Производим качественные ручные станки для холодной ковки с доставкой по России
Производство Станков холодной ковки
Доставляем станки по всей России и СНГ
Оплата при получении станков в транспортной
8 800 301 01 93
Звонок по России бесплатный
Контакты
Каталог Станков
Расчет доставки
Документы
Главная
Заказать звонок
Отзывы
Производитель 4Станка
Официальный сайт компании по производству станков для холодной ковки работаем с 2016 года
Смотреть станки
НАПРЯМУЮ ОТ ПРОИЗВОДИТЕЛЯ
ДОСТАВКА ПО РОССИИ И СНГ
ОПЛАТА ПРИ ПОЛУЧЕНИИ
ГАРАНТИЯ 12 МЕС НА СТАНКИ
Разработали и изготавливаем Без посредников Отправляем с производтства
Отправляем надежными транспортными компаниями Доставка в среднем 1 неделя
В пункте выдачи проверяете станки после оплачиваете комплект, доставку и забираете
Несем ответственность за станки. Нам легко дозвониться Всегда на связи
Цены Станков Холодной Ковки
На станках можно изготавливать различные кузнечные элементы
Оборудование предназначено для холодной гибки металла. Гибочные станки, станки для завитков, станки для скручивания и проката изготавливают больше количество элементов художественной ковки. Такие как: Валюта, Улитка, Завиток, Бублик, Корзинка, Кольцо, Запятая, Шишка, Болясины, Розетки, Панели, Различные дуги и тд.
ЗАКАЗЫВАЙТЕ СТАНКИ НАПРЯМУЮ ОТ ПРОИЗВОДИТЕЛЯ
На наших станках мы вырезаем логотип 4С Он является подтверждением что станки произведены нашей компанией
Действует юридическая гарантия на оборудование
Все станки проходят отдел ОТК перед отправкой
Наши станки всегда можно осмотреть перед оплатой!
Доставка и Оплата
Оплачиваются станки при получении в транспортной компании, перед оплатой станки можно распаковать и осмотреть.
Доставка по всей России и СНГ
Отправим любой удобной для Вас компанией
Рассчитайте доставку сейчас в Ваш город
Условия доставки и варианты оплаты заказов
Комплект станков для холодной ковки отправляем транспортными кампаниями до пункта выдачи или на Ваш адрес
Условия оплаты
ГАРАНТИЯ КАЧЕСТВА ОБОРУДОВАНИЯ
Наша компания гарантирует высокий уровень качества нашего оборудования, в точном соответствии от заявленных характеристик. Несем ответственность за качество металла используемого в нашем оборудовании.
Гарантийный срок исчисляется со дня приема оборудования в транспортной компании и действует сроком 1 год.
Применяйте узоры ковки в изделиях
Используйте элементы холодной ковки что бы украсить такие изделия как:
Ворота, Заборы
Решетки на окна
Лестницы, Перила
Лавки, Скамейки
Навесы, Козырьки
Полстолья, Стулья
Полки, Подставки для цветов
Мебель для дачи
Вешалки, Обувницы
Мангалы, Дровницы
Оградки, Столики
Беседки, Качели
Мостики, Ограждения
Фигурные изделия
ИДЕИ ИЗДЕЛИЙ
РУЧНОЙ ХОЛОДНОЙ КОВКИ
Собрали для Вас идеи различных изделий, которые сможете осуществить с нашим оборудованием. Украсить ворота, забор, мангал, лавочки, изготовить оконные решетки, подставки с нашими станками легко и просто.
СМОТРЕТЬ ИДЕИ
БЕСПЛАТНО
*Все фотографии принадлежат правообладателям
Каталог откроется в браузере
Все отзывы от реальных покупателей, размещены на популярных сайтах отзывов (avito. ru/otzovik.com/и других)
Новости 4Станка
Часто задаваемые вопросы
Кузнечные станки холодной ковки предназначены, в первую очередь, для изменения формы металла и придания ему большей прочности путём прессования избегая сварки.
производство строительных элементов различной сложности;
изготовление деталей из круглого, листового и трубного металлопроката;
создание стальной мебели, декоративных объектов интерьера, гибки круглого профиля а также иных изделий подобного толка (как самодельных, так и заводского производства).
Ручные станки удобны тем, что легко устанавливаются в любом нужном месте – в мастерской, на даче, в гараже или на строительной площадке, причем конструкция трубогиба позволяет быстро менять расстояние между валами, что позволяет менять радиус изгибания детали не меняя оправок. Вы получаете технологию с отличной производительностью, не требуется усилий Даже человек не мастер и не имеющий специальных навыков способен успешно пользоваться станками, т. к. детально продуманная конструкция делает их эксплуатацию понятной и простой.
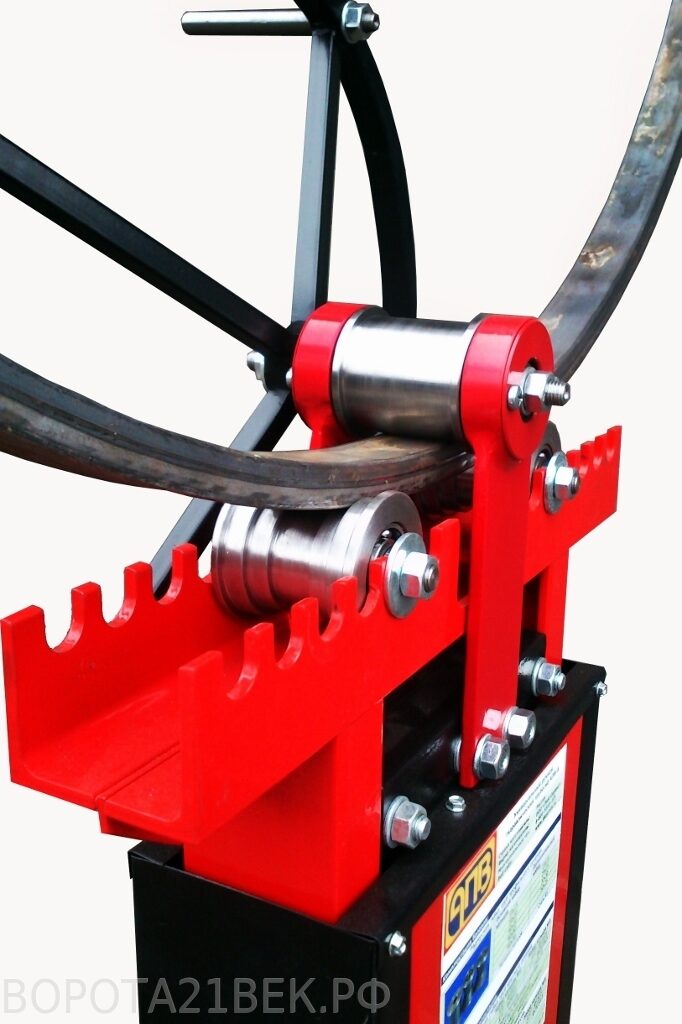
Гнутик Станок для холодной ковки, именуемый «Гнутик». Этот базовый станок предназначен для изгиба заготовок до прямого угла, а также проката между роликами по радиусу для получения дуги. Эксцентриковый привод, гибочный штамп, рычаг и закаленные ролики смонтированы на прочном основании.
Улитка Создает металлические спиралевидные изделия S завитки, которые находятся в одной плоскости. Ручной станок предназначен для изготовления элементов «завиток», «валюта», «запятая» и др. из металлопроката.
Торсион Классический многооборотный торсион, так же коса, сплетение, инверсия.
Ручной станок для холодной ковки «торсион» универсальный инструмент предназначен для продольного скручивания квадратного прута и полос металла неограниченной длины руками. Торсировка является одной из распространенных операций художественной ковки, с помощью которой изготавливаются оригинальные кузнечные узоры. Приспособления можно легко использовать в трудных условиях. В результате получаются витые элементы, называемые торсионами, из которых собираются шишки, корзинки или фонарики. Аналог blacksmith и stancraft. Устройство применяется в изготовлении решеток, ограждений, перил, навесов и так далее.
Фонарик-Корзинка Ручной станок для холодной ковки предназначен для изготовления одноименного элемента «Корзинка», «Шишка» или «Фонарик» из квадрата, либо круглого прутка толщиной до 8 мм.
Если с помощью торсировки получаются витые элементы продольного скручивания, то с помощью «Корзинки» этим элементам придается объемная спиралевидная форма нужной конфигурации. Трубогиб
Трубогиб – приспособление, с помощью которого сложный и трудоемкий процесс изгибания трубы происходит быстро и точно под разным углом. С помощью ручных трубогибов изготавливают гнутые элементы конструкций для:
теплиц;
скамеек;
гнутых перил;
козырьков;
навесов;
заборов
Мы используем только валы заводской закалки. Класс прочности 10.9 (высокопрочное изделие) — нанесен на каждом валу. Сертифицировано. Центральный Валы из 45 Стали с насечкой.
Для этого предусмотрены 2 контргайки на винте профилегиба. Они задают глубину погружения среднего вала
Прессы для холодной штамповки | Кузнечный пресс
Прессы для холодной ковки | Кузнечный пресс | Стамтек
ЦИТАТА
Пожалуйста, заполните форму ниже, и мы будем рады помочь вам с вашими требованиями к штамповочному прессу. Чтобы получить немедленную помощь, позвоните по номеру 931-393-5050.
Company
Phone Number
Address
Zip Code
Country
Select OneAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBolivia, Plurinational State ofBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo , Демократическая Республика Острова КукаКоста-РикаКот-д’ИвуарХорватияКубаКюрасаоКипрЧехияДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузская Южная Территория sGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMacedonia, the former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana ОстроваНорвегияОманПакистанПалауПалестинская территория, оккупированнаяПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто RicoQatarRéunionRomaniaRussian FederationRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuela, Bolivarian Republic ofViet NamVirgin Islands, BritishVirgin Islands, U. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
Информация для прессы
Производительность (мощность пресса)
Длина хода
Скорость (непрерывная)
Скорость (прерывистая)
Высота штампа
Регулировка салазок
Область валика (слева направо x спереди назад)
5 9 справа x спереди назад)
Оконный проем
Опции и периферийное оборудование
Пожалуйста, проверьте опции и периферийное оборудование, которые вам нужны.
Да, я хочу подписаться на рассылку новостей Stamtec по электронной почте.
Работает на ChronoForms — ChronoEngine. com
СЛУЖБА
Работает на ChronoForms — ChronoEngine.com
КОНТАКТЫ
Работает на ChronoForms — ChronoEngine.com
Прессовая технология холодной штамповки Stamtec обеспечивает особые преимущества при производстве стальных компонентов, повышая прочность и стабильность. Форма, близкая к заданной, улучшенные механические характеристики, превосходная пластичность, более высокое качество поверхности и повышенная производительность — вот лишь некоторые из преимуществ прессов для холодной штамповки.
Щелкните по ковочному прессу ниже, чтобы узнать больше, а затем свяжитесь с нами, чтобы получить помощь в выборе правильного станка для холодной штамповки для вашего применения.
Основные характеристики пресса
Наша серия прессов для холодной штамповки обеспечивает важные преимущества для вашей работы:
Сокращает отходы материала на 40–60 % по сравнению с другими процессами формовки листового металла.
Процедура холодной ковки обеспечивает усиленную структуру зерна стали с лучшими механическими характеристиками, которые ближе к допускам.
Превосходная пластичность и качество поверхности благодаря формовке, ковке и обработке для снятия напряжения, а также самой природе процесса холодной ковки.
Заставьте работать один из наших высокопроизводительных прессов и развивайтесь вместе с нами, когда мы растем вместе с вами.
Прессы для холодной штамповки | AIDA
Компания
AIDA-America Подробнее ▼
Профиль AIDA-America
Контакты отдела продаж в Северной Америке
Работа
AIDA de México Profile
AIDA Canada Profile
AIDA Europe Profile
AIDA Global Profile
AIDA Global Manufacturing
AIDA Group Companies More ▼
Africa
Americas
Asia
China
Europe
Япония
Новости и события
Контакты
Годовой отчет
Дополнительные параметры
Работа
Products
Press Selection Tool
Servo Presses More ▼
Model Description Tonnage
DSF-C1-A Gap Frame 80-250 tons
DSF-N1 Unitized Frame 80-300 tons
Унифицированная рама DSF-N2 110–300 90 143 тонн
DSF-M2 Прогрессивная высечка и передача 315–1 250 90 143 тонн
как собрать самодельный мини станок cnc по чертежам с размерами для резьбы по дереву
Если вы хорошо разбираетесь в технике, для вас не составит труда собрать фрезерный ЧПУ-станок у себя дома. Это выйдет значительно дешевле, чем приобретать новое устройство, и к тому же доставит вам удовольствие от самореализации. Все необходимые компоненты можно приобрести в магазинах электроники и стройматериалов. Ниже приведены детальные инструкции по сборке станка с фотографиями.
Подготовительные работы
Подготовка к построению станка предполагает такие фазы:
создание чертежей;
закупку надежных комплектующих и крепежа;
подготовку качественных инструментов;
ознакомление с текстовыми и видеоинструкциями.
Замечательно, если у вас найдется доступ к сверлильному и токарному станкам — это существенно облегчит конструирование фрезерного.
Как сделать фрезерный станок ЧПУ своими руками: пошаговая инструкция
Устройство можно изготавливать двумя методами:
Приобрести готовый комплект запчастей и самостоятельно смонтировать из него устройство.
Изготовить или приобрести все комплектующие по отдельности.
Второй вариант более сложный и затратный по времени, зато более бюджетный.
Подбирая материал для устройства, надо учитывать, что он обязан быть прочнее тех материалов, которые будут на нем обрабатываться.
Модели с подвижными столами хороши только в том случае, если станок будет компактным, менее 30 × 30 см. Для более крупных моделей оптимальными станут двигающиеся порталы.
В большинстве случаев устройства домашней сборки оснащаются шаговыми двигателями, а промышленные модели — более сложными и дорогостоящими сервоприводами.
Если вас интересует затейливая многомерная резка, лучше приобрести шпиндель с водяным охлаждением. Он недешевый, но издает меньше шума, способен обрабатывать разнообразные материалы и не перегревается, работая на пониженных оборотах.
Станок, описанный в этой статье, обошелся ориентировочно в 1500 евро. Им можно обрабатывать фанеру, пластик, лиственную древесину и алюминий.
Как вариант: основой для фрезерной установки может послужить сверлильная, где головка со сверлом заменяется на фрезерную. Чтобы инструмент мог передвигаться по трем плоскостям, механизм следует оснастить подшипником. Удобнее всего собирать такие механизмы на основе принтерной каретки, потом останется только оснастить аппарат программным управлением.
Проектирование
Эскиз для станка можно начертить по старинке от руки, но лучше воспользоваться компьютерной программой, к примеру AutoCAD (как профессиональный вариант) или Google Sketchup (опция попроще, предоставляется бесплатное использование на месяц). На рисунке должны быть точно переданы габариты всех комплектующих, чтобы понимать, какие детали заказывать.
Комплектующие
Для изготовления станка вам потребуются следующие механические компоненты:
профиль из алюминия 30 × 60 мм, порезанный на отрезки до 10 см;
пластина из алюминия толщиной 15 мм;
штырь из стали с резьбой M10 с гайкой из делрина;
линейные направляющие SBR 16 и SBR 20;
шарико-винтовая пара с шагом 5 мм и диаметром 16 мм;
ножки для выравнивания и защиты от вибрации.
Также надо будет обзавестись нижеперечисленными электрическими элементами:
3 шаговыми двигателями 3 Nm Nema 23;
3 драйверами для этих двигателей DM556 Leadshine;
блоком питания 36 В;
интерфейсной платой 5 Axis CNC Breakout Board;
источником питания 5 В к плате;
двухпозиционным выключателем On/Off;
многожильным кабелем Shielded 4 Conductor 18 AWG;
3 сенсорными концевыми выключателями;
шпинделем Kress FME 800 (его можно заменить на Dewalt Compact Router либо Bosch Colt ).
Программ будет нужно две — CamBam, совмещающая в себе функционал CAD и CAM, а также Mach4 для контроля устройства.
Ось X
Рама оси создается из алюминиевого профиля 30 × 60 мм (4 сегмента) и пары боковых панелей 15-миллиметровой толщины. На окончаниях профилей располагаются два отверстия с диаметрами 6,8 мм. Изнутри отверстий метчиком выполняется резьба М8.
Для совпадения отверстий на концевых панелях пластины надо прижать друг к другу во время сверления. В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель.
Из алюминиевых кусочков с габаритами 50 × 20 × 50 выполняются 4 блока для крепления ножек, которые будут обеспечивать столу ровное положение. Блоки прикручивают к профилям снаружи посредством четырех болтов М5 с t-гайками для мебели.
К профилям нужно подвести рельсы. Пазы в профилях должны идеально совпадать с отверстиями, высверленными в основаниях направляющих.
При установке можно пользоваться t-гайками для мебели и болтами М5.
Боковые пластины и сборка портала
Единственное отличие между идентичными пластинами таково: в одной высверлены четыре отверстия, куда будет крепиться мотор. Для изготовления портала применяются 15-миллиметровые пластины из алюминия. Чтобы разместить эти отверстия строго в правильных местах, сначала следует пробить углубления с помощью кернера. На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
Ось Y
Каретка оси Y выполнена из единственной пластины, а на ней закреплены линейные подшипники. Работать сверлом тут необходимо максимально выверенно, без отклонений даже на миллиметр. К пластине крепятся подшипники для осей Y и Z. В силу минимального расстояния между подшипниками они могут заедать даже при незначительном смещении. Проверьте, чтобы каретка без проблем проскальзывала по обеим сторонам. Рельсам и подшипникам нужна тщательная регулировка. Чтобы выровнять их как можно точнее, желательно пользоваться цифровыми приспособлениями.
Ось Z
Рельсы оси Z подсоединяются к подвижной части узла оси Z. Важно проследить, чтобы они оказались смещены от края пластины ориентировочно на полсантиметра. Выровнять их можно с помощью двух кусков пластика, используемых как прокладки. Для установки верхней пластины на узел оси Z в окончании монтажной пластины высверливают три отверстия.
Если шаговый мотор не удается разместить вплотную к пластине, потребуется выполнить для него отдельное пластиковое крепление.
Блоки корпусов подшипников тоже делаются пластиковыми. В качестве приводного винта применяется стержень из стали с резьбой М10. Шкив для зубчатого ремня просверливают, выполняют резьбу М10 и прикручивают к верхней половине приводного винта. Фиксировать эту деталь в нужной позиции будут три установочных винта. Гайку из делрина закрепляют к каретке оси Y.
Зубчатые ремни и шкивы
Место для крепления мотора обычно выбирают на отдельной стойке либо с внешней стороны устройства. Для соединения шариково-винтовой пары с мотором можно задействовать гибкую муфту.
Однако в компактном помещении размещенный снаружи мотор будет мешать, и поэтому его убирают внутрь. Если не получается соединить мотор с шариково-винтовой парой напрямую, можно воспользоваться шкивами и зубчатыми 9-миллиметровыми ремнями HTD5m.
Используя ременную передачу, можно применить понижающую передачу, чтобы подключить мотор к приводному винту. Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро.
Подшипниковые опорные блоки
Опорные блоки для осей X и Y выполняют из алюминиевого прутка круглого сечения 50 мм, от которого отсекают четыре 15-миллиметровых сегмента. На прутке маркируют места расположения четырех монтажных отверстий и просверливают их, плюс отдельно сверлят еще одно крупное посередине. Потом переходят к полости для подшипников. Их нужно запрессовать, а блоки закрепить на боковых и торцевых пластинах посредством болтов.
Опора для приводных гаек
Шарико-винтовую пару для оси Z можно заменить стержнем с резьбой М10 и гайкой из делрина. Полиформальдегид делрин является самосмазывающимся и по мере эксплуатации не страдает от износа.
Чтобы минимизировать люфт, резьбу следует выполнять метчиком высокого качества.
Для осей X и Y выполнено крепление привода из алюминия. На гайках шарико-винтовой передачи расположена пара компактных фланцев с тремя отверстиями с каждого бока. По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
Держатель нужно обработать с высокой точностью на токарном станке. Прикрутив гайки к порталу и каретке оси Y, можно поворачивать шарико-винтовую пару ручным способом и перемещать эти комплектующие на другую сторону. Гайку начнет клинить, если габариты держателей окажутся неправильными.
Крепления двигателя
Для опор мотора применяют фрагменты алюминиевых труб с квадратным сечением, заранее порезанные с желаемой длиной. Как вариант, можно разрезать трубу из стали.
Надо убедиться, что крепления мотора по осям X и Y можно свободно двигать с целью натяжения зубчатых ремней. Выполнить прорези и высверлить крупное отверстие на одной стороне крепления можно как на сверлильном, так и на токарном станке.
Крупное отверстие с одной стороны выпиливают при помощи концевой пилы. Таким образом, двигатель садится на один уровень с поверхностью, а вал получается центрированным. С противоположной стороны крепления выполняют четыре слота, дающие мотору возможность скольжения вперед-назад.
Для крепежа двигателя используют болты М5.
Рабочая поверхность
Идеальной опцией стала бы столешница из алюминия с пазами в форме буквы Т, но это стоит недешево. Поэтому ее имеет смысл заменить перфорированной столешницей, так как она экономичнее и позволяет зажимать обрабатываемую деталь разными способами.
Для крепления к алюминиевым профилям стола из березового фанерного листа 18-миллиметровой толщины применяются болты М5 и гайки с пазами в форме буквы Т. Сетка с шестиугольными вырезами под гайки выполняется в CAD-софте, потом отверстия проделываются на станке с ЧПУ.
Поверх фанеры устанавливают лист МДФ 25-миллиметровой толщины. Для прорезания отверстий в обеих частях применяют большую фасонную фрезу. Отверстия в МДФ выравнивают с центрами заблаговременно проделанных шестиугольных отверстий. Потом МДФ снимают, а гайки устанавливают в отверстия фанерного листа. После этого МДФ возвращают на место.
Электрика и электроника
Для создания электронной составляющей предстоит воспользоваться нижеперечисленными комплектующими:
источником питания с выходным напряжением 48V DC и выходным током 6,6 A;
кнопкой экстренного завершения работы и концевыми выключателями.
Если моторы не самые мощные, допустимо использование платы на три мотора — однако все равно рациональнее применить индивидуальные драйверы. Микрошаговый режим драйверов Leadshine обеспечивает предельную плавность перемещения инструмента и понижает вибрации мотора.
Источник постоянного напряжения 5 В подключают к главному входу питания. Для вентиляторов устанавливают розетку, электроэнергия к ним поступает через традиционный 12-вольтовый адаптер, размещенный на стене.
Компьютер контролирует реле на 25А через прерыватель. Входные клеммы реле подключаются к выходным клеммам прерывателя. Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.
Если в конце G-кода стоит команда M05, шпиндель с пылесосом выключатся. Для их повторного включения потребуется нажатие кнопки F5 либо ввод команды M03.
Программное обеспечение
Готовому устройству для полноценного функционирования требуется три разновидности софта:
CAD, чтобы создавать чертежи;
CAM, чтобы создавать траектории инструментов и выводить G-код;
контроллер, считывающий G-код и управляющий маршрутизатором.
Хорошим примером софта, совмещающего в себе функционал CAD и CAM, станет CamBam. Он несложный и вполне подходит для домашнего производства. Перед началом работы ему нужно задать параметры: диаметр применяемых инструментов, глубину и скорость резания, глубину за проход и так далее. Задав софту траекторию, можно будет вывести G-код, отдающий станку непосредственные команды.
В качестве контроллера следует порекомендовать Mach4. Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя.
Отладка самодельного станка с ЧПУ
Перед началом полноценной работы на станке надо обработать несколько пробных деталей различных конфигураций и габаритов, сделанных из разных материалов. Возможно, в процессе выяснится, что устройство издает слишком громкий шум, и от него во все стороны разлетается пыль. Тогда его можно оснастить пылеуловителем, соединенным с пылесосом.
Нередко оказывается, что расчет крутящего момента на Y-опоре был произведен некорректно. В таком случае из-за высокой нагрузки по оси Y станок начнет изгибаться. Для устранения этого изъяна надо купить вторую направляющую и модернизировать портал.
Как собрать ЧПУ-стол?
Чтобы по максимуму использовать возможности станка, его нужно поместить на прочный и устойчивый стол. Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить:
кнопку завершения работы;
фиксатор роликов;
зенковку и биты;
дрель;
электрическую отвертку;
пилу;
станок X-Carve;
концевую фрезу на 4 дюйма с твердосплавным покрытием;
твердосплавную фрезу на 4 дюйма, с 4 каналами, с шариковым наконечником;
средства защиты слуха.
От старого стола нужно взять две большие полки и укрепить их. По четырем внутренним углам надо разместить угловые скобки, а по длине поперечной балки, которая проходит по нижней стороне — L-образные скобки. Чтобы закрепить полку, нужно добавить дополнительные деревянные подставки. После того как полка будет помещена на место, надо укрепить ее еще большим количеством скобок.
Чтобы найти разумное применение каждому сантиметру помещения, стол хорошо бы оснастить пегбордом, то есть перфорированной панелью для инструментов. Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
Пространство в нижней части стола тоже прекрасно подходит для хранения объектов — в частности, барабанного шлифовального станка или настольной пилы. Для хранения материалов можно соорудить съемную полку, воспользовавшись для этого листом фанеры и заготовленными для ножек деревянными брусками. Ножки крепятся к листу фанеры с помощью угловых скоб.
Еще одну полку можно оборудовать наверху — иногда это помогает закрыть проводку от станка и розетку. Верхнюю полку укладывают на торцы стоек и прикручивают. У второй полки углы для ножек вырезают с помощью лобзика.
Сложности в работе, возможные ошибки и как их избежать
При монтаже станины нельзя применять соединения сварного типа, так как они не справляются с вибронагрузками. В местах крепления рекомендуется пользоваться Т-образными гайками.
Чтобы усилия передавались на вал равномерно, на винтовых передачах следует размещать зубчатые ремни, не проскальзывающие на шкивах.
Исключительно важно приобрести надежные подшипники и качественные ходовые винты — это гарантирует станку прочность и долговечность.
Габариты всех деталей необходимо подбирать с максимально возможной точностью и следить, чтобы они безупречно подходили к блоку.
Итак, теперь вы знаете, как собрать дома фрезерное устройство с ЧПУ. Конечно, это удобнее делать с напарником, а не в одиночку. Если вы обладаете достаточными навыками и свободным пространством дома или в гараже, собранный по этой инструкции станок прекрасно заменит вам аналог, созданный на заводе.
29 августа 2020
13882
Получите консультацию специалиста
Самодельный ЧПУ станок своими руками быстро
Неожиданно много читателей, прочитавших мою статью, посвященную некоторым аспектам проектирования механики самодельного гравировально-фрезерного станка ЧПУ, высказали в своих откликах, как бы это помягче. .., недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
Я по-прежнему считаю, что небольшой станок, например, с рабочим полем 500х300 мм, проще, технологичнее и дешевле сделать, применив круглые направляющие с бронзовыми втулками скольжения. Однако, чем больше по размеру рабочее поле, тем сложнее обеспечить заданную точность за приемлемые деньги. Наконец, наступает момент, когда технологические трудности изготовления и монтажа направляющих скольжения, а значит и их стоимость оказывается сопоставимой со стоимостью блоков шариковых линейных подшипников на рельсах.
Вот и получается, что небольшой гравировально-фрезерный станок дешевле сделать на круглых направляющих скольжения с обычной винтовой передачей. Но, если рабочий ход хотя бы по одной из осей превысит некоторое значение, при котором выгодней купить шариковые направляющие, то конечно, проще купить. Само собой, упомянутое «некоторое значение» — вещь относительная. Стоимость изготовления механики в Москве и, например, на Урале отличается в разы. По моим оценкам, для Москвы размер рабочего хода, при котором стоит подумать о шариковых линейных направляющих, составляет 1000…1200 мм и более.
Статья планировалась из двух частей. Первая часть должна была быть посвящена выбору направляющих, особенностям проектирования и конструирования механики с использованием шариковых линейных направляющих, а вторая — практической реализации станка. Известно, теорию читать никто не любит, все сами «теоретики». Поэтому предвосхищая возгласы: «Все, что вы пишете, давно известно из книжек! К практике поближе!!», я решил ограничиться практической реализацией. Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».
Подытожим:
Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
На линейных шариковых направляющих и зубчатых ремнях.
Рабочее поле не менее 1000х300х90.
Разрешение позиционирования не хуже 0,1 мм.
Скорость позиционирования не менее 2 м/мин.
Икс
Начнем с простого – со стола-основания. Элементарный геометрический расчет показывает, что при ходе по Х равному 1000 мм длина стола должна быть 1300 мм. По крайней мере, у меня так получилось. При ходе по Y больше 300 мм ширина стола должна быть не менее 460 мм.
Изучив сортамент стандартных прессованных прямоугольных труб (боксов) из алюминиевого сплава АД31 (других промышленность, к сожалению, не выпускает) выбираем бокс 80х40х4 мм. Нарезаем из него несколько балок (1300 мм — 2 шт. и 460 мм -4шт.). Еще нам понадобятся два швеллера 50х30х4 длиной 1300 мм. В них отлично вписываются шариковые направляющие SBS15SL, которые я решил применить. В качестве ножек используем подходящие круглые ножки от дивана, купленные в магазине ОБИ. Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Получилось весьма крепко. Под нагрузкой швеллеры, в которые буду уложены рельсы слегка прогибаются, но ничего, поставим столешницу – будет совсем другое дело, основание по прочности и жесткости приобретет исключительную «дубовость».
Привинчиваем рельсы.
Они располагаются под столом и, как видите, относительно хорошо защищены от пыли и стружек. Не смотря на то, что шариковые блоки SBS снабжены скребками, предусмотреть дополнительную (пассивную) защиту рельс и блоков от прямого попадания стружек никогда не вредно.
Привинчиваем к шариковым блокам площадки, на которые впоследствии будет ставиться портал. Площадки эти — просто прямоугольные пластинки из сплава Д16Т с отверстиями для крепления портала и кронштейна под шаговый мотор.
О кронштейне шагового мотора, и вообще о проводке зубчатого ремня поговорим отдельно.
Проводка зубчатого ремня
Да, шаговые моторы для перемещения портала по оси Х будут крепиться на самом портале! Почему-то когда говорят о приводе зубчатым ремнем, в мозгах рисуется ремень в виде кольца с мотором, установленным на раму, а натяжение ремня организуется на портале или каретке. Так делать можно, но лучший ли это способ? Не уверен. Мы пойдем другим путем. Устроим из ремня псевдо зубчатую рейку.
Концы ремня закрепим на раме. Одну прижимную планку зафиксируем жестко, а другая будет иметь возможность перемещаться для натяжения ремня в пределах расстояния между соседними зубьями, т.е. в пределах 5 мм. Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Чем же такой способ лучше кольцевого ремня? Да, хотя бы тем, что расход ремня в два раза меньше, натягивать проще, экономия на зубчатых колесах, которые дорогие и их надо покупать вместе с ремнем. Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ремень надо брать с относительно мелким зубом. Я выбрал любезный моему сердцу ремень от хвостовой балки модели вертолета «Раптор 50». Он имеет шаг зубьев 5 мм. Зубчатое колесо тоже от этого вертолета. Его диаметр (по средней линии зубьев) 14 мм. Значит при включении двигателя в полушаговом режиме (400 шагов на оборот) перемещение каретки на один шаг будет 3,14*16/400 = 0,11 мм. Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
Что касается кронштейна шагового мотора, то это, как видите, простая пластина с дырками. Ничего особенного, выпиливаем точно так же, как и основание. Пока за рамки ножовки, дрели и напильника мы не вышли. Будем продолжать в том же духе.
Устанавливаем все это дело на раму и проверяем, как ездит. Ездит хорошо!
Собственно, это почти все с рамой. Осталось «причесать», придать изделию «товарный вид» и установить столешницу.
Товарный вид
«Made in дома» — не обязательно сикось-накось, коряво и неаккуратно. Меня удручают, закрепленные на уродских «курьих ножках» и торчащие во все стороны двигатели, пучки неубранных проводов, вывороченные наизнанку контроллеры и тому подобные «прелести» самодельных конструкций. Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
Проложим пару дохленьких швеллеров, в которых будут размещаться петли кабелей от двигателей и концевых выключателей. Если контроллер большой и не лезет в подстольное пространство, то сделаем кронштейны для выходных соединителей. И, наконец, установим заглушки на торцы несущих профилей, чтобы в них не скапливалась грязь.
Затраты труда на эти на первый взгляд необязательные мероприятия окупаются с лихвой.
Столешница
Станок планируется в основном для пиления бальзы, фанеры, пластиков, поэтому столешница может быть сделана из ламинированной панели для кухонной мебели толщиной 40 мм, т. е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
Некоторым «продвинутым» специалистам может понравиться наборная столешница из алюминиевого станочного профиля. Пожалуйста, принципиально ничего не изменится. Однако станок на зубчатых ремнях может пилить только то, на что рассчитан, а именно — фанеру, пластики и тонкий алюминий, и не более того, поэтому ужесточать столешницу – бессмысленно.
Игрек
Пошли дальше.
Поперечная балка, на которую будут устанавливаться рельсы оси Y, получается длиной 510 мм. В целях унификации сделаем ее из того же алюминиевого бокса 80х40х4 мм. Рельсы поставим прямо на торцы балки.
В большое прямоугольное отверстие на широкой грани профиля будет входить ось двигателя с насаженным на него зубчатым колесом. С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
Проводку зубчатого ремня выполним точно так же, как и по оси Х, только устройства для крепления и натяжения ремня сделаем на уголках.
Ремень оказывается хорошо защищен от стружек и грязи. В нижней части профиля (внутри) будет размещена петля кабеля от двигателей Y и Z. Осталось поставить заглушки на торцы балки и все.
С лицевой стороны (со стороны каретки Z) балка не имеет отверстий, что очень хорошо, т.к. именно тут летит стружка. Как видите, балка с кареткой Y получилась очень простой.
Зет
Ход по Z планируется сделать 90 мм. Почему 90? Потому что мне достаточно 90, а можно сделать и 150 мм. Это не принципиально.
Каретка Z и все, что с ней связано, самая многодельная и трудоемкая часть нашего станка. Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Ходовой винт
Начнем с винта. Я уже писал подробно о ходовых винтах и гайках в статье «Механика самодельного станка ЧПУ», не буду повторяться. НО. Так ли уж необходим в данном случае на оси Z ходовой винт с гайкой, выполненный по всем правилам точной механики? Вряд ли. Станок предназначен для плоского фрезерования, по сути, это просто лобзик с ЧПУ – опустил фрезу на нужную глубину и – погнали выпиливать. Тут сгодится катаный винт. Да, чего там катаный, простой винт с метрической резьбой сгодится! И гайка капроновая сгодится! Другое дело, если планируется 3D фрезерование, например барельефов и медалей…, но такая задача плохо согласуется с ременным приводом остальных осей. Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Кстати, ходовой винт, переходная втулка для двигателя и опорные кольца подшипников – единственные детали, для изготовления которых нам потребуется токарный станок. Даже если вы купили резьбовую шпильку на рынке, концы такого винта нужно разделать.
Конструкция подшипникового узла ходового винта описана в вышеупомянутой статье. Она оказалась удачной, поэтому в новом станке сделаем точно также.
Отверстие в стенке под подшипники растачивать по посадке не обязательно, достаточно просто просверлить. Рабочие нагрузки направлены по оси винта, и если радиально-упорные подшипники будут слегка елозить в поперечном направлении, то ничего страшного, на точности работы оси это практически не скажется.
Сборка
Устанавливаем ходовой винт внутрь основания-швеллера, сделанного из профиля 60х40х5 мм, какого же, как и тот, который мы использовали для каретки Y. К торцам основания привинчиваем рельсы.
Внимательный читатель скажет: «Ага! Деталь, на которую ставится двигатель, фрезерованная!!!». Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Устанавливаем уголки на шариковые блоки. Уголки сделаны из профиля 50х50х5 мм. Это единственный доступный профиль из сплава Д16Т.
Спереди на уголки ставится панель, которая, по сути, и есть каретка Z. Но перед этим установим перемычку, которая свяжет уголки с ходовой гайкой.
На первый взгляд эта деталь лишняя. Ходовую гайку можно закрепить сразу на передней панели. Но в этом случае, существенно возрастают требования к точности изготовления деталей, и монтаж гайки придется производить вслепую. Т.к. станок у нас «на скорую руку» и делаем мы его на кухне, то в данном случае такая переходная деталька может оказаться полезной. Впрочем, кто в себе уверен, может ее и не ставить.
Последний штрих. Устанавливаем переднюю панель и кронштейн для шпинделя.
Кронштейн может быть фрезерованный, а может быть и просто плоский. Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
X-Y-Z
Устанавливаем Z на Y.
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
А можно…?
Отвечаю сразу — МОЖНО! Все можно! Только нужно ли?
«А можно вместо четырех шариковых блоков поставить на каретку два? Будет почти в два раза дешевле» — Можно! Но я поставил четыре, и вам советую.
«А можно заменить обычные профили станочными? Будет лучше» — Можно! В каком-то смысле действительно будет лучше. Скажем так, будет лучше ровно на столько, на сколько, к примеру, станут лучше «Жигули», если поставить на них семнадцатидюймовые колеса от «Мерседеса», Но дороже будет, это точно!
«А можно для увеличения прочности заменить не внушающие доверия алюминиевые профили хорошими стальными?» — Можно! Если удастся подобрать подходящие по размеру, и при условии замены шариковых направляющих на 20-й типоразмер. Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
«А можно такой станок сделать размером 2х3 метра, и чтобы 10 мм фанеру пилил со скоростью 600 мм/мин.?» — Можно! Только профили нужно брать станочные и крепить их к стальным сварным рамам, и ремни заменить зубчатыми рейками и моторы брать с редукторами, и прочее по мелочам.
«А можно вместо дорогих шариковых направляющих применить обычные шарикоподшипники, чтобы все так же ездило?» — Можно! Ездить будет! Но я все-таки разорился на рельсы и дорогие линейные подшипники, сами догадайтесь почему.
«А можно вместо импортных шариковых линейных направляющих использовать наши, отечественные, мебельные, или компьютерные?» — Можно! См. ответ на предыдущий вопрос.
«А вот у меня нет ни дрели, ни ножовки по металлу. Как быть?» — Займите у соседа или купите… лучше сразу готовый станок.
«Хочу построить такой же станок как у вас. Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Такие, вот, дела.
CNC Machining 101: Знакомство с основами CNC-обработки
CNC-обработка всегда была рядом с нами. Тем не менее, удивительно, что некоторые люди не знакомы с производственным процессом. Вы когда-нибудь задумывались, как разные компании получают свои сложные детали машин? Да, это обработка с ЧПУ. Обработка с ЧПУ предназначена не только для деталей машин. Это важный производственный процесс для людей, которые хотят что-то сделать без помощи рук. Однако, поскольку вы новичок в мире обработки с ЧПУ, мы считаем, что вы еще не готовы. Вот почему у нас есть CNC Machining 101, где вы познакомитесь с некоторыми основами обработки с ЧПУ.
В этой статье вы познакомитесь с основами обработки с ЧПУ. Знание основ обработки с ЧПУ может быть только для расширения вашего кругозора по основным принципам обработки с ЧПУ. Тем не менее, он также поможет вам понять, чего ожидать при использовании производственного процесса. Мы в Rapid Direct можем помочь вам с последним, потому что мы всегда готовы предоставить вам самое лучшее. Перед этим давайте демистифицируем процесс. Читать дальше.
Что такое обработка с ЧПУ?
Обработка с ЧПУ (ЧПУ) — это субтрактивный производственный процесс, в котором используются компьютеризированные станки для изготовления детали по индивидуальному заказу. Компьютер использует коды программирования, чтобы направлять станки на стружку (вычитание) материала. Это происходит до тех пор, пока материал не сформирует входную спроектированную деталь.
Как работает обработка с ЧПУ?
Чтобы лучше понять основы обработки с ЧПУ, важно знать, как работает обработка с ЧПУ. Согласно определению, обработка с ЧПУ — это субтрактивный и компьютеризированный процесс. Таким образом, знание того, как это работает, основано на понимании взаимосвязи между компьютером, требуемыми операциями и заготовкой.
Основываясь на этой взаимосвязи, механизм обработки с ЧПУ можно разделить на четыре различных этапа, которые мы объясним ниже.
Создание проекта САПР
Первым делом необходимо создать компьютерный проект в формате 2D или 3D. Вы можете добиться этого с помощью программного обеспечения САПР. С помощью программного обеспечения вы можете визуализировать любые детали с правильными техническими характеристиками. Однако есть небольшое ограничение. Свойства заготовки играют огромную роль в дизайне и в том, как она получается. Мы обсудим это в разделе материалов для обработки на станках с ЧПУ.
Преобразование файла САПР в программу ЧПУ
Следующим шагом является преобразование файла САПР в формат файла, совместимый с ЧПУ. Программа ЧПУ проанализирует файл САПР для создания программных кодов, необходимых для процесса.
Существует два типа кодов, с которыми вам следует ознакомиться по основам обработки с ЧПУ. Это G-код (геометрический код) и M-код (машинный код). G-код управляет действиями машины. Например, он контролирует, как он движется, когда он движется, как быстро он движется, какой путь он выбирает и т. д. С другой стороны, М-код управляет факторами, которые окружают возможности машины. Например, он контролирует снятие и замену кожуха машины.
Настройка станка с ЧПУ
Настройка станка с ЧПУ осуществляется двумя способами. Во-первых, вы должны запустить проверку станка с ЧПУ, чтобы убедиться в его состоянии. Второй момент – закрепление заготовки на станке. Вы можете зафиксировать заготовку непосредственно в станке, одновременно прикрепляя необходимые инструменты и компоненты.
Выполнение операции
После настройки станка с ЧПУ вы можете запустить программу ЧПУ. Программа ЧПУ является центром управления всеми действиями станка с ЧПУ. Он командует машиной, диктуя ее действия и движения для получения правильного результата.
Современная обработка с ЧПУ, такая как наша в Rapid Direct, требует от вас только загрузки файла САПР. Программа ЧПУ проанализирует файл САПР, чтобы убедиться, что конструкция возможна.
Общие операции обработки с ЧПУ
Обработка с ЧПУ 101 также не будет завершена без знания операций обработки с ЧПУ. Есть две основные операции обработки с ЧПУ, на которые вы должны обратить внимание, и мы демистифицируем их ниже.
Фрезерование с ЧПУ
Фрезерование при обработке с ЧПУ — это вырезание части заготовки с помощью вращающихся режущих инструментов.
В фрезеровании с ЧПУ есть два процесса. Автоматический процесс позволяет станку с ЧПУ подавать заготовку непосредственно во вращение режущего инструмента. Направление подачи всегда совпадает с направлением вращения режущего инструмента. Другой — ручное фрезерование с ЧПУ, которое всегда противоположно вращению режущего инструмента.
Фрезерование с ЧПУ позволяет выполнять два основных типа операций:
Торцевое фрезерование: Используется для резки неглубоких поверхностей, плоских поверхностей и полостей с плоским дном.
Периферийное фрезерование с ЧПУ: Предназначен для вырезания глубоких полостей в заготовке.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ — это процесс удаления частей заготовки при вращении вокруг одной оси. Определение сложное, не так ли? Однако представьте себе болт и гайку. Процесс изготовления спиральных внешних и внутренних деталей этих линейных инструментов на станках с ЧПУ называется токарной обработкой с ЧПУ.
Токарная обработка с ЧПУ позволяет выполнять следующие операции:
Скучно.
Облицовка
Канавка.
Нарезание резьбы.
Фрезерная обработка с ЧПУ и токарная обработка с ЧПУ — не единственные доступные операции обработки с ЧПУ. В зависимости от файла САПР и того, что вы хотите, ниже приведены другие доступные операции обработки с ЧПУ.
Бурение.
Протяжка
Распиловка.
Шлифование
Хонингование
Притирка.
Плюсы и минусы обработки с ЧПУ
Как и в любом другом производственном процессе, знание основ обработки на станках с ЧПУ требует понимания его плюсов и минусов. Ниже приведены некоторые плюсы и минусы использования станков с ЧПУ.
Профи
Точность
Станки с ЧПУ точны. Поэтому они используются в секторах, связанных с человеческими жизнями. Вы бы не захотели сесть в самолет, сделанный из материалов, подвергшихся бракованному производственному процессу. Это делает их подходящим производственным процессом для авиационной и автомобильной промышленности.
Точность
Станки с ЧПУ обладают высокой точностью, что позволяет изготавливать детали, не беспокоясь о том, поместятся ли они в более крупный компонент.
Универсальность
CNC Machining предлагает различные варианты поддерживаемых материалов. Вы должны знать, совместим ли материал с процессом, прежде чем использовать его. Проверьте такие факторы, как термостойкость, чистое сопротивление и твердость.
Минусы
Стоимость
Использование преимуществ обработки с ЧПУ обходится очень дорого. Тем не менее, лучше продолжать с ним из-за преимуществ, таких как точность и аккуратность.
Ограничение по размеру
Обработка на станках с ЧПУ поддерживает материалы, которые могут выдерживать производственный процесс. Однако есть ограничение по размеру. Это может привести к проблемам при изготовлении крупных деталей.
Материалы для обработки с ЧПУ
Обработка с ЧПУ 101 не может быть завершена без знания материалов, подходящих для процесса. Если быть точным, вы можете использовать любой материал для процесса. Однако материал должен выдерживать высокие требования производственного процесса.
Можно сказать, что выбор материала для станков с ЧПУ зависит от технических характеристик материалов и производственного процесса. Примеры материалов, подходящих для процесса и поддерживаемых нами в Rapid Direct:
Алюминий.
Медь.
Латунь/бронза.
Сталь.
Нержавеющая сталь.
Титан.
Пластмассы.
Древесина.
Вы можете найти полный список наших поддерживаемых материалов на нашей платформе мгновенного цитирования. Загрузите файлы дизайна и начните свой проект сегодня!
Обработка с ЧПУ
Мы подошли к концу обработки с ЧПУ 101, и последнее, что вам нужно знать, это основные приложения с ЧПУ. Благодаря своей универсальности и другим преимуществам, обработка на станках с ЧПУ имеет широкий спектр применения в различных отраслях промышленности. Ниже приведены основные отрасли, в которых используется обработка с ЧПУ 9. 0003
Автомобильная промышленность
Автомобильная промышленность включила обработку с ЧПУ в свой производственный процесс, потому что это помогает им создавать прототипы и реальные продукты с высокой точностью и точностью.
Бытовая электроника
Хотя это может показаться удивительным, CNC-обработка занимает очень видное место в бытовой электронике. Такие компании, как Apple, используют в своем производстве станки с ЧПУ. Например, корпус Apple MacBook изготовлен из алюминия, подвергнутого механической обработке на станках с ЧПУ.
Авиация/Военная промышленность
Два сектора промышленности часто используют станки с ЧПУ. Это связано с тем, что он может производить замену и модернизацию любых деталей по требованию.
Заключение
Базовые знания в области обработки на станках с ЧПУ помогут вам сохранить актуальность в эпоху индустриализации. В этой статье вы познакомитесь с основами обработки с ЧПУ. Эта статья демистифицирует этот процесс. Он показал, что делает этот процесс особенным и почему многие отрасли включают его в свой производственный процесс.
Сделайте Rapid Direct вашим первым выбором для обработки с ЧПУ
Обработка с ЧПУ пользуется популярностью. Это видно по внедрению процесса во многих промышленных условиях. Это также видно по количеству компаний, которые предлагают услуги людям/компаниям, которые в них нуждаются. В Rapid Direct мы очень хорошо разбираемся в том, что делаем. Поэтому, выбирая нас, вы получаете множество преимуществ. Например, вы сразу же получите онлайн-предложение, как только загрузите файл САПР в нашу систему. Уникальность нашей в том, что это занимает не более одной минуты. Вы также можете воспользоваться анализом DFM (Design for Manufacturing), который определяет, пригодны ли детали к производству или нет. Кроме того, вы всегда можете воспользоваться профессиональными предложениями нашей инженерной команды. Загрузите файлы дизайна и начните свой проект сегодня!
Получить мгновенную смету
Часто задаваемые вопросы
Что такое обработка с ЧПУ?
CNC-обработка — это субтрактивный производственный процесс, в котором используются компьютеризированные станки для изготовления детали по индивидуальному заказу.
В чем разница между G-кодом и М-кодом?
G-код и М-код — это два типа кода в программировании ЧПУ. G-код управляет действиями машины, например, как она движется, когда она движется, как быстро она движется, какой путь она выбирает и т. д. M-код управляет другими разнообразными факторами, которые окружают возможности машины.
Что означает ЧПУ?
CNC расшифровывается как числовое программное управление.
Примеры использования фрезерных станков с ЧПУ
Познакомьтесь с нашими пользователями и откройте для себя ключевые области применения фрезерных станков с ЧПУ в различных областях . Мы делимся их вдохновляющими историями, чтобы показать, как цифровое производство изменило их бизнес или ремесло.
МФ БЕЛЬГИЯ
Деревянные бабочки и аксессуары
История и опыт
Бывший создатель освещения и реставратор старинной мебели. Мишель Фаве недавно обратился к цифровому производству для своего нового проекта: MF Belgium.
«Я начал обучаться двухмерному рисованию в другом программном обеспечении, но до недавнего времени у меня не было опыта проектирования в САПР и тем более в механообработке… Раньше я создавал свои творения с помощью обычных столярных инструментов.»
Кривая обучения
«Мне потребовался один день, чтобы собрать Mekanika Evo-L и подготовить мастерскую к началу работы. Кривая обучения была довольно быстрой. Я сразу перешел с GS8 2D на Fusion360 , следуя видеоурокам Mekanika .»
«Отсюда я разработал опору с вакуумным насосом для удерживания бабочек, которые я изготавливаю, и я прочитал онлайн-статьи о том, как программировать концевые фрезы и скорости подачи. В конце концов я поставил себе несколько дней проб и ошибок над материалом, прежде чем я почувствовал себя полностью комфортно.»
В настоящее время
«Когда я работал вручную, мне приходилось использовать пылезащитную маску и делать несколько проходов с разными абразивами, чтобы закончить мои детали. Раньше на изготовление галстука-бабочки у меня уходило 6-8 минут, а сейчас на это уходит всего 1м52 и пыль собирается непосредственно башмаком машины.Мне нужно только сделать легкую шлифовку, и мои закругления закономерность, которую невозможно сопоставить вручную ».
«По сути, мое производственное время было разделено на 4! Не говоря уже о времени, которое я экономлю, избавляясь от необходимости убирать пыль на своем рабочем месте.»
«Кроме того, я понимаю, что использование станка с ЧПУ открывает совершенно новый набор возможностей ; например, галстуки-бабочки с 3D-текстурами. Будь то галстуки-бабочки, рождественские украшения или персонализированные разделочные доски, единственным ограничением является ваше воображение.»
Предыдущий
Следующий
БИЛЬМО
Мебель для грузового велосипеда
История и опыт
BILMO разрабатывает велосипедные прицепы, аксессуары и мебель на заказ, специально предназначенные для грузовых велосипедов. Они разработали большое количество модулей, которые могут превратить эти велосипеды в передвижные кухни, транспортные средства для доставки и рыночные прилавки, и это лишь некоторые из них.
«Как промышленные дизайнеры, мы уже хорошо разбирались в САПР, но были полными новичками в фрезеровании с ЧПУ. До того, как мы купили наш первый станок Mekanika, , мы передавали наше производство на аутсорсинг или изготавливали детали вручную с помощью переносных инструментов».
Кривая обучения
«Благодаря урокам Меканики мы шаг за шагом изучили процесс фрезерования. Мы нашли ответы на все наши вопросы в Интернете, что позволило нам научитесь правильно фрезеровать всего за два дня . Это время нам нужно, чтобы начать делать наши первые модули. »
«Поскольку у нас есть Fab-XL, самое сложное для нас — закрепить панели на станке, ведь он такой большой! Но какое удовольствие наблюдать, как машина работает на всей панели, когда все уже установлено».
В настоящее время
В прошлом мы отдавали большую часть нашего производства на аутсорсинг, поэтому вывод новых продуктов на рынок был очень долгим и дорогим процессом. Станок с ЧПУ позволяет нам ускорить этот процесс , мы можем проводить новые эксперименты каждый день, а также экономить много денег! Это также намного менее напряжно, чем иметь дело с субподрядчиками (непредвиденные задержки, ошибки обработки и т. д.).
Благодаря внедрению наших прототипов и нашего производства машина окупилась менее чем за год .
Предыдущий
Следующий
ЛЮБИМАЯ ЛАБОРАТОРИЯ
Художественные творения с использованием переработанного пластика
История и опыт
После 10 лет работы рекламным агентом Винсент захотел использовать свои творческие способности в более реальных проектах. Именно это привело его к фрезерованию с ЧПУ, с помощью которого он воплощает в жизнь самые смелые мечты своих клиентов.
«У меня уже был большой опыт работы с программным обеспечением для 2D- и 3D-проектирования до того, как я занялся фрезерованием с ЧПУ. Я работал со всем пакетом Adobe Suite, Premiere, Maya и Fusion360, но всегда обращался к субподрядчикам для создания того, что я проектировал. .»
Кривая обучения
«Несмотря на то, что машины Mekanika очень интуитивно понятны и надежны , я очень дотошный человек. Я бы сказал, что мне потребовалась неделя, чтобы получить результаты, соответствующие моим стандартам, как в техническом, так и в художественном отношении.
Раньше я просил субподрядчиков построить то, что я проектировал, но прошло уже несколько лет с тех пор, как я попробовал, и, честно говоря, оно того стоило!»
В настоящее время
«Создание всего от А до Я позволяет мне иметь полный контроль над моими проектами . Это позволяет мне идти еще дальше и пробовать то, о чем я никогда не мечтал.»
«Помимо безукоризненного обслуживания клиентов , я бы выделил размеры машины; длина, ширина и высота просто идеальны для меня, и я считаю, что эта машина может удовлетворить потребности каждого профессионала.»
Предыдущий
Следующий
L’ARTISAN BRICOLEUR
Игрушки, изделия из дерева и индивидуальные проекты
История и опыт
Пьер — настоящий мастер на все руки, любит экспериментировать с новыми вещами: электроникой, изготовлением мебели, игрушек и даже скульптурой, пока недавно не решил обзавестись станком с ЧПУ Pro-M.
«Раньше я руководил техническим отделом сети магазинов более 25 лет, пока компания не прекратила свою деятельность. Именно тогда я решил стать сам себе начальником и использовать свои навыки в чем-то другом. У меня уже был приличный САПР знания, но мало что знал о фрезеровании CAM или CNC».
Кривая обучения
» Сборка машины была очень простой и быстрой . Я начал экспериментировать с различными материалами и техниками на Fusion360 и Vcarve Pro, и вскоре из моей мастерской появились первые фрезерованные детали. Удивительно, но самое сложное для меня — найти пределы возможностей этой невероятной машины!»
В настоящее время
«Я не собираюсь заниматься тяжелым производством. Я делаю только заказные работы, где эта машина позволяет мне сделать каждый проект по-настоящему уникальным .
Как сделать барабанный шлифовально-калибровочный станок по дереву
Чтобы придать необработанной доске идеально гладкую поверхность, требуется ее шлифовка. Если это делать обычной шкуркой или ручной шлифмашинкой, то поверхность будет гладкой, но не ровной. Добиться одновременно правильной плоскости и убрать шероховатости можно соорудив шлифовально-калибровочный станок. Предлагаемая конструкция станка повторяет принцип работы профессионального деревообрабатывающего оборудования, но себестоимость его изготовления в разы ниже фабричных аналогов.
Основные материалы:
фанера 15 мм;
любой брус толщиной от 60 мм;
доска 30х100 мм;
вал 12 мм;
вал 10 мм;
20 болтов М6 30 мм;
6 подшипников фланцевых опорных с внутренним диаметром 12 мм;
4 подшипника с внутренним диаметром 12 мм;
2 фланцевых подшипника с внутренним диаметром 10 мм;
электромотор 750Вт;
шпилька М12;
стальная труба d 52 мм;
шлифовальная лента 100х1200 мм;
маленький электродвигатель на 12В с понижающим редуктором;
2 болта М12 90 мм.
При производстве станка по предлагаемому чертежу применяется рейка и брус нестандартных размеров, поэтому резку древесины придется делать самостоятельно на циркулярном столе с упором. В качестве исходного сырья для распила можно использовать брус толщиной более 60 мм.
Изготовление станка
Первым делом нужно сделать конвейерный стол, который будет пропускать заготовки под шлифовальным барабаном. Это очень важный узел, поэтому при его сборке погрешности по размеру чертежа должны быть минимальными. В двух брусках 55х36 мм с помощью фрезера делается выборка под дальнейшую установку вала. Фрезерованные бруски с поперечными рейками и фанерным листом собираются в столик.
В качестве основания станка будет применяться все та же фанера 15 мм. Из нее вырезается щит 570х740 мм. По продольным краям он укрепляется двумя брусками 30х80х740 мм.
Согласно чертежу, к основанию вертикально закрепляются 2 бруска 95х55х147 мм. Они будут использоваться для установки подшипников шлифовального барабана.
Для изготовления шлифовального барабана берется 2 бруска, в торце которых сверлится по сквозному отверстию под запрессовку металлического вала 12 мм. Чтобы срастить бруски намертво, между ними вставляются гвозди без шляпки и наноситься клей. При уплотнении брусков гвозди погрузятся в обе заготовки, предотвратив их отсоединение при трении и биении.
Полученный неотшлифованный барабан прикрепляется на опорные бруски основания станка. Для этого к каждому из них делается подложка, в которую закладываются по паре болтов М6 30 мм. С помощью болтов закрепляются фланцевые опорные подшипники под вал. В них же и вставляется заготовка барабана.
Далее по чертежу собирается подставка под двигатель. Ее предлагаемые размеры рассчитаны под имеющийся мотор. Если в наличии будет двигатель других габаритов, то высоту брусков нужно будет скорректировать. Электромотор соединяется с валом барабана с помощью трубки.
Запустив двигатель и убедившись в его работе без излишней вибрации, вызванной перекосами при сборке, можно придать валу цилиндрическую форму. Для этого его нужно сточить максимально ровно. В идеале это сделать на токарном станке.
Следующим шагом является сборка механизма регулировки зазора между конвейерным столом и шлифовальным барабаном. Важно все делать ровно и по чертежу. Чтобы все работало как часы, нужно хорошо затянуть контргайки.
Далее изготавливается 2 барабана для движения конвейерной ленты. В их основании применяется труба d52 мм. По ее краям запрессовываются деревянные цилиндры. При этом в один барабан ставится вал 12х475 мм, а во второй 10х355 мм. Сверху трубок натягивается велосипедная камера.
Длинный обрезиненный барабан фиксируется на конвейерный столик по тому же принципу, что и шлифовальный барабан.
На столик устанавливается 3 шлифовальные ленты, которые нужно завести на закрепленный обрезиненный барабан. Далее под них продевается второй барабан с фланцевыми подшипниками на валах. С их помощью он будет прикручен к столику на фрезерованные бруски. Для этого нужно предварительно сделать по чертежу вставки в выборку от фрезера. В них устанавливаются болты, к которым и прикручиваются подшипники. Это позволит натянуть ленту.
Далее изготовляется регулировочная опора под столик. Она представляет собой рейку с двумя роликами из болтов М12 90 мм. Чтобы они вращались, применяется 4 подшипника. Рейка прикрепляется к обратной стороне конвейерного столика согласно чертежу.
Для фиксации столика к основанию станка применяется 2 опорных подшипника с фланцами. В них вставляется вал длинного обрезиненного барабана. Сами подшипники прикручиваются к подставке станка.
К ранее изготовленному механизму регулировки наклона столика прикручивается 2 косынки. Теперь при вращении рукояти они двигаются, меняя тем самым зазор между шлифовальным барабаном и конвейером. При этом косынки упираются не в ленту, а в ролики из болтов М12 90 мм.
Чтобы конвейерная лента двигалась, нужно установить небольшой моторчик с понижающим редуктором. Он присоединяется к все тому же валу, на котором стоит 4 опорных подшипника с фланцами.
На шлифовальный барабан наматывается наждачная бумага. По продольному краю столика прикручиваются ограничители из брусков. В таком виде станок уже может работать.
При включении питания обоих моторов начинают вращаться барабан и лента подачи заготовок. При этом конвейер двигается медленно. Это позволяет добиться достаточно большого съема материала за один проход под барабаном.
Однако для борьбы с вылетающей древесной пылью нужно еще сделать крышку, для подключения пылесоса.
Изготовление данного проекта может занять недели, но в результате получается эффективный полностью работающий станок. С его помощью можно не только подготавливать доску, но и шлифовать небольшие мебельные щиты.
Смотрите видео
Подробная сборка, все размеры и чертежи вы можете увидеть в видео ролике.
Простой дисковый шлифстанок по дереву своими руками
Главная » Своими руками
Своими руками
На чтение 2 мин Просмотров 424
Шлифовка изготовленных деталей является почти обязательной операцией при изготовлении любых изделий. Конечно, можно обработать деталь вручную, наждачной бумагой, но это долгое и утомительное занятие. Гораздо удобней выполнять эту операцию на станке.
Шлифовальные станки бывают дисковые, ленточные, барабанные, многофункциональные. Отличаются они видом рабочего органа. Понятно, что у дисковых станков абразив находится на диске, у ленточных на ленте, у барабанных – на барабане, а многофункциональные имеют разные рабочие органы.
Конструкция шлифовального станка имеет следующие структурные элементы: электродвигатель, рабочий орган, рабочий стол, станину. Шлифовальные станки служат не только для зачистки детали и снятия заусенцев. Их применяют для аккуратной заточки инструмента. При обработке поверхности металл меньше нагревается и не происходит отпуска калёных инструментов.
Двигатель должен иметь мощность порядка 450 – 650 Вт, скорость вращения 2000 – 3000 оборотов в минуту. Двигатель может быть переменного тока, трёхфазный. Для включения его в однофазную сеть одна обмотка подключается через фазосдвигающий конденсатор. Для изменения скорости вращения необходим частотный регулятор. У двигателя постоянного тока регулировать обороты можно изменением напряжения питания. Скоростью вращения двигателя хорошо обеспечивать качество обработанной поверхности.
У дискового шлифовального станка рабочим органом является диск с нанесённым на его поверхность абразивом. В зависимости от назначения станка и от характера выполняемой работы зерно абразива имеет разные размеры. Диск с абразивом крепится на выступающий из мотора конец вала. Перед диском находится рабочий столик, который при работе служит опорой для рук рабочего и обрабатываемой детали. Столик может менять угол наклона и высоту установки.
Ленточный шлифовальный станок в качестве рабочего органа использует наждачную ленту. На валу двигателя сидит ведущий ролик, на станине на некотором расстоянии от мотора в подшипниках установлен ведомый ролик. На них одета петля наждачной ленты. Чтобы избежать её провиса, на качающемся рычаге установлен натяжной ролик. Натяжение обеспечивается подтягивающей пружиной.
Барабанный шлифовальный станок используется для шлифовки больших плоскостей. Для этого и вал барабана делается длинным. Поверхность барабана покрыта абразивом.
При шлифовке образуется много вредной пыли. Для её удаления под рабочим столиком пристраивается камера, в боковую стенку которой вставляется труба пылесоса. Обычный бытовой пылесос эффективно защищает работающего от пыли.
Самодельный шлифовальный станок является очень полезным оборудованием в собственной мастерской. Особенно, если этот станок – многофункциональный, т.е. совмещающий в себе возможности трёх ранее описанных.
Поделиться с друзьями
Угловая шлифовальная машина HACK — Сделайте измельчитель веток
Вы первый человек, которого я увидел на YouTube, который действительно использует свои режущие инструменты без значительного падения оборотов во время работы. Я всегда удивляюсь, почему люди перегружают свои шлифовальные машины и дрели, так что они значительно падают в оборотах. Рез становится намного чище, когда вы позволяете ему проходить в основном под […]
Вы первый человек, которого я видел на YouTube, который действительно использует свои режущие инструменты без значительного падения оборотов во время работы.
Меня всегда удивляло, почему люди перегружают свои шлифовальные машины и дрели так, что у них резко падают обороты. Разрез становится намного чище, когда вы позволяете ему проходить в основном под собственным весом. Большая похвала! Добавьте коническую шайбу между каждым лезвием.
Сместите лезвия Так, чтобы каждое лезвие соприкасалось в противоположных 180-градусных точках окружности. Таким образом, материал будет полностью измельчен без необходимости подачи под углом, и его не нужно будет постоянно перемещать при подаче. Очень хорошая конструкция. Супер страшно. Тем лучше от того, что ты страшный.
Очень нравится! Я думаю, что биение в подвесной пластине могло быть лучшим решением, чем просто установка шайбы в отверстие, но это только мое мнение. Я также думаю, что некоторые 10-дюймовые пилы, которые у меня завалялись, и двигатель мощностью 7 л.с. от старой газонокосилки были бы очень забавны.
Отличные постройки. Подписка наверняка сейчас! Хорошая работа. Этот тип устройства был бы очень полезен для компостирования — вы можете кормить его пищевыми отходами, листьями и т. д. Я вижу, что было сложно удерживать древесину, прижимающуюся к лезвиям, но вы можете решить эту проблему, добавив какой-либо тип кормушки (рот). ), в котором используется резина или пластик, чтобы прижимать древесину к лезвиям (вместо того, чтобы вручную перенаправлять ее).
Я бы также попытался вставить болты в корпус лезвия, чтобы вам было легче менять лезвия, когда они затупятся. Вы не хотите частично разрушать и восстанавливать его, чтобы поддерживать его. Отличное начало, однако! Было бы хорошо увидеть систему подачи для этого, чтобы вам не приходилось держать его / защищать вас от отдачи.
Я думаю, вы не можете увеличить крутящий момент и замедлить его, потому что эти лезвия так не работают. Создает действительно мелкую пыль, а не стружку. Отличное видео. Я многому научился. На самом деле мне нужно построить очень похожую дробилку древесины. Моя идея состоит в том, чтобы сделать систему с двумя осями, но я действительно не знаю, сколько места я должен оставить между дисками пилы и верхними частями ящика
. Отличная работа. И именно то, что я искал. Если бы кожух/крышка лопасти в сборе был прикручен к основанию болтами, это облегчило бы обслуживание. Возможно, добавьте входной желоб, чтобы помочь направить древесину и минимизировать отдачу, особенно если он расположен под углом к оси.
Я сделаю один и добавлю расположение типа мусорного ведра. Subbed! Мне кажется, что фрезы могут захватить работу и втянуть ее внутрь. Я думаю, что уровень входа в работу должен быть поднят чуть ниже центральной высоты фрез. Таким образом, резчики не должны хватать жесткий кусок дерева и тянуть его под себя. При поднятом рабочем столе только стружка будет попадать под ножи и выбрасываться назад
Можно ли использовать угловую шлифовальную машину для резки дерева?
Хорошая угловая шлифовальная машина может легко резать металл, каменную кладку и даже бетон. Но стоит ли использовать угловую шлифовальную машину для резки дерева? Прежде чем вы достанете свою надежную угловую шлифовальную машину для измельчения этого потенциального куска пиломатериала, учтите следующие факторы.
1 Угловая шлифовальная машина для резки дерева, да или нет?
1.1 Травмы, вызванные неправильным использованием угловой шлифовальной машины для резки дерева
2 Какие диски для угловых шлифовальных машин лучше всего подходят для резки дерева?
2.1 Угловая шлифовальная машина для резки дерева: 3 лучших варианта
3 Эффективно ли использование угловой шлифовальной машины для резки дерева?
3.1 Советы и рекомендации, как избежать ошибок
Угловая шлифовальная машина для резки дерева, да или нет?
Да, это быстрый и идиотский ответ. Однако это не идеально, и большинство профессионалов не советуют резать дерево металлическим отрезным диском. Вы должны понимать, как использовать Угловая шлифовальная машина для резки дерева и какие диски использовать. Тем не менее, существуют также значительные опасности, связанные с использованием УШМ для резки дерева, поэтому понимание того, чего ожидать, может помочь вам оставаться в безопасности. В чем причина этого? Потому что резка легковоспламеняющегося материала, такого как дерево, абразивным диском на шлифовальном станке может привести к катастрофе. Помимо очевидного, существует еще одна потенциальная опасность, связанная с использованием угловой шлифовальной машины для резки дерева
. Из-за плотности материала возникает большее сопротивление при использовании высокоскоростного инструмента, такого как шлифовальная машина, для создания разреза на кусок металла или даже при попытке разрезать бетон алмазной пилой. Однако с деревом это не так. При использовании угловой шлифовальной машины для резки дерева, легкого материала, небольшое изменение позы, например простое сгибание запястья, может привести к тому, что шлифовальная машина резко изменит направление. Когда это происходит, вашего времени реакции может быть недостаточно, чтобы отменить практически мгновенное изменение, и вы можете столкнуться с неконтролируемой кофемолкой, работающей на 15 000 об/мин. Кроме того, у большинства гриндеров нет электронного тормоза, и они медленно прекращают вращение, и я предполагаю, что вы не хотите мешать разъяренному гриндеру, летящему сквозь пространство и время.
угловая шлифовальная машина в столярной мастерской
Травмы, вызванные неправильным использованием угловой шлифовальной машины для резки дерева В 2017 и 2018 годах было доказано, что основной причиной этих травм было отсутствие знаний о мощности машины. Незнание потенциальных опасностей использования угловой шлифовальной машины для резки дерева может привести к неизлечимым и необратимым повреждениям.
Таким образом, если мы вернемся к вопросу здесь, можно ли использовать угловые шлифовальные машины для резки дерева?
Лучшим ответом будет: Да, конечно. Угловая шлифовальная машина может резать дерево, потому что у нее есть сила и способность делать это. Однако это не означает, что использование угловой шлифовальной машины для резки дерева было бы оптимальным решением. Хотя угловая шлифовальная машина полезна для небольших проектов, вам следует хорошенько подумать, прежде чем использовать ее в крупном проекте.
Какие диски для угловых шлифовальных машин лучше всего подходят для резки дерева?
Угловая шлифовальная машина имеет свое назначение, если вы просто хотите вырезать небольшие гравюры на дереве (например, края отделки) или вырезать части дерева. Однако следует использовать либо трехзубый диск для резки дерева, либо диск для резьбы по дереву. Когда дело доходит до использования угловой шлифовальной машины для резки дерева, требуется правильный тип лезвия. Итак, давайте рассмотрим несколько вариантов лучших ножей для резки дерева.
Резка дерева угловой шлифовальной машиной
Начнем с вопроса, можно ли резать дерево обычным диском. Это распространенная ошибка начинающих пользователей, и ее следует избегать. Резка обычным лезвием возможна, но безопасность недостаточна. Кофемолка может подняться и улететь со стола, за которым вы работаете, если что-то пойдет не так. Вы можете получить серьезные травмы, если будете вращаться на высокой скорости. Вместо того, чтобы пытаться использовать обычное лезвие, вам следует поискать одно из лезвий для резки дерева, перечисленных ниже, чтобы уменьшить вероятность несчастного случая, сохраняя при этом гладкий и аккуратный внешний вид вашего проекта. Вращение на высокой скорости может привести к серьезным травмам. Вместо того, чтобы пытаться использовать стандартное лезвие, выберите одно из лезвий для резки дерева, упомянутых ниже, чтобы снизить риск несчастного случая, сохраняя при этом гладкую и точную эстетику вашего проекта. Выберите диск для резьбы по дереву для угловой шлифовальной машины, который будет работать как с мягкой, так и с твердой древесиной. Диск с прочностью, необходимой для работы по дереву, а также правильной формой и конструкцией для легкого выполнения работ по дереву.
Угловая шлифовальная машина для резки дерева: 3 насадки
GRAFF SPEEDCUTTER 4 1/2 Диск для резьбы по дереву для угловой шлифовальной машины
Доступен диск для резьбы по дереву, изготовленный специально для угловой шлифовальной машины (гибкий). Дерево, ламинат, паркет (лиственных пород), газобетон, гипсокартон и пластик безопасны в эксплуатации благодаря уникальной форме. Если вам нужен деревообрабатывающий инструмент для угловой шлифовальной машины (flex), вам понадобится диск Speed-cutter. Деревообрабатывающий диск GRAFF Speed-cutter имеет всего три зуба, что позволяет угловой шлифовальной машине достигать приемлемого уровня радиального сопротивления при высокой скорости вращения.
Универсальный инструмент для резьбы по дереву
Без перегрева
СЕРТИФИКАТ
ПРОВЕРЕННЫЙ МАТЕРИАЛ
T TOVIA 5 Диск для резьбы по дереву для угловой шлифовальной машины
лет, что опасно! Большое количество зубьев угловой шлифовальной машины в сочетании с высокой частотой вращения часто приводит к ампутации пальцев и другим серьезным несчастным случаям!
Универсальный инструмент для резьбы
Нет перегрева
Сертификат
Проверенный материал
Ronix 3210 Mini Angle Grinder
Ronix 3210 Mini Angle Grinder
NO ONE ONE UNERIX RONIX 3210 3210. 3210 3210 3210. 3210. 3210. 3210 3210 3210. 3210. 3210. 3210 3210. 3210 3210 3210 3210 3111111. Нашим клиентам нравится этот электроинструмент из-за его мощного двигателя мощностью 2400 Вт, скорости холостого хода 8000 об/мин, колеса диаметром 180 мм и эргономичных характеристик. Чтобы включить его, все, что вам нужно сделать, это подключить его и нажать кнопку защиты от пыли. Благодаря воздушному охлаждающему механизму многочасовая работа не будет проблемой для 3210. Работа с угловой шлифовальной машиной стала такой простой и удобной благодаря разработке различных эргономических функций в таком мощном инструменте. Трехпозиционная антивибрационная боковая рукоятка, вращающаяся основная рукоятка, быстросменный защитный кожух диска и система стопорных штифтов входят в число особенностей.
Профессиональный сверхмощный двигатель мощностью 2400 Вт, обеспечивающий высокую производительность
3-позиционная противоударная эргономичная боковая рукоятка минимизирует вибрацию и снижает утомляемость при длительной работе
Поворотная основная рукоятка ускоряет работу под разными углами и повышает комфорт пользователя и управление
Система переключателей плавного пуска, обеспечивающая безопасность работы
Система прямого воздушного потока, охлаждающая двигатель для более надежной работы и повышенной устойчивости к перегрузкам
Пылезащищенные шарикоподшипники NSK, обеспечивающие долгий срок службы двигателя и повышающие его плавность работы
Быстрая замена защитного кожуха, позволяющая пользователю устанавливать защитный кожух в различных рабочих положениях
Механизм простой и быстрой замены угольных щеток
Новая система стопорных штифтов для простой и быстрой замены диска и предохранительный механизм
Выключатель защиты от пыли, который снижает проникновение пыли, особенно при работе с кирпичной кладкой
Эффективно ли использование угловой шлифовальной машины для резки дерева?
Использование угловой шлифовальной машины для резки дерева связано с рядом очевидных угроз безопасности. Тем не менее, если вы принимаете надлежащие меры предосторожности, используете правильный отрезной диск с тремя зубьями и вам просто нужно обрезать несколько углов здесь и там, угловая шлифовальная машина является приемлемой альтернативой.
Резьба, шлифование и придание формы — все это операции, в которых угловые шлифовальные машины превосходны. Вы можете формировать деревянные материалы, как настоящий мастер, с диском для резьбы по дереву, прикрепленным к угловой шлифовальной машине.
Использование металлического лезвия для резки дерева
Советы и подсказки, чтобы избежать ошибок
Однако при использовании угловой шлифовальной машины для резки дерева, как минимум, вы можете всегда носить надлежащие средства индивидуальной защиты, такие как защитные очки, средства защиты органов слуха и стойкие к порезам перчатки, которые являются абсолютный минимум минимум при работе с болгаркой. Имейте в виду, что никогда нельзя снимать защитный кожух, пока не будет отключено электропитание. При резке любого материала болгаркой без защиты можно попасть в больницу.
Первая ошибка, которую следует избегать, — слишком быстрая езда. Выполняя что-то потенциально опасное, естественно хотеть покончить с этим как можно скорее. В этом случае вы можете заплатить за это высокую цену.
Одним из наиболее важных аспектов использования угловой шлифовальной машины для резки дерева является медленность и осторожность при выполнении движений. В результате не торопитесь. Если вы поторопитесь с работой, вы рискуете получить отдачу от шлифовальной машины, что может привести к серьезной травме.
Имейте в виду, что вам почти наверняка придется привыкнуть к резке под углом. Вы будете стремиться срезать прямо вниз, но это увеличит риск причинения вреда. Вместо этого старайтесь делать каждый надрез под небольшим наклоном. Угол будет работать лучше и резать точнее, потому что этот инструмент предназначен для резьбы по дереву, а не для его резки.
Часто задаваемые вопросы ❓
Какие диски следует использовать при резке дерева на угловой шлифовальной машине? Если вы собираетесь использовать угловую шлифовальную машину для мелкой обрезки или мелких работ, выберите правильный отрезной диск с тремя зубьями.
Стоит ли использовать угловую шлифовальную машину для резки дерева? Нет, это последняя попытка, которую следует использовать только в том случае, если у вас нет других вариантов.
Как пользоваться УШМ в деревообработке? Этот ручной электроинструмент можно использовать для шлифования, шлифования, абразивной резки и полировки древесины.
Вывод:
Как видите, споры о том, следует ли использовать угловые шлифовальные машины для резки дерева, непросты. Причина этого в том, что этот инструмент может быть слишком прочным для большинства изделий из дерева, что увеличивает риск повреждения от обратной реакции. Тем не менее, у вас есть варианты, когда дело доходит до резки дерева с помощью шлифовальной машины, так как вы можете просто заменить диск на диск с тремя зубьями для небольших проектов. Хотя мы считаем, что использование угловой шлифовальной машины для резьбы, придания формы и шлифования имеет определенные преимущества, вы должны быть полностью сосредоточены и знать об ограничениях шлифовальной машины по сравнению с другими инструментами.
Штамповка – самая распространенная манипуляция, которая выполняется с металлом. Для проведения подобных операций используется штамповочный пресс. Особенности работы и конструкция станка зависит от того, какие задачи он должен решать.
Сферы применения штамповочных прессов
Сегодня купить штамповочный пресс необходимо разным видам производств, чтобы выполнять широкий спектр операций с металлом, в частности:
пластически деформируя заготовку, придавать ей требуемую форму;
формировать на заготовке нужный рельеф или рисунок;
вырубать отдельные фрагменты заготовки.
Используется штамповочный пресс, чтобы придать нужные параметры литым металлическим заготовкам.
Штамповочный пресс и выполняемые операции
Станки отличаются простым алгоритмом работы. Его можно сравнить с принципом работы обычным молотком, где ударами по изделию деформируют его, чтобы получить требуемые параметры.
Горячий и холодный методы
Для придания заданных параметров заготовкам из металла может использоваться горячая или холодная штамповка. В первом случае заготовка будет сначала нагреваться до требуемой температуры, только потом поступит на обработку. Благодаря использованию такого метода структура металла становится более однородной и плотной. Штамповочный пресс с использованием горячего метода дает возможность заменить ковку, чтобы получить более точные размеры.
При применении холодного метода, преимущество купить штамповочный пресс заключается в том, что на металлической заготовке не будет оставаться окалина. Изделие, изготовленное таким способом, будет с заданными параметрами и гладкой поверхностью.
Листовой и объемный методы
Выбор обработки зависит от того, какой тип заготовки используется, и какое изделие нужно получить. Путем листовой обработки можно получить такие изделия: посуду, украшения, детали к технике разных видов (к бытовым приборам, машинам, станкам, часам и др. ). Металлические изделия, которые прошли такую штамповку, полностью готовы, доработки не требуют. При объемной штамповке геометрия изделия задается в специально предусмотренных для этого формах. Металлическая заготовка (холодная или горячая) продавливается.
Основные преимущества штамповочного пресса
Затраты электроэнергии сравнительно небольшие.
Когда поковки делаются путем прессования, экономиться сырье.
Высокоточная работа, заготовка из металла не деформируется.
Высокий уровень производительности.
Обрабатывать можно металлы разных видов и их сплавы.
Возможность модернизации оборудования, дополнения их рабочими элементами, что повышает эффективность работ.
Особенности конструкции штамповочного пресса
Особенности конструкции станков разных видов отличаются. Однако в каждом таком оборудовании есть обязательные элементы:
приводной электродвигатель;
механизм, передающий движение;
исполнительный механизм.
Штамповочный станок может быть двух типов: механический и немеханический. Такое разделение зависит от того, как связаны между собой приводной двигатель и исполнительный механизм. В качестве последнего используются ползун, траверсы, валки, ролики, бабы.
Штамповочный пресс: основные виды
Оборудование для штамповки, которое сегодня используется в разных производствах, может быть таких видов:
Кривошипные. Специальный механизм обеспечивает преобразование движения вращательного типа в возвратно-поступательное движение ползуна. В станках кривошипного типа исполнительный механизм сразу связан с ползуном. Сила сдавливания может достигать 100 т. Периодичность перемещения ползуна, одинаковая. Купить штамповочный пресс такого типа нужно для выполнения таких манипуляций: прошивка, нарезание листов металла, штамповка, выдавливания изделия. На станках можно выполнять и комплекс операций для обработки заготовки. Станки могут выполнять одно или несколько действий, поэтому они востребованы в производствах разных видов.
Гидравлические. Отличается высокой мощностью. Каждый пресс оснащен двумя цилиндрами, которые отличаются по диаметру и совместимы друг с другом, в них находится специальная жидкость. Поршень стоит в каждом из этих емкостей. Именно он и обеспечивает требуемое давление жидкости, в результате чего начинает перемещаться, в результате этого начинает перемещаться и исполнительный механизм. Сила сдавливания может достигать 2 тыс. т, а минимальная сила составляет 150 т. Применяется станок такого действия, чтобы прессовать детали больших габаритов, а также такие, стенки которых толстые. Купить штамповочный пресс нужно для таких видов обработки: ковка, гибка, объемная штамповка и др.
Радиально-ковочные. Станок, который дает возможность получить требуемое изделие из заранее металлических болванок, поддающихся нагреванию. Такое оборудование позволяет получить квадратные или круглые изделия. Составляющими элементами станка являются такие: индукционная печь, червячная передача, копирные барабаны, пружинная муфта, валы. Также пресс оснащен механизмами для захвата обрабатываемой заготовки, конвейером, по которому она будет поставляться для последующего придания нужных параметров
Электромагнитные. Данный вид оборудования считается самым новым. Основой действия оборудования является сердечник, помешенный в специальную катушку проволочного типа. Проходя через нее, электрический ток обеспечивает движение сердечника. Он, в свою очередь, воздействует на исполнительный механизм станка. Так происходит воздействие на изделие, которое поддается обработке. Купить штамповочный пресс электромагнитного вида нужно потому, что он отличается высокой производительностью. Кроме этого, подобное оборудование отличается экономной работой.
В зависимости от того, какие функции присущи станкам для штамповки, они могут быть таких видов:
Универсальный. Самый широкий функционал. Используется для любых операций по ковке.
Специализированный. Станки этого типа способны выполнять только одну операцию.
Специальный. Станки настроены на выполнение обработки изделий только одного вида.
Чтобы купить штамповочный пресс высокого качества, нужно обращаться в специализированные компании. К выбору нужно подходить очень ответственно, что обеспечит бесперебойную работу оборудования в течение многих лет.
Штамповочные станки
Штампувальний верстат — це обладнання, яке потрібно для виконання пробивання, неглибокої витяжки, гнуття, вирубки як металу, так і різних неметалевих мас.
Гідравлічний штампувальний прес дозволяє зробити виробництво максимально автоматизованим. Використовуючи таке обладнання істотно збільшується обсяг обробленого металу. При цьому якості готового виробу завжди буде на висоті. Гідравлічні штампувальні преси застосовуються на будь-яких типах виробничих ліній.
Штампувальний верстат використовують для операцій як холодної, так і гарячої штампування. Штампувальний прес кривошипний найчастіше застосовується в різних галузях промисловості.
за порядкомза зростанням ціниза зниженням ціниза новизною
ГалереяСписок
16243248
Механізм роботи штампувального верстата
Гідравлічний прес для штампування має привід, за рахунок обертального руху якого здійснюються зворотно-поступальні переміщення встановленого повзуна. Можна відрегулювати робочий хід повзуна. Є можливість налаштувати обладнання як на разове спрацьовування, так і на багаторазове (автоматичну роботу). Також можна запросто обертати маховик верстата вручну.
Штампувальні станки — це різновиди кувальних верстатів, але вони відрізняються більшою продуктивністю.
В якості робочого інструменту в пресах такого типу застосовують штамп, який надійно закріплений на рухомому повзун. Привід будь-штампувального верстата складається з електричного мотора, маховика, спеціального шатуна і так далі.
Нерухома частина верстата для штампування монтується до робочого столу.
Класифікація штампувальних верстатів
найпоширенішими є механічні приводні кривошипні преси. Таке обладнання поділяється за способом впливу на оброблюваний матеріал. Так, є кривошипний прес простої дії, який обладнаний одним повзуном, подвійного — двома незалежно переміщаються повзунами, потрійного — двома верхніми незалежно переміщаються повзунами і одним нижнім.
Гідравлічний прес для штампування першого типу широко застосовується для самих різних штампувальних робіт. Гідравлічний штампувальний прес другого типу служить для проведення різноманітних витяжних роботах. Гідравлічний верстат для штампування третього типу служить для виконання операцій по складній глибокій витяжці різних виробів, заготовок і деталей.
Також гідравлічні верстати для штампування поділяють за умовами роботи і видів оброблюваних виробів. У таких верстатів можуть бути станини, які розташовані по різному, відрізняються формами та розміром. Так, бувають горизонтальні, вертикальні, одностійкові, похилі, двустоечные верстати для штампування.
Одностійкові преси повністю відкриті як з боків, так і спереду. Таке обладнання оснащене спеціальним кривошипно-шатунним механізмом, який стоїть на кінці робочого вала. Нерухомий, підйомний і поворотний робочі столи верстатів для штампування потрібні для обробки штучних заготовок, різного смугового матеріалу і так далі.
Двустоечный гідравлічний прес для штампування також оснащений кривошипно-шатунним механізмом, який розташований між двома підшипниками корінного типу.
До переваг кривошипного гідравлічного штампувального преса можна віднести:
Високу міцність і порівняльну простоту конструкції.
Використання для гарячої і холодної штампування без застосування спеціального додаткового обладнання.
Порівняно недороге обслуговування і ремонт.
Високу надійність і довговічність.
Можливість встановити додаткове обладнання, наприклад, спеціальну пневматичну подушку, різні захисні огорожі і так далі.
Характеристики штамповочных прессов
Если вы решили купить кривошипный штамповочный пресс, непременно уточните такие важные его параметры, как:
Габариты подштамповой плиты и размеры отверстий в ней.
Габариты установленного рабочего стола.
Максимальная толщина обрабатываемых на станке изделий, деталей и заготовок.
Расстояние рабочего хода ползуна (наибольшее и наименьшее).
Номинальное усилие, создаваемое прессом.
Мощность имеющегося привода.
Наибольшее расстояние между установленным ползуном и рабочим столом, возможность его изменения (пределы).
Габариты применяемого ползуна и размеры отверстий в нем.
Наличие возможности наклона станины.
Максимальное расстояние между стойками станка (если таковые имеются).
Габариты оборудования и его массу.
Наличие возможности установки различного специального дополнительного оборудования.
Комплект поставки штамповочного пресса.
Машины для изготовления боксерских груш | Бокс Аркады
Бокс
Машины с боксерскими грушами — фантастическое дополнение ко многим типам развлекательных заведений. Мы устанавливаем боксерские аркады в кинотеатрах, барах, ресторанах, залах игровых автоматов, катках и боулингах. Заниматься боксом игры могут принимать жетоны, четверти или купюры. Боксерские машины отличные тестеры прочности и предлагают соревновательный вызов для ваши клиенты. Наши боксеры Kalkomat отлично подходят для рекламы. продукт для зарабатывания денег, или они являются фантастическим инструментом для найма много агентств. Боксер Национальной гвардии был отличным набор инструментов для национальной гвардии и поможет вам набрать и сохранить в вашей среде. Эти пробивные машины для продажи очень хорошо зарабатывают и обеспечивают прекрасный возврат инвестиций.
Боксер американский Kalkomat USA
Бесплатная игра режим
Работает с купюрами и монетами в все валюты и токены
Работает с монетами и банкнотами акцептор одновременно
Электронный монетоприемник включены
Зеленая технология
Упрощенная операция настройки
5280,00 $
Boxer Combo Kalkomat США
Ultimate Kick!
8040,00 $
Boxer Combo Prize Kalkomat USA
Боксер Комбинированный приз
9580,00 $
Boxer Cube Kalkomat США
Boxer Cube — бокс в стиле боксерской груши. игра с современной электроникой, которая создана на века, и производит как: удовольствие, так и потрясающую прибыль в самых разных местоположений. Дизайн этой машины яркий, компактный и прочный. Очки отображаются на очень большом светодиоде панель. Он доступен на разных языках, и многие различные голосовые сообщения и музыкальные саундтреки.
6080,00 $
Boxer Diamond Kalkomat США
Боксер с выкупом приза машина
Звоните
Боксер собака Kalkomat США
красиво разработанный Боксер в форме собаки, несомненно, привлечь внимание детей. Собачка отлично подходит для любое место, где много детей ищут отличные веселье, волнение и игры, чтобы играть. Игра раскрывает каким животным является маленький игрок. Животные либо хороши и милы, как котенок, либо плохи и страшный, как тигр. Веселые голоса и музыка гарантированы чтобы дети продолжали улыбаться во время игры. Эта машина пользуется огромным успехом у детей. развлекательные центры, парки развлечений и развлечения ярмарки.
6880,00 $
Boxer Dragon Kalkomat США
Боксер с выкупом приза машина
Звонок
Boxer Dynamic Kalkomat США
Это модернизированная версия Boxer следующего поколения. Куб. Машина имеет интересный футуристический вид. аэродинамическая форма. Инженеры Kalkomat последовали этому примеру новые тенденции, чтобы сделать боксер с приятно обтекаемый кабинет и новая конструкция. Красивый дизайн и еще более безопасная конструкция делает Boxer Dynamic уникальным на рынке!
5870,00 $
Boxer Fire Kalkomat США
Боксер Огонь — это удар боксерский стиль машина с современным электроника, то есть чрезвычайно тихий, и производит оба: весело и удивительно прибыль в разных места, такие как пабы, бары, клубы и т.д. Дизайн этого машина яркая, компактный и прочный. Боксерская машина покрыт привлекательный наклейки. Этот боксер машина оборудована с дополнительным защищенный кассовый ящик. Бокс игра доступны в различных языки, со многими другой голос сообщения и музыка саундтреки.
5280,00 $
Boxer Fire Viking Kalkomat США
Режим бесплатной игры, Сложность уровни, Работает с купюрами и монетами во всех валютах и жетонах, Работает с монето- и купюроприемником одновременно установка рекорда, ручной и автоматический сброс рекордов мигает Режим галогенного освещения, Надежный механизм, Электронный монетоприемник в комплекте, Зеленая технология, Дополнительная касса
5280,00 $
Boxer Game Buster Kalkomat США
Боксеры Game Buster выполнены в матовом черном цвете. Игроки или операторы смогут легко управлять турнирами. Несколько уровни сложности. Режим мигающих галогенных ламп, дополнительная касса для сохранения, бесплатная игра режим и многое другое.
5980,00 $
Боксерская перчатка Kalkomat USA
Боксерская перчатка — это удар измерительная машина, которая разработана вокруг оригинальная форма боксерской перчатки. Этот уникальный дизайн привлекает внимание игрока и является одним из самых горячих и популярных монетные боксерские автоматы на рынке.
6580,00 $
Боксер Джекпот Калкомат США
Хит Джекпот!
Звонок
Боксерская маска Kalkomat США
Боксерская маска — это торговая марка новый выкуп Боксер. Эта машина награждает игроков забавным сексуальным подарком строки в капсулах при определенных результатах достигнуты. Дополнительные бесплатные подарки поощряют игрокам играть больше, поэтому боксер приносит больше дохода. это новый дизайн, выполненный с удивительным венецианским мотив маски. Разноцветный кабинет и многие светодиодные фонари привлекают внимание и убедить игроков попробовать эту игру. Этот модель идеальна для развлечения центры, увеселительные ярмарки, парки развлечений и фестивали.
7380,00 $
Боксерский приз Калкомат США
Диспенсер для призов Режим бесплатной игры Уровни сложности Работает с купюрами и монетами во всех валюты и токены Работает с монето- и купюроприемником одновременно Непревзойденный рекорд Ручной и автоматический сброс рекордов Режим мигающих галогенных ламп Прочный механизм Резиновые ножки Электронный монетоприемник в комплекте
6295,00 $
Boxer Prize2 Калкомат США
Диспенсер для призов Режим бесплатной игры Уровни сложности Работает с купюрами и монетами во всех валютах и токены Работает одновременно с монетоприемником и купюроприемником Непревзойденный рекорд Прочный механизм Электронный монетоприемник в комплекте Боковые светодиодные фонари Установка бонусных кредитов за высокий балл
7780,00 $
Боксер Sexer Kalkomat USA
Боксер с выкупом приза машина — Играй и выигрывай!
6680,00 $
Boxer Skill Kalkomat США
Бесплатная игра режим
Работает с купюрами и монетами в все валюты и токены
Работает с монетами и купюрами акцептор одновременно
Электронный монетоприемник включены
Зеленая технология
Упрощенная операция настройки
Звоните
Boxer Spider Kalkomat USA
Наш новый «Боксер Паук» специально разработан для мест с простором ограничения. Эта машина является продукт высокого качества, но потому что его меньшего размера будет доступны по более низкой цене.
Стандартный боксер Паук поставляется как отдельно стоящий устройство, но его можно модернизировать до настенная версия для экономии еще больше места.
Паук-боксер специально разработанный шок поглощающая система настраивает звук бомжа, который можно услышать после удара.
5680,00 $
Boxer Strong Kalkomat США
Интуитивное управление
Утолщенная передняя панель
Упрощенная операция настройки
Надежный ручной перфоратор
Противоугонная система
Антивандальный корпус
Звоните
Boxer Win Cash Калкомат США
Это обновленный следующий поколения Boxer Cube. Машина имеет интересный футуристический аэродинамическая форма. Это ИГРАЙ И ВЫИГРЫВАЙ Боксерский автомат CASH, позволяющий выигрывать капсулы-сюрпризы с наличными.
6680,00 $
Хит Зеленый Калкомат США
Вы не ошибетесь с этой высокой энергией генератор дохода.
Нажимайте на зеленые пэды, когда они загораются. очки, потеряйте очки, если вы нажмете красный.
2 стиля на выбор: семейная модель или боевая модель.
6680,00 $
Боксер Национальной гвардии
Боксер Национальной гвардии. Боксер настроен на Бесплатная игра и не может брать деньги.
$6130,00
Колесо бокса Kalkomat USA
Колесо Бокс дает не только игрок радость от игры, но также гарантирует выигрыш приз или дополнительные бесплатные кредиты. Этот боксер основан на идея телеигры Колесо удачи. Этот боксер может легко программируется и в в то же время он имеет много больше функций, чем у стандартный боксер.
Новый форма шкафа гарантии максимальная безопасность для игрока в течение игры. Красиво разноцветный шкаф, новый привлекательный вид спереди панель и яркие светодиоды привлекать игроков к игре, играй и играй
Штамповочная машина (パンチングマシーン, パンチングマシーン , Panchingu Mashīn) — устройство, способное рассчитать силу и мощь чьего-либо удара.
Содержание
1 Обзор
2 балла
3 Появления в видеоиграх
4 Галерея
5 Общая информация
6 Навигация по сайту
Обзор
Вегета собирается уничтожить Боксерскую машину
Впервые она была замечена на 25-м Всемирном турнире по боевым искусствам, где машина использовалась для определения шестнадцати бойцов турнира. Он заменил квалификационные раунды, использовавшиеся в предыдущих турнирах, чтобы уменьшить количество травм перед финалом.
Мистер Сатана набирает 137 очков своим Сатанинским Ударом. Поскольку команда Дракона может легко сломать машину, они решают поступить с ней помягче: Android 18 набирает 203 балла (изначально она набрала 774, но сотрудники посчитали, что это неисправность, и сказали ей повторить удар), Криллин набирает 192, Гоку набирает 186 баллов, а Пикколо — 210; всем им все еще было трудно сдерживаться, чтобы выдать более правдоподобные оценки. Из-за этих невероятных значений контролеры считают, что машина неисправна и не подлежит ремонту, и решают приобрести новую. Вегета, который не согласен сдерживать свои силы, уничтожает машину, шокируя их. Это вынуждает Великого Сайямана, Виделя и других участников ждать, пока будет выпущена и откалибрована новая машина для штамповки.
Вегета уничтожает машину для штамповки
Пятнадцать человек, набравших наибольшее количество очков на 25-м Мировом турнире, — это Гоку, Вегета, Пикколо, Крилин, Андроид 18, Великий Сайяман, Видел, Шин, Кибито, Яму, Спопович, Майти Маск, Килла, Джуэл и Пинтар. Таким образом, все пятнадцать из них претендуют на участие в турнире. Мистеру Сатане, поскольку он был победителем предыдущего турнира, было гарантировано место в шестнадцати без проверки его результатов (он сделал это только для того, чтобы покрасоваться).
Баллы
Вот таблица известных баллов:
Мистер Сатана
137
Андроид 18
774
Android 18 (еще больше сдерживаюсь)
203
Крилин
192
Гоку
186
Пикколо
210
Вегета
(Уничтожает машину)
Появления в видеоиграх
Жемчуг дракона Z: Ярость Буу
Dragon Ball Z × One Piece: Battle Taikan Gomu Gomu no Kamehameha — Omee no Koe de Ora o Yobu
Жемчуг дракона: Яростный взрыв
Dragon Ball Z: Dokkan Battle
В Dragon Ball Z: Ярость Буу цель состоит в том, чтобы попасть достаточно сильно, чтобы пройти квалификацию. Появится полоса с движущимся маркером, который определяет силу удара. Кнопка A должна быть нажата, чтобы ударить и остановить движущийся маркер. Чтобы получить высокий балл, игрок должен бить, когда маркер находится в зеленой части полосы. Игрок может пытаться пройти квалификацию сколько угодно раз, а также можно уничтожить машину.
Штамповочная машина появляется в мини-игре в наборе Let’s! TV Play игра Dragon Ball Z × One Piece: Battle Taikan Gomu Gomu no Kamehameha — Omee no Koe de Ora o Yobu .
Штамповочная машина также появляется в Dragon Ball: Raging Blast . Управляя Виделем, цель состоит в том, чтобы поразить машину как можно больше раз; чем больше раз Видель попадает в машину, тем выше становится счет. Разблокируемый трофей в игре разблокируется, если Видель наберет столько же очков, сколько ее отец в Жемчуг дракона Z , 137.
Карта Punch Machine из Dokkan Battle
В Dragon Ball Z: Dokkan Battle есть соревнование под названием « Give it a Dokkan! Punch Machine! », в котором Punch Machine появляется как противника во время события. В отличие от других врагов, он не может атаковать или быть побежденным, поскольку цель состоит в том, чтобы нанести как можно больше урона. В зависимости от этапа игрок награждается либо Зени, Драконьими камнями, либо Потенциальными сферами. Некоторые версии сцены запрещают использование предметов, а другие разрешают. Во время события игрок сталкивается с командой, состоящей из ударных машин (PHY, INT, TEG, AGL и STR). Игрок может выбрать, на какую машину нацелиться, и может воспользоваться слабостью ее типа, чтобы нанести больше урона. Каждый этап можно проходить дважды в день.
Галерея
Г -н Сатана Счет
Стоимость путарь в Buu’s Fury
Баннер соревнований для соревнований для « Дайте ему Dokkan! Punch Matcher! Из Dokkan Battle
TRIVIA
11111111111111111111111111111111111111111111111111111111111111111». является достойным методом для проверки силы бойца в случае обычных землян и обычных повседневных мастеров боевых искусств, на самом деле это плохой метод для проверки таких могущественных существ, как Команда Драконов, Шин и Кибито, которым приходилось тянуть свои удары, чтобы избежать уничтожения. машина как у Вегеты.
По иронии судьбы, Панч-машины практически неразрушимы в Dokkan Battle , поскольку их невозможно победить, и они могут противостоять атакам таких, как Вегета (который уничтожил одну в основной серии), Броли (DBZ/DBS), Цзижэнь и Боги. Разрушения, таких как Берус, Чампа и Топ.
Навигация на площадке
V · D · Eworld Martial Arts Tournament
Сол.
Contestants
Pre-21st Tournament Debut
King Chappa • Spike the Devil Man
21st Tournament Debut
Bacterian • Great Lee • Хулиганы храма Орин • Гиран • Гоку • Джеки Чун (Мастер Роши) • Крилин • Нам • Ранфан • Ямча
Дебют 22-го турнира
Antoine the Great • Archdemon • Chiaotzu • Cyclops • Man-Wolf • Mohawked Fighter • Orc • Pamput • Saber tiger • Shaman • Sumo Wrestler • Tien Shinhan
Токарный станок ZMM CU500M является аналогом станка 1К62, 16К20 и предназначен для выполнения токарных работ — точение конусов и нарезание резьб: метрических, дюймовых. Технические характеристики и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Станок CU500M укомплектован трехкулачковым патроном Bisonпроизводства Польши и вращающимся центром.
Полное описание …
2 место
Отзывы(0):
Цена: 2 276 237 p
Ø обработки над станиной
500
РМЦ
1000
Макс. обороты
2200
Мощность , кВт
7.50
Напряжение
380В
Масса, кг
3200
Cтанок токарно-винторезный DMTG CKE6150z/1000 с ЧПУ Fanuc (16А20Ф3) предназначен для токарной обработки в один или несколько проходов в автоматическом цикле наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности, включая нарезание резьбы.
Лидером продаж на территории России являетс
Полное описание …
3 место
Отзывы(10):
Цена: 68 889 p
Ø обработки над станиной
180
РМЦ
300
Макс. обороты
2500
Мощность , кВт
0.60
Напряжение
220В
Масса, кг
60
Настольный токарный станок Weiss Machinery WM-180V (ВМ-180V) «Универсал» предназначен для обработки изделий из металлов, древесины и пластмасс. Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Малые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому. Станок отлично подходит для комплектации школьных мастерских, автомастерских, НИИ.
Полное описание …
4 место
Отзывы(3):
Цена: 0 p
Ø обработки над станиной
240
РМЦ
500
Макс. обороты
2500
Мощность , кВт
5.50
Напряжение
380В
Масса, кг
1180
Токарно-винторезный станок 250ИТВМ. 01 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 250ИТВМФ1 дополнительно оснащен системой цифровой индикации.
Станок 250ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием.
Станок 250ИТПМ в отличие от базовой модели предназначен для выполнения менее точных работ.
Полное описание …
5 место
Отзывы(14):
Цена: 65 000 p
Ø обработки над станиной
180
РМЦ
350
Макс. обороты
3000
Мощность , кВт
0. 37
Напряжение
220В
Масса, кг
44
Настольный токарный станок JET BD-7 предназначен для механической обработки изделий из металлов, древесины и пластмасс.
Технологические возможности станков могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя. Малые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому.
Полное описание …
6 место
Отзывы(3):
Цена: 0 p
Ø обработки над станиной
630
РМЦ
3000
Макс. обороты
1250
Мощность , кВт
15.00
Напряжение
380В
Масса, кг
5750
Токарно-винторезный станок 1М63Н (1М63) предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапозон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Полное описание …
7 место
Отзывы(2):
Цена: 558 000 p
Ø обработки над станиной
220
РМЦ
275
Макс. обороты
975
Мощность , кВт
0.75
Напряжение
380В
Масса, кг
210
Настольный токарный станок ТВ-7М (ТВ7М) предназначен для механической обработки изделий из металлов, древесины и пластмасс.
Полное описание …
8 место
Отзывы(1):
Цена: 88 595 p
Ø обработки над станиной
180
РМЦ
300
Макс. обороты
2500
Мощность , кВт
0. 60
Напряжение
220В
Масса, кг
60
Metal Master MML 1830V – это настольный токарно-винторезный станок с вариатором, предназначенный для обработки резанием заготовок из конструкционных материалов (сталей, чугунов, сплавов цветных металлов), а также для нарезания метрических и дюймовых резьб.
Главное преимущество тока
Полное описание …
9 место
Отзывы(0):
Цена: 3 115 550 p
Ø обработки над станиной
500
РМЦ
1000
Макс. обороты
2000
Мощность , кВт
11.00
Напряжение
380В
Масса, кг
3100
Токарно-винторезный станок ГС526У повышенного класса точности предназначены для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станок может применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов.
Особенности конструкции
По заказу покупателя возможно изготовление станка в различных исполнениях. Модификация отображается соответствующим индексом в конце наименования станка и имеет следующие варианты и значения:
Полное описание …
10 место
Отзывы(0):
Цена: 75 790 p
Ø обработки над станиной
180
РМЦ
350
Макс. обороты
2500
Мощность , кВт
0.55
Напряжение
220В
Масса, кг
40
Токарно-винторезный станок RED S712 является отличным вариантом для домашней мастерской, автосервиса, а также школьных мастерских. Этот небольшой, но в тоже время функциональный помощник способен превосходно справиться с выполнением таких операций как: нарезка резьбы, зенкерование, сверление, обточка поверхностей.
Преимущества RED S712
Удобное
Э
Полное описание …
Сравнительная таблица
Характеристики
ZMM CU500M/1000
DMTG CKE6150z/1000
WM180V «Универсал»
250ИТВМ. 01
JET BD-7
1М63Н (1М63)
ТВ-7М
MML 1830V
ГС526У
RED S712
Цена
1487522
2276237
68889
0
65000
0
558000
88595
3115550
75790
Ø обработки над станиной
500
500
180
240
180
630
220
180
500
180
Ø обработки над супортом
300
280
110
168
110
350
100
110
275
110
РМЦ
1000
1000
300
500
350
3000
275
300
1000
350
Ø отверстия шпинделя
72
82
21
25
20
105
18
21
55
20
Размер заготовки
Макс. обороты
2000
2200
2500
2500
3000
1250
975
2500
2000
2500
ЧПУ
Fanuc
Регулировка частоты вращения шпинделя
Ступенчатая
Бесступенчатая
Бесступенчатая
Бесступенчатая
Бесступенчатая
Ступенчатая
Ступенчатая
Бесступенчатая
Ступенчатая
Бесступенчатая
Мощность
7. 50
7.50
0.60
5.50
0.37
15.00
0.75
0.60
11.00
0.55
Напряжение
380В
380В
220В
380В
220В
380В
380В
220В
380В
220В
Масса
3400
3200
60
1180
44
5750
210
60
3100
40
В наличии
0
1
0
0
0
0
1
83
1
41
Тяжелые токарные станки
Обзор основных преимуществ
Высокопроизводительные станки фирмы Herkules серии NWD были разработаны специально для токарной обработки, фрезерования и резания большеразмерных заготовок. Станки, отвечающие требованиям заказчиков для специального применения, эксплуатируются в самых разных отраслях и применяются изготовителями валков и тяжелых станков, предприятиями сектора энергетики во всем мире, на сортопрокатных станах, а также в больших кузнечных цехах. Кроме валков обрабатываются и различные валы, в том числе гребные, роторные, и приводные с зубьями.
Самый большой вальцетокарный станок в мире
Фирма Herkules поставила самый большой вальцетокарный станок в мире производителю валков фирме Гонтерманн-Пайперс в Германии. На нем возможна обработка валков весом до 400 т и длиной до 15000 мм.
Техническая концепция станка
Мощность. Точность. Надежность. Одним из отличительных знаков стабильных и надежных большеразмерных вальцетокарных станков серии NWD фирмы Herkules являются направляющие с гидростатической смазкой на всех осях. Все главные компоненты исполнены в увеличенных размерах с учетом целей применения. Например: особо увеличенная конструкция направляющих по ширине и подшипниковых опор главных валов на передней и задней бабках обеспечивает долговечность станков и постоянную сверхточность осей.
Стабильность гарантирует сверхточные результаты обработки
+ Станина
Станки серии NWD принципиально оснащены станиной с 4-мя направляющими из массивного чугуна. На две направляющие опирается токарный суппорт, в то время как остальные направляющие служат для приемки передней бабки, люнетов или роликовых опор. Данный принцип гарантирует не только абсолютную стабильность и точность, но и беспрепятственное перемещение суппорта по всей длине зоны обработки. Через широкие отверстия осуществляется быстрое удаление стружки, таким образом точность направляющих не нарушается под термическим влиянием горячей стружки.
+ Передние бабки
Высокая стабильность передних бабок обусловлена зарекомендовавшими себя технологиями фирмы Herkules: корпусы из высококачественного чугуна, главные валы из кованой стали, цельноточеные приводные и распределительные валы, зубчатые колеса с закаленной и отшлифованной боковой поверхностью, а также специальные термостойкие подшипниковые узлы. С этими конструктивными элементами передние бабки идеально оснащены для высоких крутящих моментов и точности вращения без радиального биения.
+ Задние бабки
В качестве противоупора для передней бабки задняя бабка, изготовленная из высококачественного машинного литья, должна соответствовать таким же требованиям по стабильности, точности вращения без радиального биения и виброустойчивости. Главная подшипниковая опора увеличенного размера обеспечивает вращение всей главной пиноли и позволяет применять встроенные в вал большие центра. Таким образом обеспечивается зажим заготовок в центрах до механического предела нагрузки.
+ Токарный суппорт и салазки станины
В зависимости от пожеланий заказчика вальцетокарные станки фирмы Herkules конструируются с одним или двумя токарными суппортами, оснащенными инструментальными ползунами и/или револьверными головками. Обе оси суппорта (направления X и Z) исполнены с гидростатическими направляющими с захватами снизу по принципу «один насос для каждого кармана». Салазки (ось Z) приводятся беззазорно по принципу «ведущий/ведомый» с усилием подачи в 30 тонн, так что даже проведение операций с двух сторон не влияет на точность обработки. Гидростатические направляющие защищены прочными телескопическими настилами.
+ Управление ЧПУ типа CNC
Высокую точность тяжелых токарных станков обеспечивают и встроенные, сверхсовременные системы ЧПУ. Стандартно станки серии NWD оснащаются управлением Siemens Sinumerik 840Dsl. Фирма Herkules предлагает специально разработанные и зарекомендовавшие себя пакеты программного обеспечения для любого применения.
Варианты оснащения
+ Специальные агрегаты
Для существенного сокращения времени обработки сложных геометрических форм и минимизации объема работ по переустановке фирма Herkules предлагает Вам ряд мощных спецагрегатов:
+ Фрезерный агрегат
Для выполнения большого объема фрезерных работ опционально монтируется фрезерный агрегат мощностью 20 кВт на инструментальном ползуне.
+ Агрегат с угловой фрезерной головкой
Между правым и левым инструментальными шиберами верхнего суппорта может быть встроен фрезерный агрегат мощностью до 75 кВт. Он позволяет выполнять радиальную и соосную обработку продольных канавок, поверхностей на обтачиваемой детали, сверленых отверстий и резьбы на торцевой стороне. Также возможно фрезерование крупных зубчатых колес с прямозубым или шевронным зацеплением на валах медленно работающих механизмов.
+ Обработка борштангой
Для комплексной обработки сложных деталей, а также деталей с внутренними поверхностями фирма Herkules применяет борштанги. Они монтируются со специальным креплением для виброгашения на токарном суппорте. Общепринятыми размерами являются, например, диаметры борштанг до 300 мм и вылетом до 3000 мм.
+ Шлифовальное устройство
Для обработки цилиндрических и конических посадочных мест подшипников на валах или валках используется шлифовальное устройство фирмы Herkules с шлифовальными кругами диаметром 600 мм и приводной мощностью до 20 кВт.
+ Установка заготовки
Помимо обработки заготовок в центрах фирма Herkules предлагает различные способы установки заготовки:
3-роликовые люнеты – также в форме скобы – для всех диаметров и нагрузок
роликовые опоры – например для установки валков на задней бабке, для отрезания прибыльной части слитков (торцевания) или поддержки особо тонких валов
гидростатические люнеты – специально для высокоточной чистовой обработки роторов турбин
Рабочие характеристики
Фирма Herkules может реализовать для Вас следующие рабочие параметры:
диаметр заготовки до 3000 мм
длина обработки до 30000 мм
вес заготовки в центрах до 400 т
крутящий момент до 400000 Нм
агрегаты с фрезерной угловой головкой и мощностью приводов до 75 кВт
Самый большой токарный станок в мире выставлен на продажу
Автор: Дэвид Рассел Шиллинг | 3 января 2014 г.
Автор: Moonlight0551 из Австралии (HDR гигантского токарного станка острова Какаду) [CC BY 2. 0], через Wikimedia Commons
Самые большие в мире токарные станки изготавливают самые большие в мире валы для вращения самых больших в мире гребных винтов на самых больших кораблях в мире. А если вам нужен токарный станок, самый большой токарный станок в мире выставлен на продажу.
Как мы уже отмечали, корабли в мире становятся все больше и больше. Возьмем грузовое судно «Эмма Маерск», построенное датской стальной верфью в Оденсе: его длина 1302 фута (397 м) в длину, 183 фута (56 м) в ширину, 98 футов (30 м) в глубину, имеет валовую вместимость 1 070 974 тонны и движется со скоростью 26 узлов. Как вы понимаете, двигатель и пропеллер, необходимые для движения корабля, огромны; а как насчет токарного станка, необходимого для изготовления карданного вала?
Насколько большим может быть токарный станок
Теоретический предел возможностей токарного станка ограничен только кривой Земли; плоская линия длиной около 3,1 мили (5 км), после чего токарный станок не сможет выполнять свою работу: вносить симметричные изменения во вращающийся объект.
Все токарные станки одинаковы в том, что они вращают заготовку из дерева, металла, стекла или другого материала вокруг своей оси вращения с целью ее резки, шлифования, накатки, облицовки, деформации или токарной обработки.
Токарные станки бывают трех типов: моторные, револьверные и специального назначения. Это категория специального назначения, которую мы ищем, и особенно токарно-карусельные станки. Например, одна из самых длинных горизонтальных волн в мире используется для обработки карданных валов с прямым приводом для очень больших кораблей. Токарный станок имеет длину 118 футов (36 м), что делает его вторым по величине в мире.
Сообщалось, что Уолдрих Зиген из Южной Африки построил самый большой токарный станок в 1973 году высотой 38 м, весом 485,6 тонны, таким же весом, как большой реактивный самолет, и способный обрабатывать заготовку весом до 330 тонн. Некоторые характеристики:
качание над кроватью – 16 футов (4,87 м)
максимальный диаметр токарной обработки – 3000 мм
диапазон диаметров расточки – 350-1800 мм
максимальная длина заготовки – от 13 000 до 10 000 мм
скорость вращения шпинделя от 60 до 2400 об/мин
Диапазон регулировки скорости: 60 ~ 2400 об/мин
Скорость лицевой панели (1-й шаг / 2-й шаг): 1~41 / 4,2~169 об/мин
номинальная скорость (1-й шаг / 2-й шаг): 10,3 / 42,2 об/мин
крутящий момент на лицевой панели: 130000 Н
Shin Nippon Koki (SNK)
По сообщению Shin Nippon Koki (SNK) из Японии, они разработали самый большой роторный токарный станок в мире, способный обрабатывать заготовку весом 400 тонн или на 70 тонн больше, чем токарный станок Waldrich Siegen.
максимальный диаметр токарной обработки – 3400 мм
максимальная рабочая длина – 20 000 мм
Самый большой токарный станок в мире выставлен на продажу и все еще работает в Корее. Если ваш гараж достаточно большой, вы можете узнать здесь. Другие производители больших токарных станков: Craven, Kramatorsk, Waldrich и Skoda.
Другие статьи от Industry Tap…
Токарные станки Monarch | Крупнейший в мире производитель токарных станков | Практик-механик
джлегге
Нержавеющая сталь
#1
Монарх неоднократно претендовал на этот титул за свою историю. Было подсчитано, что они построили ок. От 20 000 до 25 000 токарных станков с предварительным серийным номером (в основном конусные головки). и от 55 000 до 60 000 токарных станков с серийными номерами (и других станков, построенных в Сиднее). В 1973 году Monarch заявил, что построил 75 000 токарных станков. А своим закрытием токарных операций в 1987 (будет куплена Monarch Lathe LP), по оценкам, окончательное количество приближается к 80 000 станков (95%+ составляют токарные станки). Я не думаю, что кто-либо из лучших производителей токарных станков может сравниться с Monarch по общему объему отгруженных станков.
квази
Нержавеющая сталь
#2
, значит, подавляющее большинство токарных станков Monarch были 10EE?
петерх5322
Алмаз
#3
«то есть подавляющее большинство токарных станков Monarch были 10EE?»
Примерно треть.
Рис
Алмаз
#4
Мне было бы любопытно узнать, являются ли они по-прежнему номером один или какая-то другая компания уже сделала больше станков? (не считая какой-то фабрики в китае, которая делает 8х20. Хотя на самом деле большинство небольших китайских токарных станков делают десятки компаний, а не одна крупная)
Чишевский
Горячекатаный
#5
Привет Jlegge Было бы интересно узнать, сколько из них все еще используются сегодня? Будут ли производимые в настоящее время машины иметь такой же срок службы?
ПолМ
Нержавеющая сталь
#6
Это все в классификаторе «верхняя полка» так как беглый гугл по южному изгибу показывает что сделали в районе 180000 токарных станков при последовательной нумерации (до 1947) когда перешли на другую схему, Я рад, что Monarch произвела столько же высокоточных станков, включая EE, сколько они сделали, что, безусловно, затмевает производительность Rivett 1020/1030.
Пол
Клайв603
Титан
#7
Если учитывать промышленное качество, то оказывается, что Колчестер произвел от 130 000 до 150 000 машин в зависимости от того, идут ли серийные номера более поздних серийных номеров напрямую.
Клайв
Дэйв1123
Алюминий
#8
Я видел фотографии токарных станков Monarch, обрабатывающих гребные валы для кораблей Liberty во время Второй мировой войны. Действительно массивный и более 60 футов в длину. Держу пари, они все еще используются.
петерх5322
Алмаз
#9
«Я видел фотографии токарных станков «Монарх», обрабатывающих гребные валы для кораблей «Либерти» во время Второй мировой войны. Они действительно массивные и более 60 футов в длину. Держу пари, они все еще используются.»
Возможно, единичный случай.
(Northrop Grumman) Newport News Shipbuilding имеет (вероятно, одноразовый) токарный станок, на котором обтачивают секции гребных валов для авианосцев класса Nimitz.
«Modern Marvels» устроили шоу, посвященное строительству авианосца USS G. H.W. Буш (Буш I), CVN-77, где этот токарный станок фигурировал.
Насколько я помню, по крайней мере 40 футов на секцию, причем для каждого винта требуется несколько секций. Несколько люнетов тоже.
Общая мощность на валу 260 000 л.с., распределенная по четырем винтам.
джлегге
Нержавеющая сталь
#10
Производство EE составляло от 15 000 до 20 000 станков. Станки, построенные в 1997 году, имели такой же жизненный потенциал, как и все токарные станки в истории Monarch. Многие до сих пор работают 15 лет спустя. Одной из проблем Monarch было то, что их новые машины конкурировали со старыми машинами. Это основная причина, по которой Monarch продолжала улучшать конструкцию своих токарных станков.
Более 10 000 станков было изготовлено во время Второй мировой войны и более 5 000 станков было построено для Первой мировой войны.
Что заставило меня опубликовать это, так это вопрос о том, что Monarch Lathe просматривает записи о своем токарном станке, и чтобы люди понимали, какое огромное количество записей у них есть. Помимо всех записей токарного станка Monarch, у них также есть все записи Lodge и Shipley. Большинство из них спилены вручную.
Джон
джлегге
Нержавеющая сталь
#11
Станкостроительной компании Monarch больше нет. Подразделение токарных станков было продано в 1997 году компании Monarch Lathe LP, а вместе с ней было распродано и все производственное оборудование. Это просто продажа, обслуживание и сборка. Фрезерное подразделение Cortland стало Monarch Machine, и последнее, что я слышал, это то, что они продали завод Cortland и не уверены, производят ли они машины. Подразделение Stamco было объединено с Herr Voss. Их английский холдинг в форме Дина Смита и Грейс также был продан, те, кто их купил, хорошо потрудились, но, как я читал, они снова были проданы, и я не уверен, что они все еще производят токарные станки.
Лидерами объемов сейчас будут Haas, Mazak, Mori Seke, Okuma, но это всего лишь предположение. Трудно судить, можно ли считать какой-либо из них топовым, но это всегда была горячая тема для дебюта.
Рис сказал:
Мне было бы любопытно узнать, они по-прежнему являются номером 1, или какая-то другая компания уже сделала больше станков? (не считая какой-то фабрики в китае, которая делает 8х20. Хотя на самом деле большинство небольших китайских токарных станков делают десятки компаний, а не одна крупная)
Нажмите, чтобы развернуть…
кпоттер
Алмаз
#12
У меня есть домик и модель шипли x есть идеи, сколько их было сделано? У меня была заклепка 1020 но продал ее год назад. Это было потрясающе, но не из той машины, от которой я мог бы получить большую пользу, кроме любовного взгляда.
Дэйв1123
Алюминий
№13
Раньше срок службы станка американского производства составлял 100 лет. Можем ли мы по-прежнему получать такие услуги с помощью сегодняшних инструментов?
Я начал свое обучение на 60-дюймовом вертикально-сверлильном станке Coburn, построенном в 189 г.7. Большую часть своей жизни он крутил ведущие колеса локомотива. Это был плоский ременный привод, преобразованный в двигатель переменного тока мощностью 100 л.с.
Марк МакГрат
Алмаз
№14
Если речь идет о токарных станках всех типов, а не только о станках, произведенных в США, Monarch может быть в первой десятке. Например, я считаю, что Викман построил 55 000 многошпиндельных станков, и они ни в коем случае не были самыми большими. Уорд и Герберт построили десятки тысяч токарных станков, как и многие другие, и это без оглядки на европейских строителей. Но тот факт, что это было опубликовано на форуме Monarch, наводит меня на мысль, что ОП не знает, что другие производители делают токарные станки, или, может быть, они не такого качества, как Monarch, и поэтому на них распространяется скидка.
Терри Z
Чугун
№15
Настоящий ПОЗОР — это то, сколько этих великих машин ушло на дно Тихого океана во Вторую мировую вместе с нашими храбрыми пацанами. ………..
стив-л
Титан
№16
Как владелец токарного станка L&S 18×54 Power Turn в инструментальном цехе, какие есть запасные части для этого станка? Монарх купил Лоджа и Шипли, кажется, в 89-м. Стив
Липовые Сами
Алмаз
# 17
Не зная цифр, но подумав об этом, я подозреваю, что производители револьверных и автоматических токарных станков (W&S, Ward, Herbert B&S и т. д. и т. д.) построили больше таких станков, чем любой производитель токарных станков. EG W&S производила ЧПУ, когда закрылась, многие из которых все еще более чем приносят доход каждый день.
петерх5322
Алмаз
# 18
«Что удивительно — если сделать шаг назад и посмотреть на 10EE объективно (даже если это вообще возможно), — так это то, что он применил «циклический подход» к столь многим проблемам не только создания прецизионного токарного станка, но и сохраняя свою точность».
Хорошо, это действительно форум Monarch (но мы здесь довольно «широкая церковь», и разговоры о конкурентоспособных высокоточных токарных станках, безусловно, терпимы и даже поощряются).
В Монархе были очень творческие люди.
Только одно имя связано с 10EE. Точно так же только одно имя связано с электронным приводом 10EE.
Определенно не токарный станок, «разработанный комитетом», отсюда идея одного человека (двое, если считать систему привода) о том, как сделать токарный станок наилучшего из возможных.
И после того, как эта базовая конструкция была «проверена», и что может быть лучше для «проверки» конструкции токарного цеха, чем изготовить чертовски много инструментов, с которыми союзники выиграли войну, то зачем возиться с этот дизайн?
Конечно, все улучшения были постепенными, а не фундаментальными.
Базовая конструкция конца 1930-х годов была настолько основательной, что требовалось или было возможно лишь несколько улучшений.
джлегге
Нержавеющая сталь
# 19
Лодж и Шипли соревновались с Монархом за звание крупнейшего производителя токарных станков. По моим оценкам, L&S построила более 60 000 токарных станков. Учитывая, что у него была по крайней мере десятилетняя фора. Monarch купил L&S в 1992 году (плюс-минус год). Monarch Lathes поставляет запасные части для этих продуктов.
kpotter сказал:
У меня есть модель домика и шипли, х есть идеи, сколько их было сделано? У меня была заклепка 1020 но продал ее год назад. Это было потрясающе, но не из той машины, от которой я мог бы получить большую пользу, кроме любовного взгляда.
Токарный станок. Виды и устройство. Принцип работы и как выбрать
Токарный станок – станок, предназначенный для обработки заготовок из металла, дерева и прочих твердых материалов путем точения. За счет ряда регулировочных приспособлений обеспечивает высокую точность обработки.
С помощью токарного станка возможна обработка цилиндрических, фасонных и конических заготовок, что обусловлено спецификой его устройства.
С помощью станка выполняют:
Нарезание резьбы.
Зенкование.
Сверление.
Выравнивание торцов.
Обрезку.
Развертывание отверстий.
Стачивание диаметра и т.п.
Функциональность станков сильно ограничена размерами заготовок. В металлообработке применяется гораздо больше вариаций действий, поэтому токарный станок используется в сочетании с другим оборудованием как в профессиональной металлообработке.
Принцип действия
Станок для токарных работ является очень точным дорогостоящим оборудованием, нуждающимся в правильной регулировке. Сложность его устройства может существенно отличаться. Поэтому на отдельных устройствах можно сделать гораздо больше операций и с более высоким качеством.
Рассматривая упрощенную схему устройства токарного станка можно отметить следующие узлы:
Электропривод.
Передняя бабка.
Шпиндель с патроном.
Резец.
Суппорт.
Салазки.
Задняя бабка.
Станина.
Помещаемая в токарный станок заготовка зажимается кулачками патрона размещенного на шпинделе. Тот в свою очередь приводится в движение электроприводом. На станине станка находятся поперечные салазки. По ним скользит суппорт, в механизме которого зажимается резец. При включении вращения шпинделя заготовка оборачивается с заданной скоростью. Регулируя суппорт можно приближать или удалять от заготовки резец. За счет вращения детали при примыкании к ней резца осуществляет снятие материала с высокой точностью.
При обработке крупных заготовок применяется задняя бабка. Она скользит на продольных салазках станины и используется в качестве дополнительного упора. Задняя бабка оснащается пинолем. Тот представляет собой свободно вращающийся конус. Он поджимается к детали, чем предотвращает ее биение при прикладывании резца.
При производстве токарных станков детали поддаются точной обработке и подгонке. За счет этого соблюдаются минимальные допуски, что позволяет на готовом оборудовании создавать изделия с погрешностью в доли миллиметров. Базовая конструкция станка может существенно усложняться. В частности в нем может предусматриваться электропривод для изменения положения суппорта на салазках. Нередко предусматривается регулировка скорости оборота электродвигателя.
Виды токарных станков
Помимо универсальных токарных станков, предназначенных для выполнения различных видов работ, существуют также специализированные конструкции, работающие по схожему принципу:
Токарно-винторезный.
Токарно-карусельный.
Лобовой.
Токарно-револьверный.
Автомат продольного точения.
Многошпиндельный.
Токарно-фрезерный.
Помимо функциональных отличий, станки могут различаться между собой по максимальному размеру обрабатываемых заготовок. также они могут отличаться по удобству и точности регулировок, материалам обработки. По последнему критерию станки в основном разделяют на предназначенные для работы с металлом или деревом. Токарный станок для металла оснащается более мощным мотором и усиленными узлами. За счет этого они имеют высокую устойчивость к сопротивлению в результате трения при обработке заготовок. Станок по дереву более облегченный, так как точить дерево существенно легче, чем металл.
Токарно-винторезный
Может использоваться для единичного изготовления деталей. Скорость производства на нем недостаточная для серийного выпуска изделий. Обычно станки этого типа рассчитаны на обработку металлов, в том числе твердых черных и более мягких цветных.
Устройство этого станка отличается от базового наличием коробки скоростей, за счет чего осуществляется весьма точная регулировка обработки заготовок. За счет того что настройка выполняется за счет коробки, а не изменения скорости вращения самого электромотора, станок имеет высокую мощность даже при малой скорости работы.
Устройство имеет большое расстояние между центром патрона и пинолем на задней бабке. Это позволяет обрабатывать достаточно длинные заготовки. Станки винторезного типа разделяются на 5 классов. Каждому из них присваивается буква: Н, П, В, А, С.
Станки класса Н имеют нормальную точность. Они могут использоваться для выполнения большинства задач по ремонту или изготовлению новых деталей. Устройства класса П имеют повышенную точность, В – высокую точность, А – особо высокую точность. Станки класса С являются особо точными. Это мастер станки для выполнения самых точных деталей и их подгонки в притирку без зазоров.
Токарно-карусельные
Имеют вертикальное расположение оси вращения зажимаемой заготовки. Его можно использовать для точения, растачивания, обрезки, подравнивания торца и нарезания резьбы. Устройства этого типа не отличаются большим размером. За счет этого они зачастую не могут использоваться для обработки крупных заготовок. Часто такие станки используют в ремонтных мастерских, так как они не занимают много места, и работают с деталями не крупнее необходимых.
Используя специальные приспособления подобные станки также можно применять для точного фрезерования стальных заготовок и их шлифования. Отличительным качеством карусельного станка является наличие стола с план шайбой. Последняя выполняет функцию держателя заготовки. План шайба вращает заготовку. Подача резца вдоль детали выполняется перемещением суппорта. Для его приближения к обрабатываемой поверхности по поперечному направлению выполняется перемещение траверсы.
Лоботокарный
Лобовой токарный станок имеет короткую станину. За счет этого он может использоваться для обработки только тонких заготовок. Однако лоботокарные станки имеют широкий захват. За счет этого они зачастую могут зажать для обработки деталь, ширина которой превосходит длину.
Такое оборудование часто применяется на точном производстве. Им вполне можно обрабатывать детали, масса которых превосходит несколько тонн. Однако останавливающим фактором для использования подобных станков является большая сложность при установке столь тяжелых заготовок. Зачастую на это уходит не меньше времени, чем на саму обработку. В связи с этим такое оборудование часто меняется на более привычные карусельные станки.
Автомат продольного точения
Такой токарный станок в отличие от предыдущих разновидностей может использоваться в серийном производстве. Его конструктивные особенности позволяют добиться высокой производительности обработки однотипных деталей. Устройство рассчитано на работу с прутом или фасонным профилем.
Зачастую такие станки рассчитаны на работу с системой ЧПУ. За счет этого производство однотипных деталей может выполняться полностью автоматически. Устройство может оснащаться одним или несколькими шпинделями. За счет этого оно способно использоваться для одновременной обработки нескольких одинаковых деталей.
Многошпиндельный
Он разработан для серийного производства и предназначен для работы с калиброванными заготовками. Они должны иметь круглое или квадратное сечение. В противном случае обработка несоответствующей формы заготовки невозможна.
Станок способен использоваться для выполнения любой задачи из спектра универсального токарного оборудования. Данное оборудование оснащается мощным электроприводом и усиленной конструкцией. Это обеспечивает возможность обработки деталей из особо твердой стали.
Токарно-фрезерный
Предназначен исключительно для обработки центра заготовки. Им выполняется фрезеровка заготовок большого размера с более высокой точностью, чем это возможно сделать, используя просто фрезерный станок. На таком станке можно совмещать операции точения и фрезерования.
Как правильно выбрать токарный станок
При выборе станка одним из самых важных параметров является размер его станины, в частности максимальная ширина и длина заготовок, которые можно на нем обрабатывать. Расстояние между центрами станка от пиноля до патрона может существенно отличаться. Устройство может иметь размер между центрами вплоть до нескольких метров. Столь крупные устройства применяются в основном для работы с деревом. В частности с их помощью выполняется выравнивание оцилиндрованнгого бревна и т.д.
Стоит обратить внимание на тип станины. Она может быть прямой, что является универсальным решением за счет обеспечения более широкого захвата заготовок. Это в свою очередь дает высокий вынос патрона и пиноля. Устройство с наклоном является более жестким. Детали в нем держаться надежней, но такой тип станины существенно уменьшает ширину заготовок, которые возможно зажать, избежав их блокировки в случае легкого перекоса при обработке.
Также при выборе станка может возникнуть сложность в определении типа управления.
Токарный станок может быть ручным или управляемым ЧПУ. В последнем случае устройство выполняет точную сложную работу согласно чертежу проекта. Также на удобство работы со станком влияет применяемый в нем способ регулировки положения пиноля. Он может настраиваться вручную, путем вращения регулировочной ручки. Также пиноль может управляться электрическим приводом.
Похожие темы:
Точило. Виды и устройство. Применение и особенности
Фуганок. Устройство и работа. Как выбрать и особенности
Рейсмус. Виды и устройство. Применение и работа. Особенности
Ленточный гриндер. Виды и устройство. Работа и применение
Фрезерный станок с ЧПУ. Виды и устройство. Работа и особенности
Шлифовальный станок. Виды и типы. Работа и применение. Выбрать
Бытовой станок. Виды и работа. Применение и как выбрать. Особенности
Сверлильный станок. Виды и устройство. Работа и применение
Токарные станки: типы и назначение
Вы здесь
Главная
Токарные станки предназначены для того, чтобы выполнять огромное количество операций, связанных с обработкой металла.
Как правило, высокотехнологичные агрегаты применяются для обработки внутренних, наружных поверхностей тех элементов, которые отличаются коническим, цилиндрическим либо фасонным профилем. Токарные станки также применяются для быстрого и точного сверления отверстий, подготовки торцов. Важные требования, которые предъявляются к оборудованию такого типа – это высокая скорость запуска, точность создания деталей, оперативная переналадка на производство другой продукции.
Такими преимуществами наделено оборудование с ЧПУ. Тяжелый токарный станок с чпу отличается следующими достоинствами: отличная производительность, точность обработки, а также способность к выполнению задач различного уровня сложности в одно время, высокая скорость переналадки.
Типы и назначение токарных станков
Револьверные станки
Их особенностью является то, что на направляющей станины находится суппорт, оснащенный револьверной головкой. В каждом пазу может находиться резец. В процессе работы эта деталь сменяется на другую в автоматическом режиме, что дает возможность не тратить время на самостоятельную перестановку инструмента.
Карусельные станки
Как правило, используются для того, чтобы обработать большие объекты, масса которых более нескольких тонн. Ключевой элемент конструкции – это планшайба, которая представляет собой горизонтальный диск. На него устанавливается заготовка, и именно эта деталь приводит его в действие. Как правило, станок такого вида оснащен 2 типами суппортов, которые применяются для того, чтобы установить резцы. Это дает возможность обработать внутреннюю и внешнюю поверхности.
Станки горизонтального типа
Токарные горизонтальные станки купить которые можно по весьма привлекательной стоимости, считается универсальным решением, которое используется для выполнения различных операций при помощи большого количества инструментов. Используется для нарезания наружной, внутренней резьбы, сверления отверстий: сквозных либо глухих, зенкерования.
Расточный станок
Применяется для получистовой, чистовой обработки. Корпус деталей на подобных станках обрабатываются крайне редко.
Токарные станки с наклонной станиной
Их особенность заключается в том, что такие агрегаты снабжаются огромным количеством нужных функций. Так, на многих производствах их оснащают противошпинделем. Такая опция позволяет оператору не переставлять деталь с целью обработки другой части. Токарные станки с чпу с наклонной станиной – это сложное и многофункциональное оборудования, а потому потребуется отдельное написание УП и отладка.
Затыловочные станки
Под затылованием понимают заточку поверхности инструментов с целью фрезерования, сверления, а также нарезания резьбы. Это нужно для того, чтобы восстановить поверхность инвентаря после долгого использования.
Приобретайте токарные станки в надежной компании, чтобы они прослужили как можно дольше и радовали бесперебойной работой.
Тэги:
бизнесу
обзор
07. 11.2022 | 17:17
Полезное
130
Ботокс для волос: плюсы и минусы процедуры
К преимуществам процедуры можно отнести быстрый эффект. Волосы питаются, увлажняются и выглядят намного лучше. Ботокс…
бьюти | обзор
05.11.2022 | 12:41
Полезное
195
Как выбрать ковер ручной работы
Помните те трогательные семейные фотографии, которые создавались на фоне яркого ковра на стене с причудливым узором? Во…
дизайн | интерьер | обзор
07.11.2022 | 12:43
Полезное
107
Пять актуальных советов по тому, как выбрать клининговую компанию в офис
В быстротечном ритме жизни, когда необходимо для компании быть мобильной, гибкой, продуктивной и выигрывать борьбу за. ..
бизнесу | услуги
Основное назначение токарного станка
Токарный станок является не чем иным, как основным продуктом в отрасли. Сегодня в США токарный станок играет важную роль в производстве, имея более 18 000 механических мастерских.
Ну, вы могли бы извлечь выгоду из той же технологии. Давайте поговорим о том, для чего нужен токарный станок и зачем он нужен в вашем магазине или дома!
Что такое токарный станок?
Токарный станок — это обычная машина, используемая для создания цилиндрических, сферических или иных круглых объектов из различных материалов, чаще всего из дерева и металла.
Эти инструменты позволяют очень легко создавать симметричные объекты из различных частей, вращая блок с высокой скоростью, чтобы удалить из него одинаковое количество материала.
Ранние модели механических токарных станков относятся к 1300 г. до н.э. в Древнем Египте, а первое полностью задокументированное использование относится к 1751 г. большинство механических магазинов сегодня. Это модели, на которых мы сосредоточимся.
Что делает токарный станок?
Токарные станки быстро вращают блок или кусок материала и позволяют снимать одинаковое количество материала по периметру куска. В деревообработке это известно как «токарная обработка».
Пока токарный станок вращает заготовку вокруг одной оси, рабочие могут резать, шлифовать, сверлить или точить заготовку по своему вкусу.
Механические токарные станки должны приводиться в действие человеком. В них используются шестерни, которые помогают вращать материал с желаемой скоростью, но требуют ручного вмешательства.
Тем не менее, электрические токарные станки могут быть настроены на разные скорости для разных проектов, и они часто поставляются с различными насадками для помощи в популярных ремеслах.
В общем, токарные станки по дереву и по металлу предназначены для превращения заготовок в округлые предметы, какими бы они ни были. Обычное использование включает:
Стойки кровати
Ножки стола
Миски
Колеса
Лампы
Шканты
Ручки
3 Тарелки
Детали мебели
Подсвечники
Бейсбольные биты
Список можно продолжить. Токарные станки отлично подходят для создания разнообразных округлых материалов, и очень интересно посмотреть, как они работают.
Как вы используете токарный станок?
Два конца, которые удерживают материал, называются патроном и шпинделем. Патрон захватывает ваш материал, приводя в движение двигатель, а шпиндель удерживает другой конец на месте. Перед запуском всегда убедитесь, что патрон и шпиндель плотно прилегают к материалу.
Затем поместите ограждение близко к материалу, но не на его пути. Перед включением станка поверните материал рукой, чтобы убедиться, что он не касается защитного кожуха.
Оттуда вы можете включить токарный станок и использовать различные долота для удаления материала в цилиндрической форме. Токарный станок будет вращать материал для вас в быстром темпе, и вам просто нужно коснуться его заостренным концом, чтобы убрать ненужный материал и создать нужную форму.
Стамеску следует удерживать на защитном кожухе, касаясь заготовки до тех пор, пока вы не перестанете слышать или чувствовать резание материала. Перемещайте долото медленно и осторожно, крепко удерживая его, чтобы не пораниться.
Важные советы по технике безопасности: При использовании токарного станка всегда стойте немного в стороне от вращающегося материала. Несмотря на то, что вы всегда должны убедиться, что материалы надежно закреплены перед работой, вы никогда не должны полагать, что они не упадут. В случае, если они это сделают, не оказывайтесь на линии огня.
Также, как и в случае со сверлильным станком, убедитесь, что у вас нет свисающих украшений, волос, одежды или шнурков. Токарные станки быстро вращаются, создавая серьезную опасность, если что-то зацепится. Также не забудьте защитные очки, чтобы стружка не повредила глаза!
Зачем покупать токарный станок
Теперь, когда вы знаете, что делает токарный станок, вы можете добавить его в свой магазин. Если это так, вот некоторые из основных преимуществ.
Универсальность
Изготавливаете ли вы ножки для столов, миски или фонарные столбы, токарные станки позволят вам красиво сделать их из любого материала. Немногие машины позволяют создавать такое же разнообразие объектов, как на токарном станке.
Niche Work
Можете ли вы представить другой инструмент в механическом цехе, который предлагает такой же конечный продукт, как токарный станок? Когда вам нужно использовать токарный станок, нет другого инструмента, который создает такие точно круглые объекты.
Инструменты навсегда
Если вы хороший мастер и заботитесь о своих инструментах, то ваши токарные инструменты прослужат вам всю жизнь. Необходимы первоначальные вложения в долота и насадки, но при надлежащем уходе вам больше никогда не придется их покупать.
Меньше места для ошибок
Люди часто ошибаются, когда дело доходит до создания круглых объектов, но мы отлично замечаем, когда что-то не круглое. Токарный станок — лучший способ обеспечить единообразие, согласованность и округлость вашего проекта.
Если вы попытаетесь сделать чаши с помощью напильника и стамески, это будет заметно.
Профессиональный взгляд
Токарная обработка дерева не зря так популярна среди онлайн-видео. Точность и единообразие доставляют удовольствие при просмотре и предлагают мгновенное удовлетворение, которое трудно сравнить с любым другим инструментом.
Начни вращаться!
Теперь, когда вы знаете, что делает токарный станок, вы можете приступить к созданию собственных шедевров. Токарные станки — это очень удобные и высокопроизводительные машины, которым должно быть место в любом механическом цехе.
Будьте в курсе наших последних производственных новостей и не стесняйтесь обращаться к нам с любыми вопросами!
Для чего используется токарный станок?
Главная > Блог > Без рубрики > Для чего нужен токарный станок?
Большинство инструментов для деревообработки или станкостроения легко распознаются. Сверла, пробойники и тиски — довольно простые инструменты с четким назначением. Другие станки могут быть немного сложнее, и токарные станки, особенно высокого класса, попадают в эту категорию. . Это называется заготовка. В отличие от простых тисков токарный станок не только удерживает заготовку, но и вращает ее. Это позволяет другой части станка, головке, двигаться вдоль заготовки, удерживая различные режущие инструменты для придания формы заготовке.
Подумайте о гончарном круге:
В данном случае глина является заготовкой. Колесо представляет собой примитивный токарный станок, который вращает заготовку с заданной скоростью и удерживает ее на одном месте. Головка и режущие насадки в приведенном выше примере — это руки рабочего. Это подвижная часть, которая перемещается по длине заготовки (ось «y»), а также внутрь и наружу по направлению к центру заготовки (ось «x»).
Токарные станки, очевидно, работают по-другому, используя стационарный режущий инструмент для обрезки вращающегося металла. Каждый токарный станок представляет собой станок, предназначенный для тяжелых работ, но современные токарные станки предназначены для точной резки и упрощенной механической обработки.
Краткая история станков
Токарные станки в той или иной форме существовали со времен египтян. Подумайте о сходстве с гончарным кругом; Литая керамика существует уже тысячи лет, поэтому вполне логично, что токарные станки, которые работают по тому же принципу, но вместо этого используют заготовку, движущуюся против стационарного режущего инструмента, позже появятся.
Самые простые токарные станки позволяли мастерам свободно снимать материал. Токарные станки по металлу и дереву технологически усовершенствовались и в конечном итоге превратились в станки со встроенными головками. Каждая головка устанавливалась на поперечных салазках, которые проходили по всей длине станины токарного станка, по которой вращалась заготовка.
С изобретением токарного станка, в котором использовалась автоматическая подача режущего инструмента, простые токарные станки стали использоваться для точной металлообработки. Даже тогда каждый токарный станок был уникальным, но работа токарного станка была последовательной. Токарные станки с двигателями помогли начать промышленную революцию, которая, в свою очередь, представила токарные станки с паровым приводом, способные работать с еще большей скоростью вращения и крутящим моментом для вращения более тяжелых деталей. Токарные станки теперь были тяжелыми обрабатывающими инструментами. Как и фрезерный станок, токарный станок упростил процесс обработки, поскольку он стал еще более совершенным. Следующий большой скачок вперед произошел во второй половине двадцатого века, с появлением числового программного управления (ЧПУ). Токарные станки с ЧПУ позволяли операторам программировать набор инструкций для каждого станка. Это позволяло точно дублировать эти инструкции, что означало, что детали были все более точными, и уменьшало количество операторов, необходимых для одновременной работы каждого обрабатывающего инструмента. Современные инновации обеспечивают все более точное программирование ЧПУ с постоянно растущим числом осей.
Промышленное применение токарных станков
В промышленности большие токарные станки производят бесчисленное количество деталей: карданные валы автомобилей, ножки столов и т. д. Сверхмощные крупногабаритные токарные инструменты можно использовать для токарной обработки гигантского металлического конуса или диск, а небольшие станки могут вырезать металлическую шахматную фигуру.
Сегодня каждый промышленный токарный станок по металлу полностью автоматизирован, с головками, вмещающими несколько бит. Это означает, что один и тот же токарный станок может выполнять множество операций — грубые фрезы для шлифовки материала, более тонкие фрезы для шлифовки деталей и даже фрезы для шлифования и полирования. С помощью токарного станка с ЧПУ обученный оператор может запрограммировать токарный станок по металлу, чтобы превратить одну заготовку из сырья в готовое изделие без участия человека после запуска программы. Несколько человек могут контролировать весь производственный цех, оснащенный токарными станками с ЧПУ.
Мелкосерийное использование токарных станков
Токарные станки в промышленных масштабах могут быть довольно большими, но токарный станок в инструментальном цехе, как правило, представляет собой станок несколько меньшего размера. Токарный станок по металлу является основой многих небольших механических мастерских или компаний, производящих инструмент и штамп, благодаря своей универсальности. Помимо механического цеха, многие другие мастера и любители считают токарный станок незаменимым. На токарном станке можно изготовить детали для старой машины:
Или простую чашу:
Умелый мастер может превратить кусок металла в чашку, подсвечник или даже шахматную фигуру на токарном станке. Существует огромное разнообразие потенциальных применений, а возможность выполнять этапы резки и резьбы от руки означает, что каждое изделие по-прежнему сохраняет уникальное прикосновение мастера.
Токарный станок по металлу не ограничивается конкретными сплавами или металлами; с некоторыми металлами может быть легче работать, но теоретически любой металл можно обработать на токарном станке.
Гибочный станок для арматуры своими руками, модели и цены
Даже самый простой ленточный фундамент из монолитного бетона для хозпостройки нужно армировать. При этом стальные стержни приходится не только резать или сваривать, но и гнуть. И если прут в два пальца толщиной даже небольшая «болгарка» перережет за минуту, то согнуть его под нужным углом непросто. Проблемой может стать и необходимость изготовления большого количества деталей. Те же хомуты из «катанки» 6 мм порой нужно гнуть сотнями. Решением задачи может стать гибочный станок.
Оглавление:
Описание конструкции
Критерии выбора
Пошаговая сборка станка своими силами
Цены
Меры безопасности, видео уроки
Что они собой представляют?
Есть три основных типа:
ручные механические;
ручные с электрическим или пневмоприводом;
стационарные с эл. приводом.
Первый представляет собой небольшой стальной лист — основание или платформу с отверстиями по углам. К листу приварены гибочные штыри. Один из них может служить осью для поворотного рычага, которым создается усилие, деформирующее заготовку.
Существуют десятки схем подобных устройств. Большинство из них крепят к верстаку, другой — к надежной основе: брусу, шпале или даже просто бревну с помощью гвоздей или шурупов. Некоторые имеют две рукояти и действуют наподобие клещей. Но практически всегда они действуют по сходному принципу: между гибочными штырями вставляют арматуру, после чего поворотом рычага сгибают ее на нужный угол.
Ручной сгибатель с электроприводом зажимает заготовку между матрицей и пуансоном, действуя наподобие гидравлического штамповочного пресса. При этом его рабочий шток совершает возвратно-поступательное движение. Серьезный недостаток в том, что угол изгиба заранее задан, и изменить его — порой целая проблема. С другой стороны, сгибатель не требует большого пространства — с его помощью можно гнуть стержни прямо в опалубке. Сменой насадок он превращается в ножницы для резки.
Стационарные агрегаты с эл. приводом представляют собой квадратную станину, закрытую корпусом листовой стали. Сверху размещен поворотный круг и массивные металлические упоры. И круг, и упоры имеют ряд круглых пазов, куда устанавливается оснастка, обеспечивающая фиксацию арматуры. В большинстве моделей тут же задается угол поворота рабочего круга, расстояние автоматической подачи стержня (при наличии такой опции). Управление станком вынесено на боковую панель. Многие модели имеют и ножное включение с помощью обычной педали, что заметно ускоряет процесс.
Станок расширяет возможности человека, не более того. Прут можно согнуть руками, всунув его в щель между двух камней. А вот при уже упоминаемом «тиражировании» множества одинаковых деталей прибор незаменим.
Цена механического варианта гораздо дороже, но им можно гнуть стержни большего диаметра, чем ручным. Для сравнения: максимальная толщина прутьев, с которой реально работать мускульной силой — не больше 18 мм. Мощный двигатель согнет элемент вдвое толще, а при необходимости даже свернет в спираль. Такое устройство ни к чему в домашнем хозяйстве, но на крупном строительстве с большим объемом монолитных конструкций востребовано независимо от цены. Поскольку изгибаются изделия любого сечения, агрегат будет хорошим подспорьем в кузнице, металлообрабатывающей мастерской.
Относительно дешевый ручной прибор может оказаться незаменимым помощником в домашней мастерской. Его легко установить и использовать на небольшой стройке, где вряд ли придется использовать элементы с диаметром больше 8-12 мм.
Делаем станок самостоятельно
При наличии даже небольшой домашней мастерской его вполне можно сделать своими руками, причем самостоятельно разработать наиболее удобный и подходящий именно для ваших нужд вариант.
Разновидностей немало, но все они имеют две основные детали:
неподвижный фиксатор, куда вкладывается сгибаемый стержень;
подвижный упор, который передает усилие деформации от рычага.
Чем меньше расстояние между этим деталями, тем точнее угол, но и тем большую силу требуется приложить.
Если вы посмотрите на фабричный ручной станок, то обнаружите, что роль неподвижного зажима у него играет палец, закрепленный на платформе, и сама ось вращения рукояти. Упор, который непосредственно давит на арматуру, является частью рычага. Повторить такое устройство несложно при наличии дрели, пары сверл по металлу, болгарки и сварочного аппарата. Стоимость окажется на порядок меньше заводского, особенно если использовать б/у материалы.
1. Из уголков.
Для изготовления простейшего агрегата, подходящего для стержней до 12 мм, потребуется:
обрезок уголка на 50 или несколько больше (можно б/у), длиной 1,5 м;
кусок круглой арматуры на 20-24 мм;
станина из деревянного бруса или швеллера.
Режем уголок на два куска — 50 см и метр. На одном из концов длинного отрезка скругляем одну из полок и сверлим отверстие, а вблизи торца короткого перпендикулярно привариваем обрезок круглой арматуры — это будет ось вращения. Расстояние между полкой и осью должно соответствовать максимальному диаметру арматуры, которую предполагается сгибать.
Первую заготовку крепим к станине — шурупами или сваркой. На ее ось одеваем второй кусок уголка — это будет поворотная рукоять. Вертикальные полки обеих частей должны располагаться с одной стороны. Чтобы ручка не болталась и не слетала, прижимаем ее шайбой, которую прихватываем к оси сваркой.
Для удобства с противоположного угла вертикально можно приварить еще один кусок круглой арматуры, чтобы за него браться. Укладываем в щель между полками уголков и осью арматурную заготовку и, поворачивая рукоять, сгибаем ее на нужный угол.
2. Изготовление рычажного станка.
Для этого нам сначала потребуется нарисовать чертеж и рабочую схему.
Из материалов необходимы:
пластинки листовой стали 6-8 мм;
толстостенная труба на 3/4 дюйма для рукояти рычага;
круглая арматура диаметром 22-24 мм.
Вырезаем вручную с помощью «болгарки» железный квадрат порядка 20х20 см. По углам сверлим отверстия 5-6 мм диаметром под крепежные шурупы. В центре делаем еще две круглые дырки на расстоянии приблизительно 10 см друг от друга. Диаметр их должен быть на пол миллиметра больше, чем у заготовленной арматуры. Одна — под стойку-упор, вторая — под ось рычага. Вставляем в полости отрезки арматуры длиной 5-6 см и привариваем.
Очередь за рукояткой: отрезаем две полосы стали размером 6х20 см, сверлим в них по три точно совпадающие дырки. Первое — в сантиметре от края, по диаметру оси. Следующие — так, чтобы оставить между их краями по 10 мм, их можно сделать поменьше. Привариваем пластины к трубе с двух сторон, параллельно ее оси и друг другу, так, чтобы оси отверстий точно совпадали.
Надеваем рычаг на ось, в одну из свободных полостей вставляем еще один обрезок арматуры. По длине он должен соответствовать расстоянию между внешними гранями приваренных к трубе пластин. Это будет третий, подвижный упор. Чтобы он не проскакивал насквозь, по верхней грани этого пальца приварим шайбу.
Закрепим наше устройство на каком-нибудь надежном основании. Вставляем заготовку, которую нужно согнуть, между упорами и осью. Поворачивая рычаг, сгибаем стержень на желаемый угол. Переставив упорный палец на рычаге на дальнее от оси отверстие, мы сможем создать усилие, требуемое для гибки арматуры большего диаметра.
Другие виды самодельных станков
Еще один вариант выйдет изготовить своими руками на базе автомобильного домкрата. Принцип такой же, как и для описанного выше ручного гидравлического сгибателя. Для такого устройства нам потребуется сварить из швеллера шириной 80-100 мм прямоугольную раму.
С одной стороны устанавливаем гидравлический домкрат, с другой — матрицу в виде обрезка обычного стального уголка. Уложив арматуру на уголок-матрицу и зажимая его домкратом, мы заставим стержень изгибаться.
Расценки
Наименование
Макс. диаметр сгибаемой арматуры, мм
Цена, рубли
Примечание
Станки с эл. приводом
GW-40B
30
62 450
GW-40A
35
74 400
VPK Г-40
40
122 950
дополн. ножное управление
Grost RB-42М01
40
141 300
автоматический режим
АГЭ-16 (ручной)
20
52 500
переносной, гидравлический
Механические гибочные станки
Stalex DR12
12
4 980
Stalex DR16
16
5 500
ALBA DR
12
18 000
с установочной линейкой
REKON 52″
18
33 800
встроенные ножницы для арматуры
Безопасность работ
Несмотря на встроенные предохранители в станках с электроприводом, несчастные случаи при их использовании все же бывают. Причины следующие:
недостаточная квалификация и связанные с этим ошибки;
легкомысленное отношение к правилам эксплуатации;
неисправность оборудования.
Часто возникают проблемы, если работа проводится вдвоем. Чтобы согнуть толстый прут, прикладываются усилия в сотни и тысячи килограммов. Попадание под такое давление пальца или руки приведет к серьезнейшей травме.
Чтобы этого избежать, нужно:
соблюдать внимание и аккуратность при работе;
точно следовать технологии и инструкции по эксплуатации оборудования.
какие они бывают, их цена и производители (видео)
Арматуру используют при закладке фундамента, для уплотнения бетонных конструкций. Для использования арматуры необходимо её предварительно подготовить: нарезать на куски, сделать при необходимости сгиб. Именно сгиб прута является наиболее проблематичным и ответственным участком работ при подготовке арматуры. Для выполнения этого непростого задания существует станок для гибки арматуры, значительно облегчающий труд строителя.
Содержимое
1 Механический или ручной станок для гибки арматуры?
2 Как приобрести станок для гибки арматуры? Цена и обзор производителей
3 Гибочный станок для гибки арматуры своими руками
Механический или ручной станок для гибки арматуры?
Выпускаемые промышленностью гибочные станки для гибки арматуры можно разделить на две категории:
Автоматизированные и механические станки.
Оборудование для выполнения гибочных операций ручным способом.
Существует множество станков для сгибания по видам работ и применению:
оборудование, на котором можно гнуть арматуру из бухт;
специализированные линии для сгиба арматуры;
оборудование, предназначенное для кольцевого сгиба;
электромеханические устройства различного назначения;
ручной станок для гибки арматуры, имеющий широкий круг использования.
Перечисленное оборудование работает с арматурой определённого диаметра. У станков разная мощность и производительность. Скорость выполнения операций существенно различается, как и энергопотребление при работе.
Как приобрести станок для гибки арматуры? Цена и обзор производителей
Для выполнения операций по сгибанию прута традиционно используется оборудование отечественных производителей. Иностранные компании постоянно ищут выход на наш рынок и предлагают свою продукцию. Наиболее известные зарубежными поставщиками считаются фирмы КМВ, Sima, предприятие KRB и компания KMU.
Станки работающие в автоматическом режиме наиболее востребованы в строительной отрасли. Они более продуктивны, могут совершать запрограммированные операции. Их используют для исправления кривизны прута, при необходимости автоматического сгибания и точной нарезке кусков. Также про правильно отрезной станок для арматуры и проволоки вы можете почитать тут. Необходимые размеры и угол кривизны задаётся компьютерной программой. Станок для гибки арматуры цена на который может меняться от его назначения и мощности, может стоить немного для ручных операций и значительную сумму в промышленном варианте.
Важно! Главное достоинство работы на автоматическом оборудовании – это работа под полным контролем компьютера, без применения физической силы. Оператору необходимо только следить за процессом и ходом работ.
Очень популярен ручной станок, с помощью которого сгибают арматуру. Его используют в строительной отрасли, в производстве ЖБИ, в работе с другими конструкциями из металла. О преимуществах ЖБИ для фундамента вы мотете почитать в этой статье. Важным его достоинством является вес: лёгкий инструмент можно оперативно переместить и работать с разными деталями. Это повышает производительность труда и позитивно сказывается на сроках выполнения работ.
Ручной гибочный станок выполнен на стальной раме, состоит из рабочей поверхности и редуктора. Гибочный диск защищён экраном, расположенным сверху. Пруты перемещаются обкатными валками, которые установлены на рабочей поверхности.
Гибочный станок для гибки арматуры своими руками
Самостоятельно изготовленный станок для гибки арматуры видео которого выложено в интернете, по конструкции относится к ручному оборудованию. Принцип работы тот же. Он изготавливается из подручных средств. При этом достигаются практически все необходимые характеристики промышленного ручного оборудования.
Обобщая, можно сказать, что стоимость и технические характеристики станков существенно отличаются в зависимости от производительности, типа исполнения и назначения. Их использование существенно ускоряет сроки выполнения работ, позволяя достигать высокого качества, прочности сгиба и соединения арматуры. Программируемые устройства делают операции особенно быстрыми и точными, хотя существенно отличаются в цене от ручных.
Как согнуть арматуру вручную и на станке [5 обычных способов]
Перейти к содержимому
Представьте, что вы управляете строительной площадкой. У ваших сотрудников вся арматура на своих местах, и вот-вот начнется бетонирование. Затем вы слышите, что вам не хватает арматурных хомутов, арматурных кольев или 90-градусных крюков. Все, что у вас есть на месте, — это прямые арматурные стержни.
Такая ситуация очень распространена в бетонных строительных проектах. Это не означает, что вы прекращаете всю работу и операции. Вы всегда можете согнуть арматуру на месте различными способами.
Что касается арматуры, это один из самых полезных строительных материалов, используемых на стройке. Они используются для укрепления бетона на растяжение. Они также оказывают поддержку.
Арматура требуется для всех типов конструкций, таких как мосты, дома, здания и подпорные стены. Прочность и пластичность стали позволяют использовать арматуру по-разному.
Вы можете использовать его не только для армирования бетона. Например, вы можете использовать его как:
арматурные стойки для неровной поверхности или установки палаток.
Изготовление заборов из прочной арматуры.
согните его, чтобы сформировать хомуты, чтобы скреплять арматурные стержни в бетоне.
используется для формирования опор для арматурных стержней в бетоне.
создавать таблицы арматуры для резки арматуры.
Содержимое
Сгибание арматурного стержня вручную (трубы)
Сгибание арматурного стержня вручную или вручную является наиболее простым методом гибки арматурного стержня. Это также самый безопасный и простой метод.
Первый шаг заключается в заключении стального стержня в два куска металлической трубы.
Затем проденьте стальной стержень через обе части трубы и дайте им пересечься в точке, где вы хотите согнуть.
На одном конце металлической трубы взвесьте трубу и покажите часть арматурного стержня, которую вы хотите согнуть. Используйте рычаг, чтобы поднять более длинную часть трубы с пола.
Чтобы согнуть сплошную арматуру, вам потребуется соответствующее количество рабочей силы. Хотя рычаг, который вы получите, используя длинный кусок трубы, поможет ускорить процесс.
Теперь, когда вы позволили стержню согнуться, вам нужно измерить угол. Плотницкий угольник поможет вам измерить угол изгиба.
Контроль угла — один из самых важных этапов процесса. Для разных целей арматуры требуются разные углы. Если третий человек может удерживать плотницкий угольник при сгибании, то вы легко получите правильный угол.
Этот метод гибки арматуры имеет свои ограничения.
Нельзя гнуть стержни очень большого диаметра.
Вы также не можете сгибать арматуру с большой нагрузкой.
Этот метод также повреждает арматуру в месте изгиба.
Сгибание арматурных стержней с помощью перекладины
Этот метод очень похож на сгибание стержней руками. Хики-бар представляет собой металлический стержень с 3 пальцами или шпильками. Его также называют гибочным станком с 3 штифтами.
Эти шпильки предназначены для фиксации арматурного стержня. Бар имеет длину около 34 дюймов и весит около 4 фунтов. Он использует принцип увеличения крутящего момента для изгиба арматурного стержня. Люди предпочитают его из-за его небольшого размера и портативности.
Рукоятка перекладины сконструирована таким образом, чтобы прикладывать значительное усилие для изгиба арматуры. Его использование таково, что одного бруска недостаточно, чтобы согнуть брусок, таких всегда нужно два.
Если одна из шпилек сломается, ее всегда можно починить с помощью горелки и болгарки. Всегда можно укоротить длину бруска с помощью ножовки.
Процесс начинается с размещения арматурного стержня прямо на земле.
Держите его за одну из зацепок. Держите его таким образом, чтобы арматурный стержень проходил через две шпильки. Не забудьте использовать два перекладины, чтобы согнуть арматуру. Теперь используйте вторую перекладину и снова удерживайте перекладину, используя ее.
Расстояние между двумя опорами — это место, где будет изгибаться стержень. Так, чем короче расстояние, тем точнее будет точка изгиба. Теперь приложите усилие ко второму засосу. Это создаст крутящий момент и сделает изгиб стержня очень легким.
Контроль угла очень важен. Было бы полезно, если бы второй человек мог использовать измерительный угольник для проверки угла изгиба во время процесса.
Несмотря на свои преимущества, у него есть и некоторые ограничения.
Вы не можете использовать его для 60 класса и выше.
Максимальный диаметр стержня также зависит от расстояния между стойками.
Обычно он не может сгибать стержни диаметром более 5/8 дюйма.
Сгибание арматурных стержней с помощью ручного инструмента для сгибания и резки
Этот метод также относится к категории ручной гибки арматурных стержней. Он очень прост и удобен в использовании. Это аналоговое устройство, которое не использует электричество.
Он использует те же принципы, что и перемычка для гибки арматуры. Он имеет длинный рычаг и кулачковый механизм для создания максимального крутящего момента. Устройство весит от 12 до 15 кг. Они портативны и экономичны. Цена этого устройства колеблется от 200 до 500 долларов в зависимости от вариаций.
Первый шаг — выбрать правильную настройку для сгибаемого арматурного стержня. Просто потяните CAM на себя и поверните в нужное положение. Цифры на циферблатах означают диаметр прутка, который вы хотите согнуть, в миллиметрах.
После того, как вы настроили параметры, переходим к следующему шагу. Установите арматурный стержень на место и прикладывайте усилие к рычагу до тех пор, пока стержень не согнется.
К сожалению, ваш браузер не поддерживает встроенные видео.
Большинство инструментов изгибают стержень только до 90-градус. Если вы хотите сделать стремя, вам нужно повторить шаги четыре раза для каждого угла.
Если усилия недостаточно, чтобы согнуть стержень, не увеличивайте размер рычага и не прикладывайте больше усилия. Это только повредит машину. Это означает только то, что размер арматуры слишком велик для машины.
Вариаций этого устройства очень много. Каждая вариация имеет свои ограничения и недостатки. Большинство его вариаций могут резать прутки только до 5/8 дюймов. Некоторые из его вариантов изгибают только стержни до 90-градус.
Это медленная машина, которая может сгибать только один стержень за раз. Большинство вариаций не могут сгибать прутки класса 60 и выше.
Держите это устройство вдали от грязи, грязи, воды и пыли. Если вы подвергнете машину такому воздействию, это повредит ее внутренний механизм.
Изгиб арматуры с помощью портативного станка для гибки арматуры
Теперь переходим на полуавтоматические и автоматические станки. Переносной станок для гибки арматуры обычно используется на строительных площадках. Его также называют силовым изгибом.
Перед покупкой необходимо учитывать некоторые факторы. Это возможности гибочного станка, требования к мощности, стоимость и время, затрачиваемое машиной.
Этот тип станка легко изгибает арматуру без ущерба для ее прочности. Они просты в эксплуатации и транспортировке.
Работает как от электричества, так и от гидравлики. Различные варианты могут сгибать различные размеры и сорта арматуры. Это устройство позволяет даже гнуть арматуру, выходящую из стен и колонн. Многие его вариации входят в состав смесителя для резки арматуры и гибочного станка. Это очень упрощает многие задачи.
В процессе не так много шагов. Вы помещаете арматуру в захват и включаете машину. Гидравлический пресс сгибает стержень за 4 секунды. Машина может сгибаться до 180 градусов. Он может сгибаться до стержней размером 1 дюйм. Это может быть немного дорого, но необходимо, когда вам нужна точность и скорость.
К сожалению, ваш браузер не поддерживает встроенные видео.
Использование под дождем может привести к возгоранию или неисправности двигателя. Воздействие грязи или грязи также может негативно сказаться на сроке службы машины. Не пытайтесь использовать арматуру, превышающую возможности машины. Невыполнение технического обслуживания также приведет к повреждению машины.
Гибка арматуры с помощью станков для гибки арматуры
4px»> Станок для гибки арматуры представляет собой современное оборудование, используемое профессиональными компаниями.
Это крупногабаритная машина. Станок универсален, и вы можете использовать его для арматуры всех форм, размеров и типов. Имеет большую рабочую платформу. Вы даже можете заменить стойки или шпильки, используемые для сгибания стержней. Разные размеры и типы стержней требуют разных опор.
Машина также имеет очень простые световые индикаторы. Он имеет красный индикатор заднего хода и зеленый индикатор прямого хода. Он работает со шкивами и шестернями, что позволяет ему сгибать прочные стержни. И у него есть разные индексные штифты для изгиба арматурных стержней под разными углами.
Имеет множество функций безопасности. Кнопка аварийной остановки на случай, если произойдет что-то опасное. Машина поставляется с ножным переключателем, который позволяет вам управлять процессом по своему усмотрению.
Как работает эта машина? Во-первых, установите все столбы в соответствии с арматурными стержнями, которые вы хотите согнуть. Затем установите индексные элементы в соответствии с желаемым углом. Затем поместите стержень между прочным гибочным диском и квадратной палкой.
Нажмите педаль, и стержень согнется менее чем за 3 секунды. Вы можете создать стремя целиком, не вынимая арматурный стержень.
К сожалению, ваш браузер не поддерживает встроенные видео.
Самое лучшее в станке то, что он может сгибать несколько арматурных стержней одновременно. Эта функция редко доступна на других машинах.
Часто задаваемые вопросы
Q1. Можете ли вы нагреть арматуру
Некоторые люди могут подумать, что нагрев арматуры облегчит процесс гибки. Основным компонентом арматуры может быть сталь, но она также состоит из цинка, свинца и олова. Нагрев арматуры снижает ее пластичность и делает более хрупкой. Это также снизит прочность арматуры. Арматура, подвергшаяся воздействию высоких температур, в любой момент может сломаться.
Q2. Is It Hard to Bend Rebar
Изгиб арматуры требует техники. Конечно, если вы пытаетесь согнуть его одними руками, то это будет тяжело. Но даже без машины, если вы приложите правильный крутящий момент, штанга легко согнется. Чем больше увеличивается размер арматуры, тем сложнее ее согнуть.
Нажмите для поиска
Искать:
Арматура в работе | Для профессионалов строительства
Станки для резки и гибки арматуры
помогут вам сэкономить время и деньги на бетонных работах.
14 декабря 2007 г.
Джин Фейнгольд
Когда подрядчикам по бетону нужно отрезать или согнуть арматуру, у них есть три варианта. У них может быть изготовитель, предварительно вырезавший или предварительно согнувший арматурный стержень в соответствии со спецификациями. Они могут попросить своих бригад использовать ручные инструменты для ручной резки или гибки в процессе работы. Или они могут использовать станки для резки и гибки арматуры на строительной площадке или в своих мастерских. Подрядчики говорят, что нет никакой разницы в качестве или прочности между предварительно спроектированной и изготовленной своими руками арматурой, вырезанной машинным способом или изогнутой.
Преимущества владения станками
Для крупных работ, где детали стали указаны в чертежах, имеет смысл заказать всю указанную арматуру у производителя. Но для небольших работ наличие резака и гибочного станка для арматуры позволит выполнить работу быстрее и безболезненнее, чем использование ручных режущих инструментов. «Как правило, мы говорим людям, что один человек на одном из наших станков может выполнить работу двух человек за половину времени», — отмечает Фрэнк Олах, президент производителя арматурных инструментов Fascut Industries. Это означает, что один рабочий может отрезать или согнуть в четыре раза больше арматуры в час, используя станок, чем вручную.
Домашний строитель Ричард Сир из Mastercraft Construction, у которого есть два режущих и гибочных узла EZE Bend, выполняет работу с арматурой как минимум в пять раз быстрее, чем при ручной резке. «Это экономит бесчисленное количество часов», — отмечает он. «Это значительно упрощает работу. Раньше ребятам приходилось резать и изготавливать арматуру, и это была худшая работа на строительной площадке. Теперь всем нравится это делать».
Небольшие устройства для резки и гибки арматуры весом до 200 фунтов. могут быть подняты и перенесены двумя рабочими для легкой транспортировки на рабочую площадку. Большие машины могут весить около 400 фунтов, поэтому для их перемещения требуется мини-погрузчик. Эти большие машины чаще используются в магазине. Меньшие машины могут обрабатывать арматурные стержни до № 6, а более крупные — до № 8. Подрядчики, владеющие обоими размерами, обычно берут с собой маленькую машину на строительную площадку, а большую машину используют в помещении в плохие погодные дни, чтобы предварительно разрезать и предварительно согнуть арматуру для предстоящих работ.
Еще одним преимуществом использования станка является простота изготовления большого количества одинаково согнутых деталей. Например, когда подрядчикам требуется большое количество хомутов или квадратные формы, используемые в бетонных колоннах для удержания вертикальной арматуры, каждый хомут должен иметь точные изгибы в нужных местах. Трудно сделать каждый изгиб одинаковым сгибанием рук. «С помощью гибочного станка вы можете установить эталон, на который будет опираться стержень, чтобы каждый раз получать один и тот же размер изгиба», — говорит Олах.
Экономия времени и денег
Если бы станков для резки и гибки арматуры не было, основным вариантом даже для работ среднего размера был бы заказ готовой арматуры у производителя. Подрядчики говорят, что у этого есть две проблемы. «Это было бы дороже», — говорит Майк Каттл из The Jasper Company, где используются станки для арматуры Multiquip. «Нам пришлось бы ждать от двух до трех дней в зависимости от количества. Вы можете улучшить свои показатели в полевых условиях и свое количество с помощью собственной машины, поэтому таким образом вы можете быть уверены, что у вас достаточно арматуры». В противном случае, по его словам, он обычно заказывал дополнительную арматуру у производителя, чтобы быть уверенным, что у него есть все необходимое для работы.
Ян Гислер из ICF Builders ценит возможность изготовления нестандартных арматурных стержней. «Поскольку большинство наших проектов связаны с изготовлением на заказ, система EZE Bend позволяет нам почти мгновенно сгибать и резать арматуру по индивидуальному заказу, заказывая арматурные стержни прямой длины и изготавливая их на месте по требованию», — говорит он. «Мы можем использовать эту систему либо в «режиме производственной настройки», когда человек вырезает и сгибает арматуру по мере ее вызова, а также использовать ее портативность для сгибания врезных дюбелей, которые были установлены в ранее отлитые бетонные стены на месте в плиты перекрытия. Без этих машин производительность на стройплощадке снизилась бы, а затраты на покупку готовых материалов были бы выше. Использование сборных материалов может привести к задержкам, вызванным изменениями в конструкции или неправильным деталировкой армирования. »
Компания Giesler режет и изгибает 99 процентов своей арматуры на стройплощадке при возведении изолирующих стеновых систем из бетонной опалубки. В некоторых местах, где строит компания, нет легкого доступа к производителям, что делает использование их собственного оборудования для резки и гибки еще более важным.
Несмотря на то, что Шон О’Коннор из Badger Swimpools говорит, что около половины арматуры, которую они используют при строительстве бассейнов и аквапарков, у них сборная, они ценят свой резак и гибочный станок Fascut. «В индустрии аквапарков так много вещей неправильной формы», — отмечает он. «Это позволяет нам иметь полную гибкость в выборе формы стали вместо того, чтобы полагаться на предварительно разработанные заводские чертежи для резки и гибки деталей по размеру. Многие люди полагаются на предварительно спроектированную арматуру, которая работает, если их Все задания имеют стандартные размеры. Нам требуется время, чтобы предварительно разработать, утвердить и проверить чертежи».
Гислер считает, что использование оборудования для арматуры на месте экономит его компании в среднем 500 долларов на одном жилом проекте и больше на коммерческих проектах. «Один парень может детализировать всю сталь, необходимую для пола квартиры площадью 5000 кв. футов, менее чем за три часа, включая резку, гибку, связывание, маркировку и перемещение на этаж, где она будет использоваться», — указывает он. вне.
«Инструменты в основном представляют собой небольшие гидравлические цилиндры, — отмечает Гислер. «Гидравлические цилиндры могут выдерживать массу нагрузок по сравнению с электродвигателями. Силовые головки EZE Bend легче, чем большинство режущих и гибочных станков, предлагаемых на рынке, и намного меньше с распределением веса таким образом, что их можно использовать почти весь день без двух рук. Руки.»
Компания Giesler адаптировала оборудование для удовлетворения своих потребностей, используя гидравлический насос от более крупной модели на портативном устройстве, что позволило согнуть стержень № 5 на 90 градусов примерно за три секунды.
ICF Builders также использует газовую пилу для резки целых связок арматуры до заданной длины. Он еще больше ускоряет установку арматурных стержней за счет использования зип-ярусов с обратным янки и форм, которые имеют встроенные армирующие замки, исключающие завязывание соединений. У Badger Swimpools есть машина Lobster меньшего размера, которая используется для вырезания отверстий для труб и отверстий после установки арматуры. Его работа идет быстрее благодаря использованию арматурных стульев и ярусов Max USA, которые представляют собой ручные электрические ярусы для арматуры, которые автоматически связывают арматуру в соединениях внахлестку.
Заблаговременное планирование
Поскольку на ремонт гидравлического насоса может уйти около двух недель, Сир имеет дополнительный насос, чтобы поддерживать его систему в рабочем состоянии каждый день. Он также купил дополнительный гидравлический шланг в качестве меры предосторожности против простоев. Он обнаружил, что его машина для гибки EZE надежна: не требуется ремонт резака или гибочного станка и лишь небольшой ремонт насоса и шланга.
Строительная компания Сира режет и гнет 90 процентов всей арматуры, которую использует. Отчасти это связано с меньшими объемами работ, а также с тем, что ближайший производитель находится в 100 милях от завода, что делает сборную арматуру неудобной. Они сначала планируют все разрезы, а затем делают их, прежде чем прикрепить трубогиб и сделать необходимые изгибы. Возможность самостоятельно изготавливать арматуру стоит «тысячи, тысячи и тысячи долларов каждый год», — говорит Сир. «Это экономит много человеко-часов».
Когда бригады Badger Swimpools работают на более крупном объекте, О’Коннор говорит, что более эффективно использовать поставщика для резки и гибки стали, особенно с учетом того, что поблизости находится несколько производителей. Для небольших проектов они предпочитают использовать собственные станки для производства арматуры. Поскольку их рабочие места имеют уклоны, изгибы и уникальные углы, резка и гибка собственной арматуры также экономит время, поскольку необходимые детали легко доступны. «Если вы делаете фундамент, в большинстве случаев это делается поэтапно или поэтапно, что позволяет им делать подробные чертежи и эффективно их изготавливать», — объясняет он. «Для неправильной формы и наклона каждая пара баров отличается. Если вы делаете бассейн размером 30 футов на 60 футов и 3 фута, от 6 дюймов в глубину до 6 футов, наклон постоянно меняется, поэтому вам пришлось бы сортировать стержни, если бы они были предварительно нарезаны. Это почти проще сделать по размеру там, в бассейне ».
Даже стеновые системы могут иметь необычные углы. «Для некоторых опор слишком сложно заранее спроектировать арматуру», — отмечает Каттл из The Jasper Company. «Вы должны понять это на работе».
Низкие первоначальные затраты и затраты на техническое обслуживание
Невысокая цена начального уровня на устройства для резки и гибки арматуры, и они питаются от электрической сети или от генераторов. Они также поставляются с автономными гидравлическими насосами.
Техническое обслуживание требует простой, но регулярной очистки и смазки нескольких движущихся частей. Режущие лезвия можно перевернуть с каждой из восьми сторон, когда одна сторона затупится, поэтому лезвия прослужат долго. Сами машины также надежны и относительно легко ремонтируются в случае необходимости. По мере роста затрат на рабочую силу владение устройством для резки или гибки арматуры становится еще более целесообразным для бетонных подрядчиков, которые используют арматуру во многих проектах.
Инструмент для связывания арматурных стержней помогает снизить травматизм рабочих
Если ваши работники занимаются связыванием арматурных стержней, вам необходимо знать об ярусах арматурных стержней с батарейным питанием. Эти инструменты могут значительно сократить время вязки и облегчить проблемы со здоровьем, связанные с ручной вязкой арматуры.
Недавнее исследование, проведенное Национальным институтом безопасности и гигиены труда (NIOSH), показывает, что использование яруса арматуры с питанием от батареи значительно снижает использование быстрых и повторяющихся движений запястья и предплечья, тем самым снижая риск развития поясницы. , профессиональные заболевания опорно-двигательного аппарата.
В феврале 2003 года NIOSH провел исследование для оценки опасности для здоровья для Genesis Steel Service Inc. (GSSI), подрядчика по строительной арматуре и конструкционной стали в Балтиморе, штат Мэриленд. нарушения опорно-двигательного аппарата рук в результате ручного связывания стальной арматуры на бетонных настилах мостов и других работах с большими бетонными плитами. Организация также исследовала, может ли использование яруса арматуры с питанием от батареи быть эффективным для предотвращения связанных с работой заболеваний опорно-двигательного аппарата верхних конечностей и спины.
Исследование показало, что ручная вязка арматуры на уровне земли с помощью плоскогубцев и проволоки требует постоянного глубокого изгиба туловища и быстрых и повторяющихся движений рук и запястий. Использование яруса на батарейках значительно уменьшило такие движения и освободило одну руку для поддержки веса туловища во время обвязки. Добавление удлинительной рукоятки к ярусу с батарейным питанием позволило рабочим связывать арматуру в вертикальном положении, что еще больше снизило вероятность получения травм.
По заявлению производителя, многоярусные арматурные стержни Max предназначены для сокращения времени связывания, а также для снижения риска получения травм в результате повторяющихся движений. Модель Макса RB655 может связать до #9x #8 арматурных стержней (или любую комбинацию до 17), используя комбинацию вязальной проволоки 16 калибра и мощного крутильного двигателя. Использование проволоки регулируется автоматически, чтобы соответствовать размеру галстука и повысить производительность. Один рулон проволочных стяжек от 120 до 230 стяжек.
Для получения дополнительной информации об исследовании NIOSH, упомянутом в этой статье, посетите сайт www.cdc.gov/niosh/hhe/reports.
Fascut Industries Inc.
EZE Bend, Inc.
Армированная базальтовым волокном арматура
Rebar Benders and Cutters
Fascut Industries Inc.
EZE Bend, Inc.
The Contractor’s Welded Wire Reinforcement (WWR) Dilemma
Guide to Fiber-Reinforced Concrete: Tips для проектирования, спецификации и применения
PSI Fiberstrand REPREVE 225 Экологически чистая микрофибра для армирования бетона
10 Что нужно знать об армировании бетона волокном
Дилемма подрядчика по армированию сварной проволокой (WWR)
Должна быть альтернатива демонтажу и замене WWR.
Борьба с трещинами в плитах с необычной геометрией панелей
Советы по борьбе с трещинами в бетонных панелях необычной формы.
6 научно доказанных способов сохранять прохладу во время работы в жару
Эти научно обоснованные советы помогут вам сохранить прохладу в любую жару
Этот подрядчик полагается на роботизированную вязку арматуры
TyBOT от Advanced Construction Robotics помогает Shelby Erectors повысить рентабельность и повысить удобство для владельцев проектов, а затем IronBOT еще больше ускорит работу. требования к арматуре как A706. Материал A706 теперь соответствует или превосходит все химические и механические требования для соответствующего размера и сорта A615.
GatorBar Утвержден Департаментом транспорта штата Вирджиния
Композитная арматура, армированная стекловолокном, GatorBar была включена в Оценочный список новых продуктов Департаментом транспорта штата Вирджиния.
Diablo сверлит арматуру насквозь с помощью сверла Rebar Demon SDS в World of Concrete 2022
Передовой опыт работы с георадаром: сэкономьте время, деньги и головную боль подрядчиков по бетону для соблюдения правил техники безопасности и передового опыта георадар становится все более распространенной технологией, используемой на стройплощадке.
Методология обнаружения арматуры
Существует несколько методов, доступных для бетонных подрядчиков, каждый из которых имеет свои плюсы и минусы. Наиболее распространены вихревые токи (EC), георадар (GPR) и цифровая рентгенография (DR).
Макроволокна и Суперкубок — внутри бетона самого большого стадиона НФЛ
Использование синтетического волокна позволило сэкономить затраты, время и трудозатраты на строительство стадиона SoFi за счет использования армированного волокном бетона на верхних палубах.
Исследовательская группа изучает арматуру на основе конопли
Группа исследователей из Политехнического института Ренсселера нацелилась на разработку арматуры для бетона, изготовленной из конопли. Исследования продолжаются.
3D-печать бетона, армированного графеном, и его преимущества
Поскольку в процессе 3D-печати бетона не используются бетонные формы, обычные средства армирования, такие как арматура и проволочная сетка, не могут использоваться — графен оказывается одной из наиболее перспективных добавок для печати. конкретный.
Робот для гидродемонтажа Aqua Cutter 750V
Благодаря запатентованному Aquajet колебанию Infinity, которое перемещает водяную струю в форме восьмерки, удаляя больше бетона за один проход, уменьшая затенение, устраняя риск образования отверстий в трубах и обеспечивая идеальную поверхность склеивания .
Дисковый станок для распиловки бревен LAIMET 100 (Финляндия)
НАЗНАЧЕНИЕ:
Предназначен для продольной распиловки бревен и получения качественного пиломатериала с высокой точностью размеров и производительностью до 30 м3/смена по сырью.
СХЕМА ОБРАБОТКИ:
ОБЛАСТЬ ПРИМЕНЕНИЯ
Применяются в лесопильном производстве средней мощности в качестве основного головного станка для распиловки круглого леса на пиломатериал высокого качества.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
Высокая производительность;
Не требует сортировки бревен;
Не требует фундамента;
Индивидуальный раскрой бревна;
Быстрая установка на распиливаемый размер заготовки;
Высокая точность геометрических размеров;
Быстрая самоокупаемость;
В базовый комплект поставки входит аспирационное устройство без накопителя!
Производительность — 20-40 куб. м. леса в смену (8 часов). Объёмный выход — 50-65% экспортного качества.
Возможность установки любого дополнительного оборудования для автоматизации процесса распиловки и надёжные комплектующие.
ПРИНЦИП РАБОТЫ:
Бревно с помощью гидроподъемника подается на рабочий стол, где ориентируется и закрепляется крюками. Затем оператор, управляя гидроприводом, подает стол с бревном на пилу и срезает горбыль. Стол возвращается в исходное положение, бревно поворачивается на срезанную поверхность, и срезается второй горбыль. Далее с помощью базовой стенки устанавливается требуемый размер пиломатериала, бревно с помощью прижимного ролика прижимается к базовой стенке и распиливается в размер.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ И ОПЦИИ
ГИДРАВЛИЧЕСКИЙ ШТУРМАН БРЕВНА С КАНТУЮЩИМ МЕХАНИЗМОМ (ОПЦИЯ)
Предназначен для позиционирования бревна на каретке и дальнейшего переворачивания на срезанную поверхность. Необходим для уменьшения времени на установку и кантования бревна, что существенно увеличивает производительность станка.
ПРИВОДНАЯ «РЯБУХА»
Подача бревна в зону пиления осуществляется при помощи приводной «рябухи». Обеспечивает плавную подачу сырья, чётко базирует и прижимает заготовку относительно распила. Скорость подачи рябухи меняется в зависимости от скорости подачи подающей каретки.
ВЕРХНИЙ ПИЛЬНЫЙ ДИСК (ОПЦИЯ)
Дополнительный верхний диск позволяет распиливать бревна диаметром до 800 мм.Пильный диск расположен ровно позади заднего этим достигается абсолютно гладкая линия пропила даже при обработке бревен большого диаметра.
ГИДРАВЛИЧЕСКИЙ ПОДЬЁМНИК БРЕВНА (ОПЦИЯ)
Подъемник служит для подъема бревен с пола на стол станка. Привод подъемника осуществляется от гидроцилиндра. От его быстродействия зависит производительность станка, особенно на тонкомере. . Подъемник необходим для работы в простейшем технологическом потоке при параллельной подаче бревен к станку. Для повышения производительности обязательно применение бревнотаски для последовательной подачи бревен с биржи на уровне стола станка. В этом случае подъемник можно исключить.
ЛАЗЕРНАЯ ЛИНЕЙКА (ОПЦИЯ)
Лазерная линейка показывает линию пропила на поверхности бревна для более точной установки бревна на столе.
ПРИЖИМНАЯ ЛИНЕЙКА
Служит базой и измерительной линейкой при подаче бревна. Размер заготовки изменяется по штрих-линейке рычагом.
УСПОКОИТЕЛЬ
Успокоитель необходим для уменьшения колебательных движений тела пилы, что обеспечивает высокое качество получаемых пиломатериалов. Устанавливаются спереди и сзади пилы.
ЭЛЕКТРОННЫЙ УЗЕЛ УСТАНОВКИ РАЗМЕРОВ (ОПЦИЯ)
Электронный узел установки размера отпиливаемого материала, ускоряющий работу на 10%. Узел программируется на 48 размеров как по английскому, так и по метрическому стандартам. Он позволяет легко переходить с размеров для сухой древесины на размеры для сырой древесины, чтобы пиломатериал точно соответствовал стандартам.
УПОР ДЛЯ КРЕПЛЕНИЯ БРЕВНА (ОПЦИЯ)
Торцевой гидравлический фиксатор для закрепления бревна. Фиксирует и закрепляет бревно обеспечивая устойчивое положения бревна при первом пропиле.
ДЕБАРКЕР (ОПЦИЯ)
Фреза для очистки коры вдоль линии распила, что увеличивает период между заточками зубьев
ХАРАКТЕРИСТИКИ:
Размеры обрабатываемого бревна, мм: – диаметр
100÷700
– длина
2 000÷8 000
Максимальная высота пропила :
445
Толщина получаемого пиломатериала, мм
16÷300
Ширина подающего стола ,мм
700
Диаметр пильного диска, мм
1000
Диаметр вала ,мм
55
Диаметр посадочного вала пилы ,мм
50
Скорость вращения пильного вала, об/мин
1030
Скорость подачи бесступенчатая, м/мин
0÷100
Производительность по круглому лесу м3/час
2÷3
Выход готового пиломатериала, %
до 65
Мощность эл. двигателя пилы, кВт
45
Габарит, мм
16 000х1960х1730
Масса, кг
3 500
В комплекте с станком покупают:
Система аспирации и воздуховоды.
Многопильный станок.
Ремонт и восстановление дисковых пил.
Дисковые пилы.
Заточной станок.
Круги заточные.
Автоматизация лесопиления.
Какой станок для распиловки бревен выбрать: круглопильный или ленточный?
Для промышленного распила дерева используются два типа станков — круглопильные и ленточные. Каждая разновидность имеет свои особенности, о которых нужно знать перед покупкой. Ниже мы рассмотрим преимущества и недостатки этих моделей и решим, какой же из станков лучше.
Круглопильные станки
Простейшая установка состоит из станины, пильного вала и механизма подачи. Могут оборудоваться одной или несколькими пилами для быстрого изготовления брусьев. Также в состав устройства могут включаться зажимы для фиксации брусьев. Бревна распиливаются в один проход без каких-либо возвратных движений.
Основные преимущества круглопильных станков:
Очень высокая скорость подачи.
Простота конструкции и эксплуатации.
Быстрый и недорогой ремонт в случае поломки.
Легкость установки и настройки.
Низкая стоимость.
Но не будем забывать и о недостатках:
Не подходит для брусьев нестандартной формы (изогнутые, с сучками и другие).
Средняя точность распила.
Ленточные станки
Установка имеет вид платформы, на которую установлена ленточная пила в горизонтальной или вертикальной плоскости. Большинство устройств оборудованы одной пилой, однако существуют и двухпильные приборы. Перед подачей бревно фиксируется с помощью специальных зажимов. При необходимости может устанавливаться усиленная пила для резки металлических объектов.
Плюсы подобных станков:
Высокая точность при распиле бревен.
Можно работать с брусьями любой формы.
Возможность работы с металлом.
Простота эксплуатации и настройки.
Минусы технологии:
Низкая скорость подачи.
Большая цена.
Сложный требовательный монтаж.
Выводы и отличия
Подведем итоги:
Круглопильные станки обеспечивают высокую скорость подачи, они дешево стоят и не нуждаются в специальном монтаже и настройке. Однако качество распила будет средним, а при наличии сучков и неровностей необходимо выполнить первичную зачистку дерева.
Ленточные станки могут распиливать дерево любой формы и конфигурации, они обеспечивают отличное качество резки, а при необходимости их можно перенастроить для работы с металлом. Однако они дороже стоят, сложнее устанавливаются, а скорость работы подобных приборов достаточно низкая.
Купить станки Вы можете у нашей компании НПФ «Техпромсервис». В нашем распоряжении имеются установки любой разновидности и конфигурации, а найти их Вы можете в каталоге. При необходимости мы готовы подобрать устройства, которые подойдут именно для Вашего дома или бизнес-проекта.
Обращение в нашу компанию имеет множество плюсов — удобное и быстрое оформление, возможность доставки, низкая цена и другие. Мы Изготавливаем станки сами, поэтому Вам не придется платить лишние деньги перекупщикам. Чтобы сделать заказ или получить бесплатную консультацию, позвоните по нашему телефонному номеру.
Машины для обработки дерева, оргстекла, алюминия, полистирола, композитных панелей (алюкобонд), переработки и т. д.
оргстекло
АЛЮМИНИЙ
КОМПОЗИТНЫЕ ПАНЕЛИ
ПОЛИСТИРОЛ
ПЕРЕРАБОТКА
КОНТАКТЫ
Машины для обработки дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т. д.
Машины для обработки дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т.
д.
Код товара:
LT70AC
Категория: ЛЕНТОЧНЫЕ ПИЛЫ ДЛЯ БРЕВЕН
Описание
Дополнительная информация
Отзывы (0)
Описание
ЛЕНТОЧНАЯ ПИЛА ДЛЯ БРЕВЕН (ЛЕПИЛЬНЫЕ ЗАВОДЫ) мод. LT70AC с дистанционным управлением – Высокая скорость резки в сочетании с автоматической обработкой распиленного материала. LT70AC — ключ к производству и прибыли. Имеет возможность производить 4500 м3/год пиломатериалов при ежедневной рабочей нагрузке 2-3 м3/час, распиловка досок см. 2,5 толщиной. Своими узкими ленточнопильными ножами производит небольшое количество опилок, увеличивая производство пиломатериала по сравнению с другими машинами с другой технологией. № Электрический двигатель мощностью 18,5 кВт может распиливать бревна больших размеров при значительно меньшей экономии энергии, чем у других машин. Модель LT70AC с дистанционным управлением почти аналогична старшей промышленной модели LT300, поскольку она имеет лезвия с полным покрытием, что снижает риск несчастных случаев на работе, поскольку оператор находится далеко от режущей головки. Станок LT70AC с дистанционным управлением предназначен для использования в качестве основного станка в любой новой или уже существующей фирме в области деревообработки, поскольку он часто не требует технического обслуживания при очень большом производстве пиломатериалов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Макс. размер бревен : диам. см. 95×6,1 м. длина Перемещение бревен : полностью гидравлическое с цепным устройством для поворота бревен в 2 направлениях со скрытым опорным угольником Режущая головка с электроприводом переменного тока : автоматическая подача и толщина резки Двигатели по запросу : электрический 18,5 кВт
Он сочетает в себе непревзойденную конструкцию и чертеж в своей области.
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Вам нужна информация об этом продукте?
+39.329.2736832
Чат WhatsApp
В акции …
Другое интересное оборудование …
Предыдущий
Следующий
Вам нужна информация?
Воспользуйтесь чатом, звоните, пишите
Чат WhatsApp
Нажмите на иконку и откройте чат, мы ответим вам в режиме реального времени
+39.329.2736832
Звоните с 9:30 до 19:00, с понедельника по пятницу
Запрашивайте информацию и консультацию у наших специалистов 365 дней в году
Оборудование для обработки дерева, оргстекла, алюминия, композитных панелей (алюкобонд, дибонд и т. д.), полистирола. Вертикальные панельные пилы MAKK.it , компакторы для полистирола ECOMAKK.it и т. д.
Политика конфиденциальности Политика использования файлов cookie
НАШИ УСЛУГИ
ПОДДЕРЖКА: Помощь с нашими техническими специалистами.
СЛУЖБА ДОСТАВКИ: Транспортные услуги, сборка и проверка по запросу.
КОНСАЛТИНГ: Звоните и общайтесь в видеочате, чтобы предложить лучшее решение для вашей работы.
ГАРАНТИЯ: Гарантия MakXilia 24 месяца на все машины и системы.
СТАНКИ ДЛЯ ОБРАБОТКИ КОМПОЗИТНЫХ ПАНЕЛЕЙ
Обрабатывающие центры с ЧПУ вертикальной плоскости для сверления, формовки, резки, фрезерования композитных панелей ACM/AP (Alucobond, Larson, Sibalux, Vitrabond, Alpolic), сотовый алюминий (Alucore, Honylite, Plascore ), гофрированный алюминий (Metawell, Doluflex), фиброцемент (Cembrit, Equitone, Copanel), HPL (Trespa, Fundermax, Polirey), легкие панели для фото и рекламы и т. д.
НЕ ЗАБУДЬТЕ ПОДПИСАТЬСЯ
Получайте все наши новости и акции на свой электронный адрес
Ваша подписка не может быть подтверждена.
Ваша регистрация прошла успешно.
Следуйте Makxilia
Полистирол (EPS) Машины.
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
Пылеудаляющие аппараты, строгальные станки, универсальные комбинированные станки, комбинированные кромко-строгальные станки, рейсмусовые станки, циркулярные пилы, торцовочные пилы, радиальные пилы, торцовочные пилы, вертикальные панельные пилы, шипорезные станки, обрабатывающие центры с ЧПУ, лазерные Пантографы, всасывающие системы, прессы, щеточные станки, станки для обработки деревянных балок, горизонтальные панельные пилы и т. д.
МАШИНЫ ДЛЯ ОБРАБОТКИ ОРГСТЕКЛА, ПЛАСТИКА
Полировальные станки для кромок, гибочные станки для панелей и листов из оргстекла, метакрилатных панелей и листов, нагревателей оргстекла, пластика Листовые термоформовочные станки, панельные пилы для панелей из плексигласа, поликарбоната и метакрилата, фрезерные станки, станки с ЧПУ и лазерные пантографы и т. д.
СТАНКИ ДЛЯ ОБРАБОТКИ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ
Торцовочные пилы с 2 головками, фрезерные станки, пантографы, торцовочные станки, торцовочные пилы с одной головкой, роликовые направляющие, дисковые пилы, всасывающие устройства и т. д.
Ручные и автоматические вертикальные панельные пилы для резки панелей
Компакторы Измельчители для отходов полистирола Eps
Машины для обработки панелей и блоков из оргстекла, метакрилата, поликарбоната и т. д.
Машины для переработки отходов древесины, пластика, бумаги, картона, полистирола, металлов и т. д.
Пила для дров
Безопасная и эффективная распиловка дров нашими пилами для бревен
С помощью классической пилы для дров или автоматической пилы от POSCH вы можете легко обрабатывать круглый лес или бревна. Наклонные пилы или роликовые пилы впечатляют своей чрезвычайной легкостью перемещения, надежностью и эргономикой. Наши пилы для дров с конвейерной лентой режут и загружают за один рабочий шаг. Для больших объемов правильным выбором будут автоматические пилы или полностью автоматические высокопроизводительные пилы AutoCut.
Наши пилы рассчитаны на несколько поколений. С порошковым покрытием, прочный и изготовленный из высококачественных компонентов. Само собой разумеется, что это еще и максимально безопасно!
Firewood Saws
Классические пилы с пожарами
Наклонные пилы / Столовые пилы
Приводные варианты
пило классика, наклонная пила , циркулярная пила с роликовым столом и универсальная пила UniCut .
Пильный диск из хромового сплава Ø 70 см распиливает дрова до 24 см . Большие цельнорезиновые колеса Ø 30 см или трехточечное крепление обеспечивают удобную транспортировку.
Удобное дополнительное оборудование , такое как продольный упор или удлинитель наклона для более длинных заготовок, значительно облегчают распиловку дров.
Tilting saw
Roller bench saw
UniCut
Drive variants
The perfect drive for your application
Electric motor with direct drive Пильный диск установлен на валу двигателя с прямой передачей мощности двигателя на пильный диск.
Электродвигатель с клиноременной передачей Для оптимальная скорость резки , улучшенная производительность резки и сниженная потребляемая мощность. Электродвигатель соединен с пильным диском клиновым ремнем и защищен от перегрузок.
Привод ВОМ от трактора При использовании ВОМ отдельно или в сочетании с электродвигателем это вариативное решение также работает независимо от источника питания.
Бензиновый двигатель С клиноременным приводом через 4-тактный бензиновый двигатель , это многоцелевое решение можно использовать где угодно независимо от источника питания.
Electric motor with direct drive
Electric motor with V-belt drive
PTO drive from tractor
Petrol engine
Saw blades
Увеличенный срок службы и сниженный уровень шума
В стандартном исполнении пилы для бревен POSCH оснащены 70-сантиметровым пильным полотном из хромового сплава. Для интенсивного использования и увеличения срока службы мы рекомендуем наши специальные Твердосплавные пильные полотна WIDIA , более тихие и долговечные. По сравнению с пильными полотнами из хромового сплава они потребляют меньше энергии, работают значительно тише и дополнительно увеличивают срок службы в 8-10 раз, так как их реже приходится затачивать. Для точной продольной и раздельной резки рекомендуется пильный диск Hannibal , который обеспечивает наилучшие результаты даже при небольшой мощности двигателя. Зубья пилы с кластерными зубьями благодаря своей конструкции самоочищаются и обеспечивают аккуратный рез.
Все лопатки с бревенчатой пилой в подробности
Рыцы и пилинг -диск
Светы с конвейерной лентой
Спило инновационная концепция
Прецизионная высокопроизводительная пила
Пилы с ленточным конвейером
Все пилы для дров с ленточным конвейером
Ручной привод пилы для дров WippCut и EasyCut для резки заготовок, а также новая наклонная пила с конвейерной лентой круглый лес до Ø 20 или 24 см. Ими можно управлять в одиночку или вдвоем , что увеличивает производительность резки.
В автоматических пилах SmartCut и AutoCut процесс пиления осуществляется механически. Когда желаемая длина реза определяется на SmartCut с помощью продольного упора , AutoCut измеряет заготовки помещаются туда оптически и укорачиваются до необходимой длины – без обрезки там, где это необходимо. В идеальном случае перерабатывает до 15 м3 в час .
К видеороликам
Безопасное пиление с инновационной концепцией
Пилы для дров EasyCut и SmartCut
Экономия времени и безопасность: Работа EasyCut от POSCH дает значительное преимущество в плане скорости. Запатентованный волнообразный упор позволяет отрегулировать необходимую длину заготовки без инструментов всего за несколько шагов. Для последующей работы распиливаемые бревна укладываются в эргономичный корыто для бревен и автоматически скользят до упора.
Загрузка без напряжения и автоматическая распиловка: Оператор толкает бревна для распила в стоячий желоб на эргономичной высоте . EasyStop служит для остановки полностью автоматического корыта. Все остальное SmartCut делает за один рабочий шаг и автоматически выбрасывает отрезанные до нужной длины заготовки по ленточному конвейеру.
EasyCut
SmartCut
The precision high-performance saw
The revolutionary sawing concept for more power
With the AutoCut, an outstanding sawing device offering particular user friendliness and an невероятное преимущество в производительности завоевывает рынок. В идеальных условиях один оператор обрабатывает до 15 кубометров заготовок в час с ним. Комбинация системы подачи EasyGo (подана заявка на патент) и CutControl идеально обрезает каждую заготовку до требуемой длины, а также обрезает ваши бревна без нежелательных обрезков, если это необходимо .
Токарный станок — принцип работы, описание :: ТОЧМЕХ
Современные токарные станки и токарные обрабатывающие центры.
Настольный токарный станок.
Все части токарного станка установлены на прочной основе — станине. Та часть станка, которая держит и вращает деталь, называется передней бабкой. В ее корпусе имеется шпиндель со ступенчатым шкивом на одном конце и патроном — на другом. У мощных скоростных станков, которыми оснащены наши заводы, шкив заменен коробкой скоростей. На другом конце станины находится задняя бабка, которая удерживает правый конец детали при обработке в центрах. В верхней части корпуса задней бабки находится пиноль, двигающаяся влево и вправо с помощью маховичка с винтом и гайки.
Задняя бабка токарного станка.
В коническое отверстие в передней части пиноли вставляется центр. В случае надобности сюда же можно устанавливать сверла, развертки и другой инструмент. Заднюю бабку можно передвигать по направляющим станины, устанавливая ее на нужное расстояние, в зависимости от размеров обрабатываемой детали.
Между передней и задней бабками помещается суппорт с резцедержателем. Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.
На рисунке изображены резцедержатели, употребляемые для легких и средних работ. Обычно же на станках средних размеров ставятся резцовые головки, позволяющие закреплять одновременно четыре резца. Для поворота головки нужно отвернуть рукоятку или гайку в верхней ее части. В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи. Ременная передача работает хорошо, когда ремень достаточно натянут и охватывает большую часть шкива.
Для хорошего натяжения ремня у легкого настольного станка можно сделать приспособление, изображенное на рисунке. Ролик удерживает ремень в натянутом состоянии с помощью сильной пружины. Длина шпилек, соединяющих основание приспособления, должна быть несколько больше ширины шкива или равна ей. Ролик с боковинами перемещается по одной из шпилек, как по оси.
Современные токарные станки и токарные обрабатывающие центры
Токарные станки уже много веков являются основным производственным оборудованием. По статистике более 60% всех обрабатываемых деталей проходят через токарные станки. В последнее время эта доля стала еще больше — теперь на токарных станках проводится полная обработка деталей, включая фрезерование, сверление, нарезание резьбы и многое другое (например, гидростатическое накатывание). Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Токарные центры предназначены для комплексной обработки современным режущим инструментом с высокой скоростью сложных деталей различного профиля за одну установку: токарная, сверлильная, фрезерная обработка в одной операции. В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
Основные технологические параметры токарных центров
Для современных токарных центров характерно:
наибольший диаметр и длина обрабатываемой заготовки;
наибольший диаметр проката, проходящего через отверстие шпинделя;
диапазоны регулирования главного привода и подач.
ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ – ОБЗОР ОСНОВНЫХ ЭЛЕМЕНТОВ И ПАРАМЕТРОВ
Токарный станок – это универсальный агрегат, на котором можно вытачивать детали, сверлить отверстия, зенкеровать их, нарезать резьбу, а также выполнять многие другие операции. Если раньше станки можно было увидеть только на заводе, то в последнее время они уверенно завоевывают домашние мастерские, став вещью, обойтись без которой можно, но сложно.
Однако токарный станок – не дешевая покупка. Прежде чем его приобретать, стоит взвесить все «за» и «против», а главное – понять, какой именно станок вам нужен.
Конечно, крупногабаритные станки, какие используются на производстве, не влезут в мастерскую или гараж. Но это не нужно: существуют более компактные и простые модификации – настольные токарные станки по металлу, школьные станки, и мини-станки.
Как устроен токарный станок
Основа станка – это станина, как правило, отлитая из чугуна. На ней расположены все остальные элементы.
Заготовка детали укрепляется между передней (шпиндельной) бабкой, на которой расположен шпиндель, и задней бабкой. Шпиндель представляет собой металлический вращающийся вал с коническим отверстием в центре. В нем можно закрепить патрон для детали, планшайбу и другие необходимые приспособления.
Кроме того, на передней бабке есть коробка передач с рычагами для регулировки частоты вращения шпинделя.
Задняя бабка – узел, который нужен для фиксации детали с другой стороны. Также на ней можно устанавливать метчики, сверла, и другие инструменты, которые требуются для обработки детали. Для этого предназначена пиноль – цилиндр, в центре которого, как и у шпинделя, есть коническое отверстие.
Установленную на специальной плите, заднюю бабку можно передвигать вдоль станины. Таким образом можно отрегулировать расстояние между ней и шпинделем, и прочно зафиксировать заготовку детали. Подвижная задняя бабка нужна и тогда, когда требуется просверлить в детали сквозное отверстие.
Параллельно оси станка перемещается каретка, на которой укреплен суппорт. На суппорте стоит резцедержатель, головка которого способна поворачиваться и вести резец не только продольно, но и в поперечном направлении. Головку резцедержателя можно фиксировать под различными углами.
Основные параметры токарного станка
Как выбрать токарный станок? Есть важные характеристики, на которые следует обратить внимание.
Первый параметр – это расстояние между центрами передней и задней бабки (РМЦ). От него зависит наибольшая длина детали, которую можно обрабатывать на данном станке. Ось вращения между центрами является основной осью станка.
Второй параметр – максимальный диаметр обработки над станиной, измеряемый в миллиметрах. По нему определяют максимальный диаметр детали, которую можно установить в станок.
Наконец, важная характеристика – диаметр центрового отверстия шпинделя, куда можно установить заготовку. Особенно это важно при обработке прутковых деталей.
Как шпиндель, так и пиноль задней бабки должны быть хорошо отцентрованы и вращаться ровно, с минимальным биением. Для маленького домашнего станка это особенно важно.
Станина должна быть устойчивой и прочной, тогда вибрации, возникающие при работе станка, будут сведены к минимуму, и можно будет качественно обрабатывать на нем детали.
Хорошие станки оснащены коробкой передач на несколько скоростей (чаще всего – на две).
Некоторые станки имеют переключатель реверса. Реверс – это возможность менять направление движения резца. Такая функция бывает полезной во многих случаях.
Заглянув в инструкцию по эксплуатации токарного станка, предназначенного для работ по металлу, можно найти и другие технические характеристики:
Габариты (длина, ширина) и масса (в килограммах). Как правило, длина станков, которые можно поставить в своей домашней мастерской, не превышает 170 сантиметров, а ширина – 60 сантиметров. Весят «домашние» станки максимум 200 килограммов.
Мощность привода в киловаттах (до 0,6 кВт). Питающее напряжение в вольтах (В) и тип подключения к сети. К сожалению, не все станки работают от обычной трехфазной сети переменного тока.
Включение станка – осуществляется с помощью кнопки, а у некоторых моделей – с помощью реостата.
Число оборотов. У односкоростных станков оно варьируется от 0 до 1500 оборотов в минуту. У двухскоростных – 0-500 об/мин на первой скорости, и 0-2500 об/мин на второй скорости.
Дешевый или дорогой, простой или универсальный
Для работы дома лучше выбрать универсальный станок по металлу. Сложно угадать, что именно с его помощью придется изготавливать или ремонтировать – фронт работ у домашнего мастера очень широкий, и есть вероятность, что узкоспециализированный станок будет простаивать без дела.
Токарные станки различаются и по цене, и по оснащенности. Иногда не требуется тратить лишние деньги, чтобы приобрести дорогой станок с полным комплектом всевозможных приспособлений, ведь многие из них могут никогда не понадобиться. Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
Разновидности станков
Настольные, они же – токарные мини-станки по металлу. Обратите внимание, что некоторые модели этого типа выпускаются без задней бабки, что может существенно затруднить работу. В целом это станки наиболее простой конструкции: малые габариты, малый вес, достаточно легкая и неустойчивая станина.
Школьные станки, больше размером, чем предыдущие. У них имеется коробка передач на две скорости, и реверс.
Токарно-винторезные станки. Они больше подходят для гаража, чем для дома, имеют прочную станину, благодаря которой при работе почти не возникают ненужные вибрации.
Шпиндель в таких станках вращается почти без биения. Минусов у них только два: габариты и высокая цена.
Статья носит чисто информационный характер и призвана помочь разобраться в многообразии токарных станков и определиться с выбором подходящего лично вам.
Что такое токарный станок? Как это работает
Токарные станки являются одним из наиболее широко используемых обрабатывающих инструментов, которые обеспечивают гибкость для выполнения различных операций обработки на одном станке.
Эти станки доступны в различных размерах и имеют различные возможности обработки.
Поэтому важно понимать функциональность и изучать различные параметры токарного станка перед его покупкой.
В этой статье содержится подробное руководство по токарным станкам, а также рассказывается об их особенностях, типах и операциях обработки.
В конце этой статьи также будет рассказано о том, что следует учитывать при покупке токарного станка.
Что в этой статье?
Что такое токарный станок?
Детали токарного станка
Типы токарных станков
Механические операции, которые можно выполнять на токарном станке
Способы удержания на токарном станке
Применение токарного станка
Что следует учитывать перед покупкой токарного станка Часто задаваемые вопросы
6 90 вопросы (FAQ)
Что такое токарный станок?
Токарный станок представляет собой станок, состоящий из шпинделя, который вращает заготовку с высокой скоростью, в то время как режущий инструмент перемещается в плоскости X-Z для удаления материала и выполнения различных операций механической обработки, таких как токарная обработка, накатка, растачивание, нарезание резьбы, торцовка и т. д. Он обычно используется для создания осесимметричных деталей.
Это один из старейших инструментов, который найдет место почти в каждой механической мастерской.
Традиционные токарные станки имеют 2-осевую систему, в которой инструмент может располагаться спереди/сзади заготовки по оси X и слева/справа по оси Z.
Однако современные токарные станки с ЧПУ могут состоять из 3, 4 или 5 осей, что делает их идеальными для обработки сложной геометрии с коротким временем цикла.
Токарный станок состоит из различных частей, которые функционируют согласованно для выполнения различных операций обработки.
Станина
Станина — это основная часть токарного станка, на которой размещены все остальные детали.
Как правило, размер станины определяет максимальную длину заготовки, которую может обрабатывать токарный станок.
Передняя бабка
Передняя бабка — это удерживающая заготовку часть токарного станка, в которой находятся шпиндель, патрон, зубчатая передача и автоматические органы управления, такие как рычаги управления скоростью и подачей.
Стационарный элемент токарного станка, который не имеет относительного перемещения по отношению к шасси и обычно располагается с левой стороны станка.
На передней бабке также расположены рычаги управления скоростью вращения шпинделя, которые можно использовать для переключения между низкими и высокими оборотами шпинделя.
Задняя бабка
Задняя бабка расположена справа от станка и используется для удержания длинных заготовок.
Может перемещаться влево и вправо по направляющим вдоль оси Z для удержания заготовок переменной длины.
Однако не используется при обработке мелких деталей.
Подставка для инструментов
Подставка для инструментов удерживает режущий инструмент и обычно располагается на каретке между задней и передней бабками.
Поперечные салазки помогают позиционировать резцедержатель по оси X, а подающий стержень облегчает перемещение по оси Z.
Таким образом, совместное движение поперечных салазок и ходового винта обеспечивает передачу режущего инструмента в плоскости XZ.
Ходовой винт
Ходовой винт направляет продольное движение каретки. Его функция аналогична подающему стержню, но обычно используется при автоматизации подачи инструмента.
Автоматическая подача инструмента обычно используется в процессах чистовой обработки и нарезания резьбы.
Шпиндель
Шпиндель — это вращающаяся часть токарного станка, которая вращает заготовку на высоких оборотах.
Приводится в действие двигателем шпинделя, подключенным через ременную передачу или систему прямого привода.
Патрон
Патрон устанавливается на шпиндель и используется для удержания заготовки.
Стандартный патрон состоит из 3-х или 4-х кулачков, которые индивидуально регулируются с помощью зажимного ключа, чтобы удерживать заготовку на одной линии с осью токарного станка.
При токарной обработке выравнивание заготовки играет важную роль в качестве конечного продукта, и даже смещение на один градус может испортить работу.
Таким образом, циферблатный индикатор используется для проверки концентричности заготовки и ее точного выравнивания с продольной осью токарного станка.
Колеса с рукояткой
Обычно на токарном станке имеется три колеса с рукояткой.
Эти колеса используются для перемещения стойки инструмента, каретки и задней бабки по рабочей зоне токарного станка.
Колесики-рукоятки используются для ручного управления перемещением этих элементов по осям X и Z.
Серводвигатель для автоматической подачи
Серводвигатель используется для привода ходового винта для настройки автоматической подачи инструмента.
Этот двигатель управляет движением инструмента в соответствии с параметрами подачи и глубины резания, заданными оператором с помощью рычагов автоматического управления.
Режущий инструмент
Режущий инструмент устанавливается на стойке инструмента и используется для удаления материала с заготовки.
Существуют различные типы режущих инструментов для токарных станков, которые можно использовать для выполнения различных операций механической обработки на токарном станке.
Помимо всех этих компонентов, большинство токарных станков по металлу также состоят из системы подачи смазочно-охлаждающей жидкости туманного или струйного типа.
Типы токарных станков
Помимо дифференциации токарных станков по их размеру (мини, миди и полноразмерные), токарные станки классифицируются на основе их конструкции и функциональных возможностей.
Токарный станок с двигателем или центральный токарный станок
Токарный станок с центральным центром от Kingston
Это один из старейших токарных станков, используемых для обработки листового металла, и первоначально они приводились в движение паровым двигателем, отсюда и название Токарный станок с двигателем.
Это горизонтальный обрабатывающий инструмент, который в основном используется для выполнения различных операций механической обработки металлов, таких как токарная обработка, торцовка, накатка и т. д.
Токарные станки для двигателей являются одними из самых универсальных токарных станков, которые используются для изготовления металлических деталей для автомобилей. , изготовление и т. д.
В этом токарном станке инструмент устанавливается на стойке инструмента и может перемещаться в поперечном направлении (вдоль оси X) и в продольном направлении (вдоль оси Z) для выполнения желаемого процесса обработки.
Инструментальный токарный станок
Токарный станок инструментального цеха представляет собой токарный станок с модифицированным двигателем, обеспечивающий более высокую точность и аккуратность операций механической обработки.
Эти токарные станки обычно используются в промышленности, где требуется высокоточная коническая токарная обработка, нарезание резьбы или шлифование заготовки.
Токарные станки Toolroom имеют сравнительно меньший размер станины, чем стандартные токарные станки с двигателем. Токарный станок оружейника является примером токарного станка инструментальной мастерской.
Токарные станки с токарным станком и револьверной головкой
Токарные станки с токарным станком и револьверной головкой являются еще одной модификацией токарного станка с двигателем и используются для крупномасштабных операций механической обработки, где требуется крупносерийное производство с коротким временем цикла.
В этих токарных станках задняя бабка заменена шестигранной револьверной головкой, которая вмещает несколько станков и может выполнять различные операции обработки за один проход.
Токарно-револьверные и токарно-револьверные станки имеют схожие функциональные возможности, с тем основным отличием, что токарно-револьверные станки могут выполнять тяжелые операции обработки, тогда как токарные станки с токарно-револьверным приводом идеально подходят для облегченных операций.
Скоростной токарный станок.
Скоростной токарный станок.
В этих токарных станках инструмент помещается на подручник и перемещается вручную для выполнения требуемой операции обработки.
Ручной инструмент устраняет необходимость в различных удерживающих инструмент частях, таких как инструментальная стойка, подающий винт, поперечная рейка и т. д., тем самым уменьшая размер станка.
Скоростные токарные станки также известны как токарные станки по дереву и обычно используются в деревообрабатывающих операциях, таких как токарная обработка, шлифование, полировка и центровка.
Использование токарного станка по дереву сравнительно проще, чем других токарных станков по металлу, которые используют маховик для позиционирования режущего инструмента.
Таким образом, хороший токарный станок по дереву требует высокоскоростной конфигурации с низким крутящим моментом для получения гладкой обработанной поверхности по дереву.
Настольный токарный станок
Настольный токарный станок
Настольные токарные станки представляют собой малогабаритные токарные станки, которые можно разместить на обычном верстаке в мастерской.
Эти токарные станки обеспечивают высокую точность и обычно используются в таких областях, как шлифование, изготовление часов и т. д., где требуется обработка мелких предметов.
Настольные токарные станки с ЧПУ, такие как Proxxon PD 400, можно использовать для высокоточной обработки мягких материалов.
Токарный полуавтомат
Токарный полуавтомат
В этом типе токарного станка оператор устанавливает заготовку в патрон и устанавливает автоматические скорости и подачи для процесса.
Однако автоматизация может применяться только к простым операциям, таким как токарная обработка, нарезание резьбы, конусная токарная обработка и т. д., где не задействована сложная геометрия.
Поэтому полуавтоматические токарные станки идеально подходят для массового производства, где требуется простая резка с высоким качеством поверхности.
Специальные токарные станки
Помимо традиционных токарных станков, существуют специальные токарные станки, которые используются для выполнения сложных операций обработки, с которыми традиционный токарный станок не справляется.
К таким токарным станкам относятся многошпиндельные токарные станки, многоосевые токарные станки, токарные станки швейцарского типа, вертикальные токарные станки, Т-образные токарные станки и т. д.
Токарные станки с ЧПУ
Токарный станок с ЧПУ от Kingston может работать со сложной геометрией с минимальным участием человека.
Эти станки работают аналогично другим станкам с ЧПУ и требуют для работы специального программного обеспечения ЧПУ.
Они берут проект из программного обеспечения CAD, используют программное обеспечение CAM для преобразования проекта в G-коды, а затем компьютерная система управляет движением инструмента для получения желаемого разреза.
Токарные станки с ЧПУ, такие как Tormach 8L, идеально подходят для массового производства, где важна высокая точность и малое время цикла.
В зависимости от мощности, крутящего момента и скорости эти станки подразделяются на разные категории, например, токарные станки с ЧПУ для металлообработки, деревообработки и т. д.
Токарные операции при механической обработке
Токарный станок — универсальный станок, который можно использовать для выполнения различных операций механической обработки.
Токарная обработка
Токарная обработка — это процесс механической обработки, при котором инструмент перемещается по длине вращающейся заготовки для получения желаемого продукта. Эта операция используется для изготовления цилиндрических объектов путем уменьшения внешнего диаметра материала до достижения требуемого размера.
Токарная обработка на токарном станке
Токарные операции обычно выполняются двумя способами: черновое точение и чистовое точение.
При черновой токарной обработке основной целью процесса является удаление материала и достижение необходимого размера.
В то время как при чистовом точении снимается сравнительно меньше материала, и основной целью является достижение высокого качества поверхности.
Токарные операции также могут выполняться для получения различных форм на цилиндрической заготовке, например, ступенчатая токарная обработка, токарная обработка конусов, токарная обработка фасок, контурная токарная обработка и фасонная токарная обработка.
Типы токарной обработки
Инструмент, используемый для выполнения этой операции, известен как токарный инструмент.
Токарные инструменты
Инструмент для черновой токарной обработки имеет идеальную геометрию для удаления максимального количества материала, в то время как инструмент для чистовой токарной обработки предназначен для удаления меньшего количества материала с высоким качеством поверхности.
Наплавка
Наплавка — это процесс механической обработки, при котором режущий инструмент удаляет материал с передней поверхности заготовки. Эта операция обычно выполняется для уменьшения длины заготовки и получения гладкой поверхности, перпендикулярной оси вращения заготовки.
Торцевание на токарном станке
Для этой операции используется торцовочный инструмент.
Во время этого процесса инструмент перемещается радиально внутрь на толщину заготовки, тем самым удаляя материал и уменьшая длину заготовки.
Инструменты для торцовки
Инструмент устанавливается на стойку инструмента, которая перемещается перпендикулярно оси вращения и удаляет материал с поверхности заготовки.
Нарезка канавок
Нарезка канавок аналогична торцеванию, но выполняется на различной длине заготовки для удаления материала на определенную глубину, в результате чего создается канавка. Инструмент перемещается радиально в заготовку для создания канавки, а ширина канавки зависит от размера инструмента.
Нарезание канавок на токарном станке
Однако, если кромка режущего инструмента погружается в заготовку до центра, часть заготовки отделяется от заготовки и падает на станину токарного станка.
Этот процесс известен как отрезка и используется для резки цилиндрических заготовок нужной длины.
Нарезка канавок также может выполняться на лицевой стороне заготовки путем размещения режущего инструмента вдоль продольной оси токарного станка.
Продольное перемещение режущего инструмента определяет глубину канавки, и этот процесс обычно известен как нарезание торцевых канавок.
Для этой операции используется инструмент для нарезания канавок.
Инструмент для нарезания канавок или отрезки
Он состоит из режущей головки, которая удаляет материал по определенной схеме, в зависимости от формы головки инструмента.
Накатка
Накатка на токарном станке
Накатка — это процесс создания зубчатого рисунка на цилиндрической заготовке для увеличения трения и обеспечения лучшего захвата. Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности.
Накатной инструмент
Эти колеса прижимаются к вращающейся заготовке, и рисунок вкатывается в поверхность материала.
Нарезание резьбы
Нарезание резьбы — это процесс удаления материала для создания спирального рисунка на внешней поверхности заготовки. Каждый элемент спирального рисунка известен как резьба, а рисунок резьбы обычно определяется углом резьбы и расстоянием между соседними витками (шагом).
Нарезание резьбы на токарном станке
Резьба также может быть нарезана на внутренней поверхности заготовки, например, гайки, используемые в сборке гайка-болт, где гайка имеет внутреннюю резьбу, а болт имеет наружную резьбу.
Процесс нарезания внутренней резьбы на заготовке известен как нарезание резьбы и обычно выполняется путем вставки инструмента в уже просверленное отверстие и удаления материала изнутри.
Инструмент для нарезания резьбы устанавливается на стойке инструмента и перемещается по длине заготовки для нарезания нужной резьбы.
Инструмент для нарезания резьбы
Принимая во внимание, что при нарезании внутренней резьбы/нарезании резьбы инструмент обычно устанавливается на задней бабке и перемещается в осевом направлении внутрь и наружу уже просверленного отверстия.
Сверление
Сверление на токарном станке
Типичное сверление состоит из высокоскоростного вращающегося инструмента, который погружается в заготовку для получения отверстия нужного диаметра. Однако при сверлении на токарном станке заготовка вращается с высокой скоростью, а невращающийся режущий инструмент погружается в осевом направлении в поверхность заготовки, чтобы получить желаемое отверстие.
Сверлильный инструмент
Сверлильный инструмент представляет собой многогранный режущий инструмент, который устанавливается либо на задней бабке, либо на резцедержателе токарного станка.
Растачивание
Растачивание похоже на сверление, но вместо удаления материала для создания отверстия при сверлении увеличивается внутренний диаметр уже просверленного отверстия. Этот процесс также можно использовать для выполнения внутренних токарных операций, таких как ступенчатая токарная обработка, конусная токарная обработка и т. д.
Растачивание на токарном станке
Расточной инструмент представляет собой режущий инструмент в форме стержня с режущей головкой, который удаляет материал для увеличения отверстия.
Расточная оправка
Режимы работы на токарном станке
Операции, выполняемые на токарном станке, состоят из вращающейся заготовки и движущегося режущего инструмента, удаляющего материал с заготовки.
Однако токарные операции могут быть трех разных типов, в зависимости от крепления заготовки.
Торцевая обработка
Когда заготовка зажата на одном конце и свободна на другом конце, как консольная балка, это называется торцевой обработкой.
При торцевой обработке заготовка устанавливается на шпиндель на конце передней бабки, а режущий инструмент имеет доступ к криволинейной поверхности и торцу заготовки.
Как правило, этот тип крепления используется при выполнении торцевых операций.
Конфигурация торцевой обработки не рекомендуется для применений, где к заготовке необходимо приложить сильное радиальное усилие резания.
Это связано с тем, что приложение большой силы к переднему концу заготовки может привести к поломке или снятию заготовки с патрона, тем самым повредив заготовку.
Между центрами
Конфигурация между центрами обычно используется при обработке длинных заготовок.
В этом методе заготовка зажимается с обоих концов передней и задней бабками, чтобы обеспечить большую поддержку по всей длине заготовки.
Эта конфигурация идеальна для обработки длинных заготовок или для операций, в которых большое усилие резания должно передаваться радиально.
Эксцентриковый токарный станок
Распределительный вал с различными индивидуально симметричными кулачками
Эксцентричное точение – это когда во время процесса заготовка повторно устанавливается на шпиндель с новой осью вращения, параллельной предыдущей оси.
Новая ось вращения задается изменением расположения кулачков патрона, удерживающего заготовку.
Этот процесс производит несимметричный продукт с различными поперечными сечениями, которые индивидуально симметричны.
Как правило, этот тип крепления используется для изготовления распределительных валов.
Применение токарного станка
Универсальный характер токарных станков делает их идеальными для различных применений, связанных с обработкой материала для производства осесимметричных заготовок.
Токарные станки для тяжелых условий эксплуатации, такие как токарные станки для двигателей, револьверные токарные станки, автоматические токарные станки и т. д. идеально подходят для обработки металлов и обычно используются для изготовления различных автомобильных деталей, таких как распределительные валы.
Настольный токарный станок используется для обработки небольших деталей, таких как часы, ювелирные изделия, медицинское оборудование и т. д.
Точно так же высокоскоростные токарные станки идеально подходят для операций, связанных с обработкой дерева.
На этих станках можно изготавливать изделия из дерева, симметричные относительно оси, например, цилиндрические ножки для мебели, миски и т. д. ).
Специальные токарные станки с ЧПУ с более высокой системой осей также могут использоваться для выполнения сложной гравировки на поверхности заготовки.
На что следует обратить внимание перед покупкой токарного станка
При покупке токарного станка, соответствующего вашим требованиям, следует учитывать различные факторы.
Размер
Размер токарного станка обычно обозначается в формате A x B, где A известен как «поворот» и обозначает расстояние по вертикали между центром передней бабки и станиной станка.
Определяет максимальный радиус заготовки, которая может поместиться на этом токарном станке для обработки.
Принимая во внимание, что B известен как «размер станины» и обозначает расстояние по горизонтали между передней и задней бабками.
Размер станины определяет максимальную длину заготовки, которая может поместиться на токарном станке для операций механической обработки.
Например, токарный станок размером 10 x 20 может обрабатывать заготовку с максимальным радиусом 10 дюймов и максимальной длиной 20 дюймов.
Кроме того, важно учитывать площадь токарного станка, чтобы убедиться, что он соответствует доступному пространству в вашей мастерской.
Конфигурация скорости, крутящего момента и мощности
Конфигурация скорости, крутящего момента и мощности зависит от материала, размера и веса обрабатываемой детали.
Как правило, при работе с небольшими и легкими деревянными заготовками рекомендуется иметь высокоскоростной токарный станок с относительно меньшей мощностью и крутящим моментом.
Аналогичным образом, при работе с крупными и тяжелыми предметами (например, металлами) вам в первую очередь необходимо иметь токарный станок с высоким крутящим моментом и мощностью для вращения тяжелой заготовки.
Таким образом, по скорости и мощности токарные станки можно разделить на токарные станки по дереву и токарные станки по металлу.
Хотя трудно иметь идеальную конфигурацию, подходящую для всех требований, большинство токарных станков обеспечивают уровень управления скоростью, который изменяет конфигурацию скорости, мощности и крутящего момента в соответствии с вашими требованиями.
Эта способность контролировать скорость и мощность позволяет использовать токарный станок по дереву для обработки мягких металлов и наоборот, но за счет качества и точности.
Материалоемкость
Материалоемкость токарного станка — важный фактор, который следует учитывать при покупке токарного станка.
Обычно зависит от мощности, скорости и крутящего момента токарного станка.
Токарный станок с высоким крутящим моментом может обеспечить лучшие результаты обработки металлических заготовок по сравнению со станком с более высокой скоростью вращения шпинделя, который идеально подходит для обработки дерева.
Кроме того, производительность токарного станка также зависит от степени свободы (количества осей) токарного станка.
Токарный станок с более высокой системой осей может обрабатывать сложные геометрические формы с более высокой точностью и коротким циклом.
Ременный привод или шпиндель с прямым приводом
Трансмиссия, используемая для привода шпинделя, играет важную роль в определении производительности токарного станка.
Ременная передача является одной из наиболее часто используемых систем трансмиссии в токарных станках.
Однако, по сравнению с прямым приводом, ременный привод обеспечивает более медленное изменение скорости и меньшую выходную мощность.
Обычному ременному приводу требуется почти в два раза больше времени, чем шпинделю с прямым приводом, чтобы достичь скорости 0–3000 об/мин.
Инструменты, необходимые для вашего применения
Помимо учета затрат на покупку токарного станка, инструменты, необходимые для вашего применения, также могут повлиять на бюджет вашего токарного станка.
Как правило, твердосплавные токарные инструменты рекомендуются для большого съема материала, гладкой поверхности и длительного срока службы.
Токарный станок с ЧПУ по сравнению с традиционным токарным станком
При покупке токарного станка важно учитывать тип токарного станка, подходящего для вашего применения.
Существуют различные токарные станки, которые используются для различных сценариев обработки.
После выбора подходящего типа токарного станка важно также подумать о выборе токарного станка с ЧПУ.
Токарный станок с ЧПУ, как правило, дороже, чем традиционный токарный станок, но может обеспечить более высокую точность и повторяемость.
Поэтому для приложений, требующих обработки сложной геометрии с высокой точностью, рекомендуется использовать токарный станок с ЧПУ.
Кроме того, токарные станки с ЧПУ являются хорошей инвестицией для будущих приложений, где может быть желательно массовое производство продуктов с коротким временем цикла.
Часто задаваемые вопросы (FAQ)
Какие существуют три основных типа токарных станков?
Существует три основных типа токарных станков: центральный токарный станок, настольный или мини-токарный станок и токарный станок с ЧПУ. Центровочные токарные станки можно разделить на токарные станки с двигателем и скоростные токарные станки. В то время как токарные станки с ЧПУ включают в себя все типы токарных станков по металлу с компьютерной системой для автоматизации процесса обработки.
Можно ли использовать настольный токарный станок для обработки металлов?
Да, токарно-карусельный станок можно использовать для обработки металлов. Однако эти станки сравнительно менее жесткие, чем центральные токарные станки, и поэтому идеально подходят для обработки мягких металлов, таких как латунь, алюминий, медь, цинк и другие неметаллические материалы.
В чем разница между токарным станком Capstan и токарным станком с револьверной головкой?
Токарный станок Capstan — это легкий токарный станок, идеально подходящий для обработки мягких материалов, тогда как револьверный токарный станок идеально подходит для обработки тяжелых материалов. В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan.
Для чего нужен токарный станок?
Токарный станок — один из первых формовочных инструментов. Он существует со времен фараонов. Его можно описать как инструмент, который создает новые объекты, удаляя материал. Формируемый объект может быть сделан из дерева, металла или других материалов.
Хотя слово «токарный станок» является практически бытовым термином, это аббревиатура. Это расшифровывается как «Оборудование для крепления инструмента с продольной осью». Теперь вы в значительной степени знаете, почему мы называем их токарными станками.
Каков основной процесс использования токарного станка?
Как уже упоминалось, для удаления материала с деревянной или металлической заготовки ее обычно помещают в токарный станок горизонтально. В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально.
При работе с деревом концы ложи помещаются в токарный станок, где она прочно удерживается концами. Обычный способ зажать приклад на месте — использовать патрон. Патроны на каждом конце токарного станка открываются и закрываются, чтобы зажать внешнюю окружность заготовки. Подумайте о ножке стула или бейсбольной бите, сделанной из дерева. Концы их будут удерживаться патронами токарного станка.
Из этого сбалансированного положения двигатель токарного станка поворачивает заготовку вокруг своей продольной оси, и оператор начинает свою работу. Инструменты оператора применяются для резки, придания формы, шлифовки и полировки внешней поверхности ложи.
Почему переменная скорость важна для токарного станка?
Скорость токарного станка важна из-за множества переменных. Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью.
Безопасность — одна из основных причин, по которой переменная скорость важна для токарного станка. Некоторые детали могут слететь с токарного станка и ударить оператора, если их вращать слишком быстро. Чтобы избежать этой ситуации, важно варьировать скорость токарного станка. Одним из примеров токарного станка, который может это сделать, является скоростной токарный станок Twister. Этот токарный станок имеет различные скорости вращения. Заготовку с квадратными концами нужно вращать медленнее. Это связано с тем, что кончики квадратной заготовки не всегда соприкасаются с режущим инструментом. Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.
В токарных станках используются пневматические цанги
Патроны и пневматические цанги аналогичны токарным станкам. Патрон обычно затягивается вручную на многих токарных станках. Это удерживает приклад по центру и надежно фиксирует его. Пневматические цанги делают то же самое, но с важным отличием.
Пневматическая цанга использует сжатый воздух для зажима заготовки на месте. Материалы, которые можно закрепить в воздушной цанге, такие же, как и в обычном патроне. Это помогает автоматизировать процесс монтажа или демонтажа формируемой детали. Все, что может сэкономить время, является долгожданным дополнением в производственной атмосфере. Способность экономить рабочее время означает, что воздушная цанга лучше.
Изделия из дерева и металла изготавливаются на токарных станках
Древесина обычно обрабатывается на токарных станках и используется для изготовления ножек столов или стульев. Металл используется для изготовления более прочных предметов. Металлическая ручка — это небольшой предмет, который можно легко изготовить. В первые дни промышленной революции формовка металла и механическая обработка сделали токарные станки очень популярными.
Токарные станки были первыми обрабатывающими инструментами, которые позволили создавать другие обрабатывающие инструменты. Пластик тоже можно точить на токарном станке, но чаще встречаются дерево и металл. Токарные станки не исчезнут в ближайшее время, потому что они производят детализированные детали.
Трубогиб своими руками, трубогиб для профильной трубы своими руками
Поиск
Search for:
в разделе Гараж
Универсальный станок по металлу своими руками
Для работы с различными металлическими заготовками в домашней мастерской может пригодиться самодельный универсальный станок по металлу.
в разделе Гараж
Простой настольный трубогиб для мастерской и гаража
Аккуратно согнуть круглую трубу голыми руками не получится. И даже в тисах не получится. Потребуется специальное приспособление — настольный трубогиб.
в разделе Гараж
Трехвалковый трубогиб из металла и роторов от двигателя
В данном обзоре автор поделится идеей, как сделать своими руками мощный трехвалковый трубогиб для гаража или домашней мастерской.
в разделе Гараж
Как сделать мини трубогиб без токарных работ
В данном обзоре автор поделится идеей, как сделать своими руками мини трубогиб для домашней мастерской без выполнения каких-либо токарных работ.
в разделе Гараж
Электротрубогиб для сгибания профильных труб и уголков
Существует множество разных конструкций станков для сгибания труб, но их цена отпугнёт любого. В данном обзоре мы рассмотрим, как изготовить трубогиб своими руками из металлолома.
в разделе Гараж
Гибочный станок своими руками из маховика автомобиля
В данном обзоре автор показывает процесс изготовления самодельного гибочного станка. Это приспособление однозначно пригодится в домашней мастерской.
в разделе Гараж
Классный станок для гибки круглых стальных труб
В данном обзоре мастер показывает процесс изготовления классного самодельного станка, при помощи которого можно гнуть круглые трубы.
в разделе Гараж
Идея для мастерской: компактный мини шиногиб своими руками
В данном обзоре автор показывает процесс изготовления компактного мини шиногиба из подручных материалов. Полезная приспособа для мастерской!
в разделе Гараж
Трубогибочный станок из обрезков уголка своими руками
При помощи самодельного трубогибочного станка можно сгибать профильные трубы в дуги и кольца. Изготовить такой станок можно своими руками из уголка.
ПоследнийOldestMost Discussed
Наверх
Close
Search for:
Adblock detector
Разновидности станков для гибки профильной трубы: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание статьи:
1 Из чего состоит профилегиб
2 Разновидности станков
2.1 Разновидности устройств по приводным особенностям
2.2 Как различается оборудование от разновидности установки
3 Виды оборудования, которые отличаются методом изгиба профилей
4 Устройство гидравлического типа своими руками
4.1 Станок прокатный
4.2 Станок прокатный трех роликовый
5 Простейший способ для гибки профиля
6 Станок, изготовленный на заводе
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
валы три штуки, три штуки роликов.
приводное цепное устройство.
несколько осей.
профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
Домкрат задает движение платформе, который упирается в корпус платформы штоком.
Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
Подготовка материала, набора инструментов.
Сборка основной платформы.
Нарезка трубы под подшипники.
Выполнение соединения вальцев с подшипниками.
Присоединение катка с помощью сварки.
Изготовление основы под каток.
Сборка всех элементов конструкции.
Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Что необходимо для изготовления конструкции:
полка
профильный прокат из металла для изготовления каркаса.
валы.
пружины прочные, 4 шт.
цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
установить вал на полку.
к полке монтируют гайки для крепления пружины.
площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
заказать валы у специалистов.
сделать каркас под устройство.
устанавливают прижимной вал.
прикрепляют пружины.
закрепляют валы.
протягивают цепь.
делают ручку.
наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
станки имеют автоматизированный процесс управления.
станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
некоторые станки имеют пульт управления на расстоянии.
конструкции имеют небольшие размеры, из-за этого станки мобильны.
серийное оборудование легко устанавливается на твердой гладкой поверхности.
станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Гибочный станок с ЧПУ
Удлинитель для гибки оправки — универсальное использование с высокой производительностью
Наши профилегибочные станки являются инновационными и модульными. Кроме того, набор функций можно расширить за счет большого количества различных дополнительных устройств и возможностей расширения, чтобы их всегда можно было адаптировать к соответствующим требованиям. К ним относятся, среди прочего, устройства для гибки на оправке, которые можно комбинировать с любой из отдельных трехвалковых гибочных машин.
Мы придаем большое значение специально разработанной оправке. Это позволяет эффективно изгибать даже тонкостенные и хрупкие профили или трубы даже в узком радиусе до двух с половиной диаметров соответствующего профиля.
Гибка профиля на оправке производится с помощью трех роликов, расположенных рядом друг с другом. Кроме того, существует сборка стержня оправки, а также оправки. Поскольку станок управляется ЧПУ, профиль автоматически запрессовывается в станок усилителем через оправку. Теперь соответствующий профильный лист может быть точно преобразован.
У вас также есть выбор, будет ли оправка оснащена минимальным количеством смазки или не будет. После процесса гибки оправка может автоматически втягиваться. У вас есть выбор между следующими материалами:
Сталь
Алюминий
Пластик
Не только оправка, но и специальный инструмент для вашего станка с ЧПУ рисуется индивидуально. вашего профиля.
PBT – мощные профильно-гибочные станки для различных применений
В ассортименте продукции PBT вы найдете современные и инновационные профильно-гибочные станки, которые можно использовать для различных применений в качестве автоматизированных решений и решений с ЧПУ. Отдельные машины отличаются особенно высокой точностью повторения и максимальной эффективностью. Кроме того, их можно легко интегрировать в более крупные производственные цепочки, а это означает, что вы можете значительно повысить производительность и гибкость.
К этому следует добавить высокий уровень комфорта для пользователя. Благодаря использованию современных и гибких элементов управления, основанных на программном обеспечении, создание, сохранение и доступ к отдельным процессам гибки и программам гибки особенно удобны и просты.
Кроме того, у вас всегда есть выбор индивидуальных интерфейсов, которые имеют различные преимущества в отношении конфигурации и программирования систем. С другой стороны, вы можете профессионально управлять гибочными станками и написать программу гибки вообще без каких-либо знаний в области программирования. В ходе этого мы также предлагаем вам возможность обучения у одного из наших специалистов по PBT, так как гибочный станок может эксплуатироваться только обученным персоналом.
Индивидуальные специальные станки и персональные консультации из одних рук
Существует множество различных гибочных станков с ЧПУ. Какой из них подходит для вашей компании, всегда зависит от индивидуальных потребностей и различных факторов. К ним относятся профили, которые будут сгибаться в будущем. Размеры и свойства, а также материалы, из которых они изготовлены, должны быть включены в решение о покупке. Кроме того, необходимо выяснить, будут ли сделаны соответствующие профилю расширения, и в этом случае особенно важную роль играет конструкция специального инструмента.
Если вы не уверены, какой из гибочных станков соответствует вашим требованиям и какая система подходит именно вам, мы будем рады проконсультировать вас и помочь вам принять решение о покупке. Это также относится к производству специальные конструкции.
Сравнение 9 лучших трубогибов — какой выбрать в 2022 году
Вы ищете трубогиб? Есть большой выбор на выбор. Чтобы купить лучший трубогиб, необходимо учитывать множество различных факторов, каждый из которых имеет решающее значение для производительности оборудования.
Неправильный выбор может означать дополнительные усилия, затраченные на работу, трубы/трубы неправильной формы или повреждение трубы.
Наше руководство рассматривает критические факторы, которые необходимо учитывать, и упрощает выбор правильного инструмента для задачи или операций, которые вам необходимо выполнить.
Мы составили этот сравнительный обзор на основе тщательного исследования самых популярных доступных трубогибов. В этом руководстве вы узнаете, на что следует обратить внимание, прежде чем выбрать правильный трубогиб.
Вам не нужно быть экспертом, чтобы решить, какой металлический трубогиб вам подходит. Мы изучаем плюсы и минусы всех моделей, различные размеры труб и материалы, которые вы можете использовать с этими машинами. Мы провели исследование, в ходе которого все эти машины испытали в своих условиях и протестировали максимальные размеры угла изгиба, производительность с различными металлами, насколько легко получить правильное положение диаметра трубы с помощью штампов для каждой задачи и многое другое.
Давайте углубимся в наш обзор трубогибов.
1. Сравнение трубогибочных станков — 11 факторов, которые мы считаем наиболее важными
2. Сравнение лучших трубогибов
3. Сравнительная таблица
4. Сноски
Сравнение трубогибов и трубогибов: 11 факторов, которые мы считаем наиболее важными , сталь, хром-молибден / 4130, титан и т. д.) он справляется. Есть несколько факторов, которые следует учитывать при покупке трубогиба. Наиболее важные из них:
1. Тип трубогиба
По конструкции трубогибы можно разделить на четыре типа. Каждая конструкция имеет свое применение благодаря уникальному процессу гибки труб. Вот эти типы:
Открытый ротогибочный станок: эта конструкция является лучшим трубогибочным станком с каркасом безопасности и подходит для большинства размеров труб, линий и т. д., которые большинство людей хотят использовать. Это один из самых популярных вариантов благодаря своей гибкости и долговечности.
Изгиб оправки: используется, когда важно сохранить внутренний диаметр трубы. В них используются внутренние заглушки из бронзового сплава или другие круглые гибкие опоры, чтобы обеспечить дополнительный контроль внутреннего профиля трубы или трубы при изгибе. Они идеально подходят для выполнения тугих изгибов и изгибов практически без деформации.
Роликовый гибочный станок: используется для гибки труб или шлангов по дуге окружности (постепенные изгибы очень большого радиуса) или для изготовления спиральных труб.
Трубогиб типа Ram: Быстрый и недорогой трубогиб; использование для изготовления трубчатых конструкций, столбов ограждений, вытяжных систем и т.п.
2. Мощность
Мощный гибочный инструмент обеспечивает более высокую производительность при относительно небольшом усилии. Поэтому он легко справляется с более толстыми и плотными металлами. Гибочные станки бывают ручные, гидравлические и электрические.
3. Грузоподъемность
Каждый трубогиб работает с определенным максимальным объемом материала, который вы можете согнуть с его помощью. Эта мощность обычно указывается производителем в разделе технической информации о трубогибе.
4. Ценообразование
Прочтите нашу подборку, и вы увидите, что некоторые хорошие гибочные станки стоят от 300 до 2000 долларов. Выбранный вами трубогиб должен быть в пределах вашего бюджета и, что более важно, должен предлагать отличное соотношение цены и качества.
5. Точность
Некоторые работы по гибке требуют, чтобы вы работали с точностью до последней доли дюйма или миллиметра. В то же время есть и другие задачи, где можно допустить незначительные деформации трубы.
6. Поддерживаемые материалы
Трубогиб может обрабатывать определенный материал или ряд материалов. Эта информация является ключевой для выбора трубогибов, подходящих для вашей работы.
7. Качество конструкции
Если вы инвестируете в высокотехнологичный инструмент, вам нужен трубогиб, который справится со всем, что вам нужно, с превосходным дизайном и высоким качеством.
8. Простота использования
Важно знать, насколько легко (или сложно) будет работать с выбранным вами трубогибом. Не все одинаковы.
9. Безопасность
Многие совершают ошибку, покупая бюджетные трубогибы, не имеющие мер предосторожности. Лучше вложить немного больше, чем подвергать свою жизнь опасности во время работы.
10. Гарантия
Имея такое дорогое оборудование, как трубогиб, вам нужна достойная долговечность. Убедитесь, что на гибочный станок распространяется гарантия на детали на случай возникновения проблем. Также следует учитывать уровень обслуживания клиентов, предоставляемый производителем.
11. Диапазон изгиба
Для каждого задания может потребоваться работа с разными диапазонами изгиба. Трубогиб, который справляется с более высоким диапазоном, лучше.
Сравнение лучших трубогибов
№1 Трубогибочный станок серии RogueFab M600
Трубогибочный станок для металлических труб серии RogueFab M600 (модели 601/605/625) является одним из лучших.
Серия M600 сгибает алюминий, сталь и другие металлы под углом 94 градуса за один раз, в то время как некоторые другие гибочные станки не могут сгибать металл более чем на 90 градусов. Он изгибает широкий спектр круглых и квадратных труб, включая латунь, медь, углеродистую сталь, нержавеющую сталь, титан и алюминий.
Трубогибы RogueFab так популярны, потому что это машина с широкими возможностями настройки. Вы можете добавить доступные усовершенствования, такие как поршень с пневмо/гидравлической жидкостью для выполнения самых тяжелых работ и штампы с прижимными роликами, которые не оставляют следов на металлических поверхностях. Эти дополнительные функции превращают RogueFab M600 в высококлассный профессиональный рабочий инструмент.
Другие усовершенствования включают в себя электрическую/гидравлическую силовую систему производства США (от RogueFab), тонкостенный каток для тонких круглых труб/трубок, упор обратного хода (для обеспечения постоянного радиуса изгиба) и датчики поворота. Они даже предлагают полное преобразование, чтобы превратить свою машину в настоящий станок для гибки оправки для сверхтонких стен.
Модернизация штока доступна по цене, поэтому трубогиб серии RogueFab M600 (с модификацией штока) — отличное предложение!
ПЛЮСЫ: Что в нем нравится
Большое количество насадок и апгрейдов.
Сверхмощная мощность для гибки металлических и цельных стальных стержней диаметром до двух дюймов (согласно их видео, до 1,75 заявленной мощности).
Первоклассное качество сборки.
Великолепная универсальность и широкий диапазон углов изгиба.
Низкая начальная стоимость (чуть более 1000 долларов США с пневматическим/гидравлическим цилиндром), высокое соотношение цены и качества.
Электрические/гидравлические варианты
имеют двойное действие, что делает их одними из самых быстрых на рынке.
МИНУСЫ: Что можно улучшить
Многие вещи продаются отдельно, например нет приспособления для обратного загиба
Поставляется с пожизненной гарантией, но речь идет о качестве изготовления и материалах, а не о неограниченной гарантии без вопросов
Наш вердикт
Гибочный станок серии RogueFab M600 обеспечивает высокую производительность при выполнении S-образных изгибов. Он также легко изгибает алюминиевые и сверхтолстые трубы DOM и трубы из хромомолибденовой стали 4130 для изготовления каркасов безопасности, которые проходят технические проверки.
Оценка: 9/10
#2 Трубогиб Baileigh RDB-050
Baileigh RDB-050 — трубогиб ручного типа, который превосходит все ожидания благодаря высокой мощности машины для гибки металла. RDB-050 может сгибать трубы из мягкой стали с наружным диаметром до 2,5 дюймов; впечатляет для ручного трубогиба низкого давления.
Нам нравятся варианты с несколькими скоростями. Поскольку легкие материалы, такие как алюминий, могут гнуться относительно быстрее, RDF-050 предлагает три настройки скорости в зависимости от размера материала: 4° (обеспечивает наибольший крутящий момент, применимый для трубок из мягкой стали с наружным диаметром 2,5 дюйма или хромомолибденовых труб с наружным диаметром 2 дюйма), 8°. и 12° за тягу.
Гибочный станок ручного типа работает с помощью храпового механизма. Каждое движение производит изгиб примерно на 4°, что неплохо. Механизм антипружинного возврата удерживает изгиб на месте после каждого храповика. Универсальность и производительность этого инструмента впечатляют, он может сгибаться под углом до 200°.
RDB-050 представляет собой универсальный пакет. Гибочный станок поставляется с подставкой для устойчивости, градусной шкалой и рукояткой для дополнительного рычага. Однако штампы необходимо покупать отдельно у компании. Baileigh предлагает специальные штампы для различных типов металла
ПЛЮСЫ: Что нам в нем нравится
Один из самых простых в эксплуатации трубогибов
Высокопроизводительный трубогиб с каркасом безопасности
Все идет в комплекте с гибочным станком (кроме матриц)
Дополнительные принадлежности не требуются
Первоклассное качество сборки и производительность
Разумное значение
Несколько вариантов регулировки скорости для различных материалов (сталь, алюминий и т. д.) и углов
Легкий
МИНУСЫ: Что можно улучшить
Этот продукт имеет высокую цену, учитывая, что это ручной трубогиб.
Матрицы и приспособление для реверсивной гибки не входят в комплект поставки станка, что увеличивает общую стоимость.
Без пожизненной гарантии
Требуется крепление к полу с помощью бетонных анкеров
Наш вердикт
Станок Baileigh RDB-050 находит широкое применение в качестве инструмента для гибки труб при изготовлении каркасов безопасности и металлических шасси.
Оценка: 8/10
#3: Трубогиб JD2 Model 32
В случае трубогиба JD Squared 32, эта машина построена по 25-летней базовой конструкции с некоторыми изменениями. улучшить работу и вывести ее на новый уровень.
Модель JD2 32 представляет собой усиленную версию трубогиба модели 3 с простой механикой. Но теперь модель 32 обладает преимуществами мощности гидравлической жидкости (опционально) и повышенной прочности, что упрощает работу и повышает производительность при гибке металла.
Прочная стальная конструкция, обработанная на станке с ЧПУ, предназначена для тяжелых нагрузок и точной гибки по радиусу. Он отлично подходит для изготовления каркасов рулонов. Также имеется колесо-индикатор градусов для предоставления данных о точном угле изгиба трубы.
Храповой механизм этого инструмента так же прост в использовании, как и Baileigh RDB-050. С машиной вы получаете 36-дюймовую телескопическую рукоятку для рычага, которую можно удлинить с любой трубой сортамента 40 диаметром 1 дюйм.
Из всех автоматов в нашей статье это, безусловно, один из самых популярных. И по уважительной причине. JD2 производит их годами и точно знает, что им нужно делать, чтобы сделать отличный инструмент, который работает. Читайте наши плюсы и минусы для деталей!
ПЛЮСЫ: что нам в нем нравится
Даже со всеми надстройками и приспособлениями этот станок является одним из самых дешевых трубогибов на рынке.
Простая конструкция с отсутствием сложных деталей означает, что он работает непрерывно с меньшим количеством технического обслуживания или поломок.
Указатель градусов для точных углов гибки.
В целом производительность хорошая.
Отличный выбор штампа
Производитель имеет отличную репутацию и производит машины на протяжении десятилетий
МИНУСЫ: Что можно улучшить…
Не такой прочный и надежный, как трубогиб RD-050.
Нет контроля скорости или крутящего момента.
Должен крепиться к полу с помощью бетонных анкеров, которые следует использовать вручную
Гарантия не распространяется на компоненты сторонних производителей
Недоступный вариант гидравлического питания от производителя
Некоторые клиенты говорят, что индикатор степени легко случайно ударить/сдвинуть из-за его расположения. Если допустить эту ошибку, точность будет скомпрометирована. Хотя этого легко избежать.
Матрицы, базовое крепление и бетонные анкеры продаются отдельно, что делает их стоимость намного выше, чем кажется на первый взгляд при продаже.
Наш вердикт
Трубогиб JD2 модели 32 отлично подходит для тех, кто ищет недорогой качественный продукт, способный справиться с требованиями низкой и средней производительности.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 8/10
#4: Гидравлический трубогиб JD2, модель 32
Этот гидравлический трубогиб представляет собой модернизированную версию базовой версии (последнее обновление несколько лет назад) и теперь обладает повышенной прочностью на изгиб. Поскольку он работает совсем по-другому, мы решили включить гидравлическую версию в отдельную статью.
Рассмотрите вариант с гидравлическим приводом, если вы выполняете операции гибки, требующие большей силы, чем можно получить с помощью ручного инструмента, или если вам нужен станок для нескольких целей. С гидравлической версией разница впечатляет! И вы получаете трубогиб, градуировочную пластину и цилиндр.
Цилиндр одностороннего действия имеет хорошее качество сборки и рассчитан на долгий срок службы.
Следует учитывать, что эта последняя обновленная версия с гидравлическим приводом имеет значительно более высокую цену по сравнению с базовой машиной без гидравлики. Если вы думаете, что хотите получить удобство этой версии, будьте готовы выложить 400 долларов или больше.
ПЛЮСЫ: Что нам в ней нравится
Обладает преимуществами базовой версии.
Добавленные улучшения в этой версии очень хорошо служат своей цели, обеспечивая дополнительную мощность там, где это необходимо, для придания формы тому, что вы сгибаете.
МИНУСЫ: Что можно улучшить
Добавление гидравлики не оправдывает значительного увеличения цены примерно на 400 долларов (без учета насоса), так как мощность машины остается прежней.
Матрицы и подставка продаются отдельно.
Гидравлика одностороннего действия, что означает, что она приводится в действие для изгиба и не имеет возвратной мощности. В поршне используется механический возврат, похожий на пружину. Это значительно медленнее, чем в системах двойного действия с возвратом мощности.
Наш вердикт:
Версия с гидравлическим приводом является отличным обновлением по сравнению с базовой машиной, если вы готовы потратить дополнительные деньги. Это снижает усилия и усилия, необходимые для работы с ручным трубогибом.
ПРИМЕЧАНИЕ. Матрицы и подставка приобретаются отдельно.
Оценка: 7/10
#5 Трубогиб Woodward Fab WFB2
Было бы ошибкой обсуждать доступные трубогибы и упускать из виду Woodward Fab WFB2. Это один из самых дешевых трубогибов на рынке, используемый профессионалами.
Этот ручной трубогиб стоит немногим более 300 долларов, так что за такую цену трудно найти недостатки в трубогибе. Он отлично подходит для гибки труб диаметром до 2 дюймов, что так же хорошо, как модель 32 и другие трубогибы, которые мы только что рассмотрели.
Woodward Fab WFB2 хорошо работает с трубами квадратного и круглого сечения. Это упрощает использование инструмента для создания и придания формы металлическим каркасам.
Он имеет 29-дюймовую рукоятку, которая лучше, чем в некоторых версиях, но все же немного меньше 36-дюймовой рукоятки, поставляемой с моделью JD2 32. Положительным моментом является то, что WFB2 имеет градусную шкалу с гравировкой для точности. изгиб.
При выборе этой машины следует помнить, что подставка, обеспечивающая повышенную устойчивость конструкции рамы, не входит в комплект поставки. Его необходимо приобретать отдельно. Однако при такой низкой стоимости вы не будете возражать.
ПЛЮСЫ: Что нам в нем нравится…
Низкая стоимость делает этот инструмент доступным даже для людей с ограниченным бюджетом.
Все компоненты гибочного станка изготовлены на станке с ЧПУ для большей точности при гибке.
Градусная шкала выгравирована на самом трубогибе, так что вы всегда знаете угол изгиба.
Занимает меньше места, чем другие трубогибы.
МИНУСЫ: Что можно улучшить…
Выдвижная ручка не предусмотрена, длина встроенной ручки всего 27 дюймов.
Качество сборки продукта не так хорошо, как у других трубогибов в списке (что можно ожидать и простить в этом ценовом диапазоне).
В то время как большинство других трубогибов могут изгибаться на 180 градусов и более, WFB2 на многих штампах может изгибать не более 120°.
По-прежнему требует установки в бетон, как и большинство ручных трубогибов
Наш вердикт
Woodward Fab WFB2 отлично подходит для пользователей, которые ищут инструмент в нижнем или среднем сегменте. Это дешевая машина для изготовления металлического каркаса или аналогичной конструкции диаметром менее 2 дюймов.
Примечание. Матрицы продаются отдельно.
Оценка: 8/10
Трубогиб JMR Raceline #6
Для любителей или самодельщиков, которым не нужна профессиональная машина, дешевый вариант часто может справиться с работой без ненужных вложений в высококачественные компоненты. Трубогиб JMR Raceline отвечает всем этим требованиям.
Этот трубогиб стоит столько же, сколько Woodward Fab WFB2, но обеспечивает дополнительную производительность, поддерживая трубы диаметром 2,5 дюйма. Тем не менее, с точки зрения качества сборки, WFB2 лучше трубогиба Raceline.
JMR Raceline имеет нейлоновые/графитовые втулки на поворотном рычаге, стальные рычаги без покрытия и штифты из термообработанной стали 4140. Если вы планируете увеличить требования к гибке труб, JMR Raceline можно модернизировать с помощью гидравлической системы.
Он поддерживает три скорости гибки, основанные на переменных крутящих моментах, которые повышают эффективность в зависимости от ширины материала, с которым вы работаете. Вы также получаете шкалу градусов, чтобы увидеть точный угол изгиба трубы.
ПЛЮСЫ: Что нам в ней нравится…
Цена этой машины (включая все необходимое навесное оборудование) самая низкая в сегменте.
Поставляется с градусной шкалой и указателем для точной гибки.
Компактные размеры делают его легким, портативным и удобным для хранения и транспортировки.
МИНУСЫ: Что можно улучшить…
Значительно более низкая цена также снижает качество сборки.
Основные элементы, такие как ручка и подставка, необходимо приобретать отдельно.
По-прежнему требует установки на бетонный пол, как и большинство ручных трубогибов
Наш вердикт
Трубогиб JMR Raceline — это очень простая машина, которая лучше всего подходит для начинающих и любителей, а не для тяжелых условий эксплуатации. Если вы работаете над проектами «сделай сам», не думая о долгосрочных обязательствах, JMR Raceline может вам подойти.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 7/10
#7 Трубогиб Pro-Tools 105
Если вам нравится дизайн JMR Raceline, но вы хотите что-то более качественное, трубогиб 105 может подойти для ты.
Хотя эта машина меньше по размеру (и менее популярна), чем модель JD2 32, она имеет такое же качество сборки. Качество обеих машин настолько похоже, что люди часто задаются вопросом, какую из них купить.
Для гибки труб и труб модель 105 предназначена производителем только для стальных труб сортамента 40. Если вы хотите согнуть трубу из другого материала, заранее проконсультируйтесь с производителем.
Максимальная вместимость модели 105 для пробирок составляет 2 дюйма (внешний диаметр). Он также хорошо подходит для гибки квадратных труб. Говоря о максимальной степени изгиба, эта машина может развернуться на 180 градусов, как и лучшие записи в этом списке.
Имейте в виду, что хотя он и поддерживает шкалу градусов, он не входит в комплект поставки. Вам нужно доплатить за градусный циферблат и инструменты.
ПЛЮСЫ: Что нам в нем нравится…
Доступная цена без ущерба качеству сборки.
Хорошее послепродажное обслуживание.
Компактный, легкий и портативный.
МИНУСЫ: Что можно улучшить…
Градусная шкала и подставка не входят в комплект поставки.
Гибка труб рассчитана только на стальные трубы сортамента 40.
требует установки на бетонный пол, как и другие ручные трубогибы
Наш вердикт
Если вам нужен простой и доступный трубогиб без ущерба для качества, вам понравится модель 105. Она поддерживает трубы, круглые и квадратные трубы. Не забудьте получить необходимые дополнения (например, кольцо степени), если вы покупаете его.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 7/10
#8 Гидравлический трубогиб Pro-Tools 105
Если вы думаете, что гидравлический трубогиб 105 будет таким же, как и негидравлическая версия, вы ошибаетесь. 105 Hydraulic выводит функциональность (а также цену) продукта на совершенно другой уровень.
Начнем с того, что в этой версии увеличены возможности машины для работы в тяжелых условиях, что позволяет использовать трубы с внешним диаметром 2,5 дюйма. Как и его основной брат, этот также изгибается на 180 градусов.
Самое приятное то, что он поставляется с воздушным/гидравлическим насосом в коробке. Вы можете обновить его до электрического насоса за дополнительные 400 долларов.
По сравнению с другими бутылкогибочными или гидравлическими трубогибами Pro-Tools 105 Hydraulic проще в использовании. Замена оснастки на станке займет у вас около минуты, что весьма достойно восхищения.
В то время как негидравлическая версия вполне доступна, гидравлическая версия 105 является самым дорогим трубогибом в этом списке.
Если у вас уже есть ручной трубогиб Pro-Tools 105, вы можете модернизировать его до гидравлической версии, приобретя комплект для переоборудования. Однако стоимость этого комплекта составляет около 1500 долларов, что можно признать несколько неоправданным.
ПЛЮСЫ: Что нам в нем нравится…
Высокопроизводительный трубогиб.
Поддерживает трубы квадратного и круглого сечения.
Подставка входит в комплект поставки.
МИНУСЫ: Что можно улучшить…
Ценник продукта довольно высок.
Гидравлика одностороннего действия. См. гидравлику JD2 M32 (выше) для получения полной информации о гидравлике одностороннего действия
.
Наш вердикт
Учитывая цену гидравлической машины Pro-Tools 105, она идеальна, если вы хотите обновить ручную версию. Если вы находитесь на рынке, чтобы купить, а не обновить, другие записи в этом списке могут быть лучше для ваших нужд.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 6/10
#9: Доступный трубогиб (аналогичен по конструкции Speedway, Low Buck, KAKA Industrial, Eastwood и т.д.)
Этот легкий трубогиб очень популярен в настоящее время. Оригинальный дизайн был разработан компанией Affordable Bender (компания) и производится по сей день (в США). Он был реконструирован и импортирован из Китая под различными торговыми марками, такими как трубогиб Speedway 3-го поколения, Seven Dies, 8-тонный гибочный станок из нержавеющей стали для тяжелых условий эксплуатации KAKA Industry HB, проформовщик Eastwood и другие. Мы осуждаем эти компании за копирование дизайна другой компании.
Причиной его популярности и принятия различными брендами, такими как Kaka Industrial 8 Ton и Seven Dies, является цена этого гибочного станка. По цене ручного трубогиба вы получаете 8-тонный гидравлический домкрат с несколькими литыми алюминиевыми штампами.
Как вы понимаете, этот гидравлический трубогиб напрямую не конкурирует с топовыми моделями, даже с ручными. Он изгибается только до максимального угла около 90 градусов, в то время как другие продукты могут изгибаться до 180 °. Несмотря на ограничения, оригинальный дизайн (доступный гибочный станок) — отличное решение для тех, у кого ограниченный бюджет, но все же нужно что-то, что работает и поддерживается.
Несмотря на то, что слова «гидравлический» и «8 тонн» обычно используются в рекламной брошюре гибочного станка, он имеет конструкцию ручного насоса для гибки труб. Требуется большое ручное усилие, которого избегают другие гидравлические трубогибы.
*Примечания по редактированию: до 27 февраля 2022 года в этой статье была серьезная техническая ошибка. Автор, которого мы наняли для написания этого контента, думал, что Доступный Бендер был сделан таким же, как и все импортные модели, которые использовали тот же дизайн (скорее всего, без разрешения владельца, но это не наше расследование). Доступный бендер, безусловно, не производится в Китае и никогда не производился. Мы принесли публичные извинения после того, как нам сообщили об ошибке. Мы очень ценим всю поддержку Тома (создателя Affordable Bender) и многих из вас, которые обратились, чтобы помочь нам исправить эту статью.
Что нам в нем нравится
Дешево и доступно
Легкий и портативный
Удобное хранение
Что можно улучшить
Качество продукции импортных моделей этой группы не сравнимо с лучшими трубогибочными станками.
 трубы
трубы трубы
трубы трубы
трубы Удобно и легко.
Удобно и легко.
 Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.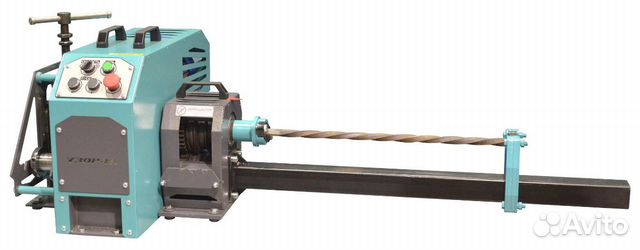 com
com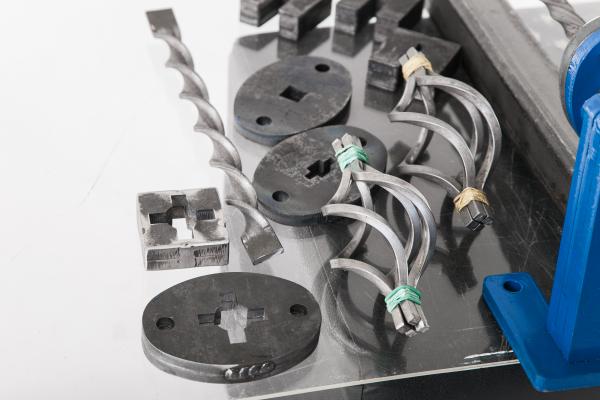
 Несем ответственность за качество металла используемого в нашем оборудовании.
Несем ответственность за качество металла используемого в нашем оборудовании. ru/otzovik.com/и других)
ru/otzovik.com/и других) к. детально продуманная конструкция делает их эксплуатацию понятной и простой.
к. детально продуманная конструкция делает их эксплуатацию понятной и простой. Приспособления можно легко использовать в трудных условиях.
Приспособления можно легко использовать в трудных условиях. Класс прочности 10.9 (высокопрочное изделие) — нанесен на каждом валу. Сертифицировано.
Класс прочности 10.9 (высокопрочное изделие) — нанесен на каждом валу. Сертифицировано. S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe
S.Wallis and FutunaWestern SaharaYemenZambiaZimbabwe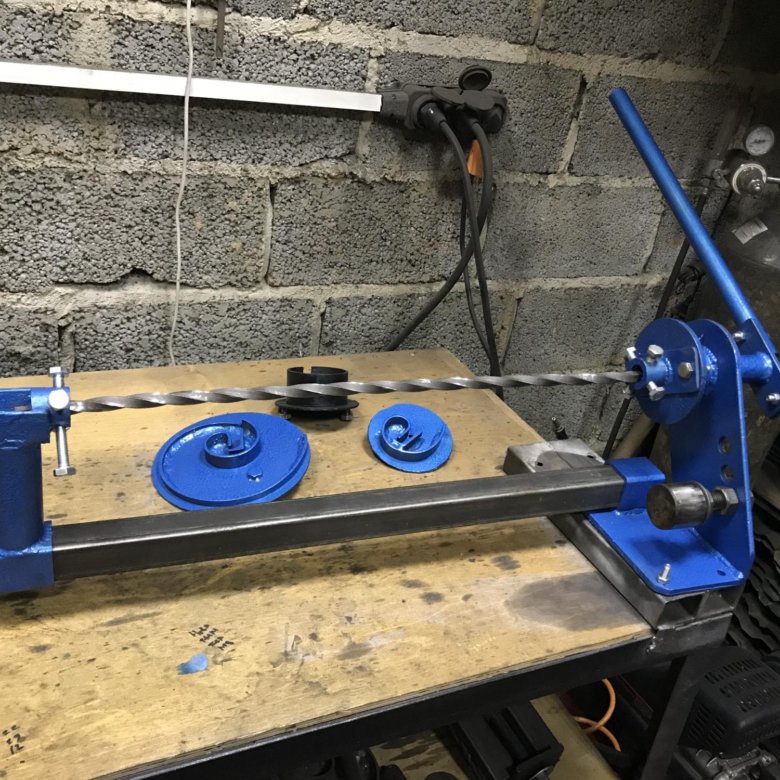 com
com
 0143 tons
0143 tons  0143 tons
0143 tons  Робот Press Transfer
Робот Press Transfer

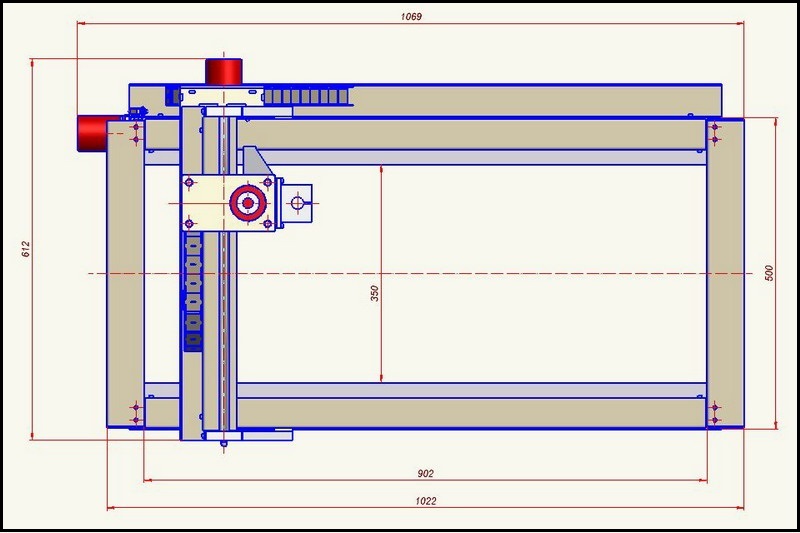 В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель.
В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель. На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
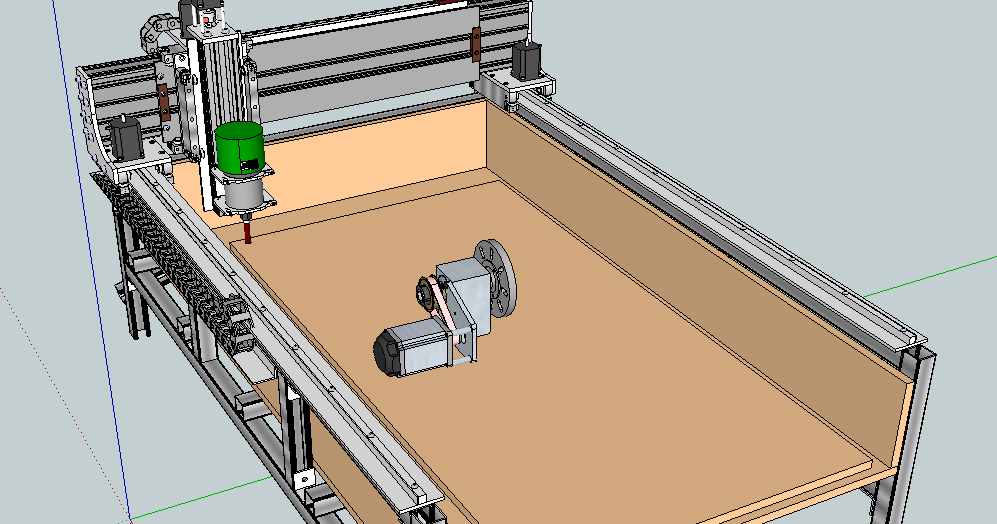 Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро.
Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро. По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
 0;
0; Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.
Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.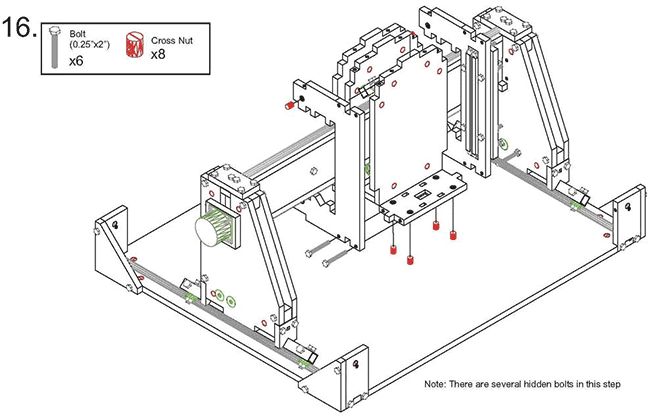 Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя.
Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя. Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить:
Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить: Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
 .., недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
.., недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.

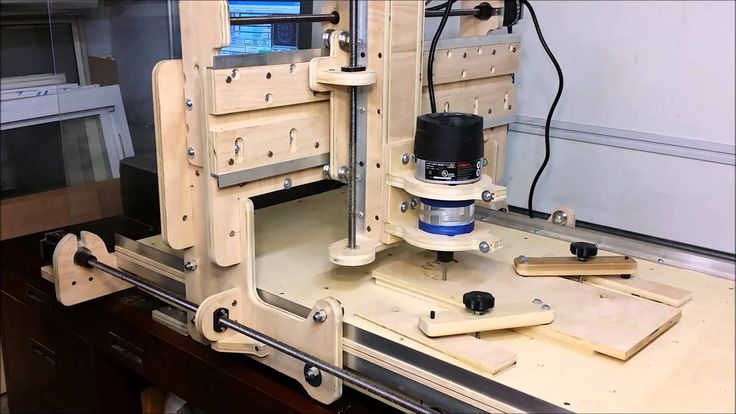 Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
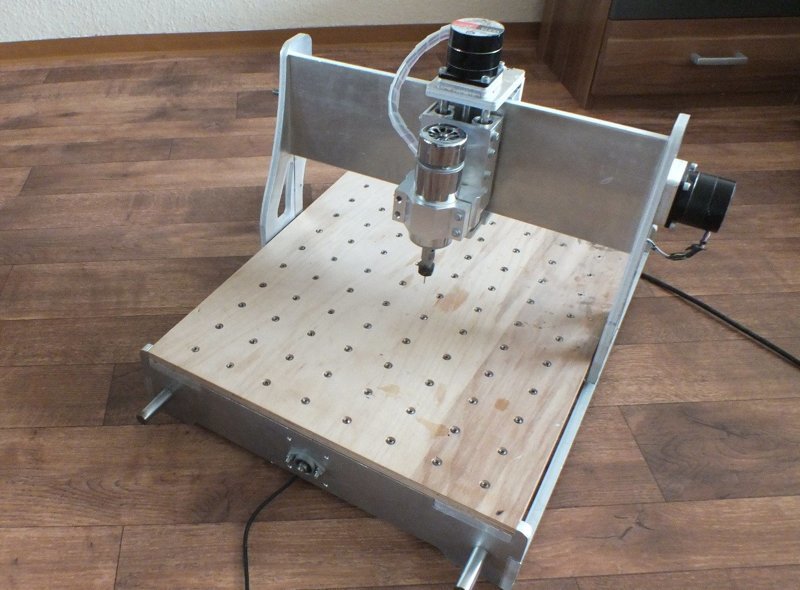 Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
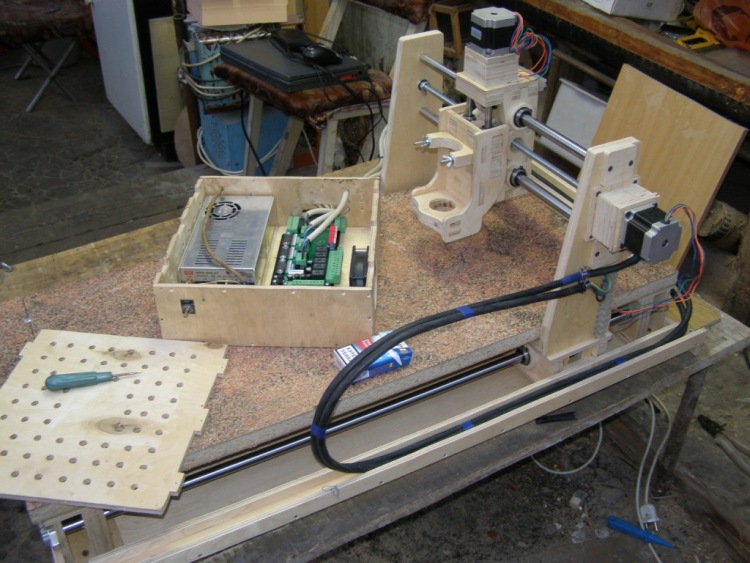
 Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
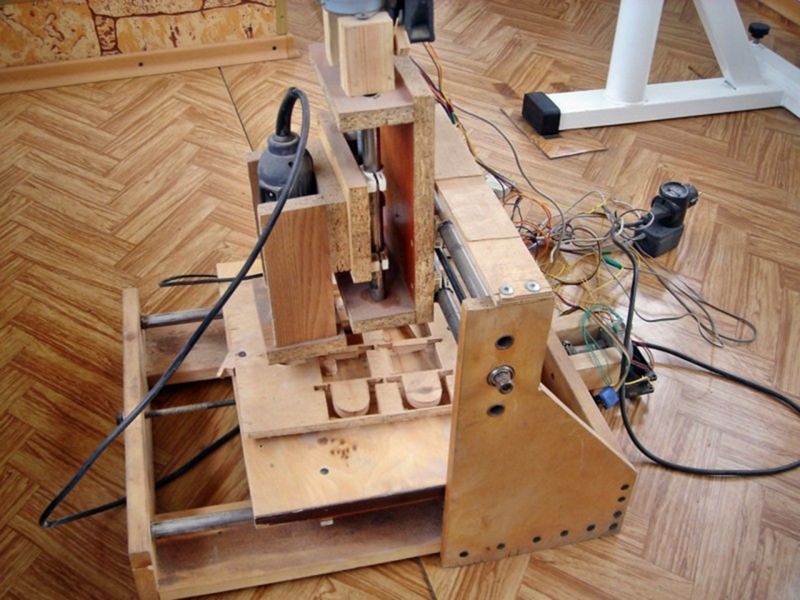
 Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
 Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
 Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
 е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
 С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
 Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
 Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
 К торцам основания привинчиваем рельсы.
К торцам основания привинчиваем рельсы.
 Устанавливаем переднюю панель и кронштейн для шпинделя.
Устанавливаем переднюю панель и кронштейн для шпинделя.
 Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
 Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
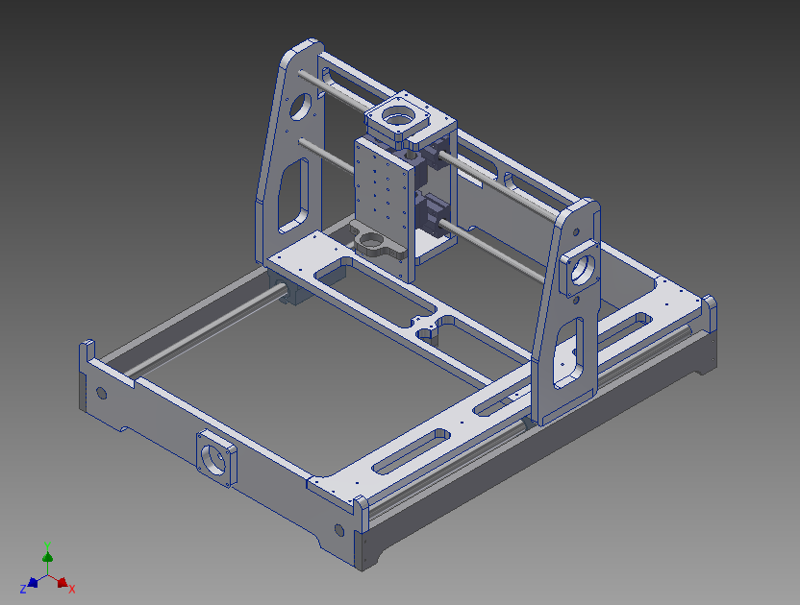 Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.

 Согласно определению, обработка с ЧПУ — это субтрактивный и компьютеризированный процесс. Таким образом, знание того, как это работает, основано на понимании взаимосвязи между компьютером, требуемыми операциями и заготовкой.
Согласно определению, обработка с ЧПУ — это субтрактивный и компьютеризированный процесс. Таким образом, знание того, как это работает, основано на понимании взаимосвязи между компьютером, требуемыми операциями и заготовкой.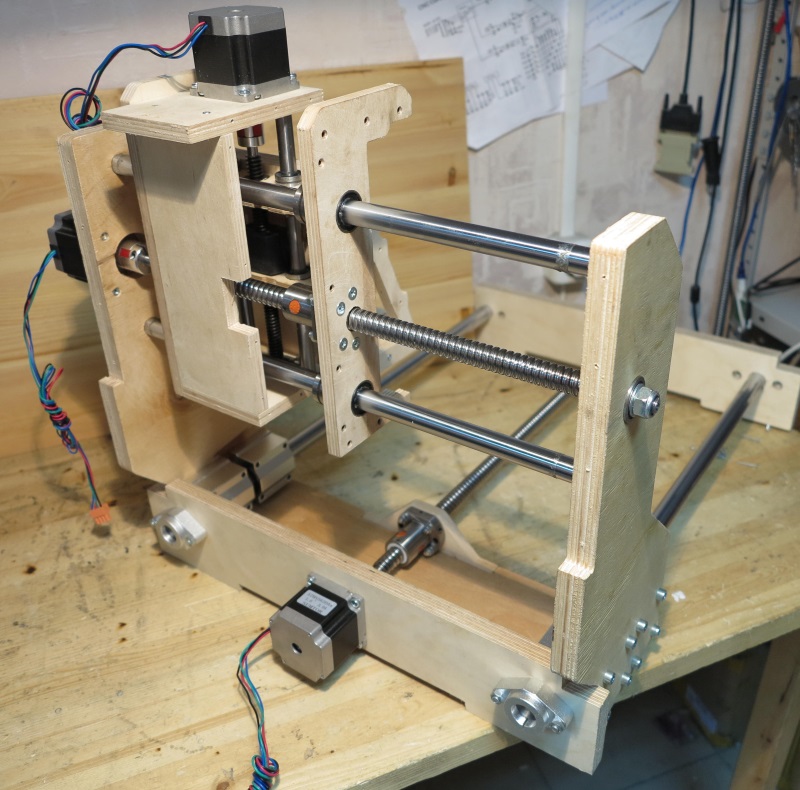 Программа ЧПУ проанализирует файл САПР для создания программных кодов, необходимых для процесса.
Программа ЧПУ проанализирует файл САПР для создания программных кодов, необходимых для процесса. Программа ЧПУ является центром управления всеми действиями станка с ЧПУ. Он командует машиной, диктуя ее действия и движения для получения правильного результата.
Программа ЧПУ является центром управления всеми действиями станка с ЧПУ. Он командует машиной, диктуя ее действия и движения для получения правильного результата.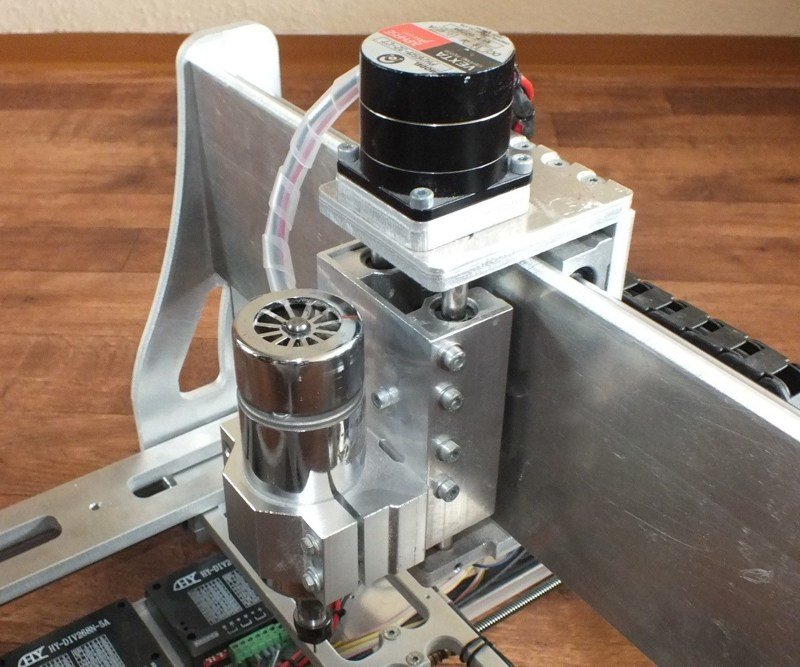 Другой — ручное фрезерование с ЧПУ, которое всегда противоположно вращению режущего инструмента.
Другой — ручное фрезерование с ЧПУ, которое всегда противоположно вращению режущего инструмента.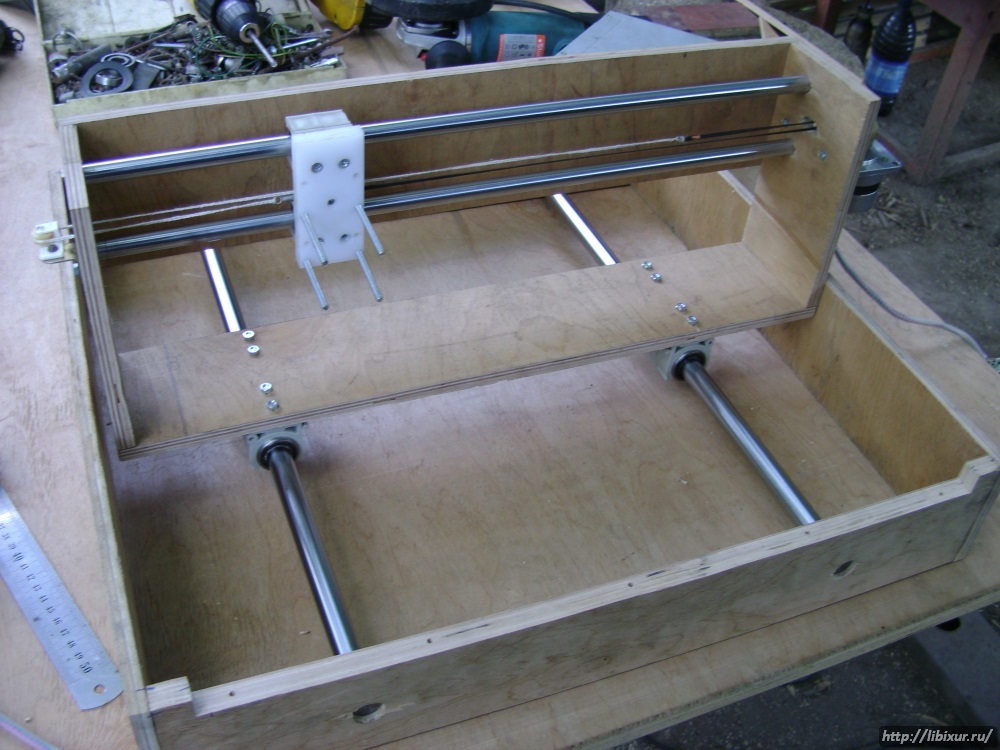 В зависимости от файла САПР и того, что вы хотите, ниже приведены другие доступные операции обработки с ЧПУ.
В зависимости от файла САПР и того, что вы хотите, ниже приведены другие доступные операции обработки с ЧПУ.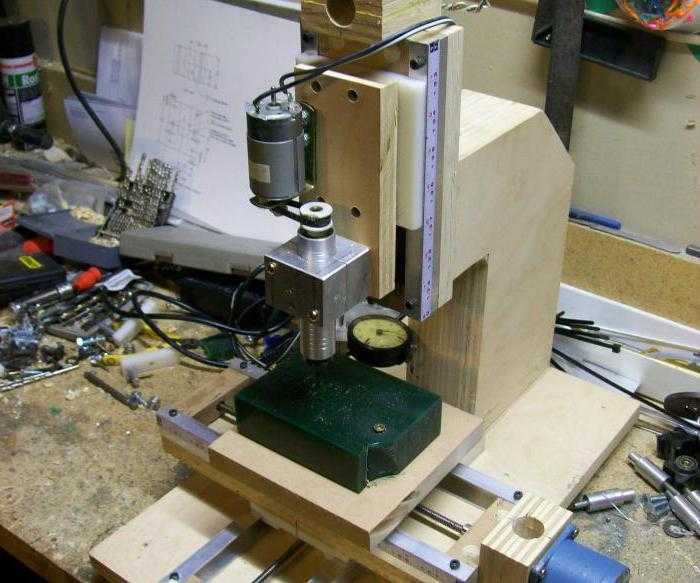
 Однако материал должен выдерживать высокие требования производственного процесса.
Однако материал должен выдерживать высокие требования производственного процесса.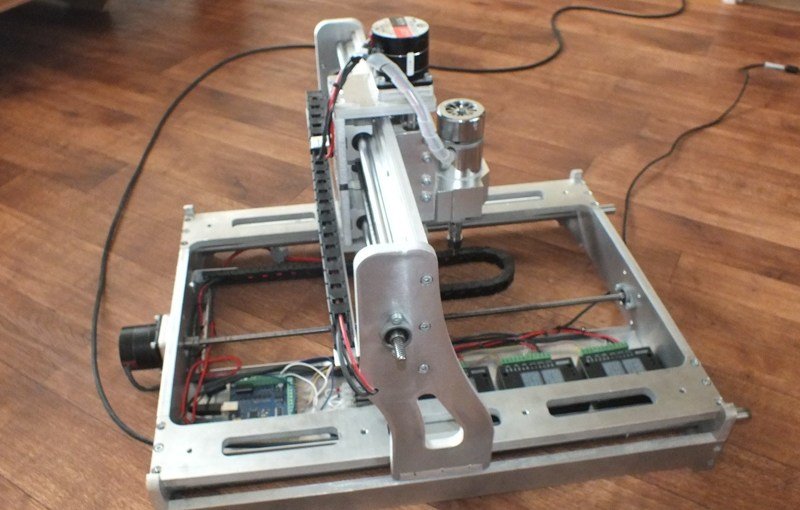 0003
0003 В этой статье вы познакомитесь с основами обработки с ЧПУ. Эта статья демистифицирует этот процесс. Он показал, что делает этот процесс особенным и почему многие отрасли включают его в свой производственный процесс.
В этой статье вы познакомитесь с основами обработки с ЧПУ. Эта статья демистифицирует этот процесс. Он показал, что делает этот процесс особенным и почему многие отрасли включают его в свой производственный процесс. Загрузите файлы дизайна и начните свой проект сегодня!
Загрузите файлы дизайна и начните свой проект сегодня! Они будут использоваться для установки подшипников шлифовального барабана.
Они будут использоваться для установки подшипников шлифовального барабана. Электромотор соединяется с валом барабана с помощью трубки.
Электромотор соединяется с валом барабана с помощью трубки.
 Теперь при вращении рукояти они двигаются, меняя тем самым зазор между шлифовальным барабаном и конвейером. При этом косынки упираются не в ленту, а в ролики из болтов М12 90 мм.
Теперь при вращении рукояти они двигаются, меняя тем самым зазор между шлифовальным барабаном и конвейером. При этом косынки упираются не в ленту, а в ролики из болтов М12 90 мм.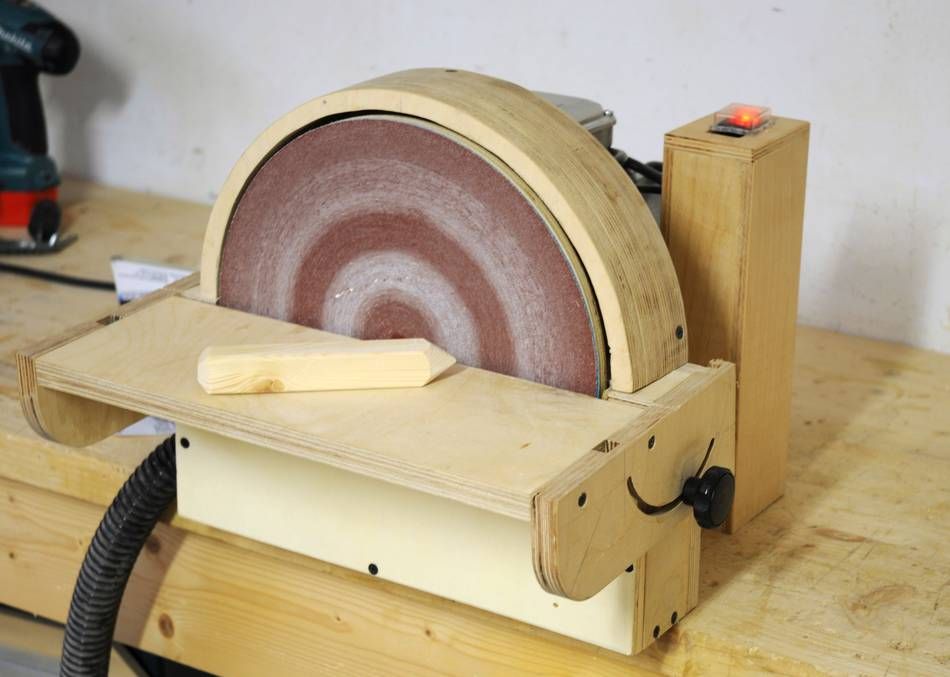 С его помощью можно не только подготавливать доску, но и шлифовать небольшие мебельные щиты.
С его помощью можно не только подготавливать доску, но и шлифовать небольшие мебельные щиты.
 Диск с абразивом крепится на выступающий из мотора конец вала. Перед диском находится рабочий столик, который при работе служит опорой для рук рабочего и обрабатываемой детали. Столик может менять угол наклона и высоту установки.
Диск с абразивом крепится на выступающий из мотора конец вала. Перед диском находится рабочий столик, который при работе служит опорой для рук рабочего и обрабатываемой детали. Столик может менять угол наклона и высоту установки.
 Разрез становится намного чище, когда вы позволяете ему проходить в основном под собственным весом. Большая похвала! Добавьте коническую шайбу между каждым лезвием.
Разрез становится намного чище, когда вы позволяете ему проходить в основном под собственным весом. Большая похвала! Добавьте коническую шайбу между каждым лезвием. Я вижу, что было сложно удерживать древесину, прижимающуюся к лезвиям, но вы можете решить эту проблему, добавив какой-либо тип кормушки (рот). ), в котором используется резина или пластик, чтобы прижимать древесину к лезвиям (вместо того, чтобы вручную перенаправлять ее).
Я вижу, что было сложно удерживать древесину, прижимающуюся к лезвиям, но вы можете решить эту проблему, добавив какой-либо тип кормушки (рот). ), в котором используется резина или пластик, чтобы прижимать древесину к лезвиям (вместо того, чтобы вручную перенаправлять ее). Отличная работа. И именно то, что я искал. Если бы кожух/крышка лопасти в сборе был прикручен к основанию болтами, это облегчило бы обслуживание. Возможно, добавьте входной желоб, чтобы помочь направить древесину и минимизировать отдачу, особенно если он расположен под углом к оси.
Отличная работа. И именно то, что я искал. Если бы кожух/крышка лопасти в сборе был прикручен к основанию болтами, это облегчило бы обслуживание. Возможно, добавьте входной желоб, чтобы помочь направить древесину и минимизировать отдачу, особенно если он расположен под углом к оси. Но стоит ли использовать угловую шлифовальную машину для резки дерева? Прежде чем вы достанете свою надежную угловую шлифовальную машину для измельчения этого потенциального куска пиломатериала, учтите следующие факторы.
Но стоит ли использовать угловую шлифовальную машину для резки дерева? Прежде чем вы достанете свою надежную угловую шлифовальную машину для измельчения этого потенциального куска пиломатериала, учтите следующие факторы. Однако это не идеально, и большинство профессионалов не советуют резать дерево металлическим отрезным диском. Вы должны понимать, как использовать Угловая шлифовальная машина для резки дерева и какие диски использовать. Тем не менее, существуют также значительные опасности, связанные с использованием УШМ для резки дерева, поэтому понимание того, чего ожидать, может помочь вам оставаться в безопасности. В чем причина этого? Потому что резка легковоспламеняющегося материала, такого как дерево, абразивным диском на шлифовальном станке может привести к катастрофе. Помимо очевидного, существует еще одна потенциальная опасность, связанная с использованием угловой шлифовальной машины для резки дерева
Однако это не идеально, и большинство профессионалов не советуют резать дерево металлическим отрезным диском. Вы должны понимать, как использовать Угловая шлифовальная машина для резки дерева и какие диски использовать. Тем не менее, существуют также значительные опасности, связанные с использованием УШМ для резки дерева, поэтому понимание того, чего ожидать, может помочь вам оставаться в безопасности. В чем причина этого? Потому что резка легковоспламеняющегося материала, такого как дерево, абразивным диском на шлифовальном станке может привести к катастрофе. Помимо очевидного, существует еще одна потенциальная опасность, связанная с использованием угловой шлифовальной машины для резки дерева Когда это происходит, вашего времени реакции может быть недостаточно, чтобы отменить практически мгновенное изменение, и вы можете столкнуться с неконтролируемой кофемолкой, работающей на 15 000 об/мин. Кроме того, у большинства гриндеров нет электронного тормоза, и они медленно прекращают вращение, и я предполагаю, что вы не хотите мешать разъяренному гриндеру, летящему сквозь пространство и время.
Когда это происходит, вашего времени реакции может быть недостаточно, чтобы отменить практически мгновенное изменение, и вы можете столкнуться с неконтролируемой кофемолкой, работающей на 15 000 об/мин. Кроме того, у большинства гриндеров нет электронного тормоза, и они медленно прекращают вращение, и я предполагаю, что вы не хотите мешать разъяренному гриндеру, летящему сквозь пространство и время. Угловая шлифовальная машина может резать дерево, потому что у нее есть сила и способность делать это. Однако это не означает, что использование угловой шлифовальной машины для резки дерева было бы оптимальным решением. Хотя угловая шлифовальная машина полезна для небольших проектов, вам следует хорошенько подумать, прежде чем использовать ее в крупном проекте.
Угловая шлифовальная машина может резать дерево, потому что у нее есть сила и способность делать это. Однако это не означает, что использование угловой шлифовальной машины для резки дерева было бы оптимальным решением. Хотя угловая шлифовальная машина полезна для небольших проектов, вам следует хорошенько подумать, прежде чем использовать ее в крупном проекте. Это распространенная ошибка начинающих пользователей, и ее следует избегать. Резка обычным лезвием возможна, но безопасность недостаточна. Кофемолка может подняться и улететь со стола, за которым вы работаете, если что-то пойдет не так. Вы можете получить серьезные травмы, если будете вращаться на высокой скорости. Вместо того, чтобы пытаться использовать обычное лезвие, вам следует поискать одно из лезвий для резки дерева, перечисленных ниже, чтобы уменьшить вероятность несчастного случая, сохраняя при этом гладкий и аккуратный внешний вид вашего проекта. Вращение на высокой скорости может привести к серьезным травмам. Вместо того, чтобы пытаться использовать стандартное лезвие, выберите одно из лезвий для резки дерева, упомянутых ниже, чтобы снизить риск несчастного случая, сохраняя при этом гладкую и точную эстетику вашего проекта. Выберите диск для резьбы по дереву для угловой шлифовальной машины, который будет работать как с мягкой, так и с твердой древесиной. Диск с прочностью, необходимой для работы по дереву, а также правильной формой и конструкцией для легкого выполнения работ по дереву.
Это распространенная ошибка начинающих пользователей, и ее следует избегать. Резка обычным лезвием возможна, но безопасность недостаточна. Кофемолка может подняться и улететь со стола, за которым вы работаете, если что-то пойдет не так. Вы можете получить серьезные травмы, если будете вращаться на высокой скорости. Вместо того, чтобы пытаться использовать обычное лезвие, вам следует поискать одно из лезвий для резки дерева, перечисленных ниже, чтобы уменьшить вероятность несчастного случая, сохраняя при этом гладкий и аккуратный внешний вид вашего проекта. Вращение на высокой скорости может привести к серьезным травмам. Вместо того, чтобы пытаться использовать стандартное лезвие, выберите одно из лезвий для резки дерева, упомянутых ниже, чтобы снизить риск несчастного случая, сохраняя при этом гладкую и точную эстетику вашего проекта. Выберите диск для резьбы по дереву для угловой шлифовальной машины, который будет работать как с мягкой, так и с твердой древесиной. Диск с прочностью, необходимой для работы по дереву, а также правильной формой и конструкцией для легкого выполнения работ по дереву.
 3210 3210 3210. 3210. 3210. 3210 3210 3210. 3210. 3210. 3210 3210. 3210 3210 3210 3210 3111111. Нашим клиентам нравится этот электроинструмент из-за его мощного двигателя мощностью 2400 Вт, скорости холостого хода 8000 об/мин, колеса диаметром 180 мм и эргономичных характеристик. Чтобы включить его, все, что вам нужно сделать, это подключить его и нажать кнопку защиты от пыли. Благодаря воздушному охлаждающему механизму многочасовая работа не будет проблемой для 3210. Работа с угловой шлифовальной машиной стала такой простой и удобной благодаря разработке различных эргономических функций в таком мощном инструменте. Трехпозиционная антивибрационная боковая рукоятка, вращающаяся основная рукоятка, быстросменный защитный кожух диска и система стопорных штифтов входят в число особенностей.
3210 3210 3210. 3210. 3210. 3210 3210 3210. 3210. 3210. 3210 3210. 3210 3210 3210 3210 3111111. Нашим клиентам нравится этот электроинструмент из-за его мощного двигателя мощностью 2400 Вт, скорости холостого хода 8000 об/мин, колеса диаметром 180 мм и эргономичных характеристик. Чтобы включить его, все, что вам нужно сделать, это подключить его и нажать кнопку защиты от пыли. Благодаря воздушному охлаждающему механизму многочасовая работа не будет проблемой для 3210. Работа с угловой шлифовальной машиной стала такой простой и удобной благодаря разработке различных эргономических функций в таком мощном инструменте. Трехпозиционная антивибрационная боковая рукоятка, вращающаяся основная рукоятка, быстросменный защитный кожух диска и система стопорных штифтов входят в число особенностей. Тем не менее, если вы принимаете надлежащие меры предосторожности, используете правильный отрезной диск с тремя зубьями и вам просто нужно обрезать несколько углов здесь и там, угловая шлифовальная машина является приемлемой альтернативой.
Тем не менее, если вы принимаете надлежащие меры предосторожности, используете правильный отрезной диск с тремя зубьями и вам просто нужно обрезать несколько углов здесь и там, угловая шлифовальная машина является приемлемой альтернативой. При резке любого материала болгаркой без защиты можно попасть в больницу.
При резке любого материала болгаркой без защиты можно попасть в больницу.

 ). Металлические изделия, которые прошли такую штамповку, полностью готовы, доработки не требуют. При объемной штамповке геометрия изделия задается в специально предусмотренных для этого формах. Металлическая заготовка (холодная или горячая) продавливается.
). Металлические изделия, которые прошли такую штамповку, полностью готовы, доработки не требуют. При объемной штамповке геометрия изделия задается в специально предусмотренных для этого формах. Металлическая заготовка (холодная или горячая) продавливается.

 Также пресс оснащен механизмами для захвата обрабатываемой заготовки, конвейером, по которому она будет поставляться для последующего придания нужных параметров
Также пресс оснащен механизмами для захвата обрабатываемой заготовки, конвейером, по которому она будет поставляться для последующего придания нужных параметров
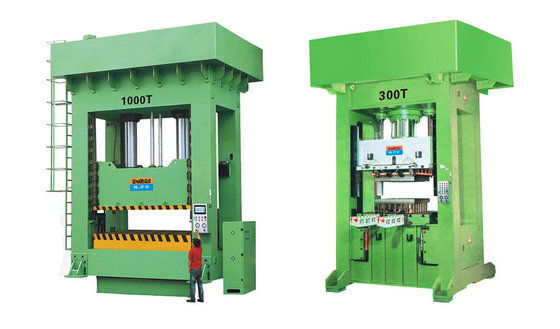
 Таке обладнання поділяється за способом впливу на оброблюваний матеріал. Так, є кривошипний прес простої дії, який обладнаний одним повзуном, подвійного — двома незалежно переміщаються повзунами, потрійного — двома верхніми незалежно переміщаються повзунами і одним нижнім.
Таке обладнання поділяється за способом впливу на оброблюваний матеріал. Так, є кривошипний прес простої дії, який обладнаний одним повзуном, подвійного — двома незалежно переміщаються повзунами, потрійного — двома верхніми незалежно переміщаються повзунами і одним нижнім. Таке обладнання оснащене спеціальним кривошипно-шатунним механізмом, який стоїть на кінці робочого вала. Нерухомий, підйомний і поворотний робочі столи верстатів для штампування потрібні для обробки штучних заготовок, різного смугового матеріалу і так далі.
Таке обладнання оснащене спеціальним кривошипно-шатунним механізмом, який стоїть на кінці робочого вала. Нерухомий, підйомний і поворотний робочі столи верстатів для штампування потрібні для обробки штучних заготовок, різного смугового матеріалу і так далі.
 Мы устанавливаем боксерские аркады в кинотеатрах, барах, ресторанах, залах игровых автоматов, катках и боулингах. Заниматься боксом
Мы устанавливаем боксерские аркады в кинотеатрах, барах, ресторанах, залах игровых автоматов, катках и боулингах. Заниматься боксом
 Собачка отлично подходит для
Собачка отлично подходит для


 Эта машина
Эта машина
 Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя.
Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя. 01 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
01 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.  37
37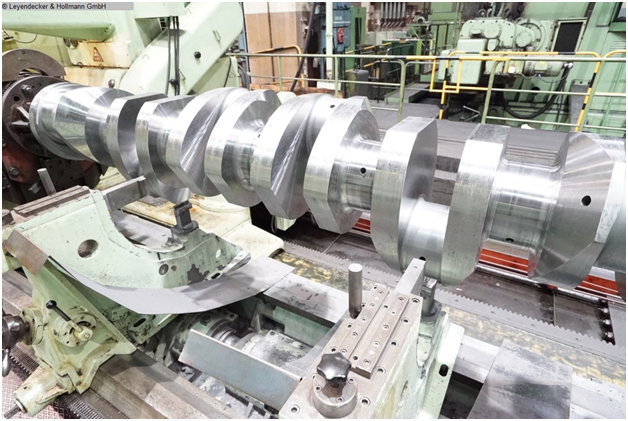 обороты
обороты обороты
обороты 60
60 обороты
обороты обороты
обороты 01
01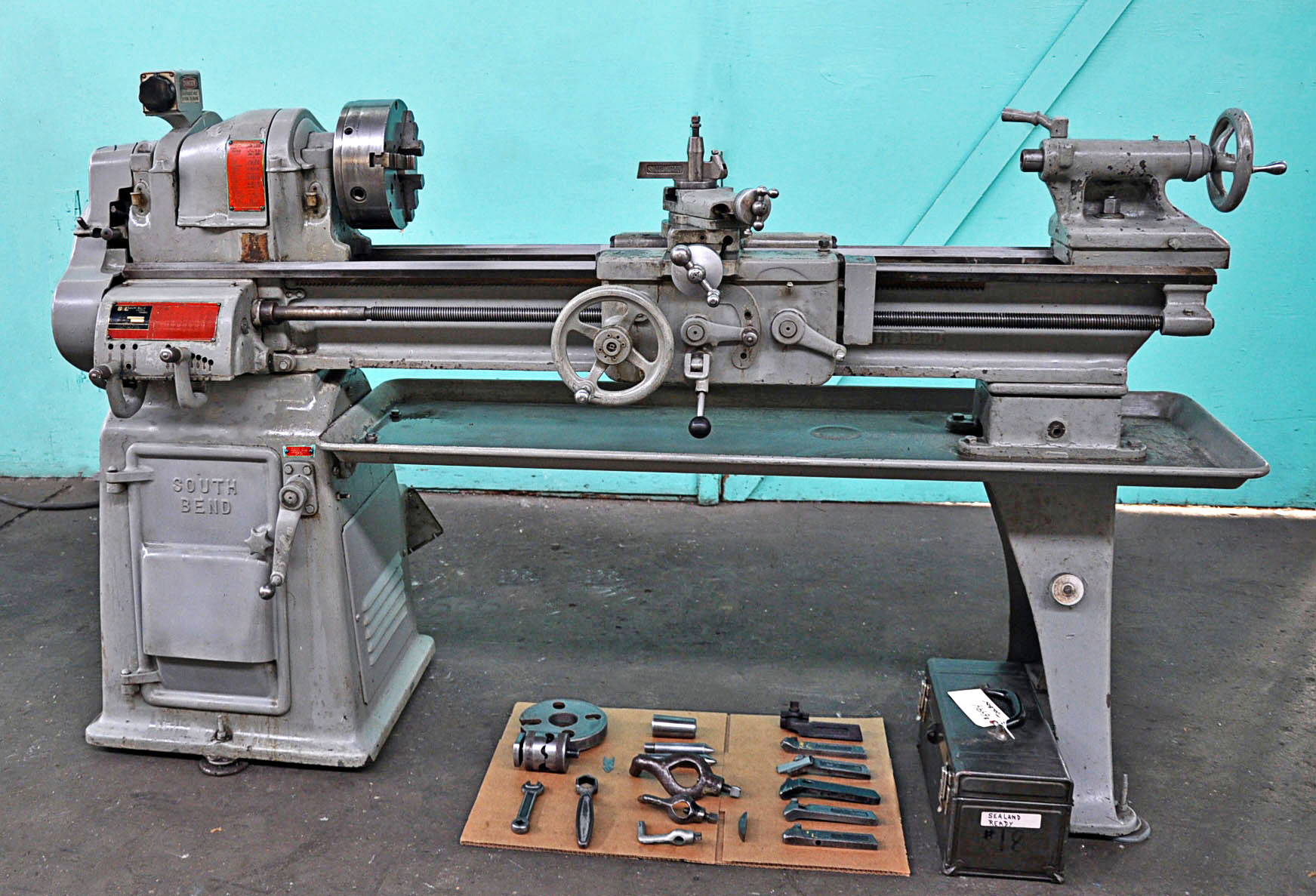 обороты
обороты 50
50 Станки, отвечающие требованиям заказчиков для специального применения, эксплуатируются в самых разных отраслях и применяются изготовителями валков и тяжелых станков, предприятиями сектора энергетики во всем мире, на сортопрокатных станах, а также в больших кузнечных цехах. Кроме валков обрабатываются и различные валы, в том числе гребные, роторные, и приводные с зубьями.
Станки, отвечающие требованиям заказчиков для специального применения, эксплуатируются в самых разных отраслях и применяются изготовителями валков и тяжелых станков, предприятиями сектора энергетики во всем мире, на сортопрокатных станах, а также в больших кузнечных цехах. Кроме валков обрабатываются и различные валы, в том числе гребные, роторные, и приводные с зубьями.
 С этими конструктивными элементами передние бабки идеально оснащены для высоких крутящих моментов и точности вращения без радиального биения.
С этими конструктивными элементами передние бабки идеально оснащены для высоких крутящих моментов и точности вращения без радиального биения.
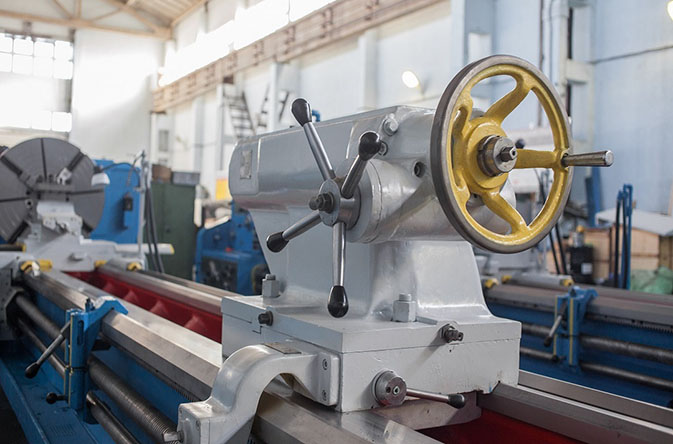
 0], через Wikimedia Commons
0], через Wikimedia Commons
 Было подсчитано, что они построили ок. От 20 000 до 25 000 токарных станков с предварительным серийным номером (в основном конусные головки). и от 55 000 до 60 000 токарных станков с серийными номерами (и других станков, построенных в Сиднее). В 1973 году Monarch заявил, что построил 75 000 токарных станков. А своим закрытием токарных операций в 1987 (будет куплена Monarch Lathe LP), по оценкам, окончательное количество приближается к 80 000 станков (95%+ составляют токарные станки). Я не думаю, что кто-либо из лучших производителей токарных станков может сравниться с Monarch по общему объему отгруженных станков.
Было подсчитано, что они построили ок. От 20 000 до 25 000 токарных станков с предварительным серийным номером (в основном конусные головки). и от 55 000 до 60 000 токарных станков с серийными номерами (и других станков, построенных в Сиднее). В 1973 году Monarch заявил, что построил 75 000 токарных станков. А своим закрытием токарных операций в 1987 (будет куплена Monarch Lathe LP), по оценкам, окончательное количество приближается к 80 000 станков (95%+ составляют токарные станки). Я не думаю, что кто-либо из лучших производителей токарных станков может сравниться с Monarch по общему объему отгруженных станков.
 Действительно массивный и более 60 футов в длину. Держу пари, они все еще используются.
Действительно массивный и более 60 футов в длину. Держу пари, они все еще используются. H.W. Буш (Буш I), CVN-77, где этот токарный станок фигурировал.
H.W. Буш (Буш I), CVN-77, где этот токарный станок фигурировал. Это основная причина, по которой Monarch продолжала улучшать конструкцию своих токарных станков.
Это основная причина, по которой Monarch продолжала улучшать конструкцию своих токарных станков. Подразделение токарных станков было продано в 1997 году компании Monarch Lathe LP, а вместе с ней было распродано и все производственное оборудование. Это просто продажа, обслуживание и сборка. Фрезерное подразделение Cortland стало Monarch Machine, и последнее, что я слышал, это то, что они продали завод Cortland и не уверены, производят ли они машины. Подразделение Stamco было объединено с Herr Voss. Их английский холдинг в форме Дина Смита и Грейс также был продан, те, кто их купил, хорошо потрудились, но, как я читал, они снова были проданы, и я не уверен, что они все еще производят токарные станки.
Подразделение токарных станков было продано в 1997 году компании Monarch Lathe LP, а вместе с ней было распродано и все производственное оборудование. Это просто продажа, обслуживание и сборка. Фрезерное подразделение Cortland стало Monarch Machine, и последнее, что я слышал, это то, что они продали завод Cortland и не уверены, производят ли они машины. Подразделение Stamco было объединено с Herr Voss. Их английский холдинг в форме Дина Смита и Грейс также был продан, те, кто их купил, хорошо потрудились, но, как я читал, они снова были проданы, и я не уверен, что они все еще производят токарные станки. Хотя на самом деле большинство небольших китайских токарных станков делают десятки компаний, а не одна крупная)
Хотя на самом деле большинство небольших китайских токарных станков делают десятки компаний, а не одна крупная)
 ………..
……….. д. и т. д.) построили больше таких станков, чем любой производитель токарных станков. EG W&S производила ЧПУ, когда закрылась, многие из которых все еще более чем приносят доход каждый день.
д. и т. д.) построили больше таких станков, чем любой производитель токарных станков. EG W&S производила ЧПУ, когда закрылась, многие из которых все еще более чем приносят доход каждый день.
 Она скользит на продольных салазках станины и используется в качестве дополнительного упора. Задняя бабка оснащается пинолем. Тот представляет собой свободно вращающийся конус. Он поджимается к детали, чем предотвращает ее биение при прикладывании резца.
Она скользит на продольных салазках станины и используется в качестве дополнительного упора. Задняя бабка оснащается пинолем. Тот представляет собой свободно вращающийся конус. Он поджимается к детали, чем предотвращает ее биение при прикладывании резца.

 Его можно использовать для точения, растачивания, обрезки, подравнивания торца и нарезания резьбы. Устройства этого типа не отличаются большим размером. За счет этого они зачастую не могут использоваться для обработки крупных заготовок. Часто такие станки используют в ремонтных мастерских, так как они не занимают много места, и работают с деталями не крупнее необходимых.
Его можно использовать для точения, растачивания, обрезки, подравнивания торца и нарезания резьбы. Устройства этого типа не отличаются большим размером. За счет этого они зачастую не могут использоваться для обработки крупных заготовок. Часто такие станки используют в ремонтных мастерских, так как они не занимают много места, и работают с деталями не крупнее необходимых. Однако лоботокарные станки имеют широкий захват. За счет этого они зачастую могут зажать для обработки деталь, ширина которой превосходит длину.
Однако лоботокарные станки имеют широкий захват. За счет этого они зачастую могут зажать для обработки деталь, ширина которой превосходит длину. Устройство может оснащаться одним или несколькими шпинделями. За счет этого оно способно использоваться для одновременной обработки нескольких одинаковых деталей.
Устройство может оснащаться одним или несколькими шпинделями. За счет этого оно способно использоваться для одновременной обработки нескольких одинаковых деталей.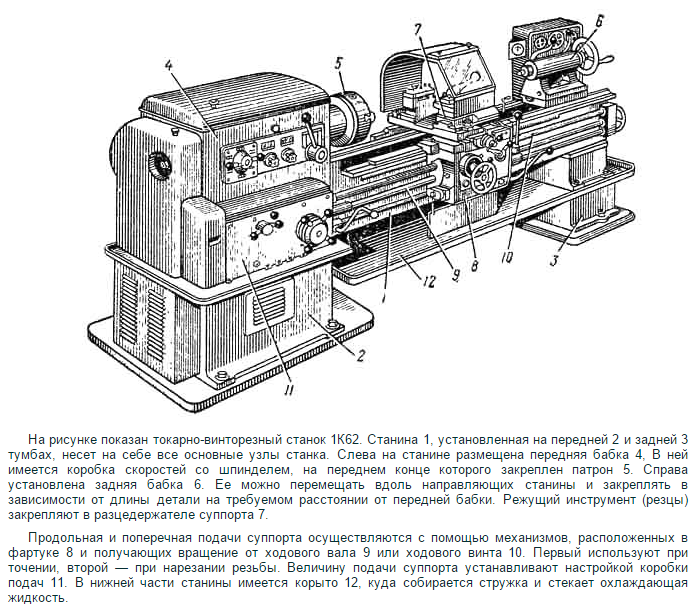
 Токарный станок может быть ручным или управляемым ЧПУ. В последнем случае устройство выполняет точную сложную работу согласно чертежу проекта. Также на удобство работы со станком влияет применяемый в нем способ регулировки положения пиноля. Он может настраиваться вручную, путем вращения регулировочной ручки. Также пиноль может управляться электрическим приводом.
Токарный станок может быть ручным или управляемым ЧПУ. В последнем случае устройство выполняет точную сложную работу согласно чертежу проекта. Также на удобство работы со станком влияет применяемый в нем способ регулировки положения пиноля. Он может настраиваться вручную, путем вращения регулировочной ручки. Также пиноль может управляться электрическим приводом.
 В каждом пазу может находиться резец. В процессе работы эта деталь сменяется на другую в автоматическом режиме, что дает возможность не тратить время на самостоятельную перестановку инструмента.
В каждом пазу может находиться резец. В процессе работы эта деталь сменяется на другую в автоматическом режиме, что дает возможность не тратить время на самостоятельную перестановку инструмента.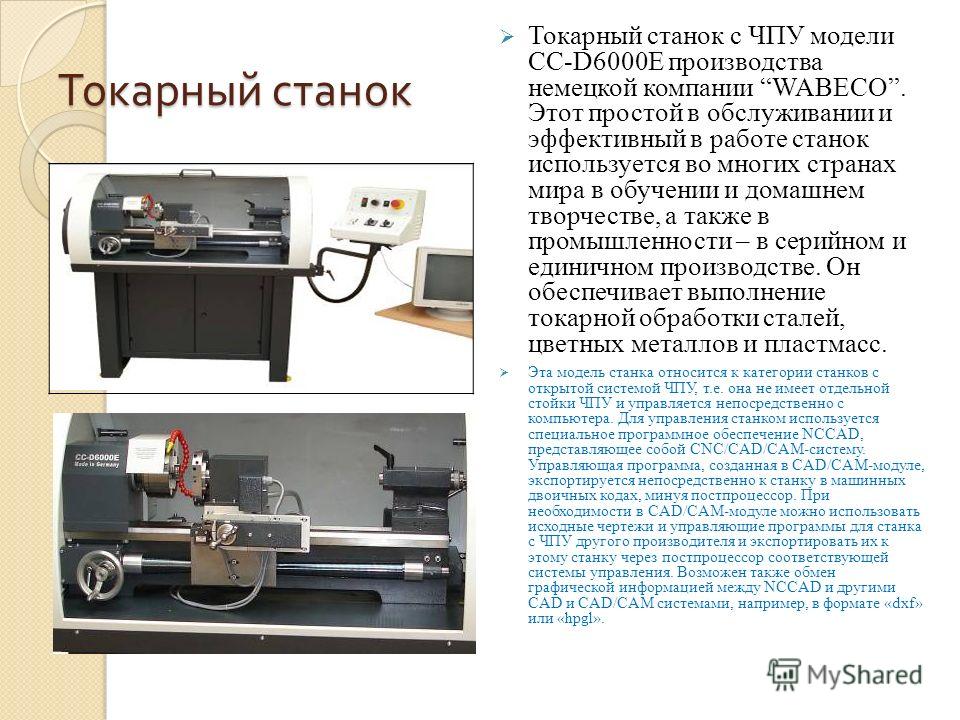
 11.2022 | 17:17
11.2022 | 17:17  ..
.. Обычное использование включает:
Обычное использование включает: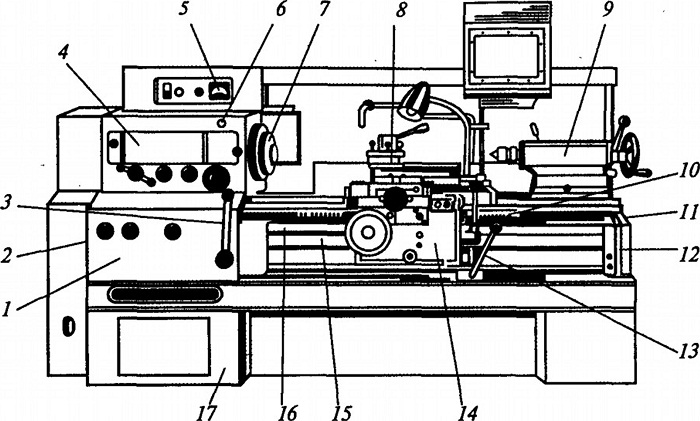 Токарный станок будет вращать материал для вас в быстром темпе, и вам просто нужно коснуться его заостренным концом, чтобы убрать ненужный материал и создать нужную форму.
Токарный станок будет вращать материал для вас в быстром темпе, и вам просто нужно коснуться его заостренным концом, чтобы убрать ненужный материал и создать нужную форму. Токарный станок — лучший способ обеспечить единообразие, согласованность и округлость вашего проекта.
Токарный станок — лучший способ обеспечить единообразие, согласованность и округлость вашего проекта. Сверла, пробойники и тиски — довольно простые инструменты с четким назначением. Другие станки могут быть немного сложнее, и токарные станки, особенно высокого класса, попадают в эту категорию. . Это называется заготовка. В отличие от простых тисков токарный станок не только удерживает заготовку, но и вращает ее. Это позволяет другой части станка, головке, двигаться вдоль заготовки, удерживая различные режущие инструменты для придания формы заготовке.
Сверла, пробойники и тиски — довольно простые инструменты с четким назначением. Другие станки могут быть немного сложнее, и токарные станки, особенно высокого класса, попадают в эту категорию. . Это называется заготовка. В отличие от простых тисков токарный станок не только удерживает заготовку, но и вращает ее. Это позволяет другой части станка, головке, двигаться вдоль заготовки, удерживая различные режущие инструменты для придания формы заготовке. Каждый токарный станок представляет собой станок, предназначенный для тяжелых работ, но современные токарные станки предназначены для точной резки и упрощенной механической обработки.
Каждый токарный станок представляет собой станок, предназначенный для тяжелых работ, но современные токарные станки предназначены для точной резки и упрощенной механической обработки. Даже тогда каждый токарный станок был уникальным, но работа токарного станка была последовательной. Токарные станки с двигателями помогли начать промышленную революцию, которая, в свою очередь, представила токарные станки с паровым приводом, способные работать с еще большей скоростью вращения и крутящим моментом для вращения более тяжелых деталей. Токарные станки теперь были тяжелыми обрабатывающими инструментами. Как и фрезерный станок, токарный станок упростил процесс обработки, поскольку он стал еще более совершенным. Следующий большой скачок вперед произошел во второй половине двадцатого века, с появлением числового программного управления (ЧПУ). Токарные станки с ЧПУ позволяли операторам программировать набор инструкций для каждого станка. Это позволяло точно дублировать эти инструкции, что означало, что детали были все более точными, и уменьшало количество операторов, необходимых для одновременной работы каждого обрабатывающего инструмента. Современные инновации обеспечивают все более точное программирование ЧПУ с постоянно растущим числом осей.
Даже тогда каждый токарный станок был уникальным, но работа токарного станка была последовательной. Токарные станки с двигателями помогли начать промышленную революцию, которая, в свою очередь, представила токарные станки с паровым приводом, способные работать с еще большей скоростью вращения и крутящим моментом для вращения более тяжелых деталей. Токарные станки теперь были тяжелыми обрабатывающими инструментами. Как и фрезерный станок, токарный станок упростил процесс обработки, поскольку он стал еще более совершенным. Следующий большой скачок вперед произошел во второй половине двадцатого века, с появлением числового программного управления (ЧПУ). Токарные станки с ЧПУ позволяли операторам программировать набор инструкций для каждого станка. Это позволяло точно дублировать эти инструкции, что означало, что детали были все более точными, и уменьшало количество операторов, необходимых для одновременной работы каждого обрабатывающего инструмента. Современные инновации обеспечивают все более точное программирование ЧПУ с постоянно растущим числом осей.

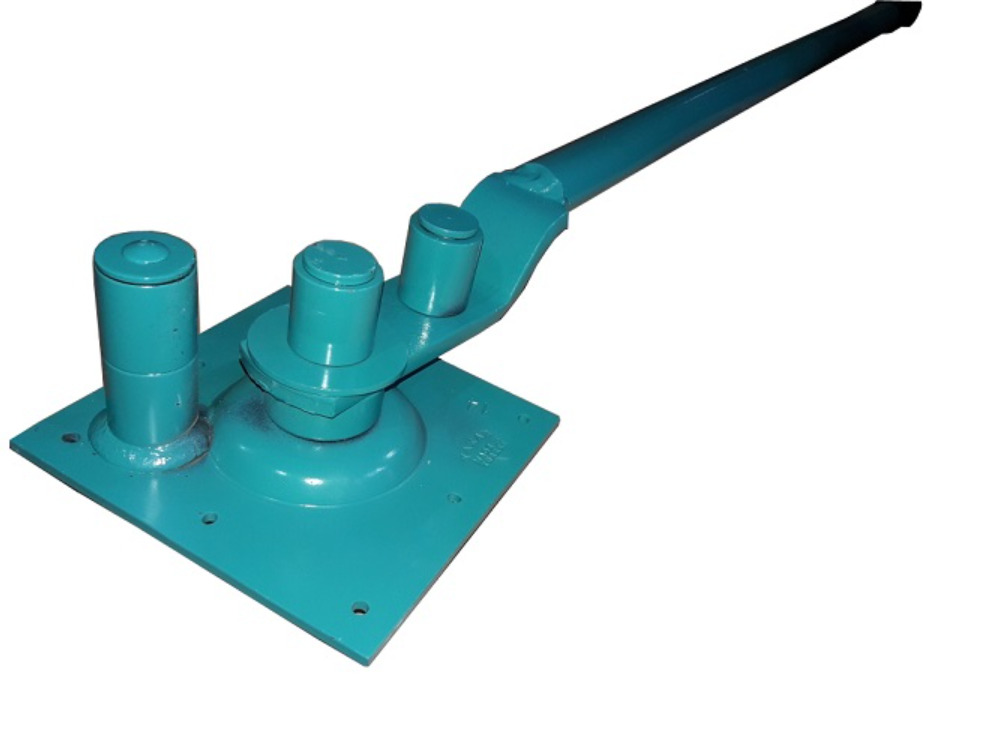 Сменой насадок он превращается в ножницы для резки.
Сменой насадок он превращается в ножницы для резки. Мощный двигатель согнет элемент вдвое толще, а при необходимости даже свернет в спираль. Такое устройство ни к чему в домашнем хозяйстве, но на крупном строительстве с большим объемом монолитных конструкций востребовано независимо от цены. Поскольку изгибаются изделия любого сечения, агрегат будет хорошим подспорьем в кузнице, металлообрабатывающей мастерской.
Мощный двигатель согнет элемент вдвое толще, а при необходимости даже свернет в спираль. Такое устройство ни к чему в домашнем хозяйстве, но на крупном строительстве с большим объемом монолитных конструкций востребовано независимо от цены. Поскольку изгибаются изделия любого сечения, агрегат будет хорошим подспорьем в кузнице, металлообрабатывающей мастерской.
 Расстояние между полкой и осью должно соответствовать максимальному диаметру арматуры, которую предполагается сгибать.
Расстояние между полкой и осью должно соответствовать максимальному диаметру арматуры, которую предполагается сгибать. По углам сверлим отверстия 5-6 мм диаметром под крепежные шурупы. В центре делаем еще две круглые дырки на расстоянии приблизительно 10 см друг от друга. Диаметр их должен быть на пол миллиметра больше, чем у заготовленной арматуры. Одна — под стойку-упор, вторая — под ось рычага. Вставляем в полости отрезки арматуры длиной 5-6 см и привариваем.
По углам сверлим отверстия 5-6 мм диаметром под крепежные шурупы. В центре делаем еще две круглые дырки на расстоянии приблизительно 10 см друг от друга. Диаметр их должен быть на пол миллиметра больше, чем у заготовленной арматуры. Одна — под стойку-упор, вторая — под ось рычага. Вставляем в полости отрезки арматуры длиной 5-6 см и привариваем.
 приводом
приводом
 Именно сгиб прута является наиболее проблематичным и ответственным участком работ при подготовке арматуры. Для выполнения этого непростого задания существует станок для гибки арматуры, значительно облегчающий труд строителя.
Именно сгиб прута является наиболее проблематичным и ответственным участком работ при подготовке арматуры. Для выполнения этого непростого задания существует станок для гибки арматуры, значительно облегчающий труд строителя.
 Станок для гибки арматуры цена на который может меняться от его назначения и мощности, может стоить немного для ручных операций и значительную сумму в промышленном варианте.
Станок для гибки арматуры цена на который может меняться от его назначения и мощности, может стоить немного для ручных операций и значительную сумму в промышленном варианте. Пруты перемещаются обкатными валками, которые установлены на рабочей поверхности.
Пруты перемещаются обкатными валками, которые установлены на рабочей поверхности.
 Прочность и пластичность стали позволяют использовать арматуру по-разному.
Прочность и пластичность стали позволяют использовать арматуру по-разному. Это также самый безопасный и простой метод.
Это также самый безопасный и простой метод.


 Цифры на циферблатах означают диаметр прутка, который вы хотите согнуть, в миллиметрах.
Цифры на циферблатах означают диаметр прутка, который вы хотите согнуть, в миллиметрах. Большинство вариаций не могут сгибать прутки класса 60 и выше.
Большинство вариаций не могут сгибать прутки класса 60 и выше. Это устройство позволяет даже гнуть арматуру, выходящую из стен и колонн. Многие его вариации входят в состав смесителя для резки арматуры и гибочного станка. Это очень упрощает многие задачи.
Это устройство позволяет даже гнуть арматуру, выходящую из стен и колонн. Многие его вариации входят в состав смесителя для резки арматуры и гибочного станка. Это очень упрощает многие задачи. 4px»> Станок для гибки арматуры представляет собой современное оборудование, используемое профессиональными компаниями.
4px»> Станок для гибки арматуры представляет собой современное оборудование, используемое профессиональными компаниями. Затем установите индексные элементы в соответствии с желаемым углом. Затем поместите стержень между прочным гибочным диском и квадратной палкой.
Затем установите индексные элементы в соответствии с желаемым углом. Затем поместите стержень между прочным гибочным диском и квадратной палкой.
 Подрядчики говорят, что нет никакой разницы в качестве или прочности между предварительно спроектированной и изготовленной своими руками арматурой, вырезанной машинным способом или изогнутой.
Подрядчики говорят, что нет никакой разницы в качестве или прочности между предварительно спроектированной и изготовленной своими руками арматурой, вырезанной машинным способом или изогнутой. «Это экономит бесчисленное количество часов», — отмечает он. «Это значительно упрощает работу. Раньше ребятам приходилось резать и изготавливать арматуру, и это была худшая работа на строительной площадке. Теперь всем нравится это делать».
«Это экономит бесчисленное количество часов», — отмечает он. «Это значительно упрощает работу. Раньше ребятам приходилось резать и изготавливать арматуру, и это была худшая работа на строительной площадке. Теперь всем нравится это делать». Например, когда подрядчикам требуется большое количество хомутов или квадратные формы, используемые в бетонных колоннах для удержания вертикальной арматуры, каждый хомут должен иметь точные изгибы в нужных местах. Трудно сделать каждый изгиб одинаковым сгибанием рук. «С помощью гибочного станка вы можете установить эталон, на который будет опираться стержень, чтобы каждый раз получать один и тот же размер изгиба», — говорит Олах.
Например, когда подрядчикам требуется большое количество хомутов или квадратные формы, используемые в бетонных колоннах для удержания вертикальной арматуры, каждый хомут должен иметь точные изгибы в нужных местах. Трудно сделать каждый изгиб одинаковым сгибанием рук. «С помощью гибочного станка вы можете установить эталон, на который будет опираться стержень, чтобы каждый раз получать один и тот же размер изгиба», — говорит Олах. В противном случае, по его словам, он обычно заказывал дополнительную арматуру у производителя, чтобы быть уверенным, что у него есть все необходимое для работы.
В противном случае, по его словам, он обычно заказывал дополнительную арматуру у производителя, чтобы быть уверенным, что у него есть все необходимое для работы. »
»


 «Если вы делаете фундамент, в большинстве случаев это делается поэтапно или поэтапно, что позволяет им делать подробные чертежи и эффективно их изготавливать», — объясняет он. «Для неправильной формы и наклона каждая пара баров отличается. Если вы делаете бассейн размером 30 футов на 60 футов и 3 фута, от 6 дюймов в глубину до 6 футов, наклон постоянно меняется, поэтому вам пришлось бы сортировать стержни, если бы они были предварительно нарезаны. Это почти проще сделать по размеру там, в бассейне ».
«Если вы делаете фундамент, в большинстве случаев это делается поэтапно или поэтапно, что позволяет им делать подробные чертежи и эффективно их изготавливать», — объясняет он. «Для неправильной формы и наклона каждая пара баров отличается. Если вы делаете бассейн размером 30 футов на 60 футов и 3 фута, от 6 дюймов в глубину до 6 футов, наклон постоянно меняется, поэтому вам пришлось бы сортировать стержни, если бы они были предварительно нарезаны. Это почти проще сделать по размеру там, в бассейне ».
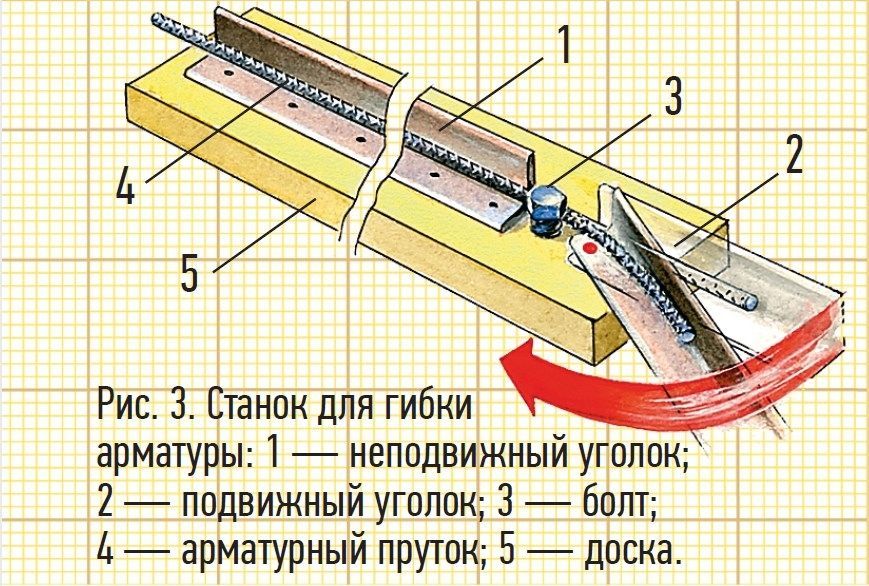 , профессиональные заболевания опорно-двигательного аппарата.
, профессиональные заболевания опорно-двигательного аппарата.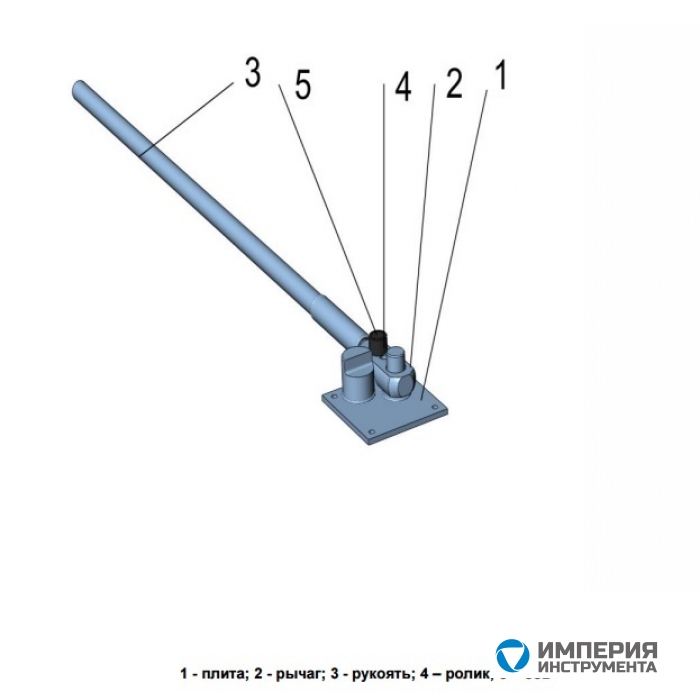 Добавление удлинительной рукоятки к ярусу с батарейным питанием позволило рабочим связывать арматуру в вертикальном положении, что еще больше снизило вероятность получения травм.
Добавление удлинительной рукоятки к ярусу с батарейным питанием позволило рабочим связывать арматуру в вертикальном положении, что еще больше снизило вероятность получения травм.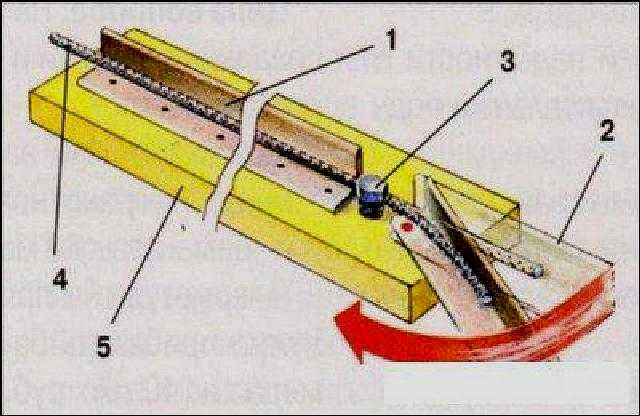
 требования к арматуре как A706. Материал A706 теперь соответствует или превосходит все химические и механические требования для соответствующего размера и сорта A615.
требования к арматуре как A706. Материал A706 теперь соответствует или превосходит все химические и механические требования для соответствующего размера и сорта A615.
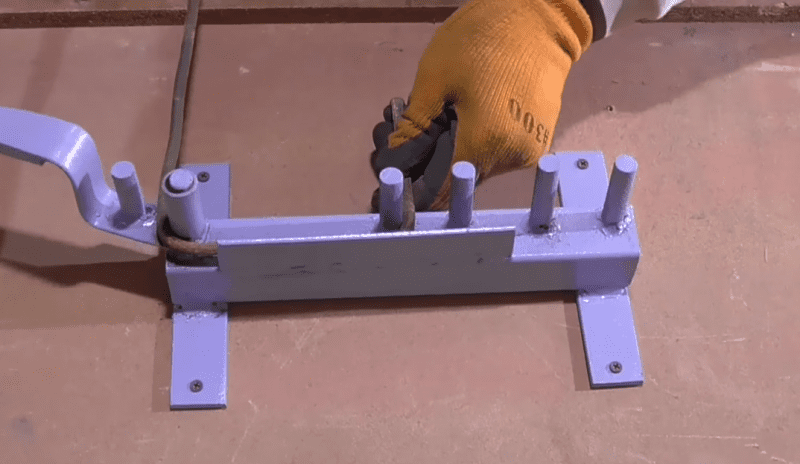
 Необходим для уменьшения времени на установку и кантования бревна, что существенно увеличивает
Необходим для уменьшения времени на установку и кантования бревна, что существенно увеличивает . Подъемник необходим для работы в простейшем технологическом потоке при параллельной подаче бревен к станку. Для повышения производительности обязательно применение бревнотаски для последовательной подачи бревен с биржи на уровне стола станка. В этом случае подъемник можно исключить.
. Подъемник необходим для работы в простейшем технологическом потоке при параллельной подаче бревен к станку. Для повышения производительности обязательно применение бревнотаски для последовательной подачи бревен с биржи на уровне стола станка. В этом случае подъемник можно исключить. Узел программируется на 48 размеров как по английскому, так и по метрическому стандартам. Он позволяет легко переходить с размеров для сухой древесины на размеры для сырой древесины, чтобы пиломатериал точно соответствовал стандартам.
Узел программируется на 48 размеров как по английскому, так и по метрическому стандартам. Он позволяет легко переходить с размеров для сухой древесины на размеры для сырой древесины, чтобы пиломатериал точно соответствовал стандартам. двигателя пилы, кВт
двигателя пилы, кВт Также в состав устройства могут включаться зажимы для фиксации брусьев. Бревна распиливаются в один проход без каких-либо возвратных движений.
Также в состав устройства могут включаться зажимы для фиксации брусьев. Бревна распиливаются в один проход без каких-либо возвратных движений.
 При необходимости мы готовы подобрать устройства, которые подойдут именно для Вашего дома или бизнес-проекта.
При необходимости мы готовы подобрать устройства, которые подойдут именно для Вашего дома или бизнес-проекта. д.
д.

 д.), полистирола. Вертикальные панельные пилы MAKK.it , компакторы для полистирола ECOMAKK.it и т. д.
д.), полистирола. Вертикальные панельные пилы MAKK.it , компакторы для полистирола ECOMAKK.it и т. д.

 д.
д. Наклонные пилы или роликовые пилы впечатляют своей чрезвычайной легкостью перемещения, надежностью и эргономикой. Наши пилы для дров с конвейерной лентой режут и загружают за один рабочий шаг. Для больших объемов правильным выбором будут автоматические пилы или полностью автоматические высокопроизводительные пилы AutoCut.
Наклонные пилы или роликовые пилы впечатляют своей чрезвычайной легкостью перемещения, надежностью и эргономикой. Наши пилы для дров с конвейерной лентой режут и загружают за один рабочий шаг. Для больших объемов правильным выбором будут автоматические пилы или полностью автоматические высокопроизводительные пилы AutoCut.

 Для интенсивного использования и увеличения срока службы мы рекомендуем наши специальные Твердосплавные пильные полотна WIDIA , более тихие и долговечные. По сравнению с пильными полотнами из хромового сплава они потребляют меньше энергии, работают значительно тише и дополнительно увеличивают срок службы в 8-10 раз, так как их реже приходится затачивать. Для точной продольной и раздельной резки рекомендуется пильный диск Hannibal , который обеспечивает наилучшие результаты даже при небольшой мощности двигателя. Зубья пилы с кластерными зубьями благодаря своей конструкции самоочищаются и обеспечивают аккуратный рез.
Для интенсивного использования и увеличения срока службы мы рекомендуем наши специальные Твердосплавные пильные полотна WIDIA , более тихие и долговечные. По сравнению с пильными полотнами из хромового сплава они потребляют меньше энергии, работают значительно тише и дополнительно увеличивают срок службы в 8-10 раз, так как их реже приходится затачивать. Для точной продольной и раздельной резки рекомендуется пильный диск Hannibal , который обеспечивает наилучшие результаты даже при небольшой мощности двигателя. Зубья пилы с кластерными зубьями благодаря своей конструкции самоочищаются и обеспечивают аккуратный рез. Ими можно управлять в одиночку или вдвоем , что увеличивает производительность резки.
Ими можно управлять в одиночку или вдвоем , что увеличивает производительность резки.
 В идеальных условиях один оператор обрабатывает до 15 кубометров заготовок в час с ним. Комбинация системы подачи EasyGo (подана заявка на патент) и CutControl идеально обрезает каждую заготовку до требуемой длины, а также обрезает ваши бревна без нежелательных обрезков, если это необходимо .
В идеальных условиях один оператор обрабатывает до 15 кубометров заготовок в час с ним. Комбинация системы подачи EasyGo (подана заявка на патент) и CutControl идеально обрезает каждую заготовку до требуемой длины, а также обрезает ваши бревна без нежелательных обрезков, если это необходимо .
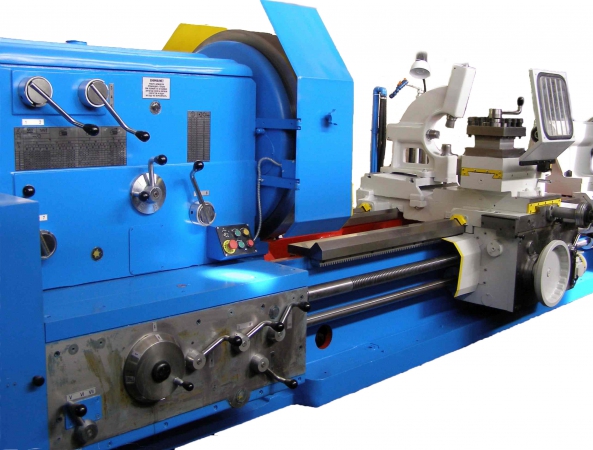 В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи. Ременная передача работает хорошо, когда ремень достаточно натянут и охватывает большую часть шкива.
В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи. Ременная передача работает хорошо, когда ремень достаточно натянут и охватывает большую часть шкива. Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
 На ней расположены все остальные элементы.
На ней расположены все остальные элементы.

 Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
 д. Он обычно используется для создания осесимметричных деталей.
д. Он обычно используется для создания осесимметричных деталей. 


 , изготовление и т. д.
, изготовление и т. д.


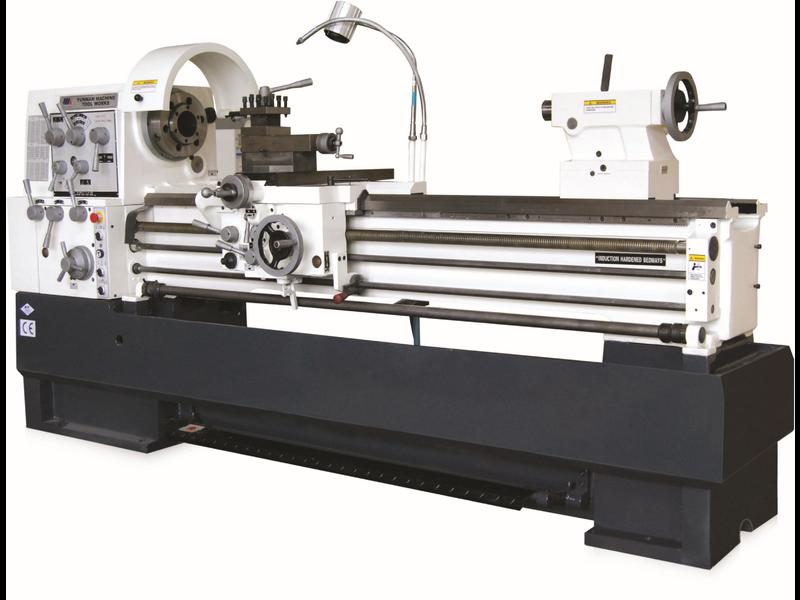
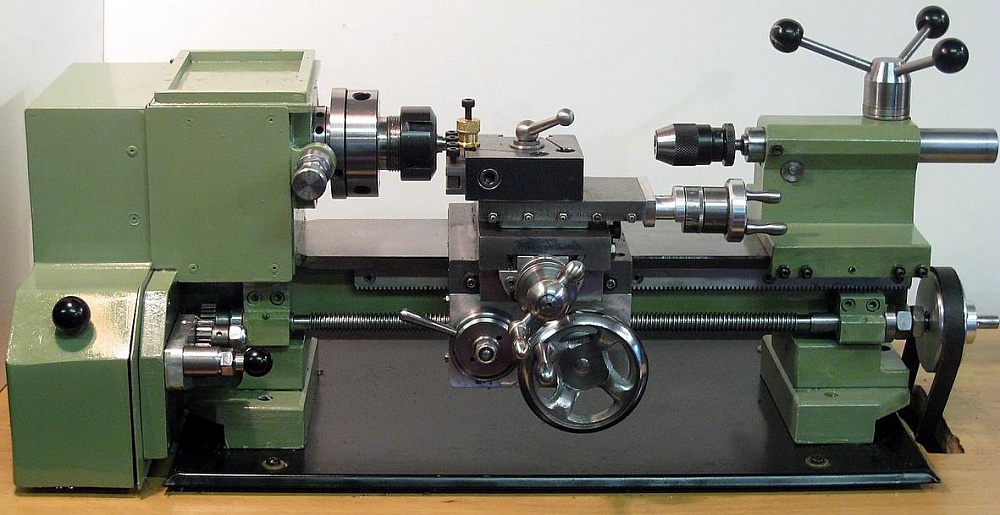
 Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности.
Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности. 

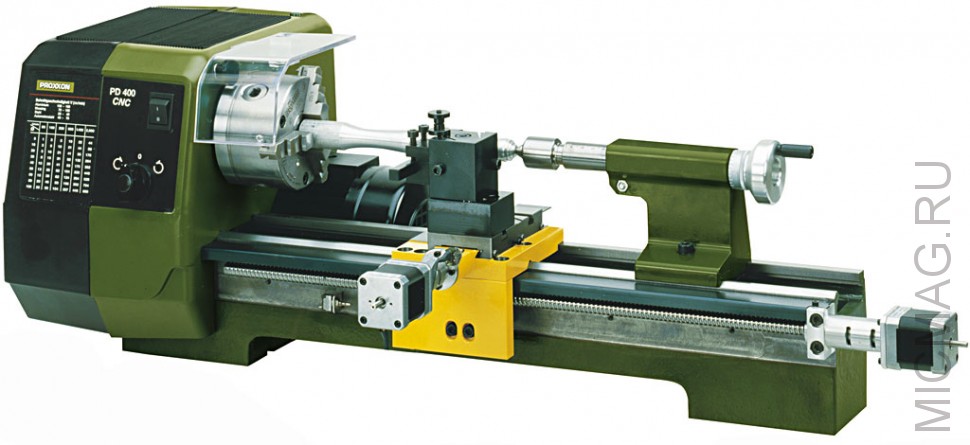

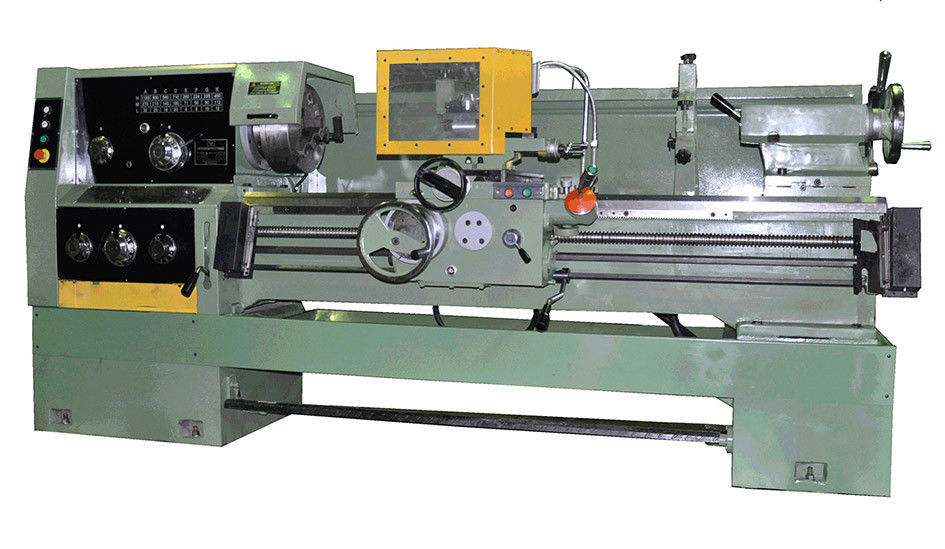 д.
д.

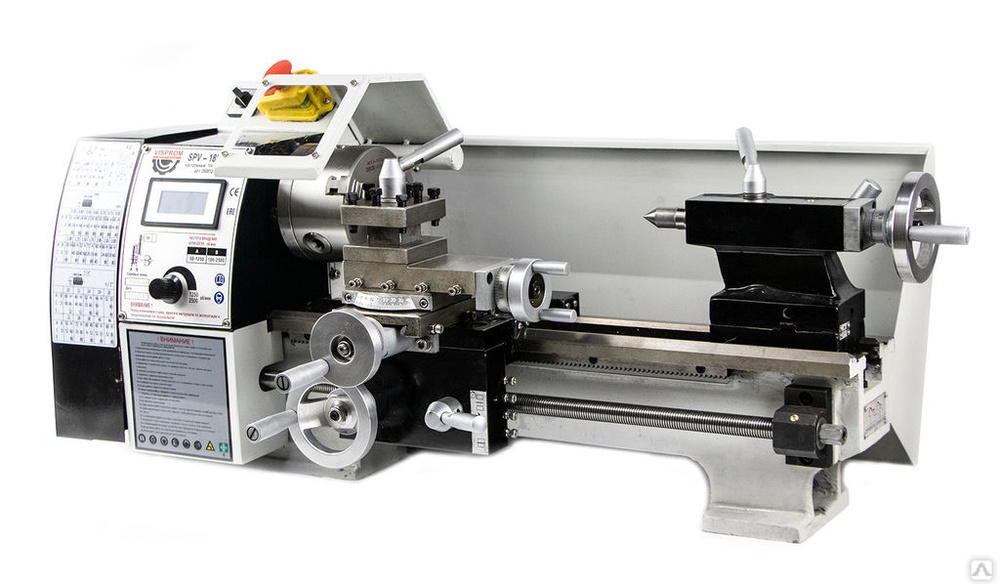

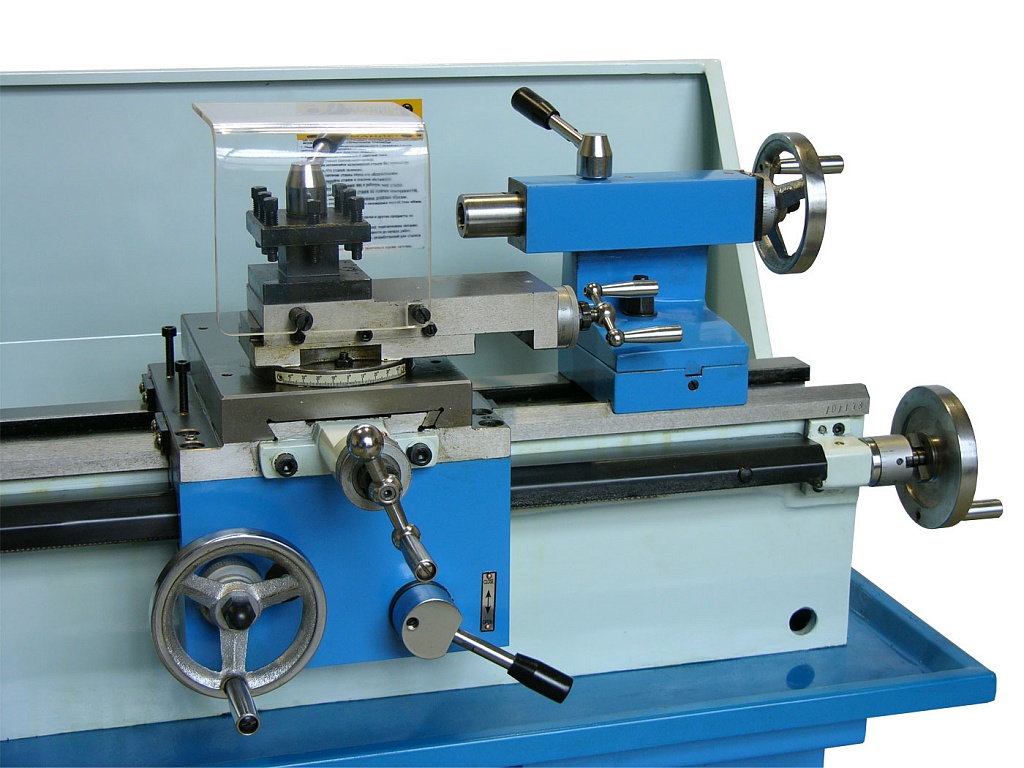
 В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan.
В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan. В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально.
В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально. Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью.
Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью. Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.
Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.


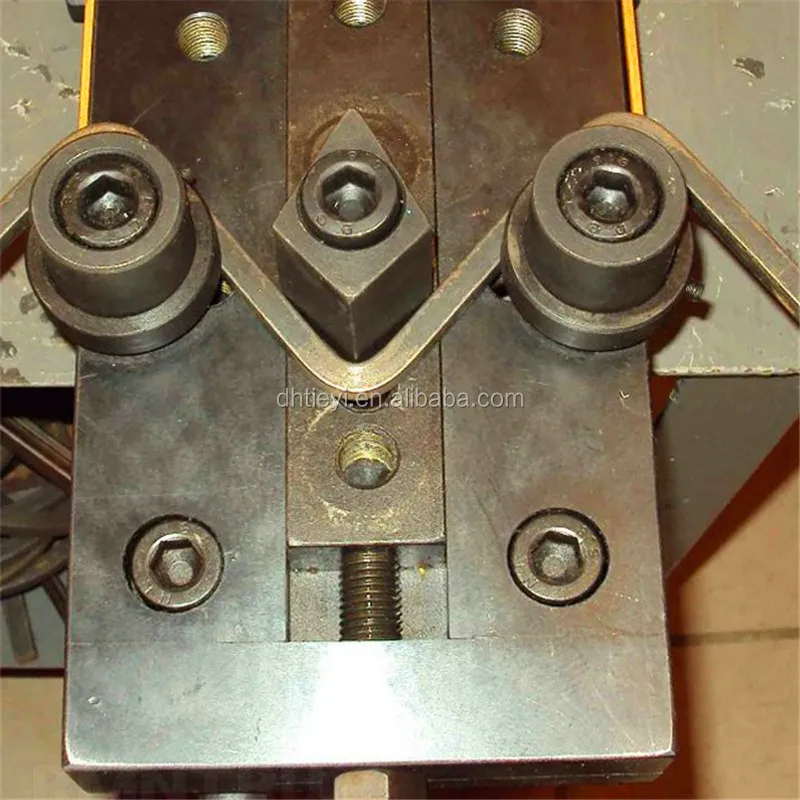 Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
 youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
 Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.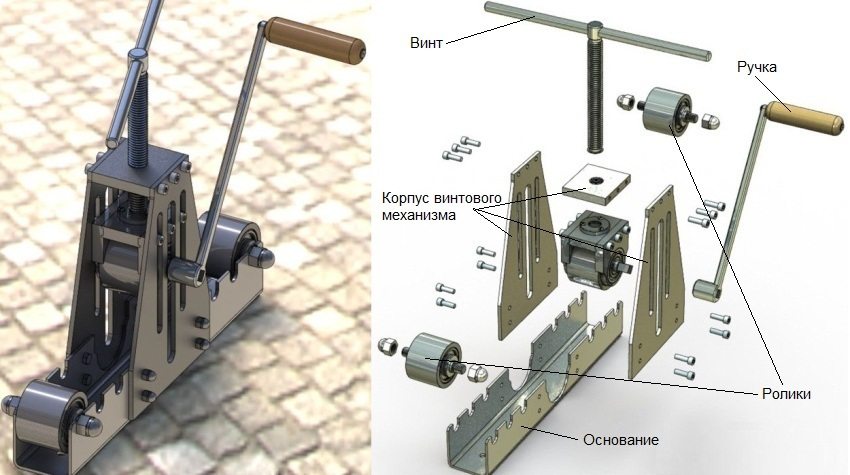 данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
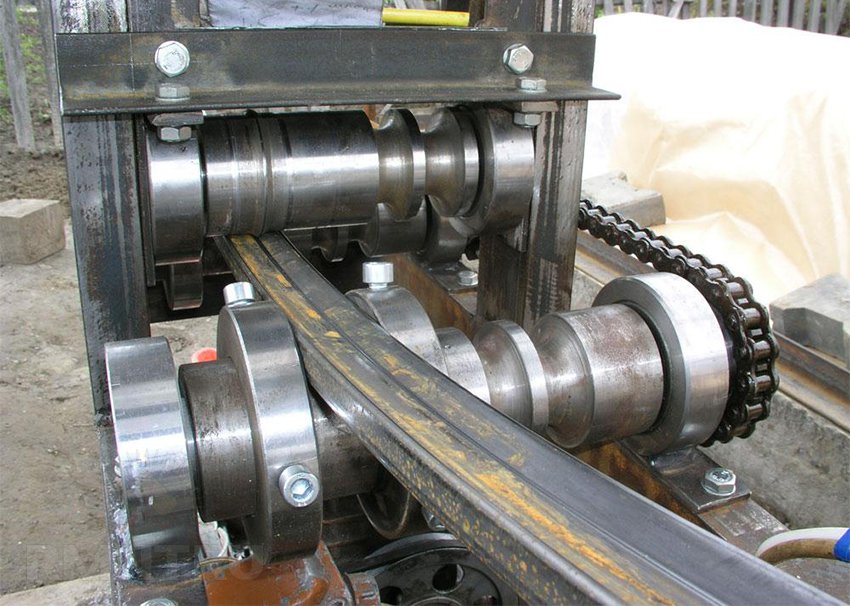 С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
 Кроме того, набор функций можно расширить за счет большого количества различных дополнительных устройств и возможностей расширения, чтобы их всегда можно было адаптировать к соответствующим требованиям. К ним относятся, среди прочего, устройства для гибки на оправке, которые можно комбинировать с любой из отдельных трехвалковых гибочных машин.
Кроме того, набор функций можно расширить за счет большого количества различных дополнительных устройств и возможностей расширения, чтобы их всегда можно было адаптировать к соответствующим требованиям. К ним относятся, среди прочего, устройства для гибки на оправке, которые можно комбинировать с любой из отдельных трехвалковых гибочных машин. После процесса гибки оправка может автоматически втягиваться. У вас есть выбор между следующими материалами:
После процесса гибки оправка может автоматически втягиваться. У вас есть выбор между следующими материалами: Благодаря использованию современных и гибких элементов управления, основанных на программном обеспечении, создание, сохранение и доступ к отдельным процессам гибки и программам гибки особенно удобны и просты.
Благодаря использованию современных и гибких элементов управления, основанных на программном обеспечении, создание, сохранение и доступ к отдельным процессам гибки и программам гибки особенно удобны и просты. Размеры и свойства, а также материалы, из которых они изготовлены, должны быть включены в решение о покупке. Кроме того, необходимо выяснить, будут ли сделаны соответствующие профилю расширения, и в этом случае особенно важную роль играет конструкция специального инструмента.
Размеры и свойства, а также материалы, из которых они изготовлены, должны быть включены в решение о покупке. Кроме того, необходимо выяснить, будут ли сделаны соответствующие профилю расширения, и в этом случае особенно важную роль играет конструкция специального инструмента.

 Они идеально подходят для выполнения тугих изгибов и изгибов практически без деформации.
Они идеально подходят для выполнения тугих изгибов и изгибов практически без деформации. Ценообразование
Ценообразование 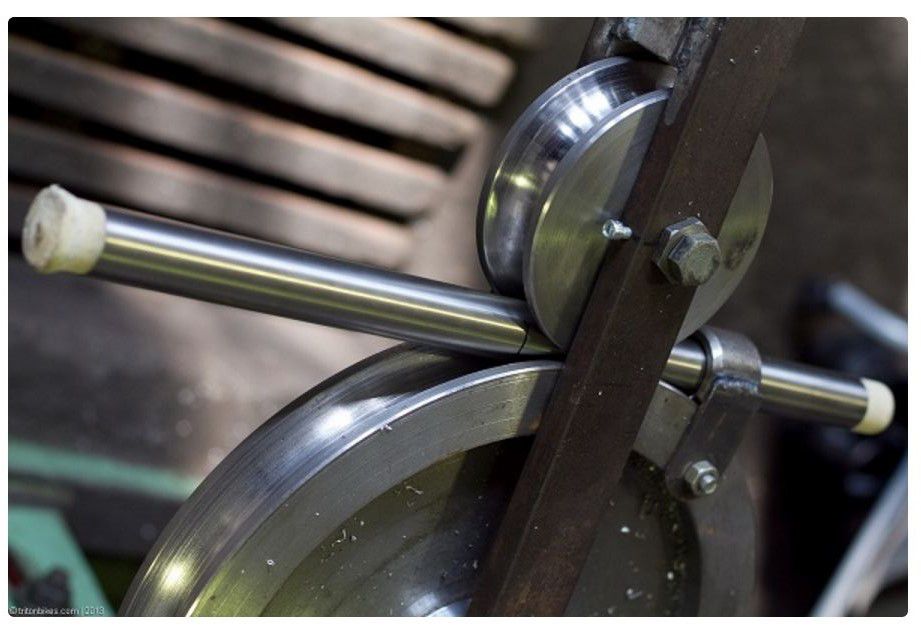 Не все одинаковы.
Не все одинаковы.
 Они даже предлагают полное преобразование, чтобы превратить свою машину в настоящий станок для гибки оправки для сверхтонких стен.
Они даже предлагают полное преобразование, чтобы превратить свою машину в настоящий станок для гибки оправки для сверхтонких стен. Он также легко изгибает алюминиевые и сверхтолстые трубы DOM и трубы из хромомолибденовой стали 4130 для изготовления каркасов безопасности, которые проходят технические проверки.
Он также легко изгибает алюминиевые и сверхтолстые трубы DOM и трубы из хромомолибденовой стали 4130 для изготовления каркасов безопасности, которые проходят технические проверки. Каждое движение производит изгиб примерно на 4°, что неплохо. Механизм антипружинного возврата удерживает изгиб на месте после каждого храповика. Универсальность и производительность этого инструмента впечатляют, он может сгибаться под углом до 200°.
Каждое движение производит изгиб примерно на 4°, что неплохо. Механизм антипружинного возврата удерживает изгиб на месте после каждого храповика. Универсальность и производительность этого инструмента впечатляют, он может сгибаться под углом до 200°. д.) и углов
д.) и углов

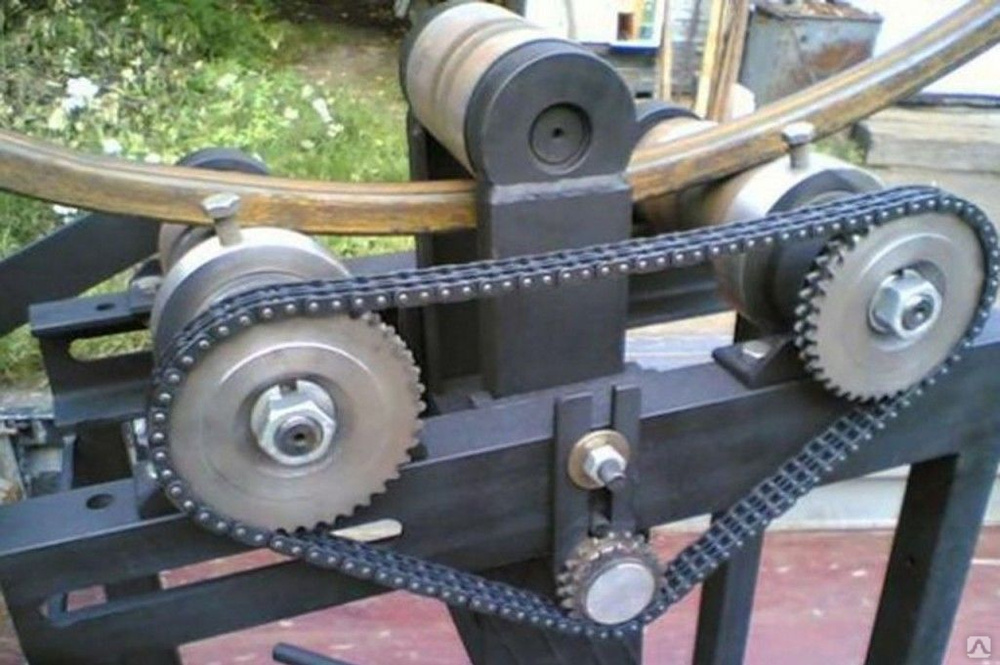

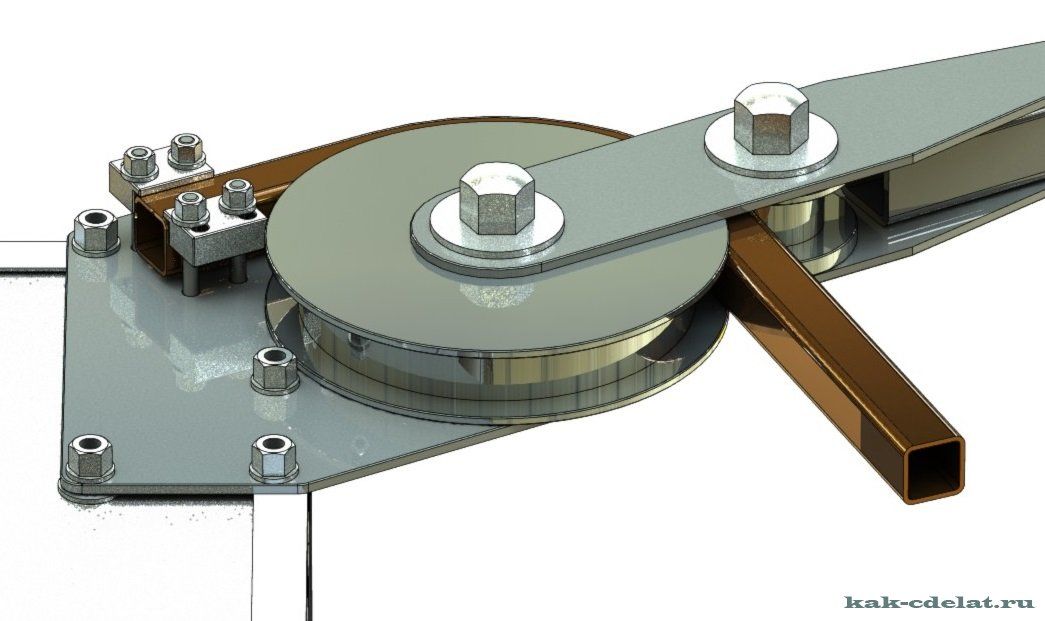 Это значительно медленнее, чем в системах двойного действия с возвратом мощности.
Это значительно медленнее, чем в системах двойного действия с возвратом мощности. Это упрощает использование инструмента для создания и придания формы металлическим каркасам.
Это упрощает использование инструмента для создания и придания формы металлическим каркасам. Трубогиб JMR Raceline отвечает всем этим требованиям.
Трубогиб JMR Raceline отвечает всем этим требованиям.




 Оригинальный дизайн был разработан компанией Affordable Bender (компания) и производится по сей день (в США). Он был реконструирован и импортирован из Китая под различными торговыми марками, такими как трубогиб Speedway 3-го поколения, Seven Dies, 8-тонный гибочный станок из нержавеющей стали для тяжелых условий эксплуатации KAKA Industry HB, проформовщик Eastwood и другие. Мы осуждаем эти компании за копирование дизайна другой компании.
Оригинальный дизайн был разработан компанией Affordable Bender (компания) и производится по сей день (в США). Он был реконструирован и импортирован из Китая под различными торговыми марками, такими как трубогиб Speedway 3-го поколения, Seven Dies, 8-тонный гибочный станок из нержавеющей стали для тяжелых условий эксплуатации KAKA Industry HB, проформовщик Eastwood и другие. Мы осуждаем эти компании за копирование дизайна другой компании.