Устройство ТВ-6 представляет собой учебный универсальный токарно-винторезный станок. Он предназначен для проведения любых операций по токарной обработке. Предполагает политехническое обучение и холодную обработку металла.
Содержание:
1 Назначение и область применения
2 Технические характеристики токарно-винторезного станка
3 Конструктивные элементы
4 Схема органов управления
4.1 Тумба
4.2 Коробка подач и гитара сменных шестерней
4.3 Передняя и задняя бабки
4.4 Устройство фартука
4.5 Конструкция суппорта
5 Электрическая схема
6 Особенности использования
7 Кинематическая схема
8 Преимущества и недостатки
Назначение и область применения
Новая модель станка, заменила ТВ-4, более устаревший агрегат. Даже при упрощенной конструкции, станок ТВ-6 имеет все необходимые составные элементы обычных винторезных устройств.
Наделен 6-ю скоростным шпинделем, 4-мя скоростями подач в суппорт, предполагает нарезание метрической резьбы без необходимости переставлять шестерни в гитаре.
ТВ-6 подходит для следящих видов работ:
Проточка и расточка поверхности цилиндрического и конического типа.
Подрезка торцов.
Отрезка.
Нарезка резьбы метрического типа.
Сверление.
Технические характеристики токарно-винторезного станка
Конструктивные элементы
Агрегат имеет классическую компоновку, свойственную данному типу оборудования. К основным элементам можно причислить:
Предусматривается наличие передней и задней тумбы.
Первая имеет П-образную форму и ребра жесткости, в нижних и верхних частях устройства.
Передняя тумба имеет реверсивную кнопку на корпусе, отвечающую за включение и выключение электродвигателей.
В задней тумбе обусловлено наличие приводного электродвигателя. Она также имеет П-образную форму, внутри электрооборудование с щитком.
Коробка подач и гитара сменных шестерней
Не менее важный элемент агрегата, коробка подач и гитара, их ключевые особенности рассмотрены далее:
Гитару сменных шестерней используют для изменения параметров резьбы.
Коробку подач приводит в действие коробка скоростей, используя шестерни в передаточном механизме, в её составе:
два вала;
пять шестерен, имеющих разные параметры;
ходовой валик;
муфту;
круглые гайки;
рукоятку переключений;
сливную пробку.
`
Рукоятки на корпусе коробки подач определяют параметр нарезки заготовок. Другой рычаг, включает ходовой валик агрегата.
Важно!
Для коробки подач не требуется специальное обслуживание, только наличие смазки в области шестерен, для их полноценного функционирования.
Передняя и задняя бабки
Главным элементом любого станка является передняя и задняя бабки. А главные их особенности и предназначение перечислены далее:
Предназначение передней бабки заключается в расположении шпиндельного узла с коробкой скоростей.
Заднюю бабку использую для того, чтобы закрепить центры, они применяются для поддержания торцевых поверхностей крупных изделий. Благодаря использованию центра, возможно значительно увеличить точность работы.
Также посредством передней бабки, обеспечивается доступ в коробку передач и гитару, что позволяет настроить параметр нарезки.
Устройство фартука
Фартук является частью устройства, располагающей салазки, которые отвечают за плавное перемещение суппорта. Изготавливается он из стали.
Устройства фартука состоит из:
маховичка;
реечной шестерни;
вала;
червячной шестерни;
маточной гайки;
ходового валика.
Конструкция суппорта
Суппорт крепит режущие инструменты для удобства обработки и перемещает его в процессе работы с металлом. Четыре каретки основывают конструкцию суппорта.
В четвертой каретке, резцедержатель фиксируют рабочие инструменты. Она перемещается по направлению к третей каретке, но только продольно.
Поворотная каретка №3, закрепляется на вторую каретку, последняя, в свою очередь, прикрепляется к первой, двигающейся поперечно.
У суппорта свои характеристики:
Он надежно фиксирует режущий инструмент.
Располагается в определенном положении по отношению заготовки.
Может перемещаться по продольному и поперечному направлению.
Суппорт значительно расширяет функциональность станка.
Электрическая схема
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.
Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
Кинематическая схема
Преимущества и недостатки
Плюсы агрегата:
Небольшой размер.
Низкое электропотребление.
Отсутствие сложного технического обслуживания.
Простота использования.
Точность работы.
Универсальность.
Минусы станков модельного ряда тв-6:
Ограниченный функционал из-за основного предназначения устройства.
Упрощенная конструкция.
ТВ-6 токарно-винторезный станок: Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок ТВ-6 стал выпускаться в серийном производстве только с 1980 года ростовским станкостроительным предприятием «КомТез-Плюс». Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.
Основное назначение станка
Данный вид оборудования разработан для проведения обучающей программы по базовым аспектам токарных работ, поэтому у него нет высокотехнологичных режимов. Как правило, его используют для таких стандартных операций, как:
Высверливание и расточка отверстий.
Обрезка лишних участков детали.
Обработка торцевых частей.
Создание резьбы метрического типа.
Обточка изделий конусообразной и цилиндрической формы.
Станок ТВ6 или как его еще называют «школьник», применяется только для работы со сталью различной твердости и цветными металлами. Это связано с тем, что при обработке других материалов образуются летучие вещества, которые имеют в составе потенциально опасные включения, способные причинить вред здоровью человека. Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Технические характеристики
Оборудование обладает достаточно небольшими размерами – 144х47х11 см и весом 300 кг, поэтому он отлично помещается в учебную мастерскую. При этом такие габариты позволяют обеспечить доступ к нему со всех сторон, что немаловажно для полноценной работы. Обработка изделий может производиться в том случае, если ее наибольший диаметр над резцедержателем равен 8 см, а над основанием – 20 см.
Максимальная длина детали, которая помещается в рабочую зону, равняется 35 см, однако участок, подвергающийся обработке, может быть всего 30 см. Не менее важно знать высоту центров станка ТВ-6, расположенных над опорной частью режущего приспособления – 12 мм. Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
Высота центров над направляющими основания – 108 мм.
Расстояние между патроном и задней бабкой – 350 мм.
Движение резцедержателя в параллельном направлении на деление лимба — 0,5 мм, в перпендикулярном – 0,025 мм.
Движение резцедержателя в параллельном направлении на оборот лимба – 30 мм, в перпендикулярном – 2 мм.
Есть 3 метрических резьбы.
Скорость вращения в прямом и обратном направлении – 130, 170, 235, 385, 510,700 об/мин.
Наибольший допустимый диаметр прутка – 12 мм.
Количество ступеней вращения во всех направлениях – 6.
Конус Морзе шпинделя — №3.
Возможность остановки шпинделя – отсутствует.
Возможность блокировки рукоятей – отсутствует.
Мощность электрического двигателя – 110 Вт.
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
НС-16 — станок сверлильный настольный Ø 16
НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
СНВШ — станок сверлильный настольный Ø 16
СНВШ-2 — станок сверлильный настольный Ø 16
ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6 (ТВ6) станок токарно-винторезный учебный.
Назначение, область применения
Школьный токарно-винторезный станок ТВ-6 заменил модель ТВ-4
и был заменен на более совершенную модель ТВ-6М. Станок ТВ-6 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6 имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6 имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6 — Ø100 мм.
Привод станка ТВ-6 осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
Проточку и расточку цилиндрических и конических поверхностей
: Ознакомление обучающихся с назначением и устройством токарно- винторезного станка ТВ – 6. Научатся читать кинематическую схему станка;
2. Метапредметные (УУД):
Регулятивные —
научатся анализировать содержание материала; осуществлять итоговый и пошаговый контроль при выполнении практической части урока; оценивать правильность выполнения работы; бережливому отношению к оборудованию и инструментам.
Коммуникативные
— умение работать в группе при выполнении задания, умение вести сотрудничество с учителем и сверстниками, оказывать посильную помощь одноклассникам и быть объективным при оценке их работ; адекватно относиться к замечаниям учителя и одноклассников при появлении ошибок в работе.
Познавательны
е – развитие технического мышления, знаний о строении машин и механизмов.
Личностные –
развитие мотивов учебной деятельности, навыков сотрудничества с взрослыми и сверстниками; развитие логического мышления, моторики движений
: токарно- винторезный станок ТВ – 6, плакат: устройство токарно- винторезного станка ТВ – 6, компьютер, телевизор, раздаточный материал (карточки-задания)
1. К каким группам машин принадлежит токарный станокиз обработки древесины? 2. Какую машину называют технологической? 3. Как осуществляется приведение в движение исполнительного (рабочего) органа токарного станка для обработки древесины и сверлильного станка? 4. Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?
3. Изучение нового материала. 3.1. Токарно-винторезныйстанокТВ6.
Создание совершенных токарных металлорежущих станков началось в начале XVIII ст. В XIX ст. были сконструированы станки с механическим креплением и перемещением режущего инструмента. На современных металлообрабатывающих предприятиях используют металлорежущие станки, которые большинство или все технологические операции выполняют автоматически, без затраты физической силы человека. Эти машины называют автоматами. С помощью компьютеров они могут выполнять самые разнообразные технологические операции, запрограммированные человеком.
Слайд 1
В школьных учебных мастерских можно изготовлять изделия из металла, которые имеют цилиндрическую, коническую, фасонную поверхность, ступенчатую с выступлениями, уступами и другой геометрической формой поверхности на токарно-винторезном станке марки ТВ-6М.
— это основа станка, на которой монтируются основные его узлы. Она имеет две направляющие: передняя направляющая служит для передвижения каретки суппорта, задняя — для передвижения задней бабки.
Передняябабка
крепится на левой части станины. В станке ТВ -6М передняя бабка служит и коробкой скоростей. Передняя бабка предназначена для крепления обрабатываемой заготовки и предоставления ей вращательного движения, изменения частоты вращения шпинделя (скорости резания) и изменения направления вращения (реверс).
Шпиндель
передает вращательное движение заготовке, которая обрабатывается, с помощью трехкулачкового патрона.
Гитарныймеханизм
предназначен для передачи вращательного движения от коробки скоростей к коробке подач.
Коробкаподач
получает вращательное движение от коробки скоростей через шестерни гитарного механизма и обеспечивает по три скорости подачи суппорта через ходовой вал и ходовой винт.
Суппорт
предназначен для крепления резца и предоставления ему движения подачи в нужном направлении.
С помощью поворотнойплиты
на суппорте можно возвращать и устанавливать верхние полозки под необходимым углом к оси вращения заготовки, которая дает возможность вытачивать короткие конусы.
Задняябабка
токарно-винторезного станка имеет такое же назначение, что и задняя бабка токарного станка СТД-120М. Она поддерживает длинные заготовки во время их обработки, а в патроне крепятся необходимые режущие инструменты, которые имеют хвостовик с конусом
Резцедержатель
имеет форму параллелепипеда с пазом по всему периметру. Внутри резцедержателя есть отверстие, через которое проходит винт фиксатора 1 . В верхней части паза по его периметру расположены болты с квадратными головками 4 для крепления резцов. В резцедержателе можно одновременно закрепить четыре резца. Благодаря этому на перестановку резцов во время работы не требуется много времени. Для их установки необходимо повернуть рукоятку фиксатора 3 против часовой стрелки и повернуть резцедержатель так, чтобы нужный резец стал в рабочее положение, и опять зафиксировать его рукояткой 3 .
Слайд 3
Слайд 4
2. Кинематическая схема ( по плакату) На кинематической схеме токарно-винторезного станка валы и шестерни условно развернуты в одной плоскости. Все валы пронумерованы римскими цифрами в последовательности передачи вращательного движения :
валэлектродвигателя—I,
приводнойвалкоробки скоростей—II,
промежуточныйвал—III,
валсподвижными блокамизубчатыхколес—IV,
шпиндельV.
Это дает возможность наглядно проследить передачу вращательного движения на шпиндель станка, изменение частот вращения шпинделя (скорость резания) за счет перемещения блоков зубчатых колес на валу VI, передачу вращательного движения на коробку подач. Начиная с вала VI, можно проследить изменение направления подачи, работу гитарного механизма, передачу вращательного движения на ходовой вал и ходовой винт с помощью муфт, работу фартука суппорта и изменение частот вращения ходового вала и ходового винта (скорость механической подачи) за счет перемещения блока зубчатых колес на валу.
Слайд 5
4. Первичное закрепление знаний.
1. Как передается главное движение от электродвигателя на шпиндель? 2. Как изменить скорость резания? 3. Как передается движение от шпинделя на ходовой винт? Ходовой вал? 4. Как изменить скорость механической подачи? 5. Как изменить направление движения механической подачи?
5. Практическая работа. Слайд 6
Изучение строения ТВ 6М. Органы управления. Переключение передач. Крепление заготовок.
6. Рефлексия.
7. Итоги урока. Оценивание.
Домашнее задание: Проработать соответствующий материал по конспекту.
Расположение составных частей токарно-винторезного станка ТВ6
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
Рукоятка переключения скоростей вращения ходового вала и ходового винта
Рукоятка переключения скоростей вращения ходового вала и ходового винта
Рукоятка переключения гитарного механизма
Рукоятки переключения скоростей вращения шпинделя
Рукоятки переключения скоростей вращения шпинделя
Рукоятка поперечной подачи суппорта
Рукоятка закрепления резцедержателя
Рукоятка перемещения верхних салазок
Рукоятка крепления пиноли
Рукоятка крепления задней бабки
Маховик подачи пиноли
Рукоятки управления механической подачей
Рукоятки управления механической подачей
Кнопка
Маховик перемещения суппорта
Кнопки включения и отключения электродвигателя
Расположение органов управления токарно-винторезным станком ТВ-6
Расположение органов управления токарно-винторезным станком ТВ-6
Спецификация органов управления токарно-винторезного станка ТВ-6
Рукоятки установки частоты вращения шпинделя
Рукоятки установки частоты вращения шпинделя
Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
Рукоятка установки величины подач и шага резьбы
Рукоятка переключения ходового валик
Реверсивная кнопка включения и остановки станка
Ограждение к патрону
Защитный экран
Рукоятка крепления резцовой головки
Светильник местного освещения К-1М
Рукоятка ручного перемещения поперечной салазки
Рукоятка перемещения верхних (резцовых) салазок
Рукоятка крепления пиноли задней бабки
Рукоятка крепления задней бабки к направляющим станины
Маховик перемещения пиноли задней бабки
Кнопка включения и выключения реечной шестерни
Маховик ручного перемещения продольной каретки
Рукоятка включения гайки ходового винта
Рукоятка включения предельной механической подачи
Ограждение щитка для ходового винта и вала
Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671. 041-84
Таблица органов управления токарно-винторезным станком тв-6
Таблица символов токарно-винторезного станка тв-6
Управление станком тв-6
Пуск и остановка электродвигателя станка производится нажатием кнопок «Пуск» и «Стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 3).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта — левое или правое.
На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5: «Винт-вал» в правом положении «Винт».
На фартуке — рукоятка самохода 8 в нижнем выключенном положении «От себя».
Рукоятка включения реечной шестерни 7 — в положении «На себя».
Рукоятка включения маточной гайки 9 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «Вал-винт» — в левом крайнем положении «Вал».
На фартуке — рукоятка самохода 8 во включенном положении «На себя».
Рукоятка включения маточной гайки 9 — в верхнем положении.
Рукоятка включения реечной шестерни 7 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче
На передней бабке — положение рукоятки трензеля 3 в среднем положении.
На коробке подач — положение рычага «Вал-винт» безразлично.
На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
IV. Положение рукояток управления для получения необходимых режимов резания согласно рис.
14
Паспорт токарно-винторезного станка ТВ-6М.
Данное руководство по эксплуатации «Токарно-винторезный станок ТВ-6М» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6М.
Содержание Паспорта токарно-винторезного станка ТВ-6М:
Схема расположения органов управления
Конструкция основных узлов станка
Электрооборудование
Установка станка и подготовка его кработе
Смазка станка
Управление станком
Приемы работ на станке
Правила техники безопастности при работе на станке
Уход за станком
Возможные неисправности и методы их устранения
Кинематическая схема станка
Ведомость комплектации станка
Чертежи быстроизнашивающихся деталей
Скачать бесплатно Паспорт токарно-винторезного станка ТВ-6М в нормальном качестве можно по ссылке расположенной ниже:
Данное руководство по эксплуатации «Паспорт токарного станка ТВ-6» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6.
Содержание
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение
Состав станка
Устроиство и работа станка и его составных частей
Спецификация шарикоподшипников
Система смазки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Указания мер безопастности
Порядок установки
Первоначальный пуск станка
Управление станком
Регулирование станка
Уход за станком
Возможные неисправности в работе со станком и методы их устранения
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
Техническая характеристика
Основные данные суппорта
Комплект поставки
СВИДЕТЕЛЬСТВО О ПРИЕМКЕГАРАНТИИ ИЗГОТОВИТЕЛЯПРИЛОЖЕНИЯ
Чертежи быстроизнашивающихся деталей
Скачать бесплатно Паспорт токарно-винторезного станка ТВ-6 в нормальном качестве можно по ссылке расположенной ниже:
Технические характеристики станка ТВ-6
Наименование параметра
ТВ-4
ТВ-6
ТВ-7
Основные параметры станка
Класс точности
Н
Н
Н
Наибольший диаметр заготовки над станиной, мм
200
200
220
Наибольший диаметр заготовки над суппортом, мм
125
80
100
Высота центров над плоскими направляющими станины, мм
108
108
120
Наибольшая длина заготовки в центрах (РМЦ), мм
350
350
330
Наибольшая длина заготовки в патроне, мм
310
Наибольшая длина обтачивания, мм
300
300
300
Наибольшая высота держателя резца, мм
10 х 12
12 х 12
16 х 16
Высота от опорной поверхности резца до линии центров, мм
12
12
Наибольшее расстояние от оси центров до кромки резцедержателя, мм
78
78
Шпиндель
Резьбовой конец шпинделя, мм
М36 х 4
М36 х 4
М45 х 4
Диаметр стандартного патрона, мм
100
100
125
Диаметр сквозного отверстия в шпинделе, мм
16
18
Наибольший диаметр прутка, мм
15
12
Конус Морзе шпинделя
№2
№3
№3
Число ступеней частот прямого вращения шпинделя
6
6
8
Частота прямого вращения шпинделя, об/мин
120, 160, 230, 375, 500, 710
130, 170, 235, 385, 510, 700
60. .1000
Число ступеней частот обратного вращения шпинделя
6
6
8
Частота обратного вращения шпинделя, об/мин
120, 160, 230, 375, 500, 710
130, 170, 235, 385, 510, 700
60..1000
Торможение шпинделя
нет
нет
нет
Блокировка рукояток
нет
нет
нет
Суппорт. Подачи
Наибольшее продольное перемещение суппорта, мм
300
300
260
Перемещение суппорта продольное на одно деление лимба, мм
0,5
0,25
0,25
Наибольшее поперечное перемещение суппорта, мм
100
100
Перемещение суппорта поперечное на одно деление лимба, мм
0,025
0,025
0,025
Наибольшее перемещение резцовых салазок, мм
50
85
85
Перемещение резцовых салазок на одно деление лимба, мм
0,025
0,025
0,025
Угол поворота резцовых салазок, град
±45°
±40°
±40°
Число ступеней продольных подач суппорта
3
3
8
Пределы продольных рабочих подач суппорта, мм/об
0,08; 0,1; 0,12
0,08; 0,1; 0,12
0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32
Пределы рабочих поперечных подач суппорта, мм/об
нет
нет
нет
Количество нарезаемых резьб метрических
3
3
6
Пределы шагов нарезаемых резьб метрических, мм
0,8; 1,0; 1,25
0,8; 1,0; 1,25
0,8; 1,0; 1,25; 1,5; 2,0; 2,5
Пределы шагов нарезаемых резьб дюймовых
нет
нет
нет
Пределы шагов нарезаемых резьб модульных
нет
нет
нет
Пределы шагов нарезаемых резьб питчевых
нет
нет
нет
Задняя бабка
Конус Морзе задней бабки
№2
№2
№2
Наибольшее перемещение пиноли, мм
65
65
65
Электрооборудование
Электродвигатель главного привода, кВт
1,0
1,1
1,1
Габариты и масса станка
Габариты станка (длина ширина высота), мм
1440 х 470 х 1020
1100 х 470 х 110
1050 х 535 х 1200
Масса станка, кг
280
300
400
Аппарат
, характеристики, описание и отзывы
Практическая подготовка – залог успешного обучения специалиста. Настоящим токарем нельзя стать, только изучая теорию по учебникам. Здесь надо прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было налажено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебного и машинного оборудования. Этот станок создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Токарный станок ТВ-6 разработан для обучения основам токарной обработки. Поэтому никаких заоблачных характеристик от него ждать не приходится. Станок подходит для самых простых операций:
Подготовка отверстий.
Обрезка концов.
Режущая часть заготовки.
Исполнение с метрической резьбой.
Растачивание деталей, имеющих цилиндрическую (коническую) форму.
Токарный станок ТВ-6 («школьник», как его еще называют) умеет работать только с цветными металлами и сталью. Такой выбор обусловлен тем, что материал при обработке не должен выделять летучие соединения и пыль, губительно влияющие на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина — 47 см, высота — 110 см. Благодаря этому машина идеально подходит даже для небольших мастерских.
Результатом малых размеров является малый размер деталей, которые можно обрабатывать на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом поворот возможен на интервале, длина которого не более 30 см. По высоте над рамой можно обрабатывать детали диаметром до 20 см. Это значение только выше слайда 8 сантиметров.
Основные характеристики в сравнении с исполнением других агрегатов можно увидеть на фото ниже.
Устройство токарного станка ТВ-6
Лучше разобраться в возможностях аппарата, поможет понимание из каких узлов и механизмов состоит агрегат. Ведь конструкция обеспечивает заданные технические характеристики.
Состав представлен следующими основными механизмами:
Тумба (условно разделена на две части).
Экран для безопасности.
Передача инфекции.
Фартук.
Бабка (также условно различают перед и зад).
Подставка.
Гитара.
Электрический двигатель.
Корыто.
Передняя часть — 6-ступенчатая коробка. К нему крепится вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения резцедержателя изменяется за счет специального механизма, установленного в коробке. Регулируется с помощью ручки. При его повороте шестерня перемещается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе задействована зубчатая передача. Если шестерня перемещается в правое положение, вращение меняется на противоположное. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
Разберем устройство токарно-винторезного станка ТВ-6 подробнее. Для этого рассмотрим его основные механизмы и узлы (их принцип работы и устройство) отдельно.
Шкаф
Конструкция станка делит шкаф на две части: переднюю и заднюю. У них похожее, но другое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтируют ребра жесткости. Двигатель расположен за постаментом. Включил (выключил) его нажатием кнопки, которая находится перед шкафом.
Отличие задней тумбы в том, что в ее конструкцию вместо двигателя входит электрический щиток.
Гитара и редуктор
Гитарой называют шестерню зубчатого колеса. Необходимо передать движение от главного вала прямо на коробку. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, равное одной четверти.
Гитара передает вращение на коробку передач. Он, в свою очередь, состоит из следующих деталей:
Вал (2 шт.).
Шестерни (5 штук с разными характеристиками).
Муфта.
Блок-шестерня.
Сливная пробка.
Ходовой ролик.
Рукоятка для регулировки (2 шт.).
Параметры резьбы определяются изменением настроек рукоятки, которая расположена на передней части редуктора. При его вращении (а у него 3 положения) редуктор, двигаясь по шлицам, включает другую шестерню. На панели ящика находится еще одна ручка, которая запускает ходовой ролик и винт.
Фартук
Фартук нужен для подачи суппорта от ходового ролика (винта) механическим или ручным способом. При необходимости выполнить ручную подачу вращайте маховик, расположенный на валу-шестерне. Последняя смыкается с шестерней, находящейся на шестерне реечной передачи.
Червяк, соединенный с помощью скользящей шпонки с роликом, обеспечивает механическую подачу. Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Суппорт
Установка резцов в токарный станок по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4-х салазок (кареток) фрезы перемещаются:
По направляющим в осевом направлении.
В направлении, перпендикулярном движению первого вагона.
В осевом направлении по направляющим третьих салазок.
Каретки устанавливаются последовательно, то есть друг на друга. Деталь фиксируется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм нажимается и его положение фиксируется штифтом.
Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется задней бабкой. Имеет основание и корпус, за счет чего крепится к направляющей рамы. На них передвигается бабушка. Внутри за счет маховика пино перемещается в продольном направлении. Во внутреннее отверстие пера, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты.
Отзывы
Токарный станок ТВ-6 отличный представитель времен Советского Союза. Изготовленный в восьмидесятых годах прошлого века, он встречается до сих пор. И многие пользователи не собираются от него отказываться. Это надежная, долговечная машина, качественно выполняющая свои функции.
Принимая решение о покупке данной модели токарного станка, опытные пользователи советуют ответить для себя на два основных вопроса:
Какая нужна точность.
Какие работы планируется выполнять на станке.
Конечно, современные импортные аналоги по точности обходят станок ТВ-6. Но если вы хотите снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не всю работу машина способна выполнять. Например, как отмечают некоторые из пользователей, станок не мог заточить трубу стамески. Для расширения функционала вам понадобится набор сменных шестерен, которые необходимы для нарезания резьбы инструментом. Они позволят изменить размер шага при необходимости.
Из недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет ЛЭП, то устройство необходимо переоборудовать на 220 В. Еще одним недостатком данного токарного станка является то, что во время работы сильно шумит. Но с другой стороны, если вы установите его в своем частном дворе, то с этим проблем не будет.
Судя по всему, отечественный токарный станок для работы с металлом ТВ-6, выпускавшийся с целью обучения токарному делу, нашел свое применение в быту. Его используют многие любители делать своими руками полезные самоделки. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
Токарный станок TV-6 pa kuona koyamba zosayembekezereka chifukwa cha kukula kwake yaing’ono. Нди кулемера ква макилогаламу 300 нди куталика масентимита 144, м’лифупи — 47 см, куталика -. 110 masentimita makina Chikukwana mwangwiro ngakhale zokambirana yaing’ono.
Chifukwa ча кукула yaing’ono ndi kukula yaing’ono mbali kuti angathe kukonzedwa pa makina. Unit limakupatsani ntchito ndi chigawo ndi kutalika kwa zomwe si upambana masentimita 35. Pankhaniyi protachivanie zotheka kusiyana pankhani msinkhu, ndi pamwamba pa bedi akhoza, обработанный mbali ndi awiri a 20 cm. Копоса известняковая палибэ зопоса 30 см yaitali. Wopanda, mtengo uli ndi 8 masentimita.
Mahalidwe waukulu poyerekeza ndi anthu a mayunitsi ena Tingaone mu chithunzi m’munsimu.
Токарный станок чипангизо ТВ-6
Кумветцеца за мпхамву я чипангизо кудзакутандизани кумветцеца зимене зигаво нди нджира акуконзерани. Ндипоту капангидве амаперека махалидве аменева.
Ulusi magawo ofunitsitsa ndi kusintha chogwirira kolowera kuti lili patsogolo pa gear lapansi. Pa kasinthasintha ake (lili 3 udindo) zida wagawo kuyendera mipata ya, amachita ndi pinion ena. Gulu la bokosi ndi chogwirira wina, amene akuyamba akuthamanga wodzigudubuza ndi wononga.
thewera
Thewera zofunik kudyetsa суппорт ku wodzigudubuza шпиндель (wononga) umakaniko kapena pamanja. Ngati m’pofunik kuchita Buku chakudya, ayenera atembenuza ndi маховик, lime lili pa шестерня kutsinde. сливается Последняя нди шестерня, ндило па зида водзигудубуза чикомболе.
нёнголоци А олумикизидва мва кутцецерека дюбели нди валик аматипатса макина чакудья. Ие передает зоенда кути зида мбози. Kuchokera mu zida lotatira ndi galu zowalamulira kayendedwe imafalikira ndi zida chikombole. Собака зоваламулира чикугвиризана нди чогвирира, нди касинтасинта ва имбаенда чакудья макина.
Ponena za funso lachiwiri, si onse ntchito makina amatha kuchita. Mwachitsanzo, monga tanenera ndi ena owerenga kuti makina analephera kuti mukhal chitoliro cutters.
Отводы крутоизогнутые бесшовные приварные из углеродистой и низколегированной стали радиусом изгиба R=1,5DN с углом изгиба 45°, 60°, 90°, 180° предназначены для соединений труб при строительстве трубопроводов различного назначения, включая подконтрольные органам Ростехнадзора России с условным давлением PN (Ру) до 16 МПа и температуре от минус 70°С до +450°С.
Отводы 1 исполнения с условным проходом DN 15-400 мм, отводы исполнения 2 с условным проходом DN 25-500 мм.
Также изготавливаются и поставляются по нормативам ASME, ANSI, EN, DIN из сталей ASTM, AISI
Материал для отводов крутоизогнутых: сталь марок 10, 20, 09Г2С, 08(12)Х18Н10Т, 10Г2, 15ГС, 16ГС, 17ГС и др. согласно ГОСТ 17380.
Метод изготовления: горячая протяжка.
По согласованию с заказчиком детали могут быть с ППУ, ВУС, ЦПП, ВУС+ЦПП ИЗОЛЯЦИЕЙ, или ОЦИНКОВАНЫ методом гальванического цинкования.
Условное давление рассчитывается по формуле (2) ГОСТ 17380, допускается вычислять условное давление по другим формулам и методам расчета.
По желанию заказчика отводы могут быть нестандартные, или выполнены по чертежам, а также быть в изоляции (ВУС, ППУ и др.), или оцинкованными.
Имеется вся необходимая разрешительная документация.
Технические характеристики:
Отводы исполнения 1 угол изгиба 45°, 60°, 90°.
DN
D, мм
T, мм
R=F, мм
15
21,3
2,0
3,2
4,0
28
20
26,9
2,0
3,2
4,0
29
25
33. 7
2,3
3,2
38
32
42,4
3,6
48
40
48,3
3,6
57
50
60,3
4,0
76
65
76,1
2,9
5,0
95
80
88,9
3,2
5,6
114
100
114,3
3,6
6,3
152
125
139,7
6,3
190
150
168,3
7,1
229
200
219,1
8,0
12,5
305
250
273. 0
6,3
10,0
381
300
323.9
7,1
10,0
457
400
406.4
8,8
12,0
610
Отводы исполнения 1, угол изгиба 180°
DN
D, мм
T, мм
R=F, мм
С, мм
В, мм
40
48,3
3,6
57
114
82
65
76. 1
4.0
95
190
133
Отводы исполнения 2, угол изгиба 180°
DN
D, мм
T, мм
R=F, мм
С, мм
В, мм
32
38
3,0
48
96
69
Отводы исполнения 2 Угол изгиба 45°, 60°, 90°.
DN
D, мм
T, мм
R=F, мм
25
32
2,0
2,5
3,0
38
32
38
2,0
2,5
3,0
3,5
48
40
45
2,5
4,0
60
50
57
3,0
3,5
4,0
5,0
6,0
75
65
76
3,5
4,0
5,0
6,0
100
80
89
3,5
4,0
5,0
6,0
8,0
120
100
102
4,0
150
100
108
4,0
5,0
6,0
8,0
10,0
150
100
114
4,0
6,0
8,0
9,0
10,0
150
125
133
4,0
5,0
6,0
8,0
190
150
159
4,0
4,5
6,0
8,0
9,0
10,0
12,0
225
150
168
8,0
14,0
225
200
219
5,0
6,0
8,0
10,0
12,0
16,0
17,0
300
250
273
7,0
8,0
10,0
12,0
16,0
18,0
375
300
325
7,0
8,0
10,0
12,0
14,0
16,0
450
400
426
8,0
9,0
10,0
12,0
16,0
600
500
530
9,0
10,0
11,0
12,0
750
Отводы крутоизогнутые ГОСТ 17375-01 применяются в различных отраслях промышленности. Материалом их изготовления является низколегированная и углеродистая сталь. Угол изгиба отводов составляет 45,60, 90 и 180 градусов. Они делаются различными методами, основными из которых являются протяжка по сердечнику и штамповочным методом. Для отводов данного типа характерен небольшой радиус изгиба, что позволяет упростить монтаж трубопровода и его компоновку.
Крутоизогнутые отводы ГОСТ 17375-01 помимо ряда преимуществ, обладают некоторыми недостатками. Так, малые размеры не позволяют в полной мере компенсировать тепловые расширения системы. Существует несколько способов изготовления крутоизогнутых отводов, позволяющих их разделить на определённые виды – протяжные бесшовные, штампованные, штампосварные, точёные из проволок и объёмных штамповок.
Бесшовные отводы часто изготавливаются путём горячей протяжки, которая осуществляется через сердечник из труб рогообразного вида. Благодаря своему спектру применения наибольшей популярностью пользуются крутоизогнутые отводы, соответствующие ГОСТ 17375-01 и ГОСТ 30753-01.
Другой вид отводов крутоизогнутых изготавливается способом штамповки из штамповок, труб и проволок с последующей обработкой устройств под воздействием температуры и механического воздействия.
В свою очередь штампосварной метод производства крутоизогнутых отводов заключается в сварке штампосварных заготовок.
Для изготовления точёных отводов используется метод механической обработки.
Крутоизогнутые отводы ГОСТ 17375-01 представляют собой одну из самых важных частей трубопроводов. Их соединение осуществляется методом сварки труб одинакового диаметра под определённым углом. Технические характеристики крутоизогнутых отводов дают им достаточно широкий спектр применения. Некоторые виды крутоизогнутых стальных отводов могут быть установлены для работы в условиях экстремально низких температур.
Отвод 45 градусов ГОСТ 17375 нержавеющий
Фильтрация по стандартам:
ГОСТ
ISO
DIN
ВЕСЬ КАТАЛОГ
Кроссворд на знание нержавеющей стали
Скачать каталог
Таблица допустимого давления труб
Таблица размерного ряда DIN, ISO, SMS, ГОСТ
Характеристики эластомеров (уплотнений)
Подписаться на рассылку
Заполняя форму, Вы соглашаетесь с правилами обработки персональных данных
Отводы 45° ГОСТ 17375-01 из наличия со склада до 273 мм. Поставляются из нержавеющей стали 12х18н10т и 10х17н13м2т.
Марка стали: 12х18н10т, 10х17н13м2т
Обозначение и маркировка: отвод DN50 (57х3,5 мм) 45* ГОСТ 17375-01 12Х18Н10Т, где DN50 условный диаметр; 57х3,5 мм — внешний диаметр и толщина стенки; 45* — угол равен 45 градусам, ГОСТ 17375-01 — стандарт; 12Х18Н10Т — марка стали.
Стандартные технические условия для фитингов из кованой ферритной, ферритно-аустенитной и мартенситной нержавеющей стали
Эта спецификация охватывает два основных класса,
WP и CR, фитингов из кованой ферритной, ферритно-аустенитной и мартенситной нержавеющей стали бесшовной и сварной конструкции. Фитинги класса WP подразделяются на четыре подкласса: классы WP-S, WP-W, WP-WX и WP-WU.
Материал для фитингов должен состоять из поковок, прутков, пластин или бесшовных или сварных трубных изделий. Выплавку стали проводят в электропечах, вакуумных печах или электропечах с последующим вакуумным или электрошлаковым плавящимся переплавом. Операции ковки или формовки должны выполняться ковкой, прессованием, прошивкой, выдавливанием, осадкой, прокаткой, гибкой, сваркой плавлением, механической обработкой или сочетанием двух или более этих операций. Материалы должны пройти термическую обработку и должны соответствовать требуемому процессу охлаждения и температуре отпуска. Химический анализ и анализ продукта должны быть выполнены и должны соответствовать требуемому химическому составу по углероду, марганцу, фосфору, кремнию, сере, никелю, хрому, молибдену, меди, азоту и титану. Механические свойства материала фитинга должны соответствовать требуемым значениям предела текучести, прочности на растяжение, относительного удлинения и твердости.
Дуплексная нержавеющая сталь A815 UNS S31803 — чрезвычайно устойчивый к коррозии, упрочняемый сплав. Их микроструктура состоит из смеси аустенитной и ферритной фаз. В результате дуплексные нержавеющие стали проявляют свойства, характерные как для аустенитных, так и для ферритных нержавеющих сталей. Такое сочетание свойств может означать некоторый компромисс по сравнению с чисто аустенитными и чисто ферритными марками. Дуплексные нержавеющие стали A815 UNS S31803 в большинстве случаев прочнее, чем ферритные нержавеющие стали. Прочность дуплексных нержавеющих сталей в некоторых случаях может быть вдвое выше, чем у аустенитных нержавеющих сталей. Хотя дуплексные нержавеющие стали считаются устойчивыми к коррозионному растрескиванию под напряжением, они не так устойчивы к этой форме воздействия, как ферритные нержавеющие стали. Однако коррозионная стойкость наименее устойчивых дуплексных нержавеющих сталей выше, чем у наиболее часто используемых марок нержавеющей стали, т. е. 304 и 316. Например.
ФИТИНГИ ДЛЯ ТРУБ-ELB 90 LR BW 2 SCH 80S ASTM A815 WPS UNS S 32205 SMLS (ФИТИНГИ ДЛЯ ТРУБ) 3 шт.
CON RED BW 2 ДЮЙМА X 1 1/4 ДЮЙМА SCH 80/80 UNS-S31803 SMLS 5 шт. Изгиб трубопровода
Горячие индукционные изгибы трубопровода
Горячие индукционные изгибы трубопровода
Горячие индукционные изгибы трубопровода
Индукционные отводы для трубопроводов поставляются со стандартными углами изгиба (например, 45°, 90° и т. д.) или могут изготавливаться по индивидуальному заказу с конкретными углами изгиба. Большой и длинный отрезок трубы для трубопровода гнут методом индукционной гибки. Мы предлагаем нестандартный радиус изгиба трубопровода, горячие изгибы трубопровода, кованые изгибы трубопровода, холодные изгибы трубопровода, изгибы трубопровода с канатом, изгибы трубопровода на месте и изгибы трубопровода.
Способность к изгибу
Индукционная гибочная машина
IB Mc 1
ИБ Мк 2
ИБ Мк 3
Размер трубы
3” — 14”
4–36 дюймов
4–48 дюймов
Радиус изгиба (мм)
1780
4575
7320
Толщина (мм)
5–50 труб диаметром до 14 дюймов
6–36 для трубы диаметром 26–36 дюймов
8–32 мм для трубы диаметром 38–48 дюймов
Отвод индукционный Толщина материала от 1,5 до 12,5 мм — в отдельных случаях до 20 мм. CLR = Радиус центральной линии для сгиба.
Номинальный размер трубы
Внешний диаметр на скосе
От середины до конца
Д
С
М
Ду
ДЮЙМ
Серия А
Серия В
15
1/2
21,3
18
25
20
3/4
26,9
25
29
25
1
33,7
32
38
32
11/4
42,4
38
48
40
11/2
48,3
45
57
50
2
60,3
57
64
65
21/2
76. 1(73)
76
76
80
3
88,9
89
86
90
31/2
101,6
?
95
100
4
114,3
108
105
125
5
139,7
133
124
150
6
168,3
159
143
200
8
219,1
219
178
250
10
273,0
273
216
300
12
323,9
325
254
350
14
355,6
377
279
400
16
406,4
426
305
450
18
457,2
478
343
500
20
508,0
529
381
550
22
559
?
419
600
24
610
630
432
650
26
660
?
495
700
28
711
720
521
750
30
762
?
559
800
32
813
820
597
850
34
864
?
635
900
36
914
920
673
950
38
965
?
711
1000
40
1016
1020
749
1050
42
1067
?
762
711
1100
44
1118
1120
813
762
1150
46
1168
?
851
800
1200
48
1220
1220
889
838
ASME B16.
49 Спецификация индукционного изгиба трубопровода
Индукционная гибка
Индукционная гибка трубы диаметром 30 дюймов
Структурный изгиб до глубины 30 дюймов
S-образные изгибы и сложные трехмерные изгибы
Углерод, нержавеющая сталь и сплавы
Гибка из быстрорежущей стали до 24″ x 24″
Непрерывные изгибы до 54 футов длиной
Размеры индукционного изгиба
ASME/ ANSI B16.9, ASME/ ANSI B16.49 / ASME/ ANSI B16.28, MSS-SP-75, MSS SP-43, DIN 2605, ГОСТ 17375, ГОСТ 30753, ISO 15590-1, EN 10253- 4 Тип A, EN 10253-4 Тип B
Отвод на четверть 90 градусов — Угловой отвод 0-120 градусов — SHS до 400 x 400 x 20 — Крестообразный отвод — S-образный отвод/отвод со смещением — RHS отвод вокруг малой оси до 500 x 300 x 20 — Изогнутая труба до 813 — Эллиптические трубы (малая и большая ось) — Универсальные балки
Специальные услуги включают
Торцевая фаска
Химическая очистка, травление и пассивация
Резка круглых профилей с наружным диаметром до 32 дюймов
Разрушающие механические испытания с использованием нашей партнерской лаборатории, аккредитованной UKAS
Неразрушающие испытания, проводимые сертифицированными операторами ASNT/PCN уровня II
Пол-дюйма это сколько миллиметров? 1 2 дюйма сколько в миллиметрах (мм)?
Главная
›
Новости
Опубликовано: 03.12.2017
⁉❓Как перевести дюйм в сантиметры.Сколько сантиметров в дюйме?
Полдюйма это сколько в мм?
Диаметры труб: 1/4, 3/8, 1/2, 3/4 и т. д. Дюймы и миллиметры
Половина дюйма.
Размеры в сантехнике.
Сантехнические размеры.
Я бы так ответил на этот вопрос про полдюйма, половина дюйма в такой сфере как сантехника.
Размеры труб в дюймах
Это хороший и очень практичный вопрос. Насколько мне это известно, то если говорить конкретно про размеры в сантехнике, тогда пол-дюйма это: 20 мм. Иногда говорят, что это также: 15 мм. Все дело тут обычно заключается в разнице внутреннего диаметра: 15 мм и наружного диаметра: 20 мм.
Согласно пояснению автора вопроса, речь идет о размерности труб водо и газоснабжения.
Для начало ответим на первую часть вопроса — «пол-дюйма это сколько миллиметров?» Для этого переведем дюймовые величины в метрические. Один дюйм это 25 целых 4 десятых миллиметра. Соответственно «пол-дюйма» будет 12 целых 7 десятых миллиметра.
Теперь разберемся что такое дюймы в определении диаметров труб, так называемая «имперская» маркировка. Если общепринятый дюйм имеет длину 2.54 см., то его трубный аналог равен уже 3,3249 см., потому как сюда включается не только внутренний диаметр трубы, а и толщины обеих противоположных стенок.
Труба в «пол-дюйма» имеет наружные диаметры 21.25 мм., внутренние 15 мм. Трубу 1/2 иногда называют «пятнадцатой», а соответственно резьбу и фитинги также пятнадцатые.
Для определения данной величины, для нас представляется архи важным знать то, сколько по отношению к привычным для нас миллиметрам, состовляет один дюйм, как величина.
Светопрозрачные перегородки из алюминиевого профил
Т образный профиль алюминиевый
Металлочерепица от производителя
Отделка балконов пвх панелями
Монтаж винтовых свай
3d печать
Глины по доступной цене
Где купить стеклопластиковую арматура
Пол-дюйма это сколько миллиметров? 1 2 дюйма сколько в миллиметрах (мм)?
Входная дверь – лицо помещения. Именно дверь первой «встречает» входящего, а ее внешний вид способен внести солидный вклад в общее впечатление, которое останется у посетителя после визита.
Входная дверь в доме – объект совершенно уникальный. Она должна сочетать в себе массу необходимых характеристик и требований, которые соответствовали бы представлениям хозяина дома о безопасности, комфорте, эстетичном внешнем виде, смотрите Дизайнерские входные двери. Отвечать многочисленным условиям порой бывает нелегко, но все же есть мастера своего дела, продукция которых способна удовлетворить даже самый взыскательный вкус. Итальянские входные двери – яркий тому пример.
Диаметры труб: 1/4, 3/8, 1/2, 3/4 и т. д. Дюймы и миллиметры
Входные двери из Италии обладают важным преимуществом, которое заключается в безупречном соотношении цены и качества продукции, а широкий ассортимент моделей будит интерес и вдохновляет полет фантазии.
Говоря о входной двери, безусловно, представляется традиционная металлическая дверь, надежная и прочная, способная обеспечить безопасность и сохранность. Итальянские входные двери производятся из высококачественного цельного листа стали холодного проката. Этот материал рассчитан на значительные нагрузки, связанные с перепадами температуры и влажности, а также превосходно защищает от попыток взлома.
Размеры труб в дюймах
Полдюйма это сколько в мм?
Половина дюйма.
Размеры в сантехнике.
Сантехнические размеры.
Я бы так ответил на этот вопрос про полдюйма, половина дюйма в такой сфере как сантехника.
Это хороший и очень практичный вопрос. Насколько мне это известно, то если говорить конкретно про размеры в сантехнике, тогда пол-дюйма это: 20 мм. Иногда говорят, что это также: 15 мм. Все дело тут обычно заключается в разнице внутреннего диаметра: 15 мм и наружного диаметра: 20 мм.
Согласно пояснению автора вопроса, речь идет о размерности труб водо и газоснабжения.
Для начало ответим на первую часть вопроса — «пол-дюйма это сколько миллиметров?» Для этого переведем дюймовые величины в метрические. Один дюйм это 25 целых 4 десятых миллиметра. Соответственно «пол-дюйма» будет 12 целых 7 десятых миллиметра.
Теперь разберемся что такое дюймы в определении диаметров труб, так называемая «имперская» маркировка. Если общепринятый дюйм имеет длину 2.54 см., то его трубный аналог равен уже 3,3249 см., потому как сюда включается не только внутренний диаметр трубы, а и толщины обеих противоположных стенок.
Труба в «пол-дюйма» имеет наружные диаметры 21.25 мм., внутренние 15 мм. Трубу 1/2 иногда называют «пятнадцатой», а соответственно резьбу и фитинги также пятнадцатые.
Для определения данной величины, для нас представляется архи важным знать то, сколько по отношению к привычным для нас миллиметрам, состовляет один дюйм, как величина.
Руководство по измерению труб | Swimfix Ltd
Руководство по измерению труб | ООО «Свимфикс»
Главная
→ Руководство по измерению труб
Пожалуйста, используйте эти примечания, чтобы помочь вам заказать трубу и фитинги нужного размера. Мы не можем взять на себя ответственность за то, что вы заказываете неправильный размер для ваших нужд.
Наши размеры труб, показанные здесь, относятся к напорным трубам, которые мы предлагаем, и они могут отличаться от стандартных бытовых водопроводных труб из хозяйственного магазина. Мы предлагаем их в Метрический размер (мм) и Имперский размер (дюйм).
Мы часто будем ссылаться на O.D. (внешний диаметр) и I.D (внутренний диаметр). При измерении трубы мы используем внешний диаметр трубы, который подходит к фитингу с раструбом, который может быть, например, коленом или клапаном. Некоторые фитинги показаны в виде фитингов с «втулкой», что означает, что фитинг имеет тот же размер, что и труба, и, следовательно, подходит к фитингу с раструбом.
График 40 и График 80 ПВХ
Если вы искали ПВХ для товаров американского производства, таких как гидромассажные ванны, вы, возможно, слышали термин «расписание». Несмотря на обманчивое название, расписание не имеет ничего общего со временем. График трубы из ПВХ зависит от толщины ее стенок. Возможно, вы видели, что трубы сортамента 80 немного дороже, чем трубы сортамента 40. Хотя внешний диаметр труб сортамента 80 и трубы сортамента 40 одинаковый, у трубы сортамента 80 более толстые стенки. Этот стандарт измерения труб возник из-за необходимости иметь универсальную систему для обозначения ПВХ. Поскольку разная толщина стенок выгодна в разных ситуациях, ASTM (Американское общество испытаний и материалов) разработало систему графиков 40 и 80 для классификации двух распространенных типов. Основные различия между Графиком 40 (Сх. 40) и Графиком 80 (Сх. 80):
• Номинальное давление воды
• Размер и диаметр (толщина стенки)
• Цвет
• Применение и использование
Imperial Размер трубы
Размер трубы
Внешний диаметр
3/8 дюйма
17,1 мм
1/2 дюйма
21,4 мм
3/4 дюйма
26,5 мм
1 дюйм
33,6 мм
1 1/4 дюйма
42,2 мм
1 1/2 дюйма
48,3 мм
2 дюйма
60,3 мм
2 1/2 дюйма
75,2 мм
3 дюйма
88,9 мм
4 дюйма
114,3 мм
5 дюймов
140 мм
6 дюймов
168,3 мм
Метрические Размеры труб
Метрические размеры проще, чем британские. Размеры, указанные в этой системе, являются фактическими размерами трубы или фитингов. Например, труба диаметром 50 мм имеет длину 50 мм на 9 0007 внешний диаметр . Гнездо на 50 мм будет иметь размер 50 мм на внутреннем диаметре . Фитинг с выступом 50 мм будет иметь размер 50 мм на внешнем диаметре .
Резьбовые фитинги
Хотя мы предлагаем резьбовые фитинги для «метрических размеров», обычно эти фитинги будут метрическими на гладкой стороне (втулка или раструб), а резьба обычно британская BSP ( B ritish S стандартный P ип.). Резьбовой фитинг может быть Наружная резьба (вкручивание во внутреннюю резьбу) или Внутренняя резьба (позволяет ввинтить в нее наружную резьбу). Пожалуйста, см.
Вот пример подгонки с мужской нитью
Вот пример подгонки с женской нитью
BSP Размеры резьбы
Размер нити
Н. Д. в мм
Количество ниток на дюйм
Шаг в мм
1/8 дюйма
9,7
28
.9
1/4 дюйма
13.16
19
1,34
3/8 дюйма
16,66
19
1,34
1/2 дюйма
21
14
1,81
5/8 дюйма
23
14
1,81
3/4 дюйма
26,44
14
1,81
1 дюйм
33,25
11
2,31
1 1/4 дюйма
41,91
11
2,31
1 1/2 дюйма
47,80
11
2,31
2 дюйма
59,61
11
2,31
2 1/2 дюйма
75,18
11
2,31
3 дюйма
87,88
11
2,31
4 дюйма
113
11
2,31
5 дюймов
138,43
11
2,31
6 дюймов
163,83
11
2,31
Запутался в размерах труб
Когда промышленность перешла от имперских к метрическим размерам, это было сделано несогласованным образом.
Станок 1А62г шильдики,таблички, шильды, таблица резьб и подач
Цена 680.00 грн.
Набор таблиц, шильд для токарно-винторезного универсального станка 1А62Г, производства «Астраханский станкостроительный завод».
Количество Станок 1А62г шильдики,таблички, шильды, таблица резьб и подач
Артикул: 1354
Категория: Таблички и шильды для токарных станков Метка: Астраханский станкостроительный завод, бирки алюминиевые, бирки металлические, завод им Ефремова, запчасти для станков, Красный пролетарий, станок 1А62, таблица, таблица подач, таблица резьб, таблица резьб и подач, таблиці для верстатів, таблички алюминиевые, таблички для станка, таблички для станка 1А62Г, таблички для станков, таблички из алюминия, таблички металлические, шильд, шильдик, шильды для станков Бренд: ShildService
Описание
Отзывы (0)
Станок токарно-винторезный 1А62г таблички, шильдики, производства Астраханский станкостроительный завод.
Набор алюминиевых таблиц, шильдиков, станок токарно-винторезный 1А62Г.
Набор состоит из 23-х шильд, включая таблицу резьб и подач станок 1А62.
Изготовителем токарно-винторезного станка 1А62Г с выемкой в станине является Астраханский станкостроительный завод, основанный в 1944 году.
Завод выпускает токарно-винторезные станки модели 1В62Г, 16В20, 1В625 с расстоянием между центрами 750, 1000 и 1500 мм и токарный станок с ЧПУ АС16М20Ф3.
Leave the search box empty to find all products, or enter a search term to find a specific product.
Сортировать по
Дата создания товара -/+
Название товара
Название производителя
Производитель:
Выбрать производителя
Астраханский станкостроительный завод
Ижевский машиностроительный завод «Ижмаш»
Красный Пролетарий, г. Москва
Московский станкостроительный завод «Красный пролетарий»
Польша
Рязанский станкостроительный завод
Средневолжский станкостроительный завод
Ульяновский машиностроительный завод
Фрунзенский машиностроительный завод
Челябинский станкостроительный завод
Чехия, TOS
Показано 1 — 31 из 31 50100
Max диаметр заготовки — 630, max длина заготовки 1500 мм. …
Описание товара
Max диаметр заготовки — 660, max длина заготовки 3000 мм.
Описание товара
Max диаметр заготовки — 435, max длина заготовки 1000 мм.
Описание товара
Max диаметр заготовки — 630, max длина заготовки 2000 мм.
Описание товара
Max диаметр заготовки — 800, max длина заготовки 3000 мм.
Описание товара
Max диаметр заготовки — 630, max длина заготовки 2000 мм.
Описание товара
Max диаметр заготовки — 250 мм; max длина заготовки 500 …
Описание товара
Max диаметр заготовки — 250, max длина заготовки 500 мм.
Описание товара
Max диаметр заготовки — 320, max длина заготовки 710 мм.
Описание товара
Max диаметр заготовки — 550, max длина заготовки 1000 мм.
Описание товара
Max диаметр заготовки — 500, max длина заготовки 1500 мм.
Описание товара
Max диаметр заготовки — 445, max длина заготовки 1000 мм.
Описание товара
Max диаметр заготовки — 630, max длина заготовки 2800 мм.
Описание товара
Max диаметр заготовки — 500, max длина заготовки 2000 мм.
Описание товара
Max диаметр заготовки — 500, max длина заготовки 1000 мм.
Описание товара
Max диаметр заготовки — 630, max длина заготовки 1400 мм.
Описание товара
Max диаметр заготовки — 445 мм; max длина заготовки 1500 мм.
Описание товара
Max диаметр заготовки — 250 мм; max длина заготовки 500 мм.
Описание товара
Max диаметр заготовки — 800 мм; max длина заготовки 2800 мм.
Описание товара
Max диаметр заготовки — 500 мм; max длина заготовки 1000 …
Описание товара
Max диаметр заготовки — 240 мм; max длина заготовки 500 …
Описание товара
Max диаметр заготовки — 380 мм; max длина заготовки 1000 мм.
Описание товара
Max диаметр заготовки — 500, max длина заготовки 1000 мм.
Описание товара
Max диаметр заготовки — 400, max длина заготовки 1500 мм.
Описание товара
Max диаметр заготовки — 435 мм; max длина заготовки 1500 …
Описание товара
Max диаметр заготовки — 400 мм; max длина заготовки 1000 и …
Описание товара
Max диаметр заготовки — 400 мм; max длина заготовки 1500 …
Описание товара
Имеются модификации П и В. Max диаметр изделия: 320 мм
Описание товара
Max диаметр заготовки — 240 мм; max длина заготовки 500 мм.
Описание товара
Max диаметр заготовки — 250, max длина заготовки 500 мм. …
Описание товара
Max диаметр заготовки — 250 мм; max длина заготовки 500 мм.
Описание товара
Станкоимпорт 1К62 Токарный станок
Продолжение: К ходовому винту с шагом 12 мм был присоединен полноценный редуктор для нарезания резьбы и подачи, смазываемый под давлением и способный в базовой настройке генерировать английский шаг от 2 до 24 t.p.i., дюймовый, метрический от 1 до 12 мм. , модуль от 0,5 до 48 и диаметр от 96 до 1 д.п. Также можно было нарезать спирали с шагом от 3/8 дюйма до 7/16 дюйма и, согласно справочнику, генерировать спирали «Архимеда», подобные тем, что внутри самоцентрирующихся патронов. Кроме того, отдельный привод (по тому, что производители назвали , специально отобранные переключающие колеса ) могли быть установлены в обход коробки передач и позволяли генерировать шаг «высокой точности» — хотя не было ясно, как такое расположение дает какое-либо реальное преимущество. Это также было возможно. Для расширения диапазона нарезания резьбы двухпозиционная ручка, установленная на передней стороне передней бабки, позволяла изменять соотношение привода и редуктора. В одном случае, используя скорость вращения шпинделя от 12,5 до 40 об/мин, грубый шаг был в 32 раза больше стандартного передаточного отношения, а в другом случае, при скорости вращения шпинделя от 60 до 160 об/мин, шаг можно было увеличить в 8 раз по сравнению с настройкой на барабане редуктора. Вторая ручка, рядом с селектором передаточного числа, изменяла направление подачи каретки с левого на правое, а также позволяла, в ее центральном положении, вращать шпиндель независимо от шестерни подачи и индексировать оборот при нарезании многозаходной резьбы. — осевые настройки выгравированы на пластине вокруг конца шпинделя. Коробка передач обеспечивала 42 скользящих и наплавочных подачи, скорость которых зависела от выбранного диапазона скорости шпинделя: при любой скорости скользящие подачи находились в диапазоне от 0,0027 дюйма до 0,081 дюйма на оборот шпинделя с наплавкой, установленной на половину скорости (от 0,0013 до 0,081 дюйма). в то время как при скорости вращения шпинделя от 50 до 630 об/мин скорость подачи составляла от 0,081 дюйма до 0,163 дюйма скольжения и от 0,040 дюйма до 0,081 дюйма в поперечном направлении. Включение привода от редуктора к ходовому винту или приводному валу осуществлялось системой третьего стержня с рычагом управления, расположенным рядом с редуктором, и вторым стержнем, поворачивающимся с правой стороны фартука (и, таким образом, перемещающимся вместе с ним). Необходимые шаг и подача были получены с помощью большого вращающегося барабана с концентрическим диском на его лицевой стороне, оснащенным двумя или четырьмя ручками с шариковыми наконечниками. Вытягивание ручек прямо наружу позволяло поворачивать внутреннюю часть для выбора одного из четырех положений, при этом вверху появлялась шкала, показывающая доступный диапазон. Затем была выбрана конкретная настройка из диапазона, перемещая диск внутрь в промежуточное положение и вращая его, чтобы привести указатель в соответствие с требуемой цифрой. Наконец, полное нажатие на диск зафиксировало настройку, вся операция заняла меньше времени, чем объяснение… Скользящие и всплывающие подачи в обоих направлениях передавались четырьмя мелкозубчатыми муфтами, встроенными в фартук, быстрое и надежное управление — необычно — с помощью одного рычага, похожего на джойстик, установленного на правой стороне фартука. . Также был установлен быстрый силовой ход во всех направлениях, который включался кнопкой наверху джойстика с двигателем мощностью 1,3 л.с., 1500 об/мин. двигатель, установленный в нише на конце задней бабки станины, приводящий в движение приводной вал через клиновой ремень. Система обеспечивала скорость скольжения 134 дюйма в минуту, при этом подающий вал ароматически отсоединялся от редуктора для нарезки винтов с помощью встроенной в него муфты свободного хода. Эта система была настолько хорошо настроена, что операторы, если им нужно было переместить каретку более чем на 10 мм или около того, использовали ускоренный ход. Чтобы защитить трансмиссию, в фартук встроена предохранительная муфта кулачкового типа, которая отключается при достижении заданной нагрузки; это устройство также можно было отключить с помощью упора на станине, хотя это средство не было включено в подачу с поперечными салазками. При движении каретки она автоматически включала масляный насос плунжерного типа, который распределял смазку по фартуку с подачей также на станину и поперечные направляющие; Ход каретки измерялся микрометром барабанного типа, закрепленным на лицевой стороне фартука, шкала градуирована с шагом 0,05 дюйма 9. 0009 Используя обычные направляющие с V-образной кромкой, сборка составной направляющей имела обнуляющие микрометрические циферблаты хорошего размера и разрезной винт поперечной подачи, который можно было отрегулировать для устранения люфта; ход поперечного суппорта составлял 10 дюймов и 5,5 дюймов для верхнего суппорта, последний можно было поворачивать на 90 градусов в каждую сторону от нуля и в стандартной комплектации оснащать 4-позиционной стойкой для инструментов, способной принимать инструменты размером до 1 дюйма. Прочная конструкция, массивная задняя бабка могла быть установлена на опорной плите для точения небольших конусов и удерживала ствол из закаленной стали, оснащенный массивным конусом Морзе № 5. Для работы в тяжелых условиях можно было установить заднюю бабку для механического сверления, что было достигнуто за счет приближения каретки к агрегату и расположения поперечного суппорта таким образом, чтобы L-образный участок металлической пластины можно было соединить с аналогичным элементом. соединен с основанием задней бабки. Затем рычажный зажим на конце задней бабки был отрегулирован так, чтобы основание удерживалось в тесном контакте с направляющими, но при этом достаточно свободно скользило, когда каретка продвигалась к передней бабке с медленной скоростью подачи. Когда задняя бабка использовалась с центром для поддержки работы между центрами или для ручного сверления, она крепилась к станине двумя болтами, затягиваемыми свободным самопрячущимся гаечным ключом. На некоторых моделях, особенно на тех, которые должны были обслуживаться работницами, не входившими в состав советской бригады толкателей ядра, задняя бабка могла быть оборудована подачей воздуха под высоким давлением, которая обеспечивала подушку между ней и станиной. Электрооборудование размещалось в двух отсеках: один устанавливался внутри левой ножки шкафа, а другой снаружи за задней бабкой станины; последний имел амперметр, показывающий нагрузку на режущие инструменты, и содержал предохранители, реле и т. Д. Вместе с выключателями для выключателя, охлаждающей жидкости, рабочего освещения и, при наличии, гидравлического копировального устройства. Электрическая схема обеспечивала изоляцию от нулевого напряжения и защиту от перегрузок трех электродвигателей (основного, охлаждающего и силового быстродействующего) со всеми цепями с предохранителями. Производитель также предложил установить электрическую арматуру индивидуального дизайна, если заказчик этого пожелает. С каждым новым 1К62 поставлялся полный комплект электрооборудования, задний брызговик системы охлаждения, защелка, два центра Морзе для передней и задней бабки, редукторная втулка передней бабки, продольный упор каретки, ходовой люнет, дополнительные сменные колеса, масляный пистолет, конус — съемник штифтов, плоскогубцы для стопорных колец, семь гаечных ключей, торцевой ключ, отвертка, руководство по эксплуатации и техническому обслуживанию, а также отдельное руководство и руководство по запасным частям.
Настольный токарный станок EISEN 1236GH с УЦИ и подставкой, производство Тайвань, однофазный – Eisen Machinery Inc
Эйзен Машинери
$ 7800,00
Название по умолчанию — 7 800,00 долларов США
Количество
находится в стадии заказа
Особенности
В КОМПЛЕКТ ВХОДИТ: Блок цифрового считывания (DRO) с оптическими шкалами по осям X и Z для простоты эксплуатации
Закаленная и отшлифованная станина
Закаленные и отшлифованные поперечные направляющие
Закаленная и отшлифованная пиноль задней бабки
Прецизионные конические роликоподшипники в передней бабке.
Используются только подшипники шпинделя мирового класса: NACHI, NSK, NTN или FAG.
Съемный зазор
Цилиндр задней бабки снабжен горизонтальным стопорным выступом для сверления
12-ступенчатое изменение скорости
Диаметр отверстия шпинделя 1 9/16 дюйма
Шпиндель D1-4
Двигатель 1 1/2 л.с. с электропроводкой 220 В, однофазный
Регулятор резьбонарезного механизма
Резьба 40 дюймов и метрическая резьба 23 (с использованием сменных шестерен)
Современная металлургическая промышленность выпускает большое количество различной металлопродукции. И из всего разнообразия стального проката именно лист рифленый всегда узнаваем благодаря своей фактурной поверхности. Давайте более детально рассмотрим, что же это такое, в чем отличия и преимущества такого продукта и где его применяют.
Что такое рифленый лист?
Это разновидность плоского проката. В отличие от гладкой листовой стали у него с одной стороны расположены объемные элементы (рифли). Такая особенность делает поверхность проката объемно-фактурной, а за счет переменного сечения снижается металлоемкость продукта. Диагонально ориентированная схема расположения рифленых элементов также:
увеличивает износостойкость поверхности проката;
повышает стойкость к статическим и динамическим нагрузкам;
обеспечивает надежное сцепление и отличный антискользящий эффект.
Характер рифления определяет напряженно-деформированное состояние металла в очаге деформации и фактическую контактную поверхность. Ромбическое и чечевичное рифление – две основные схемы рифления в соответствии со стандартами Украины и СНГ. Последняя характеризуется отсутствием замкнутого контура и поэтому такой прокат менее склонен к засорению и накоплению влаги и снега, что определяет его более широкое применение.
В условиях современного рынка в каталогах можно найти рифленый лист металла с различными конфигурациями и расположениями рифлей. Как правило, такая продукция изготавливается из алюминия и тонколистовой углеродистой, низколегированной и нержавеющей стали.
Производство стального листа рифленого
Стальной металлопрокат с рифлением – продукт горячей прокатки. Размеры исходной заготовки устанавливаются такими же, как и при производстве гладкого проката сравнимых толщин. Качественные показатели слябов должны соответствовать внутризаводским условиям. На них не должно быть плен, раковин, трещин и рванин от пережогов.
Технология нагрева полуфабриката перед прокаткой и рифлением существенно не отличается от обычно установившихся режимов нагрева стали перед переделом. Единственным общим правилом является нагрев плоской заготовки перед прокаткой по верхнему пределу установленного интервала температур для каждой конкретной марки стали (это позволяет обеспечить максимальную температуру прокатки в последнем пропуске, в котором рифление выполняют с предельным усилием). Затем заготовка, нагретая до определенной температуры, пропускается через клети широкополосного стана, где нижний валок гладкий, а на поверхность верхнего нанесены ромбические или чечевичные пазы (элементы рифления располагают под углом 45 градусов к направлению прокатки). Для увеличения высоты рифления увеличивают абсолютные обжатия. Наиболее простой технологической операцией является рифление за один пропуск раската в клети.
После охлаждения прокат проходит правку и порезку на гильотинных ножницах. При необходимости продукция может подвергаться дополнительным операциям – термической обработке (отжиг, нормализация или отпуск) травлению, дробеструйной обработке и окрашиванию. Также существенные различия в видах рифления и назначения листовой стали с рифлением определяет многообразие технологических приемов, к которым приходится прибегать для организации промышленного производства.
Виды стального рифленого листа
Современная черная металлургия производит листвой стальной прокат с различной конфигурацией рифления. Соответственно, виды такой металлопродукции имеют как схожие, так и отличительные свойства.
Лист рифленый «ромб» – прокат с выступающим над основной поверхностью ромбическим рифлением – является, как правило, продукцией общего применения. И, за редким исключением, он длительное время производился и поставлялся по ГОСТ 8568. Сегодня в Украине данный стандарт заменен ДСТУ 8783.
Также стоит заметить, что лист рифленый ГОСТ 8568/ДСТУ 8783 причисляется к прокату общего назначения из-за того, что данными стандартами его механические свойства не регламентируются и механические испытания для готовой продукции не проводятся. Лист рифленый стальной ответственного и специфического назначения производится по техническим условиям (ТУ) и стандартам предприятия (СТП), разработанным и утвержденным каждым производителем в установленном порядке.
Лист стальной с ромбическим рифлением
При такой схеме рифления на поверхности плоского проката образуются объемные ромбы с вдавленной серединой. Угол при вершине рифлей составляет 28 градусов (допустимые толерансы – ±2 градуса), диагональ профиля – 25…30 на 60…70 мм.
На таком листе рифление образует замкнутый контур рисунка. С одной стороны, это повышает сцепление с контактной поверхностью, но с другой, провоцирует повышенное ржавление металла из-за скопления и конденсации влаги в вогнутой части поверхности и увеличивает массу металлопродукции. К тому же при малейшем нарушении технологии и скоростного режима в местах пересечения рифлей может отмечаться утяжка металла (уменьшение высоты). Повышенная трудоемкость увеличивает себестоимость данной продукции и объемы ее производства в последнее время значительно сократились.
Лист с чечевичным рифлением
Наиболее популярный вид проката подобного типа. На его поверхности выполняются удлиненные овальные рифли и так как по форме он схожи с зернышком бобовой культуры, данную продукцию принято идентифицировать как лист с чечевичным рифлением.
Если через наибольшую длину объемно-выпуклых элементов провести оси, то будет видно, что по отношению друг к другу они расположены под прямым углом, а расстояние между ними может составлять 20, 25 и 30 мм.
Сегодня используется несколько схем рифления металла, есть даже рифленый прокат, имитирующий чешую. Но основными являются следующие схемы, основанные на чечевичной форме объемно-выпуклых элементов:
«Квартет» и «Квинтет» – рифли сгруппированы в блоки по 4 и 5 штук соответственно.
Но рифленый лист «чечевица», изготавливаемый по ДСТУ 8783/ГОСТ 8568, всегда имеет одиночно расположенные рифли. Остальная продукция производится только по ТУ.
Сортамент рифленых листов
Стальной прокат с рифленой поверхностью изготавливается из углеродистых сталей обыкновенного качества. Как правило, это марки Ст1кп, Ст1пс, Ст2пс, Ст2сп Ст3кп, Ст3пс,Ст3сп, выплавленные в соответствии с требованиями ДСТУ 2651/ ГОСТ 380. Другие стали для производства рифленого проката (08кп, 08пс, 20, S235JR, 09Г2С, С235 и пр.) используются по согласованию между заказчиком и производителем.
По качеству прокатки такой металл классифицируется на прокат высокой точности (А) и нормальной (В) точности. Главными сортаментными характеристиками рифленого листового проката общего и отраслевого назначения являются габаритные размеры, шаг и высота рифления. Размеры по длине и ширине максимально допустимые отклонения по данным параметрам принимаются согласно ДСТУ 8540 и ГОСТ 19903.
Учитывая переменную толщину сечения, основным параметром для металлопроката с рифлением считается толщина основания. Высота рифления составляет 0,1…0,3 толщины основания, но при этом она не может быть меньше 0,5 мм.
Основной сортамент стальных листов рифленых в соответствии с ДСТУ 8783/ ГОСТ 8568
Толщина основания, мм
Вид рифления
Ширина листа, мм
Длина листа, мм
Номинальная ширина основы рифлей и предельные отклонения, мм
Масса 1 м2, кг, предельные отклонения
2,5
Ромбическое
600-2200
1400-8000
5,0 ± 0,15
21,0 ± 10%
3,0
5,0 ± 0,15
25,1 ± 10%
4,0
5,0 ± 0,15
33,5 ± 8%
5,0
5,0 ± 0,15
41,8 ± 6%
6,0
5,0 ± 0,15
50,0 ± 9%
8,0
5,0 ± 0,15
66,6 ± 5%
10,0
5,0 ± 0,15
83,0 ± 3%
12,0
5,0 ± 0,15
99,3 ± 3%
2,5
Чечевичное
3,6 ± 0,15
20,1 ± 10%
3,0
4,0 ± 0,15
24,2 ± 10%
4,0
4,0 ± 0,15
32,2 ± 8%
5,0
5,0 ± 0,15
40,5 ± 6%
6,0
5,0 ± 0,15
48,5 ± 5%
8,0
6,0 ± 0,15
64,9 ± 5%
10,0
6,0 ± 0,15
80,9 ± 3%
12,0
6,0 ± 0,15
96,8 ± 3%
Примечание: По требованию потребителя разрешено изготавливать лист с другими геометрическими размерами и соотношениями диагоналей.
Применение листа стального рифленого
Сегодня рифленый металл – популярный конструкционный и строительный материал. Он широко востребован в инжиниринге, сельском хозяйстве, тяжелом и транспортном машиностроении, но основной областью его применения является строительство. В данной отрасли используются листы со всеми видами рифления. Из них изготавливают:
бункеры;
резервуары;
технические площадки;
вертикальные ограждения;
ступени лестничных маршей;
нефтегазодобывающие платформы;
элементы гидротехнических сооружений.
Лист стальной рифленый подходит для изготовления нерасчетных элементов оборудования и сварных металлоконструкций. Но для создания несущих элементов зданий и сооружений может использоваться только прокат, производимый по соответствующим ТУ/СТП, с нормированием механических характеристик.
В промышленном секторе стальной прокат с рифленой поверхностью незаменим при создании:
пешеходных мостиков;
колейных и крановых настилов;
временных трасс для внутрицехового и заводского транспорта (электрокары, подъемная и грузовая техника, мотороллеры).
Рифленая поверхность в сочетании с прочностью и износостойкостью идеально подходит для корпусов редукторов, усиления конструкций вагонов и судов, а также для изготовления элементов экскаваторов, бульдозеров, горнодобывающей и другой спецтехники.
Преимущества листа рифленого стального
Эксплуатационные свойства проката с рифлением определяются прежде всего химическим составом используемой марки стали. Но в целом для данной металлопродукции свойственны:
достаточная устойчивость поверхности к истиранию;
хорошее удержание грунтовки и краски;
неплохая декоративность;
свариваемость;
доступная стоимость;
высокая технологичность в обработке;
отсутствие отражающего эффекта при интенсивном освещении.
Листовой прокат с рифлением является экономичным видом металлопродукции. Обладая оптимальным соотношением характеристик, он отличается низкой металлоемкостью, поэтому его применение способствует сокращению расхода металла и повышению рентабельности реализуемых проектов.
Купить лист рифленый выгодно и с доставкой в любой регион Украины можно в компании «Метинвест-СМЦ». Продукция изготавливается согласно с ДСТУ 8783/ГОСТ 8568 и ТУ У.27.1-31632138-1333:2005. Звоните, наш телефон 0800-30-30-70. Мы продаем металлопрокат оптовыми и розничными партиями и сотрудничаем с физическими и юридическими лицами.
Лист стальной рифлёный (ромб или чечевица) ГОСТ 8568-77
Лист стальной рифлёный (ромб или чечевица) ГОСТ 8568-77
Лист рифленый — разновидность листового металлопроката, имеющая на гладкой поверхности рисунок в виде выпуклостей, располагающихся под углом друг к дружке. На профессиональном сленге такая продукция носит название «рифленка». С одной стороны лист рифленый имеет гладкую, ровную поверхность. С другой наносятся риски — рифли.
Данный вид проката является одним из самых популярных и простых на рынке металлоизделий. Рифленый лист нашел свое применение в самых разных областях. Из него изготавливают разнообразные металлоконструкции, настилы, ступени лестниц и так далее. Основной сферой использования подобного листа являются места прохождения большого количества людей, где такой лист будет противодействовать скольжению — в метро, на лестницах и т.д.
ООО «СтальРИД» реализует весь существующий сортамент рифленого листа. Вся продукция имеет сертификаты качества предприятий изготовителей, подтверждающие соответствие изделий и гарантирующие качество.
Лист рифленый — стальное полотно с тиснением (рисунком), нанесенным методом продавливания полотна в соответствии с заданным интервалом.
Рифленая сталь реализуется в рулонах и листах. Самой популярной является продукция с односторонним ромбическим либо чечевичным рифлением. «Чечевица» — рисунок с одной рифлей. Производство рифленого металлопроката осуществляется согласно стандарту ГОСТ 8568-77.
Лист рифленый ГОСТ
Стандартно, лист рифленый имеет длину от 1,4 до 8 м, ширину от 0,6 до 2,2 м с градацией в 50 мм. Однако, по специальным заказам возможно производство листов других размеров. Высота любых рифлей при толщине листа не меньше 0,5 мм находится в пределах от 0,1 до 0,3 мм. Если же, толщина листа более 5 мм — высота рифления стартует от 1 мм. Верхние границы высоты рифления — 30 % от толщины листа. Необходимо отметить, что толщины подобных листов всегда обязательно заявляются без учета высоты рифления.
Марки стали
В качестве исходного материала при производстве рифленых листов применяют углеродистые марки стали обыкновенного качества: БСт1, БСт2, СтО, Ст1, Ст2, БСтО, БСтЗ, СтЗ и так далее.
Диагонали рисунка у листа рифленого «Ромб» равны (25-30)х(60-70) мм. Завод-производитель сам задает расположение больших диагоналей поперек и вдоль листа, а так же конфигурацию рифлей.
Расстояние между рифлями у листа «Чечевица» могут быть равны 20, 25 либо 30 мм.
Применение рифленки
Практически в любом городе, в местах, в прямом смысле, «скользких», как антискользящее покрытие можно увидеть рифленый лист. Ступени многих общественных зданий, настилы, лестничные пролеты в метро, наземный транспорт — противоскользящие свойства присущи любому рифленому полотну, даже с минимальной толщиной. Более толстая продукция используется для перекрытий.
Очень популярно применение рифленого металлопроката в производственных корпусах, там, где потеря равновесия чревата серьезной производственной травмой (к примеру, рядом установлены станки или другие подобные устройства повышенной опасности). Именно поэтому, рифленый лист применяют на нефтяных платформах, в шахтерском деле, на гидро и электростанциях. Во всех данных случаях активное использование «рифленки» — мера по обеспечению безопасности производства и сохранения здоровья работников.
Ромб и чечевица
Ромбический рифленый лист применяют для укрепления плоскости до штукатурных работ. Так же, подобный вид металлопроката используют при изготовлении заградительных конструкций и проведении кровельных работ.
Лист рифленый «Чечевица» широко применяют при проведении декоративных, отделочных работ. При изготовлении облицовочных фасадных и интерьерных декоративных панелей подобное рифление поддерживает мотивы стилистики в духе «хай-тек».
В сфере сельского хозяйства из рифленого листа производят различную тару. При транспортировке хрупких емкостей либо предметов рифленое дно повышает надежность перевозки и упрощает погрузочно-разгрузочные работы.
ООО «СтальРИД» — профессиональное решение поставленных задач. Мы дорожим нашей репутацией и заинтересованы в долгосрочном и результативном сотрудничестве. О ценах и сортаменте листа рифленого информацию уточняйте у наших специалистов.
Гофрированная бумага Карточки Ассорти из 11-дюймовых листов
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
68 257 продаж |
5 из 5 звезд
€9,80
Загрузка
Включая НДС (где применимо), плюс стоимость доставки
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Исследуйте связанные категории и поиски
Внесен в список 24 сентября 2022 г.
39 избранных
Информация о продавце
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Распространение поршневых компрессоров Бежецкого завода АСО обусловливает и высокий спрос на запчасти для этих агрегатов. Например, обратных клапанов, без которых невозможно представить функционирование ни одного поршневого компрессора.
Использование обратных клапанов сопряжено с необходимостью исключения возможности возврата сжатого воздуха из ресивера назад в компрессор после остановки агрегата. Присутствие этой детали позволяет плавно запускать двигатель.
Если такого клапана не будет, то сжатый воздух будет воздействовать на поршень, не позволяя провернуться коленвалу при запуске двигателя. Именно обратный клапан обеспечивает удержание воздушной массы под давлением в ресивере, не позволяя пневмопотоку вернуться в пневмоблок. Деталь устанавливается между цилиндром компрессора и ресивером.
Устройство и принцип действия
К основным элементам обратного клапана относится корпус, клапан, резиновое уплотнительное кольцо, пружины и пробки с уплотнением из картона. Помимо входного штуцера, обратный клапан оборудован выходом для подсоединения к ресиверу, а также еще один отвод для подсоединения датчика давления (прессостата), который и определяет момент открывания клапана по достижению воздухом определенного давления.
Поступающий на входной штуцер обратника сжатый воздух (из пневмоблока через выпускной клапан) достигает нужного давления, после чего срабатывает прессостат, поднимая клапан с резиновым кольцом для сжатия пружины.
В открывшуюся полость поступает сжатый воздух, который проходит в ресивер через выходной штуцер. При выключении двигателя компрессора клапан возвращается в исходное положение, не позволяя сжатому воздуху поступать в пневмоблок из ресивера.
Ассортимент
Среди предлагаемых деталей имеются:
металлические обратные клапаны: характеризуются устойчивость к высоким температурам. Изготавливаются:
из алюминия: выдерживает температуру до 200 градусов и считается самой надежной и долговечной деталью
из латуни: обычно разборной обратник, который позволяет обходиться ремонтом и заменой быстро изнашиваемых частей;
пластиковые обратные клапаны: имеют простую конструкцию и характеризуются низкой ценой, однако не предназначены для эксплуатации в режиме высоких температур, так как быстро оплавляются и выходят из строя.
Все детали сертифицированы и соответствуют требованиям оборудования, для которого выпускаются. Это продукция Бежецкого завода АСО, которая применяется на конвейерах при сборке поршневых компрессоров.
На что обратить внимание при выборе обратного клапана
Если необходимо заменить обратный клапан, то лучше купить аналог износившейся детали. Так вы исключите вариант несоответствия параметров посадочных мест и резьбовых соединений. Также необходимо учитывать режим эксплуатации и не покупать пластиковый обратник, если сжатый воздух имеет высокую температуру на выходе.
Обратите внимание, что не только температура является показателем, с которым нужно считаться, но и давление. Каждый обратный клапан рассчитан на определенное давление и имеет установленную пропускную способность.
Превышение этих характеристик в реальных условиях эксплуатации приведет к невозможности использования клапана, так как он не будет правильно функционировать и не обеспечит на выходе энергоноситель в нужном объеме необходимого рабочего давления.
Рекомендации
Чтобы не возникало простоев при необходимости выполнения срочных работ, имейте обратные клапаны в запасе. Их стоимость не так уж велика, но отсутствие этой детали в резерве может привести к срыву сроков сдачи работ.
С вопросами по подбору обратных клапанов для компрессоров, а также ремонту и обслуживанию компрессоров и ресиверов обращайтесь к специалистам магазина Дробесфера.РУ на электронную почту [email protected] или по телефонам:
+7 800 350 75 67 – звонок бесплатный по РФ
+7 499 769 38 58 – для звонков из Москвы
Обратный воздушный клапан для компрессора: применение, разновидности, специфика
На сегодняшний день для того, чтобы гарантировать четкую работу компрессорных агрегатов, используемых почти везде, применяют целый ряд добавочных технических механизмов, одним из которых считается обратный клапан для компрессора. Подобный вентиль, которым укомплектовывается много компрессорных аппаратов, также охраняет их от раннего выхода из строя и гарантирует бесшумное включение.
Назначение и специфика устройства
Условия работы
Основные виды
На что обратить внимание
Назначение и специфика устройства
Обратный клапан ставится на выходное окно головки механизма, впускает охлажденный атмосферный воздух лишь в одном направлении — к трубе или другому агрегату. Следовательно, этот вентиль предупреждает возвращение сжатого воздуха, расположенного в трубе или прочих элементах пневматического механизма, назад в установку. Имеется опасность возвращения атмосферного воздуха из пневматического механизма во внутреннюю часть установки в моменты перерыва в деятельности механизма, а также в период его пуска.
Устройство стандартного компрессорного вентиля составляют следующие части:
стальной корпус;
входное окно, которое затворяется;
резиновое кольцо;
спираль, которая надевается на направляющие выступы вентиля;
пробка;
уплотняющие прокладки.
В оболочке обратного клапана, помимо окна, которым он при помощи патрубка связывается с установкой, существует еще одно: к нему подсоединяется вентиль разгрузки станции. Назначение подобного защитного механизма на компрессоре заключается в том, чтобы не допустить превышения возможного давления в функционирующей камере.
Условия работы
Охлажденный воздух, образовываемый агрегатом, попадает во входное окно механизма.
Под влиянием давления охлажденного воздуха сдавливается спираль, открывая вентиль и впуская воздух в пневматическую систему.
После отключения установки и падения давления воздуха в функционирующей камере спираль растягивается и закрывает воздушную линию.
Если давление воздуха в функционирующей камере в тот момент, когда установку выключают, превосходит возможное значение, срабатывает защитный вентиль, также установленный на выходе из механизма. В конструкции разгрузочного или защитного вентиля станции применяется закрывающий элемент шарикового вида, придавливаемый к краям впускного окна особой спиралью. Если усилие, направленное на подобный шарик сжатым воздухом, превосходит то, на которое настроена спираль, вентиль открывается, за счет чего и исполняется стабилизация давления.
Защитные вентили в пневматических механизмах могут ставиться и на аппараты, например, на трубах. В этом случае назначение подобных вентилей заключается в том, чтобы не допустить понижения давления атмосферного воздуха, закаченного в трубу.
Механизмы, функционирующие по принципу обратного клапана, то есть отрубающие поток функционирующей субстанции при его беге в противоположную сторону, применяются в разных областях.
Обратные клапаны, используемые в механизмах по перевозке жидких субстанций, рассчитаны на то, чтобы не позволить попасть данным субстанциям в установку, которая может от этого прийти в неисправность. При перевозке горячих газов эти станции также применяются для того, чтобы не допустить попадания газов к другим деталям механизма.
Обратные клапаны, которые ставятся в вентиляционные системы, решают две основные задачи:
гарантируют целенаправленный путь хладагента;
предупреждают создание обратной конденсации.
Основные виды
Обратные клапанные механизмы подразделяются на:
прямого вида;
угловые;
пружинные;
шариковые;
ставящиеся при помощи фланцев;
створчатые;
устанавливаемые при помощи пайки;
произведенные под разбортовку.
Все-таки существует один главный недостаток: подобный воздушный клапан ставится на поглощающий резервуар и весьма отрицательно воздействует на совместную холодопроизводительность.
В любом случае, независимо от разновидности и целевого предназначения механизма, надо тщательно следить за тем, чтобы на зазорную деталь не попадали инородные частицы. В противном случае, даже находясь в затворенном положении, запорный вентиль не сможет целиком гарантировать свою работоспособность.
Для того чтобы смонтировать любой из них (имеется в виду разновидность вентиля), надлежит брать в расчет настройку и конфигурацию системы. Помимо этого, эти установки выделяются исходя из специфики своей формы, (квадратные и круглые) и изделия, из которого они произведены. Любое из используемых изделий обладает своей спецификой. Исходя из этого многие механизмы оснащаются агрегатами, исполненными с употреблением пластика, а некоторые — установками из металла.
Сейчас самым популярным видом считается пластиковый клапан. Пропускная возможность этого механизма составляет до 6 м/с. Подобное значение складывается благодаря бесшумности во время включения и выключения рабочих составляющих. Подобная модификация агрегата может действовать как при помощи клапана, поставленного для вытяжки, так и самостоятельно. Необходимо заметить, что подобная разновидность не пользуется большой известностью среди покупателей из-за вытеснения более экономичными аналогами. На сегодняшний день можно приобрести самый популярный вид вентиля для компрессоров — это так называемая «бабочка».
Данные аппараты изготавливаются с использованием металла, а сверху обрабатываются тонким оцинкованным слоем. Механизм оснащен двумя вертящимися лопастями, которые укрепляются на центральную ось. При отсоединении вытяжного коллектора детали замыкаются. Вентиль «бабочка» продается в нескольких вариантах, габариты которых составляют от 31 см.
На что обратить внимание
Перед тем как приобрести вентиль, для начала берут в расчет такое обстоятельство, как интенсивность действующего воздухопотока. В других системах это может быть жидкость или газ. Это обстоятельство напрямую воздействует на запуск и безошибочную деятельность установленного вентиля.
Помимо этого, нужно брать в расчет, что коэффициенты производительности воздухоочистительного агрегата взаимосвязаны с данными мощности аппарата выкачки, будь то помпа или вентилятор. При выборе вентиля берут в расчет температурный режим в комнате и среде, в которой устройство будет поставлено. Существенное значение также имеет и уровень загрязнения окружающей среды. К примеру, агрегат разновидности «бабочка» при влиянии на него струи холодного воздуха начинает значительно сбрасывать обороты. Это может привести к плохому слиянию воздуховода и механизма в целом. Стоимость вентиля может ничтожно колебаться и непосредственно зависит от технических параметров и компании-разработчика механизма.
Бесшумные обратные клапаны | Вал-матик
Бесшумные обратные клапаны | Вал-матик
Главная > Продукция > Обратные клапаны > Бесшумный обратный клапан
Бесшумный обратный клапан является предпочтительным выбором в тех случаях, когда бесшумная работа и стоимость имеют большое значение. Короткий линейный ход и возвратная пружина в совокупности закрывают клапан до реверсирования потока, что эффективно устраняет удары и гидравлические удары, обычно связанные с внезапным прекращением обратного потока.
Запросить цену
Обзор
Особенности
Технические характеристики
Конструкция
Размеры
Руководства
Технические данные
Брошюра 1res 109099
Обзор изделия
Резьбовой тип доступен в размерах 1/2–2 дюйма
Бесфланцевый тип доступен в размерах от 2 до 10 дюймов
Модель Globe Style доступна в размерах от 2 1/2” до 42”
Идеально подходит для работы с чистой водой — свяжитесь с заводом-изготовителем для других услуг
Изготовлено в соответствии с сертифицированной системой качества ISO 9001
Сертификаты
Сертифицировано NSF 372, не содержит свинца
Сертификат NSF 61 для питьевой воды
Бесфланцевый тип, одобренный FM — от 2 до 10 дюймов
Одобренный FM сферический тип — от 2 1/2 до 12 дюймов
Соответствует MSS-SP 125
Характеристики
Бесшумная работа — быстрое закрытие для предотвращения гидравлического удара обратного клапана
Прецизионная посадка «металл по металлу»
Расширенный корпус — обеспечивает полное проходное сечение
Диск с двойной направляющей – предотвращает вибрацию и износ
Упругое седло — доступно для нулевой утечки
Пружина для тяжелых условий эксплуатации испытана более чем на 100 000 циклов
Главная > Продукция > Обратные клапаны > Донные клапаны
Конструкция донных клапанов Sure Seal развивалась в связи с потребностью в надежном клапане, который мог бы обеспечить надежное седло как при низком, так и при высоком давлении без захлопывания. Донный клапан Val-Matic® Sure Seal удовлетворяет этим требованиям, а также обеспечивает низкую потерю напора за счет полнопроходной зоны и прочной сетчатой корзины из нержавеющей стали. Доступные в широком диапазоне размеров, наши донные клапаны отличаются бесшумной работой и уникальной конструкцией седла. Узнайте больше о наших донных клапанах ниже.
Запросить цену
Обзор
Технические характеристики
Особенности
Конструкция
Размеры
Руководства
Технические характеристики
Брошюра 1res 0909
Обзор продукта
Доступны размеры от 2 до 42 дюймов
Уникальная конструкция седла обеспечивает герметичность во всех диапазонах давления без дополнительной нагрузки на уплотнение
Бесшумная работа — Короткий линейный ход
Использование для заливки насосов с разъемным корпусом
Изготовлено в соответствии с сертифицированной системой качества ISO 9001
Сертификаты
Сертифицировано NSF 372, не содержит свинца
Сертификат NSF 61 для питьевой воды
Технические характеристики
Размер клапана
Описание продукта
Номер чертежа
2″ — 42″
1900 Донный клапан Sure Seal
ВМ-1900-С
Особенности
Сетка из нержавеющей стали для тяжелых условий эксплуатации – проходное сечение в 3–4 раза больше площади трубы
Посадочное кольцо из синтетического материала – обеспечивает герметичное уплотнение
Полная площадь отверстия — равна размеру трубы во всех точках через клапан
Дополнительная эпоксидная смола
Строительные материалы
Размер клапана
Описание продукта
Номер чертежа
2″ — 2 1/2″
Донный клапан 1900 Sure Seal — фланцевый (без содержания свинца)
ВМ-1902А-М
3–12 дюймов
Донный клапан 1900 Sure Seal — фланцевый (без содержания свинца)
ВМ-1903А-М
14–42 дюйма
Донный клапан 1900 Sure Seal — фланцевый (без содержания свинца)
Для водоснабжения — оптимальная покупка. Накачивает 100 литровый гидроаккумулятор за 15 сек. Напор воды как в центральном водопроводе. Рекомендую.
Краткие характеристики
Макс. производительность: 3.3 м³/ч, макс. напор: 75 м
Функции: поплавковый выключатель
Вес: 11.6 кг
Глубина погружения 30 м
Установка: вертикальная
Grundfos SBA 3-35 A
Преимущества
Не шумит
Хорошая надежность
Автоматика
Достаточная мощность
Цитата из отзывов
Отличная насосная станция, решила нам много проблем! Отпустили в колодец на 9 метров и отлично работает.
Краткие характеристики
Макс. производительность: 3 м³/ч, макс. напор: 35 м
Номинальная мощность: 800
Уровень шума: 50
Функции: защита от сухого хода, защита от перегрева, поплавковый выключатель
Вес: 9.42 кг
Глубина погружения 10 м
Установка: вертикальная
ДЖИЛЕКС Водомет ПРОФ 55/35 А дф
Преимущества
Работает тихо
Достойное качество исполнения
Хороший напор
Производительный
Цитата из отзывов
Отличный насос, год работает беспрерывно в колодце на водоснабжение дома, без нареканий!
Краткие характеристики
Макс. производительность: 3.3 м³/ч, макс. напор: 35 м
Функции: поплавковый выключатель
Вес: 7.3 кг
Глубина погружения 30 м
Установка: вертикальная
Olsa Ручеёк-1 25м
Преимущества
Относительно тихий в работе
Качает хорошо
Не особо требователен к качеству воды
Длинный шнур
Цитата из отзывов
Старый, добрый насос. Сколько себя помню выпускается без изменений. Ремонтопригоден, дешев и относительно неприхотливый. В скважине 12 м в обсадной трубе работает, по производительности выдал 800 л/час. Возможно, когда скважина прокачается и вода будет чище выдаст больше. За такие деньги очень достойный насос!
Краткие характеристики
Макс. производительность: 1.05 м³/ч, макс. напор: 60 м
Номинальная мощность: 225
Вес: 3.6 кг
Глубина погружения 3 м
Установка: вертикальная
ЛЕПСЕ Водолей-3 16м
Преимущества
Хорошая производительность
Уровень шума не значительный
Надежность
Цитата из отзывов
Хорошая находка для садовода. Купили мы его для колодца. Хороший напор воды, вполне хватает для полива и для накопительного бака. У многих в округе такие насосы.
Краткие характеристики
Макс. производительность: 1 м³/ч
Вес: 4 кг
Глубина погружения 40 м
Установка: вертикальная
DAB DIVERTRON 1200 M
Преимущества
Бесшумный
Хорошая надежность
Встроенная автоматика защиты от сухого хода
Хорошая производительность
Давление держит отлично
Цитата из отзывов
Работает безукоризненно уже 8 лет, не вынимая из колодца, глубиной 5м. Оставляем его зимовать, а когда приезжаем весной и включаем, то сразу начинает работать. В нерабочем режиме держит давление 3-4 атм., в рабочем состоянии до 0,5. Расстояние от колодца до дачи в траншейке глубиной 25 см. и по даче около 25м, с учетом подъема еще на 4м., диаметр тубы до дома 3/4, по дому 1/4. В душевой напор бывает больше, чем в квартире с центральным водоснабжением. Отличный товар.
Краткие характеристики
Макс. производительность: 5.7 м³/ч, макс. напор: 48 м
Номинальная мощность: 750
Функции: защита от сухого хода, защита от перегрева, электронный выключатель
Вес: 11 кг
Глубина погружения 12 м
Установка: вертикальная
Grundfos SBA 3-45 A
Преимущества
Хороший напор
Тихая работа
Компактный размер
Надежность
Полностью автоматическое управление
Цитата из отзывов
Насос оказался шикарным. Работает прекрасно уже 2 года. Мягко включается, работает очень тихо, по колодцу не скачет, лишь появляется небольшая рябь на воде когда он включается. Давление в системе держит на 2,6, напор воды везде одинаково хороший. Электроника отрабатывает превосходно, Когда было мало воды в колодце, насос отключался, приходилось его чуть ниже опускать, не создает избыточного давления, не требуется дополнительный обратный клапан.
Краткие характеристики
Макс. производительность: 3 м³/ч, макс. напор: 45 м
Номинальная мощность: 1050
Уровень шума: 50
Функции: защита от сухого хода, защита от перегрева, поплавковый выключатель
Вес: 9.69 кг
Глубина погружения 10 м
Установка: вертикальная
Grundfos SB 3-45 A
Преимущества
Работает тихо
Хорошая мощность
Надежность
Цитата из отзывов
Всем у кого колодцы, рекомендую смело эту модель. Пользуемся 4 месяца, ничуть не разочаровались. Отключается, когда воды становится мало, потом сам включается. Напор взяли с запасом и не прогадали. Отличный насос.
Краткие характеристики
Макс. производительность: 3 м³/ч, макс. напор: 45 м
Номинальная мощность: 620
Уровень шума: 50
Функции: повышение давления, защита от сухого хода, защита от перегрева, поплавковый выключатель
Вес: 10. 4 кг
Глубина погружения 12 м
Установка: вертикальная
ВИХРЬ ВН-25В
Преимущества
Большая высота подъем
Длинный шнур
Прочный корпус
Относительно тихий
Компактность
Цитата из отзывов
Насос используется для полива огорода. Опущен в колодец примерно на 2 метра, на зиму не вытаскиваем, более то, при оттепели несколько раз пользовался им. Воду по шлангу в 50+ метров хорошо подает, свои заявленные 18 литров примерно отрабатывает. Для частного использования самое то.
Краткие характеристики
Макс. производительность: 1.08 м³/ч, макс. напор: 72 м
Вес: 4.4 кг
Глубина погружения 3 м
Установка: вертикальная
ВИХРЬ ВН-15В
Преимущества
Надежность
Простота
Сделан добротно
Качает хорошо
Малошумный
Цитата из отзывов
Погружаю в колодец на даче, заполняю водонапорный бак для дома и летнего душа, огородец поливаю. Мощность для таких дел нормальная. Корпус коррозии не подвергается, если только налет от минералов воды, почистил и все, на зиму просушил, да в масляную ветошь завернул. Вполне хороший производитель.
Краткие характеристики
Макс. производительность: 1.08 м³/ч, макс. напор: 72 м
Глубина до зеркала воды: 15
Номинальная мощность: 280
Вес: 3.8 кг
Глубина погружения 3 м
Установка: вертикальная
Olsa Ручеёк-1М 10м
Преимущества
Хороший напор воды
Не шумный
Неприхотливый
Защита от перегрева
Отличное соотношение цена-качество
Цитата из отзывов
Неприхотливый, дешёвый насос. Со своей работой справляется. Жужжит, качает. Рабочая лошадка.
Краткие характеристики
Макс. производительность: 1. 05 м³/ч, макс. напор: 60 м
Номинальная мощность: 225
Функции: защита от перегрева
Вес: 3.6 кг
Глубина погружения 3 м
Установка: вертикальная
ЛЕПСЕ Водолей-3 10м
Преимущества
Простая конструкция
Хорошая надежность
Качает не плохо
Автоматическое отключение при перегреве
Цитата из отзывов
Насос «Водолей» незаменим на приусадебном участке. Настоящий «работяга». Рекомендую. Цена и качество товара выгодные.
Краткие характеристики
Функции: защита от сухого хода
Вес: 4 кг
KARCHER BP 1 Barrel
Преимущества
Тихая работа
Прост в использовании
Удобная эргономика
Цитата из отзывов
Отлично подойдёт для огорода на 5-10 соток Главное удачно подберите шланг и не пожалейте денег на длинную лейку-насадку, она пушка-бомба)))
Краткие характеристики
Макс. производительность: 3.8 м³/ч, макс. напор: 11 м
Уровень шума: 44
Функции: защита от сухого хода, поплавковый выключатель
Вес: 4.6 кг
Глубина погружения 7 м
Установка: вертикальная
ВИХРЬ ВН-10В
Преимущества
Хороший напор
Оптимальная длина кабеля
Хорошая производительность для огородно-бытовых нужд
Простая конструкция
Опускать в колодец и поднимать легко, есть места для закрепления веревки или троса
Цитата из отзывов
Удобный насос. Благодаря ему уже 2 года, как колодцем пользуемся без проблем. Хорошая производительность и напор. Опускать в колодец и поднимать легко, есть места для закрепления веревки или троса. Можно использовать как в горизонтальном, так и вертикальном положении. За два года пребывания в колодце следов ржавчины на корпусе насоса не появилось.
Краткие характеристики
Макс. производительность: 1.08 м³/ч, макс. напор: 72 м
Глубина до зеркала воды: 10
Номинальная мощность: 280
Вес: 3.3 кг
Глубина погружения 3 м
Установка: горизонтальная и вертикальная
ВИХРЬ ВН-15Н
Преимущества
Работает тихо
Качает хорошо
Надежность
Простота в использовании
Неприхотливый
Цитата из отзывов
Все лето качал им воду из колодца. А потом ее использовал для бытовых целей и полива грядок. В принципе насос с подачей воды справляется. Быстро качает и при этом шумит умеренно. Ну и самое главное для меня это то, что насос компактный и никакого особого обслуживания не требует.
Краткие характеристики
Макс. производительность: 1.08 м³/ч, макс. напор: 72 м
Номинальная мощность: 280
Вес: 3.8 кг
Глубина погружения 3 м
Установка: вертикальная
ТОП-15 лучших и какой выбрать для водоснабжения дома
Колодезные насосы используются на частных участках для автоматизации забора воды из колодца, чтобы обеспечить ею все хозяйственные нужды.
Но чем руководствоваться при выборе такого устройства?
Какие производители зарекомендовали себя с лучшей стороны?
Какие насосы для колодца получили высокую оценку экспертов и покупателей?
Мы составили собственный рейтинг самых популярных моделей в соотношении цена/качество с учетом их технических особенностей, достоинств и недостатков.
Рейтинг ТОП-15 лучших насосов для колодца 2022-2023 года
Место
Наименование
Цена
ТОП-5 лучших насосов для колодца по цене/качеству на 2022-2023 год
1
Grundfos SBA 3-45 A
Узнать цену
2
Aquario ASP2-25-100WA (620 Вт)
Узнать цену
3
DAB DIVERTRON 1200 M (1100 Вт)
Узнать цену
4
ДЖИЛЕКС Водомет ПРОФ 55/75 А (900 Вт)
Узнать цену
5
ВИХРЬ ВН-15Н (280 Вт)
Узнать цену
ТОП-5 лучших недорогих насосов для колодца
1
PATRIOT VP-10 (300 Вт)
Узнать цену
2
KARCHER BP 1 Barrel (400 Вт)
Узнать цену
3
ЛИВГИДРОМАШ Малыш БВ-0,12-40-У5 10 м (240 Вт)
Узнать цену
4
UNIPUMP БАВЛЕНЕЦ БВ 0,12-40-У5, 40м (245 Вт)
Узнать цену
5
ДЖИЛЕКС Водомет ПРОФ 55/35 (460 Вт)
Узнать цену
ТОП-5 лучших мощных насосов для колодца
1
DAB DIVERTRON 1000 M (650 Вт)
Узнать цену
2
Grundfos SBA 3-35 A
Узнать цену
3
ДЖИЛЕКС Водомет ПРОФ 55/50 А дф (600 Вт)
Узнать цену
4
Aquario ASP2-40-100WA (750 Вт)
Узнать цену
5
ДЖИЛЕКС Водомет ПРОФ 55/35 А (460 Вт)
Узнать цену
Содержание
Рейтинг ТОП-15 лучших насосов для колодца 2022-2023 года
Как выбрать колодезный насос для водоснабжения дома?
ТОП-5 лучших насосов для колодца по цене/качеству на 2022-2023 год
Grundfos SBA 3-45 A
Aquario ASP2-25-100WA (620 Вт)
DAB DIVERTRON 1200 M (1100 Вт)
ДЖИЛЕКС Водомет ПРОФ 55/75 А (900 Вт)
ВИХРЬ ВН-15Н (280 Вт)
ТОП-5 лучших недорогих насосов для колодца
PATRIOT VP-10 (300 Вт)
KARCHER BP 1 Barrel (400 Вт)
ЛИВГИДРОМАШ Малыш БВ-0,12-40-У5 10 м (240 Вт)
UNIPUMP БАВЛЕНЕЦ БВ 0,12-40-У5, 40м (245 Вт)
ДЖИЛЕКС Водомет ПРОФ 55/35 (460 Вт)
ТОП-5 лучших мощных насосов для колодца
DAB DIVERTRON 1000 M (650 Вт)
Grundfos SBA 3-35 A
ДЖИЛЕКС Водомет ПРОФ 55/50 А дф (600 Вт)
Aquario ASP2-40-100WA (750 Вт)
ДЖИЛЕКС Водомет ПРОФ 55/35 А (460 Вт)
Какую фирму выбрать?
Отзывы покупателей
Полезное видео
Как выбрать колодезный насос для водоснабжения дома?
При выборе насоса для своего колодца стоит учитывать следующие параметры:
Производительность. Главный показатель, благодаря которому вы получаете представление о количестве воды для перекачки в идеальных условиях. Также это позволяет определить, к какому количеству точек можно насос подключить.
Глубина. Указывает на то, с какой глубины в колодце насос будет забирать воду. Ориентируйтесь на глубину своих скважины/колодца.
Максимальный напор. Характеристика указывает, на какую высоту и расстояние насос способен подавать воду из колодца. Здесь учитывается глубина погружения и отдаленность места подачи от самого устройства.
Фильтр. Перед покупкой обязательно оцените степень загрязненности воды в колодце. Есть насосы, которые устойчивы к механическим примесям, и есть модели, предназначенные лишь для чистой воды.
ТОП-5 лучших насосов для колодца по цене/качеству на 2022-2023 год
Grundfos SBA 3-45 A
Итальянский насос для колодца с продуманным функционалом и хорошей мощностью в 1050 Вт.
Насос очень прост в установке, все управляющие элементы находятся внутри корпуса, поэтому для начала работы достаточно лишь подключить устройство к сети.
Механизм останавливается сразу после того, как насос наберет нужное давление. При падении последнего насос вновь активируется. Производитель указывает, что при установке гидроаккумулятора можно получить полноценную насосную станцию.
Устройству удалось обеспечить всю необходимую защиту, включая защиту от перегрева и сухого хода.
А благодаря поплавковому выключателю произойдет отключение устройства, если уровень воды опустится до критического.
Чтобы сделать агрегат более легким и дешевым, корпус изготовили из композитного материала.
При этом на внутреннем механизме бренд экономить не стал. Например, и входной фильтр, и гильза электромотора создали из нержавеющей стали.
Основные характеристики:
Глубина погружения, м — 10.
Напор (max), м — 45.
Пропускная способность, куб. м/час — 3.
Мощность — 1050.
Пропускаемые частицы, мм — 1.
Максимальная температура — 40 градусов.
Уровень шума — 50 дБ.
Плюсы
полноценная система защиты;
хорошая производительность;
низкий уровень шума.
Минусы
выходной штуцер из пластика.
Aquario ASP2-25-100WA (620 Вт)
Модель относится к погружным насосам для вертикальной установки, чтобы качать холодную воду из колодцев, открытых источников или скважин, диаметр которых не менее 15 см.
Рекомендуется для частных систем водоснабжения. Погружается максимум на 15 метров, напор не превышает показателя в 40 метров. Хорошо фильтрует, не пропуская частицы крупнее 0,5 мм в диаметре.
Корпус из нержавеющей стали, как и основные элементы двигателя. Специальной системы охлаждения не предусмотрено, у двигателя при длительной работе температура снижается за счет струи воды.
Зато предусмотрена защита от сухого хода за счет установки поплавкового выключателя, контролирующего уровень воды в колодце/источнике. Допускается и использование в неглубоких источниках с частичным погружением корпуса.
Основные характеристики:
Глубина погружения, м — 15.
Напор (max), м — 40.
Пропускная способность, куб. м/час — 3.
Мощность — 620 Вт.
Пропускаемые частицы, мм — 0,5.
Максимальная температура — 35 градусов.
Уровень шума — 56 дБ.
Плюсы
не шумит при работе;
хорошие показатели производительности;
надежная конструкция двигателя;
кабель на 20 метров и пусковой блок выносного типа.
Минусы
не подойдет для глубоких источников.
DAB DIVERTRON 1200 M (1100 Вт)
Агрегат способен снабдить водой частный дом даже из глубокого колодца. За 45 метров
подъема он в минуту набирает 10 литров, при десятиметровом удается осилить более 80 литров. Работа осуществляется самостоятельно за счет встроенной автоматики.
Имеются встроенные датчики давления и потока.
Хорошо обеспечивается стабильность даже при перепадах водопотребления, поэтому установка гидроаккумулятора не является обязательным пунктом.
Не стоит бояться перегрева двигателя при длительной работе, он охлаждается потоком воды.
Однако и минусы у этого насоса для колодца имеются.
При создании модели использовалось гораздо больше пластика, чем хотелось бы, да и перепады напряжения насос плохо переносит, поэтому следует заранее позаботиться о стабилизаторе.
Учитывайте и тот момент, что производитель не установил поплавковый выключатель, поэтому уровень нужно обязательно отслеживать.
Основные характеристики:
Глубина погружения, м — 12.
Напор (max), м — 46.
Пропускная способность, куб. м/час — 5,7.
Мощность — 1,1 кВт.
Пропускаемые частицы, мм — 1.
Максимальная температура — 35 градусов.
Уровень шума — 64 дБ.
Плюсы
хорошая производительность, подходит для глубоких колодцев;
надежная насосная часть;
стабильная работа автоматики.
Минусы
плохо относится к скачкам напряжения;
много пластиковых деталей.
ДЖИЛЕКС Водомет ПРОФ 55/75 А (900 Вт)
Один из самых лучших центробежных насосов для колодца в нашем рейтинге по своей производительности.
Изготовлен для обеспечения частного дома чистой питьевой водой из колодца, скважины или природного источника.
Максимальный напор достигает 75 метров, а погружать насос можно на глубину тридцати метров.
Этим насосом для колодца можно укомплектовать не только автоматизированную систему водоснабжения, но и систему полива или орошения.
Еще одна особенность данной модели заключается в том, что она может перекачивать воду даже из тех источников, где содержание песка во взвешенном состоянии оценивается в два килограмма на каждый кубический метр жидкости.
Все нагревающиеся элементы двигателя защищаются от перегрева и последующего износа струей омывающей их воды. Благодаря этому насос также и не погружается полностью.
Основные характеристики:
Глубина погружения, м — 30.
Напор (max), м — 75.
Пропускная способность, куб. м/час — 3,3.
Мощность — 900 Вт.
Пропускаемые частицы, мм — 1,5.
Максимальная температура — 40.
Уровень шума — 57 дБ.
Плюсы
отличная производительность;
тихая работа;
надежная конструкция, которая не боится перегрева;
может использоваться в источниках с высоким содержанием песка.
Минусы
не обнаружено.
ВИХРЬ ВН-15Н (280 Вт)
Насос для колодца для верхнего забора воды, с небольшими размерами и корпусом из высококачественного алюминиевого сплава.
Имеет напор до 72 метров, вибрационный принцип работы и производит до 18 литров в минуту, поэтому такой насос отлично подойдет для полива, орошения и прочих хозяйственных нужд на дачном участке или огороде.
Надежная сборка указывает на длительный срок эксплуатации. Агрегат предназначен для работы с чистой водой без высокого содержания песка и других механических примесей.
Имеется хорошая защита двигателя от перегрузки, а специальные отверстия снизу обеспечивают доступ к двигателю для его охлаждения.
Насос погружается в колодец или скважину диаметром от 10 см на глубину не более трех метров.
Чтобы устройство было удобно поднимать и опускать, его снабдили специальными ушками для продевания троса. Из явных недостатков — производитель не позаботился о защите от сухого хода.
Основные характеристики:
Глубина погружения, м — 3.
Напор (max), м — 72.
Пропускная способность, куб. м/час — 1,08.
Мощность — 280 Вт.
Пропускаемые частицы, мм — 1,5.
Максимальная температура — 35.
Уровень шума — 57 дБ.
Плюсы
отличный вариант для полива;
низкий уровень шума;
хороший напор.
Минусы
нет защиты от сухого хода;
быстро ржавеют болты, требуется регулярная замена.
ТОП-5 лучших недорогих насосов для колодца
PATRIOT VP-10 (300 Вт)
Этот агрегат относится к погружным насосам с вибрационным принципом действия. Считается,
что использовать его можно в неглубоких колодцах, емкостях, природных источниках, погружая не более, чем на семь метров.
В этом случае сохраняется максимальный напор 30 метров.
Однако многие пользователи указывают на то, что погружать насос можно и на 10-15 метров, теряя при этом половину объема максимального напора.
Отличный помощник для создания системы полива или орошения, так как в горизонтальном положении вода качается на большие расстояния.
Присутствует защита от перегрева двигателя и случайного сухого хода, когда уровня в колодце/бочке/источнике не достаточно.
Корпус устройства изготовлен из нержавеющей стали, поэтому срок эксплуатации значительно выше, чем у подобных насосов с преобладанием пластика.
Основные характеристики:
Глубина погружения, м — 7.
Напор (max), м — 30.
Пропускная способность, куб. м/час — 1,08.
Мощность — 300 Вт.
Пропускаемые частицы, мм — 1.
Максимальная температура — 35 градусов.
Уровень шума — 54 дБ.
Плюсы
хорошо подходит для полива или орошения;
погружается на 10-15 метров;
малое энергопотребление.
Минусы
короткий сетевой шнур.
KARCHER BP 1 Barrel (400 Вт)
Эту модель для колодца можно рассматривать в качестве современной альтернативы классическому способу полива.
С помощью данного насоса можно поливать грядки отстоявшейся теплой водой (в том числе и дождевой), но при этом без утомительных путешествий с тяжелой лейкой.
Насос оснащен специальным гибким креплением, которое удержит его на краю колодца и совместим с любой емкостью.
В комплекте есть и поплавковый выключатель, чтобы не пришлось следить за уровнем самостоятельно.
Поплавковый выключатель позволяет контролировать подачу воды и таким способом защитит внутренний механизм от сухого хода.
При длительной работе двигатель охлаждается струей перекачиваемой воды.
Крепление пользователь может установить на нужной высоте емкости, откуда и будет закачиваться вода. Пользователи рекомендуют использовать это устройство вместе с бочкой или чаном.
Основные характеристики:
Глубина погружения, м — 7.
Напор (max), м — 11.
Пропускная способность, куб. м/час — 3,8.
Мощность — 400.
Пропускаемые частицы, мм — 1.
Максимальная температура — 35 градусов.
Уровень шума — 57 дБ.
Плюсы
очень легкий, из качественного пластика;
не раздражает шумом при работе;
отличный вариант для полива.
Минусы
нижний фильтр слабо закреплен.
ЛИВГИДРОМАШ Малыш БВ-0,12-40-У5 10 м (240 Вт)
Насос для колодца с вертикальной установкой с вибрационным механизмом.
Изготавливается на бывшем известном заводе «Ручеек», предназначен для размещения в полноводных колодцах.
Одна из самых недорогих моделей для колодца с самым простым устройством, поэтому за уровнем воды и перегревом двигателя придется следить самостоятельно.
Из положительных сторон — небольшой компактный прибор с мощной обмоткой (гораздо лучше, чем у предыдущих моделей) и малое энергопотребление.
Для частного дома такой вариант вряд ли подойдет, а вот для дачи — отличный вариант. Хорошо качает жидкость на большие горизонтальные расстояния, а значит, подходит для полива. Не привередлив по отношению к смесям.
При максимальной производительности насос обеспечивает до 25 литров в минуту. Качественно собранный корпус прослужит не один год при соблюдении правил эксплуатации.
Основные характеристики:
Глубина погружения, м — 3.
Напор (max), м — 40.
Пропускная способность, куб. м/час — 1,5.
Мощность — 240 Вт.
Пропускаемые частицы, мм — 1.
Максимальная температура — 35 градусов.
Уровень шума — 55 дБ.
Плюсы
лучший бюджетный вариант для полива;
надежная конструкция;
хорошая производительность;
малое энергопотребление.
Минусы
требуется виброразвязка крепления из-за значительной вибрации.
UNIPUMP БАВЛЕНЕЦ БВ 0,12-40-У5, 40м (245 Вт)
Надежная модель с отличными показателями производительности, корпусом из нержавеющей стали и малыми размерами.
Подходит для размещения в источниках диаметром не менее 10 сантиметров, работает с чистой питьевой водой.
Насос можно погружать на глубину до 40 метров, а максимальный напор достигает 80 метров. За час производится более 1,5 куб. метров питьевой жидкости.
При этом энергопотребление прибора минимальное, его можно подключать к солнечным или бензиновым генераторам мощностью от 0,5 кВт.
У катушек медная обмотка, благодаря которой снижается нагрев двигателя. Корпус из алюминиевого сплава не боится коррозии, а значит, насос прослужит долгое время.
Все резиновые детали производитель изготавливает из натурального каучука, поэтому в воду не попадает вредных веществ и примесей.
Для удобства монтажа насос снабжен проушинами для крепления троса.
Основные характеристики:
Глубина погружения, м — 40.
Напор (max), м — 80.
Пропускная способность, куб. м/час — 1,6.
Мощность — 245 Вт.
Пропускаемые частицы, мм — 0,5.
Максимальная температура — 35 градусов.
Уровень шума — 56 дБ.
Плюсы
небольшой вес и размер;
качественная сборка;
высокая производительность;
сетевой шнур 40 метров;
малое потребление энергии.
Минусы
не обнаружено.
ДЖИЛЕКС Водомет ПРОФ 55/35 (460 Вт)
Погружная модель для размещения и в природных, и в искусственных источниках с достаточным уровнем воды.
Подходит для работы с запесоченными скважинами, специальный донный фильтр не пропускает фракции крупнее 1,5 мм, то есть насос без ущерба для себя качает воду, содержащую во взвешенном состоянии несколько килограммов песка.
Такой насос подходит для полива и прочих хозяйственных нужд. Однако внутренние элементы подходят и для работы с питьевой водой.
Модель не относится к шумным устройствам, довольно экономичен в плане энергопотребления.
Максимальный напор составляет 35 метров, погружение осуществляется до 30 метров. Корпус изготовлен из нержавеющей стали, устойчив к воздействию.
Такой насос прослужит долго. А благодаря десятиметровому кабелю зачастую удается отказаться от использования удлинителя.
Основные характеристики:
Глубина погружения, м — 30.
Напор (max), м — 35.
Пропускная способность, куб. м/час — 3,3.
Мощность — 460 Вт.
Пропускаемые частицы, мм — 1,5 мм.
Максимальная температура — 40 градусов.
Уровень шума — 60 дБ.
Плюсы
низкий уровень шума при работе;
длинный кабель;
быстро качает на большой глубине;
не боится песка.
Минусы
не обнаружено.
ТОП-5 лучших мощных насосов для колодца
DAB DIVERTRON 1000 M (650 Вт)
Эта модель колодезного насоса от итальянского производителя пользуется большой популярностью среди владельцев частных домов, коттеджей и дач.
Для установки не требуется никаких специальных аксессуаров, а управление устройством полностью автоматизировано. Используется насос для перекачки чистой питьевой воды.
Корпус изготовлен из высококачественного технополимера, а основные элементы двигателя — из нержавеющей стали.
Так получилось снизить вес модели без ущерба для производительности, которая оценивается в диапазоне от 0,3 до 5,7 куб.м за час. При этом максимальный напор струи — 36 метров.
Насос почти бесшумен в своей работе, устанавливается в скважинах, диаметр которых начинается с 15 см.
Также устройство можно использовать для организации полива или быстрой закачки воды в резервуар.
Вся система защищена от перегрева, перегрузки и сухого хода. Для последнего насос оснастили поплавковым выключателем, который не допустит запуск при недостаточном уровне.
Основные характеристики:
Глубина погружения, м — 12.
Напор (max), м — 36.
Пропускная способность, куб. м/час — 5,7.
Мощность — 650.
Пропускаемые частицы, мм — 1.
Максимальная температура — 35 градусов.
Уровень шума — 57
Плюсы
легкий, но надежный;
есть защита от сухого хода;
хорошая производительность;
низкий уровень шума.
Минусы
плохо переносит скачки напряжения, требуется установка стабилизатора.
Grundfos SBA 3-35 A
Насос производится в Италии и предназначен для перекачки чистой воды из колодцев для частного водоснабжения или из дождевых резервуаров/баков для полива.
Также его можно устанавливать для повышения напора в водопроводе, подачи воды для бытовой техники или полива/орошения.
Насос для колодца оснащен поплавковым выключателем для организации работы в автоматическом режиме. Его же можно использовать и в качестве защиты от сухого хода.
Перезапуск модели можно осуществить с помощью выносного пульта управления, который входит в комплектацию.
Есть защита от тепловой перегрузки.
Если элементы двигателя перегрелись, то система остановит насос, чтобы не допустить поломки.
После снижения температуры устройство самостоятельно перезапустится. За час насос может осуществить до 20 запусков, перекачивая до 3 кубических метров. При этом максимальный напор доходит 35 метров.
Основные характеристики:
Глубина погружения, м — 10.
Напор (max), м — 35.
Пропускная способность, куб. м/час — 3.
Мощность — 800 Вт.
Пропускаемые частицы, мм — 1 мм.
Максимальная температура — 40 градусов.
Уровень шума — 50 дБ.
Плюсы
хорошая система защиты;
высокие показатели производительности;
корпус из нержавеющей стали, которая не боится ржавчины;
тихая работа.
Минусы
короткий сетевой шнур.
ДЖИЛЕКС Водомет ПРОФ 55/50 А дф (600 Вт)
В качестве надежного колодезного насоса для обеспечения водой частного дома, дачи или огорода можно смело рекомендовать эту модель.
При этом глубина погружения доходит до 30 метров. Благодаря размещенному поплавковому выключателю, этот насос можно размещать и в природных, и в стационарных источниках, где достаточный уровень воды.
Максимальный напор составляет 50 метров. Работает модель с чистой жидкостью, в которой могут встречаться фракции песка диаметром в 2 мм. Чтобы их отсеять, достаточно установить донный фильтр.
Модель устойчива к различным повреждениям благодаря корпусу из качественной нержавеющей стали.
Все внутренние части насоса собраны из элементов, которые могут контактировать с питьевой водой.
Двигатель при длительной работе охлаждается за счет воды, которая перекачивается, имеется защита от сухого хода и перегрева.
Срок службы насоса значительно продлевается за счет двойного уплотнения. А чтобы модель было удобно устанавливать, производитель предусмотрел специальные ушки для продевания троса.
Основные характеристики:
Глубина погружения, м — 30.
Напор (max), м — 50.
Пропускная способность, куб. м/час — 3,3.
Мощность — 600 Вт.
Пропускаемые частицы, мм — 2.
Максимальная температура — 35 градусов.
Уровень шума — 60 дБ.
Плюсы
долгий срок службы;
есть и автоматический, и ручной режим работы;
для глубоких колодцев;
длинный шнур;
быстро качает.
Минусы
не обнаружено.
Aquario ASP2-40-100WA (750 Вт)
Качественная, надежная модель колодезного насоса, которая используется в частных системах водоснабжения.
Перекачивает чистую холодную воду (до 35 градусов) после размещения в колодцах или скважинах диаметром от 15 см.
Насос может погружаться на пятнадцать метров, с максимальным напором до 70 метров, осуществляя за час до 30 запусков и перекачивая около 3 кубических метров.
Устройство работает практически бесшумно, хорошо показывает себя при организации полива или орошения.
Содержание песка в воде не должно превышать 180 грамм на каждый кубический метр.
Корпус и основные части двигателя изготовлены из нержавеющей стали и устойчивы к износу, что позволяет использовать насос не один год.
Есть поплавковый выключатель в качестве защиты от сухого хода, в комплекте также и выносной пульт, длина сетевого кабеля составляет 25 метров. Для качественной работы рекомендуется установка стабилизатора напряжения.
Основные характеристики:
Глубина погружения, м — 15.
Напор (max), м — 70.
Пропускная способность, куб. м/час — 3.
Мощность — 750 Вт.
Пропускаемые частицы, мм — 1.
Максимальная температура — 35 градусов.
Уровень шума — 54 дБ.
Плюсы
хороший напор;
длинный кабель для подключения;
работает без шума;
до 30 запусков в час.
Минусы
требует стабилизации напряжения.
ДЖИЛЕКС Водомет ПРОФ 55/35 А (460 Вт)
Еще одна модель от этого производителя, предназначенная для установки в колодцах и природных источниках с чистой водой диаметром от 150 мм.
В минуту насос подает до 55 литров, а максимальный напор доходит до 35 литров. В час насос перекачивает 3,3 куб. метра, потребляя при этом не более 460 Вт.
Такой насос идеально подходит для орошения и полива, так как демонстрирует хорошую производительность при горизонтальной перекачке воды, не боится высокого содержания песка (до 2 кг на куб./м).
Все благодаря идущему в комплекте фильтру, который защищает систему от засора даже при установке насоса на дно источника.
Основные детали двигателя изготовлены из нержавеющей стали, при перегрева защитная система останавливает работу насоса до полного охлаждения. Имеется также и защита от перегрузки или запуска насоса при маленьком уровне воды.
Основные характеристики:
Глубина погружения, м — 30.
Напор (max), м — 35.
Пропускная способность, куб. м/час — 3,3.
Мощность — 460 Вт.
Пропускаемые частицы, мм — 2.
Максимальная температура — 35 градусов.
Уровень шума — 57 дБ.
Плюсы
тихая работа;
экономное энергопотребление;
подходит для глубоких колодцев.
Минусы
короткий кабель для подключения.
Какую фирму выбрать?
Для того чтобы насос прослужил долго и не причинял хлопот, постоянно ломаясь, не рекомендуется экономить на качестве.
Эксперты советуют выбирать среди популярных брендов, которые проверены временем.
В рейтинге лучших производителей лидируют такие фирмы, как Grundfos из Дании, отечественные ВИХРЬ, Водолей, Джилекс, немецкие Denzel, Karcher.
Отзывы покупателей
Рейтинг бренда/модели
Количество проголосовавших Добавьте свой отзыв!
Сортировать по: Самые последниеНаивысший баллНаиболее полезноХудшая оценка
Будьте первым, чтобы оставить отзыв.
{{{ review.rating_title }}}
Показать еще
Добавьте свой отзыв!
Полезное видео
Из видео вы ознакомитесь с обзором колодезного насоса:
Основной список лучших погружных скважинных насосов, которому доверяют эксперты – World Water Reserve
Погружной насос базового размера / AY McDonald
Каждая скважинная система уникальна . Уровень грунтовых вод бывает разной глубины, и каждый дом имеет свою уникальную водопроводную систему и сеть труб.
Из-за этих различий не все скважинные насосы будут работать должным образом во всех системах. Каждая система должна иметь правильный размер и соответствовать правильному насосу.
При найме профессиональных бурильщиков для установки насоса ваш подрядчик обычно определяет правильный размер насоса для скважины и домашнего хозяйства, применяя ряд математических формул, основанных на потребностях в воде и характере окружающей среды. Но независимо от того, нанимаете ли вы подрядчиков или устанавливаете насос самостоятельно, владельцу скважины важно понимать логику определения размеров насоса.
Подрядчики скважин могут попросить вас предоставить некоторые из этих номеров, чтобы понять, как их получить.
Расчет чисел
Для определения правильного размера насоса для скважинной системы необходимы два важных числа, известных как GPM и TDH . GPM относится к необходимому количеству воды, которое требуется домашнему хозяйству, измеряется в галлонах в минуту. TDH (общий динамический напор) относится к общему сопротивлению, с которым столкнется насос при попытке прокачать воду вверх.
Определить требуемый расход в галлонах в минуту
Важно измерить среднее количество воды, которое домохозяйство будет использовать, чтобы определить правильный размер насоса. Потребность в воде будет варьироваться в зависимости от размера семьи и других факторов. Существует два распространенных метода определения галлонов в минуту для насосной системы в жилых помещениях, оба из которых дают схожие результаты.
Производительность на основе количества светильников — Скорость потока может быть определена в галлонах в минуту в зависимости от количества светильников в доме. Приспособлением можно считать любое устройство, обеспечивающее выпуск воды, включая раковины, туалеты, душевые кабины, смесители, наружное орошение, бассейн и другие специальные приспособления, такие как гидромассажная ванна.
Для этого метода каждое приспособление соответствует 1 галлону в минуту. Например, дом с двумя ванными комнатами, имеющими по 3 светильника в каждом, кухонной раковиной, посудомоечной машиной, стиральной машиной, ванной для стирки и двумя внешними выходами для шлангов, в общей сложности составляет 12 светильников. Всего с 12 светильниками для всего домохозяйства потребуется мощность 12 галлонов в минуту.
Internet Archive Book Images / Wiki Commons
Емкость на основе пикового спроса — Эта модель рассчитывает емкость на основе семиминутного пикового спроса. Пиковое время использования воды в домашних хозяйствах обычно приходится на утро, когда семья встает, чтобы подготовиться к новому дню, и на вечер, когда все члены семьи находятся дома. Семь минут — это среднее время использования большого количества воды для душа или автоматической мойки.
Средний пиковый спрос для дома с 2 ванными комнатами составляет 98 галлонов, что соответствует потребности 14 галлонов в минуту. Вы можете найти необходимые галлоны в минуту в Интернете на основе различных сценариев — 2 ванны, 3 ванны и т. д.
Обратите внимание, что это приблизительные оценки, которые не дают точного учета потребности в воде. Для более точного учета обратитесь к более подробным руководствам по скорости потока.
Общий динамический напор
Общий динамический напор (TDH) представляет собой сумму серии измерений, которая представляет объем «работы», которую насос должен выдержать, чтобы обеспечить требуемое количество воды на другой конец. TDH обычно рассчитывается буровой компанией или подрядчиками, ответственными за установку насосов. Владельцу скважины важно понимать основы TDH.
Поскольку TDH относится к общему значению сопротивления, с которым столкнется насос, оно включает в себя ряд факторов, включая трение, глубину скважины и расстояние, которое должна пройти вода. Чтобы понять TDH, необходимо определить несколько основных понятий.
Уровень просадки — Уровень, на котором остается вода, когда насос не работает, называется статическим уровнем. Обычно при включении насоса уровень воды падает.
Это называется уровнем просадки или уровнем прокачки. Для расчета TDH потребуется расстояние (в футах) от вершины скважины до уровня просадки.
Didiervberghe / Wiki Commons
Вертикальный подъем — Перепад высот или вертикальный подъем — это расстояние (в футах) от верхней части колодца до самой высокой точки напорного резервуара. Напорный бак — это самая высокая точка над землей, где насос будет поднимать воду.
Потери на трение — Потери на трение относятся к величине сопротивления, с которым вода будет сталкиваться при протекании по трубопроводу различных размеров. Ссылаясь на диаграмму потерь на трение, общие потери на трение можно определить с учетом материала трубы, ширины трубы и длины трубы.
Рабочее давление — Рабочее давление, также известное как рабочее давление, относится к величине давления воды, выпускаемой на выходе. Большинство домов работают при давлении от 30 до 80 фунтов на квадратный дюйм.
После определения уровня депрессии, вертикальной подъемной силы, потерь на трение и рабочего давления можно рассчитать TDH путем их объединения:
TDH = уровень депрессии + вертикальная подъемная сила + потери на трение + рабочее давление
Определите насос в соответствии с графиком производительности
После расчета расхода в галлонах в минуту и TDH можно выбрать подходящий насос, сверившись с графиком характеристик производителя. Каждый производитель насосов будет иметь свою собственную систему диаграмм для ссылок на свои конкретные модели насосов. Отметив TDH и GPM, можно определить точную модель насоса и требуемую мощность.
Franklin Water
Обратитесь за помощью к своим подрядчикам
Если вы сами не являетесь лицензированным бурильщиком, вам, вероятно, придется обращаться за помощью к профессиональным установщикам насосов при бурении или установке насоса в первый раз. Они смогут оказать вам помощь в определении вашего GPM и TDH. Тем не менее, владельцу скважины важно понимать, как определить размер погружного скважинного насоса.
Для получения более подробной информации о том, как определить размер насоса, ознакомьтесь с A.Y. Отличное руководство McDonald’s по выбору насоса.
10 лучших погружных скважинных насосов 2022 года — обзоры и лучшие решения
Если вы предпочитаете брать воду из колодца, резервуара или других подобных источников, вы можете купить погружной скважинный насос. С хорошим погружным насосом теперь вы можете получить доступ к воде с глубины до 400 футов. Помимо энергоэффективности, эти насосы погружаются в воду, что устраняет необходимость ручной заливки, которая занимает много времени. Вы также выиграете от их спокойного характера. Напротив, большинство насосов, устанавливаемых на поверхность, имеют тенденцию издавать много шума.
Мы знаем, что найти лучший насос — непростая задача. И именно поэтому мы потратили свое время и исследования, чтобы представить вам обзоры десяти лучших погружных насосов на рынке.
Погружные насосы различаются по конструкции, долговечности, производительности и функциям. Наши обзоры избавят вас от необходимости просматривать все доступные варианты и помогут сузить выбор до наиболее подходящего насоса для ваших уникальных потребностей.
Быстрое сравнение наших фаворитов в 2022 году
Рейтинг
Изображение
Продукт
Детали
Лучший в целом
Red Lion 14942402 Погружной глубинный насос
Поставляется с трехлетней гарантией
Встроенная всасывающая решетка
Может работать в скважинах глубиной до 250 футов
ПРОВЕРИТЬ ЦЕНУ
Лучшее значение
Погружной насос Hallmark Industries MA0414X-7
Встроенная тепловая защита
Премиум конструкция
Насосы на 33 галлона в минуту
ПРОВЕРИТЬ ЦЕНУ
Премиум выбор
Погружной водяной насос Grundfos 10SQ05-160
Конструкция из нержавеющей стали
Технология плавного пуска
Встроенный блок управления
ПРОВЕРИТЬ ЦЕНУ
SCHRAIBERPUMP 4208 Глубоководный погружной насос
Прочная нержавеющая сталь
Внешний блок управления не требуется
Простота установки
ПРОВЕРИТЬ ЦЕНУ
Погружной насос Little Giant WE20G05P4-21
Прочная конструкция
Высококачественные материалы для долговечности
Съемный встроенный клапан
ПРОВЕРИТЬ ЦЕНУ
10 лучших погружных скважинных насосов
1.
Погружной скважинный насос Red Lion – лучший в целом
Узнать последнюю цену
Погружной скважинный насос Red Lion удовлетворит все ваши потребности в воде. Начнем с того, что этот насос имеет корпус из нержавеющей стали, гарантирующий прочность и долговечность. Этот кожух защищает насос от внешних повреждений, а всасывающий экран защищает его от внутренних повреждений, вызванных пылью, мусором или другим мусором, который может быть засосан.
Red Lion предназначен для установки в скважину диаметром 4 дюйма или более. А с двигателем мощностью 0,5 лошадиных силы вы можете использовать его для перекачки воды из колодца глубиной до 250 футов. Что касается скорости потока, вы можете выбрать между 12 галлонами в минуту (GPM) или 22 GPM, которых достаточно для всего дома. Конечно, есть более мощные насосы, но это наш любимый выбор из-за его надежности. Для вашего спокойствия предоставляется 3-летняя гарантия.
Pros
Поставляется с трехлетней гарантией
Может работать в колодцах глубиной до 250 футов
Встроенная всасывающая решетка
Футляр из нержавеющей стали
Минусы
Максимум 22 гал/мин
2.
Погружной насос Hallmark Industries для скважин – лучшее соотношение цены и качества
Проверить последнюю цену хорошо защищены и устойчивы к ржавчине. Добавьте к этому герметизацию, предохраняющую насос от перегрева, и у вас на руках погружной насос, который прослужит вам долго.
Нужен ли вам насос для домашнего или промышленного использования, MA0414X-7 вас не разочарует. Он поставляется с максимальным наружным диаметром 3,8 дюйма, который может поместиться в скважину диаметром 4 дюйма или более, встроенным обратным клапаном для обратного потока и встроенным блоком управления, который делает ненужным внешний блок управления.
Хотя он оснащен двигателем мощностью всего 1 л.с., он обеспечивает максимальную скорость потока 33 галлона в минуту, что лучше, чем у некоторых насосов с более мощными двигателями. Это делает его лучшим погружным скважинным насосом за деньги в нашем списке. Единственным недостатком является небольшой гарантийный срок 12 месяцев. В целом, это лучший погружной скважинный насос, доступный в этом году.
Pros
Встроенная тепловая защита
Премиальная конструкция
Насосы на 33 гал/мин
Доступная цена
Минусы
Короткий гарантийный срок
3. Погружной водяной насос Grundfos – выбор премиум-класса
Проверить последнюю цену
Если вам нужен прочный и надежный погружной насос для тяжелых условий эксплуатации, попробуйте Grundfos 10SQ05-160. Изготовленный из высококачественной нержавеющей стали, насос хорошо защищен от внешних повреждений и коррозии. Благодаря другим механизмам защиты, включая защиту от сухого хода и защиту от перегрузки, насос рассчитан на долгие годы.
Grundfos поставляется со встроенным блоком управления, поэтому покупка не требует дополнительных затрат. Он также прост в эксплуатации и установке.
Вам понравится его технология плавного пуска, которая делает двигатель совместимым как с генератором, так и с инвертором, предотвращая гидроудары и электрические помехи. Кроме того, двигатель с плавным пуском прослужит вам дольше и выдержит много циклов. Благодаря высокому пусковому крутящему моменту вы можете наслаждаться надежной подачей воды даже при низком напряжении питания. И вы получаете функцию автоматического перезапуска.
Самым большим недостатком этого насоса является его высокая цена. Мы опасаемся, что с двигателем мощностью 0,5 л.с., который может качать только со скоростью 10 галлонов в минуту, он может не соответствовать своей цене.
Модернизированная модель SCHRAIBERPUMP 4208 2020 года поставляется с новой осевой нагрузкой, которая обеспечивает большее давление и больший галлон в минуту, чем предыдущая версия. Уникальное рабочее колесо обеспечивает больший поток и высокий напор, обеспечивая лучшую производительность и более длительный срок службы по сравнению с другими насосами.
Кроме того, прочный корпус из нержавеющей стали защищает насос, гарантируя, что он прослужит вам долгие годы. Во избежание перегрева насос имеет термозащиту и может достигать максимальной температуры 9°С.5°F во время использования. Мы понимаем, что скорость потока 22 галлона в минуту может быть не самой быстрой, но вы можете использовать насос в скважинах глубиной до 242 футов.
Если у вас есть колодец диаметром 4 дюйма или больше, насос SCHRAIBERPUMP 4208 может оказаться подходящим вариантом для подачи пресной воды в ваш дом, ферму или хижину. Однако он рассчитан только на чистую воду, и даже минимального количества песка в воде достаточно, чтобы повредить его. Поэтому перед установкой убедитесь, что ваш колодец содержит чистую воду. Тот факт, что насос не имеет сетки для фильтрации песка, также не помогает.
Pros
Прочная нержавеющая сталь
Внешний блок управления не требуется
Простота установки
Минусы
Гарантия не распространяется на повреждения от песка
Слабая и легкая проводка
5. Погружной насос Little Giant WE20G05P4-21
Узнать последнюю цену
Если вам нужен насос для сточных вод с высоким напором, обратите внимание на Little Giant. Это одна из самых надежных компаний, а их продукция славится долговечностью и превосходным качеством изготовления. Как и ожидалось, высоконапорный насос Little Giant WE20G05P4-21 не разочаровал. Благодаря высококачественному стальному корпусу насос прочен и устойчив к ржавчине, а также может противостоять повреждениям от металлов, минералов и других веществ, которые вы ожидаете найти в воде. Керамическая опорная втулка также повышает долговечность насоса для тяжелых условий эксплуатации.
Этот насос оснащен двигателем мощностью 0,5 л. с. с максимальной скоростью потока 20 галлонов в минуту и может перекачивать стоки с максимальной глубины 150 футов. Несмотря на то, что Little Giant WE20G05P4-21 специально разработан для отвода сточных вод, он также идеально подходит для водопадов и декоративных фонтанов. К сожалению, это довольно дорого и, возможно, слишком высоко для некоторых септиков.
Плюсы
Прочная конструкция
Съемный встроенный клапан
Высококачественные материалы для долговечности
Минусы
Может быть слишком высоким для некоторых септиков
Очень высокая цена
6. Погружной глубинный насос из нержавеющей стали Happybuy
Проверить последнюю цену
Happybuy имеет прочный корпус из нержавеющей стали, встроенный обратный клапан и фильтрующую сетку из нержавеющей стали. Таким образом, насос обладает высокой устойчивостью к коррозии и будет качать воду в течение длительного времени. При скорости потока 25 галлонов в минуту и высоте напора 150 футов насос может перекачивать приличный объем воды.
Он поставляется с герметичным двигателем, который не только предотвращает перегрев, но и потребляет меньше энергии, поэтому вам не нужно беспокоиться о высоких счетах за электроэнергию. Кроме того, его универсальность позволяет использовать его в золоотводных колодцах, колодцах из стальных труб и грунтовых колодцах. Он также может работать со стальной трубой, шлангом или пластиковой трубой, если это позволяет давление.
Накачиваете ли вы воду в свой дом, на ферму или в хижину, насос из нержавеющей стали Happybuy сослужит вам хорошую службу при условии, что диаметр вашего колодца составляет 4 дюйма или больше. Вы оцените его высокую эффективность и тихую работу. Однако в нем отсутствует встроенный блок управления. Это означает, что вам, возможно, придется купить внешний, что увеличит стоимость.
Плюсы
Достойный расход
Очень универсальный
Тепловая защита
Минусы
Требуется внешний блок управления
Может качать только из скважин глубиной 150 футов
7.
Погружной водяной насос Goulds 10HS05422C
Узнать последнюю цену
На протяжении многих лет компания Goulds производила несколько высококачественных погружных скважинных насосов, и Goulds 10HS05422C старается соответствовать доброму имени компании. Он поставляется с максимальным напором 150 футов, мощностью 0,5 л.с. и скоростью потока 10 галлонов в минуту, что делает его идеальным для перекачки воды в вашем доме, на ферме или в хижине.
Насос имеет высококачественную сборку с покрытием из высококачественной стали и встроенным обратным клапаном из нержавеющей стали. Поэтому он обладает высокой коррозионной стойкостью. Кроме того, его специально разработанная крыльчатка предотвращает перегрев и повышает эффективность, экономя энергию. Насос также легко справляется с песком.
Pros
Прочный корпус из нержавеющей стали
Крыльчатка новой конструкции для повышения эффективности
Нет проблем с песком
Минусы
Низкий расход
Может качать только с высоты 150 футов
8.
Погружной скважинный насос Patiolife
Проверить последнюю цену
Этот глубинный насос подходит для извлечения из глубоких скважин, а также может использоваться в реках, каналах и водохранилищах. Он может достигать мощного потока воды 22,9 галлона в минуту, а его напор может достигать 164 футов, что делает его идеальным выбором для орошения и осушения сельскохозяйственных угодий на заводах, железных дорогах, шахтах и в городах. Тем не менее, он по-прежнему подходит для домашнего использования. Насос изготовлен из нержавеющей стали 304, что делает его очень прочным. Кроме того, он устойчив к соли, ржавчине и воде.
Если вы цените эффективность, вам понравится герметичный двигатель, который предотвращает перегрев при минимально возможном потреблении энергии. Вы также оцените крыльчатки из термопластика для тяжелых условий эксплуатации, специально разработанные для обеспечения высокого напора и высокого расхода, что повышает производительность и продлевает срок службы. Этот насос не лишен недостатков, потому что он не такой прочный, как хотелось бы, и к нему прилагается трудночитаемое руководство. Вы также, вероятно, найдете более дешевые насосы того же качества.
Плюсы
Высокая скорость потока
Высокая эффективность
Минусы
Непрочный
Высокая цена
Отсутствие сложных функций
Трудночитаемое руководство
9. Погружной глубинный насос ECO-WORTHY
Узнать последнюю цену
Погружной глубинный насос ECO-WORTHY рассчитан на питание от солнечной энергии или на аккумуляторные системы 24 В, которые легко подключить . Это делает его подходящим для ваших удаленных потребностей в поливе, в том числе для орошения ферм, поения скота и подачи воды в домики. Его характеристики включают 3,2 галлона в минуту, максимальное погружение на 100 футов и максимальный подъем на 230 футов.
Изготовленный из нержавеющей стали 304 с сетчатым входом из нержавеющей стали, насос рассчитан на длительный срок службы и обладает высокой коррозионной стойкостью. Кроме того, его разъем водяного кабеля заблокирован водой и не подвержен проблемам, связанным с утечкой воды или конденсацией, что предотвращает затекание воды. Кроме того, на помпу распространяется годовая гарантия, но она может прослужить вам не так долго, как другие водяные помпы из этого списка. Проблемы могут возникнуть и при падении напряжения ниже 12 вольт.
Плюсы
Экологичный
Минусы
Не долговечны
Низкий расход
Может перестать работать, если напряжение упадет ниже 12
10. Глубоководный погружной насос XtremepowerUS
Проверить последнюю цену
XtremepowerUS — это известный бренд, и этот насос не теряет своей ценности. С двигателем мощностью 1 л.с. вы можете быть уверены, что получите достаточно воды для всех ваших нужд, используя меньше электроэнергии.
Корпус из нержавеющей стали и встроенный обратный клапан из нержавеющей стали, гарантирующий защиту от внешних повреждений. Он также не будет легко ржаветь. Если вы сделаете эту покупку, вы получите скорость нагнетания 33 галлона в минуту, что делает его идеальным для глубоких скважин. Но он также может работать в водохранилищах, реках и каналах. №
Это означает, что вы можете рассчитывать на этот насос для бесперебойного снабжения вашего дома или орошения фермы. Но есть одна загвоздка. Несмотря на то, что он поставляется с двойной системой охлаждения для предотвращения перегрева во время использования, вы не можете превысить максимальную допустимую температуру в 40 градусов по Цельсию.
Плюсы
Высокая скорость разряда
Минусы
Склонен к перегреву
Не поставляется со встроенным блоком управления
Не поставляется с уже установленным обратным клапаном
Руководство покупателя. Выбор лучшего погружного скважинного насоса
Теперь, когда вы знаете наши любимые варианты лучших погружных водяных насосов, вы, наконец, можете выбрать насос, соответствующий вашим конкретным потребностям. Но прежде чем принять это важное решение, вам нужно знать, чем один погружной насос отличается от другого. В этом разделе мы расскажем вам об основных вещах, которые следует учитывать при поиске подходящего погружного скважинного насоса для ваших нужд.
Скорость нагнетания
Скорость нагнетания относится к количеству воды, которое насос может перекачать за минуту. Одно приспособление, такое как душ или раковина, обычно требует расхода одного галлона в минуту. Если вы используете воду для хозяйственных нужд, скорости 20 галлонов в минуту может быть достаточно. Но вам может понадобиться более высокая скорость сброса при поливе большой фермы.
Глубина колодца
Если у вас неглубокий колодец, мощный насос может не понадобиться. Но если вы качаете воду из глубокого колодца, вам нужен мощный насос, рассчитанный на такую высоту. Неправильный выбор означает, что вы все равно не сможете получить доступ к воде.
Эффективность
Высокоэффективный насос обеспечит вас водой с минимальными затратами энергии. Чем выше КПД, тем ниже стоимость вашего счета за электроэнергию. Итак, выбирайте с умом.
Гарантия
Ваша уверенность в продукте должна возрасти, если гарантия является частью сделки. На погружные насосы из нашего списка распространяется какая-либо гарантия. Стандартная гарантия обычно длится год. Но вы можете получить больше с некоторыми моделями. Лучше всегда обращаться в компанию, если вы не уверены в их гарантийном предложении.
Долговечность
Хороший погружной насос прослужит вам долгие годы. Убедитесь, что вы покупаете изделие, изготовленное с высочайшим мастерством с использованием только высококачественных материалов . Нержавеющая сталь — один из лучших материалов для корпуса насоса.
Универсальность
Погружной водяной насос можно использовать для различных целей. Но некоторые насосы могут не подходить для решения определенных задач. Вы можете купить универсальный насос, который можно использовать в различных областях, включая бассейн, рыбный пруд или скважину.
Напор нагнетания
Хотя все погружные водяные насосы перекачивают воду из более низкого места в более высокое, максимальная высота, на которую каждый насос может перекачивать воду, зависит от напора нагнетания. Насосы с минимальным напором подходят для небольших высот, а насосы с более высоким напором подходят для глубоких колодцев.
Советы при покупке
При оценке количества галлонов в минуту учитывайте потребности вашей семьи при типичном пике, а не среднее использование.
Если у вас есть колодец с низкой производительностью, купите резервуар для дополнительного хранения, чтобы у вас была вода во время пикового спроса. Покупка резервуара также увеличит срок службы вашего насоса, поскольку он будет работать меньше.
Учитывайте давление воды. В то время как большинству приборов в вашем доме не потребуется давление более десяти фунтов на квадратный дюйм, для разбрызгивателей газонов может потребоваться до 40 фунтов на квадратный дюйм.
Оборудование для кондиционирования воды, такое как насос рециркуляции воды, обычно снижает общее давление насоса.
Большинство погружных скважинных насосов следует размещать на высоте не менее 5 футов над дном скважины. Но если у вашего колодца песчаное дно, установите его на высоте 15 или 20 футов над землей, чтобы предотвратить всасывание песка в насос.
Не забывайте регулярно очищать входное отверстие для воды. Отфильтрованный песок, мусор или мусор обычно со временем накапливаются вокруг впускного отверстия и могут привести к его неисправности.
Заключение
Это наши десять лучших вариантов погружных насосов на рынке сегодня. Большинство из них прослужат вам 15 и более лет, имеют разумную скорость потока и хорошую глубину. Обязательно проводите плановое техническое обслуживание, чтобы ваша помпа оставалась в отличном состоянии. Если возможно, также важно купить накопительный бак, чтобы снизить нагрузку на водяной насос.
Надеемся, мы значительно облегчили вам поиск лучших погружных насосов. Какой бы насос вы ни выбрали, следует руководствоваться вашими личными предпочтениями и уникальными потребностями. Наш любимый выбор — погружной глубинный насос Red Lion 14942402. Но если вы ищете соотношение цены и качества, погружной насос Hallmark Industries MA0414X-7 для скважин должен работать отлично.
Если вы собираетесь установить насос самостоятельно, обязательно внимательно прочитайте руководство, чтобы исключить вероятность того, что что-то пойдет не так. Помните, что повреждение помпы приведет к аннулированию гарантии. Не уверены, стоит ли устанавливать насос самостоятельно? Ищите эксперта, чтобы сделать это профессионально, чтобы развеять все сомнения.
СВЯЗАННЫЕ ЧИТАНИЯ:
Какие существуют типы дренажных насосов?
Какой наш самый любимый водоотливной насос на пьедестале?
Физиотерапевтический аппарат ПоТок предназначен для лечебного воздействия постоянным током на организм человека с лечебными и профилактическими целями, а также для проведения лекарственного электрофореза в условиях клиники.
Область применения — физиотерапевтические кабинеты медицинских лечебных учреждений, спортивная медицина.
Важные особенности аппарата для физиотерапии ПоТок:
плавная регулировка силы тока;
отсутствие переключателя диапазонов;
автоматическое поддержание заданной силы тока;
плавный спад тока по окончании процедуры;
контроль состояния цепи пациента
При приобретении аппарата в бюджетные учреждения обратитесь к официальному партнеру ООО «ФТО», Москва, ул. Дербеневская, д. 20 с 7, тел. +7 (495) 363-97-93, [email protected], www.ftomed.ru.
Как физическое лицо приобрести аппарат возможно в ООО «Бифар», тел. +8 (800) 444-41-48, www.fiziosfera.ru.
Регулировка тока:
с шагом 0,1 мА в интервале 0-10мА и с шагом 1мА в интервале 10-50мА
Наличие таймера:
да
Диапазон установки времени процедуры:
от 1 до 99 минут. Дискретность установки 1 минута.
Блокировка подачи тока при разомкнутой цепи пациента
да
Возможность непрерывной работы:
в течение 6 ч в сутки
Мощность при номинальном напряжении:
не более 13 ВА
Напряжение:
220 ± 22 В, частота 50 + 0,5 Гц
Размер
279х216х89мм
Средний срок службы аппарата до списания:
не менее 5 лет
Производитель
Каскад-ФТО
Страна происхождения
Россия
Вес
1.2 кг
Аппарат для гальванизации и лекарственного электрофореза «ПоТок» — 1шт. Кабель ПВХ, красный, 1 токоподвод — 1шт. Кабель ПВХ, синий, 1 токоподвод — 1шт. Электрод токопроводящий терапевтический с токораспределительным элемен-том из углеродной ткани, прямоугольный 50х50 мм — 2шт. Бинт Мартенса резиновый 3,5 м — 1шт. * Бинт Мартенса резиновый 5 м — 1шт. * Руководство по эксплуатации — 1шт. * Поставка по отдельному заказу при согласовании с заказчиком.
Примечание: 1. В комплект поставки по отдельному заказу могут быть включены электроды однора-зовые следующих типоразмеров: прямоугольные — 35х55, 60х80, 80х100, 80х120, 100х150, 120х160, 150х200, 160х240; «Воротник» средний, «Воротник» большой, «Полумаска «Берго-нье», «Грудной» для молочных желез, «Заушный», «Десенный» (Т-образный), «Ректально-вагинальный» (длина 125мм, ø15мм, штекер 2мм). 2. В комплект поставки по отдельному заказу могут включаться электроды токопрово-дящие терапевтические с токораспределительным элементом из углеродной ткани других типоразмеров.
3. Допускается изменять комплектность, если это согласовано отдельным договором с заказчиком
Аппараты для электрофореза (ионофореза) и гальванизации
Аппараты для электрофореза давно уже стали неотъемлемой частью косметологического оборудования. Ионофорез — принятое в среде косметологов название электрофореза. Поэтому косметологи могут называть такие аппараты приборами для ионофореза, гальваник-спа, гальван или гальваника для лица или тела.
Товары, которые упоминаются в статье
Гальванизация, ионофорез, дезинкрустация — Электронная книга
Ионофорез и гальванизация в косметологии
3 000
Заочное обучение «Ионофорез и гальванизация» с сертификатом
4 500
Ионофорез VS Фонофорез: сравнение методик
Бесплатно
Аппарат для электрофореза Элфор-ПРОФ в комплектации для косметологии + в ПОДАРОК HYAL ULTRA 250 мл
25 300
В наличии
Аппарат ЭЛМИКС (микротоки + гальваника + лифтинг)
61 200
Нет в наличии
При выборе оборудования для ионофореза и гальванизации нужно учитывать характеристики приборов.
Гальванические аппараты с диапазоном силы тока от 0 до 5 мА используются для процедур на лице. Они могут комплектоваться только лабильными электродами, или лабильными и стационарными. Лабильные электроды должны быть разнообразными — конические под глаза, шаровидные на щёки, валик для шеи.
Аппараты ионофореза с диапазоном силы тока от 0 до 50 мА используются для процедур на теле. Обычно они комплектуются электродами стационарными для тела, большой площади. Очень удобно совмещение в одном гальваническом аппарате диапазонов для лица и тела.
Гальваник СПА или гальван — простейший вариант аппарата. Чаще всего он содержит всего один рабочий электрод-валик.
Применение аппаратов для электрофореза в косметологии достаточно разнообразно. Наиболее востребованные функции аппаратов гальванического тока: гальванизация, ионофорез, дезинкрустация и ионная мезотерапия.
Аппарат для проведения гальванизации,
ионофореза¸ гальванической чистки
и микротоковой терапии
на лице и теле ЭЛФОР-К
Аппараты для гальванизации и их функции
Гальванизация
Аппараты для гальванизации генерируют ток, который имеет традиционные, устоявшиеся характеристики: (постоянный непрерывный ток, напряжение 60-80 Вт. , сила тока до 50 мА). Такой ток называют гальваническим. В силу этого само воздействие на организм таким током через различные электроды называют гальванизацией.
Ионофорез
Те же аппараты могут кроме гальванизации выполнять электрофорез — введение различных лекарственных и косметических препаратов с помощью электрического тока. Электрофорез можно проводить с помощью постоянного (гальванического) тока, а также с помощью некоторых видов импульсных токов. Аппарат ионофорез может применяться как в косметологии лица, так и тела.
Дезинкрустация (гальваническая чистка)
Электрофорез (ионофорез) омыляющих веществ в сочетании с действием отрицательного полюса гальванического тока применяется в косметологии для омыления комедонов. Процедура носит название дезинкрустации, или гальванической чистки.
Ионная мезотерапия
Способность гальванического тока доставлять лекарственные вещества вглубь кожи используется в процедуре ионной мезотерапии, или ионотерапии. По сути это электрофорез лекарственных веществ при помощи стационарных электродов. Процедура проводится без инъекций. Показания, лечебная тактика и рецептура составления коктейлей соответствуют принятым в мезотерапии схемам с поправкой на форетичность препаратов.
Выводы
Гальванизация = лечебное действие постоянного тока.
Автор статьи: кандидат медицинских наук, физиотерапевт, косметолог, аспирант кафедры физиотерапии СПбГМА им. И.М. Мечникова, автор многочисленных книг и методических пособий по аппаратной косметологии, руководитель и методолог учебного центра АЮНА.
Оборудование для горячего цинкования — Линия горячего цинкования
ГОРЯЧЕЕ ЦИНКОВАНИЕ
МАШИНЫ И ОБОРУДОВАНИЕ
Основным материалом для горячего цинкования является цинк. Цинк в природе содержится в воздухе, воде и почве. Оцинковка может защитить материал, покрытый в нормальных условиях, на срок до 40 лет. Горячее цинкование долговечно, долговечно, экономично и пригодно для вторичной переработки. Машины для горячего цинкования предназначены для максимально эффективного использования процесса цинкования. План заселения будет определен в соответствии с районом, где будет построен объект, будет выполнен проект и объект будет создан.
ПРОЦЕСС ГОРЯЧЕГО ЦИНКОВАНИЯ
Горячее цинкование представляет собой процесс покрытия железа и стали цинком, который сплавляется с поверхностью основного металла при погружении металла в ванну с расплавленным цинком при температуре около 840° Ф (449°С). Процесс линии горячего цинкования приводит к металлургической связи между цинком и сталью с рядом различных железо-цинковых сплавов. Полученную сталь с покрытием можно использовать почти так же, как и без покрытия. Этапы процесса горячего цинкования кратко описаны ниже.
УДАЛЕНИЕ МАСЛА: Сначала сталь погружают в кислотную обезжиривающую ванну или щелочной раствор для удаления органических загрязнений, таких как грязь, масло и жир, с поверхности стали. После обезжиривания сталь промывают водой.
ОЧИСТКА ПОВЕРХНОСТИ КИСЛОТНОЙ ОБРАБОТКОЙ (ТРАВЛЕНИЕ): Затем сталь травится в разбавленном растворе соляной или серной кислоты.
ПРОМЫВКА: Для хорошей реакции с цинком металл должен быть сухим.
ФЛЮС: Флюс, часто хлорид цинка и аммония, наносится на сталь для предотвращения окисления очищаемой поверхности под воздействием воздуха. Флюсу дают высохнуть на стали, и он способствует смачиванию и прилипанию жидкого цинка к стали.
СУШКА: Для хорошей реакции с цинком металл должен быть сухим.
ГОРЯЧЕЕ ОЦИНКОВАНИЕ: Горячее цинкование — это один из видов цинкования. Это процесс покрытия железа и стали цинком, который сплавляется с поверхностью основного металла при погружении металла в ванну с расплавленным цинком при температуре около 449°С.°С.
ОХЛАЖДЕНИЕ: Оцинкованные изделия охлаждают на воздухе или погружением в водяную баню.
ПАССИВАЦИЯ: Речь идет об образовании на цинке защитной поверхности для улучшения защиты от коррозии.
ВЫРАВНИВАНИЕ: После процесса цинкования материалов образующиеся на поверхности заусенцы и отложения очищаются и упаковываются в соответствии с их размерами.
МАШИНЫ
Список машин можно изменить. Производственная линия спроектирована, а мощность определена в соответствии с установкой и потребностями заказчика.
Давайте сделаем что-то великое вместе
Свяжитесь с нами и отправьте основную информацию для быстрого расчета стоимости.
КОНТАКТЫ
Получите от нас предложение о ваших потребностях в оборудовании для цинкования. Расскажите нам все подробности.
УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЗАЦИИ — AMERICAN SPIN-A-BATCH CO.
Описан аппарат. В этом отношении перфорированная корзина имеет центральную вертикальную колонну для предотвращения дисбаланса нагрузки. Пневматические двигатели и элементы управления используются как для выборочного вращения корзины, так и для обеспечения ее избирательного вертикального и горизонтального движения. Сама корзина подвешивается к крюку, который с возможностью вращения подвешен к поручню над рабочей дорожкой, так что вес корзины и предметов передается на поручень. Крюк также имеет гнездо для зацепления сопрягаемого выходного вала с вращающимся двигателем, который может свободно вращаться с выбранной скоростью. Таким образом, двигатель вращения приспособлен для вращения корзины, не подвергаясь ее весу.
Традиционные методы цинкования партий изделий обычно включают стадию центрифугирования для удаления излишков расплавленного цинка или «спелтера». В этом отношении, как описано в патенте США No. № 1,324,228, Watrous, после определенных стадий подготовки поверхности изделия, подлежащие цинкованию, погружают в котел или бак с расплавленным цинком. Затем изделия извлекаются и обычно помещаются в напольную центрифугу для удаления частиц, ударяющих о боковую часть центрифуги, для последующего удаления. Затем изделия вынимают из центрифуги, пока они еще горячие, и погружают в закалочную ванну. Покрытые таким образом изделия затем удаляют из закалочной ванны.
Вышеописанный традиционный процесс цинкования имеет много недостатков, но он используется в течение многих лет, и время от времени в него вносятся лишь незначительные модификации. Одним из основных недостатков традиционного процесса является необходимость переноса изделий с покрытием в центрифугу. Однако это необходимо, поскольку такие центрифуги представляют собой большие и узкоспециализированные части оборудования, которые в целях устойчивости должны быть надежно закреплены на полу. Следовательно, целью настоящего изобретения является создание устройства, позволяющего устранить требование центрифугирования изделий с покрытием.
Кроме того, с практической точки зрения традиционные методы центрифугирования ограничены использованием в связи с покрытием относительно небольших изделий, имеющих максимальную длину около 24 дюймов или около того, поскольку стоимость центрифуг большего размера почти непомерно высока. Следовательно, еще одной целью изобретения является создание более практичного и экономичного устройства для цинкования изделий, размер которых варьируется от примерно полдюйма до примерно 48 дюймов в длину или больше. В этом отношении довольно трудно удовлетворительно оцинковывать большие партии небольших изделий, таких как, например, шурупы. Среди других причин это связано с тем, что флюс в цинковой ванне имеет тенденцию застревать в углублениях изделий с покрытием. Например, в случае шурупов для дерева с погружением партиями пазы в головке засоряются, и резьба с таким покрытием часто оказывается слишком мелкой. Это не только производит некачественный продукт, но и тратит впустую цинк. Другими целями изобретения, следовательно, являются создание способа цинкования, в котором используется меньше цинка и производится гальванизированный продукт более высокого качества. В этом отношении следует отметить, что изобретение не только обеспечивает более экономичный способ, но также обеспечивает получение оцинкованного изделия высшего качества с более широким диапазоном размеров, чем изделия предшествующего уровня техники. Следует также отметить, что при обычных способах цинкования некоторая часть избыточного цинка проявляется в виде «шпор» на поверхностях оцинкованных изделий. Но мой аппарат существенно устраняет эти шпоры, в результате чего получается гораздо более безопасный продукт.
Изделия, оцинкованные обычными центробежными методами, также страдают от пятен от воды или «белой ржавчины», которые появляются после этапа закалки. Следовательно, еще одной целью настоящего изобретения является производство высококачественных оцинкованных изделий, не имеющих пятен от воды.
Наконец, целью изобретения является создание простого, легко обслуживаемого устройства для производства оцинкованных изделий более высокого качества за меньшее время, чем требовалось ранее.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с более широкими аспектами моего изобретения изделия, подлежащие гальванизации, сначала помещают в вращающийся перфорированный контейнер или «корзину», которая подвешивается так, чтобы свободно подвешиваться над рабочим путем, состоящим из ряда чанов или резервуаров, используемых в процессе. Корзину и ее содержимое сначала последовательно погружают в подходящие емкости для предварительного покрытия, содержащие растворы травления, промывки и флюса. Корзина и ее таким образом подготовленные изделия затем погружаются в ванну с расплавленным цинком, где они оцинковываются. В то время как изделия все еще подвешены в корзине для цинкования, они затем перемещаются над закалочным баком, где корзина и изделия вращаются, будучи подвешенными над закалочным баком, для удаления избытка расплавленного цинка или нагара, который падает в закалочный бак для последующего удаления в форма выстрела. Далее, продолжая вращение, корзина и изделия опускаются в закалочный бак для закалки. Далее следует удаление и сушка. Примечательно, что оцинкованные таким образом изделия находятся в подвешенном состоянии в течение всего процесса изобретения. Следовательно, нет необходимости выполнять требуемые ранее этапы переноса изделий в отдельную центрифугу или повторного переноса их обратно в закалочный бак после их центрифугирования.
Кроме того, устройство по моему изобретению позволяет прясть изделия во время любой из указанных выше стадий процесса. В этом отношении я обнаружил, что процесс травления проходит быстрее и более адекватно, когда корзина и изделия вращаются, пока они находятся в травильных ваннах. Их также можно сушить после травления, чтобы получить преимущества такой стадии сушки без применения тепла, как это требовалось в прошлом. Точно так же, когда они вращаются в цинковой ванне, флюс удаляется более полно и равномерно, что, как отмечалось выше, приводит к получению превосходного продукта, особенно для небольших изделий, таких как шурупы, которые имеют много относительно небольших углублений и углублений, где флюс имеет тенденцию ложится. Кроме того, нежелательные цинковые «шпоры» p167 по существу устраняются, когда корзина и детали вращаются, когда их погружают в закалочную ванну; покрытие имеет более равномерную твердость при вращении корзины на этапе закалки; и когда стадия прядения добавляется после закалки, полученный продукт по существу свободен от «белой ржавчины» или пятен от воды. Следовательно, специалисты в данной области оценят, что мое устройство не только обеспечивает экономичный процесс, но и дает продукт, который превосходит продукты предшествующего уровня техники.
Что касается аспектов устройства моего изобретения, то предусмотрено средство для горизонтального перемещения подвешенной перфорированной корзины над различными баками и выборочного вертикального подъема и опускания корзины для погружения изделий. Предусмотрено также средство для выборочного вращения корзины с регулируемой скоростью, так что способ по изобретению можно применять на практике, как описано выше.
Патент США. № 3310027, выданный Линдеманну, имеет отношение к этим аппаратным аспектам моего изобретения, но конструкция Линдеманна не подходит для практического применения моего метода. Во-первых, Lindemann не описывает аппарат для цинкования и не имеет такой конструкции, как моя перфорированная корзина для прядения больших партий изделий. Во-вторых, моя конструкция позволяет корзине вращаться во время любой или всех частей ее горизонтального и вертикального движения; тогда как аппарат Линдеманна может вращать отдельные изделия только в двух определенных местах; и, в-третьих, движение изделия с покрытием Lindemann ограничено фиксированным замкнутым путем, так что оно не обладает гибкостью, необходимой для гальванического оборудования, в котором используются различные размеры и расположение резервуаров в зависимости от типа гальванизируемых изделий.
Помимо достижения вышеуказанных целей, мое изобретение также имеет некоторые другие преимущества. Например, когда корзинку вращают в ванне с цинком для удаления нежелательного флюса, цинк также более равномерно распределяется по каждому изделию, а количество нежелательных окклюзий значительно снижается, если не полностью устраняется. Кроме того, когда спелтер вытягивается из корзины над закалочным баком, он падает в бак, так что его можно легко извлечь в виде выстрела и вернуть в цинковую ванну. Но когда используются обычные центрифуги, устанавливаемые на полу, извлечь нагар гораздо труднее. Следует также отметить, что из-за короткого промежутка времени между удалением корзины из цинковой ванны и этапом центрифугирования над закалочной ванной мой метод дает более однородное покрытие без «холмов и впадин», которые возникают при напольных центрифугах. работают.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеизложенные и другие цели, особенности и преимущества изобретения станут очевидны из следующего более подробного описания предпочтительных вариантов осуществления изобретения, как показано на прилагаемых чертежах, где ссылочные позиции относятся к одни и те же части в разных видах. Чертежи не обязательно выполнены в масштабе. Вместо этого они просто представлены для ясной иллюстрации принципов изобретения.
РИС. 1 представляет собой схематическое изображение известного способа цинкования металла;
РИС. 2 представляет собой схематическое изображение способа по изобретению;
РИС. 3 — графическое изображение определенного устройства согласно изобретению, включая средства управления им;
РИС. 4 иллюстрирует пневматический двигатель и механическое соединение (частично разорванное) для вращения подвесной перфорированной корзины для цинкования; и
РИС. 5 представляет собой вид в разрезе по линиям 5-5 на фиг. 3.
ПОДРОБНОЕ ОПИСАНИЕ
Как отмечалось выше, обычные способы цинкования партий изделий включают стадии погружения изделий в серию ванн для предварительного покрытия растворами для травления, промывки и флюсования. Эти баки расположены вдоль заданного рабочего пути и схематично показаны на фиг. 1, одним баком 12. Затем изделия, подлежащие покрытию, обычно помещают в бак, такой как 14, содержащий ванну с расплавленным цинком, покрытую флюсом. Затем флюс отводится назад, и детали извлекаются для помещения в центрифугу 16, где они вращаются для удаления избытка цинка. Затем детали закаливают в подходящем закалочном растворе, находящемся в баке 18.
В соответствии со способом по настоящему изобретению детали, подлежащие покрытию, помещают в перфорированную корзину 20 на фиг. 2, который свободно подвешен над рабочей дорожкой и приспособлен для горизонтального и вертикального перемещения в направлении стрелок 22 и 24 соответственно. Корзина 20 также приспособлена для избирательного вращения, как показано стрелкой 26, с регулируемой скоростью до примерно 725 об/мин в предпочтительном варианте осуществления изобретения. Таким образом, корзина и детали, подлежащие покрытию, могут вращаться с выбранной скоростью в любом из различных положений корзины.
При использовании устройства по моему изобретению детали, подлежащие покрытию, сначала помещаются в подвесную корзину, которую затем последовательно погружают в различные растворы для травления, промывки и флюсования. В этом отношении я предпочитаю сначала окунуться в щелочную ванну, состоящую из раствора едкого натра. Затем изделия ополаскивают на водяной бане перед помещением в травильный раствор серной кислоты, а затем снова ополаскивают водой. Затем изделия погружают либо в раствор флюса соляной кислоты, либо в один из коммерческих флюсов, таких как флюс, продаваемый DuPont под торговой маркой «ZACLON». Следует отметить, что в этот момент я обнаружил, что этапы травления, промывки и флюсования проходят быстрее и более адекватно, когда корзина вращается со скоростью примерно до 100 об/мин, когда она находится в различных схематически изображенных резервуарах 28.
После травления корзину вращают до полного высыхания, а затем перемещают над резервуаром 30, содержащим ванну с расплавленным цинком 32, покрытую флюсом, таким как «ZALCON». Затем корзину опускают в цинковую ванну. Затем флюс цинковой ванны удаляют обратно обычным способом, и корзина вращается со скоростью около 100 об/мин, а предпочтительно около 5 об/мин, пока она подвешена в ванне. Когда это происходит, можно наблюдать, как флюс покидает изделия с покрытием и поднимается на поверхность обезжиренной ванны. Эта стадия прядения продолжается до тех пор, пока флюс не перестанет подниматься, после чего в углублениях гальванизированных изделий больше не остается заметного количества флюса. Таким образом, изделия не только не содержат флюса, но и цинковое покрытие имеет меньше выступов, чем в прошлом, что приводит к экономии цинка, даже несмотря на то, что оцинкованное изделие имеет в целом более высокое качество.
После покрытия флюс снова снимается с ванны; и корзина снимается, чтобы быть подвешенной над закалочной емкостью 34, которая окружена, по меньшей мере, с одной стороны экранами 36, которые частично разрушены на фиг. 2. Как только корзина оказывается над охлаждающей емкостью 34, она вращается с относительно высокой скоростью, такой как около 725 об/мин в предпочтительном варианте осуществления, упомянутом выше. Когда корзина вращается таким образом, спелтер выходит из отверстий корзины и либо падает в закалочную емкость 34, либо ударяется о щитки 36, которые направляют спелтер в закалочную емкость. В любом случае нагар скапливается на дне закалочного бака в виде дроби, которую впоследствии можно легко удалить, чтобы использовать для пополнения цинковой ванны или иным образом утилизировать.
Пока корзина еще вращается, ее опускают в закалочный раствор для охлаждения. Прядение в это время предотвращает образование шпор. Затем корзину вынимают из охлаждающей емкости и сушат на воздухе, пока ее снова вращают. Таким образом, предотвращается известное окрашивание водой или «белая ржавчина».
Из приведенного выше обсуждения следует, что устройство по изобретению не только простое, но и устраняет прежнее требование для отдельной центрифуги; позволяет охлаждать изделия с покрытием, пока они находятся при более высокой температуре, и устраняет необходимость в отдельной передаче изделий с покрытием в центрифугу, а затем снова в охлаждающую ванну. В этом отношении следует отметить, что время между цинковой ванной и закалкой намного меньше, чем в обычных способах, что приводит к меньшему накоплению цинка на таких деталях, как болты с резьбой и т. п. Кроме того, способ по изобретению обычно приводит к получению превосходного продукта с равномерным покрытием, блестящим и свободным как от пятен от воды, так и от засорения флюсом, а также практически без выступов.
Теперь изобретение будет описано со ссылкой на фиг. 3.
Корзина 20 перфорирована по всей поверхности и имеет прочное ушко 38 на ручке 40 для размещения крюка 42, выходящего из нижней части корпуса приводного рычажного механизма 44 корпуса 46 вращающегося пневматического двигателя. Корзина также имеет трубчатую центральную колонну 49 (фиг. 5), которая проходит вверх до края корзины или над ним. Эта центральная колонна предназначена для более равномерного распределения нагрузки на корзину во время вращения, чтобы предотвратить «шатание» корзины из-за эксцентричных нагрузок во время различных этапов вращения.
Другая проушина 48 прикреплена к верхней части корпуса вращающегося двигателя и принимает второй крюк 50, выходящий из узла подъемного шкива 52. Трос 54 выходит из барабана (не показан) на реверсивном приводном пневматическом двигателе 56 под управлением вертикального регулирующего дроссельного клапана 58, который соединен с вертикальным приводным двигателем 56 посредством трубы 60 для подачи воздуха. Другой конец кабеля 54 прикреплен в точке, не показанной на втором узле пневматического двигателя с реверсивным приводом 62. В этом отношении оба приводных двигателя 56 и 62 установлены на горизонтальной направляющей 64, соответствующей стрелке 22 на фиг. 2. Следовательно, когда мощность воздуха направляется на приводной двигатель 62 с помощью горизонтального регулятора дроссельной заслонки 66 приводного двигателя и второй трубки 68 подачи воздуха, два приводных двигателя и соединительный рычаг 70 выборочно перемещаются вперед и назад по рельсу 64. Таким образом, корзина 20 подвешивается над рабочей ванной для избирательного перемещения в различные технологические положения описанным образом.
Прядильный двигатель, расположенный в корпусе 46 вращательного двигателя, получает давление воздуха из трубы 72, см. эскиз РИС. 3, через дроссель 76 управления вращением. В этом отношении, как более подробно показано на фиг. 4, вращающийся пневматический двигатель жестко закреплен в корпусе 46 болтами 47 и имеет выходной вал 78 с квадратным концом, который под управлением дросселя 76 свободно вращается внутри опорной трубы 80, имеющей фланцы 82 и 84 на обоих концах. Верхний фланец 82 прикреплен болтами к корпусу 46 вращающегося двигателя, как показано на фиг. 4, а фланец 84 привинчен к нижнему элементу 86 крышки, также как показано.
Крючок 42 имеет квадратное гнездо 88 с внутренней резьбой, прикрепленное к хомуту 90 на его верхнем конце. Как показано, гнездо 88 с внутренней резьбой входит в зацепление с квадратным выходным валом 78 двигателя вращения, так что вращение двигателя вращения передается на крюк 42, который поддерживается и закреплен для вращения внутри подшипников 92 и 94, которые соответствующим образом запрессованы в заплечики на нижняя крышка 86.
Следует особо отметить и оценить, что вес корзины 20 и ее содержимого передается от воротника 90 на крюке 42 к верхнему подшипниковому узлу 92, нижней крышке 86, трубе с двойными фланцами 80 и корпусу 46 прядильного двигателя к верхней проушине 48. Таким образом, вес корзины не переносится на прядильный двигатель, поэтому что он защищен и застрахован от более длительного срока службы.
Благодаря вышеописанной конструкции корзина приспособлена для селективного вертикального перемещения под управлением регулятора 58 вертикального дросселя; и избирательное горизонтальное движение под управлением регулятора горизонтального дросселя 66. В то же время скорость, с которой корзина вращается в любой момент времени, контролируется клапаном управления вращением 76.
Очевидно, что более крупные изделия, подлежащие гальванизации, требуют корзин большего размера; и в этом отношении изобретение было использовано с несколькими типами корзин. Однако следует отметить, что было обнаружено, что более удовлетворительным является использование различных размеров перфорации и интервалов для различных размеров корзин. В следующей таблице представлены некоторые размерные параметры корзин, которые, как было установлено, удовлетворительно работают при осуществлении изобретения. В каждом случае центральная колонна 49состоял из трубы диаметром 4 дюйма.
Как отмечалось выше, используют двигатель вращения, имеющий изменение скорости вращения от 0 до приблизительно 725 об/мин. В некоторых конкретных случаях может быть желательно использовать пневматический двигатель с более высокой скоростью, но, вообще говоря, 725 об/мин является адекватным максимумом. Один пневмодвигатель с таким диапазоном скоростей потреблял воздух со скоростью 48 кубических футов в минуту при 90 фунтов входное давление на квадратный дюйм.
С точки зрения производственной мощности способ и устройство согласно изобретению обеспечивают поразительные результаты. Например, конструкции предшествующего уровня техники, на практике, имели максимальный вес партии около 250 фунтов. на одну загрузку, чтобы обеспечить максимальную часовую производительность цинкования около 3000 фунтов. в час. Однако при использовании вышеописанного изобретения 2000 фунтов. на нагрузку можно легко разместить, а часовая производительность составляет 24 000 фунтов. или больше. Более того, и, возможно, это наиболее важно, использование изобретения сократило общие производственные затраты менее чем на треть по сравнению с современными методами; затраты на оплату труда сократились почти на одну четверть по сравнению с текущими методами. Следовательно, когда это поразительное снижение затрат сочетается с осознанием того, что мое изобретение также приводит к превосходному продукту, будет понятно, что изобретение имеет широкое применение и использование.
Хотя изобретение было конкретно показано и описано со ссылкой на его предпочтительные варианты осуществления, специалистам в данной области техники будет понятно, что в него могут быть внесены различные изменения в форме и деталях без отклонения от сущности и объема изобретения.
Что необходимо знать при проектировании соединительных элементов
Резьба – основной элемент винтового соединения, позволяющая соединить две и более деталей между собой двумя сопрягаемыми поверхностями вращения (внутренней и внешней), с заданным преднатяжением. Таким образом обеспечивается разъемность крепления.
Виды резьбы
метрическая – наиболее часто встречающийся вид соединения с профилем в виде равностороннего треугольника и теоретической высотой H≈0,87P.
Стандартно обозначается буквой «М» с указанием номинального ее диаметра [мм]. Шаг резьбы (P) измеряется расстоянием между двумя смежными вершинами, в миллиметрах. В случаях, когда конструктивно необходимо избежать
Шаг метрической резьбы
самоотвинчивания крепежной детали, например, вращающейся в направлении аналогичном раскручиванию (вал вентилятора) или намеренно задать определенное направление поступательного движения по резьбе (тяга) используют левую резьбу. Обозначают ее буквами «LH».
Шаг основной однозаходной резьбы и внутренний диаметр гайки
дюймовая – вид винтового соединения с углом при вершине 60° (стандарт UNC и UNF) и теоретической высотой профиля Н=0,866025Р или с углом при вершине 55° (стандарт BSW и BSF, трубные резьбы) и теоретической высотой профиля Н=0,960491Р.
За единицу шага резьбы принят 1 дюйм = 2,54 см. Обозначается двойным штрихом, ставящимся сразу за числовым значением [ » ]. Крепежные элементы с дюймовой резьбой классически применяются, например, в соединениях трубопроводов.
Шаг дюймовой резьбы
Дюймовые болтовые соединения часто встречаются в американских машинах, некотором оборудовании. Наиболее распространены следующие стандарты дюймовой резьбы:
UNC – дюймовая резьба с крупным шагом (американский стандарт) UNF – дюймовая резьба с мелким шагом (американский стандарт) BSW – дюймовая резьба с крупным шагом (британская резьба Витворта) BSF – дюймовая резьба с мелким шагом (британская резьба Витворта) Трубная резьба G – цилиндрическая внутренняя и наружная Трубная резьба R – самоуплотняющаяся конусная наружная Трубная резьба Rp – самоуплотняющаяся цилиндрическая внутренняя
Пример:
Цилиндрическая трубная резьба с номинальным диаметром 1 1/4″, классом точности А — обозначается как: G 1 1/4-A.
Таблица размеров для различных стандартов дюймовых резьб
Смотреть таблицу
упорная – вид метрического резьбового соединения с трапециевидным профилем, угол наклона боковых сторон которой составляет 30° и 3°, а теоретическая высота H=1,587977Р.
Обозначается буквой «S» с указанием номинального ее диаметра [мм]. Шаг, аналогично с метрической резьбой, измеряется расстоянием между двумя смежными вершинами. Такой вид резьбы проектируют чаще всего на больших диаметрах, при высоком одностороннем преднатяжении.
Профиль упорной резьбы
Например, на стяжных колоннах прессов, прокатных станах, ином оборудовании, работающем при значительных динамических нагрузках.
Обратившись в наш инженерный центр, Вы сможете получить полноценную консультацию по проектированию крепежа, его подбору по силовым характеристикам и необходимой толщине антикоррозионной защиты.
Дюймовая резьба.Американский и английский стандарты — Справочная информация
В Великобритании до 1970-х годов (а, возможно, и позже) использовалась британская форма резьбы Витворта (Уитворта) – Whitworth British Thread. Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования.
British Thread Whitworth разработана британским инженером сэром Джозефом Уитвортом (1803-1887 гг.) в Манчестере и впервые стандартизирована в 1841 году. Став самой распространенной в Великобритании в 1860 годах, она получила широкое одобрение в развивающихся машиностроительных и автомобилестроительных отраслях страны.
В своей статье «Единая система резьбовых соединений» Дж.Уитворт предложил:
Каждый диаметр болта должен иметь определенное число витков на дюйм (TPI).
Угол профиля (между соседними сторонами витков) должен составлять 55°.
Вершины треугольного профиля и основания впадин должны быть закругленными на 1/6 высоты.
Зависимость радиуса закругления от шага определяется формулой r = 0.137329 x p (шаг).
Форма резьбы Уитворта
Оригинальная резьба Витворта была крупной (BSW), потому что предел прочности стали на растяжение в то время был низким, и тонкие нити при затягивании просто срывались бы. Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась.
Таким образом, дюймовый болт диаметром 1/2 дюйма может иметь либо 12 ниток на дюйм (BSW), либо 16 (BSF). В чем преимущество мелкого шага? Болты BSF обладают лучшей устойчивостью к вибрации. Они имеют большее сечение, поэтому примерно на 10 % прочнее, чем болты BSW с крупным шагом того же размера и из того же материала. Крепежные детали с крупной резьбой хорошо подходят для использования в резьбовых отверстиях, когда металл основания мягче, чем сам крепеж (например, шпильки в алюминиевых головках цилиндров).
Количество витков у болта с обычной резьбой BSW и мелкой BSF
Со временем популярность дюймовых британских стандартов BSW и BSF быстро снижалась из-за глобальной тенденции производителей отдавать предпочтение метрическим болтам и гайкам или американскому дюймовому (UNC, UNF) крепежу. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
Крупная резьба British Standard Whitworth (BSW или WW)
Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p.
Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007.
Примеры условного обозначения: 3/8″W, 3/8″BSW или 3/8″-16BSW, где 16 — количество витков на дюйм (TPI).
В стандарт BS 84 включено 40 размеров: от 1/16″- 60BSW до 6″- 2 1/2BSW.
Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам
Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84)
Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Примеры условного обозначения: 3/8″BSF или 3/8″-20BSF
В стандарт BS 84 включено 30 размеров BSF: от 3/16″-32BSF до 4 1/4″-4BSF.
Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84).
Все эти виды резьб являются дюймовыми и разработаны для резьбовых крепежных деталей (болтов, винтов, гаек и др. )
BSF и BSW – британский стандарт, а UNF и UNC — американский стандарт.
BSF и UNF — системы с мелкой резьбой, а BSW и UNC — системы с крупной резьбой.
Взаимозаменяемость BSW и UNC невозможна, даже если учесть, что многие комбинации диаметра и шага у них совпадают (за исключением размера 1/2″, где BSW имеет 12 витков на дюйм, а UNC – 13). Теоретически некоторые гайки BSW можно было бы навинтить на болты UNC и наоборот, но практически этого делать нельзя, ни при каких обстоятельствах. Разница в углах (55° против 60°) приведет к значительной потере удерживающей силы, снижению сопротивления усталости и прочности соединения.
UNF и BSF имеют совершенно разное число витков на дюйм, значит, они абсолютно не взаимозаменяемы.
Совместимость американской резьбы UNC/UNF и Британской Витворта BSW/BSF
Трубная резьба (BSP)
BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе.
Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д.
Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11.
Отличия дюймовой резьбы BSPP (G) и BSPT ®
Трубные соединения BSPP (G)
Фитинг BSPP (папа)
Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.
В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8″ до 4″.
Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2″-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2″ LH — А.
Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259)
Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок. Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
Фитинг с цилиндрической и конической резьбой BSP
BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1).
В стандарты включено 15 размеров от 1/16″ до 6″ (трубные соединения свыше 6 дюймов в диаметре свариваются).
BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений.
Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2″ и Rp 1/2″.
Особенности резьбы BSPP и BSPT и совместимость фитингов, труб
Размеры труб и кре
Типоразмер штока Типоразмер втулки (фитинга) Параметры трубы Номинальный (внутренний) диаметр Внешний диаметр Толщина R 1/16″ Rp 1/16″ 3 7,1 2 R 1/8″ Rp 1/8″ 6 10,2 2 R 1/4″ Rp 1/4″ 8 13,5 2,3 R 3/8″ Rp 3/8″ 10 17,2 2,3 R 1/2″ Rp 1/2″ 15 21,3 2,6 R 3/4″ Rp 3/4″ 20 26,9 2,6 R 1″ Rp 1″ 25 33,7 3,2 R 1 1/4″ Rp 1 1/4″ 32 42,4 3,2 R 1 1/2″ Rp 1 1/2″ 40 48,3 3,2 R 2″ Rp 2″ 50 60,3 3,6 R 2 1/2″ Rp 2 1/2″ 65 76,1 3,6 R 3″ Rp 3″ 80 88,9 4 R 4″ Rp 4″ 100 114,3 4,5 R 5″ Rp 5″ 125 139,7 5 R 6″ Rp 6″ 150 168,3 5 Сравнение BSPT и NTP – отличие и совместимость
Наряду с британским трубным конусом BSPТ (BSP) большой популярностью в мире пользуется другая коническая резьба для труб – NTP, являющаяся национальным стандартом США, основанном на ANSI/ASME B 1. 20.1 (аналог ГОСТ 6111-52).
Конические резьбы NPT и BSP нельзя совмещать друг с другом, даже при совпадении числа витков на дюйм длины. Они не взаимозаменяемы из-за различий в форме. NPT имеет угол наклона треугольника 60° и сглаженные выступы и впадины (форма Селлерса). У BSP угол составляет 55° и имеет закругленные вершины и впадины (форма Витворта).
Сравнивая эти две системы, нельзя сказать какая из них лучше. Несмотря на два разных дизайна, каждая из них обеспечивает герметичное соединение труб за счет уплотнения на конусе.
Трубные конусные резьбы NPT и BSP подходят для безопасной транспортировки жидкостей, газов, пара и обе могут использоваться на трубопроводах из широкого спектра материалов: сталь, латунь, бронза, чугун и пластик. Но при использовании в системах высокого давления для уплотнения соединений NPT и BSP всегда требуется резьбовой герметик (тефлоновая лента или жидкий химический), что позволит предотвратить риск спиральной утечки.
Отличие дюймовой резьбы NTP и BSP
Статьи по теме:
Американская дюймовая резьба
https://krepcom. ru/b…w-bsf-bsp-bspt/
Как определить тип резьбы фитинга?
Автор: Mary Gannon Оставить комментарий
При выборе подходящих фитингов для вашего пневматического оборудования доступно несколько типов резьбы. Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием и позволит избежать неисправностей. Вы обнаружите, что просматриваете бесконечное количество вариантов подгонки, так как же выбрать правильный?
Измерение шага и размера резьбы. Изображение предоставлено Swagelok
Это руководство поможет вам определить правильный тип резьбы за четыре простых шага. Для выполнения этого процесса вам понадобится штангенциркуль, измеритель шага и таблицы размеров.
Резьбы делятся на четыре основных основных типа: NPT, G/BSP, PT, метрические или UN/UNF. Большинство североамериканских гидравлических и пневматических компонентов совместимы с национальной трубной резьбой (NPT) или унифицированной резьбой (UN/UNF).
Идентификация типа резьбы Шаг 1. Сравнение наружной и внутренней резьбы. Первым шагом является идентификация вашей резьбы как наружной или внутренней. Наружная резьба имеет резьбу снаружи, а внутренняя резьба находится внутри. Пол не влияет на функциональность нити. Он просто служит классификацией между обоими соединениями.
Шаг 2 — Коническая и параллельная резьба — Коническую и параллельную резьбу легко отличить по их профилю. Конические резьбы выглядят более узкими, поскольку они выходят наружу, в то время как параллельные резьбы остаются того же диаметра прямо вниз. Если вы не можете определить различия на основе их профилей, здесь будет полезен штангенциркуль.
Используйте штангенциркуль для измерения внутреннего и внешнего диаметров резьбы.
Шаг 3. Измерьте размер шага — используйте калибр для измерения шага. Размер шага резьбы – это расстояние между витками. Они измеряются количеством витков на дюйм или расстоянием между витками метрической резьбы.
Шаг 4. Измерьте диаметр резьбы. Используйте штангенциркуль для измерения наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Вы можете увидеть небольшие расхождения между вашими измерениями и таблицами размеров. Это связано с разными производителями ниток.
Шаг 5. Определение стандарта типа резьбы. Последним шагом в определении типа резьбы является определение стандарта типа резьбы. Сравните свои мерки с таблицами размеров ниже.
Альтернативное решение: уплотнительная лента Если вы не можете определить тип вашего потока, ниже приведены быстрые обходные пути, которые помогут вам сэкономить время.
Если ваше оборудование произведено в Китае, скорее всего вам понадобятся резьбы PT. Оборудование из Северной Америки обычно имеет резьбу NPT.
Пневматические компоненты Airtac используют типы резьбы NPT, PT или G
В качестве альтернативы
можно использовать уплотнительную ленту из ПТФЭ.
Клеевое соединение, такое как уплотнительная лента из ПТФЭ, может использоваться в качестве последнего средства для соединения различных типов резьбы. Уплотнительную ленту лучше всего использовать на конической резьбе, ее следует наносить на чистую резьбу и скручивать, как обычно.
Trimantec www.trimantec.com
Рубрики: Рекомендуемые, Фитинги, Пневматика С тегами: trimantec
13 наиболее важных типов резьбы, которые вы должны знать — Руководство по инструментам для нарезания резьбы
Сегодня мы хотели бы предоставить вам обзор наиболее важных типов резьбы, которые вам следует знать. Но сначала мы хотели бы дать вам краткое введение в темы и объяснить важные термины.
Что такое нить?
Резьба в простом объяснении представляет собой профилированный паз, который проходит волнообразно и непрерывно вокруг цилиндрического болта.
Как уже было описано в наших статьях из раздела История тредов, тредам тысячи лет. Нитки сопровождают нас в повседневной жизни. Не всегда видно. Мы действительно не осознаем преимущества, которые они имеют для нас. Но они используются повсеместно. Например, в наших автомобилях, вплоть до того момента, когда мы надеваем очки для чтения. Разъемы облегчают нашу жизнь и буквально скрепляют все вместе.
Несмотря на то, что они универсальны в использовании, к резьбовым частям предъявляются особые требования и нагрузки. Принципиальное различие между:
Монтажная резьба
Резьба трансмиссии
Транспортировочная нить
Крепежная нить , вероятно, тип резьбы, о котором большинство из вас думает в первую очередь. Это тугие нити, как в гайках и болтах.
Движущиеся нити , с другой стороны, представляют собой типы резьбы, которые преобразуют вращательное движение в линейное движение.
В настоящее время мы находим транспортную резьбу в сельскохозяйственных машинах и в водном транспорте в виде винтов.
Правая резьба (RH) и левая резьба (LH)
Обычно резьба по часовой стрелке (правая резьба) — это резьба, которую можно закрепить, повернув ее по часовой стрелке. Реже встречаются левосторонние резьбы (левосторонняя резьба), которые можно свинчивать против часовой стрелки. Это соединение всегда используется, если нужно избежать ослабления резьбы из-за самодвижения. Как, например, с левой педалью велосипеда. Левую резьбу можно узнать по аббревиатуре LH, а правую — по аббревиатуре RH.
Трубная резьба
Трубная резьба — это резьба, которая используется в водопроводных и газовых установках. Концы труб могут иметь внутреннюю и наружную резьбу. С одной стороны, различают коническую и коническую трубную резьбу, которые являются самоуплотняющимися. С другой стороны, есть цилиндрические трубные резьбы, которые не являются самоуплотняющимися и требуют герметизирующих средств, таких как пенька. Наиболее важные трубные резьбы более подробно описаны в нашем списке
Почему разные типы резьбы?
Различные типы нитей являются результатом исторического развития и культурных предпочтений. Кроме того, существуют различные стандарты резьбы из-за особых требований к несущей способности. Решающим фактором здесь является форма резьбы.
Какие 13 наиболее важных типов резьбы?
Здесь мы хотим дать вам обзор 13 наиболее важных типов резьбы. Типы резьбы отсортированы по типам, характерным для конкретной страны. Наш список ни в коем случае не следует понимать в хронологическом порядке по степени важности. Среди наиболее важных тем:
Типы резьбы ISO
Для метрических типов резьбы ISO размеры всегда указываются в миллиметрах. Шаг рассчитывается путем измерения расстояния между первым и вторым зубом.
1 . Метрическая резьба ISO (M)
Метрическая резьба ISO — это стандартизированная во всем мире резьба, которая, вероятно, наиболее известна и чаще всего используется в Европе. Он также известен как стандартная резьба. Шаг и диаметр измеряются в миллиметрах. Кодовая буква метрической резьбы — М. Угол поперечной поверхности — 60 градусов. Кроме того, этот тип резьбы точно определен в DIN 13 и DIN 14. DIN – это Немецкий институт стандартизации.
2 . Метрическая мелкая резьба ISO (MF)
Метрическая мелкая резьба ISO аналогична старшему брату метрической резьбы ISO. Здесь кодовые буквы MF и угол фланга 60 градусов. Однако оба отличаются по высоте. Метрическая мелкая резьба используется, например, для часов.
3 . Стальная трубная резьба (Pg)
Стальная армированная трубная резьба или армированная резьба (Pg) — это историческая резьба, которая использовалась в электротехнике и определена в DIN 40430. Она все чаще заменяется метрической резьбой (DIN EN 50262). ). Боковой угол резьбы бронированной трубы составляет 80 градусов.
4 . Трапециевидная резьба (Tr)
Трапециевидная резьба обязана своим названием профилю нитей, которые имеют форму симметричной трапеции. Трапециевидная резьба имеет идентификационные буквы Tr и угол наклона по бокам 30 градусов. Есть три разных стандарта. DIN 103 определяет метрическую трапециевидную резьбу ISO. В DIN 380 более плоская трапециевидная резьба. И, наконец, в DIN 30295 закругленная трапециевидная резьба. Дополнительную информацию можно найти в этой статье: Шпиндель с трапециевидной резьбой.Beitrag: Trapezgewindespindel.
Американская резьба
Для американской резьбы размеры всегда указываются в дюймах (1 дюйм = 25,4 мм). Угол фланга всегда 60 градусов. Основным отличием различных американских унифицированных резьб является шаг резьбы. Они также указаны в нитях на дюйм. Для определения шага количество витков считают в одном дюйме.
Унифицированная резьба — это стандартная резьба, которая в основном используется в США и является американским эквивалентом метрической резьбы ISO. Только в качестве единицы измерения используется дюйм вместо сантиметра. Боковой угол – как и у резьбы ISO – 60 градусов.
То же самое относится к типу унифицированной национальной тонкой резьбы, то есть от американской тонкой резьбы к метрической тонкой резьбе ISO. Как и у UNC, угол фланга составляет 60 градусов.
Тип резьбы UNS представляет собой специальную резьбу, которая отличается от других унифицированных резьб шагом. Здесь тоже угол фланга 60 градусов. Этот тип резьбы используется, в том числе, для микрофонных стоек.
8 . National Taper Pipe (NPT)
Тип резьбы National Taper Pipe (NPT) представляет собой коническую или коническую трубную резьбу, которая используется для фитингов. Угол фланга здесь составляет 60 градусов. В отличие от NPTF, самоуплотняющийся только при низком давлении.
9 . National Taper Pipe Dryseal (NPTF)
NPTF представляет собой коническую или коническую трубную резьбу, которая является самоуплотняющейся и имеет боковой угол 60 градусов. Основное отличие от резьбы NPT заключается в том, что внутренняя и внешняя резьбы перекрываются и поэтому могут быть самоуплотняющимися без использования герметика.
Британские нити Whitworth
Нитки Whitworth названы в честь их изобретателя сэра Джозепа Уитворта. Британский инженер ввел первую в мире стандартизацию резьбы в 1841 году и таким образом повлиял на массовое производство резьбы. Резьба Витворта указана в дюймах и имеет боковой угол 55 градусов. Этот тип резьбы в основном используется в Британском Королевстве.
10 . Британский стандарт Whitworth Coarse (BSW/WW)
Британский стандарт Whitworth представляет собой, с одной стороны, стандартную резьбу, а с другой стороны, винтовую. Его часто обозначают аббревиатурой W или WW. По смыслу и использованию она эквивалентна метрической резьбе ISO. Он указывается в дюймах и имеет угол наклона 55 градусов.
11 . British Standard Fine (BSF)
British Standard Fine — английский вариант тонкой резьбы. Значение и использование соответствуют метрической тонкой резьбе. Резьба также указана в дюймах для BSF и имеет боковой угол 55 градусов.
12 . Труба Британского стандарта (BSP/G)
Труба Британского стандарта представляет собой трубную резьбу Уитворта.
1. Внимательно прочтите инструкцию к вашему фрезеру.
2. Правильно закрепите в цанге нужную фрезу.
3. Настройте и зафиксируйте глубину фрезерования.
4. Установите боковой упор или направляющую, если фреза не имеет подшипника.
5. Наденьте защитные очки и наушники. Затем поставьте подошву фрезера на заготовку, но при этом фреза не должна касаться древесины.
6. Крепко удерживая фрезер, включите мотор и плавно перемещайте фрезу по заготовке. Если нужно обработать заготовку со всех сторон, начинайте обработку с торцов, чтобы минимизировать сколы.
Никакой инструмент не сравнится в универсальности с фрезером. Формирование декоративных профилей на кромках, изготовление соединений, подрезка свесов — всего лишь часть операций, с которыми он успешно справляется. Вы можете изготовить множество проектов, имея лишь пильный станок и фрезер. Вот несколько советов, которые помогут вам начать пользоваться и получать удовольствие от работы с этим современным инструментом.
Погружение начинается
Впервые покупаете фрезер? Рекомендуем присмотреться к так называемым погружным моделям. Они делают то же самое, что и фрезеры с фиксированной базой, и могут также выполнять многие другие операции (например, выбирать глухие пазы и гнезда) проще и безопаснее, так как в процессе работы их подошва надежно опирается на заготовку. Расположив фрезер в выбранном месте, вы включаете двигатель. Затем вы опускаете фрезу вниз, чтобы начать проход, и поднимаете ее в конце прохода. Некоторые модели фрезеров комплектуются двумя базами — погружной и фиксированной, и это идеальный вариант, который будет полезным в любой мастерской.
Двигайтесь в правильном направлении
Фреза вращается по часовой стрелке, если смотреть на фрезер сверху. Фрезеровать нужно всегда слева направо, чтобы лезвия фрезы двигались навстречу материалу и фреза удаляла его левой стороной (если смотреть на фрезер сзади). Обводите края заготовки снаружи, передвигая фрезер против часовой стрелки. А обработку краев проема или выреза производите в направлении по часовой стрелке.
Как не сбиться с курса
Взаимодействие вращения и сил резания заставляет фрезер отклоняться влево от курса, когда вы пытаетесь фрезеровать прямой паз, не пользуясь направляющей. Вы не только испортите заготовку, но также рискуете получить травму.
Попытки направлять фрезер только с помощью рук обычно оказываются безуспешными (фото А). Вместо этого следует полагаться на три проверенных метода, обеспечивающих контроль: прямую направляющую, закрепленную на заготовке (фото В), боковой упор фрезера (фото С) или фрезу с направляющим подшипником (фото D). Прямая направляющая устанавливается слева от подошвы фрезера, а боковой упор и фреза с подшипником двигаются вдоль правого края заготовки (если смотреть на фрезер сзади). Все три метода позволяют перемещать фрезер в нужном направлении, не давая ему уйти в сторону.
Универсальная направляющая обеспечивает контроль при обработке кромок и фрезеровании пазов и шпунтов. Вместо нее можно применить ровную доску и струбцины.
Боковой упор также хорошо подходит для обработки прямых кромок. Установите его чтобы он двигался по правому краю заготовки (относительно направления подачи).
Фреза с направляющей цапфой позволяет обрабатывать прямые и криволинейные кромки. Гладкая цапфа может оставлять на заготовке прижоги или вмятины. Лучший результат обеспечивают фрезы, имеющие вместо цапфы направляющий подшипник.
Большие фрезы для больших задач
В магазинах вы можете увидеть фрезы с хвостовиками двух диаметров — 8 и 12 мм. И многие модели фрезеров могут работать с обоими размерами. Фрезы меньшего размера, как правило, дешевле и подходят для фрезерования с легкой и умеренной нагрузкой, например, формирования скруглений и выкружек небольшого радиуса, а также узких декоративных калевок. Для удаления большого объема материала (например, фрезерования широкого паза в твердой древесине) следует использовать фрезы с 12-миллиметровым хвостовиком, если ваш фрезер предназначен для работы с ними. Лучше покупать фрезы по мере необходимости, вместо того чтобы купить большой набор, в котором половина фрез никогда не найдет применения.
Не глубже, чем нужно
Измерьте расстояние от подошвы фрезера до кончика фрезы. Сделайте пробный проход на обрезке доски, чтобы проверить настройки, прежде чем фрезеровать заготовки.
Изучите инструкцию к вашему фрезеру, чтобы знать, как правильно настроить и зафиксировать глубину фрезерования. Приспособление с металлической линейкой поможет легко и точно отрегулировать вылет фрезы (фото Е). Выпускается несколько моделей цифровых измерителей глубины. Вместо одного глубокого прохода делайте несколько мелких, каждый раз увеличивая глубину на 2-6 мм.
Як користуватися фрезером для манікюру
Що собою являє фрезер для манікюру?
Види фрез
Як користуватися фрезером?
Апаратним манікюром, мабуть, вже нікого не здивуєш. Модна та доступна за ціною процедура набуває все більшої популярності. А все завдяки тому, що спеціальний апарат – фрезер для манікюру та педикюру виявився простим у використанні та зручним в роботі навіть для майстрів початківців нігтьового сервісу.
За допомогою фрезера з різними насадками можна:
коригувати форму нігтів;
шліфувати та полірувати нігті;
видаляти кутикулу;
видаляти птеригій;
чистити та обробляти бічні валики;
легко знімати старе покриття.
Однак, як й в роботі з будь-яким видом обладнання, слід дотримуватися правил використання та техніку безпеки. Це дозволить уникнути травм клієнтів та не допускати помилок в роботі.
Далі в статті ви дізнаєтеся, як правильно користуватися фрезером для манікюру, які бувають насадки для фрезера та для чого вони потрібні. Ця інформація буде корисною для майстрів початківців, а також для тих, хто хоче робити собі манікюр вдома.
Що собою являє фрезер для манікюру?
Фрезер – це ручний електроінструмент для обробки нігтьової пластини. Використовують фрезери для манікюру та педикюру практично в кожній перукарні, а також в салонах краси.
Апарат являє собою основний блок та ручку з отворами для фрез – насадок для роботи. Ручка для фрезера – головний інструмент майстра, що виконує апаратний манікюр. Від техніки володіння ручкою залежить якість та результат роботи. Працювати з ручкою фрезера не можна в повітрі. Це важливо запам’ятати та дотримуватися в роботі. Майстер повинен прийняти зручне положення та зафіксувати руку з ліктьовим упором. Це забезпечить надійну фіксацію інструменту в руці та дозволить легко обробляти всю поверхню нігтьової пластини клієнта.
Види фрез
Купити фрезер можна, як для домашнього, так й для професійного застосування в салоні. Навіть бюджетний варіант фрезера для манікюру повинен мати мінімальний набір фрез. Однак, виходячи з передбачуваних обсягів та завдань в роботі, потрібно підібрати насадки індивідуально.
За типом матеріалу фрези для манікюру бувають таких видів:
алмазні;
керамічні;
металеві;
силіконові;
пластикові;
комбіновані.
Щоб правильно підібрати насадку, слід відштовхуватися не тільки від типу матеріалу, а й від поставлених цілей.
Алмазні фрези одні з найбільш затребуваних серед професійних майстрів. Завдяки своїм фізичним властивостям, така насадка відмінно підходить для обробки тонкої та ламкої нігтьової пластини та чутливої кутикули. Алмазні фрези частіше за інших насадок використовують для видалення птеригія.
Вибрати ступінь абразивності можна по кольоровому маркуванню на насадці:
жовта – дуже дрібна;
червона – дрібна;
синя – середня;
зелена – велика;
чорна –дуже велика.
Керамічними насадками можна користуватися й вдома, й в салоні. Вони м’якші й, на відміну від алмазних, підходять для обробки міцних нігтьових пластин. Також їх використовують для видалення огрубілої шкіри, мозолів, натоптишів.
Золотим стандартом професіоналів є металеві фрези. Їх роблять з міцних медичних сплавів, завдяки чому їх прийнято використовувати для обробки кутикули та бокових валиків.
Пластикові, силіконові та комбіновані фрези відносяться до одноразових насадок. Вони відрізняються невисокою вартістю та відмінно підходять новачкам для відточування техніки виконання манікюру.
За формою насадки для фрезера бувають таких видів:
полум’я;
голка;
кукурудза;
конус;
сфера;
циліндр;
куля;
валик.
Деякі з цих форм є універсальними, а деякі використовуються тільки для якогось одного етапу проведення манікюру.
Як користуватися фрезером?
Для вибору фрезера для нігтів досить вибрати відповідну модель за технічними характеристиками та комплектацією. А ось як правильно користуватися фрезером, ми розповімо далі.
З огляду на значну вагу фрезера, рекомендується працювати інструментом, спираючись робочою рукою на тверду поверхню.
Працюючи з фрезою, не слід затримуватися на одному місці довше трьох секунд.
Просуватися фрезою по нігтьовій пластині потрібно плавно, без натиску та короткими рухами.
Кут нахилу робочої ручки фрезера повинен розташовуватися паралельно до робочої поверхні.
Важливо контролювати силу натиску. Якщо в процесі роботи доводиться докладати зусилля, це свідчить про неправильно підібрану насадки.
Щоб уникнути нагрівання нігтьової пластини клієнта, збільште швидкість обертання фрези. Це знизить тиск на ніготь, та клієнт не відчувати печіння.
Використовуючи в процесі виконання манікюру різні фрези, слід починати з крупнозернистих насадок, поетапно переходячи на дрібний абразив та полірування.
Не варто забувати про підготовку нігтів перед обробкою фрезером. Якісний гігієнічний манікюр допоможе уникнути можливих заражень. Безумовно, слід обробляти й насадки фрезера. Їх в обов’язковому порядку знезаражують та дезінфікують перед кожним застосуванням, а також після роботи.
Как пользоваться гильотинным резаком для бумаги
Существует множество инструментов для резки бумаги, от ножниц до электрических резаков. Если вам нужно придать своим документам и проектам чистоту, вам следует использовать гильотинный резак для бумаги. Эти триммеры просты в использовании, но вы должны быть осторожны при использовании триммера, чтобы не пораниться. Вот все, что вам нужно знать о правильном использовании гильотинного резака для бумаги:
Во-первых, если у вас еще нет гильотинного резака, сейчас самое время его найти. На рынке их много, поэтому найти подходящий не составит труда. Обязательно ищите тот, который может легко вместить вашу бумагу, чтобы облегчить вашу работу. Резак должен иметь хорошие функции безопасности, такие как защелка лезвия и защита пальцев. Использование гильотинного резака может быть опасным, поэтому обязательно приобретите такой, который поможет вам оставаться в безопасности.
Теперь, когда у вас есть резак, пора научиться им пользоваться. Приступим:
Подсчитайте количество листов, которые вам нужно разрезать, а затем определите, сможет ли ваш резак справиться со всеми ними. У каждого триммера есть режущая способность, и вам нужно обратить на это внимание. Попытка разрезать слишком много листов за один раз может со временем затупить лезвие. Резка слишком большого количества листов за один раз также может привести к шероховатости краев бумаги. Если вам нужно вырезать больше, чем ваш резак может обработать за один раз, разделите листы на стопки, чтобы упростить работу.
Теперь вы можете положить бумагу на основание резака. На основании, скорее всего, есть измерительная сетка и/или направляющая для резки. Воспользуйтесь этими функциями, если вам нужно измерить размер бумаги или вы пытаетесь сделать специальный разрез, например, под углом. Если у вашего резака есть зажим для бумаги, обязательно используйте его, потому что он будет удерживать ваши материалы на месте во время резки.
Теперь вы готовы начать резать бумагу. Медленно опустите лезвие и убедитесь, что ваши руки не мешают, чтобы случайно не порезаться. После того, как бумага будет разрезана, утилизируйте все обрезки и обязательно используйте защелку лезвия, чтобы зафиксировать лезвие. Это предотвратит его подъем и/или падение, что является простым способом гарантировать, что вы не получите травму во время использования резака.
Повторяйте этот процесс всякий раз, когда вам нужно использовать гильотинный резак. Убедитесь, что вы проявляете осторожность и используете функции безопасности вашего резака, чтобы не навредить себе.
Использование гильотинного резака для бумаги довольно просто, хотя вам, возможно, придется немного поэкспериментировать, прежде чем вы получите желаемый результат. Самое главное, о чем следует помнить, это уважать режущую способность вашего триммера и оставаться в безопасности, проявляя осторожность и используя доступные функции безопасности. Таким образом, вы сможете разрезать бумагу без каких-либо проблем.
Вот стенограмма этого видео: Добро пожаловать в MyBinding How To видео. Сегодня отвечаем на вопрос, как пользоваться гильотинным резаком для бумаги. Классические резаки для бумаги гильотинного типа имеют давнюю традицию отличной работы. Они точны, просты в использовании, служат долго, но могут быть немного опасными. Вот как использовать их эффективно и безопасно. Во-первых, при работе с этим типом триммера для бумаги очень важно знать и использовать предохранитель. Если вы не обрезаете бумагу, заблокируйте лезвие. Некоторые замки так же просты, как рычаг, некоторые встроены в рукоятку лезвия, требуя другого движения, чтобы освободить его от замка. В любом случае, прежде чем начать, узнайте, как его использовать. Резаки для бумаги будут иметь встроенные измерительные инструменты, некоторые лучше, чем другие. Это линейка сверху и сетка на лице. У этого есть все виды форм и углов и размеров и различные измерительные инструменты. Регулируемые ограждения обычно имеют замки. Заблокируйте их, чтобы все ваши сокращения были одинаковыми во всем проекте. Все, что есть в вашем распоряжении, используйте это; Вы будете благодарны за результат проекта. Макет бумаги, очень важно. Сделайте первые надрезы на ненужной бумаге, чтобы убедиться, что вы делаете именно то, что вам нужно. Через некоторое время вы хорошо познакомитесь со своим ножом для бумаги гильотинного типа и сможете использовать его с большой легкостью, большой скоростью и большой точностью. Гильотинные резаки для бумаги — это офисный стандарт. Магазин вокруг, сделать большие инвестиции. Вот и все, вот как можно использовать гильотинный резак для бумаги. Дополнительные демонстрации и инструкции см. на MyBinding.com.
Как пользоваться раскройным ножом — Лучшие советы для начинающих
Поделиться этой статьей:
В этом учебном пособии вы узнаете, как пользоваться раскройным ножом — инструментом, который произвел революцию в мире шитья и рукоделия. Этот удивительно простой инструмент является ответом на эффективное «чистое» вырезание и изготовление выкройки. Роторный резак обеспечивает четкие, четкие и очевидные линии реза, что и является сутью «чистого реза». Кроме того, обучение использованию дискового резака позволяет быстрее и проще вырезать узоры и формы. Что еще можно требовать от режущего инструмента?
PinКак использовать вращающийся нож
Содержание
Как пользоваться вращающимся ножом
Что такое вращающиеся ножи?
Как пользоваться ротационным ножом — Нож
Какой размер дискового ножа мне нужен? 45 мм против 60 мм
Роторный нож Лучшие бренды
Какой дисковый нож выбрать?
Как пользоваться ротационным резаком – другие расходные материалы
Зачем использовать ротационный резак?
Как использовать дисковый резак по сравнению с ножницами
Как пользоваться дисковым ножом. Инструкции
Как затачивать дисковый нож?
Как пользоваться дисковым ножом — Заключение
Другие полезные статьи по резке
Как пользоваться дисковым ножом
Ровный, простой и четкий рез – дисковый нож! Решения о том, какую марку выбрать при изучении , как использовать дисковый резак , не обязательно должны быть «четкими», потому что доступно несколько марок, а также формы и размеры. Подумайте о том, что резак сделает для вас, и сколько пользы вы получите от этого удобного инструмента.
Задайте себе 3 маленьких вопроса, чтобы получить четкий ответ! Что, почему и как.
Поговорим о:
что такое фрезы?
Зачем использовать дисковый нож?
и как пользоваться дисковым ножом?
Что такое ротационные резаки?
Роторный резак представляет собой инструмент для резки ткани и ремесел с очень острым круглым лезвием, установленным в рукоятке. Лезвие вращается и позволяет резать быстрее и эффективнее. Они бывают разных стилей, форм и размеров ручек.
Размеры лезвий варьируются от 18 мм, 28 мм, 45 мм и 60 мм, и все они снабжены предохранителем, чтобы лезвие не открывалось. Наиболее часто используемые размеры 45 мм и 60 мм.
Как пользоваться дисковым ножом — Нож
Первое, что вам понадобится, это дисковый нож. Они бывают разных размеров и марок для разных держателей. Вот некоторая информация, которая поможет вам выбрать.
Роторный нож какого размера мне нужен? 45 мм против 60 мм
Лезвие 45 мм является наиболее распространенным размером, который вы найдете. Он предназначен как для шитья, так и для квилтинга малых и средних размеров. Лезвие диаметром 60 мм справится с более крупными проектами и пройдет через большее количество слоев одновременно. Он, как правило, используется больше для крупных стеганых проектов, а не для пошива одежды.
Как правило, меньшее лезвие хорошо выполняет изгибы и углы, а большее лезвие, очевидно, обрабатывает большее количество ткани за раз. Попробуйте использовать правильный диск для проекта, чтобы избежать несчастных случаев и получить наилучшие результаты. В зависимости от того, что вы шьете регулярно, вам может даже понадобиться резак более чем одного размера.
На некоторых ножах есть порозовевшие края и даже зубчатые края, если вы хотите быть авантюрным.
Роторный резак Лучшие бренды
Некоторые качественные торговые марки, на которые стоит обратить внимание: OLFA, FISKARS, GINGHER (ссылки на Amazon в США).
Разные бренды, как правило, имеют разные функции безопасности, и, как правило, для каждого бренда доступно много разных ручек. Подумайте, сколько вы планируете резать и хотите ли вы что-то эргономичное или просто простое. Если есть возможность, зайдите в ремесленный или галантерейный магазин и подержите несколько разных стилей, чтобы посмотреть, что будет удобно в вашей руке.
Какой ротационный резак я выбрал?
PinКак пользоваться ротационным ножом
На прошлой неделе я купил новый нож, так как планирую подготовить для вас несколько уроков квилтинга, и выбрал Olfa Deluxe 45 мм. Мой старый резак был очень простой моделью и был склонен к раскачиванию во время резки. Что мне понравилось в этой Olfa, так это выдвижная ручка.
Он очень удобен в руке и устойчив при резке. В основном я вырезал небольшие проекты и всего пару слоев за раз, поэтому размер 45 мм лучше всего подходил для моих требований.
Как пользоваться дисковым ножом — Другие принадлежности
При обучении использованию дискового ножа вам также понадобятся:
Подходящий коврик для резки . Коврик должен быть «самовосстанавливающимся». Это означает, что порезы, сделанные на коврике, заживут сами собой. Лучший размер, чтобы получить это размер, который покрывает вашу обычную рабочую поверхность. Приобретайте коврики хорошего качества, так как более дешевые коврики часто бывают жесткими и могут скользить и притуплять лезвия.
Нескользящая линейка , которую вы используете для выравнивания и резки дисковым резаком. Несколько лет назад я регулярно резал кожу, и оба раза я сильно порезался из-за соскальзывания линейки. Сейчас я режу только нескользящей линейкой, такой как Omnigrip. Если у вас нет нескользящей линейки, подумайте о приобретении силиконовых нескользящих дисков, чтобы добавить их под обычную линейку, например, Trucut .
Зачем использовать ротационный резак?
Роторный нож позволяет резать ткань намного быстрее, проще и точнее. После того, как вы использовали ротационный резак, вы полностью перейдете к этому методу резки. Роторный нож с острым как бритва лезвием прорезает несколько слоев ткани и обеспечивает точную обрезку нескольких слоев или кусков ткани.
Роторный нож – лучший вариант для квилтера или швеи, которые планируют раскроить несколько кусков ткани разных размеров и форм. Коврик для резки и правильная линейка значительно облегчают процесс вырезания точных фигур.
Использование дискового ножа в сравнении с ножницами
Одно из других преимуществ дискового ножа перед ножницами заключается в том, что нет реальной разницы в конструкции ножа для левшей и правшей. Один тип подходит всем! Кроме того, у вас будут чистые точные края, которые необходимы для профессиональных результатов при шитье и квилтинге. Это немного похоже на нарезку пиццы: вы немного нажимаете на вращающееся лезвие и нажимаете вниз, чтобы нарезать кусочки ткани. Это так просто, и вы никогда не вернетесь назад, как только познакомитесь с дисковым резаком в действии.
Это немного похоже на нарезку пиццы: вы немного нажимаете на вращающееся лезвие и нажимаете вниз, чтобы нарезать кусочки ткани. Это так просто, и вы никогда не вернетесь назад, как только познакомитесь с дисковым резаком в действии.
Как пользоваться дисковым ножом — Инструкции
После того, как вы приняли взвешенное решение и выбрали нож, всегда полезно попрактиковаться, чтобы научиться пользоваться дисковым ножом.
Обучение использованию дискового ножа , чтобы получить наилучший результат от инструмента.
ПРЯМАЯ РУКА — Возьмитесь за ручку и держите запястье, кисть и предплечье на прямой линии. Это даст вам лучший контроль и давление.
ПОЛОЖЕНИЯ — Попробуйте разные положения для захвата, некоторые резчики любят класть палец на верхнюю часть ручки, как карандаш, чтобы направлять резак.
ОТРЕЗАЙТЕСЬ ОТ СЕБЯ — Помните, что большую часть работы выполняет толкающее действие. Вы всегда должны отталкиваться от себя в качестве меры предосторожности и не тянуть к себе.
ВСТАНЬТЕ — Обычно лучше всего стоять во время резки, чтобы вы могли получить хорошее твердое и равномерное давление.
ЛИНЕЙКА — Используйте линейку в качестве ориентира и стабилизатора.
СИЛЬНОЕ НАЖАТИЕ — Плотно прижмите ткань и разделочную доску.
ТКАНЬ — Тщательно выровняйте ткань. Убедитесь, что волокна ткани расположены одинаково.
ПРОЧИТАЙТЕ — Примите к сведению все дополнительные советы производителя по технике безопасности. Различные бренды будут иметь разные функции безопасности.
PinКак пользоваться дисковым ножом
Как затачивать дисковый нож?
В конце концов, когда-то острое вращающееся лезвие изнашивается и требует заточки. Когда он тупой, вы обнаружите, что лезвие рвет ткань и с трудом прорезает несколько слоев одновременно. Всегда аккуратно удаляйте старое лезвие, чтобы не порезаться. Даже тупое лезвие может быть достаточно острым, чтобы порезать кожу.
Вот 3 способа заточки тупого лезвия:
Точилки — Если вы хотите заточить лезвия дисковых ножей, подумайте о приобретении точилки для дисковых ножей. Всегда проверяйте, покупаете ли вы точилку правильного размера для размера вашего лезвия, если точилка не режет несколько размеров. Точильные станки могут быть механическими (электрическими) или ручными.
Линейки для заточки лезвий — Некоторые линейки имеют алмазно-карбидное покрытие, поэтому лезвие затачивается во время резки, что продлевает срок службы лезвий.
Алюминиевая фольга . Этот обычный предмет домашнего обихода поможет вам легко и дешево заточить лезвия дискового ножа. Проведите лезвием вперед и назад через несколько слоев фольги. Вам нужно будет сделать это много раз, так что это может занять немного больше времени и немного менее эффективно, чем некоторые другие методы. Тем не менее, это, безусловно, может продлить срок службы ваших лезвий.
Если вам не нравится точить лезвия, вы можете приобрести новые сменные лезвия довольно дешево. Не забудьте подобрать размер лезвия к вашему дисковому ножу. В идеале вы также должны сопоставить марку сменного лезвия с маркой вашего резака.





 Благодаря использованию центра, возможно значительно увеличить точность работы.
Благодаря использованию центра, возможно значительно увеличить точность работы.
 В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников. Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.
Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.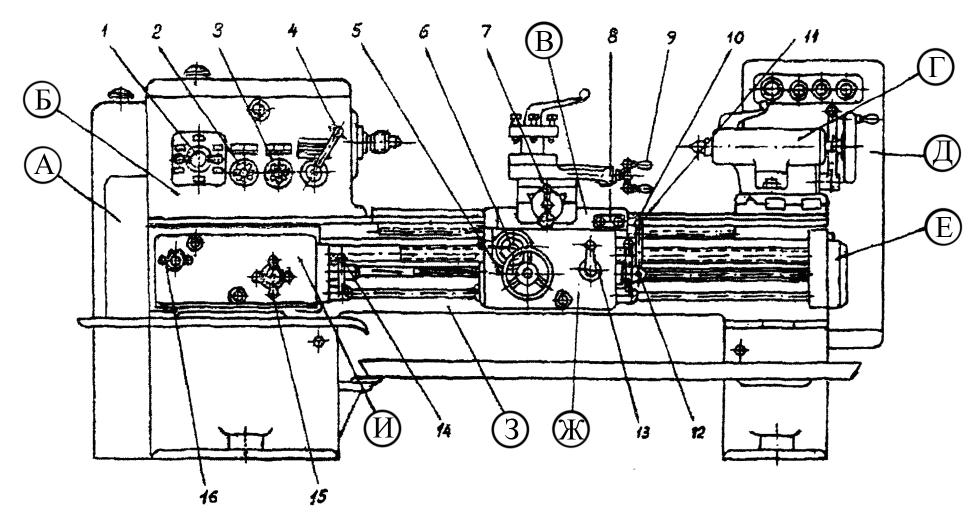 Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.

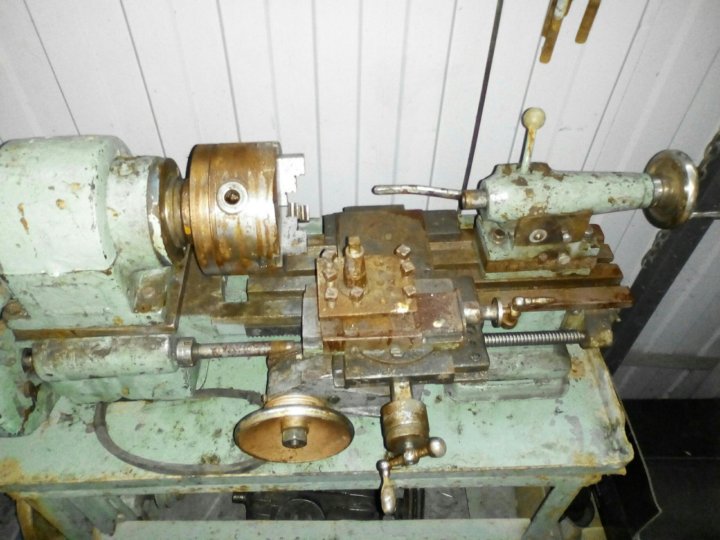 Назначение, область применения
Назначение, область применения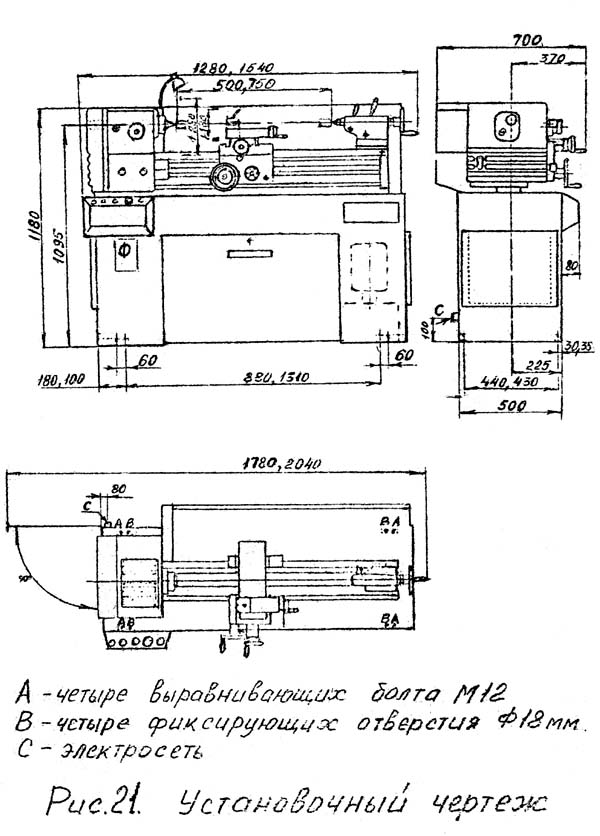
 Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач. 7-класс»Строение ТВ-6″
7-класс»Строение ТВ-6″
 Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?
Что общего и в чем отличие сверлильного и токарного станков для обработки древесины?

 В верхней части паза по его периметру расположены болты с квадратными головками
В верхней части паза по его периметру расположены болты с квадратными головками
 Органы управления. Переключение передач. Крепление заготовок.
Органы управления. Переключение передач. Крепление заготовок. 041-84
041-84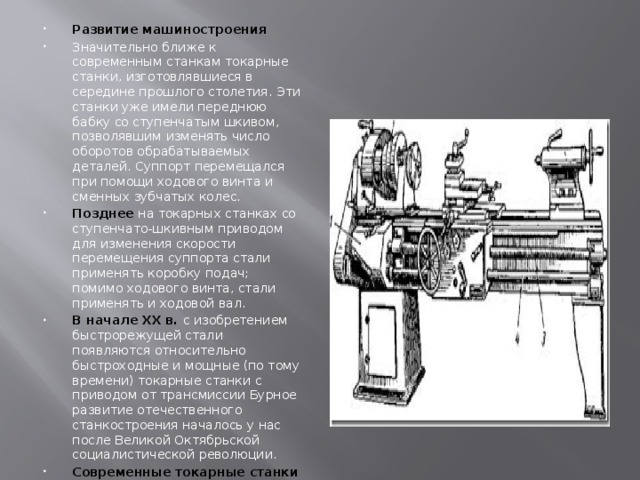
 14
14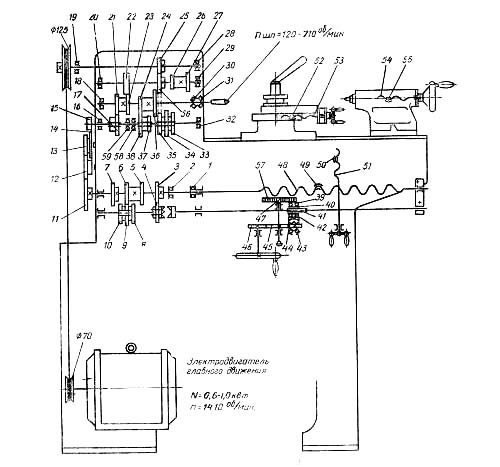 Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка ТВ-6. .1000
.1000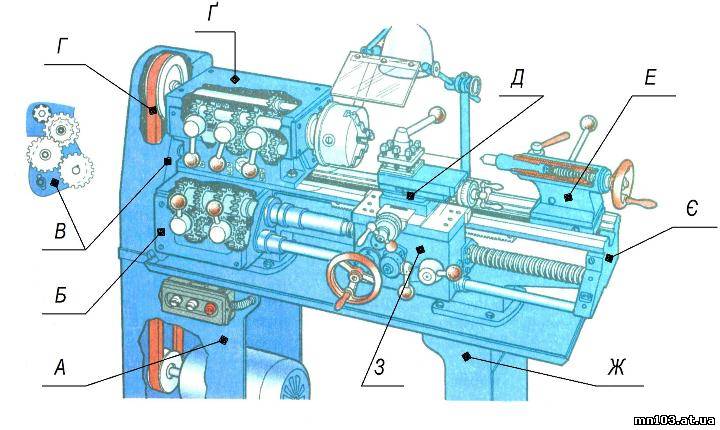 Настоящим токарем нельзя стать, только изучая теорию по учебникам. Здесь надо прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было налажено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебного и машинного оборудования. Этот станок создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Настоящим токарем нельзя стать, только изучая теорию по учебникам. Здесь надо прежде всего научиться работать на станке. Для этого в 80-х годах прошлого века было налажено производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебного и машинного оборудования. Этот станок создан для обучения основам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях. Ведь конструкция обеспечивает заданные технические характеристики.
Ведь конструкция обеспечивает заданные технические характеристики. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия дрелью.
 Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Он передает движение червячной передаче. От него на следующую шестерню и кулачковую муфту движение передается на ведущую шестерню. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче. На них передвигается бабушка. Внутри за счет маховика пино перемещается в продольном направлении. Во внутреннее отверстие пера, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты.
На них передвигается бабушка. Внутри за счет маховика пино перемещается в продольном направлении. Во внутреннее отверстие пера, по форме напоминающее конус, вставляются сверла, патроны и другие инструменты. Например, как отмечают некоторые из пользователей, станок не мог заточить трубу стамески. Для расширения функционала вам понадобится набор сменных шестерен, которые необходимы для нарезания резьбы инструментом. Они позволят изменить размер шага при необходимости.
Например, как отмечают некоторые из пользователей, станок не мог заточить трубу стамески. Для расширения функционала вам понадобится набор сменных шестерен, которые необходимы для нарезания резьбы инструментом. Они позволят изменить размер шага при необходимости. Ину симунгахозе кухала Тернер венивени, монга мва купхунзира чипхунзицо чакути мабуку. Apa, choyamba tiyenera kuphunzira mmene ntchito makina. Kuti zimenezi zitheke, mwamsanga ndi 80s Mu zaka zapitazo yopanga wononga-kudula lathe TV-6 unayambitsidwa. Msiyeni iye pa Rostov maphunziro fakitale ndi makina zipangizo. makina anapangidwa kuphunzitsa ndizosowa kuti aliyense ayenera kudziwa Turner. chitsanzo Zimenezi zingapezeke mu masukulu ambiri ndi kusukulu zapadera.
Ину симунгахозе кухала Тернер венивени, монга мва купхунзира чипхунзицо чакути мабуку. Apa, choyamba tiyenera kuphunzira mmene ntchito makina. Kuti zimenezi zitheke, mwamsanga ndi 80s Mu zaka zapitazo yopanga wononga-kudula lathe TV-6 unayambitsidwa. Msiyeni iye pa Rostov maphunziro fakitale ndi makina zipangizo. makina anapangidwa kuphunzitsa ndizosowa kuti aliyense ayenera kudziwa Turner. chitsanzo Zimenezi zingapezeke mu masukulu ambiri ndi kusukulu zapadera.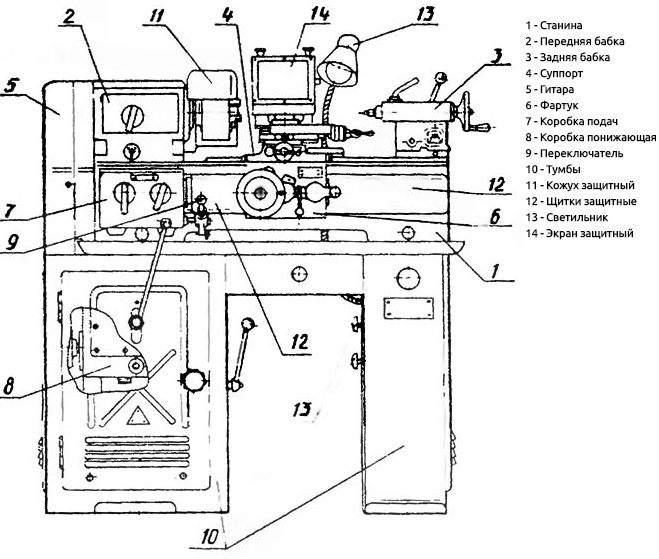 Chotero kusankha zotsatira chakuti nkhani pa processing sayenera kumasula kosakhazikika mankhwala ndi fumbi, amene anakhudzidwa вредоносная эна.
Chotero kusankha zotsatira chakuti nkhani pa processing sayenera kumasula kosakhazikika mankhwala ndi fumbi, amene anakhudzidwa вредоносная эна. Ндипоту капангидве амаперека махалидве аменева.
Ндипоту капангидве амаперека махалидве аменева. Кучокера зозунгулира атамангади-кунджа аматетеза на корме. Komanso timatha pokonza mabowo ntchito kubowola.
Кучокера зозунгулира атамангади-кунджа аматетеза на корме. Komanso timatha pokonza mabowo ntchito kubowola.
 Ие передает зоенда кути зида мбози. Kuchokera mu zida lotatira ndi galu zowalamulira kayendedwe imafalikira ndi zida chikombole. Собака зоваламулира чикугвиризана нди чогвирира, нди касинтасинта ва имбаенда чакудья макина.
Ие передает зоенда кути зида мбози. Kuchokera mu zida lotatira ndi galu zowalamulira kayendedwe imafalikira ndi zida chikombole. Собака зоваламулира чикугвиризана нди чогвирира, нди касинтасинта ва имбаенда чакудья макина.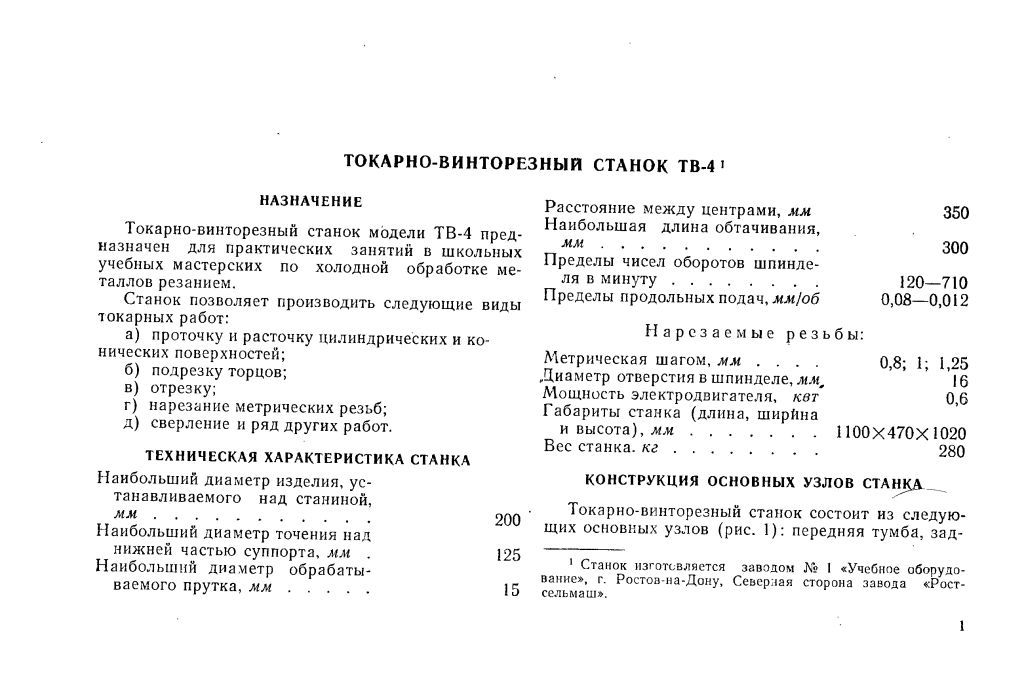 Mkati chifukwa маховик chimachititsanso motsogozedwa kotenga ya cholembera ndi. Mu dzenje lamkati ла cholembela нди kooneka нди Tinthu phirilo kubowola али anaikapo, makatiriji нди zipangizo зина.
Mkati chifukwa маховик chimachititsanso motsogozedwa kotenga ya cholembera ndi. Mu dzenje lamkati ла cholembela нди kooneka нди Tinthu phirilo kubowola али anaikapo, makatiriji нди zipangizo зина.
 7
7 0
0 1
1
 Материалом их изготовления является низколегированная и углеродистая сталь. Угол изгиба отводов составляет 45,60, 90 и 180 градусов. Они делаются различными методами, основными из которых являются протяжка по сердечнику и штамповочным методом. Для отводов данного типа характерен небольшой радиус изгиба, что позволяет упростить монтаж трубопровода и его компоновку.
Материалом их изготовления является низколегированная и углеродистая сталь. Угол изгиба отводов составляет 45,60, 90 и 180 градусов. Они делаются различными методами, основными из которых являются протяжка по сердечнику и штамповочным методом. Для отводов данного типа характерен небольшой радиус изгиба, что позволяет упростить монтаж трубопровода и его компоновку.
 Поставляются из нержавеющей стали 12х18н10т и 10х17н13м2т.
Поставляются из нержавеющей стали 12х18н10т и 10х17н13м2т. 4462 Химический состав
4462 Химический состав Фитинги класса WP подразделяются на четыре подкласса: классы WP-S, WP-W, WP-WX и WP-WU.
Фитинги класса WP подразделяются на четыре подкласса: классы WP-S, WP-W, WP-WX и WP-WU. 
 е. 304 и 316. Например.
е. 304 и 316. Например. 
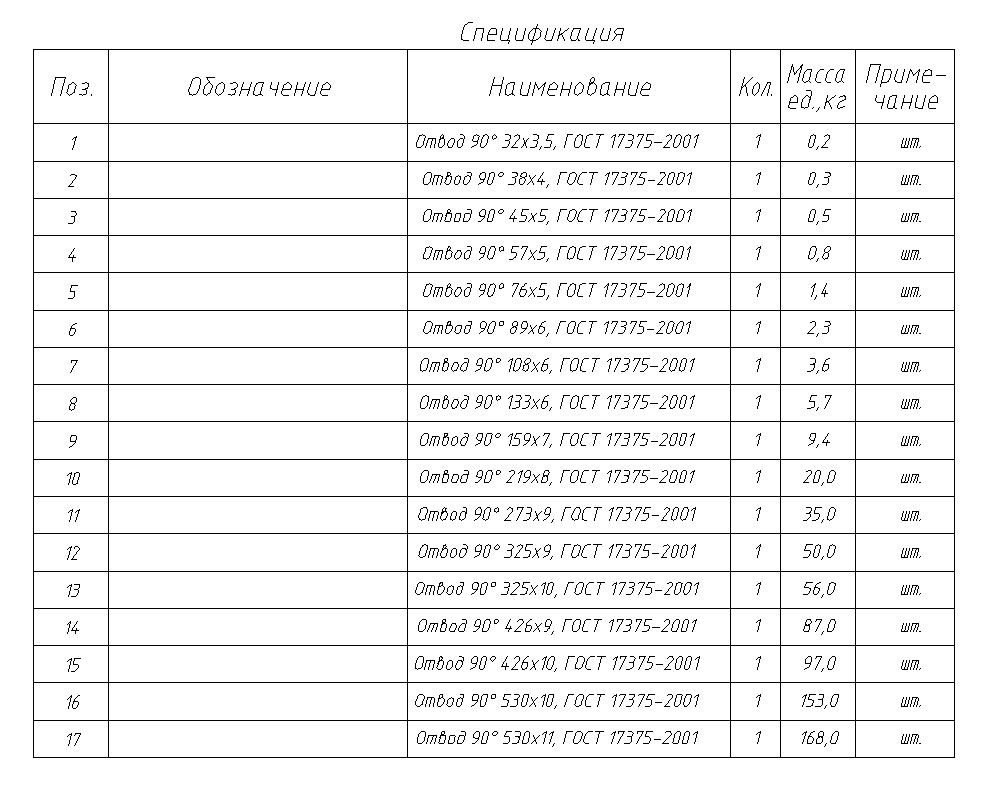 1(73)
1(73) 49 Спецификация индукционного изгиба трубопровода
49 Спецификация индукционного изгиба трубопровода 9/Б16.49; БЭ
9/Б16.49; БЭ
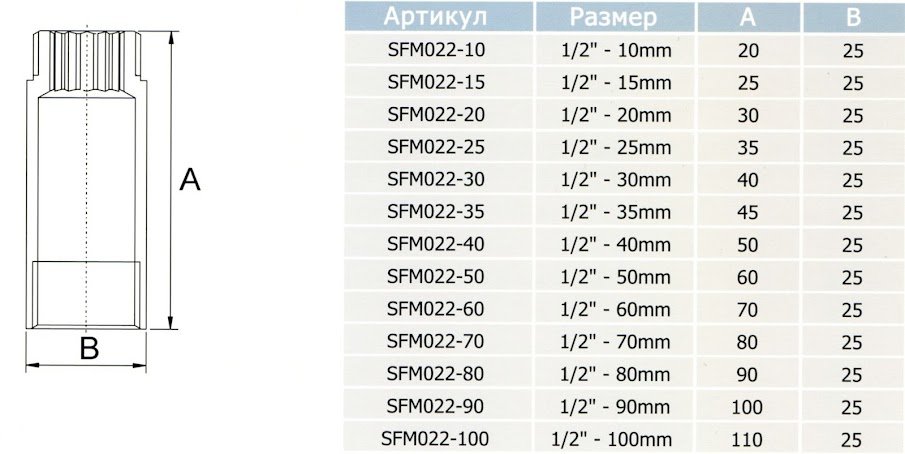 Если общепринятый дюйм имеет длину 2.54 см., то его трубный аналог равен уже 3,3249 см., потому как сюда включается не только внутренний диаметр трубы, а и толщины обеих противоположных стенок.
Если общепринятый дюйм имеет длину 2.54 см., то его трубный аналог равен уже 3,3249 см., потому как сюда включается не только внутренний диаметр трубы, а и толщины обеих противоположных стенок.

 Итальянские входные двери производятся из высококачественного цельного листа стали холодного проката. Этот материал рассчитан на значительные нагрузки, связанные с перепадами температуры и влажности, а также превосходно защищает от попыток взлома.
Итальянские входные двери производятся из высококачественного цельного листа стали холодного проката. Этот материал рассчитан на значительные нагрузки, связанные с перепадами температуры и влажности, а также превосходно защищает от попыток взлома.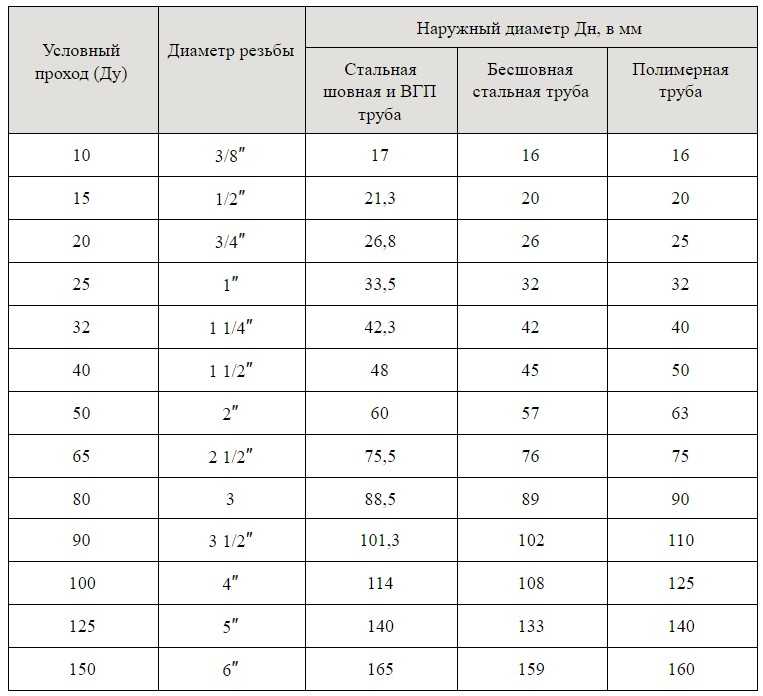
 Мы не можем взять на себя ответственность за то, что вы заказываете неправильный размер для ваших нужд.
Мы не можем взять на себя ответственность за то, что вы заказываете неправильный размер для ваших нужд. Несмотря на обманчивое название, расписание не имеет ничего общего со временем. График трубы из ПВХ зависит от толщины ее стенок. Возможно, вы видели, что трубы сортамента 80 немного дороже, чем трубы сортамента 40.
Несмотря на обманчивое название, расписание не имеет ничего общего со временем. График трубы из ПВХ зависит от толщины ее стенок. Возможно, вы видели, что трубы сортамента 80 немного дороже, чем трубы сортамента 40. 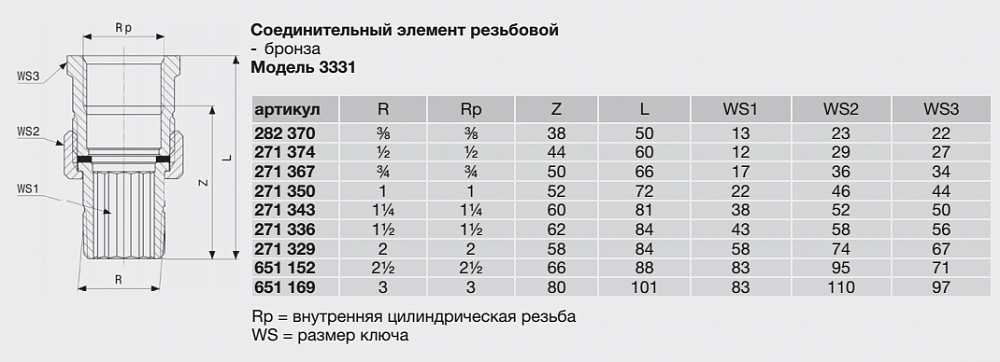 Размеры, указанные в этой системе, являются фактическими размерами трубы или фитингов. Например, труба диаметром 50 мм имеет длину 50 мм на 9 0007 внешний диаметр . Гнездо на 50 мм будет иметь размер 50 мм на внутреннем диаметре . Фитинг с выступом 50 мм будет иметь размер 50 мм на внешнем диаметре .
Размеры, указанные в этой системе, являются фактическими размерами трубы или фитингов. Например, труба диаметром 50 мм имеет длину 50 мм на 9 0007 внешний диаметр . Гнездо на 50 мм будет иметь размер 50 мм на внутреннем диаметре . Фитинг с выступом 50 мм будет иметь размер 50 мм на внешнем диаметре .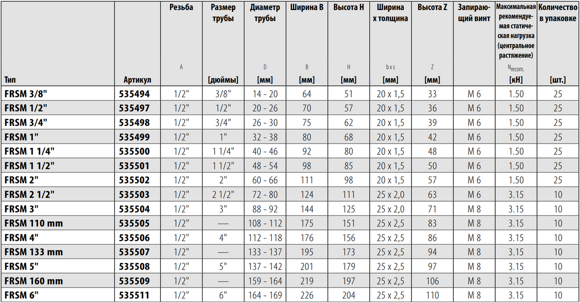 Д. в мм
Д. в мм






 В одном случае, используя скорость вращения шпинделя от 12,5 до 40 об/мин, грубый шаг был в 32 раза больше стандартного передаточного отношения, а в другом случае, при скорости вращения шпинделя от 60 до 160 об/мин, шаг можно было увеличить в 8 раз по сравнению с настройкой на барабане редуктора.
В одном случае, используя скорость вращения шпинделя от 12,5 до 40 об/мин, грубый шаг был в 32 раза больше стандартного передаточного отношения, а в другом случае, при скорости вращения шпинделя от 60 до 160 об/мин, шаг можно было увеличить в 8 раз по сравнению с настройкой на барабане редуктора. 
 . Также был установлен быстрый силовой ход во всех направлениях, который включался кнопкой наверху джойстика с двигателем мощностью 1,3 л.с., 1500 об/мин. двигатель, установленный в нише на конце задней бабки станины, приводящий в движение приводной вал через клиновой ремень. Система обеспечивала скорость скольжения 134 дюйма в минуту, при этом подающий вал ароматически отсоединялся от редуктора для нарезки винтов с помощью встроенной в него муфты свободного хода. Эта система была настолько хорошо настроена, что операторы, если им нужно было переместить каретку более чем на 10 мм или около того, использовали ускоренный ход.
. Также был установлен быстрый силовой ход во всех направлениях, который включался кнопкой наверху джойстика с двигателем мощностью 1,3 л.с., 1500 об/мин. двигатель, установленный в нише на конце задней бабки станины, приводящий в движение приводной вал через клиновой ремень. Система обеспечивала скорость скольжения 134 дюйма в минуту, при этом подающий вал ароматически отсоединялся от редуктора для нарезки винтов с помощью встроенной в него муфты свободного хода. Эта система была настолько хорошо настроена, что операторы, если им нужно было переместить каретку более чем на 10 мм или около того, использовали ускоренный ход.  0009 Используя обычные направляющие с V-образной кромкой, сборка составной направляющей имела обнуляющие микрометрические циферблаты хорошего размера и разрезной винт поперечной подачи, который можно было отрегулировать для устранения люфта; ход поперечного суппорта составлял 10 дюймов и 5,5 дюймов для верхнего суппорта, последний можно было поворачивать на 90 градусов в каждую сторону от нуля и в стандартной комплектации оснащать 4-позиционной стойкой для инструментов, способной принимать инструменты размером до 1 дюйма.
0009 Используя обычные направляющие с V-образной кромкой, сборка составной направляющей имела обнуляющие микрометрические циферблаты хорошего размера и разрезной винт поперечной подачи, который можно было отрегулировать для устранения люфта; ход поперечного суппорта составлял 10 дюймов и 5,5 дюймов для верхнего суппорта, последний можно было поворачивать на 90 градусов в каждую сторону от нуля и в стандартной комплектации оснащать 4-позиционной стойкой для инструментов, способной принимать инструменты размером до 1 дюйма.  соединен с основанием задней бабки. Затем рычажный зажим на конце задней бабки был отрегулирован так, чтобы основание удерживалось в тесном контакте с направляющими, но при этом достаточно свободно скользило, когда каретка продвигалась к передней бабке с медленной скоростью подачи. Когда задняя бабка использовалась с центром для поддержки работы между центрами или для ручного сверления, она крепилась к станине двумя болтами, затягиваемыми свободным самопрячущимся гаечным ключом. На некоторых моделях, особенно на тех, которые должны были обслуживаться работницами, не входившими в состав советской бригады толкателей ядра, задняя бабка могла быть оборудована подачей воздуха под высоким давлением, которая обеспечивала подушку между ней и станиной.
соединен с основанием задней бабки. Затем рычажный зажим на конце задней бабки был отрегулирован так, чтобы основание удерживалось в тесном контакте с направляющими, но при этом достаточно свободно скользило, когда каретка продвигалась к передней бабке с медленной скоростью подачи. Когда задняя бабка использовалась с центром для поддержки работы между центрами или для ручного сверления, она крепилась к станине двумя болтами, затягиваемыми свободным самопрячущимся гаечным ключом. На некоторых моделях, особенно на тех, которые должны были обслуживаться работницами, не входившими в состав советской бригады толкателей ядра, задняя бабка могла быть оборудована подачей воздуха под высоким давлением, которая обеспечивала подушку между ней и станиной.  Д. Вместе с выключателями для выключателя, охлаждающей жидкости, рабочего освещения и, при наличии, гидравлического копировального устройства. Электрическая схема обеспечивала изоляцию от нулевого напряжения и защиту от перегрузок трех электродвигателей (основного, охлаждающего и силового быстродействующего) со всеми цепями с предохранителями. Производитель также предложил установить электрическую арматуру индивидуального дизайна, если заказчик этого пожелает.
Д. Вместе с выключателями для выключателя, охлаждающей жидкости, рабочего освещения и, при наличии, гидравлического копировального устройства. Электрическая схема обеспечивала изоляцию от нулевого напряжения и защиту от перегрузок трех электродвигателей (основного, охлаждающего и силового быстродействующего) со всеми цепями с предохранителями. Производитель также предложил установить электрическую арматуру индивидуального дизайна, если заказчик этого пожелает. 

 На них не должно быть плен, раковин, трещин и рванин от пережогов.
На них не должно быть плен, раковин, трещин и рванин от пережогов. При необходимости продукция может подвергаться дополнительным операциям – термической обработке (отжиг, нормализация или отпуск) травлению, дробеструйной обработке и окрашиванию. Также существенные различия в видах рифления и назначения листовой стали с рифлением определяет многообразие технологических приемов, к которым приходится прибегать для организации промышленного производства.
При необходимости продукция может подвергаться дополнительным операциям – термической обработке (отжиг, нормализация или отпуск) травлению, дробеструйной обработке и окрашиванию. Также существенные различия в видах рифления и назначения листовой стали с рифлением определяет многообразие технологических приемов, к которым приходится прибегать для организации промышленного производства. Лист рифленый стальной ответственного и специфического назначения производится по техническим условиям (ТУ) и стандартам предприятия (СТП), разработанным и утвержденным каждым производителем в установленном порядке.
Лист рифленый стальной ответственного и специфического назначения производится по техническим условиям (ТУ) и стандартам предприятия (СТП), разработанным и утвержденным каждым производителем в установленном порядке.
 Остальная продукция производится только по ТУ.
Остальная продукция производится только по ТУ.  Высота рифления составляет 0,1…0,3 толщины основания, но при этом она не может быть меньше 0,5 мм.
Высота рифления составляет 0,1…0,3 толщины основания, но при этом она не может быть меньше 0,5 мм.


 Основной сферой использования подобного листа являются места прохождения большого количества людей, где такой лист будет противодействовать скольжению — в метро, на лестницах и т.д.
Основной сферой использования подобного листа являются места прохождения большого количества людей, где такой лист будет противодействовать скольжению — в метро, на лестницах и т.д. Высота любых рифлей при толщине листа не меньше 0,5 мм находится в пределах от 0,1 до 0,3 мм. Если же, толщина листа более 5 мм — высота рифления стартует от 1 мм. Верхние границы высоты рифления — 30 % от толщины листа. Необходимо отметить, что толщины подобных листов всегда обязательно заявляются без учета высоты рифления.
Высота любых рифлей при толщине листа не меньше 0,5 мм находится в пределах от 0,1 до 0,3 мм. Если же, толщина листа более 5 мм — высота рифления стартует от 1 мм. Верхние границы высоты рифления — 30 % от толщины листа. Необходимо отметить, что толщины подобных листов всегда обязательно заявляются без учета высоты рифления.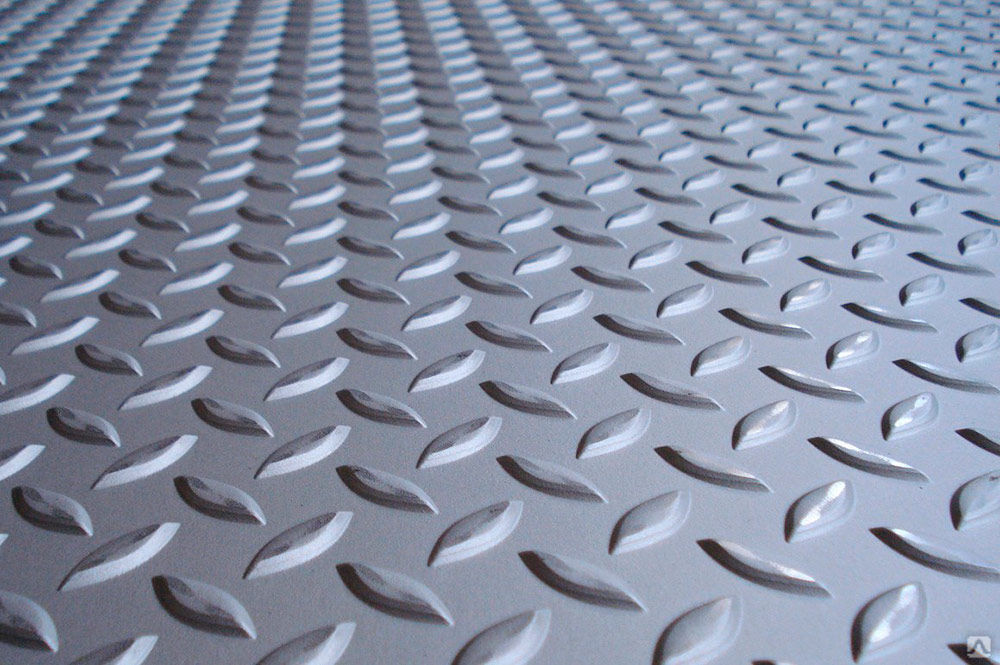 Более толстая продукция используется для перекрытий.
Более толстая продукция используется для перекрытий.
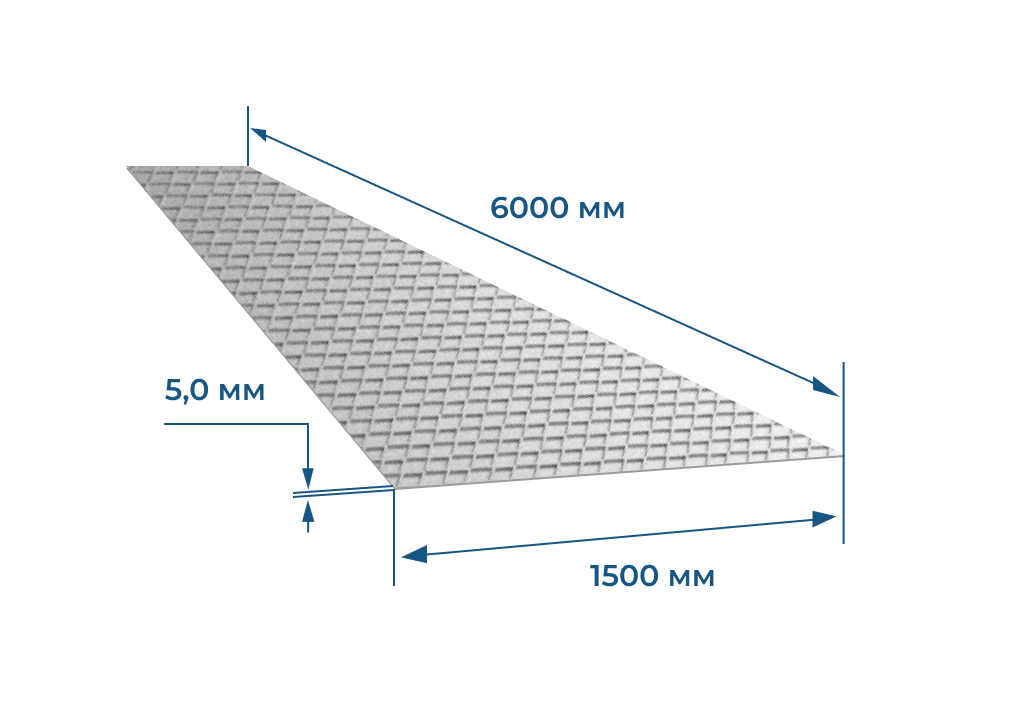
 Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.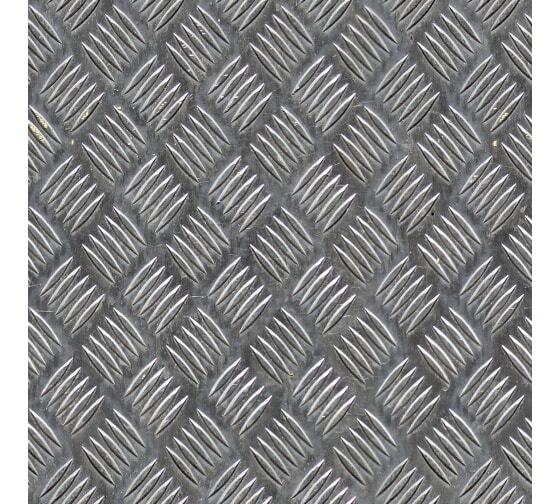 Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.




 Если усилие, направленное на подобный шарик сжатым воздухом, превосходит то, на которое настроена спираль, вентиль открывается, за счет чего и исполняется стабилизация давления.
Если усилие, направленное на подобный шарик сжатым воздухом, превосходит то, на которое настроена спираль, вентиль открывается, за счет чего и исполняется стабилизация давления.
 Любое из используемых изделий обладает своей спецификой. Исходя из этого многие механизмы оснащаются агрегатами, исполненными с употреблением пластика, а некоторые — установками из металла.
Любое из используемых изделий обладает своей спецификой. Исходя из этого многие механизмы оснащаются агрегатами, исполненными с употреблением пластика, а некоторые — установками из металла. При отсоединении вытяжного коллектора детали замыкаются. Вентиль «бабочка» продается в нескольких вариантах, габариты которых составляют от 31 см.
При отсоединении вытяжного коллектора детали замыкаются. Вентиль «бабочка» продается в нескольких вариантах, габариты которых составляют от 31 см. Стоимость вентиля может ничтожно колебаться и непосредственно зависит от технических параметров и компании-разработчика механизма.
Стоимость вентиля может ничтожно колебаться и непосредственно зависит от технических параметров и компании-разработчика механизма. 1 Бесшумный обратный клапан — резьбовой (бессвинцовый)
1 Бесшумный обратный клапан — резьбовой (бессвинцовый) 1-М
1-М Донный клапан Val-Matic® Sure Seal удовлетворяет этим требованиям, а также обеспечивает низкую потерю напора за счет полнопроходной зоны и прочной сетчатой корзины из нержавеющей стали. Доступные в широком диапазоне размеров, наши донные клапаны отличаются бесшумной работой и уникальной конструкцией седла. Узнайте больше о наших донных клапанах ниже.
Донный клапан Val-Matic® Sure Seal удовлетворяет этим требованиям, а также обеспечивает низкую потерю напора за счет полнопроходной зоны и прочной сетчатой корзины из нержавеющей стали. Доступные в широком диапазоне размеров, наши донные клапаны отличаются бесшумной работой и уникальной конструкцией седла. Узнайте больше о наших донных клапанах ниже.
 Сколько себя помню выпускается без изменений. Ремонтопригоден, дешев и относительно неприхотливый. В скважине 12 м в обсадной трубе работает, по производительности выдал 800 л/час. Возможно, когда скважина прокачается и вода будет чище выдаст больше. За такие деньги очень достойный насос!
Сколько себя помню выпускается без изменений. Ремонтопригоден, дешев и относительно неприхотливый. В скважине 12 м в обсадной трубе работает, по производительности выдал 800 л/час. Возможно, когда скважина прокачается и вода будет чище выдаст больше. За такие деньги очень достойный насос! производительность: 1 м³/ч
производительность: 1 м³/ч производительность: 5.7 м³/ч, макс. напор: 48 м
производительность: 5.7 м³/ч, макс. напор: 48 м
 4 кг
4 кг Мощность для таких дел нормальная. Корпус коррозии не подвергается, если только налет от минералов воды, почистил и все, на зиму просушил, да в масляную ветошь завернул. Вполне хороший производитель.
Мощность для таких дел нормальная. Корпус коррозии не подвергается, если только налет от минералов воды, почистил и все, на зиму просушил, да в масляную ветошь завернул. Вполне хороший производитель. 05 м³/ч, макс. напор: 60 м
05 м³/ч, макс. напор: 60 м производительность: 3.8 м³/ч, макс. напор: 11 м
производительность: 3.8 м³/ч, макс. напор: 11 м производительность: 1.08 м³/ч, макс. напор: 72 м
производительность: 1.08 м³/ч, макс. напор: 72 м
 Главный показатель, благодаря которому вы получаете представление о количестве воды для перекачки в идеальных условиях. Также это позволяет определить, к какому количеству точек можно насос подключить.
Главный показатель, благодаря которому вы получаете представление о количестве воды для перекачки в идеальных условиях. Также это позволяет определить, к какому количеству точек можно насос подключить.


 За 45 метров
За 45 метров






 Хорошо качает жидкость на большие горизонтальные расстояния, а значит, подходит для полива. Не привередлив по отношению к смесям.
Хорошо качает жидкость на большие горизонтальные расстояния, а значит, подходит для полива. Не привередлив по отношению к смесям.





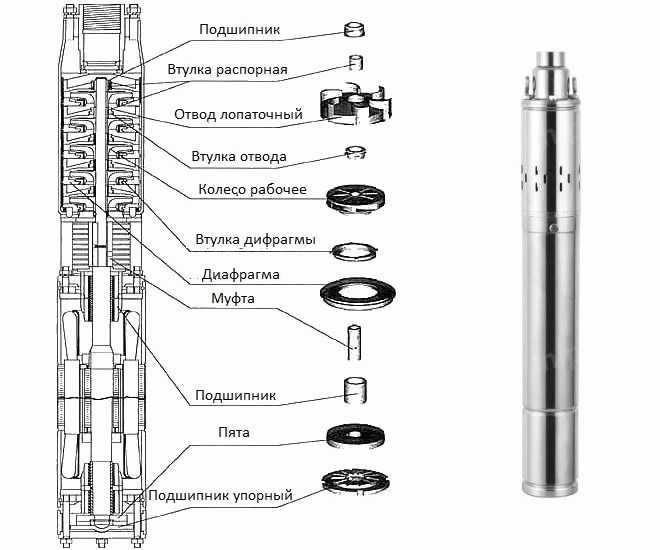

 Уровень грунтовых вод бывает разной глубины, и каждый дом имеет свою уникальную водопроводную систему и сеть труб.
Уровень грунтовых вод бывает разной глубины, и каждый дом имеет свою уникальную водопроводную систему и сеть труб. GPM относится к необходимому количеству воды, которое требуется домашнему хозяйству, измеряется в галлонах в минуту. TDH (общий динамический напор) относится к общему сопротивлению, с которым столкнется насос при попытке прокачать воду вверх.
GPM относится к необходимому количеству воды, которое требуется домашнему хозяйству, измеряется в галлонах в минуту. TDH (общий динамический напор) относится к общему сопротивлению, с которым столкнется насос при попытке прокачать воду вверх.
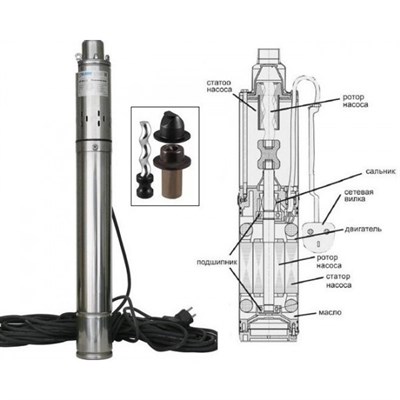 Вы можете найти необходимые галлоны в минуту в Интернете на основе различных сценариев — 2 ванны, 3 ванны и т. д.
Вы можете найти необходимые галлоны в минуту в Интернете на основе различных сценариев — 2 ванны, 3 ванны и т. д.
 Большинство домов работают при давлении от 30 до 80 фунтов на квадратный дюйм.
Большинство домов работают при давлении от 30 до 80 фунтов на квадратный дюйм. Они смогут оказать вам помощь в определении вашего GPM и TDH. Тем не менее, владельцу скважины важно понимать, как определить размер погружного скважинного насоса.
Они смогут оказать вам помощь в определении вашего GPM и TDH. Тем не менее, владельцу скважины важно понимать, как определить размер погружного скважинного насоса.
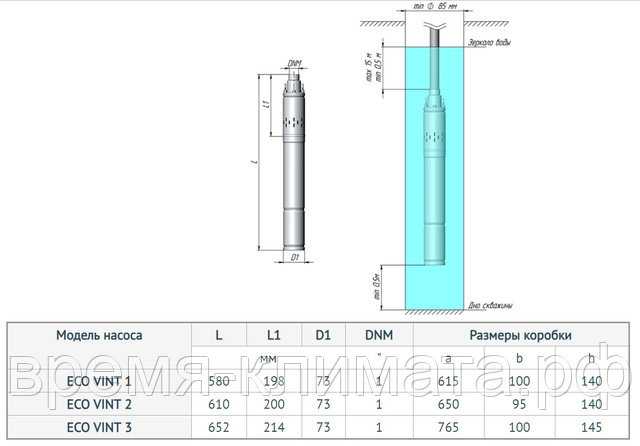 Погружной скважинный насос Red Lion – лучший в целом
Погружной скважинный насос Red Lion – лучший в целом Погружной насос Hallmark Industries для скважин – лучшее соотношение цены и качества
Погружной насос Hallmark Industries для скважин – лучшее соотношение цены и качества
 Кроме того, двигатель с плавным пуском прослужит вам дольше и выдержит много циклов. Благодаря высокому пусковому крутящему моменту вы можете наслаждаться надежной подачей воды даже при низком напряжении питания. И вы получаете функцию автоматического перезапуска.
Кроме того, двигатель с плавным пуском прослужит вам дольше и выдержит много циклов. Благодаря высокому пусковому крутящему моменту вы можете наслаждаться надежной подачей воды даже при низком напряжении питания. И вы получаете функцию автоматического перезапуска. Уникальное рабочее колесо обеспечивает больший поток и высокий напор, обеспечивая лучшую производительность и более длительный срок службы по сравнению с другими насосами.
Уникальное рабочее колесо обеспечивает больший поток и высокий напор, обеспечивая лучшую производительность и более длительный срок службы по сравнению с другими насосами.
 с. с максимальной скоростью потока 20 галлонов в минуту и может перекачивать стоки с максимальной глубины 150 футов. Несмотря на то, что Little Giant WE20G05P4-21 специально разработан для отвода сточных вод, он также идеально подходит для водопадов и декоративных фонтанов. К сожалению, это довольно дорого и, возможно, слишком высоко для некоторых септиков.
с. с максимальной скоростью потока 20 галлонов в минуту и может перекачивать стоки с максимальной глубины 150 футов. Несмотря на то, что Little Giant WE20G05P4-21 специально разработан для отвода сточных вод, он также идеально подходит для водопадов и декоративных фонтанов. К сожалению, это довольно дорого и, возможно, слишком высоко для некоторых септиков. При скорости потока 25 галлонов в минуту и высоте напора 150 футов насос может перекачивать приличный объем воды.
При скорости потока 25 галлонов в минуту и высоте напора 150 футов насос может перекачивать приличный объем воды. Погружной водяной насос Goulds 10HS05422C
Погружной водяной насос Goulds 10HS05422C


 , сила тока до 50 мА). Такой ток называют гальваническим. В силу этого само воздействие на организм таким током через различные электроды называют гальванизацией.
, сила тока до 50 мА). Такой ток называют гальваническим. В силу этого само воздействие на организм таким током через различные электроды называют гальванизацией. По сути это электрофорез лекарственных веществ при помощи стационарных электродов. Процедура проводится без инъекций. Показания, лечебная тактика и рецептура составления коктейлей соответствуют принятым в мезотерапии схемам с поправкой на форетичность препаратов.
По сути это электрофорез лекарственных веществ при помощи стационарных электродов. Процедура проводится без инъекций. Показания, лечебная тактика и рецептура составления коктейлей соответствуют принятым в мезотерапии схемам с поправкой на форетичность препаратов. Цинк в природе содержится в воздухе, воде и почве. Оцинковка может защитить материал, покрытый в нормальных условиях, на срок до 40 лет. Горячее цинкование долговечно, долговечно, экономично и пригодно для вторичной переработки.
Цинк в природе содержится в воздухе, воде и почве. Оцинковка может защитить материал, покрытый в нормальных условиях, на срок до 40 лет. Горячее цинкование долговечно, долговечно, экономично и пригодно для вторичной переработки. Этапы процесса горячего цинкования кратко описаны ниже.
Этапы процесса горячего цинкования кратко описаны ниже. Это процесс покрытия железа и стали цинком, который сплавляется с поверхностью основного металла при погружении металла в ванну с расплавленным цинком при температуре около 449°С.°С.
Это процесс покрытия железа и стали цинком, который сплавляется с поверхностью основного металла при погружении металла в ванну с расплавленным цинком при температуре около 449°С.°С.
 В этом отношении, как описано в патенте США No. № 1,324,228, Watrous, после определенных стадий подготовки поверхности изделия, подлежащие цинкованию, погружают в котел или бак с расплавленным цинком. Затем изделия извлекаются и обычно помещаются в напольную центрифугу для удаления частиц, ударяющих о боковую часть центрифуги, для последующего удаления. Затем изделия вынимают из центрифуги, пока они еще горячие, и погружают в закалочную ванну. Покрытые таким образом изделия затем удаляют из закалочной ванны.
В этом отношении, как описано в патенте США No. № 1,324,228, Watrous, после определенных стадий подготовки поверхности изделия, подлежащие цинкованию, погружают в котел или бак с расплавленным цинком. Затем изделия извлекаются и обычно помещаются в напольную центрифугу для удаления частиц, ударяющих о боковую часть центрифуги, для последующего удаления. Затем изделия вынимают из центрифуги, пока они еще горячие, и погружают в закалочную ванну. Покрытые таким образом изделия затем удаляют из закалочной ванны. Следовательно, целью настоящего изобретения является создание устройства, позволяющего устранить требование центрифугирования изделий с покрытием.
Следовательно, целью настоящего изобретения является создание устройства, позволяющего устранить требование центрифугирования изделий с покрытием. Это не только производит некачественный продукт, но и тратит впустую цинк. Другими целями изобретения, следовательно, являются создание способа цинкования, в котором используется меньше цинка и производится гальванизированный продукт более высокого качества. В этом отношении следует отметить, что изобретение не только обеспечивает более экономичный способ, но также обеспечивает получение оцинкованного изделия высшего качества с более широким диапазоном размеров, чем изделия предшествующего уровня техники. Следует также отметить, что при обычных способах цинкования некоторая часть избыточного цинка проявляется в виде «шпор» на поверхностях оцинкованных изделий. Но мой аппарат существенно устраняет эти шпоры, в результате чего получается гораздо более безопасный продукт.
Это не только производит некачественный продукт, но и тратит впустую цинк. Другими целями изобретения, следовательно, являются создание способа цинкования, в котором используется меньше цинка и производится гальванизированный продукт более высокого качества. В этом отношении следует отметить, что изобретение не только обеспечивает более экономичный способ, но также обеспечивает получение оцинкованного изделия высшего качества с более широким диапазоном размеров, чем изделия предшествующего уровня техники. Следует также отметить, что при обычных способах цинкования некоторая часть избыточного цинка проявляется в виде «шпор» на поверхностях оцинкованных изделий. Но мой аппарат существенно устраняет эти шпоры, в результате чего получается гораздо более безопасный продукт.
 Далее, продолжая вращение, корзина и изделия опускаются в закалочный бак для закалки. Далее следует удаление и сушка. Примечательно, что оцинкованные таким образом изделия находятся в подвешенном состоянии в течение всего процесса изобретения. Следовательно, нет необходимости выполнять требуемые ранее этапы переноса изделий в отдельную центрифугу или повторного переноса их обратно в закалочный бак после их центрифугирования.
Далее, продолжая вращение, корзина и изделия опускаются в закалочный бак для закалки. Далее следует удаление и сушка. Примечательно, что оцинкованные таким образом изделия находятся в подвешенном состоянии в течение всего процесса изобретения. Следовательно, нет необходимости выполнять требуемые ранее этапы переноса изделий в отдельную центрифугу или повторного переноса их обратно в закалочный бак после их центрифугирования. Кроме того, нежелательные цинковые «шпоры» p167 по существу устраняются, когда корзина и детали вращаются, когда их погружают в закалочную ванну; покрытие имеет более равномерную твердость при вращении корзины на этапе закалки; и когда стадия прядения добавляется после закалки, полученный продукт по существу свободен от «белой ржавчины» или пятен от воды. Следовательно, специалисты в данной области оценят, что мое устройство не только обеспечивает экономичный процесс, но и дает продукт, который превосходит продукты предшествующего уровня техники.
Кроме того, нежелательные цинковые «шпоры» p167 по существу устраняются, когда корзина и детали вращаются, когда их погружают в закалочную ванну; покрытие имеет более равномерную твердость при вращении корзины на этапе закалки; и когда стадия прядения добавляется после закалки, полученный продукт по существу свободен от «белой ржавчины» или пятен от воды. Следовательно, специалисты в данной области оценят, что мое устройство не только обеспечивает экономичный процесс, но и дает продукт, который превосходит продукты предшествующего уровня техники. Во-первых, Lindemann не описывает аппарат для цинкования и не имеет такой конструкции, как моя перфорированная корзина для прядения больших партий изделий. Во-вторых, моя конструкция позволяет корзине вращаться во время любой или всех частей ее горизонтального и вертикального движения; тогда как аппарат Линдеманна может вращать отдельные изделия только в двух определенных местах; и, в-третьих, движение изделия с покрытием Lindemann ограничено фиксированным замкнутым путем, так что оно не обладает гибкостью, необходимой для гальванического оборудования, в котором используются различные размеры и расположение резервуаров в зависимости от типа гальванизируемых изделий.
Во-первых, Lindemann не описывает аппарат для цинкования и не имеет такой конструкции, как моя перфорированная корзина для прядения больших партий изделий. Во-вторых, моя конструкция позволяет корзине вращаться во время любой или всех частей ее горизонтального и вертикального движения; тогда как аппарат Линдеманна может вращать отдельные изделия только в двух определенных местах; и, в-третьих, движение изделия с покрытием Lindemann ограничено фиксированным замкнутым путем, так что оно не обладает гибкостью, необходимой для гальванического оборудования, в котором используются различные размеры и расположение резервуаров в зависимости от типа гальванизируемых изделий. Кроме того, когда спелтер вытягивается из корзины над закалочным баком, он падает в бак, так что его можно легко извлечь в виде выстрела и вернуть в цинковую ванну. Но когда используются обычные центрифуги, устанавливаемые на полу, извлечь нагар гораздо труднее. Следует также отметить, что из-за короткого промежутка времени между удалением корзины из цинковой ванны и этапом центрифугирования над закалочной ванной мой метод дает более однородное покрытие без «холмов и впадин», которые возникают при напольных центрифугах. работают.
Кроме того, когда спелтер вытягивается из корзины над закалочным баком, он падает в бак, так что его можно легко извлечь в виде выстрела и вернуть в цинковую ванну. Но когда используются обычные центрифуги, устанавливаемые на полу, извлечь нагар гораздо труднее. Следует также отметить, что из-за короткого промежутка времени между удалением корзины из цинковой ванны и этапом центрифугирования над закалочной ванной мой метод дает более однородное покрытие без «холмов и впадин», которые возникают при напольных центрифугах. работают. 1 представляет собой схематическое изображение известного способа цинкования металла;
1 представляет собой схематическое изображение известного способа цинкования металла; Затем детали закаливают в подходящем закалочном растворе, находящемся в баке 18.
Затем детали закаливают в подходящем закалочном растворе, находящемся в баке 18. Затем изделия ополаскивают на водяной бане перед помещением в травильный раствор серной кислоты, а затем снова ополаскивают водой. Затем изделия погружают либо в раствор флюса соляной кислоты, либо в один из коммерческих флюсов, таких как флюс, продаваемый DuPont под торговой маркой «ZACLON». Следует отметить, что в этот момент я обнаружил, что этапы травления, промывки и флюсования проходят быстрее и более адекватно, когда корзина вращается со скоростью примерно до 100 об/мин, когда она находится в различных схематически изображенных резервуарах 28.
Затем изделия ополаскивают на водяной бане перед помещением в травильный раствор серной кислоты, а затем снова ополаскивают водой. Затем изделия погружают либо в раствор флюса соляной кислоты, либо в один из коммерческих флюсов, таких как флюс, продаваемый DuPont под торговой маркой «ZACLON». Следует отметить, что в этот момент я обнаружил, что этапы травления, промывки и флюсования проходят быстрее и более адекватно, когда корзина вращается со скоростью примерно до 100 об/мин, когда она находится в различных схематически изображенных резервуарах 28. Эта стадия прядения продолжается до тех пор, пока флюс не перестанет подниматься, после чего в углублениях гальванизированных изделий больше не остается заметного количества флюса. Таким образом, изделия не только не содержат флюса, но и цинковое покрытие имеет меньше выступов, чем в прошлом, что приводит к экономии цинка, даже несмотря на то, что оцинкованное изделие имеет в целом более высокое качество.
Эта стадия прядения продолжается до тех пор, пока флюс не перестанет подниматься, после чего в углублениях гальванизированных изделий больше не остается заметного количества флюса. Таким образом, изделия не только не содержат флюса, но и цинковое покрытие имеет меньше выступов, чем в прошлом, что приводит к экономии цинка, даже несмотря на то, что оцинкованное изделие имеет в целом более высокое качество. В любом случае нагар скапливается на дне закалочного бака в виде дроби, которую впоследствии можно легко удалить, чтобы использовать для пополнения цинковой ванны или иным образом утилизировать.
В любом случае нагар скапливается на дне закалочного бака в виде дроби, которую впоследствии можно легко удалить, чтобы использовать для пополнения цинковой ванны или иным образом утилизировать. п. Кроме того, способ по изобретению обычно приводит к получению превосходного продукта с равномерным покрытием, блестящим и свободным как от пятен от воды, так и от засорения флюсом, а также практически без выступов.
п. Кроме того, способ по изобретению обычно приводит к получению превосходного продукта с равномерным покрытием, блестящим и свободным как от пятен от воды, так и от засорения флюсом, а также практически без выступов. Трос 54 выходит из барабана (не показан) на реверсивном приводном пневматическом двигателе 56 под управлением вертикального регулирующего дроссельного клапана 58, который соединен с вертикальным приводным двигателем 56 посредством трубы 60 для подачи воздуха. Другой конец кабеля 54 прикреплен в точке, не показанной на втором узле пневматического двигателя с реверсивным приводом 62. В этом отношении оба приводных двигателя 56 и 62 установлены на горизонтальной направляющей 64, соответствующей стрелке 22 на фиг. 2. Следовательно, когда мощность воздуха направляется на приводной двигатель 62 с помощью горизонтального регулятора дроссельной заслонки 66 приводного двигателя и второй трубки 68 подачи воздуха, два приводных двигателя и соединительный рычаг 70 выборочно перемещаются вперед и назад по рельсу 64. Таким образом, корзина 20 подвешивается над рабочей ванной для избирательного перемещения в различные технологические положения описанным образом.
Трос 54 выходит из барабана (не показан) на реверсивном приводном пневматическом двигателе 56 под управлением вертикального регулирующего дроссельного клапана 58, который соединен с вертикальным приводным двигателем 56 посредством трубы 60 для подачи воздуха. Другой конец кабеля 54 прикреплен в точке, не показанной на втором узле пневматического двигателя с реверсивным приводом 62. В этом отношении оба приводных двигателя 56 и 62 установлены на горизонтальной направляющей 64, соответствующей стрелке 22 на фиг. 2. Следовательно, когда мощность воздуха направляется на приводной двигатель 62 с помощью горизонтального регулятора дроссельной заслонки 66 приводного двигателя и второй трубки 68 подачи воздуха, два приводных двигателя и соединительный рычаг 70 выборочно перемещаются вперед и назад по рельсу 64. Таким образом, корзина 20 подвешивается над рабочей ванной для избирательного перемещения в различные технологические положения описанным образом. эскиз РИС. 3, через дроссель 76 управления вращением. В этом отношении, как более подробно показано на фиг. 4, вращающийся пневматический двигатель жестко закреплен в корпусе 46 болтами 47 и имеет выходной вал 78 с квадратным концом, который под управлением дросселя 76 свободно вращается внутри опорной трубы 80, имеющей фланцы 82 и 84 на обоих концах. Верхний фланец 82 прикреплен болтами к корпусу 46 вращающегося двигателя, как показано на фиг. 4, а фланец 84 привинчен к нижнему элементу 86 крышки, также как показано.
эскиз РИС. 3, через дроссель 76 управления вращением. В этом отношении, как более подробно показано на фиг. 4, вращающийся пневматический двигатель жестко закреплен в корпусе 46 болтами 47 и имеет выходной вал 78 с квадратным концом, который под управлением дросселя 76 свободно вращается внутри опорной трубы 80, имеющей фланцы 82 и 84 на обоих концах. Верхний фланец 82 прикреплен болтами к корпусу 46 вращающегося двигателя, как показано на фиг. 4, а фланец 84 привинчен к нижнему элементу 86 крышки, также как показано. Таким образом, вес корзины не переносится на прядильный двигатель, поэтому что он защищен и застрахован от более длительного срока службы.
Таким образом, вес корзины не переносится на прядильный двигатель, поэтому что он защищен и застрахован от более длительного срока службы. В каждом случае центральная колонна 49состоял из трубы диаметром 4 дюйма.
В каждом случае центральная колонна 49состоял из трубы диаметром 4 дюйма. Например, конструкции предшествующего уровня техники, на практике, имели максимальный вес партии около 250 фунтов. на одну загрузку, чтобы обеспечить максимальную часовую производительность цинкования около 3000 фунтов. в час. Однако при использовании вышеописанного изобретения 2000 фунтов. на нагрузку можно легко разместить, а часовая производительность составляет 24 000 фунтов. или больше. Более того, и, возможно, это наиболее важно, использование изобретения сократило общие производственные затраты менее чем на треть по сравнению с современными методами; затраты на оплату труда сократились почти на одну четверть по сравнению с текущими методами. Следовательно, когда это поразительное снижение затрат сочетается с осознанием того, что мое изобретение также приводит к превосходному продукту, будет понятно, что изобретение имеет широкое применение и использование.
Например, конструкции предшествующего уровня техники, на практике, имели максимальный вес партии около 250 фунтов. на одну загрузку, чтобы обеспечить максимальную часовую производительность цинкования около 3000 фунтов. в час. Однако при использовании вышеописанного изобретения 2000 фунтов. на нагрузку можно легко разместить, а часовая производительность составляет 24 000 фунтов. или больше. Более того, и, возможно, это наиболее важно, использование изобретения сократило общие производственные затраты менее чем на треть по сравнению с современными методами; затраты на оплату труда сократились почти на одну четверть по сравнению с текущими методами. Следовательно, когда это поразительное снижение затрат сочетается с осознанием того, что мое изобретение также приводит к превосходному продукту, будет понятно, что изобретение имеет широкое применение и использование.
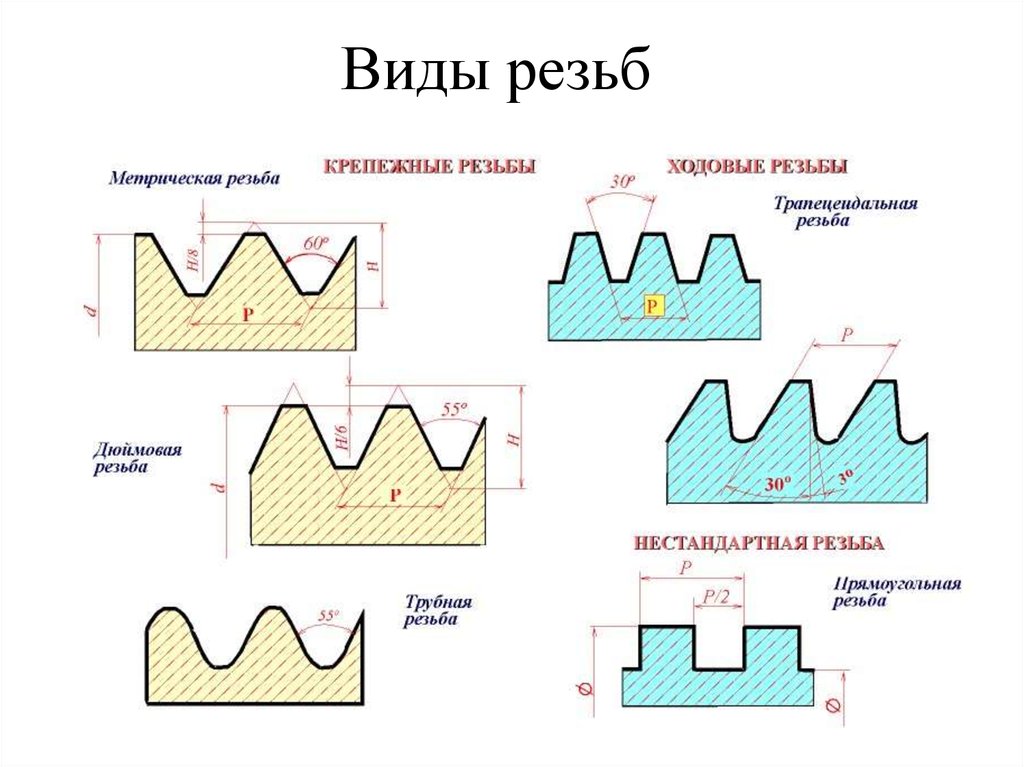
 Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования.
Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования.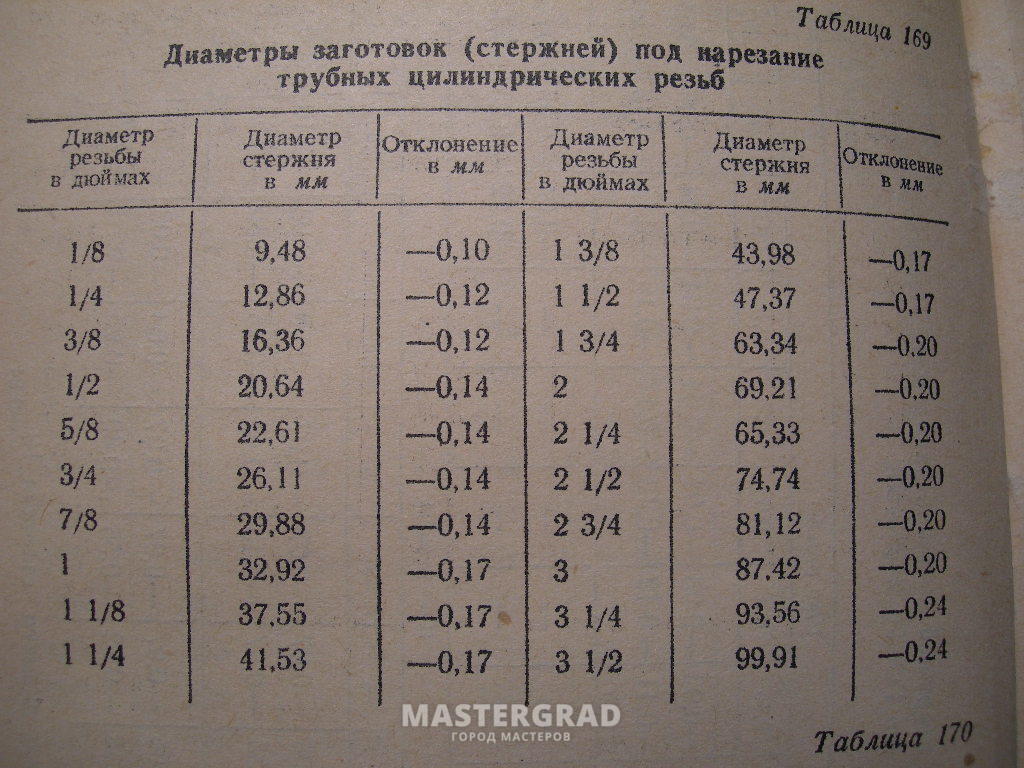 Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась.
Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
 Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля. )
) Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе.
Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.
Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.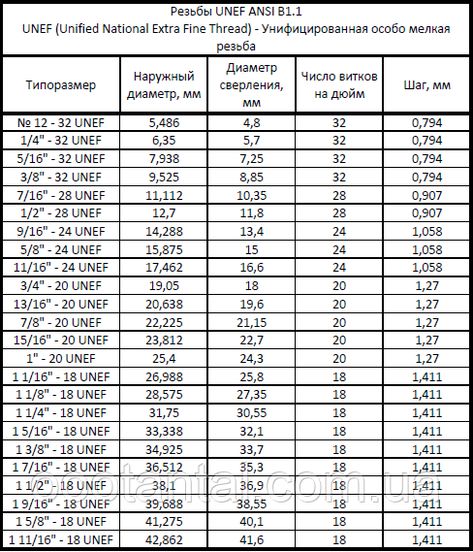 Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.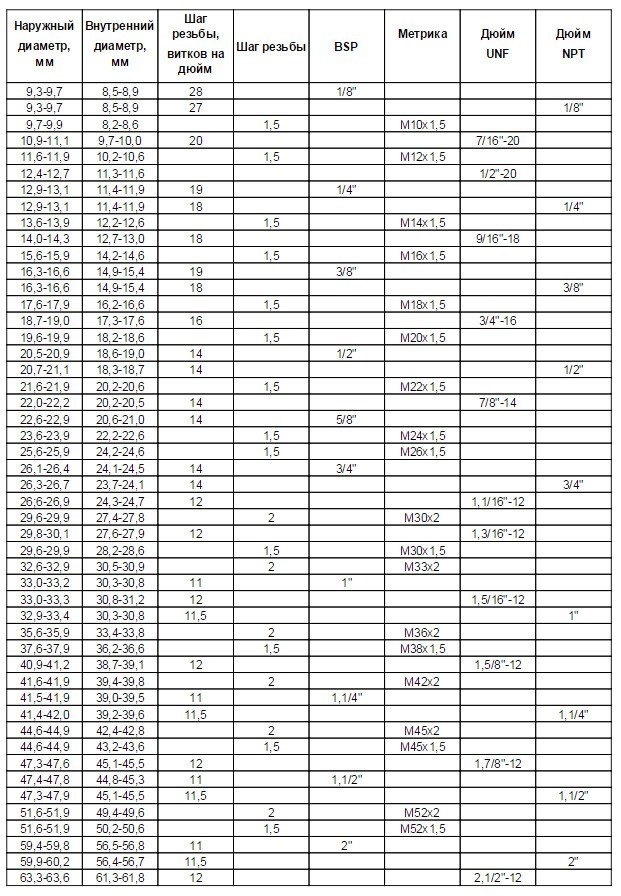 Параметры конической трубной резьбы Уитворта BSPT ®, ISO 7/1
Параметры конической трубной резьбы Уитворта BSPT ®, ISO 7/1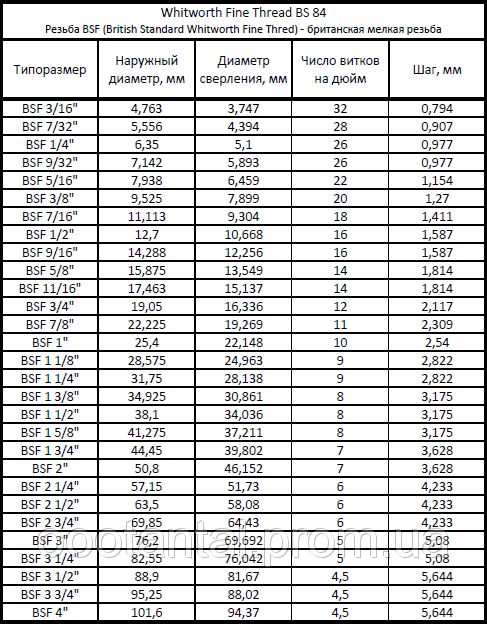 20.1 (аналог ГОСТ 6111-52).
20.1 (аналог ГОСТ 6111-52). ru/b…w-bsf-bsp-bspt/
ru/b…w-bsf-bsp-bspt/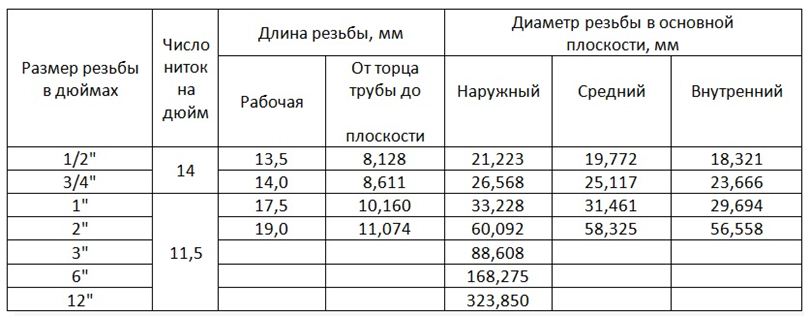

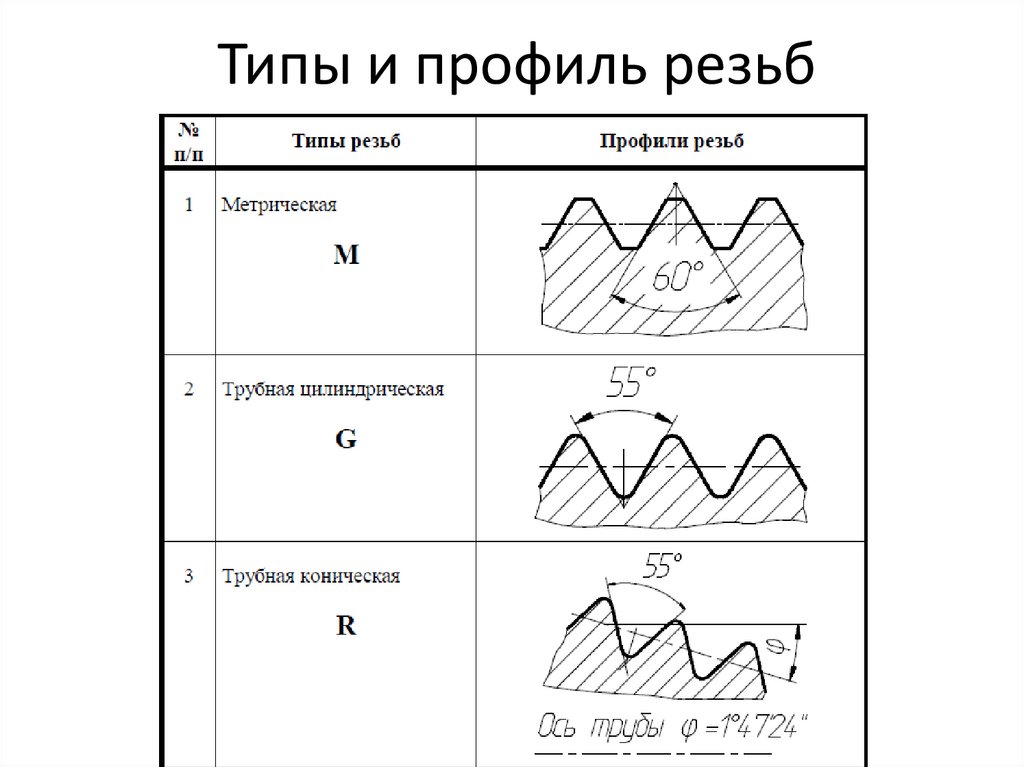
 Нитки сопровождают нас в повседневной жизни. Не всегда видно. Мы действительно не осознаем преимущества, которые они имеют для нас. Но они используются повсеместно. Например, в наших автомобилях, вплоть до того момента, когда мы надеваем очки для чтения. Разъемы облегчают нашу жизнь и буквально скрепляют все вместе.
Нитки сопровождают нас в повседневной жизни. Не всегда видно. Мы действительно не осознаем преимущества, которые они имеют для нас. Но они используются повсеместно. Например, в наших автомобилях, вплоть до того момента, когда мы надеваем очки для чтения. Разъемы облегчают нашу жизнь и буквально скрепляют все вместе.
 Кроме того, существуют различные стандарты резьбы из-за особых требований к несущей способности. Решающим фактором здесь является форма резьбы.
Кроме того, существуют различные стандарты резьбы из-за особых требований к несущей способности. Решающим фактором здесь является форма резьбы. Кроме того, этот тип резьбы точно определен в DIN 13 и DIN 14. DIN – это Немецкий институт стандартизации.
Кроме того, этот тип резьбы точно определен в DIN 13 и DIN 14. DIN – это Немецкий институт стандартизации.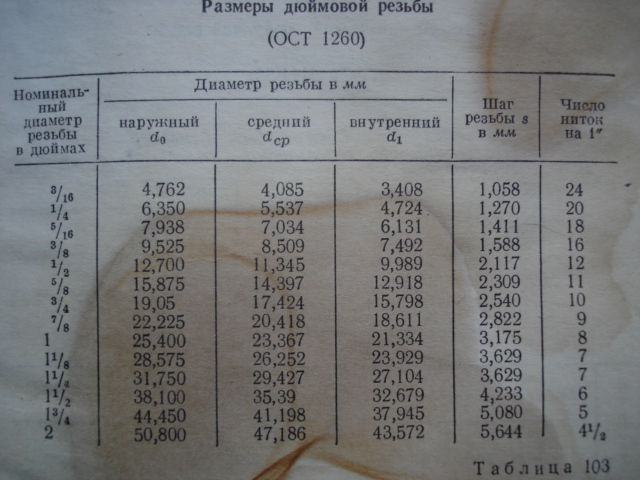 DIN 103 определяет метрическую трапециевидную резьбу ISO. В DIN 380 более плоская трапециевидная резьба. И, наконец, в DIN 30295 закругленная трапециевидная резьба. Дополнительную информацию можно найти в этой статье: Шпиндель с трапециевидной резьбой.Beitrag: Trapezgewindespindel.
DIN 103 определяет метрическую трапециевидную резьбу ISO. В DIN 380 более плоская трапециевидная резьба. И, наконец, в DIN 30295 закругленная трапециевидная резьба. Дополнительную информацию можно найти в этой статье: Шпиндель с трапециевидной резьбой.Beitrag: Trapezgewindespindel. Как и у UNC, угол фланга составляет 60 градусов.
Как и у UNC, угол фланга составляет 60 градусов. Британский инженер ввел первую в мире стандартизацию резьбы в 1841 году и таким образом повлиял на массовое производство резьбы. Резьба Витворта указана в дюймах и имеет боковой угол 55 градусов. Этот тип резьбы в основном используется в Британском Королевстве.
Британский инженер ввел первую в мире стандартизацию резьбы в 1841 году и таким образом повлиял на массовое производство резьбы. Резьба Витворта указана в дюймах и имеет боковой угол 55 градусов. Этот тип резьбы в основном используется в Британском Королевстве.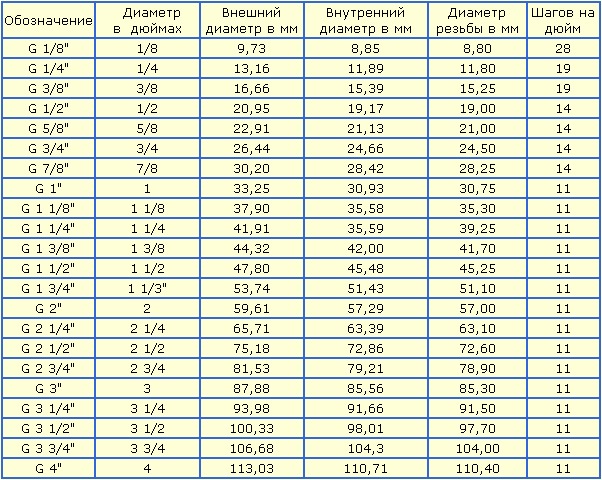
 А обработку краев проема или выреза производите в направлении по часовой стрелке.
А обработку краев проема или выреза производите в направлении по часовой стрелке.
 Лучше покупать фрезы по мере необходимости, вместо того чтобы купить большой набор, в котором половина фрез никогда не найдет применения.
Лучше покупать фрезы по мере необходимости, вместо того чтобы купить большой набор, в котором половина фрез никогда не найдет применения.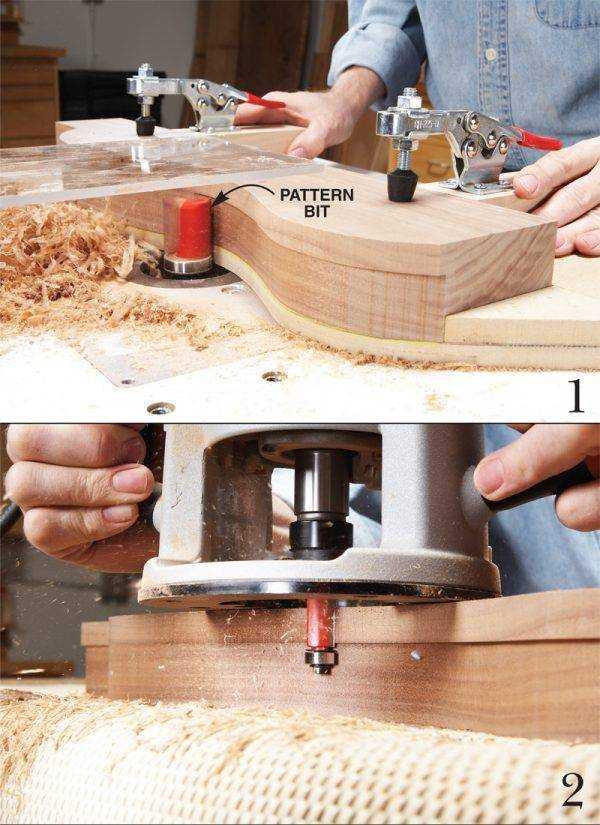 А все завдяки тому, що спеціальний апарат – фрезер для манікюру та педикюру виявився простим у використанні та зручним в роботі навіть для майстрів початківців нігтьового сервісу.
А все завдяки тому, що спеціальний апарат – фрезер для манікюру та педикюру виявився простим у використанні та зручним в роботі навіть для майстрів початківців нігтьового сервісу. Використовують фрезери для манікюру та педикюру практично в кожній перукарні, а також в салонах краси.
Використовують фрезери для манікюру та педикюру практично в кожній перукарні, а також в салонах краси.



 Приступим:
Приступим: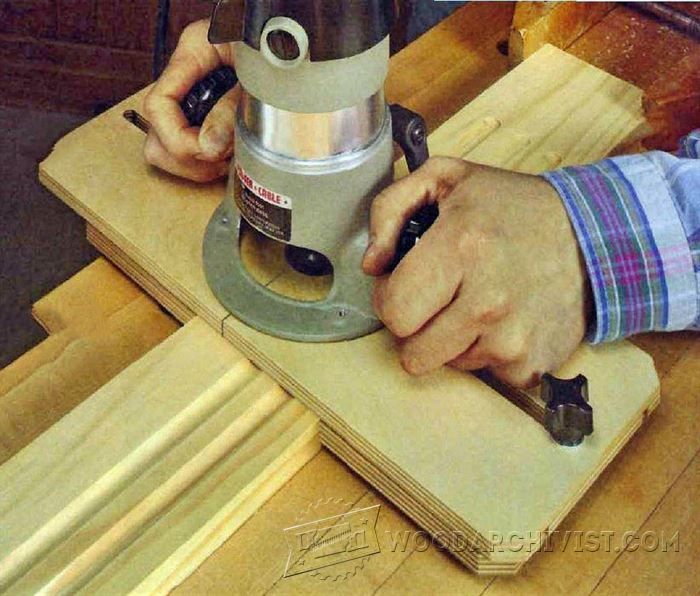 Медленно опустите лезвие и убедитесь, что ваши руки не мешают, чтобы случайно не порезаться. После того, как бумага будет разрезана, утилизируйте все обрезки и обязательно используйте защелку лезвия, чтобы зафиксировать лезвие. Это предотвратит его подъем и/или падение, что является простым способом гарантировать, что вы не получите травму во время использования резака.
Медленно опустите лезвие и убедитесь, что ваши руки не мешают, чтобы случайно не порезаться. После того, как бумага будет разрезана, утилизируйте все обрезки и обязательно используйте защелку лезвия, чтобы зафиксировать лезвие. Это предотвратит его подъем и/или падение, что является простым способом гарантировать, что вы не получите травму во время использования резака.
 Регулируемые ограждения обычно имеют замки. Заблокируйте их, чтобы все ваши сокращения были одинаковыми во всем проекте. Все, что есть в вашем распоряжении, используйте это; Вы будете благодарны за результат проекта. Макет бумаги, очень важно. Сделайте первые надрезы на ненужной бумаге, чтобы убедиться, что вы делаете именно то, что вам нужно. Через некоторое время вы хорошо познакомитесь со своим ножом для бумаги гильотинного типа и сможете использовать его с большой легкостью, большой скоростью и большой точностью. Гильотинные резаки для бумаги — это офисный стандарт. Магазин вокруг, сделать большие инвестиции. Вот и все, вот как можно использовать гильотинный резак для бумаги. Дополнительные демонстрации и инструкции см. на MyBinding.com.
Регулируемые ограждения обычно имеют замки. Заблокируйте их, чтобы все ваши сокращения были одинаковыми во всем проекте. Все, что есть в вашем распоряжении, используйте это; Вы будете благодарны за результат проекта. Макет бумаги, очень важно. Сделайте первые надрезы на ненужной бумаге, чтобы убедиться, что вы делаете именно то, что вам нужно. Через некоторое время вы хорошо познакомитесь со своим ножом для бумаги гильотинного типа и сможете использовать его с большой легкостью, большой скоростью и большой точностью. Гильотинные резаки для бумаги — это офисный стандарт. Магазин вокруг, сделать большие инвестиции. Вот и все, вот как можно использовать гильотинный резак для бумаги. Дополнительные демонстрации и инструкции см. на MyBinding.com.  Этот удивительно простой инструмент является ответом на эффективное «чистое» вырезание и изготовление выкройки. Роторный резак обеспечивает четкие, четкие и очевидные линии реза, что и является сутью «чистого реза». Кроме того, обучение использованию дискового резака позволяет быстрее и проще вырезать узоры и формы. Что еще можно требовать от режущего инструмента?
Этот удивительно простой инструмент является ответом на эффективное «чистое» вырезание и изготовление выкройки. Роторный резак обеспечивает четкие, четкие и очевидные линии реза, что и является сутью «чистого реза». Кроме того, обучение использованию дискового резака позволяет быстрее и проще вырезать узоры и формы. Что еще можно требовать от режущего инструмента? Подумайте о том, что резак сделает для вас, и сколько пользы вы получите от этого удобного инструмента.
Подумайте о том, что резак сделает для вас, и сколько пользы вы получите от этого удобного инструмента.

 Коврик должен быть «самовосстанавливающимся». Это означает, что порезы, сделанные на коврике, заживут сами собой. Лучший размер, чтобы получить это размер, который покрывает вашу обычную рабочую поверхность. Приобретайте коврики хорошего качества, так как более дешевые коврики часто бывают жесткими и могут скользить и притуплять лезвия.
Коврик должен быть «самовосстанавливающимся». Это означает, что порезы, сделанные на коврике, заживут сами собой. Лучший размер, чтобы получить это размер, который покрывает вашу обычную рабочую поверхность. Приобретайте коврики хорошего качества, так как более дешевые коврики часто бывают жесткими и могут скользить и притуплять лезвия. Роторный нож с острым как бритва лезвием прорезает несколько слоев ткани и обеспечивает точную обрезку нескольких слоев или кусков ткани.
Роторный нож с острым как бритва лезвием прорезает несколько слоев ткани и обеспечивает точную обрезку нескольких слоев или кусков ткани. Это так просто, и вы никогда не вернетесь назад, как только познакомитесь с дисковым резаком в действии.
Это так просто, и вы никогда не вернетесь назад, как только познакомитесь с дисковым резаком в действии.
 Всегда проверяйте, покупаете ли вы точилку правильного размера для размера вашего лезвия, если точилка не режет несколько размеров. Точильные станки могут быть механическими (электрическими) или ручными.
Всегда проверяйте, покупаете ли вы точилку правильного размера для размера вашего лезвия, если точилка не режет несколько размеров. Точильные станки могут быть механическими (электрическими) или ручными.