Полировальные насадки на дрель в категории «Инструмент»
Полировочные насадки круги на дрель шуроповерт болгарку 7.5/10/12.5/15/18см + шлифовальный диск
На складе в г. Днепр
Доставка по Украине
по 349 грн
от 2 продавцов
369 грн/набор
349 грн/набор
Купить
Интернет-магазин PARNAS
Полировочные насадки круги на дрель шуроповерт болгарку 7.5/10/12.5/15/18см + шлифовальный диск
На складе в г. Днепр
Доставка по Украине
369 грн/набор
349 грн/набор
Купить
Интернет-магазин Dayli Shop
Полировальные круги и шлифовальный диск на дрель 8 см
На складе в г. Днепр
Доставка по Украине
239 грн
209 грн
Купить
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A HS
Доставка по Украине
2 000.70 грн
1 000.35 грн
Купить
Hot Shopping
Насадка инструмент на шуруповерт дрель для скрутки и зачистки проводов HS
Доставка по Украине
655. 20 грн
327.60 грн
Купить
Hot Shopping
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм HS
Доставка по Украине
514.80 грн
257.40 грн
Купить
Hot Shopping
Насадка на дрель для удаления наклеек скотча клея 100мм, резиновая HS
Доставка по Украине
702 грн
351 грн
Купить
Hot Shopping
Насадка на дрель для снятия фаски заусенцев 3-гранная, нержавейка HS
Доставка по Украине
409.50 грн
204.75 грн
Купить
Hot Shopping
Насадка на дрель цепная пила
На складе
Доставка по Украине
1 025 грн
790 грн
Купить
Everyday Market
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A DB
Доставка по Украине
1 979.87 грн
989.93 грн
Купить
DomeBuys
Насадка инструмент на шуруповерт дрель для скрутки и зачистки проводов DB
Доставка по Украине
638. 97 грн
319.48 грн
Купить
DomeBuys
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм DB
Доставка по Украине
499.05 грн
249.52 грн
Купить
DomeBuys
Насадка на дрель для удаления наклеек скотча клея 100мм, резиновая DB
Доставка по Украине
685.61 грн
342.80 грн
Купить
DomeBuys
Насадка на дрель для снятия фаски заусенцев 3-гранная, нержавейка DB
Доставка по Украине
394.11 грн
197.05 грн
Купить
DomeBuys
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A WL
Доставка по Украине
1 998.52 грн
999.26 грн
Купить
WebLine
Смотрите также
Насадка инструмент на шуруповерт дрель для скрутки и зачистки проводов WL
Доставка по Украине
657.62 грн
328.81 грн
Купить
WebLine
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм WL
Доставка по Украине
517. 70 грн
258.85 грн
Купить
WebLine
Насадка на дрель для удаления наклеек скотча клея 100мм, резиновая WL
Доставка по Украине
704.26 грн
352.13 грн
Купить
WebLine
Насадка на дрель для снятия фаски заусенцев 3-гранная, нержавейка WL
Доставка по Украине
412.76 грн
206.38 грн
Купить
WebLine
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A VN
Доставка по Украине
2 014.85 грн
1 007.42 грн
Купить
V-Nalichii
Насадка инструмент на шуруповерт дрель для скрутки и зачистки проводов VN
Доставка по Украине
673.95 грн
336.97 грн
Купить
V-Nalichii
Насадка на дрель для удаления наклеек скотча клея 100мм, резиновая VN
Доставка по Украине
720.59 грн
360.29 грн
Купить
V-Nalichii
Насадка на дрель для снятия фаски заусенцев 3-гранная, нержавейка VN
Доставка по Украине
429.09 грн
214. 54 грн
Купить
V-Nalichii
Насадка на дрель для снятия фаски заусенцев 6-гранная, нержавейка VN
Доставка по Украине
429.09 грн
214.54 грн
Купить
V-Nalichii
Насадка-насос на дрель для перекачки жидкости 7719
На складе в г. Киев
Доставка по Украине
по 300 грн
от 4 продавцов
345 грн
300 грн
Купить
MegaMag
Насадка сверчок (ножницы) по металлу на шуруповерт-дрель
На складе
Доставка по Украине
690 грн
Купить
Ножи, заточка ножей
Насадка на дрель для закручивания изоляторов
На складе в г. Харьков
Доставка по Украине
75 грн
Купить
ГОНТАГРО
Насадка на дрель для снятия фаски заусенцев 6-гранная, нержавейка HS
Доставка по Украине
409.50 грн
204.75 грн
Купить
Hot Shopping
Насадка на дрель для фигурной резки металла Re2ls — насадка для дрели «Сверчок»
На складе в г. Киев
Доставка по Украине
699 грн
Купить
Торговая компания LOSSO
Насадка на дрель для полировки автомобиля: обзор, видео
Материалы для выполнения различных работ по уходу и восстановлению кузова вашего автомобиля представлены на рынке в огромном ассортименте. Выбрать из столь обширного диапазона без особых знаний по теме будет очень сложно. Если вы хотите провести полировку вашего транспортного средства, то уже знаете об эффективности использования специальной машинки. Многие хотят применить дрель для данных случаев, но здесь нужно учитывать ряд ограничений. Во-первых, насадка на дрель для полировки автомобиля должна быть профессиональной и качественной. Но это не самое главное в данной ситуации.
Имеет большое значение возможность настройки самой дрели для выполнения необходимых работ. Полировочные процедуры с различными пастами и типами насадок требуют разных оборотов. Максимальные обороты инструмента в полировальной процедуре должны составлять порядка 3000 об/мин. Если дрель будет вращаться быстрее, вы просто спалите краску. После этого придется перекрашивать деталь и затрачивать на нее очень много денег. Так что намного лучше выполнить работу с помощью настраиваемого инструмента после изучения всех инструкций.
Содержание
1 Как подобрать насадку для полировальных задач с авто?
2 Как производить полировку с помощью дрели?
3 Как убрать царапины на кузове насадками для дрели?
4 Подводим итоги
Как подобрать насадку для полировальных задач с авто?
Хорошие профессиональные насадки для полировки автомобиля продаются в большинстве случаев для специальной машинки. Вы можете приобрести переходник для дрели, чтобы выполнить работы самостоятельно и не обращаться с вашим автомобилем на сервис. Полировка может быть проведена с высоким качеством только при наличии необходимых материалов. В среде мастеров их часто называют полировальники. При выборе такого изделия для вашего автомобиля стоит обратить внимание на такие особенности:
Производитель. Невозможна качественная полировка кузовных деталей автомобиля, если вы выбираете дешевые продукты от неизвестных брендов. Это принесет определенные проблемы.
Цена. Бюджетные решения далеко не всегда будут выгодным приобретением. Для самостоятельных работ стоит купить качественные дорогие инструменты.
Предназначение. Для разных деталей автомобиля потребуются свои решения. Металл нужно полировать специфическими деталями, для фар стоит применять только конкретные решения.
Обороты. Производитель на упаковке указывает количество оборотов, на которое предназначен полировальный инструмент. Не стоит изменять эти характеристики при использовании.
Универсальность. Если вы используете насадку для полировочных процессов с помощью дрели, стоит купить универсальное решение. Часто профессиональные варианты не будут лучшими.
Восстановить кузов автомобиля можно достаточно просто. Для этого нужно лишь приобрести материалы достойного качества, прочитать инструкции по выполнению всех процессов. Если работы не будут выполнены качественно, то и результаты будет сложно предсказать. Чтобы полировальная насадка на дрель служила долго и выполнила все работы, просто купите средства от известных и доверительных производителей.
Как производить полировку с помощью дрели?
Процесс достаточно сложен и включает в себя много тонкостей. Если у вас нет опыта выполнения этой задачи, следует воспользоваться обучающими роликами, посмотреть видео от специалистов. Так можно освоить основные методики проведения всех задач, выучить нужные движения, посмотреть на скорость перемещения инструмента по поверхности металла или по стеклу фары. Полировка вашего автомобиля может быть выполнена с помощью простейшей насадки, но при этом следует соблюдать такие ограничения:
полировочная паста подбирается только качественная, вы должны проверить ее соответствие данным на упаковке;
есть смысл выполнить тестирование на незаметных деталях кузова, на внутренних поверхностях капота или багажника;
дрель настраивается на нужные параметры полировки, чтобы не спалить краску на поверхности автомобиля;
также во время проведения полировочных работ постоянно производится визуальный контроль процесса, вносятся изменения;
насадка не слишком сильно прижимается к полируемой поверхности, чтобы не сжечь краску слишком высокой температурой.
Важно проследить, чтобы насадка для полировки подходила к выбранному типу пасты. Также имеет определенное значение сфера выполняемой работы. К примеру, металл требует определенного материала для обработки, а для фар в предложении производителей есть особые комплекты средств. Полировочная смесь должна быть с хорошим сроком годности, нет смысла использовать испорченные материалы, так как можно нанести реальный вред кузову.
Как убрать царапины на кузове насадками для дрели?
Исправить дефекты вашего автомобиля будет непросто. Дело в том, что насадка для полировки авто не совсем правильно прижимается и ведется с помощью обычного инструмента для сверления. Это важный момент, который часто не позволяет даже опытному мастеру выполнить работу качественно. Если вы не уверены в своих силах, лучше обратиться на специализированный сервис и не рисковать. Иначе полировка может оказаться не самым лучшим решением. Царапины убираются следующим образом:
хорошо очистите кузовную деталь от грязи и пыли, которая может сделать новые царапины;
проверьте отсутствие любых абразивов на поверхности, иначе качество ЛКП сильно испортится;
нанесите небольшое количество полировочной пасты абразивного типа на место повреждения;
с помощью инструмента с соответствующей насадкой проведите на малых оборотах несколько раз;
далее выполните полировку всей детали с помощью умеренно абразивной смеси или просто защитного покрытия.
Так вы сможете не только исправить, но и защитить кузов от повреждений, сделать определенную профилактику для вашего авто от повреждений деталей. Фары полируются также подобным образом. Нужно сначала снять верхний поврежденный слой с помощью серьезного абразива, а затем выполнять все остальные восстановительные работы. Но помните, что китайские стекла фар могут сильно потускнеть вскоре после проведения полировки с помощью инструмента с высокими оборотами.
Подводим итоги
Существует множество современных материалов для выполнения сложных восстановительных и защитных работ с автомобилем. Вы можете обработать кузовные детали заранее, чтобы не допустить возникновения царапин. После повреждения кузова придется восстанавливать покрытие и убирать повреждения. Вы можете выполнить необходимые процедуры и с помощью дрели. Но все работы должны проводиться аккуратно и только после получения определенного опыта.
Таким инструментом на высоких оборотах можно легко сжечь краску на кузове, что потребует перекраски в дальнейшем. Вам достаточно посмотреть видео и определить, есть ли у вашего электроинструмента необходимые настройки. Если такие возможности есть, вы сможете без сложностей сэкономить. Но еще одним важным условием будет покупка хороших расходных материалов.
Поделиться с друзьями:
Твитнуть
Поделиться
Поделиться
Отправить
Класснуть
Adblock detector
MAOHANG 5 шт./лот Резиновая силиконовая насадка Керамический фрезерный заусенец Ногтевой резак Полировка Буферные файлы Электрическая машина Сверло — История цен и обзор | Продавец AliExpress — MAOHANG Princess Nail Store
Продавец:
Рейтинг Alitools:
/
Рейтинг Алиэкспресс:
100%
Прочтите отзывы и свяжитесь с продавцом. Если все выглядит хорошо, продолжайте покупку.
Продавец активен на платформе более трех лет.
Покупатели довольны общением продавца.
Товары продавца соответствуют описанию.
Продавец отправляет быстро.
5% покупателей недовольны товарами продавца.
1,88 – 2.02
$
35
заказы
/
7
отзывы
Рейтинг: 5
1,79 $ (-5%)
1,79 $ (-5%)
1,69 $ (-10%)
1,60 $ (-15%)
1,50 $ (-20%)
Out telegrambot сообщит вам, как только цена упадет до желаемой
Anonymous
Anonymous
Набор сверл для чистки форсунок 0.1
$19,95
Содержание: 10 биты для сверления
Материал: В вольффильзации стальной сплав
Диаметры сверла: 0,1 мм — 0,10 мм
Диаметр хвостовика: 31,75mm
.
продано
Получите уведомление по электронной почте, когда этот товар появится на складе.
Подпишитесь, чтобы получать новости и обновления.
Добавить в корзину
Обязательный инструмент в наборе инструментов каждого 3D-принтера и неотъемлемая часть рутинного обслуживания 3D-принтера. Этот набор содержит 10 сверл из закаленного вольфрамового сплава, используемых для разблокировки сопел 3D-принтера. Включенные размеры: 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм, 0,6 мм, 0,7 мм, 0,8 мм, 0,9 мм, 1,0 мм. Подходит для всех размеров сопел от 0,1 мм до 1,0 мм.
Инструкции
Нагрейте сопло, которое вы хотите очистить, до рекомендуемой температуры печати.
Выгрузите любую нить в соответствии с инструкциями производителя вашего принтера.
Осторожно снимите нагретое сопло с термоблока, пока температура печати еще не нагрелась.
Аккуратно вставьте сверло в сопло вручную, изнутри наружу (следуя пути, по которому будет проходить нить), стараясь не увеличивать размер отверстия сопла.
Устранив засоры, доведите нагревательный блок до рабочей температуры перед установкой насадки, стараясь не затягивать слишком сильно.
Выровняйте печатную платформу перед печатью.
Советы по использованию
— Не пытайтесь снять сопло 3D-принтера с принтера, пока оно не нагреется до полной рабочей температуры, поскольку снятие экструдера в холодном состоянии может привести к повреждению как резьбы сопла, так и тепловой блок.
— Не используйте сверло больше диаметра сопла.
— Не присоединяйте сверло к каким-либо электроинструментам.
— Не прилагайте чрезмерных усилий при устранении засорения, так как сверла изготовлены из закаленного вольфрамового сплава, который может легко повредить более мягкую латунь сопла.
является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8», 7/16», 8. 10 и 12 мм.
Токарно-винторезный станок 1К62
может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки.
Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач,виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом.
Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра.
Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при установке над станиной – 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 – 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная – 12,5 об/мин, максимальная – 2000 об/мин).
В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления).
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62
оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм.
Базовая модель серии — универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее .
Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании.
Технические характеристики токарно-винторезного станка 1К62.
Наименование параметров
Ед.изм.
Величины
Класс точности
Н
Наибольший диаметр обрабатываемой заготовки над станиной
мм
400
Наибольший диаметр обрабатываемой заготовки над суппортом
мм
220
Наибольшая длина обрабатываемой заготовки
мм
1000
Размер внутреннего конуса в шпинделе
М
Морзе 6 М80*
Конец шпинделя по ГОСТ 12593-72
6К, 6М*
Диаметр сквозного отверстия в шпинделе
мм
55, 62*
Наибольшая масса устанавливаемой заготовки
— закрепленного в патроне
кг
300
— закрепленного в центрах
кг
1300
Число ступеней частот вращения шпинделя
— прямого
23
— обратного
12
Пределы частот вращения шпинделя
— прямого
1/мин
12,5 — 2000
— обратного
1/мин
19 — 2420
Число ступеней рабочих подач
— продольных
42, 56*
— поперечных
42, 56*
Пределы рабочих подач
— продольных
мм/об
0,07 — 4,16
— поперечных
мм/об
0,035 — 2,08
Количество нарезаемых резьб
— метрических
ед.
45, 53*
— дюймовых
ед.
28, 57*
— модульных
ед.
38
— питчевых
ед.
37
— архимедовой спирали
ед.
5
Пределы шагов нарезаемых резьб
— дюймовых
ниток/дюйм
24 — 1,625
— метрических
мм
0,5 — 192
— модульных
модуль
0,5 — 48
— питчевых
питч
96 — 1
— архимедовой спирали
дюйм
3/8”, 7/16”
— архимедовой спирали
мм
8, 10, 12
Наибольший крутящий момент
кНм
2
Наибольшее перемещение пиноли
мм
200
Поперечное смещение корпуса
мм
±15
Наибольшее сечение резца
мм
25
Габаритные размеры станка
ДхШхВ
2812х1166х1324
Масса станка
кг
2140
Мощность электродвигателя привода главного движения
кВт
10
Мощность электродвигателя привода быстрых перемещений суппорта
кВт
0,75 или 1,1
Мощность насоса охлаждения
кВт
0,12
Функциональные особенности станка
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
мощный главный асинхронный электродвигатель 10 кВт;
реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
Общее устройство 1К62
Токарный станок состоит из следующих узлов:
1. Две тумбы, соединенные коробчатой станиной образуют тело 1К62, его основу. Под станиной, между бабками помещено стальное корыто. Сюда в процессе токарно-винторезных работ падает срезаемая с детали стружка. В него же сливается отработанная охлаждающая жидкость и масло. Станина имеет четыре направляющих рейки: две плоских и две призматических, на которые опираются фартук и задняя бабка.
2. На массивной основе станка 1К62 расположена передняя бабка с поводковым патроном, куда зажимают обрабатываемые детали. Здесь же находятся коробка подач, моторный узел с главным электродвигателем, блок сменных шестерен. Тут же установлен целый набор управляющих рукоятей, позволяющих изменять скорость и направление движения узлов станка в процессе выполнения токарных операций.
3. Напротив передней бабки, расположена подвижная задняя. Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы.
4. С лицевой стороны токарного станка расположен фартук, способный двигаться вправо и влево.
5. Движение каретки фартука обеспечивают специальные приводные валы. Токарь может выполнять перемещение как вручную, вращением маховика, так и включая привод. Возможность механической подачи каретки составляет главное отличие токарно-винторезного станка от обычного, позволяет нарезать резьбу различного профиля и шага.
6. На фартуке 1К62 установлен суппорт с резцовой головкой, куда одновременно могут быть зажаты четыре резца с различным профилем. Суппорт оборудован двумя круглыми рукоятками – маховиками. С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.
Давая описание 1К62, мы говорили о «задних» и «передних» элементах. Это общепринятые технические термины. Если же рассматривать рабочее место токаря, точнее говорить о расположении тех или иных приспособлений слева и справа. То есть, передней называют левую сторону токарного станка. Соответственно рукоятки и маховики управления 1К62 размещены в центральной зоне (на каретке фартука, на суппорте), и так же слева, на передней бабке и коробке подач.
Силовые агрегаты
Если мотор — сердце станка, то у 1К62 их целых четыре:
Относительно небольшой, на 1 кВт обеспечивает быстрое и равномерное движение каретки фартука при нарезании резьбы и просто длинном проходе резца.
Двигатель гидравлики, обеспечивающий подачу масла для смазки механизма передней бабки.
Крохотный двигатель на 125 Вт вращающий насос подачи охлаждающей жидкости.
Наконец, основной, мощностью 10 кВт — приводит в движение патрон куда зажимают обрабатываемую деталь.
Основной двигатель вращается со скоростью 1450 об/мин. С помощью системы клиноременной передачи она снижается до 810 оборотов. Далее в дело вступает переключатель скоростей со сменными шестернями.
Коробка переключения скоростей
Управление скоростями выполняется с помощью двух крайних ручек, расположенных на лицевой панели передней бабки. Маховики между ними предназначены для установки шага и направления резьбы (левая или правая). Под рукоятями закреплены таблицы, с указанием положения рычагов и соответствующих им режимов. Коробка позволяет сообщить шпинделю патрона 23 скорости прямого и 12 обратного вращения.
Выглядит это следующим образом:
Сначала крайней справа рукояткой устанавливаем ряд оборотов. Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой.
После того, как скоростной ряд обозначен, первой ручкой слева устанавливаем скорость и направление шпинделя в пределах данной группы.
Устройство позволяет регулировать скорость вращения заготовки в диапазоне от 12,5 до 2000 об/мин.
Регулировка соотношений шестеренок коробки скоростей дает возможность проводить многозаходную нарезку, если размер или марка стали не позволяет выполнить операцию за один раз.
Коробка подачи
Особое устройство, дающее 1К62 в том числе и нарезать резьбу, состоит из коробки подачи с приводными валами и перемещающейся по ним кареткой. Вращение заготовки с одновременным движением вдоль нее резца оставляет спиральное углубление по форме режущей кромки. А значит, регулируя скорость шпинделя и перемещения суппорта получим неограниченные возможности выбора вида и шага резьбы. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
Механический привод, обеспечивающий движение суппорта позволяет токарю обратить все внимание на точность установки резца. Не отвлекаясь на его ручное перемещение вдоль заготовки. Подача выполняется гораздо более равномерно, чем с помощью вращения маховика. Механизм зацепления расположенный непосредственно на фартуке позволяет в любой момент остановить перемещение.
Установка станка
С учетом возникающей в процессе работы токарный станок требует достаточно прочного основания. Ведь суммарная масса 1К62 вместе с весом заготовки может составлять почти четыре тонны. Поэтому токарное оборудование устанавливают на специальных фундаментах, зажимая анкерными болтами.
Монтаж оборудования необходимо выполнить так, чтобы ось вращения детали была строго горизонтальной. Отклонения, допускаемые техническими характеристиками 1К62, составляют доли миллиметра. Добиваются таких характеристик укладкой под основание станка стальных конусных подкладок. После выверки выполняют подливку фундамента цементным раствором.
Значительный вес станка не позволяет перемещать его вручную. Поэтому выгрузку и монтаж выполняют с помощью тали или крана. При этом обязательно нужно учитывать, что цент тяжести 1К62 сдвинут к передней бабке. Места, за которые фиксируют стропы погрузчика, указаны на станине. Кроме того, в паспорте приведена схема зацепления устройства при подъеме.
Кинематическая схема
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
продольная. Специфика работы полностью соответствует поперечной;
ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Характеристики передней и задней бабки
Коробка передач передней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
диаметр отверстия – 4,7 см;
допустимое сечение прутка – 4,5 см;
частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Паспорт токарно-винторезного станка 1К62.
Данное руководство по эксплуатации «Универсальный токарно-винторезный станок 1К62» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1К62. Содержание данной документации:
Параметры суппорта
Чертеж суппорта станка
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
поперечный ход – до 25 см;
ход верхней части – до 13 см;
количество передач. Продольных и поперечных по 49;
максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
Токарно-винторезный станок 1К62: описание, технические характеристики
Токарный станок позволяет быстро изготавливать любые детали в форме тел вращения: конусов, цилиндров, шаров, а также их сочетаний. Первоначально токарные операции включали обработку лишь мягкого дерева. Но к началу промышленной революции XIX века инженеры создали полноценный станок по металлу. В СССР крупнейшим профильным предприятием производящих станки всех видов стал московский завод «Красный пролетарий». Именно здесь в 1956 начал выпускаться знаменитый токарный аппарат 1К62. Через несколько лет производство этих станков было запущено на Челябинском заводе имени С. Орджоникидзе.
Оглавление:
Описание
Устройство
Установка и эксплуатация
Основные характеристики
Данный токарно-винторезный станок относится к лоботокарному типу. Это означает, что ось вращения обрабатываемой детали располагается горизонтально.
1К62 имеет три модификации с различными РМЦ (расстояние между центрами). У максимальной из них длина обрабатываемой детали составляет 1400 мм, при диаметре 400 мм. Однако это общие габариты заготовки. Сама зона обтачивания на 70 мм меньше — 1330 мм, а размеры суппорта не позволяют работать с деталями диаметром свыше 220 мм.
Технические параметры патрона позволяют зафиксировать пруток 36 мм.
При общем весе такого станка в 2300 кг, технические характеристики 1К62 позволяют обработать деталь с массой до 1,5 тонн. Однако при этом максимальная нагрузка на патрон не должна превышать 500 кг.
Для поддержки обрабатываемой детали, равномерного распределения ее массы по длине станины применяются специальные устройства: люнеты. С токарным станком их в комплекте шло два типа: подвижные диаметром 20-80 мм и жестко фиксированные до 120 мм.
С 1967 года люнеты прилагались только по дополнительной заявке покупателя.
Класс точности 1К62 обозначается буквой «Н» — нормальная. Что соответствует допускам при обработке в 10 мкм.
Габариты всего токарного оборудования (минимум — максимум) составляют 2522 (3212) х 1621 мм. Без учета расстояния от станка до входящего в его комплектацию электротехнического щита.
Общее устройство 1К62
Токарный станок состоит из следующих узлов:
1. Две тумбы, соединенные коробчатой станиной образуют тело 1К62, его основу. Под станиной, между бабками помещено стальное корыто. Сюда в процессе токарно-винторезных работ падает срезаемая с детали стружка. В него же сливается отработанная охлаждающая жидкость и масло. Станина имеет четыре направляющих рейки: две плоских и две призматических, на которые опираются фартук и задняя бабка.
2. На массивной основе станка 1К62 расположена передняя бабка с поводковым патроном, куда зажимают обрабатываемые детали. Здесь же находятся коробка подач, моторный узел с главным электродвигателем, блок сменных шестерен. Тут же установлен целый набор управляющих рукоятей, позволяющих изменять скорость и направление движения узлов станка в процессе выполнения токарных операций.
3. Напротив передней бабки, расположена подвижная задняя. Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы.
4. С лицевой стороны токарного станка расположен фартук, способный двигаться вправо и влево.
5. Движение каретки фартука обеспечивают специальные приводные валы. Токарь может выполнять перемещение как вручную, вращением маховика, так и включая привод. Возможность механической подачи каретки составляет главное отличие токарно-винторезного станка от обычного, позволяет нарезать резьбу различного профиля и шага.
6. На фартуке 1К62 установлен суппорт с резцовой головкой, куда одновременно могут быть зажаты четыре резца с различным профилем. Суппорт оборудован двумя круглыми рукоятками – маховиками. С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.
Давая описание 1К62, мы говорили о «задних» и «передних» элементах. Это общепринятые технические термины. Если же рассматривать рабочее место токаря, точнее говорить о расположении тех или иных приспособлений слева и справа. То есть, передней называют левую сторону токарного станка. Соответственно рукоятки и маховики управления 1К62 размещены в центральной зоне (на каретке фартука, на суппорте), и так же слева, на передней бабке и коробке подач.
Силовые агрегаты
Если мотор — сердце станка, то у 1К62 их целых четыре:
Относительно небольшой, на 1 кВт обеспечивает быстрое и равномерное движение каретки фартука при нарезании резьбы и просто длинном проходе резца.
Двигатель гидравлики, обеспечивающий подачу масла для смазки механизма передней бабки.
Крохотный двигатель на 125 Вт вращающий насос подачи охлаждающей жидкости.
Наконец, основной, мощностью 10 кВт — приводит в движение патрон куда зажимают обрабатываемую деталь.
Основной двигатель вращается со скоростью 1450 об/мин. С помощью системы клиноременной передачи она снижается до 810 оборотов. Далее в дело вступает переключатель скоростей со сменными шестернями.
Коробка переключения скоростей
Управление скоростями выполняется с помощью двух крайних ручек, расположенных на лицевой панели передней бабки. Маховики между ними предназначены для установки шага и направления резьбы (левая или правая). Под рукоятями закреплены таблицы, с указанием положения рычагов и соответствующих им режимов. Коробка позволяет сообщить шпинделю патрона 23 скорости прямого и 12 обратного вращения.
Выглядит это следующим образом:
Сначала крайней справа рукояткой устанавливаем ряд оборотов. Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой.
После того, как скоростной ряд обозначен, первой ручкой слева устанавливаем скорость и направление шпинделя в пределах данной группы.
Устройство позволяет регулировать скорость вращения заготовки в диапазоне от 12,5 до 2000 об/мин.
Регулировка соотношений шестеренок коробки скоростей дает возможность проводить многозаходную нарезку, если размер или марка стали не позволяет выполнить операцию за один раз.
Коробка подачи
Особое устройство, дающее 1К62 в том числе и нарезать резьбу, состоит из коробки подачи с приводными валами и перемещающейся по ним кареткой. Вращение заготовки с одновременным движением вдоль нее резца оставляет спиральное углубление по форме режущей кромки. А значит, регулируя скорость шпинделя и перемещения суппорта получим неограниченные возможности выбора вида и шага резьбы. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
Механический привод, обеспечивающий движение суппорта позволяет токарю обратить все внимание на точность установки резца. Не отвлекаясь на его ручное перемещение вдоль заготовки. Подача выполняется гораздо более равномерно, чем с помощью вращения маховика. Механизм зацепления расположенный непосредственно на фартуке позволяет в любой момент остановить перемещение.
Установка станка
С учетом возникающей в процессе работы токарный станок требует достаточно прочного основания. Ведь суммарная масса 1К62 вместе с весом заготовки может составлять почти четыре тонны. Поэтому токарное оборудование устанавливают на специальных фундаментах, зажимая анкерными болтами.
Монтаж оборудования необходимо выполнить так, чтобы ось вращения детали была строго горизонтальной. Отклонения, допускаемые техническими характеристиками 1К62, составляют доли миллиметра. Добиваются таких характеристик укладкой под основание станка стальных конусных подкладок. После выверки выполняют подливку фундамента цементным раствором.
Значительный вес станка не позволяет перемещать его вручную. Поэтому выгрузку и монтаж выполняют с помощью тали или крана. При этом обязательно нужно учитывать, что цент тяжести 1К62 сдвинут к передней бабке. Места, за которые фиксируют стропы погрузчика, указаны на станине. Кроме того, в паспорте приведена схема зацепления устройства при подъеме.
Защита и обслуживание станка
Для предотвращения возможных поломок станок оборудован рядом приспособлений, это:
Концевые упоры, отключающие механизм при достижении предела возможного перемещения его устройств.
Плавкие предохранители, защищающие электрооборудование от короткого замыкания.
Тепловые реле, отключающие двигатель при перегреве.
Для контроля над нагрузкой в электрическую схему 1К62 включен амперметр с черно-белой шкалой. Пока стрелка на первой белой полоске, налицо недозагрузка, движется по черному сектору нормальная работа, заходит дальше — перегруз.
1К62 славится своей надежностью, что не исключает необходимость правильной эксплуатации и регулярного ухода. К этому относится периодическая очистка и смазка механизмов. Подача масла у станка выполняется автоматически в процессе работы, с помощью насоса системы гидравлики. Однако уровень и качество смазки должен контролировать сам токарь, при необходимости доливать и своевременно менять. В задней бабке и каретке фартука предусмотрена отдельная заливка и смена.
Охрана труда и уход за станком
Станок 1К62 обеспечен средствами безопасной защиты в полном соответствии с ГОСТ. В первую очередь это защитные кожухи и щитки. Они защищают глаза и кожу от отлетающей стружки, не допускают случайного касания движущихся механизмов. В систему электрики станка встроен понижающий трансформатор. Благодаря ему освещение, а так же подача охлаждающей жидкости выполняется при рабочем напряжении безопасном для человека.
Уход за станком лежит на его хозяине. Хороший токарь никогда не оставит рабочее место не убранным. Своевременно контролирует уровень масла указываемого датчиками и нагрузку на двигатель.
Работа на токарном станке требует внимания и ответственности. Не допускается одежда с болтающимися краями, которые могут оказаться захвачены механизмами. Чтобы острые края стружки не поранили руки, используют перчатки, а очистку станка выполняют специальной щеткой.
На сегодня флагман российского станкостроения, завод «Красный пролетарий», где был создан 1К62, практически уничтожен. Но и сейчас купить б/у станок, а так же запчасти к нему получится без проблем. Причем состояние предлагаемых агрегатов позволяет предположить, что работать они смогут еще не один десяток лет.
Технические характеристики токарного станка 1К62: устройство, ремонт
Популярные
Токарный станок 1К62 начал использоваться на предприятиях в 30-х годах прошлого века. Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Преимущества модели 1К62
Сегодня этот агрегат используется достаточно широко и считается очень качественным оборудованием. Технические характеристики токарного станка 1К62 просто отличные. К несомненным достоинствам данной модели можно отнести:
Универсальность . На 1К62 можно выполнять любые работы, в том числе и нарезание резьбы.
Возможность использования для обработки заготовок из очень твердого закаленного металла. Шпиндель станка установлен на подшипниках специальной конструкции, обеспечивающих жесткость крепления.
Высокая мощность главного привода и надежность сборки кинематической схемы движения.
Широкий диапазон передач и скоростей.
Резка на станке 1К62 может выполняться в том числе минерало-керамическими, а также твердосплавными инструментами.
Виброустойчивость — Одно из преимуществ, которое отличает этот металлический токарный станок, имеющий большой вес.
Высокая точность даже при использовании в барабанном режиме.
Движение подачи машины
Модель 1К62 относится к фронтальным токарным станкам, а потому в основном используется для обработки не слишком длинных и в то же время габаритных заготовок.
Устройство токарного станка 1К62 практически ничем не отличается от устройства любого другого оборудования этой группы. В качестве привода в этой модели используется асинхронный силовой агрегат короткозамкнутого типа мощностью 10 кВт. Скорость перемещения суппорта и вращения шпинделя регулируется двумя отдельными рукоятками. Это одна из особенностей модели. Помимо основного, в машине используется дополнительный двигатель, тоже асинхронный, мощностью 1 кВт. Этот силовой агрегат обеспечивает быстрое перемещение суппорта.
Таким образом, механизм подачи станка 1К62 включает четыре кинематические цепи:
резьбонарезание;
поперечная резка;
разрезание;
ускоряющий движение суппорта.
Передняя и задняя бабки
При работе станка подача от главного двигателя передается на ведомый шкив, а затем через сложную систему муфт и блоков на переднюю бабку со шпинделем. Затем движение передается на трензельный вал и на механизм подачи. Подшипники качения валов узла можно смазывать как разбрызгиванием, так и принудительно. В конструкцию модели входит специальный масляный насос.
Задняя бабка агрегата 1К62 может перемещаться по направляющей станины и снабжена пластиной. Выдвижной пиноль движется с помощью винтовой пары и маховика. Его вылет фиксируется ручкой. Корпус передней бабки может смещаться относительно пластины в поперечном направлении. При необходимости переднюю бабку также можно установить на станине. Иногда в гнездо штифтов устанавливают специальный инструмент, предназначенный для обработки отверстий.
Модель суппорта и переднего механизма
Токарный станок по металлу 1К62 оснащен суппортом, в конструкцию которого входят следующие элементы:
рельсы нижние, предназначенные для продольного перемещения по рельсам;
поперечная каретка, в круговых направляющих которой установлена поворотная пластина под салазки фрезы.
Пластину можно зажать под любым углом по отношению к шпинделю. Механизм фартука расположен в корпусе, привинченном к опорной каретке. Продольное перемещение суппорта обеспечивается реечной передачей, а продольное — специальным винтом.
Технические характеристики токарного станка 1К62: основные параметры
Станок 1К62 может применяться в том числе и для обработки полых конических деталей. Это обеспечивается возможностью смещения заготовок в поперечном направлении.
Технические характеристики станка 1К62 следующие:
высота детали
над суппортом — 224 мм;
максимально допустимая высота заготовки над станиной — 430 мм;
длина заготовки — 750-1500 мм;
масса закрепленной в центрах детали 460-900 кг;
масса детали в кассете 200 кг;
скорость вращения шпинделя вперед/назад — 2000/2420 об/мин;
масса машины
– 2520 кг;
габариты
– 2500х1200х1500 мм.
Таким образом, технические характеристики токарного станка 1К62 делают его очень производительным и надежным. Эта модель хорошо работает как при высокоскоростной, так и при силовой резке. По нормам, предусмотренным ГОСТом, установка 1К62 может эксплуатироваться в условиях УХЛ-4.
Стоимость оборудования
Сколько может стоить токарный станок 1К62? Цена на него, как и на любое другое оборудование такого типа, достаточно высока. Однако его стоимость все равно значительно меньше многих импортных аналогов, поставляемых даже из стран СНГ. При этом данная модель практически уступает по качеству обработки деталей и удобству эксплуатации зарубежным станкам. Подержанный станок 1К62 стоит около 1 200 000 рублей. Для сравнения: белорусская модель ГС526У, имеющая примерно такой же дизайн и технические характеристики, предлагается за 33 200 долларов.
Ремонт станка 1К62
Технические характеристики токарного станка 1К62 хорошие, и он может работать очень долго без ремонта. Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
обкатка станка на всех подачах и скоростях;
проверка параметров на точность;
мойка и протирка деталей при частичной разборке;
очистка направляющих от грязи и шлифовка в случае их износа.
Ремонт токарного станка 1К62 может заключаться в выполнении таких операций, как замена изношенных узлов и механизмов на новые или их восстановление. Наружные нерабочие поверхности обычно окрашивают после ремонта или технического обслуживания. Также часто производится замена корпусов моделей для предотвращения загрязнения обрабатываемых поверхностей абразивной пылью и стружкой.
0
0
Оборудование для производства
Поделись этим:
Читайте также
Детское удерживающее устройство для автомобиля: виды, особенности и отзывы
Производство, применение и характеристики стали 40х13
Сверлильный станок: назначение, схема, характеристики. Модели расточных станков
Мини-токарные станки: устройство и принцип работы
Токарные станки по металлу: обзор, описание, характеристики, виды и отзывы. Токарный станок по металлу своими руками
Токарные станки ТВ-7 и их особенности
Станок для резки камня. Некоторые виды станков
Новости партнеров
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
В основе работы гидравлического мотора лежит принцип зацепления двух шестерен. Они начинаются вращаться под давлением подаваемой жидкости и тем самым приводят в движение вал. При работе гидромотора происходит преобразование энергии жидкости (подача рабочей жидкости под давлением) в механическую энергию (съем с вала крутящего момента). Сам процесс описывается, как периодическое заполнение рабочей камеры жидкостью при дальнейшем её вытеснении. Слив происходит с потерей давления, что позволяет получить полезный перепад давления, который и трансформируется в механическую энергию.
Шестеренные гидромоторы нашли применение в следующих видах спецтехники и оборудования:
Рабочих станках;
Погрузчиках различного типа;
Самосвалах;
Других машинах, работающих под невысокими нагрузками.
Преимущество, которым обладают гидромоторы обусловлено широким диапазоном регулирования частоты вращения. Так при использовании гидрораспределителя или других средств, регулирующих движение вала, можно добиться показателей 30-40 об/мин, а гидромоторы специального исполнения позволяют задать параметры 1-4 об/мин.
Устройство гидромотора выглядит следующим образом. Рабочая жидкость перемещается в подковообразный канал корпуса через отверстия, а затем транспортируется на пластины ротора. Последний поворачивается против часовой стрелки синхронно с валом. Для слива рабочей среды предусмотрены окна в заднем диске и отверстие в крышке.
Вал гидравлического мотора движется в шарикоподшипниках, а ротор установлен на шлицы. В пазах ротора движутся пластины, они находятся в прижатом состоянии к внутренней поверхности статора. Изначально прижимная система состоит из пружин, напоминающих форму коромысла. Одна пружина создает давление на целую пару пластин, установленных перпендикулярно друг другу. Поэтому одна пластина выходит ровно настолько, насколько другая поступает в паз ротора. Это позволяет избежать повреждения пружины при эксплуатации гидромотора.
Вращение ротора происходит между двумя распределительными дисками из стали, расположенными со стороны корпуса и крышки.
Кольцевые диски имеют одинаковый диаметр и с помощью отверстия крышки входят в задний диск. За ним есть полость, которая через отверстия и пазы сообщается с напорной магистралью. Пазы установлены напротив окон, соединенных с каналом корпуса, откуда выходит отверстие. Оно сообщается с напорной магистралью.
Давление в полости создается за счет автоматического прижима заднего диска, осуществляемого тремя пружинами. Под давлением рабочей среды, перемещающейся из отверстия, золотник движется в пробку. Давление передается из одной полости в другую через отверстия и создает энергию, необходимую для прижимания пластины к статору.
В моторе предусмотрены отверстия для смены направления вращения вала. Через них проходит рабочая жидкость и поступает в другое отверстие, сообщающееся со сливной магистралью. Под давлением рабочей среды золотник уходит в пробку до упора, после чего давление жидкости передается полости за задним диском и под пластинами.
Для герметичности вала используется манжета из маслостойкой резины, а протечки сливаются через специальное отверстие. Течи между корпусом и крышкой предупреждает резиновое кольцо или сальник.
По конструктивным особенностям гидромоторы подразделяются на следующие типы:
Шестеренные;
Пластинчатые;
Радиально-поршневые;
Аксиально-поршневые;
Принцип действия шестеренных гидромоторов
Шестеренные гидромоторы работают по принципу подачи давления жидкости на шестерни с неуравновешенными зубьями, что придает им вращение. Преимущество данного типа гидравлического мотора заключается в простоте конструкции и возможности достижения частоты вращения до 10000 об/мин (специальное исполнение). Обычная частота вращения достигает 5000 об/мин при установленном давлении рабочей жидкости — 200 bar. К недостаткам шестеренного гидромотора относится низкий коэффициент полезного действия, который не превышает значения 0,9.
Пластинчатые гидромоторы
В пластинчатых гидромоторах рабочие камеры образуются вытеснителями, пластинами расположенными на роторе. Для герметичности камер применяются пружины под пластинами, обеспечивая их постоянное прижимное усилие к стенкам статора. Ось ротора смещена относительно оси статора и при подаче рабочей жидкости объем камеры всасывания увеличивается, а объем камеры, из которой происходит нагнетание, уменьшается. К недостаткам механизмов подобного типа относят низкую ремонтопригодность и невозможность эксплуатации агрегата при низких температурах (залипание пластин).
Радиально-поршневые гидромоторы
Радиально-поршневые гидромоторы применяются при относительно высоком давлении рабочей жидкости (от 10 мПа). Камерами в гидромоторе являются цилиндры, расположенные радиально, соответственно роль вытеснителей играют поршни. Под воздействием высокого давления рабочие камеры приводят в движение вал мотора. Механизм распределения на валу поочередно соединяет камеры с линиями давления и слива рабочей жидкости.
Радиально-поршневые моторы бывают одно- и многократного действия. В первом случае полный цикл всасывания и нагнетания жидкости выполняется за один оборот вала. Его вращение осуществляется за счет воздействия рабочих камер на кулак привода. Затем с помощью распределительной системы камеры соединяются со сливными магистралями и линиями высокого давления.
Агрегаты однократного действия выдерживают давление до 350 бар и рассчитаны на частоту вращения до 2000 об/мин. Они широкого применяются в приводах шнеков для перекачивания сухих или жидких смесей, поворотных механизмах (например – башнях автокрана).
Моторы многократного действия выполняют несколько циклов работы за один оборот вала. Конструктивное отличие состоит в более сложной схеме взаимодействия камер с валом и распределительной системой. Данные агрегаты могут работать в режиме свободного вращения. Под низким давлением жидкость поступает в дренажную линию, а камеры сопрягаются со сливной магистралью.
Область применения гидромоторов многократного действия:
Буровое оборудование;
Дорожно-строительная техника;
Конвейеры;
Гидропрессы;
Мощные производства;
Станочное оборудование.
Аксиально-поршневой гидромотор
Аксиально-поршневые гидромоторы работают по уже известному принципу — рабочие камеры, это цилиндры, аксиально расположенные относительно оси ротора, а вытеснители — поршни. Цилиндры располагаются вокруг оси вращения или под небольшим углом к ней. Во время вращения вала вращаются и блоки цилиндров. При выдвижении поршней из цилиндров происходит всасывание жидкости, а при обратном движении поршней осуществляется нагнетание.
Преимуществом данного агрегата является возможность реверсного хода для движения в обратную сторону.
Гидромоторы аксиально-поршневого типа рассчитаны на давление до 450 бар, крутящий момент составляет 6000 Нм, а частота вращения – до 5000 об/мин. Они бывают с наклонным блоком или наклонным диском.
Область применения гидроагрегатов:
Мобильная техника;
Станочные гидроприводы;
Гидропрессы;
Буровые и промышленные машины.
Героторные гидромоторы
Это подвид мотора шестеренчатого типа. Принцип его работы таков: жидкость поступает в рабочие полости агрегата при помощи распределителя. В этих полостях образуется крутящий момент, приводящий в движение зубчатый ротор. Он вращает внутреннюю шестерню, которая находится на карданном валу, затем жидкость уходит в сливную магистраль. В результате шестерня вращает вал и привод мотора.
К преимуществам героторных (планетарных) гидромоторов относятся:
Высокий крутящий момент (до 2000 Нм) при сравнительно небольших габаритах;
Максимальное давление – 250 бар;
Стабильная работа при низких температурах;
Рабочий объем составляет 800 м3.
Благодаря этим параметрам, пластинчатые моторы нашли широкое применение в сельхозмашинах, строительной и коммунальной спецтехнике.
Основные неисправности гидромоторов
Практически все виды неисправностей гидромоторов относятся к механическим повреждениям и износу деталей, участвующих в передаче крутящего момента. Наиболее распространенными поломками являются:
Выход из строя пружины, которая прижимает пластину к статору;
Застревание пластин в пазах;
Заклинивание заднего диска;
Застревание золотника;
Засоренность сетчатого фильтра золотника.
Неисправности гидромоторов могут проявляться треском, утечками по валу, высокими шумами, заклиниванием исполнительного устройства и др. При появлении первых признаков сразу прекратите эксплуатацию техники или оборудования, чтобы не усугублять проблему. Не пытайтесь устранять поломку самостоятельно. Обнаружение неисправности и ремонт гидродвигателей осуществляется в специализированных мастерских, обладающих необходимым инструментарием и диагностическим оборудованием.
Горячая линия (ремонт, комплектующие): +7 (495) 660-04-23
РЕМОНТ И ОБСЛУЖИВАНИЕ ЛЮБОЙ ГИДРАВЛИКИ
офис: +7 (495) 660-04-23
8 (800) 302-06-23
Задать вопрос Online-заявка
Принцип работы планетарных гидромоторов — Дозатор плюс
Принцип работы гидромоторов серии Д06 и Д09
Рабочая жидкость под давлением подается в одно из подводящих отверстий (например, А). Затем по каналам золотника поступает в определенные полости героторной/героллерной пары. От давления объем этих полостей увеличивается, стараясь повернуть ротор (звезду) в определенном направлении. Звезда через кардан связана с золотником, который объединен с выходным валом в одну деталь. Тем самым крутящий момент от рабочего элемента (геротора для Д06 или героллера для Д09) передается на выходной вал. Так как распределительные каналы золотника при этом тоже вращаются, перенаправляя рабочую жидкость в следующие полости героторной/героллерной пары, то процесс вращения получается непрерывным. Из противоположных полостей, объем которых при этом уменьшается, рабочая жидкость по каналам золотника выбрасывается в сливную магистраль В). Если поменять местами подвод и слив, то гидромотор станет вращаться в противоположную сторону. Между подвижными деталями гидромотора имеются зазоры, через которые во время работы часть рабочей жидкости вытекает в полости корпуса. Для ее отвода предусмотрены каналы в подводящие отверстия. Каналы снабжены обратными клапанами, которые перепускают скопившуюся рабочую жидкость только в слив (L) и препятствуют проникновению рабочей жидкости из подводящего отверстия. Использовать такую схему допускается, если давление в сливной линии меньше допустимого давления для уплотнительного элемента вала. Иначе необходимо подключать дополнительную дренажную магистраль через предусмотренное в крышке дренажное отверстие, которое в обычном режиме заглушено пробкой. С целью увеличения допустимой радиальной нагрузки на вал в гидромоторах с выходным валом Ф25 мм установлены радиальные игольчатые подшипники.
Принцип работы героллерных гидромоторов серии Д07
Принцип действия героллерных гидромоторов Д07 аналогичен гидромоторам Д09. Основное отличие заключается в том, что распределительный узел является отдельным элементом и не связан жестко с выходным валом. Сам вал установлен на конических упорных подшипниках, что позволяет воспринимать значительные радиальные и осевые нагрузки. Рабочим элементом является героллерная пара, которая, в отличие от героторной, дополнительно укомплектована роликами. Такая конструкция позволяет снижать трение в паре, т. к. ролики работают как подшипники. Благодаря этому героторная пара имеет больший ресурс, выдерживает большие нагрузки и позволяет работать с рабочими жидкостями низкой вязкости. На малых частотах вращения героллерная пара обеспечивает более плавную работу гидромотора.
От героллерной пары через кардан передается крутящий момент на выходной вал, а через второй кардан приводится во вращение распределительный узел. Гидромотор оснащен обратными клапанами, позволяющими сбрасывать дренаж из внутренних полостей корпуса в сливную магистраль L. Гидромотор устроен таким образом, что утечки, проходя в определенном направлении через отбойник, смазывают упорные подшипники вала.
производителей гидравлических двигателей | Поставщики гидравлических двигателей
Список производителей гидравлических двигателей
Технически гидравлические двигатели представляют собой механические приводы; они преобразуют давление во вращательную гидравлическую энергию и крутящий момент. Они также являются поворотным аналогом гидравлических цилиндров. Поскольку гидравлические двигатели приводятся в действие двигателями, их также можно назвать гидравлическими приводными двигателями.
В широком смысле гидравлические двигатели используются в строительстве, автомобилестроении, сельском хозяйстве, лесном хозяйстве, производстве, военной промышленности, утилизации и переработке отходов, аэрокосмической, морской, нефтяной и энергетической промышленности.
Они предназначены для обслуживания оборудования и механизмов, которые нуждаются в сильном давлении для обеспечения своих функций или их частей. Это функции, которые не могут быть обеспечены меньшей мощностью электродвигателей.
Гидравлические двигатели, например, помогают поднимать закрылки самолетов и поднимать промышленные краны. Некоторые другие из многих машин, с которыми клиенты используют гидравлические двигатели, включают приводы мешалок и смесителей, приводы кранов и автокранов, приводы конвейеров и питателей, буровые установки, легковые и грузовые автомобили, приводы барабанов для варочных котлов, мощные триммеры для газонов, колесные двигатели военной техники, измельчители, траншейные фрезы, грохоты, печи для обжига, экскаваторы, приводы морских лебедок и машины для литья пластмасс под давлением.
Гидравлические двигатели — Young Powertech
История
Первые гидравлические двигатели появились во время промышленной революции, когда промышленник Уильям Армстронг начал работать над повышением эффективности гидравлической энергии. Одним из первых результатов его усилий стало изобретение роторного двигателя с водяным приводом. Хотя его современники не особо использовали его двигатель, он действительно служил примером работающего поворотного привода с гидравлическим приводом, на основе которого могли строить более поздние изобретатели. Позже Армстронг разработал гидравлический двигатель, используемый для привода поворотного моста, расположенного над рекой Тайн. Его качающийся двигатель одинарного действия имел три цилиндра. За прошедшие годы компания Armstrong разработала множество различных гидравлических двигателей, используемых для привода таких машин, как гидравлические краны, и устройств, связанных в основном с мостами и доками.
Многие модели Armstrong сбрасывают воду, потому что они используют одинаковое количество воды независимо от объема загрузки. Это связано с тем, что они имели фиксированный ход и клапаны с отсечкой, которые операторы не могли контролировать. Чтобы исправить это, такие инженеры, как Артур Ригг, начали разрабатывать гидравлические двигатели с регулируемым ходом. Как правило, операторы могли контролировать потребление воды и мощность двигателя, регулируя ход поршня. Артур Ригг запатентовал конструкцию своего двигателя в 1886 году. Он отличался трехцилиндровым радиальным двигателем, длину хода которого операторы могли регулировать с помощью механизма с двойным эксцентриком. После промышленной революции инженеры научились более эффективно использовать гидравлическую энергию и добиваться больших успехов. Современные гидравлические системы приводят в действие гидравлическое оборудование и продукты, такие как бульдозеры, краны, печи, гидравлические подъемники, металлообрабатывающие станки и многое другое.
Дизайн
Материалы Для достижения наилучших результатов производители изготавливают внутренние компоненты гидравлического двигателя и основной корпус гидродвигателя из прочного металла, такого как сталь или железо, который может выдерживать высокие рабочие скорости и давление.
Соображения Чтобы создать наилучший из возможных гидравлический двигатель, производители должны учитывать ряд факторов, включая состояние предохранительных клапанов, резервуара для жидкости и гидравлического насоса. Все эти компоненты должны быть наделены такими уровнями прочности, емкости и мощности, которые соответствуют потребностям жидкости, которая через них проходит. Эта жидкость, в свою очередь, должна быть химически стабильной и совместимой с металлами, из которых изготовлен двигатель, и должна быть хорошей смазкой.
Некоторые компоненты двигателя, которые производители могут настраивать, включают крутящий момент (пусковой момент, выходной крутящий момент, пусковой момент, рабочий момент и т. д.), размер двигателя, модельный ряд двигателя, наличие поршней и валов, уровень рабочей жидкости и номинальное сопротивление.
Характеристики
Конструкция гидравлических двигателей достаточно проста. Его тремя основными частями являются гидравлические насосы, резервуар и цилиндр. Конечно, гидравлический двигатель или двигатель гидравлического насоса ничего бы не стоили без добавления жидкости под давлением, обычно типа масла. Этот гидравлический компонент создает движение, отталкиваясь от него, так что вращающиеся компоненты двигателя вращаются все быстрее и генерируют механическую энергию. Гидравлические двигатели часто также имеют входной и выходной валы. Валы помогают в работе, передавая энергию жидкости на нагрузку.
Для работы небольшой пневматический двигатель перекачивает масло из резервуара, где оно проходит от впускного клапана к выпускному клапану и проходит через ряд шестерен и цилиндров или поворотных лопастей, в зависимости от конструкции двигателя.
Типы
Существует несколько различных типов гидравлических двигателей. Основными из них, каждый из которых назван в честь используемого вращающегося компонента, являются лопастные, шестеренчатые и поршневые гидравлические двигатели.
Лопастные двигатели работают с использованием ротора, находящегося внутри корпуса с эксцентриковым отверстием, в котором есть лопасти, которые скользят внутрь и наружу. Скользящее движение лопастей ротора создается разницей сил, вызванной неуравновешенной силой жидкости под давлением. Хотя они не так эффективны, как поршневые двигатели, лопастные двигатели дешевле, чем поршневые двигатели.
Мотор-редукторы или гидравлические мотор-редукторы состоят из ведущей шестерни и промежуточной шестерни. Для выработки мощности в редукторном двигателе жидкость под высоким давлением нагнетается на одну сторону шестерен, где она течет по краям шестерен к выходному отверстию, где шестерни затем блокируются и не позволяют маслу вытекать обратно. Здесь шестерни вращаются, вырабатывая энергию.
Поршневые двигатели могут использовать аксиально-поршневой насос или радиально-поршневой насос. Аксиально-поршневой насос состоит из нечетного числа поршней, расположенных по кругу вокруг блока цилиндров, для регулирования давления и расхода жидкости. С другой стороны, в радиально-поршневом насосе используются поршни, установленные вокруг эксцентрически сбалансированного центрального вала, которые расходятся либо внутрь, либо наружу.
В дополнение к основным типам двигателей существует несколько различных типов специализированных двигателей, модифицированных для полуспецифических применений. К ним относятся гидравлические колесные двигатели, высокоскоростные гидравлические двигатели, гидравлические двигатели с высоким крутящим моментом и героторные двигатели.
Гидравлические моторы колес встроены непосредственно в ступицы колес, где они передают мощность, необходимую для вращения колес. В зависимости от размера машины и мощности двигателя гидравлический колесный двигатель может управлять только одним или несколькими колесами.
Высокоскоростные гидравлические двигатели обеспечивают более высокую, чем обычно, мощность за счет преобразования гидравлической жидкости под давлением в силу с повышенным числом оборотов в минуту.
Гидравлические двигатели с высоким крутящим моментом , с другой стороны, достигают повышенного крутящего момента за счет работы на низких скоростях, поэтому их часто называют двигателями с низкой скоростью и высоким крутящим моментом (LSHT).
Героторные двигатели или двигатели с генераторным ротором представляют собой двигатели, состоящие из внутреннего и внешнего ротора. Эти гидравлические двигатели также могут работать как беспоршневые роторные двигатели.
Преимущества
Гидравлические двигатели предлагают своим пользователям широкий спектр преимуществ. Эти преимущества включают улучшенную передачу мощности, эффективность, повышенную безопасность передачи мощности, а также повышенную легкость и простоту передачи мощности.
Кроме того, гидравлические двигатели намного мощнее, чем электрические двигатели сопоставимого размера. Они также могут достигать высококачественных результатов даже в ограниченном пространстве; производители могут разрабатывать компактные гидравлические двигатели с длиной хода менее дюйма. Побочным продуктом этого является тот факт, что они очень универсальны.
Принадлежности
Примеры принадлежностей для гидравлических двигателей, которые могут вам потребоваться, включают комплекты уплотнений для двигателей, комплекты уплотнений для насосов, обратные клапаны, трубки, насосы и гидравлическую жидкость. Чтобы узнать, какие аксессуары лучше всего подходят для вашего применения, обратитесь к поставщику гидравлического двигателя.
Правильный уход
Чтобы ваш гидравлический двигатель работал исправно и безопасно долгие годы, вам необходимо соблюдать несколько правил.
Во-первых, регулярно проверяйте гидравлический двигатель на наличие таких проблем, как несоосность входного или выходного вала двигателя, смещение двигателя, грязная гидравлическая жидкость и внутренние утечки (проверяйте питающие линии двигателя и т. п.).
Во-вторых, бережно относитесь к своему двигателю, никогда не эксплуатируйте его за пределами установленных ограничений. Например, не превышайте указанную нагрузку, скорость, крутящий момент, температуру и давление. Превышение расчетных пределов вашего двигателя подвергает его риску таких проблем, как уменьшение внутренней смазки (связанное с чрезмерным нагревом), реакции на одно смещение и общие неисправности.
Наконец, в целях собственной безопасности всегда обращайтесь с компонентами гидромотора с надлежащей осторожностью. Например, никогда не вступайте в прямой физический контакт с активной гидравлической жидкостью. Мало того, что он может обжечь вас, но если он находится под давлением, он может высвободиться с разрушительной силой. Обращайтесь за помощью к таким организациям, как OSHA, когда дело доходит до обращения с гидравлическими двигателями.
Стандарты
Как мы упоминали в предыдущем разделе, вы всегда должны использовать гидравлические двигатели в соответствии с рекомендациями OSHA или Управления по охране труда. OSHA выпускает стандартные инструкции, предназначенные для обеспечения безопасности вас и ваших работников при работе с оборудованием. Вы также должны убедиться, что ваш производитель производит ваши гидравлические двигатели таким образом, чтобы они соответствовали требованиям OSHA.
В дополнение к рекомендациям OSHA ваши гидравлические двигатели, вероятно, должны соответствовать стандартам множества других организаций. Ответ на вопрос о том, какие организации и руководящие принципы, зависит от вашей отрасли, области применения и местоположения. Например, в Соединенных Штатах некоторые из организаций по стандартизации, наиболее влиятельных в отрасли производства гидравлических двигателей, включают NFPA (Национальная ассоциация гидравлических систем), SAE (Общество автомобильных инженеров) и ANSI (Американский национальный институт стандартов). Главной организацией, используемой на международном уровне, является метко названная ISO или Международная организация по стандартизации. Все отрасли и приложения либо имеют свои собственные стандарты, либо, чаще всего, адаптируют стандарты таких организаций. Чтобы узнать, каким стандартам должны соответствовать ваши гидромоторы, поговорите с лидерами отрасли.
На что следует обратить внимание
Если вы находитесь на рынке гидравлического двигателя, вам необходимо сотрудничать с поставщиком, который приведет вас к успеху. Такой поставщик не только будет иметь проверенный послужной список, но и предложит вам ощутимые преимущества, такие как возможность поставлять высококачественную продукцию в рамках вашего бюджета, уверенность в том, что она будет работать в установленные вами сроки, уверенность в том, что она произведет продукт, отвечающий вашим стандартным требованиям, возможность доставки вам и соглашение об оказании любых необходимых вам услуг после поставки (замена деталей, ремонт гидравлики и т. д.).
Найдите такого поставщика, ознакомившись с производителями гидравлических двигателей, которые мы перечислили на этой странице. Все те, кого мы перечислили, являются высококвалифицированными поставщиками гидравлических услуг, которые многократно зарекомендовали себя. Их информация равномерно распределена по всей странице, втиснутая между абзацами нашей отраслевой информации. Для достижения наилучших результатов мы рекомендуем вам выбрать три или четыре, которые, по вашему мнению, могут наилучшим образом соответствовать вашим спецификациям, а затем связаться с каждым из них по отдельности, чтобы обсудить указанные спецификации. Как только вы это сделаете, сравните и сопоставьте эти разговоры и выберите правильный для вас.
Основы гидравлических двигателей | Power & Motion
Загрузить эту статью в формате .PDF Этот тип файла включает в себя графику и схемы высокого разрешения, если это применимо.
Все типы гидромоторов имеют общие конструктивные особенности: площадь рабочей поверхности, подверженная перепаду давления; способ синхронизации подачи рабочей жидкости на поверхность давления для достижения непрерывного вращения; и механическое соединение между площадью поверхности и выходным валом.
Способность поверхностей давления выдерживать нагрузку, характеристики утечки каждого типа двигателя и эффективность метода, используемого для соединения поверхности давления и выходного вала, определяют максимальную производительность двигателя с точки зрения давления, расхода , выходной крутящий момент, скорость, объемный и механический КПД, срок службы и физическая конфигурация.
Терминология
Рабочий объем двигателя относится к объему жидкости, необходимому для поворота выходного вала двигателя на один оборот. Наиболее распространенными единицами объема двигателя являются дюймы. 3 или см 3 за оборот. Рабочий объем гидравлического двигателя может быть фиксированным или переменным. Двигатель с фиксированным рабочим объемом обеспечивает постоянный крутящий момент. Управление количеством входного потока в двигатель изменяет скорость. Двигатель с переменным рабочим объемом обеспечивает переменный крутящий момент и переменную скорость. При постоянном входном потоке и давлении изменение рабочего объема может изменить отношение крутящего момента к скорости в соответствии с требованиями нагрузки.
Выходной крутящий момент выражается в дюйм-фунтах или фут-фунтах. Это функция давления в системе и рабочего объема двигателя. Номинальный крутящий момент двигателя обычно дается для определенного перепада давления на двигателе. Теоретические цифры показывают крутящий момент на валу двигателя без учета механических потерь.
Момент отрыва — это крутящий момент, необходимый для вращения стационарной нагрузки. Для начала движения груза требуется больший крутящий момент, чем для поддержания его движения.
Рабочий момент может относиться к нагрузке двигателя или к двигателю. Когда это относится к нагрузке, это указывает на крутящий момент, необходимый для поддержания вращения нагрузки. Когда это относится к двигателю, это указывает на фактический крутящий момент, который двигатель может развивать, чтобы поддерживать вращение нагрузки. Рабочий крутящий момент учитывает неэффективность двигателя и представляет собой процент от его теоретического крутящего момента. Рабочий крутящий момент обычных шестеренчатых, лопастных и поршневых двигателей составляет приблизительно 90% от теоретического.
Пусковой момент относится к способности гидравлического двигателя запускать нагрузку. Он указывает величину крутящего момента, который двигатель может развить, чтобы начать вращение нагрузки. В некоторых случаях это значительно меньше, чем рабочий крутящий момент двигателя. Пусковой крутящий момент также может быть выражен в процентах от теоретического крутящего момента. Пусковой момент для обычных шестеренчатых, лопастных и поршневых двигателей находится в диапазоне от 70% до 80% от теоретического.
Механический КПД — это отношение фактического крутящего момента к теоретическому крутящему моменту.
Пульсация крутящего момента — это разница между минимальным и максимальным крутящим моментом, развиваемым при заданном давлении за один оборот двигателя.
Скорость двигателя является функцией рабочего объема двигателя и объема жидкости, подаваемой в двигатель.
Максимальная скорость двигателя — это скорость при определенном входном давлении, которую двигатель может поддерживать в течение ограниченного времени без повреждений.
Минимальная скорость двигателя — это самая медленная, постоянная, непрерывная скорость вращения выходного вала двигателя.
Проскальзывание — это утечка через двигатель или жидкость, проходящая через двигатель без выполнения работы.
Мотор-редукторы
Рис. 1. Выходной крутящий момент мотор-редуктора с внешним редуктором зависит от давления на один зуб, поскольку давление на другие зубья находится в гидравлическом балансе. Нажмите на картинку для увеличения.
Моторы с внешним редуктором состоят из пары согласованных шестерен, заключенных в один корпус (рис. 1) . Обе шестерни имеют одинаковую форму зуба и приводятся в движение жидкостью под давлением. Одна шестерня соединена с выходным валом. Другой — бездельник. Жидкость под давлением поступает в корпус в точке зацепления шестерен. Он заставляет шестерни вращаться и следует по пути наименьшего сопротивления по периферии корпуса. Жидкость выходит под низким давлением на противоположной стороне двигателя. Жесткие допуски между шестернями и корпусом помогают контролировать утечку жидкости и повышают объемную эффективность. Изнашиваемые пластины по бокам шестерен препятствуют осевому перемещению шестерен и помогают контролировать утечку.
Рис. 2. Героторный двигатель с прямым приводом имеет внутреннюю и внешнюю шестерни. Обе шестерни вращаются во время работы. Нажмите на картинку для увеличения.
Мотор-редукторы с внутренним редуктором делятся на две категории. Героторный двигатель с прямым приводом состоит из внутренней-внешней шестерни и выходного вала (рис. 2) . У внутренней шестерни на один зуб меньше, чем у внешней. Зубья имеют такую форму, что все зубья внутренней шестерни постоянно контактируют с некоторой частью внешней шестерни. Когда в двигатель подается жидкость под давлением, обе шестерни вращаются. Корпус двигателя имеет встроенные впускные и выпускные отверстия почковидной формы. Центры вращения двух шестерен разделены на заданную величину, известную как эксцентриситет. Центр внутренней шестерни совпадает с центром выходного вала.
Жидкость под давлением поступает в двигатель через впускной порт (рис. 2а) . Поскольку внутреннее зубчатое колесо имеет на один зуб меньше, чем внешнее, между внутренними зубьями 6 и 1 и наружным гнездом A образуется карман. Впускное отверстие почковидной формы сконструировано таким образом, что как только объем этого кармана достигает максимального значения, поток жидкости перекрывается, а концы внутренних зубьев шестерни 6 и 1 обеспечивают уплотнение (рис. 2b) .
По мере того, как пара внутренней и внешней шестерен продолжает вращаться, между внутренними зубьями 6 и 5 и наружным гнездом 9 образуется новый карман.0139 Г (рис. 2в) . Тем временем карман, образованный между внутренними зубами 6 и 1 и наружной лункой A , сместился напротив выпускного отверстия почковидной формы, постоянно осушаясь по мере уменьшения объема кармана. Постепенное дозированное изменение объема карманов во время впуска и выпуска обеспечивает плавный, равномерный поток жидкости с минимальным изменением давления ( или пульсацией ).
Из-за дополнительного зуба на внешней шестерне, внутренние зубья шестерни перемещаются впереди внешних на один зуб за оборот. На рисунке 2c внутренний зуб 4 находится во внешней лунке 9.0139 Е . В следующем цикле внутренний зуб 4 сядет во внешнюю лунку F . Это создает низкую относительную дифференциальную скорость между шестернями.
Рис. 3. Орбитальный героторный двигатель имеет стационарную внешнюю шестерню и вращающуюся внутреннюю шестерню. Ротор и вал вращаются против часовой стрелки, но геометрическое место точки X направлено по часовой стрелке. Коллектор или клапанная пластина, показанная под иллюстрацией каждой ступени вращения двигателя, обеспечивает давление и проход в резервуар для жидкости под давлением. Нажмите на картинку для увеличения.
Орбитальный героторный двигатель состоит из набора согласованных шестерен, муфты, выходного вала и пластины коллектора или клапана (рис. 3) . Неподвижная внешняя шестерня имеет на один зуб больше, чем вращающаяся внутренняя шестерня. Коллектор вращается с той же скоростью, что и внутренняя шестерня, и всегда обеспечивает сжатую жидкость и проход для резервуара в соответствующие промежутки между двумя шестернями.
При работе зуб 1 внутренней шестерни точно совпадает с гнездом D внешней шестерни (рис. 3а) . Точка y — центр неподвижной шестерни, а точка x — центр ротора. Если бы жидкости не было, ротор мог бы свободно вращаться вокруг гнезда D в любом направлении. Он может двигаться к посадочному зубу 2 в лунке E или, наоборот, к посадочному зубу 6 в лунке J .
При перетекании рабочей жидкости в нижнюю половину объема между внутренней и внешней шестернями, если для верхней половины объема между внутренней и внешней шестернями предусмотрен проход в бак, создается момент, вращающий внутреннюю шестерню против часовой стрелки и начинает усаживать зуб 2 в лунку Е . Зубец 4 в момент, показанный на рис. 3а, обеспечивает уплотнение между напорной и возвратной жидкостью.
Однако по мере продолжения вращения геометрическое место точки x движется по часовой стрелке. По мере того как каждый последующий зуб ротора садится в свое гнездо, зубец, непосредственно противоположный на роторе от установленного зуба, становится уплотнением между напорной и возвратной жидкостью (фиг. 3b) . Жидкость под давлением продолжает заставлять ротор вращаться по часовой стрелке, в то время как он вращается против часовой стрелки.
Из-за одного дополнительного гнезда в фиксированной шестерне в следующий раз, когда зуб 1 сядет на место, он будет в гнезде J . В этот момент вал сделал одну седьмую оборота, а точка х прошла шесть седьмых своего полного оборота. На рисунке 3c зуб 2 сопрягается с гнездом D , а точка x снова совмещена между гнездом D и точкой y , указывая на то, что ротор сделал один полный оборот внутри внешней шестерни. Зуб 1 сместился на угол 60° от исходной точки на рис. 3а; 42 (или 627) зубчатых зацеплений или циклов жидкости потребуются для того, чтобы вал совершил один оборот.
Пластина коллектора или клапана содержит каналы давления и бака для каждого зубца ротора (рис. 3d, e и f) . Проходы расположены так, что они не обеспечивают напор или обратный поток к соответствующему порту, когда зуб сидит в гнезде. Во всех остальных случаях каналы заблокированы или обеспечивают подачу жидкости под давлением или проход резервуара в соответствующей половине двигателя между шестернями.
Рис. 4. Роликовый лопастной героторный двигатель оснащен вращающимися лопастями, которые уменьшают износ. Нажмите на картинку для увеличения.
Роликовый героторный двигатель представляет собой разновидность орбитального героторного двигателя (рис. 4) . Он имеет неподвижный зубчатый венец (или статор) и подвижную планетарную шестерню (или ротор). Эксцентриковый рычаг планетарной передачи удерживается не двумя опорными подшипниками, а зацеплением шестизубчатого ротора и семигнездного статора. Вместо прямого контакта между статором и ротором в поршневые камеры встроены роликовые лопатки. Роликовые лопасти уменьшают износ, позволяя использовать двигатели в гидростатических контурах высокого давления с замкнутым контуром в качестве колесных приводов прямого монтажа.
Рис. 5. Лопастные двигатели (показан сбалансированный тип) имеют лопасти в роторе с прорезями. Нажмите на картинку для увеличения.
Лопастные двигатели имеют ротор с прорезями, установленный на приводном валу, который приводится в движение ротором (рис. 5) . Лопасти, плотно вставленные в пазы ротора, перемещаются в радиальном направлении, уплотняя кулачковое кольцо. Кольцо имеет два больших и два малых радиальных участка, соединенных переходными участками или пандусами. Эти контуры и вносимые в них давления диаметрально уравновешены.
В некоторых конструкциях легкие пружины прижимают лопасти в радиальном направлении к контуру кулачка, чтобы обеспечить герметичность при нулевой скорости, чтобы двигатель мог развивать пусковой крутящий момент. Пружинам помогает центробежная сила на более высоких скоростях. Радиальные канавки и отверстия в лопастях постоянно уравновешивают радиальные гидравлические силы, действующие на лопасти.
Жидкость под давлением входит и выходит из корпуса двигателя через отверстия в боковых пластинах на пандусах. Жидкость под давлением, поступающая во впускные отверстия, перемещает ротор против часовой стрелки. Ротор транспортирует жидкость к отверстиям рампы на выпускных отверстиях, чтобы вернуться в бак. Если бы на выходных отверстиях было введено давление, двигатель вращался бы по часовой стрелке.
Ротор отделен в осевом направлении от поверхностей боковых пластин пленкой жидкости. Передняя боковая пластина прижимается к кулачковому кольцу под давлением и поддерживает оптимальные зазоры при изменении температуры и давления.
Лопастные двигатели обеспечивают хороший КПД, но не такой высокий, как у поршневых двигателей. Однако лопастные двигатели обычно стоят меньше, чем поршневые двигатели соответствующей мощности. Однако срок службы лопастного двигателя обычно короче, чем у поршневого двигателя. Лопастные двигатели доступны с рабочим объемом 20 дюймов 3 /рев. Некоторые низкоскоростные модели с высоким крутящим моментом поставляются с рабочим объемом до 756 дюймов. 3 /об. За исключением низкоскоростных моделей с большим рабочим объемом, лопастные двигатели имеют ограниченные низкоскоростные характеристики.
Поршневые двигатели
Рис. 6. Радиально-поршневые двигатели имеют корпус цилиндра, прикрепленный к ведомому валу. Ствол содержит несколько поршней, совершающих возвратно-поступательное движение в радиальных отверстиях. Нажмите на картинку для увеличения.
Радиально-поршневые двигатели имеют корпус цилиндра, прикрепленный к ведомому валу (рис. 6) . Ствол содержит несколько поршней, совершающих возвратно-поступательное движение в радиальных отверстиях. Наружные концы поршня упираются в упорное кольцо. Жидкость под давлением проходит через штифт в центре корпуса цилиндра, выталкивая поршни наружу. Поршни упираются в упорное кольцо, и силы реакции вращают ствол.
Смещение ползуна вбок для изменения хода поршня изменяет рабочий объем двигателя. Когда осевые линии корпуса цилиндра и корпуса совпадают, поток жидкости отсутствует, и поэтому корпус цилиндра останавливается. Перемещение ползуна за центр изменяет направление вращения двигателя.
Радиально-поршневые двигатели очень эффективны. Хотя высокая степень точности, требуемая при производстве радиально-поршневых двигателей, увеличивает первоначальные затраты, они, как правило, имеют долгий срок службы. Они обеспечивают высокий крутящий момент при относительно низких скоростях вращения вала и превосходную работу на низких скоростях с высокой эффективностью. Кроме того, они имеют ограниченные скоростные возможности. Радиально-поршневые двигатели имеют рабочий объем до 1000 дюймов. 3 /об.
Аксиально-поршневые двигатели также используют принцип возвратно-поступательного движения поршня для вращения выходного вала, но движение является осевым, а не радиальным. Их КПД аналогичен характеристикам радиально-поршневых двигателей. Первоначально аксиально-поршневые двигатели стоили дороже, чем лопастные или редукторные двигатели сопоставимой мощности. Как и радиально-поршневые двигатели, они также имеют длительный срок службы. Следовательно, их более высокая первоначальная стоимость может не отражать ожидаемых общих затрат в течение срока службы единицы оборудования.
В целом, аксиально-поршневые двигатели обладают отличными скоростными характеристиками. Однако, в отличие от радиально-поршневых двигателей, они ограничены низкими рабочими скоростями. Встроенный тип будет работать плавно до 100 об / мин, а тип с изогнутой осью обеспечит плавный выход до диапазона 4 об / мин. Доступны аксиально-поршневые двигатели с рабочим объемом от долей до 65 дюймов. 3 /об.
Рис. 7. Рядные поршневые двигатели создают крутящий момент за счет давления на концы поршней, которые совершают возвратно-поступательное движение в блоке цилиндров. Приводной вал двигателя и блок цилиндров центрированы на одной оси. Нажмите на картинку для увеличения.
Рядные поршневые двигатели создают крутящий момент за счет давления на концы поршней, совершающих возвратно-поступательное движение в блоке цилиндров (рис. 7) . В рядной конструкции карданный вал двигателя и блок цилиндров центрированы на одной оси. Давление на концах поршней вызывает реакцию на наклонную шайбу и приводит во вращение блок цилиндров и вал двигателя. Крутящий момент пропорционален площади поршней и зависит от угла наклона шайбы.
Эти двигатели выпускаются в моделях с постоянным и переменным рабочим объемом. Угол наклона шайбы определяет объем двигателя. В изменяемой модели автомат перекоса установлен на качающемся коромысле, а угол можно изменять различными средствами, начиная от простого рычага или маховика и заканчивая сложным сервоприводом. Увеличение угла наклона шайбы увеличивает крутящий момент, но снижает скорость карданного вала. И наоборот, уменьшение угла снижает крутящий момент, но увеличивает скорость карданного вала (если давление жидкости не уменьшается). Угловые упоры включены, поэтому крутящий момент и скорость остаются в рабочих пределах.
Компенсатор изменяет объем двигателя в соответствии с изменениями рабочей нагрузки. Подпружиненный поршень соединен с хомутом и перемещает его в ответ на изменения рабочего давления. Любое увеличение нагрузки сопровождается соответствующим увеличением давления в результате дополнительных требований к крутящему моменту. Затем система управления автоматически регулирует вилку таким образом, чтобы крутящий момент увеличивался при небольшой нагрузке. В идеале компенсатор регулирует рабочий объем для достижения максимальной производительности при любых условиях нагрузки вплоть до настройки предохранительного клапана.
Рис. 8. Поршневые двигатели с изогнутой осью развивают крутящий момент за счет реакции на давление возвратно-поступательных поршней. Блок цилиндров и карданный вал установлены под углом друг к другу. Реакция на фланец карданного вала. Нажмите на картинку для увеличения.
Поршневые двигатели с изогнутой осью развивают крутящий момент за счет реакции на давление возвратно-поступательных поршней (рис. 8) . В этой конструкции блок цилиндров и карданный вал установлены под углом друг к другу. Реакция на фланец приводного вала.
Изменение скорости и крутящего момента при изменении угла, от заданной минимальной скорости с максимальным рабочим объемом и крутящим моментом при угле примерно 30° до максимальной скорости с минимальным рабочим объемом и крутящим моментом примерно 7,5°. Доступны модели как с фиксированным, так и с переменным рабочим объемом.
Другие конструкции
Двигатели поворотного упора имеют упор A , который вращается, пропуская поворотную лопасть B , а второй упор C находится в альтернативном уплотняющем зацеплении со ступицей ротора (рис. 9) . Крутящий момент передается непосредственно от жидкости к ротору и от ротора к валу. Зубчатые передачи между выходным валом и вращающимися упорами удерживают лопасти ротора и упоры в правильной фазе. Ролик в канавке типа «ласточкин хвост» на конце лопасти ротора обеспечивает надежное уплотнение, практически не подверженное трению и относительно нечувствительное к износу. Силы уплотнения высоки, а потери на трение низки из-за контакта качения.
Рис. 9. Упор A двигателя поворотного упора проходит мимо вращающейся лопасти B, а второй упор C контактирует с уплотнительной пластиной, разделяя области высокого и низкого давления. Уплотнительные штифты на концах лопастей и на периферии ротора обеспечивают практически полное отсутствие трения. Ротор будет вращаться по часовой стрелке, а к порту 1 будет подаваться жидкость под давлением. Нажмите на изображение, чтобы увеличить его.
Винтовой двигатель по существу представляет собой насос с обратным направлением потока жидкости. В винтовом двигателе используются три винта зацепления: рабочий ротор и два холостых ротора. Промежуточные роторы действуют как уплотнения, которые образуют последовательные изолированные винтовые камеры внутри плотно прилегающего корпуса ротора. Перепад давления, действующий на участки резьбы набора винтов, создает крутящий момент двигателя.
Промежуточные роторы плавают в отверстиях. Скорость вращения набора винтов и вязкость жидкости создают гидродинамическую пленку, которая поддерживает холостые роторы, подобно валу в опорном подшипнике, что позволяет работать на высоких скоростях. Роторный винт обеспечивает бесшумную работу без вибраций.
Выбор гидравлического двигателя
Применение гидравлического двигателя обычно определяет требуемую мощность и диапазон скоростей двигателя, хотя фактическая требуемая скорость и крутящий момент иногда могут варьироваться при сохранении требуемой мощности. Тип выбранного двигателя зависит от требуемой надежности, срока службы и производительности.
После того, как тип жидкости определен, выбор фактического размера основывается на ожидаемом сроке службы и экономичности всей установки на машине. Гидравлический двигатель, работающий с производительностью ниже номинальной, обеспечивает увеличение срока службы, более чем пропорциональное снижению производительности ниже номинальной.
Максимальная мощность двигателя достигается при работе при максимальном давлении в системе и при максимальной частоте вращения вала. Если двигатель будет постоянно эксплуатироваться в этих условиях, его первоначальная стоимость будет минимальной. Но там, где выходная скорость должна быть уменьшена, необходимо учитывать общую стоимость двигателя с уменьшением скорости, чтобы оптимизировать общие затраты на установку привода.
Определение размера гидравлического двигателя
В качестве примера расчета размера гидравлического двигателя в соответствии с приложением рассмотрим следующее: приложение требует 5 л.с. при 3000 об/мин, с доступным давлением подачи 3000 фунтов на кв. линейное давление 100 psi; перепад давления составляет 2900 фунтов на квадратный дюйм. Требуемый теоретический крутящий момент рассчитывается по формуле:
T = (63,0252 × л. с.)/ Н
, где:
T — крутящий момент, фунт-дюйм, и
N – скорость, об/мин.
For the condition T = 105 lb-in., motor displacement is calculated as:
D = 2π T ÷ â Pe M
where:
D 3 /об
— P — перепад давления, psi,
e M — механический КПД, %.
Если механический КПД 88%, то D 0,258 дюйма 3 /об.
Расчет требуемого потока:
Q = DN /231 E V ,
, где:
Q — поток, GPM и
9944 Q — GPM, и
4 Q — GPM и
99499
Q . эффективность, %.
Если объемная эффективность составляет 93%, то Q составляет 3,6 гал/мин.
Давление в этих уравнениях представляет собой разницу между давлением на входе и давлением на выходе. Таким образом, любое давление на выпускном отверстии снижает выходной крутящий момент гидромотора.
Коэффициент полезного действия для большинства двигателей будет довольно постоянным при работе от половины до полного номинального давления и в средней части диапазона номинальной скорости. Когда скорость приближается к любому из крайних значений, эффективность снижается.
Более низкие рабочие давления приводят к снижению общего КПД из-за фиксированных внутренних потерь при вращении, характерных для любого гидравлического двигателя. Уменьшение рабочего объема от максимального в двигателях с переменным рабочим объемом также снижает общий КПД.
Неисправности гидравлического двигателя
Большинство проблем с двигателем вызваны неподходящей жидкостью, плохим обслуживанием или неправильной эксплуатацией. Двигатель ничем не отличается от любого другого компонента гидравлической системы. Прежде всего, это должна быть чистая жидкость в достаточном количестве, надлежащего качества и вязкости. Плохая программа обслуживания занимает второе место по количеству серьезных проблем. Типичные промахи в программе включают:
• Отсутствие проверки и ремонта линий и соединений для устранения утечек: неисправные соединения могут привести к попаданию грязи и воздуха в систему, снижению давления и вызвать неустойчивую работу.
• Неправильная установка двигателя: Несоосность вала двигателя может вызвать износ подшипников, что может привести к снижению эффективности. Несоосный вал также может снизить крутящий момент, увеличить сопротивление трения и нагрев и привести к выходу из строя вала.
• Неспособность найти причину неисправности двигателя: Если двигатель выходит из строя, всегда ищите причину неисправности. Очевидно, что если причина не будет устранена, сбой будет повторяться.
Наконец, превышение рабочих пределов двигателя приводит к отказу двигателя. Каждый двигатель имеет конструктивные ограничения по давлению, скорости, крутящему моменту, рабочему объему, нагрузке и температуре.
Чем обшить деревянный дом снаружи красиво и недорого: материалы, технологии, фото
Обычно обзор материалов для фасада, чтобы обшить деревянный дом снаружи, выполняют на этапе проектирования. Определяют конкретный материал с учетом климатических условий региона и общего стиля строения. Базой подбора подходящего средства отделки выступает сочетание декоративности и защитных характеристик. После того как список вариантов сократился до 2-5, решают – какой подходит лучше в конкретной ситуации на основе технических и денежных возможностей.
Содержание
1 Зачем деревянному дому нужна обшивка
2 Соотношение «цена-качество» при подборе материала для обшивки
3 Облицовка из дерева
3.1 Вагонка
3.2 Имитация бруса
3.3 Блок хаус
3.4 Планкен
3.5 Сайдинг
3.6 Поливинилхлорид
3.7 Металлический
3.8 Цокольный
4 Альтернативные способы отделки
4.1 Фиброцементный сайдинг
4.2 Термопанели
4. 3 Облицовка плиткой и кирпичом
4.4 Профлисты
5 Отзывы
6 Заключение
Зачем деревянному дому нужна обшивка
Деревянный дом – экологичное и удобное в строительстве сооружение, технология возведения которого проста. Но, дерево – не самый износостойкий материал без дополнительной защиты от влияния внешних факторов. Деревянные части строения поглощают влагу и накапливают ее внутри. Итогом впитывания воды, влияния ультрафиолета и кислорода выступают такие негативные изменения:
понижение плотности;
потемнение цвета;
развитие плесени;
разрастание мха;
подгнивание и разрушение материала.
Чтобы защитить материал от воздействия атмосферных явлений и вредителей, необходимо нанесение химических препаратов – лаков, морилок, пропиток, красок. Кроме этого, возможно покрыть стены другими стройматериалами – сайдингом, вагонкой, штукатуркой. Но, обработка химическими защитными препаратами нужна даже в этих случаях. Эта процедура усилит теплоизоляционные и влагоотталкивающие характеристики дома из дерева и повысит его внешневидовые качества.
Внимание!
При подборе конкретного варианта обшивки имеется ряд правил, которые регламентируют ее физические и технологические свойства.
Соотношение «цена-качество» при подборе материала для обшивки
При выборе конкретного варианта тщательно рассматривают степень паропроницаемости материала, так как дерево должно «дышать». Выполнять герметичную отделку дома нельзя – нужно сохранить газообмен. Кроме этого, паропроницаемость отделочного средства должна быть выше, чем у массива стены. Это способствует выходу избытка влаги вовне, а не вовнутрь строения.
Когда правило паропроницаемости не соблюдают, излишки воды собираются на линии контакта дерева и обшивки. Это приводит к возникновению зоны увеличенной влажности. Эта область – отличные условия для развития плесени, гнили и других, отрицательно воздействующих на структуру природного материала, явлений. При минусовых температурах, когда воды в зоне увеличенной влажности много, она замерзает и расширяется, что может привести к порче облицовочного материала.
Когда деревянное строение обшивают паронепроницаемым стройматериалом, надо выполнять вентилируемый фасад. Эта конструкция подразумевает то, что наружный относительно либо полностью паронепроницаемый слой расположен на отдалении в 60-150 мм от дерева. Вверху и внизу сохраняют отверстия – для естественной циркуляции воздуха, а избыток воды уходит с конвекционными потоками. Выбирают варианты обшивки в зависимости от вида обработки дерева:
Дома из бревна нуждаются в обшивке, хотя многие считают иначе. Отделывают стены для защиты дерева и, чтобы строение не просело. Отделка особенно важна, когда использовалось оцилиндрованное бревно. В таком случае лучше обшить деревянный дом снаружи евродоской либо вагонкой.
СИП-панели – для отделки подходят ПВХ-панели и сайдинг. Вагонка и евродоска – не самые лучшие варианты.
Брус – такие дома допустимо обшить любым материалом. Но, рекомендуют не использовать для отделки природный камень либо облицовочная плитка – брус сгниет, а в доме будет сыро.
Каркасные – нужен легкий материал. Подходят закругленная доска (блок-хаус), вагонка. Неплохой вариант – сайдинг. Можно обшить и другими пластиковыми либо деревянными панелями. Но, применять пожароопасный пластик не рекомендуют, так как понижается и так низкая огнеупорность строения.
Для справки!
Обшивать деревянный дом нужно – чтобы предотвратить преждевременную деградацию материала. Обшивка снижает траты на регулярную обработку дерева защитными препаратами.
Облицовка из дерева
Деревянный дом снаружи можно обшить разными стройматериалами. В том числе допустимо сделать облицовку из дерева. Использование натурального отделочного материала – неплохой вариант для строений из оцилиндрованного бревна, строений из бруса и каркасных сооружений. Самые распространенные облицовочные стройматериалы из натурального дерева таковы:
блок-хаус;
вагонка;
планкен;
имитация бруса.
Эти отделочные материалы имеют значительные преимущества перед обшивкой пластиком, камнем и оштукатуриванием деревянных стен. Тем не менее, у этих групп стройматериалов сохраняются и все недостатки, которые характерны для дерева. Из-за этого будет необходима периодическая обработка обшитых стен деревянного дома антисептическими средствами, красками и покровными лаками.
Вагонка
Деревянная вагонка сохраняет естественные внешневидовые характеристики дома из натурального материала. Но, такая облицовка улучшает функциональные параметры и эстетику строения. Вагонка – это плоская доска, которую просто закрепить. Такие доски легко продольно состыковать с соседними такими же элементами при помощи специализированных шипов.
Вагонка – стройматериал, которых полностью экологичен, имеет высокие значения прочности, теплоизоляционные и шумоподавляющие свойства. Но, у такой отделки есть минус – некоторая уязвимость для вредителей. Эту проблему решают при помощи обработки специализированными защитными препаратами. Кроме указанного, вагонку нужно подкрашивать – приблизительно один раз в три года.
Имитация бруса
Этот стройматериал, также как и вагонка, образует сборную поверхность. Но, вид этой поверхности имеет некоторые отличия. Крепят имитацию бруса горизонтально, но заметить места стыков сложно. После завершения крепления, вид стены строения соответствует поверхности, сложенной из профилированного бруса. Такую облицовку изготавливают из натурального дерева:
кедра;
сосны;
ели;
лиственницы.
Материал имеет вид досок, длина которых от 2 до 4 м. Толщина каждого элемента 2-35 мм, а ширина – 105-175 мм. Возможно купить срощенную доску, которая собрана из узких реек либо цельную – из одного бревна. Оба варианта по сроку службы и другим параметрам фактически не отличаются. Позитивные и отрицательные стороны имитации бруса такие же, как и у вагонки. Но, этот отделочный материал имеет большую декоративность.
Блок хаус
Закругленная доска, иначе – блок хаус, по существу одна из разновидностей деревянной вагонки. Такой отделочный материал изготавливают исключительно из хвойных пород деревьев, так как высокая смолистость увеличивает срок службы закругленной доски. Главным отличительным моментом от деревянной вагонки у блок хауса выступает форма. Отделочный материал имитирует цилиндрическое бревно. Внутренняя часть закругленной доски плоская, что облегчает крепеж. Фиксируют блок хаус по технологии «шип-паз».
Закругленная доска – современный материал, у которого, в сравнении со стандартной вагонкой повышены некоторые характеристики. Блок хаус имеет более высокое значение защищенности от вредителей и влияния атмосферных явлений. Тем не менее, значительным отрицательным моментом применения закругленной доски для отделки деревянных домов выступает высокая цена.
Планкен
Относительно новый материал. Планкен выполнен в варианте фасадной доски, у которой скруглены либо скошены боковые стороны. Производят этот облицовочный материал либо из смолистых пород дерева (лиственницы, сосны), либо из полимерно-древесного сырья. Ширина планкена составляет 70-140 мм, а толщина от 15 до 20 мм. Угол скоса граней также разный, но его делают в диапазоне 45-70̊.
Чаще применяют планкен для вентилируемых фасадов. Этот материал перед продажей обрабатывают антипиренами – для повышения огнеупорности, и антисептическими составами. В большем числе случаев планкен пропитывают экологически безопасными препаратами, но чтобы купить качественный стройматериал рекомендуют проверить сертификаты. Кроме этого, нужно обращать внимание на цену планкена – дешевый иногда может быть пропитан токсичными реактивами.
Сайдинг
Достаточно часто стройматериалы для облицовки деревянных домов из природного сырья дорогие и не всегда доступны. Когда есть серьезное ограничение по деньгам и владелец ищет, чем обшить дом снаружи дешево и красиво, неплохим вариантом выступает сайдинг. Этот стройматериал не нуждается в последующем уходе, в отличие от деревянных вариантов отделки. Любую обшивку из натурального материала периодически надо обрабатывать антипиренами, лакокрасочными составами и антисептиками.
Сайдинг нуждается в монтаже обрешетки. Это обстоятельство ведет к тому, что по итогу фасад выходит вентилируемым. Такой стройматериал можно применять в случае деревянных строений из бревна, бруса либо щитов. Кроме этого, нет ограничений для отделки стен снаружи и в случае газобетонных, пеноблочных, шлаконаливного, кирпичного и других сооружений.
Поливинилхлорид
ПВХ, иначе – поливинилхлорид, сырье, из которого часто производят сайдинг. Такой вид еще называют виниловым. Изготавливают в виде полос, ширина которых 255 и 205 мм. Толщина одного элемента винилового сайдинга 1,1 мм и 1,2 мм. В длину на полосе присутствуют с одной стороны перфорация под крепеж, а с другой – замок. Крепят сайдинг на обрешетку. Для этого каркаса рекомендуют применять специализированную металлический профиль, но подходят и бруски из дерева. Но, чаще виниловый сайдинг крепят при помощи саморезов. Но, тогда нужно оставить некоторый зазор – для компенсации температурных изменений материалов. Если не оставить люфт, то виниловый сайдинг растрескается из-за появляющегося напряжения материала.
Виниловый вариант имеет много позитивных сторон. Основные плюсы его применения – низкая цена, простота крепления. Но, есть и отрицательные стороны. Главный недостаток – материал относительно быстро теряет цвет под действием ультрафиолета. Из-за этого рекомендуют использовать неяркие тона. Кроме этого, несмотря на широкие возможности эксплуатации при разных температурах (-35…+50̊ С), даже при незначительном минусе на улице становится хрупким. Виниловый сайдинг в мороз легко повреждается в случае механических воздействий.
Для справки!
Хорошо выглядит виниловый сайдинг в случае деревянных домов сложной конструкции. Но, когда коробка строения просто прямоугольная, вид простоватый.
Металлический
Металлический сайдинг – это металлические полосы из тонкой оцинкованной стали либо алюминия. На них нанесен декоративно-защитный слой. Система крепления не имеет отличий от той, которая предусмотрена для винилового сайдинга. Верхнее декоративно-защитное покрытие чаще выполняют из полимеров, но иногда применяют и порошковое окрашивание. Последнее имеет больше вариантов тонов, при этом краска не отслаивается со временем с учетом того, что основная отрицательная сторона металлического сайдинга заключена в ограниченной палитре.
В отличие от винилового сайдинга, цвет металлического фактически не тускнеет под действием ультрафиолетовых лучей. При помощи таких полос из металла можно сделать деревянный дом ярким, при этом надежность у этого сайдинга выше. Металлические элементы могут быть согнуты, но сломать их тяжело. При этом крепить их просто – достаточно ножниц по металлу, отвертки либо шуроповерта и саморезов. Вариант металлического сайдинга – неплохой, так как срок эксплуатации больше, чем у винилового. Но, итоговый вид не всем владельцам по душе, так как строение имеет большое сходство со складом либо цехом, чем с жилым домом.
Цокольный
Один из видов винилового сайдинга, но совершенно иной конфигурации. У цокольного варианта большая толщина и другой вид панели. Такая обшивка была разработана непосредственно для защиты и декорирования цоколей у сооружений. Но, цокольный сайдинг позволяет получить интересный результат и его начали применять для жилых домов. Оформление разное по цвету и виду:
На отдельных элементах цокольного сайдинга может быть нанесен рисунок.
Некоторые виды делают однотонными, иногда их используют в совмещении с пластинами с орнаментом.
Есть цокольный сайдинг, оформленный под дикий камень. Нередко, без пристального рассмотрения отличить имитацию от натурального материала невозможно.
Крепят цокольный сайдинг, как и другие виды, на обрешетку. Но, панели этого отделочного стройматериала имеют вид не вытянутых прямоугольников, а некоторого участка стены фигурной формы. Такие края и есть место стыка. Во время монтажа один край сперва заводят в замок уже зафиксированной панели и только потом окончательно крепят. Цокольный сайдинг, как и виниловый, нуждается в люфте – чтобы предотвратить чрезмерное напряжение материала. Обрешетка для цокольного сайдинга может быть выполнена из обработанных специальными растворами деревянных брусков. Допустимо использование и металлического оцинкованного профиля для гипсокартона.
Альтернативные способы отделки
Некоторые обшивочные стройматериалы, которые можно использовать в случае деревянных строений, имеют защиту от ультрафиолетового влияния, влаги и механических повреждений. Но, такая обшивка не всегда увеличивает теплоизоляционные и звукопоглощающие параметры. Энергоэффективность обшивки увеличивается при наличии слоя теплоизоляционного материала:
пеноплекса;
минеральной ваты;
полистирола.
Утеплитель размещают в пустотах, которые оставляют между стеной и обшивкой во время крепления последней. Иногда утеплитель уже присутствует на устанавливаемых элементах, к примеру – в случае сэндвич-панелей. Но, кроме них существуют и другие, менее распространенные материалы, которыми допустимо обшивать снаружи стены деревянных жилых построек.
Фиброцементный сайдинг
Фиброцементные плиты – относительно новый вид облицовки. Из этого же материала делают и сайдинг. Сырье формируют в листы, которые обезвоживают в несколько этапов. Некоторые производители выполняют обжиг – в зависимости от состава фиброцементных элементов. В основном материал фиброцементного сайдинга, до прохождения обезвоживания и обжига, делают из такого начального сырья:
кварц;
древесная фибра;
цемент;
слюда;
асбест;
хлор.
На поверхность готовой плиты наносят декоративно-защитный слой. В случае недорогого фиброцементного сайдинга это акрил. Средняя цена у обшивки в случае фотокерамического покрытия. Но, самый стойкий в отношении выцветания и истирания – это гиброфилькерамический декоративно-защитный слой. Такой фиброцеметный сайдинг дорог. Покрытие бывает гладким – матовым и глянцевым либо имитирует дерево, кирпич и другое.
Внимание!
Крепят на монтажные направляющие планки при помощи кляймеров. Итоговая обшивка герметична, влага внутрь не попадает. Полосы чаще имеют стандартный размер – 3600х190х12 мм.
Термопанели
Термопанели – готовое решение, которое поможет не только облагородить фасад здания, но и утеплить стены. При производстве материала, на теплоизолятор наносят декоративное покрытие из ПВХ, которое может выглядеть как натуральный или искусственный камень. Качества по утеплению и стойкости различают по теплоизолятору в основе. В роли базового полотна служат такие утеплители:
пенопласт;
минвата;
пенополистирол.
Методика монтажа при разных утеплителях в основе также различается – для пенополистирола и пенопласта нужны клеевые составы, а базальтовые термопанели крепят на систему профилей. Стыки между отдельными пластинами закрывают алюминиевыми планками или затирают пастой. Прочие особенности установки определяют также по типу основы. Существуют также клинкерные разновидности панелей – поверх утеплителя приклеена клинкерная плитка.
Облицовка плиткой и кирпичом
Старый фасад деревянного дома можно недорого облицевать кирпичом, плиткой или декоративным камнем. Такие материалы в отделке имитируют структуру каменных и кирпичных строений. Кирпичная кладка поверх основного фасада может исправить общие геометрические нарушения. Такие могли быть допущены при строительстве либо возникнуть за время эксплуатации из-за смещения грунта или после замены бревен (брусьев). Преимущества кирпича и схожих по структуре отделочных материалов для фасадного покрытия домов следующие:
Распространенность при невысокой стоимости в сравнении с большинством аналогичных материалов.
Малое водопоглащение, что обеспечивает сохранение тепла и защиту основной стены дома.
Устойчивость к сезонным изменениям температурных показателей как цикличным, так и резким.
Высокий уровень шумоподавления и длительность периода эксплуатации – порядка 20 лет.
При слабости стен возможно обложить здание кирпичом. Но, перед началом работ по отделке надо подготовить фундамент под покрытие, так как оно имеет большую массу, чем пиломатериалы или виниловый сайдинг. Для этого прокапывают траншею по периметру здания, засыпают щебнем и укладывают на подушку блоки. Поверх можно выполнить цементную стяжку и поднять первичный слой кирпича. Далее, делают кладку на цементном растворе с зазором от деревянной стены.
Профлисты
Профлист – материал для фасадов, который изготавливают на основе оцинкованного стального листа с защитным покрытием из полимеров. Основная сфера его применения – отделка стен промышленных и технических сооружений. Но, за счет дизайнерского изменения структуры покрытия и самого материала можно использовать профлист с имитацией натурального камня и древесины. Из положительных сторон выделяют:
Высокая устойчивость к природным воздействиям – практически не боится воды, не подвержен перепадам температуры и не пропускает ветер.
Простота в установке – размеры каждого листа позволяют быстро произвести монтаж.
Пожароустойчивость – металл в основе не подвержен возгоранию, обгореть может только поверхностное покрытие.
Главный недостаток профлиста – паронепроницаемость из-за чего скапливается конденсат, который приводит к прению основного материала и развитию плесневых грибков. Поэтому его нельзя использовать на фасадах без предварительной подготовки вентиляции промежуточного пространства. Для этого нужно оставлять зазор между основной стеной дома и фасадным покрытием. Второй недостаток – выгибание при значительном механическом давлении или ударе. Изгибы и вмятины на профлисте полностью выровнять и загладить не получится – нужно маскировать или заменять поврежденный лист.
Внимание!
Профлисты лучше покупать после предварительного замера плоскости стен и рассчитывать материал с запасом на расширение и сужения при колебаниях температуры по сезонам.
Отзывы
Чтобы выбрать хорошие материалы для наружного покрытия фасада деревянного дома рекомендуют обращать внимание не только на характеристики и свойства, указанные производителем. Провести сравнительную характеристику по отдельным видам покрытий без опыта взаимодействия с ними не получится. Перед покупкой лучше почитать отзывы тех людей, которые уже выполняли внешнюю отделку деревянного дома:
Валерий Блаженов, 38 лет, г. Петропавловск-Камчатский. Старый деревянный дом достался в наследство от деда. Но, наружная сторона его стен при всей крепости напоминала разваливающееся старье. Когда выбирал материал для фасада решил закрыть его виниловым сайдингом. Управился с отделкой за 1,5 месяца, при условии работы. Уже 1,5 года держится и не вызывает никаких проблем, да и дом стал теплее.
Андрей Гришанов, 32 года, г. Старый Оскол. Построил собственный дом из бруса, но внешний вид стен меня не удовлетворил. Решил облицевать дом вагонкой снаружи и проложить под нее дополнительный слой утеплителя. Для обрешетки по совету знакомого строителя использовал рейки. Уже 3 года как закончил работу и никаких особенных проблем, правда, покрасить все-таки стоит.
Валерия Воротникова, 56 лет, г. Комсомольск-на-Амуре. Живу в старом деревянном срубе больше 30 лет и не жалуюсь на его состояние. Сын 2 года назад решил его облагородить и сделал кирпичную облицовку и утепление. Единственное – пришлось сильно переделывать фундамент, на что и ушла большая часть средств при работах. В строительные подробности не вникала, но в комнатах зимой стало намного теплее.
Евгений Тураев, 54 года, г. Таганрог. Живу на окраине города не так, чтобы далеко от моря в деревянном доме постройки советских времен. Внешний вид здания уже давно поистрепался, в том числе и из-за сырости и год назад я решил отделать его снаружи. Основным фактором была устойчивость к воде, поэтому решил обшивать дом профлистами. Работы проводил летом и проблем с отсыревшими поверхностями не возникало. За осень и зиму материал показал себя хорошо – в даме тепло и внешний вид как с фото фешенебельного здания.
Окончательный выбор материала для отделки фасада деревянного дома лучше делать взвешено. Для этого обязательно учитывают климатические особенности региона проживания и другие воздействующие факторы. Так, при расположении крупных водоемов поблизости, стоит выбирать влагоустойчивые виды покрытия. В случае значительных сезонных колебаний температуры лучше выбирать более стабильные материалы с дополнительным утеплением, к примеру – кирпич.
Заключение
Каждый из материалов для отделки фасада дома из дерева может стать предпочтительным по собственным качествам. При необходимости выбрать лучший вариант нужно обращать внимание не только на внешний его вид, но и на общие технические характеристики. Если покрытие вызывает сложности при расчете расхода и установке лучше выбрать другой вариант или обратиться к строителям. Они подскажут, что лучше, при учете пожеланий и быстро выполнят работы.
Чем лучше обшить кирпичный дом снаружи и чем отделать дешево
Если вы построили кирпичный дом из рядового кирпича, который имеет не очень презентабельный вид, то для повышения эстетических качеств постройки стены дома придётся обшить одним из современных облицовочных материалов. Существует довольно большой ассортимент изделий для наружной отделки стен дома. При их выборе стоит учитывать не только привлекательность материала, но и его технические характеристики: долговечность, прочность, простоту монтажа, практичность, теплопроводность, устойчивость к влаге, солнечному облучению и ветровым воздействиям.
Требования к отделке
Общие правила и рекомендации
Деревянная обшивка
Обшивка под штукатурку
Сайдинг
Клинкерные термопанели
Требования к отделке
Хороший отделочный материал должен надёжно защищать стены от атмосферной влаги и конденсата
Хороший отделочный материал должен надёжно защищать стены от атмосферной влаги и конденсата, способствовать повышению звуко- и теплоизоляционных качеств дома. Именно поэтому при выборе наружной облицовки необходимо руководствоваться следующими требованиями:
Обшивочный материал должен обладать низкой теплопроводностью, чтобы в доме хорошо сохранялось тепло.
На поверхности стен и внутри слоя теплоизоляционного материала не должен образовываться конденсат, поэтому либо материал должен обладать хорошей паропроницаемостью, либо обшивать дом стоит с устройством вентиляционного зазора между отделкой и стеной.
Отделочный слой должен не выгорать и не деформироваться под воздействием солнечных лучей, обладать высокой морозостойкостью и низким водопоглощением.
Не менее важна пожаробезопасность используемой отделки.
Хорошо, если наружный отделочный слой будет устойчив к химическим воздействиям, порче микроорганизмами, насекомыми и грызунами.
Также важно учитывать долговечность материала и простоту его монтажа.
Общие правила и рекомендации
Выбирая, чем обшить кирпичный дом снаружи, стоит помнить, паропроницаемость материалов в ограждающих конструкциях должна уменьшаться к внешней поверхности стен
Выбирая, чем обшить кирпичный дом снаружи, стоит помнить, что для сохранения оптимальной влажности внутри дома паропроницаемость материалов в ограждающих конструкциях должна уменьшаться к внешней поверхности стен. Таким образом, наружная отделка должна лучше пропускать пар, чем сама конструкция стены.
Если это правило не будет соблюдаться, то влага начнёт собираться на границе соприкосновения материалов с разной степенью паропроницаемости. Не помогут даже открытые окна. В итоге влага будет конденсироваться и создавать благоприятные условия развития плесени, грибков и гниения. Зимой она будет замерзать и вызывать постепенное разрушение стен дома. В результате через некоторое время отделанный фасад придётся разбирать и переделывать.
Однако необходимой степенью паропроницаемости обладает только древесина. Большинство современных материалов для внешней отделки имеют низкую паропроницаемость, поэтому отделывать фасад приходится одним из двух способов:
Можно обустроить систему вентилируемого фасада. Для этого между утеплителем с высокой степенью паропроницаемости или стеной оставляется вентиляционный зазор шириной 4-6 см. Для свободной циркуляции воздуха в этом пространстве в нижней части отделочного слоя оставляют вентиляционные отверстия. Их общая площадь вычисляется из расчёта 3,75 см² на каждый квадратный метр стены (учитывают окна и двери). Через эти отверстия воздух будет втягиваться в вентиляционный зазор, а выходить он будет через отверстия в верхней части фасада.
Облицевать фасад можно и без зазора. В этом случае отделочный материал фиксируется прямо на доме. Но перед этим на его стены крепится пароизоляционная мембрана. В этом случае влага не может проникать в конструкцию стен и там конденсироваться, а излишки влаги из помещения выводятся системой вентиляции.
Важно: поскольку в последнее время для утепления стен дома применяют более эффективные утеплители (обычный и экструдированный пенополистирол), которые обладают низкой паропроницаемостью, чаще используется второй вариант отделки с использованием пароизоляционной мембраны.
Деревянная обшивка
Если вы хотите обшить дом снаружи дешево, то вариант с использованием строганной доски самый бюджетный
Древесина в строительстве и отделке применяется не одно столетие. Этот материал имеет прекрасный внешний вид и способен регулировать влажность. На фото можно найти много вариантов деревянной обшивки дома. Чаще всего для этого используется блок хаус, вагонка для наружной отделки или доска с имитацией бруса.
Внешне блок хаус очень точно имитирует поверхность оцилиндрованного бревна. Любая деревянная отделка крепится на обрешётку, затем шлифуется и покрывается защитными пропитками. При желании отделку можно вскрыть лаком или покрасить.
Если вы хотите обшить дом снаружи дешево, то вариант с использованием строганной доски самый бюджетный. Она крепится на обрешётку так, чтобы нижний край доски заходил на предыдущий элемент на 1-2 см. Такая отделка ёлочкой смотрится эффектно и обходится недорого.
Однако у деревянной отделки дома есть несколько недостатков:
Она подвержена гнили, порче насекомыми и микроорганизмами.
Без должного ухода деревянная облицовка быстро темнеет и теряет свои декоративные качества.
За такой отделкой нужен регулярный ежегодный уход. Если вы хотите облицевать дом и не иметь проблем с уходом, то этот вариант вам не подходит.
Обшивка под штукатурку
Если вы планируете утеплять дом теплоизоляционными материалами, то решая, чем отделать фасад, вам стоит рассмотреть вариант с использованием штукатурки
Если вы планируете утеплять дом теплоизоляционными материалами с высокой плотностью, например, пенопласт, экструдированный пенополистирол, прессованная стекловата или фиброцемент, то решая, чем отделать фасад, вам стоит рассмотреть вариант с использованием штукатурки. При таком варианте отделки не нужно обустраивать обрешётку. Эта отделка идеально подходит для кирпичных домов.
Монтаж такой облицовки выполняется следующим образом:
Стены дома очищаются от грязи и пыли. Для лучшего сцепления перед нанесением клеевого состава поверхность стен смачивается водой.
Затем на плиты теплоизоляционного материала наносится специальный разведённый клей. Плиты прикладываются к стене и плотно прижимаются.
Затем элемент дополнительно крепится к стене при помощи дюбелей со шляпками.
После выполнения первого ряда плиты утеплителя во втором ряду крепятся со сдвижкой вертикального шва, как в кирпичной кладке.
Таким образом обклеиваются все стены дома.
После высыхания клея при помощи армирующей сетки и специального уголка укрепляются углы дома, грани вокруг окна, дверей. Армирующая сетка приклеивается на тот же самый клей.
Затем сетка-серпянка приклеивается по всей плоскости утеплённого фасада.
Когда поверхности хорошо просохнут, можно приступать к нанесению полимерной штукатурки. Достаточно слоя толщиной 2-3 мм.
После этого наносится декоративная штукатурка.
Сайдинг
Решая, чем лучше обшить кирпичный дом, многие хозяева останавливаются на сайдинге
Решая, чем лучше обшить кирпичный дом, многие хозяева останавливаются на сайдинге. Существует много разновидностей этого материала, точно имитирующих каменное или деревянное покрытие стен. В продаже есть сайдинг, изготовленный из металла, винила и асбестоцемента. Самой большой популярностью пользуется виниловый сайдинг. Его цена самая приемлемая, а монтаж и обработка наиболее простые.
Среди достоинств этого материала стоит назвать такое:
Изделие достаточно упругое и обладает устойчивостью к механическим воздействиям, а именно царапинам и ударам.
Панели не поддаются порче микроорганизмами и насекомыми, не выгорают на солнце, не гниют.
Сайдинг надёжно защищает стены дома от ветра и атмосферной влаги.
Материал очень прост в уходе. Для освежения фасада его достаточно помыть под струёй воды.
Большой выбор цветов и фактур позволяет создавать красивые и оригинальные фасады.
Изделие не подвержено горению.
Материал не токсичный.
Ценовая доступность и простота монтажа – дополнительные плюсы.
Как правило, сайдинг монтируется на обрешётку. При установке винилового сайдинга стоит учитывать, что материал реагирует изменением линейных размеров на перепады температуры, поэтому при его монтаже стоит придерживаться следующих правил:
Сайдинг монтируется с использованием угловых, профильных и соединительных элементов, то есть все торцы панели скрыты внутри доборных элементов. Для компенсации температурных деформаций от торца панели до доборного элемента обязательно должен быть зазор в 10 мм.
Внимание: если монтаж проводится в летнее время, то величину зазора можно немного уменьшить.
Установка крепёжных элементов допускается только в специальные продолговатые отверстия на панели. При этом крепёж должен вкручиваться в центральной части отверстия.
Запрещено плотно затягивать крепежи, поскольку в этом случае панель деформируется и может треснуть от температурных перепадов.
Клинкерные термопанели
Главное преимущество в том, что клинкерные термопанели одновременно служат утеплителем и декоративной отделкой
Это современный отделочный и теплоизоляционный материал, сравнительно недавно появившийся на строительном рынке, но уже успевший завоевать популярность. Среди достоинств этого изделия стоит перечислить следующее:
Главное преимущество в том, что клинкерные термопанели одновременно служат утеплителем и декоративной отделкой.
Изделие точно имитирует поверхность каменной кладки и выпускается в широком ассортименте цветов и фактур, из которых несложно подобрать подходящую под стиль дома отделку.
Отделав постройку такими панелями, вы получите стильное и респектабельное жильё.
Панели просто и быстро монтируются.
Клинкерные изделия подходят для обшивки кирпичного или деревянного дома, а также построек из ячеистых бетонов.
Поскольку панели имеют небольшой вес, не нужно дополнительно усиливать фундамент дома.
Низкое водопоглощение изделия позволяет мыть фасад дома струёй воды из шланга.
Высокая герметичность облицовки достигается плотной стыковкой панелей.
Такая облицовка способна прослужить до 60 лет с сохранением первоначального вида и без ремонта.
Панели могут выпускаться на пенополистирольной или пенополиуретановой основе. В них впрессовывается клинкерная плитка. Изделие производится в виде элементов с замковым соединением (паз-гребень) в торцевой части. В продаже есть стеновые прямые термопанели и угловые элементы для оформления углов, окон и дверей. Изделия укреплены пластиковыми направляющими, надёжно защищающими облицовочный слой от механических повреждений и деформаций. Для монтажа панелей на поверхности стен дома делается обрешётка. После крепления изделий швы заполняются специальной затиркой.
Советы по внешней отделке дома
Вы хотите, чтобы ваш дом отличался от других в вашем районе?
Ну, один из способов сделать это — декорировать наружные стены. В настенных украшениях есть что понравиться, особенно тот факт, что они повышают ценность вашего дома. Еще одно ключевое преимущество заключается в том, что, когда ваш дом отличается от соседних домов, вам будет легче указывать направление своим посетителям.
Иногда номера вашего дома недостаточно, чтобы привести гостей домой. Это особенно важно, когда ваш дом расположен в районе, где почти каждый дом удивительно идентичен остальным. И даже если гости смогут легко найти ваш дом, когда вы дадите им номер вашего дома, всегда лучше описать уникальность вашего дома, чем просто дать номер.
В конце концов, люди легко забудут номер вашего дома, но воспоминания о вашей прекрасной внешности навсегда останутся в их памяти. Кроме того, наличие привлекательной и экологичной отделки наружных стен является большой добавленной стоимостью, если вы собираетесь продать свой дом в будущем. Если вы найдете лучших агентов по недвижимости, они помогут вам продать дом по самой выгодной цене.
Вот несколько советов, как украсить дом снаружи в этом году.
Используйте правильное освещение
Правильное наружное освещение улучшит внешний вид и безопасность вашего дома. Идите вперед и установите светильники-сосульки в самых верхних частях внешней стены или на крыше, особенно если в вашем доме традиционные наклонные многоуровневые крыши. Огни в основном представляют собой маленькие лампочки и палочки, и их можно настроить так, чтобы они выглядели как небольшие бассейны с замерзшей водой. Если вам нужна дополнительная уникальность, вы можете купить гирлянды-сосульки разных цветов в зависимости от общего цветового узора вашего дома.
Для разнообразия вы также можете попробовать лампочки C7 или C9. Эти огни являются отличным украшением, особенно когда они бывают разных цветовых оттенков. Вы можете создать узор из нескольких цветов, когда лампочки разного цвета выстраиваются одна за другой, или придерживаться только двух цветов, когда два одинаковых цвета стоят вместе, а затем две лампочки второго цвета. Шаблон продолжается в этом порядке.
Добавить растения
Растения делают все вокруг красивее, чем оно есть на самом деле. Мало того, что растения функциональны и живы, они также являются отличным дополнением к верхним областям вашей стены.
Преображение кирпичей
Возможно, вы только что переехали в свой новый кирпичный дом и, к сожалению, внешний декор предыдущего владельца не пришелся вам по вкусу. Возможно, они покрасили кирпичи в цвет, который вам не нравится, или с каким-то неуместным граффити. Вместо того, чтобы удалять краску или граффити, просто закрасьте их своими собственными идеями декора. Если ваш бюджет позволяет, пригласите профессионального художника, чтобы он украсил кирпичи для вас.
Включите настенное искусство
Говоря об искусстве, украшение вашего экстерьера уличным настенным искусством также является отличным вариантом. Искусство может быть чем угодно: от картин, которые несут для вас особое значение, до простых цветовых узоров. Настенное искусство дополняет внутренний дворик, внешние столовые и сад, делая их более уютными, чем они есть на самом деле.
Работа с аэрозольной краской — еще один интересный способ украсить внешнюю стену. Все, что вам нужно, это однотонный холст, повешенный на стену на веревочках, цветная аэрозольная краска и малярный скотч. Это простое упражнение сделает ваш дом необычным.
Повесьте декор на сайдинг
«Получите все преимущества декора сайдинга, повесив декор на сайдинг вашего дома. Это упражнение быстрое и довольно простое, но вам понадобится дополнительная пара рук, если вы хотите выполнить его правильно. Для этого ваш сайдинг должен быть виниловым, потому что его легче всего отделить, чтобы пошевелить там декор. Вам понадобятся прочные крючки, которые могут удерживать до 50 фунтов, несколько металлических ящиков, в которые можно удерживать небольшие сады с травами, и несколько шурупов». — Ремонт ГВД, Компания «Подрядчик сайдинга».
Оставайтесь в рамках бюджета
Если вам нужны бюджетные идеи декора, попробуйте украсить их флажками. Флаги не обязательно должны быть политически мотивированы. Вы можете, например, повесить флаги с изображением водопадов, лесов или любых других природных достопримечательностей на ваш выбор. Это также могут быть изображения милых маленьких котят, великолепных бабочек, очаровательных собак или даже красивых цветов.
Создайте свой собственный стиль оформления
Нескольких лайфхаков, которые мы здесь обсудили, достаточно, чтобы начать. Если у вас есть собственные лайфхаки по декорированию, обязательно используйте их и попробуйте совместить с обсуждаемыми в этой статье. Все, что сделает ваш дом современным, должно быть в порядке!
Вот как украсить дом снаружи — список вершин
Хотя мы все знаем, что не должны этого делать, мы все виновны в том, что судим о книге по ее обложке.
Это означает, что независимо от того, насколько великолепен и безупречен ваш дом внутри, многие люди уже составили свое мнение о нем, основываясь только на внешнем виде дома.
В принципе, важно обуздать привлекательность. Вот почему научиться украшать свой дом снаружи — полезный навык.
Давайте рассмотрим все, что вам нужно знать об отделке дома снаружи.
Передняя дверь
Вы хотите, чтобы ваша входная дверь производила максимальное визуальное впечатление. Один из самых простых способов сделать это — перекрасить дверь в цвет, который дополняет цвет фасада дома.
Вы можете выбрать более традиционные цвета для создания формального образа, такие как коричневый, черный или серый. Вы также можете использовать яркие цвета, такие как оранжевый, красный или желтый, чтобы добавить более непринужденной свежести.
Повесьте сезонный венок на входную дверь — это отличный способ придать индивидуальность и теплоту фасаду вашего дома.
Вы также можете обновить дверной молоток, чтобы он соответствовал общей эстетике фасада дома.
Растения и цветы
Оживление двора перед домом — отличный способ украсить дом. Вы можете сделать это как с горшечными растениями, так и с комплексным озеленением.
Один из прекрасных способов украсить дом снаружи — разместить высокие фигурные деревья в горшках по обеим сторонам дверного проема, чтобы привлечь внимание к нему как к центру фасада. Вы можете рассмотреть возможность добавления оконных ящиков к каждому окну, которые можно заполнить цветами или сезонной зеленью.
Висячие цветы могут стать прекрасным дополнением к внешнему украшению дома, их можно разместить вдоль дорожек, на крыльце или в любом другом месте, которое вы считаете нужным. Это отличный способ продемонстрировать красочные однолетние растения как часть декора вашего дома.
Добавление многолетних цветов, таких как гортензии, пионы и сирень, поднимет внешний вид вашего дома на новый уровень.
Если вы еще не уверены, возможно, вам будет интересно узнать, что растения и цветы не только приятны для глаз. Они также могут помочь уменьшить стресс и иметь ряд других преимуществ для психического здоровья. Почему бы не помочь людям расслабиться, пока они собираются войти в ваш дом с несколькими кусочками зелени?
Освещение
Декоративное освещение — отличный способ поднять внешний вид вашего дома на новый уровень. Ваши осветительные приборы могут освещать декор и фасад в целом.
Когда дело доходит до внешней отделки дома, следует учитывать два разных типа. Есть общее круглогодичное украшение вашего дома, а есть сезонные штрихи, которые вы делаете для разных праздников.
Освещение является важной частью рождественского сезона, и многие домовладельцы украшают свои деревья и дома красивыми мерцающими рождественскими гирляндами. Установка праздничного света – это то, что вы, возможно, захотите поручить профессионалу, так как самостоятельное выполнение этой задачи может занять много времени и быть опасным.
Декоративные акценты
Когда дело доходит до украшения экстерьера вашего дома, нет предела возможностям. Подумайте, сколько различных элементов визуально находится за пределами дома.
Вы можете обновить свой почтовый ящик, чтобы он больше соответствовал вашему стилю дизайна. Вы также можете попробовать новые деколи с цифрами домов.
Придверный коврик — отличный способ показать гостям, что им рады, а также предотвратить попадание нежелательной грязи в дом. Есть так много великолепных и интересных дверных ковриков на выбор, что вы обязательно найдете тот, который соответствует вашему стилю.
Еще один декоративный акцент, который вы можете добавить снаружи своего дома, — это своего рода флаг. Он может быть патриотическим или сезонным, в зависимости от того, что соответствует вашей индивидуальности и индивидуальности вашего дома. Вы можете повесить свой флаг на столбе на крыльце или на отдельном крючке в саду.
Ваша лужайка
Хотя это и не самая приятная часть украшения снаружи дома, вам нужно убедиться, что ваш газон находится в отличной форме, если вы пытаетесь сделать фасад своего дома более красивым. . Газон, заросший сорняками или высокой травой, лишает вас всех блестящих дизайнерских решений, которые вы делаете перед своим домом.
Знакомство с домом снаружи
Когда к вам приходят гости, первое, что они видят, это украшения дома снаружи. Если ваш передний двор растрепан и неопрятен, это в некоторой степени испортит их впечатление о вашем доме, независимо от внутренней формы.
Потратьте время на то, чтобы внешний вид вашего дома был хорошо спроектирован и радовал глаз не только ваших гостей или соседей. Гораздо приятнее вернуться домой в дом, который кажется собранным и о котором заботятся, а не в дом, который никто не удосужился украсить.
Когда приходит время украшать свой дом, может показаться, что все стилистические решения кажутся непосильными.
Свойства меди, которая в природе встречается и в виде достаточно крупных самородков, люди изучили еще в древние времена, когда из этого металла и его сплавов делали посуду, оружие, украшения, различные изделия бытового назначения. Активное использование данного металла на протяжении многих лет обусловлено не только его особыми свойствами, но и простотой обработки. Медь, которая присутствует в руде в виде карбонатов и окислов, достаточно легко восстанавливается, что и научились делать наши древние предки.
Медный слиток
Интересное о меди
Изначально процесс восстановления этого металла выглядел очень примитивно: медную руду просто нагревали на кострах, а затем подвергали резкому охлаждению, что приводило к растрескиванию кусков руды, из которых уже можно было извлекать медь. Дальнейшее развитие такой технологии привело к тому, что в костры начали вдувать воздух: это повышало температуру нагревания руды. Затем нагрев руды стали выполнять в специальных конструкциях, которые и стали первыми прототипами шахтных печей.
О том, что медь используется человечеством с древних времен, свидетельствуют археологические находки, в результате которых были найдены изделия из данного металла. Историками установлено, что первые изделия из меди появились уже в 10 тысячелетии до н.э, а наиболее активно она стала добываться, перерабатываться и использоваться спустя 8–10 тысяч лет. Естественно, предпосылками к такому активному использованию данного металла стали не только относительная простота его получения из руды, но и его уникальные свойства: удельный вес, плотность, магнитные свойства, электрическая, а также удельная проводимость и др.
В наше время уже сложно найти медь в природе в виде самородков, обычно ее добывают из руды, которая подразделяется на следующие виды.
Борнит — в такой руде медь может содержаться в количестве до 65%.
Халькозин, который также называют медным блеском. В такой руде меди может содержаться до 80%.
Медный колчедан, также называемый халькопиритом (содержание до 30%).
Ковеллин (содержание до 64%).
Халькопирит
Медь также можно извлекать из множества других минералов (малахит, куприт и др.). В них она содержится в разных количествах.
Физические свойства
Медь в чистом виде представляет собой металл, цвет которого может варьироваться от розового до красного оттенка.
Радиус ионов меди, имеющих положительный заряд, может принимать следующие значения:
если координационный показатель соответствует 6-ти — до 0,091 нм;
если данный показатель соответствует 2 — до 0,06 нм.
Радиус атома меди составляет 0,128 нм, также он характеризуется сродством к электрону, равном 1,8 эВ. При ионизации атома данная величина может принимать значение от 7,726 до 82,7 эВ.
Медь — это переходный металл, показатель электроотрицательности которого составляет 1,9 единиц по шкале Полинга. Кроме этого, его степень окисления может принимать различные значения. При температурах, находящихся в интервале 20–100 градусов, его теплопроводность составляет 394 Вт/м*К. Электропроводность меди, которую превосходит лишь серебро, находится в интервале 55,5–58 МСм/м.
Так как медь в потенциальном ряду стоит правее водорода, она не может вытеснять этот элемент из воды и различных кислот. Ее кристаллическая решетка имеет кубический гранецентрированный тип, величина ее составляет 0,36150 нм. Плавится медь при температуре 1083 градусов, а температура ее кипения — 26570. Физические свойства меди определяет и ее плотность, которая составляет 8,92 г/см3.
Самородная медь
Из ее механических свойств и физических показателей стоит также отметить следующие:
термическое линейное расширение — 0,00000017 единиц;
предел прочности, которому медные изделия соответствуют при растяжении, составляет 22 кгс/мм2;
твердость меди по шкале Бринелля соответствует значению 35 кгс/мм2;
удельный вес 8,94 г/см3;
модуль упругости составляет 132000 Мн/м2;
значение относительного удлинения равно 60%.
Совершенно уникальными можно считать магнитные свойства данного металла, который является полностью диамагнитным. Именно эти свойства, наряду с физическими параметрами: удельным весом, удельной проводимостью и другими, в полной мере объясняют широкую востребованность данного металла при производстве изделий электротехнического назначения. Похожими свойствами обладает алюминий, который также успешно используется при производстве различной электротехнической продукции: проводов, кабелей и др.
Основную часть характеристик, которыми обладает медь, практически невозможно изменить, за исключением предела прочности. Данное свойство можно улучшить практически в два раза (до 420–450 МН/м2), если осуществить такую технологическую операцию, как наклеп.
Химические свойства
Химические свойства меди определяются тем, какое положение она занимает в таблице Менделеева, где она имеет порядковый номер 29 и располагается в четвертом периоде. Что примечательно, она находится в одной группе с благородными металлами. Это лишний раз подтверждает уникальность ее химических свойств, о которых следует рассказать более подробно.
Оттенки медных сплавов
В условиях невысокой влажности медь практически не проявляет химическую активность. Все меняется, если изделие поместить в условия, характеризующиеся высокой влажностью и повышенным содержанием углекислого газа. В таких условиях начинается активное окисление меди: на ее поверхности формируется зеленоватая пленка, состоящая из CuCO3, Cu(OH)2 и различных сернистых соединений. Такая пленка, которая называется патиной, выполняет важную функцию защиты металла от дальнейшего разрушения.
Окисление начинает активно происходить и тогда, когда изделие подвергается нагреву. Если металл нагреть до температуры 375 градусов, то на его поверхности формируется оксид меди, если выше (375-1100 градусов) — то двухслойная окалина.
Медь достаточно легко реагирует с элементами, которые входят в группу галогенов. Если металл поместить в пары серы, то он воспламенится. Высокую степень родства он проявляет и к селену. Медь не вступает в реакцию с азотом, углеродом и водородом даже в условиях высоких температур.
Внимание заслуживает взаимодействие оксида меди с различными веществами. Так, при его взаимодействии с серной кислотой образуется сульфат и чистая медь, с бромоводородной и иодоводородной кислотой — бромид и иодид меди.
Иначе выглядят реакции оксида меди с щелочами, в результате которых образуется купрат. Получение меди, при котором металл восстанавливается до свободного состояния, осуществляют при помощи оксида углерода, аммиака, метана и других материалов.
Медь при взаимодействии с раствором солей железа переходит в раствор, при этом железо восстанавливается. Такая реакция используется для того, чтобы снять напыленный медный слой с различных изделий.
Одно- и двухвалентная медь способна создавать комплексные соединения, отличающиеся высокой устойчивостью. Такими соединениями являются двойные соли меди и аммиачные смеси. И те и другие нашли широкое применение в различных отраслях промышленности.
Бухты медной проволоки
Области применения меди
Применение меди, как и наиболее схожего с ней по своим свойствам алюминия, хорошо известно — это производство кабельной продукции. Медные провода и кабели, характеризуются невысоким электрическим сопротивлением и особыми магнитными свойствами. Для производства кабельной продукции применяются виды меди, характеризующиеся высокой чистотой. Если в ее состав добавить даже незначительное количество посторонних металлических примесей, к примеру, всего 0,02% алюминия, то электрическая проводимость исходного металла уменьшится на 8–10%.
Невысокий вес меди и ее высокая прочность, а также способность поддаваться различным видам механической обработки — это те свойства, которые позволяют производить из нее трубы, успешно использующиеся для транспортировки газа, горячей и холодной воды, пара. Совершенно не случайно именно подобные трубы применяются в составе инженерных коммуникаций жилых и административных зданий в большинстве европейских стран.
Медь, кроме исключительно высокой электропроводности, отличается способностью хорошо проводить тепло. Благодаря этому свойству она успешно используется в составе следующих систем:
тепловые трубки;
кулеры, использующиеся для охлаждения элементов персональных компьютеров;
системы отопления и охлаждения воздуха;
системы, обеспечивающие перераспределение тепла в различных устройствах (теплообменники).
Металлические конструкции, в которых использованы медные элементы, отличаются не только небольшим весом, но и исключительной декоративностью. Именно это послужило причиной их активного использования в архитектуре, а также для создания различных интерьерных элементов.
Шина электротехническая медная
Характеристика меди — химические и физические свойства
Свойства меди, металла, который встречается и в виде довольно больших самородков, люди изучали еще в древности. Тогда из меди и его сплавов создавали предметы посуды, оружие, украшения, разные предметы бытового назначения. Столь высокая популярность этого металла на протяжении столетий была обусловлена не только его особыми качествами, но и легкостью обработки. Медь, присутствующую в руде в форме карбонатов и окислов, довольно легко восстановить, что и научились делать наши предки в древности. В этой статье поговорим о свойствах меди и методах ее определения.
Физические свойства меди
Чистая медь – это металл, цвет которого варьируется от розового до красного оттенка. Радиус положительно заряженных ионов меди, может принимать такие значения:
при координационном показателе равном 6-ти — до 0,091 нм
при координационном показателе равном 2 — до 0,06 нм.
Радиус атома меди равняется 0,128 нм. Величина сродства к электрону достигает 1,8 эВ. Процесс ионизации данного атома увеличивает сродство к электрону от 7,726 до 82,7 эВ. Медь является переходным металлом. Величина показателя его электроотрицательности достигает 1,9 единиц по шкале Полинга. Стоит отметить, что степень окисления способна принимать разные значения. В условиях температуры в пределах от 20 до 100 градусов, показатель теплопроводности равен 394 Вт/м*К. показатель электропроводности меди, уступает по которому она только серебру, колеблется в пределах 55,5–58 МСм/м. Поскольку медь в потенциальном ряду расположена справа от водорода, то она не способна вытеснять этот элемент из воды и разного типа кислот. Медь имеет кристаллическую решетку кубического гранецентрированного типа, а ее величина достигает 0,36150 нм. Плавление меди начинается при температуре 1083 градусов, а закипает она при 26570 градусах. Плотность меди определяется ее физическими свойствами и составляет 8,92 г/см3. Кроме вышеперечисленных, стоит выделить еще и такие физические и механические свойства меди:
показатель термического линейного расширения составляет 0,00000017 единиц
показатель предела прочности на растяжение достигает 22 кгс/мм2
уровень твердости меди по шкале Бринелля равен 35 кгс/мм2
удельная масса составляет 8,94 г/см3
показатель упругости равен 132000 Мн/м2
относительное удлинение равняется 60%.
Абсолютно неповторимыми можно назвать магнитные свойства этого металла, который является полностью диамагнитным. Именно благодаря этим показателям, вместе с физическими свойствами, к примеру, удельным весом и удельной проводимостью, можно объяснить такую широкую популярность этого металла в производстве изделий электротехнической отрасли. Несколько похожие свойства имеет алюминий, который тоже активно применяется в изготовлении различной электротехнической продукции, к примеру, проводов, кабелей и прочего. Единственная характеристика меди, которую можно изменить — это предел прочности. Этот показатель может быть улучшен почти в два раза (до 420–450 МН/м2), путем специальной технологической операции, называемой наклеп.
Химические свойства меди
Химическая характеристика меди определяется ее расположением в периодической таблице элементов Менделеева, где ей присвоен порядковый номер 29. Находится она в четвертом периоде и в одной группе с благородными металлами. Таким образом, лишний раз подтверждается уникальность ее химических качеств, о которых дальше мы расскажем более детально. Если уровень влажный не высокий, то медь почти не проявляет химической активности. Однако, все кардинально меняется, когда изделия помещают в условия высокой влажности и повышенного содержания углекислого газа. Именно такие условия являются идеальными для начала активного окисления меди. В процессе окисления на поверхности медного предмета создается зеленоватая пленка, которая состоит из CuCO3, Cu(OH)2, а также разных сернистых соединений. Эту пленку называют патиной и она очень важна, поскольку защищает металл от дальнейшего разрушения. Кроме влажности, процесс окисления запускает и нагревание. В условиях нагревания до температуры 375 градусов, на поверхности предмета формируется оксид меди, если температуру поднять до 1100 градусов, то формируется двухслойная окалина. Медь довольно легко вступает в реакции с элементами, находящимися в группе галогенов. Под действием паров серы металл воспламеняется. Высокий уровень родства медь демонстрирует и к селену. Общие свойства меди не позволяют ей вступить в реакцию с азотом, углеродом и водородом даже при нагревании. Взаимодействие с кислотами:
результатом реакции с серной кислотой является сульфат и чистая медь
с бромоводородной и иодоводородной кислотой соответственно образуются бромид и иодид меди.
А вот взаимодействие со щелочами позволяет получить купрат. Реакции получения меди, при которых происходит восстановление металла до свободного состояния, невозможны без присутствия оксида углерода, аммиака, метана и некоторых других веществ. Основные свойства меди позволяют ей вступать во взаимодействие с раствором солей железа. Результатом такой реакции является восстановление железа. Эту реакцию применяют для снятия ранее напыленного медного слоя с разных изделий.
Свойства солей меди
Одно- и двухвалентная медь может формировать комплексные соединения, которые выделяются высоким уровнем устойчивости. К подобным соединениям можно отнести двойные соли меди и аммиачные смеси. Они активно используются в различных отраслях промышленности. Сульфат меди (II) — CuSO4 в безводном состоянии является белым порошком. При добавлении воды он приобретает синюю окраску. Поэтому его используют для выявления остатков воды в органических жидкостях. Водный раствор сульфата меди отличается сине-голубым оттенком. За этот цвет отвечают гидратированные ионы [Cu(h3O)4]2+, следовательно, такого же цвета и все остальные разбавленные растворы солей меди (II). Исключением являются растворы с содержанием окрашенных анионов. Из водного раствора сульфат меди кристаллизуется с пятью молекулами воды, путем формирования прозрачных синих кристаллов медного купороса. Полученное соединение используется:
в процессе электролитического нанесения меди на металлы
для создания минеральных красок
как исходный материал для получения прочих соединений меди.
В сельскохозяйственной отрасли разбавленный раствор медного купороса очень популярен для опрыскивания растений и замачивания семян перед посевом, потому что он уничтожает споры вредных грибов. Хлорид меди (II) — CuCl2. 2h3O. Это легко растворимое в воде соединение темно-зеленого цвета. Высокая концентрация хлорида меди позволяет получить растворы зеленого цвета, а разбавление приводит к окраске в сине-голубой оттенок. Нитрат меди (II) — Cu(NO3)2.3h3O. Его получают путем растворения меди в азотной кислоте. В процессе нагревания синие кристаллы нитрата меди сначала отдают воду, после чего с легкостью разлагаются, выделяя кислород и бурый диоксид азота, становясь оксидом меди (II). Гидроксокарбонат меди (II) — (CuOH)2CO3. Данное вещество можно встретить в природе в виде минерала малахита, который отличается красивым изумрудно-зеленым цветом. В лабораторных условиях его можно создать при помощи действия Na2CO3 на растворы солей меди (II). 2CuSO4 + 2Na2CO3 + h3O = (CuOH)2CO3↓ + 2Na2SO4 + CO2↑ Кроме этого, его используют, чтобы получить хлорид меди (II), а также приготовить синие и зеленые минеральные краски. Ацетат меди (II) — Cu (Ch4COO)2.h3O. Это соединение можно получить, если провести обработку металлической меди или оксида меди (II) раствором уксусной кислоты. Чаще всего – это смесь основных солей разного состава и цвета (от зеленого до сине-зеленого). Помните, что все без исключения соли меди являются ядовитыми. По этой причине, во избежание формирования медных солей, вся медная посуда должна быть изнутри покрыта слоем олова.
Методы определения меди
Определение меди может проводиться такими методами:
химическими
количественными
фотометрическими.
Различные химические составы способны оказывать влияние на расщепление молекул и атомов вещества, следовательно, можно выделить его составные части. Химический метод определения количества заключается в электролитическом методе измерения медной части в сплавах других металлов. Его осуществляют при помощи таких элементов:
ацетилен
винная кислота
водный аммиак
азотнокислый аммоний
динатриевая соль
этиловый спирт
купризон.
Прежде всего, происходит взвешивание медного состава (навески). После этого ее отправляют в подготовленный раствор реактивов. В этом растворе навеска должна полностью раствориться. Далее весь раствор нужно нагреть, так как в процессе нагревания удаляются окиси азота. Очищенный раствор необходимо разбавить водой и снова нагреть до 40 оС. Теперь массу можно подвергать процессу электролиза. Электроды, погружаемые в раствор создают из платины. Далее включается ток силой 2,2 В и в условиях постоянного помешивания происходит выделение меди. Контрольным испытанием является повторный процесс электролиза. Необходимо электроды погрузить в раствор, ниже уровня выделенной меди и подключить ток. При правильном проведении первой реакции, во время контрольной процедуры вы не увидите налета металла. Полученный таким образом медный катод нужно промыть водой, не отключая электроток, а потом обработать этиловым спиртом и высушить. После этого катод необходимо взвесить, и сопоставить массу с первоначальным весом. Итак, вы получите удельный вес меди в соединении. Разработано большое количество видов химических растворов для очистки медных изделий. Количественное определение массы меди в общем объеме металла целесообразно использовать для сплавов с никелем, бронзой или цинком. При воздействии на вещество происходит осаждение меди и в таком виде ее можно измерить. Осаждение может быть осуществлено неорганическими и органическими элементами. Из неорганических веществ можно выделить:
тетрароданодиаминхромиат аммония, называемый солью Рейнеке
тиокарбонат калия способен осадить медь при температуре выше 80 оС
уксусной кислотой можно осадить медный оксалат.
Из органических веществ применяются:
оксихинолин-8, который способен осадить медь в комплексе с аммиачным и щелочным раствором. Нагревание осадка приводит к образованию оксида меди
α-бензоиноксим при участии спирта может осадить металл в форме хлопьев. Реакция невозможна, если в составе есть никель
йодид калия применяют в нейтральной и кислой среде. Нет смысла использовать его, когда в сплаве имеется железо, сурьма и мышьяк.
Достоинства фотометрического метода заключаются в высоком показателе точности измерения количества меди, а также простота применения. Для реализации этого метода потребуются такие соединения:
купризон
диэтилдитиокарбамат свинца.
Смысл фотометрического метода определения меди состоит в фиксации интенсивности цвета материала, прошедшего через концентрированный раствор. Раствор состоит из:
аммиака
лимоннокислого раствора аммония
диэтилдитиокарбамата свинца
сернокислого натрия.
Вещество, в котором нужно выявить количество меди пропускают через указанные выше растворы. Отметим, что здесь важно соблюдать пропорции. Далее происходит процесс фотометрии. Определение меди возможно также и в сточных, канализационных, речных, морских водах, и в составе почве. Существует три способа:
атомноабсорбционный прямой
атомноабсорбционный при участии хелатообразования
атомноабсорбционный, подразумевающий использование графитовой печи.
Чтобы определить количество меди в почве самым надежным методом является метод с использованием графитной печи. Для этого пробу почвы нужно поместить в графитовую трубу, обезводить при помощи сжигания и распылить. Процедура распыления сопряжена с разделением вещества на атомы, с последующей фильтрацией и выделением из них нужного металла. Чтобы оценить пробу грунта можно воспользоваться любым фотометрическим методом определения меди.
7.6: Металлы, неметаллы и металлоиды
Последнее обновление
Сохранить как PDF
Идентификатор страницы
21742
Цели обучения
Понять основные свойства, отличающие металлы от неметаллов и металлоидов
Элемент — это простейшая форма материи, которая не может быть разделена на более простые вещества или построена из более простых веществ любым обычным химическим или физическим методом. Нам известно 118 элементов, из которых 92 встречаются в природе, а остальные получены искусственно. Элементы далее классифицируются на металлы, неметаллы и металлоиды на основе их свойств, которые коррелируют с их положением в периодической таблице.
Металлические элементы
Неметаллические элементы
Таблица \(\PageIndex{1}\): Характеристики металлических и неметаллических элементов:
Отличительный блеск (блеск)
Неблестящий, различных цветов
Ковкий и пластичный (гибкий) в виде твердых тел
Хрупкий, твердый или мягкий
Проведение тепла и электричества
Плохие проводники
Оксиды металлов основные, ионные
Оксиды неметаллов кислотные, ковалентные
Форма катионов в водном растворе
Образуют анионы, оксианионы в водном растворе
Металлы
За исключением водорода, все элементы, образующие положительные ионы за счет потери электронов в ходе химических реакций, называются металлами. Таким образом, металлы являются электроположительными элементами с относительно низкими энергиями ионизации. Они отличаются ярким блеском, твердостью, способностью резонировать звук и являются отличными проводниками тепла и электричества. Металлы в нормальных условиях являются твердыми телами, за исключением ртути.
Физические свойства металлов
Металлы блестящие, ковкие, пластичные, хорошо проводят тепло и электричество. Другие свойства включают:
Состояние : Металлы являются твердыми при комнатной температуре, за исключением ртути, которая при комнатной температуре находится в жидком состоянии (галлий жидкий в жаркие дни).
Блеск : Металлы обладают способностью отражать свет от своей поверхности и могут полироваться, например, золото, серебро и медь.
Ковкость: Металлы обладают способностью выдерживать удары молотком и могут быть превращены в тонкие листы, известные как фольга. Например, кусок золота размером с кубик сахара можно растолочь в тонкий лист, который покроет футбольное поле.
Пластичность: Металлы можно вытягивать в проволоку. Например, 100 г серебра можно вытянуть в тонкую проволоку длиной около 200 метров.
Твердость: Все металлы твердые, кроме натрия и калия, которые мягкие и могут резаться ножом.
Валентность: Металлы обычно имеют от 1 до 3 электронов на самой внешней оболочке их атомов.
Проводимость : Металлы являются хорошими проводниками, потому что у них есть свободные электроны. Серебро и медь являются двумя лучшими проводниками тепла и электричества. Свинец — самый плохой проводник тепла. Висмут, ртуть и железо также являются плохими проводниками
Плотность : Металлы имеют высокую плотность и очень тяжелые. Иридий и осмий имеют самую высокую плотность, тогда как литий имеет самую низкую плотность.
Температуры плавления и кипения : Металлы имеют высокие температуры плавления и кипения. У вольфрама самые высокие температуры плавления и кипения, а у ртути самые низкие. Натрий и калий также имеют низкие температуры плавления.
Химические свойства металлов
Металлы представляют собой электроположительные элементы, которые обычно образуют основные или амфотерные оксиды с кислородом. Другие химические свойства включают:
Электроположительный характер : Металлы, как правило, имеют низкую энергию ионизации, и обычно теряют электроны (т.е. окисляются ), когда подвергаются химическим реакциям Обычно они не принимают электроны. Например:
Щелочные металлы всегда 1 + (теряют электрон в с подоболочкой)
Щелочноземельные металлы всегда 2 + (теряют оба электрона в подоболочке с )
Соединения металлов с неметаллами, как правило, ионные по своей природе. Большинство оксидов металлов являются основными оксидами и растворяются в воде с образованием гидроксидов металлов :
Элементы, которые имеют тенденцию приобретать электроны с образованием анионов во время химических реакций, называются неметаллами. Это электроотрицательные элементы с высокими энергиями ионизации. Они неблестящие, хрупкие и плохо проводят тепло и электричество (кроме графита). Неметаллы могут быть газами, жидкостями или твердыми телами.
Физические свойства неметаллов
Физическое состояние : Большинство неметаллов существует в двух из трех состояний вещества при комнатной температуре: газообразное (кислород) и твердое тело (углерод). Только бром существует в виде жидкости при комнатной температуре.
Нековкий и пластичный : Неметаллы очень хрупкие, их нельзя свернуть в проволоку или растолочь в листы.
Проводимость : Плохие проводники тепла и электричества.
Блеск: Не имеют металлического блеска и не отражают свет.
Точки плавления и кипения : Точки плавления неметаллов обычно ниже, чем у металлов, но сильно варьируются.
Семь неметаллов существуют при стандартных условиях в виде двухатомных молекул : \(\ce{h3(g)}\), \(\ce{N2(g)}\), \(\ce{O2(g) }\), \(\ce{F2(g)}\), \(\ce{Cl2(g)}\), \(\ce{Br2(l)}\), \(\ce{I2( с)}\).
Химические свойства неметаллов
Неметаллы имеют тенденцию приобретать или делиться электронами с другими атомами. Они электроотрицательны по характеру. Неметаллы, реагируя с металлами, имеют тенденцию приобретать электроны (обычно приобретают электронную конфигурацию благородного газа) и становятся анионы:
Соединения, полностью состоящие из неметаллов, являются ковалентными веществами. Обычно они образуют кислотные или нейтральные оксиды с кислородом, которые растворяются в воде с образованием кислот:
Металлоиды обладают промежуточными свойствами между металлами и неметаллами. Металлоиды используются в полупроводниковой промышленности. Все металлоиды твердые при комнатной температуре. Они могут образовывать сплавы с другими металлами. Некоторые металлоиды, такие как кремний и германий, при определенных условиях могут вести себя как электрические проводники, поэтому их называют полупроводниками. Кремний, например, выглядит блестящим, но имеет не ковкий и не пластичный (это хрупкий — свойство некоторых неметаллов). Это гораздо худший проводник тепла и электричества, чем металлы. Физические свойства металлоидов имеют тенденцию быть металлическими, но их химические свойства имеют тенденцию быть неметаллическими. Степень окисления элемента этой группы может составлять от +5 до -2, в зависимости от группы, в которой он находится.
Таблица \(\PageIndex{2}\): Элементы, разделенные на металлы, неметаллы и металлоиды.
Металлы
Неметаллы
Металлоиды
Золото
Кислород
Кремний
Серебро
Углерод
Бор
Медь
Водород
Мышьяк
Железо
Азот
Сурьма
Меркурий
Сера
Германий
Цинк
Фосфор
Тенденции металлических и неметаллических свойств
Металлический характер наиболее силен для элементов в крайней левой части периодической таблицы и имеет тенденцию к уменьшению по мере продвижения вправо в любой период (неметаллический характер увеличивается с увеличением электроотрицательности и ионизации). энергетические ценности). Внутри любой группы элементов (столбцов) металлический характер возрастает сверху вниз (значения электроотрицательности и энергии ионизации обычно уменьшаются по мере продвижения вниз по группе). Эта общая тенденция не обязательно наблюдается для переходных металлов.
Неметаллический характер увеличивается снизу вверх и слева направо с наибольшим количеством неметаллических элементов в правом верхнем углу. металлический характер демонстрирует противоположную тенденцию: самый металлический элемент находится внизу слева.
Участники и ссылки
Майк Блабер (Университет штата Флорида)
Бинод Шреста (Университет Лотарингии)
Наверх
Была ли эта статья полезной?
Тип изделия
Раздел или Страница
Лицензия
CC BY-NC-SA
Версия лицензии
3,0
Показать страницу TOC
№ на стр.
Теги
сплав
металл
металлический символ
металлоид
неметалл
Части периодической таблицы
Когда элементы объединяются в соединения, существует два основных типа склеивание, которое может возникнуть. Ионные связи образуются при наличии перенос электронов от одного вида к другому с образованием заряженные ионы, которые очень сильно притягиваются друг к другу электростатическим взаимодействия и ковалентных связей , которые возникают, когда атомы обмениваются электронами для образования нейтральных молекул. В общем металл и неметаллы объединяются, образуя ионные соединения , а неметаллы соединяются с другими неметаллами, образуя ковалентные соединения (молекулы).
Поскольку металлы находятся левее в таблице Менделеева, они имеют низкую энергию ионизации и низкое сродство к электрону, поэтому они относительно легко теряют электроны и с трудом приобретают их. У них также относительно мало валентных электронов, и они могут образовывать ионы (и тем самым удовлетворяют правилу октета) легче, теряя свою валентность электронов с образованием положительно заряженных катионов .
Металлы основной группы обычно образуют заряды, такие же, как номер их группы: то есть металлы группы 1А, такие как натрий и калий образуют заряды +1, металлы группы 2А, такие как магний и кальций образуют заряды 2+, а металлы группы 3А, такие как так как алюминий образует заряды 3+.
Металлы, которые следуют за переходными металлами (в сторону нижняя часть групп 4A и 5A) могут потерять либо крайние , либо и p электронов, образующих заряды, идентичные своим номер группы, или они могут потерять только p электронов, в то время как сохраняя свои два s электронов, образуя заряды, которые являются номер группы минус два. Другими словами, олово и свинец в Группе 4А может образовывать 4+ или 2+ заряда, тогда как висмут из группы 5А может образуют заряд 5+ или 3+.
Переходные металлы обычно способны образовывать 2+ заряда потеряв свою валентность с электронов, но может и потерять электроны со своих d орбиталей, чтобы сформировать другие заряды. Большинство переходных металлов могут образовывать более одного возможного заряда. в ионных соединениях.
Неметаллы находятся правее в периодической таблице и имеют высокая энергия ионизации и высокое сродство к электрону, поэтому они относительно легко приобретают электроны и с трудом их теряют. Они также имеют большее количество валентных электронов и уже близко к полному октету из восьми электронов. неметаллы приобретают электроны до тех пор, пока они не будут иметь такое же количество электронов, как ближайший благородный газ (группа 8A), образующий отрицательно заряженный анионы которые имеют заряды, равные номеру группы минус восемь. То есть, неметаллы группы 7А образуют заряды 1-, неметаллы группы 6А образуют заряды 2- заряды, а металлы группы 5А образуют 3-заряды. Группа 8А элементы уже имеют восемь электронов на своих валентных оболочках и имеют мало склонны либо приобретать, либо терять электроны, и не легко образуют ионные или молекулярные соединения.
Ионные соединения удерживаются вместе в правильном порядке, называемом кристалл решетки силами притяжения между противоположно заряженными катионы и анионы. Эти силы притяжения очень сильны, и поэтому большинство ионных соединений имеют очень высокие температуры плавления. (За Например, хлорид натрия, NaCl, плавится при 80°С, а оксид алюминия, Al 2 O 3 , плавится при 2054°C.) Ионные соединения обычно твердые, жесткие и хрупкие. Ионные соединения не проводят электричество, потому что ионы не могут свободно двигаться в твердой фазе, но ионные соединения могут проводить электричество, когда они растворены в вода.
Когда неметаллы объединяются с другими неметаллами, они, как правило, разделяют электроны в ковалентных связях вместо образования ионов, что приводит к образование нейтральных молекул. (Имейте в виду, что поскольку водород тоже неметалл, соединение водорода с другим неметаллом также будет образовывать ковалентную связь.) Молекулярные соединения могут быть газами, жидкостями или твердыми веществами с низкой температурой плавления и включают широкий спектр веществ. (См. Галерея молекул для примеры.)
Когда металлы соединяются друг с другом, связь обычно описывается как металлическая связка (вы могли догадаться). В этом В модели каждый атом металла отдает один или несколько своих валентных электронов создать электронное море , которое окружает все атомы, удерживая вещества вместе за счет притяжения между катионами металлов и отрицательно заряженные электроны. Так как электроны в электроне море может свободно двигаться, металлы очень легко проводят электричество, в отличие от молекулы, где электроны более локализованы.
Арматура необходима для скрепления бетонных и кирпичных конструкций, перевязки углов, связки примыкающих стен и т. д. Для угловых конструкций требуется гибка арматуры под углом 90º. Тонкие стержни сечением 5-6 мм невозможно согнуть строго под прямым углом с небольшим радиусом закругления — получится огромная дуга. Толстые вообще сложно гнуть руками. Рассмотрим, как сделать станок для гибки арматуры, чтобы выпускать связующие элементы небольшими партиями для строительства гаража, дома, бани и пр.
Требования к гибке арматуры
Сперва упомяну, как нельзя гнуть арматуру для стройки. Не грейте ее бензорезом, автогеном, паяльной лампой или как-то еще. Да, после нагрева она гнется как пластилин, но при этом теряет свою прочность. А ведь ей еще предстоит сопротивляться тянущим нагрузкам в стене.
Не надрезайте арматуру болгаркой, лобзиком, ножовкой, напильником. Да, после реза получится согнуть стержень под идеальным углом 90 градусов, но сечение прутка в этом месте уменьшится вдвое, а с ним и прочность.
Гибка арматурных стержней, применяемых для перевязки строительных материалов в углах здания, должна соответствовать следующим требованиям:
радиус закругления в месте сгибания — 10-15 диаметров стержня;
угол изгиба не менее 90º;
ролики и упоры соответствуют диаметру и прочности арматуры;
процесс происходит без нагрева и подрезов.
Если гнуть арматуру приспособлениями, рассчитанными на больший диаметр прута, заготовка примет неправильную форму, а в процессе работы будет «гулять». Использование мягких металлов в конструкции самодельного станка повлечет быстрый износ фиксаторов и направляющих. При гибке возможны трещины на наружной стороне арматуры и «волны» на внутренней.
Простейшие приспособления для гибки арматурных стержней
Все станки для гибки арматуры, независимо от габаритов, имеют три ключевых элемента:
центральный упор, о который осуществляется гибка;
фиксатор, удерживающий один конец прутка;
привод, захватывающий свободный край и задающий угол изгиба.
Если хорошо понимать этот принцип, можно создать простейшие приспособления для гибки арматуры в домашних условиях. Этого вполне хватит для собственной стройки дачи, гаража, сараев.
Станок из швеллера
Самое простое и многофункциональное приспособление для гибки — это швеллер с прорезями. Кусок швеллера длиной 30-50 см закрепляется широкой полкой на стуле, лавке, столе, полу. В боковых стенках болгаркой выполняются прорези с глубиной 20 мм напротив друг друга. Ширина прорезей соответствует диаметру вставляемого прутка. Можно выполнить несколько прорезей разной ширины, если предстоит работать с несколькими диаметрами арматуры.
Арматура закладывается в прорези, а свободный конец выступает рычагом, на который воздействуют рукой. Для усиления можно надеть трубу. Максимальный диаметр, который получится согнуть таким способом — 10 мм.
Приспособление из двух труб
Используют два отрезка стальной трубы. Один закапывают в землю, бетонируют или фиксируют хомутами к неподвижному основанию. В него вставляют арматуру. На свободный конец прутка надевают вторую трубу, служащую рычагом. Чем толще арматура, тем больше должен быть внутренний диаметр трубы.
Самодельные станки для гибки арматуры
Для изготовления станка используется основа (брус или швеллер, перевернутый широкой полкой вверх):
На нем вдоль фиксируется уголок 40х40 мм, в котором предварительно сверлят отверстия для метизов.
На торце закрепленного уголка устанавливают опорный болт.
Второй уголок 40х40 мм фиксируется за упором на собственном болтовом соединении и остается подвижным. Он служит рычагом.
Арматура вставляется в первый уголок и упирается в его стенку.
Рычагом совершают гиб.
Продвигая пруток на своем месте получится регулировать радиус изгиба.
Чем толще диаметр арматуры, тем длиннее потребуется рычаг. Вручную получится согнуть пруток сечением до 14 мм. Дальше поможет только станок с электрическим приводом, передающим вращение через редуктор.
Может вы знаете еще способы гибки арматуры в домашних условиях, которые соответствуют строительным стандартам? Приведенные мной варианты вполне подходят для частного строительства и помогут сэкономить деньги, чтобы не покупать магазинный станок.
Рекомендованые товары
Арматура
Круг
Круг отрезной
Электроды
Цемент
Станок для гибки арматуры своими руками
Станок для гибки арматуры своими руками очень нужный агрегат, который эксплуатируется в процессе различных строительных или реконструкционных работ.
Если Вы являетесь обладателем подобного оборудования, то с легкостью сможете изготавливать различные металлоконструкции несложного исполнения.
Есть случаи, в которых можно не применять специализированные механизмы и машины, однако, зачастую толщина металла настолько значительная, что обойтись только лишь своими силами просто невозможно.
Принцип работы
Чертеж
Станок для гибки арматуры: пошаговая инструкция
Самодельный станок для гибки металлических прутьев не только может придавать металлу нужную форму, но и разрезать их.
Несмотря на непростой конструктив, подобную машину можно спроектировать и выполнить собственноручно. Потребуется готовая техническая документация, приспособления и представление о работе этого механизма.
Принцип работы
Для бытовых нужд самодельное ручное оборудование для гибки арматуры применяют, как правило, для возведения фундамента.
Без использования армирующего сырья сделать надежный фундамент под какую-либо постройку не представляется возможным, следовательно, встает дилемма – каким образом лучше всего выполнить основание, как погнуть существующие прутья?
Сейчас рынок предлагает множество профессиональных аппаратов, однако ценовая политика такого оборудования зачастую неприемлема.
Такие аппараты приобретаются для промышленных масштабов, укомплектования цеховых помещений, строительных компаний. Для бытовых необходимостей вполне будет пригоден экземпляр, который будет собрат собственными силами.
Оборудование для гибки арматуры по типу своего исполнения делятся на два вида:
Гидравлическое.
Пневматическое.
Гидравлический аппарат для сгибания металлических прутьев может изгибать полуфабрикаты под различными углами. Пределом работы является угол равный 180 градусам, при этом исключаются сломы и прочие дефекты.
При изготовлении оборудования собственноручно, необходимо твердо следовать своему проекту. Особого внимания заслуживают крепления и их качество (нагрузка на комплектующие бывает высокой).
Поэтому часто на простейших гибочных станках для арматуры можно найти плексигласовую защиту, которую легко можно сделать и самостоятельно.
В случае обладания опытом в конструировании подобных машин, можно выполнить определенную модификацию и оснастить конструкцию переключателем скоростей. Таким образом, обеспечивается полный контроль выполняемых процессов.
Чертеж
Станок для гибки арматуры: пошаговая инструкция
Для правильного изготовления оборудования, необходимо сначала подготовить целый перечень инструментов и приспособлений по каждому этапу.
Понадобится электро- или газосварка. Механизму, которому под силу будет справляться листовым металлом, будет крайне необходима крепкая основа, рабочий орган, тиски и прижимной механизм.
Станок для осуществления гибки прутьев будет иметь в своем конструктиве рычаг, рабочий орган, прижимной механизм и остов, на котором будут размещены полуфабрикаты, форму которых предполагается изменить.
На основе, на предварительно отмеченной области, выполняется ось для прижимных элементов – с ее помощью будет проще ориентироваться.
Основание делается «П-образным», оно приваривается за счет сварочных элементов к опорному уголку.
Выполняется сварка стальных прутьев к рабочему органу, а концы заготовок обязательно должны быть обработаны выполнением фасок.
Чтобы правильным образом приварить все комплектующие и выполнить проверку углов, устойчивость и надежность всей конструкции, можно сначала применить тиски, а уже потом выполнять сварочные работы.
По возможности используйте болтовые соединения вместо сварочных швов. Так вы обеспечите максимальную унификацию всей конструкции, а также возможность будущей модернизации и ремонта.
Если предпочтение будет отдано сварке сборочных деталей, то перед началом выполнения основной работы, необходимо провести пробное нагружение. В случае, если все проходит в номинальном режиме, то можно использовать аппарат по прямому назначению.
Это оборудование может быть модернизировано, например, добавить разрезной элемент. Самым простым способом является, используя болгарку, добавить разрезной диск.
Если оперировать конструктивными терминами, то кроме валков для изгибания, механизм для рубки полуфабрикатов должен быть укомплектован электродвигателем, отрезным лезвием или диском, и станиной, на которой лезвие будет крепиться.
Мощность привода нужно выбрать изначально, до того момента, когда наступит завершающий этап сборки всего оборудования.
Самодельный аппарат для разрезания обрабатываемых полуфабрикатов также оснащается прижимами, которые делают невозможным отклонение материала от оси обработки.
В месте, где будет крепиться диск, нужно продумать крепление защитного кожуха, ведь во время проведения работ с металлом, будут возникать искры.
Работа на самодельном оборудовании проверяется на холостых оборотах. При пробном пуске используйте непрочные металлы.
Видео: как сделать станок для гибки арматуры своими руками — видеоинструкция.
Republished by Blog Post Promoter
Как сделать станок для гибки арматуры
Компания Handyman’s World является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на amazon. com.
Любой, кто работал в бетонном строительстве, вероятно, знает о важности арматуры. Эти стальные стержни усиливают укладываемый бетон, что помогает предотвратить появление трещин в бетоне и обеспечивает структурную поддержку. Арматуру также можно использовать в саду для укрепления ванночек для птиц или в качестве опоры для выращивания виноградной лозы.
Несмотря на всю важность арматуры для этих проектов, ее не всегда легко использовать. Чтобы получить арматуру нужной длины, часто требуется, чтобы человек обрезал или согнул арматуру так, чтобы она соответствовала создаваемой конструкции, а профессиональные станки для гибки арматуры, продаваемые в магазинах, стоят недешево!
Стоит ли делать свой собственный станок для гибки арматуры?
Изучение того, как сделать самодельный станок для гибки арматуры, может пригодиться, когда вы решите заняться своим следующим проектом по благоустройству дома: это избавит вас от необходимости искать его в хозяйственном магазине или в Интернете, а также может сэкономить вы деньги.
Самодельному станку для гибки арматуры, конечно же, есть несколько альтернатив. Помимо простого похода в магазин и покупки станка для гибки арматуры, вы также можете отрезать арматуру до нужной длины с помощью болторезов, пилы или угловой шлифовальной машины.
Однако эти альтернативы могут занять больше времени, чем простое сгибание арматуры, и как только вы создадите самодельный станок для гибки арматуры, вы сможете использовать его снова и снова для новых проектов, над которыми вы решите работать!
Как сделать арматурогиб
Чтобы узнать, как сделать станок для гибки арматуры самостоятельно, ознакомьтесь с нашим руководством ниже.
Шаг 1. Соберите необходимые материалы
Для этого проекта вам понадобится деревянная доска (2 x 4 дюйма), оцинкованная труба (достаточно большого диаметра, чтобы арматурный стержень едва помещался внутри), четыре короткие металлические трубы. (около 6 дюймов в длину и 3/4 дюйма в диаметре), четыре напольных фланца (3/4 дюйма в диаметре) и 16 шурупов (около 3/4 дюйма в длину).
Вам также понадобится дрель и набор сверл.
Шаг 2. Прикрепите фланцы пола к деревянной доске
Расположите фланцы пола на деревянной доске так, чтобы два фланца находились близко друг к другу с одной стороны доски, а два — близко друг к другу с другой стороны. дерева. Они должны быть установлены таким образом, чтобы между каждой парой оставалось узкое пространство для размещения арматурного стержня, чтобы он удерживался на месте во время изгиба.
Используя дрель и 16 винтов, прикрепите четыре фланца, по четыре винта на каждом фланце.
Шаг 3. Прикрепите четыре короткие трубы
Этот шаг очень прост. Просто возьмите четыре короткие трубы, которые вы подготовили, и прикрепите по одной к каждому из четырех фланцев пола, которые вы установили на предыдущем шаге.
Итак, ваш самодельный станок для гибки арматуры готов к использованию. Продолжайте читать, чтобы узнать, как на самом деле использовать его.
Шаг 4: Измерьте и вставьте арматурный стержень
Для этого шага вы должны знать, в какой точке вам нужно согнуть кусок арматурного стержня. Вставьте арматурный стержень между трубами так, чтобы он проходил параллельно длине деревянной доски, при этом точка, в которой вы хотите, чтобы арматурный стержень изгибался, располагалась напротив углового фланца, ближайшего к короткому краю деревянной доски.
Трубы должны удерживать арматуру на месте, пока вы ее сгибаете. После правильного размещения арматуры вставьте другой конец арматуры, торчащий из дерева, в оцинкованную трубу. Таким образом, арматура должна быть установлена так, чтобы часть ее удерживалась на месте короткими трубами, а другая часть вставлялась в оцинкованную трубу.
Место, где встречаются эти две части, должно быть тем местом, где вы хотите согнуть арматурный стержень.
Шаг 5: Согните арматурный стержень
Используя короткие трубы в качестве точки опоры и оцинкованную трубу в качестве рычага, возьмите оцинкованную трубу и потяните ее так, чтобы она находилась под нужным углом, и чтобы оцинкованная труба была практически перпендикулярна к коротким трубам, а не параллельно им, как это было раньше.
Арматурный стержень будет изгибаться вместе с трубой при перемещении на этот угол.
Вот оно! Теперь у вас есть правильно согнутый кусок арматуры, и самодельный станок для гибки арматуры готов к многократному использованию.
Резюме
В следующий раз, когда вы захотите поработать над проектом по благоустройству дома или захотите добавить немного функциональности в свой сад, арматура может оказаться необходимой частью плана, который вы создаете.
Существует множество различных способов манипулирования арматурным стержнем, чтобы получить нужную длину для вашего конкретного проекта, включая резку или сгибание арматурного стержня; однако некоторые из этих альтернатив могут быть довольно дорогостоящими, требовать много времени для работы или быть трудными для поиска подходящих инструментов.
Самодельный станок для гибки арматуры может быть дешевым и надежным вариантом. Потратив совсем немного времени на создание собственного инструмента, вы будете готовы взяться за любой крупный проект, за который решите взяться в следующий раз.
Садовые направляющие | DIY Rebar Bender
Поделитесь этой статьей
Дом/
Структуры
от: Крис Дезель
●
03 Январь 2010
Singto2/Istock/Getty Images
. — является важным компонентом бетонных фундаментов, фундаментов и стен, а также имеет множество других применений. Профессионалы часто берут с собой на рабочую площадку станок для гибки арматуры, но если вам нужно сделать всего несколько гибов, есть простой способ сделать это без профессионального станка.
Метод с использованием тисков и труб
Вы можете быстро и легко согнуть арматуру диаметром 1/2 и 3/4 дюйма, используя тиски и стальную трубу длиной 1 дюйм. Отметьте положение изгиба арматурного стержня, затем вставьте его в тиски, совместив отметку с губками. Затяните тиски, затем сдвиньте трубу вдоль другого конца арматурного стержня, пока она не окажется чуть ниже отметки. Встаньте перед тисками и потяните трубу на себя, чтобы согнуть арматуру. Чем длиннее труба, тем больше рычагов она вам даст.
Стальной арматурный стержень — для краткости арматурный стержень — является важным компонентом бетонных фундаментов, фундаментов и стен, а также имеет множество других применений.
Профессионалы часто берут с собой на рабочую площадку станок для гибки арматуры, но если вам нужно сделать всего несколько гибов, есть простой способ сделать это без профессионального станка.
Добавить нагрев
Если вам нужно сделать изгиб ближе к концу арматурного стержня диаметром 3/4 дюйма, у вас могут возникнуть проблемы с выполнением этого, пока он холодный. Использование пропановой горелки для нагрева стыка делает сталь ковкой и ее легче сгибать. Обязательно наденьте очки и защитные перчатки — арматура и труба сильно нагреваются.
Изгиб арматуры вручную
Арматура (сокращение от «арматурный стержень») используется для армирования бетона в строительных работах. Поскольку арматура сделана из стали, она расширяется примерно с той же скоростью, что и бетон, при изменении температуры. Часто арматуру необходимо согнуть, чтобы она соответствовала определенным архитектурным формам. Это можно сделать с помощью машин, как промышленных, так и ручных, но это также можно сделать вручную. Все, что вам нужно, чтобы согнуть арматуру, это тиски, стальная труба и паяльная лампа. Наденьте пару кожаных рабочих перчаток, чтобы защитить руки. После того, как вы согнули арматуру на несколько дюймов, остановитесь и проверьте угол с помощью транспортира. Снова нагрейте арматуру и продолжайте сгибать ее, пока она не достигнет нужного угла. Повторяйте этот процесс, пока не будут выполнены все необходимые изгибы.
Если вам нужно сделать изгиб в конце арматурного стержня диаметром 3/4 дюйма, у вас могут возникнуть проблемы с этим, пока он холодный.
Похожие статьи
Ссылки
BNProducts.com: Продуманные способы резки и гибки арматуры
Решения для арматуры: Руководство по продукции
Поставщики материалов: что такое арматура?
Писатель Биография
Крис Дезиэль имеет степень бакалавра физики и степень магистра гуманитарных наук.
Накопилось у мне обрезков негодных их мельха, нейзильбера, бронзы, латуни и даже серебра чуток. грамм 300 всего. Большая часть мельх. Хочу все это сплавить в блин какой нибудь. Самый тугоплавкий мельх — 1170 С.
Есть доступ к печке 1250 С. Есть тигель. Есть бура.
Вопросов 2.
Куда все это выливать? Или просто оставить в тигле?
Есть ли какие-то «подводные камни» в данном процессе?
AAAAA
если оставить в тигле, то получится хрупкое, бесформенное «оно». залить лучше в изложницу. хорошо прогретую и смазанную воском. и не мешать мельхиор с бронзой, латунью и белым металлом, а плавить отдельно.
And
Что такое изложница? Нужно что-то простое и легко доступное, ибо 300гр мельха не бог весть какие деньги и покупать ничего не хочется. почему не мешать? У мну часть обрезков мокуме — их не разделить. Пость будет некий сплав (ХЗ что) лишь бы был белым и пластичным. мельха и нейзильбера 85%.
AAAAA
белым будет, пластичным скорее нет. при прокатке скорее всего пойдут трещины. фото изложницы под пруток и пластину
kU
Кст, некоторые «нейзильберообразные» сплавы имеют в стоставе цинк. Соответственно, их вообще не стоит плавить.
Ress75
Андрей!Изложница должна быть прокалена с воском либо маслом. Лить ТОЛЬКО в хорошо разогретую изложницу(градусов 400).Изложницу лучше чуток под углом поставить. Но грязный металл-всегда грязный металл. Очень редко выйдет сплав с хорошими качествами.
And
мдя. .. Озадачили вы меня. походу это дело проще выкинуть, чем морочиться…
ПЫХ
Соответственно, их вообще не стоит плавить
» Золотые слова , Юрий Венидиктович!»(с) Два раза пробовал и не хера не получилось.
boroda-fish
А у мну получилось как то сплавить остатки мельхиора(не «мнц» а «мелх»клеймо на девайсе пмсм-суповой половник, останки) и контактов от релюшек(серебро техническое) примерно 50\50.плавили раз пять с большим количеством буры и перемешиванием расплава какой то керамической палочкой(изолятор от чего-то),каждый раз очищая от(остывшей)буры кислотой-солянкой, с нейтрализацией содой последующей. отливали в прогретую металлическую форму, пмсм вороненую(хз,не специалист).В результате получился слиток «мяталлу» с пачку сигарет-более светлый чем мельхиор, темнеющий в серый, а не серо-коричневый(как у хорошего фабричного мельхиора),оттенок после купания в «питьевом водоёме»городском. При нагреве до ярко-красного цвета-стал мягким-чисто белого(чутка в серебристый оттенок)цвета кусочком… с последуюшими отжигами-стойко перенес вальцевание в фольгу 0.3-и разошелся на блесны-самотрясы. хорошо паялся-лудился кислотными флюсами и простым ПОС-61.
—————— С уважением, БородатыйРыб
Stingy
Тема актуальна для меня. Переплавил накопившиеся обрезки/опилки серебра… Получил хрупкий, нековкий металл… 😞 Где засада? По ходу, придется на литье отложить.
ANTRACIT
Надо было опилки промагнитить
ANTRACIT
Также возможные причины недогрев, перегрев металла, накислороживание, примеси в металле как по одиночке так и все вкупе, переплавьте заново, если не поможет кидайте в метал при плавке силитру натриевую, калиевую, а затем еще одна плавка с бурой
pistoleTT
При плавке серебра промагнитить однозначно если опилки. Магнит завернуть в бумажку и поворошить им опилки. И так пока на бумаге не перестанет железо налипать. Ещё такой эффект ломкости и хрупкости при попадании в сплав свинца. В оловянном припое бывают добавки — попадёт и грустно станет. С селитрой можно попробовать поплавить — выгорают легкоплавы. А греть особо изложницу смысла нет. Её вообще надо греть просто чтобы конденсат испарился. А то при заливе бабахнуть может парами. А вот что хорошо, так это прокоптить изложницу или ингус ,как её ещё называют , свечным пламенем. Хорошо так закоптить. По копоти хорошо льётся потому что копоть как теплоизолятор работает. Не даёт моментально терять температуру расплаву от соприкосновения с ингусом.
Grum
А вот что хорошо, так это прокоптить изложницу или ингус ,как её ещё называют , свечным пламенем. Хорошо так закоптить. По копоти хорошо льётся потому что копоть как теплоизолятор работает. Не даёт моментально терять температуру расплаву от соприкосновения с ингусом.
Это точно, сам так свинец лью, проливается вся мелочёвка на ура.
ANTRACIT
По копоти льется хорошо не потому что она работает как теплоизолятор, а потому кал копоть это углерод, а он «смачивает» металл при заливке, подобно графиту, который тот же самый углерод. И вообще работая с драгметаллами надо соблюдать «стерильность» напильник должен быть новый, не забитый иным металлом, стол чистый, тигель только под серебро, не загрязнен плавками иного металла. Что касается селитры, то она выступает как окислитель, при плавке выделяет кислород тем самым окисляя примеси и легатуру в металле до оксидов, которые затем отшлаковываются флюсом, бурой, окисляет не только легкоплавы, но и железо и медь..
Старшина РВСН
Экспериментируй наздоровье только ТБ соблюдай . А залить куда? Не проблема возьми кусок трубы подходящего размера поставь на лист железа .Когда застынит разбереш .а чушку выбьеш ивсе.
ANTRACIT
Насчет нейзильбера и мельхиора, плавил как то пару раз рубли наши для интереса, они из нейзильбера, ничего путного не вышло, сплав запузырился как омлет, в чем причина такого поведения не понял, грешу на никель, или же это такие особенности сплава медь-никель-цинк.. В общем забил на него, а хотел отлить пару статуэточек мелких, отлил из бронзы, а мельхиора не нашел, облазил все блохатники, искал ложки вилки не нашел, а так интересно было бы сравнить поведение сплава с нейзильбером
ANTRACIT
Но есть еще один путь, (для тех кто хочет) найти лигатуру для белого золота, она как раз по составу мельхиор-нейзильбер, по цвету круче чем рубли))
Maple
Присоеденяюсь насчет прокоптить изложницу. Я как-то пробовал на прогретой, но не прокопченой изложнице — не течет, хоть тресни. Один знакомый ювелир посоветовал просто закоптить изложницу над пламенем парафиновой свечи. Процесс значительно упростился даже в непрогретой, ну, так слегка (можно браться рукой) теплой изложнице. Как часто бывает, что маленький ньюанс очень влияет на результат.
Stingy
Maple Присоеденяюсь насчет прокоптить изложницу. Я как-то пробовал на прогретой, но не прокопченой изложнице — не течет, хоть тресни. Один знакомый ювелир посоветовал просто закоптить изложницу над пламенем парафиновой свечи
О! А как тогда насчет формы — восковки выплавленные из гипсовой заливки? Т.Е. — условие — есть отливка, прямо скажем, кусок 😊 серебра нечистого — не куется, почти крошется. Есть восковые формочки — ну, черепки, допустим. Делаем «древо», заливаем гипсом (специального есть чуток), вакуум, подсушили, выплавили воск, а дальше? Можно лить эту смесь, что у меня имеется?
Вопрос лишь какого качества отливки Вы хотите, лить металл на уровне это не так просто, а с серебром дело еще усложняет его любовь к кислороду который он хватает при плавке и выделяет при остывании, а это поры. Поэтому не стоит перегревать метал, как расплавился ждем еще считанные секунды и льем. Но грязный металл, в котором есть примеси лить остерегаются, льют чистый, только легированный, так как в нем в минимуме присутствуют примеси, оксиды и различные включения образовавшиеся при прошлых плавках, все они сказываются на качестве отливки. Поэтому металл который подвергался неоднократным плавкам стараются пустить на нечто иное, а не на литье, например на штамповку, ювелирные изделия с применением штамповки. А у Вас серебро еще и ломкое, хрупкое, я Вам советовал его плавить с селитрой, дабы попытаться окислить примеси. Есть еще вариант, аффинаж, можете в поиске набрать если интересует, полюбопытствовать
Гадюкин
Не знаю, сколько раз плавил сильвер-без проблем. Последний раз притащили жменю грязного со свалки. Сплавил в тигле с бурой, на бензиновой горелке, всё дерьмо сверху в виде шлака собралось. Потом когда в прогретую изложницу отливал-шлак сливать не стал. Вонища правда была. Потом прокатил на вальцах и всё.В небольшие формы и опоки отливал с помощью глины в железной кружке.
kU
Это значит у вас там правильная свалка 😊
ANTRACIT
Проблемы дело растяжимое конечно, они растут в прогрессии в зависимости от требуемого качества)) для кого и ряд пор практически не видных на отполированном металле причина волнений, да, еще надо различать литье в изложницу и литье в формомассу, в гипс, последний более агрессивная среда, и проблем там куда больше. А так тот же металл расплавил прокатал протянул и под штамповку к примеру. Но это ювелирка, для ножей качество можно снизить, кто там поры будет искать на больстере, а если и найдет то и не поймет что это и в связи с чем
Мельхиор — это сплав меди и никеля: свойства мельхиорового сплава
Главная » Сплавы » Сплав каких металлов называют мельхиором
На чтение 7 мин
Содержание
Что такое мельхиор
История возникновения
Марки
Характеристики сплава
Химические характеристики
Физикомеханические характеристики
Технологические характеристики
Достоинства и недостатки
Свойства
Область применения
Как отличить от серебра
Ценообразование
Металлы и соединения на их основе используются в различных сферах промышленности. Мельхиор — это сплав, который состоит из меди и никеля. В состав могут добавляться и другие компоненты. Сплавы на основе меди используются в разных сферах. Чтобы понимать где лучше применять мельхиор, требуется знать какими характеристиками он обладает и какие у него сеть сильные и слабые стороны.
Столовые приборы из мельхиора
Что такое мельхиор
Состав сплава мельхиор представляет собой несколько компонентов с разным процентным содержанием:
Главный компонент — медь. Содержание в составе — 70–95%.
Никель — 4–30%.
Марганец — 1% или менее.
Железо — около 0,8%.
Изначально мельхиор был смесью меди и никеля. Однако постепенно в его состав начали добавлять железо и марганец чтобы изменить характеристики.
Свойства материала:
Высокий показатель прочности.
Устойчивость к воздействию коррозийных процессов.
Высокий показатель пластичности.
Низкая теплопроводность.
Температура плавления — около 1200 градусов.
Мельхиор — это сплав, который визуально похож на серебро. Этим пользуются многие мошенники, которые подделывают благородный металл.
История возникновения
Мельхиор считается древним сплавов. Ученые говорят о том, что этот металл впервые появился в 3 веке до нашей эры. В то время его называли «белой медью». Из него изготавливали украшения и ритуальные предметы. Европейцы смогли разобраться в составе этого сплава только в 18 веке. Его назвали «нейзильбер», что в переводе обозначает — немецкое золото. Связано это было с тем, что на территории Германии тех веков этого металла производили большое количество.
На территории России этот материал получил большую популярность в первой половине 20 века.
Марки
Группа мельхиоров включает в себя разные смеси металлов, которые имеют определённую маркировку. Компоненты добавляются в зависимости от того, где будет использовать сплав. Дополнительные примеси изменяют характеристики готового материала.
Классическая маркировка мельхиора — МН. Аббревиатура расшифровывается как медь и никель. К ним могут приписываться буквы «Ж» и «Мц». Они обозначают примеси железа и марганца в составе. Чтобы было понятнее, следует разобраться на примере. Сплав МНЖМЦ 30-1-1 представляет собой соединение меди, никеля, железа и марганца. При этом процентное содержание никеля в этом составе равняется 30%. Содержание дополнительных компонентов — по 1%. Железо и марганец уменьшает показатель пластичности изделия, но увеличивает его износоустойчивость и твердость.
Характеристики сплава
Чтобы понимать в каких областях промышленности может применяться «белая медь», требуется знать характеристики мельхиорового сплава. В зависимости от состава меняются параметры металла.
Химические характеристики
Материал можно отнести к группе металлов с повышенной устойчивость к коррозийным процессам. Он сохраняет свою целостность и характеристики при длительном взаимодействии с морской водой или водяным паром. Этот сплав устойчив к воздействию большинства кислот и не разрушается при воздействии солей. Не вступает в окислительные реакции при температуре до 150 градусов по Цельсию.
Физикомеханические характеристики
Физические и механические характеристики определяют основные свойства и сферы применения материала. Основные параметры:
Показатель прочности — 8900 кг/м3.
Температура плавления — около 1200 градусов по Цельсию.
Электрическое сопротивление — 285 нОм*м.
Сопротивление материала на разрыв — около 400 МПа.
Чтобы улучшить электропроводность материала, литейщики увеличивают содержание марганца и железа в составе. Поднять показатель твердости мельхиора можно с помощью термической обработки. Для этого заготовка равномерно разогревается до 300 градусов. После этого её медленно остужают до комнатной температуры. Мельхиор относится к высокопластичным материалам.
Блюдо из мельхиора
Технологические характеристики
При обработке мельхиора мастера подвергают его различным технологическим операциям. Его легко обрабатывать давлением, так как у сплава высокий показатель пластичности. Таким образом его обрабатывают методами чеканки, штамповки и ковки. Мельхиор быстро обрабатывается в процессе резания. Благодаря характеристикам и составу мельхиор легко поддаётся пайке.
Как и у других металлов и сплавов, у мельхиора есть сильные и слабые стороны.
Преимущества:
Столовые приборы из мельхиора медленно проводят тепло и не нагреваются при контакте с горячей пищей.
Низкая цена. По характеристикам этот материал схож с серебром, однако не обладает такой высокой ценой.
Изделия из мельхиора выглядят так же красиво, как и серебро.
Не выделяет вредных веществ при эксплуатации.
Высокая устойчивость к коррозийным процессам.
Высокая прочность.
Материал не изменяет форму и характеристики при длительной эксплуатации.
Недостатки:
На поверхности мельхиоровых изделий быстро появляется тёмный налёт. Чтобы сохранить внешний вид предмета в изначальном состоянии, требуется постоянно протирать его поверхности.
В магазинах редко встретишь изделия из мельхиора из-за снижения их популярности.
Мельхиоровые изделия быстро утрачивают свой изначальный внешний вид без должного ухода. Чтобы улучшить вид предмета, требуется использовать зубную пасту, или жидкость для ухода за ювелирными изделиями. Не рекомендуется использовать составы, содержащие хлор. Этот компонент ускорит процессы потемнения поверхности. Нельзя использовать соду. Её частицы царапают поверхность сплава.
Свойства
Основные свойства сплава:
При нагревании мельхиора его прочность улучшается, тем самым возрастает долговечность изделия.
Если компоненты в составе сплава подобраны правильно, он не будет подвергаться воздействию многих органических кислот и влаги.
Содержится в живых организмах и поддерживает их нормальное функционирование.
Часто мельхиор используют для изготовления очищающей жидкости. Для этого изделие из сплава на 2–3 часа кладут в воду, а потом ей умываются.
Область применения
Благодаря своим характеристиками и составу сплава мельхиор используется при изготовлении многих вещей и оборудования:
Для изготовления деталей, которые длительное время соприкасаются с морской водой или насыщенным паром.
Из сплава изготавливают детали для термогенераторов. Его применяют при производстве радиодеталей.
Из этого материала делают медицинские инструменты. К ним относятся пинцеты и скальпели.
Изделия из мельхиора внешне похожи на серебро. Благодаря этому его используют для изготовления ювелирных украшений.
Материал используется для производства столовых приборов и посуды.
Из мельхиора делаю декоративные монеты.
Этот сплав активно используется при изготовлении труб, гаек, ниппелей, шаровых кранов, тройников, крестовин, дросселей.
Изделия из мельхиора
Как отличить от серебра
Мельхиор по характеристикам и внешнему виду похож на серебро. Его часто используют мошенники, которые подделывают благородные металлы. Чтобы не ошибиться в выборе, требуется знать, как отличить серебро от мельхиора. Для этого существует ряд особенностей:
На изделиях из мельхиора присутствует маркировка, начинающаяся с букв «МН». На серебряных предметах присутствует проба.
Чтобы определить серебряное изделие или из мельхиора, необходимо капнуть на него одну каплю воды и оставить на 4–5 часов. На мельхиоре останется пятно. Серебро останется чистым.
Серебряные изделия быстрее проводят тепло.
Ценообразование
Цена на изделия из мельхиора изменяется в зависимости от многих показателей:
Количество компонентов, содержащихся в составе. При этом требуется учитывать сколько стоит каждая из примесей на мировом рынке по отдельности.
Состояние материала. Если поверхность сплава подвергалась дополнительной обработке от коррозии или ржавчина начала распространятся по изделию, цена на него будет ниже.
Нельзя забывать про то, что для оптовых покупателей цены ниже, чем для обычных потребителей.
На стоимость готового изделия влияют методы его первичной и вторичной обработки. Если материал подвергался нагреванию для улучшения характеристик, он будет стоить дороже.
Чистые металлы, которые входят в состав сплава, стоят дороже чем их смесь. Связано это с процессами добычи и переработки исходного сырья.
Мельхиор считается популярным сплавом в разных направлениях промышленности. Благодаря тому, что он похож на серебро, этот материал используется при изготовлении ювелирных изделий. Однако без должного ухода внешний вид изделия из мельхиора быстро ухудшится.
( 1 оценка, среднее 5 из 5 )
Поделиться
Melchior Rods Медный сплав с сплавом Cu 77% Ni 23%
Металлические сплавы M30 (CU77NI23)
Аналог : CUNI23, NC30, CURPOTHAL30
Alloy All-NICKEL-NICKEL (CUPOTHAL30
. с низким удельным сопротивлением в эксплуатации при температурах до 300°С.
Сплав М30 широко используется в производстве нагревательных кабелей, предохранителей, шунтов, резисторов и различных типов регуляторов.
Химический состав %
Ni
23
Mn
0.5
Cu
Stop
Mechanical properties (1.0mm)
Прочность на разрыв
MPa
MPa
%
170
350
25
physical properties
Density ( г/см 3 )
8,9
Электрическое сопротивление при 20°С, Ом*м
2
3050
37
Температурный коэффициент удельного сопротивления
(20 ℃ ~ 600) x10 -5 / ℃
<16
Огромный коэффициент.
ЭДС с медью (μV / ℃) (0 ~ 100)
-34
Коэффициент термического расширения
. Тематическая температура
9
. Тема0019
Thermal Expansion * 10 -6 /K
20 — 400 ℃
17.5
Specific heat
Temperature
20 ℃
J / gk
0.380
Melting point (℃)
1150
Maximum continuous working air temperature (℃)
300
Magnetic property
nonmagnetic
Виды товаров
Наименование
Тип товара
Размеры0004
M30W
Wire
D = 0. 03mm ~ 8mm
M30R
Strip
W = 0,4 ~ 40 мм
W = 0,4 ~ 40 мм
M30S
РАКОКА
0003 W = 8 ~ 200mm
W = 8 ~ 200mm
M30F
Foil
W = 6 ~ 120mm
W = 6 ~ 120mm
M30B
Bar
D = 8 ~ 100mm
D = 8 ~ 100mm
ООО «МАВАТ» предлагает прутки мельхиоровые, состав сплава М30: медь 77% никель 23%. Высококачественный материал и прецизионный состав сплава. Мельхиор – это сплав на основе меди, в котором в качестве основного легирующего элемента используется никель. Благодаря смешению меди и никеля сплав обладает высокой коррозионной стойкостью. Мельхиор обладает высоким электрическим сопротивлением. Медно-никелевые сплавы используются в производстве электронных компонентов, таких как резисторы, реостаты, термопары. Сплав нашел широкое применение в производстве электронного оборудования. По любым вопросам, пожалуйста, свяжитесь с нами, и мы будем рады проконсультировать вас. Возможно изготовление сплавов по вашим требованиям, как по составам, так и по формам исполнения.
Melchior Productions: No Disco Future Album Review
Возможно, наиболее важно то, что он по-прежнему использует голоса — обычно говорящие, а не поющие — чтобы добавить в свою музыку человеческий элемент. Часто слова или фразы настолько расплывчаты, что теряют смысл, но их интонация добавляет трекам невероятное ощущение жизни и дыхания. (Не то чтобы без них музыка звучала бесчеловечно; скептики, упорно критикующие электронную танцевальную музыку за ее холодность или запрограммированность, задолжали себе какое-то время из-за чреватых ошибками грувов Мельхиора: один только белый шум от его хай-хэтов обжигает сильнее, чем ваши средняя инди-группа из четырех частей. ) В другом месте, как и в заглавной фразе «Coming Up», повторение притупляет означающую силу слов, открывая мир свободных ассоциаций. Когда в «Гипнотизере» женщина снова и снова повторяет: «Люди улыбаются», а мужчина так же невозмутимо отвечает: «Приятное теплое чувство», вы не думаете об улыбающихся людях или теплых чувствах: вы просто отключитесь от ассонанса, переносимого мантрой.
Композиционно, однако, No Disco Future является большим шагом вперед для Melchior. Он взял склонность к вертикальной оси — случайным гармониям, которые возникают из-за наложения тона поверх тона — и соединил их с увеличенным фокусом на длинной горизонтальной линии. «Prepare for Love», вступительная песня альбома, может и представляет собой знакомый, мерцающий ритм, но он покрывает его слоем медовой мелодии, в отличие от всего, что он делал раньше. Подобно тающему ситаре, он льется на четырехбарную конструкцию так, что невозможно сказать, где он начинается и где заканчивается; оно заливает все. «Her Majesty» следует той же тактике, на этот раз с медленно распускающимися подушечками, отдаленно напоминающими меланхоличные изменения «Dexter» Рикардо Вильялобоса. «Don Juan» представляет собой первый набег Мельхиора на (квази-)танго, с аккордеонной партией в скрытой маске, которая окружает его бесшабашные ритмы и кубинское звучание вокала своего рода защитным коконом, в то время как заключительная «Water Soul» объединяет струнные, фортепиано, и хладнокровно-восторженный вокал, напоминающий о сотрудничестве Мельхиора с Лучано, «Father»/»Solomon’s Prayer» 2006 года.
В конце концов, все это академично: либо захватывает, либо нет. А No Disco Future захватывает: захватывает, укрывает и держит. Возвращаясь к метафоре кокона, он плетет плотную паутину, изменчивую и податливую оболочку, которая соответствует вашему настроению и дает почти амниотическое чувство безопасности. Я могу вспомнить несколько альбомов в жанрах хаус и техно, которые кажутся более теплыми или комфортными.
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
На странице:
255075100
S6510 Фитинг прямой
0.00€ Без НДС:0.00€
Фитинги прямые с уплотнительным кольцом Sprint ®
Фитинги Мод. S6510
Модель
A
D
C
F
G
H
L
SW
SW1
Вес (г)
..
Фитинги прямые с уплотнительным кольцом Sprint ®
…
S6510…-LF Фитинг прямой с клапоном
0. 00€ Без НДС:0.00€
Фитинги прямые с уплотнительным кольцом Sprint ®
Фитинги Мод. S6510…-LF
Модель
A
D
F
G
H
L
SW1
Вес (г)
S6510 4-1..
Фитинги прямые с уплотнительным кольцом Sprint ®
…
6512 Micro Фитинг прямой
11.80€ Без НДС:10.00€
Фитинги прямые
Фитинги Мод. S6512 Micro
Модель
A
D
F
H
L
SW1
Вес (г)
6512 3-M3
3
M3
. .
Фитинги прямые
Фитинги Мод. S6512 Micro
…
6512 Фитинг прямой
2.36€ Без НДС:2.00€
Фитинги прямые с уплотнительным кольцом NBR
Фитинги Мод. 6512
Модель
A
D
C
F
G
H
L
SW
SW1
Вес (г)
..
Фитинги прямые с уплотнительным кольцом NBR
…
6463 Фитинг прямой
11.80€ Без НДС:10.00€
Фитинги с внутренней резьбой.
Фитинги Мод. 6463
Модель
A
D
C
F
G
L
P
SW
Вес (г)
6463 4-M5
..
Фитинги с внутренней резьбой.
Фитинги Мо…
S6520 Фитинг угловой поворотный
0.00€ Без НДС:0.00€
Фитинги с уплотнительным кольцом Sprint®
Угловые поворотные
Фитинги Мод. S6520
Модель
A
D
C
E
F
H
M
SW
SW1
. .
Фитинги с уплотнительным кольцом Sprint®
Угловые поворотные
…
6522 Micro Фитинг угловой поворотный
0.00€ Без НДС:0.00€
Угловые поворотные
Фитинги Мод. 6522 Micro
Модель
A
D
E
H
M
SW
SW1
Вес (г)
6522 3-M3
..
Угловые поворотные
Фитинги Мод. 6522 Micr…
Показано с 1 по 7 из 7 (всего 1 страниц)
Фитинги цанговые для пластиковых трубок Серия 6000 и 6000 Micro
Цанговые фитинги Серии 6000 представлены 35 различными моделями.
Цанговые фитинги Серии 6000 Micro доступны в 14 разных моделях.
Присоединение и разъединение трубки может повторяться несколько раз и выполняется вручную, без использования инструментов.
Уплотнительное кольцо легко заменяется в случае повреждения или износа.
Материалы
корпус и цанга: никелированная латунь;
уплотнительное кольцо: NBR;
резьбовое уплотнение: PTFE, NBR, PA
Резьба
Серия 6000 Micro: M3, M5, M7, G1/8, G1/4
Серия 6000: коническая ISO 7 (BSPT), цилиндрическая ISO 228 (BSP)
M5-M6 и другие метрические резьбы по запрос
NPT — по запросу
Давление
-0,9 ÷ 16 бар (см. характеристики трубок)
Трубки для присоединения
полиэстер, полиамид, полиэтилен, полиуретан, PTFE
Внешний ø трубки
Серия 6000 Micro: ø 3, 4, 6, 8, 10 мм
Серия 6000: ø 4, 5, 6, 8, 10, 12, 14, 16 мм
Рабочая среда
Cжатый воздух(при использовании других сред обратитесь к нашим инженерам)
Температура
Серия 6000 Micro: -10°C ÷ 80°C (см. характеристики трубок)
Серия 6000: -20°C ÷ 80°C (см. характеристики трубок)
Цанговые коллекторы и фитинги Compact™ Серия 7000
Эти новые модели выполнены из технополимера, обеспечивающего основные технические характеристики, которые уже заложены в фитингах Camozzi.
Эти фитинги обеспечивают сверхвысокую гибкость в установке, имеют малый вес и легкую эксплуатацию цанги и внутреннего уплотнения.
Все материалы, используемые в этих фитингах, за исключением внутренних уплотнений, могут быть переработаны и использованы повторно.
Цанговые фитинги с двойным уплотнением Серия 8000
Обладая большим опытом в производстве быстроразъемных соединений и опираясь на глубокое изучение этого вопроса были разработаны фитинги Серии 8000 с двойным уплотнением. Прототипом для их создания стала Серия 6000, которая хорошо апробирована в пневматике. Фитинги Серии 8000 доступны в 6-ти различных моделях.
Основным отличием Серии 8000 является наличие дополнительных уплотнений, обеспечивающих надежное и герметичное соединение, полностью устраняющее возможность утечек воздуха через микроцарапины на наружной поверхности трубки, возникающие при многократной коммутации.
Для коммутации не требуется специальных инструментов, что существенно сокращает время монтажа и обслуживания оборудования. Можно легко заменить кольцевые резиновые уплотнения фитинга.
По запросу фитинги могут поставляться с уплотнениями из материалов FKM и EPDM.
Цанговые фитинги Серия X6000 из нержавеющей стали 316L
Фитинги Серии Х6000 из нержавеющей стали пригодны для использования в химически агрессивных средах. Цанга обеспечивает надежное соединение трубопровода.
Серия Х6000 может применяться в химической, фармацевтической, пищевой и упаковочной промышленности.
Мы предоставляем следующие услуги
01
Диагностика, ремонт и пусконаладочные работы
Имея в своем распоряжении высококвалифицированных сервисных инженеров и склад ремонтных частей, мы обеспечиваем минимальный срок простоя Ваших станков.
02
Заточка дисковых пил HSS по металлу
Заточка пил производится путем восстановления режущих свойств диска. Зубья затачиваются на ЧПУ станке и при необходимости производится нарезка новых зубьев.
03
Проектирование и производство «под ключ»
Оборудование для производства ПВХ окон б/у значительно дешевле нового оборудования. Мы проверяем оборудование которое продаем и даем гарантию от нашей компании.
Фитинги цанговые пневматические соединения для воздуха накидная гайка воздушные
Пневматическое оборудование
Устройства очистки и подготовки сжатого воздуха
Фильтры-влагоотделители
Маслораспылители
Распределительная пневмоаппаратура
Пневматические блоки управления
Контрольно-регулирующая аппаратура
Пневмоглушители
Пневмоцилиндры
Пневмошланги, фитинги
Каталог >
Пневматическое оборудование > Пневмосоединения > Фитинги
Фитинги и пневмосоединения
Цанговые фитинги
Цанговые фитинги серий “RAP” и “Tecno-RAP” предназначены для фиксации пневматических пластиковых трубок из полиэтилена, полиуретана, полиамида (рилсана), нейлона и других синтетических материалов. Трубка устанавливается в фитинг и извлекается из него одной рукой. Высокая прочность, компактные размеры и установленное уплотнительное кольцо позволяют использовать фитинг в различных областях машиностроения, включая вакуумные системы. Фитинги имеют корпус из никелированной латуни (серия “RAP”) или ударопрочного технополимера (серия “Tecno-RAP”). Многозубчиковый цанговый зажим выполнен из нержавеющей стали и надежно фиксирует трубку в фитинге. Уплотнение трубки и резьбового соединения осуществляется при помощи колец из пербунана (NBR) не содержащего силикона. Нажимное кольцо цанги и направляющие втулки трубки выполнены из пластика или никелированной латуни. Для удобства монтажа прямые фитинги помимо наружной шестигранной головки имеют и внутреннее шестигранное отверстие. Угловые фитинги выполнены поворотными. Таким образом фитинги легко можно установить даже в самых труднодоступных местах. Требуемая точность трубок из нейлона, полиамида или полиэтилена для корректной работы фитингов: Наружный диаметр 4мм и 5мм +0,05мм / -0,08мм Наружный диаметр от 6мм до 14мм +0,05мм / -0,1мм трубок из полиуретана для корректной работы фитингов: Наружный диаметр от 4мм до 14мм +0,15мм / -0,1мм
Фитинги с накидной гайкой
Данные фитинги предназначены для присоединения пластиковых трубок к пневмоаппаратуре. Фиксация и уплотнение трубки обеспечивается путем её зажима между коническими поверхностями фитинга и гайки. Такое соединение хорошо противостоит вибрациям и загрязнениям в окружающей среде. Фитинги выполнены из никелированной латуни. Для данной серии фитингов важно чтобы внешний и внутренний диаметр трубки соответствовали указанным в таблице через дробь. Например, трубка 8/6 означает, что наружный диаметр трубки должен быть 8 мм, а внутренний — 6 мм. Рабочая температура определяется допустимой температурой для присоединенных трубок. Максимально допустимое давление 25 бар.
Универсальные обжимные фитинги
Обжимные фитинги предназначены для присоединения медных трубок к пневмоаппаратуре. Фиксация и уплотнение трубки обеспечивается путем деформации латунной обжимной втулки (артикул 211) в материал трубки при закручивании гайки фитинга. При замене трубки необходимо заменить и обжимную втулку. Фитинги позволяют фиксировать и пластиковую трубку при условии использования поддерживающей втулки (артикул 212), которая устанавливается внутрь пластиковой трубки. Таким образом трубка фиксируется между двумя втулками. При замене трубки необходимо заменить обжимную и поддерживающую втулки. Фитинги выполнены из никелированной латуни. Рабочая температура определяется допустимой температурой для присоединенных трубок. Максимально допустимое давление 25 бар.
Соединительные фитинги
Соединительные фитинги предназначены для согласования присоединительных резьб пневмоаппаратуры и пневмолиний. Фитинги выполнены из никелированной латуни. Рабочая температура определяется допустимой температурой для присоединенных трубок. Максимально допустимое давление 25 бар.
Быстроразъемные соединения с самозапиранием.
Самозапирающиеся быстроразъемные соединения (G1/8, G1/4, G3/8 и G1/2) применяются для подключения и отключения переносного пневматического инструмента и приспособлений к магистрали сжатого воздуха, без отключения давления. Это экономит значительное количество времени. Быстроразъемные соединения с самозапиранием состоят из замка, с обратным клапаном и фиксатором, и ключа. Сжатый воздух проводится со стороны замка, который закрывает магистраль при вынутом ключе и открывает ее при установленном ключе. Ключ легко фиксируется в замке и вынимается из него при нажатии на подвижную муфту. Третья цифра в обозначении модели (5 или 8) показывает условный проход. Модели, имеющие одинаковую третью цифру, могут быть соединены вместе. Замок и ключ заказываются отдельно.
Фитинги для тормозных систем транспортных средств
Фитинги серии 9000 C-Truck предназначены для коммутации полиамидных трубопроводов в пневматических тормозных системах транспортных средств. Конструкция фитингов соответствует всем требованиям, предъявляемым к соединениям, применяемых в тормозных системах, обеспечивает высоконадежное герметичное соединение с трубкой, безупречную ремонтопригодность, позволяя производить замену трубки без разборки и снятия фитинга при помощи специального приспособления. Фитинги соответствуют требованиям DIN74324, DIN50021 SS, DIN IEC 68 T2-6, ГОСТ 4364-81 (разд. 2) ГОСТ Р 51190-98 (разд. 5), что подтверждено сертификатами соответствия TŰV и РОСС.
Присоединительные резьбы
Пневматические фитинги и соединения выполнены с цилиндрической или конической дюймовой трубной резьбой. Цилиндрическая резьба имеет в обозначении индекс “G”. Для обеспечения герметичности соединения с цилиндрическими резьбами используются прокладки из мягкого материала (алюминий, пластик, резина). Коническая резьба имеет в обозначении индекс “R”. Резьба является самоуплотняющейся. Для обеспечения герметичности соединения фитинга с конической резьбой и отверстия с цилиндрической резьбой необходимо использовать герметики или фум-ленту.
Крышка цанги 2154 — Вт
Крышка цанги 2154 — Вт
Особенности
Работает с трубами из меди, ХПВХ, PEX и CTS
Инструменты не требуются
Фиксатор
Без ограничения потока
Запатентованная направляющая уплотнительного кольца с нулевой утечкой
Вращается под давлением
25-летняя ограниченная гарантия
Литература
Каталог — AquaLock — Сантехнические фитинги Push to Connect
Рекламный проспект — Центр демонстрации морской продукции AquaLock
Выберите модель
Выберите параметры ниже, чтобы определить UPC, код заказа и ремонтный комплект для конкретной крышки цанги 2154
Посмотреть все модели
{{# каждое значение}}
{{Отображаемое значение}}
{{/каждый}}
{{/каждый}}
{{/если}}
{{Имя}}
{{#if Upc}}
СКП: {{UPC}}
{{/если}} {{#if код заказа}}
Код заказа: {{Код заказа}}
{{/если}} {{#если Описание}}
{{Описание}}
{{/если}}
{{#if Ремкомплекты}}
Комплекты
{{#каждый ремонтный комплект}}
{{#если URL-адрес изображения}}
{{еще}}
{{/если}}
{{Имя}}
{{#if Upc}}
СКП: {{UPC}}
{{/если}} {{#if код заказа}}
Код заказа: {{Код заказа}}
{{/если}} {{#если Описание}}
{{Описание}}
{{/если}} {{#если функции}}
{{#каждая функция}}
{{это}}
{{/каждый}}
{{/если}}
{{/каждый}}
{{/если}}
{{/каждый}}
результатов не найдено
Загрузи больше
Найти торгового представителя
Найти оптовика/дистрибьютора
Поделитесь этим продуктом
Создайте свою спецификацию менее чем за 5 минут
Узнать больше
Информация об утверждении/сертификации
Информацию об утверждении для конкретного продукта см. в листе технических характеристик продукта или обратитесь к представителю Watts. Для получения общей информации о любых партнерах по сертификации, указанных в спецификации, посетите веб-сайты наших партнеров по сертификации:
ASSE
CSA
Сертификаты FM
НСФ
UL
УЛК
УСК
WQA
Артикул № KCCLX160-316MC, антивибрационный цанговый сальник среднего давления в сборе на Parker / Autoclave Engineers FCD
Неверный критерий поиска
Тележка САПР (0)
▾
Корзина пуста
Запрос файлов САПР
Информация о запросе
Запросить цену
Серия KCBGLX — Размеры до 1-1/2” (38,10 мм), давление до 20000 (1379 бар)
Для экстремальных условий вибрации и/или ударов в трубопроводных системах, таких как неподдерживаемая линия рядом с компрессором , конические и резьбовые соединения предлагаются с антивибрационным цанговым сальником Autoclave. Полностью взаимозаменяемый со стандартными соединениями среднего давления Autoclave Engineers, узел цангового сальника обеспечивает столь же эффективную работу с давлением.
В стандартных соединительных системах изгибающие напряжения на резьбовой части трубки, вызванные чрезмерной вибрацией или движением, могут вызвать преждевременное усталостное разрушение трубки в задней части резьбы. Перемещая концентрацию напряжения обратно к нерезьбовой части трубки и обеспечивая клиновидное захватывающее действие, антивибрационный цанговый сальник Autoclave Engineers укрепляет всю конструкцию. При снижении концентрации напряжений и поддержании общего уровня напряжений значительно ниже предела выносливости материала, результатом является практически неограниченная вибрационная усталостная долговечность.
Менее сложная и более экономичная конструкция по сравнению с другими виброустойчивыми соединениями. В узле цангового сальника используются те же конические и резьбовые элементы, что и в соединениях среднего давления Autoclave. Серия KCBGLX удлиняет сальниковую гайку, чтобы обеспечить место для конической шлицевой цанги. Конструкция обеспечивает небольшую разницу углов между цангой и соответствующим конусом сальниковой гайки. Когда гайка затягивается, она заклинивает конический конец цангового зажима и входит в зацепление с трубкой.
Материалы Нержавеющая сталь типа 316 со связанной сухой пленкой (316 MC) молибденовой смазки. Примечание: Узлы из специальных материалов могут поставляться с четырьмя лысками вместо стандартного шестигранника.
Стандартный воротник Autoclave Engineers не входит в комплект поставки.
Все размеры приведены только для справки и могут быть изменены. Для быстрого обслуживания на складе Autoclave выберите продукты. Проконсультируйтесь с местным представителем. Все общие положения и условия продажи, включая ограничения нашей ответственности, применяются ко всем продаваемым продуктам и услугам.
Металлоорганические фрагменты с адгезивным наполнителем и их использование для стабилизации мультиметаллических электрокатализаторов для обеспечения высокой активности и стойкости в реакции выделения кислорода
1. Zhou H., Yu F., Huang Y., Sun J., Zhu Z., Nielsen R.J., He R., Bao J., Goddard W.A. III, Chen S., Ren Z., Nat. коммун. 2016, 7, 12765. [Бесплатная статья PMC] [PubMed] [Google Scholar]
2. Ли Дж., Банг Дж. Х., ACS Energy Lett. 2020, 5, 2706. [Google Scholar]
4. Скофилд М. Э., Кенигсманн К., Ван Л., Лю Х. К., Вонг С. С., Energy Environ. науч. 2015, 8, 350. [Google Scholar]
5. Андерсен С. З., Колик В., Ян С., Швальбе Дж. А., Ниландер А. К., Макинани Дж. М., Энемарк-Расмуссен К., Бейкер Дж. Г., Сингх А. Р., Рор Б. А., Статт М. Дж., Блэр С. Дж., Меццавилла С., Кибсгаард Дж. , Весборг П. К. К., Карньелло М., Бент С. Ф., Джарамилло Т. Ф., Стивенс И. Э. Л., Норсков Дж. К., Чоркендорф И., Природа 2019, 570, 504. [PubMed] [Google Scholar]
7. Хоу Ц.-Ц., Ли Ц., Ван Ц.-Дж., Пэн Ц.-Ю., Чен Ц.-Ц., Е Х.-Ф., Фу В.-Ф., Че Ц.- М., Лопес Н., Чен Ю., Energy Environ. науч. 2017, 10, 1770. [Google Scholar]
8. Ажар А., Ли Ю., Цай З., Закария М.Б., Масуд М.К., Хоссейн М.С.А., Ким Дж., Чжан В., На Дж., Ямаути Ю., Ху М., Bull. хим. соц. Япония. 2019, 92, 875. [Google Scholar]
10. Эскудеро-Эскрибано М., Малакрида П., Хансен М. Х., Вей-Хансен У. Г., Веласкес-Паленсуэла А., Трипкович В., Шиотц Дж., Россмайсль Дж., Стивенс И. Э., Чоркендорф И., Наука 2016, 352, 73. [PubMed] [Google Scholar]
11. Klaus S., Louie M.W., Trotochaud L. , Bell A.T., J. Phys. хим. С 2015, 119, 18303. [Google Scholar]
12. Сех З. В., Кибсгаард Дж., Диккенс К. Ф., Чоркендорф И. Б., Норсков Дж. К., Джарамилло Т. Ф., Наука 2017, 355, eaad4998. [PubMed] [Академия Google]
13. Йилмаз Г., Пе С. Б., Чжао Д., Хо Г. В., Adv. науч. 2019, 6, 1
9. [Бесплатная статья PMC] [PubMed] [Google Scholar]
14. van Deelen T.W., Hernández Mejía C., de Jong K.P., Nat. Катал. 2019, 2, 955. [Google Scholar]
15. Xue Z., Liu K., Liu Q., Li Y., Li M., Su C.Y., Ogiwara N., Kobayashi H., Kitagawa H., Liu M., Li G., Nat. коммун. 2019, 10, 5048. [Бесплатная статья PMC] [PubMed] [Google Scholar]
16. Цумори Н., Чен Л.Ю., Ван К.Дж., Чжу К.Л., Китта М., Сюй К., Хим. 2018, 4, 845. [Google Scholar]
17. Лоу З.-Х., Яо Дж., Лю К., Хе М., Ван З., Суреш А.К., Белларе Дж., Ван Х., Cryst. Рост Des. 2014, 14, 6589. [Google Scholar]
18. Choi WH, Moon BC, Park DG, Choi JW, Kim KH, Shin JS, Kim MG, Choi KM, Kang JK, Adv. науч. 2020, 7, 2000283. [Бесплатная статья PMC] [PubMed] [Google Scholar]
19. Patridge C.J., Whittaker L., Ravel B., Banerjee S., J. Phys. хим. С 2012, 116, 3728. [Google Scholar]
20. Гао С., Хоу Дж. В., Дэн З. Ю., Ван Т. С., Бейер С., Бузанич А. Г., Ричардсон Дж. Дж., Равал А., Зайдель Р., Зулкифли М. Ю., Ли В. В., Беннетт Т. Д., Читам А. К., Лян К., Чен В. , хим. 2019, 5, 1597. [Google Scholar]
30. Фрибель Д., Луи М.В., Байдич М., Санвальд К.Е., Кай Ю., Уайз А.М., Ченг М.Дж., Сокарас Д., Венг Т.К., Алонсо-Мори Р., Дэвис Р.К., Баргар Дж.Р., Норсков Дж.К., Нильссон А., Белл А.Т., J.Am. хим. соц. 2015, 137, 1305. [PubMed] [Google Scholar]
31. Liu P.F., Yang S., Zheng L. R., Zhang B., Yang H.G., Chem. науч. 2017, 8, 3484. [Бесплатная статья PMC] [PubMed] [Google Scholar]
32. Чжан Б., Чжэн С., Возный О., Комин Р., Байдич М., Гарсия-Мелчор М., Хань Л., Сюй Дж., Лю М., Чжэн Л., Гарсия де Аркер Ф.П., Динь С.Т., Фан Ф., Юань М., Ясситепе Э., Чен Н., Регье Т., Лю П., Ли Ю., Де Луна П., Джанмохамед А., Синь Х. Л., Ян Х., Воеводич А., Сарджент Э. Х. , Наука 2016, 352, 333. [PubMed] [Google Scholar]
33. Ким Ю.К., Ким Дж.Х., Джо Ю.Х., Ли Дж.С., ACS Catal. 2019, 9, 9650. [Google Scholar]
53. Сенгени А., Каннимуту К., Субрата К., Materials Today Energy 2017, 6, 1. [Google Scholar]
9 основных преимуществ промышленных клеев для склеивания металлов
промышленные клеи
Фред Чин
Промышленные клеи для склеивания металлов становятся все более популярными там, где ранее предпочтительным методом склеивания были сварные соединения и крепежные детали. Промышленные клеи для металлов обеспечивают множество преимуществ и устраняют недостатки, связанные с механическими креплениями и уплотнениями. Однако существуют различные типы металлов, и многие типы промышленных клеев для металлов доступны для удовлетворения различных производственных требований.
Выбор наилучшего типа промышленного клея для склеивания металлов может быть сложной задачей из-за широкого ассортимента продуктов и различных уникальных свойств.
Преимущества промышленного клея для металлов по сравнению с механическим крепежом
Соединение металлических подложек или ламинирование металла другими материалами обеспечивает ключевые преимущества по сравнению с другими методами сборки, такими как механические крепежи. Некоторые из наиболее важных общепризнанных преимуществ использования промышленных клеев для склеивания металлов включают:
Нет необходимости сверлить отверстия – сверление отверстий для крепления механических креплений требует времени, делает металл слабее и создает возможность коррозии.
Равномерное распределение напряжения – при склеивании металла с помощью клеев напряжение распределяется равномерно по площади склеиваемой подложки, а не все напряжение сосредоточено в области механического соединения.
Позволяет использовать более легкие и тонкие материалы – за счет более равномерного распределения напряжения по всей площади соединения металлическая основа может быть тоньше и обеспечивать такую же прочность, как и более толстый кусок металла.
Обеспечивает одновременную герметизацию и склеивание – клеи склеивают, а также могут герметизировать, чтобы предотвратить просачивание жидкостей или влаги в окончательно склеенные ламинированные изделия.
Снижение вибрации и шума – промышленные клеи для металлов значительно снижают вибрацию по сравнению с механическими креплениями, которые со временем могут ослабнуть. Постоянное соединение снижает дорожный шум в транспортных средствах и транспортных средствах.
Легкое склеивание разнородных материалов – некоторые механические крепления плохо соединяются с неметаллическими основаниями. Промышленные клеи для склеивания металлов можно использовать для ламинирования металла различными материалами для достижения тех же преимуществ, что и выше.
Обеспечивает большую гибкость. – ламинирование металла с помощью промышленных клеев позволяет формировать продукт и придавать ему гибкость, не влияя на сцепление. Это недостижимо с помощью механических застежек.
Улучшенная эстетика – использование промышленных клеев для металла не изменяет металлическую основу с отверстиями, не деформирует и не обесцвечивает изделие.
Сокращение трудозатрат – склеивание металла промышленными клеями может снизить трудозатраты за счет устранения необходимости в сборочной линии для сверления отверстий и механического крепления. Аутсорсинг установки для нанесения покрытий на рулоны обеспечивает еще большую экономию средств.
Использование промышленных клеев для склеивания металлов обеспечивает эти и другие преимущества, особенно при использовании методов нанесения рулонного покрытия. Равномерное нанесение высокоэффективных промышленных клеев для металлов лучше защищает подложку от коррозии, даже если при производстве продукта требуются отверстия или изгибы.
Промышленный клей uniBOND для склеивания металлов
Промышленный клей uniBOND от Universal Chemicals & Coatings, Inc., UNICHEM, как доказано, улучшает качество продукции и эффективность процесса во многих случаях ламинирования металла. uniBOND доступен в вариантах одностадийного или B-этапного отверждения с более широким диапазоном отверждения, чем другие промышленные клеи. Благодаря 50-летнему опыту разработки высокоэффективных промышленных клеев и обширному рыночному опыту UNICHEM предлагает индивидуальные рецептуры для удовлетворения конкретных требований.
UNICHEM является ведущим производителем химических покрытий и клеев на заказ, предлагая промышленный клей uniBOND для ламинирования металла, резины, ПВХ, ТПО, волокнистых композитов и многого другого. Мы проводим тщательное тестирование продукции на наших современных объектах и в испытательных лабораториях, следуя строгой политике качества. Свяжитесь с нами по телефону , чтобы узнать больше об улучшении качества вашей продукции и эффективности процессов с помощью высокоэффективных промышленных клеев для склеивания металлов.
Класс прочности – ключевая характеристика резьбового крепежа. Он определяет механические свойства метиза, зависит от марки стали и видов обработки. Чем выше класс прочности, тем выше предел прочности и текучести крепежного изделия. Для неответственных соединений и хозяйственных конструкций в большинстве случаев класс прочности крепежа не имеет особого значения. Другое дело – транспортная и грузоподъемная техника, мостовые, кровельные и тоннельные конструкции, станки и оборудование. При их сборке часто используется высокопрочный крепеж, и его замена может привести к крайне неприятным последствиям. Упавший башенный кран, отпавшая подвеска на автомобиле, заваленная металлоконструкция – часто именно таким бывает результат замены крепежа с несоблюдением классов прочности.
Как определить класс прочности болтов
Для метрического и дюймового крепежа класс прочности маркируется по-разному. Система маркировки класса прочности отечественного метрического крепежа (болтов, винтов, шпилек) указана в ГОСТ ISO 898-1-2014. Американский дюймовый крепеж маркируется классом прочности согласно стандарта SAE J429.
Маркировка класса прочности болтов по ГОСТ ISO 898-1-2014
Для изготовления болтов стандартом предусмотрены следующие классы прочности: 4.6, 4.8, 5.6, 5.8, 6.8, 8.8, 9.8, 10.9, 12.9. Рассмотрим маркировку болтов с шестигранной головкой как наиболее распространенного вида крепежных изделий.
Символы маркировки обязательно наносятся цифровым обозначением на крепеж диаметром от 5 мм включительно. Точку допускается упускать из обозначения. Предпочтительное место для маркировки – это верхняя поверхность головки. Знаки на верхней поверхности головки болта могут выполняться в виде углублений или выпуклостей. Другой вариант маркировки – нанесение символов на боковую поверхность шестигранника в форме углублений.
Для болтов, на которые невозможно нанести цифровое обозначение ввиду малого размера головки или по другим причинам, может применяться циферблатная система маркировки. Соответствие цифровой и циферблатной систем в таблице ниже:
Маркировка класса прочности болтов по SAE J429
SAE J429 – американский стандарт, охватывающий механические свойства дюймового крепежа для автомобильной и смежных отраслей размерами до 1½ дюйма включительно. Всего в градацию дюймовых болтов SAE J429 входит 10 классов прочности, из которых наиболее распространенные GRADE 1, 2, 5, 8. Маркировка выполняется в виде нанесения радиальных линий от центра к краю окружности на головке шестигранного болта. GRADE 1, 2 – без маркировки, GRADE 5 – три радиальных линии, GRADE 8 – шесть радиальных линий.
Полностью посмотреть маркировку классов прочности дюймовых болтов согласно стандарта SAE J429 можно в таблице ниже:
МАРКИРОВКА И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛЬНОГО КРЕПЕЖА SAE j429
маркировка
класс
прочности
описание
крепежа
материал
номинальный диаметр
пробная нагрузка
(psi)
предел текучести
(psi)
предел
прочности
(psi)
твердость
без маркировки
SAE j429
класс пр. 1
болты
винты
шпильки
низко- и среднеуглеродистая сталь
¼ -1½
33.000
36.000
60.000
HRB 70~100
SAE j429
класс пр. 2
¼ -¾
55.000
57.000
74.000
HRC 80~100
⅞-1½
33. 000
33.000
60.000
HRC 80~100
SAE j429
класс пр. 4
шпильки
среднеуглеродистая холоднотянутая сталь
¼ -1½
65.000
100.000
115.000
HRC 22~32
SAE j429
класс пр. 5
болты
винты
шпильки
среднеуглеродистая сталь с закалкой и отпуском
¼ -1
85. 000
92.000
120.000
HRC 25~34
1⅛-1½
74.000
81.000
105.000
HRC 19~30
SAE j429
класс пр. 5.1
шпильки
низко- и среднеуглеродистая сталь с закалкой и отпуском
No 6-⅝
85. 000
120.000
HRC 25~40
болты
винты
No 6-½
SAE j429
класс пр. 5.2
болты
винты
низкоуглеродистая мартенситная сталь с закалкой и отпуском
¼-1
85.000
120.000
120. 000
HRC 26~36
SAE j429
класс пр. 7
болты
винты
низко- и среднеуглеродистая легированная сталь с закалкой и отпуском
¼-1½
85.000
115.000
133.000
HRC 28~34
SAE j429
класс пр. 8
болты
винты
среднеуглеродистая легированная сталь с закалкой и отпуском
¼-1½
105. 000
130.000
150.000
HRC 33~39
SAE j429
класс пр. 8.1
шпильки
среднеуглеродистая сталь или по SAE 1541
¼-1½
105.000
130.000
150.000
HRC 32~39
SAE j429
класс пр. 8.2
болты
винты
низкоуглеродистая мартенситная сталь с закалкой и отпуском
¼-1
105. 000
130.000
150.000
HRC 33~39
Соответствие классов прочности дюймовых и метрических болтов
При ремонте автомототехники, сельскохозяйственных машин и другого оборудования американского производства за отсутствием дюймового крепежа его часто приходится заменять метрическим. При этом возникает необходимость подобрать аналог по классу прочности. Механические свойства нового болта не должны уступать оригиналу. Ниже в таблице указано соответствие классов прочности метрических и дюймовых болтов дюймовым, а также приведены их маркировка и значение предела прочности на растяжение.
СООТВЕТСТВИЕ МЕТРИЧЕСКОГО ISO 898 и ДЮЙМОВОГО SAE j429 КРЕПЕЖА по КЛАССАМ ПРОЧНОСТИ
МЕТРИЧЕСКИЙ КРЕПЕЖ
ISO 898
ДЮЙМОВЫЙ КРЕПЕЖ
SAE j429
класс прочности 4. 8 (4.6, 5.8)
Предел прочности 429 МПа
(60.900 psi)
=
класс прочности 2
Предел прочности 60.000 psi
класс прочности 8.8
Предел прочности 830 МПа
(120.350 psi)
=
класс прочности 5
Предел прочности 120.000 psi
класс прочности 10.9
Предел прочности 1040 МПа
(150.800 psi)
=
класс прочности 8
Предел прочности 150. 000 psi
класс прочности 12.9
Предел прочности 1220 МПа
(176.900 psi)
=
класс прочности ASTM-A574
Предел прочности 170.000 psi
Заметка: Обычно не маркируется
В интернет-магазине «Крепком» большой выбор метрических и дюймовых болтов с разными классами прочности. Менеджеры компании всегда помогут выбрать крепеж соответственно требованиям клиента или подобрать подходящую замену.
Полезные советы
Обновлено: 09.01.2019 13:54:28
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Классы прочности
Болты, винты, шпильки
Запас прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку.
Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утверждённый прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности:
Ниже перечислены некоторые примеры классификации болтов по их назначению с указанием величин их характеристик прочности.
Болт мебельный. Его используют для сборки корпусной и мягкой мебели, а также деревянных конструкций. Производится с классами прочности: 3.6, 4.6, 4.8, 5.6, 5.8.
Болт дорожный. В основном предназначен для соединения элементов мостовых и дорожных конструкций. Его прочностные характеристики: 3.6, 4.6, 4.8, 5.6, 5.8, 8.8.
Болт машиностроительный. Без таких крепежных изделий не обходится ни одно сборочное производство в машиностроении. Изготавливаются с классами прочности: 5. 6, 5.8, 6.6, 8.8, 9.8; 10.9; 12.9.
Болт норийный. Применяется для крепления норийных ковшей к транспортерной ленте. Крепежные изделия имеют три значения для классов прочности: 3.6, 4.6, 5.8.
Болт лемешный. Имеет свое предназначение — для крепления деревянных элементов конструкций к металлическим каркасам. Классы прочности: 3.6, 4.6, 4.8, 5.6, 5.8, 8.8.
Первая цифра маркировки класса прочности болта обозначает 0,01 часть номинального временного сопротивления — это предел прочности на растяжение — измеряется в МПа (мегапаскалях) или Н/мм² (ньютонах на миллиметр квадратный). Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный).
Пример: Шпилька класса прочности 5.8: Определяем предел прочности на растяжение
5/0,01=500 МПа (или 500 Н/мм²; или ≈50 кгс/мм²)
Вторая цифра обозначает 0,1 часть отношения предела текучести (напряжения, при котором уже начинается пластическая деформация) к номинальному временному сопротивлению (пределу прочности на растяжение) — таким образом для шпильки класса прочности 10. 9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
Пример: Шпилька класса прочности 5.8:Определяем предел текучести
500х0,8=400 МПа (или 400 Н/мм²; или ≈40 кгс/мм²)
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, винта или шпильки, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки на болты, винты или шпильки используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
В таблице приведены самые распространённые в метизном производстве и рекомендованные марки сталей, но в различных особых случаях также применяются и другие стали, когда их применение продиктовано дополнительными требованиями к крепежу.
Значками помечено в таблице:
* применительно к номинальным диаметрам до 16 мм.
** применительно к номинальным диаметрам больше,чем 16 мм.
Существуют специальные стандарты на высокопрочные болты узкоотраслевого применения, имеющие свою градацию прочности. Например, стандарты на высокопрочные болты с увеличенным размером «под ключ», применяемые в мостостроении — так называемые «мостовые болты»: ГОСТ 22353-77 и российский стандарт ГОСТ Р 52644-2006.
Прочность болтов согласно этих стандартов обозначается значением временного сопротивления на разрыв (границы прочности) в кгс/см²: то есть, 110, 95, 75 и т.д.
Такие болты могут производиться в двух исполнениях:
Исполнение У — для климатических областей с максимально низкой температурой до -400С — буква У не обозначается в маркировке
Исполнение ХЛ — для климатических областей с максимально низкой температурой от -400С до -650С — обозначается в маркировке на головке болта после класса прочности
Болты из метрической стали – сорта и классы свойств
Болты, винты и шпильки из метрической стали – предел прочности и прочность на растяжение.
Рекламные ссылки
Стальные болты — метрические марки
Стальные болты — марки SAE
Для метрических болтов прочность соответствует ISO 898 Механические свойства крепежных изделий из углеродистой стали и легированной стали описаны «классами свойств » с обозначениями 4. 6, 4.8, 5.8, 8.8, 9.8, 10.9 и 12.9.
Метрические болты — минимальные предельные растягивающие и пробные нагрузки
Рекламные ссылки
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Citation
Эту страницу можно цитировать как
Engineering ToolBox, (2008). Болты из метрической стали — Марки и классы прочности . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/steel-bolts-metric-grades-d_1428.html [День обращения, мес. год].
 20 грн
20 грн 97 грн
97 грн 70 грн
70 грн 54 грн
54 грн Киев
Киев Если дрель будет вращаться быстрее, вы просто спалите краску. После этого придется перекрашивать деталь и затрачивать на нее очень много денег. Так что намного лучше выполнить работу с помощью настраиваемого инструмента после изучения всех инструкций.
Если дрель будет вращаться быстрее, вы просто спалите краску. После этого придется перекрашивать деталь и затрачивать на нее очень много денег. Так что намного лучше выполнить работу с помощью настраиваемого инструмента после изучения всех инструкций. Невозможна качественная полировка кузовных деталей автомобиля, если вы выбираете дешевые продукты от неизвестных брендов. Это принесет определенные проблемы.
Невозможна качественная полировка кузовных деталей автомобиля, если вы выбираете дешевые продукты от неизвестных брендов. Это принесет определенные проблемы. Невозможна качественная полировка кузовных деталей автомобиля, если вы выбираете дешевые продукты от неизвестных брендов. Это принесет определенные проблемы.
Невозможна качественная полировка кузовных деталей автомобиля, если вы выбираете дешевые продукты от неизвестных брендов. Это принесет определенные проблемы. Для этого нужно лишь приобрести материалы достойного качества, прочитать инструкции по выполнению всех процессов. Если работы не будут выполнены качественно, то и результаты будет сложно предсказать. Чтобы полировальная насадка на дрель служила долго и выполнила все работы, просто купите средства от известных и доверительных производителей.
Для этого нужно лишь приобрести материалы достойного качества, прочитать инструкции по выполнению всех процессов. Если работы не будут выполнены качественно, то и результаты будет сложно предсказать. Чтобы полировальная насадка на дрель служила долго и выполнила все работы, просто купите средства от известных и доверительных производителей.
 Иначе полировка может оказаться не самым лучшим решением. Царапины убираются следующим образом:
Иначе полировка может оказаться не самым лучшим решением. Царапины убираются следующим образом: Но помните, что китайские стекла фар могут сильно потускнеть вскоре после проведения полировки с помощью инструмента с высокими оборотами.
Но помните, что китайские стекла фар могут сильно потускнеть вскоре после проведения полировки с помощью инструмента с высокими оборотами. Если такие возможности есть, вы сможете без сложностей сэкономить. Но еще одним важным условием будет покупка хороших расходных материалов.
Если такие возможности есть, вы сможете без сложностей сэкономить. Но еще одним важным условием будет покупка хороших расходных материалов.





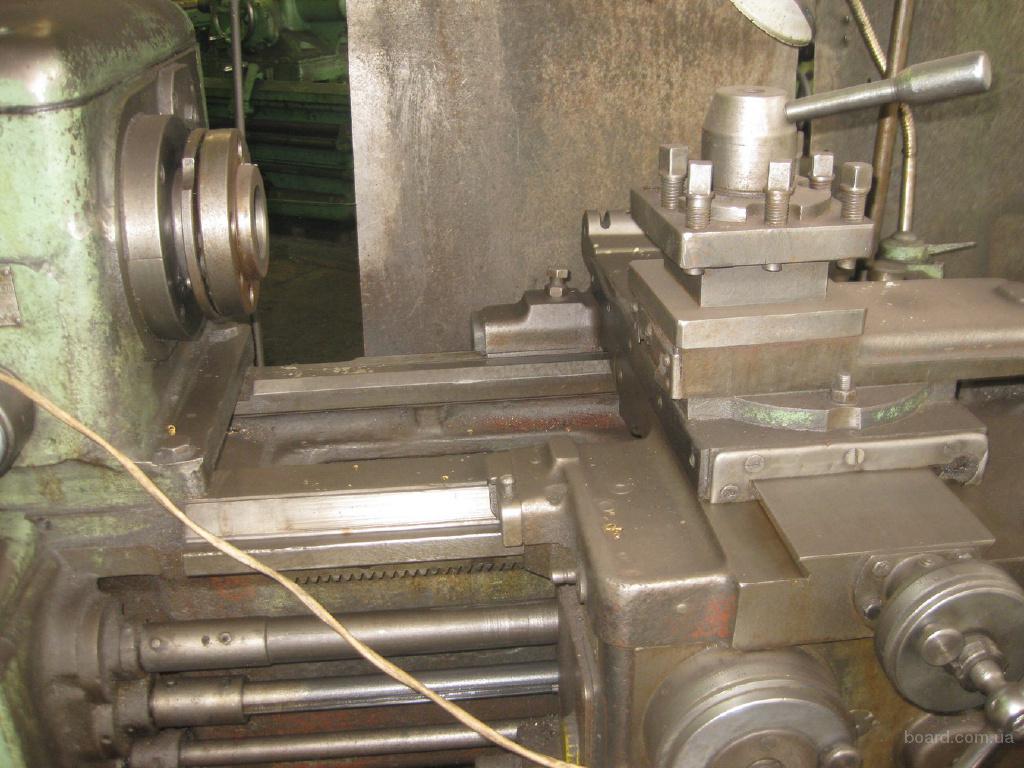

 Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
 Токарь может выполнять перемещение как вручную, вращением маховика, так и включая привод. Возможность механической подачи каретки составляет главное отличие токарно-винторезного станка от обычного, позволяет нарезать резьбу различного профиля и шага.
Токарь может выполнять перемещение как вручную, вращением маховика, так и включая привод. Возможность механической подачи каретки составляет главное отличие токарно-винторезного станка от обычного, позволяет нарезать резьбу различного профиля и шага. То есть, передней называют левую сторону токарного станка. Соответственно рукоятки и маховики управления 1К62 размещены в центральной зоне (на каретке фартука, на суппорте), и так же слева, на передней бабке и коробке подач.
То есть, передней называют левую сторону токарного станка. Соответственно рукоятки и маховики управления 1К62 размещены в центральной зоне (на каретке фартука, на суппорте), и так же слева, на передней бабке и коробке подач. Маховики между ними предназначены для установки шага и направления резьбы (левая или правая). Под рукоятями закреплены таблицы, с указанием положения рычагов и соответствующих им режимов. Коробка позволяет сообщить шпинделю патрона 23 скорости прямого и 12 обратного вращения.
Маховики между ними предназначены для установки шага и направления резьбы (левая или правая). Под рукоятями закреплены таблицы, с указанием положения рычагов и соответствующих им режимов. Коробка позволяет сообщить шпинделю патрона 23 скорости прямого и 12 обратного вращения. Вращение заготовки с одновременным движением вдоль нее резца оставляет спиральное углубление по форме режущей кромки. А значит, регулируя скорость шпинделя и перемещения суппорта получим неограниченные возможности выбора вида и шага резьбы. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
Вращение заготовки с одновременным движением вдоль нее резца оставляет спиральное углубление по форме режущей кромки. А значит, регулируя скорость шпинделя и перемещения суппорта получим неограниченные возможности выбора вида и шага резьбы. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
 Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
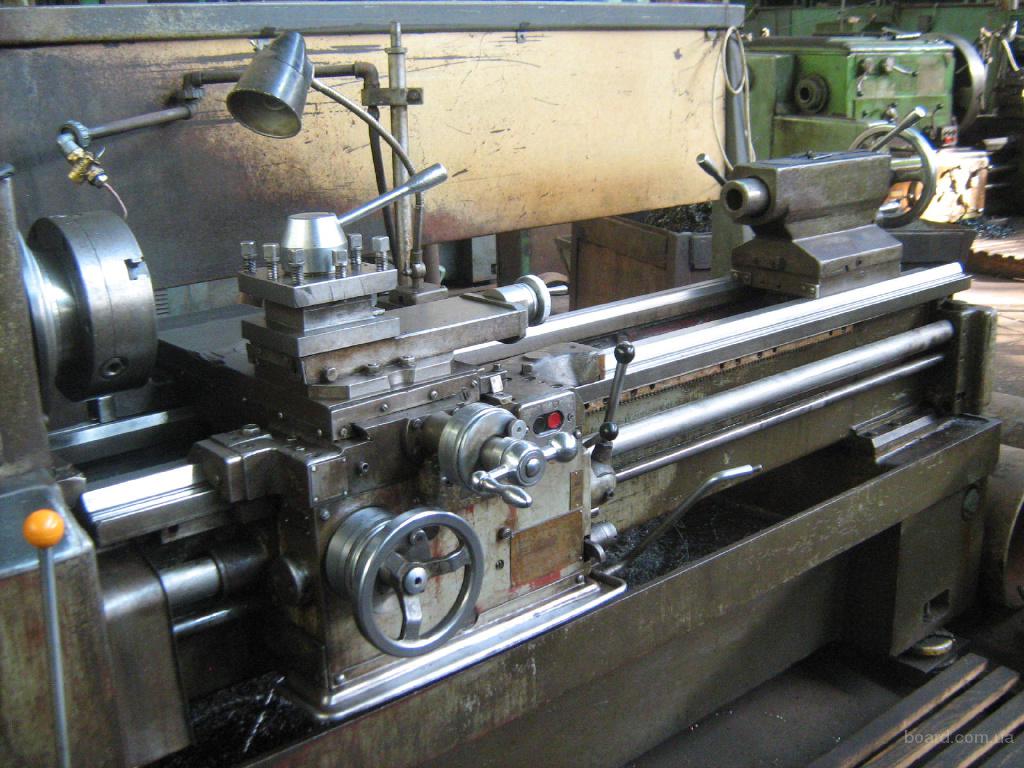 Для прямого это значение варьируется от 12,5 до 2000 об/мин.
Для прямого это значение варьируется от 12,5 до 2000 об/мин. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1К62. Содержание данной документации:
В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1К62. Содержание данной документации: Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08; В СССР крупнейшим профильным предприятием производящих станки всех видов стал московский завод «Красный пролетарий». Именно здесь в 1956 начал выпускаться знаменитый токарный аппарат 1К62. Через несколько лет производство этих станков было запущено на Челябинском заводе имени С. Орджоникидзе.
В СССР крупнейшим профильным предприятием производящих станки всех видов стал московский завод «Красный пролетарий». Именно здесь в 1956 начал выпускаться знаменитый токарный аппарат 1К62. Через несколько лет производство этих станков было запущено на Челябинском заводе имени С. Орджоникидзе. Однако при этом максимальная нагрузка на патрон не должна превышать 500 кг.
Однако при этом максимальная нагрузка на патрон не должна превышать 500 кг. В него же сливается отработанная охлаждающая жидкость и масло. Станина имеет четыре направляющих рейки: две плоских и две призматических, на которые опираются фартук и задняя бабка.
В него же сливается отработанная охлаждающая жидкость и масло. Станина имеет четыре направляющих рейки: две плоских и две призматических, на которые опираются фартук и задняя бабка.



 Не отвлекаясь на его ручное перемещение вдоль заготовки. Подача выполняется гораздо более равномерно, чем с помощью вращения маховика. Механизм зацепления расположенный непосредственно на фартуке позволяет в любой момент остановить перемещение.
Не отвлекаясь на его ручное перемещение вдоль заготовки. Подача выполняется гораздо более равномерно, чем с помощью вращения маховика. Механизм зацепления расположенный непосредственно на фартуке позволяет в любой момент остановить перемещение. При этом обязательно нужно учитывать, что цент тяжести 1К62 сдвинут к передней бабке. Места, за которые фиксируют стропы погрузчика, указаны на станине. Кроме того, в паспорте приведена схема зацепления устройства при подъеме.
При этом обязательно нужно учитывать, что цент тяжести 1К62 сдвинут к передней бабке. Места, за которые фиксируют стропы погрузчика, указаны на станине. Кроме того, в паспорте приведена схема зацепления устройства при подъеме. Подача масла у станка выполняется автоматически в процессе работы, с помощью насоса системы гидравлики. Однако уровень и качество смазки должен контролировать сам токарь, при необходимости доливать и своевременно менять. В задней бабке и каретке фартука предусмотрена отдельная заливка и смена.
Подача масла у станка выполняется автоматически в процессе работы, с помощью насоса системы гидравлики. Однако уровень и качество смазки должен контролировать сам токарь, при необходимости доливать и своевременно менять. В задней бабке и каретке фартука предусмотрена отдельная заливка и смена.
 Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.



 Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции: Модели расточных станков
Модели расточных станков



 Для герметичности камер применяются пружины под пластинами, обеспечивая их постоянное прижимное усилие к стенкам статора. Ось ротора смещена относительно оси статора и при подаче рабочей жидкости объем камеры всасывания увеличивается, а объем камеры, из которой происходит нагнетание, уменьшается. К недостаткам механизмов подобного типа относят низкую ремонтопригодность и невозможность эксплуатации агрегата при низких температурах (залипание пластин).
Для герметичности камер применяются пружины под пластинами, обеспечивая их постоянное прижимное усилие к стенкам статора. Ось ротора смещена относительно оси статора и при подаче рабочей жидкости объем камеры всасывания увеличивается, а объем камеры, из которой происходит нагнетание, уменьшается. К недостаткам механизмов подобного типа относят низкую ремонтопригодность и невозможность эксплуатации агрегата при низких температурах (залипание пластин). Его вращение осуществляется за счет воздействия рабочих камер на кулак привода. Затем с помощью распределительной системы камеры соединяются со сливными магистралями и линиями высокого давления.
Его вращение осуществляется за счет воздействия рабочих камер на кулак привода. Затем с помощью распределительной системы камеры соединяются со сливными магистралями и линиями высокого давления.
 Принцип его работы таков: жидкость поступает в рабочие полости агрегата при помощи распределителя. В этих полостях образуется крутящий момент, приводящий в движение зубчатый ротор. Он вращает внутреннюю шестерню, которая находится на карданном валу, затем жидкость уходит в сливную магистраль. В результате шестерня вращает вал и привод мотора.
Принцип его работы таков: жидкость поступает в рабочие полости агрегата при помощи распределителя. В этих полостях образуется крутящий момент, приводящий в движение зубчатый ротор. Он вращает внутреннюю шестерню, которая находится на карданном валу, затем жидкость уходит в сливную магистраль. В результате шестерня вращает вал и привод мотора.
 От давления объем этих полостей увеличивается, стараясь повернуть ротор (звезду) в определенном направлении. Звезда через кардан связана с золотником, который объединен с выходным валом в одну деталь. Тем самым крутящий момент от рабочего элемента (геротора для Д06 или героллера для Д09) передается на выходной вал. Так как распределительные каналы золотника при этом тоже вращаются, перенаправляя рабочую жидкость в следующие полости героторной/героллерной пары, то процесс вращения получается непрерывным. Из противоположных полостей, объем которых при этом уменьшается, рабочая жидкость по каналам золотника выбрасывается в сливную магистраль В). Если поменять местами подвод и слив, то гидромотор станет вращаться в противоположную сторону. Между подвижными деталями гидромотора имеются зазоры, через которые во время работы часть рабочей жидкости вытекает в полости корпуса. Для ее отвода предусмотрены каналы в подводящие отверстия. Каналы снабжены обратными клапанами, которые перепускают скопившуюся рабочую жидкость только в слив (L) и препятствуют проникновению рабочей жидкости из подводящего отверстия.
От давления объем этих полостей увеличивается, стараясь повернуть ротор (звезду) в определенном направлении. Звезда через кардан связана с золотником, который объединен с выходным валом в одну деталь. Тем самым крутящий момент от рабочего элемента (геротора для Д06 или героллера для Д09) передается на выходной вал. Так как распределительные каналы золотника при этом тоже вращаются, перенаправляя рабочую жидкость в следующие полости героторной/героллерной пары, то процесс вращения получается непрерывным. Из противоположных полостей, объем которых при этом уменьшается, рабочая жидкость по каналам золотника выбрасывается в сливную магистраль В). Если поменять местами подвод и слив, то гидромотор станет вращаться в противоположную сторону. Между подвижными деталями гидромотора имеются зазоры, через которые во время работы часть рабочей жидкости вытекает в полости корпуса. Для ее отвода предусмотрены каналы в подводящие отверстия. Каналы снабжены обратными клапанами, которые перепускают скопившуюся рабочую жидкость только в слив (L) и препятствуют проникновению рабочей жидкости из подводящего отверстия. Использовать такую схему допускается, если давление в сливной линии меньше допустимого давления для уплотнительного элемента вала. Иначе необходимо подключать дополнительную дренажную магистраль через предусмотренное в крышке дренажное отверстие, которое в обычном режиме заглушено пробкой. С целью увеличения допустимой радиальной нагрузки на вал в гидромоторах с выходным валом Ф25 мм установлены радиальные игольчатые подшипники.
Использовать такую схему допускается, если давление в сливной линии меньше допустимого давления для уплотнительного элемента вала. Иначе необходимо подключать дополнительную дренажную магистраль через предусмотренное в крышке дренажное отверстие, которое в обычном режиме заглушено пробкой. С целью увеличения допустимой радиальной нагрузки на вал в гидромоторах с выходным валом Ф25 мм установлены радиальные игольчатые подшипники. к. ролики работают как подшипники. Благодаря этому героторная пара имеет больший ресурс, выдерживает большие нагрузки и позволяет работать с рабочими жидкостями низкой вязкости. На малых частотах вращения героллерная пара обеспечивает более плавную работу гидромотора.
к. ролики работают как подшипники. Благодаря этому героторная пара имеет больший ресурс, выдерживает большие нагрузки и позволяет работать с рабочими жидкостями низкой вязкости. На малых частотах вращения героллерная пара обеспечивает более плавную работу гидромотора. Они также являются поворотным аналогом гидравлических цилиндров. Поскольку гидравлические двигатели приводятся в действие двигателями, их также можно назвать гидравлическими приводными двигателями.
Они также являются поворотным аналогом гидравлических цилиндров. Поскольку гидравлические двигатели приводятся в действие двигателями, их также можно назвать гидравлическими приводными двигателями.


 д.), размер двигателя, модельный ряд двигателя, наличие поршней и валов, уровень рабочей жидкости и номинальное сопротивление.
д.), размер двигателя, модельный ряд двигателя, наличие поршней и валов, уровень рабочей жидкости и номинальное сопротивление.
 Здесь шестерни вращаются, вырабатывая энергию.
Здесь шестерни вращаются, вырабатывая энергию.

 п.).
п.). OSHA выпускает стандартные инструкции, предназначенные для обеспечения безопасности вас и ваших работников при работе с оборудованием. Вы также должны убедиться, что ваш производитель производит ваши гидравлические двигатели таким образом, чтобы они соответствовали требованиям OSHA.
OSHA выпускает стандартные инструкции, предназначенные для обеспечения безопасности вас и ваших работников при работе с оборудованием. Вы также должны убедиться, что ваш производитель производит ваши гидравлические двигатели таким образом, чтобы они соответствовали требованиям OSHA. Все отрасли и приложения либо имеют свои собственные стандарты, либо, чаще всего, адаптируют стандарты таких организаций. Чтобы узнать, каким стандартам должны соответствовать ваши гидромоторы, поговорите с лидерами отрасли.
Все отрасли и приложения либо имеют свои собственные стандарты, либо, чаще всего, адаптируют стандарты таких организаций. Чтобы узнать, каким стандартам должны соответствовать ваши гидромоторы, поговорите с лидерами отрасли. Все те, кого мы перечислили, являются высококвалифицированными поставщиками гидравлических услуг, которые многократно зарекомендовали себя. Их информация равномерно распределена по всей странице, втиснутая между абзацами нашей отраслевой информации. Для достижения наилучших результатов мы рекомендуем вам выбрать три или четыре, которые, по вашему мнению, могут наилучшим образом соответствовать вашим спецификациям, а затем связаться с каждым из них по отдельности, чтобы обсудить указанные спецификации. Как только вы это сделаете, сравните и сопоставьте эти разговоры и выберите правильный для вас.
Все те, кого мы перечислили, являются высококвалифицированными поставщиками гидравлических услуг, которые многократно зарекомендовали себя. Их информация равномерно распределена по всей странице, втиснутая между абзацами нашей отраслевой информации. Для достижения наилучших результатов мы рекомендуем вам выбрать три или четыре, которые, по вашему мнению, могут наилучшим образом соответствовать вашим спецификациям, а затем связаться с каждым из них по отдельности, чтобы обсудить указанные спецификации. Как только вы это сделаете, сравните и сопоставьте эти разговоры и выберите правильный для вас.
 При постоянном входном потоке и давлении изменение рабочего объема может изменить отношение крутящего момента к скорости в соответствии с требованиями нагрузки.
При постоянном входном потоке и давлении изменение рабочего объема может изменить отношение крутящего момента к скорости в соответствии с требованиями нагрузки. Рабочий крутящий момент учитывает неэффективность двигателя и представляет собой процент от его теоретического крутящего момента. Рабочий крутящий момент обычных шестеренчатых, лопастных и поршневых двигателей составляет приблизительно 90% от теоретического.
Рабочий крутящий момент учитывает неэффективность двигателя и представляет собой процент от его теоретического крутящего момента. Рабочий крутящий момент обычных шестеренчатых, лопастных и поршневых двигателей составляет приблизительно 90% от теоретического.
 Одна шестерня соединена с выходным валом. Другой — бездельник. Жидкость под давлением поступает в корпус в точке зацепления шестерен. Он заставляет шестерни вращаться и следует по пути наименьшего сопротивления по периферии корпуса. Жидкость выходит под низким давлением на противоположной стороне двигателя. Жесткие допуски между шестернями и корпусом помогают контролировать утечку жидкости и повышают объемную эффективность. Изнашиваемые пластины по бокам шестерен препятствуют осевому перемещению шестерен и помогают контролировать утечку.
Одна шестерня соединена с выходным валом. Другой — бездельник. Жидкость под давлением поступает в корпус в точке зацепления шестерен. Он заставляет шестерни вращаться и следует по пути наименьшего сопротивления по периферии корпуса. Жидкость выходит под низким давлением на противоположной стороне двигателя. Жесткие допуски между шестернями и корпусом помогают контролировать утечку жидкости и повышают объемную эффективность. Изнашиваемые пластины по бокам шестерен препятствуют осевому перемещению шестерен и помогают контролировать утечку. Когда в двигатель подается жидкость под давлением, обе шестерни вращаются. Корпус двигателя имеет встроенные впускные и выпускные отверстия почковидной формы. Центры вращения двух шестерен разделены на заданную величину, известную как эксцентриситет. Центр внутренней шестерни совпадает с центром выходного вала.
Когда в двигатель подается жидкость под давлением, обе шестерни вращаются. Корпус двигателя имеет встроенные впускные и выпускные отверстия почковидной формы. Центры вращения двух шестерен разделены на заданную величину, известную как эксцентриситет. Центр внутренней шестерни совпадает с центром выходного вала. Тем временем карман, образованный между внутренними зубами 6 и 1 и наружной лункой A , сместился напротив выпускного отверстия почковидной формы, постоянно осушаясь по мере уменьшения объема кармана. Постепенное дозированное изменение объема карманов во время впуска и выпуска обеспечивает плавный, равномерный поток жидкости с минимальным изменением давления ( или пульсацией ).
Тем временем карман, образованный между внутренними зубами 6 и 1 и наружной лункой A , сместился напротив выпускного отверстия почковидной формы, постоянно осушаясь по мере уменьшения объема кармана. Постепенное дозированное изменение объема карманов во время впуска и выпуска обеспечивает плавный, равномерный поток жидкости с минимальным изменением давления ( или пульсацией ). Нажмите на картинку для увеличения.
Нажмите на картинку для увеличения. Зубец 4 в момент, показанный на рис. 3а, обеспечивает уплотнение между напорной и возвратной жидкостью.
Зубец 4 в момент, показанный на рис. 3а, обеспечивает уплотнение между напорной и возвратной жидкостью. Зуб 1 сместился на угол 60° от исходной точки на рис. 3а; 42 (или 627) зубчатых зацеплений или циклов жидкости потребуются для того, чтобы вал совершил один оборот.
Зуб 1 сместился на угол 60° от исходной точки на рис. 3а; 42 (или 627) зубчатых зацеплений или циклов жидкости потребуются для того, чтобы вал совершил один оборот. Вместо прямого контакта между статором и ротором в поршневые камеры встроены роликовые лопатки. Роликовые лопасти уменьшают износ, позволяя использовать двигатели в гидростатических контурах высокого давления с замкнутым контуром в качестве колесных приводов прямого монтажа.
Вместо прямого контакта между статором и ротором в поршневые камеры встроены роликовые лопатки. Роликовые лопасти уменьшают износ, позволяя использовать двигатели в гидростатических контурах высокого давления с замкнутым контуром в качестве колесных приводов прямого монтажа. Пружинам помогает центробежная сила на более высоких скоростях. Радиальные канавки и отверстия в лопастях постоянно уравновешивают радиальные гидравлические силы, действующие на лопасти.
Пружинам помогает центробежная сила на более высоких скоростях. Радиальные канавки и отверстия в лопастях постоянно уравновешивают радиальные гидравлические силы, действующие на лопасти.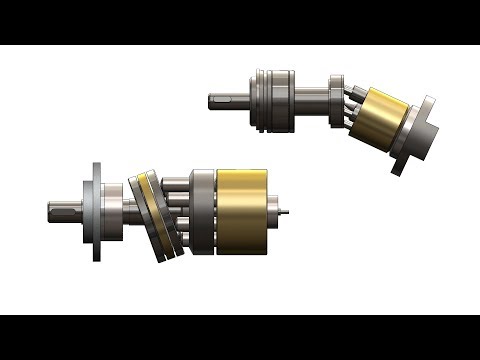 Однако срок службы лопастного двигателя обычно короче, чем у поршневого двигателя. Лопастные двигатели доступны с рабочим объемом 20 дюймов 3 /рев. Некоторые низкоскоростные модели с высоким крутящим моментом поставляются с рабочим объемом до 756 дюймов. 3 /об. За исключением низкоскоростных моделей с большим рабочим объемом, лопастные двигатели имеют ограниченные низкоскоростные характеристики.
Однако срок службы лопастного двигателя обычно короче, чем у поршневого двигателя. Лопастные двигатели доступны с рабочим объемом 20 дюймов 3 /рев. Некоторые низкоскоростные модели с высоким крутящим моментом поставляются с рабочим объемом до 756 дюймов. 3 /об. За исключением низкоскоростных моделей с большим рабочим объемом, лопастные двигатели имеют ограниченные низкоскоростные характеристики. Поршни упираются в упорное кольцо, и силы реакции вращают ствол.
Поршни упираются в упорное кольцо, и силы реакции вращают ствол. Их КПД аналогичен характеристикам радиально-поршневых двигателей. Первоначально аксиально-поршневые двигатели стоили дороже, чем лопастные или редукторные двигатели сопоставимой мощности. Как и радиально-поршневые двигатели, они также имеют длительный срок службы. Следовательно, их более высокая первоначальная стоимость может не отражать ожидаемых общих затрат в течение срока службы единицы оборудования.
Их КПД аналогичен характеристикам радиально-поршневых двигателей. Первоначально аксиально-поршневые двигатели стоили дороже, чем лопастные или редукторные двигатели сопоставимой мощности. Как и радиально-поршневые двигатели, они также имеют длительный срок службы. Следовательно, их более высокая первоначальная стоимость может не отражать ожидаемых общих затрат в течение срока службы единицы оборудования. Приводной вал двигателя и блок цилиндров центрированы на одной оси. Нажмите на картинку для увеличения.
Приводной вал двигателя и блок цилиндров центрированы на одной оси. Нажмите на картинку для увеличения. И наоборот, уменьшение угла снижает крутящий момент, но увеличивает скорость карданного вала (если давление жидкости не уменьшается). Угловые упоры включены, поэтому крутящий момент и скорость остаются в рабочих пределах.
И наоборот, уменьшение угла снижает крутящий момент, но увеличивает скорость карданного вала (если давление жидкости не уменьшается). Угловые упоры включены, поэтому крутящий момент и скорость остаются в рабочих пределах. Реакция на фланец карданного вала. Нажмите на картинку для увеличения.
Реакция на фланец карданного вала. Нажмите на картинку для увеличения. Зубчатые передачи между выходным валом и вращающимися упорами удерживают лопасти ротора и упоры в правильной фазе. Ролик в канавке типа «ласточкин хвост» на конце лопасти ротора обеспечивает надежное уплотнение, практически не подверженное трению и относительно нечувствительное к износу. Силы уплотнения высоки, а потери на трение низки из-за контакта качения.
Зубчатые передачи между выходным валом и вращающимися упорами удерживают лопасти ротора и упоры в правильной фазе. Ролик в канавке типа «ласточкин хвост» на конце лопасти ротора обеспечивает надежное уплотнение, практически не подверженное трению и относительно нечувствительное к износу. Силы уплотнения высоки, а потери на трение низки из-за контакта качения. Промежуточные роторы действуют как уплотнения, которые образуют последовательные изолированные винтовые камеры внутри плотно прилегающего корпуса ротора. Перепад давления, действующий на участки резьбы набора винтов, создает крутящий момент двигателя.
Промежуточные роторы действуют как уплотнения, которые образуют последовательные изолированные винтовые камеры внутри плотно прилегающего корпуса ротора. Перепад давления, действующий на участки резьбы набора винтов, создает крутящий момент двигателя. Гидравлический двигатель, работающий с производительностью ниже номинальной, обеспечивает увеличение срока службы, более чем пропорциональное снижению производительности ниже номинальной.
Гидравлический двигатель, работающий с производительностью ниже номинальной, обеспечивает увеличение срока службы, более чем пропорциональное снижению производительности ниже номинальной. с.)/ Н
с.)/ Н  Таким образом, любое давление на выпускном отверстии снижает выходной крутящий момент гидромотора.
Таким образом, любое давление на выпускном отверстии снижает выходной крутящий момент гидромотора. Плохая программа обслуживания занимает второе место по количеству серьезных проблем. Типичные промахи в программе включают:
Плохая программа обслуживания занимает второе место по количеству серьезных проблем. Типичные промахи в программе включают:
 Эта процедура усилит теплоизоляционные и влагоотталкивающие характеристики дома из дерева и повысит его внешневидовые качества.
Эта процедура усилит теплоизоляционные и влагоотталкивающие характеристики дома из дерева и повысит его внешневидовые качества. При минусовых температурах, когда воды в зоне увеличенной влажности много, она замерзает и расширяется, что может привести к порче облицовочного материала.
При минусовых температурах, когда воды в зоне увеличенной влажности много, она замерзает и расширяется, что может привести к порче облицовочного материала. Но, рекомендуют не использовать для отделки природный камень либо облицовочная плитка – брус сгниет, а в доме будет сыро.
Но, рекомендуют не использовать для отделки природный камень либо облицовочная плитка – брус сгниет, а в доме будет сыро.
 Кроме указанного, вагонку нужно подкрашивать – приблизительно один раз в три года.
Кроме указанного, вагонку нужно подкрашивать – приблизительно один раз в три года. Такой отделочный материал изготавливают исключительно из хвойных пород деревьев, так как высокая смолистость увеличивает срок службы закругленной доски. Главным отличительным моментом от деревянной вагонки у блок хауса выступает форма. Отделочный материал имитирует цилиндрическое бревно. Внутренняя часть закругленной доски плоская, что облегчает крепеж. Фиксируют блок хаус по технологии «шип-паз».
Такой отделочный материал изготавливают исключительно из хвойных пород деревьев, так как высокая смолистость увеличивает срок службы закругленной доски. Главным отличительным моментом от деревянной вагонки у блок хауса выступает форма. Отделочный материал имитирует цилиндрическое бревно. Внутренняя часть закругленной доски плоская, что облегчает крепеж. Фиксируют блок хаус по технологии «шип-паз». Ширина планкена составляет 70-140 мм, а толщина от 15 до 20 мм. Угол скоса граней также разный, но его делают в диапазоне 45-70̊.
Ширина планкена составляет 70-140 мм, а толщина от 15 до 20 мм. Угол скоса граней также разный, но его делают в диапазоне 45-70̊. Этот стройматериал не нуждается в последующем уходе, в отличие от деревянных вариантов отделки. Любую обшивку из натурального материала периодически надо обрабатывать антипиренами, лакокрасочными составами и антисептиками.
Этот стройматериал не нуждается в последующем уходе, в отличие от деревянных вариантов отделки. Любую обшивку из натурального материала периодически надо обрабатывать антипиренами, лакокрасочными составами и антисептиками. Но, чаще виниловый сайдинг крепят при помощи саморезов. Но, тогда нужно оставить некоторый зазор – для компенсации температурных изменений материалов. Если не оставить люфт, то виниловый сайдинг растрескается из-за появляющегося напряжения материала.
Но, чаще виниловый сайдинг крепят при помощи саморезов. Но, тогда нужно оставить некоторый зазор – для компенсации температурных изменений материалов. Если не оставить люфт, то виниловый сайдинг растрескается из-за появляющегося напряжения материала.
 Но, итоговый вид не всем владельцам по душе, так как строение имеет большое сходство со складом либо цехом, чем с жилым домом.
Но, итоговый вид не всем владельцам по душе, так как строение имеет большое сходство со складом либо цехом, чем с жилым домом. Такие края и есть место стыка. Во время монтажа один край сперва заводят в замок уже зафиксированной панели и только потом окончательно крепят. Цокольный сайдинг, как и виниловый, нуждается в люфте – чтобы предотвратить чрезмерное напряжение материала. Обрешетка для цокольного сайдинга может быть выполнена из обработанных специальными растворами деревянных брусков. Допустимо использование и металлического оцинкованного профиля для гипсокартона.
Такие края и есть место стыка. Во время монтажа один край сперва заводят в замок уже зафиксированной панели и только потом окончательно крепят. Цокольный сайдинг, как и виниловый, нуждается в люфте – чтобы предотвратить чрезмерное напряжение материала. Обрешетка для цокольного сайдинга может быть выполнена из обработанных специальными растворами деревянных брусков. Допустимо использование и металлического оцинкованного профиля для гипсокартона. Иногда утеплитель уже присутствует на устанавливаемых элементах, к примеру – в случае сэндвич-панелей. Но, кроме них существуют и другие, менее распространенные материалы, которыми допустимо обшивать снаружи стены деревянных жилых построек.
Иногда утеплитель уже присутствует на устанавливаемых элементах, к примеру – в случае сэндвич-панелей. Но, кроме них существуют и другие, менее распространенные материалы, которыми допустимо обшивать снаружи стены деревянных жилых построек. Такой фиброцеметный сайдинг дорог. Покрытие бывает гладким – матовым и глянцевым либо имитирует дерево, кирпич и другое.
Такой фиброцеметный сайдинг дорог. Покрытие бывает гладким – матовым и глянцевым либо имитирует дерево, кирпич и другое. Стыки между отдельными пластинами закрывают алюминиевыми планками или затирают пастой. Прочие особенности установки определяют также по типу основы. Существуют также клинкерные разновидности панелей – поверх утеплителя приклеена клинкерная плитка.
Стыки между отдельными пластинами закрывают алюминиевыми планками или затирают пастой. Прочие особенности установки определяют также по типу основы. Существуют также клинкерные разновидности панелей – поверх утеплителя приклеена клинкерная плитка.


 Решил облицевать дом вагонкой снаружи и проложить под нее дополнительный слой утеплителя. Для обрешетки по совету знакомого строителя использовал рейки. Уже 3 года как закончил работу и никаких особенных проблем, правда, покрасить все-таки стоит.
Решил облицевать дом вагонкой снаружи и проложить под нее дополнительный слой утеплителя. Для обрешетки по совету знакомого строителя использовал рейки. Уже 3 года как закончил работу и никаких особенных проблем, правда, покрасить все-таки стоит. Они подскажут, что лучше, при учете пожеланий и быстро выполнят работы.
Они подскажут, что лучше, при учете пожеланий и быстро выполнят работы. Именно поэтому при выборе наружной облицовки необходимо руководствоваться следующими требованиями:
Именно поэтому при выборе наружной облицовки необходимо руководствоваться следующими требованиями: Таким образом, наружная отделка должна лучше пропускать пар, чем сама конструкция стены.
Таким образом, наружная отделка должна лучше пропускать пар, чем сама конструкция стены. Их общая площадь вычисляется из расчёта 3,75 см² на каждый квадратный метр стены (учитывают окна и двери). Через эти отверстия воздух будет втягиваться в вентиляционный зазор, а выходить он будет через отверстия в верхней части фасада.
Их общая площадь вычисляется из расчёта 3,75 см² на каждый квадратный метр стены (учитывают окна и двери). Через эти отверстия воздух будет втягиваться в вентиляционный зазор, а выходить он будет через отверстия в верхней части фасада. Этот материал имеет прекрасный внешний вид и способен регулировать влажность. На фото можно найти много вариантов деревянной обшивки дома. Чаще всего для этого используется блок хаус, вагонка для наружной отделки или доска с имитацией бруса.
Этот материал имеет прекрасный внешний вид и способен регулировать влажность. На фото можно найти много вариантов деревянной обшивки дома. Чаще всего для этого используется блок хаус, вагонка для наружной отделки или доска с имитацией бруса. Если вы хотите облицевать дом и не иметь проблем с уходом, то этот вариант вам не подходит.
Если вы хотите облицевать дом и не иметь проблем с уходом, то этот вариант вам не подходит.
 В продаже есть сайдинг, изготовленный из металла, винила и асбестоцемента. Самой большой популярностью пользуется виниловый сайдинг. Его цена самая приемлемая, а монтаж и обработка наиболее простые.
В продаже есть сайдинг, изготовленный из металла, винила и асбестоцемента. Самой большой популярностью пользуется виниловый сайдинг. Его цена самая приемлемая, а монтаж и обработка наиболее простые. Для компенсации температурных деформаций от торца панели до доборного элемента обязательно должен быть зазор в 10 мм.
Для компенсации температурных деформаций от торца панели до доборного элемента обязательно должен быть зазор в 10 мм.
 В продаже есть стеновые прямые термопанели и угловые элементы для оформления углов, окон и дверей. Изделия укреплены пластиковыми направляющими, надёжно защищающими облицовочный слой от механических повреждений и деформаций. Для монтажа панелей на поверхности стен дома делается обрешётка. После крепления изделий швы заполняются специальной затиркой.
В продаже есть стеновые прямые термопанели и угловые элементы для оформления углов, окон и дверей. Изделия укреплены пластиковыми направляющими, надёжно защищающими облицовочный слой от механических повреждений и деформаций. Для монтажа панелей на поверхности стен дома делается обрешётка. После крепления изделий швы заполняются специальной затиркой. И даже если гости смогут легко найти ваш дом, когда вы дадите им номер вашего дома, всегда лучше описать уникальность вашего дома, чем просто дать номер.
И даже если гости смогут легко найти ваш дом, когда вы дадите им номер вашего дома, всегда лучше описать уникальность вашего дома, чем просто дать номер. Если вам нужна дополнительная уникальность, вы можете купить гирлянды-сосульки разных цветов в зависимости от общего цветового узора вашего дома.
Если вам нужна дополнительная уникальность, вы можете купить гирлянды-сосульки разных цветов в зависимости от общего цветового узора вашего дома. Вместо того, чтобы удалять краску или граффити, просто закрасьте их своими собственными идеями декора. Если ваш бюджет позволяет, пригласите профессионального художника, чтобы он украсил кирпичи для вас.
Вместо того, чтобы удалять краску или граффити, просто закрасьте их своими собственными идеями декора. Если ваш бюджет позволяет, пригласите профессионального художника, чтобы он украсил кирпичи для вас. Для этого ваш сайдинг должен быть виниловым, потому что его легче всего отделить, чтобы пошевелить там декор. Вам понадобятся прочные крючки, которые могут удерживать до 50 фунтов, несколько металлических ящиков, в которые можно удерживать небольшие сады с травами, и несколько шурупов». — Ремонт ГВД, Компания «Подрядчик сайдинга».
Для этого ваш сайдинг должен быть виниловым, потому что его легче всего отделить, чтобы пошевелить там декор. Вам понадобятся прочные крючки, которые могут удерживать до 50 фунтов, несколько металлических ящиков, в которые можно удерживать небольшие сады с травами, и несколько шурупов». — Ремонт ГВД, Компания «Подрядчик сайдинга». Все, что сделает ваш дом современным, должно быть в порядке!
Все, что сделает ваш дом современным, должно быть в порядке!

 Установка праздничного света – это то, что вы, возможно, захотите поручить профессионалу, так как самостоятельное выполнение этой задачи может занять много времени и быть опасным.
Установка праздничного света – это то, что вы, возможно, захотите поручить профессионалу, так как самостоятельное выполнение этой задачи может занять много времени и быть опасным. Вы можете повесить свой флаг на столбе на крыльце или на отдельном крючке в саду.
Вы можете повесить свой флаг на столбе на крыльце или на отдельном крючке в саду.
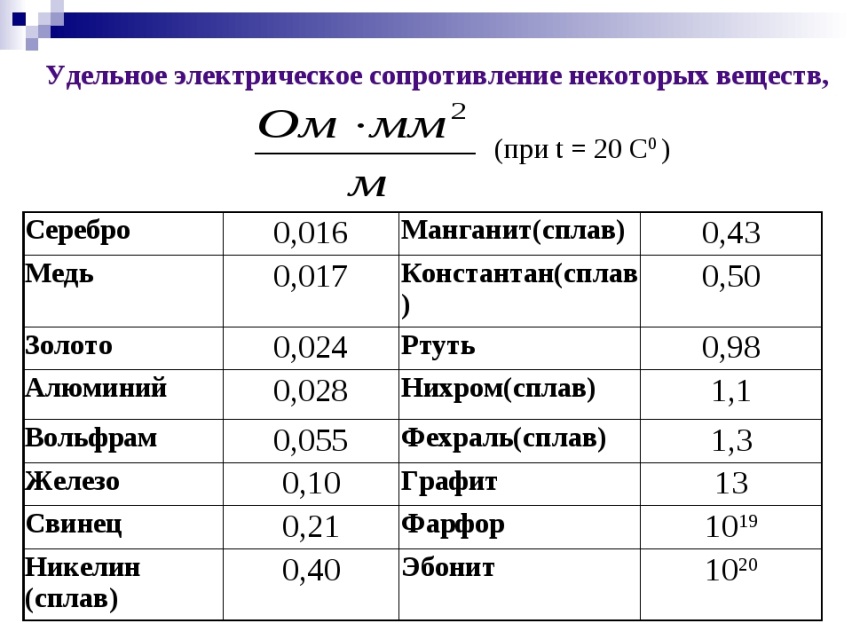
 При ионизации атома данная величина может принимать значение от 7,726 до 82,7 эВ.
При ионизации атома данная величина может принимать значение от 7,726 до 82,7 эВ.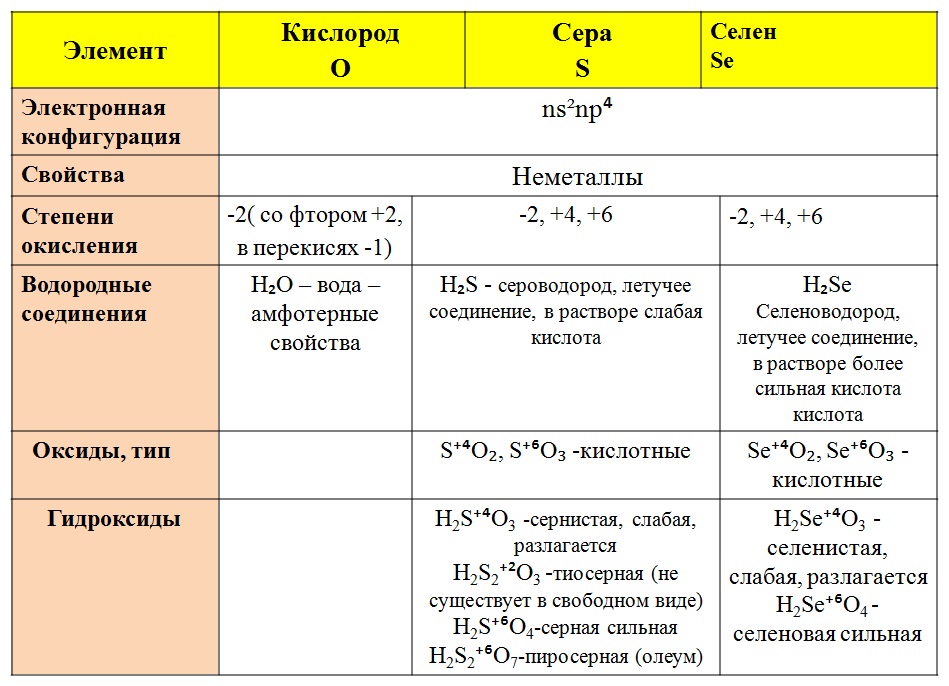
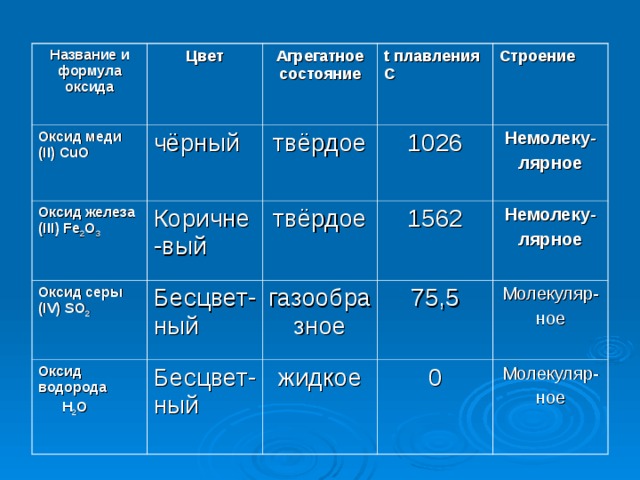 Это лишний раз подтверждает уникальность ее химических свойств, о которых следует рассказать более подробно.
Это лишний раз подтверждает уникальность ее химических свойств, о которых следует рассказать более подробно. Если металл поместить в пары серы, то он воспламенится. Высокую степень родства он проявляет и к селену. Медь не вступает в реакцию с азотом, углеродом и водородом даже в условиях высоких температур.
Если металл поместить в пары серы, то он воспламенится. Высокую степень родства он проявляет и к селену. Медь не вступает в реакцию с азотом, углеродом и водородом даже в условиях высоких температур.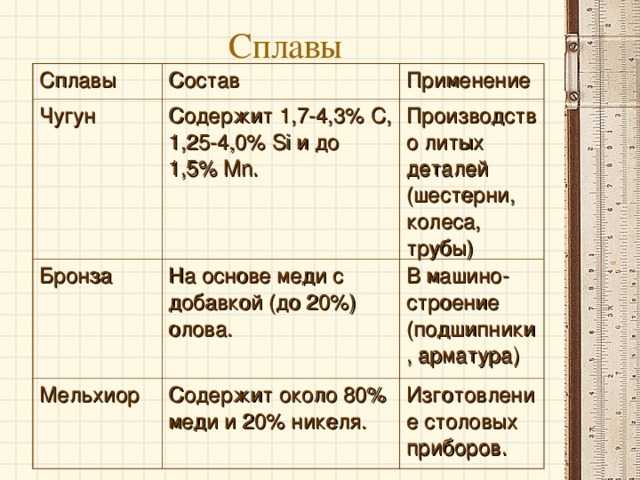 Такими соединениями являются двойные соли меди и аммиачные смеси. И те и другие нашли широкое применение в различных отраслях промышленности.
Такими соединениями являются двойные соли меди и аммиачные смеси. И те и другие нашли широкое применение в различных отраслях промышленности.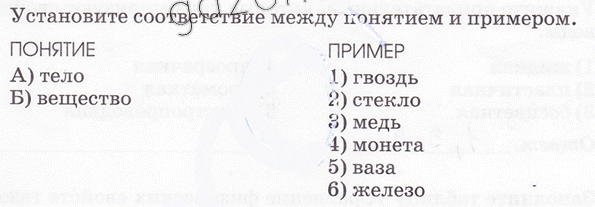 Совершенно не случайно именно подобные трубы применяются в составе инженерных коммуникаций жилых и административных зданий в большинстве европейских стран.
Совершенно не случайно именно подобные трубы применяются в составе инженерных коммуникаций жилых и административных зданий в большинстве европейских стран. Тогда из меди и его сплавов создавали предметы посуды, оружие, украшения, разные предметы бытового назначения. Столь высокая популярность этого металла на протяжении столетий была обусловлена не только его особыми качествами, но и легкостью обработки. Медь, присутствующую в руде в форме карбонатов и окислов, довольно легко восстановить, что и научились делать наши предки в древности. В этой статье поговорим о свойствах меди и методах ее определения.
Тогда из меди и его сплавов создавали предметы посуды, оружие, украшения, разные предметы бытового назначения. Столь высокая популярность этого металла на протяжении столетий была обусловлена не только его особыми качествами, но и легкостью обработки. Медь, присутствующую в руде в форме карбонатов и окислов, довольно легко восстановить, что и научились делать наши предки в древности. В этой статье поговорим о свойствах меди и методах ее определения. Величина показателя его электроотрицательности достигает 1,9 единиц по шкале Полинга. Стоит отметить, что степень окисления способна принимать разные значения. В условиях температуры в пределах от 20 до 100 градусов, показатель теплопроводности равен 394 Вт/м*К. показатель электропроводности меди, уступает по которому она только серебру, колеблется в пределах 55,5–58 МСм/м.
Величина показателя его электроотрицательности достигает 1,9 единиц по шкале Полинга. Стоит отметить, что степень окисления способна принимать разные значения. В условиях температуры в пределах от 20 до 100 градусов, показатель теплопроводности равен 394 Вт/м*К. показатель электропроводности меди, уступает по которому она только серебру, колеблется в пределах 55,5–58 МСм/м.
 Таким образом, лишний раз подтверждается уникальность ее химических качеств, о которых дальше мы расскажем более детально.
Таким образом, лишний раз подтверждается уникальность ее химических качеств, о которых дальше мы расскажем более детально. Под действием паров серы металл воспламеняется. Высокий уровень родства медь демонстрирует и к селену. Общие свойства меди не позволяют ей вступить в реакцию с азотом, углеродом и водородом даже при нагревании.
Под действием паров серы металл воспламеняется. Высокий уровень родства медь демонстрирует и к селену. Общие свойства меди не позволяют ей вступить в реакцию с азотом, углеродом и водородом даже при нагревании. К подобным соединениям можно отнести двойные соли меди и аммиачные смеси. Они активно используются в различных отраслях промышленности.
К подобным соединениям можно отнести двойные соли меди и аммиачные смеси. Они активно используются в различных отраслях промышленности.
 Чаще всего – это смесь основных солей разного состава и цвета (от зеленого до сине-зеленого).
Чаще всего – это смесь основных солей разного состава и цвета (от зеленого до сине-зеленого). После этого ее отправляют в подготовленный раствор реактивов. В этом растворе навеска должна полностью раствориться. Далее весь раствор нужно нагреть, так как в процессе нагревания удаляются окиси азота. Очищенный раствор необходимо разбавить водой и снова нагреть до 40 оС. Теперь массу можно подвергать процессу электролиза. Электроды, погружаемые в раствор создают из платины. Далее включается ток силой 2,2 В и в условиях постоянного помешивания происходит выделение меди.
После этого ее отправляют в подготовленный раствор реактивов. В этом растворе навеска должна полностью раствориться. Далее весь раствор нужно нагреть, так как в процессе нагревания удаляются окиси азота. Очищенный раствор необходимо разбавить водой и снова нагреть до 40 оС. Теперь массу можно подвергать процессу электролиза. Электроды, погружаемые в раствор создают из платины. Далее включается ток силой 2,2 В и в условиях постоянного помешивания происходит выделение меди.
 Нам известно 118 элементов, из которых 92 встречаются в природе, а остальные получены искусственно. Элементы далее классифицируются на металлы, неметаллы и металлоиды на основе их свойств, которые коррелируют с их положением в периодической таблице.
Нам известно 118 элементов, из которых 92 встречаются в природе, а остальные получены искусственно. Элементы далее классифицируются на металлы, неметаллы и металлоиды на основе их свойств, которые коррелируют с их положением в периодической таблице. Таким образом, металлы являются электроположительными элементами с относительно низкими энергиями ионизации. Они отличаются ярким блеском, твердостью, способностью резонировать звук и являются отличными проводниками тепла и электричества. Металлы в нормальных условиях являются твердыми телами, за исключением ртути.
Таким образом, металлы являются электроположительными элементами с относительно низкими энергиями ионизации. Они отличаются ярким блеском, твердостью, способностью резонировать звук и являются отличными проводниками тепла и электричества. Металлы в нормальных условиях являются твердыми телами, за исключением ртути. Например, кусок золота размером с кубик сахара можно растолочь в тонкий лист, который покроет футбольное поле.
Например, кусок золота размером с кубик сахара можно растолочь в тонкий лист, который покроет футбольное поле.
 3} \]
3} \]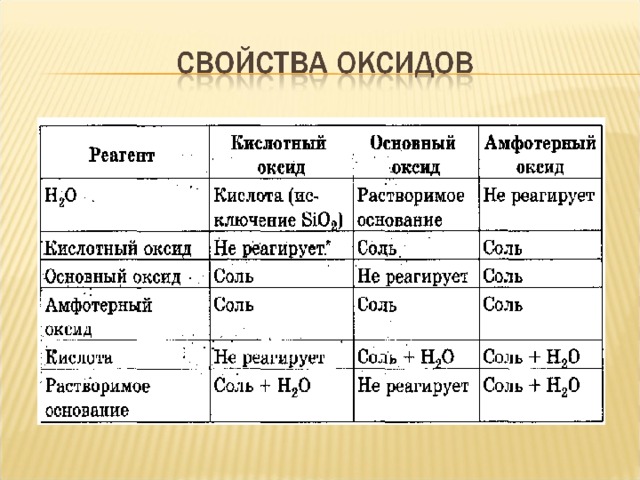 Это электроотрицательные элементы с высокими энергиями ионизации. Они неблестящие, хрупкие и плохо проводят тепло и электричество (кроме графита). Неметаллы могут быть газами, жидкостями или твердыми телами.
Это электроотрицательные элементы с высокими энергиями ионизации. Они неблестящие, хрупкие и плохо проводят тепло и электричество (кроме графита). Неметаллы могут быть газами, жидкостями или твердыми телами.
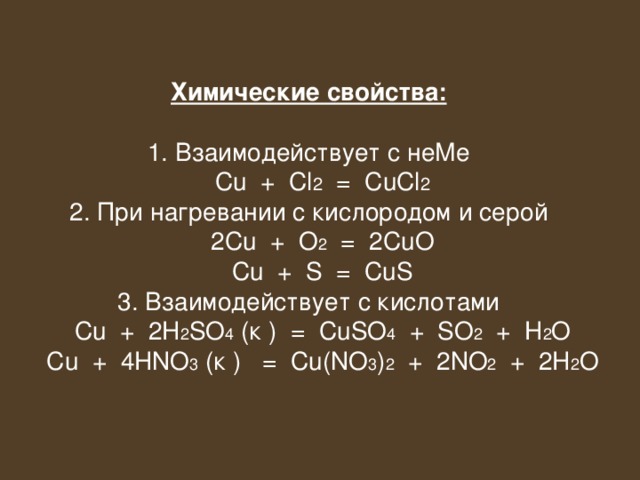 Металлоиды используются в полупроводниковой промышленности. Все металлоиды твердые при комнатной температуре. Они могут образовывать сплавы с другими металлами. Некоторые металлоиды, такие как кремний и германий, при определенных условиях могут вести себя как электрические проводники, поэтому их называют полупроводниками. Кремний, например, выглядит блестящим, но имеет не ковкий и не пластичный (это хрупкий — свойство некоторых неметаллов). Это гораздо худший проводник тепла и электричества, чем металлы. Физические свойства металлоидов имеют тенденцию быть металлическими, но их химические свойства имеют тенденцию быть неметаллическими. Степень окисления элемента этой группы может составлять от +5 до -2, в зависимости от группы, в которой он находится.
Металлоиды используются в полупроводниковой промышленности. Все металлоиды твердые при комнатной температуре. Они могут образовывать сплавы с другими металлами. Некоторые металлоиды, такие как кремний и германий, при определенных условиях могут вести себя как электрические проводники, поэтому их называют полупроводниками. Кремний, например, выглядит блестящим, но имеет не ковкий и не пластичный (это хрупкий — свойство некоторых неметаллов). Это гораздо худший проводник тепла и электричества, чем металлы. Физические свойства металлоидов имеют тенденцию быть металлическими, но их химические свойства имеют тенденцию быть неметаллическими. Степень окисления элемента этой группы может составлять от +5 до -2, в зависимости от группы, в которой он находится.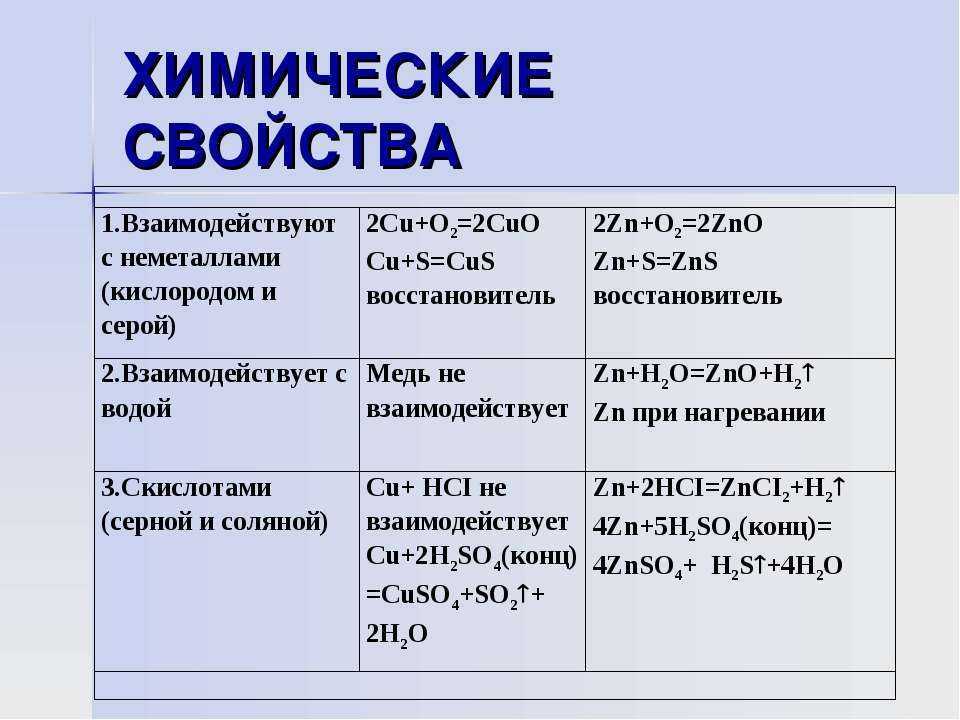 энергетические ценности). Внутри любой группы элементов (столбцов) металлический характер возрастает сверху вниз (значения электроотрицательности и энергии ионизации обычно уменьшаются по мере продвижения вниз по группе). Эта общая тенденция не обязательно наблюдается для переходных металлов.
энергетические ценности). Внутри любой группы элементов (столбцов) металлический характер возрастает сверху вниз (значения электроотрицательности и энергии ионизации обычно уменьшаются по мере продвижения вниз по группе). Эта общая тенденция не обязательно наблюдается для переходных металлов.
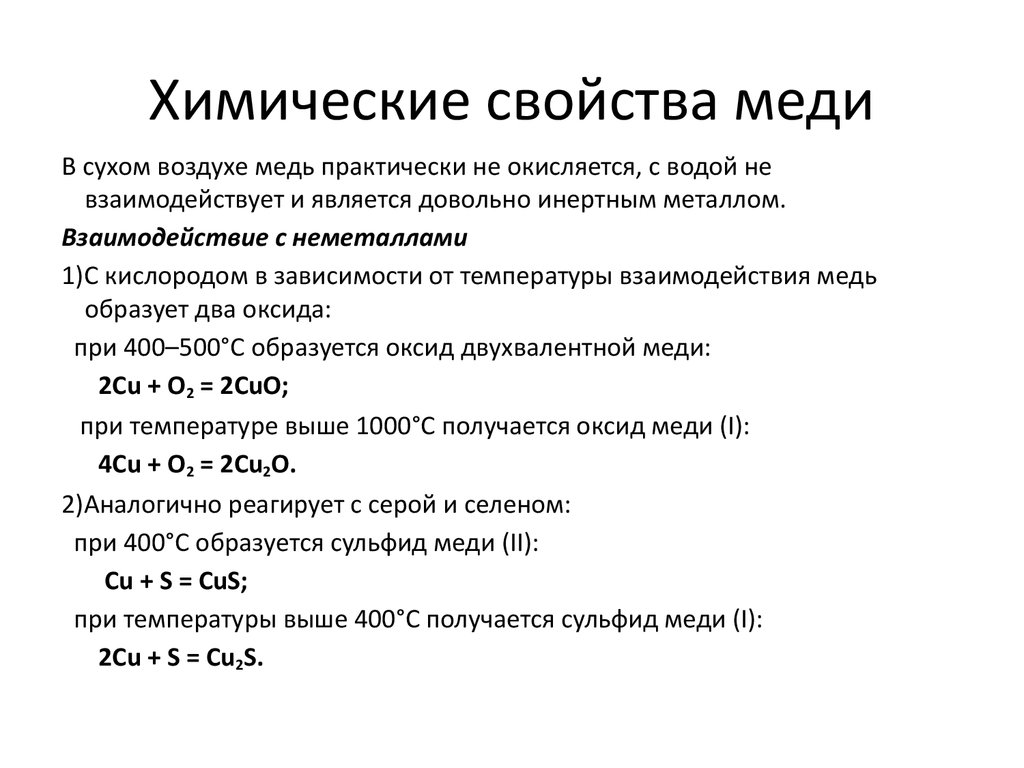
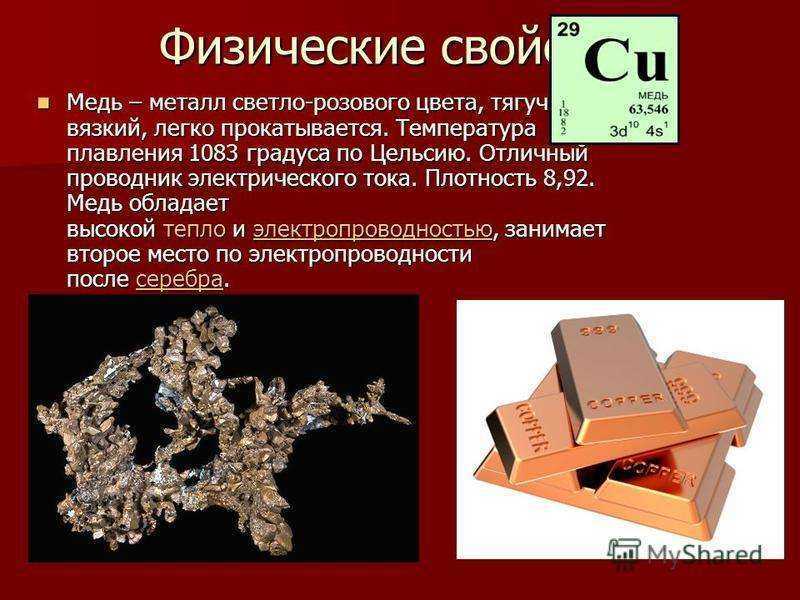 Другими словами, олово и свинец в Группе
Другими словами, олово и свинец в Группе То есть,
То есть,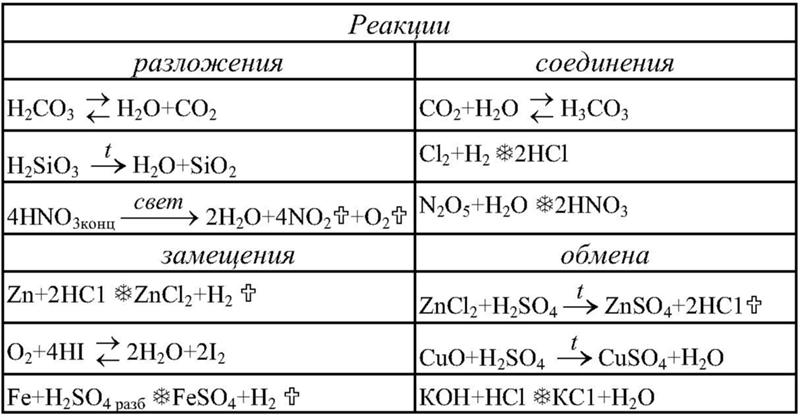


 Один закапывают в землю, бетонируют или фиксируют хомутами к неподвижному основанию. В него вставляют арматуру. На свободный конец прутка надевают вторую трубу, служащую рычагом. Чем толще арматура, тем больше должен быть внутренний диаметр трубы.
Один закапывают в землю, бетонируют или фиксируют хомутами к неподвижному основанию. В него вставляют арматуру. На свободный конец прутка надевают вторую трубу, служащую рычагом. Чем толще арматура, тем больше должен быть внутренний диаметр трубы.


 Таким образом, обеспечивается полный контроль выполняемых процессов.
Таким образом, обеспечивается полный контроль выполняемых процессов.
 com.
com. 

 Вставьте арматурный стержень между трубами так, чтобы он проходил параллельно длине деревянной доски, при этом точка, в которой вы хотите, чтобы арматурный стержень изгибался, располагалась напротив углового фланца, ближайшего к короткому краю деревянной доски.
Вставьте арматурный стержень между трубами так, чтобы он проходил параллельно длине деревянной доски, при этом точка, в которой вы хотите, чтобы арматурный стержень изгибался, располагалась напротив углового фланца, ближайшего к короткому краю деревянной доски.

 Чем длиннее труба, тем больше рычагов она вам даст.
Чем длиннее труба, тем больше рычагов она вам даст. Часто арматуру необходимо согнуть, чтобы она соответствовала определенным архитектурным формам. Это можно сделать с помощью машин, как промышленных, так и ручных, но это также можно сделать вручную. Все, что вам нужно, чтобы согнуть арматуру, это тиски, стальная труба и паяльная лампа. Наденьте пару кожаных рабочих перчаток, чтобы защитить руки. После того, как вы согнули арматуру на несколько дюймов, остановитесь и проверьте угол с помощью транспортира. Снова нагрейте арматуру и продолжайте сгибать ее, пока она не достигнет нужного угла. Повторяйте этот процесс, пока не будут выполнены все необходимые изгибы.
Часто арматуру необходимо согнуть, чтобы она соответствовала определенным архитектурным формам. Это можно сделать с помощью машин, как промышленных, так и ручных, но это также можно сделать вручную. Все, что вам нужно, чтобы согнуть арматуру, это тиски, стальная труба и паяльная лампа. Наденьте пару кожаных рабочих перчаток, чтобы защитить руки. После того, как вы согнули арматуру на несколько дюймов, остановитесь и проверьте угол с помощью транспортира. Снова нагрейте арматуру и продолжайте сгибать ее, пока она не достигнет нужного угла. Повторяйте этот процесс, пока не будут выполнены все необходимые изгибы.
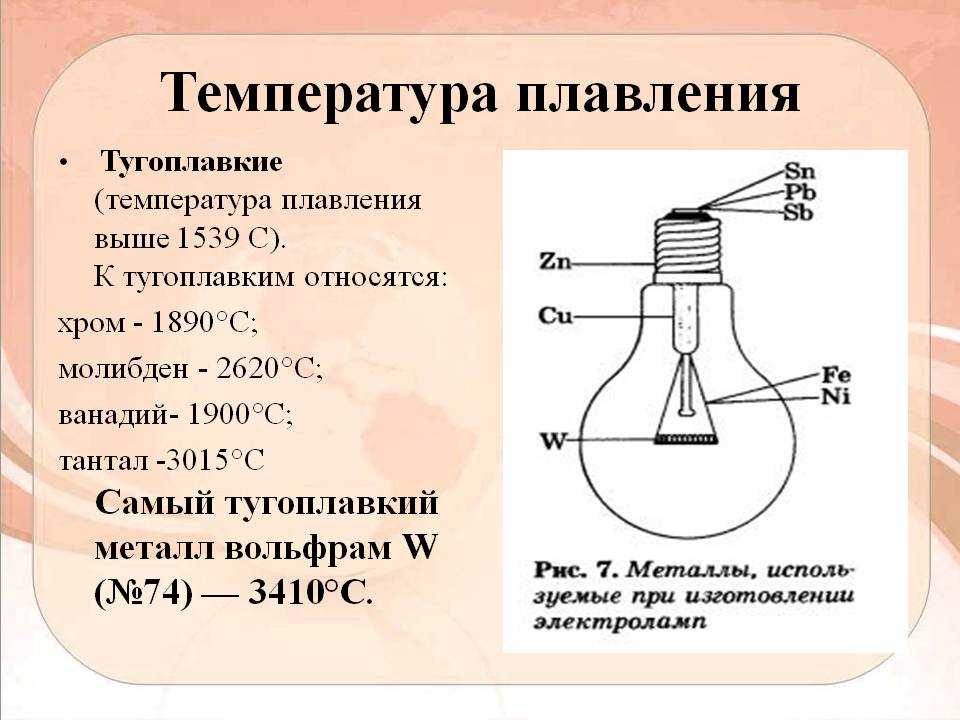 .. Озадачили вы меня. походу это дело проще выкинуть, чем морочиться…
.. Озадачили вы меня. походу это дело проще выкинуть, чем морочиться…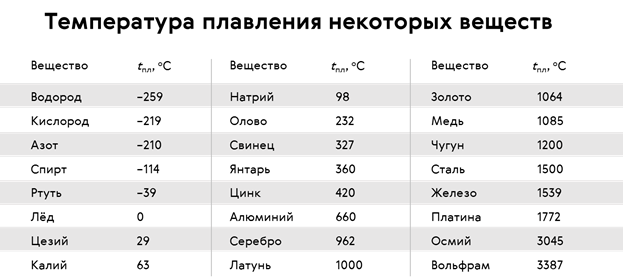 При нагреве до ярко-красного цвета-стал мягким-чисто белого(чутка в серебристый оттенок)цвета кусочком… с последуюшими отжигами-стойко перенес вальцевание в фольгу 0.3-и разошелся на блесны-самотрясы. хорошо паялся-лудился кислотными флюсами и простым ПОС-61.
При нагреве до ярко-красного цвета-стал мягким-чисто белого(чутка в серебристый оттенок)цвета кусочком… с последуюшими отжигами-стойко перенес вальцевание в фольгу 0.3-и разошелся на блесны-самотрясы. хорошо паялся-лудился кислотными флюсами и простым ПОС-61. Не даёт моментально терять температуру расплаву от соприкосновения с ингусом.
Не даёт моментально терять температуру расплаву от соприкосновения с ингусом. А залить куда? Не проблема возьми кусок трубы подходящего размера поставь на лист железа .Когда застынит разбереш .а чушку выбьеш ивсе.
А залить куда? Не проблема возьми кусок трубы подходящего размера поставь на лист железа .Когда застынит разбереш .а чушку выбьеш ивсе. Делаем «древо», заливаем гипсом (специального есть чуток), вакуум, подсушили, выплавили воск, а дальше? Можно лить эту смесь, что у меня имеется?
Делаем «древо», заливаем гипсом (специального есть чуток), вакуум, подсушили, выплавили воск, а дальше? Можно лить эту смесь, что у меня имеется?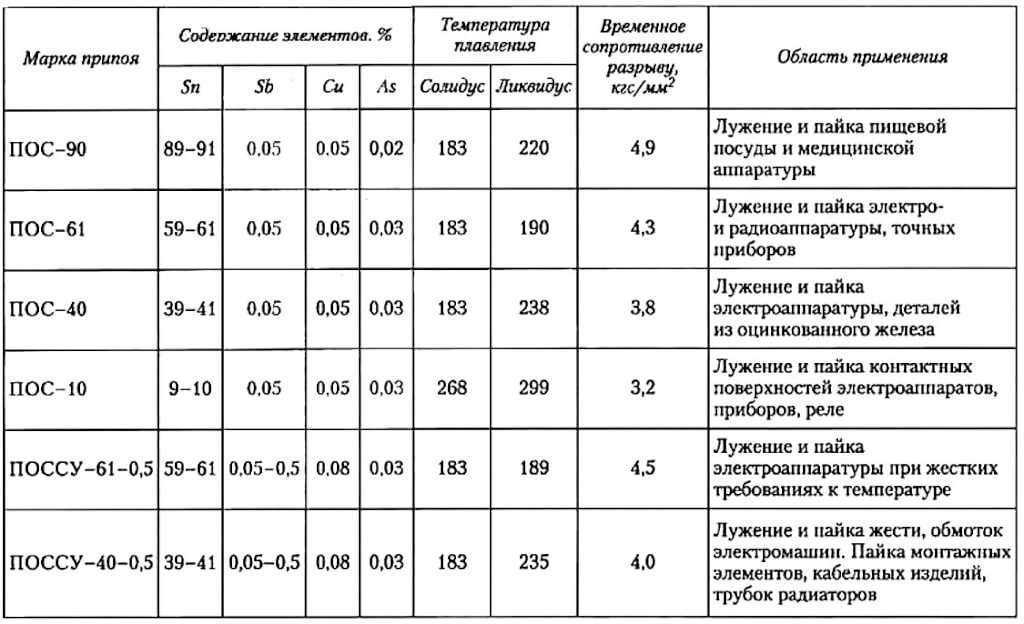 А у Вас серебро еще и ломкое, хрупкое, я Вам советовал его плавить с селитрой, дабы попытаться окислить примеси. Есть еще вариант, аффинаж, можете в поиске набрать если интересует, полюбопытствовать
А у Вас серебро еще и ломкое, хрупкое, я Вам советовал его плавить с селитрой, дабы попытаться окислить примеси. Есть еще вариант, аффинаж, можете в поиске набрать если интересует, полюбопытствовать А так тот же металл расплавил прокатал протянул и под штамповку к примеру. Но это ювелирка, для ножей качество можно снизить, кто там поры будет искать на больстере, а если и найдет то и не поймет что это и в связи с чем
А так тот же металл расплавил прокатал протянул и под штамповку к примеру. Но это ювелирка, для ножей качество можно снизить, кто там поры будет искать на больстере, а если и найдет то и не поймет что это и в связи с чем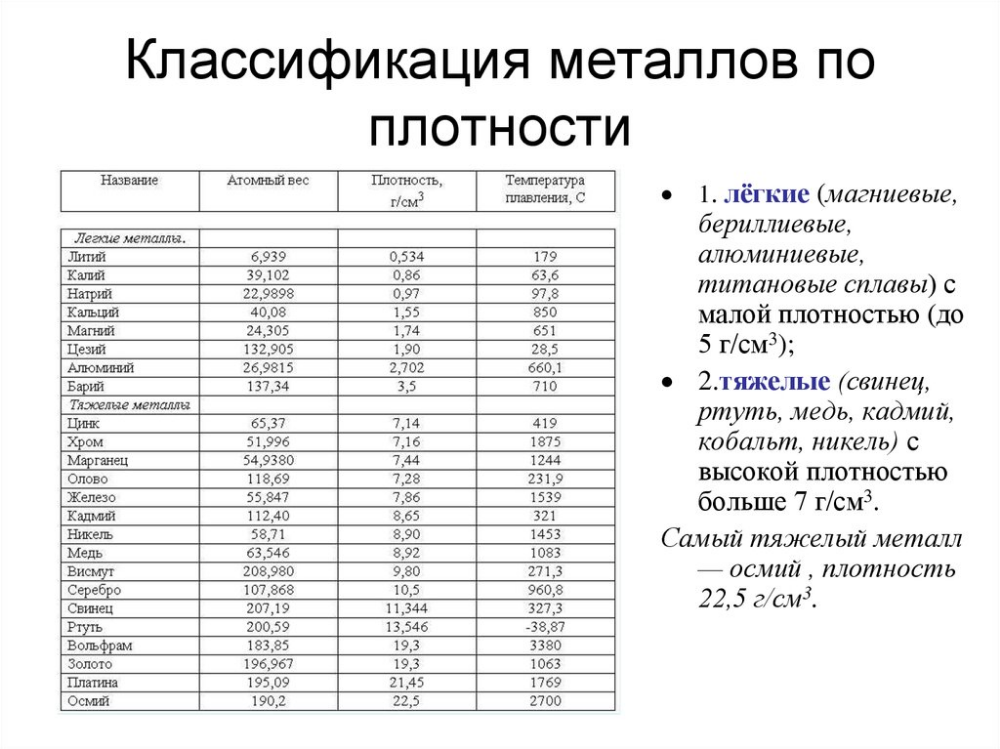 Чтобы понимать где лучше применять мельхиор, требуется знать какими характеристиками он обладает и какие у него сеть сильные и слабые стороны.
Чтобы понимать где лучше применять мельхиор, требуется знать какими характеристиками он обладает и какие у него сеть сильные и слабые стороны.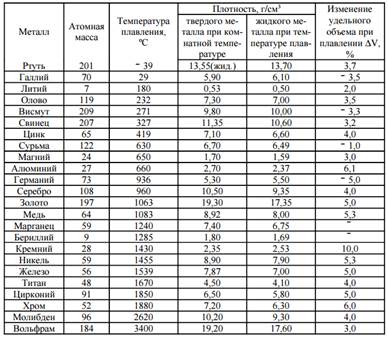
 Они обозначают примеси железа и марганца в составе. Чтобы было понятнее, следует разобраться на примере. Сплав МНЖМЦ 30-1-1 представляет собой соединение меди, никеля, железа и марганца. При этом процентное содержание никеля в этом составе равняется 30%. Содержание дополнительных компонентов — по 1%. Железо и марганец уменьшает показатель пластичности изделия, но увеличивает его износоустойчивость и твердость.
Они обозначают примеси железа и марганца в составе. Чтобы было понятнее, следует разобраться на примере. Сплав МНЖМЦ 30-1-1 представляет собой соединение меди, никеля, железа и марганца. При этом процентное содержание никеля в этом составе равняется 30%. Содержание дополнительных компонентов — по 1%. Железо и марганец уменьшает показатель пластичности изделия, но увеличивает его износоустойчивость и твердость. Не вступает в окислительные реакции при температуре до 150 градусов по Цельсию.
Не вступает в окислительные реакции при температуре до 150 градусов по Цельсию. Его легко обрабатывать давлением, так как у сплава высокий показатель пластичности. Таким образом его обрабатывают методами чеканки, штамповки и ковки. Мельхиор быстро обрабатывается в процессе резания. Благодаря характеристикам и составу мельхиор легко поддаётся пайке.
Его легко обрабатывать давлением, так как у сплава высокий показатель пластичности. Таким образом его обрабатывают методами чеканки, штамповки и ковки. Мельхиор быстро обрабатывается в процессе резания. Благодаря характеристикам и составу мельхиор легко поддаётся пайке.
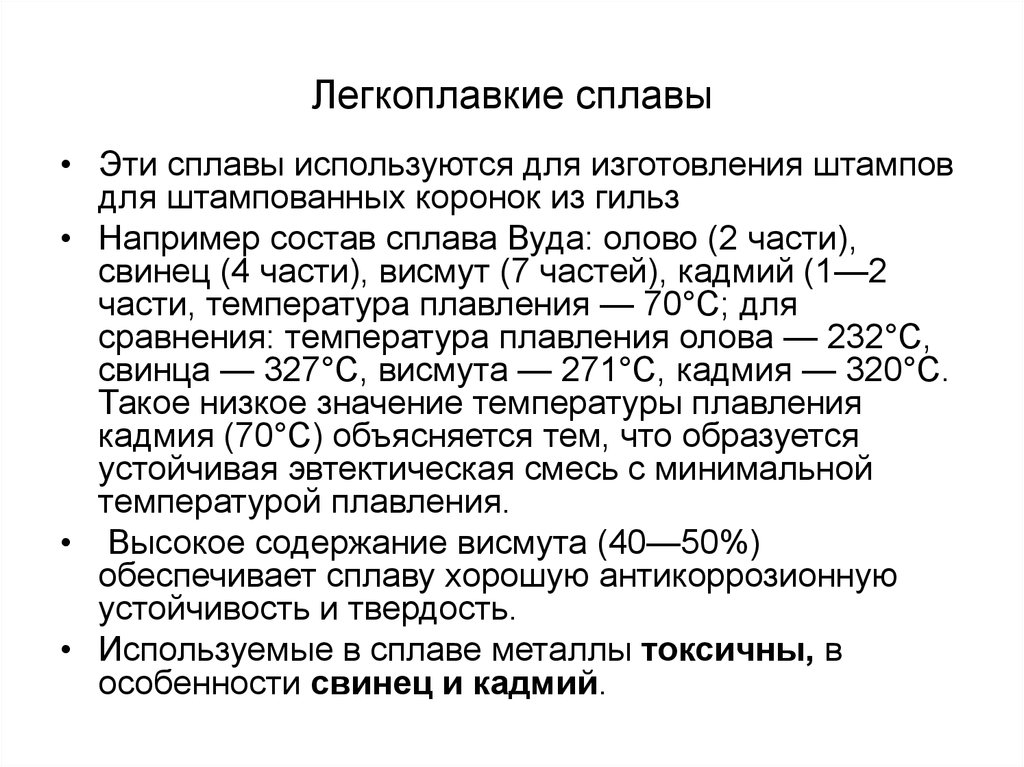
 Чтобы не ошибиться в выборе, требуется знать, как отличить серебро от мельхиора. Для этого существует ряд особенностей:
Чтобы не ошибиться в выборе, требуется знать, как отличить серебро от мельхиора. Для этого существует ряд особенностей:
 с низким удельным сопротивлением в эксплуатации при температурах до 300°С.
с низким удельным сопротивлением в эксплуатации при температурах до 300°С.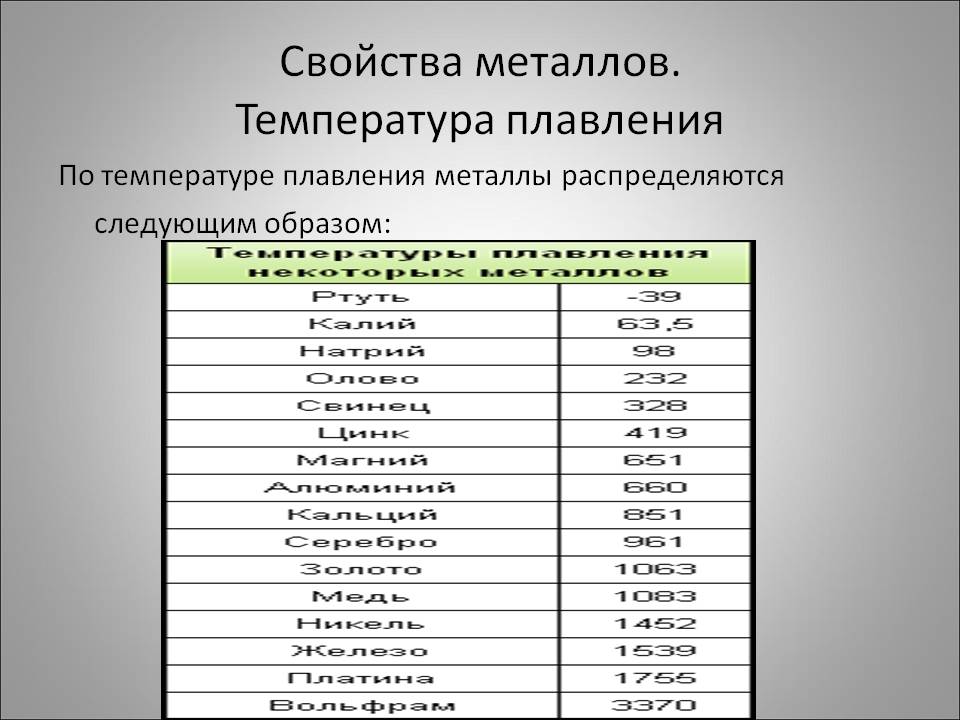
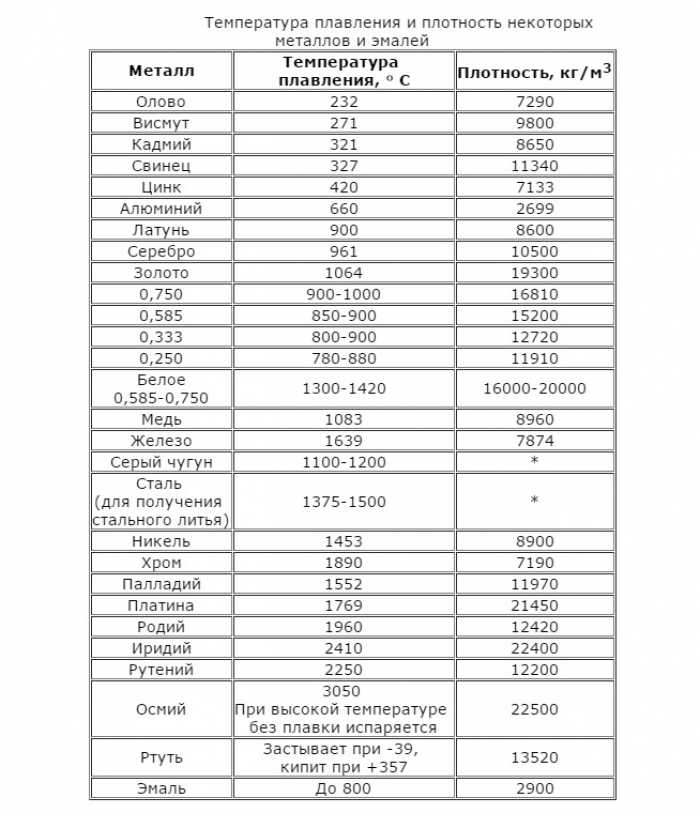 03mm ~ 8mm
03mm ~ 8mm  Мельхиор – это сплав на основе меди, в котором в качестве основного легирующего элемента используется никель. Благодаря смешению меди и никеля сплав обладает высокой коррозионной стойкостью. Мельхиор обладает высоким электрическим сопротивлением. Медно-никелевые сплавы используются в производстве электронных компонентов, таких как резисторы, реостаты, термопары. Сплав нашел широкое применение в производстве электронного оборудования. По любым вопросам, пожалуйста, свяжитесь с нами, и мы будем рады проконсультировать вас. Возможно изготовление сплавов по вашим требованиям, как по составам, так и по формам исполнения.
Мельхиор – это сплав на основе меди, в котором в качестве основного легирующего элемента используется никель. Благодаря смешению меди и никеля сплав обладает высокой коррозионной стойкостью. Мельхиор обладает высоким электрическим сопротивлением. Медно-никелевые сплавы используются в производстве электронных компонентов, таких как резисторы, реостаты, термопары. Сплав нашел широкое применение в производстве электронного оборудования. По любым вопросам, пожалуйста, свяжитесь с нами, и мы будем рады проконсультировать вас. Возможно изготовление сплавов по вашим требованиям, как по составам, так и по формам исполнения.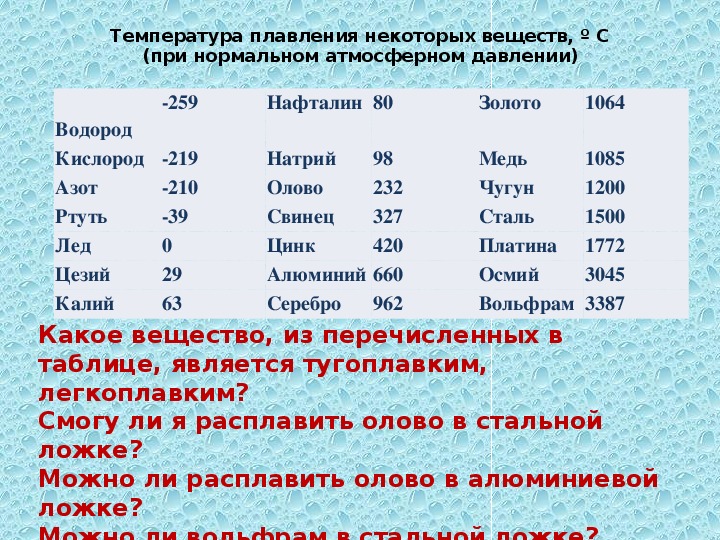 ) В другом месте, как и в заглавной фразе «Coming Up», повторение притупляет означающую силу слов, открывая мир свободных ассоциаций. Когда в «Гипнотизере» женщина снова и снова повторяет: «Люди улыбаются», а мужчина так же невозмутимо отвечает: «Приятное теплое чувство», вы не думаете об улыбающихся людях или теплых чувствах: вы просто отключитесь от ассонанса, переносимого мантрой.
) В другом месте, как и в заглавной фразе «Coming Up», повторение притупляет означающую силу слов, открывая мир свободных ассоциаций. Когда в «Гипнотизере» женщина снова и снова повторяет: «Люди улыбаются», а мужчина так же невозмутимо отвечает: «Приятное теплое чувство», вы не думаете об улыбающихся людях или теплых чувствах: вы просто отключитесь от ассонанса, переносимого мантрой.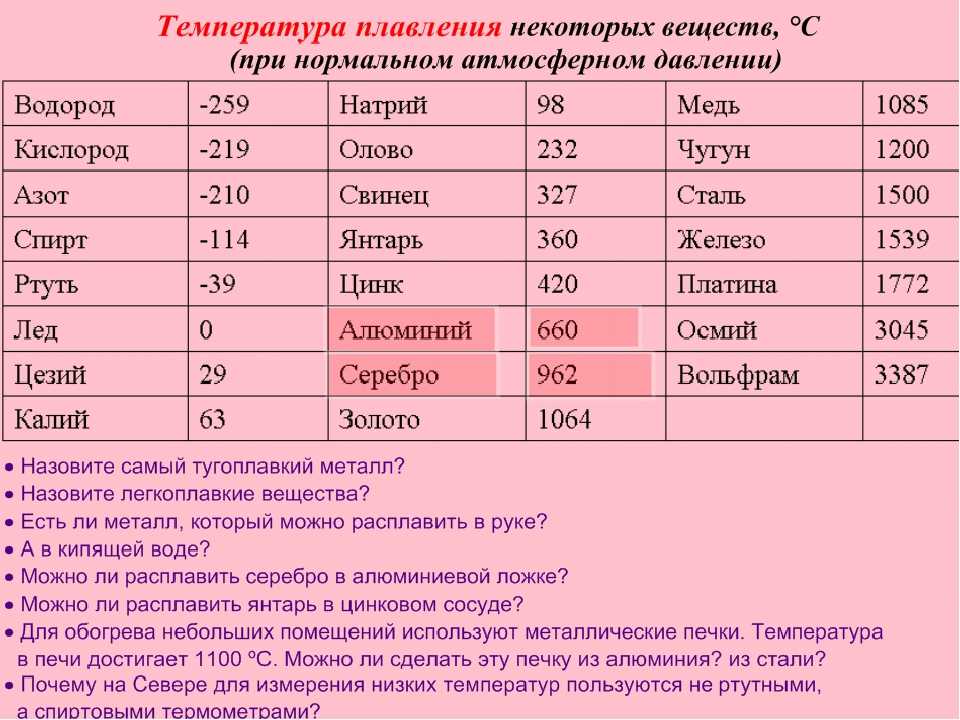 «Her Majesty» следует той же тактике, на этот раз с медленно распускающимися подушечками, отдаленно напоминающими меланхоличные изменения «Dexter» Рикардо Вильялобоса. «Don Juan» представляет собой первый набег Мельхиора на (квази-)танго, с аккордеонной партией в скрытой маске, которая окружает его бесшабашные ритмы и кубинское звучание вокала своего рода защитным коконом, в то время как заключительная «Water Soul» объединяет струнные, фортепиано, и хладнокровно-восторженный вокал, напоминающий о сотрудничестве Мельхиора с Лучано, «Father»/»Solomon’s Prayer» 2006 года.
«Her Majesty» следует той же тактике, на этот раз с медленно распускающимися подушечками, отдаленно напоминающими меланхоличные изменения «Dexter» Рикардо Вильялобоса. «Don Juan» представляет собой первый набег Мельхиора на (квази-)танго, с аккордеонной партией в скрытой маске, которая окружает его бесшабашные ритмы и кубинское звучание вокала своего рода защитным коконом, в то время как заключительная «Water Soul» объединяет струнные, фортепиано, и хладнокровно-восторженный вокал, напоминающий о сотрудничестве Мельхиора с Лучано, «Father»/»Solomon’s Prayer» 2006 года.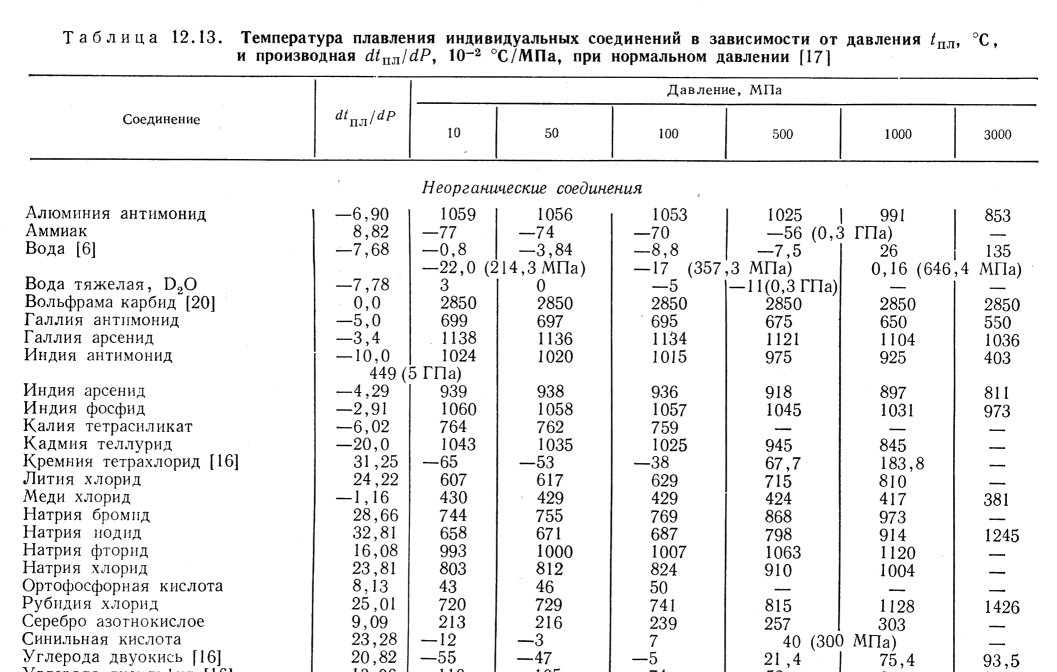
 .
. 6463
6463
 .
.
 характеристики трубок)
характеристики трубок)
 Можно легко заменить кольцевые резиновые уплотнения фитинга.
Можно легко заменить кольцевые резиновые уплотнения фитинга.
 Трубка устанавливается в фитинг и извлекается из него одной рукой. Высокая прочность, компактные размеры и установленное уплотнительное кольцо позволяют использовать фитинг в различных областях машиностроения, включая вакуумные системы. Фитинги имеют корпус из никелированной латуни (серия “RAP”) или ударопрочного технополимера (серия “Tecno-RAP”). Многозубчиковый цанговый зажим выполнен из нержавеющей стали и надежно фиксирует трубку в фитинге. Уплотнение трубки и резьбового соединения осуществляется при помощи колец из пербунана (NBR) не содержащего силикона. Нажимное кольцо цанги и направляющие втулки трубки выполнены из пластика или никелированной латуни. Для удобства монтажа прямые фитинги помимо наружной шестигранной головки имеют и внутреннее шестигранное отверстие. Угловые фитинги выполнены поворотными. Таким образом фитинги легко можно установить даже в самых труднодоступных местах.
Трубка устанавливается в фитинг и извлекается из него одной рукой. Высокая прочность, компактные размеры и установленное уплотнительное кольцо позволяют использовать фитинг в различных областях машиностроения, включая вакуумные системы. Фитинги имеют корпус из никелированной латуни (серия “RAP”) или ударопрочного технополимера (серия “Tecno-RAP”). Многозубчиковый цанговый зажим выполнен из нержавеющей стали и надежно фиксирует трубку в фитинге. Уплотнение трубки и резьбового соединения осуществляется при помощи колец из пербунана (NBR) не содержащего силикона. Нажимное кольцо цанги и направляющие втулки трубки выполнены из пластика или никелированной латуни. Для удобства монтажа прямые фитинги помимо наружной шестигранной головки имеют и внутреннее шестигранное отверстие. Угловые фитинги выполнены поворотными. Таким образом фитинги легко можно установить даже в самых труднодоступных местах.  Фиксация и уплотнение трубки обеспечивается путем её зажима между коническими поверхностями фитинга и гайки. Такое соединение хорошо противостоит вибрациям и загрязнениям в окружающей среде. Фитинги выполнены из никелированной латуни. Для данной серии фитингов важно чтобы внешний и внутренний диаметр трубки соответствовали указанным в таблице через дробь. Например, трубка 8/6 означает, что наружный диаметр трубки должен быть 8 мм, а внутренний — 6 мм. Рабочая температура определяется допустимой температурой для присоединенных трубок. Максимально допустимое давление 25 бар.
Фиксация и уплотнение трубки обеспечивается путем её зажима между коническими поверхностями фитинга и гайки. Такое соединение хорошо противостоит вибрациям и загрязнениям в окружающей среде. Фитинги выполнены из никелированной латуни. Для данной серии фитингов важно чтобы внешний и внутренний диаметр трубки соответствовали указанным в таблице через дробь. Например, трубка 8/6 означает, что наружный диаметр трубки должен быть 8 мм, а внутренний — 6 мм. Рабочая температура определяется допустимой температурой для присоединенных трубок. Максимально допустимое давление 25 бар. Таким образом трубка фиксируется между двумя втулками. При замене трубки необходимо заменить обжимную и поддерживающую втулки. Фитинги выполнены из никелированной латуни. Рабочая температура определяется допустимой температурой для присоединенных трубок. Максимально допустимое давление 25 бар.
Таким образом трубка фиксируется между двумя втулками. При замене трубки необходимо заменить обжимную и поддерживающую втулки. Фитинги выполнены из никелированной латуни. Рабочая температура определяется допустимой температурой для присоединенных трубок. Максимально допустимое давление 25 бар. Это экономит значительное количество времени. Быстроразъемные соединения с самозапиранием состоят из замка, с обратным клапаном и фиксатором, и ключа. Сжатый воздух проводится со стороны замка, который закрывает магистраль при вынутом ключе и открывает ее при установленном ключе. Ключ легко фиксируется в замке и вынимается из него при нажатии на подвижную муфту. Третья цифра в обозначении модели (5 или 8) показывает условный проход. Модели, имеющие одинаковую третью цифру, могут быть соединены вместе. Замок и ключ заказываются отдельно.
Это экономит значительное количество времени. Быстроразъемные соединения с самозапиранием состоят из замка, с обратным клапаном и фиксатором, и ключа. Сжатый воздух проводится со стороны замка, который закрывает магистраль при вынутом ключе и открывает ее при установленном ключе. Ключ легко фиксируется в замке и вынимается из него при нажатии на подвижную муфту. Третья цифра в обозначении модели (5 или 8) показывает условный проход. Модели, имеющие одинаковую третью цифру, могут быть соединены вместе. Замок и ключ заказываются отдельно. Фитинги соответствуют требованиям DIN74324, DIN50021 SS, DIN IEC 68 T2-6, ГОСТ 4364-81 (разд. 2) ГОСТ Р 51190-98 (разд. 5), что подтверждено сертификатами соответствия TŰV и РОСС.
Фитинги соответствуют требованиям DIN74324, DIN50021 SS, DIN IEC 68 T2-6, ГОСТ 4364-81 (разд. 2) ГОСТ Р 51190-98 (разд. 5), что подтверждено сертификатами соответствия TŰV и РОСС. Полностью взаимозаменяемый со стандартными соединениями среднего давления Autoclave Engineers, узел цангового сальника обеспечивает столь же эффективную работу с давлением.
Полностью взаимозаменяемый со стандартными соединениями среднего давления Autoclave Engineers, узел цангового сальника обеспечивает столь же эффективную работу с давлением. Серия KCBGLX удлиняет сальниковую гайку, чтобы обеспечить место для конической шлицевой цанги. Конструкция обеспечивает небольшую разницу углов между цангой и соответствующим конусом сальниковой гайки. Когда гайка затягивается, она заклинивает конический конец цангового зажима и входит в зацепление с трубкой.
Серия KCBGLX удлиняет сальниковую гайку, чтобы обеспечить место для конической шлицевой цанги. Конструкция обеспечивает небольшую разницу углов между цангой и соответствующим конусом сальниковой гайки. Когда гайка затягивается, она заклинивает конический конец цангового зажима и входит в зацепление с трубкой. org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>
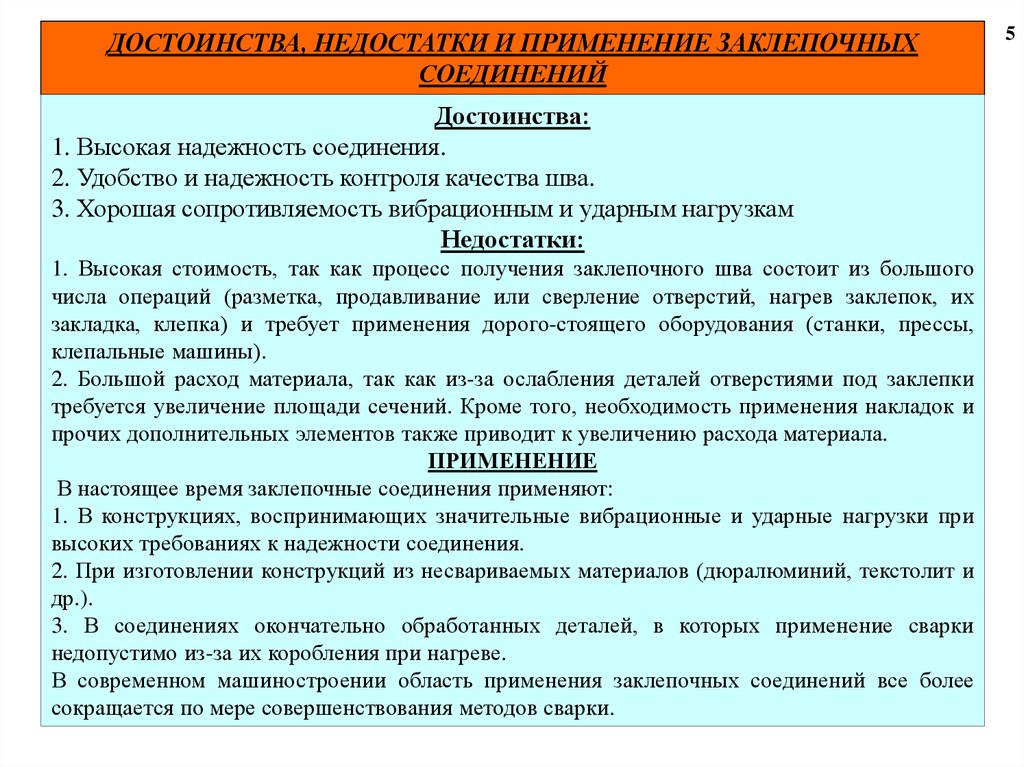 , Bell A.T., J. Phys. хим. С
, Bell A.T., J. Phys. хим. С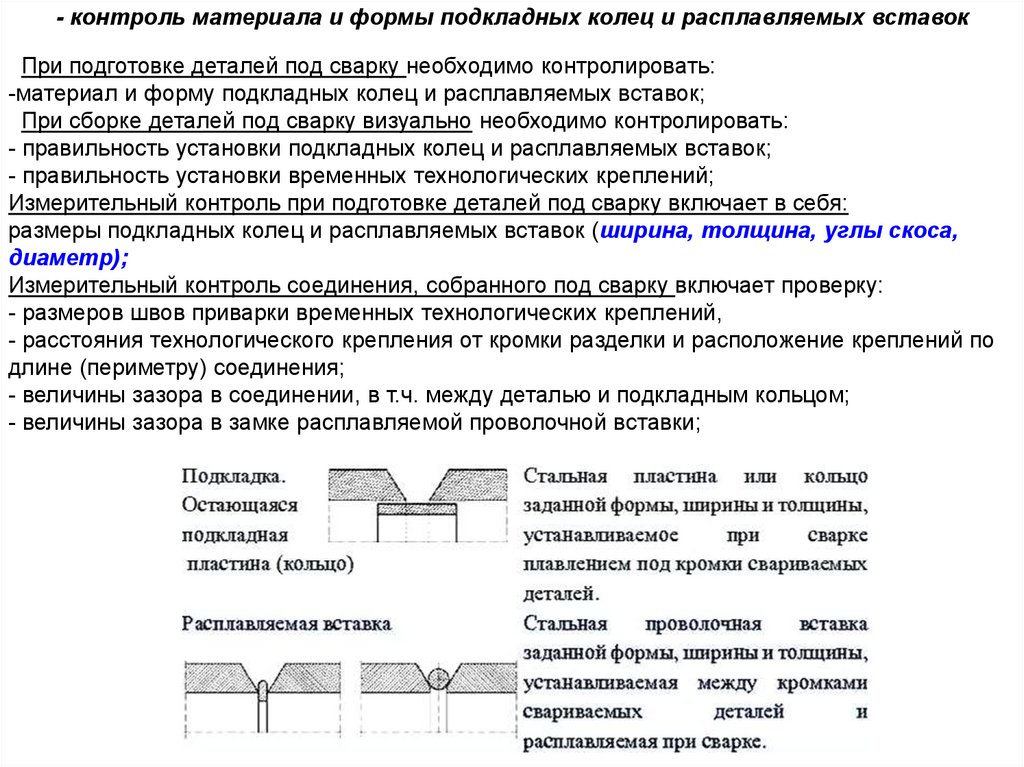
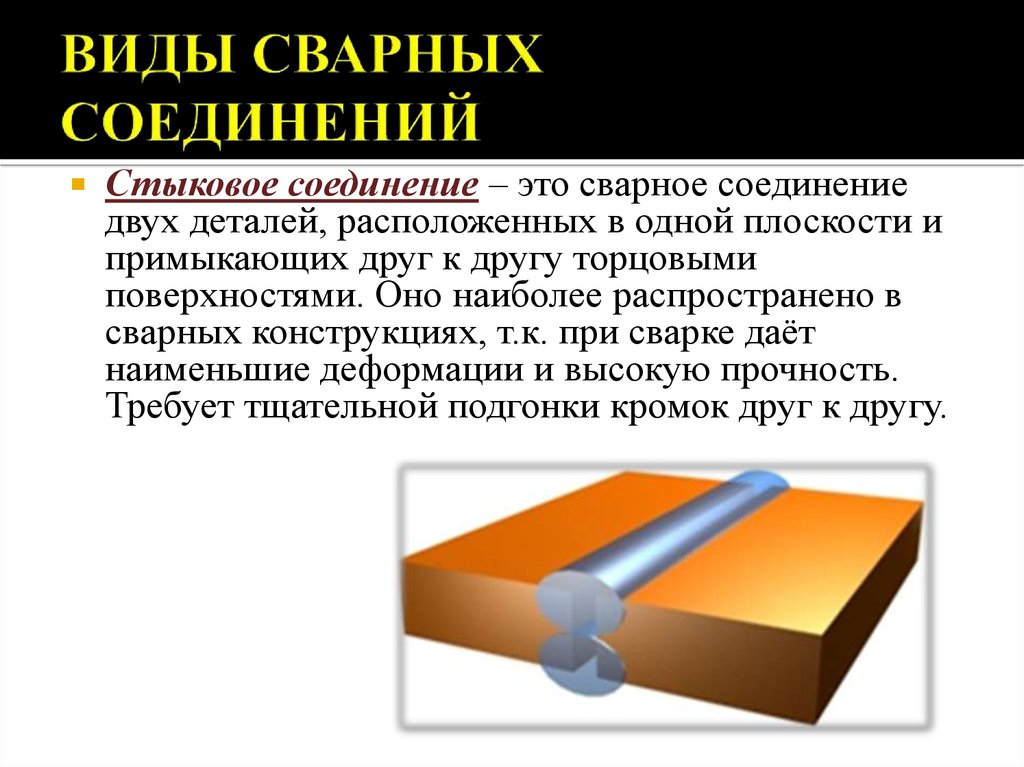
 R., Zhang B., Yang H.G., Chem. науч.
R., Zhang B., Yang H.G., Chem. науч.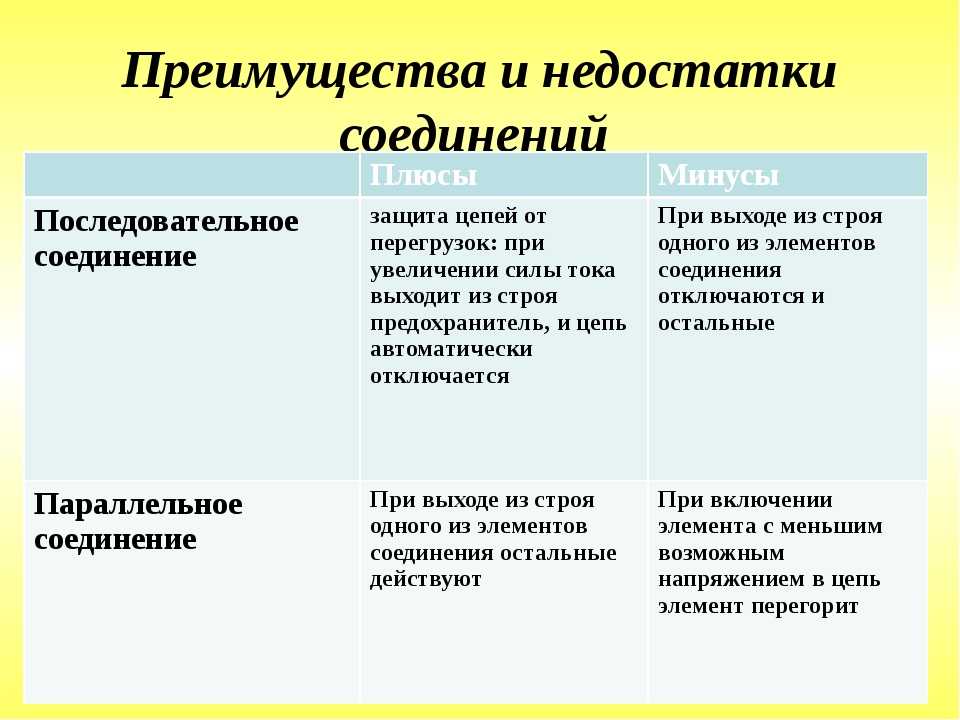
 [Бесплатная статья PMC] [PubMed] [Google Scholar]
[Бесплатная статья PMC] [PubMed] [Google Scholar]
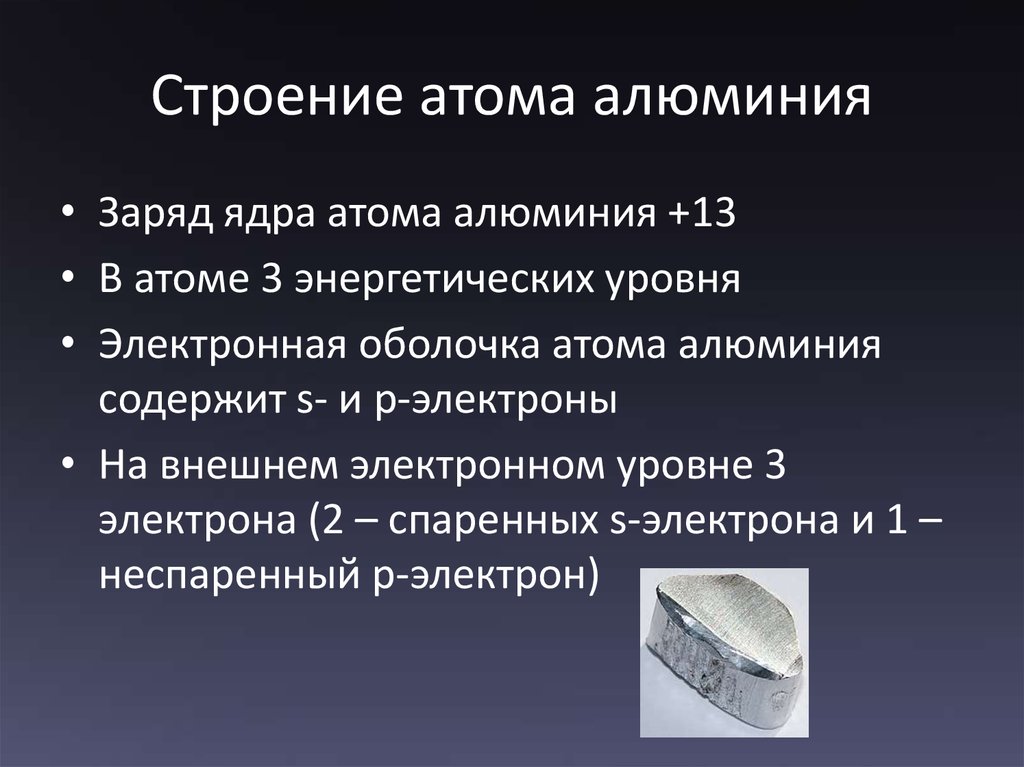
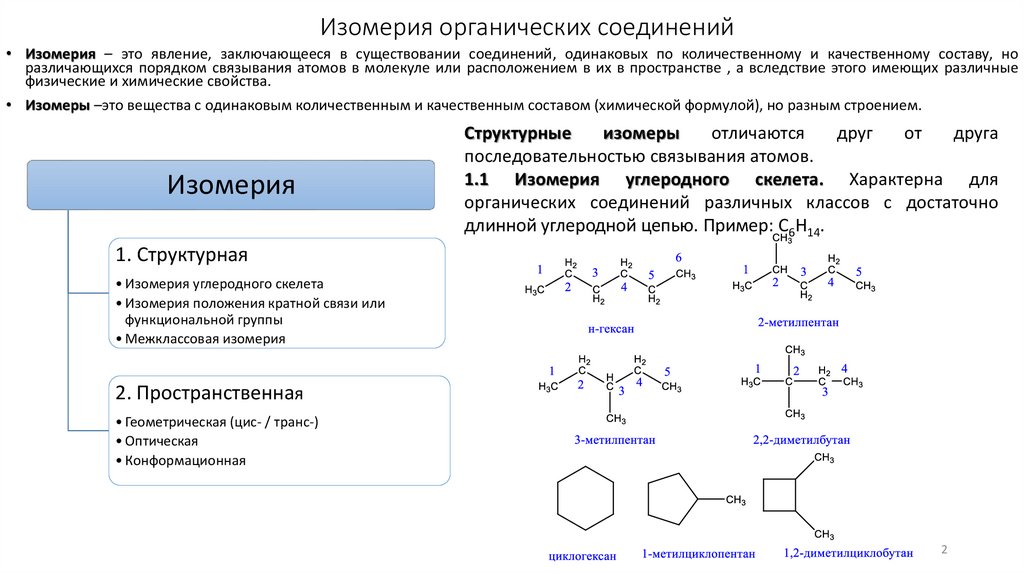

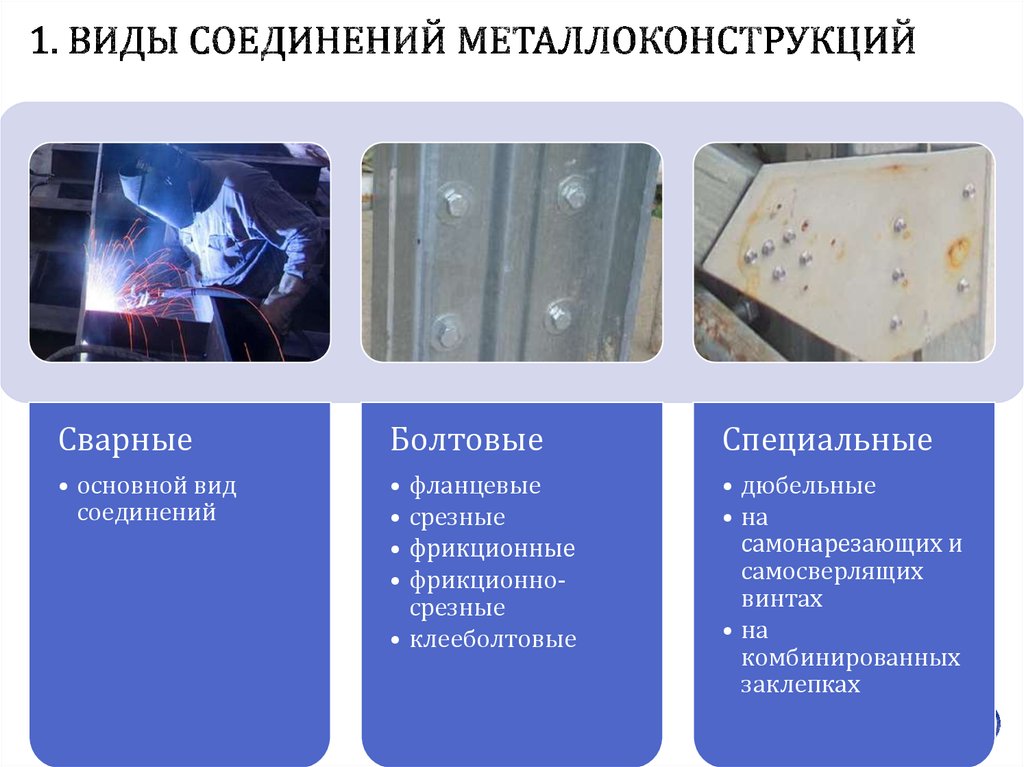
 Соответствие цифровой и циферблатной систем в таблице ниже:
Соответствие цифровой и циферблатной систем в таблице ниже:
 1
1
 000
000
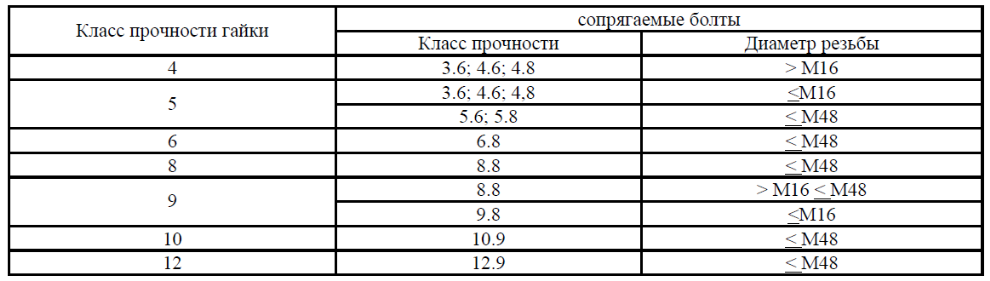 000
000
 000
000
 000
000
 000
000
 000
000
 8 (4.6, 5.8)
8 (4.6, 5.8)
 000 psi
000 psi
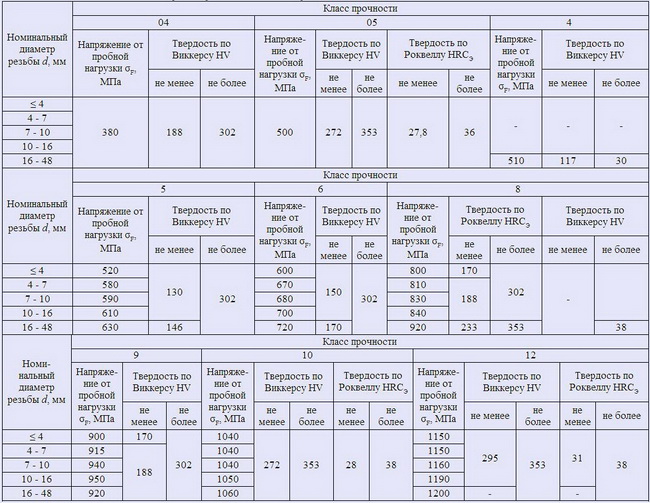
 6, 5.8, 6.6, 8.8, 9.8; 10.9; 12.9.
6, 5.8, 6.6, 8.8, 9.8; 10.9; 12.9.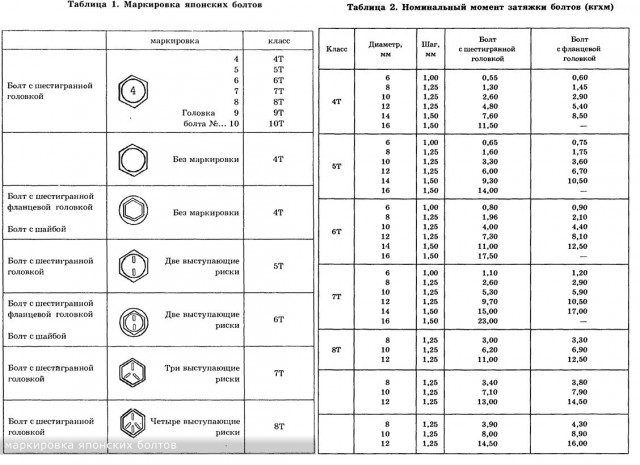 9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²) 6
6 6
6 8
8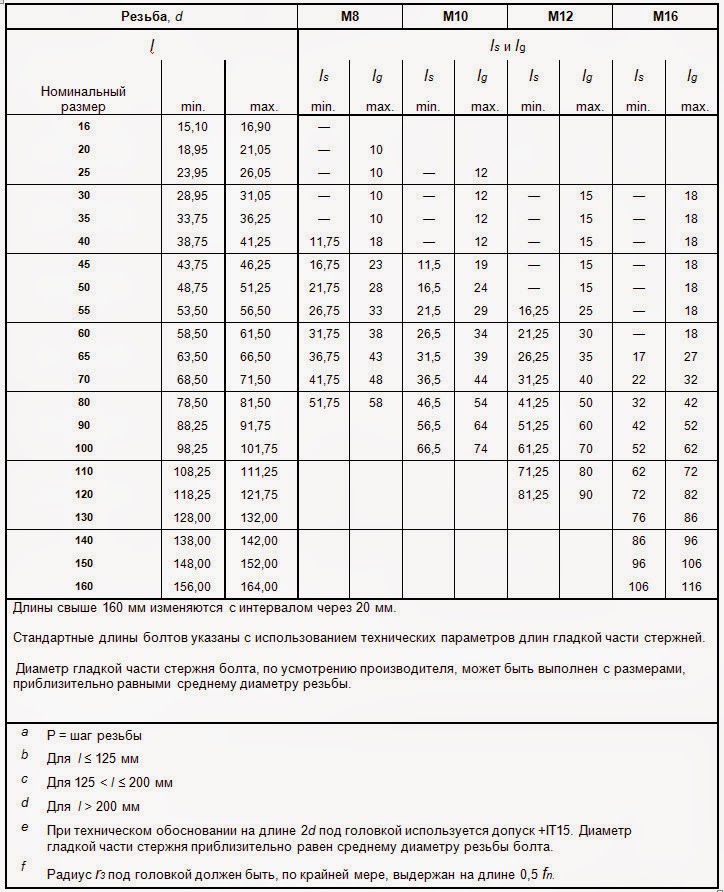 8*
8* 35ХГСА, Ст.40ХНМА
35ХГСА, Ст.40ХНМА
 6, 4.8, 5.8, 8.8, 9.8, 10.9 и 12.9.
6, 4.8, 5.8, 8.8, 9.8, 10.9 и 12.9. 9
9 В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем. 2
2