Кастрюля – предмет настолько привычный и простой, что задумывать о ее плюсах и минусах даже не приходится. По крайней мере, до той поры, пока не наступает время приобретать новую. Вот тогда и возникают вопросы: какую кастрюлю лучше купить – эмалированную или из нержавейки, большую или маленькую, светлую или темную.
Основные параметры
На самом деле, объем и цвет на использование влияют не сильно. Точнее, с объемом можно определиться самостоятельно исходя из количества человек в семье. С цветом тоже все просто – чем темнее, тем меньше на кастрюльке будут заметны потемнения от открытого огня (актуально для домов и квартир с газовыми плитами) и жирные пятна, неизбежно появляющиеся при готовке на соседних конфорках.
Таким образом, фактически, единственный важный аспект при выборе – материал, из которого изготовлена кастрюля. Но и здесь есть свои «подводные камни».
Нержавеющая сталь
Нержавеющая сталь достаточно широко используется при производстве кухонной утвари и посуды. Это легко объяснимо, так как она обладает целым списком положительных качеств:
кастрюли из нержавеющей стали долговечны,
не подвержены коррозии под действием воды, пара и высоких температур,
хорошо переносит перепады температуры – посуду можно ставить на плиту сразу из холодильника,
не имеет собственного запаха и вкуса – не портит вкус блюд,
легко моется – не боится чистящих средств,
хорошо проводит тепло и за счет зеркальной поверхности долго не остывает,
гигиенична – гладкая поверхность не имеет пор и трещин и устойчива к царапинам, а значит, не поддерживает развития бактерий,
имеет современный дизайн, который хорошо вписывается в любой интерьер.
Но все мы хорошо понимаем, что идеальных материалов не существует, поэтому и у нержавейки находятся свои минусы.
Из-за высокой теплопроводности блюда могут подгорать к дну и нижним частям стенок, поэтому кастрюли оснащаются многослойным дном. Оно препятствует подгоранию, но и существенно замедляет процесс нагрева.
Во время готовки на дне и стенках могут появиться пятна: черные точки и радужные разводы. Удалить их с поверхности, не повредив металл, практически невозможно.
Кастрюли из качественной нержавеющей стали с многослойным дном, как правило, стоят дороже, чем эмалированные.
На данный момент товары в данной категории отсутствуют
Эмалированные кастрюли
Кастрюли с покрытием эмалью пользовались заслуженным спросом еще несколько десятилетий назад, причем не только потому, что выбор тогда был гораздо меньше, чем сейчас, но и из-за простоты и удобства их использования.
На самом деле, в основе такой посуды также лежит сталь, но не нержавеющая. Именно поэтому вся поверхность изделий покрывается тонким, но равномерным слоем эмали, защищающей металл от коррозии.
Плюсы:
Посуда не подвержена ржавлению.
Эмаль способствует быстрому и равномерному распределению тепла по всей поверхности.
Она не дает продуктам подгорать.
Не впитывает запахи и не пахнет сама.
Не поддерживает развитие бактерий.
Эмаль препятствует прямому контакту пищи с металлом.
Посуда неприхотлива и может использоваться на любых плитах, а также подходит для мытья вручную и в посудомоечной машине.
Огромное разнообразие дизайнов позволяет подобрать изделие под общий стиль интерьера.
Широкий диапазон цен.
Есть у эмалированных кастрюль и очевидные недостатки:
Они боятся механических повреждений, сильных ударов и падений – эмаль может отколоться и в месте повреждения быстро образуется ржавчина. Использовать такую посуду для готовки нежелательно.
При использовании на газовых плитах дно и нижняя часть боковин может покрыться копотью. Очистить ее очень сложно или даже невозможно. Особенно этому подвержены изделия светлых цветов.
Несмотря на то, что эмаль устойчива к царапинам, чистить ее металлическими мочалками и абразивными моющими средствами нежелательно.
***
Какой же вывод можно сделать из всего вышесказанного? Однозначно ясно одно: у каждой разновидности кастрюль есть как свои преимущества, так и недостатки, и, в то же время, и эмалированные модели, и кастрюли из нержавейки прекрасно справляются со своими задачами. Именно поэтому окончательный выбор мы оставляем за вами, тем более что «слабые места» обеих разновидностей теперь вам прекрасно известны, и вы сможете легко избежать досрочного повреждения посуды.
Виды и функции варочных поверхностей Hansa
Как выбрать
Варочная поверхность — один из наиболее часто используемых предметов на кухне. Внешне модели варочных поверхностей мало чем отличаются друг от друга, но функциональные особенности у всех разные. Данная статья поможет вам разобраться в тонкостях незаменимого кухонного прибора — варочной панели — и сделает ее выбор простым и понятным.
Тип нагрева
Для начала стоит разобраться с коммуникациями, которые подведены в Ваш дом: газ или электричество. В зависимости от этого необходимо подбирать тип варочной поверхности.
Газовые варочные поверхности
Каждую современную газовую поверхность можно использовать как в квартирах при проведенных газовых коммуникациях, так и в частных домах. Даже если газовые коммуникации не подведены — к поверхности можно подключить баллон с газом. В таком случае необходимо поменять «жиклеры», предназначенные для изменения давления при подключении баллонного (сжиженного) газа. Изначально, как правило, на варочных поверхностях установлены жиклеры для магистрального газа, а запасные (для баллонов) — поставляются в комплекте с поверхностью.
Газовые поверхности имеют несколько очень важных отличий друг от друга, исходя из которых необходимо сделать свой выбор в пользу той или иной модели.
Первой из них является тип панели. К примеру газ на эмали. Это самый недорогой вариант из нижепредставленных. Обладает средней долговечностью в силу обгорания эмали с течением времени. А вот ухаживать за такой поверхностью довольно просто, используя средства для очистки эмали. Следующим видом является газ на нержавеющей стали. Такая поверхность довольно практична и с точки зрения удобства ухода за ней, и с точки зрения ударопрочности, т. е. если случайно на нее упадет кастрюля нержавеющая сталь не пострадает. Однако металлизированный дизайн подходит не всем, да и поцарапать нержавейку довольно просто, к примеру во время очистки жесткой губкой. Поэтому некоторые из потребителей склоняются к выбору иного материала панели. Например к газу на стекле. Закаленное стекло — очень легко чистить: намного легче, чем нержавеющую сталь. С точки зрения дизайна, поверхности с технологией «газ на стекле» выглядят очень эстетично. Однако и такая технология имеет недостаток: ударопрочность. Если кастрюля весом в 2–3 кг упадет на поверхность ребром с высоты 30-40 см — стекло может разбиться. В аналогичном случае на эмалированной поверхности образуется скол, а на металле может образоваться вмятина. Самым же практичным видом газовых поверхностей со всех точек зрения является газ на стеклокерамике. Красиво и надежно, ударопрочность выше по сравнению с закаленным стеклом. Самый главный недостаток — высокая стоимость.
Также необходимо обращать внимание на решетку варочной поверхности. Решетки могут быть чугунными и стальными: плюс чугуна состоит прежде всего в долговечности, ибо этот материал не обгорит и не потеряет свой внешний вид даже после многих лет использования. Однако чугун может расколоться, если посуда будет слишком тяжелой. В свою очередь эмалированная сталь превосходно выдерживает точечные попадания, а значит — обладает большей ударопрочностью по сравнению с чугуном. Да и чистить такую решетку намного легче, чем чугунную. Однако эмаль на стальной решетке со временем обгорает и теряет свой внешний вид.
Есть и иные технологии, влияющие на выбор газовой поверхности. Газ-контроль -технология, перекрывающая подачу газа в случае его затухания. Очень важная и полезная функция, в особенности, если форточка на кухне часто открыта или поверхность используется в загородном доме. Технология автоматический электроподжиг снимает необходимость поджигать газ спичками. Достаточно нажать на ручку регулирования газа и повернуть ее: в этот момент подается искры с интервалом в доли секунды на зону нагрева и газ мгновенно превращается в пламя. Существует «механическая» система поджига пламени или система «пьезо», при этой системе нужно повернуть ручку регулирования газа и одновременно нажать на специальную кнопку, при нажатии которой подается искра.
Электрические варочные поверхности
Как правило, в силу своей высокой мощности (7,4–7,8 кВт) такие поверхности устанавливаются в электрифицированные дома и квартиры. Однако есть и очень экономичные модели стандартных размеров мощностью 3,5 — 3,7 кВт. Обычно в комплекте с электрической варочной поверхностью нет шнура и вилки для подключения. Дело в том, что современную поверхность можно подключить как к однофазному, так и к трехфазному току. Для каждого типа подключения необходим кабель с определенным сечением. Поэтому зачастую, производитель не включает кабель в себестоимость продукта и предлагает приобрести его отдельно в зависимости от технических требований по подключению в вашем доме.
Категории электрических варочных поверхностей с точки зрения типов нагрева. Чугунные электрические варочные поверхности(их еще называют «блинами») обладают довольно низкой ценой, однако разогреваются они довольно долго, долго остывают, а при попадании чего-либо на раскаленный чугун — начинают «шипеть». Все загрязнения остаются в итоге по периметру зоны нагрева и нередко — на ней, в пригоревшем состоянии. Чистить перфорированный чугун довольно сложно и затратно по времени. Стеклокерамические электрические поверхности Hi-Light устроены сложнее: нагревательный элемент находится не снаружи, а внутри поверхности — под стеклокерамикой. Не следует путать стеклокерамику с закаленным стеклом: это два абсолютно разных материала. Сам нагревательный элемент представляет спираль, которая нагревает стеклокерамику до температуры 450 — 500 С. Из минусов можно отметить слишком высокую температуру стеклокерамики в момент приготовления: во-первых это небезопасно, а во-вторых при выкипании, к примеру, молока, оно моментально пригорит. Стеклокерамические поверхности индукционного типа (индукционные), в таких поверхностях под стеклокерамикой находится электромагнитная катушка, а не нагревательный элемент. Когда кастрюля устанавливается на зону нагрева, образуется магнитное поле, под действием которого и происходит нагрев посуды. Если Вы попробуете убрать кастрюлю с зоны нагрева — электромагнитное поле пропадет и нагрев осуществляться не будет. В отличие от технологии Hi-Light стеклокерамика на индукционной поверхности нагревается примерно до 85–95 С, а это значит — пища не будет пригорать. Поверхность можно очистить с помощью салфеток и воды. Кроме того, стоит отметить высочайший КПД — 90% и отличную скорость нагрева.
Обратите внимание на функции самой поверхности: мост — это функция объединения зон нагрева. Доступна только для индукционных панелей. На стандартных стеклокерамических варочных поверхностях аналогом этой функции являются «зоны расширения». Таймер будет полезен при установке времени приготовления, а защита от детей заблокирует возможность нажатия на элементы управления. Поддержание тепла — функция поддержания определенной температуры блюда. Пригодится в те моменты, когда блюдо готово, а гости задерживаются. Включение этой функции позволит блюду остаться теплым.
Основы эмалирования стали
Пит Деннен • 20 февраля 2022 г.
Эмалирование стали — это высокотехнологичный процесс с использованием высокотехнологичных материалов и самых современных технологий. Эмалированные изделия в настоящее время используются во многих различных отраслях промышленности, особенно в кулинарии, архитектурных и декоративных целях.
Преимущества:
Преимущества использования эмалированной стали включают долговечность, эстетические качества, гигиеничность и бережное отношение к окружающей среде.
Долголетие. Эмалированная сталь устойчива к:
Коррозии, химическим веществам, моющим средствам, растворителям и кислотам
Воздействию погодных условий, воды и пара
Огонь, жара, холод
Царапинам или истиранию
Эстетике
Эмаль может быть окрашена почти неограниченный диапазон цветов
Трафаретная печать создает проблемы
Возможность изготовления широкого спектра текстур поверхности
Гигиена:
Предотвращает рост бактерий
Не впитывает запахи
Безопасен для контакта с пищевыми продуктами
Легко чистится
Забота об окружающей среде:
Эмалированная сталь представляет собой комбинацию двух чистых, пригодных для повторного использования материалов
Сама эмалированная сталь полностью подлежит вторичной переработке
9004
Области применения:
Эмалированные стальные изделия используются в самых разных областях. Превосходные свойства эмалированной стали и, в частности, ее гигиенические качества делают ее идеальным выбором для кухонных приборов. Хорошими примерами являются камеры духовки, сковороды-бройлеры, плиты и крышки для гриля.
Вывески — еще одно приложение, в котором можно использовать эмалирование стали. Это идеальное решение для внутренних и наружных указателей и связи. Поверхность не будет повреждена погодой, загрязнением или граффити.
Эмалированная сталь часто используется в архитектурной индустрии. Его можно использовать в интерьерах общественных мест, таких как вокзалы, аэропорты и другие здания. Эмалированная сталь также может использоваться в качестве облицовки снаружи зданий, поскольку она устойчива к атмосферным воздействиям и ультрафиолетовому излучению, имеет малый вес и представлена в различных цветах.
Процесс эмалирования:
Процесс эмалирования обеспечивает прочный сплав между сталью и эмалью. Процесс заключается в нанесении и последующем обжиге при высоких температурах (~1500 градусов по Фаренгейту) одного или нескольких слоев эмали, наносимых различными способами (погружением, напылением, электростатическим) на тщательно подготовленную поверхность детали. Вместо того, чтобы наносить краску, эта эмаль представляет собой очень тонкий осколок стекла, который обеспечивает прочное, нерушимое слияние между эмалью и сталью.
Эмаль:
Эмаль представляет собой смесь неорганических стекловидных материалов (кварц, песок, глина и др.) и флюсов (бура, кальцинированная сода и др.), окрашенных различными оксидами металлов. Смесь плавится при высокой температуре около 1300 градусов по Цельсию, отливается, затем быстро охлаждается и измельчается, в результате чего образуется «эмалевая фритта», которую затем измельчают для получения эмали.
Покрытия из фарфоровой эмали:
Существует два основных типа покрытий из фарфоровой эмали. Один наносится в виде двухслойной системы: грунтовочный слой плюс защитный слой. Сначала наносится грунтовочный слой и обжигается для образования твердого расплавленного покрытия; затем на грунтовочное покрытие наносится покровный слой, который обеспечивает желаемый цвет и внешний вид поверхности.
Другой тип эмалирования фарфора называется однослойной системой, и, как следует из названия, это однослойное покрытие с однократным обжигом. Этот метод эмалирования требует использования более избирательно обрабатываемых эмалируемых сталей.
Контакты СРЖ Сталь
Сталь для эмалирования
Крайне важно, чтобы во время эмалирования использовался соответствующий тип стали. ASTM A424 является стандартом для трех типов эмалированной стали. Сталь для эмалирования должна без деформации выдерживать напряжения, возникающие при обжиге и последующем охлаждении эмалированных деталей. Кроме того, для получения хорошей отделки поверхности после эмалирования необходимо тщательно контролировать уровень влажности во время обжига, а сталь должна содержать ловушки водорода для предотвращения образования поверхностных дефектов, таких как рыбья чешуя. Дефект, известный как рыбья чешуя, возникает, когда эмаль отслаивается от поверхности стали. Рыбья чешуя может появиться сразу после обжига эмали или через несколько недель. Крайне важно, чтобы эмалированная сталь использовалась в процессе эмалирования, чтобы обеспечить устойчивость к рыбьей чешуе.
Существует три типа эмалированных сталей: Тип 1, Тип 2 и Тип 3. Тип 1 — это эмалированная сталь со сверхнизким содержанием углерода, производимая в процессе, называемом отжигом в открытом змеевике. Он обладает отличной способностью к эмали, формуемостью для большинства применений, требующих более одного обжига во время эмалирования. Тип 2 представляет собой низкоуглеродистую эмалированную сталь, которую можно использовать в основном для одностороннего эмалирования. Тип 3 — это сверхнизкоуглеродистая сталь, изготовленная с использованием специальной химии, а не отжига в открытом змеевике. Он обладает превосходной эмалевой способностью, возможностью сверхглубокой вытяжки и титаном для предотвращения коробления на более крупных деталях.
Новое сообщение > < Предыдущее сообщение
Поделиться
Твитнуть
Поделиться
Почта
Эмалирование стали: почему 3 типа?
Пит Деннен • 26 апр, 2022 •
ASTM A424 официально известен как стандарт для эмалирования стали, листов и фарфора. Далее в спецификации говорится: «Эта спецификация охватывает стандартные требования к листовой стали в рулонах и длинах обрезков для эмалирования фарфора. Тепловой анализ сталей типа I, типа II и типа III должен соответствовать установленному химическому составу по углероду, марганцу, фосфору, сере и другим веществам. Однако для углерода делается исключение, поскольку термический анализ углерода не подходит для типа I. Материал также должен соответствовать требуемым механическим свойствам, таким как изгиб и формуемость».
Процесс эмалирования
Пит Деннен • 21 марта 2022 г. •
Эмалирование — один из старейших способов обработки стекла и металла для создания цвета и рисунка на поверхности ювелирных изделий, настенных работ и скульптур. Это бесценный промышленный процесс для нанесения покрытия на сталь для практического использования в бытовой технике, посуде и вывесках.
5 вопросов, которые следует задать вашему дистрибьютору стали
Пит Деннен • 27 июня, 2018 •
Если вы ищете нового дистрибьютора стали для эмалированной фарфоровой стали, задайте эти пять вопросов каждому потенциальному поставщику.
Краткая история эмалирования стали
Пит Деннен • 31 мая 2018 г. •
Узнайте историю эмалирования стали от эксперта Пита Деннена из SRJ Steel
Как эмалирование стали используется для создания стали с фарфоровой эмалью
Как эмалирование стали используется для создания стали с фарфоровой эмалью
07.05.2016
Лето — сезон жарки. Пока в воздухе витает запах барбекю, найдите минутку и оцените свой гриль. Скорее всего, все это стало возможным благодаря эмалированной стали. В большинстве барбекю используется этот тип металла, чтобы его можно было покрыть фарфоровой эмалью, чтобы выдерживать высокие температуры приготовления пищи.
Эмалированная сталь
«Он используется в стиральных и сушильных машинах, водонагревателях, даже в ваннах… во многих различных продуктах», — говорит Майк Браниган, менеджер по производству плоского углеродистого проката компании Kloeckner Metals. «Это, вероятно, более распространено, чем мы думаем».
Эмалированная сталь поддается формованию, что позволяет изготавливать из нее множество различных деталей. Он специально разработан для того, чтобы эмали лучше сцеплялись с металлом. Шероховатость поверхности призвана способствовать адгезии. Кроме того, по сравнению с обычной сталью, она содержит меньше углерода, а химический состав продукта позволяет прилипать к ней горячей эмалью.
Низкое содержание углерода и шероховатость поверхности необходимы для предотвращения дефектов при нанесении эмалевого покрытия. Важна не только адгезия эмали, но и ее внешний вид. Если содержание углерода в металле слишком высокое, это может вызвать выделение газообразного CO и CO 2 во время обжига. Это может повлиять на внешний вид поверхности.
Готовая эмалированная сталь огнеупорна и может выдерживать широкий диапазон температур. Эта особенность является причиной того, что он используется во многих продуктах для приготовления пищи. Поверхность очень твердая, что делает ее устойчивой к царапинам. В то же время он по-прежнему обладает прочностью стального сердечника, поэтому его нелегко разбить. Эмалированная сталь выдерживает термические удары, в отличие от посуды из стекла. Он также устойчив к коррозии и химическим веществам, что делает его идеальным для стиральных машин и водонагревателей.
Узнать больше
Если вам нравится то, что вы читаете, не стесняйтесь проверять наши предыдущие сообщения в блоге на такие темы, как предварительно окрашенная сталь, гальваническая металлическая кровля, центры обслуживания металлов, пвд и алюминий.
Стивен Нге
Стивен Нге в настоящее время является руководителем отдела маркетинга и коммуникаций в Kloeckner Metals. Нге — специалист по маркетингу с более чем 14-летним опытом работы в различных средах и отраслях. Его цель — рассказать вам о сексуальной стороне стали. Нге имеет степень бакалавра в области управления бизнесом со специализацией в области маркетинга Университета штата Северная Каролина. До Kloeckner Нге работал в Delta Dental, Wells Real Estate Funds, Технологическом институте Джорджии и Doosan.
Твердость HRC – одна из основных характеристик инструмента. Параметр отображает прочностные показатели продукции, определяет ее устойчивость к деформации и абразивному износу. Чем выше твердость стали HRC, тем надежнее, долговечнее и функциональнее изделие.
В материале:
Метод Роквелла
Слесарный инструмент
Инструмент для монтажных работ
Металлорежущий инструмент
Крепежи
Способы определение твердости
Стационарные твердомеры
Портативные твердомеры
Напильники
Сравнительная таблица твердости
Метод Роквелла
Метод Роквелла – наиболее популярный способ определения твердости. Процедура регламентирована ГОСТ 9013-59, предполагает вдавливание в образец одного из типов инденторов:
алмазный конус для твердых сталей и закаленных сплавов;
твердосплавный шарик для цветных металлов и сплавов с умеренной твердостью.
При проведении работ задействуется профильное оборудование. Оно обеспечивает надежную фиксацию заготовки, планомерное погружение индентора и отображение результатов замеров.
Рис. 1 Измерение твердости методом Роквелла
Метод измерения твердости по Роквеллу предполагает использование различных шкал с буквенным обозначением. Шкалы А и С применяются для работы с алмазными инденторами, шкала В – с твердосплавными шариками.
ВАЖНО! При измерении твердости металла по методу Роквелла сведения о применяемой шкале отображаются в конце обозначения. Например, выражение 57 HRC информирует, что твердость заготовки составляет 57 единиц, испытания проводились методом Роквелла (HR) с использованием шкалы С.
При измерении твердости металлов методом Роквелла нельзя уравнивать значения, полученные при работе с разными шкалами. Это принципиально разные показатели, ориентированные на определенные типы материалов.
Измерение методом Роквелла по ГОСТ предполагает использование следующих диапазонов значений.
Проведение испытаний в соответствии со шкалой А – от 70 до 93 HR.
Использование метода измерения Роквелла в рамках шкалы В – от 25 до 100 HR.
Определение твердости стали HRC (шкала С) – от 20 до 67 HR.
При работе с инструментами и крепежами принято использовать шкалу С. Каждая группа изделий имеет рекомендуемые показатели твердости. Соответствие указанным значениям гарантирует долгую службу продукции.
Слесарный инструмент
При изготовлении слесарного инструмента задействуются легированные и углеродистые стали. Твердость материала HRC должна находиться в следующих диапазонах:
напильники и сменные отрезные полотна для ножовок – от 56 до 64 единиц;
чертилки, кернеры, зубила и бородки – от 54 до 60 единиц;
ударный инструмент, представленный молотками и их аналогами – от 50 до 57 единиц.
Твердость 56 HRC является универсальным показателем. Значение подтверждает высокую прочность изделий для всех перечисленных групп.
Инструмент для монтажных работ
Монтажный инструмент широко используется на производстве и в быту. Степень твердости определяет интенсивность износа и прочностные характеристики продукции.
Для каждого типа изделий определен рекомендованный уровень твердости:
гаечные ключи с зевом до 36 мм – от 45,5 до 51,5 единиц;
гаечные ключи с зевом более 36 мм – от 40,5 до 46,5 единиц;
отвертки – от 47 до 52 единиц;
зажимной инструмент, представленный плоскогубцами, пассатижами и щипцами – от 44 до 50 единиц.
Твердость 52 HRC оптимальна для большинства изделий. Продукция с подобным показателем обладает длительным сроком службы и достаточной прочностью.
Металлорежущий инструмент
Высокая твердость – обязательное условие для качественного металлорежущего инструмента. Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.
Для каждой группы инструмента рекомендованы соответствующие значения по шкале HRC:
отрезной инструмент в виде кусачек и бокорезов – от 56 до 61 единицы;
зенкеры и зенковки – от 61 до 65 единиц;
метчики и плашки – от 61 до 64 единиц;
сверла для работы с металлом – от 63 до 69 единиц;
фрезы, при производстве которых используется сталь HSS – от 62 до 66 единиц.
Для сверл с покрытием из нитрида титана твердость лезвия HRC должна составлять свыше 80 единиц. Требования обусловлены высокой нагрузкой на инструмент в процессе эксплуатации.
Крепежи
При определении надежности крепежей учитывается не только твердость, но и класс прочности. Данные параметры тесно связаны между собой.
Таблица №1. Взаимосвязь класса прочности и твердости HRC для болтов, винтов, гаек и шайб
Для прочих крепежей существуют диапазоны рекомендованных показателей прочности.
Таблица №2. Рекомендованные значения прочности для прочих крепежных элементов
Способы определение твердости
Для определения твердости методом Роквелла используются стационарные и портативные твердомеры. При ограниченном бюджете применяются специальные напильники.
Стационарные твердомеры
К стационарным твердомерам относятся высокоточные измерительные приборы. Устройства устанавливаются в лабораториях, обеспечивают оптимальные условия для проведения экспериментов.
Наиболее прогрессивные твердомеры имеют программное управление, позволяют детально настроить параметры процедуры. Оборудование регулярно проходит поверку, адаптировано к интенсивной эксплуатации.
Рис. 2 Стационарный твердомер
Портативные твердомеры
Портативные измерительные приборы предназначены для выездных замеров. Они имеют малые габариты, сохраняют функционал в различных пространственных положениях. Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
ВАЖНО! К приобретению рекомендуются поверенные твердомеры, сопровождающиеся документацией от производителя. Такие устройства позволяют проводить измерения методом Роквелла по ГОСТ 9013.
Рис. 3 Портативный твердомер
Напильники
Использование специальных напильников – наиболее доступный способ измерения твердости. Инструмент поставляется в наборах. Они содержат несколько напильников, каждый из которых ориентирован на определенную твердость (соответствующее обозначение есть на рукояти инструмента).
Рис. 4 Набор напильников для определения твердости
Испытания проводятся в определенной последовательности.
Заготовка зажимается в тисках либо фиксируется иным надежным способом.
На тестируемую поверхность поочередно воздействуют напильниками. Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.
Как только на заготовке появляются следы, смена напильников прекращается. Мастер сравнивает твердость последнего и предшествующего инструмента. Промежуточное значение является показателем HRC для испытываемой детали.
Напильники не используются при проведении лабораторных исследований ввиду низкой точности измерения. Они предназначены для бытового использования и рядовых производственных операций.
Рис. 5 Схемы работы с напильником
Сравнительная таблица твердости
Для определения твердости применяется не только алгоритм Роквелла, возможно использование способов Бринелля и Виккерса. Каждый метод предполагает получение цифровых значений, сопоставимых между собой.
Для лучшей интерпретации результатов измерений предусмотрена специальная таблица.
Таблица №3 Соответствие результатов измерений, полученных методом Виккерса, Бринелля и Роквелла
Таблица №4 Соответствие результатов измерений, полученных методом Виккерса, Бринелля и Роквелла (часть 2)
Наглядно сравнить твердость изделий в соответствии со шкалами измерений поможет следующая схема.
Рис. 6 Сравнение твердости изделий применительно к системам измерения Роквелла и Бринелля
При покупке инструмента стоит уточнить степень его твердости. Соответствующие сведения могут содержаться в паспорте качества, сертификатах соответствия и прочей сопроводительной документации.
Купить сверла по металлу, а также метчики и плашки с высокими показателями твердости поможет магазин РИНКОМ. Здесь представлена качественная продукция отечественного, европейского и китайского производства. Изделия соответствуют требованиям отраслевых нормативов, подходят для бытового и промышленного использования. Для ознакомления с полным спектром представленных товаров рекомендуется воспользоваться каталогом.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 июня 2022
Легированные стали
22 июня 2022
Инструментальные стали
25 апреля 2022
Устройство токарного станка
4 апреля 2022
Удельный вес стали
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Сравнительная таблица твёрдости металлов и сплавов — Полный марочник сталей и сплавов
В таблице приводятся приближённые соотношения между числами твёрдости, определённые методами: Виккерс (HV), Бринелль (HB), Роквелл (HRB, HRC).
Виккерс
HV
Бринелль
HB
Роквелл
HRB
σB ,
МПа
Виккерс
HV
Бринелль
HB
Роквелл
HRC
σB ,
МПа
100
100
52,4
333
245
245
21,2
815
105
105
57,5
350
250
250
22,1
835
110
110
60,9
362
255
255
23,0
855
115
115
64,1
382
260
260
23,9
865
120
120
67,0
402
265
265
24,8
880
125
125
69,8
410
270
270
25,6
900
130
130
72,4
430
275
275
26,4
910
135
135
74,7
450
280
280
27,2
930
140
140
76,6
470
285
285
28,0
950
145
145
78,3
480
290
290
28,8
970
150
150
79,9
500
295
295
29,5
980
155
155
81,4
520
300
300
30,2
1000
160
160
82,8
530
310
310
31,6
1030
165
165
84,2
550
320
319
33,0
1060
170
170
85,6
565
330
328
34,2
1090
175
175
87,0
580
340
336
35,3
1120
180
180
88,3
600
350
344
36,3
1150
185
185
89,5
620
360
352
37,2
1180
190
190
90,6
640
370
360
38,1
1200
195
195
91,7
650
380
368
38,9
1230
200
200
92,8
665
390
376
39,7
1260
205
205
93,8
685
400
384
40,5
1290
210
210
94,8
695
410
392
41,3
1305
215
215
95,7
715
420
400
42,1
1335
220
220
96,6
735
430
408
42,9
1365
225
225
97,5
745
440
416
43,7
1385
230
230
98,4
765
450
425
44,5
1410
235
235
99,2
785
460
434
45,3
1440
240
240
100,0
795
470
443
46,1
1480
Виккерс
HV
Роквелл
HRC
Виккерс
HV
Роквелл
HRC
Виккерс
HV
Роквелл
HRC
Виккерс
HV
Роквелл
HRC
490
47,5
600
54,2
720
60,2
840
65,1
500
48,2
620
55,4
740
61,1
860
65,8
520
49,6
640
56,5
760
62,0
880
66,4
540
50,8
660
57,5
780
62,8
900
67,0
560
52,0
680
58,4
800
63,6
1114
69,0
580
53,1
700
59,3
820
64,3
1220
72,0
Примечание:
Погрешность перевода чисел твёрдости по Виккерсу в единицы Бринелля ± 20 HB; в единицы Роквелла до ± 3 HRC (HRB), значение σB до ± 10%.
Поделиться:
Просмотров:
4 293
Таблица преобразования твердости стали
Термическая обработка Обработка Состояние
В
Р
С
Т
У
В
Вт
х
З
Растяжение Прочность
625-775 Н/мм 2
700-850 Н/мм 2
775-925 Н/мм 2
850-1000 Н/мм 2
925-1075 Н/мм 2
1000-1150 Н/мм 2
1075-1225 Н/мм 2
1150-1300 Н/мм 2
1550 Н/мм 2
Твердость по Бринеллю
179-229
201-225
223-277
248-302
269-331
293-352
311-375
345-401
444
В этой таблице указана приблизительная твердость стали по шкалам Бринелля, Роквелла B и C и шкале Виккерса. Эти таблицы преобразования предназначены только для ознакомления, поскольку в каждой шкале используются разные методы измерения твердости. Правая колонка показывает приблизительную эквивалентную прочность на растяжение.
Справочная таблица: таблица преобразования твердости стали — все значения приблизительны.
Твердость по Бринеллю HB
Роквелл HRC
Роквелл ХРБ
Виккерс HV
Н/мм²
800
72
780
71
760
70
752
69
745
68
746
67
735
66
711
65
695
64
681
63
658
62
642
61
627
60
613
59
601
58
746
592
57
727
572
56
694
552
55
649
534
54
120
589
513
53
119
567
504
52
118
549
486
51
118
531
469
50
117
505
468
49
117
497
456
48
116
490
1569
445
47
115
474
1520
430
46
115
458
1471
419
45
114
448
1447
415
44
114
438
1422
402
43
114
424
1390
388
42
113
406
1363
375
41
112
393
1314
373
40
111
388
1265
360
39
111
376
1236
348
38
110
361
1187
341
37
109
351
1157
331
36
109
342
1118
322
35
108
332
1089
314
34
108
320
1049
308
33
107
311
1035
300
32
107
303
1020
290
31
106
292
990
277
30
105
285
971
271
29
104
277
941
264
28
103
271
892
262
27
103
262
880
255
26
102
258
870
250
25
101
255
853
245
24
100
252
838
240
23
100
247
824
233
22
99
241
794
229
21
98
235
775
223
20
97
227
755
216
19
96
222
716
212
18
95
218
706
208
17
95
210
696
203
16
94
201
680
199
15
93
199
667
191
14
92
197
657
190
13
92
186
648
186
12
91
184
637
183
11
90
183
617
180
10
89
180
608
175
9
88
178
685
170
7
87
175
559
167
6
86
172
555
166
5
86
168
549
163
4
85
162
539
160
3
84
160
535
156
2
83
158
530
154
1
82
152
515
149
81
149
500
147
80
147
490
143
79
146
482
141
78
144
481
139
77
142
480
137
76
140
475
135
75
137
467
131
74
134
461
127
72
129
451
121
70
127
431
116
68
124
422
114
67
121
412
111
66
118
402
107
64
115
382
105
62
112
378
103
61
108
373
95
56
104
90
52
95
81
41
85
76
37
80
Бринелль HB
Роквелл HRC
Роквелл HRB
Виккерс HV
Н/мм²
3000 кг Шарик 10 мм
150 кг Брале
100 кг Шарик 1/16 дюйма
Алмазная пирамида 120 кг
Прочность на растяжение (приблизительно)
Справочная таблица: Таблица преобразования твердости стали
Поскольку различные типы испытаний на твердость не все измеряют одну и ту же комбинацию свойств материала, преобразование одной шкалы твердости в другую является лишь приблизительным процессом. Из-за большого диапазона различий между различными материалами невозможно установить доверительные интервалы для ошибок при использовании таблицы преобразования.
Инструментальная сталь
O1
09Б
А2
К45У
Д2
D2 Supreme™
Д3
Д6
х21
х23
М42
М2
Р20
ПС09
32С
53С
69С
1.2316
Серебро Сталь
Полезные инструменты
Загрузите наше приложение
Преобразование твердости стали
Калькулятор веса стали
Интернет-магазин
Интернет -магазин — нажмите здесь
Инструмент сталь
• Приложения для инструментов сталь
• O1
• A2
• C45U
• D2
• D2 SUPER SNEPMEME
• D2
• D2 SUPEMEME
.
• H23
• M42
• M2
• P20
• 1,2316
Инженерная сталь
• EN1A
• EN1A LD
• EN3B
• EN1A LD
• EN3B
• EN1A LD
• EN3B
• EN1A LD
• EN1A
• EN1A LD
• EN1A
• EN1A LD
• EN1A
•0038 • EN8
• EN9
• EN14
• EN16
• EN19
• EN24/EN24T
• EN36
• Alloy24™
Plastics
Structural Steel
• Angles
• RHS
• CHS
• Бесплатные трубки
• ERW
• Квартиры
• Квадраты
• Свизии
• Universal Beams
• Universale Colundes
• Universal Beams
• Universale Colunds
• Channels
• T.
• Channels
.0041
• Раунды
из нержавеющей стали
• 303
• 304
• 316
• 410
• 17-4PH
• СТАЙНАЛЬНАЯ СТАЛЬНА Чугун
• Серый чугун
• Чугун с шаровидным графитом
Steel Express
Компания Steel Express, расположенная в Вулверхэмптоне, Уэст-Мидлендс, является поставщиком и акционером стали. Склад доставляется нашим собственным парком транспортных средств на местном и национальном уровне быстро и эффективно в день, когда мы обещаем.
Мы также предоставляем бесплатные услуги по резке, штамповке, изготовлению и ковке.
Бристоль, Эксетер, Глазго, Инвернесс, остров Уайт, Мейдстон, Манчестер, Ньюкасл-апон-Тайн, Северная Ирландия, Питерборо, Рединг, Шеффилд, Суонси, Вулверхэмптон
1 9 Авторские права Steel Express — Акционеры и поставщики стали в Великобритании | Условия | Конфиденциальность | Веб-сайт: The Ideas Forge
Таблица преобразования твердости | Precision Grinding, Inc.
Сравнение стандартов твердости, включая шкалу Бринелля, шкалу Роквелла B, шкалу Роквелла C, шкалу Виккерса и другие.
*** Прокрутите вниз, чтобы увидеть каждую шкалу ***
Листовой горячекатаный прокат производится из углеродистых марок стали общего назначения, качественных, низколегированных и легированных марок, включая рессорно-пружинные, тепло- и жаростойкие стали:
Ст3
09Г2С
10ХСНД
15ХСНД
20
35
45
65Г
40Х
30ХГСА
12ХМ
12Х1МФ
Выберите толщину листа:
Тонкий лист
1,5
1,8
2
2,5
3
Толстый лист
4
5
6
7
8
10
12
14
16
18
20
22
25
26
28
30
32
35
36
40
45
50
60
70
80
90
100
Горячекатаный лист производится в соответствии с ГОСТ 19903-74 и должен соответствовать установленным этим стандартом требованиям по толщине, ширине и длине проката, не выходить за пределы установленных предельных значений допусков по толщине, ширине и длине, а так же плоскостности листа, в зависимости от точности проката.
В зависимости от назначения листа и требуемой марки стали, технические требования к листам должны соответствовать следующим стандартам:
ГОСТ 16523-89
Прокат тонколистовой из углеродистой стали качественной или обыкновенного качества общего назначения.
ГОСТ 14637-89
Прокат толстолистовой из углеродистой стали обыкновенного качества.
ГОСТ 19281-89
Прокат из стали повышенной прочности (низколегированный).
ГОСТ 1577-93
Прокат толстолистовой и широкополосный из конструкционной качественной стали.
ГОСТ 11268-76
Прокат тонколистовой специального назначения из конструкционной легированной высококачественной стали.
ГОСТ 11269-76
Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной стали.
ГОСТ 5520-79
Прокат листовой из углеродистой и низколегированной стали для котлов и сосудов, работающих под давлением.
Общие требования для всех горячекатаных листов:
По точности проката листы горячекатаные подразделяются на:
А — повышенной точности
Б — нормальной точности
По плоскостности:
ПО — особо высокой плоскостности
ПВ — высокой плоскостности
ПУ — улучшенной плоскостности
ПН — нормальной плоскостности
По характеру кромки горячекатаные листы производятся:
НО — с необрезной кромкой
О — с обрезной кромкой
По размерам горячекатаный лист поставляется:
Ф1
с указанием размеров по толщине, ширине и длине листа
Ф2
с указанием размеров по толщине, без указания размеров по ширине и длине листа
Ф3
с указанием размеров по толщине, размеров по ширине и длине, кратных установленным ГОСТ
Ф4
с указанием размеров по толщине, мерных размеров по ширине, с интервалами не более 10 мм и размеров по длине, с интервалами до 50 мм.
Максимальная ширина листа, в зависимости от толщины:
1,5 — 2,8 мм — до 1500 мм
3 — 3,9 мм — до 1800 мм
4 — 5,5 мм — до 1800 мм
6 — 7,5 мм — до 2000 мм
8 — 12 мм — до 2500 мм
13 — 25 мм — до 2800 мм
26 — 160 мм — до 3600 мм
В любом случае, предельные значения ширины могут быть доступны только при некоторых значениях длины, поэтому необходимые размеры листа требуют согласования с производителем и должны опираться на технические возможности прокатного оборудования.
Купить горячекатаный лист со склада можно в нашей компании любыми партиями от 1-го листа до вагонных норм. Заказы на поставку горячекатаных листов с индивидуальными требованиями наши специалисты принимают при наличии письменной заявки, на официальном бланке организации. Срок исполнения заказа от 10 до 45 дней, при условии формирования монтажной партии.
Цены
Цена на горячекатаный лист, как и остальной металлопрокат, определяется с учетом объема заказа, требуемой марки стали, формы поставки, требований по точности проката и других параметров Вашего заказа. Пожалуйста, запрашивайте актуальную цену требуемого листа у специалистов компании по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Главная → Продукция → Листовой прокат → Лист горячекатаный
Энергоальянс
Ежедневно обновляемый актуальный прайс-лист по наличию и цене!
Скидки при объёмах!
Резка в размер!
Наши партнеры:
Изображение
Наименование
Тонна
Лист
Заявка
Лист г/к 2,0*1250*2500 Сталь: ст3
58 000
3 016
Лист г/к 3,0*1250*2500 Сталь: ст3
58 000
4 408
Лист 4 мм Сталь: ст3
58 000
16 820
Лист г/к 5,0*1500*6000 Сталь: ст3
58 000
20 880
Лист г/к 6,0*1500*6000 Сталь: ст3
58 000
25 056
Лист г/к 8,0*1500*6000 Сталь: ст3
58 000
33 408
Лист г/к 10,0*1500*6000 Сталь: ст3
58 000
41 760
Листовой металл
Лист горячекатаный представляет собой металлическую пластину с ровной поверхностью, полученную в результате специальной термообработки исходного материала. Это разновидность стального проката, изготавливаемого горячей прокаткой стали различных марок (в том числе легированная и высокоуглеродистая).
Готовые изделия обладают великолепными показателями прочности, надежности и стойкости к воздействию агрессивных сред.
Область применения – практически все сферы промышленности (судо-авто-машиностроение, химические, нефтегазовые производства и пр.), а также строительство и сельское хозяйство. Сталь листовая горячекатанная используется самостоятельно, например как материал для железнодорожных вагонов, контейнеров, судовых корпусов, труб или как заготовка для деталей или отдельных изделий (крепежи, емкости, трубная арматура и т.д.), так как имеет хорошие технические характеристики, а именно прочность, надежность и большой срок эксплуатации. Горячекатаный лист представляет собой своеобразный вторичный материал для многих производств. Например, для изготовления сварочной трубы. Сталь листовая горячекатаная поставляется в рулонах и листах.
В связи широким применением существует также и некоторые стандарты и требования к данному материалу. Существуют следующие виды стандартов:
— Стандарт по изгибу листа
— Стандарт по вытяжке лунки листа
— Стандарт по техническим и механическим параметрам горячекатного листа.
Каждый горячекатанный лист не должен иметь никаких дефектов и изъянов в своей структуре. Особенно данный фактор проявляется на изгибе листа. Трещины и износы могут скрывать на листе слой окалины. Стороны кромки данного продукта должны быть качественно обрезаны и также не иметь дефектов.
В ассортименте представлен широкий выбор листового горячекатаного проката, соответствующего ГОСТ, по приемлемым ценам.
Спасибо! Ваша заявка успешно отправлена.
Менеджер свяжется с Вами.
Горячекатаная сталь марки
и холоднокатаная сталь – в чем разница?
Прокатка — это процесс формовки металла, в котором используется ряд роликов для изменения формы, улучшения однородности и/или улучшения механических свойств материалов. Прокатную сталь можно разделить на два типа — горячекатаную сталь и холоднокатаную сталь, которые демонстрируют различные характеристики, которые делают их пригодными для различных применений. При выборе рулонного стального материала для проекта важно знать о различиях между двумя типами и о том, как они влияют на их характеристики.
Обзор горячекатаной стали
Горячекатаная сталь – это сталь, подвергнутая процессу прокатки при температуре выше ее температуры рекристаллизации (обычно 1700°F или выше). По сравнению с необработанной сталью, обработанный материал обладает большей формуемостью и обрабатываемостью, что облегчает работу с ним при последующих операциях обработки.
Процесс горячей прокатки начинается с большой прямоугольной заготовки металла, называемой заготовкой. Сначала заготовку нагревают и сжимают в большой рулон. Пока он еще горячий, он проходит через серию вращающихся роликов для достижения желаемых размеров. При производстве листового металла стальной прокат сматывается в рулоны и охлаждается. В производственных операциях с другими формами обрабатываемый материал разрезают на заданные единицы и упаковывают.
Преимущества горячекатаной стали
Горячекатаная сталь имеет несколько производственных преимуществ, таких как:
Низкая стоимость: Горячекатаная сталь, как правило, дешевле, чем холоднокатаная, поскольку требует меньше обработки.
Лучшая обрабатываемость: Поскольку процесс горячей прокатки происходит при повышенных температурах, обрабатываемый материал легко формуется и формуется.
Внутреннее напряжение незначительное или отсутствует: Процесс горячей прокатки включает постепенное охлаждение стали, что позволяет материалу существенно нормализовать свою структуру и освободиться от внутренних напряжений.
Применение горячекатаной стали
Поскольку горячекатаная сталь дает небольшую усадку на стадии охлаждения, ее окончательная форма контролируется в меньшей степени. По этой причине он обычно используется в приложениях, не требующих чрезвычайно жестких допусков, например:
Сельскохозяйственное оборудование
Автомобильные детали (например, рамы и колесные диски)
Строительные материалы (например, двутавровые балки)
Железнодорожное оборудование (например, рельсы и детали вагонов)
Обзор холоднокатаной стали
Холоднокатаная сталь — это горячекатаная сталь, подвергнутая дополнительной обработке для улучшения ее размерных и механических свойств. В процессе холодной прокатки охлажденная горячекатаная сталь проходит через ряд валков при комнатной температуре. Поскольку материал больше не является горячим и податливым, требуется значительно большее давление, чтобы сжать его до желаемой формы. Хотя этот процесс может быть более трудоемким и дорогим, чем процесс горячей прокатки, он может обеспечить более жесткие допуски на размеры и лучшее качество поверхности.
Преимущества холоднокатаной стали
По сравнению с горячекатаной сталью, холоднокатаная сталь имеет ряд преимуществ, таких как: стальной прокат, что делает его более подходящим для использования в условиях высоких нагрузок.
Улучшенная отделка поверхности: Детали и изделия из холоднокатаной стали обычно имеют гладкую и блестящую поверхность, на которой нет ржавчины и окалины.
Более высокая точность: В отличие от горячекатаной стали, холоднокатаная сталь не дает усадки после процесса формования. Это качество позволяет создавать высокоточные компоненты, практически не требующие вторичной обработки.
Области применения холоднокатаной стали
Холоднокатаная сталь часто используется в тех случаях, когда требуются более жесткие допуски и лучшее качество поверхности. Типичные детали и изделия включают:
Аэрокосмические конструкции
Бытовая техника
Металлическая мебель
Полосы, стержни, стержни и листы
Механические компоненты
Основные различия между горячекатаной и холоднокатаной сталью
Как указано выше, основное различие между горячекатаной и холоднокатаной сталью заключается в температуре, при которой они обрабатываются. Горячекатаная сталь прокатывается выше температуры рекристаллизации материала, тогда как холоднокатаная сталь прокатывается ниже температуры рекристаллизации материала. Помимо этого качества, между двумя материалами существует несколько других различий, в том числе в отношении следующего:
Качество поверхности. Горячекатаная сталь, как правило, имеет шероховатые кромки и поверхности, которые требуют обезуглероживания или другой обработки для подготовки к использованию в последующих производственных операциях. Напротив, холоднокатаная сталь обычно имеет блестящую и гладкую поверхность, что позволяет использовать ее в производственных операциях как есть.
Твердость материала. В процессе холодной прокатки производится сталь с гораздо более высокой прочностью и твердостью, чем сталь, полученная в процессе горячей прокатки.
Внутреннее напряжение. Более высокая прочность и твердость материала, обеспечиваемые процессом холодной прокатки, сопровождаются более высокими внутренними напряжениями. Эти напряжения должны быть сняты перед обработкой материала; в противном случае конечная деталь или продукт могут деформироваться.
Эти два типа стали не следует путать с техническими спецификациями или сортами, используемыми для классификации стали по составу или физическим характеристикам. Сталь может быть горячекатаной или холоднокатаной независимо от ее металлургических характеристик или марки.
При оценке вариантов стали для проекта важно помнить, что некоторые материалы подходят для определенных целей лучше, чем другие. Понимание того, какой тип стали обладает нужными свойствами для данного применения, может предотвратить перерасход сырья и сэкономить время в долгосрочной перспективе.
Услуги холодной штамповки в Grob Inc.
Холодная формовка — это общий термин, который охватывает несколько процессов формовки, происходящих при комнатной температуре или близкой к ней, таких как гибка, волочение и прокатка. В Grob Inc мы специализируемся на холодной прокатке специализированных профилей на прутковый прокат.
Наша команда производит холоднокатаные детали и изделия из различных металлов, таких как алюминий, корабельная латунь, нержавеющая сталь и другие стальные сплавы. Готовые компоненты демонстрируют более высокую прочность на растяжение, большую твердость материала, более строгие допуски на размеры и лучшую чистоту поверхности, чем компоненты, изготовленные методами высокотемпературной формовки. Кроме того, поскольку процесс холодной прокатки включает перемещение материала, а не удаление материала, наши производственные операции происходят с лучшим соотношением использования материала и отходов.
Некоторые детали и продукты, которые мы регулярно производим на этих предприятиях, включают:
Шестерни
Шлицевые валы
Зубчатые шкивы
Для получения дополнительной информации о наших возможностях холодной штамповки посетите нашу страницу процесса холодной штамповки.
Свяжитесь с экспертами по холоднокатаной стали в Grob Inc.
Сегодня
При рассмотрении вопроса об использовании стали для проекта важно знать о различиях между горячекатаной и холоднокатаной сталью. Оба материала обладают характеристиками, которые делают их подходящими для различных вариантов использования, но холоднокатаная сталь обладает многочисленными преимуществами по сравнению с горячекатаной сталью, включая, помимо прочего, лучшую прочность, допуск на размеры и качество поверхности. Для клиентов, которые ищут партнера по холодной прокатке, команда Grob готова помочь.
Сотрудничая с нами для удовлетворения своих потребностей в холоднокатаном металле, наши клиенты получают следующие преимущества:
Обширный опыт работы в отрасли. Наша компания занимается холодной штамповкой с 1950-х годов.
Крупное производственное предприятие. У нас есть производство площадью 100 000 квадратных футов, на котором работает более 60 инженеров и техников.
Широкий выбор стандартных и индивидуальных продуктов. Наши клиенты могут выбирать из более чем 2100 стандартных профилей стандартных и нестандартных размеров для таких компонентов, как втулки, шестерни, валы, втулки, шлицы и зубчатые шкивы. Кроме того, мы предлагаем индивидуальные профильные решения для клиентов с очень специфическими или уникальными потребностями.
Чтобы узнать больше о наших стандартных и нестандартных возможностях холодной прокатки или обсудить свой следующий проект с одним из наших экспертов, свяжитесь с нами сегодня.
Горячекатаный стальной материал Марки
Сталь – это сплав железа, содержащий небольшое количество углерода. Изделия из стали бывают разных марок в зависимости от процентного содержания углерода. Различные классы стали классифицируются в соответствии с соответствующим содержанием углерода. Горячекатаные марки стали классифицируют по следующим углеродным группам:
Низкоуглеродистая или мягкая сталь содержит 0,3 % или менее углерода по объему.
Среднеуглеродистая сталь содержит от 0,3% до 0,6% углерода.
Высокоуглеродистые стали содержат более 0,6% углерода.
Небольшие количества других легирующих материалов, таких как хром, марганец или вольфрам, также добавляются для производства многих других марок стали. Различные марки стали обеспечивают несколько уникальных свойств, таких как прочность на растяжение, пластичность, ковкость, долговечность, а также тепло- и электропроводность.
Различия между горячекатаной и холоднокатаной сталью
Большая часть стали производится двумя основными способами: горячей прокаткой или холодной прокаткой. Горячекатаная сталь – это прокатный процесс, при котором сталь подвергается прессованию при высокой температуре. Как правило, температура горячекатаной стали превышает 1700°F. Холоднокатаная сталь — это процесс, при котором сталь подвергается прокатке при комнатной температуре. Важно отметить, что как горячекатаная сталь, так и холоднокатаная сталь не являются сортами стали. Это методы предварительного изготовления, используемые для различных стальных изделий.
Процесс горячекатаной стали
Горячекатаная сталь включает формирование и прокатку стальных слябов в длинную полосу при нагреве выше оптимальной температуры прокатки. Раскаленный сляб проходит через серию валковых станов, формируя и растягивая его в тонкую полосу. После завершения формования стальная полоса охлаждается водой и сматывается в рулон. Различные скорости водяного охлаждения развивают другие металлургические свойства стали. Нормализация горячекатаной стали при комнатной температуре позволяет повысить прочность и пластичность. Горячекатаная сталь обычно используется для строительства, железнодорожных путей, листового металла и других применений, которые не требуют привлекательной отделки или точных форм и допусков.
Холоднокатаная сталь Процесс
Холоднокатаная сталь нагревается и охлаждается так же, как и горячекатаная сталь, но затем подвергается дальнейшей обработке с использованием отжига или дрессировки для повышения прочности на растяжение и предела текучести. Дополнительные трудозатраты и время на обработку увеличивают стоимость, но позволяют уменьшить допуски на размеры и предоставляют широкий спектр вариантов отделки. Эта форма стали имеет более гладкую поверхность и используется в тех случаях, когда требуется особое состояние поверхности и допуск на размеры. Обычно холоднокатаная сталь используется в конструкционных деталях, металлической мебели, бытовой технике, автозапчастях и технических приложениях, где необходима точность или эстетика.
Марки горячекатаной стали
Горячекатаная сталь доступна в нескольких сортах, чтобы соответствовать спецификациям вашего проекта. Американское общество испытаний и материалов (ASTM) или Общество автомобильных инженеров (SAE) устанавливает стандарты и классы в соответствии с физической структурой и возможностями каждого металла. Марки стали ASTM начинаются с буквы «А», что означает черные металлы. Система оценки SAE (также известная как Американский институт чугуна и стали или система AISI) использует для классификации четырехзначное число. Марки простой углеродистой стали в этой системе начинаются с цифры 10, за которой следуют два целых числа, обозначающих концентрацию углерода. Ниже приведены распространенные марки горячекатаной стали. Обратите внимание, что некоторые продукты предлагаются как в горячекатаном, так и в холоднокатаном исполнении .
Горячекатаная сталь A36
Горячекатаная сталь A36 является одной из самых популярных доступных горячекатаных сталей (она также выпускается в холоднокатаной версии, которая встречается гораздо реже). Эта низкоуглеродистая сталь содержит менее 0,3% углерода по весу, 1,03% марганца, 0,28% кремния, 0,2% меди, 0,04% фосфора и 0,05% серы. Общие промышленные применения стали A36 включают:
Рамы грузовиков
Сельскохозяйственное оборудование
Стеллаж
Проходы, пандусы и ограждения
Структурная опора
Прицепы
Общее производство
1018 Пруток из горячекатаной углеродистой стали
Наряду с A36, AISI/SAE 1018 является одной из наиболее распространенных марок стали. Как правило, этот сорт предпочтительнее A36 для стержневых или полосовых профилей. Сталь 1018 выпускается как в горячекатаном, так и в холоднокатаном исполнении, хотя чаще используется холоднокатаный. Обе версии имеют лучшую прочность и твердость, чем A36, и лучше подходят для операций холодной штамповки, таких как гибка или штамповка. 1018 содержит всего 0,18% углерода и 0,6-0,9% марганца, что меньше А36. Он также содержит следы фосфора и серы, но меньше примесей, чем A36. Типичные области применения стали 1018 включают:
Шестерни
Шестерни
Трещотки
Масляные накладки
Штифты
Пальцы цепи
Вкладыши
Шпильки
Анкерные штифты
1011 Горячекатаный стальной лист
1011 Горячекатаный стальной лист и плита обеспечивают более шероховатую поверхность, чем холоднокатаная сталь и плита. После оцинковки он также используется в тех случаях, когда необходима коррозионная стойкость. Листы и плиты из жаропрочной стали высокой прочности и высокой пластичности легко сверлятся, формуются и свариваются. Горячекатаный стальной лист и плита доступны как стандартные горячекатаные или горячекатаные P&O. Некоторые из преимуществ, связанных с горячекатаным стальным листом и плитой 1011 , включают повышенную пластичность, высокую производительность и более низкую производительность по сравнению с холодной прокаткой. Приложения включают в себя:
Строительство
Автомобили и транспорт
Морские контейнеры
Кровля
Бытовая техника
Тяжелое оборудование
Горячекатаная сталь ASTM A513
Спецификация ASTM A513 предназначена для горячекатаных труб из углеродистой стали. Горячекатаные стальные трубы изготавливаются путем пропускания нагретого листового металла через ролики для достижения определенных физических размеров. Готовое изделие имеет шероховатую поверхность с закругленными углами и сварную или бесшовную конструкцию. Из-за этих факторов горячекатаные стальные трубы лучше всего подходят для применений, не требующих точных форм или жестких допусков. Горячекатаная стальная труба легко режется, сваривается, формуется и обрабатывается. Он используется во многих промышленных приложениях, в том числе:
Опоры двигателя
Втулки
Строительство зданий/архитектура
Автомобили и сопутствующее оборудование (прицепы и т. д.)
Промышленное оборудование
Рамы для солнечных панелей
Бытовая техника
Самолеты/аэрокосмические
Сельскохозяйственное оборудование
Горячекатаная сталь ASTM A786
Горячекатаная сталь ASTM A786 подвергается горячей прокатке с высокой прочностью. Он обычно изготавливается для стальных накладок протектора для следующих применений:
Пол
Тредуэй
1020/1025 Горячекатаная сталь
Сталь DOM 1020/1025, идеально подходящая для строительства и машиностроения, обычно используется в следующих областях:
Инструменты и штампы
Детали машин
Автооборудование
Промышленное оборудование
Ваш надежный ресурс горячекатаной стали
Industrial Metal Supply является ведущим в отрасли поставщиком горячекатаной стали A36 и 1018.
Медь. Свойства меди: цвет, блеск, твердость, пластичность, теплопроводимость. Распознавание меди. Ее применение. | Презентация к уроку по биологии (6 класс) на тему:
Тема: Медь. Свойства меди: цвет, блеск, твердость, пластичность, теплопроводимость. Распознавание меди. Ее применение.
Цель:
Формировать у учащихся представление о свойствах меди, учить распознавать медь и знакомить с ее применением.
Корригировать устойчивое внимание путем выполнения практической работы.
Воспитывать трудолюбие и умение работать в коллективе.
Тип урока: урок изучения нового материла.
Методы: объяснение, демонстрация, работа с книгой, игра, практическая работа, ТСО.
Оборудование и наглядность: учебник, тетрадь, мультимедийная система, карточки для проверки домашнего задания, карточка с опорными словами, демонстративный материал (вилки, ложки, проволока, рисунки), схема, нож от рубильника.
— Как по внешнему виду можно отличить алюминий от железа? (Алюминий серебристо – белого цвета, легче железа, мягкий металл, легко гнется).
-Почему из алюминия делают электрические провода?
(Потому что он легко гнется и его можно вытягивать в проволоку).
-Почему алюминиевые предметы не красят краской?
(Потому что алюминий не ржавеет).
— Как используют алюминий в промышленности?
(В промышленности его сплавляют с другими металлами и используют в авиации, автомобилестроении, делают детали для различных приборов).
— Какие предметы для домашнего хозяйства делают из алюминия? (Кастрюли, чайники, бидоны, ковши, ложки, вилки).
Оценки.
ІΙІ. Подготовка учащихся к усвоению нового материала.
Работа по схеме (на экране).
МЕТАЛЛЫ
Черные Цветные
Железо Алюминий Золото Серебро
Чугун Сталь Свинец Платина
Олово Медь
— На какие две группы делятся все металлы?
— Прочтите выделенные слова в схеме?
— Почему именно эти металлы выделены?
ΙV. Сообщение нового материала.
Практическая работа:
На партах коробочки с образцами разных видов металлов, необходимо рассмотреть их и определить.
(чугун, сталь, алюминий, медь) Поднять вверх медь.
— Какого цвета медь?
Сообщение темы урока. Медь, свойства меди, ее применение.
Работа с учебником ст. 114
Практическая работа с демонстрационным материалом «Знакомство со свойствами меди»:
1) Рассмотреть проволоку, определить цвет меди.
2) Сложить медную проволоку вдвое, показать, что медь мягкий металл.
3) Нагреть медную проволоку и показать, что медь проводит тепло. Посмотреть, как медь проводит электрический ток с помощью фонарика.
— Почему из меди делают провода?
4. Работа в тетради:
— Тема урока. Медь, свойства меди, ее применение.
— Свойства меди:
красновато – желтого цвета
мягкий, тягучий металл
хорошо проводит тепло и электрический ток
(Прочесть)
ФИЗ. МИНУТКА (гимнастика для глаз – офтальмотренажер) – на слайде
Движение глаз по горизонтальным (влево, вправо) и вертикальным линиям (вверх, вниз).
Движение глаз по внутренним и наружным овалам (слева на право, справа налево)
Движения по левому и правому внутренним кругам.
5.Работа с учебником ст. 115 — применение меди.
— Что такое бронза? Что делают из нее?
Работа со слайдом (демонстрация фотографий предметов получаемых из меди).
6.Работа с учебником ст. 115 Знаете ли вы, что…
V. Закрепление полученных знаний.
1. Практическая работа.
— Поцарапайте медной пластинкой алюминиевую. Какой металл тверже?
— Поднесите к медной проволоке магнит. Притягивается ли она магнитом?
— Согните медную проволоку. Легко ли она сгибается? Обладает ли она упругостью? (нет).
2. Распознавание меди. Найти сведения, которые относятся к меди (на слайде).
— твердое тело
— имеет блеск
— ржавеет
— проводит электрический ток
— притягивается магнитом
— проводит тепло
— мягкий металл
— хорошо гнется и куется (проверяем).
3.-Какое значение имеют металлы в жизни человека?
какие предметы в вашей квартире сделаны из металлов? (посуда, газовая плита, часы, пылесос, холодильник, части телевизора, радиоприемник, магнитофон и др. ).
-На какие две группы делятся все металлы? (черные и цветные).
— Какие металлы относятся к черным? (сталь, чугун, железо)
— Какие металлы относятся к цветным? (алюминий, медь, олово, серебро, золото).
VΙ. Домашнее задание.
для группы №1,2 ст. 114-115
для группы №3 в тетради нарисовать предмет из меди и подписать его название.
VІΙ. Итог урока. Дополнить текст (на слайде):
Медь, как и алюминий – это цветной металл. Цвет металла – красновато – желтый. Он мягкий и тягучий, поэтому хорошо гнется и куется, вытягивается в проволоку. Медь лучше других металлов проводит тепло и электрический ток. Ее используют для изготовления проволоки, делают люстры, подсвечники, украшения.
Написать под предметами «Сделано из алюминия»
кастрюля ванна
_________ ___________
батарея вилки и ложки
_________ ___________
Показать стрелочками свойства алюминия:
Цвет мягкий
Твердость серебристо – белый
Плавкость легко вытягивается
Ковкость легко плавится
Способность проводить хорошо проводит
электрический ток электрический ток
Прием лома меди цена за кг
сорта медного лома
сорта латунного лома
сорта алюминиевого лома
сорта свинцового лома
виды лома аккумуляторов
сорта никелесодержащего лома
сорта цинкового лома
редкоземельные цветные металлы
сорта черного лома
сорта олова
сорта титанового лома
сорта
медного
лома
сорта
латунного
лома
сорта
алюминиевого
лома
сорта
свинцового
лома
виды
лома
аккумуляторов
сорта
никелесодержащего
лома
сорта
цинкового
лома
редкоземельные
цветные
металлы
сорта
черного
лома
сорта олова
сорта титанового лома
Наша компания на протяжении многих лет перерабатывает лом меди в сортовое вторичное сырье. Цена на медь у нас ежедневно актуализируется в соответствии с конъюнктурой рынка. На нашей площадке есть все необходимое оборудование чтобы сдать медь. Цена за 1 кг меди устанавливается в зависимости от сорта и количества. Прием меди осуществляется путем взвешивания и визуальной оценки принадлежности лома меди к определенному сорту. Если визуально чистота металла вызывает сомнение, мы проводим рентгено-флюоресцентный анализ, который точно показывает содержание всех металлов в сплаве. Цена меди в Спб зависит также от формы оплаты. Мы работаем как с юридическими лицами по договору по безналичному расчету, так и с физическими лицами за наличный расчет. В нашей компании работают опытные специалисты, имеется все необходимое оборудование, механизированная разгрузка.
медь «блеск»:
медь «блеск»
Лом меди «блеск» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 1,5 мм, но не толще 4 мм, ярко-блестящая.
Не допускаются: окислы (позеленения, посинения), потемнения поверхностного слоя, поверхностные плёнки цветов побежалости, полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, масло, бумага, зола и пр. ).
Цена меди сорта «блеск» – самая высокая из всех сортов лома медной группы.
Сорт лома меди «блеск» это сорт А1-1 категория А, Б (марки: М00, М0, М1) (Медь 1 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «блеск» не ставится
Наша организация осуществляет прием меди в СПб от юридических и физических лиц. Лом меди сорта «блеск» получается после отделения медной токопроводящей жилы силового кабеля от изоляции механическим путем. Существует множество приспособлений для механизации удаления изоляции с жилы и станков для снятия изоляции с кабеля. Самый простой способ – это вручную срезать изоляцию с жилы. Однако, производительность такого способа невысока. Вручную очистить большое количество медной жилы от изоляции очень трудозатратно. В нашей компании есть все необходимое оборудование. Нужно также отметить, что лежащий без изоляции лом меди сорта «блеск» может потемнеть и соответственно стать другим сортом. Поэтому, мы рекомендуем нашим поставщикам не хранить длительное время лом меди, а сдать медь сорта «блеск» сразу после разборки. Также бывает, что один и тот же кабель содержит в себе разные сорта медного лома – три жилы подойдут в сорт «блеск», а четвертая будет темная и пройдет только как «кусок» например, а то и низшим сортом «микс».
медь «тонкий блеск»:
медь «тонкий блеск»
Лом меди «тонкий блеск» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 0,5 мм, но не толще 1,5 мм, ярко-блестящая.
Не допускаются: окислы (позеленения, посинения), потемнения поверхностного слоя, поверхностные плёнки цветов побежалости, полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, масло, бумага, зола и пр.).
Стоимость меди сорта «тонкий блеск» – определяется потребностью заводов, и обычно находится в диапазоне от цены на «кусок» до цены на «блеск».
Сорт лома меди «тонкий блеск» это сорт А1-1 категория Б (марки: М00, М0, М1) (Медь 1 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «тонкий блеск» не ставится
В Санкт-Петербурге лом меди в сорт «тонкий блеск» выделяют далеко не все компании, осуществляющие прием меди. Обычно, цену за 1 кг меди такого сорта стараются назвать как на «микс», у некоторых компаний «кусок». Дело в том, что и не все заводы выделяют эту позицию при приеме вторичного сырья. Мы можем предложить Вам цену на медь сорта «тонкий блеск» очень близкую к цене на лом меди сорта «блеск», потому что мы работаем с разными заводами, в том числе выделяющими этот сорт, и нам важно чтобы нашим клиентам было выгодно работать именно с нами. Местное потемнение жил переводит такой материал в сорт «микс». Местное позеленение или посинение жил переводит такой материал в сорт «микс». Поэтому, при приеме меди в сорт «тонкий блеск» наши мастера тщательно осматривают материал на полное соответствие заданным параметрам.
медь кусок:
медь кусок
Лом меди «кусок» – это медные отходы толщиной от 1,5 мм, размер куска хотя бы в одном измерении не менее 5 см.
В этот сорт подойдут трубки медные длиной до 1 метра или отходы листовой меди толщиной от 1,5 мм и габаритами не более 0,8 х 0,8 метра.
Допускается: потемнение, поверхностные плёнки цветов побежалости, следы термообработки.
Не допускается: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, любых включений (грязь, бумага, зола, масло и пр.).
Сорт лома меди «кусок» это сорт А1-1а категория Д (марки: М00, М0, М1, М2, М3) (Медь 2 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси кадмия, хрома, бериллия.
Базовый засор на лом меди «кусок» не ставится
Прием меди спб в сорт «кусок» проходит с тщательным отбором. Смешанный лом принимается сортом «микс» или ниже, в зависимости от того что смешано.
Цена за 1 кг меди сорта «кусок» обычно располагается посередине между сортами «блеск» и «микс». Это обусловлено тем, что металлический выход чистого металла, полученного при переплавке сорта «кусок» выше (лучше) чем при переплавке сорта «микс» за счет значительно меньшей поверхности окисных пленок и отсутствия в исходном сырье солей меди (то самое позеленение или посинение, которое не допускается при приеме меди в сорт «кусок»). Во время приема меди в сорт «кусок» требования очень жесткие, ведь даже незначительное присутствие пайки, полуды или краски могут испортить химический состав металла после переплавки.
медь «кусок I категории (электротех)»:
медь «кусок I категории (электротех)»
Лом меди «кусок I категории» – это тот медный лом, который не прошел визуально в сорт «блеск». Это может быть трансформаторная шина или многожильный медный трос, другие проводники тока толщиной от 1,5 мм (включая блестящие жилы толще 4 мм).
Допускается: потемнение, поверхностные плёнки цветов побежалости, следы термообработки.
Не допускается: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, любых включений (грязь, бумага, зола, масло и пр.).
Обычно из лежалого кабеля и силовых трансформаторов получается такой лом меди, цена за кг сегодня отличается примерно на 100$ от сорта «блеск».
Лом меди «кусок I категории» это сорт А1-1а категория В, Г (марки: М0, М1, М2) (Медь 3 по ГОСТ 1639-2009).
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «кусок I категории» не ставится
Этот сорт лома меди обычно получается из кабеля, лежавшего при несоблюдении рекомендованных условий хранения, а так же из жесткого кабеля с жилами диаметром более 4 мм. Цена на медь сорта «кусок электротехнический (I категории)» обычно чуть выше цены на лом меди сорта «кусок». Это обусловлено тем, что химический состав металла, полученного при переплавке сорта «кусок электротехнический (I категории)» хуже чем при переплавке сорта «блеск» за счет окисных пленок на поверхности металла, которые допустимы в этом сорте. Что касается блестящих жил толще 4 мм, то заводы-изготовители все чаще используют для изготовления таких проводников медь с незначительными примесями в химическом составе, часто с превышением содержания свинца, что автоматически выводит лом такой меди из сорта «блеск» по химическому составу.
медь «механика»:
медь «механика»
Лом меди «механика» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 0,5 мм, но не толще 1,5 мм, с матовой или блестящей поверхностью.
Не допускаются: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, масло, бумага, зола и пр.).
Обычно из лежалого гибкого кабеля и кабеля в резиновой изоляции получается такой лом меди, за кг которого цена обычно чуть выше чем на сорт «кусок».
Сорт лома меди «тонкий блеск» это сорт А1-1 категория Б (марки: М00, М0, М1) (Медь 1 по ГОСТ 1639-2009). В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на лом меди «механическая» не ставится
Лом меди сорта «механика» обычно получается из гибкого резинового кабеля или из гибкого винилового кабеля. В быту чаще всего встречается в автомобильной проводке, сварочных кабелях, кабелях подключения шины заземления. Остатки резины, иногда вплавленной между тонких жил, могут настолько испортить химический состав металла после переплавки, что они категорически не допускаются. Цена на медь сорта «механика» обычно близка к цене на сорт «кусок I категории». Чтобы сдать медь в сорт «механика» нужно внимательно проверить, точно ли удалены клеммы и остатки изоляции. Также, как и с другими сортами выше «микса», если хранить разобранный лом меди этого сорта под воздействием атмосферных осадков или в среде повышенной влажности или кислотно-щелочной среде отличной от нормы, «механика» легко может позеленеть и превратиться в «микс».
медь «луженая»:
медь «луженая»
Лом луженой меди – это любой медный лом без посторонних включений (без приделок из стали, латуни и других цветных металлов, без остатков изоляции и изоленты), покрытый оловом или паяный оловянно-свинцовым припоем. Сюда же подойдут никелированные и серебренные медные детали в небольшом количестве. Местная пайка (например, конец провода облужен) сразу переводит такой лом из любого другого сорта в сорт «луженая».
Базовый засор на медь луженую 7% (если не включен в цену)
Прием луженой меди и выделение ее в отдельный сорт стало повсеместно примерно с 2015 года, когда цена на лом меди выросла, а требования заводов серьезно ужесточились. Сегодня в лом меди луженой подходят все медные детали, имеющие полуду, пайку оловянно-свинцовыми припоями, луженые наконечники вне зависимости от размера и толщины покрытия. Иногда, удается избавиться от таких покрытий путем подвержения такого лома термообработке, но здесь нужно понимать, что если покрытие уйдет не целиком а частично, сорт не изменится.
Допускается: потемнение, позеленение, почернение, следы сажи, краска.
Не допускается: полуда, присутствие стальных и латунных приделок, неснятых гаек.
Цена на лом меди «газовая колонка» ниже чем на медный микс.
Базовый засор на медь газовые колонки 1%
Санкт-Петербург и его окрестности газифицированы. Во многих домах установлены газовые колонки вместо центрального горячего водоснабжения. Они, как и любое изделие, ломаются. Теплообменник в газовой колонке обычно изготовлен из меди. Но медь эта низшего качества, к химическому составу металла такого изделия нет особых требований. А также, трубы теплообменники зачастую содержат осадок ржавчины, а пластины теплообменников сажу. Все это делает стоимость такой меди ниже, и сегодня заводы стали выделять этот лом в отдельную позицию.
медь в стекловолокне:
медь в стекловолокне
Лом меди в стекловолокне – это наша внутренняя позиция, такой лом мы перерабатываем в сорт «микс». Дело в том, что заводы, перестраховываясь, покупают такой лом с очень большим засором и только в большом количестве.
Мы принимаем лом меди «в стеклоткани» с засором 25% от грязного (собранного) веса по цене как на лом меди «микс». В некоторых случаях, для поставщиков с объемом от 1 тонны такого материала, засор и окончательный сорт можно установить по факту переработки.
Стекловолокно не плавится и не горит даже при температуре плавления меди, разрушить его можно только «термоударом» — раскаленные проводники в стеклоткани погружаются, например, в воду. Если дать такому материалу медленно остыть – покрытие существенно не повредится. Обычно, одного раза такой обработки недостаточно. Понятно, что сложность обработки такого материала достаточно велика. Как правило, стекловолокно залито эпоксидной смолой. Содержание меди в зависимости от толщины жилы и количества смолы разное.
медь «микс»:
медь «микс»
Лом меди «микс» – это медные отходы толщиной от 0,2 мм
Допускается: потемнение, поверхностные плёнки цветов побежалости, следы термообработки, окислы (позеленения, посинения), пайка, сварка, лак, краска, наличие клемм (наконечников), незначительные загрязнения.
Не допускается: влага (снег, лед, сырой материал), полуда, неметаллические примеси, присутствие других цветных металлов в том числе латунных колец, стальной проволоки и прочих элементов из черного металла, без остатков изоляции или изоленты, без влаги.
В этот сорт НЕ подойдут медные радиаторы, газовые колонки, проводники тока и шина в стеклоизоляции (медь в стеклоткани) и слюдоизоляции, стружка, сплесы, пресс/пакеты, никелированные и луженые детали, «пережженная» медь.
Стоимость кг меди «микс» обычно является базовой ценой, цена на медь «микс» самая чувствительная к изменениям на Лондонской бирже металлов и курсам валют (USD/RUB).
Сорт лома меди «тонкий блеск» это сорт А1-2 микс (марки: М0, М1, М2, М3) (Медь 1,2,3,4,6 по ГОСТ 1639-2009).
Базовый засор на лом меди «микс» 0.5%
Содержащие медь радиаторы, газовые колонки, проводники тока и шина в стеклоизоляции (медь в стеклоткани) и слюдоизоляции, стружка, сплесы, пресс/пакеты, никелированные и луженые детали, «пережженная» медь – это особые позиции, цена на которые устанавливается в зависимости от цены на лом меди сорта «микс» с установлением засора. На каждую такую позицию засор устанавливается индивидуально. Цены на медь в Санкт-Петербурге разнятся на сложные позиции.
Срок службы любых изделий ограничен, а многие изделия содержат в себе металл – в частности медь. Практически каждый проводок содержит в себе медную жилу, а каждое устройство, связанное с электричеством, обязательно содержит медь. Лом меди можно «добыть» из старого, отслужившего свой срок телевизора или радиоприемника, магнитофона или микроволновой печи. Например, из старого телевизора «Рекорд» можно извлечь отклоняющие луч обмотки кинескопа и петлю размагничивания кинескопа. В сумме они дадут примерно 1 кг меди. Сегодня цена на медь настолько высока, что перед тем, как сдать старый утративший свои качества электронный прибор на утилизацию, имеет смысл снять с него детали изготовленные из меди.
медь в кабеле:
медь в кабеле
Прием лома меди в кабеле в нашей компании осуществляется путем измерения контрольного выхода металла из кабеля или провода, либо визуальной оценкой при невозможности или нерентабельности измерения. Проще говоря, если кабель однородный и его не мало, то мы делаем контрольный выход и считаем стоимость лома меди в кабеле по выходу, а если кабель разный и количество его небольшое, то определяем визуально содержание металла согласно статистике. Подробнее о том, как сдать медь в кабеле, можно прочитать в разделе «Лом кабеля».
В любом проводе и кабеле, кроме оптоволоконного и алюминиевого кабеля, содержится медь. Естественно, когда провода и кабели отработали свой срок службы, целесообразно сдать медь в лом. Если у Вас нет возможности освободить медные провода или кабель от изоляции – мы те самые специально обученные люди, которые решат эти проблемы за Вас. Чтобы узнать цену на медь в кабеле, Вам достаточно позвонить нашим менеджерам, они предельно понятно разъяснят Вам как это можно сделать и сколько примерно стоить будет ваш лом меди.
медь «масло»:
медь «масло»
Лом меди «масло» – это лом медного проводника из кабеля, разделанного механическим способом, каждая жила толще 1 мм, с матовой или блестящей поверхностью, в масле
Допускается: потемнение, но не более 10% от общего количества
Не допускаются: окислы (позеленения, посинения), полуда, пайка, сварка, лак, краска, наличие клемм (наконечников), остатков изоляции или изоленты, оплавленных концов, следов термообработки, любых включений (грязь, бумага, зола и пр.).
Лом меди «масло» получается при разборке СБ кабелей маслонаполненных бронированных. Очень важно при разборке не испачкать материал, к маслу прилипает грязь и мусор, а засоренный материал в сорт не подходит, загрязненная медь в масле закрывается позицией «микс» с засором.
Обычно из лежалого гибкого кабеля и кабеля в резиновой изоляции получается такой лом меди, за кг которого цена обычно чуть выше чем на сорт «кусок».
Сорт лома меди «масло» не ГОСТирован, это внутренний сорт предприятия, требующий доработки в сорт по ГОСТ.
В химическом составе не допускаются примеси свинца, кадмия, хрома, бериллия.
Базовый засор на медь в масле 3%
Медь сегодня является одним из самых распространенных технических металлов в промышленности благодаря своим электропроводным свойствам. Представьте только, сколько кг меди требуется для изготовления одного метра силового кабеля… А одного километра? Незначительные примеси в химическом соствае медного проводника существенно ухудшают проводимость, поэтому для производства кабеля медь используется особенно чистая. Это обусловливает высокие цены на прием меди из кабеля. Энергопотребление постоянно растет, так же как и развитие электрических сетей, поэтому спрос на лом меди в СПб постоянно увеличивается как региональными, так и федеральными переработчиками лома меди. Цена за 1 кг меди в СПб варьируется в зависимости от биржевых показателей, курса валют и исполнения заводами контрактных обязательств.
Медный минерал | Использование и свойства
Медь: Медь из Бисби, Аризона. Этот экземпляр имеет диаметр примерно 2,5 дюйма (6,4 сантиметра).
Что такое медь?
Родная медь это элемент и минерал. Встречается в окисленных зонах месторождений меди; в гидротермальных жилах; в полостях базальта, контактировавших с гидротермальными растворами; а также в качестве заполнителей и заменителей пор в конгломератах, которые находились в контакте с гидротермальными растворами. Его редко можно найти в больших количествах, поэтому он редко является основной целью добычи полезных ископаемых. Большая часть производимой меди добывается из сульфидных месторождений.
РЕКЛАМА
Халькопирит – важнейшая медная руда.
Использование меди
Самородная медь, вероятно, была одним из первых металлов, обработанных древними людьми. Самородки металла можно было найти в ручьях в нескольких местах, а его свойства позволяли легко обрабатывать его без обязательной стадии обработки. Металлический блеск меди привлекал внимание людей. Сегодня большая часть меди производится из сульфидных руд.
Медь является отличным проводником электричества. Большая часть добываемой сегодня меди используется для проведения электричества — в основном в качестве проводки. Он также является отличным проводником тепла и используется в кухонной утвари, радиаторах и теплообменниках. Большие количества также используются для изготовления сплавов, таких как латунь (медь и цинк) и бронза (медь, олово и цинк). Медь также сплавляется с драгоценными металлами, такими как золото и серебро. Медь имеет много других применений.
Физические свойства меди
Химическая классификация
Родной элемент
Цвет
Медно-красный на свежей поверхности, тускло-коричневый на потускневшей поверхности
Проводит электричество и тепло; проводка, электрические контакты и цепи; чеканка, сплавы
Лучший способ узнать о минералах — изучить коллекцию небольших образцов, которые можно брать в руки, исследовать и наблюдать за их свойствами. Недорогие коллекции минералов доступны в магазине Geology.com. Правообладатель иллюстрации iStockphoto / Анна Усова.
Другие минералы
Найдите другие темы на Geology.com:
Породы: Галереи фотографий изверженных, осадочных и метаморфических пород с описаниями.
Минералы: Информация о рудных, самоцветных и породообразующих минералах.
Вулканы: Статьи о вулканах, вулканических опасностях и извержениях в прошлом и настоящем.
Драгоценные камни: Красочные изображения и статьи о бриллиантах и цветных камнях.
Общая геология: Статьи о гейзерах, маарах, дельтах, разломах, соляных куполах, воде и многом другом!
Алмазы: Узнайте о свойствах алмаза, его многочисленных применениях и открытиях алмазов.
Медные минеральные свойства, использование и распространение
Медь, вероятно, была первым металлом, использованным людьми. Считается, что люди эпохи неолита использовали камень вместо камня к 8000 г. до н.э. Около 4000 г. до н.э. египтяне отливали медь в формах. К 3500 г. до н.э. его начали сплавлять с оловом для получения бронзы. Он непрозрачный, яркий и имеет металлический лососево-розовый цвет на свежеразломанных поверхностях, но вскоре становится тускло-коричневым. Кристаллы встречаются редко, но при формировании имеют кубическую или додекаэдрическую форму, часто располагаются в ветвящихся агрегатах. Большинство из них встречается в виде неправильных, уплощенных или ветвящихся масс. Это один из немногих металлов, которые встречаются в «самородной» форме, не будучи связанными с другими элементами. Самородная медь, по-видимому, является вторичным минералом, возникающим в результате взаимодействия медьсодержащих растворов с железосодержащими минералами.
Обычно ассоциируется с пористыми зонами в основных экструзивных породах, реже в песчаниках и сланцах, где медь, вероятно, имеет гидротермальное происхождение, осаждаясь в результате окислительных условий; в зоне окисления крупных вкрапленных месторождений в результате вторичных процессов. Редкий минерал в некоторых метеоритах.
Подавляющее большинство производимой в мире продукции используется в электротехнической промышленности. Большая часть оставшихся используется для создания акклиматизации. Основным составляющим веществом балки является важный ряд сплавов латуни (цинк), бронзы (олово) и нейзильбера (цинк и никель, без серебра).
Проводит электричество и тепло;
Проводка,
Электрические контакты и схемы;
Чеканка монет
Сплавы
Встречается во многих районах мира.
В США в виде исключительно больших масс и превосходных крупных кристаллов в месторождениях полуострова Кевино, Кевино и Хоутон, штат Мичиган; в нескольких месторождениях порфира в Аризоне, в том числе на руднике New Cornelia, Ajo, Pima Co.; Медная Королева и другие рудники в Бисби, Кочиз Ко.; и в Ray, Gila Co.; аналогично на руднике Чино в Санта-Рите, Грант, Нью-Мексико.
В Намибии, на руднике Онганджа, в 60 км к северо-востоку от Виндхука, и в Цумебе.
Как работает центробежный насос поверхностного типа? (видео)
Обустройство систем водоснабжения в загородных домах – это довольно сложный и длительный процесс. Ведь мало просто разработать источник чистой воды. Ее нужно еще оттуда поднимать, а откачивание жидкости может проходить только за счет работы специальных насосов.
Центробежные скважинные насосы разных конфигураций
Например, очень часто в наших краях используется центробежный насос для скважины, который работает за счет вращения специального рабочего колеса. Именно о центробежных насосах для скважин сейчас и пойдет речь.
1 Особенности и назначение
На самом деле, существует великое множество разновидностей насосного оборудования. Работает оно за счет различных сил, что так или иначе задумывались к применению.
Если же мы рассматриваем конструкцию и принцип действия центробежного насоса для скважин, то этот агрегат, как можно понять из названия, работает за счет использования центробежных сил вращения. Они же в свою очередь, провоцируются применением рабочего колеса.
У центробежных насосов для скважин внутри камеры для перекачки жидкости находится колесо из двух попеременно соединенных дисков. Диски образуют основной контур рабочего колеса, и за счет их вращения жидкость нагнетается в камере.
Принцип действия достаточно прост. При вращении диски создают зону разреженного давления и затягивают воду через входные патрубки.
Входящая жидкость, автоматически попадает в зону рабочего колеса и за счет действия на нее центробежных сил отбрасывается на края цилиндрической камеры. Оттуда она сразу же попадает в выходные отверстия, что подсоединены к небольшим спиралевидным трубкам.
И без того нагнетенная, за счет вращения рабочего колеса жидкость, в трубках еще быстрее набирает скорость и подается по шлангу с высоким напором. Внутри же камеры, образуется область свободного давления, как это бывает с водокольцевым вакуумным насосом.
Схема движения жидкости в камере центробежного насоса
По мере поступления перекачиваемой воды по выходным патрубкам эта область увеличивается, а постоянное вращение рабочего колеса постоянно стимулирует ее заполнение новой жидкостью. Таким образом, насосу удается быстро и качественно перекачивать достаточно крупные объемы воды. При этом пользуясь довольно примитивной технологией.
Как видим, принцип действия насоса заключается во вращении всего одного рабочего элемента, а именно – рабочего колеса. Такая простая конструкция удобна еще и тем, что в ней к минимуму сведена возможность появления поломок.
Если усилия одного вращательного элемента не хватает, то инженеры, выполняя расчет при сборке и планировании устройства, могут установить несколько таких колес и комбинировать их по своему усмотрению. Наличие нескольких ступеней только увеличивает производительность устройства.
Иногда для улучшения качеств эксплуатации рабочего колеса выполняется его обточка. Стандартный расчет показывает, что обточенные колеса, за счет уменьшенного диаметра, лучше работают в системе водоснабжения.
Отзывы владельцев насосов с обточенными колесами тоже говорят о том, что при небольшом снижении напора жидкости, их производительность и качество работы только увеличивается.
Единственным недостатком такого оборудования является его уязвимость к перекачке грязной жидкости. Вся схема действия таких насосов ломается, если он вступает в сравнительно длительный контакт с грязной или загрязненной примесями водой. Подшипники и ротор рабочего колеса попросту выйдут из строя и будут нуждаться в замене.
Поэтому эксплуатация центробежного насоса для скважины может проходить только в непосредственно скважинах или колодцах с чистой водой. В противном случае вас будут ждать постоянные неприятности.
Электроцентробежными насосами человеку удается перекачивать воду из довольно серьезных глубин, что тоже очень полезно. Конечно, предварительно придется выполнить расчет необходимых характеристик устройства, но с этой задачей сможет справиться любой человек. к меню ↑
2 Виды, отличия и характеристики
Пример конструкции погружных центробежных насосов
Центробежные насосы пользуются большой популярностью в мире и производят их в разных конфигурациях. Следует заранее разобраться во всех их разновидностях, чтобы потом иметь возможность определиться с выбором лучшего агрегата, эксплуатация которого подойдет именно вам.
Конечно, при выборе следует производить и расчет базовых характеристик устройства, но это делается уже после того, как вы определились с конструкцией и особенностями центробежных насосов для скважин.
Главное деление ведется по типу конструкции насоса. В этом плане их делят на:
Поверхностные;
Погружные;
Полупогружные.
В первом случае рассматриваются модели, что работают за счет создания эффекта самовсасывания. Они находятся непосредственно на поверхности земли, а воду качают с помощью шланга. Эксплуатация подобного оборудования существенно облегчена, в отличие от того, как обслуживают погружные модели, но и выдающимися характеристиками оно похвастаться не может.
Читайте также: преимущества бытовых самовсасывающих насосов для воды.
Средний поверхностный агрегат способен выдавать напор до 30 метров и выкачивать воду на глубине до 10-12 метров, а это не всегда достаточно.
Погружные образцы – это насосы в виде удлиненного цилиндра. Погружные модели необходимо устанавливать непосредственно в источнике, чтобы устройство находилось под водой во время работы.
Их характеризуют, как мощное и надежное оборудование. Если производится расчет обустройства скважины с расстоянием до водного зеркала на уровне 20 или более метров, то практически всегда берут во внимание только погружные насосы.
Полупогружные агрегаты сейчас редкость, но и о них следует вспомнить. Такое оборудование имеет в своей основе поплавковый стабилизатор, который позволяет устанавливать насос в полупогружном состоянии (двигатель находится над водой, а его рабочая камера и всасывающая часть под ней.)
Линейка мощных глубинных насосов для скважин, центробежного типа
Полупогружные модели слабее и крупнее погружных. Они являются своеобразным компромиссом между первыми двумя разновидностями, но в силу довольно большого диаметра сечения, сложностей установки и эксплуатации используются только в крайних ситуациях.
По количеству ступеней их делят на:
Многоступенчатые;
Одноступенчатые.
Одноступенчатые образцы состоят из всего одного рабочего колеса. Но оно может быть довольно большим. Такая схема сейчас используется редко и, как правило, только в поверхностных насосах.
Многоступенчатые насосы на одной оси держат несколько рабочих колес. Глубинные погружные насосы могут включать до 7 колес одновременно. И это далеко не предел полета инженерной мысли.
Расчет показывает, что чем больше колес вращается одновременно, тем лучше насос работает. Причем каждая последующая деталь еще и улучшает действие предыдущей.
По типу рабочего положения или глубины погружения их делят на:
Стандартные;
Глубинные.
Это уже классификация скорее для погружных моделей, так как поверхностные насосы по определению не способы добывать жидкость на глубине больше 10-12 метров. Положение немного улучшит установка эжектора, но она прибавит максимум еще 5-8 метров к возможной глубине забора воды, что кардинально не изменит их положение.
А вот погружные модели даже стандартного типа вполне комфортно работают на глубине до 50 метров. Если же рассматривают глубинные образцы, то здесь их не ограничивают и глубиной в 100-150 метров.
Скважинные центробежные насосы от компании Водомет
Некоторые глубинные образцы можно монтировать в самые удаленные артезианские скважины, где забор необходимо проводить на расстоянии от 200 метров. Но и стоимость у них будет соответствующая.
Теперь рассмотрим отзывы о центробежных насосах от людей, которые уже успели ими попользоваться и оценить все их характеристики, а также особенности эксплуатации.
Вадим, 42 год, г. Кострома:
Пользуюсь центробежными насосами, сколько себя помню. В особенности доволен работой моего центробежника Водолей, что стоит в скважине. Конечно, многие скажут, что они довольно прихотливы и быстро засоряются песком, но по производительности и напору у них нет конкурентов.
Андрей, 28 лет, г. Сочи:
Изначально для дачи решил покупать вибрационный насос, так как у меня довольно-таки нестандартная скважина. Но после непродолжительной эксплуатации понял, что его мощности попросту не хватает. Заменил устройство на погружной центробежник Водомет.
Теперь у меня достаточно воды и для снабжения дачи, и для полива огорода. Да еще и на всякие непредвиденные нужды остается.
Григорий, 37 лет, г. Чаховка:
В течение более 6 лет пользуюсь поверхностным центробежным насосом с двумя ступенями. С помощью подключения эжектора решил проблему с низким уровнем забора воды. Обслуживать и эксплуатировать его одно удовольствие. Всем рекомендую. Ни от одного другого конструктивного типа насосов вы таких результатов не получите.
Пример подключения центробежного поверхностного насоса к выводу скважины
к меню ↑
2.1 Расчет необходимых характеристик
Стоит понимать, что при выборе любого насосного оборудования всегда учитывается преимущественно холодный расчет. Визуальные качества играют далеко не самую важную роль, как и габариты. Хотя последние, все же принимают во внимание.
Для начала нужно выполнить расчет необходимого напора. Для этого суммируют расстояние до водного зеркала в источнике, расстояние до дома и уровень поднятия жидкости.
Также добавляют к полученному показателю еще 20 метров для страховки. В результате вы получите цифру, что и показывает необходимый в вашем случае напор. Не стоит пугаться, если у вас получится цифра на уровне 50-70 метров. Для среднего по своим качествам погружного центробежника этот показатель является практически нижней планкой.
Также учитывают производительность насоса. Ее уже нужно считать, отталкиваясь от количества жителей в обслуживаемом доме и необходимых расходных статей жидкости.
Так, для семьи из трех человек и мелкого огорода хватит и насоса с возможность подачи до 3 кубометров жидкости в час. Если же у вас большой дом и хозяйство, то этот показатель придется увеличить, причем в несколько раз.
Собственно, напор и производительность считаются главными характеристиками при расчете центробежных насосов для скважин. Все остальные учитывают по остаточному принципу. к меню ↑
2.2 Технология установки
Монтируют центробежные модели так же, как и все остальные. Различия здесь есть только между поверхностными и погружными моделями.
Установка погружного центробежного насоса в обсадную трубу скважины
Поверхностные насосы устанавливают на земле. Желательно подобрать для этого оборудования специальную коморку или подсобку, где его не будут доставать атмосферные осадки и перепады температур. В скважину же выводится только шланг с обратным клапаном.
Перед началом работы в камеру поверхностного насоса необходимо в обязательном порядке залить воду. Всухую ему работать запрещено, так как это приводит к скорой поломке двигателя.
Погружные и полупогружные модели монтируются по практически идентичной технологии.
Этапы установки:
Собираем все оборудование, проверяем его работоспособность.
Подводим к насосу кабель питания и управления, если такой имеется.
Подключаем шланг.
Герметизируем все соединения.
Подключаем страховочный монтажный трос.
Стягиваем все коммуникации хомутами, монтируем поплавок.
Опускаем насос на нужный уровень.
Фиксируем трос.
Тестируем систему.
Погружные модели устанавливают непосредственно под воду. Полупогружные достаточно просто опустить на нее. Правда здесь нужно быть осторожным, так как они довольно тяжелы и имеют серьезные габариты. Плюс надо помнить, что двигатели полупогружных насосов очень не любят контакта с водой. к меню ↑
2.3 Как работает центробежный насос поверхностного типа? (видео)
Главная страница » Скважинные насосы
Погружные центробежные насосы для скважины: устройство, применение
У владельцев частных домов есть два варианта устройства системы водоснабжения – подключиться к центральной сети при наличии такой возможности, или выбрать вариант обустройства автономного источника путем бурения скважины.
Фото: www.pressfoto.ru
Многие собственники сегодня не желают зависеть от централизованной системы водоснабжения, испытывать неудобства из-за плановых отключений, а также периодических перебоев с подачей воды и при этом ежемесячно платить за потребляемую воду сомнительного качества. Водоснабжение из собственного природного источника, безусловно, имеет массу преимуществ, и поэтому все чаще владельцы загородного жилья отдают предпочтение варианту установки автономной системы обеспечения водой для бытовых и хозяйственных нужд.
Для грамотного проектирования и обустройства водопроводной сети необходимо иметь представление о гидрогеологических особенностях участка – особое значение имеет уровень грунтовых вод. Источником автономной системы водоснабжения служат водоносные слои грунта (горизонты) – известковые или песчаные участки, насыщенные водой. Для того чтобы их обнаружить, производят бурение – это позволяет впоследствии иметь доступ к постоянно производительной скважине.
Различают два основных типа скважин:
Артезианская (совершенная) – глубина залегания воды в них может достигать нескольких сотен метров. Несмотря на высокую стоимость ее бурения, такая скважина обеспечивает абсолютно чистой водой и способна прослужить несколько десятков лет.
Фильтрационная (несовершенная) – бурение осуществляется до обнаружения ближайшего водоносного горизонта (10-30 метров). Фильтрационный источник имеет ограниченный запас ресурсов, поэтому срок его эксплуатации не превышает 10-15 лет. Кроме этого, вода из такой скважины требует обязательной дополнительной фильтрации.
Если в качестве типа системы водоснабжения выбран вариант бурения скважины, то для обустройства системы водопровода, кроме труб, потребуется дополнительное оборудование – насос, фильтры, аппараты для раздачи воды.
Назначение насосного оборудования
Фото: www.freepik.com
Насосное оборудование – важнейший элемент автономной системы водоснабжения частного дома, без которого в принципе невозможно функционирование водопровода. С помощью насосов происходит процесс откачивания воды из подземного источника (скважины или колодца), подъем её по обсадной трубе, установленной внутри скважины и, непосредственно, подача воды в систему трубопровода под определенным напором.
Именно от характеристик и конструкции насосного оборудования зависит стабильность и бесперебойность водоснабжения. Для забора воды из скважины существует два типа насосов:
Поверхностный (самовсасывающий) – устанавливается на поверхности земли в непосредственной близости от источника. Главным недостатком поверхностного агрегата является возможность откачивать воду на небольшой глубине (8-20 метров в зависимости от мощности установки), поэтому использовать его можно только на фильтрационных скважинах. Оборудование следует выбирать с небольшим запасом по создаваемому напору перекачиваемой жидкости. Среди преимуществ можно выделить невысокую стоимость и простоту в техническом обслуживании. Поверхностные насосы отлично подходят для откачивания жидкости из наземных резервуаров, для осушения участка, для ликвидации жидкости из погребов и подвалов.
Погружного типа – помещаются непосредственно в скважину или колодец, способны обеспечивать подачу воды с глубины более 100 метров, обеспечивая стабильный и мощный напор, обеспечивающий водой все необходимые точки водозабора. Несмотря на некоторые недостатки в виде сложностей в монтаже и диагностике неисправностей, такое оборудование считается надежным, безопасным и производительным и рассчитано на многолетнюю беспроблемную эксплуатацию.
На какие виды делятся погружные насосы?
Фото: www.freepik.com
Выбор насосной установки – один из важнейших этапов обустройства системы водоснабжения, от которого будет зависеть общая функциональность скважины, а также стабильность и бесперебойность водоснабжения, что, безусловно, в приоритете для каждого домовладельца.
Уже на этапе проектирования дома следует определиться с типом скважины, приблизительными показателями её дебита (показатель скважины, дающий информацию о том, сколько можно откачать из нее воды, сохранив в ней начальный уровень), статическим и динамическим уровнем и, соответственно, типом насосного оборудования, которое будет устанавливаться в системе водоснабжения.
Безусловно, вариант выбора погружного насоса является беспроигрышным – кроме высокой производительности и износостойкости, гидравлическое устройство обеспечивает подачу чистейшей воды без химических примесей и хлора.
В зависимости от устройства и принципа работы механизма погружные насосы классифицируются на три вида:
Винтовой;
Вибрационный;
Центробежный.
Винтовой насос идеально подходит для перекачивания воды с большим количеством мелко- и среднефракционных включений, сильно запесоченных или заиленных скважин. Конструкция винтового агрегата представляет собой ротор со спиралью и статор с внутренней резьбой, принцип работы заключается в подъеме воды по винтовой спирали в результате вращения ротора. Насос винтового типа имеет довольно низкий КПД, поэтому его нерационально устанавливать для обеспечения стабильного водоснабжения дома. Чаще всего, такое оборудование устанавливается временно для прокачки новой скважины.
Насос вибрационного типа работает от электросети. Принцип действия его основан на изменении давления воздуха и воды во внутренней камере за счет возвратно-поступательных движений поршня. Однако несмотря на его ценовую доступность, некоторые эксперты категорически не рекомендуют устанавливать насосное оборудование вибрационного типа в скважину по той причине, что в результате вибрации может произойти вывал породы и скважина придет в негодность. Зачастую вибрационные насосы самопроизвольно заклиниваются в скважине – изъятие установки является сложной и дорогостоящей процедурой. Таким образом, перед покупкой стоит хорошо подумать, целесообразна ли будет такая экономия.
Принцип действия и классификация центробежных насосов
Фото: www.freepik.com
Центробежные насосы разработаны специально для эксплуатации в скважинах – этот тип насосного оборудования является самым эффективным и рациональным для удовлетворения нужд и потребностей частного домовладения. Устройство имеет герметичный цилиндрический корпус с размещенным внутри электроприводом, создающим вращающий момент на валу, оснащенном рабочими колесами с лопастями.
При вращении рабочего колеса жидкость, находящаяся в картере насоса, отбрасывается центробежным ускорением к периферии кожуха. За счет возникающей разницы давлений часть жидкости уходит в напорную магистраль. Из-за снижения объема жидкости в корпусе происходит падение давления, что способствует затягиванию воды из емкости или скважины во всасывающий канал. От частоты вращения ротора зависит производительность помпы и давление воды в напорной магистрали.
Центробежное насосное оборудование имеет высокий КПД, обеспечивает высокое давление в напорной магистрали и способно перекачивать воду с максимальной глубины артезианской скважины.
Центробежные насосы имеют высокую стоимость, поэтому их применение экономически обосновано именно при необходимости подъема воды с большой глубины.
Насосное оборудование центробежного типа классифицируется в зависимости от конструктивного исполнения, а также по назначению:
По расположению патрубков насосов – консольные, типа in-line;
По количеству ступеней – одноступенчатые, многоступенчатые;
По расположению вала – горизонтальный, вертикальный;
По типу уплотнения вала – сальниковое уплотнение, торцевое, динамическое;
По типу соединения гидравлической части с электродвигателем – насос с соединительной муфтой, моноблочное устройство.
Основные характеристики
Фото: www.freepik.com
Для обеспечения максимальной эффективности работы скважинного насоса центробежного типа, при выборе необходимо опираться на ряд параметров:
Мощность и производительность;
Глубина скважины;
Размеры насосного оборудования;
Высота зеркала воды – расстояние до уровня воды в скважине;
Длина горизонтальной части трубопровода, по которому устройство в состоянии транспортировать перекачиваемую им жидкость;
Наличие в комплектации дополнительных устройств, позволяющих оптимизировать работу насоса и повышающих его эффективность.
Выбирать насос следует исходя из характеристик скважины, которые прописаны в паспорте гидротехнического сооружения и, конечно, учитывая личные потребности своей семьи в количестве и качественных характеристиках используемой воды. Любой продавец-консультант в серьезном магазине, реализующем насосное оборудование, всегда предоставит профессиональную консультацию и поможет выбрать агрегат, идеально подходящий клиенту по всем требуемым параметрам.
Преимущества использования
Фото: www.freepik.com
Безусловно, насосы центробежного типа выигрывают по всем показателям перед другими видами насосного оборудования. Самое главное преимущество – высокая производительность, несмотря на небольшой диаметр корпуса.
Среди прочих достоинств можно выделить:
Возможность использовать на большой глубине;
Компактность и небольшой вес;
Легкий монтаж и запуск;
Абсолютная бесшумность;
Надежность и долговечность;
Отсутствие необходимости охлаждения;
Полное исключение гидравлических ударов в системе.
Единственным недостатком погружного насоса является его сложное извлечение для проведения диагностики и ремонта в случае возникновения неполадок. Однако если система водоснабжения спроектирована и реализована грамотно, то проблем возникнуть не должно, и даже высокая стоимость погружного насоса компенсируется долгим сроком его эксплуатации.
Условия эксплуатации
Погружной насос эксплуатируется в довольно сложных условиях водной среды. Условие соблюдения правил использования насоса значительно продлит срок его службы и исключит внеплановые ремонты.
В первую очередь, следует покупать оборудование, технические характеристики которого строго соответствуют показателям и параметрам скважины. Производительность насоса не должна превышать дебит скважины или колодца, иначе можно очень быстро исчерпать ресурс источника.
Также необходимо соблюдать габаритные размеры – это предотвратит заклинивание насоса в скважине. Большое внимание нужно уделить целостности изоляции электрического кабеля.
Производитель оборудования всегда указывает информацию по рекомендуемым условиям эксплуатации в техническом паспорте насоса, в том числе и по максимальной температуре водной среды, содержанию в воде песка, сероводорода, ионов хлора и рекомендуемых водородных показателей.
Рекомендации по установке и обслуживанию
При наличии определенных знаний можно и самостоятельно произвести монтаж в скважину погружного насоса. Однако следует знать, что самостоятельная установка оборудования – довольно трудоемкая работа. Поэтому, возможно, в таких вопросах целесообразнее доверить работу по монтажу агрегата квалифицированным специалистам, имеющим больший опыт и соответствующие навыки. Только в этом случае можно быть уверенным в том, что дорогостоящее оборудование будет исправно служить на протяжении длительного времени и не создавать дополнительных проблем в обслуживании.
Промышленные насосы «Jetex»
Компания «JETEX» предлагает широкий ассортимент скважинных насосов погружного типа с энергоэффективными электродвигателями, предназначенные для различных нужд:
Промышленного, городского и сельскохозяйственного водоснабжения;
Оборудование систем орошения, ирригации и полива, а также озеленительных работ;
Оборудование систем пожаротушения;
Оборудование системы повышения давления.
«JETEX» – крупнейший российский производитель насосного оборудования высокого качества, подтвержденного сертификатами соответствия международным и отечественным стандартам. Вся продукция производится на современном высокотехнологичном оборудовании, проходит многоступенчатый контроль качества и тестирование на испытательных стендах.
Насосы «JETEX» – отличная альтернатива импортному оборудованию по приемлемым ценам!
Скважина, насос для мелководья и глубинный насос Поставщик услуг
Размышляя о колодце, погружном насосе, центробежном насосе, установке или ремонте струйного насоса для мелководья и глубокой скважины
Здесь, в All Phaze Irrigation, ваш колодец , погружной насос, центробежный поставщик услуг по установке и ремонту насосов, струйных насосов для неглубоких и глубоких скважин , мы специализируемся на установке, обслуживании и устранении неисправностей многих типов скважин. Водяной колодец находится в раскопках или сооружении, созданном в земле путем рытья, проходки, бурения или бурения для доступа к грунтовым водам в подземных водоносных горизонтах. Колодезная вода забирается насосом, который может располагаться как над, так и под поверхностью.
Знание основ водяных колодцев важно, планируете ли вы установить новый колодец или уже являетесь его владельцем. Позвольте нашим специалистам помочь вам в принятии обоснованных решений относительно установки вашей скважины. В зависимости от его использования: расположение, размер насосов и качество воды являются ключевыми компонентами при использовании колодца. Надлежащее строительство скважин и постоянное техническое обслуживание являются ключом к безопасности вашего водоснабжения.
Well Service
Если вы получаете воду из частного колодца, система распределения воды используется для подачи воды из подземного источника в ваш дом. Эта система состоит из нескольких компонентов, включая водопровод, резервуар для хранения под давлением, устройство управления, такое как реле давления, для управления компонентами и, конечно же, насос и двигатель для подачи воды из земли в ваш дом.
Скважинный насос и двигатель являются важными элементами системы. Выбор правильного типа и размера насоса зависит от некоторых факторов, включая глубину водоносного горизонта, систему распределения, необходимое давление, количество и скорость потока приспособлений и другие факторы.
Обслуживание погружных насосов, установка
Погружные скважинные насосы, обычно используемые в буровых скважинах, обычно представляют собой единый блок, в котором находятся насос и двигатель. Обычно он составляет около 3 1/2 дюйма в диаметре, а длина всего устройства составляет от 2 до 3 футов. Насос размещается в колодце ниже уровня воды. Обсадная труба скважины должна быть не менее четырех дюймов в диаметре, но доступны погружные насосы для скважин диаметром всего три дюйма.
Обслуживание струйных насосов для неглубоких скважин, установка
Скважина считается неглубокой, если ее глубина составляет менее 50 футов. Источник скважины как водоносный горизонт. Водоносный горизонт представляет собой подземный слой проницаемой почвы, такой как песок или гравий, который содержит воду и позволяет воде проходить. Наши знания о неглубоких колодцах безупречны на всей территории Тампа-Бэй. Правильное диагностирование проблемы имеет решающее значение, и мы здесь, в All Phase ирригации, являемся вашими экспертами по скважинам. Мы устанавливаем насосы для неглубоких скважин самого высокого качества в отрасли и предлагаем 1 год гарантии с даты установки.
Обслуживание глубоководных струйных насосов, установка
Скважина считается глубокой, если ее глубина превышает 50 футов. Система глубоких скважин подходит для низкого уровня грунтовых вод или закрытых водоносных горизонтов. Каждая глубокая скважина имеет свой собственный погружной насос, который может генерировать высокие и низкие объемы грунтовой воды. Эти насосы известны своей надежностью и служат более десяти лет. Устранение неполадок и диагностика любых возникающих проблем должны быть предоставлены профессионалам All Phaze Irrigation. У нас есть новейшее и самое лучшее оборудование, которое позволяет нам с точностью устранять любые возникающие проблемы.
Обслуживание центробежных насосов, установка
Универсальный и простой центробежный скважинный насос обеспечивает равномерный поток воды. Максимальная высота всасывания составляет 25 футов, а максимальная общая высота подъема — 300 футов. Вращающееся рабочее колесо создает частичный вакуум, который обеспечивает высоту всасывания. Рабочее колесо увеличивает скорость воды в вашей системе, а диффузор преобразует скорость в давление. Чтобы начать работу, центробежный насос должен быть заполнен, и его лучше всего использовать в качестве подпорного насоса.
Если вы ищете новый скважинный насос или нуждаетесь в обслуживании или ремонте, лучшим решением будет поговорить со специалистом по водоснабжению All Phaze Irrigation. Мы можем помочь вам определить лучший вариант и размер насоса для вашей конкретной скважины и условий грунтовых вод.
Мы готовы предоставить смету, позвонив в наш офис по телефону 727.215.7850
Бесплатная консультация
ПОЗВОНИТЕ или напишите нам по телефону (727) 215-7850
ИЛИ
Заполните форму ниже, и представитель свяжется с вами. Поля, отмеченные звездочкой, обязательны для заполнения.
Чем мы можем вам помочь? (выберите один вариант)Ремонт спринклеровУстановка спринклерной системыПланы технического обслуживанияЛандшафтное освещениеНасосы дернаОчистка от ураганного мусора
2 + 3 =
Читать наши отзывы
Наш проект включал: • Ремонт/замена дренажных насосов 051 • Ремонт существующей ирригационной системы • Удаление ракушек с передних и задних дворов • Посадка дерна • Озеленение цветами, растениями и клумбами из ракушек вокруг большинства деревьев
Мы потратили месяцы на переговоры с продавцами, и очень немногие были готовы взяться за это. вся работа. Мы так рады, что Брайан сделал это. Мы очень довольны готовым продуктом и настоятельно рекомендуем All Phaze Irrigation. Несколько замечаний из нашего опыта: • Очень хорошая коммуникация на протяжении всего процесса. Вначале у нас было недопонимание по поводу одного аспекта работы. Проблема была решена в одночасье, потому что Брайан так отзывчив. • Всего за 3 дня до того, как ураган Ян должен был обрушиться на наш район, Энтони усердно работал, чтобы убедиться, что наш водоотливной насос работает, прежде чем мы эвакуируемся. • Брайан понял, что у нас есть бюджет, и упорно трудился, чтобы его уложить. Он также настаивал на том, чтобы сделать все как можно лучше. Действительно казалось, что он заботился о готовом продукте так же сильно, как и мы.
Компания All Phaze быстро отреагировала на ремонт, который нам был необходим в соответствии с моим запросом и графиком. Это был особенно сложный ремонт, обход корней деревьев и других препятствий. Полевой техник был очень хорошо осведомлен и продемонстрировал усердие и профессионализм, чтобы сделать работу правильно! Я не мог быть более удовлетворен! Я очень рекомендую эту компанию для ваших нужд полива!
Брайан и его компания были потрясающими. Брайан быстро вернул мне расценки и помог нам составить график установки спринклеров. Они приехали в назначенный день, завершили проект, все подробно объяснили и даже потратили время, помогая нам настроить наш новый блок управления. Они также смогли выполнить задачи, которые другие компании заявили, что они не могут сделать (прокладка трубы под нашим подъездом, чтобы добавить зону на другой стороне двора). В общем, замечательная компания, и я обязательно буду использовать их для любого будущего ремонта!
Прочитать все 266 отзывов
ОСТАВИТЬ ОТЗЫВ
Центробежный водяной насос с одним рабочим колесом — 6340 галлонов в час — 1,5 л.с.
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
БЕСПЛАТНАЯ ДОСТАВКА
БЫСТРАЯ ДОСТАВКА
Предупреждение: это предупреждение!
5/5
5/5
Написать отзыв
5/5
БЕСПЛАТНАЯ ДОСТАВКА
Артикул:
1811201
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Малые центробежные насосы, SPERONI, Спринклерные бустерные насосы
Метки: 1,5 л. с., 220 вольт, 30 psi, однофазный
Артикул
1811201
Категории Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Малые центробежные насосы, SPERONI, Спринклерные бустерные насосы
Теги 1,5 л.с., 220 вольт, 30 фунтов на квадратный дюйм, однофазный
Артикул:
1811201
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Малые центробежные насосы, SPERONI, Спринклерные бустерные насосы
Теги: 1,5 л.с., 220 вольт, 30 фунтов на кв. дюйм, однофазный
Центробежный водяной насос с одним рабочим колесом — 6340 галлонов в час — 1,5 л.с. — CMX160 / 1,1 — SS304 — количество 1P
ETA: от 3 до 5 рабочих дней
ЗАЯВКА
Центробежный водяной насос с одним рабочим колесом, подходящий для выполнения любых требований малой, средней или большой производительности; для бытовых, сельскохозяйственных и промышленных целей; с автоматическим распределением воды по бакам малого и среднего размера; для дождевальных и дождевальных систем орошения в садоводстве и сельском хозяйстве; к увеличению давления в деривационной системе в акведуках.
УСЛОВИЯ ЭКСПЛУАТАЦИИ – Температура жидкости до 35°C (для домашнего использования согласно EN 60335-2-41),
Температура макс. жидкость: 90°C (для других целей) – Температура окружающей среды до 40°C – Общая высота всасывания до 7 м.
ДВИГАТЕЛЬ – Двухполюсный асинхронный двигатель (n = 3450 мин-1) – Класс изоляции F – Степень защиты IP 55
МАТЕРИАЛЫ – Корпус насоса Нерж. Рабочее колесо Нержавеющая сталь AISI 304 – Вал с ротором Нержавеющая сталь AISI 304 – Механическое уплотнение Силикон/графит/EPDM
СДЕЛАНО В ИТАЛИИ
Расчетное время доставки: 3–5 рабочих дней
Shipping
SHIPPING
Get it in 3-5 Business Days
Front door drop off (ground floor or lobby only)
Signature Required
FREE
Премиум Доставка
Премиальная доставка
В тот же день доставка (рабочие дни)
Доступна на следующий день ( Свяжитесь с нами для ценообразования )
2-дневные. БЕСПЛАТНАЯ доставка (3-5 рабочих дней)
Самовывоз со склада
Самовывоз со склада
Получить сегодня (рабочие дни)
Требуется подпись
Сборка не включена
Самовывоз доступен только по адресу: 6520 NW 77th CT, Miami FL 33166 8 Добавить 90 в корзину
Описание
Дополнительная информация
Описание
Области применения
Центробежные насосы с одним рабочим колесом, подходящие для любой малой, средней или большой производительности; для бытовых, сельскохозяйственных и промышленных целей; с автоматическим распределением воды по бакам малого и среднего размера; для дождевальных и дождевальных систем орошения в садоводстве и сельском хозяйстве; к увеличению давления в деривационной системе в акведуках.
УСЛОВИЯ ЭКСПЛУАТАЦИИ – Температура жидкости до 35°C (для домашнего использования согласно EN 60335-2-41),
Температура макс. жидкость: 90°C (для других целей) – Температура окружающей среды до 40°C – Общая высота всасывания до 23 футов. – Класс изоляции F – Степень защиты IP 55
МАТЕРИАЛЫ – Корпус насоса Нержавеющая сталь AISI 304 – Опора двигателя Алюминий – Impeller Stainless Steel AISI 304 – Shaft with rotor Stainless Steel AISI 304 – Mechanical seal Silicon/Graphite/EPDM
More Details:
Model
СМХ-160/1.1
Торговая марка
СПЕРОНИ
Гарантия производителя
1 год
Грузовой вес
35 фунтов
Размер порта (дюймы)
1-1/2″ и 1-1/4″
Расход (галлонов в час)
6340
HP
1,5
Напряжение
220
Ампер
8,2
Макс. Общий напор (футы)
67,5
Макс. Высота всасывания (футы)
23
Макс. ПСИ
30
Всасывающий патрубок (дюймы)
1-1/2″
Выпускное отверстие (дюймы)
1-1/4″
Самовсасывающий
Нет
Размеры Д x Ш x В (дюймы)
15 х 8,5 х 9,5
Вес продукта (фунты)
36
СДЕЛАНО В ИТАЛИИ
Расчетное время доставки: 3–5 рабочих дней
Адам Роупер
Подробнее
. Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
Стив Ли
Подробнее
Заказали насос в тот же день. Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Кейт Кубичек
Подробнее
5-star обслуживание клиентов. Насос, который я заказал, был слишком широким, чтобы поместиться в 4-дюймовую скважину*. Армин и Крис очень помогли в общении по телефону и электронной почте, чтобы вернуть помпу и вернуть мои деньги в течение нескольких дней. С удовольствием обменял бы на другую модель, но ничего подходящего не было в наличии. * помпа имеет внешний диаметр 4″, с дополнительной металлической защитой со стороны входа шнура в корпус.
Raymond P
Подробнее
Доставка на высшем уровне! У меня было несколько вопросов относительно применения купленного мной насоса, и они помогали мне на протяжении всего процесса. Определенно рекомендую!
Джон Полтрок
Подробнее
Отличная компания! У нас были проблемы с запуском нашего насоса, и они потратили время, помогая и исправляя это. Я бы АБСОЛЮТНО купить у них снова. Отличная работа.
Эд Пауковиц
Это был мой первый опыт работы с этой компанией
900. Были проблемы с первым насосом, заменили сразу без проблем. Очень рекомендую иметь с ними дело. Десятка в обслуживании клиентов!
Тони Донато
Подробнее Нужны два насоса, чтобы решить нашу проблему с водой. Через 5 месяцев его все еще нельзя пить. Я связался с Армином, который был очень хорошо осведомлен и услужлив. Он даже помог мне после покупки насосов с установкой через Face time, так как я не очень хорошо знал, что делать; и у нас есть ограниченные технические специалисты здесь. Он сделал все возможное, чтобы помочь мне. Не многие компании так делают. Могу с уверенностью сказать, что эта компания заботится о своих клиентах. Большое спасибо.
Lori Lucas
Прочтите больше
I. Вместо этого накачала 4000 70494
. насос инструкции ужасны или не существуют! Я бы поставил этому насосу твердую 5, потому что качество, упаковка, цена были потрясающими! Доставка была довольно быстрой. Хотелось бы, чтобы я увидел место, где можно пообщаться с агентом, когда пытался сделать правильный выбор, хотя бы выделял действительно хорошие характеристики. Было бы неплохо, если бы вы могли хотя бы ввести информацию о характеристиках скважины и т. д., и в результате ввода этой информации компьютер откажется от лучших вариантов. 👍 Больше информации было бы здорово и необходимо. Когда дело доходит до вашего продукта, он хорошо сделан и по приятной цене! Я владелец малого бизнеса, поэтому иногда я делаю хорошие насосы, поэтому я всегда ищу хорошее качество для своих клиентов, и вы, ребята, определенно получили от нас высокую оценку!
Стальной отвод Ду50 — это отрезок трубы, с углом изгиба 30°, 45°, 60°, 90°, 180° для изменения направления потока рабочей среды в магистрали.Номинальный проход 50 мм, наружный диаметр 57 мм, 60,3 мм, соединение с трубой приварное, резьбовое. Приварные крутоизогнутые стальные отводы ДУ 50 с толщиной стенки исполнения 1 — 2,9/4/5,6 мм, исполнение 2 — 2,5/3/3,5/4/4,5/5/5,5/6 мм. Отводы Ду-50 относят к категории фитинги, КМЧ (комплект монтажных частей). Производство согласно DIN 2605, ГОСТ 17375—2001 (ИСО 3419—81). Сварные отводы Ду50 применяют для изменения угла трубы в трубопроводе, коммунально-сетевых и жилищных трубах, водопроводах, нефтегазовых секторах, системах отопления, энергетике, в магистралях перегона бензина, нефти, масла, воды, пара, газа.
Характеристики отвода диаметр 50
Стальные отводы ДУ-50 30°, 45°, 60°, 90°, 180° производятся из стали – низколегированной, углеродистой, нержавеющей, марок 3, 10, 20 09г2с, 17г1с, 08х18н10т, 12х18н10т. Рабочая температура -70°С до +450°С, давление до 16 Мпа. Типы отводов ДУ-50 кованые приварные, эмалированные, оцинкованные, нержавеющие, из водогазопроводных труб, гнутые, бесшовные, резьбовые, длинноплечие. Универсальными и более востребованными считаются стальные углы Ду50 под 90 градусов. Характеристики указаны в таблице.
Эксплуатационные характеристики отвода Ду-50
Номинальный проход
Характеристики стальных отводов ДУ50
Наружный диаметр
Толщина стенки
Угол изгиба
Давление
Присоединение
Рабочая температура
Вес отвода, кг
ДУ50
60,3
2,9
30°, 45°, 60°, 90°, 180°
до 16 МПа
Приварное, резьбовое
от -70°С до +450°С
0,5
4
0,67
5,6
0,89
57
2,5
0,4
3
0,5
3,5
0,6
4
0,7
4,5
0,7
5
0,8
5,5
0,9
6
1
Чертеж отводов Ду-50 90°, 45°, 60°, 180°
Приварные стальные отводы Ду 50 для изгиба направления магистрали производят с исполнением 1 и 2. Чертеж размеров отвода ДУ50 – толщина стенки торца, наружный и внутренний диаметр, размеры торцов переходов и тройников, радиус кривизны осевой линии.
Размеры отвода Ду-50
Условный диаметр
Размеры стальных отводов Ду 50 исполнения 1 и 2, мм
DN
D
T
F=R
W
H
C
B
50
60,3
2,9
76
—
35
152
106
4
5,6
57
2,5
75
43
30
150
104
3
3,5
4
4,5
5
5,5
6
Обозначения с чертежа стальных отводов Ду-50:
F – размер между плоскостью одного торца с центром другого с углом 90°
Тв – толщина стенки не торцевых сечений
R – радиус изгиба
Т – толщина стенки отвода на торцах
D – наружный диаметр торца
Расшифровка маркировки
Условное обозначение отвода Ду 50 должно включать основные параметры и условия изготовления стального отвода Ду-50. Маркировку набивают на отводе методом тиснения, выжигания, лазером, указывается на каждом индивидуально или в документах партии.
Значения маркировки отвода ДУ 50:
90 – угол изгиба в градусах
1 – исполнение отвода
60,3 – общий наружный диаметр отвода
4 – толщина стенки
20 – марка стали
Цена стального отвода Ду 50
Цена отвода Ду50 с углом изгиба 90° от 100 грн. Стоимость стальных отводов Ду-50 с кривизной 45°, 90°, 180° зависит от качества материалов, марки стали, условного прохода трубопровода. Риски покупки БУ фитингов отводов ДУ50:
Деформация торцов
Коррозия, ржавчина
Гидроудары
Прорыв магистрали трубопровода
Отсутствие гарантии
Выход из строя сопутствующего оборудования — задвижек, вентилей, клапанов, кранов
Не герметичность
«Второсортный» материал заготовок
Купить отвод Ду-50
На базе Слобожанского завода можно купить отводы Ду50 из низколегированной, углеродистой, нержавеющей стали, оцинкованные и эмалированные с углом гиба 45/90/180 градусов. Под заказ выполним отводы Ду-50 со сложными дефицитными углами изгиба 30°, 60°, отводы Ду 50 высокого давления, возможно изготовление фланцевых колен Ду50. Цена отводов Ду 50 от 100грн. Специалисты СЛЭМЗ перед покупкой стального отвода Ду-50 помогут подобрать толщину торца, угол изгиба, вид и тип трубы индивидуально под Вашу магистраль и рабочую среду.
отвод ду-50, уголок ду50, переход ду50
Похожие товары
Выход с фланцем DN 50 — EPAMS
Дом
Товары
Сифонные системы
Варианты изделия
Артикул
ДН
дн
Угол
Длина
Высота
Ширина
Вес
171289
—
—
340
470
340
6,46
171290
—
—
340
470
340
7. 11
172871
—
—
340
470
340
8,99
171288
—
—
340
470
340
6,16
Все размеры указаны в мм, номинальный вес в кг
Техническая информация и описание продукта
Описание продукта
Специально для системы EPAMS, эти выпускные отверстия с фланцем используются в случае несовместимости материалов, адаптированы к желобу толщиной до 6 мм.
Рекомендуемое применение:
Сифонная система
Дождевая вода
Основные преимущества:
Подходит для всех амбициозных архитектур и всех типов крыш.
Экономическая эффективность за счет экономии на покупках и затратах на установку: меньше водосточных труб, чем в самотечных системах.
Подходит для всех областей и плювиометрии: большие объемы слива воды до 75 л/с.
Низкие и простые в обслуживании системы с длительным сроком службы: никаких претензий с момента выпуска (1994 г.).
Материал:
Корпус из нержавеющей стали
Алюминиевая решетка
Промышленные стандарты продукции: Французский технический сертификат EPAMS® 5.2/14-2386_V2
Класс пожарной безопасности :
Акустические характеристики:
Процент переработанного содержимого: %
Информация о вторичной переработке: 99 % пригодно для повторного использования
Документы
Учебники и видео
BIM
См. нашу библиотеку BIM
Чтобы сохранить список желаний, вам необходимо войти в систему или создать учетную запись Saint-Gobain PAM.
Как определить, измерить размер выходной резьбы клапана IBC
Как определить, измерить размер выходной резьбы клапана IBC
Промышленные насосы
Катушки для шлангов
Нагреватели IBC / Нагрев барабанов
Дом
Технологическое оборудование
Смесители IBC / Барабанные мешалки
Ваш надежный поставщик соединителей IBC, фитингов для контейнеров IBC, соединителей IBC, переходников для контейнеров IBC с шаровым клапаном, муфты для садового шланга Gardena или трубных соединителей из ПВХ для соединения нескольких IBC друг с другом.
Больше информации?
Хотите получить предложение или больше технических данных о продукте? Пожалуйста, свяжитесь с нами .
Как определить резьбу клапана IBC
Этап 1 Точно измерьте наружный диаметр отверстия крана
Шаг 2 Точно измерьте расстояние между лентой нити
Этап 3 Проверьте приведенные ниже примеры, чтобы определить, какой тип клапана у вас есть.
Диаметр выхода
59 — 60 мм
расстояние между лентой резьбы
6 мм
IBC Тип клапана:
2″ G BSP
Диаметр выхода
59,6 мм
расстояние между лентой резьбы
2,25 мм
IBC Тип клапана:
2 1/8″ G BSP
Диаметр выхода
62,2 мм
расстояние между лентой резьбы
2,25 мм
IBC Тип клапана:
S100x8 / DN80
Расстояние между нитками ленты 8 мм Внешний диаметр выходного отверстия клапана ок. 90мм
Диаметр выхода
90 мм
расстояние между лентой резьбы
8 мм
IBC Тип клапана:
M80x3
Диаметр выхода
80 мм
расстояние между лентой резьбы
3 мм
IBC Тип клапана: S92x4 / DN80
Диаметр выхода
88–92 мм
расстояние между лентой резьбы
4 мм
Тип выхода: S75x6
Если ваш оригинальный клапан IBC сломан или неисправен, вы можете заменить его нашим адаптером S75x6, на который можно добавить шаровой клапан.
Вы можете очень быстро сравнить цены фрез для гравера по дереву и подобрать оптимальные варианты из более чем 4546 предложений
Фрезы пазовые дисковые по дереву П-01
Состояние: Новый Производитель: Микрон (Украина)
В наличии
Назначение: получение прямоугольных пазов и выборка четвертей при фрезеровании вдоль волокон в древесине, древесных материалах и клееной древесине на фрезерных и 4-х сторонних строгальных станках и…
02.11.2022
Казань (Россия)
ОФ-04 комплект фрез для изготовления окон и дверей из дерева
Состояние: Новый Производитель: Samson (Украина)
Обозначение D, мм d, мм Материал ножей Z n, мин-1 ОФ-04-1 211 32 (40) HSS 2 + 2 6000 ОФ-04-2 211 32 (40) HSS. ..
02.11.2022
Казань (Россия)
Фрезы острозаточенные напайные пазовые дисковые по дереву
Состояние: Новый Производитель: Гарант (Украина)
В наличии
Материал режущей части — HM, HSS. Технические характеристики Обозначение фрез D, мм d, мм b, мм Z 01-099 125 32; 40 4 4; 6 01-100…
02.11.2022
Казань (Россия)
Фрезы по дереву для обработки галтелей
Состояние: Новый Производитель: Гарант (Украина)
В наличии
Материал режущей части — HSS. Технические характеристики Обозначение фрезы D, мм d, мм B, мм R, мм h, мм 02-101 125 32 6 3 4. ..
02.11.2022
Казань (Россия)
Комплект фрез по дереву для изготовления мебельной обвязки
Состояние: Новый Производитель: Гарант (Украина)
Материал режущей части — HSS. Технические характеристики Обозначение фрез D, мм d, мм Z 08-001 125 32 4 08-002 125 32 4…
02.11.2022
Казань (Россия)
Фрезы для изготовления дверей из дерева 1Д-01
Состояние: Новый Производитель: Микрон (Украина)
В наличии
Назначение: обработка профильных поверхностей обвязки и филенок дверей Варианты компоновки фрез: Вариант А: изготовление дверной филенки Вариант В: изготовление дверной калевки Вариант С:…
02. 11.2022
Казань (Россия)
ПФ-06 фреза по дереву цилиндрическая 6-и профильная
Состояние: Новый Производитель: Samson (Украина)
В наличии
Обозначение D, мм d, мм B, мм Материал ножей Z n, мин-1 ПФ-06 140 (150) 32, 40, 50 60 HSS 4 6000 Назначение:…
02.11.2022
Казань (Россия)
Фрезы по дереву для сращивания 1С-05
Состояние: Новый Производитель: Микрон (Украина)
Назначение: сплачивание по длине дверных и мебельных филенок.
02.11.2022
Казань (Россия)
Фрезы по дереву для сращивания 1С-04
Состояние: Новый Производитель: Микрон (Украина)
Назначение: обработка торцевых поверхностей деталей для сплачивания по длине и получения панелей из натуральной древесины мягких и твердых пород.
02.11.2022
Казань (Россия)
Насадные фрезы по дереву для обвязки дверей 1Д-03
Состояние: Новый Производитель: Микрон (Украина)
Назначение: производство глухой дверной обвязки и обвязки под стекло.
02.11.2022
Казань (Россия)
Фрезы по дереву для производства мебели 1М-03
Состояние: Новый Производитель: Микрон (Украина)
Назначение: изготовление мебельных дверей.
02.11.2022
Казань (Россия)
Популярные категории в Казани
Да кстати, на портале ProСтанки выбор предложений по фрезам для гравера по дереву почти как на Авито и TIU
Видео фрез для гравера по дереву
Інструмент та обладнання INTERTOOL — Купити інструмент оптом у Харкові, Києві
INTERTOOL робить життя комфортніше та краще за допомогою доступних і якісних будівельних інструментів. Широкий вибір, понад 4000 позицій, допомагає майстрам на будівельних майданчиках, СТО і в ремонтних майстернях виконувати свою роботу якісніше та швидше. А велика мережа магазинів-партнерів у багатьох містах України — Київ, Харків, Львів, Одеса, Дніпро та ін. — робить інструмент INTERTOOL ближче до користувачів.
Українці обирають INTERTOOL
Бренд INTERTOOL здобув популярність серед майстрів різних професій і тому за нього віддають голос у найпрестижніших преміях.
Українська народна премія
2019 р. — Набори №1 в Україні!
2020 р. — отримано 8 нагород!
2021 р. — отримано 25 нагород!
Вибір споживача
Здобута нагорода у 2019 р.
Здобута нагорода у 2020 р.
Тисячі українців обирають INTERTOOL за його доступність і надійність. У виробництві ми враховуємо побажання клієнтів, підбираємо оптимальну комплектацію товарів, використовуючи лише якісні матеріали і високоточне обладнання. Саме тому продукція INTERTOOL стає краще, якісніше та доступніше з кожним днем.
Широкий вибір товарів
В нашому каталозі товарів є інструменти для вирішення будь-яких будівельних завдань.
Автоінструмент
Інструмент і аксесуари для ремонту та обслуговування автомобілів у домашніх умовах і на СТО. Представлений широкий вибір: наборів інструментів, ключів, мийок високого тиску, зарядних пристроїв, авто аксесуарів, гідравлічний інструмент.
Електроінструмент і обладнання
Акумуляторний і мережевий інструмент для всіх видів робіт, починаючи від акумуляторної викрутки та закінчуючи настільними станками, бетонозмішувачами та відбійними молотками.
Пневмоінструмент
У даній категорії представлені всі інструменти, що працюють від стиснутого повітря фарбопульти, гайковерти, зубила, підкачки для коліс тощо.
Компресори
Це серце пневмоинструмента, в асортименті представлені як малошумні безмасляні моделі, так і потужні поршневі компресори з ресивером об’ємом 300 л, а також обладнання і комплектуючі для формування повітряних магістралей і підключення пневмоінструмента.
Драбини і стрем’янки
Широкий вибір приставних драбин, стильних і компактних стрем’янок, а також універсальні трансформери висотою до 7.5 метрів і приладдя до них. Завжди прийдуть вам на допомогу під час висотних робіт.
Вимірювальний інструмент
Лазерні й оптичні прилади, далекоміри, а також штангенциркулі, лінійки та рулетки, високої якості виготовлення, для точної розмітки при проведенні ремонтних робіт.
Інструмент для оздоблювальних робіт
Широкий вибір ручного інструменту для комфортної роботи з усілякими будівельними матеріалами. Плиткорізи, склорізи, пістолети для піни, терки, шпателя, правила.
Техніка для дому і саду
Містить в собі товари для обрізання дерев, заготівлі дров, догляду за газоном, прибирання снігу, а також ручний садовий інвентар для справжніх любителів чистоти та затишку на ділянці навколо приватного будинку чи на дачі.
Витратні матеріали та приладдя
Тут зібрані біти, абразивні матеріали, клейові стрижні, диски, бури, зубила, свердла, цвяхи, шпильки, скоби, заклепки для продуктивної роботи ручним, пневматичним та електроінструментом.
Кріпильний інструмент
Об’єднує всі інструменти та приладдя для фіксації та ремонту такі як: заклепники, степлери, клейові пістолети, хомути, стяжки, скотч тощо.
Ящики сумки і пояси для інструмента
Різноманітні модифікації інструментальних ящиків, органайзерів та іншого приладдя для зберігання, комфортного транспортування, швидкого доступу і наведення порядку на робочому місці, в майстерні чи гаражі.
Засоби індивідуального захисту
Робочі рукавиці та одяг, захисні окуляри, респіратори і маски, шумоізоляційні навушники, каски і маски для зварників. Товари з даної категорії забезпечать ваш захист під час роботи інструментом.
Столярно-слюсарний інструмент
Ручні інструменти для домашнього набору, що має бути у кожного. Сокири, ножівки, розвідні ключі, плоскогубці, струбцини, молотки, кувалди і ще дуже багато корисних інструментів у асортименті, без яких не робиться жоден ремонт.
Активний відпочинок і туризм
Великий асортимент корисних товарів, що допоможуть вам організувати незабутній і комфортний відпочинок на свіжому повітрі. Газові пальники і плити, похідні ножі та мультиінструменти, тенти, ліхтарі.
Змазки технічні
Рідкий ключ допоможе впоратися зі старими кріпленнями краще ніж груба сила, а якісні змазки забезпечать надійний захист і тривалу роботу механізмів і рухомих елементів.
Лінійки інструментів STORM і DIY
INTERTOOL DIY —це відмінне рішення для тих, хто шукає собі помічника для домашніх робіт і не хоче переплачувати за непотрібні опції та дорогий бренд. Маючи такий інструмент під рукою, ви завжди будете готові виконати будь-яке завдання.
Основні переваги INTERTOOL DIY:
Інструмент для всіх видів побутових робіт
Простота, надійність і комфорт в експлуатації
Широкий функціонал за доступною ціною
Тривалий строк служби
INTERTOOL STORM вирізняє більш висока витривалість. Він розроблений спеціально для трудомістких завдань і роботи у важких умовах, тому інструмент цієї лінійки характеризується вищою продуктивністю, кращою якістю використаних у виробництві матеріалів, покращеною ергономікою корпусу і оптимальною комплектацією.
Основні переваги INTERTOOL STORM:
Інструмент для регулярного використання
У виробництві задіяні високоякісні матеріали
Ергономічність і зручність у використанні
Підвищений термін експлуатації
Розширена гарантія за умови реєстрації інструмента, до 3 лет
Вигідні умови співпраці з INTERTOOL
Ми не тільки забезпечуємо майстрів якісним інструментом, але і допомагаємо розвивати бізнес по всій території України. Ви можете стати нашим партнером і купувати інструменти оптом ще вигідніше. Всі подробиці про умови роботи на порталі ділових партнерів B2B центр.
Акції та вигідні пропозиції
Щомісяця ми готуємо для Вас вигідні пропозиції на актуальні сезонні товари. Купити інструмент за чудовою ціною можна перейшовши у розділ Акції.
4 способа пилить древесину с помощью дремеля – эффективные методы – в основном работа с деревом .
Дремель, возможно, не лучший инструмент, если вы ищете инструмент для резки дерева. Но Dremel на удивление хорошо режет небольшие куски дерева, а также когда вы хотите сделать погружные пропилы. Однако он очень ограничен выходной мощностью и размером материала.
Дремель — хороший инструмент для резки небольших кусков дерева. Для резки дерева с помощью Dremel можно использовать отрезной круг Dremel № 544, мини-пилу Dremel № 670, погружной фрезер Dremel № 335 или многоцелевой режущий набор Dremel.
В этой статье я предполагаю, что у вас есть вращающийся инструмент Dremel. Например, Dremel 3000, 4000, 4300 или аналогичный Dreme, который может использовать насадки и биты Dremel. Давайте углубимся в это и рассмотрим четыре варианта резки дерева с помощью Dremel.
Рекомендуемый Dremel для резки дерева: Dremel 4000 с гибким валом (проверьте цену на Amazon)
И помните, всегда используйте защитные очки при использовании Dremel.
Вариант 1: Использование отрезного круга по дереву Dremel № 544 для резки дерева
Щелкните изображение, чтобы проверить цену на Amazon! Щелкните изображение, чтобы проверить цену на Amazon!
Отрезной круг по дереву Dremel № 544 — мой любимый способ резки дерева с помощью Dremel. Он отлично подходит для резки небольших кусков дерева и быстро настраивается.
Отрезной диск изготовлен из карбида и может использоваться на дерево, стекловолокно, пластик и ламинат e. Не используйте его на металлах.
Самый большой кусок дерева , который отрезной круг может разрезать за один проход, это 1/2 дюйма (1,3 см) . Вы можете удвоить это, если будете резать с обеих сторон. Но если вы хотите сделать правильные однодюймовые пропилы в древесине, я бы рекомендовал использовать пилу вместо Дремеля.
В отрезном круге используется шпиндель EZ-lock #E402, который обычно не входит в комплект при покупке отрезного круга. Поэтому убедитесь, что вы либо покупаете его, либо имеете в наличии, прежде чем покупать отрезной круг.
Как пилить дерево с помощью отрезного круга по дереву Dremel #544
Прикрепите отрезной диск к оправке EZ-Lock
Прикрепите сверло к Dremel
Включите Dremel
Установите Dremel на 35 000 оборотов в минуту или максимально возможное
Прикоснитесь к дереву и начните пилить
Держите руку твердо
Старайтесь делать пропил в одном направлении до конца. Отрезной диск имеет тенденцию выскакивать, если вы перемещаете его слишком далеко назад и вперед
Продолжайте, пока не закончите.
Вот видео о различных типах резки, которые вы можете сделать с помощью отрезного круга по дереву Dremel # 544 :
Вариант 2: Использование мини-пилы Dremel # 670 для резки дерева
Нажмите на изображение, чтобы проверить цену на Amazon !
Мини-пила Dremel представляет собой насадку, специально предназначенную для резки дерева . Эту насадку можно сравнить с мини-циркулярной пилой.
Мини-пила Dremel предназначена для резки тонких и длинных деревянных заготовок. Распиловка 1/4-дюймовых кусков фанеры — это то, где этот инструмент наиболее полезен, на мой взгляд.
На инструменте нет направляющей, обеспечивающей прямой срез. Так что, если ваш разрез требует высокого уровня точности, вам нужно будет сделать какую-то направляющую для резки. Или вместо этого вы можете использовать что-то вроде циркулярной пилы с направляющей.
Еще одна замечательная особенность мини-пилы Dremel заключается в том, что она может выполнять погружные пропилы. Погружной рез начинается с середины дерева.
Если у вас уже есть Dremel, , я бы порекомендовал приобрести мини-пилу Dremel . Насадка используется не так часто, но я уверен, что вы будете рады, что она у вас есть, когда возникнет необходимость.
Вариант 3: использование многоцелевого режущего комплекта Dremel № 565 для резки дерева
Щелкните изображение, чтобы проверить цену на Amazon!
Многоцелевой набор для резки Dremel отлично подходит для выполнения точных погружных пропилов. Если вы хотите сделать круги или узоры в середине куска дерева, то я бы порекомендовал набор для многоцелевой резки для работы
Самый глубокий разрез , который можно сделать с помощью универсального набора для резки № 565, составляет 3/4 дюйма (1,9 см). Таким образом, вы можете резать более толстые куски дерева, чем другие варианты из этого списка.
Недостатком комплекта для резки является то, что он медленнее в использовании, чем пилы выше . Сверла, используемые для резки, толще и удаляют больше древесины, что делает их работу медленнее.
Я бы не рекомендовал его для резки широких или длинных деревянных заготовок. Но если вы делаете много высокоточных погружных пропилов, я бы выбрал этот.
Многоцелевой набор для резки Dremel можно также использовать для резки других материалов, таких как гипсокартон, ламинат, стекловолокно, пластик и виниловый сайдинг.
Вариант 4. Использование погружного фрезера Dremel #335 для резки дерева На Амазонке!
Погружной фрезер Dremel — отличный способ сделать более точные пропилы в древесине с помощью Dremel.
Помимо погружной резки древесины, такой как многоцелевой режущий комплект, погружной фрезер Dremel служит подходящим фрезером для деревообработки.
С помощью правильных насадок теперь вы можете вырезать изогнутые края в дереве и начинать фрезерование в центре дерева. А если древесина достаточно тонкая, можно удалить целые участки древесины.
Если вы хотите раскрыть потенциал Dremel в области резьбы и резки по дереву, вам обязательно нужно иметь погружной фрезер. Это дешевый способ начать фрезерование, а также отличный способ сделать точные и уникальные резы по дереву.
Итак, какое приспособление нужно для резки дерева?
Большинству людей не нужны все вышеперечисленные вложения. И какой из них вы должны получить, полностью зависит от того, какой тип порезов вы хотите сделать.
Если вы выполняете общую резку небольших кусков дерева, я бы порекомендовал приобрести Wood Cut of Wheel #544 вместо Mini Saw #670.
Если вы режете длинных тонких бруска, я бы порекомендовал приобрести мини-пилу #670. Пример: Вам нужно разрезать много 1/4-дюймовой фанеры.
Если вы хотите сделать много погружных пропилов, фрезерование или создание шаблонов в центре деревянной детали. Получите погружной фрезер Dremel #335 .
Если вам нужен инструмент, который может выполнять погружные пропилы в древесине, но при этом универсален и может также резать другие твердые материалы, такие как плитка , приобретите универсальный набор для резки #565
Но тот, который я нашел наиболее полезным в моем наборе инструментов является инструмент Wood Cut of Wheel #544
Как резать дерево с помощью вращающегося инструмента Dremel — 5 простых шагов
Вращающийся инструмент предназначен для вырезания, гравировки, фрезерования, очистки, полировки, резки, заточки, пескоструйной обработки и удаления цементного раствора.
«Dremel» — торговая марка одного такого вращающегося инструмента.
Но компания стала настолько известной в этой области, что ее часто называют вращающимся инструментом Dremel.
Понимание того, как правильно пользоваться вращающимся инструментом Dremel, поможет вам выполнять точные пропилы в таких материалах, как дерево или гипсокартон.
Однако для таких разрезов может потребоваться особый тип крепления в зависимости от типа выполняемого разреза.
Знание того, что нужно добавить, поможет вам лучше резать материал.
Вращающийся инструмент Dremel можно приобрести отдельно или в составе режущего комплекта, в который входят различные насадки.
Если у вас нет насадок, разумным решением может стать покупка комплекта для резки.
Это связано с тем, что для разных разрезов и разных материалов потребуются разные приспособления.
В этой статье мы рассмотрим:
Прямолинейная насадка или отрезной круг
Резка древесины с помощью вращающегося инструмента Dremel
Шаг 1. Подготовка
Шаг 2. Выбор правильной насадки
Шаг 3. Разметка и резка
Шаг 4. Частое удаление опилок
Шаг 5. Отшлифовать или отполировать
Можно ли использовать вращающийся инструмент для резки гипсокартона?
На какой скорости можно использовать биту Dremel?
Можно ли использовать инструмент Dremel в качестве фрезера для скругления углов?
Прямая насадка или отрезной круг
Эти насадки используются, когда толщина материала меньше полдюйма.
Если древесина, которую вы режете, толще полудюйма, вам необходимо приобрести инструмент большего размера.
Прямая фреза, как следует из названия, лучше подходит для прямых резов.
Но отрезные круги обычно используются для различных типов разрезов, канавок или кругов.
Резка древесины с помощью вращающегося инструмента Dremel
Прежде чем приступить к резке с помощью вращающегося инструмента Dremel, вам необходимо иметь под рукой необходимое защитное оборудование.
Включая перчатки, предназначенные для уменьшения тепла и трения, которые могут повредить открытые участки кожи.
Другое защитное оборудование, рекомендуемое для использования с вращающимся инструментом, включает следующее.
Маска для лица
Защитные очки
Беруши
Маска для лица и защитные очки при совместном использовании максимально защищают ваши глаза от любого летящего мусора.
Беруши используются для снижения уровня шума. Это связано с тем, что типичная дисковая пила Dremel и дерево, которое она разрезает, будут шумными во время работы устройства.
Шаг 1. Подготовка
Когда у вас есть защитное снаряжение, материал и инструмент, готовые к работе, вам нужно будет подготовить место, где вы будете работать.
Это означает, что место, где вы режете, должно быть открытым и хорошо вентилируемым.
Кроме того, материал необходимо резать на верстаке с зажимами для фиксации материала во время резки.
Шаг 2. Выберите правильную насадку
Выбор насадки зависит от используемого материала и типа выполняемой вами задачи.
Если вы сверлите, используйте сверло. Биты маршрутизатора можно использовать для простых задач.
Если вам это нужно специально для резки дерева, идеально подойдет что-то вроде сверла Dremel 561, которое может резать твердую древесину толщиной до 3/8″ и мягкую древесину до 5/8″.
Кроме того, вы можете приобрести твердосплавный отрезной круг, который отлично подходит для резки самых прочных кусков дерева.
Однако, если вы занимаетесь гравировкой или резьбой, вам понадобится более специализированная фреза, например, следующие типы фрез.
Алмазные наконечники
Гравировка
Высокоскоростная
Структурированный зубчатый карбид
Карбид вольфрама
После этого вы должны установить соответствующие насадки или приспособления it2x для резки дерева на вращающуюся доску Dremel forform4 и закрепить ее на вращающемся инструменте Dremel2x4. .
Это означает снятие манжеты и присоединение основания фрезера, которое должно включать прямую фрезу для резки.
Для этого просто вставьте прямое сверло в отверстие на конце инструмента, а затем слегка задвиньте его.
Теперь затяните гайку с буртиком, которая фиксирует биту на месте.
Помните, что вы можете заменить насадки, нажав кнопку блокировки на валу инструмента.
Для выполнения этой задачи вам нужно повернуть цангу.
Когда бита ослаблена, вы можете снять ее и заменить другой битой.
При извлечении и вставке насадок сначала отключите питание, а также отключите вращающийся инструмент.
Шаг 3. Разметка и вырезание
Чтобы выполнить наиболее точный разрез с помощью вращающегося инструмента Dremel, вам потребуется точно отметить область, которая будет разрезана.
Это означает использование трафарета или маркера, которые наносят линии, необходимые для выполнения с помощью вращающегося инструмента.
Лучше всего делать отметку вдоль волокон древесины, так как вращающийся инструмент Dremel работает лучше всего, если нажимать в направлении волокон древесины.
В противном случае вы можете пропустить некоторые участки поверхности, что может привести к неровному резу.
Теперь вы готовы сделать разрез.
Если вы сначала снимаете значительное количество древесины, то лучше всего использовать насадку-пилу.
Позволяет работать с большими материалами и резать их в короткие сроки.
Вы не должны использовать высокоскоростной резак, если только количество древесины, которое необходимо удалить, не является относительно небольшим по площади.
Во избежание заклинивания не применяйте силу и не надавливайте на материал. Вместо этого используйте низкое давление и дайте сверлу сделать свою работу.
Также помните, что если вы хотите добиться ровного реза, вам следует выбрать более высокую скорость и использовать широкие ходы.
Это позволит получить более плавный рез по сравнению с более низкой скоростью, которая приводит к более грубому резу.
Шаг 4. Частое удаление опилок
Количество опилок будет быстро накапливаться, и вы не сможете увидеть работу, которую необходимо выполнить.
Вы должны часто убирать опилки, чтобы видеть, что вы делаете.
В противном случае вы можете пропустить сделанные метки и выполнить больше работы, чем вы хотите, чтобы получить желаемый тип разреза.
Шаг 5. Отшлифуйте или отшлифуйте
После того, как вы сделали нужные надрезы или надрезы, можно использовать насадку для шлифовки или полировки.
Эта насадка поможет сгладить сделанные вами разрезы и удалить любые неровности с самого материала.
Используя шлифовальную насадку, вы можете ретушировать участки, которые вас не удовлетворили.
Можно ли использовать вращающийся инструмент для резки гипсокартона?
Если вы хотите разрезать гипсокартон, канцелярский нож — лучший инструмент для этой работы.
Спиральная пила также является отличным выбором, поскольку она проста в использовании и обеспечивает точный разрез.
Идеально подходит, если вам нужно вырезать отверстия для розеток и электрических коробок в гипсокартоне.
Но если вы хотите использовать вращающийся инструмент для резки гипсокартона, вам понадобится подходящая насадка.
Например, Dremel 560 и 561 могут резать не только фанеру или 2×4, но и пластик, стекловолокно, гипсокартон, ламинат, алюминий и виниловый сайдинг на глубину до 1/8 дюйма.
Вы можете вырезать отверстия, детализированные линии и т. д. в гипсокартоне с помощью Dremel, оснащенного этой насадкой для резки гипсокартона.
Кроме того, Dremel — отличный инструмент для резки труб со специфическими изгибами и поворотами.
На какой скорости можно использовать биту Dremel?
Dremel может использоваться для самых разных целей благодаря различным размерам фрез.
В то время как ⅛” является наиболее широко используемым размером биты от Dremel, некоторые другие распространенные также включают 1/32 дюйма, 1/16 дюйма и 3/32 дюйма.
При использовании этих бит необходимо помнить, что они должны работать с определенной скоростью для определенного типа проекта.
Обычный предел скорости для безопасного использования бит Dremel составляет 30 000 об/мин.
Но в зависимости от размера, материала долота и проекта эта скорость может достигать 32 000–35 000 об/мин.
Не забудьте свериться с руководством пользователя, чтобы убедиться, что вы не перегружаете биту.
Можно ли использовать инструмент Dremel в качестве фрезера для скругления углов?
Да, сойдет.
Но помните, что Dremel не создан и не является лучшим вариантом для таких проектов.
Для получения круглых кромок и закругленных углов используйте фрезер, который будет намного мощнее и поможет добиться лучших результатов за считанные секунды.
Дремель, будучи инструментом для легких работ, может занять гораздо больше времени и не даст такой гладкой поверхности, как фрезерный станок.
Заключительные мысли
Вращающийся инструмент Dremel — чрезвычайно универсальный инструмент, который удобно лежит в руке
Отлично подходит для резки, шлифования, резьбы и придания формы небольшим кускам дерева, а также многим другим материалам, таким как пластик, стекло, металл и даже стена.
Лесопильное производство выпускает пиленую продукцию (пилопродукцию). Пиленая продукция — это продукция из древесины, получаемая при продольном делении бревен на части поперечного и продольного раскроя полученных частей. Ее выпускают в виде пиломатериалов: брусьев, брусков, досок, шпал, обапола.
По форме и размерам поперечного сечения продукция лесопильного производства делится на виды, имеющие различные названия. Брус — пилопродукция шириной и толщиной 100 мм и более. Двухкантный брус — брус с двумя противоположными пластями, которые обработали пилением или фрезерованием. Трехкантный брус — брус, имеющий три продольные обработанные пилением или фрезерованием поверхности. Четырехкантный брус — брус, имеющий четыре продольные обработанные пилением или фрезерованием поверхности.
Брусок — пилопродукция толщиной до 100 мм и шириной не более двойной толщины. Доска — пилопродукция, толщиной до 100 мм и шириной более двойной толщины. Широкие стороны называются пластью. Узкие — кромкой. Толщина доски определяется расстоянием между пластями, ширина — расстоянием между кромками. Длина доски измеряется вдоль волокон между торцами. Торец — концевое поперечное сечение материала. Линия пересечения пласти и кромки называется ребром.
Различают доски обрезные и необрезные. У обрезных досок кромки опилены перпендикулярно пластям, величины обзола на кромках не более допустимого. Обзол — это часть боковой поверхности бревна, сохранившаяся на обрезной пилопродукции или детали. У необрезных досок кромки не опилены или частично опилены и величина обзола более допустимого в обрезном пиломатериале.
Обапол — продукция лесопильного производства, которую получают из боковой части бревна и она имеет одну пропиленную, а другую непропиленную или частично пропиленную поверхности. Горбыльный обапол — обапол, у которого одна из поверхностей пропилена не более чем на половину длины. Дощатый обапол — обапол, у которого одна из пластей пропилена более чем на половину длины. По направлениям пропилов различают пиломатериал радиальной распиловки, полученный ориентированной распиловкой брусьев или бревен с преимущественным направлением пропилов близким к радиусам годичных слоев древесины и пиломатериал тангентальной распиловки, полученный ориентированной распиловкой бревен с преимущественным направлением пропилов по касательной к годичным слоям древесины.
Продукция лесопильного производства по породам делится на пилопродукцию хвойных пород (сосна, ель, кедр, пихта, лиственница) и пилопродукцию лиственных пород (мягкие лиственные — береза, липа, тополь; твердые лиственные — дуб, бук, вяз, граб).
По характеру обработки различают пиленый пиломатериал, если его поверхности образованы делением пилами, и строганный, у которого обработаны строганием или фрезерованием хотя бы пласть или обе кромки.
По размерам в соответствии с ГОСТ 24454 — 80 (для хвойных) и ГОСТ 2695 — 83 (для лиственных пиломатериалов), установлены градации по толщине, ширине и длине. По качеству древесины продукция лесопильного производства делятся по сортам.
Сортность определяется совокупностью пороков древесины и дефектов обработки. По месту реализации различают пиломатериалы экспортные и внутреннего потребления. Изготовленные из пиломатериалов заготовки имеют одинарные и кратные размеры будущих деталей с припусками на обработку и усушку. Различают заготовки пиленые, плоскости которых сформированы пилой, клееные – склеенные из более мелких по одному или нескольким направлениям (длине, ширине, толщине), калиброванные – обработанные до заданного размера. Продукция лесопильного производства, поставляемая по заказу-спецификации потребителя, называют спецификационной продукцией. Спецификацией оговариваются размер, порода, сорт, характер обработки и другие условия поставки. Современная технология лесопильного производства должна быть нацелена на выпуск максимального количества спецификационной пилопродукции.
Продукция лесопильного производства
К основной продукции лесопильного производства относятся пиломатериалы, заготовки и обапол. Дополнительной продукцией является технологическая щепа, которую получают от переработки отходов в виде горбылей, реек, торцовых отрезков на рубительных машинах или фрезерованием боковых частей бревна и досок.
Основные вилы пиломатериалов представлены на рисунке 1. в пиломатериалах и заготовках широкие стороны называют пластями, узкие – кромками, концевые по обе стороны – торцами, пересечение пластей и кромок – обзолом.
Рисунок 1 – Основные виды пиломатериалов: а – пластина; б – четвертина; в – двухкантный брус; г – необрезная доска; д – трехкантный брус; е – четырехкантный брус; ж – брусок; з – обрезная доска; и, к – шпалы; л – обапол горбыльный; м – обапол дощатый.
Пиломатериалы толщиной не более 100 мм и шириной более двойной толщины называются досками; если их ширина меньше двойной толщины – брусками; при ширине и толщине более 100 мм – брусьями.
Обапол получают из деловой части горбыля или подгорбыльной доски; он имеет одну пропиленную поверхность, а другую непропиленую или частично пропиленную.
По расположению в бревне доски разделяются на сердцевинные, содержащие сердцевину, центральные – две доски, каждая из которых включает половину сердцевины, и боковые, расположенные за сердцевинными и центральными.
По расположению пластей относительно годичных слоев различают пиломатериалы радиальные, тангенциальные и полурадиальные, полутангенциальные. В радиальных досках пласть расположена перпендикулярно касательной к годичным слоям, в тангенциальном – параллельно, а во всех других под углом.
ГОСТ 8486-86 «Пиломатериалы хвойных пород» распространяется на пиломатериалы хвойных пород и устанавливает технические требования к пиломатериалам, предназначенным для использования в народном хозяйстве и на экспорт. Стандарт не распространяется на резонансные и авиационные пиломатериалы. Пиломатериалы разделяют на обрезные, необрезные доски, бруски и брусья. Номинальные размеры пиломатериалов и предельные отклонения от номинальных размеров установлены в ГОСТ 24454-80. По согласованию с потребителями допускаются для внутреннего рынка пиломатериалы с градацией по длине, размерами и допустимым отклонениям, установленным в ГОСТ 26002-83.
По качеству древесины и обработки доски и бруски разделяют на пять сортов (отборный, 1-й, 2-й, 3-й, 4-й), а брусья – на четыре сорта (1, 2, 3, 4).
Пиломатериалы отборного, 1, 2, 3-го сортов изготовляют сухими (влажность не более 22%), сырыми с влажность более 22% и сырыми антисептированными. В период с 1 мая по1 октября изготовление сырых антисептированных и сырых пиломатериалов допускается по согласованию с потребителем (заказчиком).
Влажность пиломатериалов 4 сорта не нормируется.
Антисептирование по ГОСТ10950-78.
Оценка качества пиломатериалов, за исключением палубных, должна производиться по пласти или кромке, худшей для данной доски, а брусков и брусьев квадратного сечения – по худшей стороне. Параметр шероховатости поверхности пиломатериалов не должен превышать 1250 мкм для отборного, 1, 2 и 3-го сортов, а для 4-го – 1600 мкм по ГОСТ 7016-82.
ГОСТ 26002-83 «Пиломатериалы хвойных пород северной сортировки, поставляемые для экспорта». Пиломатериалы различают:
По толщине: на тонкие – от 16 до 22 мм, средние – от 25 до 44 мм, толстые – от 50 до 100 мм;
По ширине: на узкие – от75 до 44 мм, широкие – 150 и выше;
По длине: на короткие – от 0,45 до2,4 м; длинные – от 2,7 до 6,3 м.
Номинальные размеры пиломатериалов по толщине и ширине устанавливают по ГОСТ 24454-80, при этом толщина пиломатериалов не должна превышать 100 мм.
Размеры пиломатериалов по длине устанавливают:
от 1,5 м и более с градацией 0,3 м;
от 0,45 до 1,35 м с градацией 0,15 м.
Предельные отклонения от номинальных размеров пиломатериалов не должны превышать, мм:
по длине +25, -12;
по ширине +3, -2;
по толщине менее 50 мм +2, -1;
при толщине от 50 и свыше +3, -2.
Количество пиломатериалов с максимальными допускаемыми отклонениями не должно составлять более 25% от общего количества пиломатериалов. По качеству древесины и ее обработки пиломатериалы подразделяются на 1-й, 2-й, 3-й, 4-й, 5-й сорта. По сортам пиломатериалы рассортировывают на бессортные (включающие 1-й, 2-й, 3-й сорта, процентное отношение которых должно соответствовать естественному выходу пиломатериалов из распиловки) отдельно 4-й, отдельно 5-й сорт. Допускается сортировка коротких пиломатериалов на бессортные и 4-й сорт вместе, 5-й отдельно. В партии еловых пиломатериалов допускается 15% пихтовых. Влажность древесины не должна превышать 22%. Изменение влажности допускается по заказ-нарядам внешнего объединения, антисептирования пиломатериалов по ГОСТ 10950-78.
ГОСТ 9302-83 «Пиломатериалы хвойных пород черноморской сортировки, поставляемые для экспорта». По размерам их делят на нормале, соттомизура, кортаме, морали, полуморали и мадриери, а по длине изготавливают:
Соттомизура – узкие пиломатериалы от 100 до 150 мм.
Кортаме – короткие пиломатериалы от 1,50 до 3,75 м.
Морали – бруски квадратного сечения.
Полуморали – бруски прямоугольного сечения.
Мадриери – толстые пиломатериалы сечением согласно ГОСТ 9302-83.
По заказу-наряду Внешнеторгового объединения допускается изготавливать:
морали – от 3,00 до 3,75 м;
полуморали – от 1,5 до 2,75; от 3,00 до 3,75 м;
мадриери – от 1,5 до 2,75 м.
Номинальные размеры пиломатериалов по толщине и ширине представлены в ГОСТ 9302-83.
Предельные отклонения от номинальных размеров пиломатериалов не должны превышать, мм:
по длине +25, -12;
по толщине и ширине при размерах до 35 мм включительно ± 1;
по толщине и ширине при размерах от38 до 100 мм включительно ± 2;
по толщине и ширине при размерах от110 мм и более ± 3.
ГОСТ 24454 «Пиломатериалы хвойных пород. Размеры» распространяется на обрезные и необрезные пиломатериалы хвойных пород и устанавливает требования к размерам пиломатериалов, используемых для нужд народного хозяйства и экспорта. Стандарт не распространяется на резонансные и авиационные пиломатериалы, а также на пиломатериалы хвойных пород черноморской сортировки.
По требованию потребителя допускается изготавливать пиломатериалы с размерами, не указанными в ГОСТ 24454-80.
Таблица 3 – Номинальные размеры толщины и ширины пиломатериалов хвойных пород по ГОСТ 24454-80
Толщина, мм
Ширина, мм
16
75
100
125
150
—
—
—
—
—
19
75
100
125
150
175
—
—
—
—
22
75
100
125
150
175
200
225
—
—
25
75
100
125
150
175
200
225
250
275
32
75
100
125
150
175
200
225
250
275
40
75
100
125
150
175
200
225
250
275
44
75
100
125
150
175
200
225
250
275
50
75
100
125
150
175
200
225
250
275
44
75
100
125
150
175
200
225
250
275
50
75
100
125
150
175
200
225
250
275
60
75
100
125
150
175
200
225
250
275
75
75
100
125
150
175
200
225
250
275
100
—
100
125
150
175
200
225
250
275
125
—
—
125
150
175
200
225
250
—
150
—
—
—
150
175
200
225
250
—
175
—
—
—
—
175
200
225
250
—
200
—
—
—
—
—
200
225
250
—
250
—
—
—
—
—
—
—
250
—
Ширина узкой пласти, измеренная в любом месте длины необрезных пиломатериалов, должна быть:
для толщин от 16 до 50 мм не менее 50 мм;
для толщин от 60 до 100 мм не менее 60 мм;
для толщин от 125 до 300 мм не менее 0,6 толщины.
Ширина пласти обрезных пиломатериалов с непараллельными кромками в узком конце должна быть:
Пиломатериалы должны также изготавливаться со следующими размерами поперечных сечений:
для экспорта — 63×160, 90×90, 90×125, 50×300, 63×300, 75×300, 100×300 мм. По согласованию с потребителем пиломатериалы
указанных поперечных сечений могут изготавливаться для внутреннего рынка.
для платформ грузовых автомобилей – 40×180, 70×150 мм;
для авто- и вагоностроения – шириной 110 и 130 мм.
Номинальные размеры длины пиломатериалов:
для внутреннего рынка и экспорта – от 1,0 до 6,5 м с градацией 0,25 м;
для изготовления тары – от 0,5 м с градацией 0,1 м;
для мостовых брусьев – 3,25 м;
для экспорта – от 0,9 до 6,3 м с градацией 0,3 м.
Предельные отклонения от номинальных размеров пиломатериалов:
по длине, мм +50 и -25;
по толщине, мм: при размерах от 32 мм включительно 1,0; от 40 до 100 мм включительно 2,0; более 100 мм включительно 2,0;
по ширине для обрезных пиломатериалов, мм: при размерах от 100 мм включительно 2,0; более 100 мм 3,0.
Для пиломатериалов длиной менее 1,5 м предельные отклонения по длине не устанавливаются.
По согласованию с потребителем для внутреннего рынка допускаются пиломатериалы с градацией по длине 0,3 м и предельными отклонениями по толщине и ширине по ГОСТ 22002-83.
Измерение размеров пиломатериалов производится по ГОСТ 6564-84.
ГОСТ 5780-77 « Обапол для крепления горных выработок».
Виды и размеры.
Обапол разделяется на горбыльный и дощатый по ГОСТ 18288-87.
Размеры обапола должны соответствовать указанным в ГОСТ 5780-77.
Таблица 4 – Размеры обапола по ГОСТ 5780-77
Длина, м
Толщина, мм
Ширина, мм
0,8; 0,9
30-35
90-200
1,0; 1,1; 1,2; 1,5
16-19; 19-25; 30-35
90-200
1,6; 1,8; 2,0; 2,1; 2,2; 2,5; 2,75
19-25; 30-35
90-200
Допускается изготавливать обапол шириной до 250 мм по группам толщин 19-25 и 30-35 мм для шахт Приморского угольного бассейна и шахт производственного объединения «Красноярскуголь».
По соглашению изготовителя с потребителем допускается изготовлять обапол длиной 1,0-1,5 м и шириной от 75 мм.
Толщина толстого конца дощатого обапола должна быть не более полуторной толщины тонкого конца, горбыльного обапола длиной 0,8-1,2 м – не более полуторной толщины, а длиной 1,4-2,75 м – не более двойной толщины тонкого конца.
Толщина толстого конца обапола всех длин для шахт Донецкого и Подмосковного угольных бассейнов должна быть не более полуторной толщины тонкого конца.
Толщина обапола по всей длине должна быть не менее толщины тонкого конца с учетом допускаемых отклонений. Разница ширин толстого и тонкого конца обапола не должна превышать ½ ширины тонкого конца.
Предельные отклонения от установленных размеров допускаются в миллиметрах:
Спецификациями называют производственные задания предприятиям на выработку пилопродукции с распределением ее по породам, размерам, сортам и указанием их объемов.
Производственные задания на выработку пиломатериалов экспортного назначения называются стокнотами. Для размерной характеристики спецификаций и стокнотов рассчитывают средние размеры пиломатериалов по ширине, толщине, объему.
Средняя толщина пиломатериалов определяется по формуле:
,
Средняя ширина пиломатериалов определяется аналогично:
,
Средний объем доски равен:
где
∑n – количество досок, шт.
Средняя длина досок равна:
Средние размеры пиломатериалов не округляются до целой величины. Размеры, указанные в спецификациях и стандартах, называют номинальными. Номинальные размеры устанавливают во всех стандартах для влажности древесины 20%. При влажности более или менее 20% фактические размеры толщины и ширины должны иметь припуск по ГОСТ 6782. 1-75
где
tф – фактический размер пиломатериалов, мм;
tN – номинальный размер, мм;
y – припуск на усушку, мм;
∆ – допускаемое отклонение (допуск), мм.
Руководство по лесопилкам | Что такое лесопилка и как она работает?
Термин лесопилка может относиться к двум различным концепциям в отрасли. Во-первых, это место, где люди перемалывают пиломатериалы. Лесопилка — это вся земля, на которой стоит лесопилка — двор сортировки бревен, фрезерные станки и площадка, где сортируются и хранятся деревянные доски. На лесопилке также есть помещения для управления и обслуживания лесопилки.
Лесопилка также относится к конкретному режущему или распиливающему механизму. Эти машины превращают бревна в прямоугольные бревна для использования в производстве. Технически в лесопильной промышленности станок для колонкового распила называется головным станком, но для правильного функционирования головному станку требуется обширная опорная конструкция. Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы.
Независимо от того, используете ли вы это слово для обозначения отдельного лесопильного станка или всей операции по фрезерованию пиломатериалов, лесопилки по своей природе являются оживленными местами. Большинство современных лесопильных заводов представляют собой огромные коммерческие предприятия с высокой производительностью. В некоторых из этих мест работают сотни рабочих, и они круглосуточно работают посменно, чтобы поддерживать эффективность производства пиломатериалов.
Когда была изобретена лесопилка?
До изобретения лесопилки люди резали, раскалывали и строгали деревянные доски вручную с помощью ручных инструментов. Позже люди использовали пилу, длинное лезвие, которое разрезало бревна, когда мужчины тянули пилу. Этот процесс был утомительным и утомительным и нуждался в доработках.
История лесопилки восходит к Римской империи. Первая известная лесопилка называется лесопилкой Иераполиса и датируется примерно третьим веком нашей эры. Лесопилка была обнаружена, когда археологи исследовали саркофаг мельника в современной Турции, которая раньше была Малой Азией. На саркофаге был рельеф водяного колеса с кривошипно-ползунковым механизмом и двумя пилами, прорезающими блоки.
Римская пила с приводом от водяного колеса представляла собой значительный прогресс в технике и производстве. Примерно в шестом веке по всей Византийской империи появились каменные лесопилки с водяным приводом. К XI веку эти лесопилки распространились из Испании и Северной Африки в Среднюю Азию.
Кто изобрел лесопилку?
Конструкция лесопилки практически не менялась до промышленной революции, когда кто-то изобрел пильный диск. Историки обычно ссылаются на Сэмюэля Миллера, который получил британский патент на лезвие в 1777 году. Другие утверждают, что голландцы разработали его в 17 веке или что это была американская сестра-шейкер Табита Бэббит. Кто бы ни изобрел ее, высокая цена ленточной пилы и некачественные полотна привели к тому, что она не использовалась широко до середины 19-го века.век. Сегодня на большинстве лесопильных заводов используются ленточные пилы промышленных размеров.
Что я могу получить на лесопилке?
Лесопилка может производить большое количество всех видов пиломатериалов, хотя большинство лесопилок специализируются на определенном типе пиломатериалов. Лесопилки в Северной Америке перерабатывают один из двух видов деревьев: хвойную или твердую древесину.
Деревья хвойных пород – это вечнозеленые или хвойные деревья с постоянно прикрепленными иголками. Эти виды включают кедр, сосну, ель, болиголов, пихту и красное дерево. Лиственные деревья — это лиственные породы, которые сбрасывают листву осенью и выпускают новые весной. Такие породы, как грецкий орех, клен, бук, вишня, вяз и дуб, относятся к лиственным деревьям.
Для обработки этих видов требуются различные машины и инструменты. Некоторые лесопильные заводы покупают оборудование для обработки обоих типов деревьев, хотя это редкость. Обычно вы можете найти материалы из хвойной древесины в грубых столярных работах и каркасах зданий, которые используются в легкой строительной промышленности. В жилищном строительстве пиломатериалы твердых пород используются для изготовления готовой продукции, такой как мебель, полы, лестницы и фанерные панели.
Большинство лесопильных заводов производят на своей производственной линии три основных продукта:
1. Лесоматериалы
Лесоматериалы представляют собой крупнообрезные столбы, используемые в строительстве. Эти продукты имеют толщину более 5 дюймов и обеспечивают необходимую структурную поддержку. Строительные компании используют бревна в качестве балок или столбов при строительстве таких объектов, как дома или сараи.
2. Фасонные пиломатериалы
Наиболее распространенным продуктом, сходящим с производственной линии лесопилки, являются мерные пиломатериалы. Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил.
Лесопилки также строгают размерные пиломатериалы до определенного размера и гладкости. Размеры пиломатериалов могут быть несколько сложными, так как строгание древесины немного уменьшает ее размер. Необработанная доска, выходящая из головной оснастки, имеет толщину ровно 2 дюйма и ширину 4 дюйма. Однако фактические размеры 2×4, выходящего из строгального станка лесопилки, составляют 1,5 дюйма в толщину и 3,5 дюйма в ширину.
3. Доски
Третий вид пиломатериалов, производимых на лесопильном заводе, – это доска. Доски — это тонкие доски, толщина которых обычно составляет от ¾ дюйма до 1 дюйма. Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков.
Другие продукты, которые вы можете найти на лесопилке, включают деревянные доски особой формы и контура. Лесопильные заводы могут производить переплетенные формы шпунта и паза, кромки внахлестку и закругленные профили. Все эти доски используются в отделке и архитектуре. Некоторые лесопильные заводы также изготавливают заказы на заказ в соответствии со спецификациями заказчика. В некоторых местах также будет поставляться древесина с зарубежных или местных рынков.
Какие бывают лесопилки?
В зависимости от производственных потребностей лесопильные станки могут быть как стационарными, так и переносными. Стационарные лесопильные заводы представляют собой крупногабаритные конструкции в стационарных местах, установленные на фундаменте. Портативные или передвижные лесопильные заводы представляют собой небольшие производства и могут быть установлены на грузовике или прицепе. Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих.
Стационарные лесопилки часто строят вблизи источников воды. Исторически сложилось так, что такое размещение упрощало производство. Большинство лесопильных заводов во время промышленной революции приводились в действие паром, что требовало стабильного и возобновляемого источника воды для производства. Было также практично располагать мельницу рядом с водотоком, чтобы сотрудники могли использовать воду для перевозки бревен на мельницу и обратно. Хранение бревен в реке или озере предотвращало их преждевременное высыхание.
Современные лесопилки не используют пар. Однако многие лесопилки остаются на том же месте, что и их предшественники. Эти лесопилки эволюционировали, но они по-прежнему строятся у воды. Напротив, портативные лесопилки не требуют источника воды или определенного количества земли. Операторы могут перемещать эти машины между площадками в любое время.
Типы лесопилок также классифицируются по типу используемого полотна. Большинство современных лесопильных заводов используют комбинацию типов полотен, включая дисковые и ленточные пилы. Обратите внимание на различия между двумя дисками:
Круглые диски: Диски для дисковых пил могут эффективно распиливать или сгибать бревна до нужной длины. Эти лезвия также, как правило, толще, чем ленточные пилы, что придает им дополнительную прочность. Их конструкция приводит к тому, что пропил создает больше отходов.
Ленточные пилы: Ленточные пилы отлично подходят для поперечной распиловки бревен. Ленточные пилы тоньше с более тонкими пропилами. Эти полотна повышают эффективность лесопильного производства за счет меньшего количества отходов в процессе отделки древесины.
Изменяющаяся технология изготовления пильного диска приносит пользу каждой лесопилке. Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность.
Как работают лесопилки?
Как и в случае с большинством технологий, источник питания лесопилки за десятилетия претерпел значительные изменения. Первые мельницы имели водяные колеса, которые уступили место ветряным. Обе эти системы зависели от погодных условий. Рабочие не могли работать на лесопилках, если иссякал источник воды или переставал дуть ветер. Эти типы лесопилок также использовали неэффективные кривошипы и стержни, которые не пилили постоянно.
В начале и середине 1920 века пар был основным источником энергии для лесопильных заводов. Лесопилки могли бы повторно использовать свои древесные отходы, используя обрезки для топлива паровых котлов. Котлы приводили в движение валы турбин, которые вращали циркулярные и ленточные пилы. Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения.
К середине 20-го века большинство стационарных лесопильных заводов отказались от пара и заменили его электричеством. Этот источник энергии продолжает оставаться основным источником, действующим сегодня. Переносные лесопильные заводы обычно не используют электроэнергию, поскольку заводы, которые их используют, обычно отключены от электросети. Вместо этого мобильные лесопильные заводы используют дизельные и бензиновые источники энергии. В настоящее время нет серьезного перехода к источникам солнечной энергии для лесопильных заводов, поскольку производственный процесс требует огромного количества энергии.
Помимо поворотных лезвий и конвейеров, лесопилки также нуждаются в энергии для других систем. Современные лесопильные заводы используют компьютеры для сканирования бревен и определения оптимальной эффективности резки. Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии.
Как работает лесопилка?
Современные лесопилки работают почти так же, как и сотни лет назад, только более эффективно. Фабрика берет необработанные пиломатериалы и пропускает их через механизированные этапы, которые очищают и выравнивают их до тех пор, пока не появится готовый продукт. Современные лесопильные заводы увеличивают производительность за счет автоматизации. Этот процесс представляет собой систему по требованию, которая берет древесину у передовых лесозаготовителей и готовит ее для конечного рынка.
Заготовка лесопилки состоит из нескольких этапов. Несмотря на технологические достижения и более широкое использование сложной компьютеризации, современные лесопильные заводы по-прежнему полагаются на опытных пильщиков. Эти рабочие используют свои острые глаза и быстрые движения, чтобы эффективно направлять пиломатериалы. Вот все шаги, которые выполняет лесопилка для выполнения работы:
Рубка: Первым шагом в производстве лесопилки является вырубка деревьев. Лесорубы на переднем крае процесса вырубали стоящие деревья на участках второго или третьего прироста, потому что сегодня в Америке мало первоначальных старовозрастных лесов. Лесозаготовители в основном используют бензопилы для рубки деревьев перед их погрузкой и транспортировкой на лесопилку. Другие инструменты для валки деревьев включают валочно-пакетирующие машины.
Окорка: После того, как бревна доставлены на лесопилку, их необходимо окорить. Большинство лесопильных заводов используют такие машины, как механические кольцевые резаки, для снятия коры с каждого бревна. Другие используют водоструйные бластеры. Какой бы метод они ни использовали, лесопилки сохраняют отходы коры, чтобы использовать их в качестве мульчи для ландшафтного дизайна или в качестве топлива для печей. На этапе окорки циркулярная пила распиливает или распиливает бревна на отрезки нужной длины.
Обнаружение металла: Иногда в стоящие деревья врезаются кусочки металла от гвоздей или проволоки для ограждения, покрытые годами роста. Для лесопильных заводов крайне важно проверять бревна на наличие металлических загрязнений перед их распиловкой. Необнаруженные куски металла могут испортить лезвия или разлететься шрапнелью. Если бревно содержит металл, оно отправляется на повторную экспертизу. В зависимости от того, можно ли удалить металл, бревно возвращается на производственную линию или разрезается на более мелкие части для утилизации.
Торговля: Современные лесопильные заводы используют компьютерные процессы для продажи бревен перед их распиловкой, что является критическим шагом для достижения максимальной эффективности. Компьютеры используют видеонаблюдение с камеры или лазерное сканирование для оценки максимального значения обрезки каждого необработанного бревна путем измерения длины и обхвата. Затем система определяет, какие размеры досок, габаритных пиломатериалов и бруса может дать бревно. На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями.
Пильная головка: Бревна крепятся к конвейеру и перемещаются на головной станок для распиловки. Некоторые лесопильные заводы имеют конвейеры в стационарной каретке, которую головной станок перемещает своими лезвиями, распиливая бревно вдоль. В других местах используется установка с фиксированной головкой, которая распиливает бревно, когда оно движется по мобильному конвейеру. При любом методе головные буровые установки обычно оснащаются ленточнопильными полотнами. Технологически продвинутые головные буровые установки повторяют естественный изгиб бревна.
Наклон: Когда головная буровая установка разрезает бревно, она образует секции, называемые брусьями. Первая разбивка создает плоскую поверхность, которую головная оснастка может использовать для подгонки заготовки под вторичные брусья. Этот пробой называется лучшим открытием. После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.
Распиловка: Большие брусья, создаваемые головной оснасткой, идут на перепиловку. На этом этапе несколько ленточных пил разрезают брус на более мелкие части в соответствии с инструкциями по продаже. Перепиливание может создавать множество профилей, в том числе двойные или четверные полосы, горизонтальные и вертикальные полосы, центральные разделители полос, круговые группы, группы с двойной оправкой, линейные стержни ленты и многое другое. На этапе перепиливания также используется криволинейное пиление для получения точного профиля.
Кромка и обрезка: У свежесрубленных бревен, мерных пиломатериалов и досок обрезаются кромки до нужного размера. Изделия поступают на триммер, который отрезает изделия определенной длины. Большинство лесопильных заводов распиливают изделия из дерева с шагом в 2 фута, начиная с 8 футов и заканчивая 24 и более.
Сортировка, сушка и строгание: Наконец, продукция проходит контроль качества. Сортировка необходима для обеспечения того, чтобы пиломатериалы появлялись в партиях аналогичных продуктов. Затем лесопилка сушит пиломатериалы, чтобы снизить их естественную влажность. Изделия из пиломатериалов либо сушат на воздухе, либо принудительно сушат в печах. После этого строгальные станки создают окончательный вид и размер изделий. Затем продукция маркируется штампами готовой продукции и упаковывается для отправки на рынок.
Где я могу получить материалы для лесопилки?
York Saw & Knife уже более 100 лет поставляет высококачественные пильные полотна на американские лесопильные заводы. Мы являемся вашим лучшим поставщиком расходных материалов для пилорамы, чтобы ваша пилорама была острой и работала эффективно. Вы можете найти наши ножи для промышленных станков и полотна для высокоточных пил на некоторых из самых производительных стационарных лесопильных заводов в мире.
Наше подразделение Oleson Saw Technology разрабатывает и производит полную линейку пильных полотен на заказ. Если вам нужны дисковые или широкие полотна с переменным шагом (VPD), изготовленные из карбида или стеллита™, вы можете найти их в York Saw. Вы также можете найти широкий выбор форм и комплектов зубьев, а также другие расходные материалы для лесопильного производства для любого применения.
Ознакомьтесь с нашей лесопильной продукцией сегодня или свяжитесь с нами онлайн для получения дополнительной информации. Вы также можете позвонить нам по телефону 1-800-233-1969.
Глава 2: Портативные и стационарные лесопилки
Hud-son Forest Equipment | Переносные лесопилки
Самодельные лесопилки
У вас есть деревья и нужны пиломатериалы? Сэкономьте, собрав лесопилку самостоятельно
Homesteader
Чистая жизнь и свобода самостоятельно распиливать пиломатериалы — это лишь некоторые из преимуществ линейки лесопилок Homesteader
Точилка 2 в 1
Новая точилка для ленточных пил и цепей бензопил. 120 вольт потребляет всего 230 ватт, что делает его идеальным для удаленных мест.
Основные причины для приобретения портативной лесопилки, преимущества которых следует учитывать. Будь то хобби или бизнес, потратив время на оценку сбережений и преимуществ, вы можете получить большие награды.
Правильный выбор портативной пилорамы имеет решающее значение для вашего успеха. Принятие решения об использовании, размере журнала, бюджете, портативности и многом другом
Линейка переносных лесопильных станков Hud-Son American Freedom — это наши самые доступные лесопильные станки «сделай сам».
Сэкономьте деньги и соберите эти ленточнопильные станки самостоятельно или за небольшую дополнительную плату вы можете заказать их предварительно собранными. Построен в США, отлично подходит для домашнего мастера или лесного хозяйства. Сойер красный, белый и синий. А Хантер окрашен в камуфляжный цвет, двух одинаковых не бывает.
View Complete Line
Лесопилки Hud-Son Homesteader для домовладельцев, фермеров или любителей.
Производите собственные пиломатериалы для любого количества строительных или хобби-проектов или максимизируйте ресурсы из собственного леса. Отличается изогнутой конструкцией с двумя стойками и вертикальной подъемной трубой. Эти легкие ленточнопильные станки портативны, экономичны и могут легко храниться, требуя для хранения не более 3 x 7 футов.
Просмотр полной строки 9№ 0003
Пилорамы Oscar с электростартером «профессионального» и коммерческого назначения — это оригинальные и проверенные временем лесопилки Hud-Son.
Создан для средних и опытных пильщиков, чтобы быстро выполнять работы по распиловке бревен и плит. Настоящие 4-х опорные рамы для прочности, точности и долговечности. Все мельницы Oscar оснащены дополнительными опциями и электростартером большей мощности, которые обеспечивают необходимую мощность и производительность. Предложите клиентам, восстановите упавшее во время шторма дерево или завершите личный проект. Из такого дерева можно сделать барную стойку или столешницу с живым краем.
View Complete Line
Дровоколы
Дровоколы Hud-Son’s Winch Style самозагружаются без дополнительного вспомогательного оборудования, что делает их чрезвычайно портативными. Наши деревообработчики в стиле палубы имеют самые высокие показатели производительности.
View Complete Line
Skrill ist eine der beliebtesten Zahlungsmethoden in Online Casinos und eine großartige Möglichkeit, Ein- und Auszahlungen vorzunehmen. Der Service ermöglicht Ihnen sofortige Ein- und Auszahlungen und gewährleistet, dass Ihre personlichen Daten absolut sicher sind. Sie können sich sogar für ein VIP-Belohnungsprogramm anmelden, wenn Sie spezielle Bonusangebote erhalten möchten.
Skrill является международным E-Wallet-Service, der Seinen Nutzern viele Vorteile bietet. Dieser Dienst ist in vielen Regionen der Welt verfügbar, und Sie können sogar sofort Einzahlungen vornehmen. Sie müssen nicht Lange Warten, bis Sie Ihr Geld erhalten, und Sie können Ihre Prepaid-Karte, eine Banküberweisung oder ein Bankkonto für Einzahlungen verwenden.
Sie können auch mit Skrill echtes Geld einzahlen und abheben. Um eine Einzahlung zu tätigen, müssen Sie sich für ein Konto bei Skrill Casino anmelden. Um sich anzumelden, müssen Sie ein Bankkonto in Ihrem Land haben und mindestens 18 Jahre alt sein. Danach müssen Sie nur noch in den Kassenbereich der Website gehen und die Вариант «Auszahlung» wählen. Sobald Sie bereit für die Auszahlung sind, wird Skrill Sie warnen, dass Sie das Geld erhalten werden und Sie müssen die Transaktion im nächsten Fenster bestätigen.
Еще одним популярным вариантом является использование дебетовой карты. Это чрезвычайно безопасный способ пополнить свой счет в казино. Вам потребуется ввести длинный номер на лицевой стороне вашей дебетовой карты, но этот номер зашифрован, а это означает, что ваша личная информация никогда не будет видна. Вы можете использовать свою дебетовую карту для внесения и снятия средств, и ваши деньги должны быть на вашем счете в течение нескольких минут.
Если вы планируете делать депозиты реальными деньгами в онлайн-казино, вам понадобится возможность быстро и безопасно вносить и снимать средства. Большинство канадских онлайн-казино принимают кредитные карты и другие способы оплаты, такие как PayPal и услуги электронного кошелька.
В лучших казино Канады поощрения за лояльность могут принимать различные формы. Наиболее распространенными наградами казино являются бонусы за депозит. Они выдаются постоянным игрокам, которые вносят деньги на свой счет. Затем оператор казино сопоставит эту сумму. В некоторых случаях это может привести к дополнительным бонусным деньгам. В других случаях игроки могут получать другие виды вознаграждений, например, бесплатные бонусы или товары.
Казино на линии betbeard est populaire auprès des Canadiens. Les règles conviviales du казино le rendent facile à jouer. Я предлагаю également des Promotions de Tours gratuits. Les joueurs peuvent également подключается к сайту в Интернете через VPN. Betbeard предлагает мельникам машины à sous en ligne. Les Canadiens préfèrent souvent à des jeux de Casino en direct, et le Casino est en partenariat avec le main fournisseur de jeux Evolution. Lorsqu’ils jouent en ligne, les Canadiens doivent être conscients des des jeu et toujours être responsables lorsqu’ils jouent. Чтобы найти лучшее казино в Канаде, посетите FRcasinoonlineCA.
Betbeard является первым канадским казино, предлагающим клиентам фантастические услуги и значительные бонусы. Il accepte également la plupart des основных методов оплаты канадских, notamment Interac, кредитные и дебетовые карты, et les cryptos. Сайт принимает биткойны для анонимных игр. En outre, beard offre également des tours gratuits sur les dépôts.
BetBeard оптимизированный веб-сайт для последних умных вещей. Cela permet une grande expérience pour les personnes qui veulent jouer à des jeux de casino tout en étant en déplacement. Toutes les fonctionnalités du site de Bureau peuvent être utilisées sur les appareils mobiles. Bien qu’il n’y ait pas d’application de Casino à télécharger, le site mobile est совместим с toutes les plateformes.
Дровоколы
Дровоколы Hud-Son можно буксировать и они прочны. От удобного вертикального горизонтального 2-стороннего разветвителя до разветвителя Hud-Son Big & Bad Extra Heavy Duty с открытой конструкцией для больших блоков и многоклиновым клином.
Просмотреть всю линейку
Функция Cooling Off в Boho Casino — это простой способ выйти из игры, если вы достигли своего предела. Это вариант, который позволяет вам прекратить играть в игру и вывести свои деньги из лучших казино Австралии. Казино Boho строго запрещает азартные игры несовершеннолетним, поэтому требует от игроков подтверждения своего возраста.
Казино Boho предлагает широкий выбор игр. Помимо слотов, на сайте представлены виртуальные виды спорта и настольные игры. Казино также предлагает различные игры с джекпотом, в том числе Mega Moolah с джекпотом в 10 миллионов евро. Ряд игр позволяет игрокам играть бесплатно или на реальные деньги.
Веб-сайт Boho Casino доступен на всех типах устройств. Вы можете играть на настольном компьютере, ноутбуке или смартфоне. Он использует хорошо спроектированный веб-сайт и доступен в большинстве стандартных веб-браузеров. Его современная онлайн-платформа для азартных игр проста в навигации и предлагает игрокам на выбор несколько бонусных предложений. Игроки также оценят тот факт, что в Boho Casino есть многоязычная служба поддержки клиентов. Помимо поддержки по электронной почте, на сайте также есть онлайн-форма для связи.
O Brasil também regulamenta as loterias estaduais. O estado де Сан-Паулу тем uma loteria Que é administrada pelo Banco Nossa Caixa. Neste caso, 46% делают доблесть всего arrecadado é distribuído aos ganhadores e o resante vai para o федеральное правительство. Este dinheiro é utilizado пункт financiar projetos públicos nas áreas de saúde, segurança электронной культуры.
Ao contrário dos Estados Unidos, a lei brasileira proíbe o jogo on-line de uma jurisdição estrangeira, o que significa que operadores estrangeiros não estão autorizados a operar jogos de azar no Brasil. Além disso, um operador estrangeiro que infrinja a lei brasileira pode ser multado. Entretanto, o Governo brasileiro raramente acompanha tais ameaças. Apesar disso, Osprovores де serviços де Интернет ainda estão fazendo tudo о дие podem пункт bloquear operadores электронной сайты estrangeiros.
Os онлайн-казино нет Бразилии geralmente oferecem centenas de jogos de caça-níqueis. Os maiores possuem milhares де jogos. Estes jogos vêm em uma Variade de Temas, configurações e estilos. Quer você prefira clássico, tradicional ou moderno, ha um jogo para você. Entretanto, se você estiver procurando a emoção de jogar ao vivo, os cassinos online brasileiros podem não oferecê-lo.
Существует несколько способов пополнения счета в лучшем онлайн-казино Новой Зеландии. Одним из самых распространенных является кредитная карта. Этот широко распространенный способ оплаты позволяет быстро и безопасно вносить и снимать средства. Кроме того, нет никаких комиссий или сборов. Вам нужно будет предъявить действительное удостоверение личности с фотографией, чтобы снять средства.
Новозеландские игроки могут бесплатно развлекаться, воспользовавшись бездепозитными бонусами. Эти бонусы дают игрокам возможность опробовать игры казино, не тратя собственных денег. Если они выиграют, то смогут вывести свой бесплатный бонус в виде реальных денег. Есть два распространенных способа получить эти бесплатные предложения.
Первый вариант — схема кэшбэка. Это постоянные акции, которые позволяют вам получать баллы за участие в определенных играх. Загвоздка в том, что вы должны подписаться. Правила и условия этих рекламных акций варьируются от сайта к сайту. Некоторые позволят вам играть в любую игру, в то время как другие ограничат вас определенными играми.
Конвейеры для древесины
Защитите свою спину и увеличьте производительность с помощью конвейеров для древесины цепного типа, идеально подходящих для ручной загрузки или сразу после окончания дровокольного станка. Ленточные конвейеры для древесины Hud-Son оснащены ремнями шириной 18 дюймов и хорошо работают с дровоколами и высокопроизводительными дровоколами.
Посмотреть полную линейку
Лебедки и грейферы
Лебедки Uniforest серии M от Hud-Son используют механический трос для управления лебедкой, а лебедки серии H поставляются с беспроводным пультом дистанционного управления, позволяющим оператору свободно перемещаться и получить максимальную отдачу от лебедки. Отлично подходит для профессионалов
Подробнее о WinchesGrapples
Компания Hud-son всегда рада видеть, как наши клиенты создают лесопильные станки. Изучите свой опыт или поделитесь с нами своим здесь.
«Я купил Оскар 30… установка заняла около часа, и мы приступили к распиливанию. Какая фантастическая маленькая машинка! Хочу сообщить вам, что у вас есть отличный продукт. Бесконечно благодарен!»
Райан Р. Делани
Ваупака, Висконсин
МЫ
СТРОЙТЕ ПРАВИЛЬНО!
Мы усердно работаем над созданием качественного лесозаготовительного оборудования. Десятилетия опыта и отзывы клиентов позволили усовершенствовать конструкцию и конструкцию наших лесопильных заводов. Наш процесс и команда мастеров производят прямо здесь, в США, чтобы предоставить вам лучшее.
Лесопилка для резки больших деревянных плит
Подробнее
Если вы хотите получить бесплатный 40-страничный каталог Hud-son по почте, сообщите нам об этом Нажмите здесь
МЫ
СТРОИМ КРУТО!
Каждая лесопилка имеет превосходный дизайн. Ленточные колеса имеют плотно прилегающий уретановый ремень с канавками. Уникальное согласование и балансировка с помощью колес, ремней и валов устраняют вибрации и улучшают рез. Проверено на производительность. Порошковое покрытие с уникальным и превосходным процессом для защиты в течение многих лет.
Причины покупать у Hud-son
Лесопильные заводы Hud-Son пользуются большим спросом! ПРЕДВАРИТЕЛЬНЫЙ ЗАКАЗ УЖЕ ДОСТУПЕН
Мы расширяемся и производим больше лесопильных станков, чем когда-либо прежде, но сроки доставки по-прежнему увеличиваются.
Современное строительство без профильной трубы неминуемо придет в упадок, поскольку данное изделие очень часто является основой жизненно-важных объектов: элементом коммуникаций (газо- и водопроводов, пневматических транспортных, вентиляционных, дренажных систем), «скелетом» самых разных металлоконструкций.
Профильная труба, сортамент которой сегодня весьма обширен, используется для возведения эстакад, линий ЛЭП. Незаменима она и в машиностроении. К примеру, служит для изготовления высотных башенных кранов. Профильные трубы различных размеров «участвуют» в строительстве жилых домов, офисов, объектов промышленного, гражданского, медицинского назначения.
В бытовом строительстве данное изделие широко используется при монтаже ограждений различного типа, ворот, лестниц, навесов, беседок и т.д. Строить с профильным прокатом быстро и недорого, что так ценят и строители, и заказчики. По мнению сварщиков, работать с профильными трубами – приятно, особенно, если правильно подобрать толщину стенки изделия.
Что же такое профильный прокат
Стальная профильная труба – изделие с овальным, прямоугольным, квадратным, кольцеобразным сечением. Сырьем для ее изготовления служат круглые стальные заготовки. Профильная труба, размеры которой варьируются в соответствии с ГОСТами, может быть электросварной, бесшовной, горяче- и холоднодеформированной, может пройти дополнительную защитную обработку.
Высокотехнологичное оборудование и опыт заводских мастеров позволяет производить профильный прокат высочайшего качества. ГОСТы 13663-86, 8639-82, 30245-2003 регламентируют производство труб стальных профильных, квадратных; ГОСТы же 30245-2003, 8645-68,13663-86 – прямоугольных изделий; в документах (ГОСТ 380-88, 380-94, 4543, 1050-88,19281, 27772-88) прописан требуемый состав сырья. В ГОСТах также представлена таблица веса профильной трубы, отмечены ее специфические особенности.
Чем хорош профильный прокат
— Механическая прочность. Обычные стальные трубы не могут «похвастаться» подобной устойчивостью и надежностью.
— Форма профиля. Квадратные и прямоугольные изделия значительно облегчают процесс строительства. Их удобно транспортировать, монтировать, обрабатывать. Профильная труба, размеры которой могут значительно различаться, не занимает больших площадей при хранении, что может быть полезным при крупной покупке.
— Вес профильной трубы – пожалуй, главное достоинство данного изделия. При своих характеристиках выносливости и стоимости она является одним из самых практичных материалов. Труба профильная, вес одного метра которой варьируется от 200-300 г до 70 и более кг, обеспечивает легкость и, вместе с тем, необходимую прочность возводимым строениям.
— Дешевизна. Применение данных изделий позволяет избежать огромных затрат на приобретение цементирующих материалов, нагружающих почву, помогает значительно снизить металлоемкость возводимых объектов. К примеру, балка двутавровая, размеры, которой можно уточнить у наших специалистов, содержит на целых 25 % больше металла. Так, в некоторых проектах ее использование – нецелесообразно, тогда как профильный прокат – оптимальное решение. О двутавровой балке можно почитать здесь.
— Позитивное влияние на скорость строительных работ. Правильно подобранная труба профильная, вес погонного метра который можно рассчитать, к примеру, по формуле m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, m — вес профильной трубы, а ro — плотность сырья (углеродистая сталь — 7850 кг/м³), обеспечивает быстрое и качественное проведение предусмотренных технологических процессов.
— Устойчивость к деформации кручения и вес профильных труб – ключ к их активному использованию в современной архитектуре. В данном случае именно от веса профильной трубы (обычно с прямоугольным или квадратным сечением) зависит надежность арочных перекрытий, потолков, крыш высоких массивных зданий и строений (вокзалов, выставочных центров, стадионов).
На сайте «СТАЛЬМЕТ» представлена профильная труба в сортаменте, интересном для покупателей. Это труба квадратная, представляющая собой замкнутый профиль и Труба прямоугольная.
Поскольку наша компания сотрудничает с крупнейшими российскими заводами-производителями без посредников, купить профильную трубу в СПб по доступной цене можно прямо сейчас, здесь, на сайте.
Чем стоит руководствоваться при выборе профильных труб
Обязательное условие приобретения любой продукции металлопроката — заводское качество, что должен подтвердить сертификат. Важно понимать, что от проката зависит безопасность эксплуатации возводимых вами объектов.
Учитывая сферу и условия использования профильной трубы, важно не только точно знать маркировку нужного вам изделия, но и хорошо ориентироваться в ГОСТах. Конечно, наши специалисты обязательно помогут, но, если существует необходимость в приобретении определенного вида профильного проката, то есть смысл все-таки заранее освежить свои профессиональные знания. Всю необходимую информацию о профильной трубе, ее размерах, весе, можно найти в ГОСТах, в представленных таблицах.
DIN 2395, ТУ 14-105-566-93
Длина сторон a/b, мм
Толщина стенки S, мм
Вес, кг/м
15/15
1,0
0,479
15/15
1,5
0,707
15/15
2,0
0,926
20/15
1. 5
0.810
20/15
2.0
1.070
20/20
1,0
0,620
20/20
1,5
0,930
20/20
2,0
1,225
25/15
1.0
0.620
25/15
1.5
0,930
25/15
2.0
1,225
25/25
1,0
0,793
25/25
1,5
1,178
25/25
2,0
1,554
30/20
1,5
1,178
30/20
2
1,554
30/30
1,0
0,942
30/30
1,5
1,401
30/30
2,5
2,296
40/20
1. 5
1.401
40/20
2.0
1.853
40/25
1.5
1.554
40/25
2.0
2.057
40/40
1,0
1,24
40/40
1,5
1,849
40/40
2,0
2,447
50/20
1.5
1.660
50/20
2. 0
2.198
50/25
1.5
1.778
50/25
2.0
2.355
50/30
1.5
1.849
50/30
2.0
2.449
50/40
1.5
2.100
50/40
2.0
2.790
50/40
2.5
3.470
50/50
1,5
2,34
50/50
2,0
3,10
50/50
2,5
3,86
60/20
1. 5
1.849
60/20
2.0
2.449
60/20
2.5
3.020
60/25
1.5
2.037
60/25
2.0
2.700
60/25
2.5
3.320
60/30
1.5
2.108
60/30
2.0
2.794
60/40
1. 5
2.340
60/40
2.0
3.100
60/40
2.5
3.860
60/60
1,5
2,8
60/60
2
3,72
60/60
2,5
4,63
70/30
1.5
2.340
70/30
2.0
3.100
70/30
2. 5
3.860
70/40
1.5
2.580
70/40
2.0
3.420
70/40
2.5
4.260
80/30
1.5
2.580
80/30
2.0
3.420
80/30
2.5
4.260
80/40
1.5
2.800
80/40
2. 0
3.720
80/40
2.5
4.630
80/40
3
3,83
80/40
3,5
4,39
80/40
4
4,93
Технические характеристики железобетонных труб — Northwest Pipe Company
Geneva Pipe and Precast производит полную линейку железобетонных труб размером от 12 до 96 дюймов и больше по запросу. Доступные в различных классах прочности, наши трубы соответствуют или превосходят все применимые местные и национальные спецификации и производятся на предприятиях, сертифицированных NPCA. Являясь одним из самых прочных дренажных материалов на рынке, бетонная труба предлагает множество преимуществ для вашего проекта. Эта прочная и простая в установке труба является отличным выбором как для неглубоких, так и для глубоких проектов. Мы производим как стандартные, так и специально разработанные железобетонные трубы и нестандартные фитинги для различных областей применения.
Обзор
Стандарт
ASTM C76, ASTM C655, ASTM C990, ASTM C443, ASTM C361, AASHTO M170, AASHTO M242, AASHTO M198 Цемент типа III и типа V
Размер
Стандартные диаметры от 12 до 96 дюймов, длина от 8 до 12 футов. Доступны бОльшие диаметры.
Емкость
Соответствует или превышает 13 фунтов на квадратный дюйм для прямых соединений и 10 фунтов на квадратный дюйм для изогнутых соединений в соответствии с ASTM C443. Приблизительные пропускные способности указаны в таблице ниже. Все пропускные способности рассчитываются при отсутствии напора, потоке воды на 100 %, минимальном уклоне 0,1 %.
Соединения
Одиночное смещенное соединение с резиновой прокладкой по ASTM C443; Раструб (12–72 дюйма) и шип-паз (72–96 дюймов) в соответствии с ASTM C990. Профильные или предварительно смазанные прокладки.
Принципы применения
Обычно используется для отвода сточных вод, промышленных и ливневых вод, а также для строительства водопропускных труб. Области применения включают ливневые стоки, канализационные коллекторы, водопропускные трубы, подземные системы сбора ливневых вод, ирригационные системы и трубопроводы очистных сооружений.
Эллиптическая железобетонная труба
Доступные в различных классах прочности, наши эллиптические RCP соответствуют или превосходят все применимые местные и национальные спецификации и производятся на предприятиях, сертифицированных NPCA. Эта труба является отличным выбором там, где существуют ограничения по высоте или ширине или когда требуется большая пропускная способность или более высокая скорость для условий неглубокой засыпки или при низком расходе соответственно.
Стандарт
ASTM C507, AASHTO M207, ASTM C990
Construct
Сухое литье с использованием цемента типа III/V, отвечающего требованиям как для цемента типа III, так и для типа V.
Размер
Стандартная вертикальная эллиптическая труба с номинальным эквивалентным диаметром RCP от 18” до 54”. Стандартная горизонтальная эллиптическая труба с номинальным эквивалентным диаметром RCP от 38 до 54 дюймов. Длина укладки 8 футов для всех размеров.
Соединения
Соединение в паз и паз с гибкой бутиловой мастикой в соответствии с ASTM C990.
Принципы применения
Эллиптическая труба — отличный выбор, если имеются ограничения по высоте или ширине, или когда системе требуется большая пропускная способность для условий неглубокого залегания.
Железобетонная труба для микротоннелирования
Качество трубы играет важную роль в успешной бестраншейной прокладке. Наша труба может быть изготовлена по индивидуальному заказу в соответствии с конкретными спецификациями проекта. Используя производственный процесс мокрого литья, мы можем производить трубы с очень жесткими допусками, которые не уступают по качеству любой другой железобетонной трубе для микротоннелирования в мире.
Стандартные диаметры от 36 до 96 дюймов. Доступны дополнительные диаметры. Для любого конкретного диаметра за пределами этого диапазона, пожалуйста, свяжитесь с нашим отделом продаж.
Соединения
Стальная раструбная конструкция соединения с закрытым уплотнительным кольцом в соответствии с ASTM C443. Разработан, чтобы выдерживать давление 50 фунтов на квадратный дюйм.
Принципы применения
Труба для микротоннелирования является предпочтительным продуктом, если необходимо избежать каких-либо нарушений, возникающих при обычной практике строительства открытым способом.
применение в современном интерьере
Реклама
Мебель из профильной трубы – отличный вариант для тех, кто хочет получить оригинальный и качественный дизайн интерьера. Например, особой популярностью пользуются столы в индустриальном стиле. Вы можете создать другую мебель, которая идеально подойдет, например, для дачи. Изделия будут отличаться оригинальностью и надежностью.
Виды мебели из профильной трубы
Из таких комплектующих можно создать множество различных вариантов. Вы можете посмотреть различные тематические фото и почерпнуть интересные идеи. Мебель может быть изготовлена не только для квартир, но и для дач, частных домов.
Обычно профильная труба используется для изготовления:
столов;
стулья;
скамейки;
кушетки;
табуретки
;
барные сиденья.
Профильные материалы – не единственные материалы, из которых создается такая мебель. В противном случае использовать такие конструкции было бы невозможно. В производстве также обычно участвуют дерево и металл. Профильная труба является основой, каркасом. Обшивается и декорируется на производстве. В результате получаются универсальные продукты. Основа характеризуется широким спектром применения.
Изготовление мебели из профильной трубы
Выбор этих конструктивных элементов обусловлен несколькими причинами. В первую очередь они отличаются надежностью и простотой обработки. Для производства мебели используются оснастка и различные инструменты. Для придания изделию необходимой эстетики наносится декоративная отделка.
Заказать мебель из профильной трубы или услуги металлообработки теперь выгодно на украинских предприятиях. Многие компании выходят на европейские и западные рынки, чтобы предоставить своим клиентам лучшие условия. Также украинские подрядчики известны своим кропотливым подходом к работе – вся металлопродукция изготавливается максимально качественно и в оговоренные сроки. «МАГНЕТ» — пример компании, которая занимается металлообработкой на рынке Украины и Европы.
Изделия могут иметь квадратное, прямоугольное или круглое поперечное сечение. В первом и втором случаях компоненты легко собираются в единую конструкцию. Для соединения компонентов необходимо использовать сварочный аппарат. Иногда используется электродрель, позволяющая сверлить дерево и металл.
Для удаления заусенцев с деталей используется плоский напильник. Если изделие большое, то используется диск по металлу и наждачный вариант по дереву. Оба варианта недорогие.
Инструмент необходим для гибки компонентов. Это сделано для определенных изгибов. В процессе работы оснастку можно менять и дополнять. По этой причине основные требования к нему – простота изготовления, простота.
Перед стартом мастер готовит чертеж. Используется для резки труб и других деталей. Тщательное сверление и зачистка отверстий осуществляются в местах резки. Убедитесь, что у вас есть все необходимые инструменты, такие как концевые фрезы, дрели, пилы, гвоздевые пистолеты и т. д., чтобы помочь согнуть, вырезать и собрать все детали под правильным углом к раме. Элементы связаны друг с другом.
Стяжка конструкции осуществляется с помощью подходящих болтов. На предмет устанавливается соответствующая арматура. Это могут быть деревянные и пластиковые конструкции. На завершающем этапе новая мебель окрашивается. Этот алгоритм применим практически к любой мебели, которая изготовлена из профильных труб. Предварительно создается конструкция, после чего ее декорируют.
Надежность мебели из профильной трубы
Такие элементы отличаются широким диапазоном сечений. Профильные модели обладают рядом уникальных свойств. Имеют защиту от механических повреждений. В производстве используется сталь только высокого качества.
В этих трубах есть небольшие полости, которые выполняют сразу две задачи. Во-первых, такие особенности конструкции позволяют значительно сэкономить на дорогом металле. Во-вторых, есть возможность облегчить изделие.
Получите электронную книгу бесплатно!
Подпишитесь, чтобы получить потрясающую электронную книгу, наполненную вдохновением для дизайна интерьера, которую вы можете использовать для своего дома.
Изготовление модельной оснастки для литейного производства
Изготовление модельной оснастки для литейного производства
Модельные оснастки используются для формирования рабочих полостей в формах под литье, изготавливаемых из специализированной формировочной смеси. В комплект модельной оснастки, в зависимости от характера получаемой отливки и метода ее изготовления, могут входить стержневые ящики, плиты для протяжки и моделирования или сушки формы, а также кондукторы, различные типы шаблонов, опоки и модели элементов литниковой системы.
При проектировании и производстве самой оснастки определяющим фактором является ассортимент итоговых отливок, получаемых в процессе литья. Разные типы оснасток требуют различных технологических процессов при их изготовлении.
Зачастую, проекты моделей для литья разрабатывают непосредственно в модельном цеху сталелитейного предприятия.
Материалы для производства модельной оснастки
При изготовлении модельных оснасток материал выбирают исходя из требований к итоговой отливке и материалы, из которых планируется отливать изделия.
Так, в производстве с использованием модельных оснасток применяют следующие материалы:
древесину: сосна, ольха, липа для средних моделей, клен и бук для малых моделей;
комбинацию древесины с металлической армированием для сохранения частей, подверженных высокому износу;
фанеру, МДФ;
ламинированную древесину;
сплавы алюминия АЛ3, АЛ12, АЛ24, при крупном объеме серии отливок;
сплавы серого чугуна для машинной формовки;
редко сталь, латунь, бронзу.
Часто для повышения класса точности оснастки поверхности изделий из металла хромируют.
Сейчас идет повсеместное внедрение оснасток из полимерных материалов, которые значительно удешевляют производство отливок без потерь в качестве. Изготовление моделей из композитов, полиуретана и пластмасс включает в себя три основных этапа:
создание эталонной модели;
изготовление промодели из эпоксидной смолы и различных полимерных материалов;
по готовой промодели выпускается модельная оснастка.
Использование
в производстве моделей из пластополимеров существенно увеличивает темпы
производства литейных предприятий. Также происходит снижение итоговой стоимости
отливок за счет снижения расходов на изготовление оснастки. Кроме всего
пластиковые оснастки легче, более износостойкие, невосприимчивы к воздействию
влаги. Использование современных методов при производстве формовок для отливок
является одним из основных факторов, влияющих на итоговый успех предприятия.
Возврат к списку
Оснастка литейного производства, Модельное производство
Наша продукция
Традиционными материалами для изготовления модельной оснастки для литейного производства являются пиломатериал, металл и модельные пластики. Основная масса модельно-стержневой оснастки изготавливается из высокосортной влагостойкой фанеры класса 2/2. Главными преимуществами деревянных модельных комплектов являются небольшой вес и невысокая стоимость, но их применение целесообразно только в условиях единичного и мелкосерийного производства.
Металлические модели и стержневые ящика гораздо более прочны и долговечны, чем деревянная модельная оснастка, однако высокая трудоемкость и стоимость изготовления, а также большой вес, делают их применение рентабельным только в условиях максимально автоматизированного, крупно-серийного и массового производства.
Пластиковая модельная оснастка является промежуточным направлением между деревянной и металлической, выигрывая в соотношении «скорость изготовления / стоимость». Модельная оснастка из пластика может быть использована как для ручной, так и для машинной формовки (Laempe, Savelli, IMF, Disa, Kunkel Wagner, Omega, HWS, Neuhof, FRITZ HANSBERG, Disamatic), а также для литья по газифицируемым (выжигаемым) и выплавляемым моделям.
Пластиковая модельная оснастка изготавливается из полиуретановых плит или двухкомпонентных (литьевых) пластиков. Модельные пластики имеют широкий диапазон технологических характеристик: плотность от 0,08 до 1,7 г/см3, твердость по Шору до 90D и рабочие температуры до 130°С, легко обрабатываются, имеют неограниченный срок хранения, обработанная поверхность гидрофобна, инертна к большинству растворителей и кислот, обладает прочностью и стойкостью к истиранию, сравнимой с металлической оснасткой.
Применение пластиков для изготовления модельной оснастки имеет ряд преимуществ: сокращение сроков изготовления модельной оснастки; снижение стоимости модельных комплектов; высокая износостойкость, не уступающая стальным моделям; высокая ремонтопригодность; хорошая химическая стойкость; точность, стабильность размеров и конфигурации модели в течение длительного срока службы; минимальное усилие съема при формовке, благодаря уникальным антифрикционным и противоадгезионным свойствам пластиков, практически исключает необходимость использования разделительных покрытий как при формовке песчано-глинистых смесей, так и при изготовлении форм и стержней из холоднотвердеющих смесей; неограниченный срок хранения модельных комплектов благодаря инертности полимерных материалов к условиям окружающей среды; однородность структуры материала; возможность изготовления монолитной полиуретановой оснастки; возможность быстрого тиражирования модельной оснастки; широкая гамма применяемых материалов с различными физико-механическими свойствами и ценой; любые габариты. Все это делает изготовление литейной оснастки из модельного пластика наиболее перспективным направлением модельного производства.
Помимо проектирования и изготовления модельной оснастки для всех отраслей машиностроения, наши специалисты проектируют и изготавливают модельную оснастку для художественного литья. Для работы может использоваться чертеж, эскиз, а также готовое изделие (обратный инжиниринг). Нами уже была изготовлена оснастка для литья крышек канализационных люков, декоров для фонарных столбов, ступеней винтовых лестниц с различными орнаментами.
Смотреть галерею нашей продукции
Оборудование для моделирования | Литейный завод Мичигана
Услуги по изготовлению модельного оборудования в Мичигане
Компания Warner Brothers Foundry является вашим главным поставщиком цветных отливок с удобным расположением в районе Большого Детройта, штат Мичиган. Будучи семейным бизнесом с 1955 года, наша команда стремится строить отношения с клиентами с помощью персонализированных решений. Мы предоставляем множество вариантов настройки для заказов разного размера. У нас также есть возможность моделировать отливки различных форм путем изготовления моделей.
После того, как вы узнаете больше о ваших приложениях, ваш руководитель проекта предложит рекомендации по дизайну моделей для литья металлов. Вы можете рассчитывать на то, что наши сотрудники направят вас в правильном направлении к формовочным изделиям, идеально подходящим для прототипов компонентов и конечных стадий производства.
ЗАПРОСИТЬ ЦЕНУ
Наши услуги
Что такое модельное оборудование?
Модельное оборудование позволяет изготавливать металлические детали и приспособления определенных форм и размеров. По мере того, как металлы нагреваются до жидкой формы, вводится модельное оборудование для нанесения оттисков в форму. Точная копия рисунка получается после того, как жидкие металлы попадают на стадию охлаждения.
Вы можете думать о металлической отливке как о модели. Компания Warner Brothers Foundry использует технологию модельного оборудования для обеспечения согласованности между партиями, и мы используем различные деревянные и пластиковые материалы для выполнения работы. Сотрудничая с нашей компанией по производству модельного оборудования в Мичигане, вы получаете удовлетворение от осознания того, что ваши заказы находятся в умелых, опытных руках.
Использование оборудования для изготовления моделей для литья металлов
Модели для литья металлов ускоряют сроки производства, и большинство создаваемых нами реплик можно использовать более одного раза. Компания Warner Brothers Foundry гордится тем, что работает с профессионалами из самых разных областей, включая аэрокосмическую, автомобильную, водопроводную и сельскохозяйственную отрасли, чтобы воплотить чертежи в реальность. Области применения оборудования для литья металлов включают:
Детали салона и экстерьера автомобиля.
Кожухи моторного отсека.
Сантехнические трубопроводы и изделия.
Компоненты системы полива.
Наши услуги по оборудованию для изготовления моделей
В компании Warner Brothers Foundry Company мы используем лучшее в отрасли оборудование для создания моделей для литья с нуля. Наша цель — выполнять заказы в соответствии с вашим бюджетом, ограничивая отходы и предоставляя вам возможность хранить выкройки на нашем предприятии для будущего использования. Некоторые из наших самых популярных услуг модельного оборудования в Мичигане описаны ниже:
Оборудование для выкройки с ЧПУ: компания Warner Brothers Foundry имеет доступ к компьютерным программам для создания сложных выкроек. Наш персонал опирается на многолетний опыт для точного формирования 3D-моделей.
Оборудование для моделирования деревянных изделий: Наше предприятие недалеко от Детройта, штат Мичиган, обрабатывает материалы из сосны и другие экономичные материалы для создания моделей с исключительной прочностью на растяжение. Деревянные модели реплик можно создавать быстро, чтобы проекты выполнялись в соответствии с графиком.
Оборудование для производства моделей из полистирола: компания Warner Brothers Foundry разбирается в методах испарения для проектов литья пенополистирола в Мичигане. Мы используем песок на протяжении всего процесса формования, чтобы модели принимали желаемую форму.
Свяжитесь с нами
Получите предложение от компании Warner Brothers Foundry Сегодня
Компания Warner Brothers Foundry будет сопровождать ваш проект по литью цветных металлов от начала до конца. Мы ваша компания по производству модельного оборудования в Мичигане, поставляющая высококачественную продукцию с впечатляющими гарантиями.
Свяжитесь с нашей командой сегодня, чтобы получить предложение для вашего предстоящего проекта.
Свяжитесь с нами
29955 Groesbeck Hwy Roseville, Мичиган 48066
Позвоните нам сегодня: 586-773-0858
warnerfdy@wbcastings. com
Коды государственной сертификации:
Код клетки: 9E499
JCP: 0084451
ДУНС: 005371604
Наверх
Warner Brothers Foundry гарантирует, что ваша алюминиевая деталь на 100 % произведена в Соединенных Штатах, как и все наши инструменты. Это алюминиевые отливки американского производства, лучшие в мире.
Вернуться к началу
Шаблоны для изготовления чугунных и стальных отливок
Перейти к содержимому
Предыдущий
Прежде чем мы обсудим выкройки в процессе литья, немного истории. Литейное производство восходит к ранним библейским временам (считается, что около 4000 лет до нашей эры), когда отливки отливали из золота, а затем из меди, бронзы и олова.
Можно было бы предположить, что для отливки изображений требовался образец, и в первые дни «узор» обычно вырезали в открытых каменных или песчаных формах. Более сложный.
Сегодняшние современные литейные заводы не так уж далеки от оригинальных металлических отливок. Однако одно отличие заключается в том, что теперь у нас есть много разных способов создания формы и процессов плавления и формирования объекта.
Сегодня мы сосредоточимся на моделях для песчаного метода формования, в частности, на процессе без обжига, который использует Quaker City Castings.
Чтобы создать отливку, необходимо создать выкройку, которая является точной копией желаемой формы. В нашем приложении мы используем несколько различных материалов при создании шаблона и соответствующих стержневых ящиков. Наиболее широко используемым материалом является древесина, как правило, сахарная сосна. В зависимости от частоты использования рисунка, для большей износостойкости можно использовать более твердую древесину, обычно твердую древесину, такую как красное дерево, клен или более мягкую твердую древесину тополя. В некоторых случаях будет изготовлена металлическая или пластиковая модель, чтобы обеспечить длительный срок службы и способность выдерживать более жесткие допуски на литье. В редких случаях мы делаем шаблон из пенопласта, которого хватает только на одну или две формы. Вспененный материал используется, чтобы свести к минимуму затраты на выкройку, когда стоимость постоянной формы не может быть оправдана.
После того, как модель изготовлена и доставлена в литейный цех, наш собственный модельный цех проверит размеры, чтобы убедиться, что она соответствует спецификациям чертежа, а затем проверит и настроит оборудование, чтобы оно соответствовало одной из наших трех формовочных линий. Попутно необходимо принять множество решений: какая линия подойдет, сколько стержней потребуется, если они вообще будут нужны, из какого материала будет отливаться металл, чтобы при конструировании оборудования можно было использовать надлежащий коэффициент усадки и т.д. степень проверки и испытаний, которые могут потребоваться после изготовления отливки.
Если отливка не соответствует чертежу или 3D-модели, ответственность несет изготовитель модели. Точность размеров, конструкция и стоимость — вот цели, которые мы ожидаем от магазина моделей.


 Именно поэтому вся поверхность изделий покрывается тонким, но равномерным слоем эмали, защищающей металл от коррозии.
Именно поэтому вся поверхность изделий покрывается тонким, но равномерным слоем эмали, защищающей металл от коррозии.
 Использовать такую посуду для готовки нежелательно.
Использовать такую посуду для готовки нежелательно. Использовать такую посуду для готовки нежелательно.
Использовать такую посуду для готовки нежелательно. Внешне модели варочных поверхностей мало чем отличаются друг от друга, но функциональные особенности у всех разные. Данная статья поможет вам разобраться в тонкостях незаменимого кухонного прибора — варочной панели — и сделает ее выбор простым и понятным.
Внешне модели варочных поверхностей мало чем отличаются друг от друга, но функциональные особенности у всех разные. Данная статья поможет вам разобраться в тонкостях незаменимого кухонного прибора — варочной панели — и сделает ее выбор простым и понятным.
 С точки зрения дизайна, поверхности с технологией «газ на стекле» выглядят очень эстетично. Однако и такая технология имеет недостаток: ударопрочность. Если кастрюля весом в 2–3 кг упадет на поверхность ребром с высоты 30-40 см — стекло может разбиться. В аналогичном случае на эмалированной поверхности образуется скол, а на металле может образоваться вмятина. Самым же практичным видом газовых поверхностей со всех точек зрения является газ на стеклокерамике. Красиво и надежно, ударопрочность выше по сравнению с закаленным стеклом. Самый главный недостаток — высокая стоимость.
С точки зрения дизайна, поверхности с технологией «газ на стекле» выглядят очень эстетично. Однако и такая технология имеет недостаток: ударопрочность. Если кастрюля весом в 2–3 кг упадет на поверхность ребром с высоты 30-40 см — стекло может разбиться. В аналогичном случае на эмалированной поверхности образуется скол, а на металле может образоваться вмятина. Самым же практичным видом газовых поверхностей со всех точек зрения является газ на стеклокерамике. Красиво и надежно, ударопрочность выше по сравнению с закаленным стеклом. Самый главный недостаток — высокая стоимость. Да и чистить такую решетку намного легче, чем чугунную. Однако эмаль на стальной решетке со временем обгорает и теряет свой внешний вид.
Да и чистить такую решетку намного легче, чем чугунную. Однако эмаль на стальной решетке со временем обгорает и теряет свой внешний вид. Однако есть и очень экономичные модели стандартных размеров мощностью 3,5 — 3,7 кВт. Обычно в комплекте с электрической варочной поверхностью нет шнура и вилки для подключения. Дело в том, что современную поверхность можно подключить как к однофазному, так и к трехфазному току. Для каждого типа подключения необходим кабель с определенным сечением. Поэтому зачастую, производитель не включает кабель в себестоимость продукта и предлагает приобрести его отдельно в зависимости от технических требований по подключению в вашем доме.
Однако есть и очень экономичные модели стандартных размеров мощностью 3,5 — 3,7 кВт. Обычно в комплекте с электрической варочной поверхностью нет шнура и вилки для подключения. Дело в том, что современную поверхность можно подключить как к однофазному, так и к трехфазному току. Для каждого типа подключения необходим кабель с определенным сечением. Поэтому зачастую, производитель не включает кабель в себестоимость продукта и предлагает приобрести его отдельно в зависимости от технических требований по подключению в вашем доме.
 Поверхность можно очистить с помощью салфеток и воды. Кроме того, стоит отметить высочайший КПД — 90% и отличную скорость нагрева.
Поверхность можно очистить с помощью салфеток и воды. Кроме того, стоит отметить высочайший КПД — 90% и отличную скорость нагрева.
 Превосходные свойства эмалированной стали и, в частности, ее гигиенические качества делают ее идеальным выбором для кухонных приборов. Хорошими примерами являются камеры духовки, сковороды-бройлеры, плиты и крышки для гриля.
Превосходные свойства эмалированной стали и, в частности, ее гигиенические качества делают ее идеальным выбором для кухонных приборов. Хорошими примерами являются камеры духовки, сковороды-бройлеры, плиты и крышки для гриля. Вместо того, чтобы наносить краску, эта эмаль представляет собой очень тонкий осколок стекла, который обеспечивает прочное, нерушимое слияние между эмалью и сталью.
Вместо того, чтобы наносить краску, эта эмаль представляет собой очень тонкий осколок стекла, который обеспечивает прочное, нерушимое слияние между эмалью и сталью. Этот метод эмалирования требует использования более избирательно обрабатываемых эмалируемых сталей.
Этот метод эмалирования требует использования более избирательно обрабатываемых эмалируемых сталей.
 Далее в спецификации говорится: «Эта спецификация охватывает стандартные требования к листовой стали в рулонах и длинах обрезков для эмалирования фарфора. Тепловой анализ сталей типа I, типа II и типа III должен соответствовать установленному химическому составу по углероду, марганцу, фосфору, сере и другим веществам. Однако для углерода делается исключение, поскольку термический анализ углерода не подходит для типа I. Материал также должен соответствовать требуемым механическим свойствам, таким как изгиб и формуемость».
Далее в спецификации говорится: «Эта спецификация охватывает стандартные требования к листовой стали в рулонах и длинах обрезков для эмалирования фарфора. Тепловой анализ сталей типа I, типа II и типа III должен соответствовать установленному химическому составу по углероду, марганцу, фосфору, сере и другим веществам. Однако для углерода делается исключение, поскольку термический анализ углерода не подходит для типа I. Материал также должен соответствовать требуемым механическим свойствам, таким как изгиб и формуемость».

 В то же время он по-прежнему обладает прочностью стального сердечника, поэтому его нелегко разбить. Эмалированная сталь выдерживает термические удары, в отличие от посуды из стекла. Он также устойчив к коррозии и химическим веществам, что делает его идеальным для стиральных машин и водонагревателей.
В то же время он по-прежнему обладает прочностью стального сердечника, поэтому его нелегко разбить. Эмалированная сталь выдерживает термические удары, в отличие от посуды из стекла. Он также устойчив к коррозии и химическим веществам, что делает его идеальным для стиральных машин и водонагревателей.


 Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.
Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.

 Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
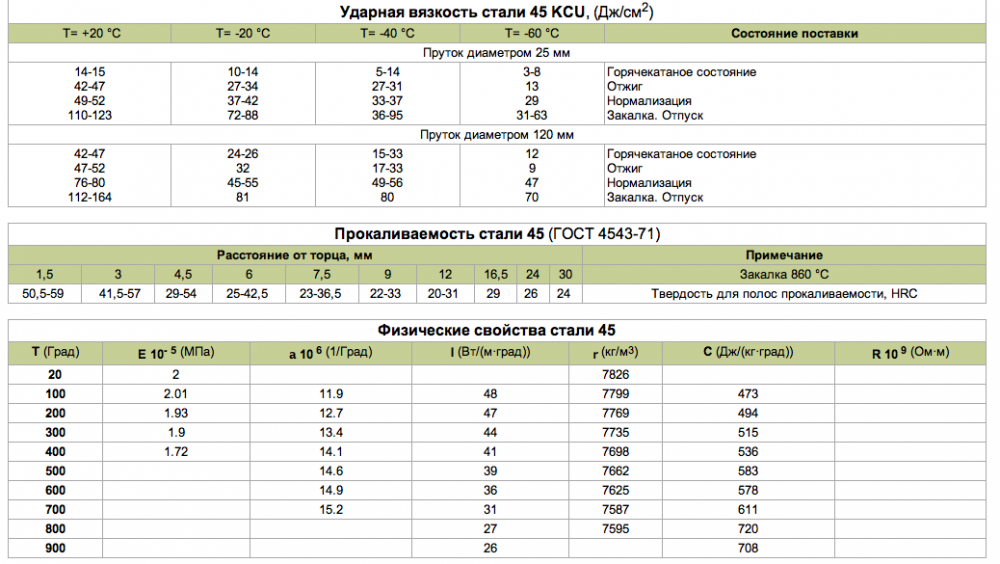 Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.
Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.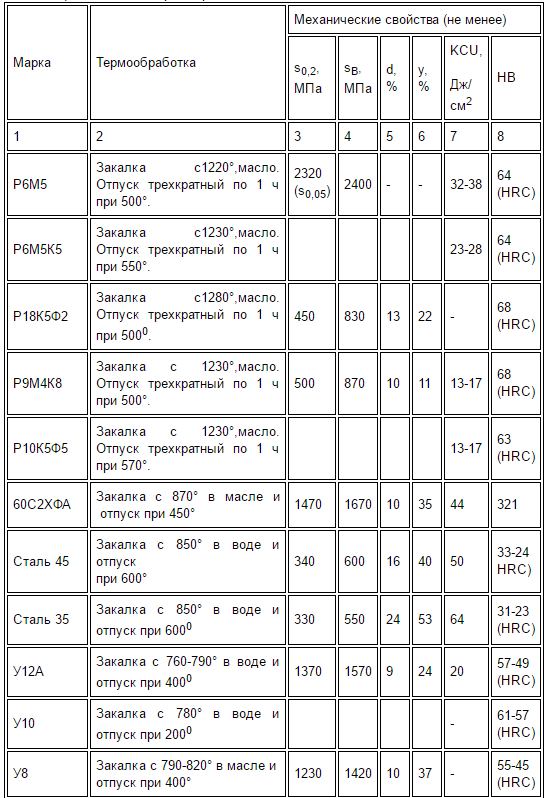
 Для ознакомления с полным спектром представленных товаров рекомендуется воспользоваться каталогом.
Для ознакомления с полным спектром представленных товаров рекомендуется воспользоваться каталогом.
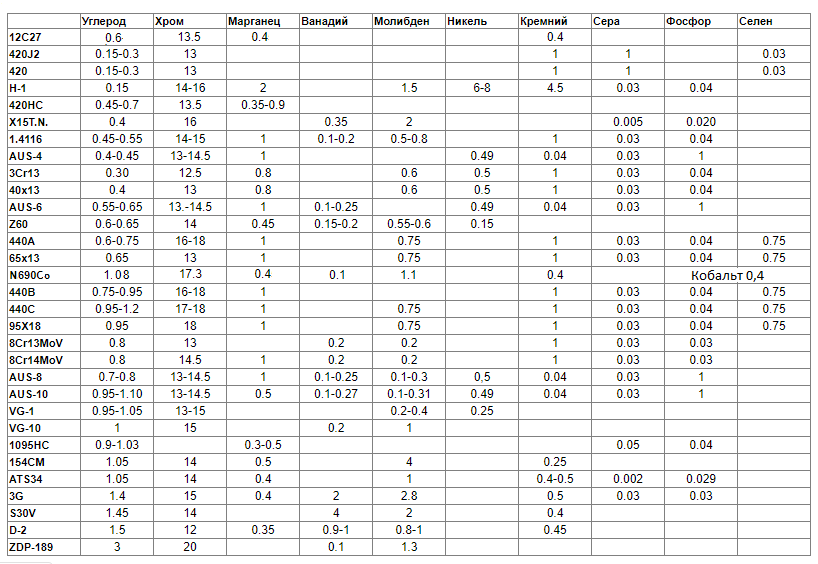
 Эти таблицы преобразования предназначены только для ознакомления, поскольку в каждой шкале используются разные методы измерения твердости. Правая колонка показывает приблизительную эквивалентную прочность на растяжение.
Эти таблицы преобразования предназначены только для ознакомления, поскольку в каждой шкале используются разные методы измерения твердости. Правая колонка показывает приблизительную эквивалентную прочность на растяжение. Из-за большого диапазона различий между различными материалами невозможно установить доверительные интервалы для ошибок при использовании таблицы преобразования.
Из-за большого диапазона различий между различными материалами невозможно установить доверительные интервалы для ошибок при использовании таблицы преобразования.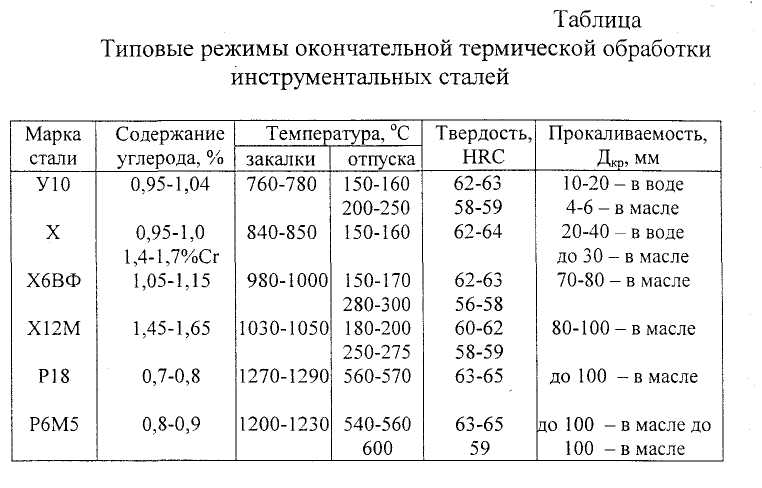
 Склад доставляется нашим собственным парком транспортных средств на местном и национальном уровне быстро и эффективно в день, когда мы обещаем.
Склад доставляется нашим собственным парком транспортных средств на местном и национальном уровне быстро и эффективно в день, когда мы обещаем. Шкала F
Шкала F 2
2 0
0 7
7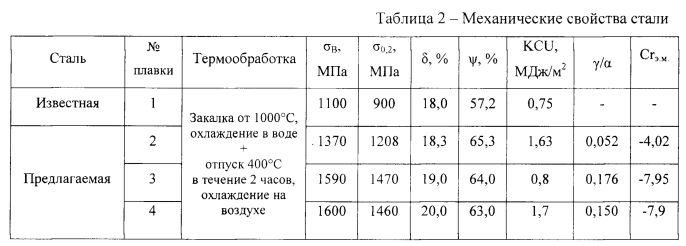 9
9 9
9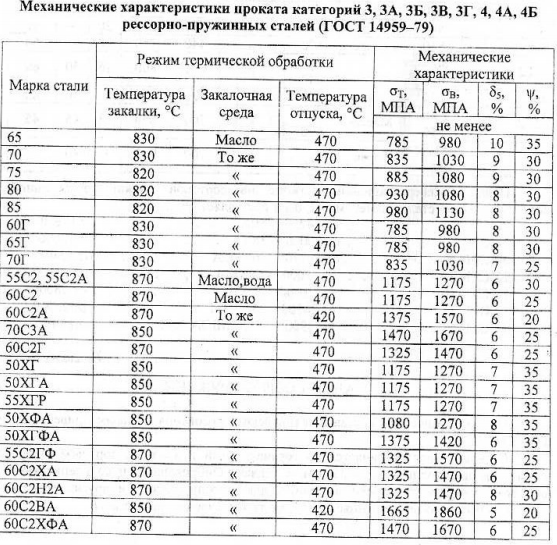
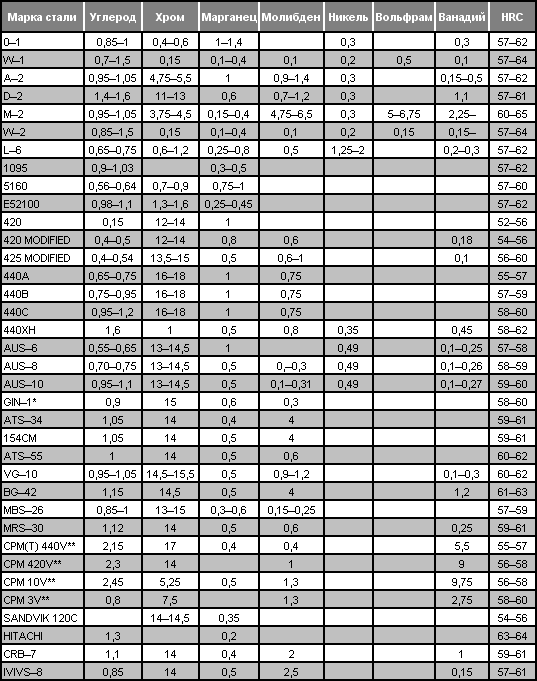 1
1 0
0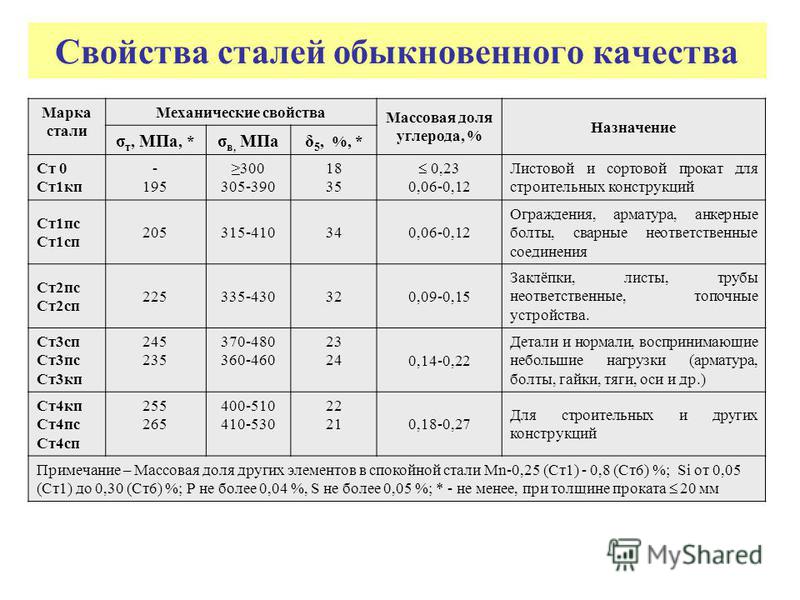 4 99
4 99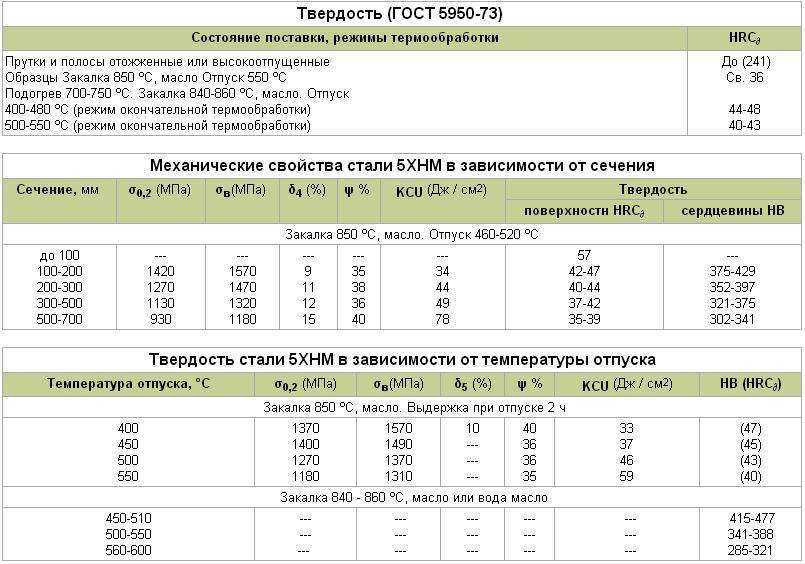 0
0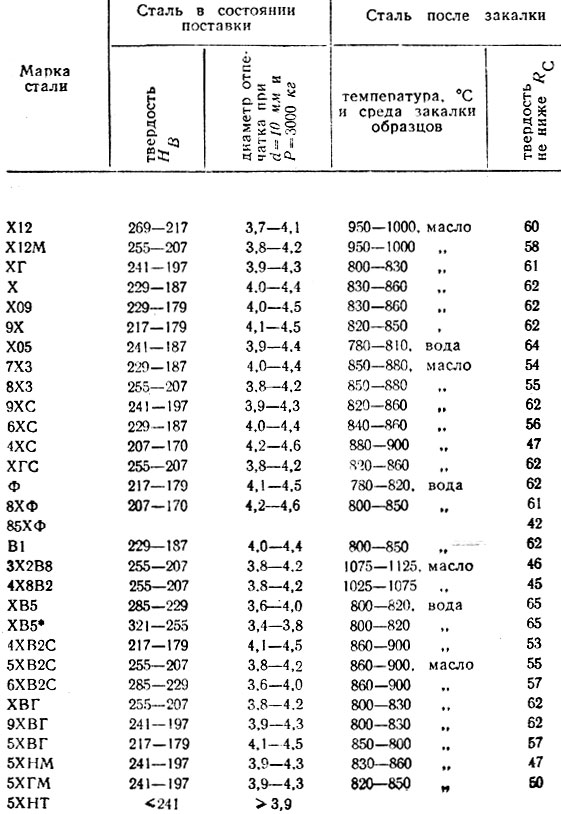
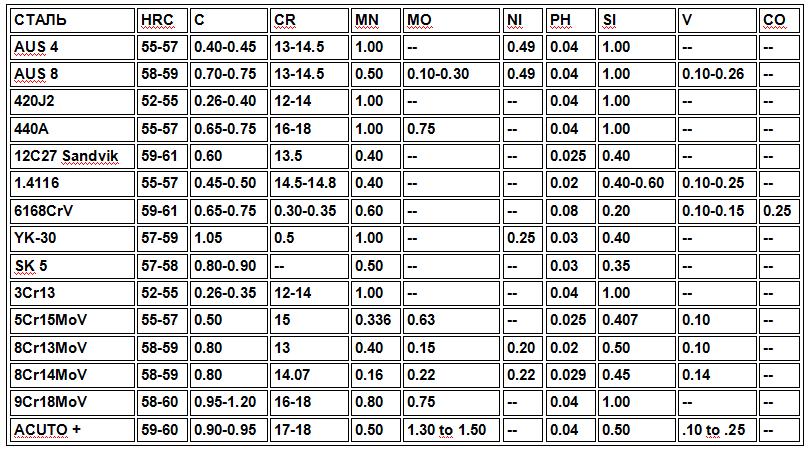 3
3 8
8 2
2


 Пожалуйста, запрашивайте актуальную цену требуемого листа у специалистов компании по
Пожалуйста, запрашивайте актуальную цену требуемого листа у специалистов компании по Это разновидность стального проката, изготавливаемого горячей прокаткой стали различных марок (в том числе легированная и высокоуглеродистая).
Это разновидность стального проката, изготавливаемого горячей прокаткой стали различных марок (в том числе легированная и высокоуглеродистая).
 Прокатную сталь можно разделить на два типа — горячекатаную сталь и холоднокатаную сталь, которые демонстрируют различные характеристики, которые делают их пригодными для различных применений. При выборе рулонного стального материала для проекта важно знать о различиях между двумя типами и о том, как они влияют на их характеристики.
Прокатную сталь можно разделить на два типа — горячекатаную сталь и холоднокатаную сталь, которые демонстрируют различные характеристики, которые делают их пригодными для различных применений. При выборе рулонного стального материала для проекта важно знать о различиях между двумя типами и о том, как они влияют на их характеристики. В производственных операциях с другими формами обрабатываемый материал разрезают на заданные единицы и упаковывают.
В производственных операциях с другими формами обрабатываемый материал разрезают на заданные единицы и упаковывают. По этой причине он обычно используется в приложениях, не требующих чрезвычайно жестких допусков, например:
По этой причине он обычно используется в приложениях, не требующих чрезвычайно жестких допусков, например:
 Горячекатаная сталь прокатывается выше температуры рекристаллизации материала, тогда как холоднокатаная сталь прокатывается ниже температуры рекристаллизации материала. Помимо этого качества, между двумя материалами существует несколько других различий, в том числе в отношении следующего:
Горячекатаная сталь прокатывается выше температуры рекристаллизации материала, тогда как холоднокатаная сталь прокатывается ниже температуры рекристаллизации материала. Помимо этого качества, между двумя материалами существует несколько других различий, в том числе в отношении следующего: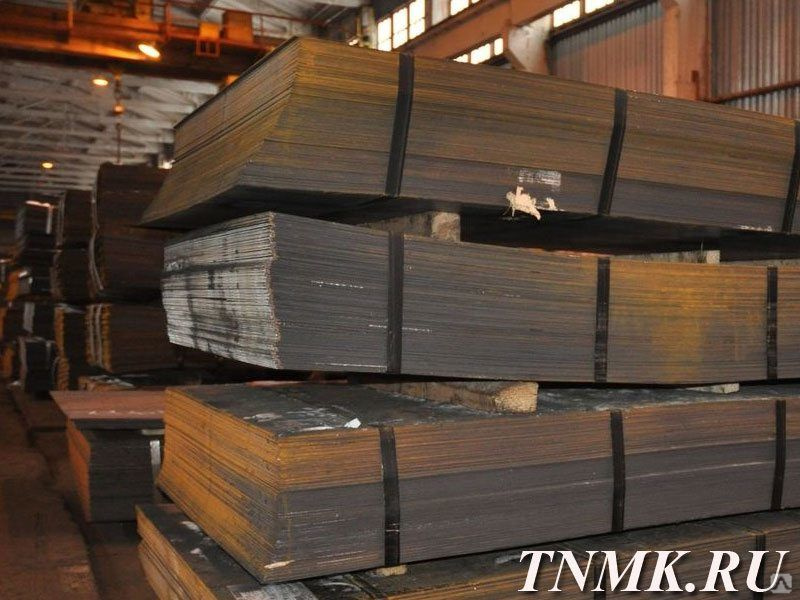 Эти напряжения должны быть сняты перед обработкой материала; в противном случае конечная деталь или продукт могут деформироваться.
Эти напряжения должны быть сняты перед обработкой материала; в противном случае конечная деталь или продукт могут деформироваться.
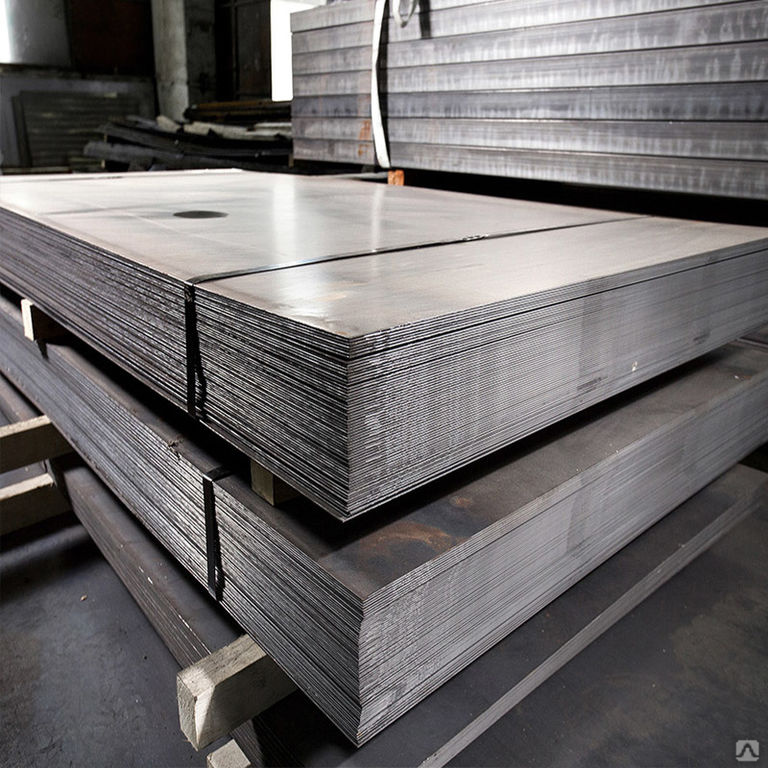 Сегодня
Сегодня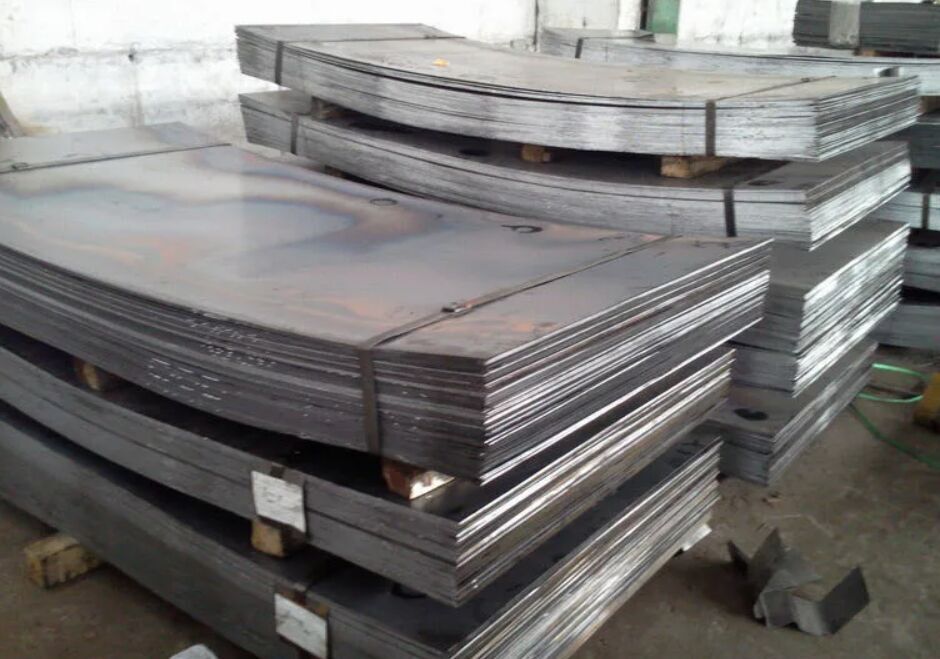 Наши клиенты могут выбирать из более чем 2100 стандартных профилей стандартных и нестандартных размеров для таких компонентов, как втулки, шестерни, валы, втулки, шлицы и зубчатые шкивы. Кроме того, мы предлагаем индивидуальные профильные решения для клиентов с очень специфическими или уникальными потребностями.
Наши клиенты могут выбирать из более чем 2100 стандартных профилей стандартных и нестандартных размеров для таких компонентов, как втулки, шестерни, валы, втулки, шлицы и зубчатые шкивы. Кроме того, мы предлагаем индивидуальные профильные решения для клиентов с очень специфическими или уникальными потребностями.
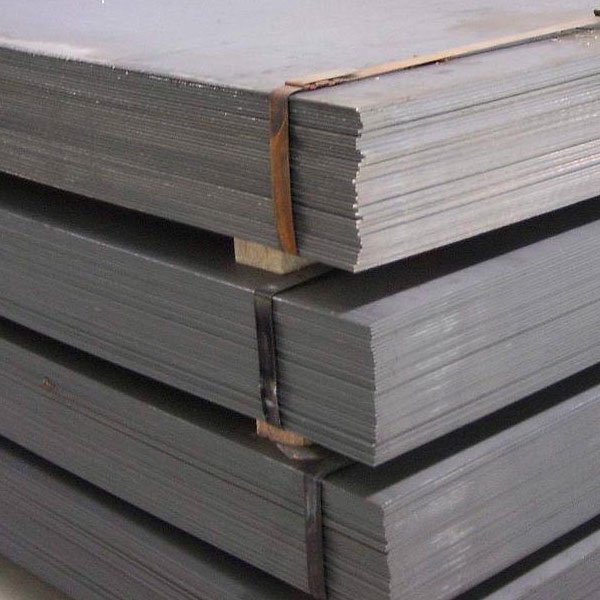 Дополнительные трудозатраты и время на обработку увеличивают стоимость, но позволяют уменьшить допуски на размеры и предоставляют широкий спектр вариантов отделки. Эта форма стали имеет более гладкую поверхность и используется в тех случаях, когда требуется особое состояние поверхности и допуск на размеры.
Дополнительные трудозатраты и время на обработку увеличивают стоимость, но позволяют уменьшить допуски на размеры и предоставляют широкий спектр вариантов отделки. Эта форма стали имеет более гладкую поверхность и используется в тех случаях, когда требуется особое состояние поверхности и допуск на размеры.  Марки простой углеродистой стали в этой системе начинаются с цифры 10, за которой следуют два целых числа, обозначающих концентрацию углерода.
Марки простой углеродистой стали в этой системе начинаются с цифры 10, за которой следуют два целых числа, обозначающих концентрацию углерода.  Как правило, этот сорт предпочтительнее A36 для стержневых или полосовых профилей. Сталь 1018 выпускается как в горячекатаном, так и в холоднокатаном исполнении, хотя чаще используется холоднокатаный. Обе версии имеют лучшую прочность и твердость, чем A36, и лучше подходят для операций холодной штамповки, таких как гибка или штамповка. 1018 содержит всего 0,18% углерода и 0,6-0,9% марганца, что меньше А36. Он также содержит следы фосфора и серы, но меньше примесей, чем A36.
Как правило, этот сорт предпочтительнее A36 для стержневых или полосовых профилей. Сталь 1018 выпускается как в горячекатаном, так и в холоднокатаном исполнении, хотя чаще используется холоднокатаный. Обе версии имеют лучшую прочность и твердость, чем A36, и лучше подходят для операций холодной штамповки, таких как гибка или штамповка. 1018 содержит всего 0,18% углерода и 0,6-0,9% марганца, что меньше А36. Он также содержит следы фосфора и серы, но меньше примесей, чем A36. 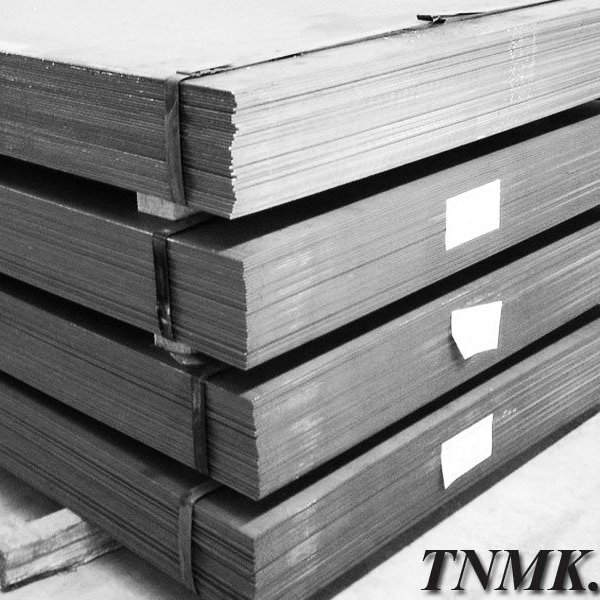 Листы и плиты из жаропрочной стали высокой прочности и высокой пластичности легко сверлятся, формуются и свариваются. Горячекатаный стальной лист и плита доступны как стандартные горячекатаные или горячекатаные P&O.
Листы и плиты из жаропрочной стали высокой прочности и высокой пластичности легко сверлятся, формуются и свариваются. Горячекатаный стальной лист и плита доступны как стандартные горячекатаные или горячекатаные P&O. 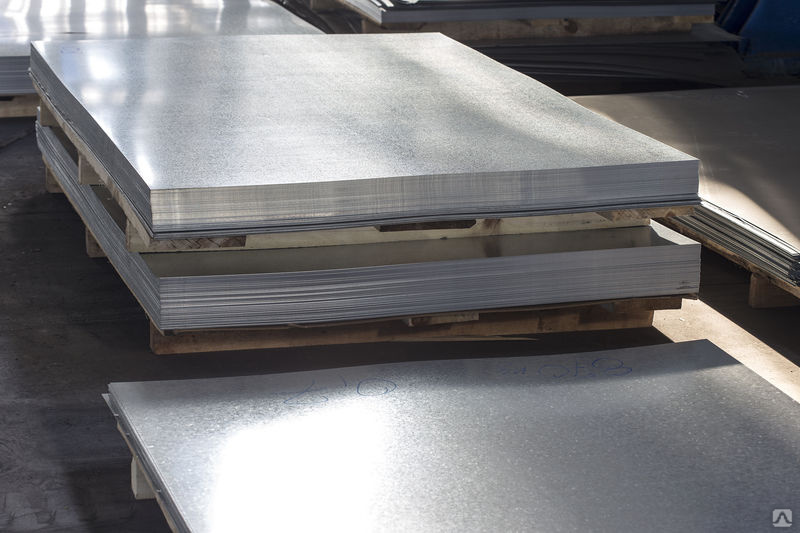 Из-за этих факторов горячекатаные стальные трубы лучше всего подходят для применений, не требующих точных форм или жестких допусков.
Из-за этих факторов горячекатаные стальные трубы лучше всего подходят для применений, не требующих точных форм или жестких допусков. 

 Медь, свойства меди, ее применение.
Медь, свойства меди, ее применение.
 ).
). Цена на медь у нас ежедневно актуализируется в соответствии с конъюнктурой рынка. На нашей площадке есть все необходимое оборудование чтобы сдать медь. Цена за 1 кг меди устанавливается в зависимости от сорта и количества. Прием меди осуществляется путем взвешивания и визуальной оценки принадлежности лома меди к определенному сорту. Если визуально чистота металла вызывает сомнение, мы проводим рентгено-флюоресцентный анализ, который точно показывает содержание всех металлов в сплаве. Цена меди в Спб зависит также от формы оплаты. Мы работаем как с юридическими лицами по договору по безналичному расчету, так и с физическими лицами за наличный расчет. В нашей компании работают опытные специалисты, имеется все необходимое оборудование, механизированная разгрузка.
Цена на медь у нас ежедневно актуализируется в соответствии с конъюнктурой рынка. На нашей площадке есть все необходимое оборудование чтобы сдать медь. Цена за 1 кг меди устанавливается в зависимости от сорта и количества. Прием меди осуществляется путем взвешивания и визуальной оценки принадлежности лома меди к определенному сорту. Если визуально чистота металла вызывает сомнение, мы проводим рентгено-флюоресцентный анализ, который точно показывает содержание всех металлов в сплаве. Цена меди в Спб зависит также от формы оплаты. Мы работаем как с юридическими лицами по договору по безналичному расчету, так и с физическими лицами за наличный расчет. В нашей компании работают опытные специалисты, имеется все необходимое оборудование, механизированная разгрузка.
 ).
).
 Поэтому, мы рекомендуем нашим поставщикам не хранить длительное время лом меди, а сдать медь сорта «блеск» сразу после разборки. Также бывает, что один и тот же кабель содержит в себе разные сорта медного лома – три жилы подойдут в сорт «блеск», а четвертая будет темная и пройдет только как «кусок» например, а то и низшим сортом «микс».
Поэтому, мы рекомендуем нашим поставщикам не хранить длительное время лом меди, а сдать медь сорта «блеск» сразу после разборки. Также бывает, что один и тот же кабель содержит в себе разные сорта медного лома – три жилы подойдут в сорт «блеск», а четвертая будет темная и пройдет только как «кусок» например, а то и низшим сортом «микс».








 Содержание меди в зависимости от толщины жилы и количества смолы разное.
Содержание меди в зависимости от толщины жилы и количества смолы разное.
 Например, из старого телевизора «Рекорд» можно извлечь отклоняющие луч обмотки кинескопа и петлю размагничивания кинескопа. В сумме они дадут примерно 1 кг меди. Сегодня цена на медь настолько высока, что перед тем, как сдать старый утративший свои качества электронный прибор на утилизацию, имеет смысл снять с него детали изготовленные из меди.
Например, из старого телевизора «Рекорд» можно извлечь отклоняющие луч обмотки кинескопа и петлю размагничивания кинескопа. В сумме они дадут примерно 1 кг меди. Сегодня цена на медь настолько высока, что перед тем, как сдать старый утративший свои качества электронный прибор на утилизацию, имеет смысл снять с него детали изготовленные из меди. Естественно, когда провода и кабели отработали свой срок службы, целесообразно сдать медь в лом. Если у Вас нет возможности освободить медные провода или кабель от изоляции – мы те самые специально обученные люди, которые решат эти проблемы за Вас. Чтобы узнать цену на медь в кабеле, Вам достаточно позвонить нашим менеджерам, они предельно понятно разъяснят Вам как это можно сделать и сколько примерно стоить будет ваш лом меди.
Естественно, когда провода и кабели отработали свой срок службы, целесообразно сдать медь в лом. Если у Вас нет возможности освободить медные провода или кабель от изоляции – мы те самые специально обученные люди, которые решат эти проблемы за Вас. Чтобы узнать цену на медь в кабеле, Вам достаточно позвонить нашим менеджерам, они предельно понятно разъяснят Вам как это можно сделать и сколько примерно стоить будет ваш лом меди. Очень важно при разборке не испачкать материал, к маслу прилипает грязь и мусор, а засоренный материал в сорт не подходит, загрязненная медь в масле закрывается позицией «микс» с засором.
Очень важно при разборке не испачкать материал, к маслу прилипает грязь и мусор, а засоренный материал в сорт не подходит, загрязненная медь в масле закрывается позицией «микс» с засором.
 Это обусловливает высокие цены на прием меди из кабеля. Энергопотребление постоянно растет, так же как и развитие электрических сетей, поэтому спрос на лом меди в СПб постоянно увеличивается как региональными, так и федеральными переработчиками лома меди. Цена за 1 кг меди в СПб варьируется в зависимости от биржевых показателей, курса валют и исполнения заводами контрактных обязательств.
Это обусловливает высокие цены на прием меди из кабеля. Энергопотребление постоянно растет, так же как и развитие электрических сетей, поэтому спрос на лом меди в СПб постоянно увеличивается как региональными, так и федеральными переработчиками лома меди. Цена за 1 кг меди в СПб варьируется в зависимости от биржевых показателей, курса валют и исполнения заводами контрактных обязательств.
 Большая часть производимой меди добывается из сульфидных месторождений.
Большая часть производимой меди добывается из сульфидных месторождений. Медь также сплавляется с драгоценными металлами, такими как золото и серебро. Медь имеет много других применений.
Медь также сплавляется с драгоценными металлами, такими как золото и серебро. Медь имеет много других применений. Недорогие коллекции минералов доступны в магазине Geology.com. Правообладатель иллюстрации iStockphoto / Анна Усова.
Недорогие коллекции минералов доступны в магазине Geology.com. Правообладатель иллюстрации iStockphoto / Анна Усова.
 Самородная медь, по-видимому, является вторичным минералом, возникающим в результате взаимодействия медьсодержащих растворов с железосодержащими минералами.
Самородная медь, по-видимому, является вторичным минералом, возникающим в результате взаимодействия медьсодержащих растворов с железосодержащими минералами. Редкий минерал в некоторых метеоритах.
Редкий минерал в некоторых метеоритах.

 Наличие нескольких ступеней только увеличивает производительность устройства.
Наличие нескольких ступеней только увеличивает производительность устройства.


 И это далеко не предел полета инженерной мысли.
И это далеко не предел полета инженерной мысли. Но и стоимость у них будет соответствующая.
Но и стоимость у них будет соответствующая. Чаховка:
Чаховка: Не стоит пугаться, если у вас получится цифра на уровне 50-70 метров. Для среднего по своим качествам погружного центробежника этот показатель является практически нижней планкой.
Не стоит пугаться, если у вас получится цифра на уровне 50-70 метров. Для среднего по своим качествам погружного центробежника этот показатель является практически нижней планкой. Желательно подобрать для этого оборудования специальную коморку или подсобку, где его не будут доставать атмосферные осадки и перепады температур. В скважину же выводится только шланг с обратным клапаном.
Желательно подобрать для этого оборудования специальную коморку или подсобку, где его не будут доставать атмосферные осадки и перепады температур. В скважину же выводится только шланг с обратным клапаном. Полупогружные достаточно просто опустить на нее. Правда здесь нужно быть осторожным, так как они довольно тяжелы и имеют серьезные габариты. Плюс надо помнить, что двигатели полупогружных насосов очень не любят контакта с водой.
Полупогружные достаточно просто опустить на нее. Правда здесь нужно быть осторожным, так как они довольно тяжелы и имеют серьезные габариты. Плюс надо помнить, что двигатели полупогружных насосов очень не любят контакта с водой. Водоснабжение из собственного природного источника, безусловно, имеет массу преимуществ, и поэтому все чаще владельцы загородного жилья отдают предпочтение варианту установки автономной системы обеспечения водой для бытовых и хозяйственных нужд.
Водоснабжение из собственного природного источника, безусловно, имеет массу преимуществ, и поэтому все чаще владельцы загородного жилья отдают предпочтение варианту установки автономной системы обеспечения водой для бытовых и хозяйственных нужд.


 Несмотря на некоторые недостатки в виде сложностей в монтаже и диагностике неисправностей, такое оборудование считается надежным, безопасным и производительным и рассчитано на многолетнюю беспроблемную эксплуатацию.
Несмотря на некоторые недостатки в виде сложностей в монтаже и диагностике неисправностей, такое оборудование считается надежным, безопасным и производительным и рассчитано на многолетнюю беспроблемную эксплуатацию.
 Однако несмотря на его ценовую доступность, некоторые эксперты категорически не рекомендуют устанавливать насосное оборудование вибрационного типа в скважину по той причине, что в результате вибрации может произойти вывал породы и скважина придет в негодность. Зачастую вибрационные насосы самопроизвольно заклиниваются в скважине – изъятие установки является сложной и дорогостоящей процедурой. Таким образом, перед покупкой стоит хорошо подумать, целесообразна ли будет такая экономия.
Однако несмотря на его ценовую доступность, некоторые эксперты категорически не рекомендуют устанавливать насосное оборудование вибрационного типа в скважину по той причине, что в результате вибрации может произойти вывал породы и скважина придет в негодность. Зачастую вибрационные насосы самопроизвольно заклиниваются в скважине – изъятие установки является сложной и дорогостоящей процедурой. Таким образом, перед покупкой стоит хорошо подумать, целесообразна ли будет такая экономия.
 За счет возникающей разницы давлений часть жидкости уходит в напорную магистраль. Из-за снижения объема жидкости в корпусе происходит падение давления, что способствует затягиванию воды из емкости или скважины во всасывающий канал. От частоты вращения ротора зависит производительность помпы и давление воды в напорной магистрали.
За счет возникающей разницы давлений часть жидкости уходит в напорную магистраль. Из-за снижения объема жидкости в корпусе происходит падение давления, что способствует затягиванию воды из емкости или скважины во всасывающий канал. От частоты вращения ротора зависит производительность помпы и давление воды в напорной магистрали.





 Колодезная вода забирается насосом, который может располагаться как над, так и под поверхностью.
Колодезная вода забирается насосом, который может располагаться как над, так и под поверхностью.
 Водоносный горизонт представляет собой подземный слой проницаемой почвы, такой как песок или гравий, который содержит воду и позволяет воде проходить. Наши знания о неглубоких колодцах безупречны на всей территории Тампа-Бэй. Правильное диагностирование проблемы имеет решающее значение, и мы здесь, в All Phase ирригации, являемся вашими экспертами по скважинам. Мы устанавливаем насосы для неглубоких скважин самого высокого качества в отрасли и предлагаем 1 год гарантии с даты установки.
Водоносный горизонт представляет собой подземный слой проницаемой почвы, такой как песок или гравий, который содержит воду и позволяет воде проходить. Наши знания о неглубоких колодцах безупречны на всей территории Тампа-Бэй. Правильное диагностирование проблемы имеет решающее значение, и мы здесь, в All Phase ирригации, являемся вашими экспертами по скважинам. Мы устанавливаем насосы для неглубоких скважин самого высокого качества в отрасли и предлагаем 1 год гарантии с даты установки. У нас есть новейшее и самое лучшее оборудование, которое позволяет нам с точностью устранять любые возникающие проблемы.
У нас есть новейшее и самое лучшее оборудование, которое позволяет нам с точностью устранять любые возникающие проблемы. Мы готовы предоставить смету, позвонив в наш офис по телефону 727.215.7850
Мы готовы предоставить смету, позвонив в наш офис по телефону 727.215.7850 вся работа. Мы так рады, что Брайан сделал это. Мы очень довольны готовым продуктом и настоятельно рекомендуем All Phaze Irrigation. Несколько замечаний из нашего опыта:
вся работа. Мы так рады, что Брайан сделал это. Мы очень довольны готовым продуктом и настоятельно рекомендуем All Phaze Irrigation. Несколько замечаний из нашего опыта:  Брайан быстро вернул мне расценки и помог нам составить график установки спринклеров. Они приехали в назначенный день, завершили проект, все подробно объяснили и даже потратили время, помогая нам настроить наш новый блок управления. Они также смогли выполнить задачи, которые другие компании заявили, что они не могут сделать (прокладка трубы под нашим подъездом, чтобы добавить зону на другой стороне двора). В общем, замечательная компания, и я обязательно буду использовать их для любого будущего ремонта!
Брайан быстро вернул мне расценки и помог нам составить график установки спринклеров. Они приехали в назначенный день, завершили проект, все подробно объяснили и даже потратили время, помогая нам настроить наш новый блок управления. Они также смогли выполнить задачи, которые другие компании заявили, что они не могут сделать (прокладка трубы под нашим подъездом, чтобы добавить зону на другой стороне двора). В общем, замечательная компания, и я обязательно буду использовать их для любого будущего ремонта! с., 220 вольт, 30 psi, однофазный
с., 220 вольт, 30 psi, однофазный
 БЕСПЛАТНАЯ доставка (3-5 рабочих дней)
БЕСПЛАТНАЯ доставка (3-5 рабочих дней)
 Общий напор (футы)
Общий напор (футы) Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор. Определенно рекомендую!
Определенно рекомендую! Он сделал все возможное, чтобы помочь мне.
Он сделал все возможное, чтобы помочь мне.
 Универсальными и более востребованными считаются стальные углы Ду50 под 90 градусов. Характеристики указаны в таблице.
Универсальными и более востребованными считаются стальные углы Ду50 под 90 градусов. Характеристики указаны в таблице. Чертеж размеров отвода ДУ50 – толщина стенки торца, наружный и внутренний диаметр, размеры торцов переходов и тройников, радиус кривизны осевой линии.
Чертеж размеров отвода ДУ50 – толщина стенки торца, наружный и внутренний диаметр, размеры торцов переходов и тройников, радиус кривизны осевой линии. Маркировку набивают на отводе методом тиснения, выжигания, лазером, указывается на каждом индивидуально или в документах партии.
Маркировку набивают на отводе методом тиснения, выжигания, лазером, указывается на каждом индивидуально или в документах партии. Под заказ выполним отводы Ду-50 со сложными дефицитными углами изгиба 30°, 60°, отводы Ду 50 высокого давления, возможно изготовление фланцевых колен Ду50. Цена отводов Ду 50 от 100грн. Специалисты СЛЭМЗ перед покупкой стального отвода Ду-50 помогут подобрать толщину торца, угол изгиба, вид и тип трубы индивидуально под Вашу магистраль и рабочую среду.
Под заказ выполним отводы Ду-50 со сложными дефицитными углами изгиба 30°, 60°, отводы Ду 50 высокого давления, возможно изготовление фланцевых колен Ду50. Цена отводов Ду 50 от 100грн. Специалисты СЛЭМЗ перед покупкой стального отвода Ду-50 помогут подобрать толщину торца, угол изгиба, вид и тип трубы индивидуально под Вашу магистраль и рабочую среду. 11
11
 нашу библиотеку BIM
нашу библиотеку BIM

 90мм
90мм
 ..
.. 11.2022
11.2022
 Широкий вибір, понад 4000 позицій, допомагає майстрам на будівельних майданчиках, СТО і в ремонтних майстернях виконувати свою роботу якісніше та швидше. А велика мережа магазинів-партнерів у багатьох містах України — Київ, Харків, Львів, Одеса, Дніпро та ін. — робить інструмент INTERTOOL ближче до користувачів.
Широкий вибір, понад 4000 позицій, допомагає майстрам на будівельних майданчиках, СТО і в ремонтних майстернях виконувати свою роботу якісніше та швидше. А велика мережа магазинів-партнерів у багатьох містах України — Київ, Харків, Львів, Одеса, Дніпро та ін. — робить інструмент INTERTOOL ближче до користувачів.


 Газові пальники і плити, похідні ножі та мультиінструменти, тенти, ліхтарі.
Газові пальники і плити, похідні ножі та мультиінструменти, тенти, ліхтарі.
 Но Dremel на удивление хорошо режет небольшие куски дерева, а также когда вы хотите сделать погружные пропилы. Однако он очень ограничен выходной мощностью и размером материала.
Но Dremel на удивление хорошо режет небольшие куски дерева, а также когда вы хотите сделать погружные пропилы. Однако он очень ограничен выходной мощностью и размером материала. Он отлично подходит для резки небольших кусков дерева и быстро настраивается.
Он отлично подходит для резки небольших кусков дерева и быстро настраивается. Отрезной диск имеет тенденцию выскакивать, если вы перемещаете его слишком далеко назад и вперед
Отрезной диск имеет тенденцию выскакивать, если вы перемещаете его слишком далеко назад и вперед Или вместо этого вы можете использовать что-то вроде циркулярной пилы с направляющей.
Или вместо этого вы можете использовать что-то вроде циркулярной пилы с направляющей. Таким образом, вы можете резать более толстые куски дерева, чем другие варианты из этого списка.
Таким образом, вы можете резать более толстые куски дерева, чем другие варианты из этого списка.

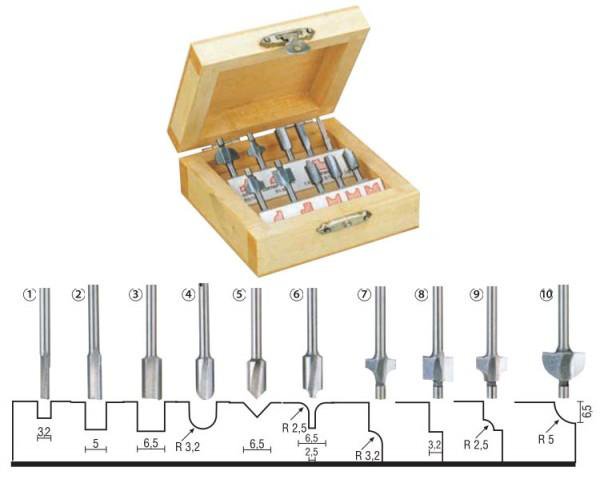
 Отшлифовать или отполировать
Отшлифовать или отполировать







 Дощатый обапол — обапол, у которого одна из пластей пропилена более чем на половину длины.
Дощатый обапол — обапол, у которого одна из пластей пропилена более чем на половину длины.


 Параметр шероховатости
Параметр шероховатости
 Влажность древесины не
Влажность древесины не






 1-75
1-75 Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы.
Возможно, наиболее точное определение лесопилки состоит в том, что это целая система, которая превращает бревна в пиломатериалы. Первая известная лесопилка называется лесопилкой Иераполиса и датируется примерно третьим веком нашей эры. Лесопилка была обнаружена, когда археологи исследовали саркофаг мельника в современной Турции, которая раньше была Малой Азией. На саркофаге был рельеф водяного колеса с кривошипно-ползунковым механизмом и двумя пилами, прорезающими блоки.
Первая известная лесопилка называется лесопилкой Иераполиса и датируется примерно третьим веком нашей эры. Лесопилка была обнаружена, когда археологи исследовали саркофаг мельника в современной Турции, которая раньше была Малой Азией. На саркофаге был рельеф водяного колеса с кривошипно-ползунковым механизмом и двумя пилами, прорезающими блоки. Некоторые лесопильные заводы покупают оборудование для обработки обоих типов деревьев, хотя это редкость. Обычно вы можете найти материалы из хвойной древесины в грубых столярных работах и каркасах зданий, которые используются в легкой строительной промышленности. В жилищном строительстве пиломатериалы твердых пород используются для изготовления готовой продукции, такой как мебель, полы, лестницы и фанерные панели.
Некоторые лесопильные заводы покупают оборудование для обработки обоих типов деревьев, хотя это редкость. Обычно вы можете найти материалы из хвойной древесины в грубых столярных работах и каркасах зданий, которые используются в легкой строительной промышленности. В жилищном строительстве пиломатериалы твердых пород используются для изготовления готовой продукции, такой как мебель, полы, лестницы и фанерные панели. Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил.
Эти деревянные доски меньше, чем пиломатериалы, и имеют стандартные размеры. Например, размерные пиломатериалы могут иметь толщину от 2 до 5 дюймов и ширину от 2 до 12 дюймов. Стандартные размеры габаритных пиломатериалов включают два на четыре (2×4) и четыре на четыре (4×4). Во многих строительных и производственных предприятиях размерные пиломатериалы используются для изготовления балок, стоек, перекрытий, пластин и стропил. Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков.
Доски могут иметь ширину от 2 до 12 дюймов. Компании используют доски для изготовления дощатых полов, обшивочных конструкций и каркасов мебели. Обрезные доски хорошо подходят для поддонов и ящиков. Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих.
Эти лесопилки различаются по размеру и разработаны с учетом определенных спецификаций, соответствующих их предполагаемому назначению и уровню производства. Каждый тип лесопилки также может вмещать различное количество операторов или рабочих. Операторы могут перемещать эти машины между площадками в любое время.
Операторы могут перемещать эти машины между площадками в любое время. Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность.
Например, компании разработали превосходные продукты, такие как лезвия с наконечниками Stellite™ и карбид вольфрама, чтобы заменить устаревшие материалы. Эти новые пильные полотна служат дольше, чем горячекатаные и холоднокатаные стальные, и обеспечивают большую эффективность. Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения.
Эти котлы использовались в первую очередь из-за обилия древесных отходов, поэтому горелки, работающие на жидком топливе, так и не получили широкого распространения. Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии.
Затем компьютерные системы отправляют оцифрованную информацию на компоненты лесопилки для удовлетворения повседневных потребностей. Все эти передовые процессы требуют электроэнергии. Вот все шаги, которые выполняет лесопилка для выполнения работы:
Вот все шаги, которые выполняет лесопилка для выполнения работы:
 На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями.
На этапе мерчандайзинга журналы также оцениваются в соответствии с постоянными заказами и рыночными условиями. После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.
После этого вторичные брусья превращают бревно в черновые размеры для пиломатериалов. Любые отходы плит перерабатываются в мульчу, гранулы или щепу.

 120 вольт потребляет всего 230 ватт, что делает его идеальным для удаленных мест.
120 вольт потребляет всего 230 ватт, что делает его идеальным для удаленных мест. Сойер красный, белый и синий. А Хантер окрашен в камуфляжный цвет, двух одинаковых не бывает.
Сойер красный, белый и синий. А Хантер окрашен в камуфляжный цвет, двух одинаковых не бывает. Предложите клиентам, восстановите упавшее во время шторма дерево или завершите личный проект. Из такого дерева можно сделать барную стойку или столешницу с живым краем.
Предложите клиентам, восстановите упавшее во время шторма дерево или завершите личный проект. Из такого дерева можно сделать барную стойку или столешницу с живым краем. Dieser Dienst ist in vielen Regionen der Welt verfügbar, und Sie können sogar sofort Einzahlungen vornehmen. Sie müssen nicht Lange Warten, bis Sie Ihr Geld erhalten, und Sie können Ihre Prepaid-Karte, eine Banküberweisung oder ein Bankkonto für Einzahlungen verwenden.
Dieser Dienst ist in vielen Regionen der Welt verfügbar, und Sie können sogar sofort Einzahlungen vornehmen. Sie müssen nicht Lange Warten, bis Sie Ihr Geld erhalten, und Sie können Ihre Prepaid-Karte, eine Banküberweisung oder ein Bankkonto für Einzahlungen verwenden. Вы можете использовать свою дебетовую карту для внесения и снятия средств, и ваши деньги должны быть на вашем счете в течение нескольких минут.
Вы можете использовать свою дебетовую карту для внесения и снятия средств, и ваши деньги должны быть на вашем счете в течение нескольких минут. Я предлагаю également des Promotions de Tours gratuits. Les joueurs peuvent également подключается к сайту в Интернете через VPN. Betbeard предлагает мельникам машины à sous en ligne. Les Canadiens préfèrent souvent à des jeux de Casino en direct, et le Casino est en partenariat avec le main fournisseur de jeux Evolution. Lorsqu’ils jouent en ligne, les Canadiens doivent être conscients des des jeu et toujours être responsables lorsqu’ils jouent. Чтобы найти лучшее казино в Канаде, посетите FRcasinoonlineCA.
Я предлагаю également des Promotions de Tours gratuits. Les joueurs peuvent également подключается к сайту в Интернете через VPN. Betbeard предлагает мельникам машины à sous en ligne. Les Canadiens préfèrent souvent à des jeux de Casino en direct, et le Casino est en partenariat avec le main fournisseur de jeux Evolution. Lorsqu’ils jouent en ligne, les Canadiens doivent être conscients des des jeu et toujours être responsables lorsqu’ils jouent. Чтобы найти лучшее казино в Канаде, посетите FRcasinoonlineCA. Toutes les fonctionnalités du site de Bureau peuvent être utilisées sur les appareils mobiles. Bien qu’il n’y ait pas d’application de Casino à télécharger, le site mobile est совместим с toutes les plateformes.
Toutes les fonctionnalités du site de Bureau peuvent être utilisées sur les appareils mobiles. Bien qu’il n’y ait pas d’application de Casino à télécharger, le site mobile est совместим с toutes les plateformes. Казино также предлагает различные игры с джекпотом, в том числе Mega Moolah с джекпотом в 10 миллионов евро. Ряд игр позволяет игрокам играть бесплатно или на реальные деньги.
Казино также предлагает различные игры с джекпотом, в том числе Mega Moolah с джекпотом в 10 миллионов евро. Ряд игр позволяет игрокам играть бесплатно или на реальные деньги.
 Этот широко распространенный способ оплаты позволяет быстро и безопасно вносить и снимать средства. Кроме того, нет никаких комиссий или сборов. Вам нужно будет предъявить действительное удостоверение личности с фотографией, чтобы снять средства.
Этот широко распространенный способ оплаты позволяет быстро и безопасно вносить и снимать средства. Кроме того, нет никаких комиссий или сборов. Вам нужно будет предъявить действительное удостоверение личности с фотографией, чтобы снять средства. Ленточные конвейеры для древесины Hud-Son оснащены ремнями шириной 18 дюймов и хорошо работают с дровоколами и высокопроизводительными дровоколами.
Ленточные конвейеры для древесины Hud-Son оснащены ремнями шириной 18 дюймов и хорошо работают с дровоколами и высокопроизводительными дровоколами. Десятилетия опыта и отзывы клиентов позволили усовершенствовать конструкцию и конструкцию наших лесопильных заводов. Наш процесс и команда мастеров производят прямо здесь, в США, чтобы предоставить вам лучшее.
Десятилетия опыта и отзывы клиентов позволили усовершенствовать конструкцию и конструкцию наших лесопильных заводов. Наш процесс и команда мастеров производят прямо здесь, в США, чтобы предоставить вам лучшее.
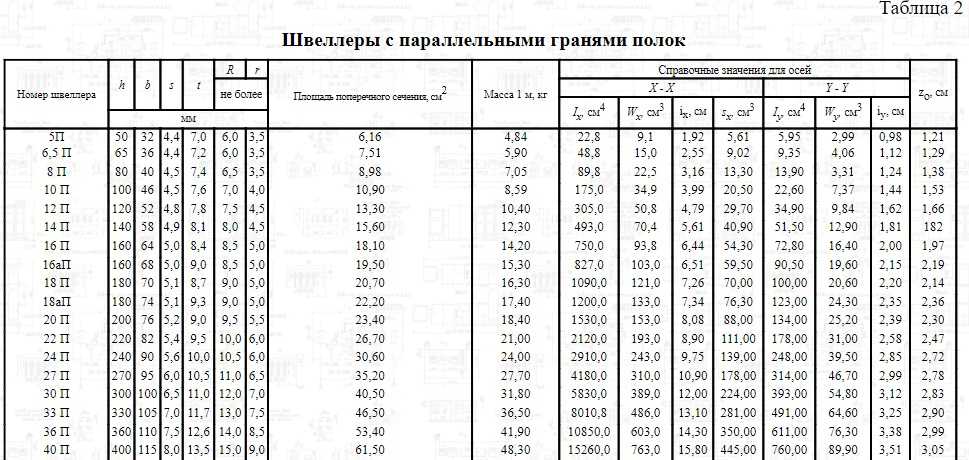

 Правильно подобранная труба профильная, вес погонного метра который можно рассчитать, к примеру, по формуле m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, m — вес профильной трубы, а ro — плотность сырья (углеродистая сталь — 7850 кг/м³), обеспечивает быстрое и качественное проведение предусмотренных технологических процессов.
Правильно подобранная труба профильная, вес погонного метра который можно рассчитать, к примеру, по формуле m = ro / 7850 * 0.0157 * S * (2 * a — 2.86 * S) * L, m — вес профильной трубы, а ro — плотность сырья (углеродистая сталь — 7850 кг/м³), обеспечивает быстрое и качественное проведение предусмотренных технологических процессов.
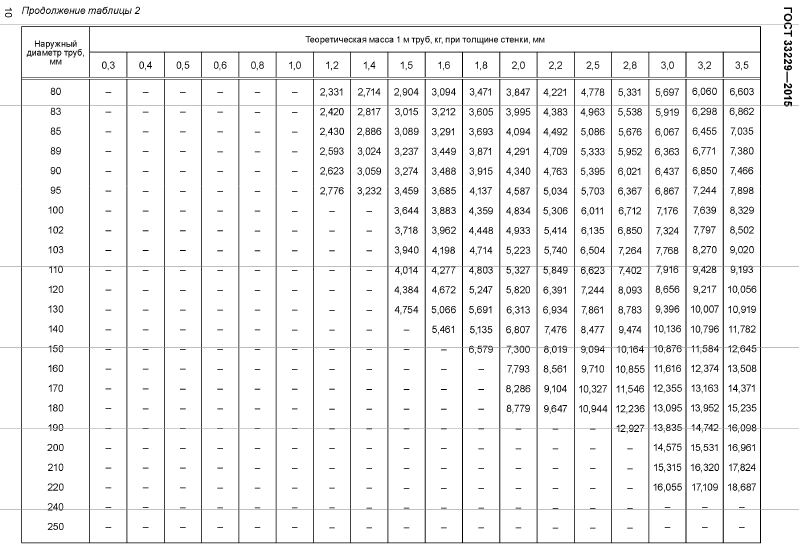 5
5
 5
5
 0
0
 5
5
 5
5
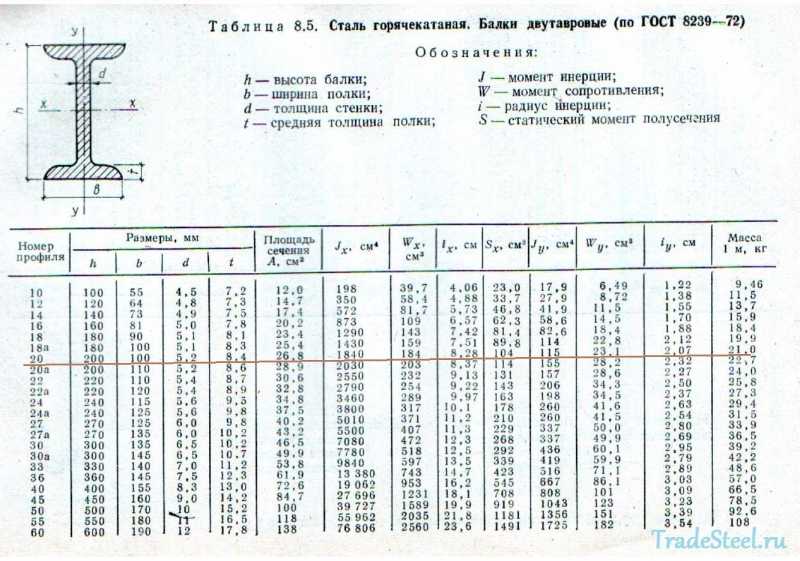 5
5
 0
0
 Являясь одним из самых прочных дренажных материалов на рынке, бетонная труба предлагает множество преимуществ для вашего проекта. Эта прочная и простая в установке труба является отличным выбором как для неглубоких, так и для глубоких проектов. Мы производим как стандартные, так и специально разработанные железобетонные трубы и нестандартные фитинги для различных областей применения.
Являясь одним из самых прочных дренажных материалов на рынке, бетонная труба предлагает множество преимуществ для вашего проекта. Эта прочная и простая в установке труба является отличным выбором как для неглубоких, так и для глубоких проектов. Мы производим как стандартные, так и специально разработанные железобетонные трубы и нестандартные фитинги для различных областей применения.

 Используя производственный процесс мокрого литья, мы можем производить трубы с очень жесткими допусками, которые не уступают по качеству любой другой железобетонной трубе для микротоннелирования в мире.
Используя производственный процесс мокрого литья, мы можем производить трубы с очень жесткими допусками, которые не уступают по качеству любой другой железобетонной трубе для микротоннелирования в мире.
 В производстве также обычно участвуют дерево и металл. Профильная труба является основой, каркасом. Обшивается и декорируется на производстве. В результате получаются универсальные продукты. Основа характеризуется широким спектром применения.
В производстве также обычно участвуют дерево и металл. Профильная труба является основой, каркасом. Обшивается и декорируется на производстве. В результате получаются универсальные продукты. Основа характеризуется широким спектром применения.
 д., чтобы помочь согнуть, вырезать и собрать все детали под правильным углом к раме. Элементы связаны друг с другом.
д., чтобы помочь согнуть, вырезать и собрать все детали под правильным углом к раме. Элементы связаны друг с другом.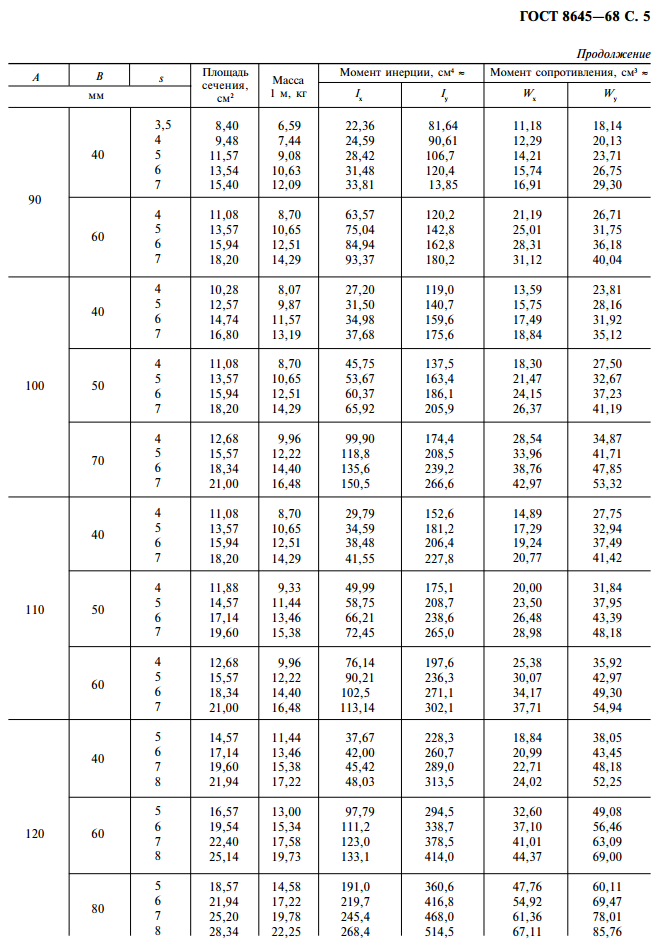
 Изготовление моделей из композитов, полиуретана и пластмасс включает в себя три основных этапа:
Изготовление моделей из композитов, полиуретана и пластмасс включает в себя три основных этапа:
 Основная масса модельно-стержневой оснастки изготавливается из высокосортной влагостойкой
Основная масса модельно-стержневой оснастки изготавливается из высокосортной влагостойкой
 Все это делает изготовление литейной оснастки из модельного пластика
Все это делает изготовление литейной оснастки из модельного пластика Мы предоставляем множество вариантов настройки для заказов разного размера. У нас также есть возможность моделировать отливки различных форм путем изготовления моделей.
Мы предоставляем множество вариантов настройки для заказов разного размера. У нас также есть возможность моделировать отливки различных форм путем изготовления моделей. Компания Warner Brothers Foundry использует технологию модельного оборудования для обеспечения согласованности между партиями, и мы используем различные деревянные и пластиковые материалы для выполнения работы. Сотрудничая с нашей компанией по производству модельного оборудования в Мичигане, вы получаете удовлетворение от осознания того, что ваши заказы находятся в умелых, опытных руках.
Компания Warner Brothers Foundry использует технологию модельного оборудования для обеспечения согласованности между партиями, и мы используем различные деревянные и пластиковые материалы для выполнения работы. Сотрудничая с нашей компанией по производству модельного оборудования в Мичигане, вы получаете удовлетворение от осознания того, что ваши заказы находятся в умелых, опытных руках.

 com
com Более сложный.
Более сложный. В редких случаях мы делаем шаблон из пенопласта, которого хватает только на одну или две формы. Вспененный материал используется, чтобы свести к минимуму затраты на выкройку, когда стоимость постоянной формы не может быть оправдана.
В редких случаях мы делаем шаблон из пенопласта, которого хватает только на одну или две формы. Вспененный материал используется, чтобы свести к минимуму затраты на выкройку, когда стоимость постоянной формы не может быть оправдана.