Инверторный источник сварочного тока, ИИСТ, сварочный инвертор — это один из видов источника питания сварочной дуги.
Сварочные инверторы
Основное назначение всех сварочных источников — обеспечивать стабильное горение сварочной дуги и её легкий поджиг. Одним из самых важных параметров сварочного процесса является его устойчивость к колебаниям и помехам. Существует несколько видов источников питания сварочной дуги — трансформаторы, дизельные или бензиновые электрогенераторы, выпрямители и инверторы. Инверторный источник сварочного тока появился в XX веке, а в начале XXI века стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Сварочные инверторы представляют собой переносное электрическое устройство, широко применяемое в промышленной и бытовой сфере, которое позволяет осуществлять ручное дуговое сваривание и резку как цветных, так и черных металлов.
Большую популярность данные устройства получили благодаря своей компактности и весу, что гарантирует качественную сварку на высотах и других местах, где использование классических сварочных трансформаторов является невозможным.
Также сварочные инверторы считаются отличным вариантом для использования неопытными сварщиками, поскольку имеется возможность автоматизации настраиваемых режимов работы, простоты применения и проведения различных видов и типов сварки. Ну а в случае со специалистами — позволит во много раз увеличить производительность путем замены стандартного сварочного транзистора или выпрямителя.
В нашем арсенале отдельно выделен бренд сварочных аппаратов — Weldmaster и серия «ИСКРА» Электроприбор
Принцип действия
Схема инверторных сварочных аппаратов не слишком сложная и ее принцип работы построен на преобразовании переменного тока одной частоты на переменный, но уже более высокой частоты. Подробнее этот процесс можно описать так: напряжение сети (переменный ток) поступая на выпрямитель, трансформируется в постоянный. Далее в работу включается преобразователь частоты, который обратно изменяет ток на переменный, который имеет увеличенную частоту. Следующей стадией является уменьшение напряжения с помощью трансформатора. Завершающим этапом преобразования служит силовой выпрямитель позволяющий получить на выходе ток, обладающий существенной силой и имеющий низкое напряжение.
Преимущества и особенности
Отличительной особенностью является осуществимость выдачи тока требуемой мощности, не уступая при этом большим по размерам аналогам.
Преимущества :
такие же рабочие характеристики как и у трансформаторных, при наличии существенно меньших размеров и веса аппарата;
простота и легкая настройка тока под любые поставленные задачи;
меньшее потребление электроэнергии благодаря использованию инверторной технологии, которая подразумевает применение пары преобразователей;
имеют большой коэффициент полезного действия, по сравнению с трансформаторами и преобразователями, который равняется 90%. Это свидетельствует о том, что практически вся потребляемая электроэнергия потребляется дугой;
уменьшение разбрызгивания металла при сварочном процессе;
применение IGBT-элементов позволило повысить общую надежность устройства;
легкая и удобная доставка к месту проведения работ.
Как пользоваться
Первое что нужно сделать – это подготовить защитную спецодежду и экипировку. Далее следует определиться с материалом, требующим сварки (чугун, мягкая или нержавеющая сталь) и его толщиной. Опираясь на известную информацию, производится выбор необходимой силы тока и нужного диаметра электрода. Далее проводится настройка самого инвертора, после чего следует определение вида подключения, оно может быть прямым и обратным. Прямое необходимо для сварки толстого изделия («+» крепится на деталь, «-» соответственно электрод). Обратное подключение необходимо для тонких материалов («+» — электрод, «-» закрепляется на свариваемой детали). По завершению всех подготовительных процедур можно приступать к процессу сварки.
Кроме выше перечисленного, нужно обратить внимание на следующий нюанс: что именно требуется сварить (угол, вертикальная или горизонтальная поверхность, труднодоступные места и т.д), подобрать правильно положение электрода (углом вперед, назад или прямой).
Приобретение
Наш интернет-магазин предоставляет возможность купить лучшие инверторные сварочные аппараты по выгодным и доступным ценам. Наши специалисты всегда предоставят самую актуальную и полезную информацию и помогут правильно выбрать оборудование. Мы предлагаем недорогие инверторные СА благодаря тому, что сами являемся производителем и воплощаем идею максимального качества инструмента и доступности его как можно большему кругу потребителей. Так же у нас имеется быстрая доставка по городу и региону.
Основные отличия инверторного сварочного аппарата от обычного трансформаторного
Сварочные аппараты становятся незаменимыми не только в промышленном производстве, но и в быту. Подтверждением тому служит огромный выбор техники бытового и полупрофессионального назначения. При этом среди других типов оборудования все большую популярность приобретают инверторные устройства. В чем же состоит отличие инверторного сварочного аппарата от обычного?
Принцип работы трансформаторного сварочного аппарата
Современные трансформаторные сварочные аппараты отличаются надежностью и неприхотливостью. Работают они на частоте 50 Гц. Электрический ток преобразовывается с помощью трансформатора. Происходит это следующим образом. Сначала ток напряжением 220В подается на первичную обмотку трансформатора. Он намагничивает составной сердечник, который создает переменное магнитное поле. В результате возникает переменный ток во вторичной обмотке, но его параметры уже другие: напряжение – 50-90В, сила тока – 100-200А. Последняя величина напрямую зависит от количества витков во вторичной обмотке трансформатора. Регулируется она механическим путем. Пример такого устройства – WESTER ARC 130.
Так выглядят сварочные трансформаторы
Впервые электросварку на практике использовал русский изобретатель Н.Н. Бенардос в 1881 году.
Преимущества трансформаторов
Сварочные трансформаторы имеют ряд преимуществ:
Они недорогие. При равнозначных характеристиках сварочный трансформатор стоит в два раза меньше инвертора.
Устройства имеют простую и надежную конструкцию.
Отремонтировать их можно даже в бытовых условиях.
Они могут работать при отрицательных температурах.
Недостатки трансформаторов
Трансформаторы отличаются солидными габаритами и большим весом. Они мало приспособлены для частых перемещений.
Работая на переменном токе, сложно обеспечить высокое качество швов.
КПД устройств не более 80 %.
Аппараты потребляют большое количество электроэнергии.
Их нельзя подключать к внутридомовой сети.
Принцип работы сварочного инвертора
Серийное изготовление сварочных инверторов было налажено около 30 лет назад. Более точное их название – выпрямители с транзисторным инвертором. Главное отличие сварочных аппаратов этого типа – в последовательности преобразований электрического тока. В этих приборах ему приходится менять свои характеристики несколько раз. Сначала ток выпрямляется и становится постоянным, проходя через полупроводник. На следующем этапе его пропускают через фильтр для дополнительного сглаживания. Затем ток поступает в инвертор и преобразуется в переменный частотой порядка 100 кГц. После этого он попадает в трансформатор, в котором напряжение понижается, а сила тока увеличивается. Далее он поступает в высокочастотный фильтр и затем в выпрямитель. На выходе получается постоянный ток требуемых параметров.
За счет таких сложных преобразований удалось уменьшить габариты сварочного аппарата. Пример такого устройства – ELITECH АИС 200 ПНС.
Так выглядит сварочный инвертор
Преимущества инверторного аппарата
КПД устройств достигает 95 %. Потери энергии минимальны.
Аппараты отличаются повышенной электробезопасностью.
Их можно без последствий подключать к обычной бытовой сети.
Устройства имеют очень широкий диапазон регулирования силы тока. Благодаря этому возможно использовать разные типы электродов и подбирать требуемый режим сварки для металлов.
Вся работа приборов регулируется управляющими схемами и микропроцессорами. Это обеспечивает легкий поджиг и стабильное удержание дуги.
Напряжение и сила тока в инверторных аппаратах регулируются плавно.
Аппараты комплектуются защитой от перепадов сетевого напряжения.
Сварку можно вести в любых пространственных положениях.
Недостатки инверторного аппарата
Их стоимость значительно превышает аналогичный показатель сварочных трансформаторов.
Устройства чувствительны к пыли. Она может быть причиной выхода из строя.
Инверторные сварочные аппараты плохо переносят повышенную влажность и низкие температуры. Хранить их нужно только при положительной температуре.
При нарушении правил эксплуатации выходит из строя блок с силовыми транзисторами. Его замена может обойтись в половину стоимости аппарата. Ремонт устройства – очень дорогая процедура.
В итоге отличие инвертора от сварочного аппарата трансформаторного типа с точки зрения пользователя заключается в следующем: он мобильный, обеспечивает отличное качество швов, с ним удобно работать. Эти функциональные преимущества обеспечиваются электроникой и автоматизацией процессов. По этой же причине такие устройства дороже стоят. Сварочные трансформаторы – это своеобразные «рабочие лошадки». Их следует использовать тогда, когда не предполагается перемещение устройства и не требуется высокое качество сварки.
Что такое инверторный сварочный аппарат?
Что такое инверторный сварочный аппарат?
Нельзя отрицать, что, когда инверторные сварочные аппараты были впервые представлены, они создали довольно много проблем с прорезыванием зубов, как и любая новая технология. Однако с тех пор инверторная технология стала надежной, экономичной и имеет свои достоинства.
Инверторный сварочный аппарат — это относительно новый и инновационный тип сварочного аппарата, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым привыкло большинство из нас. В инверторных сварочных аппаратах используется сложная технология на основе кремния по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Спецификация аппарата для дуговой сварки
Спецификация аппаратов для дуговой сварки зависит от каждого типа аппарата. Они могут быть однофазными или двухфазными. Кроме того, выходная мощность и выходная интенсивность, выходное напряжение важны для выбора более подходящего инверторного сварочного аппарата . Их эффективность и вес также играют ключевую роль в решении клиентов о покупке.
Большинство инверторных сварочных аппаратов могут стабильно работать даже при слабом питании (> 180 В). Применение преимуществ инверторной технологии позволяет экономить энергию на 50–60 % по сравнению с традиционными сварочными аппаратами.
Для чего вы используете инверторный сварочный аппарат?
С применением передовой технологии сварки — IGBT, Mosfet…, инверторные сварочные аппараты подходят для сварки материалов из нержавеющей стали и железа. Поэтому его можно применять для сварки железных дверей, изделий из нержавеющей стали. А также удобно сваривать предметы быта или в промышленности и строительстве
Преимущества и недостатки аппарата для дуговой инверторной сварки
Преимущества аппарата для дуговой инверторной сварки
Одним из основных преимуществ инверторного сварочного аппарата является то, что он небольшой, компактный и в некотором роде портативный, и его можно носить с собой, как легкий портфель. В инверторах используются трансформаторы гораздо меньшего размера, поэтому они гладкие, более компактные, легкие и портативные. Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздкий и не может вписаться в узкие места.
Кроме того, они потребляют меньше электроэнергии и могут работать от обычного бытового тока. Более низкое энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной настенной розетке 110 В с бытовым током вместо тока высокого напряжения.
Это разительно отличается от обычного сварочного аппарата, который известен своей громоздкостью и не может вписаться в узкие места. Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток вместо тока высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Меньшее энергопотребление означает экономию общих затрат на электроэнергию. Кроме того, инверторный сварочный аппарат лучше принимает нечистую энергию от генераторов, чем обычные сварочные аппараты, и это может привести к более быстрой работе и меньшему количеству плохих сварных швов.
Поскольку выходная мощность инверторов регулируется электронным способом, у вас есть широкий диапазон регулировки мощности от нуля до 100%, что позволяет точно настроить их в соответствии с вашими конкретными потребностями. Например, для сварочных аппаратов MIG иногда настройка 2 может означать недостаточную мощность, а настройка 3 может быть избыточной. Вот тут-то и помогает инверторный сварочный аппарат.
Конечно, это не означает, что инверторный сварочный аппарат является совершенным и идеальным устройством для всех видов сварки. Тот факт, что инверторный сварочный аппарат может работать на токе более низкого напряжения, обусловлен высокотехнологичными электронными компонентами. Есть основания утверждать, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, а их использование также приведет к более высокой стоимости на ампер.
Недостатки инверторного аппарата для дуговой сварки
С другой стороны, обычный сварочный аппарат имеет гораздо более простую и устойчивую конструкцию и будет намного надежнее в долгосрочной перспективе. Можно сказать, не опасаясь возражений, что традиционные сварочные аппараты будут более дешевым долгосрочным вложением. Если размер, внешний вид и вес не имеют большого значения, вероятно, правильным выбором будет обычный сварочный аппарат.
Но, честно говоря, если вы можете позволить себе заплатить немного больше за такие функции, как портативность и использование обычного бытового тока, и готовы прилагать усилия для обслуживания устройства, покупка инверторного сварочного аппарата будет правильным решением. Сварочные аппараты инверторного типа не решают всех проблем, связанных со сваркой, но они, безусловно, являются важной вехой в развитии сварочных технологий.
Сварочный аппарат с трансформатором и инвертором: что вам больше подходит?
Электросварочные аппараты используются уже более века. Как и любая другая технология, эти машины усовершенствованы по сравнению с предыдущим десятилетием. Если вы хотите начать гражданскую войну в области сварки, просто задайте вопрос группе специалистов по сварке, что лучше, инверторный или трансформаторный аппарат. Короткий ответ здесь может быть «в зависимости от обстоятельств», но длинным ответом здесь будет оживленная дискуссия о плюсах и минусах, а также конкретных функциях и областях применения оборудования.
Перед многими профессионалами в области сварки стоит очевидный выбор между инверторным и трансформаторным сварочным аппаратом . Тем не менее, выбор сварочных аппаратов должен зависеть от подходящей для данного аппарата ручной работы.
Мы собираем здесь данные и важную информацию о сварочных аппаратах, чтобы вы могли лучше понять, как работают эти машины, чтобы выбрать, какое из них лучше всего соответствует вашим потребностям. Теперь мы обсудим трансформатор против инверторного сварочного аппарата : какой из них лучше и почему.
Инверторный сварочный аппарат Краткий обзор
Как работает инверторный сварочный аппарат?
Здесь принцип заключается в преобразовании переменного тока в более низкое полезное выходное напряжение. Мы можем преобразовать питание 240 В переменного тока в выходное напряжение 20 В постоянного тока, используя пару электронных компонентов для преобразования мощности переменного тока в более низкий полезный постоянный ток.
Традиционный трансформатор в основном зависит от большого трансформатора для управления требуемым напряжением, в то время как инверторный сварочный аппарат может работать, увеличивая частоту питания с 50 Гц до 20 000–100 000 Гц.
Это возможно с помощью электронных кнопок для быстрого выключения и включения питания до одной миллионной доли секунды. Таким образом, мы можем контролировать источник питания до того, как он попадет в трансформатор, размер трансформатора может быть значительно уменьшен.
Замечательные характеристики
1. Превосходная эффективность
Сварочный инверторный аппарат может быть спроектирован так, чтобы регулировать профиль сварного шва и толщину в соответствии с вашими потребностями. Внешний вид сварного шва значительно улучшается вместе с лучшим качеством сварки. Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при длительной работе. В этой технологии используется минимум наполнителя. Этот механизм обеспечивает лучшую производительность, а также снижает тепловложение.
2. Эффективный и энергосберегающий сварочный аппарат
Эти инверторные сварочные аппараты не только энергоэффективны, но также не нагружают спину и обеспечивают наименьшую стоимость соединения. Они являются идеальной заменой традиционному трансформатору, когда мы рассматриваем выработку тепла и потребление энергии.
Инверторный сварочный аппарат имеет выходную мощность 93% по сравнению с трансформаторными сварочными аппаратами. Уровень производства трансформаторными сварочными аппаратами составляет 60%. Инверторная технология уменьшает размер трансформатора и пропорциональный вес сварочного аппарата.
С ним значительно снижаются потери мощности из-за магнитного сердечника.
3. Система охлаждения
Эти сложные инверторные сварочные аппараты оснащены внутренним охлаждающим вентилятором. Это помогает уменьшить рабочее тепло и предотвратить дополнительное тепловыделение. Охлаждение вентилятора не только снижает выделение дополнительного тепла, но и увеличивает срок службы машин.
4. Стабильность, надежность и выходное напряжение
Традиционные трансформаторные сварочные аппараты используют переменный ток, а приборы не получают постоянного тока и выходной мощности. В этой ситуации этим типам оборудования требуется несколько перезапусков примерно по 100-120 раз в секунду. В отличие от трансформаторных сварочных аппаратов, 9Инверторный сварочный аппарат 0007 может не занимать больше времени для выработки тепла.
Эти сварочные аппараты поддерживают постоянный низкий ток во время работы. Он устраняет нестабильность температуры и напряжения, поскольку они обладают свойством защиты от помех. Эти помехи помогают машине выдерживать более низкие изменения температуры и колебания напряжения.
Поскольку сварочный аппарат с трансформатором использует переменный ток, дуга не является постоянной и горит постоянно. Это приводит к увеличению времени нагрева, что приводит к снижению прочности сварного шва.
5. Технология IGBT
Этот тип инверторного сварочного аппарата очень быстро набирает мощность благодаря технологии биполярных транзисторов с изолированным затвором. Этот инверторный сварочный аппарат работает в очень быстром темпе и потребляет очень мало энергии в конечной операции.
6. Легкая и компактная модель
Благодаря простой конструкции инверторный сварочный аппарат распространен практически везде. Эти сварочные аппараты компактны по сравнению с оборудованием трансформаторного типа. Они могут очень легко храниться в меньшем пространстве и зарекомендовали себя как компактное оборудование.
Компактная конструкция и меньший вес трансформатора делают его удобным. Частота здесь намного выше, чем нужно для рабочей частоты.
Значительное увеличение размера, веса реактора и рабочей частоты в значительной степени сведено к минимуму.
Преимущества инверторного сварочного аппарата
Экономичность при низком энергопотреблении
Наилучший контроль над электрической дугой
Охлаждающий вентилятор защищает его части от нагрева
Handy and portable
Compact and space saver
Disadvantages of Inverter Welder
Less durable as compared to transformer
Repair and maintenance is expensive
Transformer Welder Synopsis
How does this transformer Работа?
Эти традиционные варианты сварки представляют собой рабочие лошадки с высокой производительностью и требуют питания от сети. Они обычно используются для промышленных стержней и доступны в диапазоне от 250 до 600 А при 415 В.
Сварочный аппарат трансформатора позволяет сварщику выбирать выходной ток, перемещая сердечник обмотки дальше или ближе от вторичной обмотки. Он также может перемещать магнитный шунт внутри и снаружи сердечника трансформатора, используя реактор насыщения последовательно с изменяемым подход с вторичным токовым выходом. Это может позволить сварщику выбрать выходное напряжение, постукивая по вторичной обмотке трансформатора.
Приборы трансформаторного типа обычно экономичны.
Отличительные признаки
В сварочном аппарате трансформаторного типа применяется переменный ток, что в свою очередь приводит к конверсии и увеличению разбрызгивания металла, что сказывается на качестве шва.
КПД трансформатора составляет примерно 80%, так как энергия используется здесь для нагрева утюга прибора. Трансформаторные устройства делятся на бытовые при токе выработки 200 ампер, профессиональные и 1/2 профессиональные до 300 ампер и профессиональные выходят за пределы 300 ампер.
Когда прибор используется в бытовых целях, используется однофазный электрический ток напряжением 220 вольт. Профессиональные, промышленные и экспертные устройства используют 380 вольт в трехфазном токе.
1. Надежность
Надежность и безотказность — наиболее спорный аспект сварочного аппарата. В течение почти 9-10 десятилетий трансформаторные сварщики проводят всесторонние исследования, исследования и разработки для создания надежных, надежных и прочных сварочных аппаратов, в то время как инверторные сварщики привлекают внимание в течение последних 3 десятилетий.
Трансформаторы более надежны и надежны по сравнению с лучшими инверторными сварочными аппаратами. Хотя этот разрыв быстро сокращается в последние несколько лет. Первоначальный кошмар с инверторными сварочными аппаратами 1990 года теперь ушел.
2. Возможные ограничения
Поскольку мы следуем тенденции и находим трансформаторные сварочные аппараты более простыми, но надежными, в то время как инверторные сварочные аппараты со встроенными многочисленными функциями менее надежны.
Трансформация может длиться дольше, если они должным образом сохраняются в течение более длительного периода времени. Они громоздки и имеют менее продвинутые функции по сравнению с инверторными сварочными аппаратами.
Теперь вам решать в соответствии с вашими потребностями, нужен ли вам надежный сварочный аппарат с трансформатором или дополнительные функции, добавленные к инверторному сварочному аппарату. Вы можете оставить инверторный сварочный аппарат в качестве резервного вместе с надежным трансформаторным сварочным аппаратом.
3. Остановка или простой
Многие ситуации в окружающей среде могут привести к преждевременному выходу из строя инверторных сварочных аппаратов, например, высокие концентрации загрязняющих веществ в воздухе и высокая влажность. Производители пытаются разработать инверторные сварочные аппараты, где эти экологические бедствия больше не влияют на инверторный сварочный аппарат.
Они более подвержены сбоям, и если ваша машина не отремонтирована, ваши ежедневные операции будут приостановлены до тех пор, пока она не будет отремонтирована. Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
Ваш сварочный аппарат имеет решающее значение для бесперебойной работы вашего бизнеса, вам необходимо оценить время простоя сварочного аппарата, который у вас будет. Если преобладает ситуация с воздействием окружающей среды на ваш сварочный аппарат, то лучше выбрать надежный и безотказный выбор, чем универсальный аппарат с множеством функций. В этих условиях лучше всего подходят трансформаторные сварочные аппараты, поскольку они долговечны, надежны и не часто выходят из строя.
4. Область применения и ассортимент
Трансформаторные сварочные аппараты используются практически во всех сферах жизни, где требуется сварка ферритных металлов.
Используется при прокладке и ремонте трубопроводов
Сантехнические работы и сварка трубопроводов
Крепление металлоконструкций на строительной площадке
Может соединять или накладывать друг на друга два или более листовых материала
Преимущества трансформаторной сварки
147 Низкая начальная стоимость
Низкое или минимальное обслуживание
Низкие расходы на бег
Высоко надежные и надежные
Хороший для ремонта фермы
Структивный сварщик 9000
ISERTINGAGE 9000
.
Что вам подходит?
Мы обсуждали, что инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, но эти преимущества могут вам не помочь. Окончательный вердикт о выборе сварочных аппаратов зависит от предпочтений пользователя.
Мы обсудили все мельчайшие детали, чтобы помочь вам учесть ваши требования и определить, что вам больше подходит.
Теперь мы составили список отличий трансформаторных и инверторных сварочных аппаратов с учетом долговечности, веса, стоимости и многих других факторов.
Ниже приведены пункты для рассмотрения.
1. Надежность и долговечность
В силу того, что трансформатор имеет более высокие рабочие циклы, они могут выполнять тяжелые задачи, чем инверторные сварочные аппараты. Поскольку инверторные сварочные аппараты являются новой новинкой в сварочном арсенале, судить о долговечности невозможно.
В настоящее время мы знаем о долговечности сварочных аппаратов трансформаторного типа только потому, что они используются в промышленности в течение достаточно долгого времени для повышения производительности. Одна из особенностей инверторной технологии заключается в том, что она выглядит захватывающей, объединяя множество функций в компактном и легком оборудовании.
2. Цена оборудования
Эта цена между инвертором и трансформатором остается спорным вопросом. Мы находим, что многие трансформаторные сварщики на начальном этапе являются экономичными.
При более длительном использовании инверторных сварочных аппаратов вы можете сэкономить много денег. Эта стоимость снижается в течение определенного периода времени. Мы обнаружили, что инверторные сварочные аппараты потребляют меньше энергии примерно на 10% от вашего счета за электроэнергию.
Повышенная стабильность дуги приводит к меньшему количеству расходных материалов и сварочных газов. Можно смело сказать, что наш инверторный сварочный аппарат себя окупит.
3. Вес аппарата
Инверторные сварочные аппараты легче по весу по сравнению с трансформаторными сварочными аппаратами. Как правило, они вдвое тяжелее многих трансформаторных сварочных аппаратов. Предположим, вам нужно выполнить свою задачу на большей площади и неподвижной задаче, вы можете сделать выбор сварочного трансформатора.
Если вы собираетесь перемещать сварочный аппарат или работать в ограниченном пространстве, инверторный сварочный аппарат является автоматическим выбором.
4. Прочность и эффективность
Мы заметили, что за последние шесть-семь десятилетий трансформаторные сварочные аппараты прошли большой путь. Премиальное качество сварочных аппаратов имеет привлекательный коэффициент эффективности при сохранении достаточно стабильной дуги.
Большинство инверторных сварочных аппаратов в два раза эффективнее трансформаторных сварочных аппаратов. Инверторный сварочный аппарат потребляет вдвое меньше ампер по сравнению со сварочным аппаратом с трансформатором, чтобы получить такое же напряжение.
Большинство инверторных сварочных аппаратов могут работать от обычных домашних розеток, и нет необходимости покупать генератор или более крупную розетку на 220 В.
Сварочный инвертор уже довольно давно работает на постоянном токе. У них была гораздо более стабильная дуга, чем у обычных трансформаторных сварочных аппаратов постоянного тока, был доступен единственный единственный вариант сварочного аппарата переменного тока.
В последнее время инверторные сварочные аппараты могут более эффективно использовать как переменный, так и постоянный ток. и может создать более стабильную дугу. Этих причин достаточно, чтобы назвать инверторные сварочные аппараты лучшими за их прочность, стабильность и эффективность.
5. Качество сварного изделия
Поскольку мы обсуждаем типы сварочных аппаратов, которые не будут комплектоваться без знания качества дуги и сварных швов. Если вы сварщик, который обычно работает со спокойной сталью, то трансформаторный сварочный аппарат — ваш автоматический выбор.
В мире совершенства сварки, в котором мы живем, нам нужна защита в любом положении и на каждом металле. Инверторные сварочные аппараты — это сияющий камень в этом требовательном мире. Сварочные инверторы можно запрограммировать на выполнение любых задач. Мы видим усиленную работу инверторных сварочных аппаратов MIG и TIG.
Когда-то программное обеспечение было дополнено электроникой, чтобы улучшить возможности сварочного аппарата. Средний сварщик может работать с лучшими результатами.
Когда важны инновации и качество сварки, инверторный сварочный аппарат выиграл гонку. Трансформатор по-прежнему остается отличным выбором для стали.
6. Рабочий цикл сварщика
Инверторный сварочный аппарат обычно имеет более высокий рабочий цикл из-за размера трансформатора. Небольшие части инверторного сварочного аппарата быстро нагреваются, но их гораздо быстрее и легче охлаждать встроенным вентилятором.
В отличие от традиционных сварочных аппаратов с трансформатором, детали крупнее и крупнее, поэтому дольше сохраняют тепло и медленно остывают.
7. Мощность генератора для сварочных аппаратов
Инверторные сварочные аппараты можно легко использовать с небольшими переносными сварочными генераторами. Благодаря этой функции инверторный сварочный аппарат становится более эффективным, поскольку трансформаторная сварочная машина практически не может работать от генераторов.
Опасность сварочных аппаратов при работе на генераторах отдельная тема, но держал в курсе.
8. Удобство использования и производительность
Производительность и удобство использования инверторного сварочного аппарата значительно выше. Лучше всего это можно проиллюстрировать на примере дуговой сварки, где оператору легко работать и получать наилучшие результаты без борьбы с непрерывной стабильной дугой.
Более высокое напряжение холостого хода и такие функции, как форсирование дуги, защита от прилипания и горячий старт, делают инверторный сварочный аппарат более приемлемым. Это можно сравнить с традиционным сварочным аппаратом, если при сварке тонких материалов инверторный тип может легко справиться с этой задачей.
Инверторный сварочный аппарат со стабильной дугой и неограниченной регулировкой силы тока позволяет значительно снизить мощность. Лист 1,6 листового металла или секций трубы можно легко и контролируемо сваривать.
Как определить IGBT?
IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором».
Концевая мера длины (КМД) — это эталон длины, выполненный в виде параллелепипеда или цилиндра из хромистой стали. Торцы рабочих поверхностей обработаны с высоким качеством. При необходимости можно составить несколько концевых мер длины для получения необходимого контрольного размера. Выпускаются в виде наборов, уложенных в деревянный или пластмассовый футляр. Концевые меры длины используются для градуировки и контроля различных измерительных инструментов: микрометров, индикаторов и т.д. Выпускается несколько наборов концевых мер, которые отличаются степенью точности и материалом изготовления. КМД изготавливаются 0, 1, 2 и 3 класса точности. Наборы концевых мер длины изготовлены в соответствии с ГОСТ 9038-90. Протокол поверки концевых мер можно скачать здесь.
Параметры для номинальных размеров
Допускаемые отклонения
длины от номинального значения, +-мкм для классов
от плоскопараллельности, мкм для классов
изменение длины меры в течение года, мкм
0
1
2
0
1
2
0
1 и 2
от 0,5 до 1 мм
0,12
0,20
0,40
0,10
0,16
0,30
0,02
0,05
свыше 1 мм до 10 мм
0,12
0,20
0,40
0,10
0,16
0,30
0,03
0,06
свыше 10 мм до 25 мм
0,14
0,30
0,60
0,10
0,16
0,30
0,03
0,08
свыше 25 мм до 50 мм
0,20
0,40
0,80
0,10
0,18
0,30
0,05
0,10
свыше 50 мм до 75 мм
0,25
0,50
1,00
0,12
0,18
0,35
0,06
0,13
свыше 75 мм до 100 мм
0,30
0,60
1,20
0,12
0,20
0,35
0,07
0,15
Состав наборов
Кол-во в наборе
Шаг
Номиналы
Кол-во
Класс
Кол-во шт в упаковке
Вес упаковки, кг
Габариты упаковки, см
№1
83
0,5; 1,005
2
0; 1; 2
5
18
35х25х25
0,01
1-1,5
51
0,1
1,6-2
5
0,5
2,5-10
16
1
20-100
9
№3
112
0,5; 1,005
2
1; 2
4
14
35х25х32
0,01
1-1,5
51
0,1
1,6-2
5
0,5
2,5-25
46
1
30-100
8
№1 тв сплав
83
0,5; 1,005
2
1
2
11
34x18x16
0,01
1-1,5
51
0,1
1,6-2
5
0,5
2,5-10
16
1
20-100
9
Наборы принадлежностей к концевым мерам длины представляют собой оснастку, которая позволяет закреплять и объединять концевые меры длины в блоки. Повышают удобство и эффективность использования при проведении измерительных работ. Применяются в случае необходимости получить особенно высокую точность. Соответствуют ГОСТ 9038-90.
Купить концевые меры длины можно по цене, указанной в прайс-листе. Цена указана с учетом НДС. Концевые меры длины в наличии. Смотрите также разделы: Измерительный инструмент, Наборы для визуального контроля, Поверка измерительного инструмента, Аттестация специалистов по визуальному контролю, Аттестация ЛНК по визуальному методу, Проведение визуального контроля.
Концевые меры длины можно купить с доставкой до двери или до терминалов транспортной компании в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А также Республики Казахстан, Белоруссия и другие страны СНГ.
Лидеры продаж ВИК
Фотоальбом дефектов основного металла
Альбом радиографических снимков
Документы
ОПРОС:
Какое оборудование кроме НК вас интересует:
Геодезическое
Тех. диагностика
Строительное
Другое
62321-15: Меры длины концевые плоскопараллельные
Назначение
Меры длины концевые плоскопараллельные (далее по тексту — концевые меры), предназначены для использования в качестве эталонов сравнения и рабочих эталонов в области линейных измерений, для поверки и градуировки измерительного инструмента и приборов, для настройки приборов для линейных измерений всех типов.
Описание
Концевые меры имеют форму прямоугольного параллелепипеда с двумя плоскими взаимно параллельными измерительными поверхностями.
Концевые меры изготавливаются из стали и твердого сплава.
Концевые меры длины имеют высокую износостойкость и обеспечивает хорошую притираемость к стеклянным пластинам и друг к другу.
Концевые меры используются по-отдельности или в блоках путем притирки нескольких мер вместе.
Концевые меры выпускаются наборами. Наборы концевых мер различаются между собой количеством и номинальными размерами мер.
Концевые меры выпускаются 4-х классов точности: 0, 1, 2 и 3.
Концевые меры выпускаются под торговой маркой «АО КЗ «Красный инструментальщик».
— Товарный знак «АО КЗ «Красный инструментальщик» наносится на паспорт концевых мер типографским методом, на концевые меры с номинальной длиной от 6 мм и на крышку деревянного ящика краской или методом лазерной маркировки.
Примечание — Концевые меры в наборах №№ 1, 2, 3, 23, и 24 из твёрдого сплава длиной свыше 5 мм изготовлены из стали.
Таблица 2 — Допускаемые отклонения длины концевых мер от номинальной при температуре 200С и отклонения от плоскопараллельности измерительных поверхностей_
Номинальные значения длины концевых мер, мм
Допускаемые отклонения
длины от номинального значения ± мкм, для классов точности
от плоскопараллельности мкм, для классов точности
0
1
2
3
0
1
2
3
От 0,1 до 0,29 включ.
—
0,20
0,40
0,80
—
0,16
0,30
0,30
св. 0,29 до 0,9 включ.
0,12
0,20
0,40
0,80
0,10
0,16
0,30
0,30
св. 0,9 до 10 включ.
0,12
0,20
0,40
0,80
0,10
0,16
0,30
0,30
св. 10 до 25 включ.
0,14
0,30
0,60
1,20
0,10
0,16
0,30
0,30
св. 25 до 50 включ.
0,20
0,40
0,80
1,60
0,10
0,18
0,30
0,30
св. 50 до 75 включ.
0,25
0,50
1,00
2,00
0,12
0,18
0,35
0,40
св. 75 до 100 включ.
0,30
0,60
1,20
2,50
0,12
0,20
0,35
0,40
св. 100 до 150 включ.
0,40
0,80
1,60
3,00
0,14
0,20
0,40
0,40
св.150 до 200 включ.
0,50
1,00
2,00
4,00
0,16
0,25
0,40
0,40
250
0,60
1,20
2,40
5,00
0,16
0,25
0,45
0,50
300
0,70
1,40
2,80
6,00
0,18
0,25
0,50
0,50
400
0,90
1,80
3,60
7,00
0,20
0,30
0,50
0,50
500
1,00
2,00
4,00
8,00
0,25
0,35
0,60
0,60
600
1,30
2,50
5,00
10,00
0,25
0,40
0,70
0,70
700
1,50
3,00
6,00
11,00
0,30
0,45
0,70
0,80
800
1,60
3,20
6,50
13,00
0,30
0,50
0,80
0,80
900
1,80
3,60
7,00
14,00
0,35
0,50
0,90
0,90
1000
2,00
4,00
8,00
16,00
0,40
0,60
1,00
1,00
Таблица 3 — Размеры поперечного сечения мер
Номинальные значения длины, мм
Размер поперечного сечения, мм
от 0,1 до 0,20 включ.
15 x 5
св. 0,20 до 0,29 включ.
15 x 5 30 х 9
св. 0,29 до 0,6 включ.
20 х 9
30 х 9
св. 0,6 до 10,1 включ.
30 х 9
св. 10,1 до 1000
35 х 9
Притираемость концевых мер класса точности 0 к плоской нижней стеклянной пластине всей измерительной поверхностью должна быть без интерференционных полос и оттенков, наблюдаемых в белом свете. Для концевых мер классов точности 1, 2 и 3 притираемость должна быть без интерференционных полос, допускаются оттенки в виде светлых пятен, наблюдаемых в белом свете.
Параметр шероховатости Rz измерительных поверхностей концевых мер должен быть < 0,063 мкм по ГОСТ 2789-73.
Отклонение от плоскостности измерительных поверхностей концевых мер длиной свыше 0,6 до 3 мм в свободном (непритертом) состоянии не превышает 2 мкм.
Средний срок службы концевых мер из стали — не менее 2-х лет, из твёрдого сплава — не менее 4-х лет.
Диапазон рабочих температур (20±5) 0С,
Относительная влажность воздуха не более 80%.
Знак утверждения типа
наносится на верхнюю крышку деревянного ящика набора концевых мер методом наклейки, краской, лазерной маркировкой и на титульном листе паспорта типографским способом.
Комплектность
Таблица 4 — Комплектность средств измерений
Наименование
Количество
набор мер длины концевых
1 шт.
деревянный ящик
1 шт.
паспорт
1 экз.
Поверка
осуществляется в соответствии с МИ 1604-87 «ГСИ. Меры длины концевые плоскопараллельные. Общие требования к методике поверки. Методические указания»; для концевых мер длины классов точности 1, 2, 3 длиной до 100 мм:
МИ 2079-90 «ГСИ. Меры длины концевые плоскопараллельные образцовые 3-4-го разрядов и
рабочие классов точности 1-5 длиной до 100 мм. Методика поверки»;
для концевых мер длины классов точности 1, 2, 3 длиной свыше 100 до 1000 мм:
МИ 2186-92 «ГСИ. Меры длины концевые плоскопараллельные образцовые 3-4-го разрядов и рабочие классов точности 1-5 длиной свыше 100 до 1000 мм. Методика поверки»; для концевых мер длины классов точности 0 длиной до 1000 мм:
ГОСТ 8.367-79 «ГСИ. Меры длины концевые плоскопараллельные образцовые 1-2-го разрядов и рабочие классов точности 00 и 0 длиной до 1000 мм. Методы и средства поверки». Основные средства поверки:
— интерферометр Кестерса по ГОСТ 8.367-79;
— индуктивная двухконтактная установка с математическим обеспечением модели 70701 по ТУ 2-034-223-87;
— оптико-механическая машина типа ИЗМ с цифровым прибором с индуктивными преобразователями класса точности 1, мод. 76503-01 по ТУ 2-034-0221197-004-89 с шагом дискретности 0,01 мкм;
— меры длины концевые плоскопараллельные 1-го, 2-го разрядов по ГОСТ Р 8. 763-2011;
— пластина плоская стеклянная ПИ60, класса точности 1 по ТУ 3.3.2123-88.
Знак поверки в виде наклейки наносится на наружную поверхность верхней крышки деревянного ящика. Знак поверки в виде оттиска клейма наносится на свидетельство о поверке.
Сведения о методах измерений
Метод измерений изложен в разделе «Порядок работы» паспорта мер длины концевых плоскопараллельных.
Нормативные и технические документы, устанавливающие требования к мерам длины концевым плоскопараллельным
ГОСТ Р 8.763-2011 «ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне 110-9 .50 м и длин волн в диапазоне 0,2.50 мкм».
ГОСТ 9038-90 «Меры длины концевые плоскопараллельные. Технические условия».
мер по уходу в конце жизни | Агентство медицинских исследований и качества
Исследования
Меры по уходу в конце срока службы
Предыдущая страница
Содержание
Справочник по уходу, ориентированному на человека и семью
Благодарности
Уход, ориентированный на человека и семью
Обзор тенденций
Меры индивидуальной и семейной заботы
Средства связи: Больница
Коммуникационные меры: Домашнее здравоохранение
Меры участия в принятии решений
Меры по уходу в конце срока службы
National Healthcare Quality and Disparities Report
Хосписная помощь обычно предоставляется в конце жизни пациентам с неизлечимой болезнью или состоянием, которые нуждаются в паллиативной медицинской помощи.
Хосписная помощь также включает практическую, психосоциальную и духовную поддержку пациента и его семьи.
Целью ухода за умирающими является достижение «хорошей смерти», определяемой Институтом медицины 1 как:
…без предотвратимых стрессов и страданий пациентов, их семей и лиц, осуществляющих уход; в целом в соответствии с пожеланиями пациентов и их семей; и разумно соответствуют клиническим, культурным и этическим стандартам (Field & Cassell, 19).97).
Пациенты хосписа, получившие уход в соответствии с их заявленными пожеланиями в конце жизни
Пациенты хосписа, получившие уход в соответствии с их заявленными пожеланиями в конце жизни, в разбивке по возрасту и этнической принадлежности, 2008-2014 гг.
Левая карта:
Возраст
2008
2009
2010
2011
2012
2013
2014
18-44
89,3
93,4
94,3
90
93
91,8
92,2
45-64
93,1
93,3
93,4
93,2
93,2
93
93,2
65+
94,4
94,7
94,6
94,9
95
95,1
95,1
Правая карта:
Этническая принадлежность
2008
2009
2010
2011
2012
2013
2014
Итого
94,2
94,6
94,4
94,6
94,8
94,8
94,8
Белый
94,7
95,1
94,8
95,3
95,5
95,6
95,7
Черный
87,8
89,2
90,3
89,4
89,7
89,9
89,6
Латиноамериканец
88,8
89,9
89
88,7
89,5
88,7
90,5
Источник: Национальная организация хосписной и паллиативной помощи, Исследование семейной оценки хосписной помощи, 2008–2014 гг. Примечание: Белый и черный не являются латиноамериканцами. Латиноамериканцы включают в себя все расы.
Общий рейтинг: В 2014 г. почти все (94,8%) пациенты хосписа получали уход, соответствующий их заявленным пожеланиям в конце жизни.
Трендов:
С 2008 по 2014 год процент пациентов хосписа в возрасте 65 лет и старше, которым была оказана помощь в соответствии с их заявленными пожеланиями в конце жизни, увеличился с 94,4% до 95,1%. Статистически значимых изменений для лиц в возрасте 18-44 лет и 45-64 лет не было.
С 2008 по 2014 год процент белых пациентов хосписа, получивших уход в соответствии с их заявленными пожеланиями в конце жизни, увеличился с 94,7% до 95,7%. Статистически значимых изменений среди чернокожих и латиноамериканцев не произошло.
Группы с расхождениями:
В 2014 году пациенты хосписа в возрасте 65 лет и старше значительно чаще, чем пациенты в возрасте 18–44 лет, получали уход, соответствующий их заявленным пожеланиям в конце жизни.
В 2014 году чернокожие и латиноамериканские пациенты хосписов значительно реже, чем белые пациенты, получали уход, соответствующий их заявленным пожеланиям в конце жизни.
Пациенты хосписа, получившие необходимую помощь при чувстве беспокойства или печали
Пациенты хосписа, получившие необходимую помощь при чувстве тревоги или грусти, в разбивке по этнической и расовой принадлежности, 2008–2014 гг.
2008
2009
2010
2011
2012
2013
2014
Итого
90,3
90,6
90,5
90,2
90,6
90,6
90,7
Белый неиспаноязычный
91,2
91,6
91,3
91,1
91,5
91,5
91,5
Неиспаноязычный Черный
86
85,5
85,9
86
84,6
85,2
85,9
Латиноамериканец
85,3
85,7
86,8
85,7
87
85
87
Правая карта:
Гонка
2008
2009
2010
2011
2012
2013
2014
АИ/АН
85
88,5
86,4
84,2
86,3
83,9
87,3
API
81,1
79,5
79,4
76,4
81,4
80,3
80,2
Черный
86,1
85,1
85,8
86
84,3
85
85,4
Белый
91. 1
91,5
91,3
91
91,4
91,4
91,4
Ключ: AI/AN = американский индеец или коренной житель Аляски; API = житель азиатских или тихоокеанских островов. Источник: Национальная организация хосписной и паллиативной помощи, Исследование семейной оценки хосписной помощи, 2008–2014 гг.
Тенденции: С 2008 по 2014 год не было статистически значимых изменений по этническому или расовому признаку в проценте пациентов хосписа, которым была оказана необходимая помощь при чувстве тревоги или печали.
Группы с расхождениями:
В 2014 году испаноязычные и неиспаноязычные чернокожие значительно реже, чем неиспаноязычные белые, получали необходимую помощь при чувстве беспокойства или грусти.
Также в 2014 году чернокожие, азиаты и жители других островов Тихого океана, а также AI/AN со значительно меньшей вероятностью, чем белые, получали необходимую помощь при чувстве беспокойства или печали.
Ссылки
Field M, Cassell C, ред. Приближение смерти: улучшение ухода в конце жизни. Вашингтон, округ Колумбия: Издательство Национальной академии; 1997.
1. 15 марта 2016 г. подразделение Национальной академии наук, инженерии и медицины, занимающееся вопросами здравоохранения и медицины, было переименовано в Отдел здравоохранения и медицины вместо названия Институт медицины.
Ретроспективная оценка результатов ухода в конце жизни
Обзор
. 2005;8 Приложение 1:S42-9.
doi: 10.1089/jpm.2005.8.s-42.
Джоан М Тено 1
принадлежность
1 Университет Брауна и Медицинская школа Брауна, Провиденс, Род-Айленд 02912, США. Джоан_Тено@brown.edu
PMID:
16499468
DOI:
10.1089/jpm.2005.8.s-42
Обзор
Джоан М Тено.
Дж Паллиат Мед.
2005.
. 2005;8 Приложение 1:S42-9.
doi: 10.1089/jpm.2005.8.s-42.
Автор
Джоан М Тено 1
принадлежность
1 Университет Брауна и Медицинская школа Брауна, Провиденс, Род-Айленд 02912, США. Джоан_Тено@brown.edu
PMID:
16499468
DOI:
10. 1089/jpm.2005.8.s-42
Абстрактный
Основополагающим фактором для измерения как процессов, так и результатов помощи в конце жизни является понимание контекста и четких различий этой помощи. Измерение играет важную роль в клинической оценке, исследованиях, повышении качества и общественной ответственности. Некоторые из уникальных проблем, с которыми сталкиваются исследователи, использующие проспективные исследования для оценки качества помощи в конце жизни, могут быть решены с помощью ретроспективных подходов или последующих планов. Ретроспективное исследование позволяет не полагаться на трудную задачу проспективного выявления неизлечимо больных, позволяет избежать нагрузки на очень больных участников, сводит к минимуму недостающие данные из-за плохого функционального состояния, создает четкие временные рамки для сравнения условий оказания помощи и является рентабельным. способ сбора популяционных данных об умерших лицах. В этой статье рассматривается исследование с использованием ретроспективного дизайна и анализируются проблемы надежности и валидности, связанные с последующим дизайном. Хотя методологические проблемы возникают как при сборе проспективных, так и ретроспективных данных, использование обоих методов в комбинации или последовательно обеспечивает более четкое понимание сложных, многогранных вопросов, связанных с оказанием помощи умирающим.
Похожие статьи
Перспективное измерение результатов ухода в конце жизни.
Паллиативная помощь и уход в конце жизни в тюрьмах: контент-анализ литературы.
Маски Т., Мармо С., Хан Дж. Маски Т. и др. Int J Prison Health. 2014;10(3):172-97. doi: 10.1108/IJPH-05-2013-0024. Int J Prison Health. 2014.
PMID: 25764177
Обзор.
Посмотреть все похожие статьи
Цитируется
Качество помощи в конце жизни для онкологических больных в Дании, получивших неспециализированную паллиативную помощь: национальное исследование с использованием датской версии VOICES-SF.
Росс Л. , Неергаард М.А., Петерсен М.А., Гроенвольд М. Росс Л. и др. Поддержите уход за раком. 2022 г., 18 августа. doi: 10.1007/s00520-022-07302-0. Онлайн перед печатью. Поддержите уход за раком. 2022.
PMID: 35982298
Сравнение качества смерти между пациентами с первичной злокачественной опухолью головного мозга и другими онкологическими больными: результаты общенационального исследования в Японии.
Аояма М., Масукава К., Сугияма И., Морита Т., Кизава Ю., Цунэто С., Шима Ю., Мияшита М. Аояма М. и др. Дж. Нейроонкол. 2022 май; 158(1):89-97. doi: 10.1007/s11060-022-04013-8. Epub 2022 18 апр. Дж. Нейроонкол. 2022.
PMID: 35435613
Эффективность педиатрической параллельной хосписной помощи для улучшения непрерывности ухода.
Линдли Л.С., Козад М.Дж., Мак Дж.В., Кейм-Малпасс Дж., Свинаренко Р., Хайндс П.С. Линдли Л.С. и соавт. Am J Hosp Palliat Care. 2022 окт; 39 (10): 1129-1136. дои: 10.1177/10499091211056039. Epub 2021 4 декабря. Am J Hosp Palliat Care. 2022.
PMID: 34866426 Бесплатная статья ЧВК.
Улучшение региональной помощи в последний год жизни путем создания прагматичного, основанного на фактических данных цикла «Планируй-Делай-Изучай-Действуй»: результаты перекрестного исследования.
Voltz R, Dust G, Schippel N, Hamacher S, Payne S, Scholten N, Pfaff H, Rietz C, Strupp J; Со-заявители CoRe-Net. Вольц Р. и др. Открытый БМЖ. 2020 24 ноября; 10 (11): e035988. doi: 10.1136/bmjopen-2019-035988. Открытый БМЖ. 2020.
PMID: 33234614 Бесплатная статья ЧВК.
Оценка качества ухода за умирающими: перевод и валидация немецкой версии «Оценки ухода за умирающими» (CODE-GER) – анкеты для родственников погибших.
плюсы и минусы камня для строительства парной, особенности проекта, технология возведения керамоблока
Строительство из керамических блоков хорошо распространено в возведении жилых домов.
Этот легкий по весу материал, обладающий прекрасными теплоизоляционными характеристиками, отлично подходит для кладки стен.
Кроме этого, из теплой керамики допускается строить и баню. Конструкция парной может быть любой, но требуется соблюдение всех норм и правил к таким помещениям, а также предварительное составление проекта.
Содержание
1 Подходит ли керамоблок для парной?
1.1 Требования к камням
2 Требования к стенам
3 Нюансы проектирования
4 Расходные материалы и инструменты
5 Технология и инструкция для строительства
6 Сложности и ошибки
7 Плюсы и минусы материала
8 Заключение
Подходит ли керамоблок для парной?
Крупноформатные блоки из керамики внешне похожи на кирпич, но у них есть отличие: кирпич не имеет такого большого количества пор, как крупноформатный блок. Именно за счет пор у этого материала есть такие высокие теплоизоляционные показатели.
Строить баню из керамических блоков можно, целесообразно это в следующих случаях:
на участке происходит строительство жилого дома из того же материала: чтобы владельцу сэкономить средства, он возводит парную из теплой керамики, получая на выходе неплохие технические показатели строения;
нет возможности возвести крупный и массивный фундамент – керамоблоки обладают легким весом, именно поэтому для них не требуется слишком большой фундамент;
так как внутри помещения постоянно будет циркулировать влага, то керамоблок как раз подходит для строительства бани: уровень его поглощения очень низкий, по сравнению с древесиной и газобетоном.
Если владелец желает защитить себя, строение от появления грибка и плесени, то строить из теплой керамики баню, будет целесообразнее, так как этот материал обладает биологической устойчивостью к заражениям.
Если не хочется заморачиваться со специальным инструментом, который необходим для резки блоков теплой керамики от некоторых производителей, то строить баню из этого материала нецелесообразно.
Требования к камням
Для строительства бани из теплой керамики подойдут блоки определенной толщины. Есть несколько требований к характеристикам данного материала:
фактор НФ: 11,1;
теплопроводность: 0,15 Вт/м˚С;
морозостойкость: 50 циклов;
прочность: 75-100 кг/см2.
Блоки с указанными характеристиками отлично подходят не только для строительства бани, но и для возведения многоэтажных домов. Их свойства позволяют построить качественную и теплую баню, которую обязательно нужно отделать другим материалом изнутри.
Согласно требованиям, парная и сауна относятся к помещениям с мокрым режимом, поэтому при возведении можно использовать другой материал, а все остальные комнаты бани сделать из керамики.
Требования к стенам
Толщина стен должна быть не менее 380 мм, для этого как раз выпускаются блоки теплой керамики соответствующего размера.
Например, можно использовать камни с габаритами 260х380х219 мм.
При поиске материала у разных производителей стоит обратить внимание на наименование камня – в его названии будет цифра 38, которая и обозначает длину блока.
Стены должны быть выложены из пожаробезопасного материала, поэтому керамоблоки как раз подходят для этих целей. Если случится возгорание внутри помещения, то материал будет устойчив к воздействию огня на протяжении 4-5 часов.
Согласно нормам, стены парной должны быть изолированы не только от воздействия влаги, но и от воздействия пара. Как известно, внутри помещения постоянно циркулирует влажный воздух, поэтому стены должны быть защищены.
Керамоблоки рекомендуется изолировать от влаги, хоть их водопоглощение находится на низком уровне, а паропроницаемость находится в пределах 0,14 кв. м./м*ч*Па.
Нюансы проектирования
Проектирование бань регламентируется документом СНиП II-Л.13-62, в который с недавнего времени были внесены изменения. Согласно документу, парная должна располагаться в отдельном строении, ее высота не должна превышать 2 этажей. Если все же на участке будет расположена баня на 2 этажа, то по правилам помещения с мокрым режимом должны располагаться над помещениями с мокрым режимом.
Чтобы составить проект бани, нужно учесть несколько факторов:
размещение здания на участке;
расходные материалы;
планировка комнат и их количество;
наличие оконных проемов и дверей;
тип отопительных приборов;
подвод коммуникаций;
климатические условия.
Если планируется возвести большую баню на минимум десять человек, то в проекте рекомендуется предусмотреть все нюансы. Нужно спроектировать такие комнаты как ожидальня, раздевалка, душевая, парилка, зона охлаждения, комната отдыха, туалет. На свое усмотрение, можно добавить и другие комнаты.
Составить проект можно самостоятельно или обратиться в проектировочное бюро. Последний вариант считается предпочтительным, так как бюро имеет контакты организаций, в которых можно подтвердить проект и начать строительство законно.
Расходные материалы и инструменты
Для строительства бани своими руками из теплой керамики потребуются такие инструменты:
лопатка или кельма: инструмент должен идти в ширину керамического блока;
строительный уровень;
шнур и отвес;
резиновая киянка;
шпатель;
бетономешалка;
ведро;
дрель;
мастерок;
перфоратор;
шуруповерт;
электролобзик;
молоток;
пассатижи;
штроборез;
гвоздодер;
кусачки;
уголок строительный;
лазерный нивелир.
Из материалов нужно подготовить:
керамические блоки;
раствор для кладки с содержанием теплоизоляционного наполнителя.
Также нужно приобрести:
гидроизоляцию;
пароизоляцию;
материал для обустройства стропильно-балочной системы крыши;
сырье для настила кровли.
Для коммуникаций нужно подготовить:
электрические кабеля и гофру;
трубы для воды и канализации;
материалы для отделки бани изнутри.
Технология и инструкция для строительства
При строительстве бани своими руками рекомендуется следовать инструкции. На первом этапе делают разметку здания на участке. Скорее всего пробы грунта уже будут известны, так как на участке уже стоит или возводится дом. После разметки необходимо натянуть шнур на колышки и по периметру выкопать траншеи.
Далее следовать пошаговой инструкции:
Обустройство фундамента. На дно траншеи засыпать дренаж. Затем нужно сделать опалубку из досок и залить ее бетоном. Также нужно проверить ровность углов и уровень их высоты. Не стоит забывать про армопояс в фундаменте, так как со временем неукрепленный бетон может лопнуть. После заливки фундамента необходимо, чтобы он высох и набрал прочности в течение 15-30 дней.
Кладка стен. Для начала необходимо найти самый высокий угол фундамента. Это можно сделать с помощью лазерного нивелира. Перед тем, как приступить к кладке, на фундамент нужно проложить гидроизоляцию. На нее накладывают цементно-песчаный раствор и ставят первый угловой камень.
Затем ставят второй угловой камень, от него с помощью натянутого шнура кладут остальные угловые камни. На следующем этапе кладут весь первый ряд. Остальные ряды выкладывают с теплоизоляционной смесью. При необходимости положение камня корректируют киянкой.
Далее обустраивают вентиляционные окна, выкладывают оконные и дверные проемы.
После этого делают:
армированный пояс под крышу;
обустраивают стропильно-балочную систему;
настилают кровлю.
Сложности и ошибки
При строительстве есть несколько сложностей и ошибок:
применяется стандартный цементно-песчаный раствор для кладки вместо теплоизоляционного;
не выровнен фундамент под кладку и стены получаются кривыми;
неправильно подобрана толщина камня для стен;
не проложена гидроизоляция перед отделкой и перед кладкой стен.
Если следовать четкой инструкции или нанимать рабочих из опытной бригады, то проблем не возникнет.
Плюсы и минусы материала
Есть несколько плюсов, которые отмечают владельцы бань из теплой керамики:
Экологическая безопасность. При постоянном воздействии теплого воздуха в такой парной влага может оседать на стенах и провоцировать появление плесени и грибка.
Керамические блоки не подвержены биологическому заражению.
Баня будет теплой. Низкая теплопроводность блоков объясняется тем, что в составе камня есть большое количество пора, а, как известно, воздух способствует сохранению температуры внутри помещения.
Быстрота возведения. По сравнению с древесным брусом, который необходимо пилить и обрабатывать, такая баня будет построена в разы быстрее.
Из минусов можно выделить высокую стоимость данного строительного материала. Кроме того, сырье считается хрупким и работать с ним нужно осторожно.
Заключение
Строить баню из керамоблоков можно, но нужно знать технологию кладки и использовать определенные инструменты. Перед началом строительства подготавливают проект, а также рассчитывают количество материала. Если работает неопытная бригада, то возможно наличие ошибок.
Бани из керамических блоков под ключ
Что такое керамоблоки?
Керамические блоки отлично подходят для строительства бань, так как это прочный, качественный материал с отличными теплоизоляционными характеристиками. В отличие от простого кирпича, в керамических блоках присутствуют поры, которые позволяют сделать материал более удобным и легким, а также снижают теплопроводность.
Однако этот материал редко выбирают для строительства бани из-за его цены. Целесообразно построить баню из керамоблоков будет в том случае, если, например, остался материал после строительства основного дома на участке и вы хотите сохранить общий внешний стиль строений.
Рис. 1 — Строительство бани из керамических блоков
Преимущества и недостатки бань из керамоблоков
Прочность. Главное заблуждение, относящееся к керамическим блокам, сводится к их хрупкости. При этом предел прочности при сжатии для стены из керамоблоков составляет 135 кг/см², для керамического кирпича — 125 единиц, для силикатного кирпича 160 кг/см² (для некоторых марок кирпича предел прочности может превышать 200 единиц).
Если речь идет о строительстве высотки, то здесь больший запас прочности материала очень важен. Однако в малоэтажном строительстве, а точнее при возведении бань, такой запас прочности материала считается избыточным.
Керамоблоки превосходно переносят статические нагрузки, а вот динамические нагрузки для них опасны. Самыми уязвимыми являются торцевые части блоков. Наибольший риск повреждения возникает при транспортировке материала, когда процент разбитых блоков может быть существенным.
Познакомьтесь со сравнением характеристик популярных строительных материалов в таблице ниже: керамоблок во многом превосходит привычный газоблок — и по прочности, и коэффициенту поглощения влаги. Это значит, что такой дом простоит гораздо дольше дома из газоблоков и расходов по уходу за ним будет меньше.
Рис. 2 — Показатели стеновых материалов
Низкая теплопроводность керамоблоков означает, что стены из них будут хорошо удерживать тепло в доме в холодный сезон и сохранять прохладу в теплое время года. При этом они не нуждаются в утеплении, как в случае с кирпичной стеной. Высокая пористость керамоблоков обеспечивает не только нужный тепловой баланс в доме, но и не затрудняет поступление в дом свежего воздуха.
Одновременно с этим обеспечивается и хорошая звукоизоляция. Керамоблоки способны поглощать более 51 дБ.
Процесс строительства из теплой керамики проходит быстро и легко: за счет ребристой поверхности блоки плотно прилегают друг к другу, не требуя дополнительного раствора.
Также большим плюсом является отсутствие усадки материала и необходимости возводить дорогостоящий капитальный фундамент. Баню можно строить сразу «под ключ», а не ждать около года, пока строение усядется.
ИТОГИ: при соблюдении технологии строительства бани из керамоблока получаются качественными и надежными, однако из-за высокой стоимости материала такое строение может оказаться не очень рентабельным.
Если вы рассматриваете каменные технологии, обратите внимание на строительство домов из современного материала полистиролбетона. Он обладает невысокой стоимость, является самым теплым материалов из всех легких бетонов, он не подвержен воздействию влаги и является абсолютно экологичным и безопасным материалом.
Как защитить ванночку для птиц (чтобы она не опрокинулась)
Центр кормушки для птиц поддерживается считывателями. Когда вы нажимаете и покупаете, мы можем бесплатно получать партнерскую комиссию.
Джесси
После кормушек для птиц популярным дополнением для привлечения птиц на заднем дворе являются ванночки для птиц. Общее соображение при покупке ванны для птиц — убедиться, что она имеет прочную основу и не опрокинется, поэтому в этой статье мы расскажем, как обеспечить ванну для птиц.
Чтобы держать ванночку для птиц надежно и на месте, убедитесь, что она стоит на ровной поверхности, выкопав фундамент перед ее установкой, заполните фундамент песком или гравием и поместите его ровно над фундаментом или на каменной плите, чтобы равномерно распределить вес.
Прежде чем закрепить ванночку для птиц и стабилизировать ее, убедитесь, что она установлена в наилучшем возможном месте. Установить ванну для птиц в безопасном и привлекательном для птиц месте так же важно, как и держать ее в вертикальном положении.
Как закрепить ванночку для птиц, чтобы она не опрокинулась
Вертикальное положение ванночки для птиц важно для обеспечения безопасности птиц, а также во избежание ее случайного повреждения! Как только он будет на месте, вы хотите, чтобы он остался там, поэтому начните с его правильной установки. Эти советы будут работать для установки пьедестала пьедестала ванны.
Если вы когда-либо ставили ванну или другое прочное садовое украшение на почву, вы могли заметить, что одна сторона имеет тенденцию погружаться в землю. Размещение ванны на таком материале, как почва, которая легко уплотняется, приведет к тому, что она наклонится на одну сторону. Главное, чтобы ваш пьедестал был ровным, чтобы раковина стояла ровно. Чтобы избежать худобы, сначала нанесите слой основы.
Чтобы построить устойчивый фундамент для купальни для птиц, удалите всю растительность с того места, где вы хотите ее разместить. Выкопайте яму шире, чем основание пьедестала. Глубина необходимой ямы будет разной. От двух до трех дюймов может быть достаточно для более легкой ванны, в то время как четыре или более дюймов идеально подходят для тяжелой бетонной ванны.
После того, как фундамент вырыт, у вас есть два варианта, в зависимости от типа пьедестала в вашей ванночке для птиц:
Вы можете установить пьедестал в это отверстие и окружить его песком или гравием примерно на 1 дюйм ниже уровня земли. линия. Остальную часть заполните землей, пока она не окажется на уровне земли. Это может быть более безопасным выбором для более легких пластиковых ванн или ванн небольшой площади.
Для надземной установки заполните отверстие песком или мелким гравием. Убедитесь, что место, на котором вы настраиваете, является ровным. Если это не так, засыпьте углубления гравием и положите брусчатку, чтобы установить ванночку для птиц.
Многие популярные ванны изготовлены из тяжелых материалов, требующих особого ухода. Например, вам может быть интересно, как выровнять бетонную ванночку для птиц. Эти ванны могут неравномерно погружаться в почву с течением времени быстрее, чем более легкие материалы, но они служат дольше. Кроме того, кирпичи или каменные плиты со временем могут стать неровными из-за замерзания/оттаивания и проливных дождей.
Чтобы установить эти прямолинейные бетонные блоки, поместите их в яму, которую вы выкапываете для фундамента, затем заполните щели гравием или песком. Убедитесь, что верхняя часть этих блоков находится ниже уровня земли. Поместите свои флажки поверх этого фундамента и поместите пьедестал для ванны для птиц перед установкой бассейна.
После того, как поилка для птиц будет установлена, вы можете обнаружить, что земля немного сдвинулась. Чтобы вернуть вещи на место, снова снимите ванночку для птиц и засыпьте песком или гравием, пока она не сядет правильно.
Если вы хотите сделать еще один шаг и убедиться, что земля вообще не смещается, вы можете заполнить яму быстросохнущим бетоном, просто постарайтесь выровнять верх до того, как он высохнет. Затем добавьте тонкий слой гравия или почвы, если вам нужно дополнительно выровнять поверхность.
Воспользуйтесь этими советами, чтобы еще больше укрепить ванночку для птиц:
Если в центре пьедестала поилки для птиц есть отверстие, металлическую арматуру можно закрепить в подготовленном вами котловане и ванночке для птиц. можно установить поверх этого. Это одно из лучших решений, если у вас есть проблемы с животными, толкающими вашу ванну.
Вы также можете сгруппировать камни вокруг ванны для эстетической привлекательности и дополнительного веса, сохраняя пьедестал на одном уровне.
Убедитесь, что ванночка для птиц действительно плоская, взглянув на уровень воды со всех сторон чаши. Они должны быть равномерно распределены при проверке глубины воды.
Что можно положить в ванночку для птиц, чтобы закрепить ее?
После того, как ваша ванночка будет установлена на твердом основании, вы можете спросить, как предотвратить опрокидывание ванны для птиц. Кошки и другие животные иногда прыгают на чашу, в результате чего она отрывается от основания или ломается. Чтобы все было на месте, вы можете заполнить чашу камнями, чтобы равномерно распределить вес.
В качестве альтернативы можно заполнить полые пьедесталы песком, чтобы стабилизировать ванну для птиц. Этот материал особенно полезен, потому что он плотно упаковывает пустые места и может смещаться при движении.
Не кладите в ванну большие и тяжелые предметы, например, кирпичи. Из-за этого птицам будет сложно купаться, а неравномерный вес со временем может повредить ваш бассейн.
Наконец, подумайте, хотите ли вы, чтобы раковина была съемной при покупке ванны. Вы хотите иметь возможность снимать его для очистки или заполнения? Если вы не собираетесь снимать чашу ванны, вы можете приобрести ванну, в которой чаша не отделяется или, по крайней мере, имеет механизм «защелки и блокировки», чтобы еще больше удерживать ее на пьедестале.
Зачем вы кладете камни в купальню для птиц?
Ванночки для птиц — красивое украшение сада, но часто они имеют гладкие стенки. Некоторые конструкции также расположены слишком глубоко в центре или в других местах, чтобы птицам было удобно ими пользоваться. Решение состоит в том, чтобы поместить камни на дно чаши.
Камни позволяют птицам за что-то ухватиться, если им трудно устоять на очень гладких мисках. Камни также могут помочь сделать уровень воды более мелким. Многие дворовые птицы, особенно мелкие, боятся заходить в слишком глубокую воду и предпочитают воду на уровне «брода».
Сколько воды вы наливаете в ванночку для птиц?
Слишком глубокая вода не будет использоваться птицами. В отличие от водоплавающих птиц, певчие птицы не могут плавать на поверхности воды, поэтому очень важно обеспечить комфортную глубину.
Большинство ванночек для птиц имеют большую глубину посередине, поэтому нормально наполнять водой от половины до дюйма по краям ванночки для птиц и до двух дюймов в самой глубокой точке. Не забывайте менять воду через день или около того. Если оставить его сидеть, это создаст среду для вредных бактерий и возможных водорослей, что вредно для птиц.
Помните, что ванны для птиц глубиной более 3 дюймов трудно использовать для птиц. Заполнение их водой полностью также подвергает певчих птиц риску утонуть. Чтобы избежать этого, держите воду не глубже пары дюймов и добавляйте камни, как описано выше.
Еще одна вещь, о которой следует помнить, это то, насколько неглубока ванна. Слишком мало воды не привлечет птиц. Частью этого является визуальная привлекательность: птицам легче идентифицировать хорошие источники воды, когда они колеблются или двигаются. Поверхность очень низкой воды не создаст такого привлекательного эффекта.
Лучшее место для поилки для птиц
Выбирая место для поилки для птиц, вам необходимо найти место, отвечающее нескольким требованиям. Это гарантирует, что ваша птичья ванночка находится в безопасном месте, которое также будет привлекать птиц:
Установите на ровной поверхности.
Держите ванну на расстоянии не менее 6–10 футов от кустов или кустарников. Птицы умны, поэтому они будут избегать птичьих ванн, если поблизости есть возможные убежища для хищных животных, таких как кошки. Они не хотят удивляться, когда становятся мокрыми и уязвимыми для нападения.
Поместите ванночку для птиц рядом с деревом для тени и небольшим укрытием для безопасности.
Убедитесь, что птичья купальня видна птицам – держите ее в пределах их поля зрения. С их точки зрения, вы хотите, чтобы они были видны сверху, когда они пролетают, и из любых мест, где они активны в вашем дворе, таких как кормушки.
Не размещайте его слишком близко к кормушкам для птиц. Это делается для предотвращения попадания семян в ванну для птиц, но это также связано с тем, как птицы взаимодействуют с окружающей средой. Как животные, которые защищают свою территорию, они также опасаются держаться подальше от территорий других птиц. Поэтому, если птица использует кормушку для птиц, она может решить защитить ванну от других птиц. Точно так же некоторые птицы могут с большей осторожностью относиться к ванне, если они считают, что она находится на территории кормящих птиц.
Наконец, не забудьте поставить ванночку для птиц где-нибудь, чтобы ВАМ было хорошо видно. Самая большая привлекательность этих инсталляций — наблюдение за птицами! Поэтому убедитесь, что он находится в пределах видимости из окна или патио. Вы также сможете быстро заметить, если он грязный или нуждается в заправке.
Поилка для птиц должна находиться на солнце или в тени?
В идеале купальня для птиц должна находиться в полутени или в полной тени. Это делает воду более прохладной для птиц. Солнечный свет и тепло также способствуют развитию плесени и водорослей, которые не должны расти в ванночке для птиц!
Не используйте кустарники в качестве тени, потому что там могут прятаться хищники. Даже кошки, разгуливающие по саду, могут причинить вред птицам, если у них достаточно укрытий. Убедитесь, что ваш источник тени находится достаточно близко, чтобы птицы могли отступить, но не является идеальным укрытием для этих маленьких охотников.
Независимо от того, где вы его разместите, следите за чистотой бассейна и регулярно обновляйте воду. Наличие легко доступной воды очень важно для птиц, и, следуя этим советам, вы получите стабильную ванночку для птиц, которую птицы с удовольствием будут использовать. После укладки фундамента и стабилизации ванны для птиц она должна оставаться в вертикальном положении в течение всего года.
О Джесси
Джесси любит наблюдать за птицами и кормить их на заднем дворе, узнавать о различных видах и делиться своими знаниями и опытом.
…
8 вещей, которые вы должны знать перед установкой ванны для птиц
Поилка для птиц на заднем дворе — верный способ привлечь больше птиц. Кроме того, это поможет вам одновременно привлечь большее разнообразие видов.
Такие программы, как Habitat Network и Сертифицированная среда обитания дикой природы Национальной федерации дикой природы, подчеркивают важность предложения воды как части вашего плана по созданию птиц, но что, если вы только начинаете? Что вы должны знать в первую очередь? Взгляните на эти советы и рекомендации, чтобы правильно начать купание для птиц:
1.
Правильное расположение действительно имеет значение
Птицы любят укрытие — в нем они чувствуют себя защищенными и в безопасности. Поэтому, если вы можете разместить ванночку для птиц рядом с кустами, деревьями или другим укрытием, больше шансов, что они ею воспользуются. Кроме того, лучше держать ванну для птиц подальше от прямых солнечных лучей, чтобы вода не становилась слишком горячей и нежелательной. Размещение птичьей ванны в защищенном, тенистом месте может значительно снизить скорость испарения воды, поэтому она не будет высыхать так быстро. Кроме того, когда вода прохладнее, водоросли не будут расти так быстро, а насекомые с меньшей вероятностью отложат яйца в воде. Если невозможно поставить ванну в полную тень, расположите ее так, чтобы она была затенена в середине или конце дня — в самое жаркое время летнего дня.
Наконец, обязательно выберите место, откуда вы сможете его увидеть. Вы хотите иметь возможность видеть и наслаждаться птицами, которые останавливаются, поэтому поместите его в место, которое вы будете видеть регулярно.
2. Не бойтесь больших успехов
Вы можете встретить маленькую ванночку для птиц, очень милую и декоративную, но не обязательно привлекающую птиц. Обязательно поищите большую ванночку для птиц с более широкой чашей наверху, в которой достаточно места для нескольких пернатых друзей, которые могут заходить одновременно. Вы также можете сделать две или три ванны для птиц в одном месте, что является действительно красивым способом ландшафтного дизайна, а также отличным способом привлечь больше птиц.
Некоторые купальни для птиц глубокие, что не очень нравится певчим птицам. Всего дюйм или два работают лучше всего. Если у вас есть более глубокая ванна для птиц, вы можете сделать ее более привлекательной, добавив несколько камней посередине или по краям. Это даст птицам место для приземления, чтобы они могли плескаться и прихорашиваться в воде.
4. Сохраняйте воду свежей
Единственная лучшая вещь, которую вы можете сделать, чтобы привлечь птиц с помощью вашей нынешней ванны, — это поддерживать свежесть воды. Включите освежение воды в ванночке для птиц в свои регулярные процедуры во дворе или процедуры полива. Это такая простая вещь, но она действительно сделает ваше пространство более привлекательным для птиц.
Если вы используете разбрызгиватели на лужайке или в саду, вы можете расположить ванночку для птиц и отрегулировать ее высоту, чтобы использовать струи для автоматического наполнения. Если вы используете систему капельного полива, подготовьте конец капельной линии, чтобы легко наполнять ванночку для птиц каждый раз, когда вы поливаете цветы, травы или овощи.
Для быстрого, но менее предсказуемого наполнения поместите ванночку для птиц под один из водосточных желобов в вашем доме или гараже, при необходимости подрезав водосточный желоб до нужной высоты. Каждый раз, когда дождевая вода стекает по изливу, она попадает прямо в вашу ванну и снова наполняет бассейн. Это может быть неэффективно без регулярного дождя, но может быть полезно при неожиданных ливнях.
Mike’s Birds, Flickr
5. Регулярно чистите ванну для птиц
Обновление воды в ванне для птиц — это хороший способ обеспечить чистоту воды для птиц, но также необходимо чистить саму ванну. Уборка не должна быть долгой или сложной. Просто тщательно трите его еженедельно, разбивая любые водоросли или другой материал, который мог скопиться.
Свежая вода и хорошая чистка щеткой каждую неделю — это действительно все, что вам нужно для поддержания чистоты в ванночке для птиц. Но время от времени — от нескольких недель до пары месяцев — используйте простую чистящую смесь со скрабом и не забудьте хорошо промыть после этого, чтобы сохранить ванну для птиц в первозданном виде. Имея чистую ванночку для птиц, вы значительно увеличите свои шансы понравиться птицам!
См. также: Как очистить кормушку для птиц
6. Поддерживайте полезную температуру круглый год
В холодные месяцы рекомендуется добавить обогреватель. Да, зима по-прежнему хорошее время, чтобы использовать ванну для птиц, чтобы привлечь птиц, а добавив обогреватель и что-нибудь для перемещения воды, вы почти гарантированно привлечете уникальных посетителей.
В самые жаркие дни добавьте в ванночку для птиц кусок льда. Блок сначала будет плавать в ванне, но постепенно будет таять по мере того, как день нагревается и вода испаряется из ванны. Это может быть хорошим быстрым средством от волн жары и даст вашим домашним птицам дополнительное удовольствие в виде охлажденного напитка или ванны.
7. Добавьте движения, чтобы сделать ванночку для птиц еще более привлекательной
Каждый успешный орнитолог, установивший ванночку для птиц, расскажет вам, что один из секретов привлечения птиц заключается в поднесении движущейся воды. Это может быть достигнуто различными способами. Может быть, вам посчастливилось жить в районе с ручьем или движущейся водой прямо на заднем дворе. Возможно, вы добавили водное сооружение в свой двор, например, большой фонтан или небольшой пруд.
Поищите устройства для движения воды или мини-фонтаны на солнечной энергии. Добавление простой капельницы в ванну может медленно, но неуклонно пополнять запас воды, чтобы свести к минимуму потери воды при испарении. Вы можете купить капельницы, чтобы подсоединить их к патрубку, или вы можете просто использовать пластиковый пакет или кувшин с крошечным отверстием и повесить его на крючок или ветку над ванной для птиц, чтобы наполнить ванну. и привлекать птиц с каждым всплеском.
8. Попробуйте устроить купальни для птиц во время миграции для повышения активности
Купальни для птиц хороши круглый год, особенно в сезон миграции, когда есть возможность для уникальных или редких посетителей. Не все птицы приходят на задний двор за семенами или жиром, но все они останавливаются, чтобы напиться. Возможно, вы даже сможете заманить таких птиц, как танагры, славки и овсянки, к себе во двор, особенно в разгар сезона миграции, когда происходит много движений.
Таблица Характеристик Всех Размеров Профильной Трубы
Быстрая навигация по статье (содержание)
Размеры профильных труб
Профильная Труба: таблица размеров, толщины стенки, массы и количества в одной тонне
Преимущества и применение
📑 Одним из видов современного листового металлопроката являются профильные трубы. Они имеют сечение, отличное от круглого. Могут быть овальными, квадратными, прямоугольными и иметь различную толщину стенок.
Фото: tda34.ru
Делаются из листов углеродистой или низкоуглеродистой стали, для уменьшения массы изделия используется алюминий. Для повышения эксплуатационных свойств и придания лучшего внешнего вида ее оцинковывают.
Размеры профильных труб
В зависимости от формы , могут быть следующие размеры:
Квадратная
сечение: 1010 мм — 180180 мм.
толщина стенки: 0.8 мм — 14.0 мм.
Прямоугольная
сечение: 1510 мм — 180150 мм.
толщина стенки: 0.8 мм — 12.0 мм.
Овальная
сечение: 63 мм — 7222 мм.
толщина стенки: 0.5 мм — 2.5 мм.
Профильная Труба: таблица размеров, толщины стенки, массы и количества в одной тонне
Квадратного сечения ГОСТ 8639-82:
Размеры bxh, мм
Толщина стенки, t, мм
Масса 1м, кг
Метров в 1 тонне
Труба квадратная 10х10
1,0
0,269
3717,5
Труба квадратная 15х15
1,0
0,426
2347,4
1,5
0,605
1652,9
Труба квадратная 20х20
1,0
0,583
1715,3
1,5
0,841
1189,1
2,0
1,075
930,2
Труба квадратная 25х25
1,0
0,740
1351,4
1,5
1,070
934,6
2,0
1,390
719,4
2,5
1,680
595,2
3,0
1,950
512,8
Труба квадратная 30х30
2,0
1,700
588,2
2,5
2,070
483,1
3,0
2,420
413,2
3,5
2,750
363,6
4,0
3,040
328,9
Труба квадратная 35х35
2,0
2,020
495. 0
2,5
2,460
406,5
3,0
2,890
346,0
3,5
3,300
303,0
4,0
3,670
272,5
5,0
4,370
228,8
Труба квадратная 40х40
2,0
2,330
429.2
2,5
2,850
350,9
3,0
3,360
297,6
3,5
3,850
259,7
4,0
4,300
232,6
5,0
5,160
193,8
6,0
5,920
168,9
Труба квадратная 42х42
3,0
3,550
281,7
3,5
4,070
245,7
4,0
4,560
219,3
5,0
5,470
182,8
6,0
6,300
158,7
Труба квадратная 45х45
3,0
3,830
261,1
3,5
4,400
227,3
4,0
4,930
202,8
5,0
5,940
168,4
6,0
6,860
145,8
7,0
7,690
130,0
8,0
8,430
118,6
Труба квадратная 50х50
3,0
4,310
232,0
3,5
4,940
202,4
4,0
5,560
179,9
5,0
6,730
148,6
6,0
7,800
128,2
7,0
8,790
113,8
8,0
9,690
103,2
Труба квадратная 60х60
3,5
6,040
165,6
4,0
6,820
146,6
5,0
8,300
120,5
6,0
9,690
103,2
7,0
11,000
90,9
8,0
12,200
82,0
Труба квадратная 70х70
4,0
8,070
123,9
5,0
9,870
101,3
6,0
11,570
86,4
7,0
13,190
75,8
8,0
14,710
68,0
Труба квадратная 80х80
4,0
9,330
107,2
5,0
11,440
87,4
6,0
13,460
74,3
7,0
15,380
65,0
8,0
17,220
58,1
Труба квадратная 90х90
5,0
13,000
76,9
6,0
15,340
65,2
7,0
17,580
56,9
8,0
19,730
50,7
Труба квадратная 100х100
6,0
17,220
58,1
7,0
19,780
50,6
8,0
22,250
44,9
9,0
24,620
40,6
Труба квадратная 110х110
6,0
19,110
52,3
7,0
21,980
45,5
8,0
24,760
40,4
9,0
27,450
36,4
Труба квадратная 120х120
6,0
20,990
47,6
7,0
24,180
41,4
8,0
27,270
36,7
9,0
30,280
33,0
Труба квадратная 140х140
6,0
24,760
40,4
7,0
28,570
35,0
8,0
32,290
31,0
9,0
35,930
27,8
Труба квадратная 150х150
7,0
30,770
32,5
8,0
34,810
28,7
9,0
38,750
25,8
10,0
42,610
23,5
Труба квадратная 180х180
8,0
42,340
23,6
9,0
47,230
21,2
10,0
52,030
19,2
12,0
61,360
16,3
14,0
70,330
14,2
Прямоугольного сечения (ГОСТ 8645-68):
Размеры bxh, мм
Толщина стенки, S, мм
Масса 1м, кг
Метров в 1 тонне
Труба прямоугольная 15х10
1,0
0,348
2873,6
1,5
0,488
2049,2
2,0
0,605
1652,9
Труба прямоугольная 20х10
1,0
0,426
2347,4
1,5
0,605
1652,9
2,0
0,762
1312,3
Труба прямоугольная 20х15
1,0
0,505
1980,2
1,5
0,723
1383,1
2,0
0,919
1088,1
2,5
1,090
917,4
Труба прямоугольная 25х10
1,0
0,505
1980,2
1,5
0,723
1383,1
2,0
0,919
1088,1
2,5
1,090
917,4
Труба прямоугольная 25х15
1,0
0,583
1715,3
1,5
0,841
1189,1
2,0
1,080
925,9
2,5
1,290
775,2
Труба прямоугольная 30х10
1,0
0,583
1715,3
1,5
0,841
1189,1
2,0
1,080
925,9
2,5
1,290
775,2
3,0
1,480
675,7
Труба прямоугольная 30х15
1,0
0,661
1512,9
1,5
0,959
1042,8
2,0
1,230
813,0
2,5
1,480
675,7
3,0
1,710
584,8
Труба прямоугольная 30х20
1,0
0,740
1351,4
1,5
1,080
925,9
2,0
1,390
719,4
2,5
1,680
595,2
3,0
1,950
512,8
Труба прямоугольная 35х15
1,5
1,080
925,9
2,0
1,390
719,4
2,5
1,680
595,2
3,0
1,950
572,8
3,5
2,200
454,5
Труба прямоугольная 35х20
1,5
1,190
840,3
2,0
1,550
645,2
2,5
1,880
531,9
3,0
2,190
456,6
3,5
2,470
404,9
Труба прямоугольная 35х25
1,5
1,310
763,4
2,0
1,700
588,2
2,5
2,070
483,1
3,0
2,420
413,2
3,5
2,750
363,6
Труба прямоугольная 40х15
2,0
1,550
645,2
2,5
1,880
531,9
3,0
2,190
456,6
3,5
2,470
404,9
4,0
2,730
336,3
Труба прямоугольная 40х20
2,0
1,700
588,2
2,5
2,070
483,1
3,0
2,420
413,2
3,5
2,750
363,6
4,0
3,050
327,9
Труба прямоугольная 40х25
2,0
1,860
537,6
2,5
2,270
440,5
3,0
2,660
375,9
3,5
3,020
331,1
4,0
3,360
297,6
Труба прямоугольная 40х30
2,0
2,020
495,0
2,5
2,470
404,9
3,0
2,890
346,0
3,5
3,300
303,0
4,0
3,680
271,7
Труба прямоугольная (42)х20
2,0
1,770
565,0
2,5
2,150
465,1
3,0
2,520
396,8
3,5
2,860
349,6
4,0
3,170
315,4
Труба прямоугольная 45х20
2,0
1,860
537,6
2,5
2,270
440,5
3,0
2,660
375,9
3,5
3,020
331,1
4,0
3,360
297,6
Труба прямоугольная 45х30
2,0
2,170
460,8
2,5
2,660
375,9
3,0
3,130
319,5
3,5
3,570
280,1
4,0
3,990
250,6
Труба прямоугольная 50х25
2,0
2,170
460,8
2,5
2,660
375,9
3,0
3,130
319,5
3,5
3,570
280,1
4,0
3,990
250,6
Труба прямоугольная 50х30
2,0
2,320
431,0
2,5
2,860
349,6
3,0
3,360
297,6
3,5
3,850
259,7
4,0
4,300
232,5
Труба прямоугольная 50х35
2,0
2,490
401,6
2,5
3,090
323,6
3,0
3,600
277,8
3,5
4,120
242,7
4,0
4,620
216,4
Труба прямоугольная 50х40
2,0
2,650
377,3
2,5
3,250
307,7
3,0
3,830
261,0
3,5
4,390
227,8
4,0
4,930
202,8
Труба прямоугольная 60х25
2,5
3,050
327,9
3,0
3,600
277,8
3,5
4,120
242,7
4,0
4,620
216,4
5,0
5,550
180,1
Труба прямоугольная 60х30
2,5
3,250
307,7
3,0
3,830
261,0
3,5
4,390
227,8
4,0
4,930
202,8
5,0
5,940
168,3
Труба прямоугольная 60х40
3,0
4,300
232,5
3,5
4,940
202,4
4,0
5,560
179,9
5,0
6,730
148,6
Труба прямоугольная 70х30
3,0
4,300
232,5
3,5
4,940
202,4
4,0
5,560
179,9
5,0
6,730
148,6
6,0
7,800
128,2
Труба прямоугольная 70х40
3,0
4,780
209,2
3,5
5,490
182,1
4,0
6,190
161,6
5,0
7,510
133,1
6,0
8,750
114,2
Труба прямоугольная 70х50
3,0
5,250
190,5
3,5
6,040
165,6
4,0
6,820
146,6
5,0
8,300
120,5
6,0
9,690
103,2
Труба прямоугольная 80х40
3,0
5,250
190,5
3,5
6,040
165,6
4,0
6,820
146,6
5,0
8,300
120,5
6,0
9,690
103,1
7,0
10,990
91,0
Труба прямоугольная 80х50
3,0
5,720
174,8
3,5
6,590
151,7
4,0
7,440
134,4
Труба прямоугольная 80х60
3,5
7,140
140,0
4,0
8,070
123,9
5,0
9,870
101,3
6,0
11,570
86,4
7,0
13,190
75,8
Труба прямоугольная 90х40
3,5
6,590
151,7
4,0
7,440
134,4
5,0
9,080
110,1
6,0
10,630
94,1
7,0
12,090
82,7
Труба прямоугольная 90х60
4,0
8,700
114,9
5,0
10,650
93,9
6,0
12,510
79,9
7,0
14,290
70,0
Труба прямоугольная 100х40
4,0
8,070
123,9
5,0
9,870
101,3
6,0
11,570
86,4
7,0
13,190
75,8
Труба прямоугольная 100х50
4,0
8,700
114,9
5,0
10,650
93,9
6,0
12,510
79,9
7,0
14,290
70,0
Труба прямоугольная 100х70
4,0
9,960
100,4
5,0
12,220
81,8
6,0
14,400
69,4
7,0
16,480
60,7
Труба прямоугольная 110х40
4,0
8,700
114,9
5,0
10,650
93,9
6,0
12,510
79,9
7,0
14,290
70,0
Труба прямоугольная 110х50
4,0
9,330
107,1
5,0
11,440
87,4
6,0
13,460
74,3
7,0
15,380
65,0
Труба прямоугольная 110х60
4,0
9,960
100,4
5,0
12,220
81,8
6,0
14,400
69,4
7,0
16,480
60,7
Труба прямоугольная 120х40
5,0
11,440
87,4
6,0
13,460
74,3
7,0
15,380
65,0
8,0
17,220
58,1
Труба прямоугольная 120х60
5,0
13,000
76,9
6,0
15,340
65,2
7,0
17,580
56,9
8,0
19,730
50,7
Труба прямоугольная 120х80
5,0
14,580
68,6
6,0
17,220
58,0
7,0
19,780
50,5
8,0
22,250
45,0
Труба прямоугольная 140х60
5,0
14,580
68,6
6,0
17,220
58,0
7,0
19,780
50,5
8,0
22,250
44,9
Труба прямоугольная 140х80
5,0
16,150
61,9
6,0
19,110
52,3
7,0
21,980
45,5
8,0
24,760
40,3
Труба прямоугольная 140х120
6,0
22,880
43,7
7,0
26,370
37,9
8,0
29,780
33,6
9,0
33,100
30,2
Труба прямоугольная 150х80
6,0
20,050
49,9
7,0
23,080
43,3
8,0
26,010
38,4
9,0
28,860
34,6
10,0
31,620
31,6
Труба прямоугольная 150х100
6,0
21,930
45,6
7,0
25,280
39,6
8,0
28,530
35,0
9,0
31,690
31,6
10,0
34,760
28,8
Труба прямоугольная 180х80
7,0
26,370
37,9
8,0
29,780
33,6
9,0
33,100
30,2
10,0
36,330
27,5
12,0
42,520
23,5
Труба прямоугольная 180х100
8,0
32,290
31,0
9,0
35,930
27,8
10,0
39,470
25,3
12,0
46,290
21,6
Труба прямоугольная 180х150
8,0
38,570
25,9
9,0
42,990
23,3
10,0
47,320
21,1
12,0
55,710
17,9
Маркировка — условные обозначения таблицы:b — ширина, h — высота, t — толщина стенки, R — радиус наружного закругления.
Фото: bydom.ru
Условное обозначение гнутого сварного прямоугольного профиля высотой 180 мм, шириной 100 мм, толщиной стенки 5 мм из стали для строительных конструкций С245 по ГОСТ 27772 будет выглядеть следующим образом: При диаметре трубы, меньшем 820 мм, применяется один горизонтальный шов, при большем диаметре уже используются два вертикальных и один горизонтальный шов.
Преимущества и применение
К преимуществам ПТ относятся: малый вес при значительной длине, прочность и устойчивость к физическим воздействиям, практически не деформируются, у них небольшая стоимость, имеют широкую сферу применения и хорошие эксплуатационные свойства.
Применяются профильные изделия в частном и промышленном строительстве. Используются во время ремонта и для возведения металлоконструкций, например, для постройки сараев, теплиц, беседок, навесов, гаражей, ворот, при строительства детских площадок, для возведения более масштабных каркасов. Могут применяться и для создания бытовых товаров, мебели.
Труба профильная: стандартные размеры и вес
Из профильной трубы легко сварить каркас для строительства легких сооружений: скамеек, заборов, бытовок, теплиц и т.д. Разберемся, как рассчитать вес трубы, зная ее размеры.
Чтобы соорудить прочный и легкий каркас, часто применяется сортовой металлический прокат. Наибольшей популярностью из этих конструктивных элементов пользуется профильная труба. Если в хозяйстве есть сварочный аппарат и хватает навыков для работы с ним, соорудить опорную конструкцию можно в короткий срок и с минимумом затрат труда. Разберемся, как правильно рассчитать вес и размеры профильной трубы для различных задач.
Профильная труба – что это такое
Профильная труба отличается от обычной трубы сечением. Это не круг, а любая другая фигура (в практике наиболее часто применяются элементы с квадратным, прямоугольным или овальным сечением). Основное назначение такого материала – не сооружение трубопроводов, а использование в качестве элементов сварных каркасных конструкций.
Профильные трубы также называют трубным профилем, профтрубой, металлопрофилем. Несмотря на разнообразие названий, это – один и тот же материал. Применяют также сокращение – ПТ.
Изготавливают этот вариант проката из углеродистых и легированных сталей. Встречается также ПТ из алюминиевых сплавов. Они отличаются меньшим весом и большей устойчивостью к коррозии. Однако прочность таких элементов ниже, чем у стальных.
Область применения
Эта разновидность сортового проката нашла широкое применение в строительстве. Из нее делаются каркасы для различных сооружений: скамеек, заборов, ворот. Профильная труба используется при строительстве спортивных сооружений, павильонов для торговли и иных конструкций. Для того чтобы узнать как сделать навес из металлопрофиля своими руками читайте тут. Такое широкое распространение материалу обеспечил комплекс полезных свойств:
Механическая прочность, стойкость к деформирующим нагрузкам.
Сравнительно небольшой вес.
Благодаря плоской поверхности, ПТ легко монтируются с помощью болтовых соединений или сварных швов.
Привлекательный внешний вид.
Экономия металла. При выполнении каркаса из двутавра придется потратить почти на 25% больше стали, чем при использовании прямоугольной ПТ.
Среди прочих разновидностей сортового проката профилированная труба отличается самой низкой ценой. Все это обеспечило материалу большую популярность у строителей.
Виды
Среди прочих разновидностей сортового проката профилированная труба отличается самой низкой ценой. Все это обеспечило материалу большую популярность у строителей.
ГОСТ 8639-82. Этот документ посвящен ПТ с квадратным сечением. Их могут изготавливать по бесшовной технологии (холодной или горячей деформацией) либо путем сваривания электрической сваркой (только холодная деформация).
ГОСТ 8645-68. Документ описывает прямоугольные ПТ. Производят их либо по бесшовной технологии, либо с электрическим сварным швом. В процессе производства либо тянут металл в холодном виде, либо раскатывают – в горячем.
ГОСТ 8642-68. Данный стандарт посвящен овальным ПТ.
Гораздо чаще в строительстве применяют прямоугольные и квадратные разновидности профилированной трубы. Такая труба способна выдержать большие нагрузки, чем круглая или овальная с равной площадью сечения и толщиной стенок. Высокую прочность обеспечивает наличие ребер жесткости. Еще одно преимущество такого сечения – простота монтажа элементов благодаря плоским граням.
Однако в некоторых случаях овальная или плоскоовальная ПТ выполняет свои функции лучше, чем элементы прямоугольного сечения. Дело в том, что углы профиля, хоть и играют роль ребер жесткости, при превышении нагрузки могут внезапно сложиться, и тогда каркас может обрушиться. Происходит такое разрушение быстро и неожиданно. Овальная труба деформируется медленнее. Такое повреждение легче заметить и своевременно принять меры.
Материалы для изготовления
Для изготовления профилированной трубы используют различные сорта углеродистых и легированных сталей. Полный перечень сталей, которые можно использовать для изготовления этого элемента, содержит ГОСТ. Приведем выдержку:
Выбор конкретной марки делается, исходя из нагрузки, которая будет приходиться на конкретный элемент. Чаще всего применяются углеродистые стали. В частном строительстве, особенно при сооружении небольших конструкций, не несущих большой нагрузки, выбор проката делают, исходя из того, что есть на ближайшем складе и что лучше подойдет по цене.
Для защиты от коррозии поверхность стальной ПТ обычно покрывают слоем цинка. Оцинкованная труба имеет привлекательный вид и достаточно долго служит.
Встречается в продаже также трубный профиль, изготовленный из алюминиевого сплава. На такой прокат нет ГОСТа, предприятия выпускают его на основании различных ТУ. Алюминиевые профилированные трубы легче и лучше противостоят коррозии. Однако прочность их обычно ниже, чем у стальных элементов, а стоимость – выше. Поэтому сфера применения трубного проката из алюминиевых сплавов уже, и он реже встречается на рынке.
Размеры профильной трубы
В ГОСТах содержится упоминание о десятках сортов профилированного трубного проката. Предусмотрены следующие границы этих параметров:
У квадратных ПТ сечение колеблется в диапазоне от 10х10 мм до 180х180 мм, а толщина стенки от 0,8 мм до 14,0 мм.
Прямоугольная ПТ может иметь сечение от 15х10 мм до 180х150 мм, а толщину стенки от 0,8 мм до 12,0 мм.
Для овального трубного профиля характерно сечение от 6х3 мм до 72х22 мм и толщина стенки от 0,5 мм до 2,5 мм.
Маркировка трубы, как правило, имеет вид AxBxC, где цифры обозначают длину и ширину фигуры сечения, а также толщину стенок. Большинство предприятий выпускают такие трубы отрезками по 6 м, но встречается широкий выбор по этому параметру. Так, холодный прокат может иметь длину хлыста от 1,5 м до 14 м. Горячий прокат не выпускается с длиной хлыста менее 4 м.
Допустимая нагрузка
На нагрузку, которую способен выдержать элемент из профильной трубы, влияет несколько факторов:
Геометрические размеры: длина хлыста и прочность сечения.
Толщина стенок трубы.
Сорт стали, из которого выполнена труба.
Способ изготовления профилированного проката.
Точный расчет допустимой нагрузки достаточно сложен, он проводится с помощью специальных формул. Такие расчеты делаются при расчетах каркасов для высотных зданий, пролетов мостов, перекрытий и других ответственных элементов конструкции. Для менее ответственных элементов (к примеру, каркаса забора или садовой скамейки) делать такой сложный расчет не требуется. Как правило, оценивают нагрузку, которую придется выносить каркасу, а затем добавляют резерв в 20%.
При конструировании каркаса для теплицы, промышленного здания, малоэтажного дома требуется учесть все возможные виды нагрузки. К примеру, если не учесть при проектировании каркаса кровли вес снега, который может скопиться на крыше, каркас может обрушиться в течение нескольких лет из-за чрезмерной усталости металла.
При выборе трубы действует общее правило: лучше взять несколько более прочную трубу с запасом, чем стремиться сэкономить любой ценой, взяв тонкостенный прокат или изделия из стали низкого качества. Такая экономия чревата гораздо большими затратами на исправление последствий обрушения каркаса.
Вес погонного метра
Вес каждого элемента каркаса важен для определения общего веса всей конструкции. Для расчета веса трубного профиля применяют табличные значения (как правило, средний вес 1 м проката). Мы приводим таблицу со значениями веса самых распространенных разновидностей:
Зачастую производители труб размещают на своих страницах калькуляторы для расчета веса. Воспользоваться такой программой просто: в окошки нужно ввести ширину и высоту трубы, а также толщину стенки и длину хлыста. После этого программа сама рассчитает значение массы.
Как согнуть профильную трубу
При сгибании профильной трубы важно сохранить параллельность стенок. Трубы, высота профиля которых менее 10 мм, допускается гнуть без нагрева. Место изгиба более толстой трубы стоит предварительно прогреть газовой горелкой: это облегчит работу и уменьшит риск образования заломов и других дефектов.
Проще всего согнуть трубу при помощи профилегиба. Это приспособление можно приобрести или сделать самому (Для того чтобы узнать как сделать профилегиб своими руками читайте в этой статье). Профилегиб позволяет строго соблюдать радиус изгиба, а также экономит время и увеличивает качество готовых элементов (например, при изготовлении дуг для парника). Если профилегиба нет, можно соорудить гибочную плиту или оправку (специальный шаблон с нужным радиусом кривизны).
Если вы не планируете часто заниматься сгибанием труб, для разовой работы можно соорудить шаблон из специальных хомутов. Их прикручивают к станине по определенному радиусу.
Советы профессионалов по выбору
Мы подготовили для вас несколько полезных видеоматериалов, посвященных вопросам выбора профильной трубы и использования ее в строительстве. Эти ролики помогут вам своими глазами увидеть, как выполняются операции по сгибанию, отрезанию и монтажу ПТ, а также познакомиться с опытом профессиональных строителей:
Применение профильных труб для изготовления каркасов позволяет сократить время строительства, получить достаточную конструктивную прочность опорной системы, добиться экономии средств. Главное – соблюдать правила расчета несущей способности и не пытаться сэкономить, поставив элементы с более тонкими, чем предусмотрено по проекту, стенками или худшим качеством стали.
Schedule 40 Размеры и размеры стальных труб ANSI
Schedule 40 Размеры и размеры стальных труб АСМЭ/АНСИ Б36.10/19
Жидкость Блок-схема Содержание
Гидравлический и Pneumatic Knowledge
В этой таблице приведены данные о размерах для Американский национальный стандарт, график 40, сварная и бесшовная сталь Трубка.
Связанный:
Расписание 80 Размеры и размеры стальных труб ANSI
Расписание 40 Размеры и размеры пластиковых труб из ПВХ, ХПВХ
Расписание 80 Размеры и размеры пластиковых труб из ПВХ, ХПВХ
Скорость и поток Емкость стандартных масляных трубок
Скорость и пропускная способность масло Schedule 40 Pipe
Скорость и поток Емкость масляной трубы Schedule 80
Скорость и Пропускная способность масла Schedule 160 Pipe
Ссылка ANSI/ASME B36.10M-1995 кованая сталь Труба бесшовная и сварная.
Диаметр (дюймы)
Стена
Вес на футов (фунтов)
Номинал
Внутри
Снаружи
Толщина (дюйм)
Труба
1/8
. 269
.405
.068
.24
1/4
.364
.540
.088
.42
3/8
.493
.675
.091
.57
1/2
.622
.840
.109
.85
3/4
.824
1.050
.113
1,13
1
1,049
1,315
. 133
1,68
11/4
1,380
1,660
.140
2,27
1 1/2
1,610
1.900
.145
2,72
2
2,067
2,375
.154
3,65
21/2
2,469
2,875
.203
5,79
3
3,068
3. 500
.216
7,58
31/2
3,548
4.000
.226
9.11
4
4.026
4.500
.237
10,79
5
5.047
5,563
.258
14,62
6
6.065
6,625
.280
18,97
8
7,981
8,625
. 322
28,55
10
10.020
10.750
.365
40,48
12
11,938
12.750
.406
53,52
16
15.000
16.000
.500
82,77
18
16.876
18.000
.562
104,7
20
18.812
20. 000
.594
123,1
24
22.624
24.000
.688
171,3
32
30.624
32.000
.688
230,1
34
32,624
34.000
.688
244,77
36
34.500
36.000
.750
282,35
42
40.500
42.000
.750
330.00
Диаметр (дюймы)
Свойства разделов
Номинал
Внутри
Снаружи
Момент Инерции (в 4 )
Радиус вращения
Модуль упругости сечения (в 3 )
1/8
. 269
.405
.00106
.122
.00525
1/4
.364
.540
.00331
.163
.01227
3/8
.493
.675
.00729
.209
.02160
1/2
.622
.840
.01709
.261
.04070
3/4
. 824
1.050
.03704
.334
.07055
1
1,049
1,315
.08734
.421
.1328
11/4
1,380
1,660
.1947
.539
.2346
1 1/2
1,610
1.900
.3099
.623
.3262
2
2,067
2,375
. 6658
.787
.5607
21/2
2,469
2,875
1,530
.947
1,064
3
3,068
3.500
3.017
1,163
1,724
31/2
3,548
4.000
4,788
1,337
2,394
4
4.026
4.500
7. 233
1,510
3.215
5
5.047
5,563
15.16
1,878
5.451
6
6.065
6,625
28.14
2,245
8.496
8
7,981
8,625
72,49
2,938
16,81
10
10.020
10.750
160,7
3,674
29,91
12
11,938
12. 750
300,2
4,364
47.09
16
15.000
16.000
732,0
5.484
91,50
18
16.876
18.000
1172.0
6.168
130,2
20
18.812
20.000
1706.0
6,864
170,6
24
22.624
24. 000
3426.0
8.246
285,5
32
30.624
32.000
8283.3
11.07
518,7
34
32,624
34.000
9991.6
11,78
587,7
36
34.500
36.000
12906.1
12.466
717,0
42
40.500
42.000
20689
14,59
985,2
Таблица 40 Размеры труб
Размеры и вес труб Schedule 40 в соответствии с ASME Стандарт B36.10M. Габаритные размеры даны в миллиметрах и дюймах.
Полный размер Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА сварка штучными электродами. В настоящий момент очень распространены инверторные сварочные аппараты ММА для сварки штучными электродами , они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата. Brima ARC Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
Поиск данных по Вашему запросу:
Приставка полуавтомат для сварочного инвертора
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Как переделать сварочный инвертор в полуавтомат
Как изготовить полуавтомат из инвертора своими руками
Инвертор + подача проволоки, стоит ли?
Как сделать сварочный полуавтомат своими руками из инвертора?
Подающее устройство для инвертора
Приставка MIG/MAG к инвертору MMA
Купить сварочные полуавтоматы
Делаем сварочный полуавтомат из инвертора
Изготовление сварочного полуавтомата своими руками
Переделка сварочного инвертора в полуавтомат
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Полуавтомат из сварочного инвертора.
Как переделать сварочный инвертор в полуавтомат
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник?
Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая. Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее А.
Но его придется немного модернизировать, поскольку вольтамперные характеристики ВАХ инвертора не подходят для сварки электродной проволокой в среде защитного газа. Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки. Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера.
К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки. Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов блока питания, шлангов и механизма протяжки проволоки.
Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте. Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга. В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока.
Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото. В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной для жесткости.
Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина. Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря.
Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер. Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю.
Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса. Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением примерно на сек начала подачи проволоки.
В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится. Реле задержки для самодельного полуавтомата можно собрать на основе го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на мкФ. Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме.
Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку.
Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа. Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.
Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики ВАХ инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:. Но если управление сварочным током в инверторе происходит с помощью шунта , то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.
В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе. Рейтинг сварочных инверторов года. Топ лучших по надежности и характеристикам моделей. В обзор вошли профессиональные и бытовые инверторные сварочные аппараты. Сохранить моё имя, email и адрес сайта в этом браузере для последующих моих комментариев.
Сервисные центры. Новости техники Калькуляторы Бренды Обзоры Рейтинги. Техника Для ремонта Сварочный аппарат и инвертор Переделка сварочного инвертора в полуавтомат. Содержание 1 Необходимые материалы и инструменты 2 Механизм подачи электродной проволоки 3 Схема управления механикой 4 Изменение ВАХ инвертора. Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену. Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае.
В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В. Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Также интересно:. Самодельный сварочный аппарат в домашних условиях. Собираем самодельный плазменный резак. Изготовление споттера своими руками. Новости техники:. Беспроводная зарядка для новых модей iPhone показала свою несостоятельность. Скоро в России появятся дроны по доставке лекарств. Подписывайтесь, и в вашей ленте ВК будет все самое интересное о технике:. Лучшие инверторные сварочные аппараты года.
Расчет потребления электроэнергии техникой. Калькулятор расчета мощности обогревателя. Калькулятор расчета мощности кондиционера. Ваш комментарий:. Как пользоваться мультиметром: инструкция для новичков. Прочая техника для ремонта. Виды мультиметров: какой лучше купить. Клеевой пистолет: выбираем идеальный инструмент. Добрый день! Подскажите пожалуйста,какие типы насосов используются в роботах-чистильщиках для бассейнов? Спасибо дружище! Хотели бы вы видеть интернет-магазин на сайте Техника.
Да Нет. Калькулятор расчета электроэнергии. Контакты Реклама на сайте Конфиденциальность. Копирование материала разрешено только с активной гиперссылкой на Техника.
Как изготовить полуавтомат из инвертора своими руками
В комплект поставки также входят переходники с малого байонета на большой. Подключение выполняется надежно и оперативно за счет использования евроразъемов. Приставка-полуавтомат к сварочному инвертору подойдет для сварки тонких металлических деталей в домашних условиях. Требуемое напряжение, которое должно поступать от аппарата ММА, находится в пределах В.
Что же такое сварочный полуавтомат? как он работает? в каких отраслях его . (с приставкой «евро»), установлен евроразъем для подключения горелки. Описание Сварочного инверторного полуавтомата Атом I MIG/MAG.
Инвертор + подача проволоки, стоит ли?
Время чтения: 7 минут. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. При этом сварка может быть и профессиональной, и любительской. Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Как сделать сварочный полуавтомат своими руками из инвертора?
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования. Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов.
У хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности.
Подающее устройство для инвертора
Вопрос: имеется инвертор Телвин кажись , товарищ купил себе для хознужд. Мне нужен полуавтомат чтобы варить флюсовой проволокой. И вообще, такая переделка возможна? Целью ставится экономия средств. Так шта просто докупить к вашему Телвину пяток готовых инверторных полуавтоматов выйдет и быстрее, и гораздо дешевле.
Приставка MIG/MAG к инвертору MMA
При установке гнезда коммутации, которое идет в комплекте с подающим устройством, в корпус сварочного аппарата одного из перечисленных выше моделей, вы можете подключить механизм и получить полноценный сварочный полуавтомат инверторного типа. Вам останется только выбрать соответствующий полуавтоматический режим на источнике, подключить рукав от редуктора с газом, установить катушку в отсек для проволоки и начать сварку. Если после ознакомления с техническим описанием и просмотра фотографий вы решили купить SSVA-PU, харьковский подающий механизм, то необходимо связаться с менеджером магазина сварочных аппаратов vdi-ua. Write a comment. Завчасно дякую. Андрон Monday, 24 February
Чтобы собрать самодельный полуавтомат из сварочного инвертора, Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его .
Купить сварочные полуавтоматы
Приставка полуавтомат для сварочного инвертора
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы.
Делаем сварочный полуавтомат из инвертора
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками.
Легкая, маленькая, хоть с собой носи. Варит электродом 2 мм — что угодно.
Изготовление сварочного полуавтомата своими руками
Если вы решили собрать сварочный полуавтомат своими руками из инвертора, схема и подробная инструкция станут незаменимыми спутниками на пути к достижению поставленной цели. Самый простой способ — это приобрести заводские полуавтоматы типа Кедр , Kaiser Mig с требуемым показателем Ампер. Но многие стремятся сделать все своими руками. Это не так просто, но при желании добиться положительного результата вы сумеете. Миг, Маг, ММА сварка требует применения соответствующих устройств. Миг Маг представляет собой полуавтоматическую сварку, которая выполняется в среде инертного аргонного газа. Иногда для сварки Миг Маг используют углекислый газ.
Переделка сварочного инвертора в полуавтомат
Многие мастера решают приобрести для личного пользования сварочник. Заменить устройство, с помощью которого можно быстро соединить два куска стали, просто нечем. Изготовить из уголков каркас, отремонтировать стальные трубы, прихватить прутья арматуры фундамента, залатать дыры кузова старенького авто, изготовить входные двери — спектр применения огромен.
Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия в Симферополе (Автоматы и полуавтоматы сварочные)
Россия
Симферополь
org/ListItem»>
Сварочное и паяльное оборудование
Автоматы и полуавтоматы сварочные
Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия в Симферополе
Цена: 6 999 грн.
за 1 шт
Компания ООО “Торговый Дом “СЭЛМА“ (Симферополь) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия, расчеты производятся в грн. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Доставка и гарантия»>Описание товара
Полуавтомат ПДГО-510 в комплекте с источником для МИГ/МАГ сварки предназначен для полуавтоматической сварки.
Управление полуавтоматом осуществляется с помощью органов управления, расположенных на механизме подачи, и кнопки на горелке. Полуавтомат имеет независимое, плавное регулирование скорости подачи электродной проволоки, которое регулируется ручкой потенциометра, расположенного на механизме подачи. Преимущества Плавная регулировка выходного напряжения сварочного источника и скорости подачи электродной проволоки с подающего механизма. Обеспечивает стабилизацию скорости подачи сварочной проволоки, что позволяет производить качественную сварку на расстоянии до 30 метров от сварочного источника. Стабильная скорость подачи сварочной проволоки при длине шлейфа горелки 3…5 м и изгибах шлейфа. Автоматическое управление газовым трактом, сварочным источником и подающим механизмом посредством кнопки на горелке. Два режима сварки: «Длинные швы» (4-х тактный режим) и «короткие швы» (2-х тактный режим) Наличие регулируемых режимов «Мягкий старт», «Время растяжки дуги»,«Продувка газа до и после сварки». Наличие режимов заправки проволоки и проверки подачи газа. Применение 4-х роликового механизма подачи, обеспечивает повышенное тяговое усилие и возможность работы с горелками длиной до 5м. Универсальное тормозное устройство, соответствует европейскому стандарту Таррирование усилие прижимного устройства. Обеспечивает установку кассеты (диаметром 300мм) с проволокой весом 15 кг. Комплектуется адаптером для установки каркасных сварочных кассет с внутренним диаметром 180 мм. Подача сварочной проволоки может производиться непосредственно с кассеты или с бухты, уложенной на разматывающее устройство. Подключается к любому типу сварочных источников для МИГ/МАГ сварки производства «Фирмы СЭЛМА». Возможно подключение к любому типу сварочных источников других производителей через блок питания БП-02. Возможна установка на турель. По дополнительному заказу укомплектовывается колесами и защитным пластиковым кожухом на кассету с проволокой.
Напряжение питающей сети, В, (f=50Гц) 27 Номинальный сварочный ток, А 500 * Количество роликов, шт. 4 Диаметр электродной проволоки, мм Стальная 1,0-1,6 Порошковая 1,2-2,0 Скорость подачи электродной проволоки, м\ч. 120 — 1100 Пределы регулирования времени предварительной продувки газа, сек, (только в режиме «Длинные швы») 0,2 — 1,2 Пределы регулирования времени продувки газа после сварки (защита сварочной ванны), сек, (только в режиме «Длинные швы») 0,2 — 2,0 Пределы регулирования времени задержки отключения выпрямителя (вылет проволоки), сек 0,2 — 1,5 Пределы регулирования времени нарастания скорости подачи электродной проволоки от минимального до установленного значения (мягкий старт), сек 0,2-2,0 Тип разъема сварочной горелки евроразъем Вместимость сварочной кассеты, кг 15 Масса, кг 18 Габариты, мм, 620х255х425
* Номинальный сварочный ток определяется сварочным выпрямителем, совместно с которым работает полуавтомат. В таблице в качестве сварочного выпрямителя для полуавтомата приведены данные выпрямителя ВДУ-506С.
Характеристики полуавтомата-приставки дуговой сварки ПДГО-510 СЭЛМА без горелки.
Доставка и гарантия
— Страна производитель: Украина
— Производитель: СЭЛМА
Товары, похожие на Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия
Вы можете оформить заказ на «Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия» в фирме «ООО Торговый Дом СЭЛМА» через площадку BizOrg.Su. Цена составляет 6999 грн. (минимальный заказ 1 шт). Сейчас предложение находится в статусе «в наличии».
Что может предложить «ООО Торговый Дом СЭЛМА»
специальное предложение по сервису и стоимости для пользователей торговой площадки BizOrg. Su;
своевременное выполнение взятых на себя обязательств;
разнообразные варианты оплаты.
Оставьте заявку прямо сейчас!
Ответы на популярные вопросы
Как оформить заявку?Чтобы оформить заявку на «Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия» свяжитесь с организацией «ООО Торговый Дом СЭЛМА» по контактным данным, которые указаны сверху справа. Обязательно укажите, что нашли фирму на торговой площадке BizOrg.Su.
Где получить более подробную информацию о фирме «ООО Торговый Дом СЭЛМА»?Для получения подробных даных о фирме перейдите сверху справа по ссылке с именем организации. После этого перейдите на нужную вкладку с описанием.
Предложение указано с ошибками, телефон не отвечает и т.п.Если у вас обнаружились проблемы при сотрудничестве с «ООО Торговый Дом СЭЛМА» – сообщите идентификаторы фирмы (175983) и товара/услуги (3720359) в нашу службу по работе с клиентами.
Служебная информация
«Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия» и другие подобные предложения можно найти в категории: «Автоматы и полуавтоматы сварочные».
Предложение было создано 02.09.2013, дата последнего обновления — 16.11.2013.
С начала размещения предложение было просмотрено 520 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией ООО “Торговый Дом “СЭЛМА“ цена товара «Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия» (6 999 грн.) может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО “Торговый Дом “СЭЛМА“ по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+380 (66) 665-75-75
+380 (63) 603-32-00
+380 (98) 888-17-32
+380 (652) 54-88-46
Купить полуавтомат-приставку дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия в Симферополе:
ул. Кечкеметская, 121, Симферополь, 95022, Россия
Условия доставки из другого региона:
Доставка в страны:
– Украина
Полуавтомат-приставка дуговой сварки ПДГО-510 СЭЛМА без горелки. Доставка и гарантия
Полуопределение и значение | Dictionary.com
Основные определения
Викторина
Связанный контент
Примеры
Британский
Научный
Показывает уровень сложности слова.
[ сэм-ээ, сэм-ахи ]
/ ˈsɛm i, ˈsɛm aɪ /
Сохранить это слово!
См. синонимы для: semi / semis на Thesaurus. com
Показывает уровень оценки в зависимости от сложности слова.
существительное Неформальный.
полуприцеп (по умолчанию 1).
Часто полуфабрикаты. полуфинал (по определению 3).
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
комбинированная форма, заимствованная из латыни, означающая » свободно добавляется к английским словам любого происхождения, теперь иногда со значениями «частично», «неполностью», «несколько»: полуавтоматический; полуотдельный; раз в полмесяца; полусложный.
автомобиль, ящик, грузовой автомобиль, джип, грузовик, пикап, буровая установка, фургон, вагон, багги, переноска, самосвал, колеса, полуприцеп , грузовик с прицепом, восемнадцатиколесный, четыре на четыре, полный привод
Как использовать слово semi в предложении
В лучшем случае Талибан сформирует полутехнократическое правительство или согласится на переходное правительство на год, чтобы все встало на свои места.
Я вернулся в Афганистан 20 лет назад, чтобы помочь своей стране. Я не уйду сейчас|Аноним|19 августа 2021|Время
Хотя это был здоровенный грузовик, я подозреваю, что к поездке я бы привык, если бы у меня был трейлер, поскольку я наблюдал, как проходят такие же широкие полуприцепы. меня без колебаний.
Протестировано: новый трейлер Airstream для удаленной работы|mlarsen|5 августа 2021 г.|Outside Online
Вступая в полуфинал, симуляции FiveThirtyEight на основе Elo дают им 62-процентный шанс на выход в финал и 34-процентный шанс выиграть все это дело.
«Тампа-Бэй Лайтнинг» включила его как раз вовремя. Войдут ли они в историю? | Терренс Дойл | 10 июня 2021 г. |30 октября 2020 г.|TechCrunch
Никола также работает над аккумуляторным электрическим полуприцепом, который будет построен в следующем году в Ульме, Германия, в рамках совместного предприятия с подразделением CNH Industrial NV Iveco.
Акции Nikola упали после того, как генеральный директор сказал, что стартап может справиться в одиночку|Верн Копытофф|16 октября 2020 г.|Fortune
Вот они полуприкасаются в продуктовом магазине; она любит чайный гриб.
Все ваши интернет-парни взяты: Гослинг, Камбербэтч, а теперь и Джозеф Гордон-Левитт|Мелисса Леон|3 января 2015 г. |DAILY BEAST
Бринсли подошел к пассажирской стороне патрульной машины, поднял серебристый Таурус полуавтоматический пистолет и начал стрелять.
‘Пожалуйста, не умирайте!’: Неистовая битва за спасение убитых полицейских|Майкл Дейли|22 декабря 2014|DAILY BEAST
Тигровая Лили и ее племя, однако, были одеты в полуреалистичные наряды (читать : почти голый).
Обзор «Питер Пэн в прямом эфире!»: аплодисменты не оживляют его|Кевин Фэллон|5 декабря 2014|DAILY BEAST
Следующие полтора часа я был добровольным секс-рабыней полупрофессионала Мастер, которого я встретил через друга.
Whip It: Secrets of a Dominatrix|Джастин Джонс|25 ноября 2014|DAILY BEAST
После излечения пожилых людей от их полусуицидальной депрессии завоевание Белого дома должно показаться пустяком.
Невероятно серьезная, очень странная кампания Бена Карсона|Оливия Нуцци|12 ноября 2014 г.|DAILY BEAST их.
Дневник Галлиполи, Том I|Иэн Гамильтон
Стоп-клавиши расположены наклонным полукругом, нависающим прямо над клавиатурами.
Недавняя революция в органостроении|George Laing Miller
Существует четыре типа: битумный (мягкий), антрацитовый (твердый), полубитумный и полуантрацитовый.
Священное наследие: жизнь Вирджинии|Дороти М. Торпи
Были и полудикие вожди туземцев, и были другие, такие как сам Агинальдо, с гуманными инстинктами.
Филиппинские острова|Джон Форман
Яркий свет полицейского фонаря прорезал полумрак и заметил его.
Детектив в капюшоне, Том III, № 2, январь 1942 г.|Разное двухквартирный дом
короткий полуфинал
США, Канада, Австралия и Новая Зеландия короткий полуприцеп
Определения полу (2 из 2) в Британском словаре
префикс
полуполукруг Сравните полу- (по умолч. 1), полу-
частично, частично, не полностью или почти полупрофессионально; полуфинал
, происходящий дважды в указанный период времени в полугодие; полунедельно
Слово Происхождение полу-
от латыни; сравнить древнеанглийский sōm- , sām- половина , греческий hēmi-
Приставка, означающая «половину», (как в слове «полукруг», «половина круга») или «частично, несколько, меньше чем полностью, (как в полубессознательном, частично сознательном).
человек, которого очень уважают и которым восхищаются
Slide 4: Ахиллес — один из самых известных полубогов греческой мифологии, считающийся величайшим из всех греческих воинов.
Слайд 5: Многие советские спортсмены считались полубогами, поощряемыми государством для демонстрации своей силы.
Слайд 6: ПОЛУМИЛЛИОНЕР Определение: лицо, имеющее менее миллиона долларов или другой валюты цены и рост фондового рынка.
* Неофициальный английский за десятилетие с 2000 по 2009 год
Slide 8: HEMISPHERE Определение: половина сферы, обычно используемая для обозначения половины земли, разделенной экватором на северную и южную половины
Slide 9: Большая часть земной суши и 90% ее населения находятся в северном полушарии.
Slide 10: HEMIPLEGIC Определение: человек, парализованный на одной половине тела .
Слайд 12: ПОЛУКРУГ Определение: половина круга
Слайд 13: Крайслер-билдинг в Нью-Йорке известен своим стилем ар-деко и колесными полукружиями на крыше.
Интересно: спроектированный архитектором Уильямом Ван Алленом для автомобильного магната Уолтера Крайслера, небоскреб был украшен колпаками, брызговиками и украшениями на капоте, как автомобили Крайслера, в надежде, что такое характерное здание сделает его автомобильную компанию домом. имя.
Слайд 14: ПОЛУАВТОМАТИЧЕСКОЕ Определение: не полностью автоматический спусковой крючок, чтобы выстрелить из пистолета.
Слайд 15 – огнестрельное оружие Creative Commons https://flic. kr/p/4ogtsX
По поводу использования иллюстраций и фотографий, использованных в этом видео:
Общественное достояние Произведения, являющиеся общественным достоянием, не защищены авторским правом и не требуют лицензии или платы для использования.
Таблица веса гвоздей — строительные, круглые, для вагонки
В настоящей таблице представлен вес самых популярных видов гвоздей используемых в строительстве, ремонте и производстве. В каждой строке указан размер гвоздя и вес в килограммах за 1000 шт, а также количество гвоздей в 1 кг.
Гвозди строительные (круглые, ГОСТ 4028-63)
Обычные строительные гвозди, изготовлены по ГОСТ 4028-63, круглые на поперечном срезе.
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
0,8х8
0,032
31250
0,8х12
0,051
19608
1,0х16
0,1
10000
1,2х16
0,147
6803
1,2х20
0,183
5464
1,2х25
0,219
4566
1,4х25
0,302
3311
1,4х32
0,385
2597
1,4х40
0,482
2075
1,6х25
0,397
2519
1,6х40
0,633
1580
1,6х50
0,791
1264
1,8х32
0,64
1563
1,8х40
0,787
1271
1,8х50
0,967
1034
1,8х60
1,16
862
2,0х40
0,949
1054
2,0х50
1,19
840
2,5х50
1,87
535
2,5х60
2,23
448
3,0х70
3,77
265
3,0х80
4,33
231
3,5х90
6,6
152
4,0х100
9,5
105
4,0х120
11,5
87
5,0х120
17,8
56
5,0х150
21,9
46
6,0х150
32,4
31
6,0х200
43,1
23
8,0х250
96,2
10
Гвозди строительные (трефовые, ГОСТ 4028-63)
Не самый распространенный вид гвоздей, изготавливается по ГОСТ 4028-63. Свое название «трефовые» получили благодаря виду поперечного среза, похожего на карточную масть «трефы»
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
0,8х8
0,027
37037
0,8х12
0,043
23256
1,0х16
0,085
11765
1,2х16
0,125
8000
1,2х20
0,156
6410
1,2х25
0,186
5376
1,4х25
0,257
3891
1,4х32
0,327
3058
1,4х40
0,41
2439
1,6х25
0,338
2959
1,6х40
0,538
1859
1,6х50
0,672
1488
1,8х32
0,544
1838
1,8х40
0,669
1495
1,8х50
0,822
1217
1,8х60
0,986
1014
2,0х40
0,807
1239
2,0х50
1,012
988
2,5х50
1,59
629
2,5х60
1,896
527
3,0х70
3,205
312
3,0х80
3,681
272
3,5х90
5,61
178
4,0х100
8,075
124
4,0х120
9,775
102
5,0х120
15,13
66
5,0х150
18,615
54
6,0х150
27,54
36
6,0х200
36,635
27
8,0х250
81,77
12
Гвозди строительные (трефовые с перемычками)
Как видно из названия, на срезе эти гвозди похожи на трефы, а наличие выпуклых перемычек позволяют более надежно удерживать гвоздь в материале. Цены на гвозди вы можете посмотреть на нашем сайте gipsoplia.ru в разделе Стройматериалы/Крепеж. Изготавливаются по ГОСТ 4029-63.
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
0,8х8
0,028
35714
0,8х12
0,045
22222
1,0х16
0,088
11364
1,2х16
0,129
7752
1,2х20
0,161
6211
1,2х25
0,193
5181
1,4х25
0,266
3759
1,4х32
0,339
2950
1,4х40
0,424
2358
1,6х25
0,349
2865
1,6х40
0,557
1795
1,6х50
0,696
1437
1,8х32
0,563
1776
1,8х40
0,693
1443
1,8х50
0,851
1175
1,8х60
1,021
979
2,0х40
0,835
1198
2,0х50
1,047
955
2,5х50
1,646
608
2,5х60
1,962
510
3,0х70
3,318
301
3,0х80
3,81
262
3,5х90
5,808
172
4,0х100
8,36
120
4,0х120
10,12
99
5,0х120
15,664
64
5,0х150
19,272
52
6,0х150
28,512
35
6,0х200
37,928
26
8,0х250
84,656
12
Гвозди толевые круглые
Гвозди небольшого размера, с плоской крупной шляпкой, используются для крепления мягких материалов. Изготавливаются по ГОСТ 4029-63.
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
2,0х20
0,482
2075
2,0х25
0,605
1653
2,5х32
1,22
820
2,5х40
1,52
658
3,0х40
2,23
448
Гвозди тарные круглые (коническая головка)
Гвозди имеют в своей форме коническую головку, применяются чаще всего в промышленном производстве деревянной тары (ящики, поддоны и пр.)
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
1,6х25
0,384
2604
1,6х35
0,53
1887
1,8х32
0,61
1639
1,8х40
0,784
1276
1,8х45
0,884
1131
2,0х40
0,97
1031
2,0х45
1,12
893
2,2х50
1,49
671
2,5х50
1,91
524
2,5х60
2,28
439
3,0х70
3,81
262
3,0х80
4,36
229
Гвозди тарные круглые (плоская головка)
Небольшие по размеру гвозди с прямым стержнем и головкой, применяются для изготовления деревянной тары в промышленности.
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
1,4х25
0,291
3436
1,4х30
0,351
2849
1,6х25
0,394
2538
1,6х35
0,46
2174
1,8х32
0,641
1560
1,8х40
0,783
1277
1,8х45
0,883
1133
2,0х40
0,99
1010
2,0х45
1,11
901
2,2х50
1,49
671
2,5х50
1,92
521
2,5х60
2,29
437
3,0х70
3,82
262
3,0х80
4,38
228
Гвозди формовочные круглые
Формовочные гвозди, как следует из названия, применяются для изготовления форм для заливки бетона. Изготавливаются из проволоки и имеют сравнительно небольшую толщину.
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
1,2х50
0,442
2262
1,4х60
0,722
1385
1,4х70
0,843
1186
1,6х80
1,29
775
1,6х100
1,59
629
1,8х120
2,37
422
1,8х150
3,17
315
Гвозди проволочные оцинкованные
Проволочные гвозди применяются в основном для для асбоцементной кровли, еще их называют «шиферные» гвозди. Главное отличие, довольно толстый стержень.
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
4х90
10,5
95
4х100
10,93
91
4х120
13,3
75
4,5х120
15,84
63
Гвоздь финишный (для вагонки)
Финишные гвозди изготовлены с уменьшенной цилиндрической головкой, оцинкованные, применяются для крепления вагонки
Размер
Вес 1000шт, кг
Кол-во в 1 кг, шт
1,2х15
0,14
7143
1,3х18
0,2
5000
1,3х20
0,22
4545
1,3х25
0,27
3704
1,3х30
0,33
3030
1,3х35
0,38
2632
1,4х20
0,26
3846
1,4х25
0,32
3125
1,4х30
0,38
2632
1,5х20
0,3
3333
1,5х25
0,37
2703
1,5х26
0,38
2632
1,5х27
0,4
2500
1,5х30
0,44
2273
1,6х20
0,34
2941
1,6х25
0,42
2381
1,6х30
0,5
2000
1,6х35
0,58
1724
1,8х20
0,43
2326
1,8х25
0,53
1887
1,8х30
0,64
1563
1,8х35
0,73
1370
1,8х40
0,83
1205
1,8х45
0,93
1075
1,8х50
1,03
971
1,8х60
1,23
813
2х40
1,03
971
2х50
1,28
781
2х60
1,53
654
3х70
4,04
248
3х80
4,6
217
3,4х90
7,87
127
4х90
9,26
108
3,8х100
9,23
108
4х100
10,24
98
5х125
20,01
50
Актуальные цены и наличие и описание продукции вы можете посмотреть на нашем сайте в разделе «Гвозди» (Стройматериалы/Крепеж/Гвозди)
Похожие статьи
Масса гвоздей | Онлайн калькулятор
org/ListItem»>Все калькуляторы
/
Строительство
/
Отделочные работы
/ Масса гвоздей
Данный калькулятор предназначен для нахождения веса, массы гвоздей (расчет массы гвоздей по количеству и расчет количества гвоздей по массе)
Когда проводятся ремонтные или строительные работы, без подсчета стройматериалов просто не обойтись. Во-первых, это нужно чтобы избежать недостачи во время работы. Во-вторых, расчет поможет не допустить лишнего расхода денежных средств. А в-третьих, многие работы требуют расчета веса конструкций, где необходимо учитывать массу каждого компонента. Представленный калькулятор позволит быстро узнать, какое количество или масса гвоздей понадобится, если указать всего размер гвоздя. Расчет производится согласно ГОСТу в автоматическом режиме.
Немного расчетов
Если необходим самостоятельный расчет, то без таблиц ГОСТа не обойтись. Есть разные виды гвоздей, строительные, толевые, кровельные. Каждые виды состоят из разных размеров гвоздей, а масса одного гвоздя указывается в таблице ГОСТа. Пример: Необходимо узнать количество строительных гвоздей, размером 60*2,5. Мы приобретаем 2кг, в ГОСТе указано, что данное изделие имеет вес 2,23г. Имеем: 2кг – 2000г, необходимо разделить на 2,23, что равно 896,9, округляем 897. Получается, требуемое количество 897шт. Когда необходимо узнать массу исходя их количества, необходимо вес 1 гвоздя умножить на количество. Например: 2,23*897=2,0003
Select rating12345
Рейтинг: 2.9 (Голосов 51)
Сообщить об ошибке
Смотрите также
Как и зачем использовать утяжелители для гвоздей при ловле окуня
Небольшой дополнительный вес в голове червя может помочь вам проникнуть в тесные нерестилища.
Такая ориентация крючка в линию позволяет рыболову проводить утяжеленного гвоздем червя сквозь укрытие.
Подстилочные рыбы являются первыми кандидатами на роль червя, утяжеляющего гвоздь.
Невесомые черви для окуня могут быть смертельно эффективны, но их ловля может быть похожа на сохнущую краску. Но добавление крошечного веса гвоздя может позволить вам покрыть больше воды и часто вызывает еще больше поклевок.
Вы слышали о «контролируемой агрессии». Ну, вы можете назвать это агрессивной утонченностью.
Утяжеление гвоздя — вставка небольшого свинцового шипа в наживку из мягкого пластика — позволяет рыболову быстрее утонуть легкого червя и ловить его с большим контролем, чем ваши обычные тонкие презентации.
Профессионал Bassmaster Elite Series Деннис Титье из Роанока сказал, что это может быть стратегической тактикой при переходе от поздней зимы к весне, когда у нас все еще есть рыба, зависающая в более глубокой воде.
Он также отметил ценность утяжеленного гвоздем червя, когда преднерестовый окунь начинает собираться вокруг свай мостов или в устье ручьев, каналов и других мест нереста заводи.
Товарищ Титье по Elite Pro Кевин Хоук — большой поклонник Senkos с причудливыми такелажами, но он прекрасно понимает необходимость терпения, демонстрируя эту оснастку возле свай моста, на более глубоких обрывах или в любой из тех площадок перед нерестом, где ждут света. наживка приличная — это как смотреть, как сохнет краска.
«Самое важное преимущество, которое дает мне ловля червя с утяжелением гвоздя, — это возможность ловить сенко с дурацкой оснасткой на высокой скорости», — сказал Хоук. «Невесомому дурацкому червю может потребоваться слишком много времени, чтобы достичь глубины, которую держит рыба.
«Если вставить в моего червя груз с гвоздя, он быстрее упадет на ту глубину, которую держат рыбы, что позволит мне покрыть больше воды и сделать больше презентаций, чем я мог бы с невесомым Сенко. Это дает мне возможность получить больше укусов».
С наступлением весны и окунями, которые ложатся спать, Титье часто использует легкого червя, утяжеленного гвоздем, чтобы заставить рыбу клюнуть. Защитный окунь скорее отпугнет потенциальных грабителей гнезда, но когда смелый нарушитель делает угрожающий шаг, время убивать.
«Эта установка хорошо работает, когда окунь отгоняет добычу от кроватей», — сказал Титье. «Когда рыба преследует (утяжеленного гвоздем червя), вы останавливаете ее, даете ей слабину, и приманка скользит назад к рыбе.
«Они этого не выносят».
А дополнительный вес гвоздя делает возможной эффективную ловлю легкой снасти.
«Это хорошая оснастка для ловли с лежанки, потому что ее легко забрасывать на светлую леску», — сказал Титье.
И, как отмечает Титье, такая презентация раздражает окуня-подстилку в передней части нерестилища, а также охранников яиц, а позже и охранников мальков.
Он не такой шумный, как лягушка или маленькая приманка, но червяк со свинцовой вставкой отлично справляется с ролью настойчивого синежаберника, который бросается к тайнику, как только видит отверстие.
Однако эта тактика не ограничивается простым забиванием кусочка гвоздя в пластикового червяка.
Для своих дурацких презентаций Хоуку нравится 5-дюймовый Yamamoto Senko с дурацким крючком 1/0 Owner Weedless и весом гвоздя 1/32 унции. Он увеличит вес своего гвоздя до 1/16 унции, если хочет быстрее падать в более глубокую воду.
Он также использует хвост Yamamoto Kut длиной 5 3/4 дюйма и вставляет в голову гвоздь весом 1/16 унции.
«Если я ловлю рыбу в открытой воде, я буду использовать крючок 1/0 Owner Mosquito Hook или 1/0 Owner Weedless Wacky Hook вокруг укрытия», — сказал Хоук.
Но опытный специалист по ловкости сказал, что время от времени он будет изменять вес гвоздя, чтобы изменить традиционную установку, ориентированную на дно.
«Если окунь коснется дна и перестанет кусать обычного техасского червя, я вставлю гвоздь в головку своего червя и протащу его по дну», — сказал Хоук. «Если в головку червя вставить груз с гвоздем, он будет стоять более вертикально, чем традиционный техасский червяк с пулеобразным грузом. Он также будет вести себя по-другому в воде и будет лучше скользить, поскольку вес встроен в пластик.
«Эта презентация часто будет вызывать у вас поклевки, даже если рыба перестанет ловить червя техасской оснастки».
Ватару Ивохори, японский бас-профессионал, который провел некоторое время под опекой легендарного дизайнера приманок и профессионала тура FLW Гэри Ямамото, отказывается от уплотнительного кольца, характерного для самых дурацких презентаций.
Вместо этого он проводит своим дурацким крючком, который включает в себя защиту от сорняков, через спину червя, параллельно телу, острием, обращенным назад.
По словам Ивохори, с действительно линейной ориентацией он достигает обтекаемой презентации, которая расширяет возможности стандартной дурацкой установки.
Подумайте об этом: вес в хвосте червя помогает ему «проходить» через укрытие, задняя часть стержня крючка первой попадает в любые точки зацепления, а защита от сорняков усиливает защиту.
Титже согласился.
«Легче работать (изящным червяком) по мелкой траве с грузом в хвосте», — сказал он.
Легенда ловли окуня Гэри Добинс указал на мгновенную универсальность червя, утяжеленного гвоздем, особенно в период перехода от зимы к весне, когда рыболовы могут найти окуня, подвешенного в более глубокой воде и ковыряющегося на мелководье в один и тот же день.
Время суток, связанное с солнечным светом и температурой воды, является обычным определяющим фактором, так как окунь перемещается неглубоко или просто поднимается выше в толще воды, чтобы найти комфортные условия.
В любом случае, возможность быстро переключаться с тонущей на медленно порхающую приманку, а затем обратно дает большую гибкость.
«Когда я ловлю подвешенную рыбу (недалеко от поверхности), мне нравится дурацкая оснастка Senkos без груза», — сказал Добинс. «Вот что делает оснастку с грузом на гвоздях такой особенной — вы можете схватить гвоздь, вытащить его и забросить на подвешенную рыбу на вашем графике или на любую работающую рыбу, которую вы видите.
«По прошествии некоторого времени просто снова вставьте гвоздь и продолжите презентацию с грузом».
Подпишитесь сейчас и получите неограниченный доступ за 19,99 долларов в год
Станьте самым информированным спортсменом, которого вы знаете, с подпиской на журнал Louisiana Sportsman Magazine и LouisianaSportsman.com.
Щелкните здесь для получения дополнительной информации
Текущий запас:
Количество:
Добавление в корзину Товар добавлен
Описание
Отзывы
вопросы и ответы
Абсолютно необходимые при использовании оснастки Neko утяжелители VMC Neko Nail Weights предназначены для вставки в мягкие пластиковые приманки для увеличения скорости погружения и изменения их действия. Эти грузила для гвоздей имеют полуострый конец для легкого проникновения и имеют конические ребра, которые помогают надежно удерживать груз на месте. Тонкая проводимость позволяет добавлять вес без изменения профиля приманки. Утяжелители для гвоздей VMC Neko — это идеальный инструмент, который можно использовать в тех случаях, когда небольшая корректировка вашей презентации может иметь решающее значение.
TackleDirect представляет
Магазин всех брендов
Здравствуйте!
ВЫБЕРИТЕ СТРАНУ
*БЕСПЛАТНАЯ экономичная доставка. Код не требуется! Только нижние 48 штатов. Будут применяться некоторые исключения, например, негабаритные предметы.
Найти этот товар дешевле в другом месте? Дайте нам шанс соответствовать этому, с нашим простым обещанием соответствия цены TackleDirect. В TackleDirect мы прилагаем все усилия, чтобы предоставить нашим клиентам самые низкие цены заранее, однако многие товары защищены соглашениями о минимальных розничных ценах производителей. Тем не менее, мы сопоставим любую цену, предлагаемую любым законным розничным продавцом с реальным физическим адресом в Соединенных Штатах. Мы сделаем все возможное, чтобы удовлетворить ваш запрос, чтобы цена соответствовала ценам Amazon, eBay или магазинов электронной коммерции, которые не имеют физического адреса в США, когда это возможно. Если вы найдете идентичный «Совершенно новый» продукт по более низкой объявленной цене, который есть в наличии на другом сайте, который соответствует вышеуказанным критериям, просто свяжитесь с нами через чат, по телефону 888.
Развертки конические из стали 9ХС (допускается сталь Р9 и Р18)
Обозначение разверток 2372 *2
Размеры, мм
D
L
l
l0
d
Под конические штифты, конусность 1 : 50 по ГОСТ 11177 — 81
—
3,0
70
45
—
3,4
4,0
80
55
5,0
90
65
4,3
6. 0
105
80
5,5
8,0
136
100
7,0
10,0
160
125
9,0
12,0
200
160
11,0
16,0
235
195
14,5
20,0
270
225
18,0
25,0
285
230
22,0
30,0
295
235
24,0
Для обработки отверстий насадных зенкеров и разверток конусность 1 : 30 по ГОСТ 11184 — 81
Обозначение разверток 2372*2
Размеры, мм
D
L
l
l0
d
0101
13
120
80
62
9
0102
16
130
90
72
11
0103
19
150
102
84
12
0104
22
170
117
93
16
0105
27
190
129
105
18
0106
32
200
138
114
20
0107
40
225
156
126
24
0108
50
250
168
138
29
0109
60
270
184
154
32
*2. Примеры обозначения разверток:
D = 10 мм, L = 160 мм с конусностью 1:50 Развертка 1 : 50 — 10 х 160 ГОСТ 11177 — 81
D = 16 мм, с конусностью 1 : 30 Развертка 1 : 30 — 16 ГОСТ 11184 — 81 2372-0102
Развертки, конические с коническим хвостовиком под штифты а) с конусностью 1 : 50 по ГОСТ 10081 — 81 б) с конусностью 1 : 30 по ГОСТ 10082 — 81 в) винтовые машинные из быстрорежущей стащи Р9 под штифты с конусностью 1 : 50
Обозначение разверток 2373*3
D
L
l
d
Конус Морзе
прямозубых
винтовых
—
0001
6
160
80
6
1
0003
8
180
100
0005
10
205
125
0021
12
260
160
2
0007
13
0009
16
295
195
0011
20
345
225
3
0013
25
350
230
10
0015
30
380
235
0017
40
410
265
4
*3. Примеры обозначения разверток:
конической D = 8 мм, l = 100 с конусностью 1 : 50 Развертка 1 : 60 — 8 x 100 ГОСТ 10081 — 81
винтовой, машинной из быстрорежущей стали Р9 Развертка 2373-0003 — Р9
конической D = 16 мм, с конусностью 1:30 Развертка 1 : 30 — 16 ГОСТ 10082 — 81
Развертка коническая (ГОСТ — 10081-84), цены и характеристики — РИНКОМ
Развертка коническая (ГОСТ — 10081-84), цены и характеристики — РИНКОМ
Главная
Инструменты
Развертки
Развертка коническая
10081-84
10081-84
По диаметру
По диаметру
По наименованию
По цене
По размеру скидки
Подбор по параметрам
Сбросить все параметры
ГОСТ: 10081-84
Развертка коническая 1:50 Ф6 с коническим хвостовиком 2373-0024
66450
858 ₽
8 в наличии
Развертка коническая 1:50 Ф8 с коническим хвостовиком
66452
2 640 ₽
230 в наличии
Развертка коническая 1:50 Ф10 с коническим хвостовиком
66454
3 164 ₽
8 в наличии
Развертка коническая 1:50 Ф16 с коническим хвостовиком 2373-0172
66458
4 804 ₽
6 159 ₽
45 в наличии
Развертка коническая 1:50 Ф20 с коническим хвостовиком 2373-0174
66460
9 335 ₽
275 в наличии
Развертка коническая 1:50 Ф25 с коническим хвостовиком 2373-0176
Развертка коническая 1:50 Ф40 с цилиндрическим хвостовиком
141047
6 216 ₽
22 в наличии
Развертка коническая 1:50 Ф40 с цилиндрическим хвостовиком 2372-0027
109190
11 208 ₽
12 в наличии
Развертка коническая 1:50 Ф40 с коническим хвостовиком 2373-0212
81152
40 050 ₽
Срок 14 дней
Развертка коническая 1:50 Ф50 с цилиндрическим хвостовиком
141048
7 971 ₽
2 в наличии
Развертка коническая 1:50 Ф50 с цилиндрическим хвостовиком 2372-0029
109330
15 286 ₽
10 в наличии
Развертка коническая 1:50 Ф12 с коническим хвостовиком 2373-0029
66456
2 182 ₽
Нет в наличии
Как купить?
Доставка и оплата
Статьи по теме
Популярные бренды
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину»
Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа.
На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете.
Доставка инструмента Развертка коническая
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке.
Оплата возможна через:
Оплата картой
Оплата по счету
Оплата по QR-коду
Автомобильная резьба: разновидности и способы определения
Коническая резьба
Конус Морзе
Разновидности и специфика использования штангенциркулей
Классификация калибров для контроля деталей: особенности измерительного инструмента и ГОСТы
Как пользоваться развертками
Виды концевых фрез
Испытания абразивных инструментов
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Автомобильные конические развертки Концевые фрезы
ХАРАКТЕРИСТИКИ И ПРЕИМУЩЕСТВА Мы разработали наши конические автомобильные конусные фрезы с левой спиралью и правой насечкой, чтобы получить максимальную отдачу от быстрорежущей стали и создать превосходное качество поверхности. Добавление цилиндрической конструкции позволяет создать гладкий режущий инструмент, который может удовлетворить потребности автомобильной промышленности. Мы гордимся тем, что являемся экспертным ресурсом для всех наших партнеров и отраслей, с результатами, которые могут быть воспроизведены без исключения.
РЕЗУЛЬТАТЫ Предназначенные для развертывания шаровых шарниров и наконечников рулевых тяг, концевые фрезы с левой спиралью и правосторонней нарезкой имеют медленную спираль, чтобы избежать захвата материала при фрезеровании в намеченной области. Эти конические концевые фрезы с конусностью 1-1/2 на фут используются для «сквозных» или «предварительно просверленных отверстий» для тяжелой строительной техники, транспортных средств для отдыха (квадроциклов), автобусов, снегоходов и тележек для гольфа. Простой факт заключается в том, что наши концевые фрезы удивительно эффективны и не оставляют нам никаких претензий, когда результаты неопровержимы.
КОНИЧЕСКИЕ КОНИЧЕСКИЕ ФРЕЗЫ ДЛЯ АВТОМОБИЛЕЙ
УГОЛ
ДИАМЕТР
ДЛИНА
КОЛ-ВО ФЛЕЙТ
БЕЗ ПОКРЫТИЯ*
НА СТОРОНУ
ВКЛЮЧЕНО
РАЗМЕР НАКОНЕЧНИКА
БОЛЬШОЙ КОНЕЦ
ХВОСТОВИК
ВЫРЕЗА
КОМБИНЕЗОН
А
+0°30′
Д2
+. 002″
Д3
Д1
Л2
+.100″
Л1
Деталь №
ЭДП#
-0°30′
-.002″
-.000″
3° 34′ 35″
7° 9′ 10″
0,3750
0,6250
1/2
0,500
2.000
4,375
4
АТ-608
–
3° 34′ 35″
7° 9′ 10″
0,3750
0,8750
3/4
0,750
4.000
6,625
4
АТ-616
–
3° 34′ 35″
7° 9′ 10″
0,5000
0,7500
1/2
0,500
2.000
4,375
4
АТ-808
–
3° 34′ 35″
7° 9′ 10″
0,5000
1. 0000
3/4
0,750
4.000
6,625
4
АТ-816
–
3° 34′ 35″
7° 9′ 10″
0,6250
0,8750
3/4
0,750
2.000
4,625
4
АТ-1008
–
3° 34′ 35″
7° 9′ 10″
0,6250
1.1250
1
1.000
4.000
6.875
4
АТ-1016
–
3° 34′ 35″
7° 9′ 10″
0,7500
1.0000
3/4
0,750
2.000
4,625
4
АТ-1208
–
3° 34′ 35″
7° 9′ 10″
0,7500
1.2500
1
1. 000
4.000
6.875
4
АТ-1216
–
3° 34′ 35″
7° 9′ 10″
0,8750
1.1250
1
1.000
2.000
4,875
4
АТ-1408
–
3° 34′ 35″
7° 9′ 10″
0,8750
1.3750
1 1/4
1.250
4.000
6.875
4
АТ-1416
–
3° 34′ 35″
7° 9′ 10″
1.0000
1.2500
1
1.000
2.000
4,875
4
АТ-1608
–
3° 34′ 35″
7° 9′ 10″
1.0000
1,5000
1 1/4
1.250
4. 000
6.875
4
АТ-1616
–
УСОВЕРШЕНСТВОВАНИЕ ПРОИЗВОДСТВА
Правильная настройка и выбор инструмента могут повысить качество ваших ходовых деталей почти в 3 раза. Вместо использования 7-осевого многоосевого станка и значительного времени программирования для резки угла наклона, использование наших конических концевых фрез позволило улучшить отделку и значительно повысить производственные результаты.
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
Артикул:
СДТ-6790-РМ
СКП:
817482024291
Состояние:
Новый
Вес:
22,00 фунта
Описание
Характеристики
(старый стиль) Сменная коническая развертка 2 1/2–4 дюйма для станка для нарезания резьбы SDT-6790
ВНИМАНИЕ! Этот продукт может подвергать вас воздействию химических веществ, включая свинец, экстракты сажи, шестивалентные соединения хрома и диоксид серы, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции.
Главный привод, Механизм подач, Коробка подач токарного станка
Главный привод. Механизм подач. Коробка подач
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5. Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта. Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается. С помощью гитары (смотри рисунок слева) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
Коробка подач. Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (смотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Коробка подач
На главную
Коробка подач 1М63, 163, ДИП 300 в сборе
Перемещение резца относительно вращающейся заготовки в токарно-винторезном станке 1М63 (ДИП 300) обеспечивается закрытой двухосной коробкой подач, управляемой с помощью рукояток. Коробка подач 1М63 (ДИП 300) позволяет включать ходовой винт и ходовой валик, устанавливать величины шага резьбы, настраивать параметры их подачи. Валы установлены на подшипники качения в продольных расточках корпуса, шестерни изготавливаются из легированной хромистой стали, обладающей высокой устойчивостью к износу. Шестерни дополнительно проходят термическую обработку, что усиливает их прочностные качества и делает устойчивее к ударным нагрузкам. Для расширения возможностей станка допускается установка сменных зубчатых колёс, (включая специально изготовленные) и дополнительного вала с накидной шестернёй. Комплект сменных зубчатых колёс применяется в том случае, если нужной подачи нельзя достигнуть при обычном управлении.
Варианты поставки
Наше предприятие поставляет коробки подач производства Тбилиси и Рязани, возможна поставка коробок подач в сборе с 3 валами. Мы может предложить поставку комплекта сменных запчастей для ремонта и технического обслуживания коробки подач станка 1М63: валы, валики, блоки шестерён, ходовые валы и т. п. детали.
Качество коробки подачи и запчастей для станка 1М63 (ДИП 300)
Поставляемое оборудование имеет состояние нового и снабжается комплектом документации, подтверждающей качество. При производстве запчастей – валов, шестерён, гаек и т.п. – производится заводской контроль в соответствии с требованиями ГОСТ и паспортными данными станка. На поставляемые детали и узлы предоставляется заводская гарантия.
Преимущество покупки
Наше предприятие поставляет запчасти узлы и оснастку для металлообрабатывающих станков более 20 лет. За этот период многие наши клиенты смогли убедиться в стабильном качестве продукции и выполнении условий поставки. Выбирая наш завод в качестве партнёра, вы можете рассчитывать на своевременное и быстрое обслуживание заказа, компетентность специалистов по продажам и грамотные технические консультации. Работа с заказом начинается в момент получения заявки, при наличии заказанной детали на складе она отгружается немедленно. Доставку до терминала отправки из нашего города мы делаем бесплатно. По вопросам сотрудничества, заказа коробки подач токарно-винторезного станка 1М63 (ДИП 300) обращайтесь по телефонам отдела продаж.
Фид+коробка | Статья о корме+коробке от The Free Dictionary
Корм+коробка | Статья о корме+коробке от The Free Dictionary
Слово, не найденное в Словаре и Энциклопедии.
Возможно, Вы имели в виду:
Пожалуйста, попробуйте слова отдельно:
кормить коробка
Некоторые статьи, соответствующие вашему запросу:
Ручной пулемет
Магазин большой емкости
Коробчатый магазин
Роберт Херринг (магнат)
Краткое содержание манги Planetes
Коробка новостей
Wealth TV
Магазин с одной колонкой
Элеваторная головка
Магазин (огнестрельное оружие)
. 470 Капсула
Распределительный щит
Журнал с двумя колонками
Sky+
Enchytraeus buchholzi
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение.
Полный браузер ?
▲
дайте нам
использование корма
использование корма
использование корма
использование корма
просмотрщик каналов
просмотрщик каналов
просмотрщик каналов
Питательная вода
Питательная вода
Питательная вода
Питательная вода
Нагреватель питательной воды
Регулятор питательной воды
Резервуар питательной воды
Подающее колесо
кормить с
кормить с ним
кормить чем-то
направить вам линию
линии подачи
скормить тебя львам
Скорми тебя волкам
накормить тебя
кормит вас
удовлетворите свое эго
накорми свое лицо
Накорми свое стадо
Дайте волю своему воображению
Накорми свой дух
подача+коробка
обратная связь
Обратная связь
Обратная связь
клапан управления подачей
Прямая связь
Сеть регулирования с прямой связью
Прямая связь
Прямая связь
Прямая связь
активация прямой связи
Искусственная нейронная сеть с прямой связью
Управление с прямой связью
Сверточный код прямой связи
Сверточный энкодер с прямой связью
Подача тока с прямой связью
Источник тока с прямой связью
Эквалайзер с прямой связью
Фильтр прямой связи
Оценка частоты прямой связи
Наблюдатель трения с прямой связью
Уменьшение ширины линии с прямой связью
Многослойный персептрон с прямой связью
Нейронная сеть с прямой связью
Путь прямой связи
Регулятор скорости с прямой связью
Сеть регулирования с прямой связью
Кормовые культуры
Зеленый тариф
Зеленый тариф
Льготный тариф
▼
Сайт: Следовать:
Делиться:
Открыть / Закрыть
Коробки передач для станков
РЕКЛАМА:
В этой статье мы обсудим: — 1. Требования к коробкам передач для станков 2. Методы изменения скоростей в коробках передач 3. Коробки передач подачи 4. Бесступенчатые передачи.
Требования Коробки передач для станков:
Коробка передач для станка должна соответствовать следующим требованиям:
(i) Обеспечить адекватную скорость вращения шпинделя.
РЕКЛАМА:
(ii) Передача требуемой мощности.
(iii) Обеспечивают плавную бесшумную работу трансмиссии и точное вращение шпинделя без вибраций.
(iv) Простая конструкция в отношении общего количества валов, шестерен, муфт, подшипников и компонентов системы управления.
(v) Простота проведения профилактического обслуживания и регулировки муфт подшипников и т. д. за счет обеспечения легкого доступа.
РЕКЛАМА:
Редуктор может быть встроен как в шпиндельную бабку (или шпиндельную бабку), так и выполнен в виде отдельного узла.
Редукторы, выполненные в виде отдельного узла, объединенного с шпиндельной головкой, обеспечивают более компактный привод шпинделя, просты в сборке.
Однако в них вибрации от редуктора могут передаваться на редукторы шпинделя, а тепло, выделяемое редуктором, может нагревать головку шпинделя.
В случае редукторов с раздельным приводом редуктор и шпиндельная бабка (передняя бабка) выполнены как отдельные узлы, и редуктор связан с шпиндельной бабкой через какой-либо тип трансмиссии, например ременную передачу. В этих редукторах тепло, выделяемое в редукторе за счет потерь на трение и вибраций, не передается на шпиндельную головку.
Методы изменения скорости в коробках передач:
РЕКЛАМА:
Скорость коробки передач можно регулировать, задействуя различные передачи в коробках передач с помощью сменных (проскальзывающих) шестерен, или скользящих шестерен, или скользящего шпоночного механизма, или с помощью фрикционных муфт. Переменные шестерни используются, когда привод шпинделя необходимо менять нечасто.
Много времени уходит на изменение скорости. Редукторы с скользящими шестернями (рис. 11.50) получили широкое распространение в станках общего назначения из-за их простоты и надежности. Коробки передач с кулачковыми муфтами обычно используются в тяжелых станках. Фрикционная муфта переключения скоростей применяется в основном в групповых передачах малых и средних токарно-револьверных станков.
Редукторы скользящего типа (рис. 11.51) могут передавать большой крутящий момент и могут работать на высоких скоростях. Эти редукторы имеют скользящие группы шестерен, а шестерни, не участвующие в передаче мощности на шпиндель в данном зацеплении, не находятся в зацеплении.
Коробки передач подачи:
РЕКЛАМА:
Редуктор подачи расположен спереди и позволяет изменять скорость подачи в соответствии с требованиями конкретного применения. Привод механизма подачи может осуществляться от отдельного электродвигателя или от шпинделя передней бабки через зубчатую, цепную или ременную передачу.
Ниже рассмотрены различные приводы для коробок передач:
я. Коробка передач Нортон:
РЕКЛАМА:
Обычно встречается в токарных станках. Различные скорости ведомого вала достигаются путем зацепления редуктора с каждым зубчатым конусом, установленным на ведущем валу. Скользящая шестерня соединена шпонкой с ведомым валом и входит в зацепление с тумблерной шестерней, которая удерживается в кронштейне, шарнирно закрепленном на ведомом валу.
На рис. 11.52 показан улучшенный вариант шестерни Нортона, в которой одна шестерня скользит по шлицевому входному валу для получения различных скоростей путем включения нужной шестерни на промежуточном валу.
ii. Коробка передач типа «Меандр»:
Это трехвальный механизм, состоящий из серии идентичных двойных групповых шестерен и скользящей шестерни с кулачковой шестерней. В этой коробке передач все шестерни группы вращаются непрерывно в зацеплении, включая шестерни группы, которые не участвуют в конкретном зацеплении.
III. Система сцепления:
Муфта может использоваться для передачи мощности от ведущего вала к валу подающего шнека. Муфта может скользить по шлицевому валу.
Когда муфта подсоединена слева, скорость (N 1 ) вала подающего шнека определяется по формуле:
При соединении муфты с правой передачей скорость (N 2 ) вала подающего шнека определяется по формуле:
iv. Руперт Драйв:
Это муфтовый привод с двумя муфтами и шестью передачами 1, 2, 3, 4, 5 и 6, обеспечивающий 4 скорости подачи вала шнека.
Когда муфта 1 направлена влево, а муфта 2 также направлена влево, выходной вал будет иметь одну скорость. Когда муфта 1 направлена вправо, а муфта 2 — влево, вал подающего шнека будет иметь вторую скорость.
Когда муфта 1 направлена вправо, а муфта 2 также направлена вправо, вал подающего шнека будет иметь третью скорость, а когда муфта 1 будет направлена вправо, а муфта 2 будет направлена вправо, вал подающего шнека будет иметь четвертую скорость. Типичная лучевая диаграмма для этого привода показана на рис. 11.55, а фактическая диаграмма поперечного сечения показана на рис. 11.56.
v. Предварительно-оптический редуктор:
Такие редукторы довольно часто используются в токарных и револьверных станках. В предоптивной коробке передач оператор предварительно выбирает скорость на циферблате, а затем дергает рычаг, чтобы получить ее. Сцепление приводится в действие, чтобы получить желаемую скорость без остановки машины.
Таким образом, когда необходимо частое изменение скорости, этот тип коробки передач весьма полезен. Устройство восьмиступенчатой коробки передач показано на рис. 11.57 (а), а на рис. 11.57 (б) показана ее лучевая диаграмма.
Бесступенчатые шестерни:
Бесступенчатые приводы находят широкое применение в современных металлорежущих станках.
Преимущества этих приводов:
(i) Можно установить оптимальные скорости резания и подачи с более высокой точностью.
Ходовая посадка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Ходовая посадка применяется при соединении деталей, которые должны перемещаться одна в другой с заметными зазорами, например валы переборов, ползуны в направляющих.
[1]
Ходовая посадка — Х — применяется при относительном перемещении деталей с заметным зазором при достаточно точной центрировке.
[2]
Ходовая посадка — Xs обеспечивает свободное перемещение деталей с большими зазорами при отсутствии точного центрирования.
[3]
Ходовые посадки — Х4 и Хь применяются: для деталей, подвижность которых должна обеспечиваться известным минимальным зазором, но так, чтобы не могли образоваться недопустимо большие зазоры; для весьма свободных пригонок при применении тянутого калиброванного материала; для никелированных деталей, которые должны образовать взаимозаменяемые соединения.
[4]
Системы допусков. а — система отверстия, б — система вала.
[5]
Ходовая посадка широко распространена в тракторостроении и комбайностроении.
[6]
Ходовая посадка А / Х обеспечивает в соединении зазор, поэтому применяется для подвижных сопряжений, имеющих среднюю скорость относительного движения. Используется для сопряжений различных цапф с подшипниками.
[7]
Ходовая посадка А8 / Х3 обеспечивает в соединении зазор, позволяющий осуществить хороший подвод смазки. В связи с этим применяется для неответственных подшипников скольжения быстро-вращающихся валов.
[8]
Ходовая посадка применяется в соединениях, в которых сопрягаемые детали в процессе работы перемещаются одна относительно другой. Посадка характеризуется наличием постоянного гарантированного наименьшего зазора.
[9]
Ходовые посадки имеют сравнительно заметный наименьший зазор и применяются в основном при умеренных и постоянных скоростях и при безударной нагрузке в соединенных деталях. [10]
Ходовые посадки ( X) применяют при соединении деталей, которые работают в основном при умеренных и постоянных скоростях и при безударной нагрузке; например, вращающиеся в подшипниках валы ( коленчатые, кулачковые) и шпиндели.
[11]
Ходовая посадка применяется при свободном соединении деталей с небольшими зазорами ( рсшики, оси, колеса и др.), вращающихся в опорах скольжения.
[12]
Ходовая посадка применяется при свободном соединении деталей с небольшими зазорами ( ролики, оси, колеса и др.), вращающихся в опорах скольжения.
[13]
Ходовая посадка применяется для валиков, осей и других деталей, вращающихся в опорах скольжения.
[14]
Ходовая посадка применяется для соединения деталей, которые должны перемещаться с заметным зазором, например, посадка поршня в цилиндре или вала в подшипнике скольжения.
[15]
Страницы:
1
2
3
4
Допуски и посадки
Категория: Столярные работы
Точность обработки деталей на станках является важным-звеном в организации массового производства. Точность обработки на обычных деревообрабатывающих станках: двухстороннем и одностороннем шипорезном, фуговальном, рейсмусовом, фрезерном и круглопильных — составляет ± 0,2 мм, независимо от размеров деталей.
Точность обработки на станках зависит от целого ряда факторов, характеризующих состояние отдельных частей станка: плоскостности плит, прямолинейности направляющих линеек и угольников, параллельности ножевых валов столу, прямолинейности хода каретки, перпендикулярности оои вращения шпинделя столу (у фрезерного станка) и др.
Для повышения точности обработки вводится система допусков и посадок. ГОСТ устанавливает систему допусков и посадок, которая регламентирует точность обработки и сборки деталей, узлов и изделий из древесины, фанеры, столярных плит и других материалов. По этому ГОСТ устанавливаются следующие основные понятия.
Номинальным размером детали, узла и изделия называется основной расчетный размер. Действительным называется размер, получаемый в результате измерения. Предельными называются размеры, между которыми может колебаться действительный размер: один из них называется наибольшим, а другой — наименьшим предельным размером.
Допуском называется разность между наибольшим и наименьшим предельными размерами.
Разность между наибольшим предельным размером и поминальным называется верхним отклонением. Разность между наименьшим предельным размером и номинальным называется нижним отклонением.
При сборке двух деталей, входящих одна в другую, различают внешнюю, охватывающую, поверхность и внутреннюю, охватываемую, поверхность. Охватывающая поверхность носит общее название — о тверстие (гнездо), а охватываемая — вал (шип). Размер отверстия (гнезда) является основным, а размер вала (шипа) —присоединительным. Свободными называются несопрягаемые размеры.
Зазором называется положительная разность между размерами отверстия и вала, создающая ту или иную степень свободы их относительного движения. Наибольшим зазором называется разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала. Наименьшим зазором называется разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Натягом называется отрицательная разность между размерами отверстия и вала до сборки, создающая после сборки ту или иную степень плотности и прочности неподвижного соединения. Наибольшим натягом называется разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала. Наименьшим натягом называется разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала.
Допуск зазора или натяга (допуск посадки) — это разность между наибольшим и наименьшим зазорами или наибольшим и наименьшим натягами. Допуск посадки равен сумме допусков отверстия и вала.
У соединяющихся деталей номинальный размер отверстия и вала должен быть один и тот же. Он носит название номинальный размер соединения.
Система допусков и посадок в зависимости от величины допусков устанавливает несколько классов точности.
В зависимости от величины натяга системой допусков и посадок предусматриваются следующие виды посадок: прессовая, тугая, напряженная, плотная, скользящая, ходовая и легкоходовая. Прессовая посадка характеризуется нулевой величиной наименьшего натяга. Тугая, напряженная и плотная посадки являются переходными, при них могут иметь место как зазоры, так и натяги. Скользящая посадка характеризуется нулевой величиной наименьшего зазора. Ходовая и легкоходовая посадки являются подвижными и характеризуются ‘наличием между сопрягаемыми поверхностями гарантированного (наименьшего) зазора, обеспечивающего возможность их относительного перемещения.
Выбор классов точности и посадок следует производить в. зависимости от требуемого качества сопряжения, назначения, конструктивных особенностей и условий эксплуатации изделия.
Рис. 1. Графическое изображение основных понятий, устанавливаемых ГОСТ на допуски и посадки в деревообработке: а — лопухов, б — зазора, в — натяга
Тугйя посадка применяется в серединных соединениях, где допускаются большие натяги, например в соединениях средних брусков дверных полотен с брусками обвязки, в соединениях горбыльков с брусками обвязки оконных переплетов и т. д.
Напряженная посадка применяется в концевых соединениях деталей, например в соединениях рамок различных конструкций на одинарных шипах и т. п.
Плотная посадка применяется в соединениях с наименьшими возможными натягами, например в шпунтовых соединениях досок вагонной обшивки или в концевых соединениях рамок различной конструкции при двойных шипах и т. п.
Скользящая посадка применяется в соединениях, когда детали и узлы вставляют на место вручную или посредством легких ударов деревянным молотком, например в соединениях в шпунт фанерного дна выдвижного ящика с его стенками или в соединениях дверных филенок с брусками обвязок и т. п.
Ходовая посадка применяется в соединениях плоскостных конструкций, когда должен быть обеспечен небольшой гарантированный зазор, например в дверках мебельных изделий и т. п.
Легкоходовая посадка обеспечивает максимальную величину наименьших зазоров и применяется в соединениях пространственных конструкций, например для выдвижных ящиков или когда в процессе эксплуатации возможно изменение размеров деталей от колебаний влажности (входные двери, оконные переплеты и т. п.).
Выбор классов точности и посадок производится по специальным таблицам натягов и зазоров, предусмотренных ГОСТ.
При внедрении системы допусков и посадок и при переходе на изготовление взаимозаменяемых деталей точность обработки контролируется специальными инструментами, называемыми предельными калибрами.
Предельные калибры изготовляются следующих типов: а) скобы, применяемые для проверки наружных размеров деталей, узлов и изделий по толщине, ширине и длине; б) пробки и нутромеры; первые служат для проверки размеров круглых отверстий, вторые — для проверки внутренних размеров гнезд и проушин по ширине и длине, а также проемов по ширине и высоте; в) калибры для глубин, уступов и высйт, предназначаемые для проверки глубины шпунтов, гнезд, цшрины четвертей, высоты гребней и т. п.
Предельные калибры изготовляют с двумя измерительными сторонами: приемной, или проходной (ПР), и браковочной, или непроходной (НЕ). Эти две стороны калибра изготовляются так, что не позволяют фактическому размеру детали быть меньше наименьшего допускаемого и больше наибольшего допускаемого размера детали по чертежу. Предельные калибры изготовляют из металла. Мерительные поверхности калибров закаляют до определенной твердости. Лицевые стороны калибров шлифуют и фаски их закругляют.
Рис. 2. Предельные калибры: а — для контроля толщины шипа столярного стула, б — для проверки ширины гнезд столярного стула, в — для проверки ширины шипов столярного стула, г — односторонняя пробка, д — односторонний нутромер, е — двухсторонний глубиномер
Столярные работы — Допуски и посадки
Как изменение приземления может сделать вас лучшим бегуном
Беговое сообщество полно горячих споров об обуви, диете, гидратации и правильной технике бега. Главным среди этих споров является вопрос о том, как и где ваша нога касается земли.
На самом деле, большая часть споров об обуви, минимализме, максимализме и перепаде высоты с пятки на носок проистекает из споров о том, как правильно приземляться при беге. Давайте начнем с рассмотрения основных способов приземления.
Удар пяткой
Если вы бьете пяткой, это означает, что когда вы бежите, пятка вашей ноги первой касается земли. Бегуны составляют большинство бегунов, поэтому многие популярные кроссовки имеют дополнительную амортизацию в области пятки. Хотя этот тип бега распространен, многие эксперты предполагают, что пятка при приземлении сначала действует как тормозной механизм, который останавливает движение вперед и создает чрезмерную нагрузку на колени и бедра.
Данные исследований о том, влияет ли тип обуви на приземление на пятку, неоднозначны, но эксперты сходятся во мнении, что приземление на пятку чаще всего связано с перешагиванием. Когда ваша нога приземляется слишком далеко перед вами, вы, скорее всего, приземлитесь на пятку.
Фото: 123RF
Удары по пальцам ног
Как следует из названия, при беге приземляются на переднюю часть стопы; этот тип приземления более распространен среди спринтеров, чем среди бегунов на выносливость или обычных бегунов на 5 км. Приземление на носки распределяет воздействие бега совершенно иначе, чем приземление на пятку.
Вместо того, чтобы поглощать удар через колени, бойцы пальцев ног поглощают удар через лодыжки и ахилловы сухожилия. Приземление на носки также может заставить большую часть работы бежать на икры и в конечном итоге привести к расколотой голени на больших дистанциях.
Удар по средней части стопы
Где-то между ударником с пятки и носком находится ударник по средней части стопы, который приземляется на подушечки стопы – часть между сводом стопы и пальцами. Многие эксперты предполагают, что приземление на среднюю часть стопы является предпочтительным способом приземления при беге и применимо как к бегунам на длинные и короткие дистанции, так и к спринтерам.
Нанося удары средней частью стопы, вы сохраняете импульс движения вперед и минимизируете дополнительную нагрузку на суставы. Вы также можете обнаружить улучшение баланса, контроля и, в конечном итоге, скорости при приземлении на среднюю часть стопы.
А где твоя нога?
Мы обсудили, как приземляется стопа, но как насчет того, где она приземляется? Хотя исследования, предполагающие, что бегуны должны приземляться прямо под центром тяжести, были дискредитированы, более короткие шаги, вероятно, улучшат экономичность бега.
Исследование, проведенное в 2011 году исследователями из Университета Лидса Беккета в Великобритании, показало, что почти элитные бегуны в среднем располагали стопу примерно на 31–34 сантиметра впереди своего центра тяжести. Это было верно независимо от их частоты шагов (шагов в минуту) и общей длины шага, а это означает, что эти эффективные бегуны могли смещать свой центр тяжести вперед по мере увеличения длины шага.
Как я могу изменить свою технику?
Если вы надеетесь стать более эффективным бегуном и снизить долгосрочный риск травм и болей в суставах, вы можете со временем вносить небольшие изменения в свою технику бега. Будьте осторожны, намеренно меняя постановку ноги, так как в итоге вы можете приложить больше усилий. Вместо этого начните с сокращения шага и стремитесь к каденсу от 170 до 180 шагов в минуту.
Делая больше шагов на более короткие дистанции, вы снизите вероятность удара пяткой, не внося сознательного изменения в приземление. Затем подготовьте себя к приземлению на среднюю часть стопы, включив в свои тренировки плиометрические движения, такие как подъемы коленей, силовые прыжки, удары ногами по ягодицам и лестничные упражнения.
Эти упражнения на ловкость сосредоточены на быстрых и часто боковых движениях, которые, естественно, требуют от вас оставаться на подушечках стоп. Эти движения помогут вам естественным образом приземлиться на среднюю часть стопы.
Фото: 123RF
Должен ли я сменить обувь?
Выбор обуви — это то место, где действительно разгораются споры о посадке. Традиционные беговые кроссовки имеют приподнятую пятку с амортизацией для защиты той пятки, на которую вы, вероятно, приземляетесь снова и снова. Таким образом, вопрос для вас на самом деле заключается в том, хотите ли вы обувь, которая соответствует вашей текущей форме — за счет амортизации пятки — или обувь с нулевым перепадом высоты и постоянной высотой, которая способствует приземлению на среднюю часть стопы, делая приземление на пятку менее комфортным.
Можно изменить приземление, не меняя обувь, но если вы не хотите возвращаться к вредным привычкам, стоит попробовать обувь с коротким перепадом от пятки к носку.
Заключение
Бегунам, стремящимся повысить выносливость, скорость и эффективность, со временем станет необходимо перейти от бега с пятки на бега со средней частью стопы. Есть много способов сделать этот переход, некоторые из которых были рассмотрены выше, но, безусловно, есть и другие методы.
Изменяли ли вы недавно технику приземления? Каковы были ваши стратегии для этого? Возможно, вы перешли от традиционных кроссовок к кроссовкам с нулевым падением, минималистичным или даже босиком. Это сделало вас лучшим бегуном?
Правильная техника бега — объяснение приземления стопы (Полезное руководство)
Если вы хотите улучшить технику бега, важно обращать внимание на то, как ваши ноги приземляются на землю во время бега. Существуют различные типы приземления стопы, которые вы, возможно, видели у бегунов, поэтому вам может быть интересно, что означает правильная техника бега для ваших ног.
Чтобы бежать с правильной техникой, вы должны приземляться на ноги как можно ближе к бедрам. Это поможет уменьшить тормозные силы, которые испытывает ваше тело при каждом шаге. Чтобы добиться этого, поддерживайте высокий темп бега и стремитесь бежать с приземлением на среднюю часть стопы.
На самом деле то место, где ваша нога приземляется на землю (относительно вашего центра масс), гораздо важнее для эффективности вашего бега, чем тип приземления стопы, который вы выбираете для бега. Если вы приземляетесь пяткой, не стесняйтесь продолжать делать это, просто работайте над тем, чтобы сделать приземление пятки более «мягким», увеличивая частоту бега и поднося приземляющуюся ногу ближе к телу.
Когда мы углубимся в эту статью, я объясню почему!
Как ваша нога должна касаться земли при беге?
Бегуны бывают всех форм и размеров. Не существует единой идеальной техники бега, подходящей для всех. Точно так же существуют различные типы приземления стопы, которые обычно используют бегуны, от приземления пяткой до приземления на переднюю часть стопы.
Когда дело доходит до правильной техники бега для ног; даже тип бега, к которому вы готовитесь, будет иметь большое значение. У конкурентоспособного бегуна на 1500 м приземление стопы будет совсем другим, чем у обычного марафонца!
Исправление техники бега >>
Бесплатное руководство по обучению [PDF]
Типы приземления ногой при беге
Приземление ногой определяется как момент в цикле беговой походки (описанный здесь), когда ступня впервые касается земли. Удар ногой также известен как начальный контакт и знаменует собой начало фазы опоры цикла беговой походки.
Давайте быстро вспомним различные типы ударов ногой при беге:
Удар пяткой Беговая форма
Подавляющее большинство бегунов, как правило, используют технику бега с ударом пяткой, когда стопа сначала касается земли пяткой, а затем перекатывает вес вперед на плоскую стопу. На самом деле, некоторые исследования показывают, что более 90% бегунов-любителей во время бега приземляются на пятку.
Бегуны, приземляющиеся на пятку, часто (но не всегда) имеют тенденцию к чрезмерному шагу, что приводит к повышенному тормозному усилию при контакте с землей. Узнайте больше о ударе пяткой с перешагиванием.
Приземление на среднюю часть стопы Беговая форма
Бег с приземлением на среднюю часть стопы означает, что вы отталкиваетесь от земли почти плоской ступней, при этом пятка и передняя часть стопы почти одновременно касаются земли. Приземление на среднюю часть стопы идеально подходит для бегунов на длинные дистанции, поскольку его практически невозможно достичь, если вы перешагиваете шаг, как вы можете видеть в этом замедленном видео беговой формы Элиуда Кипчоге.
Форма для бега с приземлением на переднюю часть стопы
Бег на переднюю часть стопы (бег с приземлением на переднюю часть стопы) — это техника бега, при которой подушечки стопы сразу за пальцами ног первыми касаются земли.
Бег с приземлением на переднюю часть стопы часто называют «бегом на носочках», и он, безусловно, кажется очень легким, упругим и быстрым. Тем не менее, это также создает большую нагрузку на икроножные мышцы и ахилловы сухожилия.
В зависимости от того, насколько агрессивно вы приземляетесь на переднюю часть стопы, пятка может вообще не соприкасаться с землей в фазе опоры при беге. Этот тип жесткости голеностопного сустава отлично подходит для спринтеров, но может стать причиной травм ахиллова сухожилия у бегунов на длинные дистанции. Узнайте больше о совершенствовании приземления на переднюю часть стопы здесь.
Какой бег ногой подойдет вам лучше всего?
Некоторым бегунам на длинные дистанции лучше всего подходит мягкий приземление пятки, в то время как другим больше подходит стиль бега, при котором приземление происходит на среднюю часть стопы. Для сравнения, спринтеры, как правило, лучше справляются с техникой бега на переднюю часть стопы, приземляясь на носок выше.
Многолетний тренерский опыт научил меня тому, что для того, чтобы найти надежный, но эффективный удар, нужно начать с усовершенствования того, что вы уже делаете привычно.
Если вы обычно бегаете с пятки, вам следует сосредоточиться на улучшении техники бега, чтобы приземление пятки было менее агрессивным. Это уменьшит тормозные силы при каждом шаге, уменьшит нагрузку на колени и, возможно, сделает вас более эффективным бегуном.
Если вы занимаетесь бегом на переднюю часть стопы и боретесь с напряженными икроножными мышцами или травмами ахиллова сухожилия, вам следует сосредоточиться на том, чтобы не бежать слишком высоко на носках (если вы не спринтер!) . Вы по-прежнему можете поддерживать это легкое и быстрое ощущение, просто не нагружая икры!
По правде говоря, бегуны, которые бегают с разными типами приземления стопы, как правило, предрасположены к разным типам беговых травм. Небольшое изменение приземления стопы может вывести вас из цикла беговых травм, как я описываю в этом видео:
техника бега, которая неестественна для вашего тела.
Хотя для одних бегунов совершенно нормально приземляться пяткой, а для других – передней частью стопы, некоторые бегуны допускают ряд ошибок в технике бега, когда дело доходит до приземления стопы.
В лучшем случае эти распространенные ошибки сделают вас менее эффективным бегуном. В худшем случае они могут быть причиной того, что вы продолжаете получать травмы.
Вот три простых совета, которые помогут вам добиться правильного приземления ногой при беге, независимо от того, какой вы бегун… Шаг
Независимо от того, бежите ли вы с приземлением на пятку или на переднюю часть стопы, точка начального контакта с землей должна находиться на лодыжке под согнутым коленом.
Когда удар ногой происходит дальше от тела, а колено более выпрямлено (прямо) в точке удара ступни, считается, что вы перешагиваете и эффективно нажимаете на тормоза с каждым шагом.
Это часто происходит при беге с медленным темпом и не только снижает вашу эффективность, но и увеличивает нагрузку на колени, бедра и нижнюю часть спины.
Если вы знаете, что вы бегун с приземлением на пятку, и вы бежите с медленным темпом бега (менее 170 шагов в минуту в ЛЕГКОМ темпе), постарайтесь добиться более плавного приземления на пятку, увеличив темп. Вам будет казаться, что вы делаете более короткие и быстрые шаги.
Вот короткое видео с советами о том, как увеличить частоту бега.
2.
Бег на переднюю часть стопы без травм
Когда дело доходит до бега на переднюю часть стопы, приземление на подушечки стопы может быть легким и «пружинящим». Это хорошо!
Однако при этом сильно нагружаются икроножные мышцы и ахилловы сухожилия. Этот компромисс хорош для спринтеров, но менее устойчив для бегунов на длинные дистанции.
Бегуны на выносливость, которые приземляются на переднюю часть стопы, должны стремиться к большему приземлению на среднюю часть стопы, позволяя пятке опускаться, чтобы «целовать» землю при каждом контакте стопы, а не оставаться на носках при более экстремальном (и агрессивном) беге на переднюю часть стопы. должность.
Это простое изменение приземления стопы при беге снимет чрезмерное напряжение с икроножных мышц и ахилловых сухожилий, когда вы будете бежать с менее агрессивным приземлением.
3. Не вносите большие изменения в схему приземления беговой ноги
Всякий раз, когда вы хотите внести изменения в свою технику бега, помните, что вашему телу потребуется время, чтобы адаптироваться к новым требованиям.
Коронка по дереву – рейтинг лучших, как сделать своими руками, правила использования и заточки
Метод кольцевой резки применяется в случаях, когда необходимо получить отверстие определенного размера в каком-то материале. Кольцевая насадка, надеваемая на дрель, или коронка по дереву – приспособление, которым пользуются мастера для сверления в древесине.
Что такое коронка по дереву?
Насадка с напылением для обработки фанеры, ДСП, пластика, металла – известное приспособление, называющееся коронка для сверления дерева и других материалов. Выглядит она как чаша с зубцами, расположенными по краю обода. Надевается на специальный патрон для дрели и вращается благодаря электроинструменту. Глубина отверстия может быть разной, от нескольких миллиметров до нескольких сантиметров. От диаметра фрезы зависит количество зубьев на ней: чем крупнее коронка по дереву, тем большее число зубчиков на ней расположено. Типовой набор кольцевой насадки комплектуется элементами:
головкой с режущими зубьями;
хвостовиком;
центральным сверлом.
Для чего нужна коронка по дереву?
Кольцевая насадка на дрель, с помощью которой легко можно просверлить отверстие любого диаметра, широко применяется в ремонтных работах. Хорошо заточенная профессиональная коронка по дереву для подрозетников позволяет получить аккуратные выемки в стенах, гипсокартоне, деревянных сооружениях необходимого размера. Чистый рез с ровной внутренней поверхностью без сколов и заусенец можно сделать с помощью такой насадки. Центровать поверхность перед сверлением нет необходимости, выпиливание происходит быстро и тихо.
Можно ли коронкой по дереву сверлить металл?
Корончатое сверло прекрасно справляется со своей основной задачей – сверлением отверстий. Специалисты подтверждают, что с его помощью возможно обрабатывать не только древесину. Коронка для отверстий в дереве, выполненная из особенных марок стали с напылением, способна обработать более прочные материалы. С ее помощью легко и просто получить отверстие в цветных металлах любой твердости. Планируя работу со сложными материалами, следует выбирать сверло с маркировками HCS, такая коронка по твердому дереву и металлу легко справится с любой задачей.
Что лучше коронка по дереву или балеринка?
Не утихают споры в сообществах мебельщиков, какому инструменту отдать предпочтение – корончатой фрезе или приспособлению балеринка. Такое сверло-коронка по дереву вырезает отверстие благодаря двум остро заточенным пластинам. Регулируя расстояние между ними, можно получить выемку любого размера. Главное отличие между приспособлениями состоит в том, что коронки имеют фиксированный размер, а с помощью балеринки можно просверлить отверстие любого диаметра. Нет однозначного ответа, что лучше, все зависит от конкретного вида работ. Во время резьбы по дереву лучшей будет балеринка, а отверстия в керамике удобнее сверлить коронкой с напылением.
Как выбрать коронку по дереву?
Коронки, предназначенные для работ с деревом, легко отличить от других. Их окрашивают в черный цвет и выпускают из металлических сплавов. Набор коронок по дереву имеет вид приспособления, состоящего из нескольких режущих полотен, которые можно заменять. В отличие от фиксированной фрезы, с таким инструментом не всегда получается качественный спил. Чем тверже поверхность, которую необходимо просверлить, тем меньше должны быть обороты дрели. Коронка наборная по дереву отличается производительностью, которая зависит от нескольких параметров:
материала изготовления фрезы;
формы заточки зубьев;
количества зубьев.
Размеры коронок по дереву
Стандартный размер подрозетника равняется 6,8 см. В любом наборе кольцевых фрез имеется подходящая насадка. Кроме нее многие мастера используют коронки по дереву большого диаметра для сверления разнообразных технологических и декоративных отверстий. От величины самого приспособления зависит размер хвостовика, для отверстий менее 65 мм в диаметре рекомендуется использовать хвостовик около 19 мм, для крупных выемок – от 3-х см. Самыми востребованными считаются коронки следующих размеров:
20 мм;
65 мм;
100 мм;
110 мм;
120 мм;
127 мм;
130 мм;
150 мм.
Коронки по дереву – рейтинг лучших
Готовые комплекты кольцевых сверл отличаются надежностью и безопасностью. ТОП лучших моделей регулируемых коронок по дереву выглядит следующим образом.
Набор для сверления «Зубр 29554-h25_z01» состоит из 15 предметов, диаметр насадок варьируется от 1,9 до 12,7 мм. Центрирующее сверло изготовлено из прочной стали марки HSS. Набор справляется с разными видами материала – деревом, пластиком, ДСП, гипсокартоном.
«MATRIX 70472» – биметаллические коронки по дереву изготовленные из углеродистой стали, в удобном кейсе для хранения и переноски. Набор комплектуется двумя державками и центрирующим сверлом, максимальный диаметр коронки – 2,8 мм.
«Bosch 2609255634» – модель совмещается с любым видом дрелей. Диаметр отверстий, которые можно просверлить с помощью сверл – от 46 до 81 мм. Коронка по дереву обеспечивает глубину сверления до 3,1 см, вес набора всего 500 г.
Коронка по дереву своими руками
Любой мастер может столкнуться с ситуацией, когда подходящего по диаметру сверла нет под руками. Для работ, не требующих высокой точности и аккуратности, коронку по дереву под розетку можно сделать самостоятельно за пару часов. Список материалов минимален: металлическая труба необходимого диаметра, «кулак» от дверной петли, сверло, винт, стальная пластина прямоугольной формы.
В «кулаке» с помощью тисков необходимо просверлить отверстие, соответствующее диаметру сверла.
Сбоку в «кулаке» на расстоянии не менее 1 см от края следует сделать еще одно отверстие с резьбой, предназначенное для фиксирующего винта.
По краю трубы с помощью болгарки необходимо сделать запилы, имитирующие зубья.
С обратной стороны трубы приварить пластину, в центре которой сделать отверстие для сверла.
Для сбора конструкции в «кулак» вставляется сверло и фиксируется винтом. Нижняя часть сверла помещается в коронку, а верхняя – в патрон инструмента (дрели или шуруповерта).
Как пользоваться коронками по дереву?
Корончатое сверло имеет вид цилиндра, у которого один край выполнен в форме острых зубцов, а второй имеет наконечник. Коронка по дереву для дрели по своей сути – насадка, которая может дополнять любой ручной инструмент. Фрезу необходимо установить в специальный стакан и зафиксировать с помощью гайки. Сверло, которое располагается в самом центре коронки, предназначено для определения точного места центра отверстия и получения идеального среза. При соблюдении правил эксплуатации любые инструменты, в том числе кольцевые сверла, прослужат долгое время.
Как заточить коронку по дереву?
При активном использовании сверла могут стачиваться и нуждаться в заточке. Вернуть остроту самостоятельно коронке на дрель по дереву можно, но это потребует определенных навыков. Сохранение угла заточки – важный момент, без которого качественно восстановить работоспособность сверла не получится. Корончатые сверла по дереву изготавливаются из мягких металлов, и их можно восстановить с помощью ручных приспособлений и инструментов, для этого применяются:
Болгарка со специальным шлифовальным диском.
Ручная дрель с диском из наждачной бумаги.
Точильный или наждачный станок.
5 правил сверления алмазной коронкой
Алмазное сверление (бурение) является одним из таких процессов, без которых не обойдется реставрация и демонтаж зданий и строительных объектов. Сама по себе технология бурения не является сложной, но есть такие нюансы, которые нужно учитывать любому, кто берет в руки алмазную установку. Выполнение некоторых простых, но важных правил продлит жизнь не только оборудованию, но и значительно увеличит ресурс коронки.
Правило 1: учитываем нюансы мокрого и сухого сверления
Во время сверления стен сегменты коронки могут сильно нагреваться, что приводит к их отсоединению от корпуса (чаще всего это происходит при работе с высокоармированными материалами). Для охлаждения коронки используется вода, которая подается непосредственно в место сверления. Жидкость не только охлаждает сегменты, но препятствует скоплению шлама между ними, что важно для сохранения заявленного ресурса коронки. При мокром сверлении рекомендуется использовать специальные водосборные кольца, которые собирают грязную отработанную жидкость. Если нет возможности обеспечить подвод жидкости от центрального водоснабжения, то используется специальный бак для подачи воды.
Сверление без использования воды применяется тогда, когда необходимо оставить место реза чистым, например, в помещениях с отделкой. В таком случае применяются специальные коронки для сухого реза, обычные алмазные коронки при сухом бурении моментально придут в негодность из-за перегрева сегментов и скопления шлама. В крайнем случае, можно сверлить «на сухую» только мягкие материалы, например, кирпич. «Сухорезы» отличаются тем, что расстояние между сегментами у них больше, поэтому меньше риска его засорения. Также важным моментом является использование пылесоса: во-первых, пылесос препятствует накоплению шлама между сегментами, а во-вторых, вам будет затруднительно дышать из-за летящей пыли.
Правило 2: соблюдаем интервалы
При сверлении рекомендуется осуществлять подачу коронки вперед/назад с интервалами в две секунды. Таким образом, при подаче воды появится возможность вымывать шлам, а при использовании пылесоса – отсасывать его. Соблюдение этого правила обезопасит вас от засорения сегментов. При сверлении природного камня и других твердых материалов часто происходит так называемое «засаливание» сегментов, которое сопровождается тем, что коронка начинает хуже проходить материал. В таком случае нужно извлечь коронку и без подачи воды около 30-ти секунд сверлить ею кирпич или другой абразив. Эта процедура называется «вскрытием» сегментов.
Правило 3: профилактика перегрева
Когда выполняется сверление твердых материалов с большим количеством арматуры, то риск перегрева сегментов значительно возрастает, здесь коронку может не спасти даже использование охлаждающей жидкости. Чем более плотный материал вы сверлите, тем более частыми должны быть интервалы времени, когда нужно полностью остановить процесс для остывания коронки. При работе без остановок вы рискуете испортить не только коронку, но и саму буровую установку, так как возможен перегрев двигателя. Время эксплуатации и рекомендованный перерыв между сверлильными операциями обычно обозначены в инструкции к бурильному устройству.
Правило 4: скупой платит дважды
Напайка сегментов на корпус производится двумя принципиально разными способами: с помощью лазерной сварки и посредством напайки серебряным припоем. Коронки с сегментами, приваренными лазером, стоят дороже, но их соединение является более прочным. При сверлении высокоармированных материалов выгоднее приобрести одну коронку с лазерной пайкой, чем несколько коронок с пайкой серебряным припоем. Для сверления абразивных материалов и неармированного бетона вполне подойдет коронка с серебряной пайкой.
Правило 5: предусмотрительность и осторожность
Самое неприятное ожидает бурильщика тогда, когда коронка застревает в отверстии. Это может случиться по многим причинам, которые не всегда можно предусмотреть и предупредить. Самыми распространенными причинами могут быть: засорение сегментов шламом (в результате неправильной или недостаточной подачи воды), облом сегмента, зажатие арматурой и многие другие. На такой случай лучше всего запастись обратным молотком (специальное приспособление для вытаскивания застрявшей коронки). Особенно аккуратно сверлить нужно на большую глубину, чем более глубоко застрянет коронка, тем более сложно будет ее достать.
Ознакомиться с полным ассортиментом алмазных коронок и установок алмазного сверления можно в нашем интернет-магазине. Для консультации свяжитесь с менеджерами. Звонок по РФ бесплатный!
Как заточить тесло
Практическое руководство
Используя настольный шлифовальный станок и твердую руку, Дэйв Фишер объясняет, как настроить тесло – будь то старинная или новая модель с некачественными фасками.
19 января 2021 г.
Это отрывок из статьи Дэвида Фишера «Что искать в тесло» в выпуске Fine Woodworking № 285.
Вы можете найти тесло с хорошим костяком, но лезвие, которое требует полной настройки, например антикварное с глубокими зазубринами или новая модель с некачественными фасками. В этих случаях используйте шлифовальный станок и твердую руку.
Шлифовка
Соединение кромки на грубом камне. Позволяет начать с ровной поверхности. Небольшая плоскость по всему краю сообщает вам, когда вы закончите.
Отшлифуйте внутреннюю фаску с помощью шлифовального барабана и дрели. Барабан с радиусом немного меньшим, чем кромка тесла, способствует равномерному помолу. Внутренний скос может быть совсем небольшим, но многое зависит от толщины стали у кромки.
Оденьте колесо с легкой короной. Используйте приспособление для правки алмазного круга, оставив небольшую выпуклость в середине круга. Эта корона обеспечивает больший контроль и немного полого шлифования.
Отшлифуйте внешний край от угла к углу. Фишер кладет левую руку на подручник и поддерживает головку пальцами. Его правая рука держится возле затылка. Вместе они вращают головку тесла, шлифуя внешний скос от угла к углу. Он прицеливается сверху, использует очень легкое прикосновение и не торопится, делая последовательные передачи. Отшлифовать почти до края.
Хонингование
Хонингование внешней фаски. Держите скос плоским до самого края. Допустима очень небольшая дуга, но она может легко стать слишком экстремальной и привести к тому, что инструмент отскочит от дерева и начнет резать в другом месте. Будьте особенно внимательны к резким закруглениям вблизи края.
Отточить внутреннюю фаску. Фишер заканчивает керамическим шликерным бруском, чередуя внутреннюю и внешнюю фаски, чтобы обработать край проволоки. Оттачивайте каждую сторону около пяти секунд, пока край проволоки не исчезнет.
Закончите стропой. Ремень Фишера, кожа, пропитанная хонинговальным составом, имеет плоскую поверхность для обработки внешнего скоса (слева) и закругленную для внутреннего скоса (справа).
Из Fine Woodworking #285
Greenwood: на что обращать внимание при выборе тесла
Дэвид Фишер объясняет, как выбрать, обслуживать и использовать тесло, чтобы быстро отделять зеленую древесину и формировать приятные изгибы, независимо от того, вырезаете ли вы внутреннюю часть чаши или формируете изгиб ложка.
Carve Your Daily Bowl
Резчик по дереву Дэвид Фишер каждое утро ест хлопья из миски, которую сам вырезал. Вы тоже можете, используя всего несколько инструментов и этот тихий учебник.
Вырежьте миску из зеленого дерева с Дэвидом Фишером
Используя инструменты, которые обычно используются для подготовки дров, Дэвид Фишер начинает с бревна и превращает его в изысканную и красивую миску.
Советы по деревообработке, советы экспертов и специальные предложения по электронной почте
Зарегистрироваться
×
Получите все!
НЕОГРАНИЧЕННОЕ Членство — это как пройти мастер-класс по деревообработке за меньшие деньги чем 10 долларов в месяц.
Рекомендуемая мастерская
Он построил десятки круглых стендов Shaker за четыре десятилетия, так что нет никого более квалифицированного, чем Кристиан Бексвоорт, чтобы продемонстрировать создание этой классики. В этой серии видео из семи частей…
Избранные проекты и планы
Буфет Криса Гочнура сочетает в себе практичность, прочность и красоту в современном корпусе
Похожие истории
Основные моменты
Развивайте свои навыки
при подписке на нашу рассылку
Плюс советы, советы и специальные предложения от Fine Деревообработка .
Наш подкаст, выходящий раз в две недели, позволяет редакторам, авторам и специальным гостям отвечать на ваши вопросы по деревообработке и связаться с онлайн-сообществом по деревообработке.
Мы создали эти специальные коллекции контента, организованные для того, чтобы дать вам возможность глубоко погрузиться в ряд тем, которые имеют значение.
Присоединяйтесь к нашим доверенным экспертам для углубленного онлайн-обучения.
Просмотреть все
Просмотреть Подробнее
Заточите зубы — Блог Пола Селлерса
Иногда мне кажется, что продажи и производители стреляют себе в ногу. То ли потому, что они не меняются со временем, то ли просто из-за близорукости, я не могу сказать. Возможно, это немного сильно, но не думаю, что это даже достаточно сильно. Однако есть что-то в старых предприятиях, которые готовы просто выжить, а не процветать и служить. Я думаю, что это было два десятилетия назад, когда я написал для американского журнала по деревообработке, предложив некоторым британским производителям выпустить набор инструментов, замаскированный под полностью функционирующий инструмент, а не качественный продукт, разработанный и созданный для работы. Неудивительно, что люди покупают инструменты конкурентов и говорят мне, чем тот или иной восточный лучше другого западного. Правда в том, что некоторые инструменты выглядят хорошо и подходят для своей цели, но при работе с деревом они становятся тусклыми и неряшливыми.
Эта мужская пила Crown является одним из таких инструментов. Деревянная рукоятка красивой формы идеально подходит для руки, и она действительно хорошо обработана, латунная задняя часть довольно прочная и достаточно жесткая, у нее хороший латунный наконечник, и в целом она рассчитана на долгий срок службы. Пластина пилы имеет правильную толщину и правильную сталь, чтобы прослужить несколько столяров, работающих полный рабочий день, и, что наиболее важно, зубья будут брать и удерживать хорошую кромку. Что мешает этой пиле, так это то, что она, наряду с тысячами и тысячами других, которые они поставляли в течение по крайней мере трех десятилетий, насколько мне известно, были отправлены необработанными. Я знаю, это не имеет смысла, и все же это имеет смысл, если, как и в прошлые времена, они знали, что новые владельцы автоматически затачивают пилу первыми. Это было, конечно, когда они снабжали торговлю и знающего столяра. Те времена давно прошли. Crown не понимает, что их потенциальные покупатели — это те, кто в основном никогда даже не задумывался о том, что пилы могут быть не острыми, а причина их неэффективности — в них самих, в пользователях. Нет ничего более далекого от правды. Чего Crown и другие британские производители не сделали и [возможно, до сих пор не знают, так это того, что люди, потенциальные клиенты, перешли от покупки европейских и американских производителей к покупке японских одноразовых пил, потому что, по крайней мере, их пилы прибывают острыми и готовыми к работе.
Если бы вы купили японскую пилу, а большинство из них в настоящее время производится восточными общинами, такими как Тайвань и Китай, а также Япония, вы, скорее всего, купите пилу, предназначенную либо для свалки, либо для переработки. Почему? Эти производители хотят постоянных клиентов. Они закаляют зубья всех своих пил, чтобы мы, столяры, не могли делать то, что нам действительно хотелось бы делать, а именно точить наши собственные пилы снова и снова в течение десятилетий. Таким образом, у них есть гарантированный доход, потому что мы будем продолжать обращаться за новой заменой пилы. И вместо того, чтобы научиться выполнять трех- или четырехминутную задачу по переточке наших пил и использовать пилы, которые затем прослужат столетие, мы покупаемся на экономику компаний, которые видят только запланированное устаревание и гарантированный способ сделать больше. Деньги.
На этом изображении вы можете видеть, что только зубы выштампованы, а края зубов остались необработанными. . .
На этих двух изображениях вы можете увидеть фотографии зубов новой пилы, которую я купил в Crown Sheffield, Великобритания, до и после. Это стоит в два раза больше продажной цены в 17 фунтов стерлингов, потому что он построен на века. На заточку этой пилы у меня уходит две минуты и 40 секунд. Он будет держать заточку в течение 2-3 месяцев ежедневного использования, но я затачиваю свой дольше. За те десятилетия, что я владел своим первым из них, я уменьшил глубину пластины только на 4 мм. Таким образом, его хватит примерно на 100 лет ежедневного использования.
. . . Эта пила та же самая пила с одним проходом моего напильника через каждую отдельную глотку. Посмотрите на зубы между черными стрелками, какие теперь утонченные зубы. Пила режет исключительно чисто и как минимум в два раза быстрее, чем раньше.
Вы можете видеть, как зубья вырубаются пилообразным зубом, машиной, настроенной на глубину, которая затем определяет глубину глотки по расстоянию между зубьями. Это действительно первый из двухэтапного процесса, за которым следует напильник. Автоматический напильник — не лучший метод, ручная шлифовка лучше, но это лучше, чем отсутствие шлифовки вообще. Если он использовался в моей новой пиле, он не заметен в пищеводе, поэтому я думаю, что этот шаг отменяется, чтобы снизить цену до ее нижней точки. Эта машина разрезает каждую глотку, и вы можете увидеть изгиб от удара, отражающийся в небольшом изгибе металла. Он по-прежнему нуждается во втором процессе, называемом заточкой, но даже эти более грубые зубья режут плохо. Ручная шлифовка — это простое и достаточно быстрое средство от этой неряшливой практики, так что не откладывайте, так как в любом случае заточку необходимо выполнить в течение нескольких недель после покупки.
В целом, эта недальновидность является отраслевой проблемой многих старых и стареющих компаний, владельцы которых либо слишком мало заботятся о своем имени и репутации, либо действительно считают, что не стоит стремиться к качеству, чтобы они действительно приносили пользу своим компаниям. клиенты.

 Подробнее этот процесс можно описать так: напряжение сети (переменный ток) поступая на выпрямитель, трансформируется в постоянный. Далее в работу включается преобразователь частоты, который обратно изменяет ток на переменный, который имеет увеличенную частоту. Следующей стадией является уменьшение напряжения с помощью трансформатора. Завершающим этапом преобразования служит силовой выпрямитель позволяющий получить на выходе ток, обладающий существенной силой и имеющий низкое напряжение.
Подробнее этот процесс можно описать так: напряжение сети (переменный ток) поступая на выпрямитель, трансформируется в постоянный. Далее в работу включается преобразователь частоты, который обратно изменяет ток на переменный, который имеет увеличенную частоту. Следующей стадией является уменьшение напряжения с помощью трансформатора. Завершающим этапом преобразования служит силовой выпрямитель позволяющий получить на выходе ток, обладающий существенной силой и имеющий низкое напряжение. Это свидетельствует о том, что практически вся потребляемая электроэнергия потребляется дугой;
Это свидетельствует о том, что практически вся потребляемая электроэнергия потребляется дугой;
 Это свидетельствует о том, что практически вся потребляемая электроэнергия потребляется дугой;
Это свидетельствует о том, что практически вся потребляемая электроэнергия потребляется дугой;
 Обратное подключение необходимо для тонких материалов («+» — электрод, «-» закрепляется на свариваемой детали). По завершению всех подготовительных процедур можно приступать к процессу сварки.
Обратное подключение необходимо для тонких материалов («+» — электрод, «-» закрепляется на свариваемой детали). По завершению всех подготовительных процедур можно приступать к процессу сварки.

 Последняя величина напрямую зависит от количества витков во вторичной обмотке трансформатора. Регулируется она механическим путем. Пример такого устройства – WESTER ARC 130.
Последняя величина напрямую зависит от количества витков во вторичной обмотке трансформатора. Регулируется она механическим путем. Пример такого устройства – WESTER ARC 130.

 На выходе получается постоянный ток требуемых параметров.
На выходе получается постоянный ток требуемых параметров.

 Сварочные трансформаторы – это своеобразные «рабочие лошадки». Их следует использовать тогда, когда не предполагается перемещение устройства и не требуется высокое качество сварки.
Сварочные трансформаторы – это своеобразные «рабочие лошадки». Их следует использовать тогда, когда не предполагается перемещение устройства и не требуется высокое качество сварки.

 А также удобно сваривать предметы быта или в промышленности и строительстве
А также удобно сваривать предметы быта или в промышленности и строительстве Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток вместо тока высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток вместо тока высокого напряжения, что устраняет необходимость в использовании промышленного генератора. Тот факт, что инверторный сварочный аппарат может работать на токе более низкого напряжения, обусловлен высокотехнологичными электронными компонентами. Есть основания утверждать, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, а их использование также приведет к более высокой стоимости на ампер.
Тот факт, что инверторный сварочный аппарат может работать на токе более низкого напряжения, обусловлен высокотехнологичными электронными компонентами. Есть основания утверждать, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, а их использование также приведет к более высокой стоимости на ампер. Сварочные аппараты инверторного типа не решают всех проблем, связанных со сваркой, но они, безусловно, являются важной вехой в развитии сварочных технологий.
Сварочные аппараты инверторного типа не решают всех проблем, связанных со сваркой, но они, безусловно, являются важной вехой в развитии сварочных технологий.

 В этой технологии используется минимум наполнителя. Этот механизм обеспечивает лучшую производительность, а также снижает тепловложение.
В этой технологии используется минимум наполнителя. Этот механизм обеспечивает лучшую производительность, а также снижает тепловложение. Это помогает уменьшить рабочее тепло и предотвратить дополнительное тепловыделение. Охлаждение вентилятора не только снижает выделение дополнительного тепла, но и увеличивает срок службы машин.
Это помогает уменьшить рабочее тепло и предотвратить дополнительное тепловыделение. Охлаждение вентилятора не только снижает выделение дополнительного тепла, но и увеличивает срок службы машин. Это приводит к увеличению времени нагрева, что приводит к снижению прочности сварного шва.
Это приводит к увеличению времени нагрева, что приводит к снижению прочности сварного шва.
 Он также может перемещать магнитный шунт внутри и снаружи сердечника трансформатора, используя реактор насыщения последовательно с изменяемым подход с вторичным токовым выходом. Это может позволить сварщику выбрать выходное напряжение, постукивая по вторичной обмотке трансформатора.
Он также может перемещать магнитный шунт внутри и снаружи сердечника трансформатора, используя реактор насыщения последовательно с изменяемым подход с вторичным токовым выходом. Это может позволить сварщику выбрать выходное напряжение, постукивая по вторичной обмотке трансформатора.
 Они громоздки и имеют менее продвинутые функции по сравнению с инверторными сварочными аппаратами.
Они громоздки и имеют менее продвинутые функции по сравнению с инверторными сварочными аппаратами. Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
Это может задержать ваш проект и напрямую помешать вашему доходу. На любителя это также влияет напрямую.
 Поскольку инверторные сварочные аппараты являются новой новинкой в сварочном арсенале, судить о долговечности невозможно.
Поскольку инверторные сварочные аппараты являются новой новинкой в сварочном арсенале, судить о долговечности невозможно.


 Средний сварщик может работать с лучшими результатами.
Средний сварщик может работать с лучшими результатами.

 А также Республики Казахстан, Белоруссия и другие страны СНГ.
А также Республики Казахстан, Белоруссия и другие страны СНГ.







 0,9 до 10 включ.
0,9 до 10 включ. 75 до 100 включ.
75 до 100 включ.

 Меры длины концевые плоскопараллельные образцовые 3-4-го разрядов и
Меры длины концевые плоскопараллельные образцовые 3-4-го разрядов и 763-2011;
763-2011;


 1
1
 Джоан_Тено@brown.edu
Джоан_Тено@brown.edu 1089/jpm.2005.8.s-42
1089/jpm.2005.8.s-42 В этой статье рассматривается исследование с использованием ретроспективного дизайна и анализируются проблемы надежности и валидности, связанные с последующим дизайном. Хотя методологические проблемы возникают как при сборе проспективных, так и ретроспективных данных, использование обоих методов в комбинации или последовательно обеспечивает более четкое понимание сложных, многогранных вопросов, связанных с оказанием помощи умирающим.
В этой статье рассматривается исследование с использованием ретроспективного дизайна и анализируются проблемы надежности и валидности, связанные с последующим дизайном. Хотя методологические проблемы возникают как при сборе проспективных, так и ретроспективных данных, использование обоих методов в комбинации или последовательно обеспечивает более четкое понимание сложных, многогранных вопросов, связанных с оказанием помощи умирающим.

 , Неергаард М.А., Петерсен М.А., Гроенвольд М.
, Неергаард М.А., Петерсен М.А., Гроенвольд М.



 м./м*ч*Па.
м./м*ч*Па. На свое усмотрение, можно добавить и другие комнаты.
На свое усмотрение, можно добавить и другие комнаты.
 Не стоит забывать про армопояс в фундаменте, так как со временем неукрепленный бетон может лопнуть. После заливки фундамента необходимо, чтобы он высох и набрал прочности в течение 15-30 дней.
Не стоит забывать про армопояс в фундаменте, так как со временем неукрепленный бетон может лопнуть. После заливки фундамента необходимо, чтобы он высох и набрал прочности в течение 15-30 дней.






 Глубина необходимой ямы будет разной. От двух до трех дюймов может быть достаточно для более легкой ванны, в то время как четыре или более дюймов идеально подходят для тяжелой бетонной ванны.
Глубина необходимой ямы будет разной. От двух до трех дюймов может быть достаточно для более легкой ванны, в то время как четыре или более дюймов идеально подходят для тяжелой бетонной ванны. Эти ванны могут неравномерно погружаться в почву с течением времени быстрее, чем более легкие материалы, но они служат дольше. Кроме того, кирпичи или каменные плиты со временем могут стать неровными из-за замерзания/оттаивания и проливных дождей.
Эти ванны могут неравномерно погружаться в почву с течением времени быстрее, чем более легкие материалы, но они служат дольше. Кроме того, кирпичи или каменные плиты со временем могут стать неровными из-за замерзания/оттаивания и проливных дождей. Затем добавьте тонкий слой гравия или почвы, если вам нужно дополнительно выровнять поверхность.
Затем добавьте тонкий слой гравия или почвы, если вам нужно дополнительно выровнять поверхность. Кошки и другие животные иногда прыгают на чашу, в результате чего она отрывается от основания или ломается. Чтобы все было на месте, вы можете заполнить чашу камнями, чтобы равномерно распределить вес.
Кошки и другие животные иногда прыгают на чашу, в результате чего она отрывается от основания или ломается. Чтобы все было на месте, вы можете заполнить чашу камнями, чтобы равномерно распределить вес.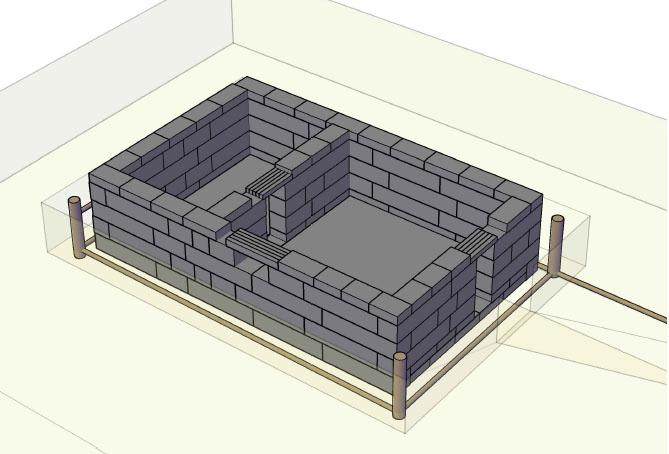 Некоторые конструкции также расположены слишком глубоко в центре или в других местах, чтобы птицам было удобно ими пользоваться. Решение состоит в том, чтобы поместить камни на дно чаши.
Некоторые конструкции также расположены слишком глубоко в центре или в других местах, чтобы птицам было удобно ими пользоваться. Решение состоит в том, чтобы поместить камни на дно чаши.
 Птицы умны, поэтому они будут избегать птичьих ванн, если поблизости есть возможные убежища для хищных животных, таких как кошки. Они не хотят удивляться, когда становятся мокрыми и уязвимыми для нападения.
Птицы умны, поэтому они будут избегать птичьих ванн, если поблизости есть возможные убежища для хищных животных, таких как кошки. Они не хотят удивляться, когда становятся мокрыми и уязвимыми для нападения.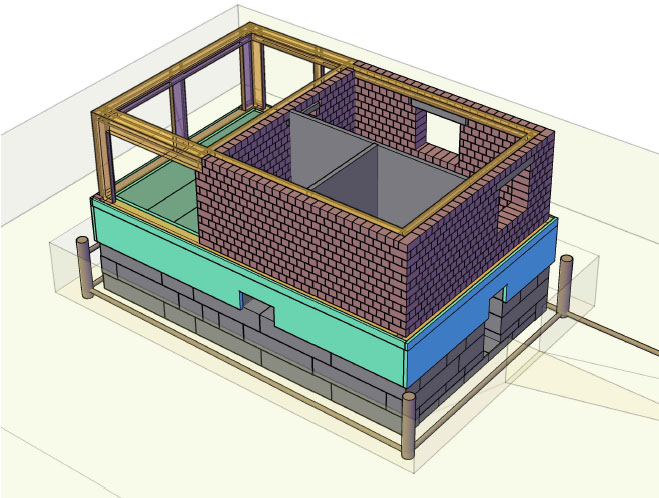
 Наличие легко доступной воды очень важно для птиц, и, следуя этим советам, вы получите стабильную ванночку для птиц, которую птицы с удовольствием будут использовать. После укладки фундамента и стабилизации ванны для птиц она должна оставаться в вертикальном положении в течение всего года.
Наличие легко доступной воды очень важно для птиц, и, следуя этим советам, вы получите стабильную ванночку для птиц, которую птицы с удовольствием будут использовать. После укладки фундамента и стабилизации ванны для птиц она должна оставаться в вертикальном положении в течение всего года. Правильное расположение действительно имеет значение
Правильное расположение действительно имеет значение

 Это может быть неэффективно без регулярного дождя, но может быть полезно при неожиданных ливнях.
Это может быть неэффективно без регулярного дождя, но может быть полезно при неожиданных ливнях. Да, зима по-прежнему хорошее время, чтобы использовать ванну для птиц, чтобы привлечь птиц, а добавив обогреватель и что-нибудь для перемещения воды, вы почти гарантированно привлечете уникальных посетителей.
Да, зима по-прежнему хорошее время, чтобы использовать ванну для птиц, чтобы привлечь птиц, а добавив обогреватель и что-нибудь для перемещения воды, вы почти гарантированно привлечете уникальных посетителей.

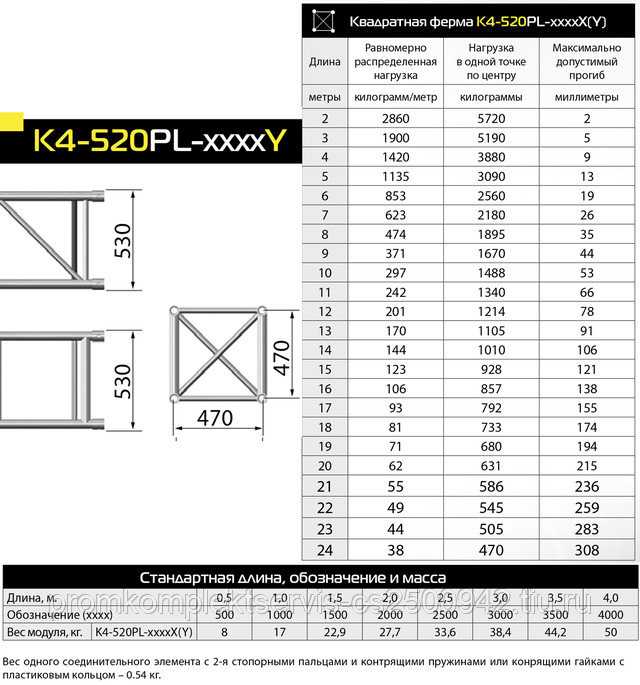 0
0


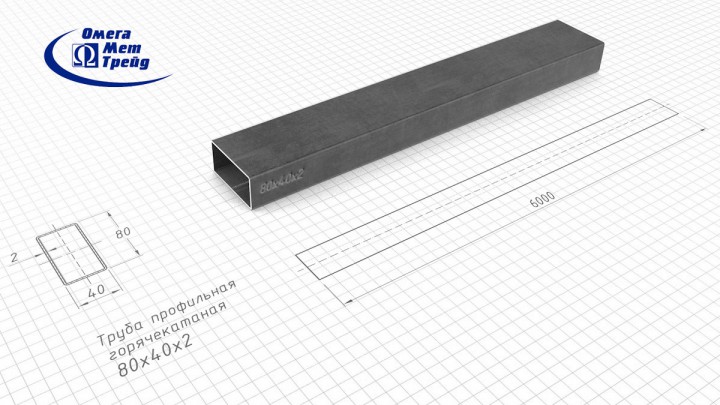 В процессе производства либо тянут металл в холодном виде, либо раскатывают – в горячем.
В процессе производства либо тянут металл в холодном виде, либо раскатывают – в горячем. Полный перечень сталей, которые можно использовать для изготовления этого элемента, содержит ГОСТ. Приведем выдержку:
Полный перечень сталей, которые можно использовать для изготовления этого элемента, содержит ГОСТ. Приведем выдержку:

 Такая экономия чревата гораздо большими затратами на исправление последствий обрушения каркаса.
Такая экономия чревата гораздо большими затратами на исправление последствий обрушения каркаса.
 youtube.com/embed/oaaJON5OioQ» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/oaaJON5OioQ» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 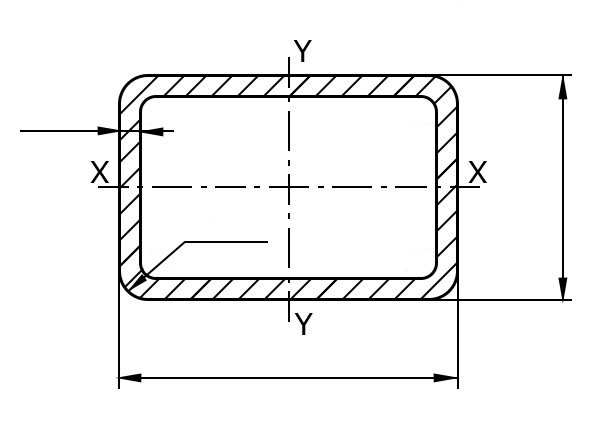
 269
269 133
133 500
500 322
322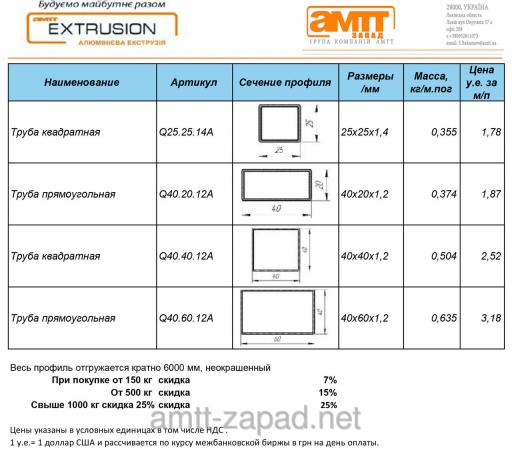 000
000 269
269 824
824 6658
6658 233
233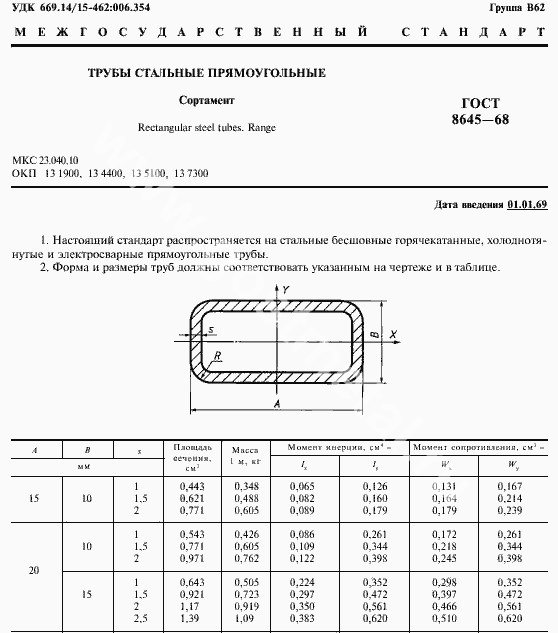 750
750 000
000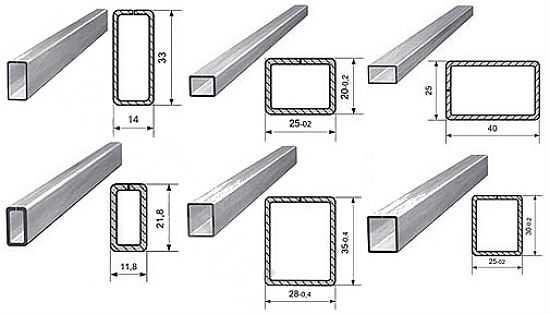 3
3 3
3 2
2 8
8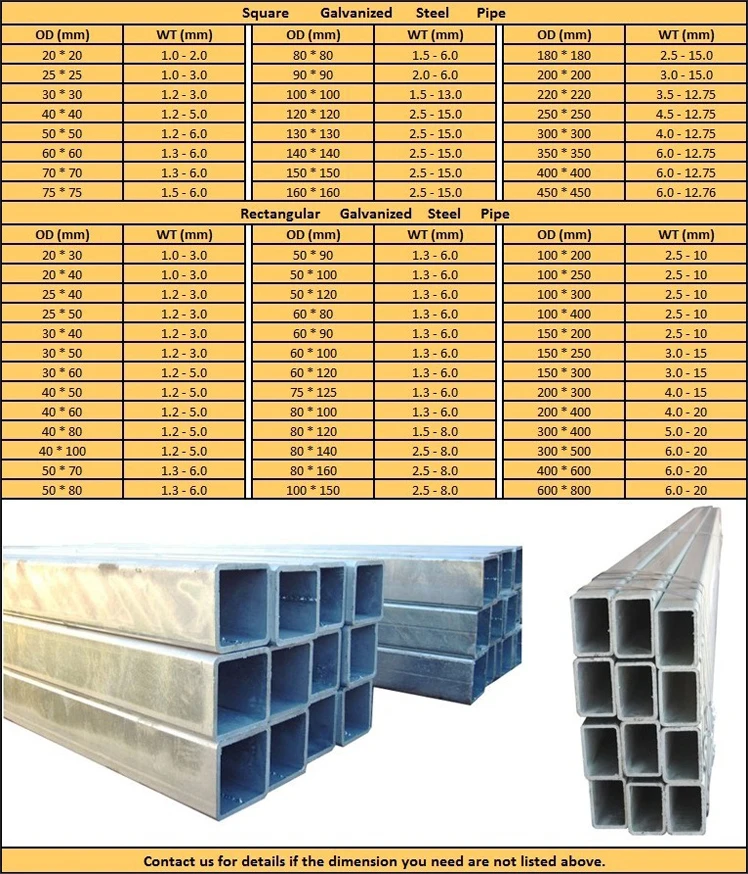 500
500 11
11 57
57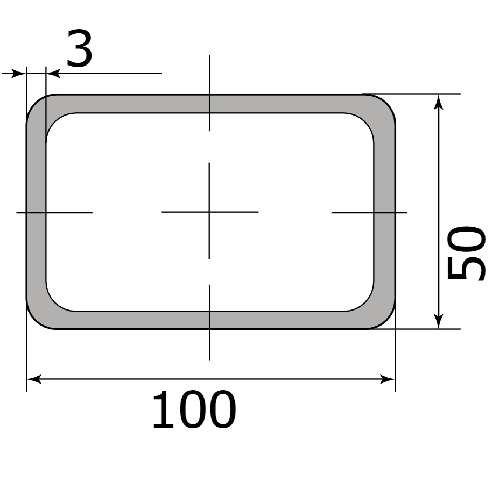 000
000 48
48

 Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки. Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера.
Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки. Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга. В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока.
Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга. В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока.
 Реле задержки для самодельного полуавтомата можно собрать на основе го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на мкФ. Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме.
Реле задержки для самодельного полуавтомата можно собрать на основе го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на мкФ. Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме.
 Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену. Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае.
Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену. Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае.
 Требуемое напряжение, которое должно поступать от аппарата ММА, находится в пределах В.
Требуемое напряжение, которое должно поступать от аппарата ММА, находится в пределах В. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования. Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов.
Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования. Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Вам останется только выбрать соответствующий полуавтоматический режим на источнике, подключить рукав от редуктора с газом, установить катушку в отсек для проволоки и начать сварку. Если после ознакомления с техническим описанием и просмотра фотографий вы решили купить SSVA-PU, харьковский подающий механизм, то необходимо связаться с менеджером магазина сварочных аппаратов vdi-ua. Write a comment. Завчасно дякую. Андрон Monday, 24 February
Вам останется только выбрать соответствующий полуавтоматический режим на источнике, подключить рукав от редуктора с газом, установить катушку в отсек для проволоки и начать сварку. Если после ознакомления с техническим описанием и просмотра фотографий вы решили купить SSVA-PU, харьковский подающий механизм, то необходимо связаться с менеджером магазина сварочных аппаратов vdi-ua. Write a comment. Завчасно дякую. Андрон Monday, 24 February
 Миг Маг представляет собой полуавтоматическую сварку, которая выполняется в среде инертного аргонного газа. Иногда для сварки Миг Маг используют углекислый газ.
Миг Маг представляет собой полуавтоматическую сварку, которая выполняется в среде инертного аргонного газа. Иногда для сварки Миг Маг используют углекислый газ. org/ListItem»>
org/ListItem»>
 Доставка и гарантия»>Описание товара
Доставка и гарантия»>Описание товара
 4
4 Доставка и гарантия
Доставка и гарантия Su;
Su; Доставка и гарантия» и другие подобные предложения можно найти в категории: «Автоматы и полуавтоматы сварочные».
Доставка и гарантия» и другие подобные предложения можно найти в категории: «Автоматы и полуавтоматы сварочные». Доставка и гарантия в Симферополе:
Доставка и гарантия в Симферополе: com
com
 меня без колебаний.
меня без колебаний. |DAILY BEAST
|DAILY BEAST

 имя.
имя.  wikimedia.org/wikipedia/commons/b/ba/Achilles_fighting_against_Memnon_Leiden_Rijksmuseum_voor_Oudheden.jpg 52 спортсменов Slide
wikimedia.org/wikipedia/commons/b/ba/Achilles_fighting_against_Memnon_Leiden_Rijksmuseum_voor_Oudheden.jpg 52 спортсменов Slide
 Цены на гвозди вы можете посмотреть на нашем сайте gipsoplia.ru в разделе Стройматериалы/Крепеж. Изготавливаются по ГОСТ 4029-63.
Цены на гвозди вы можете посмотреть на нашем сайте gipsoplia.ru в разделе Стройматериалы/Крепеж. Изготавливаются по ГОСТ 4029-63. Изготавливаются по ГОСТ 4029-63.
Изготавливаются по ГОСТ 4029-63.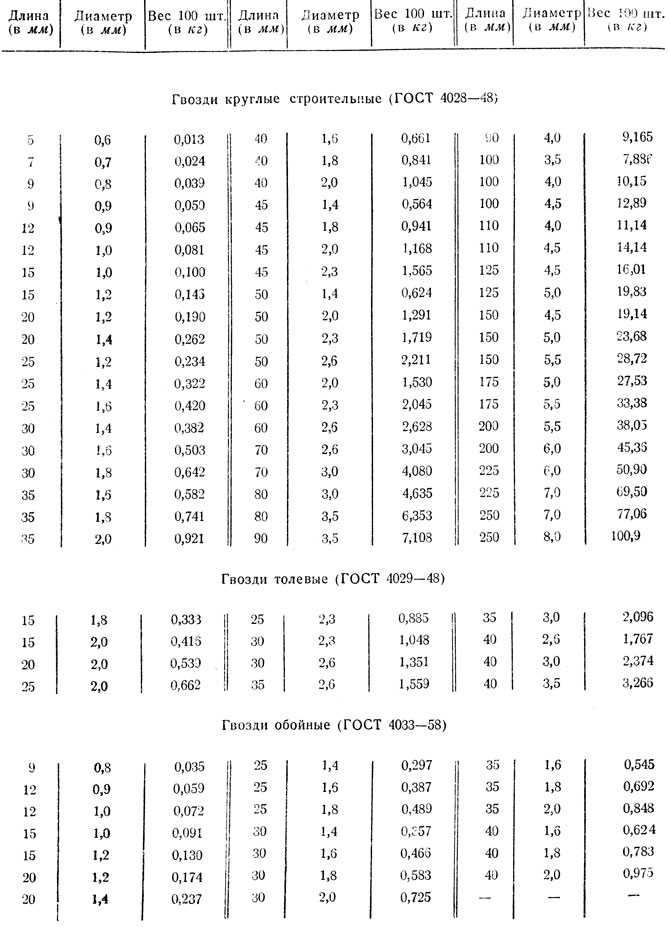
 Изготавливаются из проволоки и имеют сравнительно небольшую толщину.
Изготавливаются из проволоки и имеют сравнительно небольшую толщину. org/ListItem»>Все калькуляторы
org/ListItem»>Все калькуляторы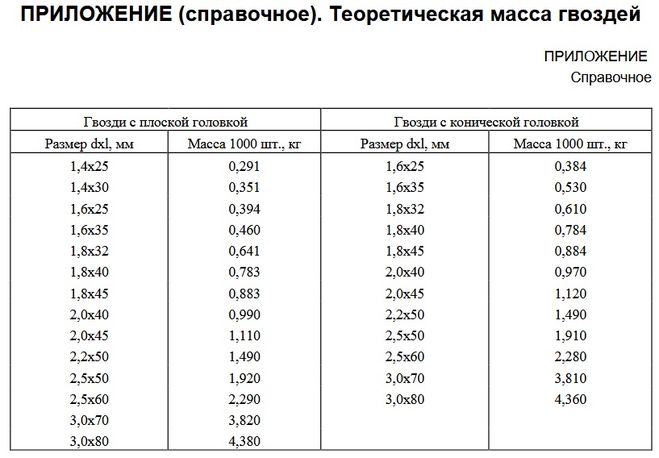 )
)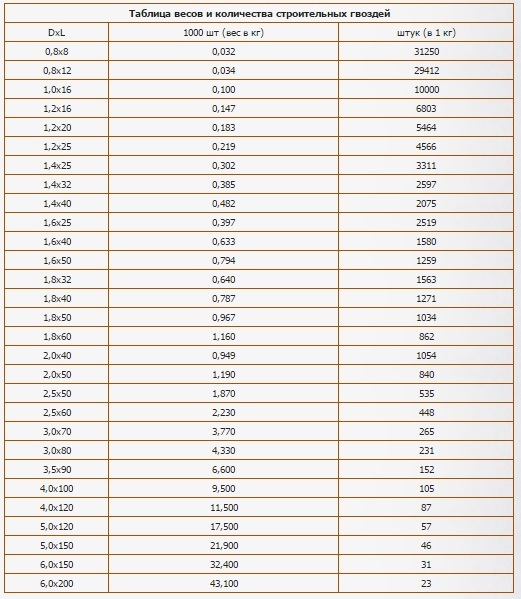 Есть разные виды гвоздей, строительные, толевые, кровельные. Каждые виды состоят из разных размеров гвоздей, а масса одного гвоздя указывается в таблице ГОСТа.
Есть разные виды гвоздей, строительные, толевые, кровельные. Каждые виды состоят из разных размеров гвоздей, а масса одного гвоздя указывается в таблице ГОСТа.
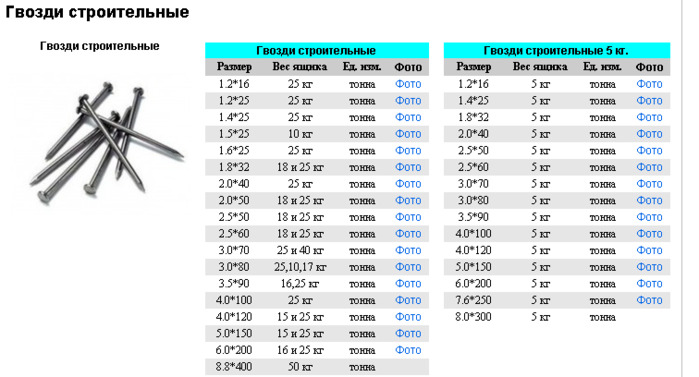
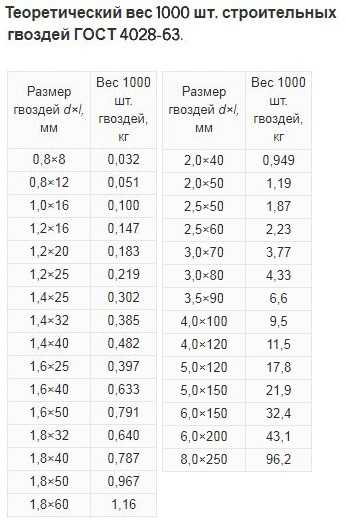 Защитный окунь скорее отпугнет потенциальных грабителей гнезда, но когда смелый нарушитель делает угрожающий шаг, время убивать.
Защитный окунь скорее отпугнет потенциальных грабителей гнезда, но когда смелый нарушитель делает угрожающий шаг, время убивать.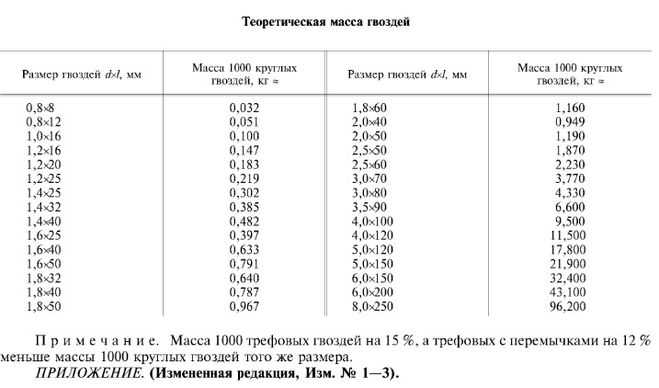

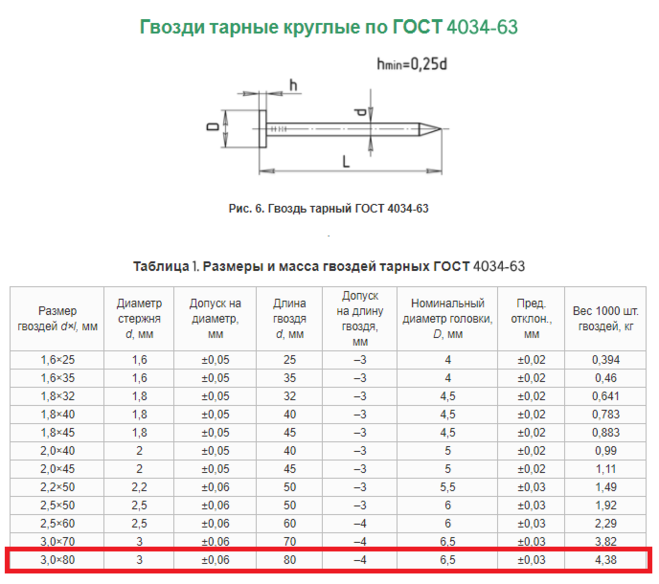
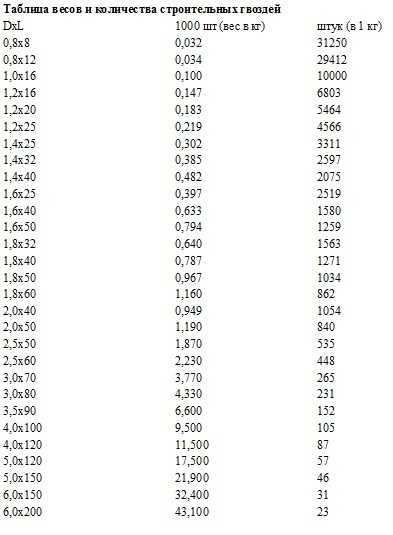
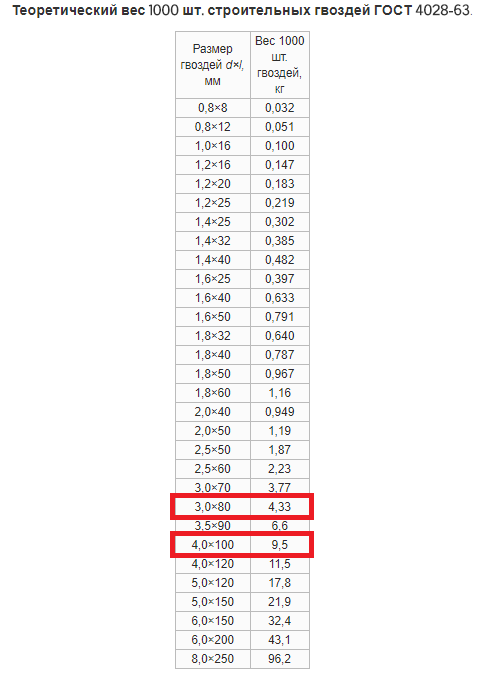 tackledirect.com/vmc-neko-nail-weight.html
tackledirect.com/vmc-neko-nail-weight.html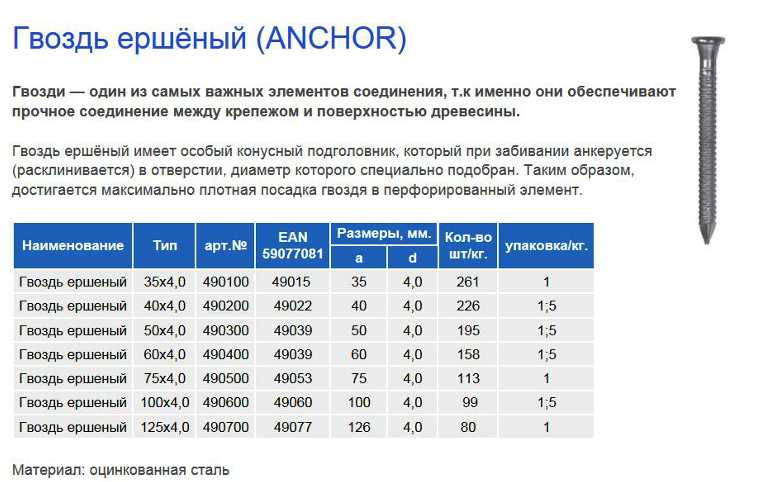 Тонкая проводимость позволяет добавлять вес без изменения профиля приманки. Утяжелители для гвоздей VMC Neko — это идеальный инструмент, который можно использовать в тех случаях, когда небольшая корректировка вашей презентации может иметь решающее значение.
Тонкая проводимость позволяет добавлять вес без изменения профиля приманки. Утяжелители для гвоздей VMC Neko — это идеальный инструмент, который можно использовать в тех случаях, когда небольшая корректировка вашей презентации может иметь решающее значение. Код не требуется! Только нижние 48 штатов. Будут применяться некоторые исключения, например, негабаритные предметы.
Код не требуется! Только нижние 48 штатов. Будут применяться некоторые исключения, например, негабаритные предметы.

 0
0 Примеры обозначения разверток:
Примеры обозначения разверток: Примеры обозначения разверток:
Примеры обозначения разверток:
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Эти конические концевые фрезы с конусностью 1-1/2 на фут используются для «сквозных» или «предварительно просверленных отверстий» для тяжелой строительной техники, транспортных средств для отдыха (квадроциклов), автобусов, снегоходов и тележек для гольфа. Простой факт заключается в том, что наши концевые фрезы удивительно эффективны и не оставляют нам никаких претензий, когда результаты неопровержимы.
Эти конические концевые фрезы с конусностью 1-1/2 на фут используются для «сквозных» или «предварительно просверленных отверстий» для тяжелой строительной техники, транспортных средств для отдыха (квадроциклов), автобусов, снегоходов и тележек для гольфа. Простой факт заключается в том, что наши концевые фрезы удивительно эффективны и не оставляют нам никаких претензий, когда результаты неопровержимы. 002″
002″ 0000
0000 000
000 000
000
 е. изменение направления вращения) вала
е. изменение направления вращения) вала Расстояние L
Расстояние L
 Коробка подач 1М63 (ДИП 300) позволяет включать ходовой винт и ходовой валик, устанавливать величины шага резьбы, настраивать параметры их подачи.
Коробка подач 1М63 (ДИП 300) позволяет включать ходовой винт и ходовой валик, устанавливать величины шага резьбы, настраивать параметры их подачи. п. детали.
п. детали. Доставку до терминала отправки из нашего города мы делаем бесплатно.
Доставку до терминала отправки из нашего города мы делаем бесплатно. 470 Капсула
470 Капсула Требования к коробкам передач для станков 2. Методы изменения скоростей в коробках передач 3. Коробки передач подачи 4. Бесступенчатые передачи.
Требования к коробкам передач для станков 2. Методы изменения скоростей в коробках передач 3. Коробки передач подачи 4. Бесступенчатые передачи.
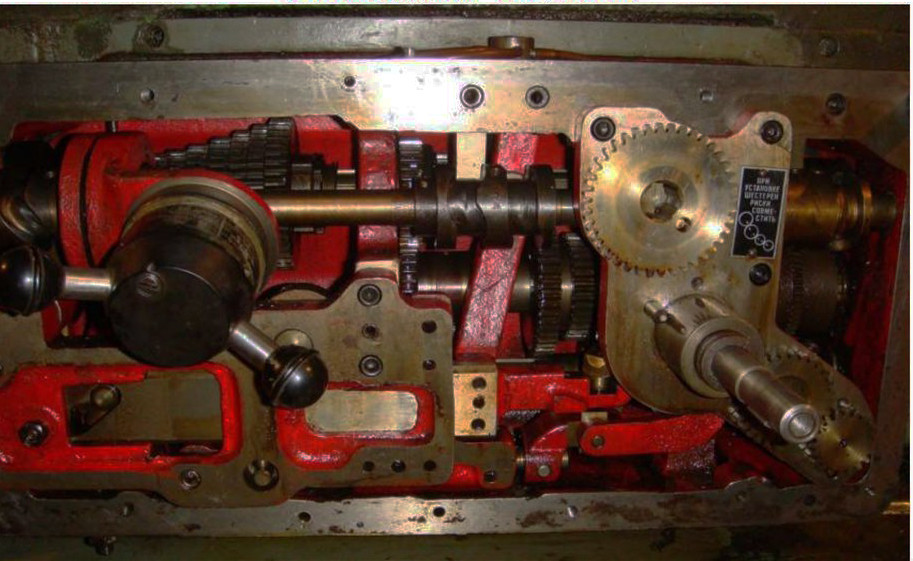 11.50) получили широкое распространение в станках общего назначения из-за их простоты и надежности. Коробки передач с кулачковыми муфтами обычно используются в тяжелых станках. Фрикционная муфта переключения скоростей применяется в основном в групповых передачах малых и средних токарно-револьверных станков.
11.50) получили широкое распространение в станках общего назначения из-за их простоты и надежности. Коробки передач с кулачковыми муфтами обычно используются в тяжелых станках. Фрикционная муфта переключения скоростей применяется в основном в групповых передачах малых и средних токарно-револьверных станков. Коробка передач Нортон:
Коробка передач Нортон:  Муфта может скользить по шлицевому валу.
Муфта может скользить по шлицевому валу. Типичная лучевая диаграмма для этого привода показана на рис. 11.55, а фактическая диаграмма поперечного сечения показана на рис. 11.56.
Типичная лучевая диаграмма для этого привода показана на рис. 11.55, а фактическая диаграмма поперечного сечения показана на рис. 11.56.
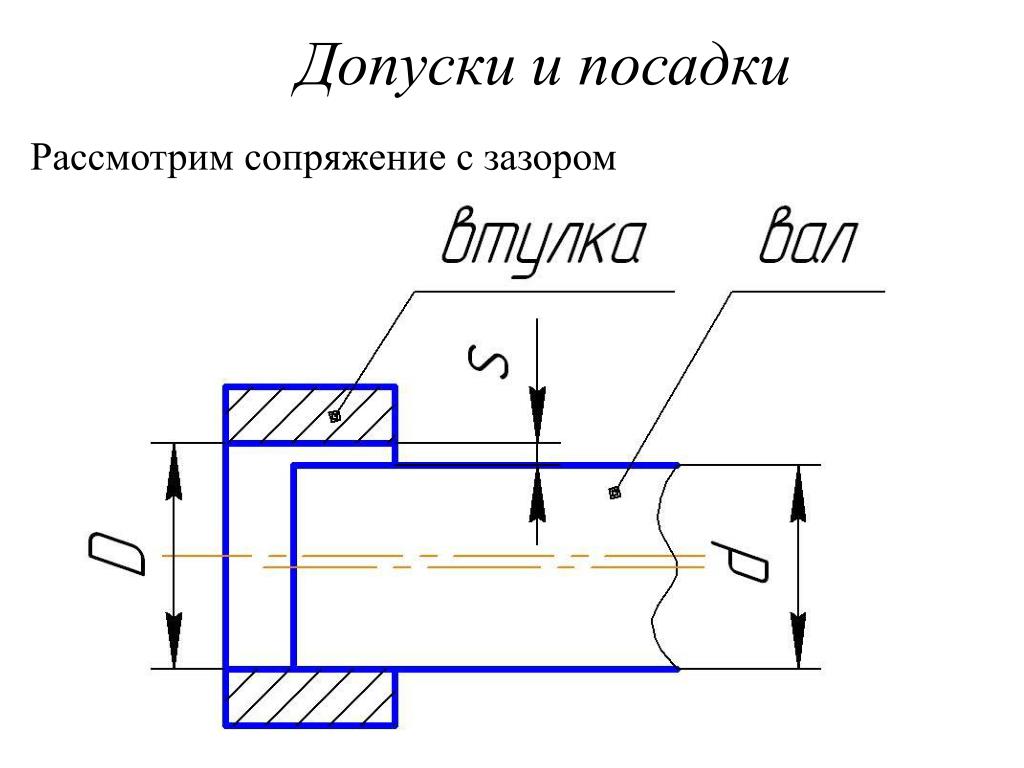
 Точность обработки на обычных деревообрабатывающих станках: двухстороннем и одностороннем шипорезном, фуговальном, рейсмусовом, фрезерном и круглопильных — составляет ± 0,2 мм, независимо от размеров деталей.
Точность обработки на обычных деревообрабатывающих станках: двухстороннем и одностороннем шипорезном, фуговальном, рейсмусовом, фрезерном и круглопильных — составляет ± 0,2 мм, независимо от размеров деталей.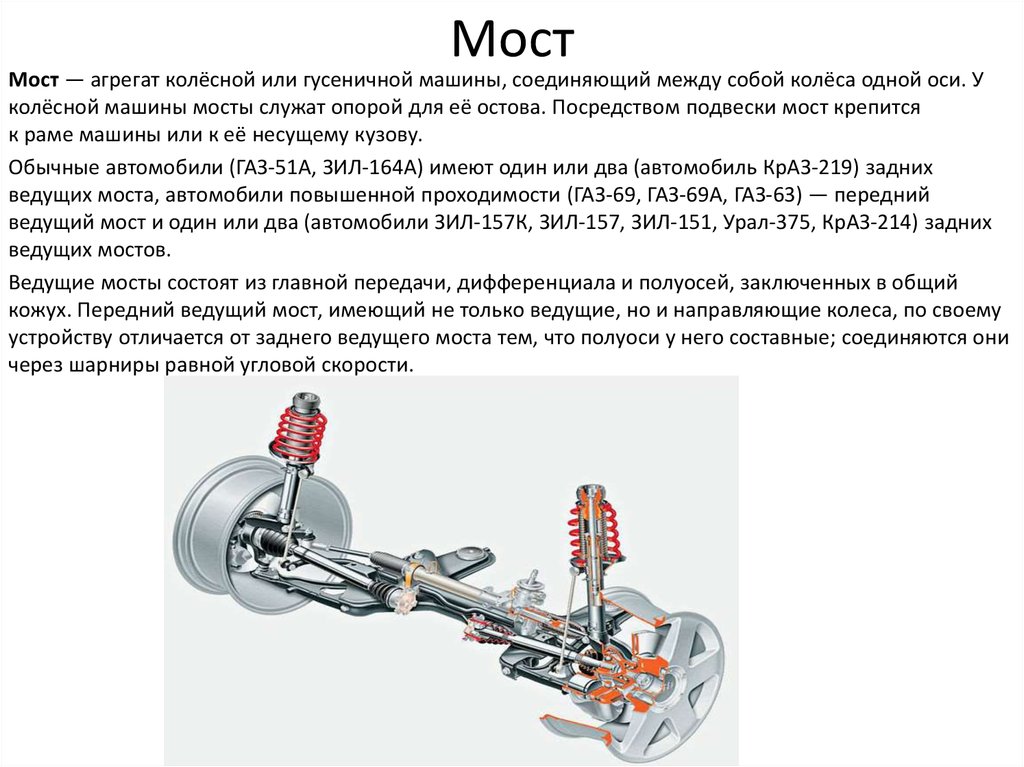 Предельными называются размеры, между которыми может колебаться действительный размер: один из них называется наибольшим, а другой — наименьшим предельным размером.
Предельными называются размеры, между которыми может колебаться действительный размер: один из них называется наибольшим, а другой — наименьшим предельным размером.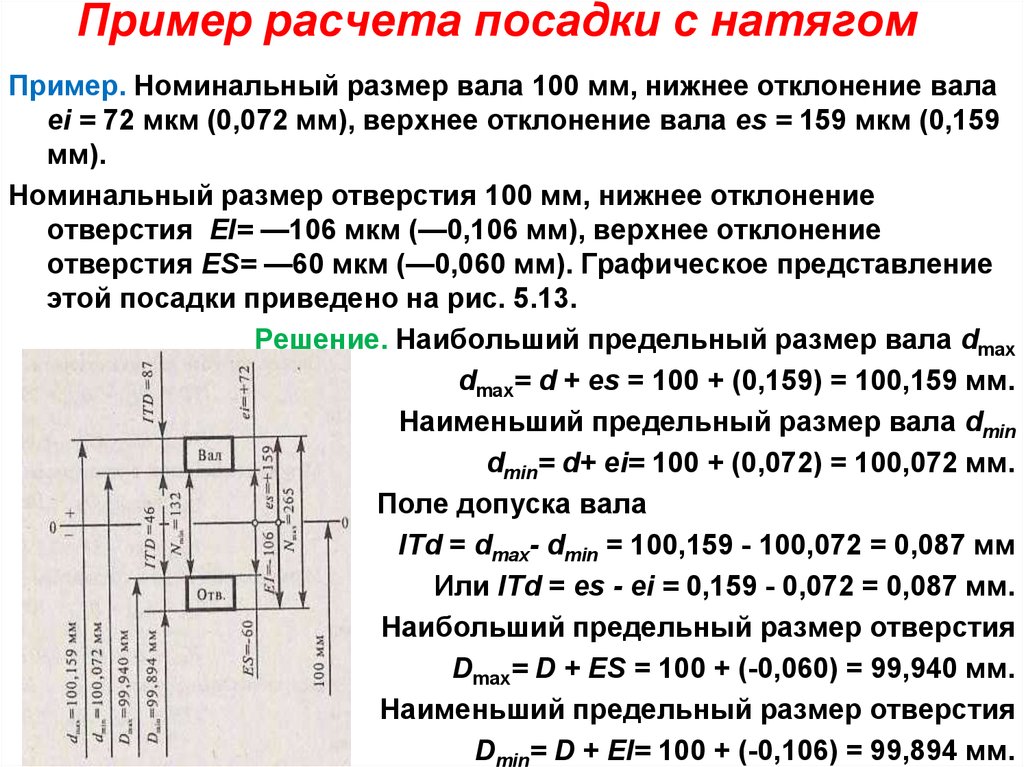 Наименьшим зазором называется разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Наименьшим зазором называется разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.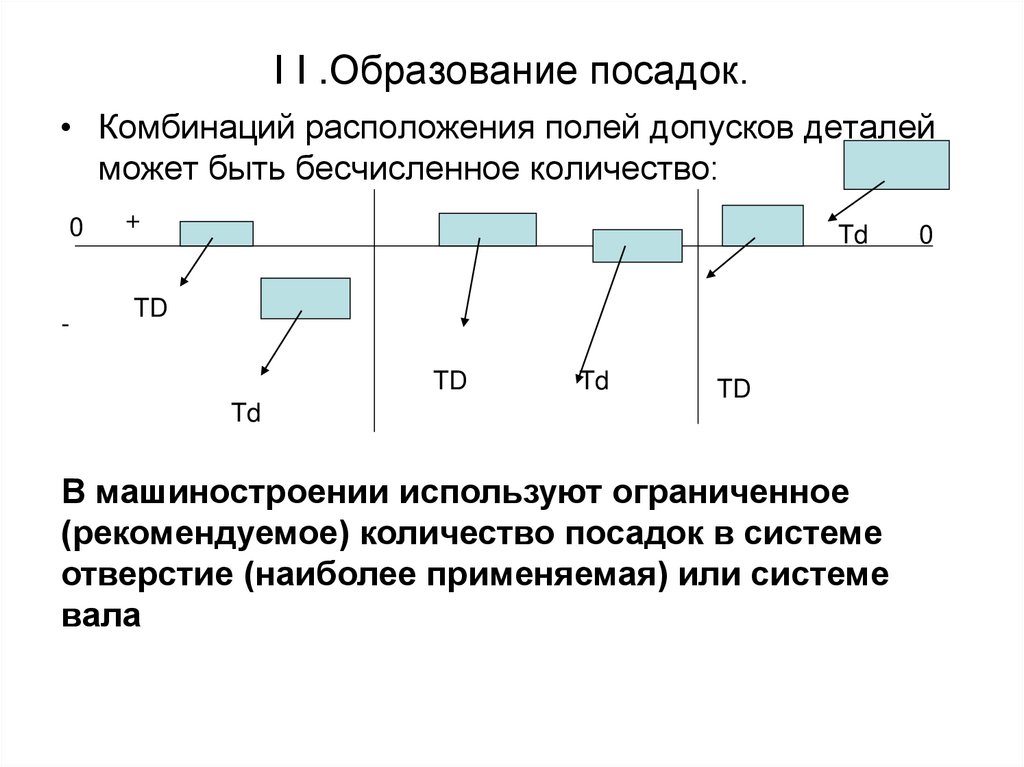
 д.
д. п.).
п.).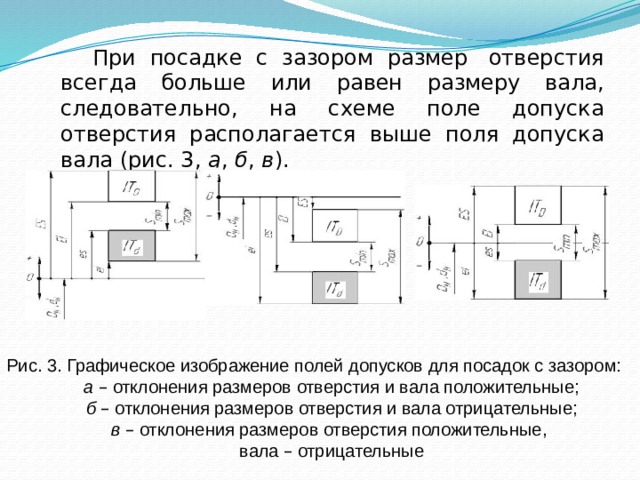 Предельные калибры изготовляют из металла. Мерительные поверхности калибров закаляют до определенной твердости. Лицевые стороны калибров шлифуют и фаски их закругляют.
Предельные калибры изготовляют из металла. Мерительные поверхности калибров закаляют до определенной твердости. Лицевые стороны калибров шлифуют и фаски их закругляют.
 Приземление на носки распределяет воздействие бега совершенно иначе, чем приземление на пятку.
Приземление на носки распределяет воздействие бега совершенно иначе, чем приземление на пятку.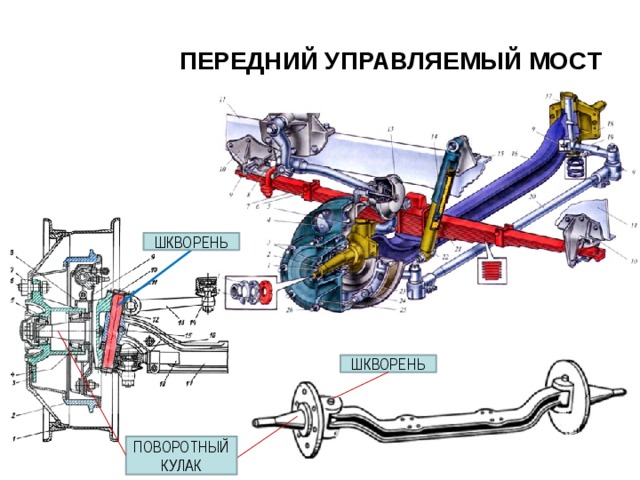
 Вместо этого начните с сокращения шага и стремитесь к каденсу от 170 до 180 шагов в минуту.
Вместо этого начните с сокращения шага и стремитесь к каденсу от 170 до 180 шагов в минуту.
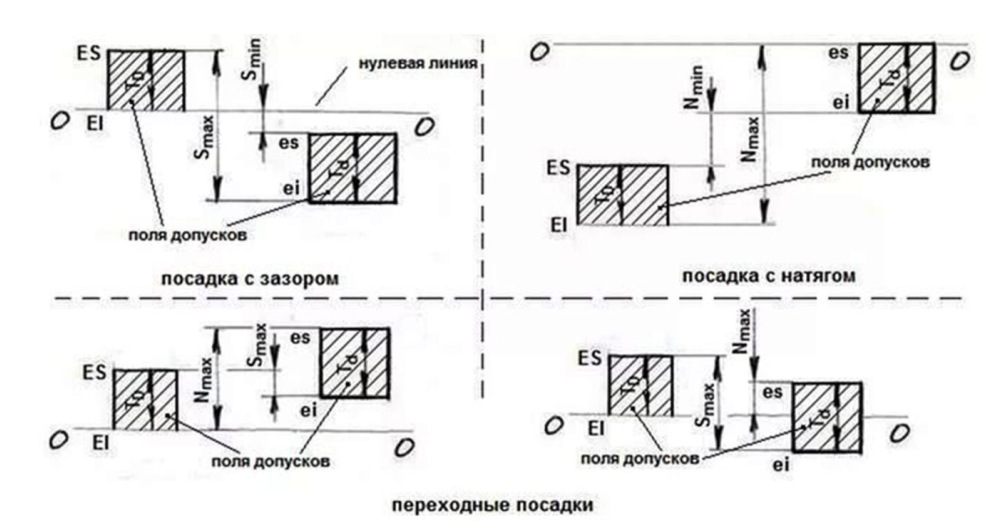
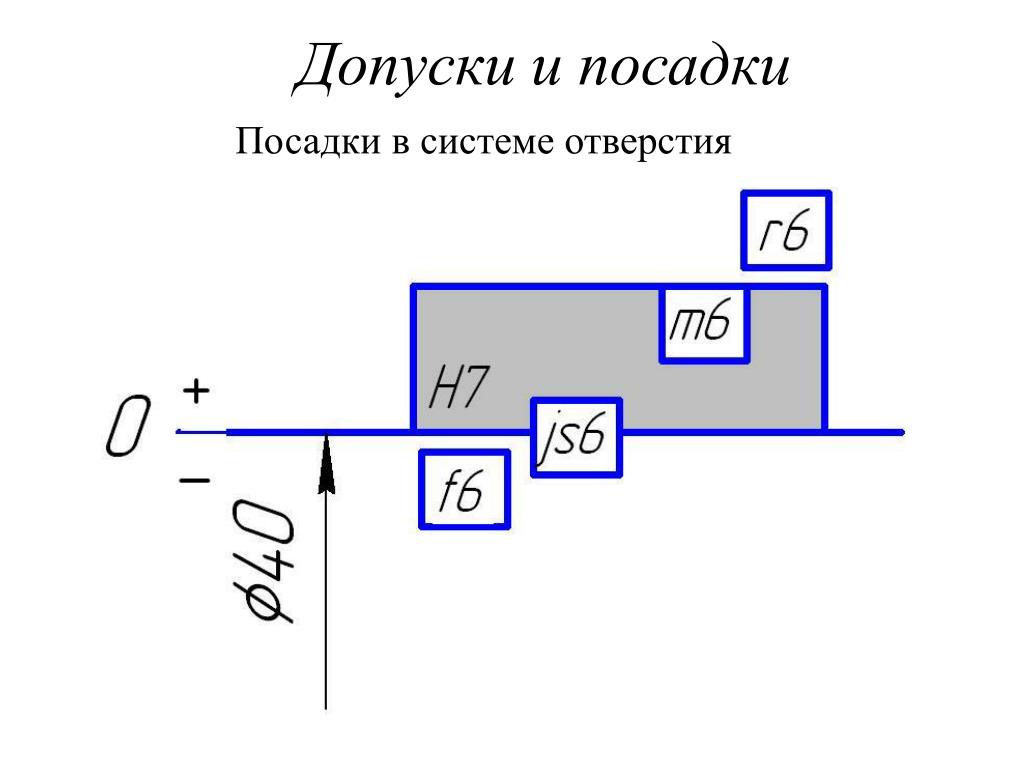 Не существует единой идеальной техники бега, подходящей для всех. Точно так же существуют различные типы приземления стопы, которые обычно используют бегуны, от приземления пяткой до приземления на переднюю часть стопы.
Не существует единой идеальной техники бега, подходящей для всех. Точно так же существуют различные типы приземления стопы, которые обычно используют бегуны, от приземления пяткой до приземления на переднюю часть стопы.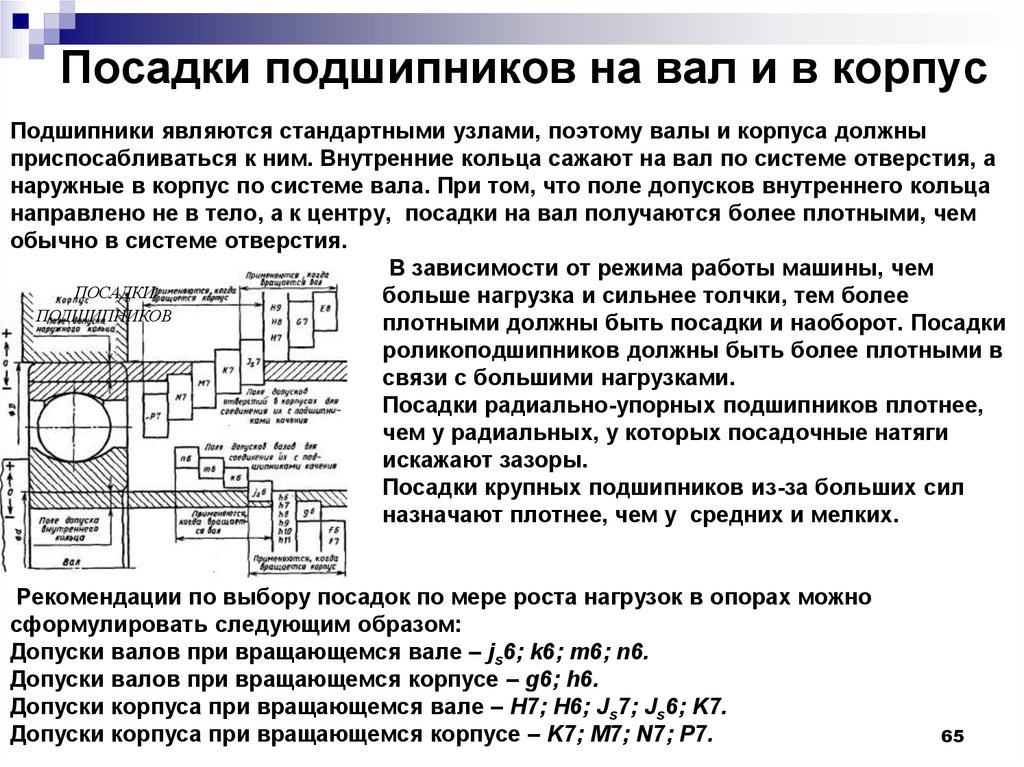 На самом деле, некоторые исследования показывают, что более 90% бегунов-любителей во время бега приземляются на пятку.
На самом деле, некоторые исследования показывают, что более 90% бегунов-любителей во время бега приземляются на пятку.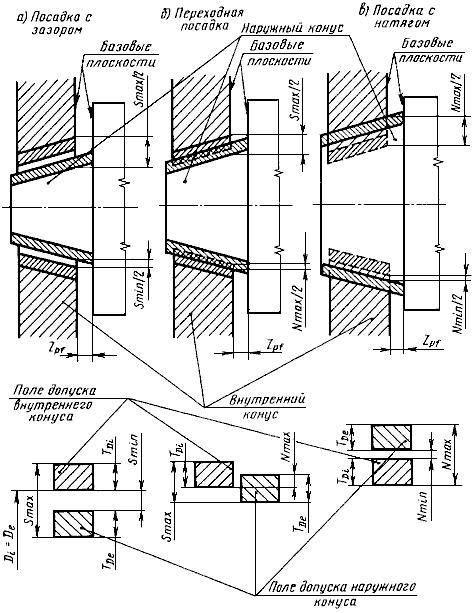
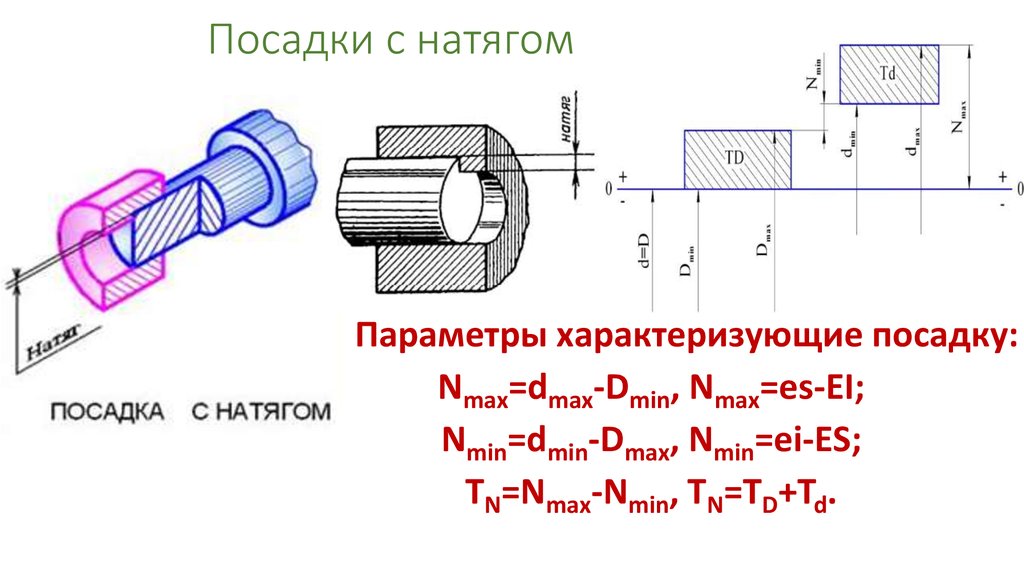
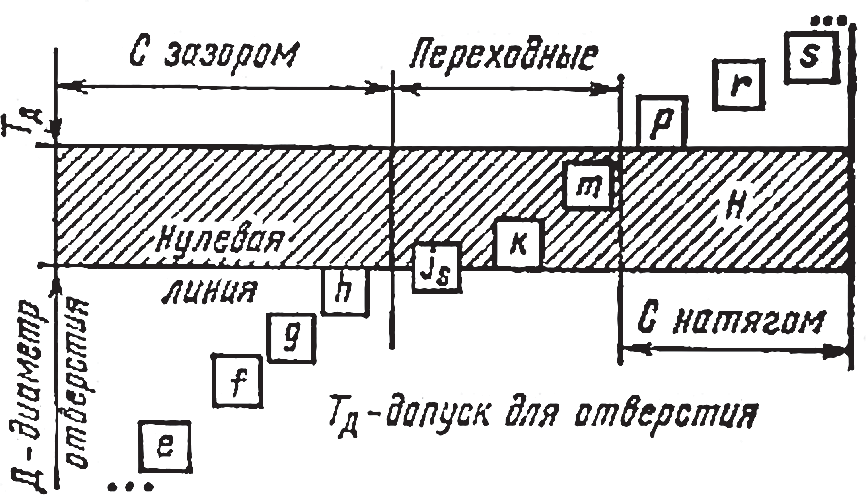 youtube.com/embed/guCQpGF7nrg?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»/>
youtube.com/embed/guCQpGF7nrg?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»/> 
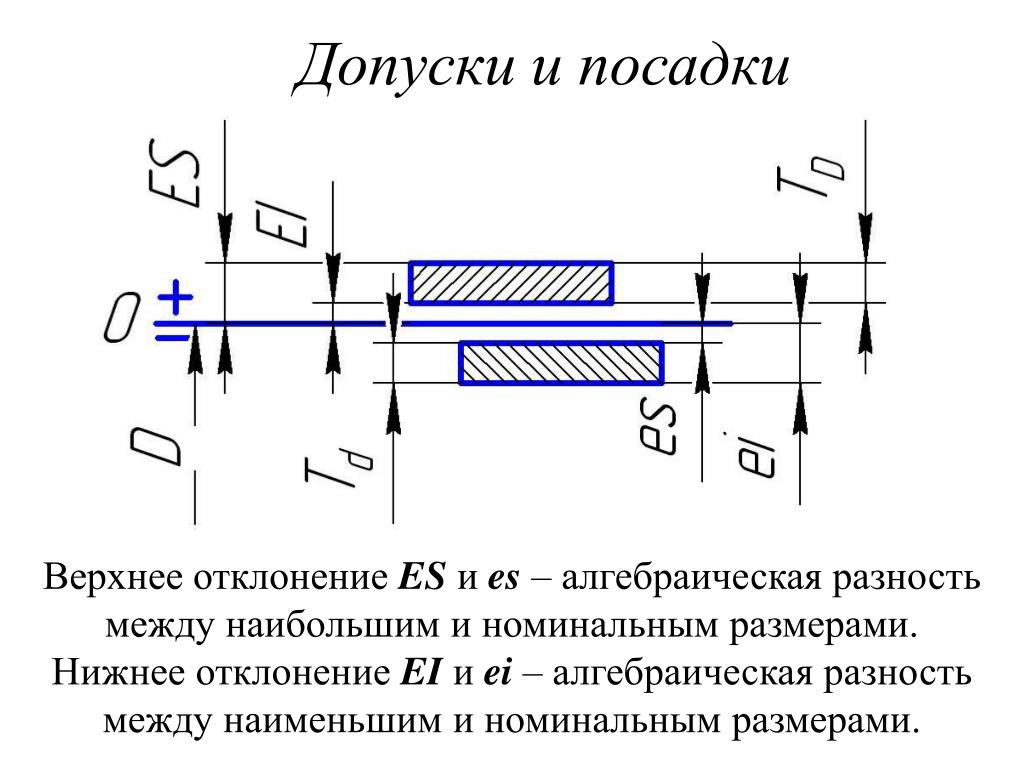 Бег на переднюю часть стопы без травм
Бег на переднюю часть стопы без травм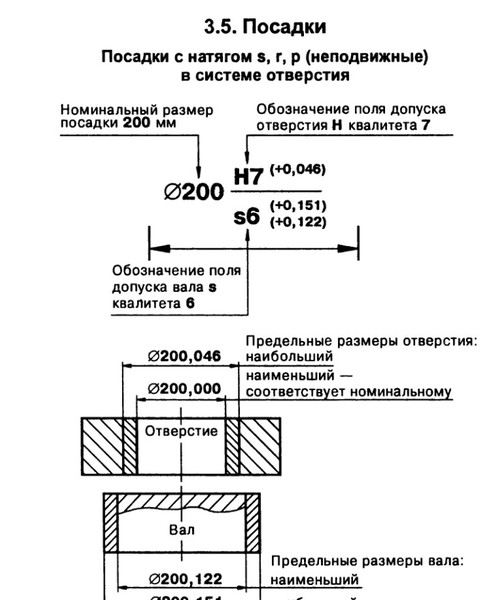
 Планируя работу со сложными материалами, следует выбирать сверло с маркировками HCS, такая коронка по твердому дереву и металлу легко справится с любой задачей.
Планируя работу со сложными материалами, следует выбирать сверло с маркировками HCS, такая коронка по твердому дереву и металлу легко справится с любой задачей. Набор коронок по дереву имеет вид приспособления, состоящего из нескольких режущих полотен, которые можно заменять. В отличие от фиксированной фрезы, с таким инструментом не всегда получается качественный спил. Чем тверже поверхность, которую необходимо просверлить, тем меньше должны быть обороты дрели. Коронка наборная по дереву отличается производительностью, которая зависит от нескольких параметров:
Набор коронок по дереву имеет вид приспособления, состоящего из нескольких режущих полотен, которые можно заменять. В отличие от фиксированной фрезы, с таким инструментом не всегда получается качественный спил. Чем тверже поверхность, которую необходимо просверлить, тем меньше должны быть обороты дрели. Коронка наборная по дереву отличается производительностью, которая зависит от нескольких параметров:
 Для работ, не требующих высокой точности и аккуратности, коронку по дереву под розетку можно сделать самостоятельно за пару часов. Список материалов минимален: металлическая труба необходимого диаметра, «кулак» от дверной петли, сверло, винт, стальная пластина прямоугольной формы.
Для работ, не требующих высокой точности и аккуратности, коронку по дереву под розетку можно сделать самостоятельно за пару часов. Список материалов минимален: металлическая труба необходимого диаметра, «кулак» от дверной петли, сверло, винт, стальная пластина прямоугольной формы. Коронка по дереву для дрели по своей сути – насадка, которая может дополнять любой ручной инструмент. Фрезу необходимо установить в специальный стакан и зафиксировать с помощью гайки. Сверло, которое располагается в самом центре коронки, предназначено для определения точного места центра отверстия и получения идеального среза. При соблюдении правил эксплуатации любые инструменты, в том числе кольцевые сверла, прослужат долгое время.
Коронка по дереву для дрели по своей сути – насадка, которая может дополнять любой ручной инструмент. Фрезу необходимо установить в специальный стакан и зафиксировать с помощью гайки. Сверло, которое располагается в самом центре коронки, предназначено для определения точного места центра отверстия и получения идеального среза. При соблюдении правил эксплуатации любые инструменты, в том числе кольцевые сверла, прослужат долгое время.
 Жидкость не только охлаждает сегменты, но препятствует скоплению шлама между ними, что важно для сохранения заявленного ресурса коронки. При мокром сверлении рекомендуется использовать специальные водосборные кольца, которые собирают грязную отработанную жидкость. Если нет возможности обеспечить подвод жидкости от центрального водоснабжения, то используется специальный бак для подачи воды.
Жидкость не только охлаждает сегменты, но препятствует скоплению шлама между ними, что важно для сохранения заявленного ресурса коронки. При мокром сверлении рекомендуется использовать специальные водосборные кольца, которые собирают грязную отработанную жидкость. Если нет возможности обеспечить подвод жидкости от центрального водоснабжения, то используется специальный бак для подачи воды.
 При работе без остановок вы рискуете испортить не только коронку, но и саму буровую установку, так как возможен перегрев двигателя. Время эксплуатации и рекомендованный перерыв между сверлильными операциями обычно обозначены в инструкции к бурильному устройству.
При работе без остановок вы рискуете испортить не только коронку, но и саму буровую установку, так как возможен перегрев двигателя. Время эксплуатации и рекомендованный перерыв между сверлильными операциями обычно обозначены в инструкции к бурильному устройству. Это может случиться по многим причинам, которые не всегда можно предусмотреть и предупредить. Самыми распространенными причинами могут быть: засорение сегментов шламом (в результате неправильной или недостаточной подачи воды), облом сегмента, зажатие арматурой и многие другие. На такой случай лучше всего запастись обратным молотком (специальное приспособление для вытаскивания застрявшей коронки). Особенно аккуратно сверлить нужно на большую глубину, чем более глубоко застрянет коронка, тем более сложно будет ее достать.
Это может случиться по многим причинам, которые не всегда можно предусмотреть и предупредить. Самыми распространенными причинами могут быть: засорение сегментов шламом (в результате неправильной или недостаточной подачи воды), облом сегмента, зажатие арматурой и многие другие. На такой случай лучше всего запастись обратным молотком (специальное приспособление для вытаскивания застрявшей коронки). Особенно аккуратно сверлить нужно на большую глубину, чем более глубоко застрянет коронка, тем более сложно будет ее достать.
 Фишер кладет левую руку на подручник и поддерживает головку пальцами. Его правая рука держится возле затылка. Вместе они вращают головку тесла, шлифуя внешний скос от угла к углу. Он прицеливается сверху, использует очень легкое прикосновение и не торопится, делая последовательные передачи. Отшлифовать почти до края.
Фишер кладет левую руку на подручник и поддерживает головку пальцами. Его правая рука держится возле затылка. Вместе они вращают головку тесла, шлифуя внешний скос от угла к углу. Он прицеливается сверху, использует очень легкое прикосновение и не торопится, делая последовательные передачи. Отшлифовать почти до края. Ремень Фишера, кожа, пропитанная хонинговальным составом, имеет плоскую поверхность для обработки внешнего скоса (слева) и закругленную для внутреннего скоса (справа).
Ремень Фишера, кожа, пропитанная хонинговальным составом, имеет плоскую поверхность для обработки внешнего скоса (слева) и закругленную для внутреннего скоса (справа).

 Однако есть что-то в старых предприятиях, которые готовы просто выжить, а не процветать и служить. Я думаю, что это было два десятилетия назад, когда я написал для американского журнала по деревообработке, предложив некоторым британским производителям выпустить набор инструментов, замаскированный под полностью функционирующий инструмент, а не качественный продукт, разработанный и созданный для работы. Неудивительно, что люди покупают инструменты конкурентов и говорят мне, чем тот или иной восточный лучше другого западного. Правда в том, что некоторые инструменты выглядят хорошо и подходят для своей цели, но при работе с деревом они становятся тусклыми и неряшливыми.
Однако есть что-то в старых предприятиях, которые готовы просто выжить, а не процветать и служить. Я думаю, что это было два десятилетия назад, когда я написал для американского журнала по деревообработке, предложив некоторым британским производителям выпустить набор инструментов, замаскированный под полностью функционирующий инструмент, а не качественный продукт, разработанный и созданный для работы. Неудивительно, что люди покупают инструменты конкурентов и говорят мне, чем тот или иной восточный лучше другого западного. Правда в том, что некоторые инструменты выглядят хорошо и подходят для своей цели, но при работе с деревом они становятся тусклыми и неряшливыми. Что мешает этой пиле, так это то, что она, наряду с тысячами и тысячами других, которые они поставляли в течение по крайней мере трех десятилетий, насколько мне известно, были отправлены необработанными. Я знаю, это не имеет смысла, и все же это имеет смысл, если, как и в прошлые времена, они знали, что новые владельцы автоматически затачивают пилу первыми. Это было, конечно, когда они снабжали торговлю и знающего столяра. Те времена давно прошли. Crown не понимает, что их потенциальные покупатели — это те, кто в основном никогда даже не задумывался о том, что пилы могут быть не острыми, а причина их неэффективности — в них самих, в пользователях. Нет ничего более далекого от правды. Чего Crown и другие британские производители не сделали и [возможно, до сих пор не знают, так это того, что люди, потенциальные клиенты, перешли от покупки европейских и американских производителей к покупке японских одноразовых пил, потому что, по крайней мере, их пилы прибывают острыми и готовыми к работе.
Что мешает этой пиле, так это то, что она, наряду с тысячами и тысячами других, которые они поставляли в течение по крайней мере трех десятилетий, насколько мне известно, были отправлены необработанными. Я знаю, это не имеет смысла, и все же это имеет смысл, если, как и в прошлые времена, они знали, что новые владельцы автоматически затачивают пилу первыми. Это было, конечно, когда они снабжали торговлю и знающего столяра. Те времена давно прошли. Crown не понимает, что их потенциальные покупатели — это те, кто в основном никогда даже не задумывался о том, что пилы могут быть не острыми, а причина их неэффективности — в них самих, в пользователях. Нет ничего более далекого от правды. Чего Crown и другие британские производители не сделали и [возможно, до сих пор не знают, так это того, что люди, потенциальные клиенты, перешли от покупки европейских и американских производителей к покупке японских одноразовых пил, потому что, по крайней мере, их пилы прибывают острыми и готовыми к работе.
 . .
. . Автоматический напильник — не лучший метод, ручная шлифовка лучше, но это лучше, чем отсутствие шлифовки вообще. Если он использовался в моей новой пиле, он не заметен в пищеводе, поэтому я думаю, что этот шаг отменяется, чтобы снизить цену до ее нижней точки. Эта машина разрезает каждую глотку, и вы можете увидеть изгиб от удара, отражающийся в небольшом изгибе металла. Он по-прежнему нуждается во втором процессе, называемом заточкой, но даже эти более грубые зубья режут плохо. Ручная шлифовка — это простое и достаточно быстрое средство от этой неряшливой практики, так что не откладывайте, так как в любом случае заточку необходимо выполнить в течение нескольких недель после покупки.
Автоматический напильник — не лучший метод, ручная шлифовка лучше, но это лучше, чем отсутствие шлифовки вообще. Если он использовался в моей новой пиле, он не заметен в пищеводе, поэтому я думаю, что этот шаг отменяется, чтобы снизить цену до ее нижней точки. Эта машина разрезает каждую глотку, и вы можете увидеть изгиб от удара, отражающийся в небольшом изгибе металла. Он по-прежнему нуждается во втором процессе, называемом заточкой, но даже эти более грубые зубья режут плохо. Ручная шлифовка — это простое и достаточно быстрое средство от этой неряшливой практики, так что не откладывайте, так как в любом случае заточку необходимо выполнить в течение нескольких недель после покупки.