маршрутизатор очень удобен в качестве опции.
Конфигурации
Ручная фрезеровка имеет смысл, когда заготовки достаточно велики, чтобы адекватно выдерживать размер и вес инструмента. Здесь приспособление позволяет этому фрезеру и направляющей втулке легко вырезать пазы на широкой панели.
Я уже упоминал об использовании маршрутизатора «в руках». Когда заготовки достаточно велики, чтобы обеспечить устойчивую платформу под инструментом — например, широкие доски, панели или листовые материалы — или когда вы подносите инструмент к сборке, такой как каркас шкафа или ящик, держать фрезер за ручки может быть неудобно. Ваш лучший или единственный практичный вариант. Многие зажимные приспособления типа «ласточкин хвост» также требуют подачи фрезера по шаблону поверх зажимного приспособления. Но когда вы фрезеруете особенно маленькие или узкие заготовки, где размер инструмента становится препятствием, второй вариант — перевернуть фрезер и вместо этого установить его под столом фрезера. Таким образом, вы можете подавать заготовку через стол и мимо фрезы, при этом вес и пропорции фрезера не будут работать против вас. Фрезерные столы также имеют дополнительное преимущество в виде подвижного упора, который можно установить и заблокировать для выполнения прямых пропилов, таких как канавки, от края заготовки. Ограничители с открывающимися и закрывающимися гранями также позволяют одновременно подводить к заготовке только часть режущего профиля фрезы для более чистых и безопасных проходов резания. Прорезь под углом в столе еще больше расширяет его возможности для выполнения таких задач, как фацетирование и резка под углом. Или прикрепите простой зажим к угловому упору, и установленный на столе фрезер с легкостью разрежет коробчатые соединения.
Фрезерные столы предлагают альтернативную «стационарную» конфигурацию инструмента, поэтому вы можете сосредоточить свое внимание на подаче узких или небольших заготовок мимо фрезы вместо того, чтобы вести фрезер по материалу.
Некоторые основания фрезеров, особенно на станках среднего размера, имеют регулировку глубины «через основание»: когда они перевернуты и установлены под столом фрезера, вы можете поднимать или опускать фрезу с помощью гаечного ключа через основание маршрутизатора и регулируя его сверху. Вот где действительно пригодятся два комбинированных комплекта основания среднего размера: установите фиксированное основание на стол маршрутизатора и оставьте его там. Переместите двигатель на погружную базу для ручных ситуаций.
Тем не менее, я считаю, что идеальным выбором для фрезерного стола является полноразмерный блок двигателей, поскольку его вес не имеет значения в конфигурации стола, а двигатель мощностью 3 или 3 1/4 л. с. обеспечивает достаточную мощность для любая операция маршрутизации, которая встречается на вашем пути. Мой полноразмерный фрезерный двигатель всю свою жизнь провисел под фрезерным столом, выполняя все, от деликатной обрезки кромок до точной укладки «ласточкин хвост» до тщательного и требовательного подъема панелей.
10 лучших битовых стилей
Даже небольшой набор насадок с твердосплавными наконечниками поможет вашему фрезеру выполнять широкий спектр задач. Эти 10 стилей нашли свое применение во многих проектах нашего журнала. Если ваш фрезер поддерживает фрезы с хвостовиком 1/2 дюйма, по возможности выбирайте этот размер для фрез большего размера.
Заработок
Как новички, так и опытные столяры регулярно тянутся к фрезерам, чтобы сгладить острые кромки и углы, а также добавить декоративный профиль. Вероятно, именно так большинство столяров начинают свое знакомство с инструментом.
Теперь, когда вы знаете размеры маршрутизаторов и два способа их настройки для использования, давайте кратко рассмотрим различные операции, которые сделают маршрутизатор бесценным дополнением к вашему арсеналу инструментов.
– Профилирование кромок: Плоские, квадратные кромки могут быть обязательными для многих сборок, но они могут быть ужасно скучными на вид. Фрезерный станок, оснащенный различными насадками для профилирования кромок, может придавать форму и линии тени столешницам, стеллажам, табличкам и другим плоским или изогнутым краям. Закругления, выпуклости или фаски также помогают «смягчить» кромки и шероховатость торцов, чтобы поверхности были более приятными на ощупь и с меньшей вероятностью раскололись, откололись или стали причиной травм. В прежние времена профилирование выполнялось различными формовочными рубанками, но их место в качестве альтернативы электроинструменту заняли фрезеры и фрезы. Фрезерование профилей кромок — это обычно то, как новые пользователи приобретают уверенность в инструменте, и это также рутинная операция для опытных столяров.
Приспособления типа «ласточкин хвост» помогут вам изготовить ящики или корпусы традиционного вида с помощью ручного фрезера. В некоторых стилях приспособления типа «ласточкин хвост» вместо этого используется перевернутый шаблон для использования фрезерного стола.
– Столярные изделия: Не так много соединений по дереву, которые выходят за рамки рулевой рубки фрезера, если у вас есть нужные биты. Вставьте в инструмент прямое или спиральное сверло, и оно будет фрезеровать пазы, канавки, шлицевые пазы, напуски, пазы и даже шипы, чтобы в них вписаться. Конечно, фальцевая фреза подойдет для шпунтов, а также шипов-заглушек для дверей шкафов. Большинство насадок для фальцовки поставляются с направляющими подшипниками нескольких размеров, чтобы упростить изменение пропорций пазов.
Добавьте в свой магазин насадку для ласточкиного хвоста и приспособление для ласточкиного хвоста с регулируемой или фиксированной шаблоном, и вы готовы делать полуглухие или сквозные ласточкины хвосты для ящиков или других коробок. Вместо этого направляйте фрезер по линейке, и он также сделает скользящие соединения типа «ласточкин хвост».
Вы когда-нибудь мечтали сделать печенье, но не хотите тратить деньги на электроинструмент для этого? Что ж, просто купите насадку для резки пазов за небольшую часть цены столярного станка, и вместо этого вы сможете вырезать их на своем фрезерном столе. Этот один инструмент может выполнять столярные работы настольной пилы, лезвия плинтуса, формирователя, фуганка для печенья и пазового станка с полым зубилом. Ни один другой электроинструмент не может превзойти этот диапазон столярных работ.
Изготовленные в цеху или изготовленные шаблоны позволяют фрезеровщику фрезеровать пазы для столярных изделий или скобяных изделий или дублировать детали сложной формы одну за другой.
– Маршрутизация шаблонов: Шаблоны и деревообработка идут вместе, как рука в перчатке. Мы используем их для изготовления деталей подходящей формы и выполнения сложных внутренних вырезов. Шаблоны контролируют пропорции всевозможных неглубоких пазов для петель, вкладок и замков. Шаблоны писем также позволяют создавать профессионально выглядящие вывески. Вы можете выполнять все эти задачи с помощью шаблонов, которые вы покупаете или делаете из металлолома, используемых в тандеме с управляемой заподлицо или шаблонной фрезой или с прямой фрезой, вставленной внутрь направляющей втулки. У меня накопилось несколько десятков шаблонов для разных проектов, и каждый сделан под роутер.
Все, что требуется, это пилотируемая фреза заподлицо или шаблонная фреза, чтобы следовать шаблону.
– Наплавка, соединение: Если вы следите за тенденциями в социальных сетях, в наши дни проекты с использованием плит очень популярны, но большинству из нас невозможно разровнять эти гигантские куски пиломатериалов на наших строгальных станках. Вот как можно сэкономить: вставьте строгальную фрезу в фрезер среднего или полноразмерного размера и соберите салазки, чтобы ездить по плите. Это отличный обходной путь для использования большого рубанка или барабанной шлифовальной машины.
Выравнивание краев длинных или тяжелых досок может быть громоздкой и даже небезопасной работой на стационарном фуганке.
Возможно, у вас нет стационарного фуганка или вы столкнулись с доской, которая слишком велика, чтобы ее можно было безопасно поместить на фуганок, который у вас есть. Нет проблем: вместо этого приложите фрезер и длинную прямую фрезу к зажатой линейке, чтобы сгладить эти края.
Фреза с линейкой и длинная прямая фреза помогут справиться с работой, не напрягая спину.
Я часто использую в своем компактном фрезерном станке короткую фрезу для пазов или тарельчатых фрез, чтобы обрезать выступающие заглушки, ласточкины хвосты и коробчатые соединения заподлицо. Он работает так же гладко, как ручной рубанок.
Еще одно отличное приложение для шаблонов — вывески. Здесь направляющая втулка повторяет внутренние формы букв, а несколько вариантов торцевых насадок позволяют проследить их в древесине.
– Резка, сверление: Фреза, прямая или спиральная фреза и линейка позволяют быстро обрезать большие панели или фанеру до нужного размера. Круги и эллипсы также легко вырезать с помощью фрезера, прикрепленного к трампелю или приспособлению для эллипса/круга.
Среди бесчисленных приспособлений, которые могут расширить возможности вашего фрезера, есть приспособление для вырезания эллипсов/кругов, подобное этому. Вы можете отрегулировать радиус, чтобы вырезать круглые или эллиптические формы и рамки разных размеров.
С помощью погружного фрезера, шаблона и направляющей втулки вы даже можете просверлить ряд отверстий под шпильки для шкафов или шпоночных соединений.
Фрезерные столы, оснащенные набором фрез для изготовления дверей, могут поднимать панели, соединять поручни и стойки и даже фрезеровать внутренние пазы для удержания панелей в раме.
– Изготовление дверей: Когда-то лучшим инструментом для подъема панелей и фрезерования наличников для шкафных или проходных дверей был формирователь. Теперь фрезерные столы являются безопасным и подходящим «планом Б» для изготовления дверей. Вы можете купить элементы для поднятия панелей в горизонтальном или вертикальном стиле во всех популярных дверных стилях, а также соответствующие накладки для соединения поручней и стоек. Вот где полноразмерный двигатель в вашем фрезерном столе действительно подходит для этого тяжелого режима работы.
Аккумуляторные компактные фрезеры на подъеме
В наши дни количество беспроводных инструментов растет, поскольку производители продолжают искать альтернативы с батарейным питанием для всех настольных, ручных и садовых электроинструментов. Возможно, вы знаете, что Bosch, Makita, RIDGID и RYOBI теперь предлагают беспроводные компактные маршрутизаторы среди своих 12- или 18-вольтовых продуктовых линеек, и, вероятно, на горизонте появится больше вариантов. Но нужно ли «резать шнур» для роутера? Если вы уже вложили средства в аккумуляторную платформу, может иметь смысл добавить беспроводную модель, особенно если не хватает электрических розеток. Кроме того, шнур больше никогда не будет мешать вам. Тем не менее, из-за большой батареи маршрутизатор может казаться слишком тяжелым, и если вам придется покупать маршрутизатор, батареи и зарядное устройство, вы потратите значительно больше, чем на проводной маршрутизатор, который никогда не будет нуждаться в зарядке, или, в конечном итоге, на новые батареи.
Выбор битов маршрутизатора
Хотя вы можете потратить всего двести-триста долларов на маршрутизатор, который прослужит десятилетия, маршрутизация не в этом случае становится дорогой. Реальные затраты с течением времени выражены в битах маршрутизатора. Цены на качественные биты с твердосплавными наконечниками начинаются от 10 до 15 долларов за самые простые варианты. Оттуда цены неуклонно растут до 150 долларов и более за упакованные наборы, специальные биты и комплекты для изготовления дверей. Заготовить недешево, а без резаков не разгонишься.
Врезное фрезерование врезается в заготовку. Если фрезер не двигается, он «сверлит» круглые отверстия. С помощью шаблона, прямой фрезы и направляющей втулки вы можете создать таким образом ряды отверстий под штифты.
Хорошая новость: вам не нужны полные ящики, чтобы выполнить большинство проектов. Вместо этого покупайте биты только по мере необходимости, учитывая стили из «десятки лучших», которые я предлагаю.
Профильная труба представляет собой стальной материал с квадратным сечением, применяемый в различных сферах строительной деятельности. Она может быть использована в качестве арматуры, для формирования каркасов, установки инженерных коммуникаций.
Производством данного вида продукции занимается наша металлопрокатная компания «АСТИМ», которая готова предложить вам товары высочайшего класса, соответствующие нормативным стандартам.
Характеристики
Среди ключевых параметров стоит обращать внимание на вес профильной трубы 40х20х2 мм, а также ее длину, маркировку, особенности изготовления. По существующему для этой продукции государственному стандарту ГОСТ 8645-68 вес одного погонного метра материала должен составлять 1,7 кг. При этом увеличение длины планки соответственно увеличивает массу конструкции.
Для вычисления веса профильной трубы 40х20х2 мм можно воспользоваться специальным калькулятором металлопроката, который оперативно переведет длину в массу без необходимости длительных самостоятельных подсчетов. Среди других важных показателей для профильной трубы можно отметить отклонения по высоте и ширине, которые не должны превышать граничные параметры в процентном соотношении.
При высоте трубы менее одного метра допускается отклонение около одного процента, более метра – 0,8%. В поперечном сечении отклонение от прямого угла девяносто градусов не должно быть более 1,3%. Стандартная длина профиля составляет 6-12 метров, хотя при договоренности с заказчиком она может изготовляться на два метра меньше и на метр больше.
Применение
Легкий вес профильной трубы 40х20х2 мм дает возможность широкого использовать ее в различных сферах деятельности:
сооружение перегородок, заборов и ограждений;
монтаж строительных павильонов, беседок, мест для торговли;
производство дверей из металла;
создание офисной мебели, школьных парт;
реализация промышленного оборудования;
изготовление транспортной техники и многое другое.
Металлоконструкции отличаются выносливостью и прочностью, так что способны прослужить много лет, не утратив первоначальных свойств.
Гарантия и маркировка
Согласно с нормативными стандартами определяется не только вес профильной трубы 40х20х2 мм, но и другие параметры. С момента поступления продукции заказчику гарантийный срок ее хранения до использования составляет два года. В обязательном порядке на трубы наносится маркировка: название изготовителя, размеры, номер плавки, длина и количество профиля, масса и номера пачек.
Для производства применяется конструкционная низкоуглеродистая сталь, которая и дает низкий вес профильной трубы 40х20х2 мм.
Достоинства
Популярность профильной трубы обусловлена следующими показателями:
универсальность использования;
невысокая стоимость продажи и производства;
простота и быстрота монтажа;
высокая устойчивость к температурным колебаниям;
отменная сопротивляемость образованию коррозии.
Как купить у нас
Купить профильную трубув нашем интернет-магазине «АСТИМ» не составит труда. Вы можете ознакомиться с ассортиментом продукции, рассчитать вес профильной трубы 40х20х2 мм. В телефонном режиме останется только обсудить детали с нашим менеджером, получить ответы на актуальные вопросы.
Цена на профильную трубуу нас отличается доступностью, по этой стоимости вы получаете качественный продукт. Вам доставляют изделия напрямую с завода без привлечения к сделке посредников, что положительно сказывается на ценовой политике.
Масса трубы профильной стальной. Вес профильной трубы таблица
Масса трубы профильной стальной. Вес профильной трубы таблица
труба профильная вес 1 метра (таблица)
Параметры трубы
Вес 1 мп/кг
Вес 6 м/кг
Метров в 1 тн
Вес трубы квадратной профильной
Профиль 10×10х0.8
0,21 кг/м
1,24「кг/6м」
4830,92 [мп/тн]
Профиль 10×10х0. 9
0,25 кг/м
1,48「кг/6м」
4048,58 [мп/тн]
Профиль 10×10х1.0
0,27 кг/м
1,62「кг/6м」
3703,70 [мп/тн]
Профиль 15×15х1.0
0,48 кг/м
2,87「кг/6м」
2087,68 [мп/тн]
Профиль 15×15х1.2
0,50 кг/м
3,01「кг/6м」
1996,01 [мп/тн]
Профиль 15×15х1.5
0,61 кг/м
3,63「кг/6м」
1652,89 [мп/тн]
Профиль 20×20х1.0
0,62 кг/м
3,72「кг/6м」
1612,90 [мп/тн]
Профиль 20×20х1.2
0,69 кг/м
4,13「кг/6м」
1451,38 [мп/тн]
Профиль 20×20х1.5
0,84 кг/м
5,05「кг/6м」
1189,06 [мп/тн]
Профиль 20×20х2
1,08 кг/м
6,48「кг/6м」
925,93 [мп/тн]
Профиль 25×25х1.0
0,74 кг/м
4,44「кг/6м」
1351,35 [мп/тн]
Профиль 25×25х1.2
0,88 кг/м
5,26「кг/6м」
1140,25 [мп/тн]
Профиль 25×25х1. 5
1,07 кг/м
6,42「кг/6м」
934,58 [мп/тн]
Профиль 25×25х2
1,39 кг/м
8,34「кг/6м」
719,42 [мп/тн]
Профиль 30×30х1.0
0,899 кг/м
5,39「кг/6м」
1112,35 [мп/тн]
Профиль 30×30х1.2
1,08 кг/м
6,48「кг/6м」
925,93 [мп/тн]
Профиль 30×30х1.5
1,31 кг/м
7,86「кг/6м」
763,36 [мп/тн]
Профиль 30×30х2
1,70 кг/м
10,20「кг/6м」
588,24 [мп/тн]
Профиль 40×40х1.5
1,78 кг/м
10,68「кг/6м」
561,80 [мп/тн]
Профиль 40×40х2
2,33 кг/м
13,98「кг/6м」
429,18 [мп/тн]
Профиль 40×40х2.5
2,85 кг/м
17,10「кг/6м」
350,88 [мп/тн]
Профиль 40×40х3
3,36 кг/м
20,16「кг/6м」
297,62 [мп/тн]
Профиль 40×40х4
4,30 кг/м
25,80「кг/6м」
232,56 [мп/тн]
Профиль 50×50х2. 5
3,64 кг/м
21,84「кг/6м」
274,73 [мп/тн]
Профиль 50×50х3
4,31 кг/м
25,86「кг/6м」
232,02 [мп/тн]
Профиль 50×50х3.5
4,94 кг/м
29,64「кг/6м」
202,43 [мп/тн]
Профиль 50×50х4
5,56 кг/м
33,36「кг/6м」
179,86 [мп/тн]
Профиль 60×60х2
3,59 кг/м
21,54「кг/6м」
278,55 [мп/тн]
Профиль 60×60х2.5
4,43 кг/м
26,58「кг/6м」
225,73 [мп/тн]
Профиль 60×60х3
5,25 кг/м
31,50「кг/6м」
190,48 [мп/тн]
Профиль 60×60х3.5
6,04 кг/м
36,24「кг/6м」
165,56 [мп/тн]
Профиль 60×60х4
6,82 кг/м
40,92「кг/6м」
146,63 [мп/тн]
Профиль 70×70х2
4,23 кг/м
25,38「кг/6м」
236,41 [мп/тн]
Профиль 70×70х2,5
5,34 кг/м
32,04「кг/6м」
187,27 [мп/тн]
Профиль 70×70х3
6,24 кг/м
37,44「кг/6м」
160,26 [мп/тн]
Профиль 70×70х3,5
7,19 кг/м
43,14「кг/6м」
139,08 [мп/тн]
Профиль 70×70х4
8,15 кг/м
48,90「кг/6м」
122,70 [мп/тн]
Профиль 80×80х2
5,20 кг/м
31,20「кг/6м」
192,31 [мп/тн]
Профиль 80×80х2,5
6,05 кг/м
36,30「кг/6м」
165,29 [мп/тн]
Профиль 80×80х3
7,13 кг/м
42,78「кг/6м」
140,25 [мп/тн]
Профиль 80×80х4
9,33 кг/м
55,98「кг/6м」
107,18 [мп/тн]
Профиль 80×80х5
11,44 кг/м
68,64「кг/6м」
87,41 [мп/тн]
Профиль 80×80х6
13,46 кг/м
80,76「кг/6м」
74,29 [мп/тн]
Профиль 100×100х2
6,12 кг/м
36,72「кг/6м」
163,40 [мп/тн]
Профиль 100×100х2,5
7,64 кг/м
45,84「кг/6м」
130,89 [мп/тн]
Профиль 100×100х3
9,02 кг/м
54,12「кг/6м」
110,86 [мп/тн]
Профиль 100×100х4
11,84 кг/м
71,04「кг/6м」
84,46 [мп/тн]
Профиль 100×100х5
14,58 кг/м
87,48「кг/6м」
68,59 [мп/тн]
Профиль 100×100х6
17,22 кг/м
103,32「кг/6м」
58,07 [мп/тн]
Профиль 100×100х7
17,30 кг/м
103,80「кг/6м」
57,80 [мп/тн]
Профиль 100×100х8
22,25 кг/м
133,50「кг/6м」
44,94 [мп/тн]
Профиль 120×120х4
14,35 кг/м
86,10「кг/6м」
69,69 [мп/тн]
Профиль 120×120х5
17,72 кг/м
106,32「кг/6м」
56,43 [мп/тн]
Профиль 120×120х6
20,99 кг/м
125,94「кг/6м」
47,64 [мп/тн]
Профиль 120×120х8
27,27 кг/м
163,62「кг/6м」
36,67 [мп/тн]
Профиль 140×140х5
20,86 кг/м
125,16「кг/6м」
47,94 [мп/тн]
Профиль 140×140х6
24,76 кг/м
148,56「кг/6м」
40,39 [мп/тн]
Профиль 150×150х5
22,43 кг/м
134,58「кг/6м」
44,58 [мп/тн]
Профиль 150×150х6
26,64 кг/м
159,84「кг/6м」
37,54 [мп/тн]
Профиль 150×150х8
34,81 кг/м
208,86「кг/6м」
28,73 [мп/тн]
Профиль 160×160х4
19,38 кг/м
116,28「кг/6м」
51,60 [мп/тн]
Профиль 160×160х5
24,00 кг/м
144,00「кг/6м」
41,67 [мп/тн]
Профиль 160×160х6
28,53 кг/м
171,18「кг/6м」
35,05 [мп/тн]
Профиль 160×160х8
37,32 кг/м
223,92「кг/6м」
26,80 [мп/тн]
Профиль 180×180х5
27,14 кг/м
162,84「кг/6м」
36,85 [мп/тн]
Профиль 180×180х6
32,30 кг/м
193,80「кг/6м」
30,96 [мп/тн]
Профиль 180×180х8
42,34 кг/м
254,04「кг/6м」
23,62 [мп/тн]
Профиль 180×180х10
52,03 кг/м
312,18「кг/6м」
19,22 [мп/тн]
Профиль 200×200х6
36,06 кг/м
216,36「кг/6м」
27,73 [мп/тн]
Профиль 200×200х8
47,37 кг/м
284,22「кг/6м」
21,11 [мп/тн]
Профиль 200×200х10
58,31 кг/м
349,86「кг/6м」
17,15 [мп/тн]
Профиль 200×200х12
68,89 кг/м
413,34「кг/6м」
14,52 [мп/тн]
Профиль 250×250х6
45,48 кг/м
272,88「кг/6м」
21,99 [мп/тн]
Профиль 250×250х8
59,93 кг/м
359,58「кг/6м」
16,69 [мп/тн]
Профиль 250×250х10
74,01 кг/м
444,06「кг/6м」
13,51 [мп/тн]
Профиль 250×250х12
87,73 кг/м
526,38「кг/6м」
11,40 [мп/тн]
Профиль 300×300х6
54,90 кг/м
329,40「кг/6м」
18,21 [мп/тн]
Профиль 300×300х8
72,49 кг/м
434,94「кг/6м」
13,80 [мп/тн]
Профиль 300×300х10
89,71 кг/м
538,26「кг/6м」
11,15 [мп/тн]
Профиль 300×300х12
106,60 кг/м
639,60「кг/6м」
9,38 [мп/тн]
вес метра профильной трубы
Параметры трубы
Вес 1 мп/кг
Вес 6 м/кг
Метров в 1 тн
Вес трубы прямоугольной профильной
Профиль 20x10x1. 2
0,50 кг/м
3,01「кг/6м」
1996,01 [мп/тн]
Профиль 20x10x1.5
0,61 кг/м
3,63「кг/6м」
1652,89 [мп/тн]
Профиль 25x10x1.5
0,72 кг/м
4,34「кг/6м」
1383,13 [мп/тн]
Профиль 28x25x1.2
0,93 кг/м
5,60「кг/6м」
1070,66 [мп/тн]
Профиль 28x25x1.5
1,15 кг/м
6,90「кг/6м」
869,57 [мп/тн]
Профиль 28x25x2
1,48 кг/м
8,88「кг/6м」
675,68 [мп/тн]
Профиль 30x15x1.5
0,96 кг/м
5,75「кг/6м」
1042,75 [мп/тн]
Профиль 30x20x1.5
1,08 кг/м
6,48「кг/6м」
925,93 [мп/тн]
Профиль 30x20x2
1,39 кг/м
8,34「кг/6м」
719,42 [мп/тн]
Профиль 40x20x1.0
0,90 кг/м
5,39「кг/6м」
1112,35 [мп/тн]
Профиль 40x20x1.2
1,08 кг/м
6,48「кг/6м」
925,93 [мп/тн]
Профиль 40x20x1. 5
1,31 кг/м
7,86「кг/6м」
763,36 [мп/тн]
Профиль 40x20x2
1,70 кг/м
10,20「кг/6м」
588,24 [мп/тн]
Профиль 40x20x2.5
2,21 кг/м
13,26「кг/6м」
452,49 [мп/тн]
Профиль 40x20x3
2,49 кг/м
14,94「кг/6м」
401,61 [мп/тн]
Профиль 40x25x1.5
1,43 кг/м
8,58「кг/6м」
699,30 [мп/тн]
Профиль 40x25x2
1,86 кг/м
11,16「кг/6м」
537,63 [мп/тн]
Профиль 40x25x2.5
2,27 кг/м
13,62「кг/6м」
440,53 [мп/тн]
Профиль 50x25x1.5
1,67 кг/м
10,02「кг/6м」
598,80 [мп/тн]
Профиль 50x20x2
2,02 кг/м
12,12「кг/6м」
495,05 [мп/тн]
Профиль 50x25x2
2,17 кг/м
13,02「кг/6м」
460,83 [мп/тн]
Профиль 50x30x2
2,32 кг/м
13,92「кг/6м」
431,03 [мп/тн]
Профиль 50x30x2. 5
2,86 кг/м
17,16「кг/6м」
349,65 [мп/тн]
Профиль 50x40x2.0
2,65 кг/м
15,90「кг/6м」
377,36 [мп/тн]
Профиль 50x40x2.5
3,25 кг/м
19,50「кг/6м」
307,69 [мп/тн]
Профиль 50x40x3.5
4,39 кг/м
26,34「кг/6м」
227,79 [мп/тн]
Профиль 60x30x2
2,65 кг/м
15,90「кг/6м」
377,36 [мп/тн]
Профиль 60x30x2.5
3,25 кг/м
19,50「кг/6м」
307,69 [мп/тн]
Профиль 60x30x3
3,83 кг/м
22,98「кг/6м」
261,10 [мп/тн]
Профиль 60x40x2
2,96 кг/м
17,76「кг/6м」
337,84 [мп/тн]
Профиль 60x40x3
4,30 кг/м
25,80「кг/6м」
232,56 [мп/тн]
Профиль 60x40x3.5
4,94 кг/м
29,64「кг/6м」
202,43 [мп/тн]
Профиль 60x40x4
5,56 кг/м
33,36「кг/6м」
179,86 [мп/тн]
Профиль 80x40x2
3,59 кг/м
21,54「кг/6м」
278,55 [мп/тн]
Профиль 80x40x2. 5
4,43 кг/м
26,58「кг/6м」
225,73 [мп/тн]
Профиль 80x40x3
5,25 кг/м
31,50「кг/6м」
190,48 [мп/тн]
Профиль 80x40x4
6,82 кг/м
40,92「кг/6м」
146,63 [мп/тн]
Профиль 80x60x3
6,19 кг/м
37,14「кг/6м」
161,55 [мп/тн]
Профиль 80x60x4
8,07 кг/м
48,42「кг/6м」
123,92 [мп/тн]
Профиль 100x50x3
6,66 кг/м
39,96「кг/6м」
150,15 [мп/тн]
Профиль 100x50x4
8,70 кг/м
52,20「кг/6м」
114,94 [мп/тн]
Профиль 100x50x5
10,65 кг/м
63,90「кг/6м」
93,90 [мп/тн]
Профиль 100x60x3
7,13 кг/м
42,78「кг/6м」
140,25 [мп/тн]
Профиль 100x60x4
9,33 кг/м
55,98「кг/6м」
107,18 [мп/тн]
Профиль 100x60x5
11,44 кг/м
68,64「кг/6м」
87,41 [мп/тн]
Профиль 100x80x4
10,59 кг/м
63,54「кг/6м」
94,43 [мп/тн]
Профиль 100x80x5
13,01 кг/м
78,06「кг/6м」
76,86 [мп/тн]
Профиль 120x60x3
8,07 кг/м
48,42「кг/6м」
123,92 [мп/тн]
Профиль 120x60x4
10,59 кг/м
63,54「кг/6м」
94,43 [мп/тн]
Профиль 120x60x5
13,00 кг/м
78,00「кг/6м」
76,92 [мп/тн]
Профиль 120x80x4
11,84 кг/м
71,04「кг/6м」
84,46 [мп/тн]
Профиль 120x80x5
13,01 кг/м
78,06「кг/6м」
76,86 [мп/тн]
Профиль 120x80x6
17,22 кг/м
103,32「кг/6м」
58,07 [мп/тн]
Профиль 140x60x4
11,84 кг/м
71,04「кг/6м」
84,46 [мп/тн]
Профиль 140x60x5
14,58 кг/м
87,48「кг/6м」
68,59 [мп/тн]
Профиль 140x100x4
14,35 кг/м
86,10「кг/6м」
69,69 [мп/тн]
Профиль 140x100x5
17,72 кг/м
106,32「кг/6м」
56,43 [мп/тн]
Профиль 140x100x6
20,99 кг/м
125,94「кг/6м」
47,64 [мп/тн]
Профиль 150x100x5
18,50 кг/м
111,00「кг/6м」
54,05 [мп/тн]
Профиль 150x100x6
21,93 кг/м
131,58「кг/6м」
45,60 [мп/тн]
Профиль 150x100x8
28,53 кг/м
171,18「кг/6м」
35,05 [мп/тн]
Профиль 160x80x5
17,72 кг/м
106,32「кг/6м」
56,43 [мп/тн]
Профиль 160x120x5
20,86 кг/м
125,16「кг/6м」
47,94 [мп/тн]
Профиль 160x120x6
24,76 кг/м
148,56「кг/6м」
40,39 [мп/тн]
Профиль 180x100x6
24,76 кг/м
148,56「кг/6м」
40,39 [мп/тн]
Профиль 180x100x8
32,29 кг/м
193,74「кг/6м」
30,97 [мп/тн]
Профиль 200x120x5
24,00 кг/м
144,00「кг/6м」
41,67 [мп/тн]
Профиль 200x120x6
28,53 кг/м
171,18「кг/6м」
35,05 [мп/тн]
Профиль 200x160x5
27,14 кг/м
162,84「кг/6м」
36,85 [мп/тн]
Профиль 200x160x6
32,30 кг/м
193,80「кг/6м」
30,96 [мп/тн]
Профиль 230x160x8
46,11 кг/м
276,66「кг/6м」
21,69 [мп/тн]
На нашем сайте вы можете узнать сколько весит труба профильная.
заполните форму: получите счет или кп
Имя
Телефон
Email
Адрес доставки
Наименование продукции
Загрузка файла
Как рассчитать вес стальной трубы на фут/метр по размеру и таблице
Масса стальной трубы (кг/м или фунт/фут) является важным описанием, которое должно быть указано в заказе на поставку.
Тогда как рассчитать вес стальной трубы на фут или на метр?
С помощью счетчиков веса трубы и общего количества мы получим полный вес для запроса трубы. Другой способ получить это узнать из таблицы стальных труб (ниже статьи приведена таблица веса стальных труб).
Вес единицы стальной трубы — это еще один способ выразить график размеров трубы, рассчитать максимальное давление трубы и составить бюджет для всего проекта линейной трубы.
Как рассчитать вес стальной трубы на фут или метр
В основном, есть два способа рассчитать вес стальной трубы на фут или на метр. Один из них заключается в расчете по формуле веса стальной трубы. Другой способ — найти по таблице веса стальной трубы.
Как рассчитать вес стальной трубы по формуле
Масса стальной трубы (кг/м или фунт/фут) рассчитывается по приведенной ниже формуле.
кг/м – это килограммы на метр
lb/ft – это фунты на фут
P1= t(D-t)*C
Где D – указанный наружный диаметр, выраженный в миллиметрах (дюймах) t – указанная толщина стенки, выраженная в миллиметрах (дюймах) С, составляет 0,02466 для расчетов в единицах СИ и 10,69 для расчетов в единицах USC.
Обратите внимание: номинальный вес стальной трубы представляет собой произведение ее длины и массы на единицу длины (на фут или на метр)
Например: Описание бесшовной стальной трубопроводной трубы API 5L, наружный диаметр 6 5/8 дюйма (168,3 мм), толщина стенки трубы SCH 40 (7,11 мм или 0,280 дюйма), длина 12 метров. Тогда удельный вес трубы кг/м: 7,11 x (168,3-7,11) x 0,02466 = 28,26 кг/м
Удельный вес стальной трубы фунт на фут равен 0,28 x (6-0,28) x 10,69 = 18,99 фунт/фут
Как получить вес трубы из таблицы веса стальной трубы
Мы знаем еще один способ узнать вес трубы на фут с помощью таблицы размеров и веса стальной трубы, эта таблица очень полезна при работе с трубопроводами.
В эту таблицу включена информация о номинальных диаметрах труб, толщине стенки, классе по спецификации (SCH). И соответствующая информация о весе трубы в фунтах на фут или кг на метр.
Описание толщины стенки стальной трубы
1). Толщина стенки трубы трубопровода API 5L имеет три следующих метода представления:
a. Номер спецификации труб «Щ»
б. Толщина стенки стальной трубы в мм
c. Вес трубы кг/м или фунт/фут
В зависимости от веса трубы толщина стенки трубы обычно применяется для трех типов:
Труба стандартного веса в STD, утолщенная труба в XS и особо толстая труба в XXS. (Здесь можно найти дополнительные спецификации труб)
Для трубы с DN≤250 мм Sch50 эквивалентен STD,
Для трубы с DN<200 мм Sch80 эквивалентен XS
2). Допуски на толщину стенки трубы
Толщина стенки
Допуски
т
мм (дюйм)
мм (дюйм)
Труба СМЛС
≤ 4,0 (0,157)
+0,6 (0,024)
-0,5 (0,020)
> 4,0 (0,157) до < 25,0 (0,0984)
+0,150т
-0,125т
≥ 25,0 (0,0984)
+3,7 (0,146) или +0,1t, в зависимости от того, что больше
-3,0 (0,120) или -0,1 т, в зависимости от того, что больше
Труба сварная
≤ 5,0 (0,197)
± 0,5 (0,020)
> 5,0 (0,197) до < 15,0 (0,591)
± 0,1 т
≥ 15,0 (0,591)
± 1,5 (0,060)
Диаметр трубы
Допуски на диаметр трубы
Указанный наружный диаметр Dмм (дюйм)
Допуск на диаметр
мм (дюйм)
Труба кроме конца
Конец трубы
Труба СМЛС
Труба сварная
Труба СМЛС
Труба сварная
< 60,3 (2,375)
от -0,8 (0,031) до + 0,4 (0,016)
от -0,4 (0,016) до + 1,6 (0,063)
≥60,3 (2,375)
от
до
≤168,3 (6,625)
± 0,007 5 Д
>168,3 (6,625)
от
до
≤ 610 (24 000)
± 0,007 5 Д
± 0,0075 Д, но не более ±3,2 (0,125)
±0,005 D, но не более ±1,6 (0,063)
> 610 (24. 000)
от
до
≤ 1422 (56.000)
± 0,01 Д
± 0,005 Д, но не более ±4,0 (0,160)
± 2,0 (0,079)
±1,6 (0,063)
> 1422 (56.000)
по договоренности
Общая таблица согласования единиц, применяемая в описании стальных трубопроводов
Преобразование единиц
1 фут
0,3048 м
1 из
25,4 мм
1 фунт
0,45359237 кг
2. Размеры и весовая таблица стальных труб
Весовая таблица стальных труб для скачивания:
НПС
Внешний диаметр
Толщина стенки
Вес
Вес
в
мм
в
мм
Схема
кг/м
фунт/фут
1/2″
0,840
21
0,109
2,769
40 СТД
1,268
0,851
0,147
3,734
80 СТД
1,621
1,088
3/4″
1. 050
27
0,113
2,870
40 СТД
1,684
1.131
0,154
3,912
80 СТД
2,195
1,474
1″
1,315
33
0,133
3,378
40 СТД
2,501
1,679
0,179
4,547
80 СТД
3,325
2,172
1 1/4″
1,660
42
0,140
3,556
40 СТД
3,385
2,273
0,191
4. 851
80 СТД
4.464
2,997
1 1/2″
1.900
48
0,145
3,683
40 СТД
4.048
2,718
0,200
5.080
80 СТД
5.409
3,361
2″
2,375
60
0,154
3,912
40 СТД
5.441
3,653
0,218
5,537
80 СТД
7.480
5.022
2 1/2″
2,875
73
0,203
5,516
40 СТД
8. 629
5,793
0,276
7.010
80 СТД
11.411
7,661
3″
3.500
89
0,216
5.486
40 СТД
11.284
7,576
0,300
7,620
80 СТД
15.272
10.253
4″
4.500
114
0,237
6.020
16.073
10.790
0,337
8.560
22. 318
14,983
6″
6,625
168
0,188
4,775
19.252
12.924
0,203
5,516
20.739
13.923
0,219
5,563
22.318
14,983
0,250
6.350
25.354
17.021
0,280
7.112
40 СТД
58.263
18.974
0,312
7,925
31. 334
21.036
0,375
9.525
37.285
25.031
0,432
10,973
80 XHY
42.561
28.573
0,500
12.700
48.719
32.708
8″
8,625
219
0,188
4,775
25.233
16.940
0,203
5,156
27.198
18.259
0,219
5,563
29. 286
19.661
0,250
6.350
20
33.308
22.361
0,277
7.036
30
36.786
24.696
0,322
8.179
40
42.352
28.554
0,375
9,525
49.216
33.041
0,406
10.312
60
53.085
35.638
0,500
12. 700
80 XHY
64.627
43.388
10″
10.750
273
0,188
4,775
31.588
21.207
0,219
5,563
36.689
24.631
0,250
6.350
20
41.759
28.035
0,307
7,798
30
51.002
34.240
0,344
8.738
56,946
38. 231
0,365
9.271
40 СТД
63.301
40.483
0,438
11.125
71.852
48.238
0,500
12.700
60 XHY
81.530
54.735
0,594
15.088
80
95,969
64.429
12″
12.750
324
0,188
4,775
37.570
25.222
0,219
5,563
43. 657
29.309
0,250
6.350
49.713
33.375
0,281
7.137
55.739
37.420
0,312
7,925
61.735
41.445
0,375
9,525
73.824
49.562
0,406
10.312
79.727
53,525
0,500
12. 700
97.438
65.415
0,562
14.275
108,966
73.154
14″
14.000
356
0,188
4,775
41.308
27.732
0,219
5,563
48.012
32.233
0,250
6.350
20
54,685
36.713
0,281
7.137
61.327
41. 172
0,312
7,925
67,939
45.611
0,375
9,525
СТД
81.281
54,568
0,438
11.125
40
94.498
63.441
0,500
12.700
XHY
107.381
72.090
0,625
15.875
132,983
89.278
16 дюймов
16.000
406
0,188
4,775
47. 290
21.748
0,219
5,563
54,980
36.910
0,250
6.350
10
62.639
42.053
0,281
7.137
70.268
47.174
0,312
7,925
20
77.866
52.275
0,344
8.738
85.677
57.519
0,375
9,525
93. 213
62,578
0,438
11.125
108.433
72.797
0,500
12.700
123,289
82.770
18″
18.000
457
0,219
5,563
61,948
41.588
0,250
6.350
70.593
47.393
0,281
7.137
79.208
53.176
0,312
7,925
20
87. 792
58,939
0,375
9,525
СТД
105.144
70,588
0,438
11.125
30
122.369
82.152
0,500
12.700
XHY
139,198
93.450
0,562
14.275
40
155,904
104.666
0,625
15.875
172.754
115,978
20″
20. 000
508
0,250
6.350
78,547
52.733
0,282
7,163
88.458
59.386
0,312
7,925
97.719
65.604
0,375
9,525
20 СТД
117.075
78,598
0,438
11.125
136.305
91.508
0,500
12.700
30 XHY
155. 106
104.130
0,594
15.088
40
183,378
123.110
0,625
15.875
192.640
129,328
0,688
17.475
211.368
141.901
24″
24.000
610
0,250
6.350
94.456
63.413
0,281
7.137
106.029
71.183
0,312
7,925
117,573
18. 932
0,375
9,525
20 СТД
140,938
64,618
0,438
11.125
164,176
110.219
0,500
12.700
XHY
186,923
125.490
0,625
15.875
232.410
156.028
0,688
17.475
40
255,148
171,293
0,750
19. 050
277.401
186.233
30″
30.000
762
0,250
6.350
118,318
79.433
0,281
7.137
132.851
89.189
0,312
7,925
10
147.353
98,925
0,375
9,525
СТД
176.731
118,648
0,438
11.125
205,983
138. 286
0,500
12.700
20 XHY
234.647
157.530
0,625
15.875
30
292.066
196.078
0,688
17.475
320.817
215.380
0,750
19.050
348,988
234.293
36″
36.000
914
0,250
6.350
142.180
95.453
0,281
7. 137
159,672
107.196
0,312
7,925
10
177.133
118,918
0,375
9,525
СТД
215.525
142,678
0,438
11.125
247.790
166,353
0,500
12.700
20 XHY
282,372
198.570
0,625
15.875
351.723
236. 128
0,688
17.475
386.487
259.467
0,750
19.050
420.576
282.353
42″
42.000
1067
0,312
7,925
206,914
138.911
0,375
9,525
СТД
248.319
166,708
0,500
12.700
XHY
33.097
221. 610
0,750
19.050
492.163
330.413
48″
48.000
1219
0,375
9,525
СТД
284.112
190.738
0,438
11.125
331.404
222.487
0,500
12.700
XHY
377.822
253.650
0,750
19.050
563.750
378.473
0,875
22. 225
655,969
440.383
Сделать запрос сейчас
Страница не найдена — APL Apollo
Холодильный склад
Холодильный склад
Преимущества использования стальных труб по сравнению со сборными секциями в PEB:
Уменьшение расхода материала на 19%
11% экономии в общей стоимости проекта
Результаты GA
Сравнение холодного хранения DBR
Сравнение стоимости для холодного хранения
для холодного хранения
.
Коммерческое здание с использованием труб APL Apollo
Коммерческое здание с использованием PEB Застроенные секции
Преимущества использования стальных труб по сравнению с застроенными секциями в PEB
На 25 % меньше расход стали
10%-ная экономия общей стоимости проекта
Commercial Building Drawings
Commercial Building DBR
Cost Comparison for Commercial Building
Material Usage for Commercial Building
Складское помещение с использованием труб APL Apollo
Складское помещение с использованием PEB Застроенные секции
Преимущества использования стальной трубы по сравнению со сборными профилями в PEB
35% меньше расхода стали
22% экономии в общей стоимости проекта
Склад Рисунки
Склад DBR
Материал USGEG
Промышленный навес с использованием труб APL Apollo
Промышленный навес с использованием сборных секций PEB
Преимущества использования стальных труб по сравнению со сборными секциями в PEB
Спектральный анализ – единственный способ с гарантией результат
Если идентифицировать чистую медь от ее сплавов – задача вполне посильная в домашних условиях, то уловить отличия между латунью и бронзой достаточно сложно. Основная причина тому – существование множества марок указанных соединений. Например, латунь представляет сплав меди с цинком в качестве базового легирующего компонента. Но содержание Zn в соединении изменяется в широком диапазоне величин: 4 – 45%. Естественно, что высокомедная латунь марки Л96 будет существенно отличаться от Л59-1.
Латунные шайбы марки Л96
Ситуация с бронзой даже более сложная. Это сплав на базе с оловом, а также прочих элементов, включая неметаллические (отличать от латуни сложно). Альтернативно, существует безоловянная бронза. В подобных соединениях основной легирующей добавкой выступают: алюминий, бериллий, марганец, кремний или магний. Результат – существование значительных различий в химическом составе металлических сплавов усложняет отождествление даже латуней или бронз между собой.
Втулки из безоловянной бронзы, марки БрА9Ж3
Как видно из 2-х верхних фотографий с изображениями деталей из латуни и бронзы – различить эти 2 металла (сплава) визуально практически невозможно, это по силам, пожалуй, лишь специалисту проработавшему всю жизнь с этими сплавами меди.
Единственный верный способ определить тип соединения остается спектральный анализ, с помощью анализатора, который помогает различать разные металлы и сплавы. Представленные далее методики отличия бронзы от латуни в домашних условиях следует воспринимать достаточно осторожно. Помните! Ни один из способов не дает гарантированного результата.
Смотрите схожие статьи:
Учимся определять медь и отличать ее от других металлов и сплавов;
Как определить титан и отличить его от других металлов?
Визуальный подход
Сплавы, обладающие высоким содержанием основного легирующего компонента, вполне доступно распознать по окраске. Методика, как визуально отличить латунь от бронзы состоит в следующем:
Латунь (brass) – сплав с высоким содержанием цинка. Это обуславливает смещение цвета соединения от розово-красного оттенка чистой меди к золотисто-желтым тонам. Можно уверенно сказать, что окрас латуни ближе к золоту. Хотя лом латуни бывает в разном виде и разном состоянии и тут “глазами” уж точно непросто определить, тоже касается и лома бронзы.
Бронза (bronze). Количественное содержание в составе сплава олова обуславливает цвет соединения. Бронза с максимальным вхождением Sn на уровне 33%, характеризуется серебристо-белым цветом. Сплав, содержащий от 90% меди, заимствует и ее окрас – ближе к коричнево-красным тонам.
Поскольку на практике, соединения с высоким вхождением олова встречаются редко, то можно доверять следующему правилу. Латунь – золотисто-желтый оттенок, бронза – красноватый.
к содержанию ↑
Чистая физика
Плотности медных сплавов – следующий критерий как отличить латунь от бронзы. Однако бытующее мнение, что весы дадут однозначный ответ, неверно. Подтверждение тому предоставляют плотности соединений:
латунный прокат – 8.4 – 8.7;
желтая латунь – 8.43;
бронза – 7.4 – 8.9.
Все величины приведены в г/куб.см. Как видно, вес бронзы, аналогично цвету, сильно зависит от содержания олова. При его вхождении на уровне 8% – плотность соединения минимальна и ниже аналога у латуни. Повышение содержания олова, приводит к утяжелению сплава. Результат, такая бронза весит больше латуни. Поэтому, использовать массу, как отличительный критерий медных сплавов, на практике не рекомендуется.
В данном видео изложен принцип расчета и определения металла исходя из веса и плотности:
к содержанию ↑
Как отличить латунь от бронзы магнитом
Пределу человеческих заблуждений нет лимита. Большинство обывателей уверено, что магнит в состоянии дать однозначный ответ. Чтобы удостовериться так ли это, вернемся к химическому составу сплавов. Из основных компонентов соединений: медь, олово, цинк, алюминий, железо и никель, только последняя пара обладает магнитными свойствами. Результат, притягиваться к магниту способны исключительно марки сплавов, содержащие Fe и Ni. Это бронзы БрАЖ, например.
Наибольшей магнитной восприимчивостью обладает сплав БрАЖН -10-4-4, где общая доля железа и никеля составляет 7 – 11%. Однако, чтобы получить ощутимый эффект потребуется мощный магнит, к примеру неодимовый. Среди латуней, марки содержащие железо или никель – ЛАЖ и ЛАН, соответственно. Доля магнитных металлов в них 1 – 3%, что усложняет идентификацию даже неодимом.
Впрочем, слабые магнитные свойства некоторых марок медных сплавов и приводят к слухам, что это действенный способ отличить латунь от бронзы.
Итак, следует знать, что МАГНИТОМ отличить латунь от бронзы НЕЛЬЗЯ!
Видео – Латунь и ее магнитные свойства:
к содержанию ↑
Термическая обработка
Температура 600- 650 °C – критическая для цинка. Металл окисляется при таком нагреве. Это реальный способ как визуально отличить бронзу от латуни в пламени горелки:
Бронза. Сплав просто нагреется. Его цвет и механические свойства останутся неизменны. Попытка согнуть бронзовый образец может привести к его разрушению.
Латунь. Окисление цинка вызывает налет пепельного цвета на поверхности соединения. Дополнительно, после термообработки в 600 °C, латунь обретает пластичность, и образец из сплава не ломается при сгибании.
Остается найти только мощную горелку. Тут уже газовой плиты или пламени зажигалки будет недостаточно.
Видео – Плавка бронзы и латуни:
к содержанию ↑
Химическая методика
Использование реактивов – эффективный, но разрушительный способ различить медные сплавы. Проходит химический анализ в несколько этапов:
С латуни и бронзы снимается стружка.
Приготавливается раствор водный азотной кислоты с пропорцией 1:1.
Стружка помещается в различные емкости, заполняемые кислотным реактивом.
Каждый резервуар подогревается до кипения после полного растворения стружки.
Составы удерживаются в кипящем состоянии на медленном огне 30 мин.
Результат – емкость с латунью остается прозрачной, в бронзовом резервуаре выпадает оловянный осадок белого цвета. Естественно, для безоловянных сплавов технология не подходит.
к содержанию ↑
Сварочный аппарат
Чем не средство, как отличить бронзу от латуни? Необходимо поймать дугу электродом на краю болванки. У бронзы процесс бездымный. Напротив, воздействие сварочной дугой электрода на латунную болванку приведет к выгоранию цинка. Процесс сопровождается появлением дыма белого цвета.
Спектральный анализ – единственный способ с гарантией результат
Многообразие химического состава медных сплавов, усложняет возможность точно идентифицировать тип соединения. Каждый из предложенных способов, как отличить латунь и бронзу не дает 100% гарантии. Поэтому, при необходимости получить точный ответ, лучше обратиться в пункт приема металлолома, имеющий спектральную лабораторию.
Как отличить бронзу от латуни: что поможет определить и проверить в домашних условиях
24Мар
Содержание статьи:
Как отличить бронзу от латуни в домашних условиях по внешнему виду?
Свойство бронзы и латуни
Основные отличия сплавов
Как отличить бронзу от латуни при помощи магнита?
Способы отличить бронзу от латуни нагреванием, опиливанием
Лабораторные методы отличить латунь от бронзы
Отличия по характеру излома и оценке готового изделия
Человек, который по роду своей деятельности не соприкасается с металлами, практически не может сделать различия двух сплавов по внешнему виду. Чтобы не ошибиться в выборе предмета при покупке, необходимо знать его свойства и характеристики. Мы расскажем вам, как отличить бронзу от латуни в домашних условиях.
Какая существует разница при визуальном осмотре
Прежде чем перейти к решению задачи, разберемся, где применяются данные материалы и как они выглядят.
До появления железа во всем мире медь играла особую роль при изготовлении оружия, денег, домашней посуды и различной утвари, произведений искусства и даже украшений. Уже в девятнадцатом веке знали, как использовать металлы для подделки денежных средств.
На сегодняшний день бронзовый сплав сдал свои позиции, но все равно активно применяется в различных сферах народного хозяйства:
Декоративная. Благодаря стойкости, пластичности, долговечности, антикоррозийности и прекрасной ковкости из него делают небольшие статуэтки и огромные скульптуры, части интерьера (кованые или литые перила лестниц, карнизов, крытых дворов и т. д.). Прекрасно смотрятся предметы обихода с декоративными элементами – светильники, бра, письменные наборы, шкатулки для драгоценностей, рамки для картин и зеркал.
Промышленная. В автомобильном производстве из него изготавливают подшипники, втулки, шестерни, уплотнительные кольца и прокладки, работающие под высоким давлением.
В электронике незаменим при производстве деталей самых миниатюрных размеров, интегральных схем, оптоволоконного оборудования.
При добавлении алюминия этот материал прекрасно подходит для техники, работающей в агрессивной среде (морская вода, химические лаборатории, водоснабжающие машины, агрегаты, применяемые во взрывоопасных условиях).
Строительная. Стоимость достаточно высока, поэтому применяется только для изготовления декоративной сантехники (краны, фитинги, всевозможные узлы и разводки в системах горячего и холодного водоснабжения, ножки для ванн, ручки и т. д.).
Рассмотрим, как выглядит бронза.
Медное и оловянное сплавление может иметь разнообразные оттенки коричневого цвета. Это зависит от того, какой еще элемент добавляется при производстве в основную массу (кремний, алюминий, никель, цинк, свинец, бериллий и другие). Оно обладает структурой с крупными зернами, что сразу бросается в глаза при первом осмотре.
Поговорим о латуни. В основном это двухкомпонентный сплав на основе меди с добавлением большого или минимального количества цинка. Имеет более низкую цену, ведь стоимость самого Zn в два раза дешевле Cu. Поэтому такой материал наиболее широко применяется в разных областях промышленности. Так как он прекрасно поддается свариванию со сталью, обладает высокими антикоррозийными свойствами, прочностью, пластичностью, то из него изготавливают биметалл (томпак). Благодаря тому, что можно выполнить элементы при помощи холодной ковки или с использованием низкой температуры, этот элемент применяется в ювелирном деле. На сегодняшний день латунные драгоценности успешно конкурируют с золотыми.
Область применения на этом не ограничивается. Из двухкомпонентного сплава изготавливают: разнообразные механизмы для автотранспорта, для химического оборудования и теплотехнической аппаратуры для изготовления профильных деталей, используемых в морском и речном судостроении. В строительной области латунь применяется только в водоснабжении для того, чтобы добиться противостояния коррозии в узлах, подверженных трению.
Гораздо большее значение сплав имеет для производства труб специального назначения, которые применяются в газовой области. Бесшовные трубы позволяют транспортировать газ под высоким давлением.
В быту часто можно встретить латунные фитинги, применяющиеся во всех инженерных и водоносных системах. К ним относятся переходники, соединительные муфты, сантехнические ниппели и тройники. Кроме того, изготавливаются различные приспособления для ванной комнаты: краны, полотенцесушители, держатели для вещей, полочки для гигиенических принадлежностей, скобяные изделия, смесители и даже раковины для умывальника.
Свойства и цвет бронзы и латуни с фото
Многокомпонентные сплавы отличаются друг от друга оттенками. Если первый обладает тёмно-коричневой палитрой, то второй выдаёт себя желтизной, похожей на драгоценный металл.
Если говорить о характеристиках, то бронзовое сырье обладает более высокой антикоррозийностью, упругостью и прочностью. Соленая вода, воздух, углекислые растворы и различные соли не способны изменить внешний вид и деформировать изделие. Кроме того, оно легко поддается сварке и пайке мягкими припоями.
В зависимости от использования легирующих добавок изменяются и характеристики. Например, кремний и марганец значительно увеличивает жаростойкость, а свинец, фосфор и цинк повышают антифрикционные свойства. Добавление железа и никеля приводит к уменьшению зерновой структуры и снижению электропроводности.
К недостаткам можно отнести:
относительно низкую твердость;
хрупкость;
высокий удельный вес;
высокую цену (по сравнению с алюминием).
Если говорить о латуни, то её черты во многом схожи с бронзой. Коррозийная устойчивость недостаточно удовлетворительная, ведь при повышении температуры растет и скорость разрушения металла. Спровоцировать это могут самые разнообразные факторы. Ударная вязкость сильно снижается при повышении температурного режима обработки. Показатели электро – и теплопроводности значительно ниже, чем у бронзового сплава.
Однако если в составе присутствует олово, то антикоррозийные свойства и прочность такие, что из этого материала изготавливают детали для морских судов. А самыми распространенными являются свинцовые латуни, так как они обладают хорошими качествами для резания, они поддаются обработке на автоматических станках. К преимуществам стоит отнести также высокую текучесть при плавке и небольшую степень усадки при литье.
Но имеются и некоторые недостатки. При изготовлении деталей литьевым способом возможно появление раковин большого объема. Во время плавки цинк имеет способность испаряться и вступать в реакцию с кислородом. Для предотвращения этого в тигель насыпают слой угля. В основной состав обязательно добавляются специальные флюсы. Если не предпринимать действенные меры, то это сопряжено с потерей финансов, так как брак придется отдать на вторичную переработку.
Основные отличия бронзы от латуни: как их различить
Основой двух материалов, как мы писали выше, является медь. Они отличаются химическим составом и характеристиками. Но по внешнему виду трудно точно сказать, какой именно металл находится перед глазами. Только специалист может определить это по излому изделия. Подводя итоги вышесказанному, можно найти различия между двумя сплавами:
Основным легирующим элементом у бронзового является олово, а у латунного – цинк. Но оба сделаны на основе Cu.
Антикоррозийные свойства наиболее лучшие у первого материала (хорошо противостоит воздействию соленой воды, воздуха, агрессивным средам). Дополнительные легирующие элементы позволяют улучшить это качество.
Как легко отличить латунь от бронзы магнитом
Многие профессионалы утверждают, что разницу можно сразу почувствовать, если сравнить разные изделия по весу. Так как свинец и олово являются достаточно тяжелыми металлами, то бронзовые немного увесистее латунных.
Существует еще несколько способов, мы вам их предоставим, а выбор делайте сами:
Возьмите два предмета и постарайтесь определить на глаз. Выберите комнату с хорошим освещением. Вы заметите, что одна фигурка светлее другой. Темная будет бронзированной.
Если идентичные статуэтки не имеют высокой стоимости, вам не жалко их для проведения эксперимента, то попробуйте их на прочность. Бронзу не так легко деформировать, придется приложить усилия при помощи резательного оборудования. Если вам это удалось, и на изломе вы увидите гладкий на ощупь участок с мелкозернистой структурой, то перед вами фигурка из латуни. Еще она даст легкую сыпучую стружку, если поверхность поскоблить ножом или другими острыми предметами.
Из-за большого содержания олова, железа и никеля в составе, некоторые бронзовые подвиды обладают магнитными свойствами. Чтобы получить достоверный и ощутимый результат, придется воспользоваться мощным неодимовым магнитом. Как правило, такой не каждый имеет у себя дома. В противном случае идентифицировать сплавление не представляется возможным. Ведь латунное в своем составе имеет всего 1–3 процента материалов, которые способна намагничиваться. Этим способом получить точный ответ очень сложно, так как существуют различные марки сплавов. Но попробовать можно.
Как проверить бронзу нагреванием, опиливанием в домашних условиях
Мы предоставляем вам еще два варианта проверки:
Используйте газовую горелку, так как она дает наиболее высокие температурные значения (до 600 градусов). Для этой операции домашней плиты будет недостаточно. Кроме того, опыт придется производить в отдельном помещении (мастерской или гараже). Возьмите заготовку и долго подержите её над огнем. Бронзовая не изменит внешнего вида. А на поверхности латунного изделия появятся темные пятна.
Если у вас существует возможность полного расплавления исходного образца, то проведите такой опыт. При перегреве появилось белое пламя и разбрасывающие хлопья такого же цвета. Значит, выгорает Zn и перед вами латунь. Она обладает хорошей пластичностью. Во время деформации она не потеряет своих физических свойств, а бронза обязательно при перегреве раскрошится и сломается.
Опиливание является наиболее доступным методом, который вы можете провести дома без финансовых затрат. Возьмите ножовку и попробуйте отпилить образцы. Латунное изделие хорошо и легко поддается распиловке, образуя при этом пласты. Стружка будет иметь витиеобразный вид. Металл с содержанием олова под воздействием острого предмета будет ломаться на маленькие кусочки, давая мелкую пыль. Попытавшись согнуть или расплющить образец, вы не добьетесь положительного результата, только испортите заготовку.
Как узнать бронза или нет лабораторными методами
Вышеперечисленные способы подходят лишь в тех случаях, когда сплавы являются чистыми, в них максимальное содержание олова и цинка. А так как мы уже знаем, что в различных отраслях производства применяют разнообразные добавки, то проверку можно осуществить только при помощи химических реагентов или спектрального анализа. Последний способ является более удобным и эффективным.
Осторожно, чтобы не повредить основной металл, снимите немного стружки или пыли при помощи ножовки. В стеклянной емкости смешайте в одинаковой пропорции азотную кислоту и воду. Поместите образец в жаростойкую посуду и залейте его полученным раствором. Дождитесь полного растворения и поставьте сосуд на огонь. Доведите жидкость до кипения и держите в таком состоянии приблизительно 30 минут. Если вы обнаружите осадок белого цвета, то это бронза.
Если у вас под рукой не окажется кислоты, то можно воспользоваться сильно концентрированным солевым раствором. Бронзовая стружка не изменит своего внешнего вида, а латунная потемнеет.
Во время проведения опытов будьте максимально осторожным, помните, что вы работаете с опасными химикатами. Постарайтесь использовать защитную одежду и респиратор. При неблагоприятном исходе вы рискуете получить сильные ожоги!
Однако на 100 процентов эти методы не работают в домашних условиях. Ведь вы не знаете, какие используются примеси. Для определения химического состава подходит только спектральное оборудование, используемое в специализированных лабораториях.
Как определить латунь или бронза по характеру излома и оценке готового изделия
Вы спросите, зачем это делать? Отвечаем. Латунные поделки гораздо легче бронзовых. Если вы нашли ненужные для вас вещи и хотите их сдать на пункт металлолома, то вас могут просто обмануть. Ничего страшного, если вы принесли единичный экземпляр, но при сдаче большой партии вы можете потерять значительную сумму.
Изначально посмотрите на характер вещей. Например, если они относятся к судостроению, то они сделаны из меди с оловом, которые спокойно выносят морскую воду. Значит, вам уже не придется делать дополнительные испытания.
Если вы решились на проведение опыта с распиловкой, то необходимо приобрести специальное оборудование, например, металлорежущий станок. На изломе латунного изделия вы увидите пластообразный надрез с мелкозернистой структурой, гладкой поверхностью белесого цвета. При ломании возникают небольшие крошки. Бронзовые же дробятся на большие куски и имеют желто-коричневую палитру.
Посмотрите, как сохранился внешний вид старого предмета после проведенного на воздухе времени. Если не произошло никаких изменений и деформаций, то это медно – оловянный сплав, ведь именно эти элементы не подвержены негативным последствиям атмосферных осадков.
В нашей статье мы подробно рассказали вам, как определить бронзу ипоможет вам в этомли латунь в домашних условиях, какими обладают химическими свойствами и где применяются изделия из них. Используйте предоставленную информацию в своих целях. Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице. Посмотрите видео для закрепления материала:
Латунь
против бронзы: в чем разница?
Двумя наиболее распространенными металлическими сплавами «красного цвета» являются бронза и латунь. Многие думают, что они взаимозаменяемы, и часто путают их. Хотя они очень похожи, оба основаны на меди, у них есть некоторые отличия, о которых вам следует знать.
В этом посте я не собираюсь вдаваться во все металлургические свойства латуни и бронзы, но я хочу дать вам обзор, и к концу этого поста вы сможете лучше понять разницу между латунью. и бронза.
Что такое бронза?
Вы слышали о бронзовом веке, верно? Около 4500 г. до н.э. люди обнаружили, что если смешать медь с оловом, можно получить более прочный металл, из которого можно делать инструменты и оружие. Это открытие изменило ход истории человечества.
Бронза — это сплав меди и олова, который часто смешивают с другими металлами, чтобы получить немного другие свойства. В первую очередь бронза представляет собой смесь 88% меди и 12% олова, в результате чего получается темно-красный или ярко-коричневатый металл.
Бронзу также иногда смешивают с другими элементами, чтобы изменить ее состав и свойства, такими как мышьяк, фосфор, алюминий, марганец, силикон и никель.
Бронза тысячелетиями использовалась для самых разных целей. От статуй до монет, строительных материалов, морских применений, механических деталей, оборудования, список можно продолжить.
Бронза чрезвычайно устойчива к коррозии и может использоваться на лодках или других прибрежных объектах, подверженных воздействию соленой воды.
Одним из популярных применений бронзы является уплотнение окон и дверей, называемое пружинной бронзой, которая обычно представляет собой смесь фосфористой бронзы и цельных бронзовых гвоздей. Этот уплотнитель чрезвычайно прочен даже в прибрежных районах и может служить веками.
Низкая температура плавления около 950 ° C и легкая обрабатываемость делают его превосходным для многих применений. Он по-прежнему широко используется сегодня для пружин, подшипников, втулок, опорных подшипников автомобильных трансмиссий и аналогичных фитингов из-за низкого трения о другие металлы.
Одна интересная особенность бронзы заключается в том, что в отличие от стали она не дает искры при ударе о твердые поверхности. Это делает его идеальным металлом для использования в приложениях, где существует высокий риск воспламенения или взрыва.
Что такое латунь?
Латунь представляет собой сплав меди и цинка, хотя ее можно дополнительно смешивать с другими металлами. Большая часть латуни изготавливается из смеси 34% цинка и 66% меди. Латунь, как правило, представляет собой металл тускло-золотистого цвета, чрезвычайно пригодный для обработки и имеющий относительно низкую температуру плавления около 9°C.00 ° C.
Латунь была обнаружена намного позже бронзы, около 500 г. до н.э., и сначала находки назывались «горной медью», которая представляла собой встречающиеся в природе смеси меди и цинка, которые при плавлении образовывали золотой металл. Эти ранние смеси обычно содержали от 5% до 15% цинка, что намного ниже, чем в современных сплавах.
Латунь обладает хорошей коррозионной стойкостью, стареет до темно-медного цвета и со временем образует зеленую патину (мой любимый цвет!), защищающую латунь под поверхностью, в отличие от стали или железа.
Латунь обладает превосходными антимикробными свойствами, как и медь. Установлено, что 99,9% микробов, оставшихся на латунной или медной поверхности, погибают в течение 2 часов. Это делает латунь отличным материалом для таких вещей, как дверные ручки и другое оборудование, которое используется ежедневно.
Низкое трение и отсутствие коррозии делают латунь одним из лучших наконечников для подвижных частей оборудования, таких как петли, замки и защелки, а также лучшим выбором для инструментов, которым нужен прочный, но пригодный для обработки металл с отличным резонансом.
Как отличить
Без проведения химического анализа металлов лучший способ отличить латунь от бронзы — по цвету. Латунь обычно имеет тусклый золотой цвет, а бронза имеет более красноватый или медный цвет.
Конечно, цвета могут немного меняться между отливками из-за процентного содержания меди, используемой в каждой партии. Так как латунь и бронза могут иметь различный процент меди, у вас могут быть некоторые латуни, которые имеют менее золотой и более медный цвет, и то же самое касается бронзы.
Еще один способ проверить, имеете ли вы дело с латунью или бронзой, — приложить к металлу магнит. Ни латунь, ни бронза не являются магнитными, поэтому, если металл реагирует на магнит, вы знаете, что это сталь или железо, а не латунь или бронза.
Латунь более пластична и пластична, чем бронза, которая сравнительно более хрупкий металл. Если металл гнется, не ломаясь, скорее всего, перед вами латунь.
Хотя оба металла устойчивы к коррозии, бронза обеспечивает гораздо лучшую защиту. Это еще один способ определить разницу между металлами. Замочите оба металла в ванне с соленой водой или раствором для старения, и бронза будет стареть намного медленнее, чем латунь.
Надеюсь, теперь вы хорошо понимаете разницу между латунью и бронзой и можете посмотреть на них, чтобы увидеть, сможете ли вы определить, какой металл какой. Хорошей охоты!
Подпишитесь прямо сейчас и получите БЕСПЛАТНУЮ электронную книгу!
Скотт Сидлер
Основатель и главный редактор
Я люблю старые дома, работать своими руками и учить других тому, как делать это своими руками! Всему можно научиться, если только дать ему шанс.
Латунь против бронзы — Bollinger Atelier: понимание различий
Латунь против бронзы
Автор сообщения: Даниэль Мариотти
Сообщение опубликовано: 20 августа 2019 г.
Категория должности: Образование
Автор Даниэль Мариотти
Краткая история латуни и бронзы. Открытие бронзы датируется примерно 3500 г. до н.э. и шумерами. Он тверже чистого железа и устойчив к коррозии, что сделало его хорошим кандидатом для изготовления оружия (выброшенного из-за разработки стальных сплавов), а затем и для скульптуры.
На открытие латуни ушло больше времени (около 500 г. до н.э.). Поскольку цинк практически никогда не встречается в природе в чистом виде, для получения латуни люди поняли, что медь, выплавляемая с каламином — цинковой рудой — дает устойчивый к потускнению металл золотистого цвета, который благодаря своей низкой температуре плавления был полезен для самых разных целей. . В латунь может быть добавлено различное количество цинка, и эти вариации создают широкий спектр свойств и цветовых вариаций.
Различия
И латунь, и бронза являются сплавами меди, и здесь возникает трудность их различения. Однако разница заключается в том, с чем «смешивают» эти материалы. Латунь состоит из меди и цинка (60–80 % меди и 20–40 % цинка), а бронза — из меди и олова (80–90 % меди и 10–20 % олова/других материалов).
Бронзовая скульптура – Художник: Сири Деви Хандавилли Медная скульптура из Индии
Причина, по которой художники обычно предпочитают отливать бронзу, связана с текучесть при литье. Бронза улавливает мелкие детали формы и способна проникать в полости с большим успехом и с меньшим образованием точечной коррозии, чем другие металлы; особенно с его силиконовой добавкой.
Текучесть определяется как эмпирическая мера расстояния, на которое жидкий металл может течь по определенному каналу (нашему материалу оболочки), прежде чем он остановится затвердеванием. Это способность жидкого металла или сплава свободно течь, питать полость формы и создавать желаемый контур до того, как произойдет замерзание. 9Благодаря этому 0021 бронза является более легким металлом для художников, когда дело доходит до чеканки и сварки деталей. С другой стороны, латунь гораздо труднее сваривать. Это связано с количеством цинка, которое он содержит по сравнению с бронзой. Он также имеет низкую температуру плавления, что влияет на то, как вы с ним работаете. При сварке латуни она будет прыгать на ваш электрод, заставляя вас постоянно точить вольфрам, чтобы продолжить работу. Вот полезная диаграмма общих температур плавления металлов, которые мы нашли из onlinemetals.com.
Пример точечной коррозии в металле
Как определить
Чтобы отличить их, сначала взгляните на цвет . Латунь имеет более светлую отделку с ярко-желтым блеском, который имитирует вид тусклого золота, в то время как бронза имеет гораздо более темную отделку и почти всегда выглядит красновато-коричневой.
Направляющие приставки для сверления отверстий под углами
Кондукторы для сверления отверстий под углами
Что можно использовать в домашних условиях
Металлический уголок
Удлиненная гайка
В заключение
Сверление под углом
При изготовлении различных деталей и изделий иногда возникает необходимость в сверлении отверстий под углами. При этом точность должна быть максимальной. Достичь этого без использования специальных приспособлений сложно по следующим причинам.
Осевое вращение инструмента сопровождается усиленным трением на режущих кромках. Оно стремится сдвинуть сверло в сторону. Особенно это заметно при начале сверления отверстий под прямым или иными углами. Усугубляет ситуацию кривизна обрабатываемой детали или заготовки. Накернивание помогает не всегда.
Точное направление выдержать очень сложно. При сверлении отверстий под углами, отличными от 90° это практически невозможно.
В процессе сверления отверстий сверло может отклониться в сторону. Это происходит под воздействием силы, возникающей по причине неравномерного трения о поверхности.
Сложность повышается до максимального уровня при необходимости просверлить под углом отверстие большого диаметра.
Снизить влияние вышеперечисленных негативных факторов помогает использование различных приспособлений. Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Приспособления для сверления отверстий под углами
Начнем с описания приставок.
Направляющие приставки для сверления отверстий под углами
Приставки для сверления отверстий под углами представляют собой конструкции, состоящие из:
станин;
направляющих;
перемещающихся по ним кареток, служащих для фиксации дрелей;
рукояток.
Фотография №1: приставка для дрели
В станине имеется вырез под углом в 45°. Он предназначен для фиксации труб и цилиндрических заготовок.
Фотография №2: сверление цилиндрической заготовки при помощи приставки
Эти приспособления бывают бытовыми, полупрофессиональными и профессиональными.
Устройства первого типа имеют лишь функцию регулировки наклона направляющих для установки нужного угла сверления. Удерживаются конструкции при помощи рукояток.
Полупрофессиональные приставки для сверления отверстий под углом могут оснащаться такими дополнительными приспособлениями, как системы фиксации станин и регуляторы глубины сверления. В некоторых моделях есть возможность изменения угла сверления как вдоль, так и поперек плоскости заготовок. За счет наличия дополнительных приспособлений такие приставки получаются более громоздкими.
Профессиональные модели. Также могут иметь различие дополнительные приспособления. Главное отличие профессиональных приставок — наличие в конструкциях собственных патронов для фиксации сверл. Такое решение повышает точность получаемых отверстий, а также продлевает сроки службы дрелей и сверл.
Изображение №1: профессиональная приставка для сверления отверстий под углом
Кондукторы для сверления отверстий под углами
Кондукторами (или шаблонами) называют различные по конструкции вспомогательные приспособления, которые используют при необходимости сверления точных отверстий различных диаметров в металле и иных материалах под различными углами.
Устройства делятся на 2 основных типа.
Кондукторы, предназначенные для сверления отверстий под прямыми углами.
Приспособления, для сверления отверстий под острыми и тупыми углами.
Фотография №3: накладной кондуктор для сверления отверстий под прямыми углами
Кроме того, кондукторы для сверления отверстий под углами делятся на различные типы по двум критериям.
1. Сфера применения.
Универсальные. Стандартные модели, изготовленные из стали. Подходят для решения большинства задач.
Мебельные. Предназначены для сверления отверстий для сборки мебели, ее монтажа, крепления фурнитуры и пр.
Кондукторы для коронок. Это специальные модели, предназначенные для сверления отверстий под углами не обычными сверлами и бурами, а алмазными коронками больших диаметров.
Приспособления для сверления кафеля и плитки. Оснащены системами подачи воды для охлаждения алмазных сверл.
Трубные модели. Предназначены для сверления цилиндрических заготовок.
2. Способ применения.
Накладные. Такие кондукторы для сверления отверстий под углами используют при обработке заготовок с плоскими поверхностями. Приспособления удерживают руками или надежно фиксируют.
Скользящие. Такие приспособления не закрепляются. Их при использовании удерживают руками.
Поворотные. Их применяют при сверлении отверстий в деталях цилиндрических форм. Направление сверления задается при помощи втулок. Оно может быть вертикальным, горизонтальным и наклонным.
Опрокидываемые. Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
Закрепляемые. Они надежно крепятся к обрабатываемым поверхностям. Это удобно, но ограничивает свободу действий.
Изображение №2: сверление металла с применением кондуктора
Что можно использовать в домашних условиях
В домашних условиях обычно приходится сверлить отверстия под прямыми углами. Для повышения точности можно воспользоваться двумя эффективными подручными средствами.
Металлический уголок
Это самое распространенное приспособление для сверления отверстий под углом 90°. Используется оно так.
Сделайте разметку при помощи керна.
Возьмите дрель и установите сверло в центр будущего отверстия.
Приложите уголок к сверлу так, чтобы он соприкасался с инструментом обеими сторонами.
Просверлите отверстие требуемой глубины.
Удлиненная гайка
Отверстия, полученные сверлением металла под прямым углом при помощи удлиненной гайки, также имеют высокую точность. Операция предполагает лишь удерживание приспособления нужного диаметра при сверлении с центрированием сверла в намеченной точке.
В заключение
Как видите, сверлить отверстия под углами можно при помощи различных приспособлений. Лучшие варианты — профессиональные приставки и закрепляемые кондукторы.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 апреля 2022
Как выбрать сверло
26 февраля 2022
Углеродистая сталь
10 января 2022
Сверление рельс
9 декабря 2021
Способы заточки ступенчатых сверл
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Сверление под углом в категории «Инструмент»
Кондуктор для сверления отверстий под углом 15° 6, 8, 10 мм по дереву и сверла (14 предметов)
На складе в г. Днепр
Доставка по Украине
550 грн
499 грн
Купить
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Ровно
Доставка по Украине
340 грн
Купить
KRONS интернет- магазин
Кондуктор для сверления под углом косой шуруп
Доставка по Украине
475 — 870 грн
от 6 продавцов
550 грн
Купить
MegaMag
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Харьков
Доставка по Украине
600 грн
Купить
Дом торговли «Feller»
Кондуктор для сверления под углом
На складе в г. Львов
Доставка по Украине
363 грн
Купить
Hobby tool
Деревообрабатывающий кондуктор для сверления отверстия под углом 15° YOMO, комплект для сверления отверстий
Доставка по Украине
3 072 грн
1 536 грн
Купить
Кондуктор для сверления под углом с втулками 6,8,10,12 мм
На складе
Доставка по Украине
979 грн
Купить
Магазин корисного інструменту APtools
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
432 грн
Купить
Mini-Tools — качественные инструменты и расходные материалы.
АЛМАЗНОЕ СВЕРЛЕНИЕ БОЛЬШИХ ДИАМЕТРОВ ПОД УГЛОМ
Услуга
Цену уточняйте
DACC-сверління та різка бетону
АЛМАЗНОЕ СВЕРЛЕНИЕ ОТВЕРСТИЙ ПОД УГЛОМ
Услуга
Цену уточняйте
DACC-сверління та різка бетону
Мебельный кондуктор для сверления отверстий под косой шуруп под углом со сверлом 9. 5 мм
На складе
Доставка по Украине
425 грн
Купить
Магазин корисного інструменту APtools
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Ровно
Доставка по Украине
по 340 грн
от 8 продавцов
340 грн
Купить
АльтМаркет — интернет магазин
Алмазное сверление бурение отверстий под углом 45 гр
Услуга
300 грн
Кравченя Алексей Адамович
Алмазное сверление бурение отверстий под углом
Услуга
500 грн
Кравченя Алексей Адамович
Сверление отверстий под углом больших диаметров. Алмазная резка
Услуга
от 500 грн
Кравченя Алексей Адамович
Смотрите также
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
На складе в г. Ровно
Доставка по Украине
340 — 614 грн
от 13 продавцов
340 грн
Купить
Магазин «Freedelivery»
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
340 грн
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка из г. Ровно
по 340 грн
от 5 продавцов
340 грн
Купить
freedelivery
Сверление отверстий больших диаметров под углом
Услуга
от 400 грн
Кравченя Алексей Адамович
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
481 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Кондуктор для сверления под углом косой шуруп 2000-05224
На складе в г. Ровно
Доставка по Украине
340 грн
Купить
ПОЛЕЗНЫЕ МЕЛОЧИ
Набор для сверления под углом, d9мм, 5 шт, KWB
На складе в г. Винница
Доставка по Украине
696 грн
Купить
🛠KWAT🛠
Мебельный кондуктор для сверления отверстий под косой шуруп под углом, 101466
На складе в г. Ровно
Доставка по Украине
340 грн
Купить
Интернет магазин » Горячий Стиль «
Кондуктор для сверления отверстий под углом 15° KWB 758600
Доставка из г. Киев
по 660 грн
от 3 продавцов
660 грн
Купить
markettul
Мебельный кондуктор для сверления отверстий под косой шуруп под углом
Доставка по Украине
408 грн
340 грн
Купить
Promsnab
Мебельный шаблон для сверления отверстий под косой шуруп под углом Кондуктор под косой шуруп
На складе в г. Киев
Доставка по Украине
310 грн
Купить
Biks.com.ua
Кондуктор для сверления под углом косой шуруп Без бренда
Доставка по Украине
561 грн
Купить
«Ценовал»
Новинка Мебельный кондуктор для сверления отверстий под косой шуруп под углом !
Доставка по Украине
463 грн
370 грн
Купить
Economic — 100 тыс.товаров
Кондуктор для сверления отверстий под замочную скважину, комлект для установки врезного врезки дверного замка
На складе в г. Черкассы
Доставка по Украине
3 700 грн
Купить
Ножи, заточка ножей
Как просверлить угловые отверстия в дереве
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 02.05.22
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Марго Кавин
Обзор проекта
Сверление угловых отверстий — это навык, который пригодится во многих проектах, связанных с домом. Один знакомый пример: вы хотите прибить гвоздь 2×4 под углом 90 градусов к другому 2×4, чтобы создать каркас стены, но у вас не так много места, чтобы размахивать молотком. Забивание гвоздей в просверленные угловые отверстия — это решение для таких труднодоступных мест. Если вам трудно забить гвоздь, короткое угловое направляющее отверстие очень поможет, направляя гвоздь под правильным углом и уменьшая количество необходимого удара молотком.
Другим примером, распространенным в деревообрабатывающих проектах, является сверление карманных отверстий , когда два куска дерева необходимо соединить под углом, и где вы хотите, чтобы головки винтов были утоплены под поверхностью заготовки.
Но сверление угловых отверстий в древесине связано с уникальным набором проблем. Возможно, самая неприятная проблема возникает, когда сверло начинает сверлить правильно, а затем быстро скользит по дереву и теряет свое положение. Вот почему вам необходимо принять особые меры, либо купив инструмент, который сделает эту работу за вас, либо применив к своей дрели технику, которая повысит вероятность получения отверстия под идеальным углом.
Нажмите «Играть», чтобы узнать, как сверлить угловые отверстия
Существует три распространенных метода сверления угловых отверстий, но два из них больше подходят для опытных столяров, которые могут позволить себе инструменты.
Сверлильный станок: Сверлильный станок – лучший способ просверлить отверстие под углом. Однако сверлильный станок — это дорогой, громоздкий, автономный инструмент, который позволяет работать только с небольшими кусками материала. Сверлильные станки плохо подходят для многих проектов по благоустройству дома, потому что их нельзя вынести из магазина.
Приспособление для выемки отверстий: Хорошей альтернативой сверлильному станку является приспособление для выемки отверстий. Кондукторы для карманных отверстий, такие как Kreg R3 Jr., представляют собой дешевые и простые приспособления, которые направляют сверло в материал под углом. Если вам нужно просверлить несколько отверстий, возможно, стоит приобрести такой шаблон. Однако приспособления для карманных отверстий не являются надежными; им все еще требуется некоторое время для практики, прежде чем перейти к фактическому рабочему материалу. А хорошее приспособление для карманных отверстий — довольно дорогой аксессуар, особенно если вы не будете им пользоваться регулярно.
Ручной метод: Ручной метод не требует специальных инструментов. Помимо ловкости и терпения, вам понадобится только дрель и набор хороших сверл. Одно сверло будет размером с предполагаемое отверстие, а другое сверло будет примерно вдвое меньше предполагаемого отверстия. Однако этот метод имеет некоторые ограничения.
Вы не сможете просверлить отверстия под каждым углом ручным методом. Вы можете легко просверлить отверстие под углом до 45 градусов. Между 45 и 15 градусами процесс становится более трудным, но не невозможным. При угле ниже 15 градусов сверло будет слишком сильно вращаться. Когда стартовое сверло слишком сильно болтается, вы не можете установить четкое отверстие для старта.
Наконечник
При сверлении угловых отверстий более мягкая древесина работает лучше, чем твердая. Хвойные породы, категория, в которую входят сосна, болиголов и древесина, встречающаяся в большинстве пиломатериалов для каркаса, лучше всего подходят для сверления углов вручную. Твердые породы дерева, такие как клен, орех и дуб, трудно просверлить вручную под углом.
Оборудование/инструменты
Сверлить
Набор сверл
Площадь скорости
Карандаш
Удлинитель сверла (опционально)
Материалы
Деревянные детали (по мере необходимости для вашего проекта)
Ель / Марго Кэвин
Выберите подходящие сверла
Выберите сверло с диаметром, соответствующим окончательному размеру отверстия, которое вы планируете просверлить, затем выберите начальное сверло диаметром примерно вдвое меньше этого размера. Например, если вам нужно отверстие диаметром 1/4 дюйма, выберите стартовое сверло 1/8 дюйма. Просто будьте осторожны с использованием очень тонких бит, так как они могут сломаться.
Ель / Марго Кэвин
Просверлите мелкое направляющее отверстие под углом 90 градусов
Стартовым сверлом начните сверлить отверстие под углом 90 градусов к поверхности заготовки. Не доделывайте отверстие. Остановите дрель, когда сверло войдет в материал примерно на 1/16–1/8 дюйма. Цель состоит в том, чтобы просверлить отверстие достаточно глубоко, чтобы удерживать кончик сверла для следующего шага, в котором вы измените угол отверстия.
Ель / Марго Кэвин
Сместите пилотное отверстие на желаемый угол
Вытащите стартовую насадку из горизонтального отверстия. Переместите сверло под нужным углом и вставьте сверло обратно в отверстие. Убедитесь, что сверло прочно сидит в отверстии — если оно окажется слишком близко к краю, оно потеряет сцепление и улетит; если он слишком глубокий, вы не сможете наклонить сверло.
Просверлите отверстие на полную глубину, поддерживая медленную и постоянную скорость.
Ель / Марго Кэвин
Переключиться на бит большего размера
Снимите стартовую насадку с дрели. Теперь вставьте большую насадку в дрель.
Ель / Марго Кэвин
Просверлите последнее отверстие
Используя сверло правильного размера, увеличьте угловое отверстие до его окончательного размера. Двигайтесь как можно медленнее, так как высокие скорости могут привести к тому, что долото отойдет от пилотного отверстия.
Как только вы освоитесь, отверстие половинного размера может не понадобиться. Просто запустите бит правильного размера, близкий к 90 градусов, пока он не закопается достаточно, чтобы зацепиться при изменении угла.
Наконечник
Если вам нужно дополнительное пространство для сверления под небольшим углом, добавьте удлинитель сверла. Этот недорогой инструмент закрепляется в патроне дрели, предоставляя дополнительное пространство для сверления с малой шириной.
Ель / Марго Кэвин
Кондуктор для сверления с регулируемым углом наклона
С помощью этого шаблона для сверления с регулируемым углом больше никогда не изменяйте точную настройку стола сверлильного станка под углом 90 градусов.
Многие цеховые станки со столами с регулируемым углом выполняют большую часть своей работы со столом, установленным для достижения результата под углом 90 градусов. Такие инструменты, как ленточные пилы, дисковые шлифовальные машины и сверлильные станки, обычно имеют регулировочные шкалы, позволяющие наклонять столы для работы под углом, но такие задачи встречаются не так часто. Я очень забочусь о том, чтобы мои инструментальные столы находились под идеальным углом 90 градусов, и, как только я их туда доставлю, мне не хочется их двигать. И хотя большинство угловых работ на ленточной пиле и шлифовальном станке лучше всего выполнять, заменив стол, это не относится к сверлильному станку. Для сверления серии отверстий под одним и тем же углом простое приспособление, сделанное из металлолома, творит чудеса. И как только вы изготовите кондуктор, вы можете быстро настроить его для будущих задач углового сверления — и оставить основной стол станка на 9.0 градусов все время. Это потому, что вместо того, чтобы наклонять стол, мы наклоняем саму заготовку. Чтобы проиллюстрировать процесс, мы сделаем простое подвесное дерево из кружек.
ШАГ 1: Это приспособление состоит всего из трех частей: куска фанеры, который действует как стол для наклона, скобы для нижней части и упора для выравнивания вашей работы. Размер вашего фанерного стола в соответствии с вашими потребностями; тот, что здесь, имеет размеры около 10 дюймов на 12 дюймов. Прикрепите кусок обрезков к верхней поверхности перпендикулярно переднему краю. Длина этой детали не имеет решающего значения, но она должна проходить от переднего края шаблона, по крайней мере, до того места, где опускается патрон сверлильного станка. Забор должен быть достаточно высоким, чтобы вместить работу, которую вы бурите.
ШАГ 2: Чтобы наклонить приспособление, отрежьте кусок обрезков такой ширины, чтобы, оказавшись на задней части приспособления, он удерживал приспособление под нужным углом, под которым вы хотите сверлить. Угол, который я хотел для своего дерева для кружки, составлял около 10 градусов, но вы можете отрезать его по мере необходимости и прикрутить скобу к задней части зажимного приспособления. Если хотите, слегка отшлифуйте приспособление по краям, чтобы устранить любые острые углы.
ШАГ 3: Вы не хотите, чтобы приспособление скользило по столу сверлильного станка, и вы хотите, чтобы оно располагалось под прямым углом к передней части сверла. Этого легко добиться, зажав ограничитель ширины стола сзади стола. Расположите упор так, чтобы приспособление выровнялось под прямым углом к передней части станка, а затем зажмите его по краям стола сверлильного станка.
ШАГ 4: Поместите приспособление на стол сверлильного станка вплотную к упору, который вы зажали сзади, а затем поместите заготовку на направляющую приспособления. Опять же, вы не хотите, чтобы во время сверления что-то двигалось — круглая дюбель, используемая здесь для стойки дерева кружки, может катиться повсюду — поэтому, как только вы выровняете заготовку спереди назад с помощью сверла, прижмите его к джиг-забору. Когда заготовка закреплена на месте, вы можете перемещать все приспособление из стороны в сторону как единое целое. Сделайте это сейчас, чтобы заготовка оказалась сбоку от сверла, а затем опустите сверло на желаемую глубину сверления. Установите и зафиксируйте ограничитель глубины на сверлильном станке.
ШАГ 5: Совместите приспособление и заготовку под сверлом и просверлите первое отверстие по намеченной отметке. Теперь просто разжимаем заготовку, поворачиваем ее до следующей отметки, снова зажимаем и сверлим каждое из оставшихся отверстий по очереди. Обратите внимание, что зажимать дюбели для сверления всегда полезно, но для плоских или прямоугольных заготовок это может не понадобиться. Пусть индивидуальный проект будет вашим ориентиром — если есть риск смещения заготовки во время сверления, закрепите ее на шаблоне.
ШАГ 6: Хотя приспособление, показанное здесь, было сделано для того, чтобы просверлить эти 10-градусные отверстия для моего дерева, нет необходимости снимать его, как только работа будет сделана. Чтобы отрегулировать приспособление для более высоких углов, просто закрепите плоский кусок лома на распорке, чтобы поднять заднюю часть стола по мере необходимости. Я установил свой измеритель угла наклона на новый угол и использовал его в качестве ориентира, чтобы прижать полосу фанеры толщиной 1/4 дюйма к задней части.
Доставить воду в дачный дома или на участок — задача, которая всегда актуальная для опытных садоводов. Сейчас для выполнения этой операции существуют современные и высокопроизводительные устройства. В этом материале журналисты «Комсомолки» расскажут все про лучшие насосы для колодца в 2022 году.
Рейтинг топ-10 по версии КП
1. Grundfos SB 3-45 AW
Grundfos SB 3-45 AW. Фото: yandex.market.ru
Этот насос применяется для эффективного перекачивания чистой воды из колодцев и дождевых накопительных баков, а также для повышения давления в водопроводной сети, полива сада, подачи воды для бытовой техники. Он доступен в исполнении с боковым входом, который включает в себя гибкий всасывающий шланг и плавающий сетчатый фильтр с поплавковым выключателем. Устройство может работать в автоматическом режиме. Насос с поплавковым выключателем прекращает работу при достижении минимально допустимого уровня воды. Тут же есть защита от тепловой перегрузки. Модель рекомендуется, если расстояние от стенки колодца до насоса более полутора метров.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
10 м
Максимальный напор
45 м
Пропускная способность
3 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
1050 Вт
Качество воды
чистая
Размер пропускаемых частиц
1 мм
Допустимая температура жидкости
до 40°C
Плюсы и минусы
Производительность, бесшумность
Жесткий хобот забора воды
2. Техноприбор Ручеек-1, 10 м
Техноприбор Ручеек-1, 10 м. Фото: yandex.market.ru
«Ручеек-1» предназначен для подъема пресной воды из скважин диаметром более 100 мм и глубиной до 60 м. Подходит для колодцев и любых других водоемов. С его помощью поливают огороды, пригоден он и для бытового водоснабжения. Производители отмечают, что этот насос для колодца не имеет трущихся поверхностей и вращающихся деталей, что способствует длительной и безотказной работе. В устройстве предусмотрен верхний забор воды, который обеспечивает постоянное охлаждение электромагнитной системы для предохранения от перегрузки. Верхний забор воды исключает также замутнение воды в источнике и засасывание ила со дна. Термореле призвано спасти «Ручеек» от сгорания. Оно автоматически отключает его при перегрузке. Также создатели аппарата говорят, что полив идет намагниченной водой, а она способствует повышению урожайности.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
60 м
Максимальный напор
60 м
Пропускная способность
1.05 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
225 Вт
Качество воды
чистая
Плюсы и минусы
Прост в эксплуатации, стоимость
Качество сборки хромает
3.
ELITECH НПК 800-30
ELITECH НПК 800-30. Фото: yandex.market.ru
Дренажный насос для подъема воды из скважин и колодцев. За одну минуту он может откачивать 92 литра жидкости, как уверяют производители. Эта модель превосходно подходит для выполнения полива и достаточно часто применяется в этих целях на участках возле загородных домов, на дачах, в садах и в других случаях. Глубина погружения у устройства равняется семи метрам. Высота подъема достигает показателя в 30 метров. Агрегат предназначен только для чистой воды. Корпус у него комбинированный — пластик и нержавеющая сталь.
Основные характеристики
Тип
погружной колодезный
Максимальный напор
30 м
Пропускная способность
5,7 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
800 Вт
Качество воды
чистая
Размер пропускаемых частиц
0,05 мм
Плюсы и минусы
Автоматика, бесшумность
Слабый напор
4.
ЛЕПСЕ Водолей-3 10м
ЛЕПСЕ Водолей-3 10м. Фото: yandex.market.ru
Недорогая модель. Производитель у нее российский. Погружной насос для колодца «Водолей-3» предназначен для перекачки и подъема воды из колодцев, скважин, открытых водоемов и баков. Насос оснащен защитой в случае аварийной ситуации или неправильной эксплуатации. К последним можно отнести работу без воды, засорение гидравлической камеры, перегиб шланга. У садоводов аппарат пользуется неизменной популярностью. Видимых недостатков нет, тем более, за такую низкую стоимость.
Погружной насос «Водомет» предназначен для подачи воды из самых разных видов источников. В первую очередь, конечно, речь идет о колодцах. Но установить его можно и в других водоемах. Агрегат модифицирован для использования в так называемых «запесоченных» скважинах. Благодаря этому устройства, оттуда можно без ощутимого ущерба для себя перекачивать воду, содержащую во взвешенном состоянии несколько килограммов песка. В то же время, основное предназначение насоса — работа с чистой водой.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
30 м
Максимальный напор
35 м
Пропускная способность
3. куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
460 Вт
Качество воды
чистая
Размер пропускаемых частиц
1. 5 мм
Плюсы и минусы
Хороший напор, малошумный
Короткий провод
6. BELAMOS BV-0.12 10 м
BELAMOS BV-0.12 10 м. Фото: yandex.market.ru
Следующий бюджетный вариант в нашем рейтинге лучших насосов для колодца. Вибрационная модель предназначена для установки и использования на дачах и в частных дома, где требуется надежное и производительное решение вопросов, связанных с автономным водоснабжением и поливочными системами. Производители этого насоса обещают большой срок эксплуатации и говорят, что он крепким корпусом хорошо защищен от внешних воздействий. Конструкция здесь описывается как простая и надежная, компоненты соответствуют ГОСТу.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
3 м
Максимальный напор
70 м
Пропускная способность
0,43 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
280 Вт
Качество воды
чистая
Плюсы и минусы
Цена, удобный в эксплуатации
Качество металла
7.
DAB DIVERTRON 1200 M
DAB DIVERTRON 1200 M. Фото: yandex.market.ru
Товар для тех, кто готов неслабо раскошелиться. Согласно описанию производителя, насос разработан специально для индивидуальных и коллективных систем водоснабжения. Перекачиваемая жидкость должна быть чистая, без твердых включений и минеральных масел, не вязкая, химически нейтральная. Температура — от 0 °С до +35 °С. Рабочие колеса и диффузоры, внешний корпус и гидравлический корпус изготовлены из технополимера; кожух двигателя, всасывающая решетка, вал и крепежные элементы выполнены из нержавеющей стали. Модель укомплектована электромеханической системой управления со встроенными датчиками давления и потока. Есть защита от сухого хода и перегрузки.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
12 м
Максимальный напор
46 м
Пропускная способность
5,7 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
1100 Вт
Номинальная мощность
750 Вт
Качество воды
чистая
Допустимая температура жидкости
35°C
Плюсы и минусы
Бесшумный, зимует в колодце
Бывают проблемы с движком
8.
GARDENA 5500/3 Classic
GARDENA 5500/3 Classic. Фото: yandex.market.ru
Если у вас в саду есть глубокий колодец или цистерна, из которых вы бы хотели поливать свой огород, то это неплохой вариант. Такой насос подходит и для использования в паре с дождевателями и системами полива. Мощный и бесшумный, он позволяет перекачивать воду с глубины до 13 метров и может длительное время находиться в воде. Производители заявляют, что все материалы тут прочные и высококачественные, они защищают от повреждений и гарантируют безотказную работу. От загрязнений насос должны обезопасить фильтры из нержавеющей стали. Поплавковый выключатель автоматически отключает насос при низком уровне воды, предотвращая работу насоса всухую.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
12 м
Максимальный напор
30 м
Пропускная способность
5,5 куб. м/час
Напряжение сети
220/230 В
Номинальная мощность
900 Вт
Качество воды
чистая
Допустимая температура жидкости
от 1 до 35°C
Плюсы и минусы
Высокий напор воды, бесшумный
Не рассчитан на работу без водоразбора
9.
ВИХРЬ ВН-10В
ВИХРЬ ВН-10В. Фото: yandex.market.ru
Возвращаемся к недорогим и простым моделям. Вибрационный погружной насос «Вихрь» ВН-10В с верхним забором воды предназначен исключительно для работы с чистыми жидкостями из накопительных резервуаров, таких как колодец на вашей дачи. Продавцы называют его незаменимой вещью для каждого приусадебного участка. Помимо всего прочего устройство может быть использовано для организации индивидуального водоснабжения. Подключается оно к электросети 220 Вт.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
3 м
Максимальный напор
72 м
Пропускная способность
1,08 куб. м/час
Напряжение сети
220/230 В
Номинальная мощность
280 Вт
Качество воды
чистая
Допустимая температура жидкости
до 35°C
Плюсы и минусы
Напор, небольшое потребление энергии
Долго качает большие объем воды
10.
KARCHER BP 1 Barrel
KARCHER BP 1 Barrel. Фото: yandex.market.ru
В завершении нашего рейтинга лучших насосов для колодца — современная альтернатива классическому способу полива. Этот агрегат позволяет поливать растения теплой, отстоявшейся водой, но избавляет от необходимости обходить каждую грядку с тяжелой лейкой. Гибкое крепление, удерживающее насос на краю колодца, подойдет для емкости практически любой конфигурации. При необходимости можно закрепить на нем поплавковый выключатель, который позволит управлять подачей воды и автоматически отключит насос при снижении уровня до установленной отметки, устранив риск сухого хода. Крепление регулируется под любую высоту емкости, откуда будет забираться вода для полива. Лучше этот насос использовать с какой-нибудь бочкой.
Основные характеристики
Тип
погружной колодезный
Глубина погружения
7 м
Максимальный напор
11 м
Пропускная способность
3,8 куб. м/час
Напряжение сети
220/230 В
Потребляемая мощность
400 Вт
Качество воды
чистая
Размер пропускаемых частиц
1 мм
Плюсы и минусы
Качественный пластик, легкий
Слабое крепление нижнего фильтра
Как выбрать насос для колодца
Предложение таких устройство обширно, но нельзя сломя голову и брать первый попавшийся. Как выбрать лучший насос для своего колодца, рассказал опытный садовой Виктор Тюпаев. Он просит потенциальных покупателей обращать внимание на несколько моментов.
Установка
Определитесь, что вам больше подходит. Есть пара вариантов для колодезных электронасосов. Самый распространенный, когда устройство полностью погружается в воду, всасывание происходит через патрубок на корпусе — это погружной насос. Патрубок может находиться под корпусом или на наем. От этого зависит минимально необходимая глубина погружения. Она же указана в характеристиках. Когда насос устанавливается в сухом месте, а забор воды происходит через рукав-шланг, опускаемый в колодец — это поверхностный агрегат.
Уровень воды в колодце
Обязательно его учитывайте при установке колодезного насоса. Равно как и общую глубину колодца, восполняемость колодца. Если покупка не подойдет к параметрам вашей скважины, то она окажется бесполезной.
Пропускная способность
Некоторые производители заявляют, что у них она высокая. Но не нужно гнаться за такой. Она должна быть соразмерна с количеством поступающей воды в определенную единицу времени в ваш колодец. В обратном случае мощному устройству просто нечего будет качать.
Производительность насоса
Необходимый расход считается как суммарное водопотребление всех сантехнических приборов системы, как если бы они работали одновременно – кранов, стиральной и посудомоечной машин, сливного бачка и т.п., – умноженное на 1,75 (запас). Производительность насоса должна быть равна или больше полученной величины.
Высота подачи воды
Если этот параметр есть в паспорте изделия, то он должна быть максимально возможная. Высота подачи требует пересчета с учетом длины водопроводной сети, количества изгибов трубопровода и этажности здания.
Характеристики
Смотрите и за ними. Многие заявляют у себя защиту от сухого хода, чтобы в насос не попадало ничего лишнего. Некоторые предлагают установить такие фильтры отдельно. Полезной функцией будет и защита от перегрева. Так, например, поплавковый выключатель, входящий в конструкцию насоса, предохранит устройство от работы «всухую» при понижении уровня воды ниже рабочего.
Колодец
Если у вас дренажный колодец или резервуар, где возможно засасывание ила, песка со дна, лучше приобрести дренажный насос. В то же время, среди стандартных есть насосы с такими функциями.
И главное помните — на вашем участке должно быть электричество! Без него насосы для колодца, о каких мы рассказали, будут бесполезны.
виды, цены, как и какой выбрать для частного дома, чтобы напор воды был стабильным
Виктор Джин
использует винтовой насос
Профиль автора
Загородные дома редко подключены к центральному водопроводу, поэтому воду обычно качают из скважины или колодца.
Мы уже приводили короткую инструкцию, как организовать в доме автономную систему водоснабжения. В этой статье поможем подобрать подходящий насос.
Как выбирать насос для частного дома
При выборе насоса надо изучить его технические характеристики, а именно:
Производительность, то есть количество воды, которое насос качает в минуту или в час. В идеале воды должно хватать, даже если одновременно открыть все краны в доме и спустить воду из сливного бачка в унитазе. Обычно для частного дома достаточно насоса производительностью 1,5—2 м3/ч.
Высота подъема воды. Насос должен не только поднять воду из скважины или колодца, но и доставить ее до самой высокой точки в доме — например, до душа на третьем этаже. При этом напор не должен упасть. Для частного дома с колодцем обычно хватает насоса с высотой подъема 30—40 метров. Если же речь идет о скважине, могут понадобиться модели с большим напором.
Потребляемая мощность. Это количество электроэнергии, которое будет съедать насос. Как правило, простые модели насосов расходуют менее 1 кВт.
Насосы делятся на два больших вида: поверхностные и погружные. Первые всасывают воду с небольшой глубины через шланг, вторые нужно опускать в толщу воды. Насосы для скважины и колодца различаются: скважинные узкие и похожи на цилиндр. Нет проблем использовать скважинный насос и для колодца, а вот наоборот не получится.
/guide/h3o/
Как выбрать систему очистки воды для частного дома
Помимо технических характеристик, обратите внимание на стоимость установки и сложность обслуживания разных насосов. К примеру, установка любого скважинного насоса стоит не менее 4500 Р. Примерно в такую же сумму обойдется монтаж погружного насоса в колодец, если насос будет там постоянно. Насосную станцию установить дешевле — это стоит от 3500 Р, но есть и довольно простые устройства, которые можно смонтировать самостоятельно. Самому несложно организовать и разные временные схемы с насосами для полива грядок или для летнего водоснабжения дачи.
Какие насосы подойдут в разных ситуациях
Насосная станция — простой вариант при неглубоком колодце
С погружным эжектором — простой вариант, если вода глубоко
Вибрационный — самый дешевый дачный вариант
Винтовой — бюджетный насос, если вода с примесями
Центробежный — дорогой вариант высокого качества
Вихревой — поднимет воду даже из артезианской скважины
Простой поверхностный насос
Сколько стоит: в среднем 5000—15 000 Р, но есть модели до 50 000 Р В какой ситуации покупать: когда колодец близко и он неглубокий — например, такой насос удобно использовать летом на даче Плюсы: легко установить и обслуживать; хорошая производительность; сложнее украсть насос, если он в доме Минусы: не подходит для скважин и колодцев глубже 7—8 м; сильно шумит
Такой насос не погружают в колодец или скважину, а устанавливают внутри дома или в специальном кессоне. Часто поверхностные насосы продаются вместе с дополнительным оборудованием и называются насосными станциями: например, в комплект может входить реле давления, чтобы включать и отключать насос автоматически, или гидроаккумулятор — емкость с водой, которая защищает насос от частого включения и компенсирует перепады давления.
/guide/buy-house/
Как купить дачу или загородный дом: пошаговая инструкция
Поверхностные насосы гарантированно поднимают воду на 8—9 метров. Будьте внимательны с расчетом: нужно учитывать не только расстояние от земли до воды, но и разводку труб до насоса. Например, глубина воды в колодце — 7 метров, а насосная станция располагается в 30 метрах от колодца. По нормам, на каждых 10 метрах горизонтального трубопровода давление падает на 1 метр водяного столба. Таким образом, общая высота подъема воды в нашем случае — 10 метров: поверхностный насос с этим не справится.
Схема системы водоснабжения с насосной станцией — насос находится снаружи колодца в подвале. Источник: met-all.org Здесь насосная станция объединяет в себе сам насос, реле давления и гидробак. Источник: ozon.ru
Поверхностный насос с погружным эжектором
Сколько стоит: 15 000—30 000 Р В какой ситуации покупать: если скважина глубокая, а погружной насос по каким-либо причинам не получается использовать. Такое бывает редко, поэтому насосы с погружным эжектором не пользуются популярностью Плюсы: легко обслуживать; может работать в глубоком колодце или скважине Минусы: шумит; расходует много электроэнергии; тяжело устанавливать и чистить
Эжектор — это устройство, которое создает дополнительный перепад давлений, проще говоря — подсос. Если эжектор погрузить в скважину или колодец, это позволит поверхностному насосу или насосной станции поднимать воду с большей глубины — до 40 метров.
В скважину пойдет не одна, а две трубы, на конце которых и расположен эжектор. По первой трубе вода поднимается, по второй ее часть возвращается в эжектор и за счет своей энергии усиливает напор.
/dom/
Я переехал из хрущевки в частный дом
Такую конструкцию сложнее устанавливать, чем простой поверхностный насос: в колодец надо опускать две трубы с эжектором. Чтобы защитить эжектор, на входе в трубу ставят фильтр — если он забьется, понадобится поднимать обе трубы, чтобы очистить насос.
Так устроен поверхностный насос с погружным эжектором. В скважине ставят обратный клапан с фильтром-сеточкой. Источник: calc.ru Выносной эжектор позволяет увеличить глубину всасывания, но такое устройство имеет меньшую производительность, так как часть воды возвращается в эжектор. Источник: wtpump.ru
Погружной вибрационный насос
Сколько стоит: в среднем 2000—2500 Р В какой ситуации покупать: для садоводства, например полива грядок Плюсы: дешево, надежно, хороший напор воды Минусы: слабая производительность; вибрирует, взбаламучивает воду; шумит даже в толще воды
Такие насосы часто еще называют малышами — по марке одного из них. Это наиболее простой и бюджетный вариант насоса. Погружной вибрационный насос погружается прямо в воду, иногда устройство опускают в колодец в ведре, чтобы он сильно не поднимал со дна песок.
/drip-irrigation/
Я собрала систему капельного полива в огороде
Принципы работы вибронасоса и автомобильного двигателя чем-то похожи. Внутри насоса стоит поршень, который ходит вверх и вниз. Поршень втягивает воду из колодца в камеру насоса и перекачивает ее вверх по шлангу или трубе. Такие такты повторяются 50 раз в секунду: этого достаточно, чтобы напор воды был стабильным.
Вибрационные насосы — самый бюджетный вариант. Они чаще всего используются для полива. Источник: market.yandex.ru
Погружной винтовой насос
Сколько стоит: в среднем 5000—10 000 Р В какой ситуации покупать: если вода с примесями Плюсы: не шумит; создает стабильный и хороший напор без пульсаций; легко перекачивает загрязненную воду, например с песком Минусы: низкий КПД и производительность; трение деталей приводит к их быстрому износу
Внутри такого насоса крутится один или несколько винтовых стержней — шнеков. Они засасывают воду и перемещают ее дальше, создавая напор: процесс похож на бурение лунки на льду реки рыбацким шнеком.
Чем быстрее крутится шнек, тем производительнее насос и тем больше он перекачивает воды. Срок службы таких насосов зачастую невысокий — 1—1,5 года, но иногда они могут протянуть и 5 лет: все зависит от производителя и условий эксплуатации.
/guide/heating/
Как сделать отопление в частном доме
Насосы винтового типа часто используют в промышленности для перекачивания вязкой жидкости или загрязненной воды. Для водоснабжения частных домов они также популярны из-за своей дешевизны.
Погружные скважинные насосы можно использовать и для колодца. Винтовые насосы стоят дороже вибрационных, но дешевле центробежных и вихревых. Источник: market.yandex.ru Принцип действия винтового насоса с несколькими шнеками. В отличие от моделей с одним винтом, насосы с двумя и тремя шнеками могут дать в разы большую производительность, поэтому часто это промышленные версии насосов. Источник: kolodezman.ru
Погружной центробежный насос
Сколько стоит: в среднем 10 000—15 000 Р В какой ситуации покупать: для дома, где живут постоянно и где нужен производительный, эффективный и довольно надежный насос Плюсы: отличная производительность; хороший КПД; большая высота подъема воды — бытовые насосы в зависимости от модели легко дают напор 40—100 м; все элементы насоса крепкие, долговечные и рассчитаны на интенсивную эксплуатацию Минусы: высокая цена; насос нельзя использовать, если вода с примесями
Это наиболее популярный тип насоса для водоснабжения частных домов — такие насосы дают хороший напор, но не шумят.
Внутри центробежного насоса стоит крыльчатка — колесо с лопатками, которое крутится с большой скоростью и как мельница перекачивает воду. Крыльчатка чувствительна к примесям в воде — при попадании камешка ее может заклинить. Ее также может деформировать, или она сместится — и насос придется отдать в ремонт. При этом только за диагностику насоса могут взять от 900 Р. Но в целом конструкцией насоса не предусмотрены движущие части или клапаны, поэтому насосы простые в ремонте.
/guide/swimming-pool/
Как построить бассейн у себя дома
Китайские варианты насоса служат в среднем 2,5 года, но есть и более качественные модели, например украинский «Водолей»: такой насос может прослужить и больше 5 лет.
Центробежные насосы бюджетного ценового сегмента стоят от 8000 Р для неглубоких скважин и до 30 000 Р для скважин глубже 100—150 метров. Источник: market.yandex.ru
Погружной вихревой насос
Сколько стоит: в среднем 8000—13 000 Р В какой ситуации покупать: для артезианских скважин большой глубины Плюсы: большой напор и производительность; минимум шума Минусы: невысокий КПД — порядка 45%; чувствителен к загрязнениям воды твердыми частицами — не перекачает воду с большим количеством примесей
Такие насосы используют в основном в очень глубоких скважинах — если вода залегает на глубине больше 50 метров.
Принцип действия такого насоса и центробежного похожи, только здесь вместо крыльчатки используется вихревое колесо. Оно создает завихрение воды, то есть, помимо центробежной силы, появляется еще и турбулентное ускорение. За счет этого насос мощнее.
/sharoshka/
Мы сами пробурили скважину на воду на своем участке
Вихревые насосы стоят дешевле центробежных, но служат обычно не так долго. Источник: google.com Принцип действия центробежного и вихревого насосов. В том и другом используется рабочее колесо с лопастями. Источник: met-all.org
Скважинный насос Руководство по стоимости и установке (2022)
Скважинные насосы — это сердце вашей скважинной системы, обеспечивающее подачу воды внутрь вашего дома или резервуара для воды. В составе скважины, работающей ежедневно, насос подвержен поломкам. Чтобы подготовиться к замене скважинного насоса, важно знать предупреждающие признаки поврежденного насоса, а также тип скважинного насоса, который необходим вашей системе.
Введите свой почтовый индекс в инструмент ниже, чтобы связаться с ближайшим к вам подрядчиком:
Признаки необходимости замены скважинного насоса
Хотя диагностировать проблему без помощи профессионала может быть сложно, есть несколько предупредительных признаков, указывающих на поломку скважинного насоса.
Сухой или низкий колодец
Когда вашему дому или накопительному резервуару требуется вода, на насос отправляется сигнал, чтобы выкачать воду из колодца. Если ваш колодец пересох или в нем очень мало воды, скважинный насос попытается выкачать воду из колодца, что приведет к его перегреву и перегоранию.
Плюющие краны
Если ваши краны выплевывают воду, это может быть признаком повреждения скважинного насоса. Когда скважинный насос поврежден, он не может правильно выкачивать воду из скважины и направлять ее в ваш дом. Если водяной насос работает, проверьте, нет ли разрывов в водопроводной трубе над колодцем. Отверстие в водопроводной трубе добавляет в систему ненужный воздух, из-за чего вода разбрызгивается из кранов.
Грязная вода
Обесцвеченная вода может быть признаком поломки водяного насоса. Колодезные насосы не предназначены для перекачки воды с большим количеством песка и других отложений, поэтому, если ил попадет в погружной водяной насос, износ может привести к повреждению.
Высокий счет за электроэнергию
Высокий счет за электроэнергию может сигнализировать о том, что ваш скважинный насос работает без остановок. Это может быть вызвано тем, что грязь и другие отложения засоряют насос, что требует его работы в течение более длительного периода времени. Кроме того, вода в колодце может заканчиваться, что приводит к непрерывной работе двигателя насоса.
Подробнее: Как диагностировать проблемы с системами водоснабжения скважин
Типы скважинных насосов
Как правило, скважинные насосы можно разделить на две категории: струйные насосы и погружные насосы. Каждая конструкция разработана с учетом потребностей скважин различных размеров и условий.
Струйные насосы
Существует два основных типа струйных насосов: струйные насосы для неглубоких скважин и струйные насосы для глубоких скважин.
Струйный насос для неглубоких скважин
Большинство насосов для неглубоких скважин используются в скважинах глубиной менее 25 футов и в районах с высоким уровнем грунтовых вод. Эти насосы имеют мало движущихся частей и требуют минимального обслуживания.
Этот тип насоса располагается над землей, как правило, непосредственно внутри колодца, и создает высокое давление для подачи воды из колодца в дом с помощью впускной трубы. Для этого типа скважинного насоса рекомендуется использовать бустерный насос для резервуара или скважины, чтобы повысить давление воды в доме.
Глубинный струйный насос
В отличие от мелководного струйного насоса, глубинный струйный насос расположен в скважине, хотя его двигатель остается в колодце. В этом насосе используются две трубы: одна для забора воды из колодца, а другая для направления воды в дом. Глубокие струйные насосы обычно используются в скважинах глубиной 110 футов.
Погружные насосы
Погружной насос для глубоких скважин устанавливается на дне скважины непосредственно в воде. С помощью своего двигателя насос забирает воду со дна и выталкивает ее из колодца в водопроводные сети вашего дома. Эти насосы можно использовать в скважинах глубиной до 300 футов. Насосы работают аналогично дренажным насосам, которые забирают воду и откачивают ее.
Подробнее: Как установить дренажный насос
Замена скважинного насоса
Несмотря на то, что профессиональная замена скважинного насоса сопряжена с высокими затратами на установку насоса, у вас может не быть иного выбора, кроме как обратиться к специалисту в зависимости от того, какой у вас скважинный насос. . Некоторые насосы, такие как погружные насосы для глубоких скважин, требуют специального оборудования для их извлечения без повреждения компонентов или проводки. В дополнение к хрупкости компонентов скважины, демонтаж скважинного насоса может быть очень трудоемким, некоторые насосы весят более 100 фунтов.
Даже если вы планируете заменить свой скважинный насос самостоятельно, позвоните сантехнику, чтобы убедиться, что скважинный насос неисправен в вашей системе, прежде чем снимать его. Это предотвратит любую ненужную работу или непреднамеренное повреждение вашей скважинной системы.
Используйте приведенный ниже инструмент, чтобы найти подрядчика по обслуживанию скважины, который может диагностировать проблему с вашим скважинным насосом и помочь вам определить, можете ли вы заменить его самостоятельно:
Стоимость замены скважинного насоса
Стоимость замены скважинного насоса будет зависеть от таких факторов, как размер скважины и тип насоса. Например, погружной скважинный насос из нержавеющей стали будет стоить дороже, чем струйный насос для неглубокой скважины, способный перекачивать только один галлон в минуту. Обычно скважинный насос стоит от 200 до 500 долларов, не включая стоимость установки. Вот разбивка стоимости для каждого типа насоса и установки:
Струйные насосы для неглубоких скважин —Поскольку насосы для неглубоких скважин устанавливаются непосредственно в колодце, эта замена насоса, как правило, является наиболее доступной по цене около 200 долларов США. Дополнительная защита и функции, такие как обертывание открытых труб и установка изолированного мешка, увеличат цену.
Глубоководные струйные насосы — Глубоководные струйные насосы стоят дороже своих неглубоких аналогов и стоят около 300 долларов. Как правило, струйные насосы более доступны по цене, чем погружные модели, но считаются менее надежными.
Погружные скважинные насосы для глубоких скважин — Стоимость погружного скважинного насоса зависит от выбранной мощности. Моторы меньшей мощности стоят около 400 долларов, а более мощные двигатели могут стоить более 500 долларов. Дополнительные компоненты, такие как обратные клапаны, предотвращающие обратный поток в насос, считаются стандартными для погружных моделей и увеличивают стоимость замены.
Установка — Стоимость установки может варьироваться от сотен до тысяч долларов, в зависимости от различных факторов, таких как глубина колодца, тип насоса, ваше местоположение, необходимое оборудование и даже рельеф вашего двора. Обращение к подрядчику за цитатой — лучший способ получить точную информацию о ценах.
Часто задаваемые вопросы о скважинном насосе
Как долго можно эксплуатировать скважинный насос?
Время работы вашего скважинного насоса зависит от объема вашего напорного резервуара. Резервуар среднего давления обычно работает где-то между 30 секундами и двумя минутами, чтобы снова заполниться и достичь нормального уровня давления. Если вы используете большое количество воды, время, необходимое для пополнения аквариума, увеличивается.
Можно ли заменить скважинный насос самостоятельно?
Из-за большого количества рабочей силы и специального оборудования, необходимого для снятия и замены скважинного насоса, не рекомендуется заменять скважинный насос самостоятельно. Если вы думаете о замене или ремонте собственного бака, проконсультируйтесь с профессионалом.
Сколько стоит замена скважинного насоса?
Средняя стоимость замены скважинного насоса составляет от 900 до 2500 долларов США. Стоимость варьируется в зависимости от размера скважины, используемых материалов и необходимости установки. Например, замена насоса для неглубокой скважины обойдется дешевле, чем погружного насоса для глубокой скважины.
Чтобы поделиться отзывом или задать вопрос об этой статье, отправьте сообщение нашей команде по обзору по телефону [email protected] .
Лучшие погружные насосы для глубоких скважин
Купить самые популярные и самые продаваемые скважинные насосы на PumpProducts.com
«PumpProducts.com предлагает доставку в тот же день всех погружных и струйных насосов, запасных частей, двигателей и элементов управления на складе!
«Позвоните в наш отдел продаж для получения помощи, расценок и размещения заказа» — 800-429-0800
Цена! Мы продаем насосы для неглубоких скважин напрямую потребителям, подрядчикам, коммерческим, промышленным и муниципальным рынкам, поэтому вы платите меньше за все наши струйные насосы для продажи. PumpProducts.com В пятерку самых продаваемых брендов скважинных насосов входят: скважинные насосы Goulds, скважинные насосы Grundfos, скважинные насосы Berkeley, скважинные насосы Myers и скважинные насосы Sta-Rite. Вы можете выполнить поиск в нашем онлайн-каталоге скважинных насосов и запчастей или позвонить в нашу службу поддержки сегодня по телефону 1-800-429-0800.
Скважинные насосы Руководство покупателя и обзоры Автор PumpProducts.com
Скважинные насосы используются для подачи воды из колодца в дом, который не подключен к муниципальному водоснабжению. Они также широко используются для мелкомасштабного орошения и поения скота. Скважинные насосы доступны в неглубоких, глубоких и погружных конструкциях.
Основное различие между «струйным» насосом и современным «погружным» насосом заключается в том, что струйный насос засасывает или всасывает воду из колодца в насос, который может располагаться в насосной или в подвальном помещении. расстояние от колодца. Струйные насосы бывают двух видов: однолинейные и двухлинейные. Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не втягивает или всасывает воду на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
Какова глубина вашего колодца?
Струйные насосы для неглубоких скважин могут перекачивать воду на глубину от 0 до 25 футов. Трансформируемые скважинные струйные насосы качают воду на глубину от 0 до 90 футов. Эжекторный насос с трансформируемой скважиной может работать на глубине от 0 до 25 футов с насадкой для неглубокой струйной скважины или на глубине от 25 до 90 футов с эжекторным узлом. Погружные насосы для глубоких скважин крепятся к нижней части отводной трубы и могут работать в скважинах глубиной от 20 до 300 футов.
Насколько велика обсадная труба вашей скважины?
Диаметр обсадной колонны скважины определяет тип скважинного насоса. Если у вас нет обсадной колонны, у вас неглубокая скважина. Некоторые обсадные трубы имеют диаметр 2 дюйма и требуют специальных принадлежностей с трансформируемым струйным насосом. Если обсадная колонна вашей скважины имеет диаметр 4 дюйма или более, вы можете использовать либо струйный скважинный насос, либо глубинный погружной насос, в зависимости от глубины вашей скважины.
Знаете ли вы, сколько лошадиных сил вам нужно?
Если вы заменяете скважинный насос, а ваши потребности в воде не изменились, выберите насос с такой же мощностью и напряжением. Вам может понадобиться больше лошадиных сил, если вы добавили члена семьи или крупную бытовую технику после установки вашего текущего насоса. Для более крупных насосов также могут потребоваться резервуары под давлением большего размера, чтобы предотвратить быструю цикличность.
Какой тип скважинного насоса вам нужен ?
Однотрубный струйный насос для неглубокой скважины. Однолинейный струйный насос имеет один водопровод от скважины к насосу и способен втягивать или поднимать воду с максимальной глубины 25 футов ниже уровня струйного насоса. сам. Эти насосы будут генерировать только около 50 фунтов на квадратный дюйм в зависимости от того, насколько низок уровень воды в данный момент.
Двухтрубный глубинный струйный насос: Двухлинейный струйный насос имеет две линии подачи воды от скважины к насосу и способен всасывать или поднимать воду с максимальной глубины от 25 до 110 футов ниже уровня струйного насоса. при заборе воды из колодца, он также отправляет или возвращает часть воды обратно в колодец и вниз к «струе», расположенной в глубине колодца, где вода совершает разворот «U» и «струя ” помогает поднять воду с большей глубины, чем способен однолинейный струйный насос.
Погружной скважинный насос: Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не всасывает ее на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ BERKELEY
Трансформируемые струйные насосы Berkeley серии FL/FLJ предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждый насос монтируется на основании с самовсасывающей конструкцией. Модели FLJ включают комплект эжектора. читать дальше….
СТРУЙНЫЕ НАСОСЫ BERKELEY СЕРИИ FL/FJ
Насосы Berkeley серии PL представляют собой трансформируемые струйные насосы, предназначенные для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Долговечность и коррозионная стойкость присущи каждому насосу серии PL благодаря прочной, коррозионностойкой (но при этом легкой) конструкции насоса из термопластика, армированного стекловолокном.Подробнее….
СТРУЙНЫЕ НАСОСЫ BERKELEY СЕРИИ PL.0003
Насосы серии Berkeley HL Projet представляют собой трансформируемые струйные насосы, предназначенные для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Насосы HL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. подробнее….
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ BERKELEY PROJET СЕРИИ HL
Насосы Berkeley серии SL Projet представляют собой трансформируемые струйные насосы, предназначенные для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Насосы SL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. читать дальше….
Berkeley Projet SL/SJ серии кабриолет серии
Беркли неглубокие скважины. коттеджи. Насосы FH обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и производительностью более 20 галлонов в минуту. подробнее….
BERKELEY СЕРИЯ FH СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН
Мелкоструйные насосы Berkeley серии FN предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Насосы FN обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и являются самовсасывающими после заполнения заливной камеры водой. подробнее….
СТРУЙНЫЕ НАСОСЫ BERKELEY СЕРИИ FN
Насосы Berkeley LT2 предназначены для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждый насос серии LT2 имеет многоступенчатую горизонтальную конфигурацию. Насосы LT2 также имеют встроенный регулятор, упрощающий заливку и повышающий производительность. читать дальше….
СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН СЕРИИ BERKELEY LT2
Насосы Berkeley LT2 предназначены для использования в системах водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждый насос серии LT2 имеет многоступенчатую горизонтальную конфигурацию. Насосы LT2 также имеют встроенный регулятор, упрощающий заливку и повышающий производительность. подробнее. …
BERKELEY СЕРИЯ PN МЕЛКИЕ СТРУЙНЫЕ НАСОСЫ
Мелкоструйные струйные насосы Berkeley серии HN предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждая модель HN обеспечивает отличные характеристики при хорошем давлении для скважин глубиной до 25 футов. Самовсасывание после заполнения заливочной камеры водой. читать дальше….
МЕЛКИЕ СТРУЙНЫЕ НАСОСЫ BERKELEY PROJET СЕРИИ HN
Мелкоструйные струйные насосы Berkeley Projet серии SN предназначены для систем водоснабжения и дождевания в домах, на фермах и в коттеджах. Каждая модель SN обеспечивает отличные характеристики при хорошем давлении для скважин глубиной до 25 футов. Самовсасывание после заполнения заливочной камеры водой. подробнее….
BERKELEY PROJET SN СЕРИЯ СТРУЙНЫХ НАСОСОВ ДЛЯ МЕЛКИХ СКВАЖИН
Струйные насосы для неглубоких скважин Berkeley серии SJH созданы для систем водоснабжения и орошения в домах, на фермах и в коттеджах. Корпус каждого насоса изготовлен из нержавеющей стали, что обеспечивает максимальную устойчивость к коррозии. Насосы серии SJH обеспечивают превосходную производительность при хорошем давлении для скважин глубиной до 25 футов.Подробнее….
Berkeley SJH Series Series Mallow Well Jet насосы
Berkeley Jet Puck Packages 9000
9000 2
9003
9000 2 9003
9003
9000. дождевание и повышение давления в домах, на фермах и дачах. Комплекты систем водоснабжения PRO-Source представляют собой удобные и экономичные комплекты насосов и резервуаров для профессиональных подрядчиков. подробнее….
СЕРИЯ BERKELEY PRO-SOURCE КОМПЛЕКТЫ ДЛЯ ГЛУБОКИХ СТРУЙНЫХ СКВАЖИН
Насосные установки Berkeley для струйных насосов для неглубоких скважин предназначены для использования в системах водоснабжения, орошения и повышения давления в домах, на фермах и в коттеджах. Комплекты систем водоснабжения PRO-Source представляют собой удобные и экономичные комплекты насосов и резервуаров для профессиональных подрядчиков. подробнее….
СЕРИЯ BERKELEY PRO-SOURCE НАСТРОЙКИ ДЛЯ МЕЛКИХ СКВАЖИН
BERKELEY JET PUMP VERTICAL DEEP WELL
Серия Berkeley MS представляет собой устанавливаемые на основании вертикальные многоступенчатые струйные насосы для глубоких скважин, предназначенные для использования в системах водоснабжения, дождевальных и дождевальных установках. коттеджи. Вертикальные струйные насосы серии MS с прочным корпусом из литого чугуна являются отраслевым стандартом глубинных струйных насосов для установки над скважиной с болтовым креплением.Подробнее….
ВЕРТИКАЛЬНЫЕ СКВАЖИННЫЕ НАСОСЫ СЕРИИ MS
Berkeley Well Pump & Motor , MOLERELEY
9000. . несколько применений для перекачки воды в жилых домах и на фермах. Каждый насос и двигатель JP состоит из коррозионностойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. читать дальше….
СКВАЖИННЫЙ НАСОС СЕРИИ JP И МОТОР BERKELEY
Скважинные насосы Berkeley серии JP Trimline с двигателями предназначены для перекачки воды в жилых, промышленных, коммерческих, многоквартирных домах и на фермах. Каждый насос и двигатель JP Trimline состоит из коррозионно-стойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. подробнее….
BERKELEY JP TRIMLINE СЕРИЯ СКВАЖИННЫЙ НАСОС И МОТОР
Насосы Berkeley серии MS Plus из нержавеющей стали спроектированы с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде в жилых, промышленных, коммерческих, многоквартирных и сельскохозяйственных условиях. В серии MS Plus насос MS сочетается с усовершенствованным двигателем серии PENTEK XE. подробнее….
СКВАЖИННЫЙ НАСОС И МОТОР СЕРИИ BERKELEY MS PLUS
Скважинные насосы Berkeley серии MS с двигателями предназначены для перекачки воды в жилых, промышленных, коммерческих, многоквартирных домах и на фермах. Каждый насос MS изготовлен из нержавеющей стали MGS, спроектирован с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. читать дальше….
СКВАЖИННЫЙ НАСОС И МОТОР BERKELEY СЕРИИ MS
Скважинные насосы Berkeley серии MS Trimline предназначены для использования в жилых, промышленных, коммерческих, многоквартирных и сельскохозяйственных системах перекачки воды. Насосы серий Trimline 5 и 7 GPM имеют максимальный внешний диаметр 3-3/4″. подробнее….
BERKELEY MS TRIMLINE НАСОС И ДВИГАТЕЛЬ
0028
Композитные насадки Berkeley для скважинных насосов серии J представляют собой запасные насадки для насосов, предназначенные для использования с существующим двигателем. Насосы серии J часто используются в системах водоснабжения жилых, коммерческих, многоквартирных домов и ферм. Эти точно спроектированные и устойчивые к коррозии насосы доступны в конфигурациях 10, 15, 20 и 30 галлонов в минуту. подробнее….
BERKELEY J SERIES J колодезный насос
Насадки для скважинных насосов Berkeley серии MGS представляют собой сменные насадки для насосов, предназначенные для использования с существующим двигателем. Насосы серии MGS часто используются в системах водоснабжения жилых, коммерческих, многоквартирных домов и ферм. Точно спроектированные и устойчивые к коррозии, эти насосы доступны в конфигурациях 10, 15, 20, 30 и 50 галлонов в минуту. читать далее….
НАСОС ДЛЯ СКВАЖИНЫ СЕРИИ BERKELEY MGS
Наконечник для скважинного насоса Berkeley для горнодобывающей промышленности представляет собой сменную часть насоса, предназначенную для использования с существующим двигателем при добыче растворением, добыче метана из угольных пластов и добыче урана. читать дальше….
НАСОС ДЛЯ СКВАЖИНЫ BERKELEY MINING DEEPSET SERIES
Насосы Berkeley серии 10T хорошо зарекомендовали себя в широком спектре коммунальных и сельскохозяйственных работ. Эти насосы оснащены чашами с эпоксидным покрытием, бронзовыми рабочими колесами и подшипниками, что обеспечивает КПД более 80%. подробнее….
BERKELEY SERIES 10T НАСОС ДЛЯ СКВАЖИНЫ
BПогружные насосы Berkeley серии 6TS созданы для систем водоснабжения в муниципальных, многоквартирных домах, коммерческих объектах, фонтанах, ирригационных системах, шахтном осушении и в сельском хозяйстве. . читать дальше….
СЕРИЯ BERKELEY 6TS
Серия Berkeley 70 GPM представляет собой замену конца жидкостного насоса для использования на существующем двигателе. Общие области применения включают системы водоснабжения для жилых, промышленных, коммерческих, многоквартирных домов и ферм. Точно спроектированные, качественно изготовленные и прочные погружные насосы серии 70 GPM могут использоваться в скважинах диаметром 4 дюйма и более. подробнее….
BERKELEY 70 GPM SERIES
GOULDS CONVERTIBLE JET PUMPS
The Goulds HSJ Convertible Multi-Stage Jet Pump series is designed to deliver high capacities at более высокое давление в неглубоких или глубоких скважинах (с соответствующими фитингами Goulds) в домах, на фермах, в коттеджах и в различных системах повышения давления. Трансформируемые многоступенчатые насосы HSJ просты в обслуживании, так как их можно разобрать, открутив четыре болта подробнее….
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ GOULDS СЕРИИ HSJ
Конвертируемые струйные насосы Goulds серии J+ могут использоваться как для неглубоких, так и для глубоких скважин (с соответствующими фитингами Goulds) в домах, на фермах, в коттеджах и в различных системах повышения давления. Для новых применений в глубоких скважинах требуется отдельный комплект струйной сборки (двухтрубный или с пакером) подробнее….
КОНВЕРТИРУЕМЫЕ СТРУЙНЫЕ НАСОСЫ GOULDS СЕРИИ J+
Конвертируемые струйные насосы серии Goulds JRD могут использоваться как для неглубоких скважин (с адаптером) или в глубоких колодцах (с соответствующими фитингами Goulds) в домах, на фермах, в коттеджах и в различных системах повышения давления. Для новых применений в глубоких скважинах требуется отдельный комплект струйной сборки (двухтрубный или пакерный) подробнее. …
GOULDS JRD SERIES CONVERTIBLE JET PUMPS
GOULDS DEEP WELL JET PUMPS
Вертикальные глубинные струйные насосы Goulds серии SJ предназначены для обеспечения более высокой производительности при более глубоких установках в домах, на фермах, в коттеджах и в различных системах повышения давления читать далее….
ВЕРТИКАЛЬНЫЕ СТРУЙНЫЕ НАСОСЫ СЕРИИ GOULDS SJ
Вертикальные глубинные струйные насосы Goulds серии VJ предназначены для подачи воды с большой производительностью в дома, фермы, коттеджи и различные системы повышения давления. Глубоководные насосы Goulds VJ легко обслуживаются: каждый насос можно разобрать, отвернув четыре болта и не нарушая трубопровода читать далее. …
ВЕРТИКАЛЬНЫЕ СТРУЙНЫЕ НАСОСЫ СЕРИИ GOULDS VJ
GOULDS SHALLOW WELL JET PUMPS
The Goulds BF03S Shallow Well Jet Насос специально разработан для перекачки воды в небольших домах, кемпингах и мобильных домах. Этот компактный безбаковый насос может быть легко установлен в различных помещениях и имеет саморегулирующуюся производительность, которая автоматически подстраивается под потребность в воде. подробнее….
СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН СЕРИИ GOULDS BF03S
Насосы серии Goulds JRS для неглубоких скважин предназначены для использования в домах, коттеджах и для общих установок повышения давления. Каждый насос JRS имеет встроенный струйный насос для неглубокой скважины, встроенный в корпус, что устраняет необходимость в отдельном переходнике для неглубокой скважины. подробнее….
СТРУЙНЫЕ НАСОСЫ ДЛЯ МЕЛКИХ СКВАЖИН СЕРИИ GOULDS JRS
Серия насосов для неглубоких скважин Goulds JS+ это предложение для использования в домах, коттеджах и для общего применения бустерных услуг. Каждый насос JS+ имеет встроенную форсунку для неглубокой скважины, встроенную в корпус, что устраняет необходимость в отдельном адаптере для неглубокой скважины. Блоки здесь включают насос, переходник для мелководной струи (форсунка и трубка Вентури), реле давления с предустановкой AS4 (30-50 фунтов на квадратный дюйм) и двигатель читать далее….
GOULDS JS+ SERIES SHALLOW WELL JET PUMPS
GOULDS JET PUMP TANK PACKAGES
Комплекты струйных насосов и резервуаров Goulds включают в себя струйный насос премиум-класса с баком из глубокотянутой стали для использования в домах, на фермах, в коттеджах и в системах повышения давления подробнее. …
GOULDS JRS/JRD SERIES JET PUMP & TANK PACKAGES
GOULDS WELL PUMPS & MOTORS
Погружной насос Goulds GS предназначен для использования в колодцах с минимальным диаметром 4 дюйма. Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Конструкция этих насосов из нержавеющей стали обеспечивает прочность и коррозионную стойкость. Для удобства монтажа эти насосы оснащены двумя литыми петлями страховочного троса. подробнее….
СКВАЖИННЫЕ НАСОСЫ GOULDS СЕРИИ GS
Особенности погружных скважинных насосов Goulds Серия HS предназначена для использования в водяных скважинах диаметром не менее 4 дюймов. Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Серия HS изготовлена из высококачественных конструкционных материалов, обеспечивающих эффективную работу и долгий срок службы.0027 GOULDS WELL PUMP ENDS
Both 5G and Погружные скважинные насосы Goulds серии 7g питаются для непрерывной работы в пределах мощности двигателя и легко обслуживаются в полевых условиях с помощью обычных инструментов и легкодоступных запасных частей. Ключевой особенностью каждой стороны насоса является зазор между торцами и конструкция с плавающей крыльчаткой, которая обеспечивает превосходную работу с песком и долговечность читать далее. …
GOULDS 5G/7G SERIES WELL PUMP ENDS
GRUNDFOS WELL PUMPS
. Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность читать далее….
GRUNDFOS СЕРИЯ JP СТРУЙНЫЕ НАСОСЫ ДЛЯ ГЛУБИННЫХ СКВАЖИН
Самовсасывающие центробежные струйные насосы Grundfos серии JP предназначены для применения в неглубоких скважинах, глубоких скважинах и трансформируемых неглубоких скважинах. Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность подробнее….
СТРУЙНЫЕ НАСОСЫ GRUNDFOS СЕРИИ JP ДЛЯ МЕЛКИХ СКВАЖИН
Серия погружных скважинных насосов Grundfos SQ с двигателями доступна для скважин с максимальным диаметром 3 дюйма. Эта серия чрезвычайно компактна и идеально подходит для небольших или узких скважин, которые не больше, чем сам насос. SQ предлагает ряд функций защиты двигателя и снижения износа. подробнее….
СКВАЖИННЫЕ НАСОСЫ GRUNDFOS СЕРИИ SQ
Серия погружных скважинных насосов Grundfos 10s-SP с двигателями доступна для максимального диаметра 4 дюйма. колодцы. Эта серия полностью изготовлена из коррозионностойкой нержавеющей стали и идеально подходит для широкого спектра применений. Насосы Grundfos SP представляют собой современную гидравлическую конструкцию подробнее. …
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 10s-SP
Погружные скважинные насосы Grundfos серии 16s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 16s-SP двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 25s-SP
Погружные скважинные насосы Grundfos серии 35s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 35s-SP двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 45s-SP
Погружные скважинные насосы Grundfos серии 5s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 5s-SP
Серия погружных скважинных насосов Grundfos 62s-SP с двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 62s-SP
Погружные скважинные насосы Grundfos серии 77s-SP с двигателями доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
СКВАЖИННЫЕ НАСОСЫ СЕРИИ GRUNDFOS 77s-SP
Серия погружных скважинных насосов Grundfos 7s-SP с двигатели доступны для скважин с максимальным диаметром 4 дюйма. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений.





 Чтобы колеблющаяся струна не звенела об лады, необходимо, чтобы средняя часть грифа была с небольшим прогибом. Этот прогиб должен быть совсем небольшим, едва заметным при просмотре вдоль грифа – этого вполне хватит, чтобы устранить биение струн о ладовые перегородки.
Чтобы колеблющаяся струна не звенела об лады, необходимо, чтобы средняя часть грифа была с небольшим прогибом. Этот прогиб должен быть совсем небольшим, едва заметным при просмотре вдоль грифа – этого вполне хватит, чтобы устранить биение струн о ладовые перегородки.

 В таком случае, анкер гитары настройте еще раз.
В таком случае, анкер гитары настройте еще раз.
 05.2016, Алексей
05.2016, Алексей
 shopify.com/s/files/1/1777/4839/files/scourstop-white-paper.pdf?6554930106637263975″ data-target=»_blank» data-pf-type=»List.Item»> ScourStop® White Paper
shopify.com/s/files/1/1777/4839/files/scourstop-white-paper.pdf?6554930106637263975″ data-target=»_blank» data-pf-type=»List.Item»> ScourStop® White Paper При аренде или покупке электрического отбойного молотка/перфоратора запрашивайте самый большой доступный размер с помощью отвертки SDS MAX. Выключите ротор при забивке якорей.
При аренде или покупке электрического отбойного молотка/перфоратора запрашивайте самый большой доступный размер с помощью отвертки SDS MAX. Выключите ротор при забивке якорей. занимает 2-4 дня.
занимает 2-4 дня.
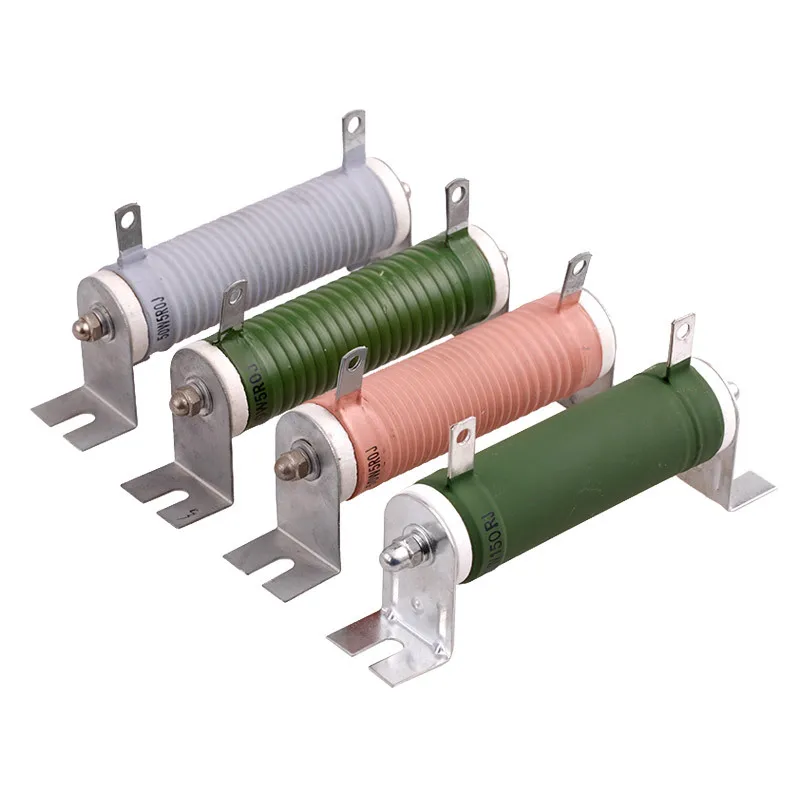
 Особенно широко их применяют в измерительных приборах в качестве доба-вочных сопротивлений и шунтов.
Особенно широко их применяют в измерительных приборах в качестве доба-вочных сопротивлений и шунтов.
 Для этого каркасы пропитывают лаком КО-916, слегка подсушивают, а затем на станках наматывают обмотку и соединяют ее концы с колпачками, а колпачки с выводами пайкой.
Для этого каркасы пропитывают лаком КО-916, слегка подсушивают, а затем на станках наматывают обмотку и соединяют ее концы с колпачками, а колпачки с выводами пайкой.





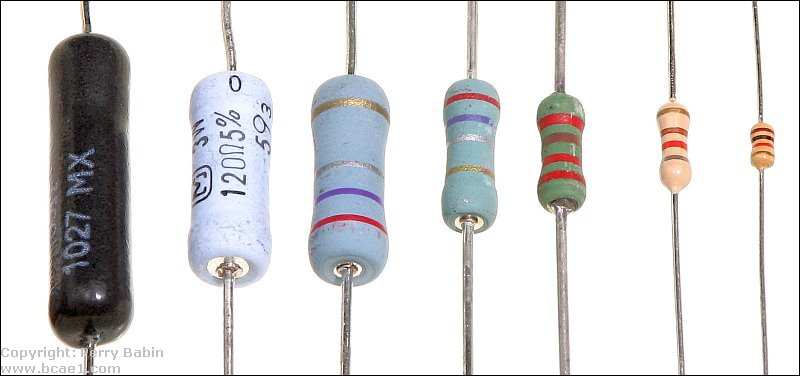
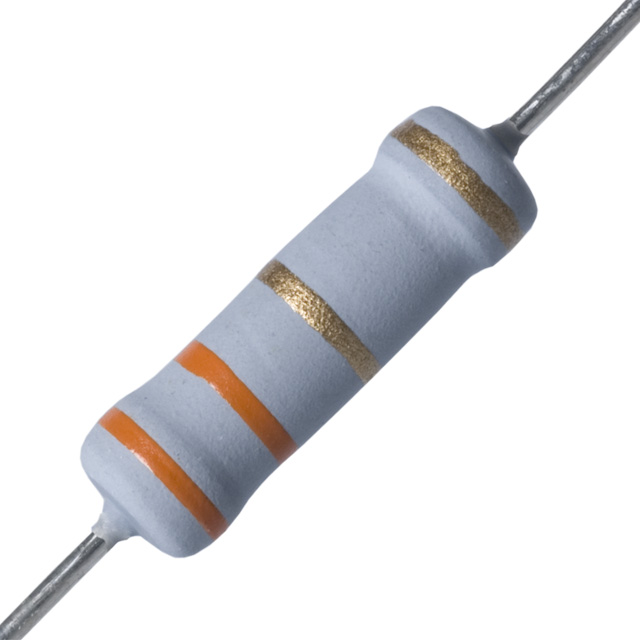 Резистивный элемент покрывается герметизирующим составом и помещается в металлический корпус. К резистивному элементу дополнительно припаивают электрические выводы.
Резистивный элемент покрывается герметизирующим составом и помещается в металлический корпус. К резистивному элементу дополнительно припаивают электрические выводы.
 Резисторы с проволочной обмоткой изготавливаются из проводящего провода. Затем токопроводящий провод наматывается на непроводящий сердечник. Токопроводящая проволока может быть изготовлена из различных сплавов и толщины, чтобы контролировать значение сопротивления. Резисторы с проволочной обмоткой обычно используются в мощных и промышленных приложениях, таких как автоматические выключатели и предохранители.
Резисторы с проволочной обмоткой изготавливаются из проводящего провода. Затем токопроводящий провод наматывается на непроводящий сердечник. Токопроводящая проволока может быть изготовлена из различных сплавов и толщины, чтобы контролировать значение сопротивления. Резисторы с проволочной обмоткой обычно используются в мощных и промышленных приложениях, таких как автоматические выключатели и предохранители. Они обладают всеми электрическими характеристиками более дорогих осевых резисторов с проволочной обмоткой, включая цельносварную конструкцию.… Подробнее
Они обладают всеми электрическими характеристиками более дорогих осевых резисторов с проволочной обмоткой, включая цельносварную конструкцию.… Подробнее Резисторы типа 270 оснащены наконечниками, подходящими для… Подробнее
Резисторы типа 270 оснащены наконечниками, подходящими для… Подробнее Эти цельносварные узлы характеризуются низкотемпературными коэффициентами и сопротивлением… Подробнее
Эти цельносварные узлы характеризуются низкотемпературными коэффициентами и сопротивлением… Подробнее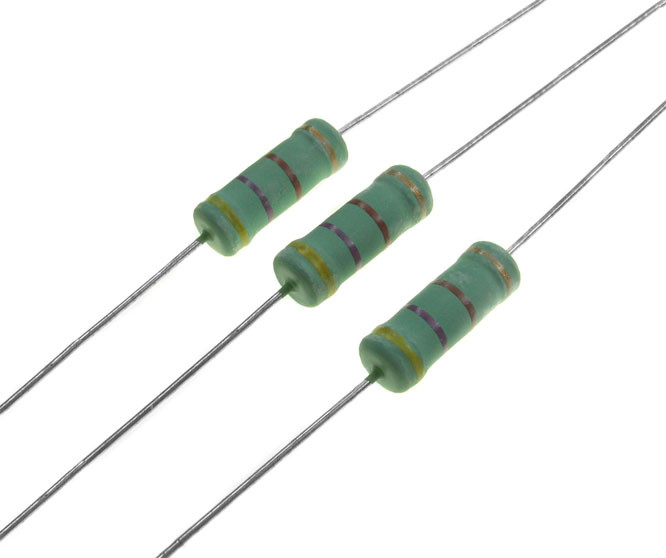 Серия 80 предназначена для применений, требующих высокой точности… Подробнее
Серия 80 предназначена для применений, требующих высокой точности… Подробнее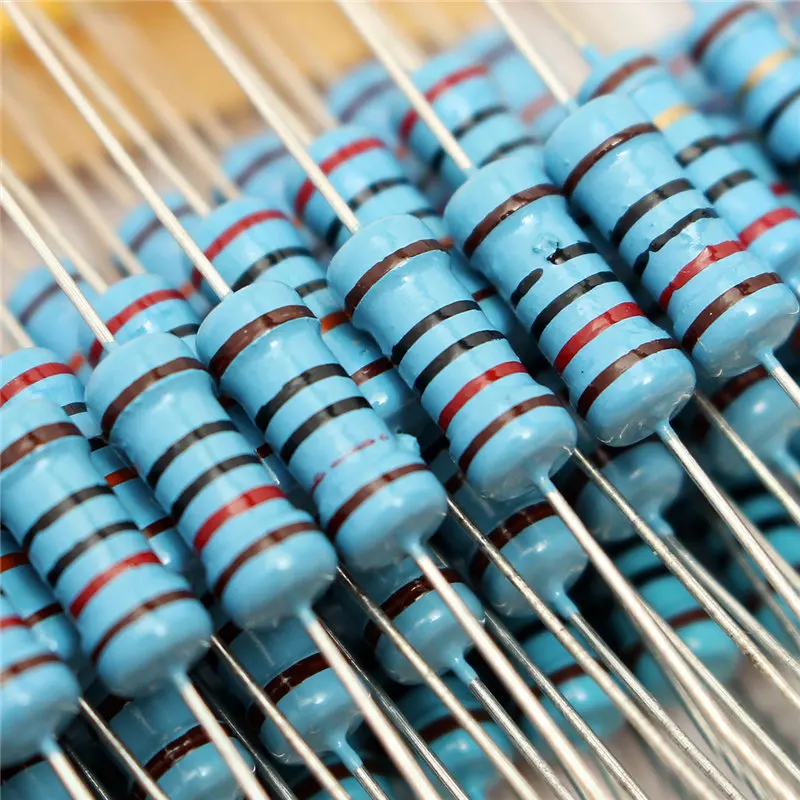
 резистор. Эти резисторы в алюминиевом корпусе подходят для промышленных применений, которые могут включать вибрацию, удары,… Подробнее
резистор. Эти резисторы в алюминиевом корпусе подходят для промышленных применений, которые могут включать вибрацию, удары,… Подробнее В прочной конструкции используется проволочная обмотка… Подробнее
В прочной конструкции используется проволочная обмотка… Подробнее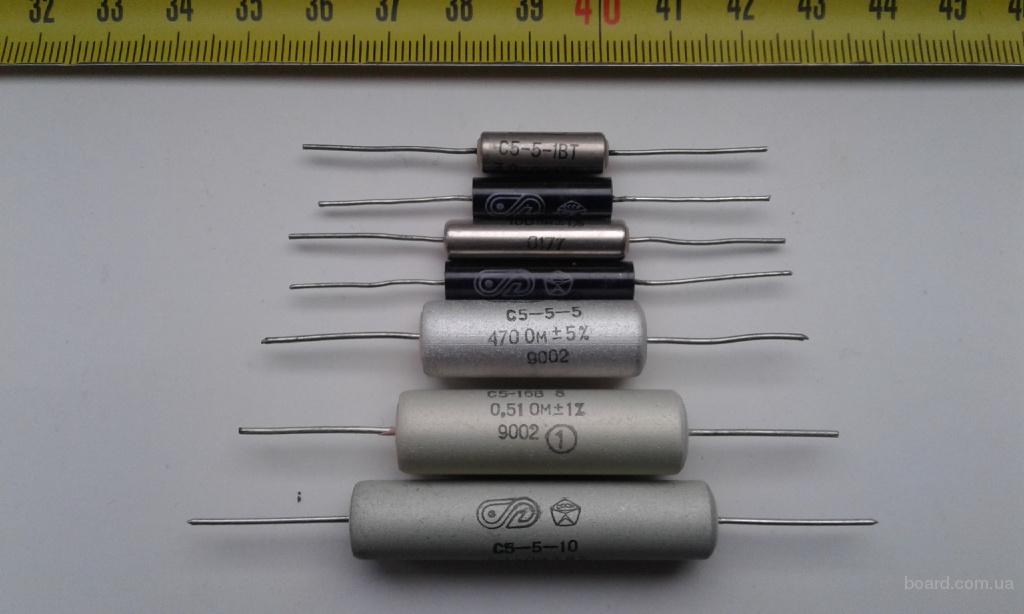 Серия HPW может быть изготовлена с содержанием ниже 0,1% по запросу с температурным коэффициентом, соответствующим 1 ppm. HPW… Подробнее
Серия HPW может быть изготовлена с содержанием ниже 0,1% по запросу с температурным коэффициентом, соответствующим 1 ppm. HPW… Подробнее Радиальная конструкция PC-58 и… Подробнее
Радиальная конструкция PC-58 и… Подробнее Корпус резистора имеет ребра, идентичные радиатору. Эти ребра, как и радиатор, увеличивают… Подробнее
Корпус резистора имеет ребра, идентичные радиатору. Эти ребра, как и радиатор, увеличивают… Подробнее Выберите из пяти… Подробнее
Выберите из пяти… Подробнее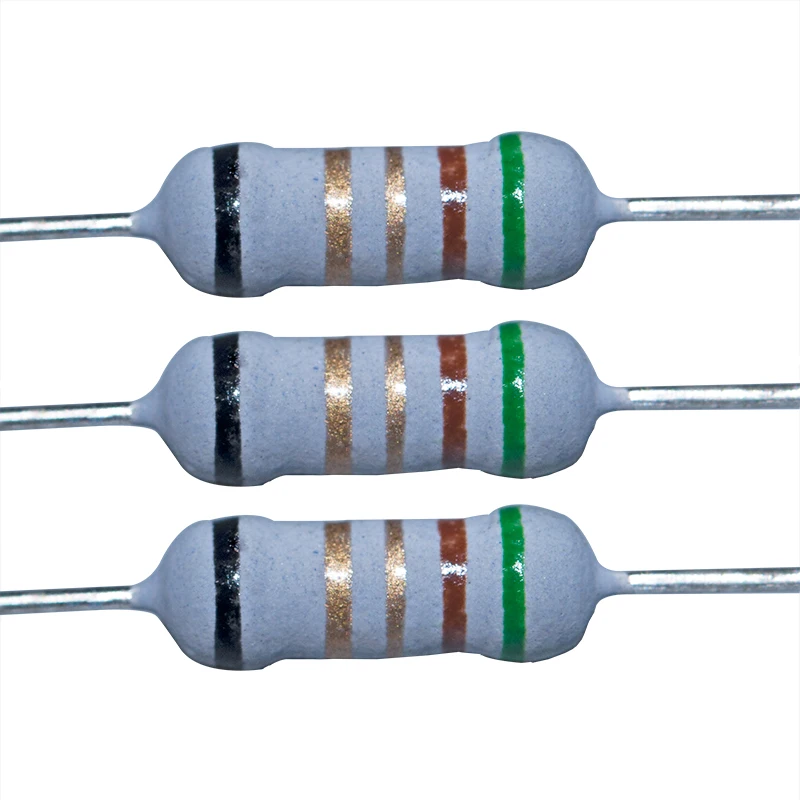 Отфильтруйте, щелкнув и перетащив или щелкнув, удерживая клавишу Ctrl, чтобы выбрать несколько элементов.
Отфильтруйте, щелкнув и перетащив или щелкнув, удерживая клавишу Ctrl, чтобы выбрать несколько элементов. 0520
0520 10
10 7
7 10
10 0517 Wirewound
0517 Wirewound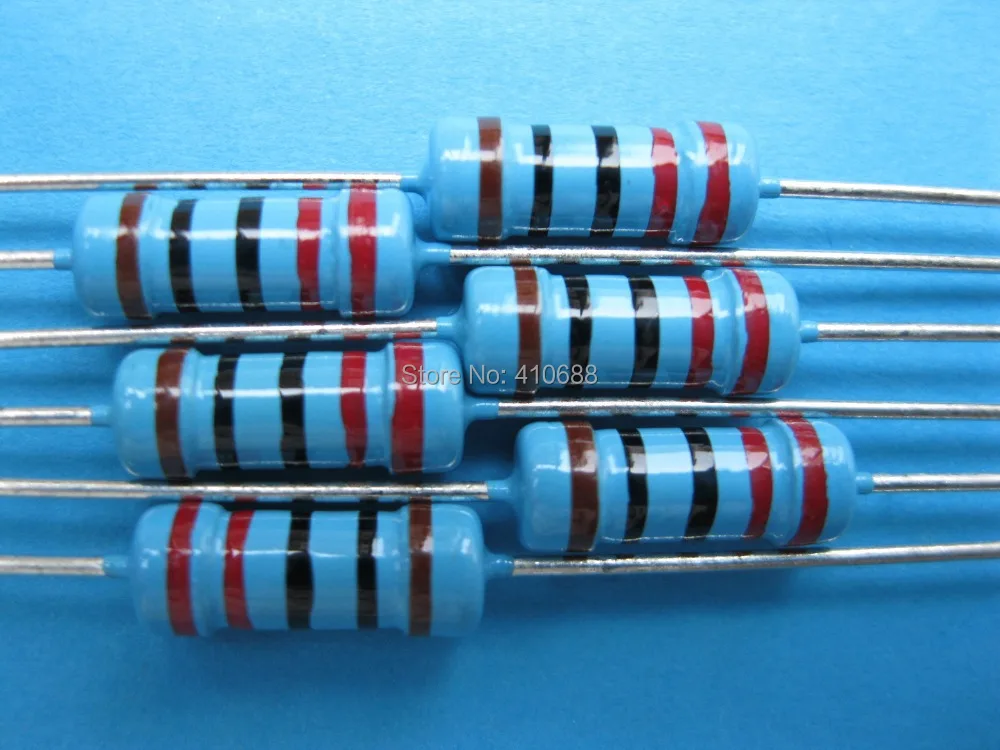 5
5 0522 Enlarge
0522 Enlarge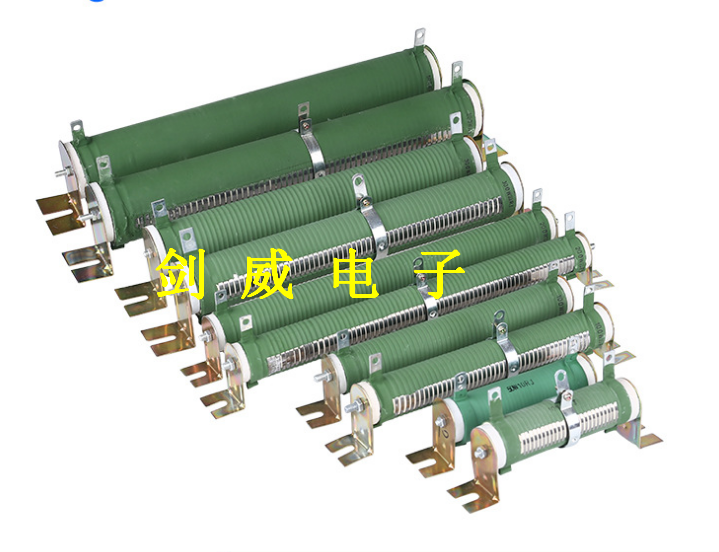 1
1 0520
0520 10
10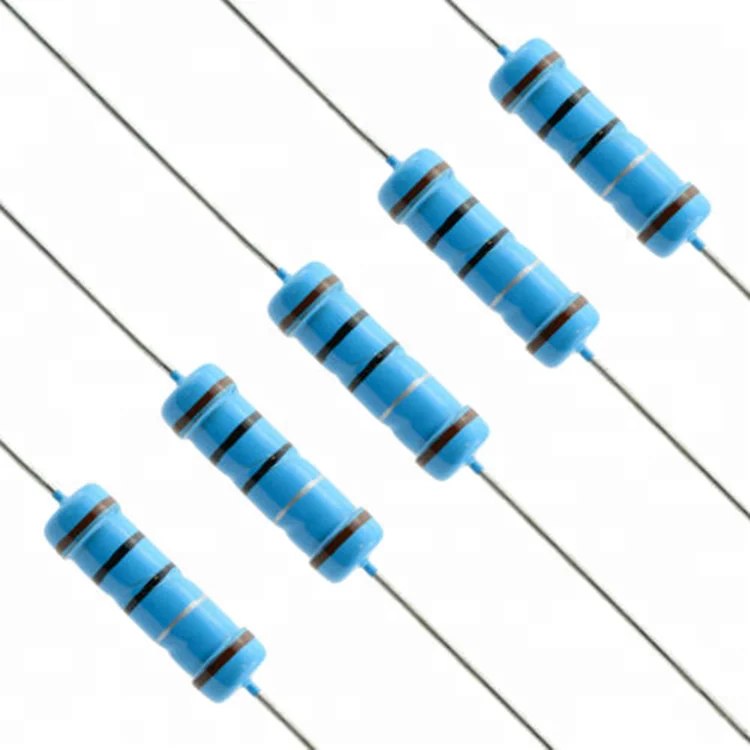 10
10 0520
0520 1
1/13fcf4ed47ef27f.ru.s.siteapi.org/img/359415d77540e50a425ec5b084fd0c1718124661.png) 1
1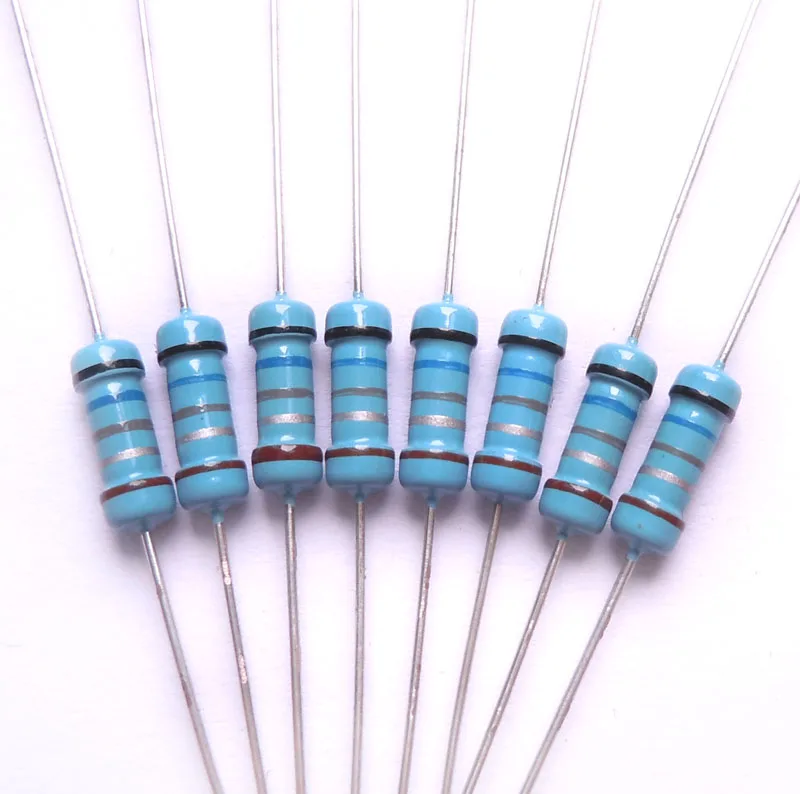 1
1 0520
0520
 13 грн
13 грн 30 грн
30 грн Одесса
Одесса Одесса
Одесса 584″ data-top=»88.064″ data-circle=»23″ data-id=»413523″>
584″ data-top=»88.064″ data-circle=»23″ data-id=»413523″> 74″ data-top=»21.76″ data-circle=»23″ data-id=»419337″>
74″ data-top=»21.76″ data-circle=»23″ data-id=»419337″> 672″ data-top=»43.933″ data-circle=»23″ data-id=»419340″>
672″ data-top=»43.933″ data-circle=»23″ data-id=»419340″> 741″ data-top=»89.694″ data-circle=»23″ data-id=»419396″>
741″ data-top=»89.694″ data-circle=»23″ data-id=»419396″> 694″ data-top=»83.499″ data-circle=»23″ data-id=»419348″>
694″ data-top=»83.499″ data-circle=»23″ data-id=»419348″> 797″ data-top=»39.586″ data-circle=»23″ data-id=»419353″>
797″ data-top=»39.586″ data-circle=»23″ data-id=»419353″> 87″ data-top=»30.781″ data-circle=»23″ data-id=»419359″>
87″ data-top=»30.781″ data-circle=»23″ data-id=»419359″> 909″ data-top=»62.846″ data-circle=»25″ data-id=»419367″>
909″ data-top=»62.846″ data-circle=»25″ data-id=»419367″> Для просмотра информации об интересующей запчасти для DeWALT D26204K TYPE 1 нажмите мышью на нужный номер, выделенный цветом.
Для просмотра информации об интересующей запчасти для DeWALT D26204K TYPE 1 нажмите мышью на нужный номер, выделенный цветом. ..
.. ..
.. ..
.. ..
.. см | БЕ-63
см | БЕ-63

 Эта косилка может питаться от батареи постоянного тока 36 В 25,2 Ач или 36 В 6,3 Ач, что обеспечивает различное время работы. Светодиодный предупреждающий индикатор используется для информирования пользователей о перегрузке по току или температуре для защиты аккумулятора и двигателя. Имеется также переключатель обратного вращения для легкого удаления обрезков травы. Функция тайм-аута на 3 минуты идеально подходит для забывчивых пользователей, чтобы предотвратить ненужное отключение электричества.
Эта косилка может питаться от батареи постоянного тока 36 В 25,2 Ач или 36 В 6,3 Ач, что обеспечивает различное время работы. Светодиодный предупреждающий индикатор используется для информирования пользователей о перегрузке по току или температуре для защиты аккумулятора и двигателя. Имеется также переключатель обратного вращения для легкого удаления обрезков травы. Функция тайм-аута на 3 минуты идеально подходит для забывчивых пользователей, чтобы предотвратить ненужное отключение электричества.


 Образуется слой оксидов, который предохраняет инструмент от коррозии. Снимать чернение шлифовальными кругами «для красоты» нельзя. Блестеть должен только рабочий край лезвия после заточки.
Образуется слой оксидов, который предохраняет инструмент от коррозии. Снимать чернение шлифовальными кругами «для красоты» нельзя. Блестеть должен только рабочий край лезвия после заточки. Угол, заданный при заточке на производстве, не нарушают.
Угол, заданный при заточке на производстве, не нарушают. К универсальным относятся:
К универсальным относятся:
 Однако по крутящему моменту это самый слабый вариант рукоятки. Ладони не за что надёжно зацепиться. Да и проскальзывания более чем вероятны.
Однако по крутящему моменту это самый слабый вариант рукоятки. Ладони не за что надёжно зацепиться. Да и проскальзывания более чем вероятны. В качестве основы и тех, и других используются ударопрочные сорта пластика.
В качестве основы и тех, и других используются ударопрочные сорта пластика. При схожем коэффициенте трения они лучше амортизируют ударные вибрации, чем обычная резина. А значит с ними рука будет меньше уставать.
При схожем коэффициенте трения они лучше амортизируют ударные вибрации, чем обычная резина. А значит с ними рука будет меньше уставать.




 Именно сталь марки D2 отодвигает это условие на второй план, так как она при длительном воздействии воды поддается коррозии, пусть и не активно.
Именно сталь марки D2 отодвигает это условие на второй план, так как она при длительном воздействии воды поддается коррозии, пусть и не активно. 4d
4d Конечно, забивать шурупы с помощью системы “отвёртка — молоток” не стоит, но вот плотнее загнать наконечник во внутренний профиль заржавевшего винта — то что нужно.
Конечно, забивать шурупы с помощью системы “отвёртка — молоток” не стоит, но вот плотнее загнать наконечник во внутренний профиль заржавевшего винта — то что нужно. Этот вид сплава также называют «пружинной сталью» или «инструментальной сталью». При работе с этими сталями, чем выше содержание углерода и выше легирование, тем более чувствительна сталь к работе в правильном температурном диапазоне. Некоторые из этих сплавов могут быть твердыми до красного цвета (температурный диапазон, в котором сталь плохо поддается обработке) или коротким до красного цвета (диапазон температур, при котором сталь склонна к растрескиванию или крошению), как правило, эти проблемы чаще встречаются в высоколегированных сталях. Простые высокоуглеродистые стали менее склонны к этим проблемам, но в них образуется крупный размер зерна при перегреве или выдержке при высокой температуре. Большой размер зерна ослабляет сталь и снижает режущую способность готового ножа или топора.
Этот вид сплава также называют «пружинной сталью» или «инструментальной сталью». При работе с этими сталями, чем выше содержание углерода и выше легирование, тем более чувствительна сталь к работе в правильном температурном диапазоне. Некоторые из этих сплавов могут быть твердыми до красного цвета (температурный диапазон, в котором сталь плохо поддается обработке) или коротким до красного цвета (диапазон температур, при котором сталь склонна к растрескиванию или крошению), как правило, эти проблемы чаще встречаются в высоколегированных сталях. Простые высокоуглеродистые стали менее склонны к этим проблемам, но в них образуется крупный размер зерна при перегреве или выдержке при высокой температуре. Большой размер зерна ослабляет сталь и снижает режущую способность готового ножа или топора. С любым из этих сплавов нужно сделать несколько вещей. Во-первых, не замачивайте сталь в горне, во-вторых, не нагревайте сталь до более высокой температуры, чем это необходимо для ее обработки, и, в-третьих, по мере приближения к готовой форме работайте при все более низкой температуре. Наконец, нормализуйте сталь перед чистовой обработкой ножа или топора (шлифовка и т. д.), чтобы нормализовать нагрев стали до критической температуры, эту температуру можно найти с помощью магнита, чтобы найти точку отверждения (точка, при которой нагретая сталь становится немагнитной) критическая температура составляет несколько сотен град. Выше точки Кюри. Нагрейте до критического состояния и дайте остыть в неподвижном воздухе примерно до 400 градусов по Фаренгейту, сделайте это три раза (или циклов), это уменьшит размер зерна, разрушит любые карбиды, которые могли образоваться, и смягчит сталь, облегчив шлифовку/шлифовку.
С любым из этих сплавов нужно сделать несколько вещей. Во-первых, не замачивайте сталь в горне, во-вторых, не нагревайте сталь до более высокой температуры, чем это необходимо для ее обработки, и, в-третьих, по мере приближения к готовой форме работайте при все более низкой температуре. Наконец, нормализуйте сталь перед чистовой обработкой ножа или топора (шлифовка и т. д.), чтобы нормализовать нагрев стали до критической температуры, эту температуру можно найти с помощью магнита, чтобы найти точку отверждения (точка, при которой нагретая сталь становится немагнитной) критическая температура составляет несколько сотен град. Выше точки Кюри. Нагрейте до критического состояния и дайте остыть в неподвижном воздухе примерно до 400 градусов по Фаренгейту, сделайте это три раза (или циклов), это уменьшит размер зерна, разрушит любые карбиды, которые могли образоваться, и смягчит сталь, облегчив шлифовку/шлифовку. Первая — числовая система (SAE, AISI), в этой системе есть 4 или 5 цифр, которые определяют сплав, первые две определяют содержание сплава, а последние две или три — содержание углерода, они называются баллами, 100 баллов равен 1 весовому проценту углерода, поэтому сталь 1050 будет простой углеродистой сталью (10 = простая углеродистая сталь) с содержанием углерода 0,50%. Минимальное содержание углерода для изготовления хорошего ножа составляет около 40 единиц (0,40%), а максимальное — около 1%.
Первая — числовая система (SAE, AISI), в этой системе есть 4 или 5 цифр, которые определяют сплав, первые две определяют содержание сплава, а последние две или три — содержание углерода, они называются баллами, 100 баллов равен 1 весовому проценту углерода, поэтому сталь 1050 будет простой углеродистой сталью (10 = простая углеродистая сталь) с содержанием углерода 0,50%. Минимальное содержание углерода для изготовления хорошего ножа составляет около 40 единиц (0,40%), а максимальное — около 1%. У него есть преимущества: он полностью сделан из закаленного материала, поэтому весь топор можно подвергать термообработке (а не только край), что может быть преимуществом для некоторых тонких легких боевых топоров. Это также устраняет риски, связанные с некачественным сварным швом, поскольку в этом методе нет сварных швов.
У него есть преимущества: он полностью сделан из закаленного материала, поэтому весь топор можно подвергать термообработке (а не только край), что может быть преимуществом для некоторых тонких легких боевых топоров. Это также устраняет риски, связанные с некачественным сварным швом, поскольку в этом методе нет сварных швов. Вынимайте пунш и время от времени охлаждайте его, а также между нагреваниями. Переверните деталь и проденьте пуансон через другую половину паза. Удалите перфорированную заглушку из паза.
Вынимайте пунш и время от времени охлаждайте его, а также между нагреваниями. Переверните деталь и проденьте пуансон через другую половину паза. Удалите перфорированную заглушку из паза. Вставьте оправку и убедитесь, что край и корпус топора находятся на одной линии с ушком/рукоятью. Если нет, исправьте это сейчас. Выковать скос кромки или уменьшить толщину кромки до 1/16” — 1/8”
Вставьте оправку и убедитесь, что край и корпус топора находятся на одной линии с ушком/рукоятью. Если нет, исправьте это сейчас. Выковать скос кромки или уменьшить толщину кромки до 1/16” — 1/8” После того, как профиль установлен, вы можете сделать столько, сколько хотите, с корпусом и ушком топора. Единственная другая область или лезвие, которое необходимо отшлифовать, — это скосы кромок. Эта область должна быть отшлифована и отполирована, толщина на краю может варьироваться в зависимости от предполагаемого использования топора. Тяжелый рабочий топор перед заточкой может иметь толщину 1/8 дюйма. Более легкий боевой топор может иметь толщину лезвия до заточки всего 1/16 дюйма. Остальную часть топора можно оставить кованой или отшлифовать и отполировать.
После того, как профиль установлен, вы можете сделать столько, сколько хотите, с корпусом и ушком топора. Единственная другая область или лезвие, которое необходимо отшлифовать, — это скосы кромок. Эта область должна быть отшлифована и отполирована, толщина на краю может варьироваться в зависимости от предполагаемого использования топора. Тяжелый рабочий топор перед заточкой может иметь толщину 1/8 дюйма. Более легкий боевой топор может иметь толщину лезвия до заточки всего 1/16 дюйма. Остальную часть топора можно оставить кованой или отшлифовать и отполировать. , другая сторона будет слишком тонкой, чтобы ее можно было сформировать из-за обработки наковальней. Потяните материал вниз с помощью гвоздя, а затем отрегулируйте форму с помощью рога.
, другая сторона будет слишком тонкой, чтобы ее можно было сформировать из-за обработки наковальней. Потяните материал вниз с помощью гвоздя, а затем отрегулируйте форму с помощью рога. Это также позволяет кузнецу находить решения проблем, возникающих время от времени при работе с новой сталью. Сталь определяется как сплав железа с углеродом. Все современные стали имеют другие сплавы, кроме углерода, но все стали должны содержать углерод, чтобы быть сталью.
Это также позволяет кузнецу находить решения проблем, возникающих время от времени при работе с новой сталью. Сталь определяется как сплав железа с углеродом. Все современные стали имеют другие сплавы, кроме углерода, но все стали должны содержать углерод, чтобы быть сталью. д.).
д.). Мартенсит образуется, когда аустенит «замораживается» при закалке и имеет тетрагональную структуру с центрированием.
Мартенсит образуется, когда аустенит «замораживается» при закалке и имеет тетрагональную структуру с центрированием. Продолжительность времени между нагревом и охлаждением определяется сплавом (скоростью закалки). Эту скорость можно найти на диаграмме TTT (преобразование время-температура). При отображении на графике ТТТ кривая закалки будет выглядеть как нос. Пока сталь охлаждается ниже кончика носа в течение допустимого времени, она затвердевает. На диаграмме ТТТ также показаны точные верхняя и нижняя точки превращения, а также точки аустенизации и точка Кюри (точка, при которой сталь становится немагнитной). После закалки сталь будет в основном мартенситной с остаточными карбидами, а в случае высоколегированных сталей часто также присутствует некоторое количество остаточного аустенита. После закалки сталь находится в сильно напряженном состоянии. Он очень твердый, но и очень хрупкий. За счет отпуска (нагрев от 250 до 1100 °F) большая часть напряжения снимается, часть остаточного аустенита превращается в мартенсит, а общая твердость снижается. С уменьшением твердости уменьшается хрупкость и повышается вязкость.
Продолжительность времени между нагревом и охлаждением определяется сплавом (скоростью закалки). Эту скорость можно найти на диаграмме TTT (преобразование время-температура). При отображении на графике ТТТ кривая закалки будет выглядеть как нос. Пока сталь охлаждается ниже кончика носа в течение допустимого времени, она затвердевает. На диаграмме ТТТ также показаны точные верхняя и нижняя точки превращения, а также точки аустенизации и точка Кюри (точка, при которой сталь становится немагнитной). После закалки сталь будет в основном мартенситной с остаточными карбидами, а в случае высоколегированных сталей часто также присутствует некоторое количество остаточного аустенита. После закалки сталь находится в сильно напряженном состоянии. Он очень твердый, но и очень хрупкий. За счет отпуска (нагрев от 250 до 1100 °F) большая часть напряжения снимается, часть остаточного аустенита превращается в мартенсит, а общая твердость снижается. С уменьшением твердости уменьшается хрупкость и повышается вязкость. Второй цикл отпускает как исходный, так и вновь образованный мартенсит и превращает оставшийся аустенит в мартенсит. Если цикл отпуска повторяется 3 раза 90% или более остаточного аустенита будет преобразовано в мартенсит отпуска. Для обычной стали лезвия в этом нет особой необходимости, так как низколегированные стали практически не имеют остаточного аустенита после закалки. Для лезвий из высоколегированных сталей это может стоить дополнительных усилий, а в некоторых случаях даже необходимо.
Второй цикл отпускает как исходный, так и вновь образованный мартенсит и превращает оставшийся аустенит в мартенсит. Если цикл отпуска повторяется 3 раза 90% или более остаточного аустенита будет преобразовано в мартенсит отпуска. Для обычной стали лезвия в этом нет особой необходимости, так как низколегированные стали практически не имеют остаточного аустенита после закалки. Для лезвий из высоколегированных сталей это может стоить дополнительных усилий, а в некоторых случаях даже необходимо. Эвтектоидная точка (примерно 0,75% углерода по весу) в стали — это точка, при которой количество присутствующего углерода «насыщает» низкотемпературный материал, но еще недостаточно для образования «свободных» карбидов. В незакаленных сталях весь материал должен быть перлитом, представляющим собой смесь феррита (чистого железа) и цементита (карбида железа). Ниже эвтектоидной точки материал будет смесью феррита и перлита, а выше эвтектоидной точки материал будет смесью перлита и свободных карбидов.
Эвтектоидная точка (примерно 0,75% углерода по весу) в стали — это точка, при которой количество присутствующего углерода «насыщает» низкотемпературный материал, но еще недостаточно для образования «свободных» карбидов. В незакаленных сталях весь материал должен быть перлитом, представляющим собой смесь феррита (чистого железа) и цементита (карбида железа). Ниже эвтектоидной точки материал будет смесью феррита и перлита, а выше эвтектоидной точки материал будет смесью перлита и свободных карбидов. Это лучшие стали для начинающих оружейников из-за их прощающей природы и относительно высокой производительности.
Это лучшие стали для начинающих оружейников из-за их прощающей природы и относительно высокой производительности. Шаги: первая нормализация, вторая закалка, третья закалка.
Шаги: первая нормализация, вторая закалка, третья закалка. Нагрейте лезвие до этой точки и закалите лезвие в масле, закалите лезвие лезвием вниз или острием вперед в масле, не наклоняйте лезвие при входе в закалку, иначе лезвие деформируется. Для большинства сталей подходит растительное или арахисовое масло, которое не токсично, также можно использовать моторное масло (свежее не используется) и трансмиссионную жидкость. Для более равномерной закалки и при работе с быстротвердеющими сталями следует использовать промышленную закалку, такую как Паркс-50 . Охладите лезвие, пока весь цвет не исчезнет с лезвия, затем дайте остыть до комнатной температуры. Проверьте край с помощью напильника, чтобы убедиться, что лезвие закалено, если напильник «скатывается», приступайте к закалке. Если напильник «кусает», лезвие не затвердело, снова нагрейте его до чуть более высокой температуры и повторно закалите, а затем проверьте еще раз. Если лезвие все еще не затвердевает, возможно, кромка обезуглерожена, слегка отшлифуйте лезвие и еще раз проверьте, не затвердело ли оно, возможно, в используемой стали недостаточно углерода для закалки.
Нагрейте лезвие до этой точки и закалите лезвие в масле, закалите лезвие лезвием вниз или острием вперед в масле, не наклоняйте лезвие при входе в закалку, иначе лезвие деформируется. Для большинства сталей подходит растительное или арахисовое масло, которое не токсично, также можно использовать моторное масло (свежее не используется) и трансмиссионную жидкость. Для более равномерной закалки и при работе с быстротвердеющими сталями следует использовать промышленную закалку, такую как Паркс-50 . Охладите лезвие, пока весь цвет не исчезнет с лезвия, затем дайте остыть до комнатной температуры. Проверьте край с помощью напильника, чтобы убедиться, что лезвие закалено, если напильник «скатывается», приступайте к закалке. Если напильник «кусает», лезвие не затвердело, снова нагрейте его до чуть более высокой температуры и повторно закалите, а затем проверьте еще раз. Если лезвие все еще не затвердевает, возможно, кромка обезуглерожена, слегка отшлифуйте лезвие и еще раз проверьте, не затвердело ли оно, возможно, в используемой стали недостаточно углерода для закалки.
 с помощью шлифовальной машины, чтобы установить вторичный скос. Как только это будет сделано, кромку можно повторно заточить или дополнительно обработать камнями.
с помощью шлифовальной машины, чтобы установить вторичный скос. Как только это будет сделано, кромку можно повторно заточить или дополнительно обработать камнями. для повторной заточки ручными камнями.
для повторной заточки ручными камнями. В отличие от ножей, топоры должны иметь угол заточки в пределах 25-30 градусов. Этот более толстый угол кромки прочнее и лучше сопротивляется повреждениям при тяжелых рубках.
В отличие от ножей, топоры должны иметь угол заточки в пределах 25-30 градусов. Этот более толстый угол кромки прочнее и лучше сопротивляется повреждениям при тяжелых рубках. Затем соединение повторно нагревают до тускло-красного цвета и на соединение наносят флюс. На ЧИСТОМ огне косяк нагревается до ярко-желтого каления и быстро отправляется на наковальню. Нанесите хороший удар по центру шва, чтобы скрепить сварной шов, а затем обрабатывайте шов сильными ударами, пока он не примет форму или не остынет до красного каления. Если сварной шов взялся, весь стык должен охлаждаться с одинаковой скоростью. Если есть холодные места, это участки, которые не забрал сварной шов. Проволочной щеткой и обратным холодильником любые области, которые не взялись. Возьмите еще одну температуру сварки, а затем повторно сварите все области, которые не прошли. После того, как соединение сварено, завершите ковку области, чтобы придать ей форму. Общие проблемы
Затем соединение повторно нагревают до тускло-красного цвета и на соединение наносят флюс. На ЧИСТОМ огне косяк нагревается до ярко-желтого каления и быстро отправляется на наковальню. Нанесите хороший удар по центру шва, чтобы скрепить сварной шов, а затем обрабатывайте шов сильными ударами, пока он не примет форму или не остынет до красного каления. Если сварной шов взялся, весь стык должен охлаждаться с одинаковой скоростью. Если есть холодные места, это участки, которые не забрал сварной шов. Проволочной щеткой и обратным холодильником любые области, которые не взялись. Возьмите еще одну температуру сварки, а затем повторно сварите все области, которые не прошли. После того, как соединение сварено, завершите ковку области, чтобы придать ей форму. Общие проблемы
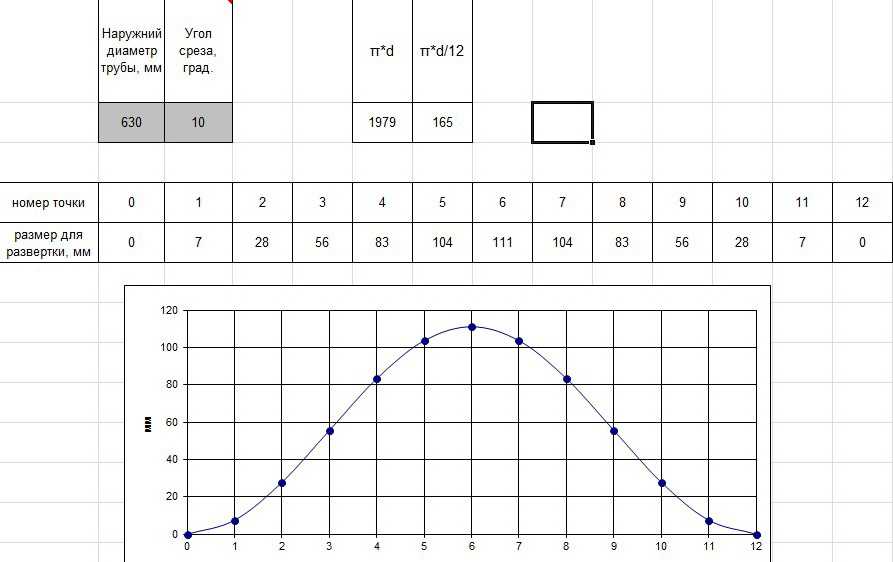 С их помощью производят разметку трубы
С их помощью производят разметку трубы

 После точной выверки их можно перенести на металлические заготовки
После точной выверки их можно перенести на металлические заготовки
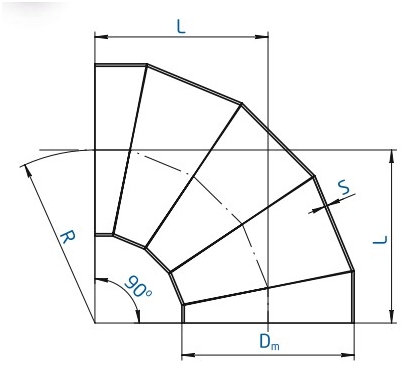
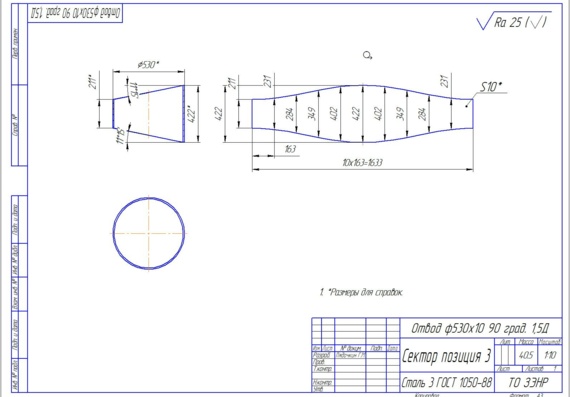 Однако стусло, как правило, удобно применять для реза труб малых
Однако стусло, как правило, удобно применять для реза труб малых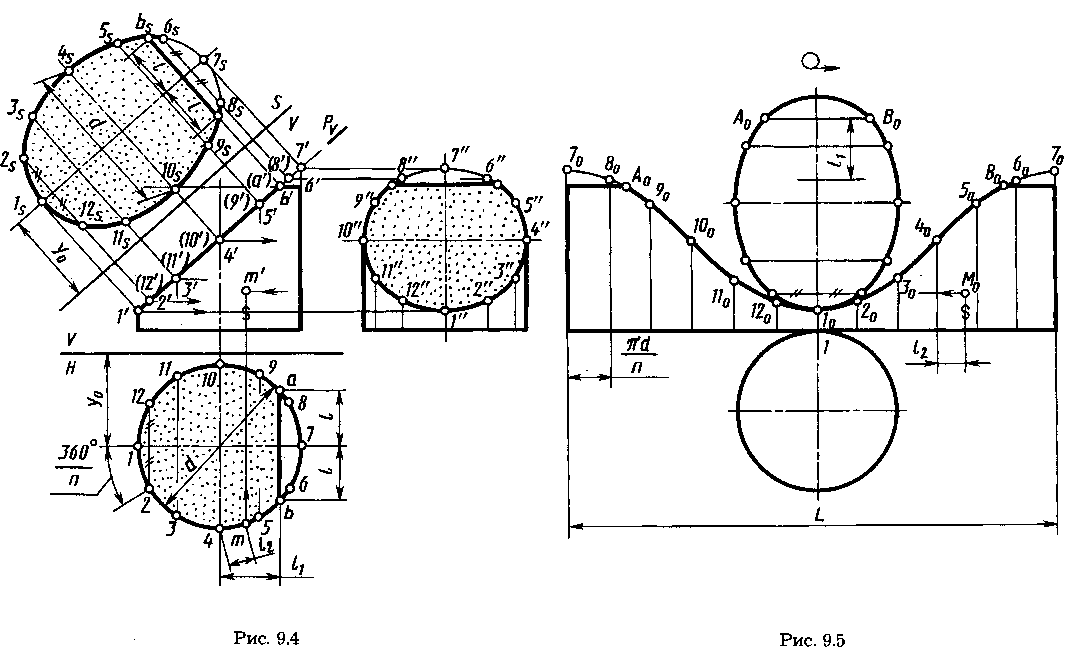
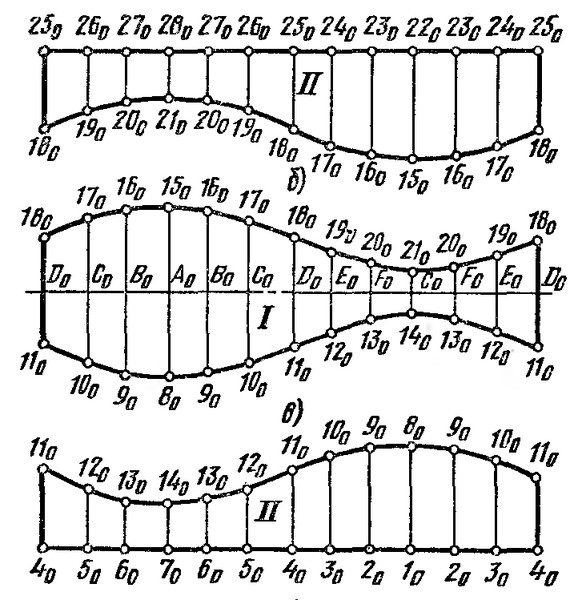
 Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку: Точность процесса обеспечивает лазерный распознаватель резки.
Точность процесса обеспечивает лазерный распознаватель резки.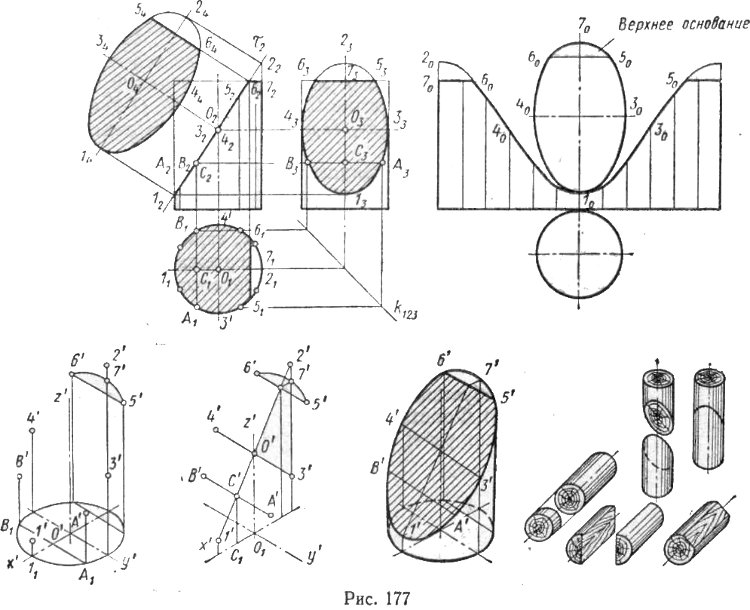 Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Их разновидностям и способам применения посвящена рекомендуемая нами статья.

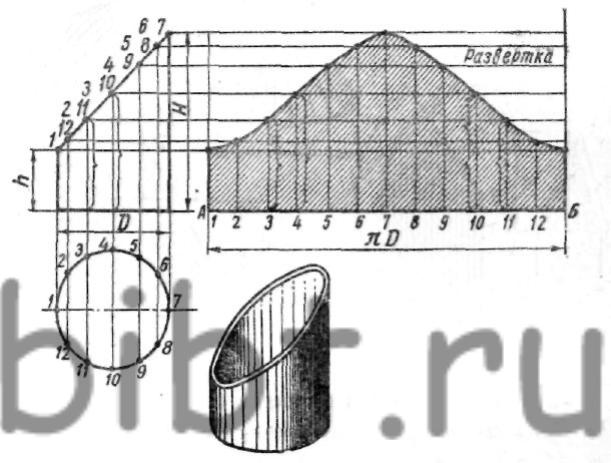

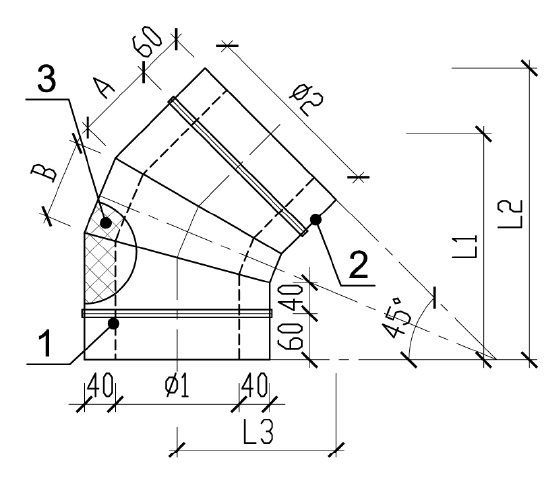
 Построение развертки конуса.
Построение развертки конуса. д. Другими словами, колена 90° используются для соединения двух труб под прямым углом друг к другу. Другой. Они используются в качестве концов перил или углов при установке на уровне.
д. Другими словами, колена 90° используются для соединения двух труб под прямым углом друг к другу. Другой. Они используются в качестве концов перил или углов при установке на уровне.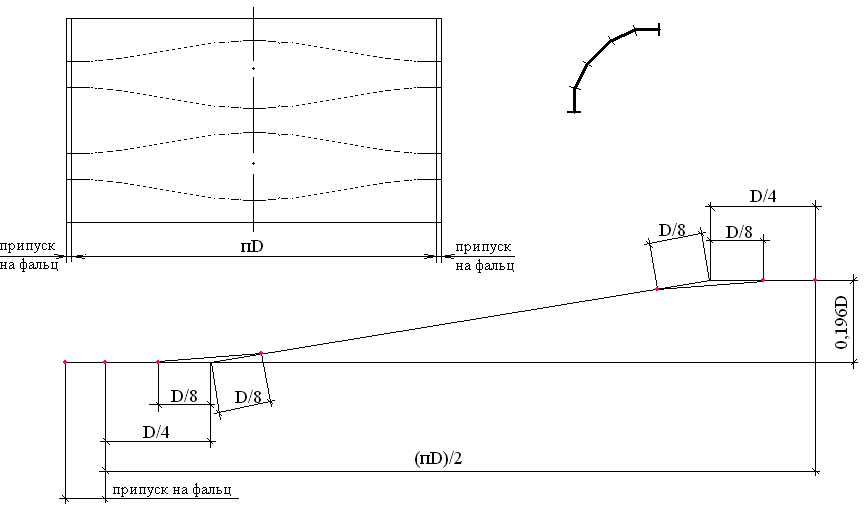 Они обычно используются
Они обычно используются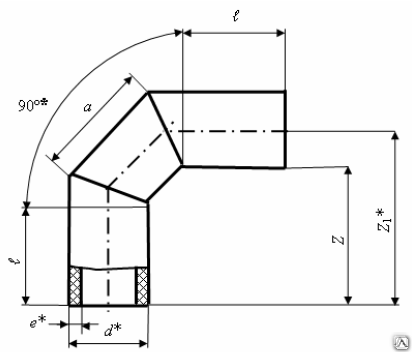 Вот некоторые характеристики, на которые стоит обратить внимание:
Вот некоторые характеристики, на которые стоит обратить внимание:



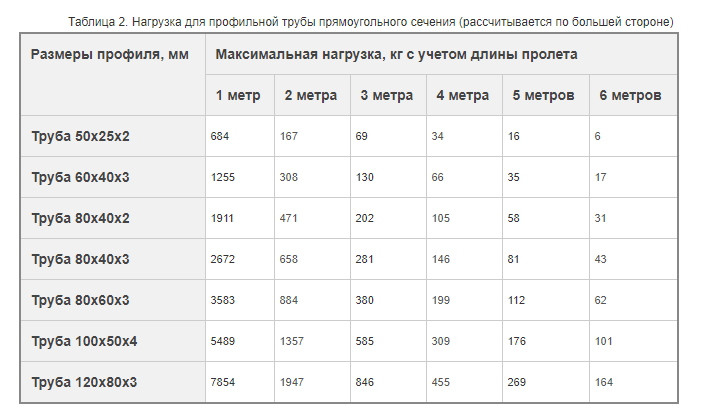
 Вы можете ознакомиться с ассортиментом продукции, рассчитать вес профильной трубы 40х20х2 мм. В телефонном режиме останется только обсудить детали с нашим менеджером, получить ответы на актуальные вопросы.
Вы можете ознакомиться с ассортиментом продукции, рассчитать вес профильной трубы 40х20х2 мм. В телефонном режиме останется только обсудить детали с нашим менеджером, получить ответы на актуальные вопросы. 9
9 5
5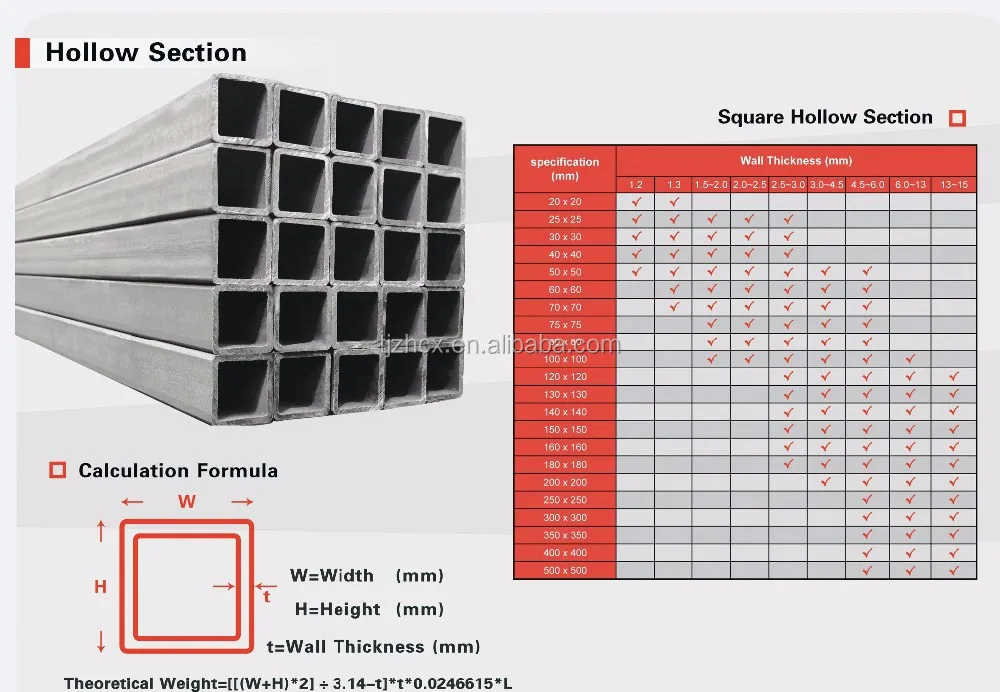 5
5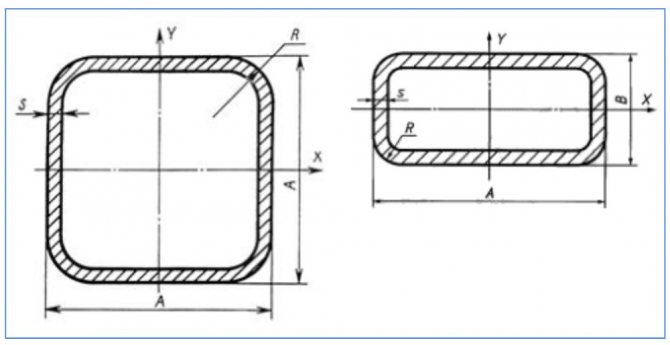 2
2 5
5 5
5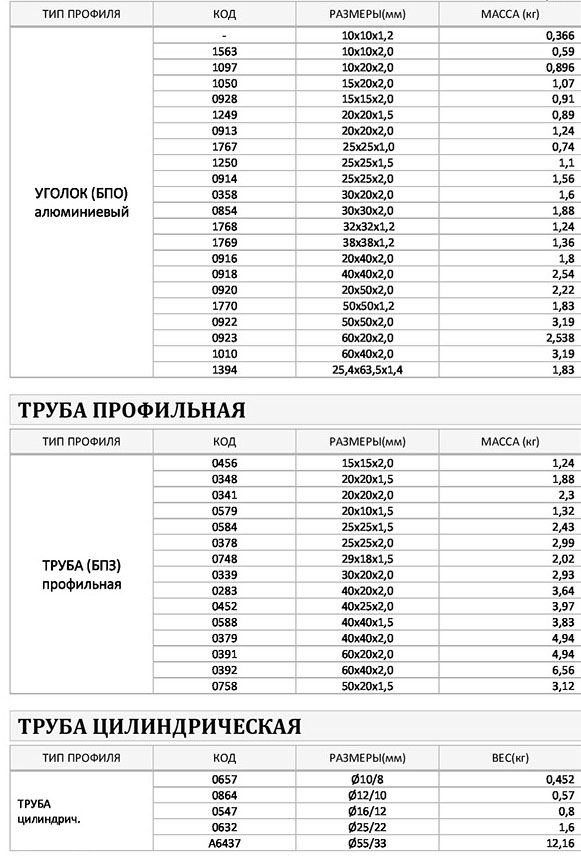 5
5
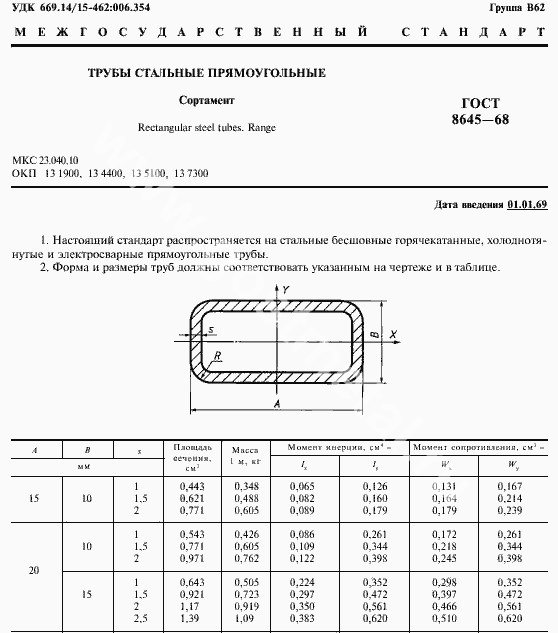
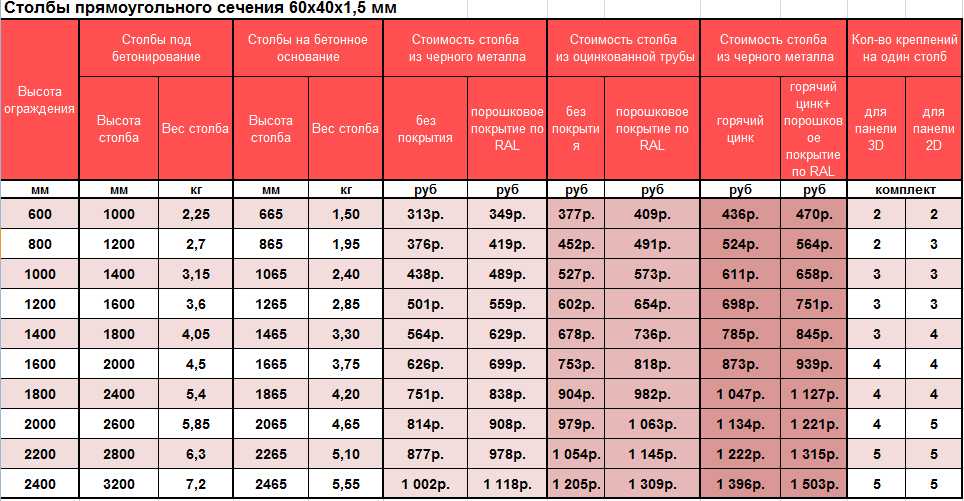
 000)
000)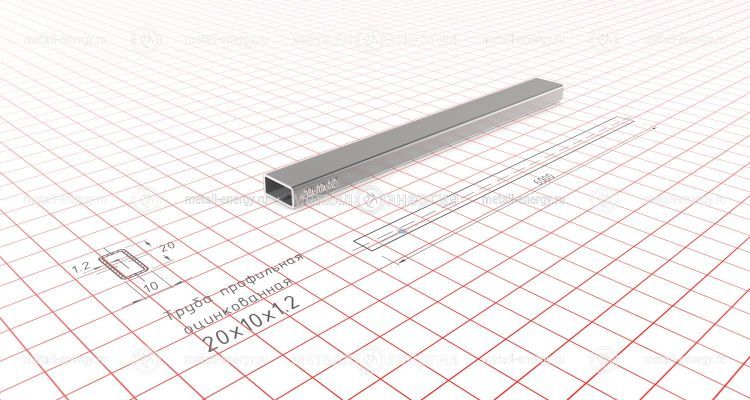 050
050 851
851 629
629 318
318 334
334 286
286 700
700 231
231 657
657 700
700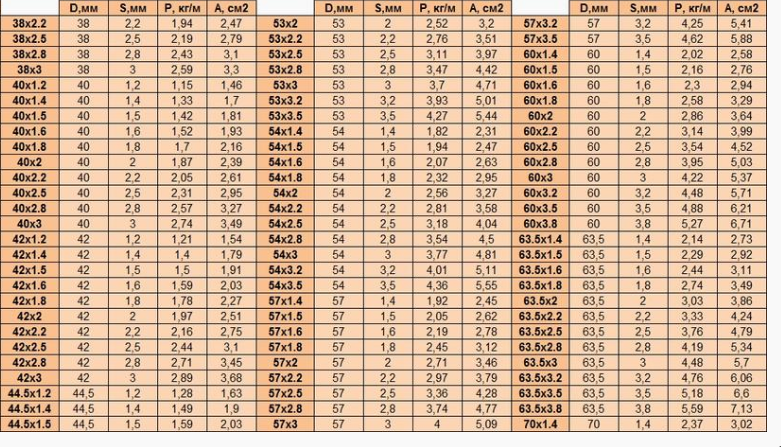 172
172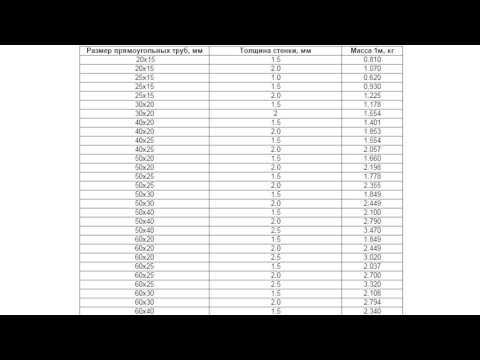 290
290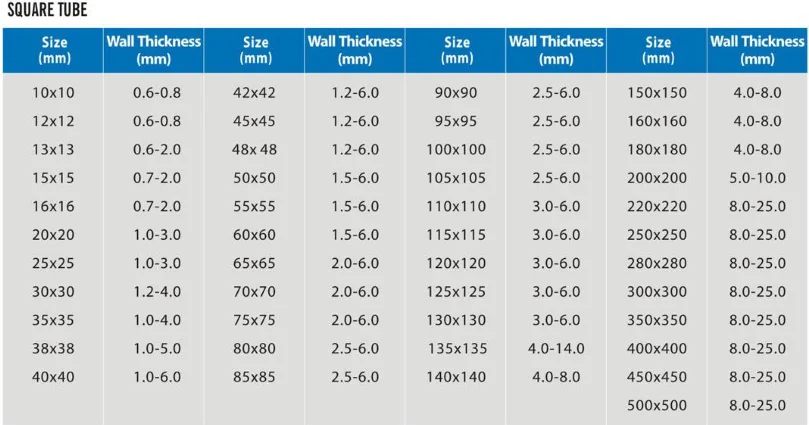 213
213 792
792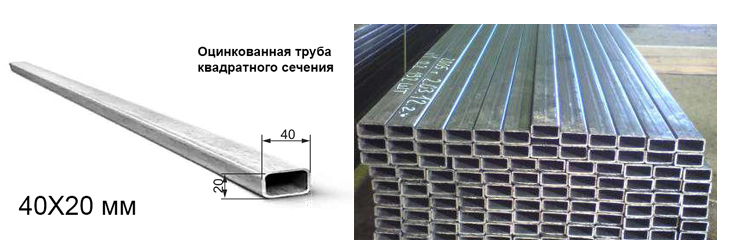 000
000 106
106 932
932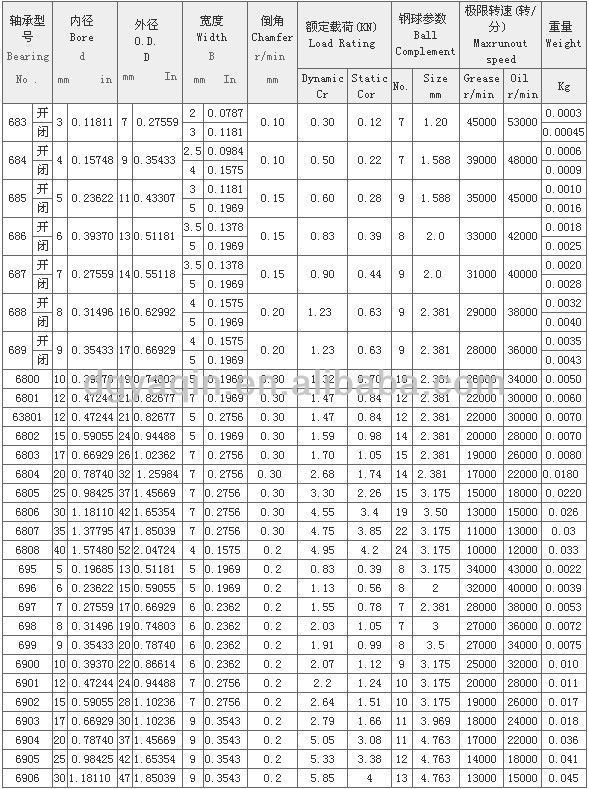 050
050 286
286 137
137 128
128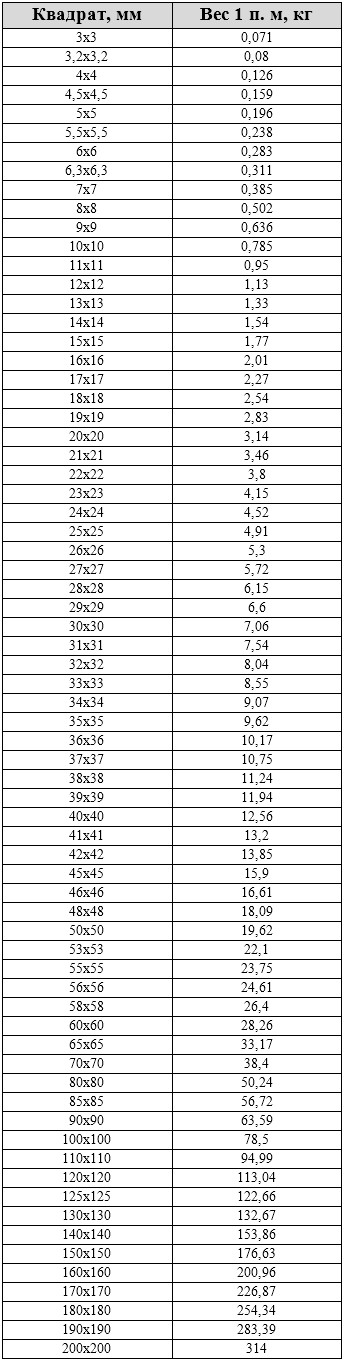 610
610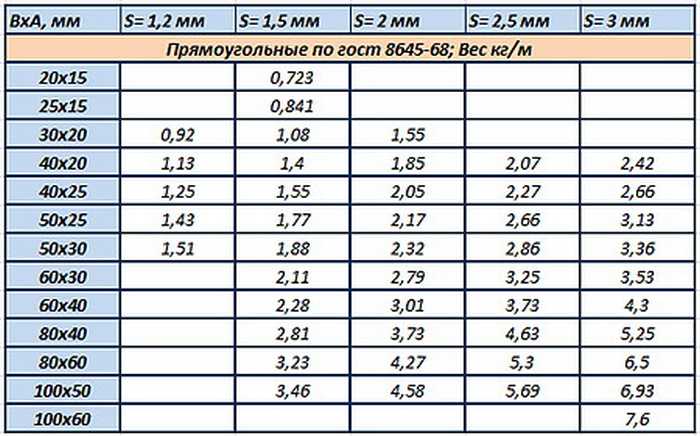 225
225
 Количественное содержание в составе сплава олова обуславливает цвет соединения. Бронза с максимальным вхождением Sn на уровне 33%, характеризуется серебристо-белым цветом. Сплав, содержащий от 90% меди, заимствует и ее окрас – ближе к коричнево-красным тонам.
Количественное содержание в составе сплава олова обуславливает цвет соединения. Бронза с максимальным вхождением Sn на уровне 33%, характеризуется серебристо-белым цветом. Сплав, содержащий от 90% меди, заимствует и ее окрас – ближе к коричнево-красным тонам. Повышение содержания олова, приводит к утяжелению сплава. Результат, такая бронза весит больше латуни. Поэтому, использовать массу, как отличительный критерий медных сплавов, на практике не рекомендуется.
Повышение содержания олова, приводит к утяжелению сплава. Результат, такая бронза весит больше латуни. Поэтому, использовать массу, как отличительный критерий медных сплавов, на практике не рекомендуется.
 Сплав просто нагреется. Его цвет и механические свойства останутся неизменны. Попытка согнуть бронзовый образец может привести к его разрушению.
Сплав просто нагреется. Его цвет и механические свойства останутся неизменны. Попытка согнуть бронзовый образец может привести к его разрушению.
 Поэтому, при необходимости получить точный ответ, лучше обратиться в пункт приема металлолома, имеющий спектральную лабораторию.
Поэтому, при необходимости получить точный ответ, лучше обратиться в пункт приема металлолома, имеющий спектральную лабораторию.


 Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.



 Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.

 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Львов
Львов 5 мм
5 мм Ровно
Ровно Киев
Киев
 Если вам трудно забить гвоздь, короткое угловое направляющее отверстие очень поможет, направляя гвоздь под правильным углом и уменьшая количество необходимого удара молотком.
Если вам трудно забить гвоздь, короткое угловое направляющее отверстие очень поможет, направляя гвоздь под правильным углом и уменьшая количество необходимого удара молотком.

 Твердые породы дерева, такие как клен, орех и дуб, трудно просверлить вручную под углом.
Твердые породы дерева, такие как клен, орех и дуб, трудно просверлить вручную под углом. Не доделывайте отверстие. Остановите дрель, когда сверло войдет в материал примерно на 1/16–1/8 дюйма. Цель состоит в том, чтобы просверлить отверстие достаточно глубоко, чтобы удерживать кончик сверла для следующего шага, в котором вы измените угол отверстия.
Не доделывайте отверстие. Остановите дрель, когда сверло войдет в материал примерно на 1/16–1/8 дюйма. Цель состоит в том, чтобы просверлить отверстие достаточно глубоко, чтобы удерживать кончик сверла для следующего шага, в котором вы измените угол отверстия. Двигайтесь как можно медленнее, так как высокие скорости могут привести к тому, что долото отойдет от пилотного отверстия.
Двигайтесь как можно медленнее, так как высокие скорости могут привести к тому, что долото отойдет от пилотного отверстия. Такие инструменты, как ленточные пилы, дисковые шлифовальные машины и сверлильные станки, обычно имеют регулировочные шкалы, позволяющие наклонять столы для работы под углом, но такие задачи встречаются не так часто. Я очень забочусь о том, чтобы мои инструментальные столы находились под идеальным углом 90 градусов, и, как только я их туда доставлю, мне не хочется их двигать. И хотя большинство угловых работ на ленточной пиле и шлифовальном станке лучше всего выполнять, заменив стол, это не относится к сверлильному станку. Для сверления серии отверстий под одним и тем же углом простое приспособление, сделанное из металлолома, творит чудеса. И как только вы изготовите кондуктор, вы можете быстро настроить его для будущих задач углового сверления — и оставить основной стол станка на 9.0 градусов все время. Это потому, что вместо того, чтобы наклонять стол, мы наклоняем саму заготовку. Чтобы проиллюстрировать процесс, мы сделаем простое подвесное дерево из кружек.
Такие инструменты, как ленточные пилы, дисковые шлифовальные машины и сверлильные станки, обычно имеют регулировочные шкалы, позволяющие наклонять столы для работы под углом, но такие задачи встречаются не так часто. Я очень забочусь о том, чтобы мои инструментальные столы находились под идеальным углом 90 градусов, и, как только я их туда доставлю, мне не хочется их двигать. И хотя большинство угловых работ на ленточной пиле и шлифовальном станке лучше всего выполнять, заменив стол, это не относится к сверлильному станку. Для сверления серии отверстий под одним и тем же углом простое приспособление, сделанное из металлолома, творит чудеса. И как только вы изготовите кондуктор, вы можете быстро настроить его для будущих задач углового сверления — и оставить основной стол станка на 9.0 градусов все время. Это потому, что вместо того, чтобы наклонять стол, мы наклоняем саму заготовку. Чтобы проиллюстрировать процесс, мы сделаем простое подвесное дерево из кружек. Размер вашего фанерного стола в соответствии с вашими потребностями; тот, что здесь, имеет размеры около 10 дюймов на 12 дюймов. Прикрепите кусок обрезков к верхней поверхности перпендикулярно переднему краю. Длина этой детали не имеет решающего значения, но она должна проходить от переднего края шаблона, по крайней мере, до того места, где опускается патрон сверлильного станка. Забор должен быть достаточно высоким, чтобы вместить работу, которую вы бурите.
Размер вашего фанерного стола в соответствии с вашими потребностями; тот, что здесь, имеет размеры около 10 дюймов на 12 дюймов. Прикрепите кусок обрезков к верхней поверхности перпендикулярно переднему краю. Длина этой детали не имеет решающего значения, но она должна проходить от переднего края шаблона, по крайней мере, до того места, где опускается патрон сверлильного станка. Забор должен быть достаточно высоким, чтобы вместить работу, которую вы бурите. Этого легко добиться, зажав ограничитель ширины стола сзади стола. Расположите упор так, чтобы приспособление выровнялось под прямым углом к передней части станка, а затем зажмите его по краям стола сверлильного станка.
Этого легко добиться, зажав ограничитель ширины стола сзади стола. Расположите упор так, чтобы приспособление выровнялось под прямым углом к передней части станка, а затем зажмите его по краям стола сверлильного станка.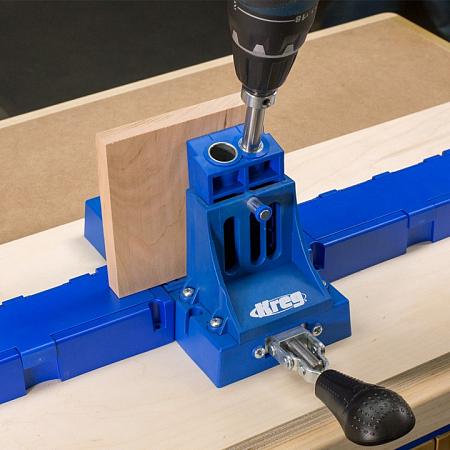

 Производители отмечают, что этот насос для колодца не имеет трущихся поверхностей и вращающихся деталей, что способствует длительной и безотказной работе. В устройстве предусмотрен верхний забор воды, который обеспечивает постоянное охлаждение электромагнитной системы для предохранения от перегрузки. Верхний забор воды исключает также замутнение воды в источнике и засасывание ила со дна. Термореле призвано спасти «Ручеек» от сгорания. Оно автоматически отключает его при перегрузке. Также создатели аппарата говорят, что полив идет намагниченной водой, а она способствует повышению урожайности.
Производители отмечают, что этот насос для колодца не имеет трущихся поверхностей и вращающихся деталей, что способствует длительной и безотказной работе. В устройстве предусмотрен верхний забор воды, который обеспечивает постоянное охлаждение электромагнитной системы для предохранения от перегрузки. Верхний забор воды исключает также замутнение воды в источнике и засасывание ила со дна. Термореле призвано спасти «Ручеек» от сгорания. Оно автоматически отключает его при перегрузке. Также создатели аппарата говорят, что полив идет намагниченной водой, а она способствует повышению урожайности. ELITECH НПК 800-30
ELITECH НПК 800-30 ЛЕПСЕ Водолей-3 10м
ЛЕПСЕ Водолей-3 10м ДЖИЛЕКС Водомет ПРОФ 55/35
ДЖИЛЕКС Водомет ПРОФ 55/35 5 мм
5 мм DAB DIVERTRON 1200 M
DAB DIVERTRON 1200 M GARDENA 5500/3 Classic
GARDENA 5500/3 Classic ВИХРЬ ВН-10В
ВИХРЬ ВН-10В KARCHER BP 1 Barrel
KARCHER BP 1 Barrel м/час
м/час Она же указана в характеристиках. Когда насос устанавливается в сухом месте, а забор воды происходит через рукав-шланг, опускаемый в колодец — это поверхностный агрегат.
Она же указана в характеристиках. Когда насос устанавливается в сухом месте, а забор воды происходит через рукав-шланг, опускаемый в колодец — это поверхностный агрегат.

 Как правило, простые модели насосов расходуют менее 1 кВт.
Как правило, простые модели насосов расходуют менее 1 кВт.
 Часто поверхностные насосы продаются вместе с дополнительным оборудованием и называются насосными станциями: например, в комплект может входить реле давления, чтобы включать и отключать насос автоматически, или гидроаккумулятор — емкость с водой, которая защищает насос от частого включения и компенсирует перепады давления.
Часто поверхностные насосы продаются вместе с дополнительным оборудованием и называются насосными станциями: например, в комплект может входить реле давления, чтобы включать и отключать насос автоматически, или гидроаккумулятор — емкость с водой, которая защищает насос от частого включения и компенсирует перепады давления. Источник: met-all.org Здесь насосная станция объединяет в себе сам насос, реле давления и гидробак. Источник: ozon.ru
Источник: met-all.org Здесь насосная станция объединяет в себе сам насос, реле давления и гидробак. Источник: ozon.ru
 Это наиболее простой и бюджетный вариант насоса. Погружной вибрационный насос погружается прямо в воду, иногда устройство опускают в колодец в ведре, чтобы он сильно не поднимал со дна песок.
Это наиболее простой и бюджетный вариант насоса. Погружной вибрационный насос погружается прямо в воду, иногда устройство опускают в колодец в ведре, чтобы он сильно не поднимал со дна песок. Они засасывают воду и перемещают ее дальше, создавая напор: процесс похож на бурение лунки на льду реки рыбацким шнеком.
Они засасывают воду и перемещают ее дальше, создавая напор: процесс похож на бурение лунки на льду реки рыбацким шнеком. Источник: kolodezman.ru
Источник: kolodezman.ru При этом только за диагностику насоса могут взять от 900 Р. Но в целом конструкцией насоса не предусмотрены движущие части или клапаны, поэтому насосы простые в ремонте.
При этом только за диагностику насоса могут взять от 900 Р. Но в целом конструкцией насоса не предусмотрены движущие части или клапаны, поэтому насосы простые в ремонте.



 Глубокие струйные насосы обычно используются в скважинах глубиной 110 футов.
Глубокие струйные насосы обычно используются в скважинах глубиной 110 футов.
 Обращение к подрядчику за цитатой — лучший способ получить точную информацию о ценах.
Обращение к подрядчику за цитатой — лучший способ получить точную информацию о ценах. Стоимость варьируется в зависимости от размера скважины, используемых материалов и необходимости установки. Например, замена насоса для неглубокой скважины обойдется дешевле, чем погружного насоса для глубокой скважины.
Стоимость варьируется в зависимости от размера скважины, используемых материалов и необходимости установки. Например, замена насоса для неглубокой скважины обойдется дешевле, чем погружного насоса для глубокой скважины. PumpProducts.com В пятерку самых продаваемых брендов скважинных насосов входят: скважинные насосы Goulds, скважинные насосы Grundfos, скважинные насосы Berkeley, скважинные насосы Myers и скважинные насосы Sta-Rite. Вы можете выполнить поиск в нашем онлайн-каталоге скважинных насосов и запчастей или позвонить в нашу службу поддержки сегодня по телефону 1-800-429-0800.
PumpProducts.com В пятерку самых продаваемых брендов скважинных насосов входят: скважинные насосы Goulds, скважинные насосы Grundfos, скважинные насосы Berkeley, скважинные насосы Myers и скважинные насосы Sta-Rite. Вы можете выполнить поиск в нашем онлайн-каталоге скважинных насосов и запчастей или позвонить в нашу службу поддержки сегодня по телефону 1-800-429-0800. расстояние от колодца. Струйные насосы бывают двух видов: однолинейные и двухлинейные. Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не втягивает или всасывает воду на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
расстояние от колодца. Струйные насосы бывают двух видов: однолинейные и двухлинейные. Основное преимущество погружного насоса заключается в том, что он «выталкивает» воду, а не втягивает или всасывает воду на поверхность. Погружной насос никогда не нуждается в заливке и обеспечивает больший объем и лучшее давление.
 Однолинейный струйный насос имеет один водопровод от скважины к насосу и способен втягивать или поднимать воду с максимальной глубины 25 футов ниже уровня струйного насоса. сам. Эти насосы будут генерировать только около 50 фунтов на квадратный дюйм в зависимости от того, насколько низок уровень воды в данный момент.
Однолинейный струйный насос имеет один водопровод от скважины к насосу и способен втягивать или поднимать воду с максимальной глубины 25 футов ниже уровня струйного насоса. сам. Эти насосы будут генерировать только около 50 фунтов на квадратный дюйм в зависимости от того, насколько низок уровень воды в данный момент.
 Насосы HL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. подробнее….
Насосы HL Projet имеют самовсасывающий корпус из мелкозернистого чугуна. подробнее…. Насосы FN обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и являются самовсасывающими после заполнения заливной камеры водой. подробнее….
Насосы FN обеспечивают лучшую в своем классе производительность для неглубоких скважин глубиной до 25 футов и являются самовсасывающими после заполнения заливной камеры водой. подробнее…. …
… Корпус каждого насоса изготовлен из нержавеющей стали, что обеспечивает максимальную устойчивость к коррозии. Насосы серии SJH обеспечивают превосходную производительность при хорошем давлении для скважин глубиной до 25 футов.Подробнее….
Корпус каждого насоса изготовлен из нержавеющей стали, что обеспечивает максимальную устойчивость к коррозии. Насосы серии SJH обеспечивают превосходную производительность при хорошем давлении для скважин глубиной до 25 футов.Подробнее…. подробнее….
подробнее…. коттеджи. Вертикальные струйные насосы серии MS с прочным корпусом из литого чугуна являются отраслевым стандартом глубинных струйных насосов для установки над скважиной с болтовым креплением.Подробнее….
коттеджи. Вертикальные струйные насосы серии MS с прочным корпусом из литого чугуна являются отраслевым стандартом глубинных струйных насосов для установки над скважиной с болтовым креплением.Подробнее…. Каждый насос и двигатель JP Trimline состоит из коррозионно-стойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. подробнее….
Каждый насос и двигатель JP Trimline состоит из коррозионно-стойкого собранного насоса, спроектированного с высокой точностью и высоким качеством для обеспечения эффективной и надежной работы даже в бурной и агрессивной воде. подробнее…. читать дальше….
читать дальше…. подробнее….
подробнее…. Эти насосы оснащены чашами с эпоксидным покрытием, бронзовыми рабочими колесами и подшипниками, что обеспечивает КПД более 80%. подробнее….
Эти насосы оснащены чашами с эпоксидным покрытием, бронзовыми рабочими колесами и подшипниками, что обеспечивает КПД более 80%. подробнее…. Трансформируемые многоступенчатые насосы HSJ просты в обслуживании, так как их можно разобрать, открутив четыре болта подробнее….
Трансформируемые многоступенчатые насосы HSJ просты в обслуживании, так как их можно разобрать, открутив четыре болта подробнее…. …
… …
… Каждый насос JRS имеет встроенный струйный насос для неглубокой скважины, встроенный в корпус, что устраняет необходимость в отдельном переходнике для неглубокой скважины. подробнее….
Каждый насос JRS имеет встроенный струйный насос для неглубокой скважины, встроенный в корпус, что устраняет необходимость в отдельном переходнике для неглубокой скважины. подробнее…. …
… Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Серия HS изготовлена из высококачественных конструкционных материалов, обеспечивающих эффективную работу и долгий срок службы.0027
Каждый конец насоса ниже тесно соединен с двигателем Centripro премиум-класса. Серия HS изготовлена из высококачественных конструкционных материалов, обеспечивающих эффективную работу и долгий срок службы.0027  …
… Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность подробнее….
Насосы JP подходят для перекачивания чистых, невязких, неагрессивных, невзрывоопасных жидкостей, не содержащих твердых частиц и волокон. Насосы JP обеспечивают превосходную всасывающую способность подробнее…. …
… Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений.
Насосы SP, полностью изготовленные из коррозионностойкой нержавеющей стали, идеально подходят для широкого спектра применений. Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….
Эта серия известна своей высокой эффективностью и надежностью во всем диапазоне. Изготовленные полностью из коррозионностойкой нержавеющей стали, насосы SP идеально подходят для широкого спектра применений. подробнее….