Как залить пол в гараже бетоном: подготовка, стяжка и бетонирование
Содержание
1 Плюсы и минусы
2 Подготовка пола
3 Приготовление бетонной смеси. Стяжка и бетонирование
4 Упрочнение бетонного пола
5 Заключение
Оставляя машину в гараже, мы рассчитываем на ее сохранность, однако не всегда придается должное внимание устройству гаражей. Думая о крепости и надежности стен этого помещения, не стоит забывать и о прочности полов, по которым будет въезжать и выезжать автомобиль. В случае, когда они выполнены некачественно, кроме проблемы постоянного загрязнения, можно столкнуться с трещинами, поскольку основание может попросту не выдерживать вес авто. Наиболее распространенным вариантом считаются бетонные полы – он не так хрупки как плиточные, которые, тем не менее, тоже иногда используются. Пол в гараже можно выполнить своими руками, но сперва рассмотрим его преимущества и недостатки.
Плюсы и минусы
Первый и основной плюс бетонных полов – прочность материала и возможность выдерживать большие нагрузки. Вы без проблем сможете разместить на бетонной поверхности запчасти к автомобилю, коробки и рабочие инструменты, не боясь повредить ее. Даже если вдруг что-то и упадет – на полу это не отразится. Бетонный пол в гараже неприхотлив в обслуживании. Подобные покрытия достаточно долго служат, несмотря на частоту движения, что позволяет сэкономить временные и материальные ресурсы. Затеяв бетонирование пола в гараже, вы можете экспериментировать с дизайном: сегодня существует огромный выбор различных красителей, которые используются как на стадии замешивания, так и по готовому полу. К слову, текстура может тоже отличаться от стереотипной.
К недостаткам можно отнести твердость покрытия, поскольку есть вероятность ушибиться при падении. В связи с этим, следует быть внимательным, когда в гараж спускаются дети либо пожилые люди. Находясь в гараже долгое время, особенно в холодный сезон, вы можете промерзнуть по причине того, что бетонный пол не сохраняет тепло. Если в поры покрытия регулярно попадает вода, то как следствие может появиться плесень. Виной тому – восприимчивость материала к влаге. Если же влага замерзла в бетонном полу, то, в связи с ее расширением, он может быть попросту разрушен. Соответственно, бетонирование дает полам прочность, но требует гидроизоляции. Если немногочисленные недостатки вас не остановили и вы решили забетонировать пол в гараже, рассмотрим этапы работы с ним.
Вернуться к оглавлению
Подготовка пола
Обустройство смотровой ямы в гараже.
Прежде чем приступить к бетонированию, желательно выполнить подготовительные работы, к которым относятся:
обустройство смотровой ямы;
разметка уровня пола;
расчистка и утрамбовка грунта;
укладка подушки из песка;
работа с изоляционным слоем;
армировка;
расстановка направляющих;
залив стяжки;
работа с финишным покрытием.
Прежде всего, нужно решить, есть ли необходимость в смотровой яме. Если вы любите ремонтировать машину самостоятельно, то начинать работу нужно с выкапывания котлована, к каждому параметру которого нужно набросить по 50 см – они рассчитаны на кирпичную укладку и гидроизоляцию. Ширина котлована, как правило, составляет 75-80 см, глубина – рост владельца и добавочные 30 см, длина – на 1-1,5 м более длины автомобиля. Подготовив выемку, утрамбовываем грунт, выкладываем на ее низ рубероид (для гидроизоляции). Далее необходимо заливать пол тонким слоем бетона (7-10 см). Когда бетон на дне будущей смотровой ямы застынет, начинаем работу с кладкой.
Важно не забыть про следующий нюанс: внешний край должен оставаться на 5-7 см ниже уровня пола в гараже. Этот “зазор” нужен для укладки доски, затворяющей яму.
Разобравшись с кладкой, даем ей подсохнуть, и начинаем работу по гидроизоляции. Для этого обрабатываем поверхность кирпичной кладки грунтовкой глубокого проникновения, и когда она просохнет, обмазываем битумной мастикой.
Подушка из гравия для бетонного пола.
До начала непосредственной работы с полом требуется выполнить разметку уровня. Для это по периметру гаража следует проставить по 2 метки на каждой из стен и провести линию, которая в идеале должна сомкнуться с отклонением не больше чем 2 мм. Если линия пола неровная, ее необходимо выровнять. Разметка делается на 90-100 см выше линии основания. Выполнить разметку можно, используя лазерный либо длинный строительный уровень, гидроуровень.
После начнем обработку пола. Для этого удаляем 30-40 см грунта и укатываем оставшийся с помощью смеси глины и песка. Грунт для пола в гараже требует основательной утрамбовки. Если при перемещении по периметру на нем практически не заметны следы, значит уплотнение выполнено качественно. Далее следует сделать «подушку», состоящую из 10 см гравия, 10 см слоя песка и 5 см щебня фракции 40-50 мм, последнего слоя из тонкого песка. Подушка должна быть плотно утрамбована и покрыта слоем тощего (2-3 см) бетона.
Гидроизоляция аналогично выполняется своими руками, это поможет избавиться от проблем повышенной влажности. Она создается благодаря мастикам на основе битума, рубероиду, полиэтилену, жидкой резине, а также гидроизоляционным мембранам. Армирование пола обеспечивает его износостойкость и выполняется посредством сварки арматурных прутов 5 мм толщиной в металлическую сеть с ячейками (20х20 или 10х10 см). Сеть раскладывается на опорах высотой 1,5 – 2 см по всему периметру и помещается внутри стяжки.
Чтоб идеально выровнять пол в гараже, необходимо установить направляющие маяки. Небольшие металлические трубы (25 мм) могут быть использованы как направляющие и должны быть установлены на подпорки. Направляющие находятся в полутора метрах друг от друга и фиксируются цементно – песчаным раствором. Трубы маяков следует смазать маслом, чтоб облегчить их изъятие после заливки бетона.
Вернуться к оглавлению
Приготовление бетонной смеси. Стяжка и бетонирование
Когда пол подготовлен, приступаем к бетонной стяжке. Сколько составляющих смеси следует использовать, чтоб достигнуть желаемого результата? Для раствора используются сухой просеянный песок, цемент (обычно – марка 400), пластификатор и полипропиленовое волокно. Сперва смешиваются сухие компоненты (цемент, песок, фибра), в другой емкости – пластификатор и вода. На 50 кг цемента уходит, как правило, 190 г пластификатора.
Следующим шагом будет смешивание сухих и жидких элементов, причем сухие засыпаются постепенно, тщательно перемешиваясь, во избежание образования комков. Приготовив цементно – песчаную смесь консистенции густой сметаны, начинаем бетонировать. Для этого нужно залить смесь между направляющих. Эталонная толщина бетонного пола в гараже составляет 30-70 мм.
Заполнив поверхность бетоном, полностью даем ему время, чтоб просохнуть. В процессе просушки бетон ужимается, и это может стать причиной появления трещин. Во избежание таких неприятностей на 3-4 день рекомендуется разбросать по периметру опилки, смоченные водой. Через 10 дней опилки убирают, и бетон просыхает окончательно. На этом процесс бетонирования можно считать завершенным, но если вы хотите продлить срок служения своего покрытия, не лишним будет ознакомление с информацией об его упрочнении.
Вернуться к оглавлению
Упрочнение бетонного пола
Прежде всего, следует разобраться, что же представляет собой упрочнение, какие бонусы дает и как с ним работать. Упрочнительная пропитка – состав, который увеличивает твердость поверхности, дает ей служить сколько необходимо. Бетонный пол, который был обработан специальными пропитками, приобретает качества водонепроницаемости и влагоустойчивости, износостойкость, защиту от пылеобразования, а также помогает восстановить изношенное основание.
Работа пропитки заключается в устранении причины повреждения бетона – предрасположенности к пылеобразованию. Бетонные поверхности обрабатываются двумя технологиями – топпингом и с помощью укрепляющих смесей.
Эксплуатационные качества бетонного пола можно улучшить с помощью топпинга.
Топпинг – это многокомпонентная смесь-упрочнитель, состоящая из портландцемента, ингредиентами которого являются мелкофракционные наполнители и химдобавки, что делает поверхность менее пористой. Те самые мелкофракционные наполнители могут придавать поверхности любой оттенок: желтый, красный, коричневый, зеленый, черный. Топпинговое покрытие бывает трех видов:
кварцевое;
корундовое;
металлизированное.
Хорошей репутацией пользуются кварцевые, они же являются самыми доступными. В составе смеси есть кварцевый песок, проходящий определенную очистку и, если нужно, он может быть окрашен цветными пигментами. Данный вид топпинга улучшает показатели прочности поверхности до 1,5 раз.
Корундовый упрочнитель поднимает стойкость бетонного пола в 1,8 раз к механическим нагрузкам и защищает от истирания до 2 раз. Наполнителем топпинга является корундовая крошка, которая и защищает поверхность от истирания, а так же придает ей блеск. Третий вид топпинга – металлический, нужен на полах в помещениях, где присутствует постоянная сильная механическая нагрузка, например, от работы тяжелого оборудования.
Следует обратить внимание, что технология уплотнения топпингом, является сложной, для работы с ним нужны подготовка и специальное оборудование. Последствиями неправильной работы с топпингом станут трещины, истирание поверхностного слоя покрытия. Во избежание подобных проблем уплотнение пола желательно доверить специалистам.
Вернуться к оглавлению
Заключение
Подводя итоги, скажем, что сделать качественный бетонный пол в гараже своими руками абсолютно реально, следует лишь правильно просчитать схему, отбить уровень и хорошо утрамбовать грунт. В этом случае не должно возникнуть проблем со стяжкой, и тем, сколько нужно бетона.
Напоследок останется лишь определиться с видом и маркой уплотнителя.
Бетонирование пола в гараже: как залить бетонный пол
Бетонные полы в гараже: практично и красиво
Гараж – помещение, которое имеет вполне конкретное назначение: хранение и обслуживание автомобиля. Поэтому все рабочие поверхности внутри и на въезде должны обладать определенными эксплуатационными характеристиками.
Бетонирование пола в гараже является наиболее популярным решением при строительстве автобоксов. В нашей статье мы уделим внимание тому, как правильно залить бетонный пол в гараже, какой маркой бетона залить пол в гараже и как обустроить подъездную площадку.
Содержание статьи
Каким должен быть гаражный пол
Порядок проведения работ по устройству прочной поверхности
Черновая стяжка
Состав бетона для заливки
Расчет состава бетона
Выравниваем бетонное покрытие
Финишная обработка
Бетонирование подъездной дорожки
Подготовка
Устройство опалубки и армирование
Бетонирование площадки перед воротами
Эпилог
Каким должен быть гаражный пол
Почему заливка пола в гараже бетоном является столь популярной? Ответ на этот вопрос кроется в технических характеристиках получаемой при этом поверхности.
Пол в автобоксе должен быть:
устойчивым к физическим и механическим воздействиям;
износостойким к истиранию;
не восприимчивым к действию активных химикатов;
влагостойким.
Кроме того, в неотапливаемом помещении, пол должен легко переносить сезонные колебания температур. Идеальный пол автобокса должен быть ровным, но покрытие должно быть с шероховатостью, для обеспечения сцепления автомобильной резины с поверхностью.
Также не последнюю роль играет цена покрытия и срок его эксплуатации. Заливка полов бетоном в гараже дает возможность получить поверхность с необходимыми характеристиками. При этом, является вполне бюджетным вариантом.
Выровненная бетонная стяжка
Порядок проведения работ по устройству прочной поверхности
Если принято решение залить бетоном пол в гараже, необходимо провести ряд мероприятий по подготовке. Необходимо снять верхний слой грунта, засыпать и утрамбовать слой щебня и песка.
Плодородный слой грунта обычно не глубже размера штыковой лопаты
Такая подушка должна быть не менее 15 см толщиной. Кроме того, очень важно простелить гидроизоляционный материал.
Если ширина рулона предполагает наличие стыковочных швов, то стелить его следует с нахлестом, а швы тщательно проклеить скотчем или сварить.
Края гидроизоляционного материала должны заходить на стены здания. Это снизит риск разрушения бетонной стяжки от воздействия температурных перепадов.
Если гараж планируется оборудовать системой отопления, то следует проложить теплоизоляцию. В данном случае подойдет пеноплекс, материал обладает достаточной прочностью и позволяет устраивать стяжку.
Чтобы избежать прогибов, сверху утеплителя стоит проложить армирующую металлическую сетку. Кроме усиления прочностных характеристик, сетка предохранит стяжку от растрескивания.
Черновая стяжка
Как правильно забетонировать пол в гараже? Перед заливкой раствора, следует определить нулевой уровень. Разметить его можно при помощи металлических прутков, забитых в грунт. Так же можно при помощи строительного уровня нанести разметку нулевого уровня на стены гаража.
Разметка нулевого уровня может быть сделана при помощи лазерного прибора
Важно учесть один момент: лучше выполнять пол с небольшим уклоном в сторону въезда или обустроенного водостока. Обычно, неровность поверхности набирает не более 2% — это примерно 1,5 – 2 см на 1 м.п.
Для придания большей прочности, черновую стяжку армируют по средней глубине раствора или в объемно.
Армирующая сетка укладывается перед тем, как забетонировать пол в гараже
Раствор заливают на подготовленную поверхность и равномерно распределяют по все площади. Толщина слоя заливки может быть различной от 3 до 7 см. Данный показатель зависит от требуемой прочности заливаемой поверхности.
Состав бетона для заливки
После того, как площадка подготовлена, заливаем бетонный пол в гараже. В данном случае, важно уделить внимание прочности заливаемого покрытия. Выбирая, какой бетон нужен для пола в гараже, следует отдать предпочтение раствору марки М400.
Этот материал считается наиболее оптимальным при такой эксплуатации, и способен выдержать предполагаемые нагрузки. Бетон можно приобрести в виде готового раствора, или замешать самостоятельно.
Бетоносмеситель для самостоятельного приготовления раствора
Состав бетона для пола в гараже традиционный. В процессе смешивания необходимо соблюдать пропорциональное соотношение 1 к 1 – то есть, на 1 часть цемента должна приходиться 1 часть чистого просеянного песка. Раствор готовится с добавлением щебенки.
Инструкция по замешиванию раствора:
В бетонный миксер заливается вода;
Засыпается определенное количество цемента;
Затем добавляется щебень;
Добавляется установленное количество песка.
Смесь перемешивают в течение 15 минут. В идеале, должен получится достаточно густой бетонный раствор.
На заметку: марка бетона для пола в гараже подойдет также для заливки подъездной площадки.
Расчет состава бетона
Объем бетона:
м3
Марка бетона:
М100М200М250М300
Итог:
Цемент:
0
Песок:
0
Щебень:
0
Вода:
0
Выравниваем бетонное покрытие
Поверхность черновой бетонной стяжки необходимо выровнять. Для этого могут быть использованы различные готовые составы или растворы, замешанные своими руками.
При покупке сухих строительных смесей или составов наливных полов, необходимо обязательно учитывать тот фактор, что пол будет подвержен повышенным нагрузкам. Как правило, данную характеристику производители указывают на упаковке крупными буквами.
Материал
Плюсы
Минусы
Бетонный раствор
Прочность
Долгий срок эксплуатации
Экономичность
Минимум временных затрат
Большой вес
Дополнительная обработка поверхности
Цементно-песчаная смесь
Повышенная прочность
Долговечность
Бюджетность
Простота в приготовлении
Долгий срок готовности
Дополнительная обработка поверхности
Сухие строительные смеси
Простота в приготовлении раствора и в его нанесении
Долговечность
Стоимость
Долгое время готовности
Наливные полы
Идеальная ровность
Прочность
Низкая истираемость
Цена
Период высыхания
В том случае, если для выравнивания используются наливные полы, как на фото ниже, то не будет необходимости в дальнейшей обработке поверхности. Все остальные составы требуют обработки покрытия.
Заливка бетонного пола в гараже: наливные полы дают идеально ровную поверхность
Финишная обработка
Выравнивающая заливка бетонных полов в гараже требует обработки, для упрочнения поверхности. Для этого используются пропитки и краски на основе полиуретана или эпоксидной смолы. Работы с такими материалами требуют некоторых профессиональных навыков, особенно если к устройству выбран двухкомпонентный компаунд.
Так же можно настелить на пол керамогранит. Выбор всегда за владельцем, все зависит от финансовых возможностей и визуальных предпочтений.
Бетонная поверхность требует дополнительной обработки
Работы по бетонированию пола в гараже можно проводить одновременно с устройством подъездной площадки. Это целесообразно по той причине, что материалы, используемые при данных работах, имеют сходные характеристики.
Бетонирование подъездной дорожки
Выбор бетона в качестве материала для устройства подъезда не идеален, но обладает множеством преимуществ:
долгий срок службы;
простота в устройстве;
весьма умеренная сметная стоимость работ.
Бетон для пола в гараже и для площадки возле автобокса следует выбирать с учетом того, что периодически это место будет использоваться для парковки автомобиля. Толщина заливки не должна быть менее 10 см, при этом необходимо армировать заливку стальной арматурой. Рассмотрим ход работ поэтапно.
Бетонирование площадки перед гаражом: въезд должен иметь уклон для стока воды
Подготовка
Перед тем, как забетонировать площадку перед гаражом, территорию подъезда необходимо обработать, выровнять, а грунт уплотнить:
Снимаем плодородный слой почвы (весь пласт земли в котором есть корни растений). Для максимальной надежности стоит обработать оставшийся слой грунта химикатами, чтобы избежать возникновения растительности. Маленькая травка с годами вполне в состоянии разрушить бетон. Кроме того, оставшиеся под заливкой растения сгниют и образуют полости, что снизит прочность бетонной стяжки.
Тщательно утрамбовываем грунт. Снимая грунт, старайтесь сохранять цельность горизонтальных пластов почвы, это упростит процесс трамбования.
Как залить бетонный пол в гараже и площадку перед ним: утрамбовываем песчано-гравийную подушку
Устраиваем подушку из песка и щебня. В начале насыпается, увлажняется и утрамбовывается песок. Толщина слоя обычно составляет не менее 0,1м. Затем равномерно насыпается щебень и также утрамбовывается. Засыпка гравием не должна быть тоньше 5 см. Глубина устройства подушки всегда должна быть скорректирована показателем уровня промерзания грунта. Схема такая же как при устройстве фундамента, фактически необходимо залить мелкозаглубленную монолитную плиту.
Важно! Убедитесь, что на площади, где будет происходить бетонирование въезда в гараж, отсутствуют любые коммуникации. Если их невозможно вывести за пределы заливаемой территории, обязательно усильте их защитные оболочки дополнительными коробами.
Устройство опалубки и армирование
Можно использовать любой вид опалубки, чтобы предотвратить растекание раствора. В данном случае, строго вертикальная установка щитов не обязательна, в данном случае важно обозначить участок заливки.
Установка опалубки начинается с забивания угловых колышков, затем к ним крепятся щиты и внешние подпорки. Внутри опалубки укладывается материал гидроизоляции. Сами щиты не должны впитывать воду.
Опалубка, гидроизоляция и армирование
Ширина подъезда к гаражу не менее 3 м, а ширина разравнивающего инструмента (правила) — редко бывает более 1,5 м. Поэтому на подъездной дорожке следует закрепить промежуточные направляющие.
В данном случае, в качестве направляющих можно использовать прямоугольные профильные трубы, которые дополнительно усилят армацию. Фиксируя на растворе направляющие, следует помнить о том, что площадка должна иметь небольшой уклон для стока воды.
Профильная труба в качестве направляющей для правила на большой площади бетонирования
Пока схватывается раствор под направляющими можно связать армирующую сетку и уложить её. Для сетки можно использовать катанку 6,5 – 8 мм диаметром, а для связки строительную проволоку, величина ячейки должна быть около 10*10 см.
Армируется средний слой бетонной заливки, а значит, сетку стоит поднять над уровнем подушки и гидроизоляции. При желании можно выполнить объемную двухуровневую сетку, связав горизонтальные участки вертикальным прутком.
Бетонирование площадки перед воротами
Заезд в гараж заливается так же, как и любая опалубка: начиная с дальнего угла относительно места расположения бетонного миксера. Работы выполняются в быстром темпе.
Чем меньше времени потрачено на заливку и равномерное распределение раствора, тем прочнее будет бетон. После окончания заливки, поверхность выравнивают при помощи правила, излишки раствора снимают и убирают.
Декорирование бетонного покрытия
Прежде чем состав схватился, можно добавить декоративные элементы (природный камень или битую керамику), можно пройтись жесткой металлической щеткой и создать на поверхности бетона рисунок. Это не только придаст индивидуальности вашей дорожке, но и улучшит сцепление шин с покрытием.
Важно! Для равномерного и качественного набирания прочности, раствор бетона должен отдавать влагу медленно. Накройте площадку полиэтиленовой пленкой, чтобы избежать быстрого испарения воды.
Для лучшего качества стяжка под пленкой
Эксплуатировать въезд с полной нагрузкой, а именно парковать на нем автотранспорт и осуществлять заезд в гараж можно не ранее, чем через 3 недели.
Эпилог
В статье мы рассказали, как бетонировать пол в гараже и какой бетон лучше для этого использовать. Как свести расходы к минимуму, осуществляя одновременно с этим работы по устройству подъездной дорожки к гаражу.
В результате всех мероприятий должно получиться качественный и удобный в эксплуатации гаражный пол, и ровный въезд в гараж, с небольшим уклоном для стока воды, и шершавой поверхностью для лучшего сцепления автомобильной резины с поверхностью дорожки.
Бетонная плита перекрытия гаража — конструкция, толщина и стоимость
🕑 Время чтения: 1 минута
Процесс возведения плиты перекрытия гаража включает в себя подготовку основания, монтаж опалубки, размещение арматуры, заливку, уплотнение, отделку и отверждение бетона плита.
Рис. 1: Готовая бетонная плита пола гаража.
В этой статье мы обсуждаем процесс строительства, толщину и стоимость плиты перекрытия гаража.
Состав:
Устройство перекрытия гаража
1. Подготовка основания
2. Возвращение кремни
3. Размещение арматуры
4. Размещение бетонной
5. Отделка гаражного пола
6. Керлинг с плитой гаражного пола
. перекрытия гаража
Стоимость квадратного фута перекрытия гаража
1. Затраты на бетон
2. Затраты на оплату труда
Общая стоимость квадратного фута
* Полы с покрытием
Строительство плиты пола гаража
1. Подготовка основания
Важно иметь прочное и ровное основание для укладки плиты пола гаража. Неровное или рыхлое основание заставит плиту прогибаться и образовывать трещины. Если необходимо засыпать базовый грунт, необходимо обеспечить надлежащее уплотнение, чтобы избежать неравномерной осадки.
Хорошо иметь на грунте бетонное основание толщиной 40 мм, на которое можно поместить арматуру. Плита толщиной 6 дюймов весит всего около 75 фунтов на квадратный фут, а динамические нагрузки (автомобили) не превышают 50 фунтов на квадратный фут в гараже. Общая максимальная нагрузка, приходящаяся на плиту гаража, составляет 125 фунтов на квадратный фут. Даже почва низкого стандарта, такая как ил или глина, легко выдерживает 400 фунтов на квадратный фут.
2. Монтаж опалубки
Опалубка должна выдерживать строительные нагрузки, такие как давление свежего бетона и вес рабочих и операторов и их машин. Руководство по опалубке для бетона ACI 347-04 необходимо соблюдать при проектировании опалубки.
3. Размещение арматуры
Арматурная сталь, используемая в перекрытии, используется в минимальном количестве, так как плита перекрытия полностью опирается на землю. Требование к стали в плите перекрытия состоит в том, чтобы просто удерживать плиту на месте и избегать трещин.
Рис. 2: Размещение арматуры для плиты пола гаража.
4. Укладка бетона
IRC требует, чтобы плиты были построены из бетона с прочностью на сжатие от 2500 до 3500 фунтов на квадратный дюйм, в зависимости от климата. ACI идет дальше и рекомендует бетон с давлением 4500 фунтов на квадратный дюйм для перекрытий гаражей. Чтобы достичь этой прочности, водоцементное отношение должно поддерживаться на уровне 0,5 или меньше, как правило, около 5-дюймовой осадки бетона.
Бетон заливается в течение 90 минут после смешивания с водой. Ручной вибратор используется для обеспечения надлежащего уплотнения и удаления лишней воды из бетонной плиты.
5. Отделка пола гаража
На рынке имеется множество покрытий для пола, которые используются в гаражах. Самые популярные из них —
Эпоксидная смола для пола в гараже
Краска для пола в гараже
Коврики для пола в гараже
Плитка для пола в гараже
Полированный бетонный пол.
Рис. 3: Отделка бетонной плиты пола гаража.
6. Отверждение плит пола гаража
Методы отверждения плит, такие как отверждение водой; заливают бетон; Для обеспечения надлежащего отверждения плиты пола гаража используется распылитель или распылитель тумана.
Толщина плиты перекрытия гаража
Толщина плиты перекрытия гаража зависит от многих факторов, таких как виды нагрузок, воздействующих на плиту, климатические условия, расчетный состав бетона и пролет бетона.
Стандартная толщина плиты перекрытия гаража, используемая во всем мире, составляет 6 дюймов. В зависимости от типа нагрузки, воздействующей на плиту, толщина варьируется:
Легкие нагрузки — Для одного-двух легковых автомобилей или грузовиков толщина бетона должна быть не менее четырех дюймов.
Средние нагрузки — Если гараж используется для транспортных средств среднего размера и/или средних и тяжелых грузовиков, толщина бетона должна составлять шесть дюймов.
Тяжелые грузы – Если пол вашего гаража будет подвергаться постоянному движению тяжелых транспортных средств, рекомендуется укладывать бетон толщиной от шести до восьми дюймов. Кроме того, пол также должен быть обработан и герметизирован должным образом, чтобы тяжелые грузы, такие как большие грузовики, не вызывали растрескивания бетона.
Стоимость квадратного фута перекрытия гаража
Средняя стоимость устройства плиты пола гаража зависит от многих переменных, таких как размер гаража, толщина плиты, тип отделки пола и расценки на местные работы.
Стоимость плиты перекрытия гаража делится на стоимость бетона и стоимость рабочей силы, а также стоимость дополнительного покрытия.
1. Стоимость бетона
Стоимость бетона для плитного пола гаража включает доставку бетона и любые излишки материалов в результате отходов. Сюда не входят оплата труда, расходных материалов, таких как арматурный стержень или разрешение на строительство. Согласно нынешним рыночным ценам, средняя стоимость бетона для плиты площадью 400 квадратных футов, типичного размера для гаража на две машины, колеблется от 583 до 637 долларов или от 1,46 до 1,59 долларов.за квадратный фут.
2. Затраты на рабочую силу
Для плиты площадью 400 квадратных футов человеко-часы, необходимые для отделки бетонной плиты гаража на две машины, составляют около 13 часов. Стоимость оплаты труда варьируется в зависимости от части страны, в которой вы живете.
Например — Например, в Атланте стоимость рабочей силы для установки плиты площадью 400 квадратных футов колеблется от 1,57 до 1,64 доллара за квадратный фут.
В Сан-Франциско установка такой же плиты будет стоить от 2,21 до 2,32 долларов за квадратный фут рабочей силы.
Общая стоимость за квадратный фут
Общая стоимость бетонного пола гаража, включая бетон, рабочую силу, расходные материалы и оборудование, варьируется от региона к региону из-за географических переменных. Общая стоимость пола гаража площадью 400 квадратных футов в Сан-Франциско колеблется от 3,91 до 4,28 долларов за квадратный фут и от 3,26 до 3,60 долларов за квадратный фут в Атланте.
* Полы с покрытием
Верхнюю отделку бетонного пола гаража можно выполнить разными способами, в зависимости от требований клиента. Для декоративного эпоксидного покрытия 9Средняя стоимость 0058 для покрытия пола площадью 400 квадратных футов колеблется от 1,20 до 2,20 долларов за квадратный фут в Атланте, от 1,45 до 2,72 долларов в Чикаго и от 1,57 до 2,97 долларов в Сан-Франциско, включая работу, материалы, расходные материалы и уборку.
В зависимости от выбранного клиентом типа покрытия стоимость работ по нанесению покрытия добавляется к средней стоимости бетона.
Подробнее : Полированные бетонные полы – Процедура изготовления и преимущества
Покрытие пола гаража и отделка бетона0001
Эпоксидные покрытия могут превратить гаражные полы в продолжение вашей жилой площади, добавляя цвет, скрывая недостатки и повышая износостойкость. Обновлено 17 апреля 2020 г.
Л. М. Скофилд
Покрытие пола в гараже — один из самых доступных и привлекательных способов улучшить обычную серую плиту гаража. Эти сверхпрочные системы на основе эпоксидной смолы обеспечивают долговечность, а также широкий спектр вариантов дизайна.
Просмотрите нашу галерею фотографий пола гаража, чтобы увидеть, что возможно.
КАКОЕ НАПОЛЬНОЕ ПОКРЫТИЕ ГАРАЖА ЛУЧШЕЕ?
Эпоксидные покрытия для пола в гараже являются наиболее популярным вариантом по следующим причинам:
Они улучшают внешний вид пола по разумной цене
Повышают устойчивость к пятнам и следам от шин
Скрывают мелкие недостатки
Есть много цветов на выбор
Они могут быть украшены декоративным кварцем или краской
Нанять профессионала: Найти подрядчика по настилу пола в гараже рядом со мной
Другие варианты пола в гараже
В дополнение к эпоксидной смоле есть другие варианты для вашего пола в гараже: ваши полы
Герметик для бетона – обеспечивает защитный слой для вашего бетона
Краска для пола – недорогой способ окрасить бетонную поверхность
Полимочевина – быстросохнущее покрытие, устойчивое к УФ-излучению, царапинам и температуре
Напольная плитка для гаража – система взаимосвязанных плиток, позволяющая добавлять цвет, рисунок и защиту
Резиновые коврики – гаражное покрытие, раскатываемое подобно ковру, легко устанавливается своими руками
СКОЛЬКО СТОИТ НАПОЛЬНОЕ ПОКРЫТИЕ ГАРАЖА?
Размер гаража на 2 машины в среднем составляет 18 x 20 футов, или 360 кв. футов, причем некоторые из них немного больше, чтобы транспортные средства помещались внутри более удобно. При стоимости в среднем 2-5 долларов за кв. фут ваш пол в гараже будет стоить около 720-1800 долларов .
По мере увеличения размера гаража и усложнения конструкции стоимость будет расти. Найдите подрядчика по перекрытию гаража рядом с вами, чтобы получить предложение по вашему проекту.
Рекомендуемые продукты
Roll on Rock Garage Coating Бесплатная доставка (покрывает гаражи на 2 машины)
Многие домовладельцы занимаются покрытием пола в гараже своими руками. Лучший способ добиться этого — использовать комплект для пола в гараже. Комплект поможет вам выполнить проект самостоятельно. Тем не менее, использование профессионального подрядчика — это лучший способ гарантировать, что ваш проект будет завершен вовремя, в рамках бюджета и с завершенным видом, который вы хотите.
Вот шаги, которые вы можете ожидать при покрытии пола в гараже:
Подготовка пола к нанесению покрытия
Вымойте пол моющим средством и моющим пылесосом.
Кислотная промывка раствором из четырех частей воды на одну часть кислоты, затем нейтрализовать поверхность раствором из одной части аммиака в десять частей воды.
Нанесите нейтрализатор на поверхность щеткой с жесткой щетиной, затем промойте моющей машиной высокой мощности.
Нанесение покрытия
Грунтовка обеспечивает хорошее сцепление. Нанесите грунтовку валиком согласно инструкции производителя.
Когда поверхность сухая на ощупь, нанесите эпоксидное или уретановое базовое покрытие.
Рассыпать цветные хлопья
Равномерно нанесите хлопья на влажную основу. Их можно наносить тонким слоем, чтобы показать основной цвет, или интенсивным для увеличения покрытия и стойкости.
Сдуйте или сметите хлопья.
Очистите пол металлическим скребком для пола, чтобы убедиться, что на нем нет остатков краски, затем снова продуйте пол.
Закройте систему финишным покрытием
Используйте двухкомпонентный алифатический полиуретан, устойчивый к ультрафиолетовому излучению, не желтеющий и не выгорающий на солнце.
Дайте полу высохнуть в течение 48 часов, прежде чем разрешать движение пешком, и до пяти дней для движения транспортных средств.
Может потребоваться два слоя герметика, если наносится полное покрытие.
ВАРИАНТЫ КОНСТРУКЦИИ ПОЛОВ ГАРАЖА
Стандартные цвета эпоксидных напольных покрытий
Эпоксидные напольные покрытия обеспечивают износостойкую и химически стойкую поверхность полов гаража. Многие производители эпоксидных покрытий предлагают широкий выбор цветов, в том числе несколько вариантов цветных чешуек. Ниже приведены несколько стандартных вариантов цвета для вашего следующего проекта. Образцы цветов предоставлены Westcoat.
Песчаник
Тень
Лес
Осень
Ниагара
Роза
Капучино
Пекан
Варианты оформления полов в гараже Время: 01:10 Узнайте о различных вариантах переделки пола в гараже с бетонным покрытием. Посмотреть все видеоролики о бетонных полах
Вот несколько дополнительных функций, которые можно использовать, чтобы придать вашему новому гаражному полу функциональный и законченный вид.
Для дополнительного сопротивления скольжению
В финишное покрытие можно добавить противоскользящие заполнители, чтобы увеличить сцепление и уменьшить проблемы скольжения. Заполнители доступны в различных размерах, и при выборе подходящей добавки необходимо учитывать такие факторы, как климат и желаемая степень сопротивления скольжению. На юго-западе, например, распространен заполнитель зернистостью от 40 до 60, в то время как на Среднем Западе предпочтительным размером является зернистость 30. Обязательно обсудите варианты с вашим подрядчиком и попросите его или ее показать вам образец.
Обрамление пола для придания ему более законченного вида
Стволовые стены, те четырехдюймовые бордюры, которые проходят по периметру гаража, могут быть покрыты выбранной вами системой пола гаража для более чистого и законченного вида. Применяйте систему так же, как и для любой горизонтальной поверхности.
Как сделать гараж продолжением жилой площади
Не так давно все гаражи были одинаковыми: хозяйственные постройки, которые служили складами для припаркованных автомобилей, со скучным серым бетонным или даже грязным полом. Сегодня гаражи занимают более видное место в дизайне домов, часто строящихся для размещения трех автомобилей и чаще всего пристроенных к дому. Гаражи превратились из простых складских помещений в организованные магазины или выставочные залы. Сегодня все внимание, которое домовладелец уделяет украшению своего дома, уделяется и гаражу, вплоть до того, что идет на бетонные полы.
Растущая тенденция переделывать жилые гаражи, по-видимому, зародилась на юго-западе, где мягкая погода побуждала людей проводить время в своих гаражах. С добавлением испарительных охладителей и специальных систем отопления гаражи можно было использовать во всех уголках США при любой погоде.
По мере того, как гаражи становились продолжением жилых помещений, менялись и организационные потребности гаражей. Один из первых шагов в настройке гаражей, добавление нестандартных шкафов, возможно, привел к популярности напольных покрытий гаражей. Поскольку домовладельцы хотят иметь более чистые и организованные гаражи, они также хотят обновить пол.
Теперь домовладельцам больше не придется довольствоваться скучным серым бетонным полом. Их полы в гараже могут быть такими же эстетичными, как и остальная часть их дома. Посмотрите эти фотографии нестандартных полов в гараже.
Покрытия для пола в гараже Время: 05:50 Узнайте, какие продукты можно использовать в качестве декоративного покрытия пола в гараже.
Универсальность напольных покрытий для гаража
Универсальность напольных покрытий для гаража позволяет сочетать их с любым стилем декора. Внешний вид может варьироваться от простого серого бетона с герметиком до более сложной цветной основы с многоцветными пятнами, предлагая дизайн, похожий на гранит или терраццо.
Цветные чешуйки представлены в широком диапазоне цветов и изготовлены из кусочков акриловой краски. Эта система обеспечивает превосходную износостойкую поверхность, которая может выдержать ходьбу и вождение автомобиля, но если вам нужна ударопрочность, декоративный кварц — это то, что вам нужно. Кварцевые полы представляют собой разноцветные заполнители, залитые до отказа эпоксидной смолой со 100%-ным содержанием твердых частиц, и обладают ударопрочностью, которой обычно не обладают кусочки акриловой краски.
Выбор дизайна напольного покрытия для вашего гаража может быть таким же простым, как подбор цвета вашего дома или скрытие любых дефектов или дефектов существующего пола. Вот ваши варианты:
Покрывая существующий бетон только герметиком, любые дефекты будут видны.
Цветная основа с крошкой краски или кварцевым заполнителем, сброшенным до отказа, скроет любые дефекты, которые могут существовать.
Если пол не имеет эстетических причин для выбора полного покрытия, можно выбрать среднее или легкое покрытие сколов краски для дополнительных вариантов дизайна.
Проекты пола гаража
Декоративный бетон Мэриленда в Олни, Мэриленд
Трафаретная накладка на пол гаража
Владелец этой собственности хотел создать вид мощеной дороги в своем собственном гараже. Тонкая отделка Elite Crete была использована для серого базового покрытия, затем был нанесен трафарет из булыжника, а затем Pure Texture в голубом камне. После высыхания трафарет сняли, обнажив изготовленный на заказ единственный в своем роде мощеный пол в гараже.
Mile High Coatings в Форт-Коллинз, Колорадо
Покрытие гаража пожарной части
Эта пожарная часть нуждалась в системе бетонного пола, которая была бы быстрой в установке и требовала бы минимального времени простоя для обслуживания. Покрытие также должно было выдерживать воздействие движения тяжелых грузовиков, а также контакт с маслом, смазкой и агрессивными химическими веществами. Решением было установить Sparta-Chip от HP Spartacote, высокоэффективное полиаспарагиновое покрытие, которое придает полу бесшовное напольное покрытие, похожее на терраццо, усиленное декоративной виниловой стружкой, которая проникает в поверхность.
Custom Concrete Solutions, LLC в Уэст-Хартфорде, Коннектикут
Эпоксидная смола преображает автодетейлинг-гараж
Этот когда-то ветхий бетонный пол получил новое глянцевое декоративное покрытие с красочным логотипом и соответствующими парковочными местами. Для покрытия старого пола использовалось тонированное в разные цвета эпоксидное покрытие. Наклейка с логотипом на алюминиевой основе была заказана по индивидуальному заказу и выдержит интенсивное движение.
УХОД И ОБСЛУЖИВАНИЕ НАПОЛЬНОГО ПОКРЫТИЯ ВАШЕГО ГАРАЖА
Уход за полом в гараже Время: 00:53 Уход, техническое обслуживание и очистка покрытия пола в гараже. Посмотреть все видеоролики о бетонных полах
Ухаживать за покрытием пола в гараже очень просто. Для ежедневного ухода хорошо подойдет мягкая метла или швабра. Для тщательной уборки просто вымойте пол нейтральным моющим средством, а затем хорошо ополосните.
Чтобы удалить эти неизбежные следы от шин с пола вашего гаража, используйте мягкое чистящее средство, такое как Simple Green (разбавленный водой в пропорции 10:1) или любой другой цитрусовый обезжириватель. Обязательно проверяйте этикетки и держитесь подальше от чего-либо жесткого.
Хотя системы полов в гараже устойчивы ко многим веществам, они не являются непроницаемыми. Некоторые вещества могут повредить напольную систему, если их оставить стоять, поэтому важно немедленно убирать любые разливы.
Смонтировали новую систему отопления и готовитесь к первому запуску? Пришло время замены теплоносителя, или давление в системе регулярно падает? В любой из этих ситуаций пригодится насос для закачки системы отопления.
Большинство частных домов отапливаются автономно, от газового котла. Систему отопления открытого типа теоретически можно заполнить без насоса, заливая воду или антифриз через воронку. Но для опрессовки и выявления утечек, а также удаления воздушных карманов насос незаменим.
Содержание статьи
Как работает насос для закачки отопления
Типы насосов для закачки
Порядок закачки антифриза
Через какой патрубок закачивать
Далее рассмотрим подробно, как работает насос для подкачки системы отопления, какие они бывают и как ими пользоваться.
Принцип работы каждого насоса сводится к созданию разницы давления в разных камерах, за счет чего жидкость выталкивается под напором. Это достигается вращением крыльчатки циркуляционного насоса, движением штока на электромагнитной силе вибрационных моделей, движением поршня в цилиндре ручных насосов.
При заполнении контура отопления нагнетатель должен не только переместить теплоноситель из ёмкости в трубы, но и создать рабочее давление в 1,5 атм.
Для опрессовки и выявления утечек давление повышают до 2 – 3 бар, насос выключают. Через несколько часов проверяют показания манометра: если давление снизилось, присутствует утечка, которую необходимо найти и устранить.
Типы насосов для закачки
Специализированный насос для закачки системы отопления или промывки контура – дорогостоящее оборудование узкого профиля. Заполнить трубы и создать необходимое давление можно любым водяным нагнетателем. Они различаются по принципу работы, строению и характеристикам, но выбор зависит от того, что есть в наличии.
Погружные вибрационные насосы, как «Малыш» или Ручеёк», наиболее доступны и универсальны. Они используются в колодцах и скважинах, для полива или перекачки жидкости из любой ёмкости. Основные их преимущества – низкая цена, компактность, универсальность, встроенный фильтр, низкое энергопотребление (25 Вт/ч) и достаточно высокая производительность (до 450 л/мин).
Недостатки: отсутствие встроенного манометра, некоторое количество антифриза останется в ёмкости неиспользованным, недолговечность. Как насос закачки отопления он достаточно надёжен, а теплоноситель не получится купить без запаса. Удобнее использовать модели с нижним забором жидкости.
Ручной поршневой с резервуаром – идеальный насос для подкачки отопления, опрессовки системы, но может использоваться и для первичного заполнения контура. Он энергонезависим, компактен, имеет простую и надёжную конструкцию со встроенным манометром. Такое устройство можно оставить постоянно подключенным к клапану подпитки в котельной.
Недостатки этих нагнетателей – они гораздо менее универсальны, чем погружные, а для заправки всей системы понадобится немало физических усилий.
При использовании воды в качестве теплоносителя, не стоит заправлять её прямо из крана, используя давление сети водоснабжения. Лучше её заранее набрать в резервуар, дать отстояться, а затем закачать в трубы насосом. Так вы избавитесь от многих примесей, в том числе – ржавчины, хлорки и части растворенного воздуха, которые снижают ресурс системы отопления.
Поверхностные насосы различных типов имеют 2 патрубка: для забора и подачи жидкости. Они мощнее, имеют встроенный манометр, но большинство устройств слишком дорогие, чтобы использоваться в домашнем хозяйстве.
Дренажные насосы предназначены для откачки сливных ям и подвалов, поэтому в них нет встроенных фильтров, предусмотрено автоматическое отключение при низком уровне жидкости. Это несколько осложняет работу, но, если у вас есть только такой нагнетатель, его вполне можно использовать.
Порядок закачки антифриза
Сразу после монтажа системы заливать антифриз нельзя: сперва необходима опрессовка, проверка герметичности, а также очистка системы. Проводятся эти процедуры одновременно, путем закачки воды или воздуха под давлением, которое в 1,5 – 2 раза выше рабочего. Пренебрегая этим этапом, вы раскуете испортить весь объём дорогостоящей незамерзающей жидкости либо значительно уменьшить ресурс всего оборудования системы.
Для систем закрытого типа рекомендуют перед заправкой отключить расширительный бак, а после заполнения проверить его настройку.
Когда все подготовительные работы проведены, поступают следующим образом:
1. Подключить насос закачки отопления к выбранному патрубку системы через кран, сам насос или его патрубок забора погрузить в ёмкость с антифризом.
2. Запустите нагнетатель и следите за манометром на его корпусе или на котле. Когда показания достигнут 1,5 Бар, выключите насос.
3. Спустите воздух с каждой батареи через кран Маевского. Если теплообменники расположены на разном уровне (на разных этажах или в гравитационной системе), начинайте с самого нижнего. Если из крана после воздуха пошла не жидкость, а пена, дайте теплоносителю отстояться минимум 30 минут, а затем повторите попытку.
4. Запустите насос и восстановите давление до значения, рекомендованного производителем котла.
5. Ещё раз проверьте наличие воздуха под каждым отводчиком воздуха. Повторяйте предыдущие 2 этапа до полного устранения воздушных карманов.
6. Запустите котёл, проверьте температуру каждого радиатора. В двухтрубной системе последний может оказаться холодным. Тогда нужно перекрыть все, кроме него, и спустить воздух.
7. Через сутки после запуска котла ещё раз проверить наличие воздушных подушек и давление, при необходимости использовать насос для подкачки системы отопления.
Все работы можно выполнить самому, но быстрее и удобнее делать это вдвоём: один следит за насосом и давлением, а второй – поочередно и закрывает открывает все краны Маевского. Ещё один вариант ускорения работы – заранее открыть все отводчики воздуха и подставить под них небольшие ёмкости. Отверстия в них тонкие, много теплоносителя не вытечет.
Контуры тёплого пола заполняются поочерёдно, только в прямом направлении тока антифриза, до появления чистого теплоносителя без пузырьков воздуха из дренажного отверстия коллектора. В противном случае в более длинном контуре останется воздушный карман, который будет невозможно удалить.
Через какой патрубок закачивать
Обычно насос для подкачки отопления подключают к специальному патрубку слива и подпитки системы, выведенному в котельной. Если его нет, выберите один из следующих вариантов: Патрубок подпитки, встроенный в котел современной модели. В системах с водой в качестве теплоносителя подключается к водопроводу, с антифризом остаётся свободным. Заменить заглушку батареи краном, через который подключить шланг. Снять расширительный бак закрытого типа и подключить насос вместо него.
Независимо от типа и точки подключения насоса, он справится с основной задачей – доставкой и равномерным распределением теплоносителя по всем трубам и батареям.
Вместе со статьей «Насос для закачки и опрессовки отопления» читают:
Насос для закачки теплоносителя в систему отопления
Насос для закачки теплоносителя в систему отопления
Каталог
/ Насос для закачки теплоносителя
Насос для закачки теплоносителя в систему отопления KRAFT
5 000 ₽
Компрессор для промывки BrexPULSE 1000
88 850 ₽
Компрессор BrexPULSE 1000, с редуктором и инжектором
115 100 ₽
Насос для промывки систем отопления, 30 л/мин
60 300 ₽
Охлаждающие насосы для управления температурным режимом
Общий обзор
Цель этой статьи — предоставить обзор систем управления температурным режимом с особым акцентом на роль насосных систем и клапанов в этих типах систем.
Ниже приведен краткий обзор:
• Обзор управления температурным режимом
• Система управления температурным режимом
• Охлаждающие насосы Fluid-o-Tech для управления температурным режимом
Обзор управления температурным режимом
Терморегулирование относится к энергетической оптимизации теплового баланса в автомобиле. Система терморегулирования включает контроль температуры с помощью технологии. Эта технология основана на термодинамике и теплопередаче. Термический менеджмент — это широкий термин, охватывающий различные формы теплопередачи, включая теплопроводность, конвекцию и излучение, включающие различные процессы.
В автомобильной промышленности управление температурным режимом необходимо для защиты и изоляции аккумуляторов. Производительность системы охлаждения аккумулятора имеет решающее значение для транспортных средств BEV, HEV, PHEV и FCEV, правильная конструкция системы охлаждения может дать реальные ответы на основные проблемы, связанные с: Быстрая зарядка • Ассортимент
Новые решения, необходимые для усовершенствованного охлаждения аккумуляторов в инновационных системах , определяющие новые гидравлические требования:
• теплопередача от элемента/модуля батареи к охлаждающей жидкости, теплопередача внутри системы, радиатор
• решения для лучшей передачи тепла от аккумулятора к хладагенту:
в) более высокая скорость потока в системе для увеличения теплопередачи от источника в раковину
d) «Стратегия хладагента по требованию», соединяющая системы хладагента и хладагента
Система терморегулирования
Охлаждающие насосы для терморегулирования и для быстрой зарядки электромобилей являются ключевыми компонентами для подачи охлаждающей жидкости по требованию для критически важных систем управления температурным режимом. Охлаждая двигатель точно и только по мере необходимости, охлаждающие насосы снижают расход топлива, а также снижают потери на трение и выбросы.
Традиционные водяные насосы, такие как центробежные насосы, характеризуются одним единственным BOP, поэтому запрос «Хладагент по запросу» и «Быстрая заправка» требует увеличения количества традиционных насосов для удовлетворения нескольких контуров охлаждающей жидкости; более эффективный насос, такой как объемный, может уменьшить количество насосов.
Будущее может быть представлено технологией объемных насосов прямого вытеснения, которые могли бы играть более важную роль в качестве охлаждающих насосов для этих систем со следующими основными преимуществами:
• Прочная конструкция • Высокая эффективность • Подходит для высокого давления и высокая производительность • Низкий уровень шума • Устойчивость к абразивным частицам • Простота сборки • Несколько BOP (наилучшая рабочая точка) благодаря переменной скорости
Охлаждающие насосы Fluid-o-Tech для терморегулирования
Электромобили нового поколения будут использовать все более сложные системы. Fluid-o-Tech с более чем 70-летним опытом, компетенциями, продуктами, передовым отделом исследований и разработок и центром моделирования является подходящим партнером для разработки будущих систем управления температурным режимом.
Наша команда Fluid-o-Tech разработала инновационные решения, которые удовлетворяют потребности клиентов при соблюдении всех экологических норм.
Охлаждающие насосы Fluid-o-Tech предназначены для различных архитектур (легковые автомобили, автобусы, грузовики, большегрузные и коммерческие автомобили), демонстрируя нашу способность создавать индивидуальные решения для наших клиентов, уделяя особое внимание интеграции, всегда направленной на край техники.
У вас есть новый проект? Принесите нам свою идею, проблему, концепцию, и мы поддержим вас в разработке соответствующего решения. Заполните нашу информационную форму прямо сейчас!
Насосы охлаждающей жидкости · Rheinmetall
Более десяти лет назад мы стали первым в мире поставщиком, начавшим полномасштабное производство электрических насосов охлаждающей жидкости для охлаждения главного двигателя, и с тех пор мы не прекращаем внедрять инновации. Наш обширный портфель предлагает решения, начиная от охлаждения вспомогательных контуров и заканчивая основным охлаждением двигателей внутреннего сгорания, аккумуляторов, электродвигателей и блоков топливных элементов. Стационарные аккумуляторные системы, станции быстрой зарядки, центры обработки данных и сетевые башни 5G требуют управления температурным режимом.
С нашей продукцией легко достичь даже самых амбициозных целей. Неважно, используете ли вы традиционную водно-гликолевую смесь или передовую диэлектрическую жидкость, или используете сеть низкого или высокого напряжения — у нас есть подходящий насос для вас!
Ассортимент наших механических насосов состоит из традиционных насосов с прямым приводом, отличающихся надежностью и компактностью, а также полностью регулируемых насосов, управляемых электромагнитным клапаном, что обеспечивает максимальное сочетание надежности и эффективности. Все наши продукты подходят для легковых и грузовых автомобилей.
Обзор портфолио насосов
Малые электрические насосы охлаждающей жидкости
WUP 3L
Single-phase BLDC motor, hall-sensor controlled
PWM communication / LIN interface available
Low noise emissions
Wet-running pump, no dynamic seals
TECHNICAL ДАННЫЕ
WUP 3L
Рабочее напряжение
12 V
Flow
up to 8 l/min
Pressure
up to 0. 2 bar
Coolant temperature
-40 °C to +125 °C
Потребляемый ток
< 1,5 А при 12 В
Малые электрические насосы охлаждающей жидкости
ВУП 25 л
Основные моменты WUP 25
Неизнашиваемый двигатель BLDC гарантирует срок службы более 9000 часов
Повышение эффективности на 5 % снижает энергопотребление и нагрузку на электрическую систему автомобиля
Уровень шума 28 дБ(А) позволяет расположить насос в наиболее удобном месте
Технические данные
WUP 25
WUP 25 (24 В)
Операционный Voltage
9
.0119
24 V
Flow
up to 15 l/min
up to 15 l/min
Pressure
up to 0. 3 bar
up to 0.3bar
Температура охлаждающей жидкости
от -40 °C до +130 °C
от -40 °C до +130 °C
Потребляемый ток
< 4 1,0 A при 119 В 90
Особенности WUP 40 и WUP 60
Неизнашиваемый двигатель BLDC гарантирует срок службы более 9000 часов
Повышение эффективности на 5 % снижает энергопотребление и нагрузку на электрическую систему автомобиля
Уровень шума < 30 дБ(А) позволяет разместить насос в наиболее удобном месте
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
WUP 40
WUP 60
3 Operating voltage
12 V
12 V
Flow
up to 15 l/min
up to 20 l/min
Pressure
up to 0. 5 bar
до 0,6 бар
Температура охлаждающей жидкости
от -40°C до +90°C (до 120°C)
от -40°C до +90°C
5 Потребляемый ток
< 3,3 А при 13,5 В
< 4,6 А при 13,5 В
Основные моменты WUP 80
Неизнашиваемый двигатель BLDC гарантирует срок службы более 9000 часов
Повышение эффективности на 5 % снижает энергопотребление и нагрузку на электрическую систему автомобиля
Уровень шума 28 дБ(А) позволяет расположить насос в наиболее удобном месте
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
WUP 80
Operating voltage
12 V
Flow
up to 31 l/min
Pressure
up to 0.56 bar
Coolant temperature
— от 40 °C до +75 °C
Потребляемый ток
< 6,5 А при 24 В
Средние электрические насосы охлаждающей жидкости
КВП 35
Особенности CWP 35 и CWP 50
Низкое энергопотребление при высоких температурах охлаждающей жидкости идеально подходит для гибридных автомобилей и автомобилей с ДВС
Акустически оптимизированная конструкция идеально соответствует требованиям гибридных автомобилей и автомобилей с системой Start-Stop
Срок службы до 40 000 часов в зависимости от режима работы цикл и профиль температуры
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
CWP 35
CWP 50
Operating voltage
12 V
12 V
Flow
up to 16 l/min
up to 20 l/min
Давление
до 0,5 бар
до 0,6 бар
Температура охлаждающей жидкости
-40 ° C до +128 ° C
-40 ° C до +128 ° C
-40 ° C.
Потребляемый ток
< 3,0 А при 12 В
< 4,5 А при 12 В
Основные электрические насосы охлаждающей жидкости
КВА 100
Особенности
Разработано с учетом требований электромобилей и электромобилей
Срок службы более 75 000 часов (настоящие стендовые испытания)
Дизайн основан на более чем десятилетнем опыте серийного производства
TECHNICAL DATA
CWA 50
CWA 100
CWA 150
Operating voltage
12 V
12 V
12 V
Поток
До 24 л/мин
До 30 л/мин
До 25 л/мин
Давление
До 0,6 бар
До 0,9119
до 0,6 бар
до 0,911199
.
до 1,4 бар
Температура охлаждающей жидкости
от -40°C до +128°C
от -40°C до +128°C
от -40°C до +128°C
от -40°C 1 1 254°C до +151°C 901 90 Current consumption
< 6.5 A at 12 V
< 9 A at 12 V
< 15 A at 12 V
CWA400+ 48V
TECHNICAL DATA
CWA 400+
CWA 400+ 24 V
CWA 400+ 48 V
Operating voltage
12 V
24 V
48 V
Flow
150 l/min
up to 150 l/min
73 l/min
Pressure
> 0.8 bar
up to 0.8 bar
1.8 bar
Coolant temperature
от -40°C до +130°C
от -40°C до +128°C
от -40°C до +80°C
< 17 А при 25 В
< 11 А при 48 В
Высоковольтные насосы охлаждающей жидкости
CWA2000
Особенности
Без динамических уплотнений – без старения, длительный срок службы
Без внешних утечек в окружающую среду и электронику – high degree of safety for high voltage, e-motor & inverter
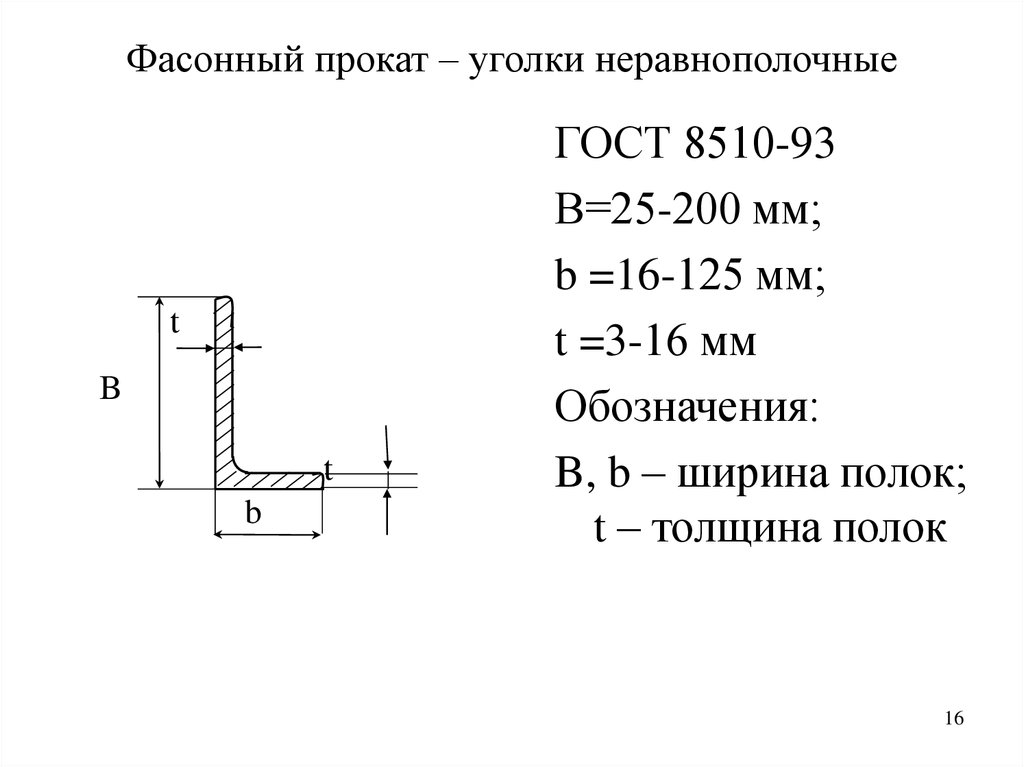
Как определить удельный вес стали: формула и таблица
Примеси и добавки
Удельный вес металлов
Таблица удельного веса стали
Вес стального листа
Сталь — это сплав, в котором содержится не менее 45% железа и 0,2-2,14% углерода, некоторое количество примесей и специальных присадок. Основные составляющие распространены в природе, легирующие элементы, напротив, могут быть ценными и редкими. Сталь — основной конструкционный материал, она используется для изготовления деталей, крепежей, корпусов различных механизмов. Твердые и прочные сплавы предназначены для строительства мостов, опор, производства инструментов. Другие, напротив, пластичны, легко обрабатываются давлением, резанием, штамповкой.
Некоторые марки разрабатываются исключительно для решения специфических задач, их число постоянно увеличивается и превышает 1500. Для определения свойств в материаловедении и металлургии предусмотрено несколько способов классификации:
По содержанию углерода: увеличивает твердость и хрупкость, металл с высоким содержанием не пластичен, при деформации склонен к трещинообразованию, но в пределах допустимых нагрузок износостоек.
По степени раскисления: железо получают из восстановленной окиси, активный элемент стремится к созданию соединений. Качество стали определяется чистотой от газов, серы. фосфора, органических включений.
По структуре: легирование связывает железо и углерод в соединения, образующие кристаллическую решетку, не всегда похожую на исходный вариант. Выделено 4 структурных класса.
По назначению: в зависимости от химических и физических свойств.
Удельный вес (Ƴ) стали — одна из важнейших характеристик. В физике эта величина указывает на силу тяжести, которую оказывает тело на поверхность или подвес. В любой системе она равна произведению плотности вещества и ускорения свободного падения (Ƴ= P*g). Измеряется в ньютонах.
Плотность (P=m/V) — это отношение массы к объему, рассчитывается в кг/м³. Если значение известно, можно определить тоннаж для грузоперевозки, рассчитать металлоемкость партии или каждой изготовляемой детали.
Значение Ƴ определяют в лабораторных условиях для абсолютно плотного вещества без примесей и посторонних включений. Плотность каждой марки установлена стандартами. Прежде всего, на оба показателя оказывает влияние химический состав. Марганец, углерод, хром, и алюминий делают сплав легче, кобальт, никель, вольфрам — тяжелее. Добавки естественных раскислителей и элементов, измельчающих зерно способствуют уплотнению.
Каждое тело под воздействием нагрева расширяется, а под давлением становятся сжатым. Жаропрочные стали созданы для работы в высокотемпературной среде под действием механических нагрузок.
Примеси и добавки
Целевые присадки или лигатуры вступают в химическое соединения с железом, связывая его и предотвращая окисление, образуют карбиды и интерметаллиды, участвующие в формировании структуры. Каждый элемент имеет свое назначение, придает те или иные свойства, одновременно оказывая влияние на удельный вес стали.
Марганец — природная примесь, присутствующая в составе железных руд. Марганец вводят в расплав в концентрации до 2% для раскисления. В дальнейшем он предохраняет металл от коррозии, повышает предел текучести, хладноломкости, износостойкость, но делает сплав чувствительным к перегреву. Это компенсируют элементами, измельчающими зерно.
Кремний — естественная примесь вводится в состав до 2% для интенсивного раскисления, структурно растворяется в железе, не взаимодействуя с углеродом, повышает предел текучести и прочность, в больших концентрациях (более 1%) приводит к снижению пластичности и порога холодового охрупчивания.
Хром — увеличивает прочность, одновременно сохраняя пластичность, образует на поверхности пленку окислов, делающую изделия нержавеющими.
Никель — значительно усиливает свойства хрома, отвечает за прокаливаемость, но из-за высокой цены его стараются заменить аналогами.
Вольфрам — образует очень твердые карбиды, измельчает зерно, предотвращает отпускную хрупкость.
Ванадий — небольшие добавки значительно увеличивают прочность и стойкость к знакопеременным нагрузкам. Легирование применяют для производства нагруженных элементов.
Кобальт — стойкость к ударным нагрузкам, нагреву, применяется для производства быстрорежущих инструментов с нагреваемой кромкой, увеличивает вторичную твердость при соблюдении циклов термообработки.
Титан — повышает прочность и технологичность, измельчает зерно, раскисляет и защищает от коррозии.
Ниобий — для кислотоупорных сталей с высокими требованиями к коррозионной стойкости сварных швов.
Алюминий — удаляет газы из расплава, повышает жаростойкость готовых изделий.
Цирконий — стабилизирует высоколегированные составы, измельчает структуру, позволяет получать материалы с заданной зернистостью.
Плотность железа 7874 кг/м³, у распространенных стальных марок этот показатель равен 7550-8200. Стали с большим удельным весом применяют для изготовления инструментов, в том числе обрабатывающих металлы. Легкие и прочные сплавы применяются в судостроении, самолетостроении, в производстве оборудования и предметов быта.
Основные эксплуатационные характеристики металлов: плотность, температурное расширение, модуль упругости, прочность, предел текучести. Для увеличения одного или нескольких параметров модифицируют химический состав, применяют разные технологии обработки.
Как меняется удельный вес при выплавке и прокатке:
Разуглероживание, выгорание карбидов — структура становится более плотной;
Хром, алюминий, марганец, титан — снижают;
Медь, кобальт, вольфрам, никель — увеличивают;
Холодное волочение — возрастает на 2-3%.
Следует помнить, что каждая марка имеет нижний и верхний порог легирования. Полировка, шлифовка, фрезерование приводят к неконтролируемым потерям сырья, поэтому при закупках и распределении все величины принимают с погрешностью.
При горячем и холодном прокате применяют давление. Плотность значительно увеличивается при холодной штамповке. Этим методом изготавливают крепежи, оси автомобилей, тела вращения.
Показатель также зависит от условий эксплуатации. Так у стали 30ХГСА (для осей и валов) при нагреве более 200⁰ параметр снижается с 7,85 г/см³ до 7,8. В минусовых температурах металл сжимается, но не целиком, точки усадки ограничиваются креплениями, сварными соединениями. Усадочные изменения характерны для обшивки морских судов, металлоконструкций в северных районах.
Вес стального листа
При покупке полуфабрикатов несложно применить геометрические формулы. Можно использовать калькуляторы и таблицы, или вычислить характеристики груза самостоятельно.Масса равна произведению объема и плотности:
m=V*P
Для определения объема необходимо перемножить следующие величины, удобнее считать в метрах:
Длина;
Ширина;
Толщина.
Средняя масса углеродистой стали по системе СИ — 7850 кг/м³, она используется в большинстве онлайн-калькуляторов. Можно посмотреть точное значение в сопроводительной документации или округлить до 8, если требуется приблизительный расчет. Для вычисления веса пачки листов достаточно умножить полученное значение на количество единиц. Горячий прокат не отличается точностью, поверхностные слои могут подвергаться неравномерному окислению, поэтому полученная величина будет относительной, но погрешности при транспортировке не существенны. Точный вес стального листа имеет важное значение при обшивке ангаров, промышленных холодильников, судов, обустройстве крыш.
Для расчета веса стального листа можно воспользоваться нашим калькулятором металла.
Оцените нашу статью
[Всего голосов: 2 Рейтинг статьи: 5]
Удельный вес металла. Таблица плотности металлов и сплавов
Калькулятор
Производство › Сортамент проката ›
Таблицы плотности металлов и сплавов
Все металлы обладают определенными физико-механическими свойствами, которые, собственно говоря, и определяют их удельный вес. Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Удельным весом металла называется отношение веса однородного тела из этого вещества к объему металла, т.е. это плотность, в справочниках измеряется в кг/м3 или г/см3. Отсюда можно вычислить формулу как узнать вес металла. Чтобы это найти нужно умножить справочное значение плотности на объем.
В таблице даны плотности металлов цветных и черного железа. Таблица разделена на группы металлов и сплавов, где под каждым наименованием обозначена марка по ГОСТ и соответствующая ей плотность в г/см3 в зависимости от температуры плавления. Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.
Наиболее типичным черным металлом является железо. Значение плотности — 7,85 г/см3 можно считать удельным весом черного металла на основе железа. К черным металлам в таблице относятся железо, марганец, титан, никель, хром, ваннадий, вольфрам, молибден, и черные сплавы на их основе, например, нержавеющие стали (плотность 7,7-8,0 г/см3), черные стали (плотность 7,85 г/см3) в основном используют производители металлоконструкций в Украине, чугун (плотность 7,0-7,3 г/см3). Остальные металлы считаются цветными, а также сплавы на их основе. К цветным металлам в таблице относятся следующие виды:
Таблица. Удельный вес металлов — ρ, свойства, обозначения металлов, температура плавления — t
Металл, обозначение
Атомный вес
t, °C
ρ, г/куб.см
Цинк Zn (Zinc)
65,37
419,5
7,13
Алюминий Al (Aluminium)
26,9815
659
2,698
Свинец Pb (Lead)
207,19
327,4
11,34
Олово Sn (Tin)
118,69
231,9
7,29
Медь Cu (Сopper)
63,54
1083
8,96
Титан Ti (Titanium)
47,90
1668
4,505
Никель Ni (Nickel)
58,71
1455
8,91
Магний Mg (Magnesium)
24
650
1,74
Ванадий V (Vanadium)
6
1900
6,11
Вольфрам W (Wolframium)
184
3422
19,3
Хром Cr (Chromium)
51,996
1765
7,19
Молибден Mo (Molybdaenum)
92
2622
10,22
Серебро Ag (Argentum)
107,9
1000
10,5
Тантал Ta (Tantal)
180
3269
16,65
Железо Fe (Iron)
55,85
1535
7,85
Золото Au (Aurum)
197
1095
19,32
Платина Pt (Platina)
194,8
1760
21,45
При прокате заготовок из цветных металлов необходимо еще точно знать их химический состав, поскольку от него зависят их физические свойства. Например, если в алюминии присутствуют примеси (хотя бы и в пределах 1%) кремния или железа, то пластические характеристики у такого металла будут гораздо хуже. Другое требование к горячему прокату цветных металлов – это предельно точная выдержка температуры металла. К примеру, цинк требует при прокатке температуры строго 180 градусов — если она будет чуть выше или чуть ниже, капризный металл резко утратит пластичность. Медь более «лояльна» к температуре (ее можно прокатывать при 850 – 900 градусах), но зато требует, чтобы в плавильной печи непременно была окислительная (с повышенным содержанием кислорода) атмосфера — иначе она становится хрупкой.
Таблица удельного веса сплавов металлов
Удельный вес металлов определяют чаще всего в лабораторных условиях, но в чистом виде они весьма редко применяются в строительстве. Значительно чаще находится применение сплавам цветных металлов и сплавам черных металлов, которые по удельному весу подразделяют на легкие и тяжелые.
Легкие сплавы активно используются современной промышленностью, из-за их высокой прочности и хороших высокотемпературных механических свойств. Основными металлами подобных сплавов выступают титан, алюминий, магний и бериллий. Но сплавы, созданные на основе магния и алюминия, не могут использоваться в агрессивных средах и в условиях высокой температуры.
В основе тяжелых сплавов лежит медь, олово, цинк, свинец. Среди тяжелых сплавов во многих сферах промышленности применяют бронзу (сплав меди с алюминием, сплав меди с оловом, марганцем или железом) и латунь (сплав цинка и меди). Из этих марок сплавов производятся архитектурные детали и санитарно-техническая арматура.
Ниже в справочной таблице приведены основные качественные характеристики и удельный вес наиболее распространенных сплавов металлов. В перечне представлены данные по плотности основных сплавов металлов при температуре среды 20°C.
Список сплавов металлов
Плотность сплавов (кг/м 3 )
Адмиралтейская латунь — Admiralty Brass (30% цинка, и 1% олова)
Светлый антифрикционный сплав для заливки подшипников =штейн с содержанием 72-78% Cu — White metal
7100
Свинцовые бронзы, Bronze — lead
7700 — 8700
Углеродистая сталь — Steel
7850
Хастелой — Hastelloy
9245
Чугуны — Cast iron
6800 — 7800
Электрум (сплав золота с серебром, 20% Au) — Electrum
8400 — 8900
Представленная в таблице плотность металлов и сплавов поможет вам самостоятельно посчитать вес изделия. Методика вычисления массы детали заключается в вычислении ее объема, который затем умножается на плотность материала, из которого она изготовлена. Плотность — это масса одного кубического сантиметра или кубического метра металла или сплава.
Однако, этот расчет массы через плотность и объем можно автоматизировать. Рассчет на онлайн калькуляторе массы металла может отличаться от реальной массы на несколько процентов. Это не потому, что формулы не точные или калькулятор врет, а потому, что в жизни всё чуть сложнее, чем в математике: прямые углы — не совсем прямые, круг и сфера — не идеальные, деформация заготовки при гибке, чеканке и выколотке приводит к неравномерности ее толщины, и можно перечислить еще кучу отклонений от идеала. Последний удар по нашему стремлению к точности наносят шлифовка и полировка, которые приводят к плохо предсказуемым потерям массы изделия. Поэтому к полученным значениям веса металла на калькуляторе следует относиться как к ориентировочным.
Сталь вокруг вас. От инфраструктуры строительства до хирургических инструментов, вы многое поймете, если узнаете о широком спектре назначений стали. Свойства стали зависят от того, как она изготовлена для этих целей, а конкретный состав может иметь большое влияние на массу и, следовательно, на вес стали. Лучший способ рассчитать массу стали и ее вес основан на ее плотности и объеме, который у вас есть.
Вес стали по объему
Вес стали можно рассчитать, используя уравнение веса W = m_g для веса _W в ньютонах, массы m в килограммах и постоянного ускорения свободного падения 9,8 м/с 2 . Масса объекта измеряет количество материи, содержащейся в объекте, а вес — это сила, с которой объект действует на Землю из-за гравитации. Используя уравнение веса, если вы знаете массу объекта, вы можете использовать ее для расчета веса. Один ньютон примерно равен 0,224809.фунтов силы.
Вы также можете использовать плотность стали для расчета массы. Плотность объекта — это масса, деленная на объем, поэтому вы можете умножить плотность на объем, чтобы получить массу. Обязательно следите за единицами измерения для этих расчетов. Если у вас есть 10 см 3 стали с плотностью 7,85 г/см 3 , масса будет 78,5 г или 0,0785 кг. Вы можете преобразовать массу в вес, умножив ее на 9,8 м/с 2 , чтобы получить 0,77 ньютона стали.
Вы также можете определить плотность стали, используя ее удельный вес. Удельный вес или относительная плотность — это отношение плотности физического материала к плотности воды. Удельный вес углеродистой стали составляет 7,8. Это число не имеет единиц измерения, потому что оно представляет собой отношение одной плотности к другой плотности: другими словами, единицы, используемые в плотности как для стали, так и для воды, сокращаются.
Различные значения плотности стали
Плотность стали зависит от способа ее изготовления. Различные методы измерения плотности стали позволяют определить, какой из них лучше всего соответствует вашим потребностям.
Плотность стали зависит от способа ее изготовления. Металлическая сталь, используемая для инструментов, составляет 7,715 г/см 3 , кованый металл 7,75 г/см 3 , инструменты из углеродистой стали 7,82 г/см 3 , металл чистого железа 7,86 г/см 3 а металлическая мягкая сталь (с очень небольшим содержанием углерода) составляет 7,87 г/см 3 . Эти различные значения плотности стали подходят для различных целей.
Иногда вес стали указывается относительно толщины стали. 40,80 фунтов/фут 2 из стали имеет толщину 1 дюйм, согласно Engineering Toolbox. Умножьте этот вес в фунтах на квадратный фут на площадь стального листа в квадратных футах, чтобы определить вес в фунтах.
Типы стали
Существует четыре основных способа разделения различных типов стали на углеродистую сталь, легированную сталь, нержавеющую сталь и инструментальную сталь с различными свойствами стали. Углеродистые стали тверды и хрупки для использования в производственных машинах. Легированные стали содержат другие элементы, такие как ванадий, молибден и медь, поэтому их можно использовать в ножах и шестернях.
Вы можете использовать высокопрочную низколегированную сталь (HSLA) в стальных конструкциях, а также трубопроводах для газа и нефти. Эти типы на самом деле представляют собой разновидность углеродистой стали с добавлением других элементов для повышения прочности, коррозионной стойкости и чувствительности к теплу. Изделия из нержавеющей стали содержат микроэлементы хрома и никеля, что позволяет им сохранять свой цвет и структуру в трубах, хирургических инструментах, конструкциях. Они выдерживают коррозию и высокие температуры.
Инструментальная сталь изготавливается из вольфрама и молибдена и намного, намного тверже. Они используются для инструментов, которые режут металлы. Сталь, изготовленная с высоким содержанием углерода, обычно используется в автомобилестроении. Хотя эти разные типы стали имеют разные стальные свойства, вы можете точно так же измерить их вес и массу, используя плотность и объем.
Reade Advanced Materials — Таблица удельного веса для металлов, минералов и керамики
x Прокладка паронитовая Ду200 Ру10-16 ГОСТ 15180-86
— 50 ₽
x Гайка стальная М20 ГОСТ 5915-70
— 54 ₽
x Болт стальной М20х90 ГОСТ 7798-70
— 107 ₽
x Фланец ст. плоский Промдеталь Ду200 Ру16 тип 01 ряд 1 исп.В ГОСТ 33259-2015
— 2 782 ₽
Итого за комплект
9 519
₽
Характеристики
Характеристики
Применение: вода, пар.
Номинальное давление: 16 бар.
Температура рабочей среды: -40 до +425°С
Температура окр. среды: — 40 до + 40°С
Условия эксплуатации Гост 15150-69: У1.
Производство: Россия.
Вес: 82,0 кг.
Размеры:
D m = 400 мм
D 1 = 268 мм
D 2 = 295 мм
D 3 = 335 мм
D 4 = 260 мм
h = 3 мм
h 1 = 3 мм
L = 330 мм (строительная длина)
b = 23 мм
H = 770 мм
H 1= 988 мм
d = 22 мм
n = 12 мм
Материалы
1, 5
Корпус, Крышка
сталь 20Л
2
Клин
сталь 20Л / 20Х13Л
3
Гайка
сталь 25
4
Шпилька
сталь 35
6, 7
Сальник, Маховик
сталь 20Л
8
Втулка ходовая
ЛС-40
9
Шпиндель
20Х13
10
Набивка сальника
Терморасширенный графит
11
Прокладка
Паронит-ПМБ
Масса задвижек (фланцевые, чугунные) — Справочник Массы
главная ⇒ строймат ⇒ прокат ⇒ запорная арматура
Задвижки используются для запирания, или регулировки потока в трубопроводах, имеют разные формы, типы крепления, изготавливаются из стали и чугуна, в зависимости от характера применения задвижек.
Важно: для работы с высокими давлениями используются более тяжелые стальные задвижки с разными типами приводов, некоторые типы используются в нефтеперерабатывающей сфере для регулировки потока нефтепродуктов.
Общие характеристики задвижек
Чертеж Чертеж и параметры типовой модели
Dy 100 (кг) Справочная масса задвижки с условным проходом 100 (мм)
Dy 150 (кг) Справочная масса задвижки с условным проходом 150 (мм)
Dy 200 (кг) Справочная масса задвижки с условным проходом 200 (мм)
Стальные
23
70
105
Чугунные
47
90
144
Шиберные
74
140
230
Масса задвижек согласно ГОСТ
Dy (кг) Масса задвижки с условным проходом Dy в (кг)
Чугунные ГОСТ 9698-86 (кг) Масса чугунной задвижки для давления 1 МПа согласно ГОСТ 9698-86 в (кг)
Стальные ГОСТ 9698-86 (кг) Масса стальных задвижки для давления 1 МПа согласно ГОСТ 9698-86 в (кг)
ГОСТ 10738-76 (кг) Масса клиновой задвижки для исполнения 1 согласно ГОСТ 10738-76 в (кг)
50
20
—
—
80
36
—
—
100
47
—
74
125
60
—
—
150
90
70
140
200
144
105
230
250
210
130
265
300
272
185
475
350
344
—
—
400
521
323
595
500
840
555
1320
600
1115
1330
—
Масса задвижек
Класс давления 150
Размер
В
2
2,5
3
4
5
6
8
Ду
50
65
80
100
130
150
200
РФ
фунтов
47
62
80
118
133
187
309
кг
21
28
36
53
60
84
139
ШБ
фунтов
40
47
67
98
120
169
280
кг
18
21
30
44
54
76
126
РФ ГО
фунтов
—
—
—
—
—
—
358
кг
—
—
—
—
—
—
161
БВ ГО
фунтов
—
—
—
—
—
—
329
кг
—
—
—
—
—
—
148
Размер
В
10
12
14
16
18
20
24
Ду
250
300
350
400
450
500
600
РФ
фунтов
447
711
956
1218
1653
2482
3258
кг
201
320
430
548
744
1117
1466
ШБ
фунтов
398
673
884
1131
1578
2393
3169
кг
179
303
398
509
710
1077
1462
РФ ГО
фунтов
496
760
1000
1262
1720
2549
3236
кг
223
342
450
568
774
1147
1456
BW GO
фунтов
447
722
929
1176
1644
2460
3236
кг
201
325
418
529
740
1107
1456
Класс давления 300
Размер
В
2
2,5
3
4
5
6
8
Ду
50
65
80
100
130
150
200
РФ
фунтов
62
80
113
173
237
320
507
кг
28
36
51
78
107
144
228
ШБ
фунтов
49
60
89
133
191
251
407
кг
22
27
40
60
86
113
183
РФ ГО
фунтов
—
—
—
—
—
369
556
кг
—
—
—
—
—
166
250
БВ ГО
фунтов
—
—
—
—
—
300
456
кг
—
—
—
—
—
135
205
Размер
В
10
12
14
16
18
20
24
Ду
250
300
350
400
450
500
600
РФ
фунтов
711
1000
1542
2400
2744
3678
5156
кг
320
450
694
1080
1235
1655
2320
ШБ
фунтов
564
796
1280
2078
2342
3184
4364
кг
254
358
576
935
1054
1433
1964
РФ ГО
фунтов
760
1067
1904
2604
3296
4113
5853
кг
342
480
857
1172
1483
1851
2634
БВ ГО
фунтов
613
862
1642
2282
2893
3620
5062
кг
276
388
739
1027
1302
1629
2278
Класс давления 600
Размер
В
2
2,5
3
4
5
6
8
10
Ду
50
65
80
100
130
150
200
250
РФ
фунтов
91
126
160
284
444
591
931
1676
кг
41
57
72
128
200
266
419
754
ШБ
фунтов
75
104
129
220
344
464
747
1369
кг
34
47
58
99
155
209
336
616
РФ ГО
фунтов
—
—
—
—
—
640
997
1787
кг
—
—
—
—
—
288
449
804
БВ ГО
фунтов
—
—
—
—
—
513
813
1480
кг
—
—
—
—
—
231
366
666
Внимание! Используйте таблицы только для справки. Вес может различаться в зависимости от производителя.
Примечание. Полнопроходная задвижка — с резьбой или пот
Smith Cooper Brass 200 WOG Полнопроходная задвижка — с резьбой или пот
Автоматизация работы независимого водопровода невозможна без использования датчика давления. Чуткое устройство практически моментально отреагирует на падение или повышение давления в сети, запустит и остановит насосное оборудование без участия хозяев.
Пользоваться автономным водопроводом, оснащенным устройствами автоматики, можно как городской системой. Это же невероятно удобно, не правда ли?
Мы предлагаем вам полноценную информацию о том, как действует реле давления воды, какой вид прибора лучше выбрать для установки в независимую систему. У нас вы найдете подробный разбор технологических нюансов различных типов датчиков.
Представленная статья располагает ценными сведениями об особенностях установки устройств и о настройке реле давления. Для лучшего восприятия текст дополнен фото, схемами и видео-обзорами.
Содержание статьи:
Принцип действия и виды реле давления
Электромеханические модели датчиков
Электронные варианты реле
Выводы и полезное видео по теме
Принцип действия и виды реле давления
Электромеханические модели реле давления используются очень давно. Они устроены несложно, поэтому надежны и удобны в эксплуатации. Внутри прибора имеется гибкая пластина, положение которой изменяется под воздействием потока воды. Чем активнее поток, тем большим будет ее изгиб.
Этот элемент соединен с двумя пружинами, которые реагируют на изменение позиции пластины. В результате замыкаются и размыкаются контакты пары электрических цепей, срабатывающих на заданные пользователем пределы давления.
Одна пружина настроена на максимальное значение давления в автономной сети, вторая — на разницу между верхним и нижним пределами давления. Устройство подключают к .
Когда давление достигает минимального показателя, установленного для реле, мембрана внутри гидробака ослабевает, контакт под второй пружиной срабатывает, и насос включается. Постепенно давление нарастает, доходит до верхнего предела, после этого размыкается контакт под первой пружиной, что выключает насос.
Устройство механического реле не слишком сложное, разобравшись в расположении его основных частей, даже не слишком опытный мастер сможет выполнить подключение и настройку (+)
Пружины, которые управляют контактами, снабжены регулировочными гайками. С их помощью можно изменять степень сжатия этих пружин. Чтобы обеспечить срабатывание устройства при более высоком давлении, их затягивают туже, если же нужно уменьшить показатели — наоборот, элемент следует ослабить.
Это принцип работы электромеханического варианта реле давления, существуют также более новые электронные модели.
С помощью реле давления можно заметно уменьшить количество пусков насоса и поддерживать оптимальный напор в системе, что положительно отразится на состоянии других ее элементов
Электромеханические модели датчиков
Работа реле давления тесно связана с гидроаккумулятором, без которого включение прибора в сеть водоснабжения становится бессмысленным. Вместо уже привычного электромеханического устройства сейчас нередко применяют электронные варианты и блоки автоматики с функцией защиты от «сухого хода».
Если есть риск осушения источника в процессе откачки воды, реле давления просто дополняют блоком автоматики.
Однако в ряду электромеханических приборов, есть есть стрелочные устройства, которые можно использовать только с насосом. Они также сокращают количество включений оборудования и защищают от работы при отсутствии внутри насосного оборудования потока воды.
Выключение поможет предохранить мотор от серьезной поломки. Кроме того, с помощью такого реле можно поддерживать в водопроводной сети .
Основная характеристика устройства — номинальное рабочее давление. Оно может варьироваться в пределах от 1,5 — 6,0 бар.
Выбирая подходящее реле, следует обратить также внимание на такие показатели как:
размеры присоединительной резьбы;
уровень защиты от пыли и влаги;
масса и размеры прибора;
напряжение контактов;
номинальные параметры тока;
тип датчика и т.п.
Датчик давления может устанавливаться непосредственно на гидробак или монтироваться отдельно от него. Следует также учесть, что реле производятся для работы в различной среде. Для домашнего хозяйства подойдет прибор, предназначенный для воды.
Не стоит приобретать реле, рассчитанное на работу с хладагентом или другими жидкостями. Обратить внимание нужно и на температуру рабочей среды для конкретной модели.
Перед установкой или регулировкой устройства следует тщательно изучить инструкцию с описанием его конструкции, технических характеристик, порядка монтажа, эксплуатации и т.п. (+)
Чаще всего для нужд домашнего водопровода используют стандартную модель РДМ-5. Такое устройство нужно подключить сначала к гидроаккумулятору водопроводной системы, затем — к контактам, соединенным с механизмом включения/отключения насоса. После этого нужно обеспечить прибор электропитанием.
Выбирая подходящее реле давления, следует учесть такие характеристики как размеры патрубков, напряжение, температура рабочей среды и т.п.
Обычно вместе с поставляется и реле давления. Если предполагается одновременно использовать электронную модель, то с помощью электромеханического варианта будет устанавливаться давление отключения. Для подключения к водопроводу следует использовать тройной фитинг с подходящими размерами резьбы.
Обычно берут элемент на четверть дюйма. Если имеется хотя бы небольшой опыт сантехнических работ, то эта операция пройдет без затруднений. Разумеется, все резьбовые соединения следует уплотнить с помощью ленты ФУМ, льняной нити или другого подходящего материала.
Завершают механическую часть установки реле давления монтажом манометра, чтобы получать актуальную информацию о текущем состоянии водопровода.
Для подключения реле к контактам насоса нужно убрать защитную крышку прибора. Под ней находятся четыре контакта. Два из них нужны для входа, через них обеспечивают поступление электропитания. Еще два контакта — это выход, их подключают к насосу
В процессе монтажа прибора следует правильно выбрать сечение кабеля, а также обеспечить его заземление, используя . Если же необходимо сделать защиту от сухого хода, то нужно обеспечить правильное положение насоса. Он должен быть установлен выше обратного клапана.
После установки нужно выполнить регулировку реле давления воды. Для этого, как упоминалось выше, имеется два винта с пружинами. Они находятся под крышкой, которую нужно снять. На производстве обычно устройство настраивают. Стандартными считаются показатели от 1,4 атмосфер (минимум) до 2,8 атмосфер.
Реле следует грамотно подключить к электросети и к контактам насоса. Обязательное требование безопасности — наличие заземления прибора
Даже если эти данные соответствуют тем, которые необходимы для конкретного насоса, их следует проверить. В процессе хранения и установки настройки могли немного сбиться. Вот порядок настройки реле, подключенного к системе с гидроаккумулятором.
Сначала следует измерить давление в баке, используя для этого автомобильный манометр, который подключают к ниппельному соединению. Ниппель расположен сверху на вертикальных моделях гидробаков, сбоку — на горизонтальных, но всегда со стороны, противоположной расположению фланца.
Лучше брать устройства с достаточно высокой градацией измерительной шкалы. Дешевые китайские модели не всегда соответствуют этому требованию. Бак нужно оставить пустым, насос или станцию не нужно подключать к электропитанию.
Перед началом настройки нужно замерить показания давления воздуха в пустом гидроаккумуляторе и отрегулировать его до значений, рекомендованных производителем
Нормальное давление в опустошенном баке устанавливается в зависимости от его объема. Небольшие емкости (менее 25 л) должны быть накачаны до 1,4-1,7 бар. Баки на 50-100 л нужно подкачать до 1,7-1,9 бар. При несоответствии давления в новом баке этим параметрам, нужно исправить ситуацию, т.е. подкачать недостающий воздух или стравить его избыток.
Ежемесячно рекомендуется проверять состояние гидроаккумулятора, контролируя и по необходимости корректируя при этом давление воздуха. Эти простые меры помогут не только сохранить необходимый уровень давления в баке, но и предотвратят быстрый износ резиновой мембраны.
Перед настройкой нужно внимательно изучить документацию, которая прилагается к насосу.
Нужно учесть такие показатели как:
предельное давление;
рабочее давление;
норма расхода воды.
Эти данные нужно использовать при настройке реле, установленные значения давления должны находиться в пределах этих показателей.
Учитываются также и данные гидробака. Мощности бытового насоса обычно недостаточно, чтобы перекачать обычный гидроаккумулятор, однако не стоит рисковать и заведомо устанавливать некорректные настройки.
Регулировочные винты реле обозначены как P и ΔР, чтобы добраться до них, нужно снять защитную крышку с прибора
С установленного в подходящем месте реле нужно снять крышку. Для этого следует открутить крепеж. Там находятся две пружины. Рядом с той, что больше, находится обозначение P, та, что меньше, обозначена как ΔР. Теперь можно подключить насос или насосную станцию к электросети, и начать процесс заполнения бака водой.
Когда давление в емкости достигнет верхнего значения, реле выключит насос. Следует определить показания манометра в этот момент. Если полученные данные отличаются от рекомендованных, нужно отрегулировать их значение с помощью большой пружины.
Чтобы увеличить предел, вращать гайку необходимо по часовой стрелке, если нужно сделать уменьшить настройки — против.
Теперь следует открыть воду и освободить гидробак. Со временем реле сработает и включит насос. Нужно снова зафиксировать показания манометра и отрегулировать настройки реле, если это необходимо. Для корректировки нижнего предела давления нужно повернуть малую пружину.
Все манипуляции с регулировочными пружинами нужно выполнять крайне аккуратно. Это очень чувствительные элементы, поворачивать винт нужно постепенно, на малую часть окружность, не стоит делать несколько полных оборотов сразу, так можно полностью испортить прибор.
Реле давления можно использовать для управления работой поверхностной насосной станции или системы с погружным насосом. Порядок настройки практически не отличается
При этом нужно учесть следующий важный момент: поскольку малая гайка регулирует разницу между пределами, то при корректировке нижнего значения произойдет изменение данных для давления отключения.
Поэтому после корректировки положения большой гайки следует дождаться заполнения бака и снова проверить данные для верхнего предела и изменить их, если необходимо.
Устанавливая настройки верхнего предела для реле нужно помнить, что этот показатель должен быть хотя бы на 10% ниже, чем давление в опустошенном гидробаке, которое было зафиксировано и отрегулировано в самом начале. Иначе резиновая мембрана гидроаккумулятора окажется под неоправданно высоким давлением и быстро износится.
В процессе эксплуатации может оказаться, что рекомендованные настройки не подходят для этого конкретного водопровода. Тогда нужно повторно выполнить настройку по описанной выше схеме. Следует помнить, что рекомендованная производителями разница между пределами варьирует в интервале 1,2 — 1,6 бар.
Чтобы правильно настроить механический вариант реле давления, нужно вращать его регулировочные винты. Периодически следует проверять состояние прибора, поскольку со временем пружины могут ослабнуть (+)
Но чрезмерно усердствовать не стоит, поскольку чем больше эта разница, тем больше будут колебания напора в водопроводе. Давление отключения следует установить ниже, чем максимальное давление насоса.
Если этот момент не учтен, оборудование будет работать постоянно, поскольку не сможет обеспечить уровень давления, необходимый для отключения прибора. Эта ситуация делает использование реле бессмысленным.
Проверять настройки рекомендуется каждые три месяца. Эти же операции нужно выполнять после , замене гидробака, и т.п.
Корректировать настройки не рекомендуется изготовителями систем для откачки воды, но при необходимости проводить корректировку лучше после каждой новой заливки системы водой, например, на даче после расконсервации систем весной.
Дополнительная информация по регулировке реле давления для насоса приведена в .
Электронные варианты реле
Электронные модели реле давления на порядок дороже электромеханических аналогов, но эти затраты вполне окупаются. Такие устройства настраивать проще, а значения пределов можно выставить гораздо точнее.
Каждая такая модель снабжена контроллером потока, который моментально отключает насос, когда нет воды. Это надежно защищает насос от работы в опасном режиме “сухого хода”.
Электронные модели реле давления более точны, надежны и проще в эксплуатации, чем механические устройства, но они значительно дороже
Обычно электронное реле давление снабжено небольшим гидробаком, объем которого составляет всего 400 мл. Это немного, но таким образом система надежно защищена от возможных . Если для скважины используется дорогой насос высокого качества, имеет смысл потратиться и на хорошее электронное реле давления.
Выглядят такие модели достаточно привлекательно, отличаются высокой надежностью и длительным сроком эксплуатации. Но они могут быть чувствительны к качеству воды, поступающей в водопроводную систему. Чтобы предохранить реле от поломки, нужно позаботиться об установке.
Если скважину обслуживает дорогой и мощный насос, имеет смысл купить электронное реле, чтобы защитить прибор от перегрузок
Регулировочных пружин такие устройства не имеют, поэтому не придется периодически перенастраивать прибор из-за того, что они ослабли. Да и саму настройку выполнить значительно проще. Сначала нужно изучить инструкцию.
После первого подключения к сети некоторые модели включаются с задержкой на 15 секунд. Это не поломка, просто прибор настраивается.
В дальнейшем отключение насоса может выполняться также с задержкой около 7-15 секунд. Это нужно, чтобы насос отключался реже, если за этот короткий период давление опять возрастет. Электронную модель такого контроллера можно использовать в комплекте с насосной станцией, уже имеющей реле давления.
Здесь верхний предел выставляют на этом встроенном приборе. А давление включения устанавливается регулировкой электронного реле. Питание подключают сначала к электронному устройству, затем контакты переводят на реле станции, после чего запитывают насос.
Если электронное реле подключают к гидроаккумулятору, настройку выполнить проще. На реле задается нижний предел, который должен быть немного выше аналогичных данных, указанных на корпусе насоса. Отключается поток воды после того, как в системе будет достигнут максимальный напор, который зависит от мощности насоса.
Место установки электронного реле выбирают между насосом и перед первой точкой забора воды из системы. Следует учесть направление движения воды, обозначенное стрелкой.
Если устройство используется с насосом мощностью более 10 атм, рекомендуется перед электронным реле поставить редуктор давления, чтобы избавить прибор от ненужных нагрузок.
При подключении электронного реле к станции нужно сначала запитать прибор, потом — механическое реле, после этого включить в цепь насос
Если существующие настройки не подходят, их можно изменить. Для этого нужно отверткой подкрутить соответствующий винт или использовать другие элементы настройки, описанные в инструкции. Между максимальным давлением, которое может обеспечить насос, и минимальным показателем электронного реле должна быть разница не менее 0,6 атмосфер.
Для уплотнения резьбового соединения такого прибора лучше всего использовать тефлоновую ленту. В электронных реле давления обычно имеется встроенный клапан. Этот момент следует учесть, когда опустошают водопровод.
Перед первым пуском реле нужно сначала заполнить подающую магистраль водой, затем подать на устройство электропитание, после этого нужно открыть кран.
О срабатывании режима защиты от “сухого хода” обычно сигнализирует включение красного светодиода на корпусе. Для перезагрузки системы следует нажать кнопку “reset”, конечно, предварительно устранив причины возникновения опасной ситуации.
Выводы и полезное видео по теме
Настройка стандартной механической модели представлена здесь:
В этом ролике подробно описан порядок настройки и особенности эксплуатации электронного реле давления на примере модели BRIO 2000:
Реле давления — прибор исключительно полезный. Однажды разобравшись с его настройкой, можно будет регулярно корректировать состояние напора в водопроводной системе и надежно защитить насос и прочее оборудование от возможных поломок.
Возникли вопросы, или есть желание поделиться личным опытом выбора, установки и использования реле давления? Пожалуйста, оставляйте комментарии к статье и участвуйте в обсуждениях — блок для связи расположен ниже.
Датчик реле давления (для управления насосом): регулировка
Содержание
Какое назначение у реле давления?
Устройство прибора
Виды датчиков
Как выбрать?
Схемы подключения
Как отрегулировать реле давления воды? (видео)
В системе водоснабжения частных домостроений требуется устанавливать датчики давления воды. Такие небольшие устройства позволяют оборудованию функционировать в соответствующем режиме и реже ломаться. Иногда прибор давления необходимо заменять. А народные умельцы, решившие собрать насосную станцию своими руками, должны будут установить датчик для управления самостоятельно.
Необходимо обязательно соблюдать правила настройки и подключения прибора. Также можно приобрести дренажные насосы со встроенными датчиками уровня.
1 Какое назначение у реле давления?
Насосы обычно не оснащают автоматикой, позволяющей контролировать и управлять работой водяного насоса. Но включать и отключать циркуляционный насос автономно нужно, ведь ручное управление требует постоянного внимания жильцов. Реле давления воды для насоса — важная деталь насосной станции, которая позволит обеспечить необходимый контроль над системой и сохранить нужный диапазон давления, что обеспечивает равномерный напор воды.
Виды датчиков реле давления серии ДРД
Верно настроенные верхний и нижний уровни смогут обеспечить периодическое отключение насоса, что продлевает срок его службы и обеспечивает безаварийную работу. к меню ↑
1.1 Устройство прибора
Реле контроля представляет собой блок, имеющее пластиковый кожух. Внутри корпуса расположены две пружины, «отвечающие» за настройку величины крайнего положения (значений включения насоса и его отключения). Реле давления воды функционально соединяется с гидроаккумулятором, содержащим воду и сжатый воздух, соприкосновение сред осуществляется через гибкую эластичную мембрану. В рабочем положении вода из резервуара через разделительную перегородку оказывает определённое давление на воздух. При расходе воды происходит уменьшение её объема и снижение давления. Когда давление достигает установленного на приборе значения, циркуляционный насос включается и происходит закачивание воды в резервуар до значения, установленного на второй пружине. к меню ↑
1.2 Виды датчиков
Перед приобретением реле давления необходимо выбрать оптимальное оборудование с учётом бюджета и личных потребностей. Наиболее доступные и недорогие – механические. Самый простой из них датчик реле уровня механический поплавковый. Но электронные имеют много преимуществ:
возможность с высокой точностью установить нужные параметры, выбрав необходимый диапазон включения и отключения оборудования;
мгновенное отключение датчика при прекращении забора воды в бак благодаря контроллеру потока;
оснащены датчиком потока воды, блокирующим работу насоса при отсутствии воды;
длительный срок эксплуатации.
Механические реле более требовательны, им необходима регулярная разборка, чтобы подкручивать ослабленные пружины. Ещё один недостаток механического реле — сложность регулировки порогов срабатывания, требующая разборки и использования ключей.
Электронным приборам не требуется разборка, что намного улучшает условия эксплуатации и исключает необходимость выполнение таких работ.
Электронное реле давления воды
Электронное реле можно быстро установить без использования специальных инструментов. Инструкция, имеющаяся в комплекте, даёт возможность и не опытному владельцу надёжно прикрепить реле к насосу.
Электронное реле дороже механического моделей, но цена в полной мере соответствует качеству. к меню ↑
2 Как выбрать?
Для эффективной и правильной работы важна точность показаний прибора и длительность его работы без замены или ремонта. Основные факторы, влияющие на пригодность реле давления:
характеристики среды, в которой используются реле уровня воды;
условия окружающего пространства;
диапазон давления;
необходимая точность и чувствительность.
При выборе реле давления нужно обращать внимание на: вид и диапазон давления, степень защиты прибора, наличие термокомпенсации:
Рекомендуется приобретать датчики реле разности давления, которые предназначены для использования в быту. Максимально давление в системе должно быть не больше 4 атм. Рабочий диапазон давлений, который подходит для сантехнических приборов и аппаратов составляет 1,4 – 2,8 атм.
Необходимо учесть, что при большей разнице между минимальным и максимальным давлением в гидроаккумуляторе будет находиться больший объём воды, и насос будет реже включаться.
Советуют покупать датчик реле потока жидкости популярных компаний. Использование поддельных устройств неизвестных фирм может отрицательно повлиять на функционирование всей системы и привести к поломке оборудования или аварии.
Возле датчика протока воды для насоса необходимо обязательно установить манометр высокого качества и контролировать давление в системе даже при отсутствии внешних проявлений нарушения работ.
к меню ↑
3 Схемы подключения
Существует два способа подключения реле перепада давления. Производитель всегда указывает рекомендуемый в сопроводительных документах, но лучше будет ознакомиться с имеющимися схемами. При монтаже необходимо соблюдение такой последовательности: сначала реле подключают к водопроводу, а потом к электросети.
Датчики реле давления воды в системе водоснабжения
1 схема. Датчик давления воды монтируют на трубопровод. Монтаж выполняют с использованием тройника, который соединен с переходящим штуцером (можно использовать отводной шланг).
2 схема. Гидроаккумулятор оснащают штуцером с 5 выходами, к которым подсоединяют: трубопровод для забора воды, реле, манометр, трубопровод для подачи воды в дом, и гидроаккумулятор. Реле соединяют с насосом и электропитанием 220 В.
Для обоих вариантов справедливы следующие рекомендации:
герметизация резьбовых соединений использованием пеньковой подмотки, герметика или ФУМ-ленты. Для выполнения соединения необходимо вращение прибора на фитинге, но можно применить соединение «американка»;
подключение к сети нужно выполнить, используя кабель, сечение которого выбирают согласно мощности насоса (обычно применяют оборудование не больше 2 кВт, для которого хватает проводника с сечением 2,5 кв. мм). На подключающих клеммах обычно имеется маркировка для более простого монтажа, но при отсутствии маркировки назначение каждой клеммы просто определить по схеме. При наличии клеммы для заземления оборудование необходимо обязательно заземлить. Все нюансы определяются прилагающейся к технике схеме подключения насоса с реле давления.
к меню ↑
3.1 Как отрегулировать реле давления воды? (видео)
Главная страница » Насосы
Реле давления воды и воздуха
337 продуктов
Ручное действие переключателя: Авто/Выкл.
; Действие переключателя давления: Стандартное
Воздушные компрессоры Действие ручного переключателя: Авто/Выкл ; Действие переключателя давления: Стандартный, отсортированный по типу порта давления, восхождение
Нагрузка …
Нагрузка …
.0021 Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
…
…
.
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Действие ручного переключателя: Нет ; Действие переключателя давления: Стандартное
Воздушные компрессоры Действие ручного переключателя: Нет ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
…
…
.
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Loading…
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка . ..
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
2020202020202021
. ..
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
. ..
…
…
…
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
2020 2921 2
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
. ..
…
.
Загрузка…
Загрузка…
Действие ручного переключения: Авто/Выкл. ; Действие переключателя давления: стандартное
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Авто/Выкл. ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Manual Switch Action: Авто/Выкл./Вкл. ; Действие переключателя давления: Реверс
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Авто/Выкл./Вкл. ; Действие реле давления: Обратное, отсортировано по типу порта реле давления, по возрастанию
Загрузка…
Действие ручного переключения: Авто/Выкл/Вкл ; Действие переключателя давления: Стандартное
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Авто/Выкл. /Вкл. ; Действие реле давления: Стандартное, отсортировано по типу порта реле давления, по возрастанию
Загрузка…
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
…
…
.
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка…
Загрузка…
Загрузка…
Действие ручного переключения: Нет ; Действие реле давления: Реверс
Воздушные компрессоры и водяные насосы Действие ручного переключателя: Нет ; Действие реле давления: Обратное, отсортировано по типу порта реле давления, по возрастанию
Загрузка. ..
Загрузка…
Загрузка…
Действие ручного переключения: Нет ; Действие переключателя давления: стандартное
Воздушные компрессоры и водяные насосы Действие ручного переключателя: нет ; Pressure Switch Action: Standard, sorted by Pressure Switch Port Type, ascending
Loading…
Loading…
Loading…
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
DOWDAING
. ..
…
…
…
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка…
Действие ручного переключения: Авто/Выкл. ; Действие переключателя давления: Стандартное
Водяные насосы Действие ручного переключателя: Авто/Выкл. ; Действие переключателя давления: стандартная, отсортированная по типу порта давления, восхождение
Загрузка . ..
Нагрузка …
. Загрузка…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Действие ручного переключения: Авто/Выкл/Сброс ; Действие переключателя давления: Стандартное
Водяные насосы Действие ручного переключателя: Авто/Выкл./Сброс ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
Загрузка . ..
Загрузка …
Загрузка …
7
. Действие переключателя давления: Стандартное
Водяные насосы Действие ручного переключателя: Авто/Выкл./Пуск ; Действие реле давления: стандартное, отсортировано по типу порта реле давления, по возрастанию
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка . ..
Действие Переключатель: Нет
999992
. Нет, отсортировано по типу порта реле давления, по возрастанию
Загрузка …
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка . ..
. Загрузка…
Действие ручного переключения: Нет ; Действие реле давления: Реверс
Водяные насосы Действие ручного переключателя: Нет ; Действие переключателя давления: обратное, отсортированное по типу порта давления, восхождение
Нагрузка …
Погрузка …
Погрузка …
9
2229
. Загрузка…
Загрузка…
Загрузка …
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
.
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Загрузка …
33992020202020202020202020202023
2120202020202020202020231212121 2
20202020202020202020212023
21212020202020202020202023
2
. …
Загрузка…
Загрузка…
Действие ручного переключения: Нет ; Действие реле давления: Стандартное
Водяные насосы Действие ручного переключателя: Нет ; Pressure Switch Action: Standard, sorted by Pressure Switch Port Type, ascending
Loading. ..
Loading…
Loading…
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Нагрузка …
Загрузка …
3399202020202020202020202020231212121 2
20202020202020202021202023
21212020202020202020202023
21212020202020202020202023
2
. …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.
Загрузка…
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
Загрузка …
DOWDAING
…
…
.
Идет загрузка…
Примечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Давление | Датчики драгоценных камней
9Регулятор давления 1598, полупроводниковый – датчик давления серии 3100
Традиционные регуляторы давления используют комбинацию внутренних форсунок и пружин, чтобы регулировать давление, которому приложение будет подвергаться на линии обслуживания. Когда оператор поворачивает механическую регулировочную ручку, через регулятор проходит определенное давление.
Подробнее
9Дыхательный аппарат 1598 (SCBA) — датчик давления серии 3100
Безопасность человека является приоритетом номер один при работе на нефтяных месторождениях или в подземных шахтах. Обеспечение работников свежим воздухом в этих условиях зависит от правильной работы нескольких критических систем, чтобы гарантировать отсутствие вреда для рабочих.
Подробнее
Воздушный компрессор, 809Датчик давления серии
Вместо того, чтобы прокладывать дополнительные электрические провода вокруг рабочей площадки, сжатый воздух является очень распространенным источником энергии низкого давления, используемого в промышленных приложениях.
Подробнее
Стендовые испытания датчика давления серии 35x с выходным напряжением или нерациометрическим выходным сигналом
При устранении неполадок с датчиком или устройством мы настоятельно рекомендуем полностью удалить его из системы для проведения стендовых испытаний.
Подробнее
Разница между измерением абсолютного и избыточного давления
Разница между PSIG и PSIA заключается в том, что они используют в качестве эталонного давления. Эталоном является базовая линия, с которой сравнивается измеренное давление.
Подробнее
Устьевое устье нефтегазовой отрасли с датчиками давления взрывозащищенного исполнения 31EP и 32EP
Устья нефтяных и газовых скважин можно увидеть, когда вы едете по сельской местности, усеивающей пейзаж.
Подробнее
Стендовые испытания датчика серии 35xx с выходным сигналом 4–20 мА
Устранение неполадок с датчиком давления или устройством.
Подробнее
Сертификаты UL для датчиков давления (серии 1100, 3100 и 3200)
Машины и оборудование, которые используются сегодня, производятся в соответствии с высокими стандартами, чтобы гарантировать, что оборудование не может причинить никому вреда.
Подробнее
Датчик давления серии 1100 с агрессивными сельскохозяйственными (Ag) химикатами
Сельскохозяйственные опрыскиватели используют множество различных типов жидкостей и химикатов, которые распыляются на сельскохозяйственные культуры. Эти жидкости удобряют сельскохозяйственные культуры, помогая им расти, а также защищают растения от вредителей, сохраняя их здоровье.
Подробнее
Датчики давления с двойным выходом (давления и температуры)
Знаете ли вы, что Gems производит датчик давления с двумя выходами? Да!! Во многих приложениях клиент захочет измерить как давление, так и температуру своего приложения.
Подробнее
Время прогрева датчика давления
Время прогрева датчиков давления — это характеристика, определяемая как количество времени, необходимое для того, чтобы датчик выдал выходной сигнал И чтобы он соответствовал спецификации.
Подробнее
PS11 на контуре охлаждения рентгеновского аппарата
Поскольку рентгеновские аппараты становятся все более и более сложными, производители добавляют в них мощную электронику, чтобы добавить дополнительные функции и опции.
Подробнее
Объяснение точности Датчик давления 3100
Точность определяется тем, насколько близко измерение к фактическому значению в реальном мире. В области датчиков давления точность определяется тем, насколько точно датчик может выдавать выходной сигнал по отношению к измеренному давлению.
Подробнее
Подъемники для инвалидных колясок с помощью реле давления PS71
Добавление подъемников для инвалидных колясок в автомобили и автобусы происходит уже много-много лет.
Подробнее
Датчик давления серии 1100 Объяснение диапазона общей погрешности и преимущества
Общая полоса ошибок (или TEB) — это характеристика датчиков давления, которая учитывает ВСЕ потенциальные ошибки, которые может показывать датчик, а не только одну конкретную ошибку.
Подробнее
Основы двухпроводной токовой петли 4–20 мА
Многие датчики Gems предлагают линейный выходной сигнал 4–20 миллиампер (мА) для передачи на приемник (измеритель/дисплей, ПЛК и т. д.) при измерении уровня или давления.
Подробнее
Электрический шум: различные причины и способы предотвращения последствий
Электрический шум является источником многих проблем в цепях управления.
Коррозионностойкая сталь (она же нержавейка) прочно вошла в нашу жизнь и применяется в различных сферах: от химической и авиационной промышленности до изготовления товаров повседневного спроса. Все дело в том, что этот вид стали показывает гораздо лучшие характеристики, чем обычная, а разнообразие марок позволяет подобрать материал, наиболее точно отвечающий запросам.
История этого материала насчитывает более века, а количество марок превышает две сотни, поэтому важно понимать их особенности, выбирая нержавейку в качестве материала для своих нужд. В нашей статье мы расскажем, какими характеристиками обладает коррозионностойкая сталь, на какие типы ее делят, а также поговорим о нюансах западной и отечественной маркировки.
Характеристики коррозионностойкой стали
Коррозионностойкая сталь, изобретение металлурга Гарри Бреарли, была запатентована в 1913 году в Англии. Благодаря данному материалу сталелитейная и другие отрасли промышленности вышли на совершенно новый уровень.
Обычные стальные сплавы получили уникальные свойства, смогли сопротивляться образованию ржавчины за счет добавления в их состав хрома. Для коррозионностойких сталей и сплавов содержание данного элемента должно быть не меньше 10,5%. Таким образом достигаются следующие характеристики:
очень высокая устойчивость к появлению коррозии;
отличная прочность;
хорошая свариваемость;
простота обработки при помощи холодной деформации;
большой срок эксплуатации, в течение которого материал сохраняет изначальные качества;
привлекательный вид изделий.
Обязательными компонентами коррозионностойких сталей являются хром и железо. За счет того, что данные добавки дополняют друг друга, материал приобретает уникальные характеристики. Хром соединяется с кислородом и формирует на поверхности сплава оксидную пленку – именно она препятствует формированию ржавчины.
VT-metall предлагает услуги:
Однако описанные свойства нержавеющей стали можно еще улучшить при помощи легирующих добавок, таких как никель, титан, молибден, ниобий, кобальт, пр. Благодаря легированию на производствах создают множество видов стальных нержавеющих сплавов, которые имеют различные характеристики и назначения.
Углерод, содержащийся в коррозионностойкой стали, обеспечивает металлу высокую твердость и прочность. Кроме того, данный элемент входит во все стальные сплавы, так как от него зависят многие значимые свойства.
Нержавеющая сталь имеет ряд уникальных качеств, поэтому ее активно применяют в сферах, предполагающих, что изделие или оборудование должно постоянно функционировать при высокой влажности и воздействии агрессивных сред. Из коррозионностойких сталей делают предметы для использования в промышленности и даже в быту – именно этот металл является материалом столовых приборов, ножей, элементов коммуникаций, ограждающих конструкций, деталей оборудования, пр.
4 вида коррозионностойкой стали
Классификация нержавеющих сплавов установлена ГОСТами, где сталь описана в соответствии с производственными процессами и сферами ее использования.
Среди сплавов выделяют группы на основании их структуры, разных легирующих добавок и доли углерода в составе. От содержания элементов зависит область применения конкретного сплава.
Коррозионностойкие стали делят на такие основные группы:
Ферриты
В ферритную группу входят хромистые стали, на которые ставится маркировка в виде буквы F. Речь идет о сплавах, характеризующихся значительной долей хрома, содержание которого доходит до 30%, при небольшом количестве углерода – до 0,15%. Такие металлы имеют ферромагнитные свойства, иными словами, отличаются намагниченностью за пределами магнитного поля при низкой критической температуре.
Чтобы добиться необходимых свойств металла, на производствах подбирают оптимальное соотношение углерода и хрома.
Среди главных достоинств таких коррозионностойких сталей выделяют высокую прочность и пластичность.
Не менее важны их следующие свойства:
хорошо поддаются холодной деформации;
имеют высокую сопротивляемость образованию ржавчины;
обеспечивают возможность термообработки при помощи отжига.
Мартенситы
В данную группу входит сталь со структурой, формируемой при помощи закалки заготовки или слитка металла и его дальнейшего отпуска. Стоит пояснить, что закалка предполагает нагрев до температуры, превышающей критический уровень, а под отпуском понимают быстрое охлаждение.
Благодаря подобному воздействию перестраивается кристаллическая решетка коррозионностойкой стали, последняя приобретает большую твердость. Однако параллельно может возрасти хрупкость.
В итоге получаются сплавы с такими качествами:
высокая твердость;
увеличенная прочность;
упругость;
стойкость к ржавчине;
жаропрочность.
За счет увеличения доли углерода удается повысить твердость металла и устойчивость к износу.
Аустениты
Этот класс коррозионностойких сталей выделяется на общем фоне химическим строением – здесь атомы углерода включаются в молекулярную решетку железа. Немаловажно, что такой металл считается высоколегированным, имея до 33% хрома и никеля. Благодаря немагнитности сплавы используются в целом ряде производственных процессов.
Металлы этой группы обладают следующими качествами:
пластичность в холодном и горячем состоянии;
прочность;
возможность проведения сварочных работ на высоте;
сопротивление агрессивным средам, в том числе азотной кислоте;
чистота в экологическом плане;
стойкость к электромагнитным излучениям.
Чтобы добиться стабильного аустенита, гранецентрированной кристаллической решетки железа, в сталь в качестве легирующего элемента добавляют никель. Его доля в сплаве должна достигать 9%. Титан и ниобий обеспечивают устойчивость металла к межкристаллитной коррозии – содержащие их сплавы принято называть стабилизированными.
Входящие в данную группу коррозионностойкие стали считаются труднообрабатываемыми. Чтобы упростить работу с ними, используют отжиг и двойную закалку.
Комбинированные сплавы
В таких металлах сочетаются структура и свойства аустенитно-мартенситной либо аустенитно-ферритной группы.
Аустенитно-ферритные сплавы отличаются небольшой долей никеля и значительным содержанием хрома, которое превышает 20%. Роль легирующих компонентов играют ниобий, титан, медь. За счет термической обработки обеспечивается равное соотношение феррита и аустенита. На производствах подобные материалы ценят за пластичность, устойчивость к межкристаллической коррозии, способность справляться с ударными нагрузками и прочность, которая выше, чем у аустенитов.
Аустенитно-мартенситная группа имеет 12–18% хрома и 3,7–7,5% никеля, также в составе нередко бывают присадки алюминия. Чтобы добиться высокой прочности такой коррозионностойкой стали, осуществляют ее закалку при более чем +975 °C и отпуск при +450–500 °C. Эти сплавы характеризуются повышенным пределом текучести. Стоит пояснить, что данное свойство говорит о напряжении, при котором деформация возрастает без роста нагрузки. Такие коррозионностойкие стали хорошо поддаются сварке и имеют отличные механические свойства.
Маркировка и применение коррозионностойкой стали
Сегодня существует более 50 марок коррозионностойких хромоникелевых сталей. Их используют как материал для трубного и плоского проката, арматуры, швеллеров, балок, уголков, профилей. Кроме того, нержавеющая сталь активно применяется в сфере авто-, авиастроения, энергетической промышленности.
Из аустенитов производят изделия методом сварки и холодной штамповки, такие как:
строительные резервуары;
трубы;
установки для нефтяных вышек, очистительных систем;
турбины и иные механизмы, которые должны функционировать в воде;
силовые агрегаты для энергетической сферы;
детали самолетов, автомобилей;
оборудование для работы с пищевыми продуктами;
фармакологическая и медицинская техника;
сварные металлоконструкции;
метизы.
В соответствии с ГОСТом, подобные сплавы маркируются:
12Х18Н10Т. Включает в себя никель, титан, является материалом для оборудования для химической и нефтеперерабатывающей промышленности.
12Х18Н10Т. Используется при производстве трубопроводов.
12Х15Г9НД. Имеет в составе никель, марганец и медь, применяется для изготовления емкостей и трубопроводов для растворов с умеренной агрессивностью.
Мартенситы используются при производстве изделий для работы в агрессивных средах в условиях низкой или средней интенсивности. Упругость позволяет делать из такой коррозионностойкой стали пружины, фланцы, валы. Помимо этого, металл является материалом для режущих поверхностей в пищевой и химической промышленности.
Марки мартенситных сталей:
20Х13, 30Х13. Применяется при изготовлении бытовой техники.
14Х17Н2. Содержит в своем составе никель, может использоваться для производства компрессоров и иного оборудования, которое планируется эксплуатировать при низкой температуре и в агрессивных средах.
Ферриты встречаются в таких сферах:
химическая и нефтехимическая отрасль;
энергетика;
тяжелое машино- и станкостроение;
приборостроение;
медицинское оборудование;
производство бытовой техники;
пищевая отрасль.
Речь идет о следующих типах коррозионностойких сталей:
08Х13. Подходит для изготовления кухонных приборов.
12Х13. Используется для создания емкостей, предназначенных для хранения и транспортировки спиртосодержащих жидкостей.
12Х17. Это коррозионностойкая и жаропрочная сталь, в резервуарах из которой при высоких температурах обрабатывают продукты питания.
Зарубежные марки коррозионностойких сталей
Стали марок AISI 201 и AISI 202 относятся к аустенитной группе сплавов.
Стоит пояснить, что аббревиатура расшифровывается как American Iron and Steel Institute или «Американский институт стали и сплавов». Названные металлы содержат хром, никель, марганец, медь, азот, за счет чего достигается высокая прочность изделий. Также материал хорошо поддается деформации и легко меняет форму.
Сбалансированный состав этих коррозионностойких сталей позволяет им выделяться на общем фоне высоким сопротивлением к появлению ржавчины.
AISI 201 и AISI 202 используют для производства домашних бытовых приборов, трубопроводов, строительных конструкций.
Разница между данными марками состоит в содержании дополнительных компонентов. В AISI 201 больше углерода, серы, марганца и меди, что обеспечивает высокую прочность, пластичность. Тогда как AISI 202 содержит больше никеля. Нужно отметить, что AISI 201 является улучшенным вариантом AISI 202, но обе марки сохраняют свои физические особенности даже при использовании изделий из них в умеренно агрессивной среде.
Существуют российские аналоги этих коррозионностойких сталей:
AISI 201 можно заменить на 12Х15Г9НД;
AISI 202 близок к 12Х17Г9АН4.
Марки стали серии 300 по химическому составу входят в аустенитную либо дуплексную группу сплавов. Тип нержавейки зависит от доли основных добавок, таких как углерод, никель, хром, титан. Немаловажно, что эта серия считается универсальной и популярна на рынке, так как обладает высокой прочностью, устойчивостью к износу и ржавчине.
Нюансы сварки коррозионностойких сталей
Коррозионностойкая сталь обладает такими качествами, как жаростойкость до +650 °C и жаропрочность в пределах +480…+500 °C. Подобные сплавы отличаются низкой теплопроводностью, из-за чего изготовленные из них конструкции нередко подвержены поводке и короблению. Тогда как окисление хрома приводит к формированию тугоплавкого шлака, который мешает сварке.
Для сваривания хромистых нержавеющих сталей выбирают мягкие тепловые режимы, что предполагает малую плотность тока, постоянный ток обратной полярности, то есть плюс крепится на электрод. Также важно обеспечить малую скорость охлаждения, иными словами, в процессе работы важно избегать сквозняков.
Коррозионностойкую сталь варят электродами с фтористокальциевыми покрытиями.
Мартенситы и сплавы, относящиеся к мартенситно-ферритному классу, предполагают закалку в зоне сварки в обычных условиях. Нужно понимать, что здесь высока вероятность появления трещин, особенно когда речь идет о толстостенных и жестких конструкциях.
Рекомендуем статьи
Виды коррозии металлов: классификация, способы защиты
Защита металлоконструкций от коррозии и огня
Закалка металла: технология и выбор температурного режима
Повысить качество сварки удается за счет местного подогрева до +200…+300 °C изделий, имеющих толщину свыше 8–10 мм. Однако верхний предел подогрева и время удержания данной температуры ограничены, так как может проявиться хрупкость либо синеломкость. После сварки область соединения имеет повышенную твердость, поэтому через определенное время готовый предмет подвергают отпуску до +700…+760 °C, за счет чего достигается восстановление стойкости к межкристаллитной коррозии.
Выбирая коррозионностойкую сталь, важно представлять дальнейшие условия ее эксплуатации, нагрузку, которую металл будет испытывать, и дополнительные свойства изделия. Если у вас есть сомнения, рекомендуется обратиться за рекомендацией к профессионалам.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
орфография — Как правильно в письменной речи: коррозионностойкая или коррозионно-стойкая (сталь)?
В ГОСТах стоит «коррозионно-стойкая», а в самых разных изданиях «коррозионностойкая».
орфография
В разных изданиях встречаются две формы письма: коррозионностойкая и коррозионно-стойкая.
Почему? Дело в том, что термин со слитным написанием раньше использовался в стандарте https://lador.ru/gost/gost-5632-72.pdf
В новом стандарте слово имеет дефисное написание http://docs.cntd.ru/document/1200113778
Это же написание фиксируют современные орфографические словари, поэтому писать надо именно так: коррозионно-стойкая.
2) С другой стороны, хочется написать это слово слитно, и это вполне объяснимо, так как соответствует общим правилам.
Сталь стойкая по отношению к коррозии, способ образования — чистое сложение (коррозионно + стойкий). Дефисное же написание имеют сложные прилагательные, составленные из основ прилагательных, то есть коррозионная стойкая сталь, но это же не наш случай.
3) Но все правила имеют ограничения, и это в первую очередь касается специальных терминов.
Дефисная форма более удобна для понимания «длинного» слова, но главное, существует ряд сходных терминов: коррозионно-агрессивный, коррозионно-устойчивый. Эти слова уж точно удобнее писать через дефис, так как вторая часть начинается на гласную. И конечно же, желательно, чтобы эти термины писались одинаково.
Так можно объяснить дефисное написание слова коррозионно-стойкий.
2
Как правильно в письменной речи: коррозионностойкая или коррозионно-стойкая (сталь)?
Правильно — с дефисом: коррозионно-стойкая.
См. словари на Грамоте.ру.
Единственный общеязыковый словарь, который включает это слово — орфографический Лопатина. Там оно в дефисном написании. В специальных словарях наблюдается колебание.
Но коли уж ГОСТ принял рекомендацию Лопатина, придется согласиться.
Честно говоря, больше напоминает узаконенное отступление от правила, чем мотивированное исключение. В массе своей подобные слова по современным правилам пишутся слитно. Хотя возможно, что тут возобладала как раз давняя традиция — середины прошлого века. Технические термины весьма инертны, их написание часто отстаёт от актуальных правил.
2
Если всё, относящееся к техническим терминам, писать через дефис, то тогда будет: тепло-ёмкость, электро-проводность, грузо-подъёмкость и т.д.? Может быть редакторам ГОСТов поработать над корректировкой содержания с учётом современных достижений, требований экологической, пожарной, сантехнической и других безопасностей, а, заодно, орфографии для унификации требований в этой области?
Зарегистрируйтесь или войдите
Регистрация через Google
Регистрация через Facebook
Регистрация через почту
Отправить без регистрации
Почта
Необходима, но никому не показывается
Отправить без регистрации
Почта
Необходима, но никому не показывается
Нажимая на кнопку «Отправить ответ», вы соглашаетесь с нашими пользовательским соглашением, политикой конфиденциальности и политикой о куки
Что такое коррозионностойкие сплавы?
Коррозионностойкие сплавы — это металлы, разработанные таким образом, чтобы противостоять разрушению в результате окисления или других химических реакций. Наиболее распространенными коррозионностойкими материалами, используемыми для обеспечения коррозионной стойкости от легкой до умеренной, являются нержавеющие стали.
Что такое коррозионностойкая сталь?
Коррозионностойкая сталь — это тип стали, который защищает от коррозии, что делает ее практически устойчивой к ржавчине. Нержавеющие стали — это сплавы на основе железа, содержащие не менее 10,5% хрома, что достаточно для предотвращения ржавчины в типичных атмосферных условиях при комнатной температуре.
Типы коррозионно-стойких сплавов
Ферритная нержавеющая сталь Стали
Нержавеющие стали, просто легированные хромом, такие как тип 430, называются ферритными нержавеющими сталями. Это семейство сплавов нельзя упрочнить термической обработкой, однако с добавлением углерода и других элементов они становятся мартенситными нержавеющими сталями.
Мартенситные нержавеющие стали
Наиболее распространенные мартенситные нержавеющие стали типа 410 или 13, хром, упрочняются путем закалки и термообработки с отпуском. Существует также семейство мартенситных нержавеющих сталей дисперсионного твердения, в которое входит широко используемый тип 17-4. Мартенситные нержавеющие стали могут также содержать добавки никеля и молибдена для повышения коррозионной стойкости.
Аустенитные нержавеющие стали
При достаточном количестве никеля образуются аустенитные нержавеющие стали, такие как типы 304 и 316. Высоколегированные аустенитные нержавеющие стали включают хром 28 и 2535, широко используемые в нефтегазовой промышленности. Большинство аустенитных нержавеющих сталей не поддаются термической обработке, однако их можно подвергать холодной обработке для достижения высокой прочности. Исключением является дисперсионно-твердеющая аустенитная нержавеющая сталь типа A286.
Дуплексные нержавеющие стали
Дуплексные нержавеющие стали образуются с балансом хрома, никеля и молибдена между ферритными и аустенитными нержавеющими сталями, названными так потому, что их микроструктура представляет собой смесь феррита и аустенита. Эти сплавы могут подвергаться холодной обработке для достижения очень высокой прочности и чаще всего используются там, где существует проблема точечной или щелевой коррозии, например, в средах с водой с высоким содержанием хлоридов или растворенного кислорода.
Супердуплексные нержавеющие стали
Наиболее высоколегированные из этого семейства относятся к супердуплексным нержавеющим сталям. В дополнение к хрому, никелю и молибдену, присутствующим во всех дуплексных нержавеющих сталях, супердуплексные нержавеющие стали могут включать легирующие элементы, такие как медь и вольфрам, для повышения коррозионной стойкости в определенных средах.
Сплавы на основе никеля
Сплавы, содержащие больше никеля, чем железа, считаются сплавами на основе никеля. Эта группа сплавов включает типы 825, 625 и 2550, которые могут подвергаться холодной обработке давлением для достижения высокой прочности. К дисперсионно-твердеющим сплавам на основе никеля относятся типы 718 и 925.
Сплавы на основе никеля относятся к классу материалов, называемых специальными металлами. Эти специальные металлы, используемые в чрезвычайно агрессивных условиях, также включают сплавы на основе титана, молибдена, циркония и тантала.
Печатную версию этого документа можно найти здесь.
*Несмотря на то, что были предприняты все усилия для обеспечения точности вышеупомянутого обзора, оценки, выводов и отчета, правомерность их применения и их интерпретации остается исключительной ответственностью пользователя.
Лучшие в мире коррозионностойкие стали находят применение в бесчисленных областях, от обороны до аэрокосмической промышленности, турбин и многого другого. Кислотную деградацию можно легко предотвратить добавлением хрома, который не только упрочняет сплав, но и создает пассивный оксидный слой, который фактически герметизирует металл. Для таких обработок или специальных заказов на широкий спектр коррозионно-стойких сплавов вы не найдете лучшего источника, чем All Metals & Forge.
Их подход не похож ни на один другой в отрасли. Специализируясь на так называемых дизайнерских сплавах, All Metals & Forge предлагает полный контроль над составом, плавкой и формовкой всего, что они продают. Вы можете заказать большое количество устаревших сплавов, коррозионностойких сталей или простой 250-фунтовый прокат. Здесь просто нет слишком неясного для инженеров запроса.
Какими бы ни были ваши потребности, вы, скорее всего, найдете идеальный продукт от этой компании. Нержавеющая сталь поставляется в самых разных типах и составах, от мартенситных сталей до дуплексных сталей. Простой поиск на этом сайте выявит более сотни разновидностей, каждая из которых классифицирована по названию, типу и доступным формам. Хотите что-то, чего вы здесь не видите? ISO9Специалисты All Metals & Forge, сертифицированные по стандартам 001:2000 и AS9100, обычно могут удовлетворить запросы на специальные коррозионно-стойкие сплавы.
Top
Какие металлические сплавы устойчивы к коррозии?
По мере увеличения содержания хрома в любой нержавеющей стали повышается ее устойчивость к коррозии. Конечно, правильное сочетание ингредиентов — это лишь малая часть ковки действительно коррозионностойких сплавов. Большая часть остального связана с другими видами обработки, включая термообработку и кондиционирование поверхности. Сделайте все правильно, и вы получите устойчивый к коррозии сплав, который широко применим в бесчисленных областях промышленности, от бурения до аэрокосмических применений.
Если вы ищете самую твердую, самую жаростойкую и коррозионностойкую сталь на современном рынке, вы попали по адресу. All Metals & Forge специализируется на плавке и формовании таких высококачественных коррозионностойких сплавов, как эти, и инженеры, сертифицированные по стандарту ISO9001:2000 и AS9100, всегда рады удовлетворить особые запросы. Хотите ли вы более высокие концентрации никеля, марганца или чего-то еще, All Metals & Forge может работать с вами, чтобы создать индивидуальную смесь.
Формы, которые вы можете приобрести здесь, практически безграничны: от стержней и столбов до дисков, блоков, профилей и многого другого. Хотите деталь, которую вы просто не можете обработать самостоятельно? Один разговор с опытными профессионалами здесь обычно означает, что это можно сделать в течение нескольких дней.
Не стесняйтесь обращаться в All Metals & Forge, если у вас есть какие-либо вопросы относительно доступных коррозионностойких сталей и сплавов. Этот сайт является ресурсом для всех, кто хочет узнать больше об этом процессе, и его специалисты гордятся тем, что выполняют любые запросы своевременно и по доступной цене. Отправьте электронное письмо с вопросами на адрес [email protected] и позвоните для бесплатной консультации по телефону (973) 276-5000.
Top
Коррозионностойкие металлы
В наши дни коррозионностойкие металлы бывают самых разных форм. Вы можете получить различные температуры для нагрева, коррозии, прочности и многого другого, включая широко варьирующиеся твердость и вес. Все зависит от того, какие металлы вы добавляете и какие виды обработки используются после расплавления сплава.
Здесь, в All Metals & Forge, вы найдете не что иное, как главный ресурс в Интернете по производству и ковке нержавеющей стали. All Metals & Forge предлагает все возможные типы сплавов, от титана и углеродистой стали до медных сплавов и инструментальных сталей. Кузнечное оборудование также не имеет себе равных, предлагая полный спектр стандартных форм, а также неограниченное количество нестандартных форм, доступных по запросу.
Хром, никель и марганец являются наиболее распространенными добавками для сплавов этого типа, но в зависимости от ваших требований вам могут понадобиться различные комбинации молибдена (для щелевой коррозии) и углерода для улучшения состава границ зерен. Каким бы ни был запрос, специалисты All Metals & Forge, сертифицированные по стандарту ISO9001:2000 и AS9100, справятся со всем быстро, по доступной цене и с непревзойденной коммуникацией, которая гарантирует, что каждый клиент будет в курсе всего производственного процесса.
Cталь листовая оцинкованная толщиной листа 1 мм — вес 1м2.
Определение веса посредством формулы – более сложный метод
Специфика оцинкования
Почему важно определить массу листа
Заключения
📝 В среднем период эксплуатации оцинкованного листа варьируется в пределах 15-20-ти лет. Однако далеко не вся оцинкованная сталь соответствует данным нормам. Каким образом определить недобросовестных производителей? Чтобы это узнать, нужно просчитать вес оцинкованного листа.
Методы вычисления веса оцинковки:
Определение с помощью формул;
Определение массы по данным таблицы.
Что касается табличного метода, здесь все просто. Данные предоставляют справочный показатель массы 1-го м.кв. оцинкованной стали, зависимо от ее толщины.
Для примера определим вес оцинковки 1 мм, площадь которого составляет 1 м2.
В соответствии с авиационным справочником:
1 метр квадратный оцинкованного листа толщиной 1 мм будет весит 8,05 кг.
Таблица:
Толщина оцинкованной стали, мм
Кол-во м2 в 1 т оцинкованной стали
Вес 1 м2 оцинкованной стали, кг
0,40
299,40
3,34
0,45
267,92
3,73
0,50
242,42
4,13
0,55
221,36
4,52
0,60
203,67
4,91
0,65
188,60
5,31
0,70
175,59
5,70
0,75
164,2
6,09
0,80
154,32
6,48
0,90
137,65
7,27
1,00
124,22
8,05
1,10
114,09
8,83
1,20
103,95
9,62
1,50
83,51
11,97
2,00
62,89
15,90
2,50
50,45
19,82
Определение веса посредством формулы – более сложный метод
Масса оцинковки = вес оцинкованной части + вес стали
Масса стали = плотность стали х толщина стали х ширина оцинкованного листа х длина оцинкованного листа
Значение плотности стальных сплавов – постоянная величина, которая насчитывает 7850 кг/куб. м.
Толщина стали = совокупная толщина листа – толщина цинка
Таким же образом определяют массу оцинкованного слоя. Во время калькуляции следует учитывать размерности величин.
Специфика оцинкования
Под оцинкованием понимают процесс нанесения гальванического покрытия (в т.ч. цинка) на поверхность металла.
В зависимости от класса покрытия, доступная толщина цинка:
38 мкм — I-й класс;
22 мкм — II-й класс.
Цель оцинкования – обеспечение стальным листам антикоррозионной защиты.
Почему важно определить массу листа
Можно получить представление о фактической плотности оцинкованной поверхности. Если вес превышает нормативы, это значит, что оцинковка листа выполнена некачественно.
Чтобы определить размеры перекрытия, профиля опор. Опираясь на вес листов вычисляют меру нагрузки на несущие детали металлоконструкции.
Заключения
Все что вам осталось, это сохранить выше изложенную таблицу, и воспользоваться ей при покупке. Так вы всегда будете знать точный вес оцинкованной стали 1 миллиметр.
Понравилась статья? Поделиться с друзьями:
Вес стали оцинкованной листовой — онлайн калькулятор веса оцинкованного листа
> Советы и идеи > Вес стали оцинкованной листовой
Листам оцинкованной стали уже давным-давно нашли применение в самых различных областях. К примеру, в том же строительстве, сельхоз деятельности, рекламной сфере и т.п.
Чтобы не быть обманутыми нечестными продавцами, у которых придется покупать подобный вид металла, важно знать точный вес стали оцинкованной листовой. Вычислить этот показатель можно при помощи формулы и, произведя самые обычные, простые вычисления.
Вес стали
Формула для расчета веса стали оцинкованной листовой выглядит так:
М = М 1 + М 2,
Где М является показателем веса стали (принято считать в кг), М 1 – это масса всего железа, а М 2 – масса цинка (также, в кг).
В то же время, М 1 = t 1 * l 1 * h 1 * p 1, и здесь:
t 1 – показатель толщины железа, измеряемый в мм. Когда производите расчеты, учитывайте тот фактор, что толщина железа меньше, нежели в изделии, причем в 1-ом классе цинкового покрытия – разница составляет 0.05 мм, во 2-ом – 0.03 мм.
l 1 – длина листа из железа, измеряемая в метрах;
h 1 – ширина того же листа, в метрах;
p 1 – коэфф. плотности. Так, для железа он составляет 7.85 тонн на кубический метр.
Также, существует и формула для расчета М 2:
М 2 = t 2 * l 2 * h 2 * p 2, где:
t 2 – длина всего покрытия, в метрах;
l 2 – длина покрытия, в метрах;
h 2 – ширина того же покрытия, в метрах;
p 2 – коэфф. плотности цинка. Составляет он 7.13 тонн на кубический метр.
Чтобы было более понятно, на примере произведем расчет, с листом стандартных размеров: 1000 * 2000, мм; толщина 0.5 мм, а также 1-ый класс покрытия цинка.
Произведя такие вычисления, можно узнать достаточно точный расчет веса одного оцинкованного листа. Также это касается и всей партии листов, которые необходимо закупить. Благодаря самостоятельному проведению таких расчетов, Вы будете предостережены от обмана торгующих компаний и организаций, пытающихся заработать нечестным путем.
Похожие формулы рекомендуется применять для плотности кирпичей, объемов пенопласта.
Таблица расчета веса стали оцинкованной листовой в 1т.
Толщина оцинкованной стали, мм
Кол-во м2 в 1 т оцинкованной стали
Вес 1 м2 оцинкованной стали, кг
0,40
299,40
3,34
0,45
267,92
3,73
0,50
242,42
4,13
0,55
221,36
4,52
0,60
203,67
4,91
0,65
188,60
5,31
0,70
175,59
5,70
0,75
164,2
6,09
0,80
154,32
6,48
0,90
137,65
7,27
1,00
124,22
8,05
1,10
114,09
8,83
1,20
103,95
9,62
1,50
83,51
11,97
2,00
62,89
15,90
2,50
50,45
19,82
Таблица расчета оцинкованной стали с полимерным покрытием
Сколько весит кровля из оцинкованной стали толщиной 0,40 мм? Датчики представляют толщину стали. Стальной калибр 11 является наиболее распространенным калибром, используемым при строительстве большинства зданий. Это то, что я называю оцинкованной сталью средней толщины, которая тоньше.
Поскольку наши крыши из оцинкованной стали легче, они обеспечивают более приятную езду. Мы предлагаем ряд продуктов размером от 0,28 мм до 0,80 мм, каждый из которых имеет свою отличительную форму и дизайн. Годы знаний и приверженность качеству привели к созданию бренда, о котором говорят не только в Карнатаке, но и во всей стране, и, несомненно, помогли нам завоевать доверие бесчисленных клиентов.
0,4 мм Оцинкованная сталь представляет собой тонкий лист с уникальным сочетанием качеств, что делает его идеальным для кровельных листов промышленных зданий, коммерческих зданий и других сооружений, требующих защиты от атмосферных воздействий. Кровельные листы предназначены для дополнения архитектурной концепции здания и могут улучшить общий эстетический вид конструкции. Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность.
Это подробное руководство по проекту для расчета веса крыши из оцинкованной стали с использованием длины, ширины и высоты крыши.
Вам нужна привлекательная, долговечная и экономичная кровля. Что мы имеем в виду, когда говорим, что он самый прочный в своем классе? Это результат синтеза множества переменных. Листы толщиной 0,40 мм изготовлены из высококачественной стали. При нормальных условиях на все компоненты распространяется 30-летняя гарантия, а на покрытие — 5-летняя гарантия (см. нашу комплексную гарантию).
Ваше сообщение: У меня есть навес с двускатной крышей размером 5,5м х 4м. Я хочу, чтобы эта крыша прослужила долго, и рассматривал возможность ее оцинковки, пока друг не сказал, что 40 мм металла будет достаточно. Тридцатилетнее здание никогда не красилось и не ремонтировалось. Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм.
Толщина крыши определяется толщиной стали, из которой она изготовлена. Например, калибр 0,40 уже, чем калибр 0,33. (толще). Разделите толщину любого кровельного материала на длину, ширину и высоту крыши в метрах, чтобы получить вес на квадратный метр. Крыша из оцинкованной стали Другими словами, если размеры вашей крыши составляют один метр на один метр на один метр, разделите 0,4 на три, что равно 0,133.
Крыша — это именно то, на что это похоже: крыша. Верно? На самом деле, совсем нет. Крыша жилого или коммерческого здания состоит из нескольких компонентов, которые должны работать вместе, чтобы обеспечить наилучший результат для вашего дома. Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли.
Сколько весит крыша из оцинкованной стали толщиной 0,40 мм? Сколько панелей в квадратном метре? Задумывались ли вы когда-нибудь, какая площадь поверхности содержится внутри развернутых рулонов кровельного материала из оцинкованной стали толщиной 0,40 мм? Примите во внимание следующее.
Эта информация относится к спецификации материала для кровли из оцинкованной стали толщиной 0,40 мм. Как видно из таблицы ниже, точная толщина кровли из оцинкованной стали зависит от ширины и длины конструкции. Крыша из оцинкованной стали размером 500 мм x 500 мм (длина x ширина) обычно весит примерно 17,00 кг.
Сколько весит крыша из оцинкованной стали 0,40 мм? Многие подрядчики предлагают для кровельных работ минимум 0,4 мм или калибр 40.
Крыша из оцинкованной стали толщиной 0,40 мм является наиболее полным вариантом, обеспечивающим наибольшую площадь поверхности и защиту. Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения.
Вес крыши из оцинкованной стали толщиной 0,40 мм Хотя вы можете быть незнакомы с дизайнером, мы уверены, что вы знакомы с его работой. Дэмиен Херст, чьи работы представлены в галереях по всему миру, сотрудничал с нами для разработки уникальной коллекции мебели и аксессуаров для дома. От полок и ящиков до кроватей и сидений, каждый предмет вдохновлен его смелым и инновационным дизайном.
Наш оцинкованный рулонный кровельный материал представляет собой легкий кровельный материал, изготовленный из стальных листов толщиной 0,40 мм, сваренных вместе в ванне для горячего цинкования. Фраза «резервуар для горячего цинкования» относится к резервуару, заполненному расплавленным цинком, который вступает в контакт со сталью, пока она еще горячая и находится в парообразном состоянии, не напрямую, а косвенно через пар, который испаряет пары цинка, в конечном итоге покрывая поверхность. сталь в слое цинка (сварены между собой давлением).
0,40 мм — это покрытие из высокопрочного полиэстера с инновационным эпоксидным покрытием и эластичной полиэфирной тканью, которая не трескается на холоде и не дает усадку в жару. Прочное полиуретановое покрытие не требует ухода, более устойчиво к УФ-излучению, чем алкидная краска, и на него распространяется гарантия. Кроме того, благодаря своей эксклюзивной формуле он подходит для всех типов крыш. Он устойчив к растрескиванию, вздутию и отслаиванию и может наноситься непосредственно на существующие крыши.
Вы планируете замену крыши? Позвольте нам показать разнообразие стилей, профилей и веса стальных кровель.
[объявление_2]
Ссылка на источник
Эта запись была размещена в Оцинкованная сталь, Стиль и помечена оцинкованный профиль, оцинкованная крыша, Оцинкованная сталь, Цена на оцинкованную сталь.
Как рассчитать вес сварной / прессованной стальной решетки?
EnZar ®
WC-01: Таблица стальных решеток поможет вам легко понять структуру сварных и прессованных решеток.
T: Расстояние между опорными стержнями.
Q: Расстояние между поперечинами.
t 1 : Расстояние от центра до центра несущего стержня.
Шарошки по металлу для дрели: виды, применение, особенности выбора
Что собой представляет шарошка и где используется
Виды инструмента и особенности его конструкции
Что следует учитывать при выборе шарошек
Как правильно использовать борфрезы
Рекомендации по обработке различных материалов
При обработке изделий из различных материалов нередко возникают ситуации, когда такие инструменты, как крупная фреза, напильник или абразивный круг, невозможно или нецелесообразно использовать. В таких случаях применяется шарошка – инструмент, который также называют борфрезой.
Заточка стамески абразивной борфрезой
Установленные в патрон обычной электрической дрели или на стационарный станок, шарошки эффективно справляются с решением таких технологических задач, как зачистка и шлифование поверхностей (в том числе и в труднодоступных местах), а также дробление материалов.
Что собой представляет шарошка и где используется
Шарошка (борфреза, долото шарошечное) – это инструмент, история которого насчитывает не один десяток, а может быть, и не одну сотню лет, точных данных на этот счет нет. Конструкция этого инструмента включает в себя два основных элемента: хвостовик, при помощи которого шарошка фиксируется в патроне используемого оборудования, и рабочую головку, выполняющую основную работу по шлифовке различных материалов. Шарошке в ходе обработки придают вращение, скорость которого может доходить до 60 000 об/мин.
Современные производители выпускают выполненные из разных материалов шарошки с рабочими головками различных размеров и форм. Такое разнообразие позволяет подбирать инструмент для решения конкретных технологических задач. Делая такой выбор, руководствуются в первую очередь характеристиками материала, из которого сделано обрабатываемое изделие, а также геометрическими параметрами последнего.
Борфрезы по металлу с удлиненным хвостовиком
Шарошки по металлу и другим материалам активно используются во многих сферах, в числе которых машиностроение, строительство, автомобилестроение, горнодобывающая промышленность, медицина, ювелирное дело и др. Применяя такой инструмент, можно выполнять эффективную обработку изделий из различных металлов, древесины, камня, стекла и пластика.
Не обойтись без шарошек при производстве пластиковых окон (с помощью такого инструмента зачищают места соединений). В горнодобывающей промышленности практикуется применение шарошек по камню большого диаметра, на рабочую часть которых установлены твердосплавные зубья. В ювелирном деле и при изготовлении декоративных элементов при помощи шарошек небольшого размера не только обрабатывают мелкие детали, но и наносят надписи и узоры на поверхность изделий.
Граверная работа мини шарошкой по керамике
Стоматология – еще одна сфера, где шарошки применяются очень активно. Именно такой инструмент является рабочим органом всем известной бормашины, также его используют при изготовлении зубных протезов. В быту шарошки, устанавливаемые в патрон обычной электродрели, также используются довольно часто. Применяя их, домашние мастера решают многие задачи, связанные с ремонтом дома и поддержанием его в надлежащем состоянии.
При помощи шарошек, правильно подбирая их форму и материал изготовления в соответствии с задачами, которые предстоит решить, можно выполнить ровное и аккуратное отверстие в стекле, керамической плитке, камне, кирпиче и в деревянных изделиях, качественно зачистить сварные швы, провести обработку труднодоступных мест, с чем не справится ни один другой инструмент.
Виды инструмента и особенности его конструкции
Шарошки производятся в различном конструктивном исполнении, а для их изготовления, как уже говорилось выше, могут использоваться разные материалы.
По строению борфрезы могут быть:
одноконусной конструкции;
двухконусными;
трехконусными.
Разнообразными могут быть и формы головки такого инструмента. Так, встречаются шарошки с головкой конусной, цилиндрической, шаровидной, овальной или полуовальной формы. Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Формы рабочих головок шарошек
Различаются шарошки и по материалу изготовления. В зависимости от данного параметра это могут быть:
инструменты, изготовленные из углеродистой стали;
алмазные шарошки, на рабочую часть которых нанесено напыление алмазной крошки;
абразивные шарошки, которые также могут выполняться с напылением на рабочую часть или полностью изготавливаться из абразивного материала;
твердосплавные шарошки, на металлический хвостовик которых напаяна рабочая головка из твердого сплава.
Борфрезы из углеродистой стали
Шарошки, для изготовления которых применяется углеродистая сталь, чаще всех остальных используются для работы в комплекте с электрической дрелью или шуруповертом. Это могут быть как шарошки по дереву для дрели, так и инструмент, предназначенный для обработки металлических изделий. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Зубья шарошек из углеродистой стали сильно изнашиваются при работе с твердыми металлами
Используя этот металлический инструмент, даже в бытовых условиях можно выполнять обработку углублений сложной конфигурации, устранять на изделиях острые края, создавать ровные и аккуратные отверстия и увеличивать диаметр уже имеющихся.
Шарошки с алмазным напылением
Шарошки алмазные, которые также могут использоваться в комплекте с ручным электроинструментом, – это уже профессиональный инструмент. С его помощью можно выполнять тонкую шлифовку и расточку отверстий. Такие инструменты демонстрируют свою эффективность не только при обработке хрупких материалов, таких как стекло или керамика, но и при выполнении работ с высокопрочными материалами, где металлические шарошки просто бессильны.
Профессиональные насадки с алмазным напылением
Алмазная шарошка – это именно тот инструмент, которым оснащаются гравировальные установки, позволяющие обрабатывать мельчайшие детали, наносить на поверхность изделий различные узоры и надписи. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Абразивные шарошки
С точки зрения применения шарошка абразивная, изготовленная методом напыления, мало чем отличается от инструмента алмазного типа. За счет высокой твердости своей рабочей части шарошка абразивная может успешно применяться для обработки таких материалов, как металл, пластик, керамика и стекло, бетон, искусственный и натуральный камень, кирпич и др. Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Корундовые шарошки
Рабочая часть, которой оснащена шарошка абразивная, изготавливается методом напыления или целиком выполняется из абразивного материала, в качестве которого чаще всего используют электрокорунд. Шарошечное долото из абразива отличается низкой стоимостью, но и служит значительно меньше, чем даже металлический инструмент.
Шарошки с головкой из твердого сплава
Шарошки, рабочая часть которых выполнена из твердого сплава, используются преимущественно в производственных условиях. Твердосплавные шарошки, которыми оснащаются мощные и высокооборотистые электроинструменты, применяются для обработки материалов, отличающихся высокой твердостью, – чугуна, жаропрочной и нержавеющей стали, титановых сплавов и др.
Шарошки по металлу с твердосплавной головкой
Шарошки именно данного типа являются оптимальным выбором в тех случаях, когда необходимо качественно обработать сварные швы. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.
Что следует учитывать при выборе шарошек
Чтобы обеспечить высокую эффективность использования шарошек, следует учитывать целый ряд параметров:
характер технологических операций, которые предстоит выполнить;
характеристики материала изготовления обрабатываемого изделия;
геометрические параметры обрабатываемой детали.
Примеры применения шарошек различного типа
Следует принимать во внимание параметры электроинструмента, на который будет устанавливаться шарошка. Сюда, в частности, относятся мощность электроинструмента и количество оборотов, которое он способен выдавать.
Важным параметром борфрезы также является тип нарезки ее режущих зубьев. По данному признаку эти инструменты делятся на следующие типы:
с тонкой нарезкой режущих зубьев;
с универсальной нарезкой;
с ультратонкой нарезкой;
для работы по алюминию.
Основные типы зубьев шарошек
Для обработки изделий из цветных металлов оптимально подходят твердосплавные шарошки: для того чтобы эффективно обрабатывать мягкие металлы, требуется инструмент с укрепленной заточкой. Справиться с твердыми материалами так, чтобы после обработки получилась ровная и гладкая поверхность, способны шарошка абразивная и инструмент с алмазным напылением. Следует отметить и высокую производительность обработки с помощью таких шарошек.
Повысить эффективность и производительность обработки металла позволяет использование шарошек, рабочая головка которых имеет двойную заточку. Шарошки, рабочие головки которых выполнены с ультратонкой нарезкой, – это, по сути, шлифовальный инструмент, формирующий идеально ровную и гладкую поверхность.
Специалисты рекомендуют сразу приобретать набор шарошек. Имея под рукой такой набор, в который, как правило, включены шарошки разных форм и размеров, изготовленные из различных материалов, вы всегда будете иметь возможность оптимально подобрать инструмент, предназначенный для решения определенных технологических задач.
Как правильно использовать борфрезы
Еще несколько десятилетий назад шарошки использовали только для обработки в комплекте с ручным инструментом. Разработка новых материалов и развитие технологий привели к тому, что производители изменили свое отношение к борфрезам и стали применять их для оснащения стационарных станков, в том числе с системами ЧПУ.
Несмотря на то, что обработка при помощи шарошек, установленных на ручной электроинструмент, отличается высокой эффективностью, она не позволяет создавать идеально ровные поверхности. Кроме того, использование в комплекте с ручным инструментом негативно отражается на состоянии самих шарошек, у которых зазубриваются режущие кромки, что, соответственно, уменьшает срок их службы.
Размер рабочей насадки должен соотносится с используемым инструментом
Установка шарошек на станки с ЧПУ позволяет не только увеличить срок службы инструмента, но и значительно повысить качество и точность выполняемой обработки. В частности, при использовании такого оборудования удается точно выдержать такие параметры выполняемой обработки, как толщина слоя снимаемого металла, угол наклона и глубина создаваемых на поверхности детали канавок, глубина и диаметр выполняемого или растачиваемого отверстия.
Однако, если следовать определенным правилам обработки шарошками с применением ручного электроинструмента, можно не только продлить срок службы самой борфрезы, но и минимизировать ее негативное влияние на оборудование, в комплекте с которым она используется.
Приведем данные правила.
Рабочая часть шарошки должна находиться в полном контакте с обрабатываемой поверхностью, что позволит повысить качество осуществляемой технологической операции и ее эффективность. Кроме того, необходимо следить за тем, чтобы металлический хвостовик инструмента не соприкасался с поверхностью обрабатываемого изделия, так как это может привести к разрушению места соединения рабочей головки и хвостовика.
В процессе обработки на шарошку не следует оказывать сильного механического давления. Если пренебречь этим требованием, это может снизить эффективность выполняемой обработки и увеличить нагрузку на электроинструмент, что приведет к его перегреву и, как следствие, быстрому выходу из строя.
Очень важно правильно выбрать скорость выполняемой обработки. Это не только увеличит эксплуатационный срок используемой дрели, но и снизит расходы на электроэнергию. Следует иметь в виду, что обработка при помощи шарошки, вращающейся на высокой скорости, позволяет избежать многих проблемных ситуаций, к которым, в частности, относятся образование на поверхности обрабатываемого изделия неровностей и заусенцев, заклинивание инструмента в обрабатываемом материале. Кроме того, при помощи инструмента, вращающегося на высокой скорости, можно более тщательно и аккуратно обработать углы и пазы.
Рабочая головка шарошки, как и любой другой инструмент, контактирующий с твердыми материалами, подвержена активному износу и истиранию. Есть несколько несложных приемов, позволяющих снизить интенсивность износа головки шарошки и продлить срок службы инструмента. Один из таких приемов предполагает использование специальной смазки, которая периодически наносится на рабочую головку борфрезы. Смазка снижает уровень нагрузки, приходящейся на инструмент, позволяет ему лучше скользить по поверхности обрабатываемого изделия. Еще один способ заключается в том, что рабочую головку шарошки в процессе обработки время от времени погружают в специальную суспензию, основу которой может составлять воск или синтетическое машинное масло.
Заметив, что инструмент сильно износился, сразу замените его на новый. Использование сильно изношенного инструмента для выполнения обработки не только потребует приложения значительных физических усилий, но и может привести к поломке самой шарошки и (или) электроинструмента.
Рекомендации по обработке различных материалов
Используя шарошки, установленные на электродрель или шуруповерт, можно выполнять обработку изделий из различных материалов. При этом для обработки каждого материала существуют свои правила, которых следует строго придерживаться.
Обработка камня
Обрабатывая шарошкой натуральный или искусственный камень, а также керамическую плитку и керамогранит, регулярно смачивайте обрабатываемую поверхность водой. При этом важно следить, чтобы вода не попала на используемый электроинструмент, что может привести не только к его выходу из строя, но и к поражению электрическим током.
Обработка каменной статуэтки граверной шарошкой
Работы по дереву
Шарошки по дереву для дрели могут эффективно использоваться для обработки изделий не только из натурального массива, но и из ДВП, ДСП, фанеры и МДФ. Отличительной особенностью такого инструмента является крупная насечка, нанесенная на его рабочую поверхность. При обработке на высоких оборотах изделий из древесных материалов при помощи шарошки может возникать такая проблема, как поджог древесины. Если в процессе работы вы почувствуете запах горелого дерева, следует сразу уменьшить скорость вращения инструмента.
Вырезка паза в древесине цилиндрической шарошкой
Обработка стекла и керамики
Обрабатывая стекло и керамику при помощи шарошки, будьте максимально внимательны и осторожны. Как правило, при обработке изделий из таких хрупких материалов на их поверхности предварительно выполняют контур будущего отверстия, для чего используется специальная фреза. Только после этого создаваемое отверстие выбивается шарошкой, рабочая головка которой имеет шаровидную форму.
Работая с электроинструментом, на который установлена шарошка, следует строго соблюдать меры безопасности, надежно защищать от вылетающих из зоны обработки твердых частиц глаза и руки, для чего используются специальные очки и рабочие перчатки.
Шарошка абразивная по металлу в категории «Инструмент»
Шарошка абразивная по металлу 10х16х3 25А F100 (P12) СТ1 К AW(ГЦ)
На складе
Доставка по Украине
36 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 16х20х6 25А F60 (P25) СТ1 К FW(ГШЦ)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу цилиндрическая 20х25х6 14А/34А F36 (P50) СТ1 К AW(ГЦ)
На складе
Доставка по Украине
54 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 20х25х6 25А F60 (P25) СТ1 К ЕW(ГК)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу коническая 20х32х6 25А F60 (P25) СТ1 К КW(ГКЗ)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Набор шарошек по металлу HotaiTools Набор борфрез по металлу Набор абразивных шарошек по металлу
Доставка из г. Одесса
368 грн
184 грн
Купить
Promplatform
Набор шарошек по металлу 5 в 1 HotaiTools Набор борфрез по металлу Набор абразивных шарошек по металлу
Доставка из г. Одесса
368 грн
184 грн
Купить
Promplatform
Шарошка абразивная по металлу на оправке 20х6 14А F46 (P40) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
39 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 20х6 25А F60 (P25) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
48 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу угловая 25х10х6 14А F46 (P40) СТ1 К DW(ГУ)
На складе
Доставка по Украине
37 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка шлифовальная абразивная по металлу 25х6 14А F46 (P40) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
44 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 25х6 25А F60 (P25) СТ1 К F-2W(ГШ)
На складе
Доставка по Украине
63 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка шлифовальная абразивная по металлу 32х32х6 14А F46 (P40) СТ1 К AW(ГЦ) цилиндрическая
На складе
Доставка по Украине
49 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка абразивная по металлу 32х32х6 14А/34А F36 (P50) СТ1 К AW(ГЦ) цилиндрическая
На складе
Доставка по Украине
77 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Шарошка шлифовальная абразивная по металлу 32х32х6 25А F60 (P25) СТ1 К AW(ГЦ) цилиндрическая
На складе
Доставка по Украине
65 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Смотрите также
Фреза шарошка по металлу остроконическая 13 мм YATO YT-61718
На складе
Доставка по Украине
по 149. 38 грн
от 2 продавцов
154 грн
149.38 грн
Купить
Vitools
Набор шарошек по металлу Sturm 9030-02-S2, 30 шт
На складе
Доставка по Украине
от 225 грн
Купить
ГрадусОК
Диск Polax абразивный отрезной по металлу 41 14А 230х2,5х22,23 54-103 AG, КОД: 2342544
Доставка по Украине
85 грн
58.98 грн
Купить
All goods matter — актуальные товары на каждый день
Шарошки твердосплавные по металлу мини, набор 6 шт (хвостовик 3,1 мм) FIT
На складе в г. Николаев
Доставка по Украине
195 грн
Купить
Магазин інструменту MATRIX
Шарошка цилиндрическая по металлу(Ø 12мм,Ø хвостовика 6мм),в пластиковом футляре
Доставка по Украине
по 408 грн
от 3 продавцов
408 грн
Купить
Stanley-ua
Шарошка цилиндрическая по металлу(Ø 12мм,Ø хвостовика 6мм),в пластиковом футляре
Доставка по Украине
408 грн
Купить
АвтоMеханик. Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Борфреза, шарошка по металлу 8 мм карбид вольфрам цилиндрическая AX0820M06 Domast
На складе в г. Днепр
Доставка по Украине
194 грн
Купить
Domast
Борфреза, шарошка по металлу 10мм карбид вольфрам цилиндрическая Domast AX1020M06
На складе в г. Днепр
Доставка по Украине
237 грн
Купить
Domast
Борфреза, шарошка по металлу 8 мм карбид вольфрам вытянутый овал HX0820M06
На складе в г. Днепр
Доставка по Украине
194 грн
Купить
Domast
Борфреза, шарошка по металлу 10 мм карбид вольфрам вытянутый овал Domast HX1025M06
На складе в г. Днепр
Доставка по Украине
237 грн
Купить
Domast
Борфреза, шарошка по металлу 10 мм карбид вольфрам выпуклый конус Domast GX1020M06
На складе в г. Днепр
Доставка по Украине
237 грн
Купить
Domast
Круг отрезной по металлу 125х1,0 ЗАК (абразивный круг)
На складе в г. Запорожье
Доставка по Украине
16 грн
Купить
«Аргон» Все для сварки
Круг отрезной по металлу 125х1,6 ЗАК (абразивный круг)
На складе в г. Запорожье
Доставка по Украине
16 грн
Купить
«Аргон» Все для сварки
Круг отрезной по металлу 125х2,0 ЗАК (абразивный круг)
На складе в г. Запорожье
Доставка по Украине
17 грн
Купить
«Аргон» Все для сварки
14-дюймовый абразивно-отрезной станок
Французский
Английский
Английский
Эспаньол
6177-20
Получите лучшую в отрасли производительность, долговечность и простоту использования в универсальном отрезном станке, который работает с широким спектром материалов. Благодаря мощному 15-амперному двигателю с максимальной мощностью 4,0 л.с. и скорости вращения до 3900 об/мин этот абразивный отрезной станок позволяет быстро резать гипсокартонные дорожки в пучках, уголках, кабелепроводах, трубах, швеллерах, трубах и арматуре до 5 мм. » максимальная емкость. Благодаря регулируемой направляющей он может быстро и точно делать косые пропилы под углом 45°, не переворачивая тяжелый материал. Легкий, но очень прочный, этот 14-дюймовый отрезной станок легко перемещается на любую рабочую площадку. Большая кнопка блокировки шпинделя позволяет быстро и легко менять лезвия даже в перчатках. Быстро регулируемые тиски позволяют выполнять быструю регулировку при резке материалов разных размеров.
Включает
(1)
14-дюймовый абразивный отрезной станок (6177-20)
(1) Абразивный круг
(1) Шестигранный ключ
(1) тиски
Мощный двигатель на 15 А, максимальная мощность 4,0 л. с.: обеспечивает максимальную производительность резки различных материалов
Большая производительность резки: подходит для широкого спектра операций резки до 5 дюймов
Прочная и легкая конструкция: обеспечивает портативность без ущерба для долговечности
Увеличенные защитные кожухи: Обеспечивают дополнительную защиту от мусора
Угол наклона под углом 45° с регулируемой направляющей: Позволяет выполнять быстрые и точные пропилы под углом, не переворачивая тяжелый материал
Большая кнопка блокировки шпинделя: быстрая и простая замена лезвия в перчатках
Быстрорегулируемый зажим тисков: быстро настраивается для различных размеров материала
Полностью шарикоподшипниковая конструкция: обеспечивает максимальную долговечность
Загрузить руководство оператора Загрузить список запасных частей
Технические характеристики продукта
Ампер 15
Гарантия на инструмент 5 лет
Источник питания Проводной
Длина 16 дюймов
Размер беседки 1 дюйм
Об/мин без нагрузки 3900
Блокировка шпинделя Да
Вместимость 5 дюймов
Максимальная мощность скоса 45 градусов
шпиндель 1 дюйм
Диаметр колеса 14 дюймов
Напряжение 120 перем. /пост. тока
Абразивные, режущие и шлифовальные инструменты и оборудование
Компания Horizon Supply предлагает только лучший абразивный, режущий и шлифовальный инструмент и оборудование. От угловых шлифовальных машин, труборезов и других инструментов для резки металла до шлифовальных, отрезных и проволочных кругов — мы являемся вашим универсальным промышленным поставщиком для любой задачи на стройплощадке. Разместите заказ онлайн или свяжитесь с нами для получения дополнительной информации.
Шлифовальные, абразивные и режущие инструменты
Мы знаем наших клиентов и важность наличия надежных и долговечных инструментов. Вот почему наши инструменты поставляются проверенными производителями, такими как DeWalt, Metabo, RIGID и другими. Вы можете работать так же быстро и так же хорошо, как ваши инструменты! Выполняйте работу с помощью наших первоклассных промышленных инструментов, в том числе:
Шлифовальные машины/угловые шлифовальные машины: Шлифовальные машины и угловые шлифовальные машины — это универсальные инструменты, которые необходимы трубопроводчикам, подрядчикам, строительным бригадам и другим лицам. Двигатель приводит в движение шестерню, на которой установлен шлифовальный круг, отрезной круг или любой другой аксессуар, перечисленный ниже.
Труборезы: Труборезы — это инструменты, которые делают резку жестких стальных труб более удобной, чистой и быстрой.
Станки для снятия фаски с труб/гусеничные ленты для снятия фаски: Кромкорезы или гусеницы для труб используются для сглаживания и резки труб, повышения безопасности и эстетического вида.
Сверла: Сверла используются для энергетических промышленных долот, используемых для резки стальных труб, горных пород, полезных ископаемых и т. д.
Шлифовальное, абразивное и режущее оборудование и аксессуары
Ваше оборудование должно быть максимально эффективным, стабильным,
Шлифовальные круги: Шлифовальные круги изготовлены из абразивного материала и обычно используются в трубопроводной промышленности для процессов абразивной резки. . У Horizon есть много типов шлифовальных кругов, некоторые из которых упомянуты ниже.
Проволочные колеса: Мы предлагаем множество типов проволочных щеток, в том числе: стрингерные, узловые, спирально-резьбовые, гофрированные и другие. Применяются для очистки, резки, удаления заусенцев, полировки, подготовки поверхности трубопроводов и т. д.
Отрезные/отрезные круги: Отрезные круги или отрезные круги обычно используются в строительной и трубопроводной промышленности с угловыми шлифовальными машинами для резки арматуры или шлифования металлических труб.
Лепестковые колеса: Лепестковый шлифовальный круг — это абразивный диск, используемый для финишной обработки металла, идеально подходящий для криволинейных поверхностей.
Ленты для снятия фаски: Ленты для снятия фаски — это ленты, которые наматываются на трубы, чтобы удерживать на месте инструмент для снятия фаски или ленточный гусеничный инструмент, когда он сглаживает и режет трубы
Промышленные сверла: У нас есть широкий выбор промышленных сверл, используемых для сверления металлов, горных пород и минералов.
Полоса 4х40 – разновидность металлопроката, которая производится в строгом соответствии с установленными государственными стандартами методом холодного и горячего проката на станках из слябов. Второй вариант отличается более высокой прочностью и надежностью. На производство данной продукции идут заготовки из углеродистой и низколегированной стали. Они могут иметь защиту от коррозии, выдерживают химические и механические воздействия, при этом у них небольшой вес. Полоса 4х40 широко используются во многих отраслях промышленности, прежде всего в машиностроении и вагоностроении, в строительном секторе при монтаже металлоконструкций, для создания различных креплений и распорок. При решении дизайнерских задач это изделие незаменимо для усиления лестниц и ограждений, возведении веранд и так далее. Отдельно можно отметить оцинкованные модели, которые идут на создание систем защиты от молний. Наконец, такая полоса сама может служить исходным материалом для балок, уголков и прочих изделий металлопроката.
Под заказ: доставка до 14 дней 131 ₽
В наличии 141 ₽
В наличии 150 ₽
В наличии 125 ₽
В наличии 131 ₽
Характеристики
Размеры
Длина:
6000 мм
Ширина:
40 мм
Высота:
4 мм
Размеры в упаковке
Длина упаковки:
6000 мм
Высота упаковки:
4 мм
Ширина упаковки:
40 мм
Вес, объем
Вес брутто:
1.3 кг
Вес нетто:
1.3 кг
Другие параметры
Допуск по длине хлыста:
-20;+50
Кол-во метров в 1т.:
769.231
Марка стали:
Ст3пс/сп
Производитель:
‘Севзапметалл Фирма’ООО
Страна происхож. :
Россия
Торговая марка:
ООО СевЗапМеталл Фирма
Отзывы
5 звёзд
(1)
4 звезды
(0)
3 звезды
(0)
2 звезды
(0)
1 звезда
(0)
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Полоса горячекатаная 4х40 мм 6 м на сайте носят информационный характер и не являются публичной офертой, определенной п. 2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Полоса горячекатаная 4х40 мм 6 м в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Статьи по теме
Крупнейший отечественный производитель материалов ТМ «Изоспан»
Полоса оцинкованная 40х4 производиться путём цинкования штрипса 40х4.
Исходный материал для штрипса 40х4 является холоднокатанный рулон 1000х4мм или 1250*4мм, который распускается на агрегате продольной резки на бунты.
Стальная полоса (штрипс 40х4) упаковывается при помощи пластиковой или стальной упаковочной ленты в связки (бунты) весом до 20 тонн, которые укладываются на деревянные поддоны. Холоднокатанная лента, также упаковывается с использованием полимерных материалов, обеспечивающих надежную защиту заготовки для стальной оцинкованной полосы 40х4 от воздействия неблагоприятных условий окружающей среды при транспортировке и складском хранении.
Штрипс стальной 40х4 пропускается через цинковые ванные, с предварительной очисткой от жира и т.д.. После чего расфасовывается на бухты весом по 48-52 кг и упаковываются на деревянные поддоны по 1000 кг ( по 20 бухт)
Таблица характеристик полосы оцинкованной 40х4
ПОЛОСА СТАЛЬНАЯ ОЦИНКОВАННАЯ
кг/м
м/кг
Сечение (розрез), мм2
Вес бухты, кг
Длинна бухты ±, м
упаковка
Покрытие цинка, г/м2
40х4
1,29
0,78
160
50±2
38,78
бухта/палета
600
Полоса стальная оцинкованная 40х4 производства CYNK-MAL S.
A. Legnica Poland (Польша) произведена согласно стандарту PN-EN 50164-2.
PN-EN 10111 – Листы и полосы из низкоуглеродистой стали, полученные непрерывной горячей прокаткой, для формоизменения в холодном состоянии – Технические условия поставки. PN-EN 10025-2 — Изделия горячекатаные из конструкционных сталей – Часть 2: Технические условия поставки нелегированных конструкционных сталей. PN-EN 10051 — Непрерывно горячекатаные полосы и плиты/листы, вырезанные из широкой полосы нелегированной и легированной стали – Допуски на размеры и форму. PN-EN 62561-2 — Элементы молниезащитного устройства (LPSC) – Часть 2: Требования, касающиеся проводов и заземлителей PN-EN 10346 — Изделия стальные плоские с покрытием, нанесенным методом непрерывного горячего погружения – Технические условия поставки PN-EN 10143 — Листы и полосы стальные с покрытием, нанесенным методом непрерывного горячего погружения – Допуски на размеры и форму. PN-EN ISO 1460 — Покрытия металлические – Покрытия, нанесенные методом горячего цинкования на черные металлы – Определение массы на единицу площади гравиметрическим методом. PN-EN 10204 — Изделия металлические – Типы контрольных документов.
ТАБЛИЦА ПЕРЕВОДА МЕТРОВ В КИЛОГРАММЫ/КИЛОГРАММОВ В МЕТРЫ ПОЛОСЫ ОЦИНКОВАННОЙ 40х4
Полоса стальная оцинкованная 40х4
Полоса стальная оцинкованная 40х4
метров
килограмм
килограмм
метров
1
1,29
1
0,78
2
2,58
2
1,55
3
3,87
3
2,33
4
5,16
4
3,1
5
6,45
5
3,88
6
7,74
6
4,65
7
9,03
7
5,43
8
10,32
8
6,2
9
11,61
9
6,98
10
12,9
10
7,75
11
14,19
11
8,53
12
15,48
12
9,3
13
16,77
13
10,08
14
18,06
14
10,85
15
19,35
15
11,63
16
20,64
16
12,4
17
21,93
17
13,18
18
23,22
18
13,95
19
24,51
19
14,73
20
25,8
20
15,5
21
27,09
21
16,28
22
28,38
22
17,05
23
29,67
23
17,83
24
30,96
24
18,6
25
32,25
25
19,38
26
33,54
26
20,16
27
34,83
27
20,93
28
36,12
28
21,71
29
37,41
29
22,48
30
38,7
30
23,26
31
39,99
31
24,03
32
41,28
32
24,81
33
42,57
33
25,58
34
43,86
34
26,36
35
45,15
35
27,13
36
46,44
36
27,91
37
47,73
37
28,68
38
49,02
38
29,46
39
50,31
39
30,23
40
51,6
40
31,01
41
52,89
41
31,78
42
54,18
42
32,56
43
55,47
43
33,33
44
56,76
44
34,11
45
58,05
45
34,88
46
59,34
46
35,66
47
60,63
47
36,43
48
61,92
48
37,21
49
63,21
49
37,98
50
64,5
50
38,76
51
65,79
51
39,53
52
67,08
52
40,31
53
68,37
53
41,09
54
69,66
54
41,86
55
70,95
56
72,24
57
73,53
58
74,82
59
76,11
60
77,4
61
78,69
62
79,98
63
81,27
64
82,56
65
83,85
66
85,14
67
86,43
68
87,72
69
89,01
70
90,3
71
91,59
72
92,88
73
94,17
74
95,46
75
96,75
76
98,04
77
99,33
78
100,62
79
101,91
80
103,2
81
104,49
82
105,78
83
107,07
84
108,36
85
109,65
86
110,94
87
112,23
88
113,52
89
114,81
90
116,1
91
117,39
92
118,68
93
119,97
94
121,26
95
122,55
96
123,84
97
125,13
98
126,42
99
127,71
100
129
При монтаже полосы оцинкованной 40х4 используются зажимы, крепления, держатели, соединения:
— Держатель универсальный с распорным дюбелем
— Зажим крестовидный с 2 или 4 отверстиями
— Клиновый соединитель
— Соединитель контрольный с 2 или 4 отверстиями
— Зажим крестовидный универсальный
— Маркировочное соединение
— Держатель для полосы с фиксирующим болтом-скоба
— Держатель для полосы-скоба
— Зажим крестовидный на плоской основе
В системах заземления и молниезащиты (активной и пассивной) часто применяют полосу оцинкованную 40х4 в качестве заземляющего контура.
Отпускаем шину заземления оцинкованную 40х4 в розницу.
Минимальный заказ 1 метр.
Возможна доставка по Киеву и в любую точку Украины.
Весовые коэффициенты Bridge Formula — FHWA Freight Management and Operations
Главная > Размер и вес грузовика
Версия для печати [ PDF 3.2 MB ] Вам может понадобиться Adobe® Reader® для просмотра PDF на этой странице. Контактная информация: Операционная обратная связь по адресу [email protected]
Департамент транспорта США Федеральное управление автомобильных дорог Офис операций 1200 Нью-Джерси Авеню, SE Вашингтон, округ Колумбия 20590 ops. fhwa.dot.gov
Август 2019 г. FHWA-HOP-19-028
Примечание
Федеральное управление автомобильных дорог (FHWA) пересматривает брошюру с рекомендациями по весам формулы моста Federal Bridge (май 2015 г.). Предыдущие издания данного руководства заменены и более недействительны. Это руководство перефразирует положения 23 U.S.C. § 127 и 23 CFR § 658 только для иллюстрации. В случае разногласий закон и регламент имеют преимущественную силу в отношении максимально допустимого веса Federal Bridge Formula.
Вес формулы моста
За некоторыми исключениями, указанными в этой брошюре, формула моста устанавливает максимальный вес, который любой набор осей на автомобиле может нести на системе автомагистралей между штатами. В этой брошюре описывается формула моста, почему она была создана и как она используется.
Что это такое?
Конгресс принял Формулу моста в 1975 году, чтобы ограничить отношение веса к длине транспортного средства, пересекающего мост. Это достигается либо за счет распределения веса по дополнительным осям, либо за счет увеличения расстояния между осями.
Соответствие ограничениям по весу Bridge Formula определяется по следующей формуле:
W = общий общий вес любой группы из двух или более последовательных осей с округлением до ближайших 500 фунтов.
L = расстояние в футах между внешними осями любой группы из двух или более последовательных осей.
N = количество осей в рассматриваемой группе.
В дополнение к ограничениям по весу Bridge Formula, федеральный закон гласит, что вес одиночных осей ограничен 20 000 фунтов, а расстояние между осями более 40 дюймов, но не более 96 дюймов друг от друга (тандемные оси) ограничены 34 000 фунтов. Полная масса автомобиля ограничена 80 000 фунтов (23 U.S.C. 127).
Нужна ли формула?
Мосты на автомагистралях межштатной системы спроектированы так, чтобы выдерживать самые разные транспортные средства и их предполагаемые нагрузки. Поскольку в 1950-х и 1960-х годах грузовики становились все тяжелее, нужно было что-то делать для защиты мостов. Решение заключалось в том, чтобы связать допустимый вес с количеством осей и расстоянием между ними.
Рисунок 1
Расстояние между осями так же важно, как и вес оси при проектировании мостов. На Рисунке 1А нагрузка на элементы моста при перекатывании более длинного грузовика намного меньше, чем нагрузка, вызванная коротким транспортным средством, как показано на Рисунке 1В, даже несмотря на то, что оба грузовика имеют одинаковую общую массу и вес отдельных осей. Вес более длинного транспортного средства распределяется, в то время как более короткое транспортное средство концентрируется на меньшей площади.
Как используется формула?
Вес на осях различных конфигураций необходимо проверить, чтобы определить соответствие формуле моста. Для правильного использования формулы моста необходимы три определения.
Вес брутто — Вес транспортного средства или комбинации транспортных средств и любой нагрузки на них. Федеральный предел веса брутто на Межгосударственной системе составляет 80 000 фунтов, если Формула моста не требует более низкого предела веса.
Одноосный вес — Общий вес одной или нескольких осей, расстояние между центрами которых не превышает 40 дюймов. Федеральный предел веса одной оси на межгосударственной системе составляет 20 000 фунтов.
Масса тандемной оси — Суммарная масса двух или более последовательных осей, расстояние между центрами которых превышает 40 дюймов, но не более 96 дюймов. Федеральный предел веса тандемной оси на межгосударственной системе составляет 34 000 фунтов.
Ограничения по весу в межштатной системе в некоторых штатах могут быть выше, чем цифры, указанные выше, из-за «дедушкиных» прав. Когда в 1956 году были приняты ограничения по оси и полной массе Межгосударственной системы, а в 1975 году были внесены поправки, штатам было разрешено сохранять или «дедушкины» ограничения веса, которые были выше.
Расчеты по формуле моста дают серию весов (таблица моста, стр. 5-6). Важно отметить, что ограничение веса для одной оси заменяет ограничение веса Формулы моста для осей, расстояние между которыми не превышает 40 дюймов, а ограничение веса тандемной оси заменяет ограничение веса Формулы моста для осей более 40, но не более 96 дюймов. отдельно. Например, на расстоянии 97 дюймов друг от друга две оси могут нести нагрузку 38 000 фунтов (рис. 2А), а три оси могут нести нагрузку 42 000 фунтов, как показано на рис. 2В.
Рисунок 2
Федеральный закон гласит, что вес любых двух или более последовательных осей не может превышать вес, рассчитанный по формуле моста, даже если одиночные оси, тандемные оси и полная масса находятся в допустимых пределах. В результате группа осей, включающая весь грузовик, иногда называемая группой «внешнего моста», должна соответствовать формуле моста. Однако внутренние комбинации осей, такие как «тракторный мост» (оси 1, 2 и 3) и «прицепной мост» (оси 2, 3, 4 и 5), также должны соответствовать весам, рассчитанным по формуле моста. (Рисунок 3).
Рисунок 3
На рисунке 3 показано наиболее распространенное транспортное средство, проверенное на соответствие требованиям ограничения веса. Хотя формула моста применима к каждой комбинации двух или более осей, опыт показывает, что комбинации осей с 1 по 3, с 1 по 5 и со 2 по 5 являются критическими и должны быть проверены. Если эти комбинации признаны удовлетворительными, то и все остальные на этом типе транспортного средства обычно будут удовлетворительными.
Транспортное средство с массой и размерами осей, показанными на рис. 4, используется для иллюстрации проверки формулы моста.
Рисунок 4
Допустимые полные нагрузки для транспортных средств в штатной эксплуатации 1
Перед проверкой соответствия формуле моста необходимо проверить одноосную, сдвоенную ось и полную массу транспортного средства. Здесь одиночная ось (номер 1) не превышает 20 000 фунтов, тандемы 2-3 и 4-5 не превышают 34 000 фунтов каждая, а полная масса не превышает 80 000 фунтов. Таким образом, эти предварительные требования выполнены. Первая комбинация формулы моста проверяется следующим образом:
Максимальный вес (W) = 65 500 фунтов (Таблица мостов для «L» 35 футов и «N» 4 осей).
Это нарушение, поскольку фактический вес превышает вес, разрешенный формулой моста. Чтобы исправить ситуацию, необходимо снять часть груза с автомобиля или увеличить расстояние между осями (35 футов).
Исключение из формулы и таблицы мостов
В дополнение к примечаниям об основных правах на странице 3 Федеральный закон (23 U.S.C. 127) включает еще одно исключение из формул мостов и таблицы мостов — два последовательных набора тандемных осей могут нести 34 000 фунтов каждый, если общее расстояние между первой и последней осями этих тандемов составляет 36 футов или более. Например, пятиосная комбинация тягач-полуприцеп может перевозить 34 000 фунтов как на тандеме тягача (оси 2 и 3), так и на тандеме прицепа (оси 4 и 5), при условии, что оси 2 и 5 расположены на расстоянии не менее 36 футов друг от друга. Без этого исключения формула моста допускала бы фактический вес всего от 66 000 до 67 500 фунтов на тандемах, расположенных на расстоянии от 36 до 38 футов друг от друга.
Применение формулы моста к односекционным грузовикам
Описанная выше процедура может использоваться для проверки любых комбинаций осей, но несколько близко расположенных осей обычно создают наиболее критическую ситуацию.
Рисунок 8
Грузовик, показанный на Рисунке 8, удовлетворяет ограничениям по весу одной оси (12 000 фунтов меньше 20 000 фунтов), пределу сдвоенной оси (30 000 фунтов меньше 34 000 фунтов) и пределу полной массы (57 000 фунтов). менее 80 000 фунтов). После соблюдения этих ограничений выполняется проверка соответствия требованиям Bridge Formula для осей с 1 по 4.
Максимальный вес (W) = 42 500 фунтов (Таблица мостов для «L» 9 футов и «N» 3 осей.
Это нарушение, поскольку фактический вес превышает вес, разрешенный Формулой моста. нагрузка должна быть либо уменьшена, либо добавлены оси, либо увеличено расстояние, чтобы соответствовать формуле моста.0006
Заявление о гарантии качества
Федеральное управление автомобильных дорог (FHWA) предоставляет высококачественную информацию правительству, промышленности и общественности таким образом, чтобы это способствовало ее пониманию. Стандарты и политики используются для обеспечения и максимального качества, объективности, полезности и целостности информации. FHWA периодически рассматривает вопросы качества и корректирует свои программы и процессы для обеспечения постоянного улучшения качества.
North Dakota Информация об ограничениях нагрузки
Public
Travel/Roads
Business
**Примечание: в вашем браузере либо отключен JavaScript, либо он не поддерживается. Некоторые элементы веб-сайта могут работать некорректно.**
Ограничения загрузки
Контакты и ресурсы
Карты маршрутов для грузовиков
Информация об ограничениях
129K LTN Информация
Ограничения по загрузке в Северной Дакоте
Выдано в Бисмарке, Северная Дакота, в соответствии с разрешением Раздела 39-12-03 Кодекса веков Северной Дакоты.
Текущий заказ
Текущий заказ Карта для печати
Текущая версия текста заказа
Северная Дакота Дороги
Будущий заказ Карта для печати
Текстовая версия будущего заказа
Предлагаемая карта для печати
Автовоз
Разрешения на покупку грузовых автомобилей
Обновления по электронной почте об ограничениях загрузки
Нажмите, чтобы подписаться на обновления ограничений загрузки от GovDelivery
Контактные телефоны
Разрешения и информация о размере/весе транспортного средства: ND Highway Patrol 701-328-2621
Информация об ограничениях нагрузки: NDDOT 701-328-2545
Номера телефонов районного отделения
Карты маршрутов для грузовиков
Карта маршрутов и пробега в Северной Дакоте (2 страницы)
Карты юридических ограничений
Ограничения по массе транспортных средств на государственных автомагистралях Карта
Полная разрешенная масса транспортных средств, движущихся по системе автомагистралей Северной Дакоты.
Обозначенные автомагистрали штата Северная Дакота для автопоездов общей длиной более 75 футов Карта (9-1 Приложение B)
Определенные маршруты и ограничения по длине для составов из нескольких транспортных средств и более длинных составов транспортных средств, движущихся по системе автомагистралей Северной Дакоты. Для разрешенных комбинаций транспортных средств посетите веб-сайт ND Highway Patrol Motor Carrier Operations.
Карты разрешенных перемещений неделимых транспортных средств/грузов
Разрешение Карта ограничений нагрузки моста (9-6 приложение а)
Утвержденные маршруты для цапф (9-6 Приложение I)
Карта ограничений нагрузки на шоссе для самоходной землеройной техники
Совмещение скребков с маршрутной картой ограничения скорости
Утвержденные маршруты для G. V.W. от 150 001 фунтов до 250 000 фунтов Карта
Утвержденные маршруты для разрешенных неделимых грузов полной массой до 250 000 фунтов.
Ограничения по загрузке (текущие) Карта для печати — Приказ 2022-11 Вступает в силу 31 мая 2022 г., 7:00:00 CT
Ограничения по загрузке (будущие) Карта для печати — Приказ 2022-11 Вступает в силу 31 мая 2022 г., 7:00:00 CT
Перечень вертикальных зазоров моста
Карты разрешенных перемещений делимого груза
Ограничения веса транспортных средств на государственных автомагистралях Карта
Показывает ограничения полной разрешенной массы на автомагистралях для транспортных средств, использующих разрешение на освобождение от 10% веса или разрешение на легкие коммерческие автомобили.
Обозначенные автомагистрали штата Северная Дакота для составов транспортных средств, общая длина которых превышает 75 футов Карта
Обозначенные разрешенные маршруты, превышающие 105 500 до 129 000 фунтов (9-28 Приложение A)
Разрешительная карта ограничений нагрузки на мост (9-2 приложение а)
Показывает мостовые конструкции и автомагистрали, по которым транспортному средству, использующему Сертификат одобренного оборудования, запрещено движение.
Информация об ограничениях
Таблица ограничений нагрузки ND
Таблица ограничений нагрузки ND
По законному весу
8 — Тон 903:50
7 – Тон
6 – Тон
5 – тонна
Одноосный
20 000 фунтов.
16 000 фунтов.
14 000 фунтов.
12 000 фунтов.
10 000 фунтов.
Тандемная ось
34 000 фунтов.
32 000 фунтов.
28 000 фунтов.
24 000 фунтов.
20 000 фунтов.
3 группы осей или более на ось
17 000 фунтов.
14 000 фунтов.
12 000 фунтов.
10 000 фунтов.
10 000 фунтов.
Макс. Осевая группа
48 000 фунтов. – не превышать этот вес брутто на кратных грузах
42 000 фунтов. – не превышать этот вес брутто на кратных грузах
36 000 фунтов. – не превышать этот вес брутто на кратных грузах
30 000 фунтов. – не превышать этот вес брутто на кратных грузах
30 000 фунтов. – не превышать этот вес брутто на кратных грузах
Вес брутто
105 500 фунтов.
105 500 фунтов.
105 500 фунтов.
80 000 фунтов.
80 000 фунтов.
ND История ограничений по нагрузке
Почему существуют ограничения по нагрузке на пружины
Процедура NDDOT по инициированию ограничений по нагрузке на пружины в дорожной системе штата основана на следующих факторах:
NDDOT использует ограничения по нагрузке для уменьшения повреждений дороги, вызванные большими нагрузками в то время года, когда дорожное покрытие наиболее уязвимо.
NDDOT устанавливает ограничения по нагрузке в соответствии с погодными условиями и условиями дорожного полотна и снимает эти ограничения, когда дорожное полотно достаточно устойчиво, чтобы без повреждений выдерживать разрешенный весовой трафик.
NDDOT в основном использует три фактора при размещении ограничений по нагрузке.
Температурные датчики в нижних слоях участков дорожной одежды. Когда эти температуры приближаются к 32 градусов по Фаренгейту, NDDOT начинает планировать размещение автомагистралей с участками дорожного покрытия, которые не имеют достаточной прочности, чтобы выдерживать транспортировку тяжелых грузов в периоды, когда конструкции основания дорожной одежды непрочны.
Долговременный прогноз температуры. Когда долгосрочные прогнозы температуры указывают на то, что низкие температуры приближаются к точке замерзания, с дневными максимумами выше 30 или 40, планируются ограничения нагрузки.
Размеры и геометрические характеристики сечения: B — размер длинной полки; b — размер короткой полки; d — толщина стенки; A — площадь поперечного сечения; m — масса погонного метра; Ix — момент инерции уголка относительно оси x; Iy — момент инерции уголка относительно оси y; x0, y0 — расстояния до главных осей; i — радиусы инерции.
Примеры решения задач > Краткая теория >
Полная версия сортамента
Страница 1. Форма профиля и обозначения размеров поперечного сечения неравнополочных уголков.
Страница 2. Размеры, площадь поперечного сечения и справочные величины для неравнополочных уголков №№2,5/1,6-7,5/5.
Страница 3. Угол наклона осей и масса 1 метра неравнополочных уголков №№2,5/1,6-7,5/5.
ГОСТ 8510-86 Страница 4. Размеры, площадь поперечного сечения и справочные величины для неравнополочных уголков №№8/5-20/12,5.
Страница 5. Угол наклона осей и масса 1 метра неравнополочных уголков №№8/5-20/12,5.
Страница 6. Условные обозначения и предельные отклонения по ширине и толщине полок неравнополочных уголков.
Страница 7. Примечания к предельным отклонениям по ширине и толщине полок неравнополочных уголков.
ГОСТ 8510-86 Страницы 8-10. Информационные и выходные данные стандарта на стальные неравнополочные уголки.
Другие сортаменты >>
Сохранить или поделиться с друзьями
Вы находитесь тут:
Уважаемые студенты!
На нашем сайте можно получить помощь по техническим и другим предметам:
✔ Решение задач и контрольных
✔ Выполнение учебных работ
✔ Помощь на экзаменах
Подробнее
Стоимость мы сообщим в течение 5 минут на указанный вами адрес электронной почты.
Если стоимость устроит вы сможете оформить заказ.
НАБОР СТУДЕНТА ДЛЯ УЧЁБЫ
На нашем сайте можно бесплатно скачать:
— Рамки A4 для учебных работ — Миллиметровки разного цвета — Шрифты чертежные ГОСТ — Листы в клетку и в линейку
Сохранить или поделиться с друзьями
Помощь с решением
ВЫБЕРИТЕ РАЗДЕЛ МЕХАНИКИ
Техническая механика (техмех)
Теоретическая механика (теормех)
Сопротивление материалов (сопромат)
Строительная механика (строймех)
Теория механизмов и машин (ТММ)
Детали машин и ОК (ДМ)
Поиск формул и решений задач
Сортамент уголок неравнополочный
Вернуться на страницу «Уголок металлический»
ГОСТ 8510-86
Горячекатаные неравнополочные уголки
b — ширина полки; t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F- площадь поперечного сечения;
I — момент инерции;
Ixy — центробежный момент инерции;
i — радиус инерции;
x0, y0 — расстояние от центра тяжести до наружной грани полки.
Номер уголка
мм
Площадь поперечного сечения, см2
Справочные величины для осей
x0,
y0,
Jxy
Угол наклона оси, tg α
Масса1 м уголка, кг
в
b
t
R
r
x — x
у — у
u — u
Jx, см4
Wx, см3
ix , мм
Jу, см4
Wу, см3
iу , мм
Iu min, см4
Wu, см3
iu min, мм
мм
мм
см4
L25×16×3
25
16
3
3,5
1,2
1,16
0,7
0,43
7,8
0,2
0,19
4,4
0,1
0,16
3,4
4,2
8,6
0,2
0,392
0,91
L30×20×3
30
20
3
3,5
1,2
1,43
1,3
0,62
9,4
0,4
0,3
5,6
0,3
0,25
4,3
5,1
10
0,4
0,427
1,12
L30×20×4
30
20
4
3,5
1,2
1,86
1,6
0,82
9,3
0,6
0,39
5,5
0,3
0,32
4,3
5,4
10,4
0,5
0,421
1,45
L32×20×3
32
20
3
3,5
1,2
1,49
1,5
0,72
10,1
0,5
0,3
5,5
0,3
0,25
4,3
4,9
10,8
0,5
0,382
1,17
L32×20×4
32
20
4
3,5
1,2
1,94
1,9
0,93
10
0,6
0,39
5,4
0,3
0,33
4,3
5,3
11,2
0,5
0,374
1,52
L40×25×3
40
25
3
4
1,3
1,89
3,1
1,14
12,7
0,9
0,49
7
0,6
0,41
5,4
5,9
13,2
1
0,385
1,48
L40×25×4
40
25
4
4
1,3
2,47
3,9
1,49
12,6
1,2
0,63
6,9
0,7
0,52
5,4
6,3
13,7
1,2
0,281
1,94
L40×25×5
40
25
5
4
1,3
3,03
4,7
1,82
12,5
1,4
0,77
6,8
0,9
0,64
5,3
6,6
14,1
1,4
0,374
2,37
L40×30×4
40
30
4
4
1,3
2,67
4,2
1,54
12,5
2
0,91
8,7
1,1
0,75
6,4
7,8
12,8
1,7
0,544
2,26
L40×30×5
40
30
5
4
1,3
3,28
5
1,88
12,4
2,4
1,11
8,6
1,3
0,91
6,4
8,2
13,2
2
0,539
2,46
L45×28×3
45
28
3
5
1,7
2,14
4,4
1,45
14,8
1,3
0,61
7,9
0,8
0,52
6,1
6,4
14,7
1,4
0,382
1,68
L45×28×4
45
28
4
5
1,7
2,8
5,7
1,9
14,2
1,7
0,8
7,8
1
0,67
6
6,8
15,1
1,8
0,379
2,2
L50×32×3
50
32
3
5,5
1,8
2,42
6,2
1,82
16
2
0,81
9,1
1,2
0,68
7
7,2
16
2
0,403
1,9
L50×32×4
50
32
4
5,5
1,8
3,17
8
2,38
15,9
2,6
1,05
9
1,5
0,88
6,9
7,6
16,5
2,6
0,401
2,4
L56×36×4
56
36
4
6
2
3,58
11,4
3,01
17,8
3,7
1,34
10,2
2,2
1,13
7,8
8,4
18,2
3,7
0,406
2,81
L56×36×5
56
36
5
6
2
4,41
13,8
3,7
17,7
4,5
1,65
10,1
2,7
1,37
7,8
8,8
18,7
4,5
0,404
3,46
ОСТАЛЬНЫЕ СЕЧЕНИЯ СМОТРИМ ЗДЕСЬ:
L25-L56 , L63-L75 , L80-L100 , L110-L200
СКАЧАТЬ ПОЛНУЮ ВЕРСИЮ ДОКУМЕНТА
СКАЧАТЬ ФАЙЛ НА ЯНДЕКС. ДИСК
СКАЧАТЬ ФАЙЛ НА GOOGLE.ДИСК
При использовании сортамента следует учитывать, что одни позиции популярны и их можно купить практически на любой базе металлопроката, а некоторые позиции редки и достать их трудно, особенно в регионах. Также следует учитывать разброс цен, т.к. иногда выгоднее закладывать более дешевые балки, что окупается даже не смотря на некоторый перерасход металла.
В таблице представлены цены на начало 2018 года.
Уголок неравнополочный ГОСТ 8510
А ГРУПП, ООО
ДИПОС, ГК
ТК СТАЛЬ-ИНТЕКС ТРЕЙД, ООО
ЕВРАЗ МЕТАЛЛ ИНПРОМ, ОАО
АРИЭЛЬ МЕТАЛЛ, ОАО
МЕТАЛЛ-СЕРВИС, ОАО
МЕТАЛЛО-ТОРГ, АО
МЕТАГОР, ООО
АМГ, ООО
40х40х4,0 мм
46 990
46 990
45х45х5,0 мм
41 790
50x50x4,0 мм
46 490
46 800
43 990
50х50х5,0 мм
44 500
46 500
44 990
45 490
46 800
46 500
43 990
63х63х5,0 мм
4 6000
44 990
45 490
46 800
45 490
63х63х6,0 мм
46 000
45 490
46 800
46 000
45 990
70х70х6,0 мм
48 490
45 490
75х75х5,0 мм
50 000
47 990
48 700
50 000
46 490
75х75х6,0 мм
47 000
47 250
46 490
46 990
48 700
47 250
46 490
75x75x8,0 мм
47 250
46 990
47 250
46 990
80х80х6,0 мм
48 990
46 490
80х80х8,0 мм
48 990
46 490
90х90х6,0 мм
45 000
49 490
48 700
43 990
90х90х7,0 мм
45 000
48 490
48 700
44 990
90х90х8,0 мм
49 490
48 700
46 490
100х100х7,0 мм
49 000
51 500
49 990
50 700
48 000
46 990
100х100х8,0 мм
46 500
51 500
49 490
49 990
50 700
48 000
45 990
100х100х10,0 мм
47 000
51 500
50 990
50 700
49 900
46 490
110х110х7,0 мм
51 500
51 500
110х110х8,0 мм
48 000
125х125х8,0 мм
47000
51500
50500
46490
51490
53700
51500
46490
125х125х9,0 мм
46500
47000
45990
47490
46500
45990
125х125х10,0 мм
46500
51500
46990
49990
54000
51500
45990
125х125х12,0 мм
49990
47990
140х140х9,0 мм
57500
55880
57300
57300
58100
57500
57300
140х140х10,0 мм
57300
57500
57990
57300
58100
57990
140x140x12,0 мм
58100
140x140x14,0 мм
41490
160х160х10,0 мм
57300
57500
57300
57300
58100
57500
57300
160х160х12,0 мм
57300
57500
55880
57300
57300
58100
57300
160х160х14,0 мм
58100
160х160х16,0 мм
57300
57300
57300
58100
160х160х20,0 мм
57300
180х180х11,0 мм
59550
59550
59550
60100
59550
180x180x12,0 мм
59550
59550
60100
59550
200х200х12,0 мм
57300
57500
57300
58100
57300
200х200х14,0 мм
57500
54380
57300
57300
58100
57300
200х200х16,0 мм
57300
57300
57300
58100
50490
200х200х20,0 мм
57300
57300
58100
57300
Как сшить скошенные углы разной длины — Sie Macht
Закрепите этот пост, чтобы сохранить его на потом!
Знаете ли вы, что культовые жакеты Chanel из букле имеют скошенные углы?
Если это достаточно хорошо для Коко, это достаточно хорошо для меня — и для вас!
В этой статье вы узнаете, как сделать ОСОБЫЙ вид скошенного уголка — угол, в котором сходятся сгибы разной длины.
Но что это значит? Вот пример, который прояснит ситуацию:
Центральный передний край юбки может быть загнут на изнаночную сторону на 1 дюйм, а кромка юбки может быть загнута на 2 дюйма. Перекрытие, созданное складками, будет 1 на 2 дюйма. (На случай, если вы не подберете то, что я бросаю, 1 дюйм и 2 дюйма — это неравных длин .)
Я научилась шить скошенные углы разной длины, потому что хотела, чтобы кромка этого радужного фланелевого платья была приподнятой (повторение коллекции Darling Ranges от Megan Nielsen). Честно говоря, я удивлен, что ателье Шанель не позвонило (ха!).
Давайте узнаем, как подшивать неровные скошенные углы. После того, как вы освоите эту технику, возможно, Chanel станет для вас тоже горяча.
Этот пост содержит партнерские ссылки, выбранные для вас. Если вы нажмете и совершите покупку, я могу получить комиссию без каких-либо дополнительных затрат для вас. Партнерская реклама — это основной способ получения дохода от Sie Macht, и я благодарю вас за вашу поддержку! 💙
Что такое скошенный угол?
Со скошенным углом, 9 слоев ткани0011 соединяет вместе (со швом) вместо того, чтобы перекрывал и создавал объем. Вы можете срезать углы под любым углом и любой длины .
Посмотрите эти образцы бумаги; ткань работает ТАКИМ ОБРАЗОМ (и, TBH, довольно весело делать эти дурацкие маленькие фигурки):
а.) Острый угол равной длины
b.) Острый угол, неравные длины
c.) Прямоугольные, разной длины
d.) Прямой угол, равные длины
д.) Тупой угол равной длины
f.) Тупой угол, неравные длины
СВЯЗАННЫЕ: Платье Rainbow Darling Ranges: фланель Encore
Когда использовать скошенный угол
Скошенные углы идеально подходят для любого места, где ткань делает изгиб, острый или широкий.
Практически созданы следующие варианты использования скошенных углов:
Угол кардигана или жакета
Разрезанный низ
Угол подола юбки
Шлица куртки
Скошенный угол можно сшить из любой ткани, тканой или трикотажной. Если шаблон требует угол, вы можете его срезать!
Два меня, есть две основные причины зашить скошенный угол:
Они выглядят профессионально . Это техника, которая ОПРЕДЕЛЕННО повышает уровень моды DIY от «домашнего» до «ручного».
Они уменьшают объем углов, где сталкиваются два сложенных края. По крайней мере, с двумя сложенными краями у вас получится четыре слоя ткани.
За многие годы шитья и чтения о шитье, а также просмотра видео о шитье я понял, что нужно уменьшать объем, когда можно .
СВЯЗАННЫЕ: Исследуйте швейные ресурсы Sie Macht — руководства, учебные пособия и многое другое
Что нужно, чтобы сшить идеальный угол
Для сшивания скошенных углов вам потребуются следующие швейные принадлежности:
Мел или другой инструмент для разметки
Утюг
Линейка
Ножницы или резак
Нить
Токарный станок
Швейная машина
Булавки
-проект сделки. Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).
Как сшить скошенные углы разной длины
Эта техника адаптирована из «Секретов шитья в модной индустрии», одной из моих любимых книг по шитью.
Если ваши два сложенных края неравны по длине, продолжайте читать, чтобы узнать, как срезать их под углом.
1.) Обработайте необработанные края ткани, из которых будет скошенный угол. Это может быть крошечная складка (¼ дюйма), зигзагообразная строчка, обметка или розовая отделка. Выбор швеи!
2.) Положите ткань изнаночной стороной вверх. Готовые края сложите в нужном порядке на изнаночную сторону. Например, если бы я шила вышеупомянутую юбку, я бы сначала сделала центральную складку спереди, а затем подогнула кромку.
3.) Слегка прижмите утюгом к этому не скошенному углу (не беспокойтесь о торчащих краях в этой точке). Мы запоминаем основные складки.
4.) Переверните ткань и положите ее лицевой стороной вверх. Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
5.) Сложите готовые края вправо в порядке , обратном складыванию . Итак, продолжая пример с юбкой, здесь я сначала подгибаю подол, а затем сгибаю по центру переда.
6.) С помощью инструмента для разметки проведите диагональную линию от нижнего внешнего угла пересекающихся складок к верхнему внутреннему углу. Немного перерисуйте (от 1/16 до 1/8 дюйма) на изнаночную сторону ткани.
7.) Отогните верхнюю складку по диагональной линии. Пальцем надавите на диагональную складку. Вы отрываете верхнюю складку, чтобы посмотреть на нижнюю.
8.) Проведите маркером вдоль края диагональной складки, проведя диагональную линию от нижнего внешнего угла к верхнему внутреннему углу (перерисовка поможет вам 9).0011 найти конечную точку этой строки). Теперь должна быть диагональная линия на верхнем сгибе и диагональная линия на нижнем сгибе. В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
9.) Разверните уголок изнаночной стороной вверх и посмотрите на две диагональные линии. Используя поверочную линейку и инструмент для разметки, соедините линии от готовой кромки к готовой кромке. (Разве не дико, как они собираются вместе? Это похоже на волшебство!) Эта линия является вашей линией сшивания для создания митры.
10.) Создадим припуски на швы. Используя линейку, нарисуйте линию, которая равна:
¼ дюйма от линии строчки
Ближе к внешнему углу
11.) Отрежьте внешний угол по линии припуска на шов. (Вас может пугать отрезание ткани, но это правильно!)
12.) Лицевые стороны вместе, сложите строчку пополам. Когда вы складываете леску, верхняя часть лески и нижняя часть лески должны точно накладываться друг на друга. Проткните булавкой линию стежка с одной стороны ткани на другую, чтобы подтвердить выравнивание.
Это немного трудно обнаружить, но через желтую строчку воткнута булавка.
13.) Прошейте вдоль линии строчки, чтобы получился угловой шов; обратная строчка с обоих концов.
14.) На изнаночной стороне раскройте скошенный шов и разутюжьте. Обрежьте угол, чтобы убрать объем.
Вы можете увидеть обрезанный угол в правом нижнем углу.
15.) Выверните скошенный угол на лицевую сторону. (Для создания острого острия здесь полезен токарный станок.) Аккуратно нажмите на правую сторону.
16.) Пришейте неравные швы! И готово. Отличная работа!
Отстрочка — это только один из вариантов закрепления краев.
Заключительные мысли о шитье скошенных углов
Это одна из тех техник шитья, освоив которую, вы ищете возможности применить ее на практике. Сшивание скошенных углов позволяет почувствовать себя профессионалом; они опрятны и требуют некоторой умственной работы, чтобы сделать все правильно.
Первое, о чем следует помнить при шитье скошенных углов, особенно когда края неровные, это СНАЧАЛА ПОПРАКТИКоваться. Лучше сделать прогонку бумагой или обрезками ткани, чем отрезать не ту часть своего угла.
НА САМОМ ДЕЛЕ…
ДУН-ДУН-ДУУУУН…
Именно это я и сделала с одним уголком своего радужного фланелевого платья! Я *думал*, что знаю, что мне нужно, чтобы обрезать припуски на швы. Но из-за того, что мой угол был сложен неправильно, я отрезал слишком много/не тот участок ткани. (Думаю, мне не удалось изменить порядок складывания при складывании на правую сторону.)
Как видно по фотографиям, я вернулась с этого тупоголового переезда и, несмотря на это, сшила красивую неравномерную митру. (Если хотите увидеть, как я закрепила отрезанный угол ткани, ставьте ЛК в комментариях!)
Как бы то ни было, когда я говорю вам сначала попрактиковаться в митре, я говорю по опыту.
К вам: Вы пришили скошенный уголок? Как прошло? Где вы получили инструкцию? Если вы еще не пробовали эту технику, то почему бы и нет? Поделись, пожалуйста, с друзьями-швеями!
Руководство по выбору концевой фрезы
| Инструменты RedLine
Сверла
Концевые фрезы
Краны
Развертки
Резьбовые фрезы
Твердосплавные стержни
Боры
Продукты охлаждающей жидкости
Инструменты для скругления углов
Инструменты для снятия фаски и зенкеры
Двойные угловые фрезы
Ключевые фрезы
резаки типа «ласточкин хвост»
Инструменты для гравировки
Цанги и цанговые уплотнения
Державки и аксессуары
Приводные инструменты для токарных станков Haas
Блоки токарных станков Haas
Редукционные рукава
Чип вентиляторы
Установки MQL и AirBlast
Ссылки на продукты
Loading. ..
Концевая фреза — это режущий инструмент, используемый для промышленного фрезерования. Он отличается от сверл своим применением, геометрией и изготовлением. В то время как сверло может резать только в осевом направлении, концевая фреза может резать во всех направлениях.
Концевые фрезы используются при фрезеровании, например при профильном фрезеровании, копировальном фрезеровании, торцевом фрезеровании, врезании, контурной обработке, прорезании пазов, сверлении и развертывании. Существует несколько широких категорий концевых фрез.
Обратитесь к нашим основам концевых фрез и руководству по выбору, чтобы узнать о нескольких широких категориях и о том, как их лучше всего использовать.
Типы концевых фрез
Квадратные концевые фрезы
Квадратные концевые фрезы имеют профиль под углом 90 градусов. Они используются для всестороннего фрезерования.
См. Выбор
Концевые фрезы Weldon
Концевые фрезы Weldon с хвостовиком производятся с плоской поверхностью Weldon для предотвращения проскальзывания.
См. Выбор
Сферические концевые фрезы
Сферические концевые фрезы (с сферическим концом) имеют круглую режущую поверхность, используемую для фрезерования контурных поверхностей.
См. Выбор
Радиусные концевые фрезы
Угловые радиусные концевые фрезы имеют закругленный угол для обработки заданного радиуса.
См. Выбор
Концевые фрезы Finisher
Концевые фрезы Finisher обеспечивают гладкую и полированную поверхность за один проход. Не подходит для погружной резки.
См. Выбор
Концевые фрезы
Сверлильные фрезы используются для центровки, сверления, фрезерования и зенкерования. Не рекомендуется для сверления стали.
См. Выбор
Концевые фрезы для черновой обработки
Концевые фрезы для черновой обработки, также известные как боровые фрезы, используются для удаления большого количества материала за один проход. Черновые концевые фрезы доступны с прямым и мелким шагом.
См. Выбор
Концевые фрезы для скругления
Концевые фрезы для скругления углов используются для фрезерования круглых кромок. Конец инструмента усилен для уменьшения выкрашивания.
См. Выбор
Концевые фрезы для подрезки
Концевые фрезы для подрезки также известны как фрезы для леденцов. Это универсальные инструменты, которые можно использовать во многих случаях.
Диаметр хвостовика: Ширина хвостовика, удерживаемого в державке.
Общая длина: Общая длина инструмента между двумя осевыми концами.
Длина резания/длина канавки: Функциональная глубина резания при осевой ориентации инструмента.
Длина ниже хвостовика: Также называется вылетом и представляет собой длину от шейки до конца режущего конца инструмента.
Диаметр шейки: Диаметр горлышка.
Угол спирали: Угол, измеренный от центральной линии инструмента и прямой линии, касательной вдоль режущей кромки.
Канавки: Спиральные режущие канавки в инструменте. Меньшее количество канавок обеспечивает более крупную стружку и большую глубину резания, но они слабее и лучше всего подходят для пластика и алюминия. Большее количество канавок повышает прочность инструмента, но уменьшает глубину резания, обеспечивая более гладкую резку, которая больше подходит для более твердых материалов.
Переменная спираль: Концевая фреза с изменяемой спиралью использует неравное расстояние между зубьями для уменьшения гармоник, что может значительно увеличить срок службы инструмента и улучшить качество обработки детали.
Переменный шаг : Относится к неравному расстоянию между режущими кромками. У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
Типы канавок
Канавки представляют собой режущую поверхность корпуса инструмента. Это полость, которая закручивается по спирали вдоль оси корпуса инструмента. Небольшое количество канавок обеспечивает больше пространства для стружки, что позволяет быстрее снимать материал, но делает инструмент менее прочным. Большее количество канавок увеличивает прочность инструмента и лучше подходит для резки более твердых материалов.
Однолезвийный: Используется для высокоскоростной обработки при съеме больших объемов материала, часто из пластика или углепластика.
Две канавки: Используется для удаления больших объемов материала при прорезании пазов и карманов в цветных материалах.
Трехзубая: То же расстояние между канавками, что и у двухзубой концевой фрезы, но они прочнее. Используется для черных и цветных металлов.
Четырехзубая фреза : Более прочная, чем трехзубая концевая фреза, что позволяет работать с более высокими скоростями подачи. Они имеют меньше места для канавок, чем концевые фрезы с 3 канавками, и производят меньшую стружку. Они чаще всего используются при резке черных металлов.
Пятизубая: Имеют меньшее расстояние между зубьями, чем у четырехзубых концевых фрез, что обеспечивает большую прочность, чем у четырехзубых концевых фрез. Они лучше подходят для высокоэффективного фрезерования твердых материалов.
Шесть зубьев и больше: Это концевые фрезы для чистовой обработки, обеспечивающие очень чистую обработку. Они также широко используются в динамической или высокоэффективной обработке (HEM).
Подложка режущего инструмента
Твердый сплав: Более жесткий, чем быстрорежущая сталь (HSS), и может работать в 2-3 раза быстрее. Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Быстрорежущая сталь (HSS): Используется для общего фрезерования.
Ванадиевая быстрорежущая сталь (HSSE): Имеют лучшую износостойкость, чем HSS. Хорошо подходит для нержавеющей стали и алюминия.
Покрытия и отделки
Покрытия играют решающую роль в производительности вашего режущего инструмента, однако геометрия инструмента не менее важна для успеха. Это лучшие покрытия для данного применения:
P — Steels
Best Coatings:
AlCrN
Aluminum Chromium Nitride
AlTiNX
Aluminum Titanium Nitride Xtreme
TiAlNX
Титан-алюминий нитрид Xtreme
AlTiN
Aluminum Titanium Nitride
Alternatives:
TiCN
Titanium Carbo-Nitride
TiN
Нитрид титана
CrC
Chromium Carbide
M — Stainless Steels
Best Coatings:
AlCrN
Aluminum Chromium Nitride
AlTiNX
Алюминий Титан-нитрид Xtreme
TiAlNX
Titanium Aluminum Nitride Xtreme
AlTiN
Aluminum Titanium Nitride
Alternatives:
TiCN
Titanium Carbo-Nitride
CrC
Карбид хрома
K — Cast Irons
Best Coatings:
AlTiNX
Aluminum Titanium Nitride Xtreme
TiAlNX
Титан Алюминий Нитрид Xtreme
AlTiN
Алюминий Нитрид Титана
Alternatives:
AlCrN
Aluminum Chromium Nitride
TiCN
Titanium Carbo-Nitride
TiN
Нитрид титана
N — Цветной металл
Best Coatings:
ZrN
Zirconium Nitride
TiCN
Titanium Carbo-Nitride
TiB2
Диборид титана
2 DLC
16
Diamond Like Carbide
S — High Temp Alloys
Best Coatings:
AlCrN
Aluminum Chromium Nitride
AlTiNX
Алюминий Нитрид Титана Xtreme
TiAlNX
Titanium Aluminum Nitride Xtreme
AlTiN
Aluminum Titanium Nitride
Alternatives:
TiCN
Titanium Carbo-Nitride
CrC
Карбид хрома
Высокоэффективное фрезерование0053
HEM — это метод фрезерования, получивший значительную популярность благодаря повышению эффективности цеха, увеличению срока службы инструмента, повышению производительности и экономии затрат. Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Мы надеемся, что это руководство по выбору концевой фрезы поможет вам найти правильные инструменты для вашей работы.
Купить сейчас
Для получения технической информации и информации по применению , включая скорости подачи, прорезание кромок, торцовку, винтовое врезание под углом, прямолинейные наклоны, регулировку длинного вылета, устранение конусности стенки при чистовой обработке, регулировку концевой фрезы с шаровым узлом, чистовую обработку поверхности.
 Вы без проблем сможете разместить на бетонной поверхности запчасти к автомобилю, коробки и рабочие инструменты, не боясь повредить ее. Даже если вдруг что-то и упадет – на полу это не отразится. Бетонный пол в гараже неприхотлив в обслуживании. Подобные покрытия достаточно долго служат, несмотря на частоту движения, что позволяет сэкономить временные и материальные ресурсы. Затеяв бетонирование пола в гараже, вы можете экспериментировать с дизайном: сегодня существует огромный выбор различных красителей, которые используются как на стадии замешивания, так и по готовому полу. К слову, текстура может тоже отличаться от стереотипной.
Вы без проблем сможете разместить на бетонной поверхности запчасти к автомобилю, коробки и рабочие инструменты, не боясь повредить ее. Даже если вдруг что-то и упадет – на полу это не отразится. Бетонный пол в гараже неприхотлив в обслуживании. Подобные покрытия достаточно долго служат, несмотря на частоту движения, что позволяет сэкономить временные и материальные ресурсы. Затеяв бетонирование пола в гараже, вы можете экспериментировать с дизайном: сегодня существует огромный выбор различных красителей, которые используются как на стадии замешивания, так и по готовому полу. К слову, текстура может тоже отличаться от стереотипной. Виной тому – восприимчивость материала к влаге. Если же влага замерзла в бетонном полу, то, в связи с ее расширением, он может быть попросту разрушен. Соответственно, бетонирование дает полам прочность, но требует гидроизоляции. Если немногочисленные недостатки вас не остановили и вы решили забетонировать пол в гараже, рассмотрим этапы работы с ним.
Виной тому – восприимчивость материала к влаге. Если же влага замерзла в бетонном полу, то, в связи с ее расширением, он может быть попросту разрушен. Соответственно, бетонирование дает полам прочность, но требует гидроизоляции. Если немногочисленные недостатки вас не остановили и вы решили забетонировать пол в гараже, рассмотрим этапы работы с ним. Ширина котлована, как правило, составляет 75-80 см, глубина – рост владельца и добавочные 30 см, длина – на 1-1,5 м более длины автомобиля. Подготовив выемку, утрамбовываем грунт, выкладываем на ее низ рубероид (для гидроизоляции). Далее необходимо заливать пол тонким слоем бетона (7-10 см). Когда бетон на дне будущей смотровой ямы застынет, начинаем работу с кладкой.
Ширина котлована, как правило, составляет 75-80 см, глубина – рост владельца и добавочные 30 см, длина – на 1-1,5 м более длины автомобиля. Подготовив выемку, утрамбовываем грунт, выкладываем на ее низ рубероид (для гидроизоляции). Далее необходимо заливать пол тонким слоем бетона (7-10 см). Когда бетон на дне будущей смотровой ямы застынет, начинаем работу с кладкой. Если линия пола неровная, ее необходимо выровнять. Разметка делается на 90-100 см выше линии основания. Выполнить разметку можно, используя лазерный либо длинный строительный уровень, гидроуровень.
Если линия пола неровная, ее необходимо выровнять. Разметка делается на 90-100 см выше линии основания. Выполнить разметку можно, используя лазерный либо длинный строительный уровень, гидроуровень. Сеть раскладывается на опорах высотой 1,5 – 2 см по всему периметру и помещается внутри стяжки.
Сеть раскладывается на опорах высотой 1,5 – 2 см по всему периметру и помещается внутри стяжки.
 Упрочнительная пропитка – состав, который увеличивает твердость поверхности, дает ей служить сколько необходимо. Бетонный пол, который был обработан специальными пропитками, приобретает качества водонепроницаемости и влагоустойчивости, износостойкость, защиту от пылеобразования, а также помогает восстановить изношенное основание.
Упрочнительная пропитка – состав, который увеличивает твердость поверхности, дает ей служить сколько необходимо. Бетонный пол, который был обработан специальными пропитками, приобретает качества водонепроницаемости и влагоустойчивости, износостойкость, защиту от пылеобразования, а также помогает восстановить изношенное основание.


 Поэтому все рабочие поверхности внутри и на въезде должны обладать определенными эксплуатационными характеристиками.
Поэтому все рабочие поверхности внутри и на въезде должны обладать определенными эксплуатационными характеристиками.
 Кроме того, очень важно простелить гидроизоляционный материал.
Кроме того, очень важно простелить гидроизоляционный материал.
 Выбирая, какой бетон нужен для пола в гараже, следует отдать предпочтение раствору марки М400.
Выбирая, какой бетон нужен для пола в гараже, следует отдать предпочтение раствору марки М400.

 Все остальные составы требуют обработки покрытия.
Все остальные составы требуют обработки покрытия.



 youtube.com/embed/h6kRvQRwlAs» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/h6kRvQRwlAs» frameborder=»0″ allowfullscreen=»allowfullscreen»> 




 Согласно нынешним рыночным ценам, средняя стоимость бетона для плиты площадью 400 квадратных футов, типичного размера для гаража на две машины, колеблется от 583 до 637 долларов или от 1,46 до 1,59 долларов.за квадратный фут.
Согласно нынешним рыночным ценам, средняя стоимость бетона для плиты площадью 400 квадратных футов, типичного размера для гаража на две машины, колеблется от 583 до 637 долларов или от 1,46 до 1,59 долларов.за квадратный фут. Общая стоимость пола гаража площадью 400 квадратных футов в Сан-Франциско колеблется от 3,91 до 4,28 долларов за квадратный фут и от 3,26 до 3,60 долларов за квадратный фут в Атланте.
Общая стоимость пола гаража площадью 400 квадратных футов в Сан-Франциско колеблется от 3,91 до 4,28 долларов за квадратный фут и от 3,26 до 3,60 долларов за квадратный фут в Атланте.
 футов, причем некоторые из них немного больше, чтобы транспортные средства помещались внутри более удобно. При стоимости в среднем 2-5 долларов за кв. фут ваш пол в гараже будет стоить около 720-1800 долларов .
футов, причем некоторые из них немного больше, чтобы транспортные средства помещались внутри более удобно. При стоимости в среднем 2-5 долларов за кв. фут ваш пол в гараже будет стоить около 720-1800 долларов . Химически стойкий.
Химически стойкий.

 Образцы цветов предоставлены Westcoat.
Образцы цветов предоставлены Westcoat. На юго-западе, например, распространен заполнитель зернистостью от 40 до 60, в то время как на Среднем Западе предпочтительным размером является зернистость 30. Обязательно обсудите варианты с вашим подрядчиком и попросите его или ее показать вам образец.
На юго-западе, например, распространен заполнитель зернистостью от 40 до 60, в то время как на Среднем Западе предпочтительным размером является зернистость 30. Обязательно обсудите варианты с вашим подрядчиком и попросите его или ее показать вам образец. Сегодня все внимание, которое домовладелец уделяет украшению своего дома, уделяется и гаражу, вплоть до того, что идет на бетонные полы.
Сегодня все внимание, которое домовладелец уделяет украшению своего дома, уделяется и гаражу, вплоть до того, что идет на бетонные полы.


 Наклейка с логотипом на алюминиевой основе была заказана по индивидуальному заказу и выдержит интенсивное движение.
Наклейка с логотипом на алюминиевой основе была заказана по индивидуальному заказу и выдержит интенсивное движение.
 Они используются в колодцах и скважинах, для полива или перекачки жидкости из любой ёмкости. Основные их преимущества – низкая цена, компактность, универсальность, встроенный фильтр, низкое энергопотребление (25 Вт/ч) и достаточно высокая производительность (до 450 л/мин).
Они используются в колодцах и скважинах, для полива или перекачки жидкости из любой ёмкости. Основные их преимущества – низкая цена, компактность, универсальность, встроенный фильтр, низкое энергопотребление (25 Вт/ч) и достаточно высокая производительность (до 450 л/мин).
 Проводятся эти процедуры одновременно, путем закачки воды или воздуха под давлением, которое в 1,5 – 2 раза выше рабочего. Пренебрегая этим этапом, вы раскуете испортить весь объём дорогостоящей незамерзающей жидкости либо значительно уменьшить ресурс всего оборудования системы.
Проводятся эти процедуры одновременно, путем закачки воды или воздуха под давлением, которое в 1,5 – 2 раза выше рабочего. Пренебрегая этим этапом, вы раскуете испортить весь объём дорогостоящей незамерзающей жидкости либо значительно уменьшить ресурс всего оборудования системы. Если из крана после воздуха пошла не жидкость, а пена, дайте теплоносителю отстояться минимум 30 минут, а затем повторите попытку.
Если из крана после воздуха пошла не жидкость, а пена, дайте теплоносителю отстояться минимум 30 минут, а затем повторите попытку. Отверстия в них тонкие, много теплоносителя не вытечет.
Отверстия в них тонкие, много теплоносителя не вытечет.

 Охлаждая двигатель точно и только по мере необходимости, охлаждающие насосы снижают расход топлива, а также снижают потери на трение и выбросы.
Охлаждая двигатель точно и только по мере необходимости, охлаждающие насосы снижают расход топлива, а также снижают потери на трение и выбросы. Fluid-o-Tech с более чем 70-летним опытом, компетенциями, продуктами, передовым отделом исследований и разработок и центром моделирования является подходящим партнером для разработки будущих систем управления температурным режимом.
Fluid-o-Tech с более чем 70-летним опытом, компетенциями, продуктами, передовым отделом исследований и разработок и центром моделирования является подходящим партнером для разработки будущих систем управления температурным режимом. Наш обширный портфель предлагает решения, начиная от охлаждения вспомогательных контуров и заканчивая основным охлаждением двигателей внутреннего сгорания, аккумуляторов, электродвигателей и блоков топливных элементов. Стационарные аккумуляторные системы, станции быстрой зарядки, центры обработки данных и сетевые башни 5G требуют управления температурным режимом.
Наш обширный портфель предлагает решения, начиная от охлаждения вспомогательных контуров и заканчивая основным охлаждением двигателей внутреннего сгорания, аккумуляторов, электродвигателей и блоков топливных элементов. Стационарные аккумуляторные системы, станции быстрой зарядки, центры обработки данных и сетевые башни 5G требуют управления температурным режимом. 2 bar
2 bar 3 bar
3 bar 5 bar
5 bar


 Измеряется в ньютонах.
Измеряется в ньютонах.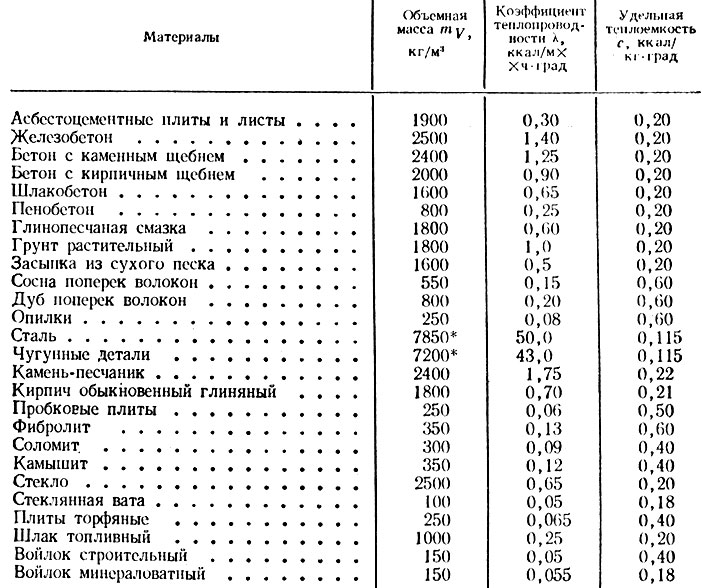 Каждый элемент имеет свое назначение, придает те или иные свойства, одновременно оказывая влияние на удельный вес стали.
Каждый элемент имеет свое назначение, придает те или иные свойства, одновременно оказывая влияние на удельный вес стали.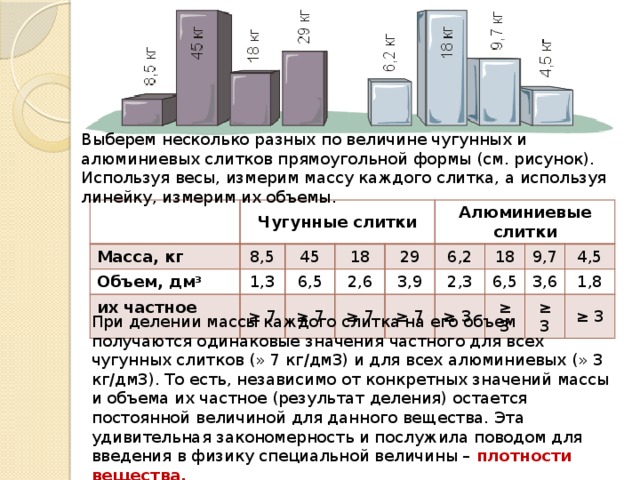

 Для увеличения одного или нескольких параметров модифицируют химический состав, применяют разные технологии обработки.
Для увеличения одного или нескольких параметров модифицируют химический состав, применяют разные технологии обработки. В минусовых температурах металл сжимается, но не целиком, точки усадки ограничиваются креплениями, сварными соединениями. Усадочные изменения характерны для обшивки морских судов, металлоконструкций в северных районах.
В минусовых температурах металл сжимается, но не целиком, точки усадки ограничиваются креплениями, сварными соединениями. Усадочные изменения характерны для обшивки морских судов, металлоконструкций в северных районах.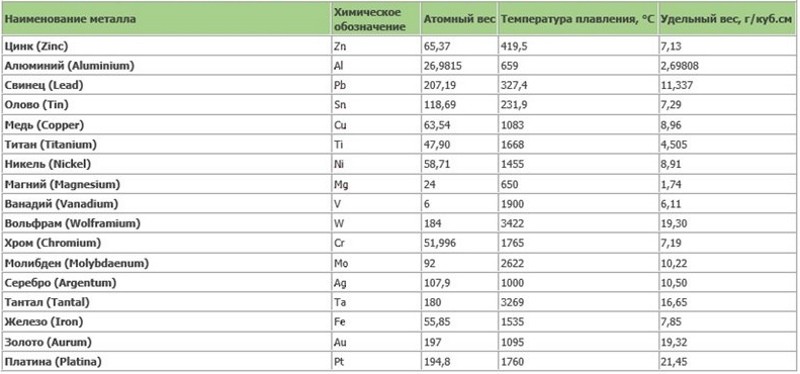 Горячий прокат не отличается точностью, поверхностные слои могут подвергаться неравномерному окислению, поэтому полученная величина будет относительной, но погрешности при транспортировке не существенны. Точный вес стального листа имеет важное значение при обшивке ангаров, промышленных холодильников, судов, обустройстве крыш.
Горячий прокат не отличается точностью, поверхностные слои могут подвергаться неравномерному окислению, поэтому полученная величина будет относительной, но погрешности при транспортировке не существенны. Точный вес стального листа имеет важное значение при обшивке ангаров, промышленных холодильников, судов, обустройстве крыш.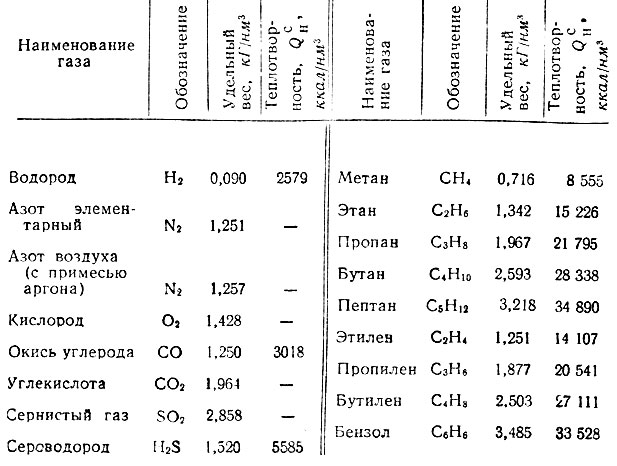 Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.
Чтобы определить, насколько тот или иной сплав черной или нержавеющий стали подходит для производства рассчитывается удельный вес металлопроката. Все металлические изделия, имеющие одинаковый объем, но произведенные из различных металлов, к примеру, из железа, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе — удельная плотность (кг/м3), является постоянной величиной, которая будет характерной для данного вещества. Плотность сплава рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла.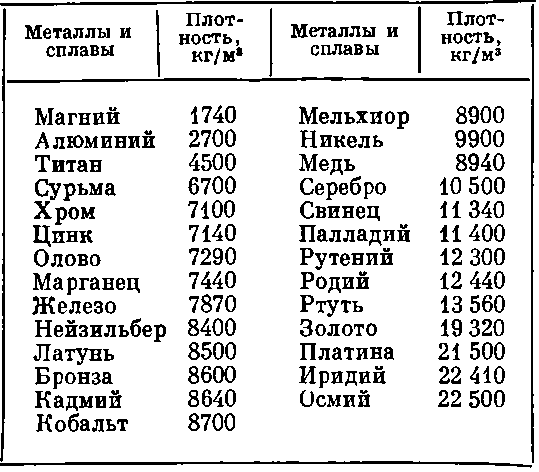 Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.
Для определения физического значения удельной плотности в кг/м3 нужно табличную величину в г/см3 умножить на 1000. Например, так можно узнать какова плотность железа — 7850 кг/м3.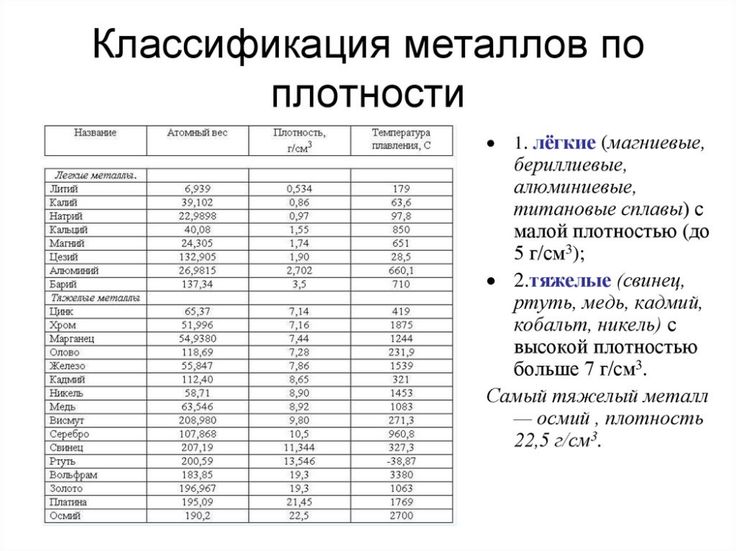 Удельный вес металлов — ρ, свойства, обозначения металлов, температура плавления — t
Удельный вес металлов — ρ, свойства, обозначения металлов, температура плавления — t

 Методика вычисления массы детали заключается в вычислении ее объема, который затем умножается на плотность материала, из которого она изготовлена. Плотность — это масса одного кубического сантиметра или кубического метра металла или сплава.
Методика вычисления массы детали заключается в вычислении ее объема, который затем умножается на плотность материала, из которого она изготовлена. Плотность — это масса одного кубического сантиметра или кубического метра металла или сплава. Вопросы и ответы
Вопросы и ответы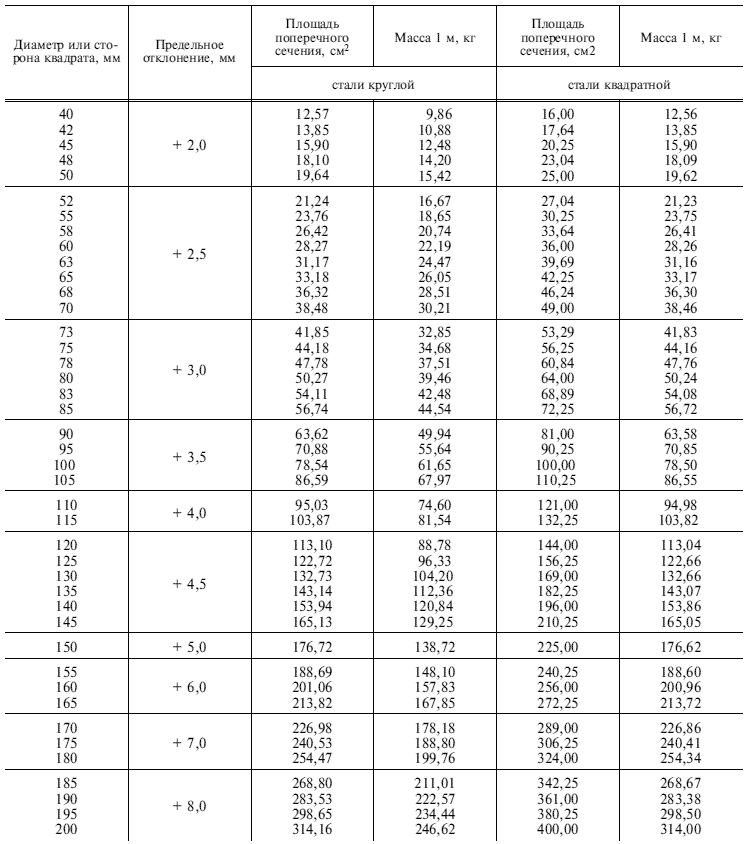 Используя уравнение веса, если вы знаете массу объекта, вы можете использовать ее для расчета веса. Один ньютон примерно равен 0,224809.фунтов силы.
Используя уравнение веса, если вы знаете массу объекта, вы можете использовать ее для расчета веса. Один ньютон примерно равен 0,224809.фунтов силы.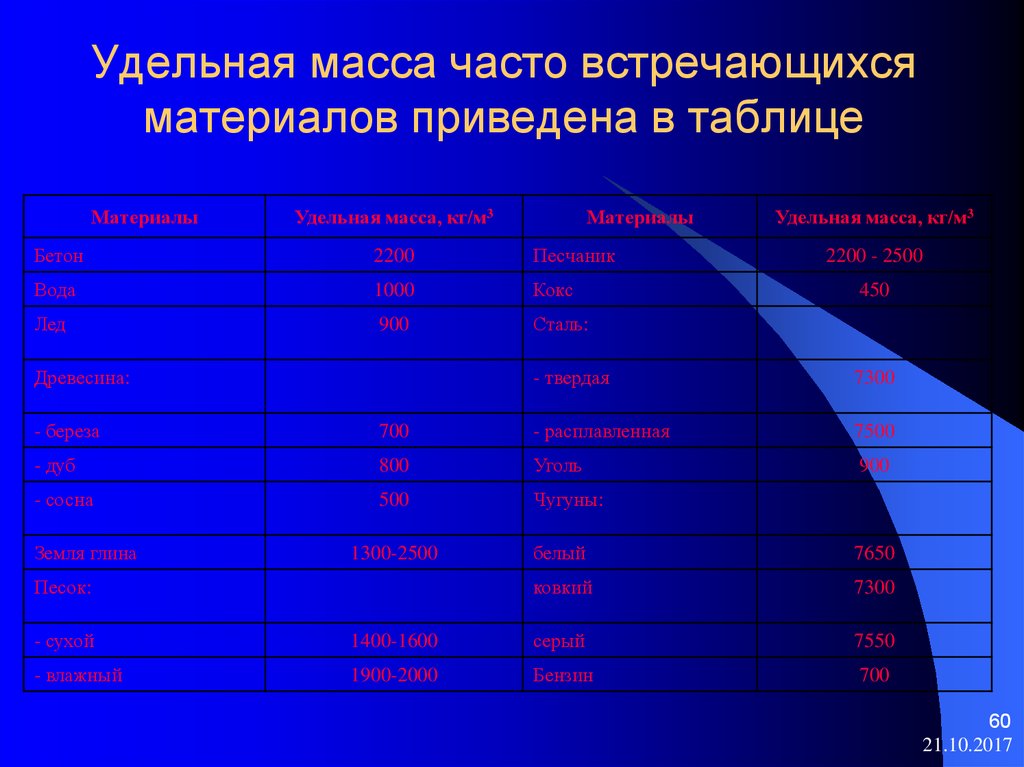
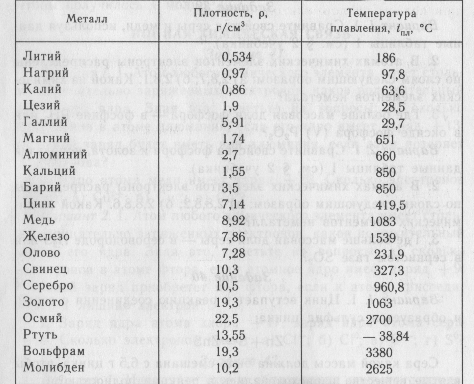
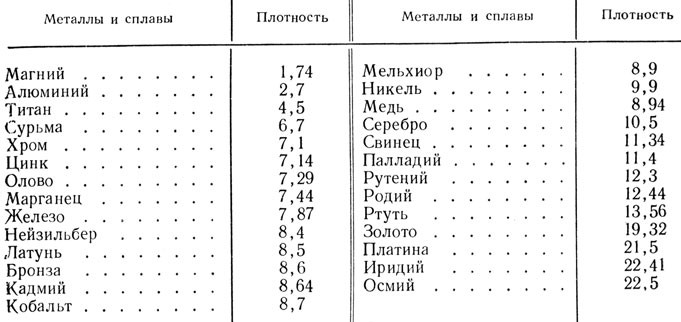 Они используются для инструментов, которые режут металлы. Сталь, изготовленная с высоким содержанием углерода, обычно используется в автомобилестроении. Хотя эти разные типы стали имеют разные стальные свойства, вы можете точно так же измерить их вес и массу, используя плотность и объем.
Они используются для инструментов, которые режут металлы. Сталь, изготовленная с высоким содержанием углерода, обычно используется в автомобилестроении. Хотя эти разные типы стали имеют разные стальные свойства, вы можете точно так же измерить их вес и массу, используя плотность и объем.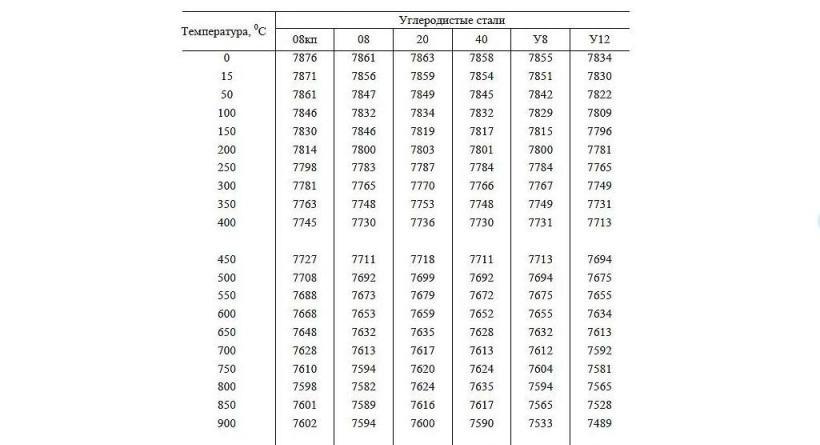 066
066 9+
9+ 02
02 00
00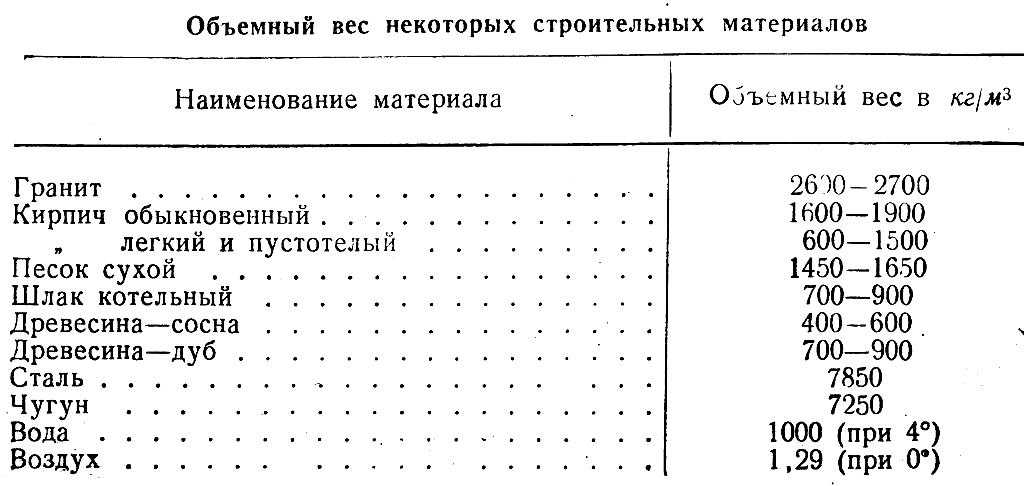
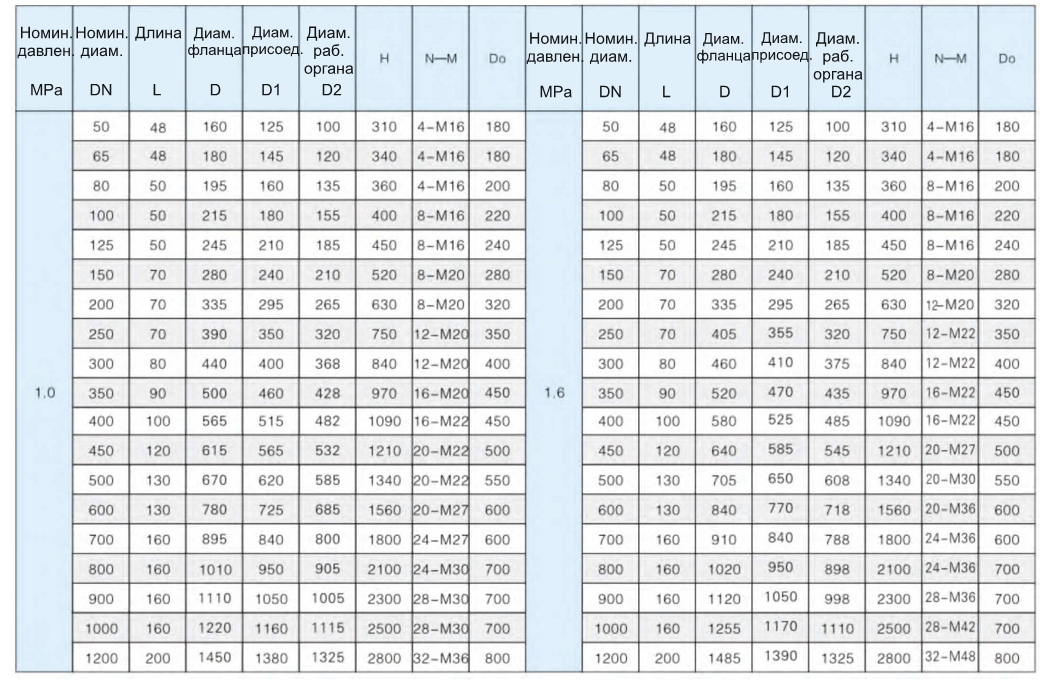


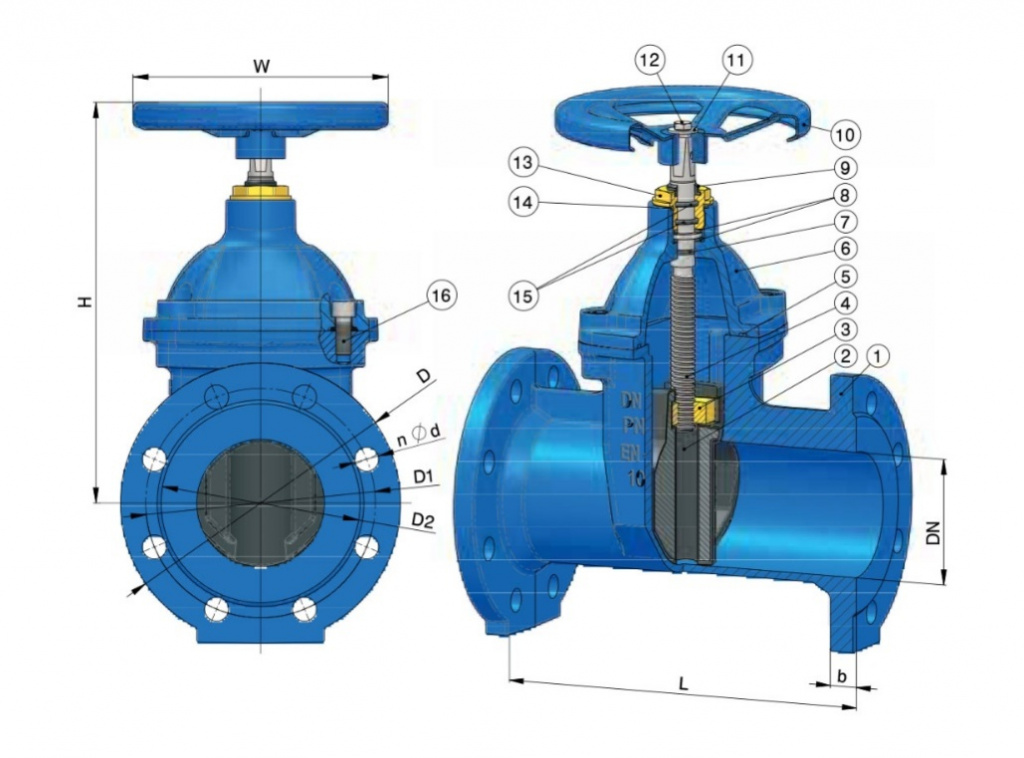
 С их помощью можно изменять степень сжатия этих пружин. Чтобы обеспечить срабатывание устройства при более высоком давлении, их затягивают туже, если же нужно уменьшить показатели — наоборот, элемент следует ослабить.
С их помощью можно изменять степень сжатия этих пружин. Чтобы обеспечить срабатывание устройства при более высоком давлении, их затягивают туже, если же нужно уменьшить показатели — наоборот, элемент следует ослабить. Они также сокращают количество включений оборудования и защищают от работы при отсутствии внутри насосного оборудования потока воды.
Они также сокращают количество включений оборудования и защищают от работы при отсутствии внутри насосного оборудования потока воды. Обратить внимание нужно и на температуру рабочей среды для конкретной модели.
Обратить внимание нужно и на температуру рабочей среды для конкретной модели.
 Для этого, как упоминалось выше, имеется два винта с пружинами. Они находятся под крышкой, которую нужно снять. На производстве обычно устройство настраивают. Стандартными считаются показатели от 1,4 атмосфер (минимум) до 2,8 атмосфер.
Для этого, как упоминалось выше, имеется два винта с пружинами. Они находятся под крышкой, которую нужно снять. На производстве обычно устройство настраивают. Стандартными считаются показатели от 1,4 атмосфер (минимум) до 2,8 атмосфер. Бак нужно оставить пустым, насос или станцию не нужно подключать к электропитанию.
Бак нужно оставить пустым, насос или станцию не нужно подключать к электропитанию.


 Давление отключения следует установить ниже, чем максимальное давление насоса.
Давление отключения следует установить ниже, чем максимальное давление насоса. Это надежно защищает насос от работы в опасном режиме “сухого хода”.
Это надежно защищает насос от работы в опасном режиме “сухого хода”. Да и саму настройку выполнить значительно проще. Сначала нужно изучить инструкцию.
Да и саму настройку выполнить значительно проще. Сначала нужно изучить инструкцию.

 Также можно приобрести дренажные насосы со встроенными датчиками уровня.
Также можно приобрести дренажные насосы со встроенными датчиками уровня. Реле давления воды функционально соединяется с гидроаккумулятором, содержащим воду и сжатый воздух, соприкосновение сред осуществляется через гибкую эластичную мембрану. В рабочем положении вода из резервуара через разделительную перегородку оказывает определённое давление на воздух. При расходе воды происходит уменьшение её объема и снижение давления. Когда давление достигает установленного на приборе значения, циркуляционный насос включается и происходит закачивание воды в резервуар до значения, установленного на второй пружине.
Реле давления воды функционально соединяется с гидроаккумулятором, содержащим воду и сжатый воздух, соприкосновение сред осуществляется через гибкую эластичную мембрану. В рабочем положении вода из резервуара через разделительную перегородку оказывает определённое давление на воздух. При расходе воды происходит уменьшение её объема и снижение давления. Когда давление достигает установленного на приборе значения, циркуляционный насос включается и происходит закачивание воды в резервуар до значения, установленного на второй пружине.


 Для выполнения соединения необходимо вращение прибора на фитинге, но можно применить соединение «американка»;
Для выполнения соединения необходимо вращение прибора на фитинге, но можно применить соединение «американка»; ; Действие переключателя давления: Стандартное
; Действие переключателя давления: Стандартное …
… ..
.. …
… ..
..
 ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. /Вкл. ; Действие реле давления: Стандартное, отсортировано по типу порта реле давления, по возрастанию
/Вкл. ; Действие реле давления: Стандартное, отсортировано по типу порта реле давления, по возрастанию ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. Когда оператор поворачивает механическую регулировочную ручку, через регулятор проходит определенное давление.
Когда оператор поворачивает механическую регулировочную ручку, через регулятор проходит определенное давление.




 За счет того, что данные добавки дополняют друг друга, материал приобретает уникальные характеристики. Хром соединяется с кислородом и формирует на поверхности сплава оксидную пленку – именно она препятствует формированию ржавчины.
За счет того, что данные добавки дополняют друг друга, материал приобретает уникальные характеристики. Хром соединяется с кислородом и формирует на поверхности сплава оксидную пленку – именно она препятствует формированию ржавчины. Из коррозионностойких сталей делают предметы для использования в промышленности и даже в быту – именно этот металл является материалом столовых приборов, ножей, элементов коммуникаций, ограждающих конструкций, деталей оборудования, пр.
Из коррозионностойких сталей делают предметы для использования в промышленности и даже в быту – именно этот металл является материалом столовых приборов, ножей, элементов коммуникаций, ограждающих конструкций, деталей оборудования, пр.
 Его доля в сплаве должна достигать 9%. Титан и ниобий обеспечивают устойчивость металла к межкристаллитной коррозии – содержащие их сплавы принято называть стабилизированными.
Его доля в сплаве должна достигать 9%. Титан и ниобий обеспечивают устойчивость металла к межкристаллитной коррозии – содержащие их сплавы принято называть стабилизированными. Чтобы добиться высокой прочности такой коррозионностойкой стали, осуществляют ее закалку при более чем +975 °C и отпуск при +450–500 °C. Эти сплавы характеризуются повышенным пределом текучести. Стоит пояснить, что данное свойство говорит о напряжении, при котором деформация возрастает без роста нагрузки. Такие коррозионностойкие стали хорошо поддаются сварке и имеют отличные механические свойства.
Чтобы добиться высокой прочности такой коррозионностойкой стали, осуществляют ее закалку при более чем +975 °C и отпуск при +450–500 °C. Эти сплавы характеризуются повышенным пределом текучести. Стоит пояснить, что данное свойство говорит о напряжении, при котором деформация возрастает без роста нагрузки. Такие коррозионностойкие стали хорошо поддаются сварке и имеют отличные механические свойства.

 Названные металлы содержат хром, никель, марганец, медь, азот, за счет чего достигается высокая прочность изделий. Также материал хорошо поддается деформации и легко меняет форму.
Названные металлы содержат хром, никель, марганец, медь, азот, за счет чего достигается высокая прочность изделий. Также материал хорошо поддается деформации и легко меняет форму.

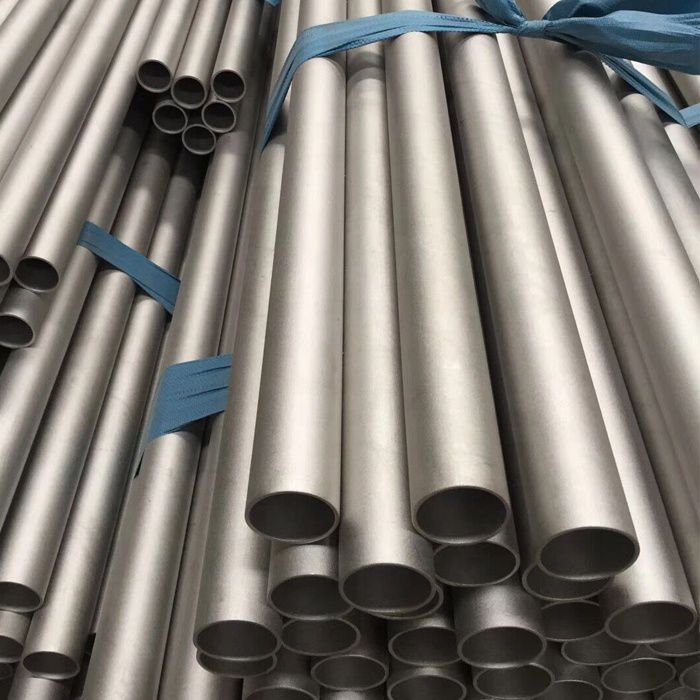
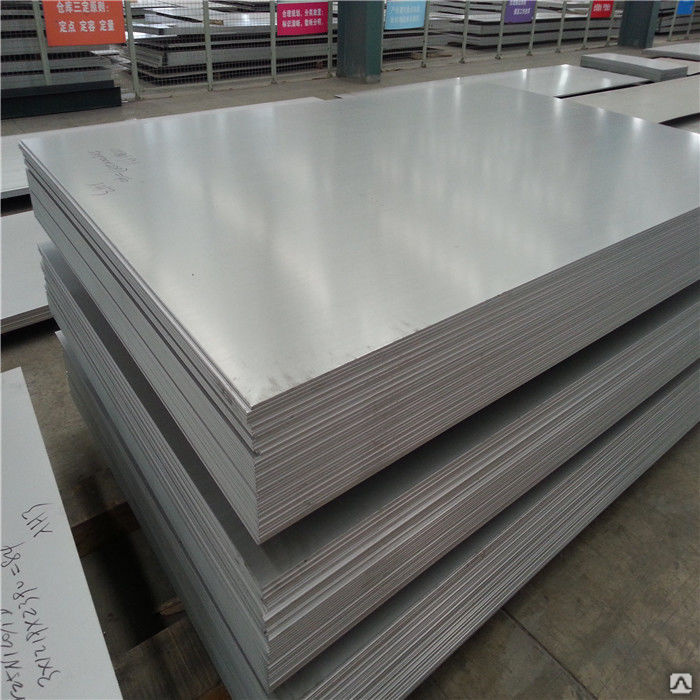 В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
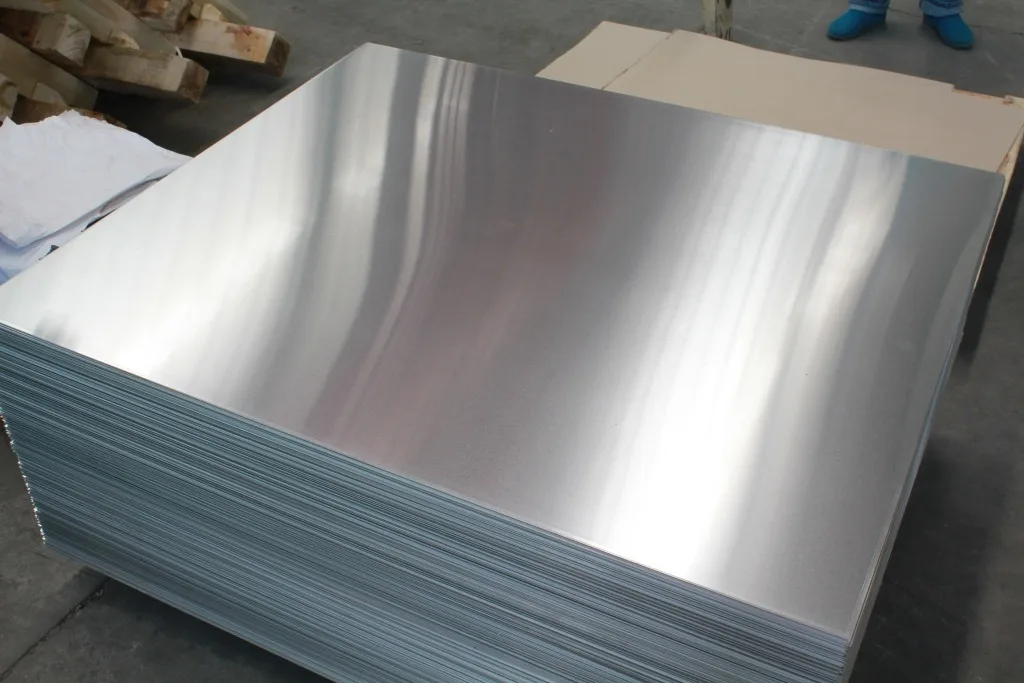

 Наиболее распространенными коррозионностойкими материалами, используемыми для обеспечения коррозионной стойкости от легкой до умеренной, являются нержавеющие стали.
Наиболее распространенными коррозионностойкими материалами, используемыми для обеспечения коррозионной стойкости от легкой до умеренной, являются нержавеющие стали.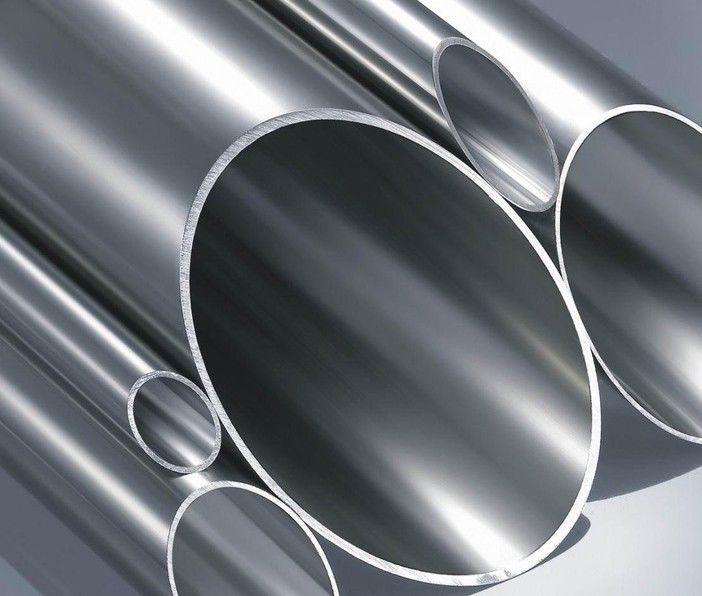 Существует также семейство мартенситных нержавеющих сталей дисперсионного твердения, в которое входит широко используемый тип 17-4. Мартенситные нержавеющие стали могут также содержать добавки никеля и молибдена для повышения коррозионной стойкости.
Существует также семейство мартенситных нержавеющих сталей дисперсионного твердения, в которое входит широко используемый тип 17-4. Мартенситные нержавеющие стали могут также содержать добавки никеля и молибдена для повышения коррозионной стойкости. Эти сплавы могут подвергаться холодной обработке для достижения очень высокой прочности и чаще всего используются там, где существует проблема точечной или щелевой коррозии, например, в средах с водой с высоким содержанием хлоридов или растворенного кислорода.
Эти сплавы могут подвергаться холодной обработке для достижения очень высокой прочности и чаще всего используются там, где существует проблема точечной или щелевой коррозии, например, в средах с водой с высоким содержанием хлоридов или растворенного кислорода.
 Для таких обработок или специальных заказов на широкий спектр коррозионно-стойких сплавов вы не найдете лучшего источника, чем All Metals & Forge.
Для таких обработок или специальных заказов на широкий спектр коррозионно-стойких сплавов вы не найдете лучшего источника, чем All Metals & Forge.
 Все зависит от того, какие металлы вы добавляете и какие виды обработки используются после расплавления сплава.
Все зависит от того, какие металлы вы добавляете и какие виды обработки используются после расплавления сплава.
 м.
м.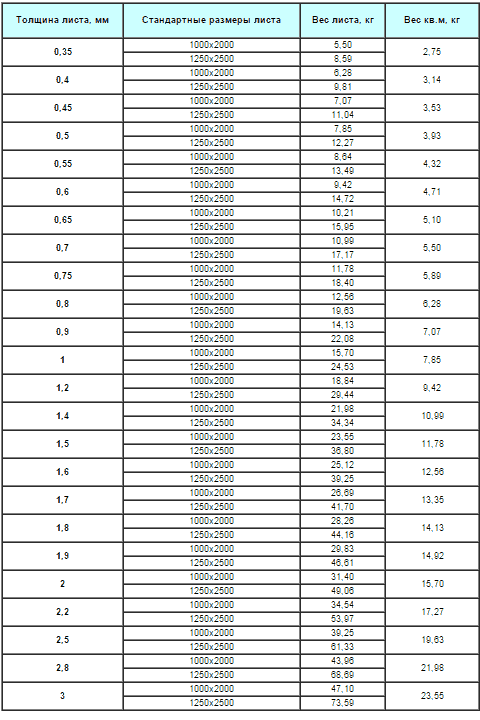 Так вы всегда будете знать точный вес оцинкованной стали 1 миллиметр.
Так вы всегда будете знать точный вес оцинкованной стали 1 миллиметр.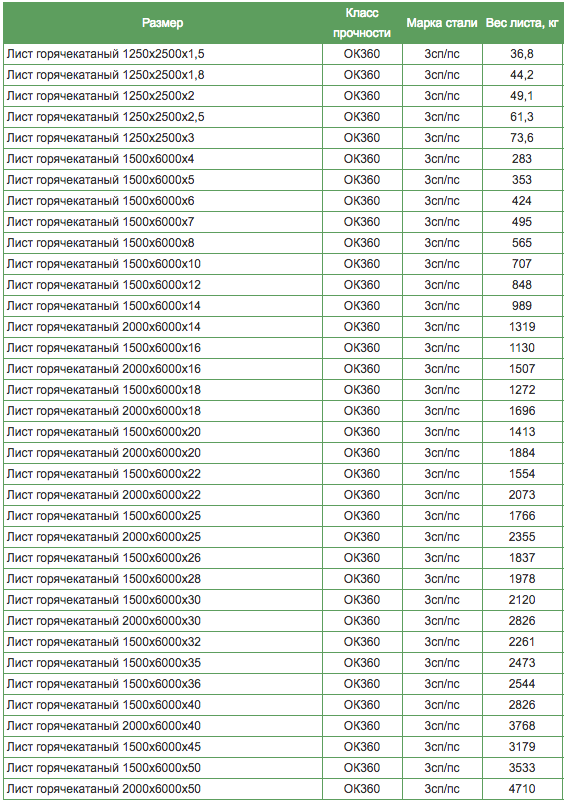
 85 + 0.0381 * 1 * 2 * 7.13 = 7.608 кг
85 + 0.0381 * 1 * 2 * 7.13 = 7.608 кг youtube.com/embed/KBnUDWnRYM0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/KBnUDWnRYM0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Кровельные листы предназначены для дополнения архитектурной концепции здания и могут улучшить общий эстетический вид конструкции. Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность.
Кровельные листы предназначены для дополнения архитектурной концепции здания и могут улучшить общий эстетический вид конструкции. Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность.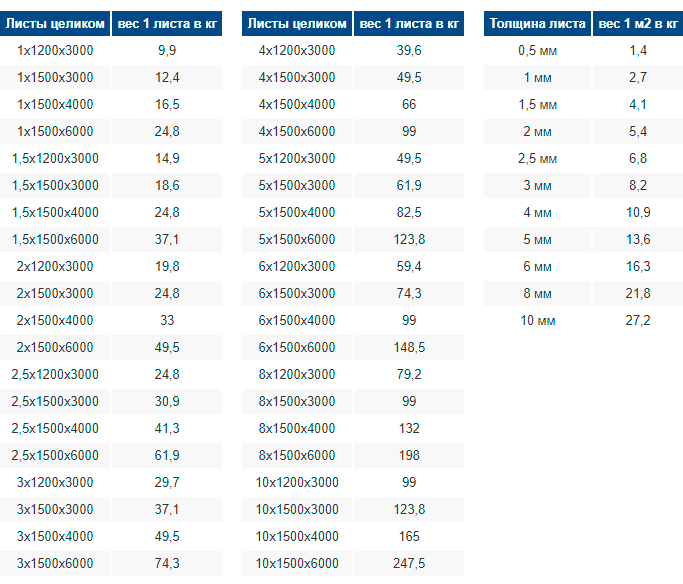 Тридцатилетнее здание никогда не красилось и не ремонтировалось. Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм.
Тридцатилетнее здание никогда не красилось и не ремонтировалось. Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм.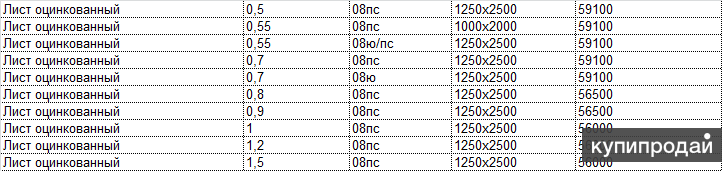 Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли.
Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли. Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения.
Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения. сталь в слое цинка (сварены между собой давлением).
сталь в слое цинка (сварены между собой давлением).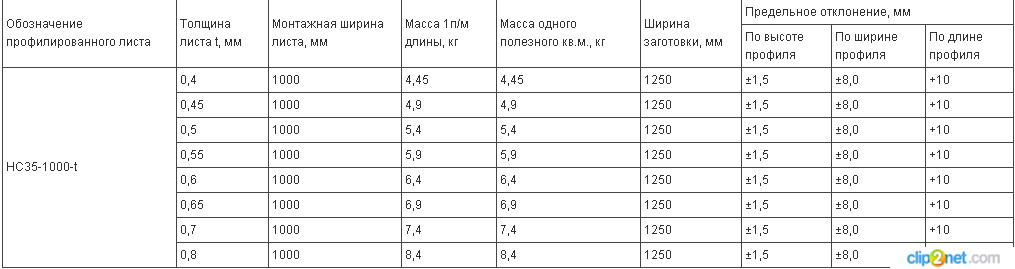
 1
1

 Применяя такой инструмент, можно выполнять эффективную обработку изделий из различных металлов, древесины, камня, стекла и пластика.
Применяя такой инструмент, можно выполнять эффективную обработку изделий из различных металлов, древесины, камня, стекла и пластика.
 Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Одним из главных достоинств такой борфрезы является ее невысокая цена. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.

 Следует отметить и высокую производительность обработки с помощью таких шарошек.
Следует отметить и высокую производительность обработки с помощью таких шарошек. Разработка новых материалов и развитие технологий привели к тому, что производители изменили свое отношение к борфрезам и стали применять их для оснащения стационарных станков, в том числе с системами ЧПУ.
Разработка новых материалов и развитие технологий привели к тому, что производители изменили свое отношение к борфрезам и стали применять их для оснащения стационарных станков, в том числе с системами ЧПУ.

 Смазка снижает уровень нагрузки, приходящейся на инструмент, позволяет ему лучше скользить по поверхности обрабатываемого изделия. Еще один способ заключается в том, что рабочую головку шарошки в процессе обработки время от времени погружают в специальную суспензию, основу которой может составлять воск или синтетическое машинное масло.
Смазка снижает уровень нагрузки, приходящейся на инструмент, позволяет ему лучше скользить по поверхности обрабатываемого изделия. Еще один способ заключается в том, что рабочую головку шарошки в процессе обработки время от времени погружают в специальную суспензию, основу которой может составлять воск или синтетическое машинное масло.
 Как правило, при обработке изделий из таких хрупких материалов на их поверхности предварительно выполняют контур будущего отверстия, для чего используется специальная фреза. Только после этого создаваемое отверстие выбивается шарошкой, рабочая головка которой имеет шаровидную форму.
Как правило, при обработке изделий из таких хрупких материалов на их поверхности предварительно выполняют контур будущего отверстия, для чего используется специальная фреза. Только после этого создаваемое отверстие выбивается шарошкой, рабочая головка которой имеет шаровидную форму. Одесса
Одесса 38 грн
38 грн Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса. Днепр
Днепр Благодаря мощному 15-амперному двигателю с максимальной мощностью 4,0 л.с. и скорости вращения до 3900 об/мин этот абразивный отрезной станок позволяет быстро резать гипсокартонные дорожки в пучках, уголках, кабелепроводах, трубах, швеллерах, трубах и арматуре до 5 мм. » максимальная емкость. Благодаря регулируемой направляющей он может быстро и точно делать косые пропилы под углом 45°, не переворачивая тяжелый материал. Легкий, но очень прочный, этот 14-дюймовый отрезной станок легко перемещается на любую рабочую площадку. Большая кнопка блокировки шпинделя позволяет быстро и легко менять лезвия даже в перчатках. Быстро регулируемые тиски позволяют выполнять быструю регулировку при резке материалов разных размеров.
Благодаря мощному 15-амперному двигателю с максимальной мощностью 4,0 л.с. и скорости вращения до 3900 об/мин этот абразивный отрезной станок позволяет быстро резать гипсокартонные дорожки в пучках, уголках, кабелепроводах, трубах, швеллерах, трубах и арматуре до 5 мм. » максимальная емкость. Благодаря регулируемой направляющей он может быстро и точно делать косые пропилы под углом 45°, не переворачивая тяжелый материал. Легкий, но очень прочный, этот 14-дюймовый отрезной станок легко перемещается на любую рабочую площадку. Большая кнопка блокировки шпинделя позволяет быстро и легко менять лезвия даже в перчатках. Быстро регулируемые тиски позволяют выполнять быструю регулировку при резке материалов разных размеров. с.: обеспечивает максимальную производительность резки различных материалов
с.: обеспечивает максимальную производительность резки различных материалов /пост. тока
/пост. тока Двигатель приводит в движение шестерню, на которой установлен шлифовальный круг, отрезной круг или любой другой аксессуар, перечисленный ниже.
Двигатель приводит в движение шестерню, на которой установлен шлифовальный круг, отрезной круг или любой другой аксессуар, перечисленный ниже. . У Horizon есть много типов шлифовальных кругов, некоторые из которых упомянуты ниже.
. У Horizon есть много типов шлифовальных кругов, некоторые из которых упомянуты ниже.
 :
: Расчет стоимости доставки производится
Расчет стоимости доставки производится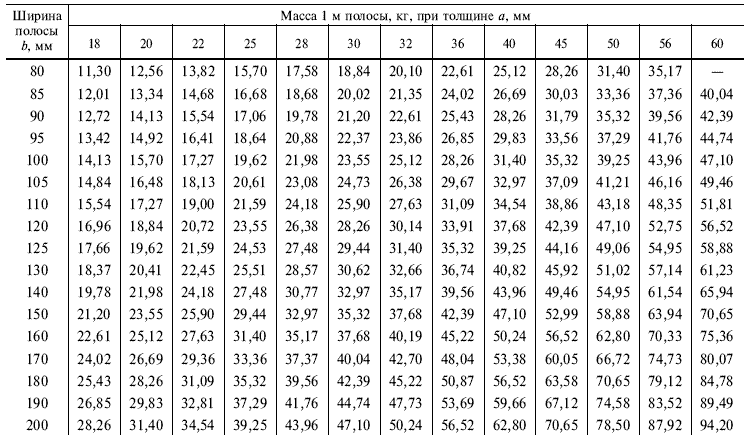 2 ст. 437 Гражданского
2 ст. 437 Гражданского СТОИМОСТЬ.ПРАЙС.
СТОИМОСТЬ.ПРАЙС. A. Legnica Poland (Польша) произведена согласно стандарту PN-EN 50164-2.
A. Legnica Poland (Польша) произведена согласно стандарту PN-EN 50164-2.

 fhwa.dot.gov
fhwa.dot.gov Это достигается либо за счет распределения веса по дополнительным осям, либо за счет увеличения расстояния между осями.
Это достигается либо за счет распределения веса по дополнительным осям, либо за счет увеличения расстояния между осями. Поскольку в 1950-х и 1960-х годах грузовики становились все тяжелее, нужно было что-то делать для защиты мостов. Решение заключалось в том, чтобы связать допустимый вес с количеством осей и расстоянием между ними.
Поскольку в 1950-х и 1960-х годах грузовики становились все тяжелее, нужно было что-то делать для защиты мостов. Решение заключалось в том, чтобы связать допустимый вес с количеством осей и расстоянием между ними. Федеральный предел веса брутто на Межгосударственной системе составляет 80 000 фунтов, если Формула моста не требует более низкого предела веса.
Федеральный предел веса брутто на Межгосударственной системе составляет 80 000 фунтов, если Формула моста не требует более низкого предела веса.
 (Рисунок 3).
(Рисунок 3).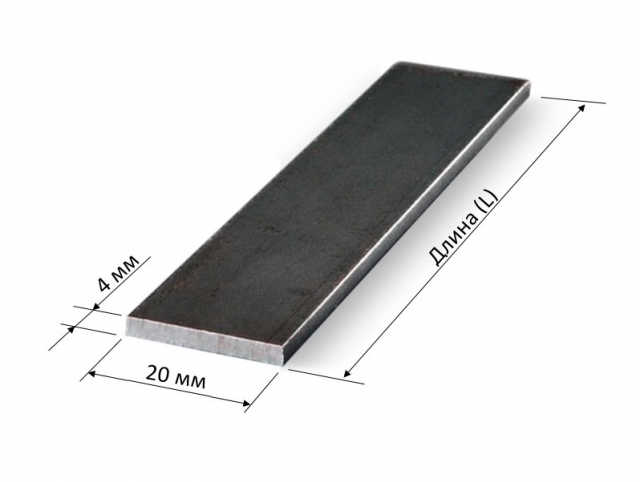 Таким образом, эти предварительные требования выполнены. Первая комбинация формулы моста проверяется следующим образом:
Таким образом, эти предварительные требования выполнены. Первая комбинация формулы моста проверяется следующим образом:
 Без этого исключения формула моста допускала бы фактический вес всего от 66 000 до 67 500 фунтов на тандемах, расположенных на расстоянии от 36 до 38 футов друг от друга.
Без этого исключения формула моста допускала бы фактический вес всего от 66 000 до 67 500 фунтов на тандемах, расположенных на расстоянии от 36 до 38 футов друг от друга.

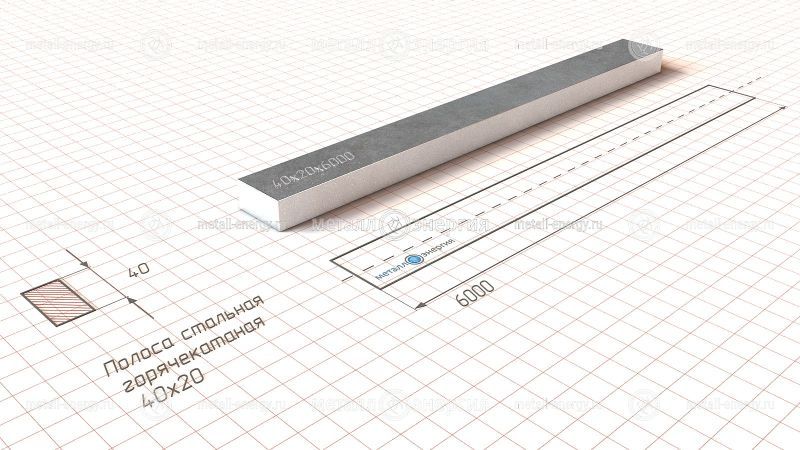
 V.W. от 150 001 фунтов до 250 000 фунтов Карта
V.W. от 150 001 фунтов до 250 000 фунтов Карта

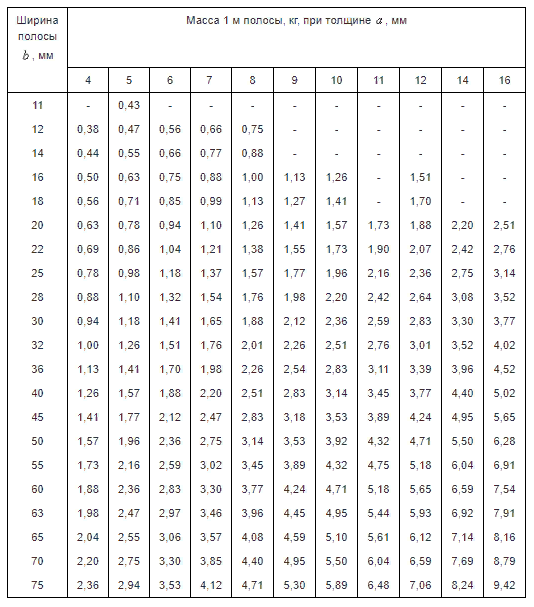 – не превышать этот вес брутто на кратных грузах
– не превышать этот вес брутто на кратных грузах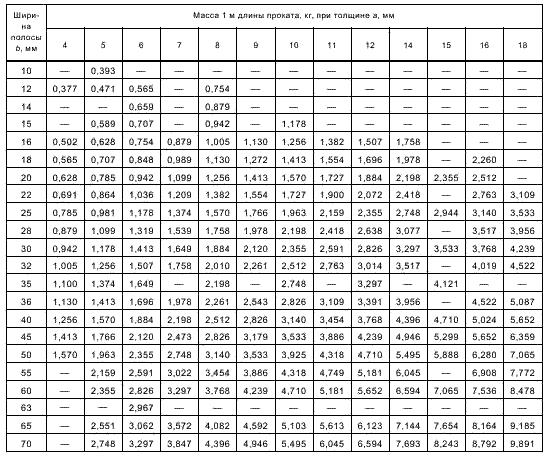

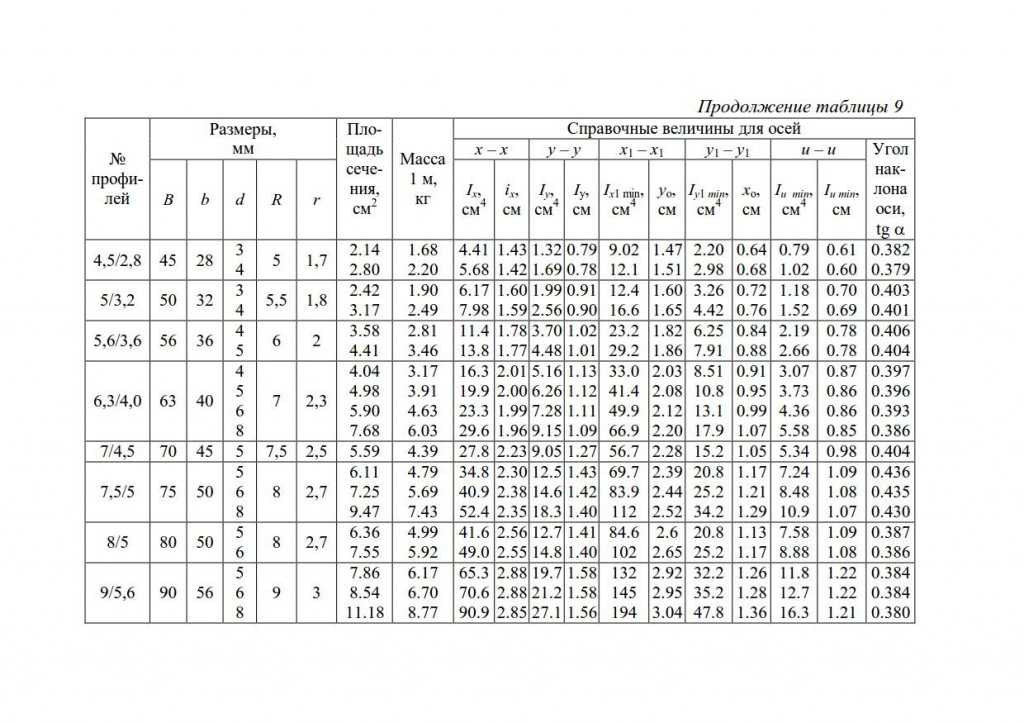
 ДИСК
ДИСК
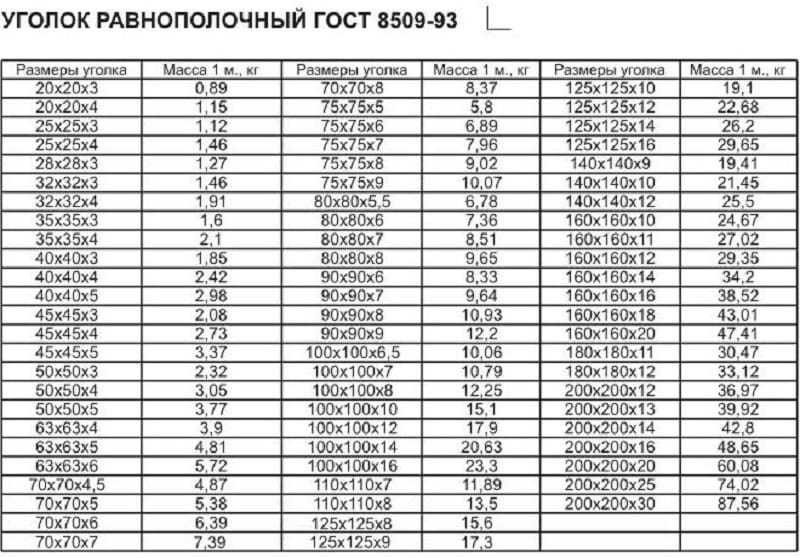 Вы можете срезать углы под любым углом и любой длины .
Вы можете срезать углы под любым углом и любой длины .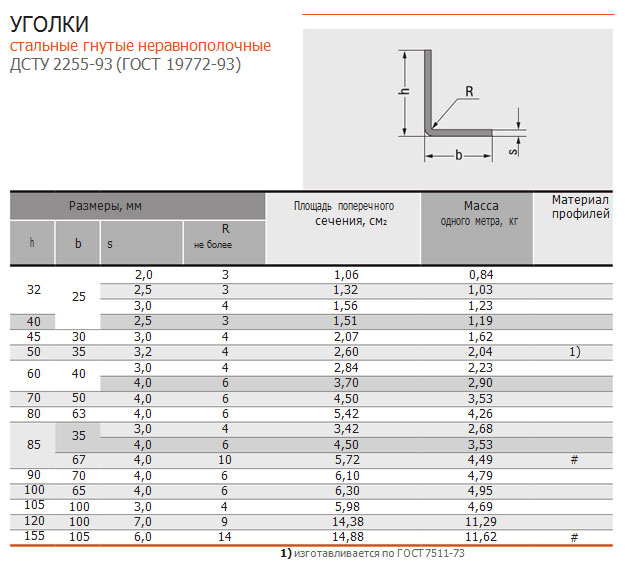 Если шаблон требует угол, вы можете его срезать!
Если шаблон требует угол, вы можете его срезать! Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится).
Вы также можете попрактиковаться с бумагой (для большего эффекта оригами, если вам это нравится). Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.
Развернуть уголок. У вас должны получиться ярко выраженные линии сгиба, благодаря мягкому железному прессу.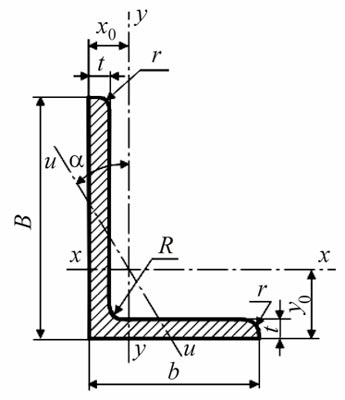 В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
В случае примера с юбкой есть линия по центру спереди и такая же линия по краю.
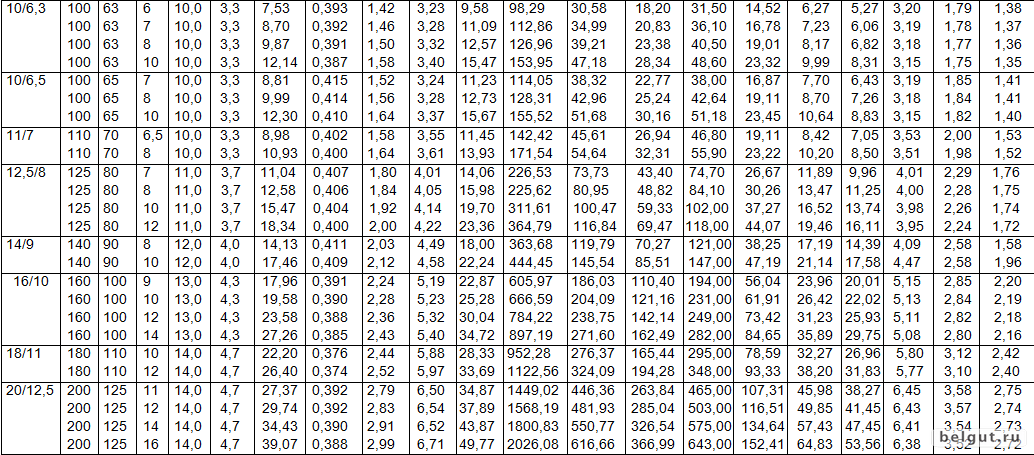
 ..
..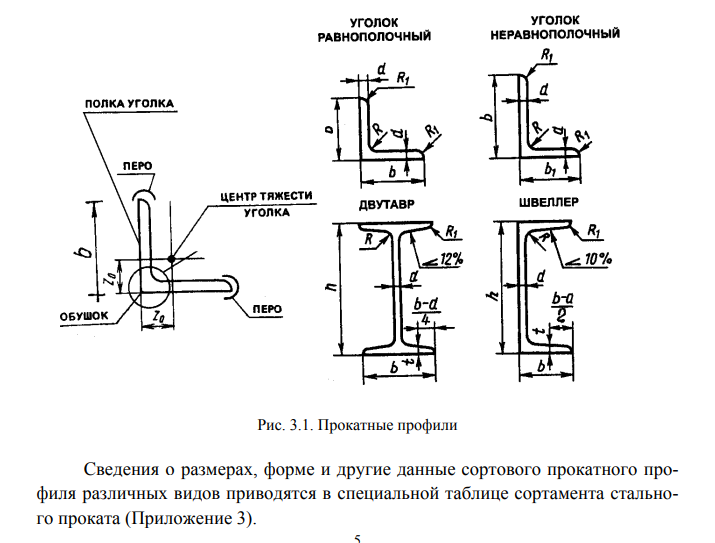
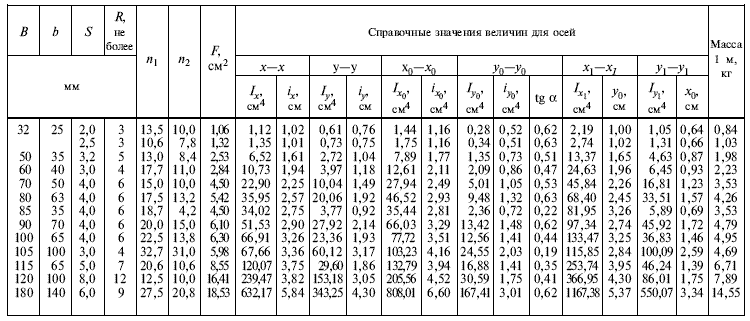 Черновые концевые фрезы доступны с прямым и мелким шагом.
Черновые концевые фрезы доступны с прямым и мелким шагом.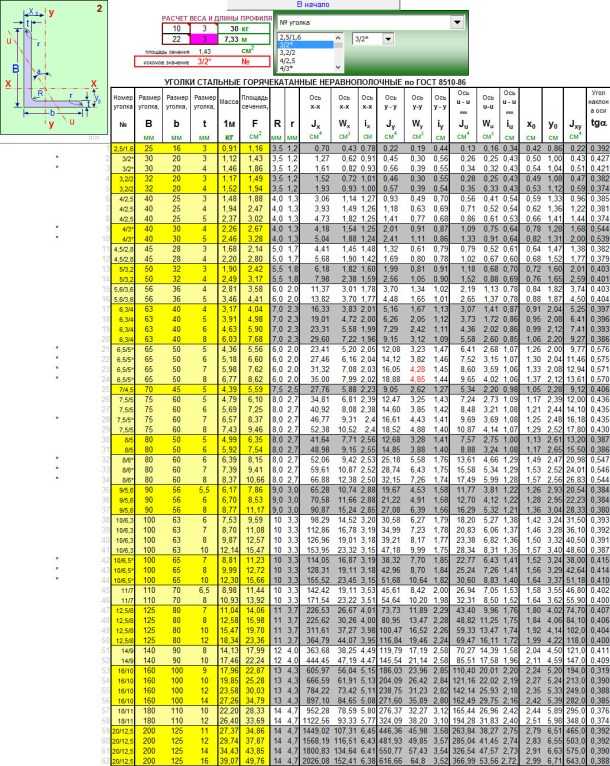
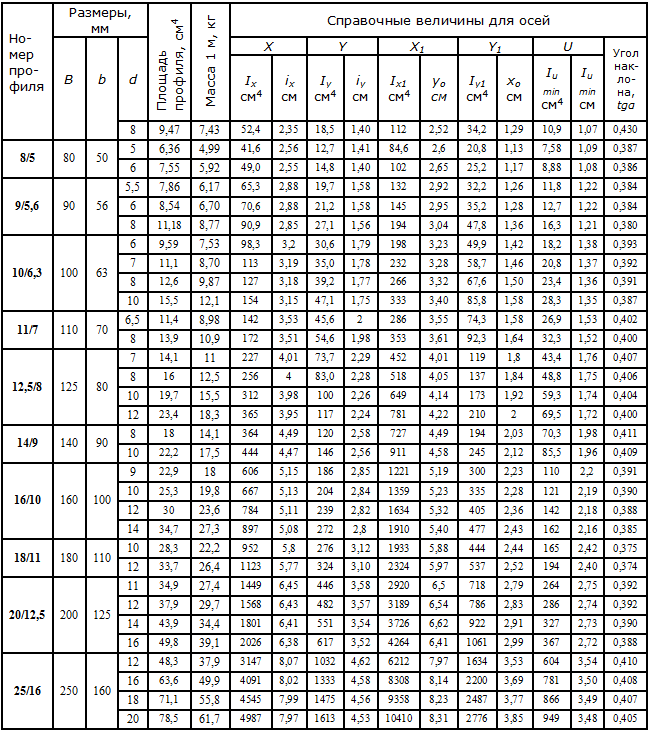 У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.
У стандартного инструмента с 4 канавками режущие кромки расположены под углом 90 градусов друг к другу. Создавая концевую фрезу с неравномерным шагом, который больше или меньше 90 градусов, изменяются силы резания, что приводит к снижению вибрации, увеличению скорости подачи и улучшению качества обработки деталей.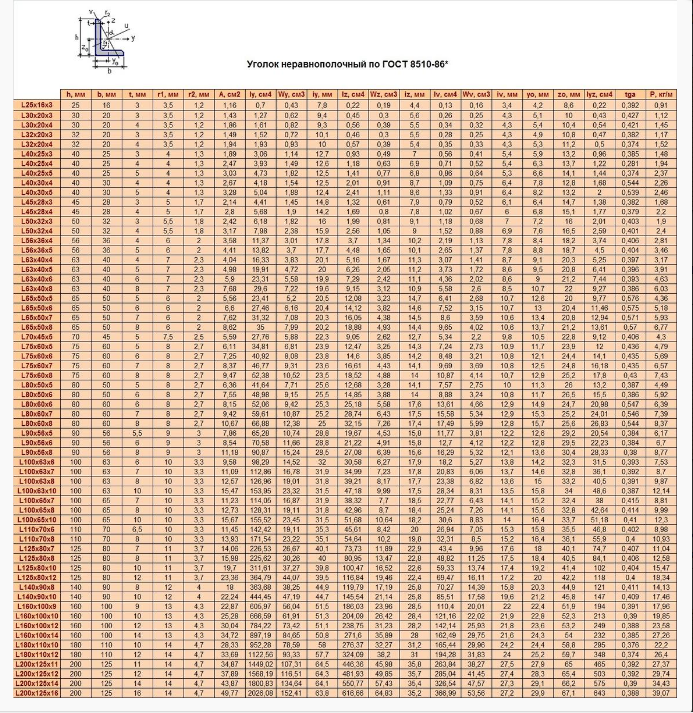
 Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами.
Они также чрезвычайно термостойки и хорошо работают с чугуном и цветными металлами. Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.
Большинство пакетов CAM предлагают модули, которые генерируют траектории инструмента HEM. В HEM используется меньшая радиальная глубина резания и большая осевая глубина резания. Это позволяет использовать всю длину резания инструмента, распределяя тепло и износ по поверхности, что увеличивает срок службы инструмента. Он также работает по теории радиального утончения стружки. В этом методе меньшая радиальная глубина резания позволяет повысить эффективность удаления стружки. Затем приложение CAM может увеличивать нагрузку на инструмент на протяжении всего процесса черновой обработки, что приводит к агрессивной скорости съема материала. RedLine Tools предлагает широкий ассортимент концевых фрез, идеально подходящих для этой методики.