Обзор заточных станков и Как сделать для ножей своими руками для использования в быту? Обзор +Фото и Видео
Заточка ножей – процесс, с которым способны справиться даже нежные женские руки. Ведь в наше время существует множество приспособлений, облегчающих эту задачу. Керамические ножи, к примеру, не требуют затачивания, что очень удобно, а ножи из стали требуют периодической заточки, поскольку материал тупится. Для придания остроты ножам, можно воспользоваться брусками с абразивным покрытием или заточным станком для ножей.
Последний метод требует соблюдения рекомендаций специалистов, тогда и результат вас непременно порадует.
Содержание:
- 1 Инструменты для заточки ножей
- 2 Правила заточки ножей
- 3 Заточка ножей в домашних условиях
- 3.1 Профессиональные заточные станки для ножей
- 3.1.1 Самыми острым инструментом считается обвальный или разделочный нож
- 3.1.2 При попытке заточки инструмента самостоятельно при помощи точильной чаши
- 3.
 2 Универсальный заточной станок для ножей
2 Универсальный заточной станок для ножей
- 3.1 Профессиональные заточные станки для ножей
- 4 Изготовление заточного станка для ножей своими руками
 2 Универсальный заточной станок для ножей
2 Универсальный заточной станок для ножейИнструменты для заточки ножей
- Брусок точильный.
- Напильники со специальной насечкой.
- Приспособления для наточки.
- Станки для заточки ножей.
Примечание.
Заточка ножей по старинке, конечно, хороший и действенный способ, но точно настроенный станок для бытового использования дает более качественный результат с нужным углом формирования кромки лезвия.
Правила заточки ножей
Специалисты рекомендуют соблюдать ряд правил, для того, чтобы получить качественную заточку ножей в домашних условиях, что в свою очередь позволит сократить количество заточек лезвия.
Если вы сторонник использования бруска с абразивным напылением, начинайте работу с самой острой части лезвия, и заканчивайте более тупой, а именно той, которая мало задействована в процессе нарезки продуктов. Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
Тип заточного станка для ножей рейсмуса и материал, из которого он изготовлен, также влияет на качество проведения работы.
На различных интернет ресурсах, вы можете найти специальные видео ролики, в которых наглядно показан процесс заточки лезвия ножа.
Примечание.
Производство ножей происходит в основном из легированной и углеродистой стали. Каленую сталь нужно точить бруском с абразивом, нержавейку – напильником трехгранным. Это связано с тем, что относительно мягкие металлы, в процесс заточки забывают поверхность бруска с абразивом. Кованое лезвие довольно гибкое, поэтому его желательно закреплять и точить бруском движениями вскользь. Частое применение абразивных брусков, способствует образованию жирной пленки на поверхности, которую нужно затирать обдиркой.

Раньше, станки заточные настольные для ножей делали из брусков клиновидной формы и дуба мореного. Бруски располагали с обеих сторон деревянного клинка, таким образом, чтобы кромка режущая была свободной. Конструкцию перетягивали веревкой и при помощи точильного камня затачивали лезвия до предельной остроты, получая при этом, отличный угол заточки.
Затачивание ножей, которые используются в рубанках, выполняется следующим образом: на стекло большой толщины, накладывают наждачную шкурку с мелкой фракцией, скошенной частью кромки режущей на абразив и точится движениями по кругу.
Заточка ножей в домашних условиях
Для этой цели потребуется взять брусок из твердых пород дерева, поверхность которого формируют методом заточки под определенным углом, необходимым для формирования кромки лезвия. Это дает возможность держать угол обрабатываемой кромки. Для удобства работы по заточке лезвия, зафиксируйте клинок в плоскости бруска при помощи саморезов.
Это дает возможность держать угол обрабатываемой кромки. Для удобства работы по заточке лезвия, зафиксируйте клинок в плоскости бруска при помощи саморезов.
Заточный станок для ножей фуганка изготовьте инструмент своими руками, это даст возможность сделать процесс более легким, а качество работы намного выше. Главное соблюдать правила и нюансы в работе, и проблем не возникнет.
Заточный станок для ножей своими руками создан для облегчения работы с металлическими изделиями. Домашний инструмент можно наточить своими руками при помощи подручных средств, а на производстве без станка не обойтись. Там и объемы больше, и инструментарий посерьезней.
Профессиональные заточные станки для ножей
Самыми острым инструментом считается обвальный или разделочный нож
Таким пользуются мясники для разделки туш животных, и срезания шкур. При такой интенсивной работе лезвие инструмента тупится чрезвычайно быстро. Если объем работы не слишком большой, заточку можно производить на обычном станке, который оснащен контролем над углом кромки лезвия. Заточные станки для ножей в мясоперерабатывающей промышленности используют в основном KNECHT USK 160. Такие станки универсальны, поэтому затачивать на них можно абсолютно любые ножи.
При такой интенсивной работе лезвие инструмента тупится чрезвычайно быстро. Если объем работы не слишком большой, заточку можно производить на обычном станке, который оснащен контролем над углом кромки лезвия. Заточные станки для ножей в мясоперерабатывающей промышленности используют в основном KNECHT USK 160. Такие станки универсальны, поэтому затачивать на них можно абсолютно любые ножи.
На предприятиях занимающихся деревообработкой и в столярных цехах, устанавливают оборудование, которое может справляться с большими объёмами работ. Здесь используется инструмент, имеющий фуганки с длинными лезвиями, а также строгальные станки. Заточка металла происходит на оборудовании с механическим приводом, который подает инструмент на заточку.
При попытке заточки инструмента самостоятельно при помощи точильной чаши
…без использования фиксации и направляющих, то на лезвии сформируются зоны с разнообразным углом отточки. Обрабатывая некачественно заточенным инструментом дерево, вы получите неровный срез и волнистую поверхность. Заточной станок для плоских ножей имеет простую вертикальную конструкцию, Диски точат на станках с разделителем и вращающимся столом.
Заточной станок для плоских ножей имеет простую вертикальную конструкцию, Диски точат на станках с разделителем и вращающимся столом.
Универсальный заточной станок для ножей
Данный вид оборудования наилучшим способом подходит для предприятий, который выполняют за день большие объемы работ. Вручную возиться з металлом никто не станет, поскольку это тяжелый труд. Настольный станок ВЗ-319 оборудован жесткой станиной и точно подогнанными механическим приводом. Поэтому, справляется с заточкой инструмента любого типа – рубанки, фрезы, ножи и прочее.
Для бытового использования подойдет модель Тормек Т7. Комплектация у данного агрегата большая, в наличии есть множество насадок и дополнительных элементов для заточки кухонных ножей, ножниц и прочих инструментов.
Изготовление заточного станка для ножей своими руками
Сделать заточной станок для ножей для бытового использования довольно просто, для этого вам понадобится отрезок ламината, фанеры или ДСП, деревянная рейка, наждачка, болты с барашками. Первым делом нужно изготовить держатель ножа, для этой цели отрежьте кусок материала. Во избежание цепляния бруска за держатель, нужно провести зачистку края под определенным углом при помощи наждака. На вертикальной стойке сделайте разметку и отрежьте верх, это послужит основой для бруска. Угол устанавливается вдвое меньше, необходимого для заточки лезвия.
Первым делом нужно изготовить держатель ножа, для этой цели отрежьте кусок материала. Во избежание цепляния бруска за держатель, нужно провести зачистку края под определенным углом при помощи наждака. На вертикальной стойке сделайте разметку и отрежьте верх, это послужит основой для бруска. Угол устанавливается вдвое меньше, необходимого для заточки лезвия.
Для бытовых ножей угол составляет 10 — 15°. Для облегчения работы по сооружению станка для заточки ножей, сделайте чертеж, так вам будет намного проще. Возьмите во внимание тот факт, что на высоту влияет поперечная основа. На конечном этапе, все элементы нужно обрезать и зашкурить. Затем, необходимо сделать дырки для болтов в пластине, которые будут фиксировать лезвие. Делая разметку, определяйте расстояние дырок от края основы. Это позволит затачивать лезвия разной толщины.
На следующем этапе, пластину нужно закрепить с использованием болтов. Стойки вертикального положения фиксируют при помощи шурупов. Важно помнить о том, что сила давления на низ малая, поэтому для фиксации элементов можно применить термический клей. Горизонтальную перекладину крепят аналогично.
Важно помнить о том, что сила давления на низ малая, поэтому для фиксации элементов можно применить термический клей. Горизонтальную перекладину крепят аналогично.
Для изготовления бруска нужно отрезать рейку определенной длины. На одном краю крепят наждачку с достаточной фракцией абразивных частиц. Для того, чтобы добиться лучшего результат в работе, можно сделать больше брусков с разным абразивом. Хорошим диапазоном зернистости считается Р600 – Р2000.
Примечание.
Для того, чтобы защитить руки от травм при заточке инструмента, прикрутите на верху рейки рукоятку. Таким образом, вы получите станок для домашнего использования с хорошими функциональными качествами.
В процессе работы по заточке ножей, устройство получает опору на столе, что в свою очередь облегчает работу с ним.
Заточной станок для строгальных ножей (инструкция по изготовлению)
На то, с каким качеством будет обработана древесина (и другие материалы), влияет острота заточки ножей. Также от этого зависит, насколько безопасно можно будет работать на таком станке. Я располагаю «арсеналом» из семи деревообрабатывающих станков. Надоело с каждым разом бегать «где же здесь подточишь», особенно когда часто найти и негде. В самом процессе заточка должна проходить без спешки, иначе нож может «сгореть». Для этого нужно время – и удобнее всего этими задачами заниматься в домашней мастерской, на автоматическом или по крайней мере полуавтоматическом станке. Это позволит оператору не выполнять нудную работу.
Также от этого зависит, насколько безопасно можно будет работать на таком станке. Я располагаю «арсеналом» из семи деревообрабатывающих станков. Надоело с каждым разом бегать «где же здесь подточишь», особенно когда часто найти и негде. В самом процессе заточка должна проходить без спешки, иначе нож может «сгореть». Для этого нужно время – и удобнее всего этими задачами заниматься в домашней мастерской, на автоматическом или по крайней мере полуавтоматическом станке. Это позволит оператору не выполнять нудную работу.
В своей работе я руковожусь принципом, когда делаешь «из того, что есть». Так можно свести к минимуму затраты и избавиться от лишних материалов – однако не в ущерб качеству работы и изделию, которое будет изготовлено.
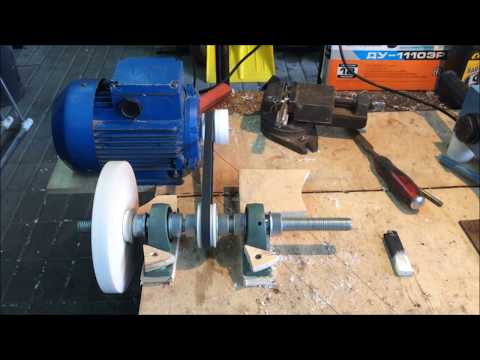
Результатом стал такой станок. Работа агрегата мне нравится, теперь можно не беспокоится о проблеме заточки ножей.
Вопрос силового двигателя решил, взяв ненужную насосную станцию. Используемый из нее двигатель отлично подошел по требованиям для этого станка.
Используемый из нее двигатель отлично подошел по требованиям для этого станка.
Для изготовления рамы станка использовал профильную трубу 20 х 40. Она была прикручена с помощью саморезов на деревянную основу – так конструкция стала более жесткой, что является очень важным моментом. В центральной части был приварен направляющий профиль с таким же размером. Он направляет движение каретки.
Заточный агрегат выполнен на мощной металлической основе, металл применялся ранее с железнодорожными подкладками для рельсов, которые были обнаружены в мастерской.
После необходимой обработки на основу была установлена направляющая пластина, и на ней – закреплен электрический двигатель в трех точках, в том числе в одной регулировочной. Направляющую пластину относительно опорной я закрепил как подвижную, используя два поршневые пальца от машины «Москвич». Вопрос направляющих валов решил, взяв от КПП УАЗа. Точильный камень к ножу подается при помощи винта, на котором мелкая резьба.
Точильный камень к ножу подается при помощи винта, на котором мелкая резьба.
Весь станок двигается по направляющим, где расположены закрытые шарикоподшипники, 4 опорные и 4 направляющие. Конструкция должна быть исключительно точной, без какого-либо минимального люфта.
Камень агрегата выполнен в форме тарелки – благодаря этому заточка делается по всем правилам, предусмотренным для такого ножа.
Нож фиксируется при помощи специального устройства, со сменным углом заточки. Для строгания требуется угол 45–60°. Чтобы зафиксировать нож на устройстве, используются навесы, которые стояли на мебельной гарнитуре.
Регулировать нож во время заточки можно при помощи двух регулировочных винтов, учитывая зазор, который образует пластина ножа и заточный камень.
Я остался доволен надежным и не затратным крепежом.
Завершив регулировки, нужно включить наждак и начать двигать устройство по направляющим, от одного края станины к другому. В процессе нужно понемногу подкручивать винт подачи, но не переусердствовать, чтобы нож не сгорел.
В процессе нужно понемногу подкручивать винт подачи, но не переусердствовать, чтобы нож не сгорел.
Поскольку это делается достаточно долго, я был вынужден приступить к автоматизации этой части ручной работы. Нашел в мастерской электрический двигатель с подходящими оборотами. Была переделана «запитка» с 127В на 220В и придумано решение с реверсивным переключением мотора, установкой концевиков и релюшки.
Вопрос с валом под перемещение каретки был решен через заказ соответствующего набора из Китая – комплект вполне подошел. В него вошел 60 см вал, подшипники, соединительная самоцентрирующая муфта, направляющая втулки.
В итоге я могу работать с вот таким устройством – полуавтоматом для заточки ножей, строгальных инструментов.
Здесь работа состоит лишь в подкручивании винта подачи.
15 лайфхаков для измельчения сорняков без измельчителя
В комплекте:
НЕТ ГРИНДЕРА? НЕТ ПРОБЛЕМ!
СЦЕНАРИЙ 1 — ДОМА
СЦЕНАРИЙ 2 — НА ДВИЖЕНИИ
СЦЕНАРИЙ 3 — НА ВЕЧЕРИНКЕ
СЦЕНАРИЙ 4 — СОЗДАВАЙТЕ СВОИ КОНЦЕНТРАТЫ
КАК СДЕЛАТЬ ДОМАШНЮЮ МЕЛЬНИЦУ
ДОПОЛНИТЕЛЬНЫЙ СОВЕТ: ПОЛУЧИТЕ ГРИНДЕР!
КАК ШЛИФОВАТЬ БЕЗ ШЛИФОВАЛЬНИКА: ЕСТЬ ВОЛЯ, ТАМ ЕСТЬ СПОСОБ
Мы все были там. Вы готовитесь зажечь, выхватывая свой тайник и свои бумаги (или бонг, или что-то еще), но чего-то не хватает. Вы задерживаетесь на секунду, но потом понимаете: измельчителя в поле зрения нет.
Вы готовитесь зажечь, выхватывая свой тайник и свои бумаги (или бонг, или что-то еще), но чего-то не хватает. Вы задерживаетесь на секунду, но потом понимаете: измельчителя в поле зрения нет.
Что теперь?!
Вы можете запаниковать, думая, что это конец дыма. Я имею в виду, кто будет пытаться курить целые наггетсы? К счастью, вы не должны быть подвержены этой судьбе. Отдыхаете ли вы дома, передвигаетесь или тусуетесь на вечеринке, вы будете удивлены количеством вариантов, которые у вас есть под рукой. В большинстве случаев вам понадобится всего несколько основных инструментов, а другие методы еще проще.
НЕТ ШЛИФОВАЛЬНОЙ МАШИНЫ? НЕТ ПРОБЛЕМ!
Как мы только что упоминали, мы знаем, что есть несколько ситуаций, в которые вы можете попасть. Возможно, вы просто пытаетесь расслабиться после долгого дня. Может быть, вы на вечеринке и вам нужно действовать быстро, чтобы все успели закурить. В какой бы ситуации вы ни оказались, мы придумали множество способов вытащить вас из этих неловких моментов.
СЦЕНАРИЙ 1 — ДОМА
Если вы похожи на многих из нас, вам захочется немного перед игрой выпить перед встречей с друзьями. Да, вы будете там курить, но личная медитация еще никому не повредила. К счастью, когда вы находитесь в хорошо укомплектованном доме, у вас есть целый мир возможностей для измельчения сорняков, когда вашей кофемолки нет рядом.
КОФЕМОЛКА
Учитывая, что слово «молокол» включено в название, оно должно было появиться в этом списке, не так ли? Как и в случае с кофейными зернами, бросьте туда свои почки и перемалывайте! Ну не так быстро. Сначала вам нужно почистить его, если только вы не хотите курить кофе (что мы НЕ рекомендуем). Вы также должны очистить его после этого, если вы не хотите какой-то «особый» кофе на следующий день.
Помните:
• Очистите кофемолку задолго до и после измельчения травы.
• Убедитесь, что вы набиваете шишки неплотно и не перегружаете кофемолку.
• Не используйте слишком большие (или слишком маленькие) шишки.
• Отрегулируйте время помола и настройки (если применимо), чтобы трава не превратилась в мелкий порошок.
МЕЛЬНИЦА ДЛЯ ЧЕРНОГО ПЕРЦА
Черный перец и сорняки имеют несколько общих черт. Оба они содержат каннабиноиды, и оба прекрасно перерабатываются в мельнице для перца. Если у вас нет измельчителя сорняков, просто идите на кухню. Опорожните мельницу для перца (сохраните зерна на потом) и загрузите в нее соцветия.
Помните:
- Обязательно промойте внутреннюю часть кофемолки после опорожнения перца. Таким образом, вы избежите резкого, пряного вкуса при курении.
- При использовании мельницы для перца используйте только правильно высушенные травы. Слегка влажная марихуана легко забьет механизм измельчения.
- Не оставляйте ТГК! После использования кофемолки в течение нескольких сеансов копчения заберитесь туда и соберите всю своенравную смолу.
ПЕСТИК И СТУПКА
Если у вас нет кофемолки, вы можете попробовать старую классику. Люди иногда называют сорняки «травами», поэтому имеет смысл использовать пестик и ступку, чтобы измельчить их. Однако, как и в случае с мясорубкой, вы должны очистить ее задолго до И после использования для этой цели.
Люди иногда называют сорняки «травами», поэтому имеет смысл использовать пестик и ступку, чтобы измельчить их. Однако, как и в случае с мясорубкой, вы должны очистить ее задолго до И после использования для этой цели.
Помните:
• Дайте вашим нагам высохнуть в течение нескольких часов вне контейнера. Это значительно облегчит их поломку.
• Тщательно очищайте его до и после использования. Таким образом, вы не курите обычные травы и не едите травы за ужином.
• Это может занять некоторое время, особенно если пестик гладкий и округлый.
• Убедитесь, что вы не перемалываете его слишком сильно.
РЕЗАК ДЛЯ ПИЦЦЫ
Ножницы для пиццы не самый острый инструмент, но иногда вам просто нужно работать с тем, что у вас есть. Если у вас нет мясорубки или острого лезвия, подойдет нож для пиццы! После того, как вы обработали и выкурили каннабис, вы можете использовать тот же инструмент, чтобы удовлетворить аппетит.
Помните:
- Используйте разделочную доску в качестве твердой поверхности и чтобы не повредить столы и парты.
- Возьмитесь за один конец каждой почки и нарежьте противоположный конец на маленькие ломтики.
- Как только вы соберете крупный порошок, сметите его горкой посреди разделочной доски.
- Пропустите резак через кучу, чтобы получить более мелкий порошок.
НОЖ И РАЗДЕЛОЧНАЯ ДОСКА
Столь же эффективный вариант. Нет никаких причин, по которым вы не можете относиться к своей любимой зелени так же, как к той, которую вы едите. Это также, вероятно, один из самых простых методов в списке. Бросьте травку на разделочную доску и нарежьте ее кубиками, пока она не станет однородной, но не порошкообразной консистенции.
В идеале вы должны использовать лезвие без зазубрин , предпочтительно поварской нож. Тем не менее, почти любой нож подойдет, если у него достаточно острое лезвие.
Тем не менее, почти любой нож подойдет, если у него достаточно острое лезвие.
Помните:
• Хотя это и не обязательно, пусть ваши самородки немного подсохнут, это значительно облегчит задачу.
• Убедитесь, что вы следите за своими пальцами, так как выступы могут быть довольно маленькими. Учитывая, насколько легкими и несжатыми могут быть саморезы, обратите внимание, что они легко пропускают нож.
• Как и в случае с другими методами, возможен перебор. Рубить умеренно.
• Как и после того, как вы нарежете что-нибудь еще, очистите доску и нож после этого.
ТЕРКА ДЛЯ СЫРА
Если она у вас завалялась, это простой и увлекательный способ измельчить Kush. Возьмите тарелку, чтобы натереть ее, выберите соответствующий конец терки и доберитесь до нее. Это может занять некоторое время, но станет легче, когда вы поймете, как лучше всего работать с теркой.
Помните:
• Следите за пальцами! В конечном итоге вы прикоснетесь к острым концам раньше, чем можете себе представить.
• Почти любой из концов должен работать. Тем не менее, отдайте предпочтение концам с меньшими отверстиями, так как это даст вам идеальную консистенцию.
• Возможно, вам будет трудно вытащить травку из щелей. Держите при себе кочергу, чтобы раскопать их и получить все свои почки.
• Тщательно промойте терку , чтобы избавиться от запаха и остатков.
БУМАЖНЫЙ МЕШОК И МОЛОТОК
Простой, но эффективный метод бумажного мешка и молотка быстро создаст кучу обработанной травы. Бумажный пакет служит идеальной антипригарной поверхностью, а сила молотка помогает разбить бутоны на мельчайшие частицы.
Помните:
- Прежде чем делать это, высушите и вылечите травку. Мокрая трава просто не разбивается под действием молотка.
- Используйте прочную поверхность, способную выдержать удары молотком. Подойдет прочная кухонная столешница, мастерская или бетонная поверхность снаружи.
- Поместите шишки на дно пакета и сожмите верх. Разбейте цветы молотком пару минут, и все готово.
- После того, как вы удалите цветы, разорвите бумажный пакет и соскребите смолу, прижатую к бумаге, чтобы получить лакомство с высоким содержанием ТГК.

СЦЕНАРИЙ 2 — В ПУТЕШЕСТВИИ
Ладно, выходи за дверь! Вы собираетесь подбирать друзей, и один из них упоминает, что хочет покурить в машине. Вы не хотите разочаровываться, но у вас все еще нет кофемолки! Что ты можешь сделать? Ну, у вас есть несколько вариантов здесь.
ШЕЙКЕР «Сделай сам»
Есть сдача? Как насчет небольшого жесткого пластикового контейнера, такого как аптечка или баночка для таблеток? Поздравляем, оказалось, что у вас ДЕЙСТВИТЕЛЬНО есть мясорубка! Бросьте пару монет потяжелее в контейнер с выбранными вами самородками (не слишком много и не слишком мало). Плотно закройте контейнер и стряхните! Проверяйте прогресс каждые 20 секунд или около того, чтобы убедиться, что вы получаете идеальную консистенцию.
Помните:
• Если вы живете в США, лучше всего подойдут монеты с четвертаками и пятаками. Европейцам подойдут монеты в один или два евро. Люди в Великобритания захочет использовать для этого процесса монеты в один или два фунта.
• Убедитесь, что вас не слишком трясет. Достаточно немного встряхнуть, чтобы ваша травка превратилась в порошок и перестала курить.
• Если вы используете бутылочку для таблеток, , обязательно вымойте ее после этого.
• Если вы планируете потратить сдачу, которую используете в процессе, убедитесь, что вы удалили и ее.
«ПРАКТИЧЕСКИЙ» ПОДХОД
Как оказалось, к твоему телу уже прикреплена не одна, а ДВЕ полуприличные шлифовальные машины! «Боже мой, они просто торчат из меня? Где они?!». Не паникуйте, это ваши руки! «О, ну это не так интересно». Мы знаем, но это точно удобно!
Начнем с того, что возьмем большие шишки и разобьем их на более мелкие, более удобных кусочка. Оттуда используйте свои пальцы и ногти, чтобы разрезать их на еще более мелкие кусочки, пока вы не будете удовлетворены.
Оттуда используйте свои пальцы и ногти, чтобы разрезать их на еще более мелкие кусочки, пока вы не будете удовлетворены.
Помните:
• Никто не любит грязную травку. Не забудьте вымыть руки перед этим. Помыть их после тоже не мешало бы.
• Медленно и уверенно с липкой травкой. Если вы слишком деспотичны, вы можете в конечном итоге сжать его, что немного затруднит курение.
• С другой стороны, будьте осторожны, если ваша трава слишком сухая, и осторожно обращайтесь с гущей, когда она достигает желаемой текстуры.
• Убедитесь, что вы используете плоскую, ровную поверхность без щелей, , так как это значительно облегчит сбор сорняков.
СЦЕНАРИЙ 3 — НА ВЕЧЕРИНКЕ
Вы пришли на вечеринку, и оказалось, что травка есть только у вас и ваших друзей! Однако это также означает, что измельчителя все еще нет. Вам не хочется трясти пластиковый контейнер на глазах у людей, а гермофобы отвернутся, если вы возьметесь за дело. Тем не менее, людям нужно закурить.
Тем не менее, людям нужно закурить.
К счастью, если это хорошо экипированная группа, у вас есть парочка приличных действий.
РЮМКА И НОЖНИЦЫ
У большинства людей найдутся ножницы, и почти наверняка найдется рюмка. Что вы делаете с этими двумя вещами? Что ж, вам просто нужно бросить парочку самородков в рюмку и начать резать их там. Начните с того, что разрежьте их пополам, а затем используйте кончики ножниц, чтобы делать их все меньше и меньше.
Помните:
• Убедитесь, что вы смыли ножницы и рюмку перед тем, как попробовать эту тактику.
• Не переусердствуйте с ножницами, , так как поспешные движения могут привести к тому, что травка высыплется из стекла.
• Делайте это на плоской, чистой и гладкой поверхности на случай, если что-то прольется.
• Если вы хотите где-то хранить остатки травы, просто используйте ту же рюмку!
КРЕДИТНАЯ КАРТА
Кредитные карты обычно используются для приготовления сильнодействующих наркотиков, но здесь мы говорим исключительно о применении трав! Кредитные карты прочны, просты в обращении и на самом деле исключительно хорошо нарезают сушеную траву.
Помните:
- Используйте твердую поверхность , которая обеспечит достаточное сопротивление для чистого реза.
- Используйте чистую (в идеале неиспользованную) кредитную карту для соблюдения гигиены.
- После этого ваша карта будет вонять травкой; обязательно почистите его, прежде чем отправиться в магазин!
БЛЕНДЕР
Это немного лишнее? Конечно. Немного эффектно? Вероятно. Но почему бы не жить полной жизнью? Вот, друзья мои, вот почему вы должны попробовать измельчить травку блендером.
Если это вечеринка с коктейлями, все, что вам нужно сделать, это вымыть блендер и бросить туда свои заначки. Закройте крышку, и вы отправляетесь на гонки. Вы должны быть осторожны и переключиться на настройку импульса, где вы можете контролировать, когда он смешивается. Делайте это с короткими интервалами, пока не получите желаемую текстуру.
Помните:
• Очистите все стебли и семена перед смешиванием, , так как они вызовут проблемы с лезвиями блендера.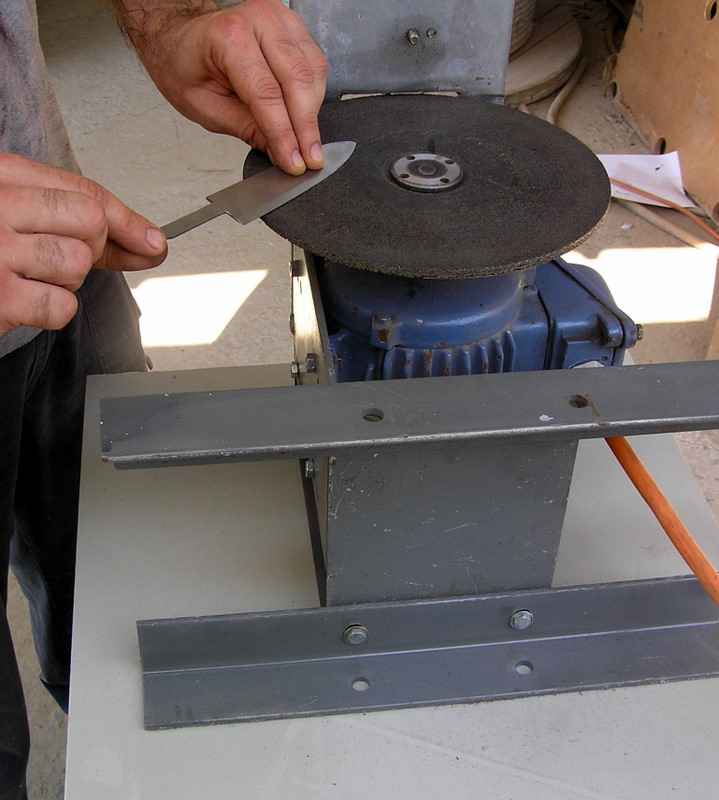
• Как бы круто это ни выглядело, это, вероятно, крайняя мера, поэтому действительно убедитесь, что поблизости нет ножниц.
• Наиболее эффективен при большом количестве сорняков. Осмотрите комнату и посмотрите, кто хочет внести свой вклад!
• Блендер может быть немного мощным, поэтому попробуйте ограничить смешивание примерно 10 секундами.
СЦЕНАРИЙ 4 — СДЕЛАЙТЕ СВОИ КОНЦЕНТРАТЫ
Если у вас нет кофемолки и вы хотите более интенсивного опыта, попробуйте сделать свои собственные концентраты. Эти мощные препараты превращают каннабиноиды во вкусную, липкую и мощную субстанцию.
Изготовление концентратов требует немного больше времени, чем измельчение травы альтернативными способами, но вы получите удовольствие от результата. Ознакомьтесь с самыми простыми концентратами ниже.
НАЖМИТЕ, ЧТОБЫ ПОЛУЧИТЬ СМОЛУ
Возьмите несколько выпрямителей для волос и немного пергаментной бумаги (неотбеленной, если она у вас есть), чтобы сделать немного прекрасной смолы, а затем добавьте ее в миски или тупицы для дополнительного эффекта.
Оборудование
- Пергаментная бумага
- Скребковый инструмент
- Выпрямители для волос (по возможности 2, достаточно 1)
Указания
- Включите утюжок для выпрямления волос на самую низкую температуру и дайте ему нагреться.
- Сложите толстую почку в квадрат пергаментной бумаги.
- Поместите обернутую шишку между зубцами и сильно надавите.
- Держите штыри вместе в течение 10 секунд.
- Вы услышите шипение концентрата; ослабьте давление и удалите пергамент
- .
- Откройте упаковку, извлеките бутон и соберите смолу с помощью скребка.
бумага
СУХОЕ ПРОСЕИВАНИЕ С РЕШЕТКОЙ ДЛЯ ПОЛУЧЕНИЯ KIEF
Сухое просеивание позволяет курильщикам удалить трихомы из растительного материала каннабиса. Эти маленькие железы содержат много вкусных терпенов и психоактивного ТГК. Посыпьте этим порошком суставы и миски, чтобы поднять свой ум еще больше.
Оборудование
- Чистая поверхность
- Ящик для сухого просеивания или мелкоячеистое сито
- Обрезки или шишки каннабиса
- Удостоверение личности или кредитная карта
- Перчатки
Как добраться
- Наденьте перчатки.
- Поместите растительный материал на сетку.
- Аккуратно встряхните экран, чтобы встряхнуть и сместить трихомы.
- Используйте свою карту, чтобы собрать упавшие трихомы с поверхности внизу.

КАК СДЕЛАТЬ ДОМАШНЮЮ МЕЛЬНИЦУ
Если у вас нет под рукой кофемолки, вы всегда можете сделать самодельный раствор. Имея несколько основных инструментов и минимальные навыки самоделки, вы сможете создать эффективное устройство для измельчения цветков каннабиса.
Оборудование
- Древесные отходы
- Проволочная сетка
- Гвозди
- Молоток
- Пила
- Рулетка
Инструкции
- Чтобы приступить к изготовлению измельчителя сорняков своими руками, вырежьте из дерева 4 боковые части, чтобы сформировать раму. Создайте 2 длинные детали (длиной 15 см и высотой 7,5 см), затем сделайте еще 2 детали (длиной 7,5 см и высотой 7,5 см).
- Прибейте части вместе, чтобы создать прямоугольную рамку.
- Отрежьте проволочную сетку размером 15 × 7,5 см.
- Прибейте сетку к верхней части рамы.
- Поместите раму сетчатой стороной вверх.
- Чтобы измельчить травку, потрите цветы о сетку и наблюдайте, как обработанные шишки падают в пространство внизу.
Если вы читаете эту статью, есть еще один ключевой совет, который, как мы думаем, вам пригодится. Что это, интересно?
Возьми мясорубку! Не знаете, где взять? У нас есть широкий выбор для людей с любым бюджетом!
Работая над концепцией шейкера DIY, о которой мы упоминали ранее, наш Grindtainer является одним из самых бюджетных и удобных измельчителей и контейнеров. У него есть место для приличного количества сорняков, а также такая же производительность измельчения, как у среднего компактного измельчителя. У вас уже есть мясорубка? Мы настоятельно рекомендуем это в качестве удобного резервного копирования. Даже если это ваш основной гриндер, вы все равно будете жить легко.
У нас есть и другие классические шлифовальные машины, в том числе металлическая шлифовальная машина собственной марки RQS! Тот даже поставляется в комплекте с ловушкой для кифа, , как и наша мельница для опылителей, которая также имеет ручку снаружи для легкого измельчения.
У нас есть и другие варианты премиум-класса. Среди них выделяется наша коллаборация ограниченным тиражом с Krush над их уникальной формой Kube & Kube 2.0. Эта кофемолка , оснащенная специально разработанными зубьями , предназначена для взбивания сорняков во время измельчения. Конструкция из анодированного алюминия означает, что он сможет шлифовать как новый в течение очень долгого времени.
КАК МОЛОТАТЬ БЕЗ ИЗМЕЛЬЧИТЕЛЯ: ЕСТЬ ВОЛЯ, ЕСТЬ СПОСОБ
Независимо от того, как вы измельчаете траву, будь то кофемолка, терка для сыра или блендер, просто убедитесь, что вы получаете удовольствие от этого ответственно , в окружении друзей. Помимо этого, убедитесь, что вы чистите все, что используете для измельчения травы, даже если вы используете настоящую кофемолку. Будьте в безопасности, будьте здоровы и оставайтесь на высоте! О, и ознакомьтесь с нашим полным ассортиментом кофемолок (и других крутых товаров RQS) здесь!
Помимо этого, убедитесь, что вы чистите все, что используете для измельчения травы, даже если вы используете настоящую кофемолку. Будьте в безопасности, будьте здоровы и оставайтесь на высоте! О, и ознакомьтесь с нашим полным ассортиментом кофемолок (и других крутых товаров RQS) здесь!
В крайнем случае? Вот как быстро и дешево сделать кофемолку
Фотография Джонатана Коуарда/Херба 08.06.2022
Вот как сделать мясорубку из подручных средств.
Роб Хоффман
Зачем использовать шлифовальную машину? Для начала самоуважение. В основном, это более практично, чем разрывать коноплю пальцами. Это сэкономит вам время и нервы. Измельчители также создают более равномерный помол цветка каннабиса, который преобразуется в более равномерный скрученный косяк или более эффективный удар по бонгу или трубке. Если вы хотите узнать больше о преимуществах использования кофемолки, прочтите это.
Хотите купить измельчитель? Ознакомьтесь с этим руководством с лучшими измельчителями сорняков на рынке.
Хотя кофемолки можно найти в местном магазине и во многих магазинах всего за 5 долларов, не у всех есть средства для покупки собственной кофемолки. В этом случае лучше всего найти альтернативу измельчению каннабиса. Большинство людей в своих домах имеют в своем распоряжении ряд эффективных инструментов для измельчения каннабиса, даже не подозревая об этом — помните ножницы?
Не все методы настолько интуитивны, как использование ножниц. И даже если у вас есть ножницы, вы можете не знать оптимальную технику ножниц. Вот почему мы предоставили этот список. Чтобы никому, никому , не пришлось разбирать коноплю кончиками пальцев, как невежественным свиньям.
Терка для сыра
Фотография Джонатана Кауарда для Herb
Вы когда-нибудь терли сыр? Если да, то вы впереди игры. Измельчение каннабиса с помощью терки для сыра не только эффективно, но и этот метод был использован предприятиями, которые производят то, что фактически представляет собой мини-терки для сыра в форме кредитной карты, но продаются специально для потребителей каннабиса.
Шаги просты:
- Возьмите терку для сыра
- Возьмите кусочек цветка конопли и представьте, что это сыр, который вы хотите натереть кусок сыра пармезан на дымящейся тарелке ньокки. В результате получится мелко измельченный цветок каннабиса. Только будьте осторожны, чтобы не повредить кончики пальцев. Эффективность этой техники будет зависеть от размера вашего нага и от того, насколько он сухой.
Блендер или кофемолка
Фотография Джонатана Кауарда/Херба
Это может быть лучшим вариантом, если у вас нет кофемолки. Если вы не заметили, ваш блендер и кофемолка хорошо измельчают. Вы можете задаться вопросом: «Почему бы не травка?» На что я отвечаю: «Точно».
Убедитесь, что вы тщательно вычистили блендер или кофемолку, прежде чем использовать их для измельчения каннабиса. В противном случае вы можете в конечном итоге курить кофейную гущу или остатки того, что вы сделали в блендере последним. После мытья блендера или кофемолки тщательно высушите их.
Если вы забудете об этом шаге, вы получите массу липких, влажных хлопьев конопли, прилипших к внутренней части кофемолки или блендера.После того, как кофемолка или блендер будут тщательно вымыты и высушены, просто бросьте в них цветок конопли и дайте ему разорваться. Вам нужно всего лишь измельчать или смешивать каннабис в течение нескольких секунд. Смешивайте каннабис слишком долго, и он превратится в пыльную консистенцию, что не является оптимальным для раскатывания косяков, и легко провалится через отверстие в чаше. Итак, через несколько секунд проверьте, соответствует ли консистенция вашего цветка конопли тому, что вам нравится. Если он все еще слишком крупный, продолжайте измельчать/смешивать его. Если консистенция хорошая, вынь и кури!
Ножницы (Правильная техника)
Фотография Джонатана Кауарда/Херба
Именно так многие потребители каннабиса начинают свое путешествие в мир измельчения и курения каннабиса. Вы можете слышать, как люди кричат вам что-то через стол, например: «Эй, передай ножницы!» Не волнуйтесь — они пытаются общаться с вами.
На самом деле они имеют в виду: «Не могли бы вы передать ножницы?» Если вы слышите, как кто-то называет ножницы «ножницами», осторожно передайте им ножницы. Не втыкайте их в вашего друга с силой, как вы можете почувствовать себя вынужденным сделать, услышав, что ножницы называют «ножницами».Инструкции
- Возьмите шишку цветка каннабиса указательным и большим пальцами и держите перед собой.
- Другой рукой вставьте открытые лезвия ножниц между большим и указательным пальцами так, чтобы верхнее и нижнее лезвия ножниц были расположены так, чтобы разрезать выступ на кончиках пальцев пополам.
- Разрежьте ножницами коноплю, слегка нажимая большим и указательным пальцами так, чтобы после того, как вы прорежете наг, вы все еще удерживали коноплю между пальцами.
- Снова откройте лезвия и продолжайте надрезать наг каннабиса, слегка нажимая большим и указательным пальцами противоположной руки, каждый раз слегка сдвигая наг. Кусочки конопли начнут падать с ваших пальцев на стол.
- Как только между пальцами не останется ни кусочка конопли, которую можно измельчить, бросьте оставшуюся марихуану в пальцы. Затем надавите указательным пальцем на кусочки цветка конопли на столе, чтобы они прилипли к пальцу. Используйте эту технику, чтобы собрать как можно больше кусочков каннабиса указательным пальцем, затем снова сожмите большой и указательный пальцы вместе и продолжайте измельчать его, как вы делали, когда он был еще в форме нага.
- Повторяйте этот процесс, пока каннабис не будет мелко нарезан.
Флакон с таблетками и десятицентовая монета
Фотография Джонатана Кауарда/Herb
Некоторые люди любят восклицать: «Если хотите, вы действительно можете размолоть каннабис с помощью бутылочки с таблетками и десятицентовика!» Часто это те же самые люди, которые называют ножницы «ножницами». Уверяю вас, вы не «хочете».
Это правда: вы можете размолоть каннабис, поместив самородок в бутылку с таблетками, а затем бросив монетку, накрыв крышкой, а затем яростно встряхнув бутылку.
Десять центов будут подпрыгивать в бутылке с таблетками, разбиваясь о вашу марихуану, отламывая маленькие кусочки цветка, пока он не будет измельчен.Дело в том, что если ваш цветок каннабиса достаточно сух для того, чтобы эта техника работала, он почти наверняка достаточно сух, чтобы его можно было легко раскрошить большим и указательным пальцами одной руки. *Примечание: это НЕ то же самое, что и разламывание свежего наггетса обеими руками в течение пяти изнурительных минут, и будет оправдано.
Фотография Джонатана Кауарда/Херба
Измельчитель своими руками или лучший измельчитель?
Если вы пытаетесь найти альтернативу шлифовальной машине, существует множество различных «лайфхаков», которые помогут вам в этом. Со всей информацией, которую вы можете найти в Интернете, невозможно не найти в вашем доме инструменты, которые могут выполнять работу шлифовального станка. Суть этих методов в том, что, возможно, вы сэкономите много денег или они могут помочь вам в моменты, когда у вас нет доступа к настоящей кофемолке, но, в конце концов, нет другого метода, который мог бы выполнить эту работу.
а также оригинальный инструмент.К счастью, на рынке существует множество вариантов измельчителей. Вы можете найти их всех размеров, из разных материалов и даже с дополнительными функциями. За 2 доллара можно легко получить один, так что делать себе гриндер напоследок особого смысла нет. Может быть, для конкретных случаев, когда его негде купить, последним вариантом будут какие-то хитрости, но нет оправдания тому, что у вас нет кофемолки. Вы должны быть ответственным стоунер!
Если вы решите, что самостоятельное изготовление кофемолки — это слишком сложно, вы должны найти идеальную кофемолку для себя. Для тех, кто понимает важность болгарки и готов потратить на нее немалую сумму, вот идеальный вариант.
HØJ — английская компания, которая разрабатывает и производит одни из самых удивительных приспособлений для травки, которые только можно найти на рынке. Речь идет о продуктах высочайшего качества, изготовленных из материалов премиум-класса, которые не только эстетически красивы, но и имеют конкретную цель внутреннего дизайна, расширяющую возможности курения.
 Если вы забудете об этом шаге, вы получите массу липких, влажных хлопьев конопли, прилипших к внутренней части кофемолки или блендера.
Если вы забудете об этом шаге, вы получите массу липких, влажных хлопьев конопли, прилипших к внутренней части кофемолки или блендера. На самом деле они имеют в виду: «Не могли бы вы передать ножницы?» Если вы слышите, как кто-то называет ножницы «ножницами», осторожно передайте им ножницы. Не втыкайте их в вашего друга с силой, как вы можете почувствовать себя вынужденным сделать, услышав, что ножницы называют «ножницами».
На самом деле они имеют в виду: «Не могли бы вы передать ножницы?» Если вы слышите, как кто-то называет ножницы «ножницами», осторожно передайте им ножницы. Не втыкайте их в вашего друга с силой, как вы можете почувствовать себя вынужденным сделать, услышав, что ножницы называют «ножницами».
 Десять центов будут подпрыгивать в бутылке с таблетками, разбиваясь о вашу марихуану, отламывая маленькие кусочки цветка, пока он не будет измельчен.
Десять центов будут подпрыгивать в бутылке с таблетками, разбиваясь о вашу марихуану, отламывая маленькие кусочки цветка, пока он не будет измельчен. а также оригинальный инструмент.
а также оригинальный инструмент.
 Включение подачи СОЖ. УЦИ(опция) фиксируется на пульте оператора и отображает реальное положение оси. Система освещения включает в себя фонарь с мощной лампой. УЦИ и оптические линейки повышают удобство работы на станке и реализуют функцию отображения реального положения оси, что удобнее чем работа по лимбу.
Включение подачи СОЖ. УЦИ(опция) фиксируется на пульте оператора и отображает реальное положение оси. Система освещения включает в себя фонарь с мощной лампой. УЦИ и оптические линейки повышают удобство работы на станке и реализуют функцию отображения реального положения оси, что удобнее чем работа по лимбу. шпинделя до направляющих колонны, мм
шпинделя до направляющих колонны, мм



 CME equipment & more
CME equipment & more 25″ href=»/listings/57248225-1962-wmw-heckert-fu-355-x-1250-in-staufenberg-germany»>
25″ href=»/listings/57248225-1962-wmw-heckert-fu-355-x-1250-in-staufenberg-germany»> 25″ href=»/listings/59954067-1979-vernier-fv-250-in-haguenau-france»>
25″ href=»/listings/59954067-1979-vernier-fv-250-in-haguenau-france»>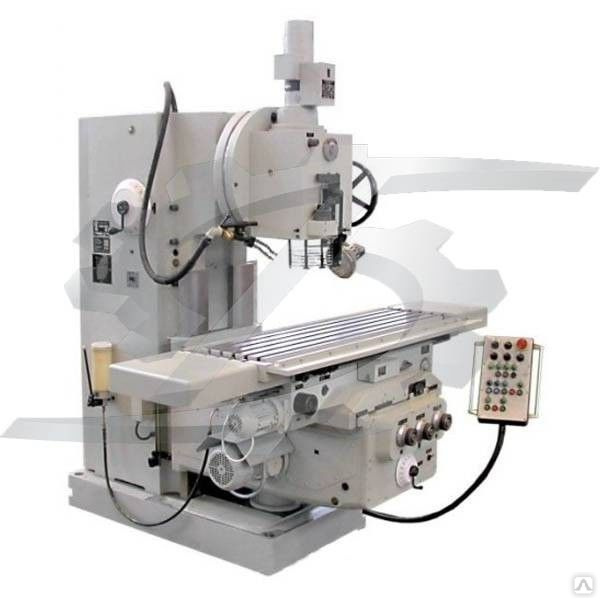 25″ href=»/listings/55324242-arrow-type-fu720g-in-le-poire-sur-vie-france»>
25″ href=»/listings/55324242-arrow-type-fu720g-in-le-poire-sur-vie-france»>

 Поворотный стол имеет возможность поворачиваться вокруг горизонтальной оси. На торце рукава смонтирован электрошкаф. Органы управления сосредоточены в удобном для работы месте: на сверлильной головке и электрошкафу. Электронасос охлаждения монтируется на фундаментной плите.
Поворотный стол имеет возможность поворачиваться вокруг горизонтальной оси. На торце рукава смонтирован электрошкаф. Органы управления сосредоточены в удобном для работы месте: на сверлильной головке и электрошкафу. Электронасос охлаждения монтируется на фундаментной плите. 00.10.000
00.10.000 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе




 При включении выдвижного упора, наезде его на фиксированный лимб происходит останов шпинделя на заданной глубине.
При включении выдвижного упора, наезде его на фиксированный лимб происходит останов шпинделя на заданной глубине.

 youtube.com/embed/GRkvPYvEoVk» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/GRkvPYvEoVk» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>  .630
.630 .2000 (12)
.2000 (12) Привод
Привод А. Работа на сверлильных станках,1963
А. Работа на сверлильных станках,1963
 м
м диаметр сверления, мм
диаметр сверления, мм 
 Exapro рекомендует уточнить детали у продавца перед покупкой.
Exapro рекомендует уточнить детали у продавца перед покупкой. 



 Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
 При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают ряд факторов: максимальный диаметр отверстия, которое можно обработать; максимальное количество движений шпинделя; номер присоединяемого конуса, расположенного внутри шпинделя; количество оборотов, которое может совершать шпиндель; количество градусов, позволяющее регулировать скорость вращения шпинделя.
При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают ряд факторов: максимальный диаметр отверстия, которое можно обработать; максимальное количество движений шпинделя; номер присоединяемого конуса, расположенного внутри шпинделя; количество оборотов, которое может совершать шпиндель; количество градусов, позволяющее регулировать скорость вращения шпинделя.
 Возможен другой совместно согласованный порядок оплаты.
Возможен другой совместно согласованный порядок оплаты.
 2 Мощность
2 Мощность При выборе оборудования подобного типа часто приходится сталкиваться с тем, что разработки прежних лет по своим характеристикам не уступают современному оборудованию.
При выборе оборудования подобного типа часто приходится сталкиваться с тем, что разработки прежних лет по своим характеристикам не уступают современному оборудованию. Он закреплен на задней стороне тумбы токарного станка УТ16ПМ. Редуктор позволяет обеспечивать необходимую скорость вращения от 40 до 2000 об/мин. Передача вращающего момента осуществляется с помощью клиновых ремней.
Он закреплен на задней стороне тумбы токарного станка УТ16ПМ. Редуктор позволяет обеспечивать необходимую скорость вращения от 40 до 2000 об/мин. Передача вращающего момента осуществляется с помощью клиновых ремней. Ее функционирование особенно важно при обтачивании деталей большой длины.
Ее функционирование особенно важно при обтачивании деталей большой длины.
 Если она обрабатывается над станиной, то наибольший допустимый диаметр обрабатываемой заготовки – 320 мм, а если над суппортом, то 170 мм.
Если она обрабатывается над станиной, то наибольший допустимый диаметр обрабатываемой заготовки – 320 мм, а если над суппортом, то 170 мм.
 Перед включением станка необходимо вручную проверить срабатывание микровыключателей реле. При отсутствии масла в системе смазки работа станка недопустима. В случае разбрызгивания масла и охлаждающей жидкости следует прекратить работу до восстановления.
Перед включением станка необходимо вручную проверить срабатывание микровыключателей реле. При отсутствии масла в системе смазки работа станка недопустима. В случае разбрызгивания масла и охлаждающей жидкости следует прекратить работу до восстановления.

 9110003
9110003 ток нагрузки
ток нагрузки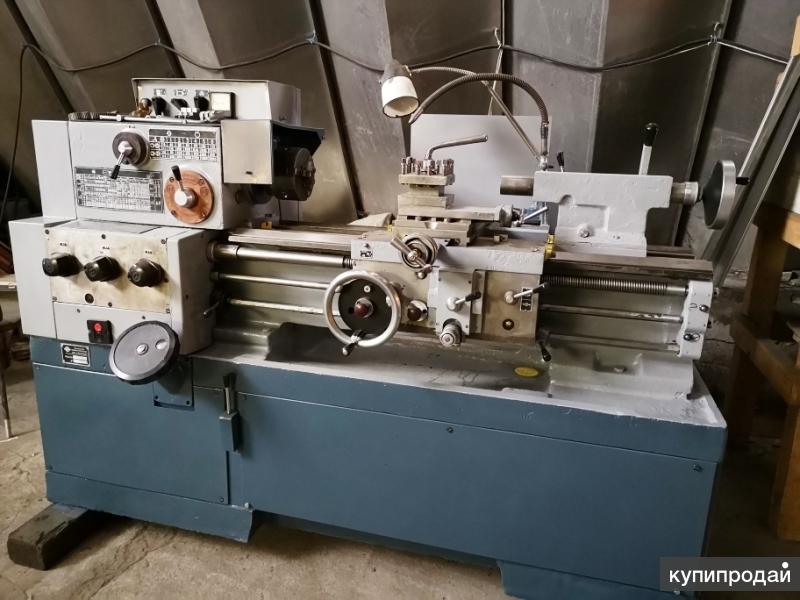 Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 — UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 — UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок.
Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 — UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 — UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок.
 /об.
/об.
 диаметр сверления в стали 45 ГОСТ 1050-88, мм
диаметр сверления в стали 45 ГОСТ 1050-88, мм
 Сзади к бабке прикреплен электродвигатель. Шпиндельная бабка может поворачиваться на колонке и фиксироваться в нужном положении.
Сзади к бабке прикреплен электродвигатель. Шпиндельная бабка может поворачиваться на колонке и фиксироваться в нужном положении. На оси электродвигателя находятся ступенчатый шкив, который соединен со шкивом шпинделя клиновым ремнем.
На оси электродвигателя находятся ступенчатый шкив, который соединен со шкивом шпинделя клиновым ремнем. 655
655 Поворотом штурвала следует довести сверло до поверхности обрабатываемого материала и засверлить его на глубину конусной заточки сверла. Затем поворотом гайки 4 установить указатель 2 в положение «0». Поворотом гайки 4 установить заданную глубину сверления.
Поворотом штурвала следует довести сверло до поверхности обрабатываемого материала и засверлить его на глубину конусной заточки сверла. Затем поворотом гайки 4 установить указатель 2 в положение «0». Поворотом гайки 4 установить заданную глубину сверления. Перед упаковкой корпус сверлильного станка 2М112 опускается по колонке в крайнее положение.
Перед упаковкой корпус сверлильного станка 2М112 опускается по колонке в крайнее положение..jpg.27e7fb033b101bffde1deb4b8db89891.jpg) 21.401
21.401 Окс.прм.
Окс.прм.

 В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.

 Эта возможность обеспечивается изменением положения на шкивах соответствующей шестерни. Глубина сверления при работе станка контролируется плоской шкалой или упорами.
Эта возможность обеспечивается изменением положения на шкивах соответствующей шестерни. Глубина сверления при работе станка контролируется плоской шкалой или упорами.
 Удобство этого приспособления дополнительно заключается в возможности крепления на специальном бордюре, позволяющем просверливать отверстия в торцах заготовок длиной до одного метра. За эффективность агрегата отвечает электродвигатель мощностью 550 Вт.
Удобство этого приспособления дополнительно заключается в возможности крепления на специальном бордюре, позволяющем просверливать отверстия в торцах заготовок длиной до одного метра. За эффективность агрегата отвечает электродвигатель мощностью 550 Вт.
 Это обусловлено его надежностью, простотой исполнения и высокой точностью обработки, а также доступной ценой.
Это обусловлено его надежностью, простотой исполнения и высокой точностью обработки, а также доступной ценой.
 При необходимости и аккуратной эксплуатации такой агрегат сможет проработать несколько десятков лет без специальной модернизации.
При необходимости и аккуратной эксплуатации такой агрегат сможет проработать несколько десятков лет без специальной модернизации. Оптимальное соотношение доступной стоимости и достойных технических характеристик делает машину этой модели лидером среди аналогичной техники отечественного и зарубежного производства.
Оптимальное соотношение доступной стоимости и достойных технических характеристик делает машину этой модели лидером среди аналогичной техники отечественного и зарубежного производства.
 Вертикально-сверлильный станок модели 2М112 благодаря своей компактности может быть установлен как на поверхности слесарного стола, так и на специальной бурильной колонне или тумбе.
Вертикально-сверлильный станок модели 2М112 благодаря своей компактности может быть установлен как на поверхности слесарного стола, так и на специальной бурильной колонне или тумбе. На станок устанавливается шпиндель Б-18, расстояние от торца которого до поверхности рабочего стола может варьироваться в интервале 0-400 мм
На станок устанавливается шпиндель Б-18, расстояние от торца которого до поверхности рабочего стола может варьироваться в интервале 0-400 мм Итак, составными элементами данного агрегата являются:
Итак, составными элементами данного агрегата являются:
 или дорогое европейское оборудование.
или дорогое европейское оборудование.

 Если сравнивать с бюджетными зарубежными устройствами с учетом эффективности оборудования, то последние явно проигрывают. На таком станке я на лету сверлил отверстия 12 мм в 45-й стали, а если говорить о развёртывании, то лично я использовал сверла и на 25 мм, предварительно просверлив их хвостовиком в диаметре 14 мм. , так как друг в студии пытался над ним работать. Наконец купил себе этот аппарат, о чем ни разу не пожалел за полгода эксплуатации.
Если сравнивать с бюджетными зарубежными устройствами с учетом эффективности оборудования, то последние явно проигрывают. На таком станке я на лету сверлил отверстия 12 мм в 45-й стали, а если говорить о развёртывании, то лично я использовал сверла и на 25 мм, предварительно просверлив их хвостовиком в диаметре 14 мм. , так как друг в студии пытался над ним работать. Наконец купил себе этот аппарат, о чем ни разу не пожалел за полгода эксплуатации. 

 2000
2000 .0,5
.0,5 в
в
 10.2022
10.2022 Технические характеристики:Наибольший диаметр заготовки над станиной, мм: 250;Наибольший диаметр заготовки над…
Технические характеристики:Наибольший диаметр заготовки над станиной, мм: 250;Наибольший диаметр заготовки над… Технические характеристики:Наибольший диаметр обрабатываемого изделия, мм: — над…
Технические характеристики:Наибольший диаметр обрабатываемого изделия, мм: — над… 10.2020
10.2020 07.2022
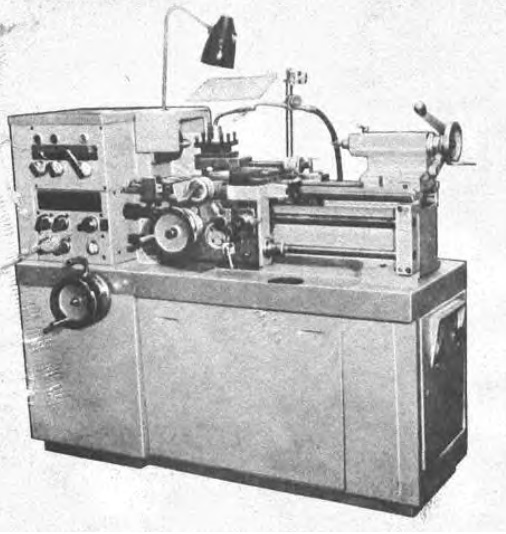
07.2022 Судя по моим исследованиям, это станко или станкоимпорт 1N611P. Я немного погуглил и нашел основную информацию о качелях, длине станины и т. д., но не многое другое.
Судя по моим исследованиям, это станко или станкоимпорт 1N611P. Я немного погуглил и нашел основную информацию о качелях, длине станины и т. д., но не многое другое. ..
.. Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П
Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П lathes.co.uk/stankoimport/
lathes.co.uk/stankoimport/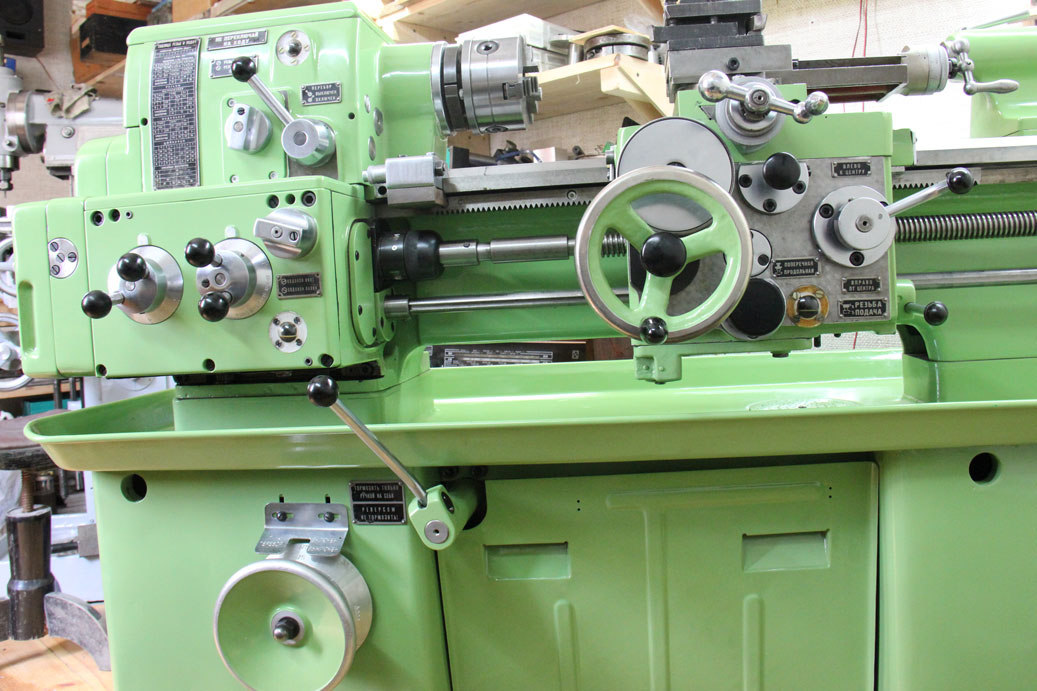 ), я мог бы получить однофазный двигатель, который будет выполнять эту работу, но я бы предпочел оставить его трехфазным и иметь преобразователь. Хотя все сводится к долларам.
), я мог бы получить однофазный двигатель, который будет выполнять эту работу, но я бы предпочел оставить его трехфазным и иметь преобразователь. Хотя все сводится к долларам.
 Конус 50, устройство смены инструмента на 20 позиций с ходом 40 x 20 x 20 дюймов.
Конус 50, устройство смены инструмента на 20 позиций с ходом 40 x 20 x 20 дюймов.



 Для этого, разумеется, необходима вся техническая документация по станку.
Для этого, разумеется, необходима вся техническая документация по станку. У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.
У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.


 Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков. .2000
.2000 .4,16
.4,16 .2
.2 com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBNUFBRHc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—0e8c4381794fe72831f83b123ebbde879a4a0a31/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/ACI%20-%201%20CNC%20Lathes.jpg»,
com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBNUFBRHc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—0e8c4381794fe72831f83b123ebbde879a4a0a31/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/ACI%20-%201%20CNC%20Lathes.jpg», jpg»,
jpg», 0021
0021 0021
0021 25in
25in

 Его корни восходят к 1890 году, когда Джо Оливер начал производить торцовочные станки под маркой American Machinery Co. В 1903, название было изменено на «Оливер», чтобы избежать путаницы с American Wood Working Machinery Co. из Рочестера, штат Нью-Йорк.
Его корни восходят к 1890 году, когда Джо Оливер начал производить торцовочные станки под маркой American Machinery Co. В 1903, название было изменено на «Оливер», чтобы избежать путаницы с American Wood Working Machinery Co. из Рочестера, штат Нью-Йорк. Зарубежные офисы включали Манчестер, Англия, и Париж, Франция.
Зарубежные офисы включали Манчестер, Англия, и Париж, Франция.
 90 грн
90 грн Харьков
Харьков Львов
Львов
 Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
 Гибкость и маневренность являются ключевыми требованиями для достижения и поддержания постоянного успеха в условиях агрессивного и конкурентного рынка. Universal Systems предоставляет ресурсы и услуги, которые позволят вам создавать индивидуальные решения, которые позволят всем системам вашего предприятия двигаться вместе с вашим бизнесом. Нужна ли вам быстрая и надежная графическая рабочая станция или кластерный сервер для размещения вашей базы данных, у нас есть подходящее решение для вас.
Гибкость и маневренность являются ключевыми требованиями для достижения и поддержания постоянного успеха в условиях агрессивного и конкурентного рынка. Universal Systems предоставляет ресурсы и услуги, которые позволят вам создавать индивидуальные решения, которые позволят всем системам вашего предприятия двигаться вместе с вашим бизнесом. Нужна ли вам быстрая и надежная графическая рабочая станция или кластерный сервер для размещения вашей базы данных, у нас есть подходящее решение для вас. Помимо «шаблонных» систем, представленных в нашем каталоге, мы можем изготовить машины с любой спецификацией, которую вы пожелаете. У нас дружелюбный и знающий персонал, который более чем счастлив помочь вам с любыми вопросами, которые могут у вас возникнуть. Мы можем помочь вам выбрать правильную систему для ваших нужд и построить ее для вас. Конечно, как только вы купите новый компьютер, наши технические специалисты ответят на любые вопросы, которые могут возникнуть.
Помимо «шаблонных» систем, представленных в нашем каталоге, мы можем изготовить машины с любой спецификацией, которую вы пожелаете. У нас дружелюбный и знающий персонал, который более чем счастлив помочь вам с любыми вопросами, которые могут у вас возникнуть. Мы можем помочь вам выбрать правильную систему для ваших нужд и построить ее для вас. Конечно, как только вы купите новый компьютер, наши технические специалисты ответят на любые вопросы, которые могут возникнуть. Мы работаем с предприятиями любого размера, подбирая подходящее решение для клиента. Прежде чем покупать сервер или перестраивать рабочий стол, подумайте о виртуализации с помощью Mission Critical Systems.
Мы работаем с предприятиями любого размера, подбирая подходящее решение для клиента. Прежде чем покупать сервер или перестраивать рабочий стол, подумайте о виртуализации с помощью Mission Critical Systems.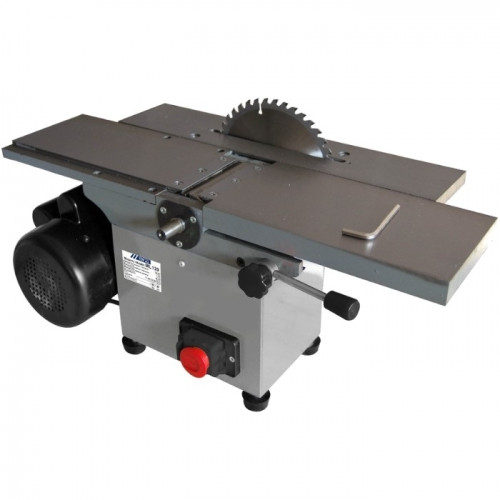
 адрес
адрес


 :
:


 Наличие и ожидаемые поступления
Наличие и ожидаемые поступления Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта. На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.
На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.
 Основные компоненты токарного станка, как правило, состоят из следующего:
Основные компоненты токарного станка, как правило, состоят из следующего:
 Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок. Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать?
Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок. Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать? Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.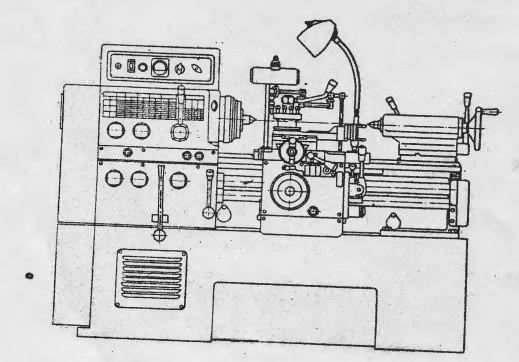 Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.
Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.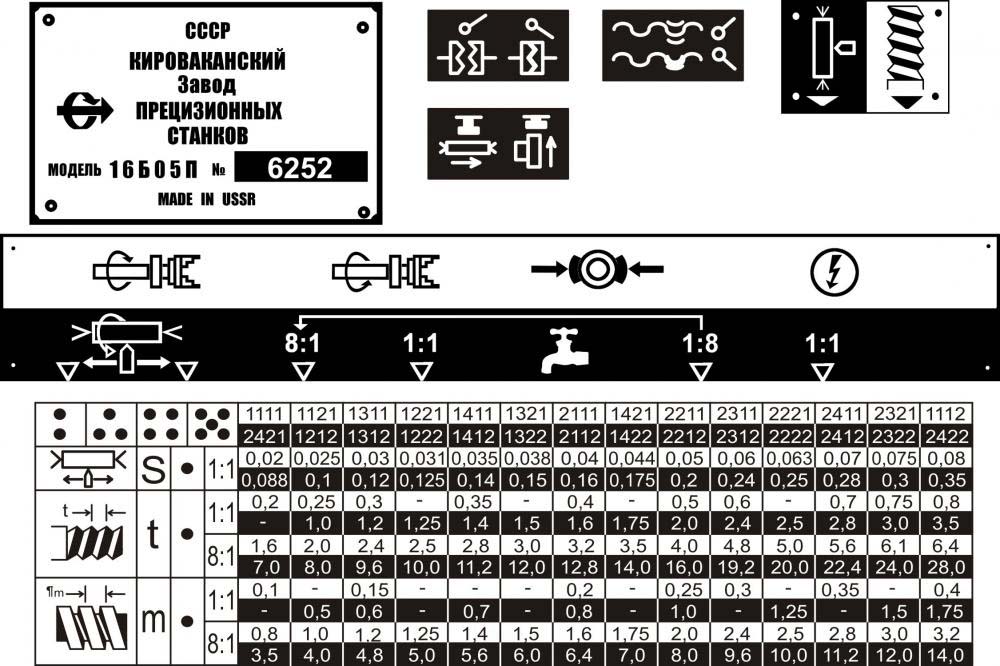 Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.
Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран. Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Так, ось X может иметь дополнительную ось движения A, которая является вращательной по оси X.
Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Так, ось X может иметь дополнительную ось движения A, которая является вращательной по оси X.
 Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки. Регулятор резьбы
Регулятор резьбы Не используйте тряпки во время работы машины.
Не используйте тряпки во время работы машины.


 Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки.
Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки. В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.
В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.
 Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.

 Автоматическая подача позволяет существенно продлить срок службы режущего инструмента и механических частей сверлильного станка.
Автоматическая подача позволяет существенно продлить срок службы режущего инструмента и механических частей сверлильного станка. 20.1270N-12 )
20.1270N-12 ) 20.1270N-15 )
20.1270N-15 ) 20.1270u-17 )
20.1270u-17 ) 20.1270u-20 )
20.1270u-20 ) 20.1270N-24 )
20.1270N-24 ) 20.1270N-27 )
20.1270N-27 ) 20.1270u-30 )
20.1270u-30 ) 20.1270N-34 )
20.1270N-34 ) 20.1270u-37 )
20.1270u-37 )



 Выбор пороков показан ниже. Они идеально подходят для фиксации материала.
Выбор пороков показан ниже. Они идеально подходят для фиксации материала.
 Перечислите четыре правила безопасности, регулирующие использование сверлильных станков.
Перечислите четыре правила безопасности, регулирующие использование сверлильных станков.
 Показанный напротив станок используется в очень опасных условиях.
Показанный напротив станок используется в очень опасных условиях.