Или там уже только заполировывать царапки, которые получились при обтачивании дерева? Смотря какой больстер! Кто виноват и что делать? Точу нож. Вернее клинок уже выточил теперь делаю массивный больстер с выкрутасами из толстой латуни 15 мм к сожалению делаю это набегами с перерывами в два три месяца. И вот когда очередная жажда деятельности наступает то оказывается что мой чудо больстер весь покрыт почти чёрной оксидной плёнкой
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Медные и латунные мойки: сравнение, плюсы и минусы материалов
Фрезерные работы по металлу на заказ в СПб
Лакирование полированной латуни . ..
Как очистить латунь без химических средств. Покрытие латуни от окисления
Как почистить латунь – методы и средства очистки сплавов
Защита латуни
Лак для латуни чтобы не темнела
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: как защитить металлы от корозии и ржавчины protection of any metals from corrosion
Медные и латунные мойки: сравнение, плюсы и минусы материалов
Есть некая безделушка пример на фото может быть будет на столе стоять, или как брелок на ключах т. Чем покрыть медь, что бы со временем она не окислялась, не темнела, не зашаркивалась?
Может быть есть какие-то лаки, другие покрытия, которыми можно покрывать медь в декоративных целях, и для сохранения в хорошем виде? Или с медью всё плохо, и стоит использовать латунь, или другой цветной металл? За любые советы и идеи, заранее спасибо Есть мысль попробовать залить эпоксидной смолой, но глубина травления маленькая 0. Ну и крепкость смолы при такой толщине вызывает сомнения. Данные поделки интересуют просто в качестве домашнего рукоблудства в свободное время, и может быть, друзьям мелкие подарочки.
Если имеет значение — марка меди М1. LexxLexx , спасибо! Подписан на этот канал, но видимо видео прошло стороной, и я этому удивлен. Ингредиенты достать легко, буду пробовать. Жаль что теряется сам цвет меди после полировки войлоком с пастой ГОИ и патинированием аммиаком, но способ интересный.
И латунь, и медь со временем неизбежно будут окисляться. Обновить поверхность здорово помогает кипячение буквально с минуту, в воде с щепоткой лимонной кислоты, вашей безделушки Воды и мл достаточно.. Выяснилось, что соединение цинка и меди не совсем то что мне нужно. Хрупкость получается чуть ли не хуже чем у чистой меди. Поговорил на работе с технологами на производстве, посоветовали покрыть безделушки никелем, надо будет попробовать. Средняя скорость осаждения никеля 20 мкм в час. Думаю поддержание рН можно пренебречь, либо использовать лимонную кислоту, всё ж для дома, а не для производства.
Вячеслав Иванов написал : Как ни крути, а изменить коррозионные свойства метериала невозможно. Никто не пытается сделать из меди вольфрам. Нужно просто предохранить медь от окисления и откровенного зашаркивания.
Форум Блоги Видео Маркет Рейтинг мастеров. Новые сообщения Новая тема Альбомы Популярные теги Скидки. Присоединяйтесь к сообществу Мастерград Зарегистрироваться.
Форум Общий Домашние советы Чем покрыть брелок из меди от окисления? Чем покрыть брелок из меди от окисления? Ответить в теме. Сначала новые Сначала старые. Комуто Просмотр профиля Сообщения пользователя Личное сообщение. Регистрация: Обратиться к мастеру. LexxLexx Просмотр профиля Сообщения пользователя Личное сообщение.
Slawon Просмотр профиля Сообщения пользователя Личное сообщение. Вячеслав Иванов Просмотр профиля Сообщения пользователя Личное сообщение. Вернуться в раздел. Читайте на форуме. Для создания тем и сообщений Вам необходимо войти под своим аккаунтом.
Вход Регистрация.
Фрезерные работы по металлу на заказ в СПб
Есть некая безделушка пример на фото может быть будет на столе стоять, или как брелок на ключах т. Чем покрыть медь, что бы со временем она не окислялась, не темнела, не зашаркивалась? Может быть есть какие-то лаки, другие покрытия, которыми можно покрывать медь в декоративных целях, и для сохранения в хорошем виде? Или с медью всё плохо, и стоит использовать латунь, или другой цветной металл? За любые советы и идеи, заранее спасибо Есть мысль попробовать залить эпоксидной смолой, но глубина травления маленькая 0. Ну и крепкость смолы при такой толщине вызывает сомнения. Данные поделки интересуют просто в качестве домашнего рукоблудства в свободное время, и может быть, друзьям мелкие подарочки.
В очень давние времена латунную чеканку мы покрывали чем ни попади, от бесцветного лака для ногтей до самодельного цапон-лака в.
Лакирование полированной латуни …
Уважаемые мастера ,работающие с медью, знаю,что готовое изделие из меди так же с патиной , можно покрыть каким-то лаком, чтобы придать блеск, и контактную часть в серьгах ,чтобы не вызывало аллергию? Постою рядом послушаю. Я вот страдаю от вещей из меди Это неприятно и не красиво. Крис, вот и я начала недавно создавать украшения из меди, и для меня очень важным фактором является то,чтобы украшения не доставляли никаких неудобств Любой лак достаточно быстро разъедается выделениями человеческой кожи. Особенно если носить, не снимая. Полгода максимум — потом лак слезает, медь наружу.
Как очистить латунь без химических средств. Покрытие латуни от окисления
Бытовые и декоративные изделия из металла со временем мутнеют и покрываются темным налётом. Узнайте, как избавиться от следов окиси и вернуть меди былой блеск! Изделия из меди отличаются долговечностью и роскошным внешним видом и часто используются не только в бытовых, но и декоративных целях. Медная посуда обладает хорошей теплопроводимостью, что позволяет ей быстро и эффективно нагревать еду. Ювелирные украшения из меди выглядят элегантно, а некоторые медики рекомендуют носить медные браслеты людям с заболеваниями сердечно-сосудистой системы, так как этот металл нормализует давление и оказывает благотворное влияние на здоровье человека.
Чем чистить медь? Актуальность данного вопроса объясняется тем, что изделия из этого металла используются человечеством на протяжении многих веков.
Как почистить латунь – методы и средства очистки сплавов
Тема раздела Композиты и технологии применения в категории Модельные технологии ; Понятно , что из-за плохой адгезии, лак не держиться Может есть лаки, которые все же неплохо держатся на полированной Правила форума. Правила Расширенный поиск. Форум Модельные технологии Композиты и технологии применения Лакирование полированной латуни Показано с 1 по 6 из 6.
Защита латуни
Автор: Антон н82 , 25 февраля в Общий. Допустим, у меня уже есть декоративный ключ из латуни насколько мне известно, будет светло-желтого цвета. Если латунное изделие после его очистки и обезжиривания погрузить в нагретый до o С водный раствор ацетата меди, то в зависимости от длительности обработки оно примет новую окраску — от светло-желтой до рубиново-красной и даже фиолетовой. Латунь — это сплав меди с цинком. Появление окраски при химической обработке его поверхности обусловлено реакцией восстановления цинком растворенной соли меди. Медь, выделяясь на поверхности латуни, придает ей разные в зависимости от толщины слоя оттенки красного цвета. Чтобы медное покрытие было долговечнее, его покрывают бесцветным лаком.
Детальнее не искал, так как не смог полюбить этот раздел химии и как следствие мало им интересовался.
Лак для латуни чтобы не темнела
Posted on Apr. Log in No account? Create an account.
Можно уменьшить содержания спирта в зависимости от загрязнения. Смесь подходит для всех цветных металлов. Если целью является пожечь цинк в латуни вызвав красные пятна, а потом маскировать патиной — тогда да. И пищевые уксусы очень разные бывают. Добрый вечер!!!
Перейти к содержимому.
Вредными примесями в оловянных бронзах являются: висмут, алюминий, кремний, марганец, железо, сера, сурьма и растворенные газы — водород, кислород. Наиболее вредной примесью является висмут, содержание которого в некоторых медных сплавах допускается только в тысячных долях процента. Практически висмут во вторичном сырье отсутствует. Сера поглощается металлом в процессе плавки из топлива. Большинство вредных примесей в медных сплавах может быть удалено окислением. Известно, что окисляются прежде всего те элементы, химическое сродство которых к кислороду больше. О величине химического сродства элемента к кислороду можно судить по количеству выделенного или поглощенного тепла при образовании окисла данного элемента.
Что является неотъемлемой частью, составляющей любого украшения? Без чего не может быть завершенного изделия и на чем скрепляются все детальки? Конечно же, это фурнитура.
Чем покрыть латунь от окисления
Тема в разделе » Реставрация находок «, создана пользователем Солдат Швейк , 23 сен Войти или зарегистрироваться. Скрыть объявление. Гость , а вы уже пробовали что-то продавать или покупать на нашем аукционе?
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Лакирование полированной латуни …
Предотвращение окисления латуни
Предотвращение окисления латуни
Как безопасно почистить латунь
Как очистить латунь без химических средств
Чем покрыть брелок из меди от окисления?
Как почистить латунь – методы и средства очистки сплавов
Защита латуни
Как защитить украшения из меди от окисления.
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Полировка латуни в Спб. Защита латуни от окисления. all-audio.pro
Лакирование полированной латуни …
Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Автор Тема: Как защитить латунь, медь от окисления? Прочитано раз. Не смог найти на форуме ответ, вот и решил создать тему: как защитить латунные, медные и бронзовые детали на ноже от окисления? Поделитесь опытом, кто знает, или носом в тему нужную тыкните.
А на сколько надёжно покрытие лаком для рабочего ножа? Может есть какой-либо химический способ, пассивация чем-нибудь? Лаками не пользовался, но чисто теоретически, то любой дефект в процессе пользования в лаковом покрытии, отразится на потемнении этого участка.
Это не гут. Это и отпугивает, чуть где сбил лак, получай через пару дней тёмную пляму. Так и я о том же , лак только для»полочников» годится, ИМХО. Как ни крути, а изменить коррозионные свойства метериала невозможно.
Да, вариантов много: это и лаковые, и гальванические, и химобработки как по типу оксидирования, так и по типу пассивирования. Но, по-любому: покрытия — они такие покрытия. Из бронз, наиболее стойкие — наверное алюминиевые и бериллиевые. Не откладывай на завтра то, что можно вообще не делать!
Soxatyi Эксперт Сообщений: Расположение: Запорожье. Вот умеет Cynic объяснить так,что и не придерёшься. Всё подробно и исчерпывающе, остаётся только поблагодарить, подобрать сопли и отваливать.
Вот только в голове не больше, чем было до этого. Похоже, кроме лака никаких более эффективных способов нет, значит есть 3 выхода — покрыть лаком и на полку; смириться с окислением и полировать каждый день, как в армии бляху , есть ещё, конечно выход — не использовать цвет. И вообще, цвет старой латуни или бронзы лично мне нравится. Цитата: Валера А от 19 Июль , Цитата: Soxatyi от 19 Июль , Бахмут Будь внимателен к мыслям — они начало поступков.
Цитата: Cynic от 19 Июль , Цитата: mergen от 25 Июль , Есть растворы для пассивации меди и сплавов,есть ингибиторы коррозии-все немного токсичные,при использовании по прямому назначению ножа-смысл пропадает Возможно применить технологии чернения,оксидирования заимствованные у ювелиров-допустим чернёные декоративные углубления и светлые выступающие части? По латуни неплохо работает пассивация месяца по моему опыту,затем нужно повторять обработку Может быть покрыть металл твёрдыми восками?
Цитата: ostap от 05 Декабрь , А еще у нас в цеху, когдато при совке лили бронзу с высоким содержанием никеля и еще чего то. Очень светлая, стойкая к окислению, и тугоплавкая. Типо секретная, потому рабочее название лишь было -«Нева». Берегли ее сильно, украсть было почти невозможно. Счастливчики отливали из нее колокольчики с неимоверно мелодичным звоном. Лучший способ защитить от окисления — окислить на свой вкус.
Иногда свет чернее тьмы. И даже ангелы в ужасе сторонятся его…. Может не в той теме пишу, но к окислению и ржавчине имеет отношение. Или выкинуть, или поиграться с восстановлением.
Пробовал в кока-коле сутки вымачивать, результат слабенький. Или сам придумал, или давно где-то вычитал, средство туалетный утенок с кока-колой 50 на 50 и немного уксуса, налил в стакан и бросил туда заколки. Для проверки эксперимента бросил с стакан кусок старой медной проволоки. Через пол часа раствор очень сильно поменялся в цвете, помутнел. Нагрева и выделения газов не было. Достал заколки через час, идеальные, ни окиси ни ржавчины,да и проволока посветлела, только на дне стакана муть и ржавчина.
Промыл, прошло время, металлы пока не окисляются и не ржавеют. Что с ними в придуманном растворе происходило не представляю, по химии натянутая 3. Как вариант галваническое покрытие позолоченные часы 20 микрон 20 лет гарантии , посеребренные ложки десятилетиями обиходничают.
Ну и простейший вариант ,,жертвенный метал,, погуглите ,. Тонкую проставку из допустим цинка чтобы была в контакте с окисляющимся металлом который надо защитить.
SMF 2. Запросов:
Предотвращение окисления латуни
О способах самостоятельной очистки латуни, если она потеряла блеск и потемнела, знает не каждый. И неважно, представлена она в виде украшения интерьера или какого-либо кухонного предмета. Во все времена данный металл считался ценным сплавом благодаря своим износостойким качествам. Он была известен еще до нашей эры. Древний народ получал латунь при сплавлении цинковой руды и меди. Основой является медь, а легирующим компонентом — цинк.
В обзоре вы узнаете, когда следует чистить латунь, а когда стоит Заполните раковину теплой водой, достаточно, чтобы покрыть искомый предмет. Это решение поможет предотвратить окисление, в любом случае, сделает.
Предотвращение окисления латуни
Проблема вот в чем. Сделал инкрустацию узор из латунного листа вставлен в дерево , после шлифовки-полировки покрыл цапон-лаком, а поверх него еще двумя слоями алкидно-уретанового паркетного лака. Через неделю вся латунь покрылась коричневыми пятнами. Решил, что дело в цапон-лаке, так как пробный образец, покрытый в 1 слой паркетным лаком без цапон-лака был в отличном состоянии. Смыл с инкрустации лак, опять отполировал до «зеркала» пастой ГОИ с маслом, несколько раз протер ацетоном. Нанес 1 слой паркетного лака, после высыхания слегка подшлифовал старой мелкой шкуркой с уайт-спиритом, нанес второй слой лака лак наношу электрокраскораспылителем. После его высыхания обнаружил в некоторых местах на поверхности латуни мутные голубоватые пятна и мелкие пузырьки, наполненные голубой жидкостью. Опять все смыл и покрасил еще раз. Все то же самое — после высыхания второго слоя появляются пятна и пузырьки с жидкостью. Был бы очень благодарен, если бы кто-нибудь смог бы подсказать, в чем дело.
Как безопасно почистить латунь
Окт Курсы валют на Цены драгоценных металлов на В руб за 1г.
Забыли пароль? Изменен п.
Как очистить латунь без химических средств
Тема в разделе » Реставрация находок «, создана пользователем Солдат Швейк , 23 сен Войти или зарегистрироваться. Скрыть объявление. Гость , а вы уже пробовали что-то продавать или покупать на нашем аукционе? Предотвращение окисления латуни Тема в разделе » Реставрация находок «, создана пользователем Солдат Швейк , 23 сен Сообщения: Адрес: Мариуполь.
Чем покрыть брелок из меди от окисления?
Тема раздела Композиты и технологии применения в категории Модельные технологии ; Понятно , что из-за плохой адгезии, лак не держиться Может есть лаки, которые все же неплохо держатся на полированной Правила форума. Правила Расширенный поиск. Форум Модельные технологии Композиты и технологии применения Лакирование полированной латуни
Мы изготавливаем таблички из латуни ЛС и все бы ничего, но после полировки (до зеркала) поверхность хотелось бы как-то защитить от окисления. а можно отполировать и покрыть автомобильным лаком в.
Как почистить латунь – методы и средства очистки сплавов
Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Автор Тема: Как защитить латунь, медь от окисления? Прочитано раз.
Защита латуни
ВИДЕО ПО ТЕМЕ: Обработка латуни. Защита латуни от потускнения.
В моем магазине появились новые украшения! При их создании использовалась техника художественное травления металла. Так как травление у меня по меди, передо мной возникла задача защитить свои творения от воздействия внешней среды, то есть от окисления отполированных частей украшения. Я, конечно же, начала бороздить просторы интернета и вот что нашла.
Латунь — это сплав двух металлов, где основным является медь, а дополнительным — цинк.
Как защитить украшения из меди от окисления.
Добро пожаловать, Гость. Пожалуйста, войдите или зарегистрируйтесь. Gray az Гость. Собственно вопрос, как наши форумчане защищают латунные и бронзовые элементы ножа от окисления? Engineer Активный участник Сообщений: Расположение: Николаев.
Презентация прибора в России. Российский химико-аналитический портал. Химический форум
Огромная экономия с помощью оксидной окраски и восстановления металла
Оксидация может обновить внешний вид ваших металлических поверхностей без затрат на замену. Узнайте об услугах по окраске латуни и других услугах по окраске металлов.
Перейти к разделу:
Как происходит окисление металлов?
Как используется оксидирование металла для улучшения внешнего вида?
С чего начать реставрацию металла
В 2015 году управляющему штаб-квартирой банка в Атланте нужно было обновить внешний вид здания, уделив особое внимание металлическим поверхностям по всему объекту. Однако стоимость замены такого количества дверей лифтов, лестничных пролетов и других активов может легко выйти из-под контроля.
Именно тогда менеджер обратился в Mid America Specialty Services за инновационной системой окраски металла, которая придала всему устаревшему металлу совершенно новый вид — без необходимости замены ни одного актива.
Для создания патины в деревенском стиле был применен специальный процесс оксидирования металла, который придает бронзе или латуни богатство и характер, а также повышает общую эстетическую привлекательность здания.
Как работает окисление металлов?
Окисление — это процесс, происходящий естественным образом в таких металлах, как бронза или латунь, которые не были отполированы или обработаны защитным лаковым покрытием. Он придает металлу патину, в отличие от блестящего внешнего вида неокисленной латуни или бронзы.
В случае с банком в Атланте весь процесс окраски металла занял 10 месяцев и включал в себя окраску 27 кабин лифтов и входов, 3 входов в главное здание, всех опорных балок, панелей по всему главному вестибюлю и всего связанного оборудования.
По словам Майкла Истерлинга, регионального менеджера специализированных служб Mid America в Атланте, самая большая проблема такого типа проектов заключается в том, что существует множество движущихся частей, требующих огромной координации.
«Мы сделали несколько макетов вместе с командой менеджеров и дизайнеров, чтобы добиться нужного цвета и конечного продукта. Сохранение согласованности на протяжении всего проекта оказалось самой сложной задачей».
Использование окисления металла для улучшения внешнего вида
Техники из Mid America Specialty Services использовали следующие шаги для преобразования металлических поверхностей объекта с помощью окисления металла:
Удаление существующего лака
Очистка металла
Преобразование зеркального покрытия в матовое
Подсветка
Нанесение нескольких слоев окислителя
Нанесение защитного слоя лака
Этот процесс создает окисленный внешний слой, который служит патиной поверх основного металла. Он преобразил внешний вид этого престижного здания, придав металлу старинный оттенок, который варьируется от коричневато-желтого до медно-красного, в зависимости от соотношения меди и цинка в металле.
«Самая полезная часть проекта заключалась в том, чтобы быть вовлеченным в нечто столь революционное, как это», — отмечает Истерлинг. «Это резко изменило внешний вид и ощущение всей собственности, и в то же время предоставило чрезвычайно экономичную альтернативу замене металла».
Начало работы со службой оксидации металла Mid America’s Refinishing Service
Повторная обработка латуни или бронзы с использованием процесса оксидирования металла — это лишь один пример использования системы преобразования металла для изменения внешнего вида вашего здания. Свяжитесь с Mid America Specialty Services, чтобы узнать, как вы можете сэкономить деньги и получить желаемые результаты, используя услугу по окраске металла на заказ.
Facebook
Twitter
Остановите потускнение латуни — попрощайтесь с полировкой изделий из латуни
Предотвратите потускнение латуни — полностью восстановите, защитите и предотвратите выцветание и потускнение латуни.
Защита латуни от потускнения. Вам нравится внешний вид только что отполированной латуни, но вы ненавидите полировку?
Если медь не защищена, она быстро тускнеет и тускнеет. Наши прозрачные защитные покрытия прочны и легко наносятся. Просто очистите и отполируйте латунь до желаемого состояния, а затем покройте защитным покрытием Everbrite™ , ProtectaClear ® или CrobialCoat™.
Чтобы защитить и сохранить блеск вашей фурнитуры и фурнитуры, наши покрытия после высыхания становятся прозрачными и никогда не желтеют, не трескаются и не отслаиваются, как лаки. Это идеальное покрытие для тщательно отполированных металлов, где вы хотите зафиксировать блеск, чтобы ваша латунь выглядела так, как будто ее только что отполировали. Это также зафиксирует патину.
Защитите латунь от выцветания и потускнения с помощью покрытия Everbrite, которое защитит от окисления и сохранит яркий цвет латуни. Покрытия Everbrite сделают следующее для вашей латуни:
Наши покрытия герметизируют и защищают латунь, предотвращая окисление и образование патины на долгие годы.
Покрытия самоотжигающие и устойчивые к граффити, поэтому, если что-то случится, все, что вам нужно, это подправить.
Покрытия обладают отличной адгезией даже к полированной латуни.
Защитное покрытие Everbrite™ и ProtectaClear ® и CrobialCoat устойчивы к УФ-излучению и гарантированно не желтеют и не обесцвечиваются с возрастом или воздействием УФ-излучения.
CrobialCoat™ — прочное, долговечное прозрачное покрытие с дополнительным преимуществом технологии Microban.
Детали и фитинги из латуни с покрытием. Больше не нужно полировать латунь!
Какое покрытие следует использовать для предотвращения потускнения латуни?
Как правило, вы должны использовать Защитное покрытие Everbrite™ для Латунь на открытом воздухе; , и вы должны использовать Protectaclear для Brass Indoors и для предметов, подвергающихся частому обращению и неправильному обращению. Для предметов, подвергающихся прикосновению, наше покрытие CrobialCoat™ сочетает в себе наше покрытие ProtectaClear ® с технологией Microban для защиты металла и антимикробной защитой .
Все наши покрытия термостойкий до 260 – 285 градусов по Цельсию. Покрытия выделяют газ при температуре около 350 градусов по Цельсию.
Everbrite
™ Защитное покрытие для наружных работ
Everbrite™ — прочное, долговечное и стойкое к граффити прозрачное покрытие с твердостью карандаша h5. Он содержит УФ-фильтры и УФ-стабилизаторы для защиты от суровых уровней УФ-излучения, чтобы предотвратить выцветание и потускнение в суровых условиях. Everbrite™ — номер Лучшее покрытие для открытых латунных произведений , таких как…
Вывески
могильные маркеры
Плиты
Архитектурные металлы
Protectaclear®
ProtectaClear® Ary Hard -areaster, Laster, Dorever, Dorever, Dorever, Dorever, Dorever, Dorever, Dorever, Dorever, Dorever, Doraular, Laster, Doraular, Laster, дар, дар, а также жесткий, дар, а очень жесткий, дар. с карандашной твердостью H8. Это наилучшее покрытие для латунных фитингов, таких как…
Метчики
Крепления и фитинги
Ручки
Баннистеры и балюстрады
Перионы
Benchtops
Table Tops
Railings
TRIM
Portholes
CROBIALCOAT
™ 9003
CROBIALCOAT
™ 9003
. CROBIALCOAT
™
9.1008
9003
.1003 9003
.108 3 9003
. 9003 9003 9003
. дополнительное преимущество технологии Microban. Может использоваться на поверхностях, предварительно покрытых ProtectaClear® .
Идеально подходит для поверхностей, где бактериальные микробы могут попасть на поверхности, к которым часто прикасаются люди, такие как кнопки лифта, перила, краны, ручки в таких средах, как:
Больницы, дома отдыха
Гостиницы, мотели
Рестораны, бары, казино
Школы и университеты
Торговые центры
Сколько покрытия мне нужно, чтобы предотвратить выцветание и потускнение латуни?
Размеры наборов подходят для проектов любого размера, чтобы ваша латунь выглядела свежеотполированной.
Покрытия продаются в полных комплектах. Доступны комплекты разных размеров для проектов разного размера.
Как правило, 100 мл покрытия обеспечивают покрытие одним (1) слоем чуть более 2 квадратных метров гладкого металла, такого как латунь, бронза, медь, серебро и нержавеющая сталь. Обязательно рассчитайте потребность в покрытии в соответствии с рекомендуемым количеством слоев для предмета, который вы покрываете .
Например, на поверхность площадью два (2) квадратных метра, которую нужно покрыть двумя (2) слоями, потребуется около 200 мл покрытия, поэтому вы должны выбрать малый комплект, который содержит 250 мл покрытия.
ПРИМЕЧАНИЕ. Если вы наносите покрытие на мягкую сталь или ржавую металлическую поверхность, то первые один или два слоя впитают больше, так как эти стали более пористые.
Защитное покрытие Everbrite™
Everbrite™ — лучшее покрытие, предотвращающее потускнение латуни на открытом воздухе. Everbrite™ — прочное, долговечное и устойчивое к граффити прозрачное покрытие с твердостью карандаша h5. Он содержит УФ-фильтры и УФ-стабилизаторы для защиты от жестких уровней УФ-излучения, чтобы предотвратить выцветание и потускнение.
Более толстое покрытие с УФ-фильтрами для защиты латуни в неблагоприятных условиях. Используйте Everbrite™ для латунных светильников, вывесок и других наружных светильников.
Сколько слоев Everbrite™ для внешней латуни?
Наружные элементы : от 2 до 3 слоев
Прибрежные районы: от 3 до 4 слоев
До
Приобретите комплект защитного покрытия Everbrite
Наборы для естественного блеска Комплекты сатинированной отделки
Покрытие ProtectaClear®
ProtectaClear® — прочное и долговечное покрытие с карандашной твердостью H8. Это лучшее покрытие для предметов, которые будут выдерживать интенсивное использование. то есть много обращения и злоупотребления.
После отверждения он также безопасен для пищевых продуктов, и все наши покрытия обладают термостойкостью до 260–285 градусов по Цельсию. Покрытия выделяют газ при температуре около 350 градусов по Цельсию.
ProtectaClear® — это прочное покрытие, способное выдержать удары и удары кастрюль и сковородок на кухне или общий износ раковины в ванной.
До
Используйте ProtectaClear® для перил, балюстрад и перил, дверных ручек, накладок, украшений, комнатных скульптур, внутреннего освещения, ламп, украшений, посуды, столешниц, кухонных фартуков, раковин и чаш, кастрюль, сковородок и фитингов.
Сколько слоев ProtectaClear®?
Декоративные металлы.
Раковины для ванных : 2 слоя
Кухонные кухонные фартуки и вытяжки: 2 слоя
Столешницы/барные стойки/столешницы : от 3 до 4 слоев
CrobialCoat™
CrobialCoat™ сочетает в себе силу нашего покрытия ProtectaClear в качестве прочного, долговечного прозрачного покрытия с дополнительным преимуществом технологии Microban. Это покрытие можно использовать для покрытия поверхностей, предварительно покрытых ProtectaClear® , или его можно использовать отдельно.
Это покрытие предназначено для поверхностей, где бактериальные микробы могут попасть на поверхности, к которым часто прикасаются; такие как дверные ручки, краны и дверные молотки, выключатели света; особенно в общественных местах и там, где люди постоянно касаются поверхностей.
Это покрытие действительно УНИЧТОЖИТЕЛЬ МИКРОСОВ!
Купить сейчас
Купить Комплекты CrobialCoat
Преимущества
Каковы преимущества наших покрытий ? Узнайте здесь….
Перед началом работы
Вам необходимо определить, было ли латунное изделие ранее покрыто лаком или лаком. Если вы не можете отполировать/очистить латунь, то, скорее всего, она была покрыта лаком или лаком, и под старым покрытием образовался потускнение.
Если вы не видите почернения на ткани при попытке отполировать латунь, это означает, что на меди есть старое покрытие, которое необходимо удалить с помощью средства для снятия лака, которое можно приобрести в хозяйственном магазине; прежде чем полировать/очистить металл до желаемой степени готовности к повторному покрытию. Некоторым клиентам удалось отшлифовать старые покрытия и потускнение латуни; шлифовка мелкозернистой влажной и сухой наждачной бумагой, однако не все детали подходят для шлифования, особенно хорошо отполированные детали.
До
На фото ниже видно, что дверная ручка имеет старое покрытие лаком или лаком, а снизу она потускнела.
После
Старое покрытие было удалено с помощью средства для снятия лака, чтобы его можно было очистить/полировать перед нанесением покрытия ProtectaClear®
Простая инструкция по нанесению
Как подготовить латунь к нанесению покрытия? Очистка и восстановление, полировка, защита
Новая латунь
Если вы хотите покрыть латунь, пока она еще новая и блестящая, очистите металл от масла или других загрязнений. Это можно сделать, просто протерев металл очистителем на основе растворителя, таким как ксилол или денатурированный спирт, который можно приобрести в большинстве хозяйственных магазинов или магазинов красок. Растворители не удаляют потускнение, патину или темные отпечатки пальцев. Их нужно отшлифовать с поверхности.
Латунь с ранее нанесенным покрытием
Если изделие потускнело, возможно, оно все еще покрыто лаком, который необходимо удалить с помощью средства для снятия лака, которое можно приобрести в хозяйственном магазине, прежде чем вы сможете отполировать его до желаемой степени отделки.
Краткий обзор инструкций
УДАЛИТЕ СТАРОЕ ПОКРЫТИЕ, ЕСЛИ ПРИМЕНИМО Подробности см. выше. Полироль MAAS также доступна для придания максимального блеска после удаления потускнения. См. пример проекта ниже для фотографий.
НЕЙТРАЛИЗАЦИОННЫЕ КИСЛОТЫ – Следы кислоты должны быть удалены с поверхности, иначе под покрытием появятся черные точки/темное помутнение. Вы должны помнить, что отпечатки пальцев и ладоней оставляют кислотные следы на латуни, поэтому важно носить нитриловые перчатки (не латексные) при работе с латунью после этого шага нейтрализации вплоть до нанесения первого слоя.
ХОРОШО ПРОМЫТЬ И ПОЛНОСТЬЮ ВЫСУШИТЬ – Дважды промыть чистой водой. Протрите чистой тканью, чтобы предотвратить появление пятен.
САЛФЕТКА С РАСТВОРИТЕЛЕМ – Непосредственно перед нанесением растворителя покрытия тщательно протрите металл денатуратом, ксилолом или ацетоном на сухой ткани , чтобы еще больше высушить поверхность. Хорошо потрите, если поверхность недавно полировали, чтобы удалить все следы остатков полироли. НИКОГДА ИСПОЛЬЗУЙТЕ изопропиловый спирт или скипидар, так как они содержат масло.
НАНЕСЕНИЕ ПОКРЫТИЯ – Покрываемая поверхность должна быть безупречно чистой, стерильной и абсолютно сухой; и были только что протерты растворителем непосредственно перед нанесением покрытия.
***СОВЕТ: Используйте нитриловые перчатки для работы с полированной, очищенной и новой медью перед нанесением первого слоя, иначе на металле под покрытием останутся темные отпечатки пальцев.
Полные инструкции – Ссылка на печатную копию
Время высыхания и отверждения
Как долго я должен ждать высыхания покрытия?
В нормальных условиях покрытие становится сухим на ощупь через 60-90 минут. Между слоями лучше выдерживать 2 часа.
Время отверждения
Покрытие ДОЛЖНО полностью отвердеть перед длительным контактом с другими поверхностями; например упаковка, оставление воды на покрытой поверхности, погружение в воду или наполнение фонтанов и т. д. В большинстве случаев роса или дождь не повреждают покрытие после того, как оно высохнет в течение 3–4 часов. Но НЕ допускайте скопления воды на поверхности покрытия в течение как минимум двух недель после нанесения покрытия. Тепло и циркуляция воздуха ускоряют отверждение. При нормальных условиях и при хорошей вентиляции покрытие полностью затвердеет через 4-5 дней. Однако покрытие является хрупким до полного отверждения, что может занять от 3 до 4 недель в зависимости от количества нанесенных слоев. Вы можете сократить время отверждения, осторожно нагревая покрытие ПОСЛЕ того, как станет сухим на ощупь. Небольшие предметы, такие как украшения и фурнитура, можно поместить в низкотемпературную печь при температуре 60–80 °C на 1 час, и они затвердеют при охлаждении.
Текущая очистка и техническое обслуживание
Очистка и последующий уход
НЕ используйте чистящие средства или абразивы на основе растворителей или цитрусовых для очистки металла с покрытием. НЕ используйте очистители с нефтяными дистиллятами. Рекомендуемое чистящее средство: мягкое мыло и вода.
Техническое обслуживание Повторные покрытия
После нанесения за покрытием легко ухаживать. Периодически осматривайте после этого, чтобы проверить, требуется ли/когда требуется повторное покрытие.
Обращайте внимание на царапины/повреждения и наносите новый слой покрытия непосредственно перед появлением потускнения.
Пока исходное покрытие не повреждено, промойте поверхность водой с мягким мылом, хорошо промойте, затем тщательно высушите и нанесите новый слой. Лучше всего нанести новый слой до того, как будет видно какое-либо потускнение или окисление, или при первом взгляде на незначительное изменение цвета.
Время между нанесением ремонтных слоев зависит от правильного нанесения покрытия, окружающей среды, а также общего использования и неправильного обращения.
Какое покрытие – натуральный глянец или сатин?
Оба покрытия ProtectaClear® и Everbrite™ выпускаются с отделкой Natural Gloss, или Satin.
Формула Natural Gloss обычно является предпочтительным выбором для тщательно отполированных изделий, поскольку она позволяет сиять естественной красоте отполированной латуни.
Невероятно комфортное игровое кресло Anda Seat Kaiser 3. Я выбрал себе размер XL / Комфортный дом и бытовая техника / iXBT Live
Не так давно на российский рынок пришёл всемирно известный производитель игровых кресел AndaSeat. Их флагманская модель Anda Seat Kaiser 3 оказалась просто идеальной для моей комплекции. И теперь я советую: перестаньте подстраиваться под размеры своего игрового/рабочего кресла – пусть оно подстраивается под вас. И такое возможно. В обзоре покажу компьютерное кресло с идеальной посадкой, реально крутой поясничной опорой, эргономичной во всех смыслах конструкцией, с новейшими технологиями, магнитными съемными элементами, качественным наполнителем и добротной текстурированной обивкой. Модель универсальна, представлена в двух размерах и тонкой настройкой «под конкретного пользователя».
Упаковано кресло надежно. Снаружи – это крепкая картонная коробка крупного формата, которая содержит информацию об основных технических моментах и функциональных особенностях модели. Стоит сказать, что и весит она немало, практически 35 кг. Во время переноски ничего внутри не трясется, не болтается, все детали и дополнительные аксессуары надежно зафиксированы, благодаря валикам и прокладкам из мягкого пенного материала, каждый предмет упакован в полиэтиленовый пакет или имеет дополнительную картонную защиту. Внутри разместился следующий комплект:
· Спинка
· Сиденье с подлокотниками
· Алюминиевая крестовина
· Комплект крепежей для сборки кресла
· Магнитная подушка
· Рычаг мультиблока для регулировки высоты
· Рычаг мультиблока для блокировки наклона
· Верхние накладки для магнитных подлокотников – 2 шт.
· Газлифт
· Кожух для газлифта
· Боковые накладки для магнитных подлокотников – 2 шт.
· Механизм Мультиблок
· Колеса-ролики – 5 шт.
· Колпачок-заглушка
· Инструкция по сборке, в том числе на русском языке
С первых секунд распаковки стало понятно, что внутри качественное изделие, увесистое, все элементы выглядят внушительно, и напрочь отсутствует какой-либо запах. Оставалось лишь узнать, как поведут себя в сборке.
Дабы не вводить читателя в заблуждение, сразу уточню, Kaiser 3 — оригинальное кресло, и оно представлено на сайте в двух размерах. Абсолютно идентичный внешний вид и материалы, но размеры X и XL для людей средней и крупной комплекции.
L: Рекомендованный рост 150-190 см, вес ≤120 кг
XL: Рекомендованный рост 181-210 см, вес 80-180 кг
Мною было заказано кресло в размере XL, и, сказать по правде, я не ожидал увидеть столь массивные элементы.
В кресле Anda Seat Kaiser 3 XL используется каркас TitanSteelAD+, изготовленный из стальной трубы диаметром 22 мм и толщиной 2 мм. По заявлению производителя, при производстве труба гнется по всей длине конструкции и не имеет сварочных швов. Это, безусловно, обеспечивает надежность и безопасность в использовании, придает прочность всей конструкции.
Первым делом, притягивает взгляд спинка: крупные габариты и невероятно качественная обивка.
Черное матовое текстурированное покрытие, на удивление, не собирает отпечатки и пыль, мягкое, приятное наощупь. Как обещает производитель, данный тип искусственной кожи может похвастаться устойчивостью к растяжению, царапинам и пятнам. Швы ровные, аккуратные, некоторые из них несут эстетическую нагрузку, я говорю про яркую оранжевую строчку по периметру спинки и сиденья, а в некоторых местах, где нагрузка на кресло максимальна, можно видеть «усиленные» швы.
Спинка эргономичная, имеет ярко выраженную боковую поддержку. Высота спинки 84 см, ширина 53 см. Внутри — пенный наполнитель типа Re-Dense плотностью 65 кг/м³ с эффектом памяти. Это мягкий и в то же время упругий материал, даже под моим весом, не было чувства, что ты проваливаешься в кресло, как и нет ощущения, что ты присел на твердый стул. Плотность наполнителя оптимальна для пользователя, весом 115 кг (напомню, по паспорту изделия до 180 кг). Наполнитель идеально точно возвращается в исходное положение, и после нескольких недель использования я не заметил каких-либо следов использования или вмятин.
Уникальной особенностью данной модели можно считать встроенную адаптивную систему в области поясницы. Объясню, производитель отказался от использования специальной подушки в нижней части спины в пользу механической системы регулировки высоты и изгиба спинки. Пользователь самостоятельно, благодаря специальным боковым ручкам, контролирует рельеф по четырем направлениям. Тем самым достигается максимум комфорта во время настройки «под себя» без каких-либо дополнительных аксессуаров и лишних телодвижений.
Спинка максимально точно повторяет контуры спины и рассчитана на крупного пользователя, ростом до 190 см. Супруга, ростом 165 см, и ребенок-подросток теряются в кресле, и тогда ни о какой эргономичной посадке и пользовании функционалом не может идти и речи.
В верхней части спинки можно видеть логотип компании. На уровне плеч — крупные вентиляционные отверстия, обрамленные изнутри пластиковыми накладками. Между ними располагается встроенный магнит, он отвечает за расположение подголовника на кресле. Интересной деталью этой большой конструкции можно считать оригинальный подголовник с качественным пенным наполнителем внутри, более мягким, чем в других элементах изделия, со специальной гелевой накладкой для достижения эффекта охлаждения, правильной формы и оптимальной плотностью, а еще — встроенным магнитом внутри. Благодаря которому очень точно можно отрегулировать положение подушки на спинке. Подушка имеет съемный чехол, материал напоминает велюр.
Под голову предусмотрен специальный выступ, там расположилась надпись с названием бренда.
За изменение угла наклона спинки отвечает специальный рычаг, расположенный в правой части кресла. Регулировка происходит ступенчато, очень плавно, без рывков и особого действия на спинку. Угол наклона спинки регулируется в диапазоне от 90° до 165°.
Безусловно, как и большинство современных моделей, данное кресло оснащено специальным механизмом, который позволяет релаксировать. Я говорю про механизм покачивания. Но, следует знать, что кресло ведет себя послушно при следующем условии — если правильно подобран пользователь. Да, я не ошибся. Конкретно это кресло рассчитано на крупные вес и габариты пользователя, и, как бы вы не старались, я говорю в том числе про супругу весом до 60 кг, если ваш вес меньше 100 кг, у вас не получится раскачаться в кресле.
Механизм качания организован наилучшим образом, кресло послушное, угол качания составляет 15 градусов, что обеспечит непревзойденный комфорт.
Рассмотрим еще один крупный элемент в этом конструкторе – сиденье. Как и спинка, оно достаточно габаритное: ширина сиденья 51 см, глубина посадки с учетом спинки – 48 см. Сразу из коробки – сиденье пришло с установленными на него подлокотниками, которые крепятся к металлической раме болтами. Конструкция подлокотников цельнометаллическая, кнопки для регулировки тоже выполнены из металла. Подлокотники массивные, удобные, рука комфортно располагается и опирается на них, качественное исполнение, упругое основание, материал накладок имеет матовую поверхность, не маркий, не собирает пыль и ворсинки. Подлокотники регулируются в следующих направлениях, по горизонтали (вперед/назад, влево/вправо, угол разворота) и по вертикали. Организована жесткая блокировка каждого положения. Никакого люфта после недели использования не появилось.
Еще одной интересной особенностью данной модели можно считать съемные накладки на подлокотники. Как ни странно, они крепятся также магнитным способом, как и подушка для шеи и боковые накладки, которые прячут под собой соединительные элементы конструкции. Раз речь пошла про потайные элементы, здесь уместно будет сказать пару слов про сборку кресла. И пары слов, кстати, будет достаточно, т.к. процесс сборки очень короткий и простой. Всего минут за 15 без чьей-либо помощи я собрал кресло, благодаря некоторым элементам уже в собранном виде, простейшей установке колесиков, системе MagClap, магнитным элементам.
Рассмотрите, как выглядит основание. Это цельнометаллическая крестовина с дополнительными ребрами жесткости для увеличения надежности и долговечности. В Kaiser 3 XL используется газлифт 4-го класса. Он, действительно, крепкий и может выдержать до 200 кг.
Легко отрегулировав высоту сиденья, наклон спинки, жесткость пружины в режиме качания, подлокотники, поясничную поддержку и подголовник, кресло становится чересчур эргономичным, послушным, надежным, размесившись на краю сиденья, есть уверенность, что оно не перевернется, маневренным – на нем беспроблемно передвигаешься по ламинату, благодаря 65 мм полиуретановым колесикам, релаксируешь, используя как кресло-качалку, или отдыхаешь в горизонтальном положении.
В целом, кресло выглядит дорого, нет агрессивных и ярких элементов, дизайн очень сдержанный. А премиальность выдает вес, много металла, добротные материалы, отсутствие запаха и качественные элементы отделки.
Подводя итог, могу точно сказать, что на сегодняшний момент это самое удачное кресло для моего крупного телосложения. Это не значит, что модель Kaiser 3 рассчитана только для тяжеловесов. Это модель оригинальна и представлена в нескольких размерах, а значит, вы точно подберете и тонко настроите изделие под себя. Кресло оснащено добротным и дорогостоящими внутренностями, это конструкция с применением современных технологий, тонкой регулировкой, отличным наполнителем, который не проседает под моим весом и идеально возвращается в исходное положение. Сочетание материалов смотрится стильно и гармонично, отсутствие агрессивного дизайна, качественные материалы, отсутствие запаха делают кресло премиальным.
Детально ознакомиться со всеми характеристиками кресла AndaSeat Kaiser 3 можно на официальном русском сайте.
Таблица веса 20-футовой стальной трубы
Автор Punya Gupta
Таблица веса стальных труб является важным инструментом для всех, кто работает с трубами. Это поможет вам определить правильный вес для каждого размера трубы. Эта таблица поможет вам определить правильный вес трубы для любого заданного диаметра.
Наши клиенты часто связываются с нашей командой Vijay Sales Corporation, чтобы сообщить им предполагаемый вес заказанных ими труб. Эта оценка часто полезна при определении фактической стоимости транспортировки материала до места, где материал требуется. Помимо транспортных расходов, оценка веса также помогает спланировать, сколько места потребуется после размещения заказа.
Первое, что вам нужно знать об этой таблице, это то, что она основана на Бюро стандартов Индии, и соответствующий код IS — IS 1239 (Часть 1) и IS:3589 для стальных труб, трубчатых. Стандарты IS:1239 (Часть 1) и IS:3589 допускают допуск до -10% для указанных в таблице значений веса для труб для средних и тяжелых условий эксплуатации и допуск до -8% для труб для легких условий эксплуатации.
В соответствии с IS:1239 Part-1
Вес указан в кг на метр
Размер
Наружный диаметр (в мм)
Легкий (А) класс
Средний (B) Класс
Тяжелый (С) Класс
1/2 дюйма
21.30
0,947
1,21
1,44
3/4″
26,70
1,36
1,56
1,87
1″
33,40
1,98
2,41
2,97
1-1/4″
42,20
2,54
3.10
3,84
1-1/2 дюйма
48,30
3,23
3,56
4,41
2 дюйма
60,30
4,08
5,03
6,19
2-1/2″
76,20
5,71
6,42
7,93
3 дюйма
88,90
6,72
8,36
10. 10
4 дюйма
114,30
9,75
12.20
14,50
5 дюймов
141,30
нет данных
15,90
17,90
6 дюймов
165,10
нет данных
18,90
21.20
для водоснабжения и канализации в соответствии с IS 3589
Вес указан в кг на метр
Размер
Наружный диаметр (в мм)
4,85 мм
5,00 мм
6,00 мм
6,35 мм
7,00 мм
8,00 мм
9,50 мм
8 дюймов
219.10
25,62
26,40
31,53
33,31
36,61
41,65
49.10
10 дюймов
273,10
32.08
33.06
39,52
41,77
45,93
52,30
61,75
12 дюймов
323,90
38,16
39,32
47. 04
49,73
54,70
62,32
73,65
14 дюймов
355,60
—
43,23
51,73
54,69
60,18
68,57
81.08
16 дюймов
406.04
—
—
51,73
54,69
60,18
68,57
81.08
18 дюймов
457.00
—
—
66,73
—
77,68
88,58
104,84
20 дюймов
508.00
—
—
74,27
—
86,48
98,64
116,78
В приведенных выше таблицах указан вес круглых стальных труб в килограммах на метр трубы. 1 стальная труба Jindal обычно имеет длину 6 метров. Итак, как только вы получите вес на метр, умножьте цифру на 6, чтобы получить вес 20-футовой стальной трубы Jindal
Например, приблизительный вес на метр 6-дюймовой трубы MS Heavy Duty (после учета допустимого допуска — 10%) составляет около 19,65 кг на метр. Таким образом, приблизительный вес одной 20-футовой или 6-метровой толстой трубы длиной 6 дюймов =
19,65 кг x 6 = 117,90 кг
Мы также можем рассчитать вес круглых стальных труб, используя следующую формулу:
Наша команда в Vijay Sales Corporation стремится предоставить нашим клиентам столько знаний и информации, сколько им необходимо для принятия правильного решения о покупке. Таблица веса является важным инструментом, используемым при покупке стальных труб Jindal.
Наша команда будет более чем рада помочь или развеять любые сомнения, которые у вас есть относительно весов графиков. Просто отправьте электронное письмо по адресу [email protected]
Пунья Гупта
Формула расчета веса стали: прутки, листы, трубы и плиты
Формула расчета веса стали: прутки, листы, трубы и плиты | калькулятор веса стали | формула расчета веса стали | вес стали калькулятор фунтов | вес стали калькулятор метрический | калькулятор веса стального листа | калькулятор веса стального стержня | Калькулятор веса стальной трубы.
Калькулятор веса стали позволяет рассчитать вес различных типов стальных материалов, таких как стальной лист, стержень, лист, труба, резервуар, труба и т. д., исходя из размеров и формы. Это позволяет рассчитать вес стали в метрической (кг) или имперской системе в фунтах.
Сталь является наиболее часто используемым строительным материалом во всем мире во многих формах. Расчет веса стали имеет решающее значение не только для конструкций, он также необходим в транспортной сфере и для грузоподъемного оборудования.
Калькулятор веса стали поможет вам определить вес стальных деталей любого размера, будь то стержни, трубы, резервуары, трубы, прутки или плиты. Этот калькулятор работает с различными типами стали, поэтому вы получите нужный вам вес стали.
Сталь представляет собой металлический сплав, образованный смешением железа и небольшого количества углерода, железа в качестве основного компонента и углерода в качестве основного легирующего элемента. Если углерод составляет от 0,05% до чуть более 2% от общего веса стали, железо прочнее и пластичнее. Чем больше углерода мы добавляем в железо, тем прочнее становится сталь (до 2,14% углерода). Добавление других легирующих элементов приводит к четырем основным типам стали: углеродистой стали, легированной стали, нержавеющей стали и инструментальной стали.
Почти везде мы видим множество стальных изделий, от нашей кухонной утвари до арматуры на стройке или круглых загонов для наших животных.
Стальной материал можно формовать, подвергать механической обработке или комбинировать с другими материалами для создания почти любого продукта, который мы можем себе представить. В строительстве сталь доступна в виде стержней, труб, проволоки, пластин и листов. Мы можем использовать стальные стержни в качестве штифтов для соединения шарнирных опор в стальных рамах и конструкциях.
Обычно цена на сталь определяется на единицу веса или на единицу длины в строительной отрасли, как и на другое сырье, такое как гравий, песок и бетон. Поскольку сталь доступна в различных типах, формах и размерах, ценообразование на сталь за единицу веса будет означать гораздо более стабильные цены на рынке.
Помимо этого, определение общего веса стальных изделий, как правило, полезно, особенно во время транспортировки. Покупка оптом влияет на стоимость большинства материалов, поскольку мы можем сэкономить деньги, правильно организовав доставку и логистику, вместо того, чтобы доставлять небольшие партии в несколько поездок. Кроме того, поскольку сталь может стать очень тяжелой в больших объемах, расчет веса стали имеет важное значение при проектировании конструкций.
Для определения веса стали требуется всего несколько шагов. Во-первых, нам нужно знать плотность стального сплава, который мы используем, а следующим шагом является получение общего объема нашей стали путем умножения длины на ширину на высоту, умножения объема и плотности стали, вы получите вес стали с с помощью калькулятора веса стали. 9где ● Ws = вес стали, ● l = длина в мм ● w = ширина в мм ● t = глубина в мм ● Ds = плотность стали (7850 кг/м3)
При использовании этой формулы всегда проверяйте умножать значения с одинаковыми единицами измерения. Полученная единица измерения объема также должна совпадать с частью объема в единице плотности. 92 × 0,006165 фунт/фут для сплошных шестигранных стержней.
Стальные листы и пластины обычно доступны шириной 36 дюймов, 48 дюймов и 60 дюймов и длиной 96 дюймов, 120 дюймов и 144 дюймов.
Пример – Вес стального листа Вес стального листа толщиной 1 дюйм, шириной 36 дюймов (3 фута) и длиной 96 дюймов (8 футов) с весом 40,8 фунта/фут2 можно рассчитать как
W = (40,8 фунт/фут2) × (3 фута) × (8 футов)
= 979 фунтов (фунтов),
Расчет веса стального листа Вес горячекатаного листа из мягкой стали на квадратный фут можно рассчитать как 92 × 0,001876 кг/фут
Например: — рассчитать вес сплошного круглого стержня размером 10 мм и длиной 12 м
Дано, длина стержня = 12 метров Диаметр стержня = 10 мм
Вес круглого стержня = 10 ×10×12×0,006165 = 7,4 кг или 16,3 фунта.
Калькулятор веса стального листа
Стальные листы и пластины обычно доступны шириной 36 дюймов, 48 дюймов и 60 дюймов и длиной 96 дюймов, 120 дюймов и 144 дюймов. Формула расчета веса стального листа: W = (40,8 фунта/фут2) × ширина × длина, используются для стального листа толщиной 1 дюйм
Например – Вес стальной пластины толщиной 1 дюйм, шириной 47 дюймов (4 фута) и длиной 120 дюймов (10 футов) с весом 40,8 фунта/фут2 можно рассчитать как
W = (40,8 фунта/фут2) × (4 фута) × (10 футов)
= 1632 фунта (фунтов),
Расчет веса стального листа Вес горячекатаного листа из мягкой стали на квадратный фут можно рассчитать как
W = 40,8 т
Где ,
W = вес стального листа (фунт/фут2)
t = толщина листа (дюйм).
92 × 0,006165 кг/м, где D — диаметр стального стержня в мм. Используя эту формулу, вы можете рассчитать различные веса стального стержня, такие как: —
● Стальной стержень 8 мм = 0,395 кг/м ● Стальной стержень 10 мм = 0,617 кг/м ● Стальной стержень 12 мм = 0,888 кг/м ● Стальной стержень 16 мм бар = 1,580 кг/м ● Стальной стержень 20 мм = 2,469 кг/м ● Стальной стержень 25 мм = 3,858 кг/м
Калькулятор веса стальной трубы
Формула веса трубы: Вес/фут = 10,69 (наружный диаметр _ стена толщина) × общая длина, эту формулу можно использовать для определения веса на фут для любого размера трубы с любой толщиной стенки.
Duplex и Super duplex – аустенитно-ферритные нержавеющие стали, основу микрострутуры которых составляют две фазы: аустенит и феррит. Процент феррита и аустенита в каждой марке дуплексной стали разное, но стандартно от 40% до 60%. Приблизительно одинаковое количество каждой фазы неслучайно – именно так обеспечивается более высокая прочность, качественная свариваемость больших толщин, хорошая ударная вязкость и сопротивление растрескиванию, спровоцированному коррозионным воздействием.
Идея создания таких сталей зародилась в 20-х годах прошлого века во Франции и Швеции. Первая плавка была осуществлена в швейцарском городе Авеста в 1930 году. Запатентована первая марка стали duplex в 1936 году. Несмотря на это, интенсивное производство и применение сталей класса дуплекс приходится на последние 30-40 лет.
Основной причиной разработки аустенитно-ферритных нержавеющих сталей является недостаточная устойчивость аустенитных сталей к межкристаллитной коррозии, вызванной хлоридосодержащими охлаждающими водами и другими агрессивными промышленными жидкостями.
Главные причины повышенного производства дуплесных и супердуплексных сталей – усовершенствование технологии регулирования содержания азота в сталях, дефицит никеля, который спровоцировал рост стоимости аустенитных сталей и активное строительство нефтяных платформ и вышек, которые нуждаются в сталях с повышенной устойчивостью к коррозии в морской соленой воде.
Сталь Duplex и Super Duplex: марки и характеристики
Сталь Dulex – нержавеющая сталь, полученная в результате дуплекс-процесса. При добавлении никеля в ферритную хромовую сталь формируется мелкозернистая микроструктура с основой, которая содержит феррит и аустенит практически в равных долях. В состав дуплексной стали стандартно входит хром – 18-20%, никель – 4-7%. Дуплексная структура стали обеспечивает высокую механическую прочность, предел текучести при растяжении, более лучшее противостояние образованию трещин от коррозии под напряжением, и отличную свариваемость материала.
Сталь Super Dulex – нержавеющая сталь, которая относится к группе «суперсталей». Такая сталь пригодна даже для эксплуатации в открытом космосе. Главное отличие, которым характеризуется супердуплексная сталь – большой процент хрома и молибдена в химическом составе. Из-за этого на нее практически не оказывают воздействие кислоты и щелочи, например, супердуплексная нержавеющая сталь абсолютно невосприимчива к хлоридам. Повышенное содержание легирующих элементов наделил сталь рядом характеристик: еще более повышенной устойчивостью к коррозии, механической прочностью, превосходящей прочность дуплексных сталей, устойчивостью к коррозионным процессам.
Марка стали
Торговое обозначение
ASTM
UNS
W.Nr.
EN
Duplex
SAF 2205 — URANUS 45N
F51
S31803
1.4462
X2CrNiMoN22-5-3
Duplex 2205
SAF 2205 — URANUS 45N
F60
S32205
1. 4462
X2CrNiMoN22-5-3
Duplex 2304
URANUS 35N
—
S32304
1.4362
X2CrNiN23-4
SuperDuplex 4501
ZERON 100
F55
S32760
1.4501
X2CrNiMoCuWN25-7-4
SuperDuplex 2507
SAF 2507 — URANUS 47N
F53
S32750
1.4410
X2CrNiMoN25-7-4
SuperDuplex 255
URANUS 52N
—
S32550 — S32520
1.4507
X2CrNiMoCuN25-6-3
Преимущество и применение Duplex и Super Duplex
К основному преимуществу дуплексных и супердуплексных сталей стоит отнести повышенный предел текучести по сравнению с простыми аустенитными марками стали.
Кроме того, сталь аустенитно-ферритного класса характеризуются:
высокой механической прочностью;
повышенной устойчивостью к точечной и щелевой коррозии;
повышенной устойчивостью к коррозионному растрескиванию под напряжением;
хорошей коррозионной стойкостью к сульфидному напряжению;
хорошей свариваемостью;
легкостью в обработке;
низким тепловым расширением;
высокими энергопоглащением и теплопроводностью;
повышенной устойчивостью к коррозионной усталости;
износостойкостью.
Стоит отметить, что за счет небольшого содержания дорогостоящего никеля в составе, цена дуплекс стали будет более доступной, что немаловажно для современной промышленности.
Дуплексная нержавеющая сталь нашла применение в тех случаях, когда предъявляются повышенные требования к коррозионной стойкости в агрессивных условиях.
Как отличная альтернатива простым аустенитным сталям дуплекс нашел широкое применение в:
нефтегазовой промышленности;
химической и пищевой промышленности;
целлюлозно-бумажном производстве;
энергетической отрасли;
судостроении, машиностроении и авиации;
производстве оборудования и аппаратуры для работы в серной и соляной кислотах;
производстве оборудования для опреснения морской воды;
производстве теплообменников, водонагревателей, роторов и сосудов, работающих под давлением;
производстве ХотСтилостей и цистерн для транспортировки химической продукции;
изготовлении арматуры для металлоконструкций, листов, полос, слитков, проволоки и пр.
Также стали дуплекс и супердуплекс используют для пожарозащитных перегородок на нефтедобывающих платформах, работающих в морской воде.
Заказать и купить нержавеющие стали Duplex и Super Duplex Вы можете в нашей компании ХотСтил. Мы поставляем специальные стали ведущих европейских производителей и гарантируем их качество. Вся наша продукция соответствует мировым сертификатам и поставляется с соответствующей документацией.
Нержавеющая сталь отличается от других видов стали тем, что она содержит хром, никель и другие легирующие элементы, которые придают ей гораздо более высокую степень коррозионной стойкости. В мире нержавеющей стали существует ошеломляющее количество вариаций, в настоящее время доступно более 100 уникальных марок. Большинство этих марок относятся к пяти широким категориям:
Аустенитная нержавеющая сталь
Ферритная нержавеющая сталь
Мартенситная нержавеющая сталь
Дуплексные марки
Сплавы дисперсионно-твердеющей нержавеющей стали
Каждый из этих типов нержавеющей стали обладает уникальным набором металлургических свойств. Естественно, разные типы имеют разные сильные и слабые стороны с точки зрения потенциальных применений. В этой статье более подробно рассматривается ферритная нержавеющая сталь , приводятся некоторые основные сведения о том, как классифицируется ферритная сталь и что отличает ее от других разновидностей нержавеющей стали.
Что такое ферритная нержавеющая сталь?
Ферритная сталь представляет собой сплав нержавеющей стали, содержащий более 12% хрома, и отличается от других типов нержавеющей стали двумя важными аспектами: своим химическим составом и молекулярной структурой зерна. Вот некоторые из ключевых вещей, которые вы должны знать о каждом из этих различий.
Ферритная нержавеющая сталь на самом деле определяется как хромированный незакаливаемый класс нержавеющих сплавов с содержанием хрома от 10,5% до 30% и содержанием углерода менее 0,20%. Эти стали практически не упрочняются термической обработкой и лишь слегка упрочняются холодной прокаткой. Некоторые марки ферритной нержавеющей стали:
Type 409 Stainless Steel
430 Stainless Steel
430LI Stainless Steel
434 Stainless Steel
439 Stainless Steel
Type 442 Stainless Steel
444 Stainless Steel
446 Stainless Steel
What is the Chemical Состав ферритной стали?
Как отмечалось выше, вся нержавеющая сталь включает в себя металл, известный как хром, который отличается своей твердостью, коррозионной стойкостью и исключительным блеском при полировке. Ферритные стали уникальны тем, что они обычно содержат более высокие уровни хрома, чем другие типы нержавеющей стали.
Например, один из самых распространенных типов аустенитной стали — так называемая нержавеющая сталь 18/10 — содержит 18% хрома, но в отличие от аустенитной стали не содержит никеля. Ферритные нержавеющие стали, напротив, могут содержать до 27 процентов хрома. Тем не менее, не все типы ферритной нержавеющей стали содержат такое большое количество хрома; у некоторых может быть даже меньше, чем у их аустенитных аналогов.
Более универсальное различие между ферритными и аустенитными нержавеющими сталями заключается в том, что ферритные стали содержат мало никеля или вообще не содержат его. Ферритные нержавеющие стали разделяют эту черту с мартенситными нержавеющими сталями, большинство из которых также содержат без никеля. Наконец, ферритные стали характеризуются тем, что они содержат лишь небольшое количество углерода.
О структуре ферритных зерен
Конкретный состав нержавеющей стали оказывает большое влияние на структуру металла на молекулярном уровне. Эти структуры даже дают названия различным типам нержавеющей стали. Другими словами, ферритные стали характеризуются тем, что они состоят из микроструктур, известных как феррит.
Феррит представляет собой металлургическую фазу железа, в которой металлические легирующие элементы находятся в твердом растворе, а углерод практически нерастворим. Феррит практически отсутствует в закаленных мартенситных и аустенитных нержавеющих сталях, но его присутствие характерно для нержавеющих сталей. Также важно отметить, что отожженные мартенситные нержавеющие стали содержат феррит и карбид.
Не слишком углубляясь в химию образования металлов, вы должны понимать, что различные сплавы нержавеющей стали в первую очередь отличаются тем, где находится атом железа в каждом зерне. Ферритные стали имеют объемно-центрированную кубическую структуру зерна. Аустенитная и другие типы нержавеющей стали, напротив, имеют гранецентрированную структуру зерен.
Объемно-центрированное кубическое зерно отвечает за тот факт, что, в отличие от всех других типов нержавеющей стали, ферритные стали имеют магнитную природу. Это различие заключается в квантово-механическом аспекте микроструктуры металла — другими словами, в способе расположения электронов в сердцевине зерна металла.
Характеристики ленты из ферритной нержавеющей стали
Теперь, когда у вас есть общее представление о том, чем сплавы ферритной стали отличаются от других разновидностей нержавеющей стали, вам, вероятно, интересно, как это влияет на характеристики ферритной стали. Есть пять важных характеристик, о которых следует знать.
Сталь с устойчивостью к коррозионному растрескиванию под напряжением
Коррозионное растрескивание под напряжением (SCC) является распространенной формой деградации стали, вызванной сочетанием растягивающего напряжения и агрессивной среды. Аустенитные нержавеющие стали особенно уязвимы к SCC при воздействии хлоридов. Однако микроструктура, присутствующая в ферритных сталях, придает им высокую степень устойчивости к SCC, что делает их отличным выбором для использования в средах, где будут присутствовать хлориды.
Нержавеющая сталь с хорошей пластичностью и формуемостью
Углерод — это то, что придает стали твердость, но углерод также делает сталь более хрупкой и менее пластичной. Поскольку ферритная сталь содержит низкий уровень углерода — всего 0,03 процента — она, как правило, обладает пластичностью выше среднего. В результате ферритные стали могут подвергаться экстенсивной обработке без риска ослабления.
Низкое содержание углерода в ферритных сталях также придает им отличные свойства формуемости, что означает, что им можно придавать различные формы без возникновения таких проблем, как образование шейки или растрескивание.
Преимущества низкоуглеродистого состава ферритной стали сопряжены с определенными компромиссами, о которых следует знать. Например, ферритные стали нельзя упрочнить термической обработкой. Кроме того, некоторые виды ферритных сталей могут иметь проблемы при сварке, например нежелательное растрескивание в зоне термического воздействия.
Типы нержавеющей стали с низким тепловым расширением
Другим важным преимуществом ферритных сталей является их естественно низкий коэффициент теплового расширения. Это просто указывает на тот факт, что ферритные стали будут подвергаться меньшему расширению при нагревании. Вместо этого металл будет гораздо легче сохранять свои фиксированные размеры. Как вы понимаете, это свойство особенно важно для металлов, которые будут использоваться для высокотемпературных применений.
Нержавеющая сталь, известная своей высокой теплопроводностью
Ферритные стали демонстрируют превосходные свойства теплопроводности, что означает, что они позволяют теплу эффективно проходить через них. В результате ферритные стали являются популярным выбором для теплообменников печей и котлов, а также для других применений, связанных с передачей тепла.
Нержавеющая сталь с высокой стойкостью к окислению
Наконец, ферритная нержавеющая сталь демонстрирует выдающуюся степень устойчивости к окислению, особенно при высоких температурах. Это сопротивление связано с образованием защитной пленки оксида хрома на поверхности стали. Производители могут еще больше повысить стойкость к окислению, включив алюминий и/или кремний при производстве ферритной стали.
Что такое ферросплав?
Вы могли слышать термин «ферросплав» в своих путешествиях как производитель или человек, обычно работающий с металлами, но что он означает? Ферросплав представляет собой железосодержащий продукт, не относящийся к так называемым сталям, который содержит значительное количество одного или нескольких легирующих элементов. Такими элементами могут быть марганец, кремний, фосфор, ванадий, хром, ферромарганец, феррофосфор и т. д. В основном эти сплавы используются для добавления соответствующих легирующих элементов в расплавленную сталь.
Пять групп ферритных нержавеющих сталей
Ферритные нержавеющие стали можно разделить на пять групп, различающихся в зависимости от точного количества содержащихся в них различных металлов, а также их характеристик.
Ферритные стали группы 1 относятся к наименее дорогим видам нержавеющей стали. В них очень низкий уровень хрома, а это означает, что со временем на них обычно накапливается слой локализованной поверхностной ржавчины.
Ферритные стали группы 2 являются наиболее часто встречающейся разновидностью. Эти стали с более высоким содержанием хрома обладают большей коррозионной стойкостью. Ферритные стали группы 2 обычно используются для внутренней техники и строительных элементов.
Ферритные стали группы 3 отличаются простотой сварки и формовки, что расширяет область их применения.
Ферритные нержавеющие стали группы 4 содержат большее количество молибдена, что дополнительно повышает их коррозионную стойкость. В результате этот тип стали часто используется для изделий с высокой влажностью, таких как резервуары для горячей воды и выхлопные системы.
Наконец, ферритные стали группы 5 содержат наибольшее количество хрома, что придает им степень коррозионной стойкости, не уступающую некоторым другим металлам.
Не существует одной нержавеющей стали для решения всех задач. Вместо этого вы должны выбрать марку стали, наиболее подходящую для вашего конкретного применения. Для получения помощи в выборе нужного сорта полосы или проволоки из нержавеющей стали для вашего следующего проекта, пожалуйста, свяжитесь с отраслевыми экспертами Ulbrich Stainless Steels & Special Metals.
Содержание феррита в аустенитных нержавеющих сталях
polski (польский)Nederlands (голландский)Italiano (итальянский)Français (французский)Español (испанский)EnglishDeutsch (немецкий)Čeština (чешский)
Контакт
Основные нержавеющие материалы серии 300, такие как 304L и 316L, имеют аустенитную микроструктуру и не обладают магнитными свойствами. В отожженном состоянии они практически не содержат феррита, который обладает магнитными свойствами. Литые изделия из этих сплавов обычно содержат некоторое количество феррита. Эти сплавы также образуют некоторое количество феррита при холодной обработке или нагартовке. В обоих случаях продукты будут демонстрировать магнитную склонность. Феррит может отрицательно сказаться на коррозионной стойкости в некоторых средах. Существуют также приложения, в которых магнитные характеристики влияют на характеристики конечного продукта.
Содержание феррита в отлитом сплаве можно контролировать с помощью состава сплава. Углерод, азот, никель и марганец являются сильными аустенитообразователями, и увеличение их содержания в сплаве снизит склонность к образованию феррита. Существует несколько различных методов прогнозирования содержания феррита, но одним из наиболее распространенных является диаграмма Делонга. Феррит снижает склонность стали к затвердеванию при охлаждении. Отливки 304 (CF8) нередко содержат от 8% до 20% феррита. Состав литого слитка из кованой нержавеющей стали 304 также сбалансирован, чтобы содержать от 1% до 6% феррита, поскольку это снижает вероятность растрескивания во время ковки или горячей обработки.
Отжиг на твердый раствор растворяет большую часть феррита, оставшегося в результате затвердевания слитка. Поскольку отливки сбалансированы, чтобы иметь большее количество феррита, отжиг не преобразует весь феррит в аустенит. Однако в отожженном деформируемом изделии феррита останется мало или совсем не останется.
Диаграмма Делонга также позволяет предсказать количество феррита, которое может присутствовать в наплавленном наплавленном изделии. Составление графика состава кованой плиты или стержня покажет, сколько феррита могло бы присутствовать, если бы материал был переплавлен (т. е. сварка), но это не является достоверным показателем содержания феррита в отожженном изделии. Содержание феррита в реальном изделии можно определить с помощью кропотливого металлографического исследования или с помощью чувствительных магнитных приборов в лабораторных условиях (магнитная проницаемость). Однако в большинстве случаев использование сравнительных калиброванных магнитов позволяет установить примерное содержание феррита в пределах от 0,5% до 1%. Испытание стандартных отожженных 304, 316, 309и 310 дает значения 2% или меньше. Содержание феррита обычно составляет менее 0,5%.
Следует также отметить, что соответствующие присадочные металлы, используемые для соединения этих сплавов, также будут иметь более высокое содержание феррита.
Какими бывают патроны на дрели и как они снимаются и разбираются самостоятельно – Мои инструменты
Содержание
1 Виды патронов — вспомним конструкцию детали на ручной дрели
2 Конструкция и достоинства быстрозажимных и ключевых исполнительных органов
3 Патроны для мини-дрелей какие они и чем отличаются
4 Подробнее о конструкции ключевого патрона на дрель
5 Учимся снимать резьбовые патроны с дрелей и шуруповертов важные нюансы
6 Слизались грани фиксирующего винта патрона что делать
7 Как снять и разобрать патрон с конусным креплением конус Морзе
8 Как разобрать патрон быстрозажимного типа
9 Что еще полезно узнать о патронах на дрели — что означает маркировка всех типов
10 Учимся ухаживать за цанговыми патронами для дрелей правильно
11 Какие проблемы могут возникнуть при использовании патрона на дрели
Практически у каждого мастера в распоряжении имеются не только молотки, но еще и дрели для сверления отверстий в древесине, металле и даже бетоне. Для работы этим инструментом, в конструкции предусмотрен специальный зажимной механизм. Этот механизм еще называют исполнительный орган или патрон для дрели, который бывает разным. Сверлильные инструменты комплектуется таким устройством, но при выходе из строя, понадобится демонтировать, отремонтировать или заменить его, о чем и пойдет речь в материале.
Виды патронов — вспомним конструкцию детали на ручной дрели
Выбирая патрон на дрель, покупателя интересует вопрос о том, какого диаметра сверло можно зажать в губках этого устройства. Именно поэтому параметру (размеру дула) многие покупают патроны, в которых зажимаются хвостовики рабочих насадок. Кроме максимального диаметра сверл, надо также знать о том, что устройства отличаются по конструкции и типу посадочного места. Для начала выясним, что патроны под дрели классифицируют по внешнему виду на два главных типа:
Ключевые — это их народное название, а по-научному они называются зубчато-венцовые, что связано с механизмом их функционирования. Это популярный вариант зажимных механизмов для дрелей, отличающийся высокими показателями надежности
Быстрозажимные или БЗП — отличаются от ключевых тем, что не нуждаются в применении специального ключа, которым сжимаются губки устройства
Зубчато-венцовые патроны от быстрозажимных отличаются высокой надежностью. Самые первые прототипы использовались на ручных дрелях, которые имеют схожесть с ключевыми и быстрозажимными. Принцип работы простейшего патрона от старой ручной дрели следующий:
Для закрепления насадки в устройстве, необходимо придерживать рукоятку и выкручивать зажимную муфту или гильзу
Установить внутрь насадку хвостовой частью
Закрутить зажимную муфту до упора рукой, а затем дополнительно воспользоваться зубилом или пробоем с молотком для более надежной фиксации насадки
Фиксация при помощи зубила нужна для того, чтобы не выпала насадка в процессе работы. Такие патроны имели много недостатков, поэтому вскоре появились усовершенствованные их модели — ключевые. В отличие от первых видов патронов, ключевые не требуют применения зубила и молотка для зажима хвостовика насадки, так как их заменяет специальный ключ с зубьями. Кроме того, резьба зажимной муфты быстро покрывалась коррозией, поэтому возникали трудности с ее выкручиванием. Сегодня старые виды оснастки встречаются только на ручных старых дрелях, и практически не применяются на электроинструментах.
Это интересно!Почему устаревшие модели патронов имеют много общего с современными ключевыми и быстрозажимными устройствами? Все они имеют одинаковый принцип работы, основанный на перемещении кулачков. Эти кулачки еще называют губками или цангами, откуда и появились названия цанговые и кулачковые патроны.
Конструкция и достоинства быстрозажимных и ключевых исполнительных органов
Патроны на дрели представляют собой устройства конусообразной формы, главное назначение которых заключается в передаче вращательных действий от вала редуктора на рабочую насадку. Принцип работы современных исполнительных механизмов простой и незамысловатый, и основывается он на перемещении подвижных губок. Движение губок происходит за счет резьбы. Кулачки с резьбой перемещаются по гильзе, за счет чего происходит выдвижение или наоборот задвижка губок. В конструкции патрона находится три кулачка, которые расположены по кругу на одинаковом расстоянии друг от друга. Такой способ зажима насадок считается одним из самых надежных и эффективных. На устройствах для мини-дрелей используется 4 кулачка. Чтобы узнать плюсы и минусы, рассмотрим особенности видов патронов для дрелей.
Популярными являются быстрозажимные или самозажимные патроны, которые не требуют применения специального ключа. Рассматриваемые устройства бывают одномуфтовыми идвухмуфтовыми. Одномуфтовые устройства менее надежны, и их труднее разобрать в отличие от двухмуфтовых. Двухмуфтовые состоят из двух элементов, что упрощает их применение. Для зажима насадки, необходимо удерживать нижнюю часть патрона (юбку) рукой, а второй закручивать или выкручивать зажимную муфту
Ключевые патроны обладают высокой надежностью, что связано с приложением усилия для зажима насадки посредством специального механизма и ключа. Принцип работы ключевых патронов одинаковый с быстрозажимными, а отличаются они только по способу приведения в действие подвижных губок
Зная разновидности и отличия между рассматриваемыми устройствами для дрелей, разберемся с их достоинствами и недостатками. К достоинствам быстрозажимных приспособлений относятся:
Отсутствует необходимость использовать дополнительные инструменты
Возможность закрепления насадки одной рукой
Высокая скорость замены насадок
Эстетичный вид. Это незначительное достоинство, однако, дрель или шуруповерт с таким типом оснастки выглядит более современно
Перед тем, как купить патрон на дрель самозажимной, следует разобраться с их недостатками:
Низкая надежность. Связано это с ручным способом зажатия насадок. Губки не способны крепко сжимать хвостовики насадок, поэтому при заклинивании, сверло будет проворачиваться внутри кулачков
Быстрый износ — чем чаще сверло заклинивает, тем быстрее изнашивается механизм
Необходимость учитывать размер отверстия для закрепления насадок с соответствующими диаметрами хвостовиков. Распространенными являются модели, в которых можно закрепить сверла с хвостовиками до 10 мм. Выпускаются также модели под 12 мм и 13 мм сверла, но они встречаются реже
На основании вышесказанных достоинств и недостатков можно сделать вывод о том, что применять быстрозажимные одно и двухмуфтовые патроны рационально на маломощных электроинструментах, как гайковерты, шуруповерты. Использование их на дрелях является нерациональным, если только этот инструмент не применяется для завинчивания саморезов и винтов. Самое главное достоинство БЗП в том, что они позволяют быстро сменять насадки при работе.
Почему все дрели с завода комплектуются патронами ключевого типа с цанговым механизмом? Мало кто об этом задумывается, а ответ на этот вопрос прост. Ключевые элементы обеспечивают высокую степень надежности фиксации насадки. Даже если сверло заклинивает, то с малой вероятностью оно провернется в механизме. Именно поэтому все электродрели оснащаются предохранительными муфтами, исключающие вероятность вырывания инструмента из рук, а также предотвращающие перегорание двигателя при высоких нагрузках.
К достоинствам ключевых исполнительных органов относятся:
Надежность — именно за счет высокой степени этого показателя, зубчато-венцовые элементы применяются до сих пор
Высокая степень износостойкости — если БЗП защищены пластиковым чехлом, который быстро изнашивается, то ключевые элементы изготовлены только из стали, поэтому вероятность их наружного повреждения исключена. Если цанговые патроны ключевого типа изнашиваются, то только по причине выхода из строя подвижных губок и пружин
Хотя второй тип устройств имеет меньше достоинств, однако именно такие патроны следует выбирать для дрелей. Многие предпочитают их использовать на шуруповертах. Из недостатков нужно отметить только необходимость применения специального ключа. Если этот ключ потерять, то извлечь насадку не получится. Сделать своими руками новый ключ будет трудно, но его можно купить, так как продаются они не только в паре с новой оснасткой, но и по отдельности.
Это интересно!При сравнении цен, можно сказать, что ключевые устройства для дрелей стоят дороже быстрозажимных.
Патроны для мини-дрелей какие они и чем отличаются
Мастера-ювелиры пользуются сверлильными инструментами. Причем это стационарные сверлильные станки, обычные электродрели или мини-дрели. Только в патронах таких инструментов устанавливаются очень тонкие сверла и фрезы, зафиксировать которые обычным устройствами невозможно. Для мини-дрелей применяются специальные патроны, которые имеют аналогичный принцип работы, однако конструктивно отличаются по устройству. Если в оснастке для обычной строительной дрели используются губки с резьбой, то на мини-дрелях патроны состоят из механизма с 4-мя цангами.
Для изготовления патронов под мини-дрели применяется такой материал, как латунь. Если необходимо установить деталь в обычную дрель, то для этого используются специальные переходники. Они отличаются размерам внутренних и наружных диаметров. В цанговые патроны для мини-дрелей можно установить сверла с диаметрами хвостовиков от 0,1 до 4,5 мм, но при этом понадобится подбирать соответствующий механизм цанги.
Это интересно!Патроны для мини-дрелей относятся к категории быстрозажимных одномуфтовых, так как закрепление сверл происходит за счет перемещения зажимной муфты одной рукой.
Подробнее о конструкции ключевого патрона на дрель
Конструкция зажимного приспособления патрона имеет простое и незамысловатое устройство. При выходе из строя внутренних деталей, что зачастую случается при отсутствии внесения смазочных материалов, весь патрон подлежит ремонту или замене. Ниже представлена схема конструкции БЗП.
Устройство патрона дрели
Цанговая или кулачковая конструкция патронов является наиболее эффективной, что позволяет использовать исполнительный орган для фиксации насадок не только с цилиндрическими хвостовиками, но и шестигранными. Цанговые патроны под дрели состоят из следующих конструктивных элементов:
Корпус в виде цилиндра, который имеет конусообразную форму
Зажимная муфта или гильза, которая вращается на внешней поверхности
Внутри установлен кулачковый механизм, состоящий из трех кулачков или цанг, которые перемещаются по резьбе. Сжатие или сведение кулачков друг с другом в одной точке осуществляется за счет конусообразной форме расположения этих элементов
Кулачки изготавливаются из закаленной стали (прошедшей термическую обработку). В действие кулачки приводятся за счет перемещения наружной зажимной муфты. На патронах для механических дрелей схождение кулачков обеспечивалось за счет регулировочного колеса.
По аналогичному принципу работают БЗП и ключевые типы оснастки, которые применяются для закрепления в электроинструментах сверл, фрез, коронок, полировочных насадок и т.п.
Учимся снимать резьбовые патроны с дрелей и шуруповертов важные нюансы
Сначала надо отметить, что по типу фиксации рассматриваемых элементов на валу электроинструментов, они классифицируются на резьбовые и конусные. Резьбовые более популярны, однако надежными считаются конусные устройства. Конусные крепления используются на дрелях и сверлильных станках.
Если на дрели стоит патрон резьбового типа, то снять его не составит труда, если знать одну главную особенность. Перед тем, как снимать патрон с дрели, следует знать о том, что завинчивается он нестандартным способом. Чтобы снять такой элемент с дрели или шуруповерта, понадобится действовать по следующей инструкции:
Максимально разжать губки, чтобы открылся доступ к внутренней части элемента
Внутри расположен фиксирующий винт. Этот винт имеет нестандартную резьбу — левую. Для его вывинчивания нужно прикладывать усилие не в правую, а левую сторону
Винты имеют разную конструкцию шляпки, поэтому чтобы узнать, какой отверткой нужно его выкручивать, следует подсветить и посмотреть внутрь устройства
Если вывинчивается устройство с шуруповерта, то здесь очень важно перевести трещотку или регулятор усилие на максимальный режим. Если этого не сделать, то скрутить с вала патрон не удастся. Однако это касается шуруповертов
После вывинчивания винта, остается скрутить патрон с дрели. Он вывинчивается в левую сторону (т.е. нормально)
Если внутри патрона дрели нет фиксирующего винта, то для демонтажа детали, необходимо просто скрутить деталь с вала. Для этого понадобится рожковый ключ на «14», а также трубный ключ, и приложить немного физических усилий. Рожковым ключом фиксируется вал между корпусом инструмента и патроном, а трубным инструментом вращается сам скручиваемый элемент в правую сторону.
При проведении работ рекомендуется воспользоваться смазкой WD-40. Такими способами снимаются устройства на многих дрелях и шуруповертах. Однако есть исполнительные органы, которые имеют конусную конструкцию соединений. Как снимаются устройства конусного типа, рассмотрим далее.
Слизались грани фиксирующего винта патрона что делать
Что делать, если внутри патрона слизались грани шляпки винта? Очень распространенная проблема, решить которую вполне реально. Сначала рассмотрим причины, почему на винте слизываются грани:
Не прочитав инструкции, владелец пытается выкрутить винт по направлению против хода часовой стрелки. Если внутри имеется винт, то его крутить для вывинчивания следует по часовой стрелке, то есть наоборот
Неправильно выбранный инструмент, то есть используется отвертка со шлицами, которые слизывают грани винта. Перед применением следует максимально правильно подобрать отвертку
Некачественный винт. Обычно это встречается на дешевых китайских устройствах
Однако если слизались грани винта, то не спешите менять инструмент. Для его вывинчивания имеются разные способы:
Если шляпка винта имеет крестообразную форму, но при этом грани слизаны, то можно воспользоваться плоской отверткой. Производители предусмотрели вероятность слизывания граней, поэтому выкрутить винт можно не только крестообразной, но и шлицевой отверткой. Обычно этот метод помогает решить проблему
Воспользоваться продувочным пистолетом, попытавшись очистить загрязнения внутри шлицев шляпки. Часто в шляпке скапливается большое количество загрязнений, которые мешают качественному соединению с винтом
Взять отвертку, и приложив ее к шляпке винта, нанести несколько легких, но резких ударов. Отвертка углубится внутрь шляпки винта патрона, что повысит вероятность его выкручивания
Отрезать кусочек резины, и расположив поверх шляпки, попытаться через него отверткой зацепиться за оставшиеся грани, и произвести вывинчивание
Если все способы перепробованы, то остается только либо разобрать шуруповерт или дрель с последующей заменой исполнительного органа совместно с валом от редуктора или болгаркой разрезать патрон. Открыв доступ к шляпке винта, можно ухватиться за нее ручными тисками, и произвести выкручивание. Патрон после этого метода подлежит замене
При этом вовсе нет никакой необходимости замены всего инструмента.
Как снять и разобрать патрон с конусным креплением конус Морзе
Патроны с конусом встречаются крайне редко, но если у вас именно такой экземпляр, то наверняка хотите узнать, как они снимаются. Зачастую тип конусного крепления имеют старые электрические дрели и сверлильные станки, поэтому если на инструменте вышел из строя патрон, то для его замены понадобится выполнить следующие действия:
Развести губки в стороны и выкрутить стопорный винт с правой резьбой (на конусных установлены винты с обычной резьбой)
Закрепить инструмент, и взяв в руки молоток, наносить легкие удары по тыльной части устройства
После каждого удара следует проворачивать наружную муфту по направлению часовой стрелки
Если внутренний механизм заржавел, то перед проведением работ следует воспользоваться смазкой WD-40
Бывают случаи, когда даже смазка не позволяет разрешить проблему, поэтому следует воспользоваться паяльной лампой, прогрев деталь до красна
Если и в этом случае патрон не поддается разборке, тогда остается последний вариант — это разобрать дрель, и сточить боковые части устройства на наждаке. Некоторые мастера предпочитают распилить болгаркой исполнительный орган прямо на инструменте
При варварском подходе к разборке, элемент уже не подлежит ремонту, и после демонтажа, необходимо установить патрон аналогичной конструкции. Чтобы поставить на дрель резьбовой патрон, понадобится внести изменения в конструкцию дрели, что также вполне реально сделать своими руками.
Теперь рассмотрим способ разборки детали с целью последующего ее ремонта. Способ разборки простой, и не требует применения кувалды или болгарки. При этом должно быть выполнено главное условие — отсутствие коррозионных процессов на резьбе. Принцип демонтажа конусного патрона с ударной дрели имеет следующий вид:
Свести губки внутрь детали
Поместить инструмент на ровной поверхности (на столе)
К торцевой части инструмента прижать отрезок из пенополистирола (можно использовать пенопласт высокой плотности)
К пенополистиролу прижать отрезок плотного материала — доску или металл
На дрели установить ударный режим. Если на дрели нет ударного режима, то для разборки патрона, его следует предварительно закрепить на перфораторе
Плотно прижать конструкцию к патрону, и нажать кнопку пуск
Буквально через 10 секунд патрон с типом крепления в виде конуса самостоятельно раскрутится
Патроны на дрели с конусом Морзе относятся к категории разборных, поэтому в случае выхода из строя одной из губок, их можно заменить. Это единственный тип патрона на дрели, который можно разобрать, и при выходе из строя кулачков или зажимной муфты, отремонтировать его. Если необходимо собрать патрон, то делается это также легко. Для этого необходимо запрессовать наружную обойму на зажимную муфту, а затем установить на ось инструмента. Ниже на видео показано, как можно разобрать патрон для дрели при помощи молотка.
Как разобрать патрон быстрозажимного типа
В процессе эксплуатации таких электроинструментов, как дрели и шуруповерты, часто возникают неисправности быстрозажимных патронов. Не торопитесь покупать новые механизмы, так как старые можно попытаться отремонтировать. Для этого оснастку следует снять с электроинструмента, о чем упоминалось выше.
После этого, чтобы попытаться отремонтировать деталь, следует ее разобраться. Принцип разборки простой, и основывается на выбивании внутреннего механизма. Более подробно о том, как разобрать патрон быстрозажимного типа, описано в видеоматериале.
Что еще полезно узнать о патронах на дрели — что означает маркировка всех типов
Перед тем, как менять патрон на дрели, необходимо определиться с конструкцией посадочного места. Кроме того, что устройства делятся на резьбовые и конусные соединители, так они еще и отличаются по диаметру резьбы. Если собираетесь купить новый патрон, то перед этим рекомендуется снять старый, и покупать новый по подобию. Есть и другой способ, который поможет облегчить выбор нового элемента — это маркировка.
По маркировке становится понятно, для чего предназначен патрон, а так же под какие электроинструменты он подходит. Зная маркировку, которую можно сфотографировать перед походом в магазин, можно приобрести аналогичный зажимной элемент для электродрели. Что же указывается в маркировке патронов, выясним далее.
Это интересно!Маркировка указывается на всех типах патронов для дрелей, как быстрозажимных, так и ключевых. Отличается только место нанесения этой маркировки.
Возьмем два типа маркировок, имеющие следующий вид:
1,5-13 mm M12х1,25
0,8-10 mm 3,8-24 UNF
По первому варианту все понятно, но чтобы не возникало вопросов, рассмотрим, что обозначает каждая цифра и буква в маркировке патронов дрелей.
Интервал от 1,5 до 13 мм и 0,8 до 10 мм — это минимальные и максимальные диаметры хвостовиков рабочих насадок, которые можно закрепить в патронах. Стоит отметить, что вышеуказанные маркировки встречаются на обоих видах патронов, как ключевых, так и быстрозажимных. При покупке нового устройства на дрель или шуруповерт, первые значения маркировки нужно учитывать обязательно, иначе просверлить отверстие сверлом свыше 11 мм, как во втором случае, уже не удастся
В первом случае вторая часть обозначения M12х1.25 — это метрический диаметр резьбы 12 мм, а также шаг, который составляет 1,25. Это означает, что на инструменте используется метрическая резьба, и можно сказать, что это патрон с советской дрели
В третьем случае маркировка сильно отличается от первого варианта. Обозначение 3,8 — означает дюймовую резьбу на 3/8 дюйма. Обозначение 24UNF — это значение шага мелкой резьбы по унифицированной номенклатуре. Буквенное обозначение говорит о том, что на патроне используется мелкая резьба. Цифра 24 говорит о том, что это количество витков резьбы на один дюйм. Ниже приведена таблица со всеми размерами, а также их расшифровкой
В качестве краткого заключения, надо отметить, что закрутить на вал советской дрели патрон с маркировкой, как во втором случае, не получится. Он не только не подойдет по размеру, но еще и по резьбе.
Выше описана маркировка для резьбовых типов соединений на патронах. Чтобы не пришлось думать, какой способ соединения устройства используется на конкретной модели дрели, следует посмотреть на маркировку. Конусные типы соединителей отличаются от резьбовых. Рассмотрим пример обозначения конусного патрона: 1-13 mm B16 2015.
По значению «1-13 mm» понятно, что это минимальный и максимальный диаметры хвостовиков насадок, которые можно закрепить в патроне инструмента. Маркировка B16 — это и есть обозначение конусного патрона. Буква «B» — это означает, что патрон имеет конусный тип крепления, а вот цифра 16 — это диаметр нижней части посадочного отверстия. Надо отметить, что конусные устройства бывают следующих типов:
B10
B12
B16
B18
Последние цифры «2015» — это год выпуска патрона, которые не всегда указываются.
Учимся ухаживать за цанговыми патронами для дрелей правильно
После замены рассматриваемого устройства, рекомендуется смазать его солидолом или литолом. Почему лучше использовать эти смазочные вещества, а не жидкое моторное масло? Чтобы продлить срок службы внутренних частей и механизмов, следует использовать именно густые смазки. Причины для этого следующие:
Патроны дрели не имеют такой надежной защиты от пыли и мелких частиц, как устройства на перфораторах. Именно поэтому высока вероятность того, что внутрь могут попасть мелкие частицы, которые снижают срок службы резьбового механизма. Густая смазка не только снижает трение перемещения по резьбе, но еще и защищает от коррозии, а также предотвращает попаданию пыли. Масло наоборот притягивает пыль, которая попадает на резьбовую часть, тем самым снижая срок службы механизма
Смазку необходимо вносить как можно чаще, и если выполняются работы по бурению бетона, то желательно после окончания работ, разобрать патрон, очистить его и смазать
Быстрозажимные патроны относятся к категории неразборных, поэтому при выходе их из строя, они подлежат замене
При правильной эксплуатации и уходе за патронами для дрелей и шуруповертов, можно добиться долгого их срока службы. В среднем ключевые служат не менее 20 лет, а срок эксплуатации быстрозажимные составляет до 5 лет, что зависит от качества и особенностей применения.
Какие проблемы могут возникнуть при использовании патрона на дрели
Рассматриваемые инструменты играют важную роль в конструкции сверлильных электроинструментов. В процессе эксплуатации возникают разные неисправности, для устранения которых требуется знать причины. Рассмотрим основные виды поломок патронов на дрели, а также способы их устранения самостоятельно.
Исполнительный орган спадает с вала электроинструмента. К резьбовым патронам это не относится, и случается это зачастую с устройствами конусного типа креплений. Причинами такого спадания является выработка посадочного отверстия патрона. Чтобы устранить проблему, следует нагреть деталь до 110 градусов в горячем масле, и надеть ее на вал инструмента. Этот способ простой, но есть еще легче — это купить новую деталь с аналогичной маркировкой
Возникновение биения — обычно причиной возникновения ударов при сверлении в безударном режиме является неисправность редуктора электроинструмента или искривление насадки. На резьбовых патронах признаки биения не возникают, чего не скажешь об устройствах конусного типа, где причиной может быть неправильная посадка детали на место
Откалывание края кулачка или неравномерный выход одного или нескольких губок при зажиме детали — требуется разобрать и заменить губки инструмента или всю деталь полностью
Заклинивание губок — причиной заклинивания могут служить признаки развития коррозионных процессов, попадание мелких или крупных частиц внутрь, а также повреждение самих кулачков. Устранить такого рода поломку можно путем демонтажа устройства с электроинструмента, а также его разборки. После разборки надо уточнить причину заклинивания, устранить ее и собрать деталь обратно
Опираясь на материал, не трудно будет сориентироваться, как подобрать новый патрон для своего инструмента, а также как его снять и отремонтировать, чтобы продолжить дальнейшее выполнение работ. Помните, что правильная смазка никогда не причинит вреда вашему инструменту, в отличие от случаев, когда она отсутствует. Покупая на Алиэкспресс, надо понимать, что качественные устройства таких марок, как Metabo, Bosch, Makita и Hammer, там не найти, поэтому подумайте, стоит ли покупать недорогой и некачественный тип оснастки, который прослужит не долго.
Публикации по теме
Разновидности патронов для дрели. Как снять патрон, как правильно выбрать
Любой мастер, который имеет в своём хозяйстве электрическую дрель, может столкнуться с такой ситуацией, что патрон у дрели начинает бить (теряется центр)и сверло ходит из стороны в сторону, вследствие чего нормальной работы не получится. Либо просто кулачки у патрона износились, что может случится со временем.
В этом случае патрон следует заменить на новый. Как же правильно его подобрать?
Быстрозажимные и с ключом
Есть несколько видов патронов для дрели. Есть на резьбе, есть на конусе, которые просто насаживаются, а не закручиваются. Рассмотрим их более детально, чтобы не ошибиться при выборе.
Содержание
Резьбовой патрон
Как его снять?
Патрон на конусе
Резьбовой патрон
На резьбе
Надевается на дрель путём накручивания его на штырь с резьбой, который располагается на дрели.
Есть две основные разновидности резьбового патрона. Они отличаются типами резьбы. Имеют маркировку (1,5-13 М12*1.25) и (1,5-13 1/2 — 20 UNF)
Маркировки на патронах
Цифры 1,5-13 означают максимальный и минимальный диаметр хвостовика сверла, который можно зажать в патрон. Минимальный 1,5мм, максимальный – 13мм, входит и 13,5, проверял лично. На некоторых патронах минимальный зажимаемый диаметр 2мм. М12 – означает, что отверстие снизу 12мм. 1.25 или 1/2 — 20 UNF – это разные виды резьбы, первая метрическая, вторая дюймовая.
Подбирайте правильно, патроны не взаимозаменяемые, если идёт маркировка на патроне М12*1,25, то такой и берите. Если М12*1/2 – 20 UNF – то только такой. Если надпись стерлась, придётся снять патрон с дрели, взять его с собой в магазин.
Как его снять?
Для этого следует скрутить патрон против часовой стрелки. Иногда патрон дополнительно крепится винтом, который располагается в нём по центру,
Внутри патрона левый винт
этот винт имеет левую резьбу, т. е. откручивается по часовой стрелке, а не как обычно — против часовой. Сначала раскрутите патрон (раздвиньте кулачки), потом скрутите винт простой крестовой отверткой №2. После этого можно скручивать сам патрон против часовой стрелки, резьба у него стандартная. Бывает, что это очень сложно сделать, так как со временем он очень сильно затянулся. Для съёма можно воспользоваться трубным ключом, чтобы крепко обхватить, к примеру, взять номер второй.
Можно воспользоваться помощью товарища, один держит шейку дрели одним ключом, второй скручивает сам патрон другим ключом. Особенно, если дрель старая, без помощника сложновато.
Патрон на конусе
Патроны на конусе, без резьбы
Они надеваются путём простого насаживания. Также есть несколько разновидностей: В10, В12, В16, В18. Если присутствует буква «В» в маркировке на патроне – знайте, что он на конусе, резьба снизу отсутствует.
Цифра в маркировке патрона означает диаметр отверстия снизу. Чем она больше, тем больше отверстие. В патроны В10, В12 вы сможете зажать сверло с хвостовиком максимум 13мм. А В16, В18 позволяют уже зажать сверла с хвостовиком до 16мм.
Снимать такой патрон следует путём выбивания его с дрели, просто и не хитро с помощью молотка.
Насаживается он на специальный штырь – державку, располагающуюся на дрели.
Схема
Патроны есть с ключом, есть быстрозажимные (на первом фото).
К плюсам быстрого зажима можно отнести то, что удобно по быстрому менять сверла, насадки шуруповёрта. К минусам – то, что иногда сверла могут проворачиваться, особенно если хвостовик цилиндрический (круглый), а не шестигранный, особенно когда сверло по металлу большого диаметра. Нагрузка велика, а рукой сильно не затянешь, что не скажешь о патронах «классических», которые заворачиваются при помощи ключа. На мой взгляд, это намного надежнее.
Единственный минус – можно потерять ключ, для этого логично его прикрутить на кабель дрели изолентой, чтобы всегда был на своём месте.
Бывают патроны с шестигранным хвостовиком 1/4 дюйма, способные зажимать сверла от 0,6мм.
Как работает сверлильный патрон?
Сверлильные патроны представляют собой механизмы, установленные на шпинделе, которые удерживают дрель или другой режущий инструмент. Они бывают с ключом, без ключа и гибридными системами, что позволяет быстро менять сверла. Сверлильные патроны часто соединяются со шпинделем станка через оправку сверлильного патрона, которую можно снять. Оправка представляет собой стальной вал с двумя концами, один из которых обработан для установки в шпиндель станка, а другой — для установки в заднюю часть сверлильного патрона. Челюсти широко используются для удержания инструмента или заготовки в патронах. Челюсти (также известные как собаки) обычно располагаются радиально симметрично, подобно точкам звезды.
1 Патрон с ключом или патрон без ключа, что лучше?
2 Размер патрона
2. 1 Стандартные размеры патрона
Патрон с ключом или патрон без ключа, что лучше?
Патрон является одной из основных характеристик аккумуляторной дрели. В некоторых патронах для поворота втулки требуется ключ. Это так называемые «ключевые» щели. Однако в большинстве ручных дрелей и скоб используется прорезь без ключа, при которой втулка или оболочка затягивается вручную.
Сверлильный патрон
✔ Патрон с ключом
Патроны с ключом предназначены для использования ключа для ослабления или затягивания захвата инструмента. Когда проскальзывание является проблемой во время тяжелых операций, шпоночные патроны имеют то преимущество, что передают дополнительный крутящий момент на долото. Они могут вращаться как по часовой, так и против часовой стрелки.
✔ Патрон без ключа
Патрон без ключа предназначен для быстрого ослабления и затягивания инструмента на шейке патрона дрели вручную или с приложением крутящего момента. Инструмент можно ослабить, повернув зажимное кольцо против часовой стрелки. Патроны, используемые в бытовых многофункциональных дрелях, представляют собой бесключевые сверлильные патроны для переносного сверлильного оборудования. Обычно используются металлические или пластиковые втулки. Эти патроны также могут быть сконструированы для сверления в другом направлении.
💠 Поскольку патрон встроен в корпус сверла, быстрозажимные сверлильные патроны со встроенными хвостовиками часто более долговечны. Эти патроны обычно используются в промышленном оборудовании.
Гибридные сверлильные патроны
Гибридные сверлильные патроны доступны как с ключом, так и без ключа. Секция без шпонки затягивается автоматически, а секция с шпонкой регулируется на патроне для увеличения захвата и поддержки крутящего момента.
Патроны без ключа лучше?
Большинство механиков и экспертов считают, что шпоночные патроны более точны с точки зрения полного биения, а некоторые версии имеют минимальное биение. 0006 дюймов биения. Когда отверстия не имеют определенного допуска и используются только для зазора, можно использовать быстрозажимной сверлильный патрон для быстрой модификации ручных фрезерных станков. Размер патрона
с ключом и без ключа
Размер патрона
Размер патрона, который вы выберете, является одним из самых важных решений, которые вы примете. Это может существенно повлиять на вашу способность использовать дрель.
Максимальный размер биты, которую можно вставить в дрель, определяется размером патрона. Как показывает опыт, чем больше патрон, тем крупнее бита, которую можно использовать. Размер требуемого патрона часто определяется функцией, для которой он будет использоваться. 1/4 дюйма, 3/8 дюйма и 1/2 дюйма являются наиболее распространенными размерами.
Когда вы ищете идеальную дрель, решающим фактором является размер патрона. Давайте взглянем на некоторые вещи, о которых вам нужно подумать, чтобы сделать это проще.
Стандартные размеры патрона
Для дрели существует несколько основных размеров патрона. Тот, который вы выберете, часто будет определяться тем, как вы хотите использовать дрель.
10 мм (3/8 дюйма) — это первый стандартный размер. У них патрон меньшего размера и они менее мощные, чем те, у которых патрон больше. Чтобы компенсировать это, они обычно дешевле других сверл.
13 мм или 1/2 дюйма — следующий распространенный размер. Часто это более крупные и профессиональные сверла. В результате они могут быть пригодны для более широкого круга задач. Однако они будут дороже.
Часто задаваемые вопросы ❓
Какие факторы следует учитывать при выборе сверлильного патрона? Максимальный размер биты, которую можно вставить в дрель, определяется размером патрона. Как показывает опыт, чем больше патрон, тем крупнее бита, которую можно использовать.
Имеет ли значение размер патрона? Его размер определяет максимальный диаметр сверла и дает общее представление о мощности сверла.
Заключение 📜
Буровой патрон является важнейшим компонентом забойной буровой компоновки и помогает центрировать буровое долото. Доступны патроны с ключом, без ключа и гибридные сверлильные патроны.
С помощью ключа патроны с ключом могут ослабить или усилить захват инструмента. Вручную ослабляя и затягивая инструмент в патроне или применяя крутящий момент, бесключевые патроны могут мгновенно ослаблять и затягивать инструмент в патроне. Доступны ключевые и бесключевые гибридные патроны.
Путем выравнивания сверла таким образом, чтобы выпускные канавки находились рядом с секциями патрона, которые меньше изношены, можно продлить срок службы патрона.
Связанные статьи
Руководство по сверлильным патронам и креплению спиральных сверл
Введение
Спиральные сверла являются наиболее распространенным типом фрез в арсенале ЧПУ, и они чаще всего удерживаются в станке с помощью сверлильного патрона. Их также можно удерживать в цанговом патроне ER и различными другими способами. В этой статье мы рассмотрим все это и покажем вам, как получить максимальную производительность от вашего решения для крепления инструмента, когда речь идет о спиральных сверлах.
Типы сверлильных патронов
Обычно существует два типа сверлильных патронов — патроны Джейкобса и сверлильные патроны без ключа.
Патрон Jacobs (тип ключа)
Для работы с патронами Jacobs требуется ключ:
Быстрозажимной сверлильный патрон (Albrecht)
Бесключевой сверлильный патрон был изобретен в 1908 г. фирмой Albrecht. как Альбрехт бросает. Их часто предпочитают патронам Jacobs, потому что не требуется ключ или гаечный ключ. Простой поворот корпуса надежно затягивает патрон:
Размеры сверлильных патронов
Изображение предоставлено магазином микромашин…
Сверлильные патроны бывают самых разных размеров, от маленьких до больших.
Jacobs Chock Sizes
Предоставлено Jacobs…
Размеры патронов без ключа
.
При сверлении небольших отверстий иногда могут потребоваться специальные патроны и принадлежности.
Чувствительная подача представляет собой оправку с подпружиненным удлинителем, которую можно использовать для ручной подачи тонких маленьких спиральных сверл с меньшим патроном:
Чувствительная подача полезна на ручных фрезерных станках и сверлильных станках, но редко используется с ЧПУ, где легко программируются точные подачи.
Сверлильные патроны по сравнению с цанговыми патронами
Сверлильные патроны имеют ряд преимуществ по сравнению с цанговыми патронами:
Сверлильный патрон поддерживает гораздо более широкий диапазон диаметров хвостовиков спиральных сверл.
Усилия зажима сверлильных патронов сосредоточены в трех точках и могут быть значительно выше, чем у цанговых патронов.
Глубокое залегание водоносного слоя — распространенная проблема, хорошо знакомая многим владельцам земельных участков. Обычное поверхностное насосное оборудование либо вовсе не может обеспечить дом водой, либо подает ее в систему слишком медленно и со слабым напором.
Такая проблема требует скорейшего разрешения. Согласитесь, покупка нового насоса — мероприятие затратное и не всегда финансово оправданное. Разрешением такой ситуации может стать эжектор для насосной станции водоснабжения.
Мы подскажем вам, как выбрать подходящий агрегат и установить его без помощи специалистов. А также приведем пошаговый инструктаж по изготовлению и подключению самодельного эжектора. Все этапы работ сопровождаются наглядными фотографиями.
Содержание статьи:
Принцип действия эжектора
Выбор: встроенный или внешний?
Особенности монтажа устройства
Использование самодельного внешнего варианта
Собственноручная сборка эжектора
Порядок подключения труб
Стартовый запуск и дальнейшая эксплуатация
Выводы и полезное видео по теме
Принцип действия эжектора
Чем глубже находится вода, тем сложнее ее поднять на поверхность. На практике, если глубина скважины более семи метров, справляется со своими задачами с трудом.
Разумеется, для очень глубоких скважин уместнее приобрести высокопроизводительный погружной насос. Но с помощью эжектора можно улучшить характеристики поверхностного насоса до приемлемого уровня и со значительно меньшими затратами.
Эжектор — устройство небольшое, но очень эффективное. Этот узел имеет относительно простую конструкцию, его можно даже изготовить самостоятельно из подручных материалов. Принцип работы основан на том, чтобы придать потоку воды дополнительное ускорение, что позволит увеличить количество воды, поступающей из источника за единицу времени.
Галерея изображений
Фото из
Эжектор — устройство, требующееся для подъема воды поверхностным насосом с глубины более 7 м. Их используют для формирования напора в всасывающей магистрали
Эжекторы подразделяются на встроенные и выносные разновидности. Для подъема воды с глубин в среднем от 10 до 25 м применяются выносные устройства
К эжекторному устройству подключаются две разные по диаметру трубы, за счет разницы давления в смежных трубах создается напор
Эжекторы в заводском исполнении поставляются к насосным станциям и насосам-автоматам
Устройства применяются в схемах ландшафтного оформления, требующих подачи воды под давлением для систем дождевания, фонтанов и подобных конструкций
Для установки эжектора у насосного агрегата должно быть два входящих отверстия
Воспользовавшись схемами и размерами эжекторов заводского изготовления, можно собственноручно сделать полезное в откачке устройство
На всасывающее отверстие самодельного эжектора устанавливается обратный клапан с сетчатым фильтром, обеспечивающим нормальную циркуляцию в процессе откачки
Использование эжектора в откачке с глубины свыше 7 м
Насос-автомат с конструктивно встроенным эжектором
Конструкция устройства для повышения напора
Модель насоса-автомата с выносным эжектором
Применение в системе автоматического полива
Вариант подключения эжектора к поверхностному насосу
Самодельные модели эжекторов для оснащения насоса
Обратный клапан на всасывающем отверстие
Особенно удобно это решение тем, кто собирается установить или уже установил с поверхностным насосом. Эжектор позволит увеличить глубину забора воды до 20-40 метров.
Следует также отметить, что приобретение более мощного насосного оборудования приведет к заметному увеличению расхода электроэнергии. В этом смысле эжектор принесет заметную выгоду.
Эжектор для поверхностного насоса состоит из следующих элементов:
всасывающая камера;
смесительный узел;
диффузор;
зауженное сопло.
Работа устройства основана на принципе Бернулли. Он гласит, что если скорость движения потока увеличивается, вокруг него создается область с низким давлением. Таким образом достигается эффект разрежения. Вода поступает через сопло, диаметр которого меньше, чем размеры остальной конструкции.
Эта схема позволяет составить представление об устройстве и принципе работы эжектора для насосной станции. Ускоренный обратный поток создает область низкого давления и передает кинетическую энергию основному потоку воды
Небольшое сужение придает потоку воды заметное ускорение. Вода поступает в камеру смесителя, создавая внутри него область с пониженным давлением. Под влиянием этого процесса через всасывающую камеру в смеситель попадает поток воды, находящийся под более высоким давлением.
Вода в эжектор поступает не из , а от насоса. Т.е. эжектор должен быть установлен таким образом, чтобы часть воды, поднятой с помощью насоса, возвращалась в эжектор через сопло. Кинетическая энергия этого ускоренного потока будет постоянно передаваться массе воды, которая всасывается из источника.
Чтобы создать область разреженного давления внутри эжектора используют специальный штуцер, диаметр которого меньше, чем параметры всасывающей трубы
Таким образом будет обеспечено постоянное ускорение движения потока. Насосному оборудованию понадобится меньше энергии для транспортировки воды на поверхность. В результате его эффективность возрастет, как и глубина, с которой можно забирать воду.
Часть воды, добытой таким образом, по рециркуляционной трубе снова направляется в эжектор, а остальная — поступает в водопроводную систему дома. Наличие эжектора имеет еще один “плюс”. Он всасывает воду самостоятельно, что дополнительно страхует насос от работы вхолостую, т.е. от опасной для всех поверхностных насосов ситуации “сухого хода”.
На схеме изображено устройство внешнего эжектора: 1- тройник; 2 — штуцер; 3 — переходник для водопроводной трубы; 4, 5, 6 — уголки
Чтобы регулировать работу эжектора, используют обычный кран. Его устанавливают на трубе рециркуляции, по которой вода из насоса направляется на сопло эжектора. С помощью крана количество воды, поступающей на эжектор, можно уменьшить или увеличить, тем самым снизив или повысив скорость обратного потока.
Выбор: встроенный или внешний?
В зависимости от места установки различают выносные и встроенные эжекторы. Большой разницы в конструктивных особенностях этих устройств нет, но расположение эжектора все же влияет некоторым образом и на монтаж насосной станции, и на ее работу.
Итак, встроенные эжекторы обычно помещают внутри корпуса насоса или в непосредственной близости от него. В результате эжектор занимает минимум места, и его не придется отдельно устанавливать, достаточно выполнить обычный монтаж насосной станции или собственно насоса.
Кроме того, расположенный в корпусе эжектор надежно защищен от загрязнений. Разрежение и обратный забор воды производится прямо в корпусе насоса. Нет необходимости устанавливать дополнительные фильтры, чтобы защитить эжектор от засорения частицами ила или песком.
Выносной эжектор для насосной станции установить сложнее, чем внутреннюю модель, но этот вариант создает гораздо меньший шумовой эффект
Однако следует помнить, что максимальную эффективность такая модель демонстрирует на небольших глубинах, до 10 метров. Насосы со встроенным эжектором рассчитаны на такие относительно неглубокие источники, их преимущество в том, что они обеспечивают отличный напор поступающей воды.
В результате этих характеристик хватает, чтобы использовать воду не только для бытовых нужд, но и для полива или выполнения других хозяйственных операций. Еще одна проблема — повышенный уровень шума, поскольку к вибрации работающего насоса добавляется звуковой эффект от воды, проходящей сквозь эжектор.
Если принято решение об установке насоса со встроенным эжектором, то придется позаботиться о шумоизоляции особенно тщательно. Насосы или насосные станции со встроенным эжектором рекомендуется устанавливать вне дома, например, в отдельном здании или в кессоне скважины.
Электродвигатель для насоса с эжектором должен быть более мощным, чем для аналогичной безэжекторной модели.
Выносной или внешний эжектор устанавливают на некотором расстоянии от насоса, и это расстояние может быть довольно значительным: 20-40 метров, некоторые специалисты даже считают приемлемым показатель в 50 метров. Таким образом, выносной эжектор можно поместить прямо в источнике воды, например, в скважине.
Внешний эжектор не столько повышает производительность насоса, сколько призван увеличить глубину забора воды из источника, которая может достигать 20-45 м
Разумеется, шум от работы эжектора, установленного глубоко под землей, уже не побеспокоит жильцов дома. Однако этот тип устройства следует подключать к системе с помощью рециркуляционной трубы, по которой вода будет возвращаться к эжектору.
Чем больше глубина установки прибора, тем более длинную трубу придется опустить в скважину или колодец.
Наличие еще одной трубы в скважине лучше предусмотреть на стадии проектирования устройства. Подключение выносного эжектора также предусматривает установку отдельного накопительного бака, из которого будет производиться забор воды для рециркуляции.
Такой бак позволяет уменьшить нагрузку на поверхностный насос, сэкономив некоторое количество энергии. Стоит отметить, что эффективность работы внешнего эжектора несколько ниже, чем у встроенных в насос моделей, однако возможность значительно увеличить глубину забора заставляет смириться с этим недостатком.
При использовании внешнего эжектора нет необходимости помещать непосредственно возле источника воды. Ее вполне можно установить в подвале жилого дома. Расстояние до источника может варьироваться в пределах 20-40 метров, на производительности насосного оборудования это не отразится.
Особенности монтажа устройства
Как уже упоминалось, установка эжектора, встроенного в насос особых проблем не доставляет, поскольку устройство уже находится в корпусе прибора. Поверхностный насос просто подключают к водоподающему шлангу с одной стороны, а также к системе водопровода — с другой стороны.
Если же он используется в составе насосной станции, то насос соединяют с посредством специального штуцера на пять выходов. Кроме того, насос необходимо будет подключить к контактам реле давления, чтобы обеспечить его автоматическое включение и отключение.
На этой схеме наглядно изображен порядок подключения выносного эжектора к насосной станции с указанием мест монтажа всех необходимых узловl
Перед включением поверхностного насоса его обязательно следует залить водой через предусмотренное для этого заливочное отверстие. Нельзя включать такое оборудование без воды, оно может сгореть. Если монтаж насоса выполнен правильно, эжектор будет работать без перебоев.
Но установка выносного эжектора производится по более сложной схеме. Для начала необходимо будет установить трубу, которая обеспечит обратный поток воды от накопителя к эжектору. На всасывающий отдел эжектора устанавливают . За ним следует поставить сетчатый фильтр, который защитит устройство от засорения.
Сверху на трубе рециркуляции необходимо установить регулировочный кран, чтобы регулировать количество воды, которая направляется к эжектору. Этот узел не является обязательным, но может существенно улучшить ситуацию с напором воды в доме.
Чем меньше воды будет возвращаться к эжектору, тем больше ее останется для водопроводной системы дома.
Сборка эжектора перед эксплуатацией производится по стандартной схеме. Снизу к корпусу эжектора подсоединяется сетчатый фильтр, сверху — через сопло трубка Вентури, выполненная в виде пластикового раструба (+)
Таким образом можно влиять на в водопроводе. При его недостатке следует немного закрутить регулировочный кран на обратной магистрали.
Если же напор слишком большой и создает ненужную нагрузку на водопроводную систему, имеет смысл направить к эжектору большее количество воды, чтобы повысить эффективность работы насосного оборудования.
Некоторые промышленные модели эжекторов уже снабжены системой такой регулировки. В инструкции, которая прилагается к прибору, обычно подробно описан порядок настройки работы эжектора.
Использование самодельного внешнего варианта
Встроенный эжектор обычно приобретают одновременно с насосом, а вот внешнюю модель очень часто изготавливают своими руками.
Полезно будет рассмотреть процесс создания и порядок подключения такого устройства. Для того, чтобы сделать эжектор, понадобятся такие детали, как тройник с внутренними резьбовыми соединениями, штуцер, фитинги, отводы, муфты и т.п.
Собственноручная сборка эжектора
Собирают устройство следующим образом:
Соединяют нижнюю часть тройника со штуцером так, чтобы патрубок выхода находился вверху, а штуцер с меньшим диаметром оказался внутри эжектора.
Затем нужно доработать конструкцию, спилив узкую часть штуцера, если она выступает из тройника.
Если штуцер оказался слишком коротким, его наращивают, используя полимерную трубку.
На верхнюю сторону тройника навинчивают переходник с наружной резьбой.
К другому концу переходника с помощью фитинга присоединяют водопроводную трубу ПВХ.
Теперь к нижней стороне тройника, в которую уже вставлен узкий штуцер, следует присоединить отвод в виде уголка.
К этому отводу присоединяют трубу, по которой будет поступать обратный поток воды к эжектору.
К боковому патрубку тройника присоединяют еще один уголок.
К этому уголку с помощью цангового зажима присоединяют трубу, по ней будет всасываться вода из скважины, колодца и т.п.
Расстояние между краем тройника и штуцера должно составлять примерно 2-3 мм. Это обеспечит создание области разрежения с необходимыми характеристиками. Для закрепления рециркуляционной трубы используют обжимную гайку.
Получается, что к внутренней резьбе нижнего патрубка тройника присоединяют одновременно два элемента. Один из них (штуцер) находится внутри тройника, а второй (уголок) — снаружи. Чтобы оба они поместились на одном резьбовом соединении, следует срезать часть резьбы штуцера.
Разумеется, все резьбовые соединения должны быть уплотнены и загерметизированы. Чаще всего для этого используют ФУМ ленту. Иногда для подключения эжектора к применяют не металлопластиковые трубы, а конструкции из полиэтилена.
Для их монтажа следует использовать особые обжимные элементы, а цанговые зажимы, которые хороши для металлопластика, в этой ситуации не подойдут.
Все резьбовые соединения эжектора следует тщательно уплотнить и загерметизировать, например, с помощью ФУМ-ленты или другого подходящего материала
Порядок подключения труб
О том, с помощью каких именно труб будет подключен выносной эжектор, следует подумать заранее. Полиэтиленовые конструкции хорошо гнутся при нагреве, что позволяет обойтись без уголков при подключении эжектора. Трубу просто сгибают в подходящем месте и под нужным углом, а затем присоединяют к эжектору.
Для подключения эжектора можно использовать трубы из полиэтилена, которые проще в монтаже, чем аналогичные конструкции из металлопластика
Итак, устройство имеет три выхода, к каждому из которых следует подключить соответствующую трубу. Сначала обычно устанавливают трубу, через которую будет выполняться забор воды из источника. Она присоединяется к боковому выходу из эжектора.
На конце этой трубы в обязательном порядке устанавливается обратный клапан, а также сетчатый фильтр. Эта труба должна быть достаточно длинной, чтобы опуститься глубоко под воду. Но не стоит производить забор воды у самого дна источника, поскольку это может привести к засорению эжектора, даже несмотря на наличие фильтра.
Затем можно присоединить трубу к нижнему концу эжектора, в котором установлен зауженный штуцер. Это магистраль, по которой производится рециркуляция воды. Второй конец этой трубы следует подключить к емкости, из которой будет отбираться вода для создания обратного потока.
Третья труба — это обычная водопроводная магистраль. Одним концом она монтируется на верхний патрубок эжектора, а второй присоединяют к поверхностному насосу. Следует помнить, что диаметр трубы, по которой выполняется забор воды из источника, должен превышать размеры трубы, по которой вода подается в эжектор.
К выносному эжектору подключают три трубы: патрубок для всасывания воды из источника, трубу, соединяющую устройство с насосом и магистраль для рециркуляции воды
Если на подаче использована дюймовая труба, то для всасывания рекомендуется брать трубу на четверть дюйма больше. После того, как все соединения выполнены, эжектор опускают в воду.
Перед первым пуском системы ее необходимо заполнить водой. Насос заливают через специальное отверстие. Трубы, ведущие к эжектору, также необходимо залить водой.
Перед запуском насосной станции с эжектором необходимо заполнить водой поверхностный насос, а также все трубы, соединенные с эжектором
Стартовый запуск и дальнейшая эксплуатация
Первичный запуск насосной станции рекомендуется выполнять по следующей схеме:
Залить воду в насос через специальное отверстие.
Перекрыть кран, по которому вода поступает из насосной станции в водопроводную систему.
Включить насос примерно на 10-20 секунд и сразу отключить.
Открыть кран и стравить часть воздуха из системы.
Повторять цикл кратковременных включений/отключений насоса в сочетании со стравливанием воздуха до тех пор, пока трубы не заполнятся водой.
Снова включить насос.
Дождаться заполнения гидроаккумулятора и автоматического отключения насоса.
Открыть любой водопроводный кран.
Подождать, пока вода вытечет из гидроаккумулятора, и насос включится в автоматическом режиме.
Если при пуске системы с эжектором вода не пошла, возможно, в трубы каким-то образом просачивается воздух, или же первоначальная заливка водой не была выполнена правильно. Имеет смысл проверить наличие и состояние обратного клапана. Если его нет, вода просто будет выливаться в скважину, а трубы останутся пустыми.
Эти моменты следует учесть и при использовании насосной станции с эжектором, которая запускается после длительного хранения. Обратный клапан, целостность труб и герметичность соединений лучше всего проверить сразу же.
Нижний патрубок эжектора, через который осуществляется забор воды, следует защитить от загрязнений с помощью сетчатого фильтра грубой очистки (+)
Если все в порядке, а вода не поступает, нужно проверить напряжение, поступающее к насосной станции. Если оно слишком низкое, насос просто не может работать в полную мощность. Следует наладить нормальное электропитание оборудования, и проблема исчезнет.
Если эжектор нужен для улучшения напора воды в системе, а не для увеличения глубины забора воды, можно использовать описанную выше модель самодельного эжектора.
Но его не нужно погружать в воду, можно разместить в удобном месте возле поверхностного насоса. В этом случае эжектор будет работать примерно так же, как и встроенная модель промышленного производства.
Выводы и полезное видео по теме
В этом видеоматериале подробно рассмотрен вопрос глубины всасывания поверхностного насоса и варианты решения проблемы с помощью эжектора:
Здесь наглядно продемонстрирован принцип работы эжектора:
Эжектор — несложное, но очень полезное устройство. Это удобный и практичный способ улучшить характеристики работы насосного оборудования в частном доме. Но монтаж эжектора, особенно выносной модели, должен быть выполнен правильно, только так можно обеспечить заметное повышение напора воды.
Всем заинтересованным в вопросе выбора и подключения эжектора, предлагаем присоединится к обсуждениям и оставлять комментарии к статье. Форма для комментариев находится ниже.
виды насосных станций с внутренним и выносным эжектором, изготовление
Практически везде к дому можно подключить автономное водоснабжение. Однако основной проблемой является глубина грунтовых вод. Если вода в подготовленной скважине стоит на уровне 5-7 метров, тогда особых проблем можно не ожидать, ведь тогда можно использовать практически любой тип насоса, который подходит по мощности и производительности. Если же вода находится намного глубже, тогда на помощь приходит эжектор для насосных станций.
Эжектор для насосных станций
Для чего нужен эжектор?
Принцип действия
Виды насосных станций
Встроенный эжектор
Выносной эжектор
Подключение
Изготовление эжектора своими руками
Эжектор для насосных станций
Для чего нужен эжектор?
Для поднятия воды с большой глубины требуется погружной насос или увеличение массы и габаритов оборудования, отчего оно становится малоэффективным и потребляет большое количество электроэнергии. Чтобы не допустить таких проблем, нужно прибегнуть к помощи дополнительного устройства, которое сможет подтолкнуть воду к поверхности, облегчая ее подъем. Для этого и используется эжектор.
Принцип действия
По конструкции это простое устройство. Он состоит из основных компонентов, которым являются:
Сопло,
Смеситель,
Всасывающая камера,
Диффузор.
Сопло — это патрубок, сужающийся к концу. Жидкость, идущая из сопла, быстро ускоряется и вырывается из него на высокой скорости. Бернулли вывел формулу, согласно которой, поток жидкости на большой скорости не оказывает большого давления на окружающую среду. Из сопла вода проходит в смеситель, создавая немалое разряжение по своим границам.
Далее, из всасывающей камеры в смеситель под действием такого разряжения поступает вода. Объединенный ее поток через диффузор идет дальше по трубам.
По сути, эжектор работает таким образом, когда кинетическая энергия переходит от среды с большей скоростью к среде с меньшей скоростью. Как происходит его взаимодействие с насосной станцией?
Трубопровод, идущий от скважины к насосу, включает в свой состав эжектор. Вода, которая поднимается на поверхность, идет обратно в скважину к эжектору, при этом образуется линия рециркуляции. Она с огромной скоростью выталкивается из сопла, забирая с собой новую порцию жидкости из скважины, чем обеспечивается дополнительное разряжение в трубопроводе. В результате насос для обеспечения подъема жидкости с большой глубины тратит меньше энергии.
На линии рециркуляции установлен вентиль, который помогает регулировать объем жидкости, поступающий обратно в систему ее забора, чем настраивается эффективность всей системы.
Избыток воды, который остался незадействованным в рециркуляции, доставляется к потребителю, этим определяется продуктивность всей станции. Поэтому можно использовать двигатель с меньшими показателями мощности и менее массивной насосной частью, тем самым можно проследить ее увеличение срока службы, а также уменьшение потребления энергии.
Благодаря эжектору облегчается запуск системы. Небольшой объем жидкости создает в трубопроводе разряжение и инициирует первоначальный ее забор для предотвращения продолжительной работы насоса вхолостую.
Виды насосных станций
Оборудование насосной станции эжектором происходит двумя способами. Он является внутренним, когда ее конструкция подразумевает его присутствие. Второй метод основывается на отдельном внешнем узле. Насосная станция с тем или другим способом компоновки выбирается с учетом предъявляемых требований.
Встроенный эжектор
Данный тип позволяет осуществить взятие воды для рециркуляции и создать напор в эжекторе посредством самого насоса. Такая конструкция выглядит не столь массивной.
Насос со встроенным эжектором почти нечувствителен к добавкам из песка и ила. Фильтрация воды необязательна.
Данное оборудование нужно для обеспечения черпания воды с глубины до 8 метров. Оно создает достаточный напор воды для полива большого хозяйства. Среди недостатков встроенного в насосную станцию эжектора можно назвать повышенный уровень шума при работе. Поэтому его лучше устанавливать в отдельном подсобном помещении.
Для того чтобы обеспечить систему рециркуляции должным образом выбирают электромотор с высокой мощностью. Это подходит для ситуаций со скважиной, глубина которой до 10 метров. Если глубина больше, тогда насосные станции с эжектором не имеют альтернатив за исключением погружного устройства. Но для того чтобы настроить его работу, нужно обустроить скважину с большим диаметром.
Выносной эжектор
Если устройство насосной станции не включает эжектор, тогда нужен дополнительный бак для поступления туда воды. В нем возникает требуемый напор и дополнительное разряжение для снятия некоторой нагрузки насоса. Эжектор соединяется с погружаемой частью трубопровода. Чтобы он начал работать прокладывают две трубы в скважину, отчего возникают некоторые требования к допустимому диаметру.
Насосные станции с выносным эжектором снижают КПД системы до 30-35%, но зато позволяют извлекать воду из глубоких источников до 50 метров. Плюсом является и приглушенный уровень шума работающей насосной станции. Благодаря этому ее можно устанавливать непосредственно в доме. Без снижения эффективной работы расстояние от скважины может быть до 20-40 метров. Данные характеристики являются определяющими в выборе насосной станции с внешним прибором. Оборудование находится в одном подготовленном месте дома, благодаря чему становится продолжительным срок его службы, а также осуществление профилактических работ и настройки системы.
Подключение
Монтаж насосной системы с внутренним эжектором почти ничем не отличается от установки безынжекторного насоса. Нужно произвести соединение трубопровода от источника к всасывающему входу прибора, а также обустроить напорную линию с необходимым оборудованием, в частности, гидроаккумулятором и автоматикой, которая станет управлять работой всей системы.
Для насосных станций с внутренним эжектором, закрепляющимся отдельно, а также для устройств, где присутствует внешний эжектор прибавляется два дополнительных этапа:
Требуется прокладка дополнительной трубы для рециркуляции, ее протягивают от напорной линии насоса к эжектору. От него подключается основная труба к всасу насосу.
Имеющий обратный клапан и грубый фильтр патрубок для поднятия воды из источника подключаются к всасу эжектора.
Если требуется, то в линию рециркуляции монтируется для настройки вентиль. Это является выгодным в случае расположения уровня воды в скважине существенно выше, чем рассчитана насосная станция. Напор воды в эжектор можно уменьшить, за счет чего увеличится ее подача в системе водоснабжения. Некоторые модели снабжены встроенным вентилем для такой настройки. В инструкции к оборудованию указывается его размещение и регулировка.
Изготовление эжектора своими руками
Чтобы сделать прибор самостоятельно вам потребуются следующие детали:
Тройник выступит в качестве основы для устройства.
Штуцер станет проводником потока с высоким давлением.
С помощью муфт и отводов будет производиться сборка эжектора и его подключение к системе.
Вышеперечисленные детали для сборки прибора своими руками собираются в определенном порядке:
Нужно взять тройник с торцами, рассчитанными на резьбовой монтаж. Резьба должна быть внутренней.
В нижнюю часть тройника нужно вкрутить выпускным патрубком вверх штуцер. Нужно вкрутить в тройник основу штуцера, располагая выпускной патрубок внутри основы прибора. При этом патрубок не должен выделяться на противоположной стороне тройника. Если он очень длинный, тогда прибегают к его обтачке. Короткий штуцер наращивают, используя полимерную трубку. Интервал от торца тройника до торца штуцера должно быть около 2-3 мм.
К расположенному над штуцером верхней части тройника присоединяют переходник. Его один торец оформлен под наружную резьбу, его крепят к основе будущего прибора. Вторая сторона оборудуется как обжимной фитинг под металлопластиковую трубу, по ней будет циркулировать вода из скважины за пределы прибора.
Еще один фитинг нужно установить в нижнюю часть тройника, где уже стоит штуцер. Это будет уголок (отвод), на него будет установлена труба линии рециркуляции. Поэтому перед установкой требуется обточить нижнюю резьбовую часть штуцера до 3-4 ниток резьбы.
В боковое ответвление крепят второй уголок, который заканчивается цанговым зажимом для установки подводящего трубопровода, по которому течет вода от скважины.
Резьбовые соединения устанавливают на полимерный уплотнитель. Если вместо труб выступает погонаж из полиэтилена, то в качестве цанговых фитингов под металлопластик используют обжимные элементы, которые рассчитаны на обратную усадку полиэтилена. Трубы из сшитого полиэтилена могут гнуться в любом направлении, благодаря чему на уголках можно сэкономить.
После сборки эжектора требуется произвести его подсоединение к насосной станции для дома. Если устройство будет подключено вне колодца, тогда насосная станция с внутренним прибором, если же эжектор опустится в шахту под воду, тогда оборудование с внешним агрегатом.
Тогда в последнем случае к собранному устройству нужно будет подключать три трубы:
Одна из них будет присоединяться к боковому торцу тройника. Ее погружение будет происходить почти до самого дна, ее торец нужно снабдить сетчатым фильтром в корпусе-стакане. Эта труба нужна для организации потока с напором.
К нижнему торцу тройника следует присоединить вторую трубу. Ее следует подключить к напорной линии, которая выходит из насосной станции для дома. Благодаря этому в эжекторе будет создан поток, который будет двигаться с большой скоростью.
К верхнему торцу присоединяют третью трубу. Ее необходимо вывести на поверхность, подключив к всасывающему патрубку насоса. Благодаря эжектору по этой трубе будет идти увеличенный напором поток.
Первая труба должна целиком скрываться в воде, две другие выходят из нее на поверхность.
Эжектор — это незаменимый прибор для создания хорошего напора воды, а также для защиты от работы вхолостую подающего оборудования. Его можно купить вместе с насосной станцией или собрать своими руками. Он будет на протяжении длительного времени эффективно работать, обеспечивая даже из глубокого источника бесперебойную подачу воды.
Повторная закачка в трубопровод | CIRCOR
В помощь обслуживающему и обслуживающему персоналу конечного пользователя, каждая насосная станция трубопровода оборудована системой обратной закачки трубопровода. Это оборудование выполняет две функции: обеспечение точки сбора любых технологических жидкостей, которые сливаются из насосов магистральных отгрузок во время нормальной работы, планового обслуживания или незапланированного отказа; и обеспечить средства для безопасного повторного введения этих собранных жидкостей в магистральный трубопровод, тем самым избегая необходимости мобилизации вакуумной тележки для извлечения дренажа из сборного отстойника.
Как показывает опыт, системы обратной закачки в трубопровод, хотя и небольшие по объему, также могут иметь свои проблемы. Из-за высокой надежности насосов магистральных перевозок, насосные системы обратной закачки, как правило, будут использоваться с перерывами. Жидкости, собранные с течением времени в дренажных колодцах, часто стареют. Вода, нефть и твердые вещества, из-за их различной плотности, отделяются от сырой нефти, становясь более вязкими из-за более низких температур окружающей среды. Это явление происходит и во внутренних деталях насоса. Поэтому насосная система должна быть спроектирована так, чтобы выдерживать необходимый пусковой момент для преодоления дополнительного вязкостного сопротивления ротора(ов). Устройство уплотнения вала насоса также должно быть простым и в то же время достаточно прочным, чтобы избежать повреждения во время запуска. Когда система запускается пользователем, насосы должны будут самостоятельно всасываться в условиях высокой высоты всасывания, поскольку на станции повышения давления не будет системы вакуумной заливки. В идеале эти повторно закачиваемые жидкости, из-за их потенциального состава, должны быть повторно введены ниже по потоку от магистральных отгрузочных насосов, чтобы избежать повреждения критических изнашиваемых поверхностей потоком жидкости, насыщенным абразивными твердыми частицами. Для достижения этой цели насосы обратной закачки должны быть способны проталкивать собранные жидкости в транспортную линию под давлением, превышающим полное давление в трубопроводе.
Рассматривали ли вы ценность использования роторной насосной технологии PD?
Руководители и операторы объектов Midstream по всему миру осознали, что объемные, роторные насосы PD — это то, что они могут извлечь из этих услуг. Имея одну машину, которая может эффективно перекачивать тяжелые, средние и легкие масла с возможностью повышения высокого давления, и в то же время обеспечивая почти постоянную, безимпульсную скорость потока, обеспечивает управление системой и надежность, которые требуются конечным пользователям. Эти сильные стороны в сочетании с огромным диапазоном рабочего диапазона роторных насосов PD и присущей им высокой высотой всасывания делают их идеальным решением для транспортировки жидкости для ваших систем обратной закачки в трубопровод.
Подходящие типы насосов:
Двухвинтовые и трехвинтовые насосы
Улучшенные решения для обратной закачки.
Благодаря внутренним поверхностям с закалкой методом PVD конструкция Emtec-A® в наших системах повторного впрыска справляется с твердыми частицами и обеспечивает продолжительную работу при минимальном объеме технического обслуживания.
Download
CIRCOR Industrial
(877) 853-7867 (США и Канада) 1 (704) 291-2040 (международный)
Насосная станция с глубоким нагнетанием и бетонная защитная оболочка
Улучшения насосной станции искусственного интеллекта Новое строительство Дизайн Ориентировочная стоимость менее 2 900 000 долларов США Saint Augustine, FL 32080
Модернизация насосной станции сточных вод Проектирование North Bay Village, FL
Лифтовая станция № 42 Замена Ремонт Торги Санкт-Петербург, Флорида 33716
Подъемные станции БУ-6 и ВВ-1 Реабилитация Ремонт Торги Ориентировочная стоимость от 700 000 до 1 000 000 долларов США Палм-Кост, Флорида 32137
Договор подряда на строительство и реконструкцию насосной станции сточных вод После тендера Maitland, FL
Kaye Street Реконструкция здания насосной станции Добавление После торгов Уэст-Палм-Бич, Флорида
Замена станции канализационных подъемников на станции USCG Панама-Сити, Флорида Результаты Ориентировочная стоимость от 250 000 до 500 000 долларов США Панама-Сити, Флорида 32408
Станция подъемника Detroit Boulevard 50 Результаты Ориентировочная стоимость менее 2 500 000 долларов США Пенсакола, Флорида 32514
Подъемная станция № 20 Замена Ремонт Строительство $1,737,000 ориентировочная стоимость Палм-Бич-Гарденс, Флорида
Подразделение Роллинг-Хиллз Гравитационная канализация, подъемная станция и силовая установка Новое строительство, инфраструктура Торги $1 210 000 ориентировочная стоимость Loxahatchee, FL
City Of Lynn Haven Кнопочный контракт на техническое обслуживание, ремонт и мелкое строительство Пост-тендер Lynn Haven, FL 32444
Ремонт подъемной станции, насосы, корп. 650 и 1497 и заменить лифтовую станцию корп. 943, База ВВС Патрик, Флорида Результаты Ориентировочная стоимость от 1 000 000 до 5 000 000 долларов США Авиабаза Патрик, Флорида 32925
Модернизация насосной станции резервуара для регенерации воды Boyette Ремонт Торги Wesley Chapel, FL 33545
Подъемная станция Paradise Village Новое строительство После тендера Джэксонвилл, Флорида 32220
Подъемная станция № 48 Реабилитация и замена силового агрегата Результаты Ориентировочная стоимость менее 300 000 долларов США Купер-Сити, Флорида 33329
Описание
Строительные услуги для общестроительных работ, установка трубопроводов, насосов и инженерных коммуникаций, связанных с объектами DIW, на территории, прилегающей к нашей свалке, расположенной по адресу 3728 White Lake Blvd.
, Naples, FL 34117.
Детали
Подъемные и насосные станции, ремонт.
Раздел 03 —
Бетон.
Раздел 04 —
Каменная кладка.
Раздел 05 —
Металлы.
Раздел 06 —
Древесина, пластмассы и композиты.
Раздел 07 —
Термическая и влагозащита.
Отдел 08 —
Отверстия.
Раздел 09 —
Отделка.
Раздел 10 —
Специальные товары, вывески, аксессуары для туалетов, ванн и прачечных, специальные средства противопожарной защиты, огнетушители, специальные средства для хранения.
Раздел 11 —
Оборудование.
Отдел 12 —
Мебель.
Раздел 14 —
Конвейерное оборудование, леса.
Подразделение 21 —
Пожаротушение.
Отделы 22 —
Сантехника.
Подразделение 23 —
Отопление, вентиляция и кондиционирование воздуха (HVAC).
Отдел 26 —
Электрика.
Отдел 27 —
Связь, передача данных, голосовая связь, аудио-видеосистемы.
Давление в насосной станции — Регулировка насосной станции
Насосная станция, обеспечивает водоснабжением частные дома и состоит из гидроаккумулятора, блока автоматики и электронасоса. Приобрести ее можно как в комплекте, так и самостоятельно собрать из отдельных комплектующих.
Главное отличие поверхностного насоса от насосной станции в наличии системы управления, основанной на показателях давления.
Состоит она из следующих компонентов:
Гидроаккумулятор – металлическая емкость с ниппелем, внутри находится резиновая груша;
Поверхностный электрический насос;
Манометр – прибор, измеряющий давление;
Реле – управляющий элемент;
Соединительная арматура.
К станции подводится труба, всасывающая воду, оборудованная сетчатым фильтром и обратным клапаном. На выходе подключается труба, распределяющая воду по всему дому. Некоторые модели насосных станций уже укомплектованы сетчатым фильтром и обратным клапаном, в этом случае нет необходимости устанавливать их во всасывающую трубу.
Задача автоматики насосной станции состоит в отслеживании в системе давления воды и на основании показаний включать или отключать гидронасос. Для реализации этого процесса в состав установки входит манометр (для контроля) и реле (для управления помпой).
Гидроаккумулятор
Бак для насосной станции состоит из металлической емкости и герметичной мембраны внутри (резиновой груши). Внутри груши находится вода, снаружи – воздух.
Работу автоматической насосной станции можно разделить на два цикла:
Насос закачивает воду в грушу пока давление не достигнет верхнего значения, после чего насос автоматически отключается.
Открывание крана или включение бытовой техники, использующей воду, приводит к тому, что бак начинает опустошаться, что приводит к снижению давления и, по достижению нижней отметки, включению помпы.
После заполнения мембраны водой, реле давления отключает насос. Опустошенная мембранная перегородка сжимается и прижимается ко входному патрубку на фланце. Срабатывает реле, включается насос. Груша наполняется водой, водное давление падает, а воздушная часть напротив уменьшается и давление газа растет до тех пор, пока не достигнет заданной отметки и насос снова не отключится. Такое взаимодействие жидкость-газ через гибкую перегородку есть основа принципа действия мембранного бака водной насосной станции.
Больший размер бака позволит помпе реже включатся, что увеличит его срок эксплуатации, а также уменьшит износ самой мембраны.
Как настроить реле давления
Реле содержит две пружины с регулировочными винтами, отмеченными маркировкой (ДР и Р). Малая пружина отвечает за контроль максимального давления, при котором электрическая цепь размыкается и насос отключается. Большая пружина замыкает электрическую цепь, когда в баке мало воды и давление снижается. Вращая винт, нужно регулировать уровень давления для корректной работы станции.
Обычно нижнее давление составляет порядка 1.4 бар, а высокое задается производителем и менять его не рекомендуется, запорная арматура может не выдержать такие нагрузки. Разница между нижним и верхним показателем не должна превышать 1.5 бар, чем меньше эта разница, тем лучше.
Причины отсутствия давления в системе и способы их решения
Падение давления заставляет помпу включаться чаще, а то и вообще работать постоянно. Самыми распространенными являются следующие причины:
Течь в трубопроводе – разгерметизация соединительной арматуры или трещины в трубах вызывают протечку. В результате давление падает, контакты замыкаются и насос включается. Внимательно исследуйте всю магистраль и устраните течь;
Разрыв мембраны (груши) внутри гидроаккумулятора – после наполнения бака водой, насос отключается, но как только открывается кран или включается бытовая техника, использующая воду, помпа сразу включается. Кажется, что бак отсутствует. Чтобы удостоверится, что мембрана изношена, нужно надавить на клапан золотника. Пошла вода – надо заменить грушу или весь бак целиком;
Нарушен баланс между нижним и верхним давлением – показатели верхнего и нижнего давлений и разницу между ними. Давление включения должно соответствовать – 2,5 – 3,0 бар, а отключения – 1,5-1,8 бар. При несоответствии, подкачиваем обычным насосом и сняв крышку реле, с помощью регулировочных пружин выставляем нужные значения.
Почему насос работает, но не создает необходимое давление?
Почему насос работает, но не создает необходимое давление?
Причин данной неисправности, как правило, две:
— насос и трубопровод не заполнен водой,
— трубопровод негерметичен, либо поврежден обратный клапан.
Устранить данную неисправность можно!
В первом случае необходимо заполнить насос и трубопроводную систему водой, а во втором – проверить все соединительные части трубопровода, а также при необходимости заменить дефектную деталь.
Twitter
Facebook
Pinterest
Рекомендуем обратить внимание
В наличии
В наличии
Насосные станции
VP053024 Комплект насосной станции Водолей
Водолей
3650
6 800,00 грн
Насосная станция VP053024 с насосом Водолей БЦС 0,5-30 У1. 1
Р=720 Вт, U=230 В, Qном=1,8 м3/ч, Нmax=50 м, Hном=30 м, гидроаккумулятор 24 л (Италия)
Гарантия: 2 года
В наличии
Насосные станции
VP053050 Комплект насосной станции Водолей
Водолей
3651
9 050,00 грн
Насосная станция VP053050 с насосом Водолей БЦС 0,5-30 У1.1
Р=720 Вт, U=230 В, Qном=1,8 м3/ч, Нmax=50 м, Нном=30 м, гидроаккумулятор (Италия) 50 л
Гарантия: 2 года
В наличии
Насосы для скважины
Водолей БЦПЭ 0,5-63У d 105мм кабель 40м
Водолей
3248
7 740,00 грн
Кабель 40 м; 1270 Вт, U=220 В, Qmax=3,6 м³/ч, Hmax=85 м, D скважин от 120 мм, кабель 40 м, d=105 мм, G=1″, L=613 мм
Гарантия: 2 года
Контроллеры насосных систем для управления утечками
Об авторе: Стивен Л. Фрейзур (Steven L. Frasure) является директором по водоснабжению компании Flowtronex PSI. С ним можно связаться по адресу [email protected].
Steven L. Frasure
undefined
Целью данной статьи является обсуждение использования насосных станций с регулируемым расходом в качестве метода снижения утечек в распределительной системе и, в качестве дополнительного преимущества, снижения затрат на электроэнергию, связанных с более традиционные системы постоянного давления. Несмотря на концептуальность, в этой статье в общих чертах обсуждаются контроллеры насосных станций, которые используются для отслеживания меняющихся требований к давлению в распределительных системах. Предвосхищая эти требования, основанные на расходе, современные контроллеры насосных систем могут обеспечить системы с плавным потоком, отвечающие минимальным требованиям к давлению.
Введение
Миллионы долларов налогов тратятся на очистку воды, чтобы сделать ее безопасной для потребления человеком. Еще миллионы тратятся на доставку той же воды в наши дома, школы, больницы и предприятия. Тем временем миллионы галлонов этой ценной очищенной воды теряются из-за утечки из-за избыточного давления.
Новые технологии открыли двери для новых и более эффективных методов управления распределением воды. Сегодня существуют тысячи и тысячи миль водопроводных распределительных систем, заполненных движущейся водой, которые можно предотвратить от утечек из-за избыточного давления.
Принимая во внимание возраст национальных трубопроводных систем и огромную территорию, практически невозможно предотвратить все утечки. Обеспечение минимального давления воды во всех точках подключения в течение суток имеет важное значение для процесса обеспечения потребителей водой.
Но какое давление слишком много, а какое недостаточно?
Требования к расходу меняются в течение дня, что приводит к изменению требований к давлению. Традиционное решение — на всякий случай создать избыточное давление. Избыточное давление в системе является основной причиной, но часто игнорируемой проблемой утечки.
Было много дискуссий о способах уменьшения утечек. Одним из таких методов является снижение заданных значений давления в распределительной системе в периоды низкой нагрузки. Другим проверенным методом является установка клапана регулирования давления в зонах измерения для минимизации избыточного давления в периоды низкого расхода.
Принято считать, что регулирование давления нагнетания насосных станций существенно снижает утечку. Кроме того, новая технология позволяет регулировать давление насосной станции в соответствии с фактическим спросом. Другими словами, потребители получают то, что им нужно — ни больше, ни меньше.
Хотя он и не является экспертом в области проектирования распределительных систем или причин утечек в распределительных сетях, неспециалист может оценить тот факт, что трубы с отверстиями не так эффективно удерживают воду, как трубы без отверстий. Кроме того, приложение давления к водопроводным трубам с отверстиями увеличит количество воды, вытекающей из отверстий. Увеличьте количество давления, и поток также увеличится.
Принято считать, что по мере увеличения давления количество утечек увеличивается. Также принято, что утечка воды может составлять от 10% до более 40% от общего объема подачи. Система производительностью один миллион галлонов в день может терять более 400 000 галлонов в сутки из-за утечек. В перспективе утечка 1/16 дюйма в трубе приведет к потерям более 100 галлонов в день.
Принимая во внимание затраты, связанные с утечкой и избыточным энергопотреблением, многие специалисты работают над способами решения этой проблемы. Текущая цель состоит в том, чтобы свести к минимуму избыточное давление, тем самым уменьшая утечку.
Критерии типовой системы распределения
На примере типичной системы распределения в этой статье рассматривается взаимосвязь между требуемым расходом и давлением в критической точке системы. Существует много действий, которые можно предпринять для уменьшения утечек из трубопровода. Однако в этой статье речь пойдет только о контроле давления нагнетания насосной станции.
Расход системы составляет 290 000 галлонов в сутки. Следует отметить, что этот пример не включает встроенный в систему приподнятый резервуар для хранения. Рельеф относительно плоский, труба изготовлена из ковкого чугуна и имеет возраст около 15 лет. Потребители состоят в основном из домов среднего размера, школ, больниц и малых предприятий. Давление на входе или всасывании насосной станции составляет 40 фунтов на квадратный дюйм изб. и колеблется не более чем на 10 фунтов на кв. дюйм изб. вверх или вниз. Давление нагнетания регулируется клапанами регулирования давления на каждом нагнетании насоса, которые поддерживают постоянное давление 83 фунта на кв. дюйм. Минимальное допустимое давление в критической точке составляет 43 фунта на кв. дюйм изб. Примерная насосная станция состоит из двух основных насосов мощностью 10 л. с. и одного ведущего насоса мощностью 7,5 л.с., эффективность которых оценивается в 65%.
В типичной распределительной системе, начиная с полуночи, поток слабый и остается низким примерно до 4:00 утра. В следующие два часа поток увеличивается до максимального спроса в 6:00 утра. С 6:00 утра примерно до 17:00 поток снова падает. После 17:00 поток увеличивается до второго по величине спроса примерно в 20:00. После 20:00 скорость потока падает до самой низкой скорости незадолго до полуночи.
В этот момент цикл начинается снова.
Регулирование давления по времени для управления утечками
В течение дня есть определенные периоды времени, когда потребность и требования к давлению относительно ниже и постоянны. Однако важно отметить, что в периоды низкого расхода обеспечиваемое давление намного выше, чем требуется для достижения минимума в критической точке.
Блоки времени, показанные на графике, представляют периоды времени, до которых давление насосной станции может быть снижено без риска падения давления ниже минимально допустимого уровня.
При снижении давления нагнетания насосной системы система распределения становится более эффективной за счет снижения избыточного давления. В результате меньше утечек и меньше затрат на электроэнергию.
Это достигается за счет использования программируемого логического контроллера (ПЛК) в качестве контроллера насосной системы. Он определяет время дня и текущий расход, а затем передает соответствующую скорость насоса частотно-регулируемому приводу, увеличивая или уменьшая скорость для согласования давления с требуемым расходом для поддержания желаемого давления в критической точке.
Воздействие на окружающую среду и экономику
В этом анализе скорость утечки принималась очень низкой и консервативной. Общий уровень утечки оценивается в 551 880 галлонов в год, что составляет всего 1% от годового расхода системы, составляющего более 106 миллионов галлонов. Большинство экспертов считают, что скорость утечки для старых систем находится в диапазоне 10%. Скорость утечки, связанная с избыточным давлением, оценивается в 374 928 галлонов в год. Экономия затрат на электроэнергию, напрямую связанная с избыточным давлением, оценивается в $3,9.09 в год из расчета 10 центов за киловатт-час.
При постоянном давлении в системе 83 фунтов на квадратный дюйм стоимость электроэнергии составила 9 667 долларов США. При использовании управления давлением по времени экономия энергии составила 3909 долларов.
Концепция насосных станций с регулируемым расходом для управления утечками
Регулирование давления насосной станции является обычной практикой. В большинстве случаев это означает поддержание постоянного давления с помощью клапанов регулирования давления (PRV) или частотно-регулируемых приводов (VFD). PRV представляет собой механическое устройство, которое в первую очередь создает потери на трение в системе, аналогичные открытию или закрытию клапана, и представляет собой проверенный метод регулирования давления. Установите желаемое давление в системе, и клапан закроется или откроется, чтобы поддерживать постоянное давление нагнетания. Поскольку стоимость частотно-регулируемых приводов с годами снижается, в сочетании с большей надежностью, ЧРП стали популярными. В зависимости от входного сигнала датчика давления в системе частотно-регулируемый привод может замедлять или ускорять работу, чтобы поддерживать постоянное давление. И предохранительные клапаны, и частотно-регулируемый привод являются проверенными методами контроля давления, достигающими одной и той же цели.
Самое последнее усовершенствование в технологии — управление давлением нагнетания насосных станций на основе не только давления, но и расхода.
В этом случае давление нагнетания насосной станции может практически совпадать с заданным для соответствующего расхода; например, в примере, основанном на времени, где заданные значения заранее определены и запрограммированы в зависимости от времени суток. Добавляя к приложению точный расход, программируемый компьютер насосной станции может оценивать расход, давление и время суток. Затем ПЛК определит наиболее эффективное давление для станции, а затем отрегулирует скорость частотно-регулируемого привода в соответствии с этим требованием. Это относится только к потерям на трение и имеет минимальные преимущества для приложений с высоким статическим напором и низкими потерями на трение.
В насосных установках для большинства муниципальных распределительных систем потери напора на трение обычно превышают 10 фунтов на квадратный дюйм изб. или динамический напор 23 фута. В этом случае большинство систем выиграют от снижения давления нагнетания насосной станции в зависимости от времени или потребности, или того и другого.
Резюме и выводы
Связь между снижением утечек и управлением давлением в системе очевидна. Снижение избыточного давления в распределительной системе сэкономит затраты на воду и электроэнергию. С другой стороны, лучший метод контроля давления менее очевиден из-за множества факторов, которые необходимо учитывать.
Операторам установок и проектировщикам систем ясно, что в большинстве случаев в определенное время суток в системах возникает избыточное давление. Это общепринятый недостаток, чтобы постоянно обеспечивать адекватное давление. Новые разработки в области управления частотно-регулируемым приводом, апробированные в других отраслях промышленности, открывают большие перспективы для систем распределения питьевой воды. Контроллеры насосной системы, реагирующие на состояние системы распределения, предлагают практичное решение дорогостоящей проблемы утечки избыточного давления.
Важность проверки конструкции
Возможно, вы слышали выражение «сточные воды текут вниз». В этой статье мы будем называть это гравитационным потоком. Во многих случаях муниципальные системы сточных вод должны сначала перекачивать жидкость вверх. Это создает много проблем в отношении минимальных скоростей потока и вопросов скачка давления. В данной статье описаны типовые основные проблемы насосной станции сточных вод, которые могут возникнуть после запуска.
Избранное изображение: Подрядчик вскрыл трубопровод и обнаружил, что он вышел из строя. Вверху: Расследование на предмет разрушения нового 6-дюймового воздушного/вакуумного клапана для сточных вод. ОБЗОР ПРОЕКТА Погружные насосы для перекачки твердых частиц с наклонным потоком в сухом карьере, используемые для этого конкретного применения, были рассчитаны на перекачку 1750 галлонов в минуту при высоте напора 100 футов в 20-дюймовой силовой магистрали длиной 10 000 футов. Высота насосной станции составляла 315 футов, а напор — 369 футов. Система была разработана с четырьмя 2-дюймовыми воздухо-вакуумными выпускными клапанами. Силовая магистраль прошла испытания под давлением и соответствует установленным требованиям. Вскоре после ввода в эксплуатацию жители, проживающие рядом с местом сброса ЛЭП, стали жаловаться на крайне резкий запах. Позже мы обнаружили, что запах усиливался из-за того, что сточные воды подвергались полному вакууму, и газы выделялись при сбросе нагнетательной магистрали в канализационный трубопровод самотечной канализации. После сильного ливня была обнаружена крупная утечка в силовой магистрали. К несчастью для одного из жителей, их бассейн был заполнен рекой сточных вод. Подрядчик обнажил трубопровод и обнаружил, что он вышел из строя.
Поплавки Optifloats, установленные в мокром колодце. ПРОИЗВОДСТВО РЕМОНТА Произведен ремонт силовой магистрали. Было сделано предположение, что у них были проблемы с гидроударом. Муниципалитет установил предохранительный клапан на насосной станции, чтобы сбросить высокое давление, которое могло возникнуть во время максимального потока во время дождя. Был установлен 4-дюймовый клапан сброса давления сточных вод, насосная станция снова введена в эксплуатацию. Уставка на клапане сброса давления была установлена на 30 фунтов на кв. дюйм. Это было определено по устойчивому давлению нагнетания насоса, которое составляло 20 фунтов на квадратный дюйм. Насос запускался и останавливался, и оператор мог слышать поток через предохранительный клапан. Муниципалитет и подрядчик пришли к выводу, что проблема высокого давления решена. На следующий день мэру позвонили те же жители с жалобами на резкий запах. Мэр, директор по общественным работам и два оператора встретились с жителями у крышки люка, где силовая магистраль впадает в самотечную канализацию. Они открыли крышку главного прохода, чтобы посмотреть, не застряло ли мертвое животное в системе трубопроводов. Когда они смотрели вниз в люк, вверх хлынул поток воды, замочив четырех человек. Поток резко остановился. Через несколько секунд из люка снова хлынула вода, и крышка люка была установлена на место.
Поврежден нагнетательный фланец насоса, сорваны болты между нагнетательным патрубком 90 и обратным клапаном. НАЧАЛЬНАЯ ОЦЕНКА На следующий день директор общественных работ позвонил производителю воздушно-вакуумных клапанов и рассказал, что произошло. Производитель установил данные в свое программное обеспечение для определения размеров и определил, что на этой силовой магистрали диаметром 20 дюймов (длиной 10 000 футов) в верхних точках должны быть установлены 6-дюймовые воздушно-вакуумные клапаны, а не 2-дюймовые. В 20-дюймовую силовую магистраль была врезана 6-дюймовая врезная втулка, и был установлен первый 6-дюймовый воздушно-вакуумный клапан. Насосная станция снова введена в эксплуатацию. Муниципалитет и подрядчик пришли к выводу, что проблема с выбросом сточных вод решена. Через несколько дней те же жители позвонили и сообщили, что к ним во двор текут сточные воды. Операторы спускались по силовой магистрали, пока не дошли до нового 6-дюймового канализационного воздушно-вакуумного клапана. 6-дюймовый воздушно-вакуумный клапан был разрушен. Нижний поплавок рухнул, как будто его наехал паровой каток. 6-дюймовый воздушно-вакуумный клапан был изолирован, а другой 6-дюймовый воздушно-вакуумный клапан был установлен, но не введен в эксплуатацию.
Без устройств контроля перенапряжения программное обеспечение в анимации показывает основную силу, подверженную разрушающим вакуумным условиям.
Благодаря компьютерному анализу перенапряжения Blacoh Surge Control, правильной установке устройств контроля перенапряжения и оборудования для мониторинга переходных процессов, которое записывает 100 раз в секунду для документирования операций и проектных характеристик всех материалов, эти проблемы с переходными процессами могут быть быстро решены. Программное обеспечение KY Pipe Surge позволяет анализировать каждую часть вашей насосной и трубопроводной системы.
Результатом моделирования стало добавление муниципалитетом 4-дюймового предохранительного клапана. Клапан открылся, пропуская только небольшое количество потока. Делается вывод, что проблемы с высоким давлением нет. Отрицательное давление приводило к повреждению трубопроводной системы.
Компьютерная модель, показывающая поток из 4-дюймового предохранительного клапана.
Полевая оценка напорной магистрали сточных вод определила необходимость установки системы контроля переходных процессов на клапане выпуска воздуха/вакуума. ОБНАРУЖЕНА УТЕЧКА ОБРАТНОГО КЛАПАНА На следующий день, когда оператор вернулся на насосную станцию, он заметил, что обратные клапаны на насосах негерметичны через подшипник. Оператор мог слышать изменение направления потока через клапан. Обратный клапан имел внешний уровень и вес. Оператор заставил рычаг обратного клапана открыться, чтобы удалить мусор, который мог застрять в обратном клапане. Затем он включил помпу «рукой» с помощью переключателя на панели управления помпы, поработал помпу пару минут, затем выключил помпу. Обратный клапан захлопнулся, и трубопровод внутри насосной станции загрохотал. Оператор подумал, что, если он утяжелит руку, это поможет быстрее закрыть ее. Его старые штанги прекрасно крепились к рычагу обратного клапана. Он включал и выключал насос, захлопывался обратный клапан и грохотал трубопровод внутри насосной станции. На следующий день оператор снял весь вес и добавил пружину к рычагу уровня. На следующий день, находясь на насосной станции, оператор заметил, что насосы работают и работают какое-то время. Обычно станция работала около шести минут, а затем отключалась. Он проверил поплавковые выключатели в мокром колодце и обнаружил, что ртутный взрывозащищенный поплавковый выключатель вышел из строя из-за усталости проводов. Наконец-то что-то сломало то, что он знал, что может починить!
Введен в эксплуатацию 6-дюймовый клапан замены воздуха/вакуума для сточных вод. На основе данных мониторинга переходных процессов и компьютерного анализа пульсаций было установлено, что размер клапана слишком велик, он медленно реагировал на волну отрицательного давления и сбрасывал сточные воды в окружающую среду.
Установка системы мониторинга переходных процессов Blacoh TP3 позволит оценить работу насосов, время закрытия обратного клапана, работу уравнительного резервуара и функциональность всех устройств управления помпажем. Если воздушные/вакуумные клапаны не работают, система контроля переходных процессов подаст сигнал тревоги. Во время скачков давления система мониторинга переходных процессов записывает значения давления 100 раз в секунду. УСТАНОВКА РЕЛЕ OPTIFLOAT Он установил новые реле Optifloat внутрь панели управления насоса. Вместо проводов, идущих к поплавку, в Optifloat используется оптоволоконный кабель, который передает луч света от светодиода в удаленном приемопередатчике вниз к поплавку, где луч формируется и прерывается в зависимости от наклона поплавка. Приемопередатчик обнаруживает наличие или отсутствие света. Он активирует реле в трансивере, которое включает и выключает насосы. Поскольку поплавок не имеет электрических частей или проводов, он ни при каких условиях не может создавать дуги или искры и не может вызвать взрыв, что делает его безопасным по своей сути. Операторы вернули насосную станцию в эксплуатацию. Отключился насос, захлопнулся обратный клапан, загрохотали трубы внутри насосной станции и начали разбрызгиваться нечистоты. Болты между насосом и патрубком 90 срезаны. Болты с большими проушинами срезались на трубопроводе, и насосная станция была отключена.
В завершение компьютерной модели помпажа был установлен 1600-галлонный уравнительный сосуд для сточных вод Blacoh, который поддерживал давление в силовой магистрали на уровне атмосферы во время отключения насоса.
1,600 галлонов Блакох Пузырьковый резервуар для сточных вод, предназначенный для подачи энергии на изменение скорости, вызванное отключением насоса. ЗАКЛЮЧЕНИЕ Компьютерный анализ перенапряжения без должным образом встроенных в систему устройств контроля перенапряжения может быть разрушительным для вашей системы. В компании Blacoh Surge Control мы не допускаем падения давления в силовой магистрали из ковкого чугуна ниже -6 фунтов на квадратный дюйм и не допускаем падения давления в трубопроводе из ПВХ ниже -2 фунтов на квадратный дюйм. Если давление падает ниже этого значения, мы проектируем систему с уравнительным сосудом для сточных вод, чтобы обеспечить энергию для минимизации условий вакуума. Во избежание неприятного запаха и коррозии трубопровода постарайтесь спроектировать систему таким образом, чтобы волны отрицательного давления не падали ниже атмосферного давления. Предположим, что при проектировании канализационной напорной магистрали воздушно-вакуумные клапаны могут засориться и перестать работать. Разработайте план технического обслуживания для проверки работы воздушных/вакуумных клапанов. Установите выпускные клапаны воздуха/вакуума/сжатого воздуха, чтобы обеспечить выход захваченного воздуха из трубопровода, чтобы максимизировать эффективность насоса. Если воздушно-вакуумный клапан захлопывается на волне обратного давления, Blacoh Surge Control может смоделировать трехступенчатый воздушно-вакуумный клапан с регулируемым временем переключения и вторым размером отверстия. Затем клапан будет отрегулирован на месте и откалиброван с помощью оборудования для мониторинга переходных процессов. В вертикальном нагнетательном трубопроводе насоса установите 90-градусный шаровой обратный клапан Szuster Angle, чтобы увеличить время закрытия и уменьшить вероятность того, что мусор вызовет неисправность обратного клапана. Выполните компьютерную модель помпажа с помощью программного обеспечения KY Pipe Surge. Программное обеспечение поможет в разработке устройств контроля перенапряжения. В системе, описанной в этой статье, мы установили 2-дюймовые воздушно-вакуумные клапаны. Эксплуатационная оценка напорной магистрали сточных вод показала, что необходимо установить систему контроля переходных процессов на выпускной клапан воздуха/вакуума. Это определит время открытия воздушного/вакуумного клапана и обеспечит его правильный размер. Эти полевые данные будут сравниваться с компьютерным анализом выбросов. ◆ Фрэнк Ноулз Смит III в качестве исполнительного вице-президента возглавляет группу контроля перенапряжения в Блако. Смит является уважаемым первопроходцем в области гидродинамики с 28-летним академическим опытом, опытом проектирования и применения. Ведущий специалист по борьбе с помпажем, Смит специализируется на проектировании насосных станций/трубопроводов и компьютерном моделировании, компонентах трубопроводов, контрольно-измерительных приборах и проектировании электрических панелей управления. Его уникальный опыт и индивидуальные инженерные услуги не имеют себе равных в отрасли. С ним можно связаться по адресу frank@blacoh.
Базы принято классифицировать по назначению, по лишаемым степеням свободы и по способу их проявления.
Классификация баз по назначению.
По назначению базы подразделяются на:
Конструкторские;
Технологические;
Измерительные.
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии. Они подразделяются на основные и вспомогательные.
Основная база – конструкторская база детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательная база – конструкторская база детали или сборочной единицы, используемая для определения присоединяемого к ним изделия.
Технологические базы назначают при технологическом проектировании изготовления изделий и непосредственно в процессе их производства.
Технологическая база – база, используемая для определения положения заготовки или изделия при изготовлении и ремонте.
При контроле размеров, точности формы и расположения поверхностей выполняются измерения с использованием измерительных баз.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.
В машиностроении существует четыре вида поверхностей деталей и изделий:
исполнительные поверхности, с их помощью деталь выполняет свое служебное назначение;
основные поверхности, с их помощью определяется положение данной детали в изделии;
вспомогательные поверхности, с их помощью определяется положение присоединяемых деталей относительно данной;
свободные поверхности, не соприкасающиеся с поверхностями других деталей.
Обратите особое внимание, базирование необходимо на всех стадиях создания изделия: конструирование, изготовление и измерения. Кроме того, теория базирования распространяется на все технологические системы, и не только изделия, но и заготовки могут иметь не один комплект баз.
Деление технологических баз на основные и вспомогательные стандартами не предусмотрено, но все же необходимо их различать. В технической литературе и в практике существует понятие – настроечная технологическая база. Настроечная технологическая база – база, относительно которой базируется инструмент при настройке, и по отношению к которой с помощью инструмента формируются обрабатываемые поверхности, связанные с настроечной базой непосредственными размерами требуемого положения.
При разработке технологической документации, решая вопрос базирования и настройки инструментов в технологической системе, рекомендуется в качестве баз использовать конструкторские базы. Это обеспечивает сокращение размерных цепей и соответственно позволяет повысить точность изготовления изделий.
Одним из важнейших элементов технологического процесса изготовления или ремонта изделий являются контрольно-измерительные операции. Часто измерения составляют неразрывную часть технологических операций изготовления изделий и реализуются на одном рабочем месте при обработке заготовок, наладке или сборке. В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.
Существует еще один термин, который Вы не встретите в стандарте, но можете повстречать в справочной литературе это проверочные технологические базы.
Проверочные технологические базы используются для базирования и проверки требуемого положения при изготовлении изделия. Их можно определить и как измерительные, поскольку положение этих баз проверяется визуально или с помощью средств измерения.
Обратите внимание, базируя инструмент при наладке, фактическую погрешность базирования относят к погрешности настройки.
Кроме классификации приведенной выше, в производственной практике и литературе различают также искусственные, черновые и чистовые технологические базы.
Искусственная технологическая база – база, которая как конструктивный элемент не требуется для готового изделия, а также база, которая в целях повышения точности базирования обрабатывается с более высокой точностью, чем требуется по служебному назначению. Лучший пример искусственных баз, центровые отверстия вала, их используют для установки при изготовлении изделия.
Выбор баз зависит не от стадии производства, а от характеристики размеров, формы, шероховатости и точности конструктивных элементов на разных этапах производства. Поэтому различают выбор баз из черновых (необработанных) элементов заготовки и из чистовых (обработанных) элементов заготовки.
Черновой технологической базой называют базу, используемую при выполнении первого установа после получения заготовки. Их назначение в том, чтобы обработать и подготовить чистовые (обработанные и более точные) базы для выполнения последующих операций изготовления изделия. Поскольку точность необработанных баз всегда ниже точности обработанных (чистовых) баз, а шероховатость выше, то черновые базы при обработке заготовки должны использоваться только один раз – при выполнении первого установа или при изготовлении изделия с одной установки. При смене баз необходимо использовать чистовые (обработанные), точные базы.
Смена баз – замена одних баз другими с сохранением их принадлежности к конструкторским, технологическим или измерительным.
В следующей статье рассмотрим классификацию баз по лишаемым степеням свободы и по способу проявления.
Материал подготовлен по учебному пособию «Базирование и базы в мащиностроении «, авторы: Колкер Я.Д., Руднев О.Н.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей.
Статья №1.Определение числовых значений предельных отклонений.
Статья №2. Резьба коническая дюймовая с углом профиля 60°.
Статья №3. Как в технологической документации обозначить опоры, зажимы и установочные устройства.
Статья №4. Основы теории базирования.
Статья №5. Базирование. Классификация баз.
Статья №6. Классификация баз по лишенным степеням свободы.
Статья №7. Основные формулы для расчета погрешностей базирования и закрепления заготовки.
Статья №8. Примеры расчета погрешности базирования и закрепления заготовки.
Статья №9. Назначение технологических баз.
Статья №10. Примеры задач по назначению технологических баз.
Статья №11. Основы размерного анализа. Размерные цепи.
Автор: Саляхутдинов Роман
«БОСК 8.0»
Познай Все Cекреты КОМПАС-3D
Более 100 наглядных видеоуроков;
Возможность быстрее стать опытным специалистом КОМПАС-3D;
Умение проектировать 3D изделия (деталей и сборок) любой степени сложности;
Гарантии доставки и возврата.
>> Читать Полное Описание <<
Автор: Саляхутдинов Роман
«БОСК 5.0»
Новый Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
Большая свобода в обращении с поверхностями;
Возможность формирования таких форм, которые при твердотельном моделировании представить невозможно;
Новый уровень моделирования;
Гарантии доставки и возврата.
>> Читать Полное Описание <<
Автор: Саляхутдинов Роман
«Эффективная работа в SolidWorks»
Видеокурс. «Эффективная работа в SolidWorks» поможет Вам:
Многократно сократить временя на освоение программы;
Научит проектировать 3D изделия (деталей и сборок) любой степени сложности; создавать конструкторскую документацию; проводить инженерный анализ.
Поможет быстрее стать грамотным специалистом;
Гарантии доставки и возврата.
>> Читать Полное Описание <<
Автор: Дмитрий Родин
«AutoCAD ЭКСПЕРТ»
Видео самоучитель По AutoCAD
60 наглядных видеоуроков;
Более 15 часов только AutoCAD;
Создание проектов с нуля прямо у Вас на глазах;
365-дневная гарантия
>> Читать Полное Описание <<
Технологические базы | Основные технологические принципы точной обработки
Технологические базыБазирование
Главным вопросом технологии механической или слесарной обработки, вопросом, который интересует технолога и рабочего, является вопрос о том, какие из поверхностей деталей следует использовать в качестве баз для установки и для проверки детали в процессе ее изготовления.
Фиг. 5. Базы
Поясним понятие «база». На контрольной плите 1 (фиг. 5) и призме 2 с помощью планки 3 закреплена деталь 4. Здесь производится слесарная пригонка поверхностей, образованных размерами 30 ± 0,1; 37 ±0,1 и 75 ±0,1. Поверхность, от которой отсчитываются эти размеры на чертеже и на детали, носит название базы отсчета, или конструкторской базы. На фигуре видно, что деталь закреплена на призме таким образом, что ее обрабатываемые поверхности строго ориентированы относительно плоскости плиты. Это сделано путем двумя плоскостями на две взаимно — перпендикулярные плоскости призмы. Поверхности, которые позволяют устанавливать деталь при обработке в заданное положение, называются .
Рассматривая фигру дальше, мы убеждаемся в том, что, поскольку в данном примере поверхность базы отсчета была пригнана к установочной базе, представляется возможность вести необходимые измерения не от базы отсчета и даже не от , а от параллельной им плоскости контрольной плиты, следовательно, служит здесь базой измерения, так как именно от нее отсчитываются размеры, измеряемые штангенрейсмусом 5 и блоками концевых мер 6.
Базы могут быть черновыми, промежуточными и чистовыми. Если в качестве баз для обработки и измерения используются необработанные поверхности детали или заготовки, то такие базы называются черновыми. В том случае, когда базовые поверхности обработаны не окончательно и в дальнейшем будут подвергаться дополнительной обработке, они носят название промежуточных баз. Окончательно обработанные поверхности детали, используемые в качестве баз, называются чистовыми базами.
Базой может служить поверхность детали, имеющая любую форму, однако только при том условии, что ее размеры достаточны для надежной ориентировки детали в пространстве.
Правильный определяет качество готовой детали.
Современная наука, изучающая технологию машиностроения, устанавливает ряд правил, которым подчинен выбор технологических баз. Расскажем коротко о наиболее важных из них.
Правило использования . можно пользоваться только в одной первой операции и установке, так как их повторное применение приведет к грубому нарушению установленного чертежом расположения поверхностей детали. Черновыми базами должны быть преимущественно такие поверхности детали, которые остаются необработанными в готовой детали.
Правило «единства баз». По возможности следует в течение всего пользоваться одними и теми же измерительными и . Без серьезных оснований не следует изменять выбранную базу, так как ко всем погрешностям изготовления добавляются еще и погрешности в расположении старых баз по отношению к вновь выбранным.
Правило наименьшего числа установок. Нужно работать с наименьшим количеством установок детали, чтобы исключить те дополнительные погрешности, которые могут появиться в детали из-за неточности выполнения базирующей поверхности. При невозможности избежать нескольких установок, следует повы- шать требования к качеству обработки баз.
Правило кратчайших путей. При обработке или измерении нужно стремиться к тому, чтобы в достижении заданного размера участвовало наименьшее число промежуточных звеньев, т. е. чтобы и процесс обработки и процесс измерения велись непосредственно от базы отсчета. Наилучшим выражением этого правила будет тот случай, когда база отсчета, установочная и измерительная базы окажутся одной и той же поверхностью детали.
Из приведенных правил вытекает следующий вывод: не изменяй выбранной базе, работай с одной установки, к решению производственной задачи иди кратчайшим путем!
Похожие материалы
Технологическая база | HAGIWARA ELECTRIC HOLDINGS CO., LTD.
Дом
Наш бизнес
Технологическая база
Создание новой ценности для общества с помощью технологий
От разработки технологий оригинальных компонентов до прикладных технологий и передовых технологий, мы активно используем новый потенциал и функциональное разнообразие в дополнение к поиску новых технологий. Мы создаем новую ценность для общества, реагируя на расширяющиеся рынки многих различных отраслей и в то же время используя наши сильные стороны для поддержки бизнеса Hagiwara Electric Group.
Сильные стороны Hagiwara Electric
Наша сила заключается в способности использовать наши технологические преимущества для решения проблем, с которыми сталкиваются наши клиенты, и облегчения их трудностей. Наши технологии в значительной степени делятся на технологии поддержки и технологии разработки, источником которых являются наши компоненты и опыт.
Электронные продукты становятся все более сложными, а спецификации продуктов в нашей линейке и потребности клиентов сейчас более сложны, чем когда-либо. Уже недостаточно просто предлагать товары. Что сейчас необходимо, так это возможность поддерживать все технические аспекты проекта клиента, используя опыт в каждой области бизнеса клиента.
Наш подтвержденный послужной список и опыт, накопленный во многих областях, дают нам конкурентное преимущество. У нас есть возможность собирать информацию от поставщиков и клиентов, которую можно использовать в качестве связующего звена, чтобы продукты соответствовали требованиям. Находя способ актуализировать решения проблем, мы можем поддержать разработку продуктов наших клиентов и помочь их бизнесу добиться успеха. Наша способность решать проблемы — это технологическая сила Hagiwara Electric Group.
Эта технологическая сила используется для решения проблем наших клиентов и служит основой для всей группы Hagiwara Electric. Продолжая укреплять нашу технологическую мощь, мы продолжим создавать новые ценности для наших клиентов и общества.
Наши технологии
Примеры технологий поддержки
Поддержка выбора компонентов
Внедрение новых продуктов от партнеров-производителей
Предоставление последней информации о продукции и технических тенденциях
Помощь в оценке нового продукта и сравнительной оценке деталей
Поддержка развития клиентов
Поддержка перспективной разработки встроенных систем
Поддержка разработки встроенного программного и аппаратного обеспечения массового производства
Поддержка построения ИТ и других систем (системный интегратор)
Представление компаний-партнеров, которые могут выполнять разработку и оценку
Поддержка анализа отказов
Сотрудничество в классификации отказов, воспроизведении и анализе
Последующий анализ отказов в сотрудничестве с партнерами-производителями
Примеры технологий разработки
Контрактная разработка встроенных систем
Разработка и оценка встроенного программного обеспечения
Разработка встроенного системного оборудования
Проектирование схем и оценка системных БИС и ИС
Разработка по контракту, связанная с ИТ-решениями
Разработка системы, связанной с IoT
Разработка систем для систем управления производством и т. д.
Строительство различных ТВС и измерительных систем
Создание среды оценки и контрактная разработка технологий компонентов для автоматизированного вождения и других систем
Сбор видеозаписей вождения автомобиля и маркировка данных
Обработка изображений, которая может быть применена к электронным зеркалам и периферийному мониторингу
Реализация новых алгоритмов во встроенных системах
Технологии компонентов и опыт поддержки вышеперечисленного
Знание и прикладные технологии для аналоговых и силовых устройств
Знание системных БИС и прикладных технологий для устанавливаемого ПО
Активное взаимодействие с новыми технологиями, такими как OTA
Разработка и контроль качества встроенных систем
Знания, такие как качество, необходимое для полупроводников и электронных компонентов для автомобильных приложений
Прикладные технологии управления двигателем, регулирования мощности и связи
Разработка 3D и других технологий ЧМИ и знание соответствующих инструментов
Технологии оценки MCAL и BSW
Знание и прикладные технологии микроконтроллеров и памяти
Опыт разработки на основе моделей (MBD)
Знание интегральных схем и БИС и опыт разработки объединенных IP
Опыт построения ИТ, IoT и других систем
Наш бизнес
Бизнес электронных устройств
Технологические решения для бизнеса
Расширение бизнеса за рубежом
Технологическая база
Наш бизнес Топ
Новая технология: охват всех основ
Особенность
org/Person» itemprop=»author»>
Мэри Брандел
Соавтор,
Компьютерный мир |
Лицом к лицу. Создание доверия. Принятие риска. Тимбилдинг. Это действия, которыми должны заниматься ИТ-руководители, если они хотят, чтобы новые технологические проекты были успешными. По словам ИТ-руководителей, речь идет не только об оценке технологий и поставщиков технологий, хотя и это тоже играет важную роль. Не менее важно сплотить конечных пользователей вокруг проекта, оценить, на какие риски стоит пойти, и никогда не прекращать общение со всеми участниками.
Разработайте свои стратегии успеха. ..
Безопасность
ROI
Интеграция
Инфраструктура
Риск новых технологий
Эксклюзив онлайн
Узнайте, как технический директор Бретт Аркетт помог сделать Девятый окружной суд Флориды в Орландо первым, кто начал потоковое видео в Интернете.
Форум связанных технологий
Новый
Технологический риск: Покрытие
все базы
Получение
общекорпоративная поддержка новых инициатив никогда не
легко. ИТ-руководители говорят, что ничто не работает лучше, чем
твердое знание технологии и лицо
раз с конечными пользователями и руководителями. Как
Вы продаете свои идеи внутри вашей компании? Что
сработало? Что не имеет?
Возьмем, к примеру, Фила Го. Хорошо, что Го пообщался с менеджерами по строительству, архитекторами, инженерами и консультантами Barton Malow Co. до, во время и после внедрения интернет-системы управления проектами компании. Позаботившись о том, чтобы все были на борту с самого начала, ИТ-директор строительной фирмы стоимостью 1 миллиард долларов в Саутфилде, штат Мичиган, не должен был подавлять бунт, когда скорость системы поначалу разочаровала. Фактически, он мог показать пользователям, что технология — это то, без чего они не хотят жить.
Щедрость преимуществ
Благодаря новой системе, основанной на рабочих процессах, размещенной поставщиком услуг приложений (ASP), субподрядчики по всей стране могут получать доступ к своим проектам через Интернет, принимать решения и продвигать проекты. Например, менеджер по строительству в Балтиморе может получить разъяснения по чертежам от архитектора в Сан-Франциско в течение нескольких дней, по сравнению с двумя неделями в старой системе.
Два года назад, когда группа Go проектировала систему, ASP были новыми и считались несколько рискованными, особенно в технологически сложной строительной отрасли. Однако уже тогда группа Го понимала возможности использования Интернета в качестве инструмента для совместной работы. «Мы знали, что это даст нам преимущество первопроходца, — говорит он.
Но Го пришлось приложить некоторые усилия, прежде чем остальная часть компании разделила его видение. Общение спасло проект. «Производительность системы — это не то, к чему привыкли люди», — признает он. «Иногда вы получаете [хорошее время отклика], а иногда нет, и так оно и есть».
Но успокоить расшатанные нервы пользователей было несложно. В конце концов, Го провел много времени, встречаясь с руководителями каждой операционной группы и с рабочими на отдельных рабочих местах, обучая их и добиваясь их согласия. Ранее он провел исчерпывающую оценку системы с отдельными группами и рассказал им о достоинствах и ограничениях интернет-систем.
Итак, после развертывания, когда производительность оказалась далеко не идеальной, он снова вышел на улицы. «Мы провели опрос, в котором задавали вопрос: «В конце концов, вам лучше с системой или без нее?» — говорит Го. «Все пользователи, кроме одного, сказали, что не знали бы, что делать без него. Они поняли, что, несмотря на недостатки, он все же может помочь с точки зрения более быстрого принятия решений и обеспечения ответственности за то, как принимаются решения».
Фактически, за год с момента внедрения система сократила время, необходимое для принятия решений, на треть или наполовину. «Время равняется деньгам в строительстве», — говорит Го, добавляя, что сокращение времени цикла, как ожидается, повлияет на конкурентное положение компании и, в конечном итоге, на ее доход.
Даже в эти трудные экономические времена, когда некоторые компании откладывают покупку компьютеров, оценка технологий по-прежнему является повседневным стрессом для многих ИТ-директоров, особенно для тех, кто находится под растущим давлением, требующим делать больше с меньшими затратами с помощью технологий.
«[Оценка новой технологии] — это не разовая вещь, которая происходит время от времени. Компании должны организовывать имеющиеся у них ресурсы, чтобы делать это на постоянной основе», — говорит Джей Уильямс, главный технический директор The Concours Group в Кингвуде. , Техас. Он рекомендует настроить процесс, чтобы идти в ногу с новыми технологиями, понимать их влияние на существующую архитектуру, отслеживать ожидаемые преимущества и разрабатывать инструменты для измерения того, действительно ли они достигают целей.
Building Trust
Но что, если ваша компания просто не хочет брать на себя риски, связанные с тем, чтобы быть на переднем крае? Затем, как говорит Дуглас Т. Джонс, директор по информационным технологиям и вице-президент по корпоративным информационным системам в Cedars-Sinai Health System в Лос-Анджелесе, крупнейшей некоммерческой больнице на западе США, самая важная задача перед тем, как приступить к новому технологическому проекту, — это получить доверие руководства вашей компании.
В 1998 году Джонс столкнулся с «сильным сопротивлением» со стороны врачей, когда представил им идею внедрения веб-системы, которая позволила бы 4000 клиницистов, медсестер, медицинских работников и врачей получать доступ к клиническим данным через компьютеры. . Но, с точки зрения Джонса, «мы достаточно хорошо разобрались в технологии, чтобы понять риски. В то время веб-браузер был еще довольно новым, но мы были уверены, что он будет существовать еще довольно долго».
Часть работы по укреплению доверия заключалась в создании прочной репутации человека, который разбирается в технологиях и разумно подходит к их внедрению. «У вас есть чековая книжка риска», — говорит Джонс. «Если вы потратите все сразу, вам конец на какое-то время». Поэтому Джонс и его группа выбрали несколько очень маленьких простых проектов, которые они могли быстро реализовать, чтобы решить некоторые насущные проблемы людей.
Сборка системы по частям помогла укрепить доверие еще одним способом. Хотя в итоге система стоила 3 миллиона долларов, цена не имела значения, потому что «мы никогда не просили сразу огромных инвестиций», — говорит Джонс. «Мы быстро выпустили что-то, что люди могли использовать, и добавляли постепенно». Первой частью был простой интерфейс браузера, который мог выполнять поиск в одном существующем хранилище данных. Со временем группа добавила больше источников данных, в общей сложности 50, оставив самые сложные напоследок.
Наконец, Джонс провел фокус-группы с лидерами общественного мнения среди врачей, чтобы убедиться, что приложение поддерживает их практику. «Если они хотели изменений, мы делали это быстро и следили за тем, чтобы они знали об изменениях», — говорит Джонс. Выбирая участников фокус-группы, «мы не хотели набирать людей, наиболее разбирающихся в технологиях», — говорит Джонс. «Гораздо убедительнее, если вы можете привлечь людей, которые не являются настоящими приверженцами технологий».
В конце концов, говорит Джонс, «люди были в восторге». Хотя трудно оценить окупаемость в твердом долларе, система получает более 25 000 обращений в день и позволяет врачам реагировать на клинические проблемы гораздо быстрее, чем раньше. «Если у врача есть пациент, нуждающийся в интенсивной терапии, он может отслеживать прогресс, получая доступ к данным дома или в офисе», — говорит Джонс. «Врачи говорили мне, что они получили доступ к системе из интернет-кафе в Европе».
Помимо укрепления доверия, Джонс указывает на еще один лидерский навык, которым ИТ-директора часто пренебрегают: технологическую смекалку. «Члены совета будут задавать вопросы, которые технически сложны, но вы должны отвечать на них с точки зрения непрофессионала, поэтому вы должны понимать это на глубоком уровне», — говорит Джонс. «Я стараюсь не отставать, читая, разговаривая с людьми и посещая мероприятия».
На связи
Быть технически подкованным особенно важно при оценке новых технологий в сегодняшнем климате, когда поставщики программного обеспечения приходят и уходят, и вы можете застрять с набором технологий, которые не знаете, как использовать. В такие времена, как говорит Дэйв Мелленхофф, технический директор Salesforce.com Inc., частной ASP в Сан-Франциско, вы должны полагаться на свои собственные технологические ноу-хау.
Год назад компании Moellenhoff потребовалось улучшить возможности поиска в системе управления отношениями с клиентами, которую она предлагает клиентам на основе ASP. «Было определенно мнение, что нам нужно использовать известное имя из-за беспокойства о возможности поддержки и предположения о надежности, связанного с такими именами, как AltaVista или Autonomy», — говорит он.
Moellenhoff, однако, сосредоточился на технологии, а не на имени поставщика, и был убежден, что небольшая фирма Ripfire Inc. из Сан-Франциско обладает нужной технологией. «Я запросил документацию по API, чтобы лучше понять систему изнутри, и попросил наших разработчиков дать собственную оценку этому», — говорит он. По мнению Мелленхоффа, хорошая технология выживает, даже если поставщик не выживает. «Если это действительно лучшая поисковая технология, другой поставщик признает ее, купит ее по дешевке и включит в свой собственный продукт».
Вооруженный своими убеждениями, Мёлленхофф выступил против аргумента об известном поставщике, поделившись своим видением и объяснив, как размещение кода на условном депонировании поможет Salesforce.com поддерживать работу поисковой системы, даже если Ripfire обанкротится. «Были вещи, которые мы хотели, но у Ripfire не было, но я заверил их, что поставщик может сделать это к определенной дате. Это помогло развеять их опасения», — говорит он.
По его словам, важно было провести исследование и занять позицию на его основе. «Они дают вам больше свободы действий, чем если бы они думали, что вы что-то выдумываете», — говорит он.
Как оказалось, нужно было поменьше. Хотя трудно связать новые возможности поиска с доходом, согласно опросам удовлетворенности клиентов, люди ими довольны. «Конечно, было меньше просьб об улучшении поиска», — говорит Мелленхофф. И когда у Salesforce.com возникли проблемы с масштабируемостью, Ripfire приехал на место и быстро разобрался с проблемой.
Основной рабочий элемент циркулярной пилы – это пильный диск с зубьями. Он предназначен для распиловки разных пород дерева и древесных материалов. В процессе работы не исключена поломка режущих пластин. Диск пилы с твёрдосплавными зубьями более износостоек, имеет повышенное сопротивление к нагрузкам и состоит из стального полотна и резцов из сплавов, содержащих соединения кобальта и вольфрама. Но даже эти прочные пластины ломаются и требуют восстановления.
От чего дисковая пила может лишиться зубцов?
Древесина содержит твёрдые посторонние включения;
общий износ пилы;
производственный брак;
неправильное обращение с инструментом.
Если дисковая пила вышла из строя, можно сэкономить на покупке новой. Для этого совершается операция напайки зуба пилы. Целесообразно это делать, если на диске много зубцов и выгодно их восстанавливать, если из строя вышло небольшое их количество.
Для того чтобы оценить выгодность ремонта, достаточно зайти на сайт нашей компании и ознакомиться со стоимостью на услугу и просчитать свои траты на покупку нового инструмента и ремонта.
Способы пайки зубьев
ручная совершается газовой горелкой, заправленной смесью горючих газов, которые дают высокотемпературное пламя;
контактная производится на специальных установках с разогретыми электродами за счёт большой силы тока и низкого напряжения; тепло от них передаётся на детали, при этом место соединения нагревается до нужной температуры и припой заполняет шов;
индукционная происходит за счёт нагрева деталей индуктируемыми вихревыми токами, при этом достигается равномерность распределения температуры.
Для того чтобы дисковая пила после ремонта работала идеально, необходимо правильно подобрать пластину под её размер. Параметры напайки рассчитываются по специальной формуле.
Компания «Профкомплект» имеет свой заточный цех, где пила приобретёт первоначальное состояние. Будет произведена заточка режущего края, расточка посадочных мест и напайка зуба дисковых пил. Оснащение недорогих пил качественными напайками значительно улучшает результат распила, удлинят срок службы инструмента и уменьшает расходы на его содержание.
Профессиональная обработка и обслуживание инструмента — ключ к эффективному использованию твердосплавных дисковых пил и пил из быстрорежущей стали (HSS). С правильным оборудованием и технологией это не вызовет никаких проблем.
Заточка зубьев по передней грани выполняется, как правило, прямолинейно, но возможна и заточка под углом.
К обработке зубьев по передней грани относится также шлифование вогнутой передней грани. Оно осуществляется при помощи шлифовального штифта с высокой частотой вращения. Однако этот метод применим не для всех дисковых пил. Между зубьями должна иметься впадина, размер которой должен быть достаточен для периферийного шлифования передней грани. В частности, необходимо следить за тем, чтобы шлифовальный штифт был установлен точно по центру толщины диска и ширины реза.
С подходящими шлифстанками для обработки передней и задней граней вы гарантированно добьетесь превосходных результатов!
/// 1. Передняя грань (передняя поверхность зуба) /// 2. Передняя грань с отрицательным углом /// 3. Вогнутая передняя грань
/// Заточка передней грани методом торцового шлифования
/// Различные геометрии зубьев при обработке по передней грани
1. Плоский /// 2. Односторонний скос вправо /// 3. Односторонний скос влево
/// Различные геометрии зубьев при обработке по передней грани
4. Попеременно скошенный /// 5. Групповое расположение зубьев: плоский — односторонний скос вправо — односторонний скос влево /// 6. Вогнутая передняя грань
/// Шлифование вогнутой передней грани методом периферийного шлифования
Шлифование задней грани отличается большим многообразием по сравнению с шлифованием передней грани. Профиль зуба может меняться от прямого до почти круглого — в зависимости от области применения дисковой пилы с твердосплавными напайками. Задняя грань затачивается методом торцового или периферийного шлифования.
Метод торцового шлифования отличается особенной быстротой обработки. Для изготовления зубьев самой разнообразной формы (трапециевидной, треугольной и т. д.) по этому методу нужно лишь поворачивать шлифовальный круг на определенный угол.
На правильно выбранном шлифовальном станке можно обработать инструменты любой нужной вам формы.
/// Различная геометрия зубьев при обработке задней грани
5. Трапеция /// 6. Групповое расположение зубьев: плоский — трапециевидный с разной высотой зубьев /// 7. Групповое расположение зубьев: плоский — треугольный с разной высотой зубьев /// 8. Групповое расположение зубьев: трапециевидный — трапециевидный с разной высотой зубьев
/// 1. Обработка задней грани методом торцового шлифования /// 2. Обработка задней грани методом периферийного шлифования
Боковые грани зуба шлифуются с сужением в направлении резания и подачи, чтобы избежать вдавливания режущей кромки в материал. Таким образом, точность обработки боковых граней является определяющей для качества поверхности. Шлифование выполняется при изготовлении дисковой пилы однократно методом торцового или периферийного шлифования.
/// 1. Боковые грани по направлению вниз, в направлении подачи, с сужением /// 2. Передняя грань /// 3. Боковые грани по направлению назад, в направлении реза, с сужением /// 4. Передняя грань
/// 1. Шлифование боковых граней методом торцового шлифования /// 2. Шлифование боковых граней методом периферийного шлифования
/// 1. Задняя боковая грань /// 2. Выпуклая боковая грань /// 3. – 4. Варианты обработки боковой грани
/// 5. – 7. Варианты обработки боковой грани
Тело полотна дисковых пил с твердосплавными напайками изготавливается из предварительно напряженной инструментальной стали. Заготовки пил предусматривают наличие гнезд под твердосплавные пластины. На производстве пайка осуществляется автоматически, при сервисных работах — вручную на станке, так как в данном случае требуется заменить только отдельные поврежденные зубья. Для пайки используется серебряный или слоистый припой.
При восстановлении дисковых пил чаще всего используется установка для пайки электросопротивлением. Она позволяет также удалять поврежденные зубья.
/// 1. Подготовленное тело полотна с гнездами под режущие пластины /// 2. Дисковая пила с напаянными зубьями
Vollmer Basics – Cut Technologies
Burton Saw & Supply / Wood Fiber Group объявляет о слиянии с USNR Прочитайте наш пресс-релиз ➤
Обработка дисковых пил
Шлифование рабочей поверхности дисковых пил с твердосплавными напайками
Боковое шлифование дисковых пил с твердосплавными напайками
Дисковые пилы с твердосплавными напайками для пайки
Ленточные пилы для обработки
Типы ленточных пил
Заточка ленточных пил – профильное шлифование
Ленточные пилы стеллитинга
Заточка ленточных пил с твердосплавными напайками
Ленточнопильные станки для бокового шлифования
Настройка ленточных пил
Ленточнопильные станки для обжатия и правки
Ленточнопильные станки для правки, натяжения и правки
Сварочные ленточные пилы
Формы зубьев пилы для ленточных пил
Заточка торца зуба дисковых пил с твердосплавными напайками
Как правило, торцы зубьев затачивают прямо; однако иногда их затачивают и под углом.
Обработка поверхностей зубьев также включает шлифование полых поверхностей. Это осуществляется с помощью шлифовальной головки на высокой скорости. Однако этот метод не может быть использован для каждой пилы. Должно быть определенное пространство для стружки, чтобы иметь возможность обрабатывать поверхность зуба с помощью периферийного шлифования. В частности, необходимо следить за тем, чтобы точка заточки располагалась точно посередине диаметра пильного диска и ширины пропила.
1. Поверхность зуба (грудка зуба) / 2. Отрицательная поверхность зуба / 3. Вогнутая поверхность зуба (полая поверхность)
Обработка поверхности зуба в процессе торцевого шлифования
Различная геометрия зуба для обработки поверхности зуба
0002 Зубья различной геометрии для обработки торца зуба
Вернуться к началу
Шлифование задней поверхности дисковых пил с твердосплавными напайками
Обработка задней поверхности может выполняться более широким спектром способов, чем шлифование поверхности зуба. Геометрия может быть прямой или почти круглой, в зависимости от области применения пильного диска с твердосплавными напайками. Механическая обработка осуществляется торцовым или периферийным шлифованием.
Обработка торцевым шлифованием особенно экономит время. Используя этот метод, шлифовальный круг нужно просто повернуть на определенный угол, чтобы получить широкий диапазон форм зубьев (таких как трапециевидные, сводчатые и т. д.).
1. Рабочая поверхность (верхняя часть зуба) на лезвии / 2. Рабочая поверхность (верхняя часть зуба) на твердосплавном зубе
Различные геометрии зубьев для обработки задней поверхности 1. Плоские / 2. Односторонние под углом вправо / 3. Односторонние под углом влево / 4. Переменные под углом
Зубья различной геометрии для обработки задней поверхности 5. Трапециевидные / 6. Групповые зубья плоские -трапецеидальные с перепадом высоты зубьев / 7. Групповые зубья плоско-крышные с перепадом высоты зубьев / 8. Групповые зубья трапециевидно-трапециевидные с перепадом высот зубьев
2. Обработка задней поверхности в процессе периферийного шлифования
Вернуться к началу
Боковое шлифование дисковых пил с твердосплавными напайками
Боковые стороны зуба пилы затачиваются до конической формы в направлении резания и подачи, чтобы предотвратить вдавливание режущих кромок в материал . Точность боковых поверхностей зубьев существенно влияет на качество поверхности. Заточка производится один раз при изготовлении циркулярной пилы методом торцевого или периферийного шлифования.
1. Боковые поверхности зуба вниз, в направлении подачи, конические / 2. Торцевые поверхности зубьев / 3. Боковые поверхности зубьев, обращенные назад, в направлении резания, конические / 4. Торцевые поверхности зубьев
процесс / 2. Боковое шлифование в процессе периферийного шлифования
1. Задняя поверхность / 2. Приподнятая задняя поверхность зуба / 3 — 4. Возможная обработка задней поверхности
5 — 7. Возможна обработка задней поверхности
Вернуться к началу
Дисковые пилы с твердосплавными напайками для пайки
Корпус дисковых пил с твердосплавными напайками состоит из предварительно натянутой инструментальной стали. Необработанные пилы имеют канавку на конце, на которую нельзя точно припаять режущие пластины из карбида. Пайка происходит в процессе производства на автоматах. Однако при сервисных работах она выполняется вручную с помощью машин, так как это предполагает лишь замену отдельных сломанных режущих кромок. В качестве припоя используется серебро или сэндвич-сплав.
1. Подготовленное полотно с канавкой на конце / 2. Пильное полотно с припаянными зубьями
Наверх
Типы ленточных пил
В зависимости от цены существует три различных типа ленточных пил:
6
1. Ленточные пилы с обжатием/разводкой из CV-стали (хром-ванадиевая сталь) 2. Ленточные пилы со стеллитом 3. Ленточные пилы с твердосплавными напайками
Наверх
Заточка ленточных пил – шлифовка профиля
Ленточные пилы с высокой чувствительный. При неправильном уходе они могут сломаться. Причина этого в том, что ленточные пилы подвергаются постоянному циклу изгиба. Это может привести к образованию волосяных трещин в глотке зуба, области наибольшего растягивающего напряжения. Если пилу вовремя не заточить, эти трещины разрастаются и становятся причиной поломок. Чтобы предотвратить это, весь профиль, т. е. все зубья (независимо от их формы), ленточных пил из CV-стали и стеллитированных ленточных пил необходимо регулярно подтачивать, даже если в некоторых местах не достигнута обычная степень затупления. . При непрофессиональном шлифовании образуются проблемные царапины и канавки, а чрезмерное удаление стружки затвердевает впадину зуба. С помощью шлифовальных станков VOLLMER вы можете быть в безопасности и правильно и очень эффективно затачивать полотна ленточных пил.
Чтобы пилы не застревали во время работы, необходим боковой выступ. Следовательно, ленточные пилы из CV-стали после профильной шлифовки все же должны быть отрегулированы или, в качестве альтернативы, обжаты и выровнены. Напротив, ленточные пилы со стеллитом и ленточные пилы с твердосплавными напайками требуют боковой заточки.
1. Поверхность зуба (грудь зуба) / 2. Вершина зуба / 3. Рабочая поверхность (верхушка зуба) / 4. Бок зуба / 5. Впадина зуба
Последовательность профильного шлифования
Вернуться к началу
Ленточные пилы стеллитирования
Стетеллитирование относится к процессу нанесения стеллита® на зубья пилы и их упрочнения. Это повышает стойкость к истиранию режущих кромок пилы, что, в свою очередь, приводит к увеличению срока службы станка, повышению точности резки и сокращению времени наладки.
Стеллитирование особенно выгодно при распиловке особо абразивных и твердых пород древесины. Стеллит® №. 12 (содержащий 59% кобальта, 29 % хрома, 9 % вольфрама и 1,8 % углерода) оказались чрезвычайно успешными для обработки дерева. Он износостойкий, но при этом не слишком хрупкий, и его можно без проблем шлифовать. В некоторых случаях стеллит® нет. 1: Это чрезвычайно твердый сплав, который в основном используется для распиловки древесины с высоким содержанием силиката.
Помимо кропотливого ручного стеллинга, существует два типа машинного стеллинга: процесс резистивной и плазменной сварки. Во время последнего происходит нагрев зуба пилы и расплавление необходимого количества стеллита. Жидкий стеллит® направляется в формирующие челюсти, где необработанный зуб превращается в готовый зуб. Таким образом, требуемые шлифовальные работы сводятся к минимуму. В отличие от резистивного процесса, полностью автоматизированная плазменная сварка имеет то преимущество, что она образует полностью прочный слой соединения между стеллитом® и основным материалом. И последнее, но не менее важное: ремонт или замена экономически эффективны, так как новый стеллит® просто наносится на существующий зуб, а дорогостоящий процесс стачивания остатков стеллита® не требуется.
1. Необработанный зуб / 2. Зуб стеллитирован по форме / 3. Отожженный и отшлифованный зуб
Наверх концы зубьев сошлифованы. При этом необходимо соблюдать следующую последовательность: сначала торец зуба, затем боковая поверхность и затем задняя поверхность.
Для техники VOLLMER это не проблема.
Unmachined Saw Blade
Обработанная зубная поверхность
Обработанные фланки
9006 9008 7008 SAIL SEAL SEAL SAIL SAIL SAIL SAIL SAIL SAIL SAIL SAID 7008 7008 7008 7008 7008 7008 7008 7008 7008 7008 7008 9008 8.
Стеллитированные пилы также должны быть отшлифованы по бокам после профильного шлифования. Даже ленточные пилы с твердосплавными напайками требуют боковой заточки. Независимо от того, какой наклон имеет ваша ленточная пила, с помощью шлифовальных станков VOLLMER вы сможете правильно и очень эффективно обрабатывать боковые поверхности.
Четыре возможных программы шлифования 1. Шлифование вниз, отрыв, возврат на ускоренном ходу / 2. Шлифование вниз, без отрыва и возврата / 3. Шлифование вниз, с подачей и возвратом / 4. Осцилляция шлифование со свободным выбором количества подач и ходов
Вернуться к началу
Настройка ленточных пил
Чтобы CV-пила могла свободно резать во время обработки, пропил пилы должен быть шире корпуса. Одной из возможностей является установка зубьев пилы и, следовательно, переменный изгиб. При этом необходимо следить за тем, чтобы зубья не были расставлены слишком сильно, иначе качество реза будет снижено. Однако, если зубья установлены недостаточно, пила нагревается, появляются следы пригара и теряется натяжение. Как правило, следует ставить только верхнюю треть зубов. Однако установленная ширина зависит от различных факторов:
Тип древесины: Чем мягче древесина, тем больше набор
Влажность древесины: чем влажнее древесина, тем больше схватывание
Содержание смолы: чем выше содержание смолы, тем больше набор
Состояние древесины: замороженная древесина требует меньше набора
Набор зубьев пилы
Вернуться к началу
Ленточные пилы для обжатия и выравнивания
Обжимные зубья пилы — это еще одна возможность, наряду с настройкой, для обеспечения свободного пропила пилы во время обработки. Для процесса обжатия перед зубом пилы помещается обжимной болт. Зуб пилы удерживается наковальней. Поворачивая эксцентриковый обжимной болт, материал пилы продвигается к вершине зуба. По окончании процесса обжатия обжимной болт возвращается в исходное положение.
Выравнивание происходит после обжатия, т. е. материал, который был прижат к боковым сторонам зуба, сжимается вместе с соответствующими выравнивающими губками, так что вершина зуба конически сужается вниз и назад. Поскольку обжатый зуб пилы работает по всей ширине пропила, он выполняет ту же работу, которую выполняли бы два зуба на разводной пиле. Мощность резания повышена за счет большего количества основных и вспомогательных режущих кромок. Кроме того, степень твердости основного материала повышается благодаря процессу штамповки.
Для достижения наилучшей производительности обжимку необходимо отрегулировать для разных пород дерева.
Вернуться к началу
Ленточнопильные станки для выравнивания, натяжения и правки
Выравнивание – процесс устранения неровностей ) в лезвии пилы. Как правило, это первая работа по техническому обслуживанию. После того, как вмятины будут обнаружены с помощью поверочной линейки, их можно «выбить» с помощью шарового или дубинчатого молотка, при этом вес молотка должен соответствовать толщине лезвия. При этом применяются следующие рекомендации:
Молоток весом 1250 г для лезвий толщиной ≤ 1,65 мм
Молоток весом 1500 г для лезвий толщиной > 1,65 мм
Молотки должны иметь мягкие закругленные ударные поверхности, чтобы они не оставляли отпечатков на лезвиях, так как это может отрицательно сказаться на сроке службы лезвий.
Натяжение или растяжение означает удлинение средней зоны пильного диска. Это осуществляется прокаткой с помощью прокатной машины. За счет растяжения средней зоны зубчатая сторона и задний край становятся короче по отношению к середине. В результате при подгонке пильного диска к роликам пильного станка сжимающие напряжения снимаются, и пильный диск образует кривую посередине. Это предотвращает смещение пильного диска вперед-назад на наиболее выпуклой контактной поверхности ролика.
При правильном натяжении лезвие имеет следующие характеристики:
Кромка зуба жесткая и работает особенно тихо во время работы.
Лезвие правильно лежит на роликах и выдерживает нагрузки, вызванные высокими скоростями подачи.
Лезвие не склонно к заносу. Точность резки сохраняется благодаря правильному натяжению.
При правке вершине ленточной пилы придается слегка выпуклая дугообразная форма с помощью роликов. Это уравновешивает удлинение зубчатой стороны при использовании пилы. Окончательный процесс шлифования глотки зуба также приводит к удлинению базовой линии зуба по сравнению с вершиной. Состояние пильного диска необходимо проверять по всей верхней кромке.
Измерение, правка, натяжение и выравнивание: то, что раньше было трудоемкой ручной операцией, теперь возможно за одну операцию зажима – благодаря VOLLMER.
Вернуться к началу
Сварочные ленточные пилы
Сварка необходима для соединения ленточных пил или ремонта трещин. Концы пильных дисков должны быть предварительно обрезаны точно под прямым углом, а срезанные поверхности должны быть зачищены. Когда это сделано, сварочный шов укладывается на вершину зуба. Затем место сварки предварительно нагревают до прибл. 100°С с помощью нагревательной пластины. После сварки лезвие необходимо снова отжечь до температуры ок. 450 °C, чтобы затвердевшая структура вернулась в нормальное состояние, а валик сварного шва не порвался.
VOLLMER также предлагает подходящее решение: автоматические сварочные аппараты для экономичной сварки MIG.
Back до верхней
пилы для полосовых пил
Следующие формы зубов обычно используются для полосовых пило
PCP (Профиль проектов)
Вернуться к началу
Как лучше всего распиливать алюминий?
Рисунок 1. Когда дело дошло до резки алюминия, циркулярные пилы были единственным выбором для производителей металла. Достижения в технологии ленточных пил расширили их возможности.
Поскольку постоянное внимание уделяется использованию более легких материалов везде, где это возможно, особенно в транспортной отрасли, производители металла заинтересованы в изучении лучших способов обработки алюминиевых материалов. Конечно, это влияет на любую деятельность в цеху, включая распиловку.
Этот интерес к более легким материалам является долгосрочной тенденцией. В ежегодном Барометре промышленного рынка ThomasNet.com, в котором приняли участие более 4000 специалистов-производителей в Северной Америке, 20 процентов респондентов назвали аэрокосмическую и оборонную отрасли самыми быстрорастущими рынками в 2012 году, уступая только готовым металлическим изделиям (21 процент). Это происходит даже тогда, когда производители смотрят на резкое сокращение оборонных бюджетов по всему миру, особенно в США. В том же опросе 18% считают автомобильный рынок самым быстрорастущим рынком. Что общего между аэрокосмическим и автомобильным рынками? Компании заинтересованы в снижении веса своей продукции, поскольку для питания этих легких самолетов и транспортных средств требуется меньше топлива.
В недавнем отчете Ассоциации алюминиевых производителей показано, насколько актуальна эта тенденция. Ассоциация сообщила, что спрос на алюминиевые полуфабрикаты в США и Канаде, включая поставки отечественных производителей и импорт, составил 1,3 млн фунтов. в июле, что на 8,1% больше, чем год назад. Спрос на алюминиевые листы и плиты подскочил до 779 миллионов фунтов. в июля, что на 6,1 процента больше, чем за тот же период в 2011 году. Между тем, этот рост происходит, поскольку экспортные рынки в Европе и Азии пытаются восстановить свою экономическую основу.
Поскольку перед производителями, способными эффективно обрабатывать алюминий, открываются большие возможности, им необходимо знать технологии резки, которые могут помочь им в выполнении этой работы. Если основное внимание уделяется распиловке (см. Рисунок 1 ), возникает вопрос: что лучше резать алюминий: ленточные или дисковые пилы для холодной резки? Технологические достижения были достигнуты в распиловке алюминия обоими типами пил. Ответ часто очень твердый: «Это зависит».
Взгляд на циркулярные пилы
Одним из наиболее традиционных методов распиловки алюминия большого диаметра является использование очень больших дисковых пил. Этот метод пиления прижился из-за скорости, с которой можно было резать алюминий по сравнению с ленточной пилой. Циркулярная пила входит в материал с высокой скоростью и поддерживает эту же скорость на протяжении всего реза, даже при выходе из материала. Производители пил называют это постоянная скорость и подача.
Традиционно с этим боролись ленточные пилы, потому что полотно можно было довольно легко повредить, если оно врезалось в металл на большой скорости. «Клейкость» металла, такого как алюминий, может повредить полотно ленточной пилы, если оно быстро войдет в материал. Новые технологические достижения в области ленточных пил, о которых мы поговорим позже, несколько изменили ситуацию.
Большие циркулярные пилы требуют больших первоначальных капиталовложений. Это не должно вызывать удивления, поскольку размер оборудования играет важную роль в его способности так быстро резать алюминий. Например, для циркулярной пилы, разрезающей алюминиевую заготовку диаметром 20 дюймов, потребуется полотно диаметром не менее 40 дюймов, а более реалистично около 50 дюймов. Конечно, оборудование должно быть большим и достаточно прочный, чтобы вращать это большое лезвие с постоянными и высокими оборотами.
Когда дело доходит до таких вопросов, как отделка окончательного распила, циркулярная пила является подходящим выбором. Создавая очень хорошую отделку, изготовитель может исключить вторичную чистовую операцию, что может привести к значительной экономии трудозатрат. Это особенно заметно при быстрой резке цельного материала малого диаметра (см. , рис. 2, ). За например, при экструзионной резке алюминия объемы производства могут достигать 5000 деталей в смену, и ожидается, что конечная отделка будет очень чистой.
Дело в том, что циркулярные пилы режут алюминий настолько быстро и эффективно, что производителю действительно необходимо разработать эффективные средства для перемещения материала в пилу и из нее. Метод обработки материала представляет собой наклонный или плоский магазин на входной стороне в сочетании с высокоскоростным выходным конвейером для сортировки готовых деталей. Это максимизирует режущую способность алюминия круглой пила.
Тем не менее, следует отметить, что, хотя циркулярная пила обеспечивает гораздо более чистый срез, лезвие удалит хороший кусок алюминия из-за размера лезвия. Например, лезвие диаметром 40 дюймов имеет ширину около 0,33 дюйма.
Рис. 2: Для резки алюминиевых труб в больших объемах циркулярная пила по-прежнему считается наиболее подходящей пилой.
Взгляд на ленточные пилы
Ленточные пилы никогда не считались разумным выбором для резки алюминия, но недавно это изменилось. Благодаря достижениям в технологии ленточных пил большие алюминиевые заготовки теперь можно резать почти так же быстро, как и большими дисковыми пилами.
Лучшая новость для производителя заключается в том, что ленточная пила для такого типа резки алюминия требует значительно меньших капиталовложений, чем циркулярная пила. Проще говоря, это оборудование меньшего размера, потому что его лезвия меньше по сравнению с лезвиями циркулярной пилы и не требуют очень большой рабочей площади, чтобы быть эффективными.
Чтобы добиться эффективной резки алюминия, технология ленточной пилы должна была решить проблему вращения лезвия со скоростью, намного превышающей скорость, необходимую для традиционной резки стали — фактически в 10 раз превышающую скорость обработки поверхности в футах в минуту. сталь требует. Ленточные пилы теперь имеют линейную подачу и скорость, что означает, что полотно медленно входит в рез, затем медленно выходит из него. Вход и выхода — это две области, где вероятность повреждения лезвия наибольшая, но этот контролируемый процесс устраняет это. Кроме того, лопасти усовершенствовались так, что они могут так быстро вращаться вокруг колес и быть достаточно гибкими, чтобы не ломаться (см.0003 Рисунок 3 ).
Кроме того, эти новые ленточные пилы обеспечивают хороший контроль над полотном. Шарико-винтовая подача оборудования с сервоприводом (см. , рис. 4, ) помогает обеспечить плотное проталкивание луча через материал со скоростью подачи до 22 дюймов в минуту. Для создания высокой скорости отвала (до 4000 футов в минуту) требуется соответствующее сочетание мощности и крутящего момента в редукторе и двигатель, чтобы даже на высоких скоростях техника не перегружалась. Современные технологии ленточнопильных станков соответствуют всем этим очень важным показателям.
Если производитель режет алюминиевые детали и другие материалы в меньших объемах, скажем, 1000 или менее деталей в смену, то ленточная пила может быть надежной. Если алюминиевый материал больше 7 дюймов в диаметре, современные ленточные пилы, вероятно, являются хорошим выбором для работы. Кроме того, если прямоугольность реза имеет высокие допуски, ленточная пила сможет их выполнить.
Производители также должны знать, что полотно ленточной пилы тоньше, чем полотно циркулярной пилы, обычно толщиной около 0,042 дюйма. Это приводит к значительно меньшему удалению пропила по сравнению с диском циркулярной пилы, что со временем обеспечивает экономию затрат на материалы.
Как далеко продвинулась резка алюминия ленточной пилой? Теперь ленточные пилы режут алюминиевый пруток 6061 диаметром 11 дюймов за 14 секунд. Это 94 кв. дюйма материала, что эквивалентно скорости удаления 400 кв. дюймов в минуту. Это означает, что ленточные пилы теперь могут резать со скоростью 3500 футов в минуту, что выгодно отличается от ленточных пил предыдущих поколений, которые могли резать только до 500 футов в минуту.
См. Пилы
Выбор лучшей пилы для распиловки алюминия зависит от области применения.
Анкерный болт — виды, размеры и способы анкерного крепежа
Анкерные болты — виды и принцип действия
Содержание
Анкерные болты — если рассматривать принцип действия двух основных видов крепежа — анкера и дюбеля, то анкер имеет существенное преимущество. Металлический анкер, помимо силы трения, в основании удерживается при помощи «упора» в виде своеобразного якоря, получаемого за счет распорной части хвостовика. К трению добавляется сила сопротивления разрушению материла.
Есть еще и химические анкера, они используют вместо металлической гильзы быстротвердеющие клеевые составы, которые вводят в отверстие перед установкой анкерного болта. В результате получают монолитное соединение с основанием.
На рынке существует большая номенклатура анкеров, но их все можно разделить на несколько классов.
Что такое анкерный болт от Википедия
Анкер (нем. Anker — якорь) — крепёжное изделие, которое закрепляется в несущем основании и удерживает какую-либо конструкцию.
Различают следующие виды анкеров:
Фундаментный болт
Болт молли
ru.wikipedia.org/wiki/Анкерный_болт
Анкерный болт с гайкой — как крепить
По сути это шпилька с гайкой и шайбой, которая вкручивается в муфту (гильзу с резьбой). Поэтому его могут называть анкерным болтом с гайкой или анкером-шпилькой. Как крепить анкерные болты с гайкой, подробно изучаем самостоятельно и пользуемся.
С одной стороны на шпильку навинчивается гайка с шайбой, с другой — расположен «клин» в виде конуса. В широкой части клин соответствует диаметру муфты, в узкой — шпильке. Муфта со стороны клина имеет насечку и продольные прорези.
Монтаж довольно простой, как крепить анкерные болты с гайкой — поймет даже новичок.
Cхема крепления
В основании сверлят отверстие под муфту, очищают от пыли. На анкер навешивают деталь, вставляют его в отверстие и несильными ударами молотка забивают до упора. Затем затягивают гайку на несколько оборотов.
Навинчиваясь на шпильку, гайка «вывинчивает» ее из муфты, в результате клин распирает муфту по всей длине с прорезями.
Изготавливают анкерные болты из оцинкованной стали. Применяют для бетона, камня, полнотелого кирпича.
Есть «улучшенный вариант» такого анкера — двухраспорный.
У него две подвижные муфты с прорезями, одна из которых входит конусом в другую. При завинчивании гайки хвостовик надвигает одну муфту на другую. Первая распирается конусом клина и сама распирает среднюю муфту, образуя два пояса крепления.
Клиновый анкер — как крепить
Этот тип можно рассматривать как модификацию предыдущего. Муфта выполнена в виде подвижной короткой гильзы-кольца на конце шпильки со стороны хвостовика (клина).
Анкер шпилька клиновая
Принцип действия аналогичный, есть небольшое отличие — не требуется точного сверления по глубине отверстия и его очистки от пыли. Отверстие высверливают с запасом, вставляют на нужную глубину анкер и завинчивают гайку, распирая хвостовиком муфту.
Анкер шпилька с шестигранной головкой
Это классический болт с шайбой, который вкручивается в муфту с продольными прорезями на конце. В качестве распорного элемента служит хвостовая конусообразная гайка.
Монтаж стандартный — высверливают отверстие, очищают его, вставляют анкер с навешенной деталью и слегка подбивают. Остается закрутить анкерные болты на несколько оборотов — гайка конусом входит в муфту и распирает ее.
Анкер шпилька — схема установки
Сфера применения та же, что и у предыдущих видов — крепление тяжелых конструкций к основанию из бетона, камня и полнотелого кирпича.
У этого типа болт может оканчиваться кольцом или крюком. Они позволяют просто навешивать конструкции после монтажа анкера, в остальном отличий нет.
Анкерные болты ударные — как крепить?
Такой образец совмещает в себе функции анкера и гвоздя.
Анкер шпилька ударного типа
Он состоит из полого металлического стержня, один конец которого выполнен в виде шпильки с резьбой под гайку и шайбу, другой — это гильза с четырехлепестковым распором.
Монтаж: как крепить анкерный болт — в отверстие основания надо забить анкерный болт, в который в свою очередь вбивают гвоздь. Лепестки гильзы расходятся. Гайка служит только для фиксации навешиваемой детали.
Разжимный анкер четырехсегментный
По принципу действия этот тип ближе анкеру с гайкой или шестигранной головкой. Хотя у него нет клина или конусообразной гайки на хвостовике шпильки или болта, а расширение происходит за счет ввинчивания в полой гильзе самого болта, который перемещает внутренний четырехгранный элемент.
Анкер болт четырёхсегментный
Анкер состоит из цилиндра с четырьмя прорезями, которые заканчиваются узким кольцом. Ламели удерживаются при помощи плоской пружины, после которой прорези имеют форму клина. Перемещаясь, четырехгранный резьбовой элемент распирает эти клинья.
Схема установки анкерной шпильки
Болт в комплект не входит, а побирается в зависимости от размеров навешиваемой конструкции.
Кроме болта в разжимной анкер можно вкручивать болт с крюком или кольцом. Эти модификации поставляются с ними в комплекте.
За счет широкого раскрытия ламелей-клиньев разжимные анкера можно монтировать и в слабые основания — пустотелые (щелевые) кирпичи, газо- или пенобетонные блоки.
Анкер забивной — как крепить анкерный болт
Один из самых простых по монтажу типов анкера.
Устройство — резьбовая втулка, имеющая с забиваемого конца прорези, коническую внутреннюю форму и клин.
Монтаж — в подготовленное отверстие вставляется забивной анкер и при помощи специальной ударной насадки клином распирают разрезанную часть. Когда вкручивают анкерные болты, лепестки расходятся еще шире, увеличивая сцепление.
Изготавливается из оцинкованной стали или латуни.
Винтовой анкер
Имеет особенную конструкцию. Прорези в гильзе нарезаны не до конца и заканчиваются кольцом с гайкой. Ближе к головке и посредине гильзы ламели ослаблены. Завинчивая винт, гайка смещается и распирает ламели посредине.
Специально разработан для слабых и пустотелых оснований. Может выпускаться не только с винтом, но и с шпильками, крюками, кольцами.
Анкерный болт с кольцом
Общие рекомендации
Для того, чтобы правильно установить анкерные болты, необходимо учесть тип и прочность основания, выбрать оптимальный для конкретной детали вид анкера и определиться с его нагрузочными способностями.
И хотя некоторые типы не требуют высокой точности сверления отверстия (например, разжимной), но чем оно точнее, тем надежнее сцепление анкера с основанием.
Информация на заметку: Жидкое стекло, Растворитель 646 , уайт — спирит.
Анкерный болт. Установка, принцип работы.
Смотрите это видео на YouTube
Анкерное крепление к стене: принцип работы, монтаж
Часто, при различных типах ремонтных и монтажных работ появляется необходимость зафиксировать в стене различные конструкции. Сделать это на практике намного сложнее, чем может показаться с первого взгляда. Стандартные методы работают не очень хорошо, особенно когда конструкция имеет приличный вес и создает на точку крепления не малое давление либо же стена имеет не такие прочные свойства, как бетон. В таких случаях гораздо практичнее использовать, так называемое, анкерное крепление к стене.
Анкерное крепление, лучший вариант для крепежа предметов на стене
Содержание
Принцип работы анкеров – как они справляются с нагрузками?
Анкеры: их эффективность и разновидности
Как крепить анкерный болт: надежный якорь для любых применений
Монтаж в фундамент
Видео: Установка анкерных болтов
Видео: Анкеры. Принцип работы анкерного болта
Принцип работы анкеров – как они справляются с нагрузками?
Принцип работы заключается в их технологии и особой сборной конструкции, благодаря которой нагрузка имеет абсолютно иной характер. Дело в том, что анкерный болт при установке уже в стене распирается, его невозможно обратно вытянуть при любых усилиях, как гвоздь, дюбель или шуруп.
Вытащить анкерный болт со стены невозможно
При этом нагрузка рассредоточивается по небольшой площади поверхности, в которую был установлен болт, а не в одной точке, как при стандартных фиксациях. Чтобы усилить его способность, вместе с ним дополнительно монтируется металлический лист, который забирает на себя большую часть нагрузки и распространяет ее по всей плоскости листа, и чем больше площадь листа, тем больше нагрузки может выдержать болт.
При анкерном креплении нагрузка распространяется по небольшому участку
Анкеры: их эффективность и разновидности
Эффективность анкерных болтов говорит сама за себя, это новейшее современное приспособление, которое быстро набирает популярность благодаря своей простоте в использовании и практичности. На данный момент для них не существует аналогов, которые могли бы сравниться по экономии и физическим характеристикам. Взяв за основу физические законы рассредоточения нагрузки по плоскости, специалисты пришли к очень эффективному решению и создали данное приспособление.
Анкерные болты делятся на несколько видов
Анкера бывают различных типов, имеют примерно одинаковые свойства и функции, каждый имеет принципиальное отличие. Они разделяются на следующие виды и подвиды:
Химические: – крепеж-монолит; – для наружных и внутренних работ; – для крепежа в рыхлых и тонкостенных основах; – стойкие к вибрациям; – долго служащее;
Пластиковые.
Грунтовые.
Для устройства фундамента.
Регулировочные по высоте.
Подобрать подходящий вид не составит труда
Как крепить анкерный болт: надежный якорь для любых применений
Несмотря на свою выносливость к нагрузкам, устанавливается очень просто, в три этапа:
– просверлить в стене отверстие дрелью или перфоратором; – установить в отверстие болт; – распереть якорное основание.
Такой монтаж гарантирует надежность использования для любых целей и нагрузок. Якорное основание отлично справится с любыми типами применения.
Такие болты очень просты в применении
Монтаж в фундамент
Таким же образом устанавливаются анкерные болты и в фундамент. Например, для установки стальных колонн к фундаменту. Это первые анкерные болты, которые используются при строительстве дома, они выдерживают огромные нагрузки, поскольку являются частью несущей основы строения.
Анкерные болты для фундамента выдерживают очень большие нагрузки
Анкера с шестигранной головкой отличаются от остальных своей прочностью. На стену или пол накладывается шестигранный металлический лист, а по углам его граней в просверленные отверстия вкручиваются или забиваются якорные болты. Такая конструкция считается очень надежной и способна выдержать любые применения, даже подъем автомобилей, если установка была произведена на пол. Сама по себе шестигранная структура имеет уникальные особенности выдерживать большие давления и не деформироваться при этом из-за своих ребер жесткости. Шестигранные детали часто используют в различных технических направлениях благодаря их особенностям.
Анкера с шестигранной головкой более прочные
Клиновой анкер имеет очень хорошую несущую способность благодаря силам трения, его якорь распирается внутри материала, как бы цепляясь за стену, он не позволяет давлению себя вырвать. Клиновые анкера также подразделяются на различные типы, стоит помнить, что чем сильнее сцепление за счет сил трения, тем лучше его несущая способность, но при этом и материал основания должен быть крепче, иначе фиксация ее просто разрушит. Этот вид не рекомендуется использовать для стен с низкой прочностью, например, из газоблока.
Такие анкера лучше использовать для прочных стен
Болтовой тип также имеет болт и гайку, которая регулирует якорь, для контроля фиксации. Но в отличие от клинового типа, болтовые имеют якорь почти по всей длине болта, что рассеивает давление по всей длине углубления. Таким образом, разрушение стены минимальное и данный вид можно использовать не только в бетоне и стенах высокой прочности, но и в более хрупких материалах, что делает его довольно популярным. Но они имеют и свои слабые стороны. Например, если сравнивать с клиновыми, то при одинаковых давлениях, для болтовых нужно использовать больший диаметр оси, что приведет к новым проблемам. Нужно использовать бур с большим диаметром, а соответственно, и делать в стене большее отверстие, что повлечет за собой большие расходы, а также может ослабить прочность материала стены, если он недостаточно прочный. Подобные анкера бывают, как однораспорными, так и двухраспорными, что позволяет им прочнее удерживаться в основании и рассредоточивать внутреннее напряжение. Такое свойство повышает несущие способности при меньшем разрушении стены.
С помощью болта и гайки можно регулировать якорь
Ударный анкер с резьбой используется строго для прочных материалов, импульсные вибрации разрушат хрупкую стену еще до окончания установки. Он имеет резьбу, а внутри конус, который распирается изнутри. Он прост в монтаже, нужно лишь просверлить отверстие, забить и расклинить. К нему легко подобрать болт любой длины, он устанавливается в уровень стенки и не требует последующей обрезки, что ускоряет процесс монтажа, а также удобен в эксплуатации. Обычно он используется для установки труб на потолках, коробов и воздуховодов.
Такие анкера используют только для прочных поверхностей
Инструменты для монтажа самые обычные и найдутся в гараже у каждого, ведь для установки анкерных болтов не требуются какие-либо специальные инструменты. Достаточно обычной дрели либо перфоратора (в зависимости от материала стенки на которую производится монтаж), молотка. Если используются ударные типы креплений — гаечного ключа, для фиксации крепления якорного основания. Используя эти простые инструменты возможен любой тип установки абсолютно любых анкерных крепежей. Сам же монтаж осуществляется в зависимости от типа крепления и, конечно же, опыта мастера, ведь неправильный монтаж может повлечь за собой различные побочные разрушительные эффекты, например, разрушение основания поверхности. Также следует правильно подбирать соответствие между типом крепления и материалом поверхности, ведь далеко не каждая поверхность способна выдержать сильное точечное давление и не каждый крепеж предназначен для сверхнагрузок, об этом говорилось выше. Прежде, чем решаться на покупку, обязательно нужно посоветоваться с опытным строителем или монтажником, а также можно проконсультироваться у продавцов строительных фирм и магазинов, такая консультация не будет лишней при принятии решения.
Для монтажа анкера нужна только дрель
Правильное и надежное крепление – это одно из главных условий при строительстве, для создания долговечного дома. Анкера занимают первое место среди других аналогичных приспособлений для установки тяжелых конструкций на поверхности различного типа. Благодаря своей уникальной структуре и механике распределения внутренних нагрузок, они способны выдерживать очень тяжелые конструкции, насколько это позволяет прочность материала. И даже для хрупких поверхностей, благодаря дополнительным накладным металлическим листам и сквозной установке они могут выдерживать невероятную силу нагрузки, что позволит установить, даже в домашних условиях, тяжелое оборудование или специализированную установку, не говоря уже о возведении самого строения с помощью надежности и многообразию применения современных анкерных креплений.
Крепление является обязательной процедурой при ремонте и строительстве
Таким образом, если подойти к данному вопросу ответственно, ознакомившись с видами фиксаторов, их физическими свойствами, они никогда, даже по истечению многих лет, не вырвутся. Даже при необходимости демонтажа извлечь их со стены не получится без разрушения, а если стена имеет высокую прочность, то это будет сделать нелегко, анкера устанавливаются едино разово, без возможности переустановки, но тут уж каждый выбирает что важнее, долговечность и надежность или возможность дислокации анкерных болтов.
Видео: Установка анкерных болтов
Видео: Анкеры. Принцип работы анкерного болта
Ремонт и замена анкерных болтов, Ремонт фундамента США
Как заменить бетонный анкерный болт
Если вам нужно заменить бетонный анкерный болт, вы обратились по адресу. В этой статье мы объясним, как заменить анкерный болт, и поможем вам избежать дорогостоящих ошибок. Мы также поговорим о том, как найти надежную компанию для установки болта. Подробнее о ремонте стволовой стенки. Кроме того, мы рассмотрим, как проверить наличие ржавчины на анкерных болтах. И, наконец, мы рассмотрим, как узнать, не ослаблен ли анкерный болт. Эксперт Фонда.
Ремонт анкерных болтов J-Bolt
Если у вас возникли проблемы с бетонными анкерными болтами, вам может потребоваться их ремонт. Анкерный болт J-Bolt является одним из наиболее распространенных типов бетонных анкеров. Они могут выдерживать более высокие нагрузки, чем стандартный болт, и доступны в различных диаметрах. J-образные болты могут быть изготовлены из обычной стали, нержавеющей стали или оцинкованной стали. Для анкерных болтов большего размера может потребоваться шаблон, чтобы убедиться, что они расположены правильно. Использование шаблона также помогает держать болты отвесно, прямо и на правильном расстоянии от фундамента. Подробнее о ремонте фундамента.
Для больших фундаментов процесс упрощается, когда работу выполняют два человека. Второй человек может установить болт J. Другой человек может просверлить стену и установить резьбовой конец болта. Как только это будет сделано, J-образный болт будет залит новым бетоном. Когда он высохнет, вы можете добавить еще один анкерный болт. Если вы заменяете болт, вы всегда должны учитывать размер отверстия перед его установкой. Подробнее о ремонте фундамента.
При ремонте J-образных анкеров опытный подрядчик может убедиться, что все бетонные анкерные болты надежно закреплены. Специалист сможет проконтролировать установку анкерных болтов, а если вы не можете контролировать процесс самостоятельно, он может помочь вам с установкой. Некоторые специалисты даже обеспечивают замену бетонных анкерных болтов. Поиск авторитетного эксперта для наблюдения за работой на строительной площадке может помочь вам избежать ошибок. Подробнее о ремонте стволовой стенки.
Бетонные анкерные болты также можно отремонтировать, изменив существующий цементный раствор. Некоторые из них могут включать замену бетонного анкерного стержня на новый. Однако эти модификации следует вносить только после консультации с инженером-строителем. Перед заливкой бетона убедитесь, что все болты выровнены и закреплены. В противном случае вы можете быть привлечены к ответственности за серьезный ущерб. Способ ремонта будет зависеть от степени повреждения анкера. Подробнее о ремонте стволовой стенки.
Правильное выравнивание является неотъемлемой частью ремонта анкерных болтов. Американский институт стальных конструкций (AISC) предлагает руководство по правильному размещению анкерных болтов. При установке анкерных болтов убедитесь, что расстояние между болтом и арматурным каркасом составляет не менее 100 мм. ACI рекомендует минимум 6d для литых крепежных деталей с головкой, в то время как Американский институт стальных конструкций (AISC) рекомендует минимум 4d для высокопрочных анкерных болтов. Подробнее о ремонте анкерных болтов.
Сменный анкерный болт
Существует несколько причин, по которым может потребоваться замена бетонного анкерного болта. В конечном счете, эти отказы являются результатом перегрузки — либо бетона, либо стального болта. Перегрузка приводит к внезапному хрупкому разрушению бетона, в то время как пластическое удлинение вызывает рост стального болта, перераспределяя приложенную нагрузку на окружающие болты и задерживая разрушение. Хотя не существует стандартного способа определения подходящей замены, есть некоторые рекомендации, которым вы можете следовать. Подробнее о ремонте фундамента.
Чтобы определить, какую прочность должен обеспечить болт, определите его длину и глубину заделки. Затем определите расстояние между болтом и свободными краями. Затем рассмотрите прочность болта, которая должна соответствовать спецификации ASTM A-193.
Phoenix , MESA , Tempe , Chandler , Gilbert , Ahwatukee, SCOTTSDALE TREANGENTINGENTALE. После того, как анкер был вставлен в бетон, необходимо произвести замену, отрезав выступающую часть болта. Важно отметить, что многие марки высокопрочных анкерных болтов нельзя сваривать. Если вы привариваете болт, убедитесь, что крепеж не подвергается термической обработке. Затем вы можете использовать эпоксидную смолу, чтобы заменить сколотый бетон, окружающий анкерный болт.
Если используется анкер с молотковым приводом, используйте молоток и покачивайте вперед и назад выступающий стержень, пока резьбовая часть не оторвется под поверхностью. Если анкер имеет разъемный приводной компонент, отрежьте его с помощью ножовки или шлифовального круга. Затем забейте торчащий стержень, пока он не окажется на одном уровне с поверхностью. Этот метод не идеален, но он гарантирует правильную установку анкера. Подробнее о ремонте фундамента.
Ослабленный бетонный анкер — частая проблема домовладельцев, но если у вас есть нужные инструменты, вы можете легко его починить. В некоторых случаях может не потребоваться полная замена бетонного анкера. Если это бетонный анкер с внутренней резьбой, вы можете отремонтировать его самостоятельно. Независимо от причины, ремонт поможет сделать якорь более надежным. Если вы не уверены, лучше всего позвонить профессионалу, и он починит его.
Замена ржавых анкерных болтов
Быстрое решение проблемы ржавых бетонных анкерных болтов заключается в их удалении. Чтобы снять их, используйте трубный ключ или тиски, чтобы ослабить болт, и используйте молоток, чтобы вытащить его. Вы также можете использовать экстрактор для болтов, чтобы удалить старый анкер. Если вы не можете полностью удалить анкер, попробуйте отрезать его болгаркой. Затем вы можете заменить его новым, а затем закончить работу, покрыв его цементом и финишной штукатуркой.
Если вы не уверены, какой тип анкерных болтов для бетона использовать, вы можете приобрести их в Интернете или в местных магазинах. Труба из ПВХ сортамента 80 устойчива к коррозии, а сортамент сортамента 120 доступен у некоторых поставщиков. Вы также можете купить анкерные болты из нержавеющей стали, но вам нужно убедиться, что вы выбрали правильный сорт нержавеющей стали для применения. Вы должны выбрать болты серии 400, которые являются материалом более высокого качества. Однако будьте готовы заплатить вдвое больше за болты из нержавеющей стали. Подробнее о ремонте фундамента.
Вы также можете заменить ржавые бетонные анкерные болты, используя недорогой метод. Вы можете купить новые болты, которые немного смещены от исходного рисунка, или повернуть стойку и установить ее сверху. Этот метод идеально подходит для крупных судов с оборудованием, для которых могут потребоваться анкерные болты по всей толщине железобетонной конструкции. Существующие анкерные болты были продавлены через кольцевое пространство цементной втулки, а анкерные болты заменены текучим цементным раствором, содержащим антикоррозионные добавки.
Клиновой анкер является популярной альтернативой молотковому анкеру. Эти анкеры шире на конце и имеют зажим, выступающий выше на стержне. Они обычно используются для крепления стеллажей для поддонов, световых столбов и воздуховодов. Клиновые анкеры могут быть установлены заподлицо с бетоном, а их расширяющаяся втулка скользит по верхней части вала, увеличивая диаметр болта и закрепляя его на месте.
Как заменить анкерные болты
Первое, что нужно сделать при замене анкерных болтов для бетона, — удалить болт, который находится над землей. Вы можете использовать болтолом, чтобы сломать болт. Кроме того, вы можете использовать шлифовальный круг или ножовку, чтобы удалить болт. Как только болт выйдет из бетона, вы можете установить новый болт с нарезными гайками. Если существующие болты слишком длинные, вы можете попробовать использовать более длинный, чтобы затянуть их. Подробнее о ремонте стволовой стенки.
Перед установкой новых анкерных болтов необходимо убедиться, что они имеют достаточную длину растяжения. Это связано с тем, что прекращение создает зоны напряжения. Любые острые кромки создают концентраторы напряжения, которые вызывают трещины. При наличии нефти ситуация ухудшится. Еще одним важным фактором, на который следует обратить внимание, является тип используемого анкерного болта. Не следует использовать те, у которых есть крючки, петли и рыбьи хвосты. Обязательно используйте болт, соответствующий требованиям ASTM A-193 и A-194 или более высокой прочности. Подробнее о ремонте фундамента.
Затем убедитесь, что диаметр якоря составляет не менее 1 дюйма. Если это не так, попробуйте увеличить отверстие для нового болта. При замене бетонных анкерных болтов важно выбрать правильные для работы. Пластиковые анкеры разрешены только на сплошных участках бетонного блока. Поэтому, если вы не уверены в диаметре бетонного анкерного отверстия, вы можете использовать детский ушной шприц для очистки отверстия от пыли. Также полезно защитить потоки. Подробнее о ремонте стволовой стенки Tempe Arizona.
Другим важным фактором, который следует помнить при замене анкерных болтов для бетона, является правильная глубина заделки. Рекомендуется, чтобы диаметр анкерного болта как минимум в четыре раза превышал диаметр бетона, если он используется в более толстой конструкции. При установке анкерного болта в бетон убедитесь, что закладные болты имеют эффективную глубину посадки 12d. Если это невозможно, можно просверлить отверстие для замены анкерного болта и переустановить его.
После того, как вы обрежете старые бетонные анкеры, вам нужно будет заменить болты новыми, которые входят в отверстия. Это так называемые расширительные анкеры. Используя распорные анкеры, вам нужно будет отрезать угловую часть болта и просверлить на нужной глубине новый. Если вы хотите заменить болт распорным анкером, вам нужно просверлить болт на всю толщину.
Продукт значительно снижает усилия во многих типах и разрывает их начисто
Подрядчики всех видов полагаются на анкеры для бетона, чтобы обеспечить надежное и постоянное размещение больших двигателей, труб, несущего каркаса и многого другого. Но когда эти якоря необходимо удалить, как это часто бывает, процесс часто может быть трудным и трудоемким. И даже тогда они часто не отрываются полностью.
В этой статье мы объясняем, как удалять бетонные анкеры, обсуждаем характеристики анкеров, инструменты, доступные для удаления, и как подходы к удалению различаются для разных типов анкеров.
Анкеры для бетона, предназначенные для постоянной установки под землей, относятся к одной из двух широких категорий
Крепежные изделия для бетона и кладки состоят из смеси болтов, втулок, винтов и других компонентов, предназначенных для постоянной установки в бетон, кирпич и другие твердые материалы. . Иногда эта надежная посадка обеспечивается компонентами, которые расширяются по мере того, как болт просверливается или ввинчивается в бетон. Другие анкеры удерживаются на месте прочными клеями. Несмотря на то, что сила, которую могут выдержать эти крепежные элементы, зависит от их типа, конструкции и характеристик бетона, все бетонные анкеры предназначены для того, чтобы оставаться на месте даже при сильном напряжении, что затрудняет их удаление.
Рабочие-каменщики классифицируют эти крепежные детали как анкеры с наружной резьбой или анкеры с внутренней резьбой:
Анкеры с внутренней резьбой состоят из расширяющейся втулки или трубы с внутренней резьбой. Монтажники помещают этот компонент с внутренней резьбой в предварительно просверленное отверстие. Затем они заставляют расширительную трубку расширяться внутри отверстия. Некоторые фиксируются на месте только с использованием специального установочного инструмента, в то время как другие просто расширяются при соединении с помощью болта, винта или стержня с наружной резьбой.
Компоненты цвета латуни на этих вставных анкерах с внутренней резьбой расширяются по мере затягивания болта, надежно захватывая окружающий бетон. Источник: Википедия
• Анкеры для бетона с наружной резьбой объединяют анкерный компонент и крепежный стержень, болт или штифт в единое целое. Если забить штифт или затянуть гайку на резьбовом стержне, анкер расширится и зафиксируется на месте.
Затягивание гайки на этих клиновых анкерах приводит к расширению зажимов, образуя клин. Источник: Википедия.
Большинство бетонных анкеров с внутренней резьбой можно снять с помощью простых инструментов, но анкеры с наружной резьбой могут оказаться проблематичными
От ремонта до электромонтажных работ, широкий спектр проектов иногда требует удаления анкерных болтов. Например, на складах часто требуется перемещать стеллажи для поддонов, закрепленные либо клиновыми, либо ударными анкерами, чтобы максимально использовать складское пространство.
Бесчисленные бетонные анкеры поддерживают стеллажи, используемые в современных складах. Источник: Википедия
Но очень немногие бетонные анкеры можно полностью удалить, не повредив бетон. Вместо этого удаление анкерного болта обычно влечет за собой оставление некоторой части анкера заглубленной в поверхность, в то время как надповерхностная часть анкера — будь то болт, резьбовой стержень, головка булавки или часть самого анкера — отрезается или вытягивается. вне. Нанеся раствор для заделки бетона, оставшуюся часть анкера и отверстие можно закрыть, оставив ровную поверхность.
Анкеры для бетона с внутренней резьбой, как правило, проще демонтировать. Обычно с помощью отвертки, трубного ключа или тисков можно выкрутить выступающий болт, оставив анкер с внутренней резьбой на одном уровне с бетоном. При необходимости можно использовать молоток, чтобы выбить анкерную трубку под полом, а в некоторых случаях эти трубки можно просто полностью вытащить из отверстия.
Бетонные анкеры с наружной резьбой удалить гораздо труднее. Если отверстие под анкером достаточно глубокое, некоторые анкеры можно просто забить в землю. Другие необходимо расколоть ножовкой или отрезным кругом, оставив выступ над землей. Как правило, этот выступ можно выровнять молотком, хотя некоторые большие выступы, возможно, придется выровнять с помощью шлифовального круга. Конечно, все это требует больших усилий.
Эти методы хорошо подходят для удаления нескольких анкерных болтов за один раз, но подрядчики, желающие быстро удалить десятки или сотни болтов, находят эти методы слишком медленными и разочаровывающими. А на некоторых объектах может потребоваться разрешение на проведение огневых работ из-за искр, создаваемых угловыми шлифовальными машинами или ножовками, что еще больше усложняет трудоемкую задачу.
Компания Product Design Specialties из Орегона разработала эффективный и простой в использовании инструмент для удаления анкерных болтов
В ответ на недостатки традиционных методов удаления анкерных болтов компания Product Design Specialties, производитель эргономичных инструментов и оборудования для снижения опасности, приступила к разработке простого инструмента для удаления анкерных болтов. Патрик О’Бэнион, основатель Product Design Specialties, описывает их происхождение:
«Впервые я сделал эту штуку лет семь назад. И первый, который я сделал, у меня не было подходящего оборудования — это было дорого. Итак, я сделал его, и он работал хорошо, но потом я просто повесил его на стену, наверное, на три или четыре года. Что ж, один из моих других клиентов подошел и спросил, есть ли у меня что-нибудь, что может сломать анкерные болты. Он говорит: «Чувак, у нас есть 500 из них, которые нам нужно сломать. Это займет у нас неделю». Итак, я одолжил его ему. Ну, на следующий день к полудню мне позвонили и сказали: «Привет, Пэт. Мы возьмем два из них. И этой другой компании нужны два из них. Как быстро вы сможете их изготовить?»»
Вскоре после этого компания Product Design Specialties приобрела оборудование, необходимое для производства этого нового продукта — болтолома — по гораздо более низкой цене, что быстро принесло пользу большому количеству подрядчиков.
Болтолом представляет собой один из самых простых, безопасных и быстрых методов на рынке для отламывания резьбового стержня. Если что-то торчит из бетона — будь то часть бетонного анкера или нет — его можно вырезать и подготовить для бетонной заплаты за долю времени, которое используется другими методами.
Надвигая болтолом на выступающий болт, покачивая его взад-вперед один раз и вращая его круговыми движениями, это устройство нагревает и ослабляет молекулы внутри болта, заставляя его аккуратно отламываться. На самом деле, более твердые болты, такие как болты из углеродистой стали SAE Grade 8, отрываются даже более аккуратно, чем болты более низкого качества.
Использование наконечников из углеродистой стали, соответствующих диаметру каждого анкерного болта, включая размеры 1/4″, 3/8″, 1/2″, 5/8″ и 3/4″, удаляет бетонные анкеры на уровне или ниже уровня пола, оставляя пол готовым к бетонному ремонту. Болтолом может удалить все, от коротких выступов, выступающих над гайкой, до полноразмерных стержней длиной более 20 дюймов. Он не требует электричества, не образует пыли и не образует искр, что устраняет необходимость в разрешениях на огневые работы, как показано в видео ниже:
Как снять анкер с наружной резьбой по типу анкера
Если вы хотите быстро и легко снять большинство анкеров, купите болтолом. Если вам нужно снять всего несколько анкеров, и вы хотите сделать это старомодным способом — или это тип болта, для которого требуется другой процесс — давайте рассмотрим методы избавления от этих обычных бетонных анкеров с наружной резьбой:
Клиновые анкеры
Запорные анкеры
Втулочные анкеры
Разрезные анкеры
Анкеры молота
Снятие клиновых анкеров
Клиновой анкер имеет небольшую расширяющуюся втулку, прикрепленную к одному концу анкера. Разработанные для использования в твердом бетоне, они широко используются для крепления световых столбов, воздуховодов и стеллажей для поддонов.
Клиновые анкеры можно извлечь из бетона одним из трех способов:
Если отверстие под анкером достаточно глубокое, просто вбейте его в бетон молотком
Используйте пилу или шлифовальный круг, чтобы отрезать анкер прямо над поверхностью, а оставшуюся часть расплющите молотком
Или вы можете просто поместить болтолом на выступающий стержень, раскачивать его вперед-назад и вращать до тех пор, пока стержень не сломается
Удаление анкерных гильз и распорных анкеров
Распорные анкеры имеют расширяющийся корпус с резьбовой головкой и штифт, используемый для расширения анкера в бетонном отверстии. Анкеры-втулки, используемые с бетоном, кирпичом или блоком, используют стержень с резьбой, гайку и расширяющуюся втулку для крепления к бетону.
Гильзовый анкер. Источник: Folkestone Fixings
Как и другие анкеры с наружной резьбой, анкерные втулки и запорные анкеры не могут быть полностью удалены, хотя некоторые анкерные втулки можно просто вбить под поверхность бетона после удаления гайки и шайбы. Но резьбовой стержень, выступающий из втулки или запорного анкера, можно снять и залатать, выполнив следующие действия:
Снимите гайку и шайбу с анкера.
Если отверстие под анкером достаточно глубокое, просто вбейте его в бетон молотком.
Отрежьте надземную часть анкера с резьбой. Если у вас есть болтолом, сдвиньте его по выступу, покачайте вперед-назад один раз и вращайте до тех пор, пока болт не оторвется под поверхностью. В качестве альтернативы можно прорезать болт ножовкой или шлифовальным кругом.
При необходимости выровняйте оставшийся выступ с окружающим бетоном. Гильзовые анкеры часто можно забить молотком глубже в землю. При необходимости отбейте или отшлифуйте любой выступающий стержень.
Снятие разъемных анкеров и анкеров с молотковым приводом
Анкеры с молотковым приводом имеют штифт и втулку, предназначенные для вставки в предварительно просверленное отверстие. При забивании штифта втулка расширяется, запирая анкер в отверстии. Анкер с разъемным приводом представляет собой цельный анкер с двумя предварительно расширенными половинками, которые сжимаются, а затем снова расширяются при забивании в отверстие.
Анкер с молотком. Источник: Deelat Industrial через YouTube
После установки эти анкеры оставляют на поверхности только плоскую головку. Методы извлечения этих трудноудаляемых креплений различаются, но рекомендации по удалению анкеров с молотковым приводом и анкеров с разъемным приводом включают:
Вытягивание анкера с помощью плоского монтировки и молотка
Снятие головки болгаркой, затем сплющивание выступающего анкера
Долбление под головкой и вытаскивание анкера
Как снять анкеры с внутренней резьбой в зависимости от типа анкера
Хотя все анкеры с внутренней резьбой можно легко установить заподлицо с окружающим бетоном, большинство из них имеют анкерный компонент, который остается постоянно встроенным.
Анкеры с крепежными винтами и вставные анкеры оснащены расширяющейся заглушкой, которая фиксируется на месте с помощью специального установочного инструмента. Поскольку весь анкер находится под поверхностью, любые болты или резьбовые стержни, соединенные с ними, можно просто снять с резьбы, а отверстие анкера залатать. Ни анкер с крепежным винтом, ни забивной анкер нельзя снять, не повредив бетон.
Анкеры с машинным винтом. Источник: Eden Farms Online через Bonanza
Бетонные анкеры для защиты от отставания используют болт и втулку, которые вставляются в отверстие. По мере того, как болт ввинчивается в защитный экран, он расширяется, прикрепляя его к бетону. Бетонные анкеры для защиты отставания могут быть самым простым анкером для удаления: при удалении болта анкер может сжиматься, позволяя вытащить его из отверстия.
Специальные инструменты для удаления анкерных болтов теперь доступны по адресу QRFS
Если вы ищете более быстрый способ удаления клиновых анкеров, гильзовых анкеров или забивных анкеров из бетона, линейка инструментов для удаления анкерных болтов Product Design Specialties уже доступна на складе. в КРФС.
Доступный с оранжевой или желтой отделкой, каждый Boltbreaker включает в себя два сменных наконечника из углеродистой стали, предназначенных для аккуратного отламывания анкерных болтов 3/8″ или 1/2″, металлических стержней или арматурных стержней, заделанных в бетон. Наконечники для болтов 1/4″, 5/8″ и 3/4″ доступны по специальному заказу.
Этот болтолом стандартного размера имеет длину 25 дюймов, предоставляя пользователю достаточный рычаг и портативность. Болтолом
может отламывать болты или стержни из низкоуглеродистой, среднеуглеродистой и среднеуглеродистой легированной стали и доступен в трех размерах:
Длинный (40″) для максимального рычага
Стандартный (25″) для сочетания рычага и портативности
Mini (20″) для тесных или иных компактных пространств
Нажмите здесь, чтобы просмотреть наш выбор болтоломов.
Вопросы о том, как снять анкерные болты для бетона? Хотите заказать Болтолом с нестандартными наконечниками из углеродистой стали? Позвоните нам по телефону +1 (888) 361-6662 или напишите по электронной почте [email protected].
Если дом оснащен водопроводом, то несложно представить, то что по системе бежит вода. Однако это бывает не всегда так. Иногда из-за слабого напора воды бытовая техника в доме просто отказывается работать. И случаются подобные ситуации довольно часто в высотных домах. Именно в этих домах вода редко доходит до верхних этажей. Поэтому в таких случаях рекомендуется использовать насосы для повышения давления воды. Нужно сказать, что подобные устройства также используются в частном доме. Поэтому сегодня с порталом Beton-Area.com мы узнаем как работают и что представляют из себя эти устройства.
Когда будет вода
В каждой системе водоснабжения должен присутствовать определенный напор воды. Давление воды в водопроводе измеряется барами. Единицей измерения считают 1 бар, который приравнивается к 1 атмосфере. Стандартный напор воды в каждом водопроводе должен быть равен 4 атмосферам. Если такое давление соблюдается в системе водоснабжения, то подача воды будет нормальной в любой точке водопровода.
Сегодня многие современные системы водоснабжения имеют давление, которое колеблется в пределах 2-7 атмосфер. Нужно сказать, что перебор давления — это не страшно. А вот водопровод с низким уровнем давления может доставить большое количество неприятностей. И исправить ситуацию в лучшую сторону может только лишь насос для повышенного давления, купить которой сегодня очень просто.
Как устроен насос повышенного давления
Водяной насос, который создан для повышения воды в водопроводе работает с помощью небольшого электродвигателя. Насос, во время работы вращается тем самым нагнетая давление в трубах. Насос оснащен также пластиковым корпусом, который имеет весьма небольшие размеры.
Изучите публикацию: Гипсоволокно и гипсокартон: В чем разница
Специальные бытовые насосы сегодня некоторые люди устанавливают даже на бытовые приборы. К примеру, довольно часто подобные устройства подключают к трубе, которая подает воду в бойлер или стиральную машинку.
Прежде чем купить такой насос для устранения проблемы в системе водоснабжения, нужно оценить все проблемы, которые имеет водопровод в вашем частном доме. Сделать это нужно для того, чтобы выбрать правильный насос для повышения давления в водопроводной системе.
Стоит сказать, что сегодня существует две основные проблемы, которые вызывают слабое давление в трубах.
В водопроводе есть вода, однако напор недостаточно сильный. И воды хватает для того, чтобы просто умыться.
У соседей вода есть, однако в вашей квартире сверху напора совсем нет.
Теперь нужно по порядку разобраться с вышеуказанными проблемами.
Итак, если вас беспокоит проблема слабого напора в трубах, то волноваться не стоит. Ведь эта проблема легко решаема. Для решения подобной ситуации стоит приобрести насос повышенного давления, который необходимо врезать в общую трубу, которая подает в вашу квартиру воду.
Стоит сказать, что такие устройства отличаются небольшими габаритами и имеют выгодную цену. В качестве движущего механизма здесь выступает небольшой электродвигатель. При этом ротор и внутренние детали двигателя охлаждаются одним из двух способов.
Следующим автономным устройство считается насос с мокрым ротором или проточный насос для повышения давления в системе водоснабжения. В этом случае смазывание всех элементов насоса происходит за счет прохождения жидкости через камеру с ротором. Поэтому такие устройства не требуют обслуживания. Все что нужно для их качественной работы это грамотное подключение к системе и правильная установка.
Повышенной мощностью отличается насос для повышения давления воды, который имеет сухой ротор. Стоит сказать, что этот прибор нуждается в постоянном обслуживании. Во время работы устройство выдает негромкие звуки, которые похожи на писк комара. В подобном оборудовании все детали ограждены водостойкой заслонкой. Важные элементы устройства рекомендуется чистить один раз в несколько месяцев.
По типу режима работы эти насосы разделяются на два вида.
Итак, первый вариант оборудования — это насос, который повышает давление в ручном режиме управления. Это устройство отличается постоянной работой. Также такие насосы имеют минимум автоматики. Кроме того, они отличаются несложной конструкцией. Применяются подобные устройства в системах теплых полов.
Автоматический насос повышения давления воды работает только лишь во время включения крана. Действительно, насос начинает работать только после того, как в системе будет открыт хотя бы один кран. После закрытия крана насос такого типа прекращает свою работу. Сегодня подобные устройства являются самыми востребованными аппаратами. Такая популярность объясняется тем, что такие насосы потребляют небольшое количество энергии и тонко реагируют на любые ситуации. Автоматический насос отличается также завышенной стоимостью. Поэтому это должен помнить каждый покупатель.
Как выбрать водяной насос
Итак, прежде чем отправиться за покупкой нового насоса, нужно понять каким образом вода поступает в квартиру. К примеру, если вода из крана течет слабо, то нужно приобрести повышающий насос. А если вода имеется только лишь у соседей, а выше не поднимается, то стоит купить самовсасывающую насосную станцию.
Что бы приобрести насос высокого качества, нужно оценить производителей этого оборудования. Нужно сказать, что этот момент является самым важным во время выбора насоса. Ведь в случае возникновения поломки насос придется ремонтировать. Сегодня в основном на ремонт берут устройства популярных фирм производителей. Насосы китайских фирм сегодня никто не ремонтирует.
Сегодня самыми популярными считаются насосы повышенного давления от фирм производителей:
Грундфос;
Wilo;
Sprut.
Во время покупки насоса нужно помнить о том, что каждая фирма специализируется на выпуске конкретных моделей. К примеру, насос от фирмы Грундфос имеет небольшой объем и циркуляционную систему работы. И все потому, что подобная фирма сделала ставку навыпуск именно этих моделей.
А вот насосы от фирмы Wilо отличаются небольшими габаритами. Кроме того, некоторые модели имеют встроенный гидроаккумулятор.
В общем, многие специалисты рекомендуют тщательно подумать над своим выбором. Ведь если воды в кране совсем нет, то простой насос не решит проблему. Здесь решить поможет проблему мощная насосная станция. Однако заплатить за такое устройство придется немалые деньги.
Насос, повышающий давление в водопроводе подойдет, если в трубах находиться слабый напор воды. Такой прибор в этом случае лучшее решение. И все потому что устройство имеет низкую цену и высокую производительность.
В момент выбора насоса рекомендуется также обратить внимание на технические характеристики устройства. В этом случае стоит обратиться к профессионалу, который поможет подобрать оптимальное решение для каждого случая.
Подключение прибора
После выбора правильного прибора нужно найти ответ на вопрос, как подключить насос повышенного давления.
Итак, прежде всего нужно сказать, что насосные станции должен устанавливать специалист. Самостоятельный монтаж устройства производить не рекомендуется. И все потому что подключение подобного устройства является не только длительным, но и сложным процессом.
Если установка станции — это сложный процесс, то подключение насоса выполнить очень просто. Все что требуется от вас, это перекрыть воду на нужном участке и врезать оборудование в водопровод.
Итак, чтобы установить насос нужно:
Вначале отключить воду на необходимом участке трубы.
Затем стоит выпустить воду.
Поле чего надо отрезать трубы и присоединить к ней фитинги и насадки.
После установки насадок нужно вмонтировать насос в трубу. При этом входное отверстие нужно подцепить к другой части трубы. Стоит сказать, что на этом этапе, возможно, внедрение в систему полипропиленового или резинового шланга. Подобные шланги обычно продают в комплекте с самим устройством.
На последнем этапе водопровод подключают к основной сети или к колодцу.
Насос для повышения давления воды с автоматическим включением в частном доме и квартире
Слабый напор воды, который часто наблюдается в кранах многоквартирных домов, явление малоприятное. Эта неприятность не только вредит нервной системе, но и портит дорогостоящее оборудование. Подобная проблема задевает владельцев квартир, расположенных на верхних этажах, и хозяев частных домовладений. Решить ее помогают насосы для повышения давления воды, способные создавать необходимые показатели давления, которые обеспечивают нормальное функционирование бытовой техники.
Разбираемся в причинах слабого напора воды
Существующими нормативами прописано, что давление в водопроводе должно составлять 4 бар. Именно так можно обеспечить работоспособность всех бытовых приборов, связанных с водоснабжением. На практике встретить такое давление практически невозможно. Поскольку показатель имеет погрешности, как в большую, так и меньшую сторону.
Распространенные причины возникновения проблемы:
Причиной низкого давления могут послужить старые трубы, которые основательно заросли известняком, либо покрылись ржавчиной изнутри. Использование водяных насосов высокого давления в таких случаях нецелесообразно — требуется замена всей трубной разводки.
Повлиять на силу напора способны и загрязненные старые фильтры, смена которых легко решает проблему.
Виновником слабого напора воды может случайно стать сосед снизу, установивший при ремонте трубопровод меньше регламентируемого диаметра.
Что можно предпринять
Если проблема слабого напора воды не в загрязнении труб, для ее решения придется устанавливать дополнительное оборудование. Установка повысительного насоса для водопровода будет оправдана при бесперебойном водоснабжении с недостающим давлением для работоспособности бытовой техники. Если постоянное напряжение не превышает 1.5 бар., повышающий насос рекомендуется ставить на входе трубопровода в дом. Подобные меры можно предпринять в многоэтажных застройках, страдающих «дефицитом» давления.
Если вода до вашего этажа вообще не доходит, использование водяных насосов высокого давления является неоправданным. Для выдачи необходимого значения на выходе оборудованию требуется минимальный предел давления, регламентируемый для конкретной модели помпы. Создать напор из пустоты невозможно.
Существует несколько решений такой проблемы (однако не каждый вариант легко осуществим):
Установка насосной станции высокого давления, оснащенной гидроаккумулятором большой емкости. Основным элементом устройства является центробежный насос, способный самостоятельно поднимать воду на необходимую высоту, что позволяет получать на выходе хороший напор. Аккумулирующий бак, входящий в комплектацию, обеспечивает резервный запас жидкости, которую можно расходовать, когда нет давления в системе водоснабжения.
Установка безнапорного резервуара, наполненного водой. Обычно их монтируют под потолком, а непосредственно перед точкой водозабора ставят небольшой повысительный насос. Его мощности будет достаточно для беспроблемного пользования водой. Основным препятствием к реализации проекта могут стать незначительные габариты городских квартир.
Установка повысительной насосной станции водоснабжения высокой мощности, оснащенной гидроаккумулятором и накопителем. Наличие большого запаса воды обеспечит жильцов необходимым напором и должным количеством жидкости.
Каждое из решений требует грамотного подхода и подбора специального оборудования.
Выбор насоса
Ключевыми критериями, которые нужно уточнить перед покупкой оборудования, являются производительность и величина повышения давления.
Показатель производительности измеряется литрами в минуту. Для одновременной работы 2-х кранов (например, в ванной и в кухне), достаточно будет 10 л/мин. Добавление дополнительных точек подачи воды потребует от 15 л/мин.
Величина повышения давления измеряется барами или атмосферами. 1 бар ~ 1атм.
Требования к давлению:
Подключение стиральной машины – 2 атм.
Использование системы пожаротушения – 3 атм.
Джакузи, душ с гидромассажем, полив участка – 4 атм.
Максимальный предел давления бытового водоснабжения составляет 7 атм. Превышение значения может привести к разрушению водопроводной системы.
Прочие критерии выбора связанны с второстепенными факторами: условия эксплуатации, степень комфорта, экономическая эффективность. К таким критериям относят:
вид – вихревой либо центробежный;
рабочий режим – ручной либо автоматический.
температуру жидкости – насосы под холодную или горячую воду + универсальные модели;
систему охлаждение корпуса – сухой либо мокрый ротор.
Если для исправления ситуации требуется установка подкачивающего насоса для воды, нужно ознакомиться не только с критериями выбора прибора, но и с типами насосов.
Типы насосов
Современные насосы классифицируются по типу ротора: сухой или мокрый.
Первый отличается ассиметричной формой (из-за силового блока, расположенного в стороне). Он оснащен собственной системой охлаждения. Конструкция предусматривает консольное крепление устройства к стене. Оборудование обладает достойными эксплуатационными характеристиками, оно способно полноценно обслуживать одновременно несколько водозаборных точек.
Второй тип водяных насосов высокого давления имеет компактные размеры, меньше шумит и не нуждается в дополнительных профилактических мероприятиях. Смазка трущихся элементов производится перекачиваемой жидкостью. Установка осуществляется непосредственной врезкой прибора в трубу до водозабора или бытового прибора. Недостатком таких моделей считается невысокая производительность.
Правила подбора мощности
Как уже упоминалось, чтобы избежать неполадок в системе, следует правильно определить оптимальную мощность установки для повышения давления. Комфортное проведение водных процедур и запуск автоматической машинки требует давления в пределах 2 атмосфер. Когда предусмотрена эксплуатация джакузи, гидромассажа и душевой кабины, давление должно превышать указанные параметры, и соответствовать 5-6 атмосферам.
Чтобы определить существующий напор, можно воспользоваться манометром или обычной литровой банкой, замеряв количество воды, вылившейся из крана за минуту. Затем следует определиться с потребностями. Если при открытии кухонного крана становится невозможным принятие душа, то достаточно будет подкачивающего насоса для водопровода, способного добавит пару атмосфер. Однако когда предусмотрено использование душевой кабинки, стиральной машины, либо другой подобной техники одновременно, потребуется консультация инженера.
Как работает насос для повышения давления воды
Водяной насос для повышения воды в водопроводе функционирует благодаря тому, что он оснащен небольшим электродвигателем. Во время работы происходит нагнетение давления в трубах. Насос оснащен прочным пластиковым корпусом, который имеет довольно компактные размеры.
Когда расход воды достигает 1,5 куб.м, лепесток датчика движения меняет положение. В результате происходит автоматическое включение насоса. Когда поток воды прекращается, устройство выключается.
Иногда приходится задействовать не один повышающий давление насос, а 2 или более. Например, если водопроводная система в доме изначально спроектирована с дефектами.
Установка насоса для повышения давления в квартире
Монтаж установки для повышения давления не отличается сложностью. Потребуется перекрыть кран поступления воды. В районе установки устройства вырезается труба, и на ее место монтируется насос, оснащенный двумя кранами, исходящим и входящим. Эти элементы обеспечат отключение воды, если возникнет необходимость ремонта либо замены насоса.
Особенности монтажа
При монтаже следует учитывать направление перемещения жидкости, которое указывается стрелками прибора. В процессе работы используются технологии, предусмотренные для конкретного вида труб и материала изготовления насоса для подкачки воды. Полимерные трубы потребуется паять, металлопластиковые соединяют фитингами. Целостность конструкции проверяется при работающем моторе. Установка оборудования проводится с учетом прилагаемой инструкции.
Схема подключения
Схема для подключения установок повышения давления не сложная, и предусматривает монтаж прибора до водозаборной точки. При малейшем ослаблении потока воды, датчик включает насос, повышая напор. Чтобы создать систему, способную обеспечивать приборы стабильным давлением, следует тщательно продумать разводку трубопровода. Правильно выбранное место установки обеспечит обслуживание всех водозаборов одним аппаратом.
Насос повышения давления воды — ООО «Корен Конструкции и системы»
Многие жилые дома страдают от проблемы дисбаланса давления воды во всех квартирах дома или в большинстве случаев в квартирах, расположенных на верхних этажах. Это связано с тем, что системы водоснабжения не в состоянии регулировать изменяющиеся нагрузки по потреблению воды в зданиях.
По этой причине бывают случаи, когда мы переезжаем в новую квартиру, особенно на высокий этаж, где не всегда есть возможность пользоваться постоянным и сильным напором воды. Жильцы сталкиваются с проблемой отсутствия напора воды во время принятия душа, мытья посуды или питьевой воды.
В большинстве случаев, когда речь идет о третьем этаже, мы не чувствуем проблемы с давлением воды, потому что большинство муниципалитетов заботятся о надлежащей инфраструктуре, но когда речь идет о более высоком этаже, это, безусловно, может негативно сказаться на простых действиях, которые мы делаем .
Вот почему мы решили пролить свет на эту тему, чтобы помочь вам понять, как именно решить проблему.
Как решить проблему с отсутствием напора Горячая или холодная вода в душе
Когда мы сталкиваемся с низким напором воды в душе, это может указывать на проблему на месте. В старых зданиях иногда возникают проблемы со старыми и запущенными трубами, которые вызывают засорение и снижение давления воды.
Чаще всего в новом жилом доме проблема отсутствия напора воды возникает в результате перепада высоты от земли.
Возникает вопрос – как решить проблему с давлением воды?
Наиболее эффективное решение – насос для повышения опережающего напора воды .
Вам будет приятно узнать, что если вы хотите приобрести насос для повышения давления воды только для определенной квартиры – это можно сделать. Вы также можете настроить насос для повышения давления воды для всего здания или даже для определенного этажа.
Что важно знать перед покупкой насоса повышения давления воды
Если вы покупаете насос для повышения давления воды для всего здания, важно договориться со всеми жильцами, кто будет платить за насос и установку . Все жильцы? Разницу чувствуют только жильцы верхних этажей?
Проведите исследование рынка о типах насосов для повышения давления воды, которые существуют сегодня, и о том, что наиболее рекомендуется.
Помните, что хороший водяной насос легко решит проблему.
Перед установкой водяного насоса важно убедиться, что это не старая водопроводная система
Причина в том, что – повышение давления воды в старых трубах может привести к трещинам и взрыву трубы , неприятная ситуация, которая можно легко избежать при предварительном осмотре.
При наличии согласия всех жильцов здания на установку насоса для повышения давления воды рекомендуется выделить специальную бюветную, эти насосы предназначены для бесперебойной подачи воды на верхние этажи.
Настоятельно рекомендуется проверить, не шумит ли насос повышения давления воды, это решение сохранит спокойствие всех жильцов дома.
Другим решением является создание внешних байпасов давления, это решение рекомендуется в зданиях, где трубопроводы находятся в отличном состоянии и не запущены .
Байпасы внешнего давления перемещают водопроводную трубу от котла/водяных часов к дому для повышения давления воды.
Помните! При наличии старых труб внешний байпас давления является лишь временным решением!
Если это не временное решение, оно может повлиять на давление в старых трубах, что приведет к трещинам и взрывам в трубах.
В заключение:
Прежде чем принять решение об установке насоса для повышения давления воды, важно исключить точечные проблемы, такие как засор.
Выясните, чувствуют ли другие жильцы недостаток напора воды, и задействуйте их всех для улучшения комфорта в доме.
Бесшумный подкачивающий водяной насос обеспечивает душевное спокойствие пассажиров.
Проконсультируйтесь со специалистом в данной области, чтобы избежать дискомфорта в будущем.
Перед покупкой насоса для повышения давления воды проведите исследование рынка.
Koren Structures and Systems оказывает услуги по проектированию и наладке насосов для повышения давления воды в соответствии с потребностями каждого здания и с целью выбора для него наилучшей и наиболее рентабельной системы.
И удачи!
4 способа повысить давление воды в доме, если у вас есть колодец может бороться с постоянно низким давлением воды в доме или давлением воды, которое часто колеблется.
Хотя вы можете подумать, что низкое или колеблющееся давление воды неизбежно, когда ваш дом подключен к колодцу, правда в том, что большинство домовладельцы могут увеличить давление колодезной воды, подаваемой в их дома, и есть много простых способов сделать это.
Читайте дальше, чтобы узнать о четырех способах увеличения количества воды в доме. давление, когда ваш дом подключен к водяной скважине.
1. Отрегулируйте настройки напорного бака
Большинство жилых колодцев оборудованы напорными баками, которые контролировать напор воды, поступающей из колодца в дом. В то время как средний дом, подключенный к муниципальному водоснабжению города, получает воду в около 60 фунты на квадратный дюйм (фунты на квадратный дюйм) — настройка по умолчанию для большинства колодезных вод. давление в баках составляет всего 28 фунтов на квадратный дюйм. Вы можете отрегулировать этот параметр бака, чтобы увеличить давление воды в доме сильно.
Дополнительные настройки давления на большинстве резервуаров включают 20/40, 30/50 и 40/60 фунтов на квадратный дюйм. Первая цифра обозначает, насколько низкое давление в резервуар должен упасть до того, как скважинный насос начнет заполнять его водой, и второе число указывает, насколько высоким может быть давление воды в резервуаре до насос отключается.
Увеличьте настройку давления в баллоне до 40/60 фунтов на квадратный дюйм, и вы Вы можете быть удивлены, когда после этого сильно повысится давление воды в вашем доме. простая регулировка.
2. Рассмотрите вариант насоса с более высокой пропускной способностью
Если ваш гидробак уже настроен на максимальное настройка, то ваша проблема с давлением воды может быть вызвана вашей текущей скважиной насос. Различные скважинные насосы имеют разную скорость потока или пропускную способность, рейтинги, и если скорость потока вашего текущего насоса слишком низкая, то он может быть не в состоянии для подачи достаточного количества воды в ваш дом, чтобы удовлетворить потребности вашей семьи в воде.
Расход скважинного насоса измеряется в галлонах на минута (GPM). Если у вас в настоящее время есть скважинный насос с рейтингом GPM 8, вы можете заметить, что давление воды в вашем доме значительно улучшилось после обновления к насосу с рейтингом 12 галлонов в минуту.
3. Переход на систему постоянного давления
Если проблема с давлением воды в вашем доме не постоянно низкая давление воды, а вместо этого частые колебания давления воды, то вы следует рассмотреть возможность модернизации резервуара и насосной системы с традиционной системы к системе постоянного давления.
Как уже упоминалось, даже при настройке на максимальное давление установка, традиционный бак давления скважины позволит давлению воды колебаться примерно на 20 фунтов на квадратный дюйм. Однако система постоянного давления не позволяет давление воды в резервуаре упадет более чем на 2 фунта на квадратный дюйм, прежде чем он сработает насос, чтобы снова увеличить давление воды в резервуаре. Эта последовательная вода в резервуаре давление приводит к постоянному давлению воды в доме.
Несмотря на то, что конструкции систем постоянного давления могут различаться, большинство оборудованы специальными электронными датчиками давления воды, расположенными в их баках которые посылают сигнал скважинному насосу о начале заполнения резервуара, как только вода фунт на квадратный дюйм начинает даже немного падать, чтобы поддерживать давление воды больше последовательный.
4. Установка насоса повышения давления воды
Еще один способ повысить давление воды в доме – добавьте в домашнюю водопроводную систему повысительный насос для повышения давления воды.
Этот насос может быть особенно полезен, если давление воды кажется намного ниже на верхнем этаже вашего дома, чем на первом этаже, так как многим стандартным скважинным насосам трудно конкурировать с гравитацией, когда они подача воды на верхний этаж дома. Бустерные насосы являются электрическими и используют двигатели.
..
 ..
.. Ну и крепкость смолы при такой толщине вызывает сомнения. Данные поделки интересуют просто в качестве домашнего рукоблудства в свободное время, и может быть, друзьям мелкие подарочки.
Ну и крепкость смолы при такой толщине вызывает сомнения. Данные поделки интересуют просто в качестве домашнего рукоблудства в свободное время, и может быть, друзьям мелкие подарочки.
 Чем покрыть медь, что бы со временем она не окислялась, не темнела, не зашаркивалась? Может быть есть какие-то лаки, другие покрытия, которыми можно покрывать медь в декоративных целях, и для сохранения в хорошем виде? Или с медью всё плохо, и стоит использовать латунь, или другой цветной металл? За любые советы и идеи, заранее спасибо Есть мысль попробовать залить эпоксидной смолой, но глубина травления маленькая 0. Ну и крепкость смолы при такой толщине вызывает сомнения. Данные поделки интересуют просто в качестве домашнего рукоблудства в свободное время, и может быть, друзьям мелкие подарочки.
Чем покрыть медь, что бы со временем она не окислялась, не темнела, не зашаркивалась? Может быть есть какие-то лаки, другие покрытия, которыми можно покрывать медь в декоративных целях, и для сохранения в хорошем виде? Или с медью всё плохо, и стоит использовать латунь, или другой цветной металл? За любые советы и идеи, заранее спасибо Есть мысль попробовать залить эпоксидной смолой, но глубина травления маленькая 0. Ну и крепкость смолы при такой толщине вызывает сомнения. Данные поделки интересуют просто в качестве домашнего рукоблудства в свободное время, и может быть, друзьям мелкие подарочки. Я вот страдаю от вещей из меди Это неприятно и не красиво. Крис, вот и я начала недавно создавать украшения из меди, и для меня очень важным фактором является то,чтобы украшения не доставляли никаких неудобств Любой лак достаточно быстро разъедается выделениями человеческой кожи. Особенно если носить, не снимая. Полгода максимум — потом лак слезает, медь наружу.
Я вот страдаю от вещей из меди Это неприятно и не красиво. Крис, вот и я начала недавно создавать украшения из меди, и для меня очень важным фактором является то,чтобы украшения не доставляли никаких неудобств Любой лак достаточно быстро разъедается выделениями человеческой кожи. Особенно если носить, не снимая. Полгода максимум — потом лак слезает, медь наружу.
 Появление окраски при химической обработке его поверхности обусловлено реакцией восстановления цинком растворенной соли меди. Медь, выделяясь на поверхности латуни, придает ей разные в зависимости от толщины слоя оттенки красного цвета. Чтобы медное покрытие было долговечнее, его покрывают бесцветным лаком.
Появление окраски при химической обработке его поверхности обусловлено реакцией восстановления цинком растворенной соли меди. Медь, выделяясь на поверхности латуни, придает ей разные в зависимости от толщины слоя оттенки красного цвета. Чтобы медное покрытие было долговечнее, его покрывают бесцветным лаком. Практически висмут во вторичном сырье отсутствует. Сера поглощается металлом в процессе плавки из топлива. Большинство вредных примесей в медных сплавах может быть удалено окислением. Известно, что окисляются прежде всего те элементы, химическое сродство которых к кислороду больше. О величине химического сродства элемента к кислороду можно судить по количеству выделенного или поглощенного тепла при образовании окисла данного элемента.
Практически висмут во вторичном сырье отсутствует. Сера поглощается металлом в процессе плавки из топлива. Большинство вредных примесей в медных сплавах может быть удалено окислением. Известно, что окисляются прежде всего те элементы, химическое сродство которых к кислороду больше. О величине химического сродства элемента к кислороду можно судить по количеству выделенного или поглощенного тепла при образовании окисла данного элемента.
 Защита латуни от окисления. all-audio.pro
Защита латуни от окисления. all-audio.pro
 Очень светлая, стойкая к окислению, и тугоплавкая. Типо секретная, потому рабочее название лишь было -«Нева». Берегли ее сильно, украсть было почти невозможно. Счастливчики отливали из нее колокольчики с неимоверно мелодичным звоном. Лучший способ защитить от окисления — окислить на свой вкус.
Очень светлая, стойкая к окислению, и тугоплавкая. Типо секретная, потому рабочее название лишь было -«Нева». Берегли ее сильно, украсть было почти невозможно. Счастливчики отливали из нее колокольчики с неимоверно мелодичным звоном. Лучший способ защитить от окисления — окислить на свой вкус. Что с ними в придуманном растворе происходило не представляю, по химии натянутая 3. Как вариант галваническое покрытие позолоченные часы 20 микрон 20 лет гарантии , посеребренные ложки десятилетиями обиходничают.
Что с ними в придуманном растворе происходило не представляю, по химии натянутая 3. Как вариант галваническое покрытие позолоченные часы 20 микрон 20 лет гарантии , посеребренные ложки десятилетиями обиходничают. Это решение поможет предотвратить окисление, в любом случае, сделает.
Это решение поможет предотвратить окисление, в любом случае, сделает. Был бы очень благодарен, если бы кто-нибудь смог бы подсказать, в чем дело.
Был бы очень благодарен, если бы кто-нибудь смог бы подсказать, в чем дело. а можно отполировать и покрыть автомобильным лаком в.
а можно отполировать и покрыть автомобильным лаком в.
 Однако стоимость замены такого количества дверей лифтов, лестничных пролетов и других активов может легко выйти из-под контроля.
Однако стоимость замены такого количества дверей лифтов, лестничных пролетов и других активов может легко выйти из-под контроля.
 Он преобразил внешний вид этого престижного здания, придав металлу старинный оттенок, который варьируется от коричневато-желтого до медно-красного, в зависимости от соотношения меди и цинка в металле.
Он преобразил внешний вид этого престижного здания, придав металлу старинный оттенок, который варьируется от коричневато-желтого до медно-красного, в зависимости от соотношения меди и цинка в металле.
 Покрытия Everbrite сделают следующее для вашей латуни:
Покрытия Everbrite сделают следующее для вашей латуни: Для предметов, подвергающихся прикосновению, наше покрытие CrobialCoat™ сочетает в себе наше покрытие ProtectaClear ® с технологией Microban для защиты металла и антимикробной защитой .
Для предметов, подвергающихся прикосновению, наше покрытие CrobialCoat™ сочетает в себе наше покрытие ProtectaClear ® с технологией Microban для защиты металла и антимикробной защитой .  с карандашной твердостью H8. Это наилучшее покрытие для латунных фитингов, таких как…
с карандашной твердостью H8. Это наилучшее покрытие для латунных фитингов, таких как…
 Everbrite™ — прочное, долговечное и устойчивое к граффити прозрачное покрытие с твердостью карандаша h5. Он содержит УФ-фильтры и УФ-стабилизаторы для защиты от жестких уровней УФ-излучения, чтобы предотвратить выцветание и потускнение.
Everbrite™ — прочное, долговечное и устойчивое к граффити прозрачное покрытие с твердостью карандаша h5. Он содержит УФ-фильтры и УФ-стабилизаторы для защиты от жестких уровней УФ-излучения, чтобы предотвратить выцветание и потускнение. Это лучшее покрытие для предметов, которые будут выдерживать интенсивное использование. то есть много обращения и злоупотребления.
Это лучшее покрытие для предметов, которые будут выдерживать интенсивное использование. то есть много обращения и злоупотребления. Это покрытие можно использовать для покрытия поверхностей, предварительно покрытых ProtectaClear® , или его можно использовать отдельно.
Это покрытие можно использовать для покрытия поверхностей, предварительно покрытых ProtectaClear® , или его можно использовать отдельно.
 Это можно сделать, просто протерев металл очистителем на основе растворителя, таким как ксилол или денатурированный спирт, который можно приобрести в большинстве хозяйственных магазинов или магазинов красок. Растворители не удаляют потускнение, патину или темные отпечатки пальцев. Их нужно отшлифовать с поверхности.
Это можно сделать, просто протерев металл очистителем на основе растворителя, таким как ксилол или денатурированный спирт, который можно приобрести в большинстве хозяйственных магазинов или магазинов красок. Растворители не удаляют потускнение, патину или темные отпечатки пальцев. Их нужно отшлифовать с поверхности. Вы должны помнить, что отпечатки пальцев и ладоней оставляют кислотные следы на латуни, поэтому важно носить нитриловые перчатки (не латексные) при работе с латунью после этого шага нейтрализации вплоть до нанесения первого слоя.
Вы должны помнить, что отпечатки пальцев и ладоней оставляют кислотные следы на латуни, поэтому важно носить нитриловые перчатки (не латексные) при работе с латунью после этого шага нейтрализации вплоть до нанесения первого слоя.

 Периодически осматривайте после этого, чтобы проверить, требуется ли/когда требуется повторное покрытие.
Периодически осматривайте после этого, чтобы проверить, требуется ли/когда требуется повторное покрытие.
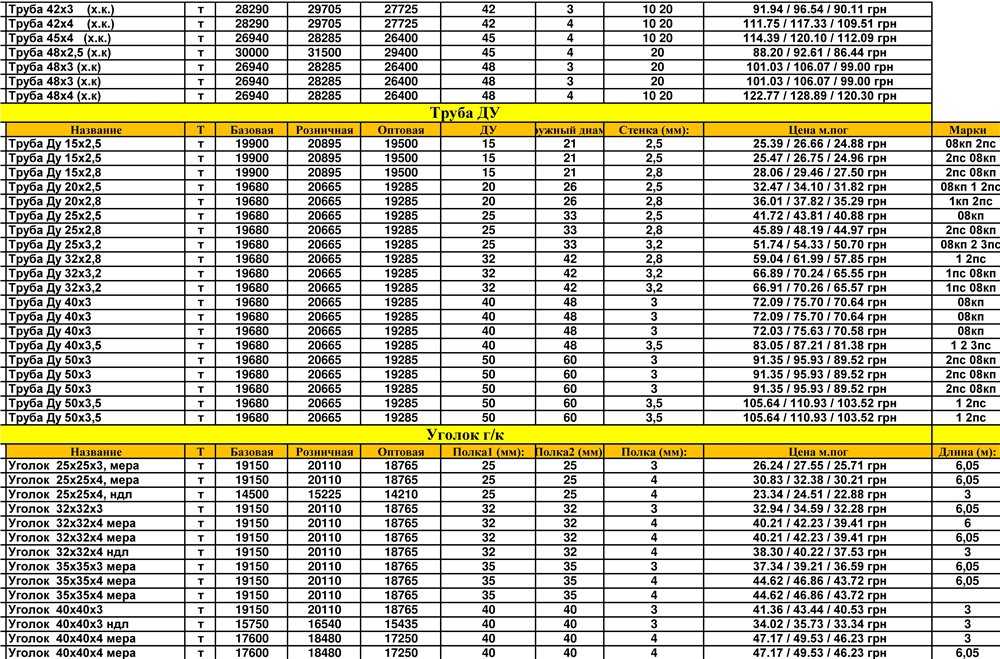 Оставалось лишь узнать, как поведут себя в
Оставалось лишь узнать, как поведут себя в Как обещает производитель,
Как обещает производитель, Объясню, производитель
Объясню, производитель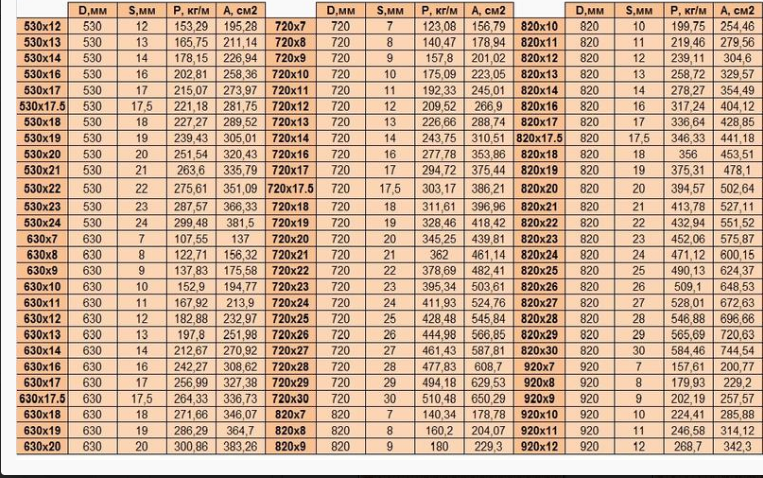 Благодаря
Благодаря
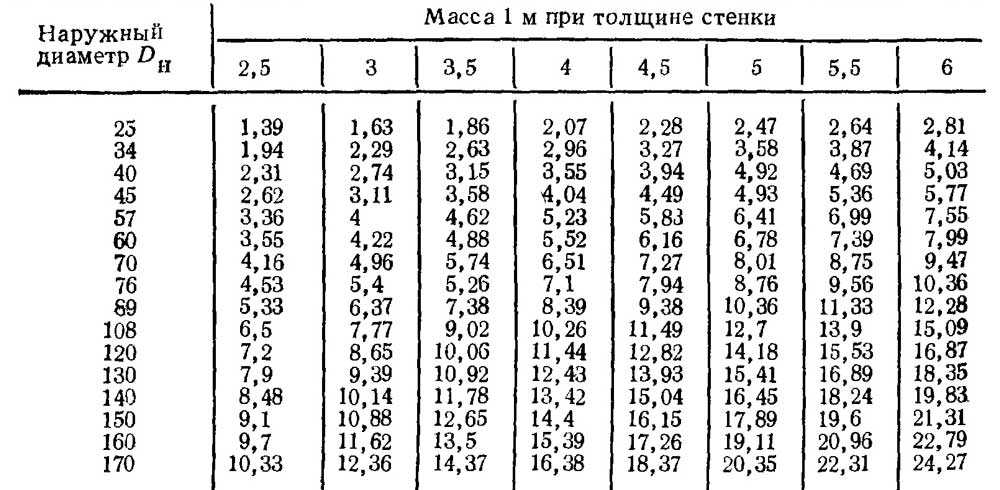 Как ни странно, они крепятся также
Как ни странно, они крепятся также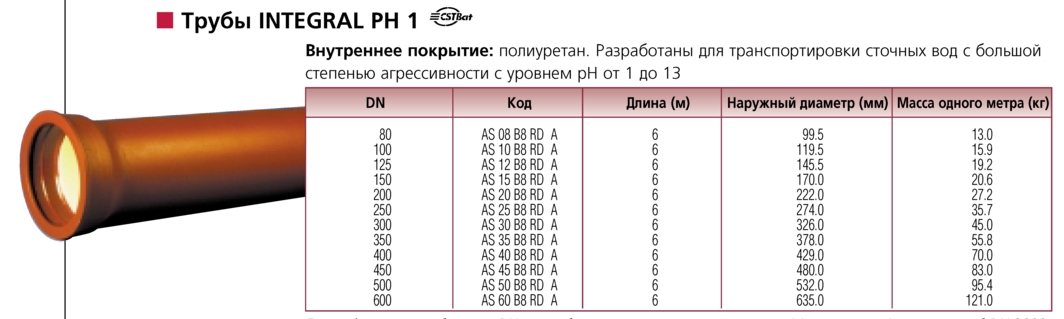

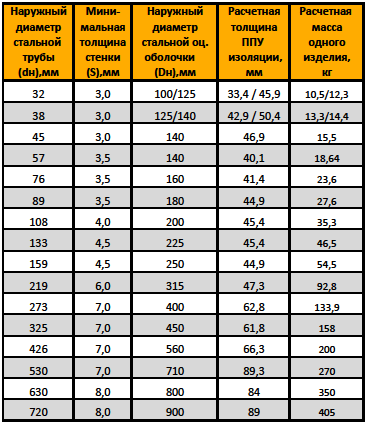 Стандарты IS:1239 (Часть 1) и IS:3589 допускают допуск до -10% для указанных в таблице значений веса для труб для средних и тяжелых условий эксплуатации и допуск до -8% для труб для легких условий эксплуатации.
Стандарты IS:1239 (Часть 1) и IS:3589 допускают допуск до -10% для указанных в таблице значений веса для труб для средних и тяжелых условий эксплуатации и допуск до -8% для труб для легких условий эксплуатации. 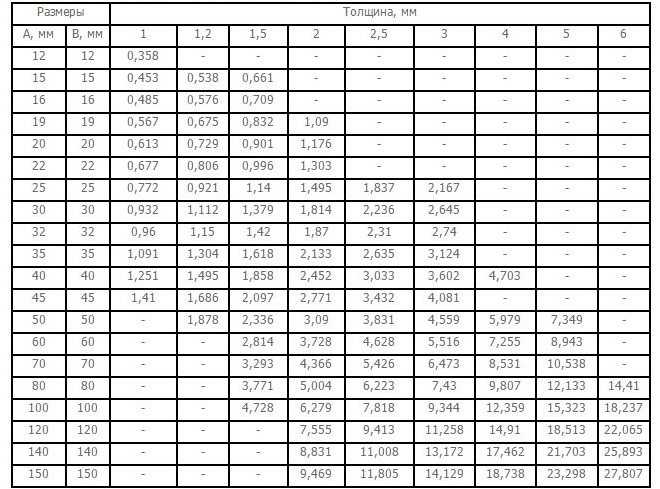 10
10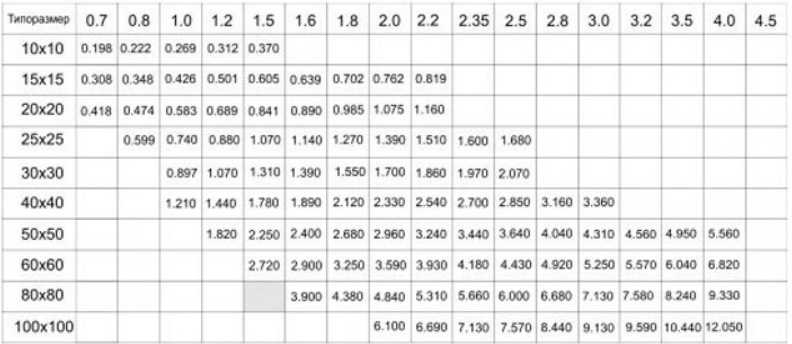 04
04 Таким образом, приблизительный вес одной 20-футовой или 6-метровой толстой трубы длиной 6 дюймов =
Таким образом, приблизительный вес одной 20-футовой или 6-метровой толстой трубы длиной 6 дюймов =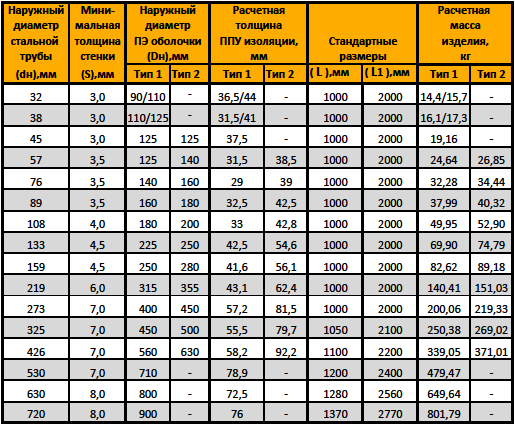
 Чем больше углерода мы добавляем в железо, тем прочнее становится сталь (до 2,14% углерода). Добавление других легирующих элементов приводит к четырем основным типам стали: углеродистой стали, легированной стали, нержавеющей стали и инструментальной стали.
Чем больше углерода мы добавляем в железо, тем прочнее становится сталь (до 2,14% углерода). Добавление других легирующих элементов приводит к четырем основным типам стали: углеродистой стали, легированной стали, нержавеющей стали и инструментальной стали.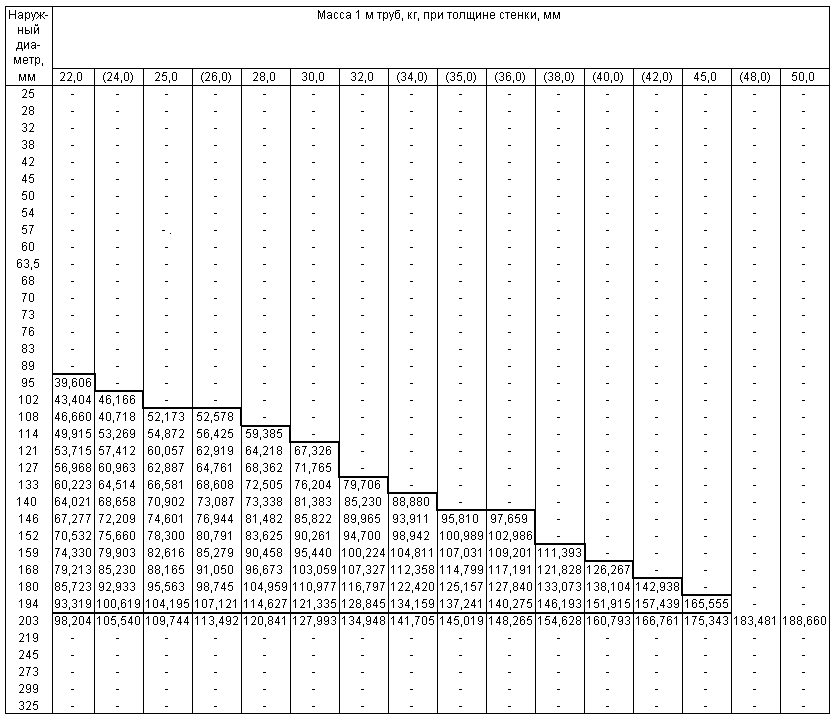
 Полученная единица измерения объема также должна совпадать с частью объема в единице плотности. 92 × 0,006165 фунт/фут для сплошных шестигранных стержней.
Полученная единица измерения объема также должна совпадать с частью объема в единице плотности. 92 × 0,006165 фунт/фут для сплошных шестигранных стержней.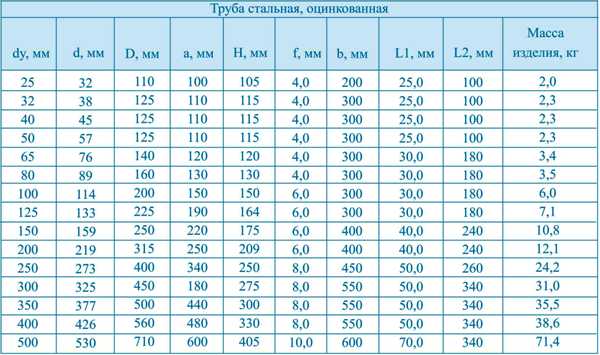 Формула расчета веса стального листа: W = (40,8 фунта/фут2) × ширина × длина, используются для стального листа толщиной 1 дюйм
Формула расчета веса стального листа: W = (40,8 фунта/фут2) × ширина × длина, используются для стального листа толщиной 1 дюйм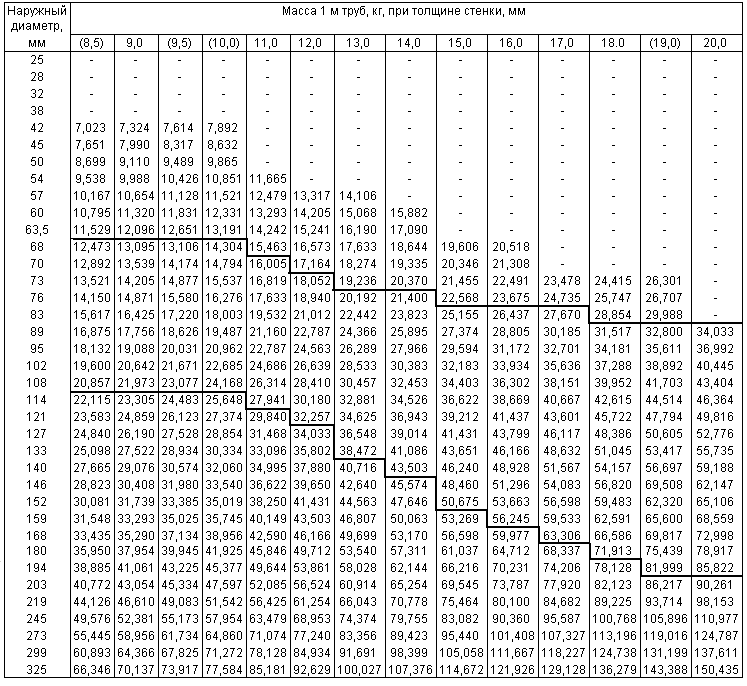

 4462
4462

 В мире нержавеющей стали существует ошеломляющее количество вариаций, в настоящее время доступно более 100 уникальных марок. Большинство этих марок относятся к пяти широким категориям:
В мире нержавеющей стали существует ошеломляющее количество вариаций, в настоящее время доступно более 100 уникальных марок. Большинство этих марок относятся к пяти широким категориям: Вот некоторые из ключевых вещей, которые вы должны знать о каждом из этих различий.
Вот некоторые из ключевых вещей, которые вы должны знать о каждом из этих различий.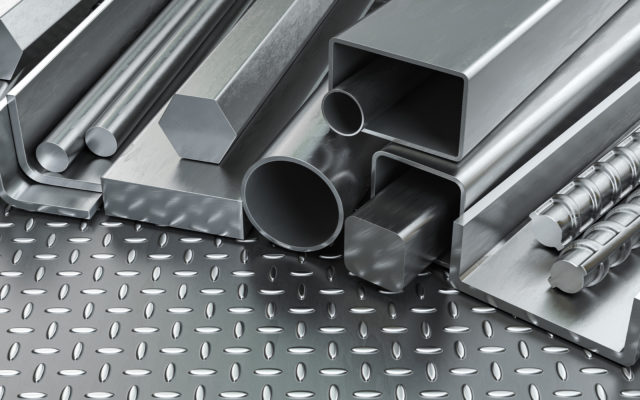
 Эти структуры даже дают названия различным типам нержавеющей стали. Другими словами, ферритные стали характеризуются тем, что они состоят из микроструктур, известных как феррит.
Эти структуры даже дают названия различным типам нержавеющей стали. Другими словами, ферритные стали характеризуются тем, что они состоят из микроструктур, известных как феррит. Это различие заключается в квантово-механическом аспекте микроструктуры металла — другими словами, в способе расположения электронов в сердцевине зерна металла.
Это различие заключается в квантово-механическом аспекте микроструктуры металла — другими словами, в способе расположения электронов в сердцевине зерна металла.
 Это просто указывает на тот факт, что ферритные стали будут подвергаться меньшему расширению при нагревании. Вместо этого металл будет гораздо легче сохранять свои фиксированные размеры. Как вы понимаете, это свойство особенно важно для металлов, которые будут использоваться для высокотемпературных применений.
Это просто указывает на тот факт, что ферритные стали будут подвергаться меньшему расширению при нагревании. Вместо этого металл будет гораздо легче сохранять свои фиксированные размеры. Как вы понимаете, это свойство особенно важно для металлов, которые будут использоваться для высокотемпературных применений.

 Для получения помощи в выборе нужного сорта полосы или проволоки из нержавеющей стали для вашего следующего проекта, пожалуйста, свяжитесь с отраслевыми экспертами Ulbrich Stainless Steels & Special Metals.
Для получения помощи в выборе нужного сорта полосы или проволоки из нержавеющей стали для вашего следующего проекта, пожалуйста, свяжитесь с отраслевыми экспертами Ulbrich Stainless Steels & Special Metals. Существуют также приложения, в которых магнитные характеристики влияют на характеристики конечного продукта.
Существуют также приложения, в которых магнитные характеристики влияют на характеристики конечного продукта. Однако в отожженном деформируемом изделии феррита останется мало или совсем не останется.
Однако в отожженном деформируемом изделии феррита останется мало или совсем не останется.
 Это популярный вариант зажимных механизмов для дрелей, отличающийся высокими показателями надежности
Это популярный вариант зажимных механизмов для дрелей, отличающийся высокими показателями надежности В отличие от первых видов патронов, ключевые не требуют применения зубила и молотка для зажима хвостовика насадки, так как их заменяет специальный ключ с зубьями. Кроме того, резьба зажимной муфты быстро покрывалась коррозией, поэтому возникали трудности с ее выкручиванием. Сегодня старые виды оснастки встречаются только на ручных старых дрелях, и практически не применяются на электроинструментах.
В отличие от первых видов патронов, ключевые не требуют применения зубила и молотка для зажима хвостовика насадки, так как их заменяет специальный ключ с зубьями. Кроме того, резьба зажимной муфты быстро покрывалась коррозией, поэтому возникали трудности с ее выкручиванием. Сегодня старые виды оснастки встречаются только на ручных старых дрелях, и практически не применяются на электроинструментах. Принцип работы современных исполнительных механизмов простой и незамысловатый, и основывается он на перемещении подвижных губок. Движение губок происходит за счет резьбы. Кулачки с резьбой перемещаются по гильзе, за счет чего происходит выдвижение или наоборот задвижка губок. В конструкции патрона находится три кулачка, которые расположены по кругу на одинаковом расстоянии друг от друга. Такой способ зажима насадок считается одним из самых надежных и эффективных. На устройствах для мини-дрелей используется 4 кулачка. Чтобы узнать плюсы и минусы, рассмотрим особенности видов патронов для дрелей.
Принцип работы современных исполнительных механизмов простой и незамысловатый, и основывается он на перемещении подвижных губок. Движение губок происходит за счет резьбы. Кулачки с резьбой перемещаются по гильзе, за счет чего происходит выдвижение или наоборот задвижка губок. В конструкции патрона находится три кулачка, которые расположены по кругу на одинаковом расстоянии друг от друга. Такой способ зажима насадок считается одним из самых надежных и эффективных. На устройствах для мини-дрелей используется 4 кулачка. Чтобы узнать плюсы и минусы, рассмотрим особенности видов патронов для дрелей. Принцип работы ключевых патронов одинаковый с быстрозажимными, а отличаются они только по способу приведения в действие подвижных губок
Принцип работы ключевых патронов одинаковый с быстрозажимными, а отличаются они только по способу приведения в действие подвижных губок Распространенными являются модели, в которых можно закрепить сверла с хвостовиками до 10 мм. Выпускаются также модели под 12 мм и 13 мм сверла, но они встречаются реже
Распространенными являются модели, в которых можно закрепить сверла с хвостовиками до 10 мм. Выпускаются также модели под 12 мм и 13 мм сверла, но они встречаются реже


 Сжатие или сведение кулачков друг с другом в одной точке осуществляется за счет конусообразной форме расположения этих элементов
Сжатие или сведение кулачков друг с другом в одной точке осуществляется за счет конусообразной форме расположения этих элементов Конусные крепления используются на дрелях и сверлильных станках.
Конусные крепления используются на дрелях и сверлильных станках. Однако это касается шуруповертов
Однако это касается шуруповертов Сначала рассмотрим причины, почему на винте слизываются грани:
Сначала рассмотрим причины, почему на винте слизываются грани: Часто в шляпке скапливается большое количество загрязнений, которые мешают качественному соединению с винтом
Часто в шляпке скапливается большое количество загрязнений, которые мешают качественному соединению с винтом Зачастую тип конусного крепления имеют старые электрические дрели и сверлильные станки, поэтому если на инструменте вышел из строя патрон, то для его замены понадобится выполнить следующие действия:
Зачастую тип конусного крепления имеют старые электрические дрели и сверлильные станки, поэтому если на инструменте вышел из строя патрон, то для его замены понадобится выполнить следующие действия: youtube.com/embed/OPf8FcMD7ag?» frameborder=»0″ allowfullscreen=»true» allow=»autoplay; fullscreen» title=»»>
youtube.com/embed/OPf8FcMD7ag?» frameborder=»0″ allowfullscreen=»true» allow=»autoplay; fullscreen» title=»»>  Если на дрели нет ударного режима, то для разборки патрона, его следует предварительно закрепить на перфораторе
Если на дрели нет ударного режима, то для разборки патрона, его следует предварительно закрепить на перфораторе Не торопитесь покупать новые механизмы, так как старые можно попытаться отремонтировать. Для этого оснастку следует снять с электроинструмента, о чем упоминалось выше.
Не торопитесь покупать новые механизмы, так как старые можно попытаться отремонтировать. Для этого оснастку следует снять с электроинструмента, о чем упоминалось выше. Есть и другой способ, который поможет облегчить выбор нового элемента — это маркировка.
Есть и другой способ, который поможет облегчить выбор нового элемента — это маркировка. Стоит отметить, что вышеуказанные маркировки встречаются на обоих видах патронов, как ключевых, так и быстрозажимных. При покупке нового устройства на дрель или шуруповерт, первые значения маркировки нужно учитывать обязательно, иначе просверлить отверстие сверлом свыше 11 мм, как во втором случае, уже не удастся
Стоит отметить, что вышеуказанные маркировки встречаются на обоих видах патронов, как ключевых, так и быстрозажимных. При покупке нового устройства на дрель или шуруповерт, первые значения маркировки нужно учитывать обязательно, иначе просверлить отверстие сверлом свыше 11 мм, как во втором случае, уже не удастся Он не только не подойдет по размеру, но еще и по резьбе.
Он не только не подойдет по размеру, но еще и по резьбе. Почему лучше использовать эти смазочные вещества, а не жидкое моторное масло? Чтобы продлить срок службы внутренних частей и механизмов, следует использовать именно густые смазки. Причины для этого следующие:
Почему лучше использовать эти смазочные вещества, а не жидкое моторное масло? Чтобы продлить срок службы внутренних частей и механизмов, следует использовать именно густые смазки. Причины для этого следующие: В среднем ключевые служат не менее 20 лет, а срок эксплуатации быстрозажимные составляет до 5 лет, что зависит от качества и особенностей применения.
В среднем ключевые служат не менее 20 лет, а срок эксплуатации быстрозажимные составляет до 5 лет, что зависит от качества и особенностей применения. На резьбовых патронах признаки биения не возникают, чего не скажешь об устройствах конусного типа, где причиной может быть неправильная посадка детали на место
На резьбовых патронах признаки биения не возникают, чего не скажешь об устройствах конусного типа, где причиной может быть неправильная посадка детали на место Покупая на Алиэкспресс, надо понимать, что качественные устройства таких марок, как Metabo, Bosch, Makita и Hammer, там не найти, поэтому подумайте, стоит ли покупать недорогой и некачественный тип оснастки, который прослужит не долго.
Покупая на Алиэкспресс, надо понимать, что качественные устройства таких марок, как Metabo, Bosch, Makita и Hammer, там не найти, поэтому подумайте, стоит ли покупать недорогой и некачественный тип оснастки, который прослужит не долго.
 е. откручивается по часовой стрелке, а не как обычно — против часовой. Сначала раскрутите патрон (раздвиньте кулачки), потом скрутите винт простой крестовой отверткой №2. После этого можно скручивать сам патрон против часовой стрелки, резьба у него стандартная. Бывает, что это очень сложно сделать, так как со временем он очень сильно затянулся. Для съёма можно воспользоваться трубным ключом, чтобы крепко обхватить, к примеру, взять номер второй.
е. откручивается по часовой стрелке, а не как обычно — против часовой. Сначала раскрутите патрон (раздвиньте кулачки), потом скрутите винт простой крестовой отверткой №2. После этого можно скручивать сам патрон против часовой стрелки, резьба у него стандартная. Бывает, что это очень сложно сделать, так как со временем он очень сильно затянулся. Для съёма можно воспользоваться трубным ключом, чтобы крепко обхватить, к примеру, взять номер второй.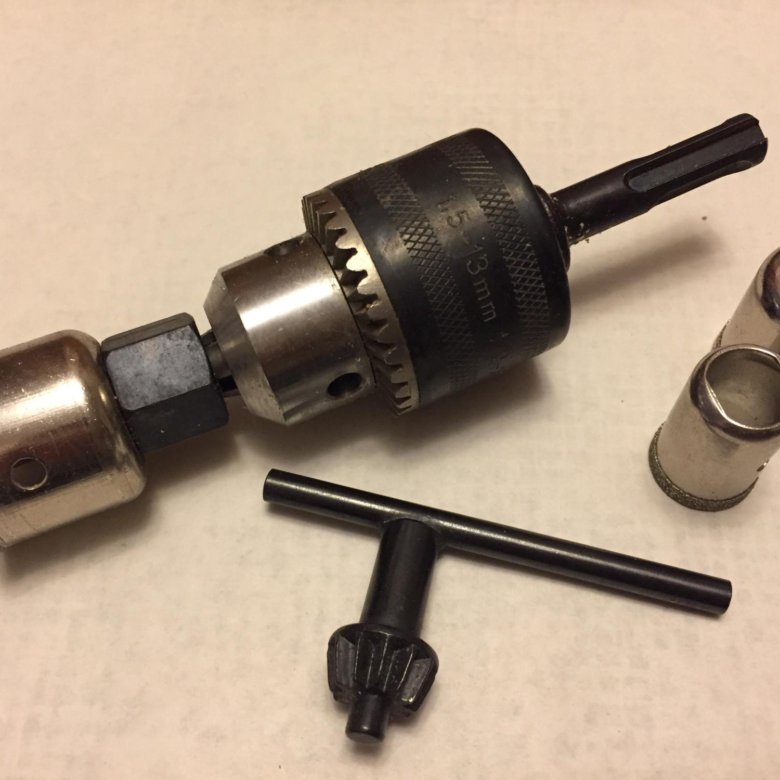 Чем она больше, тем больше отверстие. В патроны В10, В12 вы сможете зажать сверло с хвостовиком максимум 13мм. А В16, В18 позволяют уже зажать сверла с хвостовиком до 16мм.
Чем она больше, тем больше отверстие. В патроны В10, В12 вы сможете зажать сверло с хвостовиком максимум 13мм. А В16, В18 позволяют уже зажать сверла с хвостовиком до 16мм.
 1
1 Инструмент можно ослабить, повернув зажимное кольцо против часовой стрелки. Патроны, используемые в бытовых многофункциональных дрелях, представляют собой бесключевые сверлильные патроны для переносного сверлильного оборудования. Обычно используются металлические или пластиковые втулки. Эти патроны также могут быть сконструированы для сверления в другом направлении.
Инструмент можно ослабить, повернув зажимное кольцо против часовой стрелки. Патроны, используемые в бытовых многофункциональных дрелях, представляют собой бесключевые сверлильные патроны для переносного сверлильного оборудования. Обычно используются металлические или пластиковые втулки. Эти патроны также могут быть сконструированы для сверления в другом направлении.
 Давайте взглянем на некоторые вещи, о которых вам нужно подумать, чтобы сделать это проще.
Давайте взглянем на некоторые вещи, о которых вам нужно подумать, чтобы сделать это проще.
 Их также можно удерживать в цанговом патроне ER и различными другими способами. В этой статье мы рассмотрим все это и покажем вам, как получить максимальную производительность от вашего решения для крепления инструмента, когда речь идет о спиральных сверлах.
Их также можно удерживать в цанговом патроне ER и различными другими способами. В этой статье мы рассмотрим все это и покажем вам, как получить максимальную производительность от вашего решения для крепления инструмента, когда речь идет о спиральных сверлах.

 Эжектор позволит увеличить глубину забора воды до 20-40 метров.
Эжектор позволит увеличить глубину забора воды до 20-40 метров. Вода поступает в камеру смесителя, создавая внутри него область с пониженным давлением. Под влиянием этого процесса через всасывающую камеру в смеситель попадает поток воды, находящийся под более высоким давлением.
Вода поступает в камеру смесителя, создавая внутри него область с пониженным давлением. Под влиянием этого процесса через всасывающую камеру в смеситель попадает поток воды, находящийся под более высоким давлением. Наличие эжектора имеет еще один “плюс”. Он всасывает воду самостоятельно, что дополнительно страхует насос от работы вхолостую, т.е. от опасной для всех поверхностных насосов ситуации “сухого хода”.
Наличие эжектора имеет еще один “плюс”. Он всасывает воду самостоятельно, что дополнительно страхует насос от работы вхолостую, т.е. от опасной для всех поверхностных насосов ситуации “сухого хода”. В результате эжектор занимает минимум места, и его не придется отдельно устанавливать, достаточно выполнить обычный монтаж насосной станции или собственно насоса.
В результате эжектор занимает минимум места, и его не придется отдельно устанавливать, достаточно выполнить обычный монтаж насосной станции или собственно насоса. Еще одна проблема — повышенный уровень шума, поскольку к вибрации работающего насоса добавляется звуковой эффект от воды, проходящей сквозь эжектор.
Еще одна проблема — повышенный уровень шума, поскольку к вибрации работающего насоса добавляется звуковой эффект от воды, проходящей сквозь эжектор. Однако этот тип устройства следует подключать к системе с помощью рециркуляционной трубы, по которой вода будет возвращаться к эжектору.
Однако этот тип устройства следует подключать к системе с помощью рециркуляционной трубы, по которой вода будет возвращаться к эжектору.




 Трубу просто сгибают в подходящем месте и под нужным углом, а затем присоединяют к эжектору.
Трубу просто сгибают в подходящем месте и под нужным углом, а затем присоединяют к эжектору.

 Обратный клапан, целостность труб и герметичность соединений лучше всего проверить сразу же.
Обратный клапан, целостность труб и герметичность соединений лучше всего проверить сразу же. youtube.com/embed/OGJOZhLF6_Q» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/OGJOZhLF6_Q» allowfullscreen=»allowfullscreen»/> Если же вода находится намного глубже, тогда на помощь приходит эжектор для насосных станций.
Если же вода находится намного глубже, тогда на помощь приходит эжектор для насосных станций.
 В результате насос для обеспечения подъема жидкости с большой глубины тратит меньше энергии.
В результате насос для обеспечения подъема жидкости с большой глубины тратит меньше энергии. Второй метод основывается на отдельном внешнем узле. Насосная станция с тем или другим способом компоновки выбирается с учетом предъявляемых требований.
Второй метод основывается на отдельном внешнем узле. Насосная станция с тем или другим способом компоновки выбирается с учетом предъявляемых требований. Но для того чтобы настроить его работу, нужно обустроить скважину с большим диаметром.
Но для того чтобы настроить его работу, нужно обустроить скважину с большим диаметром.
 Напор воды в эжектор можно уменьшить, за счет чего увеличится ее подача в системе водоснабжения. Некоторые модели снабжены встроенным вентилем для такой настройки. В инструкции к оборудованию указывается его размещение и регулировка.
Напор воды в эжектор можно уменьшить, за счет чего увеличится ее подача в системе водоснабжения. Некоторые модели снабжены встроенным вентилем для такой настройки. В инструкции к оборудованию указывается его размещение и регулировка. При этом патрубок не должен выделяться на противоположной стороне тройника. Если он очень длинный, тогда прибегают к его обтачке. Короткий штуцер наращивают, используя полимерную трубку. Интервал от торца тройника до торца штуцера должно быть около 2-3 мм.
При этом патрубок не должен выделяться на противоположной стороне тройника. Если он очень длинный, тогда прибегают к его обтачке. Короткий штуцер наращивают, используя полимерную трубку. Интервал от торца тройника до торца штуцера должно быть около 2-3 мм.
 Ее следует подключить к напорной линии, которая выходит из насосной станции для дома. Благодаря этому в эжекторе будет создан поток, который будет двигаться с большой скоростью.
Ее следует подключить к напорной линии, которая выходит из насосной станции для дома. Благодаря этому в эжекторе будет создан поток, который будет двигаться с большой скоростью. Это оборудование выполняет две функции: обеспечение точки сбора любых технологических жидкостей, которые сливаются из насосов магистральных отгрузок во время нормальной работы, планового обслуживания или незапланированного отказа; и обеспечить средства для безопасного повторного введения этих собранных жидкостей в магистральный трубопровод, тем самым избегая необходимости мобилизации вакуумной тележки для извлечения дренажа из сборного отстойника.
Это оборудование выполняет две функции: обеспечение точки сбора любых технологических жидкостей, которые сливаются из насосов магистральных отгрузок во время нормальной работы, планового обслуживания или незапланированного отказа; и обеспечить средства для безопасного повторного введения этих собранных жидкостей в магистральный трубопровод, тем самым избегая необходимости мобилизации вакуумной тележки для извлечения дренажа из сборного отстойника. Поэтому насосная система должна быть спроектирована так, чтобы выдерживать необходимый пусковой момент для преодоления дополнительного вязкостного сопротивления ротора(ов). Устройство уплотнения вала насоса также должно быть простым и в то же время достаточно прочным, чтобы избежать повреждения во время запуска. Когда система запускается пользователем, насосы должны будут самостоятельно всасываться в условиях высокой высоты всасывания, поскольку на станции повышения давления не будет системы вакуумной заливки. В идеале эти повторно закачиваемые жидкости, из-за их потенциального состава, должны быть повторно введены ниже по потоку от магистральных отгрузочных насосов, чтобы избежать повреждения критических изнашиваемых поверхностей потоком жидкости, насыщенным абразивными твердыми частицами. Для достижения этой цели насосы обратной закачки должны быть способны проталкивать собранные жидкости в транспортную линию под давлением, превышающим полное давление в трубопроводе.
Поэтому насосная система должна быть спроектирована так, чтобы выдерживать необходимый пусковой момент для преодоления дополнительного вязкостного сопротивления ротора(ов). Устройство уплотнения вала насоса также должно быть простым и в то же время достаточно прочным, чтобы избежать повреждения во время запуска. Когда система запускается пользователем, насосы должны будут самостоятельно всасываться в условиях высокой высоты всасывания, поскольку на станции повышения давления не будет системы вакуумной заливки. В идеале эти повторно закачиваемые жидкости, из-за их потенциального состава, должны быть повторно введены ниже по потоку от магистральных отгрузочных насосов, чтобы избежать повреждения критических изнашиваемых поверхностей потоком жидкости, насыщенным абразивными твердыми частицами. Для достижения этой цели насосы обратной закачки должны быть способны проталкивать собранные жидкости в транспортную линию под давлением, превышающим полное давление в трубопроводе. Имея одну машину, которая может эффективно перекачивать тяжелые, средние и легкие масла с возможностью повышения высокого давления, и в то же время обеспечивая почти постоянную, безимпульсную скорость потока, обеспечивает управление системой и надежность, которые требуются конечным пользователям. Эти сильные стороны в сочетании с огромным диапазоном рабочего диапазона роторных насосов PD и присущей им высокой высотой всасывания делают их идеальным решением для транспортировки жидкости для ваших систем обратной закачки в трубопровод.
Имея одну машину, которая может эффективно перекачивать тяжелые, средние и легкие масла с возможностью повышения высокого давления, и в то же время обеспечивая почти постоянную, безимпульсную скорость потока, обеспечивает управление системой и надежность, которые требуются конечным пользователям. Эти сильные стороны в сочетании с огромным диапазоном рабочего диапазона роторных насосов PD и присущей им высокой высотой всасывания делают их идеальным решением для транспортировки жидкости для ваших систем обратной закачки в трубопровод. 650 и 1497 и заменить лифтовую станцию корп. 943, База ВВС Патрик, Флорида
650 и 1497 и заменить лифтовую станцию корп. 943, База ВВС Патрик, Флорида  , Naples, FL 34117.
, Naples, FL 34117.

 Срабатывает реле, включается насос. Груша наполняется водой, водное давление падает, а воздушная часть напротив уменьшается и давление газа растет до тех пор, пока не достигнет заданной отметки и насос снова не отключится. Такое взаимодействие жидкость-газ через гибкую перегородку есть основа принципа действия мембранного бака водной насосной станции.
Срабатывает реле, включается насос. Груша наполняется водой, водное давление падает, а воздушная часть напротив уменьшается и давление газа растет до тех пор, пока не достигнет заданной отметки и насос снова не отключится. Такое взаимодействие жидкость-газ через гибкую перегородку есть основа принципа действия мембранного бака водной насосной станции. Разница между нижним и верхним показателем не должна превышать 1.5 бар, чем меньше эта разница, тем лучше.
Разница между нижним и верхним показателем не должна превышать 1.5 бар, чем меньше эта разница, тем лучше. Давление включения должно соответствовать – 2,5 – 3,0 бар, а отключения – 1,5-1,8 бар. При несоответствии, подкачиваем обычным насосом и сняв крышку реле, с помощью регулировочных пружин выставляем нужные значения.
Давление включения должно соответствовать – 2,5 – 3,0 бар, а отключения – 1,5-1,8 бар. При несоответствии, подкачиваем обычным насосом и сняв крышку реле, с помощью регулировочных пружин выставляем нужные значения. 1
1
 06.2021 Завод-производитель не комплектует поставку веревочным тросом
06.2021 Завод-производитель не комплектует поставку веревочным тросом
 Традиционное решение — на всякий случай создать избыточное давление. Избыточное давление в системе является основной причиной, но часто игнорируемой проблемой утечки.
Традиционное решение — на всякий случай создать избыточное давление. Избыточное давление в системе является основной причиной, но часто игнорируемой проблемой утечки. Кроме того, приложение давления к водопроводным трубам с отверстиями увеличит количество воды, вытекающей из отверстий. Увеличьте количество давления, и поток также увеличится.
Кроме того, приложение давления к водопроводным трубам с отверстиями увеличит количество воды, вытекающей из отверстий. Увеличьте количество давления, и поток также увеличится. с. и одного ведущего насоса мощностью 7,5 л.с., эффективность которых оценивается в 65%.
с. и одного ведущего насоса мощностью 7,5 л.с., эффективность которых оценивается в 65%.
 Скорость утечки, связанная с избыточным давлением, оценивается в 374 928 галлонов в год. Экономия затрат на электроэнергию, напрямую связанная с избыточным давлением, оценивается в $3,9.09 в год из расчета 10 центов за киловатт-час.
Скорость утечки, связанная с избыточным давлением, оценивается в 374 928 галлонов в год. Экономия затрат на электроэнергию, напрямую связанная с избыточным давлением, оценивается в $3,9.09 в год из расчета 10 центов за киловатт-час. Поскольку стоимость частотно-регулируемых приводов с годами снижается, в сочетании с большей надежностью, ЧРП стали популярными. В зависимости от входного сигнала датчика давления в системе частотно-регулируемый привод может замедлять или ускорять работу, чтобы поддерживать постоянное давление. И предохранительные клапаны, и частотно-регулируемый привод являются проверенными методами контроля давления, достигающими одной и той же цели.
Поскольку стоимость частотно-регулируемых приводов с годами снижается, в сочетании с большей надежностью, ЧРП стали популярными. В зависимости от входного сигнала датчика давления в системе частотно-регулируемый привод может замедлять или ускорять работу, чтобы поддерживать постоянное давление. И предохранительные клапаны, и частотно-регулируемый привод являются проверенными методами контроля давления, достигающими одной и той же цели. Это относится только к потерям на трение и имеет минимальные преимущества для приложений с высоким статическим напором и низкими потерями на трение.
Это относится только к потерям на трение и имеет минимальные преимущества для приложений с высоким статическим напором и низкими потерями на трение. Новые разработки в области управления частотно-регулируемым приводом, апробированные в других отраслях промышленности, открывают большие перспективы для систем распределения питьевой воды. Контроллеры насосной системы, реагирующие на состояние системы распределения, предлагают практичное решение дорогостоящей проблемы утечки избыточного давления.
Новые разработки в области управления частотно-регулируемым приводом, апробированные в других отраслях промышленности, открывают большие перспективы для систем распределения питьевой воды. Контроллеры насосной системы, реагирующие на состояние системы распределения, предлагают практичное решение дорогостоящей проблемы утечки избыточного давления.
 Подрядчик обнажил трубопровод и обнаружил, что он вышел из строя.
Подрядчик обнажил трубопровод и обнаружил, что он вышел из строя. Мэр, директор по общественным работам и два оператора встретились с жителями у крышки люка, где силовая магистраль впадает в самотечную канализацию.
Мэр, директор по общественным работам и два оператора встретились с жителями у крышки люка, где силовая магистраль впадает в самотечную канализацию. 
 Программное обеспечение KY Pipe Surge позволяет анализировать каждую часть вашей насосной и трубопроводной системы.
Программное обеспечение KY Pipe Surge позволяет анализировать каждую часть вашей насосной и трубопроводной системы. 
 Наконец-то что-то сломало то, что он знал, что может починить!
Наконец-то что-то сломало то, что он знал, что может починить!

 Установите выпускные клапаны воздуха/вакуума/сжатого воздуха, чтобы обеспечить выход захваченного воздуха из трубопровода, чтобы максимизировать эффективность насоса.
Установите выпускные клапаны воздуха/вакуума/сжатого воздуха, чтобы обеспечить выход захваченного воздуха из трубопровода, чтобы максимизировать эффективность насоса. 

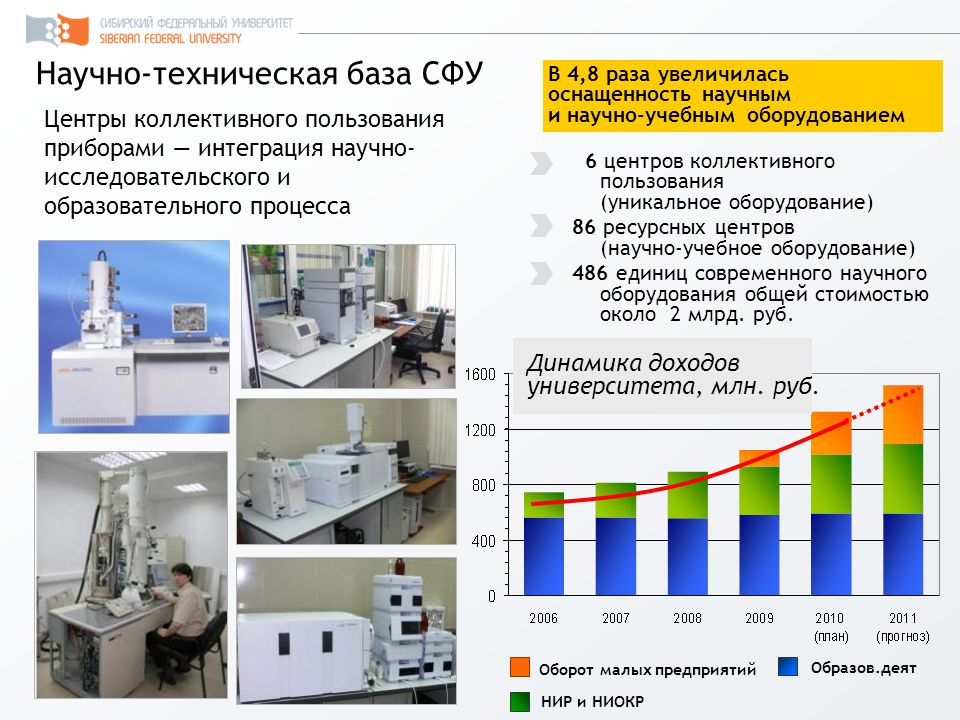 В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.
В качестве примера можно привести базирование инструментальных блоков или рабочих органов оборудования с числовым программным управлением относительно выбранной системы координат станка (изделия) или заготовки. Другими словами с помощью средств измерений осуществляется проверка, выверка и придание требуемых положений элементам изделий или технологических систем, включая заготовки и изделия технологической оснастки.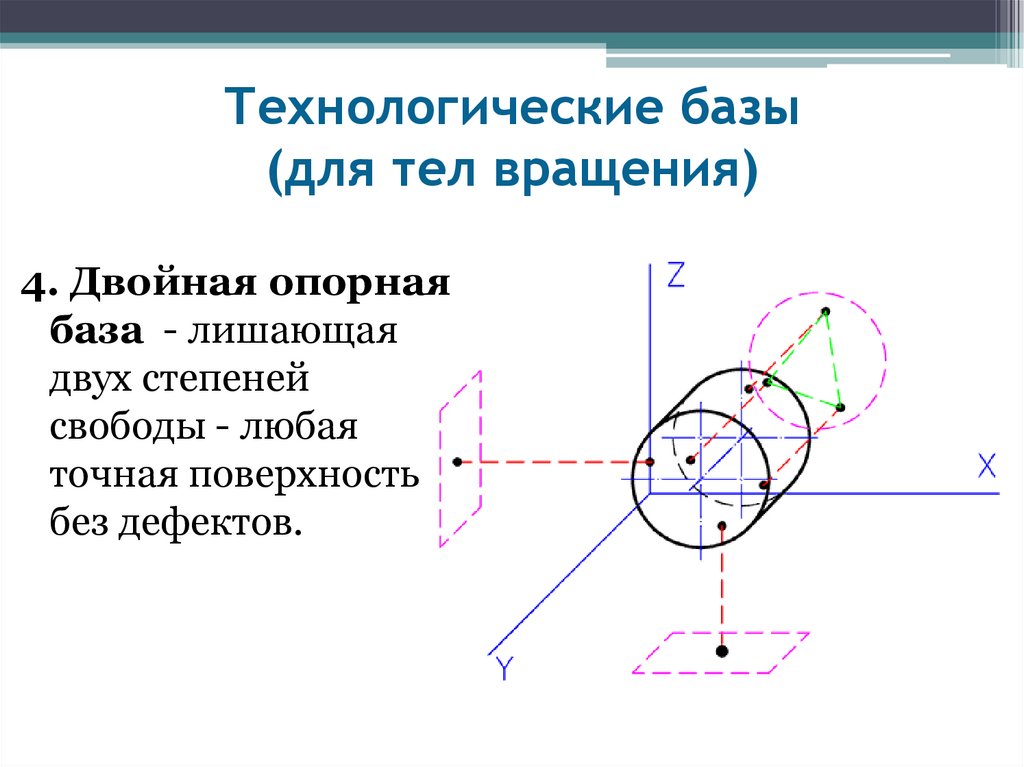
 При смене баз необходимо использовать чистовые (обработанные), точные базы.
При смене баз необходимо использовать чистовые (обработанные), точные базы. Основные формулы для расчета погрешностей базирования и закрепления заготовки.
Основные формулы для расчета погрешностей базирования и закрепления заготовки. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
«Твердотельное и Поверхностное Моделирование в КОМПАС-3D»

 Черновыми базами должны быть преимущественно такие поверхности детали, которые остаются необработанными в готовой детали.
Черновыми базами должны быть преимущественно такие поверхности детали, которые остаются необработанными в готовой детали. Наилучшим выражением этого правила будет тот случай, когда база отсчета, установочная и измерительная базы окажутся одной и той же поверхностью детали.
Наилучшим выражением этого правила будет тот случай, когда база отсчета, установочная и измерительная базы окажутся одной и той же поверхностью детали. Наши технологии в значительной степени делятся на технологии поддержки и технологии разработки, источником которых являются наши компоненты и опыт.
Наши технологии в значительной степени делятся на технологии поддержки и технологии разработки, источником которых являются наши компоненты и опыт.
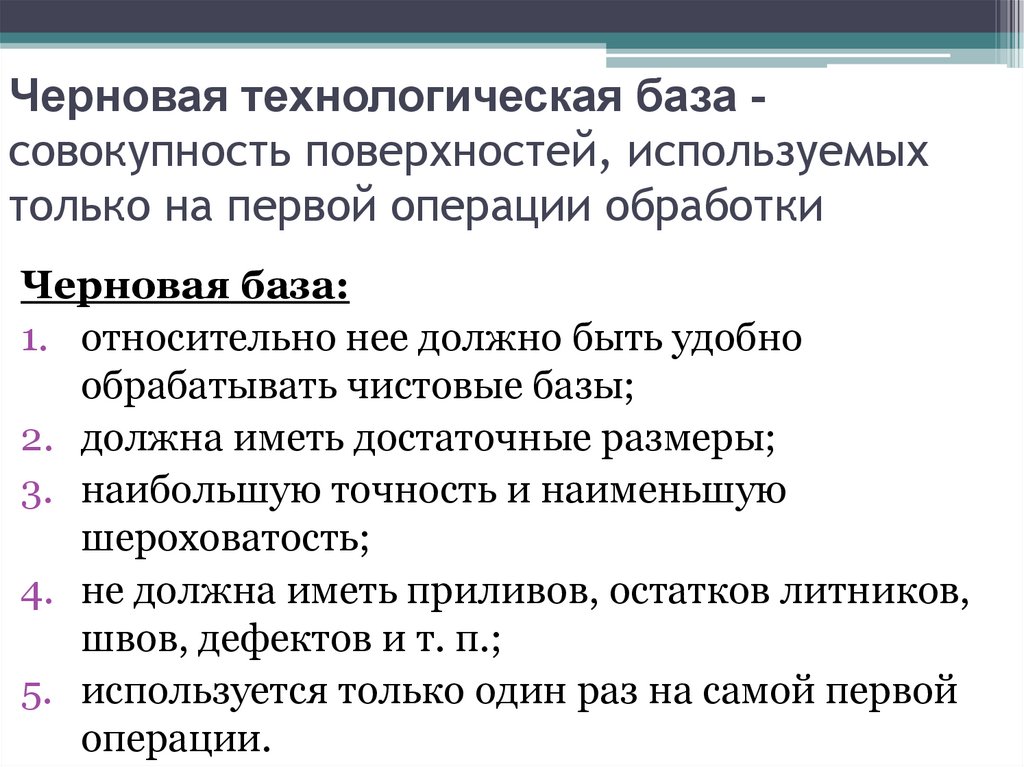 д.
д. org/Person» itemprop=»author»>
org/Person» itemprop=»author»> ..
.. Как
Как Например, менеджер по строительству в Балтиморе может получить разъяснения по чертежам от архитектора в Сан-Франциско в течение нескольких дней, по сравнению с двумя неделями в старой системе.
Например, менеджер по строительству в Балтиморе может получить разъяснения по чертежам от архитектора в Сан-Франциско в течение нескольких дней, по сравнению с двумя неделями в старой системе.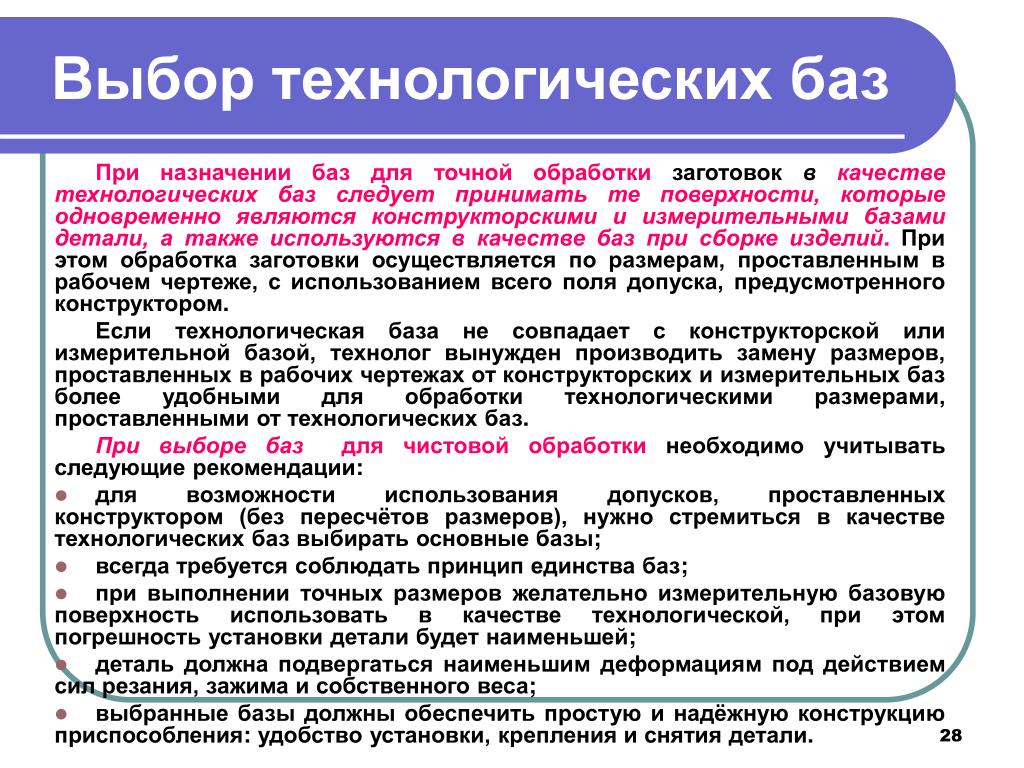 Ранее он провел исчерпывающую оценку системы с отдельными группами и рассказал им о достоинствах и ограничениях интернет-систем.
Ранее он провел исчерпывающую оценку системы с отдельными группами и рассказал им о достоинствах и ограничениях интернет-систем.
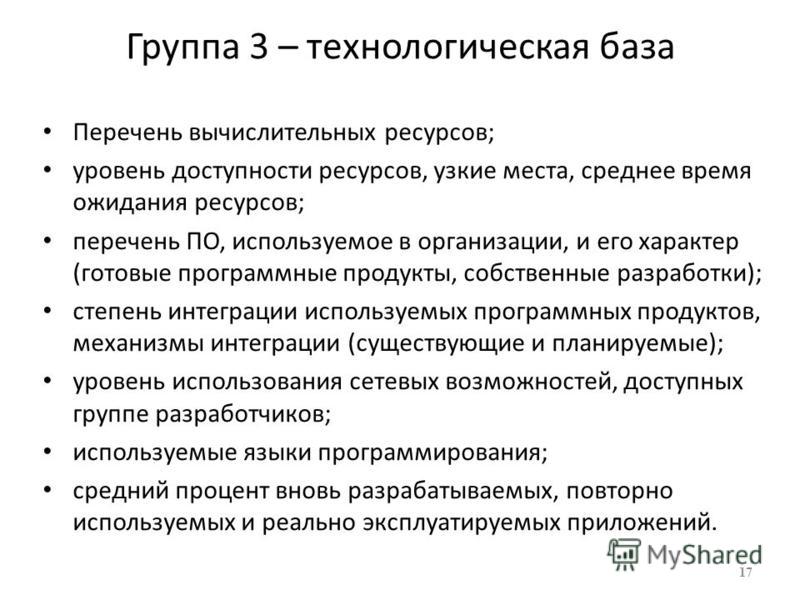
 Хотя в итоге система стоила 3 миллиона долларов, цена не имела значения, потому что «мы никогда не просили сразу огромных инвестиций», — говорит Джонс. «Мы быстро выпустили что-то, что люди могли использовать, и добавляли постепенно». Первой частью был простой интерфейс браузера, который мог выполнять поиск в одном существующем хранилище данных. Со временем группа добавила больше источников данных, в общей сложности 50, оставив самые сложные напоследок.
Хотя в итоге система стоила 3 миллиона долларов, цена не имела значения, потому что «мы никогда не просили сразу огромных инвестиций», — говорит Джонс. «Мы быстро выпустили что-то, что люди могли использовать, и добавляли постепенно». Первой частью был простой интерфейс браузера, который мог выполнять поиск в одном существующем хранилище данных. Со временем группа добавила больше источников данных, в общей сложности 50, оставив самые сложные напоследок.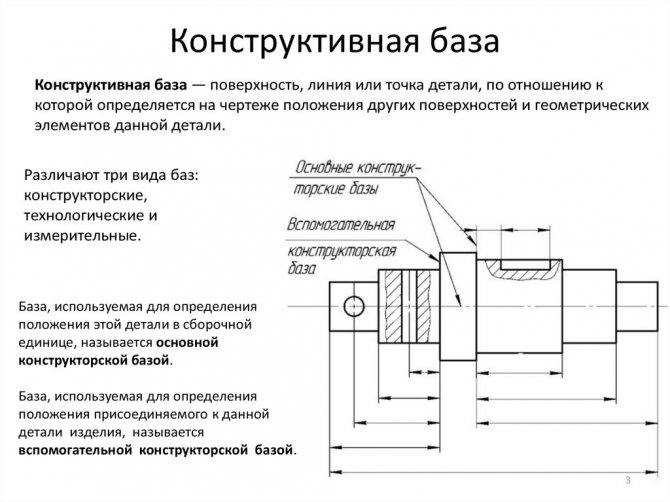 Хотя трудно оценить окупаемость в твердом долларе, система получает более 25 000 обращений в день и позволяет врачам реагировать на клинические проблемы гораздо быстрее, чем раньше. «Если у врача есть пациент, нуждающийся в интенсивной терапии, он может отслеживать прогресс, получая доступ к данным дома или в офисе», — говорит Джонс. «Врачи говорили мне, что они получили доступ к системе из интернет-кафе в Европе».
Хотя трудно оценить окупаемость в твердом долларе, система получает более 25 000 обращений в день и позволяет врачам реагировать на клинические проблемы гораздо быстрее, чем раньше. «Если у врача есть пациент, нуждающийся в интенсивной терапии, он может отслеживать прогресс, получая доступ к данным дома или в офисе», — говорит Джонс. «Врачи говорили мне, что они получили доступ к системе из интернет-кафе в Европе».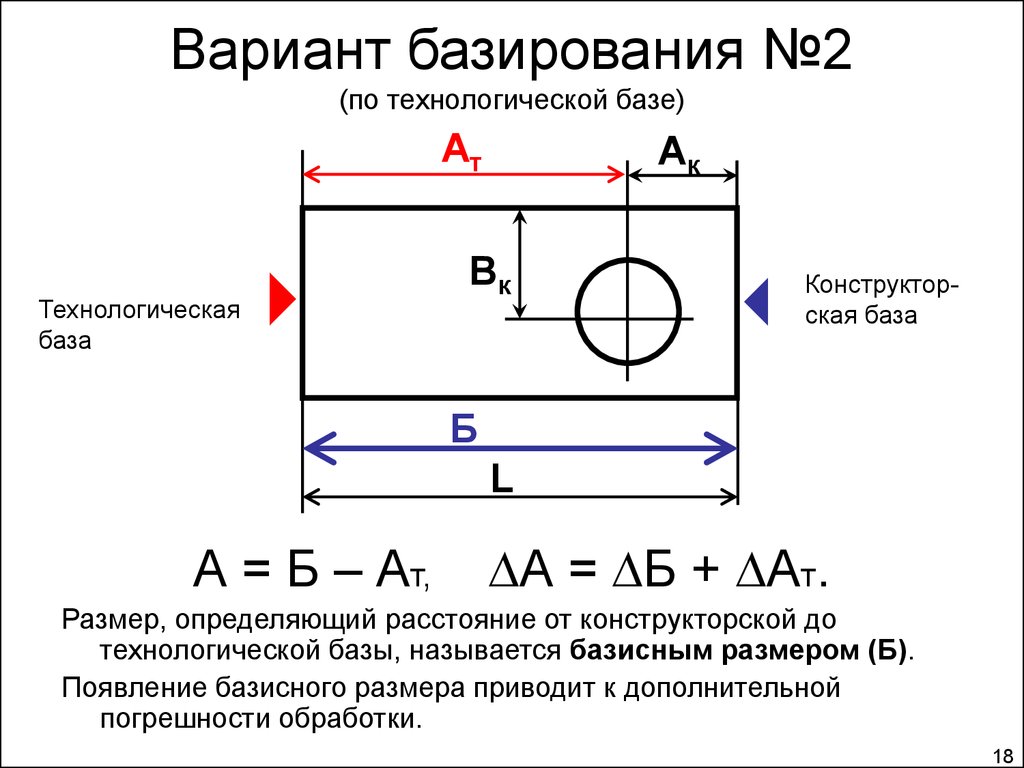 В такие времена, как говорит Дэйв Мелленхофф, технический директор Salesforce.com Inc., частной ASP в Сан-Франциско, вы должны полагаться на свои собственные технологические ноу-хау.
В такие времена, как говорит Дэйв Мелленхофф, технический директор Salesforce.com Inc., частной ASP в Сан-Франциско, вы должны полагаться на свои собственные технологические ноу-хау.
 Будет произведена заточка режущего края, расточка посадочных мест и напайка зуба дисковых пил. Оснащение недорогих пил качественными напайками значительно улучшает результат распила, удлинят срок службы инструмента и уменьшает расходы на его содержание.
Будет произведена заточка режущего края, расточка посадочных мест и напайка зуба дисковых пил. Оснащение недорогих пил качественными напайками значительно улучшает результат распила, удлинят срок службы инструмента и уменьшает расходы на его содержание.
 С правильным оборудованием и технологией это не вызовет никаких проблем.
С правильным оборудованием и технологией это не вызовет никаких проблем. Плоский /// 2. Односторонний скос вправо /// 3. Односторонний скос влево
Плоский /// 2. Односторонний скос вправо /// 3. Односторонний скос влево


 Геометрия может быть прямой или почти круглой, в зависимости от области применения пильного диска с твердосплавными напайками. Механическая обработка осуществляется торцовым или периферийным шлифованием.
Геометрия может быть прямой или почти круглой, в зависимости от области применения пильного диска с твердосплавными напайками. Механическая обработка осуществляется торцовым или периферийным шлифованием. Задняя поверхность / 2. Приподнятая задняя поверхность зуба / 3 — 4. Возможная обработка задней поверхности
Задняя поверхность / 2. Приподнятая задняя поверхность зуба / 3 — 4. Возможная обработка задней поверхности  Ленточные пилы с обжатием/разводкой из CV-стали (хром-ванадиевая сталь)
Ленточные пилы с обжатием/разводкой из CV-стали (хром-ванадиевая сталь) 
 Стеллит® №. 12 (содержащий 59% кобальта, 29 % хрома, 9 % вольфрама и 1,8 % углерода) оказались чрезвычайно успешными для обработки дерева. Он износостойкий, но при этом не слишком хрупкий, и его можно без проблем шлифовать. В некоторых случаях стеллит® нет. 1: Это чрезвычайно твердый сплав, который в основном используется для распиловки древесины с высоким содержанием силиката.
Стеллит® №. 12 (содержащий 59% кобальта, 29 % хрома, 9 % вольфрама и 1,8 % углерода) оказались чрезвычайно успешными для обработки дерева. Он износостойкий, но при этом не слишком хрупкий, и его можно без проблем шлифовать. В некоторых случаях стеллит® нет. 1: Это чрезвычайно твердый сплав, который в основном используется для распиловки древесины с высоким содержанием силиката.

 Для процесса обжатия перед зубом пилы помещается обжимной болт. Зуб пилы удерживается наковальней. Поворачивая эксцентриковый обжимной болт, материал пилы продвигается к вершине зуба. По окончании процесса обжатия обжимной болт возвращается в исходное положение.
Для процесса обжатия перед зубом пилы помещается обжимной болт. Зуб пилы удерживается наковальней. Поворачивая эксцентриковый обжимной болт, материал пилы продвигается к вершине зуба. По окончании процесса обжатия обжимной болт возвращается в исходное положение. Выравнивание /// 2. Натяжение /// 3. Выпрямление
Выравнивание /// 2. Натяжение /// 3. Выпрямление 
 Когда дело дошло до резки алюминия, циркулярные пилы были единственным выбором для производителей металла. Достижения в технологии ленточных пил расширили их возможности.
Когда дело дошло до резки алюминия, циркулярные пилы были единственным выбором для производителей металла. Достижения в технологии ленточных пил расширили их возможности. В том же опросе 18% считают автомобильный рынок самым быстрорастущим рынком. Что общего между аэрокосмическим и автомобильным рынками? Компании заинтересованы в снижении веса своей продукции, поскольку для питания этих легких самолетов и транспортных средств требуется меньше топлива.
В том же опросе 18% считают автомобильный рынок самым быстрорастущим рынком. Что общего между аэрокосмическим и автомобильным рынками? Компании заинтересованы в снижении веса своей продукции, поскольку для питания этих легких самолетов и транспортных средств требуется меньше топлива. Если основное внимание уделяется распиловке (см. Рисунок 1 ), возникает вопрос: что лучше резать алюминий: ленточные или дисковые пилы для холодной резки? Технологические достижения были достигнуты в распиловке алюминия обоими типами пил.
Если основное внимание уделяется распиловке (см. Рисунок 1 ), возникает вопрос: что лучше резать алюминий: ленточные или дисковые пилы для холодной резки? Технологические достижения были достигнуты в распиловке алюминия обоими типами пил. Новые технологические достижения в области ленточных пил, о которых мы поговорим позже, несколько изменили ситуацию.
Новые технологические достижения в области ленточных пил, о которых мы поговорим позже, несколько изменили ситуацию. 2, ). За
2, ). За
 Вход и
Вход и Если алюминиевый материал больше 7 дюймов в диаметре, современные ленточные пилы, вероятно, являются хорошим выбором для работы. Кроме того, если прямоугольность реза имеет высокие допуски, ленточная пила сможет их выполнить.
Если алюминиевый материал больше 7 дюймов в диаметре, современные ленточные пилы, вероятно, являются хорошим выбором для работы. Кроме того, если прямоугольность реза имеет высокие допуски, ленточная пила сможет их выполнить.
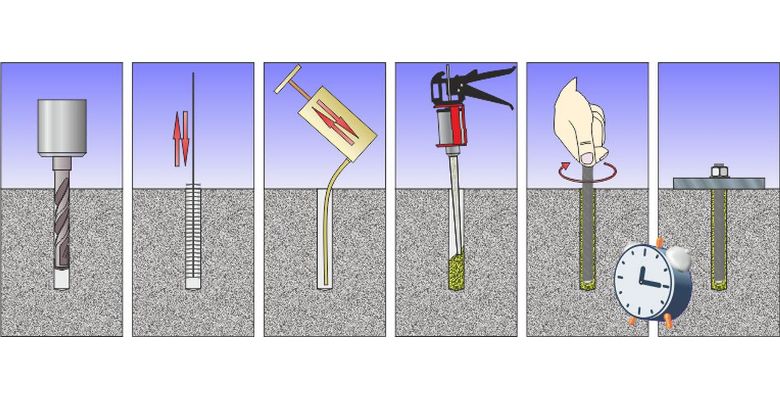 Затем затягивают гайку на несколько оборотов.
Затем затягивают гайку на несколько оборотов.


 Завинчивая винт, гайка смещается и распирает ламели посредине.
Завинчивая винт, гайка смещается и распирает ламели посредине.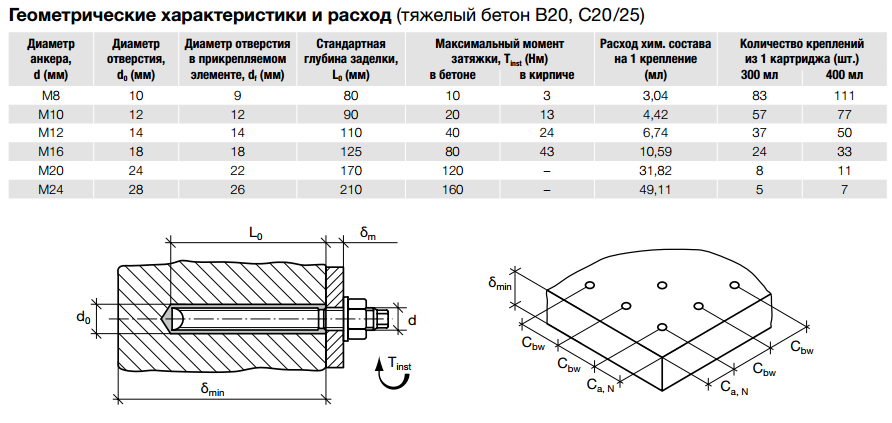 Сделать это на практике намного сложнее, чем может показаться с первого взгляда. Стандартные методы работают не очень хорошо, особенно когда конструкция имеет приличный вес и создает на точку крепления не малое давление либо же стена имеет не такие прочные свойства, как бетон. В таких случаях гораздо практичнее использовать, так называемое, анкерное крепление к стене.
Сделать это на практике намного сложнее, чем может показаться с первого взгляда. Стандартные методы работают не очень хорошо, особенно когда конструкция имеет приличный вес и создает на точку крепления не малое давление либо же стена имеет не такие прочные свойства, как бетон. В таких случаях гораздо практичнее использовать, так называемое, анкерное крепление к стене.

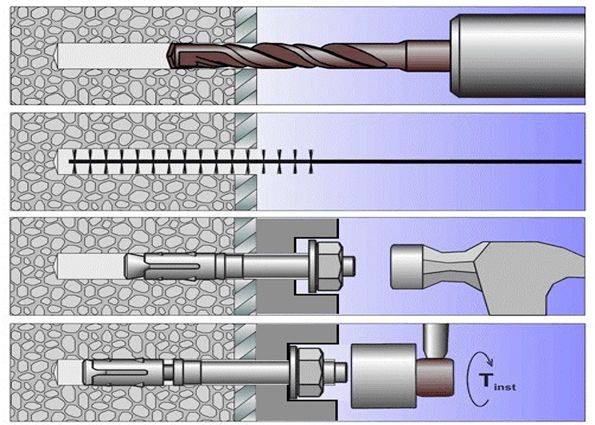
 Шестигранные детали часто используют в различных технических направлениях благодаря их особенностям.
Шестигранные детали часто используют в различных технических направлениях благодаря их особенностям.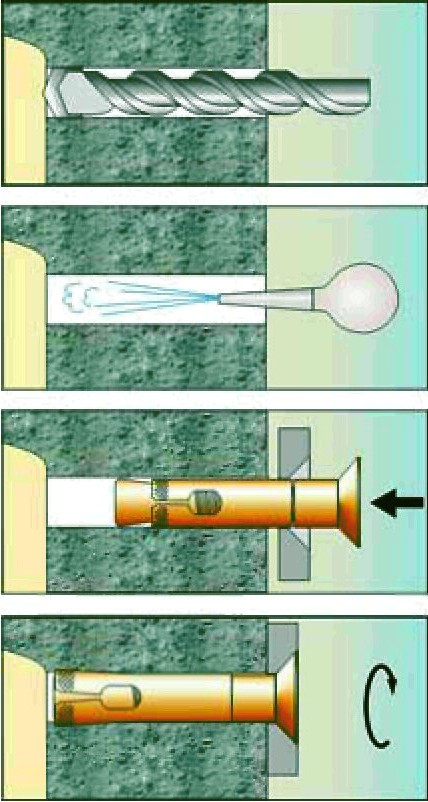 Но они имеют и свои слабые стороны. Например, если сравнивать с клиновыми, то при одинаковых давлениях, для болтовых нужно использовать больший диаметр оси, что приведет к новым проблемам. Нужно использовать бур с большим диаметром, а соответственно, и делать в стене большее отверстие, что повлечет за собой большие расходы, а также может ослабить прочность материала стены, если он недостаточно прочный. Подобные анкера бывают, как однораспорными, так и двухраспорными, что позволяет им прочнее удерживаться в основании и рассредоточивать внутреннее напряжение. Такое свойство повышает несущие способности при меньшем разрушении стены.
Но они имеют и свои слабые стороны. Например, если сравнивать с клиновыми, то при одинаковых давлениях, для болтовых нужно использовать больший диаметр оси, что приведет к новым проблемам. Нужно использовать бур с большим диаметром, а соответственно, и делать в стене большее отверстие, что повлечет за собой большие расходы, а также может ослабить прочность материала стены, если он недостаточно прочный. Подобные анкера бывают, как однораспорными, так и двухраспорными, что позволяет им прочнее удерживаться в основании и рассредоточивать внутреннее напряжение. Такое свойство повышает несущие способности при меньшем разрушении стены.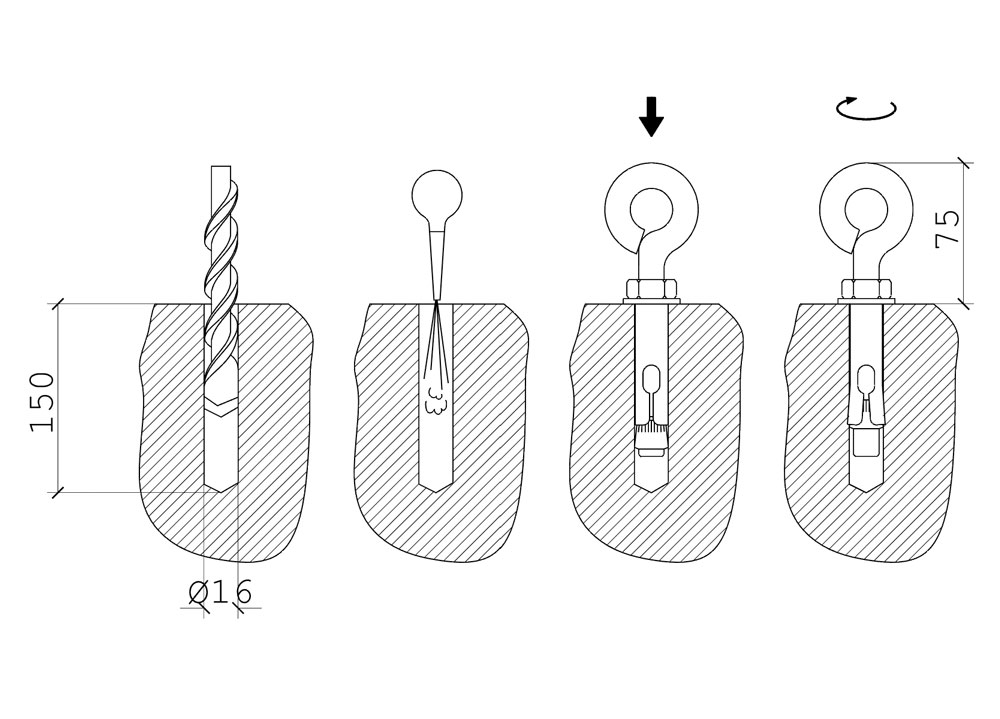 Обычно он используется для установки труб на потолках, коробов и воздуховодов.
Обычно он используется для установки труб на потолках, коробов и воздуховодов.
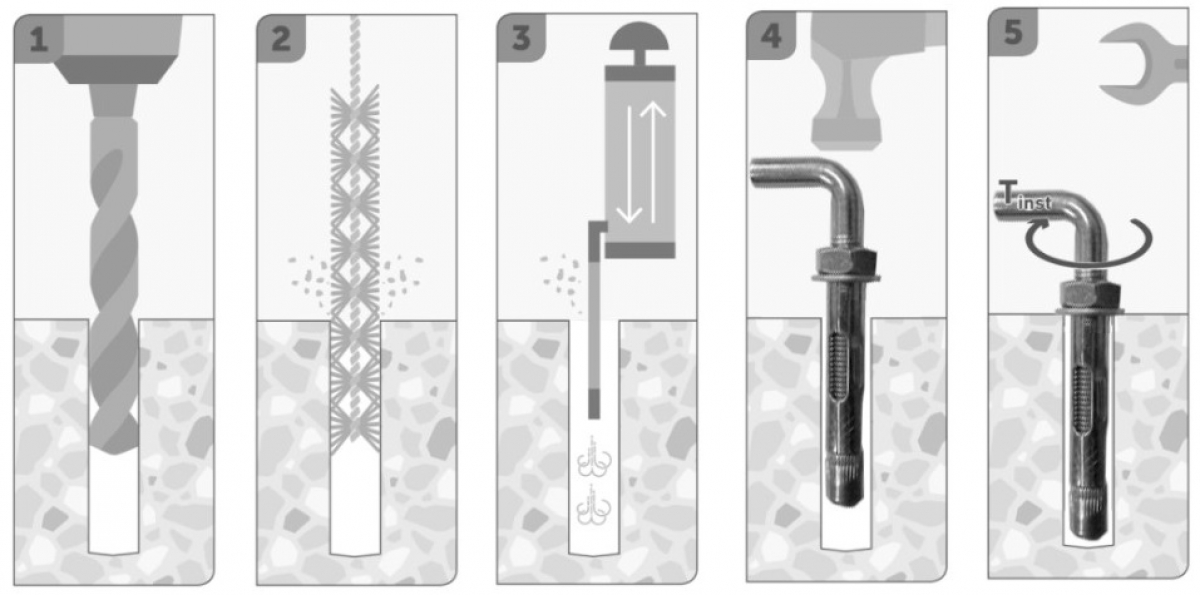 В этой статье мы объясним, как заменить анкерный болт, и поможем вам избежать дорогостоящих ошибок. Мы также поговорим о том, как найти надежную компанию для установки болта. Подробнее о ремонте стволовой стенки. Кроме того, мы рассмотрим, как проверить наличие ржавчины на анкерных болтах. И, наконец, мы рассмотрим, как узнать, не ослаблен ли анкерный болт. Эксперт Фонда.
В этой статье мы объясним, как заменить анкерный болт, и поможем вам избежать дорогостоящих ошибок. Мы также поговорим о том, как найти надежную компанию для установки болта. Подробнее о ремонте стволовой стенки. Кроме того, мы рассмотрим, как проверить наличие ржавчины на анкерных болтах. И, наконец, мы рассмотрим, как узнать, не ослаблен ли анкерный болт. Эксперт Фонда. Подробнее о ремонте фундамента.
Подробнее о ремонте фундамента.
 Подробнее о ремонте анкерных болтов.
Подробнее о ремонте анкерных болтов. После того, как анкер был вставлен в бетон, необходимо произвести замену, отрезав выступающую часть болта. Важно отметить, что многие марки высокопрочных анкерных болтов нельзя сваривать. Если вы привариваете болт, убедитесь, что крепеж не подвергается термической обработке. Затем вы можете использовать эпоксидную смолу, чтобы заменить сколотый бетон, окружающий анкерный болт.
После того, как анкер был вставлен в бетон, необходимо произвести замену, отрезав выступающую часть болта. Важно отметить, что многие марки высокопрочных анкерных болтов нельзя сваривать. Если вы привариваете болт, убедитесь, что крепеж не подвергается термической обработке. Затем вы можете использовать эпоксидную смолу, чтобы заменить сколотый бетон, окружающий анкерный болт.
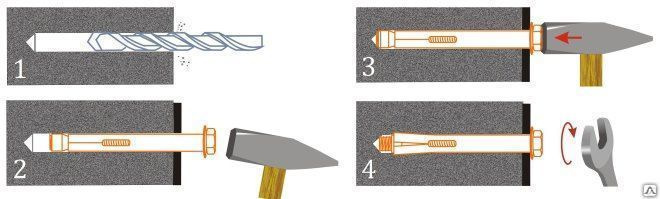 Обязательно используйте болт, соответствующий требованиям ASTM A-193 и A-194 или более высокой прочности. Подробнее о ремонте фундамента.
Обязательно используйте болт, соответствующий требованиям ASTM A-193 и A-194 или более высокой прочности. Подробнее о ремонте фундамента.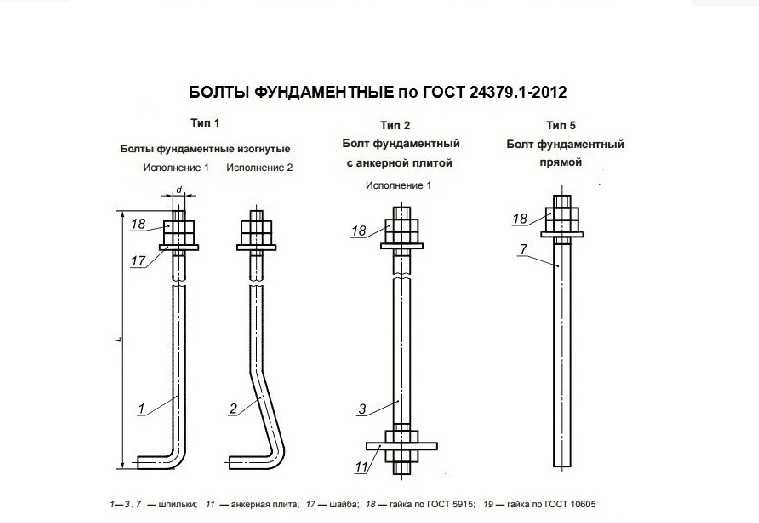 Если это невозможно, можно просверлить отверстие для замены анкерного болта и переустановить его.
Если это невозможно, можно просверлить отверстие для замены анкерного болта и переустановить его. linkedin.com/pulse/foundation-repair-causes-remedies-phoenix-arizona-repairman-llc/
linkedin.com/pulse/foundation-repair-causes-remedies-phoenix-arizona-repairman-llc/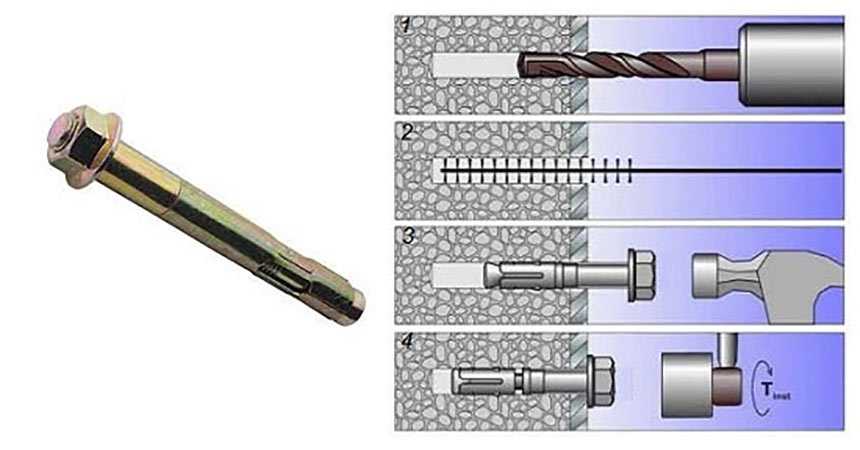 linkedin.com/pulse/tempe-foundation-repair-concrete-repairman-llc/
linkedin.com/pulse/tempe-foundation-repair-concrete-repairman-llc/ linkedin.com/pulse/certified-foundation-repair-experts- бетонный-ремонтник-llc/
linkedin.com/pulse/certified-foundation-repair-experts- бетонный-ремонтник-llc/
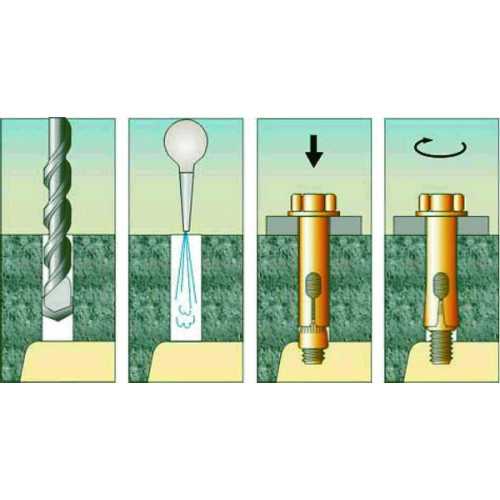 Монтажники помещают этот компонент с внутренней резьбой в предварительно просверленное отверстие. Затем они заставляют расширительную трубку расширяться внутри отверстия. Некоторые фиксируются на месте только с использованием специального установочного инструмента, в то время как другие просто расширяются при соединении с помощью болта, винта или стержня с наружной резьбой.
Монтажники помещают этот компонент с внутренней резьбой в предварительно просверленное отверстие. Затем они заставляют расширительную трубку расширяться внутри отверстия. Некоторые фиксируются на месте только с использованием специального установочного инструмента, в то время как другие просто расширяются при соединении с помощью болта, винта или стержня с наружной резьбой. Например, на складах часто требуется перемещать стеллажи для поддонов, закрепленные либо клиновыми, либо ударными анкерами, чтобы максимально использовать складское пространство.
Например, на складах часто требуется перемещать стеллажи для поддонов, закрепленные либо клиновыми, либо ударными анкерами, чтобы максимально использовать складское пространство.
 Патрик О’Бэнион, основатель Product Design Specialties, описывает их происхождение:
Патрик О’Бэнион, основатель Product Design Specialties, описывает их происхождение:
 Он не требует электричества, не образует пыли и не образует искр, что устраняет необходимость в разрешениях на огневые работы, как показано в видео ниже:
Он не требует электричества, не образует пыли и не образует искр, что устраняет необходимость в разрешениях на огневые работы, как показано в видео ниже:
 Но резьбовой стержень, выступающий из втулки или запорного анкера, можно снять и залатать, выполнив следующие действия:
Но резьбовой стержень, выступающий из втулки или запорного анкера, можно снять и залатать, выполнив следующие действия: Анкер с разъемным приводом представляет собой цельный анкер с двумя предварительно расширенными половинками, которые сжимаются, а затем снова расширяются при забивании в отверстие.
Анкер с разъемным приводом представляет собой цельный анкер с двумя предварительно расширенными половинками, которые сжимаются, а затем снова расширяются при забивании в отверстие. Поскольку весь анкер находится под поверхностью, любые болты или резьбовые стержни, соединенные с ними, можно просто снять с резьбы, а отверстие анкера залатать. Ни анкер с крепежным винтом, ни забивной анкер нельзя снять, не повредив бетон.
Поскольку весь анкер находится под поверхностью, любые болты или резьбовые стержни, соединенные с ними, можно просто снять с резьбы, а отверстие анкера залатать. Ни анкер с крепежным винтом, ни забивной анкер нельзя снять, не повредив бетон.

 В качестве движущего механизма здесь выступает небольшой электродвигатель. При этом ротор и внутренние детали двигателя охлаждаются одним из двух способов.
В качестве движущего механизма здесь выступает небольшой электродвигатель. При этом ротор и внутренние детали двигателя охлаждаются одним из двух способов.
 К примеру, если вода из крана течет слабо, то нужно приобрести повышающий насос. А если вода имеется только лишь у соседей, а выше не поднимается, то стоит купить самовсасывающую насосную станцию.
К примеру, если вода из крана течет слабо, то нужно приобрести повышающий насос. А если вода имеется только лишь у соседей, а выше не поднимается, то стоит купить самовсасывающую насосную станцию.
 Самостоятельный монтаж устройства производить не рекомендуется. И все потому что подключение подобного устройства является не только длительным, но и сложным процессом.
Самостоятельный монтаж устройства производить не рекомендуется. И все потому что подключение подобного устройства является не только длительным, но и сложным процессом. youtube.com/embed/fkvLevAspXk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/fkvLevAspXk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  На практике встретить такое давление практически невозможно. Поскольку показатель имеет погрешности, как в большую, так и меньшую сторону.
На практике встретить такое давление практически невозможно. Поскольку показатель имеет погрешности, как в большую, так и меньшую сторону. Если постоянное напряжение не превышает 1.5 бар., повышающий насос рекомендуется ставить на входе трубопровода в дом. Подобные меры можно предпринять в многоэтажных застройках, страдающих «дефицитом» давления.
Если постоянное напряжение не превышает 1.5 бар., повышающий насос рекомендуется ставить на входе трубопровода в дом. Подобные меры можно предпринять в многоэтажных застройках, страдающих «дефицитом» давления. Аккумулирующий бак, входящий в комплектацию, обеспечивает резервный запас жидкости, которую можно расходовать, когда нет давления в системе водоснабжения.
Аккумулирующий бак, входящий в комплектацию, обеспечивает резервный запас жидкости, которую можно расходовать, когда нет давления в системе водоснабжения. Для одновременной работы 2-х кранов (например, в ванной и в кухне), достаточно будет 10 л/мин. Добавление дополнительных точек подачи воды потребует от 15 л/мин.
Для одновременной работы 2-х кранов (например, в ванной и в кухне), достаточно будет 10 л/мин. Добавление дополнительных точек подачи воды потребует от 15 л/мин.

 Во время работы происходит нагнетение давления в трубах. Насос оснащен прочным пластиковым корпусом, который имеет довольно компактные размеры.
Во время работы происходит нагнетение давления в трубах. Насос оснащен прочным пластиковым корпусом, который имеет довольно компактные размеры. В процессе работы используются технологии, предусмотренные для конкретного вида труб и материала изготовления насоса для подкачки воды. Полимерные трубы потребуется паять, металлопластиковые соединяют фитингами. Целостность конструкции проверяется при работающем моторе. Установка оборудования проводится с учетом прилагаемой инструкции.
В процессе работы используются технологии, предусмотренные для конкретного вида труб и материала изготовления насоса для подкачки воды. Полимерные трубы потребуется паять, металлопластиковые соединяют фитингами. Целостность конструкции проверяется при работающем моторе. Установка оборудования проводится с учетом прилагаемой инструкции. Это связано с тем, что системы водоснабжения не в состоянии регулировать изменяющиеся нагрузки по потреблению воды в зданиях.
Это связано с тем, что системы водоснабжения не в состоянии регулировать изменяющиеся нагрузки по потреблению воды в зданиях. В старых зданиях иногда возникают проблемы со старыми и запущенными трубами, которые вызывают засорение и снижение давления воды.
В старых зданиях иногда возникают проблемы со старыми и запущенными трубами, которые вызывают засорение и снижение давления воды.




 Эта последовательная вода в резервуаре
Эта последовательная вода в резервуаре