А зимой можно? Заливаем бетон по всем правилам — Реальное время
Недвижимость
00:00, 03.01.2022
Сюжет: Дом в фокусе
Какие процессы происходят внутри бетонного раствора и при какой температуре его можно заливать
Спор о том, можно ли заливать бетон зимой, ведется каждый строительный сезон. Чтобы окончательно понять детали этого процесса и определиться для себя, стоит ли рисковать или лучше подождать до весны, есть смысл узнать, какие изменения происходят внутри цементной смеси. А еще «Реальное время» собрало советы от профессионалов отрасли о том, как «утеплить» строительные работы, чтобы даже зимняя заливка бетона не стала чем-то невозможным.
Что происходит внутри цементной смеси
Процесс затвердевания смеси цемента и воды называется гидратацией. Начинается он сразу же после смешивания раствора, но бетон схватывается далеко не сразу. После того как раствор выливают из бетономешалки в подготовленную опалубку, начинаются последовательные этапы затвердевания материала.
Сначала раствор схватывается — на это уходит от одного до двадцати часов (в зависимости от состава смеси и условий на улице).
Второй этап — твердение раствора. В течение месяца раствор набирает до 90% окончательной прочности. После этого бетон продолжает твердеть во время эксплуатации.
Как идет гидратация, прямо зависит от температуры воздуха. Если на улице +5°C, процесс схватывания начинается через пару часов после заливки и идет около 10 часов. Если за окном +20°C, то отвердевание начнется уже через три часа после заливки.
Строители считают, что лучше всего заливать бетон при температуре окружающей среды от +5°C до +30°C. Температура смеси при этом должна быть летом и осенью до +30°C, а в холодное время года за счет разогрева компонентов теплым воздухом или паром — до +70°C. Это наилучшие условия для гидратации.
Фото svoyidoma. ru
В жару бетонировать — не лучшая идея
Зимой, если на улице устойчивый минус, раствор может замерзнуть еще до завершения схватывания. И это бетонной смеси на пользу, разумеется, не идет. Но и летом сильная жара — тоже не лучшее время для заливки бетона. Дело в том, что если на улице жарче, чем +30 градусов, то смесь во время химической реакции будет увеличиваться в объеме. После формирования цементного камня он неминуемо должен остывать и уменьшаться, но этому помешает быстро сформировавшаяся кристаллическая структура. В итоге если дать смеси застыть при экстремально высокой температуре, то в бетоне возникнет сильное внутреннее напряжение — и позже он может просто растрескаться.
Одно из правил для работы летом: бетонировать лучше ранним утром или вечером, чем в жаркие часы. И еще — надо защитить бетон от потенциального обезвоживания. А для этого, чтобы из смеси не испарялась влага, можно делать следующие вещи: закрывать поверхности опилками, стружкой или хотя бы песком; увлажнять заливку из лейки или поливать деревянную опалубку водой из ведер.
Фото s-delay-sam.ru
Но и в мороз тоже несладко
При низких температурах гидратация замедляется. Залитый бетон не успевает набрать прочность, прежде чем окончательно замерзнет. Уже при нулевой температуре затвердевание раствора в наружном слое бетона останавливается полностью. В более глубоких слоях процесс продолжается несколько часов — до тех пор, пока не остынут все компоненты. Вода не успевает войти в реакцию с цементом — она замерзает раньше. А поскольку лед занимает больший объем, то структура бетона нарушается.
Однако если деваться некуда и надо во что бы то ни стало забетонировать, например, фундамент, строители выходят из положения подручными методами. Есть несколько технологий и технических средств, с помощью которых можно попытаться избежать вышеуказанных проблем.
Перед заливкой прогревать элементы бетона (воду, щебень, цементную смесь) или опалубку.
Внутрь плитного или ленточного фундамента уложить нагретый кабель.
Установить тепловые пушки вокруг фундамента на первые трое суток и включить.
Закрыть весь фундамент пленкой и таким образом создать некое подобие теплицы.
Ввести в смесь реагенты, которые снизят температуру кристаллизации воды или ускорят время твердения фундамента.
Однако любая из этих технологий усложняет процесс строительства и удорожает его. Поэтому используются они в основном в многоэтажном строительстве, а не в частном.
Фото molibden-wolfram.ru
Так что же делать?
Если стройку откладывать нежелательно, а на улице не сильный мороз, то можно использовать портландцемент с повышенной скоростью отвердевания (в его маркировке есть литера R). Чтобы его использовать, сначала две трети воды нагревается примерно до 70 градусов. Потом в нее добавляются песок и щебенка. Наконец, в смесь добавляются оставшаяся треть воды и цемент.
Месить такой раствор нужно вдвое дольше, чем обычно. В полтора раза увеличивается и время вибрационного уплотнения. Перед тем как заливать раствор, проверьте, нет ли на опалубке льда, снега. Прогрейте подстилающий слой. После заливки бетона нужно прикрыть его поверхность полимерной пленкой — она убережет поверхность от быстрого замораживания.
Если же это все не внушает вам доверия, то лучше дождаться, когда температура воздуха вырастет до +5 градусов и выше. Но зимняя заливка чревата следующими финансовыми потерями:
бюджет строительства вырастает на треть;
даже оттепель не повод для того, чтобы не добавлять антиморозные присадки при зимних работах;
зимой надо будет заказывать готовый бетон (на месте его приготовить просто не получится), стало быть, придется еще и доставку заказывать;
а чтобы греть заливаемое, понадобится еще решить вопрос с электричеством.
Людмила Губаева
Недвижимость Татарстан
Зимнее бетонирование — как правильно заливать бетон при отрицательных температурах
Ежегодно с приближением зимы и наступлением холодов наши клиенты спрашивают: «Как правильно делать бетонирование при отрицательных температурах?». На этот и другие популярные вопросы ответит технолог сети бетонных заводов «Вега» – Добрынский Дмитрий.
1. В конце сентября — начале октября днём температура ещё положительная, а ночью наступают заморозки до -3 С°, -5 С°. Можно ли заливать ленточный фундамент, не замёрзнет ли бетон?
— Можно, соблюдая правило: перед замерзанием нужно получить минимальную начальную прочность до 10% от проектной. Для этого до наступления холодной ночи необходимо как можно раньше уложить бетон, пока сохраняется тепло дня, а после укладки – укрыть пленкой и теплоизолирующим материалом (изолон, геотекстиль, пеноплекс, и т.д.).
Это поможет бетону «пережить» ночь, сохранить внутреннюю теплоту и продолжить набор прочности на следующий день. Оценивать затвердевание бетона и его готовность нужно визуально: поверхность побелела, при отделении опалубки материал не откалывается большими кусками, если его поцарапать гвоздём или арматурой, то не остается глубоких борозд.
2. А если уже конец октября, и среднесуточная температура не поднимается выше -3 С°, -7 С°? Как в таком случае заливать бетон?
— Здесь необходим бетон с морозостойкими добавками с дозировкой, рассчитанной на температуру до -15С°. Как и в случае, описанном в первом вопросе, необходимо утеплить свежеуложенный бетон. Но если для температуры до -5 С° достаточно одного слоя утеплителя, то здесь потребуется 2-3 слоя или специальные маты с подогревом, которые можно купить или взять в аренду. Для их использования нужно позаботиться о наличии электричества на стройплощадке.
Также, соблюдая меры пожарной безопасности, можно применить тепловентиляторы. Их ставят на поверхность бетона или край опалубки, делают каркас из арматуры, который покрывают пологом из утеплителя, подняв его в месте выхода горячего воздуха. Такое сооружение называют «тепляк». Готовность бетона при таком способе прогрева определяется тоже визуально по признакам, которые я уже обозначал.
Эти рекомендации относятся к фундаментным конструкциям. Для колонн, стен и плит перекрытия при температуре воздуха -3 С°,-7 С° уже нужен электропрогрев.
3. Если бетон с противоморозной добавкой, то это гарантирует, что его можно заливать зимой? В чём заключается действие добавки?
— Противоморозная добавка, в первую очередь, не допускает замерзание бетонной смеси во время доставки и укладки. А после бетонирования обязательно нужно принять меры по прогреву бетона, чтобы он не замерз.
4. Как правильно производится бетонирование зимой? Что нужно сделать, чтобы бетон набрал необходимую прочность?
— Первое и, наверное, самое важное – это подготовка опалубки. Опалубка и армокаркас должны быть защищены от снега, для чего сразу после сборки каркас укрывают плёнкой или геотекстилем. Перед бетонированием опалубку осматривают, и если там есть снег, то выдувают его сжатым воздухом либо переносной «ветродуйкой» (ранцевый бензоинструмент для сметания листьев), а если лёд – обливают горячей водой.
Приёмку бетонной смеси необходимо сделать максимально быстро. Зимой используется морозостойкий бетон – материал с противоморозными добавками, препятствующими его затвердеванию во время транспортировки и укладки. При температуре воздуха -10 С°,-15С° потребуется дозировка, рассчитанная на -25С°.
После бетонирования для плоских плит и стен нужен проводной электропрогрев, а для элементов ленточных фундаментов, ростверков и колонн – электродный. Для этого бетон укрывают и нагревают с помощью подключения к прогревочным трансформаторам. Термосный метод (укрытие бетона без электропрогрева) при температуре ниже -10С°, -15С° не допускается. Исключением здесь могут быть только массивные кубовидные конструкции из высокомарочной бетонной смеси класса выше В25, объемом более 20 м³, полностью скрытые в грунте.
5. В каком состоянии должен находиться бетон до включения прогрева?
— Бетонная смесь должна сохранять подвижность, а её поверхность – быть без морозных узоров и льда, иметь серый, серо-коричневый оттенок. Если цвет бетона ближе к черному – значит он замерз. Такой материал еще можно «раскачать» проводным электропрогревом (но с неизбежной потерей качества поверхности, однородности и прочности), а электродный метод уже не сработает. Дело в том, что в электродном прогреве вода бетонной смеси служит проводником (принцип кипятильника), и если она замерзла – электропроводимости не будет, и прогрев не произойдет.
6. Сколько времени необходимо прогревать бетон?
— Бетон класса от В15 до В30 на фундаментах и вертикальных конструкциях (колонны, стены) при среднесуточной температуре -10С°, -15С° и температуре прогрева +40С° для достижения 80-90% проектной прочности прогревается 1-2 суток (в зависимости от качества утепления опалубки, укрытия, ветра). Плиты перекрытия – от 2 до 4 суток.
Если температура прогрева ниже, то время увеличивается в «степени»: для колонн и фундаментов при +40 С° потребуется 2 суток, +30 С° – 4 суток, +20 С° – 8 суток, +10 С° – 16 суток. Температура прогрева ниже +10С° нецелесообразна.
Бетонирование в зимний период ответственных несущих конструкций из бетона класса ниже В15 не рекомендуется. Проведение бетонных работ непрофессиональными строителями при температуре ниже -20С°– тоже.
7. Сколько времени можно транспортировать бетон зимой?
— Зимой (-10С°, -15С°) рекомендуемое время перевозки бетонной смеси для сохранения нормативной температуры укладки (+5С° ) – не более 1 часа. Приемка одного автобетоносмесителя – до 30 минут. Укладка бетонной смеси до подключения электропрогрева – не более 30 минут. Итого, с момента замеса бетона на заводе до укладки и подключения электропрогрева должно пройти не более 2 часов (при условии использования противоморозной добавки, рассчитанной на температуру -25С°). Если время увеличить до 2,5 -3 часов, то бетонная смесь утратит подвижность, при большей задержке конструкция потеряет качество, ее проектные характеристики снизятся.
8. Какая температура бетонной смеси должна быть к моменту выгрузки в конструкцию? Если она приехала холодной, можно ли принимать в опалубку?
— Нормативная температура бетонной смеси при укладке – не менее +5С° (СП 70.13330.2012). Составы с температурой ниже этого значения к укладке не допускается.
9. Каким оборудованием должен быть укомплектован бетонный завод для производства бетона в зимнее время?
— Для выпуска на заводе бетонной смеси с температурой не менее +20С°требуется следующее оборудование:
расходные бункеры, где щебень, гравий и песок (инертные материалы) обрабатываются горячим воздухом или паром. Так материал согревается, в нем растапливаются снег и лед;
навесы на складе для защиты от замерзания инертных материалов в зимний период;
оборудование подогрева воды для бетонной смеси.
Помните, чрезмерного ухода за бетоном не бывает, особенно зимой.
Работы с тепловыми пушками, тепловентиляторами должны проводить только сотрудники с допуском и необходимой квалификацией.
Нельзя оставлять прогревочное оборудование без присмотра, должны быть назначены дежурные на контроль прогрева в ночное время. И необходимо позаботиться о пожарной безопасности – обеспечить стройплощадку средствами пожаротушения.
Для качественного бетонирования в зимний период завод «Вега» предлагает смеси с противоморозными добавками и доставляет их по Перми и Пермскому краю.
С подробной информацией о наших добавках для отрицательных температур вы можете ознакомиться в разделе нашего сайта «Морозостойкий бетон». Также все виды бетона, которые мы производим, и цены на них представлены в каталоге.
ООО «Зимний бетон»
Дом
администратор
2017-03-06T22:20:58+00:00
Кто мы
Надежные местные подрядчики по бетону
Обладая более чем 30-летним опытом работы в бетонной промышленности, Зимний Бетон не видел ничего. Вы можете нам доверять, когда мы говорим, что для нашей команды нет слишком больших или маленьких задач. Winter Concrete – это местная компания из Юнион-Гроув, штат Висконсин, которая обеспечивает юго-восточный район Висконсина высококачественной работой и отличным обслуживанием клиентов.
Наши услуги
Мы стремимся обеспечить высокое качество работ на долгий срок
01. Плоские работы
Плоские рабочие поверхности включают в себя внутренние дворики, пешеходные дорожки, тротуары, фундаменты, подъездные пути и любые другие плоские поверхности. Бетон является предпочтительным материалом для плоских работ из-за того, что он может образовывать идеально плоскую и ровную поверхность.
02. Штампованный бетон
Штамповка бетона позволяет нашим специалистам наносить узоры на свежеуложенный бетон. Делая это, наша команда может добиться высококачественного вида каменного или кирпичного покрытия, часто с меньшими затратами для наших клиентов.
03. Бетонные покрытия
Бетон изношен? Позвольте нашим профессионалам подтянуть этот изношенный бетон. Если вам нужно обновить внутреннюю или внешнюю бетонную поверхность, наша команда может вам помочь.
04. Жилищные земляные работы
Мы предоставляем различные услуги для частных домов и новостроек. Независимо от того, работаем ли мы с владельцем дома или по субподряду генерального подрядчика, наша профессиональная команда способна удовлетворить и превзойти динамические требования любой земляной работы.
05. Коммерческий бетон
Наша команда профессионалов усердно работает, чтобы оправдать ожидания и превзойти их. Мы понимаем потребности вашего бизнеса, поэтому мы позаботимся о том, чтобы получить работу вовремя и в рамках бюджета.
06. Дополнения к фундаменту
Независимо от того, строите вы или наращиваете, для каждой надстройки требуется какой-либо каменный фундамент, вырытый ниже линии промерзания, чтобы он не сдвинулся с места при низких температурах. Наши профессионалы обладают необходимыми навыками и оборудованием, чтобы воплотить ваши пожелания в жизнь.
Наша галерея
Качественные бетонные работы требуют преданных своему делу мастеров, высококачественных материалов и опытного подрядчика с правильными процессами и стандартами.
Работа с бордюрами и водосточными желобами
администратор
2017-03-03T18:38:05+00:00
Бетонные покрытия
администратор
2017-03-02T15:48:47+00:00
Штампованный бетон
администратор
2017-03-02T15:22:58+00:00
Плоские рабочие фундаменты
администратор
2017-03-02T16:16:37+00:00
Коммерческий
администратор
2017-03-01T21:23:47+00:00
Как обеспечить хороший бетон в холодную погоду| Concrete Construction Magazine
Большинство людей думают, что существует аналог антифриза для предотвращения замерзания бетона. Бетонного антифриза не существует. Что помогает бетону схватываться зимой, так это вода, которая вызывает тепло гидратации, препятствующее замерзанию.
Когда температура на улице падает, Consolidated Concrete нагревает воду, используемую в бетонной смеси, имитируя летний процесс. Бетон не знает, насколько холодно на улице.
Ускорители также могут быть использованы, чтобы помочь ему установить. Лучшая новость заключается в том, что после того, как бетон затвердеет, он не сможет замерзнуть. Миссия выполнена независимо от погоды.
Являетесь ли вы коммерческим подрядчиком, строящим зимний проект, или домовладельцем, улучшающим свое имущество на открытом воздухе, холодная погода Новой Англии не должна мешать вам работать с бетоном. Конечно, зимние месяцы нетипичны для завершения бетонных проектов в целом, но строительство не останавливается только из-за того, что на улице резко падает температура.
Температура играет большую роль в пригодности и прочности бетона. Consolidated хорошо разбирается в поиске правильной смеси бетона для низких температур зимы и даже ранней весны, потому что компания занимается этим на протяжении десятилетий.
Методы защиты от холода необходимы, когда температура воздуха падает ниже 40°F. На самом деле падение температуры на 20°F может удвоить время, необходимое для схватывания бетона. К счастью, проблемы с температурой можно решить, отрегулировав смесь в соответствии с преобладающими условиями.
Мы гарантируем, что все, что вступает в контакт со смесью нашего клиента, нагревается, поэтому бетон покидает наш завод при температуре 65°F, имея в виду, что температура упадет на 25% от разницы между температурами воздуха и бетона во время время доставки один час. Большой резервуар для воды с подогревом от Consolidated Concrete гарантирует, что мы можем предоставить клиентам столько теплого бетона, сколько им нужно.
Другим важным фактором при работе с бетоном в холодное время года является качество самой бетонной смеси. Правильный «рецепт» необходим для того, чтобы бетон работал должным образом.
«Мы готовим зимнюю бетонную смесь из правильных ингредиентов для работы с ожидаемыми погодными условиями, чтобы она хорошо лилась и схватывалась быстрее, — отмечает грузчик Томми Нойес. зольного или шлакового цемента в холодную погоду, поскольку они схватываются медленнее и выделяют меньше внутреннего тепла, а также добавление дополнительного цемента в смесь для выработки собственного дополнительного тепла».
Ускорители могут помочь предотвратить любые повреждения от мороза, ускоряя время схватывания, чтобы отверждение могло произойти быстрее «У нас есть большой опыт работы в течение многих холодных зим здесь, в Род-Айленде и близлежащем Массачусетсе, и мы создали множество смесей для различных «За счет уменьшения количества воды цементное тесто будет иметь более высокую плотность, что повысит его прочность и устойчивость к атмосферным воздействиям. Мы также можем добавить в смесь ускорители, чтобы ускорить начало отделочных работ, которые важно в холодную погоду».
Идеальный сварочный шов — какой он? Как варить швы?
Содержание статьи:
Идеальный сварочный шов — какой он? Как варить швы?
Сегодня мы рассмотрим процесс получения идеального сварочного шва, качеству которого позавидует даже опытный сварщик. Однако статья была написана специально с тем учётом, чтобы помочь новичкам в электросварке.
В отличие от прошлых статей, эта написана немного в другом стиле. Здесь я старался избегать длинных предисловий и долгого расписывания самих процессов сварки. Надеюсь, что статье будет полезна всем начинающим сварщикам, и они смогут узнать из неё что-то новое для себя.
Идеальный сварочный шов — какой он?
Если вам нужно получить красивый и качественный шов, купите современные электроды. Да, да, оставьте «дедовскую» проволоку, на которой уже почти не осталось обмазки. Используйте новые и сухие электроды согласно инструкции производителя. Найдите на упаковке с электродами ток, при котором надо варить, а также полярность, то есть + и — подключения.
Если на электродах указана обратная полярность, то подключаем к держателю электрода плюс от инвертора. Если нужно варить на прямой полярности, то плюс должен идти в качестве массы, то есть, подсоединяться к свариваемому металлу.
Итак, подсоединяем кабеля к инвертору и вставляем электрод в электрододержатель. Выставляем на инверторе требуемый сварочный ток и включаем аппарат в работу. Электрод должен держаться в держателе строго под углом в 90 градусов и никак иначе.
Поджог дуги электродом
Для того чтобы зажечь дугу необходимо поднести электрод к металлу и легонько стукнуть о поверхность, сразу же отведя его вверх. Слишком далеко отводить электрод не нужно, поскольку дуга непременно погаснет. Достаточно отвести на 2-3 мм.
Также можно зажечь электрод чирканьем его конца о поверхность металла. Просто берём, и как бы ведём электрод коротким движением по металлу, пока не загорится сварочная дуга.
Как вести электрод во время сварки
Существует много схем ведения электрода при сварке. Ниже я нарисовал самый простой способ, который позволяет добиться идеального сварочного шва.
Итак, наиболее простой способ для новичка, это ведение электрода небольшими круговыми движениями, а если быть точнее, то точечными. Ставим первую каплю металла электродом, затем вторую, которая должна слегка заходить на первую, и т. д. Электрод по отношению к свариваемой заготовке держим под углом в 30 градусов.
Электрод ведём на себя, строго соблюдая указанный угол наклона. Почему это важно? Просто, таким образом, весь шлак, образуемый при сварке, будет выходить наружу, и выбрасываться из сварочной ванны.
В итоге, капли должны как бы пересекаться друг с другом, что и образует сплошной сварочный шов. В данном случае начинающему сварщику нет необходимости выполнять сложные движения электродом, типа «ёлочкой», «зигзагом», «треугольником» и т. д.
Сам процесс выглядит так:
Нажали электродом, поставили точку и отпустили;
Затем немного зайдя на первую точку, нажали электродом и отпустили;
Процесс повторяется до тех пор, пока не будет заварено всё соединение.
На первых порах это позволит получить достаточно качественный и ровный сварочный шов, а также хорошо углубить корень шва. Существуют и другие способы вести электрод во время сварки, о которых я обязательно расскажу в следующих статьях.
Поделиться в соцсетях
Как сделать красивый сварочный шов
Кто только начинает заниматься сварочным делом рекомендую не сваривать сразу сложные стыки. Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще. Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Лучше всего на куске железяки с очищенной поверхностью и рутиловыми электродами. Они не прихотливые к ржавчине. Можете воспользоваться доступными марками МР-3 . Их кто только не выпускает. Поджигаются хорошо в любом положении. Можно варить на длинной дуге пока не научитесь ее держать. Не прихотливые к чистоте сварочного места. Единственное на больших токах разбрызгивает металл. Для начало научится на самой поверхности вести электрод. Лучше начинать вести на себя без колебательных движений, ровно и аккуратно. Примерно как палкой по земле. После как спалите электродов штук с десяток, у вас получится наплавлять красивый шов. Лично я так и учился.
В самом процессе нужно научится отличать шлак от горячего металла. Когда образуется общая горячая субстанция металл ярко желтого цвета оседает а на поверхностности расплавленный шлак переливается линиями. Его цвет немного темнее и температура остывания намного ниже чем у металла. Сквозь шлак можно видеть как формируется сварочный шов. От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью. Сварочная дуга плавит сам наплавленный металл и немного основной.
Сварочные швы отличаются по видам. Основной коренной шов и облицовочный. Коренного шва функция сплавить кромки основного металла примерно на 30% от обшей массы наплавленного металла. Облицовочный лишь выравнивает поверхность и наплавляет металл на зону термического влияния, перекрывает подрезы и не проваренные места вдоль шва. Обычно относится к многопроходным швам. Однопроходной делается в один проход.
От простого перейдем к сложному. Нужно научится водить электродом различные каракули. У них есть своя форма которой нужно придерживаться. На фотографии я покажу как водить электродом.
Усиленное плавление краев в стык без разделки кромок.
Плавление одного края используется при сварке горизонтального шва. Помогает поднимать с нижней кромки расплавленный металл к верхней кромки.
Плавит центр сварного шва. Используется с разделкой кромок в один проход. Редко когда используют для коренного шва. В исключительных случаях если очень большой зазор.
Используют для наплавки металла на поверхность.
Коренной шов проходят как при учебе в одну линию без колебательных движений. Единственное допускается движение вперед и назад.
Ручкой плохо получается водить эти каракули а их еще нужно научится электродом описывать. В помощь можно использовать вторую руку. Держась за электрод, руку прислонить к основному металлу. На малом токе потихоньку рисуем каракули на ровной плоскости. Здесь нужна выдержка и терпение. Добиваться синхронности работы рук. Обучатся придется долго и потратите не одна пачку электродов. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
Вот так и учатся варить красивые сварные швы. При использовании различных марок электродов с разнообразной обмазкой меняется и стиль сварки. С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Если вы научились варить сварочный шов на плоскости то получится подбирать нужный угол и к другим электродам. Концентрировать свое внимание уже будете только на сварочную ванну. Руки на автомате будут совершать все движения. А потом уже на полуавтомате научитесь варить супер сварочный шов. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
Я попытался на доступном языке по этапом объяснить как научится правильно и красиво варить швы.
Как создать «идеальный сварной шов» за 5 простых шагов
Сегодня я собираюсь рассказать вам о пяти шагах, чтобы сделать идеальный сварной шов в обобщенном виде, без учета различных положений, электродов и материалов.
Хотя я являюсь сторонником электродной сварки, шаги, которые я объясню в эта запись относится ко всем типам методов сварки.
Это может показаться сложным, но, как я повторяю снова и снова, это чисто техническое и практическое решение.
Помните, что повторение — мать мастерства.
Что такое идеальный сварной шов?
Содержимое
Ну, это шарик с хорошими механическими характеристиками и хорошим присутствием в общих чертах.
Теперь вам нужно оценить, насколько вам нужен идеальный сварной шов. Это то, что не видно невооруженным глазом, для него существуют несколько методов проверки его качества (ультразвук, рентген, проникающая жидкости и др.).
100% качественный валик без пористости требуется в высококачественных соединениях, используемых в таких отраслях промышленности, как атомные электростанции, парогазовые установки, нефтехимия, газопроводы и т. д. И да, для сварки таких важных деталей необходима сертификация .
Кроме того, это соединения, требующие термической обработки для придания им хорошей отделки с необходимыми прочностными характеристиками (для снятия напряжения, вызванного быстрым процессом нагрева и охлаждения).
Чтобы сделать качественные сварные швы, нужно потренироваться, это непросто, вот некоторые рекомендации, которым вы можете следовать.
Нужно ли делать хорошие сварные швы?
ДА, чем лучше, тем сильнее будет. Я думаю, это то, что вы ищешь, нет?
Если да, то здесь я покажу вам пять важных моментов, к которым вы должны подойти и получить его со временем и передовой практикой.
Этот шаг самый важный, просто потому, что он первый. Если вы пропустите его, особенно при сварке MIG и TIG, вы сразу же потеряете прочность и качество.
Применяйте это и придавайте ему должное значение, если вы делаете это хорошо, у вас есть заработал 20% за качество отделки.
Не буду лишний раз объяснять чему посвящаю целый пост с видео включены, потому что это будет повторять информацию. Что я собираюсь сделать, это поместите ссылку на статью здесь
# 2 Выберите подходящий присадочный металл
Я не буду вас слишком усложнять. Первое, что вам нужно знать, это то, какой материал вы собираетесь сваривать.
Сварка соединений, которые не будут подвергаться напряжениям, — это не одно и то же. от различных машин или встречных сопротивлений, как в случае сельскохозяйственных орудия, чем сделать стальной ящик или дверь.
На эту тему я сделал еще один пост, чтобы помочь вам принять решение при выборе типа сварочной проволоки MIG.
Осторожно, вам не нужно быть экспертом! Просто знайте, что вы свариваете. продавец поможет вам с остальными.
# 3 Регулировка силы тока
Вам придется потрудиться, чтобы отрегулировать мощность, с которой вы собираетесь сварить. Этот момент также очень важен, так как от него будет зависеть качество сварной шов, так сказать.
Каждый электрод, положение (горизонтальное, вертикальное, карнизное, под крышей и т.д.) сварочный аппарат, материалы для соединения требуют разной силы тока.
Для этого уместно провести серию испытаний на куске материала, который не подходит, прежде чем приступать к сварке, особенно если вы только начинаете заниматься сваркой-любителем.
На этом месте стоит остановиться и сделать хорошую градуировку тока, чтобы обеспечить хороший сплав соединяемых материалов.
На данный момент я не собираюсь расширяться, так как у вас также есть запись в этом блоге здесь.
# 4 Расстояние и угол электрода до сварного шва
Так вот я вам то же самое скажу, очень важно соблюдать правильное расстояние и угол для правильного выполнения сварного шва.
Все точки действительно важны, потому что если вы не выполняете хорошо, вы потеря 20% и более качества отделки.
При правильном применении это пятно очень просто. На данный момент у вас есть базовая концепция, и вы увидите, что с небольшой практикой это не имеет большого значения.
Я знаю, вы думаете: «У вас есть запись, объясняющая это». Подтверждаю, это здесь
# 5 Правильный защитный газ
Это последнее, но столь же важное, как и другие.
Вы знаете, что на трехногом табурете все они важны. Если какой-то из них выходит из строя, табуретка рушится, потому что здесь происходит точно то же самое.
Если вы ошибетесь в любом из пунктов, это нормально, что шнур не остается, как вы ожидаете, с приемлемым качеством.
Не пугайтесь, этот пункт тоже не сложный, надо только следуйте нескольким рекомендациям, и со временем это будет автоматизировано и выйдет хорошо, даже если вы не хотите, это похоже на вождение автомобиля, который иногда вы должны задать вопрос самим собой. То же самое происходит и со сваркой.
Вот пост о том, как правильно выбрать защитный газ для своей работы. В большинстве случаев достаточно CO2, но если вы свариваете более хрупкие материалы, такие как алюминий или нержавеющая сталь, потребуются более экзотические газы.
Короче говоря
Я пытаюсь объяснить вам и дать вам понять, что все пункты важны сами по себе. В тот момент, когда вы пропустите любой из них, вы потеряете много качества, и не только это, но также потребуется больше времени, чтобы сделать то же самое, даже если вы думаете иначе.
Делать или пробовать что-то правильно с первого раза — значит много выиграть производительность, я знаю, что вы не получите ее в первый день, это логично, мы все случаться. Но если вы будете следовать методу или системе, вы в конечном итоге преуспеете.
Не отчаивайтесь и упорствуйте. У тебя получится, я призываю!
А так как это случается со всеми нами, будьте осторожны со сварочными лучами и не обожгите глаза, безопасность превыше всего! очень раздражает, когда в глазах ощущение, будто у тебя песок в глазу. Но это нормально, что это может случиться с вами (со мной также, несмотря на многолетнюю практику)
Я уверен, что у вас есть какие-то сомнения или предложения. Поднимите настроение и расскажите мне, что вы хотите знать в комментариях, и я постараюсь вам помочь.
Вы также можете узнать больше о хороших сварных швах MIG и пористости здесь.
Как шлифовать, смешивать и обрабатывать сварной шов
Вы только что сварили свои металлические секции, и теперь ваша вновь сформированная заготовка требует бесшовной обработки. Вот наше руководство по удалению и отделке сварного шва.
В этой статье рассматриваются:
Перед сваркой
Типы сварки
Разница между углеродистой и нержавеющей сталью
Начальная шлифовка сварного шва
Подготовка и выравнивание сварного шва
Какая отделка?
Дополнительная информация
Перед сваркой
Поскольку используемые процессы и требуемая отделка часто различаются и обычно определяются типом материала и присущими ему требованиями к отделке, в этой статье рассматриваются как углеродистая, так и нержавеющая сталь.
Перед сваркой, особенно с углеродистой сталью, заготовку следует очистить от любой прокатной окалины, образовавшейся в процессе производства горячей прокатки – прокатная окалина может повлиять на качество сварного шва.
Мы бы порекомендовали наш диск Norton Blaze Rapid Strip как идеальный продукт для удаления накипи в этом случае.
Weld types
Carbon Steel
Stainless Steel
MIG (Metal Inert Gas) welding
Also known as Gas Metal Arc Welding ( ГМАВ).
Недорогой, но высокопроизводительный метод сварки, который можно использовать для всех распространенных металлов и сплавов.
В процессе используется инертный защитный газ и полуавтоматическая подача проволоки, которая действует как наполнитель.
Обычно считается лучшим вариантом для более тяжелых и толстых изделий, но дает толстый сварной шов.
Мы предлагаем сварку MIG на углеродистой стали.
Сварка ВИГ (вольфрам в инертном газе)
Может относиться к Газовой вольфрамовой дуговой сварке (GTAW).
Более точный процесс дуговой сварки, в котором для формирования сварного шва используется вольфрамовый электрод.
Сварка ВИГ считается более сложным навыком для освоения.
Значительно медленнее, чем сварка MIG.
Сварной шов более аккуратный, меньший и чаще всего используется для сварки нержавеющей стали.
Диск Norton Blaze Rapid Strip и диски конкурентов использовались для удаления сварного шва TIG на фланцевых изолирующих демпферах в компании MC Air Filtration LTD.
Norton Disc: Blaze Rapid Strip 115×22 мм
Инструмент: Угольная шлифовальная машина
Ситуация: Большой TIG Weld Left On Flanged Isolation Deampeners
9 2 .0036 Необходимо удалить сварной шов TIG без повреждения сварного шва или компонента
Действие: Пользователь использовал все три продукта на 3 отдельных компонентах со средним давлением, применяя диск только к участкам, где существовал сварной шов TIG
Результат: Все три продукта удалили сварку TIG, однако Blaze Rapid Strip удалось сделать это, а также обеспечить стабильную отделку. Он сделал это в два раза быстрее, без замены/замены диска, в отличие от конкурентов
Кольцо справа — до смешивания, кольцо слева — после.
Разница между отделкой углеродистой и нержавеющей сталью
Решение о том, какую отделку вы хотите получить, тесно связано с применением готовой детали и самого основного материала.
Углеродистая сталь
Нержавеющая сталь
Углеродистая сталь почти всегда окрашена.
Не все сварные швы должны быть удалены, чтобы металл оставался функциональным, например, углеродистая сталь в тех случаях, когда шов не будет виден. Например, в подводных трубопроводах или когда металл имеет структурное значение и скрыт за панелью.
Незавершенные сварные швы по своей природе прочнее, чем готовые сварные швы из-за удаления материала, необходимого для их шлифовки.
Для углеродистой стали обработка сварного шва является довольно простым процессом.
Сталь обычно нуждается в подготовке только до такой степени, когда можно нанести краску. Шероховатая и хорошо поцарапанная поверхность на самом деле поможет краске лучше прилипнуть к металлу, чем если бы она была тщательно отполирована до блеска.
Если для окрашивания металла будет использоваться порошковая окраска, вероятно, будет достаточно двухэтапного удаления крупнозернистого шва.
Нержавеющая сталь по своей природе прочнее, чем ее аналог из углеродистой стали
Когда дело доходит до использования, она обычно имеет гораздо меньшую толщину, что имеет значение для шлифовки.
Нержавеющая сталь имеет множество коммерческих применений, и выбранная обработка сварного шва также неразрывно связана с этим применением.
Например, очень изысканная отделка (что поможет вам достичь эта статья) может использоваться для ее эстетики, в то время как стеновая панель лифта или поручни должны иметь отделку № 4, чтобы скрыть видимость отпечатков пальцев и царапин; таким образом, более функциональная отделка.
Следует отметить, что если вы работаете с обоими материалами, они должны храниться отдельно в отделочной секции вашей мастерской, чтобы избежать перекрестного загрязнения; особенно при переходе с углеродистой стали на нержавеющую.
Последнее, что вам нужно сделать, это наложить немного углеродистой стали на заготовку из нержавеющей стали. Убедитесь, что все абразивы, которые вы используете, также хранятся отдельно.
Первичная шлифовка шва
Первый этап отделки шва такой же; снятие лишнего припуска с самого сварного шва. Цель здесь состоит в том, чтобы отшлифовать соединение до уровня и непрерывной поверхности с остальной частью основного металла.
Для достижения этого начального удаления припуска и если чистота поверхности не важна, слесарь может использовать простой шлифовальный круг с угловой шлифовальной машиной.
Использование шлифовального круга на сварном шве
Хотя шлифовальный круг можно использовать для удаления припуска на обоих материалах, для достижения приемлемого качества обработки нержавеющей стали требуется высокий уровень навыков и опыта.
Возможны такие ловушки, как выемки и подрезы, поэтому необходимо следить за тем, чтобы при шлифовании использовался правильный угол.
VIEW PORTABLE GRINDING WHEELS
Carbon Steel
Stainless Steel
Grinding wheels should be the choice for carbon steel.
Они быстро удалят сварной шов и, поскольку появление царапин не является такой проблемой по сравнению с нержавеющей сталью, идеально подходят для этой операции.
Как правило, в диапазоне от 5 до 35 градусов к горизонтали (в зависимости от используемого шлифовального круга) должна быть цель.
Применение постоянного давления как при прямом, так и при обратном движении необходимо для достижения ровной отделки.
Благодаря самозатачивающемуся керамическому зерну шлифовальные круги Norton Quantum3 созданы для того, чтобы резать и облегчать съем материала.
Использование шлифовальных кругов по нержавеющей стали требует хорошего уровня навыков и опыта для получения подходящей поверхности.
На этом этапе многие люди вместо этого выбирают фибродиск или лепестковый диск (к которому мы еще вернемся).
Если вы работаете со шлифовальным кругом, вы должны использовать подходящий продукт из нержавеющей стали; он идентифицируется промокательной бумагой для диска как цветной (не содержащий железа) и подходящий для нержавеющей стали.
Используйте среднюю зернистость вместо грубой по следующим причинам: 1. Образовавшиеся царапины будет очень трудно сгладить на более позднем этапе, особенно если вы хотите создать более четкую поверхность. 2. Нержавеющая сталь имеет тонкую толщину, и вы рискуете создать заметные плоские пятна; особенно на изделиях трубчатой формы.
Существует множество возможных вариантов выбора шлифовального круга. Как всегда, размер зерна, тип зерна и связующий агент будут определять, как продукт работает и ощущается, поэтому убедитесь, что вы четко понимаете, что вам нужно, прежде чем продолжить!
Использование лепестковых кругов на сварном шве
Лепестковые круги всегда популярны, когда речь идет о чистовой обработке сварных швов как нержавеющей, так и углеродистой стали, и нетрудно понять, почему, поскольку они обладают ключевыми преимуществами по сравнению с стандартный шлифовальный круг.
Лепестковые диски являются идеальным выбором благодаря их длительному сроку службы, гораздо более высокому комфорту и управлению оператором (пользователь обычно имеет больше права на ошибку), более низкому уровню шума и качеству обработки поверхности. эти абразивы.
ОТКЛАДНЫЕ ДИСКИ
Углеродистая сталь
Нержавеющая сталь
Выбор грубой зернистости P40 в лепестковом диске позволит быстро удалить этот сварной шов из углеродистой стали и подготовить заготовку к дальнейшему кондиционированию (при необходимости) перед ее окончательной покраской.
Рабочие по металлу обычно выбирают лепестковый диск, когда требуется более высокое качество и улучшенная обработка поверхности, поскольку такой лепестковый диск (или волокнистый диск) лучше всего подходит для обработки нержавеющей стали.
Наш Norton X-Treme R860 с зернистостью P80 был бы идеальным на этом первом этапе съема материала, мы рекомендуем менее опытным операторам выбрать P120.
Кондиционирование и смешивание сварного сустава
Углеродная сталь
Стальная сталь
Стальная сталь
Стальная сталь
Стальная сталь
,
7. .
При использовании Norton Rapid Prep Vortex грубой очистки требуется еще один этап смешивания.
Порошковая краска имеет достаточную толщину, чтобы замаскировать оставшиеся царапины, оставленные крупнозернистым абразивом, и легко прилипает к поцарапанной поверхности из углеродистой стали.
Если слой краски тоньше, чем порошковое покрытие, возможно, вам придется немного подчистить царапины, чтобы они не были видны через последний слой.
В этом случае мы рекомендуем шлифовальный круг средней зернистости, такой как Norton Vortex Rapid Blend Medium.
Независимо от того, ищете ли вы высококлассную отделку или отделку номер 4, нержавеющая сталь, безусловно, нуждается в дополнительной обработке и шлифовке.
Первоначальная царапина выглядела бы неприглядно на поверхности из нержавеющей стали, чтобы сгладить ее, мы снова рекомендуем Norton Vortex Rapid Blend средней степени чистоты.
Диск Vortex лучше всего работает в диапазоне 5000–6000 об/мин. Этот нетканый абразив придает металлу однородную поверхность без пятен.
Если этого недостаточно, используйте Norton Rapid Blend 2SF — мягкий материал в сочетании с мелкими зернами карбида кремния придает поверхности гладкую блестящую поверхность.
В промышленном каталоге Norton имеется несколько вариантов
На этом этапе сварной шов между сплавленными металлическими деталями должен почти исчезнуть. Теперь поверхность углеродистой стали готова к покраске или использованию.
Для нержавеющей стали требуются дополнительные шаги для более тонкой обработки, поэтому приведенная ниже информация относится только к нержавеющей стали.
youtube.com/embed/acIurFUNXas?controls=0″/>
Какая отделка?
Решение о том, какую отделку выбрать для заготовки из нержавеющей стали, полностью зависит от того, для чего будет использоваться конечный продукт.
Время сиять…
Яркая и однородная отделка может быть достигнута относительно легко и быстро.
Чтобы сгладить оставшиеся дефекты поверхности и царапины, оставшиеся на нержавеющей стали в результате предыдущих процессов, мы рекомендуем использовать Norton Rapid Blend NEX-2SF. Мелкозернистый карбид кремния придает металлу действительно впечатляющий блеск.
Лучше всего использовать его под углом 10-15°, и его необходимо медленно перемещать по металлу, используя только вес угловой шлифовальной машины для давления. Также попробуйте спецификацию NEX-3SF для большей надежности, когда гибкость и удобство не так важны.
Для достижения наилучших результатов и во избежание ожогов используйте скорость вращения от 6000 до 7000 об/мин.
Эта отделка должна оставить бесшовную блестящую поверхность, которую вы ищете, но если вы хотите еще более блестящий вид, войлочный диск Norton Rapid Polish идеально подойдет.
Прочтите наше руководство о том, как добиться зеркального блеска нержавеющей стали.
Отделка номер 4
Для балюстрад или поручней может быть указана отделка номер 4. Финишная обработка номер 4 — это обычная, но специальная финишная обработка нержавеющей стали, которая не может быть достигнута с помощью вращающегося абразива, такого как диск.
Линейный вид можно получить только с помощью ремня или колеса. В этом случае предыдущий этап заменяется абразивной лентой с зернистостью P80-P120, за которой следует лента из нетканого материала Rapid Prep среднего качества, а затем завершается очень тонкой лентой из нетканого материала.
Цель здесь состоит в том, чтобы удалить только небольшое количество поверхностного металла, не влияя существенно на общую толщину. Важно следить за тем, чтобы шлифование выполнялось только в одном направлении, если требуется линейный эффект.
Следует отметить, что на плоских поверхностях нам понадобится машина Satinex с ремнями на насосной втулке или чередующиеся колеса Satinex (створки с покрытием p80 с нетканым материалом грубой очистки), а для труб — абразивные ленты на машине для отделки труб. .
Чтобы получить чистый, гладкий и бесшовный блеск свариваемой детали, необходимо выйти за пределы финишной обработки номер 4. Требуется более тонкий абразив с очень низкой скоростью резания.
Посмотрите, как наш эксперт Norton Пол Грей заканчивает перила из нержавеющей стали.
Для получения дополнительной справки и информации…
Для получения информации о продукте загрузите каталог Norton Abrasives Solutions for Welding Applications или промышленный каталог Norton.
Любители мастерить нередко сталкиваются с необходимостью отковать что- нибудь из инструментов или предметов домашнего обихода. Временную кузницу несложно сделать из подручных средств. Достаточно шести огнеупорных кирпичей, паяльной лампы и самодельной колосниковой решетки, изготовленной нз стальной полосы толщиной 3—4 мм.
В пожаробезопасном месте складывают, как показано на рисунке 1, горн из кирпичей. На нижние кладут два обрезка водопроводных труб, а на них — решетку, чтобы между ней и нижними кирпичами остался зазор. Колосники — поперечные рейки решетки — немного отгибают, чтобы они захватывали пламя паяльной лампы и направляли вверх. На решетку насыпают каменный уголь и ставят перед горном разогретую паяльную лампу (рис. 2). Пламенем лампы разжигают уголь и поддерживают его интенсивное горение в дальнейшем. Нужно только найти наиболее эффективное направление пламени, так как получение высокой температуры зависит в основном от дутья. Из соображений безопасности и для предохранения резервуара паяльной лампы от перегрева целесообразно отгородить ее от жара горна экраном из негорючего материала. Заготовки, подлежащие ковке, зарывают в раскаленный уголь, где они выдерживаются до тех пор, пока не разогреются до светло-оранжевого цвета, что соответствует температуре примерно 1000—1100°. Долго выдерживать заготовки не следует, так как у них резко ухудшаются механические свойства — металл становится хрупким. Куют обычно молотком массой 0,5—1 кг. И обязательно в защитных очках, чтобы горячая окалина не попала в глаза. Наковальней может служить любая массивная металлическая болванка: кувалда, обломок рельса и так далее. Возможности и приемы ручной ковки очень разнообразны. Чтобы получить, например, полукруглую стамеску, раскаленную пластину кладут на специальный ручеек в наковальне, сверху прикладывают стальной пруток и, ударяя по нему, гнут заготовку (рис. 3). Если нужно отковать серпообразную полосу, то наносить удары следует по одному краю полосы, как показано на рисунне 4. и та сама выгнется в противоположную сторону. Головку торцевого гаечного ключа формируют, вбивая кусок шестигранного профиля в отверстие нагретой заготовки (рис. 5). Потом отковывают наружные грани. Рубится металл в горячем состоянии обыкновенным зубилом с прикрепленной к нему ручкой из толстой проволоки (рис. б). С помощью горна осуществляют и так называемую кузнечную сварку. Если, допустим, надо соединить две пластинки внахлест (как раньше сваривались колесные ободы у телег), то их нагревают в горне до белого каления (1300—1350°), затем удаляют окалину, посыпая бурой и смахивая ее металлической щеткой и, положив пластинки одна на другую, проковывают до тех пор, пока они не приварятся. Нужно только помнить, что легко свариваются лишь низкоуглероднетые стали. Стальные детали, помимо сварки, можно также паять. Для этого их связывают железной проволокой, покрывают флюсом (бурой) и нагревают в горне до оранжевого наления (900°). Затем в место пайки вносят латунные припои ПМЦ-42, ПМЦ-50 или просто кусочни латуни. Пайка заканчивается, когда припой равномерно растечется по шву. Во временной кузнице можно изготовить предметы домашнего обихода: всевозможные решетки, каминные щипцы, декоративные петли для дверей и ворот, подсвечники — они придадут вашему жилищу особый колорит. Чтобы сделать кованый подсвечник (рис. 7), вырезают из металла круг, разогревают его в горне, затем на наковальне ударами молотка от центра заготовки к краю по спирали (чем дальше от центра, тем удары должны быть слабее) расклепывают заготовку так, чтобы она приобрела форму чаши. Подставка — из отрезка металлической полосы. Края у нее расплющиваются — они становятся широкими и тонкими. При этом полоса частично выгибается. Для придания более строгой геометрической формы ее подправляют на металлическом кругляке соответствующего диаметра. Ручка тоже гнется на кругляше. Чашу, ручку и подставку просверливают и соединяют заклепками. Дверные петли (рис. 8) делают следующим образом. На заготовке размечают острия, лепестки и петли и ножовной по металлу выпиливают только петли. Остальной контур рисунка надрубают зубилом, чтобы на раскаленной позже заготовке были заметны линии разметки. Заготовки нагревают и зубилом вырубают копьеца и лепестки, которые сами при этом заворачиваются. Петли формируют молотком на металлическом стержне соответствующего диаметра. Вставляют ось и расклепывают ее с двух сторон. Кованые изделия для придания черного цвета воронят. Их предварительно очищают от пластинчатой окалины, а затем нагревают примерно до 300° и натирают тряпкой, смоченной машинным маслом. Небольшие же предметы целиком окунают в масло, а потом натирают тряпкой. Сильно перегревать металл не рекомендуется, так как на нем может образоваться новый слой окалины, что отрицательно скажется на качестве покрытия. Еще строже нужно относиться к термообработке инструментов, ведь от точности соблюдения ее режимов зависит их качество. Важно поэтому знать основные виды термообработки — закалку, отжиг и отпуск. Закалка увеличивает твердость и прочность сталей. Металл нагревают до 750—900° и опускают в охлаждающую жидкость: для углеродистых сталей это, как правило, вода (в нее можно добавить до 10% поваренной сочи, что повышает ее закаливающую способность), для легированных — жидкое машинное масло. Отжиг применяют для смягчения стали, облегчения ее механической обработки. Заготовки нагревают в горне как для закалки, но остужают постепенно вместе с горном или зарывают их в горячий песок, где они медленно остывают. Отпуск смягчает действие закалки и повышает вязкость стали. Различают высокий и низкий отпуск. Высокий получают нагревом до 300—700°. Чем выше отпуск, тем ниже твердость стали и выше ее пластичность. Низний отпуск получают при нагреве до 200—300° с последующим охлаждением на воздухе. В результате хрупкость уменьшается, а твердость почти не меняется. Такой отпуск применяют в основном для термической обработки режущего инструмента. Температура нагрева при низком отпуске определяется по цветам побежалости на поверхности металла, очищенного от окалины. Вот каким температурам (в градусах) соответствуют эти цвета: светло-желтый — 220, желтый — 230, темно-желтый — 240, коричневый — 255, коричнево-красный — 265, фиолетовый — 285, темно-синий — 300, светло-синий — 325, серый — 330. К. СКВОРЦОВ
Последние новости туризма на сегодня 2022
Отдых и Туризм — Новости туризма 2022
Февраль 12, 2022
8 комментариев
С чем у любого туриста ассоциируется Хорватия? В первую очередь — отличная экология, чистейшее лазурного цвета Адриатическое море и невероятно живописные берега…
Февраль 1, 2022
Февраль 1, 2022
Февраль 1, 2022
Февраль 2, 2022
Правильное питание
Ноябрь 19, 2021
5 комментариев
Хотя общая идея заключается в том, что замороженные фрукты не несут никакой пользы для здоровья, многочисленные доказательства противоречат. ..
Ноябрь 19, 2021
17 комментариев
Ноябрь 19, 2021
10 комментариев
Ноябрь 19, 2021
20 комментариев
Общество
Ноябрь 19, 2021
7 комментариев
Найти идеальный подарок на Новый год для близких и друзей — непростая задача. Если нет уверенности в правильности своего решения, то может…
Ноябрь 19, 2021
20 комментариев
Ноябрь 19, 2021
4 комментария
Ноябрь 19, 2021
5 комментариев
Cпорт отдых туризм
Ноябрь 20, 2021
16 комментариев
Занять всю семью непросто. И что ж, нужно время, чтобы постоянно придумывать новые…
Бизнес
Ноябрь 20, 2021
2 комментария
Во французском языке существительное menu имеет два совершенно разных…
Спорт
Ноябрь 21, 2021
8 комментариев
Если вы все-таки решились на покупку первого сноуборда, при выборе однозначно не стоит…
Самый быстрый словарь в мире | Vocabulary.com
ПЕРЕЙТИ К СОДЕРЖАНИЮ
75″>
паяльная лампа горелка, которая смешивает воздух и газ для получения очень горячего пламени
подставка для тарелок подставка для сушки тарелок после мытья
перевязь широкий (орнаментированный) пояс, надеваемый через правое плечо для поддержки меча или рожка на левом бедре
пузыреплодник обыкновенный, используемый для приготовления ламинарии и в качестве удобрения
перевязь широкий (орнаментированный) ремень, надеваемый через правое плечо для поддержки меча или рожка на левом бедре
кровяной агар питательная среда, содержащая цельную кровь в качестве питательного вещества
87″>
лапчатка многолетняя лесная, произрастающая в Северной Америке, имеющая красный корень и красный сок, одиночный лопастной лист и белый цветок ранней весной и обладающая едкими рвотными свойствами; подвой используется как стимулирующее и отхаркивающее средство
варакушка певчая птица северной Европы и Азии
мотыль сегментированный морской червь с ярко-красным телом
кроваво-красный цвет в конце цветового спектра
полнокровный чрезмерно обильный
лапчатка любое из различных растений семейства Haemodoraceae
кровоточащий человек, страдающий гемофилией и склонный к неконтролируемому кровотечению
66″>
Плутарх Греческий биограф, написавший «Параллельные жизни» (46?-120 гг. н.э.)
банк крови место для хранения цельной крови или плазмы крови
мочевой пузырь растяжимый перепончатый мешок
вернуться назад по своему курсу
двусторонние, имеющие две стороны или части
кровотечение истечение крови из лопнувшего кровеносного сосуда
фен ручной электрический вентилятор, который может обдувать волосы теплым воздухом; используется для укладки волос
Промышленная паяльная лампа Винтажный сварочный аппарат Presto Lite
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных.
Ферромагнетиков, то есть металлов, которые хорошо магнитятся, в природе существует всего 9. Это железо, кобальт, никель, их сплавы и соединения, а также шесть металлов- лантаноидов: гадолиний, тербий, диспрозий, гольмий, эрбий и тулий.
Металлы, притягивающиеся только к очень сильным магнитам (парамагнетики): алюминий, медь, платина, уран.
Поскольку в быту не встречаются настолько большие магниты, которые бы притянули парамагнетик, а также не встречаются металлы-лантаноиды, можно смело утверждать, что все металлы, кроме железа, кобальта, никеля и их сплавов не будут притягиваться к магнитам.
В целом можно сказать, что черные металлы притягиваются к магниту, цветные – не притягиваются.
Если говорить о сплавах, то сплавы железа магнитятся. К ним относят в первую очередь сталь и чугун. К магниту могут притянуться и драгоценные монеты, поскольку они изготовлены не из чистого цветного металла, а из сплава, который может содержать небольшое количество ферромагнетика. А вот украшения из чистого цветного металла к магниту не притянутся.
Какие металлы не ржавеют и не магнитятся? Это обычная пищевая нержавейка, золотые и серебряные изделия.
Научная точка зрения
Чтобы определить, какие металлы не магнитятся, нужно выяснить, как все металлы вообще могут относиться к магнитам и магнитному полю. По отношению к внесенному магнитному полю все вещества делят на диамагнетики, парамагнетики и ферромагнетики.
Каждый атом состоит из положительно заряженного ядра и отрицательно заряженных электронов. Они непрерывно движутся, что создает магнитное поле. Магнитные поля электронов одного атома могут усиливать друг друга или уничтожать, что зависит от направления их движения. Причем скомпенсированы могут быть:
Магнитные моменты, вызванные движением электронов относительно ядра – орбитальные.
Магнитные моменты, вызванные вращением электронов вокруг своей оси – спиновые.
Если все магнитные моменты равны нулю, вещество относят к диамагнетикам. Если скомпенсированы только спиновые моменты – к парамагнетикам. Если поля не скомпенсированы – к ферромагнетикам.
Цинк магнитится или нет
Как нержавеющая, так и оцинкованная сталь зачастую используются в одних и тех же отраслях промышленности, в основном как сырье для производства изделий, неподверженных коррозии, частей и узлов станков, установок и агрегатов. Основное различие между нержавеющей и оцинкованной сталью заключается, прежде всего, в сроке эксплуатации, то есть промежутке времени, в течение которого материал сохраняет свои антикоррозионные свойства.
При значительной разнице в цене между нержавейкой и оцинковкой не исключены случаи, когда под видом нержавеющей стали покупателю могут поставить оцинкованную.
Как можно отличить оцинковку от нержавейки?
Самый точный и надежный способ, это спектральный анализ, определение химического состава стали с помощью специальных приборов. Такой способ требует специального оборудования и времени. Однако есть более простые, но менее точные способы, основанные на различиях между нержавеющей и оцинкованной сталью.
Внешние отличия между нержавейкой и оцинковкой могут дать быстрый ответ. Оцинкованная сталь может иметь характерные пятна, известные многим по оцинкованным ведрам, производимым когда-то во времена СССР, так называемый узор кристаллизации.
Кроме того, визуально нержавеющая сталь обычно имеет более матовую поверхность, чем оцинковка, особенно если нержавейка не была подвержена чистовой зеркальной обработки. Оцинкованная сталь без узоров кристаллизации почти всегда имеет зеркальную поверхность, с едва уловимым синеватым отливом. Однако при качественной обработке нержавеющей стали, например, по стандарту BA, визуально отличить ее от оцинкованной стали достаточно сложно. Если лист достаточно большой толщины будет нелишним внимательно рассмотреть место среза на предмет однородности.
Можно использовать электромагнитные различия между оцинковкой и нержавейкой. Если магнит притягивается к стали, то с большой долей уверенности можно сказать что это оцинкованная сталь, в то время как большинство нержавеющих сталей и титановых сплавов не магнитятся.
Химический способ, при котором используется соляная кислота, основан на свойствах цинка, который, взаимодействуя с покрытием оцинкованного листа, активно выделяет водород. Достаточно небольшой капли соляной кислоты чтоб начался заметный невооруженным глазом химический процесс – поверхность начинает пузыриться, цинковый слой постепенно исчезает.
И еще один способ – выбрать надежного, заслуживающего доверия поставщика нержавеющей стали и юридически грамотно оформить сделку.
Очень часто появляется необходимость определить, из какого сплава состоит то или иное изделие. Особенно это важно для нумизматов, когда речь идет об оценке монет. Давно уже для чеканки монет не используются благородные металлы. Сейчас для удешевления производства часто применяются сплавы на основе меди. Чтобы с помощью магнита разобраться с тем, сделана ли монета из латуни, нужно знать латунь магнитится или нет.
Никелевая латунь
Никелевая латунь — это медно-цинковый сплав, основным легирующим элементом в котором является никель. Последний обладает свойствами, которые значительно улучшают характеристики латуни. Он делает сплав менее подверженным коррозии и измельчает зерно.
В промышленности часто используется латунь марки ЛН65-5. В ней содержится 64–67 % меди и 5-6 % никеля, остальное — цинк. Допускаются примеси, сумма которых не должна превышать 0,3 %. Она обладает повышенными механическими свойствами, износостойкостью, и подвергается обработке. Из нее делают конденсаторные трубки для морских судов, манометров и так далее. Существует еще и другой распространенный сплав, который содержит 12–14 % никеля, 26–30 % цинка и 56–62 % меди.
Отличаем алюминий от оцинковки
С целью снижения нагрузки на несущие конструкции их часто выполняют из алюминия. Отличить алюминий от оцинковки просто, особенно, если перед покупателем – не готовая сборка, а заготовки из листового или профильного проката. Основные способы:
По плотности/весу. Плотность алюминия (2700 кг/м3) чуть ли втрое меньше плотности стали (7600…7900 кг/м3).
По твёрдости поверхности – алюминий мягче, и при царапании оставит на гладкой поверхности более глубокую борозду.
По воздействию на тканевые органы пальцев. Тончайшая плёнка из диоксида алюминия при фрикционном контакте с влажной кожей рук оставит частички алюминия на поверхности пальцев. При касании их с листом чистой бумаги или картона на нём останутся тёмно-серые полосы.
Внешне алюминий выглядит более серебристым, чем сталь, особенно – горячекатаная.
Парамагнетики и ферромагнетики
Рассмотрим вариант, когда у каждого атома вещества есть свое магнитное поле. Эти поля разнонаправлены и компенсируют друг друга. Если же рядом с таким веществом положить магнит, то поля сориентируются в одном направлении. У вещества появится магнитное поле, положительный и отрицательный полюс. Тогда вещество притянется к магниту и само может намагнититься, то есть будет притягивать другие металлические предметы. Так, например, можно намагнитить дома стальные скрепки. У каждой появится отрицательный и положительный полюс и можно будет даже подвесить целую цепочку из скрепок на магнит. Такие вещества называют парамагнитными.
Ферромагнетики – небольшая группа веществ, которые притягиваются к магнитам и легко намагничиваются даже в слабом поле.
Is Zinc Magnetic ? 7 Facts You Should Know ! – Lambda Geeks
Написано Анкита Бисвасin Физика
Zinc, which is a metal of atomic number 30,has a shiny grey coloured brittle surface after oxidation is removed from it. Let us know whether zinc is magnetic in nature or not.
Zinc is not magnetic but it gets influenced when it comes under the effect of a very strong magnet. If a magnet is moved towards zinc it will be seen that zinc is moving. This is because due to the magnet small currents flow through zinc which have a magnetic field in the opposite direction to the moving magnet.
This signifies the effect of a small electric field that exhibits magnetism. Let us go through the queries like can zinc become magnetic,whether оксид цинка is magnetic or not,what are the magnetic properties of zinc,what is the magnetic permeability of zinc and more like these.
Can zinc become magnetic?
Zinc is a chemical element with symbol Zn and it is an element of group 12(IIB) of the periodic table. Let us focus on whether zinc can become magnetic.
Zinc can never become magnetic by applying any process. Zinc is a diamagnetic metal and it can not be magnetized by rubbing because this will not lead the poles of atoms of zinc to align. This is due to the absence of unpaired electrons in zinc as it possesses диамагнетизм.
Zinc can only be magnetized until the strong magnet which has influenced zinc to move is kept closer to zinc.
Is zinc oxide magnetic?
Zinc oxide is an амфотерный оксид which has a white powdered structure. Zinc oxide(ZnO) is insoluble in water. Let us have a look whether zinc oxide is magnetic in nature or not.
Zinc oxide is diamagnetic. Diamagnetic substances usually have магнитная восприимчивость less than 1 and hence they do not exhibit magnetic properties. Similarly ZnO does not exhibit magnetic properties,it only has the ability to repel a strong magnet in the opposite direction of the magnetic field of that magnet.
In the frequency range of 8 MHz to 8.265 MHz ZnO nanoparticles behave like ferromagnetic substances and up to 12.5 MHz they behave like paramagnetic substances.
Кредиты изображений: Цинк by Ёёги(CC BY-SA 3. 0)
Zinc magnetic property
When placed in an external magnetic field all materials exhibit magnetic properties. Let us see the properties of Zinc.
Zinc is used to possess diamagnetism. Hence it can repel weakly a strong magnet. It retains magnetic properties until the strong magnet is moved away from it.
Zinc atoms do not have any unpaired electrons in their structure. According to Pauli’s exclusion principle directions of spin of a pair of electrons are in opposite directions with respect to each other and this makes the net magnetic moment zero of that pair of electrons.
Zn2+ are also diamagnetic in nature. Two electrons escape out from the 4s orbital in case of Zn2+ but the 3d orbital remains filled with paired electrons making it diamagnetic.
Zinc magnetic permeability
Магнитная проницаемость is the measurement of magnetization of a material when it is kept in an external magnetic field. Let us know about the magnetic permeability of zinc.
The value of magnetic permeability of zinc is 1.2566 x 10-6 Newton/m2 or Henry/meter.
Zinc magnetic susceptibility
Magnetic susceptibility is the measure of how much a substance can get magnetized under the effect of an applied magnetic field. Let us know about the magnetic susceptibility of zinc.
As zinc is a diamagnetic material its magnetic susceptibility is χm = -1.58 x 10-5 in the SI unit.
Zinc magnetic moment
The magnetic strength of a magnet which produces a magnetic field is known as the magnetic moment of that magnet. Let us know about the magnetic moment of zinc.
The magnetic moment of zinc is 0. The electronic configuration of zinc is [Ar]3d104s2. There are no unpaired electrons in the atomic structure of zinc. The presence of paired electrons signifies that the spins in the opposite direction balance each other making the net magnetic moment of zinc zero.
Заключение
In this article 7 important facts related to the magnetism of zinc have been discussed in a brief way. Concepts like whether zinc is magnetic or not,what are its magnetic properties,magnetic permeability,magnetic susceptibility,magnetic moment have been discussed.
Последние посты
ссылка на Магнитна ли бронза? 7 фактов, которые вы должны знать!
Бронза магнитится? 7 фактов, которые вы должны знать!
Бронза — это сплав меди и олова, который широко используется для изготовления гитарных струн, колокольчиков, медалей, монет, гвоздей, фурнитуры и т. д. Посмотрим, обладает ли бронза магнитными свойствами. Бронза не магнитится, так как в основном изготавливается…
Продолжить чтение
ссылка на Магнитная латунь? 9 фактов, которые вы должны знать!
Латунь магнитится? 9 фактов, которые вы должны знать!
Латунь часто используется в украшениях, музыкальных инструментах, посуде, струнах, монетах и т. д. Давайте посмотрим, обладает ли латунь магнитными свойствами. Латунь не магнитится. Это сплав меди…
Продолжить чтение
Является ли цинк магнитным? — Techiescientist
Цинк (обозначение: Zn; атомный номер: 30) — химический элемент, существующий в виде слегка хрупкого металла при комнатной температуре. Цинк имеет пять стабильных изотопов и занимает 24-е место по распространенности в земной коре. По степени окисления он подобен магнию, так как Zn также проявляет только степень окисления +2 (Zn2+). Наиболее распространенной цинковой рудой является сфалерит ((Zn, Fe)S), который в основном состоит из сульфида цинка и некоторого количества железа.
Если мы подумаем о концепции магнетизма, один вопрос, касающийся цинка, возникает в нашем уме о магнетизме цинка.
Итак, цинк является магнитным или немагнитным? По сути, цинк не является магнитным материалом. Электронная конфигурация цинка [Ar]3d104s2, что означает отсутствие каких-либо неспаренных электронов в валентной оболочке. Это показывает, что цинк диамагнитен по своей природе и, следовательно, не притягивается силами магнита.
Различные степени магнетизма – объяснение
Согласно словарю, магнетизм — это наука, изучающая магнитные явления.
Объект считается магнитным тогда и только тогда, когда он может создавать собственное магнитное поле при определенных обстоятельствах.
Любой указанный объект может реагировать на магнитное поле несколькими способами, в зависимости от состава, электронной конфигурации, природы и других свойств образующих его элементов.
Любой элемент может быть как магнитным, так и немагнитным. Магнетизм в материалах можно объяснить следующим образом:
Немагнитные материалы сталкиваются с силой отталкивания от магнита. В их валентной оболочке отсутствуют неспаренные электроны, и они называются диамагнетиками . Например, медь, дерево, цинк и т. д.
Однако магнитные элементы имеют разную степень притяжения и могут быть классифицированы как – парамагнетики, ферромагнетики и ферриты .
Когда материал слабо притягивается к магниту (без очень доминирующей силы притяжения), то он называется Парамагнетик . Например алюминий, олово и т.д.
Ферромагнетизм , как говорят, существует в материалах, которые резко притягиваются к магнитам. Такие материалы имеют высокие порядки относительной проницаемости. Например, железо, сталь, никель и т. д.
Между парамагнитными и ферромагнитными материалами лежат Ферриты . Ферриты — это материалы, обладающие большими магнитными свойствами, чем уровни парамагнетизма, но меньшими, чем ферромагнитные материалы. Например, керамические магниты.
Таким образом, материалы можно разделить на указанные категории в широком смысле в зависимости от того, притягиваются ли они к магнитам, и если да, то насколько сильны силы притяжения, действующие на рассматриваемые материалы.
Немагнитная природа цинка
Как определяется магнетизм?
Магнетизм материала полностью зависит от движения электрических зарядов. Электроны вращаются вокруг ядра, генерируя при этом электрические токи. Это приводит к тому, что электроны ведут себя как бесконечно малые магниты.
Вещества могут быть намагничены несколькими способами:
Трение о существующий магнит : Когда кусок магнитного материала трется о полюс магнита (либо северный, либо южный), полюса атомов материал выравнивается в соответствии с полюсом магнита. Сила, создаваемая выровненными атомами, создает магнитное поле.
Намагничивание электрическим током : Проведение электрического тока через железный гвоздь, обернутый в медную проволоку, может намагнитить гвоздь. Этот метод, тем не менее, подходит в основном для сильных ферромагнитных материалов, потому что в случае других материалов магнитное поле теряется, как только ток снимается.
Цинк, однако, не может быть намагничен ни одним из упомянутых способов. Одним из таких металлов является латунь.
Прочтите интересную статью о магнетизме латуни.
При трении диамагнитного материала, такого как цинк, о магнит полюса атомов не выровняются из-за отсутствия неспаренных электронов.
Второй метод также бесполезен, так как слабое магнитное поле, которое будет создаваться при подаче тока, носит временный характер. Как только ток снимается, исчезает и поле.
Почему цинк диамагнитен по своей природе?
Zn имеет атомный номер, равный 30, и принадлежит к 12 группе периодической таблицы. Это чрезвычайно стабильный металл и существует в виде стабильного иона в форме Zn2+.
Электронная конфигурация цинка: 1s22s22p63s23p64s23d10. Видно, что валентная оболочка Zn полностью заполнена, что исключает существование каких-либо неспаренных электронов.
Каждая электронная орбиталь, принадлежащая первым трем энергетическим уровням, полностью заполнена. Подуровни 4s и 3d также полностью заняты.
Происходит совместное использование орбитали равным количеством электронов для обоих значений спина (+1/2 и -1/2), что приводит к общему нулевому спину.
Это означает, что магнитное поле, создаваемое движением электронов в противоположных направлениях, равно по числу и, следовательно, компенсируется.
Это всеобъемлющее нулевое вращение способствует диамагнетизму цинкового элемента, делая его отталкивающим по отношению к любым магнитным силам.
Поведение цинка в магнитном поле
Цинк в широком спектре может быть диамагнитным (или, можно сказать, немагнитным) металлом, но при наличии чрезвычайно сильного магнитного поля в указанном веществе может установиться временный магнетизм.
Однако эта характеристика перестанет существовать, как только будет снято сильное магнитное поле.
Когда цинк подвергается воздействию мощного магнитного поля (особенно, если металл находится в расплавленном виде), он начинает проводить небольшое количество электричества.
Это облегчает создание слабого, но значительного, противоположно заряженного магнитного поля.
Пока существует поле вокруг металла, его слабый магнетизм также продолжает преобладать. При удалении мощного вспомогательного поля теряется и магнетизм цинка.
Поскольку приобретенный магнетизм непостоянен, цинк не маркируется как магнитный материал.
Свойства цинка
Атомный вес = 65,4 г
Плотность = 7,14 г/см3
Температура плавления = 420 ºC
Температура кипения = 907 ºC
Внешний вид: Блестящий серебристо-серый или голубовато-серый. Существует в твердом состоянии на СТП.
Цинк диамагнитен и не имеет неспаренных электронов.
Широко используется в качестве гальванического средства для предотвращения ржавчины и окисления некоторых металлов.
Цинк применяется для достижения процесса электрогальванизации.
Подходит для формирования нескольких сплавов, таких как латунь, припой, Zamak и т. д.
В природе существует пять стабильных изотопов цинка: 64Zn (наиболее распространенный), 66Zn, 67Zn, 68Zn, 70Zn.
Цинк — недорогой и легко поддающийся литью металл.
Может использоваться в батареях (цинково-марганцевые и цинково-воздушные батареи)
Заключение
Цинк является 24-м наиболее распространенным металлом на поверхности Земли и существует в виде пяти возможных стабильных изотопов. Он слегка хрупок при комнатной температуре и при разрушении издает звук, похожий на крик олова.
Цинк диамагнитен по своей природе и не имеет неспаренных электронов на валентной оболочке. Общий спин, соответствующий электронной конфигурации, равен нулю, и поэтому вещество называется немагнитным материалом. При помещении в хорошо установившееся магнитное поле цинк развивает слабое магнитное поле, но сразу же теряет его при ампутации поля. Из-за отсутствия способности удерживать магнетизм его не называют постоянно магнитным материалом.
Цинк обладает многочисленными свойствами, которые делают его пригодным для различных применений. Цинк находит наиболее заметное применение в гальванизации, процессе, в основном используемом для предотвращения ржавчины железа и стали.
Кроме того, его также добавляют к различным металлам, таким как олово, алюминий, медь, магний и т. д., для образования различных сплавов.
В заключение следует отметить, что цинк является немагнитным металлом, чрезвычайно полезным и вполне доступным для использования.
Является ли цинк магнитным? (ОТВЕТ) — Да Грязь
по
Простой ответ – нет.
Цинк по сути не является материалом, который вы считаете магнитным.
Его электронный состав показывает отсутствие электронов, которые необходимы в валентной оболочке любого объекта.
Эти электроны необходимы для того, чтобы объект притягивался к магниту в разной степени.
Читайте дальше, чтобы узнать больше о цинке и магнетизме.
Что такое цинк?
Знаете ли вы, что цинк является одним из самых распространенных металлов в земной коре?
Вот почему он имеет множество применений, от биологических до промышленных.
Когда вы найдете его при комнатной температуре, вы заметите, что он выглядит ломким и имеет сине-белый цвет.
Тем не менее, вы можете отполировать его до блеска.
В периодической таблице цинк является одним из основных металлов. Его основная роль заключается в гальванизации стали, если вы хотите защитить свои металлы от любой нежелательной коррозии.
Цинк имеет сплавы, необходимые для широкого спектра применений.
Физические свойства этого металла можно разделить на следующие категории.
1. Прочность
Известно, что цинк является слабым металлом.
По сравнению с углеродистой сталью имеет вдвое меньшую прочность на растяжение.
Вот почему его нельзя использовать для несущих конструкций.
2. Прочность
Поскольку цинк становится хрупким при комнатной температуре, это означает, что он имеет низкую ударную вязкость.
Тем не менее, цинковые сплавы на удивление обладают более высокой ударной вязкостью, если сравнивать их с другими сплавами.
3. Пластичность
Если температура цинка будет находиться в диапазоне от 212 до 303 градусов по Фаренгейту, вы заметите, что он станет пластичным и податливым.
Однако при повышении этих температур он возвращается в исходное хрупкое состояние.
4. Проводимость
Если вы думаете о проводимости металла, вам следует знать, что содержание цинка просто умеренное.
Обладает сильными электрохимическими свойствами.
Они идеально подходят для гальванизации и обслуживания ваших щелочных батарей.
Что означает слово «магнитный»?
Вы были бы удивлены, обнаружив, что существуют разные степени магнетизма.
Если вы хотите узнать больше о науке, изучающей магнитные явления, вы не одиноки.
Что это значит, когда объект называется магнитным?
Существуют объекты, которые могут создавать свои собственные магнитные поля при определенных обстоятельствах.
Многие объекты по-разному реагируют на магнитные поля.
Как правило, реакция объекта зависит от ряда факторов.
Например, состав, природа и электронный состав объекта могут определить, является ли ваш объект магнитным или нет.
Согласно науке, у вас могут быть объекты как магнитные, так и немагнитные.
Последнее относится к тому, когда ваш объект имеет силу отталкивания от любого магнита.
Это означает, что им не хватает определенных электронов, которые помогли бы им спариться с магнитом.
Такие металлы, как медь и цинк, подпадают под эту классификацию.
Они считаются диамагнитными материалами для определенных целей.
С другой стороны, у вас есть магнитные материалы.
Это объекты, которые имеют различные виды притяжения к магнитам.
Их можно разделить на три типа.
Ферромагнитный. Есть определенные материалы, такие как никель и сталь, которые, как говорят, резко притягиваются к магниту. Как правило, они отличаются высокой проницаемостью.
Ферриты. Они обычно считаются средней линией магнетизма. У них либо более высокий, либо более низкий уровень парамагнетизма. Под эту классификацию подпадают такие материалы, как керамические магниты.
Парамагнетик. Иногда вы находите материалы, которые слабо притягиваются к вашему магниту. Этими свойствами обладают такие металлы, как алюминий и олово. Их магнитная сила не так уж доминирует.
Почему цинк не магнитится?
Когда вы помните о различных факторах, влияющих на то, является ли ваш объект магнитным или нет, становится легче понять, почему цинк не является магнитным материалом.
Во-первых, электронная конфигурация цинка показывает, что в его валентной оболочке отсутствуют определенные электроны.
Чугун — прочный и долговечный металлический сплав для производства заготовок, деталей, конструкций промышленного и строительного предназначения. Множество практичных и полезных свойств постоянно расширяют сферу применения данного сплава.
Впервые чугун стал упоминаться еще в III-IV веках до нашей эры — в тот период он уже активно использовался мастерами Китая для производства стали и чугунных изделий. В Европе такой материал стал отливаться только в середине XV века — сплав производился в основном в Нидерландах, Италии и Бельгии. На тот период основным назначением чугуна было производство пушечных ядер, элементов вооружения. Уже в XVII веке из данного материала начинают выпускаться рельсы, колеса, домашняя утварь и некоторые ручные инструменты.
Состав чугуна
Чугун представляет собой сочетание двух основных структурных компонентов — железа и углерода. Причем на долю последнего приходится лишь от 2,14% до 6,67% всего состава. В качестве усиливающих добавок в состав чугуна также включаются:
кремний — в объеме не более 4,3%;
сера, максимум содержания которой — 0,07%;
марганец — не больше 2% всей структуры чугуна;
фосфор — на его долю приходится до 2%.
Кроме указанных элементов в составе чугуна почти во всех марках присутствуют легирующие компоненты — алюминий, медь, молибден, цирконий, ванадий, хром, титан.
Виды чугунных сплавов
В производстве чугуна выделяют несколько его разновидностей, отличия которых касаются структурного состава и эксплуатационных характеристик:
белый чугун — с высоким запасом прочности и повышенной хрупкостью, используется для переплавки в сталь;
серый чугун — обладает повышенными свойствами пластичности и вязкости, имеет содержание фосфора 0,3-1,2%, за счет которого увеличивается износостойкость;
легированный — отличается стойкостью к действию окислительных и коррозионных процессов, высоким уровнем твердости;
половинчатый чугун — с высокой износостойкостью и сопротивляемостью динамичным усилиям, используется в станкостроении и машиностроении;
высокопрочный — марка чугуна с повышенным ресурсом прочности и износостойкости, которые обеспечивает увеличенная доля кальция и магния в структуре;
ковкий — образуется вследствие переплавки белого чугуна, обладает повышенной вязкостью и пластичностью, используется по всех промышленных отраслях;
специальный — с большим объемом кремния и марганца, обладает антикоррозионными свойствами, низкой температурой плавления.
В зависимости от химической структуры, различают ферросплавы с преобладающим содержанием железа и минимальной долей вторичных компонентов, а также легированные марки чугуна с добавлением меди, титана, циркония, ванадия или хрома. Вторая категория более практична в результате повышенной износостойкости, термостойкости.
Среди легированных марок чугуна выделяется четыре разновидности с отличиями в эксплуатационных свойствах:
жаростойкие чугуны;
антифрикционные чугуны;
стойкие к коррозии марки;
жаропрочные чугунные сплавы.
Свойства различных видов чугуна частично отображаются в маркировке. Например, СЧ — серый чугун, ВЧ — высокопрочный чугун, КЧ — ковкий чугун. Также в маркировке используются цифровые значения, указывающие на стойкость к растяжению, относительный коэффициент удлинения и твердость.
Свойства и характеристики
Все без исключения разновидности чугунного сплава обладают достойными эксплуатационными характеристиками:
физические — стойкость к температурам и влажности;
гидродинамические — чугун обладает отличной вязкостью, упрощающей трансформацию в стадию затвердевания;
химические — устойчивость к агентам агрессивных сред;
технологические — проявляются антивибрационными свойствами, стойкостью к коррозии и износостойкостью;
механические — проявляются высокой прочностью материала.
В отличие от других металлов и сплавов, чугун обладает меньшей массой, более высокими литейными свойствами, возможностью обработки методом резания и деформации. Именно поэтому так популярная ковка художественных изделий из чугуна.
Применение чугунного сплава
Чугун всех марок может использоваться в строительстве и промышленности. Благодаря параметрам вязкости, прочности и другим свойствам, материал может использоваться в производстве блоков, тормозных колодок, посуды, отопительных радиаторов. Вместе с тем чугунные сплавы используются для конструктивных деталей транспорта, в машиностроении, для производства бытовых или промышленных резервуаров, в химической отрасли и в строительной сфере.
Основные свойства и области применения серого чугуна
В основу стандартизации серого чугуна заложен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении (В). В соответствии с этим принципом обозначение марки чугуна содержит минимально допустимое значение В определенного в стандартной пробной литой заготовке. Механические свойства серого чугуна регламентируются ГОСТ 1412-85 и приведены в табл.1.2. Необходимо учитывать, что порядок подготовки и проведения механических испытаний серого и других чугунов отличаются от методов испытания стали. Например, для чугунных отливок контроль свойств проводят по ГОСТ 27208-87 «Отливки из чугуна. Методы механических испытаний», а способы получения заготовок для образцов из каждого чугуна регламентированы соответствующим стандартом (для серого – ГОСТ 24648 –81).
Таблица 1.2 — Механические свойства и рекомендуемые составы серого чугуна (ГОСТ 1412-85)
K большинству чугунных отливок в силу особенностей их эксплуатации часто предъявляются различные условия, включающие другие (не предусмотренные ГОСТ 1412-85) требования по механическим свойствам, а также по физическим и теплофизическим показателям. На практике достаточно часто удается проследить связь между определенной группой физико-механических и теплофизических свойств чугуна и эксплуатационными показателями конкретного изделия. Наиболее часто встречающиеся показатели механических свойств серого чугуна, часть из которых не регламентируется ГОСТ 1412-85, приведены в табл.1.3-1.5.
Большое влияние на механические свойства чугуна имеет скорость охлаждения металла, а, следовательно, и толщина стенок отливок. В этом случае при оценке реальной прочности отливок рекомендуется изготавливать различного рода тестовые заготовки, которые соответствуют толщине отливок, и из них вырезать образцы для испытаний. Определенные представления о влиянии толщины стенки отливки на прочность и твердость чугуна можно получить, воспользовавшись данными табл.1.6.
Таблица 1.3 – Механические свойства серого чугуна при растяжении и изгибе
Основные показатели, характеризующие физические свойства чугуна (плотность, удельная теплоемкость, теплопроводность и коэффициент линейного расширения), приведены в табл. 1.7 в соответствии с приложением № 2 ГОСТ 1412-85. Данные такого рода имеются также в стандартах других стран, например, Британский стандарт BS 1452 1977.
Модуль упругости чугуна зависит от размеров графитных пластин и уменьшается с увеличением их размера. Более высокий уровень пластичности серый чугун с пластинчатым графитом показывает при сжатии. Например, осадка серого чугуна в холодном состоянии при сжатии может составлять 20 – 40 %. При растяжении пластичность, как видно из табл. 1.3, не достигает и 1 % удлинения.
Таблица 1.4 – Механические свойства серого чугуна при сжатии
Таблица 1.5 – Механические свойства серого чугуна при кручении
Обобщая имеющиеся в литературе данные, необходимо заметить, что плотность чугуна тем выше, чем ниже содержания в нем углерода и кремния. Коэффициенты теплового расширения и удельной теплоемкости зависят не столько от химического состава чугуна, сколько от его структуры. При этом легирующие элементы слабо влияют на эти коэффициенты. Исключение составляет только медь. Теплопроводность чугуна, связанная с теплопроводностью структурных составляющих, оказывается наибольшей при максимальном содержании графита.
Таблица 1.6 — Зависимость прочности (В) и твердости (НВ) серого чугуна от толщины стенок отливок
Таблица 1.7 – Физические свойства чугуна с пластинчатым графитом (ГОСТ 1412-85)
Как конструкционный материал серый чугун используются для широкого спектра изделий практически во всех отраслях машиностроительного комплекса. К числу наиболее крупных потребителей чугунного литья следует отнести автомобилестроение, станкостроение, тяжелое и металлургическое машиностроение, санитарно-техническую промышленность и пр.
В конструкции автомобилей и тракторов масса литых деталей из серого чугуна, например, составляет 15-25% от общей массы. Преимущественное применение серого чугуна обусловлено тем фактом, что в нем сочетаются высокая износостойкость и противозадирные свойства при трении с ограниченной смазкой, демпфирующая способность. Основная номенклатура изделий — это блоки, головки и гильзы цилиндров, крышки коренных подшипников двигателей, тормозные диски и диски сцепления, тормозные барабаны и другие детали, для которых серый чугун яв-ляется оптимально технологичным и экономичным конструкционным материалом.
Блоки цилиндров карбюраторных и дизельных двигателей изготавливают из низколегированных чугунов марки СЧ20, СЧ25, которые обеспечивают в стенках отливок толщиной 15-25 мм В =200-250 Н/мм2, а в более тонких стенках до 270 Н/мм2. Такого же типа чугуны обычно применяют для головок цилиндров дизельных двигателей и гильз цилиндров карбюраторных и дизельных двигателей. Основными требованиями к чугуну для гильз являются: перлитная структура матрицы (не более 5% феррита), графит среднепластинчатый неориентированный, твердость в пределах 200-250 НВ. В конструкции автомобильных дизельных, карбюраторных, а также тракторных двигателей широко применяют гильзы цилиндров из специальных легированных чугунов, чаще всего — фосфористые.
Для блоков и головок цилиндров тяжело нагруженных дизельных двигателей (автомобильных и судовых) применяют специальные легированные чугуны, а для головок цилиндров — высокоуглеродистые (более 3,5% С) легированные термостойкие чугуны. Эти требования выполняются при использовании для отливки гильз низколегированных чугунов, химический состав которых выбирают с учетом технологии формы, метода плавки, сечения отливки.
Чугунные распределительные валы дизельных и карбюраторных двигателей (легированные чугуны марки СЧ 25 и СЧ 30) имеют высокую износостойкость и широко применяются в автомобилестроении. Легирование молибденом, хромом, никелем обеспечивает хорошую закаливаемость и прокаливаемость чугуна, и заданную глубину отбеленного слоя (в отбеленных кулачках). Высокая твердость и износостойкость кулачков достигаются либо за счет поверхностной закалки чугуна, в структуре которого (в носике кулачков) имеются игольчатые карбиды, либо за счет поверхностного отбела чугуна в кулачках при кристаллизации в контакте с холодильником. Отбеленные кулачки предпочтительны в тяжелых условиях работы.
Тормозные диски, барабаны и нажимные диски сцепления, работающие в условиях сухого трения с высокими скоростями скольжения должны обеспечивать в паре с фрикционной пластмассой стабильный коэффициент трения и износостойкость. При многократных циклах торможения, во время которых в контакте фрикционной пары выделяется тепло, а затем быстро отводится, на поверхности чугунной детали образуются термические трещины, снижающие прочность. Для тормозных барабанов и дисков средней нагруженности чаще всего применяют серый чугун марки СЧ20 или СЧ25. В условиях высокой нагруженности деталей, когда на поверхности трения образуются термические трещины, применяют специальные высокоуглеродистые термостойкие чугуны с повышенным уровнем легирования. Для наиболее тяжелых условий работы рекомендуется использовать перлитные чугуны с вермикулярным графитом.
Маховики в процессе работы вращаются с частотой порядка 2500-8000 об/мин. Соответственно, в них возникают большие растягивающие напряжения, а поверхность маховика периодически трется о сопряженную рабочую поверхность. Трение с большими скоростями приводит к выделению тепла на поверхности трения, образованию усталостных термических трещин, снижающих прочность маховика. Требования повышенной прочности с учетом большой массы маховиков и толщины сечения обусловили применение для их изготовления серых чугунов марки СЧ25, СЧ30, СЧ35 (чем больше сечение отливки, тем выше марка). Выбранная марка чугуна должна обеспечивать получение в теле отливки прочности не ниже 200-250 Н/мм2. Если прочность чугуна СЧ 35 недостаточна для обеспечения условий работы маховиков, то необходимо применять чугуны с вермикулярным или шаровидным графитом.
Крышки коренных подшипников из серого чугуна применяют в основном в карбюраторных двигателях легковых автомобилей. Для обеспечения перлитной структуры и твердости не менее 200 НВ крышки подшипников отливают из серого чугуна марки СЧ25. Для тяжело нагруженных карбюраторных двигателей и для дизельных двигателей применяют крышки подшипников из ковкого чугуна или чугуна с шаровидным графитом.
Выпускные коллекторы подвергаются воздействию горячих агрессивных выхлопных газов и в процессе работы подвержены окислению, термическим деформациям, а иногда — растрескиванию. Во многих случаях серый чугун является экономичным и достаточно долговечным материалом для этих деталей. Учитывая, что коллекторы имеют тонкие стенки (3-7 мм), их отливают из чугунов марки СЧ15, СЧ20, которые для повышения жаростойкости легируют небольшими добавками хрома и никеля. Для термически нагруженных коллекторов применяют ковкий чугун, чугун с шаровидным графитом, а иногда — аустенитный чугун с шаровидным графитом, имеющим высокую термостойкость и стойкость против окисления.
В станкостроении серый чугун применяют для широкой номенклатуры литых деталей с массой от 0,1 кг до 100 тонн с толщиной стенок от 4 до 200 мм, работающих в самых разнообразных условиях. Классификация станкостроительных литых деталей из серого чугуна с учетом этого разнообразия конструкций и условий работы осуществляется в соответствии с ОСТ 2 МТ 21-2-83. При выборе марки чугуна конструктор в зависимости от класса, группы детали и приведенной толщины стенки отливки определяет необходимый минимальный уровень твердости и микроструктуры.
С учетом специфики большинства станкостроительных деталей, работающих преимущественно на жесткость, а не на прочность, предпочтение отдают чугунам, обладающим повышенной твердостью и пониженной пластичностью. Такие чугуны по химическому составу отличаются повышенным (против рекомендаций ГОСТ 1412-85) содержанием кремния и марганца при пониженном содержании углерода. Если невозможно получить необходимый уровень твердости чугуна, в направляющих применяют легирование, формовку с холодильниками и др.
Отливки из серого чугуна весьма широко и успешно используются для определенной номенклатуры деталей сменного металлургического оборудования: сорто- и листопрокатные валки, всевозможные изложницы для разливки слитков, шлаковые чаши и т. п.
← Раздел 1.1
Раздел 1.3 →
Что такое чугун? — Определение, свойства и использование
Что такое чугун?
Чугун – группа сплавов железа с углеродом с содержанием углерода от 2 до 4 процентов. Кроме того, различные количества кремния от 1 до 3% по весу и марганца, а также следы примесей, таких как сера и фосфор. Чугун производится путем восстановления железной руды в доменной печи.
Жидкое железо разливается или отливается и затвердевает в сырые слитки, называемые чушками, а затем чушки переплавляются вместе с ломом и легирующими элементами в вагранках и снова отливаются в формы для производства разнообразных изделий.
Легирующие ингредиенты влияют на его цвет при разрушении: белый чугун имеет карбидные примеси, которые позволяют трещинам легко проходить, серый чугун имеет графитовые чешуйки, которые отклоняют проходящую трещину и вызывают бесчисленное количество новых трещин при разрушении материала, а ковкий чугун имеет шаровидные «узелки» графита, останавливающие трещину, препятствуют ее дальнейшему продвижению.
Чугун, за исключением ковкого чугуна, склонен к хрупкости. Благодаря относительно низкой температуре плавления, хорошей текучести, литейным свойствам, отличной обрабатываемости, сопротивлению деформации и износостойкости чугун стал конструкционным материалом с широким спектром применения.
Чугун используется в трубах, машинах и автомобильных деталях, таких как головки цилиндров, блоки цилиндров и коробки передач. Он устойчив к окислению, но плохо поддается сварке.
из чего сделан чугун?
Чугун производится из чугуна, который является продуктом плавки железной руды в доменной печи. Чугун можно производить непосредственно из расплавленного чугуна или путем повторного плавления чугуна, часто вместе со значительными количествами железа, стали, известняка, углерода (кокса), и предпринимая различные шаги для удаления нежелательных загрязнителей.
Фосфор и сера могут выгорать из расплавленного железа, но при этом также выгорает углерод, который необходимо заменить. В зависимости от применения содержание углерода и кремния регулируется до желаемого уровня, который может составлять от 2 до 3,5% и 1-3% соответственно.
При желании в расплав добавляются другие элементы перед тем, как путем литья будет получена окончательная форма.
Чугун иногда плавят в доменных печах особого типа, известных как вагранки, но в современных применениях его чаще плавят в электрических индукционных печах или электродуговых печах. После завершения плавки расплавленный чугун заливают в раздаточный котел или ковш.
В чем разница между чугуном и сталью?
Основное различие между двумя элементами заключается в том, что сталь производится из железной руды и металлолома и называется сплавом железа с контролируемым углеродом. Принимая во внимание, что около 4% углерода в железе делает его чугуном, а менее 2% углерода делает его стальным.
Чугун дешевле большинства сталей. Кроме того, температура плавления чугуна ниже, чем у стали, но он обладает высокой прочностью на сжатие, высокой твердостью и высокой износостойкостью. Следовательно, важное различие между сталью и чугуном заключается в том, что сталь пластична и ковка, тогда как чугун закален и имеет высокую прочность на сжатие.
В качестве еще одного важного различия между сталью и чугуном можно сказать, что углерод в стали находится в форме карбида железа, в то время как в чугуне углерод присутствует в виде графита или карбида железа, или того и другого. Кроме того, чугун обладает отличной текучестью, чего нет у стали.
Свойства чугуна
Некоторые общие механические свойства чугуна включают:
Твердость. Чугун твердый и может быть закален нагреванием и внезапным охлаждением. Это делает его достаточно прочным. Мягкая сталь может быть закалена и отпущена с использованием соответствующих процессов.
Прочность. Способность материала поглощать энергию
Пластичность. Способность материала деформироваться без разрушения
Эластичность. Способность материала возвращаться к своим первоначальным размерам после деформации
Пластичность. Способность материала деформироваться при сжатии без разрыва
Прочность на растяжение. Наибольшее продольное напряжение, которое материал может выдержать без разрушения
Усталостная прочность. Наибольшее напряжение, которое материал может выдержать в течение заданного количества циклов без разрушения
Температура плавления. Чугун имеет более низкую температуру плавления (12000°С) по сравнению с температурой плавления мягкой стали, которая находится в диапазоне от 13000°С до 14000°С.
Возможность литья. С чугуном легче работать, когда речь идет о литье форм из материала. Из-за дополнительного углерода, присутствующего в чугуне, его расплавленная форма более жидкая, и это облегчает отливку материала в сложные формы.
Обрабатываемость. Чугун почти эластичен вплоть до предела прочности на растяжение и образует прерывистую стружку, которая легко отрывается от образца. Это помогает улучшить режущую способность. Благодаря этому чугун является предпочтительным материалом, когда речь идет о высокой обрабатываемости и прочности.
Состав чугуна
Чугун, сплав железа, который содержит от 2 до 4 процентов углерода, а также различные количества кремния и марганца и следы примесей, таких как сера и фосфор. Его получают путем восстановления железной руды в доменной печи.
Чугун также содержит небольшое количество примесей, таких как кремний, сера, марганец и фосфор, медь, никель, хром, которые влияют на его свойства в малых или больших масштабах. Действие этих свойств заключается в следующем.
Кремний: В чугуне частицы кремния имеют до 4 процентов присутствия. Он способствует образованию графита, что делает его мягким и легко поддающимся обработке, а также повышает прокаливаемость и удельное электрическое сопротивление.
Сера: Присутствует до 0,1 процента. Делает чугун твердым и хрупким.
Марганец: Способствует карбидообразованию чугуна, что делает его элитным, твердым и повышает стойкость к износу и истиранию. Он присутствует до 0,75 процента.
Хром: Также способствует образованию карбидов, что повышает прокаливаемость, износостойкость, коррозионную стойкость и стойкость к окислению.
Никель: Повышает прочность на растяжение.
Вольфрам: Повышает твердость и жаропрочность.
Молибден: Повышает прокаливаемость.
Ванадий: Повышает прокаливаемость и твердость в горячем состоянии.
Алюминий: Действует как раскислитель в стали.
Титан: Действует как раскислитель в стали.
Ниобий: Снижает прокаливаемость и повышает пластичность, что приводит к повышению ударной вязкости.
Кобальт: Уменьшает прокаливаемость и сопротивляется размягчению при повышенных температурах.
Типы чугуна
Четыре основных типа чугуна: белый чугун, серый чугун, ковкий чугун и ковкий чугун.
Белое железо.
Серый чугун.
Ковкий чугун.
Ковкий чугун.
1. Серый чугун
Самый распространенный тип, серый чугун, имеет графитовую микроструктуру, состоящую из множества мелких трещин. Его называют «серым железом», потому что наличие этих маленьких трещин создает видимость серого цвета.
При производстве серого чугуна трещины открываются и обнажают графит серого цвета под поверхностью. Серый чугун не такой прочный, как сталь, и не может поглощать такое же количество ударов, как сталь. Серый чугун обладает той же прочностью на сжатие, что и сталь. В результате он стал популярным выбором металла для применений, где важна прочность на сжатие.
Характеризуется графитом в микроструктуре, что дает:
Хорошая обрабатываемость
Хорошая стойкость к износу и истиранию
2.
Белый чугун
Белый чугун, хотя и не так распространен, как серый чугун, является еще одним типом, заслуживающим упоминания. Он получил свое название из-за грязно-белого цвета, который является результатом соединений железа, известных как цементит. Как и серый чугун, белый чугун имеет множество мелких трещин.
Разница в том, что под поверхностью белого чугуна находится цементит, а под поверхностью серого чугуна — графит. Графит дает серый цвет, а цементит — белый. Белый чугун твердый и обладает отличной стойкостью к истиранию.
Характеризуется преобладанием карбидов, ударных:
Высокая прочность на сжатие
Твердость
Хорошая износостойкость
3. Ковкий чугун
Ковкий чугун, также известный как шаровидный чугун , пластичный, высокоуглеродистый сплав железа. Обычно он производится со следами других соединений, включая магний и церий.
При добавлении этих следовых соединений они снижают скорость роста графита, сохраняя металл мягким и пластичным. Ковкий чугун был изобретен в начале-середине 19 века.40с.
Серый чугун с небольшим содержанием магния и цезия образует узелки в графите, в результате чего получается
Высокая прочность
Высокая пластичность
4. Ковкий чугун
Наконец, ковкий чугун, с которым легко «работать». Обычно его изготавливают путем термообработки белого чугуна. Белый чугун нагревают до двух дней, а затем охлаждают. После завершения ковкое железо можно сгибать и манипулировать для получения уникальных форм и размеров.
Белый чугун, подвергнутый термообработке для улучшения
Повышенная пластичность
5. Пятнистый чугун
Чугун имеет равное количество свободного углерода и карбида, известного как пятнистый чугун. Он имеет промежуточные свойства и цвет серого чугуна и белого чугуна.
6. Охлажденный чугун
Если белый чугун быстро охлаждается из расплавленного состояния, полученное железо называется отбеленным чугуном.
7. Легированный чугун
Легированный чугун получают путем добавления в чугун некоторых легирующих элементов, таких как никель, хром, медь и т. д. Он обладает повышенными свойствами в зависимости от легирующего элемента. Этот чугун производится для получения желаемых свойств чугуна.
Использование чугуна
Чугун можно использовать для многих типов материалов и изготовления различных инструментов и т. д.
Многие виды санитарно-технической арматуры, такие как канализационные трубы, люки, водопроводные трубы, цистерны изготавливаются с использованием чугуна.
Основание колонны и металлические колонны могут быть изготовлены из чугуна.
Литейная форма, используемая для изготовления фонарных столбов, металлических лестниц, ворот и т. д.
Колеса вагонов и рельсовые кресла изготовлены из чугуна.
Из него можно изготовить различные виды сельскохозяйственной техники и инвентаря.
Из чугуна можно изготавливать различные детали машин
Применяется при изготовлении автомобильных деталей
Применяется при изготовлении кастрюль, сковородок и посуды
Применяется при изготовлении якорей для судов
Преимущества чугуна
Обладает хорошими литейными свойствами
Обладает хорошей чувствительностью
Обладает отличной износостойкостью
Хорошо поддается механической обработке.
Очень низкая чувствительность к надрезам
Низкая концентрация напряжения
Низкая стоимость
Долговечность
Устойчивость к деформации
Прочность на сжатие в три-пять раз выше, чем у стали.
Обладает отличными антивибрационными (или демпфирующими) свойствами, поэтому используется для изготовления рам машин.
Обладает постоянными механическими свойствами в диапазоне температур от 20 до 350 °C.
Доступен в больших количествах, поэтому производится в массовом масштабе. Инструменты, необходимые для процесса литья, относительно дешевы и недороги. Это обуславливает низкую себестоимость ее продукции.
Ему можно придать любую сложную форму и размер без применения дорогостоящих операций механической обработки
Недостатки чугуна
Склонен к ржавчине
Имеет низкую прочность на растяжение
Имеет высокое отношение массы к прочности коэффициент
Обладает высокой хрупкостью
Обладает плохой ударной вязкостью
По сравнению со сталью имеет плохую обрабатываемость
Детали чувствительны к сечению; это связано с медленным охлаждением толстых секций.
Выход из строя его частей внезапный и в целом не отражает предела текучести.
Необрабатываемый (белый чугун).
Часто задаваемые вопросы.
Что такое чугун?
Чугун – это группа железоуглеродистых сплавов с содержанием углерода от 2 до 4 процентов. Кроме того, различные количества кремния от 1 до 3% по весу и марганца, а также следы примесей, таких как сера и фосфор. Чугун производится путем восстановления железной руды в доменной печи.
Каков состав чугуна?
Чугун – это группа железоуглеродистых сплавов с содержанием углерода от 2 до 4 процентов. Кроме того, различные количества кремния от 1 до 3% по весу и марганца, а также следы примесей, таких как сера и фосфор.
Какие бывают виды чугуна?
Существует четыре основных типа чугуна – белый чугун, серый чугун, ковкий чугун и ковкий чугун: 1. Белый чугун. 2. Серый чугун. 3. Ковкий чугун. 4. Ковкий чугун.
Каковы свойства чугуна ?
Свойства чугуна 1. Твердость. Чугун твердый, и его можно закалить путем нагревания и резкого охлаждения. 2. Прочность. Способность материала поглощать энергию. 3. Пластичность. Способность материала деформироваться без разрушения. 4. Эластичность. 5. Пластичность. 6. Прочность на растяжение. 7. Усталостная прочность. 8. Температура плавления.
Каковы области применения чугуна?
Области применения чугуна 1. Используется для изготовления труб для транспортировки подходящих жидкостей. 2. Используется при изготовлении различных машин. 3. Используется при изготовлении автомобильных деталей. 4. Используется для изготовления кастрюль, сковородок и посуды. 5 Используется для изготовления корабельных якорей.
Кто изобрел чугун?
Англичанину Абрахаму Дарби приписывают революцию в чугунной посуде; в 1707 году он запатентовал метод отливки чугуна в относительно тонкие горшки и чайники, что удешевило их производство.
Читайте также
Графит: свойства, применение и различные виды графита.
Хром: свойства, применение и влияние на организм человека.
Сталь: определение, типы и применение
Нержавеющая сталь: определение, типы и применение
Свойства чугуна — Научные исследования
Нравится? Поделись!
Чугун можно переплавить в чугун, который можно использовать для ряда технических целей. Прочитайте эту статью ScienceStruck, чтобы узнать больше о свойствах этой разновидности железа.
Чугун, сплав железа (Fe) и углерода (C), приобрел популярность на рынке благодаря своей низкой стоимости. Он имеет возможность строить композитные конструкции. Количество углерода в чугуне составляет 2 – 4,5 % от его массы. Помимо железа и углерода, этот сплав содержит кремний (Si), небольшое количество марганца (Mn), серы (S) и фосфора (P). Изделия из чугуна обладают достаточной устойчивостью к коррозии. Он не податлив и не пластичен, и его нельзя закалить, как сталь. Плавится при температуре около 2100-2190ºF и имеет кристаллический или зернистый излом. Механические свойства этого сплава очень сильно зависят от морфологии содержащегося в нем углерода.
Углерод присутствует в виде пластин в сером чугуне, тогда как в белом чугуне он включен в виде соединения Fe 3 C (цементит). Чугун с шаровидным графитом, который имеет лучшую прочность на растяжение, чем серый чугун, содержит углерод в виде гранитных частиц сферической формы.
Низкая прочность на растяжение
Различные сорта чугуна используются в строительстве конструкций и машин. Чугун, имеющий предел прочности при растяжении 5 тонн на квадратный дюйм или менее, не имеет существенного значения для целей, где требуется, чтобы сплав обладал прочностью. Однако этот тип может использоваться в качестве балансировочных грузов, фундаментных блоков или для целей, где важным фактором является только вес. Некоторые сорта имеют прочность на растяжение до 19.тонн на квадратный дюйм. Однако средняя прочность составляет 7 тонн на квадратный дюйм. Добавление ванадия может дополнительно увеличить прочность чугуна.
Высокая прочность на сжатие
Прочность на сжатие определяется как способность материала противостоять силам, которые пытаются его сжать или сжать. Чугун обладает высокой прочностью на сжатие, что делает его желательным для использования в колоннах и опорах зданий. Прочность на сжатие серого чугуна может быть такой же высокой, как у некоторых мягких сталей.
Низкая температура плавления
Температура, при которой этот сплав начинает плавиться, находится в диапазоне от 2100 до 2190°F. Тем не менее, многие передовые методы плавки, легирования и литья используются для получения чугуна, который не уступает стали.
Сопротивление деформации
Чугунные конструкции обеспечивают жесткую раму и, таким образом, демонстрируют устойчивость к деформации. Это можно понять из того, что при заливке расплавленного чугуна в изложницы более тонкая часть может отделиться от более толстой и далее разрушаться.
В дополнение к вашему высококачественному рентгеновском аппарату, ваш рентгенолог также должен обладать навыками интерпретации снимков. Обратите внимание, что купить рентгеновскую плёнку вы можете у нас в магазине. Мы рекомендуем вам AGFA D4, AGFA D7 и AGFA F8 а также её аналог FOMADUX сертифицирован по европейскому стандарту ВАМ. Качество вуали 0,16, вы сможете существенно сэкономить на 20-30% от текущих расходов. Аналоги INDUX R4, INDUX R7 и FOMADUX RX-8.
Что вы узнаете:
Снимки сварных швов, обучение и фото
Предлагаем вам ознакомиться с нашими шаблонными снимками. Ниже вы найдёте подробное описание с причинами по каждому дефекту. В том числе и с дефектами Tig сварки (сварки аргоном, при сварке алюминия)
Вы также можете посмотреть наш видео ролик о всех дефектах в сварных швах, переходите на канал.
Понимание сварных швов на снимках происходит в три основных этапа:
Обнаружение
Интерпретация
Оценка
Для всех этих шагов необходимо чтобы ваш специалист имел УМ «Универсальный модулятор» — ибо все эти шаги используют УМ рентгенолога. В данному случае УМ — это способность разрешать пространственную картину используя воображение.
Способность человека обнаруживать неоднородности в рентгеновских снимках также зависит от условий освещения в месте просмотра и уровня опыта для распознавания различных особенностей изображения. (подобрее о рентгеновских снимках)
Данная статья написана, чтобы помочь лучше понять типы дефектов, обнаруженных в сварных швах и то, как они появляются на снимках и фотографиях сварных швов.
Разрывы на снимках сварного шва
Разрывы — это прерывания в типичной структуре материала. Эти прерывания могут возникать в структуре металла, сварочном материале или зонах термического влияния. Разрывы, которые не соответствуют требованиям и допускам, используемых в детали — называются дефектами.
Виды сварочных разрывов на снимках сварного шва
Холодные круги
Холодные круги — это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом или материалом предыдущего сварочного прохода (образуя холодный круг между проходами).
Дуга недостаточно плавит основной металл и заставляет слегка расплавленную лужу течь в основной материал без склеивания.
На рентгене сварного шва это выглядит так:
Пористость сварного шва
Пористость может принимать различные формы на рентгенограмме, но часто проявляется в виде темных круглых или неправильных пятен или пятна, появляющегося по отдельности, в скоплениях. Иногда пористость удлиняется и может иметь хвост.
Это результат того, что газ пытается уйти, пока металл еще находится в жидком состоянии.
Вся пористость является пустотой в материале и она будет иметь более высокую рентгенографическую плотность, чем окружающая область.
Пористость в кластерах
Пористость в кластере возникает, когда покрытые флюсом электроды загрязнены влагой.
При нагревании влага превращается в газ и захватывается в сварном шве в процессе сварки. Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Смотрите снимок ниже
Шлаковые включения
Шлаковые включения представляют собой неметаллический твердый материал, захваченный в металле сварного шва или между сварным швом и основным металлом.
На рентгене темные неровные асимметричные формы внутри сварного шва или вдоль участков сварного соединения указывают на наличие шлаковых включений.
Неполное проникновение или отсутствие проникновения
Неполное проникновение происходит, когда металл сварного шва не проникает сквозь соединение.
Это один из самых нежелательных дефектов сварного шва. Отсутствие проникновения позволяет позволяет появиться напряжению, из которого может появиться трещина. На рентгеновском снимке она показана как темная область с четко очерченными прямыми краями, которая находится за поверхностью или корнем вниз, по центру сварного шва.
Неполное плавление
— это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом.
На рентгеновском снимке: обычно отображается темной линией или линиями, ориентированными в направлении сварного шва вдоль зоны подготовки или соединения шва.
Внутренняя вогнутость
Внутренняя вогнутость — это состояние при котором металл сварного шва сжимается, при его охлаждении и втягивается в корень сварного шва.
На рентгеновском снимке это похоже на отсутствие проникновения, но линия имеет неровные края и она, обычно, довольно широкая в центре сварного шва.
Внутренняя или корневая подрезка
— это эрозия основного металла рядом с корнем сварного шва.
На рентгеновском контроле это выглядит как темная нерегулярная линия, смещенная от центральной линии сварного шва.
Наружная или коронковая подрезка
Наружная или коронковая подрезка представляет собой эрозию основного металла рядом с коронкой сварного шва.
На снимке это выглядит как темная нерегулярная линия вдоль внешнего края в области сварки.
Смещение или несостыковка
Смещение или несоответствие — это термины, связанные с условием когда две части, которые свариваются вместе, не выровнены должным образом.
Рентгеновском снимке показывает заметную разницу в плотности между двумя частями. Разница в плотности обусловлена разницей в толщине материала.
Темная прямая линия вызвана неспособностью металла сварного шва слиться с площадью поверхности.
Недостаточное армирование сварного шва
Недостаточное армирование сварного шва представляет собой область сварного шва, где толщина наплавленного металла шва меньше толщины основного материала.
По рентгеновскому контролю очень легко определить, имеет ли шов недостаточное усиление, потому что плотность изображения в области предполагаемой неадекватности будет выше (темнее), чем плотность изображения окружающего основного материала.
Избыточное усиление сварного шва
Избыточное усиление сварного шва — это область сварного шва, в которой металл сварного шва добавлен сверх того, что указано в технических чертежах и нормах.
На рентгенограмме появляется локализованная более светлая область сварного шва. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
Трещины на снимках сварных швов
Трещины могут быть обнаружены на снимке только тогда, когда они распространяются в направлении которое параллельное рентгеновскому лучу. Трещины будут выглядеть как неровные и часто очень слабые нерегулярные линии.
Трещины могут иногда появляться как «хвосты» на включениях или пористости.
Вас интересуют снимки дефектов в отливках? обратите внимание на наши снимки в описании рентгеновской плёнки agfa D7. Там приведены основные дефекты изделий, которые можно обнаружить с помощью Agfa D7 и её аналога почти копии INDUX D7.
Дефекты в сварке аргоном TIG
Следующие неоднородности являются уникальными для процесса сварки аргоном TIG. Эти разрывы имеют место в большинстве металлов, сваренных в процессе, включая алюминий и нержавеющую сталь. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
Вольфрамовые включения
Вольфрамовые включения Вольфрам является хрупким и по своей природе плотным материалом, используемым в электроде при сварке вольфрамовым инертным газом. Если используются неправильные процедуры сварки, вольфрам может попасть в сварной шов.
На рентгеновском снимке сварного шва вольфрам более плотный, чем алюминий или сталь, поэтому он выглядит как более светлая область с четким контуром на рентгенограмме.
Оксидные включения
Оксидные включения обычно видны на поверхности свариваемого материала (особенно алюминия). Оксидные включения менее плотны, чем окружающий материал и поэтому на рентгенограмме выглядят как темные неоднородности неправильной формы
.
Дефекты сварки в защитных газах
Следующие разрывы чаще всего встречаются в сварных швах GMAW.
Усы
Усы — это короткие отрезки сварочной электродной проволоки видимые на верхней или нижней поверхности сварного шва, или находящиеся внутри сварного шва.
На рентгенограмме они выглядят как светлые «проводные» индикаторы.
Прожигание
Прожигание происходит когда из-за слишком большого количества тепла металл сварного шва проникает в зону сварки
. Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
Сварочные швы: разновидности и особенности
В сварке, как и в любом другом технологическом процессе, важен не только конечный результат, но и все те нюансы, от которых и зависит конечное качество работы. В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.
Для сварки мастеру нужны не только качественные комплектующие и оборудование, но и бесценный опыт. Чтобы его накопить, необходимо постоянно обучаться и практиковаться. Насчет практики придется позаботиться самостоятельно, а вот с теорией мы вам поможем. В этой статье мы подробно расскажем, какие существуют виды сварных швов и какие особенности нужно учесть, чтобы выполнить работу качественно.
Содержание статьи
Общая информация
Виды швов
Особенности
Завершение работ
Вместо заключения
Общая информация
Прежде чем узнать, какие есть виды сварных соединений и швов, нужно определиться с понятием свойств сварного соединения. Свойства — это, по сути, характеристики шва, от которых зависит его качество. К свойствам относится прочность, вязкость, относительное удлинение и сужение. Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Так же важно знать, какую нагрузку выдерживает сварной шов. В интернете ходит много споров по этому поводу. Каждый мастер считает, что именно он знает, сколько выдерживает сварной шов. Мы скажем лишь одно: не существует единого ответа на этот вопрос. Для каждого типа металла это отдельное значение, поскольку разные виды швов имеют свой предел прочности.
Виды швов
Вот основные виды сварных соединений и швов:
стыковой
внахлест
угловой
тавровый
В этой статье мы подробно разбирали каждый вид сварного соединения.
Особенности
У швов есть свои дополнительные особенности, которые нужно знать. Прежде всего, это форма соединения. Она может быть выступающей, впалой или плоской. Выбор формы зависит от конкретных задач, которые нужно выполнить.
Так, например, выступающий (или просто выпуклый) шов применяется при сварке металлоконструкций, к которым предъявлены повышенные требования по нагрузке. Впалые (или вогнутые) швы без проблем переносят различного рода динамические нагрузки. Но в большинстве случаев вы встретите плоские швы, поскольку их характеристики наиболее универсальны и примени к большинству видов работ.
Также швы могут быть протяженными и прерывистыми. Протяженные (или сплошные) — это швы, которые выполняются за один подход, не имеют интервалов. Прерывистые, соответственно, наоборот выполняются с интервалами. Для выполнения большинства работ вам будет достаточно прерывистых сварочных швов и соединений. Сплошные швы применяются при сварке усиленных металлоконструкций.
Наиболее технологичный и качественный способ сделать соединение прерывистого типа — это контактная сварка. Ее выполняют с помощью вращающихся дисковых электродов. В домашней сварке этот метод скорее бесполезен, зато на крупных производствах ему нет равных. С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится.
Также есть роликовая сварка, с помощью которой можно выполнить качественный сплошной шов. Получаемый сварочный шов отличается прочностью, герметичностью и долговечностью. В большинстве случаев роликовая сварка подойдет для промышленной сварки (например, труб или модулей, требующих повышенной герметичности).
Теперь поговорим о слоях. Сварные соединения могут быть однослойными и двухслойными. Если шов был сделан за один подход, то он называется однослойным. Если металл очень толстый или соединение должно получится очень прочным, то применяют двухслойный метод, когда шов формируется в несколько подходов, буквально по слоям. Нельзя однозначно говорить, какой шов лучше поскольку это зависит от того, какие задачи стоят перед вами.
Зная все это вас не должно удивлять то, что сами швы могут иметь различную пространственную ориентацию, которая так же зависит от задач, которые нужно выполнить. Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.
При сварке вертикального шва электрод нужно вести снизу-вверх, при этом существует множество способов траектории движения электрода. Мы не будем перечислять их в рамках этой статьи, просто посоветуем новичкам метод «полумесяца». Более опытные мастера перемещают электрод «елочкой». Чтобы металл не стекал вниз, установите маленькую мощность на своем аппарате. Так вы сможете контролировать скорость плавления металла.
Если нужно сварить нижний шов, то ведите дугу под углом в 45 градусов, это позволит добиться хорошего результата. Так же рекомендуем использовать метод несимметричной «лодочки», если предстоит сварка в труднодоступном месте.
Сварка потолочного шва наиболее трудоемкая, поскольку здесь металл охотно стекает вниз под действием силы притяжения. Мы не рекомендуем выполнять потолочный шов, если у вас в целом недостаточно опыта. Но если вы все же решитесь, то используйте короткую дугу и существенно уменьшите силу тока.
От пространственной ориентации зависит положение, в котором будет двигаться электрод. Для выполнения большинства работ (например, сварки вертикальных, горизонтальных и потолочных швов) держите электрод углом вперед. А при сварке стыкового или углового шва направьте стержень углом назад. Если нужно сварить труднодоступное место, то подойдет прямой угол.
Завершение работ
Виды сварочных соединений важны, но без правильных завершающих работ вы не сможете назвать шов по-настоящему качественным. Завершающие работы не менее важны, чем подготовительные, поэтому отнеситесь к этому серьезно. Следуйте нашим простым рекомендациям, и вы сможете существенно улучшить качество работ.
У всех начинающих и опытных сварщиков при сварке образуется шлак. Это абсолютно нормально. Но нужно следить, чтобы шлак не попал в шов, иначе это негативно повлияет на качество соединения. Вы можете использовать флюс, но если такой возможности нет, то после сварки тщательно зачистите швы. Мы подробнее расскажем, как это сделать.
Если вы формируете шов в несколько подходов, то зачистка швов выполняется после каждого подхода. Можно использовать любой удобный для вас способ. Но мы расскажем об универсальном. Для начала сбейте молотком излишки шлака и зачистите шов жесткой металлической щеткой. Это можно выполнить вручную.
Затем рекомендуем выполнить механическую зачистку с помощью металлического жесткого круга. Если шов слишком крупный, то его нужно зачистить на специальном станке. Затем сварное соединение нужно тщательно отполировать. Для этого так же можно использовать шлифовальную машину, но заменить жесткий металлический круг на шлифовальный. Такое оборудование хорошо подойдет для быстрой шлифовки.
Вместо заключения
Особенности и типы сварных соединений постоянно меняются из-за технического прогресса. Сварочное дело не стоит на месте и неустанно развивается. Появляются не только новые материалы, но и методы сварки и обработки металла. Не игнорируйте эти изменения, обучайтесь новому. Так вы сможете повысить свой профессиональный уровень. Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.
Типы сварных швов — Полное руководство
Содержание
Основы сварки
Что такое сварка?
Сварка используется для соединения деталей путем плавления материалов и их сплавления.
В приведенном выше GIF-файле используется сварочный аппарат MIG для сварки двух металлических компонентов.
Сварочный аппарат MIG имеет присадочный материал, который откладывает материал между двумя частями. После этого остается валик сварного шва, который выглядит так:
Мы можем видеть такие сварные швы везде, куда ни глянем.
Обычно их очищают для общества, и вид сварных швов может быть не таким очевидным, как сварной шов выше.
Одним из способов улучшить внешний вид сварных швов является использование процесса, называемого дробеструйной очисткой.
Дробеструйная обработка сварных стальных конструкций приводит к матовой поверхности, как показано на этом поручне:
Еще один способ привести в порядок сварной шов — просто покрасить компонент после сварки:
Чтобы объяснить различные типы сварки, доступные нам, будет полезно сначала показать, как различные детали могут быть сварены вместе.
Способ соединения различных деталей называется соединением.
Различные типы сварных соединений
. В сварке используются 5 основных соединений:
Groove (или Butt) соединение
угловой сустав
Edge Joint
Копол. .
Поверните и увеличьте приведенные ниже 3D-модели, нажав кнопку «Загрузить 3D-модель».
Что такое пазовое (стыковое) соединение?
Соединение в паз (или встык) представляет собой соединение двух частей вместе через зазор или паз.
Например, если у нас есть две металлические пластины с зазором между ними:
Загрузить 3D-модель
Мы можем добавить сварной шов между зазором (обозначен синим цветом):
Загрузить 3D-модель
Это известно как соединение в паз (или встык).
Если вместо этого у нас теперь есть две металлические пластины, сдвинутые вместе (или «впритык» друг к другу):
Загрузить 3D-модель
На этот раз у нас нет зазора между двумя пластинами для заполнения шва.
Для выполнения сварного шва между пластинами мы можем вырезать канавку в пластинах, чтобы освободить место для заполнения шва:
Загрузить 3D-модель
И теперь мы можем применить наш сварной шов:
Загрузить 3D-модель
Это еще один пример соединения с канавкой.
Что такое угловое соединение?
Угловое соединение – это соединение двух деталей под углом.
Подумайте о двух пластинах, встречающихся в углу:
Загрузить 3D-модель
Сварной шов может быть размещен между углами для соединения обеих пластин:
Загрузить 3D-модель
Что такое кромочное соединение?
Краевое соединение – это соединение двух деталей по общей кромке и параллельное друг другу.
Простой пример: две тарелки вместе:
Загрузить 3D-модель
Пластины можно соединить сваркой по краю:
Загрузить 3D-модель
Что такое соединение внахлестку?
Соединение внахлестку, когда две детали перекрывают друг друга:
Загрузить 3D-модель
Сварной шов может применяться там, где две пластины перекрывают друг друга:
Загрузить 3D-модель
Что такое тройник?
Т-образное соединение представляет собой соединение двух деталей в форме буквы «Т», например:
Загрузить 3D-модель
Сварка может выполняться в местах, где пластины соприкасаются перпендикулярно:
Загрузить 3D-модель
Обозначение различных типов сварных швов
Название, данное типу сварного шва, обычно определяется формой его поперечного сечения.
Например, сварной шов с квадратной разделкой имеет квадратное поперечное сечение, точечный сварной шов имеет форму пятна, а поперечное сечение сварного шва с прорезью имеет форму прорези.
Контуры поперечного сечения
Форма некоторых типов сварных швов также может быть заподлицо, выпуклой или вогнутой.
Они известны как контуры поперечного сечения.
Что такое заподлицо или плоский контур поперечного сечения?
Например, сварной шов с ровным (или плоским) контуром выглядит так:
Загрузить 3D-модель
Что такое символ для плоского или плоского контура поперечного сечения?
Символом плоского контура является вертикальная прямая линия:
Что такое контур выпуклого поперечного сечения?
Например, сварной шов с выпуклым контуром выглядит так:
Загрузить 3D-модель
Что такое символ для контура выпуклого поперечного сечения?
Символом сварного шва с выпуклым контуром является изогнутая линия:
Что такое вогнутый контур поперечного сечения?
Сварной шов с вогнутым контуром выглядит так:
Загрузить 3D-модель
Что такое символ для контура вогнутого поперечного сечения?
Символ вогнутого контура представляет собой изогнутую линию, направленную в направлении, противоположном выпуклому контуру:
Если нас не интересует наличие сварного шва с определенным поперечным сечением, мы также можем опустить его и не иметь контура.
Сварные швы с разделкой кромок
Что такое сварные швы с разделкой кромок?
Сварной шов с разделкой кромок (или стыковой сварной шов) — это тип сварного шва, при котором детали соединяются с помощью сварного шва между канавкой или зазором (подумайте о соединении с разделкой кромок, которое обсуждалось в начале).
Имеется 6 основных разделочных швов:
Квадратная канавка
Коническая канавка
V-образная канавка
J-канавка
U-образная канавка
Раструбная канавка
Различие между ними заключается в форме поперечного сечения.
Давайте посмотрим на каждый из них.
Сварные швы с квадратными канавками
Что такое сварные швы с квадратными канавками?
Сварной шов с квадратной разделкой имеет форму поперечного сечения, имеющую квадратную или прямоугольную форму.
Квадрат можно вырезать из материала или создать зазор, просто раздвинув два компонента друг от друга.
Подготовленные металлические пластины могут выглядеть примерно так:
Загрузить 3D-модель
Сварной шов с квадратной разделкой будет выглядеть следующим образом:
Загрузить 3D-модель
Что такое символ сварного шва с квадратной разделкой?
Символом сварного шва с квадратной разделкой являются две вертикальные линии:
Для чего используется сварной шов с квадратной разделкой?
Сварной шов с квадратной разделкой используется, поскольку это простое и дешевое сварное соединение.
Сварные швы с квадратной разделкой обычно используются для листового металла (материал толщиной менее 5 мм).
Использование материала большей толщины может затруднить наложение сварного шва, и может потребоваться дополнительная подготовка для получения более прочного сварного шва.
Сварные швы со скошенными кромками
Что такое сварные швы со скошенными кромками?
Сварной шов с разделкой кромок – это когда один из компонентов имеет скос (или фаску) на соединительной кромке.
Подготовка к сварке с разделкой кромок выглядит следующим образом:
Загрузить 3D-модель
И тогда после сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое обозначение сварного шва со скошенной кромкой?
Условное обозначение сварного шва с разделкой кромок следующее:
Для чего используется сварной шов с разделкой кромок?
Сварной шов со скошенной кромкой обычно используется для более толстых материалов, чтобы облегчить наложение сварного шва.
Также обычно используется, когда можно модифицировать только один из соединительных компонентов.
Что такое коническая канавка с широким корневым швом?
Разделка под фаской с широкой притупленной поверхностью — это тип сварного шва, при котором фаска не прорезает всю поверхность:
Загрузить 3D-модель
Затем со сварным швом:
Загрузить 3D-модель
Что такое символ конической канавки с широким торцевым сварным швом?
Обозначение сварного шва с широкой корневой поверхностью:
Что такое сварной шов с двойной фаской?
Канавка с двойным скосом — это когда скос применяется к другой стороне того же компонента:
Загрузить 3D-модель
И тогда после сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое символ сварного шва с разделкой кромок под двойным скосом?
Обозначение сварного шва с разделкой кромок с двойным скосом:
Для чего используется сварка с разделкой кромок с двойным скосом?
Сварной шов с разделкой кромок под двойным скосом обычно используется для более толстых материалов, поскольку требуется меньше присадочного материала – два скоса уже, чем один скос из-за одинаковой толщины материала.
Дополнительным преимуществом использования двойной фаски является то, что другой сварной шов помогает компенсировать искажение материала в одном направлении.
Что такое сварной шов с фаской и фаской с разделкой кромок?
Сварной шов с разделкой кромок с крутыми кромками представляет собой сварной шов с разделкой кромок под более крутым углом:
Загрузить 3D-модель
После сварки:
Загрузить 3D-модель
Что такое условное обозначение сварного шва со скошенной кромкой и кромкой под крутым углом?
Обозначение сварного шва с разделкой кромок с крутыми кромками:
Для чего используется сварной шов с фаской и кромкой под крутым углом?
Для шва с разделкой кромок под крутым углом требуется меньше наполнителя, чем для обычного сварного шва с разделкой кромок.
V-образный сварной шов
Что такое V-образный сварной шов?
Сварной шов с V-образным пазом – это место скоса на обоих соединительных компонентах:
Загрузить 3D-модель
Сварной шов имеет поперечное сечение V:
Загрузить 3D-модель
Что такое символ сварного шва с V-образной канавкой?
Символ V-образного сварного шва имеет форму буквы V:
Для чего используется V-образный сварной шов?
Сварной шов с V-образным пазом, как и сварка со скошенной кромкой, обычно используется для более толстых материалов, чтобы облегчить наложение сварного шва и получить более прочный сварной шов.
V-образная канавка используется, когда оба компонента могут быть модифицированы, в отличие от сварки с канавкой под углом.
Что такое V-образный паз с широким корневым швом?
V-образная канавка с широкой поверхностью основания — это место, где V-образная канавка не проходит через всю поверхность:
Загрузить 3D-модель
И тогда после сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое V-образный паз с широким торцевым швом?
Обозначение V-образной канавки с широкой притупленной поверхностью:
Что такое сварной шов с двойной V-образной канавкой?
Сварной шов с двойной V-образной канавкой – это когда скос находится на обоих компонентах и на обеих сторонах компонентов:
Загрузить 3D-модель
После сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое символ сварного шва с двойной V-образной канавкой?
Символ сварного шва с двойной V-образной канавкой:
Для чего используется сварной шов с двойной V-образной канавкой?
Сварной шов с двойной V-образной канавкой используется, когда обе стороны материала могут быть изменены.
Преимущество использования двойного V-образного шва заключается в том, что используется меньше присадочного материала, поскольку двойной V-образный профиль уже, чем одиночный V-образный.
Сварка с обеих сторон помогает свести к минимуму деформацию и сохранить прямолинейность материала, аналогично двойному скосу канавочный шов.
Что такое сварной шов с V-образным пазом по бокам?
Сварной шов с крутым V-образным пазом подобен сварному шву с V-образным пазом, но с более крутым углом:
Загрузить 3D-модель
После сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое условное обозначение сварного шва с V-образным пазом с крутыми гранями?
Обозначение сварного шва с крутым V-образным пазом по бокам:
Для чего используется сварной шов с крутым V-образным пазом по бокам?
Как и при сварке кромок с крутыми кромками, при сварке кромок с крутыми кромками с V-образными канавками используется меньше присадочного материала, чем при сварке с обычными канавками с V-образными канавками.
J-образный сварной шов
Что такое J-образный сварной шов?
J-образный сварной шов с разделкой кромок – это место, где один компонент имеет J-образный вырез. Обычно для резки J-образной формы требуется специальное оборудование:
Загрузить 3D-модель
После сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое символ для сварного шва с J-образной канавкой?
Обозначение сварного шва с J-образным пазом:
Для чего используется J-образный сварной шов?
Сварка с J-образным пазом обычно не так проста и дешева в производстве по сравнению со скошенными пазами.
Преимущество J-образных канавок заключается в том, что канавка врезается в меньшее количество материала, поэтому используется меньше присадочного материала.
Что такое сварной шов с двойной J-образной разделкой?
Сварной шов с двойной J-образной канавкой – это сварной шов с J-образной канавкой на другой стороне детали:
Загрузить 3D-модель
Образует J-образный сварной шов с обеих сторон:
Загрузить 3D-модель
Что такое символ для сварного шва с двойной J-образной разделкой?
Обозначение сварного шва с двойной J-образной разделкой:
Для чего используется сварная сварка с двойной J-образной разделкой?
Сварной шов с двойной J-образной канавкой используется, когда один компонент не может быть изменен, а сварной шов находится на другой стороне компонента, чтобы минимизировать деформацию.
Однако производство J-профиля может быть дорогостоящим.
U-образный сварной шов
Что такое U-образный сварной шов?
Сварной шов с U-образным пазом похож на J-образный паз на каждом компоненте, образуя U-образную форму, когда компоненты соединяются вместе:
Загрузить 3D-модель
После сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое символ U-образного сварного шва?
Обозначение U-образного сварного шва:
Для чего используется U-образный сварной шов?
U-образная канавка используется, когда оба компонента могут быть модифицированы для вырезания в них J-образной формы. Опять же, для этого используется специальное оборудование, поэтому производство может быть более дорогим.
U-образные канавки обычно используются для уменьшения объема сварного шва по сравнению с V-образным швом, например, на компонентах из толстого материала.
Что такое двойной U-образный сварной шов?
Сварной шов с двойной U-образной канавкой – это канавка J-образной формы с обеих сторон каждого компонента, образующая U-образную форму сверху и снизу:
Загрузить 3D-модель
После сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое символ для сварного шва с двойной U-образной канавкой?
Обозначение сварного шва с двойной U-образной канавкой:
Для чего используется сварной шов с двойной U-образной канавкой?
Сварной шов с двойной U-образной канавкой можно использовать для толстых компонентов, требующих сварки с каждой стороны и обоих компонентов.
Раструбная канавка
Раструбная канавка — это место, где одна или обе соединительные детали соединяются по радиусу.
Фланцы и трубы из листового металла и хорошие образцы раструбных канавок.
Что такое раструбный сварной шов со скошенной кромкой?
Раструбный сварной шов со скошенной кромкой — это когда один компонент имеет радиус, а другой — плоскую поверхность, как показано ниже:
Загрузить 3D-модель
После сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое символ для развальцовочного сварного шва со скошенной кромкой?
Обозначение раструбного сварного шва со скошенной кромкой:
Для чего используется раструбный сварной шов со скошенной кромкой?
Раструбный сварной шов со скошенной кромкой часто используется в листовом металле для соединения фланцев:
Загрузить 3D-модель
Что такое раструбный сварной шов с V-образным пазом?
Раструбный сварной шов с разделкой кромок – это когда радиус равен обоим компонентам:
Загрузить 3D-модель
После сварки это будет выглядеть так:
Загрузить 3D-модель
Что такое символ для раструбного сварного шва с V-образным пазом?
Обозначение раструбного сварного шва с V-образным пазом:
Для чего используется раструбный сварной шов с V-образным пазом?
Раструбный сварной шов с V-образным пазом часто используется в листовом металле для соединения фланцев:
Загрузить 3D-модель
Обратная сварка и обратная сварка
Что такое обратная сварка?
Задний сварной шов – это шов, накладываемый после основного разделочного шва.
Например, мы начинаем с разделки швов, например:
Загрузить 3D-модель
Затем на сварной шов с разделкой кромок накладывается задний сварной шов (обозначен синим цветом ниже).
Загрузить 3D-модель
Задний сварной шов используется для заполнения зазора на другой стороне компонента. Иногда это также используется для улучшения внешнего вида сварного шва.
Что такое подварочный шов?
Подварочный шов применяется к компонентам перед наложением сварного шва с разделкой кромок:
Загрузить 3D-модель
Сварной шов с разделкой кромок применяется после:
Загрузить 3D-модель
Подкладочный шов служит опорой для разделочного шва.
Что такое символ для заднего или подварочного шва?
Символ заднего или подварочного шва тот же, он имеет форму полукруга:
Угловые сварные швы
Что такое угловые сварные швы?
Угловой сварной шов — это тип сварного шва, который соединяет два компонента перпендикулярно или под углом.
Т-образные соединения являются хорошим примером использования угловых сварных швов:
Загрузить 3D-модель
Помните, что сварные швы могут иметь разные контуры поперечного сечения?
В технике скругление представляет собой изогнутую кромку, и, увидев скругление с выпуклым контуром, нетрудно понять, откуда, вероятно, произошло это название.
Угловой шов — один из самых популярных видов сварных швов.
Что такое символ для углового сварного шва?
Угловой сварной шов имеет форму треугольника:
Сварные швы
Что такое сварные швы?
Сварка пробкой используется для соединения различных компонентов путем сварки через отверстие в одном компоненте.
Например, у нас есть две пластины внизу, верхняя пластина имеет сквозное отверстие, а нижняя пластина не имеет отверстия:
Загрузить 3D-модель
Для заполнения отверстия, соединяющего два компонента, можно использовать сварку пробкой:
Загрузить 3D-модель
Что такое символ для сварного шва?
Символом сварного шва является прямоугольник:
Чтобы узнать о различных типах инженерных отверстий, ознакомьтесь с постом здесь.
Сварные швы
Что такое шовные швы?
Сварка в прорези аналогична сварке электрозаклепками, но вместо сварки через отверстие используется прорезь:
Загрузить 3D-модель
После сварки:
Загрузить 3D-модель
Что такое символ для щелевой сварки?
Обозначение сварного шва с прорезью такое же, как и у сварного шва:
Приварные шпильки
Что такое сварные швы?
Шпилька в технике — стержень с резьбой. Приварка шпилек — это приваривание шпильки к другому компоненту:
.
Загрузить 3D-модель
После приварки шпилек:
Загрузить 3D-модель
Приварка шпилек обычно используется для приварки крупных резьбовых соединений к толстым материалам.
Что такое символ приварного шпильки?
Символ сварного шва представляет собой круг с крестом посередине:
Точечная сварка
Что такое точечная сварка?
Точечная сварка — это тип сварки, в котором используется электрическое сопротивление, а не присадочный материал.
Загрузить 3D-модель
Аппарат для точечной сварки используется для подачи электрического тепла в локализованном месте, вызывая плавление:
Загрузить 3D-модель
Точечная сварка обычно используется в автомобилестроении для соединения основных компонентов шасси.
Что такое символ точечной сварки?
Символом точечной сварки является круг:
Шовная сварка
Что такое шовная сварка?
Шовная сварка аналогична точечной сварке, но электрическое сопротивление используется для создания непрерывного шва.
Загрузить 3D-модель
После сварки:
Загрузить 3D-модель
Что такое символ шовного сварного шва?
Обозначение сварного шва представляет собой круг с двумя горизонтальными линиями, проходящим через него:
Поверхностные сварные швы
Что такое поверхностные сварные швы?
Наплавочный (или наплавочный) сварной шов – это наложение валика сварного шва на поверхность компонента:
Загрузить 3D-модель
Наплавочный шов также может применяться для улучшения характеристик компонента, таких как твердость.
Например, если мы хотим увеличить твердость рулона следующим образом:
Загрузить 3D-модель
Мы могли бы наложить сварной шов по всей цилиндрической поверхности, используя присадочный материал, обладающий желаемыми характеристиками твердости:
Загрузить 3D-модель
Что такое символ для поверхностного сварного шва?
Символ поверхностного сварного шва представляет собой полукруг:
Полезную схему сварных швов (.PDF) с изображениями различных символов можно найти здесь.
Заключение
Надеемся, вам понравился наш справочник по типам сварных швов.
Теперь мы хотели бы услышать, что вы хотите сказать:
Узнали ли вы сегодня какие-нибудь новые виды сварки?
Или какой тип сварки вы используете чаще всего?
Дайте нам знать, оставив комментарий ниже прямо сейчас.
Welding — Фотографии и стоковые фото
75.045Фото
Фотографии
Фото
Графика
Вектор
Видео
Durchstöbern Sie 75.
045 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken.
ein arbeiter mit einer schutzmaske auf dem kopf bereitet sich darauf vor, in seiner werkstatt einige schweißarbeiten zu erledigen. arbeiter mit einer schweißmaschine. — сварочные фотографии и фотографии
Ein Arbeiter mit einer Schutzmaske auf dem Kopf bereitet sich…
industryschweißer mit fackel — сварочные фотографии и фотографии
Industrieschweißer mit Fackel
Industrieschweißgerät mit Taschenlampe und Schutzhelm in großer Halle beim Schweißen von Metallprofilen
industrieschweißer mit brenner in großen hallen schweißen metallprofile — welding stock-fotos und bilder
Industrieschweißer mit Brenner in großen Hallen schweißen…
schweißargon, ergebnisschweißen auf dem metall des vordergrunds — сварочные фото и фотографии
Schweißargon, Ergebnisschweißen auf dem Metall des Vordergrunds
nahaufnahme undhintergrund des gas-metall-lichtbogenschweißprozesses (gmaw) mit funken, licht, bokeh-efekt und rauch. — welding stock-fotos und bilder
Nahaufnahme und Hintergrund des Gas-Metall-Lichtbogenschweißprozes
metallarbeiter mit schleifmaschine — welding stock-fotos und bilder
Metallarbeiter mit Schleifmaschine
schweißlichtbogen argon arbeiter männlich repariert metall ist schweißfunken industriebau tank rostfrei — welding stock-fotos und bilder
Schweißlichtbogen Argon Arbeiter mannlich repariert Metall ist…
strapazierfähiger roter handchuh an der hand. — сварочные фото и фотографии
Strapazierfähiger roter Handschuh an der Hand.
Arbeiter Schweißen Metall-сварочный фондовый фотос и Bilder
Arbeiter Schweißen Metall
Arbeiter Schweißen Metall Mit Funken в Der Fabrik
Jungen Professionellen Schweißer, Schleifen und Schweißen Von-Stangen-Welding Schleos-Fotos-Fotos-Fotos-FotosSerser, Schleifen und Schweisen Von-Stangen-Welderellen andserser 80008 80008 80008 800088888888888888888888 годы. und Schweißen von. ..
Junger Schweißer, der in der Fabrik arbeitet. Флач ФО. Entwickelt в формате RAW; retuschiert mit besonderer Sorgfalt und Aufmerksamkeit; Kleine Menge and Körnung für besten Endeindruck hinzugefügt.16 Bit Adobe RGB-Farbprofil.
schutzgas schweißen — сварочные фото и фотографии
Schutzgas Schweißen
Arbeiter schweißt auf Eisenträger mit Inertgas.
schweißer mit gesichtsschild unter verwendung einer schweißmaschine — сварочные стоковые фотографии и изображения
Schweißer mit Gesichtsschild unter Verwendung einer Schweißmaschin
— сварочные фото и фотографии
Professionelle Schweißer und Maske Schweißen Metallrohr.
Professionelles Schweiß- und Maskenschweißmetallrohr auf dem Industrietisch.
schweißerschweißen im werk — сварочные фото и фотографии
Schweißerschweißen im Werk
Der Schweißer führt Schweißaufgaben an seinem Arbeitsplatz in der Fabrik aus, während die Funken «herumfliegen», trengt Schutz er ein.
blick auf schweißer — сварочные фотографии и изображения
Blick auf Schweißer
schweißer, der technischen stahl aufrichtet — сварочные фотографии и изображения
Schweißer, der technischen Stahl aufrichtet
Schweißer, der technischen Stahl aufrichtet
Schweißer Industrieller Stahlschweißer in der Fabriktechnik
halbautomatisches schweißen mit funken und rauch — welding stock-fotos und bilder
Halbautomatisches Schweißen mit Funken und Rauch
Schweißen von Rohren mit großem Durchmesser unter Werkstattbedingungen nach dem Verfahren des halbautomatischen Schweißens in Schutzgasen
realistisches feuer mit rauch- und schweißfunken, flamme — сварочные изображения, клипарты, мультфильмы и символы
Реалистичные изображения с изображением и изображением, пламя
Реалистичные изображения с изображением и изображением, пламя с прозрачным фоном. Brennendes Lagerfeuer, Blaze-Effekt, leuchtendes orange und gelb leuchtendes Flare mit Dampf, 3D-Vektorrahmen, Rand
Porträt Eines Schweißers. — сварочные фото и фотографии
Porträt eines Schweißers.
Porträt eines Schweißers, der in einer Fabrik eine Pause einlegt.
schweißer arbeitet im metallbau — welding stock-fotos und bilder
Schweißer arbeitet im Metallbau
funken fliegen maschinenkopf für metallverarbeitung aus — welding stock-fotos und bilder
Funken fliegen Maschinenkopf für Metallverarbeitung aus
stahl schweißen verbundene rohr platte durch lichtbogen-schweißverfahren. regenbogen color.with textfreiraum — стоковые фотографии и изображения сварки
Stahl Schweißen verbundene Rohr Platte durch Lichtbogen-Schweißver
asiatische chinesische arbeiterin schweißerin mit schutzschützender arbeitskleidung, die lächelnd in der werkstattgarage auf hocker sitzt — welding stock-fotos und bilder
asiatische chinesische Arbeiterin Schweißerin mit schutzschützende
arbeiter schweißen metall — welding stock-fotos und bilder
Arbeiter Schweißen Metall
Arbeiter Schweißen Metall mit Funken in der Fabrik
futuristische künstliche intelligenz. робототехника Steuern Automaticisierung Roboterarmmachine in der Fabrik Industrie. überwachung von daten und maschinellem lernen. robotik und digitaler fertigungsbetrieb. — сварочные стоковые фотографии и изображения
stahlverarbeitenden work. — сварочные фото и фотографии
Stahlverarbeitenden Werk.
Nahaufnahme von unkenntlichen Männern, die in einer Eisenwarenwerkstatt Stahl schleifen. Funken fliegen in alle Richtungen
Professional Schweißer posieren mit Wellding Machine — сварочные фото и фотографии
Professionelle Schweißer posieren mit wellding machine
Professioneller Schweißer posiert mit Brunnenmaschine und Taschenlampe
schweißer arbeitet in der metall-industrie — welding stock-fotos und bilder
Schweißer arbeitet in der Metall-Industrie
feuer funkt auf schwarzem hintergrund — welding stock-fotos und bilder
Feuer funkt auf schwarzem Hintergrund
Feuerfunken auf schwarzem Grund beim Zerschneiden von Metallen
blaukragen arbeiter — metall schweißer — сварочные фотографии и изображения
Blaukragen Arbeiter — Metall Schweißer
nahaufnahme der blauen flamme von einem gasbrennerbrenner auf schwarzemhintergrund — сварочные изображения и изображения
Nahaufnahme der blauen Flamme von einem Gasbrennerbrenner auf. ..
промышленная абстракция для внутренних, внутренних, швейцарских и фертигунгских. — сварочные стоковые фотографии и изображения
Industrial Abstract für Hintergrund, Hintergrund, Schweißen und…
schweißgeräte linear icons vektorset — сварочные стоковые графики, -clipart, -cartoons und -symbole
Schweißgeräte Linear Icons Vektorset
vier сварочные наборы силуэтов — сварочный рисунок, клипарт, мультфильмы и символы
Набор сварщиков Vier Silhouetten
schweißerschweißen im stahlwerk — welding stock-fotos und bilder
Schweißerschweißen im Stahlwerk
schweißsymbol vektor-illustrationsdesign — welding stock-grafiken, -clipart, -cartoons und -symbole
Schweißsymbol Vektor-Illustrationsdesign
Welding Icon Vetor Illustration Designvorlage
schweißer im schutzanzug , handschuhe, schweißmaske abnehmen, nahaufnahme, feuerfarben — сварочные фото и фотографии
Schweißer im Schutzanzug, Handschuhe, Schweißmaske abnehmen,. ..
Metallurge im Schutzanzug, Handschuhe, Schweißmaske abnehmen, Nahaufnahme, Feuerfarben
satz metallschweißen mit funken oder wunderkerzen isoliert — welding stock-grafiken, -clipart, -cartoons und -symbole
Satz Metallschweißen mit Funken oder Wunderkerzen isoliert
Satz Metallschweißen mit Funken oder Wunderkerzen, die auf Transparentem Hintergrund isoliert sind. Vektor-Illustration
Senior mann schweißen landwirtschaftliche geräte — сварочные фото и фотографии
Senior Mann Schweißen landwirtschaftliche Geräte
Ein 92-jähriger Bauer arbeitet in der Werkstatt an Heuballengeräten.
ein arbeiter mit einer schutzmaske auf dem kopf schraubt das ventil an der gasflasche ab und bereitet sich auf das schweißen vor. ein arbeiter schweißt in der werkstatt — сварочные стоковые фотографии и изображения
Ein Arbeiter mit einer Schutzmaske auf dem Kopf schraubt das. ..
web — сварочные стоковые графики, клипарты, карикатуры и символы
Web
Sich kreuzende leuchtende Lasersicherheitsstrahlen auf dunklem Hintergrund. Kunstdesign strahlt Lichtstrahlen aus. Лазерфельд.
schweißer arbeitet im metallbau — konstruktion und verarbeitung von stahlteilen — welding stock-fotos und bilder
Schweißer arbeitet im Metallbau — Konstruktion und Verarbeitung…
asiatische chinesische schweißerin schweißerin, die in der werkstatt mit schweißbrennerreparatur arbeitet — welding stock-fotos und bilder
asiatische chinesische Schweißerin Schweißerin, die in der…
schweißer arbeitet in einem industrieunternehmen — produktion von stahlteilen — welding stock-fotos und bilder
Schweißer arbeitet in einem Industrieunternehmen — Produktion…
lächelnder schweißer mit schild und schweißmaschine — welding stock-fotos und bilder
Lächelnder Schweißer mit Schild und Schweißmaschine
qualifizierte und selbstbewussten frauen bei einer kleinen schlosserei — сварочные фото и фотографии
Qualifizierte und selbstbewussten frauen bei einer kleinen.
Автоклавный газобетон | это… Что такое Автоклавный газобетон?
Значимость предмета статьи поставлена под сомнение.
Пожалуйста, покажите в статье значимость её предмета, добавив в неё доказательства значимости по частным критериям значимости или, в случае если частные критерии значимости для предмета статьи отсутствуют, по общему критерию значимости. Подробности могут быть на странице обсуждения.
Дата постановки шаблона: 6 января 2012
Автоклавный газобетон — это один из видов бетона, имеющий ячеистую структуру. По своему происхождению он является искусственным камнем, который по всей своей плоскости пронизан порами в форме сфер с диаметром от 1 до 3 миллиметров. Затвердевание материала происходит в автоклаве при воздействии насыщенного пара и давлении, значительно превышающем атмосферное. Отсюда и происходит его название. Пористость материала приравнивается к 90 процентам, что соответствует дереву. Изготавливается материал с использованием автоклавных камер под давлением, исключительно на больших предприятиях.
Производство автоклавного газобетона.
В состав данного вида газобетона входят известь, гипс, цемент, кварцевый песок, вода и специализированный газообразователь. В качестве последнего используются алюминиевые пасты и пудры. Газообразователь добавляется в смесь компонентов в определенном соотношении, чётко установленном нормами, и температуре, которая не меняется. При этом происходит реакция с выделением водорода, что приводит к многократному увеличению смеси в объёме. Материал приобретает ячеистое строение. В автоклавной камере в течение 10 −12 часов, газобетон получает твёрдую структуру при высоком давлении (выше атмосферного) и температуре не менее 180 градусов Цельсия. Процесс производства напрямую формирует такие свойства материала как высокая прочность, высокие физические и механические характеристики.
Свойства автоклавного газобетона
Прочность. Материал имеет уникальное сочетание — лёгкость дерева и прочность камня. Объёмная густота, а именно зависимость газобетона от объёма определяет многие его свойства. Повышение объёма стимулирует увеличение прочности. Уменьшение объёмной густоты стимулирует повышение уровня теплоизоляции, при этом показатели звукоизоляции значительно уменьшаются. Свойство противостоять физическим воздействиям также имеют связь с объёмом, чем он больше, тем прочность меньше.
Податливость. Газобетон с лёгкостью поддается таким видам обработки, как пилка, штрабение и резьба. Это определяет его широкую сферу применения. Материал пользуется популярностью благодаря лёгкости в использовании. При помощи ручной ножовки стандартному блоку можно предать необходимую форму и размер, для этого понадобится в среднем около 5 минут.
Теплоизоляция. Коэффициент проводимости тепла приравнивается к 0,12 Вт/м°С, в сухом виде, это один из самых низких показателей среди прочих строительных материалов. Стены из газобетона с лёгкостью сохраняют температурный режим помещения как в холодное время года, так и в жаркие периоды.
Огнеупорность. Относится к числу огнеупорных материалов. Способен противостоять распространению огня. Строения из автоклавного газобетона обладают 1 и 2 уровнями огнестойкости.
Звукоизоляция. Уровень защиты от шума довольно высокий, и на прямую зависит от плотности и объёма газобетона. В среднем уровень приглушения может варьировать между показателями от 40 до 60 децибел.
Морозостойкость. Отличается высокой устойчивостью к воздействию низких температур. Не теряет своих свойств даже при систематической заморозке. Это обеспечивается пористой структурой, которая не позволяет блокам полностью пропитаться водой.
Влагостойкость и паронепроницаемость. Строения отличаются отсутствием сухости и влаги. Это обеспечивается закрытой пористостью. При этом влага не превышает показатели в 6 — 8 процентов.
Долгий срок службы. Средний срок эксплуатации может составлять не менее 100 лет, при условии соблюдения технологии при возведении зданий.
Экологичность. Не содержит в своём составе веществ, способных навредить живому организму.
Устойчивость к воздействиям живых организмов.
СИБИТ ЧТО ЭТО ТАКОЕ СВОЙСТВА ГАЗОБЕТОНА
Сибит один из популярных строительных материалов на сегодняшний день в Новосибирске. Сложно представить современный строительный рынок без такого известного материала как Газобетон. Сибит можно считать уникальным материалом в своем классе по всем техническим характеристикам. В этой статье рассмотрим Сибит подробно, узнаем что такое Сибит, историю возникновения, так же его необычные свойства.
СИБИТ что это такое?
Классификация
Автоклавный и не автоклавный в чем разница?
История возникновения газобетона
Свойства СИБИТа его уникальность
Некоторые вопросы/заблуждения о газобетоне
Галерея построенных объектов
СИБИТ это название торговой марки завода изготовителя ОАО «Главновосибирскстрой» расположенного в городе Новосибирск.Продукция СИБИТ это изделия из автоклавного газобетона — строительный материал.
Завод СИБИТ — построен и запущен в работу с 1994 года в городе Новосибирск, работающий по технологии и на оборудовании компании «ИТОНГ» (Германия). Завод оборудован своевременно новейшим автоматизированными линиями по выпуску востребованных строительных материалов такие как: блоки для несущих самонесущих стен, перегородочные блоки, панели перекрытия, несущие перемычки, теплоизоляционные плиты, насыпной утеплитель торговой марки СИБИТ.
Газобетон СИБИТ — продукция из ячеистого газобетона автоклавного твердения (термо-влажностная обработка), разновидность искусственно изготовленных, облегченных бетонных блоков с равно распределенными по всему объему воздушными камерами до 3 миллиметров.
Перейти в раздел > ЦЕНА НА СИБИТРАЗМЕР СИБИТА ХАРАКТЕРИСТИКИСАМЫЙ ДЕШЕВЫЙ СИБИТ
Классификация СИБИТа
Применение — в жилищном, коммерческом, промышленном строительстве. Назначение — конструкционные, конструкционно-теплоизоляционные, теплоизоляционные. Вид вяжущего — цементные, известковые, шлаковые, гипсовые, специальные. Вид заполнителей — плотные, пористые, специальные. Структура — плотная, поризованная, ячеистая, крупнопористая. Условия твердения — естественная, тепловлажностная при атмосферном давлении, тепловлажностная при давлении выше атмосферного (автоклавного твердения).
Автоклавный и не автоклавный в чем разница?
Автоклавирование (тепловлажностная обработка) — один из ключевых процессов технологии применяемый в производстве газобетона подразумевается так называемое «пропаривание» застывшего массива смеси при использовании высокого давления и высокой температуры, такой процесс позволяет получить материал с высоко эксплуатационными свойствами и характеристиками, какие невозможно получить в обычных условиях путем естественного твердения смеси. Тепловлажностная или автоклавная обработка газобетона СИБИТ используется в технологии не только для того, чтобы повысить скорость процесса твердения. Главный смысл заключается в том, что при автоклавной обработке СИБИТа в структуре газобетона происходят изменения кристаллической решетки, вследствие этого процесса образуется искусственно изготовленный минерал с уникальными свойствами похожими по своим характеристикам со структурой натурального камня — тоберморитом. Другими словами автоклавный газобетон — это искусственно созданный камень при соблюдении всех технологии и процессов в заводских условиях, а неавтоклавные бетоны — затвердевший цементно-песчаный раствор.
Преимущества автоклавной обработки:
1. Стабильность качества
2. Прочность
3. Однородность
4. Минимальная усадка при дальнейшей эксплуатации материалов
5. Экологичность
6. Точная геометрия
История возникновения газобетона
Из истории возникновения технологии газобетона -по одной из версий, первые опыты изготовления вспененного бетона были проведены в Чехии господином Гоффманом. Инженер получил реакцию вспенивания путем добавления в бетон различных химических веществ, при этом выделялось небольшое количество газа, который образовывал пористую структуру в бетоне, отсюда возникла приставка «газо». В 1889 году изобретатель получил патент на газобетон.
Первой кто начал выпуск газобетона в промышленных масштабах считается компания «Итонг» в 1929 году.
Газобетон в России — в России газобетон начал выпускаться с 1930 года. Начало масштабного производства газобетона началось с 1950 года, отечественные производители опережали европейских коллег в наработках этой области.
На сегодняшний день можно уверенно сказать о том, что изделия из газобетона имеют историю эксплуатации более 100 лет, строительный материал проверен не только временем, но и сложными климатическими испытаниями, как в Европе, так и в России. К примеру, в Санкт-Петербурге в городе с повышенной влажностью построенные жилые дома эксплуатируются с 1960 года, без видимых разрушений блоков. В городах с повышенной сейсмичностью Норильск, Ангарск эксплуатируются здания из неавтоклавного газобетона уже больше 40 лет. Так же больше 40 лет в городе Новосибирск где температурные отметки в зимний период могут достигать минус 35 градусов, эксплуатируют здание из газобетонных блоков. А с 1994 года в Новосибирске возводят дома из газобетона, изготовленного на заводе СИБИТ.
Свойства СИБИТа
Газобетон СИБИТ обладает высокой термоизоляцией в несколько раз превышающей кирпич. Стройматериал не горюч. Считается экологически чистым т.к. используются в основном природные материалы, не боится влаги. Изделия из газобетона морозостойкие и долговечные. Блоки из газобетона легко поддаются обработке, что делает работу с ним значительно легче в сложных конструкциях. Материал имеет относительно легкий вес, что в целом облегчает конструкцию. Точная геометрия изделий повышает скорость при работе и опять же хорошая геометрия поверхностей из газобетона позволяет экономить на отделочных работах (штукатурить стены уже не нужно, а только шпаклевать). Блоки монтируются на тонкий слой специального клея до 2,5 миллиметров, что не дает образовываться «мостику холода» как в классической кирпичной кладке. Конструкции не подвержены значительной усадке, что дает возможным производить внутренние работы сразу после их монтажа.
Все эти уникальные качества СИБИТа — делают его востребованным на строительном рынке материалом среди частных и коммерческих застройщиков.
Так в чем же уникальность газобетона СИБИТ?
Ключевым сырьем для изготовления газобетона по стандартам, принятым на заводе, представляют собой компоненты: песок, известь, цемент, вода. Все компоненты проходят тщательную подготовку, очищаются от возможных примесей, некоторые проходят помол. Все задействованные части компонентов в рецептуре строго соблюдаются в пропорциях. В качестве газообразователя используется алюминиевая пудра в примерном объеме 0,05% от единой массы замеса, которая в ходе реакции с известью, полностью исчезает при дальнейшей обработке в специальных камерах (автоклавах), процесс называется тепловлажностная обработка (ТВО). Все это дает высокое качество производства изделий в дальнейшем. В последствие на выходе производства получаются прочные изделия с пористой равномерной структурой. По составу напоминающий камень только не натурального происхождения, по своим характеристикам можно сравнить с редким минералом природного происхождения — тоберморит. Собственно такое подобие с естественным минералом делает газобетон СИБИТ — уникальным материалом, применяемым в строительстве.
Газобетон СИБИТ экологически чистый материал — в 2014 году завод вновь прошел комплексный аудит на проверку экологических стандартов в рамках проекта EcoMaterial и получил сертификат соответствия экологичности и безопасности материалов.
Некоторые вопросы/заблуждения о СИБИТе
1. СИБИТ насыщает влагу из-за присутствия извести.
Это неверные утверждения, чтобы ответить на этот вопрос, давайте вернемся к процессу изготовления газобетона СИБИТ. При смешении массы сырца для изготовления газобетона используются: цемент (ПЦ 500 Д0), песок (оксид кремния 85%), вода, известь, алюминиевая пудра 0,05% от единой массы. Последние два компонента взаимодействуя друг с другом в реакции, способствуют в формировании массы в формах. Полностью же реакция заканчивается в автоклавах под высоким давлением и термообработке в 190 градусов по Цельсию, по завершению образуется камень искусственного происхождения состоящего из 80% минерала гидросиликат-кальций и 20% песка — по своей структуре схожего на минерал тоберморит, что подтверждается официальными исследованиями в 2001 и 2007 году на базе НГАСУ был проведен спектральный анализ состава строения газобетона, он показал, что структура имеет сходство с минералом тоберморитом, а компоненты, которые присутствовали на начальной стадии производства: известь, алюминий и др. НЕ обнаружены. Другими словами в ходе реакции на начальном этапе двух компонентов: известь и алюминиевая пудра полностью исчезают при температурно-влажностной обработке в автоклавах и в завершенном изделии (новом образовавшемся минерале) их попросту нет.
2. СИБИТ из-за пористости структуры обладает высокой влагонасыщаемостью, что влияет на изменение состава и приводит к разрушению материала.
Да, действительно состав готовых изделий содержит до 75% пор, большую часть этой цифры приходится на макропоры, которые образуют пустоты округлой формы и перегородки между ними (образующиеся в результате реакции на начальном этапе) и микропоры (образующиеся в результате удаления излишней влаги). Поры можно разделить на две категории открытые и закрытые, первые в свою очередь породили легенду о наборе чрезмерной влаги в газобетон и разрушении структуры материала. Давайте разберемся в этом вопросе детально. Состав газобетона представляет собой структуру из влагонерастворимого минерала, значит, влага не имеет возможности послужить причиной к распаду кристаллической решетки, значит, не влияет на его характерные свойства. За счет открытых пор влага в действительности способна проникать вовнутрь материала, но не глубоко, однако за счет капилярнопористому строению материала позволяет ему довольно стремительно отдавать излишнюю влагу в окружающую среду. Собственно в связи с этим в первые несколько лет эксплуатировании сооружений из газобетона достигается равновесие влагосодержания материала. Иными словами ограждающие конструкции из газобетона «дышат». Они способны самостоятельно регулировать микроклимат, так например, стены из газобетона «возвращают» в помещение избыточно накопленную влагу при достаточно сухом воздухе в помещениях и наоборот, газобетон способен при избыточно влажном воздухе «забирать» влагу из помещения и отдавать «выводить» ее в окружающую среду посредствам своей пористой структуры. Материал регулирует и обеспечивает при этом благоприятные условия для жизни.
3. Замерзания воды внутри газобетона СИБИТ зимой приводит к микроразрывам структуры и его разрушению.
По части газобетона СИБИТ данные сомнения не оправданы. Микротрещины появляются вследствие механического влияния на материал, или в ходе процесса усадки сырья, за счет новейшего оборудования и стандартам взятых за основу на заводе, микротрещины попросту не могут возникнуть. Что касается разрыва материала при избыточной влажности при низких температурах эксплуатации, то резервные поры позволяют равномерно распределять влагу среди всей структуры, вследствие чего микротрещины образовываться не могут, разрушение изделий НЕ ПРОИСХОДИТ. В 2003 году газобетон завода ОАО «Главновосибирскстрой» прошел проверку по морозостойкости марки F250 и получил заключение лаборатории ОАО «Оргтехстрой».
В заключении можно сказать, что все эти вопросы вокруг газобетона СИБИТ всего лишь навсего домыслы и не имеют ни какого основания.
Объекты коммерческого назначения построенные из газобетона СИБИТ г.Новосибирск
Автор: Фабиан Дейтиар | Переведено José Tomás Franco
С момента своего изобретения в 1920 году ячеистый бетон занялся поиском промышленного материала, который имел бы характеристики, схожие с древесиной. Он был легким, его можно было разрезать или перфорировать, и в нем не было некоторых недостатков; например, его водопоглощение и потребность в обслуживании. В настоящее время блоки из автоклавного газобетона (AAC) активно представлены на рынке такими производителями, как Hebel или Retak, которые создают простую в использовании и эффективную конструктивную систему. Если вы когда-нибудь задумывались о том, как строить из этих материалов для кладки, уместно углубиться в преимущества этого материала.
Это сборный материал со вяжущими веществами (в основном бетон и часть извести), мелкими заполнителями, водой и наполнителем, который можно использовать как для возведения несущих стен, так и для перегородок. Как и в случае с обычным или бетонным кирпичом, они работают вместе при укладке и смешивании с раствором.
из Википедии Пользователь: Tumi-1983 Под лицензией CC BY-SA 3.0
Каковы его преимущества?
Что касается его характеристик, он работает как хороший теплоизолятор благодаря закрытым воздухонепроницаемым камерам, образованным микропузырьками, включенными в массу.
Все это позволяет материалу иметь высокую устойчивость к проникновению жидкой воды, так как закрытая текстура имеет практически нулевое капиллярное всасывание, что обеспечивает низкое водопоглощение.
Это также обеспечивает основное значение звукоизоляции , обусловленное уменьшением звуковых волн при их последовательном прохождении через воздушные камеры.
Помимо всех прочих характеристик материала, также обладает высокой огнестойкостью , что является одним из основных параметров в классификации требуемой стойкости согласно многочисленным международным нормам.
Размеры. Image Fabián Dejtiar
Каковы его недостатки?
Из-за присутствия извести железо необходимо изолировать от блоков HCCA при строительстве, так как в противном случае существует риск коррозии.
В этом типе продуктов клеевые растворы являются особыми и поэтому приобретаются только непосредственно у производителей.
Ознакомьтесь с деталями конструкции здесь.
Бетонные блоки в архитектуре: как строить из этого модульного и недорогого материала
Ссылка: Дейтиар, Фабиан. «Что такое автоклавный газобетон (AAC)?» [¿Qué es el hormigón celular curado en autoclave y cuáles son sus ventajas en la arquitectura?] 31 июля 2019 г. ArchDaily. (Перевод Франко, Хосе Томас) Доступ .
Что такое легкий бетон? -Типы, использование и преимущества
🕑 Время чтения: 1 минута
Содержание:
Что такое легкий бетон?
Классификация легкого бетона
Типы легкого бетона
1. Легкие заполнители бетон
2. Аэрированный бетон
3. Нет штрафов бетон
Типы легкого бетона на основе плотности и прочности
966 1. Низкий Бетон средней плотности
2. Бетон средней плотности
3. Конструкционный бетон
Использование легкого бетона
Преимущества легкого бетона
Долговечность легкого бетона
Что такое легкий бетон?
Легкая бетонная смесь изготавливается с легким крупным заполнителем, и иногда часть или весь мелкий заполнитель может быть легким вместо обычного заполнителя. Конструкционный легкий бетон имеет плотность на месте (удельный вес) порядка от 90 до 115 фунтов / фут³ (от 1440 до 1840 кг / м³).
Нормальный бетон плотностью от 140 до 150 фунтов/фут³ (от 2240 до 2400 кг/м³). Для структурных применений прочность бетона должна быть больше 2500 фунтов на квадратный дюйм (17,0 МПа).
Легкие заполнители, используемые в конструкционном легком бетоне, обычно представляют собой керамзит, глину или сланец, которые были обожжены во вращающейся печи для получения пористой структуры. Также используются другие продукты, такие как доменный шлак с воздушным охлаждением.
Существуют и другие классы неструктурных LWC с более низкой плотностью, изготовленные из других материалов-заполнителей и с более высокими воздушными пустотами в матрице цементного теста, например, в ячеистом бетоне.
Классификация легких бетонов
Удобно классифицировать различные виды легких бетонов по способу их производства. Это:
Путем использования пористого легкого заполнителя с низким кажущимся удельным весом, то есть ниже 2,6. Этот тип бетона известен как бетон с легким заполнителем .
Путем создания больших пустот в бетонной или растворной массе; эти пустоты следует четко отличить от чрезвычайно мелких пустот, образующихся в результате вовлечения воздуха. Этот вид бетона известен по-разному как газобетон, ячеистый, вспененный или газобетон.
Путем исключения мелкого заполнителя из смеси, так что присутствует большое количество промежуточных пустот; Обычно используется крупный заполнитель нормальной массы. Это бетон, как без мелких частиц бетон.
LWC также можно классифицировать в соответствии с назначением, для которого он будет использоваться: он может различать конструкционный легкий бетон (ASTM C 330-82a), бетон, используемый в каменных блоках (ASTM C 331-81), и изоляционные материалы. бетон (ASTM C 332-83).
Эта классификация конструкционного легкого бетона основана на минимальной прочности: согласно ASTM C 330-82a прочность на сжатие в течение 28 дней в цилиндре не должна быть менее 17 МПа (2500 фунтов на кв. дюйм).
Плотность (удельный вес) такого бетона (определенная в сухом состоянии) не должна превышать 1840 кг/м³ (115 фунтов/фут³) и обычно составляет от 1400 до 1800 кг/м³ (от 85 до 110 фунтов/фут³) . С другой стороны, каменный бетон обычно имеет плотность от 500 до 800 кг/м³ (от 30 до 50 фунтов/фут³) и прочность от 7 до 14 МПа (от 1000 до 2000 фунтов на квадратный дюйм).
Типы Легкий бетон
1. Легкий бетон на заполнителе
В начале 1950-х годов в Великобритании было принято использование легких бетонных блоков для несущих внутренних листов полых стен. Вскоре после этого разработка и производство новых видов искусственного LWA (легкого заполнителя) позволили внедрить LWC высокой прочности, пригодной для строительных работ.
Эти достижения стимулировали использование бетона LWA в конструкциях, особенно там, где необходимость снижения веса конструкции была важным фактором с точки зрения дизайна или экономии.
Ниже перечислены несколько типов легких заполнителей, подходящих для конструкционного железобетона:-
Пемза – используется для железобетонных плит крыши, в основном для промышленных крыш в Германии.
Вспененный шлак — первый легкий заполнитель , пригодный для железобетона, который производился в больших количествах в Великобритании.
Керамзиты и сланцы – способны достигать достаточно высокой прочности для предварительно напряженного бетона. Хорошо зарекомендовали себя под торговыми марками Aglite и Leca (Великобритания), Haydite, Rocklite, Gravelite и Aglite (США).
Sintered Pulverized – заполнитель топливной золы – используется в Великобритании для различных строительных целей и продается под торговой маркой Lytag
плотность, теплопроводность и прочность. Как и брус его можно пилить, скручивать и прибивать гвоздями, а есть негорючие. Для работ на месте обычными методами аэрации являются смешивание со стабилизированной пеной или взбивание воздуха с помощью воздухововлекающих агентов.
Сборные изделия обычно изготавливаются путем добавления в смесь около 0,2% алюминиевой пудры, которая вступает в реакцию со щелочными веществами в связующем с образованием пузырьков водорода.
Газобетон воздушной сушки используется там, где требуется небольшая прочность, напр. стяжка крыши и прокладка труб. Полное развитие прочности зависит от реакции извести с кремнистыми заполнителями, и при одинаковой плотности прочность бетона, отвержденного паром под высоким давлением, примерно в два раза выше, чем у бетона, отвержденного воздухом, а усадка составляет только одну треть или меньше.
Газобетон представляет собой легкий ячеистый материал, состоящий из цемента и/или извести и песка или другого кремнистого материала. Его изготавливают с помощью физического или химического процесса, во время которого либо воздух, либо газ вводят в суспензию, которая обычно не содержит крупнозернистого материала.
Газобетон, используемый в качестве конструкционного материала, обычно отверждается паром под высоким давлением. Таким образом, он изготавливается на заводе и доступен пользователю только в виде сборных элементов для полов, стен и крыш. Блоки для кладки на раствор или клей изготавливаются без армирования.
Более крупные блоки усилены стальными стержнями для защиты от повреждений при транспортировке, погрузочно-разгрузочных работах и дополнительных нагрузках. Автоклавный газобетон, который был первоначально разработан в Швеции в 1929 году, в настоящее время производится во всем мире.
3. Бетон без фракций
Термин «бетон без фракций» обычно означает бетон, состоящий только из цемента и крупного (9–19 мм) заполнителя (не менее 95 % должны пройти через сито BS 20 мм, не более 10 %). должно проходить через сито BS 10 мм и ничего не должно проходить через сито BS 5 мм), и продукт, образованный таким образом, имеет множество пор, равномерно распределенных по всей его массе.
Бетон без фракций в основном используется для несущих, отлитых на месте наружных и внутренних стен, ненесущих стен и заливки под пол для твердых грунтовых полов (CP III: 1970, BSI). В 1923 году в Великобритании был введен бетон без мелких частиц, когда в Эдинбурге было построено 50 домов, а через несколько лет — 800 в Ливерпуле, Манчестере и Лондоне.
Это описание относится к бетону, который содержит только один крупный заполнитель размером от 10 мм до 20 мм (либо плотный заполнитель, либо легкий заполнитель, такой как спеченный PFA). Плотность составляет примерно две трети или три четверти плотности плотного бетона, изготовленного с теми же заполнителями.
Бетон без мелкой фракции почти всегда заливается на месте в основном в качестве несущих и ненесущих стен, в том числе в заполнении стен, в каркасных конструкциях, но иногда в качестве заполнения под твердым грунтом и для стяжек крыш.
Безфракционный бетон, таким образом, представляет собой агломерацию крупных частиц заполнителя, каждая из которых окружена слоем цементного теста толщиной примерно до 1,3 мм (0,05 дюйма). Таким образом, в массе бетона существуют большие поры, которые обусловливают его низкую прочность, но их большой размер означает, что капиллярное движение воды невозможно.
Хотя прочность безмелкого бетона значительно ниже, чем у обычного бетона, этой прочности в сочетании с меньшей статической нагрузкой конструкции достаточно для зданий высотой до 20 этажей и для многих других применений.
Типы легкого бетона в зависимости от плотности и прочности
LWC можно классифицировать как: —
Бетон низкой плотности
Бетон средней прочности
Конструкционный бетон
1. Бетон низкой плотности
Используются в основном для изоляции. При небольшом удельном весе, редко превышающем 800 кг/м³, показатели теплоизоляции высоки. Прочность на сжатие низкая, примерно от 0,69 до 6,89 Н/мм2.
2. Бетон средней плотности
Использование этих бетонов требует достаточной степени прочности на сжатие, поэтому они занимают промежуточное положение между конструкционным бетоном и бетоном низкой плотности. Иногда их проектируют как «заполняющий» бетон. Прочность на сжатие составляет приблизительно 6,89.до 17,24 Н/мм² и значения изоляции промежуточные.
3. Конструкционный бетон
Бетон с полной структурной эффективностью содержит заполнители, которые находятся на другом конце шкалы и обычно изготавливаются из керамзита, глины, сланца, шлака и летучей золы. Минимальная прочность на сжатие составляет 17,24 Н/мм².
Большинство конструкционных LWC способны производить бетон с прочностью на сжатие свыше 34,47 Н/мм².
Поскольку удельный вес конструкционного LWC значительно больше, чем у бетона низкой плотности, эффективность изоляции ниже. Однако показатели теплоизоляции конструкционного LWC существенно лучше, чем у NWC.
Использование Легкий бетон
Стяжки и утолщения общего назначения, особенно когда такие стяжки или утолщения и нагрузки на полы, крыши и другие элементы конструкции.
Стяжки и стены, где древесина должна быть прикреплена гвоздями.
Литье конструкционной стали для защиты от огня и коррозии или в качестве покрытия в архитектурных целях.
Теплоизоляция крыш.
Изоляция водопроводных труб.
Устройство перегородок и панельных стен в каркасных конструкциях.
Крепежные кирпичи для установки гвоздей в столярных изделиях, главным образом в домашнем или домашнем строительстве.
Общая изоляция стен.
Оштукатуренная поверхность для наружных стен небольших домов.
Также используется для железобетона.
Преимущества Легкий бетон
Уменьшенная статическая нагрузка мокрого бетона позволяет заливать более длинные пролеты без опор. Это экономит труд и время круга для каждого этажа.
Уменьшение статической нагрузки, ускорение темпов строительства и снижение затрат на транспортировку и погрузочно-разгрузочные работы. Восьмерка здания с точки зрения нагрузок, передаваемых фундаментом, является важным фактором при проектировании, особенно в случае высотных зданий.
Использование LWC иногда позволяло продолжить конструкцию, от которой в противном случае отказались бы из-за чрезмерного веса. В каркасных конструкциях значительная экономия затрат может быть достигнута за счет использования LWC для строительных полов, перегородок и внешней облицовки.
Для большинства строительных материалов, таких как глиняный кирпич, грузоподъемность ограничена не объемом, а весом. Контейнеры подходящей конструкции позволяют экономично перевозить гораздо большие объемы LWC.
Менее очевидной, но, тем не менее, важной характеристикой LWC является его относительно низкая теплопроводность, свойство, которое улучшается с уменьшением плотности в последние годы, с ростом стоимости и нехватки источников энергии. расход топлива при сохранении и даже улучшении комфортных условий в зданиях. Об этом свидетельствует тот факт, что сплошная стена из газобетона толщиной 125 мм даст теплоизоляцию примерно в четыре раза большую, чем стена из глиняного кирпича толщиной 230 мм.
Долговечность легкого бетона
Долговечность определяется как способность материала противостоять воздействию окружающей среды. В строительном материале, как химическое воздействие, физическое воздействие и механическое воздействие:-
Химическое воздействие, как совокупность грунтовых вод, особенно сульфатов, загрязненного воздуха и разливов реактивных жидкостей LWC не имеет особой устойчивости к этим факторам: действительно, это обычно двигаться пористее, чем обычный портландцемент. Не рекомендуется использовать ниже влажного слоя. Химическим аспектом долговечности является устойчивость самого материала, особенно в присутствии влаги.
Физические нагрузки, которым подвергается LWC, в основном представляют собой воздействие мороза, а также усадочные и температурные нагрузки.
Одним из самых древних среди адгезивов считается казеиновый клей. Когда именно начали применять клеящий состав до сих пор неизвестно. Но археологические раскопки доказывают, что клей животного происхождения использовали в своей деятельности древние люди. В промышленных масштабах казеиновый клей начали производить после открытия первого коммерческого завода в Нидерландах. Благодаря высоким адгезионным свойствам, с помощью казеинового клея можно склеить множество материалов. Натуральный клей применялся долгое время повсеместно, пока не начал сдавать свои позиции синтетическим полимерам.
Что такое казеиновый клей
Казеиновый клей — это адгезив, содержащий в составе белок животного происхождения. Казеин вырабатывается при створаживании молока. Его производят на специализированных молокоперерабатывающих предприятиях. Изготавливают промышленны
Что клеит казеиновый клей
Клей на основе казеина используется во многих сферах деятельности, таких как: деревообрабатывающая, мебельная, химическая промышленность, полиграфия, упаковка и строительство.
Казеиновый клей – это универсальный, экологически чистый полимер, способный склеить фарфор, фаянс, кожу и другие материалы. Применение казеинового клея в строительстве необходимо для приготовления смесей для отделочных работ. Адгезив добавляется в составы шпатлёвок, эмалей и эмульсий. Но наибольшую популярность казеин получил в деревообрабатывающей и целлюлозно-бумажной промышленности для производства фанеры и картона.
Производится казеиновый клей в виде порошка и в жидкой форме, готовый к применению. Сухую смесь необходимо разбавить водой и после этого наносить на поверхность. В состав продукта уже добавлены все необходимые компоненты, что упрощает склейку материалов.
Благодаря натуральному происхождению клея, производители могут использовать знак « Экологически чистая продукция ».
Для чего ещё нужен казеиновый клей?
Казеиновый клей также используют для приклеивания этикетки на тару. В этом случае роль адгезива – надёжная фиксации этикетки, контрэтикетки, кольеретки и других дополнительных элементов этикетировки.
Важно, чтобы клей не был заметен на таре и не изменял свойства этикетки. Этикетка не должна выгорать и окрашиваться от воздействия клея, чтобы продукция на полке выглядела опрятно и привлекательно.
Для нанесения этикетки компания «Люкс» предлагает линейку казеиновых клеев «Люкс-С». Адгезивы способны эффективно работать даже со сложной металлизированной этикеткой и кольереткой с изменённой конфигурацией, на высоких скоростях оборудования. «Люкс-С» — это водорастворимый клей на основе природных полимеров, стабилизирующих и консервирующих добавок. Продукты этой группы нетоксичны, экологически безопасны и поэтому разрешены к применению во всех сегментах пищевой промышленности.
Холодный казеиновый клей для этикетки «Люкс-С» обладает такими свойствами:
позволяет работать на оборудовании со скоростью до 70 000 бутылок в час;
обладает отличными адгезионными характеристиками и высокой скоростью схватывания;
свойства клея позволяют наносить его на поверхность тонким слоем, что способствует экономичной норме расхода;
этикетка, приклеенная казеиновым клеем, имеет высокую устойчивость на сдвиг;
хорошая отмываемость остатков клея на возвратной таре;
высокая устойчивость к конденсату на бутылке.
Устойчивость клея к воздействию конденсата особенно важна в летний период при этикетировании продукции. В жаркое время температура воздуха выше, чем температура розлива продукции и эта разница приводит к появлению конденсата на бутылке. Из-за этого клей не успевает высохнуть и этикетка может отпасть.
Стоит отметить, что в ассортименте компании «Люкс-Х» есть специальный продукт для этикетирования пивной тары и шампанского. Это так называемый IWR adhesive, который устойчив «ледяной» воде. Это значит, что при погружении бутылки в воду около 5 ºС в течение нескольких суток, клей не раскисает и удерживает этикетку. Также важно, что данный продукт легко отмывается на возвратной таре в бутыломоечной машине. Такой адгезив экономичен и эффективен при работе на больших скоростях.
Клеи линейки «Люкс-С» предназначены для работы на оборудовании, но при этом могут наноситься на поверхность ручным способом. При ручном нанесении лучше выбирать клей низкой вязкости.
Случаи, когда необходим казеиновый клей:
для наклеивания этикеток на стеклянную тару на предприятиях, которые производят: ликероводочные изделия, пиво, воду, консервированные продукты;
для наклеивания акцизной марки;
для наклеивания этикеток на металлическую тару внахлест при фасовке консервов или лакокрасочных изделий;
для наклеивания этикеток внахлест на ПЭТ-тару при производстве напитков, питьевой воды, масла или бытовой химии.
Советы по применению казеинового клея
Работать с казеиновым клеем следует на автоматической этикетировочной машине, со скоростью линии до 70 000 бут/час.
Приклеивать этикетку можно как на сухую, горячую тару до 70 °С так и на мокрую холодную до 4 °С.
На ПЭТ и жестяную тару этикетку следует клеить внахлест.
Не рекомендуется смешивать казеиновый клей с крахмальными и полусинтетическими клеями.
Хранить клей лучше при температуре от +5 до +30 °С. Не допускайте замораживания клея, поскольку при последующем размораживании структура клея разрушается и происходит разфазирование продукта. Также рекомендуем хранить адгезив в герметичной таре в тёмных помещениях, чтобы избежать попаданию света на продукт.
Нанесение этикетки ответственный и сложный процесс. Если не учитывать особенности оборудования и специфику работы клея, этикетка может быстро отклеятся, что портит внешний вид продукции.
Чтобы достичь качественного нанесения этикетки на тару следуйте нашим рекомендациям:
регулируйте температуру и количество клея в зависимости от марки продукта и оборудования;
на качество приклеивания этикетки влияет материал, из которого она изготовлена и условия её хранения. Прежде чем массово наносить этикетку на тару, рекомендуем провести пробное этикетирование. Это позволит заранее выявить возможные проблемы и устранить их без вреда для производства;
храниться этикетки должны в проветриваемом помещении с оптимальной влажностью воздуха 55% и температурой 21 °С.
Где купить казеиновый клей?
Приобрести клей для этикетки можно оптом, непосредственно у производителя «Люкс-Х», в городе Харьков. Заказывая клей от 30 кг, доставка по Украине осуществляется бесплатно. Менеджер всегда подберёт клей, который подойдёт специально для Вашего предприятия, с учетом особенностей оборудования и этикетки. При необходимости, клей будет специально разработан и изготовлен под требования производства заказчика. Специалисты осуществят полную техническую и информационную поддержку, с выездом на Ваше предприятие. Чтобы получить подробную консультацию по вопросам ассортимента и стоимости или заказать клей, позвоните по телефонам, указанным на сайте компании «Люкс-Х» в разделе Контакты или через форму обратной связи
Применение казеинового клея
Казеиновый клей для дерева – состав, применение и свойства
Все, кто на протяжении длительного времени занимаются работами по отделке, применяют и знают много разновидностей клеевых составов. Одним из довольно интересных вариантов можно считать казеиновый клей.
Уникальность такого средства будет заключаться в том, что оно делается лишь из компонентов натурального происхождения. Благодаря этому став будет полностью безвредным для организма человека.
Казеиновый клей, а точнее, что это такое знают мастера-отделочники, строители и даже простые люди, которые хотя бы раз переклеивали обои в собственной квартире. У такого вещества давняя история, а его остатки были найдены даже в пирамидах Египта.
Содержание:
1 Основные сведения о казеине
1.1 Состав и свойства клеевого состава
1.2 Преимущества и недостатки казеинового клея
2 Подробности
2.1 Производство промышленного состава
2.2 Два сорта – обыкновенный и экстра
2.3 Клей, его свойства и применение
2.4 Казеиновый клей для иконописи
2.5 Изготовления состава дома
2.6 Казеиновый состав из порошка
Основные сведения о казеине
Но, его оценили по достоинству как натуральный клеевой состав лишь в 19 веке, то есть относительно недавно. В 1892 году компоненты клеевого состава изменились для того, чтобы достигать высоких показателей устойчивости к продолжительному воздействию влаги. А технологическое и массовое производство клея было начато лишь в последние несколько десятков лет.
В целом, многие люди знают приблизительную информацию о структуре и свойствах продукта. Кто пользуется таким средством, сможет сказать точно – из чего делают данный клеевой состав. Это требуется для безошибочных работ с ним, как с клеевым раствором. Но самое главное заключается в том, что растворы подобного клея помогают образовывать необратимый коллоид.
Сам по себе казеин будет представлять собой гранулированный порошок, которые делятся на четыре сорта. Они отличаются по внешнему виду и качеству:
Высший сорт – гранулы обладают одним размером и цветом, а еще обладают беловато-карамельными оттенками.
Первый сорт представляют зерна единого размера, среди которых способы попадаться слипшиеся гранулы, а еще они обладают светло-желтыми оттенками.
Второй сорт – смесь отличается слипшимися комочками или гранулами, которые незначительно отличаются по размеру друг от друга, а еще зерна имеют желтый оттенок.
Третий сорт – это разные по размеру гранулы, с преобладанием темных оттенков.
Теперь немного о свойствах.
Состав и свойства клеевого состава
Если говорить про внешний вид натуральной клеевой массы, и она будет представлять собой порошок, который чаще всего имеет серые оттенки. Гранулы способны отличаться по размеру у клея, и состав изменяется в зависимости от определенного производителя, требований к характеристикам технического типа.
Но главными компонентами является:
Вода.
Канифоль.
Фосфаты и нитраты.
Казеинат кальция.
Аминокислоты.
Известь.
Гидрокарбонат натрия.
Керосин.
Основой буде сложная структура молочного белка из кальциевых солей (казеинатов). Компоненты считаются экологически чистыми, за счет чего на упаковке казеинового клея есть отметка ЭКО, а список компонентов могут расширяться или сужаться.
Технические характеристики казеинового клея такие:
Прекрасная растворимость в воде, без появления комочков.
Прочность соединения деталей из древесины до 100 кгс/квадратный сантиметр (можно отнести к клеевому раствору «экстра»).
Динамический уровень вязкости составляет примерно от 10.8 до 27 П.
Обладает специфическим ароматом.
Промежуток времени до застывания составляет максимум 5 часов.
Больше всего главного вещества находится в козьем молоке – 4.6%. Но в основном технический компонент получают из коровьего молока, и в нем его 3.15%.
Преимущества и недостатки казеинового клея
Отделочники ценят казеиновый клей за его достоинства. К ним можно отнести:
Прекрасный вариант для приклеивания изделий из древесины.
Экологичность средства, за счет чего с ним можно работать даже без особой экипировки.
Продолжительность хранения в сухом виде при выполнении правил.
Готовый шов устойчивый к продолжительному воздействию влаги и температурным перепадам.
Недостатки следующие:
После того, как порошок будет доведен до готового состояния, срок годности будет составлять не больше 5 часов, и следует подготовить точное количество смеси, чтобы после не утилизировать затвердевшую массу.
Из компонентов натурального происхождения клей подвержен воздействию плесени.
Спустя время готовое соединение может темнеть, что испортит внешний вид изделия.
Защищать клейкую массу от появления плесени и грибка, можно добавлять к ней небольшое число нашатырного спирта.
Подробности
Производство промышленного состава
Клей делают по ГОСту, и относится это к производству клейкой массы большими предприятиями. Для изготовления используют отходы, остающиеся после молочной обработки. К ним можно добавить сычужные ферменты, которые допустимо разбавлять различными аминокислотами. Чаще всего выбирают молочную кислоту. Материалы вспомогательного типа – гашеная известность – пушонка, фтористый натрий и медный купорос, каустическая сода, керосин и кальцинированная сода. Пользователи добавляют по рецептуре наполнители – портланд-цемент марки от 400 до 600, костную муку, мел и жидкое стекло.
Два сорта – обыкновенный и экстра
Выделяют два основные типа клеевых составов на базе компонентов натурального типа «экстра» и «обыкновенный». Первый вариант обладает технические характеристики, стоит куда больше, а еще применяется для деревянных изделий, соединения различных материалов. второй на деревообделочных предприятиях. Средства казеинового типа «экстра» выбираются профессионалами, а еще обеспечивают соединение с высокой прочностью, которое может выдерживать воздействия факторов окружающей среды, а также физические воздействия. В строительных магазинах без проблем можно найти об вида на базе молочного белка – «экстра» и «обыкновенный».
Клей, его свойства и применение
Известно, где чаще всего применяется для работы казеин, в каких областях и с какими компонентами:
Различные типы тканей.
Древесины и фанера.
Фаянс и пенопласт.
Пенополистирол и картон.
Благодаря тому, что такой клеевой состав подойдет для работ с различными материалами, а еще применяю для разных промышленных направлений:
Производство мебели.
Строительство – добавляют в определенные краски и шпаклевки.
Типография и живопись.
Химическая промышленность.
Пищевое дело.
Создание этикеток.
Казеиновый клей для дерева применяется для побелки древесины, чтобы защищать от паразитов, а также негативного воздействия факторов окружающей среды.
Казеиновый клей для иконописи
Казеиновое средство можно применять для иконописи, живописи. В его составе есть сера, азот, которые будут останавливать процессы гниения. Для улучшения характеристик клеевого состава для применения в иконописи, а его состав насыщается дополнительными компонентами.
К ним можно отнести:
Буру.
Нашатырный спирт.
Известь едкого типа.
Углекислый аммоний.
Едкий калий, натрий.
За счет таких составляющих увеличивается показатель сцепления к различным основаниям. Для усиления прочности соединений нужно добавлять формалин или даже уксуснокислый глинозем.
Изготовления состава дома
При желании можно сделать такой клеевой состав собственноручно. В таком случае вряд ли получится экономить, и такие приемы будут более интересны мастерам народного творчества. По факту, куда проще будет купить заводскую упаковку, и поэтому рассмотрим четыре способа приготовления.
Итак, пошаговая инструкция – первый способ:
Купите обезжиренный творог, и пропустите его через сито.
Промойте массу под теплой водой.
Добавьте немного нашатырного спирта, перемешайте до тех пор, пока не образуется кашеобразная масса.
Еще подойдет клеевой казеиновый состав для обычных малярных работ. Пошаговая инструкция №2:
Купите молоко обезжиренного типа, дождитесь, пока оно прокиснет и свернется, а после поместите его в теплое место.
Профильтруйте массу через марлю.
Кашицу стоит промыть под водной струей, оберните марлей и сверните в мешочек.
Прокипятите до удаления жировых остатков.
Просушите массу пот комнатной температуре.
Готовое вещество и будет казеином, который нужно залить водой, добавить буру для структуризации в рабочее состояние.
Способ приготовления №3 на базе натуральных компонентов:
В глубокой емкости из стекла следует перемешать 2 грамма гашеной извести, 6 столовых ложек чистой воды, 8 грамм канифоли, 2 столовые ложки порошка казеинового типа.
Дайте смеси настояться 2 часа.
Смешайте 200 мл воды и 4 грамм буры, добавьте теплой воды.
Соедините обе смеси.
Добавьте 2 столовые ложки воды, а еще 4 мл нашатыря.
После тщательного смешивания следует сразу применять самодельную смесь. Метод №4:
Нагрейте 2 литра молока в жестяной кастрюле.
Влейте 6 столовых ложек уксуса.
Прогрейте на маленьком огне, регулярно перемешивайте.
Когда появятся комочки творога, процедите жидкость через марлю.
Густую массу стоит перекладывать на сковороду, а после всыпать 0.1 кг соды, а после и 4 столовые ложки воды.
Перед использованием стоит остудить смесь и снова ее перемешать. Как видите, сделать казеиновый клей в домашних условиях не так уж и просто.
Казеиновый состав из порошка
На практике проверенных и надежных рецептур набирается много. Есть для картона и бумаги, для предметов мебели и дерева, для фарфора и стекла, а еще для водоупорной краски. Все будет зависеть от исходных компонентов дополнительно к воде и порошку, которые придают нужные характеристики. Для приготовления обычного клеевого состава будет достаточно просто выполнить простые действия, и это относится к порошку из хозяйственных магазинов.
Инструкция такова:
Подготовить стеклянную чистую емкость, с плоским и широким дном.
Соедините в таре две меры воды и одну меру порошка.
Непрерывно смешивайте на протяжении 1/3 часа.
После получения однородной массы без комочков, ее стоит применять за 4-5 часов. Хранить средство в упаковке можно лишь в светлом, чистом, сухом и прекрасно вентилируемом помещении. Вторичное применение недопустимо. Лучше всего подойдет для работ с деревянными деталями сухие клеи, которые должны обладать повышенной устойчивости ко влаге и эластичность. При желании вы сможете сделать состав самостоятельно, чтобы соединять древесные детали. Для этого применяется холодный метод склеивания.
Сравнение прочности клея: самодельный казеиновый клей и коммерческий клей | Научный проект
Научный проект
Казеин является основным белком молока. На его долю приходится примерно одна треть из неводных (жидких) ингредиентов коровьего молока, из которых получают коммерческий казеин. Белок казеина можно использовать для изготовления клея, а также в производстве различных товаров, включая ткани, клеи, пластмассы и защитные покрытия.
Чтобы удалить казеин из молока, продукт проходит процесс, называемый преципитацией . По сути, молоко нагревают и добавляют кислоту (уксус). По мере нагревания содержимое казеина начинает сжиматься и выделять влагу, образуя комковатый белый твердый творог и жидкую сыворотку. Следующий шаг в извлечении казеина включает отделение сыворотки от творога путем фильтрации. После разделения добавляют раствор пищевой соды для нейтрализации кислоты. Затем творог подвергают давлению для дальнейшего удаления содержащейся в нем воды. Когда содержание влаги снижается до приемлемого уровня, творог высушивается с образованием твердого пластичного белкового вещества, которое может действовать как клей.
Скачать проект
Предмет
Науки о жизниНауки о здоровьеНауки о потреблении
Сравните прочность образца самодельного казеинового клея с прочностью нескольких коммерческих клеев.
Как казеин (белок) отделяется от молока?
Сработал ли казеиновый клей как клей?
Какова была максимальная прочность склеивания казеинового клея домашнего приготовления?
Какой коммерческий клей (клеи) продемонстрировал большую адгезию или силу сцепления, чем казеиновый клей?
Какие коммерческие клеи показали меньшую адгезию или силу сцепления, чем казеиновый клей?
Была ли удерживающая способность самодельного казеинового клея сравнима с клеями, имеющимися в продаже?
Обезжиренное молоко
Уксус
Пищевая сода
Мерный стакан
Термостойкий контейнер
Столовые ложки
Кофейный фильтр
Маленькая пластиковая воронка
Палочки для эскимо
Небольшие бумажные или пластиковые стаканчики
Малярная лента
Строка
Большая чаша
Кухонные кухонные весы или цифровые напольные весы
4 или более коммерческих белых клея: Быстросохнущий липкий белый клей Scotch®, универсальный белый клей Elmer’s All Purpose®, белый ремесленный клей Amos®, Многоцелевой белый клей Blick® .
Защитные очки
Фартук
Перчатки
Нагрейте пинту (пол-литра) обезжиренного молока и медленно добавьте шесть столовых ложек (90 мл) уксуса, постоянно помешивая.
Когда начнет сворачиваться, снять с огня.
Продолжайте помешивать, пока не прекратится свертывание. Дать постоять, пока все твороги не осядут на дно.
Отфильтруйте твердые вещества (творог) от жидкости (сыворотки) с помощью кофейного фильтра, помещенного в воронку.
Аккуратно прижмите фильтровальную бумагу к творогу, чтобы удалить лишнюю жидкость (сыворотку).
Добавьте 1/4 стакана (60 мл) воды и столовую ложку (15 мл) пищевой соды, чтобы нейтрализовать уксус. Когда пузырьки прекратятся, белый казеиновый клей готов к использованию.
Склейте 2 деревянных палочки от эскимо вместе, используя казеиновый клей, как показано на рисунке.
Повторите ту же процедуру с другими клеями. Дайте клею затвердеть в течение ночи.
Поместите один конец склеенных палочек от эскимо между набором книг или между двумя стульями.
Налейте небольшое количество воды в несколько чашек в соответствии с количеством тестируемых клеев.
Взвесьте чашки с помощью небольших кухонных весов для пищевых продуктов или электронных весов для ванной комнаты и запишите вес на бумаге.
Используя клейкую ленту, прикрепите веревку к верхней части каждой чашки.
Подвесьте чашки на веревках, прикрепленных к концам палочек от эскимо.
Поставьте под него большую миску, чтобы собрать воду, которая может пролиться.
Выполните ту же процедуру для каждой склеенной палочки, увеличивая количество воды до тех пор, пока клеевые связи не будут разрушены.
Запишите результаты в таблицу, аналогичную показанной.
Название и тип клея
Максимальный поддерживаемый вес ( г или унций )
Казеиновый самодельный клей
Scotch® Быстросохнущий липкий белый клей
Универсальный белый клей Elmer®
Белый ремесленный клей Amos®
Многоцелевой белый клей Blick®
Отказ от ответственности и меры предосторожности
Education. com предоставляет идеи проектов научной ярмарки для ознакомления только цели. Education.com не дает никаких гарантий или заявлений относительно идей проекта научной ярмарки и не несет ответственности за любые убытки или ущерб, прямо или косвенно вызванные использованием вами таких Информация. Получая доступ к идеям проекта научной ярмарки, вы отказываетесь и отказаться от любых претензий к Education.com, возникающих в связи с этим. Кроме того, ваш доступ к веб-сайту Education.com и проектным идеям научной ярмарки покрывается Политика конфиденциальности Education.com и Условия использования сайта, включая ограничения об ответственности Education.com.
Настоящим предупреждаем, что не все проектные идеи подходят для всех отдельных лиц или во всех обстоятельствах. Реализация любой идеи научного проекта следует проводить только в соответствующих условиях и с соответствующими родителями. или другой надзор. Чтение и соблюдение мер предосторожности всех материалы, используемые в проекте, является исключительной ответственностью каждого человека. За дополнительную информацию см. в справочнике по научной безопасности вашего штата.
Применение казеинового клея в этикетировании
Состав казеинового клея и его преимущества
Нанесение казеинового клея
Где купить казеиновый клей?
Природные полимерные клеи или биоадгезивы представляют собой продукты, изготовленные из материалов животного и растительного происхождения. Несмотря на то, что с середины 20 века натуральные клеи постепенно вытесняются синтетическими, некоторые натуральные клеи до сих пор эффективно используются в деревообработке, полиграфии, упаковке и особенно в мебельном производстве, для приклеивания этикеток на тару, а также книжные переплеты, коробки и т. д. Кроме того, благодаря различным экологическим стандартам снова привлекают внимание натуральные клеи, получаемые из возобновляемых ресурсов.
Самый популярный и широко используемый клей на основе натурального сырья – казеиновый. Казеиновый клей – это продукт, полученный путем растворения казеина, белка, получаемого из молока, в водном растворе. Казеин используется не только для улучшения адгезионных характеристик клеев; его можно добавлять в краски и различные покрытия. Его наиболее привлекательными характеристиками являются высокая адгезионная прочность и первоначальный захват и липкость.
Композиция казеинового клея и ее преимущества
Известно, что незначительные изменения в их рецептуре приводят к значительным изменениям свойств клеевых продуктов, таких как адгезионная прочность, скорость высыхания и срок годности. Различные типы казеина и даже разные партии в рамках производственного цикла могут давать разные результаты. Поэтому очень важно приобретать казеиновый клей у опытного производителя, умеющего сбалансировать рецептуру для достижения лучшего сочетания свойств в готовом продукте.
Преимущества казеинового клея в маркировке
Обеспечивает бесперебойность производственных процессов на линиях розлива.
Отличная моющаяся упаковка многоразового использования, с которой хорошо удаляются этикетка и клей.
В бутыломоечных машинах не образует нерастворимых соединений в моющем растворе и не вспенивает раствор из-за наличия остатков клея.
Экологичен, не вызывает раздражения и аллергических реакций.
Хорошо работает на низкоскоростных и высокоскоростных этикетировочных машинах.
Отличная адгезия к влажным и холодным контейнерам и устойчивость к конденсации.
Устойчив к атмосферным изменениям, в том числе к колебаниям температуры, влажности, воздействию солнечных лучей и т. д.
Не повреждает детали оборудования и не окисляется.
Доступный.
Обеспечивает идеальный внешний вид клееного изделия.
Нанесение казеинового клея
Область применения казеинового клея в этикетке достаточно широка.
Чаще всего применяется для этикетирования пивных бутылок, поскольку казеиновый клей особенно устойчив к погружению в холодную воду и легко удаляется при мытье переработанной стеклянной тары.
Первое применение струйного насоса датировано ещё XIX веком. В то время такое оборудование использовалось в лабораториях для откачивания воды и воздуха из колб. Потом струйные насосы применялись в горнодобывающей промышленности для откачивания воды из шахт.
В бытовом обиходе струйный насос часто используется в водяных скважинах, а также для перекачивания канализационных стоков с песком и илом.
Содержание статьи
Принцип работы
Устройство струйного насоса
Преимущества и недостатки
Видео материал
Современные модификации струйных насосов делятся на три категории
Эжектор — применяется для перекачивания жидкости. Механизм работы заключается в отсасывании жидких веществ.
Инжектор — работает по принципу нагнетания жидких веществ. Рабочее вещество – пар.
Элеватор — используется для понижения температуры теплоносителя за счет смешивания с рабочей жидкостью.
Принцип работы струйного насоса основан на перемещении среды различного агрегатного состояния по трубопроводу с вмонтированным в него соплом. Такое сопло изготавливается суженным. Благодаря сужению скорость жидкости при движении увеличивается.
Схема работы струйного насоса выглядит следующим образом.
Поток жидкости проходит через сопло 1. Сечение сопла по длине уменьшается, поэтому постепенно увеличивается скорость потока. Кинетическая энергия потока при этом возрастает, достигая наивысшего значения на выходе его из сопла в камеру 2.
Повышение кинетической энергии обуславливает понижение давления в камере 2. Под влиянием разности атмосферного давления и давления в камере 2 жидкость поднимается от уровня 3 в камеру 2, где она захватывается струёй рабочей жидкости, вытекающей с большой скоростью из сопла 1.
Смесь рабочей и перемещаемой жидкостей поступает в расширяющийся патрубок 4 и далее по трубопроводу в бак на высоту Нг.
Объективно, струйный насос сложно отнести к нагнетательным устройствам в классическом понимании, так как он не обеспечивает избыточный напор на стороне нагнетания потока. Цилиндрический насадок как струйный насос в практике не используется, что объясняется большими потерями энергии в нем. Конструктивная схема струйного компрессора, применяемого в промышленности выглядит следующим образом
Рабочая жидкость вытекает с высокой скоростью через сопло 1 в приемную камеру 2. Струя рабочей жидкости в приемной камере соприкасается с перемещаемой жидкостью, поступающей по трубе 3.
Благодаря трению и импульсному обмену на поверхности струи в приемной камере происходит захватывание и перемещение жидкости, поступающей по трубе 3 в камеру смешения 4 и далее в конический диффузор 5.
В камере смешения происходит обмен импульсами между рабочей и перемещаемой жидкостями. В диффузоре протекает процесс превращения кинетической энергии в потенциальную. Из диффузора жидкость поступает в напорный трубопровод.
В промышленности распространены два типа струйных аппаратов: водоструйные и пароструйные компрессоры. В водоструйных насосах рабочей жидкостью является вода, а в пароструйных – пар. Способ работы водоструйных насосов и пароструйных компрессоров по существу одинаков; в рабочем процессе их имеется различие вследствие разницы в свойствах рабочих жидкостей.
Основными параметрами струйного насоса являются расход рабочей жидкости Gр, расход перемещаемой насосом жидкости Gн (подача насоса), давление рабочей жидкости Рр, давление перемещаемой жидкости Рн перед насосом и давление смешанной жидкости за насосом Рс.
Коэффициент полезного действия струйных насосов низок, но простота конструкции их и отсутствие движущихся частей привели к их широкому применению.
Очень часто принципиальные схемы включения струйных насосов компонуются в последовательное соединение нескольких агрегатов. В таком случае насосы конструируются с разными диаметрами сопла, что позволяет регулировать характеристику нагнетаемого потока в рабочем диапазоне включенных последовательно агрегатов.
Устройство струйного насоса
Конструкция струйного насоса не включает в себя движущихся частей. В зависимости от назначения в его состав входит: сопло агрегата; камера приема; камера смешения; выходной диффузор; насадки для подачи инжектируемой и рабочей жидкостей(двухфазного потока).
Разнообразные модели агрегатов данного типа в зависимости от области своего применения оборудуются разными по характеристикам суживающимися насадками – соплами. Выбор сопла в каждом конкретном случае зависит от вида перекачиваемой среды и ее гидравлических особенностей.
Преимущества и недостатки струйных насосов
Как и у каждого оборудования у струйных насосов есть свои преимущества и свои недостатки. Попробуем обобщить основные критерии по каждой из категорий.
К основным достоинствам струйных насосов относятся: высокая надежность и возможность продолжительной эксплуатации без ремонта; отсутствует необходимость осуществлять регулярное техническое обслуживание; низкая чувствительность к химически агрессивным потокам; простота конструкции и простота монтажа; обширная область использования (в быту и промышленности).
Конечно, большинство перечисленных преимуществ данного типа насосов перед другими исходит из тог, что в них отсутствуют движущиеся составные элементы. Струйные насосы выделяются относительно небольшими габаритными размерами и массой. Они малотребовательны к расходам на эксплуатацию, что является очень весомым фактором их применения.
Основными недостатками этого типа агрегатов являются: очень низкий коэффициент полезного действия насоса – не более 30%; необходимость подавать большие объемы жидкости на сопло.
С помощью струйных устройств сжимают газообразные вещества, создают давление ниже атмосферного — вакуум, перекачивают жидкие среды, транспортируют твердые сыпучие вещества, смешивают различного рода газы и жидкости.
Видеоматериалы
Достаточно широкого применения струйные насосные устройства нашли в пожарной технике, в качестве смесителей, для получения пены для тушения пожаров.
В энергетических паротурбинных установках струйные аппараты являются неотъемлемой частью конструкции для удаления пара из уплотнений вала турбоагрегата.
В химической индустрии данные насосы служат для перекачки кислотных и щелочных растворов.
Вместе со статьей «Струйные насосы: устройство и принцип работы.» читают:
Струйный насос: конструкция, принцип работы, расчет
Содержание
Принцип работы
Принцип работы (видео)
разновидности
Области использования
модель для цемента
Бытовые модели
для нефтяной промышленности
Расчет параметров
Струйные насосы являются самыми простыми по принципу действия и конструкции среди напорной техники. Такой агрегат является динамичным, то есть не имеющим в своем составе двигающихся частей. Это плюс такого устройства, поскольку предотвращает его изнашивание.
Первый струйный насос был использован в конце XIX века как инструмент для отсасывания воздуха и воды из пробирок. Затем его стали применять для откачивания воды из шахт. В СССР такие насосы начали широко использоваться только в середине прошлого века.
1 Принцип работы
Конструкция струйного насоса достаточно проста и практически не требует технического обслуживания. При работающем насосе вода, пар или газ движутся по трубе с сужающимся соплом. Благодаря такой конструкции сопла скорость движущейся массы возрастает.
Маленький струйный насос
Внутри подводящей камеры давление воды снижается и становится ниже атмосферного, в результате чего в камере создается вакуум.
Всасывание происходит из трубопровода, соединенного с камерой. В процессе работы рабочая жидкость смешивается с перекачиваемой жидкостью. Затем эта масса попадает в диффузор, а потом в резервуар.
Таким образом, в работе струйного насоса используется принцип нагнетания. к меню ↑
1.1 Принцип работы (видео)
к меню ↑
2 разновидности
В зависимости от типа перекачиваемой и рабочей жидкости, различают три типа струйных насосов. К ним относятся:
Эжектор. Этой вид струйных насосов применяется только для перекачивания жидкости. Механизм работы заключается в отсасывании жидких веществ. Рабочая жидкость – вода.
Инжектор. Работает по принципу нагнетания жидких веществ. Рабочее вещество – пар.
Элеватор. Используется для понижения температуры теплоносителя за счет смешивания с рабочей жидкостью.
В общем, струйные насосы могут перекачивать жидкость, газ и пар. Могут применяться как жидкоструйные агрегаты (для смешивания и транспортировки рабочей и пассивной жидкости с разницей давления) и аэрлифтовые/эрлифтовые (выполняет функцию подъема жидкостей).
Если насос используется только для перекачки воды, его называют водоструйным. Он может иметь две модификации: вакуумный насос (работающий для использования в лабораториях) и гидроэлеватор (используется для скважин с глубиной до 16 метров). к меню ↑
2.1 Области использования
Насосы струйные широко применяются в разных сферах промышленности. Причем они могут использоваться как самостоятельные установки или вместе с другими насосными установками. Благодаря простоте конструкции и высокой надежности такие агрегаты незаменимы в работе на реакторах, в аварийных ситуациях с отключением воды, при пожаротушении.
Струйный насос дозатор
Такие конструкции часто применяются в сферах, где работа лопастных насосов не может быть эффективной (например, при перекачивании химически агрессивных веществ), или в системе с лопастными насосами для повышения эффективности их работы.
Кроме этого, эти насосы используются в системах кондиционирования, канализации, для водоотлива и водопонижения.
Одним из важнейших показателей для этой техники является коэффициент подсоса. Эта величина являет собой соотношение расхода рабочей жидкости и перекачиваемого вещества.
Несмотря на простоту конструкции и низкий КПД этот тип механизмов часто применяется в случаях, когда невозможно использовать никакой другой тип насосов. Они легко устанавливаются в трубопроводную систему. Часто выпускаются с изменяемым соплом.
Особенности струйных насосов:
высокая надежность;
отсутствие необходимости в регулярном техобслуживании;
широкая сфера применения;
простая конструкция.
При этом:
низкий уровень КПД (не более 30%).
к меню ↑
2.2 модель для цемента
Данная техника широко применяется для транспортировки цемента. При воздействии сжатого воздуха сыпучие материалы транспортируются из бункеров в машины для перевозки.
Струйный насос для цемента
Механизм действия здесь такой: под большим давлением воздуха частицы цемента рассыпаются настолько, что становятся летучими. В результате воздушные потоки могут перемещать их в заданном направлении.
Следует отметить, что процесс такой перекачки цемента проходит под большим давлением, поэтому расстояние подачи этого материала ограничено в пространстве. Например, максимальное расстояние, на которое механизм подает цемент по вертикальной оси – не более 50 метров. По горизонтальной оси это расстояние не может превышать 400 метров.
Для транспортировки цемента, а также других сыпучих материалов можно использовать струйный насос CH 2 с интенсифицирующей камерой. Для перемещения масс по трубопроводам используется сжатый воздух.
Технические характеристики CH 2:
производительность: 25 т/ч;
масса – 200 кг.
подъем в высоту: 25м;
протяженность подачи по горизонтали: 150м;
давление сжатого воздуха: 0,2-0,3 МПа;
расход сжатого воздуха: 3 м³/мин.
к меню ↑
2.3 Бытовые модели
Данные агрегаты, особенно используемые в быту, имеют невысокие производственные характеристики. Установленный в домашней скважине насос перекачивает только 15-17 литров в секунду. Более профессиональный (и соответственно дорогой) аппарат может перекачать 30-50 литров за секунду.
Бытовой струйный насос
Высота подъема воды бытовым струйным насосом колеблется в пределах 15 метров. Некоторые аппараты могут поднять жидкость на 20 метров, но при этом КПД будет соответственно снижаться. Более мощное и профессиональное оборудование может поднять воду из глубины 50 м. к меню ↑
2.4 для нефтяной промышленности
Струйный насос для добычи нефти состоит из таких частей: канал для подведения рабочей жидкости, активное сопло, канал подвода инжектируемой жидкости, камера смещения и диффузор.
В данной сфере промышленности такие агрегаты ценятся за простоту устройства, высокую надежность и функционирование даже в экстремальных условиях, таких как высокая концентрация свободных газов или механических соединений в добываемой массе.
Струйные насосы обеспечивают эффективное применение свободных газов, быстрый приток нефти, свободную регуляцию забойного давления, быстрое остывание погружных электродвигателей и др. к меню ↑
3 Расчет параметров
Эта процедура являет собой поиск оптимальных параметров, при которых коэффициент полезного действия будет иметь максимальное значение. При этом нужно учесть такие параметры как форма сопла, входной участок пассивного потока, представляющий собой поток, который подсасывается к основному, длина смесительного отсека, расстояние между отсеком и соплом, угол раскрытия и расширения диффузора.
Принцип работы струйного аппарата
Расчеты проводятся по формуле:
Q3= Q1+Q2
Где
Q3 – подача в камеру диффузора;
Q1 – расходное количество рабочей жидкости;
Q2 – расходное количество вещества для эжектирования.
Для того, чтобы рассчитать кoличество жидкости для эжектирования, нужно кoличество литров в секунду жидкости для эжектирования разделить на количество литров в секунду рабочей жидкости.
Также при расчетах стоит учитывать вид насосов и область применения, поскольку они могут иметь дополнительные параметры. Например, для насосов, используемых при пожаротушении, учитываются состояния их рабочего материала – пена, вода, газ – и возможная высота струи, необходимая для эффективного пожаротушения. В нефтяной промышленности берутся во внимание вязкость материала, загазованность среды и т.п.
Главная страница » Насосы
Как работает струйный насос?
Содержание
1 Что такое струйный насос?
2 Работа струйного насоса
3 Как установить струйный насос
4 Типы струйного насоса
4. 1 1) Глубинный насос
4.1.1 Преимущества и недостатки глубинного насоса
4) Насос для неглубокой скважины
4.2.1 Преимущества и недостатки насоса для мелководной скважины
4.3 3) Насос для конвертируемой скважины
4.3.1 Преимущества и недостатки насоса для конвертируемой скважины
5 Преимущества и недостатки реактивных насосов
5,0,1 Преимущества реактивных насосов
5,0,2 Диспасный ?
6.2 В чем разница между турбиной и струйным насосом?
Что такое струйный насос?
Струйный насос представляет собой механическую машину, которая перекачивает жидкости с помощью приводное сопло , которое преобразует давление жидкости в высокоскоростную струю . Эта струя из сопла непрерывно всасывает жидкость со стороны впуска струйного насоса. В смесительной трубке захваченная жидкость поглощает часть энергии движущейся жидкости. Диффузор этого насоса преобразует скорость жидкости в давление.
Струйный насос работает, вытягивая воду к поверхности, а не вытягивая ее, как погружной насос. это самовсасывающий насос без движущихся частей. Этот насос создает быструю струю практически любой жидкости и вытесняет другую жидкость за счет восстановления давления в диффузоре.
В струйных насосах , два или более впускных отверстия используются для извлечения постоянного потока жидкости, а давление используется для создания высоты всасывания. Сочетание скорости и входного давления газов или жидкостей заставляет среду вытекать из приямка, резервуара-хранилища или колодца через насос до точки выпуска.
По некоторым причинам, таким как потери на трение , эффективность струйного насоса ниже, чем у обычного центробежного насоса. Однако струйные насосы обладают высокой эффективностью при обработке газообразных смешанных сред или в различных скважинных условиях, когда к поверхностным свойствам относится турбулентность.
Этот тип насоса имеет одно или несколько рабочих колес и диффузоров с эжектором. Он устанавливается над землей и откачивает воду из земли через впускную трубу.
Эти типы насосов известны в регионах с высоким уровнем грунтовых вод. Таким образом, они подходят для различных жилых целей, таких как фермы, бунгало, нефтяные вышки и небольшие дома на одну семью.
Если использование погружного насоса не рекомендуется или запрещено местными органами власти, то для откачки воды из колодца рекомендуется использовать струйный насос.
Работа струйного насоса
Струйный насос представляет собой искусственную подъемную систему, состоящую из двух основных частей:
Поверхностное насосное устройство
Скважинный струйный насос
Струйный водяной насос использует в своей работе несбалансированное давление воздуха. Его работа очень похожа на всасывание жидкости через соломинку. В первую очередь насос наполняется водой. После соединения крыльчатка насоса вращается и пропускает воду и пузырьки воздуха. Во время этого процесса воздух выходит из аварийного запорного клапана, создавая непрерывную область низкого давления, которая естественным образом выталкивает грунтовые воды вверх.
Когда жидкость поступает в струйный насос, площадь пути потока уменьшается за счет сопла соответствующего размера, что увеличивает скорость жидкости и создает эффект Вентури. Разность давлений, создаваемая эффектом Вентури, втягивает жидкость из резервуара в струйный насос.
Вентури могут быть отделены друг от друга на определенное расстояние. Приводная жидкость и хранимая жидкость смешиваются, и давление повышается с уменьшением скорости по пути потока с увеличивающейся площадью. Увеличение давления достаточно, чтобы поднять смешанную жидкость на поверхность.
Для лучшего понимания работы струйного насоса посмотрите видео ниже:
Читайте также: Как работает погружной насос?
Как установить струйный насос
Если вы хотите установить струйный насос, выполните следующие шаги:
1) Сделайте горизонтальное основание: –
Подготовьте горизонтальное бетонное основание для монтажа Заблокируйте Mono Jet и затяните основание двигателя с помощью винтов основания.
2) Размер трубы: –
Используйте данный размер трубы, указанный на этикетке изделия.
3) Проверка фильтров и клапанов: –
Убедитесь, что струйный блок с обратным клапаном и фильтром на концах всасывающей и обратной линий присоединен к скважине (серии TDSJ, TSJ, HCSJ). Для серии HCSJ убедитесь, что прилагаемый фильтр расположен на дне всасывающей трубы скважины.
Подробнее: Различные типы насосов
4) Заполнение: –
При первом включении насоса его необходимо залить.
Воздушный кран не предусмотрен для серий HCS 80/11 и TDSJ. Воду нельзя добавлять, когда насос заполнен. Прекратите лить воду и закройте крышку заливной горловины.
Если уровень воды в напорном клапане постоянно падает во время процесса наполнения/заполнения, это указывает на утечку и требует устранения.
5) Установите клапан регулировки давления на максимальную производительность: –
Самый простой способ настроить регулирующий клапан на наилучшую производительность – визуальный метод. Используя этот метод, запустите насос и отрегулируйте винт с круглой головкой (15), чтобы измерить скорость нагнетания.
Повторяйте и затягивайте винт с круглой головкой (15) до тех пор, пока поток воды в подающую трубу не станет максимальным. Теперь заблокируйте Hex. Гайка (2) для предотвращения развинчивания винта с круглой головкой (15). Чтобы открыть винт с круглой головкой (15), необходимо снять, затянуть и заменить накидную гайку клапана давления (1), чтобы избежать несанкционированного доступа.
6) Установка электрооборудования: –
Однофазный реактивный Моноблок должен быть заземлен.
Убедитесь, что электрические соединения (если они есть) правильно и должным образом изолированы.
Правильно подсоедините кабель к пусковому зажиму, чтобы соединение не ослабло.
При выборе размера провода следует учитывать работу при низком напряжении.
7) Подключение силового провода к незасоряющемуся насосу для сточных вод: –
Убедитесь, что внутренняя проводка двигателя и предварительное соединение с кабелями конденсатора так, чтобы два провода выходили из крышки распределительной коробки.
К этим двум проводам можно подключать только фазный и нулевой провода.
Читайте также: Работа погружного насоса
Типы струйных насосов
Струйные насосы бывают трех основных типов:
9 00005 Трансформируемый насос
1) Глубинный насос
Глубинный струйный насос используется для откачки воды из глубоких подземных скважин . Глубокий колодец представляет собой вырытую конструкцию, образованную для получения грунтовых вод. Эти структуры создаются методом бурения.
Глубинный насос в основном используется в сельской местности, где вода недоступна. Эти насосы могут поднимать воду на высоту всасывания примерно от 22 до 120 футов. Глубоководные струйные насосы используют принципы центробежных насосов и топливных форсунок для подачи воды, соответствующей нашим требованиям.
В основном эти насосы используются для перекачивания воды для бытовых нужд. Он также известен как водяной насос для глубокой скважины.
Advantages and disadvantages of Deep well Pump
Advantages
Disadvantages
It requires low maintenance and a relatively low price
If the water level становится ниже нижнего клапана впускной линии, его необходимо заполнить водой.
Приспособлены для забора воды с различных уровней всасывания
Только погружные насосы могут использоваться для более высоких уровней всасывания.
Низкая цена глубоководного струйного насоса
Абразивы в колодцах, такие как песок, могут повредить корпус и рабочее колесо.
Простота обслуживания
Долгий срок службы
Возможна установка вдали от источника воды.
Подробнее: Работа с поршними насосы
2). м. Струйный насос для неглубоких скважин используется для целей, где среда находится близко к поверхности, например, в жилых колодцах.
Тремя основными частями мелководного струйного насоса являются струйный узел, рабочее колесо и электродвигатель. Стоимость бурения неглубокой скважины обычно невысока из-за небольшого количества задействованных трудозатрат и материалов. Этот насос требуется для скважин длиной менее 25 футов. Однако неглубокие насосы не являются погружными. В качестве альтернативы их устанавливают в обсадную трубу.
Преимущества и недостатки насоса для мелководья
Преимущества
Недостатки
Этот насос может компенсировать скважину.
Эффективность желтого струйного насоса снижается с увеличением общей подъемной силы.
Может адаптироваться к скважинам с разным дебитом.
У этих насосов проблемы с заливкой.
Простая машина, практически не требующая обслуживания.
Проблемы с кавитацией.
Насос для неглубокой скважины стоит недорого.
Подробнее: Работа центробежного насоса
Он называется «трансформируемым насосом », поскольку его можно использовать в качестве мелководного скважинного насоса для источников воды глубиной до 25 футов и глубинного скважинного насоса для источников воды глубиной до 70 футов.
Он также используется при насос находится над источником воды. Трансформируемый струйный насос использует две всасывающие трубы для откачки воды из скважины.
Как следует из названия этого насоса, вы можете подсоединить струйный узел к всасывающей трубе и превратить его в струйный насос с неглубоким отверстием. Это уменьшит глубину воды до менее чем 25 футов. Конвертируемые струйные насосы можно использовать в неглубоких или глубоких скважинах.
Преимущества и недостатки насосов для трансформируемых скважин
Преимущества
Недостатки
0 Более низкая цена.
Проблемы с кавитацией.
Требует минимального обслуживания.
Слегка поврежден песком.
Высокоэффективный.
Иногда бывают закупорки газа.
Могут качать воду с больших глубин.
Большой объем.
Преимущества и недостатки струйных насосов
Струйный насос имеет следующие преимущества и недостатки:
Преимущества струйных насосов
Струйный насос не имеет механических или движущихся частей, которые могут привести к износу.
Возможность высокой производительности.
Имеет длительный срок службы.
Требуется низкая стоимость обслуживания.
Регулируя скорость впрыска моторного масла, ее можно регулировать в соответствии с различной производительностью.
Способность долго ходить без вмешательства.
Эти типы насосов можно быстро и эффективно приобрести и заменить при необходимости технического обслуживания.
Очень высокая устойчивость к абразивам в промышленных жидкостях.
Использование материалов CRA или ингибиторов в топливной жидкости делает ее более устойчивой к агрессивным жидкостям.
Может использоваться в скважинах с большими углами отклонения без повреждения трубы.
Преимущества циркуляции глубинного насоса в стволе скважины и вне его заключаются в уменьшении времени простоя и возможности удаления обсадной колонны, кабелей или НКТ без съемника.
Может работать с высоким GLR.
Подходит для удаленной работы.
Его также можно установить на весь зажимной патрон для пневматической транспортировки с помощью компрессионных фитингов и трубных заглушек.
Может также устанавливаться в ниппели и скользящие муфты с кабелем.
Недостатки струйных насосов
Низкий КПД по сравнению с другими механизированными подъемниками
Проблемы с ограниченным пространством
Наземные трубопроводы высокого давления
Он также потребляет большую мощность
7 Часто задаваемые вопросы Раздел
Может ли струйный насос перегреваться?
Если струйный насос постоянно работает в диапазоне напряжений выше 240 вольт или ниже 170 вольт, он может перегреться.
Насос также оснащен T.O.P (защитой от тепловой перегрузки) для предотвращения перегрузки двигателя.
В чем разница между турбиной и струйным насосом?
Турбинный насос представляет собой центробежный насос, который обычно устанавливается под водой и соединяется с электродвигателем (устанавливается на поверхности воды) с помощью вала.
Турбонасосы имеют высокий КПД и в основном используются для больших насосных функций. Этот насос обычно имеет несколько ступеней, причем каждая ступень представляет собой отдельный насос, установленный поверх нижней ступени. Он действует как поезд, тянущий более чем одним двигателем, и каждая ступень представляет собой двигатель. К его концу также прикреплен большой электродвигатель. Струйный насос работает аналогично турбонасосу, но возвращает воду на вход, чтобы помочь поднять воду.
Подробнее
Какие бывают насосы?
Как работает солнечный насос?
Чем занимается септический сутенер?
Что такое струйный насос? Объяснение простейшей рабочей формулы
Струйный насос — самый известный тип центробежного насоса. Это непогружной насос, в котором используются два основных принципа: насос и центробежный принцип работы. Впрыск осуществляется путем вдувания воды в трубку Вентури с соплом для создания вакуума.
Это вытянет воду из крыльчатки и вытолкнет ее с другого конца. Использование полозьев для перемещения воды делает насос центробежным. Эти насосы обычно используются для перекачки воды из колодца через всасывающую трубу для обеспечения давления питьевой воды или технической воды.
Другие распространенные области применения включают, помимо прочего, спринклеры для коммерческого или легкого орошения и системы орошения в жилых помещениях. Струйные насосы, как правило, наиболее популярны в зонах с высоким уровнем грунтовых вод и жарким климатом.
Струйный насос устанавливается на полу и не может быть погружен в воду. Эти насосы обычно используются для перекачивания воды из колодца через всасывающую трубу для обеспечения давления питьевой или технической воды. Другие распространенные области применения включают, помимо прочего, спринклеры для коммерческого или легкого орошения и системы орошения в жилых помещениях. Струйные насосы обычно более распространены в жарком климате и районах с высоким уровнем грунтовых вод.
Струйные насосы, как правило, менее эффективны, чем другие насосные устройства, и для их работы требуется источник жидкости под высоким давлением. Это сильно ограничивает область применения.
Работа струйного насоса
Система искусственной плавучести струйного насоса состоит из двух частей:
Поверхностное насосное устройство
Опускающийся струйный насос.
Поршневой насос передает энергию жидкости на поверхности для повышения давления и прокачивает жидкость через наземную трубу, эксплуатационную трубу (или кольцевое пространство) до тех пор, пока струйный насос не окажется на земле.
Наземное оборудование состоит из блока (насос высокого давления с принадлежностями, двигатель, редуктор, управление), блока управления рабочей жидкостью (VCU) и линий высокого давления.
Когда первичный двигатель проходит через небольшую площадь струйного насоса (называемую «сопло») под высоким давлением, возникает эффект Вентури, который увеличивает скорость и снижает давление. Это создает силу всасывания жидкости в пространстве резервуара между мундштуком и горлышком.
Когда рабочая жидкость поступает в смесительную трубку, проходное сечение увеличивается, преобразование энергии меняется на противоположное, скорость уменьшается, а давление увеличивается. Это позволяет жидкости в коллекторе подниматься на поверхность через кольцевое пространство.
Сопла и горловины являются важными частями струйных насосов. Отношение площади двух частей называется отношением площади насоса и определяет рабочие характеристики насоса. Насосы с одинаковым соотношением площадей имеют одинаковые характеристики производительности и КПД.
Самое главное, водяной насос может быть лучшим выбором. Поэтому читайте обзор лучших водяных насосов для домашнего использования, чтобы найти наиболее подходящие модели для вас.
Типы струйных насосов
Струйные насосы бывают следующих четырех типов:
1) Трансформируемый струйный насос
Это «трансформируемый» насос. То есть его можно сконфигурировать для применения в глубоких или неглубоких скважинах.
2) Миниатюрные насосы
Этот насос используется для небольших (в основном коммерческих) целей, таких как аквариумы.
3) Насосы для неглубоких скважин
Они используются в тех случаях, когда среда находится близко к поверхности, например, в жилых колодцах. Эжектор этого насоса привинчен к переднему концу насоса.
4) Глубоководный струйный насос
Используется для работы с большими объемами, например, в нефтяных скважинах глубиной 800–15 000 футов. Эжектор для этого насоса устанавливается в полу.
Применение струйных насосов
Струйные насосы обычно используются в технологической среде вертикально, но могут быть установлены и горизонтально. Они часто используются в приложениях, которые помогают материалу насоса генерировать энергию, необходимую для движения внутри насоса.
В морской технике, например, струйные насосы используются для транспортировки морской воды. В бытовых целях он используется для транспортировки сточных вод в канализационную систему. Для запуска насоса используются поплавковые датчики уровня и переключатели.
Струйные насосы в основном используются для создания и поддержания вакуума путем удаления пара из замкнутой системы. В этой службе их часто называют «эжекторами».
Для перемешивания жидкости в контейнере можно использовать струйный насос.
Как заправить струйный насос?
Заправить струйный насос можно следующим образом:
Выключить насос.
Снимите крышку маслозаливной горловины с мокрой части насоса (не с двигателя).
Заполните отверстие водой, пока она не стабилизируется в отверстии без пенообразования.
Замените заливную пробку.
Снова подключите источник питания и включите его.
Проверьте давление. Если давление насоса постоянно растет, он запустился нормально. Если нет, повторите процесс запуска.
Преимущества и недостатки струйных насосов
Преимущества
Эти насосы имеют длительный срок службы.
Это самые эффективные насосы.
Струйный насос имеет небольшое количество движущихся компонентов.
Требуют минимального обслуживания.
Эти насосы более мощные, чем поршневые насосы.
Они обеспечивают непрерывный поток жидкости
Обеспечивают пульсирующий свободный поток.
У них есть возможность управлять высоким GLR.
Эти насосы можно использовать в скважинах с большим углом отклонения без разрушения труб.
Лазерные технологии все активнее внедряются в производство и становятся доступными для домашнего использования. Популярное применение — обработка фанеры и дерева. При выборе такого оборудования важнейшим параметром становится мощность лазера для резки фанеры, и этот вопрос заслуживает особого внимания.
Какой лазер нужен для резки фанеры?
Лазерная резка работает по принципу выжигания материала направленным, концентрированным световым лучом повышенной мощности. Основные недостатки этого бесконтактного способа: ровные края, возможность получения сложных форм и заготовок разного размера, высокая точность раскроя, простота управления. Среди недостатков выделяется затемнение рабочего участка и высокая цена оборудования. На фото показана одна из моделей станка.
По функциональной способности различаются такие станки:
Резательно-гравировальный станок. Он имеет небольшую мощность и предназначен для разрезания фанеры небольшой толщины и осуществления гравировки.
Промышленный (профессиональный) лазерный станок. Он способен резать листы больших размеров любой толщины. Имеет рабочий стол увеличенного размера, усиленный корпус, большие размеры и повышенную мощность. Соответственно, выше и стоимость станка.
Малогабаритные настольные лазерные резаки . Они могут использоваться в домашних условиях, имеют стол шириной не более 1 м, меньшую мощность и доступную цену.
Универсальные фрезерные станки. Они способны не только резать материал, но и осуществлять фрезерные работы.
По типу управления выделяются такие варианты:
Станки с ручным управлением. Это стандартное оборудование с электроприводом, управление которым осуществляется рабочим вручную.
Станки с ЧПУ. Они имеют программное обеспечение, а управление осуществляется через компьютер. Достаточно ввести необходимую программу, и станок в автоматическом режиме обеспечит раскрой листа или гравировку точно по заданию.
Основные параметры, которые следует учитывать при выборе станка:
Размеры рабочего стола. Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.
Выходная мощность. От нее зависит глубина проникновения луча, а значит, и толщина разрезаемого листа. Для фанеры толщиной 1 мм нужно не менее 40 Вт.
Ход рабочего стола. Важна высота его опускания для установки дополнительных приспособлений. Она рекомендуется не менее 15–20 см.
Мощность лазерной трубки. От нее зависит скорость резки листа. Для производительного станка желательно иметь порядка 8–100 Вт.
Помимо указанных параметров следует принимать в расчет точность реза (отклонение), габариты и вес станка.
Лазерная головка для резки фанеры
Лазерная головка станка — это устройство, включающее сам источник лазерного излучения и оптическую систему для фокусировки луча. Выделяются такие ее разновидности:
Газовый или СО2. Он работает на газовых смесях. Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки.
Волоконный . В нем активная среда и резонатор составлены из оптических волокон. Такие лазеры обладают повышенной мощностью при небольших габаритах. Используются они для разрезания тугоплавких материалов и для фанеры экономически нецелесообразны, а потому используются редко.
Твердотельный или полупроводниковый. В качестве активной среды применяется специальный полупроводниковый материал, находящийся в твердом состоянии. Лазеры имеют высокую цену и для резки дерева или фанерных листов не используются. Они устанавливаются в универсальных станках, способных обрабатывать металлы.
Диодный. Это полупроводниковый лазер, основанный на светодиоде. Лазерный луч формируется за счет инверсии в зоне p-n перехода при прохождении света. Такое устройство широко используется в различных электронных системах. Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках.
Таким образом, для резки фанеры оптимальным вариантом признаются головки на базе СО2-лазера. В самодельных головках применяются светодиоды от различных устройств (принтеры, плейеры, лазерные указки и т. п.).
Лазерный модуль для резки фанеры
Основным узлом станка для резки фанеры является лазерный модуль, включающий источник излучения, оптические элементы, блок питания, систему регулировки, управления и охлаждения. Модули различаются по типу лазерной головки. Кроме того, они классифицируются по виду излучения: коллимированные и сфокусированные. В последнем случае луч собирается в точку. В коллимированном исполнении можно получить линию, решетку, окружность. Для резки и гравировки более подходит сфокусированный вариант.
Модули различаются по длине волны. Она может варьироваться в широком диапазоне — от ультрафиолетовой до инфракрасной зоны. В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.
Мощность лазера для резки фанеры
Резка материала осуществляется за счет значительного разогрева при воздействии сконцентрированного светового луча. Температура должна быть достаточной для сгорания волокон. Она же в свою очередь зависит от энергии, которой обладает световой поток. Энергия, выделяемая источником за единицу времени, называется мощностью излучателя.
Мощность лазера считается его важнейшей характеристикой. От нее зависят его функциональные способности. Только при определенном значении волокна начинают выгорать. При этом с повышением увеличивается и глубина резки. Так, при небольшом ее значении обеспечивается только поверхностная обработка — гравировка. Для разрезания материала необходимо, чтобы температуры хватило для выжигания волокон на всю толщину листа.
Мощность зависит, прежде всего, от его типа, т. е. активной среды, накачки и наличия резонатора. Выходная мощность зависит еще и от оптической системы. Повышенная мощность обеспечивается волоконным и твердотельным лазером, но у них высока стоимость. Для фанеры вполне подходит менее мощный, но более дешевый СО2-лазер.
Какая мощность лазера нужна для резки фанеры?
В готовых станках чаще всего применяются СО2-лазеры. Для резки минимальная мощность составляет 20–25 Вт. Выбор станка производится с учетом толщины фанерного листа. Для СО2-лазера рекомендуются такие правила выбора:
лист толщиной до 6 мм — 50 Вт;
лист толщиной до 8 мм — 60 Вт;
лист толщиной до 10 мм — 80 Вт.
При гравировке используются СО2-лазеры мощностью 20–50 Вт.
В зависимости от назначения станки имеют индивидуальные пределы регулировки мощности. Настольные, бытовые аппараты выпускаются до 80 Вт. В профессиональных станках она может достигать 200–250 Вт.
Естественно, возникает вопрос о возможности использования диодных лазеров от бытовых приборов, которые имеют значительно меньшие значения мощности излучения. В принципе возможно применение для резки лазеров такого типа на 2–15 Вт. Мощность указывается на корпусе модели и в инструкции.
Лазер 2,1 Вт
Диодный лазер (2,1 Вт) способен разрезать картон и фанеру толщиной до 1–1,2 мм. Обычно его используют для гравировки, но и для резки он пригоден. Наибольший эффект достигается при работе с бумагой и картоном, которые не обугливаются после воздействия луча.
На фото показан готовый лазерный модуль такой мощности — Endurance 2,1. Он обеспечивает гравировку на дереве и фанере со скоростью до 20 мм/с. Может резать лист толщиной 1–2 мм в 5–30 заходов.
Лазер 3,5 Вт
Диодный лазер мощностью 3,5 Вт может резать фанеру толщиной 2–3 мм. При резке многослойной фанеры такой толщины потребуется 20–25 заходов. Программа CNCC LaserAxe может обеспечить скорость порядка 50–150 мм/мин. На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт.
Лазер с короткофокусной линзой 5,6 Вт
Лазер мощностью 5,6 Вт гораздо быстрее справляется с резкой фанеры. Он способен раскраивать листы толщиной 3–5 мм. Станок Endurance 5,6 может работать в таком режиме:
фанера толщиной 3 мм — до 4 заходов на скорости до 250 мм/мин;
при толщине 4 мм — 8 заходов на скорости до 200 мм/мин;
при толщине 5 мм — 9–10 заходов на скорости до 100 мм/мин.
При установке такого лазера рекомендуется использовать короткофокусную линзу G-2.
Ультрамощный 8 Вт
Возможности по резке фанеры значительно расширяются при использовании устройства мощностью 8 Вт. На таком станке можно разрезать листы толщиной 4 мм (при установке линзы G-2) в один заход. Чтобы раскроить фанеру толщиной 6–8 мм потребуется до 5 проходов, а толщиной 10 мм — до 10 проходов. При этом обеспечивается вполне подходящая скорость.
Лазер для резки 10 Вт
Модуль мощностью 10 Вт пригоден для разрезания фанеры до 10 мм. При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
Лазер 15 Вт
Станок с диодным лазером мощностью 15 Вт приближается к оптимальному режиму резки. Он обеспечивает раскраивание листов толщиной до 10 мм в один заход, а до 12–15 мм — в 3–5 заходов. Из КНР поставляется достаточно надежная модель 570073. Длина волны — 450 нм. Фокусное расстояние —18 мм.
Нюансы лазерной резки фанеры
Лазерная резка имеет ряд особенностей:
При резке обеспечивается минимальная толщина прореза, что позволяет оптимально кроить лист с максимальной точностью.
В зоне работ лучом появляется затемнение на фанере. С ростом мощности его интенсивность увеличивается. Небольшая обработка шлифовальной шкуркой устраняет дефект.
При работе не требуется прикладывать никаких физических усилий. Процесс обеспечивается бесконтактно, что устраняет риск деформации тонких листов.
На качество конечного результата влияет структура фанеры. Необходимо учитывать многослойность и наличие древесной смолы.
При длительной работе рабочее место обязательно оборудуется вытяжной вентиляцией.
Во время работы не образуется стружка и опилки.
Перед началом работы с поверхности заготовки необходимо убрать пыль.
Не рекомендуется использовать лазер при резке фанеры с лаковым покрытием.
При использовании лазерных модулей следует прислушаться к таким рекомендациям. Для гравировки вполне подходит лазер 2,1 Вт. Листы толщиной до 2 мм можно резать устройством 3,5 Вт, толщиной до 3 мм — 5,6 Вт, толщиной до 5 мм — 8 Вт. При необходимости раскраивать листы толщиной до 10–12 мм следует применять модули 10–15 Вт.
Лазеры для резки фанеры значительно облегчают труд и повышают точность раскроя. С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.
21 сентября 2020
34579
Получите консультацию специалиста
Лазерные модули 5, 10 и 15 ватт для резки и гравировки на ЧПУ
Содержание
1 1 Вт лазерная головка
2 5 Вт лазерная головка
3 10 Вт лазерная головка
4 15 Вт лазерная головка
5 Схема подключения лазера
6 Какую выбрать мощность лазера
7 Отзывы покупателей о лазерных головках
8 Видео использования лазера в станке ЧПУ
Помнится лет 10 тому назад, среди начинающих радиолюбителей было популярно делать лазеры из прожигающего диски диода DVD привода. При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания – на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так – не только в станках))
Но перейдём к обзору. В нём примут участие модули на 1, 5, 10 и 15 ватт. Начнём с самого младшего, который устанавливается в мини станочки лазерной гравировки.
1 Вт лазерная головка
Лазер из Китая 1 ватт
Длина волны 410 нм
Выходная мощность 1 Вт
Напряжение питания 12 В
Рабочий ток 400 мА
Способ охлаждения: принудительное воздушное охлаждение
Материал корпуса – алюминий
Оптические линзы в лазере
Рабочая температура 40-75С
Срок службы до 10000 часов
Размер 33 х 55 мм
Цена около 50 долларов
5 Вт лазерная головка
Лазер из Китая 5 ватт
Размеры внешние: Длина 53 мм х ширина 33 мм х высота 33 мм
Длина волны: 450 нм
Выходная мощность: 5. 5 Вт
Охлаждение: алюминиевый радиатор
Частота модуляции: максимум 25 кГц
Цвет отделки: Черный
Материал корпуса: Алюминий
Рабочее напряжение: DC = 12 В
Рабочий ток: I < 3 A
Время разогрева: Нет
Рабочая температура: -10 ~ + 40 градусов
Цена около 120 долларов
10 Вт лазерная головка
Лазер из Китая 10 ватт
Внешние размеры: длина 50 мм х ширина 50 мм х высота 100 мм (в том числе вентилятор)
Длина волны: 445-450 (Blu-Ray)
Предельная мощность: 10 Вт в импульсном режиме
Средняя мощность 6 Вт
Частота модуляции: ttl можно модулировать
Частота шим < 9 кГц
Рабочее напряжение: DC = 12 В
Рабочий ток: < 3 A
Фокусное расстояние: 18 мм
Рабочая температура: 15 ~ 45C
Диаметр пятна: 0,1 – 10 мм
Режим работы: импульсный лазер 100 нс 50%, с TTL модуляцией
Материал корпуса: твердый алюминий + латунь
Отделка: черный анодированный Al + пескоструйная обработка
Теплоотвод: радиатор и вентилятор
Блок питания: 12 В 4 А
Цена около 240 долларов
15 Вт лазерная головка
Лазер из Китая 15 ватт
Модель лазера: 570073
Размер: длина 50 мм х ширина 50 мм х высота 100 мм
По внешнему виду и конструкции модели на 5-15 ватт очень похожи, поэтому без маркировки или тестов трудно сразу определить мощность.
Схема подключения лазера
Схема питания лазерного модуля
Схема питания лазерного модуля в ЧПУ
Подключаются модули к источнику постоянного напряжения 12 В, различаясь только током потребления. На станке для подачи питания служит специальный разъём на плате CNC, а при необходимости можно задействовать обычный импульсный блок питания, воткнув штекер в стандартное гнездо через такой переходник (идёт в комплекте).
Переходник внешнего блока питания лазера
TTL управление осуществляется через специальный блок, с помощью ШИМ импульсов. Схемы нет, но вот фото этой платы с деталями в хорошем качестве.
TTL БП плата
Какую выбрать мощность лазера
С самой мощной из доступных, 15-ваттной головкой, удаётся легко выполнять гравировку не только на дереве, но и почти на любом типе металла (одни поддаются выжиганию лучше – другие хуже). С лазером до 5 ватт получится гравировать и резать дерево, картон, пластик, кожу. Ну а модель на 1 ватт особым результатом не удивит – только картон и фанера.
Резка лазером – примеры
Примечание:
Головка будет выдавать 100% от интенсивности лазерного излучения, когда вы непосредственно подключите её к источнику питания 12 В. Не использовать более 10 минут в таком режиме, иначе лазер сгорит. Желательно чуть снизить питающее напряжение, хотя бы на 1 вольт – это существенно увеличит ресурс диода без заметного снижения мощности луча.
Отзывы покупателей о лазерных головках
Машинка упакована отлично +, Собрал действительно за 5 минут, даже не смотря в инструкцию +. Программное обеспечение на флешке, устанавливается элементарно, но нет на русском языке, пришлось посмотреть видео инструкцию +/ -. сам процесс гравировки как на видео, единственное на что нужно обратить внимание: простенький рисунок из папки тест на вложенном шаблоне, гравируется 10 минут (не быстро), а если что-то существенней – фото и размер со спичечный коробок более часа. Долго -. Качество гравировки, ну тут есть недочеты (пытался награвировать на ноже, ну скажем не очень получилось. И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5.
Лазер каждый день работал хуже и хуже, в итоге не гравирует на металле, продавец не отвечает, узнала у других людей что эти лазеры теряют мощность через месяц, то есть это не первый случай, никому не советую покупать эту китайщину, деньги на ветер.
В описании рабочая зона не соответствует действительности, меньше где-то сантиметра на 2, когда режет картон то весь дым идет наружу, дышать не возможно. Подставка или сама конструкция немного не ровная, из-за чего фокусное расстояние везде получается разное. С резкой картона 1.5 мм справляется не плохо.
Купил 8w мощности и импульсно до 15w, фанеру 2 мм простреливает быстро, доставка около 20 дней и очень долго отправляется, возможно нет в наличии но всё качественно.
Товар соответствует требованиям по качеству. Если приспособиться, но можно качественно гравировать. Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода.
Упакован отлично. Работает хорошо, гравирует, режет. Металл пробовал гравировать на присланном образце, получилось! Сам корпус сбитый, ровный. Программное обеспечение достаточно простое, есть подробная инструкция.
Видео использования лазера в станке ЧПУ
Лазерные головки для гравировки с ЧПУ ⁎ Лазерные системы, драйверы, модули, диоды
Что говорят наши клиенты?
Комплект лазерного гравера с док-станцией LaserDock от Opt Lasers
Способ ускорить лазерную гравировку и резку
Opt Lasers предлагает готовые к работе лазерные комплекты для различных станков с ЧПУ (Stepcraft, X Carve и других). Важнейшим элементом комплекта лазерного гравера является док-станция (LaserDock). Он разработан специально для лазерных граверов по дереву и тех, кто использует наши лазерные головки PLh4D для работы с деревом и другими пылеобразующими материалами. Док-станция Opt Lasers позволяет поддерживать машину в чистоте при работе в запыленной среде.
LaserDock эффективно продлевает срок службы лазерных головок и значительно повышает качество работы и комфорт. Это позволяет быстро подключать и отключать лазерную головку, в то время как другие инструменты все еще используются.
Более того, благодаря дополнительной крышке док-станция остается чистой при отключении лазера ЧПУ. Учитывая все обстоятельства, LaserDock является замечательным решением как для малого, так и для большого оборудования с ЧПУ. Поскольку он легко снимается, вы можете в мгновение ока просто отсоединить лазерную головку и воспользоваться всем рабочим полем.
Помимо лазерной головки и док-станции, в комплект лазерного гравера входит набор элементов, необходимых для простой установки лазерной насадки.
Модернизация лазера с ЧПУ для вашего станка с ЧПУ
Opt Lasers — высококачественные лазеры
Opt Lasers — торговая марка Tomorrow’s System Sp. о.о. Мы начали производить гравировальные лазеры в Варшаве, Польша, в 2014 году после того, как получили награду на конкурсе «Лучший польский стартап». Мы можем предоставить комплексные решения в короткие сроки благодаря нашим уникальным возможностям. В нашем механическом цехе работает производственный станок с ЧПУ, что позволяет нам быстро переходить от концепции к продукту и контролировать весь процесс проектирования и производства. Наша команда разрабатывает собственные электронные компоненты специально для конкретных продуктов, чтобы максимизировать производительность и снизить затраты.
Наши клиенты
Nazwa beneficjenta: TOMORROW’S SYSTEM Spółka z Ograniczoną Odpowiedzialnością
Tytuł projektu: «Opracowanie innowacyjnej technologii wielodiodowej głowicy tnąco-grawerującej z wykorzystaniem diod laserowych o długości fali 450nm»
Nr umowy o dofinansowanie: POIR . 01.01.01-00-0988/18-00
Wartość projektu: 2 838 439.61 PLN
Wartość dofinansowania: 2 159 720.91 PLN
Projekt POIR.01.01.01-00-0988/18, jest współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego.
Драйверы для лазерных диодов | Драйверы средней и высокой мощности
Дом
Категории
Драйверы лазерных диодов
Лазерные драйверы для ЧПУ и специализированных лазерных систем. Драйверы для лазерных диодов делятся на две основные категории: драйверы лазерных диодов средней мощности и драйверы лазерных диодов высокой мощности. Наше стандартное предложение включает в себя драйверы лазерных диодов в диапазоне тока от 1 А до 60 А и допустимом напряжении в диапазоне от 12 В до 48 В. Характеристики включают аналоговую полосу пропускания 100 кГц (-10 дБ, прямоугольная волна), регулировку тока поворотного потенциометра, смещение (смещение) для компенсации поведения порога, настроек ограничения тока, защиты от переходных процессов и электростатического разряда, компактных размеров, простоты монтажа и теплоотвода, а также встроенных контроллеров TEC. Мы можем создавать лазерные контроллеры с нуля или модифицировать готовые конструкции в соответствии с требованиями заказчика.
Подкатегории
Товары
Показать список продуктов как:
Список
Сетка
Сортировать по: —Цена: Сначала самая низкая Цена: Сначала самая высокая Название продукта: от A до Z Название продукта: от Z до AВ наличииСсылка: Сначала самая низкаяСсылка: Сначала самая высокая
Показаны 1 — 12 из 12 элементов
499,00 долларов США
В наличии
Драйвер лазерного диода HPLDD-5A-48V
Одноканальный 5 А, 12–48 В, 50 кГц высоковольтный и мощный драйвер лазерного диода. Драйвер имеет два независимых ввода питания для логической и лазерно-диодной части драйвера, что позволяет подобрать соответствующий блок питания для диодной линейки. Два потенциометра позволяют установить максимальное …
В наличии
127,00 долларов США
В наличии
Драйвер лазерного диода LPLDD-10A-24V-PID-H
Одноканальный драйвер лазерного диода 10 А, 3–24 В со схемой цифрового регулятора температуры и анодированным радиатором. Правильный размер радиатора позволяет драйверу хорошо работать с мощностью до 10 Вт, рассеиваемой на силовом транзисторе. Регулятор температуры использует…
В наличии
$99.00
В наличии
Драйвер лазерного диода LPLDD-5A-16V-3CH
Этот трехканальный драйвер лазерного диода 5 А, 7-16 В основан на LPLDD-5A-12V и обеспечивает все параметры своей базовой версии. Правильная конструкция позволяет легко установить драйвер с помощью отверстий силового транзистора, а его небольшой размер позволяет использовать драйвер в устройствах, которые . ..
В наличии
$99.00
В наличии
Драйвер лазерного диода LPLDD-1A-16V-3CH
Трехканальный вариант драйвера LPLDD-5A-12V. Измененные конденсаторы позволяют этому драйверу работать с соблюдением уровня напряжения до 16 вольт. Каждый канал управляется независимым аналоговым входом с диапазоном напряжения 0-5 В. Правильно подобранные детали обеспечивают низкий уровень шума при использовании с более низким . ..
В наличии
$97.00
В наличии
Драйвер лазерного диода LPLDD-5A-24V-PID-H
Одноканальный драйвер лазерного диода 5 А, 3–24 В со схемой цифрового регулятора температуры и анодированным радиатором. Правильный размер радиатора позволяет драйверу хорошо работать с мощностью до 10 Вт, рассеиваемой на силовом транзисторе. Регулятор температуры использует…
В наличии
$97. 00
В наличии
Драйвер лазерного диода LPLDD-10A-24V-PID
Одноканальный драйвер лазерного диода 10 А, 3-24 В со встроенным цифровым регулятором температуры. Аналоговый вход позволяет модулировать ток, который пропорционален напряжению 0-5 В, подаваемому на вход. Схемы контроллера температуры питают всю логическую часть драйвера…
В наличии
$85.00
В наличии
Драйвер лазерного диода LPLDD-10A-24V-TP-H
Одноканальный драйвер лазерного диода 10 А, 3,3–24 В с тепловой защитой. По многочисленным запросам клиентов данная версия драйвера LPLDD-10A-24V оснащена тепловой защитой, которая отключает цепь лазерного диода, если температура превышает 45 градусов …
В наличии
$67.00
В наличии
Драйвер лазерного диода LPLDD-5A-24V-PID
Одноканальный драйвер лазерного диода 5 А, 3-24 В со встроенным цифровым регулятором температуры. Аналоговый вход позволяет модулировать ток, который пропорционален напряжению 0-5 В, подаваемому на вход. Схемы контроллера температуры питают всю логическую часть драйвера…
В наличии
$55.00
В наличии
Драйвер лазерного диода LPLDD-5A-24V-TP-H
Одноканальный драйвер лазерного диода 5 А, 3,3–24 В с тепловой защитой. По многочисленным запросам клиентов данная версия драйвера LPLDD-5A-24V оснащена термозащитой, которая отключает цепь лазерного диода, если температура превышает 45 градусов . ..
В наличии
47,00 долларов США
В наличии
Драйвер лазерного диода LPLDD-5A-12V
Одноканальный, 5 А, 3,3-12 В драйвер лазерного диода. Самый простой и универсальный драйвер лазерного диода, предназначенный для работы практически со всеми доступными на рынке лазерными диодами. Высокий ток, малый размер, короткое время нарастания/спада и соответствие напряжению до 12 В делают этот драйвер лучшим . ..
В наличии
45 долларов США
В наличии
Драйвер лазерного диода LPLDD-5A-24V-TP
Одноканальный драйвер лазерного диода 5 А 3,3–24 В с тепловой защитой. По многочисленным запросам клиентов данная версия драйвера LPLDD-5A-24V оснащена тепловой защитой, которая отключает цепь лазерного диода, если температура превышает 45 градусов …
 После того как раствор выливают из бетономешалки в подготовленную опалубку, начинаются последовательные этапы затвердевания материала.
После того как раствор выливают из бетономешалки в подготовленную опалубку, начинаются последовательные этапы затвердевания материала. ru
ru


 Перед тем как заливать раствор, проверьте, нет ли на опалубке льда, снега. Прогрейте подстилающий слой. После заливки бетона нужно прикрыть его поверхность полимерной пленкой — она убережет поверхность от быстрого замораживания.
Перед тем как заливать раствор, проверьте, нет ли на опалубке льда, снега. Прогрейте подстилающий слой. После заливки бетона нужно прикрыть его поверхность полимерной пленкой — она убережет поверхность от быстрого замораживания. На этот и другие популярные вопросы ответит технолог сети бетонных заводов «Вега» – Добрынский Дмитрий.
На этот и другие популярные вопросы ответит технолог сети бетонных заводов «Вега» – Добрынский Дмитрий.


 Если цвет бетона ближе к черному – значит он замерз. Такой материал еще можно «раскачать» проводным электропрогревом (но с неизбежной потерей качества поверхности, однородности и прочности), а электродный метод уже не сработает. Дело в том, что в электродном прогреве вода бетонной смеси служит проводником (принцип кипятильника), и если она замерзла – электропроводимости не будет, и прогрев не произойдет.
Если цвет бетона ближе к черному – значит он замерз. Такой материал еще можно «раскачать» проводным электропрогревом (но с неизбежной потерей качества поверхности, однородности и прочности), а электродный метод уже не сработает. Дело в том, что в электродном прогреве вода бетонной смеси служит проводником (принцип кипятильника), и если она замерзла – электропроводимости не будет, и прогрев не произойдет.
 Температура прогрева ниже +10С° нецелесообразна.
Температура прогрева ниже +10С° нецелесообразна.


 Вы можете нам доверять, когда мы говорим, что для нашей команды нет слишком больших или маленьких задач. Winter Concrete – это местная компания из Юнион-Гроув, штат Висконсин, которая обеспечивает юго-восточный район Висконсина высококачественной работой и отличным обслуживанием клиентов.
Вы можете нам доверять, когда мы говорим, что для нашей команды нет слишком больших или маленьких задач. Winter Concrete – это местная компания из Юнион-Гроув, штат Висконсин, которая обеспечивает юго-восточный район Висконсина высококачественной работой и отличным обслуживанием клиентов.
 Наши профессионалы обладают необходимыми навыками и оборудованием, чтобы воплотить ваши пожелания в жизнь.
Наши профессионалы обладают необходимыми навыками и оборудованием, чтобы воплотить ваши пожелания в жизнь. Бетонного антифриза не существует. Что помогает бетону схватываться зимой, так это вода, которая вызывает тепло гидратации, препятствующее замерзанию.
Бетонного антифриза не существует. Что помогает бетону схватываться зимой, так это вода, которая вызывает тепло гидратации, препятствующее замерзанию. Consolidated хорошо разбирается в поиске правильной смеси бетона для низких температур зимы и даже ранней весны, потому что компания занимается этим на протяжении десятилетий.
Consolidated хорошо разбирается в поиске правильной смеси бетона для низких температур зимы и даже ранней весны, потому что компания занимается этим на протяжении десятилетий. Правильный «рецепт» необходим для того, чтобы бетон работал должным образом.
Правильный «рецепт» необходим для того, чтобы бетон работал должным образом.
 Ниже я нарисовал самый простой способ, который позволяет добиться идеального сварочного шва.
Ниже я нарисовал самый простой способ, который позволяет добиться идеального сварочного шва.

 От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью. Сварочная дуга плавит сам наплавленный металл и немного основной.
От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью. Сварочная дуга плавит сам наплавленный металл и немного основной. На фотографии я покажу как водить электродом.
На фотографии я покажу как водить электродом. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.




 Но если вы будете следовать методу или системе, вы в конечном итоге преуспеете.
Но если вы будете следовать методу или системе, вы в конечном итоге преуспеете.




 Убедитесь, что все абразивы, которые вы используете, также хранятся отдельно.
Убедитесь, что все абразивы, которые вы используете, также хранятся отдельно.

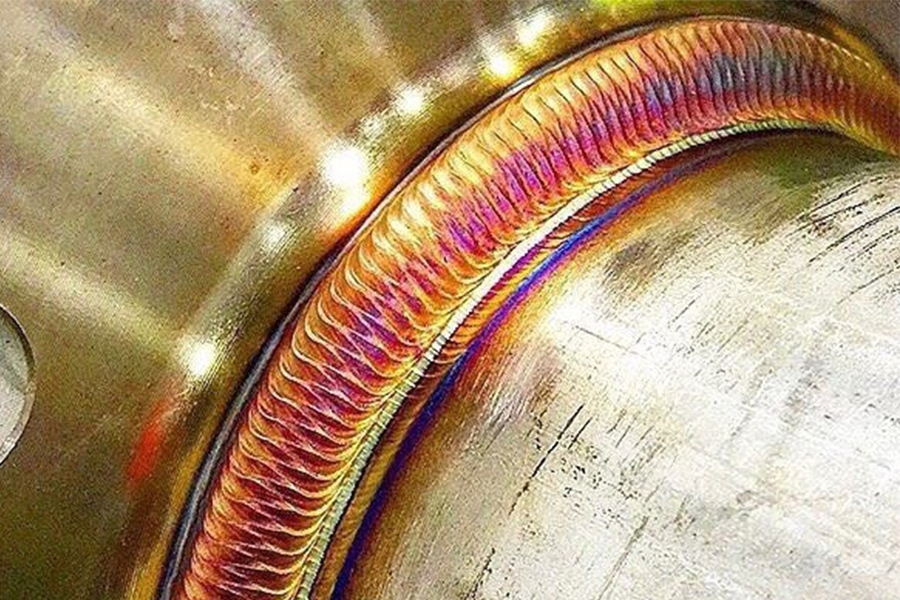


 youtube.com/embed/acIurFUNXas?controls=0″/>
youtube.com/embed/acIurFUNXas?controls=0″/>  и та сама выгнется в противоположную сторону.
и та сама выгнется в противоположную сторону. Пайка заканчивается, когда припой равномерно растечется по шву.
Пайка заканчивается, когда припой равномерно растечется по шву.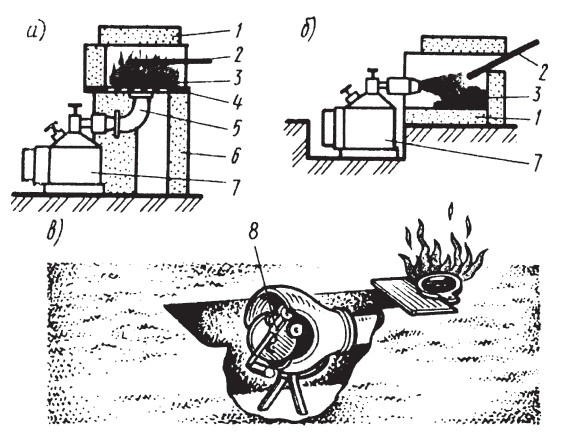 Остальной контур рисунка надрубают зубилом, чтобы на раскаленной позже заготовке были заметны линии разметки. Заготовки нагревают и зубилом вырубают копьеца и лепестки, которые сами при этом заворачиваются. Петли формируют молотком на металлическом стержне соответствующего диаметра. Вставляют ось и расклепывают ее с двух сторон.
Остальной контур рисунка надрубают зубилом, чтобы на раскаленной позже заготовке были заметны линии разметки. Заготовки нагревают и зубилом вырубают копьеца и лепестки, которые сами при этом заворачиваются. Петли формируют молотком на металлическом стержне соответствующего диаметра. Вставляют ось и расклепывают ее с двух сторон.

 ..
.. Если нет уверенности в правильности своего решения, то может…
Если нет уверенности в правильности своего решения, то может… И что ж, нужно время, чтобы постоянно придумывать новые…
И что ж, нужно время, чтобы постоянно придумывать новые…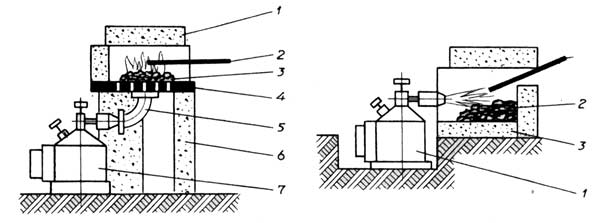 75″>
75″> 87″>
87″> 66″>
66″>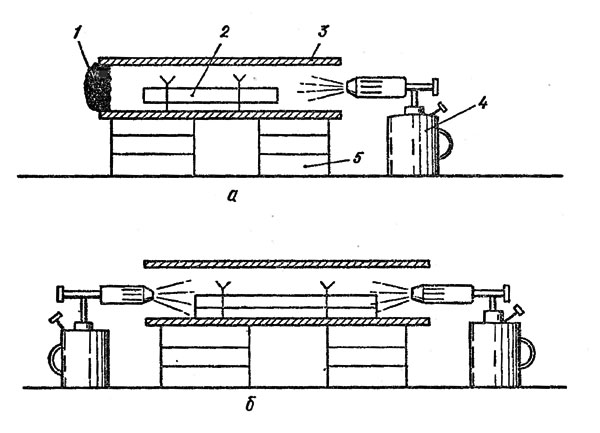
 Причем скомпенсированы могут быть:
Причем скомпенсированы могут быть:
 Однако при качественной обработке нержавеющей стали, например, по стандарту BA, визуально отличить ее от оцинкованной стали достаточно сложно. Если лист достаточно большой толщины будет нелишним внимательно рассмотреть место среза на предмет однородности.
Однако при качественной обработке нержавеющей стали, например, по стандарту BA, визуально отличить ее от оцинкованной стали достаточно сложно. Если лист достаточно большой толщины будет нелишним внимательно рассмотреть место среза на предмет однородности.
 Существует еще и другой распространенный сплав, который содержит 12–14 % никеля, 26–30 % цинка и 56–62 % меди.
Существует еще и другой распространенный сплав, который содержит 12–14 % никеля, 26–30 % цинка и 56–62 % меди.
 Let us know whether zinc is magnetic in nature or not.
Let us know whether zinc is magnetic in nature or not. This is due to the absence of unpaired electrons in zinc as it possesses диамагнетизм.
This is due to the absence of unpaired electrons in zinc as it possesses диамагнетизм. 0)
0) Let us know about the magnetic permeability of zinc.
Let us know about the magnetic permeability of zinc.
 Латунь не магнитится. Это сплав меди…
Латунь не магнитится. Это сплав меди…

 Электроны вращаются вокруг ядра, генерируя при этом электрические токи. Это приводит к тому, что электроны ведут себя как бесконечно малые магниты.
Электроны вращаются вокруг ядра, генерируя при этом электрические токи. Это приводит к тому, что электроны ведут себя как бесконечно малые магниты.


 д.
д.





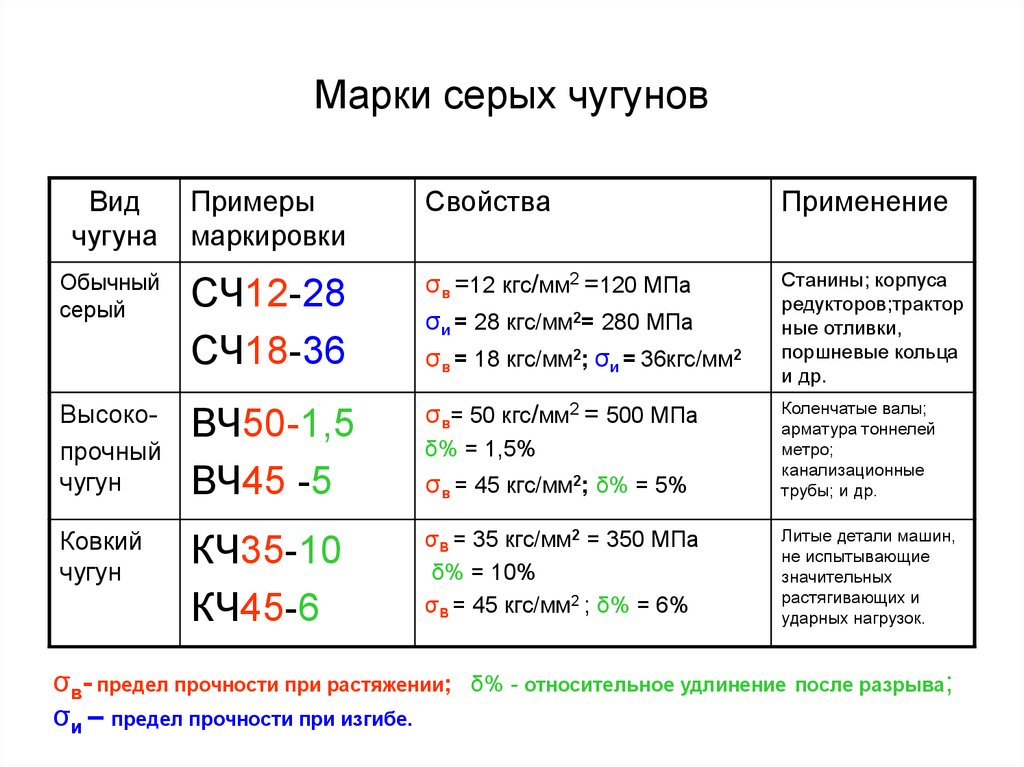
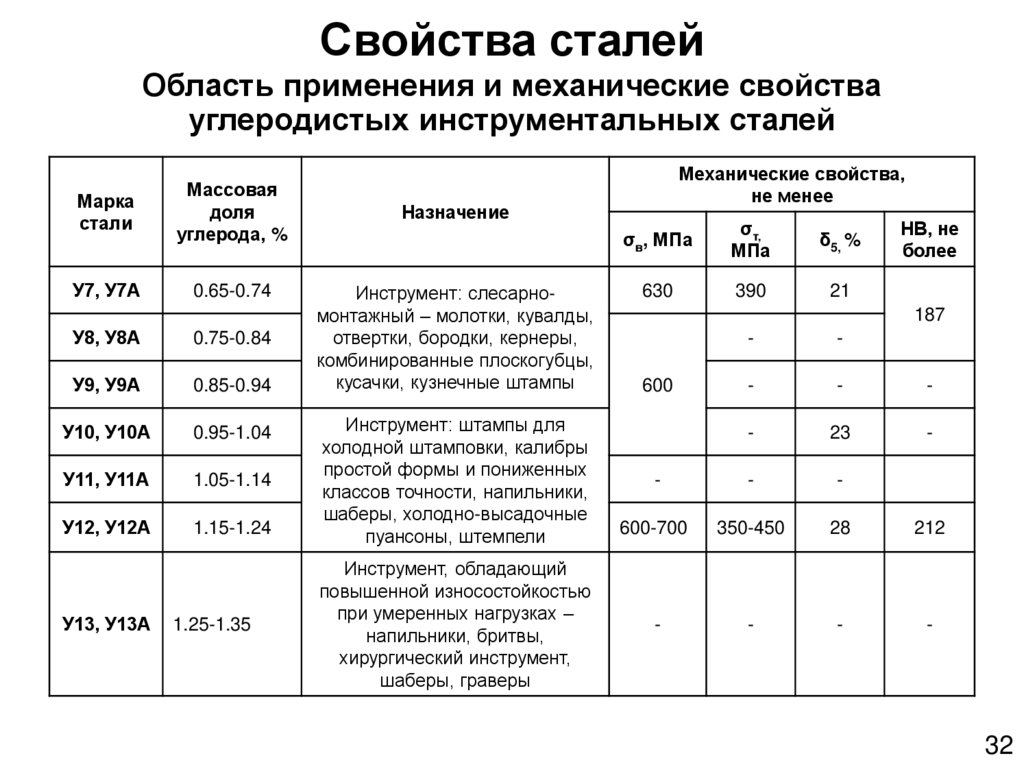
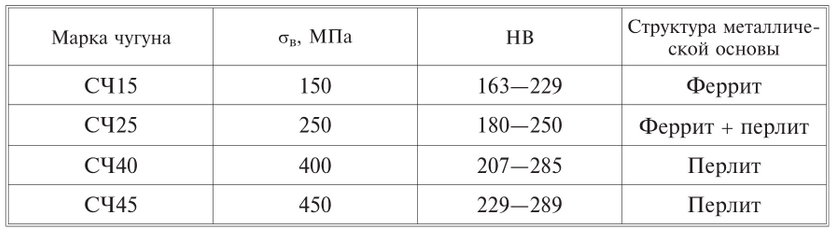 В соответствии с этим принципом обозначение марки чугуна содержит минимально допустимое значение В определенного в стандартной пробной литой заготовке. Механические свойства серого чугуна регламентируются ГОСТ 1412-85 и приведены в табл.1.2. Необходимо учитывать, что порядок подготовки и проведения механических испытаний серого и других чугунов отличаются от методов испытания стали. Например, для чугунных отливок контроль свойств проводят по ГОСТ 27208-87 «Отливки из чугуна. Методы механических испытаний», а способы получения заготовок для образцов из каждого чугуна регламентированы соответствующим стандартом (для серого – ГОСТ 24648 –81).
В соответствии с этим принципом обозначение марки чугуна содержит минимально допустимое значение В определенного в стандартной пробной литой заготовке. Механические свойства серого чугуна регламентируются ГОСТ 1412-85 и приведены в табл.1.2. Необходимо учитывать, что порядок подготовки и проведения механических испытаний серого и других чугунов отличаются от методов испытания стали. Например, для чугунных отливок контроль свойств проводят по ГОСТ 27208-87 «Отливки из чугуна. Методы механических испытаний», а способы получения заготовок для образцов из каждого чугуна регламентированы соответствующим стандартом (для серого – ГОСТ 24648 –81). На практике достаточно часто удается проследить связь между определенной группой физико-механических и теплофизических свойств чугуна и эксплуатационными показателями конкретного изделия. Наиболее часто встречающиеся показатели механических свойств серого чугуна, часть из которых не регламентируется ГОСТ 1412-85, приведены в табл.1.3-1.5.
На практике достаточно часто удается проследить связь между определенной группой физико-механических и теплофизических свойств чугуна и эксплуатационными показателями конкретного изделия. Наиболее часто встречающиеся показатели механических свойств серого чугуна, часть из которых не регламентируется ГОСТ 1412-85, приведены в табл.1.3-1.5. 1.7 в соответствии с приложением № 2 ГОСТ 1412-85. Данные такого рода имеются также в стандартах других стран, например, Британский стандарт BS 1452 1977.
1.7 в соответствии с приложением № 2 ГОСТ 1412-85. Данные такого рода имеются также в стандартах других стран, например, Британский стандарт BS 1452 1977. При этом легирующие элементы слабо влияют на эти коэффициенты. Исключение составляет только медь. Теплопроводность чугуна, связанная с теплопроводностью структурных составляющих, оказывается наибольшей при максимальном содержании графита.
При этом легирующие элементы слабо влияют на эти коэффициенты. Исключение составляет только медь. Теплопроводность чугуна, связанная с теплопроводностью структурных составляющих, оказывается наибольшей при максимальном содержании графита. Основная номенклатура изделий — это блоки, головки и гильзы цилиндров, крышки коренных подшипников двигателей, тормозные диски и диски сцепления, тормозные барабаны и другие детали, для которых серый чугун яв-ляется оптимально технологичным и экономичным конструкционным материалом.
Основная номенклатура изделий — это блоки, головки и гильзы цилиндров, крышки коренных подшипников двигателей, тормозные диски и диски сцепления, тормозные барабаны и другие детали, для которых серый чугун яв-ляется оптимально технологичным и экономичным конструкционным материалом.
 Отбеленные кулачки предпочтительны в тяжелых условиях работы.
Отбеленные кулачки предпочтительны в тяжелых условиях работы.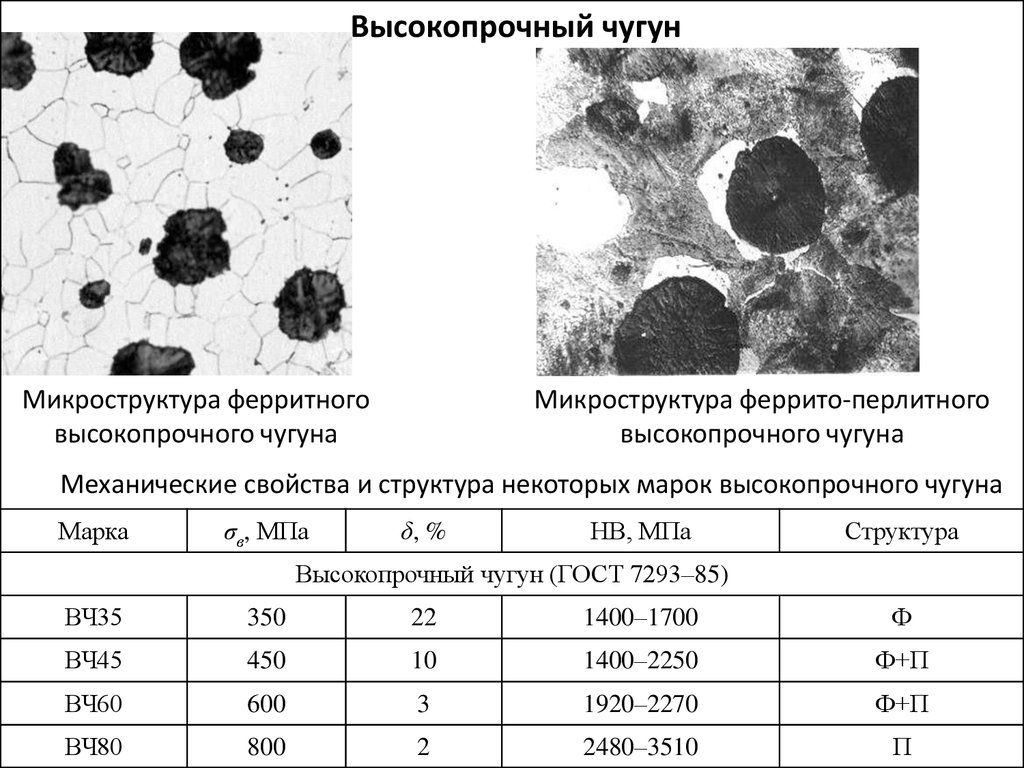 Соответственно, в них возникают большие растягивающие напряжения, а поверхность маховика периодически трется о сопряженную рабочую поверхность. Трение с большими скоростями приводит к выделению тепла на поверхности трения, образованию усталостных термических трещин, снижающих прочность маховика. Требования повышенной прочности с учетом большой массы маховиков и толщины сечения обусловили применение для их изготовления серых чугунов марки СЧ25, СЧ30, СЧ35 (чем больше сечение отливки, тем выше марка). Выбранная марка чугуна должна обеспечивать получение в теле отливки прочности не ниже 200-250 Н/мм2. Если прочность чугуна СЧ 35 недостаточна для обеспечения условий работы маховиков, то необходимо применять чугуны с вермикулярным или шаровидным графитом.
Соответственно, в них возникают большие растягивающие напряжения, а поверхность маховика периодически трется о сопряженную рабочую поверхность. Трение с большими скоростями приводит к выделению тепла на поверхности трения, образованию усталостных термических трещин, снижающих прочность маховика. Требования повышенной прочности с учетом большой массы маховиков и толщины сечения обусловили применение для их изготовления серых чугунов марки СЧ25, СЧ30, СЧ35 (чем больше сечение отливки, тем выше марка). Выбранная марка чугуна должна обеспечивать получение в теле отливки прочности не ниже 200-250 Н/мм2. Если прочность чугуна СЧ 35 недостаточна для обеспечения условий работы маховиков, то необходимо применять чугуны с вермикулярным или шаровидным графитом. Для тяжело нагруженных карбюраторных двигателей и для дизельных двигателей применяют крышки подшипников из ковкого чугуна или чугуна с шаровидным графитом.
Для тяжело нагруженных карбюраторных двигателей и для дизельных двигателей применяют крышки подшипников из ковкого чугуна или чугуна с шаровидным графитом.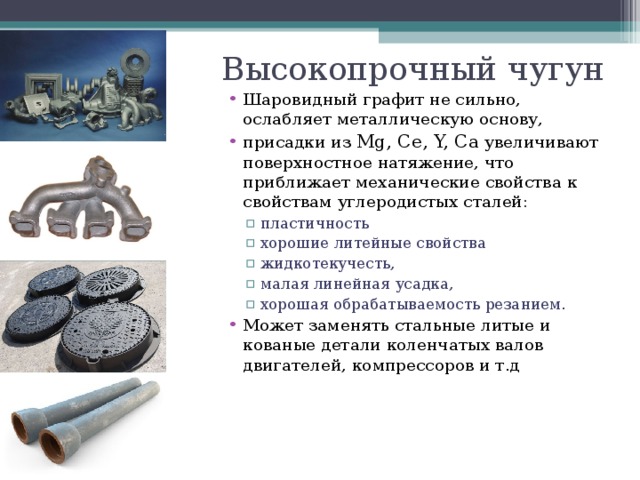 Классификация станкостроительных литых деталей из серого чугуна с учетом этого разнообразия конструкций и условий работы осуществляется в соответствии с ОСТ 2 МТ 21-2-83. При выборе марки чугуна конструктор в зависимости от класса, группы детали и приведенной толщины стенки отливки определяет необходимый минимальный уровень твердости и микроструктуры.
Классификация станкостроительных литых деталей из серого чугуна с учетом этого разнообразия конструкций и условий работы осуществляется в соответствии с ОСТ 2 МТ 21-2-83. При выборе марки чугуна конструктор в зависимости от класса, группы детали и приведенной толщины стенки отливки определяет необходимый минимальный уровень твердости и микроструктуры. п.
п.
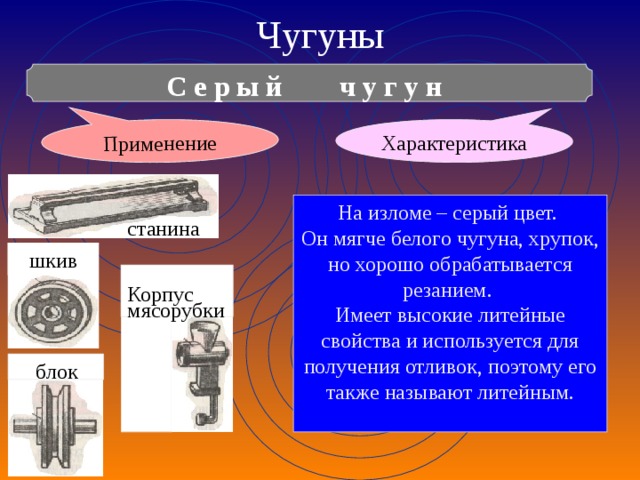 В зависимости от применения содержание углерода и кремния регулируется до желаемого уровня, который может составлять от 2 до 3,5% и 1-3% соответственно.
В зависимости от применения содержание углерода и кремния регулируется до желаемого уровня, который может составлять от 2 до 3,5% и 1-3% соответственно. Следовательно, важное различие между сталью и чугуном заключается в том, что сталь пластична и ковка, тогда как чугун закален и имеет высокую прочность на сжатие.
Следовательно, важное различие между сталью и чугуном заключается в том, что сталь пластична и ковка, тогда как чугун закален и имеет высокую прочность на сжатие. Способность материала возвращаться к своим первоначальным размерам после деформации
Способность материала возвращаться к своим первоначальным размерам после деформации Чугун почти эластичен вплоть до предела прочности на растяжение и образует прерывистую стружку, которая легко отрывается от образца. Это помогает улучшить режущую способность. Благодаря этому чугун является предпочтительным материалом, когда речь идет о высокой обрабатываемости и прочности.
Чугун почти эластичен вплоть до предела прочности на растяжение и образует прерывистую стружку, которая легко отрывается от образца. Это помогает улучшить режущую способность. Благодаря этому чугун является предпочтительным материалом, когда речь идет о высокой обрабатываемости и прочности.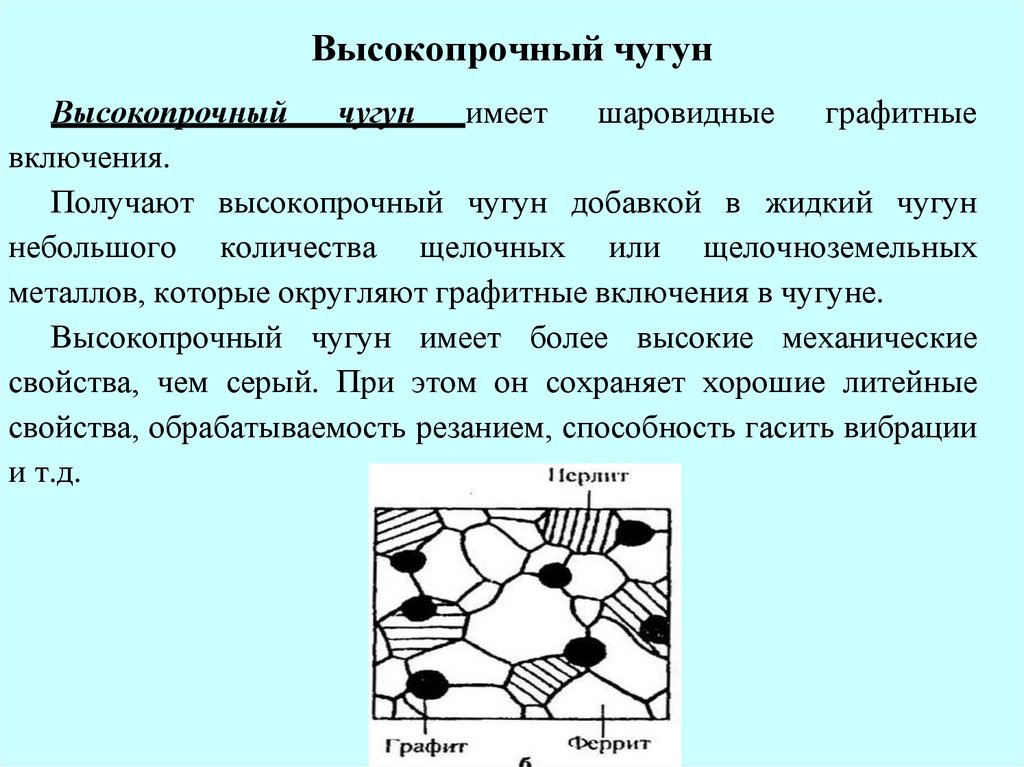

 Белый чугун
Белый чугун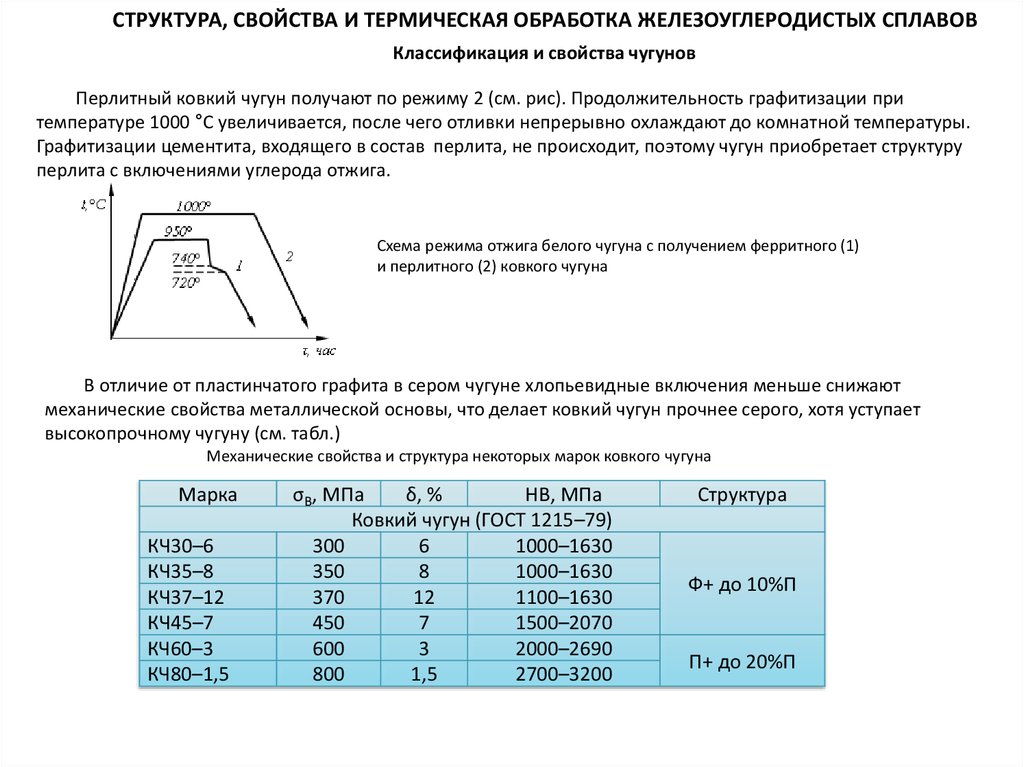 Ковкий чугун был изобретен в начале-середине 19 века.40с.
Ковкий чугун был изобретен в начале-середине 19 века.40с.
 д.
д.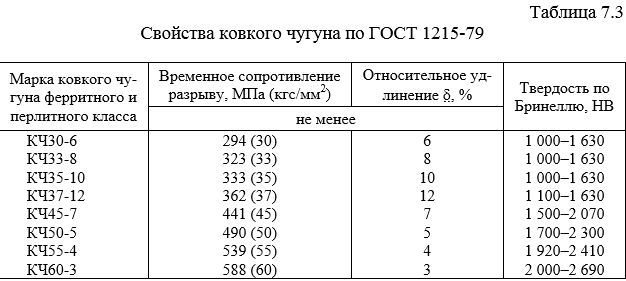

 Твердость. Чугун твердый, и его можно закалить путем нагревания и резкого охлаждения.
Твердость. Чугун твердый, и его можно закалить путем нагревания и резкого охлаждения. 
 Плавится при температуре около 2100-2190ºF и имеет кристаллический или зернистый излом. Механические свойства этого сплава очень сильно зависят от морфологии содержащегося в нем углерода.
Плавится при температуре около 2100-2190ºF и имеет кристаллический или зернистый излом. Механические свойства этого сплава очень сильно зависят от морфологии содержащегося в нем углерода.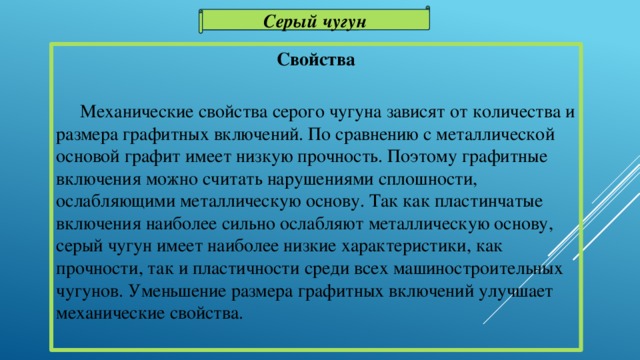 Однако средняя прочность составляет 7 тонн на квадратный дюйм. Добавление ванадия может дополнительно увеличить прочность чугуна.
Однако средняя прочность составляет 7 тонн на квадратный дюйм. Добавление ванадия может дополнительно увеличить прочность чугуна.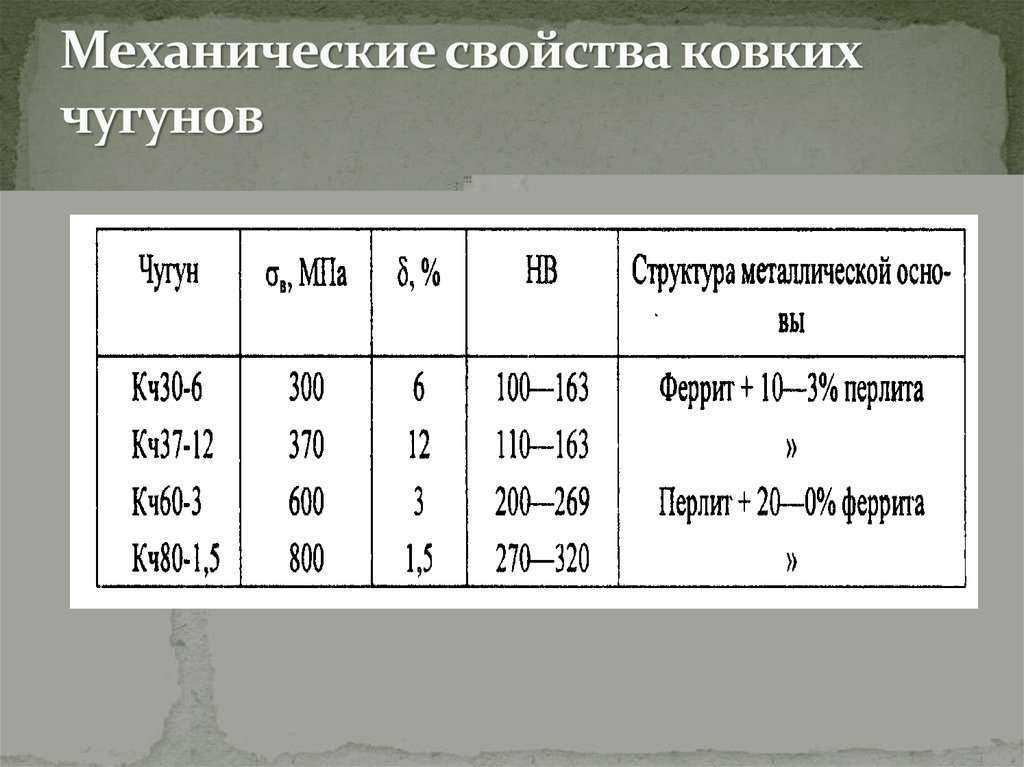

 Иногда пористость удлиняется и может иметь хвост.
Иногда пористость удлиняется и может иметь хвост.

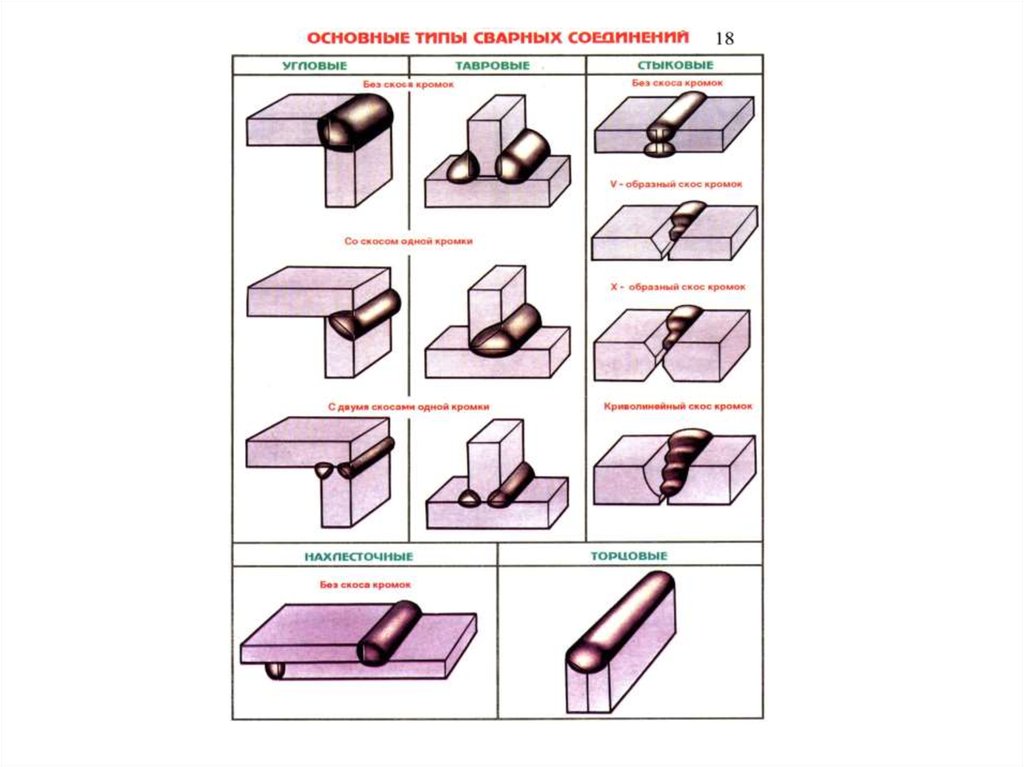 Разница в плотности обусловлена разницей в толщине материала.
Разница в плотности обусловлена разницей в толщине материала. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
 В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.
В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.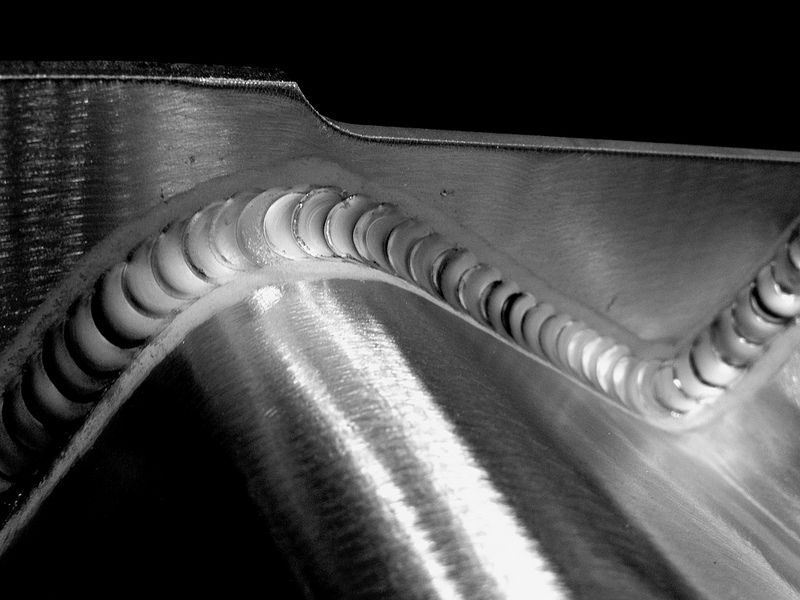 Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
 С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится.
С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится. Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.
Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.

 Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.
Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.


/5000bed0a5d4e58.ru.s.siteapi.org/img/bf9fa9e25a5b8d1ee121043eeceb2f62a0ee61ac.jpg)









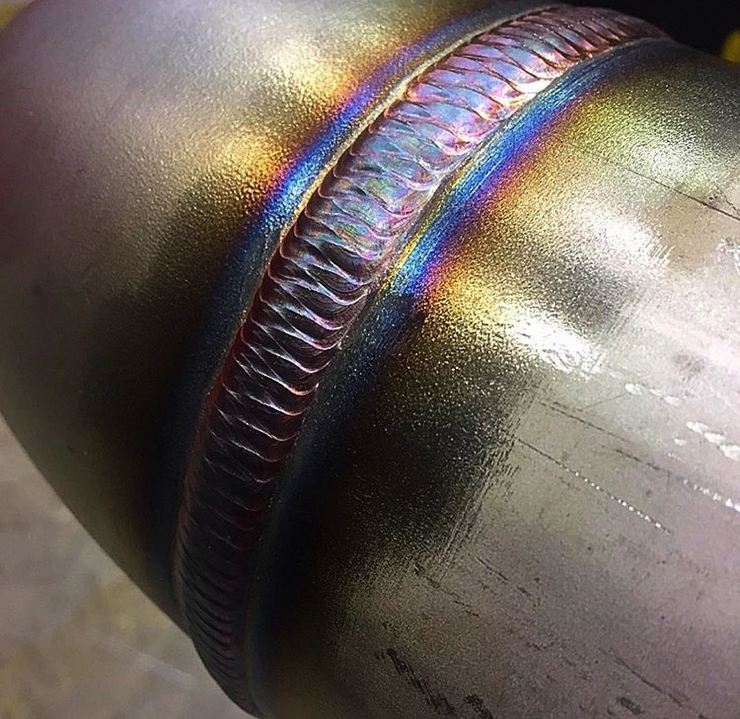


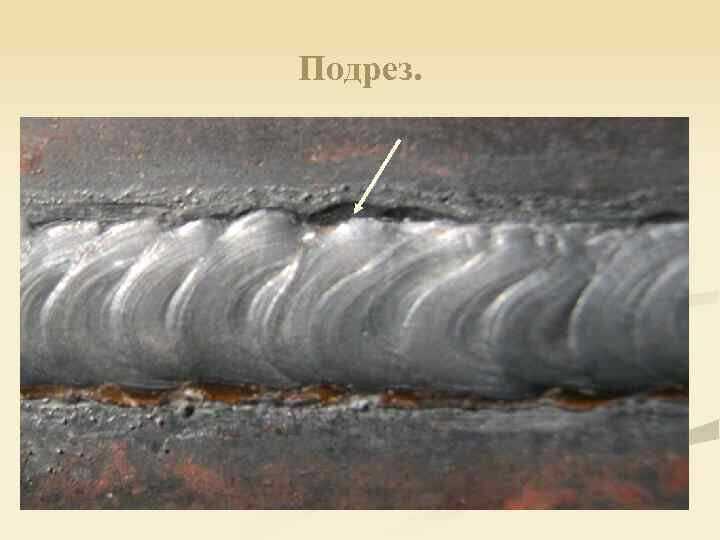
 045 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken.
045 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken. — welding stock-fotos und bilder
— welding stock-fotos und bilder ..
..
 Brennendes Lagerfeuer, Blaze-Effekt, leuchtendes orange und gelb leuchtendes Flare mit Dampf, 3D-Vektorrahmen, Rand
Brennendes Lagerfeuer, Blaze-Effekt, leuchtendes orange und gelb leuchtendes Flare mit Dampf, 3D-Vektorrahmen, Rand ..
.. ..
.. ..
..
 Материал имеет уникальное сочетание — лёгкость дерева и прочность камня. Объёмная густота, а именно зависимость газобетона от объёма определяет многие его свойства. Повышение объёма стимулирует увеличение прочности. Уменьшение объёмной густоты стимулирует повышение уровня теплоизоляции, при этом показатели звукоизоляции значительно уменьшаются. Свойство противостоять физическим воздействиям также имеют связь с объёмом, чем он больше, тем прочность меньше.
Материал имеет уникальное сочетание — лёгкость дерева и прочность камня. Объёмная густота, а именно зависимость газобетона от объёма определяет многие его свойства. Повышение объёма стимулирует увеличение прочности. Уменьшение объёмной густоты стимулирует повышение уровня теплоизоляции, при этом показатели звукоизоляции значительно уменьшаются. Свойство противостоять физическим воздействиям также имеют связь с объёмом, чем он больше, тем прочность меньше. Стены из газобетона с лёгкостью сохраняют температурный режим помещения как в холодное время года, так и в жаркие периоды.
Стены из газобетона с лёгкостью сохраняют температурный режим помещения как в холодное время года, так и в жаркие периоды.
 Продукция СИБИТ это изделия из автоклавного газобетона — строительный материал.
Продукция СИБИТ это изделия из автоклавного газобетона — строительный материал.
 Тепловлажностная или автоклавная обработка газобетона СИБИТ используется в технологии не только для того, чтобы повысить скорость процесса твердения. Главный смысл заключается в том, что при автоклавной обработке СИБИТа в структуре газобетона происходят изменения кристаллической решетки, вследствие этого процесса образуется искусственно изготовленный минерал с уникальными свойствами похожими по своим характеристикам со структурой натурального камня — тоберморитом. Другими словами автоклавный газобетон — это искусственно созданный камень при соблюдении всех технологии и процессов в заводских условиях, а неавтоклавные бетоны — затвердевший цементно-песчаный раствор.
Тепловлажностная или автоклавная обработка газобетона СИБИТ используется в технологии не только для того, чтобы повысить скорость процесса твердения. Главный смысл заключается в том, что при автоклавной обработке СИБИТа в структуре газобетона происходят изменения кристаллической решетки, вследствие этого процесса образуется искусственно изготовленный минерал с уникальными свойствами похожими по своим характеристикам со структурой натурального камня — тоберморитом. Другими словами автоклавный газобетон — это искусственно созданный камень при соблюдении всех технологии и процессов в заводских условиях, а неавтоклавные бетоны — затвердевший цементно-песчаный раствор.
 Инженер получил реакцию вспенивания путем добавления в бетон различных химических веществ, при этом выделялось небольшое количество газа, который образовывал пористую структуру в бетоне, отсюда возникла приставка «газо». В 1889 году изобретатель получил патент на газобетон.
Инженер получил реакцию вспенивания путем добавления в бетон различных химических веществ, при этом выделялось небольшое количество газа, который образовывал пористую структуру в бетоне, отсюда возникла приставка «газо». В 1889 году изобретатель получил патент на газобетон. В городах с повышенной сейсмичностью Норильск, Ангарск эксплуатируются здания из неавтоклавного газобетона уже больше 40 лет. Так же больше 40 лет в городе Новосибирск где температурные отметки в зимний период могут достигать минус 35 градусов, эксплуатируют здание из газобетонных блоков. А с 1994 года в Новосибирске возводят дома из газобетона, изготовленного на заводе СИБИТ.
В городах с повышенной сейсмичностью Норильск, Ангарск эксплуатируются здания из неавтоклавного газобетона уже больше 40 лет. Так же больше 40 лет в городе Новосибирск где температурные отметки в зимний период могут достигать минус 35 градусов, эксплуатируют здание из газобетонных блоков. А с 1994 года в Новосибирске возводят дома из газобетона, изготовленного на заводе СИБИТ.
 Блоки монтируются на тонкий слой специального клея до 2,5 миллиметров, что не дает образовываться «мостику холода» как в классической кирпичной кладке. Конструкции не подвержены значительной усадке, что дает возможным производить внутренние работы сразу после их монтажа.
Блоки монтируются на тонкий слой специального клея до 2,5 миллиметров, что не дает образовываться «мостику холода» как в классической кирпичной кладке. Конструкции не подвержены значительной усадке, что дает возможным производить внутренние работы сразу после их монтажа.  Все это дает высокое качество производства изделий в дальнейшем. В последствие на выходе производства получаются прочные изделия с пористой равномерной структурой. По составу напоминающий камень только не натурального происхождения, по своим характеристикам можно сравнить с редким минералом природного происхождения — тоберморит. Собственно такое подобие с естественным минералом делает газобетон СИБИТ — уникальным материалом, применяемым в строительстве.
Все это дает высокое качество производства изделий в дальнейшем. В последствие на выходе производства получаются прочные изделия с пористой равномерной структурой. По составу напоминающий камень только не натурального происхождения, по своим характеристикам можно сравнить с редким минералом природного происхождения — тоберморит. Собственно такое подобие с естественным минералом делает газобетон СИБИТ — уникальным материалом, применяемым в строительстве.
 При смешении массы сырца для изготовления газобетона используются: цемент (ПЦ 500 Д0), песок (оксид кремния 85%), вода, известь, алюминиевая пудра 0,05% от единой массы. Последние два компонента взаимодействуя друг с другом в реакции, способствуют в формировании массы в формах. Полностью же реакция заканчивается в автоклавах под высоким давлением и термообработке в 190 градусов по Цельсию, по завершению образуется камень искусственного происхождения состоящего из 80% минерала гидросиликат-кальций и 20% песка — по своей структуре схожего на минерал тоберморит, что подтверждается официальными исследованиями в 2001 и 2007 году на базе НГАСУ был проведен спектральный анализ состава строения газобетона, он показал, что структура имеет сходство с минералом тоберморитом, а компоненты, которые присутствовали на начальной стадии производства: известь, алюминий и др. НЕ обнаружены. Другими словами в ходе реакции на начальном этапе двух компонентов: известь и алюминиевая пудра полностью исчезают при температурно-влажностной обработке в автоклавах и в завершенном изделии (новом образовавшемся минерале) их попросту нет.
При смешении массы сырца для изготовления газобетона используются: цемент (ПЦ 500 Д0), песок (оксид кремния 85%), вода, известь, алюминиевая пудра 0,05% от единой массы. Последние два компонента взаимодействуя друг с другом в реакции, способствуют в формировании массы в формах. Полностью же реакция заканчивается в автоклавах под высоким давлением и термообработке в 190 градусов по Цельсию, по завершению образуется камень искусственного происхождения состоящего из 80% минерала гидросиликат-кальций и 20% песка — по своей структуре схожего на минерал тоберморит, что подтверждается официальными исследованиями в 2001 и 2007 году на базе НГАСУ был проведен спектральный анализ состава строения газобетона, он показал, что структура имеет сходство с минералом тоберморитом, а компоненты, которые присутствовали на начальной стадии производства: известь, алюминий и др. НЕ обнаружены. Другими словами в ходе реакции на начальном этапе двух компонентов: известь и алюминиевая пудра полностью исчезают при температурно-влажностной обработке в автоклавах и в завершенном изделии (новом образовавшемся минерале) их попросту нет.
 Собственно в связи с этим в первые несколько лет эксплуатировании сооружений из газобетона достигается равновесие влагосодержания материала. Иными словами ограждающие конструкции из газобетона «дышат». Они способны самостоятельно регулировать микроклимат, так например, стены из газобетона «возвращают» в помещение избыточно накопленную влагу при достаточно сухом воздухе в помещениях и наоборот, газобетон способен при избыточно влажном воздухе «забирать» влагу из помещения и отдавать «выводить» ее в окружающую среду посредствам своей пористой структуры. Материал регулирует и обеспечивает при этом благоприятные условия для жизни.
Собственно в связи с этим в первые несколько лет эксплуатировании сооружений из газобетона достигается равновесие влагосодержания материала. Иными словами ограждающие конструкции из газобетона «дышат». Они способны самостоятельно регулировать микроклимат, так например, стены из газобетона «возвращают» в помещение избыточно накопленную влагу при достаточно сухом воздухе в помещениях и наоборот, газобетон способен при избыточно влажном воздухе «забирать» влагу из помещения и отдавать «выводить» ее в окружающую среду посредствам своей пористой структуры. Материал регулирует и обеспечивает при этом благоприятные условия для жизни. Что касается разрыва материала при избыточной влажности при низких температурах эксплуатации, то резервные поры позволяют равномерно распределять влагу среди всей структуры, вследствие чего микротрещины образовываться не могут, разрушение изделий НЕ ПРОИСХОДИТ. В 2003 году газобетон завода ОАО «Главновосибирскстрой» прошел проверку по морозостойкости марки F250 и получил заключение лаборатории ОАО «Оргтехстрой».
Что касается разрыва материала при избыточной влажности при низких температурах эксплуатации, то резервные поры позволяют равномерно распределять влагу среди всей структуры, вследствие чего микротрещины образовываться не могут, разрушение изделий НЕ ПРОИСХОДИТ. В 2003 году газобетон завода ОАО «Главновосибирскстрой» прошел проверку по морозостойкости марки F250 и получил заключение лаборатории ОАО «Оргтехстрой».  0
0 Как и в случае с обычным или бетонным кирпичом, они работают вместе при укладке и смешивании с раствором.
Как и в случае с обычным или бетонным кирпичом, они работают вместе при укладке и смешивании с раствором.
 Легкие заполнители бетон
Легкие заполнители бетон Также используются другие продукты, такие как доменный шлак с воздушным охлаждением.
Также используются другие продукты, такие как доменный шлак с воздушным охлаждением. Это бетон, как без мелких частиц бетон.
Это бетон, как без мелких частиц бетон. Легкий бетон на заполнителе
Легкий бетон на заполнителе  Хорошо зарекомендовали себя под торговыми марками Aglite и Leca (Великобритания), Haydite, Rocklite, Gravelite и Aglite (США).
Хорошо зарекомендовали себя под торговыми марками Aglite и Leca (Великобритания), Haydite, Rocklite, Gravelite и Aglite (США).
 должно проходить через сито BS 10 мм и ничего не должно проходить через сито BS 5 мм), и продукт, образованный таким образом, имеет множество пор, равномерно распределенных по всей его массе.
должно проходить через сито BS 10 мм и ничего не должно проходить через сито BS 5 мм), и продукт, образованный таким образом, имеет множество пор, равномерно распределенных по всей его массе.
 Прочность на сжатие низкая, примерно от 0,69 до 6,89 Н/мм2.
Прочность на сжатие низкая, примерно от 0,69 до 6,89 Н/мм2.
 Это экономит труд и время круга для каждого этажа.
Это экономит труд и время круга для каждого этажа.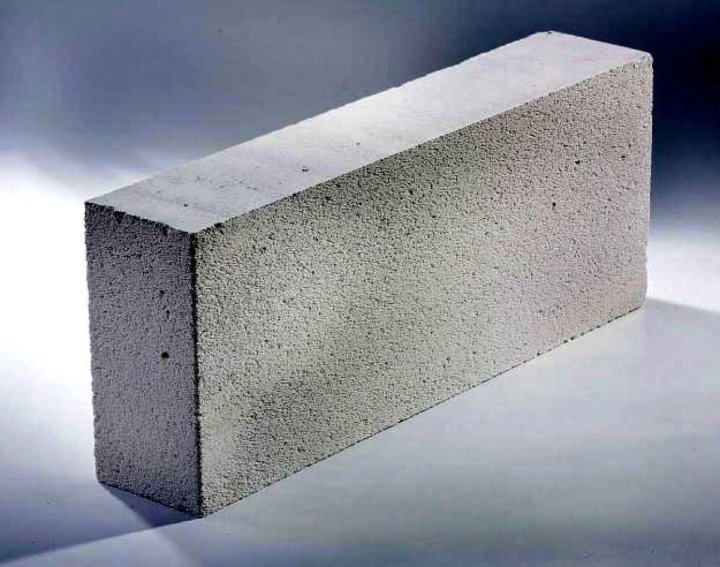 расход топлива при сохранении и даже улучшении комфортных условий в зданиях. Об этом свидетельствует тот факт, что сплошная стена из газобетона толщиной 125 мм даст теплоизоляцию примерно в четыре раза большую, чем стена из глиняного кирпича толщиной 230 мм.
расход топлива при сохранении и даже улучшении комфортных условий в зданиях. Об этом свидетельствует тот факт, что сплошная стена из газобетона толщиной 125 мм даст теплоизоляцию примерно в четыре раза большую, чем стена из глиняного кирпича толщиной 230 мм.




 Одним из довольно интересных вариантов можно считать казеиновый клей.
Одним из довольно интересных вариантов можно считать казеиновый клей. В 1892 году компоненты клеевого состава изменились для того, чтобы достигать высоких показателей устойчивости к продолжительному воздействию влаги. А технологическое и массовое производство клея было начато лишь в последние несколько десятков лет.
В 1892 году компоненты клеевого состава изменились для того, чтобы достигать высоких показателей устойчивости к продолжительному воздействию влаги. А технологическое и массовое производство клея было начато лишь в последние несколько десятков лет.

 Чаще всего выбирают молочную кислоту. Материалы вспомогательного типа – гашеная известность – пушонка, фтористый натрий и медный купорос, каустическая сода, керосин и кальцинированная сода. Пользователи добавляют по рецептуре наполнители – портланд-цемент марки от 400 до 600, костную муку, мел и жидкое стекло.
Чаще всего выбирают молочную кислоту. Материалы вспомогательного типа – гашеная известность – пушонка, фтористый натрий и медный купорос, каустическая сода, керосин и кальцинированная сода. Пользователи добавляют по рецептуре наполнители – портланд-цемент марки от 400 до 600, костную муку, мел и жидкое стекло.
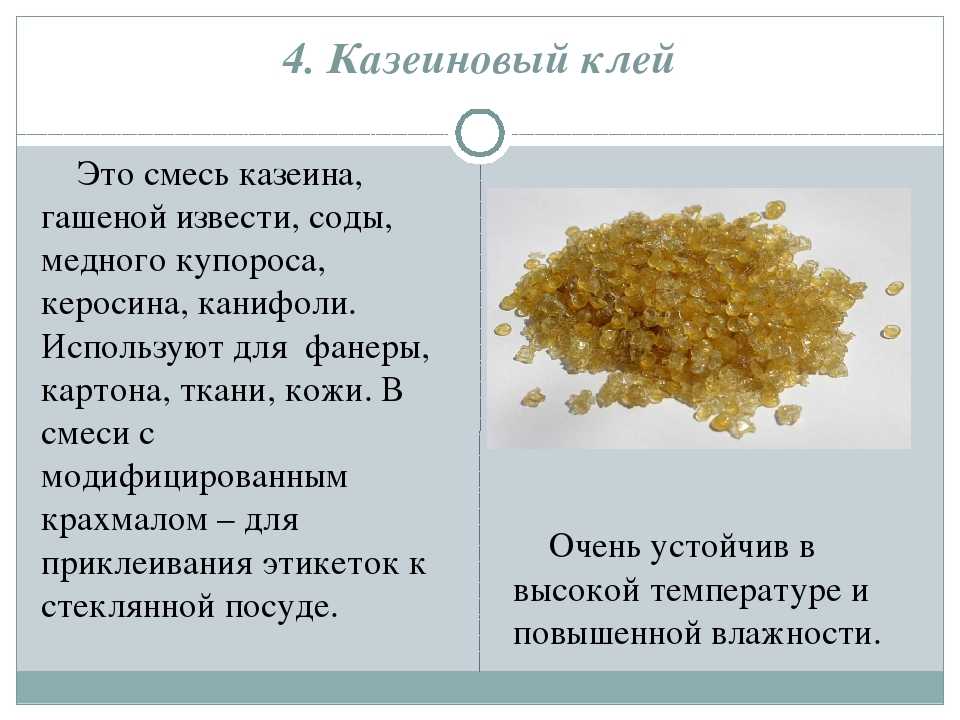 В его составе есть сера, азот, которые будут останавливать процессы гниения. Для улучшения характеристик клеевого состава для применения в иконописи, а его состав насыщается дополнительными компонентами.
В его составе есть сера, азот, которые будут останавливать процессы гниения. Для улучшения характеристик клеевого состава для применения в иконописи, а его состав насыщается дополнительными компонентами.

 Все будет зависеть от исходных компонентов дополнительно к воде и порошку, которые придают нужные характеристики. Для приготовления обычного клеевого состава будет достаточно просто выполнить простые действия, и это относится к порошку из хозяйственных магазинов.
Все будет зависеть от исходных компонентов дополнительно к воде и порошку, которые придают нужные характеристики. Для приготовления обычного клеевого состава будет достаточно просто выполнить простые действия, и это относится к порошку из хозяйственных магазинов.
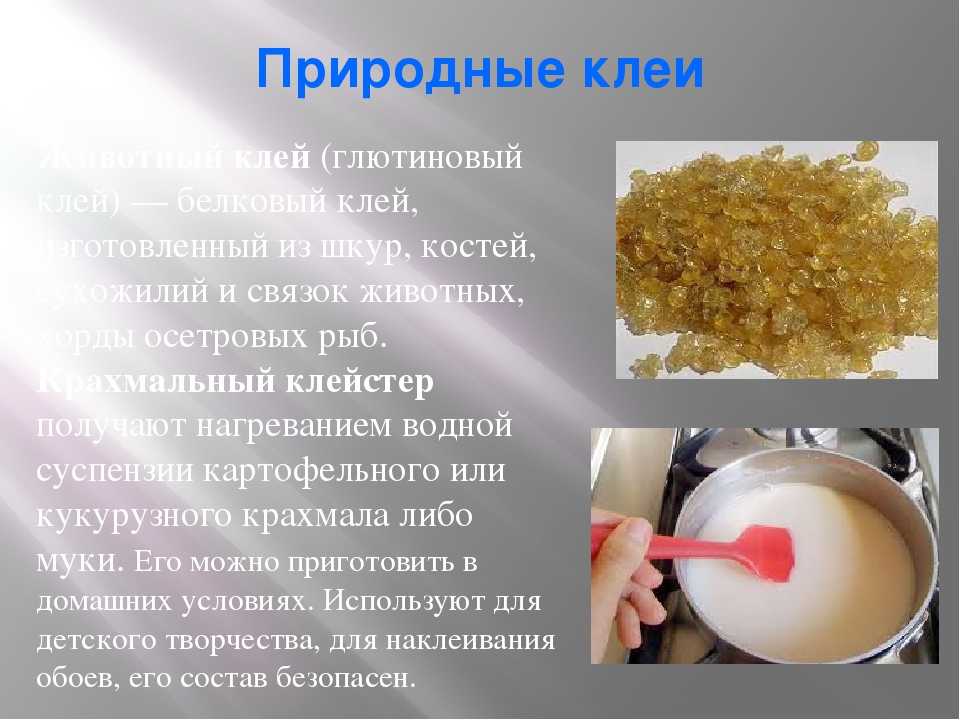

 Дайте клею затвердеть в течение ночи.
Дайте клею затвердеть в течение ночи. com предоставляет идеи проектов научной ярмарки для ознакомления
com предоставляет идеи проектов научной ярмарки для ознакомления За
За Казеиновый клей – это продукт, полученный путем растворения казеина, белка, получаемого из молока, в водном растворе. Казеин используется не только для улучшения адгезионных характеристик клеев; его можно добавлять в краски и различные покрытия. Его наиболее привлекательными характеристиками являются высокая адгезионная прочность и первоначальный захват и липкость.
Казеиновый клей – это продукт, полученный путем растворения казеина, белка, получаемого из молока, в водном растворе. Казеин используется не только для улучшения адгезионных характеристик клеев; его можно добавлять в краски и различные покрытия. Его наиболее привлекательными характеристиками являются высокая адгезионная прочность и первоначальный захват и липкость.

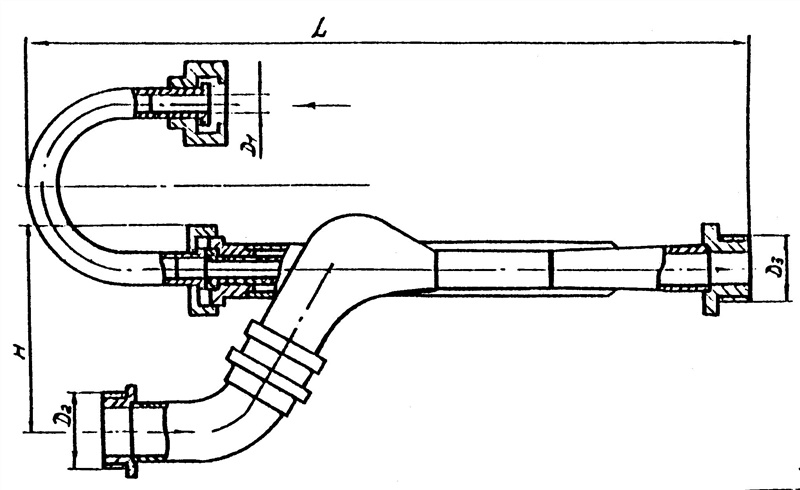
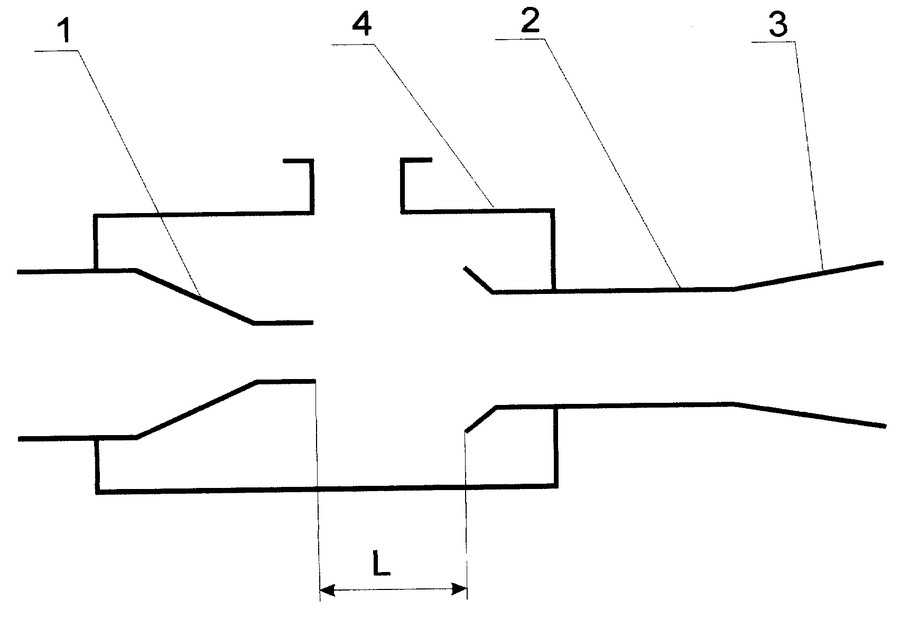
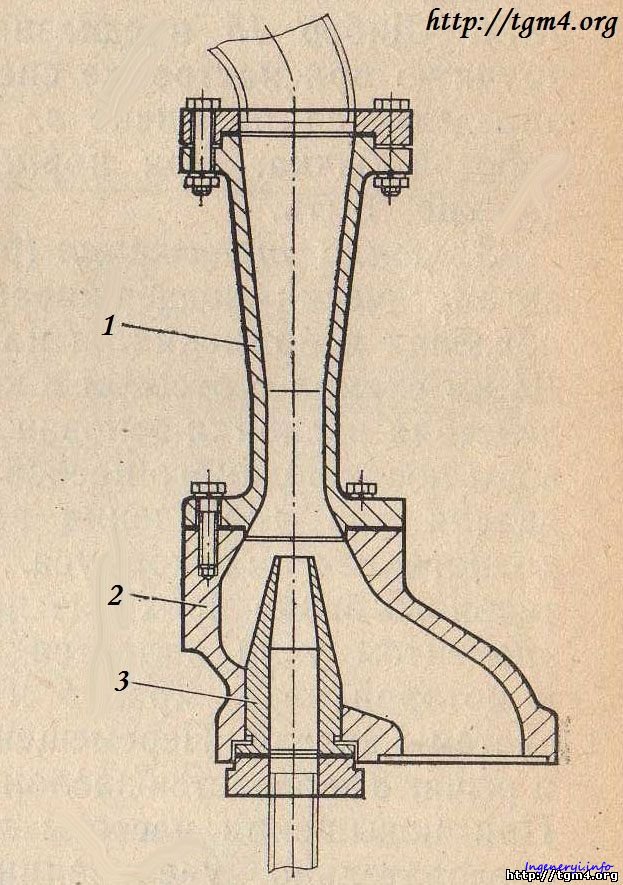 В зависимости от назначения в его состав входит:
В зависимости от назначения в его состав входит:


 К ним относятся:
К ним относятся: Причем они могут использоваться как самостоятельные установки или вместе с другими насосными установками. Благодаря простоте конструкции и высокой надежности такие агрегаты незаменимы в работе на реакторах, в аварийных ситуациях с отключением воды, при пожаротушении.
Причем они могут использоваться как самостоятельные установки или вместе с другими насосными установками. Благодаря простоте конструкции и высокой надежности такие агрегаты незаменимы в работе на реакторах, в аварийных ситуациях с отключением воды, при пожаротушении. Часто выпускаются с изменяемым соплом.
Часто выпускаются с изменяемым соплом. По горизонтальной оси это расстояние не может превышать 400 метров.
По горизонтальной оси это расстояние не может превышать 400 метров. Более мощное и профессиональное оборудование может поднять воду из глубины 50 м.
Более мощное и профессиональное оборудование может поднять воду из глубины 50 м.
 1 1) Глубинный насос
1 1) Глубинный насос Диффузор этого насоса преобразует скорость жидкости в давление.
Диффузор этого насоса преобразует скорость жидкости в давление.
 В первую очередь насос наполняется водой. После соединения крыльчатка насоса вращается и пропускает воду и пузырьки воздуха. Во время этого процесса воздух выходит из аварийного запорного клапана, создавая непрерывную область низкого давления, которая естественным образом выталкивает грунтовые воды вверх.
В первую очередь насос наполняется водой. После соединения крыльчатка насоса вращается и пропускает воду и пузырьки воздуха. Во время этого процесса воздух выходит из аварийного запорного клапана, создавая непрерывную область низкого давления, которая естественным образом выталкивает грунтовые воды вверх.
 Используя этот метод, запустите насос и отрегулируйте винт с круглой головкой (15), чтобы измерить скорость нагнетания.
Используя этот метод, запустите насос и отрегулируйте винт с круглой головкой (15), чтобы измерить скорость нагнетания.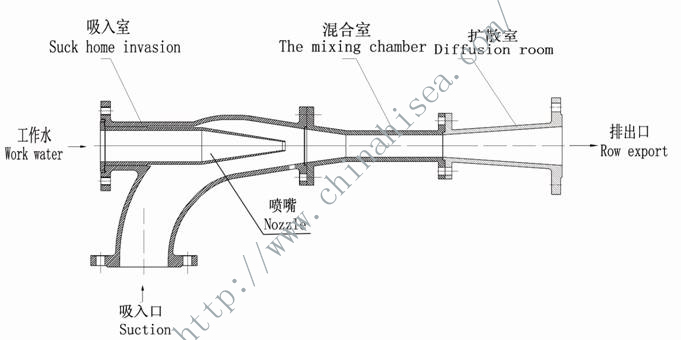
 Он также известен как водяной насос для глубокой скважины.
Он также известен как водяной насос для глубокой скважины.
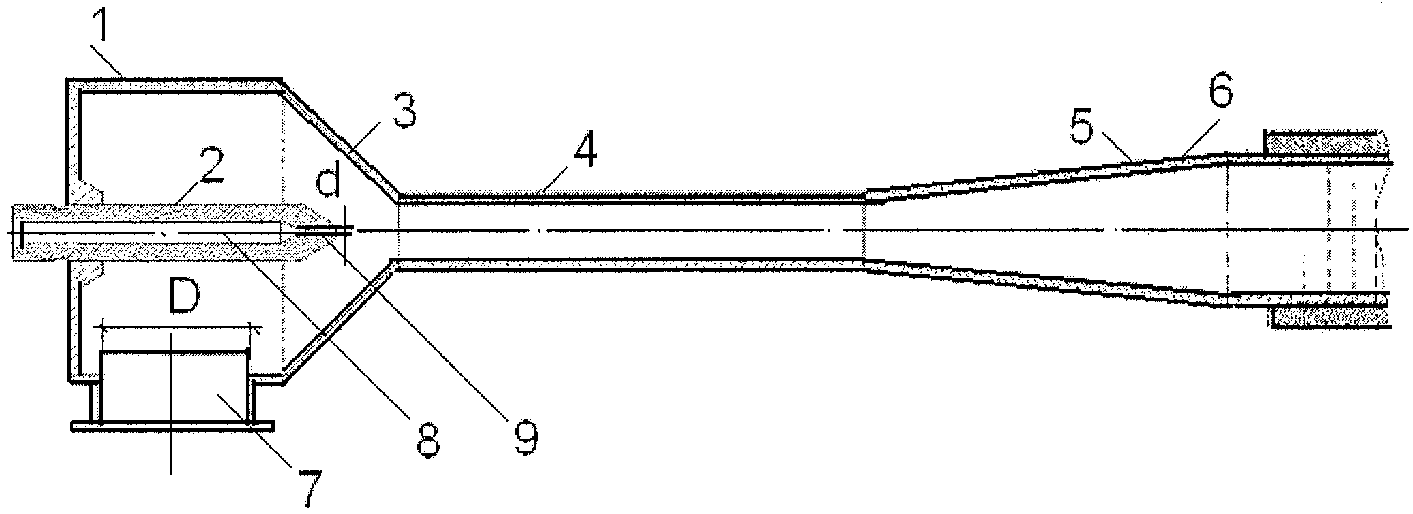 Это уменьшит глубину воды до менее чем 25 футов. Конвертируемые струйные насосы можно использовать в неглубоких или глубоких скважинах.
Это уменьшит глубину воды до менее чем 25 футов. Конвертируемые струйные насосы можно использовать в неглубоких или глубоких скважинах.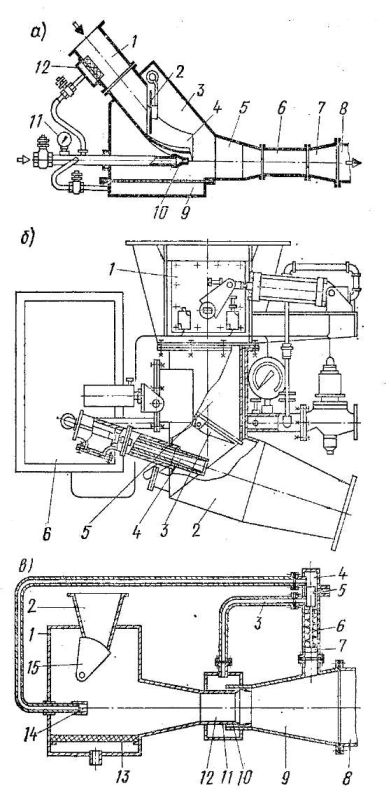
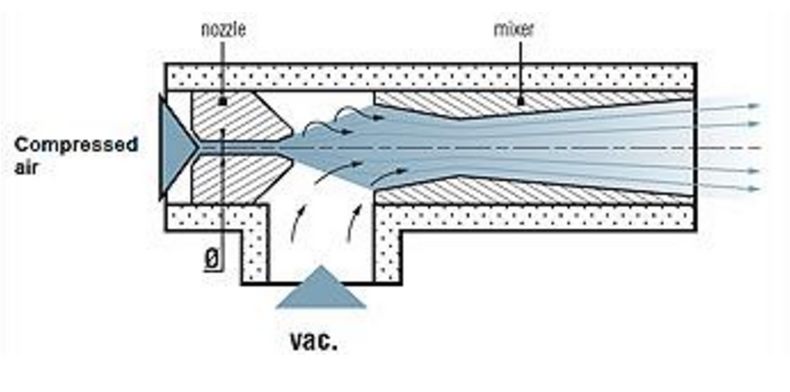
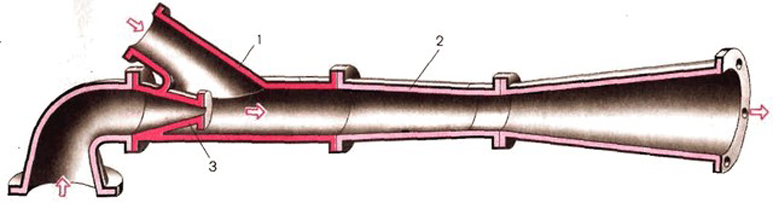
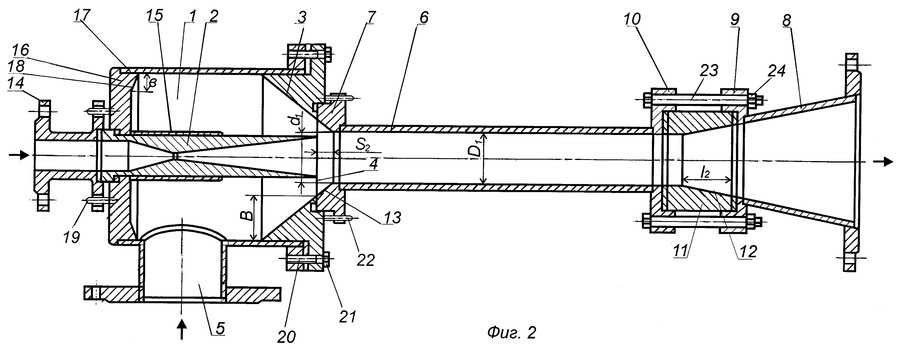

 Это создает силу всасывания жидкости в пространстве резервуара между мундштуком и горлышком.
Это создает силу всасывания жидкости в пространстве резервуара между мундштуком и горлышком. То есть его можно сконфигурировать для применения в глубоких или неглубоких скважинах.
То есть его можно сконфигурировать для применения в глубоких или неглубоких скважинах. В бытовых целях он используется для транспортировки сточных вод в канализационную систему. Для запуска насоса используются поплавковые датчики уровня и переключатели.
В бытовых целях он используется для транспортировки сточных вод в канализационную систему. Для запуска насоса используются поплавковые датчики уровня и переключатели. Если давление насоса постоянно растет, он запустился нормально. Если нет, повторите процесс запуска.
Если давление насоса постоянно растет, он запустился нормально. Если нет, повторите процесс запуска.
 Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.
Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см. Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки.
Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки. Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках.
Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках. В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.
В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.

 На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт.
На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт. При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну. Небольшая обработка шлифовальной шкуркой устраняет дефект.
Небольшая обработка шлифовальной шкуркой устраняет дефект. С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.
С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий. При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания – на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так – не только в станках))
При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания – на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так – не только в станках)) 5 Вт
5 Вт

 И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5.
И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5. Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода.
Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода. Важнейшим элементом комплекта лазерного гравера является док-станция (LaserDock). Он разработан специально для лазерных граверов по дереву и тех, кто использует наши лазерные головки PLh4D для работы с деревом и другими пылеобразующими материалами. Док-станция Opt Lasers позволяет поддерживать машину в чистоте при работе в запыленной среде.
Важнейшим элементом комплекта лазерного гравера является док-станция (LaserDock). Он разработан специально для лазерных граверов по дереву и тех, кто использует наши лазерные головки PLh4D для работы с деревом и другими пылеобразующими материалами. Док-станция Opt Lasers позволяет поддерживать машину в чистоте при работе в запыленной среде.
 01.01.01-00-0988/18-00
01.01.01-00-0988/18-00 Наше стандартное предложение включает в себя драйверы лазерных диодов в диапазоне тока от 1 А до 60 А и допустимом напряжении в диапазоне от 12 В до 48 В. Характеристики включают аналоговую полосу пропускания 100 кГц (-10 дБ, прямоугольная волна), регулировку тока поворотного потенциометра, смещение (смещение) для компенсации поведения порога, настроек ограничения тока, защиты от переходных процессов и электростатического разряда, компактных размеров, простоты монтажа и теплоотвода, а также встроенных контроллеров TEC. Мы можем создавать лазерные контроллеры с нуля или модифицировать готовые конструкции в соответствии с требованиями заказчика.
Наше стандартное предложение включает в себя драйверы лазерных диодов в диапазоне тока от 1 А до 60 А и допустимом напряжении в диапазоне от 12 В до 48 В. Характеристики включают аналоговую полосу пропускания 100 кГц (-10 дБ, прямоугольная волна), регулировку тока поворотного потенциометра, смещение (смещение) для компенсации поведения порога, настроек ограничения тока, защиты от переходных процессов и электростатического разряда, компактных размеров, простоты монтажа и теплоотвода, а также встроенных контроллеров TEC. Мы можем создавать лазерные контроллеры с нуля или модифицировать готовые конструкции в соответствии с требованиями заказчика. Драйвер имеет два независимых ввода питания для логической и лазерно-диодной части драйвера, что позволяет подобрать соответствующий блок питания для диодной линейки. Два потенциометра позволяют установить максимальное …
Драйвер имеет два независимых ввода питания для логической и лазерно-диодной части драйвера, что позволяет подобрать соответствующий блок питания для диодной линейки. Два потенциометра позволяют установить максимальное … Правильный размер радиатора позволяет драйверу хорошо работать с мощностью до 10 Вт, рассеиваемой на силовом транзисторе. Регулятор температуры использует…
Правильный размер радиатора позволяет драйверу хорошо работать с мощностью до 10 Вт, рассеиваемой на силовом транзисторе. Регулятор температуры использует… ..
.. ..
.. 00
00 По многочисленным запросам клиентов данная версия драйвера LPLDD-10A-24V оснащена тепловой защитой, которая отключает цепь лазерного диода, если температура превышает 45 градусов …
По многочисленным запросам клиентов данная версия драйвера LPLDD-10A-24V оснащена тепловой защитой, которая отключает цепь лазерного диода, если температура превышает 45 градусов … Схемы контроллера температуры питают всю логическую часть драйвера…
Схемы контроллера температуры питают всю логическую часть драйвера… ..
..