Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см).
Диаметр резьбы
Шаг
резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
Шаг резьбы
Диаметр
сверла
2
0. 4
1.6
0.25
1.75
3
0.5
2.5
0.35
2. 65
4
0.7
3.3
0.5
3.5
5
0. 8
4.2
0.5
4.5
6
1
5
0.75
5.2
0. 5
5.5
7
1
6
0.75
6.2
0.5
6.5
8
1. 25
6.7
1
7
0.75
7.2
0.5
7.5
9
1.25
7.7
1
8
0. 75
7.2
0.5
8.5
10
1.5
8.5
1.25
8.7
1
9
0.75
9. 2
0.5
9.5
11
1.5
9.5
1
10
0.75
10.2
0.5
10.5
12
1. 75
10.2
1.5
10.5
1.25
10.7
1
11
0.75
11.2
0.5
11.5
14
2
12
1.5
12. 5
1.25
12.6
1
13
0.75
13.2
0.5
13.5
16
2
14
1.5
14.5
1
15
0. 75
15.2
0.5
15.5
18
2.5
15.4
2
16
1.5
16.5
1
17
0.75
17. 2
0.5
17.5
20
2.5
17.4
2
18
1.5
18.5
1
19
0.75
19.2
0.5
19.5
22
2. 5
19.4
2
20
1.5
20.5
1
21
0.75
21.2
0.5
21.5
24
3
20.9
2
22
1. 5
22.5
1
23
0.75
23.2
27
3
23.9
2
25
1.5
25.5
1
26
0. 75
26.2
30
3.5
26.4
3
26.9
2
28
1.5
28.5
1
29
0.75
29. 2
33
3.5
29.4
3
29.9
2
31
1.5
31.5
1
32
0.75
32.2
36
4
31. 9
3
32.9
2
34
1.5
34.5
1
35
39
4
34.9
3
35.9
2
37
1. 5
37.5
1
38
42
4.5
37.4
4
37.9
3
38.9
2
34
1.5
40. 5
1
41
45
4.5
40.4
4
40.9
3
41.9
2
43
1.5
43.5
1
44
48
5
42. 8
4
43.9
3
44.9
2
46
1.5
46.5
1
47
!!! Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Нарезание внутренней резьбы.
Винты широко используются для крепежных деталей. Число различных типов и размеров крепежных винтов, гаек и болтов не возможно описать в данной статье, и следующая информация поможет вам разобраться.
Типы резьбы
Почти все резьбы имеют треугольную форму. С другой стороны, квадратные формы и трапециевидные резьбы используются в движущихся механизмах в которых нужна высокая точность, например, станок фрезерный с ЧПУ. В соответствии стандартам, есть метрической резьбы (M), цилиндрической резьбой для трубопроводов (PF), конической резьбой для трубопроводов (PT). Следующая информация относится к метрической резьбе, так как является наиболее широко используемой в России и во многих странах по всему миру. Термины, используемые для резьб
На рисунке 1 показано изображение резьбы.Одним из наиболее важных терминов, является диаметр резьбы. В случае метрической резьбой, название болта связано с его внешним диаметром, например, болт с 5 мм наружный диаметр известен как болт M5. «Шаг» резьбы является еще одной важной особенностью резбы. Шаг определяется как интервал (расстояние) между соседними нитями. , например, гаек и болтов должны иметь одинаковую высоту, а также диаметр, если они будут использоваться совместно. Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Рис.1 Условия Винт
Сквозные отверстия
Винты обычно используются для крепления сопряженных деталей. Когда две части соединены вместе с помощью винтов, одна часть выполнена с резьбой, а другая часть выполнена со сквозными отверстиями, которые имеют больший диаметр, чем у винтов. Если диаметр отверстия слишком мал, части не могет быть собраны, так как винт не будет проходить через отверстие. Кроме того, если диаметр отверстия слишком велик, часть будет болтаться. Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Наружние резьбы
Когда мы делаем наружную резьбу, обычно мы используем плашки. Когда мы делаем внутреннюю резьбу, мы используем метчики. Если у нас нет подходящих инструментов, мы можем также сделать резьбу при помощи токарного станка, как описано в главе 3.
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
ВниманиеКогда мы делаем резьбу с помощью плашки, следует проявлять осторожность в следующих моментах:
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
(3) всегда используйте масло для режущего инструмента.
Нарезание резьбы с использованием ручного метчика<
04.12.2018 00:39:22
0
7607
Комментарии:
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
ГОСТ 11284-75
Взамен ГОСТ 11284-65
Размеры
Through holes for fasteners. Dimensions
Постановлением Государственного комитета стандартов СоветаМинистров СССР от 14 ноября 1975 г. № 3134дата введения установлена
01.01.77
Издание 2006 г. с Изменением № 1, утвержденным вдекабре 1981 г. (ИУС 2-82).
Ограничение срока действия снятопо протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии исертификации (ИУС 11-95)
1. Настоящий стандарт устанавливаетразмеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрамистержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстийдолжны соответствовать указанным на чертеже и в таблице.
мм
Диаметр стержня крепежных деталей d
Диаметр сквозного отверстия dh
1-й ряд
2-й ряд
3-й ряд
1,0
1,1
1,2
1,3
1,2
1,3
1,4
1,5
1,4
1,5
1,6
1,8
1,6
1,7
1,8
2,0
1,8
2,0
2,1
2,2
2,0
2,2
2,4
2,6
2,5
2,7
2,9
3,1
3,0
3,2
3,4
3,6
3,5
3,7
3,9
4,2
4,0
4,3
4,5
4,8
4,5
4,8
5,0
5,3
5,0
5,3
5,5
5,8
6,0
6,4
6,6
7,0
7,0
7,4
7,6
8,0
8,0
8,4
9,0
10,0
10,0
10,5
11,0
12,0
12,0
13,0
14,0(13,5)
15,0(14,5)
14,0
15,0
16,0(15,5)
17,0(16,5)
16,0
17,0
18,0(17,5)
19,0(18,5)
18,0
19,0
20,0
21,0
20,0
21,0
22,0
24,0
22,0
23,0
24,0
26,0
24,0
25,0
26,0
28,0
27,0
28,0
30,0
32,0
30,0
31,0
33,0
35,0
33,0
34,0
36,0
38,0
36,0
37,0
39,0
42,0
39,0
40,0
42,0
45,0
42,0
43,0
45,0
48,0
45,0
46,0
48,0
52,0
48,0
50,0
52,0
56,0
52,0
54,0
56,0
62,0
56
58
62
66
60
62
66
70
64
66
70
74
68
70
74
78
72
74
78
82
76
78
82
86
80
82
86
91
85
87
91
96
90
93
96
101
95
98
101
107
100
104
107
112
105
109
112
117
ПО
114
117
122
115
119
122
127
120
124
127
132
125
129
132
137
130
134
137
144
140
144
147
155
150
155
158
165
160
165
168
175
Примечания:
1. 3-й ряд отверстий не допускаетсяприменять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозныхотверстий приведены в приложении.
3. Размеры в скобкахприменять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда — h22;
для 2-го ряда — Н13;
для 3-го ряда — h24.
1 — 3. (Измененная редакция, Изм. № 1).
4. При необходимости следует устранить контакт кромки отверстия срадиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
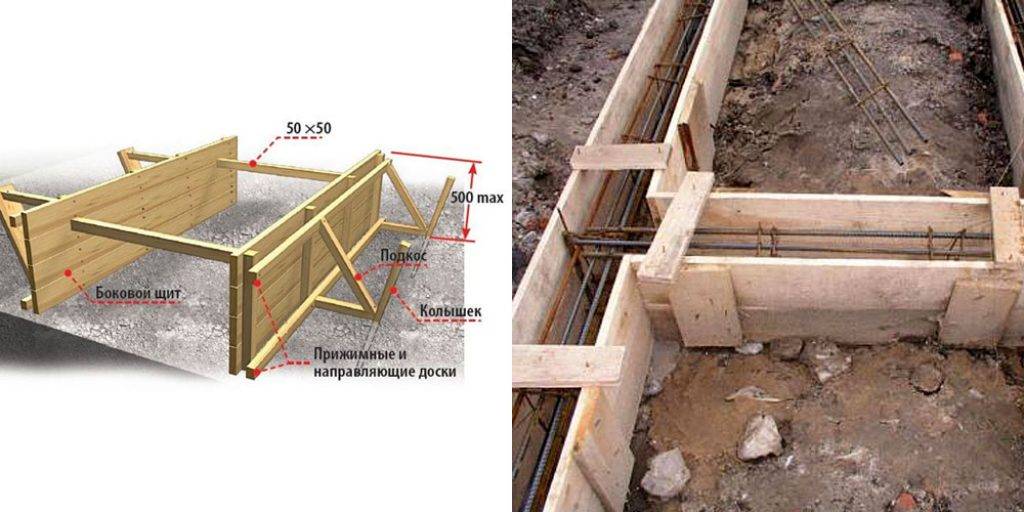
1. При независимой обработке отверстий каждой детали соединения срасстоянием между осями наиболее удаленных отверстий менее 500 мм, длясоединений, к которым предъявляются лишь требования собираемости, ряды сквозныхотверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
Количество и расположение отверстий
Способ образования отверстий
Тип соединения
Рекомендуемый ряд сквозных отверстий
Любое количество отверстий и любое их расположение
Обработка отверстий по кондукторам
I и II
1-й ряд
а — отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности
I
II
2-й ряд
б — отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей
2. Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (длязаклепочных и не разбираемых болтовых соединений) номинальный диаметр сквозногоотверстия рекомендуется принимать равным наибольшему предельному размерудиаметра стержня крепежной детали. При этом отверстия должны быть раззенкованына размер, соответствующий переходному радиусу между головкой и стержнем.
Отверстия и пазы, стандартные размеры
Эта информация относится к американской сталелитейной промышленности.
Стандартные отверстия
Стандартные размеры отверстий для болтов составляют 1/16 дюйма. большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия.
Хотя большинство отверстий для высокопрочных болтов сделаны на 1/16 дюйма. большего диаметра, чем корпус болта, определенные условия, возникающие при монтаже на месте, требуют большей регулировки, чем может обеспечить этот зазор, и требуется одобрение инженера.
Максимальные размеры отверстий под болты указаны в таблице ниже, кроме отверстий большего диаметра, необходимых для допуска расположения анкерных болтов в бетонных фундаментах, в деталях основания колонны.
В межэлементных соединениях должны быть предусмотрены стандартные отверстия, если проектировщиком не одобрены отверстия увеличенного размера, короткие или длинные прорези в болтовых соединениях. Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.
Негабаритные и продолговатые отверстия
По согласованию с инженером могут использоваться негабаритные, короткие или длинные прорезные отверстия при соблюдении следующих требований к деталям соединения:
(1) Негабаритные отверстия могут использоваться в любом или во всех слоях соединения, в которых допустимое сопротивление скольжению соединения больше приложенной нагрузки. Отверстия большего диаметра не должны использоваться в соединениях подшипникового типа. Закаленные шайбы должны быть установлены над отверстиями увеличенного размера во внешнем слое.
(2) Короткие прорезные отверстия могут использоваться в любом или во всех слоях соединений, рассчитанных на основе допустимой нагрузки на крепежные детали, при условии, что нагрузка приложена приблизительно нормально (от 80 до 100 градусов) к оси прорези. Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.
(3) Длинные щелевые отверстия могут быть использованы в одной из соединяемых деталей на любой отдельной поверхности прилегания в соединениях, рассчитанных на основе допустимых напряжений на крепежных элементах, при условии, что нагрузка приложена примерно перпендикулярно (между 80 и 100 градусами) к оси паза. Длинные щелевые отверстия могут быть использованы в одной из соединяемых частей на любой отдельной поверхности прилегания независимо от направления приложения нагрузки на соединения, в которых допустимое сопротивление скольжению больше, чем приложенная сила. Если во внешнем слое используются отверстия с длинными прорезями, должны быть предусмотрены пластинчатые шайбы или непрерывный стержень со стандартными отверстиями, размер которых достаточен для того, чтобы полностью закрыть прорезь после установки. В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня.
(4) Полностью вставленные пальчиковые прокладки между сопрягаемыми поверхностями передающих нагрузку элементов соединений не должны считаться длинным пазовым элементом соединения.
Nominal Hole Dimensions
Bolt Diameter
Hole Dimensions – Standard Diameter
Hole Dimensions – Oversize Diameter
Hole Dimensions – Short Slot (Width x Length)
Hole Dimensions – Long Slot (Width x Length)
1/2
9/16
5/8
9/16 x 11/16
9/16 x 1 1/16
5/8
11/16
13/16
11/16 x 7/8
11/16 x 1 9/16
3/4
13/16
15/16
13/16 x 1
13/16 x 1 7/8
7/8
15/16
1 1/16
15/16 x 1 1/8
15/16 x 2 3/16
1
1/16
1 1/4
1/16 X. 1 5/16
1 1/16 x 2 1/2
>= 1 1/8
d + 1/16
d + 5/16
(d x (1/16) d + 3/8)
(d + 1/16) x (2,5 x d)
Отверстия под анкерные болты
Размеры отверстий для соединения стальных конструкций не совпадают с размерами отверстий для стальных конструкций. анкерные крепления к бетону. В случае соединения сталь-сталь детали изготавливаются в цехе с хорошим контролем качества, поэтому стандартные отверстия (диаметр болта плюс 1/16″), отверстия увеличенного размера (диаметр болта плюс 3/16″) и короткие и отверстия с длинными прорезями можно использовать вполне успешно. Тем не менее, размещение анкерных устройств в полевых условиях долгое время подвергалось более допустимым допускам (и часто неточностям, которые в любом случае превышают эти допуски и могут потребовать рассмотрения зарегистрированным инженером-строителем).
AISC опубликовала Руководство по проектированию стали, серия 1, Опорные плиты колонн, еще в начале 1990-х годов. В то время было признано, что качество фундаментных работ становится все хуже и хуже. Чтобы предоставить монтажнику (и проектировщику) большую свободу действий, допустимые размеры отверстий в опорных плитах были увеличены. Те же самые большие размеры отверстий были включены во 2-е изд. Руководство ЛРФД. Значения там максимальные, а не обязательный размер. При желании можно использовать отверстия меньшего размера. С этими отверстиями обычно требуются пластинчатые шайбы, потому что шайбы ASTM F436 могут вдавливаться в отверстия большего размера даже при монтажных нагрузках.
Отверстия большего размера в первую очередь предназначены для большинства опорных плит, которые передают только осевое сжатие от колонны к фундаменту. В этом случае анкерные стержни обычно мало что делают после возведения.
Для того, чтобы можно было сместить болты, отверстия в опорных плитах увеличены. Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта:
Размеры отверстия для анкерного болта
Диаметр болта
Hole Size
3/4
1 5/16
7/8
1 9/16
1
1 13/16
1 1/4
2 1/16
1 1/2
2 5/16
1 3/4
2 3/4
2
3 1/4
2 1 /2
3 3/4
AISC, Руководство по проектированию стали, серия 1, Опорные плиты колонн, предполагает, что использование отверстий увеличенного размера, соответствующих этим критериям, может по-прежнему не соответствовать изменениям в полевых условиях в размещении анкерных болтов, и предлагает добавить 1/4 дюйма , до указанного диаметра отверстия. Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».
Основываясь на отверстиях увеличенного размера AISC, рекомендациях Образовательного совета AISC по конструкционной стали и методах размещения анкерных болтов подрядчиков по бетонным работам, подрядчики по бетонным работам ASCC (Американское общество подрядчиков по бетонным работам) рекомендуют следующие допуски для расположения каждого болта:
Машинный напильник — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Машинные напильники применяются для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев.
[1]
Машинные напильники, например фасонные головки, используются в процессе изготовления моделей и штампов преимущественно для опиливания фасонных полостей, отверстий и др. ( фиг.
[2]
Машинные напильники подразделяются на борнапильники, дисковые, пластинчатые.
[3]
Машинные напильники. а — стержневые. 6 — дисковые и приспособление, в котором закрепляется напильник при работе. в — фасонные головки.
[4]
Машинные напильники применяют для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев. [5]
Приспособлении для внутреннему контуру.
[6]
Машинные напильники вверху ( в головке) закрепляют в патроне, а внизу ( в станине) устанавливают с помощью имеющегося у них центра в конусное углубление нижнего кронштейна. В зависимости от длины напильника расстояния между верхним и нижним кронштейнами регулируют перемещением их по штоку и закрепляют винтовыми барашками, ввернутыми в патрон. Обрабатываемую матрицу подводят вручную и поджимают к напильнику. Число двойных ходов напильника на опиловочном станке колеблется в.
[7]
Машинные напильники. а — стержневые. 6 — дисковые и приспособление, в котором закрепляется напильник при работе. в — фасонные головки.
[8]
Машинные напильники применяют для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев. [9]
Машинные напильники ( табл. 7 и 8) бывают стержневые ( рис. 2), дисковые, ( рис. 3) и концевые — борнапильники. Стержневые напильники используются на станках с прямолинейным возвратно-поступательным движением, дисковые — на станках типа приводной бабки с вращательным движением шпинделя и концевые — на станках типа ОЗС.
[10]
Стержневые машинные напильники устанавливают на опиловоч-ных станках, они имеют разнообразные сечения. Напильник получает возвратно-поступательное движение. Ход напильника регулируется в пределах от 10 до 1000 мм.
[11]
Машинные напильники малых размеров закрепляются на опиловочных станках в специальных патронах. Напильники средних размеров имеют с обеих сторон хвостовики А и Б, которыми они центрируются и закрепляются в центрах-держателях станков.
[12]
Из машинных напильников следует отметить брусковые, применяемые на опиловочных станках. Опиловка происходит при прямолинейном возвратно-поступательном перемещении напильника, закрепленного своими концами в рамке станка. [13]
Ручная ножовка-наградка для прорезания шлицев и.| Машинные напильники.
[14]
Особенностью машинных напильников является их одинаковое сечение по всей рабочей части, без обычных сбегов и конусности.
[15]
Страницы:
1
2
Продукт Машинные алмазные надфили — Система DME
Сделано в Тайване
Best Diamond Industrial Co. — BESDIA
Машинные алмазные напильники и рифлуары мы предлагаем по самым привлекательным ценам.
Инструменты для машинного применения часто не имеют маркировки.
Наборы поставляются в мягких чехлах по 10 и 12 шт. — см. фото.
Размеры зерна — 120, 150, 200, 300, 400 и 600 ед.
Основные разделы в этой категории:
Машинные надфили напильники Напильники для ультразвука
Машинные алмазные конические напильники
Предназначаются для работы в воздушных и электрических опиловочных машинах, а также в ультразвуковых машинах.
Машинные надфили отличаются короткой оправкой
Диаметр оправки 3 мм
Общая длина 72 мм
Ширина 2, 4, 6 мм
Длина покрытия 25 мм
Зерно 150, 200, 300 и 400 ед.
Поштучно и в наборе по 12 штук
Машинные алмазные конические напильники С уменьшенной рабочей частью, для работы в пазах и выточках
Предназначаются для работы в воздушных и электрических опиловочных машинах, в ультразвуковых машинах
Отличаются короткой оправкой, укорочена длина рабочей части
Диаметр оправки 3 мм
Ширина 3 и 6 мм
Общая длина 56 и 72 мм
Длина покрытия 15 мм
Зерно 200, 400 и 600 ед.
Поштучно и в наборе по 12 штук
Надфили машинные удлиненные MPF-10
Общая длина 90 мм
Поштучно или в наборе из 10 шт
Надфили фасонные машинные MBF-60
Общая длина 85 мм
Поштучно или в наборе из 5 шт
Рифлуары машинные MBF-90
Общая длина 65 мм
Пошучно или в наборе из 10 штук
Напильники алмазные спеченные для ультразвуковых приборов
Данный вид напильников отличается от простых машинных надфилей наличием припаянной к оправке рабочей части.
Рабочая часть представляет собой пластинку из алмазных зерен спеченных в металле.
Короткий тип напильника MMF не имеет резьбы, он зажимается в ручке прибора держателем 3 мм.
Два других типа напильников MDT имеют установочную резьбу, что позволяет надежно и с усилием фиксировать напильники непосредственно в сердечнике ультразвуковой ручки.
Рабочая часть напильников может быть сформирована на точильном круге.
Напильники подходят для ультразвуковых приборов ULTRAMAX UM1200, BESDIA AR-108, AR-600, AR-800 и др.
Мы готовы оказать консультацию в выборе машинных надфилей любого типа.
Если вы не нашли в разделе требуемые вам инструменты — обратитесь к нам с запросом по почте.
Swiss Parallel Machine File — FALCON Tool Company
Высочайшее качество · Известен своей долговечностью и прочностью · Продается поштучно с помощью нашего Die Profiler или файловых машин All-American, Keller и Milwaukee или вручную в одном из наших держателей файлов. Подробнее о каждой доступной серии смотрите ниже!
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
Серия 3300: Прорези при движении вниз · Круглый хвостовик 1/4 дюйма · 2-1/4 дюйма Длина разреза · Общая длина 3-1/4 дюйма Серия 3400: Прорези при ходе вниз · 1/8 » Круглый хвостовик · 2-1/4 дюйма Длина среза · 3-1/4″ Общая длина Серия 3500: Резка при движении вниз · 6 дюймов Длина среза · 8 дюймов Общая длина · Для опиловочных машин Серия 3600: Прорези при движении вверх · Длина реза 5 дюймов · Общая длина 7 дюймов · Может также использоваться в качестве ручного напильника
Опции для серии 3300
Форма
Номер модели
Размер
Стойка — разрез с 2 сторон
#3301
7/32″ x 9/64″
Выравнивание — 4-х сторонний разрез
#3302
7/32″ x 9/64″
Три квадрата
#3303
7/32″
Заколка
#3304
15/64″ x 1/8″
Пастилка
#3305
1/4″ x 9/64″
Нож
#3306
15/64″ x 7/64″
Круглый
#3307
1/4″
Полукруглый
#3308
1/4″ x 9/64″
Овальный
#3309
1/4″ x 9/64″
Пиппин
#3310
1/4″ х 5/32″
Квадрат
#3312
3/16″
Серия 3400 Опции
Форма
S тип №
Размер
Три квадрата
#3403
1/8″
Заколка
#3404
13/64″ x 3/32″
Пиппин
#3410
3/16″ x 3/32″
Квадрат
#3412
7/64″
Серия 3500 Опции
Форма
Номер модели
Толщина
Три квадрата
#3552
1/4″
Квадрат
#3544
1/4″
Серия 3600 Опции
Форма
Номер модели
Толщина
Квадрат
#3610
1/8″
#3611
3/16″
Стойка
#3617
1/8″
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
Скидки за количество: 10 или более — скидка 10% 50 и более — скидка 12%
Вырезать ход:
СЕРИЯ 3300_НИЖНЯЯ СЕРИЯ 3400_НИЖНЯЯ СЕРИЯ 3500_НИЖНЯЯ СЕРИЯ 3600_ВВЕРХ
Форма:
Кол-во:
Вращать вверхВращать вниз
Количество должно быть положительным круглым числом больше Количество должно быть указано в правильных приращениях на основе минимального значения и шагов приращения. Минимальное значение: 1 Шаг: 1
Вещь#:
Список цен:
Скидка:
Твоя цена:
В настоящее время вы не вошли в систему. Пожалуйста, войдите, чтобы получить лучшие цены и доступность.
Добавить в корзину
Высочайшее качество · Известен своей долговечностью и прочностью · Продается поштучно Falcon Tool предлагает набор напильников Swiss Parallel Machine File для использования как на филировальной машине, такой как Die Profiler, так и на машинах All-American, Keller и Milwaukee, или вручную в одной из наших пилочных машин. Держатели. Подробнее о каждой доступной серии смотрите ниже!
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
3300 Серия: Нарезы при движении вниз · Круглый хвостовик 1/4 · Длина реза 2-1/4 дюйма · Общая длина 3-1/4 дюйма Серия 3400: Прорези при ходе вниз · 1/8 дюймов Круглый хвостовик · Длина реза 2-1/4 дюйма · Общая длина 3-1/4 дюйма Серия 3500: Надрезы при движении вниз · Длина реза 6 дюймов · Общая длина 8 дюймов · Для опиловочных машин Серия 3600: Обрезки при движении вверх Ход · Длина реза 5 дюймов · Общая длина 7 дюймов · Может также использоваться в качестве ручного напильника
Опции для серии 3300
Форма
Номер модели
Размер
Стойка — разрез с 2 сторон
#3301
7/32″ x 9/64″
Выравнивание — 4-х сторонний разрез
#3302
7/32 x 9/64 дюйма
Три квадрата
#3303
7/32″
Заколка
#3304
15/64″ x 1/8″
Пастилка
#3305
1/4″ x 9/64″
Нож
#3306
15/64″ x 7/64″
Круглый
#3307
1/4″
Полукруглый
#3308
1/4″ x 9/64″
Овальный
#3309
1/4″ x 9/64″
Пиппин
#3310
1/4″ x 5/32″
Квадрат
#3312
3/16″
Серия 3400 Опции
Форма
S тип №
Размер
Три квадрата
#3403
1/8″
Заколка
#3404
13/64″ x 3/32″
Пиппин
#3410
3/16″ x 3/32″
Квадрат
#3412
7/64″
Серия 3500 Опции
Форма
Номер модели
Толщина
Три квадрата
#3552
1/4″
Квадрат
#3544
1/4″
Серия 3600 Опции
Форма
Номер модели
Толщина
Квадрат
#3610
1/8″
#3611
3/16″
Стойка
#3617
1/8″
Товары доступны в ограниченном количестве и будут сняты с производства, когда запасы будут исчерпаны.
Скидки за количество: 10 или более — скидка 10% 50 и более — скидка 12 %
Восстановление объектов из резервных копий с помощью Time Machine на Mac
Искать в этом руководстве
Добро пожаловать
Строка меню
Прожектор
Центр управления
Сири
Центр уведомлений
Рабочий стол
Док
Искатель
Подключиться к Интернету
Сидеть в сети
Отрегулируйте громкость
Сделайте снимок экрана или запись экрана
Просмотр и редактирование файлов с помощью Quick Look
Сделать заметку
Настройте время экрана для себя
Настройте фокус, чтобы оставаться на задаче
Редактируйте фото и видео в Фото
Используйте визуальный поиск для ваших фотографий
Прокладывать маршруты в Картах
Создание записи в голосовых заметках
Используйте жесты трекпада и мыши
Используйте сенсорную панель
Используйте сенсорный идентификатор
Используйте сочетания клавиш
Получайте обновления macOS
Встроенные приложения
Открытые приложения
Работа с окнами приложений
Используйте приложения в полноэкранном режиме
Использование приложений в режиме разделенного просмотра
Получить приложения из App Store
Устанавливайте и переустанавливайте приложения из App Store
Установка и удаление других приложений
Изменить системные настройки
Изменить картинку рабочего стола
Используйте хранитель экрана
Добавьте свою электронную почту и другие учетные записи
Используйте ярлыки для автоматизации задач
Создать Memoji в сообщениях
Измените изображение для себя или других в приложениях
Изменить язык системы
Упростите просмотр того, что происходит на экране
Создание и работа с документами
Открытые документы
Используйте диктовку
Размечать файлы
Объединение файлов в PDF
Печать документов
Организуйте свой рабочий стол с помощью стеков
Организация файлов с помощью папок
Пометить файлы и папки
Отправлять электронную почту
Используйте Live Text для взаимодействия с текстом на фотографии
Резервное копирование файлов
Восстановить файлы
Создание Apple ID
Управление настройками Apple ID
Что такое iCloud?
Что такое iCloud+?
Настройте iCloud на своем Mac
Храните файлы в iCloud Drive
Делитесь файлами с помощью общего доступа к файлам iCloud
Управление хранилищем iCloud
Используйте фото iCloud
Что такое семейный доступ?
Настроить семейный доступ
Настройте других пользователей на вашем Mac
Настройка Экранного времени для ребенка
Делитесь покупками с семьей
Сделать звонок FaceTime
Используйте SharePlay, чтобы смотреть и слушать вместе
Отправлять текстовые сообщения
Поделитесь календарем с семьей
Узнайте, чем люди поделились с вами
Найдите свою семью и друзей
Играйте в игры с друзьями
Используйте Continuity для работы на устройствах Apple
Потоковое аудио и видео с AirPlay
Используйте клавиатуру и мышь или трекпад на разных устройствах
Используйте свой iPad в качестве второго дисплея
Передача задач между устройствами
Вставка фотографий и документов с iPhone или iPad
Вставка эскизов с iPhone или iPad
Копировать и вставлять между устройствами
Используйте Apple Watch, чтобы разблокировать свой Mac
Совершайте и принимайте телефонные звонки на вашем Mac
Отправляйте файлы между устройствами с помощью AirDrop
Синхронизируйте музыку, книги и многое другое между устройствами
Играть музыку
Слушайте подкасты
Смотрите сериалы и фильмы
Читать и слушать книги
Читать новости
Отслеживайте акции и рынок
Подпишитесь на Apple Music
Подпишитесь на AppleTV+
Подпишитесь на Apple Arcade
Подпишитесь на Apple News+
Подпишитесь на подкасты и каналы
Управление подписками в App Store
Просмотр подписок Apple для вашей семьи
Управление файлами cookie и другими данными веб-сайтов в Safari
Используйте приватный просмотр в Safari
Просмотр отчетов о конфиденциальности в Safari
Разбираться в паролях
Сброс пароля для входа на Mac
Создание и автоматическое заполнение надежных паролей
Обеспечьте безопасность своего Apple ID
Настройте свой Mac для обеспечения безопасности
Используйте защиту конфиденциальности почты
Защитите свою конфиденциальность
Оплата с помощью Apple Pay в Safari
Используйте функцию «Вход с Apple» для приложений и веб-сайтов
Защитите свой Mac от вредоносных программ
Контролировать доступ к камере
Найдите пропавшее устройство
Начните работу со специальными возможностями
Зрение
слух
Мобильность
Общий
Измените яркость дисплея
Подключите беспроводную клавиатуру, мышь или трекпад
Подключайте другие беспроводные устройства
Подключите дисплей, телевизор или проектор
Добавить принтер
Используйте встроенную камеру
Используйте AirPods с вашим Mac
Экономьте энергию на вашем Mac
Оптимизируйте место для хранения
Записывайте компакт-диски и DVD-диски
Управляйте аксессуарами в вашем доме
Запустите Windows на вашем Mac
Ресурсы для вашего Mac
Ресурсы для ваших устройств Apple
Авторские права
Если вы используете Time Machine для резервного копирования файлов на вашем Mac, вы можете легко вернуть потерянные элементы или восстановить старые версии файлов.
Как правильно работать болгаркой: техника безопасности при работе
12.10.2019
1 звезда2 звезды3 звезды4 звезды5 звезд
Рассказываем тонкости работы болгаркой по дереву, металлу и плитке и даем советы по безопасности.
Интерскол
Углошлифовальные машины или в просторечии пилы-болгарки — популярный строительный инструмент, который прочно вошёл в наш обиход. Однако этот прибор требует правильного обращения и обслуживания. Ведь если не соблюдать правила эксплуатации, не знать, как правильно работать болгаркой, она может оказаться весьма опасным устройством. Рассказываем об особенностях использования углошлифовальных машин, технике безопасности и других важных тонкостях.
Всё о работе болгаркой
Особенности устройства
Правила безопасности
Работа по дереву
Резка плитки
Резка металла
Углошлифовальные машины (УШМ) используются для широкого круга работ по резке металла, камня, бетона, будь то строительство или, наоборот, демонтаж конструкций. Также для них существует ряд насадок, с помощью которых можно проводить шлифовку и полировку.
УШМ Bort
Каким бы видом деятельности вы ни занимались, необходимо помнить, что прибор потенциально травмоопасен. Режущий диск, вращающийся на большой скорости, может нанести серьёзную травму. Даже небольшие осколки камня, опилки и стружка, разлетающиеся от места реза, могут быть опасны, особенно при попадании в глаза. Поэтому при использовании углошлифовальных машин необходимо строго соблюдать правила техники безопасности.
Интерскол
Защитный кожух должен быть изготовлен из толстого металла, способного эффективно задержать осколки разлетающегося материала и лопнувшего диска. При работе защитный кожух должен быть развёрнут в сторону работающего человека.
Категорически запрещается использовать УШМ без защитного кожуха.
Защитный кожух должен быть развёрнут так, чтобы прикрывать лицо человека от разлетающихся осколков и стружки.
Запрещено использовать дефектные отрезные круги, с выщерблинами и крупными неровностями по краю.
Визуально проверяйте состояние отрезного диска перед включением устройства. Он может быть повреждён (надломлен) или поврежден при хранении — иногда для этого достаточно всего лишь неудачно уронить прибор.
Перед началом резки или шлифовки проверьте работу инструмента на холостом ходу, нет ли опасного биения, возникающего из-за дефектов диска.
Никогда не устанавливайте на углошлифовальную машину пильные диски от циркулярной пилы и любой другой режущий инструмент, специально не предназначенный для УШМ. Скорость вращения шпинделя болгарки в несколько раз выше чем, скажем, у циркулярной пилы, и деталь может просто развалиться.
Позаботьтесь об удобной защитной одежде. Желательно иметь одежду из прочного материала, способного выдержать град искр (например, брезентовая куртка и защитные перчатки).
Обязательно надевайте защитные очки или защитную маску.
Leroy Merlin
Летящие искры и нагретые металлические опилки могут представлять пожарную опасность, поэтому вокруг не должно быть легковоспламеняющихся вещей.
Для шлифовки поверхностей используются разные насадки. Чаще всего применяется круг, на котором «липучкой» крепится круглый лист наждачной шкурки. Также применяется лепестковый диск с закреплёнными на нём лепестками наждачки. Он удобнее, но зато вариант с «липучкой» многоразовый (при умелом обращении), что куда выгоднее при большом объёме производства (лист шкурки стоит на порядок дешевле лепестковой насадки). Для шлифовки окрашенных и покрытых ржавчиной поверхностей используются щёточные и обдирочные диски, а для заточки режущих кромок инструментов, соответственно, заточечные.
УШМ Makita GA5030
Углошлифовальная машина отлично подходит для грубой обработки деревянных поверхностей. Круглая насадка шлифует поверхность очень быстро — в несколько раз быстрее, чем обычная шлифовальная машинка. Это происходит за счёт высокой скорости вращения шпинделя (10 000-12 000 об./мин). Но у высокой скорости вращения есть и минусы. Это, прежде всего, большое количество шума и пыли во время эксплуатации устройства. Поэтому позаботьтесь о хорошем пылеотводе. При работе в помещении крайне желательно подключать к УГМ строительный пылесос. А если условия позволяют, лучше заниматься шлифовкой деревянных поверхностей на улице.
Другой недостаток УШМ заключается в невозможности должным образом регулировать скорость вращения (эта функция есть в виброшлифовальных машин, но обычно отсутствует у болгарок). Для полировки подходят только УШМ с опцией регулировки количества оборотов, разнообразные полировальные диски на высокоскоростные углошлифовальные машины ставить нельзя.
В общем, тонкую работу выполнить болгаркой на высоких оборотах гораздо труднее. Особенно при обработке поперечного среза древесных волокон — легко можно переборщить и прижечь древесину (а заодно испортить круг наждачной шкурки). Не прижимайте сильно инструмент к древесине, не держите его подолгу на одном месте, чтобы не возникали подпалины из-за перегрева. И старайтесь крепко держать инструмент при работе. Вращающийся круг со шкуркой (или лепестковый диск) необходимо держать строго параллельно обрабатываемой плоскости. Перекос чреват порчей расходных материалов и обрабатываемой поверхности.
При масштабной деятельности давайте инструменту отдохнуть и остыть. Особенно если это бытовой инструмент. Подобные модели не рассчитаны на эксплуатацию в непрерывном режиме 24/7, обычно максимум на 8-10 минут непрерывной работы.
УШМ DeWALT
Мы спросили специалиста, как правильно резать болгаркой плитку и керамогранит. Есть два варианта.
Использование абразивного круга для камня (обычно эти круги маркируются соответствующим образом), а в качестве абразива служат зёрна карбида кремния, которые имеют менее агрессивную форму, чем электрокорунд, применяющийся для резки чёрных металлов. Порошок этого абразива перемешивается со связующей бакелитовой смолой и из этой смеси формируется круг с использованием одного или нескольких слоёв стеклосетки, выполняющей армирующую роль.
Алмазные круги, где режущими элементами являются зёрна технического алмаза, а связующим — кобальт.
Leroy Merlin
При резке металла не старайтесь сильно давить на инструмент, болгарка вполне эффективно режет металл под воздействием собственного веса. Для резки металла можно использовать универсальные режущие круги по металлу либо специализированны, например, для резки нержавеющей стали или для цветных металлов. Конечно, такие расходники имеет смысл приобретать только при сколько-нибудь существенном объёме производства. Зачистка сварных швов и аналогичные манипуляции выполняются специальными обдирочными дисками.
УШМ ЗУБР
В рамках советов по резке металла также нельзя не упомянуть, как правильно пилить болгаркой толстые трубы. Толщина обрабатываемого металла не должна превышать 25-30 мм для инструмента с диском диаметром 115 мм.О том, как правильно держать болгарку при резке металла, рассказывает специалист.
Также предлагаем посмотреть видео о том, как правильно пользоваться болгаркой.
Инструменты
Чек-лист: 10 инструментов, которые должны быть в доме у каждого
Материал подготовил
Борис Безель
Была ли статья интересна?
Поделиться ссылкой
Нажимая на кнопку «Подписаться», Вы даете согласие на обработку персональных данных
Рекомендуем
8 полезных и красивых идей для интерьера, которые стоят того
Жалюзийные двери: 11 классных способов использовать их в интерьере
Пробковая подложка под ламинат: виды, особенности, критерии выбора
Замена бачка унитаза: инструкция из 3 шагов и важные советы
Профессионалам и любителям: 9 лучших программ для дизайна интерьера
Кварцвиниловая плитка для пола: плюсы и минусы, сравнение с другими материалами
Раковина в туалет: как выбрать стильный и удобный вариант (35 фото в интерьере)
Одним кликом или голосом: как можно управлять освещением в квартире
Пробковый пол в интерьере: плюсы и минусы, особенности материала
Реклама на IVD. ru
Как использовать болгарку при резке металла и шлифовке
Применение болгарки не ограничивается резкой различных материалов, с ее помощью можно выполнять шлифовку и полировку поверхностей. По этой причине многие мастера считают инструмент незаменимым при проведении ремонтных и строительных работ. После приобретения угловой шлифовальной машины не каждому новичку достаточно изучить инструкцию по эксплуатации, чтобы понять, как пользоваться болгаркой. Мы расскажем о нюансах работы с агрегатом, особенностях резки различных материалов.
Содержание
Рейтинг надежных и качественных болгарок для дома и работы
История и разновидности инструмента
Какая нужна защита, чтобы работать с болгаркой?
Подбор диска
Как правильно резать болгаркой: на себя или от себя
Основные приемы работы по дереву
Топ-10 надежных и качественных болгарок для дома и работы
Makita GA5030, 720 Вт, 125 мм
Metabo W 650-125, 650 Вт, 125 мм
BOSCH GWS 9-125 S, 900 Вт, 125 мм
ВИХРЬ УШМ-125/800 (2020), 800 Вт, 125 мм
ЗУБР УШМ-П125-850, 850 Вт, 125 мм
BOSCH GWS 660-125, 660 Вт, 125 мм
Hammer USM 900 E, 950 Вт, 125 мм
Bort BWS-1000-125, 1000 Вт, 125 мм
Интерскол УШМ-125/1100Э, 1100 Вт, 125 мм
ЗУБР УШМ-125-800 М3, 800 Вт, 125 мм
Рекомендации при работе с болгаркой по резке камня
Правила резки плитки и керамогранита
Правила шлифовки болгаркой
Резка болгаркой стеклянных изделий
Резка всех видов пластика
Рейтинг надежных и качественных болгарок для дома и работы
Место
Модель
1.
Makita GA5030, 720 Вт, 125 мм
Цены
Обзор
2.
Metabo W 650-125, 650 Вт, 125 мм
Цены
Обзор
3.
BOSCH GWS 9-125 S, 900 Вт, 125 мм
Цены
Обзор
4.
ВИХРЬ УШМ-125/800 (2020), 800 Вт, 125 мм
Цены
Обзор
5.
ЗУБР УШМ-П125-850, 850 Вт, 125 мм
Цены
Обзор
6.
BOSCH GWS 660-125, 660 Вт, 125 мм
Цены
Обзор
7.
Hammer USM 900 E, 950 Вт, 125 мм
Цены
Обзор
8.
Bort BWS-1000-125, 1000 Вт, 125 мм
Цены
Обзор
9.
Интерскол УШМ-125/1100Э, 1100 Вт, 125 мм
Цены
Обзор
10.
ЗУБР УШМ-125-800 М3, 800 Вт, 125 мм
Цены
Обзор
История и разновидности инструмента
Первая шлифмашинка была собрана немецкими конструкторами Германом Шмидтом и Германом Аккерманом. Они основали компанию FLEX-Elektrowerkzeuge GmbH, которая в 1935 г. выпустила в массовое производство низкооборотистую УШМ, а в 1954 г. – высокооборотистую под названием DL 9.
Импорт в СССР основном шел с Болгарии. Одним из завозимых товаров и стала УШМ от торговой марки Eltos. Народное наименование электроинструмента «болгарка» пошло от названия страны производителя.
В магазинах представлены разные виды болгарок
Классифицируют агрегат по нескольким признакам:
По размеру и мощности. Длина крупных моделей, которые применяют в промышленных целях, достигает 50 см, высота – 16 см, мощность – до 3 кВт. К средним относят болгарки с размерами 35 и 13 см соответственно. Их мощность до 1.5 кВт позволяет эффективно выполнять профессиональные работы. Характеристики малых УШМ идеально подходят для применения в быту. Длина – 27 см, высота – до 11 см, мощность – не более 1. 2 кВт.
По типу питания – сетевые и аккумуляторные. Первые работают только при наличии розетки и электроэнергии. Главным плюсом вторых выделяют возможность использования в полевых условиях.
По количеству рукояток. В одноруких моделях диаметр диска не превышает 125 мм. Отличаются небольшими размерами и весом, малой мощностью, но привлекают хорошей мобильностью. Двуручные УШМ рассчитаны на резку бетона, толстого металла. Наличие второй ручки повышает удобство эксплуатации агрегата в разных плоскостях.
Болгарка используется для резки, шлифовки и полировки различных материалов. Тип обрабатываемой поверхности влияет на выбор диска.
Какая нужна защита, чтобы работать с болгаркой?
Для ответа на вопрос, как использовать болгарку, нельзя обойти стороной условия ее безопасной эксплуатации. Нередки случаи защемления режущего круга в материале, что может привести к его деформации и разлому не мелкие кусочки. При отсутствии защиты у оператора высок риск травмирования. Опасность представляют и летящие искры, мельчайшие элементы разрезаемого материала.
При работе с болгаркой нужно обязательно использовать защитный кожух, который надевается на диск. Его наличие обеспечивает комфортное использование агрегата в закрытых помещениях.
Мастерам важно обеспечить защиту глаз и открытых участков тела. Для этого применяют очки, маски, рукавицы. Респиратор защищает органы дыхания человека от пыли, особенно, при работе с камнем, бетоном. Эксплуатация болгарки сопровождается сильным шумом. Обеспечить защиту органов слуха можно с помощью беруш или строительных наушников.
В рамках техники безопасности работу с УШМ нужно проводить в плотной и негорючей одежде, специальной обуви, которая исключает повреждение ног при падении инструмента или тяжелых элементов обрабатываемого материала.
Подбор диска
Условия эксплуатации болгарки определяют выбор основных параметров диска.
По диаметру выделяют следующие виды кругов:
115 мм – из-за малой глубины пропила используют в основном для шлифовки, но подойдут для резки тонких пластиковых труб;
125 мм – самый популярный вариант для домашнего применения, глубина пропила в 35 мм обеспечивает возможность обработки облицовочной плитки и других материалов небольшой толщины;
150 мм – рассчитаны на работу с кирпичом, бетоном, металлическими профилями, деревом, главный минус – малый ассортимент;
180 и 230 мм – характеризуются глубиной реза в 60-80 мм, применять их рекомендуют в производственных условиях.
Чем тоньше диск, тем меньше усилий прилагает оператор при резке материала. Благодаря высокой упругости кругов работать с ними безопаснее, единственный минус – малый коэффициент реза.
По виду работ диски делят на следующие типы:
отрезные;
шлифовальные;
обдирочные;
заточные;
зачистные.
В зависимости от материала изготовления оснастка бывает алмазной, абразивной, твердосплавной, щеточной.
Для болгарки выпускают диски разных видов и размеров
Как правильно резать болгаркой: на себя или от себя
По вопросу, как правильно пользоваться болгаркой при резке, у мастеров нет единого ответа. Одни считают, что держать инструмент нужно так, чтоб пиление проводилось от себя, другие придерживаются обратного мнения. При этом эксперты считают оба решения правильными, если соблюдать ряд рекомендаций.
Когда совершают резку «от себя», то диск движется по часовой стрелке. Искры и пыль при этом летят на оператора, поэтому рекомендуют надевать респиратор, очки, одежду плотно застегивать. Плюсом такого метода отмечают низкий риск травмирования при защемлении круга, так как рывок машинки происходит в противоположном резчику направлении.
Вариант резки «к себе» предполагает движение диска «против часовой стрелки», поэтому к недостаткам метода относят высокую вероятность травмирования. При защемлении круга в материале УШМ отбросит в сторону оператора. Если он не сможет ее удержать, то без порезов и ушибов не обойтись. Эксперты советуют полностью сконцентрироваться на операции, контролировать ход круга. Любое ощущение напряженности в работе болгарки должно остановить мастера.
К преимуществам относят направленность потока искр и пыли в противоположную от человека сторону. Защитные средства нужно надевать обязательно, но риск попадания частиц в глаза или на тело существенно снижен.
При работе болгаркой «к себе» редуктор расположен со стороны работника, поэтому у правшей вероятность наматывания одежды на вращающиеся детали исключена.
Основные приемы работы по дереву
Болгарку не используют для резки дерева, даже при установке зубчатого круга от циркулярной пилы (посадочное место идентично в данных инструментах). Круг прочно цепляется в такой материал и удержать агрегат будет сложно.
Как же можно использовать болгарку для обработки деревянных поверхностей? Применение инструмента в этом случае ограничивается шлифовкой. Для проведения процедуры рекомендуют взять лепестковый круг. Элемент состоит из лепестков наждачной бумаги, закрепленных по кругу с помощью высокопрочных смол. Выбор такого диска обусловлен многоразовостью его использования, что при большом объеме производства снижает материальные затраты на оснастку.
Шлифовку осуществляют на высокой скорости вращения шпинделя – около 11 000 об/мин. При этом образуется большое количество пыли, операторам рекомендуют позаботиться о подключении строительного пылесоса или проводить процедуру на улице. Вращающийся круг нужно направлять строго параллельно обрабатываемой плоскости, так как перекос приведет к порче древесины и расходных материалов.
Во избежание прижигания древесины инструмент нельзя сильно прижимать к поверхности или держать его долго на одном месте, так как могут возникнуть подпалины из-за перегрева.
Топ-10 надежных и качественных болгарок для дома и работы
Рекомендации при работе с болгаркой по резке камня
При распиле камня выделяется много пыли. Мастерам нужно не только применить все соответствующие защитные средства, но и выбрать УШМ с пылезащитой. Если такая система не предусмотрена в вашей болгарке, то исключить быстрый выход из строявнутренних элементов помогает своевременная чистка агрегата.
Высокое качество резки и глубину пропила до 130 мм гарантирует применение алмазного круга диаметром 230 мм. Если взять болгарку с меньшим размером круга, то снизится производительность, точность работы. Еще одним плюсом алмазной оснастки в сравнении с абразивной выделяют ее надежность.
Одним из основных правил работы с камнем выделяют малый период беспрерывной эксплуатации инструмента. Такой материал режут не дольше 1 мин, а затем делают перерыв, чтобы круг остыл. Если не соблюдать такое условие, то алмазное напыление диска уже через 3-5 мин придет в негодность, что существенно повысит материальные затраты оператора.
Для резки камня подойдет УШМ с защитой от пыли
Правила резки плитки и керамогранита
На вопрос, как использовать УШМ при резке плитки и керамогранита, эксперты предлагают 2 варианта:
Применить абразивный круг для камня. В качестве абразива выступает карбид кремния, зерна которого имеют менее агрессивную форму, чем электрокорунд. Последний выбирают для распила черных металлов. Круг изготавливается путем перемешивания порошка материала с бакелитовой смолой. Обязательно используют один или несколько слоев стеклосетки, являющейся армирующим элементом.
Алмазный круг. Режущей составляющей выступают зерна технического алмаза, а связующей – кобальт. Такие диски обеспечивают минимальное количество сколов.
Резку плитки и керамогранита проводят болгаркой, закрепленной в стойке. Из-за сильной вибрации удерживать инструмент одной рукой в момент процедуры сложно.
Диски по камню считаются самыми дешевыми, но они быстро изнашиваются и имеют большую толщину, поэтому срез получается широким. Отрезные алмазные круги привлекают долговечностью. Они тоньше, распил будет более ровным и аккуратным.
Толщина оснастки для резки плитки и керамогранита не должна превышать 2 мм. Круг выбирают с частотой вращения, соответствующей показателю болгарки. Также рекомендуют обращать внимание на ширину алмазного напыления, которое должно быть больше толщины обрабатываемого материала.
Резку лучше проводить по лицевой стороне плитки, тогда корпус точно войдет в нее, что исключает появление сколов. Распил рекомендуют осуществлять на высокой частоте вращения. При быстром проходе плитка не успеет раскалиться.
Правила шлифовки болгаркой
Выбор шлифовального круга зависит от типа обрабатываемого материала. Для проведения процедуры нужно приобрести соответствующий опорный диск, который устанавливают на вал болгарки.
Шлифовка деревянных поверхностей включает 3 этапа:
подготовка материала – устранение следов лака и краски обдирочной насадкой;
грубая шлифовка – проводят шлифовально-полировочными дисками или обычными, предварительно зафиксировав на них наждачный круг нужного диаметра;
тонкая шлифовка – используют нулевую наждачную оснастку.
Обработку бетона проводят сухим или влажным методом. Минусом первого варианта выступает образование большого количества пыли. Второй метод используют в основном при работе с напольным покрытием. Полученная поверхность приравнивается к отполированной.
Металл шлифуют лепестковыми или абразивными кругами. Качественный результат получается при их совмещении. Первый тип оснастки применяют для обработки ровных поверхностей, так как они не рассчитаны на устранение твердых неровностей. Абразивные круги способны отшлифовать заусеница после резки, швы от сварки на металле. При наличии ржавчины материал предварительно очищают специальной щеткой.
Резка болгаркой стеклянных изделий
Перед процедурой стекло нужно подготовить. На новом материале пластину протирают влажной тряпкой, а затем сухой газетой. Последнюю операцию не рекомендуют проводить сухой тряпкой, так как на поверхности могут остаться частицы ворса, способные помешать ровному движению режущего элемента болгарки.
Стекло б/у требует более тщательной подготовки. Поверхность нужно промыть с применением специальных моющих средств. После просушки проводят обезжиривание, использую керосин или скипидар. Во время высыхания стекла предпринимают меры, исключающие попадание пыли на его поверхность.
Резку стекла осуществляют тонким алмазным диском на малых оборотах, что позволит снизить риск раскалывания материала, уменьшит количество образующейся стеклянной пыли. Область распила слегка увлажняют, поливая поверхность водой. Диском проводят по стеклу тонкую борозду, а затем по ней выполняют срез.
Болгаркой можно резать металл, стекло, камень, кирпич и другие материалы
Резка всех видов пластика
Распил пластика проводят на малых оборотах, иначе кромка материала будет плавиться, что приведет к порче панели. Диск выбирают для резки металла с толщиной не более 1.2 мм. Нельзя прикладывать всю силу агрегата на пластиковую панель, так как материал характеризуется повышенной хрупкостью, высока вероятность поломки.
Процесс резки сопровождается выделением большого количества пыли, поэтому нужно надевать очки и подключать пылесос к патрубку защитного кожуха. После процедуры обязательно проводят шлифовку углов.
Болгарка привлекает универсальностью применения, ведь с ее помощью можно обрабатывать различные материалы. Работа с инструментом считается опасной, поэтому начинающим мастерам будет полезно ознакомиться с особенностями эксплуатации агрегата. Как пользоваться УШМ должен знать каждый, кто начинает пользоваться инструментом, поскольку в каждом конкретном случае есть свои нюансы.
🔥 Топ-10 болгарок для новичков
Что такое измельчитель марихуаны и как его использовать?
Опубликовано 10 января 2022 г. • Последнее обновление 16 сентября 2022 г.
Дробилка заполнена самородками. (Листовой)
Зачем вам измельчитель травки?
Измельчитель — это инструмент, используемый для измельчения каннабиса на мелкие кусочки, чтобы они были одинакового размера и консистенции. Сорняк обычно измельчают для качения суставов, затуплений и расщеплений, но его также можно использовать для упаковки чаш в трубы и бонги для более гладкого и равномерного горения.
Типы измельчителей сорняков
Измельчители обычно круглые, напоминающие шайбу, поэтому их можно вращать для измельчения сорняков (как на изображении выше).
Они могут быть изготовлены из различных материалов:
Металл — дорогой, но прочный
Пластик — дешевый, но легко ломается различных размеров, обычно от 2 до 6 дюймов в диаметре. С небольшой кофемолкой вам придется сделать несколько загрузок, чтобы разбить наг, но они портативны и их легко бросить в рюкзак.
Крупные дробилки могут раздробить больше наростов за одну загрузку и имеют больше рычагов, что облегчает разрушение любого количества наростов, но они не такие портативные.
Наиболее распространенным типом шлифовального станка является металлический шлифовальный станок, состоящий из четырех частей. Эти четыре детали:
Крышка — с зубьями для измельчения
Секция измельчения — имеет зубья для измельчения и отверстия для падения травы
Камера хранения — это третье отделение кофемолки собирает и хранит траву и имеет сетку. фильтровать киф
Уловитель кифа — место сбора кифа
Другие типы измельчителей сорняков
Измельчители также могут быть двух-, трех- и пятикомпонентными. Двух- и трехкомпонентные типы не имеют ловушек для кифа и их легче склеивать, потому что киф не отделен. Измельчители из пяти частей имеют либо две камеры хранения, либо два уловителя кифа.
Как использовать измельчитель для марихуаны
Чтобы использовать обычный измельчитель из четырех частей:
Поместите выступы в зубья измельчителя, между крышкой и секцией измельчителя; избегайте центра, так как именно здесь вращается магнит, и оставьте семена и стебли
Измельчите нагсы, сделав примерно 10 оборотов, пока все почки не попадут через отверстия в камеру для хранения — сначала будет некоторое сопротивление, а затем она будет плавно вращаться
Отвинтите секцию измельчителя и камеру для хранения, чтобы получить измельчите траву, а затем используйте ее для упаковки миски или для катания
Экран в третьем отделении или камере хранения удерживает в земле каннабис, позволяя кифу падать в ловушку для кифа внизу.
Вы также можете хранить траву на потом в камере хранения.
Как собирать киф
Киф можно вычерпывать и добавлять в миски, прессовать в гашиш или добавлять в масло или масло.
Лучший способ вычистить киф из мясорубки — использовать скребок для кифа — этот инструмент выглядит как крошечный шпатель размером с ноготь.
Вы также можете положить груз в ловушку для кифа, чтобы сбить смолу с экрана и попасть в ловушку для кифа. Подойдет чистый пенни или никель.
Как очистить измельчитель липких сорняков
Вам придется время от времени чистить измельчитель, потому что он станет липким от смолы и его будет трудно вращать. Для очистки:
Протрите липкие части раствором изопропилового спирта и соли
Используйте небольшую щетку, например, кисть с жесткой щетиной, зубную щетку или чистую щетку для бороды, чтобы сбить киф с экрана
Вы также можете положить кофемолку в морозильную камеру, чтобы было легче собирать киф.
В случае непоправимо залипших шлифовальных станков иногда лучше вообще заменить шлифовальный станок, особенно если он дешевый.
Как измельчить каннабис, если у вас нет гриндера
Если у вас нет под рукой гриндера или он слишком склеен, попробуйте один из следующих способов измельчения травы:
Руки
Ключи
Ножницы
Нож и разделочная доска
Терка для сыра
Кофемолка
Кофемолка — отличный способ измельчить траву без использования кофемолки, особенно если вы перемалываете много травы.
Имейте в виду, что травка очень липкая, и все, что вы используете, чтобы разбить травку, тоже станет липким. Мы рекомендуем не использовать ничего приятного или что вы не хотите пахнуть травкой. Кроме того, терки для сыра и особенно кофемолки трудно очистить от смолы.
В подготовке этой статьи участвовали Бейли Ран, Патрик Беннет и Пэт Гоггинс.
Как пользоваться шлифовальной машиной: пошаговое руководство
Хотите получить максимальную отдачу от этого унция из Cherry OG вы только что купили? Хотите выглядеть как «профессиональный» стоунер (ах, если бы такой был)? Хотите произвести впечатление на своих друзей и вызвать зависть у всех окружающих? Если вы ответили утвердительно на любой из этих вопросов, ответ прост: научитесь пользоваться кофемолкой.
Кофемолки не пользуются большой популярностью, но они являются важным элементом оборудования, без которого не может обойтись ни один преданный каннасер. В этой статье эксперты Честная марихуана покажет вам, как пользоваться шлифовальной машиной, и расскажет все, что вам нужно знать об этом полезном инструменте.
Что такое измельчитель?
Первоначальные гуру ганджи из «Путь назад-когда» придумали довольно интересный сленг каннабиса . Часть этого жаргона , а не говорит сама за себя (например, sploof и хронический).
К счастью, у слова «шлифовщик» нет какой-то странной этимологии. На самом деле, это, вероятно, один из самых очевидных терминов, которые вы найдете в лексиконе марихуаны.
Так что же такое дробилка? Это небольшая емкость с «зубцами», используемая для раздачи смузи. Просто шучу! Это небольшой контейнер с «зубцами», используемый для измельчения сорняков на более мелкие кусочки.
Это также один из самых простых способов получить доступ к kief (о котором мы поговорим позже в этой статье). Но перед этим давайте поговорим о различных типах кофемолок и их частях.
Какие части дробилки?
Все кофемолки должны состоять как минимум из трех компонентов:
Размольная камера
Зубья или штифты для фактического шлифования
Крышка, чтобы держать все в себе
Как бы просто это ни звучало, кофемолки бывают разных размеров, поэтому важно понимать, что вы ищете, прежде чем покупать.
Вот три наиболее распространенных типа кофемолок:
Двухсекционная (однокамерная)
Трехсекционный (двухкамерный)
Четырехсекционный (трехкамерный)
Принятые здесь соглашения об именах могут показаться немного странными, поэтому позвольте нам объяснить.
Двухкомпонентные (однокамерные)
Двухкомпонентные однокамерные кофемолки состоят из небольшой чаши размером и формой примерно с хоккейную шайбу (может быть, немного меньше). Это однокамерный номер.
Этот тип кофемолки называется двухсоставным, потому что он также имеет крышку. Чаша + крышка = две штуки. Наденьте крышку на миску, и вы создали единственную камеру. Возьми? Хороший. Давайте двигаться дальше.
Трехкомпонентный (двухкамерный)
Представьте себе кофемолку, состоящую из двух частей, с крышкой и чашей. Теперь добавьте еще один кусок внизу. Это трехкомпонентная двухкамерная кофемолка. Начнем сверху.
Сначала идет крышка. У него могут быть зубья или штифты, помогающие шлифовать. Далее идет камера измельчения. У него также могут быть зубцы или штифты. В дробилке, состоящей из трех частей, в нижней части камеры измельчения будут отверстия, через которые может выпасть измельченная шишка (в дробилке, состоящей из двух частей, таких отверстий нет).
Когда травка будет измельчена достаточно мелко в камере измельчения, она упадет через отверстия в камеру сбора. Затем вы можете отвинтить эту нижнюю камеру и собрать горшок для использования.
Итак, к обзору:
Крышка + Размольный стакан + Сборная камера = 3 шт. и 2 камеры.
Четырехсекционная (трехкамерная)
В четырехсекционной трехкамерной кофемолке сборная камера имеет мелкоячеистое сито вместо сплошного дна. Под камерой сбора находится последняя часть головоломки: камера кифа.
Когда вы размалываете, более крупные (но все еще измельченные) кусочки марихуаны падают в камеру для сбора. По мере того, как вы продолжаете измельчать и перемешивать все это, крошечный материал, похожий на пыльцу, падает через сито в нижнюю камеру. Этот похожий на пыльцу материал — киф, о котором мы поговорим в следующем разделе.
Основываясь на нашей небольшой математической задаче о марихуане, вот компоненты измельчителя, состоящего из четырех частей:
Крышка + чаша для измельчения + сборная камера/экран + камера для кифа = 4 детали и 3 камеры
Теперь, когда вы знакомы с различными типами шлифовальных машин и связанными с ними деталями, мы расскажем вам, почему вы хотите их использовать.
Каковы преимущества использования шлифовальной машины?
Измельчители отлично подходят для ганджи. Слишком много преимуществ, чтобы их игнорировать. Вот лишь некоторые из преимуществ использования мясорубки.
Киф!
В этой статье мы несколько раз упоминали kief, но что это такое? Киф — это термин, который каннасеры используют для обозначения терпены и каннабиноиды , которые отделяются от трихом в процессе измельчения.
Киф является более чистой и мощной частью растения марихуаны, поэтому он ценится как добавка во все, от бонгов до косяков , от испарителей до вейп-ручек и от кальяна до медового масла .
Если вы подумываете о покупке своей первой кофемолки, мы настоятельно рекомендуем приобрести ее с камерой для кифа. Возможно, вам придется заплатить немного больше, но вознаграждение того стоит.
Эффективность
Когда вы измельчаете траву, вы на самом деле делаете ее более мощной. Это не магия — это наука.
Шлифовка позволяет получить более однородные по размеру детали. Это увеличивает площадь поверхности и облегчает сжигание марихуаны.
Измельчение предотвращает каноэ (когда почка в косяке начинает гореть только посередине) и обеспечивает более равномерное горение.
Измельчение ограничивает контакт вашего наушника с руками. Это предотвратит поглощение трихом кожей.
Вкус и запах
Измельчение открывает все прекрасные вкусы и ароматы, которые может предложить ваш любимый сорт Thin Mint Girl Scout Cookies . Это может показаться не таким уж большим делом, когда все, о чем вы заботитесь, это получить кайф , но улучшение вкуса может только добавить к удивительным впечатлениям.
Экономия времени
Измельчение марихуаны на полезные кусочки может быть выполнено вдвое быстрее, чем если бы вы делали это вручную. Это означает, что вы можете добраться до курит намного раньше. ‘Достаточно.
Экономия средств
Как мы уже упоминали, молотая марихуана более эффективна, чем целые шишки. Это означает, что вам не нужно использовать столько земли, чтобы почувствовать те же эффекты, и вы можете растянуть эту унцию Yoda OG еще дальше.
Меньше резкого дыма
Может показаться, что это не очень хорошо, но это так. Небольшие площади прогорают более равномерно и полно. Это сокращает несгоревшие растительные вещества, которые могут испортить ваш опыт и вызвать у вас разрыв легких.
Легкая транспортировка
Конечно, вы все еще можете носить свой батончик в сумке, но да ладно, чувак. Это 21 век! Выглядит намного круче, если вы транспортируете траву в измельчителе. Кроме того, ваш тайник будет защищен верхней, нижней и боковыми сторонами кофемолки. Это просто имеет смысл.
Так чего же ты ждешь? Беги (серьезно, беги!) и возьми себе мясорубку. Тогда вернитесь, и мы покажем вам, как его использовать.
Как пользоваться шлифовальной машиной
Ниже приведено пошаговое руководство по использованию шлифовальной машины. Наслаждаться!
1) Загрузите кофемолку
Снимите крышку. Пальцами разломите шишку на более мелкие кусочки. Не кладите ничего в середину кофемолки. Здесь все вращается. Все, что находится в центре, не заземлится.
2) Измельчите ганджу
Замените крышку. Одной рукой держите кофемолку за дно, а другой вращайте крышку. Сначала будет некоторое сопротивление, так что придайте ему немного силы. Вращайте кофемолку, пока не почувствуете, что сопротивление исчезло.
3) Tap That Grinder
Перед тем, как снять крышку любой сборной камеры, постучите кофемолкой по столу или ладони. Это помогает вытеснить каннабис в камеру для сбора и проталкивает больше кифа через сито.
4) Соберите свою марихуану
Отделите камеру для измельчения от камеры для сбора и выкопайте только что измельченную травку. Будьте осторожны, чтобы не повредить экран, если вы используете кофемолку из четырех частей.
Если это ваш первый гринд, возможно, у вас не так много кифа, но вы можете отделить камеру для кифа от камеры для сбора и убедиться в этом сами. В конце концов, он будет полон пудрового совершенства!
5) Наслаждайтесь плодами своего труда
На данный момент нет предела тому, что вы можете делать с вашими угодьями ганджи. Вот лишь несколько советов:
Скрутить косяк (это очень просто с измельченными шишками)
Ролик поперечный шов
Упаковка чаши
Заварите немного травяного чая
Приготовьте на скорую руку свою любимую еду
Если у вас больше терпения, чем у нас, вы можете использовать эту марихуану, чтобы сделать настойка , изолят , экстракт или масло .
Советы по использованию кофемолки
После нескольких использований вы освоите кофемолку и поймете, что дает наилучший конечный продукт. Вот лишь несколько советов для начала:
Выберите шлифовальную машину из алюминия или цинка (если вы можете себе это позволить)
Получите один с большим количеством зубьев и отверстий
Не переполняйте камеру измельчения (конечный продукт не будет таким мелким)
Переверните кофемолку вверх дном на несколько оборотов
Поместите чистую монету в камеру сбора, чтобы выбить кифа через экран
На самом деле использование кофемолки имеет очень мало недостатков, поэтому мы рекомендуем вам попробовать ее сегодня. Если вы все еще не уверены, подходит ли вам кофемолка, поговорите с budtenders в местном диспансере.
Вероятно, у них завалялось несколько напольных шлифовальных машин, которые вы можете попробовать перед покупкой. Если они сначала проведут вас через процесс, вы можете получить больше советов, чтобы сделать ваш опыт измельчения марихуаны еще лучше.
Виды и профили гаечных ключей, их назначение и применение
Гаечные ключи являются одним из первых представителей ручного инструмента применяемого при проведении ремонтно-сборочных работ.
Ключи используются, когда необходимо обеспечить удобный доступ к крепежу или когда нет возможности использовать торцевые головки, также они дополняют системы сборного слесарного инструмента при выполнении операций которые требуют одновременной работы с двумя крепежными деталями, имеющими одинаковые рабочие профили.
По своей конструкции ключ состоит из тела и рабочей части.
Рабочие профили гаечных ключей
Рабочие профили гаечных ключей более разнообразны по сравнению с торцевыми головками. Они существенно различаются по форме, и как следствие по своим рабочим свойствам.
Рожковый профиль.
Рожковый — это основной вид профиля который широко применяется при проведении разнообразных работ. Это объясняется уникальными свойствами открытого зева, которые заключается в возможности работать в тех случаях, когда доступ к крепежу возможен лишь с одной стороны.
Но не взирая на эти преимущества рожковый профиль имеет и серьезные недостатки, главным из которых является наличие всего лишь двух пятен контакта ключа с крепежом. В результате чего, попытка приложить большой крутящий момент часто заканчивается разрушением крепежа. Еще одним недостатком рожкового профиля является низкая прочность открытого зева. Для этого недостатка характерно раскрытие зева при попытке приложить большие усилия.
Так же стоит отметить, для уменьшения угла захвата и упрощения работы в труднодоступных местах, рожок имеет наклон в 15 градусов относительно тела ключа, что позволяет довести минимальный угловой шаг до 30 градусов. Встречаются ключи и с другими углами 22.5, 30, 60, 70, 75 градусов. Их назначение аналогично — упрощение работы в труднодоступных местах.
В попытках нивелировать главный недостаток классического рожкового профиля, заключающийся в высокой вероятности повреждения крепежа при развитии больших крутящих моментов было разработано несколько довольно удачных вариантов улучшенного рожкового профиля:
рожковый профиль с граненной выемкой;
гофрированный рожковый профиль;
рожковый профиль с мелкими гранями.
Для этих типов рабочих профилей характерно увеличенное количество пятен контакта позволяющее развивать большее усилие, сводя к минимуму вероятность повреждения граней крепежа.
Но в силу небольшого увеличения силовых показателей и относительно высокой стоимости производства, данные виды профилей не получили широкого распространения и встречаются весьма редко.
Накидной профиль
Различают два вида накидного профиля с шестью и двенадцатью гранями. Преимущества и недостатки аналогичны с торцевыми головками с таким же количеством граней:
Но в отличии от торцевых головок, шестигранный профиль у ключей встречается весьма редко, и ,как правило, это инструмент для выполнения специфических задач, таких как работа с гидравлическими разъемами.
Ключи с накидными профилями различаются по конструктиву:
плоский — характерен для комбинированных ключей с храповым механизмом.
с отгибом накидной части — самый распространенный вид, для которого характерен угол отгиба в 15 градусов.
со смещением накидной части — второй по распространенности вид ключа, как правило встречается в двухсторонних накидных ключах.
Такое разделение обусловлено тем, что каждый из видов профилей незаменим в определенных ситуациях, встречающихся при работе в труднодоступных местах.
Виды ключей
Мы познакомились с видами профилей и их особенностями, а сейчас разберем виды ключей.
Ключи рожковые односторонние
Такие ключи изготавливаются из ковкой нелегированный стали и имеют угол наклона рожка в 15 градусов и применяются для выполнения специфических монтажных работ.
Ключи «воронья лапа»
Применяется при работе в крайне труднодоступных местах.
Односторонние затяжные ключи
Ключи данного типа имеют цилиндрический хвостовик и шариковый фиксатор для работы с трубчатыми удлинителями.
Ударные рожковые ключи
Состоят из головки и укороченного тела, на конце которого выполнен прилив, по которому наносятся удары молотом. Применяются для «срыва» крепежа больших размеров до 150 мм.
Двухсторонние рожковые ключи
Для этих ключей характерно наличие двух соседних размеров в одном ключе.
Односторонние накидные ключи
Для них характерно отсутствие смещения накидного профиля относительно тела ключа. Встречаются крайне редко.
Затяжной накидной ключ
Имеет накидной 12-ти гранный профиль со смещением, цилиндрический хвостовик и шариковый фиксатор для работы с трубчатыми удлинителями.
Ударный накидной
Ударный накидной состоит из головки и укороченного тела, на конце которого выполнен прилив, по которому наносятся удары молотом. Применяются для «срыва» крепежей размеров до 150 мм.
Двухсторонний плоский прямой накидной ключ
Имеет на обоих концах накидные профили либо соседних либо распространенных размеров. Профили без смещения и наклона. Встречаются двух разновидностей, под шестигранный крепеж и под профиль TORX.
Двухсторонний накидной со смещением
Имеет на обоих концах 12-ти гранный накидной профиль соседних или часто используемых размеров.
Двухсторонний плоский изогнутый
Так же называется «стартерный», имеет форму полумесяца с двенадцатигранными профилями с обоих сторон, соседних или распространенных размеров. Ключ данного типа удобен при работе в труднодоступных местах.
Двухсторонний S образный ключ
Имеет форму латинской буквы S. В остальном аналогичен стартерному ключу.
Ключи с разрезным накидным профилем
Разрезные ключи являются специальной разновидностью накидных ключей и разделяются на 6 и 12 граненые. Применяются для работы с гайками трубопроводов гидравлических и пневматических систем, на которые надеть классический накидной профиль невозможно, а применение рожкового профиля не желательно в силу того, что требуемое усилие для закручивания и откручивания соединительной резьбы, высоко, что рожковый ключ может повредить крепеж.
Ключи шарнирные
Представляют собой довольно удобный инструмент для работы как в труднодоступных местах так и с открытым крепежом. Имеют с обоих сторон головки соседних или самых распространенных размеров.
Ключи комбинированные
Комбинированные представляет из себя инструмент имеющий на одном конце рожковый, а на другом накидной профиль. Такое сочетание позволяет убрать недостатки каждого отдельно взятого профиля. Комбинированные ключи выпускаются одного размера.
Разводные ключи
Разводные представляют из себя рожковый ключ, но имеет способность менять размер между губками. Такой тип ключей в силу своей универсальности получил весьма широкое распространение в быту. К недостаткам можно отнести тот факт, что данный тип ключей имеет губки большой толщины и как следствие его использование весьма затруднено в условиях ограниченного пространства.
В каталоге нашего магазина представлен широкий ассортимент многих видов ключей из статьи. Для получения консультации и помощи в выборе ключа обращайтесь по телефону на сайте.
Виды гаечных ключей, их конструктивные особенности и применение
Гаечный ключ — инструмент для соединения (рассоединения) резьбового соединения путём закручивания (раскручивания) болтов, гаек и других деталей. Ключи разделяются на две группы: охватывающие и охватываемые. Размер зева (отверстия) стандартизирован и измеряется в миллиметрах (метрические), либо долях дюйма (дюймовые). Фраза «ключ на 14» означает, что размер зева равен 14 миллиметрам.
Ниже представлены типы гаечных ключей, их обозначения, расшифровки и описания:
КГД — Ключи гаечные с открытым зевом двусторонние
Ключи гаечные с открытым зевом двусторонние (КГД), или просто рожковые ключи – гаечный ключ, ассоциация с которым в первую очередь приходит в голову при упоминании данной продукции. Этот инструмент традиционно широко представлен на рынке, востребован потребителями и присутствует в арсенале любого хозяйственного отдела, эксплуатационных и ремонтных подразделений промышленных предприятий, организаций жилищно-коммунального хозяйства.
Основное предназначение ключей гаечных с открытым зевом двусторонних – соединение либо разъединение резьбовых соединений путем закручивания либо раскручивания гаек или болтов. Ключ имеет цельнометаллическую конструкцию, рабочий элемент захватывает две параллельные грани гайки или болта.
КГО — Ключи гаечные с открытым зевом односторонние
КГКМ — Ключи гаечные с открытым зевом односторонние коликовые монтажные
КГОУ — Ключи гаечные с открытым зевом односторонние ударные
Ключи гаечные с открытым зевом односторонние ударные (КГОУ), более широко известные под своим разговорным названием «рожковые ударные» – разновидность рожковых гаечных ключей, одна из рабочих поверхностей которых предназначена для ударных воздействий с целью увеличения усилия при работе с тугими крепежными соединениями в случаях, когда применение длинного рычага или иные способы нежелательны либо невозможны.
Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Основное отличие от аналогичных «накидных ударных ключей» это захватная часть выполненная в виде открытого зева, позволяющего работать в зонах, недоступных инструменту с кольцевым зевом.
Рожковые ударные ключи применяются во многих сферах, но основная область их применения – строительство. Такой ключ абсолютно незаменим при монтаже и демонтаже сложных металлических конструкций, узлов и агрегатов большегрузной техники, производственных линий, газо-нефтяных сооружений и тому подобных объектов.
КГК — Ключи гаечные с открытым и кольцевым зевами комбинированные
Ключи гаечные комбинированные ключи – универсальные гаечные ключи, совмещающие в себе функционал и преимущества рожковых и накидных ключей. Зевы комбинированных ключей имеют одинаковые размеры. Именно сочетание сильных сторон рожковых и накидных ключей и нивелирование сторон слабых делают комбинированные ключи исключительно широко востребованными со стороны потребителей и применяемыми в самых разных сферах – производственной,
ремонтной, авторемонтной, бытовой и других.
Ключи гаечные с открытым и кольцевым зевами предназначены для монтажа либо демонтажа резьбовых соединений.
Ключи гаечные кольцевые двусторонние коленчатые (КГН), более известные потребителям как накидные или просто кольцевые ключи – гаечные ключи, имеющие округлую форму рабочей части, что позволяет при проведении работ по откручиванию или закручиванию охватывать крепежное соединение со всех сторон. Тем самым, накидные ключи незаменимы при работе с тугими крепежными соединениями, позволяют за счет своей формы прилагать большие усилия, чем при работе с рожковыми ключами, имеющими только две грани контакта с гайкой или болтом, что и обуславливает популярность и востребованность кольцевых ключей на рынке.
Ключи гаечные кольцевые ударные (КГКУ), или просто ударные ключи – разновидность накидных (кольцевых) гаечных ключей, одна из рабочих поверхностей которых предназначена для ударных воздействий с целью увеличения усилия при работе с тугими крепежными соединениями в случаях, когда применение длинного рычага или иные способы нежелательны либо невозможны. Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Это делает такие ключи широко применимыми и востребованными, в том числе для промышленного использования.
КГШ — Ключи шарнирные для круглых гаек шлицевых
Ключ для шлицевых гаек является единственным инструментом для работы со шлицевым гаечным крепежом. Дело в том, что у круглой шлицевой гайки нет граней, как у обычной шестигранной. Вместо этого на наружной поверхности имеются специальные пазы или шлицы, в которых и фиксируется ключ. Шлицевой крепеж чаще всего используется для удержания вращающихся элементов на различных валах узлов и агрегатов механической техники, в т.ч. и для крепления подшипников в автомобилях.
КГЖ — Ключи для круглых гаек шлицевых
Ключи гаечные разводные
Разводной ключ – универсальный инструмент, исключительно широко используемый как в быту, так и в профессиональной сфере – мастерских, эксплуатационных и ремонтных организациях, хозяйственных подразделениях промышленных предприятий. Главное отличие разводного ключа от обычного рожкового – подвижность его губок, благодаря чему можно легко изменять размер между зажимами, подкрутив гайку на корпусе инструмента. Вследствие этого своего преимущества, разводной ключ способен заменить значительную часть линейки обычных рожковых ключей, что, с одной стороны, позволяет потребителю существенно сэкономить, а с другой – обеспечивает ему большее удобство при транспортировке (переноске) и хранении инструмента.
Разводные ключи используются для завинчивания и отвинчивания гаек и других резьбовых соединений, включая вентили. Сфера их применения очень широка – осуществление разного рода ремонтных и монтажных работ слесарного и сантехнического профиля, техническое обслуживание автомобилей и другой техники, бытовых технических устройств, труб и радиаторов отопления.
КТР — Ключ трубный рычажный
Ключи трубные рычажные (КТР), или газовые ключи (как разновидность при угле губок 45º) – инструмент, хорошо известный любому сантехнику, специалисту газовой службы, другим техническим специалистам. Состоит из подвижного и неподвижного рычага, объединенных в при помощи приводной части в единое целое. Принцип работы такого рычажного ключа заключается в заклинивании трубы между губками, что позволяет удерживать и проводить работы с круглыми объектами.
Выше представлены традиционно популярные виды гаечных ключей, их обозначения и описания. Существуют и другие виды ключей:
Торцевые
Шестигранные
Воротковые
Цепные (для насосно-компрессорных труб)
Трещоточные (для головок)
Динамометрические ключи (для гаек и головок)
Изолированные диэлектрические и искробезопасные
Универсальные
Всю информацию по ГОСТ у гаечных ключей можно найти по ссылке: https://enex.market/library/gost/instrument_slesarno_montazhnyy_gost/klyuchi_gaechnye_gost/
Используемая информация:
Каталог гаечных ключей на онлайн-выставке Enex: https://enex. market/catalog/Ruchnoy_instrument/klyuchi_gaechnye/.
10 различных типов ключей | Слесарь Обезьяна, Портленд
Замок и ключ являются основной причиной существования и развития системы безопасности. Ключ – важный элемент безопасности, помогающий защитить ваше имущество и транспорт от злоумышленников. Без ключа ваш замок не открыть. У каждого человека есть хотя бы один ключ в жизни. Владельцам дома, бизнеса и транспортного средства важно иметь базовые знания о ключах и их типах, доступных на рынке. На сегодняшний день существует широкий спектр различных типов замков и ключей. А вот список некоторых распространенных типов ключей, которые стоит проверить:
1.
Скелетный ключ:
Скелетный ключ имеет гладкий цилиндрический стержень с зубцами на конце. Эти ключи используются для открывания замков. Сейчас эти ключи больше не используются, и в основном хранятся как антикварная коллекция.
2.
Двухсторонний и четырехсторонний ключ:
Эти ключи чаще всего используются для домашних замков. У них либо два, либо четыре набора зубьев на конце ключа. Большинство слесарей рекомендуют четырехгранный ключ из-за его долговечности по сравнению с двумя зубьями, а также делает замок надежным и затрудняет взлом.
3.
Транспондерный ключ:
Эти ключи довольно распространены в современных автомобилях. Они оснащены микросхемой, которая специально запрограммирована на запуск конкретного автомобиля. Из-за сложной функции ключа снижается вероятность угона автомобиля. На случай, если вы потеряете свой транспондерный ключ, его трудно сделать дубликатом, и помочь может только автомобильный слесарь.
4.
Ключ с углублением:
Эти ключи имеют углубления вогнутой формы, соответствующие двум наборам штифтов внутри замка. Когда штифты выровнены внутри замка, они выглядят одинаково с каждой стороны. Поэтому их не нужно поворачивать в определенную сторону, чтобы открыть замок.
5.
Трубчатый ключ:
Трубчатый ключ также иногда называют цилиндрическим ключом. Это специально разработанные ключи с цилиндрическим стержнем, которые используются для отпирания тумблерных замков с трубчатыми штифтами. Этот ключ часто используется для кольцевых замков, велосипедов и многого другого.
6.
Ключ для навесного замка:
Навесные замки представляют собой прямоугольный замок с ключом. Эти ключи легко узнать из-за их небольшого размера, и они в основном используются для дома или офиса. Таким образом, если вы потеряете ключ от навесного замка, его можно легко скопировать из спецификаций бренда.
7.
Ключ НДС:
Автомобильные противоугонные ключи (НДС) повышают безопасность вашего автомобиля. Они действуют как обновление вашего обычного ключа, которое включает в себя добавление чипа безопасности к ключу, так что злоумышленникам будет очень сложно открыть дверь автомобиля.
8.
Магнитный ключ:
Эти типы ключей основаны на магнитах. Когда магниты выровнены правильно из-за магнитной силы, они будут создавать толчок или тягу внутри замка, следовательно, это помогает запирать и разблокировать. Это пассивный тип запорной системы, для работы которой не требуется никакой дополнительной электроники.
9. Ключ Abloy:
Ключ Abloy используется для дисковых тумблерных замков. Эти ключи набирают популярность в наши дни, потому что их невозможно взломать.
10.
Парацентрический ключ:
Эти ключи используются в особых ситуациях с высоким уровнем безопасности, например, в тюрьме. Они состоят из маленьких зубцов со странной формой лезвия и сдерживают взлом замков, так что воры не могут сбежать из тюремной камеры.
Какие ключи может изготовить слесарь?
С развитием технологий развились и решения для обеспечения безопасности, и теперь доступны различные типы современных ключей, чтобы сделать вашу собственность и транспортные средства более безопасными. Профессиональный слесарь может изготовить ключ любого типа в соответствии с вашими требованиями. От скелетного ключа до ключа поджелудочной железы, они охватывают все. Они обучены и сертифицированы для изготовления ключей с использованием правильных инструментов и оборудования. Но есть одна вещь, которую нужно иметь в виду, что в некоторых случаях они НЕ дублируют ключи по юридическим причинам.
Слесарь Обезьяна: Ваш эксперт по изготовлению ключей в Портленде:
Слесарь Обезьяна в PDX предлагает широкий выбор ключей для защиты вашей жилой недвижимости, коммерческой недвижимости и транспортных средств. Мы обязательно предоставим вам ключ, который на 100% точен и функционален. Мы являемся одним из местных слесарей в Портленде, которые предоставляют лучшие слесарные услуги в PDX по самым доступным ценам. Все наши слесари имеют высокую квалификацию, обучены и сертифицированы для выполнения любых видов слесарных работ. Если вы потеряли свой ключ, сломали его или застряли в замке, мы можем помочь вам в вашей ситуации и предоставить вам новый ключ. Если вы находитесь в чрезвычайной ситуации, не смотрите дальше, просто позвоните нам, и мы немедленно поможем вам.
Знаете ли вы, что существует 10 типов ключей?
Многие не знают, что на самом деле существует 10 типов ключей. Это не означает, что в мире всего 10 ключей, поскольку большинство слесарей могут сделать несколько типов ключей для одного замка.
Но просто для справки, давайте кратко обсудим 10 типов ключей. Это плоский ключ, гофрированный ключ, трубчатый ключ (или бочкообразный ключ), ключ с углублением, защищенный ключ и зазубренный ключ, ключ с боковой панелью, комбинированный / смешанный ключ и ключ с катушкой.
1. Плоский ключ
Плоские ключи обычно используются в старых замках, таких как штифтовые замки. Они плоские, тонкие и прямоугольные (а не цилиндрические, как штифтовые тумблерные ключи).
Прикрепляется к кольцу или цепочке для ключей, что делает его очень портативным. Большинство плоских ключей не вырезаются непосредственно у производителя, вместо этого пустой плоский ключ передается слесарям, которые создают свой собственный рисунок разрезов на лезвии для изготовления каждого отдельного ключа.
Эти типы ключей обычно используются в навесных замках, замках столов или шкафов с документами, кассовых ящиках и даже дверных замках некоторых автомобилей. Как и все ключи, плоские ключи идентифицируются по насечкам на их лезвии. Эти разрезы используются для выравнивания каждого отдельного тумблера, чтобы ключ поворачивался и открывал замок.
Существует множество вариантов плоских ключей, поэтому, прежде чем вы пойдете спрашивать у местного слесаря, сколько они берут за копирование плоского ключа, убедитесь, что у вас есть правильный тип плоского ключа. В противном случае они не смогут помочь вам с вашей копией.
2. Рифленый ключ
Гофрированные ключи, более известные как зазубренный ключ или откидной ключ, поскольку они имеют форму лопасти, используются в цилиндрических штифтовых замках (т. цилиндр замка или дверная ручка).
Он также используется в торговых автоматах, кассовых аппаратах и некоторых автомобильных замках. Их обычно можно найти на старомодных навесных замках и замках шкафов с небольшими пазами.
Эти типы замков обычно имеют один или несколько рычагов, мимо которых проходит ключ, чтобы повернуть и открыть замок. Ключ легко проходит через каждый рычаг, когда он вставляется в замочную канавку. Гофры или гребни ключа скользят в пазы замка, чтобы открыть его.
Этот тип ключа также имеет полую трубчатую форму с плоскими краями с одной стороны и закругленными краями с другой. Гофрированные ключи обычно используются в старых европейских замках или цилиндрах замков, которые имеют встроенный кулачок, который необходимо отключить, прежде чем ключ можно будет повернуть и повернуть, чтобы открыть замок.
Этот тип ключа вообще не имеет насечек, вместо этого каждая канавка выделена по глубине (или ее отсутствию) для того, чтобы ключ мог проворачиваться внутри замка. Так что если вы попытаетесь открыть рифленым ключом не тот тип замка, это не сработает.
По конструкции рифленые ключи могут быть изготовлены из металла или пластика. У них обычно есть отверстие наверху для брелка или для пропуска через кольцо.
3. Трубчатый ключ (или цилиндрический ключ)
Трубчатые ключи также известны как цилиндрические ключи. Он тонкий, короткий и имеет круглые канавки по окружности. Эти типы ключей раньше были популярны в старых штифтовых замках, но в настоящее время их обычно можно найти только в торговых автоматах.
Они также обычно используются в навесных замках, но также могут использоваться в некоторых типах автомобильных замков и даже в замках шкафов. Трубчатые ключи также известны как бочкообразные ключи, потому что они напоминают трубчатую или бочкообразную форму с канавками по краям, которые соответствуют тумблерам внутри штифтовых тумблерных замков.
Этот тип ключа отличается ровно 10 канавками по бокам. Подобно плоским ключам, этот тип ключа не может повернуться, если он вставлен в замок неправильного типа.
Этот тип ключа выдается слесарям, которые создают собственный рисунок разрезов на лезвии для изготовления каждого отдельного ключа. Вот почему иногда вы видите два ключа для одного замка, которые не выглядят так, как будто они совпадают. Как и плоский ключ, трубчатый ключ изготавливается из заготовки, которая еще не вырезана.
Слесарь должен будет решить, какие разрезы использовать, чтобы лезвие повернулось и открыло замок. Это также известно как связывание порезов.
Важно отметить, что когда вы нарезаете свой собственный ключ, вы должны помнить, что когда вы делаете свои вырезы глубже (или мельче), вы изменяете «глубину» ключа и соответствующее размещение каждой отдельной выемки и резать.
4. Защищенный ключ
Защищенные ключи также известны как отмычки, потому что они напоминают скелет по форме. Они обычно находятся в евроцилиндрах и использовались в древние времена, чтобы открывать деревянные двери, когда никого не было рядом, чтобы открыть их.
Эти типы ключей имеют плоское основание и выемки, образующие щитки, представляющие собой небольшие выступы в верхней части ключа. Кривизна защищена от точки поворота, поэтому их невозможно повернуть в замке, для которого они предназначены.
Каждая проекция называется палатой; те, мимо которых скользит ключ, и те, которые блокируют поворот ключа в замке. Поскольку защищенные ключи можно использовать для открытия дверей любого типа, они также известны как ключи-отмычки, поскольку по форме напоминают скелет.
Их иногда также называют церковными ключами, потому что люди использовали их, чтобы войти в церковные здания поздно ночью, когда они были заперты. Вы можете легко определить защищённый ключ по его тонкому плоскому основанию и выступам, выступающим наружу под углом 90 градусов.
Лезвие этого типа ключа обычно не имеет канавок посередине, поэтому разрезы практически незаметны глазу. В прежние времена ключи от оберегов обычно изготавливались из железа или латуни, но сегодня вы редко найдете их, потому что большинство традиционных замков теперь заменены более надежными запирающими устройствами.
Совет слесаря-эксперта. Многие ключи от оберегов теперь являются предметами коллекционирования, поэтому, если вы думаете, что нашли их, проверьте, старые они или нет, прежде чем продавать их через Интернет.
5. Ключ с углублением
Ключ с углублением мало чем отличается от плоского ключа, поскольку они имеют точно такую же форму. Разница в том, что клавиши с ямочками имеют небольшое углубление или ямочку. Они используются специально для автомобилей, а иногда и в торговых автоматах.
Они также известны как кнопки, удары или точки. Эти типы ключей предназначены для открытия определенных дверных замков, которые имеют подпружиненный штифт, который можно нажать, чтобы открыть замок.
Разница между этим ключом и трубчатым ключом заключается в том, что эти типы ключей имеют выемку или углубление на лезвии, что соответствует приводу в форме кнопки на самом замке.
6. Ключ боковой панели
Ключи боковой панели используются в основном в сейфах и хранилищах с высоким уровнем безопасности. Они предназначены только для замка с одной стороны (следовательно, боковой панели) сейфа или хранилища.
В отличие от других ключей, которые могут входить в шпоночный паз в обе стороны, потому что у них нет штифтов, которые опускались бы в нужное положение.
Этот тип ключа имеет специальную боковую панель, которая позволяет вставлять и поворачивать его только в одну сторону. Вот почему такой ключ не может войти в замок неправильного типа.
7. Двусторонний ключ
Если вам интересно, почему некоторые ключи имеют две пружины, то это потому, что они двусторонние (также называемые бородками). Их можно использовать в большом количестве замков, что и делает их такими популярными.
Основным недостатком двусторонних ключей является то, что вы не можете использовать их в замках, для которых требуется боковой ключ, например, в сейфах и хранилищах с высокой степенью защиты.
Двусторонние ключи в наши дни являются наиболее распространенным типом ключей, потому что их можно использовать в большом количестве замков, что и делает их такими популярными.
8. Комбинированный/комбинированный ключ
Комбинированный ключ аналогичен обычному двустороннему ключу, с помощью которого вы открываете дверь и выполняете другие действия, например включаете электроприбор или управляете какой-либо другой частью дома. . Разница в том, что прорези находятся не в тех местах, чтобы их можно было вставить в стандартный замок.
Используется для управления различными типами замков. Комбинированные ключи также иногда называют замками с ключом в ручке, потому что они могут использоваться в замке с ручкой для работы при применении правильной комбинации.
Один из способов обнаружить смешанный ключ — посмотреть на плоский край ключа. Отличие этого ключа от обычного двустороннего в том, что он имеет насечки в разных местах. Комбинированный или смешанный ключ может иметь несколько типов канавок, насечек и глубины насечки, потому что они используются для работы с разными типами замков.
Эти типы ключей предназначены для всех типов замков, потому что прорези расположены не в том месте, чтобы они могли входить в стандартный паз. Вот почему их также называют универсальными ключами.
9. Зазубренный ключ
Зазубренный ключ — это двусторонний ключ неправильной формы, который позволяет поворачивать замок в любую сторону, даже если этот тип ключа не имеет подходящего бита для нужной функции.
Что делает его уникальным, так это то, что, несмотря на его внешний вид, он может открыть определенный замок, двигаясь в обоих направлениях, пока замок не откроется. Зубья зазубренного ключа расположены под разными углами и на разных глубинах, чтобы пользователь мог взять его и вставить в замки разных типов.
Ключи с зазубринами также иногда называют ключами-скелетами, ключами-скребками или ключами-молниями. Зубья на зазубренных ключах расположены под разными углами и на разной глубине, чтобы их можно было брать и вставлять в разные типы замков.
Этот тип ключа сконструирован таким образом, что его можно использовать в замках любого типа, поэтому их также называют универсальными ключами. Зазубренные ключи также иногда называют ключами-скелетами, скрабами или ключами-молниями из-за их уникальной формы.
10. Ключ для катушки
Ключ с катушкой, также известный как тарельчатый тумблерный ключ, представляет собой тип ключа, который имеет лезвие продолговатой формы с насечками по бокам, чтобы его можно было вставить в катушку (внутри) замка.
Фитинги, трубопроводная и запорная арматура из нержавеющей стали
Марки нержавеющих сталей по AISI, ГОСТ. Таблица соответствия DIN, SMS, ISO, ГОСТ. Химический состав нержавеющей стали EN, AISI, ASTM
Марки нержавеющих сталей по AISI
Самые распространенные марки стали по AISI и область их применения
AISI 304
Самая распространенная марка стали в повседневной жизни. Применяется в изготовлении мебели, конструкций, предметов интерьера, декора, в оборудовании для пищевой и фармацевтической промышленности, в машиностроении и строительстве.
AISI 321
Данная марка чаще всего применяется в трубопроводах работающих под давлением: трубы, детали трубопроводов, тройники, отводы, фланцы, переходы, запорная арматура, теплообменники, коллектора.
AISI316
Элементы и детали трубопроводов, и конструкций работающих в средах с повышенным содержанием щелочей, растворов солей и кислот. Все установки и агрегаты, расположенные в условиях повышенных агрессивных сред.
Марки нержавеющих сталей по ГОСТ
08Х18Н10
Рекомендуется для изготовления сварных изделий, работающих в средах менее высокой агрессивности, чем сталь марок 12Х18Н10Т и 12Х18Н12Т. Сталь обладает пониженной сопротивляемостью межкристаллитной коррозии по сравнению со сталью 12Х18Н10Т и 12Х18Н12Т. Трубы, детали трубопроводов и арматуры, теплообменники, муфели, реторты, патрубки, коллекторы выхлопных систем, сварные аппараты и сосуды химического машиностроения
10Х17Н13М2Т
Рекомендуется для изготовления сварных конструкций, работающих в условиях действия кипящей фосфорной, серной, 10% уксусной кислоты и сернокислых средах. Аппараты и сосуды, работающие в средах повышенной агрессивности. Лопатки газодувки, штампуемые из листовой стали, заклепки, изготавливаемые методом горячей высадки, поковки дисков, покрышек, валов и других деталей компрессорных машин, детали турбин.
12Х18Н10Т
Детали и узлы основного оборудования и трубопроводов АЭУ с водяным теплоносителем. Лопатки, трубы и другие детали энергетического машиностроения, работающие при температуре до +600 °С. Сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей; днища адсорбера, регенераторы, теплообменники и др. Корпуса и другие детали, работающие под давлением при температуре от -196 °С до +600 °С, а при наличии агрессивных сред — до +350 °С.
Нержавеющая сталь
Нержавеющая сталь – это коррозионностойкая сталь , разновидность легированной стали, устойчивая к коррозии в атмосфере и агрессивных средах за счет содержания хрома – 12% и более. На рынке представлены различные марки нержавеющих сталей. Самые распространенные марки стали AISI 304, AISI316 и AISI 321.
AISI304 (08Х18Н10) Самая распространенная и самая востребованная марка стали. Сталь этой марки применяют во многих отраслях промышленности.Также данную марку применяют в пищевой, химической и фармацевтической промышленности. Она хорошо обрабатывается и имеет хорошие показатели коррозионной стойкости.
AISI316 (10Х17Н13М2) Нержавеющая сталь этой марки имеет более высокие показатели коррозионной стойкости к агрессивным средам. Эту марку применяют в тех отраслях промышленности, где применение AISI 304 не возможно. Данную марку чаще применяют на предприятиях химической промышленности, где используются щелочи и кислоты.
AISI321 (12Х18Н10Т) Сталь этой марке также имеет хорошие показатели по коррозионной стойкости. Также хорошо обрабатывается и поддается сварке, как и предыдущие две. Чаще всего эту марку стали применяют в изделиях, к которым предъявляются более высокие требования по механическим свойствам и жаропрочности.
Таблица соответствия DIN, SMS, ISO, ГОСТ
Таблица соответствия DIN, SMS, ISO, ГОСТ
Стандарт
DIN
SMS
ISO
ГОСТ
Условный диаметр, дюйм
Условный диаметр (DN, Ду), мм
Наружный диаметр, мм
Наружный диаметр, мм
Наружный диаметр, мм
Наружный диаметр, мм
1 / 8″
5
10. 3
6
1 / 4″
8
6.35
13.7
8
3 / 8″
10
12 (13)
9.54
17.1
10
1 / 2″
15
18 (19)
12.7
21.3
14
3 / 4″
20
22 (23)
19.05
26.9
18
1″
25
28 (29)
25
33.7
25
1 1 / 4″
32
34 (35)
31.75
42.4
38
1 1 / 2″
40
40 (43)
38
48.3
45
2″
50
52 (53)
50.8
60.3
57
2 1 / 2″
65
70
63. 5
76.1
76
3″
80
85 (84)
76.1
88.9
89
4″
100
104
101.6
114.3
108
5″
125
129
129
139.7
133
6″
150
154
154
168.3
159
8″
200
204
204
219.1
219
10″
250
254
254
273
273
12″
300
323.9
325
14″
350
355.6
377
16″
400
406. 4
426
20″
500
508
530
24″
600
609.6
630
28″
700
711.2
730
32″
800
812
820
Химический состав нержавеющей стали EN, AISI, ASTM
Вид стали
Марка стали по EN
Марка стали по AISI/ASTM
Обозначение
Химический состав стали
стали
C
Si
Mn
P max
S
N
Cr
Mo
Ni
Аустенитная сталь
1. 4301
304
X5CrNi18-10
≤0,07
≤1,00
≤2,00
0.045
≤0,015(2)
≤0,11
17,50 — 19,50
8,00 — 10,50
Аустенитная сталь
1.4541
321
X6CrNiTi18-10
≤0,08
≤1,00
≤2,00
0.045
≤0,015(2)
17,00 — 19,00
9,00 — 12,0
Аустенитная сталь
1.4401
316
X5CrNiMo17-12-2
≤0,07
≤1,00
≤2,00
0.045
≤0,015(2)
≤0,11
16,50 — 18,50
2,00 — 2,50
10,00 — 13,00
Марки нержавеющих сталей импортных и отечественных
Марки нержавеющих сталей
Импортные марки
Отечественные марки
Нержавеющая сталь AISI 304, 304L, Deco
Универсальная нержавеющая сталь, которая нашла свое применение практически во всех отраслях промышленности – пищевой, фармацевтической, химической, нефтеперерабатывающей и т. д. Нержавеющая сталь отличается превосходными антикоррозийными свойствами, высокой твердостью и упругостью, повышенной жаростойкостью и простотой обработки. Подробнее…
12Х18Н10Т Пищевая нержавеющая сталь
Пищевая нержавеющая сталь успешно применяется во многих отраслях промышленности, в первую очередь это химическая, фармацевтическая и пищевая. Сталь этой марки используется при производстве трубопроводов, сварных аппаратов и сосудов. Подробнее…
Нержавеющая сталь AISI 321, 321H
Данная сталь отличается повышенной жаропрочностью и жаростойкостью, поэтому эксплуатация изделий из этой стали возможна даже при очень высоких температурах. Она подходит для производства сварных труб, коллекторов выхлопной системы, теплообменников и т.д. Подробнее…
20Х23Н18 Сталь жаропрочная высоколегированная
Высоколегированная сталь отличается превосходной жаропрочностью за счет своих механических свойств, поэтому она успешно используется при производстве деталей, эксплуатируемых при высоких температурах – до +1100 °С. Подробнее…
Нержавеющая сталь AISI 430
Низкоуглеродистая нержавеющая сталь, которая является одной наиболее распространенных благодаря своим отличным механическим свойствам, а главное, доступной цене. Очень часто используется в машиностроении, при производстве отдельных деталей бытовой техники и кухонной утвари. Подробнее…
Нержавеющая кислотостойкая жаростойкая сталь по своим характеристикам многократно превосходит любые другие марки стали. Отличные антикоррозийные свойства и жаростойкость позволяют использовать детали из этой стали в агрессивных средах при температуре до +600 °С. Подробнее…
Нержавеющая сталь AISI 316, 316L, 316Ti
Нержавеющая сталь отличается превосходными антикоррозийными свойствами, благодаря содержанию молибдена и никеля, что позволяет использовать изделия из этой стали в любых, даже самых агрессивных средах. Помимо стойкости к коррозии, сталь отличается повышенной прочностью и механическими свойствами. Подробнее…
Нержавеющая сталь 08Х18Н10
Используют в основном в виде тонкого листа и ленты в автомобилестроении, торговом машиностроении, для товаров широкого потребления, в архитектуре. Подробнее…
Нержавеющая сталь 06ХН28МДТ
Применяется для изготовления сварной химической аппаратуры (реакторы, теплообменники, трубопроводы, емкости) Подробнее…
Соответствие марок стали по ГОСТ 5632-72 и их зарубежных аналогов.
Химический состав нержавеющих марок стали
ГОСТ
СНГ
EN
Европа
DIN
Германия
AISI
США
Химический состав, %
C
SI
Mn
Cr
Mo
Ni
N
Ti
Cu
Другое
1,4003
X2Cr
Ni12
0. 03
1
1,5
10,50-
12,50
0,30-
1.00
<0,030
1,4512
Х2Cr
Тi12
409
0,03
1
1
10,50-
12,50
6х(C+N<
Тi<0.65)
1,4516
1,4516
409 Ni
0,005-
0,020
1max
10,5-
11,5
0,5-1,0
6.(C+N)
<=Ti
<=0,5
08Х13
1,4000
X6Cr13
410S
0.08
1
1
12. 00-
14.00
1.4002
X6Cr
Al13
405
0.08
1
1
12.00-
14.00
AL
0.10-0.30
12X13
1.4006
X12Cr
N13
410
00.8-
0.15
1
1.5
11.50-
13.50
<0.75
08X17
1.4016
1.4016
4003
0.005-
0.020
0.5-
1.5
10.5-
12.5
0.3-
0.5
1. 4024
X15Cr13
410
0.12-
0.17
1
1
12.00-
14.00
20X13
1/4021
X20Cr13
420
0.16-
0.25
1
1.5
12.00-
14.00
30X13
1.4028
X30Cr13
420
0.26-
0.35
1
1.5
12.00-
14.00
40X13
1.4013
X39Cr13
0.36-
0.42
1
1
12. 50-
14.50
40X13
1.4034
X46Cr13
420
0.43-
0.50
1
1
12.50-
14.50
12X17
1.4016
X6Cr17
430
00.8
1
1
16.00-
18.00
08X17T
1.4510
430Ti
0.040-
0.065
1 max
16.0-
17.5
0.5 Max
1.4520
X2CrTi17
0. 025
0.5
0.5
16.00-
18.00
<0.015
0.30-0.60
08X17T
1.4510
X3CrTi17
439
0.05
1
1
16.00-
18.00
4x(C+N)+
0.15<
Ti<0.80
1.4223
X6CrMo
17-1
434
0.08
1
1
16.00-
18.00
0.90-
1.40
1.4509
X2Cr
TiNb
18
441
0.03
1
1
17. 50-
18.50
0.10-0.60
3xC+0.30
<Nb<1.00
1.4521
X2CrMo
Ti18-2
444
0.025
1
1
17.00-
20.00
1.80-
2.50
<0.030
4x(C+N)+
0.15<
Ti<0.80
1.4589
X5CrNi
MoTi 15-2
0.08
1
1
13.50-
15.00
0.20-
1.20
1.00-
2.50
0.30-
0.50
1.4310
X10CrNi
18-8
301
0.05-
0.15
2
2
16. 00-
19.00
<0.80
6.00-
9.50
1.4318
X2
CrNiN
18-7
301LN
0.03
1
2
16.50-
18.50
6.00-
8.00
0.10-
0.20
08X18h20
1.4301
X5
CrNi
18-10
304
0.07
1
2
17.00-
19.50
8.00-
10.50
<0.11
03X18h21
1.4306
X2
CrNi
19-11
304L
0.03
1
2
18. 00-
20.00
10.00-
12.00
<0.11
04X18h20
1.4307
304L
0.020-
0.030
2 max
18.0-
19.0
8.0-
10.0
1.4311
1.4311
304LN
0.010-
0.020
2 max
18.0-
20.0
8.5-
10.0
0.12-
0.14
12X18h22
1.4303
X4CrNi
18-12
305
0.06
1
2
17.00-
19.00
11.00-
13. 00
<0.11
08X18h20T
1.4541
X6Cr
NiTi
18-10
321
0.08
1
2
17.00-
19.00
9.00-
12.00
5xC<Ti
<0.70
1.4550
X6Cr
NiNb
18-10
347
0.08
1
2
17.00-
19.00
9.00-
12.00
10xC<Nb
<1.00
10X17h23M2
1.4401
X5CrNiMo
17-12-2
316
0.07
1
2
16.50-
18.50
2. 00-
2.50
10.00-
13.00
04X17h23M2
1.4404
X2Cr
NiMo
17-12-2
316L
0.03
1
2
16.50-
18.50
2.00-
2.50
10.0-
13.00
<0.11
10X17h23M2T
1.4571
X6Cr
NiMoTi
17-12-2
316Ti
0.08
1
2
16.50-
18.50
2.00-
2.50
10.50-
13.50
5xC<Ti
<0.70
1.4561
X1CrNi
MoTi
18-13-2
0.02
0. 5
2
17.00-
18.50
2.00-
2.50
11.50-
13.50
Ti:0.40-
0.60
03X17h24M2
1.4435
X2Cr
NiMo
18-14-3
316L
0.03
1
2
17.00-
19.00
2.50-
3.00
12.50-
15.00
<0.11
1.4406
1.4406
316LN
10.0-11.5
2 max
17.0-
18.5
2.0-
2.5
0.015-
0.030
0.12-
0.14
1.4435
1.4435
316LH
Mo
12. 5-
14.0
2 max
17.0-
18.0
2.5-
3.0
0.020-
0.030
1.4436
1.4436
316H
Mo
10.5-
12.0
2 max
16.5-
18.0
2.5-
3.0
0.040-
0.050
1.4429
1.4429
316LNH
Mo
11.0-
12.0
2 max
17.0-
18.5
2.5-
3.0
0.015-
0.030
0.12-
0.14
1.4438
1.4438
317L
13.0-15.0
2 max
18. 0-
19.5
3.0-
3.5
0.020-
0.030
1.4439
X2Cr
NiMoN
17-13-5
S 31726
0.03
1
2
16.50-
18.50
4.00-
5.00
12.50-
14.50
0.12-
0.22
1.4539
X1NiCrMo
Cu25-
20-5
N 08904
0.02
0.7
2
19.00-
21.00
4.0-
5.00
24.00-
26.00
<0.15
1.20-
2.00
1.4565
X3Cr
NiMn
MoNbN
23-14-5-3
S 34565
0. 04
1
4.5-
6.5
21.00-
25.00
3.00-
4.50
15.00-
18.00
0.30-
0.50
Nb: <0.30
1.4462
X2Cr
NiMoN
22-5-3
S 31803
(4462)
0.03
1
2
21.00
-23.00
2.50-
3.50
4.50-
6.50
0.10-
0.22
10X17CЮ
1.4713
X10
CrAl7
<0.12
0.5-1.0
0.5-
1.0
6.0-
8.0
10X13CЮ
1.4724
X10
CrAl13
405
<0. 12
0.7-
1.4
0.7-
1.2
12.0-
14.0
1.4742
X10
CrAl18
442
<0.12
0.7-
1.4
0.7-
1.2
17.0-
19.0
1.4762
X10
CrAl24
446
<0.12
0.7-1.4
1.2-
1.7
23.0-
26.0
12X18h20T
1.4878
X12
CrNiTi
18-9
321 H
<0.12
<1.0
17.0-
19.0
9. 0-
11.5
4x%C<
Ti<0.8
20X20h24C2
1.4828
X15
CrNiSi
20-12
309
<0.20
1.5-2.5
19.0-
21.0
11.0-
13.0
—
1.4833
309S
0.050-
0.060
2 max
22.0-
23.0
12.0-
14.0
20X23h28
1.4845
X12CrNi
25-21
310S
<0.15
<0.75
24.0-
26.0
19.0-
22.0
20X25h30C2
1. 4841
X15
CrNiSi
25-20
314
<0.20
1.5-2.5
24.0-
26.0
19.0-
22.0
Марки и семейства нержавеющей стали
: объяснение
Несмотря на то, что нержавеющие стали имеют некоторые общие характеристики, понимание различных доступных типов необходимо для поиска оптимальных характеристик и ценовой категории для ваших нужд.
Благодаря своей универсальности, долговечности и доступности производство нержавеющей стали продолжает увеличиваться во всем мире из года в год.
Но нержавеющая сталь — это не один сплав.
В то время как нержавеющая сталь получает большую часть своей коррозионной стойкости от хрома, сегодня существует почти бесконечное количество комбинаций различных металлов, продаваемых как нержавеющая сталь.
Одним из первых шагов в поиске наилучших вариантов при работе с нержавеющей сталью является определение подходящего сплава для вашего продукта.
Давайте рассмотрим распространенные типы и соображения…
Идентификаторы нержавеющей стали — понимание различных типов
На большинстве сплавов нержавеющей стали можно найти две основные маркировки:
Семейства 2
Но что можно узнать об этих сплавах по их этикеткам?
Много, если знать, что искать…
Семейства нержавеющей стали: четыре варианта с уникальными свойствами
Семейства относятся к определенным свойствам и дают представление о соотношении различных металлов в сплаве. Нержавеющая сталь делится на четыре группы:
Аустенитная нержавеющая сталь
Ферритная нержавеющая сталь
Дуплексная нержавеющая сталь
Мартенситная и дисперсионно-твердеющая нержавеющая сталь
Но семья — это только часть истории. Чтобы по-настоящему понять, что отличает один тип нержавеющей стали от другого, вам нужно взглянуть на ее класс.
Марки нержавеющей стали
В семействах вы найдете различные марки, которые помогают описать определенные свойства сплава, такие как ударная вязкость, магнетизм, коррозионная стойкость и состав сплава.
Старые марки часто имеют трехзначный идентификатор, установленный Обществом автомобильных инженеров (SAE).
Однако вы также можете увидеть марки в Северной Америке, идентифицируемые с помощью шестизначного идентификатора, установленного Американским обществом по испытаниям и материалам (ASTM).
Они известны как идентификаторы Единой системы счисления (UNS). Вы можете найти полный список общих идентификаторов здесь.
Во многих случаях идентификаторы UNS имеют те же первые три числа, что и их эквиваленты AISI.
Но существуют также системы оценок, созданные:
Британские стандарты (BS)
Международная организация по стандартизации (ISO)
Японские промышленные стандарты (JIS)
Европейский стандарт (EN)
Немецкий стандарт (DIN)
Китайский стандарт (GB)
Из-за огромного количества различных стандартов и системы классификации, может быть трудно получить много информации об уникальном составе данного сплава из его марки.
Например, нержавеющая сталь 304 по стандарту SAE также может иметь класс:
Однако, чтобы получить данное обозначение класса, сплав должен соответствовать строгому набору требований, установленных организацией, поддерживающей стандарт.
В случае общих стандартов SAE нержавеющая сталь 304 должна содержать:
от 18% до 20% хрома
8% до 10,5% никеля
0,08% углерода
2% Manganese
0,75%
0,045%. Каждое добавление или корректировка состава сплава будет влиять на различные аспекты характеристик нержавеющей стали.
Если вы точно не знаете, какая марка стали вам нужна или каковы требования к составу для различных марок, в приведенных ниже списках представлены наиболее распространенные варианты:
SAE и UNS Химический состав и механические свойства
BS EN Составы нержавеющей стали
MatWeb Metall Alloy Поиск по номеру UNS
Характеристики распространенных семейств и марок нержавеющей стали
вы получаете хорошее представление о том, чего ожидать от конкретного сплава нержавеющей стали.
Вы можете узнать обо всем, от магнетизма и ударной вязкости до коррозионной стойкости и термостойкости.
Хотя существует слишком много типов, чтобы перечислять их по отдельности, эти общие классификации дают представление о том, чего ожидать в каждом семействе, а также о требуемых общих оценках.
Аустенитные
Это семейство наиболее популярно и широко используется во всем мире.
Часто включает хром и никель. Некоторые сорта также включают марганец и молибден.
В то время как аустенитная нержавеющая сталь немагнитна при отжиге с раствором, некоторые холоднодеформированные марки являются магнитными. Термическая закалка не работает с этими типами стали.
Тем не менее, они обеспечивают превосходную коррозионную стойкость и сопротивление ползучести, оставаясь при этом пригодными для сварки.
Популярные марки аустенитной нержавеющей стали включают марки 303, 304, 316, 310 и 321.
Ферритный
Из-за более низкого содержания никеля это одно из самых рентабельных семейств.
Несмотря на низкое содержание никеля, эти сплавы часто содержат хром, молибден, ниобий и/или титан для повышения ударной вязкости и сопротивления ползучести.
Большинство из них являются магнитными, а также обладают хорошей коррозионной стойкостью и свариваемостью.
Популярные для внутреннего применения, например кухонной утвари, или вне поля зрения, например для выхлопных газов, эти сплавы хорошо подходят для ситуаций, когда внешний вид не так важен, как стоимость и производительность.
Обычные марки ферритной нержавеющей стали включают марки 409 и 430.
Duplex
Это семейство включает в себя многие из самых последних и запатентованных сплавов.
Многие дуплексные марки сочетают свойства как аустенитных, так и ферритных нержавеющих сталей.
Характеристики зависят от сплава, поскольку многие из них созданы для решения конкретных промышленных задач, таких как вес, ударная вязкость и повышенная прочность на растяжение. Большинство из них обладают хорошей свариваемостью и формуемостью по сравнению с другими семействами сталей.
Некоторые обладают повышенной коррозионной стойкостью. Стойкие к хлоридам нержавеющие стали особенно популярны при использовании на шельфе.
К распространенным дуплексным сплавам относятся марки 318L, LDX 2101, LDX 2304, 2507 и 4501 (также известные как супердуплекс 25CR).
Мартенситная сталь и дисперсионно-твердеющая сталь
Хотя мартенситная сталь и дисперсионно-твердеющая сталь являются наименее распространенными из четырех основных семейств нержавеющих сталей, они популярны в тех случаях, когда требуется точная закаленная кромка.
Закалка и закалка возможны благодаря добавлению углерода, что делает это семейство ведущим выбором для ножей, ножниц, бритв и медицинских инструментов.
Эти сплавы нержавеющей стали обладают коррозионной стойкостью от умеренной до хорошей и после закалки сохраняют магнитные свойства.
Общие марки мартенситных и дисперсионно-твердеющих сталей включают марки 410 и 420.
Группа сплава
Магнитная чувствительность
Скорость упрочнения
Коррозионная стойкость
Низкая способность к закалке
Термостойкость
9019 Термостойкость
199
Weldability
Austenitic
Generally No
Very High
High
By Cold Work
Very High
Very High
Very High
Very High
Duplex
Yes
Средняя
Очень высокая
Нет
Средняя
Низкая
Средняя
Высокая
Ферритная 9
Да0220 Medium
Medium
No
Medium
High
Low
Low
Martensitic
Yes
Medium
Medium
Quench & Temper
Low
Low
Low
Низкая
Дисперсионное твердение
Да
Средняя
Средняя
Старение
Средняя
Низкая
Низкая
Высокий
Заключительные мысли
От декоративных конструкций до прочного промышленного использования, нержавеющая сталь предлагает широкий спектр применения. Понимание уникальных характеристик различных сплавов нержавеющей стали необходимо не только для обеспечения долговечной и безопасной работы, но и для оптимизации затрат.
На протяжении более 40 лет компания Unified Alloys с гордостью обслуживает Канаду в различных отраслях промышленности. Наша цепочка поставок и опыт помогут обеспечить успех вашего следующего проекта, начиная от листового и пруткового проката и заканчивая механической обработкой и изготовлением. Свяжитесь с нами сегодня, чтобы обсудить ваши потребности.
Марки и свойства нержавеющей стали
Опубликовано Николь на | Оставить комментарий
Нержавеющая сталь
представляет собой сплав железа, состоящий в основном из железа и хрома. Хром в материале вступает в реакцию с кислородом на поверхности, создавая окисленный «пассивный слой», который предотвращает коррозию и ржавчину. В то время как все нержавеющие стали содержат не менее 10,5% хрома, сплавы с более высоким процентным содержанием демонстрируют более высокую коррозионную стойкость.
Нержавеющая сталь
часто легируется другими элементами, такими как никель, углерод, кремний, марганец и молибден, для улучшения определенных характеристик материала. Производители используют эту способность для повышения формуемости, термостойкости и долговечности материала в зависимости от потребностей конечного продукта.
Промышленное применение нержавеющей стали
Нержавеющая сталь
находит применение в самых разных отраслях промышленности, в том числе:
Архитектура
Поскольку нержавеющая сталь отличается высокой прочностью и невосприимчивостью к ржавчине, она часто используется для изготовления различных архитектурных компонентов, включая облицовку, поручни, фурнитуру для дверей и окон, уличную мебель, арматуру, осветительные приборы и опоры для каменной кладки. Он также ценится в архитектурном дизайне за эстетичный внешний вид.
Химическая промышленность
Нержавеющая сталь
ценится в химической промышленности за прочность на растяжение и химическую стойкость. Он часто используется для технологических труб и резервуаров под давлением.
Строительство
Нержавеющая сталь
используется в ряде строительных деталей и изделий из-за ее высокой прочности и коррозионной стойкости. Конструкционные материалы, изготовленные из нержавеющей стали, включают механические пружины, крепежные детали и проволоку.
Товары народного потребления
Коррозионная стойкость нержавеющей стали
делает ее особенно полезной для предметов домашнего обихода, которые часто подвергаются воздействию воды. Этот материал используется для изготовления различных предметов домашнего обихода, в том числе столовых приборов, кухонных столешниц, раковин и смесителей, кастрюль и сковородок, стиральных машин, духовок и холодильников.
Продукты питания и напитки
Коррозионная стойкость материала и легко стерилизуемая поверхность делают его особенно полезным для пищевой промышленности и производства напитков, где требуются высокие стандарты чистоты. В этой отрасли нержавеющая сталь используется в оборудовании для приготовления пищи и общественного питания, трубопроводах и контейнерах, используемых для пивоварения и дистилляции, а также в широком спектре оборудования для пищевой промышленности.
Медицинский
В медицинской промышленности нержавеющая сталь высоко ценится за ее химическую и коррозионную стойкость, что облегчает стерилизацию, что делает ее популярной для использования в хирургических инструментах, медицинских устройствах и имплантатах.
Нефть и газ
Химическая стойкость и долговечность нержавеющей стали
делают ее особенно полезной в нефтегазовой промышленности, где она используется для резервуаров, платформ, кабельных лотков и подводных трубопроводов.
Транспорт
Нержавеющая сталь редко используется в больших количествах для повседневных автомобилей из-за ее более тяжелого материала. Однако его можно найти в более мелких автомобильных компонентах, таких как выхлопные системы и отделка салона автомобиля. Его использование в транспортной отрасли обычно предназначено для тяжелого оборудования, такого как автоцистерны, корабельные контейнеры, танкеры-химовозы и мусоровозы, используемые для перевозки громоздких или коррозионно-активных материалов.
Очистка воды и сточных вод
В очистных сооружениях водоснабжения и канализации нержавеющая сталь особенно полезна для водопроводных и канализационных труб, трубопроводов и резервуаров для воды из-за ее устойчивости к ржавчине и химическому воздействию.
Высококачественная нержавеющая сталь от Bergsen Metals
Нержавеющая сталь
доступна в различных марках, которые обычно подразделяются на пять основных типов:
Аустенитная. Наиболее распространенный тип стали, аустенитные нержавеющие стали, помимо железа и хрома содержат никель, марганец, азот и иногда молибден. Эти сплавы не могут быть упрочнены термической обработкой, но могут подвергаться деформационному упрочнению.
Мартенситный. Эти нержавеющие стали имеют содержание углерода до 1%, что позволяет проводить их закалку и отпуск, подобно углеродистым и низколегированным сталям.
Феррит. Ферритные стали отличаются высоким содержанием хрома и низким содержанием углерода (обычно менее 0,10%). Они не могут подвергаться деформационному упрочнению и демонстрируют меньшую формуемость, чем аустенитные стали. Однако они обладают магнитными свойствами, высокой коррозионной стойкостью и устойчивостью к растрескиванию из-за коррозии.
Дуплекс. Дуплексные стали имеют структуру материала, которая наполовину аустенитная, наполовину ферритная. Это качество обеспечивает им превосходную прочность и коррозионную стойкость.
Дисперсионное твердение (PH). Стали PH содержат дополнительные элементы, такие как алюминий, медь или ниобий, и подвергаются термической обработке, которая повышает прочность материала. Поскольку они менее склонны к термической деформации, они подходят для изготовления деталей сложной конструкции или требующих жестких допусков.
В Bergsen Metal мы предлагаем широкий ассортимент продукции из нержавеющей стали, чтобы удовлетворить потребности каждого клиента. Наши предложения по продукции из нержавеющей стали включают:
Аустенитная нержавеющая сталь серии 300
Наша нержавеющая сталь серии 300 является аустенитной, с содержанием хрома в диапазоне от 18 до 30% и содержанием никеля от 6 до 20%. Мы предлагаем следующие сорта:
303 Нержавеющая сталь
Благодаря содержанию серы и фосфора нержавеющая сталь 303 хорошо поддается механической обработке. Обычно он используется в аэрокосмической промышленности для изготовления фитингов, шестерен, болтов и гаек.
304 / нержавеющая сталь 304L
304 — наиболее часто используемая аустенитная нержавеющая сталь. 304L — это вариант с более низким содержанием углерода. 304 находит применение в различных отраслях промышленности, включая автомобильную, пищевую, ядерную и судоходную, а 304L обычно используется в сварочных работах.
Нержавеющая сталь 316 / 316L
По сравнению с 304, 316 используется реже. Сплав содержит больше молибдена и никеля и доступен в версии с низким содержанием углерода — 316L. Его состав обеспечивает более высокую коррозионную стойкость, особенно к хлоридам, таким как соль и морская вода. 316 подходит для использования на атомных электростанциях и в морской среде, а 316L часто находит применение в фармацевтической и химической промышленности.
Нержавеющая сталь 321
И 321, и 321H содержат титан. Однако 321H имеет более высокое содержание углерода для большей термостойкости. Оба сплава часто используются в химической промышленности и на нефте- и газоперерабатывающих заводах.
Нержавеющая сталь 347
347 и 347H содержат более высокую концентрацию ниобия и тантала, что делает их пригодными для сварки. Оба материала часто можно найти в компонентах самолетов и автомобилей, а также в резервуарах для хранения химикатов.
Мартенситная нержавеющая сталь серии 400
Наша нержавеющая сталь серии 400 является мартенситной, с содержанием хрома в диапазоне 11–17%. Мы распространяем следующие сорта:
410 Нержавеющая сталь
410 отличается долговечностью и высокой износостойкостью, но более подвержен химической коррозии и окислению. Этот материал часто используется в автомобильных деталях, медицинских изделиях, форсунках, трубопроводах и клапанах.
416 Нержавеющая сталь
416 содержит серу, что обеспечивает лучшую обрабатываемость. Это качество делает его пригодным для использования в различных продуктах, включая клапаны, насосы, шпильки, шестерни и компоненты стиральных машин.
Нержавеющая сталь 440C
Благодаря высокому содержанию углерода 440C обладает исключительной твердостью и износостойкостью; однако он лишь умеренно устойчив к коррозии. Этот материал полезен для ножей, хирургических инструментов, насадок, подшипников и других предметов, для которых требуется, чтобы материал сохранял свою форму под давлением.
Дуплексная нержавеющая сталь
Дуплексные нержавеющие стали
демонстрируют как ферритные, так и аустенитные свойства. Мы предлагаем следующие марки дуплексной стали:
2205/2207 Нержавеющая сталь
2205 и 2207 — широко используемые марки дуплексной нержавеющей стали. Благодаря высокой прочности и коррозионной стойкости они часто используются в компонентах для морской, химической, нефтяной и газовой промышленности.
Нержавеющая сталь дисперсионного твердения
Нержавеющая сталь с дисперсионной закалкой ценится за превосходное соотношение прочности и веса. Кроме того, они могут подвергаться термоупрочнению, как мартенситная нержавеющая сталь, и обладают коррозионной стойкостью, аналогичной аустенитной нержавеющей стали.
Нержавеющая сталь 13-8
13-8 представляет собой низкоуглеродистую нержавеющую сталь с высокой прочностью на растяжение и коррозионной стойкостью. Он часто встречается в компонентах самолетов и ядерном оборудовании.
Нержавеющая сталь 15-5
15-5 обладает исключительной коррозионной стойкостью и долговечностью. Он часто используется в аэрокосмической, химической, пищевой и общей металлообрабатывающей промышленности.
17-4 / 17-4PH Нержавеющая сталь
Нержавеющая сталь
17-4PH содержит большее количество хрома и меди. Он исключительно прочен и устойчив к коррозии. Его использование включает морскую нефть и газ и приложения по переработке ядерных отходов. Его также можно найти в компонентах самолетов и автомобилей.
Нержавеющая сталь
17-4 похожа на 17-4PH, но при ее производстве проходит только один процесс термообработки. Таким образом, он мягче, но обычно используется в тех же приложениях.
Нержавеющая сталь для нужд вашего бизнеса
Нержавеющая сталь обладает несколькими преимуществами, в том числе превосходными:
Коррозионная стойкость
Огнестойкость и термостойкость
Ударопрочность
Отношение прочности к весу
Технологичность
Очищаемость
Эти характеристики в сочетании с общей низкой стоимостью, превосходным эстетическим внешним видом и большей устойчивостью привели к тому, что нержавеющая сталь стала одним из наиболее часто используемых строительных материалов в различных отраслях промышленности.
Как выбрать ручной фрезер по дереву: рекомендации, критерии выбора
Подбирая для своей мастерской ручной фрезер по дереву, присмотритесь к погружным моделям. Любой столяр, мебельщик или строитель-отделочник знаком с достоинствами этого универсального инструмента и никогда не откажется от такого помощника. Мы не станем продвигать определенную продукцию и бренды, а дадим профессиональные рекомендации, заостряя внимание на главных критериях.
фото ручного фрезера по дереву погружного типа.
Оптимальным выбором своей первой фрезерной машины будет погружная модель, выполняющая всё то же, на что способен станок с неподвижной базой, и множество других операций. Работать с инструментом, подошва которого надежно опирается на заготовку, безопаснее и проще. Корпус погружного фрезера перемещается по жестко закрепленным в основании направляющим, позволяющим вводить фрезу в обрабатываемую заготовку строго вертикально и аккуратно поднимать оснастку в конце прохода. Встречаются модели с двумя базами – фиксированной и погружной, такой вариант идеален для любой мастерской.
Кратко об устройстве фрезера
Конструкция ручного фрезера по дереву в принципе незамысловатая. В отличие от других электроинструментов, в нем отсутствуют редукторы, ремни и шестерни, а оснастка закрепляется на шпинделе двигателя. Фрезерные машины различных производителей несколько отличаются от представленной, однако в них присутствуют те же значимые части.
Фрезер будет самым универсальным инструментом в вашей мастерской, если сможет справиться с той работой, которую вы на него взвалите. Для непрофессионалов все ручные фрезеры выглядят одинаково, но различия скрываются в деталях, от них и зависит правильный выбор инструмента.
Технические параметры ручных фрезеров
Первый и главный параметр – потребляемая мощность, указывающая на производительность аппарата. Чем больше ватт, тем более крупные фрезы можно устанавливать, быстрее производить подачу и выполнять более глубокий проход, не опасаясь за выход инструмента из строя.
Таблица. Выбор фрезера по мощности
Класс фрезера
Мощность, Вт
Вес, кг
Назначение
легкий
до 900
2–3
ручная работа с небольшими фрезами.
средний
1000–1700
до 5
изготовление в домашней мастерской мебели, плинтусов, дверей и т. п.
тяжелый
более 2000
от 6
продолжительная работа с крупными фрезами и использование в столе.
Выбирайте соответствующий вашим задачам инструмент, сопоставляя преимущество от высокой мощности с недостатком использования тяжелого фрезера для мелкой ручной работы.
Второй параметр – скорость вращения, достигающая у ручных фрезеров 30 тыс. оборотов в минуту, иногда выше. Здесь важно не максимальное значение скорости вращения, а возможность её регулировки, определяющая функциональность инструмента. Плавное изменение частоты вращения позволяет точно подбирать режим обработки в зависимости от плотности материала и диаметра фрезы.
Чем больше цифры на регуляторе оборотов, тем выше скорость вращения.
Третий значимый параметр называют по-разному: глубина фрезерования, вертикальный или рабочий ход фрезы. Это значение говорит о том, насколько корпус фрезера может опускаться к подошве, но вовсе не показывает реальную глубину фрезеровки. Глубина также зависит от особенностей конструкции и длины фрезы. У большинства моделей цанга почти доходит до нижней плоскости подошвы, если она опускается ещё ниже – считайте это хорошим бонусом. Инструмент с небольшим рабочим ходом сможет обрабатывать заготовку лишь на незначительную глубину.
Вертикальный ход фрезы связан с классом фрезера и составляет:
у легкого – около 40 мм;
у среднего – 50–60 мм;
у тяжелого – 70–80 мм.
Проверьте, что корпус фрезера может опускаться достаточно низко.
Другие особенности электрической составляющей, «навороты», не менее важны. Они облегчают работу с фрезером и делают её намного эффективнее. Система «плавный пуск» исключает резкие рывки и перегрузку сети в момент запуска двигателя. Для мощных агрегатов эта опция просто необходимо, да и прослужит такой фрезер дольше, ведь его детали не подвергаются периодическим ударным нагрузкам.
Цанговый зажим
Оснастка у ручного фрезера закрепляется посредством цангового патрона: специальная гайка с размещенной внутри цангой навинчивается на шпиндель и зажимает хвостовик фрезы определенного размера. Легкие машины рассчитаны на калибр 6 или 8 мм, более мощные фрезеры позволяют устанавливать оснастку на 10 или 12 мм. Чем крупнее фреза, тем толще её хвостовик и выше требования к силовым характеристикам инструмента.
Хорошая цанга имеет конусовидную форму и несколько зажимных лепестков.
Ко всем трем частям зажимного узла (патрону, цанге и валу) предъявляются жесткие требования: точное изготовление и качественная закаленная сталь. Детали сомнительного происхождения быстро изнашиваются, плохо закрепляют фрезу и часто ломаются.
Перед приобретением инструмента убедитесь в качестве цангового зажима и возможности выбора других калибров. Лучше, когда есть подходящие цанги, а не переходники, зачастую вызывающие вибрацию.
Проверьте глубину отверстия под фрезу внутри вала – параметр, никогда не указываемый в технических характеристиках, но важный для безопасной работы. Необходимо, чтобы хвостовик не упирался в дно, иначе при ослаблении фиксации насадки, вследствие плохого зажима или дефекта цанги, вы не увидите этого, и при подъеме фреза может вылететь.
Глубина сверления должна превышать длину хвостовика.
Механизм регулировки глубины погружения
В конструкции регулятора глубины фрезерования важны два фактора:
точность и легкость установки;
возможность тонкой настройки.
Типичный регулятор глубины среза – стержень, перемещающийся вверх-вниз при прокрутке маховика. Его шпилька упирается в площадку и не дает корпусу ручного фрезера опуститься ниже. Многоступенчатый револьверный упор позволяет последовательно увеличивать глубину фрезерования и выбирать материал за несколько проходов. Внешне такое устройство выглядит как на фото ниже или подобно.
Точную настройку глубину фрезерования обеспечивает регулировочный винт с микрометрической шкалой.
Ручные фрезеры по дереву даже средней ценовой категории часто «грешат» исполнением этого механизма: стержень регулятора нередко болтается в своем гнезде при вращении маховика. Но гораздо принципиальнее, насколько он жестко фиксируется при зажатии и есть ли винт точной подстройки, работающий четко и без люфта.
Проблем с выставлением глубины обработки определенно не будет, если фрезер оснащен микрометрическим регулятором положения корпуса – маховиком или кольцом большого диаметра, вращающимся вокруг телескопической направляющей.
Корректировка положения корпуса относительно штанги может иметь меньший диапазон, зато большую точность.
Особенности конструкции
Рукоятки у добротного фрезера просты и удобны, выключатель находится под рукой или рядом, чтобы запускать и останавливать мотор без перехвата. Блокировка во включенном положении – полезная опция, а при использовании инструмента в столе просто необходимая.
Попробуйте захватить инструмент руками и оцените удобство управления.
Застопоривание глубины погружения на легких фрезерах обычно выполняется поворотной рукояткой, а на мощных – отдельным рычагом. Последний вариант конструктивно надежнее и нравится многим мастерам при условии его удобного расположения.
Подходящее место для стопора глубины погружения – около ручки в зоне доступа пальцев, но не на самой рукояти.
Пластиковая накладка подошвы у большинства фрезеров выполняется съемной, что удобно при замене изношенной панели на новую и при размещении инструмента в столешнице.
Обязательно оцените обзор рабочей зоны, зависящий от размера отверстия в подошве, расположения защитного щитка и патрубков пылеудаления. Обратите внимание на провод питания, лучший кабель – длинный и резиновый.
Опробуйте вращение на разных оборотах – не должно быть каких-либо посторонних вибраций или шумов. Нажмите на поручни и опустите корпус инструмента, который должен скользить по вертикальным штангам плавно, без перекосов и люфта.
Система пылеудаления
Удаление опилок из рабочей зоны реализуется у фрезеров различными способами, трудно сделать какие-либо заключения об эффективности, не опробовав систему в действии. Возможно, что не получится собирать всю пыль досконально, но большая часть удаляться точно будет, не мешая работе.
Хорошо, если на модели пылеудаление может осуществляться различными способами. Для работы с параллельным упором нужен закрепляемый непосредственно на нем кожух, обработка кромок требует нижнего отвода стружек.
Адаптер для работы с боковым упором.
При работе на плоскости, особенно при фрезеровке глухих пазов, доступ снизу закрыт и опилки удаляются через каналы в подошве фрезера или в верхней части корпуса.
Варианты подключения патрубка отсоса пыли.
Дополнительные принадлежности
Фрезер по дереву крайне редко применяется для ведения от руки, чаще требуется обработка с филигранной точностью. Для этого используются разнообразные устройства и направляющие. Недорогие бытовые фрезеры обычно комплектуются приспособлениями для выполнения определенных работ, начинающий мастер может значительно сэкономить и первое время не искать подходящую оснастку. Профессиональные аппараты дороже по причине надежности и подразумевают, что фрезеровщик сам выберет и приобретет необходимые дополнения.
Боковой упор – стандартный аксессуар любого ручного фрезера.
Боковой упор позволяет фрезеровать прямолинейные элементы параллельно кромке. Оснащается пластиковыми регулируемыми накладками и регулятором точной настройки. Приспособление закрепляется на двух стальных стержнях, достаточно жестких, чтобы не прогибаться при ведении фрезера.
Точная подгонка и надежная фиксация – обязательные требования к составляющим бокового упора.
Копировальная втулка нужна при ведении инструмента по шаблону или непосредственно по кромке заготовки. Чем разнообразнее доступные диаметры копировальных колец, тем больше вариантов использования насадок различных размеров, в том числе разнообразных комбинаций фреза/втулка.
Приспособление чаще всего крепится на винтиках, но встречаются модели с удобной быстрой фиксацией.
Другие дополнения (направляющая шина, угловой упор, циркуль, приспособления для выборки паза) обычно приобретаются отдельно по мере потребности или изготавливаются своими руками.
Чтобы не тратить время на поиск нужных вспомогательных элементов, поинтересуйтесь, доступны ли дополнения к фрезеру, насколько просто их приобрести и подходят ли приспособления от других моделей.
Ручной фрезер по дереву для работы в столе
Использовать в столе можно любой фрезер, но для успешной работы предпочтительней инструмент с определенными особенностями:
Мощностью от 1800 Вт с электронной поддержкой оборотов под нагрузкой, чтобы устанавливать крупные фрезы и выполнять длинные и глубокие проходы.
Возможностью регулировки вылета фрезы специальными ключами, в идеале – через отверстие в монтажной пластине.
С механизмом отключения возвратной пружины или возможностью её извлечения – без неё легче настраивать вылет фрезы.
Особенности фрезера для работы в столе.
Надеемся, что мы предоставили исчерпывающую практическую информацию по выбору ручного фрезера по дереву и разобрали факторы выбора всех значимых параметров. Помните, что хороший фрезер не бывает дешевым и относится к категории инструментов, экономить на которых мало смысла.
Как выбрать ручной фрезер по дереву?
Фрезер применяется для обработки дерева и некоторых других материалов. Использование этого электроинструмента позволяет сверлить отверстия, создавать пазы, вырезать различные узоры, а также обрабатывать изделия другими способами. При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе.
Содержание
Определение подходящего типа фрезера Технические характеристики фрезера Дополнительный функционал фрезера
Определение подходящего типа фрезера
При выборе фрезера сначала необходимо определиться с типом устройства. По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
К группе узкоспециализированных фрезеров относятся инструменты, предназначенные для выполнения конкретных функций или специально адаптированные под работу с конкретными материалами. Далее приведем несколько примеров узкоспециализированных фрезеров:
Кромочные фрезеры. Это небольшие фрезеры, предназначенные в основном для обработки кромок, но также применяемые для нанесения гравировок и выполнения прочих работ по художественному оформлению граней обрабатываемых изделий. Ламельные фрезеры. Эти инструменты предназначены конкретно для вырезания пазов под ламели, потому обычно используются сотрудниками крупных мебельных фабрик, хотя могут применяться и на небольших частных производствах. Присадочные фрезеры. Используются для созданий отверстий под шканты (крепежи цилиндрической формы). Являются необходимыми инструментами практически на любом предприятии по изготовлению мебели. Зачистные фрезеры. Эти приспособления применяются для механического снятия слоев лака и краски с различных поверхностей. В быту применяются нечасто, зато для ускорения строительно-ремонтных работ и для реставрации мебели (или других поверхностей) по специальному заказу подходят идеально.
Все перечисленные виды фрезеров отлично подходят для обработки деревянных поверхностей. А потому, прежде чем выбрать фрезер, подумайте, для чего именно он будет использоваться. Если для одной из представленных в списке задач, то лучше выбрать фрезер специализированного назначения. Такой шаг упростит и ускорит проведение конкретного вида работ. Если же электроинструмент нужен для всего понемногу или для более простых работ, то есть смысл выбрать ручной фрезер универсальной конструкции. В долгосрочной перспективе такой шаг станет лучшим решением.
Технические характеристики фрезера
В описаниях фрезеров на витринах интернет-магазинов иногда указано множество характеристик, поэтому потенциальные покупатели теряются в них и не могут определиться, какой фрезер по дереву выбрать. Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций.
Первый рассматриваемый параметр – мощность. Он определяется типом и размером двигателя, поэтому напрямую влияет на конструкцию и вес фрезера. Как правило, чем выше фактическая мощность устройства, тем больше допустимый диаметр устанавливаемой фрезы и предельная глубина обработки изделия. По параметру мощности фрезеры делят на три группы:
Фрезеры малой мощности. До 1000 Вт. Обычно применяются для выполнения простых домашних работ. Фрезеры средней мощности. 1000-1500 Вт. Универсальные модели, подходящие для проведения большинства работ на дому и в мастерских. Фрезеры высокой мощности. От 1500 Вт. Производительные профессиональные фрезеры, предназначенные для обработки плотных твердых материалов на постоянной основе.
Второй параметр – скорость вращения фрезы. На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем.
Третий важный параметр – ход фрезы. Он определяет предельно возможную глубину погружения фрезы в заготовку. Поэтому перед тем как выбрать ручной фрезер по дереву для дома или работы, нужно определиться с желаемыми возможностями фрезера в этом направлении и рассчитать оптимальную глубину погружения фрезы. Универсальных рекомендаций в этом плане нет, но для дома чаще всего берут фрезеры с ходом фрезы до 50 мм (иногда до 70 мм), а для производства – не менее 70 мм.
Дополнительный функционал фрезера
При намерении выбрать ручной фрезер по дереву для дома или производства советуем учесть, что некоторые модели фрезеров характеризуются наличием дополнительных опций. Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции:
Плавный пуск. Позволяет набирать скорость вращения максимально плавно, за счет чего защищает фрезер от перегрузок. Наличие такой опции особенно актуально в ситуациях, когда электроинструмент используется ежедневно. Поддержка заданной скорости. Опция позволяет сохранять заданное число оборотов в ситуациях, когда резко меняется плотность материала или уровень внешнего давления на инструмент. Наличие выхода для присоединения пылесоса. Полезная опция, позволяющая собирать пыль и стружку прямо в процессе работы. Встроенная подсветка. Положительно влияет на точность и комфортабельность обработки изделий при отсутствии качественного внешнего освещения. Защита от случайного пуска. Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.
Раздумывая о том, какой фрезер по дереву выбрать, учтите целесообразность наличия упомянутых опций и выберите инструмент со всеми требуемыми функциями. Такой выбор позволит заметно повысить удобство эксплуатации аппарата и точность обработки, осуществляемой с применением приобретенного фрезера.
Как видите, выбрать ручной фрезер по дереву несложно. Главное – понимать, на какие характеристики и особенности инструмента стоит обращать внимание. В понимании этих нюансов и поможет наша статья. А если хочется получить больше информации, то посмотрите прилагаемое видео. Там раскрыто несколько любопытных аспектов, о которых в статье мы не упоминали.
Фрезер применяется для обработки дерева и некоторых других материалов. Использование этого электроинструмента позволяет сверлить отверстия, создавать пазы, вырезать различные узоры, а также обрабатывать изделия другими способами. При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе.
Содержание
Определение подходящего типа фрезера
Технические характеристики фрезера
Дополнительный функционал фрезера
Определение подходящего типа фрезера
При выборе фрезера сначала необходимо определиться с типом устройства. По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
К группе узкоспециализированных фрезеров относятся инструменты, предназначенные для выполнения конкретных функций или специально адаптированные под работу с конкретными материалами. Далее приведем несколько примеров узкоспециализированных фрезеров:
Кромочные фрезеры. Это небольшие фрезеры, предназначенные в основном для обработки кромок, но также применяемые для нанесения гравировок и выполнения прочих работ по художественному оформлению граней обрабатываемых изделий.
Ламельные фрезеры. Эти инструменты предназначены конкретно для вырезания пазов под ламели, потому обычно используются сотрудниками крупных мебельных фабрик, хотя могут применяться и на небольших частных производствах.
Присадочные фрезеры. Используются для созданий отверстий под шканты (крепежи цилиндрической формы). Являются необходимыми инструментами практически на любом предприятии по изготовлению мебели.
Зачистные фрезеры. Эти приспособления применяются для механического снятия слоев лака и краски с различных поверхностей. В быту применяются нечасто, зато для ускорения строительно-ремонтных работ и для реставрации мебели (или других поверхностей) по специальному заказу подходят идеально.
Все перечисленные виды фрезеров отлично подходят для обработки деревянных поверхностей. А потому, прежде чем выбрать фрезер, подумайте, для чего именно он будет использоваться. Если для одной из представленных в списке задач, то лучше выбрать фрезер специализированного назначения. Такой шаг упростит и ускорит проведение конкретного вида работ. Если же электроинструмент нужен для всего понемногу или для более простых работ, то есть смысл выбрать ручной фрезер универсальной конструкции. В долгосрочной перспективе такой шаг станет лучшим решением.
Технические характеристики фрезера
В описаниях фрезеров на витринах интернет-магазинов иногда указано множество характеристик, поэтому потенциальные покупатели теряются в них и не могут определиться, какой фрезер по дереву выбрать. Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций.
Первый рассматриваемый параметр – мощность. Он определяется типом и размером двигателя, поэтому напрямую влияет на конструкцию и вес фрезера. Как правило, чем выше фактическая мощность устройства, тем больше допустимый диаметр устанавливаемой фрезы и предельная глубина обработки изделия. По параметру мощности фрезеры делят на три группы:
Фрезеры малой мощности. До 1000 Вт. Обычно применяются для выполнения простых домашних работ.
Фрезеры средней мощности. 1000-1500 Вт. Универсальные модели, подходящие для проведения большинства работ на дому и в мастерских.
Фрезеры высокой мощности. От 1500 Вт. Производительные профессиональные фрезеры, предназначенные для обработки плотных твердых материалов на постоянной основе.
Второй параметр – скорость вращения фрезы. На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем.
Третий важный параметр – ход фрезы. Он определяет предельно возможную глубину погружения фрезы в заготовку. Поэтому перед тем как выбрать ручной фрезер по дереву для дома или работы, нужно определиться с желаемыми возможностями фрезера в этом направлении и рассчитать оптимальную глубину погружения фрезы. Универсальных рекомендаций в этом плане нет, но для дома чаще всего берут фрезеры с ходом фрезы до 50 мм (иногда до 70 мм), а для производства – не менее 70 мм.
Дополнительный функционал фрезера
При намерении выбрать ручной фрезер по дереву для дома или производства советуем учесть, что некоторые модели фрезеров характеризуются наличием дополнительных опций. Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции:
Плавный пуск. Позволяет набирать скорость вращения максимально плавно, за счет чего защищает фрезер от перегрузок. Наличие такой опции особенно актуально в ситуациях, когда электроинструмент используется ежедневно.
Поддержка заданной скорости. Опция позволяет сохранять заданное число оборотов в ситуациях, когда резко меняется плотность материала или уровень внешнего давления на инструмент.
Наличие выхода для присоединения пылесоса. Полезная опция, позволяющая собирать пыль и стружку прямо в процессе работы.
Встроенная подсветка. Положительно влияет на точность и комфортабельность обработки изделий при отсутствии качественного внешнего освещения.
Защита от случайного пуска. Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.
Раздумывая о том, какой фрезер по дереву выбрать, учтите целесообразность наличия упомянутых опций и выберите инструмент со всеми требуемыми функциями. Такой выбор позволит заметно повысить удобство эксплуатации аппарата и точность обработки, осуществляемой с применением приобретенного фрезера.
Как видите, выбрать ручной фрезер по дереву несложно. Главное – понимать, на какие характеристики и особенности инструмента стоит обращать внимание. В понимании этих нюансов и поможет наша статья. А если хочется получить больше информации, то посмотрите прилагаемое видео. Там раскрыто несколько любопытных аспектов, о которых в статье мы не упоминали.
Руководство столяра по фрезерным станкам по дереву
Думаете о добавлении фрезерного станка в свой столярный цех? Профессиональный столяр делится своими знаниями в этом руководстве по фрезерованию для деревообработчиков без фрезера.
Сразу оговоримся: фрезер не является основным оборудованием в столярном цеху. Без него можно собрать мебель. Тем не менее, универсальность фрезера по дереву трудно сравниться, и как только вы научитесь использовать фрезер, он станет одним из ваших любимых инструментов. Он отлично подходит для всего: от столярных работ до придания формы кромкам и индивидуальной деревянной инкрустации. Если у вас есть роутер, вы будете часто им пользоваться. Итак, давайте углубимся в детали маршрутизаторов и выясним, какой тип может быть лучшим для вас.
На этой странице
Что такое фрезер по дереву?
В простейшей форме фрезерный станок по дереву состоит из двигателя, корпуса и режущей насадки по дереву. Это действительно так. Размер двигателя будет варьироваться от 1/2 до 3 л.с. или более, а также будет различаться стиль корпуса (фиксированное или погружное основание). Но, в конечном счете, это не более чем мотор с торчащим из днища острым шипом.
Кстати: В данном случае больше не всегда лучше. Большой, громоздкий маршрутизатор с мощным двигателем может усложнить вам жизнь, особенно если вы выполняете более мелкую и тонкую работу. Подробнее об этом позже.
Для чего используется деревянный фрезер?
Здесь мы обсудим некоторые приложения, для которых можно использовать маршрутизатор, и некоторые аксессуары, которые часто поставляются с ним.
Приложения
Профилирование или придание формы кромке: Наиболее распространенное применение в домашнем магазине. Хороший закругление или чистая фаска (небольшой скос) можно сделать за считанные минуты с помощью соответствующей фрезы.
Столярные изделия : Именно здесь маршрутизатор действительно заслужил свой значок мастера на все руки. С помощью соответствующего упора или приспособления, изготовленного в магазине, фрезер может с относительной легкостью надежно вырезать любое количество соединений, включая пазы, шпунты и врезные шипы.
Обрезка заподлицо: Это когда вы отрезаете один кусок материала заподлицо с другим с помощью фрезы для обрезки заподлицо, то есть фрезы с подшипником вверху или внизу. В основном я делаю это при изготовлении зажимных приспособлений или облицовке, хотя это также обычно используется для выравнивания ламината на столешницах.
Врезка петли: С ручными инструментами это может стать настоящим испытанием. Но хороший фрезерный станок может быстро обработать врезную петлю и позволить вам повесить дверь за считанные минуты.
Вставки: Подобно петлевым пазам, их можно быстро выточить с помощью фрезера, чтобы создать впечатляющую демонстрацию ваших навыков работы с деревом.
Принадлежности и их применение
A Направляющая ограждения e: Это позволяет фрезеру двигаться параллельно одному краю рабочей поверхности. Создайте шпунты или пазы с этим.
Шаблоны или приспособления: Они демонстрируют весь спектр универсальности фрезера, от вырезания букв до столярных работ под углом. Если у вас достаточно терпения, чтобы создавать прочные и точные приспособления, вы ничего не сможете сделать.
Втулки: Это маленькие латунные круги, которые крепятся к нижней стороне основания фрезера. Они позволяют фрезе без подшипника следовать шаблону или шаблону. Они часто используются в пазовых приспособлениях.
Типы маршрутизаторов
Существует множество стилей и размеров маршрутизаторов. Вот три основных типа:
Фиксированное основание
Самый распространенный тип. Обычно он оснащен двигателем мощностью от 1-1/2 до 3-1/4 л.с. Его глубина резания, однажды заблокированная, не может быть изменена, отсюда и название. Он отлично подходит для работ, где глубина резания остается постоянной, например, для профилирования кромок.
Врезное основание
В фрезерном станке с врезным основанием используется тот же двигатель, что и в фиксированном основании; их часто можно купить в комплекте с двумя базами и одним мотором. Они предназначены для приложений, где необходимо часто менять глубину резания, например, для фрезерования врезных пазов. С пазом глубиной 1 дюйм вам может потребоваться от четырех до шести проходов, чтобы достичь полной глубины, поэтому погружной фрезер может сэкономить вам много времени по сравнению с фиксированным основанием.
Обрезной фрезер
Это фрезерный станок с фиксированным основанием и небольшим двигателем. Фрезерный станок мощностью от 1/2 до 1 л. с. хорош для обрезки ламината или шпона заподлицо. Тем не менее, я часто использую его для небольших столярных работ из-за его удобного размера и маневренности. Не сбрасывайте со счетов фрезер!
Как выбрать маршрутизатор
С таким количеством вариантов и цен, как выбрать подходящий маршрутизатор? Вот три важных соображения:
Подумайте о своих проектах
Вы делаете обеденный стол или чайную коробку? Масштаб ваших текущих и будущих проектов должен определять, какой маршрутизатор купить.
Если вы выполняете крупную и тяжелую работу, вам может понадобиться хороший фрезер мощностью от 2,5 до 3 л.с. для обработки этих 3-дюймовых дисков. пазы из белого дуба. Если это мелкая работа, не нужно переусердствовать. Обрезной фрезер достаточно надежен для небольших столярных работ и намного проще в обращении.
Рассмотрите
свое пространство
Забудьте на мгновение все великолепные будущие проекты, витающие в вашей голове, и осмотрите свое рабочее место. Спросите себя честно: сколько у меня места? Какой самый большой объект я могу реально сделать в этом пространстве, и еще есть место для работы?
Если ваше пространство крошечное, скажем, гараж на одну машину (около 260 квадратных футов) или меньше, вы, вероятно, не будете строить большие входные двери, поэтому нет необходимости тратить 350 долларов на огромный маршрутизатор. Купите маршрутизатор меньшего размера и вместо этого потратьте дополнительные деньги на пиломатериалы.
Подумайте о своем стиле работы
Пожалуй, самый важный вопрос: что приносит мне радость? Если вам нравятся небольшие проекты, купите фрезерный станок. Если вы предпочитаете делать большие вещи, например обеденные столы, купите погружной фрезер. И если вам нравится тихая осознанность, которую приносит работа с ручным инструментом, полностью откажитесь от электричества и купите фрезерный рубанок.
Не позволяйте продавцу или благонамеренному другу заставить вас купить инструмент, который вам не нужен, только потому, что кто-то сказал, что он универсальный. Познай себя и получай удовольствие от своей работы. В этом вся суть, в конце концов.
Пять профессиональных советов для начинающих маршрутизаторов
Поначалу маршрутизаторы могут пугать. Они громкие и мощные с острыми наконечниками. Если вы новичок в роутерах, следуйте моим пяти советам:
Не отвлекайтесь
Не отвлекайтесь — слушайте роутер. Он предлагает звуковую обратную связь. Если что-то звучит не так или кажется вам неправильным, немедленно остановитесь. Оцените происходящее.
Не ослаблена ли цанга, т. е. гайка, удерживающая биту? Немного скучно? Не слишком ли велика глубина резания? Если роутер ноет, значит что-то не так. Отрегулируйте и попробуйте еще раз. Всегда слушайте, когда роутер вам что-то говорит!
Обратите внимание на направление подачи
Фреза всегда будет вращаться по часовой стрелке. В зависимости от того, в каком направлении вы вставляете фрезер в древесину, вы можете нажимать против пропила (в идеале) или вместе с пропилом, что может привести к тому, что фрезер полезет в пропил и убежит от вас.
Всегда следите за тем, чтобы фрезер вращал заготовку против часовой стрелки, по крайней мере, в начале. Большой опыт позволит использовать более продвинутые методы в будущем.
Берите по 1/8 дюйма за раз
Для начала никогда не снимайте более 1/8 дюйма за раз. Когда вы освоитесь с маршрутизатором, вы можете увеличить его до 1/4 дюйма. В начале важно почувствовать маршрутизатор и безопасно работать в пределах его возможностей.
Начинайте медленно
Медленно и плавно проходите разрез. Да, вы, скорее всего, сожжете маршрутизатор. Да и чистить будет жалко. Но по мере того, как вы становитесь более уверенным в себе, вы можете двигаться достаточно быстро, чтобы избежать ожога фрезы, не повреждая заготовку и не рискуя получить травму.
Держите фрезы острыми
Нет ничего более неприятного и опасного, чем тупой инструмент. Это испортит вашу работу, вызовет разрывы и может привести к катастрофе, если вы доведете инструмент до предела.
Если вы видите, что бита черная или синяя, или она вас раздражает, пора заточить биту или купить новую. По всей стране существует множество сервисов по заточке фрез. Быстрый поиск в Интернете поможет вам найти его.
Популярные видео
ⓘ
9 Типы фрезерных станков по дереву
Фрезерный станок формирует кромки, вырезает пазы и отверстия, делает вырезы и канавки. Вот список типов маршрутизаторов и аксессуаров.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 10
через amazon.com
Выбор фрезерного станка по дереву
Мощный двигатель фрезерного станка немного раскручивается на скорости, превышающей 30 000 оборотов в минуту (об/мин). Это позволяет сверлить края деревянных досок, вырезать канавки и пазы и создавать узоры.
Плотники используют этот удобный инструмент, помимо прочего, для вырезания пазов для дверных петель и обрезки краев пластикового ламината. Их маршрутизаторы, как правило, меньше и проще в использовании, чем тот, который может использовать столяр в мастерской.
Выбор фрезера помогает отличить плотника от столяра. Столярам чаще приходится формировать древесину, чтобы сделать ее более декоративной, или выполнять сложные столярные работы. Следовательно, столяры используют более мощные и точные фрезерные станки, чем те, которые плотники приносят на рабочие места.
Фрезерный станок — это ручной инструмент, но его можно установить на фрезерный стол и использовать как стационарный инструмент, как настольную пилу. Независимо от того, используете ли вы фрезер на столе или от руки, результаты зависят от того, какую биту вы используете.
Имеется широкий выбор для создания закруглений, вогнутых кромок, угловых кромок (фасок), сложных кривых (оже), прямых кромок и канавок (пазов и шпунтов). Вы также можете использовать фрезер с шаблоном, чтобы сделать ласточкины хвосты, просверлить отверстия под дюбели и вырезать пазы.
Ознакомьтесь с различными типами инструментов и принадлежностей для фрезерования, чтобы выбрать наиболее подходящий для вас.
2 / 10
через amazon.com
Стационарный маршрутизатор
Маршрутизатор с фиксированным основанием, такой как DeWalt DW616, имеет несколько излишеств. Он имеет плоское металлическое основание, мощный двигатель, пару эргономичных рукояток и регулятор глубины, который позволяет регулировать расстояние, на которое долото выступает под основанием.
Ручки важны, потому что при работе фрезер создает мощную центробежную силу, и легко потерять управление. Поскольку фреза вращается по часовой стрелке, всегда перемещайте инструмент слева направо, чтобы фреза врезалась в древесину и не вращалась от вас.
Купить сейчас
3 / 10
через amazon.com
Погружной фрезер
Погружной фрезер крепится к основанию парой гладких металлических стержней, что позволяет ему скользить вверх и вниз. Это действие позволяет расположить инструмент над выбранной точкой и постепенно опустить его, чтобы просверлить углубление или отверстие или вырезать канавку. №
Используйте погружной фрезер вместе с подходящей расточной или режущей насадкой для создания вырезов. Хорошая модель, такая как Wen RT6033, имеет регулируемую скорость, поэтому вы можете работать на более низкой скорости, когда вам нужно больше контроля.
Купить сейчас
4 / 10
через amazon.com
Комбинированный фрезерный станок
Комбинированный фрезерный станок сочетает в себе функции фрезерного станка с фиксированным основанием и погружного фрезерного станка. Он поставляется с фиксированным основанием и погружным основанием, и маршрутизатор взаимозаменяем между ними. Bosch 1617EVSPK — высоко оцененный пример.
Универсальный комбо-маршрутизатор подходит для большинства задач. Это включает в себя обрезку и придание формы кромкам, изготовление ласточкиного хвоста, сверление отверстий, вырезание канавок и вырезание фигур. Если вы собираетесь купить один фрезерный станок для своего магазина, это должен быть один из них.
Купить сейчас
5 / 10
через amazon.com
Компактный маршрутизатор
Компактный маршрутизатор Makita RTO701-C, также известный как карманный маршрутизатор, представляет собой миниатюрную версию маршрутизатора с фиксированным основанием. Он не обязательно менее мощный, но его небольшой размер упрощает его использование.
Когда вам нужно вырезать дверные коробки или выполнить другую фрезеровочную работу на куске дерева, который вы не можете перенести на рабочий стол, вы сделаете это точнее с помощью фрезера на ладони, чем с тяжелой моделью с фиксированным основанием.
Купить сейчас
6 / 10
через amazon.com
Беспроводной маршрутизатор
Проводные маршрутизаторы для ладони просты в использовании. Беспроводные, такие как Milwaukee 18V, еще проще.
Беспроводные маршрутизаторы могут развивать ту же скорость вращения, что и проводные. Но они не такие мощные, и их лучше всего использовать для легких работ, таких как обрезка и формирование краев. Если вы вырезаете сложные края или формы в плотной твердой древесине, беспроводной фрезер может работать медленно, и вам, вероятно, придется часто менять батарею.
Купить сейчас
7 / 10
через amazon. com
Триммер для ламината
Когда вы приклеиваете пластиковый ламинат к фанерной основе, вам понадобится фрезер для обрезки краев. Идеальный фрезерный станок для этого называется триммером для ламината, и он еще меньше и легче, чем ручной фрезер.
Makita 3709 имеет прозрачную пластиковую основу с закрепленным сверху шнуром. Эти функции облегчают просмотр того, что вы делаете. Триммер для ламината должен легко держаться и развивать высокие обороты, чтобы снизить вероятность разрушения ламината.
Купить сейчас
8 / 10
через amazon.com
Фрезерный стол
Установка фрезера на фрезерный стол позволяет легко формировать обрезки, вырезать шпунты и фрезеровать кромки шпунт-паз. Хороший стол, такой как Bosch RA1181, подходит для различных моделей маршрутизаторов и имеет порт для сбора пыли.
Фрезерный стол должен быть достаточно прочным, чтобы сопротивляться движению, и обычно поставляется с ограждением. Некоторые из них поставляются с перфорированной накладкой, защищающей от отдачи, и слотом для дополнительного углового упора, чтобы вы могли фрезеровать угловые канавки или кромки.
Купить сейчас
9 / 10
через homedepot.com
Фрезы
Фрезы поставляются с размерами 1/4 и 1/2 дюйма. хвостовики. Последние предназначены для маршрутизаторов с 1/2-дюйм. цанги для тяжелых работ. Стили включают прямые фрезы для обрезки и вырезания канавок, угловые фрезы для фрезерования фасок и круглые фрезы для закругления, а также другие более сложные формы.
Одна бита может стоить 20 долларов и более, поэтому обычно выгоднее покупать набор. Этот набор из 15 предметов Kowood — недорогой вариант для начинающих. В более дорогом наборе из 13 предметов Diablo есть биты размером 1/2 дюйма. хвостовик.
Купить сейчас
Купить сейчас
10 / 10
через amazon.com
Фрезерные приспособления
Фрезерное приспособление направляет фрезу при выполнении определенной работы. Примерами являются врезные приспособления для вырезания пазов на дверях и дверных коробках, направляющие для кромок, которые можно прикрепить к столешнице и использовать в качестве ограждений, и приспособления для забивания дюбелей для сверления отверстий под дюбели.
Часто можно сделать мормышку своими руками. Но когда дело доходит до прокладки ласточкиного хвоста, ряда взаимосвязанных пазов, используемых в качественных столярных изделиях, приспособление, такое как приспособление для ласточкиного хвоста Porter-Cable, намного точнее и надежнее, чем то, что вы делаете сами.
В магазин
Family HandymanШаблон условий для семейного мастера
Первоначально опубликовано: 07 февраля 2022 г.
Крис Дезиэль
Крис Дезиел работает в сфере строительства более 30 лет. Он помог построить небольшой город в пустыне Орегона с нуля и помог основать две компании по ландшафтному дизайну. Работал плотником, сантехником, мебельщиком. Дезиэль пишет статьи о «сделай сам» с 2010 года и работал онлайн-консультантом, в последнее время — в службе Pro Referral компании Home Depot.
8 основных видов компрессоров — назначение и принцип работы воздушного компрессора
06.05.2019 | Обновлена 24.11.2021
Время прочтения 3 минуты
Вопросы и Ответы 34
Содержание
Поршневой компрессор
Мембранный компрессор
Винтовой компрессор
Пластинчатый компрессор
Спиральный компрессор
Роторный компрессор
Центробежный компрессор
Осевой компрессор
Варианты питания и топлива
Выводы
Рекомендуемые товары
Компрессоры это механические устройства, используемые для увеличения давления в различных сжимаемых жидкостях или газах (чаще это воздух). Они используются во всех отраслях промышленности для обеспечения помещений или приборов воздухом. Для питания пневматических инструментов, распылителей краски, фазового сдвига хладагентов, кондиционирования воздуха и охлаждения, доставки газа по трубопроводам и т. д.
Как и насосы, компрессоры делятся на центробежные (динамические или кинетические) и объемные типы. Однако в отличие от преобладания динамического типа насосов компрессоры чаще встречаются объемного типа. Размеры могут варьироваться от насоса, который надувает шины, до гигантских поршневых или турбокомпрессорных машин, использующиеся в трубопроводном обслуживании.
Компрессоры различаются по методу генерации сжатого воздуха или газа.
Поршневой
Мембранный
Винтовой
Пластинчатый
Спиральный
Роторный
Центробежный
Осевой
Поршневой компрессор
Поршневые компрессоры полагаются на возвратно-поступательное действие одного или нескольких поршней для сжатия газа в цилиндре (или цилиндрах) и выгрузки его через клапан в резервуары высокого давления. Во многих случаях резервуар и компрессор монтируются в общую раму или полозья в виде сборочного блока.
В то время как главная функция поршневых типов — это производство сжатого воздуха как источник энергии, они также используются для передачи природного газа по трубопроводу. Выбор агрегатов такого типа, как правило, основывается на необходимом давлении и скорости потока.
Для достижения более высокого давления одноступенчатого компрессора не хватит, поэтому используются двухступенчатые. Сжатый воздух, проходя через вторую ступень, заранее охлаждается при прохождении через первую ступень.
Говоря о температуре, многие поршневые компрессоры предназначены для работы по включению, а не непрерывно. Такие циклы позволяют нивелироваться теплу, произведенному во время деятельности, в большинстве случаев, через охладительные каналы.
Поршневые типы выпускаются двух видов конструкций: масляные и безмасляные. Безмасляные типы подходят для случаев, когда требуется воздух без примесей наилучшего качества.
Мембранный компрессор
Мембранный компрессор похож внешне на поршневые модели и использует концентрически расположенный двигатель, который колеблет гибкий диск. Он попеременно расширяет и сжимает компрессионную камеру. Как и мембранный насос, привод герметизируется от попадания жидкости гибким диском, и, таким образом, никакая жидкость не сможет контактировать с газом.
Воздушные мембранные типы – это агрегаты малой емкости, которые применяются при необходимости в очень чистом воздухе без примесей, например, в лабораториях или медицинских учреждениях.
Винтовой компрессор
Винтовые компрессоры это роторные машины, которые могут работать в течение всего дня, что делает их хорошим вариантом для применений в строительстве или прокладки дорог. Он цепляет ведущие и ведомые роторы, которые втягивают газ внутри в сторону привода, сжимают его до тех пор, пока роторы не сформируют клетку, и газ не выйдет вдоль по оси через отверстие на конце аппарата.
Роторное действие винтового типа делает его более тихим по сравнению с поршневыми компрессорами вследствие уменьшенной вибрации. Еще одним преимуществом такого вида над поршневым типом является функция выпуска воздуха без вибрации. Такие аппараты могут использовать в качестве смазки масло или воду. Однако при использовании масла агрегату может потребоваться частая диагностика.
Пластинчатый компрессор
Пластинчатый компрессор работает с помощью серии пластин, установленных в роторе, которые движутся вдоль внутренней стенки аппарата. Лопасти, по мере того как они вращаются от стороны входа к стороне выхода газа, сокращают радиус по которому крутятся, сжимая захваченный газ (воздух). Лопасти скользят по масляной пленке, которая образуется на стенке внутренней полости аппарата, обеспечивая герметизацию.
Пластинчатый тип не сможет производить безмасляный воздух, но они способны обеспечивать сжатый воздух без колебаний и толчков. Они относительно тихие, надежные, и способны работать без перерыва довольно долгое время. Компрессоры используются во многих «безвоздушных» видов работ, например, в нефте- и газо- и других обрабатывающих промышленностях.
Спиральный компрессор
Рекомендуемые товары
Артикул: 009-0790
Компрессор электрический CPS 950 Е «Chicago Pneumatic» (на шасси)
Уточняйте наличие
Вес (кг): 4500
Мощность (кВт): 160
Давление (атм): 7
Запрос цены
Артикул: 009-88106
Поршневой компрессор с ременным приводом СБ 4/ С -50 LB 30 3 кВт Remeza
Уточняйте наличие
Вес (кг): 77
Мощность (кВт): 3
Производительность (л/мин): 500
Запрос цены
Артикул: 009-1246
Компрессор винтовой LB 7,5-13/270 «COMARO»
Уточняйте наличие
Бренд: Comaro
Вес (кг): 228
Мощность (кВт): 7,5
Запрос цены
Артикул: 009-0961
Компрессор винтовой FORMULA 56 «ABAC»
Уточняйте наличие
Бренд: ABAC
Вес (кг): 1050
Мощность (кВт): 55
Запросить товар
Спиральные компрессоры используют неподвижные и вращающиеся спирали, которые уменьшают расстояние друг между другом по мере того как подвижные спирали обводят неподвижные. Вход газа осуществляется на внешнем крае спиралей, и газ выходит рядом с центром. Из-за того, что спирали не контактируют, дополнительная смазка не требуется, что позволяет такому типу производить безмасляный воздух.
Однако, поскольку масло не используется для снижения температуры после сжатия, как в других типах, мощности спиральных компрессоров несколько ограничены. Спирали часто используются в маломощных агрегатах и домашних кондиционерах.
Роторный компрессор
Роторные компрессоры — высокообъемные, приборы низкого давления более известные как воздуходувки. Два ротора вращаются в противоположном направлении. По мере того как каждый ротор проходит мимо места входа воздуха, он зацепляет его и несет к месту выхода. Во время того как газ подходит к месту выхода он сжимается под давлением и вытесняется.
Роторно-пластинчатый тип включает в себя два сцепленных между собой ротора, смонтированных на параллельных валах. В двухлопастном компрессоре каждый ротор имеет две пластины (четыре пластины на аппарат). В трехлопастной машине каждый ротор имеет три пластины (шесть пластин на аппарат).
Центробежный компрессор
Центробежные компрессоры работают на высокоскоростных насосообразных турбинах для того чтобы придать скорость газам для увеличения давления. Они применяются в основном в высокообъемных работах, например, коммерческих холодильных аппаратах мощностью больше 100 л.с.
Почти идентичные по конструкции центробежным насосам, центробежные типы увеличивают скорость газа, выбрасывая его наружу под действием вращающейся турбины. Газ расширяет в спиральной камере, где уменьшается скорость движения и увеличивается давление.
Центробежные компрессоры имеют низкий коэффициент сжатия, но они захватываю большие объемы газа. Большинство центробежных типов используют несколько этапов для того чтобы улучшить коэффициент компрессии. В этих многоступенчатых компрессорах газ обычно проходит через промежуточный охладитель между ступенями.
Осевой компрессор
Осевой компрессор достигает самых больших объемов производимого воздуха, колеблясь от 8 тысяч до 13 миллионов кфм в промышленных агрегатах. Реактивные двигатели используют компрессоры такого рода для производства объемов в еще более широком диапазоне.
В большей степени, чем центробежные компрессоры, осевые используют многоступенчатую конструкцию из-за их относительно низких коэффициентов сжатия. Как и центробежные, осевые типы увеличивают давление, сперва увеличивая скорость газа. Осевые компрессоры затем замедляют газ, пропуская его через изогнутые неподвижные лопасти, что увеличивает его давление.
Варианты питания и топлива
Воздушные компрессоры могут работать от электричества, как правило на 12 вольтах или 24 вольтах постоянного тока. Компрессоры также работают от стандартных уровней напряжения переменного тока в 120В, 220В, или 440В.
Также существуют аппараты, работающие от двигателя на горючем топливе, таком как бензин или дизельное топливо. Как правило, аппараты с электроприводом желательно использовать в тех случаях, когда важно обеспечить работу без выхлопных газов или когда использование или наличие горючего топлива нежелательно. Шум также играет определенную роль в выборе варианта топлива, поскольку электрические воздушные компрессоры обычно показывают более низкие показатели шума по сравнению с двигателями на горючем топливе.
Также, некоторые типы агрегатов могут быть приведены в действие гидравлически, без использования горючего топлива и выбросов выхлопных газов.
Выводы
В этой статье были описаны все виды воздушных компрессоров их принципы работы, преимущества и недостатки. Также можно сделать выводы, что выбор типа компрессора, необходимость смазки и варианты топлива очень сильно влияют на конечный выбор аппарата. Для работы, например, в помещении можно взять маломощный безмасляный компрессор, работающий от электричества.
Существует большое количество различных видов компрессоров, вариантов топлива и их применения. Компрессоры отличаются производимым давлением, скоростью, производительностью и рабочей средой. Каждый компрессор имеет свои особенности конструкции, технические характеристики и области применения.
Специалисты Строймашсервис-Мск
Материал подготовили сотрудники SMSM.ru, имеющие практический опыт работы более 25 лет со строительными инструментами и оборудованием как российского производства, так и иностранного.
Поделиться:
Cтатьи по теме
Виды топоров и правильное их применение
Универсальным инструментом, который может понадобиться на даче, в походе в лес или просто на отдыхе возле речки, в быту для хозяйственных целей, является топор. Несмотря на свою простую конструкцию, это приспособление имеет множество целей использования и различается по способам и качеству изготовления.
Читать далее
Водонагреватели — как выбрать идеальный нагреватель воды для дома
Центральное горячее водоснабжение есть далеко не везде. Чтобы решить эту проблему, рекомендуется установить водонагреватель в квартире или частном доме.
Читать далее
Виды строительных кранов — описание и характеристики
На строительной площадке без крана не обходится ни одна работа. При помощи грузоподъемного механизма производится сборка железобетонных элементов и доставка объемных грузов.
Читать далее
Как выбрать зимнюю спецодежду
Зимняя спецодежда должна предоставлять работнику защиту и комфорт, быть эстетичной, удобной и максимально функциональной. Но это еще не все — она должна соответствовать определенным требованиям нормативных документов. Как выбрать спецодежду, какой она бывает, сколько стоит и кому необходима?
Читать далее
Сетка для штукатурки стен
Армирующие сетки для штукатурки стен: какие бывают, их особенности. Как правильно выбрать, лучшие варианты.
Читать далее
Какие бывают напильники
Напильники, простейшие инструменты, за сотню лет практически не изменились. Они не требуют подключения к электросети и позволяют достать до самых неудобных мест. Напильник — настоящая палочка-выручалочка любого мастера.
Читать далее
Вопросы и ответы
Евгений
04.05.2022 15:56:00
Подскажите назначение винтового компрессора?
Строймашсервис-Мск
Устройства винтового типа используются для питания пневматического инструмента, в том числе домкратов, насосов, малярного оборудования, устройств для абразивной очистки, моечные агрегаты. Кроме бытовой сферы эксплуатация винтового компрессора популярна в промышленности и на стройке. Пневматические прессы, отбойные молотки и многие другие виды оборудования функционируют в тандеме с винтовыми компрессорами.
Семён
02.04.2022 22:53:00
Что такое сжимаемость воздуха?
Строймашсервис-Мск
Сжимаемость характеризует свойство воздуха изменять свой объем и плотность при изменении давления и температуры.
Иван
30.03.2022 22:49:00
Как убрать влагу из сжатого воздуха?
Строймашсервис-Мск
Влагу можно отделить, используя следующие дополнительные устройства: концевые охладители, сепараторы конденсата, рефрижераторные осушители и адсорбционные осушители.
Михаил
23.03.2022 22:50:00
Какая рабочая температура винтового компрессора?
Строймашсервис-Мск
Рабочая температура стационарных винтовых компрессоров – от +5 до +40 градусов. Это значит, что при температуре +2-4 градуса мотор может не запуститься, а при превышении верхнего предела наверняка перегреется.
Тимофей
16.03.2022 22:48:00
Чем отличается поршневой компрессор от центробежного?
Строймашсервис-Мск
Поршневые компрессоры обладают высоким коэффициентом полезного действия и применение их наиболее целесообразно при давлениях более 1 МПа и при малых подачах (не более 100—150 м3/мин). Центробежные компрессоры (турбокомпрессоры) конструктивно и по принципу действия сходны с многоступенчатыми центробежными насосами.
Борис
12.03.2022 22:47:00
Какие компрессоры являются компрессорами среднего давления?
Строймашсервис-Мск
Компрессоры со средним уровнем давления работают в диапазоне от 1,5 до 10 МПа.
Юлиан
05. 03.2022 22:46:00
Какие виды поршневых компрессоров существуют?
Строймашсервис-Мск
Поршневые компрессоры подразделяются на двойного или одинарного действия; масляные и безмасляные; угловые, горизонтальные, вертикальные; с различным количеством цилиндров.
Кирилл
02.03.2022 22:45:00
Можно ли оставлять компрессор на морозе?
Строймашсервис-Мск
Из-за влаги низкая температура окружающей среды может привести к замерзанию трубопроводов внутри компрессорного оборудования. Винтовые компрессоры имеют защиту от запуска при низких температурах, поэтому компрессор не запустится, если в помещении слишком холодно.
Егор
28.02.2022 22:43:00
Почему сильно греется компрессор?
Строймашсервис-Мск
Когда воздушный компрессор перегревается, проблема, как правило, связана с факторами, связанными с пульсациями давления всасывания или нагнетания. Также проблема может быть связана с недостаточной вентиляцией, маслом или повышенным износом деталей машины.
Никифор
24.02.2022 22:41:00
Как правильно хранить компрессор?
Строймашсервис-Мск
До ввода в эксплуатацию компрессор и оборудование следует хранить в закрытом помещении при температуре не ниже +5°C.
Геннадий
23.02.2022 22:41:00
При каких температурах работает компрессор?
Строймашсервис-Мск
Воздушные компрессоры предназначены и гарантированно работают при температуре окружающей среды от +5°С до +45°С. Они могут работать и при низких температурах воздуха. Даже при температуре наружного воздуха -30°С температура компрессора не опускается ниже +30°С, то есть он сам себя греет.
Шамиль
21.02.2022 22:39:00
Почему компрессор гонит воду?
Строймашсервис-Мск
В воздухе содержится влага. При попадании в пневмосеть происходит охлаждение воздуха, и образуется конденсат. Для удаления воды из потока воздуха используются фильтры-влагоотделители и осушители воздуха.
Moscow 36669
20.02.2022 11:45:00
У какого типа компрессора большая производительность и большое давление газа?
Строймашсервис-Мск
Зиновий
16. 02.2022 22:38:00
Зачем охлаждать сжатый воздух?
Строймашсервис-Мск
Использование охладителя сжатого воздуха снижает риски поломки оборудования. Данное оборудование охлаждает сжатый воздух с целью устранения конденсата (влаги), который образуется в момент сжатия воздуха при выходе из компрессорной установки.
Харитон
14.02.2022 22:37:00
Почему в компрессоре образуется конденсат?
Строймашсервис-Мск
Воздух, поступающий в компрессор из атмосферы насыщен парами влаги. При концентрации влаги более значения точки росы выпадает конденсат.
Денис
11.02.2022 22:57:00
Почему не работает автомобильный компрессор?
Строймашсервис-Мск
Самая распространенная причина, это перегорание предохранителя в блоке предохранителей автомобиля или на проводе автокомпрессора, где зачастую он установлен. Вторая из более часто встречающихся поломок автокомпрессоров, это перетирание или обрыв питающего провода компрессора.
Фёдор
11. 02.2022 22:36:00
Какой режим устанавливается для работы поршневого компрессора?
Строймашсервис-Мск
Поршневой компрессор с воздушным охлаждением предназначен для повторно-кратковременного режима работы с продолжительностью включения (ПВ) до 60%.
Александр
10.02.2022 22:34:00
Сколько обкатывать компрессор?
Строймашсервис-Мск
Обкатывать компрессор в течение 100 часов работы следует при давлении не выше 0,7…0,8 МПа для прирабатывания трущихся деталей.
Валерий
09.02.2022 22:35:00
Как долго может работать воздушный компрессор?
Строймашсервис-Мск
Компрессор с рабочим циклом 30% может работать только 18 минут и должен остывать в течение 42 минут.
Пётр
01.02.2022 22:33:00
В чем разница между насосом и компрессором?
Строймашсервис-Мск
Принципиальное отличие между этими аппаратами это база, за счет которой создается давление. У насосов это жидкость, а компрессор использует воздух. Компрессор работает за счет сжатия, а насос перекачивает.
Родион
31.01.2022 22:32:00
Какая производительность компрессора нужна для краскопульта?
Строймашсервис-Мск
Для каждого типа краскопультов нужен компрессор определенной мощности: HP – до 300 л/мин; HVLP – от 360-ти до 520 л/мин; LVLP – от 150-ти до 360 л/мин.
St Petersburg 36175
30.01.2022 16:32:00
Скажите,пожалуйста, используется ли Компрессор Quattro Elementi Storm-50 50 л при ремонте холодильного оборудования?
Строймашсервис-Мск
Олег
26.01.2022 22:30:00
Нужно ли спускать воздух из компрессора?
Строймашсервис-Мск
Чтобы компрессор без необходимости не испытывал внутренних напряжений, после работы следует спускать из ресивера сжатый воздух. Манометры компрессора также требуют периодической поверки.
Леонид
19.01.2022 22:29:00
Для чего нужен компрессор на даче?
Строймашсервис-Мск
Компрессор для дачи удобен и для полива, как небольшой насос, и при опылении плодовых деревьев (для накачивания бака), и при наполнении бассейна. А также в гараже: подкрасить кузов машины, сдуть пыль и мусор, подкачать шины.
Ян
18.01.2022 22:56:00
Какой лучше купить автомобильный компрессор?
Строймашсервис-Мск
Для легковых автомобилей с 14–16‑дюймовыми шинами вполне подойдет компрессор производительностью 30–35 л/мин. Рабочее давление – 7–10 атм.
Тимофей
18.01.2022 22:19:00
Как выбрать компрессор для пескоструя?
Строймашсервис-Мск
Для пескоструя, который будет применяться в автосервисе, будет достаточно небольшого поршневого компрессора производительностью 0.7-1 куб. м/мин и давлением 6-8 бар.
Эдуард
11.01.2022 22:28:00
Для чего нужен компрессор в строительстве?
Строймашсервис-Мск
Строительный компрессор применяют для устранения любых дефектов при возведении фундамента и неправильных стяжках.
Дмитрий
08.01.2022 22:26:00
Можно ли оставлять воздух в компрессор под давлением?
Строймашсервис-Мск
Нельзя оставлять компрессор во включенном состоянии после окончания работы. Это может привести к его перегреву и поломке.
Женя
04.01.2022 22:24:00
Откуда берет воздух поршневой компрессор?
Строймашсервис-Мск
Воздух поступает в цилиндр через открытый клапан всасывания, так как при движении поршня возникает разряжение, открывается клапан всасывания и впускает воздух. Во время обратного перемещения объем поршневой камеры уменьшается и происходит сжатие воздуха и увеличение его давления.
Борис
30.12.2021 22:23:00
Сколько может работать поршневой компрессор без остановки?
Строймашсервис-Мск
Поршневой компрессор может работать 24 часа в сутки в течение многих лет без остановки (только для обслуживания). В этом случае рабочий цикл составляет 1 или 100%.
Игорь
21.12.2021 22:21:00
Какой лучше купить компрессор для покраски автомобиля?
Строймашсервис-Мск
Лучше брать модель с запасом производительности на на 20–40%, чтобы он не работал на пределе и не грелся. Для регулярного использования следует обратить внимание на масляные компрессоры с ременным приводом, с ресивером 100 литров и производительностью 440–650 литров в минуту.
Иван
16.12.2021 22:17:00
Что можно делать с помощью компрессора?
Строймашсервис-Мск
В быту компрессоры можно использовать для мойки фасадов зданий, сооружений, автомобилей; полива клумб; побелки, аэрографии, малярных работ; ремонтно-строительных, шлифовальных, граверных работ.
Марат
09.12.2021 22:09:00
Как работает воздушный компрессор?
Строймашсервис-Мск
Основу работы воздушного компрессора составляет движение поршня – поступательные движения приводят к всасыванию воздуха в цилиндр, а при возвратном действии воздух сжимается. В этот момент происходит закрытие клапана всасывающего действия, а нагнетательный клапан подает в магистраль сжатый воздух.
Сергей
01.12.2021 22:07:00
Для чего нужен воздушный компрессор?
Строймашсервис-Мск
Воздушный компрессор — устройство для производства сжатого воздуха. Компрессор служит для преобразования электроэнергии в энергию сжатого воздуха.
Смотреть все вопросы (34) Скрыть
Срок службы воздушных винтовых и поршневых компрессоров
Промышленные предприятия, а также частные пользователи много лет используют для преобразования электрической энергии в сжатый воздух компрессоры поршневые. Однако, не так давно на рынке специализированного оборудования появились более сложные и технически продвинутые винтовые компрессоры.
Разница между этими типами устройств состоит в:
принципе работы механизма;
стоимости агрегатов;
характеристиках шума, вибрации, а также других аспектах.
Зачастую производители компрессоров винтового типа заявляют, что ресурс его работы значительно превышает показатели поршневого компрессора. В этой статье мы рассмотрим вопросы, связанные со сроком службы обоих типов устройств.
Что влияет на срок службы компрессора?
К основным факторам, влияющим на продолжительность работы агрегатов стоит отнести следующие особенности.
Температура воздуха. В связи с тем, что в компрессорах для смазки подвижных частей используется масло, его характеристики могут оказывать значительное влияние на срок службы агрегата. Например, если температура в помещении где используется устройство снижается до +5 градусов Цельсия, то масло внутри компрессора становится слишком густым. Такое состояние смазки приводит к проблемам при старте электродвигателя. В то же время, если температура воздуха поднимется выше +45 градусов Цельсия, масло становится слишком жидким и не обеспечивает должной защиты подвижных деталей. Таким образом возникает чрезмерный износ механизмов. Как видим, влияние температуры окружающей среды может снизить срок службы оборудования.
Параметры электросети. Не секрет, что для любого оборудования или электрического прибора критическое значение имеет соответствие характеристик электросети требованиям электропитания устройства. Пневматическое оборудование также не является исключением. Скачки напряжения, его понижение или перекос фаз могут вызвать поломку как винтового, так и поршневого компрессора.
Техническое обслуживание. Любое промышленное оборудование нуждается в своевременном и грамотном техническом обслуживании. Если игнорировать тот факт, что пневматическое оборудование должно регулярно проходить проверку, при которой устраняются какие-либо мелкие неисправности, то срок службы любого из этих типов агрегатов может значительно сократиться.
Кроме этого, важно помнить, что решающую роль в продолжительности эксплуатации компрессора играет правильный выбор агрегата. При покупке устройства необходимо точно знать, для каких целей оно будет использоваться и каким параметрам эксплуатации должно соответствовать.
Почему поршневой и винтовой компрессоры имеют разные сроки службы?
Основная причина разницы в длительности эксплуатации этих типов устройств состоит в принципе действия каждого из них. Традиционный и более старый поршневой тип обеспечивает подачу сжатого воздуха благодаря движению поршня по цилиндру, размещённых внутри корпуса агрегата. В движение он приводится кривошипно-шатунным механизмом с коленчатым валом. Такая конструкция отличается своей простотой и невысокой стоимостью деталей. Однако, за счёт возвратно-поступательного движения поршня компрессор испытывает серьёзные ударные и вибрационные нагрузки. Кроме этого, при его работе создаётся высокий уровень шума. Все эти факторы и являются причиной меньшего срока службы агрегата.
Отличием винтового компрессора является то, что нагнетание воздуха происходит при помощи винтовой пары роторов. Сжатие происходит при помощи масла, после чего воздух отделяется в специальном отсеке и подаётся потребителю. Такая конструкция отличается более сложным исполнением, однако, она не производит шум или вибрацию, а также не требует специальных решений для установки. Именно поэтому срок службы такого агрегата отличается более длительным периодом.
Специалисты утверждают, что в среднем срок эксплуатации первого типа устройств равен 2-3 годам, в то время как второй тип оборудования может служить 10-12 лет.
Как продлить срок службы компрессора?
Чтобы максимально долго использовать пневматическое оборудование, прежде всего стоит определить для каких целей оно будет использоваться. Например, если не учитывать характеристики производительности и мощности, а также габариты устройства и другие показатели, узнайте нужен ли вам агрегат, обеспечивающий постоянную подачу сжатого воздуха, или требуется устройство работающее кратковременно с перерывами. В первом случае вам подойдёт винтовой компрессор, в то время как для второго варианта предпочтительнее выбрать поршневой. Также придерживайтесь простых правил:
Ознакомьтесь с инструкцией по монтажу агрегата и следуйте им при установке.
Позаботьтесь об обеспечении оборудования качественным электропитанием.
Эксплуатируйте устройство в оптимальном температурном режиме.
Вовремя проводите техническое обслуживание.
Если у вас остались вопросы, позвоните в компанию «StarKraft» по телефону +7(495)544-51-39 или напишите письмо на наш адрес электронной почты [email protected].
Подготовлено:Светлана Добронравова
Что такое компрессор? | Карьерный путь и обзор
Когда дело доходит до компрессора, это больше, чем кажется на первый взгляд. Например, знаете ли вы, что они зарабатывают в среднем 24,29 доллара в час? Это 50 528 долларов в год! Ожидается, что в период с 2018 по 2028 год карьера вырастет на 11% и создаст 203 300 вакансий в США. Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указывалось цветовое зрение, технические навыки и коммуникативные навыки.
Как стать компрессорщиком
Если вы заинтересованы в том, чтобы стать компрессорщиком, первое, на что вам следует обратить внимание, это уровень образования, которое вам необходимо. Мы определили, что 27,1% компрессорщиков имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 6,3% компрессорщиков имеют степень магистра. Несмотря на то, что некоторые компрессорщики имеют высшее образование, им можно стать только со степенью средней школы или GED.
Средняя заработная плата
$50 528
Лучшие вакансии в области компрессоров рядом с вами
Компрессоры в Америке зарабатывают в среднем 50 528 долларов в год или 24 доллара в час. Верхние 10 процентов зарабатывают более 100 000 долларов в год, а нижние 10 процентов — менее 25 000 долларов в год.
Средняя зарплата компрессора
$ 50 528 ежегодно
$ 24,29 часовые
$ 25 000
10 %
$ 50 0003
Median
$ 100 000
90 %
Что Am I Aort?
Обучение компрессору
Compressor Majors
Mechanical Engineering
23.1 %
Business
12.8 %
Electrical Engineering Technology
Compressor Degrees
High School Diploma
31.3 %
Bachelors
27.1 %
Associate
20.8 %
Выберите из более чем 10 настраиваемых шаблонов резюме для компрессоров
Zippia позволяет вам выбирать из различных простых в использовании шаблонов для компрессоров и дает советы экспертов. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме Compressor будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Демография компрессоров
Гендерное распределение компрессоров
Женщины
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что:
Среди компрессоров 10,2% составляют женщины, а 89,8% — мужчины.
Самая распространенная раса/этническая принадлежность среди компрессоров — белые, что составляет 68,1% всех компрессоров.
Наиболее распространенным иностранным языком среди компрессорщиков является испанский на 100,0%.
Онлайн-курсы по компрессорам, которые могут вам понравиться
Раскрытие рекламы Перечисленные ниже курсы являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Алгоритмы и структуры данных в Java. Часть II
Структуры данных Tries, троичные деревья поиска, сжатие данных, поиск подстрок и алгоритмы сортировки…0003
(1,016)
Овладейте основными понятиями информатики, освоив структуры данных, алгоритмы и решение проблем с помощью C++. .. Язык программирования, алгоритмы и структуры данных…
Подробнее о Udemy
Тип работы, который вы хотите
Полный рабочий день
Неполный рабочий день
Стажировка
Временная
Как компрессор оценивает свою работу?
Вы работаете компрессорщиком?
Оцените, как вам нравится работать Компрессором. Это анонимно и займет всего минуту.
Top Compressor Employers
Most Common Employers For Compressor
Rank
Company
Average Salary
Hourly Rate
Job Openings
1
Alma Products
$70,464
$33.88
1
2
Carrier
$61,574
$29.60
2
3
Valeo Financial Advisors
$52,396
$25.19
1
4
Best Formulations
$52,137
$25. 07
1
5
Insta Graphic Systems
$42,289
$20.33
1
6
Randstad North America, Inc.
$38,966
$18.73
1
7
MSC
$35,387
$17.01
1
8
Express Employment Indy South
29 955 $
14,40 $
1
Обновлено 9 сентября 2022 г.0001
Обычно механикам по воздушным компрессорам не требуется высшее образование. Наиболее распространенная степень для механиков воздушных компрессоров — это диплом средней школы с 34% выпускников, и только 30% выпускников механиков воздушных компрессоров получают степень младшего специалиста. Механики по воздушным компрессорам, решившие окончить колледж, часто заканчивают Университет Кларксона или Гавайский Тихоокеанский университет. Некоторые хорошие навыки, которые нужно иметь на этой должности, включают организационные навыки, механические навыки и физическую силу.
Какое образование нужно получить, чтобы стать механиком по воздушным компрессорам?
Наиболее распространенной степенью для механиков воздушных компрессоров является диплом средней школы. 34% механиков воздушных компрессоров получают эту степень. Ближайшее второе место занимает степень младшего специалиста с 30%, а затем степень бакалавра с 22%.
Диплом средней школы, 34%
Ассоциированный, 30%
Bachelorors, 22%
Диплом, 8%
Другие степени, 6%
Самый распространенный уровень образования для Air Compresser Mechanics
8
. Самый распространенный уровень образования для Air Compresser Mechanics
8
.
Air Compressor Mechanic Degree
Percentages
High School Diploma
34.0%
Associate
30.0%
Bachelors
22.0%
Diploma
8. 0%
Сертификат
6,0%
Отметьте вакансии, соответствующие вашему образованию
Средняя школа / GED
Associate
Бакалавриат
Магистр
Докторантура
Средняя заработная плата механика по воздушным компрессорам в зависимости от уровня образования
Механики по воздушным компрессорам со степенью младшего специалиста зарабатывают больше, чем те, у кого нет степени, на $45 416 в год. Имея диплом средней школы, механики воздушных компрессоров получают средний годовой доход в размере 44 219 долларов США по сравнению с 42 598 долларов США для механиков воздушных компрессоров со степенью бакалавра.
Диплом средней школы или ниже
Степень бакалавра
Некоторый колледж/ ассоциированная степень
$ 0
$ 10 000
$ 20 0009
$ 30 000
$ 40 000
$ 50 0009
СОЗДАНИЕ ОБРАЗОВАНИЯ
AIR.
Диплом средней школы или ниже
44 219 долларов
Степень бакалавра
42 598 долларов
Некоторая степень бакалавра/ассоциата
$45,416
20 лучших онлайн-курсов по механике воздушных компрессоров
Иногда все становится намного лучше, когда вы целый день проводите в пижаме. Включая школу. Мы нашли лучшие курсы для механиков воздушных компрессоров от Udemy, Coursera, EDX и ed2go, которые помогут вам продвинуться по карьерной лестнице. Вот основные навыки, необходимые для работы механиком воздушного компрессора:
Ручные инструменты
Hvac
Служебный автомобиль
Если вы хотите улучшить навыки механики воздушного компрессора, эти курсы могут помочь вам в этом.
Рекламное раскрытие информации
Психрометрия ОВКВ, система кондиционирования воздуха и выбор воздуховодов
Систематически накапливайте свои знания, от оценки охлаждающей нагрузки здания до определения размеров и выбора кондиционеров и воздуховодов. ..
Подробнее о Udemy
Центробежные компрессоры: Принципы , Эксплуатация и конструкция
Полное понимание деталей конструкции и функционирования центробежных компрессоров для успешной эксплуатации…
Подробнее на Udemy
Часть 1 Наземная школа частных пилотов FAA (Часть 61)
Введение в летную подготовку, конструкцию самолета, системы и полет Инструменты…
Подробнее о Udemy
Проектирование электрической подстанции с воздушной изоляцией
Этот курс даст вам большое представление о подстанциях с воздушной изоляцией и о том, как все оборудование сочетается друг с другом…
Подробнее на Udemy
Введение в авиаперевозки и авиационный менеджмент
Авиация имеет важное значение для глобального бизнеса, поскольку она поддерживает путешествия и грузовые перевозки по всему миру. До пандемии COVID-19 экономические выгоды, создаваемые отраслью в разных странах, демонстрировали тенденцию к росту. Этот курс направлен на то, чтобы дать учащимся широкое представление об услугах аэропортов на разных этапах проектирования и проектирования. Учащиеся получат базовые знания о том, как работает аэропорт. Ключевые темы включают будущую перспективу управления воздушным движением, воздушное движение…
Подробности на edX
Введение в качество воздуха в помещении
Обзор курса: https://youtu. be/LLVb4FOn4uU Этот курс дает базовые знания в новой области – качество воздуха в помещениях (IAQ) в зданиях. Учащиеся поймут важность поддержания надлежащего качества воздуха в помещении. Демонстрируются характеристики, связанные с загрязнителями воздуха внутри помещений (IAC), такие как твердые частицы (PM2,5, PM10), радон, летучие органические соединения (ЛОС), асбест, биоаэрозоли и другие. контролируй меня…
Подробнее на Coursera
Загрязнение воздуха — глобальная угроза нашему здоровью
Нам всем нужно дышать, чтобы жить. Но воздух, которым мы дышим, загрязнен как на улице, так и в помещении. Ежегодно это загрязнение уносит 7 миллионов жизней по всему миру — и много страданий. 1 из 8 смертей происходит из-за загрязнения воздуха. Этот курс предоставит вам введение в самые последние исследования в области воздействия загрязнения воздуха на здоровье, а также более широкое понимание источников и распространения загрязнения воздуха и того, что мы должны с этим делать. Что такое загрязнение воздуха? Каковы источники?…
Подробнее на Coursera
HVAC (ЧАСТЬ 1) с HAPExcelAutoCADРучные расчеты
Практическое руководство по отоплению, вентиляции и кондиционированию воздуха с программами и схемами (включая практический проект)…
Подробнее на Udemy
Бортовая механика — Основа
Более чем через столетие после первого полета братьев Райт полет все еще бросает вызов нашей интуиции. Здесь вы узнаете, как называть различные части самолета, а также описывать и количественно определять его геометрию. Для этого нам теперь нужно поделиться точным словарем для описания движения и положения самолета в пространстве, а также напомнить основные общие принципы механики. Вы вспомните, как 2-й закон Ньютона позволяет определить, какую силу надо приложить к яблоку — или к самолету,. ..
Подробнее на Coursera
HVAC (ЧАСТЬ 2) с Revit MEP и практическими проектами
ваше практическое руководство по отоплению, вентиляции и кондиционированию воздуха с программами и макетами (включая полный проект)…
Подробнее на Udemy
Efficient HVAC Systems
В этом курсе вы начнете с определения различных шагов, которые необходимо выполнить инженерам HVAC (отопление, вентиляция и кондиционирование воздуха), чтобы прийти к правильному проекту при сотрудничестве с архитектором. Затем вы узнаете, как распределять тепло и холод с помощью воздушных и водяных систем, какие уровни температуры использовать в обоих случаях и как это связано с типом энергоснабжения и тепловыми качествами конструкции здания. Вы еще больше углубите свои знания о вентиляционных установках и…
Подробнее о edX
Основы дизельного двигателя (машиностроение)
Узнайте больше о дизельном двигателе! Идеально подходит для автомобилестроения и автомобилестроения!. ..
Подробнее на Udemy
Аддитивные технологии в металлургии и машиностроении
Каждый подросток готов ответить на вопрос — что такое 3D принтер? Но не каждый опытный инженер может представить, где и как можно применить аддитивные технологии в машиностроении и тем более в металлургии. Это тема нашего онлайн-курса. Использование аддитивных технологий — один из ярких примеров того, как новые разработки и оборудование могут значительно улучшить традиционное производство. Рассмотрим, что такое аддитивные технологии для металлургической и машиностроительной…
Подробнее на Coursera
Полный курс инженерной механики
Изучите основы механики, статики и прикладной физики, а затем решите реальные задачи механики…
Подробнее на Udemy
Квантовая механика для инженеров
2 Эта специализация предназначена для инженеров, стремящихся приобрести фундаментальное понимание квантовой механики, которая является основой современной электротехники, механики и квантовой инженерии.
Через 3 курса вы изучите (1) основные понятия, такие как суперпозиция и запутанность квантовых состояний, измерения в квантовой механике и принцип неопределенности, (2) математические инструменты, необходимые для описания и управления квантовыми состояниями, (3) продвинутую теорию углового момента. и (4) аппроксимационный метод…
Подробнее на Coursera
Инженерная механика
Вы заинтересованы в улучшении своей механики или хотите познакомиться с предметом в целом? Присоединяйтесь к нашему уникальному курсу, разработанному Уральским федеральным университетом. Благодаря нашему новаторскому подходу вы получите базовый традиционный материал, выполняя практически ориентированные задачи, и научитесь строго теоретическому математическому анализу основных понятий. Вы познакомитесь с математическим моделированием инженерных конструкций, типовых машин и механизмов с использованием 2D и 3D схем.
Подробнее о edX
Квантовая механика для ученых и инженеров 2
Этот курс охватывает ключевые темы использования квантовой механики во многих современных приложениях в науке и технике, знакомит с основными передовыми понятиями, такими как вращение, идентичные частицы, квант механика света, основы квантовой информации и интерпретация квантовой механики, а также охватывает основные способы написания и использования квантовой механики в современной практике. Он непосредственно следует из курса «Квантовая механика для ученых и инженеров 1», а также…
Просмотреть подробности на edX
Квантовая механика
Курсы квантовой механики обычно требуют, чтобы вы изучали математику высокого уровня в дополнение к естественным наукам, что затрудняет усвоение и применение квантовых идей. Студенты часто посещают эти занятия несколько раз, прежде чем они даже начинают понимать. В этом курсе мы преподаем квантовую механику в независимой от представлений форме, которая фокусируется на операторах. Предварительная математика ниже, и нам нужно меньше ее разрабатывать. Это позволяет нам сосредоточиться на развитии концептуального понимания и…
Подробнее о edX
Механическое проектирование и процесс разработки продукции
Изучите основные идеи и концепции, лежащие в основе разработки механических продуктов, связанных с машиностроением… систематически получать знания, от принципов работы HVAC до оптимизации работы холодильной установки.
Главная » Статьи » Для чего применяются выводные планки при сварке
Большая Энциклопедия Нефти и Газа
Cтраница 2
Автоматическая сварка должна производиться с применением выводных планок. Полуавтоматическую и ручную, а также автоматическую сварку, когда постановка выводных планок невозможна, разрешается выполнять без выводных планок с обязательной заделкой кратеров. При ручной и полуавтоматической дуговой сварке зажигать дугу на основном металле вне шва и выводить кратер на основной металл запрещается. [16]
Сварка начинается с установки и приварки выводной планки или скобы к нижнему краю стыка. Выводная планка служит для установления необходимого зазора между кромками с одного конца стыка. Для установки зазора вдоль всей длины стыка имеются два метода. [17]
Автоматическая сварка должна производиться с применением выводных планок. Полуавтоматическую и ручную, а также автоматическую сварку, когда постановка выводных планок невозможна, разрешается выполнять без выводных планок с обязательной заделкой кратеров. При ручной и полуавтоматической дуговой сварке зажигать дугу на основном металле вне шва и выводить кратер на основной металл запрещается. [18]
Проходной многовитковый. [19]
Внешний виток первичной обмотки прикрепляется к соответствующей выводной планке. Разумеется, рамки планок изолированы от проходящих через них витков первичной обмотки прокладками из электрокартона. [20]
Режимы двухсторонней однопроходной сварки без снятия фаски. [21]
При автоматической сварке приходится прибегать к устройству специальных выводных планок на обоих концах шва, так как без них невозможно качественное выполнение начала и конца швов. Выводные планки имеют длину 300 — 400 мм и привариваются либо прикрепляются струбцинами к торцам свариваемого элемента, а после окончания сварки — удаляются. Во избежание протекания жидкого металла сварочной ванны рабочие места у автоматов часто оборудуются флюсовыми или флюсомедными подушками, на которых располагают свариваемый стык. [22]
Сварочную дугу в начале сварки зажигают на выводной планке ( клинообразной стальной пластине толщиной не менее 4 мм), установленной на зачищенной поверхности нефтепровода в непосредственной близости от завариваемого дефекта, и плавно переносят на дефект. [23]
Начало и конец шва необходимо производить на выводных планках. [24]
Заканчивать сварку следует за пределами изделия на выводных планках. При переливании уровня шлаковой ванны через выводные планки прекращают подачу электродов и после оплавления пластин до поверхности шлака выключают ток. [25]
Величина зазора при сборке под сварку. [26]
В конце стыка для вывода усадочной рыхлости устанавливаются выводные планки. Концевая скоба должна иметь размеры, позволяющие закончить сварку вне пределов изделия ( фиг. [27]
Порядок наложения слоев при сварке неповоротного стыка труб одним. [28]
Начинать и заканчивать сварку продольных стыков не-юбходимо на выводных планках. При отсутствии таких планок сварку следует начинать отступив на 100 — 150 мм от края, с последующей сваркой стыка в обратном направлении. [29]
Рекомендуют начало и конец сварных швов выполнять на выводных планках, в первую очередь выполнять более длинные и с большим поперечным сечением сварные швы. [30]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Полуавтоматическая сварка под контроль для аттестации НАКС
Санкт-Петербург Адреса в вашем городе
10.07.2015
Это статья из серии экспресс-уроков Свар-EXPRESS. Темы урока: сварка подконтрольных сварных соединений в реальных боевых условиях либо при аттестации НАКС
Инженер-сварщик Евгений Евсин
Здравствуйте, сегодня я расскажу, как происходит сварка подконтрольных сварных соединений в реальных боевых условиях либо при аттестации НАКС. В качестве примера, я покажу вам, как заварить металл толщиной 12 мм в вертикальном положении аппаратом SKYWAY 330 SYNERGIC, полуавтоматический способ сварки. Для того, чтобы начать, необходимо сначала сделать заготовки, я их нарезал на аппарате плазменной резки — 2 пластины.
Дальше необходимо сделать выводные планки, в дальнейшем, вы поймете, для чего они нужны.
Необходимо сделать также такие пластины против обратного выгиба.
И нужен такой шаблон для того, чтобы проверять зазоры, у меня это просто железяка толщиной 2 мм.
Прежде, чем приступить к делу, необходимо изучить ГОСТ «Сварные соединения», и из этого ГОСТа понять, какое соединение нам необходимо. В нашем случае это соединение С17, исходя из этого соединения мы и подготавливаем металл и собираем его. У меня он уже подготовлен, согласно ГОСТу, с заготовки снята фаска 30° градусов, сделано притупление, металл необходимо зачищать от границ сваривания не менее чем на 10 мм с обеих сторон. Далее, собственно говоря, сборка. Собираем наши заготовки. Для правильной сборки я использую приспособления, в моем случае это магнит, чтобы не было смещений и правильно позиционировались детали в момент прихватки. Выставляем зазор, беру свой шаблон толщиной 2 мм. Такой нюанс — с одной стороны мы делаем строго 2 мм, а в том месте, где мы будем заканчивать сварку нужно сделать немножко больше, потому что металл в процессе сварки будет немного стягивать. Просто засовываем его между заготовок, получается зазор 2 мм. Ставлю пластину против обратного выгиба, она позиционирует и не дает металлу стягиваться. Прихватываю ее.
Проверяем смещение сверху, оставляем зазор сверху немного больше, чем снизу на 1-2 десятки (2,2 мм), прихватываю вторую пластину.
После сборки и прихватки нужно проверить правильность, проверить смещение, например, тем же самым шаблоном (обычной ровной железякой) — смотрим, если есть смещение нужно подровнять.
В каждом случае есть свои приспособления, но я использую молоток. Все сделали. Теперь нужно обварить, не сильно, так, чтобы потом легко можно было это отбить, т.к. далее нам это будет не нужно.
Теперь привариваем выводные планки. Выводные планки – это приспособления, на которых начинается и заканчивается сварка, потому, что в начале и в конце шва сложно получить качественные соединения. В дальнейшем эти планки просто обрезаются. Планка представляет из себя имитацию основного металла, т.е. на ней тоже снята фаска, она такой же толщины, тоже самое, только меньшие кусочки металла. Прихватываем.
Для того, чтобы усложнить задачу сварщика, проверить его умения – сварка производится в вертикальном положении. Для такой сварки необходимо настроить все соответствующие режимы на сварочном аппарате. Методом проб я выяснил оптимальное для себя режим на сварочном аппарате, в данном случае, для сварки толщиной 12 мм я настраиваю напряжение 17 Вольт, 3 м скорость подачи, корректировка по напряжению -5, индуктивность 0.
При выборе сварочных материалов я сделал выбор в пользу проволоки диаметром 1 мм. Такой выбор обусловлен тем, что данный диаметр проволоки дает оптимальное заполнение шва и оптимально настраивается режим для сварки. В качестве газовой защиты я выбрал газовую смесь, 82% Аргона + 18% углекислоты. Такой выбор максимально подходит для нашего случая. Для того, чтобы образец полностью прошел контроль, необходимо исключить вероятность возникновения водородных пор в сварном шве, для этого необходимо подогреть металл до 100-120 С. В реальных условиях это делается газокислородным резаком или пропановской горелкой. У меня этих приспособлений нет, я подогревать не буду, но вообще-то это обязательно.
Перед началом работ необходимо убедиться, что вы находитесь в максимально удобном положении, чтобы в процессе сварки вам не пришлось отрывать дугу. Также обязательно, чтобы на аппарате был четырехтактный режим, иначе вы устанете держать постоянно на аппарате кнопку, если четырехтактного режима нету. В процессе сварки главное не торопиться, не забегать вперед, чтобы не прожечь корень шва, и чтобы получилось хорошее формирование с обратной стороны. Теперь необходимо первый проход зачистить, чтобы убрать так называемые карманы в формировании, которые могут впоследствии образовать дефект, зачищается это болгаркой.
Следующий проход называется заполняющий, он намного легче корневого и немного легче облицовочного. Заполняющих проход желательно также прочистить, как и корневой, но не обязательно с той же тщательностью.
Третий, заключительный проход – облицовочный, здесь главное не торопиться и следить, чтобы не образовывались подрезы по краям шва. Сварка закончена, теперь необходимо удалить все лишнее с образца – это срезать выводные планки и удалить планки, которые нам помогали, чтобы металл не увело, вычищаем.
После того, как все лишнее удалено, по требованию дефектоскопистов, возможно еще зачищать заподлицо и внешний валик из корня и наружной части. Но бывает, что в зависимости от дефектоскопии, нет необходимости это делать. Вот конечный результат, который должен получиться:
Выбрать сварочный аппарат вы можете на нашем сайте
evrotek.spb.ru
выводная планка для сварки неплавящимся электродом
Классы МПК:
B23K9/167 и неплавящегося электродаB23K37/06 для принудительного формирования расплавленного металла (шва), например для удержания его на требуемом участке пространства
Автор(ы):
Долотов Б.И., Марьин Б.Н., Иванов Ю.Л., Муравьев В.И.
Патентообладатель(и):
Комсомольское-на-Амуре авиационное производственное объединение
Приоритеты:
подача заявки:1998-08-11
публикация патента:27.07.2000
Изобретение может быть использовано при изготовлении конструкций средней и повышенной толщины. Выводная планка состоит из установленного на торец сварного шва пакета пластин. Пакет заключен в водоохлаждаемый или керамический корпус. Корпус может быть выполнен цельным или разъемным, установленным на сменные подкладки. Ширина пластин выполнена соответствующей толщине свариваемого стыка. При сварке погруженным электродом ширина пластин в центральной зоне меньше ширины остальных пластин пакета. При сварке с присадкой пластина по оси стыка выполнена из материала присадки. Изобретение обеспечивает возможность сварки большой номенклатуры деталей по толщине. Планка дает возможность осуществлять качественную защиту обратной стороны шва и обеспечить одинаковый химический состав шва по его длине. 4 з.п. ф-лы, 4 ил. Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4 Изобретение относится к дуговой сварке неплавящимся электродом и может быть использовано в различных отраслях машиностроения при изготовлении ответственных конструкций средней и повышенной толщины. Известна технологическая планка многократного использования, выполненная из двух пластин, одна из которых имеет П-образный вырез, обращенный к стыку и заполненный металлическим порошком, шириной, превышающей ширину шва, а вторая пластина расположена под первой и имеет прямоугольную форму (авторское свидетельство СССР 1344554, B 23 K 28/00, 1986 г. ). Недостатком данной планки является отсутствие возможности осуществлять защиту обратной стороны шва, так как прямоугольная пластина будет перекрывать доступ инертного газа в зону сварки; невозможна и двусторонняя сварка, а также сварка погруженным неплавящимся электродом, когда присадочный материал размещают заранее в стыке соединения и в процессе сварки не подают. Поэтому на конечном участке сварного шва будет наблюдаться значительное его ослабление из-за того, что длина ванны при сварке погруженным электродом достигает 80 — 90 мм, и поэтому формирование шва на конечном участке стыка будет происходить полностью из металла выводной планки — порошка, насыпная масса которого меньше, чем у монолитного металла, ослабление сварного шва в этом случае может достигать до 20% от толщины свариваемого металла. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является выводная планка многократного использования, состоящая из трех стальных пластин, которые взаимно скрепляются посредством прихваток (авторское свидетельство СССР 1344553, B 23 K 28/00, 1986 г. ). Недостатком известной планки является резкое снижение ее технологичности при сварке стыков толщиной более 10 — 15 мм: для разных металлов указанный диапазон толщин является предельным под вырубку. Плиты большей толщины в условиях механических заводов подвергают термической резке с последующим фрезерованием заготовок, что особенно характерно для титановых сплавов. Таким образом, нивелируется преимущество известной планки, тем более что при сварке погруженным неплавящимся электродом боковые ее части играют вспомогательную роль. Изобретение направлено на расширение технологических возможностей выводной планки, снижение трудоемкости и экономии металла при ее изготовлении применительно к процессу сварки неплавящимся электродом, преимущественно погруженным. Сущность изобретения заключается в том, что в выводной планке для сварки неплавящимся электродом, состоящей из пакета скрепленных между собой пластин, установленных на торец сварного шва, в отличие от прототипа ширина каждой пластины равна толщине свариваемого стыка, а сам пакет пластин установлен в водоохлаждаемый или керамический корпус многократного использования. Конструкция выводной планки, представляющая собой пакет из отдельных пластин толщиной порядка 1 — 10 мм, позволяет не только упростить технологию ее изготовления и снизить при этом расход металла и трудоемкость за счет замены двух трудоемких операций (термической резки и механической обработки кромок) на одну простую — вырубку пластин, но и представляет возможность использования листовых отходов для ее изготовления. Толщина отдельных пластин в пакете может быть различной, а их ширина должна соответствовать толщине стыка. Установка всего пакета на торец дает возможность осуществлять качественную защиту обратной стороны шва, что является необходимым условием при сварке активных металлов. Общая толщина пакета пластин может быть несколько больше ширины шва. Размещение пакета пластин в водоохлаждаемом или керамическом корпусе позволяет максимально уменьшить ширину самого пакета. При сварке погруженным неплавящимся электродом в выводной планке ширина пластин, расположенных по оси стыка, может быть выполнена меньшей ширины остальных пластин пакета. Выводную планку, установленную в начале стыка, используют для заглубления электрода. В процессе его заглубления вытесняется значительная масса жидкого металла, в результате чего на поверхности планки образуется наплыв высотой до 10 — 12 мм, который затрудняет продвижение защитного устройства, снижая качество защиты. Поэтому ширину той части пластин, которая находится в центральной части выводной планки, уменьшают, в результате чего на поверхности выводной планки формируется продольный паз. Этот паз компенсирует объем вытесняемого металла. Ширина паза не должна быть меньше диаметра электрода, чтобы не затруднять процесс возбуждения дуги, и не превышать ширину сварного шва, чтобы не нарушать его защиту. Глубину паза, а в общем случае и его форму устанавливают исходя из соблюдения условия равенства объема паза и объема вытесненного электродом металла. Для того чтобы учесть возможное измерение ширины выводной планки, водоохлаждаемый или керамический корпус может быть выполнен разъемным, например в виде двух Г-образных пластин. Для того чтобы обеспечить возможность сварки большой номенклатуры деталей по толщине, под корпус могут быть установлены сменные подкладки, которые позволяют набирать нужную высоту корпуса, равную толщине стыка. Конкретная конструкция крепления выводной планки к стыку зависит от применяемой сварочной оснастки. При сварке неплавящимся электродом с присадкой для того, чтобы химический состав сварного шва был одинаковым по всей длине, одну пластину, входящую в пакет и расположенную по оси стыка, выполняют из материала присадки. Сущность изобретения поясняется чертежами, где на фиг. 1 показана выводная планка в виде пакета из отдельных пластин в неразъемном корпусе; на фиг. 2 — поперечное сечение планки, в центральной зоне размещен пакет пластин; на фиг. 3 — вариант выполнения планки с разъемным корпусом; на фиг. 4 — то же сменными подкладками (в поперечном сечении). Выводная планка содержит пакет пластин 1, который примыкает к свариваемым деталям 2, водоохлаждаемый или керамический цельный 3 или разъемный 4 корпус, сменные подкладки 5 под разъемный корпус со штырями 6 для крепления к корпусу. Работа предлагаемого устройства осуществляется следующим образом. Перед сваркой электрод устанавливают на выводной планке в точке, находящейся в обниженной части пакета пластин на оси стыка. При заглублении электрода вытесненный металл компенсируется объемом поверхностной полости выводной планки. Стык заваривают при доступном (заданном) уровне заглубления электрода. Заканчивают сварку на выводной планке, в которой в случае сварки с применением присадочного материала по оси стыка размещена пластина из материала присадки. Использование предлагаемой выводной планки для сварки погруженным неплавящимся электродом позволяет осуществлять сварку стыков более 10 — 15 мм толщиной; получать качественный сварной шов по всей длине, а также качественную защиту обратной стороны шва, что необходимо при сварке активных металлов.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Выводная планка для сварки неплавящимся электродом, состоящая из пакета скрепленных между собой пластин, установленных на торец свариваемого стыка, отличающаяся тем, что ширина каждой пластины соответствует толщине свариваемого стыка, при этом пакет пластин установлен в водоохлаждаемый или керамический корпус. 2. Выводная планка по п.1, отличающаяся тем, что при сварке погруженным неплавящимся электродом пластины, расположенные в центральной зоне, выполнены шириной меньше ширины остальных пластин пакета. 3. Выводная планка по п.1, отличающаяся тем, что корпус выводной планки выполнен разъемным. 4. Выводная планка по п.3, отличающаяся тем, что разъемный корпус установлен на сменной подкладке. 5. Выводная планка по пп.1 — 4, отличающаяся тем, что при сварке неплавящимся электродом с присадкой одна пластина расположена по оси стыка и выполнена из материала присадки.
www.freepatent.ru
Выводная планка для сварки неплавящимся электродом
Изобретение может быть использовано при изготовлении конструкций средней и повышенной толщины. Выводная планка состоит из установленного на торец сварного шва пакета пластин. Пакет заключен в водоохлаждаемый или керамический корпус. Корпус может быть выполнен цельным или разъемным, установленным на сменные подкладки. Ширина пластин выполнена соответствующей толщине свариваемого стыка. При сварке погруженным электродом ширина пластин в центральной зоне меньше ширины остальных пластин пакета. При сварке с присадкой пластина по оси стыка выполнена из материала присадки. Изобретение обеспечивает возможность сварки большой номенклатуры деталей по толщине. Планка дает возможность осуществлять качественную защиту обратной стороны шва и обеспечить одинаковый химический состав шва по его длине. 4 з.п. ф-лы, 4 ил.
Изобретение относится к дуговой сварке неплавящимся электродом и может быть использовано в различных отраслях машиностроения при изготовлении ответственных конструкций средней и повышенной толщины.
Известна технологическая планка многократного использования, выполненная из двух пластин, одна из которых имеет П-образный вырез, обращенный к стыку и заполненный металлическим порошком, шириной, превышающей ширину шва, а вторая пластина расположена под первой и имеет прямоугольную форму (авторское свидетельство СССР 1344554, B 23 K 28/00, 1986 г. ).
Недостатком данной планки является отсутствие возможности осуществлять защиту обратной стороны шва, так как прямоугольная пластина будет перекрывать доступ инертного газа в зону сварки; невозможна и двусторонняя сварка, а также сварка погруженным неплавящимся электродом, когда присадочный материал размещают заранее в стыке соединения и в процессе сварки не подают. Поэтому на конечном участке сварного шва будет наблюдаться значительное его ослабление из-за того, что длина ванны при сварке погруженным электродом достигает 80 — 90 мм, и поэтому формирование шва на конечном участке стыка будет происходить полностью из металла выводной планки — порошка, насыпная масса которого меньше, чем у монолитного металла, ослабление сварного шва в этом случае может достигать до 20% от толщины свариваемого металла.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является выводная планка многократного использования, состоящая из трех стальных пластин, которые взаимно скрепляются посредством прихваток (авторское свидетельство СССР 1344553, B 23 K 28/00, 1986 г. ).
Недостатком известной планки является резкое снижение ее технологичности при сварке стыков толщиной более 10 — 15 мм: для разных металлов указанный диапазон толщин является предельным под вырубку. Плиты большей толщины в условиях механических заводов подвергают термической резке с последующим фрезерованием заготовок, что особенно характерно для титановых сплавов. Таким образом, нивелируется преимущество известной планки, тем более что при сварке погруженным неплавящимся электродом боковые ее части играют вспомогательную роль.
Изобретение направлено на расширение технологических возможностей выводной планки, снижение трудоемкости и экономии металла при ее изготовлении применительно к процессу сварки неплавящимся электродом, преимущественно погруженным.
Сущность изобретения заключается в том, что в выводной планке для сварки неплавящимся электродом, состоящей из пакета скрепленных между собой пластин, установленных на торец сварного шва, в отличие от прототипа ширина каждой пластины равна толщине свариваемого стыка, а сам пакет пластин установлен в водоохлаждаемый или керамический корпус многократного использования.
Конструкция выводной планки, представляющая собой пакет из отдельных пластин толщиной порядка 1 — 10 мм, позволяет не только упростить технологию ее изготовления и снизить при этом расход металла и трудоемкость за счет замены двух трудоемких операций (термической резки и механической обработки кромок) на одну простую — вырубку пластин, но и представляет возможность использования листовых отходов для ее изготовления. Толщина отдельных пластин в пакете может быть различной, а их ширина должна соответствовать толщине стыка. Установка всего пакета на торец дает возможность осуществлять качественную защиту обратной стороны шва, что является необходимым условием при сварке активных металлов. Общая толщина пакета пластин может быть несколько больше ширины шва. Размещение пакета пластин в водоохлаждаемом или керамическом корпусе позволяет максимально уменьшить ширину самого пакета.
При сварке погруженным неплавящимся электродом в выводной планке ширина пластин, расположенных по оси стыка, может быть выполнена меньшей ширины остальных пластин пакета.
Выводную планку, установленную в начале стыка, используют для заглубления электрода. В процессе его заглубления вытесняется значительная масса жидкого металла, в результате чего на поверхности планки образуется наплыв высотой до 10 — 12 мм, который затрудняет продвижение защитного устройства, снижая качество защиты. Поэтому ширину той части пластин, которая находится в центральной части выводной планки, уменьшают, в результате чего на поверхности выводной планки формируется продольный паз. Этот паз компенсирует объем вытесняемого металла. Ширина паза не должна быть меньше диаметра электрода, чтобы не затруднять процесс возбуждения дуги, и не превышать ширину сварного шва, чтобы не нарушать его защиту. Глубину паза, а в общем случае и его форму устанавливают исходя из соблюдения условия равенства объема паза и объема вытесненного электродом металла.
Для того чтобы учесть возможное измерение ширины выводной планки, водоохлаждаемый или керамический корпус может быть выполнен разъемным, например в виде двух Г-образных пластин.
Для того чтобы обеспечить возможность сварки большой номенклатуры деталей по толщине, под корпус могут быть установлены сменные подкладки, которые позволяют набирать нужную высоту корпуса, равную толщине стыка.
Конкретная конструкция крепления выводной планки к стыку зависит от применяемой сварочной оснастки.
При сварке неплавящимся электродом с присадкой для того, чтобы химический состав сварного шва был одинаковым по всей длине, одну пластину, входящую в пакет и расположенную по оси стыка, выполняют из материала присадки.
Сущность изобретения поясняется чертежами, где на фиг. 1 показана выводная планка в виде пакета из отдельных пластин в неразъемном корпусе; на фиг. 2 — поперечное сечение планки, в центральной зоне размещен пакет пластин; на фиг. 3 — вариант выполнения планки с разъемным корпусом; на фиг. 4 — то же сменными подкладками (в поперечном сечении).
Выводная планка содержит пакет пластин 1, который примыкает к свариваемым деталям 2, водоохлаждаемый или керамический цельный 3 или разъемный 4 корпус, сменные подкладки 5 под разъемный корпус со штырями 6 для крепления к корпусу.
Работа предлагаемого устройства осуществляется следующим образом.
Перед сваркой электрод устанавливают на выводной планке в точке, находящейся в обниженной части пакета пластин на оси стыка. При заглублении электрода вытесненный металл компенсируется объемом поверхностной полости выводной планки. Стык заваривают при доступном (заданном) уровне заглубления электрода. Заканчивают сварку на выводной планке, в которой в случае сварки с применением присадочного материала по оси стыка размещена пластина из материала присадки.
Использование предлагаемой выводной планки для сварки погруженным неплавящимся электродом позволяет осуществлять сварку стыков более 10 — 15 мм толщиной; получать качественный сварной шов по всей длине, а также качественную защиту обратной стороны шва, что необходимо при сварке активных металлов.
1. Выводная планка для сварки неплавящимся электродом, состоящая из пакета скрепленных между собой пластин, установленных на торец свариваемого стыка, отличающаяся тем, что ширина каждой пластины соответствует толщине свариваемого стыка, при этом пакет пластин установлен в водоохлаждаемый или керамический корпус.
2. Выводная планка по п.1, отличающаяся тем, что при сварке погруженным неплавящимся электродом пластины, расположенные в центральной зоне, выполнены шириной меньше ширины остальных пластин пакета.
3. Выводная планка по п.1, отличающаяся тем, что корпус выводной планки выполнен разъемным.
4. Выводная планка по п.3, отличающаяся тем, что разъемный корпус установлен на сменной подкладке.
5. Выводная планка по пп.1 — 4, отличающаяся тем, что при сварке неплавящимся электродом с присадкой одна пластина расположена по оси стыка и выполнена из материала присадки.
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4
www.findpatent.ru
Смотрите также
Какие сварочные электроды лучше для инвертора
Режимы сварки
Ремонт металлоконструкций кранов с применением сварки
Устройство и работа сварочного выпрямителя всс 300
Электроды для сварки уони 13 55
Станок для сварки полиэтиленовых труб
Как высверлить точечную сварку на автомобиле
Сварочный бензиновый генератор
Сварка встык
Выпрямитель сварочный вксм 1000
Сварочные работы архангельск
Выводная планка — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Допустимая температура окружающего воздуха при сварке и условия подогрева стыков перед прихваткой и сваркой. [31]
Начинать и заканчивать сварку продольных стыков необходимо на выводных планках. При отсутствии таких планок сварку следует начинать, отступив на 100 — 150 мм от края, с последующей сваркой стыка в обратном направлении.
[32]
Начинать и заканчивать сварку продольных стыков необходимо на выводных планках. При отсутствии таких планок сварку следует начинать отступив на 100 — 150 мм от края, с последующей сваркой стыка в обратном направлении.
[33]
Начинать и заканчивать сварку продольных стыков необходимо на выводных планках. При отсутствии таких планок сварку следует начинать, отступив на 100 — 150 мм от края, с последующей сваркой стыка в обратном направлении.
[34]
Если дуга выводится за пределы изделия на так называемые выводные планки, то последние, во избежание возникновения трещин, должны привариваться так, чтобы был полный провар всего сечения между планкой и кромками изделия. [35]
Подготовка заготовок к сварке под флюсом с использованием начальных и выводных планок ( а, асбестовой набивки ( б, остающейся стальной подкладки ( в, предварительной ручной подварки ( г, флюсомедной подкладки ( д, флюсовой подушки ( е.
[36]
Для обеспечения хорошего качества начала и конца шва устанавливают начальные и выводные планки ( рис. 10 2, а), материал и разделка кромок которых такие же, как у свариваемых заготовок. Длина планок составляет ЮО. После сварки планки удаляют.
[37]
Выводные планки таврового соединения.
[38]
Скрепляются такие листы при сборке обычно за счет приваривания выводных планок.
[39]
Возможно применение цельных и разрезных ( рис. 148) выводных планок. Длина выводной планки должна быть на 30 — 40 мм больше кратера основного шва. [40]
Поэтому начало и конец сварных швов необходимо располагать на выводных планках. Последовательность сварки: после сварки длинных швов и швов с большим сечением следует сваривать более короткие швы и швы с меньшим сечением.
[41]
Сварка стенок цилиндрических резервуаров с принудительным формированием шва.
[42]
Процесс сварки вертикальных швов начинается с зажигания дуги на выводных планках, которые приваривают в нижней части листов. Ползуны устанавливают таким образом, чтобы уровень металлической ванны был несколько ниже заданного. Ползуны начинают перемещаться после того, как уровень ванны достигнет требуемого положения, на которое настроена схема сварочной ванны. Заканчивается сварка на выводных планках, что предотвращает получение усадочной раковины в конце шва.
[43]
Для предупреждения дефектов в начале и конце шва рекомендуется применять выводные планки. [44]
Автоматическая сварка должна выполняться, как правило, с применением выводных планок. Полуавтоматическую и ручную, а также автоматическую сварку, когда постановка выводных планок невозможна, разрешается выполнять без выводных планок с условием обязательной заделки кратеров. Выводить кратер на основной металл запрещается.
[45]
Страницы:
1
2
3
4
5
Свинцовые экранирующие ленты и свинцовый провод —
Share Post:
Поделиться на фейсбуке
Поделиться на Linkedin
Поделиться в твиттере
Поделиться по электронной почте
Вот некоторые из проектов, над которыми мы работали на этой неделе в Nuclead и Sharp Manufacturing. Если вы хотите узнать больше о наших продуктах из свинца, металлических изделиях, механической обработке и других услугах, позвоните нам по телефону (508) 583-4080 9. 0005
Мы изготовили и отправили свинцовые экранирующие полосы в механический цех в Сако, Мэн; за их внутренние услуги с добавленной стоимостью. В свинцовом экранировании используются радиационные экранирующие и поглощающие свойства свинца. Свинцовые листы могут быть эффективным радиационным экраном против альфа-, гамма- и рентгеновских лучей, а в некоторой степени свинцовые листы могут быть эффективны против нейтронного излучения.
Свинцовые экранирующие полосы могут использоваться при строительстве радиационной защиты стены в качестве наполнителя между отдельными свинцовыми листами или свинцовым гипсокартоном.
Компания Nuclead также изготовила и отправила отведения поставщику педиатрической медицины в Эдинборо, штат Пенсильвания. Свинец используется из-за его мягких / гибких свойств, которые позволяют сгибать провод в любую требуемую форму.
Провод может поставляться диаметром от 0,0625 дюйма до 1,5 дюйма. Токоподводящий провод может поставляться длиной от 8 футов до 500 футов или более по специальному запросу. Он доступен в виде чистого свинца или в виде рулонов проволоки из легированного свинца, которые соответствуют ASTM B29 03 или QQ-L-177e.
Во многих случаях компания Nuclead может поставлять свинцовую проволоку из собственного склада свинцовых изделий, который является одним из крупнейших запасов свинцовых изделий в США. Провод, которого в настоящее время нет на складе, может быть быстро изготовлен в соответствии с вашими требованиями с помощью экструзионного пресса для проволоки Nuclead. В дополнение к упомянутому выше педиатрическому медицинскому применению свинцовый провод используется для различных применений, таких как свинцовые аноды, свинцовые грузила для буев и свинцовый балласт. Свинцовая проволока популярна среди спортсменов и любителей, поскольку ее используют для связывания рыболовных мушек, небольшого литья, например, при производстве свинцовых пуль и гонках моделей автомобилей.
ПредыдущаяПредыдущая
Следующая Следующая
Еще сообщения
Nuclead объявляет о поставках свинцовой фольги клиентам в нескольких штатах США
26 сентября 2022 г.
Свинцовая фольга будет использоваться в различных областях, включая свинцовую радиационную защиту, судовой балласт и нефтяные вышки West Bridgewater, MA, 26 сентября 2022 г. – Nuclead
Каждый месяц в Nuclead мы отправляем большое разнообразие продуктов на основе свинца, таких как свинцовые листы, свинцовая фольга, свинцовая проволока, свинцовые Т-образные колпачки Вот некоторые из
Подробнее »
Nuclead объявляет об отправке нескольких заказов на продукцию для защиты от свинца клиентам в США и Канаде.
30 августа 2022 г.
Свинцовая защита будет использоваться в различных областях и отраслях, включая медицину, исследования, ядерную, военную и нефтяную промышленность. Уэст-Бриджуотер, Массачусетс, 30 августа 2022 г. – Nuclead a
Подробнее »
Свинцовые заготовки, свинцовые профили, свинцовые катушки, свинцовая защита
30 августа 2022 г.
Каждый месяц компания Nuclead поставляет широкий ассортимент продукции на основе свинца, такой как свинцовые заготовки, свинцовые профили, свинцовые катушки и свинцовые экраны. Вот
Подробнее »
Как это работает: что такое подкладочная полоса для сварного соединения?
Для многих применений сварных соединений в конструкциях нет необходимости проектировать «соединение с полным проплавлением». Конструктор может использовать угловой шов или стыковой шов с частичным проплавлением, чтобы удовлетворить многие структурные требования.
Однако, когда требуется соединение с полным проплавлением, сваренное с одной стороны, как контролируется горячий металл шва в начальном проходе, расположенном в корне шва? Другими словами, как сварщик гарантирует, что расплавленный металл шва не будет просто капать через корень шва и, таким образом, расплавленный металл не осаждается по всему полу или на противоположной стенке трубы, если это труба/труба, которую сваривают? сварка.
Имейте в виду, что у стали температура расплавленного металла превышает 1400°С. Есть два способа приблизиться к этому:
Вы можете прикрепить подкладочную полосу, которая будет удерживать металл шва в соединении во время сварки и которая может оставаться как часть соединения или может быть удалена позже в зависимости от требований к конструкции. Такое соединение относится к классу «S» для сварщика конструкций в коде сертификации CSA W47.1 для конструкционной стали
.
Вы можете квалифицироваться для сварки конструкции или трубы, доступ к которым возможен только с наружного диаметра или с одной стороны без опорной планки. В Канаде на это обычно распространяется код сварки давлением ASME IX или классификация «T» для сварщика конструкций в коде сертификации CSA W47.1 для стали. Уровень квалификации, необходимый для этой квалификации, выше, чем необходимый в варианте 1.
Случай, который мы будем обсуждать здесь, относится к пункту 1 с использованием опорной ленты. Задняя полоса или опора опорного стержня может быть определена как:
Опорная полоса – это «металлическая полоса, закрепленная прихваточным швом на обратной стороне свариваемых пластин или внутри свариваемых труб, покрывающая сварную канавку». Это необходимо для достижения надлежащего проникновения металла шва в соединение.
Базовый опорный стержень показан на рис. 1, а его дальнейшие производные для углов и тавровых соединений показаны на рис. 2.
Рис. 1. Иллюстрация базовой опорной полосы или стержня
Рис. 2 Дополнительные примеры опорных стержней и полос, включая угловые и Т-образные соединения
Нормы изготовления конструкций, например CSA W59 и AWS D1.1, содержат множество предварительно квалифицированных соединений, которые предназначены для сварки с одной стороны с опорными стержнями с помощью различных процессов дуговой сварки.
В дополнение к простоте сварки с установленным подкладным стержнем, во многих случаях используются соединения, разработанные с использованием этих стержней, когда их можно оставить в конструкции после завершения сварки. Это особенно верно в ситуациях со статической нагрузкой или в условиях, когда среда не является особенно коррозионно-агрессивной. В производственном кодексе будет указано, что материал подложки должен иметь химический состав, аналогичный составу конструкции, или, безусловно, изготавливаться из аналогичной группы материалов.
Однако, если для соединения используется опорный стержень/кольцо, и полученная геометрия будет неблагоприятной во время эксплуатации, его следует удалить, а внутреннюю поверхность соединения отшлифовать. Некоторые из этих ситуаций будут иметь место, когда конструкция подвержена коррозии в шейках, образованных на опорном стержне, подвержена вибрации или условиям циклического нагружения, которые могут вызвать усталостное разрушение. В конечном счете, выбор оставить опорную планку на месте или удалить ее остается за дизайнером.
В этих случаях, когда нецелесообразно или невозможно удалить подкладочный стержень или кольцо, существуют другие альтернативы для завершения соединения с полным проплавлением. Это будут:
Сварка с открытым корнем с использованием сварщика с квалификацией T или с квалификацией ASME в случае трубы
Используйте неплавкие опорные стержни, изготовленные из других материалов, обычно из меди или керамики
Мик Дж. Пейтс IWE
Президент PPC and Associates
Отказ от ответственности Предоставленная информация предназначена для общего интереса, для обучения и информирования нашей аудитории. CWB и те, кто дает ответы на вопросы, не несут никакой ответственности за какие-либо упущения или искажения, которые могут привести к неправильному применению или возможным решениям, с которыми может столкнуться отрасль.
Содержание «Как это работает» предоставляется отраслевыми экспертами в Ассоциацию CWB и не обязательно отражает точку зрения CWB Group.
назначение и критерии выбора модели, производители и цены
Многие люди в нашей стране имеют загородные участки, на которых они занимаются выращиванием овощей. Каждому садоводу известно, что на хороший результат можно не рассчитывать, если отсутствует регулярный полив растений. Однако, что делать, если источник воды располагается на значительном удалении от участка?
Что такое поверхностный насос?
Критерии выбора
Ключевые параметры
Сечение скважины и напор
Дополнительные аксессуары
Выбор модели насоса
Какой садовый насос лучше выбрать?
Популярные модели поверхностных насосов
Даже если до воды всего 10 метров, то и такая преграда может стать достаточно серьезной для обеспечения влагой растущих на участке овощи и кустарники. Приходится прилагать большие физические усилия и носить воду ведрами. Однако не всем это под силу, особенно людям пожилого возраста, которых среди владельцев дачных участков большинство.
Решить проблему с орошением насаждений на даче можно посредством установки поверхностного насоса. С его помощью можно обеспечить качественный полив насаждений. На рынке это оборудование предлагается в большом ассортименте, свою продукцию предлагают различные производители. Модели поверхностных насосов различаются своим назначением и имеют определенные особенности конструкции. Более подробно об этом виде насосного оборудования мы поговорим далее.
Что такое поверхностный насос?
Если говорить о такой разновидности оборудования для подачи воды, как насосы, то отметим, что они подразделяются на два вида:
поверхностные;
погружные.
Установки первого типа монтируются на поверхности в непосредственной близости от источника воды, из которого будет производиться забор жидкости. Погружные модели используются для откачки воды из скважины с большой глубиной воды. Это оборудование имеет в своем оснащении многоступенчатую всасывающую конструкцию, которая при использовании насоса погружается в воду. Это обеспечивает возможность для полива грядок на своем участке на большом расстоянии.
Нередко поверхностные насосы используются в частных домах в качестве дополнительной составляющей системы водопровода. Входящие в её состав поверхностные насосы чаще всего применяются для перекачивания жидкостей. С их помощью откачивают воду из специальных резервуаров, которая потом используется для полива овощей и различных растений.
Этот вид насосного оборудования различается своей конструкцией. Каждая модель насоса такого типа предназначена для использования в скважине с определенной глубиной. Максимальная глубина, с которой такое оборудование может подавать воду, достигает 10 метров.
Главным отличием погружных насосов от поверхностных является то, что они не обладают большой мощностью, поэтому их можно использовать только для перекачки воды. Транспортировать с их помощью по трубам минеральное масло, топливо и другие плотные жидкости запрещено. Применение этого оборудования в таких целях может привести к повреждению насоса или неисправностям системы.
Критерии выбора
Прежде чем сделать выбор в пользу поверхностного насоса для забора воды из скважины, необходимо выяснить, на какой глубине источник воды расположен на вашем участке. Именно от этого во многом будут зависеть параметры оборудования. Поскольку на большинстве дачных участков глубина скважин небольшая, для замеров достаточно опустить внутрь трубы леску с грузиком.
Так можно узнать глубину вашей скважины. Далее, ориентируясь на этот параметр, можно правильно подобрать модель, которая подойдет для вашей скважины. В техническом паспорте к насосному оборудованию указывается максимальная глубина, с которой оно может подавать воду. Поэтому ознакомление с техническими данными позволит подобрать нужную модель.
Ключевые параметры
При выборе насоса необходимо ориентироваться на:
максимальную высоту подъема воды;
учитывать удаление источника воды от дома;
принимать во внимание объем перекачиваемой воды.
Чтобы было понятнее, объясним это на конкретном примере. Предположим, что на участке имеется скважина глубиной 10 метров, располагающаяся от дачного дома на удалении 15 метров. Потребление воды владельцем составляет 60 литров в час. А значит, что, приходя в магазин, необходимо рассматривать модели, у которых такой параметр, как производительность составляет 60 литров с высотой подъема не менее 12 метров. Полученный расчет водопотребления будет основным параметром при выборе поверхностного насоса.
Сечение скважины и напор
При создании скважины используют трубы определенного сечения. С учетом их диаметра необходимо подбирать насосное оборудование. Если для подачи воды владелец будет погружать установку, то в этом случае его размер должен быть чуть меньше, чем сечение скважин. В настоящее время наиболее распространенным сечением обсадных труб является показатель 4 дюйма, что в пересчете в более привычной нам системе измерений равно 100 мм. Поэтому при выборе насоса необходимо ориентироваться именно на этот размер.
Нелишним будет перед приобретением устройства проконсультироваться со специалистами, которые будет выполнять бурение скважин. Они могут дать вам рекомендации, какой скважинный насос лучше всего подойдет для неглубокой скважины. Также следует знать, какие модели лучше всего подходят для скважины с песком. Если не учитывать этот момент при приобретении насосного оборудования, то в процессе эксплуатации оно может быстро выйти из строя по причине сильного воздействия на его работу песчаных фракций.
Например, если владелец решил использовать самую популярную модель насоса «Ручеек», то он сможет обеспечить эффективность подачи воды в скважине глубиной до 15 метров. С его помощью с небольшими затратами можно организовать стабильное водоснабжение на своем участке.
При выборе насоса внимание следует обращать на максимальное давление, которое он поддерживает. Для этого необходимо обратиться к технической документации. Величина этого параметра в паспорте к насосу указывается в барах. Наиболее важным является параметр глубины всасывания. Для определения максимального давления необходимо воспользоваться характеристикой глубины всасывания. К этой величине необходимо добавить 30, а для большей надежности еще дополнительно приплюсовать 10%. Если у скважины общая глубина составляет 15 метров, то для обеспечения забора воды при помощи насоса необходим аппарат, обеспечивающий напор в 50 бар.
Дополнительные аксессуары
Узнать, какой насос лучше выбирать для скважины с песком можно только после того, как будет проведён подробный анализ модели. Выбор следует делать в пользу такой, которая устраивает по техническим характеристикам. Такие скважины предъявляют высокие требования к фильтрам, которые входят в комплектацию насосного оборудования.
Для того чтобы при использовании скважинного насоса обеспечить высокую эффективность работы, необходимо использовать различные комплектующие. Для этого необходим трос для погружного насоса, а для поверхностного — шланг. Кроме того, для подключения оборудования потребуется электрический кабель и автоматы. Последние будут нужны на случай аварийного отключения. Наружу должно быть выведено управление насосным оборудованием. Размещать его следует в помещении, которое будет защищено от внешних воздействий.
В том случае, если поверхностный насос не качает воду из скважины, то необходимо отключить его, а потом произвести первичную диагностику. При обнаружении неисправности необходимо провести ремонтные работы. В этом случае можно будет обеспечить восстановление его работоспособности.
Для выполнения ремонта лучше не пытаться что-то делать самостоятельно. Лучше всего обратиться к специалистам сервисной организации, которая занимается гарантийным и послегарантийным обслуживанием насосных установок.
Если на участке расположена поверхностная скважина, то в процессе эксплуатации в неё может попадать верховодка. Насосы, используемые на скважинах для воды с песком, должны иметь в своем оснащении дополнительные фильтры, чтобы исключить проникновение в систему водопровода грязи и песка.
Выбор модели насоса
Чтобы выбор скважинного насоса оказался правильным, необходимо при поиске оборудования ориентироваться на самые важные параметры оборудования. В некоторых случаях для эффективного водоснабжения на участке необходима установка мощного насосного оборудования высокой мощности. С помощью таких устройств можно обеспечить бесперебойное снабжение участка водой. Однако следует знать, что подобные модели не из дешевых, и на их приобретение придется потратить значительные средства.
Если насос будет работать для выкачивания воды из скважины с песком, тогда придется потратиться на защиту воды от песка. А для этого нужно будет приобрести:
отстойники;
фильтры.
Точный список дополнительных аксессуаров, которые обеспечивают эффективную долговечную работу насоса, можно узнать у специалистов.
Поверхностное оборудование можно использовать для скважин, расположенных на глубине не более 20 метров. Если источник воды залегает на большей глубине, тогда лучшим решением в этом случае будет установка погружного насоса.
При небольшой глубине скважины будет вполне достаточно использования недорогой модели насоса. Перед приобретением установки необходимо определиться с целями его использования. Для обеспечения водоснабжения на участке используются одни модели насосного оборудования, а для сельскохозяйственных целей выбор делают в пользу совсем других.
Какой садовый насос лучше выбрать?
Поверхностные насосы для обеспечения водоснабжения на дачном участке предлагают многие фирмы, специализацией которых является выпуск установок для систем водоснабжения. Несколько компаний в настоящий момент являются лидерами рынка.
Джамбо;
Вихорь;
Neoclima;
Grundfos;
Wilo.
Приобрести необходимый для водоснабжения насос можно в одном из специализированных магазинов или посетив интернет-магазин. Цена на них вполне соответствует качеству устройств.
Популярные модели поверхностных насосов
Среди всех моделей насосов можно выделить такие, которые сегодня пользуются наибольшим спросом среди потребителей.
Elitech НС 600П. Особенность этой установки заключается в том, что в ее конструкции присутствует самовсасывающая помпа, а также имеется стальная рама. Использовать этот насос можно для перекачивания чистой воды в системах обычного и капельного орошения. Мощность модели составляет 620 Вт. Что касается её производительности, то она находится на уровне 50 литров/час. Глубина, с которой эти установки могут подавать воду, составляет 8 метров.
«Джамбо 70 50 П». Эта модель в состоянии работать на максимальной глубине до 9 метров. Мощность этой модели составляет 1100 Вт. Производительность насоса находится на уровне 4,2 куб. метров/час.
«Вихрь ПН 1100Н». Мощность этого насоса составляет 500 Вт. Производительность у него такая же, как и у предыдущей модели.
«ВОДОЛЕЙ БЦ-1.2-18У. Особенность этого насоса – вертикальность его расположения. Мощность оборудования составляет 690 Вт. Он имеет производительность 4,5 кубометров воды в час. Работать эта модель может на максимальной глубине 8 метров.
Если на дачном участке источник водоснабжения расположен далеко, то в этом случае для обеспечения постоянного полива растений и грядок необходимо пробурить скважину и установить насос. Выбор насоса — дело ответственное, поскольку моделей довольно много и каждая имеет свою производительность и цели применения. Для полива нужно выбирать подходящую модель, учитывая не только цену, но и параметры производительности и глубину подачи воды.
Чтобы не ошибиться с выбором, необходимо сначала ознакомиться с разновидностями насосного оборудования и потом делать выбор. Во избежание ошибок нелишним будет проконсультироваться у специалистов, которые не только помогут подобрать установку, но и дадут советы по эксплуатации.
Насосы для скважины на воду. Выбираем лучший. Устанавливаем правильно.
После бурения скважины люди сталкиваются с проблемой выбора насоса. Насос на водную скважину ставится один раз и желательно на много лет. Чтобы все так и случилось необходимо купить качественный подходящий агрегат.
Выбор насоса
Чтобы насос подошел именно вам, при его выборе необходимо учитывать такие параметры как:
• Глубина скважины – первоочередной аспект выбора насоса. • Уровень воды в скважине статический и динамический указывается в паспорте скважины. • Количество песка в скважине также указано в паспорте. • Потребности семьи в воде. Следует вычислить, сколько воды необходимо вам, учитывая, что один человек потребляет около 200 литров в день, умножьте эту цифру на количество человек и получите нужный вам показатель. Не забывайте учитывать расход воды на полив огорода или питье скота, если речь идет о домашнем хозяйстве. • Требуемый напор воды вычисляется путем сложения глубины скважины, высоты дома и дополнительных шести метров, далее сумму умножают на 1,15 (коэффициент потери напора), при этом нужно учитывать и расстояние от скважины до дома, ведь за 10м горизонтального трубопровода теряется 1м водяного напора. Различных видов насосов существует много, но все они делятся на две большие группы это: 1. Поверхностные нужны для перекачки воды, находящейся от 4см до 8 м в глубину. 2. Погружные насосы работают внутри скважины, частично или полностью находясь в воде. Они могут успешно работать даже на очень большой глубине — до 80м.
Рассмотрим поверхностные насосы. Они выпускаются двух видов:
• Вихревые Их двигатель приводит в движение вал а тот — колесо с лопастями. Вихревой импульс передается, воде поступившей через патрубок, и та, сжимаясь в насосе, увеличивает давление при выходе. В таких аппаратах нет защиты двигателя от воды, но есть фильтр, очищающий жидкость от мелкого песка. Таким образом, эти модели можно использовать для перекачки воды из резервуара, находящегося на поверхности, или для увеличения давления в системе водоснабжения. • Центробежные Насосы имеют преимущество перед вихревыми — они способны работать даже при наличии в системе пробок воздуха. При необходимости можно использовать эжектор — внешний или встроенный — для увеличения глубины работы насоса. Однако КПД устройства падает. Итог — подходят для перекачки воды из сравнительно неглубоких скважин. Стоит помнить еще и о том, что любой поверхностный насос работает достаточно шумно, поэтому, если вы решили использовать именно эти модели, то позаботьтесь о том, чтобы шум их не мешал нормальному течению жизни в вашем доме.
Теперь о погружных насосах.
Сегодня они пользуются большей популярностью, чем поверхностные за счет более высоких технических показателей. Их существует несколько видов: • Винтовые Не слишком мощные насосы они могут работать на глубине не более 15м. Подвержены износу деталей, но при этом могут функционировать не только в скважине, но также и в резервуарах с водой. • Вибрационные насосы работают за счет разницы магнитных полей в катушке сердечника, образующихся в процессе подачи переменного тока. Поднимают воду из относительно неглубоких скважин — до 50м. Такие устройства сильно подвержены износу от большого количества песка поэтому целесообразно использовать их в скважинах с большим уровнем воды. Перепады напряжения в электросети могут стать причиной преждевременной поломки, поэтому наличие стабилизатора напряжения весьма желательно. • Вихревые Насосы имеют в работе туже основу что и одноименные поверхностные – создание вихревого движения воды, выталкивание ее наружу. Работать они могут на глубине не более 30м, а напор доходит до 100м. Песок в воде переносят не очень хорошо. Они создают хорошее давление воды даже при небольших ее количествах. • Центробежные Работают они с помощью центробежной силы, формирующейся в ступенях насоса. Ступеней может быть разное количество в разных моделях, но чем их больше, тем аппарат мощнее. Песка такие насосы не боятся и поднимают воду с очень больших глубин, а максимальный напор составляет аж 200м. Не нагреваются за счет термической защиты — при аварийных ситуациях включается автоматически. Отлично работают длительное время без перерыва.
Вибрационные, винтовые насосы хороши универсальностью, компактностью, могут помочь в откачке воды из подвалов, каналов или резервуаров, могут использоваться для полива или на начальном этапе эксплуатации скважины, но не являются долговременными надежными аппаратами. Вихревые погружные насосы имеют средние показатели и вполне подойдут для работы на участках с небольшим содержанием песка, служат достаточно долго. Они обеспечат хороший напор воды при любом ее исходном количестве. Центробежные насосы подходят для любых скважин даже больших глубин, они износостойки и защищены от экстремальных ситуаций. Любые, даже самые дорогие и износостойкие аппараты подвержены преждевременной поломке на сухом ходу, поэтому если вы приобрели достаточно дорогостоящий насос, а уровень воды в скважине не самый высокий, то позаботьтесь о наличии датчика защиты от сухого хода.
Как правильно установить поверхностный насос?
Рис.1 Схема установки поверхностного насоса
1. Установить насос на твердую поверхность. 2. Монтировать входящую магистраль, прикрепив на конце обратный клапан, а другой конец соединить с насосом. 3. Опустить конец с обратным клапаном в воду. 4. Наполнить систему водой. 5. Соединить с развилкой домашней системы водоснабжения. 6. Отрегулировать давление воздуха до пороговых значений. 7. Подключить к электричеству. 8. На этом этапе происходит заполнение системы водоснабжения, а затем — гидроакомуляторного бака до значения давления 2,6-3,0, после чего система отключается. 9. Открыть любой кран в доме 10. Сверить значения давления, при которых насос включается с указанными в инструкции, если совпадения нет то отрегулировать включатель. 11. Повторная проверка. 12. Система готова к работе. Если вы все сделали правильно, то у вас должно получиться примерно та же конструкция, что показана на схеме на рис. 1.
Как правильно установить погружной насос?
Рис.2 Расположение погружного насоса в колодец.
Для более полного понимания процесса установки погружного насоса в скважину предлагаем ознакомиться с видео роликом, в котором учтены все нюансы этого мероприятия.
Ключевые слова: Скважинные насосы
Рекомендуем к прочтению
типов скважинных насосов — Forbes Home
Даже не имея доступа к муниципальной системе водоснабжения, вы все равно можете получать пресную воду. Подсоедините колодезный насос к ближайшему колодцу с пресной водой, чтобы снабдить вашу водопроводную систему. Скважины различаются по размеру и глубине, поэтому крайне важно найти правильный скважинный насос для максимальной эффективности. Правильный выбор насоса для вашего дома в конечном итоге будет зависеть от размера и глубины колодца, но стоимость также является ключевым фактором, который следует учитывать.
Реклама
ЭТО РЕКЛАМА, А НЕ РЕДАКЦИОННОЕ СОДЕРЖАНИЕ. Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться.
Сравните предложения от лучших установщиков погружных насосов
Бесплатная смета без обязательств
Найти установщика
Как работают скважинные насосы?
Колодезные насосы перекачивают воду из колодца в резервуар для хранения, где она находится до тех пор, пока она вам не понадобится. Для этого скважинные насосы используют систему резервуаров под давлением, которая направляет воду из резервуара или резервуара для хранения в водопровод вашего дома.
По мере того, как вода закачивается в резервуар, давление воздуха в нем увеличивается до тех пор, пока не достигнет определенного заданного уровня. Когда оно достигает этой точки, давление воздуха будет проталкивать воду через водопроводную систему вашего дома. Качество воздуха будет снижаться по мере использования воды в резервуаре, и насос снова включится, когда давление воздуха упадет до определенного уровня. Это гарантирует, что у вас всегда будет вода, которая вам нужна.
Обычно скважинные насосы относятся к одной из двух категорий: струйные и погружные. Струйные скважинные насосы расположены над землей и используют двигатель и всасывающую трубу для подачи воды над землей. Погружные скважинные насосы работают под землей и используют воду под давлением для выталкивания воды на поверхность и в надземный резервуар для хранения.
Существуют также центробежные и ручные насосы, которые лучше всего подходят для домов с более мелкими колодцами, где струйный или погружной скважинный насос может не работать, или для объектов, которые работают автономно. Эти насосы располагаются над землей и вытягивают воду через единственную трубу, вроде соломинки. 9.
Low Cost
$900
High Cost
$2,500
Average Cost
$1,700
Не включая установку, скважинный насос стоит в среднем от 200 до 800 долларов , но стоимость может варьироваться в зависимости от размера и типа насоса. Струйные насосы обычно стоят от 100 до 800 долларов , а погружные скважинные насосы стоят от 200 до 1200 долларов .
Поскольку центробежные и ручные скважинные насосы меньше, они дешевле. Ожидайте платить от 100 до 500 долларов за центробежный насос и около 150 долларов за ручной насос.
Jet
$100 — $800
Submersible
$200 — $1,200
Centrifugal
$100 — $500
Hand Pump
$150
Типы скважинных насосов
1. Погружной
Погружной скважинный насос, один из самых популярных среди домовладельцев, представляет собой длинный металлический цилиндр, полностью погруженный в скважину. Они используют двигатель для подачи воды из колодца через насос в надземный резервуар.
Погружные скважинные насосы могут работать на различных глубинах. Поэтому, если вы живете в засушливой местности, где скважины могут достигать сотен футов в глубину, погружной скважинный насос все равно подойдет вам. Это также не приведет к увеличению затрат на электроэнергию, поскольку погружные скважинные насосы используют гравитацию в процессе откачки.
Поскольку двигатели погружных скважинных насосов расположены под водой, они всегда остаются холодными, а это означает, что они служат значительно дольше, чем другие насосы, двигатели которых могут быстро сгореть. Погружные насосы могут служить до 25 лет, тогда как другие типы насосов могут служить только пять или шесть лет.
Тем не менее, пребывание под водой может со временем повредить насосы. Погружные скважинные насосы спроектированы таким образом, чтобы их двигатель был хорошо герметизирован. Но со временем уплотнение может подвергнуться коррозии и позволить воде попасть в места, где ее быть не должно. Мокрый мотор бесполезен, пока его не отремонтируют.
По от 200 до 1200 долларов погружные скважинные насосы являются самым дорогим типом скважинных насосов. Но с длительным сроком службы и относительно небольшими потребностями в обслуживании высокая цена может быть оправдана.
Плюсы
Энергоэффективность
Подходит для различной глубины
Долговечный
Минусы
Подвержен коррозии
Дорогой
2. Струйные
Существует два типа струйных насосов: для глубоких скважин и для неглубоких. Струйные насосы для неглубоких скважин работают аналогично погружным скважинным насосам, но они работают только для скважин глубиной 25 футов или меньше. Глубинные насосы более мощные, а это означает, что они могут работать в скважинах глубиной до 100 футов. Но чем глубже скважина, тем менее эффективен будет насос, так как его двигателю придется работать тяжелее.
Оба типа струйных насосов могут быть смещены от буровой площадки, чтобы обеспечить легкий доступ к насосу при необходимости. Это удобно, когда необходим ремонт, что выгодно, поскольку струйные насосы очень подвержены повреждению песком (будьте осторожны, если вы живете в районе с песчаной почвой).
Они могут не только снабжать водопроводную систему вашего дома колодезной водой, но и струйные колодезные насосы также могут использоваться для таких задач, как орошение и садоводство.
Плюсы
Недорогой
Может быть смещен от буровой площадки
Может использоваться для орошения
Минусы
Понижение эффективности с увеличенной глубиной
Подвержен повреждению песком
3. Центробежный
Центробежные насосы представляют собой простые скважинные насосы. Они используют кинетическую энергию двигателя для транспортировки воды от одного конца насоса к другому.
В отличие от погружных скважинных насосов центробежные скважинные насосы не имеют приводных уплотнений. Это исключает риск коррозии и дорогостоящего ремонта.
Центробежные скважинные насосы намного меньше других типов скважинных насосов, что означает, что к ним легко получить доступ и при необходимости обслуживать их. Кроме того, они намного дешевле, чем другие типы. Но их небольшой размер ограничивает их в количестве энергии, которую они должны всасывать. Лучше всего они работают в неглубоких колодцах глубиной не более 25 футов.
Профи
Не требует обслуживания
Недорогой
Минусы
Работает только в неглубоких скважинах
4. Ручной насос
В ручных насосах используется рукоятка с ручным приводом, которая забирает воду из колодца и перекачивает ее в накопительный резервуар для подачи в водопроводную систему вашего дома. Эти ручные насосы не так распространены, как другие типы скважинных насосов, но они удобны для автономных установок.
Ручные насосы являются наименее дорогими из всех типов скважинных насосов, но их использование может быть физически утомительным.
Плюсы
Недорогой
Функционирует вне зависимости от погоды или доступности коммунальных услуг
Минусы
Неудобство
Какой скважинный насос лучше всего подходит для моего дома?
Чтобы определить, какой тип скважинного насоса лучше всего подходит для вас, рассмотрите глубину вашей скважины. Если скважина, которую вы будете использовать, имеет глубину более 25 футов, вы можете не использовать центробежные и неглубокие струйные насосы. Если глубина менее 25 футов, у вас есть множество вариантов. Поговорите со специалистом, который поможет вам определить, что лучше для вас.
Также важно рассчитать, сколько воды вам понадобится в любой момент времени. Насосы обычно оцениваются в галлонах в минуту (GPM). Средний дом с тремя-четырьмя спальнями требует от восьми до 12 галлонов в минуту. Вы можете приблизительно рассчитать это число, добавив один галлон в минуту для каждого приспособления, требующего колодезной воды.
Реклама
ЭТО РЕКЛАМА, А НЕ РЕДАКЦИОННОЕ СОДЕРЖАНИЕ. Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться.
Сравните предложения лучших установщиков погружных насосов
Бесплатно, оценки без обязательств
Найти установщика
Ваш дом. Ваши решения. Наша поддержка.
Получайте советы экспертов по вашему дому, советы по дизайну, сколько платить профессионалам и нанимайте экспертов, доставляемых вам ежедневно.
{{ информационный бюллетеньState.emailErrorMsg }}
Спасибо и добро пожаловать в сообщество Forbes Home Improvement!
Я согласен получать информационный бюллетень Forbes Home по электронной почте. Пожалуйста, ознакомьтесь с нашей Политикой конфиденциальности для получения дополнительной информации и подробностей о том, как отказаться.
Для того чтобы начать расчет, выберите один из предложенных вариантов:
Онлайн калькулятор расчета фундамента KALK.PRO позволяет заниматься полноценным проектированием фундаментов, облегчает вычисления и способствует экономии на материалах, без пренебрежения строительными нормами. Методика расчета основана на продвинутом алгоритме математической модели с учетом нормативных документов СНиП 2.02.01-83 (СП 22.13330.2011), СНиП 3.03.01-87 (СП 70.13330.2011), СНиП 52-01-2003 (СП 63.13330.2010), СНиП 23-01-99 (СП 131.13330.2012).
По результатам работы калькулятора вы получите подробную смету на строительство фундамента под ключ, удобный и наглядный чертеж конструкции, простую и понятную схему вязки арматуры, а также интерактивную 3D-модель для оценки получившегося сооружения. Мы даем доступ к скачиванию всех материалов в форматах OBJ, PNG и PDF.
Вам будут известны следующие параметры:
Характеристики фундамента. Ширина, толщина, объем, глубина заложения, допустимые нагрузки на грунт.
Материалы. Количество арматуры, вязальной проволоки, досок для опалубки, бетона, цемента, щебня, песка.
Объем земляных работ. Необходимая кубатура грунта, которую придется освободить под фундамент.
На данный момент доступен расчет ленточного фундамента (полноценный) и монолитной плиты (упрощенный). В скором времени должны появиться калькуляторы для вычисления свайного, столбчатого и винтового фундаментов. Добавьте наш сайт в закладки и не пропустите их появление!
Калькулятор фундамента KALK.PRO на основании встроенного расчета материалов и арматуры продемонстрирует вашу будущую конструкцию. С помощью 3D-визуализации вы сможете посмотреть, как должен выглядеть ваш армокаркас, вплоть до мельчайших деталей.
Содержание
Расчет фундамента
Расчет бетона
Расчет арматуры
Рассчитать фундамент под дом
Факторы выбора типа основания
Виды фундаментов для дома
Расчет фундамента
Возведение любого дома начинается с расчета фундамента, он является опорой для всей вышележащей конструкции и оттого насколько качественно его смонтировали, зависит долговечность всего сооружения. Принимая решение о выполнении работ по созданию основания своими руками, важно не допустить ошибок при начальных вычислениях и тем более не нужно пытаться сэкономить на материалах. Помните, что грамотно спроектированный фундамент — залог вашей безопасности.
Инструкция
Рядовому пользователю необязательно быть специалистом в строительстве для того, чтобы пользоваться нашим сервисом. Интерфейс интуитивно понятен, а любое недопустимое значение программа обозначит красной подсветкой.
В большинстве случаев, от вас требуется лишь ввести минимальное количество информации:
предполагаемые габариты фундамента;
марку арматуры на выбор;
марку бетона.
В процессе расчета фундамента под дом, вам может быть потребуется ввести некоторые дополнительные величины, но их также можно рассчитать на наших калькуляторах:
глубина заложения фундамента;
расчетное сопротивление грунта;
калькулятор блоков (расчет нагрузки).
Мы подготовили для вас ознакомительное видео, в котором поэтапно рассказывается весь функционал и принцип работы калькулятора фундамента онлайн.
Наш калькулятор также позволяет произвести расчет объема (кубатуру) фундамента в м3, для того чтобы заранее знали, какой объем земляных работ предстоит выполнить.
Расчет бетона на фундамент
Бетон является важнейшим компонентом фундамента, по сути это его «плоть» и от того насколько качественная смесь используется, зависит большинство характеристик основания. При выборе раствора особое внимание стоит уделять показателю класса (марки) прочности, который определяет предельно-допустимые нагрузки на сжатие полностью сформировавшейся смеси. Выражается в кгс/см², т.е. сколько кг способен выдержать 1 см2 поверхности.
По большей части, марка бетона определяется пропорциями цемента, песка (щебня, гравия) и воды, а также условий при которых раствор затвердевал Всего существует около 15 классов прочности о тМ50 (В3,5) до М800 (B60), но в частном строительстве наиболее распространены марки М100-М400. Соответственно, бетон М100 подходит для легких сооружений – гаражей, бань, оборудования, а М400 – для многоэтажных тяжелых зданий, например, из кирпича. Но в абсолютном большинстве случаев, выбирается бетон марки М300.
С помощью нашего калькулятора, вы получите расчет бетона на фундамент (объем, масса). Все значения будут доступны прямо в интерфейсе – вам не нужно переключаться на другие вкладки. Однако от вас требуется ввести, используемую марку бетона.
Расчет цемента на фундамент с помощью нашего онлайн-калькулятора никогда не был таким простым. Просто заполняйте поля в инструменте и в результатах расчета вы получите необходимые значения!
Расчет арматуры для фундамента
Арматура – второй по важности компонент фундамента (его «кости»), который позволяет компенсировать и нивелировать воздействующие нагрузки на расстяжение и изгиб. Всеизвестный факт, что бетон не отличается гибкостью и пластичностью, однако он обладает высокой прочностью на сжатие. Для того чтобы объединить эти качества и повысить эксплуатационные характеристики основания, а также недопустить деформации после возведения сооружения – фундаменты армируют.
Армирование фундамента представляет собой создание определенный типа каркаса из соединенных горизонтальных, вертикальных и поперечных стержней. Наиболее значимой характеристикой арматуры является ее диаметр и ее выбор зависит от типа грунта, температурных особенностей, стеновых материалов и габаритов возводимой конструкции. Считается, что для легких построек оптимально применять 10 мм стержни, 12 мм – для одноэтажных и малоэтажных зданий из пористых материалов, 14 мм – для малоэтажных из тяжелых материалов, 16 мм – для многоэтажных сооружений и сложных грунтов.
Вторым важным показателем является шаг вязки арматуры. Обычно он подбирается на глаз, на основании общей массы конструкции и типа подстилающего грунта, величина должна находится в пределах 200-600 мм. Стандартный интервал, который применяют в частном строительстве – 500 мм.
Встроенный калькулятор расчета арматуры на фундамент позволяет получить посчитать количество стержней, их общую длину, массу и объем. Результат предоставляется, как при расчете ленточного фундамента, так и монолитной плиты.
Наш калькулятор будет полезен при расчете фундамента для дома из газобетона, пенобетона, кирпича и других строительных блоков!
Рассчитать фундамент под дом
В современных реалиях рассчитать фундамент под дом может практически каждый — вам не нужно обладать специальными знаниями и необязательно пользоваться дорогостоящими услугами специалистов. Однако перед тем, как начать строительство необходимо понимать, какой вид фундамента будет наиболее рациональным для вашего участка. Напомним, что физико-географическое положение и геоморфологические условия местности, оказывают непосредственное влияние на тип и стоимость будущей конструкции.
Факторы выбора типа основания
Почва — важнейший фактор при строительстве дома, от ее состава напрямую зависит, трудоемкость процесса и затраты на сооружение фундамента. В некоторых случаях доходит до того, что выгоднее купить новый участок, чем вкладываться в преобразование существующего. Поэтому самое первое, что вам необходимо сделать на новом участке – это определить тип грунта.
Если у вас нет лишних денег, то вам необходимо научиться определять почвы самостоятельно. Важно знать, что все виды грунтов делятся на скальные, глинистые и песчаные. Каждый тип обладает своим набором уникальных свойств, самыми важными из которых являются несущая способность, пучинистость и глубина промерзания.
Грунтовые воды — второй коварный спутник любого строителя. Если у вас высокий уровень залегания водоносного горизонта, то это очень плохие перспективы в будущем. В теплых регионах будут беспокоить бесконечные подтопления, сырость, плесень и грибки. Растворенные агрессивные химические соединения будут медленно убивать ваше основание, разрыхляя и растворяя бетон.
В холодных областях предыдущие факторы действуют в меньшей степени, зато силы морозного пучения с легкостью разорвут неправильно построенное основание за несколько зим.Поэтому крайне важно строить дом на возвышенностях и избегать низменностей, особенно если рядом находится водотоки и водоемы.
Провести анализ грунта и узнать уровень грунтовых вод, вам помогут наши статьи в разделе «Фундаменты, грунты, основания». Рассчитать нагрузки и остальные важные параметры, согласно СНИП, вы сможете с помощью соответствующих калькуляторов нашего проекта KALK.PRO.
Температура – объединяет два предыдущих фактора в единое целое. Она является последним решающим фактором, который может повлиять на выбор основания.
При строительстве фундамента наиболее важными показателями являются глубина промерзания грунта и уровень залегания подземных вод. В условиях континентального климата (при низких температурах зимой и высоких летом), который встречается на большей части территории России, ежегодно почвы промерзают на значительную глубину, а затем оттаивают.
В случае, если УГВ находится выше отметки промерзания, то начинают действовать силы пучения. Вода, содержащаяся в грунте, замерзает и превращается в лед, тем самым увеличивая свой объем.
Мощь этого процесса нельзя недооценивать, силы с которой они могут давить на фундамент составляют десятки тонн на квадратный метр. Такое внушительное воздействие с легкостью деформирует любую конструкцию и приведет ее в движение.
Поэтому очень важно знать нормативную глубину, на которую ежегодно промерзает грунт. Закладывая фундамент ниже этого уровня, вы оберегаете его от этих разрушительных сил, но одновременно с этим пропорционально возрастает стоимость основания.
Виды фундаментов для дома
Отталкиваясь от этих «входных» условий, теперь можно перейти к обзору видов фундаментов. Их классификация основывается на конструктивных особенностях и технологии возведения. Наибольшей популярностью пользуются ленточные, монолитные, столбчатые, свайные основания и их комбинации.
Ленточный фундамент
Ленточный фундамент – свое название получил из-за внешнего сходства с лентой. Монолитная или сборная железобетонная полоса проходит под всеми несущими стенами здания, оказывая равномерное давление на грунт.Один из самых простых и доступных в частном строительстве.
Трудоемкость процесса минимальна, технология монтажа не отличается особой сложностью и обходится относительно недорого. Подходит для большинства случаев при сооружении малоэтажных зданий, легко выдерживает большие нагрузки. При низком уровне грунтовых вод используется мелкозаглубленный ленточный фундамент, при высоком – заглубленный.
При крайне проблематичных почвах, когда ленту приходится очень сильно заглублять на 2 м и более, целесообразность использования данного вида основания пропадает и следует рассмотреть другие варианты.
У нас вы можете выполнить расчет фундаментов мелкого заложения и глубокого. Для того чтобы определить, какой тип вам подходит воспользуйтесь нашим калькулятором глубины заложения фундамента.
Монолитная плита
Плитный фундамент – монолитная железобетонная плита, расположенная под всей площадью здания. За счет большого объема земляных работ и огромных затрат на бетон, стоимость конструкции возрастает в разы, по сравнению с лентой. Это один из самых дорогих, но в то же время эффективных видов оснований.
Из-за однородности и большой площади соприкосновения с грунтом, этот вид фундамента легко переносит значительные вертикальные и горизонтальные нагрузки. ;Ему не страшны силы морозного пучения и высокий уровень грунтовых вод. Он стабильно проявляет себя на слабонесущих почвах, а также выдерживает тяжелые дома из кирпича и камня.
Столбчатый фундамент
Столбчатый фундамент – это конструкция из столбов и перекрытий, которая применяется при возведении сооружений из легких материалов. ;Устройство фундамента крайне незамысловато. По периметру и в местах повышенной нагрузки (чаще всего это пересечении стен), ставятся столбы, которые сверху соединяются балками из дерева или металла.
Данное основание приобрело широкую популярность из-за активного строительства домов из бруса и СИП-панелей. Оно экономично, надежно и не требует работ по гидроизоляции. Защищает ваш дом от плесени и преждевременного разрушения древесины. Тем не менее, фундамент крайне требователен к грунту, ему категорически запрещены подвижки и пучения.
Свайный фундамент
Свайный фундамент – представляет собой комплекс из многочисленных свай, которые создают устойчивый каркас для равномерного распределения нагрузки по всем элементами конструкции. Основания данного типа являются спасением для обладателей участков с неустойчивыми грунтами и сложным рельефом местности. Помимо того, что они позволяют надежно закрепить здание, так они еще и укрепляют саму почву, предотвращая подвижки и оползни.
Существует три основных вида свайных фундаментов:
На винтовых сваях;
На буронабивных сваях;
На забивных сваях.
Каждый из них имеет свои плюсы и минусы, но наиболее распространенным является первый тип, так как сочетает в себе низкую стоимость и отвечает всем стандартам частного строительства.
Спасибо, что пользуетесь нашим калькулятором фундамента, с уважением команда KALK.PRO!
Расчет опалубки для ленточного фундамента: калькулятор
Деревянная опалубка ленточного фундамента
Главной задачей опалубки является удержание жидкой бетонной массы нужной формы до полного застывания монолита. Расчёт опалубки является неотъемлемой частью экономического анализа затрат на строительство объекта. Насколько будут точны ограждающие конструкции, зависит их надёжность. В то же время правильно выбранные размеры опалубочных элементов предотвратят возникновение аварийных ситуаций. Каждого застройщика интересует, как рассчитать опалубки перекрытия, стен, вертикальных опор и ленточного фундамента. Существует много различных конструкций для заливки бетона.
Содержание
Материал для опалубочных конструкций
Дерево
Полимеры
Металлические щиты
Расчёт деревянной опалубки для ленточного фундамента
Пример расчёта опалубки ленточного фундамента
Пример расчёта опалубки перекрытия
Материал для опалубочных конструкций
Ограждения делают из разных материалов:
дерево – пиломатериалы, ДСП, фанера;
полимеры – пенопласт, полистирол;
металлические щиты.
Дерево
Первенство в создании опалубочных ограждений неизменно занимает дерево. В стране огромных площадей, занятых лесом, пиломатериалы являются наиболее доступным и недорогим строительным материалом.
В качестве ограждений для заливки бетоном фундамента, стен и перекрытия применяют как обрезную доску, так и необрезной материал. Необрезную доску используют для незначительных построек в приусадебном хозяйстве.
Во всех остальных случаях ограждения делают только из проструганной обрезной доски. Такие конструкции формируют качественную гладкую поверхность монолита и не пропускают жидкий раствор.
Полимеры
В последнее время в гражданском и промышленном строительстве появилось много форм ограждений для бетонных работ из полимеров.
Опалубка из полистирольных панелей
Для вертикальных монолитных конструкций (стены, ленточный фундамент) небольшой толщины, до 30 см, применяют ограждения из пенопласта и полистирольных плит. Это объясняется малой несущей способностью полимерных ограждений. При большой толщине монолита напор от объёма жидкого бетона может разрушить полимерные ограждения.
Применяют готовые полистирольные формы для ленточных фундаментов. Продукция заводского изготовления обязательно паспортизуется с указанием максимальной загрузки форм бетоном.
Металлические щиты
Металлические щиты – конструкции многоразового использования. В сопроводительной документации к щитам обязательно указывается максимальная нагрузка, которую может выдержать щит.
Рассчитать опалубку из металлических щитов заводского изготовления может только проектная организация по заказу завода – изготовителя. На основании расчётов определяется толщина стальной панели, профиль рёбер жёсткости и вспомогательные элементы.
Переставная опалубка из металлических щитов
Наряду со съёмными панелями из металла производят переставную и передвижную опалубку. Такие конструкции применяют для возведения высоких монолитных стен. Передвижные и переставные ограждения рассчитываются проектной организацией.
Расчёт деревянной опалубки для ленточного фундамента
На основании расчёта застройщик должен ясно понимать, какой пиломатериал нужно приобретать и в каком количестве. Кроме деревянных щитов, для изготовления ограждений нужны доски и брус, из которых делают элементы крепежа всей опалубочной конструкции. В качестве скрепляющих элементов применяют проволочные скрутки и шпильки-стяжки.
В зависимости от ширины стен фундамента для расчёта ограждений применяют обрезную доску толщиной от 25 до 50 мм и шириной от 120 до 200 мм.
Доски для изготовления опалубочных щитов
Доска и брус для заливки ленточного фундамента в основном применяется следующих размеров:
Дерево (хвойные породы)
Длина, м
Толщина, мм
Обрезная доска
4, 4,5, 6,0
25, 30, 40, 50
Брус
4, 4,5, 6,0
50х50, 100х100
Пример расчёта опалубки ленточного фундамента
Подсчёт расхода пиломатериалов для ленточного фундамента начинают с определения исходных данных:
периметр монолитной ленты 10 х 12 м по оси плана – (10 х 2) + (12 х 2) = 44 м;
длина опалубочных конструкций составит 44 х 2 = 88 м. Учитывается то, что щиты устанавливаются в два ряда;
ширина монолитной ленты – 0,3м;
высота стенок фундамента – 1,2 м.
На основании исходных данных расчёт производят следующим образом:
Общая площадь конструкций составит – 88 х 1,2 = 105,6 м2.
При ширине ленты 0,3м и высоте её стенки 1,2 м применяют обрезную доску толщиной 25 мм (0, 025 м).
Следовательно, для изготовления щитов понадобится обрезной доски – 105,6 х 0,025 = 2,64 м3.
Пользуясь усреднёнными показателями, устанавливают расход бруса сечением 50 х 50 мм. Это будет составлять 30 % от кубатуры обрезной доски – 2,64 х 0,3 = 0,79 м3.
Расход на крепёж щитов и непредвиденные потери принимают в размере 10 % от общей потребности в материале – 2,64 х 0,1 = 0,264 м3.
В итоге застройщику потребуется для возведения монолитного ленточного фундамента:
доска обрезная 150 х 25 мм –3 м3;
брус 50 х 50 мм – 1 м3;
проволока для стяжек диметром 0,8 см – 10 м;
распорные шпильки длиной 40 см (1 шпилька на каждые 2 м периметра ленты)– 44 : 2 = 22 шт.
Для расчёта ограждающих конструкций монолитной ленты из дерева можно использовать калькулятор опалубки. Подсчёт расход пиломатериалов необходимых размеров легко можно сделать с помощью этого счётчика.
В интернете нетрудно скачать подобный калькулятор или в режиме онлайн с его помощью можно получить показатели расхода пиломатериалов. Для расчёта в таблицу калькулятора вводят исходные данные. В результате получают расход пиломатериалов, количество шпилек и проволоки.
Опалубка ленточного фундамента из ДСП и бруса
Пример расчёта опалубки перекрытия
Исходные данные будут такими:
площадь днища перекрытия составляет 5 м х 6 м = 30 м2;
толщина перекрытия 0,2м;
доска обрезная;
брус.
Пользуясь справочными данными, устанавливают, что для изготовления деревянных щитов монолитного перекрытия высотой 20 см нужно использовать доску толщиной 50 мм и брус сечением 100 х 100 мм.
Расход доски 50 х 200 мм составит соответственно – 30 х 0,05 = 1,5 м3. Потребность в брусе 100 х 100 мм определяют, как 30 % от объёма доски – 1,5 х 0,3 = 0, 45 м3.
С учётом непредвиденных расходов пиломатериалов для опалубки монолитного перекрытия площадью 30 м2 понадобится:
обрезная доска толщиной 50 мм –1,8 м3;
брус 100 х 100 мм – 0,5 м3.
Так же, как и при расчёте опалубки фундамента, можно воспользоваться калькулятором. Помимо расхода пиломатериалов счётчик определяет количество треног и вертикальных подпорных стоек (в расчётную таблицу вводят высоту днища опалубки).
На строительстве гражданских и промышленных объектов расчёт опалубки для монолитных конструкций является частью проектной документации.
Расчет Plish Foundation
Help
Введите необходимые размеры в миллиметрах
x — Ширина фундамента Y — Длина основания A — толщина база из базового. — высота фундамента C — расстояние до оси перемычки
А — толщина фундамента Н — высота фундамента S — шаг между соединениями G — горизонтальные ряды V — вертикальные стержни Z — соединительные стержни
Необходимое количество цемента для изготовления одного кубометра бетона в каждом конкретном случае разное.
Зависит от марки цемента, желаемой марки получаемого бетона, размеров и пропорций наполнителей. Указано в мешках.
Не нужно повторять, насколько важен проект дома, чтобы рассчитать количество стройматериалов для фундамента дома.
Потому что стоимость монолитного фундамента доходит до третьей стоимости дома.
Данная услуга облегчит планировку и расчет цокольного этажа дома. Помогите рассчитать количество бетона, арматуры, опалубочных щитов для устройства ленточного фундамента.
Чему вы можете научиться:
Площадь фундамента (Например, для определения количества гидроизоляции для покрытия готового фундамента)
Количество бетона для фундамента и плит перекрытия или заливки цокольного этажа (вот тут будет весело, когда из-за элементарных ошибок в умножении не хватает бетона)
Арматура — количество створок, автоматический расчет веса исходя из ее длины и диаметра
Площадь опалубки и количество бруса в кубометрах и в штуках
Площадь всех поверхностей (для расчета гидроизоляции подвала) и боковых поверхностей и основания
Добавлен расчет стоимости строительных материалов фундамента.
Эта же программа нарисует план фундамента.
Надеюсь, сервис будет полезен и тем, кто строит фундамент своими руками, и профессионалам-строителям.
Состав бетона
Пропорция и количество цемента, песка и гравия для изготовления бетона указаны по умолчанию в соответствии с рекомендациями производителей цемента.
Так же, как цена цемента, песка, щебня.
Однако состав товарного бетона сильно зависит от размера фракций щебня или гравия, марки цемента, его свежести и условий хранения. Известно, что при длительном хранении цемент теряет свои свойства, а качество цемента с повышенной влажностью ухудшается быстрее.
Обратите внимание, что стоимость песка и щебня указана в программе за 1 тонну. Продавцы также объявили цену за кубометр песка, щебня или гравия.
Удельный вес песка зависит от его происхождения. Например, речной песок тяжелее карьера.
1 кубометр песка весит 1200-1700 кг, в среднем — 1500 кг.
С гравием и щебнем сложно. По разным данным, вес 1 кубометра от 1200 до 2500 кг в зависимости от размера. Тяжелее — более чем хорошо.
Итак, посчитайте стоимость тонны песка и гравия, которые вам могут понадобиться для переработки или поставщиков.
Однако расчет все же помогает узнать ориентировочные затраты на стройматериалы для заливки подвала. Не забудьте еще проволоку для вязания арматуры, гвозди или шурупы для обшивки, доставку стройматериалов, стоимость земляных и строительных работ.
Ленточный фундамент. Расчет и устройство ленточного фундамента. | Бетон
Строительство здания начинается с его основы — фундамента. Качественный и надежный фундамент для построения любого надежного существования без риска обрушения. Наиболее распространенным стандартом для многочисленных конструкций является сплошной фундамент. Он прекрасно подходит для небольших деревянных заборов, домов и суровых многоэтажных домов.
Ленточный фундамент. Расчет и устройство ленточного фундамента. Представляет собой бетонную конструкцию, которую закладывают в землю по периметру возводимого строения с учетом капитальных надстроек и стен. Этот фундамент характеризуется большим количеством преимуществ — он легко, быстро и просто монтируется, идеально подходит для подземных гаражей, подвалов и цокольных этажей.
Различают четыре вида ленточных фундаментов — Качественные, заглубленные, мелкозаглубленные и монтажные.
Ленточный мелкозаглубленный фундамент
Этот тип ленточного фундамента часто используется для строительства небольших и простых коттеджей. Он идеально подходит для построек из дерева, бруса, бревен и небольших домов из камня. Фундаменты такого типа закладываются на глину или песок, глубина зависит от типа грунта. Средняя глубина кладки составляет шестьдесят сантиметров. К преимуществам относятся экономичность и простота.
Встраиваемая ленточная основа
Заглубленный фундамент идеально подходит для тяжелых и массивных конструкций, больших зданий с перекрытиями и массивными стенами, подвалов и погребов. Во избежание неприятностей перед закладкой фундамента необходимо провести тщательный анализ грунта. Средняя глубина кладки на двадцать пять сантиметров превышает глубину промерзания грунта. Такой тип фундамента требует большего расхода материалов и затрат человеческого труда.
Монолитное ленточное основание
Часто сплошной фундамент используют для конструкций из бревен и легких домов. Хорошо подходит для грунтов, имеющих высокую усадку, рыхлых и мягких грунтов. Этот тип фундамента может быть установлен под любую форму здания. Монолитный ленточный фундамент представляет собой бетонную ленту по периметру дома. Отличается долговечностью, прочностью, не требует специальной техники для укладки. Для устройства монолитного фундамента используют бетонный, пенобетонный и железобетонный материал. Перед закладкой фундамента сначала проводят анализ грунта и роют соответствующие траншеи, после чего на дно котлована укладывают металлическую или деревянную армирующую опалубку, которую заливают бетоном. После усадки сплошной фундамент не должен возвышаться над землей более чем на тридцать сантиметров.
Сборное ленточное основание
Часто ленточный монтажный фундамент применяют при строительстве малоэтажных домов. Даже для возведения небольшого здания необходимо соорудить подушку фундамента. Для устройства сборного фундамента необходимо подготовить несколько бетонных блоков для надежного крепления раствором, в котором используется цемент. Фундаментные блоки бывают пустотелые и полнотелые. Первый изготавливается из силикатного и рядового бетона, а второй — из бутового и силикатного бетона.
с основанием
Для возведения фундамента с кирпичным цоколем используются надежные и устойчивые к воздействию окружающей среды материалы. Эти фундаменты отлично противостоят ветру, осадкам на здании и колебаниям температуры. Качество используемых материалов зависит от сухости подвала и первого этажа. Цоколь представляет собой конструкцию, которая располагается в верхней части фундамента. Его строительство – дело ответственное и серьезное, требующее внимательного подхода.
Расчет ленточного фундамента
Для расчета ленточного фундамента нужно заранее знать некоторые параметры — высоту заливки, ширину и стены по периметру, которые будут на нем возводиться. Это необходимо для определения полного объема отливки.
Например, прямоугольный ленточный фундамент имеет длину — десять метров, ширину — три с половиной метра, высоту отливки — двадцать сантиметров, ширину пояса (отливки) — 0,18 метра. Для определения суммы следует умножить ширину периметра комнаты и стен на высоту отливки. V = 27 х 0,2 х 0,18 = 0,972м3.
На этом расчет ленточного фундамента не заканчивается, теперь нужно определить количество внутри. Определяется путем умножения длины и ширины фундамента на высоту заливки: 10 х 3,5 х 0,2 = 7 м3. Из этого результата вычитается количество отливки: 7 – 0,97 = 6,03 м3. Таким образом, получаем объем, равный отливке 0,97 м3, а объем наполнителя равен 6,03 м3.
Теперь нужно подсчитать количество приспособлений, предназначенных для армирования. Если использовать арматуру диаметром двенадцать миллиметров, на которую будет укладываться горизонтальный стержень и два вертикальных — один стержень через два метра, то при периметре получим 27 метров 54 метра арматуры по горизонтали. Считаем вертикальные бары: 54/2+2=110 баров. Добавляем еще стержней по углам, поворотам — 114 стержней. При высоте стержня — семьдесят сантиметров получится 114 х 0,7 = 79. .8 погонных метров.
Последним этапом является расчет опалубки. При его постройке доски имеют толщину два с половиной сантиметра, длину — шесть метров, а ширину — двадцать сантиметров. Рассчитываем площади боковых поверхностей фундамента. Для этого периметр умножается на высоту отливки, и два (27 х 0,2) х 2 = 10,8 м2. Далее посчитайте площадь одной доски. Для этой длины доски умножить на ее ширину 6 х 0,2 = 1,2 м2. Разделив площадь боковых поверхностей фундамента на площадь одной доски, получим количество досок: 10,8:1,2=9частей. После расчетов приступайте к заливке фундамента.
Устройство ленточного фундамента своими руками
Устройство ленточного фундамента своими руками для начала разбивки его оси, которая выполняется с помощью теодолита, затем выкапывается траншея для ленточного фундамента. Для этого раньше использовали ручной труд. Сегодня парк строительной техники разнообразен. Например, есть мини-экскаваторы, которые быстро и легко справляются с этой задачей.
Начинают с заполнения траншеи песком, его плотно утрамбовывают, сверху насыпают щебень или гравий. Толщина каждого слоя около двадцати сантиметров. На верхний слой выкладывается «под бетонку», то есть слой затирки сантиметров десять. После этого в зависимости от погоды фундамент держал более десяти дней.
Затем приступайте к следующему этапу — укладке светильников внутри и снаружи. Стержни связываются между собой вязальной проволокой. Важно при выборе клапана учитывать, что он имеет антикоррозийное покрытие. В зависимости от тяжести возводимых полов и стен иногда необходимо соорудить усиленный каркас.
Следующий этап — установка опалубки для фундамента и бетонирование. Для опалубки можно использовать разные материалы — фанеру, доски, шифер, металлический настил.
Завершающий этап устройства ленточного фундамента — заливка бетона в опалубку. По окончании этого процесса бетон следует проткнуть в нескольких местах щупом для выпуска воздуха снаружи и постучать деревянной киянкой.
 4
4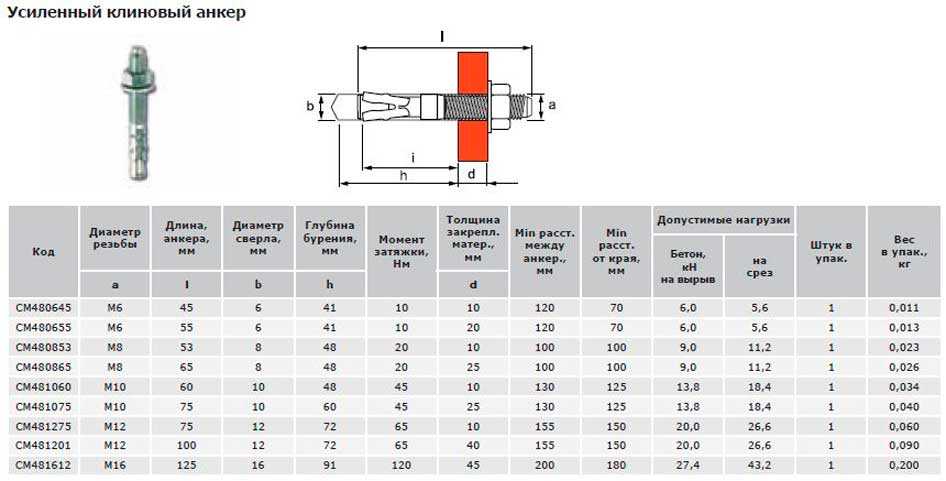 65
65 8
8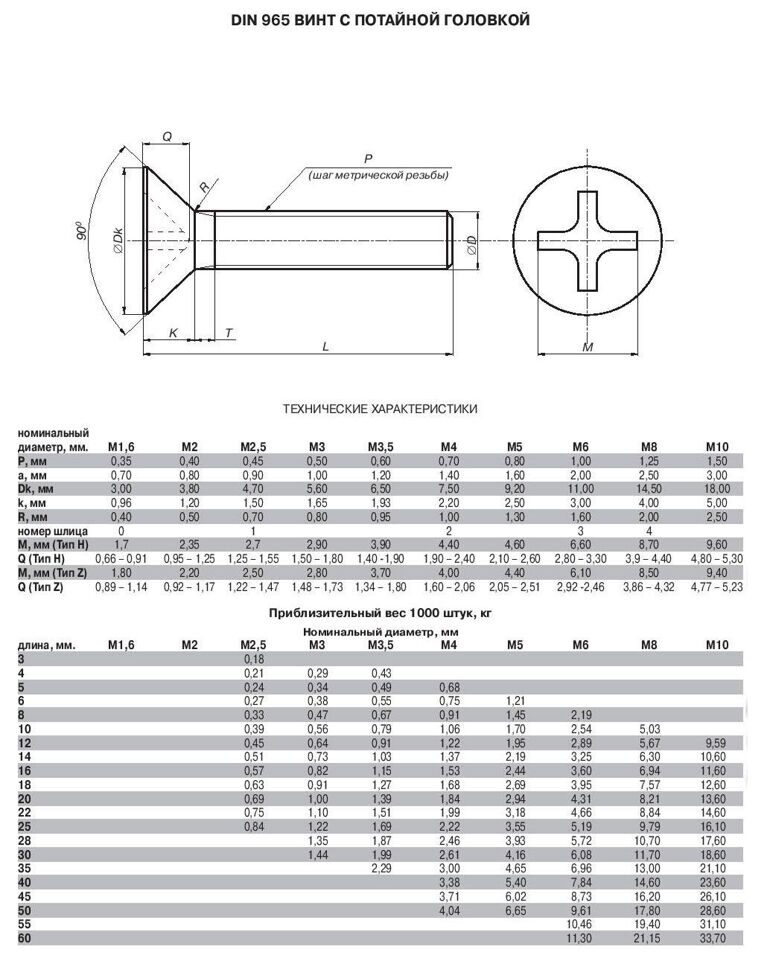 5
5 25
25 75
75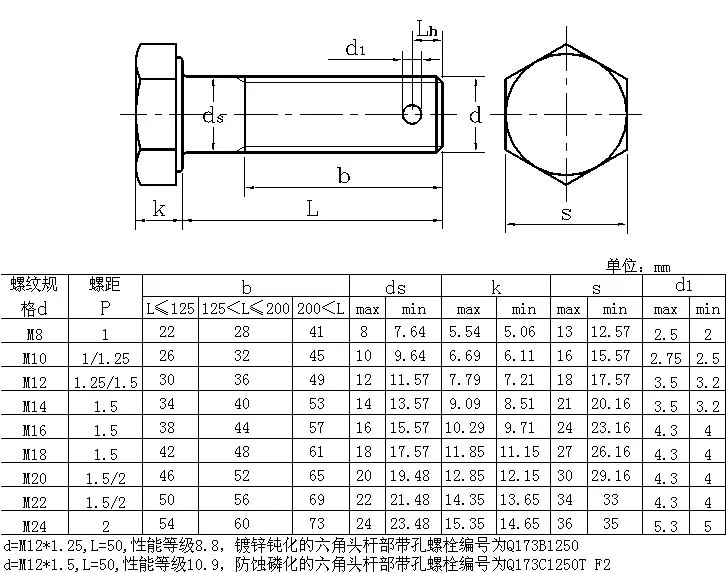 2
2 75
75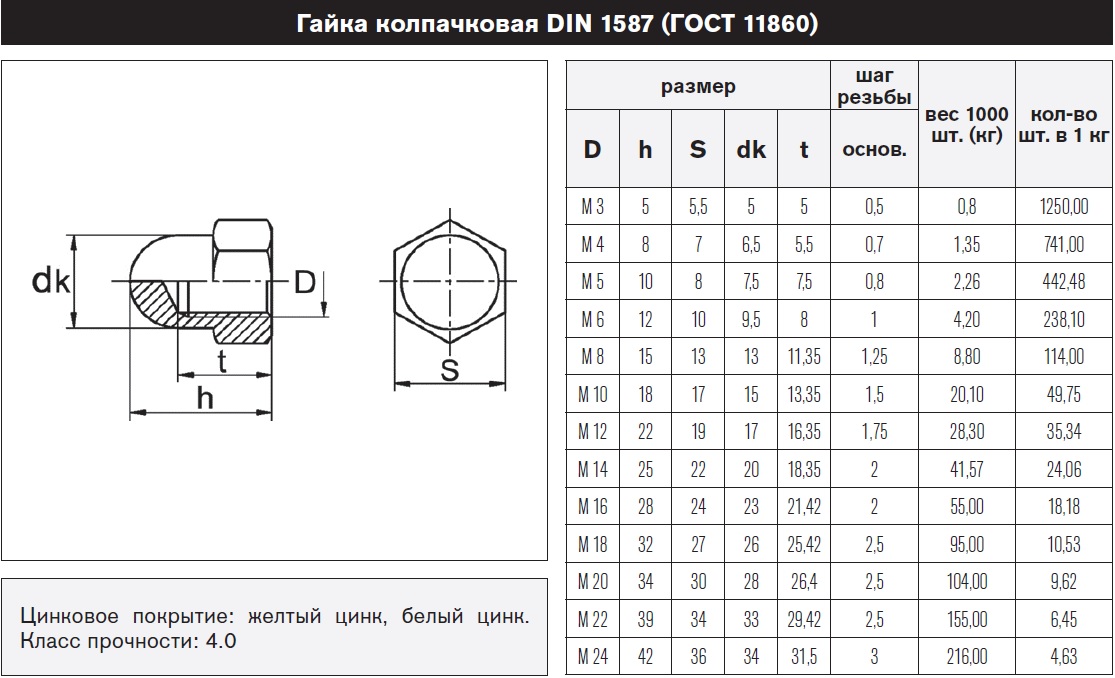 5
5 75
75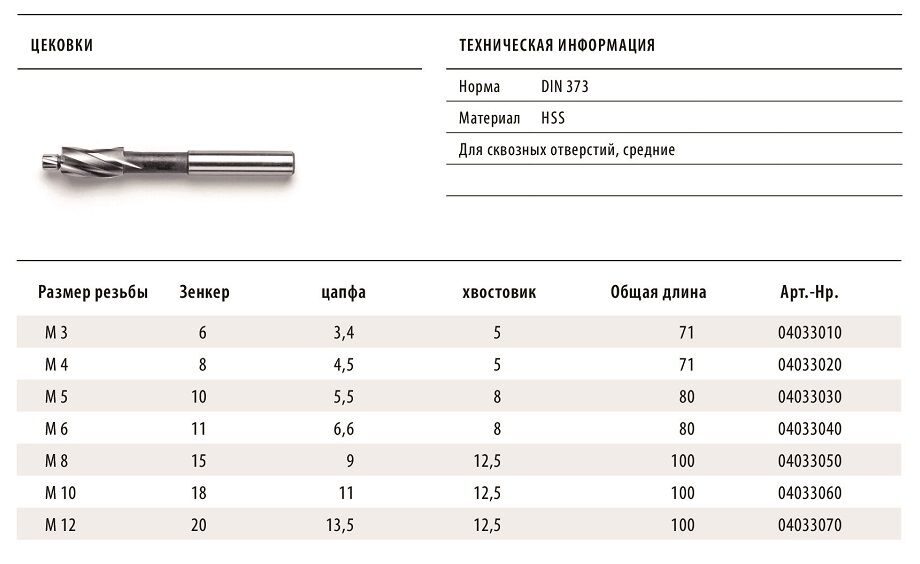 2
2 5
5 5
5 75
75 2
2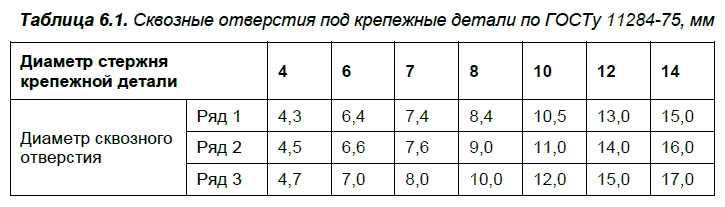 9
9 5
5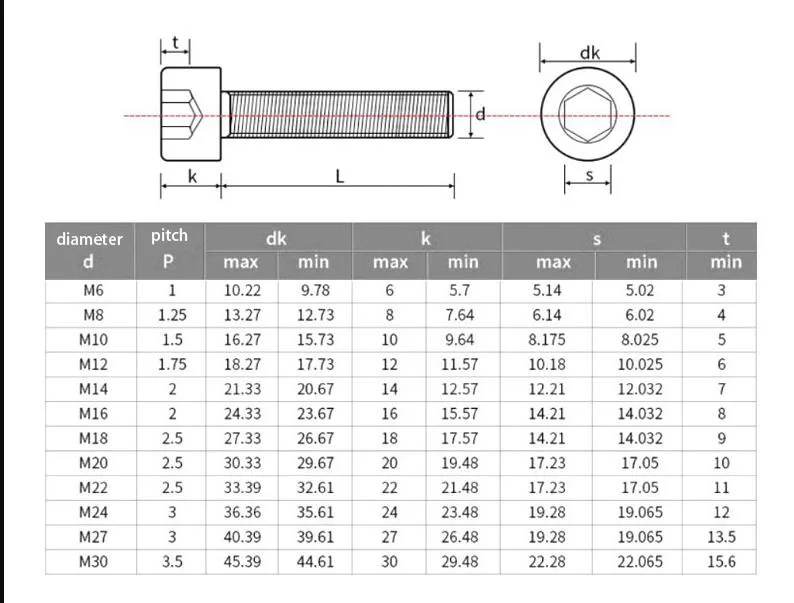 5
5 8
8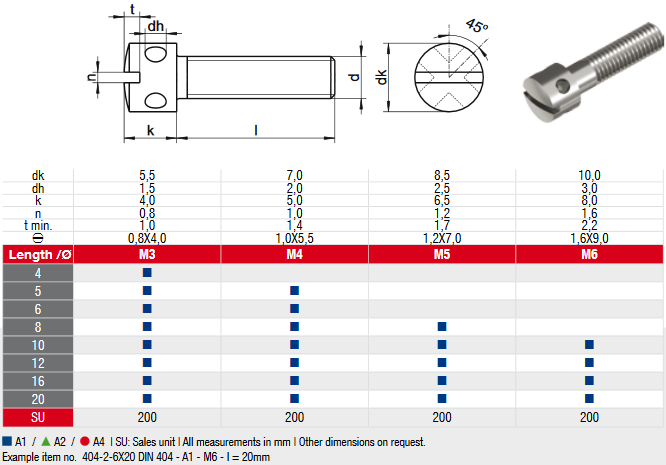
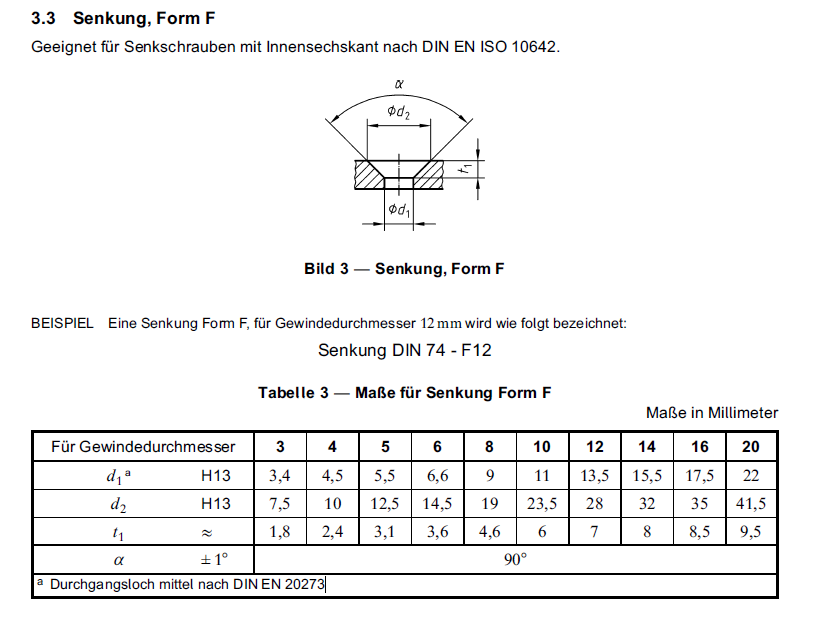 Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее). Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве «Правила», диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
 № 3134дата введения установлена
№ 3134дата введения установлена 3-й ряд отверстий не допускаетсяприменять для заклепочных соединений.
3-й ряд отверстий не допускаетсяприменять для заклепочных соединений. Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляютсятребования собираемости и дополнительные требования обеспечения определеннойстепени относительного перемещения деталей, а также для соединений, к которым предъявляютсялишь требования собираемости, но с расстояниями между осями наиболее удаленныхотверстий в деталях 500 мм и более, допускается принимать более грубые (посравнению с рекомендуемыми в таблице) ряды сквозных отверстий. большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия.
большего диаметра, чем номинальный размер тела крепежа. Это обеспечивает определенный люфт в отверстиях, который компенсирует небольшие несоосности в расположении отверстий или при сборке, а также облегчает ввод крепежа в цеху и на месте. При отсутствии одобрения инженера на использование других типов отверстий в высокопрочных болтовых соединениях следует использовать стандартные отверстия. Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.
Пальцевые прокладки до 1/4 дюйма. могут вводиться в критические по скольжению соединения, выполненные на основе стандартных отверстий, без снижения допустимого напряжения сдвига крепежного элемента.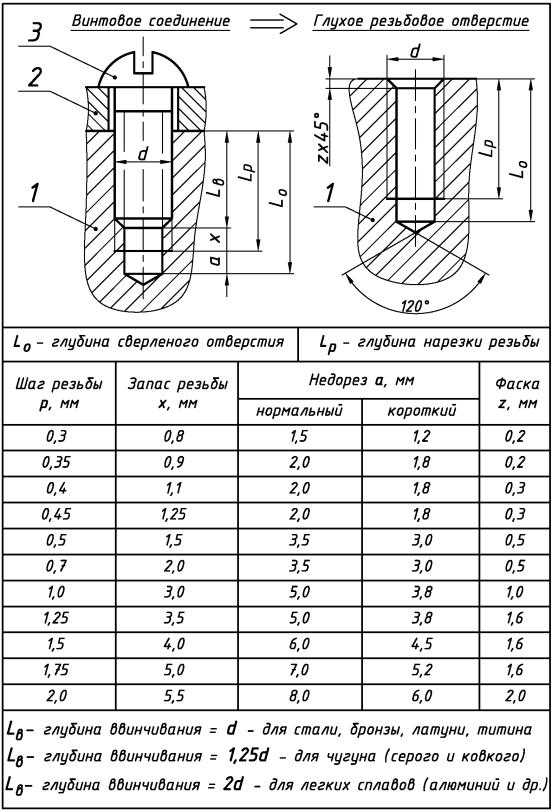 Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.
Короткие щелевые отверстия могут использоваться независимо от направления приложенной нагрузки в любом или во всех слоях соединений, в которых допустимое сопротивление скольжению превышает приложенную силу. Шайбы должны быть установлены над короткими прорезями в наружном слое; при использовании высокопрочных болтов такие шайбы должны быть закалены.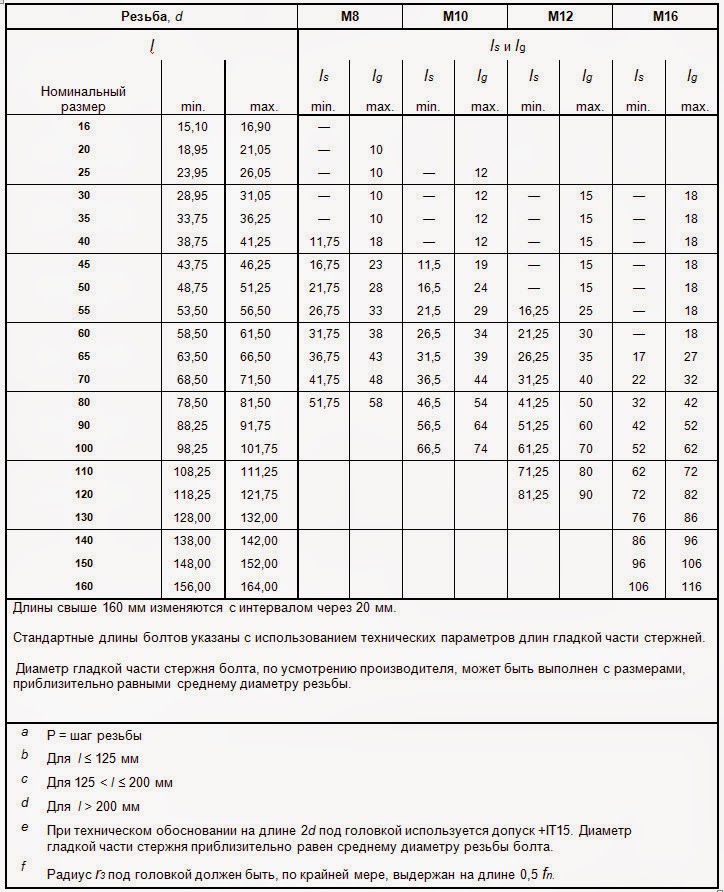 В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня.
В высокопрочных болтовых соединениях размер таких пластинчатых шайб или сплошных стержней должен быть не менее 5/16 дюйма. толстые и должны быть из конструкционного материала, но не закаленные. Если для использования высокопрочных болтов требуются закаленные шайбы, закаленные шайбы должны быть размещены поверх внешней поверхности плоской шайбы или стержня. 1 5/16
1 5/16
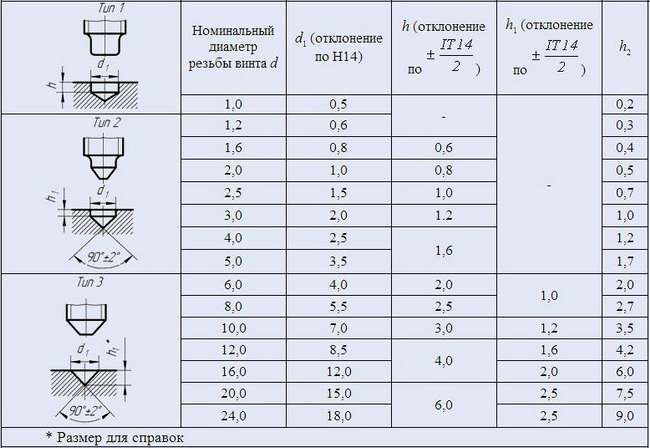 Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта:
Руководство AISC по стальным конструкциям рекомендует следующие увеличенные диаметры отверстий для каждого диаметра болта: Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».
Руководство рекомендует использовать тяжелую пластинчатую шайбу поверх отверстий. Образовательный совет AISC по конструкционной стали приводит следующий пример: «Если болты смещены на 1/2 дюйма, увеличенные отверстия опорной плиты обычно позволяют разместить опорную плиту и колонну рядом с линией колонны или на ней. Если болты смещены более чем на 1/2 дюйма, требуется корректирующая работа».
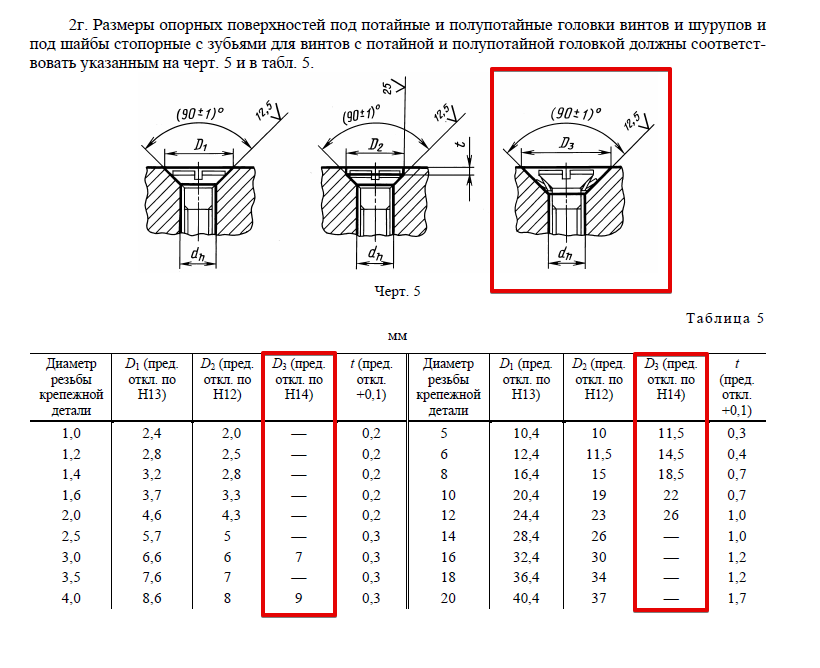





 Подробнее о каждой доступной серии смотрите ниже!
Подробнее о каждой доступной серии смотрите ниже!


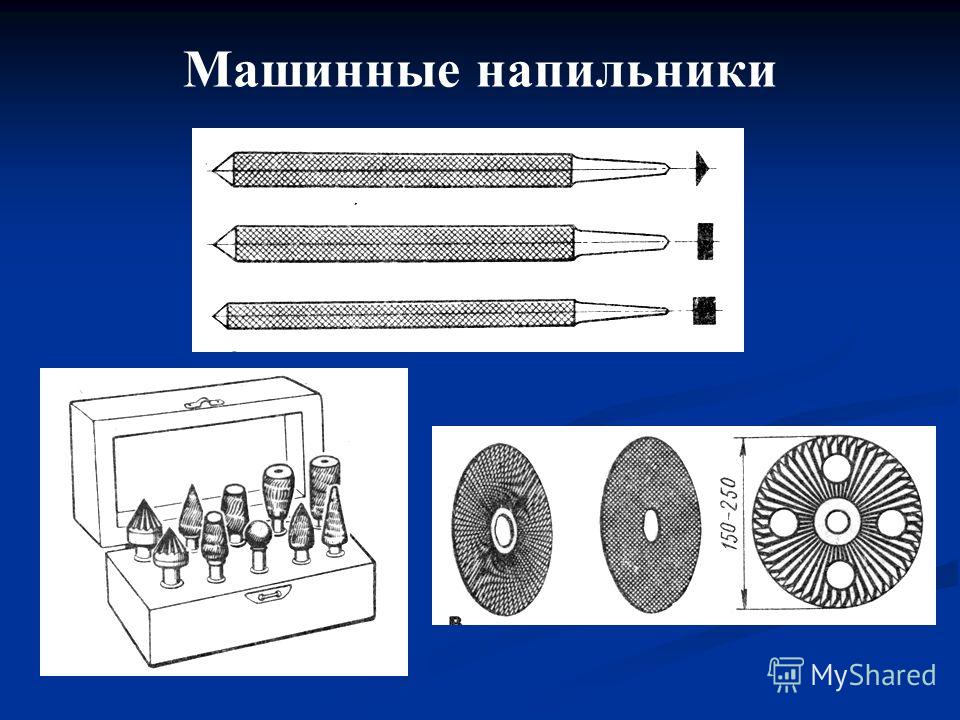
 При работе защитный кожух должен быть развёрнут в сторону работающего человека.
При работе защитный кожух должен быть развёрнут в сторону работающего человека.


 Есть два варианта.
Есть два варианта. Зачистка сварных швов и аналогичные манипуляции выполняются специальными обдирочными дисками.
Зачистка сварных швов и аналогичные манипуляции выполняются специальными обдирочными дисками.  ru
ru

 Они основали компанию FLEX-Elektrowerkzeuge GmbH, которая в 1935 г. выпустила в массовое производство низкооборотистую УШМ, а в 1954 г. – высокооборотистую под названием DL 9.
Они основали компанию FLEX-Elektrowerkzeuge GmbH, которая в 1935 г. выпустила в массовое производство низкооборотистую УШМ, а в 1954 г. – высокооборотистую под названием DL 9. 2 кВт.
2 кВт. При отсутствии защиты у оператора высок риск травмирования. Опасность представляют и летящие искры, мельчайшие элементы разрезаемого материала.
При отсутствии защиты у оператора высок риск травмирования. Опасность представляют и летящие искры, мельчайшие элементы разрезаемого материала.

 При защемлении круга в материале УШМ отбросит в сторону оператора. Если он не сможет ее удержать, то без порезов и ушибов не обойтись. Эксперты советуют полностью сконцентрироваться на операции, контролировать ход круга. Любое ощущение напряженности в работе болгарки должно остановить мастера.
При защемлении круга в материале УШМ отбросит в сторону оператора. Если он не сможет ее удержать, то без порезов и ушибов не обойтись. Эксперты советуют полностью сконцентрироваться на операции, контролировать ход круга. Любое ощущение напряженности в работе болгарки должно остановить мастера.

 2 кг.
2 кг. 1 кг.
1 кг. Если не соблюдать такое условие, то алмазное напыление диска уже через 3-5 мин придет в негодность, что существенно повысит материальные затраты оператора.
Если не соблюдать такое условие, то алмазное напыление диска уже через 3-5 мин придет в негодность, что существенно повысит материальные затраты оператора. Из-за сильной вибрации удерживать инструмент одной рукой в момент процедуры сложно.
Из-за сильной вибрации удерживать инструмент одной рукой в момент процедуры сложно.


 Профили без смещения и наклона. Встречаются двух разновидностей, под шестигранный крепеж и под профиль TORX.
Профили без смещения и наклона. Встречаются двух разновидностей, под шестигранный крепеж и под профиль TORX.

 Для получения консультации и помощи в выборе ключа обращайтесь по телефону на сайте.
Для получения консультации и помощи в выборе ключа обращайтесь по телефону на сайте.

 Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Основное отличие от аналогичных «накидных ударных ключей» это захватная часть выполненная в виде открытого зева, позволяющего работать в зонах, недоступных инструменту с кольцевым зевом.
Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Основное отличие от аналогичных «накидных ударных ключей» это захватная часть выполненная в виде открытого зева, позволяющего работать в зонах, недоступных инструменту с кольцевым зевом.
 Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Это делает такие ключи широко применимыми и востребованными, в том числе для промышленного использования.
Ручка таких ключей выдерживает ударное воздействие без вибраций, изгибов и разрушения. Это делает такие ключи широко применимыми и востребованными, в том числе для промышленного использования. Главное отличие разводного ключа от обычного рожкового – подвижность его губок, благодаря чему можно легко изменять размер между зажимами, подкрутив гайку на корпусе инструмента. Вследствие этого своего преимущества, разводной ключ способен заменить значительную часть линейки обычных рожковых ключей, что, с одной стороны, позволяет потребителю существенно сэкономить, а с другой – обеспечивает ему большее удобство при транспортировке (переноске) и хранении инструмента.
Главное отличие разводного ключа от обычного рожкового – подвижность его губок, благодаря чему можно легко изменять размер между зажимами, подкрутив гайку на корпусе инструмента. Вследствие этого своего преимущества, разводной ключ способен заменить значительную часть линейки обычных рожковых ключей, что, с одной стороны, позволяет потребителю существенно сэкономить, а с другой – обеспечивает ему большее удобство при транспортировке (переноске) и хранении инструмента.  Состоит из подвижного и неподвижного рычага, объединенных в при помощи приводной части в единое целое. Принцип работы такого рычажного ключа заключается в заклинивании трубы между губками, что позволяет удерживать и проводить работы с круглыми объектами.
Состоит из подвижного и неподвижного рычага, объединенных в при помощи приводной части в единое целое. Принцип работы такого рычажного ключа заключается в заклинивании трубы между губками, что позволяет удерживать и проводить работы с круглыми объектами.
 market/catalog/Ruchnoy_instrument/klyuchi_gaechnye/.
market/catalog/Ruchnoy_instrument/klyuchi_gaechnye/.  У них либо два, либо четыре набора зубьев на конце ключа. Большинство слесарей рекомендуют четырехгранный ключ из-за его долговечности по сравнению с двумя зубьями, а также делает замок надежным и затрудняет взлом.
У них либо два, либо четыре набора зубьев на конце ключа. Большинство слесарей рекомендуют четырехгранный ключ из-за его долговечности по сравнению с двумя зубьями, а также делает замок надежным и затрудняет взлом. Это специально разработанные ключи с цилиндрическим стержнем, которые используются для отпирания тумблерных замков с трубчатыми штифтами. Этот ключ часто используется для кольцевых замков, велосипедов и многого другого.
Это специально разработанные ключи с цилиндрическим стержнем, которые используются для отпирания тумблерных замков с трубчатыми штифтами. Этот ключ часто используется для кольцевых замков, велосипедов и многого другого. Это пассивный тип запорной системы, для работы которой не требуется никакой дополнительной электроники.
Это пассивный тип запорной системы, для работы которой не требуется никакой дополнительной электроники. Они обучены и сертифицированы для изготовления ключей с использованием правильных инструментов и оборудования. Но есть одна вещь, которую нужно иметь в виду, что в некоторых случаях они НЕ дублируют ключи по юридическим причинам.
Они обучены и сертифицированы для изготовления ключей с использованием правильных инструментов и оборудования. Но есть одна вещь, которую нужно иметь в виду, что в некоторых случаях они НЕ дублируют ключи по юридическим причинам.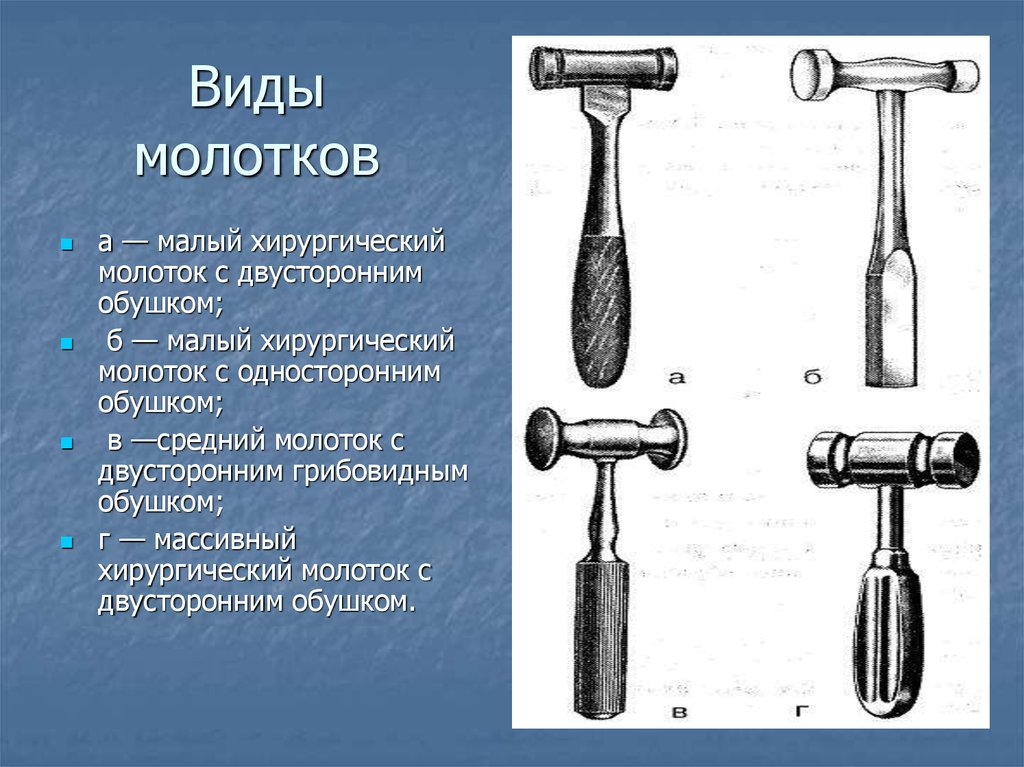



 Как и плоский ключ, трубчатый ключ изготавливается из заготовки, которая еще не вырезана.
Как и плоский ключ, трубчатый ключ изготавливается из заготовки, которая еще не вырезана.


 . Разница в том, что прорези находятся не в тех местах, чтобы их можно было вставить в стандартный замок.
. Разница в том, что прорези находятся не в тех местах, чтобы их можно было вставить в стандартный замок.

 Для непрофессионалов все ручные фрезеры выглядят одинаково, но различия скрываются в деталях, от них и зависит правильный выбор инструмента.
Для непрофессионалов все ручные фрезеры выглядят одинаково, но различия скрываются в деталях, от них и зависит правильный выбор инструмента. п.
п. Это значение говорит о том, насколько корпус фрезера может опускаться к подошве, но вовсе не показывает реальную глубину фрезеровки. Глубина также зависит от особенностей конструкции и длины фрезы. У большинства моделей цанга почти доходит до нижней плоскости подошвы, если она опускается ещё ниже – считайте это хорошим бонусом. Инструмент с небольшим рабочим ходом сможет обрабатывать заготовку лишь на незначительную глубину.
Это значение говорит о том, насколько корпус фрезера может опускаться к подошве, но вовсе не показывает реальную глубину фрезеровки. Глубина также зависит от особенностей конструкции и длины фрезы. У большинства моделей цанга почти доходит до нижней плоскости подошвы, если она опускается ещё ниже – считайте это хорошим бонусом. Инструмент с небольшим рабочим ходом сможет обрабатывать заготовку лишь на незначительную глубину.
 Необходимо, чтобы хвостовик не упирался в дно, иначе при ослаблении фиксации насадки, вследствие плохого зажима или дефекта цанги, вы не увидите этого, и при подъеме фреза может вылететь.
Необходимо, чтобы хвостовик не упирался в дно, иначе при ослаблении фиксации насадки, вследствие плохого зажима или дефекта цанги, вы не увидите этого, и при подъеме фреза может вылететь. Но гораздо принципиальнее, насколько он жестко фиксируется при зажатии и есть ли винт точной подстройки, работающий четко и без люфта.
Но гораздо принципиальнее, насколько он жестко фиксируется при зажатии и есть ли винт точной подстройки, работающий четко и без люфта.



 Помните, что хороший фрезер не бывает дешевым и относится к категории инструментов, экономить на которых мало смысла.
Помните, что хороший фрезер не бывает дешевым и относится к категории инструментов, экономить на которых мало смысла.  По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
По этому параметру фрезеры делят на две большие группы – универсальные и узкоспециализированные. К первому типу относятся вертикальные фрезеры, подходящие для выполнения любых фрезеровальных работ. Приобретение такого инструмента является оптимальным вариантом для фрезеровщиков, только начинающих ведение профессиональной деятельности или относящихся к фрезеровке как к небольшому увлечению. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.




 При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе.
При этом точность и удобство осуществляемой обработки напрямую зависит от технических характеристик и особенностей функционала используемого фрезера, а значит, к выбору такого инструмента надо подходить максимально грамотно. Сегодня мы расскажем, как выбрать ручной фрезер по дереву. Опишем важнейшие характеристики этого электроинструмента и подскажем, на какие нюансы обратить внимание при его выборе. Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
Хотя большинство профессионалов такими фрезерами тоже активно пользуются.
 Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций.
Поэтому далее мы расскажем о самых важных параметрах фрезера и подскажем лучшие варианты для конкретных ситуаций. На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем.
На современных моделях фрезеров присутствуют регуляторы, позволяющие устанавливать необходимую скорость, поэтому обычно фрезеры делят на группы по показателю максимального числа оборотов фрезы в минуту. Для домашних дел рекомендуем выбрать ручной фрезер со скоростью вращения фрезы около 20000 об/мин, для профессиональной деятельности – от 30000 об/мин. Чем выше упомянутый показатель, тем чище будет поверхность заготовки после обработки, потому экономить на приведенном параметре мы не рекомендуем. Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции:
Поэтому если хочется купить максимально удобный инструмент, то нужно удостовериться, что в нем есть все необходимые вспомогательные возможности. Наиболее востребованными являются такие опции: Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.
Такая защита нужна для предотвращения неприятных ситуаций, связанных со случайным включением аппарата из-за неосторожного движения владельца техники.

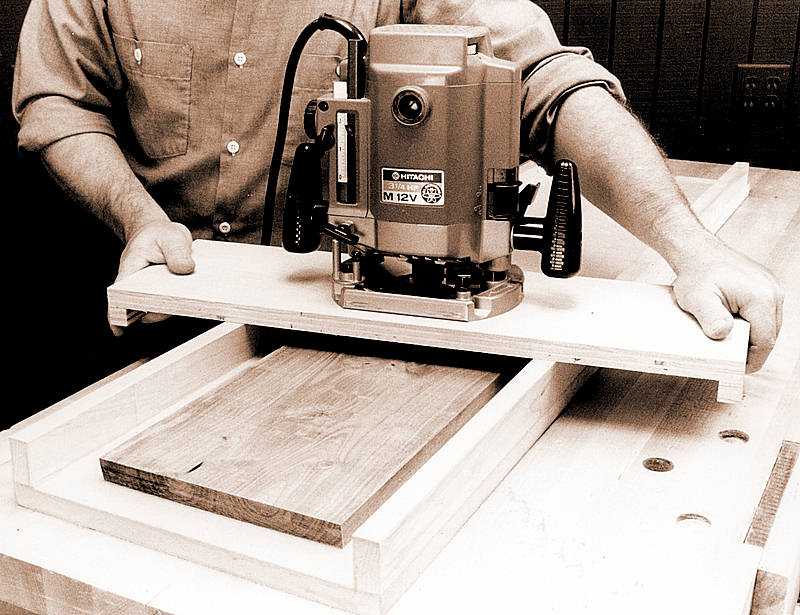
 Создайте шпунты или пазы с этим.
Создайте шпунты или пазы с этим.

 Если вы предпочитаете делать большие вещи, например обеденные столы, купите погружной фрезер. И если вам нравится тихая осознанность, которую приносит работа с ручным инструментом, полностью откажитесь от электричества и купите фрезерный рубанок.
Если вы предпочитаете делать большие вещи, например обеденные столы, купите погружной фрезер. И если вам нравится тихая осознанность, которую приносит работа с ручным инструментом, полностью откажитесь от электричества и купите фрезерный рубанок. е. гайка, удерживающая биту? Немного скучно? Не слишком ли велика глубина резания? Если роутер ноет, значит что-то не так. Отрегулируйте и попробуйте еще раз. Всегда слушайте, когда роутер вам что-то говорит!
е. гайка, удерживающая биту? Немного скучно? Не слишком ли велика глубина резания? Если роутер ноет, значит что-то не так. Отрегулируйте и попробуйте еще раз. Всегда слушайте, когда роутер вам что-то говорит!

 Следовательно, столяры используют более мощные и точные фрезерные станки, чем те, которые плотники приносят на рабочие места.
Следовательно, столяры используют более мощные и точные фрезерные станки, чем те, которые плотники приносят на рабочие места. Он имеет плоское металлическое основание, мощный двигатель, пару эргономичных рукояток и регулятор глубины, который позволяет регулировать расстояние, на которое долото выступает под основанием.
Он имеет плоское металлическое основание, мощный двигатель, пару эргономичных рукояток и регулятор глубины, который позволяет регулировать расстояние, на которое долото выступает под основанием.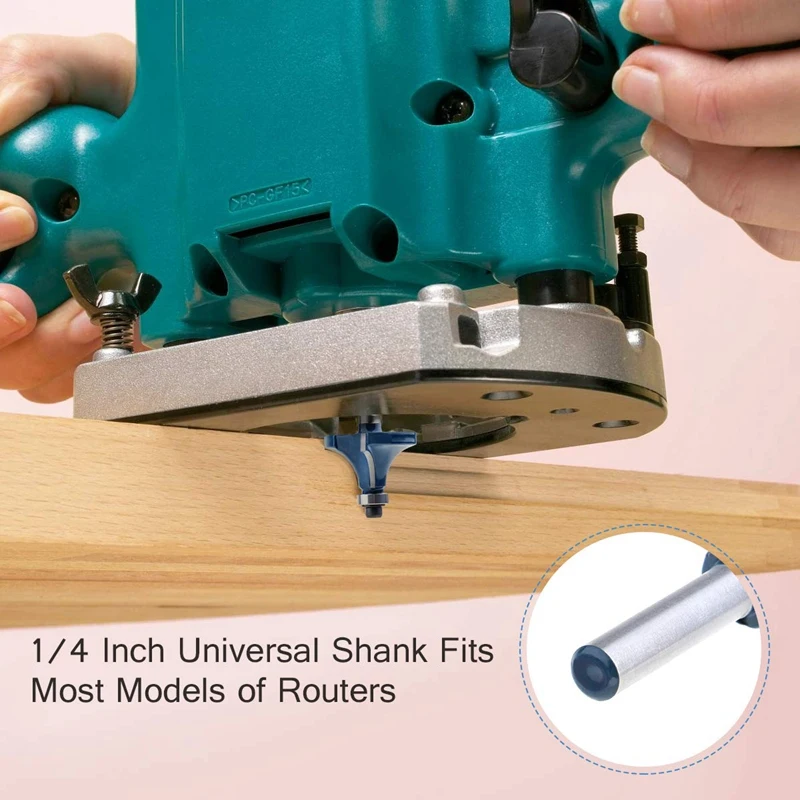
 Он не обязательно менее мощный, но его небольшой размер упрощает его использование.
Он не обязательно менее мощный, но его небольшой размер упрощает его использование. com
com Некоторые из них поставляются с перфорированной накладкой, защищающей от отдачи, и слотом для дополнительного углового упора, чтобы вы могли фрезеровать угловые канавки или кромки.
Некоторые из них поставляются с перфорированной накладкой, защищающей от отдачи, и слотом для дополнительного углового упора, чтобы вы могли фрезеровать угловые канавки или кромки. Примерами являются врезные приспособления для вырезания пазов на дверях и дверных коробках, направляющие для кромок, которые можно прикрепить к столешнице и использовать в качестве ограждений, и приспособления для забивания дюбелей для сверления отверстий под дюбели.
Примерами являются врезные приспособления для вырезания пазов на дверях и дверных коробках, направляющие для кромок, которые можно прикрепить к столешнице и использовать в качестве ограждений, и приспособления для забивания дюбелей для сверления отверстий под дюбели.
 Он попеременно расширяет и сжимает компрессионную камеру. Как и мембранный насос, привод герметизируется от попадания жидкости гибким диском, и, таким образом, никакая жидкость не сможет контактировать с газом.
Он попеременно расширяет и сжимает компрессионную камеру. Как и мембранный насос, привод герметизируется от попадания жидкости гибким диском, и, таким образом, никакая жидкость не сможет контактировать с газом. Такие аппараты могут использовать в качестве смазки масло или воду. Однако при использовании масла агрегату может потребоваться частая диагностика.
Такие аппараты могут использовать в качестве смазки масло или воду. Однако при использовании масла агрегату может потребоваться частая диагностика. Вход газа осуществляется на внешнем крае спиралей, и газ выходит рядом с центром. Из-за того, что спирали не контактируют, дополнительная смазка не требуется, что позволяет такому типу производить безмасляный воздух.
Вход газа осуществляется на внешнем крае спиралей, и газ выходит рядом с центром. Из-за того, что спирали не контактируют, дополнительная смазка не требуется, что позволяет такому типу производить безмасляный воздух. В трехлопастной машине каждый ротор имеет три пластины (шесть пластин на аппарат).
В трехлопастной машине каждый ротор имеет три пластины (шесть пластин на аппарат). Реактивные двигатели используют компрессоры такого рода для производства объемов в еще более широком диапазоне.
Реактивные двигатели используют компрессоры такого рода для производства объемов в еще более широком диапазоне. Шум также играет определенную роль в выборе варианта топлива, поскольку электрические воздушные компрессоры обычно показывают более низкие показатели шума по сравнению с двигателями на горючем топливе.
Шум также играет определенную роль в выборе варианта топлива, поскольку электрические воздушные компрессоры обычно показывают более низкие показатели шума по сравнению с двигателями на горючем топливе.
 При помощи грузоподъемного механизма производится сборка железобетонных элементов и доставка объемных грузов.
При помощи грузоподъемного механизма производится сборка железобетонных элементов и доставка объемных грузов.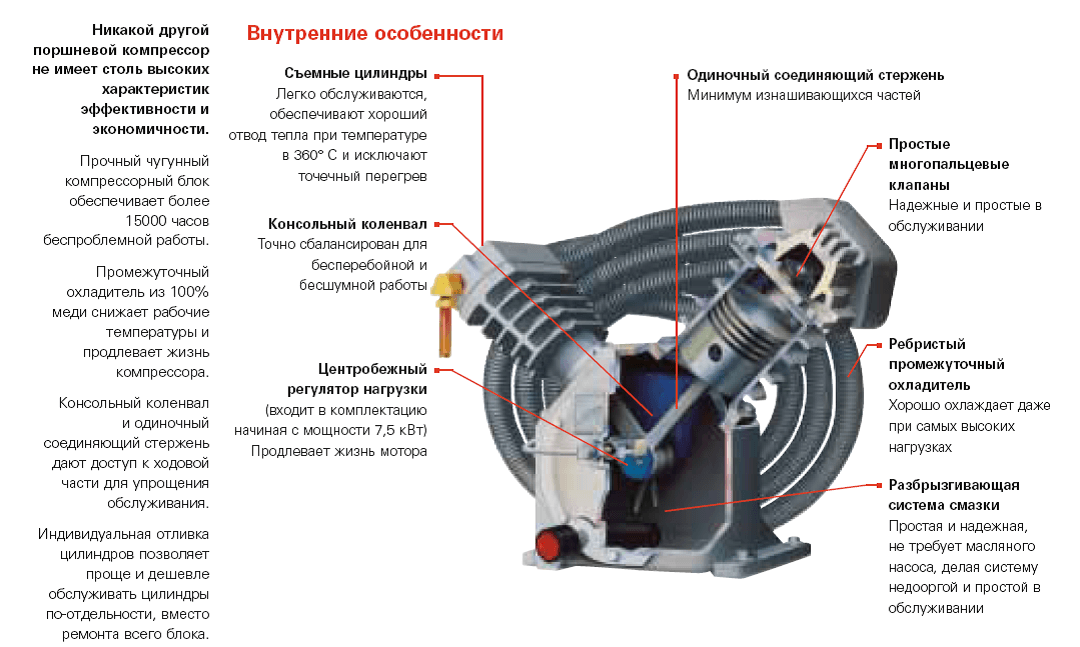

 03.2022 22:46:00
03.2022 22:46:00
 02.2022 22:38:00
02.2022 22:38:00 02.2022 22:36:00
02.2022 22:36:00
 А также в гараже: подкрасить кузов машины, сдуть пыль и мусор, подкачать шины.
А также в гараже: подкрасить кузов машины, сдуть пыль и мусор, подкачать шины. Это может привести к его перегреву и поломке.
Это может привести к его перегреву и поломке.
 Однако, не так давно на рынке специализированного оборудования появились более сложные и технически продвинутые винтовые компрессоры.
Однако, не так давно на рынке специализированного оборудования появились более сложные и технически продвинутые винтовые компрессоры. Такое состояние смазки приводит к проблемам при старте электродвигателя. В то же время, если температура воздуха поднимется выше +45 градусов Цельсия, масло становится слишком жидким и не обеспечивает должной защиты подвижных деталей. Таким образом возникает чрезмерный износ механизмов. Как видим, влияние температуры окружающей среды может снизить срок службы оборудования.
Такое состояние смазки приводит к проблемам при старте электродвигателя. В то же время, если температура воздуха поднимется выше +45 градусов Цельсия, масло становится слишком жидким и не обеспечивает должной защиты подвижных деталей. Таким образом возникает чрезмерный износ механизмов. Как видим, влияние температуры окружающей среды может снизить срок службы оборудования.

 В первом случае вам подойдёт винтовой компрессор, в то время как для второго варианта предпочтительнее выбрать поршневой. Также придерживайтесь простых правил:
В первом случае вам подойдёт винтовой компрессор, в то время как для второго варианта предпочтительнее выбрать поршневой. Также придерживайтесь простых правил: Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указывалось цветовое зрение, технические навыки и коммуникативные навыки.
Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указывалось цветовое зрение, технические навыки и коммуникативные навыки.

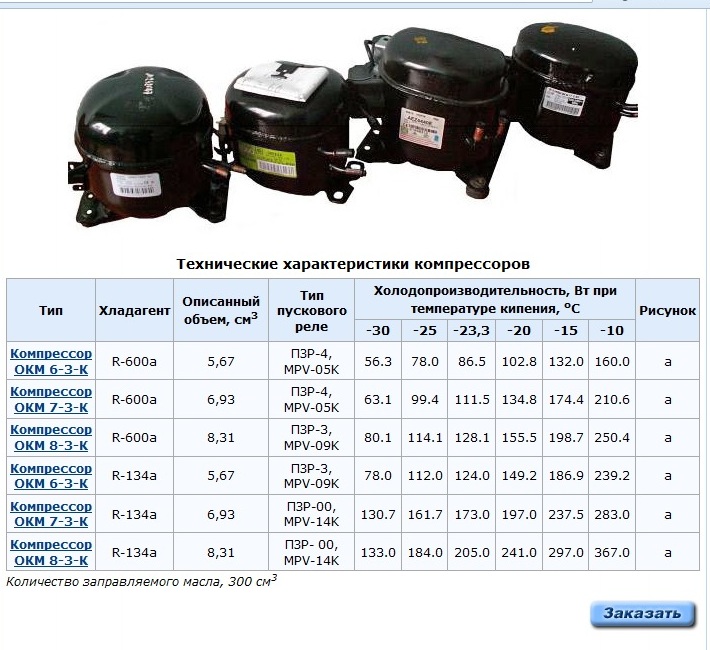 .. Язык программирования, алгоритмы и структуры данных…
.. Язык программирования, алгоритмы и структуры данных… 07
07
 0%
0%
 ..
.. Учащиеся получат базовые знания о том, как работает аэропорт. Ключевые темы включают будущую перспективу управления воздушным движением, воздушное движение…
Учащиеся получат базовые знания о том, как работает аэропорт. Ключевые темы включают будущую перспективу управления воздушным движением, воздушное движение… Этот курс предоставит вам введение в самые последние исследования в области воздействия загрязнения воздуха на здоровье, а также более широкое понимание источников и распространения загрязнения воздуха и того, что мы должны с этим делать. Что такое загрязнение воздуха? Каковы источники?…
Этот курс предоставит вам введение в самые последние исследования в области воздействия загрязнения воздуха на здоровье, а также более широкое понимание источников и распространения загрязнения воздуха и того, что мы должны с этим делать. Что такое загрязнение воздуха? Каковы источники?… ..
.. ..
.. Через 3 курса вы изучите (1) основные понятия, такие как суперпозиция и запутанность квантовых состояний, измерения в квантовой механике и принцип неопределенности, (2) математические инструменты, необходимые для описания и управления квантовыми состояниями, (3) продвинутую теорию углового момента. и (4) аппроксимационный метод…
Через 3 курса вы изучите (1) основные понятия, такие как суперпозиция и запутанность квантовых состояний, измерения в квантовой механике и принцип неопределенности, (2) математические инструменты, необходимые для описания и управления квантовыми состояниями, (3) продвинутую теорию углового момента. и (4) аппроксимационный метод… Он непосредственно следует из курса «Квантовая механика для ученых и инженеров 1», а также…
Он непосредственно следует из курса «Квантовая механика для ученых и инженеров 1», а также…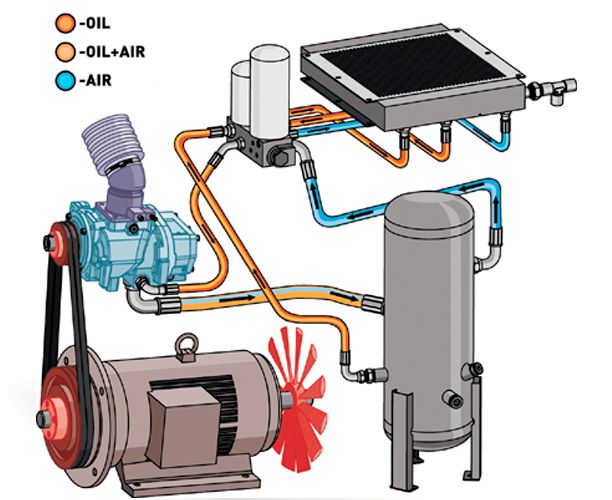
 [22]
[22] При отсутствии таких планок сварку следует начинать отступив на 100 — 150 мм от края, с последующей сваркой стыка в обратном направлении. [29]
При отсутствии таких планок сварку следует начинать отступив на 100 — 150 мм от края, с последующей сваркой стыка в обратном направлении. [29]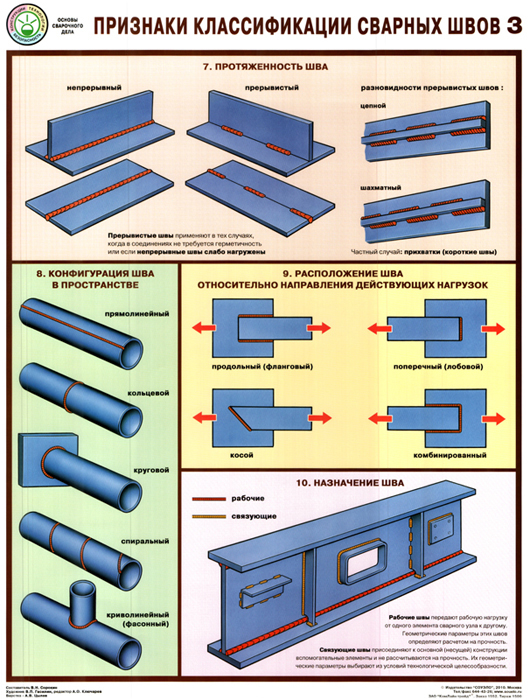 В качестве примера, я покажу вам, как заварить металл толщиной 12 мм в вертикальном положении аппаратом SKYWAY 330 SYNERGIC, полуавтоматический способ сварки. Для того, чтобы начать, необходимо сначала сделать заготовки, я их нарезал на аппарате плазменной резки — 2 пластины.
В качестве примера, я покажу вам, как заварить металл толщиной 12 мм в вертикальном положении аппаратом SKYWAY 330 SYNERGIC, полуавтоматический способ сварки. Для того, чтобы начать, необходимо сначала сделать заготовки, я их нарезал на аппарате плазменной резки — 2 пластины.  Далее, собственно говоря, сборка. Собираем наши заготовки. Для правильной сборки я использую приспособления, в моем случае это магнит, чтобы не было смещений и правильно позиционировались детали в момент прихватки. Выставляем зазор, беру свой шаблон толщиной 2 мм. Такой нюанс — с одной стороны мы делаем строго 2 мм, а в том месте, где мы будем заканчивать сварку нужно сделать немножко больше, потому что металл в процессе сварки будет немного стягивать. Просто засовываем его между заготовок, получается зазор 2 мм. Ставлю пластину против обратного выгиба, она позиционирует и не дает металлу стягиваться. Прихватываю ее.
Далее, собственно говоря, сборка. Собираем наши заготовки. Для правильной сборки я использую приспособления, в моем случае это магнит, чтобы не было смещений и правильно позиционировались детали в момент прихватки. Выставляем зазор, беру свой шаблон толщиной 2 мм. Такой нюанс — с одной стороны мы делаем строго 2 мм, а в том месте, где мы будем заканчивать сварку нужно сделать немножко больше, потому что металл в процессе сварки будет немного стягивать. Просто засовываем его между заготовок, получается зазор 2 мм. Ставлю пластину против обратного выгиба, она позиционирует и не дает металлу стягиваться. Прихватываю ее. 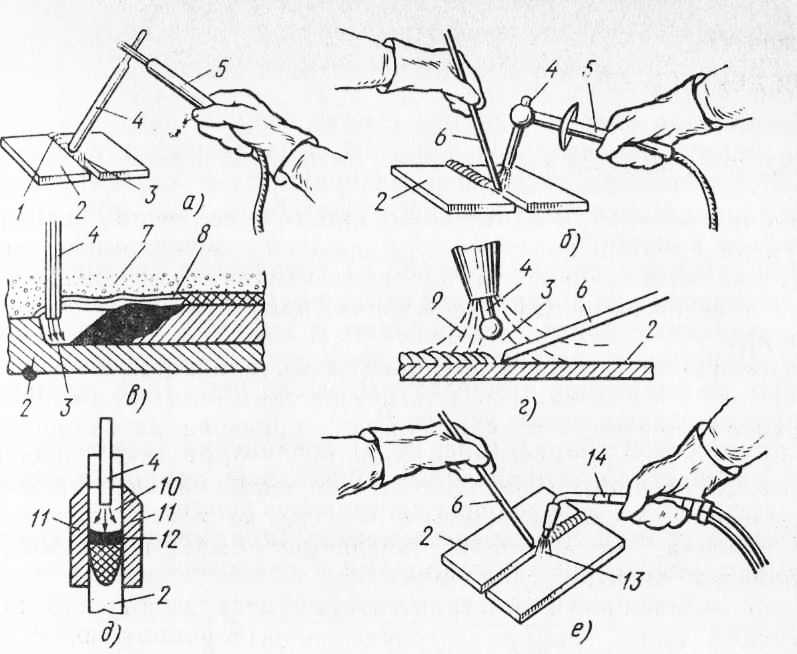

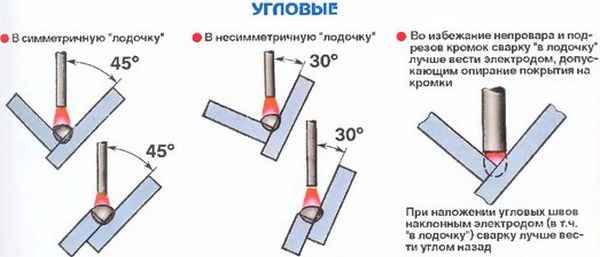 В процессе сварки главное не торопиться, не забегать вперед, чтобы не прожечь корень шва, и чтобы получилось хорошее формирование с обратной стороны. Теперь необходимо первый проход зачистить, чтобы убрать так называемые карманы в формировании, которые могут впоследствии образовать дефект, зачищается это болгаркой.
В процессе сварки главное не торопиться, не забегать вперед, чтобы не прожечь корень шва, и чтобы получилось хорошее формирование с обратной стороны. Теперь необходимо первый проход зачистить, чтобы убрать так называемые карманы в формировании, которые могут впоследствии образовать дефект, зачищается это болгаркой.  Но бывает, что в зависимости от дефектоскопии, нет необходимости это делать. Вот конечный результат, который должен получиться:
Но бывает, что в зависимости от дефектоскопии, нет необходимости это делать. Вот конечный результат, который должен получиться: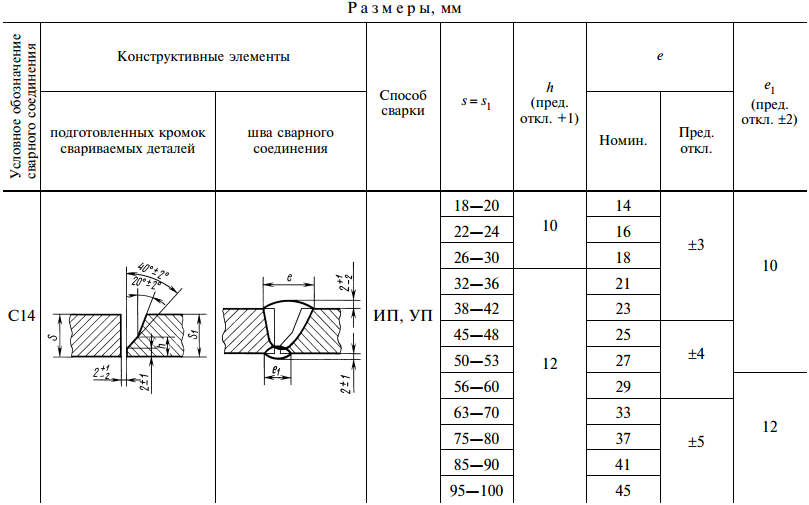 Выводная планка состоит из установленного на торец сварного шва пакета пластин. Пакет заключен в водоохлаждаемый или керамический корпус. Корпус может быть выполнен цельным или разъемным, установленным на сменные подкладки. Ширина пластин выполнена соответствующей толщине свариваемого стыка. При сварке погруженным электродом ширина пластин в центральной зоне меньше ширины остальных пластин пакета. При сварке с присадкой пластина по оси стыка выполнена из материала присадки. Изобретение обеспечивает возможность сварки большой номенклатуры деталей по толщине. Планка дает возможность осуществлять качественную защиту обратной стороны шва и обеспечить одинаковый химический состав шва по его длине. 4 з.п. ф-лы, 4 ил. Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4 Изобретение относится к дуговой сварке неплавящимся электродом и может быть использовано в различных отраслях машиностроения при изготовлении ответственных конструкций средней и повышенной толщины. Известна технологическая планка многократного использования, выполненная из двух пластин, одна из которых имеет П-образный вырез, обращенный к стыку и заполненный металлическим порошком, шириной, превышающей ширину шва, а вторая пластина расположена под первой и имеет прямоугольную форму (авторское свидетельство СССР 1344554, B 23 K 28/00, 1986 г.
Выводная планка состоит из установленного на торец сварного шва пакета пластин. Пакет заключен в водоохлаждаемый или керамический корпус. Корпус может быть выполнен цельным или разъемным, установленным на сменные подкладки. Ширина пластин выполнена соответствующей толщине свариваемого стыка. При сварке погруженным электродом ширина пластин в центральной зоне меньше ширины остальных пластин пакета. При сварке с присадкой пластина по оси стыка выполнена из материала присадки. Изобретение обеспечивает возможность сварки большой номенклатуры деталей по толщине. Планка дает возможность осуществлять качественную защиту обратной стороны шва и обеспечить одинаковый химический состав шва по его длине. 4 з.п. ф-лы, 4 ил. Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4 Изобретение относится к дуговой сварке неплавящимся электродом и может быть использовано в различных отраслях машиностроения при изготовлении ответственных конструкций средней и повышенной толщины. Известна технологическая планка многократного использования, выполненная из двух пластин, одна из которых имеет П-образный вырез, обращенный к стыку и заполненный металлическим порошком, шириной, превышающей ширину шва, а вторая пластина расположена под первой и имеет прямоугольную форму (авторское свидетельство СССР 1344554, B 23 K 28/00, 1986 г.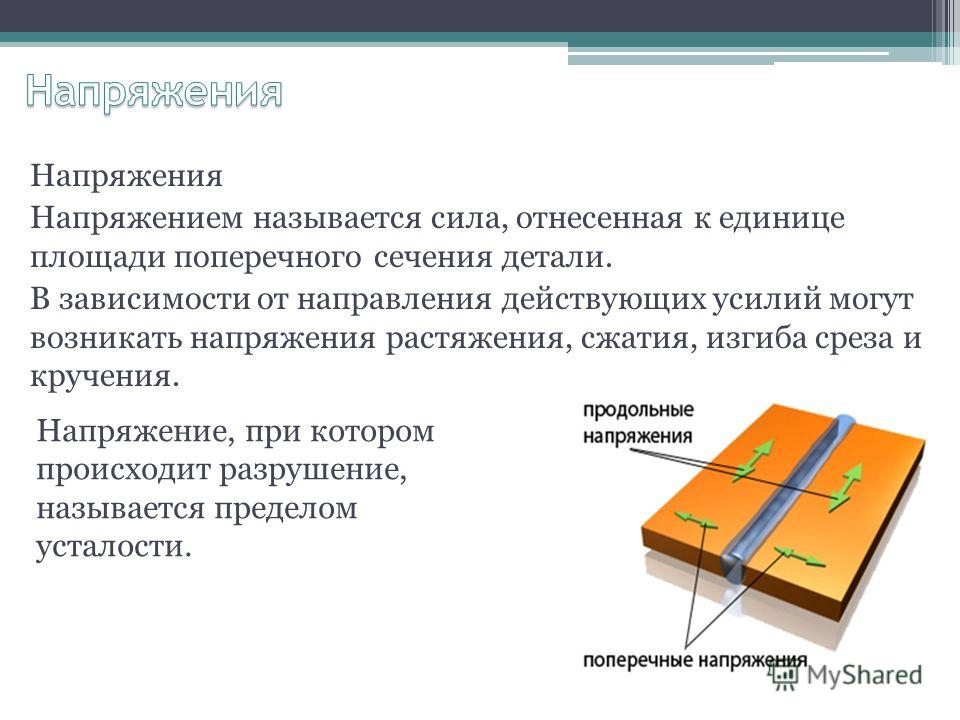 ). Недостатком данной планки является отсутствие возможности осуществлять защиту обратной стороны шва, так как прямоугольная пластина будет перекрывать доступ инертного газа в зону сварки; невозможна и двусторонняя сварка, а также сварка погруженным неплавящимся электродом, когда присадочный материал размещают заранее в стыке соединения и в процессе сварки не подают. Поэтому на конечном участке сварного шва будет наблюдаться значительное его ослабление из-за того, что длина ванны при сварке погруженным электродом достигает 80 — 90 мм, и поэтому формирование шва на конечном участке стыка будет происходить полностью из металла выводной планки — порошка, насыпная масса которого меньше, чем у монолитного металла, ослабление сварного шва в этом случае может достигать до 20% от толщины свариваемого металла. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является выводная планка многократного использования, состоящая из трех стальных пластин, которые взаимно скрепляются посредством прихваток (авторское свидетельство СССР 1344553, B 23 K 28/00, 1986 г.
). Недостатком данной планки является отсутствие возможности осуществлять защиту обратной стороны шва, так как прямоугольная пластина будет перекрывать доступ инертного газа в зону сварки; невозможна и двусторонняя сварка, а также сварка погруженным неплавящимся электродом, когда присадочный материал размещают заранее в стыке соединения и в процессе сварки не подают. Поэтому на конечном участке сварного шва будет наблюдаться значительное его ослабление из-за того, что длина ванны при сварке погруженным электродом достигает 80 — 90 мм, и поэтому формирование шва на конечном участке стыка будет происходить полностью из металла выводной планки — порошка, насыпная масса которого меньше, чем у монолитного металла, ослабление сварного шва в этом случае может достигать до 20% от толщины свариваемого металла. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является выводная планка многократного использования, состоящая из трех стальных пластин, которые взаимно скрепляются посредством прихваток (авторское свидетельство СССР 1344553, B 23 K 28/00, 1986 г.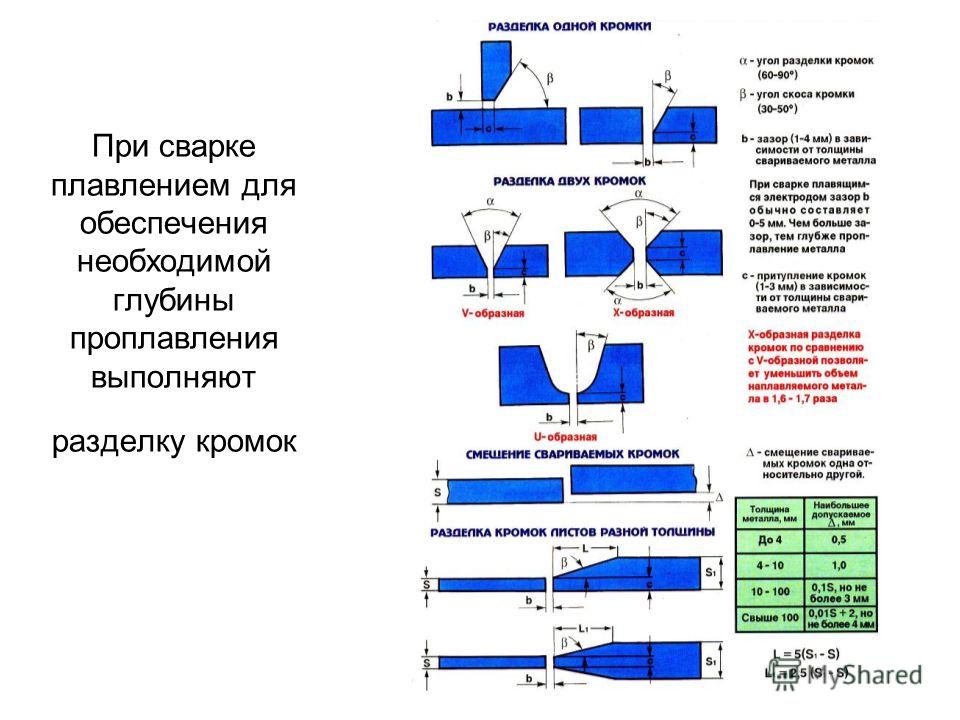 ). Недостатком известной планки является резкое снижение ее технологичности при сварке стыков толщиной более 10 — 15 мм: для разных металлов указанный диапазон толщин является предельным под вырубку. Плиты большей толщины в условиях механических заводов подвергают термической резке с последующим фрезерованием заготовок, что особенно характерно для титановых сплавов. Таким образом, нивелируется преимущество известной планки, тем более что при сварке погруженным неплавящимся электродом боковые ее части играют вспомогательную роль. Изобретение направлено на расширение технологических возможностей выводной планки, снижение трудоемкости и экономии металла при ее изготовлении применительно к процессу сварки неплавящимся электродом, преимущественно погруженным. Сущность изобретения заключается в том, что в выводной планке для сварки неплавящимся электродом, состоящей из пакета скрепленных между собой пластин, установленных на торец сварного шва, в отличие от прототипа ширина каждой пластины равна толщине свариваемого стыка, а сам пакет пластин установлен в водоохлаждаемый или керамический корпус многократного использования.
). Недостатком известной планки является резкое снижение ее технологичности при сварке стыков толщиной более 10 — 15 мм: для разных металлов указанный диапазон толщин является предельным под вырубку. Плиты большей толщины в условиях механических заводов подвергают термической резке с последующим фрезерованием заготовок, что особенно характерно для титановых сплавов. Таким образом, нивелируется преимущество известной планки, тем более что при сварке погруженным неплавящимся электродом боковые ее части играют вспомогательную роль. Изобретение направлено на расширение технологических возможностей выводной планки, снижение трудоемкости и экономии металла при ее изготовлении применительно к процессу сварки неплавящимся электродом, преимущественно погруженным. Сущность изобретения заключается в том, что в выводной планке для сварки неплавящимся электродом, состоящей из пакета скрепленных между собой пластин, установленных на торец сварного шва, в отличие от прототипа ширина каждой пластины равна толщине свариваемого стыка, а сам пакет пластин установлен в водоохлаждаемый или керамический корпус многократного использования. Конструкция выводной планки, представляющая собой пакет из отдельных пластин толщиной порядка 1 — 10 мм, позволяет не только упростить технологию ее изготовления и снизить при этом расход металла и трудоемкость за счет замены двух трудоемких операций (термической резки и механической обработки кромок) на одну простую — вырубку пластин, но и представляет возможность использования листовых отходов для ее изготовления. Толщина отдельных пластин в пакете может быть различной, а их ширина должна соответствовать толщине стыка. Установка всего пакета на торец дает возможность осуществлять качественную защиту обратной стороны шва, что является необходимым условием при сварке активных металлов. Общая толщина пакета пластин может быть несколько больше ширины шва. Размещение пакета пластин в водоохлаждаемом или керамическом корпусе позволяет максимально уменьшить ширину самого пакета. При сварке погруженным неплавящимся электродом в выводной планке ширина пластин, расположенных по оси стыка, может быть выполнена меньшей ширины остальных пластин пакета.
Конструкция выводной планки, представляющая собой пакет из отдельных пластин толщиной порядка 1 — 10 мм, позволяет не только упростить технологию ее изготовления и снизить при этом расход металла и трудоемкость за счет замены двух трудоемких операций (термической резки и механической обработки кромок) на одну простую — вырубку пластин, но и представляет возможность использования листовых отходов для ее изготовления. Толщина отдельных пластин в пакете может быть различной, а их ширина должна соответствовать толщине стыка. Установка всего пакета на торец дает возможность осуществлять качественную защиту обратной стороны шва, что является необходимым условием при сварке активных металлов. Общая толщина пакета пластин может быть несколько больше ширины шва. Размещение пакета пластин в водоохлаждаемом или керамическом корпусе позволяет максимально уменьшить ширину самого пакета. При сварке погруженным неплавящимся электродом в выводной планке ширина пластин, расположенных по оси стыка, может быть выполнена меньшей ширины остальных пластин пакета. Выводную планку, установленную в начале стыка, используют для заглубления электрода. В процессе его заглубления вытесняется значительная масса жидкого металла, в результате чего на поверхности планки образуется наплыв высотой до 10 — 12 мм, который затрудняет продвижение защитного устройства, снижая качество защиты. Поэтому ширину той части пластин, которая находится в центральной части выводной планки, уменьшают, в результате чего на поверхности выводной планки формируется продольный паз. Этот паз компенсирует объем вытесняемого металла. Ширина паза не должна быть меньше диаметра электрода, чтобы не затруднять процесс возбуждения дуги, и не превышать ширину сварного шва, чтобы не нарушать его защиту. Глубину паза, а в общем случае и его форму устанавливают исходя из соблюдения условия равенства объема паза и объема вытесненного электродом металла. Для того чтобы учесть возможное измерение ширины выводной планки, водоохлаждаемый или керамический корпус может быть выполнен разъемным, например в виде двух Г-образных пластин.
Выводную планку, установленную в начале стыка, используют для заглубления электрода. В процессе его заглубления вытесняется значительная масса жидкого металла, в результате чего на поверхности планки образуется наплыв высотой до 10 — 12 мм, который затрудняет продвижение защитного устройства, снижая качество защиты. Поэтому ширину той части пластин, которая находится в центральной части выводной планки, уменьшают, в результате чего на поверхности выводной планки формируется продольный паз. Этот паз компенсирует объем вытесняемого металла. Ширина паза не должна быть меньше диаметра электрода, чтобы не затруднять процесс возбуждения дуги, и не превышать ширину сварного шва, чтобы не нарушать его защиту. Глубину паза, а в общем случае и его форму устанавливают исходя из соблюдения условия равенства объема паза и объема вытесненного электродом металла. Для того чтобы учесть возможное измерение ширины выводной планки, водоохлаждаемый или керамический корпус может быть выполнен разъемным, например в виде двух Г-образных пластин. Для того чтобы обеспечить возможность сварки большой номенклатуры деталей по толщине, под корпус могут быть установлены сменные подкладки, которые позволяют набирать нужную высоту корпуса, равную толщине стыка. Конкретная конструкция крепления выводной планки к стыку зависит от применяемой сварочной оснастки. При сварке неплавящимся электродом с присадкой для того, чтобы химический состав сварного шва был одинаковым по всей длине, одну пластину, входящую в пакет и расположенную по оси стыка, выполняют из материала присадки. Сущность изобретения поясняется чертежами, где на фиг. 1 показана выводная планка в виде пакета из отдельных пластин в неразъемном корпусе; на фиг. 2 — поперечное сечение планки, в центральной зоне размещен пакет пластин; на фиг. 3 — вариант выполнения планки с разъемным корпусом; на фиг. 4 — то же сменными подкладками (в поперечном сечении). Выводная планка содержит пакет пластин 1, который примыкает к свариваемым деталям 2, водоохлаждаемый или керамический цельный 3 или разъемный 4 корпус, сменные подкладки 5 под разъемный корпус со штырями 6 для крепления к корпусу.
Для того чтобы обеспечить возможность сварки большой номенклатуры деталей по толщине, под корпус могут быть установлены сменные подкладки, которые позволяют набирать нужную высоту корпуса, равную толщине стыка. Конкретная конструкция крепления выводной планки к стыку зависит от применяемой сварочной оснастки. При сварке неплавящимся электродом с присадкой для того, чтобы химический состав сварного шва был одинаковым по всей длине, одну пластину, входящую в пакет и расположенную по оси стыка, выполняют из материала присадки. Сущность изобретения поясняется чертежами, где на фиг. 1 показана выводная планка в виде пакета из отдельных пластин в неразъемном корпусе; на фиг. 2 — поперечное сечение планки, в центральной зоне размещен пакет пластин; на фиг. 3 — вариант выполнения планки с разъемным корпусом; на фиг. 4 — то же сменными подкладками (в поперечном сечении). Выводная планка содержит пакет пластин 1, который примыкает к свариваемым деталям 2, водоохлаждаемый или керамический цельный 3 или разъемный 4 корпус, сменные подкладки 5 под разъемный корпус со штырями 6 для крепления к корпусу.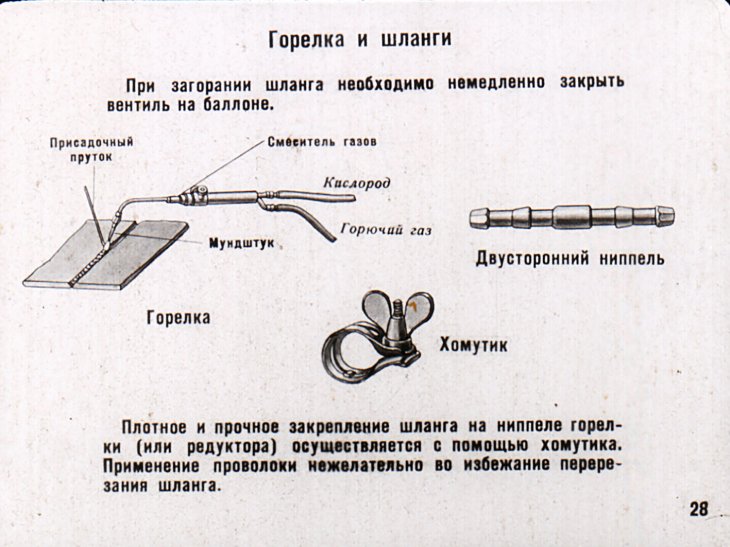 Работа предлагаемого устройства осуществляется следующим образом. Перед сваркой электрод устанавливают на выводной планке в точке, находящейся в обниженной части пакета пластин на оси стыка. При заглублении электрода вытесненный металл компенсируется объемом поверхностной полости выводной планки. Стык заваривают при доступном (заданном) уровне заглубления электрода. Заканчивают сварку на выводной планке, в которой в случае сварки с применением присадочного материала по оси стыка размещена пластина из материала присадки. Использование предлагаемой выводной планки для сварки погруженным неплавящимся электродом позволяет осуществлять сварку стыков более 10 — 15 мм толщиной; получать качественный сварной шов по всей длине, а также качественную защиту обратной стороны шва, что необходимо при сварке активных металлов.
Работа предлагаемого устройства осуществляется следующим образом. Перед сваркой электрод устанавливают на выводной планке в точке, находящейся в обниженной части пакета пластин на оси стыка. При заглублении электрода вытесненный металл компенсируется объемом поверхностной полости выводной планки. Стык заваривают при доступном (заданном) уровне заглубления электрода. Заканчивают сварку на выводной планке, в которой в случае сварки с применением присадочного материала по оси стыка размещена пластина из материала присадки. Использование предлагаемой выводной планки для сварки погруженным неплавящимся электродом позволяет осуществлять сварку стыков более 10 — 15 мм толщиной; получать качественный сварной шов по всей длине, а также качественную защиту обратной стороны шва, что необходимо при сварке активных металлов. 2. Выводная планка по п.1, отличающаяся тем, что при сварке погруженным неплавящимся электродом пластины, расположенные в центральной зоне, выполнены шириной меньше ширины остальных пластин пакета. 3. Выводная планка по п.1, отличающаяся тем, что корпус выводной планки выполнен разъемным. 4. Выводная планка по п.3, отличающаяся тем, что разъемный корпус установлен на сменной подкладке. 5. Выводная планка по пп.1 — 4, отличающаяся тем, что при сварке неплавящимся электродом с присадкой одна пластина расположена по оси стыка и выполнена из материала присадки.
2. Выводная планка по п.1, отличающаяся тем, что при сварке погруженным неплавящимся электродом пластины, расположенные в центральной зоне, выполнены шириной меньше ширины остальных пластин пакета. 3. Выводная планка по п.1, отличающаяся тем, что корпус выводной планки выполнен разъемным. 4. Выводная планка по п.3, отличающаяся тем, что разъемный корпус установлен на сменной подкладке. 5. Выводная планка по пп.1 — 4, отличающаяся тем, что при сварке неплавящимся электродом с присадкой одна пластина расположена по оси стыка и выполнена из материала присадки. Ширина пластин выполнена соответствующей толщине свариваемого стыка. При сварке погруженным электродом ширина пластин в центральной зоне меньше ширины остальных пластин пакета. При сварке с присадкой пластина по оси стыка выполнена из материала присадки. Изобретение обеспечивает возможность сварки большой номенклатуры деталей по толщине. Планка дает возможность осуществлять качественную защиту обратной стороны шва и обеспечить одинаковый химический состав шва по его длине. 4 з.п. ф-лы, 4 ил.
Ширина пластин выполнена соответствующей толщине свариваемого стыка. При сварке погруженным электродом ширина пластин в центральной зоне меньше ширины остальных пластин пакета. При сварке с присадкой пластина по оси стыка выполнена из материала присадки. Изобретение обеспечивает возможность сварки большой номенклатуры деталей по толщине. Планка дает возможность осуществлять качественную защиту обратной стороны шва и обеспечить одинаковый химический состав шва по его длине. 4 з.п. ф-лы, 4 ил. ).
). ).
).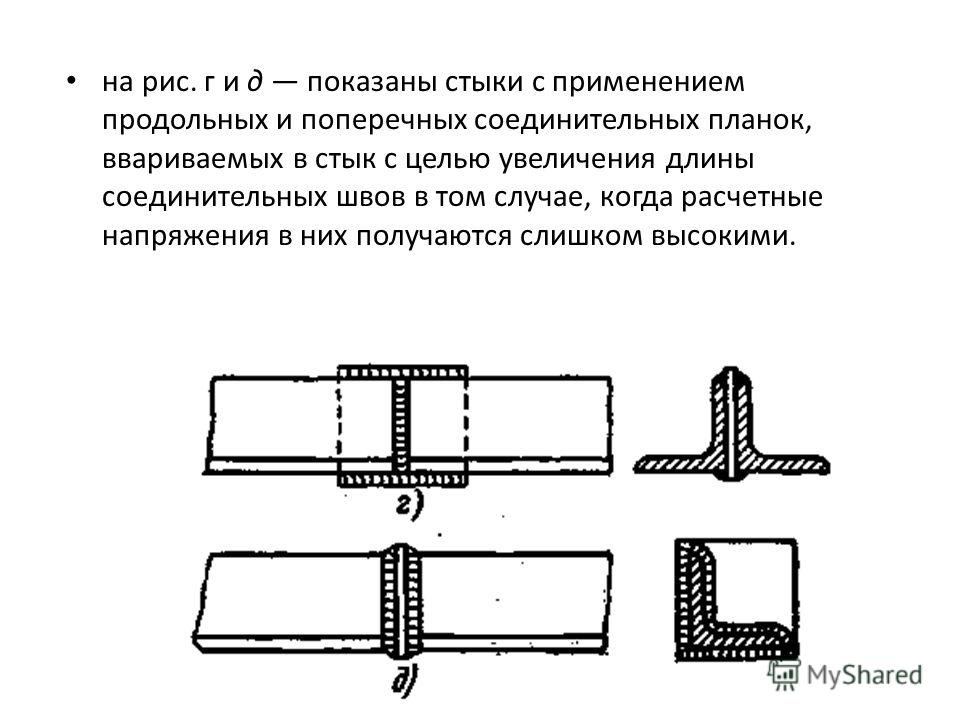


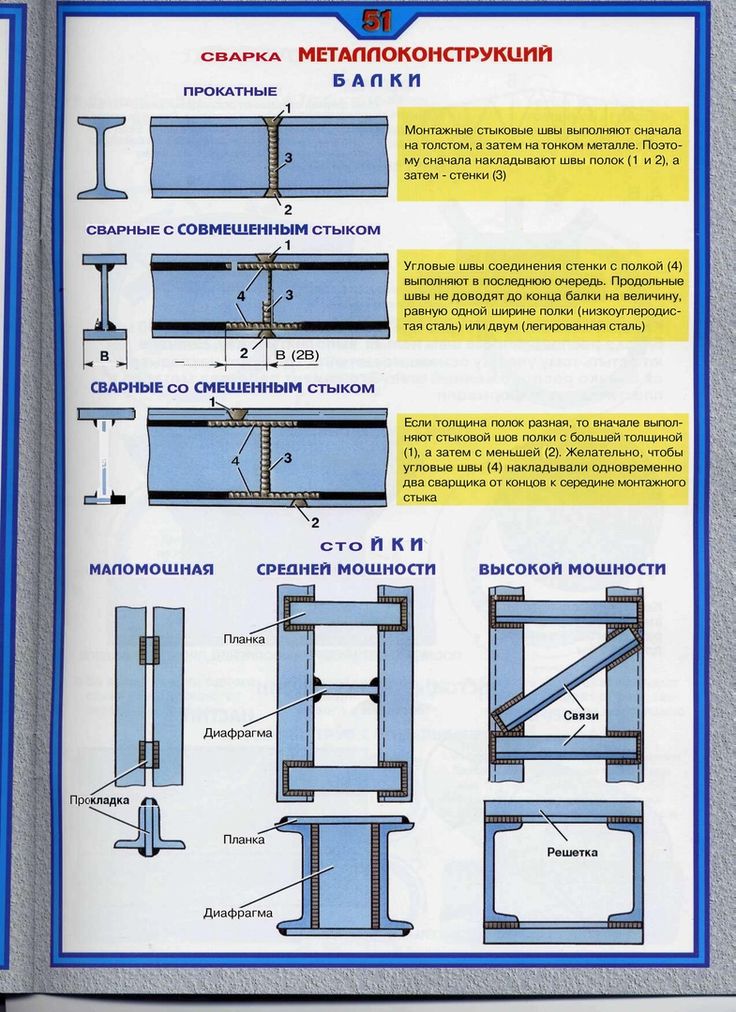

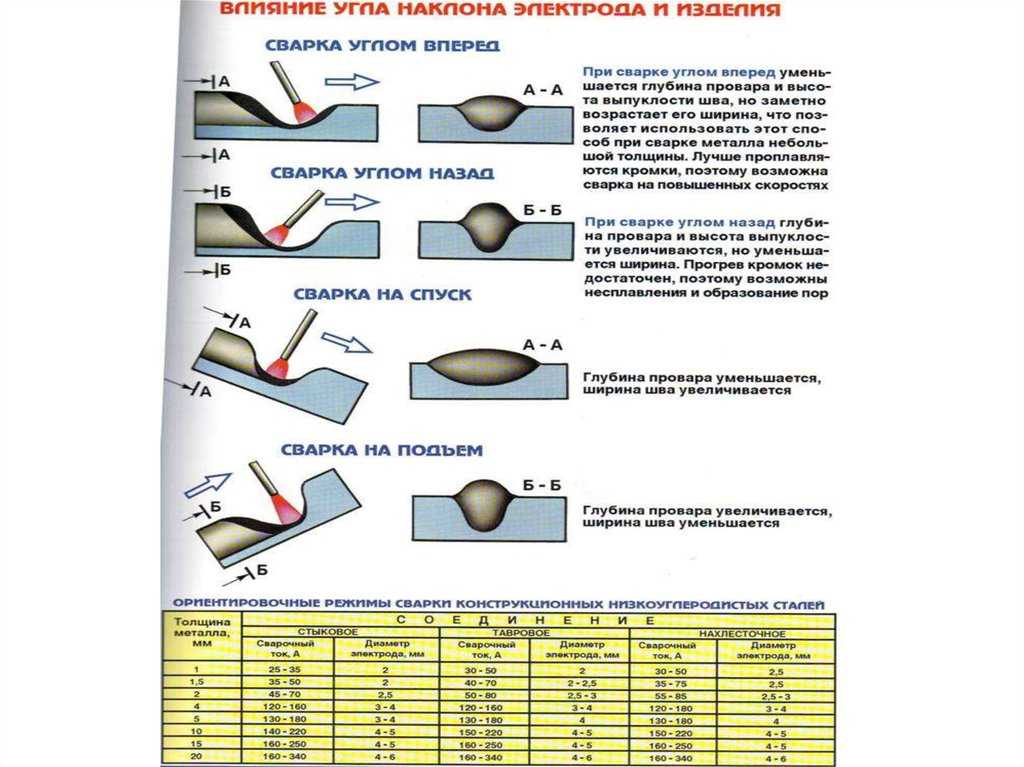



 0005
0005 Он доступен в виде чистого свинца или в виде рулонов проволоки из легированного свинца, которые соответствуют ASTM B29 03 или QQ-L-177e.
Он доступен в виде чистого свинца или в виде рулонов проволоки из легированного свинца, которые соответствуют ASTM B29 03 или QQ-L-177e.


 Задняя полоса или опора опорного стержня может быть определена как:
Задняя полоса или опора опорного стержня может быть определена как: Это особенно верно в ситуациях со статической нагрузкой или в условиях, когда среда не является особенно коррозионно-агрессивной. В производственном кодексе будет указано, что материал подложки должен иметь химический состав, аналогичный составу конструкции, или, безусловно, изготавливаться из аналогичной группы материалов.
Это особенно верно в ситуациях со статической нагрузкой или в условиях, когда среда не является особенно коррозионно-агрессивной. В производственном кодексе будет указано, что материал подложки должен иметь химический состав, аналогичный составу конструкции, или, безусловно, изготавливаться из аналогичной группы материалов. Это обеспечивает возможность для полива грядок на своем участке на большом расстоянии.
Это обеспечивает возможность для полива грядок на своем участке на большом расстоянии.

 Поэтому при выборе насоса необходимо ориентироваться именно на этот размер.
Поэтому при выборе насоса необходимо ориентироваться именно на этот размер. Величина этого параметра в паспорте к насосу указывается в барах. Наиболее важным является параметр глубины всасывания. Для определения максимального давления необходимо воспользоваться характеристикой глубины всасывания. К этой величине необходимо добавить 30, а для большей надежности еще дополнительно приплюсовать 10%. Если у скважины общая глубина составляет 15 метров, то для обеспечения забора воды при помощи насоса необходим аппарат, обеспечивающий напор в 50 бар.
Величина этого параметра в паспорте к насосу указывается в барах. Наиболее важным является параметр глубины всасывания. Для определения максимального давления необходимо воспользоваться характеристикой глубины всасывания. К этой величине необходимо добавить 30, а для большей надежности еще дополнительно приплюсовать 10%. Если у скважины общая глубина составляет 15 метров, то для обеспечения забора воды при помощи насоса необходим аппарат, обеспечивающий напор в 50 бар. Для этого необходим трос для погружного насоса, а для поверхностного — шланг. Кроме того, для подключения оборудования потребуется электрический кабель и автоматы. Последние будут нужны на случай аварийного отключения. Наружу должно быть выведено управление насосным оборудованием. Размещать его следует в помещении, которое будет защищено от внешних воздействий.
Для этого необходим трос для погружного насоса, а для поверхностного — шланг. Кроме того, для подключения оборудования потребуется электрический кабель и автоматы. Последние будут нужны на случай аварийного отключения. Наружу должно быть выведено управление насосным оборудованием. Размещать его следует в помещении, которое будет защищено от внешних воздействий. Насосы, используемые на скважинах для воды с песком, должны иметь в своем оснащении дополнительные фильтры, чтобы исключить проникновение в систему водопровода грязи и песка.
Насосы, используемые на скважинах для воды с песком, должны иметь в своем оснащении дополнительные фильтры, чтобы исключить проникновение в систему водопровода грязи и песка.

 метров/час.
метров/час.

 Таким образом, эти модели можно использовать для перекачки воды из резервуара, находящегося на поверхности, или для увеличения давления в системе водоснабжения.
Таким образом, эти модели можно использовать для перекачки воды из резервуара, находящегося на поверхности, или для увеличения давления в системе водоснабжения. Подвержены износу деталей, но при этом могут функционировать не только в скважине, но также и в резервуарах с водой.
Подвержены износу деталей, но при этом могут функционировать не только в скважине, но также и в резервуарах с водой.  Ступеней может быть разное количество в разных моделях, но чем их больше, тем аппарат мощнее. Песка такие насосы не боятся и поднимают воду с очень больших глубин, а максимальный напор составляет аж 200м. Не нагреваются за счет термической защиты — при аварийных ситуациях включается автоматически. Отлично работают длительное время без перерыва.
Ступеней может быть разное количество в разных моделях, но чем их больше, тем аппарат мощнее. Песка такие насосы не боятся и поднимают воду с очень больших глубин, а максимальный напор составляет аж 200м. Не нагреваются за счет термической защиты — при аварийных ситуациях включается автоматически. Отлично работают длительное время без перерыва.
 1.
1. Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться.
Обратите внимание, что мы получаем компенсацию за любые продукты, которые вы покупаете или подписываетесь через эту рекламу, и эта компенсация влияет на ранжирование и размещение любых предложений, перечисленных здесь. Мы не предоставляем информацию о каждом доступном предложении. Информация и суммы сбережений, изображенные выше, предназначены только для демонстрационных целей, и ваши результаты могут отличаться. Когда оно достигает этой точки, давление воздуха будет проталкивать воду через водопроводную систему вашего дома. Качество воздуха будет снижаться по мере использования воды в резервуаре, и насос снова включится, когда давление воздуха упадет до определенного уровня. Это гарантирует, что у вас всегда будет вода, которая вам нужна.
Когда оно достигает этой точки, давление воздуха будет проталкивать воду через водопроводную систему вашего дома. Качество воздуха будет снижаться по мере использования воды в резервуаре, и насос снова включится, когда давление воздуха упадет до определенного уровня. Это гарантирует, что у вас всегда будет вода, которая вам нужна. 9.
9. Ожидайте платить от 100 до 500 долларов за центробежный насос и около 150 долларов за ручной насос.
Ожидайте платить от 100 до 500 долларов за центробежный насос и около 150 долларов за ручной насос. Они используют двигатель для подачи воды из колодца через насос в надземный резервуар.
Они используют двигатель для подачи воды из колодца через насос в надземный резервуар. Мокрый мотор бесполезен, пока его не отремонтируют.
Мокрый мотор бесполезен, пока его не отремонтируют. Это удобно, когда необходим ремонт, что выгодно, поскольку струйные насосы очень подвержены повреждению песком (будьте осторожны, если вы живете в районе с песчаной почвой).
Это удобно, когда необходим ремонт, что выгодно, поскольку струйные насосы очень подвержены повреждению песком (будьте осторожны, если вы живете в районе с песчаной почвой).


 emailErrorMsg }}
emailErrorMsg }} jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qr&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4qr&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qr&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4qr&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qr&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4qr&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qr&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4qr&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4qr&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4qr&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4qr&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4qr&sr=everywhere»> jsp?/category/rheem/_/N-zbrmod&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4qr&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4qr&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq4qr&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq4qr&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq4qr&sr=everywhere»>
 Принимая решение о выполнении работ по созданию основания своими руками, важно не допустить ошибок при начальных вычислениях и тем более не нужно пытаться сэкономить на материалах. Помните, что грамотно спроектированный фундамент — залог вашей безопасности.
Принимая решение о выполнении работ по созданию основания своими руками, важно не допустить ошибок при начальных вычислениях и тем более не нужно пытаться сэкономить на материалах. Помните, что грамотно спроектированный фундамент — залог вашей безопасности.
 Соответственно, бетон М100 подходит для легких сооружений – гаражей, бань, оборудования, а М400 – для многоэтажных тяжелых зданий, например, из кирпича. Но в абсолютном большинстве случаев, выбирается бетон марки М300.
Соответственно, бетон М100 подходит для легких сооружений – гаражей, бань, оборудования, а М400 – для многоэтажных тяжелых зданий, например, из кирпича. Но в абсолютном большинстве случаев, выбирается бетон марки М300. Для того чтобы объединить эти качества и повысить эксплуатационные характеристики основания, а также недопустить деформации после возведения сооружения – фундаменты армируют.
Для того чтобы объединить эти качества и повысить эксплуатационные характеристики основания, а также недопустить деформации после возведения сооружения – фундаменты армируют.
 В некоторых случаях доходит до того, что выгоднее купить новый участок, чем вкладываться в преобразование существующего. Поэтому самое первое, что вам необходимо сделать на новом участке – это определить тип грунта.
В некоторых случаях доходит до того, что выгоднее купить новый участок, чем вкладываться в преобразование существующего. Поэтому самое первое, что вам необходимо сделать на новом участке – это определить тип грунта. Поэтому крайне важно строить дом на возвышенностях и избегать низменностей, особенно если рядом находится водотоки и водоемы.
Поэтому крайне важно строить дом на возвышенностях и избегать низменностей, особенно если рядом находится водотоки и водоемы. Вода, содержащаяся в грунте, замерзает и превращается в лед, тем самым увеличивая свой объем.
Вода, содержащаяся в грунте, замерзает и превращается в лед, тем самым увеличивая свой объем. Монолитная или сборная железобетонная полоса проходит под всеми несущими стенами здания, оказывая равномерное давление на грунт.Один из самых простых и доступных в частном строительстве.
Монолитная или сборная железобетонная полоса проходит под всеми несущими стенами здания, оказывая равномерное давление на грунт.Один из самых простых и доступных в частном строительстве. За счет большого объема земляных работ и огромных затрат на бетон, стоимость конструкции возрастает в разы, по сравнению с лентой. Это один из самых дорогих, но в то же время эффективных видов оснований.
За счет большого объема земляных работ и огромных затрат на бетон, стоимость конструкции возрастает в разы, по сравнению с лентой. Это один из самых дорогих, но в то же время эффективных видов оснований. Оно экономично, надежно и не требует работ по гидроизоляции. Защищает ваш дом от плесени и преждевременного разрушения древесины. Тем не менее, фундамент крайне требователен к грунту, ему категорически запрещены подвижки и пучения.
Оно экономично, надежно и не требует работ по гидроизоляции. Защищает ваш дом от плесени и преждевременного разрушения древесины. Тем не менее, фундамент крайне требователен к грунту, ему категорически запрещены подвижки и пучения.
 Это объясняется малой несущей способностью полимерных ограждений. При большой толщине монолита напор от объёма жидкого бетона может разрушить полимерные ограждения.
Это объясняется малой несущей способностью полимерных ограждений. При большой толщине монолита напор от объёма жидкого бетона может разрушить полимерные ограждения. Передвижные и переставные ограждения рассчитываются проектной организацией.
Передвижные и переставные ограждения рассчитываются проектной организацией. Учитывается то, что щиты устанавливаются в два ряда;
Учитывается то, что щиты устанавливаются в два ряда;

 — высота фундамента
— высота фундамента 



 Хорошо подходит для грунтов, имеющих высокую усадку, рыхлых и мягких грунтов. Этот тип фундамента может быть установлен под любую форму здания. Монолитный ленточный фундамент представляет собой бетонную ленту по периметру дома. Отличается долговечностью, прочностью, не требует специальной техники для укладки. Для устройства монолитного фундамента используют бетонный, пенобетонный и железобетонный материал. Перед закладкой фундамента сначала проводят анализ грунта и роют соответствующие траншеи, после чего на дно котлована укладывают металлическую или деревянную армирующую опалубку, которую заливают бетоном. После усадки сплошной фундамент не должен возвышаться над землей более чем на тридцать сантиметров.
Хорошо подходит для грунтов, имеющих высокую усадку, рыхлых и мягких грунтов. Этот тип фундамента может быть установлен под любую форму здания. Монолитный ленточный фундамент представляет собой бетонную ленту по периметру дома. Отличается долговечностью, прочностью, не требует специальной техники для укладки. Для устройства монолитного фундамента используют бетонный, пенобетонный и железобетонный материал. Перед закладкой фундамента сначала проводят анализ грунта и роют соответствующие траншеи, после чего на дно котлована укладывают металлическую или деревянную армирующую опалубку, которую заливают бетоном. После усадки сплошной фундамент не должен возвышаться над землей более чем на тридцать сантиметров./0034ff88f51bec9.s.siteapi.org/img/41483a53b823a0bab3a8f5cfe45fc7751930f9a4.jpg) Фундаментные блоки бывают пустотелые и полнотелые. Первый изготавливается из силикатного и рядового бетона, а второй — из бутового и силикатного бетона.
Фундаментные блоки бывают пустотелые и полнотелые. Первый изготавливается из силикатного и рядового бетона, а второй — из бутового и силикатного бетона.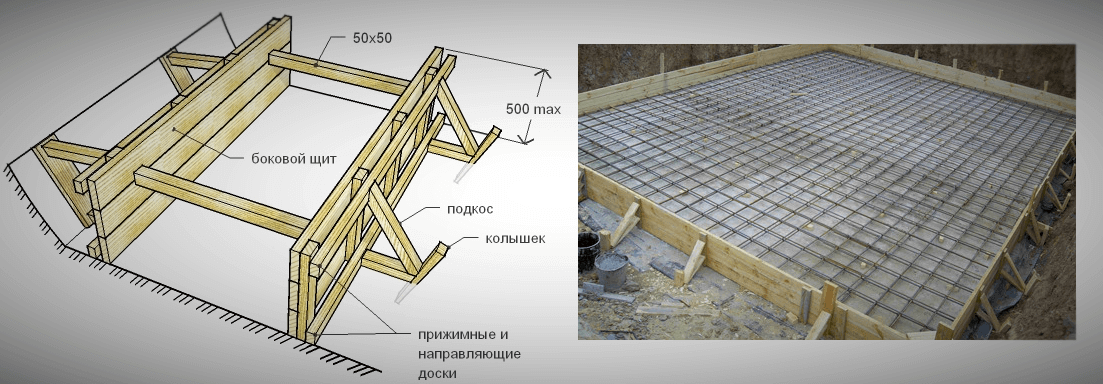 Для определения суммы следует умножить ширину периметра комнаты и стен на высоту отливки. V = 27 х 0,2 х 0,18 = 0,972м3.
Для определения суммы следует умножить ширину периметра комнаты и стен на высоту отливки. V = 27 х 0,2 х 0,18 = 0,972м3.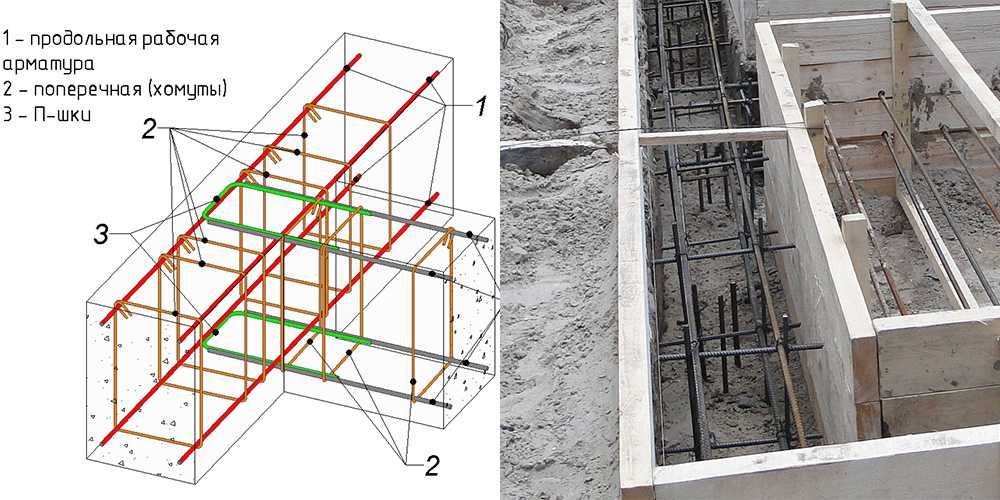 .8 погонных метров.
.8 погонных метров.