Гидроабразивная резка металла сделать самому своими руками. Оборудование для гидроабразивной резки металла
Новые высокотехнологичные способы обработки материалов нередко базируются на принципах естественных природных явлений. Гидроабразивная методика как раз к таким и относится, повторяя процесс эрозии. Суть ее заключается в воздействии водной среды на поверхность материала. Конечно, для производственной сферы данная технология была оптимизирована, например за счет совмещения жидкости с инородными элементами. Кроме этого, гидроабразивная резка металла предполагает подачу струи под сильным давлением, в результате чего достигается и высокая скорость обработки.
Особенности технологического процесса
Как уже отмечалось, технология базируется на принципе естественной эрозии. То есть физическое воздействие на обрабатываемый материал происходит за счет высокоскоростной струи, смешанной с твердыми абразивами. В ходе операции скоростной поток твердофазных элементов выполняет отрыв и унос из места обработки мелких частиц металла. Эффективность, с которой происходит гидроабразивная резка металла, зависит от множества параметров организации данного процесса. Например, имеет значение состав струи, расход воды и сила давления. Отдельного внимания заслуживает и абразивный материал – специалисты подбирают фракцию в соответствии с требованиями к характеристикам раскроя.
В отличие от других методов обработки данная техника не предполагает деформирующего и теплового воздействия. Это значит, что гидроабразивная резка металла позволяет сохранять первоначальные физико-механические качества заготовки. Но для достижения ожидаемого результата необходимо использовать специальное оборудование.
Оборудование для резки
Обычно для выполнения таких операций применяют специальные установки. В качестве их основы выступают несущие опоры из нержавеющего металла. Для поддержания заготовок применяются быстросменные ребра, которые также позволяют защищать опоры от воздействия рабочей струи. В целях обеспечения защиты рабочего участка от пыли и шума станок также снабжают механизмом быстрого управления водой. То есть в процессе операции обрабатываемый материал может полностью находиться в водной среде. Что касается эксплуатационных возможностей, то станок гидроабразивной резки металла дает возможность справляться с нержавеющей сталью толщиной до 200 мм. Примечательно, что показатели твердости материала для станков такого типа не имеют значения. Тонкая высокоскоростная струя диаметром в 1 мм способна выполнять четкую резку с высоким допуском.
Вспомогательные устройства
С целью повышения точности резки некоторые модели станков обеспечиваются и устройствами позиционирования. Их представляют индуктивные линейные сенсоры, с помощью которых оператор может достичь повышенной точности фиксации. Правда, многое зависит и от выполнения осей перемещения – в лучших моделях комбинация направляющих и датчиков позиционирования дополняется плавностью хода и оптимальной скоростью движения. Также установка гидроабразивной резки металла может комплектоваться баком для абразива. В процессе работы он автоматически пополняет запасы этого компонента, ориентируясь на информацию датчиков контроля.
Ручные станки для резки
Обычно к этой категории станков относят модели, не имеющие ЧПУ. Иными словами, управление рабочим процессом в определенной мере перекладывается на оператора. Пользователь своими руками должен выставлять угол наклона резки, а в некоторых случаях и фиксировать позицию функциональной установки. Но при условии соблюдения правил эксплуатации в этом случае также можно рассчитывать на высокую точность, с которой будет выполнена гидроабразивная резка металла. Оборудование без программного обеспечения снабжается теми же техническими узлами, что и более совершенные модели. Поэтому теоретически качество выполнения должно сохраняться на оптимальном уровне. Более того, в некоторых ситуациях самостоятельная настройка и контроль резки позволяют достичь более высоких результатов обработки.
Техника выполнения резки своими руками
Управление процессом резки в ручном режиме предусматривает, что пользователь будет самостоятельно осуществлять подачу заготовок и контролировать их передвижение с позиционированием. Также в некоторых случаях в перечень операторских задач входит и регуляция системы охлаждения. На практике гидроабразивная резка металла своими руками выполняется посредством специальных кнопок. Например, для позиционирования оператор должен ввести несколько значений по координатам. Но даже ручное управление полностью не избавлено от контроля со стороны электронной системы. Так, при вводе ошибочных данных техника возвращает значения рабочих показателей в исходное положение.
Плюсы и минусы технологии
К достоинствам резки такого типа можно отнести четкость линии раскроя, возможность справляться практически с любыми металлами, а также взрыво- и пожаробезопасность операции. Среди недостатков такой обработки отмечают низкую скорость при работе с тонколистовой сталью, невысокий уровень износостойкости функциональных элементов и дороговизну расходного материала, то есть абразива. Тем не менее экономически технология себя оправдывает. Например, услуги гидроабразивной резки металла позволяют качественно справиться с ответственными операциями при подготовке материала для последующего монтажа. Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
Заключение
Режущие качества абразивных материалов давно используются в разных сферах. На схожем принципе, в частности, работает пескоструйный инструмент, позволяющий выполнять качественную и быструю шлифовку поверхностей. В свою очередь, гидроабразивная резка металла обеспечивает высококачественный результат в работе с разными листами и конструкциями. Кроме точности выполнения раскроя можно отметить и отсутствие вредных процессов, которыми сопровождаются традиционные способы обработки. В частности, тепловые и механические воздействия лишь в редких случаях позволяют обойтись без деформации зоны, окружающей место реза. Но расплачиваться за качественный результат гидроабразивной обработки приходится высокими затратами на расходный материал – чем эффективнее абразив, тем выше его цена.
Гидроабразивная резка — объяснение процесса, преимущества и материалы [Часть 2]
Гидроабразивная резка — это уникальный высокоэффективный процесс получения чистых резов различных материалов. Поскольку нет нагрева, это отличный способ избежать тепловых деформаций, обеспечивая при этом гладкий и чистый рез. Хотя многие люди ассоциируют данный процесс с резкой металлов, существует множество различных материалов, при резке которых можно использовать гидроабразивную резку.
Материалы для гидроабразивной резки
Этот процесс совместим с широким спектром материалов. В этом разделе мы рассмотрим различные типы материалов, которые могут быть эффективно разрезаны с помощью гидроабразивного резака. Мы рассмотрим:
Металлы;
Древесину;
Резину;
Керамику;
Стекло;
Камень и плитку;
Продукты питания.
Металлы
Благодаря высокой скорости и давлению в гидроабразивных системах они способны с относительной легкостью резать тонкие и толстые листы металла. Этот процесс способен резать чрезвычайно твердые материалы, такие как титан и инконель, а также обычные металлы, такие как алюминий и мягкая сталь.
Этот процесс в основном используется для резки толстых заготовок, которые невозможно разрезать лазером или плазмой. Для более тонких металлов лазерная резка имеет преимущество перед гидроабразивной по скорости резки. Гидроабразивный резак с насосом мощностью 30 л.с. может резать титан толщиной 12 мм со скоростью 180 мм/мин.
Для металлов гидроабразивная резка дает преимущество в виде отсутствия образования зоны термического влияния, что значительно улучшает конечное качество детали. Также в большинстве случаев нет необходимости во вторичной отделке, так как этот процесс обеспечивает атласно-гладкие края.
Металлические детали, вырезанные гидроабразивным способом, имеют высокое качество и поэтому используются в самых требовательных отраслях, таких как аэрокосмическая промышленность, где нет права на ошибку.
Дерево
Качественный станок гидроабразивной резки может эффективно резать древесину толщиной до 125 мм со скоростью до 15 м/мин. Его можно использовать как для раскалывания древесины, так и для вырезания замысловатых форм. Кроме того, струя проходит через древесину с такой высокой скоростью, что практически не вызывает смачивания поверхности. Это предотвращает впитывание воды древесиной. Высокое давление также вызывает минимальное расслоение.
Однако при наличии сучков в древесине может потребоваться повторная калибровка машины. Либо мы можем использовать более высокое давление, которое позволит прорезать сучки вместе с участками без сучков, либо использовать разное давление для разных участков. Использование любого из этих вариантов может повлиять на конечное качество детали.
Резина
Гидроабразивная технология также все чаще используется для резки резины различной толщины. Ключевым преимуществом гидроабразивной резки является то, что она не создает вогнутых краев, в отличие от вырубки. Технология также не ограничена толщиной резины. Гидроабразивный станок может резать резину различной твердости и толщины до желаемого конечного качества.
Во многих случаях гидрорезки без абразива может быть достаточно для удовлетворения технических требований к резиновым изделиям. Резка струёй воды без абразива можно легко разрезать губчатую резину толщиной до 50 мм и твердую резину толщиной более 25 мм с двунаправленным допуском 0,25 мм.
Керамика
Гидроабразивная технология широко используется в промышленности для резки керамики. Керамика — твердый и хрупкий материал, который трудно поддается обработке. Он не выдерживает чрезмерного давления, которому подвергается заготовка при других методах механической резки.
При гидроабразивной резке на заготовку не оказывается чрезмерное давление, за исключением точки реза. Это делает её идеальной для резки керамики. Резак может проделывать собственное начальное отверстие и точно вырезать сложные формы.
Технология ЧПУ используется в сочетании с гидроабразивной резкой для обеспечения высокой точности и хорошего качества кромок.
Стекло
Гидроабразивную резку можно использовать для резки различных видов стекла с невероятной детализацией. Ей можно разрезать самое хрупкое стекло без трещин и кратеров. С другой стороны, вы можете использовать её для резки витражей.
При гидроабразивной резке не требуется травления или разбивка. Но начальные отверстия пробиваются под меньшим давлением из-за склонности к образованию трещин. Гидроабразивный станок может разрезать до 50 мм пуленепробиваемого стекла, для других типов стекол эта цифра еще больше.
Камень и плитка
Камень и плитка — еще одна распространенная область применения гидроабразивных резаков. При правильных технических настройках можно использовать гидроабразивный резак для цемента, керамики, стекла, гранита, известняка, мозаики, металла, фарфора, травертина и карьерной плитки.
Продукты питания
Гидроабразивная резка широко используется в пищевой промышленности благодаря преимуществам в области санитарии и производительности. Министерство сельского хозяйства США также одобряет ее использование, поскольку процесс не загрязняет продукты питания бактериями или другими загрязняющими веществами.
Гидроабразивный станок выполняет точную резку и порционирование мелких и крупных продуктов питания, таких как конфеты, выпечка, птица, рыба и замороженные продукты.
Гидроабразивная резка по сравнению с другими методами резки
Гидроабразивная резка имеет довольно много преимуществ перед другими методами резки. В этом разделе мы сравним гидроабразивную резку с другими методами, такими как электроэрозионная обработка, лазерная и плазменная резка, по следующим параметрам.
Толщина материала;
Формирование термического нагрева;
Допуск детали;
Настройка операции.
Толщина материала
Гидроабразивная резка может разрезать практически любой материал толщиной 300 мм (для некоторых материалов — до 600 мм). Лазерный станок используется для металлов толщиной до 25 мм (для некоторых материалов меньше), исключая отражающие металлы, в то время как электроэрозионный станок работает только с проводящими материалами толщиной менее 300 мм.
Плазма может резать почти все металлы толщиной до 50 мм (75 мм для некоторых). Пламенная резка (кислородная резка) — еще одна альтернатива, которая может работать с металлами толщиной до 150 мм, но она имеет определенные ограничения. Резка алюминиевых и медных сплавов не представляется возможной, а качество кромок сильно отличается в пользу гидроабразивной резки.
Гидроабразивная резка почти всегда является предпочтительным выбором, если толщина материала велика и/или требуется хорошее качество кромки.
Образование зоны термического влияния
При гидроабразивной резке не образуется зона термического влияния, в то время как при электроэрозионной резке зоны термического влияния очень мала. Лазерная и плазменная резка может иметь значительную глубину зоны термического влияния в зависимости от используемого в процессе газа. Это делает необходимой постобработку.
Допуск деталей
Лазерная и электроэрозионная обработка могут соответствовать спецификациям допусков гидроабразивной резки на уровне 0,025 мм. Плазма может обеспечить точность только до 0,25 мм. Скорость резки может повлиять на этот аспект. При увеличении скорости уменьшаются обрабатываемые допуски.
Настройка операционной системы
Настройка гидроабразивного станка остается относительно одинаковой вне зависимости от материала. Все остальные сравниваемые методы требуют различных настроек для разных работ и даже могут потребовать различных расходных материалов.
Заключение
Гидроабразивная резка имеет множество преимуществ перед другими методами. Благодаря своей универсальности, позволяющей работать практически с любыми материалами и при этом безопасности, устойчивости и точности, этот метод широко используется во многих отраслях.
Однако предприятия обычно предпочитают лазерную резку, когда требуется более высокая скорость резки. Хотя толщина материала должна находиться в определенных пределах, а воздействие тепла должно быть допустимым. Увеличение скорости также снижает конечную стоимость изделия за штуку, что делает лазерную резку более доступной, чем гидроабразивную резку в некоторых случаях.
Гидроабразивная технология применяется в таких отраслях, как аэрокосмическая промышленность, автомобилестроение, текстильная промышленность, здравоохранение, горнодобывающая промышленность и многих других. Ожидается, что по мере развития технологий гидроабразивная резка будет становиться все более дешевой и распространенной в обрабатывающей промышленности.
Водоструйный резак из дешевой мойки высокого давления
по:
Дженни Лист
Мы привыкли к тому, что фрезерные станки с ЧПУ и 3D-принтеры становятся основным продуктом наших мастерских, и благодаря чудесам международной торговли даже скромный лазерный резак доступен большинству экспериментаторов. Но есть один инструмент, который до сих пор избегал всего, кроме коммерческого использования или очень хорошо зарекомендовавшего себя гидрорезака. В этих машинах используется струя воды под высоким давлением, обычно несущая поток абразивных частиц, для разрезания материала, находящегося под ними. С нашей точки зрения, они интересны тем, что могут резать металл, что обычно невозможно с лазерными резаками в пределах нашей досягаемости.
Водорез — это то, что, как вам может показаться, экспериментатор не сможет сделать самостоятельно, но [Прикладная наука] готово опровергнуть это мнение. Он взял дешевую мойку высокого давления и модифицировал ее, чтобы обеспечить гораздо более высокое давление воды для гидрорежущей головки.
Его очень подробное описание модификаций делает просмотр чрезвычайно интересным, и мы поместили видео ниже разрыва. Более высокое давление достигается за счет модификации переключателя давления омывателя новой механической обработкой втулки и более сильной пружины. Описание работы переключателя омывателя интересно само по себе. Затем мы подвергаемся полному демонтажу водяной режущей головки с абразивной подачей, трубкой из карбида вольфрама и рубиновым соплом. Этот последний компонент удивительно дешев. Затем он кратко описывает его конструкцию, особенно в отношении выбора размера отверстий, подходящего для насоса. Наконец, мы взглянем на его систему подачи абразива и на пластиковую воронку, которую он использует, чтобы вода не вытекала из бункера.
На данный момент резак статичен, но его очевидный следующий шаг — перенести его на некую форму стола ЧПУ. Если этот проект сделает резку водой на один шаг ближе к массам, мы не можем ждать!
В прошлом мы предлагали здесь более одного гидроабразивного резака, но с таким низким бюджетом — ничего. Группа студентов построила один примерно за 5000 долларов, в то время как проводилась кампания по сбору средств на один примерно за 3500 долларов.
Спасибо [varun s] за подсказку.
Posted in Инструментальные хакиTagged cnc, мойка высокого давления, гидрорезка, резка водой
Можете ли вы сделать гидроабразивный резак за несколько сотен долларов?
Наука цех
Если вы никогда не видели Applied Science, канал Бена Красноу на YouTube , вам нужно подписаться на него сейчас. Бен снимает увлекательнейшие видеоролики, посвященные практическому применению науки и высоких технологий. Каким бы ни был предмет, он терпеливо, четко и методично рассказывает о предпринятых им экспериментах, оборудовании, которое он использовал, о том, что он обнаружил, с какими проблемами столкнулся и к каким выводам пришел из своих усилий. Я чувствую себя умнее и лучше понимаю, как на самом деле устроен мир вокруг меня после просмотра видео Бена.
В этой части Прикладная наука Бен делает нечто действительно примечательное. Он создает полезный гидроабразивный резак, способный резать металл, дерево и другие материалы. Он достигает этого, используя установку, которую собрал всего за несколько сотен долларов. Сердцем системы является мойка высокого давления Sun Joe, которую он купил за 150 долларов на Amazon . Коммерческий гидроабразивный резак стоит десятки тысяч долларов. Даже супердешевый резак, такой как Wazer, собранный на Kickstarter несколько лет назад, продается за 60000 долларов.
Самодельная установка Бена может и не выглядит особенной, но свою работу она выполняет. На видео вы видите, как он прорезает 1/16-дюймовый алюминий (со скоростью ~ 2″/мин с 0,4 фунта/мин абразива при 3200 psi), 1/8-дюймовый алюминий (примерно на 1/2 скорости резания, абразив и значения psi одинаковы), 3/8″ твердая древесина, пенопласт (в режиме только воды/без абразива) и хлеб (да, хлеб).
Водорез, который он создает, в основном состоит из мойки высокого давления (в которую ему пришлось внести несколько простых модификаций), водяного отверстия, смесительной трубки (сопло), режущей головки, фитингов высокого давления, манометра, и клапан. Он получил большую часть этих деталей у AccuStream (поставщик запчастей для гидроабразивной резки) и у McMaster-Carr.
Что касается бункера для абразива, после изучения коммерческих бункеров он понял, что они в основном представляют собой ванну с гравитационной подачей с отверстием в дне (и средством регулировки количества абразива). Итак, он сделал свой собственный. Список используемых деталей и ссылки на поставщиков приведены в описании к видео.
Бен приходит к выводу, что, в общем и целом, такая причудливая самодельная установка на самом деле вполне пригодна для использования. Он не может резать со скоростью коммерческой машины, но для хобби и использования в небольших магазинах это может быть просто билет. Вы точно не сможете побить цену! В конце видео Бен рассказывает о том, как он мог бы вывести его на новый уровень, оснастив его дешевой станиной с ЧПУ, чтобы сделать резку автоматизированной и управляемой компьютером. Также имеет смысл создать какую-то изоляцию для всего устройства, если вы планируете использовать устройство для реальной повседневной работы.
Полуавтоматический сварочный аппарат инверторного типа Ресанта САИПА-200 65/9
Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-200 с функцией ММА предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа — углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества
Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
Горелка съемная.
Основное преимущество полуавтомата — это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-200
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
Кнопка переключения режимов MIG/MAG и ММА.
Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
Регулятор форсажа дуги.
Принудительная протяжка сварочной проволоки.
Силовые разъемы для подключения сварочных кабелей.
Индикатор «сеть» загорается при включении прибора.
Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Диаметр электродной проволоки:
0,5-0,8 мм
0,8-0,1 мм
Вылет электрода:
7-10 мм
8-12 мм
Расстояние от сопла до металла:
7-10 мм
8-12 мм
Расход углекислого газа:
10-15 дм3/мин
10-15 дм3/мин
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
Диаметр электродов
Ток
1,6 мм
25-50 А
2 мм
50-70 А
2,5 мм
60-90 А
3,2 мм
90-140 А
4 мм
130-190 А
5 мм
160-220 А
6 мм
200-315 А
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
до 200А Сварочные аппараты Ресанта
Сортировать по:
Фильтр
Производитель:
Все
·
Edon
·
Луч Профи
·
Kaiser
·
Кентавр
·
Shyuan
·
MegaTec
·
Патон
·
ТехАС
·
Дніпро-М
·
Vitals
·
Sturm
·
Daewoo
·
DWT
·
Jasic
·
SSVA
·
Темп
·
DneproWelding
·
Stanley
·
Awelco
·
Спика
·
ЭлсвА
·
СВАРМАСТЕР
·
Союз
·
ALKS
·
Чемпион
·
КАРПАТИ
·
Энергомаш
·
FDLUX
·
GYS
·
Атом
·
Енергия
· Ресанта · Worcraft
·
Сварочный инвертор Ресанта САИ-140
Артикул: 2065
Нет на складе
Наличие уточняйте
0 грн
Цена 2 483 грн
Сварочный инвертор Ресанта САИ-190
Артикул: 2064
Нет на складе
Наличие уточняйте
0 грн
Цена 4 023 грн
Сварочный инвертор Ресанта САИ-160К
Артикул: 2058
Нет на складе
Наличие уточняйте
0 грн
Цена 2 527 грн
Сварочный инвертор Ресанта САИ-190К
Артикул: 2057
Нет на складе
Наличие уточняйте
0 грн
Цена 2 968 грн
Сварочный инвертор Ресанта САИ-160ПН
Артикул: 2054
Нет на складе
Наличие уточняйте
0 грн
Цена 4 071 грн
Сварочный инвертор Ресанта САИ-190ПН
Артикул: 2053
Нет на складе
Наличие уточняйте
0 грн
Цена 4 870 грн
Сварочный инвертор Ресанта САИ-190 ПРОФ
Артикул: 2050
Нет на складе
Наличие уточняйте
0 грн
Цена 7 848 грн
Сварочный полуавтомат Ресанта САИПА-135
Артикул: 2071
Нет на складе
Наличие уточняйте
0 грн
Цена 7 160 грн
Сварочный полуавтомат Ресанта САИПА-165
Артикул: 2069
Нет на складе
Наличие уточняйте
0 грн
Цена 8 484 грн
Сварочный полуавтомат Ресанта САИПА-190МФ
Артикул: 2067
Нет на складе
Наличие уточняйте
0 грн
Цена 14 220 грн
до 200А Сварочные аппараты Ресанта — отличное качество и низкие цены
В нашем интернет-магазине «Свармакс» Вы можете купить Сварочные аппараты до 200А от известного производителя Ресанта по самой низкой цене в Украине. Мы имеем большой опыт в продаже сварочных аппаратов, поэтому наш менеджер проконсультирует и поможет с выбором нужной модели из огромного ассортимента ТМ Ресанта. Для покупки звоните по номерам (050) 087·65·35, (098) 399·85·86 или (093) 330·75·76, а также оставляйте онлайн заказы. Svarmax.com.ua — специализированный интернет-магазин сварочной и садовой техники.
Цены на популярные до 200А Сварочные аппараты Ресанта в Украине
Фото
Модель
Краткие характеристики
Рейтинг
Цена, грн
Сварочный инвертор Ресанта САИ-160ПН
Класс аппарата: Бытовой Потребление: 4.8кВт Сварочный ток: 160А Гарантия: 24мес.
4071
Сварочный инвертор Ресанта САИ-140
Класс аппарата: Бытовой Потребление: 4.5кВт Сварочный ток: 140А Гарантия: 24мес.
2483
Сварочный инвертор Ресанта САИ-190 ПРОФ
Класс аппарата: БытовойПотребление: 7. 2кВтСварочный ток: 190АГарантия: 24мес.
7848
Сварочный полуавтомат Ресанта САИПА-135
Класс аппарата: Бытовой Потребление: 3.3кВт Сварочный ток: 110А Гарантия: 24мес.
7160
Сварочный полуавтомат Ресанта САИПА-165
Класс аппарата: Профессиональный Потребление: 5кВт Сварочный ток: 160А Гарантия: 24мес.
8484
Хороший прайс на до 200А Сварочные аппараты Ресанта в каталоге сварочного оборудования СварМакс. У нас Вы сможете купить полуавтомат сварку или же оформить заказ на сварочную маску хамелеон с доставкой в Хмельницкий , а так же: Черкассам, Ивано-Франковску, Виннице и всей Украине. Смотрите и заказывайте также аргоновая сварка аппарат в дополнении к купить дрель в интернет магазине — на нашем сайте. А также, самое выгодное предложение на сварочный аппарат полуавтомат или цены на инструмент — в нашем интернет магазине. Обратите внимание, только у нас вы сможете электролобзик купить украина или эдон сварочный инвертор по наиболее привлекательным ценам.
Что такое рабочий цикл при сварке и как он рассчитывается?
Последнее обновление
Рабочий цикл относится к периоду, в течение которого сварочный аппарат может работать с рекомендуемой силой тока. Обычно измеряется десятью минутами. Например, на 200 ампер с скважностью 30% можно запустить сварочный аппарат на 10 минут. В течение первых 3 минут запускайте машину непрерывно, поддерживая силу тока 200 ампер. В оставшиеся 7 минут машина автоматически переключается в режим тепловой перегрузки для охлаждения.
Как это работает?
Рабочий цикл машины изменяется при разной силе тока. Когда машина работает с более высокой выходной силой тока, она нагревается быстрее, а рабочий цикл имеет тенденцию к сокращению. И наоборот, рабочий цикл увеличивается, когда машина работает при более низкой силе тока.
Основная формула расчета долга всегда одна и та же. Однако несколько факторов могут определить результат теста рабочего цикла. Ниже приведены факторы.
Температура окружающей среды, при которой проводились испытания: При более высокой температуре окружающей среды требования могут быть выше.
Время, в течение которого проводились измерения: Эксперты рекомендуют от пяти до десяти минут.
Состояние машины: Проверка проводилась на холодной машине или на уже нагретой машине и готова к длительному использованию? К тому же тестирование на уже прогретой машине гораздо более требовательно к ее системе охлаждения.
Общепринятым стандартом испытаний для определения рабочего цикла является Европейский стандарт EN609.74-1. Кроме того, Европейский стандарт обеспечивает основу, на которой был установлен австралийский стандарт AS609974-1. Эти стандарты считаются лучшими для определения и демонстрации того, как машина работает в реальных условиях.
Чтобы оценить рабочий цикл машины, работающей с током 200 А и нагрузкой 30 %, с использованием европейского стандарта EN60974-1, выполните следующие действия.
Сначала нагрейте машину до соответствующей температуры путем непрерывной сварки и убедитесь, что она дважды отключается при тепловой перегрузке.
Проведите испытание в контролируемой камере, нагретой до 104 градусов по Фаренгейту (40 градусов по Цельсию), и дайте машине возможность сваривать при силе тока 200 ампер в течение 3 минут с интервалом в 10 минут. Таким образом, рабочий цикл 200А при 30%.
Изображение предоставлено: Рижка Назар, Shutterstock
Как рассчитать рабочий цикл
Рабочий цикл рассчитывается следующим образом:
D = (PW/T) * 100%
PW относится к ширине импульса, обычно когда импульс включен или занят.
T относится к общему периоду сигнала.
Всякий раз, когда цифровой сигнал потребляет половину времени, когда он включен, а другую половину времени выключен, его цифровой сигнал имеет рабочий цикл 50%. Если процент рабочего цикла выше 50%, цифровой сигнал проводит больше времени в верхнем состоянии, чем в нижнем. Однако чем выше процент рабочего цикла, тем лучше будет работать система.
См. также: Что такое импульсная сварка? И как это работает?
Какие существуют типы рабочих циклов?
Непрерывный режим (режим S1): Это первый и самый простой тип рабочего цикла. При этой операции двигатель машины работает в течение длительного периода времени, прежде чем достигнет своего теплового равновесия. В режиме S1 период подачи питания на машину будет иметь существенное влияние на определение ее температуры.
Кратковременный режим работы (режим S2): сокращенно S2 и , сопровождаемый количеством минут в рабочем цикле (S2 30 минут). Его работа аналогична работе S1. Однако работа в S2 обычно прекращается до достижения равновесия. Кроме того, охлаждение машины в S2 обычно занимает более продолжительное время.
Периодический режим (S3-S8): Эта категория охватывает все рабочие циклы между S3-S8, независимо от того, есть ли у них перерывы или нет тормозов. В этой категории также рассматриваются такие вопросы, как запуск двигателя, электрическое торможение и переключение нагрузок во время перерывов. Примечательно, что некоторые из этих операций рабочего цикла повторяются во всех категориях между S3-S8. В этой категории машина не может достичь своего теплового равновесия.
В периодическом режиме есть два рабочих цикла:
Повторно-кратковременный режим (S3)
Непрерывная работа с электрическим торможением (S7)
Изображение предоставлено: PO3 Патрик Келли, Commons Wikimedia
Прерывистая периодическая работа (S3): Здесь операции разбиты на категории по идентичным циклам, каждый из которых имеет сеанс отдыха и период постоянной нагрузки. Более того, этот рабочий цикл обозначается аббревиатурой S3, сопровождаемой процентом времени под нагрузкой (S3 30%).
Непрерывная работа с электрическим торможением (S7): Этот рабочий цикл включает пуск, обычную нагрузку и электрическое торможение. Кроме того, у операции нет перерыва между сериями.
Где используется рабочий цикл?
Рабочий цикл и сварка MIG
Сварка MIG включает автоматизированные процессы. Сварка MIG разработана с учетом современных рабочих циклов, которые позволяют операторам выполнять сварку в течение продолжительных сеансов. Сварщики могут наслаждаться непрерывными временными интервалами между сварными швами, что дает им возможность работать с большими заказами. Однако это зависит от разных приложений.
Хорошим примером, когда рабочий цикл имеет решающее значение, может быть производственная установка, где приспособления используются для резки при настройке и экономии времени сварки. Вы также можете использовать сварочный аппарат большей мощности для бесперебойной работы.
Рабочий цикл и MMA/сварка электродом
MMA/сварка электродом – это скорее ручной процесс, который включает в себя чередующиеся аспекты, такие как измельчение шлака и электродов. Доля времени, которую оператор тратит на сварку, меньше по сравнению с MIG, поскольку MMA включает ручные процессы. По этой причине рабочий цикл не так важен, как у МИГа.
Аппарат класса Weld с максимальной выходной мощностью 140 ампер считается самым маленьким MMA/Stick. Тем не менее, с рабочим циклом 100 ампер при 60% мощности будет достаточно для непрерывной работы стандартных электродов диаметром 2,6 мм. Он также может плавно работать с электродом диаметром 3,2 мм.
Рабочий цикл и сварка ВИГ
Изображение предоставлено: Prowelder87, Commons Wikimedia
При сварке ВИГ значение рабочего цикла значительно различается. Кроме того, TIG обычно применяется для детальной обработки, особенно для более тонких материалов или небольших деталей. Более того, чтобы добавить вишенку на торт, при сварке TIG машина может никогда не приблизиться к пределу своего рабочего цикла.
Кроме того, аппарат может выполнять сварочные работы с низкой силой тока при рабочем цикле 100 %. Поскольку TIG представляет собой ручной процесс, включающий подачу присадочного металла вручную, сварка или соотношение времени включения и времени простоя ниже, чем у MIG. Некоторые из применений TIG, в которых необходим высокий рабочий цикл, включают сварку TIG соединений труб. Такие приложения потребуют длительного и непрерывного владения.
Преимущества рабочего цикла при сварке
Предотвращение пожаров: Как только машина достигнет максимальной температуры рабочего цикла, автоматически сработает защита от тепловой перегрузки. Как только защита сработает, машина немедленно выключится. Благодаря таким мерам вы почувствуете большую эффективность и производительность сварных швов. Конечным результатом является высокое качество сварных швов и максимальная рентабельность.
Изготовление высококачественных сварных швов: Само собой разумеется, что понимание вашей машины означает изготовление качественной продукции без дефектов.
Приоритизация сварных швов: Как только вы поймете рабочий цикл вашего аппарата, вы сможете расставить приоритеты в своем графике сварки, например, зная, когда остановить сварку, чтобы достичь всех своих целей.
Недостатки рабочего цикла
Расходы при авариях: Иногда машина может перегреться и загореться. Это может быть связано с тем, что защита от тепловой перегрузки не срабатывает после превышения рабочего цикла. Это может привести к серьезным потерям оператора и даже к гибели людей.
Постоянные перерывы во время сварки: При работе с критически важными сварными швами в сжатые сроки частые отключения могут помешать вам достичь ожидаемых целей, что может привести к простоям. Это распространено в машинах с более низким рабочим циклом.
Сварные швы низкого качества: Некоторые машины, которые всегда имеют тенденцию достигать предела рабочего цикла после короткого периода использования, ухудшают качество сварки.
Часто задаваемые вопросы
Что происходит при превышении рабочего цикла?
Изображение предоставлено: YAKISTUDIO, Shutterstock
Всякий раз, когда рабочий цикл достигает оптимальной температуры, срабатывает защита от тепловой перегрузки. Это приведет к отключению аппарата до тех пор, пока он не остынет для следующего сеанса сварки. Большинство сварочных аппаратов оснащены термопарой для определения перегрева аппарата.
Кроме того, эти сварочные аппараты запрограммированы таким образом, чтобы сначала их потребности были приоритетными, а затем ваши. Таким образом, машина не позволит вам довести ее до точки расплавления.
Насколько вероятно, что рабочий цикл является проблемой?
Чтобы рабочий цикл был проблемой, это зависит от ваших сеансов сварки. Некоторые сварные швы требуют коротких периодов сварки. Хороший пример, во время дуговой сварки аппарат потребует от вас смены электрода. Кроме того, во время сварки TIG вам потребуются перерывы между сваркой для изменения положения.
Что такое хороший рабочий цикл?
Хороший рабочий цикл зависит от нескольких факторов. Они включают в себя конкретные настройки, применяемые к аппарату, сварочному аппарату и процессу сварки.
Например, сварка TIG включает множество ручных процессов, в отличие от сварки MIG, где процессы автоматизированы. Эта разница делает степень значимости рабочего цикла меньше в TIG по сравнению с MIG.
Какие факторы влияют на рабочий цикл?
Рабочий цикл обычно зависит от нескольких факторов. К ним относятся напряжение, сила тока, вентиляция и температура. Когда машина прислонена к стене, вентилятор создает ограниченный поток воздуха из-за плохой вентиляции. Без надлежащего воздушного потока машина будет быстро нагреваться и медленно остывать.
Такие несоответствия вызывают температурные сдвиги, которые сильно влияют на рабочий цикл. Всегда следите за тем, чтобы ваше рабочее место хорошо проветривалось. Это позволит воздуху свободно циркулировать и позволит легко отводить тепло, выделяемое сварщиком.
Заключение
Каждый сварщик мечтает иметь аппарат, который сможет выполнять сварочные работы и прослужит дольше. Всегда помните о рабочем цикле вашей машины, чтобы предотвратить потери, несчастные случаи и поломки. Убедитесь, что вы постоянно проводите регулярные проверки и техническое обслуживание своих машин, чтобы выявлять неисправности до того, как они нанесут ущерб вашей работе. Вы также можете вызвать инженера-сварщика для проведения профессиональной оценки и выполнения необходимого ремонта и замены. Имейте в виду, правильное техническое обслуживание машин обеспечивает качественные сварные швы!
Авторы избранных изображений: Per Hortlund, Flickr
Как это работает?
Как рассчитать рабочий цикл
Какие существуют типы рабочих циклов?
Где используется рабочий цикл?
Рабочий цикл и сварка MIG
Рабочий цикл и сварка MMA/Stick
Рабочий цикл и сварка TIG
Преимущества рабочего цикла при сварке
Disadvantages of Dute Cycle
FAQ
FAQ
0018 Что происходит при превышении рабочего цикла?
Насколько вероятно, что рабочий цикл является проблемой?
Что такое хороший рабочий цикл?
Какие факторы влияют на рабочий цикл?
Заключение
Что такое рабочий цикл при сварке? (с таблицей)
Рабочий цикл сварки представляет собой процентную долю 10-минутного интервала, в течение которого источник сварочного тока может непрерывно выдавать номинальную силу тока. Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Например, сварщик с номинальным рабочим циклом 200 А при 60 % может выдавать 200 А в течение шести минут, прежде чем ему потребуется отдохнуть в течение оставшихся четырех минут 10-минутного интервала.
Вот хорошее видео, объясняющее суть:
Важность ПВ при сварке
Сварочные аппараты переходят в режим тепловой перегрузки при превышении предела ПВ во время сварки. Мощность дуги отключается, а охлаждающий вентилятор продолжает работать, помогая отводить тепло от чувствительных частей внутри сварочного аппарата.
Визуализация рабочего цикла
Внутренние компоненты сварочных аппаратов, такие как IGBT-транзисторы, трансформаторы, выпрямители, конденсаторы и резисторы, нагреваются во время сварки. Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы.
Рабочий цикл является важным показателем, поскольку он дает общее представление о том, с какими работами может справиться сварщик. Например, сварочные аппараты-любители обычно имеют более короткие рабочие циклы, а профессиональные — гораздо более длительные.
Всегда ли рабочий цикл проверяется одинаково?
Рабочий цикл не всегда проверяется одинаково. Это создает путаницу и несправедливое «преимущество» среди производителей сварочных аппаратов.
10-минутный период рабочего цикла является золотым стандартом в отрасли, и его используют большинство производителей в США, ЕС и Австралии. Тем не менее, ничто не мешает бренду оценивать своих сварщиков, используя 5-минутный период времени, что позволяет им заявлять о гораздо более длительном рабочем цикле. В этом примере до 50% дольше.
Однако, если производитель отклоняется от 10-минутного рейтинга, он не может утверждать, что соответствует европейскому стандарту EN60974-1 или австралийскому стандарту AS60974-1 (основанному на стандарте ЕС).
Кроме того, в том же стандарте AS/EN60974-1 указано, что испытания должны проводиться при температуре окружающей среды 40°C после как минимум двух тепловых перегрузок. Таким образом, если бренд тестирует свои сварочные аппараты при температуре 20°C или не перегружает аппарат дважды во время предварительного тестирования, он может заявить завышенное значение.
Как вы понимаете, испытание аппарата для холодной сварки при низкой температуре окружающей среды приводит к более высокому рейтингу. Но такие тесты не являются подлинными. В реальном мире машина должна достичь своего номинального рабочего цикла даже после нескольких последовательных тепловых перегрузок.
Убедитесь, что сварочный аппарат, который вы покупаете, соответствует стандарту AS/EN60974-1. У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет.
И последнее замечание: невозможно сравнивать два сварочных аппарата, если рабочие циклы тестировались по-разному. Стандарт AS/EN60974-1 широко распространен, и бренды, заявляющие о высоких рабочих циклах без использования этого стандарта, скорее всего, преувеличивают свои цифры. Будьте осторожны с такими маркетинговыми уловками.
Изображение задней панели инверторного сварочного аппарата переменного/постоянного тока TIG-250P компании YesWelder, на котором показан печатный стандарт IEC 60974-1. IEC — сокращение от Международной электротехнической комиссии. AS/EN60974-1 и IEC 60974-1 это те же стандарты.
Стандарт AS/EN60974-1 также требует, чтобы защита сварщика от тепловой перегрузки выдерживала 100 последовательных перегрузок для устройств с рабочим циклом 35 % или выше. Машины с рабочим циклом ниже 35% должны выдерживать 200 перегрузок. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Изображение абзаца из стандарта IEC EN60974-1
Является ли рабочий цикл лучшим способом оценки сварщика?
Рабочий цикл — не единственный лучший способ оценки сварщика. Существует множество других факторов, которые следует учитывать при выборе машины. Тем не менее, рабочий цикл является одной из важнейших характеристик, которые следует учитывать.
Пример диаграммы рабочего цикла для сварочного аппарата с двойным напряжением (120 В и 240 В)
Сварочный аппарат с коротким рабочим циклом будет постоянно перегреваться, если вы планируете выполнять сварку в больших объемах при высокой выходной силе тока. Точно так же покупка высококачественного сварочного аппарата — пустая трата денег, если вы любитель или вам нужен сварочный аппарат для легкой сварки в цеху.
Помимо рабочего цикла, вы должны учитывать диапазон выходной силы тока сварочного аппарата, включенные функции, портативность, качество сборки и, самое главное, гарантию. Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Кроме того, учтите, что вы вряд ли сможете сваривать при температуре окружающей среды 40°C после двух последовательных тепловых перегрузок. Таким образом, какую бы машину вы ни купили, у вас, вероятно, будет более длительный рабочий цикл, чем тот, который указан на этикетке, если производитель соблюдает стандарт AS/EN60974-1.
Взгляните на сравнение рабочего цикла в видео ниже. Все четыре марки превзошли свои номинальные рабочие циклы при испытаниях в реальном сварочном цехе. Наиболее вероятные причины: температура окружающей среды была ниже 40°C, а сварщики были холодными в начале испытаний.
Рабочий цикл, техническое обслуживание и влажность
Помимо температуры окружающей среды, на рабочий цикл вашего сварочного аппарата могут влиять пыль и другой мусор. Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Кроме того, влажность может влиять на рассеивание тепла и сокращать рабочий цикл. Окружающий воздух с высокой относительной влажностью имеет более низкую теплопроводность, что замедляет передачу тепла от нагретых элементов внутри сварочного аппарата в атмосферу. Если вы работаете в условиях повышенной влажности, рабочий цикл может сократиться.
Рабочие циклы для различных сварочных процессов
Такие процессы дуговой сварки, как MIG, TIG и SMAW, предъявляют к сварщику различные требования. В результате они имеют присущие им различия, которые напрямую влияют на потребности рабочего цикла.
Рабочий цикл сварки МИГ
В процессе сварки МИГ используется автоматическая подача проволоки и обеспечивается непрерывная сварка. Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Конечно, если вы выполняете сварку только легкого листового металла, вам подойдет сварочный аппарат MIG с коротким рабочим циклом. Но, если вы планируете сваривать толстые секции с помощью сварочного аппарата MIG, вам следует приобрести аппарат с высоким рабочим циклом.
Вы должны учитывать толщину, которую вы хотите сварить, и силу тока, необходимую для этого. Затем купите сварочный аппарат с рабочим циклом не менее 60% при требуемой силе тока.
Рабочий цикл сварки ВИГ
Процесс сварки ВИГ медленный и не требует частых остановок. Возможно, вам придется приостановить сварку, чтобы получить еще один стержень из присадочного металла, но это короткий перерыв, который не приведет к значительному охлаждению машины. Итак, если вы свариваете толстые секции, приобретите сварочный аппарат с высоким рабочим циклом.
Однако для большинства сварок TIG требуется менее 100–130 А. Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Кроме того, сварочные аппараты не рассчитаны на импульсный выходной ток. Профессиональное оборудование TIG позволяет выполнять импульсную сварку с чередующейся высокой и низкой выходной силой тока. Это приводит к более длительному рабочему циклу, поскольку электрические компоненты машины подвергаются меньшей нагрузке. Кроме того, даже если сварочный аппарат TIG не имеет импульсной функции, использование ножной педали TIG для уменьшения выходной силы тока при сварке также увеличивает продолжительность рабочего цикла, поскольку средняя непрерывная нагрузка ниже.
Рабочий цикл сварки электродом
Процесс сварки электродом допускает частые прерывистые паузы при перемещении по стыку. Замена стержневого сварочного электрода, удаление шлака, очистка сажи и удаление мелких частиц шлака, а также наклеп в сварных швах позволяют сварочному аппарату остыть. В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
Длительные паузы при сварке электродами являются одной из причин того, что многопроцессорные сварочные аппараты обеспечивают кратчайший рабочий цикл для процесса сварки электродами.
Большинство работ можно выполнить с помощью сварочного аппарата на 150 А с рабочим циклом 40 %. Сварка стержнем обеспечивает более глубокое проплавление, чем другие процессы дуговой сварки. Таким образом, с некоторой подготовкой шва и мощностью не менее 150 А вы можете сваривать любую сталь толщиной менее 1/2 дюйма. При рабочем цикле 40% вы сможете сваривать около четырех минут. Скорее всего, вы израсходуете стержневой электрод быстрее, и машина остынет, пока вы очищаете шлак и готовите соединение для следующего электрода.
Что происходит, когда рабочий цикл превышен?
При превышении рабочего цикла сварочного аппарата сварщик активирует функцию защиты от тепловой перегрузки. У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
Большинство сварочных аппаратов имеют внутри термопары для контроля температуры внутренних компонентов. Как только достигается критическая температура, термопара посылает сигнал на схему защиты от тепловой перегрузки, которая отключает питание.
Не тяните за вилку сварочного аппарата, если активирован режим тепловой перегрузки. Это выключит охлаждающие вентиляторы, которые должны продолжать работать, чтобы способствовать отводу избыточного тепла.
Если постоянно нарушать рабочий цикл, срок службы сварочного аппарата сократится, независимо от того, что заявляет производитель. Внутренние компоненты и их изоляция начинают разрушаться при высоких температурах, что в итоге приводит к выходу оборудования из строя.
Таким образом, вам следует избегать постоянного превышения пределов рабочего цикла. Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Обмотка
Не всегда возможно напрямую сравнить рабочие циклы двух сварщиков. Производители могут варьировать свои методы тестирования. Таким образом, сравнение не имеет большого значения, если вы не сравниваете бренды, которые следуют одному и тому же стандарту тестирования.
Приобретите сварочный аппарат с увеличенным рабочим циклом, если позволяет бюджет. Лучше перестраховаться, чем сожалеть.
Однако, если вы не планируете часто сваривать или делать длинные швы, можно сэкономить деньги и приобрести менее дорогой станок. Вы должны отдавать предпочтение гарантии, а не рабочему циклу, особенно когда бренд заявляет о высоком рабочем цикле, но предоставляет короткую гарантию.
Конусность К есть отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними.
Уклон «i» есть отношение разности размеров двух поперечных сечений к расстоянию между ними.
Таблица 1. Углы конусности
Конусность К
Угол конуса 2а
Угол уклона а
Исходное значение (К или 2а)
1:200
0°7’11»
0°8’36»
1:200
1:100
0°34’23»
0°17’11»
1:100
1:50
1°8’46»
0°34’23»
1:50
1:30
1°54’35»
0°57’17»
1:30
1:20
2°51’51»
1°25’56»
1:20
1:15
3°49’6″
1°54’33»
1:15
1:12
4°46’19»
2°23’9″
1:12
1:10
5°43’29»
2°51’45»
1:10
1:8
7°9’10»
3°34’35»
1:8
1:7
8°10’16»
4°5’8″
1:7
1:5
11°25’16»
5°42’38»
1:5
1:3
18°55’29»
9°27’44»
1:3
1:1,866
30°
15°
30°
1:1,207
45°
22°30′
45°
1:0,866
60°
30°
60°
1:0,652
75°
37°30′
75°
1:0,500
90°
45°
90°
1:0,289
120°
60°
120°
К оглавлению
Величины угла конуса в соединении имплантат-абатмент
Янв 15, 2018 | НОВОСТИ, СТАТЬИ
Угол конуса в соединении имплантат-абатмент получила довольно широкое распространение. Нет смысла в рамках данного поста детально обсуждать имеет ли решающее значение значение величины угла конуса, как это влияет на герметичность соединения и микроподвижность ортопедического элемента установленного в имплантате.
Мы бы хотели коснуться другого вопроса. Каждый производитель имплантационной системы заявляет определенные значения угла конуса в конического типа соединениях между имплантатом и абатментом. Часто мы можем видеть в каталоге, например: «Угол конического соединения 12 градусов». Так написано во многих каталогах. Но в реальности угол углу рознь. Часть производителей указывает в каталоге величину полного угла конического соединения, а часть только половину значения величины угла, отталкиваясь от угла не между сторонами конуса, а между одной из сторон конуса и вертикалью. Если Вы решите проверить, например, у некоторых производителей, о каком контректно угле идет речь, то столкнетесь с тем, с чем столкнулись мы. Ни в одном их каталоге не указано и не изображено о каком конкретно угле идет речь. Написано просто «угол конического соединения 12 градусов». И найти информацию о том, какой конкретно угол имеется в виду не представляется возможным, т.к. нигде ничего нет.
Для того чтобы разобраться с этим вопросом нам пришлось провести свое небольшое исследование уровня начальной школы. Методология такова — берем бумажный каталог какого-либо производителя, находим там достаточно большое изображение ортопедического элемента, чтобы можно было на нем произвести простое измерение с помощью школьного транспортира. Сначала мы чертим линии параллельные сторонам конуса в соединении, потом вычисляем и чертим вертикаль (она же является биссектрисой) по центру (ну или оси) ортопедического элемента. Далее накладываем транспортир, совмещаем линии конуса и метки транспортира таким образом, чтобы добиться их безусловной параллельности. После этого мы фиксируем точки совпадения линий конуса с метками измерительной шкалы транспортира и фиксируем получившиеся значения. Таким образом мы и получаем искомое значение угла конического соединения.
Первое измерение мы провели на нашей системе MIS. Несмотря на то, что каталоге MIS указан угол конического соединения, а также приведены чертежи, говорящие о каком конкретно угле идет речь, мы провели данный опыт, так сказать, для чистоты эксперимента. MIS заявляет, что угол конического соединения равен 12 градусов. Обратите внимание на фотографию. Действительно, значение полного угла конического соединения составляет 12 градусов. А значение угла между центральной осью (вертикалью) и одной из сторон конуса составляет 6 градусов. Несмотря на то, что каталоге MIS указан угол конического соединения, а также приведены чертежи, говорящие о каком конкретно угле идет речь, мы провели данный опыт, так сказать, для чистоты эксперимента.
Следующее измерение мы произвели на имплантационной системе одно из корейских производителей. В каталоге кроме текста «угол 12 градусов» найти обозначения, картинки или чертежи позволяющие идентифицировать о каком конкретно угле идет речь, не представилось возможным. Мы произвели соответствующие описанным выше манипуляции и получили следующие результаты. Значение угла между вертикалью (осью) получилось равным 12 градусам. А значение полного угла равным, соответственно 24 градусам.
Таким образом, произведя измерения углов конусов двух систем мы получили два следующих значения: 1. Полный угол конического соединения производителя MIS равен 12 градусам. 2. Полный угол конического соединения корейского производителя равен 24 градусам.
Калькулятор конусности
Создано Рахулом Дхари
Отзыв Стивена Вудинга
Последнее обновление: 17 октября 2022 г.
Содержание:
Что такое конусность?
Типы конусности
Как рассчитать конусность на фут?
Пример: Использование калькулятора конусности
Применение конусов
Часто задаваемые вопросы
Калькулятор конусности предназначен для определения параметров, связанных с сужением заготовки . Конус похож на усеченный конус (см. калькулятор площади усеченного конуса) с двумя концами разных размеров. В современных автоматизированных производственных процессах ручная регулировка выравнивания инструмента может оказаться устаревшей. Но вам все равно нужно подставить цифры нужных размеров, чтобы получилась коническая заготовка.
Сверлильные патроны, оправки, гвозди, болты и винты являются одними из наиболее распространенных применений конусов. Различные параметры для сужения включают длину, диаметры и угол конусности . Читайте дальше, чтобы понять, что такое конусность и как рассчитать конусность на дюйм?
Что такое конусность?
Конусообразование — это процесс механической обработки заготовки в виде конического профиля , т. е. постепенного уменьшения размеров одного конца по отношению к длине . Его также можно сравнить с усеченным конусом или усеченным конусом . Учитывая круглое поперечное сечение (см. калькулятор площади поперечного сечения) заготовки, сечение на большем конце называется большая секция и имеет диаметр как большой диаметр Dl D_\mathrm{l} Dl, тогда как меньшая секция известна как второстепенная секция и диаметр является второстепенным диаметром ( Ds D_\mathrm{s} Дс). Элементы конуса:
Длина конуса ( TlT_\mathrm{l} Tl): Расстояние между второстепенной и большой частями заготовки.
Конусность на дюйм ( TPI ): Уменьшение диаметра поперечного сечения на дюйм длины. Для заготовки с длиной конуса Tl T_\mathrm{l} Tl формула конусности на дюйм:
Угол конусности ( θ ): Угол между центральной линией и наклонной стороной. Угол конусности определяется уравнением: 9{-1}(\mathrm{TPI}/2)θ=tan−1(TPI/2)
Конусная заготовка
Конусы можно указать с помощью трех параметров:
Главный диаметр;
Малый диаметр; и
Длина конуса.
Типичный конус может быть указан с использованием трех указанных выше размеров. Тем не менее, некоторые другие способы упомянуть конус — это следующие комбинации параметров.
Основной диаметр, длина конуса и конусность на фут или дюймы.
Наибольший диаметр, вспомогательный диаметр и сквозная длина.
Наибольший диаметр, меньший диаметр и угол конусности.
Преобразователи длины Посетите наш конвертер длины или калькулятор футов и дюймов, если вам нужна помощь в преобразовании.
Типы конусов
Некоторые из распространенных типов конусов классифицируются на основе:
Размер – конусы Ярно, Метрические, Брауна и Шарпа, Морзе и Джейкобса.
Расположение – Внутренние и внешние конусы.
Применение – Самоудерживающиеся и быстросъемные конусы.
Как рассчитать конусность на фут?
Для расчета конусности на фут:
Введите большой диаметр , DlD_\mathrm{l}Dl.
Заполните меньший диаметр , DsD_\mathrm{s}Ds.
Вставка длина конуса , TlT_\mathrm{l}Tl.
Калькулятор угла конусности вернет значение конусности на дюйм или фут и угол конусности .
Пример: С помощью калькулятора конусности
Оцените длину конуса для заготовки с большим и малым диаметрами как 12 и 6 дюймов соответственно. Возьмем угол конуса как 80,5° . Длина конуса рассчитывается как:
Конусы широко используются для вставных адаптеров , установка сверл в патроны, держателей инструментов и самоудерживающихся круглых предметов.
Часто задаваемые вопросы
Что такое конус?
Конусность представляет собой форму или профиль, один конец которого меньше другого, а поперечное сечение уменьшается постепенно.
Как найти конусность на дюйм?
Чтобы найти конусность на дюйм:
Найдите разницу между большим и меньшим диаметрами.
Разделите разницу на длину конусной области.
Как оценить конусность на фут?
Найдите разницу между большим и второстепенным диаметрами.
Разделите разницу на длину конусной области.
Умножьте конусность на дюйм на 12.
Как рассчитать угол конуса?
Угол конусности рассчитывается с помощью функции арктангенса половины конусности на дюйм.
Рахул Дхари
Основной диаметр (Dₗ)
Незначительный диаметр (Dₛ)
Длина конуса (Tₗ)
Угол конуса (θ)
конус (T)
Проверьте 46 Аналогичные материалы. Расчет 🏗
Aluminum Waisbaste. load… 43 more
Типы конусности в механике и как рассчитать коэффициент конусности
Прежде чем узнать типы конусности, нам нужно узнать о методах заданной конусности, чтобы мы могли хорошо понять типы конусности.
Методы заданного конуса
Конус можно указать следующими способами:
Конус в градусах
Конус в дюймах
Конус в футах
Конус в метрических единицах
Стандартный номер конуса
Конус по символу
Конус в градусах
В этом методе конусность выражается в градусах.
Аналогично 60°, 3°, 30° и т. д.
Конус в дюймах
В дюймовых системах конусность выражается в конусности на дюйм.
Нравится 0,0208″.
Конус в футах
В футовых системах конусность выражается в конусности на фут.
Как 5/8′.
Конус в метрической системе
Метрические конусности представлены в соотношении 1 мм на единицу длины.
Например, в конусе 1:20 диаметр будет изменяться на 1 мм на каждые 20 мм длины.
Номер стандартного конуса
В соответствии со стандартным конусом, конусность номеров может быть указана как их стандарт. номер
Например, конус Морзе, указанный в MT 0 на МТ 7.
Конус по символу
В этом методе конусность выражается символом, например, конусность обозначается символом К.
Типы конусов
Конусы можно разделить на три категории:
Согласно классу
Согласно использованию
Согласно размеру
Согласно классу
В зависимости от класса существует два типа конуса:
Самоудерживающийся конус
Быстросъемный конус
Самоудерживающийся конус
В этом типе конусности угол конусности поддерживается на уровне менее 3°.
В этом конусе не требуется никакого другого фиксирующего устройства чтобы удерживать собранный компонент.
Его также называют медленно сужающимся.
Быстросъемный конус
В этом типе конуса угол конуса сохраняется более 18°.
Из-за большого угла конусности они требуют блокировки приспособление для зажима.
Коэффициент конусности 7:24.
Согласно использованию
В зависимости от использования есть два типа конуса
Внутренний конус
Внешний конус
Внутренний конус
Конусность, указанная на внутренней поверхности цилиндрической детали или заготовка называется внутренним конусом.
Внешний конус
Конусность, заданная на внешней поверхности цилиндрической заготовки или заготовки, равна называется внешней конусностью.
В соответствии с размером
В зависимости от размера различают следующие типы конуса:
Конус Морзе
Метрическая конусность
Конусность Ярно
Конус Брауна и Шарпа
Стандартный конический штифт
Конус Джейкобса
Конус Морзе
Конус Морзе – это самоудерживающийся конус, он доступен в размере 8 от MT 0 до MT 7.
Конусность конуса Морзе составляет 1:10 и его включенный угол доступен в 3 ° или 5/8 дюйма / фута.
Конус Морзе в основном используется в токарных станках с носовым шпинделем, хвостовиком сверла, оправкой, и т.д.
Метрический конус
Метрический конус представляет собой самоудерживающийся и быстросъемный конус, на котором доступны 7 размеров в самоудерживающемся исполнении и 4 размера в быстросъемном исполнении.
Где размеры от MT O до MT 6 в самоудерживающемся типе и 30°, 40°, 45°, 50° являются быстроразъемными типами.
Метрический конус в основном используется в токарных станках на поверхностях шпинделя.
Ярно Конус
Конус Ярно также является самоудерживающимся типом конуса и доступен в 20 размеров от 01 до 20.
Коэффициент конусности конуса Ярно – 1:20. и его включенный угол доступен на 0,6 дюйма / фут.
В основном используется в машинах для маркировки штампов.
Конус Брауна и Шарпа
Конус Брауна и Шарпа представляет собой самоудерживающийся и быстросъемный конус, на котором доступны 18 размеров в самоудерживающемся исполнении и 09 размеров в быстросъемном исполнении.
Где размеры от BS 1 до BS 18 самоудерживающегося типа и от 4 до 12 быстросъемного типа.
Соотношение конусности коричневого и острого конуса составляет 1:20, а включенный угол BS 10 составляет 0,5161 дюйма/фут.
И все другие типы конусности, включая углы, имеют размер 1/2 дюйма/фут.
Конус Брауна и Шарпа используется в шпинделе и оправке фрезерного станка.
Стандартный конус штифта
Стандартный конус штифта представляет собой самоудерживающийся конус.
Коэффициент конусности стандартной конусности штифта составляет 1:50 дюйма. метрическая и 1:48 в британской.
Прилагаемый угол – 1/4 дюйма/фут.
Стандартный конус штифта, используемый в зажимных устройствах, конический штифт и т. д.
Конус Джейкобса
Конус Джейкобса в основном используется в патроне сверлильного станка, оправке и т. д.
Как рассчитать коэффициент конусности и конусность Угол?
Для расчета коэффициента конусности имеются Следующая формула применяется:
Эмаль в покраске кухонь занимает особую нишу, так как она призвана защищать различные поверхности, а также вносить разнообразие в кухонный дизайн. Эмаль или эмалевая краска – это лакокрасочное покрытие, обладающее повышенными защитными свойствами. Повышенное содержание лака в ее составе создает пленку на поверхности кухонных фасадов, которая отлично защищает от воздействия воды и химических веществ.
Преимущества и недостатки эмалевого покрытия
Как и все существующие виды покрытий для кухонных фасадов, эмаль обладает рядом достоинств, но и без недостатков не обошлось. Последние, впрочем, не столь значительны.
Преимущества:
Простота ухода. Достаточно просто протереть поверхность влажной салфеткой – и кухня вновь засияет.
Устойчивость к ультрафиолету. Отличное решение для солнечных помещений и загородных домов.
Широкий выбор цветов и структуры.
Возможность нанесения сложных узоров и рисунков на окрашиваемую поверхность.
Экологичность.
Недостатки:
Цена. Технология производства достаточно дорогая, что не может не влиять на конечную стоимость гарнитура.
Однотонность цвета. Фасады с переливами невозможны.
Риск образования сколов. Небрежность в уходе и эксплуатации приводит к механическим повреждениям, которые не поддаются реставрации.
Некоторая токсичность и пожароопасность, связанная с химическим составом эмалевых красок, но, как правило, эти отклонения находятся в пределах допустимых.
Типы эмалевых красок
По составу различают следующие эмалевые краски, использующиеся для отделки внутренних помещений:
Алкидные краски. Производятся на базе природных компонентов.
Пентафталевые краски. Производятся на основе глицерина и наиболее распространены в бытовых помещениях.
Масляные краски. Их применение в отделке помещений вызывает сомнения из-за присутствия токсичных растворителей в составе.
Нитроэмали. На кухне используются для создания глянцевых поверхностей дверей, окон и деревянных фасадов.
Акриловые краски. Их производят на водной основе, и они не имеют резких запахов. В целом они дают лучший результат в окрашивании кухонных фасадов.
Технология окрашивания эмалью
Самой распространенной основой для создания эмалевого покрытия кухонных фасадов является МДФ толщиной 19-25 мм. После раскраивания до нужных размеров панели в обязательном порядке подвергаются шлифовке и грунтовке. В качестве грунтовки используется водонепроницаемый лак, цель нанесения которого – обеспечить защиту от проникновения влаги и, тем самым, увеличить срок эксплуатации гарнитура.
По окончании подготовительных работ наносится первый слой краски. Так как эмаль наносится в несколько слоев, к следующему слою можно приступать лишь после полного высыхания и шлифовки первого. После нанесения всех слоев эмали следует финишный слой лака. Он обеспечивает защиту от повреждений, а также выполняет декоративную функцию.
Как правило, фасады окрашиваются с двух сторон. Внутренняя сторона покрывается матовой краской, а вот для внешней стороны существуют разнообразные эффекты: глянец, мат, перламутр, текстурное покрытие, металлик, патинирование, 3D-изображение, «звездное небо», кракелюр.
Если вы хотите заказать кухню с эмалевым покрытием фасадов в Москве и Московской области, наша команда мастеров с радостью вам поможет. Обращайтесь к нам по телефону +7 495 0-155-155, электронному адресу zakaz@ремонт-кухни.рф или оставив заявку на сайте для получения детальной информации по данной услуге.
Назад
Вперед
Силикатно-эмалевое антикоррозийное и абразивостойкое покрытие
Силикатно-эмалевое покрытие – эффективный метод
защиты от коррозии и изнашивания
Увеличить срок службы трубопроводов до 50-70 лет
Защитить от коррозии в агрессивных средах
Повысить термическую стойкость трубопроводов
Повысить стойкость к истиранию и абразивному износу
Описание силикатно-эмалевого покрытия
СЭП создает защитную пленку на внутренней и наружной поверхности труб и соединительных деталей трубопровода. Эмалированные трубопроводные элементы применяют при укладке надземных и подземных трасс, транспортирующих: нефть, нефтепродукты, природный газ, моющие средства, питьевую и морскую воду, другие среды.
Состав защищает арматуру от:
коррозионно-эрозионного разрушения;
влияния агрессивных щелочных продуктов с уровнем рН 2‒12;
абразивного износа.
Технология двухстороннего нанесения силикатно-эмалевого покрытия способствует устранению шероховатостей на поверхности деталей, увеличению их пропускной способности, сохранению чистоты транспортируемых веществ.
Предварительно очищенный металл покрывают в один или несколько слоев в зависимости от требований заказчика и проектной документации. Минимальная толщина одного слоя составляет 200 мкм.
Виды СЭП
Мы предлагаем три типа эмалирования:
СЭК ‒ антикоррозионное, предотвращает осаждение отложений на стенках трубопровода;
СЭКА ‒ двухслойное покрытие;
СЭКО ‒ предназначено для работы с веществами повышенной агрессивности.
Перед нанесением эмали ООО НПП «ПромТехЭмаль» подвергает трубы и трубопроводные элементы визуальному, измерительному контролю. При обнаружении повреждений, несоответствию техническим требования продукцию не допускают до эмалирования.
Купить внутреннее и наружное силикатно-эмалевое покрытие, запросить цену, получить информацию о сроках антикоррозионной обработки можно по телефону или через заявку на сайте.
Технические характеристики в соответствии с ТУ 1396-001-745201001-2015
Показатель
Значение
Единица измерения
Температура эксплуатации
-60° +350°
°С (градусов Цельсия)
Толщина покрытия
200/400
мКм, не менее (1/2 слоя)
Адгезия покрытия
5
МПа, не менее
Ударная прочность
4
Дж, не менее
Диэлектрическая сплошность покрытия
1
кВ, не менее
Стойкость к истиранию
160
Мг, не менее
Коэффициент соотношения емкости при 5 до 50 кГц
0,8
не менее
Технические характеристики по ТУ 24.
20.13.190-003-12584880-2020 по ОТТ-23.040.00-КТН-133-15
Показатель
Единица измерения
Значение
Температура эксплуатации
0С
минус 60°С до плюс 350°С
Толщина покрытия: при сухом методе нанесения
при мокром методе нанесения
не менее, мкм не менее, мкм
400 200
Адгезия покрытия
не менее, МПа
5
Ударная прочность
не менее, Дж
4
Диэлектрическая сплошность
не менее. кВ
1
Коэффициент соотношения емкостей при 2 кГц и 20 кГц
не менее, кГц
0,8
Сертификаты
Сертификат соответствия продукции ПАО Транснефть
Приложение к сертификату соответствия продукции ПАО Транснефть
Сертификат ГОСТ Р СЭП СДТ ТУ1396-001-745201001-15
Сертификат ГОСТ Р Втулки ВСЭ-А
Сертификат ГОСТ Р СЭП ТУ 14-2Р-405-2006 (новый с 12. 09.17 по 11.09.20)
Сертификат ГОСТ Р СДТ и трубные узлы с ЭПП ТУ 24.20.40-004-12584880-2017
Сертификат ГОСТ Р — Эпоксидное, полиуретановое покрытие Труб, СДТ и МТО ТУ 2313-003-12584880-2017
Сертификат ГОСТ Р ВСЭП на Трубы и СДТ по ТУ1396-002-17213088-2011 (ПТЭ продукция по ТУ НЕГАС)
Сертификат ГОСТ Р Трубы и СДТ с СЭП по ТУ1390-001-012597858-96 (ПТЭ продукция по ТУ ВНИИСТ)
Разрешение на использование ТУ НЕГАС-ПТЭ
Сертификат соответствия ГАЗПРОМСЕРТ на ТУ 1396-002-12584880-2016
Вопрос-ответ
Где применяют силикатно-эмалевое покрытие?
Трубы и фитинги с силикатной изоляцией используют в нефтяной промышленности, жилищно-коммунальном хозяйстве, на объектах топливно-энергетического комплекса и химическом производстве.
Какие преимущества у силикатно-эмалевого покрытия?
Внутреннее покрытие защищает трубы от скопления отложений на стенках, улучшает пропускную способность сети, снижает гидравлическое сопротивление, повышает срок службы системы на 50-70 лет. Наружное покрытие увеличивает термическую и коррозионную стойкость трубопровода.
В чём состоит технология нанесения СЭП?
Сначала обрабатываемую поверхность подвергают бесконтактному нагреву. Затем детали очищают от загрязнений в герметичной камере. На следующем этапе наносят слой силикатной эмали, который после высыхания обжигают при 800°С.
Сколько стоит силикатно-эмалевое покрытие труб?
Заказать услугу, рассчитать стоимость доставки и узнать сроки выполнения работ можно по телефону, электронной почте или через форму обратной связи на сайте.
Схожие услуги
Нанесение полиуретанового покрытия
Нанесение эпоксидного покрытия
Процесс нанесения эмалевого покрытия
Эмаль производственный процесс в основном включает эмаль изготовление фритты , литье металлического корпуса, покрытие эмалью , сушка, обжиг и испытания. Для художественной эмали, посуда, сантехника, архитектура и т. д. Потребуется декорирование и упаковка. за хороший внешний вид и ежедневное использование; Для промышленной эмали потребуется протестируй потом собери.
Первый, нанесите грунтовочный слой на металлический корпус, который уже отлит или штампован в соответствии со специфическими требованиями. форма. После обжига и охлаждения нанесите защитный слой (один раз или несколько раз). раз). Это традиционное эмалевое покрытие. Грунтовка является переходным слоем для комбинирования с металлическим корпусом. Это требует сильной приверженности. Покровное покрытие наносится на грунтовочное покрытие, которое может покрывать грунтовочное покрытие и придать ему гладкую и красивую поверхность и стабильную физико-химическую имущество. Покровное покрытие можно разделить на непрозрачное покровное покрытие (белое и цветные) и прозрачное покровное покрытие. Он покрыт на самом внешнем слое, чтобы повысить его глянцевитость или улучшить его свойства. В настоящее время существует новый процесс покрытия эмалью, который называется прямое одноразовое покрытие. Он имеет только один слой, может быть как грунтовым, так и покровное покрытие, нужно только один раз нанести покрытие и один раз обжечь, затем продукты можно сделать.
Производство эмалевых фритт
Эмаль фритта представляет собой стеклообразный силикат или боросиликат, нанесенный на металлическое тело. Эмалевая фритта состоит из семи частей, каждая части имеют разные функции. Его основными являются силикаты, оксид бора, алюминий. оксид и оксид щелочного металла. Его состав может быть подтвержден металлом Требования к материалам и конечному продукту. Его необходимо точно взвесить, полностью смешанный, расплавленный до определенной средней степени в баке, горшке или вращающейся печи, и после закалки водой, воздушного охлаждения или горячего прессования до образования чешуек (0,6-1,5 мм). Затем фрезерование это (с помощью шаровой или воздушной фрезерной машины) для сушки порошок эмали или добавьте воду, чтобы сделать его эмалевой суспензией.
Эмалевое покрытие
Равномерно нанесите эмалевый порошок или суспензию на металлический корпус, после обжига, нанесите покровное покрытие на грунтовку. Способы покрытия могут быть погружение, заливка, распыление и bepowdering. Bepowdering — посыпать покрытие нанесите порошок эмали на раскаленное грунтовое покрытие, что делает покрытие и обжиг одним целым процесс. Это необходимо для изготовления изделий из чугуна больших размеров (ванна, реактор…). Тем более, что электростатический порошок спрей и электрофорез покрытие.
Стрельба
Помещать металлический корпус с покрытием в печь, вращающуюся или туннельную печь и огонь. Стрельба температура грунтовки с боросиликатом составляет около 820-880℃. Для того, чтобы сформировать слой оксида железа на поверхности металла, который может улучшить сцепление между слоем эмали и металлическим корпусом. Температура обжига покровного слоя немного ниже, защитное покрытие из сурьмы может обжигаться при температуре 830-850 ℃, титановое покрытие может быть обожжены в 800-850℃. Для того, чтобы сделать покровное покрытие хорошим непрозрачный и яркий цвет, а также тесная интеграция с грунтовкой, строгая контроль времени и условий обжига обязателен. Покрытие из сурьмы и титана Пальто особенно строго по условиям стрельбы.
Хунань Ноли Эмаль Ко. Ltd занимается эмалевым покрытием почти 30 лет, , что делает нас достаточно профессиональными в области эмалевого покрытия и хорошо знакомы с процессом эмалевого покрытия. Мы можем полностью контролировать каждый процесс производства эмалевой фритты и иметь сильные команда технической поддержки, что делает наше качество очень близким к Ferro и Pemco корпорации. И наша стоимость может быть ниже.
Что такое эмалевая краска?
Эмалевая краска часто считается твердой, глянцевой и используется в умеренных количествах, как лак для ногтей. Моделисты и любители часто используют эмалевые краски, чтобы добавить ярких цветов и прочности небольшим поделкам.
В домашних условиях эмалевая краска часто используется для подкраски бытовой техники. Если вам нужна краска, которая образует твердую оболочку и обеспечивает надежную защиту, эмалевая краска может быть именно тем покрытием, которое вам нужно.
Эмалевая краска
Эмалевая краска — это обозначение любого типа краски, которая при отверждении образует твердую стекловидную оболочку. Хотя эмалевая краска может иметь несколько качеств, схожих с эмалью, полученной в печи, это не одно и то же.
Что такое эмалевая краска
Эмалевая краска определяется больше своими качествами, чем составом. В самом широком смысле эмалевая краска означает любую краску на основе растворителя, которая при высыхании образует твердую стекловидную (или стеклянную) оболочку. Краски на основе растворителя также называют красками на масляной основе, в отличие от красок на водной основе.
Эмалевая краска трамплинами от корневых слов, которые относятся к плавке или плавлению. Настоящая эмаль представляет собой стеклянное покрытие, которое расплавляется или обжигается в печи при чрезвычайно высоких температурах на металле или керамике.
Тем не менее, эмалевая краска мало похожа на эмаль из расплавленного стекла, так как в этой краске нет стекла. Даже традиционная эмаль запекания, давно используемая для автомобилей, не имеет ничего общего со стеклом. Выпечка — это просто быстрый способ избавиться от растворителей и летучих органических соединений.
На самом деле воздушно-сухие эмалевые краски намного мягче, чем настоящие эмали, полученные в печи. Производители красок еще больше расширили определение, иногда добавляя слово эмаль к краскам на водной основе, тем самым теряя один ингредиент, который обычно связывает все эмалевые краски: растворители.
Нажмите «Играть», чтобы узнать все об эмалевой краске
Происхождение эмалевой краски
Как и многие товары для дома, эмалевая краска — это не только физический продукт, но и хитрый маркетинговый ход.
В то время, когда краски были менее чем надежными, а белила были рассыпчатыми и, как известно, размазывались, добавление слова «эмаль» к краске придавало большое значение пользователям в середине 1800-х годов.
Вплоть до 1840-х годов эмалевая краска предназначалась для мелких предметов, таких как часы и украшения. В 1850-х и 1860-х годах эмалевая краска сменила направление и стала рекламироваться как «антикоррозийный» или «консервант железа» для железных перил, деревянных амбаров, камня, лепнины, заборов и других ударопрочных наружных элементов.
Запатентованная в 1870-х годах эмалевая краска, сделанная из свинцовых белил, льняного масла и цинка, рекламировалась как не что иное, как чудодейственное покрытие, способное «сопротивляться действию любой погоды».
Примерно в то же время эмаль ассоциировалась в сознании потребителей со стекловидными поверхностями фарфора и керамической плитки или с фарфоровой сантехникой. Это продукты, которые многие потенциальные покупатели хорошо знали по опыту. Поскольку фарфоровые ванные принадлежности были довольно передовыми, эта концепция имела большое значение даже для потребителей, которые на самом деле не владели этим продуктом.
Эмалевые изделия были непроницаемы, гигиеничны и очень прочны. Превращение идеи кухонной посуды, плитки, раковин и эмали для ванн в краску было удобным ярлыком, чтобы показать, что эта краска была одинаково водостойкой и прочной.
Забавный факт
Примерно в 1900 году компания Sherwin-Williams начала рекламировать свою версию эмалевой краски как идеальное покрытие для мебели и плетеных изделий.
Порошковое покрытие в значительной степени заменило покрытие обожженной эмалью для промышленного применения. Однако основной конкурент эмалевой краски возник, когда после Второй мировой войны были представлены синтетические латексные краски. Сегодня эмалевая краска по-прежнему ассоциируется с предметами в твердом корпусе, такими как крупная бытовая техника, такая как холодильники и стиральные машины, хотя они тоже теперь имеют порошковое покрытие.
Pros
Равномерная отделка
Хорошо сохраняет цвет и не желтеет
Гладкое покрытие
Чрезвычайно твердая поверхность, напоминающая раковину
Приклеивается к различным поверхностям
Минусы
Сильный резкий запах
Тщательное перемешивание может быть затруднено
Требуются растворители для разбавления и очистки
Трудно поддается очистке
Дорого
Где использовать эмалевую краску
Наносите кистью, валиком или распыляйте эмалевую краску для домашних проектов, требующих либо сверхпрочности, либо глянцевого глянцевого вида. Некоторые популярные области применения эмалевой краски включают наружные элементы, дверную отделку и внутреннюю технику:
Ремонт гриля-барбекю
Эмалевая краска используется как атмосферостойкая краска для грилей-барбекю. Тщательно очистите внешние поверхности гриля для барбекю. Снимите решетку для гриля. Дважды покройте решетку-барбекю термостойкой эмалевой краской, используя баллончик с краской.
Покраска корпуса двери
Дверная коробка получает много злоупотреблений. Поэтому имеет смысл применять высокостойкую краску, которую также легко чистить. Очистите кожух дверцы тринатрийфосфатом (TSP). Замаскируйте участок стены вокруг корпуса, заклеив листовой пластик малярным скотчем или используя самоклеющуюся малярную пленку. Накройте пол тряпкой. Нанесите качественной кистью не менее двух слоев эмалевой краски на дверной короб.
Поскольку некоторые типы эмалевых красок являются самовыравнивающимися, они оставляют небольшие полосы или не оставляют их вообще. Это делает эмалевую краску хорошим выбором для любой поверхности, которая должна быть ровной и без полос.
Обновление садовой мебели
Цвета даже садовой мебели из прочной смолы могут потускнеть через некоторое время. Красочная эмалевая краска в баллончике поможет оживить эту мебель. Используйте мойку высокого давления, настроенную на низкое давление, или используйте водяной шланг, мягкую щетку и мягкое моющее средство для очистки мебели. Дайте мебели полностью высохнуть, затем покройте ее двумя слоями эмалевой краски.
Крепление кухонной техники
Закрасьте сколы и мелкие царапины на холодильниках и плитах небольшими бутылочками с краской для бытовой эмали. Жидкая эмалевая краска почти такая же твердая, как запекаемое эмалевое покрытие.
Предупреждение
Эмалевая краска часто содержит высокий уровень ЛОС (летучих органических соединений), которые у некоторых людей могут вызывать реакции от легкой до тяжелой степени. Используйте краски с высоким содержанием летучих органических соединений только в хорошо проветриваемых помещениях.
Как запаять медную трубку газовой колонки: как согнуть медную трубку
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
Очень часто люди, имеющие в своей квартире бытовой газ, задаются вопросом, как запаять медную трубку, которая по разным причинам может быть повреждена. Микроотверстия появляются чаще всего по причине превышения срока службы колонки. Однако, такие вещи вполне возможно выполнить своими силами. Что вам понадобится в этой работе:
флюс паяльный;
паяльник;
припой;
наждачка;
растворитель и всякая ветошь.
Для начала надо подготовить саму колонку к восстановительным работам. Кроме того, вам необходимо знать, как развальцевать медную трубку в домашних условиях подручными средствами. Вам следует купить припой не текучий и тугоплавкий какой-нибудь популярной марки. Можно использовать проволочный с канифолью, как вариант. Также потребуется флюс, не требующий промывки.
Как паять медные трубы
Перед началом работ спускаем всю воду из теплообменника, открутив накидную гайку с подающей воду трубы. Остатки жидкости следует продуть насосом или обычным пылесосом. Приготовьте паяльник мощностью не менее 100 Вт. Здесь следует уточнить, каким припоем паять медные трубы, используйте распространенную марку ПОС-61или аналогичный. Зачищайте наждачной бумагой место пайки до устранения зеленого оттенка. Затем, протрите растворителем зачищенное место, для удаления пятен и остатков пыли. Обмотайте концы трубок ветошью, чтобы не обжечься и приступайте.
Для тех, кто интересуется не столько вопросом ремонта теплообменника, сколько вопросом «как заглушить медную трубу», описываемая процедура также поможет. Запаяв окончание, вы тем самым надежно закупорите изделие от пропускания жидкости. Продолжим, залудите место пайки и смажьте флюсом, затем паяльником с нанесенным на него припоем прижмите место пайки. Наложите облуженную проволоку на прогретое место стыка, желательно дополнительно добавить припой. Когда все остынет, можно проверять подав воду.
Как согнуть медную трубку
Есть несколько способов согнуть медную трубку в спираль, либо просто под определенным углом. Компания «Региональный дом металла» рекомендует выполнять процедуру с помощью пружины из качественной стали с большим количеством витков. Пружина должна свободно проворачиваться внутри трубки и иметь длину несколько больше, чем длина сгибаемого изделия.
Так как согнуть медную трубу можно несколькими способами, помимо пружины, вы можете использовать газовую горелку. Вы можете придать необходимую форму, когда цвет трубы заметно изменится, что будет свидетельствовать о достаточной степени нагрева.
При помощи пайки вы устраняете не только протечку, но и решаете вопрос как соединить медные трубки между собой без использования фитингов.
пошаговый инструктаж и разбор нюансов
Медные трубы используются намного реже, чем металлопластиковые или полипропиленовые. Но благодаря комплексу отличных технических характеристик – теплопроводности, антикоррозийной и биологической стойкости – они встречаются в системах водоподачи, отопления, кондиционирования.
Длинномерная продукция из меди стоит дорого, но можно сэкономить на монтаже. Например, пайка медных труб газовой горелкой доступна любому, кто захочет самостоятельно усовершенствовать систему или произвести ремонт. Мы расскажем о том, как производятся паянные соединения, приведем правила их выполнения.
Содержание статьи:
Особенности процесса пайки меди
Необходимые инструменты и материалы
Подробная инструкция по пайке медных труб
Шаг #1 — нарезка деталей
Шаг #2 — зачистка и расширение срезов
Шаг #3 — нанесение флюса
Шаг #4 — соединение деталей
Шаг #5 — пайка по капиллярной технологии
Шаг #6 — обработка швов
Рекомендации опытных мастеров
Выводы и полезное видео по теме
Особенности процесса пайки меди
Суть пайки заключается в герметичном соединении двух элементов медного трубопровода с помощью нагревания и расплавления связующего материала – припоя.
Оловянный сплав после остывания образует надежную, неразборную конструкцию, которая в дальнейшем будет использоваться для транспортировки теплоносителя, холодной воды, хладагента.
Процесс пайки медных трубок при монтаже водонагревательного оборудования. Нагревание выполняется ручной газовой горелкой, в качестве припоя – оловянная проволока
В быту обычно применяют низкотемпературную или, другими словами, мягкую пайку, при которой температура пламени от не превышает 450 °С. Для нее используют легкоплавкий припой, а максимальный диаметр труб – не более 110 мм.
Мягкая капиллярная пайка подходит для оборудования систем водоснабжения и отопления, но для транспортировки газа не применяется.
Необходимые инструменты и материалы
Чтобы соединения труба-труба или труба-фитинг были герметичными и со временем не утратили свои эксплуатационные качества, необходимо использовать специальный инструмент и материалы, изготовленные проверенными производителями.
Инструменты, которые планируется применять постоянно в сборке трубопроводов из , рекомендуем покупать в специализированных маркетах, а для разовых работ сгодятся товары из китайских интернет-магазинов.
Минимальный набор для капиллярной пайки включает в себя ряд приспособлений.
Галерея изображений
Фото из
Трубный материал должен содержать не менее 99% меди. Отожженные трубки обычно продаются бухтами длиной 25 м или 50 м, а неотожженные – прогонами длиной 3 м или 5 м
Для домашних работ обычно приобретают ручной инструмент, работающий от газового баллончика с пропан-бутаном. Удобнее работать, если предусмотрены пьезоподжиг, нагрев газа, регулировка пламени
При делении трубы на элементы обычной пилой или электролобзиком рез получается неровным. Труборез обеспечивает точность, аккуратность, отсутствие заминания
С помощью расширителя-калибратора можно расширить диаметр на конце трубки. Развальцовка трубок применяется, когда производят соединение без использования муфт
Фаскосниматель используют для подготовки разрезанных труб, чтобы очистить края от заусенцев, сделать поверхность металла более гладкой и ровной, заузить кромку
Пайка в домашних условиях обычно производится с помощью оловянного припоя. Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом
Перед соединением медных элементов места контакта смазывают жидким или пастообразным флюсом, который обеспечивает равномерное растекание припоя по зоне пайки
Ершиком с жесткой металлической щеточкой обрабатывают внутреннюю поверхность трубки перед нанесением пасты. Также понадобятся губка или наждачка – для наружной обработки, а ветошь – для удаления излишков флюса
Медные трубы нужного диаметра
Газовая горелка с регулировкой
Труборез для нарезания элементов
Расширитель для безмуфтового соединения
Фаскосниматель для снятия верхнего слоя металла
Припой для капиллярной пайки
Флюс или паста для обработки меди
Ершик для внутренней поверхности
Для удобства использования горелки иногда применяют тиски, если процесс пайки производится на столе или верстаке.
При соединении элементов уже смонтированного трубопровода все действия выполняются только вручную. В одной руке обычно держат горелку, в другой – припой
Чтобы быстро и эффективно очистить внутреннюю поверхность трубки, вместо ручного ершика можно использовать насадку для шуруповерта.
Подробная инструкция по пайке медных труб
Чтобы набить руку, рекомендуют потренироваться на ненужных кусочках трубы. Приступать к серьезным работам следует, когда отработаны все навыки – точно отрезать деталь, правильно обрабатывать ее, пользоваться газовой горелкой. Процесс пайки можно разделить на 6 шагов.
Шаг #1 — нарезка деталей
Если нужно заменить фрагмент трубопровода или полностью собрать водопроводную/отопительную систему, потребуются куски медной трубы различной длины. Раскрой материала производится с помощью , с критериями выбора которого ознакомит рекомендуемая нами статья.
Обычно их соединяют посредством тройников, уголков, муфт. Также используют раструбный способ, при котором один фрагмент вставляют в другой, с расширенным концом.
Используя разметочный материал – рулетку и маркер – измеряем длину деталей для трубопровода. Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
Затем берем труборез и нарезаем трубу на фрагменты нужной длины. Если работы проводятся на столе, можно использовать электротруборез или ручную модель с большим радиусом разгона. Для проведения работ в стесненных обстоятельствах, например, около стены, подойдет только компактный ручной инструмент.
Существуют удобные роликовые варианты со стальными лезвиями. Пользоваться ими легко: нужно надеть труборез сбоку на заранее отмеченное место реза, зафиксировать храповым механизмом, а затем вращать инструмент вокруг трубы.
Если труборез подобран правильно, то есть для тонкостенной меди, то концы трубки в месте реза не деформируются, а будут ровными и не скошенными
Советуем не производить нарезку сразу всех фрагментов – возможно, в процессе пайки трубопровод сдвинется, изменив свою конфигурацию, и длину некоторых деталей придется менять.
Шаг #2 — зачистка и расширение срезов
Плотное прилегание металлических частей и равномерное растекание гарантированы только тогда, когда максимально качественно зачищена зона соединения.
Для этого обрабатываем оба примыкающие друг к другу фрагмента и с внутренней стороны, и с внешней:
Сначала снимаем фаску, чтобы уменьшить толщину металла и подготовить кромку под пайку. Для чего используем фаскосниматель – небольшой инструмент цилиндрической формы.
Если два отрезка трубы будут соединяться напрямую, диаметр края одного фрагмента увеличиваем специальным инструментом – расширителем.
Затем берем металлический ершик и обрабатываем внутреннюю сторону.
Мелкой наджачкой или металлической губкой зачищаем до блеска внешнюю сторону.
Очищенная и обезжиренная зона детали отличается даже визуально.
Образец обработанной медной трубы под пайку: с конца снят грат, поверхность начищена. Обычно при соединении двух деталей у одной из них зачищают внешнюю сторону, у другой – внутреннюю – по месту примыкания
Если применяется муфта или уголок, перед пайкой необходимо подготовить оба конца, у тройника – все три.
Шаг #3 — нанесение флюса
Для соединения или водоснабжения используют различные виды флюса и пасты. Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.
Пасту или густой гель наносить удобнее, чем жидкий флюс. Плотное и вязкое вещество распределяется более равномерно по металлической поверхности и не стекает
Состав флюса может быть разным. Очистительные функции обычно выполняют хлорид цинка, соляная или борная кислота. Защиту от кислорода обеспечивает наличие канифоли, воска или смолы.
Жидкие растворы продаются в тубах, а паста – в небольших пластиковых баночках. Кисточка для нанесения состава обычно идет в комплекте, если ее нет, то можно купить любой альтернативный вариант в канцелярском магазине – для клея или для краски.
Процесс нанесения достаточно прост: необходимо обмакнуть кисть в пасту и нанести тонкий, но заполняющий всю зону примыкания, слой на поверхность трубки
Наносить толстый слой считается ошибкой – при тесном контакте лишняя паста выдавливается, ее все равно приходится удалять.
Шаг #4 — соединение деталей
При соединении двух отрезков трубы или фитинга и трубы флюс наносят обычно на край детали, которая вставляется внутрь. Второй элемент обрабатывать флюсом нет смысла – при контакте он одинаково распределится по обеим примыкающим поверхностям.
Проворачиваем детали относительно друг друга, чтобы паста распределилась по зоне контакта, затем ветошью убираем выступившие наружу излишки раствора.
Перед пайкой флюса или пасты на металлической поверхности быть не должно, иначе припой будет растекаться не в зазор между деталями, а в противоположную сторону – вдоль трубы
Выполнив соединение, необходимо как можно быстрее произвести . Оставлять надолго подготовленные детали не рекомендуют, чтобы паяльная паста не утратила своих качеств.
Шаг #5 — пайка по капиллярной технологии
В сборке отопительных и водопроводных применяют низкотемпературную капиллярную пайку, соответственно, подбирают легкоплавкий припой.
Процесс пайки происходит в следующем порядке:
включаем газовую горелку;
направляем пламя на место соединения;
перемещаем струю пламени по всей поверхности рабочей зоны, чтобы обеспечить равномерный прогрев;
когда детали разогрелись до температуры плавления припоя, подносим его к зазору и касаемся в нескольких местах так, чтобы он полностью заполнил пространство между деталями.
Если все действия выполнены правильно, припой после остывания должен образовать прочное герметичное соединение. Снаружи оно выглядит как шов, отличающийся цветом.
Соединение низкотемпературной пайкой должно остыть в естественных условиях. Во время остывания детали лучше не сдвигать, но можно аккуратно удалить еще не остывшие излишки припоя мокрой тряпкой
Умение пользоваться горелкой, вовремя подносить и отводить ее, очень важно. Как только разогретый припой начнет втягиваться внутрь зазора, ее лучше убрать, чтобы не перегреть детали.
Если чувствуете, что припой перестал плавиться и требуется повысить температуру, снова поднесите горелку. Проверять прочность и герметичность соединения можно только после полного остывания деталей.
Шаг #6 — обработка швов
Опытные мастера обычно в совершенстве владеют техникой и осуществляют его буквально в течение одной минуты. При этом они касаются припоем всего в одном месте, после чего он растекается по зоне соединения и не выступает из-под верхней детали.
Но на практике, особенно у новичков, чаще припой остается, образуя рубцы изнутри и снаружи. Внутренние в дальнейшем могут спровоцировать отложения, а внешние выглядят не эстетично, поэтому их необходимо удалить.
Очистку можно производить наждачной бумагой, металлической щеткой или ершиком – теми же предметами, что использовались для подготовки под пайку.
Если убрать застывший припой, поверхность деталей и зона шва будут гладкими. Узнать место пайки можно лишь по цвету, так как припой обычно отличается серебристым оттенком
После финишных штрихов – зачистки зоны пайки – работа считается законченной. Можно приступать к следующему соединению.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Галерея изображений
Фото из
Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску
Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом
На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт
Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее
При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил
Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится
Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой
После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить
Перчатки и очки – соблюдение техники безопасности
Специальный инструмент для качественной пайки
Электроинструмент для увеличения скорости
Тряпки и ветошь для обтирки
Тиски в качестве держателя трубы
Газовая горелка с регулировкой
Припой для низкотемпературной пайки
Прочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.
Видео #3. Особенности высокотемпературной пайки трубок для кондиционеров:
Технология пайки доступна всем желающим, так как не требует сложных умений или багажа специальных знаний. Достичь мастерства можно за несколько практических занятий, а материалы и инструмент приобрести в ближайшем строймаркете.
Но при сборке систем отопления или водоснабжения рекомендуем новичкам все же заручиться помощью более опытных монтажников, так как ошибки пайки могут обернуться аварией и дополнительными расходами.
Пишите, пожалуйста, комментарии, задавайте вопросы, размещайте фото по теме статьи в расположенном ниже блоке. Расскажите о том, как паяли медные трубки собственными руками. Не исключено, что описанные вами технологические тонкости пригодятся посетителям сайта.
Медная труба для пайки (DIY) | Семейный мастер на все руки
Обновлено: 25 ноября 2019 г.
Советы и приемы, которые необходимо знать
Следующий проект›
Семейный мастер на все руки
Есть правильный способ паять медную трубу — и неправильный. Узнайте разницу, чтобы ваш следующий проект по сантехнике в ванной или кухне был успешным и безотказным.
Авторы журнала «Сделай сам» из журнала «Семейный мастер на все руки»
Не допускайте расплавления близлежащих паяных соединений, обернув их влажной тряпкой
Влажная тряпка для защиты суставов
Намочите и отожмите полоску ткани шириной 2 дюйма и оберните ее вокруг арматуры, которую вы хотите защитить. Влажная тряпка поглощает тепло и предотвращает расплавление припоя в существующем соединении.
Используйте газ MAPP для ускорения работы
Наконечник горелки
Бессвинцовый припой плавится при более высокой температуре, чем припой на основе свинца, запрещенный в настоящее время. Газовые горелки MAPP горят сильнее, чем пропановые, что делает их лучшим выбором для современной пайки. От пяти до 10 секунд нагрева газовой горелкой MAPP — это все, что требуется, прежде чем вы сможете подавать припой в большинство отверстий диаметром от 1/2 до 3/4 дюйма. трубы и фитинги. Однако будьте осторожны. Легче перегреть соединение с газом MAPP. Если флюс почернел, а припой не затекает в фитинг, соединение перегрето.
Используйте пламегаситель
Избегайте возгорания
Не выполняйте пайку рядом с деревом или другим легковоспламеняющимся материалом, не защитив его от пламени.
Пламегаситель
Эти небольшие огнезащитные одеяла можно приобрести в хозяйственных магазинах и магазинах товаров для дома. Вы вешаете один за стыком, над которым работаете, чтобы изолировать горючий материал и помочь предотвратить пожар. В крайнем случае вместо него можно использовать кусок листового металла. Смачивание области вокруг места пайки пульверизатором с водой также помогает предотвратить возгорание. В качестве меры предосторожности держите под рукой огнетушитель.
Купить новые фитинги
Старые фитинги
Не использовать повторно старые фитинги. Вместо этого утилизируйте их. Разборка и чистка старой фурнитуры отнимает много времени и сил. И есть большая вероятность, что они протекут. Лучше купите новую фурнитуру. Вы получите лучшие результаты за меньшее время.
Используйте необходимое количество припоя
Избегайте избытка припоя
Не добавляйте слишком много припоя в соединение. Заманчиво расплавить несколько дюймов припоя в месте соединения в качестве дополнительной страховки от утечки. Но излишки припоя могут скапливаться внутри труб, ограничивая поток воды, и могут образовывать маленькие шарики, которые отрываются и повреждают клапаны кранов. Используйте около 1/2 дюйма припоя на 1/2 дюйма. трубы и 3/4 дюйма для 3/4 дюйма. трубка. Вот подсказка. Согните конец припоя под прямым углом, оставив несколько дюймов ниже изгиба. Изгиб облегчает определение того, сколько припоя вы использовали.
Следите за тем, чтобы резьба не припаивалась
Не допускайте попадания припоя на резьбовые соединения
Капли припоя могут забить резьбу, что затруднит хорошее уплотнение при завинчивании соответствующей детали.
Выполните следующие действия, чтобы избежать проблемы.
Если резьбовой фитинг расположен так, что припой стекает на резьбу, вместо этого припаяйте трубу и фитинг на верстаке, чтобы фитинг был направлен вверх. Если вам нужно припаять фитинг с резьбой, где припой будет стекать на резьбу, обязательно удалите лишний флюс вокруг соединения после того, как вы соберете трубу и фитинг. Лишний флюс может стекать на резьбу, заставляя припой следовать за ним.
Использовать флюс для лужения
Флюс
Флюс для лужения работает так же, как и стандартный флюс, но содержит немного порошка серебряного припоя, который плавится при нагревании. Образовавшийся тонкий слой припоя помогает обеспечить герметичность соединения. Флюс для лужения доступен в большинстве хозяйственных магазинов и домашних центров и стоит лишь немногим больше, чем стандартный флюс.
Держите трубы сухими при пайке
Остановите воду заглушкой
Не пытайтесь спаивать трубы с водой. Когда вы ремонтируете или подсоединяете существующие медные трубы, обычно в них обнаруживается небольшое количество воды даже после того, как вы закрыли вентиль и слили трубы. Паять соединения в трубах, содержащих даже небольшое количество воды, практически невозможно. Большая часть тепла от горелки уходит на превращение воды в пар, поэтому медь не нагревается настолько, чтобы расплавить припой. Остановите струйку воды заглушкой. Вставьте заглушку в трубу с помощью прилагаемой трубки-аппликатора. Когда вы закончите пайку, растворите вилку, держа горелку под местом, где находится вилка. Заглушки на 1/2 дюйма. или 3/4 дюйма. трубы продаются в домашних центрах и хозяйственных магазинах.
Старый трюк заключался в том, чтобы засунуть в трубу комок мягкого белого хлеба, чтобы временно остановить струйку воды. Это работает, но вы рискуете засорить аэраторы и клапаны частично растворившимся хлебом.
Сборка труб по частям
Предварительная сборка перед пайкой
Вырезать, оплавить и собрать часть труб и спаять их все сразу. Паять по одному стыку за раз неэффективно. При необходимости используйте хомуты для крепления труб. Будьте осторожны, очистите и оплавьте конец каждой трубы и внутреннюю часть фитингов перед их сборкой. Затем, непосредственно перед тем, как начать пайку, плотно вставьте трубы в фитинги, чтобы убедиться, что они полностью сидят. Начните паять с одного конца сборки и методично двигайтесь от одного стыка к другому.
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для этого проекта «Сделай сам» перед началом работы — вы сэкономите время и нервы.
Ветошь
Паяльная горелка
Труборез
Вам также понадобится флюсовая щетка, наждачная бумага и проволочные щетки для очистки труб, а также пламегаситель.
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, подготовив все материалы заранее. Вот список.
Медная труба и фитинги
СЛАБЕРИТЕЛЬНЫЙ СПОРТ
MAPP GAS
Проводки
Струп.
ⓘ
Как паять медные трубы (Важные советы!!)
Сжечь свой дом дотла…
Это первое, что приходит на ум, когда вы думаете о пайке медных труб?
Может, я один так думаю, лол.
В первый раз мне пришлось паять трубу в пролете балки на нашей кухне.
Наша труба дала точечную течь и медленно превращала потолок в кашу.
Пайка на удивление проста, как только вы изучите все основы.
Прочитав или посмотрев сегодняшнее руководство, держу пари, вы сможете паять медь за 1 час или меньше.
Эти инструменты и расходные материалы значительно облегчают пайку
Обучение пайке медных труб начинается с резки и подготовки.
Итак, приступим ;D
Резка и подготовка медных труб (это интереснее, чем конструктор «Лего»)
Для резки медных труб используется множество различных инструментов.
Два моих любимых инструмента — труборез AutoCut и Ridgid № 15.
Инструменты AutoCut зажимаются на трубе, и их просто поворачивают в соответствии со стрелкой.
У них нет развертки для удаления заусенцев. Так что вам придется делать это с помощью отдельного инструмента для развертывания.
Ridgid № 15 (который я отдал в другом уроке) режет медную трубу и имеет развертку.
Отлично подходит для труб на открытом пространстве, а инструмент AutoCut отлично подходит для труб в труднодоступных местах.
Всегда рассверливайте внутреннюю часть медной трубы, а затем очищайте ее проволочной щеткой или наждачной бумагой.
Продуйте трубу, чтобы убедиться, что все медные наконечники удалены.
Никогда не кладите свежеочищенную трубу.
Грязь на трубе будет мешать припою.
Нанесите тонкий слой флюса на наружную поверхность медной трубы.
Я говорю тонкий, потому что вы не хотите, чтобы избыточный флюс попадал внутрь трубы, это может привести к точечной коррозии и, в конечном итоге, к точечным утечкам.
Проволочной щеткой очистите внутреннюю часть любого фитинга и продуйте его.
Снова нанесите тонкий слой флюса на внутреннюю часть фитинга.
Соберите трубы и фитинги.
Убедитесь, что трубы максимально плотно прилегают к фитингам.
Теперь вы готовы начать пайку.
У-у-у, да начнется веселье!!
Медная труба для пайки (играть с огнем всегда весело!)
При пайке необходимы огнетушители.
Как бы я ни любил играть с огнем, я все равно не хочу спалить свой дом.
Огнезащитные экраны помогут предотвратить возгорание гипсокартона или стоек, но они могут тлеть.
Если вы видите дым, исходящий из вашего конезавода, обрызгайте его водой, чтобы предотвратить возгорание.
Безопасность превыше всего!
Пропановые горелки доступны по цене и подходят для любых работ по пайке своими руками.
Синий конус — самая горячая часть пламени.
Установите конус на 1-2 дюйма трубы позади фитинга. Нагревайте этот участок трубы около 10 секунд.
Затем расположите пламя сразу за чашкой фитинга.
Перемещайте пламя вперед и назад, чтобы нагреть всю площадь фитинга.
При этом постоянно смазывайте переход фитинг/труба припоем.
Сжечь флюс очень легко. D
Нанесение припоя гарантирует использование минимального количества тепла, необходимого для пайки труб.
Не волнуйтесь, я покажу вам, как это сделать, в моем видео.
Мне очень хотелось, чтобы видео было наполнено крутыми советами, поэтому оно немного длинное.
Примерно через 1 час вы научитесь паять 😀
Что дальше
Мой главный совет — практиковаться, практиковаться и еще раз практиковаться.
Специальность Токарь на станках с числовым программным управлением, подготовка квалифицированных рабочих, код направления 15.01.33 — Учёба.ру
Специальность Токарь на станках с числовым программным управлением, подготовка квалифицированных рабочих, код направления 15.01.33 — Учёба.ру
Подготовка квалифицированных рабочих, код направления 15.01.33
В рамках специальности изучают ЧПУ – компьютеризованную систему управления, управляющую приводами технологического оборудования, включая станочную оснастку (режимы, программирование, макропрограммирование, CAM-системы и др.).
Обучение: от 10 месяцев
Колледжей
По этой специальности
В среднем по другим
Проходной балл
На эту специальность
3.3-3.87
В среднем на другие
3.4-4.16
Бюджетных мест
На эту специальность
В среднем на другие
Колледжи по специальности
Политехнический техникум № 47 имени В.Г. Федорова
1
программа
25
бюджетных мест
от 3. 87
проходной балл
В настоящее время техникум реализует двухступенчатую модель образования – начальное профессиональное и среднее профессиональное. После окончания техникума обучающимся выдаются дипломы государственного образца о присвоении квалификации по профессии и получении среднего (полного) общего образования, а так же дипломы государственного образца о среднем профессиональном образовании.
Красноярский многопрофильный техникум им. В.П. Астафьева
1
программа
25
бюджетных мест
от 3.6
проходной балл
Целью деятельности является обеспечение подготовки, переподготовки и повышения квалификации кадров с учетом актуальных и перспективных потребностей рынка труда, обусловленных задачами технологической модернизации и инновационного развития экономики Российской Федерации и Красноярского края как ее субъекта.
На базе колледжа открыты: БПОО, РУМЦ, региональный центр развития движения «Абилимпикс». Колледж победитель по направлениям Национального проекта «Образование»: Создание цифровой образовательной среды; Обеспечение соответствия МТБ современным требованиям (федеральный проект «Молодые профессионалы», 5 мастерских «Информационно- коммуникационные технологии», 4 мастерских «Социальная сфера»; Создание ЦОПП.
Губернаторский авиастроительный колледж г. Комсомольска-на-Амуре (Межрегиональный центр компетенций)
1
программа
бюджетных мест
Новое образовательное учреждение с легендарной историей в несколько десятилетий. Колледж стал правопреемником двух образовательных учреждений — авиастроительного лицея и авиационно-технического техникума.
Поволжский государственный колледж
1
программа
25
бюджетных мест
Поволжский государственный колледж осуществляет подготовку специалистов по различным специальностям для всех отраслей народного хозяйства. На сегодняшний день в колледже на различных формах обучения осваивают образовательные программы более 2 тысяч студентов. Колледж оказывает заметное влияние на формирование интеллектуального, профессионального, духовно-нравственного и культурного уровня Самарской области и России.
Похожие специальности
Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей
подготовка специалистов
127
колледжей
3-4.4
проходной балл
5630
бюджетных мест
Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям)
подготовка специалистов
193
колледжа
3.05-4.35
проходной балл
4526
бюджетных мест
Технология машиностроения
подготовка специалистов
187
колледжей
3.25-4.31
проходной балл
5638
бюджетных мест
Работа токарь чпу в Польше, вакансии на Флагме
IBS Baltyka Ruslan Yatsenko, Sp. z o.o. | Варшава
полная занятость
— Рабочий график: 2 смены по 12 часов (есть ночные смены) Оплата труда: Первый месяц обучения 17 злотых/час нетто. После обучения 18 злотых/час нетто, со своим жильем 19 злотых/час нетто. Обязанности: Нарезка и гибка арматуры на ЧПУ станках старого поколения, станки автоматические, программа забивается 2-3 раза в день, больше физическая работа, чем с компьютером. — Жилье: Предоставляется работодателем. Работников размещают в квартиры и дома с комфортными условиями проживания по 2-4 человека в комнате, возможно поселение пар в отдельные комнаты (информацию уточняйте). Жилье находится максимально близко к месту работы для вашего удобства. — Дополнительные услуги для новых работников: По приезду в Польшу встречаем и поселяем. Довозим к месту прохождения медосмотра. Бесплатно предоставляем рабочую форму (при условии отработанных 3 месяцев) Сопровождение к месту работы в первый рабочий день. Трудоустройство официальное со всеми социальными гарантиями, отчисления медицинской страховки, социальной страховки – за счет работодателя. Предоставляем все необходимые документы для легального пребывания в Польше. НАШИ КОНТАКТЫ: +48 791 818 551 — Владимир (Viber) +48 577 333 912 — Елена (Viber) +48 577 333 827 — Роман (Viber)
Сохранить
2 дня назад
Bez Problem, Sp. z o.o. | Варшава
в Бельско-Бяле, полная занятость
Изготовление запчастей для автомобилей Мы — компания BezProblem Job Ищем токарей, операторов токарных станков и разнорабочих на обработку метала на токарних станках. Можно без опыта, всему обучают Город: Bielsko-Biała (50 км от Катовиц) Работа по 12 часов, в две смены: 06:00-18:00, 18:00-06:00 Есть возможность получения премии за хорошую работу без пропусков. Работа с понедельника по пятницу с возможностью брать рабочие дни в субботу и воскресенье. Жилье предоставляется, 4 человека в комнате. Еженедельные выплаты авансов в размере 300 злотых. Рабочая одежда выдаётся. Выход на работу сразу! Официальное трудоустройство.
Сохранить
3 часа назад
Orford, Sp. z o.o. | Вроцлав
в Дзержонюве, полная занятость
Сварщик TIG Город — Dzierżoniów 60 км от Вроцлава Обязанности: Монтаж и сварка тонкостенных трубных агрегатов из высоколегированных (нержавеющих) сталей и никелевых сплавов, составляющих в основном компоненты авиационных двигателей. График работы: по 8 часов в 3 смены+ можно брать надчасы — в месяц 200-280 часов. СТАВКА сварщик TIG: от 26-38 зл. нетто Проживание предоставляем, есть все необходимое. Стоимость 300 зл. в месяц. Работа только официальная Документы для карты побыту Есть вопросы? Так же есть другие вакансии по сварке Mig Mag, электрод, ОПЕРАТОРЫ ЧПУ, МОНТЕРЫ и другое! Звоните или пишите +48603315276 Viber Telegram WhatsApp
Сохранить
1 день назад
USPI, Sp. z o.o. | Быдгощ
полная занятость, опыт работы от 1 года
Вакансия от прямого работодателя! USPI WORK — уже шестой год на рынке трудоустройства в Польше! Мы ждем именно вашего звонка! Работа от сейчас! На фабрику польского производителя мягкой мебели требуется Оператор станков ЧПУ (резка пенополиуретана). Виды и названия станков уточняйте по телефону у наших менеджеров. *есть возможность обучения с нуля для кандидатов без подходящего опыта, которые владеют разговорным польским языком (детали уточняйте также у наших менеджеров по телефону) Требования к кандидатам: — опыт работы в данной отрасли — опыт работы наладчиком различного швейного оборудования — понимание технических чертежей — желательно знание польского языка (достаточно на начально-коммуникативном уровне) Обязанности: — эксплуатация станков ЧПУ для резки пенополиуретана (горизонтальный карандаш, вертикальный автомат и режущий станок) — настройка процесса резки и планирование расположения элементов с использованием чертежей, подготовленных технологом в панели управления — резка деталей из пенополиуретана в соответствии с технической документацией и планом производства — соблюдение техники безопасности на рабочем месте Мы предлагаем: — заработная плата от 18 до 20 зл/час (ставка обсуждается непосредственно на собеседовании) — зарплату выдаем без задержек каждый месяц — 8-10 рабочих часов в день — 5-6 дней в неделю — жилье от работодателя бесплатно — комфортные условия проживания по 3 человека в комнате — оформление карты побыта (полное сопровождение дела) для работающих сотрудников бесплатно — есть возможность получения аванса — только официальное трудоустройство (заключаем трудовой договор умова злецения) — предоставляем полный соц. пакет, в который входит медицинское страхование (возможность бесплатно обращаться к врачам на территории Польши), пенсионные и социальные взносы для каждого сотрудника осуществляются в ZUS в обязательном порядке раз в месяц. Контакты (звонки, viber, what’s app, telegram)
Сохранить
2 дня назад
Dankor, Sp. z o.o. | Быдгощ
полная занятость
Требуются фрезеровчики ЧПУ и Токаря ЧПУ в городе Быдгощ, знание стоек Heindenhain или G-кодов знание языка на уровне понимания, умение читать чертежи ставка 22 до 26 Злотых в час фрезеровщик ЧПУ ставка 22 дл 26 злотых час токарь ЧПУ Рабочая смена…
Сохранить
20 часов назад
Agencja Pracy Tymczasowej Worksol, JDG | Кемпно
в Хожуве, полная занятость, опыт работы от 1 года
Оператор CNCOperator wypalarki plazmowej / laserowej / płomieniowejcentra obróbcze CNC:Ibarmia ZV 36/ 45/ 58 oprogramowanie Heidenhain — nie jest konieczne doświadczenie na tym oprogramowaniuWypalarki:Laserowych -firmy LVDPlazmowych – firm. ..
Сохранить
23 часа назад
Work Department, Sp. z o.o. | Белосток
полная занятость
Токарь/фрезеровщик мануальный и ЧПУ Вакансия бесплатная Место работы: Белосток и окраины Белостока Оплата: От 3500 злотых до 7500 злотых нетто в месяц Условия: Работа заключается в использовании мануальных токарных, фрезерных и ЧПУ станков и…
Сохранить
1 день назад
Find Work, Sp. z o.o. | Вроцлав
в Катовице, полная занятость, без опыта работы
Токари, фрезеровщики, опертаоры ЧПУПроизводство шестерней для горнодобывающей промышленности Pszczyna 35 км от КАТОВИЦЕ или 25 км от Бельско Бяла СТАВКА оператора ЧПУ — 21-23 зл. нетто, мануального станка — 19-21 зл. неттоГрафик работы: по 8…
Сохранить
2 дня назад
PROEXWORK, Sp. z o.o. | Белосток
полная занятость, без опыта работы
Токарь ЧПУ на производство сельскохозяйственной техники !!Смотрите видео ниже!! Описание работы— Основные обязанности: работа на токарном станке с ЧПУ управлением, обработка деталей, контроль качества, чтение чертежей. — Смотрите видеообзор с…
Сохранить
2 дня назад
PROEXWORK, Sp. z o.o. | Белосток
полная занятость, опыт работы от 1 года
Токарь ЧПУ на производство сельскохозяйственной техники !!Смотрите видео ниже!! Описание работы— Основные обязанности: работа на токарном станке с ЧПУ управлением, обработка деталей, контроль качества, чтение чертежей.— Смотрите видеообзор с…
Сохранить
2 дня назад
Разместите резюме
Работодатели смогут найти вас и предложить достойную работу.
Михайлов А., ФЛП | Ровно, UA
в Гливице, полная занятость, опыт работы от 1 года
Токарь-фрезеровщик с обслуживанием машин ЧПУ либо на ручных машинах(мужчины до 55 лет) Город Gliwice (20 км от Katowice)Приезд на оформление в КатовицеОбязанности:• умение работать с металлом; • для токаря — работа на токарном станке; •знание…
Сохранить
2 дня назад
CREWIO, Sp. z o.o. | Вроцлав
в Катовице, полная занятость
Токарь-фрезеровщик с обслуживанием машин ЧПУ либо на ручных машинах Город Gliwice (20 км от Katowice)Приезд на оформление в КатовицеОбязанности:• умение работать с металлом; • для токаря — работа на токарном станке; •знание рисунка •правильные. ..
Сохранить
2 дня назад
PDU Service, Sp. z o.o. | Варшава
полная занятость
Варшава (р-н метро Млочины)мануальные токари, операторы чпу, фрезеры шлифовщикТребования: мужчины до 55 лет, опыт работы обязателен, знание польского языка на мин коммуникативном, актуальность док-в от 2х месяцевЧто необходимо делать:…
Сохранить
2 дня назад
FIND WORK SP. Z O.O., Sp. z o.o. | Вроцлав
в Свебодзице, полная занятость, опыт работы от 1 года, среднее-специальное
Токарь ЧПУ на производство сельскохозяйственной техникиОписание работы— Основные обязанности: работа на токарном станке с ЧПУ управлением, обработка деталей, контроль качества, чтение чертежей. — Смотрите видеообзор с производстваЗарплата— 19,40…
Сохранить
5 дней назад
Praca Pl, ООО | Киев, UA
в Гливице, полная занятость
Токарь-фрезеровщик с обслуживанием машин ЧПУ либо на ручных машинах(мужчины до 55 лет) Город Gliwice (20 км от Katowice)Приезд на оформление в Катовице Обязанности:• умение работать с металлом; • для токаря — работа на токарном станке; •знание…
Сохранить
6 дней назад
PDU Service, Sp. z o.o. | Варшава
полная занятость
Варшава (р-н метро Млочины) мануальные токари, операторы чпу, фрезеры, шлифовщикТребования: мужчины до 55 лет, опыт работы обязателен, знание польского языка на мин коммуникативном, актуальность док-в от 2х месяцев Что необходимо делать:…
Сохранить
11 дней назад
Шевченко Анастасія, ФЛП | Харьков, UA
в Гливице, полная занятость, без опыта работы
Токарь-фрезеровщик с обслуживанием машин ЧПУ либо на ручных машинах(мужчины до 55 лет) Город Gliwice (20 км от Katowice)Приезд на оформление в КатовицеОбязанности:• умение работать с металлом; • для токаря — работа на токарном станке; •знание. ..
Сохранить
11 дней назад
Vertex sp. z o.o., Sp. z o.o. | Вроцлав
в Хойнуве, полная занятость, опыт работы от 1 года
На предприятие которе специализируется на обработке металла, необходим токарь с опытом работы от 1 года и навыками чтения чертежа. Работа в 3 смены по 8 часов с возможностью надчасов. Ставка зависит от опыта и уровня квалификации. От работника…
Сохранить
23 дня назад
Судаков А.А., ФЛП | Запорожье, UA
в Цехануве, полная занятость, опыт работы от 2 лет
Вакансия «токарь»требуется 3 человекаВозраст 22-50 летГород г. ЦеханувУсловия труда: Umowa o pracęПроживание: 150 зл/месПитание: За свой счетГрафик работы: от 8 ч в день, дневные смены, работа в субботы 8 часов, воскресенье выходной по…
Сохранить
25 дней назад
Work Svetlana, ООО | Запорожье, UA
в Щецине, полная занятость
р-2**Токарь/наладчик станков с ЧПУ Город приезда: Słupsk, Слупск Место работы: Обязанности:- настройка станка, выбор инструментов — на основе чертежей и технологическая документация- оснащение станка инструментами- выбор параметров резания /. ..
Сохранить
30 дней назад
WORKLUX SP ZОO, ФЛП | Запорожье, UA
в Катовице, полная занятость, опыт работы от 1 года
Бесплатные вакансии — предоставляем пакет документов для успешного пересечения границы Компании требуется Фрезеровщик ЧПУ с обучением Зарплата: 18 и выше злотых в час на руки, с дальнейшим повышением, но все индивидуально, в зависимости от…
Сохранить
28 сентября 2022
Судаков А.А., ФЛП | Запорожье, UA
в Цехануве, полная занятость
Требования : Возраст 25-50 летВиза или биометрия от 3х месяцев актуальных. Опыт на подобных работах. Город г. ЦеханувТолько официальное трудоустройство. Жильё предоставляется бесплатно, коммунальные услуги 250 зл/мес. В пешей доступности. График…
Сохранить
21 сентября 2022
WeWorke, Учреждение | Минск, BY
в Быдгоще, полная занятость
Быдгощ токарь и фрезеровщик мануальный, не ЧПУ. Ставка — 26 злотых/час. Работать 10 часов в день + 8 часов в субботу. Требования: читать чертежи, опыт работы. Жильё — 350 злотых в месяц. Завод современный, чистый
Сохранить
2 сентября 2022
Токарно-токарный станок с ЧПУ | Omni CNC
OMNI12S cnc router
Станок с 12 шпинделями и поворотными устройствами, предназначен для работы в 3D, работает в диапазоне 360°, идеально подходит для обработки профильных статуй, мебели, столбов, диванов, Будды, кронштейн, модильон, ремесла и т. д. Он мог обрабатывать 12 заготовок одновременно, его 24-часовая рабочая нагрузка могла равняться 36 трудам.
Токарный станок с ЧПУ OMNI1500A
CNC Turner/Lathe OMNI1500A
OMNI1500B CNC Turner/Tarte.
Подробная информация о OMNI1500B
Предыдущий SARNEXT
12345678
CNC Turner/ Токарный станок для лестниц и статус
, предназначенные в основном для Staircess Statue, профиль, мебель и кабины, ноги. ножки стула, стойки newel, ножка дивана, профиль Будды, карниз, modillion, бейсбольная бита, ремесла и т. д.
Применение
Лестница
Бейсбольная бита
Buddha Head
Newel Posts
Кухонные островные ножки
длина колонны, в результате чего получается стабильная прочная балка. Этот высокий уровень инженерии и мастерства обеспечивает гладкую и точную резку.
Несколько шпинделей с жидкостным охлаждением Несколько шпинделей с жидкостным охлаждением для пакетной обработки твердой древесины, МДФ, акрила, пластика и т. д.
Фрезерный станок с ЧПУ Rotary Device 12S может обрабатывать различные колонны и нестандартные изделия различного диаметра. Он подходит для крупносерийного производства, а производительность одной машины эквивалентна производительности 36 рабочих в день.
Двигатели и приводы цифровые бесколлекторные сервоприводы переменного тока на всех осях.
ПАРАМЕТРЫ
Модель
Фрезерный станок с ЧПУ 12S
Перемещение по осям X, Y
1200 мм*210 мм -12 шпинделей
Макс. Нагрузка на рабочую скамейку
1200 кг
Spindle Power
2,2KW
SPEED
8000-24000RPM
позиции.
Макс. Быстрая скорость передвижения
20 м/мин
Макс. Рабочая скорость
15 м/мин
Рабочий режим
Серво
Размер машины
3360*2000*2200
Working Voltage
AC386. 220 В/60 Гц, 3 фазы; AC440V/50HZ, 3PH
Gross Weight
2200KG
Collet
ER16
Model
1500A CNC Turner/Lathe
Max working dimensins
20-300mm
Machine tools
Single or Double machine tools
Max.length
100mm-1500mm
Spindle Max.Speed
700-2800R/мин
Давление воздуха
0,6-0,8MPA
Общая мощность
5.5KW
900
AX.5.5KW
900
AXAPE
900
AX.0087
4 Nm
Motor Torque of Z axis
4 Nm
Motor Torque of Y axis
17 Nm
Voltage
OMNI1500A with single tool 220V single phase OMNI1500A with double tool 380V 3 фазы, 220В 3 фазы.
220V, однофазная, 50 Гц (110 В является опциозно благополучно, и мы без проблем ввели его в эксплуатацию, и мы уже нарезали несколько продуктов качающимся ножом. Несмотря на то, что он не был в ящике, при транспортировке не было никаких повреждений — оказалось, что платформа была длиннее ширины контейнера, поэтому ее пришлось снять для транспортировки. Вся проводка для двигателей имела разъемы, которые легко монтировались, и мы не обнаружили ослабленных проводов или других подобных проблем.
Машина очень надежная и хорошо сконструирована, с хорошими компонентами, поэтому я уверен, что она прослужит долгие годы. Имейте в виду, однако, что портал очень тяжелый, и нам понадобился вилочный погрузчик, чтобы установить его на место. Мы выбрали контроллер Syntec 11MB, и я очень впечатлен им и легкостью, с которой вы можете изменять макросы и т. д., чтобы настроить машину в соответствии со своими потребностями — намного проще, чем Fanuc.
Вакуумный насос Becker кажется очень хорошим, но мы можем купить второй, так как наш стол довольно велик для одного насоса.
В целом, наша покупка прошла очень хорошо, и вы не смогли бы купить подобную машину в Европе за те же деньги».
Вы также можете быть заинтересованы в следующих продуктах
CNC Turner/ Токарный станок
Токарный / токарный станок с ЧПУ предназначен в основном для лестничных материалов, профильных статуй, ножек мебели и шкафов, ножек кухонного острова, стоек, ножек дивана, профиля Будды, выступа, модиллона, бейсбольной биты, ремесел и т. д.
Фрезерный станок с 4-й осью вращения с ЧПУ
Подходит для гравировки колонн, резки и резки плоских материалов. Эта функция может быть использована в производстве деталей лестниц, таких как точеные и коробчатые стойки, выступы, поручни, косяки стула и т. д.
Фрезерно-фрезерный станок с ЧПУ 4-й оси вращения Фрезерно-фрезерный станок с ЧПУ
Деревообработка на токарном станке с ЧПУ
Ручная токарная обработка является одной из самых сложных для освоения технологий деревообработки. Обычно используемый для ножек столов и стульев, этот метод позволяет столяру создавать узоры по всему изделию.
Здесь, в Laguna Tools, мы упростили этот процесс с помощью нашего компьютеризированного токарного станка по дереву, известного как CNC Turner.
В этой статье вы узнаете все, что нужно знать об этом станке, в том числе о том, как использовать его в собственной деревообрабатывающей мастерской.
При работе с тяжелыми инструментами важно помнить о связанных с этим опасностях. Администрация по охране труда и здоровья (OSHA) на веб-сайте Machine Shop Safety приводит список того, что можно и чего нельзя делать, чтобы в первую очередь обеспечить безопасность.
Схемы для резьбы
Сначала закрепите деревянный брусок, плотно повернув заднюю бабку. Затем вы будете использовать USB-ключ для загрузки программы с файлом 3D-дизайна в систему машины.
Токарный станок с ЧПУ использует 1/8-дюймовую фрезу со сферической головкой для вырезания сложных узоров на деревянных деталях. При ширине пропила 1-1/2 дюйма вы можете легко сделать необходимые пропилы за один проход.
Когда фреза проходит по деревянному бруску, она плавно вырезает любой рисунок, который вы запрограммировали на станке. Одним махом фреза максимально упрощает процесс токарной обработки.
Как только фреза достигает конца деревянного блока, он автоматически поворачивает блок и снова направляет фрезу обратно на заготовку, чтобы продолжить резку.
Возможности токаря с ЧПУ
Что необходимо большинству столяров для эффективной работы деревообрабатывающего цеха? Им нужны машины, способные выполнять различные функции. Это все еще относится к токарному станку с ЧПУ.
Вот несколько примеров типов токарных станков, которые нужны многим столярам:
• Простые токарные станки — идеально подходят для деревообрабатывающих работ, требующих многократного повторения одной и той же конструкции, например столов и стульев.
• Рифленые колонны. Эти сложные элементы обычно имеют рифленые колонны в центре с переходными элементами на концах.
• Шестигранные ножки — обычные токарные станки по дереву не могут производить шестигранные ножки, но токарный станок с ЧПУ может легко создать эту шестигранную форму.
• Перила стула. Эти детали спинки можно легко изготовить на токарном станке с ЧПУ, но не на традиционном токарном станке по дереву.
• Вертикальная отделка — декоративный рисунок, который можно нанести на угловую стойку на токарном станке с ЧПУ. Другие сложные 3D-дизайны также могут быть вырезаны на столбах с помощью этого станка.
• Шариковые лапы и лапы с когтями — эта конструкция является еще одним примером того, что может делать токарный станок с ЧПУ, что не обязательно считается токарной обработкой.
• Конусная спираль. Эта резьба с очень сложной конструкцией показывает, насколько велика свобода творчества столяра при использовании токарного станка с ЧПУ.
Независимо от того, какой дизайн вы задумали, токарный станок с ЧПУ упрощает его реализацию. Вы можете создать что угодно, от простых современных стилей до замысловатых предметов с уникальными изюминками.
Как вырезать токарные изделия из дерева на токарном станке с ЧПУ
С помощью программного обеспечения, такого как Rhino 3D, вы можете сгенерировать G-код для своего нового дизайна. По мере разработки дизайна вы заметите, что каждая функция в дизайне отмечена линиями.
С помощью программного обеспечения вам также потребуется создать осевую линию для машины, чтобы правильно измерить кусок дерева и профиль конструкции.
Поверните профиль вокруг центральной линии, после чего вы сможете просмотреть свой новый дизайн в 3D, чтобы понять, нравится ли он вам.
Вы также можете добавить траекторию инструмента, чтобы смоделировать, как будет проходить процесс, когда вы перенесете дизайн на станок с ЧПУ. Затем возьмите USB-ключ и загрузите 3D-файл в систему машины. Теперь вы готовы к вращению.
Сколько времени занимает токарная обработка?
Квалифицированный столяр, понимающий, как работает программа, может изготовить токарную конструкцию примерно за пять минут. Тем не менее, токарный станок с ЧПУ может занять в среднем от 30 минут до двух часов, в зависимости от детали, которую вы вырезаете.
Преимущество токарного станка с ЧПУ заключается в том, что вам не нужно тратить два часа на резку куска дерева на обычном токарном станке по дереву. Вам просто нужно потратить пять минут, чтобы создать дизайн.
Как только вы скажете машине, что делать, она автоматически произведет готовое изделие. Он будет работать над новым произведением, пока вы заняты другими делами на протяжении всей мастерской.
Токарные станки с ЧПУ
Здесь, в Laguna Tools, мы предлагаем широкий выбор деревообрабатывающих станков, чтобы сделать вашу мастерскую максимально эффективной. Наша серия токарных станков с ЧПУ по дереву Turner в настоящее время состоит из двух станков, известных как CNC Turner и Bat Master CNC Turner.
Оригинальный токарный станок с ЧПУ эффективен и экономичен. Запустив 220-вольтовый двигатель со шпинделем с жидкостным охлаждением мощностью 3 лошадиные силы, вы можете запускать длинные программы без перегрева станка. Точно так же в токарном станке с ЧПУ Bat Master также используется двигатель на 220 вольт, но со шпинделем мощностью 3,6 л.с.
Если вы хотите узнать больше о наших станках с ЧПУ или запросить расценки, свяжитесь с нашими экспертами сегодня.
Обучение с Laguna Tools
Поскольку мы в Laguna Tools увлечены деревообработкой, нам нравится делиться своим опытом с другими увлеченными деревообработкой.
Даже если вы новичок, мы рекомендуем вам просмотреть нашу видеотеку. В нем вы найдете множество обучающих видеороликов о наших продуктах.
Вы можете узнать, как вырезать определенные рисунки, самостоятельно настраивать машины, правильно обслуживать и многому другому.
Интернет магазин Radio-fan теле-радио товары.Антенны,тюнера и многое другое.Услуга онлайн ремонт.
Паяльная ванна (тигель) WT-310 300 Вт 200-450 С d 100 мм 2,2 кг
Недоступен
1 053 грн
Смотреть
РАДИО SHOP
Камерная печь разогрева тигля для плавки стекла
Недоступен
Цену уточняйте
Смотреть
REALISTIC a. s.
Тигель для плавки металлов форнакс
Недоступен
128 грн
Смотреть
«Стомат Плюс»
Тигли графитовые для муфельных и индукционных печей
Недоступен
от 180 грн
Смотреть
ООО «Графит — Маркет»
Использование тиглей
Плавка металлов в тиглях имеет давнюю историю. Все началось в Древнем Египте и продолжается в наши дни. Плавка металлов в тиглях особенно популярна в странах, которые находятся на пороге индустриализации. В настоящий момент нельзя отрицать, что изобретены и широко используются процессы плавки металлов без использования тиглей, но литейные предприятия, работающие более, чем с одним видом металла нуждаются в тиглях для плавки и удержания в них металлов.
Для оптимального выполнения различных задач разработаны тигли определенного состава со специальными покрытиями. Традиционно, предпринимались попытки найти один универсальный тип тиглей, который будет являться подходящим под любой тип печей. Тем не менее, данное предположение никогда не оправдывалось, несмотря на то, что при определенных обстоятельствах оно могло бы соответствовать действительности.
По правде говоря, небольшие литейные производства, которые работают с бронзой, латунью или алюминием зачастую производят все операции в одном и том же тигле, при этом соблюдая определенную последовательность. Сперва они плавят метал с наиболее высокой точкой плавления, например, никелированное серебро или бронзу, затем они плавят латунь и, в последнюю очередь, алюминий.
Большинство литейных производств, тем не менее, используют различные типы тиглей – каждый специально под определенный метал.
С изобретением кремний-карбидных тиглей на карбоновой связке в США в двадцатых годах прошлого века и, в последствии в 60-х – 70-х годах в Европе, было принято считать, что это и есть универсальный тигель. Но все-таки слоган тех лет что, «Тигли SiC(карбид-кремния) являются универсальными, забудьте о тиглях на графитовой связке» был тем не менее ошибочным.
В некоторых случаях, таких как плавка в индукционной печи или в процессе производства цинковой пыли(порошка), оксида цинка первенство по использованию держат именно графитовые тигли на глиняной связке. Также, предпочтительно использование глиняных тиглей на графитовой связке на предприятиях по литью алюминия, т.к. данные тигли стоят дешевле, что отражается на себестоимости продукции. Другой причиной использования таких тиглей является тот факт, что литье в глиняном тигле на графитовой связке оставляет меньше т. н. «трудных мест», чем если бы плавка происходила в тиглях из карбида-кремния. По этой причине снижается выбраковка конечной продукции.
В результате все производители теперь предлагают оба типа тиглей. AUG GUNDLACH производит и реализует под маркой MARS CRUSIBLES тигли обоих видов различных модификаций, а также дополнительные аксессуары к ним: стенды, желоба, трубки пирометров, форсунки, ограничители т. д.
Индукционные печи для цветных металлов в основном имеют среднюю частоту (400-3000Hz). В подобных условиях тигли на глиняной связке затрачивают меньше энергии на разогрев, чем тигли из карбида-кремния. Тем не менее, оба вида тиглей могут быть использованы в печах с низкой частотой(50-400Hz).
В отличии от правил разогрева для индукционных печей, в которых рекомендуется сначала разогревать пустые тигли в печи, в настоящее время даже рекомендуется заполнять новый тигель металлом, в особенности металлическими блоками, расположенными вертикально вдоль стенок тигля. Подобное расположение позволяет избежать разницы температур в центре стенок тигля.
Для производства цинкового порошка(пыли) и оксида цинка предпочтительно использовать графитовые тигли на глиняной связке, т.к. покрытие данных тиглей меньше вступает в реакцию с цинковой пылью, что обеспечивает удобство при очистки тигля после использования. Для плавки и литья цинка предпочтительны тигли из карбида кремния, т.к. они имеют защиту от оксидации, что обеспечивает лучшую защиту от воздействия кислорода при низких температурах (450-500 град. Цельсия). Это также относится к операциям с наиболее агрессивным воздействием на тигель, таким как переработка анодов и катодов.
Вышеназванное покрытие тиглей из карбида-кремния является еще одной из причин их применения при работе с алюминием, как при нагреве открытым пламенем, так и при нагреве в электрических печах. Тем не менее, при правильном использовании и обслуживании графитовые тигли показывают такую же высокую производительность.
Раньше для плавки латуни использовались исключительно глиняные графитовые тигли. Главными причинами для этого являлись значительно меньшая степень формирования шлака и удобство очистки тигля. Позже, появились специальные кремний карбидные тигли Х , XO, которые также могут быть использованы для плавки латуни. При правильном и регулярном уходе за такими тиглями, преимуществом их использования является их более высокая теплопроводность. Для плавки меди на высоких температурах рекомендуется использовать тигли из карбида-кремния.
Для плавки чугуна возможно использовать тигли обоих видов. Учитывая высокие температуры и повышенный износ тиглей при работе с чугуном, срок службы тиглей будет ниже, чем при работе с цветными металлами. Таким образом, использование тиглей из карбида кремния или на глиняной связке для плавки железа является скорее исключением.
Несколько лет назад по экологическим причинам, а также с целью повышения качества продукции AUG. GUNDLACH было принято решение пересмотреть использование смол и дегтя в качестве связки для тиглей. Данные материалы были заменены на синтетические смолы. Они имеют более стабильные свойства, более высокие связующие качества и способствуют меньшему загрязнению окружающей среды.
Тигли из карбида-кремния с подобной связкой маркируются литерами “X” или “XO” и они соответственно подходят для использования в условиях высоких температур.
Все тигли MARS имеют защитное покрытие. Для плавки алюминия тигли могут быть покрыты специальным дополнительным покрытием. К сожалению, не существует какого-либо универсального покрытия, которое будет оптимальным, как для высоких, так и для низких температур. Для выбора правильного тигля необходимо знать, какой рабочий материал будет использоваться, а также тип печи.
Использованы материалы компании Mars-tiegel
Тигли для плавки золота Серебро Медь Алюминий Платина Латунь Алюминий
PMC Supplies предлагает большой выбор тиглей, изготовленных из керамики, графита, глины-графита и кварца, для плавки драгоценных камней. Наши тигли предназначены для работы с ведущими печами отрасли, включая; Kerr, Tabletop, MF Series, Vcella, RDO Induction, Procraft, Neycraft и другие. В дополнение к тиглям, разработанным специально для печей, PMC Supplies предлагает полную линейку литейных тиглей для пропановых и газовых горнов, керамические тигли для мелкомасштабной и факельной плавки. Наши тигли идеально подходят для большинства металлов, включая золото, серебро, медь, латунь, алюминий, олово, платину и другие.
Тигли серии MF Hardin
Сменные тигли для электропечей серии MF. Изготовлен из графита высокой плотности для обеспечения долговечности. Наши тигли имеют канавку под ключ для удобства обращения.
Керр Крусиблс
Сменные тигли для электропечей серии KERR. Изготовлен из графита высокой плотности для обеспечения долговечности.
Графитовые чашки
Графитовые тигли предназначены для плавки факельным методом. Идеально подходит для мелкомасштабных процессов плавки. Наши тигли из графита высокой плотности отлично подходят для плавки металлов.
Тигли для печи R9
Тигли для электропечей Р9 и Р9Д. Доступны размеры 4 и 10 унций, изготовленные из графита высокой плотности для обеспечения долговечности. Разработан с носиком для обеспечения точности при заливке металлов.
Индукционные тигли
Просмотрите наш большой выбор тиглей для индукционных печей. К эксплуатационным характеристикам относятся хорошее электрическое сопротивление, хорошая теплопроводность и высокая стойкость к химической коррозии.
Тигли для настольных печей
Сменные тигли для настольных электропечей. Доступны в размерах 10 унций, 30 унций, 60 унций, 100 унций и 120 унций. Изготовлен из графита высокой плотности для обеспечения долговечности.
Тигли для литейного производства графита
Идеально подходит для применения с открытым пламенем; в основном используется в пропановых печах. *Это расходные материалы, особенно при работе с металлами при очень высоких температурах. Эффективно плавит золото, серебро, медь, латунь, алюминий и многое другое.
Тигли Саламандры
Salamander Super Crucibles изготовлены из высококачественной керамической глины и графита. Тигли Salamander обеспечивают стабильную работу в индукционных печах, работающих на топливе, а также в индукционных печах средней и высокой частоты.
Пробирные тигли Горючие тигли в основном используются для плавки концентратов золоторудных руд и черных песков при использовании флюса. Эти тигли обеспечивают экономичное решение при рафинировании этих материалов.
Общие тигли для печей
Экономичные графитовые тигли для бюджетной плавки. Подходит для наших плавильных печей серий MF и Hardin. Не рекомендуется для длительного использования.
Керамические тигли
Просмотрите наши керамические блюда и чашки из плавленого кварца. Они являются отличным выбором для литья ювелирных изделий в горелках и печах, а также для плавки золота, серебра, меди и других металлов.
Центробежные тигли
Ознакомьтесь с нашими тиглями для центробежного литья для лучших в отрасли центробежных машин.
Платиновые тигли
Эти тигли предназначены для достижения высоких температур при плавлении, заливке и литье платины.
Наборы тиглей и щипцов
Ознакомьтесь с нашими идеальными тиглями и щипцами. Идеально подходит для факельных и печных процессов плавки. Доступны в различных размерах.
Высокочистый графитовый тигель VEVOR, графитовая печь на 3 кг, графитовый тигель с двойным кольцом для плавки металла золото серебро медь алюминий, плавильная печь металлический графит инструменты для литья ювелирных изделий
Рекомендуемые товары, которые могут вам понравиться
SMGG3KGSH00000001V0
Часто покупают вместе
Люди, которые купили этот товар, также купили
Описание Спецификация Вопросы и ответы Отзывы Чистота высокой чистоты 99,9% обеспечивает превосходную термостабильность и производительность, которые нелегко подвергать коррозии и окислению, а канавка делает его удобным в использовании. В этом графитовом тигле можно плавить цветные металлы, такие как золото, серебро, медь, железо и алюминий.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Чистый графит 99,9% нежная и блестящая поверхность.
Быстрый нагрев
Благодаря превосходной теплопроводности графитовый тигель может быстро нагреваться, экономя время и энергию.
Отличная термостабильность
Наш графитовый тигель можно нормально использовать даже при высокой температуре 1300 ℃. Не боится высокой температуры для более длительного использования.
Простота в использовании
Благодаря конструкции выгрузной канавки, графитовый тигель для плавки металла более удобен в использовании.
Стабильная работа
Высококачественные материалы и технологические процессы обеспечивают превосходную стабильность наших тиглей и позволяют избежать чрезмерной коррозии и окисления.
Универсальное применение
Этот тигель из графита высокой чистоты, который можно использовать в плавильных печах, идеально подходит для плавки золота, серебра, меди, железа, алюминия и других цветных металлов.
Технические характеристики
Материал: Графит
Максимальная рабочая температура: 1300 ℃
Верхний диаметр: 75 мм (2,95 дюйма)
Нижний диаметр: 60 мм (2,36 дюйма)
. Внутренний диаметр: 50 мм (1,97 дюйма)
Высота: 170 мм (6,69 дюйма)
Масса брутто: 1,36 кг (3 фунта)
3,74 x 7,48 дюйма)
Размер изделия: 75 x 170 мм (2,95 x 6,69 дюйма)
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough Equipment & Tools, специализирующийся на ведущем бренде V0OR2 90EV02, Pay Less 90 в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиальное качество жесткое качество
Невероятно низкие цены
Fast & Secure Delivers
30-дневные бесплатные доходности
24/7 Внеляемое обслуживание
3 кг график имеет надежное качество. Чистота высокой чистоты 99,9% обеспечивает превосходную термостабильность и производительность, которые нелегко подвергать коррозии и окислению, а канавка делает его удобным в использовании. В этом графитовом тигле можно плавить цветные металлы, такие как золото, серебро, медь, железо и алюминий.
Графит высокой чистоты
Отличная теплопроводность
Надежное качество
Стабильные свойства
Чистый графит на 99,9%
В отличие от других обычных графитовых тиглей, наш тигель высокой чистоты имеет нежную и блестящую поверхность графита.
Быстрый нагрев
Благодаря превосходной теплопроводности графитовый тигель может быстро нагреваться, экономя время и энергию.
Отличная термостабильность
Наш графитовый тигель можно нормально использовать даже при высокой температуре 1300 ℃. Не боится высокой температуры для более длительного использования.
Простота в использовании
Благодаря конструкции выгрузной канавки, графитовый тигель для плавки металла более удобен в использовании.
Стабильная работа
Высококачественные материалы и технологические процессы обеспечивают превосходную стабильность наших тиглей и позволяют избежать чрезмерной коррозии и окисления.
Универсальное применение
Этот тигель из графита высокой чистоты, который можно использовать в плавильных печах, идеально подходит для плавки золота, серебра, меди, железа, алюминия и других цветных металлов.
Содержание пакета
1 x Графитный тиран
Спецификации
Материал: Графит
Максимальная рабочая температура: 1300 ℃
Верх. )
Внутренний диаметр: 50 мм (1,97 дюйма)
Высота: 170 мм (6,69 дюйма)
Вес брутто: 1,36 кг (3 фунта)
Размер упаковки: 9,5 x 9,5 x 19 см (3,74 x 3,74 дюйма)
Размер изделия: 75 x 170 мм (2,95 x 6.69 inch)
Material
Graphite
Maximum Operating Temperature
1300℃
Top Diameter
75 mm (2.95 inch)
Bottom Diameter
60 mm (2.36 дюйм)
Внутренний диаметр
50 мм (1,97 дюйма)
Высота
170 мм (6,69 дюйма)
1 9077 902 груп9 1.36 kg (3 lbs)
Package Size
9.5 x 9.5 x 19 cm (3.74 x 3.74 x 7.48 inch)
Product Size
75 x 170 mm (2.95 x 6.69 inch)
Вопросы и ответы
Типичные вопросы о продуктах: Является ли продукт долговечным? . ..
Электроды для сварки труб | Статьи о сварке от МЭЗ
28.01
2021
При прокладке трубопроводов используются электроды разных марок. Выбор оптимальной зависит от характера рабочей среды и ее параметров (температура и т. д.), материала изделия и ряда других факторов. Расскажем о том, какие электроды для сварки труб используются в конкретных случаях.
Какими электродами варить трубы отопления
Для ручной дуговой сварки труб теплосети широко применяются такие марки электродов.
ЦЛ-9 – низководородные электроды с основным покрытием для труб из углеродистых, легированных и нержавеющих сталей. Позволяют варить в любом пространственном положении постоянным током обратной полярности.
УОНИ–13/45 – их применяют для соединения труб из углеродистых и низколегированных сталей. Наиболее часто используются стержни диаметром 3 мм. Сварка также выполняется инвертором.
ЦЛ-20 – ими выполняется инверторная ММА сварка труб из теплоустойчивых и жаропрочных сталей (температура рабочей среды – до 565 °С).
Также широко применяются электроды МР-3. Они позволяют варить трубы паро- и трубопроводов с горячей водой не только постоянным, но и переменным током. Благодаря рутиловому покрытию на поверхности металла допустимо наличие влаги или окислов.
Какими электродами варить оцинкованные трубы
Для сварки труб с оцинковкой применяются электроды с основным и рутиловым покрытием. При этом первые рекомендуется использовать при работе с изделиями из низкоуглеродистой стали, а вторые – с низколегированными. Это марки:
МР-3, АНО-4, ОЭС-4 – с рутиловой обмазкой;
УОНИ-13/55, УОНИ-13/45, ДСК-50 – с основным покрытием.
Как сварить трубу электродом при работе с оцинкованной поверхностью? Сварной шов накладывается возвратно-поступательными движениями электрода. Сварка выполняется по увеличенным зазорам при повышенных на 10–50А (в зависимости от толщины стенки) токах, при этом – с более медленным наложением валика (скорость уменьшается примерно на 20%).
Поскольку цинк выделяет опасные для здоровья и экологии испарения, используется защитная среда в виде флюса и, конечно, защитная экипировка. При работе с толстостенными изделиями слой цинка в месте соединения труб удаляется.
Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (18%) и сопротивлением разрыву (45 кгс/мм). Варить можно как инвертором, так и трансформатором, сила тока – до 60А, дуга – предельно короткая. Для работ применяются следующие электроды:
АНО-4 – универсальные электроды с рутиловым покрытием;
УОНИ-13/35 – подходят для сварки опытным сварщиком толстостенных труб;
МР-3 – варить ими можно без предварительной зачистки кромок;
МР-3С – позволяют получить шов с повышенными требованиями к качеству металла;
ОЗС-12 – позволяют варить и на удлиненной дуге, на поверхности кромок должны полностью отсутствовать следы влаги.
Заварить трубу электродом при соединении встык можно следующим способом. Вначале ставятся прихватки по углам труб, далее варится само стыковое соединение. При работе с тонкостенными (до 2 мм) трубами шов накладывается одним слоем, с толстостенными – в несколько проходов. Для стенок толщиной 1 мм подходят электроды d 1,6 мм, толщиной 2–3 мм – 2-2,5 мм, при толщине 3–6 мм – соответственно, 3–4 мм.
Сварка труб из нержавеющих (хромоникелевых) аустенитных сталей
Трубы из такого сплава широко используются на предприятиях нефтепереработки (теплообменники), газопереработки (установки для получения серы), в холодильном оборудовании, в установках гидроочистки и т. д. В таких сплавах содержится до 18% Ni и до 10% Cr. Самые распространенные марки сталей – 12Х18Н10Т, 08Х18Н10, 08Х18Н10Т. Ручная дуговая сварка может выполняться при температуре не ниже -10 °С без предварительного прогрева зоны соединения. Для сварки применяются электроды:
ЦТ-15;
ЦЛ-11;
ЗИО-8;
ЭА-400/10У и некоторые другие.
Сварка выполняется на предельно короткой дуге. Количество заполняющих сварной шов слоев зависит от толщины стенки трубы, оно увеличивается в следующем алгоритме: при увеличении толщины на 2–2,5 добавляется еще один слой. Так, если при толщине 4–6 мм будет достаточно двух слоев, то при 12–14 мм их будет четыре. По ширине получаемый шов должен быть больше ширины разделки на 2–3 мм по обе ее стороны.
Электроды для газопроводов
Трубы магистральных и сетевых газопроводов варят с помощью следующих марок электродов:
МЭЗ МК-46.00 (аналог ОК.46) – универсальные электроды с рутиловым покрытием, позволяют варить широкие зазоры;
УОНИ-13/55;
МТГ-01К – хорошо подходят для газопроводных магистралей.
Также возможно использование электродов марки МЭЗ ЛБ-52У – они отлично справляются с корневыми, облицовочными и заполняющими швами при соединении труб нефте- и газопроводов.
Электроды для водопроводов
Прокладка водопроводных сетей выполняется с использованием труб из меди, углеродистых, низколегированных сталей, нержавейки или чугуна. Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
МНЧ-2;
ОЗЧ-2;
ЦЧ-4.
Последние используются только для сварки в нижнем положении, однако у них есть существенный плюс: они подходят для сварки чугуна и стали, позволяя приваривать к трубе фитинги, вентили и другую трубную арматуру. Варить можно как горячим, так их холодным способом, без предварительного подогрева.
Нержавеющие трубы свариваются с использованием НЖ-13, ЦЛ-11.
Для медных выбирают МН-5, МНЖ-5.
Для углеродистых и низколегированных сталей часто используется марка МР-3С, ее преимущество – возможность работать на низких токах.
Широкий выбор электродов для сварки труб представлен в каталоге МЭЗ. Значительная часть марок имеет аттестацию НАКС, что позволяет использовать данные материалы для работы с ответственными и особо ответственными конструкциями. Вся продукция сертифицирована.
Возможно, вас заинтересует
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (6 кг)
Ø 5 (1 кг)
УОНИ-13/55 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2. 5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 5 (6 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
УОНИИ-13/55 (НАКС, КСМ, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 2.6 (1 кг)
Ø 2.6 (4.5 кг)
Ø 3.2 (1 кг)
Ø 3.2 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
МЭЗЛБ-52У (НАКС)
Ток — постоянный обратной полярности; постоянный прямой полярности для корневых швов
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
ЦУ-5
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 5 (6.5 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6. 5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6. 5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Показать еще
Электроды для сварки системы отопления? — Ручная дуговая сварка — ММA
#1
nick_E
Отправлено 21 February 2016 19:49
Собственно вопрос, какие оптимально использовать для сварки китайским инвертором с небольшим током? Говоря МР3 в отоплении лучше не применять, УОНИ более подходящие для этого дела?
Наверх
Вставить ник
#2
pavel83
Отправлено 21 February 2016 20:00
Наверх
Вставить ник
#3
nick_E
Отправлено 21 February 2016 20:20
ок, я уточню. опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??
Сообщение отредактировал nick_E: 21 February 2016 20:21
Наверх
Вставить ник
#4
pavel83
Отправлено 21 February 2016 20:25
nick_E, Все зависит от навыков владение сваркой. Даже с хорошими электродами может побежать, если не умеете варить.
Наверх
Вставить ник
#5
nick_E
Отправлено 21 February 2016 20:29
pavel83, скорей всего буду варить на земле отдельные узлы,а потом соединять резьбовыми муфтами. Вот вопрос чем варить. Делал печь в баню варил бак МР3 пришлось шов дважды пройти с двух сторон только после этого перестал отсыривать…((
Наверх
Вставить ник
#6
pavel83
Отправлено 21 February 2016 20:34
nick_E, Фото будет? Зачистка, зазор для провара? Сам не умею варить, так что ни чего не скажу.
http://websvarka.ru/…rody/?p=181386
Наверх
Вставить ник
#7
marat
Отправлено 22 February 2016 15:51
nick_E, намокший стык обматываете тряпкой и писаете на нее, высохнет и вуаля . а если серьезно, доверьте лучше эту работу более опытному сварщику
Наверх
Вставить ник
#8
pavel83
Отправлено 22 February 2016 15:58
marat, Или собрать на хомуты.
Прикрепленные изображения
Наверх
Вставить ник
#9
Yuvellir77
Отправлено 22 February 2016 16:09
ОК 46 но всёравно нужен навык, а так электроды мне понравились, варил ими как-то трубу. Шов дают чистый и повторный поджиг лёгкий. Варить наверняка будете в отрыв, так поначалу вам будет проще.
качество приносит удовлетворение
Наверх
Вставить ник
#10
ep331
Отправлено 22 February 2016 18:15
Короче так, берём УОНИ, железяку ненужную, почищенную от всего что на неё налипло в процессе валяния в огороде, пробуем ложить валики. Если получается хорошо, и ваш инвертор переваривает УОНИ, значит идем в магазин за LB-52U, если не получается, идём за ОК-46. Если трубы варить не получается, а денег на сварщика нет совсем, делаем следующее, вспоминаем скоростной монтаж труб в СССР с помощью сварщиков с низкой квалификацией!!! Берём трубу на размер больше, например у нас труба по проходному диаметру 20 мм, берем трубу по проходному диаметру 25 мм, желательно на металлобазе подобрать толщину стенки такую что бы труба вставлялась одна в другую, если не подберёте, шарошка вам в помощь. Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
Наверх
Вставить ник
#11
lisovin161
Отправлено 22 February 2016 20:36
Короче так, берём УОНИ, железяку ненужную, почищенную от всего что на неё налипло в процессе валяния в огороде, пробуем ложить валики. Если получается хорошо, и ваш инвертор переваривает УОНИ, значит идем в магазин за LB-52U, если не получается, идём за ОК-46. Если трубы варить не получается, а денег на сварщика нет совсем, делаем следующее, вспоминаем скоростной монтаж труб в СССР с помощью сварщиков с низкой квалификацией!!! Берём трубу на размер больше, например у нас труба по проходному диаметру 20 мм, берем трубу по проходному диаметру 25 мм, желательно на металлобазе подобрать толщину стенки такую что бы труба вставлялась одна в другую, если не подберёте, шарошка вам в помощь. Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
В чем тайный смысл смысл умножения числа стыков на 2 ,не понял однако.При любом раскладе если варить отопление,остается энное количество не поворотных стыков ,тут хоть из штанов выскочи операция ,если не подлезть
Наверх
Вставить ник
#12
Lohus
Отправлено 22 February 2016 21:16
В чем тайный смысл смысл умножения числа стыков на 2
Внахлёст сварить легче, чем встык.
Если ошибку можно исправить – значит ты ещё не ошибся.
Наверх
Вставить ник
#13
lisovin161
Отправлено 22 February 2016 22:19
Внахлёст сварить легче, чем встык.
Согласен полностью ,внахлест легче(после как написал до самого дошла суть) ,но трудности учат быстрее.По времени мне быстрее операцию 1 стыком,чем 1 нахлест в неудобном месте,да плюс еще 1нахлест пусть и поворотный.Учится так на трудном ,легкое само получится
Наверх
Вставить ник
#14
pavel83
Отправлено 22 February 2016 22:25
А научится варить неповоротные стыки не судьба. Пусть учится если желание есть. Неповоротный стык в труднодоступном месте через операцию. Отопленье не гнилое, сварит сам если захочет.
Наверх
Вставить ник
#15
Cварщик Джо
Отправлено 23 February 2016 11:22
ок, я уточню. опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??
Электродами ОК 61.35 варят на постоянном токе в разных положениях.Для сварки труб — один из самых лучших вариантов. Сварка вертикальных швов упрощается. Шлакообразующие элементы положительно влияют на возможность прокладки вертикальных швов, так как упрощается контроль сварочной ванны, улучшенное качество провара.
Наверх
Вставить ник
#16
psi
Отправлено 23 February 2016 12:31
nick_E, Считаю что зря создали тему. Ок-46, Lb-52
nick_E,
46 или 48
52 не надо=)
Cварщик Джо, вы б еще спец электроды типо по разнородным , где никель голимый они же по нержи
Наверх
Вставить ник
#17
gonta
Отправлено 23 February 2016 13:51
Не знаю кто как, а я держу специально для таких работ ОК48.00 от ESAB
Ко мне обращаться на ты.
Наверх
Вставить ник
#18
денис федотов
Отправлено 24 February 2016 08:54
эсаб ок-46. варят отлично хоть «гнилье «так и свежий метал.уони хороши для поворотных стыков и фланцев.есть разные техники самой сварки и уловки как «операция,губа она же смещение кромок,разность диаметров,сварка с отрывом и самое главное это опыт и смекалка.»
Наверх
Вставить ник
#19
nick_E
Отправлено 24 February 2016 11:56
Вообще я любым электродом заварю, лежащую на полу трубу. Да и вертикальный шов сделаю потихоньку, прожгу-заплавлю, но сделаю, если он будет в легкодоступном месте.
Для меня самая большая проблема как варить трубу со стороны потолка и стены, по-моему туда очень сложно подлезть и когда я начинаю тянуться шов вообще не получается…(((
Т.е. я спокойно пройду шов на горизонтальной трубе снизу до потолка, но со стороны стены варить не получиться 100%. Конечно ничего страшного если начнет мокрить после заполнения системы водой, подошел подварил, сам же себе делаешь у себя дома …
Вообще, видел в одном старом здании там труба отопления идет под потолком на расстоянии 20 см от стены, ну само собой 20 см легко можно залезть электродом, но 20 см от стены это ооочень много! Кто варит отопление, сколько обычно оставляете от стены?
Наверх
Вставить ник
#20
oshanin
Отправлено 24 February 2016 16:38
Как по схеме идет труба,так и делаем,у стены,в стене.Вы всилах изменить схему? Если да,то варите как удобно.
Наверх
Вставить ник
Введение в сварку труб под уклон
По FABTECH Expo on
Освоение техники сварки целлюлозными электродами расширяет возможности трудоустройства
НАТАН ЛОТТ И ДЖЕЙМС КОЛТОН II
Натан Лотт (Nathan Lott) — менеджер по работе с клиентами, ESAB Welding and Cutting Products, Ганновер, Пенсильвания. Джеймс Колтон II — AWS CWI, а также доцент и заведующий кафедрой инженерных технологий сварки Пенсильванского технологического колледжа, Уильямспорт, Пенсильвания,
Перепечатано с разрешения: The AWS Welding Journal
Добыча и транспортировка природного газа, а также переработка нефти и химикатов и транспортировка воды требуют сварки в полевых условиях трубопроводных труб API 5L марок X42 или X52. Для этой тонкостенной трубы, как правило, 0,5 дюйма или меньше, многие процедуры сварки требуют сварки под наклоном с использованием процесса дуговой сварки металлическим электродом в среде защитного газа (SMAW) и целлюлозных (EXX10) электродов. Пенсильванский технологический колледж (PCT), расположенный в Уильямспорте, штат Пенсильвания, между двумя крупнейшими в штате регионами, где проводится гидроразрыв пласта, преподает сварку труб вниз по склону в рамках своей программы «Технологии сварки и производства».
Эта статья включает информацию из школьной программы и передает советы, которые преподаватели дают ученикам. На рисунках показана труба диаметром 6 дюймов, сортамент 80 (стенка 0,4375 дюйма). Любые конкретные параметры или размеры, используемые в реальном проекте, всегда должны соответствовать предоставленным Спецификациям процедуры сварки (WPS), а также применимым нормам, таким как API 1104, Стандарт для сварки трубопроводов и связанных с ними объектов, и Кодекс ASME по котлам и сосудам под давлением, раздел IX.
Почему даунхилл и EXX10?
В ситуациях, когда требуется ручная сварка в полевых условиях, SMAW остается предпочтительным процессом, поскольку он сводит к минимуму требования к оборудованию, а квалифицированные операторы могут стабильно получать качественные сварные швы. На тонкостенных трубах сварка под наклоном позволяет операторам работать «горячо и быстро», повышая производительность по сравнению со сваркой вверх по склону, которая необходима для более толстостенных труб для увеличения подводимого тепла для обеспечения полного провара.
Для контроля расплавленной сварочной ванны и предотвращения скатывания шлака перед ванной при сварке под наклоном требуется «быстрозамерзающий» целлюлозный электрод EXX10. Эти электроды имеют тонкое покрытие (от 10 до 12% по весу), которое содержит около 30% целлюлозы (древесной муки) и связанное с ней содержание влаги. Другие ингредиенты включают натриево-силикатное связующее, диоксид титана для создания быстрозастывающего шлака, раскислители, такие как ферромарганец и ферросилиций, а также другие элементы, которые варьируются в зависимости от производителя.
Во время сварки тепло дуги плавит целлюлозу и превращает ее в монооксид углерода, диоксид углерода и большое количество водорода. Углекислый газ становится защитным газом, а водород увеличивает напряжение дуги, создавая движущую, глубоко проникающую дугу, что является желательной характеристикой при сварке шва с открытым корнем в полевых условиях, а также для проплавления ржавчины и грязи при ремонте в полевых условиях. Целлюлозные электроды также легко ударяются, что делает их хорошо подходящими для прихваточных швов.
Электроды
EXX10 создают сварочную ванну, которая хорошо смачивается и распределяется, но достаточно быстро схватывается, что делает этот электрод идеальным для сварки под наклоном. Наплавленный валик плоский с крупной рябью и покрыт тонким, рыхлым шлаковым слоем, который легко снимается, что позволяет избежать шлаковых включений при многократных проходах. Интересно отметить, что первый электрод с покрытием, запатентованный в 1904 году Оскаром Чельбергом, был целлюлозного типа.
Источники питания для EXX10
Для электродов
EXX10 требуется положительная полярность электрода постоянного тока (DCEP) и большее напряжение, чем для других электродов. Источники питания, предназначенные для работы с электродами EXX10, имеют высокое напряжение холостого хода (OCV), то есть напряжение на электроде до зажигания дуги. Думайте о высоком OCV как о садовом шланге с включенной водой, но закрытой насадкой. Хорошее электрическое давление напрямую связано с положительным запуском дуги. Типичные OCV находятся в диапазоне от 60 до 90 В.
Источники питания для электродов EXX10 также имеют хороший индуктор (индуктор сопротивляется изменению проходящего через него электрического тока). Катушки индуктивности действуют как резерв мощности, поддерживая дугу, пока оператор манипулирует электродом. Сварочные генераторы постоянного тока с их мощным магнитным полем и плавной выходной мощностью исторически устанавливали стандарт для характеристик дуги EXX10. Тем не менее, новое поколение инверторов было разработано для обеспечения оптимальных результатов при сварке целлюлозными электродами, поэтому при сварке в полевых условиях можно использовать легкие портативные устройства. Эти инверторы имеют «целлюлозный» режим работы, который имитирует «падающую» кривую вольт/ампер, предпочтительную для сварки труб. Они могут создавать более четкую, мощную и движущую дугу, которая улучшает сварку с открытым корнем и характеристики дуги EXX10, а также они имеют функцию регулируемой силы дуги, поэтому операторы могут адаптировать дугу в соответствии с областью применения и личными предпочтениями.
Настройка
Труба для спуска обычно требует прилежащего угла 60 градусов или скоса 30 градусов. По сравнению с 75-градусным включенным углом или 37,5-градусным скосом для сварки труб вверх (необходимо для снижения вероятности захвата шлака при использовании электрода EXX18), более узкий угол снижает требования к наплавке и повышает производительность.
В зависимости от диаметра трубы скос заканчивается на 1⁄16 дюйма. или 3⁄32 дюйма. корневая поверхность (плоская) для поддержки тепла дуги. Операторы обычно называют эти размеры корневой поверхностью «копейка» и «никель» соответственно. Поскольку для сварки трубы требуется открытый корень для обеспечения полного проплавления, WPS требуют корневого отверстия между секциями трубы, при этом корневое отверстие обычно имеет тот же размер, что и поверхность корня.
В зависимости от WPS, диаметра трубы и личных предпочтений операторы могут выбирать, хотят ли они установить 1⁄16- или 3⁄32-дюйма. корневую поверхность и корневые отверстия, а также использовать 1/8- или 3/32-дюйма. электрод для корневого прохода. Если применение позволяет, авторы предпочитают выбирать никелевую поверхность основания и отверстие основания и 5/32 дюйма. электродом, потому что он обеспечивает гибкость, если корневое отверстие сужается по мере того, как труба нагревается, охлаждается и сжимается. Если 3⁄32 дюйма. корневое отверстие сужается, у оператора может быть достаточно широкое отверстие, чтобы протолкнуть расплавленный металл к задней стороне соединения, а также возможность уменьшить до 1/8 дюйма. электрод. Если 1⁄16-дюйм. корневое отверстие затягивается, существует более высокая вероятность того, что оператору потребуется использовать шлифовальную машину, чтобы открыть корневое отверстие, чтобы обеспечить проникновение.
После установки толщины корневого отверстия операторы выполняют четыре или более прихваточных шва длиной 1 дюйм в положениях на 12, 3, 6 и 9 часов, чтобы сохранить толщину корневого отверстия и удерживать трубу на месте. Обратите внимание, что размер допустимого прихваточного шва зависит от диаметра трубы. Прихватки должны быть отшлифованы до голого металла, а концы зачищены.
Успешная сварка труб требует правильной настройки: концентрически выровняйте концы труб и убедитесь, что отверстие в корне трубы равномерным по всей окружности. Если настройка не идеальна, исправьте ее сейчас, если это вообще возможно.
Корневой проход: четыре ключевых корректировки
Установите силу тока сварки в соответствии с WPS, а затем в соответствии с личными предпочтениями. Типичные начальные значения составляют от 80 до 90 А для 1/8-дюймового. электрод и от 105 до 115 А для 5/32-дюймового. электрод. Зажгите дугу на прихваточном шве в верхней части трубы, удерживая стержень перпендикулярно трубе. Оператор отчетливо услышит дугу при ее прохождении через трубу, а за электродом откроется небольшая «замочная скважина». В этот момент наклоните электрод и начните двигаться к нижней части трубы, удерживая угол сопротивления от 5 до 15 градусов и двигаясь по прямой линии (например, без переплетения).
Снаружи трубы будет видно очень мало света дуги. Опытные сварщики труб знают, как прочитать замочную скважину и сделать одну из четырех регулировок, чтобы контролировать размер замочной скважины, который должен примерно соответствовать ширине корневого отверстия. Если оператор не видит замочную скважину, это говорит о недостаточном проникновении. Чтобы исправить ситуацию, оператор может выполнить одно или несколько из следующих действий:
Увеличение силы тока, обычно выполняемое на лету помощником сварщика с дистанционным управлением силой тока.
Удерживайте более длинную дугу, что увеличивает напряжение и общее тепловложение.
Используйте больший угол сопротивления, который возвращает больше тепла обратно в сустав.
Уменьшить скорость движения.
Если замочная скважина слишком велика, оператор может внести одно или несколько из следующих исправлений:
Уменьшить силу тока.
Увеличивайте скорость движения до тех пор, пока замочная скважина не достигнет нужного размера.
Уменьшите длину дуги, чтобы снизить напряжение и «охладить» сварочную ванну.
Держите электрод более перпендикулярно.
Новичкам обычно требуется сильнее надавить на электрод, чем они думают («закапывать стержень» — распространенная инструкция). Иногда правильное давление может привести к небольшому изгибу стержня, особенно с электродом меньшего диаметра и узким корневым отверстием.
Операторы могут столкнуться с двумя проблемами при корневом проходе. Одна из проблем заключается в том, что дуга может отклоняться в сторону, и это может быть вызвано проблемой концентричности покрытия электрода. В SMAW кратер покрытия или чашеобразное образование покрытия, выходящее за пределы плавящегося сердечника проволоки, выполняет функцию концентрации и направления дуги. Концентрация и направление потока дуги достигается наличием кратера покрытия, чем-то похожего на сопло водяного шланга, направляющего поток металла шва. Когда покрытие не концентрично основной проволоке, неправильное направление дуги приводит к непостоянству сварных швов, плохому экранированию и неполному провару. Электрод плавится неравномерно, оставляя выступ на той стороне, где покрытие наиболее тяжелое. Это состояние часто называют «пальцевым ногтями».
Во избежание заедания гвоздями продвиньте тонкую сторону электрода дальше в канавку, чтобы направить силу дуги в соединение. Вторая проблема, имеющая аналогичное решение, — это дуновение дуги, когда магнитные силы пытаются подтолкнуть дугу к одной стороне соединения. В этом случае подтолкните электрод к противоположной стороне соединения и попытайтесь создать более равномерную скорость плавления. Дуговой разряд может быть вызван плохим заземлением. Убедитесь, что труба хорошо заземлена; изменение положения зажима заземления может решить проблему.
Старые электроды также могут вызывать проблемы при сварке. В то время как электроды EXX18 с низким содержанием водорода будут поглощать влагу и вызывать проблемы, целлюлоза в электродах EXX10 может высыхать, оставляя недостаточно газов для правильной работы электрода.
Горячий проход
Хороший корневой шов создаст усиление на внутренней стороне трубы, которое находится на одном уровне с внутренней частью. Снаружи корневой шов оставляет выпуклый (горбатый) валик шва с «тележными следами» шлака с обеих сторон. Отшлифуйте борт дисковой шлифовальной машиной, чтобы немного сгладить борт и обнажить гусеницы вагонов, так как они могут задерживать шлак. Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался.
Если WPS позволяет увеличить диаметр электрода, обратите внимание, что использование 5/32-дюймового. электрод и более нагретый электрод лучше расплавляют шлак. Однако, используя 5⁄32- или 3⁄16-дюймовый. Электрод позволит наложить больше металла шва в канавку, чтобы заполнить канавку быстрее. При использовании большего количества металла сварного шва необходимо соблюдать осторожность при использовании электродов большего размера, чтобы использовать правильную технику, чтобы избежать разрывов, которые могут попасть в ловушку.
При выполнении горячего прохода может потребоваться небольшое переплетение для заполнения шва, а удержание более длинной дуги также помогает расширить бассейн и увеличить поступление тепла. В противном случае электрод не требует особых манипуляций, пока не достигнет дна сустава. Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте.
Если бассейн становится жидким и стремится опережать дугу при переходе из положения «2 часа» в положение «4 часа», существует ошибочное представление о том, что силу тока следует уменьшить. Чаще всего решение состоит в том, чтобы увеличить силу тока и использовать дополнительную силу дуги, чтобы протолкнуть бассейн обратно в соединение. Кроме того, может потребоваться увеличить скорость движения, чтобы оставаться впереди пула.
При переходе к нижней части трубы обязательно сохраняйте угол сопротивления. Большой процент дефектов сварки возникает из-за неправильного угла наклона электрода между 4 и 8 часами.
Обратите внимание, что после корневого прохода WPS может потребовать электрод E7010 или E8010; независимо от электрода типа EXX10 методика будет одинаковой. Также обратите внимание, что некоторые производители электродов предлагают электроды EXX10 и EXX10 «плюс». Электроды «плюс» создают чуть более узкую и менее плавную дугу, поэтому операторы предпочитают их для корневого прохода. Стандартные электроды EXX10 создают чуть более плавную дугу, которая помогает смачивать боковые стенки на горячем проходе и распределять лужу на заполняющем и закрывающем проходах.
Заливка и крышка
Для заполнения и закрытия операторы обычно используют самый большой разрешенный электрод, часто 3⁄16 дюйма. чтобы обеспечить большее осаждение и помочь создать более широкий пул. На самом деле, кепку, сделанную за один проход, часто называют «кепкой для пула».
Для первого прохода заполнения используйте плетение, чтобы обеспечить сцепление со стенкой трубы. Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов. В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна.
Поскольку одним из наиболее распространенных дефектов является недостаточное заполнение, может потребоваться добавление «зачистки» для наращивания металла шва так, чтобы он был заподлицо или почти заподлицо с верхней частью соединения. Точки между позициями 2 и 5 и 7–10 часов печально известны низкими точками в центре, и может потребоваться добавление прохода стриптизерши в этой области.
Заглушка должна доводить металл сварного шва до точки, в которой заглушка находится заподлицо на высоте не более 1/16 дюйма над поверхностью трубы. Без необходимости врезки в стенку трубы можно использовать меньшие токи, чем для заполняющего(их) прохода(ов).
Практика ведет к совершенству
Сварка трубы вниз по склону целлюлозными электродами не сложнее, чем сварка вверх по склону, но для этого требуются другие методы. Навыки, полученные для сварки в гору, просто не применимы. Например, метод «взмах и пауза», необходимый для сварки на подъем EXX10, не подходит для сварки на спуск, а шлаковые системы для основных и рутиловых электродов обеспечивают совершенно разные характеристики.
В Технологическом колледже Пенсильвании студенты тратят 80 часов на вводный курс по сварке труб на спуске. Курс обеспечивает хорошую основу и позволит студентам узнать, есть ли у них способности к этому процессу. Однако, как и во всех сварочных работах, есть только один способ приобрести мастерство: провести время в кабине и попрактиковаться — спускаться вниз.
Pipe Design API 5L – какие методы сварки использовать? Сварочные электроды? Классификация AWE? – Engineers For Engineers
марки труб
Марки труб классифицируются в соответствии со спецификацией API 5L. Спецификация устанавливает требования для двух уровней спецификации продукта – PSL 1 и PSL 2.
PSL 1 : Включает требования к химическому составу, пластичности, минимальному пределу текучести и минимальному пределу прочности. PSL 2 : Добавляет требования к максимальному пределу текучести и максимальной прочности на растяжение.
Марка трубы
Предел текучести (смещение 0,2%), мин, тыс.фунтов на кв. дюйм [МПа]
Прочность на растяжение, мин, тыс.фунтов/кв.дюйм [МПа]
Удлинение в 2 дюймах или 50 мм, мин. %
X42
42 [290]
60 [415]
20
X46
46 [315]
60 [415]
20
X48
48 [330]
62 [420]
20
X50
50 [345]
64 [440]
20
X52
52 [360]
66 [455]
20
X56
56 [385]
68 [470]
20
X60
60 [415]
75 [515]
20
X65
65 [450]
77 [530]
20
x70
70 [485]
82 [565]
18
9024 8. ИСПОЛЬЗОВАНИЕ НА ТРУБЕ API 5L
ASTM A860 WPHY — это спецификация высокопрочных сварных фитингов из низколегированной стали. Как упоминалось выше, существуют различные марки фитингов: WPHY-42, 46, 52, 60, 65, 70.
ASTM A694 — это спецификация поковок из углеродистой и легированной стали для трубных фланцев, фитингов, клапанов и деталей для высоких Служба передачи давления.
ЧТО ОЗНАЧАЕТ «WPHY» В ТРУБНЫХ ФИТИНГАХ A860
WPHY означает «Кованая труба повышенной прочности». Кованые означает, что труба, плита или пруток были сформированы и превращены в фитинг. Фитинги и фланцы, изготовленные по стандарту API 5L, соответствуют MSS SP44 или MSS SP75 (Общество стандартизации производителей).
ЧТО ТАКОЕ ОБЫЧНОЕ СВАРНОЕ СОЕДИНЕНИЕ ТРУБ НА ТРУБЕ API 5L
Обычным сварным соединением для тонкостенных труб является соединение «API» с прилежащим углом 60 градусов, 1,6 мм (1/16 дюйма) и 1,6 мм (1/16 дюйма).
СВАРНОЕ СОЕДИНЕНИЕ
В качестве альтернативы для толстостенных труб (> 20 мм, > 3/4 дюйма) можно использовать составную фаску. Количество материала, необходимое для заполнения составного конического соединения, меньше, чем для подготовки под углом 60 градусов, поэтому производительность может быть увеличена. Подробнее о сварке см. здесь.
СВАРНОЕ СОЕДИНЕНИЕ
КАКИЕ СВАРОЧНЫЕ ЭЛЕКТРОДЫ ИСПОЛЬЗОВАТЬ НА ТРУБЕ API 5L?
Руководство по выбору электродов
КЛАССИФИКАЦИЯ AWS
< X60
X60
X65
X70
X80
MANUAL ELECTRODES
E6010
R+F
R+F
R
R
R
E7010-P1
R+F
R+F
R
R
E8010-P1
R+F
R+F
R+F
R
E7016 h5
R
R
R
R
R
E7018-1 h5R
F
F
F
E8018-G h5R
F
F
F
E10018-G h5R
F
F
F
E12018-G h5R
F
E8045-P2 h5R
F
F
F
E9045-P2 h5R
F
F
F
E10045-P2 h5R
F
F
SEMIAUTOMATIC/AUTOMATIC
ER70S-G
R+F
R+F
R+F
R+F
R
ER80S-G
R+F
R+F
R+F
R+F
E71T8-K6
F
F
F
E81T8-G
F
F
F
E81T8-G
F
F
Ф
Э71Т-1М-ДЖХ8/Э71Т-9M-JH8
F
F
F
F
E101T1-GM-H8
F
F
F
F
E111T1-K3M-JH8
F
F
API 5L РУКОВОДСТВО ПО ВЫБОРУ ЭЛЕКТРОДОВ
R= Только корневой проход ; R+F = корневой и заполняющий проходы; F = Только заполняющий проход
ПРИМЕЧАНИЕ 1. В этой таблице указаны распространенные сварочные электроды по классу труб API 5L. Окончательный выбор продукта должен зависеть от проекта. Конкретные рекомендации по электродам зависят от спецификаций проекта, включая превышение прочности и минимальные требования к ударной вязкости.
ПРИМЕЧАНИЕ 2. Обратите внимание, что рекомендации по расходным материалам для сварки в этой таблице основаны на прочности металла сварного шва, соответствующей номинальной прочности трубы на основе минимальных требований API 5L. Рекомендуемые расходные материалы в этой таблице основаны на этих стандартах, а не на фактической прочности трубы.
КЛАССИФИКАЦИЯ AWS
СТИЛЬНЫЕ ЭЛЕКТРОДЫ – ЦЕЛЛЮЛОЗНЫЙ
E6010: Рекомендуется для сварки корневого прохода в положениях сварки вертикально вверх или вертикально вниз труб класса до X80, а также в горячем, заполняющем и сварка колпачковым проходом труб марки до Х60.
E7010-P1: он способен соответствовать строгим требованиям к сварке трубопроводов при испытаниях на ударную вязкость при низких температурах. Рекомендуется для сварки корневого прохода труб класса до Х80, а также для сварки горячим, заполняющим и защитным проходом труб класса до Х65.
E8010-P1: Это самый прочный целлюлозный электрод, обеспечивающий повышенные возможности заполнения, что приводит к меньшему количеству проходов заполнения. Рекомендуется для сварки корневого прохода труб класса прочности до Х80, а также для сварки горячим, заполняющим и заглубленным проходом труб класса прочности до Х70.
КОД КОНСТРУКЦИИ – B31.3 ИЛИ КРУГОВОЕ НАПРЯЖЕНИЕ
B31.3 использует допустимое напряжение, определенное в коде для данного материала, которое является входным параметром в формулу толщины стенки. Допустимые напряжения в B31.3 постоянны, потому что единственное место, где они применяются, — это производственная среда, и требуется только один уровень безопасности.
ASME B31.8 использует предел текучести и коэффициент местоположения класса в качестве параметров для расчета допустимого напряжения, которое является входным параметром для формулы толщины стенки. Таким образом, допустимое напряжение может варьироваться в зависимости от среды, в которой он установлен или будет установлен и введен в эксплуатацию. Для различных сред используются несколько коэффициентов безопасности. Например, для компрессорной станции, расположенной в Ханне, Альберта, не требуется такого же уровня запаса прочности, как для станции, расположенной в городе Калгари.
При нормальных температурах допустимые расчетные напряжения B31.8 для X42 составляют 0,4, 0,5, 0,6, 0,72 или 0,8 в зависимости от коэффициента класса площади. Это означает, что 42 000 фунтов на квадратный дюйм x коэффициент класса площади дает 16 800 фунтов на квадратный дюйм, 21 000 фунтов на квадратный дюйм, 25 200 фунтов на квадратный дюйм, 30 240 фунтов на квадратный дюйм и 33 600 фунтов на квадратный дюйм.
API 5L Grade B и ASTM A106B имеют одинаковый предел текучести 36ksi, т. е. 36 000 psi x 0,4, 0,5, 0,6, 0,72 или 0,8 равно 14 400 psi, 18 500 psi, 21 600 psi, 25 200 psi 40 или 28,
Как видно из этого сравнения, B31. 8 является более консервативным, когда внутри компрессорных станций, поскольку коэффициент класса площади составляет 0,4 или 0,5, а допустимое напряжение составляет всего 14 400 или 18 500 фунтов на квадратный дюйм для 5L-B и 16 800 фунтов на квадратный дюйм или 21 000 фунтов на квадратный дюйм для X42. В B31.3 указано допустимое напряжение 20 000 фунтов на квадратный дюйм для A106B. Это означает, что для того же металла и тех же условий эксплуатации B31.8 будет давать меньшую толщину стенки, чем B31.3, если это не конструкция компрессорной станции.
Дополнительным преимуществом использования более высоких труб SMYS является уменьшение толщины трубы. Однако стоимость материала более высокого качества намного выше, чем у A106B. Кроме того, использование более высоких труб SMYS требует использования более прочных фитингов, особенно фланцев, тройников, ответвлений и муфт, которые не всегда доступны, имеют более высокую стоимость и более длительное время выполнения заказа.
При этом, если вы выбираете между A106B и API X42 для приложения B31.
С течением времени металлические монеты теряют свой вид. Но им легко вернуть первозданный блеск! Узнайте, как правильно чистить деньги, не тратя на это лишние деньги.
С течением времени монеты нередко теряют первозданный блеск. Вот несколько простых советов, которые помогут провести чистку в домашних условиях.
Существует множество коммерческих очистителей, например продукция марки Cif, которые в два счета вернут вашим монетам первозданный блеск. Если вы предпочитаете натуральные альтернативы, поместите монеты в стакан с водным раствором уксуса и оставьте на ночь. Чтобы не повредить драгоценные изделия, перед чисткой антикварных монет обязательно проконсультируйтесь у специалиста.
Стоит ли чистить монеты в домашних условиях?
Деньгам свойственно «ходить по рукам»: на них быстро скапливаются грязь и микробы. Тщательная чистка не только вернет монетам былой блеск, но и сделает их безопасными для коллекционеров. Для дезинфекции металлических изделий можно использовать Крем Cif Ultra White.
Как чистить медные монеты в домашних условиях?
Ни в коем случае не используйте аппарат для чистки украшений или средство для полировки металла: они могут поцарапать монеты. По этой же причине не протирайте их бумажным полотенцем или другими материалами на бумажной основе. Прежде чем приступить к работе, тщательно вымойте руки с мылом, чтобы убрать жир и грязь с пальцев.
Чистка состоит из нескольких этапов:
Промойте монеты холодной водой. Это удалит верхний слой пыли и грязи.
Замочите в теплой мыльной воде. Добавьте несколько капель мягкого очистителя (например, средства для мытья посуды Persil) в пластиковый контейнер с теплой водой. По одной опустите монеты в воду и потрите их пальцами или мягкой тряпкой. Не погружайте все монеты в воду одновременно и не используйте металлические или керамические контейнеры, чтобы не повредить металл.
Удалите въевшуюся грязь. При помощи зубочистки или зубной щетки с мягкой щетиной осторожно удалите куски въевшейся грязи.
Замочите в стакане с уксусом. Кислоты отлично справляются с удалением въевшихся пятен, коррозий и наростов. Замочите монеты в стакане с уксусом минимум на полчаса или оставьте на ночь.
Промойте горячей проточной водой. После замочки удалите остатки грязи, мыла и уксуса, тщательно промыв монеты горячей водой. Будьте осторожны, чтобы не обжечься!
Ополосните дистиллированной водой для блеска. В дистиллированной воде нет примесей и металлов: она поможет удалить любые загрязнения от проточной воды. По очереди прополощите монеты в пластиковом контейнере с дистиллированной водой.
Промокните или оставьте сушиться на мягком полотенце. Не трите монеты, чтобы не повредить их. Достаточно промокнуть мягким полотенцем, чтобы убрать излишки воды, а затем оставьте сушиться на ткани.
Теперь вы можете смело чистить монеты в домашних условиях. Всего несколько простых шагов – и от грязи, налета и вредных микробов не останется и следа!
Первоначально опубликовано
Чем и как очистить медную монету в домашних условиях быстро от черноты и налета: эффективные и безопасные способы
Содержание:
Универсальные способы
Механическая чистка
Чистка кефиром
Нейтральное мыло
Кипячение с содой
Жидкое мыло с лимонной кислотой
«Трилон-Б»
Кока-кола
Эффективные способы, но опасные
Нашатырный спирт
Уксус и лимонная кислота
Паста ГОИ
Необычные способы
Органическое масло
Бытовая химия
Электролиз
Сушка монет
Как хранить монеты после чистки?
Как вернуть меди благородную патину
Очистить медную монету несложно. Внимательно изучите экземпляр, выясните характер повреждения и подберите соответствующий метод реставрации. А потом действуйте!
Универсальные способы
Существует несколько способов, которые гарантированно не повредят старинную монету. Они простые, эффективные и не требуют дорогостоящих материалов. Компоненты, необходимые для очистки, вы найдете на кухонной полке или в домашней аптечке.
Механическая чистка
Чтобы почистить медную монету, вам понадобится:
мощная лупа, а лучше – микроскоп;
щетки из щетины;
«Паралоид Б72»
ватные палочки и диски;
шаберы;
зубочистки, иглы из самшита и кости.
иглы из мягкого металла – алюминия, латуни, серебра.
Прежде чем начинать обработку, просушите медь, пропитайте ее «Паралоидом» и снова хорошенько высушите. Затем:
Поместите монету под увеличительное стекло и начинайте аккуратно снимать налет шебберами. Не давите и не царапайте медь, действуйте максимально осторожно.
Мягкие наслоения убирайте самшитовыми иглами, ими же очищайте рельеф мелкого рисунка и буквы.
Зубочистками снимайте остаточные загрязнения, результат «заполируйте» щеточкой и ватными палочками.
Работа эта кропотливая, зато монета получится идеальная!
Чистка кефиром
Это средство работает на простых загрязнениях и эффективно растворяет зелень.
Возьмите кефир. Годится напиток любого уровня жирности, если хотите немного сэкономить – используйте просроченный, ничего страшного не произойдет.
Поместите монету в кефир и оставьте на несколько дней. Со временем напиток вокруг металла потемнеет. Слейте грязный кефир, ополосните монету и повторите процедуру.
Держите изделие в напитке до тех пор, пока грязь не растворится. Процесс может занять 10-15 дней.
Вместо кефира можно использовать любой кисломолочный продукт: сыворотку, айран, тан. Важен не вкус напитка, и высокий уровень кислотности.
Нейтральное мыло
Обычно для очищения старых монет используют хозяйственное мыло – оно эффективное и дешевое. Но если вы работаете с ценным экземпляром, советуем использовать детское. Это мыло мягче, у него ниже уровень рН – а значит, вы наверняка не повредите металл.
Натрите мыло на терке. Объем прикиньте на глаз: состав должен покрыть монету полностью.
Заварите мыло кипятком и оставьте на пару часов. За это время смесь превратится в мягкую вязкую субстанцию.
Положите монету в раствор и оставьте минимум на сутки. Легкие загрязнения за это время уйдут. Прочный налет растворяется 1-2 недели, а серьезные наслоения – десятки дней.
Когда налет размякнет, достаньте монету, промойте в проточной воде и осторожно отполируйте мягкой зубной щеткой. Если металл очистился, завершите полировку шерстяной ветошью или войлоком.
На вашей монете осталась грязь? Верните ее в мыльный раствор и повторите процедуру. Особенно «убитые» экземпляры любители-нумизматы очищают месяцами.
Если процесс очистки затянулся, не забывайте постоянно проверять монету. Чрезмерно длительное воздействие мыла не пойдет меди на пользу.
Кипячение с содой
Этот метод очень прост в исполнении, но эффективен.
Положите в 0,5 л чистой воды 3-5 столовых ложек соды.
Закипятите раствор и опустите в него монету.
Продолжайте кипячение до тех пор, пока наслоения не растворятся. Обычно это занимает 20-30 минут, но все зависит от степени повреждений.
Охладите раствор, достаньте монеты и прополощите.
Очищенный металл нужно отполировать мягким неабразивным материалом – войлоком или мягкой зубной щеткой.
Жидкое мыло с лимонной кислотой
В некоторые сорта жидкого мыла входит лимонная кислота. Вам понадобится именно такой вариант. Если ничего подходящего вы не нашли, сделайте «кислое» мыло самостоятельно. Для этого добавьте на 100 гр средства 1-2 гр обычной пищевой лимонной кислоты.
Налейте мыло в стакан на уровень 2-3 см.
Погрузите в стакан монету.
Оставьте на 10-12 часов.
Ополоснув медь, оцените результат. Если металл очистился, отполируйте его. Если нет – повторите процедуру.
Будьте осторожны: некоторые загрязнения, к примеру, зеленый налет, мыло убирает плохо. Если вы видите, что некоторые пятна не уходят, но в целом металл уже очистился, прекратите процедуру. Перестараетесь – испортите экземпляр. Кислота оставит на нем некрасивые пятна.
Отдельные сложные загрязнения лучше убрать механическим методом.
«Трилон-Б»
«Трилон Б» — это специализированное средство, предназначенное для растворения солей металлов. Этот препарат может убрать самые прочные окислы и не разрушает медь.
Чтобы очистить металл:
Приготовьте раствор «Трилона Б» крепостью 5%.
Положите в него монеты.
Подержите 2-3 минуты и проверьте результат. Некоторые окислы растворяются полностью, другие – становятся хрупкими. Вы сможете удалить их зубочисткой, щеткой или школьным ластиком.
Если металл очистился, хорошенько его промойте. Проблемные места можно протереть ватной палочкой, смоченной в растворе «Трилона».
Не оставляйте металл в «Трилоне Б» надолго! Это очень можно средство. Если вы перестараетесь, «Трилон» размягчит медь и растворит рельеф на чеканных элементах.
Чтобы не допустить ошибок, попрактикуйтесь на самых простых экземплярах, которые вам не жалко потерять. И только после этого переходите на редкие ценные монеты.
Кока-кола
В самой обычной «Кока-коле» присутствует ортофосфорная кислота. Это эффективный растворитель. Концентрация кислоты в напитке очень низкая, поэтому вы наверняка не повредите металл. Но и от серьезных загрязнений вряд ли очистите.
Метод с «Кока-колой» хорош в случаях, когда нужно освежить изделие, убрать незначительные потемнения и легкую патину.
Налейте в емкость колу.
Положите туда монеты.
Оставьте минимум на 12 часов. Можно и на сутки, ничего страшного не произойдет.
Достаньте изделия, промойте под проточной водой и отполируйте тряпочкой.
Совет. Кола убирает известковый налет не хуже «Доместоса». Но, в отличие от агрессивной химии, действует мягко. Если ваша монета покрыта кальциевыми наслоениями, кола – идеальный вариант.
Эффективные способы, но опасные
Этими методами вы уберете самые сложные загрязнения. Но если вы ошибетесь, то наверняка повредите монету. Взвесьте все риски, прежде чем приступать к делу.
Нашатырный спирт
Используйте этот метод на очень загрязненных монетах. Нашатырный спирт, он же спиртовой раствор аммиака, – довольно мощный растворитель, он с легкостью уберет самый прочный налет.
Чтобы убрать загрязнения:
Подготовьте банку, которую можно закрывать крышкой.
Налейте туда нашатырь. Уровень жидкости должен быть таким, чтобы с запасом покрывать монету.
Поместите изделие в нашатырь. Вскоре вы увидите, что жидкость окрасилась в зеленый. Не пугайтесь, это нормально.
Закройте банку крышкой, чтобы аммиак не испарялся.
Подержите монету в нашатыре 5-10 минут. Можно и дольше, если налета действительно много. Но будьте внимательны, не перестарайтесь. Вам нужно растворить внешние загрязнения, но не повредить металл. Время воздействия зависит от количества налета и грязи.
Когда изделие очистится, ни в коем случае не доставайте монету! Поместите банку под струю воды и держите до тех пор, пока аммиак не вымоет.
Достаньте изделие, ополосните, протрите.
Если результат вас не устраивает, повторите процедуру.
Особенно эффективно нашатырь убирает закиси меди. Они выглядят как вишнево-красные наслоения.
Важно. Медь, покрытая аммиаком, ни в коем случае не должна контактировать с воздухом. Металл начнет окисляться, на нем появятся темные неопрятные пятна. Убрать их очень сложно.
Уксус и лимонная кислота
С помощью уксуса вы быстро очистите монет – но рискуете испортить экземпляр. Кислота уберет налет и зелень, но откроет на металле все неровности и каверны.
Готовы рискнуть? Тогда:
Добавьте на 1 л воды 1 ст. л уксуса. Используйте обычный магазинный концентрацией 9%.
Поместите в уксусный раствор монету.
Подержите минут 5.
Прополощите и почистите зубной щеткой.
Если отдельные фрагменты налета не растворяются, но размякли, уберите их булавкой или деревянной зубочисткой. Проблемные места протрите ватной палочкой, смоченной в кислом растворе. Так вы уберете локальные загрязнения, не травмируя уже очищенный металл.
Если у вас нет уксуса, используйте лимонную кислоту. По типу воздействия они очень похоже. Растворите в 1 л воды 1 ч. л. кислоты и действуйте по описанной выше схеме.
Паста ГОИ
Этот метод используют коллекционеры-новички. Паста ГОИ избавляет металл от черноты, делает его ярким и блестящим. Серьезные окислы или кальциевые наслоения паста не удаляет.
Но опытные нумизматы использование этого средства не одобряют. Паста ГОИ – мягкий, но абразив. Во время обработки вы уберете легкие загрязнение, но повредите выступающие элементы монеты: кромку и рисунок. Чем больше вы стараетесь, чем активнее удаляете грязь, тем сильнее ровняете чеканку.
На выходе вы получите блестящую монетку с «зализанными» мелкими деталями. Это не проблема, когда вы чистите столовое серебро. Но для коллекционных монет такой результат неприемлем
Исключение – ситуация, когда вам нужно убрать небольшое пятно на гладкой части монет. В этом случае макните в пасту ватную палочку и осторожно, кончиком протрите проблемное место.
Необычные способы
Некоторые любители старых монет экспериментирует с методами очистки. Они помещают металл в помидоры, апельсины и в яблоки, заливают виноградным соком и белым вином. Удивительно, но эти методы могут сработать. В перечисленных выше продуктах высокий уровень кислоты, она растворяет налет. Но риск очень высок:
Вы не сможете определить уровень кислотности среды. Спелые киви, к примеру, приятного кисло-сладкого вкуса, но на самом деле там очень высокая концентрация фруктовых кислот. Засунете монету в киви – наверняка испортите.
Вы не знаете, какие активные химические элементы входят в состав импровизированного «чистящего средства». Контактируя с фруктами и овощами, монеты могут почернеть, позеленеть или покрыться пятнами.
Стоят ли проводить в домашних условиях такие эксперименты? Решать вам.
Органическое масло
Коллекционеры используют вазелиновое масло или глицерин, но на самом деле годится любое: растительное высокой очистки, косметическое или детское Johnson’s Baby.
Налейте в емкость масло и поместите туда монету.
Подержите неделю-две.
Очистите медь шебером.
Таким способом вы уберете незначительный налет и потемнения.
Если замачивание дало слабый результат, прокипятите монеты в масле. Этот метод эффективен для очищения хорошо сохранившихся, но загрязненных. Если вы прокипятите сильно поврежденную монету, то растворите не только налет, но и верхний слой меди вместе с чеканкой.
Монету опускают в кипящее масло на 5-7 минут. За это время налет превращается в липкую плотную массу. Снимите ее щеткой и мыльным раствором.
Вскоре в руках у вас окажется черная, но чистая медь. Совет. Пары у масла очень горючие. Во время кипячения емкость с маслом нужно закрывать крышкой.
Бытовая химия
Металл можно очистить жидким мылом или средством для мытья посуды. Этим безопасным способом вы устраните все органические загрязнения и размягчите налет.
Опустите монеты в моющее средство и оставьте на несколько дней.
Протрите металл щеткой или ластиком.
При необходимости снова погрузите в мыло.
Со сложными нерастворимыми соединениями мыло, увы, не работает. В этом случае неопытные коллекционеры пытаются отчистить металл абразивами – к примеру, «Пемолюксом». Не делайте так! Жесткие средства поцарапают медь и «сотрут» мелкие детали чеканки.
Электролиз
Это жесткий, но эффективный метод. Если все пройдет удачно, вы удалите самые упорные окислы, но в случае неудачи загубите экземпляр.
Для электролиза вам понадобится:
пластиковая или стеклянная ванночка для раствора;
зажимы типа «крокодил» или крепкие скрепки;
блок питания на 12 вольт;
металлическая пластина;
сода;
дистиллированная вода.
Сначала приготовьте раствор: положите в 0,5 л воды 2/3 ст. л. соды. Налейте жидкость в ванночку.
Затем зачистите провода на блоке питания и определите + и -. Для этого поместите зачищенные концы в раствор и подайте питание. Тот провод, вокруг которого бурлит вода – это +.
Готово? Закрепите при помощи скрепок или «крокодилов» на одном из проводов металлическую пластину, а на другом – монету.
Если подвесите монету на +, реакция пройдет очень быстро. Но в этом случае возрастает риск перестараться и запороть экземпляр. Закрепите на -, и процесс замедлится. Вы потратите много времени, но сможете контролировать процесс.
Опустите пластину и монету в раствор, подайте на провода напряжение и подождите 10-15 минут. Потом достаньте монету, оботрите и аккуратно отполируйте. При необходимости снова обработайте металл электролизом, но замените мутный раствор на свежий.
Помните: в процессе обработки вы разрушаете не только окислы и налет, но и сам металл. Используйте этот метод только для относительно новых и недорогих экземпляров коллекции.
Сушка монет
Вы очистили все загрязнения, отмыли монеты и сполоснули. Но этого недостаточно! Во время мытья вы брали монеты руками, а значит, оставляли на них слабые следы жира и пота. Через несколько лет такие отпечатки превратятся в черный несмываемый налет. Чтобы этого не произошло:
Обезжирьте металл спиртом или ацетоном. Но не трите монеты тряпкой! Используйте только ватные палочки.
Просушите медь. Чтобы ускорить процесс, используйте фен или обычную настольную лампу – она дает достаточно тепла. Монеты берите либо руками в стерильных перчатках, либо пинцетом.
Обработка 1 экземпляра займет у вас 1-3 минуты.
Как хранить монеты после чистки?
Хранить коллекцию на полочке под стеклом нельзя. Монеты складывают в хлопковые пакетики, холдеры или в пластиковые капсулы кляссеров, каждый экземпляр – отдельно.
Упакованную коллекцию уберите в специальный планшет или в обычную коробку с ячейками и поместите в теплое сухое место. Перепадов температур там быть не должно.
Серьезные коллекционеры хранят коллекцию в специальных контейнерах, которые защищают металлы от коррозии – например, Intercept-shield.
Как вернуть меди благородную патину
Гладенькая блестящая монета для настоящего нумизмата – оскорбление. Чтобы вернуть металлу изысканный налет времени, используют:
серную мазь;
нашатырный спирт;
вареное яйцо;
марганцовку и медный купорос.
Серную мазь просто наносят на металл, и через несколько секунд он чернеет. Убирают средство теплой мыльной водой.
Плюсы: быстро и просто.
Минусы: патина легко стирается.
Нашатырь дает эффектную коричневую патину. Чтобы затемнить медь, поместите ее в емкость с парами нашатыря на 10-20 минут. Для этого налейте в емкость аммиак, установите туда какой-нибудь предмет так, чтобы он возвышался над жидкостью. Можно использовать обычную консервную банку. Сверху положите объемный кусок ваты, а на него – монету. Вата нужна, чтобы обеспечить доступ аммиачных паров к нижней части монеты.
Затем накройте конструкцию крышкой и подождите. При необходимости переверните монету, тогда патина ляжет ровнее.
Плюсы: быстро и красиво.
Минусы: придется повозиться.
Медный купорос и марганцовка дают устойчивую темно-коричневую патину. Чтобы состарить металл, добавьте на 1 ст. дистиллированной воды 1 гр медного купороса или 1 гр марганцовки. Учтите: посуда, в которой вы готовите раствор, тоже окрасится. Используйте ту емкость, которую не жалко.
Поместите медь в кипящий раствор и подержите около 30 секунд. Потом сполосните в проточной воде и просушите.
Плюсы: просто и надежно.
Минусы: вы испортите посуду.
Патинирование при помощи яйца не требует использования химических реактивов. Просто сварите вкрутую куриное яйцо, остудите, очистите и положите в контейнер с плотно прилегающей крышкой. Туда же положите монету. Оставьте металл в контейнере на несколько часов, но не забывайте переворачивать. Вскоре вы заметите, как на меди появляется оригинальная радужная патина.
Плюсы: просто, дешево, устойчивый результат.
Минусы: не всем нравится радужная патина.
Не спешите, будьте внимательны, проявите терпение – и вскоре ваша коллекция пополнится отличным экземпляром старинной монеты.
Научное задание: Сделайте старые монетки яркими и блестящими!
Почему монеты выглядели грязными до того, как я положил их в уксус?
Все вокруг вас состоит из крошечных частиц, называемых атомами. Немного вещи состоят только из одного вида атомов. Медь копейки, для Например, состоит из атомов меди. Но иногда атомы разных видов присоединиться, чтобы сделать молекулы. Атомы меди могут соединяться с атомами кислорода из воздух, чтобы сделать молекулу, называемую оксидом меди. Пенни выглядели скучно и грязные, потому что были покрыты оксидом меди.
Почему уксус и соль очистили пенни?
Оксид меди растворяется в смеси слабой кислоты и поваренной соли и уксуса является кислотой. Вы также можете почистить монеты солью и лимонным соком. или апельсиновый сок, потому что эти соки тоже кислоты.
Почему немытые монетки стали сине-зелеными?
Когда уксус и соль растворяют слой оксида меди, они атомам меди легче присоединиться к кислороду воздуха и хлору из соли сделать сине-зеленое соединение, называемое малахитом.
Как гвоздь и шуруп покрылись медью?
Чтобы понять, как гвоздь и шуруп покрылись медью, нужно чтобы понять немного больше об атомах. Атомы состоят из еще более мелких частицы, называемые протонами, нейтронами и электронами. Электроны и протоны обе являются электрически заряженными частицами. Электроны заряжены отрицательно а протоны заряжены положительно. Отрицательные заряды притягивают положительные заряды, поэтому электроны притягивают протоны.
Когда Вы кладете свои грязные монеты в уксус и соль, окись меди и часть меди растворяется в воде. Это означает, что некоторые атомы меди покидают пенни и начать плавать в жидкости. Но когда эти медные атомы покидают пенни, они оставляют часть своих электронов. Скорее чем целые атомы меди в жидкости, у вас есть ионы меди, медь атомы, у которых отсутствуют два электрона. Эти ионы заряжены положительно.
Теперь добавьте в смесь два стальных гвоздя и шуруп. Сталь это металл изготавливается путем соединения железа, других металлов и углерода. Как вы узнали, когда ты почистил свои пенни, твоя смесь соли и уксуса действительно хороша при растворении металлов и оксидов металлов. Когда вы вставляете стальной гвоздь в смесь, часть железа растворяется. Подобно атомам меди, каждый из атомы железа, которые растворяются, оставляют после себя два электрона. Итак, у вас есть положительный заряженные ионы железа, плавающие в вашем уксусе с положительно заряженной медью ионы.
Первоначально стальной гвоздь был заряжен нейтрально, но когда ионы железа оставляли свои электроны позади, гвоздь становился отрицательно заряженным. А также помните, что мы говорили еще в начале этого раздела: отрицательный заряды притягивают положительные заряды. Отрицательные заряды на ногте притягиваются Положительные заряды в жидкости. Ионы железа, и ионы меди положительно заряжен. Ионы меди сильнее притягиваются к отрицательным заряд, чем ионы железа, поэтому они прилипают к отрицательно заряженному ногтю, образование медного покрытия на стали.
Почему со стального винта пошли пузыри?
Каждая молекула воды состоит из двух атомов водорода и атома кислорода. В кислоте (такой как уксус или лимонный сок) много ионов водорода (водород атомы, у которых отсутствует электрон) плавают вокруг. В химической реакции на поверхности винта, некоторые из этих ионов водорода присоединяются и образуют газообразный водород. Пузырьки, которые вы видите, отрываясь от винта, из газообразного водорода.
7+ полезных способов почистить медные монеты
Есть много причин чистить медные монеты, независимо от того, есть ли у вас коллекция монет, требующая полировки, или у вас есть дети, которые хотят превратить банку, полную старых монет, в сокровище. Вернуть блеск медным монетам легко, если знать, какие ингредиенты выполняют свою работу. Узнайте, как чистить медные монеты, используя предметы, которые есть в вашем шкафу прямо сейчас.
Прежде чем высыпать все эти монеты на прилавок для очистки, важно знать, что некоторые монеты считаются ценными, и их очистка снижает их ценность. Проверьте дату монет и сравните их с онлайн-ресурсами или получите совет от нумизматов, прежде чем чистить монеты.
Коллекционирование монет — увлекательное хобби для детей и людей всех возрастов. В то время как ценные монеты лучше оставить в покое, повседневные пенни выглядят блестящими и новыми после надлежащей чистки и сделают вашу коллекцию потрясающей. Удалить патину, потускнение и грязь с этих монет очень просто, используя правильный чистящий раствор.
(leesure/123rf.com)
tb1234
tb1234
Содержание
Очистка медных монет
Способы очистки медных монет и монет
Чистка медных монет ластиком
Чистка медных монет уксусом и солью
Чистка медных монет кетчупом
Чистка медных монет лимонным соком
Вернуть блеск медным монетам с помощью кока-колы
9006 Пенни с пищевой содой
Очистка медных монет с помощью средства для чистки металлов
Вернуть блеск медным монетам с помощью оливкового масла
Со временем на поверхности монет накапливается грязь, и она обесцвечивается из-за оксида меди. Хотя обычное мыло и вода удаляют грязь, они не удаляют потускнение.
Для правильной очистки меди и превращения грязных монет в блестящие монеты требуются специальные элементы. Вы также можете использовать эти методы для очистки медной раковины или как один из способов очистки медной трубы, которая потускнела или имеет пятна.
Способы очистки медных монет и монет
Грязная монета обычно является результатом накопления грязи годами. При чистке старых монет важно использовать мягкое чистящее средство. Простой способ почистить медные пенни и монеты от накопившейся грязи — это использовать мыльную воду и немного смазки для локтей. Этот метод — простой способ очистить серебряные монеты и цинковые монеты, не причинив им вреда.
tb1234
Basic Penny Cleaning
Warm water
Dishwashing soap
Plastic bin
Toothbrush
Paper towel
tb1234
Fill a washtub with warm water and add a squirt or two of dish мыло. Взболтайте воду руками, чтобы получилась мыльная вода, и положите грязные монеты в ванну. Позвольте монетам впитаться в течение некоторого времени, чтобы ослабить многолетний мусор.
Зубной щеткой с мягкой щетиной аккуратно потрите поверхность монет, чтобы удалить грязь. Держите каждую монету под проточной водой, чтобы смыть остатки мыла. Положите монеты на бумажное полотенце, чтобы они высохли.
Чистка монет с помощью ластика
Обычный ластик — отличный инструмент для удаления грязи с монет, выпущенных после 1982 года. В этот период медь была заменена цинком как более дешевый способ изготовления монет. Использование методов очистки меди на цинковой монете делает пенни черным.
TB1234
ERASER CHINALING
ERASER
Вода
Мягкое полотенце
TB1234
. Любой тип ластика подходит для удаления грязи. После того, как лицевая сторона будет чистой, переверните монету и протрите ластиком обратную сторону. Промойте пенни под теплой водой и высушите мягким полотенцем.
Чистка медных монет белым уксусом и солью
Белый уксус и вода — два лучших основных ингредиента для чистки медных монет. Этот рецепт использует мягкую кислую силу уксуса вместе с солью, чтобы вызвать химическую реакцию с монетами для удаления оксида меди.
tb1234
Чистящее средство с солью и уксусом
1/4 стакана белого уксуса
1 чайная ложка соли
Маленькая миска
Зубная щетка
Вода
Мягкая ткань
tb1234
Смешайте белый уксус и поваренную соль в небольшом контейнере или миске. Поместите монетки в раствор, убедившись, что они не лежат друг на друге. Дайте им отдохнуть около пяти минут, а затем аккуратно почистите монеты старой зубной щеткой. Промойте под теплой проточной водой и высушите мягкой тканью.
Очистите медные монеты кетчупом
Если у вас дома нет уксуса или лимонного сока, кетчуп или острый соус табаско станут отличной альтернативой, и эта приправа наверняка есть в вашем холодильнике. Оба они содержат соль и слегка кислый уксус, который легко очищает медные монеты.
TB1234
Кетчуп очиститель монеты
Кетчуп
Маленькая чаша
Зубная щетка
Water
Paper Loater
TB1234
Paper Loater
TB1234
. и поместите монеты в соус, убедившись, что они не перекрываются. Оставьте их на три минуты, а затем аккуратно потрите поверхность пенни старой зубной щеткой. Тщательно промойте монеты под проточной водой до блеска, а затем высушите бумажными полотенцами.
Чистка медных монет лимонным соком
Цитрусовые жидкости, такие как лимонный и апельсиновый сок, обладают слабой кислотностью и прекрасно очищают медные монеты в сочетании с солью. Этот раствор не только удаляет грязь и грязь, но и смывает оксид меди с копеек.
tb1234
Средство для чистки монет с лимонным соком
1/4 стакана лимонного сока
1 чайная ложка соли
Маленькая миска
Вода 14 906 9006061 Бумажное полотенце
tb1234
Налейте лимонный сок в небольшой контейнер или миску и добавьте соль. Поместите медные монеты в один слой в раствор. Дайте им постоять пять минут, а затем слегка потрите монеты зубной щеткой с мягкой щетиной. Тщательно промойте монетки под проточной водой, чтобы удалить все остатки.
Очень важно чистить медные монеты, не повреждая их, а ополаскивание их простой водой предотвращает появление на них сине-зеленого блеска, называемого малахитом, который возникает в результате сочетания меди, соли и кислорода.
Верните блеск медным монетам с помощью Coca-Cola
Coca-Cola или любой другой тип газированной воды содержит кислоты, которые растворяют грязь с монет и удаляют диоксид меди. Единственным недостатком использования колы для чистки пенни является то, что этот процесс занимает немного больше времени, чем использование уксуса или лимонного сока и соли.
tb1234
Cola Copper Penny Soak
Coca-Cola
Маленький контейнер
Вода
Мягкая ткань
tb1234
Поместите медные монеты в контейнер, убедившись, что они не соприкасаются и не перекрывают друг друга. Налейте колу поверх монет, пока они не будут покрыты. Дайте им постоять в жидкости около двух часов, а затем переверните. Оставьте монетки еще на два часа, а затем промойте их под теплой водой, чтобы смыть грязь и остатки соды.
Как чистить медные монеты пищевой содой
Если ваши медные монеты по-прежнему не блестят после очистки их слегка кислой жидкостью, попробуйте использовать пищевую соду, чтобы придать им блеск и блеск. По этому рецепту также можно приготовить отличный раствор для очистки латуни в домашних условиях.
TB1234
Пищевая сода Connings Cleaner
Теплая вода
Пищевая сода
Небольшой контейнер
Мягкая ткань
TB1234
СОЗДАНИЯ
TB1234
. . Нанесите пасту на поверхность каждого пенни, используя пальцы, чтобы покрыть всю поверхность. Промойте монеты под теплой водой, чтобы удалить всю пищевую соду из щелей, и насухо отполируйте монеты мягкой тканью.
Очистка медных монет с помощью очистителя для металлов
Если вы предпочитаете использовать для чистки монет коммерческий очиститель для металлов, попробуйте Bar Keeper’s Friend. Этот очиститель содержит щавелевую кислоту, которая удаляет грязь с монет и придает им первоначальный блеск. Этот тип чистящего средства также является лучшим средством для полировки латуни и очистки других металлических поверхностей.
tb1234
Коммерческий очиститель Penny Cleaner
Bar Keeper’s Friend
Небольшой контейнер
Вода
tb1234
Намочите монеты и положите их в контейнер. Посыпьте пенни чистящим средством и оставьте на несколько минут. Пальцами нанесите чистящую пасту на поверхность каждой монеты, а затем промойте их под теплой водой, чтобы смыть все остатки.
Bar Keeper’s Friend также идеально подходит для чистки медных кастрюль. Следуйте той же процедуре, и ваш медный горшок снова будет выглядеть как новый. Если у вас нет этого продукта, сделайте пасту из пищевой соды и уксуса и нанесите таким же образом.
Вернуть блеск медным монетам с помощью оливкового масла
Оливковое масло — отличное средство для очистки пенни и возвращения им блеска, а также безопасный способ очистки старых монет без повреждений. Хотя этот процесс очень долгий, окончательный результат стоит ожидания.
tb1234
Оливковое масло Penny Cleaner
Оливковое масло
Емкость с крышкой
Зубная щетка
Мягкая ткань для мытья посуды
4
0064
tb1234
Поместите монетки в миску, убедившись, что они не перекрывают друг друга, и полейте сверху оливковым маслом, пока они не будут покрыты. Накройте контейнер крышкой и замочите монеты на одну неделю.
Наполните другую емкость теплой водой и добавьте пару капель средства для мытья посуды. Выньте монеты из масла по одной и очистите их в мыльной воде, аккуратно почистив зубной щеткой.
Контроллер ЧПУ на одноплатном компьютере Raspberry Pi
Введение
Некоторое время назад я купил станок с ЧПУ и никогда не был доволен им. В нем использовался традиционный контроллер параллельного порта, которого, конечно же, нет в современных компьютерах. Так что это всегда было причиной разочарования. Я использовал старый компьютер на базе Pentium и какое-то время запускал на нем LinuxCNC, но все равно меня это не устраивало. Поэтому я начал искать другое решение. Я решил, что попробую собрать контроллер на базе Arduino и попытаться использовать USB для связи с ним.
Но покопавшись в этой теме, я пришел к выводу, что Arduino просто не сможет делать все, что нужно самостоятельно. Arduino UNO просто не хватает памяти или вычислительной мощности для самостоятельной обработки файла проекта. Поэтому я изменил свое решение и начал работать над тем чтобы сделать контроллер ЧПУ с использованием Raspberry Pi в качестве главного компьютера. Более подробно что же такое этот Raspberry Pi можно узнать из видео ниже.
Я создал в Visio схему-чертеж того, того что собирался сделать, но она все сильнее развивалась по мере того, как я узнавал больше и продолжала меняться, пока я, наконец, не завершил свой проект.
Теперь, я спроектировал контроллер ЧПУ на базе Arduino, которая использует Raspberry Pi в качестве главного компьютера. Raspberry Pi обрабатывает файл «nc», содержащий модель, описанный в командах GCode, которые могут быть поняты Arduino.
После создания схемы, которую я хотел использовать, я подключился к Raspberry Pi по беспроводной сети с помощью WinSCP для передачи nc файлов на Raspberry Pi. Это здорово, вы можете просто перетащить файл из одного окна в другое, чтобы перемещать файлы между системами. Вам нужно будет знать IP-адрес вашего Raspberry Pi, чтобы подключиться к нему. Если вы выполнили первоначальную настройку Raspberry Pi и настроили сетевое соединение, вы можете получить IP-адрес с помощью ifconfig. Действительно полезный инструмент для получения вашего IP-адреса и проверки того, что ваш Pi подключен к сети, — это инструмент, который называется Advanced IP Scanner здесь: http://www.advanced-ip-scanner.com/ . Еще один отличный инструмент — Wireshark: http://www.wireshark.org/
Затем я использовал подключение к удаленному рабочему столу (подключение к удаленному рабочему столу является частью Windows и должно быть на вашем компьютере с Windows. Его можно запустить, введя mstsc в поле «Выполнить, открыть:»), чтобы подключиться к моему Raspberry Pi. В противном случае вы можете использовать VNC или TightVNC: http://www.tightvnc.com/. TightVNC — это то, что вам нужно поставить на Raspberry Pi, чтобы вы могли использовать подключение к удаленному рабочему столу с другого компьютера. Теперь я могу запустить контроллер Grbl на Raspberry Pi, который, в свою очередь, подключается к Alamode (плата типа Arduino, которая подключается непосредственно к разъему GPIO на Raspberry Pi и обеспечивает автоматическое преобразование уровня напряжения. Так что Arduino может взаимодействовать с Raspberry Pi напрямую. Alamode также предоставляет заголовки Arduino, позволяющие подключать экраны Arduino напрямую к нему. Таким образом, я получил стек из трех плат, которые плотно интегрированы из-за того, что подключаются напрямую друг к другу. Alamode (Arduino) обрабатывает команды GCode от Raspberry Pi в сигналы, которые отправляются на экран контроллера ЧПУ для запуска шаговых двигателей, а также передает различные функциональные сигналы на экран контроллера ЧПУ. После этого к ним можно будет получить доступ из внешнего мира. Пока все хорошо … Но теперь мне нужно подключить эти вещи к внешнему миру.
Шаг 1: 100% совместимый с Grbl контроллер ЧПУ
Во-первых, я купил 100% совместимую с Grbl плату — контроллер ЧПУ по ссылке CNC плата V3/V4 . У меня уже был Arduino, и я собирался использовать его с экраном контроллера ЧПУ и запускать что-то на своем ноутбуке для управления всем. Затем я обнаружил, что Arduino не сможет самостоятельно обработать весь файл проекта. Это связано с тем, что у него недостаточно памяти для одновременной обработки более одной команды G-Code. Фактически не все команды GCode в настоящее время полностью реализованы в программном обеспечении Arduino Grbl. Однако Arduino напрямую взаимодействует с щитом контроллера ЧПУ и может передавать команды шаговым драйверам на щитке контроллера ЧПУ без каких-либо дополнительных схем.
Наборы из трех желтых перемычек, которые вы видите на фотографиях, устанавливают микрошаговый режим для шаговых двигателей. Одна желтая перемычка выбирает способ работы концевых выключателей. Мои настроены так, что при замыкании переключателя обнаруживается заземление (по умолчанию). Альтернативой является распознавание hi при выборе Vcc. Это означает, что логика концевого выключателя может быть настроена на определение «hi» или «lo» по вашему выбору. Две желтые перемычки в левой части изображения предназначены для выбора оси зеркал оси A (два двигателя на одной оси).
Я использовал поляризованные заголовки для подключения к шаговым драйверам, чтобы я не смог подключить свои шаговые двигатели в обратном направлении — это очень важно.
Плата — контроллер ЧПУ, совместимая со 100% Grbl, на самом деле не включает никаких драйверов шагового двигателя. Это всего лишь средство для удобной интеграции драйверов шагового двигателя в щит Arduino, и он отлично подходит для этой цели. Плата контроллера ЧПУ предназначен для использования модулей шаговых драйверов типа Pololu, таких как держатель драйвера шагового двигателя A4988, показанный здесь: http://www.pololu.com/product/1182
Я купил несколько штук в Китае по цене около 4 долларов каждая, и они выглядят точно такими же (мы увидим, когда я действительно попытаюсь их использовать). Они также поставлялись с некоторыми радиаторами, но я решил использовать те, которые вы видите (от Adafruit), вместо тех, которые были включены. На самом деле вам нужно только заполнить держатели шаговых драйверов X, Y и Z на плате контроллера ЧПУ (потому что программное обеспечение Grbl на Arduino знает только о трех осях). Если вы не собираетесь использовать также ось A (для второго двигателя на одной из основных осей). Контроллер ЧПУ позволяет отображать управляющие сигналы от X, Y или Z до оси A с помощью перемычек. Я не использую четвертую ось. Я просто включил четвертый держатель шагового драйвера, чтобы иметь запасной на случай, если один из других перестанет работать. Опять же, кто знает, что может быть в будущем?
Шаг 2: Raspberry Pi
Стало ясно, что мне нужен какой-то способ обработать полный файл проекта и разбить его на отдельные команды GCode, которые Arduino может затем передать на плату — контроллер ЧПУ. В Интернете доступно множество статей о запуске программного обеспечения Grbl Controller, которое обеспечивает эту конкретную функцию на Raspberry Pi. Некоторое время назад у меня был Raspberry Pi, с которым я немного поиграл, но это была более старая версия. Я уверен, что это сработало бы, но я решил приобрести новый и посвятить его в качестве хоста в моей новой системе контроллера ЧПУ.
Из-за того, что я прочитал много статей, о которых я упоминал, я забеспокоился, что Raspberry Pi будет перегреваться внутри корпуса, поэтому я поставил на него радиаторы. Затем мне пришлось обрезать радиатор на процессоре, так как он был слишком высоким.
Я также понял, что Arduino и Raspberry Pi немного электрически несовместимы. Arduino работает с логикой 5 В, а Raspberry Pi работает с логикой 3,3 В. Таким образом, требуется какой-то преобразователь уровня напряжения в качестве интерфейса между двумя средами. Я поискал решение и нашел несколько. Мне не очень понравилось то, что я нашел, и потребовалось время, чтобы добраться до того, что я хотел, но в конце концов я нашел плату Raspberry Pi Alamode.
Шаг 3: Raspberry Pi Alamode + Контроллер ЧПУ
Raspberry Pi Alamode + Контроллер ЧПУ
Плата Alamode подключается непосредственно к разъему GPIO на Raspberry Pi и обеспечивает функцию переключения уровня, которая необходима Arudino для связи с ним. Он также предоставляет совместимые с Arduino заголовки, так что к нему также можно подключить любой стандартный контроллер Arduino. Включая плату контроллера ЧПУ. Итак, теперь оказалось, что у меня может быть стек из трех плат, которые правильно и элегантно взаимодействуют друг с другом — без дополнительных схем.
Некоторые быстрые функции Alamode, которые меня интересуют: Alamode имеет часы реального времени, которые напрямую доступны для Raspberry Pi (с резервной батареей типа «таблетка»). Alamode может питаться от Raspberry Pi или напрямую через собственный разъем micro USB. Есть крошечная перемычка, которая позволяет вам выбирать, как вы хотите его включить. Заглушка перемычки упала с моей платы (вероятно, по моей вине). Я посмотрел на него и решил, что он мне просто не нужен, так как я все равно собирался запитать его через собственный порт micro USB. Важно то, что Alamode включает в себя смещение уровня сигнала, которое требуется для Arduino для связи с Raspberry Pi.
После подключения Alamode к Raspberry PI вы можете загрузить программное обеспечение Grbl на Alamode. Код Grbl загружается в Alamode с IDE Arduino. Вам необходимо загрузить IDE Arduino на Raspberry Pi, чтобы загрузить код Grbl в Alamode. Инструкции по началу работы на сайте Alamode очень хороши и полны: http://wyolum.com/projects/alamode. Инструкции по настройке часов реального времени см. В Руководстве пользователя.
Скажу лишь, что это работает именно так, как говорится. Это небольшая задача — собрать все вместе, чтобы фактически использовать его, но как только он настроен (в основном на Raspberry Pi), он отлично работает.
Итак, теперь у меня есть стопка из трех плат. С Raspberry Pi внизу, Alamode посередине и платой — контроллер ЧПУ вверху. Все соединено вместе. Одна из проблем для меня заключалась в том, что в Alamode нет монтажных отверстий. Он имеет резиновую прокладку, которая идет на верхнюю часть разъема RJ-45 Ethernet на Raspberry Pi и имеет правильную высоту (должна быть очень осторожно расположена на разъеме RJ-45), но нет прочной точки подключения, кроме Разъем GPIO.
Плата — контроллер ЧПУ, как и большинство других плат Arduino, очень хорошо удерживается на месте из-за трения удлинителей, которые находятся на Arduino. В моем оригинальном Raspberry Pi также не было монтажных отверстий. Это одна из причин, по которой я решил купить новый и использовать вместо него. Позже, Я купил набор нейлоновых стоек и прикрепил пару из них к Raspberry Pi — с парой шайб, чтобы получить нужную высоту. Затем я очень осторожно нанес каплю суперклея на верхнюю часть каждой нейлоновой стойки и поместил Alamode на Raspberry Pi. Затем я на время оставил его в покое. Позже мне удалось вывернуть винты из нижней части Raspberry Pi и снять Alamode с прикрепленными к Alamode стойками — это сработало!
Шаг 5: Корпус
Я решил установить свой контроллер ЧПУ в какой-нибудь корпус, чтобы защитить свой готовый проект. Купил один, а потом понял, что он недостаточно большой, и мне пришлось все измерить и купить еще один. Я использовал красивую коробку, но в любом случае это оказалось проблемой. Эта коробка сделана Бадом, и я получил через Amazon здесь. Это закрытый бокс BUD Industries PN-1339-DG из ударопрочного ABS NEMA 4x, длина 6-19 / 64 дюйма, ширина 6-19 / 64 дюйма, высота 3-17 / 32 дюйма, темно-серый корпус.
В углах внутри коробки есть несколько хороших латунных резьбовых монтажных отверстий, и коробка поставляется с винтами, чтобы прикрепить верхнюю часть к низу с латунными резьбовыми отверстиями во внешних углах. Коробка также имеет прокладку, чтобы сделать ее водонепроницаемой, если вам это нужно. В моем случае это просто очень хорошо запечатанная коробка.
Я пришел к выводу, что мне нужен какой-то носитель, чтобы закрепить мой «стек» внутри коробки. Поэтому я купил лист ацеталя. Предполагается, что ацеталь в некоторой степени безопасен для электростатического разряда, но я также не изучил его полностью. После того, как я получил лист ацеталя, я вырезал кусок, который мог поместиться внутри корпуса с помощью моего инструмента Dremel. Это некрасиво, и это одна из вещей, которые я планирую заменить, когда наконец снова заработаю фрезерный станок. В итоге мне пришлось вырезать вырезы на обеих сторонах моего первоначального носителя, чтобы обеспечить лучший доступ для проводов и кабелей, соединяющих «стек» с внешним миром.
Я также чувствовал, что важно убедиться, что в боксе есть соответствующая вентиляция. Поэтому я установил два вытяжных вентилятора диаметром 40 мм, 12 В постоянного тока сверху и два впускных отверстия с фильтрами снизу.
Я сделал чертежи в масштабе 1: 1 отверстий, которые нужно было поместить в коробку в Visio, а затем распечатал их на своем принтере. Затем я вырезал распечатанные рисунки, приклеил их к коробке и использовал в качестве шаблонов. Конечно, это было не идеально, но было неплохо. Я начинал каждую модификацию коробки с помощью ножа Exacto, чтобы тщательно разметать шаблоны, а затем использовал Sharpie, чтобы убедиться, что я правильно понял. Затем я использовал свой дремель, чтобы вырезать различные отверстия в коробке. Это не так уж сложно, но вы должны набраться терпения и позволить Dremel сделать всю работу, иначе у вас на руках окажется много расплавленного пластика, а наконечник, который вы используете в Dremel, будет время от времени пытаться врезаться в материал. . Мой единственный совет: наберитесь терпения, не торопитесь, не давите слишком сильно, срежьте в правильном направлении, и все получится приемлемо — никто не идеален.
Сложнее всего вырезать отверстия для переключателей и разъемов. На противоположных сторонах каждого разъема и переключателя есть плоские участки. Все мои переключатели и разъемы 16 мм. Плоские места не дают переключателям или разъемам проворачиваться в корпусе. Это замечательно, если вы используете штампы для шасси, но я не знаю ни одного из тех, которые предназначены для работы с пластиком. Поэтому мне пришлось очень аккуратно вырезать отверстия вручную с помощью Dremel. Я разрезал их и тестировал каждый разъем по одному, и как только мне удалось вставить переключатель или разъем в отверстие, я остановился. Они довольно хороши, но хороший станок с ЧПУ справился бы лучше, чем я — может быть, в следующий раз у меня будет рабочий станок с ЧПУ, и я смогу попробовать его.
Шаг 6: Сложная часть
Итак, вот самая сложная часть. Большинство станков с ЧПУ (фрезерные станки, лазерные резаки, граверы, пескоструи и т. д.) Используют шаговые двигатели для позиционирования осей. Плата контроллера ЧПУ обеспечивает оси X, Y и Z, а также ось A, которую можно использовать для дополнения одной из других осей, если необходимо, с дополнительным двигателем, или может быть реализована четвертая ось (но Grbl знает только о трех осях Сейчас). Моя реализация сейчас будет использовать только три оси. Однако я решил, что мне нужно вывести ось A, потому что когда-нибудь я, возможно, захочу ее использовать. Кроме того, плата контроллера ЧПУ обеспечивает функции управления для включения шпинделя, а также две другие функции. По умолчанию это охлаждение шпинделя и направление шпинделя (поочередно эти функции могут использоваться для управления лазером, вакуумный прижим или воздуходувка / вытяжка и нагревательный мат для 3D-принтера). Я не знал, что мне может понадобиться контролировать позже, поэтому я решил вытащить и эти сигналы из коробки. В итоге у меня на одной стороне коробки оказалось пять разъемов, которые можно использовать для подключения к машине, которой я хочу управлять. Я все пометил, и все тоже имеет цветовую маркировку.
Я хочу упомянуть, что я использовал расширяемую оплетку, чтобы связать провода вместе, где это возможно, и уменьшить количество несвязанных проводов в сборке. Это помогает во многих отношениях и немного защищает провода, но, что наиболее важно, дает понять, для чего предназначен каждый из жгутов. Это также значительно улучшает внешний вид всего проекта.
Шаг 7: Внешний мир
Следующее, что нужно было сделать, — это соединить внутреннюю часть коробки с внешним миром. Переключатели для управления системой и разъемы для передачи сигналов на шаговые двигатели и шпиндель и, наконец, для подключения к источнику питания.
Все переключатели подключены к одному разъему, который подключается к экрану контроллера ЧПУ, и другому, который подключается к плате распределения питания для светодиодов, которые находятся в переключателях. Таким образом, коммутаторы имеют соединение как под несущей, так и над несущей.
Переключатели: E-Stop или Arduino Reset (красный), Abort Reset (желтый), Pause / Feed Hold (синий) и Cycle Start / Resume (зеленый). Переключатели сброса, прерывания и удержания являются кнопочно-нажимными переключателями. То есть они остаются втянутыми, пока вы их снова не толкнете. Это дает четкое указание на то, была ли нажата кнопка. Кнопка «Возобновить» — это кнопка мгновенного действия, которая остается нажатой только до тех пор, пока вы ее удерживаете. Каждая кнопка подсвечивается, так что вы можете четко видеть, нажата она или нет. Как вы можете видеть на фотографиях, я использовал цветные расширяемые и термоусадочные трубки того же цвета, что и кнопки для каждой функции, чтобы мне было проще.
Разъемы на другой стороне коробки тоже имеют цветовую маркировку. Это ось X (зеленый), ось Y (синий), ось Z (красный), ось A (фиолетовый) и шпиндель (желтый). Эти цвета совпадают с кабелями на моем фрезерном станке. Оси X, Y и Z содержат провода для шаговых двигателей и концевых выключателей. Ось A — это только провода шагового двигателя. Она пока не будет использоваться на моем фрезерном станке. Разъем шпинделя имеет провода включения шпинделя, направления шпинделя и включения охлаждения. Опять же, вы можете видеть, что я старался как можно больше использовать расширяемую оплетку и термоусадочную трубку того же цвета.
Я подключил два вытяжных вентилятора 12 В постоянного тока к разъему, который в конечном итоге подключается к плате распределения питания.
Наконец, я использовал защелкивающееся крепление PowerWerks PowerPole на шасси, которое обеспечивает 5 В постоянного тока через красный разъем и красный кабель, 12 В постоянного тока через желтый разъем и желтый кабель и заземление для каждой стороны через черные разъемы. Крепление на шасси удерживает корпуса разъемов PowerPole на месте внутри защелкивающегося крепления на шасси с помощью шпильки, и эти разъемы сделаны очень хорошо.
Я использую блок питания ATX, который был немного изменен, чтобы обеспечивать питание моего фрезерного станка (он поставлялся с моим станком). Я построил кабель с разъемами PowerWerks PowerPole на нем, который соответствует моему блоку контроллера ЧПУ. Позже я добавил к своему источнику питания аварийный выключатель.
Подключение переключателей и разъемов было самой трудоемкой частью сборки.
Шаг 8: Плата питания
Макетная плата питания
Следующая проблема заключалась в том, как получить питание в моем «стеке». Я решил построить плату распределения питания. У меня также была проблема с переключателями, которые я использовал. Как видите, внутри них есть светодиоды. Светодиоды полностью отделены от переключателей. Вдобавок к этому переключатели просто обеспечивают заземление для контроллера ЧПУ / Alamode. Итак, чтобы светодиоды загорались при нажатии переключателя, мне пришлось использовать инвертор (SN7404 Hex Inverter). Функция питания светодиода — это большая часть схемы на макетной плате. Питание подается по краям: 5 В постоянного тока на одном крае и 12 В постоянного тока на другом. Четыре резистора являются токоограничивающими резисторами для ограничения тока, протекающего через светодиоды. 12-контактный разъем — это место, где переключатели подключаются к плате. 5 В постоянного тока для Raspberry Pi и Alamode. 12 В постоянного тока для вентиляторов и цепи 12 В постоянного тока на экране контроллера ЧПУ и для пути 12 В постоянного тока через реле. Черный разъем на макетной плате используется для заземления сигналов, управляемых стеком реле. Обратите внимание, что я связал все заземления на распределительном щите.
Я использовал временную макетную плату, чтобы выяснить, как заставить светодиоды работать так, как я хотел. Затем я переместил схему на макетную плату половинного размера Adafruit Perma-Proto. Все прошло довольно быстро и легко.
В Alamode (Arduino) есть подтягивающие резисторы, которые повышают напряжение до Vcc на Alamode для каждой из функций. Функциональное изменение состояния определяется, когда напряжение понижается до нулевого или околонулевого уровня. Экран контроллера ЧПУ содержит функциональные контакты и соответствующие контакты заземления. Замыкание функции на землю изменяет состояние функции и распознается кодом Arduino. Я подключил переключатели именно для этого. Нажмите переключатель, и функция подключится к соответствующему контакту заземления. Однако я также проложил провод от каждого переключателя к одному из четырех инверторов, которые я использовал (два инвертора в микросхеме HEX Inverter не используются). Таким образом, когда переключатель разомкнут, на входе инвертора присутствует высокий уровень или Vcc, что приводит к низкому уровню на выходе, а светодиод не горит.
Шаг 9: Собираем все вместе
Я попытался подключить видеодисплей к корпусу, но у меня не было достаточно портов USB. Поэтому я купил 3-х портовый USB-концентратор. Он был в черном пластиковом корпусе, но он был слишком велик, чтобы поместиться в мою коробку. Поэтому я вынул его из корпуса, а затем использовал стяжку, чтобы закрепить его на моей спроставке. Теперь у меня есть четыре порта USB, которые можно использовать. В одном из них есть адаптер беспроводной сети. Я также использовал один с миниатюрной клавиатурой, но сейчас я не использую его, так как вместо этого использую подключение к удаленному рабочему столу. Я также посмотрел на добавление ЖК-дисплея в коробку, но обнаружил, что мне просто не хватает места в коробке. Другой из USB-портов можно было бы использовать для подключения сенсорного экрана к системе.
Затем я прикрепил стек к верхней стороне несущей и распределительный щит к нижней стороне с помощью нейлоновых стоек.
Последними на носителе были реле. Есть три реле. Один для шпинделя, один для смены направления шпинделя и последний для охлаждения шпинделя. Их установили на носитель с нейлоновыми стойками.
Шаг 10: Установка проводов контроллера ЧПУ между модулями
Контроллер ЧПУ в корпусе
После того, как все детали смонтированы на проставке, их необходимо было электрически соединить. Я сделал небольшой жгут проводов для подключения реле к плате распределения питания и к плате контроллера ЧПУ. Каждое реле подключается к своему контрольному выводу на плате контроллера ЧПУ (белая расширяемая оплетка). Затем каждое реле подключается к распределительной плате для подачи питания 12 В постоянного тока. С другой стороны реле я сделал пару кабелей, которые обеспечивают заземление сигналов, управляемых реле, и очень маленький кабель для подключения реле к разъему шпинделя. На этой стороне он имеет желтую втулку, так как он подключается непосредственно к разъему шпинделя на боковой стороне коробки. Я использовал линейные соединения, чтобы мне было легче отсоединять кабели и извлекать носитель из коробки.
Управление реле осуществляется непосредственно с Alamode через плату контроллера ЧПУ. Конечно, вы можете использовать эти три реле для управления упомянутыми функциями, но они также могут использоваться для управления функциями печатающей головки и грелки на 3D-принтере или ЛАЗЕРА в лазерном гравере вместе с вытяжкой дыма или чем-то еще. Я планирую в будущем перемещать эту систему управления между всеми этими средами — если только я не решу посвятить эту среду и построить их для своих будущих машин. Также было бы очень легко использовать реле 5 В постоянного тока для переключения 12 В постоянного тока, а затем использовать это для управления твердотельным реле или чем угодно.
Я сделал еще один небольшой жгут проводов для подключения 12 В постоянного тока от платы распределения питания к плате контроллера ЧПУ. Эти 12 В постоянного тока используются для питания шаговых двигателей.
Шаг 11: Установка носителя
Пришло время установить носитель со всеми его платами и кабелями в корпус. Самая сложная часть — это подключение питания к распределительному щиту. Сначала я подключил разъем к светодиодам, которые находятся в переключателях. Затем идут вентиляторы и, наконец, мощность. Все имеет цветовую кодировку, потому что я печально известен тем, что неправильно соединяю провода. Кабели, которые прикреплены к переключателям и разъемам, нужно осторожно подтолкнуть и потянуть, чтобы поместить держатель в коробку, но как только он там окажется, он удобно устроится.
Шаг 12: Подключение к внешнему миру
После подключения и установки несущей платы, а затем завинчивания ее по углам, оставшиеся шаги — подключить переключатели к экрану контроллера ЧПУ. Затем следует подключить кабели осей к экрану контроллера ЧПУ. Наконец, последние соединения — это реле и земля для соединения шпинделя. Он плотный, но в нем достаточно места, чтобы все хорошо поместилось в коробке.
Шаг 13: Контроллер ЧПУ. Тестирование
После того, как все подключили, я включил приставку и начал все тестировать. Переключатели работали, и я мог управлять системой.
Затем я подошел к своему ноутбуку и использовал подключение к удаленному рабочему столу, чтобы войти в свой Raspberry Pi.
Я уже установил IDE Arduino на Raspberry Pi и много сделал для подготовки к запуску системы. Это был познавательный опыт, и я не знал, что еще мне нужно сделать, чтобы все заработало. Так что программное обеспечение заработало еще до того, как я положил что-нибудь в коробку. Самая большая разница между тем, как я заставил программу работать, и текущим состоянием в том, что теперь у меня тоже есть переключатели, и я могу управлять системой, нажимая эти кнопки, и все работает.
Я запустил программу Grbl Control на моем Raspberry Pi и подключился к программе Grbl, которая работает на Alamode. Я открыл созданный мной файл и запустил программу. Он прошел полностью и остановился, как я и ожидал.
Я проверил, ничего не нагрелось. Теперь мне нужно достать фрезерный станок, собрать его и попытаться что-нибудь сделать.
Спасибо, что прочитали мою инструкцию.
Сообщите мне, что можно было бы сделать иначе. Может, сделаю еще одну.
Выбор контроллера для фрезерного чпу станка
Главная
Статьи
Все статьи
org/ListItem»>
Выбор контроллера для фрезерного чпу станка
Для самостоятельной сборки фрезерного станка необходимо выбрать контроллер управления ЧПУ. Контроллеры бывают как многоканальные: 3х и 4х осевые контроллеры шаговых двигателей, так и одноканальные. Многоканальные контроллеры чаще всего встречаются для управления небольшими шаговыми двигателями, типоразмера 42 или 57мм(nema17 и nema23). Такие двигатели подходят для самостоятельной сборки ЧПУ станков с рабочим полем до 1м. При самостоятельной сборке станка с рабочим полем более 1м следует использовать шаговые двигатели типоразмера 86мм(nema34), для управления такими двигателями понадобятся мощные одноканальные драйвера с током управления от 4,2А и выше.
Для управления настольными фрезерными станками широко распространены контроллеры на специализированных микросхемах-драйверах управления ШД, например, TB6560 или A3977. Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток. Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.
Управление контроллером с помощью специализированных программ управления станком MACh4 или KCAM или Linux EMC2 и других, установленных на ПК. Рекомендуется использовать компьютер с процессором частотой не менее 1GHz и память 1 Гб. Стационарный компьютер дает лучшие результаты, по сравнению с ноутбуками и значительно дешевле. Кроме того, вы можете использовать этот компьютер и для других работ, когда он не занят управлением вашим станком. При установке на ноутбук или ПК с памятью 512Мб рекомендуется провести оптимизацию системы под Mach4.
Для подключения к компьютеру используется параллельный порт LPT(для контроллера с USB интерфейсом порт USB). Если ваш компьютер не оборудован параллельным портом (всё больше и больше компьютеров выпускается без этого порта) вы можете приобрести плату расширителя портов PCI-LPT или PCI-E-LPT или специализированный контроллер-преобразователь – USB-LPT, который подключается к компьютеру через USB порт.
С настольным гравировально-фрезерным станком из алюминия CNC-2020AL, в комплекте блок управления с возможностью регулировки оборотов шпинделя, рисунок 1 и 2, блок управления содержит драйвер шаговых двигателей на микросхеме TB6560AHQ, блоки питания драйвера шаговых двигателей ШД и блок питания шпинделя.
рисунок 1
Рисунок 2
1. Один из первых контроллеров управления фрезерными станками с ЧПУ на микросхеме TB6560 был, получивший прозвище -«синяя плата» , рисунок 3. Этот вариант платы много обсуждался на форумах, она имеет ряд недостатков. Первый — медленные оптроны PC817, что требует при настройке программы управления станком MACh4, вводить максимально допустимое значение в поля Step pulse и Dir pulse = 15. Второй это плохое согласование выходов оптопар с входам драйвера TB6560, решается доработкой схемы, Рисунок 8 и 9. Третий — линейные стабилизаторы питания платы и в следствии этого большой перегрев, на последующих платах применены импульсные стабилизаторы. Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
Рисунок 3.
2. Контроллер управления ЧПУ станком поступивший на рынок после «синей платы», получивший прозвище красная плата, рисунок 4.
Здесь применены более высокочастотные(быстрые) оптроны 6N137. Реле шпинделя 10А. Наличие гальванической развязки по питанию. Есть разъем для подключения драйвера четвертой оси. Удобный разъем для подключения концевых выключателей.
Рисунок 4.
3. Контроллер шаговых двигателей с маркировкой TB6560-v2 тоже красного цвета, но упрощенный, нет развязки по питанию, рисунок 5. Маленький размер, но и в следствии этого меньше размер радиатора.
Рисунок 5
4. Контроллер в алюминиевом корпусе, рисунок 6. Корпус защищает контроллер от пыли попадания металлических частей, он же служит и хорошим теплоотводом. Гальваническая развязка по питанию. Есть разъем для питания дополнительных цепей +5В. Быстрые оптроны 6N137. Низкоимпедансные и конденсаторы Low ESR. Нет реле управления включением шпинделя, но есть два выхода для подключения реле (транзисторные ключи с ОК) или ШИМ управления скоростью вращения шпинделя. Описание подключения сигналов управления реле на страничке Подключение концевых выключателей и реле шпинделя к контроллеру ЧПУ на TB6560
Данный контроллер не работает с программой MACh4, в комплекте своя программа управления станком.
6. Контроллер ЧПУ станка на драйвере ШД от Allegro A3977, рисунок 8.
Рисунок 8
7.Одноканальный драйвер шагового двигателя ЧПУ станка DQ542MA. Этот драйвер может использоваться при самостоятельном изготовлении станка с большим рабочим полем и шаговыми двигателями на ток до 4.2А, может работать и с двигателями Nema34 86mm, рисунок 9.
Рисунок 9
Фото доработки синей платы контроллера шаговых двигателей на TB6560, рисунок 10.
Рисунок 10.
Схема исправления синей платы контроллера ШД на TB6560, рисунок 11.
Рисунок 11.
Сферы применения оборудования с ЧПУ
Загрузка ПО CENTROID CNC
1. ) Только для использования с системами на базе контроллеров ЧПУ Centroid Oak, Allin1DC, MPU11. 2.) CNCPC должен соответствовать минимальным требованиям к производительности, приведенным здесь. 3.) Windows 10/11 должна быть правильно настроена для управления ЧПУ. см. инструкции по установке ОС Windows для Windows здесь. 4.) Между ЧПУ и контроллером ЧПУ Oak, Allin1DC или MPU11 должен использоваться ЭКРАНИРОВАННЫЙ кабель Ethernet
Щелкните здесь, чтобы ЗАГРУЗИТЬ последнюю версию CNC12 v4.20 для использования с Oak, Allin1DC и MPU11 с обновленными программами ПЛК 3-15-21
Программа установки .exe включает Mill, Lathe, Demo и Offline версии Intercon, выберите то, что вы хотите во время установки
Примечания к выпуску
v4.20
-Добавлен машинный параметр 180 (расстояние сброса концевого выключателя). Этот параметр указывает расстояние, на которое необходимо переместиться, прежде чем будет выдаваться ошибка при поиске отключения концевого выключателя во время команды возврата в исходное положение (M91/M92). Нулевое значение приведет к использованию по умолчанию расстояния 0,5 дюйма или одного оборота двигателя, в зависимости от того, что больше. Это расстояние применяется только к линейной оси. Если ось поворотная, расстояние 45 градусов используется независимо от значения параметра. -Добавлена поддержка новых USB-ключей Intercon KEYLOK. -VCP2 попытается определить расположение слова «FinalFeedOverride_W», используемого в программе ПЛК. Если обнаружено, что он использует W1 — W88, то он будет использовать это значение слова для определения переопределения скорости подачи. Это изменение должно сделать VCP2 совместимым с существующими программами ПЛК, написанными для VCP1, в которых используется W4, без необходимости внесения изменений в программу ПЛК. Программы VCP2 используют W31. -Исправлены некоторые аномалии отображения, когда предыдущие строки G-кода не стирались и/или MDI «Блокировать?» подсказка отображалась некорректно в некоторых комбинациях отображения активного G-кода и настроек свойств DRO.
Примечания к выпуску версии 4.18 (входит в версию 4.20)
— повторно активирована функция импорта DXF в Intercon с улучшенной библиотекой импорта DXF
— Исправлена ошибка, из-за которой сопряжение осей было недоступно ни при каких условиях.
— Исправлена ошибка, из-за которой лазерное измерение не работало независимо от типа лицензии или пробного кода.
— Исправлена ошибка, из-за которой подсказка «Нажмите CYCLE START для продолжения» не отображалась при выполнении команды M0, если доступен толчковый режим M0. Когда толчковый режим M0 включен, теперь отображается сообщение «Нажмите CYCLE START для продолжения (толчковый режим включен)».
— Исправлена ошибка, из-за которой 4-я ось устанавливалась на «N» (отключая ее) при входе в меню «Параметры двигателя». Он запрашивает изменения при выходе, поэтому можно отказаться от этих изменений, если они просто заходили в меню, чтобы посмотреть значения. В противном случае обходным путем будет убедиться, что вы снова установили метку перед сохранением изменений.
— повторно включена настройка P500 = 1, чтобы разрешить G43.3 и G43.4 оставаться активными при выходе из MDI или выполнении задания.
— Исправлена ошибка в VCP, из-за которой память ПЛК нельзя было использовать для установки состояния светодиода.
Вам придется сбросить все параметры, связанные с MPG, см. Руководство по новым параметрам, прикрепленное к инструкциям в формате PDF ниже
ПРИМЕЧАНИЯ К ВЫПУСКУ v4.16 CNC12 для Oak, Allin1DC, MPU11 (v4.18 содержит все эти изменения 4.16, а также перечисленные выше)
Инструкции по обновлению и новой установке вместе с объяснением уровней нового программного обеспечения и списком новых параметров.
CNC12 Инструкции по установке…. для ОС Windows 10 :
1.) Настройте ОС Windows CNCPC для управления ЧПУ. см. инструкции по установке ОС Windows для Windows здесь. 2.) Загрузите файл CNC12.exe 3.) Дважды щелкните файл setup.exe и следуйте инструкциям на экране.
— Если вы выполняете обновление с CNC11, обязательно прочитайте Технический бюллетень № 311, прежде чем продолжить.
— Подпишитесь на бесплатную техническую поддержку здесь.
— Установка программного обеспечения CNC12 и тестовое видео на дубовом стенде от Marty
— Установка программного обеспечения CNC12 и установка Allin1DC Серия видеороликов Марти
Ссылка на руководства оператора программного обеспечения ЧПУ.
Лучшие контроллеры ЧПУ в 2022 году (любой ценовой диапазон)
Независимо от того, используете ли вы фрезерный станок, фрезерный станок, токарный станок, плазменный или лазерный резак, контроллер ЧПУ является жизненно важным компонентом любого станка с ЧПУ. Контроллер преобразует ваш G-код в инструкции, которые станок с ЧПУ использует для фрезерования окончательной детали.
7 лучших контроллеров DMX в 2022 году
Пожалуйста, включите JavaScript
7 лучших контроллеров DMX в 2022 году
Контроллеры ЧПУ также являются одной из, если не самой сложной частью станка с ЧПУ. Это может затруднить выбор лучшего контроллера, особенно если вы новичок.
Вот почему мы создали это исчерпывающее руководство по контроллерам ЧПУ. Мы охватываем все, что вам нужно знать, включая различные типы контроллеров ЧПУ и принципы их работы. Затем мы закончим, взглянув на некоторые из лучших контроллеров для любителей на рынке, которые вы можете купить сегодня.
Что такое контроллер ЧПУ?
Контроллер ЧПУ можно рассматривать как «мозг» станка с ЧПУ, который формирует связь между вашей компьютерной системой и механическими компонентами станка с ЧПУ. Он использует g-код для отправки необходимых сигналов двигателям вашего станка для выполнения задач, будь то сверление, резка, гравировка или что-то еще.
Контроллер ЧПУ состоит из двух основных компонентов: самой физической платы управления и программного обеспечения, на котором она работает. Разные контроллеры построены на разном программном обеспечении ЧПУ; иногда проприетарное программное обеспечение производителя контроллера, а иногда и стороннее программное обеспечение.
Контроллеры с ЧПУ обычно использовались только в промышленных условиях примерно десять лет назад, но в последние годы многие функции промышленных контроллеров стали доступны и любителям.
Промышленные контроллеры известны как OEM-контроллеры и очень дороги, обычно используются в условиях высокой производительности на станках с ЧПУ производства таких компаний, как Haas, Fanuc и Mazuk.
Типы контроллеров ЧПУ
Что касается контроллеров ЧПУ для любителей, то существует множество вариантов на выбор. Во-первых, существуют контроллеры на базе ПК, основанные на программном обеспечении, таком как Mach4, LinuxCNC и FlashCut, которые предназначены для превращения обычных компьютеров в контроллеры с ЧПУ.
Подробнее: лучшее программное обеспечение для управления ЧПУ
Раньше эти контроллеры основывались на разделительных платах, которые подключались к компьютеру через параллельный порт. Однако, поскольку параллельные порты почти устарели, теперь они основаны на платах управления движением, известных как контроллеры движения.
Контроллеры движения подключаются к ПК через USB или кабель Ethernet, а не через параллельный порт, что дает множество преимуществ. Во-первых, это означает более стабильную генерацию импульсов и, следовательно, более плавную работу.
Это также устраняет опасность всплесков тока, которые могут повредить ваш компьютер, поскольку компьютер изолирован от платы управления ЧПУ. Другие преимущества включают возможность запускать другие программы на вашем ПК во время работы контроллера, а также возможность запуска программного обеспечения, такого как Mach4, на 64-битных компьютерах, тогда как на коммутационной плате его можно использовать только на 32-битных машинах.
Другой вариант — использовать то, что известно как микроконтроллер. Это автономные контроллеры с ЧПУ, в которых все умещается на небольшой печатной плате и не требует внешнего компьютера. Они известны как устройства «подключи и работай».
Существуют также модифицированные контроллеры ЧПУ, которые используются для преобразования станков с ручным управлением в станки с ЧПУ и для замены существующих систем ЧПУ на более новые, более мощные.
Тип контроллера, который вы выбираете, зависит от различных факторов, в том числе от вашего предпочтительного программного обеспечения, количества осей, которые вам нужно запустить, и типа станка с ЧПУ, с которым вы его соединяете. Цена также может сильно варьироваться в зависимости от качества контроллеров и предлагаемых ими уровней производительности.
Лучшие контроллеры ЧПУ
Теперь давайте посмотрим на некоторые лучшие контроллеры ЧПУ, которые вы можете легко купить сегодня. Мы рассмотрим как контроллеры движения, так и автономные микроконтроллеры, основанные на множестве различных программ, начиная с самого доступного.
CNCTOPBAOS 3 Axis GRBL CNC Controller Board – недорогой вариант для любителей
Цена: Проверить на Amazon здесь программа, созданная для плат Arduino, которая уже много лет пользуется популярностью в сообществе любителей. В то время как некоторые программы совместимы со всеми типами станков с ЧПУ, это программное обеспечение контроллера ЧПУ предназначено для управления маршрутизаторами и фрезерными станками.
Плата управления CNCTOPBAOS GRBL — это дешевая, но приличная плата, которая является отличным вариантом для бюджетной работы любителя, будь то создание предметов интерьера, деревообработка, металлообработка или любой другой проект, над которым вы можете работать с фрезерными и фрезерными станками. Этот контроллер движения с ЧПУ поддерживает функциональность 3 осей и использует чип Arduino Nano.
Он использует встроенный привод шагового двигателя с защитой от короткого замыкания и алюминиевый сплав для отвода тепла, чтобы помочь достичь оптимальной производительности и защитить плату от повреждений при длительном использовании.
Эта плата контроллера ЧПУ Arduino может поддерживать скорость вращения шпинделя до 20 000 об/мин, поэтому вы можете быстро работать над проектами. Он популярен среди пользователей с рейтингом 4,4 звезды на Amazon, и люди отмечают его плавную работу и простоту использования.
Контроллер движения Fafeicy Mach4 — доступная плата управления движением Mach4
Цена: Посмотреть на Amazon можно здесь
Программное обеспечение за 175 долларов США На самом деле это старое программное обеспечение контроллера ЧПУ ArtSoft, за которым с тех пор последовал Mach5, но оно остается предпочтительным выбором для многих энтузиастов ЧПУ.
Он обладает широким спектром функций, включая полностью настраиваемый интерфейс, визуальное отображение g-кода и «мини-программы», называемые мастерами, которые могут быть написаны кем угодно для оптимизации выполнения рутинных операций без необходимости предварительно написанного g-кода.
Если вы ищете недорогой контроллер движения для использования с этой программой, плата контроллера ЧПУ Fafeicy Mach4 — отличный вариант. Одна из лучших особенностей этого контроллера — разнообразие поддерживаемых им функций, включая автоматическое измерение инструмента, аварийный вход и концевой выключатель.
Эта плата управления движением поддерживает 4-осевое соединение, что означает, что вы можете использовать ее для управления как 3-осевыми, так и 4-осевыми станками с ЧПУ, поэтому она подходит практически для любого хобби-проекта. Программное обеспечение и контроллер также совместимы практически со всеми типами станков с ЧПУ. Максимальная частота импульсов шага составляет 100 кГц, что оптимально для гравировки.
Всегда полезно узнать, что другие пользователи говорят о продукте, особенно о чем-то столь сложном, как контроллер ЧПУ, и люди высоко оценили этот Fafeicy с рейтингом 4,8 звезды на Amazon.
Mesa 7176E — лучшая плата управления LinuxCNC программного обеспечения. Плата подключается к вашему ПК через кабель Ethernet и может управлять шаговыми двигателями и серводвигателями по 5 осям.
Это мощный и эффективный комплект контроллера ЧПУ, который позволяет использовать LinuxCNC без подключения коммутационной платы к параллельному порту, предоставляя больше точек ввода/вывода (в данном случае 48), а также интерфейс кодировщика шпинделя, который обеспечивает обратную связь и предупреждает вас о проблемах, среди других преимуществ.
Если вы не знакомы с LinuxCNC, это одна из самых популярных программ управления ЧПУ наряду с Mach4 и Mach5. Однако, в отличие от этих двух, он полностью бесплатный и с открытым исходным кодом.
Его можно использовать для управления токарными станками с ЧПУ, фрезерными станками с ЧПУ, 3D-принтерами, плазменными и лазерными резаками и т. д. Программа очень популярна благодаря своей гибкости, устойчивости, надежности, высокой производительности и активному сообществу пользователей, хотя у нее относительно крутая кривая обучения.
Контроллер WixHC Mach5 — отличная плата управления USB Mach5
Цена: 260 долларов США за контроллер
От 200 долларов США за программное обеспечение
Mach5 является значительным обновлением Mach4; на самом деле это скорее полная переработка, чем обновление, содержащее менее 1% кода своего предшественника.
В то время как Mach4 по-прежнему является достойным вариантом для простых любительских операций (именно для этого он и был разработан), Mach5 разработан, чтобы быть гораздо более гибким и подходящим для использования с большими файлами. Он предлагает больше скорости, мощности и управления в промышленном стиле для всех типов машин, от токарных станков и фрезерных станков до плазменных резаков и 3D-принтеров.
Контроллер WixHC Mach5 — отличный способ запустить эту программу управления. Он поддерживает до 6 осей и предлагает частоту шаговых импульсов до 2000 кГц, что обеспечивает чрезвычайно стабильную работу и достаточную мощность для точного выполнения требовательных и непрерывных проектов с ЧПУ. Металлический корпус также экранирует сигналы внешних помех для повышения надежности.
Он имеет некоторые полезные функции, такие как светодиодный индикатор, показывающий состояние USB-подключения, а также возможность горячей замены, то есть его можно подключать и отключать, не выключая компьютер.
В то время как контроллер маршрутизатора Faifecy с ЧПУ, который мы рассмотрели выше, является идеальным вариантом для простых проектов для любителей, этот контроллер WixHC гораздо лучше подходит для серьезных любителей, профессионалов и для управления станками с ЧПУ для владельцев малого бизнеса.
Centroid Acorn — лучший контроллер ЧПУ для дооснащения
Цена: Проверьте на Amazon здесь
$0 за базовое программное обеспечение, $549 за версию Pro элементы управления промышленного уровня по цене для любителей и могут использоваться со всеми типами станков с ЧПУ. Он предлагает подключение Ethernet к компьютерным системам.
Это один из самых популярных контроллеров для модернизированных станков с ЧПУ, и Centroid предлагает полный спектр услуг по модернизации, от установки до обучения. Преимущество модернизации заключается в том, что она может сэкономить вам много денег по сравнению с покупкой нового станка с ЧПУ — более 50%, по данным Centroid.
В основе Centroid Acorn лежит зеленый процессор управления движением Beaglebone. Это одноплатный компьютер с открытым исходным кодом, похожий на Raspberry Pi, что означает, что вам не нужен мощный компьютер для выполнения сложных операций с ЧПУ.
Этот комплект контроллера ЧПУ использует собственное программное обеспечение Centroid Acorn CNC12, которое оптимизировано для модернизации, регулярно обновляется и не требует дополнительных затрат на базовую версию, которая ограничена файлами g-кода размером 50 КБ. Этой емкости достаточно для большинства любительских проектов, но если вам нужно больше, вы можете приобрести версию Pro.
Еще одним преимуществом выбора этого контроллера является уровень поддержки, который идет с ним, с активным сообществом пользователей и поддержкой по телефону, предлагаемой Centroid.
Контроллер ЧПУ Buildbotics — лучший контроллер ЧПУ Raspberry Pi машина без внешнего компьютера или Mach4 или LinuxCNC.
Этот контроллер основан на Raspberry Pi 3, крошечном и компактном, но мощном микрокомпьютере, построенном на одной плате. Pi 3 подключен к ATxmega19.микроконтроллер 2а3у. Pi 3 отправляет сигналы g-кода на микроконтроллер, который затем управляет движением компонентов вашего станка с ЧПУ.
Еще одним преимуществом этого контроллера является то, что, в отличие от многих других, в него включены драйверы шаговых двигателей. Это не только избавляет вас от необходимости покупать их отдельно, но также позволяет гораздо быстрее и проще начать работу с другими контроллерами, особенно для новичков.
Вы можете получить доступ к веб-интерфейсу этого контроллера на любом устройстве через Wi-Fi или Ethernet, и вы даже можете подключить его к монитору, мыши и клавиатуре.
Контроллер ЧПУ Buildbotics «все в одном» предлагает 4 оси и подходит для всех проектов ЧПУ. Он имеет порт PWM для подключения маломощных шпинделей, используемых на таких машинах, как граверы, а также порт RS485 для подключения более мощных шпинделей с воздушным и водяным охлаждением для таких работ, как резка и фрезерование.
Также важно отметить, что этот контроллер ЧПУ имеет полностью открытый исходный код, что означает, что ошибки исправлены, а программа регулярно обновляется, поэтому он может обеспечивать оптимальную производительность значительно дольше, чем другие контроллеры.
MassoG3 — лучший контроллер ЧПУ для токарных, фрезерных, фрезерных и плазменных станков
Цена: от 680 долларов США
MassoG3 — один из самых дорогих контроллеров на рынке, но на это есть веские причины. Он предлагает исключительно высококачественное управление с ЧПУ и идеально подходит как для серьезных любителей, так и для профессионалов, таких как изготовление мебели с помощью фрезерных станков и фрезерных станков или изготовление металлоконструкций с помощью плазменных резаков.
Что отличает MassG3 от многих более дешевых комплектов контроллеров ЧПУ, так это то, что он предлагает разные контроллеры для разных станков — один для фрезерных и фрезерных станков, один для токарных станков и один для плазменных резаков. Поскольку каждый контроллер специально оптимизирован для совместимого типа машины, они обеспечивают значительно более высокую производительность, чем другие платы управления.
Это полностью интегрированный контроллер plug-and-play, который можно использовать без компьютера. Он имеет подключение к Wi-Fi и использует собственное программное обеспечение MassoG3 от Masso. Преимущества включают простую компоновку, отображение траектории движения инструмента, которое позволяет вам видеть свою работу в режиме реального времени, прямое управление шпинделем и четыре порта USB для подключения аксессуаров, таких как клавиатура и мышь, без использования концентратора USB.
 Эффективность, с которой происходит гидроабразивная резка металла, зависит от множества параметров организации данного процесса. Например, имеет значение состав струи, расход воды и сила давления. Отдельного внимания заслуживает и абразивный материал – специалисты подбирают фракцию в соответствии с требованиями к характеристикам раскроя.
Эффективность, с которой происходит гидроабразивная резка металла, зависит от множества параметров организации данного процесса. Например, имеет значение состав струи, расход воды и сила давления. Отдельного внимания заслуживает и абразивный материал – специалисты подбирают фракцию в соответствии с требованиями к характеристикам раскроя. То есть в процессе операции обрабатываемый материал может полностью находиться в водной среде. Что касается эксплуатационных возможностей, то станок гидроабразивной резки металла дает возможность справляться с нержавеющей сталью толщиной до 200 мм. Примечательно, что показатели твердости материала для станков такого типа не имеют значения. Тонкая высокоскоростная струя диаметром в 1 мм способна выполнять четкую резку с высоким допуском.
То есть в процессе операции обрабатываемый материал может полностью находиться в водной среде. Что касается эксплуатационных возможностей, то станок гидроабразивной резки металла дает возможность справляться с нержавеющей сталью толщиной до 200 мм. Примечательно, что показатели твердости материала для станков такого типа не имеют значения. Тонкая высокоскоростная струя диаметром в 1 мм способна выполнять четкую резку с высоким допуском.
 Также в некоторых случаях в перечень операторских задач входит и регуляция системы охлаждения. На практике гидроабразивная резка металла своими руками выполняется посредством специальных кнопок. Например, для позиционирования оператор должен ввести несколько значений по координатам. Но даже ручное управление полностью не избавлено от контроля со стороны электронной системы. Так, при вводе ошибочных данных техника возвращает значения рабочих показателей в исходное положение.
Также в некоторых случаях в перечень операторских задач входит и регуляция системы охлаждения. На практике гидроабразивная резка металла своими руками выполняется посредством специальных кнопок. Например, для позиционирования оператор должен ввести несколько значений по координатам. Но даже ручное управление полностью не избавлено от контроля со стороны электронной системы. Так, при вводе ошибочных данных техника возвращает значения рабочих показателей в исходное положение. Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
 Этот процесс способен резать чрезвычайно твердые материалы, такие как титан и инконель, а также обычные металлы, такие как алюминий и мягкая сталь.
Этот процесс способен резать чрезвычайно твердые материалы, такие как титан и инконель, а также обычные металлы, такие как алюминий и мягкая сталь. Его можно использовать как для раскалывания древесины, так и для вырезания замысловатых форм. Кроме того, струя проходит через древесину с такой высокой скоростью, что практически не вызывает смачивания поверхности. Это предотвращает впитывание воды древесиной. Высокое давление также вызывает минимальное расслоение.
Его можно использовать как для раскалывания древесины, так и для вырезания замысловатых форм. Кроме того, струя проходит через древесину с такой высокой скоростью, что практически не вызывает смачивания поверхности. Это предотвращает впитывание воды древесиной. Высокое давление также вызывает минимальное расслоение.
 Ей можно разрезать самое хрупкое стекло без трещин и кратеров. С другой стороны, вы можете использовать её для резки витражей.
Ей можно разрезать самое хрупкое стекло без трещин и кратеров. С другой стороны, вы можете использовать её для резки витражей.
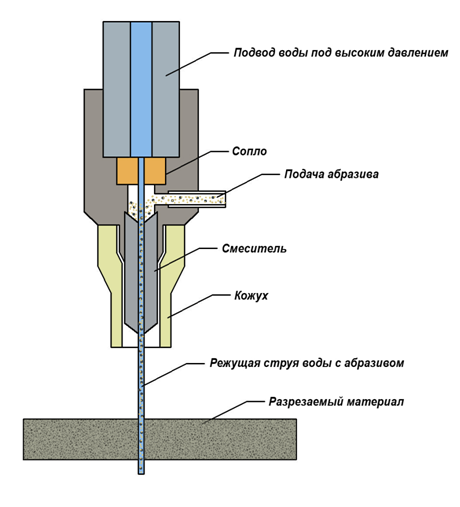
 Плазма может обеспечить точность только до 0,25 мм. Скорость резки может повлиять на этот аспект. При увеличении скорости уменьшаются обрабатываемые допуски.
Плазма может обеспечить точность только до 0,25 мм. Скорость резки может повлиять на этот аспект. При увеличении скорости уменьшаются обрабатываемые допуски.
 С нашей точки зрения, они интересны тем, что могут резать металл, что обычно невозможно с лазерными резаками в пределах нашей досягаемости.
С нашей точки зрения, они интересны тем, что могут резать металл, что обычно невозможно с лазерными резаками в пределах нашей досягаемости. Наконец, мы взглянем на его систему подачи абразива и на пластиковую воронку, которую он использует, чтобы вода не вытекала из бункера.
Наконец, мы взглянем на его систему подачи абразива и на пластиковую воронку, которую он использует, чтобы вода не вытекала из бункера. Он достигает этого, используя установку, которую собрал всего за несколько сотен долларов. Сердцем системы является мойка высокого давления Sun Joe, которую он купил за 150 долларов на Amazon . Коммерческий гидроабразивный резак стоит десятки тысяч долларов. Даже супердешевый резак, такой как Wazer, собранный на Kickstarter несколько лет назад, продается за 60000 долларов.
Он достигает этого, используя установку, которую собрал всего за несколько сотен долларов. Сердцем системы является мойка высокого давления Sun Joe, которую он купил за 150 долларов на Amazon . Коммерческий гидроабразивный резак стоит десятки тысяч долларов. Даже супердешевый резак, такой как Wazer, собранный на Kickstarter несколько лет назад, продается за 60000 долларов. Он получил большую часть этих деталей у AccuStream (поставщик запчастей для гидроабразивной резки) и у McMaster-Carr.
Он получил большую часть этих деталей у AccuStream (поставщик запчастей для гидроабразивной резки) и у McMaster-Carr. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.

 Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки. Эта функция установлена на всех сварочных аппаратах Ресанта.
Эта функция установлена на всех сварочных аппаратах Ресанта. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор). Мы имеем большой опыт в продаже сварочных аппаратов, поэтому наш менеджер проконсультирует и поможет с выбором нужной модели из огромного ассортимента ТМ Ресанта. Для покупки звоните по номерам (050) 087·65·35, (098) 399·85·86 или (093) 330·75·76, а также оставляйте онлайн заказы. Svarmax.com.ua — специализированный интернет-магазин сварочной и садовой техники.
Мы имеем большой опыт в продаже сварочных аппаратов, поэтому наш менеджер проконсультирует и поможет с выбором нужной модели из огромного ассортимента ТМ Ресанта. Для покупки звоните по номерам (050) 087·65·35, (098) 399·85·86 или (093) 330·75·76, а также оставляйте онлайн заказы. Svarmax.com.ua — специализированный интернет-магазин сварочной и садовой техники. 2кВтСварочный ток: 190АГарантия: 24мес.
2кВтСварочный ток: 190АГарантия: 24мес. Обратите внимание, только у нас вы сможете электролобзик купить украина или эдон сварочный инвертор по наиболее привлекательным ценам.
Обратите внимание, только у нас вы сможете электролобзик купить украина или эдон сварочный инвертор по наиболее привлекательным ценам.

 Если процент рабочего цикла выше 50%, цифровой сигнал проводит больше времени в верхнем состоянии, чем в нижнем. Однако чем выше процент рабочего цикла, тем лучше будет работать система.
Если процент рабочего цикла выше 50%, цифровой сигнал проводит больше времени в верхнем состоянии, чем в нижнем. Однако чем выше процент рабочего цикла, тем лучше будет работать система.

 Доля времени, которую оператор тратит на сварку, меньше по сравнению с MIG, поскольку MMA включает ручные процессы. По этой причине рабочий цикл не так важен, как у МИГа.
Доля времени, которую оператор тратит на сварку, меньше по сравнению с MIG, поскольку MMA включает ручные процессы. По этой причине рабочий цикл не так важен, как у МИГа. Поскольку TIG представляет собой ручной процесс, включающий подачу присадочного металла вручную, сварка или соотношение времени включения и времени простоя ниже, чем у MIG. Некоторые из применений TIG, в которых необходим высокий рабочий цикл, включают сварку TIG соединений труб. Такие приложения потребуют длительного и непрерывного владения.
Поскольку TIG представляет собой ручной процесс, включающий подачу присадочного металла вручную, сварка или соотношение времени включения и времени простоя ниже, чем у MIG. Некоторые из применений TIG, в которых необходим высокий рабочий цикл, включают сварку TIG соединений труб. Такие приложения потребуют длительного и непрерывного владения.



 Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.  Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы.
Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы. В этом примере до 50% дольше.
В этом примере до 50% дольше. У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет.
У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными. Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы. Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата. Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы. Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле. В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы. У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться. Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
 Написано просто «угол конического соединения 12 градусов». И найти информацию о том, какой конкретно угол имеется в виду не представляется возможным, т.к. нигде ничего нет.
Написано просто «угол конического соединения 12 градусов». И найти информацию о том, какой конкретно угол имеется в виду не представляется возможным, т.к. нигде ничего нет.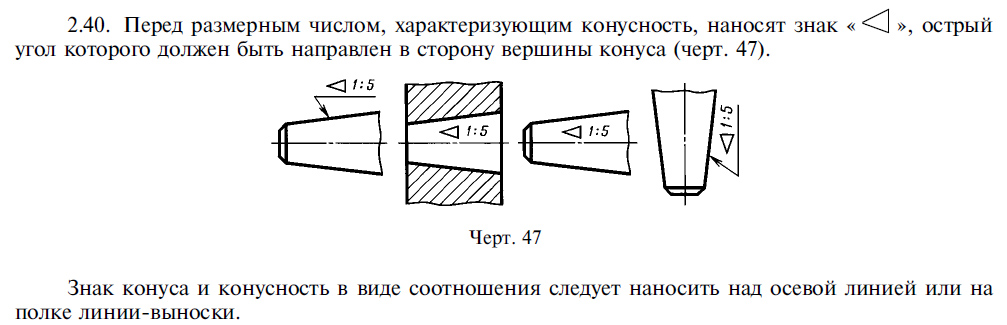
 Мы произвели соответствующие описанным выше манипуляции и получили следующие результаты. Значение угла между вертикалью (осью) получилось равным 12 градусам. А значение полного угла равным, соответственно 24 градусам.
Мы произвели соответствующие описанным выше манипуляции и получили следующие результаты. Значение угла между вертикалью (осью) получилось равным 12 градусам. А значение полного угла равным, соответственно 24 градусам.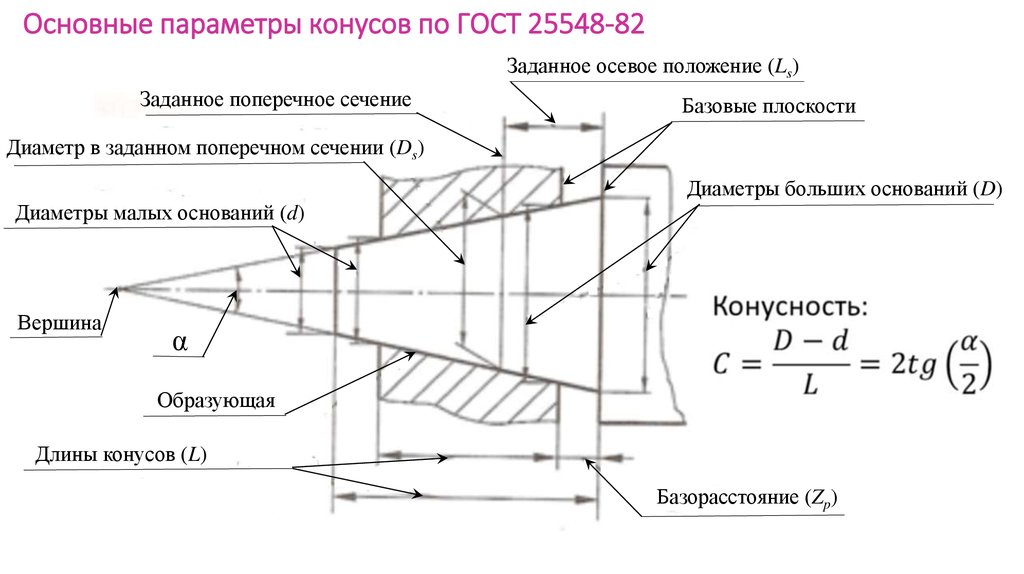 Конус похож на усеченный конус (см. калькулятор площади усеченного конуса) с двумя концами разных размеров. В современных автоматизированных производственных процессах ручная регулировка выравнивания инструмента может оказаться устаревшей. Но вам все равно нужно подставить цифры нужных размеров, чтобы получилась коническая заготовка.
Конус похож на усеченный конус (см. калькулятор площади усеченного конуса) с двумя концами разных размеров. В современных автоматизированных производственных процессах ручная регулировка выравнивания инструмента может оказаться устаревшей. Но вам все равно нужно подставить цифры нужных размеров, чтобы получилась коническая заготовка. Учитывая круглое поперечное сечение (см. калькулятор площади поперечного сечения) заготовки, сечение на большем конце называется большая секция и имеет диаметр как большой диаметр Dl D_\mathrm{l} Dl, тогда как меньшая секция известна как второстепенная секция и диаметр является второстепенным диаметром ( Ds D_\mathrm{s} Дс). Элементы конуса:
Учитывая круглое поперечное сечение (см. калькулятор площади поперечного сечения) заготовки, сечение на большем конце называется большая секция и имеет диаметр как большой диаметр Dl D_\mathrm{l} Dl, тогда как меньшая секция известна как второстепенная секция и диаметр является второстепенным диаметром ( Ds D_\mathrm{s} Дс). Элементы конуса: Угол конусности определяется уравнением: 9{-1}(\mathrm{TPI}/2)θ=tan−1(TPI/2)
Угол конусности определяется уравнением: 9{-1}(\mathrm{TPI}/2)θ=tan−1(TPI/2)
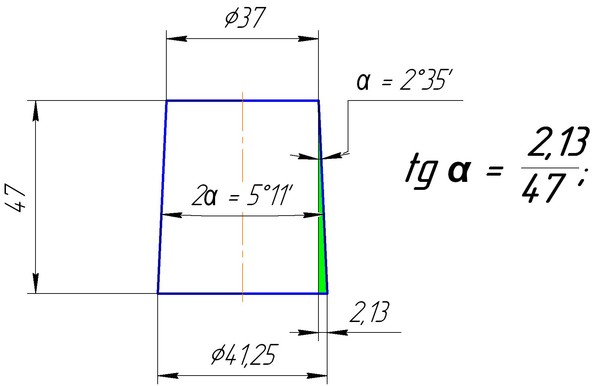



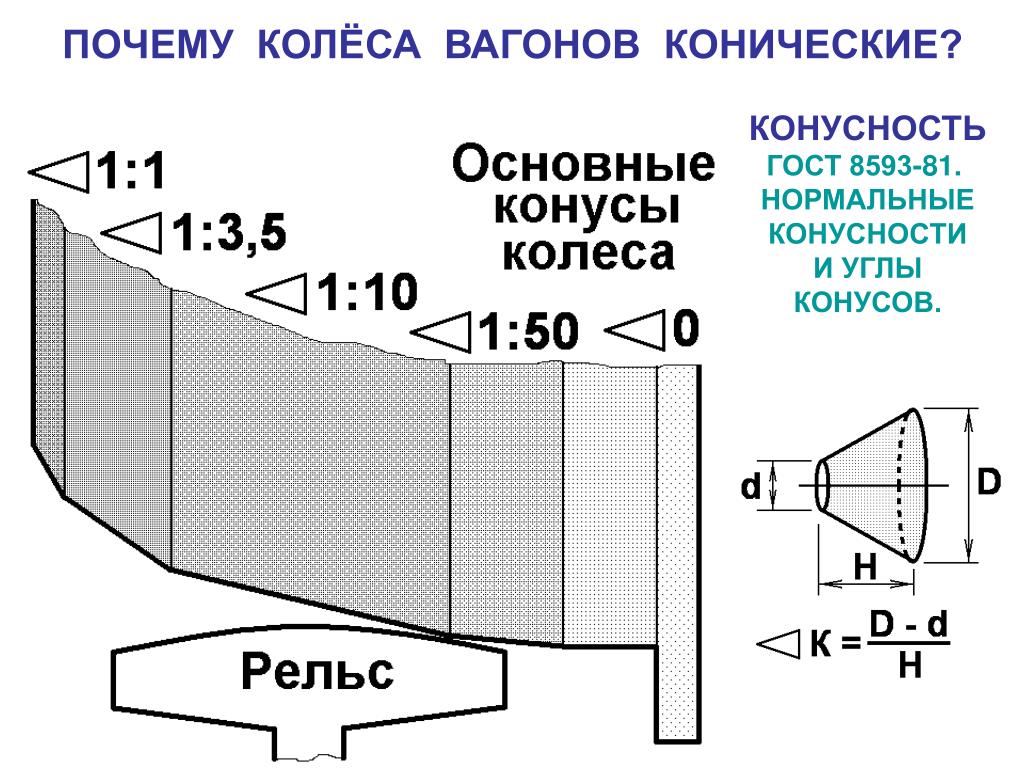


 Производятся на базе природных компонентов.
Производятся на базе природных компонентов.
 Эмалированные трубопроводные элементы применяют при укладке надземных и подземных трасс, транспортирующих: нефть, нефтепродукты, природный газ, моющие средства, питьевую и морскую воду, другие среды.
Эмалированные трубопроводные элементы применяют при укладке надземных и подземных трасс, транспортирующих: нефть, нефтепродукты, природный газ, моющие средства, питьевую и морскую воду, другие среды.
 20.13.190-003-12584880-2020 по ОТТ-23.040.00-КТН-133-15
20.13.190-003-12584880-2020 по ОТТ-23.040.00-КТН-133-15 09.17 по 11.09.20)
09.17 по 11.09.20)


 Грунтовка является переходным слоем для комбинирования с металлическим корпусом.
Грунтовка является переходным слоем для комбинирования с металлическим корпусом. Его основными являются силикаты, оксид бора, алюминий.
Его основными являются силикаты, оксид бора, алюминий. Это необходимо для изготовления изделий из чугуна больших размеров (ванна,
Это необходимо для изготовления изделий из чугуна больших размеров (ванна,

 Даже традиционная эмаль запекания, давно используемая для автомобилей, не имеет ничего общего со стеклом. Выпечка — это просто быстрый способ избавиться от растворителей и летучих органических соединений.
Даже традиционная эмаль запекания, давно используемая для автомобилей, не имеет ничего общего со стеклом. Выпечка — это просто быстрый способ избавиться от растворителей и летучих органических соединений. В 1850-х и 1860-х годах эмалевая краска сменила направление и стала рекламироваться как «антикоррозийный» или «консервант железа» для железных перил, деревянных амбаров, камня, лепнины, заборов и других ударопрочных наружных элементов.
В 1850-х и 1860-х годах эмалевая краска сменила направление и стала рекламироваться как «антикоррозийный» или «консервант железа» для железных перил, деревянных амбаров, камня, лепнины, заборов и других ударопрочных наружных элементов.
 Некоторые популярные области применения эмалевой краски включают наружные элементы, дверную отделку и внутреннюю технику:
Некоторые популярные области применения эмалевой краски включают наружные элементы, дверную отделку и внутреннюю технику: Это делает эмалевую краску хорошим выбором для любой поверхности, которая должна быть ровной и без полос.
Это делает эмалевую краску хорошим выбором для любой поверхности, которая должна быть ровной и без полос.
 Продолжим, залудите место пайки и смажьте флюсом, затем паяльником с нанесенным на него припоем прижмите место пайки. Наложите облуженную проволоку на прогретое место стыка, желательно дополнительно добавить припой. Когда все остынет, можно проверять подав воду.
Продолжим, залудите место пайки и смажьте флюсом, затем паяльником с нанесенным на него припоем прижмите место пайки. Наложите облуженную проволоку на прогретое место стыка, желательно дополнительно добавить припой. Когда все остынет, можно проверять подав воду.


 Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом
Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом В одной руке обычно держат горелку, в другой – припой
В одной руке обычно держат горелку, в другой – припой Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
 Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.
Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.


 Лучше пользоваться профессиональным инструментом
Лучше пользоваться профессиональным инструментом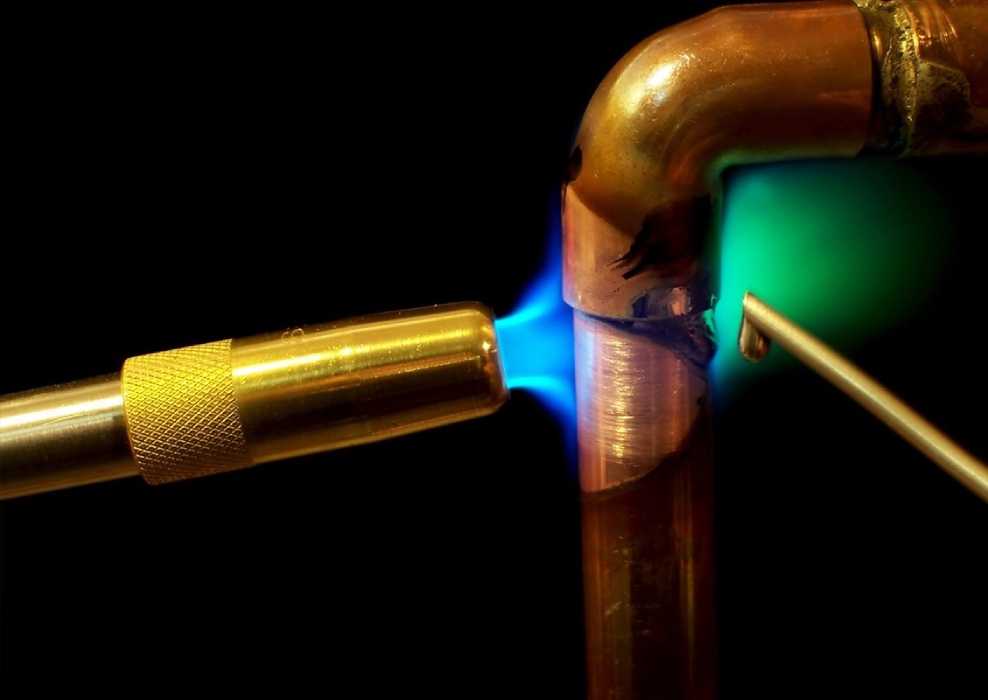 Если пайка выполнена верно, элементы вручную не разъединить
Если пайка выполнена верно, элементы вручную не разъединить youtube.com/embed/T27mIJA6TcQ» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/T27mIJA6TcQ» allowfullscreen=»allowfullscreen»/>
 От пяти до 10 секунд нагрева газовой горелкой MAPP — это все, что требуется, прежде чем вы сможете подавать припой в большинство отверстий диаметром от 1/2 до 3/4 дюйма. трубы и фитинги. Однако будьте осторожны. Легче перегреть соединение с газом MAPP. Если флюс почернел, а припой не затекает в фитинг, соединение перегрето.
От пяти до 10 секунд нагрева газовой горелкой MAPP — это все, что требуется, прежде чем вы сможете подавать припой в большинство отверстий диаметром от 1/2 до 3/4 дюйма. трубы и фитинги. Однако будьте осторожны. Легче перегреть соединение с газом MAPP. Если флюс почернел, а припой не затекает в фитинг, соединение перегрето.

 Когда вы ремонтируете или подсоединяете существующие медные трубы, обычно в них обнаруживается небольшое количество воды даже после того, как вы закрыли вентиль и слили трубы. Паять соединения в трубах, содержащих даже небольшое количество воды, практически невозможно. Большая часть тепла от горелки уходит на превращение воды в пар, поэтому медь не нагревается настолько, чтобы расплавить припой. Остановите струйку воды заглушкой. Вставьте заглушку в трубу с помощью прилагаемой трубки-аппликатора. Когда вы закончите пайку, растворите вилку, держа горелку под местом, где находится вилка. Заглушки на 1/2 дюйма. или 3/4 дюйма. трубы продаются в домашних центрах и хозяйственных магазинах.
Когда вы ремонтируете или подсоединяете существующие медные трубы, обычно в них обнаруживается небольшое количество воды даже после того, как вы закрыли вентиль и слили трубы. Паять соединения в трубах, содержащих даже небольшое количество воды, практически невозможно. Большая часть тепла от горелки уходит на превращение воды в пар, поэтому медь не нагревается настолько, чтобы расплавить припой. Остановите струйку воды заглушкой. Вставьте заглушку в трубу с помощью прилагаемой трубки-аппликатора. Когда вы закончите пайку, растворите вилку, держа горелку под местом, где находится вилка. Заглушки на 1/2 дюйма. или 3/4 дюйма. трубы продаются в домашних центрах и хозяйственных магазинах. Паять по одному стыку за раз неэффективно. При необходимости используйте хомуты для крепления труб. Будьте осторожны, очистите и оплавьте конец каждой трубы и внутреннюю часть фитингов перед их сборкой. Затем, непосредственно перед тем, как начать пайку, плотно вставьте трубы в фитинги, чтобы убедиться, что они полностью сидят. Начните паять с одного конца сборки и методично двигайтесь от одного стыка к другому.
Паять по одному стыку за раз неэффективно. При необходимости используйте хомуты для крепления труб. Будьте осторожны, очистите и оплавьте конец каждой трубы и внутреннюю часть фитингов перед их сборкой. Затем, непосредственно перед тем, как начать пайку, плотно вставьте трубы в фитинги, чтобы убедиться, что они полностью сидят. Начните паять с одного конца сборки и методично двигайтесь от одного стыка к другому.



 3
3 На сегодняшний день в колледже на различных формах обучения осваивают образовательные программы более 2 тысяч студентов. Колледж оказывает заметное влияние на формирование интеллектуального, профессионального, духовно-нравственного и культурного уровня Самарской области и России.
На сегодняшний день в колледже на различных формах обучения осваивают образовательные программы более 2 тысяч студентов. Колледж оказывает заметное влияние на формирование интеллектуального, профессионального, духовно-нравственного и культурного уровня Самарской области и России.

 График работы: по 8 часов в 3 смены+ можно брать надчасы — в месяц 200-280 часов.
График работы: по 8 часов в 3 смены+ можно брать надчасы — в месяц 200-280 часов. пакет, в который входит медицинское страхование (возможность бесплатно обращаться к врачам на территории Польши), пенсионные и социальные взносы для каждого сотрудника осуществляются в ZUS в обязательном порядке раз в месяц.
пакет, в который входит медицинское страхование (возможность бесплатно обращаться к врачам на территории Польши), пенсионные и социальные взносы для каждого сотрудника осуществляются в ZUS в обязательном порядке раз в месяц. ..
.. — Смотрите видеообзор с…
— Смотрите видеообзор с… ..
.. — Смотрите видеообзор с производстваЗарплата— 19,40…
— Смотрите видеообзор с производстваЗарплата— 19,40… ..
.. ..
.. Требования: читать чертежи, опыт работы. Жильё — 350 злотых в месяц. Завод современный, чистый
Требования: читать чертежи, опыт работы. Жильё — 350 злотых в месяц. Завод современный, чистый ножки стула, стойки newel, ножка дивана, профиль Будды, карниз, modillion, бейсбольная бита, ремесла и т. д.
ножки стула, стойки newel, ножка дивана, профиль Будды, карниз, modillion, бейсбольная бита, ремесла и т. д. Он подходит для крупносерийного производства, а производительность одной машины эквивалентна производительности 36 рабочих в день.
Он подходит для крупносерийного производства, а производительность одной машины эквивалентна производительности 36 рабочих в день. 220 В/60 Гц, 3 фазы; AC440V/50HZ, 3PH
220 В/60 Гц, 3 фазы; AC440V/50HZ, 3PH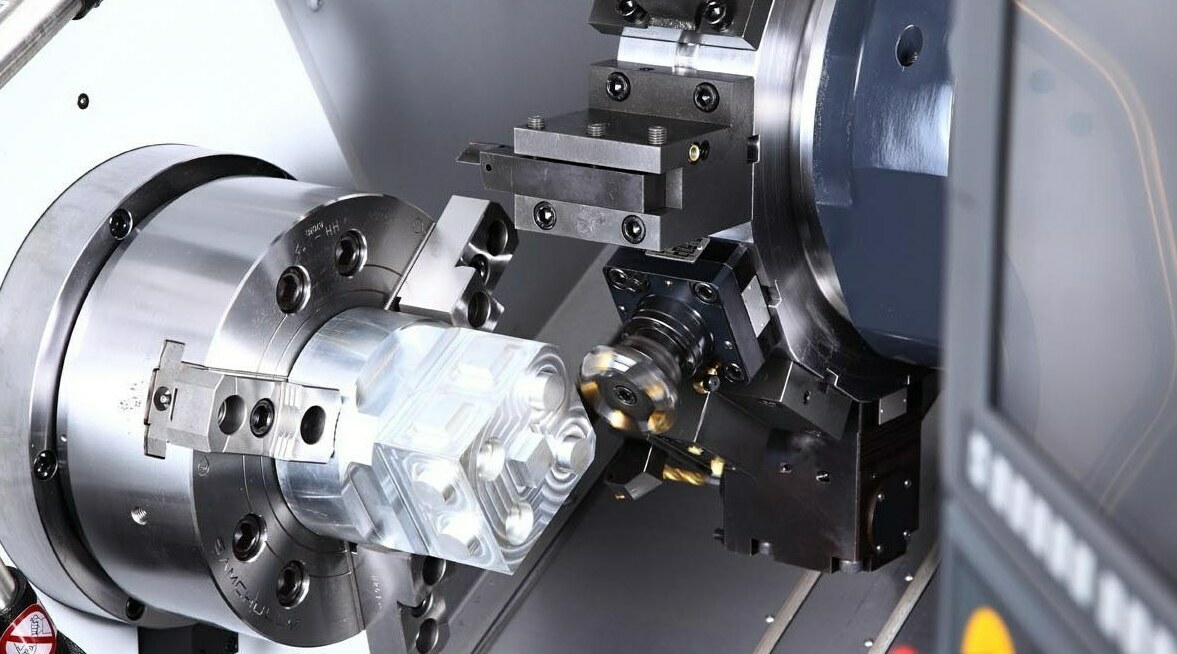
 Несмотря на то, что он не был в ящике, при транспортировке не было никаких повреждений — оказалось, что платформа была длиннее ширины контейнера, поэтому ее пришлось снять для транспортировки. Вся проводка для двигателей имела разъемы, которые легко монтировались, и мы не обнаружили ослабленных проводов или других подобных проблем.
Несмотря на то, что он не был в ящике, при транспортировке не было никаких повреждений — оказалось, что платформа была длиннее ширины контейнера, поэтому ее пришлось снять для транспортировки. Вся проводка для двигателей имела разъемы, которые легко монтировались, и мы не обнаружили ослабленных проводов или других подобных проблем. 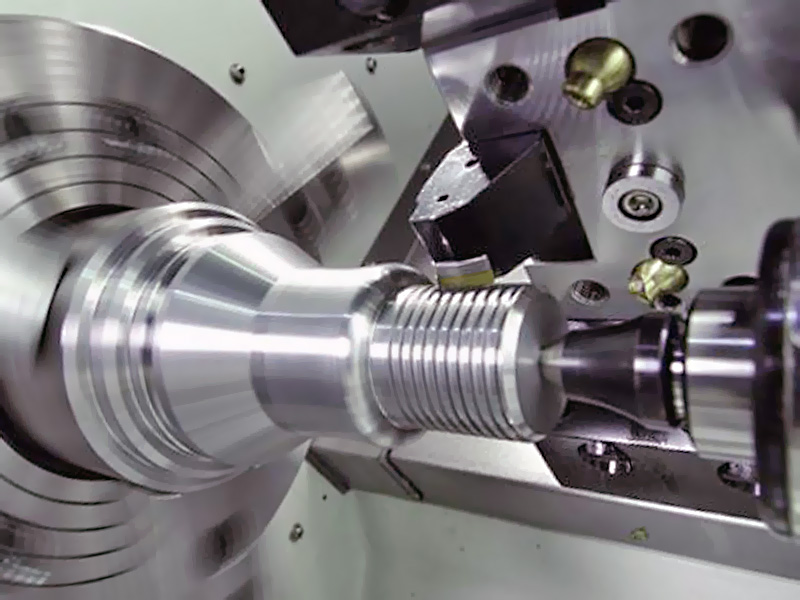
 Обычно используемый для ножек столов и стульев, этот метод позволяет столяру создавать узоры по всему изделию.
Обычно используемый для ножек столов и стульев, этот метод позволяет столяру создавать узоры по всему изделию.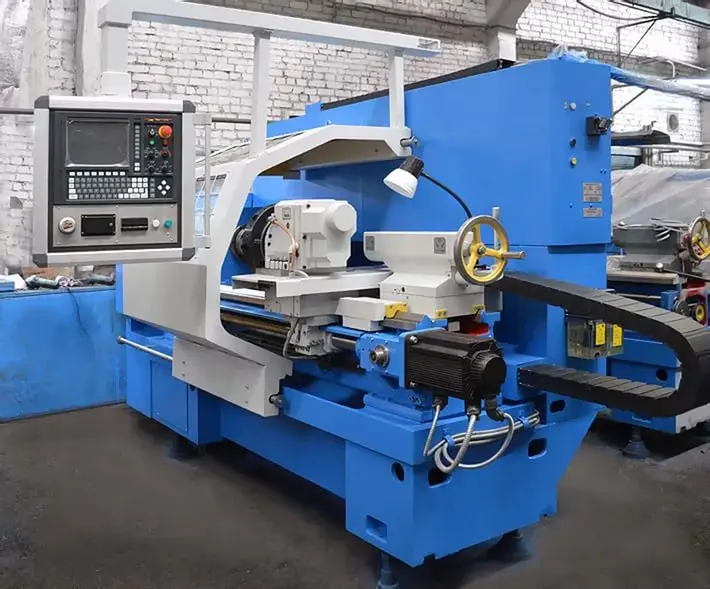 Затем вы будете использовать USB-ключ для загрузки программы с файлом 3D-дизайна в систему машины.
Затем вы будете использовать USB-ключ для загрузки программы с файлом 3D-дизайна в систему машины.

 Теперь вы готовы к вращению.
Теперь вы готовы к вращению. Наша серия токарных станков с ЧПУ по дереву Turner в настоящее время состоит из двух станков, известных как CNC Turner и Bat Master CNC Turner.
Наша серия токарных станков с ЧПУ по дереву Turner в настоящее время состоит из двух станков, известных как CNC Turner и Bat Master CNC Turner.
 -80мм, 250W, 200-480°C, 220V
-80мм, 250W, 200-480°C, 220V s.
s. Тем не менее, данное предположение никогда не оправдывалось, несмотря на то, что при определенных обстоятельствах оно могло бы соответствовать действительности.
Тем не менее, данное предположение никогда не оправдывалось, несмотря на то, что при определенных обстоятельствах оно могло бы соответствовать действительности.

 В подобных условиях тигли на глиняной связке затрачивают меньше энергии на разогрев, чем тигли из карбида-кремния. Тем не менее, оба вида тиглей могут быть использованы в печах с низкой частотой(50-400Hz).
В подобных условиях тигли на глиняной связке затрачивают меньше энергии на разогрев, чем тигли из карбида-кремния. Тем не менее, оба вида тиглей могут быть использованы в печах с низкой частотой(50-400Hz).
 Цельсия). Это также относится к операциям с наиболее агрессивным воздействием на тигель, таким как переработка анодов и катодов.
Цельсия). Это также относится к операциям с наиболее агрессивным воздействием на тигель, таким как переработка анодов и катодов.

 К сожалению, не существует какого-либо универсального покрытия, которое будет оптимальным, как для высоких, так и для низких температур. Для выбора правильного тигля необходимо знать, какой рабочий материал будет использоваться, а также тип печи.
К сожалению, не существует какого-либо универсального покрытия, которое будет оптимальным, как для высоких, так и для низких температур. Для выбора правильного тигля необходимо знать, какой рабочий материал будет использоваться, а также тип печи.

 Доступны размеры 4 и 10 унций, изготовленные из графита высокой плотности для обеспечения долговечности. Разработан с носиком для обеспечения точности при заливке металлов.
Доступны размеры 4 и 10 унций, изготовленные из графита высокой плотности для обеспечения долговечности. Разработан с носиком для обеспечения точности при заливке металлов. *Это расходные материалы, особенно при работе с металлами при очень высоких температурах. Эффективно плавит золото, серебро, медь, латунь, алюминий и многое другое.
*Это расходные материалы, особенно при работе с металлами при очень высоких температурах. Эффективно плавит золото, серебро, медь, латунь, алюминий и многое другое. Подходит для наших плавильных печей серий MF и Hardin. Не рекомендуется для длительного использования.
Подходит для наших плавильных печей серий MF и Hardin. Не рекомендуется для длительного использования. Идеально подходит для факельных и печных процессов плавки. Доступны в различных размерах.
Идеально подходит для факельных и печных процессов плавки. Доступны в различных размерах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Внутренний диаметр: 50 мм (1,97 дюйма)
Внутренний диаметр: 50 мм (1,97 дюйма) Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 )
) ..
..



 Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
 5
5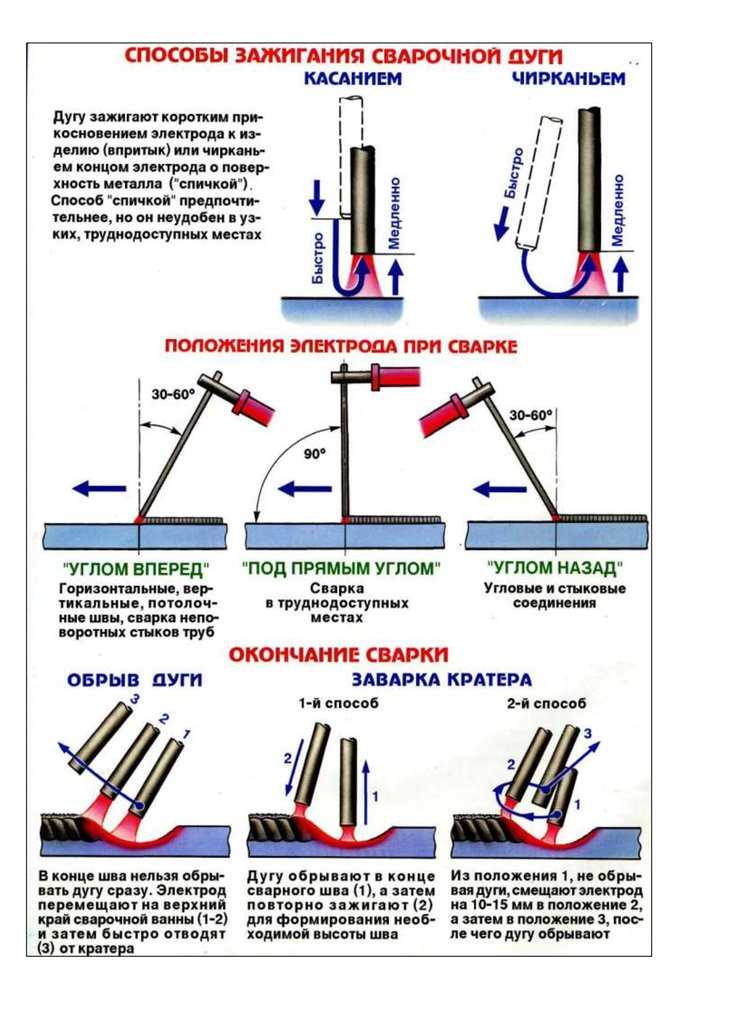

 5 кг)
5 кг)
 5 кг)
5 кг)
 опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??
опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы?? Вот вопрос чем варить. Делал печь в баню варил бак МР3 пришлось шов дважды пройти с двух сторон только после этого перестал отсыривать…((
Вот вопрос чем варить. Делал печь в баню варил бак МР3 пришлось шов дважды пройти с двух сторон только после этого перестал отсыривать…(( а если серьезно, доверьте лучше эту работу более опытному сварщику
а если серьезно, доверьте лучше эту работу более опытному сварщику Варить наверняка будете в отрыв, так поначалу вам будет проще.
Варить наверняка будете в отрыв, так поначалу вам будет проще. Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!! Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
Режем бочонки из большей трубы, одеваем на стык меньшей, обвариваем!!! Не шибко красиво, но работает!!!
 опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??
опыта сварки отопления нет совсем! кроме того совсем не получается варить вертикальные швы, то металл бежит то электрод прилипает… в общем вопрос какими электродами мне в отсутствии опыта будет комфортно варить отопление так , чтобы потом не пришлось по сто раз проваривать текущие швы после запуска системы??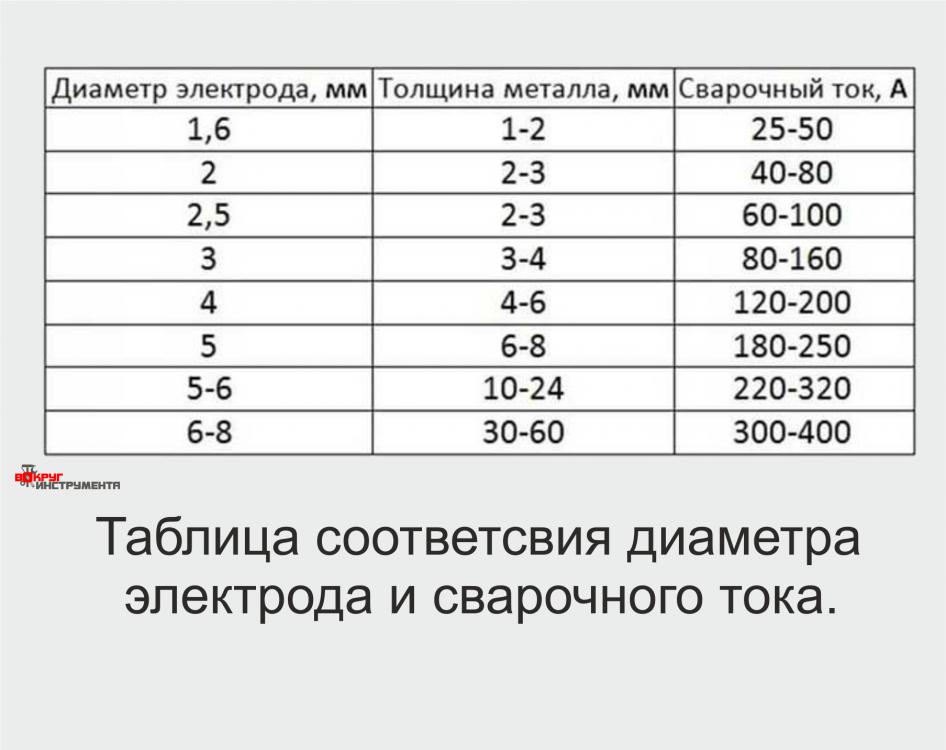 Ок-46, Lb-52
Ок-46, Lb-52 варят отлично хоть «гнилье «так и свежий метал.уони хороши для поворотных стыков и фланцев.есть разные техники самой сварки и уловки как «операция,губа она же смещение кромок,разность диаметров,сварка с отрывом и самое главное это опыт и смекалка.»
варят отлично хоть «гнилье «так и свежий метал.уони хороши для поворотных стыков и фланцев.есть разные техники самой сварки и уловки как «операция,губа она же смещение кромок,разность диаметров,сварка с отрывом и самое главное это опыт и смекалка.» Конечно ничего страшного если начнет мокрить после заполнения системы водой, подошел подварил, сам же себе делаешь у себя дома …
Конечно ничего страшного если начнет мокрить после заполнения системы водой, подошел подварил, сам же себе делаешь у себя дома …

 Целлюлозные электроды также легко ударяются, что делает их хорошо подходящими для прихваточных швов.
Целлюлозные электроды также легко ударяются, что делает их хорошо подходящими для прихваточных швов. Хорошее электрическое давление напрямую связано с положительным запуском дуги. Типичные OCV находятся в диапазоне от 60 до 90 В.
Хорошее электрическое давление напрямую связано с положительным запуском дуги. Типичные OCV находятся в диапазоне от 60 до 90 В.
 корневую поверхность и корневые отверстия, а также использовать 1/8- или 3/32-дюйма. электрод для корневого прохода. Если применение позволяет, авторы предпочитают выбирать никелевую поверхность основания и отверстие основания и 5/32 дюйма. электродом, потому что он обеспечивает гибкость, если корневое отверстие сужается по мере того, как труба нагревается, охлаждается и сжимается. Если 3⁄32 дюйма. корневое отверстие сужается, у оператора может быть достаточно широкое отверстие, чтобы протолкнуть расплавленный металл к задней стороне соединения, а также возможность уменьшить до 1/8 дюйма. электрод. Если 1⁄16-дюйм. корневое отверстие затягивается, существует более высокая вероятность того, что оператору потребуется использовать шлифовальную машину, чтобы открыть корневое отверстие, чтобы обеспечить проникновение.
корневую поверхность и корневые отверстия, а также использовать 1/8- или 3/32-дюйма. электрод для корневого прохода. Если применение позволяет, авторы предпочитают выбирать никелевую поверхность основания и отверстие основания и 5/32 дюйма. электродом, потому что он обеспечивает гибкость, если корневое отверстие сужается по мере того, как труба нагревается, охлаждается и сжимается. Если 3⁄32 дюйма. корневое отверстие сужается, у оператора может быть достаточно широкое отверстие, чтобы протолкнуть расплавленный металл к задней стороне соединения, а также возможность уменьшить до 1/8 дюйма. электрод. Если 1⁄16-дюйм. корневое отверстие затягивается, существует более высокая вероятность того, что оператору потребуется использовать шлифовальную машину, чтобы открыть корневое отверстие, чтобы обеспечить проникновение. Обратите внимание, что размер допустимого прихваточного шва зависит от диаметра трубы. Прихватки должны быть отшлифованы до голого металла, а концы зачищены.
Обратите внимание, что размер допустимого прихваточного шва зависит от диаметра трубы. Прихватки должны быть отшлифованы до голого металла, а концы зачищены.

 Электрод плавится неравномерно, оставляя выступ на той стороне, где покрытие наиболее тяжелое. Это состояние часто называют «пальцевым ногтями».
Электрод плавится неравномерно, оставляя выступ на той стороне, где покрытие наиболее тяжелое. Это состояние часто называют «пальцевым ногтями». Снаружи корневой шов оставляет выпуклый (горбатый) валик шва с «тележными следами» шлака с обеих сторон. Отшлифуйте борт дисковой шлифовальной машиной, чтобы немного сгладить борт и обнажить гусеницы вагонов, так как они могут задерживать шлак. Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался.
Снаружи корневой шов оставляет выпуклый (горбатый) валик шва с «тележными следами» шлака с обеих сторон. Отшлифуйте борт дисковой шлифовальной машиной, чтобы немного сгладить борт и обнажить гусеницы вагонов, так как они могут задерживать шлак. Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался. В противном случае электрод не требует особых манипуляций, пока не достигнет дна сустава. Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте.
В противном случае электрод не требует особых манипуляций, пока не достигнет дна сустава. Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте. Большой процент дефектов сварки возникает из-за неправильного угла наклона электрода между 4 и 8 часами.
Большой процент дефектов сварки возникает из-за неправильного угла наклона электрода между 4 и 8 часами. Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов. В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна.
Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов. В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна. Навыки, полученные для сварки в гору, просто не применимы. Например, метод «взмах и пауза», необходимый для сварки на подъем EXX10, не подходит для сварки на спуск, а шлаковые системы для основных и рутиловых электродов обеспечивают совершенно разные характеристики.
Навыки, полученные для сварки в гору, просто не применимы. Например, метод «взмах и пауза», необходимый для сварки на подъем EXX10, не подходит для сварки на спуск, а шлаковые системы для основных и рутиловых электродов обеспечивают совершенно разные характеристики.
 ИСПОЛЬЗОВАНИЕ НА ТРУБЕ API 5L
ИСПОЛЬЗОВАНИЕ НА ТРУБЕ API 5L Количество материала, необходимое для заполнения составного конического соединения, меньше, чем для подготовки под углом 60 градусов, поэтому производительность
Количество материала, необходимое для заполнения составного конического соединения, меньше, чем для подготовки под углом 60 градусов, поэтому производительность  В этой таблице указаны распространенные сварочные электроды по классу труб API 5L. Окончательный выбор продукта должен зависеть от проекта. Конкретные рекомендации по электродам зависят от спецификаций проекта, включая превышение прочности и минимальные требования к ударной вязкости.
В этой таблице указаны распространенные сварочные электроды по классу труб API 5L. Окончательный выбор продукта должен зависеть от проекта. Конкретные рекомендации по электродам зависят от спецификаций проекта, включая превышение прочности и минимальные требования к ударной вязкости. Рекомендуется для сварки корневого прохода труб класса до Х80, а также для сварки горячим, заполняющим и защитным проходом труб класса до Х65.
Рекомендуется для сварки корневого прохода труб класса до Х80, а также для сварки горячим, заполняющим и защитным проходом труб класса до Х65. Таким образом, допустимое напряжение может варьироваться в зависимости от среды, в которой он установлен или будет установлен и введен в эксплуатацию. Для различных сред используются несколько коэффициентов безопасности. Например, для компрессорной станции, расположенной в Ханне, Альберта, не требуется такого же уровня запаса прочности, как для станции, расположенной в городе Калгари.
Таким образом, допустимое напряжение может варьироваться в зависимости от среды, в которой он установлен или будет установлен и введен в эксплуатацию. Для различных сред используются несколько коэффициентов безопасности. Например, для компрессорной станции, расположенной в Ханне, Альберта, не требуется такого же уровня запаса прочности, как для станции, расположенной в городе Калгари.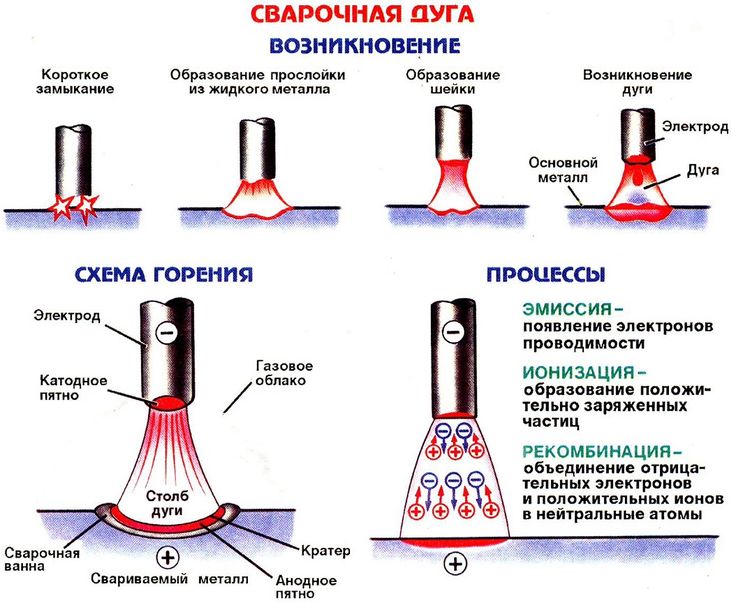 8 является более консервативным, когда внутри компрессорных станций, поскольку коэффициент класса площади составляет 0,4 или 0,5, а допустимое напряжение составляет всего 14 400 или 18 500 фунтов на квадратный дюйм для 5L-B и 16 800 фунтов на квадратный дюйм или 21 000 фунтов на квадратный дюйм для X42. В B31.3 указано допустимое напряжение 20 000 фунтов на квадратный дюйм для A106B. Это означает, что для того же металла и тех же условий эксплуатации B31.8 будет давать меньшую толщину стенки, чем B31.3, если это не конструкция компрессорной станции.
8 является более консервативным, когда внутри компрессорных станций, поскольку коэффициент класса площади составляет 0,4 или 0,5, а допустимое напряжение составляет всего 14 400 или 18 500 фунтов на квадратный дюйм для 5L-B и 16 800 фунтов на квадратный дюйм или 21 000 фунтов на квадратный дюйм для X42. В B31.3 указано допустимое напряжение 20 000 фунтов на квадратный дюйм для A106B. Это означает, что для того же металла и тех же условий эксплуатации B31.8 будет давать меньшую толщину стенки, чем B31.3, если это не конструкция компрессорной станции.
 При помощи зубочистки или зубной щетки с мягкой щетиной осторожно удалите куски въевшейся грязи.
При помощи зубочистки или зубной щетки с мягкой щетиной осторожно удалите куски въевшейся грязи. Всего несколько простых шагов – и от грязи, налета и вредных микробов не останется и следа!
Всего несколько простых шагов – и от грязи, налета и вредных микробов не останется и следа! А потом действуйте!
А потом действуйте!
 Но если вы работаете с ценным экземпляром, советуем использовать детское. Это мыло мягче, у него ниже уровень рН – а значит, вы наверняка не повредите металл.
Но если вы работаете с ценным экземпляром, советуем использовать детское. Это мыло мягче, у него ниже уровень рН – а значит, вы наверняка не повредите металл.





 Паста ГОИ избавляет металл от черноты, делает его ярким и блестящим. Серьезные окислы или кальциевые наслоения паста не удаляет.
Паста ГОИ избавляет металл от черноты, делает его ярким и блестящим. Серьезные окислы или кальциевые наслоения паста не удаляет. Удивительно, но эти методы могут сработать. В перечисленных выше продуктах высокий уровень кислоты, она растворяет налет. Но риск очень высок:
Удивительно, но эти методы могут сработать. В перечисленных выше продуктах высокий уровень кислоты, она растворяет налет. Но риск очень высок:
 В этом случае неопытные коллекционеры пытаются отчистить металл абразивами – к примеру, «Пемолюксом». Не делайте так! Жесткие средства поцарапают медь и «сотрут» мелкие детали чеканки.
В этом случае неопытные коллекционеры пытаются отчистить металл абразивами – к примеру, «Пемолюксом». Не делайте так! Жесткие средства поцарапают медь и «сотрут» мелкие детали чеканки.
 Через несколько лет такие отпечатки превратятся в черный несмываемый налет. Чтобы этого не произошло:
Через несколько лет такие отпечатки превратятся в черный несмываемый налет. Чтобы этого не произошло: Чтобы вернуть металлу изысканный налет времени, используют:
Чтобы вернуть металлу изысканный налет времени, используют:


 Скорее
Скорее Ионы железа, и ионы меди
Ионы железа, и ионы меди Узнайте, как чистить медные монеты, используя предметы, которые есть в вашем шкафу прямо сейчас.
Узнайте, как чистить медные монеты, используя предметы, которые есть в вашем шкафу прямо сейчас. Хотя обычное мыло и вода удаляют грязь, они не удаляют потускнение.
Хотя обычное мыло и вода удаляют грязь, они не удаляют потускнение. Взболтайте воду руками, чтобы получилась мыльная вода, и положите грязные монеты в ванну. Позвольте монетам впитаться в течение некоторого времени, чтобы ослабить многолетний мусор.
Взболтайте воду руками, чтобы получилась мыльная вода, и положите грязные монеты в ванну. Позвольте монетам впитаться в течение некоторого времени, чтобы ослабить многолетний мусор. Промойте пенни под теплой водой и высушите мягким полотенцем.
Промойте пенни под теплой водой и высушите мягким полотенцем. Оба они содержат соль и слегка кислый уксус, который легко очищает медные монеты.
Оба они содержат соль и слегка кислый уксус, который легко очищает медные монеты. Поместите медные монеты в один слой в раствор. Дайте им постоять пять минут, а затем слегка потрите монеты зубной щеткой с мягкой щетиной. Тщательно промойте монетки под проточной водой, чтобы удалить все остатки.
Поместите медные монеты в один слой в раствор. Дайте им постоять пять минут, а затем слегка потрите монеты зубной щеткой с мягкой щетиной. Тщательно промойте монетки под проточной водой, чтобы удалить все остатки. Налейте колу поверх монет, пока они не будут покрыты. Дайте им постоять в жидкости около двух часов, а затем переверните. Оставьте монетки еще на два часа, а затем промойте их под теплой водой, чтобы смыть грязь и остатки соды.
Налейте колу поверх монет, пока они не будут покрыты. Дайте им постоять в жидкости около двух часов, а затем переверните. Оставьте монетки еще на два часа, а затем промойте их под теплой водой, чтобы смыть грязь и остатки соды.
 Если у вас нет этого продукта, сделайте пасту из пищевой соды и уксуса и нанесите таким же образом.
Если у вас нет этого продукта, сделайте пасту из пищевой соды и уксуса и нанесите таким же образом.
 Вам нужно будет знать IP-адрес вашего Raspberry Pi, чтобы подключиться к нему. Если вы выполнили первоначальную настройку Raspberry Pi и настроили сетевое соединение, вы можете получить IP-адрес с помощью ifconfig. Действительно полезный инструмент для получения вашего IP-адреса и проверки того, что ваш Pi подключен к сети, — это инструмент, который называется Advanced IP Scanner здесь: http://www.advanced-ip-scanner.com/ . Еще один отличный инструмент — Wireshark: http://www.wireshark.org/
Вам нужно будет знать IP-адрес вашего Raspberry Pi, чтобы подключиться к нему. Если вы выполнили первоначальную настройку Raspberry Pi и настроили сетевое соединение, вы можете получить IP-адрес с помощью ifconfig. Действительно полезный инструмент для получения вашего IP-адреса и проверки того, что ваш Pi подключен к сети, — это инструмент, который называется Advanced IP Scanner здесь: http://www.advanced-ip-scanner.com/ . Еще один отличный инструмент — Wireshark: http://www.wireshark.org/ Теперь я могу запустить контроллер Grbl на Raspberry Pi, который, в свою очередь, подключается к Alamode (плата типа Arduino, которая подключается непосредственно к разъему GPIO на Raspberry Pi и обеспечивает автоматическое преобразование уровня напряжения. Так что Arduino может взаимодействовать с Raspberry Pi напрямую. Alamode также предоставляет заголовки Arduino, позволяющие подключать экраны Arduino напрямую к нему. Таким образом, я получил стек из трех плат, которые плотно интегрированы из-за того, что подключаются напрямую друг к другу. Alamode (Arduino) обрабатывает команды GCode от Raspberry Pi в сигналы, которые отправляются на экран контроллера ЧПУ для запуска шаговых двигателей, а также передает различные функциональные сигналы на экран контроллера ЧПУ. После этого к ним можно будет получить доступ из внешнего мира. Пока все хорошо … Но теперь мне нужно подключить эти вещи к внешнему миру.
Теперь я могу запустить контроллер Grbl на Raspberry Pi, который, в свою очередь, подключается к Alamode (плата типа Arduino, которая подключается непосредственно к разъему GPIO на Raspberry Pi и обеспечивает автоматическое преобразование уровня напряжения. Так что Arduino может взаимодействовать с Raspberry Pi напрямую. Alamode также предоставляет заголовки Arduino, позволяющие подключать экраны Arduino напрямую к нему. Таким образом, я получил стек из трех плат, которые плотно интегрированы из-за того, что подключаются напрямую друг к другу. Alamode (Arduino) обрабатывает команды GCode от Raspberry Pi в сигналы, которые отправляются на экран контроллера ЧПУ для запуска шаговых двигателей, а также передает различные функциональные сигналы на экран контроллера ЧПУ. После этого к ним можно будет получить доступ из внешнего мира. Пока все хорошо … Но теперь мне нужно подключить эти вещи к внешнему миру.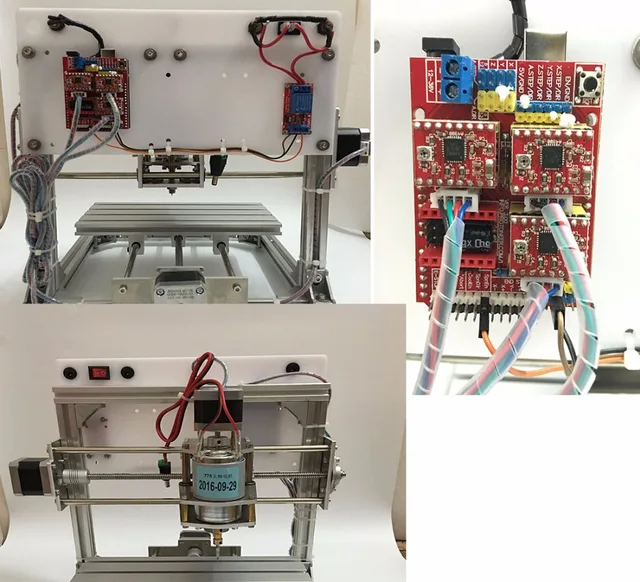 У меня уже был Arduino, и я собирался использовать его с экраном контроллера ЧПУ и запускать что-то на своем ноутбуке для управления всем. Затем я обнаружил, что Arduino не сможет самостоятельно обработать весь файл проекта. Это связано с тем, что у него недостаточно памяти для одновременной обработки более одной команды G-Code. Фактически не все команды GCode в настоящее время полностью реализованы в программном обеспечении Arduino Grbl. Однако Arduino напрямую взаимодействует с щитом контроллера ЧПУ и может передавать команды шаговым драйверам на щитке контроллера ЧПУ без каких-либо дополнительных схем.
У меня уже был Arduino, и я собирался использовать его с экраном контроллера ЧПУ и запускать что-то на своем ноутбуке для управления всем. Затем я обнаружил, что Arduino не сможет самостоятельно обработать весь файл проекта. Это связано с тем, что у него недостаточно памяти для одновременной обработки более одной команды G-Code. Фактически не все команды GCode в настоящее время полностью реализованы в программном обеспечении Arduino Grbl. Однако Arduino напрямую взаимодействует с щитом контроллера ЧПУ и может передавать команды шаговым драйверам на щитке контроллера ЧПУ без каких-либо дополнительных схем.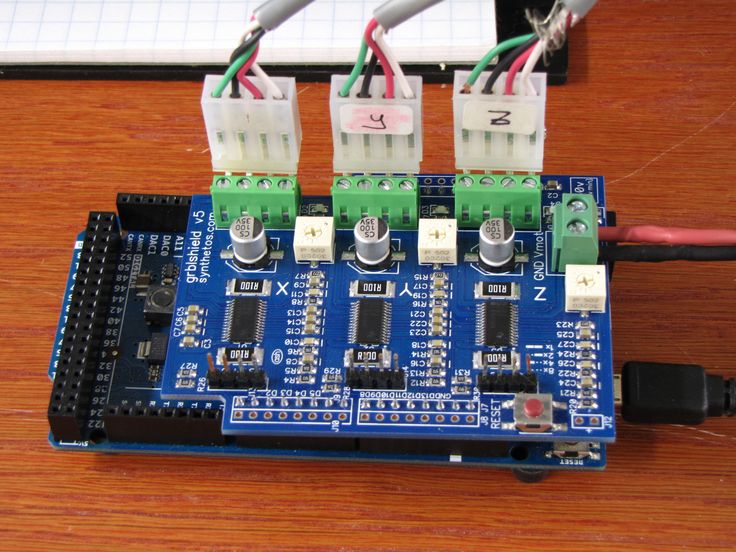 Две желтые перемычки в левой части изображения предназначены для выбора оси зеркал оси A (два двигателя на одной оси).
Две желтые перемычки в левой части изображения предназначены для выбора оси зеркал оси A (два двигателя на одной оси).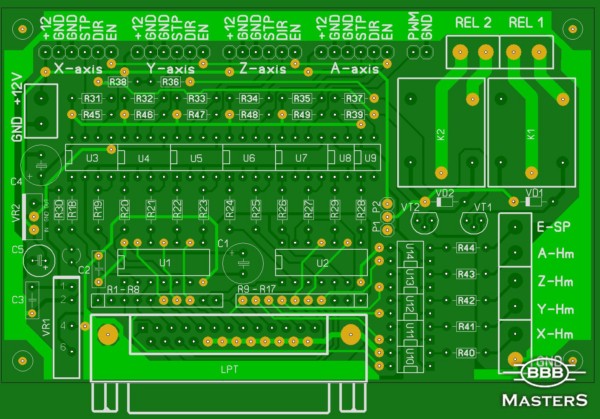 На самом деле вам нужно только заполнить держатели шаговых драйверов X, Y и Z на плате контроллера ЧПУ (потому что программное обеспечение Grbl на Arduino знает только о трех осях). Если вы не собираетесь использовать также ось A (для второго двигателя на одной из основных осей). Контроллер ЧПУ позволяет отображать управляющие сигналы от X, Y или Z до оси A с помощью перемычек. Я не использую четвертую ось. Я просто включил четвертый держатель шагового драйвера, чтобы иметь запасной на случай, если один из других перестанет работать. Опять же, кто знает, что может быть в будущем?
На самом деле вам нужно только заполнить держатели шаговых драйверов X, Y и Z на плате контроллера ЧПУ (потому что программное обеспечение Grbl на Arduino знает только о трех осях). Если вы не собираетесь использовать также ось A (для второго двигателя на одной из основных осей). Контроллер ЧПУ позволяет отображать управляющие сигналы от X, Y или Z до оси A с помощью перемычек. Я не использую четвертую ось. Я просто включил четвертый держатель шагового драйвера, чтобы иметь запасной на случай, если один из других перестанет работать. Опять же, кто знает, что может быть в будущем? Я уверен, что это сработало бы, но я решил приобрести новый и посвятить его в качестве хоста в моей новой системе контроллера ЧПУ.
Я уверен, что это сработало бы, но я решил приобрести новый и посвятить его в качестве хоста в моей новой системе контроллера ЧПУ.  Он также предоставляет совместимые с Arduino заголовки, так что к нему также можно подключить любой стандартный контроллер Arduino. Включая плату контроллера ЧПУ. Итак, теперь оказалось, что у меня может быть стек из трех плат, которые правильно и элегантно взаимодействуют друг с другом — без дополнительных схем.
Он также предоставляет совместимые с Arduino заголовки, так что к нему также можно подключить любой стандартный контроллер Arduino. Включая плату контроллера ЧПУ. Итак, теперь оказалось, что у меня может быть стек из трех плат, которые правильно и элегантно взаимодействуют друг с другом — без дополнительных схем.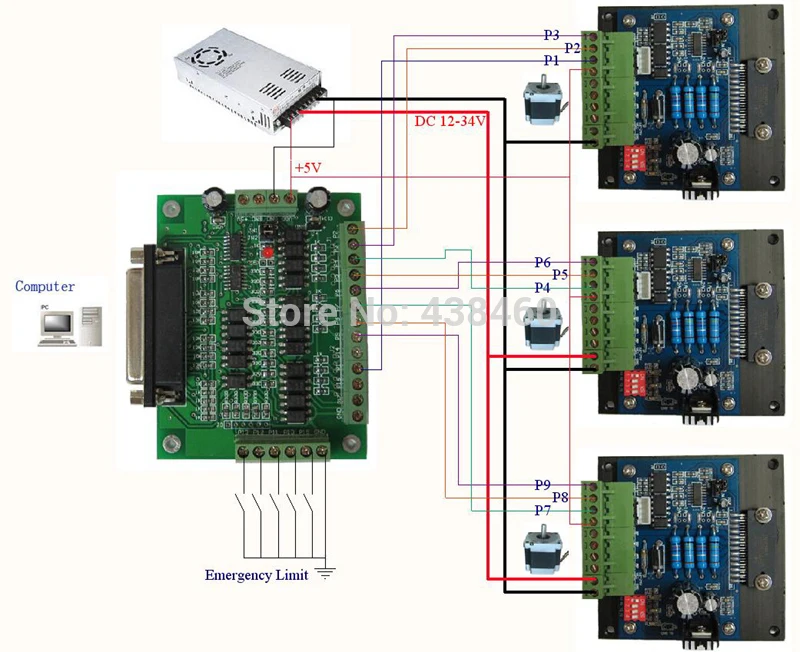 Код Grbl загружается в Alamode с IDE Arduino. Вам необходимо загрузить IDE Arduino на Raspberry Pi, чтобы загрузить код Grbl в Alamode. Инструкции по началу работы на сайте Alamode очень хороши и полны: http://wyolum.com/projects/alamode. Инструкции по настройке часов реального времени см. В Руководстве пользователя.
Код Grbl загружается в Alamode с IDE Arduino. Вам необходимо загрузить IDE Arduino на Raspberry Pi, чтобы загрузить код Grbl в Alamode. Инструкции по началу работы на сайте Alamode очень хороши и полны: http://wyolum.com/projects/alamode. Инструкции по настройке часов реального времени см. В Руководстве пользователя.
 Эта коробка сделана Бадом, и я получил через Amazon здесь. Это закрытый бокс BUD Industries PN-1339-DG из ударопрочного ABS NEMA 4x, длина 6-19 / 64 дюйма, ширина 6-19 / 64 дюйма, высота 3-17 / 32 дюйма, темно-серый корпус.
Эта коробка сделана Бадом, и я получил через Amazon здесь. Это закрытый бокс BUD Industries PN-1339-DG из ударопрочного ABS NEMA 4x, длина 6-19 / 64 дюйма, ширина 6-19 / 64 дюйма, высота 3-17 / 32 дюйма, темно-серый корпус.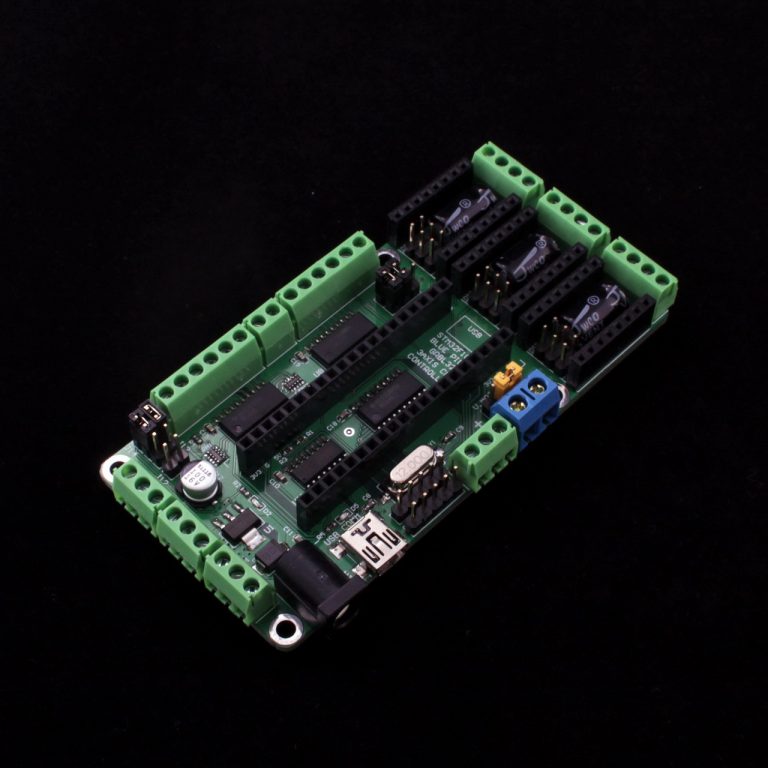 В итоге мне пришлось вырезать вырезы на обеих сторонах моего первоначального носителя, чтобы обеспечить лучший доступ для проводов и кабелей, соединяющих «стек» с внешним миром.
В итоге мне пришлось вырезать вырезы на обеих сторонах моего первоначального носителя, чтобы обеспечить лучший доступ для проводов и кабелей, соединяющих «стек» с внешним миром. . Мой единственный совет: наберитесь терпения, не торопитесь, не давите слишком сильно, срежьте в правильном направлении, и все получится приемлемо — никто не идеален.
. Мой единственный совет: наберитесь терпения, не торопитесь, не давите слишком сильно, срежьте в правильном направлении, и все получится приемлемо — никто не идеален. 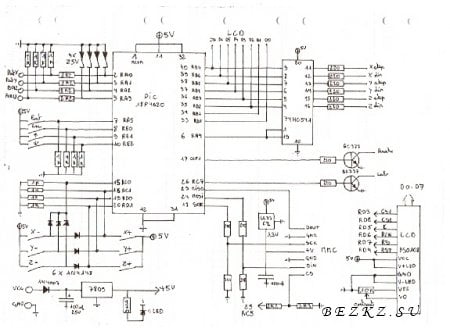 Большинство станков с ЧПУ (фрезерные станки, лазерные резаки, граверы, пескоструи и т. д.) Используют шаговые двигатели для позиционирования осей. Плата контроллера ЧПУ обеспечивает оси X, Y и Z, а также ось A, которую можно использовать для дополнения одной из других осей, если необходимо, с дополнительным двигателем, или может быть реализована четвертая ось (но Grbl знает только о трех осях Сейчас). Моя реализация сейчас будет использовать только три оси. Однако я решил, что мне нужно вывести ось A, потому что когда-нибудь я, возможно, захочу ее использовать. Кроме того, плата контроллера ЧПУ обеспечивает функции управления для включения шпинделя, а также две другие функции. По умолчанию это охлаждение шпинделя и направление шпинделя (поочередно эти функции могут использоваться для управления лазером, вакуумный прижим или воздуходувка / вытяжка и нагревательный мат для 3D-принтера). Я не знал, что мне может понадобиться контролировать позже, поэтому я решил вытащить и эти сигналы из коробки.
Большинство станков с ЧПУ (фрезерные станки, лазерные резаки, граверы, пескоструи и т. д.) Используют шаговые двигатели для позиционирования осей. Плата контроллера ЧПУ обеспечивает оси X, Y и Z, а также ось A, которую можно использовать для дополнения одной из других осей, если необходимо, с дополнительным двигателем, или может быть реализована четвертая ось (но Grbl знает только о трех осях Сейчас). Моя реализация сейчас будет использовать только три оси. Однако я решил, что мне нужно вывести ось A, потому что когда-нибудь я, возможно, захочу ее использовать. Кроме того, плата контроллера ЧПУ обеспечивает функции управления для включения шпинделя, а также две другие функции. По умолчанию это охлаждение шпинделя и направление шпинделя (поочередно эти функции могут использоваться для управления лазером, вакуумный прижим или воздуходувка / вытяжка и нагревательный мат для 3D-принтера). Я не знал, что мне может понадобиться контролировать позже, поэтому я решил вытащить и эти сигналы из коробки. В итоге у меня на одной стороне коробки оказалось пять разъемов, которые можно использовать для подключения к машине, которой я хочу управлять. Я все пометил, и все тоже имеет цветовую маркировку.
В итоге у меня на одной стороне коробки оказалось пять разъемов, которые можно использовать для подключения к машине, которой я хочу управлять. Я все пометил, и все тоже имеет цветовую маркировку.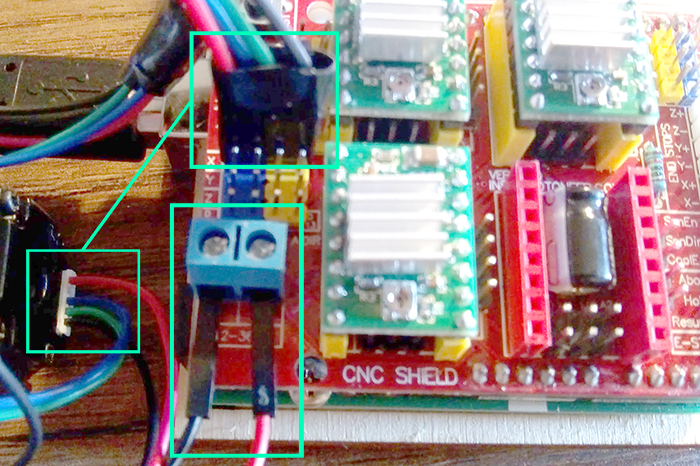 Таким образом, коммутаторы имеют соединение как под несущей, так и над несущей.
Таким образом, коммутаторы имеют соединение как под несущей, так и над несущей.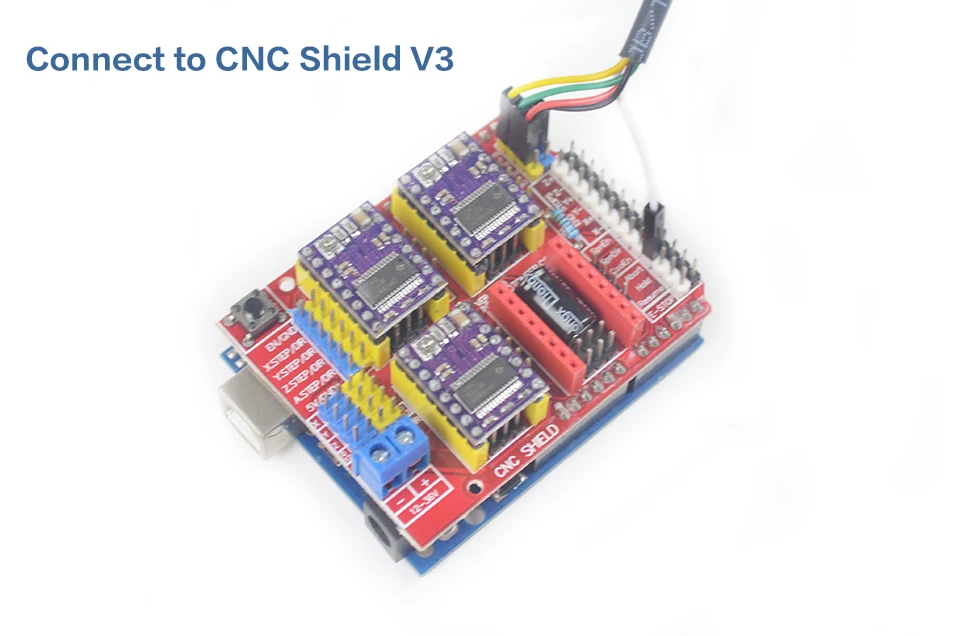 Оси X, Y и Z содержат провода для шаговых двигателей и концевых выключателей. Ось A — это только провода шагового двигателя. Она пока не будет использоваться на моем фрезерном станке. Разъем шпинделя имеет провода включения шпинделя, направления шпинделя и включения охлаждения. Опять же, вы можете видеть, что я старался как можно больше использовать расширяемую оплетку и термоусадочную трубку того же цвета.
Оси X, Y и Z содержат провода для шаговых двигателей и концевых выключателей. Ось A — это только провода шагового двигателя. Она пока не будет использоваться на моем фрезерном станке. Разъем шпинделя имеет провода включения шпинделя, направления шпинделя и включения охлаждения. Опять же, вы можете видеть, что я старался как можно больше использовать расширяемую оплетку и термоусадочную трубку того же цвета. Я построил кабель с разъемами PowerWerks PowerPole на нем, который соответствует моему блоку контроллера ЧПУ. Позже я добавил к своему источнику питания аварийный выключатель.
Я построил кабель с разъемами PowerWerks PowerPole на нем, который соответствует моему блоку контроллера ЧПУ. Позже я добавил к своему источнику питания аварийный выключатель.  12-контактный разъем — это место, где переключатели подключаются к плате. 5 В постоянного тока для Raspberry Pi и Alamode. 12 В постоянного тока для вентиляторов и цепи 12 В постоянного тока на экране контроллера ЧПУ и для пути 12 В постоянного тока через реле. Черный разъем на макетной плате используется для заземления сигналов, управляемых стеком реле. Обратите внимание, что я связал все заземления на распределительном щите.
12-контактный разъем — это место, где переключатели подключаются к плате. 5 В постоянного тока для Raspberry Pi и Alamode. 12 В постоянного тока для вентиляторов и цепи 12 В постоянного тока на экране контроллера ЧПУ и для пути 12 В постоянного тока через реле. Черный разъем на макетной плате используется для заземления сигналов, управляемых стеком реле. Обратите внимание, что я связал все заземления на распределительном щите. Я подключил переключатели именно для этого. Нажмите переключатель, и функция подключится к соответствующему контакту заземления. Однако я также проложил провод от каждого переключателя к одному из четырех инверторов, которые я использовал (два инвертора в микросхеме HEX Inverter не используются). Таким образом, когда переключатель разомкнут, на входе инвертора присутствует высокий уровень или Vcc, что приводит к низкому уровню на выходе, а светодиод не горит.
Я подключил переключатели именно для этого. Нажмите переключатель, и функция подключится к соответствующему контакту заземления. Однако я также проложил провод от каждого переключателя к одному из четырех инверторов, которые я использовал (два инвертора в микросхеме HEX Inverter не используются). Таким образом, когда переключатель разомкнут, на входе инвертора присутствует высокий уровень или Vcc, что приводит к низкому уровню на выходе, а светодиод не горит. Я также посмотрел на добавление ЖК-дисплея в коробку, но обнаружил, что мне просто не хватает места в коробке. Другой из USB-портов можно было бы использовать для подключения сенсорного экрана к системе.
Я также посмотрел на добавление ЖК-дисплея в коробку, но обнаружил, что мне просто не хватает места в коробке. Другой из USB-портов можно было бы использовать для подключения сенсорного экрана к системе. С другой стороны реле я сделал пару кабелей, которые обеспечивают заземление сигналов, управляемых реле, и очень маленький кабель для подключения реле к разъему шпинделя. На этой стороне он имеет желтую втулку, так как он подключается непосредственно к разъему шпинделя на боковой стороне коробки. Я использовал линейные соединения, чтобы мне было легче отсоединять кабели и извлекать носитель из коробки.
С другой стороны реле я сделал пару кабелей, которые обеспечивают заземление сигналов, управляемых реле, и очень маленький кабель для подключения реле к разъему шпинделя. На этой стороне он имеет желтую втулку, так как он подключается непосредственно к разъему шпинделя на боковой стороне коробки. Я использовал линейные соединения, чтобы мне было легче отсоединять кабели и извлекать носитель из коробки.
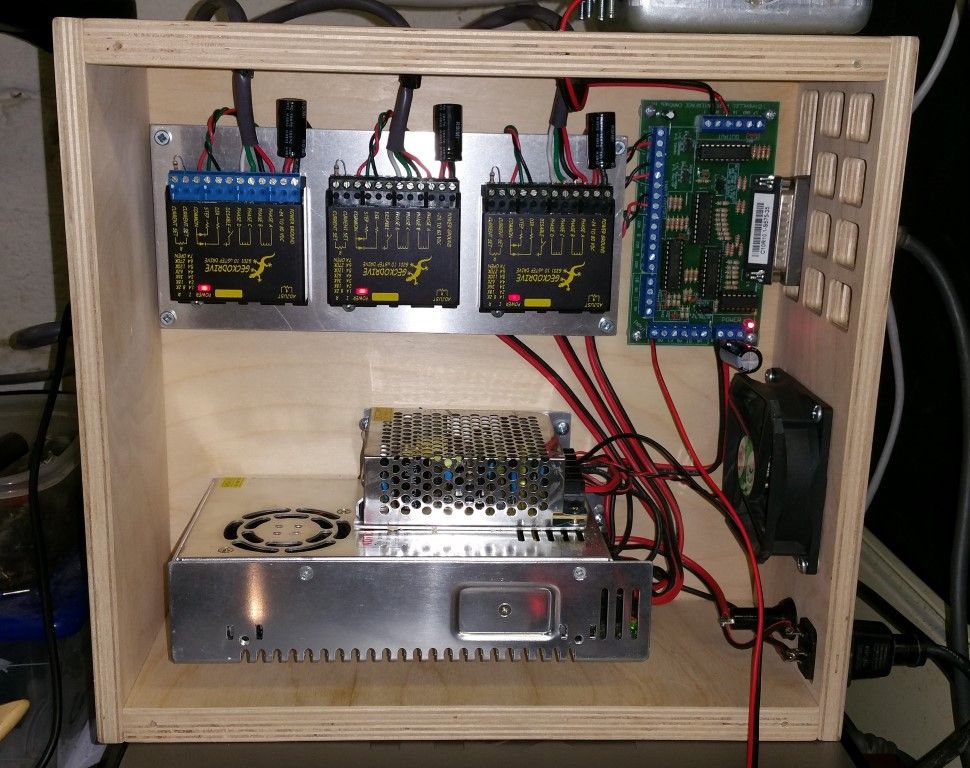 Затем следует подключить кабели осей к экрану контроллера ЧПУ. Наконец, последние соединения — это реле и земля для соединения шпинделя. Он плотный, но в нем достаточно места, чтобы все хорошо поместилось в коробке.
Затем следует подключить кабели осей к экрану контроллера ЧПУ. Наконец, последние соединения — это реле и земля для соединения шпинделя. Он плотный, но в нем достаточно места, чтобы все хорошо поместилось в коробке.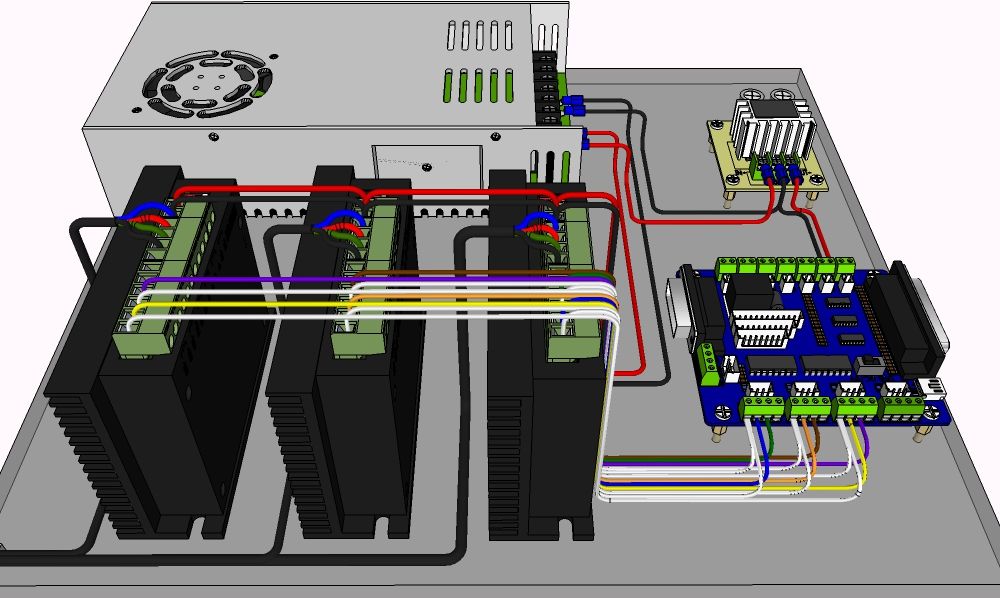
 org/ListItem»>
org/ListItem»>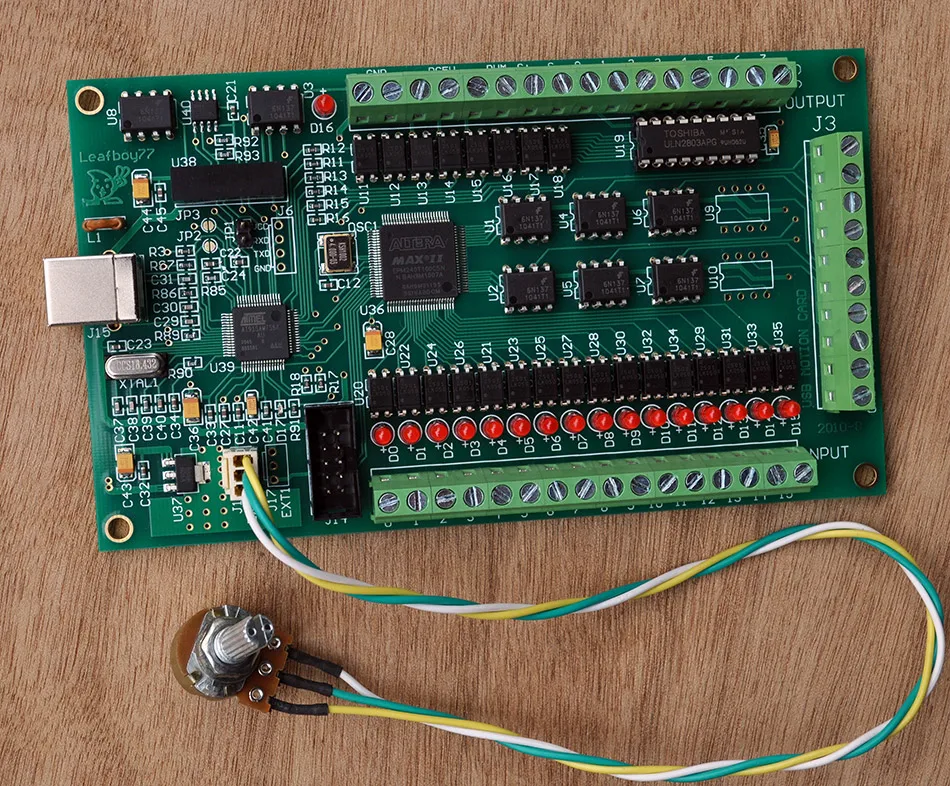 Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток. Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.
Эта микросхема содержит в себе контроллер, который формирует правильную синусоиду для разных режимов полушага и имеет возможность программной установки токов обмоток. Эти драйвера предназначены для работы с шаговыми двигателями до 3А, типоразмеры ШД NEMA17 42мм и NEMA23 57мм.
 Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
Четвертый — отсутствие гальванической развязки цепи питания. Реле шпинделя 5А, что в большинстве случаев недостаточно и требует применения более мощного промежуточного реле. К достоинствам можно отнести наличие разъема для подключении пульта управления. Этот контроллер в серии станков «Моделист» не применяется.
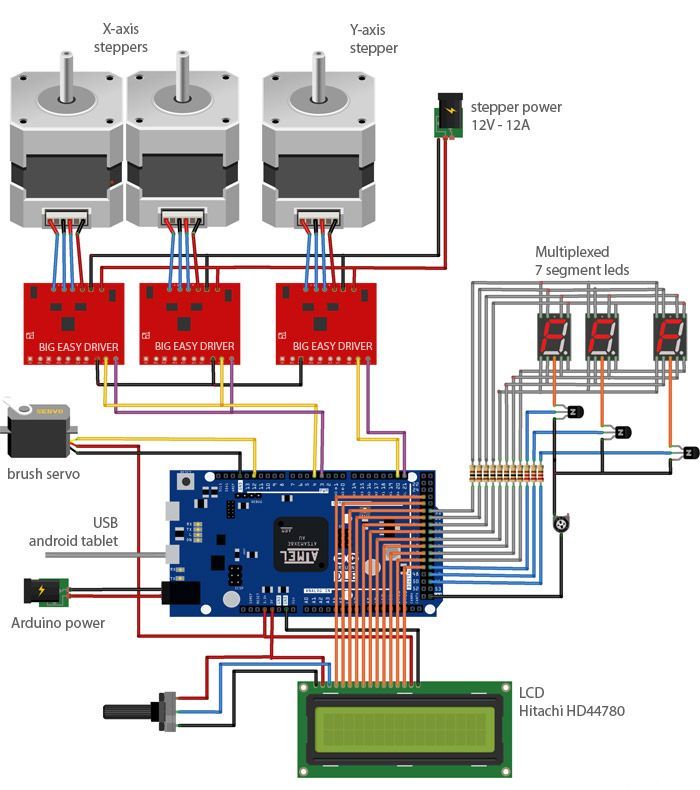 4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7.
4х осевой контроллер фрезерно-гравировального станка с ЧПУ, интерфейс USB, рисунок 7. ) Только для использования с системами на базе контроллеров ЧПУ Centroid Oak, Allin1DC, MPU11.
) Только для использования с системами на базе контроллеров ЧПУ Centroid Oak, Allin1DC, MPU11.  Нулевое значение приведет к использованию по умолчанию расстояния 0,5 дюйма или одного оборота двигателя, в зависимости от того, что больше. Это расстояние применяется только к линейной оси. Если ось поворотная, расстояние 45 градусов используется независимо от значения параметра.
Нулевое значение приведет к использованию по умолчанию расстояния 0,5 дюйма или одного оборота двигателя, в зависимости от того, что больше. Это расстояние применяется только к линейной оси. Если ось поворотная, расстояние 45 градусов используется независимо от значения параметра. 
 В противном случае обходным путем будет убедиться, что вы снова установили метку перед сохранением изменений.
В противном случае обходным путем будет убедиться, что вы снова установили метку перед сохранением изменений. см. инструкции по установке ОС Windows для Windows здесь.
см. инструкции по установке ОС Windows для Windows здесь.  Контроллер преобразует ваш G-код в инструкции, которые станок с ЧПУ использует для фрезерования окончательной детали.
Контроллер преобразует ваш G-код в инструкции, которые станок с ЧПУ использует для фрезерования окончательной детали.


 Одна из лучших особенностей этого контроллера — разнообразие поддерживаемых им функций, включая автоматическое измерение инструмента, аварийный вход и концевой выключатель.
Одна из лучших особенностей этого контроллера — разнообразие поддерживаемых им функций, включая автоматическое измерение инструмента, аварийный вход и концевой выключатель.
 Он предлагает больше скорости, мощности и управления в промышленном стиле для всех типов машин, от токарных станков и фрезерных станков до плазменных резаков и 3D-принтеров.
Он предлагает больше скорости, мощности и управления в промышленном стиле для всех типов машин, от токарных станков и фрезерных станков до плазменных резаков и 3D-принтеров.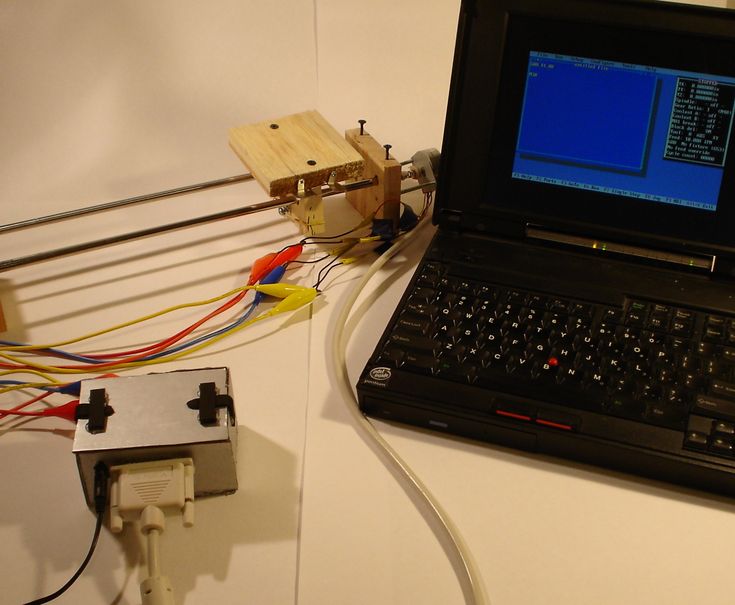
 Этой емкости достаточно для большинства любительских проектов, но если вам нужно больше, вы можете приобрести версию Pro.
Этой емкости достаточно для большинства любительских проектов, но если вам нужно больше, вы можете приобрести версию Pro.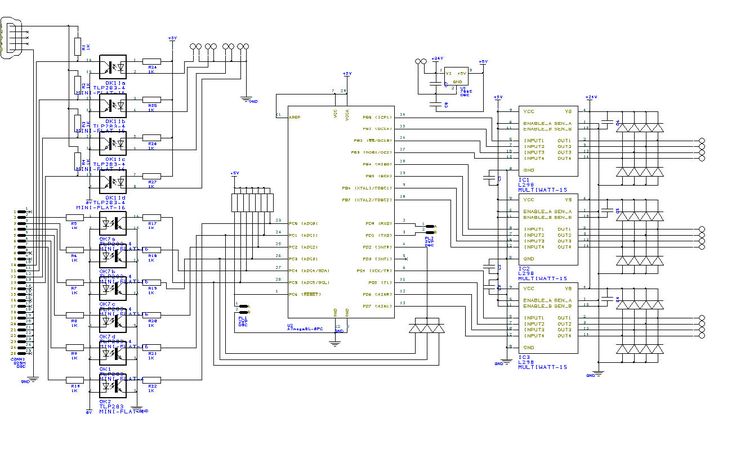
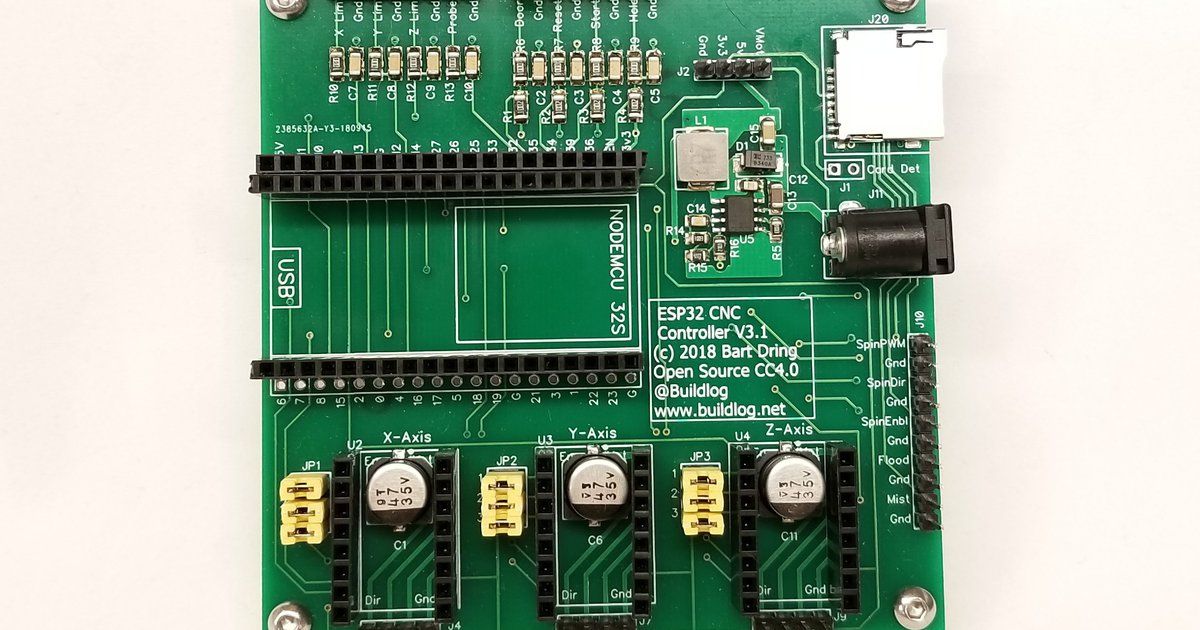 Он предлагает исключительно высококачественное управление с ЧПУ и идеально подходит как для серьезных любителей, так и для профессионалов, таких как изготовление мебели с помощью фрезерных станков и фрезерных станков или изготовление металлоконструкций с помощью плазменных резаков.
Он предлагает исключительно высококачественное управление с ЧПУ и идеально подходит как для серьезных любителей, так и для профессионалов, таких как изготовление мебели с помощью фрезерных станков и фрезерных станков или изготовление металлоконструкций с помощью плазменных резаков.