Замена тормозной трубки сделать самому своими руками
Утечку жидкости, а также разгерметизацию тормозной системы часто провоцируют старые сгнившие или поврежденные тормозные трубки-магистрали. Это очень важные элементы. По этим магистралям жидкость из бачка подается к тормозным механизмам всех четырех колес. Если какая-либо трубка пришла в негодность, то лучше заменить ее полностью, если есть такая возможность. Давайте посмотрим, как осуществляется замена тормозной трубки на большинстве автомобилей.
Устройство, принцип действия
Итак, водитель останавливает автомобиль нажатием на педаль тормоза. Последняя воздействует на усилитель тормозных усилий, а тот — на ГТЦ, сжимающий жидкость в магистралях.
Под действием усилия ГТЦ жидкость сжимается и переходит в зону с минимальным давлением. Это трубки, а затем – рабочие механизмы. Тормозная жидкость давит на привод, и суппорт сжимает колодки. Когда давление на педаль ослабляется, понижается давление в усилителе тормозов. Пружины в механизме разжимают колодки. Жидкость движется обратно в расширительный бачок — в зону, где давление минимально.
Движение тормозной жидкости осуществляется по медным трубкам. Последние соединены с главным тормозным цилиндром и проложены по днищу авто до тормозных механизмов. Соединения трубок с механизмами и с ГТЦ выполнены в виде резьбы – так достигается максимальная надежность. Ведь давление в магистрали может быть достаточно высоким.
Чтобы повысить надежность систем, трубки связаны с ГТЦ по диагонали. Это дает возможность использовать тормоз при выходе из строя последней. К примеру, из ГТЦ одна из трубок связывает передний левый тормозной механизм и задний правый. Другая трубка направляет жидкость к переднему правому и заднему левому колесу. Чтобы давление в системе не превышало допустимое, на местах, где все трубки соединяются, установлен регулятор давления. В простонародье он называется «колдун».
Признаки необходимости замены
Любой, даже неопытный автомобилист сможет самостоятельно и без особых усилий определить, стоит ли менять тормозные магистрали. Обычно полная замена необходима, если наблюдается вытекание жидкости из системы, если был перегрев барабанов. Также желательно заменить трубку, если увеличился свободный ход педали или тормозной путь. Замену тормозной трубки также рекомендуют и в том случае, если колодки имеют неравномерный износ. Это значит, что работают они под разным давлением.
Причины выхода из строя трубок
Как правило, на большинстве автомобилей тормозная магистраль приходит в негодность по причине коррозии. Нередко на старых трубках образуются трещины. Затем из этих трещин медленно вытекает тормозная жидкость. Трубки изготовлены из меди и, казалось бы, коррозировать не должны, но это не так. Коррозия съедает магистрали, а еще нужно добавить сюда негативные воздействия внешней среды. Особенно негативно окружающая среда влияет на металл трубок зимой, когда коммунальные службы поливают дороги едкими реагентами.
Также одна из причин выхода из строя – плохие крепления магистрали на кузове. Нередко магистраль закреплена на днище автомобиля и ничем не защищена. Зимой дно автомобиля может цеплять различные препятствия и в результате трубка трескается или ломается. Также, если элемент постоянно двигается вместе с кузовом, то со временем на месте, где магистраль гнется, получается излом. Деталь легко повреждается.
Как выполняется замена?
Процесс замены тормозной трубки потребует от автовладельца навыков и умений слесарного дела. Придется пользоваться традиционным и специальным инструментом. Ремонт трубки выполняется, когда невозможно заменить магистраль на новую.
Для замены выкручивают трубку из тормозного цилиндра, а обратный конец выворачивают из главного тормозного цилиндра. Затем приобретается новое изделие. Трубку можно приобрести в магазинах автозапчастей, но важно помнить шаг резьбы. Для иномарок это резьба 10 с шагом 1. Такая запчасть уже имеет две гайки и развальцована. Длина трубок в продаже может быть разной, а подбирать ее необходимо по автомобилю. Так, на некоторых моделях авто деталь может быть проложена с запасом, на другой же модели этого запаса нет. Замена тормозной трубки подразумевает отворачивание старой и заворачивание на ее место новой.
Как менять передние трубки?
Для работы понадобится наличие специального ключа. Он представляет собой инструмент с болтом для поджатия. Ключ напоминает накидной, но не нужно приобретать в магазинах дешевое изделие. Такие ключи изготовлены из мягких сплавов, которые не выдерживают больших нагрузок. Гайка на трубке изготовлена из стали – ключ легко выходит из строя, а грани на гайке слизываются. Тогда откручивание и закручивание такой детали может быть большой проблемой. Гайки закручены достаточно туго и можно поливать их WD-40, а вот нагревать не стоит. При нагреве тормозная жидкость закипает, из-за высокого давления в системе может разорвать шланги, особенно если они старые.
Инструкция
Вот как выполняется замена тормозных трубок на ВАЗ 2110. Первым делом необходимо снять колесо с той стороны, где трубка будет меняться. Затем нужно найти тормозной шланг. Он одним концом соединен с суппортом, а вторым концом – с трубкой. Аккуратно специальным ключом отворачивают гайку на трубке, удерживая другим ключом шланг. Второй конец трубки соединен с ГТЦ. Таким же образом отворачивают гайку трубки от тормозного цилиндра.
Затем на место старой магистрали прикручивается новая. Вначале туго заворачивают трубку к ГТЦ, а затем к тормозному шлангу на суппорте. Прежде чем соединять магистраль с системой, следует проложить трубку по кузову так, как она и была установлена. На этом замену тормозной трубки 2110 можно считать оконченной. Но так как система какое-то время была разгерметизирована, следует прокачать тормоза. Не обязательно прокачивать тормоза полностью. Это делается только там, где была замена. Помним, что трубки соединены по диагонали.
Например, если был замена правой тормозной трубки спереди, то начинать прокачивать систему следует с заднего левого колеса и наоборот, если менялась левая передняя трубка.
Задняя часть
Здесь нет ничего сложного, за исключением того, что магистраль длиннее и соединяется она следующим образом – более длинная часть трубки соединена с ГТЦ и прикручена к «колдуну». Затем короткой трубкой «колдун» соединяется с тормозным механизмом на колесе.
Замена задней тормозной трубки выполняется следующим образом. Если имеется эстакада или яма, то снимать колесо не потребуется. Вначале на все резьбовые соединения наносится жидкий ключ, затем следует немного подождать. После этого крестовой отверткой или другим подходящим инструментом отворачивают саморезы, фиксирующие трубки к кузову авто. После этого подходящим ключом отворачивают два штуцера, крепящие трубку к тормозному шлангу и к регулятору. Элемент извлекают, а вместо него устанавливают новый. Если повреждена длинная магистраль до «колдуна», то действия аналогичные, только откручивают штуцер от ГТЦ и от регулятора.
После проведенной замены нужно не забыть долить тормозную жидкость в расширительный бачок до требуемого уровня и обязательно прокачать систему, так как она набрала внутрь воздуха, и процесс торможения будет неэффективным. Если делалась замена передних тормозных трубок слева, то не нужно прокачивать другую магистраль.
Есть ли особенности замены на иномарках
Большинство бюджетных, да и дорогих иномарок имеет стандартное устройство тормозной системы. Поэтому в случае необходимости и здесь магистрали можно менять своими руками. Замена тормозных трубок на «Ниссане» ничем не отличается от той же операции на ВАЗе.
Заключение
Тормозная система – очень важная составляющая любого автомобиля. Нужно регулярно следить за состоянием трубок и за уровнем рабочей жидкости в бачке. Не стоит медлить с заменой магистралей, если они повреждены. Исправная тормозная система – это залог вашей безопасности.
Тормозные трубки: функции, замена и ремонт
Все автолюбители сталкивались с необходимостью замены тормозных колодок, дисков или же суппортов и цилиндров. Однако не каждый знает, как нужно подбирать и менять тормозные трубки. А ведь именно утечка тормозной жидкости при наличии пробоин в трубках может привести к быстрому выходу из строя всей тормозной системы. Мы ответим на вопросы о том, как поменять тормозные трубки, чем их защитить и какому материалу трубок стоит отдавать предпочтение.
Внештатная ситуация
Трубки и шланги, которые соединяют отдельные элементы тормозных систем (т.н. тормозные магистрали), нужны для передачи усилий. В системе имеется специальная рабочая жидкость (именно она является носителем энергии), которая передает усилие от педали тормоза к главному цилиндру, а уже потом усилие идет к рабочим цилиндрам. Вообще, пробитие трубок случается редко, но вот соединительные узлы и впрямь могут подтекать – это большой редкостью не является. Зачастую автолюбителю достаточно лишь осмотреть гидравлический контур, предварительно подняв автомобиль или загнав его на смотровую яму. Эксперты подтверждают, что осмотр и диагностика тормозных систем авто должны осуществляться каждые 50 тысяч километров пробега. Отдельные элементы контура нужно заменять с определенной периодичностью.
Запчасти на Hyundai accent
Масло моторное
ACCENT sedan (MC) (11.05 — 12.10)
Запчасти на Chevrolet lacetti
Масло моторное
LACETTI sedan (J200) (03. 03 — )
Важно отметить, что контуров в системе тормоза два. Один является основным, а другой дублирующим. Обычно работают оба контура, но стоит одному выйти из строя, как второй возьмет на себя всю его работу. За счет этого вероятность возникновения ситуации, когда вся система торможения выходит из строя, сокращается в разы. Но как понять, что с тормозными трубками случилась неприятность, не обращаясь к специалисту? Здесь надо обращать внимание на следующее:
Тормозные барабаны начали греться сильнее обычного;
Наблюдается утечка тормозной жидкости;
При осмотре было выявлено, что тормозные шланги начали покрываться трещинами;
Наблюдается неравномерный износ установленных тормозных колодок;
Педаль тормоза имеет большой свободный ход;
При нажатии на педаль тормоза водитель слышит скрип и ощущает пульсацию;
Серьезно увеличился тормозной путь авто.
В большинстве случаев тормозные трубки просто отживают свое.Оригинальные трубки обычно являются металлическими, а металл служит не очень долго, ведь рано или поздно он начнет страдать от коррозии. Особенно быстро трубки изнашиваются в зимний период, когда дороги покрывают солью – веществом, которое ускоряет разрушение металла. Кроме того, удары камней, гравия и веток с дороги могут повредить трубки. Нельзя не отметить и важность правильного монтажа трубок. Если штуцеры перетяну, сами трубки зафиксированы неправильно или же сильно переломлены в нескольких местах, они будут изнашиваться быстрее.
Подробнее о материалах
Сегодня тормозные трубки изготавливают из нескольких типов материалов, однако в легковом автотранспорте используется только медь и сталь. Здесь нельзя упомянуть и о нескольких типах вальцовок. Вальцовка типа «грибок» наиболее распространена в европейских автомобилях, тем временем как коническая – в азиатских. У обоих типов вальцовки есть свои особенности. К примеру, при развальцовке медных трубок в районе «грибка» часто наблюдается деформация – прямое следствие высокой пластичности меди. А вот если вальцовка коническая, то соединение напротив становится более герметичным. Вот о чем важно знать рядовым автолюбителям:
Медные трубки легче монтировать, они более гибкие и податливые и лучше переносят воздействия агрессивной среды (недаром выше мы упоминали соль, которой покрывают дороги зимой). Медные трубки считаются особенно предпочтительными, если в системе используется коническая вальцовка;
Стальные трубки жесткие и хорошо держат форму. Их рекомендуется использовать в системе автомобильного сцепление, где трубка жестко фиксируется. Трубки сцепления довольно короткие, так что высокая прочность и низкая склонность стали к деформации оказывается очень кстати.
Эксперты, впрочем, отмечают, что с переходом от обычных тормозных жидкостей из бутилового спирта и касторового масла к жидкостям типа DOT 3 и выше у медных тормозных трубок начали проявляться серьезные недостатки. Во-первых, жидкости DOT довольно гигроскопичны и в тормозной системе они образуют несколько гальванических пар. В местах контакта могут наблюдаться разрушения. Во-вторых, медь имеет отличный от стали коэффициент температурного расширения. В некоторых автомобилях тормозная магистраль может иметь длину около 4 и более метров, и именно такая магистраль при нагревании тормозной жидкости будет ощутимо удлиняться. Опытные автолюбители отмечают, что в обычных легковушках можно смело использовать медные трубки, а вот во внедорожниках, которые эксплуатируются в особенно жестких условиях, лучше использовать трубки из качественной нержавеющей стали.
Как развальцевать тормозные трубки
Если появилась необходимость в замене тормозных трубок, приходится обращаться к специалисту. Однако изготовить трубки или произвести их ремонт вполне можно и самостоятельно. Здесь не обойтись без трубок, специальных инструментов и штуцеров. В качестве донора трубок часто берут отечественную классику, тормозные магистрали в которой медные. Также учитывайте, что использовать лучше трубки из отожженной меди. Если вы знаете специалистов по кондиционерам или холодильникам, они наверняка смогут предоставить вам обрезки трубок нужного диаметра. При подборе штуцеров нужно уделить особое внимание резьбе. Штуцеры для тормозных систем отечественных авто скорее всего не подойдут, если у вас иномарка. Обычно на иномарках стоят штуцеры 10х1. Как показывает практика, штуцеры лучше брать партией – покупать их поштучно весьма дорого. Что касается инструментов, то здесь ситуация неоднозначная. Продаваемые в магазинах станки для развальцовки часто обламывают направляющую «грибка», а наиболее качественные станки стоят немалых денег. Если вы решили изготовить тормозные трубки самостоятельно, придется потратить немало денег именно на станок. Также вам понадобятся клещи, труборез, планка для фиксации, бензин или любая другая жидкость для обезжиривания, дрель. Вот что нужно сделать для ремонта:
Определить поврежденную трубку;
Открутить нужную трубку от суппорта или же от цилиндра;
Срезать поврежденный участок и обезжирить обрезанный край;
Зажать оставшийся участок клещами, оставляя при этом 5-сантиметрвый участок;
На выступе трубки с внутренней ее стороны дрелью снять фаски и сразу удалить стружку;
На обработанную трубку накинуть штуцер, правильно направляя резьбу;
Край трубки вставить в инструмент для развальцовки и воспользоваться им по назначению;
Смонтировать все детали;
Залить тормозную жидкость в систему и прогнать ее. Дополнительно протестировать тормозную систему.
Если все было сделано правильно, новые трубки будут служить долго. Поскольку тормозная система автомобиля устроена довольно просто, с ее ремонтом может справиться даже неопытный автолюбитель. Впрочем, нельзя не отметить, что развальцовка тормозных трубок с помощью станка далеко не всем дается с первого раза. Перед проведением работ лучше всего просмотреть обучающее видео.
Подробнее о производителях трубок и станков для развальцовки
Первое и самое важное: для ремонта тормозных магистралей никогда не используйте в автомобиле шовные медные трубки. Иногда такие встречаются на рынках, реже в магазинах. При больших перепадах давления, которые возникают в системе при резком торможении, такие трубки лопаются. Оптимальный выбор: бесшовные трубки из меди. В случае покупки трубок из нержавеющей стали волноваться особо не о чем, поскольку недобросовестных производителей таких трубок практически нет.
Наиболее востребованными среди отечественных автолюбителей являются трубки фирмы WP (Польша). Фирма предлагает трубки, жидкости, штуцеры, тройники, ремонтные комплекты и наконечники. Качество продукции высоко, а цены весьма демократичны. Что касается комплектов для развальцовки трубок, то здесь стоит обратить внимание на фирмы Biltema (Швеция), VAG (Германия), Jonnesway (Тайвань), Rothenberger (Германия). Особенно хороши инструменты Rothenberger. Они весьма дороги, но зато выполнены очень качественно и вполне подойдут даже для выполнения особенно сложных работ.
Наиболее частые вопросы
В целом, с подбором трубок, инструментов и других вещей, которые потребуются в ходе вальцовки, проблем возникнуть не должно. Однако множество интересных вещей можно почерпнуть из руководств для автослесарей и автомехаников. Давайте ответим на популярные вопросы, касающиеся тормозных трубок, пользуясь указаниями и советами именно из таких руководств:
Чем покрыть тормозные трубки? Ответ: оригинальные трубки обычно покрывают полимерным материалом. Рядовой автолюбитель может воспользоваться антикоррозийным спреем;
Можно ли запаять тормозную трубку? Ответ: это крайне ненадежное решение, к которому специалисты не прибегают. Подтекающие трубки меняют. Лишь в некоторых случаях допускается пайка с использованием твердого припоя – при правильной завальцовке припой не будет занижать диаметр всей трубки;
Можно ли гнуть тормозные трубки? Ответ: можно, но углы сгиба не должны быть большими. Стальные трубки особенно не рекомендуется гнуть под большим углом. Для таких работ лучше всего пользоваться трубогибом. Разгибать трубки запрещено;
Нужно ли чистить тормозные трубки? Ответ: да, но в действительности речь идет о чистке всей системы. Достаточно следить за уровнем тормозной жидкости и ее состоянием. Периодически тормозную систему стоит промывать с помощью свежей тормозной жидкости.
Также нельзя не отметить, что некоторые автолюбители тщательно зачищают тормозные трубки и красят их в тот цвет, который им нравится. Данная процедура не является обязательной, но красить тормозные трубки вполне можно без вреда для тормозной системы.
Вывод
В ремонте тормозных трубок нет особых сложностей, если вы правильно подобрали трубки, штуцеры и инструменты. Велика вероятность, что завальцовка не дастся вам с первой попытки, но стоит провести эту процедуру несколько раз, как у вас начнут получаться трубки, практически ни в чем не уступающие оригинальным. К слову, оригинальные тормозные трубки тоже можно приобрести. Они обойдутся в разы дороже самодельных, но будут выполнены предельно качество. Проще всего искать трубки по VIN-коду, хотя современные интернет-магазины позволяют искать или саму запчасть по одним только характеристикам автомобиля. Также окажутся крайне полезны сайты и сервисы, посвященные тормозным системам автомобилей – там можно будет найти всю информацию о геометрии нужных трубок и даже почерпнуть их коды, а также коды оригинальных инструментов для завальцовки.
Все, что вам нужно знать о ремонте тормозных магистралей
Свяжитесь с нами
Получить предложение
Вы заметили лужу тормозной жидкости под своим автомобилем? Или у вас горит стоп-сигнал, и вы заметили необычный уровень невосприимчивости тормозов?
Вы знаете, что что-то что-то не так с вашими тормозами, но что это может быть?
Тормозная система — чрезвычайно важный компонент вашего автомобиля. Если есть проблемы с тормозами, лучше проверить их как можно скорее.
Если вы испытываете какие-либо из вышеперечисленных симптомов, скорее всего, вы столкнулись с проблемой тормозной магистрали, и вам потребуется замена тормозной магистрали.
В этой статье мы рассмотрим тормозные магистрали, способы выявления проблем с ними и лучший вариант ремонта тормозных магистралей.
Эта статья содержит :
(Нажмите на ссылку ниже, чтобы перейти к определенному разделу)
Что такое тормозная магистраль?
Что произойдет, если ваши тормозные магистрали сломаны?
Как определить проблемы с тормозными магистралями
Что делать, если тормозная магистраль вышла из строя во время вождения
Сколько времени занимает замена тормозной магистрали?
Ремонт тормозной магистрали своими руками: возможен ли он?
Стоимость замены тормозной магистрали
Самое простое решение всех ваших потребностей в ремонте и замене тормозной системы: RepairSmith
Приступим.
Что такое тормозная магистраль?
Тормозная магистраль представляет собой стальную магистраль, которая играет решающую роль в функционировании вся тормозная система .
Вот как работает ваша тормозная система :
тормозная магистраль (также известная как тормозная трубка или тормозная трубка).
Затем жидкость поступает в цилиндры, расположенные на каждом колесе, включая тормозной механизм.
Суппорт и тормозные колодки затем сожмут тормозной диск до упора.
Если в вашем автомобиле используются барабанные тормоза (без тормозных дисков), колесный цилиндр активирует тормозные колодки, чтобы замедлить колесо.
Как насчет тормозного шланга ? Это то же самое, что и ваша металлическая тормозная магистраль ?
Почти.
Стальная тормозная магистраль представляет собой жесткую трубу , очень похожую на топливопроводы и соединенную с топливным баком.
С другой стороны, тормозной шланг обычно представляет собой резиновый шланг, который соединяет жесткую тормозную магистраль с движущимися частями тормоза, такими как тормозной суппорт .
Резиновые тормозные магистрали гибкие, поскольку они перемещаются вместе с подвеской колеса . Иногда вместо резиновых шлангов вы даже найдете гибкий шланг в оплетке из нержавеющей стали. Эти гибкие шланги из нержавеющей стали более долговечны, чем резиновые шланги, что позволяет избежать их слишком частой замены.
Теперь, когда мы рассмотрели, что такое тормозная магистраль, давайте рассмотрим, что произойдет, если ваша тормозная магистраль выйдет из строя:
Что произойдет, если ваши тормозные магистрали повреждены?
Отказ тормозов может произойти по разным причинам. Одной из возможных причин может быть разрыв тормозной магистрали.
При повреждении тормозной магистрали гидравлика не будет работать, так как тормозная жидкость не сможет попасть в тормозной механизм шины.
Чтобы предотвратить полный отказ тормозов, большинство тормозных систем имеют два отдельные цепи — создание раздельной тормозной системы.
Цепи могут быть:
Передние/задние: Один комплект тормозных магистралей управляет передними тормозами, а второй комплект управляет задними тормозами.
Диагональ: Один комплект тормозных магистралей управляет правым передним и левым задним тормозом, а второй комплект управляет левым передним и правым задним тормозом.
Таким образом, если одна тормозная магистраль выйдет из строя, у вас останется еще одна исправная.
Предположим, у вас вышла из строя задняя тормозная магистраль в конфигурации «перед-зад» — задняя часть вашего автомобиля будет подпрыгивать, когда вы тормозите, потому что задний тормоз не работает, и вы начнете скользить. К счастью, поскольку ваши передние тормоза все еще работают, вы все равно сможете остановить машину.
В худшем случае обе тормозные магистрали выйдут из строя, так как вы потеряете все функции тормозов.
Как выявить проблемы с тормозными магистралями
Тормозные магистрали рассчитаны на срок службы вашего автомобиля, но это не всегда так.
Вот обычные предупредительные признаки отказа тормозной системы:
1. Снижение тормозной силы
Контрольным признаком отказа тормозной магистрали является замечание, что ваши тормоза работают с перебоями или у вас возникли внезапные трудности в остановке автомобиля.
Примечание : Это также может быть связано с изношенными тормозными колодками или проблемами с гидравлическими компонентами, такими как главный цилиндр. Всегда доставляйте свой автомобиль к профессионалу, чтобы определить причину.
2. Загорается стоп-сигнал
Когда включается стоп-сигнал, это обычно может означать одно из двух. Либо низкий уровень тормозной жидкости в главном цилиндре, либо (особенно на старых автомобилях) включен стояночный тормоз.
В большинстве случаев это признак низкого уровня тормозной жидкости, что, в свою очередь, может свидетельствовать о повреждении тормозной магистрали.
3. Вы заметили утечку тормозной жидкости
Вы можете обнаружить утечку тормозной жидкости, если тормозная жидкость находится на земле. Новая тормозная жидкость обычно имеет прозрачно-желтый цвет, но со временем она может стать коричневой, поскольку разрушается. Проверка уровня тормозной жидкости в бачке может помочь вам легко определить потенциальную неисправность.0009 утечка жидкости в тормозной трубке.
4. Повреждение тормозной магистрали
Физические повреждения, такие как коррозия металла и трещины на тормозной магистрали, являются явным признаком того, что пора что-то менять. Ржавая тормозная магистраль может легко появиться на автомобилях, которые долгое время стояли без движения.
Тормозные магистрали также более подвержены ржавчине в автомобилях, движущихся по заснеженной местности, где каменная соль используется для оттаивания обледенелых дорог.
Что делать, если тормозная магистраль вышла из строя во время вождения
Если вы столкнулись с отказом тормозной магистрали во время вождения, не паникуйте.
Помните, у вас есть два комплекта тормозных магистралей .
Один комплект должен работать.
Вот что вам следует сделать:
1. Прокачать тормоза
Нажатие на педаль тормоза может создать давление в тормозных магистралях, чтобы усилить тормозное действие. Это не восстановит полную тормозную способность, но может дать вам тормозную мощность, достаточную для управления автомобилем и безопасной остановки.
Это похоже на то, как работает насос ABS для предотвращения заноса.
2. Остановка
Даже если это небольшая утечка в тормозной магистрали, не пытайтесь продолжать движение.
Вы не можете полагаться на неисправные тормоза, чтобы безопасно остановиться в пробке. Остановитесь в первом безопасном месте, которое вы можете найти, и отбуксируйте свою машину.
3. Не тяните за стояночный тормоз (если вы не едете очень медленно)
Стояночные тормоза не предназначены для остановки переезд машина. Они предназначены для предотвращения скатывания вашего автомобиля из стационарного положения . Вытягивание стояночного тормоза на высокой скорости может привести к заносу и повреждению остальной части тормозной системы.
Используйте стояночный тормоз, только если вы едете на очень медленной скорости .
Сколько времени занимает замена тормозной магистрали?
Тормозные магистрали проложены по-разному на всех автомобилях.
Однако замена тормозной магистрали обычно выполняется быстро.
С профессиональным механиком это занимает от одного до двух часов.
Ваш механик должен снять старую тормозную магистраль и вставить новую или соединить поврежденный участок и заменить его.
Прежде чем приступить к ремонту, есть некоторые необходимые инструменты, необходимые для выполнения задачи.
Сюда входят:
Ключи для трубопроводов (накидной)
Комплект для развальцовки
Сменные тормозные магистрали
Фитинг тормозной магистрали
Труборез
Бендер
Напильники
Тормозная жидкость
Домкрат
Как правило, им необходимо выполнить следующие действия: с линейным резаком.
Затем они брали новую тормозную магистраль и делали необходимые изгибы с помощью гибочного инструмента.
После обрезки лески по размеру (с оставлением части на расклешение) они обтачивали все шероховатые поверхности.
После этого они устанавливали фитинги тормозной магистрали на магистраль и развальцовывали концы с помощью развальцовочного инструмента.
После того, как фитинги будут на месте, они установят новую тормозную магистраль и закрепят каждый развальцованный фитинг.
Наконец, они заполняют бачок главного тормозного цилиндра тормозной жидкостью и выпускают воздух из системы пузырьков воздуха с помощью полого болта на выпускном клапане. Ваш механик также может использовать сканер в конце, чтобы проверить вашу тормозную систему, чтобы убедиться, что все аккуратно на месте.
Но что, если вы не хотите отправлять свой автомобиль в сервис?
Ремонт тормозной магистрали своими руками: возможен ли он?
Хотя вы можете заменить тормозную магистраль самостоятельно, рекомендуется доверить эту работу опытному механику.
Помните, что тормоза очень важны для безопасности автомобиля, поэтому важно не срезать углы .
При починке тормозных магистралей нельзя ошибаться. Ошибка может привести к еще большему повреждению вашего автомобиля и, что более важно, к серьезной аварии на дороге.
Вот почему всегда безопаснее довериться опыту профессионала, который сделает это за вас.
Стоимость замены тормозной магистрали
Средняя стоимость деталей тормозной магистрали составляет около 30-50 долларов США.
В среднем замен тормозных магистралей может стоить от 150 до 200 долларов, включая стоимость рабочей силы .
Однако фактическая стоимость зависит от:
Марки автомобиля — как правило, чем дороже модель, тем дороже запасные части
Модель автомобиля — старые автомобили с труднодоступными деталями могут стоить намного дороже
Сколько тормозных магистралей необходимо заменить
Оплата труда в мастерской
Итак, какой самый простой способ получить ваши тормозные магистрали отремонтировали?
Самое простое решение для всех ваших потребностей в ремонте и замене тормозов
Если вы ищете механика, который поможет вам с заменой тормозной магистрали, убедитесь, что он:
Имеют сертификат ASE
Используйте только высококачественные запасные части
Предлагаем вам гарантийное обслуживание
И, к счастью, есть очень простой способ обеспечить все это.
RepairSmith — это самое удобное решение для ремонта и обслуживания автомобилей , которое в настоящее время доступно в Калифорнии, Аризоне, Неваде, Орегоне, Висконсине и Техасе.
Вот почему RepairSmith должен быть вашим выбором для ремонта:
Замена тормозной магистрали может быть выполнена прямо на подъездной дорожке
Удобное и простое онлайн-бронирование
Конкурентоспособная предварительная цена
Экспертные, сертифицированные ASE выездные специалисты заменят ваши тормозные магистрали
Ремонт и техническое обслуживание тормозов выполняется с использованием высококачественного оборудования и запасных частей
Все ремонтные работы RepairSmith предоставляются с 12-месячной гарантией на 12 000 миль
Чтобы получить точную оценку стоимости замены тормозной магистрали, все, что вам нужно сделать, это заполнить эту онлайн-форму.
Функциональные тормозные магистрали Держите автомобиль в курсе
Помните, что ваши тормоза обеспечивают безопасность вас и ваших пассажиров.
Они также обеспечивают безопасность других водителей на дороге.
Так что, если у вас проблемы с тормозными магистралями, не откладывайте их устранение.
Это не та техническая проблема, которая может подождать еще день.
К счастью, с RepairSmith замена тормозных магистралей никогда не была такой простой! Свяжитесь с нами сегодня, чтобы ваши тормоза работали идеально.
#Тормоза
Поделитесь этой историей:
Мастер по ремонту
RepairSmith — это самый простой способ отремонтировать ваш автомобиль. Наши специалисты, сертифицированные ASE, доставят качественный ремонт и техническое обслуживание автомобиля прямо к вашему подъезду. Мы предлагаем предварительную цену, онлайн-бронирование и 12-месячную гарантию на 12 000 миль.
Подпишитесь, чтобы получать советы по техническому обслуживанию, новости и рекламные акции, которые помогут поддерживать ваш автомобиль в отличной форме.
Продолжая, вы соглашаетесь с Условиями обслуживания RepairSmith. и подтвердите, что ознакомились с Политикой конфиденциальности. Вы также соглашаетесь с тем, что RepairSmith может общаться с вами по электронной почте, SMS или телефону.
Замена тормозной магистрали, стоимость, признаки
ЗАМЕНА ТОРМОЗНОЙ МАГИСТРАЛИ
НЕИСПРАВНОСТЬ ТОРМОЗНОЙ МАГИСТРАЛИ ПРИЗНАКИ, СТОИМОСТЬ, ПРИЧИНА
Если тормозные магистрали вашего автомобиля устарели, потрескались или начали протекать, возможно, пришло время заменить тормозные магистрали . Свяжитесь с нами, чтобы запланировать бесплатное предложение с нашими механиками, если вы подозреваете необходимость замены тормозной магистрали. У нас есть множество вариантов финансирования, если вашему автомобилю, грузовику или внедорожнику потребуется капитальный ремонт или полная замена тормозной магистрали.
Перейти к разделу по теме
Почему важны тормозные магистрали
Типы тормозных магистралей
Как тормозные магистрали выходят из строя
Признаки неисправной тормозной магистрали
Стоимость замены тормозной магистрали
У нас есть автомобильные магазины по всему миру Район Хьюстона, в том числе один на шоссе 6 North и West Little York Rd; север Хьюстона в районе Champions Forrest на Джонс-роуд возле Гранта; Портер (через дорогу от Кингвуда) на петле TX-494; Монтгомери на TX-105; и наш самый старый магазин (открыт с 1994) на бульваре Кингсленд и Мейсон-роуд.
ЗНАЧЕНИЕ ТОРМОЗНЫХ МАГИСТРАЛЕЙ
Тормозная система вашего автомобиля представляет собой сложную систему, состоящую из множества рабочих частей. Когда эти части хорошо работают вместе, автомобиль быстро останавливается при нажатии на педаль тормоза. Тормозные магистрали являются важной частью этого процесса. Когда вы нажимаете на педаль тормоза, тормозная жидкость под давлением направляется по металлическим трубкам в тормоза на ваших колесах. Жидкость воздействует на тормозную систему, и автомобиль останавливается. Без тормозных магистралей жидкость не может течь при нажатии на педаль, и автомобиль не может остановиться.
Замена тормозных колодок или барабанов важна для технического обслуживания, но тормозные магистрали также следует регулярно осматривать на наличие признаков износа. Приходите в наш магазин, чтобы получить бесплатную проверку по 35 пунктам, когда ваш автомобиль, грузовик или внедорожник будет готов к эксплуатации.
Как и все детали вашего автомобиля, тормозные магистрали со временем изнашиваются и требуют замены. Ухаживая за своим автомобилем, убедитесь, что вы знаете, на что обращать внимание, чтобы указать, что ваши тормозные магистрали могут нуждаться в замене.
ТИПЫ ТОРМОЗНЫХ ЛИНИЙ
Если вы решите заменить тормозные магистрали, вам придется выбирать между вариантами из резины и нержавеющей стали. Вот более пристальный взгляд на то, что каждый предлагает.
РЕЗИНОВЫЕ ТОРМОЗНЫЕ ТРУБКИ
В стандартную комплектацию большинства современных автомобилей входят резиновые тормозные магистрали. Эти тормозные магистрали имеют несколько слоев резины вокруг водостойкой внутренней оболочки. Это отличный вариант из-за его гибкости, которая позволяет линиям проходить по узким углам и пространствам. Резина также является более доступным из двух типов тормозных магистралей, что иногда является важным фактором.
ТОРМОЗНЫЕ ТРУБКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ
Тормозные магистрали из нержавеющей стали имеют внутренний шланг, окруженный ткаными стальными прядями. Они набухают меньше, чем резиновые магистрали, когда давление тормозной жидкости увеличивается внутри, а это означает, что тормоза более чувствительны со магистралями из нержавеющей стали. Тормозные магистрали из нержавеющей стали более долговечны, чем резиновые, и обеспечивают более высокий уровень защиты от мусора, который может взлететь с проезжей части. Тормозные магистрали из нержавеющей стали стоят дороже, чем резиновые, но они имеют ряд преимуществ, которые стоит учитывать при принятии решения.
КАК ВЫХОДЯТ ТОРМОЗНЫЕ ТРУБЫ
Тормозные магистрали, как и большинство компонентов автомобиля, со временем изнашиваются. Часто износ происходит изнутри наружу. Со временем тормозная жидкость будет удерживать воду, и эта вода может вызвать ржавчину металла внутри тормозных магистралей и коррозию трубок изнутри. Со временем это может привести к образованию отверстия снаружи тормозной магистрали, что приведет к утечке жидкости и потере тормозного давления.
То же самое может произойти и с резиновыми шлангами. В резиновых шлангах тепло и влага внутри разрушают резину и ослабляют ее. Часто видимые выпуклости или трещины являются первым признаком проблемы.
Тормозные магистрали также могут выйти из строя, полностью порвавшись. Это может произойти из-за внутренней коррозии или повреждения внешними элементами. Соль и дорожный мусор могут привести к поломке.
Наконец, тормозные магистрали могут выйти из строя, если они сломаются. Это снижает давление жидкости в этой конкретной линии и может уменьшить действие ваших тормозов. Это приведет к тому, что автомобиль будет тянуть в сторону, когда вы попытаетесь остановиться.
ПРИЗНАКИ НЕИСПРАВНОСТИ ТОРМОЗНОЙ МАГИСТРАЛИ
Неисправная тормозная магистраль представляет серьезную угрозу безопасности вашего автомобиля. Обычно есть признаки, указывающие на то, что линия выходит из строя. Вот на что стоит обратить внимание:
Утечка тормозной жидкости
Тормозная жидкость
Педали депрессии на землю
Видимая влажность или коррозия
Гупкие ощущения
. ряд мест. Если жидкость прозрачная или темно-коричневого цвета, это может быть тормозная жидкость. Тормозная жидкость будет похожа на сухое масло и пахнет рыбьим жиром. Течь тормозной жидкости — явный признак неисправности тормозной магистрали.
Горит сигнальная лампа низкого уровня тормозной жидкости . Ваш автомобиль оснащен световым индикатором, который сообщит вам, когда запасы тормозной жидкости заканчиваются. Если эта лампочка загорается, то, скорее всего, у вас где-то есть утечка. Хотя утечка может быть не в тормозных магистралях, это общий источник этих утечек.
Педаль тормоза прижимается к половице . Педаль тормоза не должна упираться в пол автомобиля. Если это так, или если вам приходится долго ждать после того, как вы нажмете на нее, чтобы машина действительно остановилась, то у вас проблема с тормозной магистралью. Не садитесь за руль, а отбуксируйте автомобиль в ремонтную мастерскую, потому что в этот момент тормозные магистрали близки к выходу из строя.
Влага или коррозия. Если вы осмотрите тормозные магистрали и увидите видимую влагу или коррозию, это может быть из-за утечек. Коррозия, независимо от причины, увеличивает риск выхода из строя тормозной магистрали, поэтому это признак того, что тормозную магистраль необходимо заменить как можно скорее.
Губчатые тормоза . Многие водители описывают ощущение нажатия на губку, когда они нажимают на тормоза. Это признак проблемы с тормозными магистралями. В частности, губчатые тормоза могут означать, что в системе есть пузырьки воздуха внутри тормозной жидкости из-за утечки.
Если у вас возникли эти проблемы, пришло время подумать о замене тормозной магистрали. Езда с неисправными тормозами подвергает опасности себя и всех, кто находится с вами на дороге.
СКОЛЬКО ЗАМЕНИТЬ ТОРМОЗНЫЕ ТРУБКИ?
Стоимость замены тормозной магистрали зависит от автомобиля. Как правило, вы будете платить от 250 до 500 долларов за одну тормозную магистраль.
Технология пассивации – это одно из современных средств, помогающих бороться с коррозией. О необходимости такой защиты знают все, кому приходится работать со стальными деталями и металлоконструкциями.
Намного проще сразу защитить от ржавения, чем бороться с последствиями или искать замену для окончательного испорченного и вышедшего из строя изделия.
В этой статье расскажем о методе подробнее – затронем область применения технологии, условия пассивации, этапы, виды обрабатываемых материалов. Это позволит вам получить четкое представление о том, на что способен процесс и где его применяют.
Что такое пассивация
Так называют процесс, направленный на появление на поверхности металлического изделия оксидной пленки.
В основе технологии лежит представление о том, что металл начинает портиться из-за постоянного контакта с агрессивными средами, в том числе, с водой и воздухом.
Когда пленка образуется и закрепляется на металле, химическая активность сырья становится намного меньше. Важно понимать, что использование процесса напрямую связано с разрушением верхнего слоя материала.
Но затрагивается минимум поверхности, всего несколько нанометров. Коррозия, появившаяся при контакте с другими металлами или агрессивными средами, не распространяется глубже. Это помогает не допустить потери прочности и постепенного разрушения.
Так как при пассивации происходит химическая реакция, важно правильно подобрать окислитель, а также учитывать, какие металлы подойдут для такой обработки, а какие нет. Обо всем этом расскажем далее.
Как проходит процедура
При проведении процедуры важно следить за соблюдением алгоритма процесса.
Пассивацию разделяют на 4 этапа:
Подготовка. Необходима для того, чтобы окислитель вступил в реакцию со сплавом. Наносить состав можно только после того, как поверхность подготовлена. Деталь промывают и обезжиривают. Не должно быть следов краски, растворителей и других посторонних химических веществ, которые могли бы повлиять на реакцию. Также допускается проведение ошкуривания, при котором зачищаются мелкие неровности. После просушки и осмотра металлического изделия, приступают ко следующему этапу.
Нанесение окислителя. В работе используются различные типы реагентов, создающие на изделии защитную пленку. В ее составе преобладают продукты окисления и соль – это безопасно для материала, но сами защитные показатели увеличиваются в разы. Степень эффективности пассивации будет зависеть от того, внимательно ли специалисты подошли к процессу и какие составы они использовали. Учитывается рецептура раствора, тип сплава. В промышленности при проведении пассивации хорошо показывают себя стали высоколегированного типа, в том числе, хромникилевые. С углеродистыми разновидностями сложнее – защитная пленка хоть и образуется на них, но держится меньше.
Зачистка поверхности. Выполняется стандартная промывка для того, чтобы удалить с изделия задержавшиеся на его поверхности соли.
Нейтрализация окислов. Выполняется с использованием двух или трехпроцентного раствора аммиака. Также в него входит гидроксид натрия, олеиновая кислота. Обработка занимает не более трех минут. Процедура требует поддержания фиксированного нагрева среды до температуры в 90 градусов.
Эффект пассивации станет заметен быстро. На поверхности изделия появляется окисленный слой с характерным цветом. Есть стали, которые со временем начинают темнеть, есть также те, для которых удается удержать определенный оттенок.
Особенности используемых в процессе растворов
Как мы уже отметили выше, при пассивации происходит химическая реакция. Это значит, что специалисту нужно знать, с каким сплавом и раствором он работает.
В таблице ниже мы распишем особенности растворов и типы сталей, с которыми они работают:
Класс сплава также влияет на используемые в работе температуры и длительность процесса. Стандартный диапазон нагрева при обработке составляет от 18 до 90 градусов. Короткие процессы занимают около трех минут, но на сложные задачи может потребоваться и до часа.
Скорость протекания процесса также связана с температурой.
Виды процедуры
Выше мы рассмотрели, какие металлы пассивация делает более устойчивыми к коррозии. Теперь стоит определиться с видом процесса, который используют.
Выделяют два основных вида процедуры:
Электрохимическая. В этом случае на металл наносятся как электролиты, так и соли, а также кислые растворы. При таком процессе, удается сформировать на поверхности заряженные частицы и добиться их постепенного оседания. Если процесс проведен правильно, то на материале возникнет ровная и стойкая защитная пленка. В процессе используется ток.
Химическая. В таком случае используются специальные химические реагенты. В их составе такие элементы, как никель и хром. Само нанесение проводится методом напыления, либо при окунании в заполненную раствором емкость. Преимущество такого подхода заключается в том, что сам металл становится тверже. Электролит подогревается.
Особенности обработки разных типов материалов
Рассмотрим примеры пассивации при использовании распространенных металлов.
Среди них такие, как:
Сталь. Пассивация стали активно применяется в производстве. Использование такого подхода связано с необходимостью тщательного обезжиривания поверхности. Доказано, что технология помогает увеличить максимальную длительность использования материала, его защищенность от внешних агрессивных факторов.
Медь. В работе применяются растворы хрома. На меди не так просто создать пленку высокой плотности, но именно такие растворы помогают сделать это. При этом сам защитный слой прочный и не стирается.
Цинк. Получает все большее распространение в последнее время. Обычно изделия из цинка тонкие, потому важно чтобы пленка не была слишком толстой. Процесс окисления затрагивает поверхностный участок. Благодаря этому сохраняются все характеристики изделия.
Железо. При использовании железа, есть большой риск появления коррозии. Стандартное пассивирующее средство – это раствор серной кислоты. Он способствует образованию тонкой пленки, позволяет применять железные детали на открытом воздухе с гарантией высокого уровня защиты.
Области применения технологии
Использование метода зарекомендовало себя в следующих случаях:
Окраска. На созданный защитный слой могут легко наноситься полимерные составы. Таким образом, удается достичь не только повышенной устойчивости к коррозии, но и обезжиривания.
Создание паровых турбин и других изделий, контактирующих с нагретым до высоких температур паром. В таком случае возможна обработка нержавеющей стали. Причина в том, что это добавляет прочности даже если с агрессивными средами нужно контактировать постоянно. Особенно хорошо это работает на примере защиты самой уязвимой части конструкции – сварных швов.
Требуется защитить от коррозии стоматологические изделия. Пассивация применяется в промышленности при создании двухкомпонентных имплантов. Так обрабатывают специальные опорные части имплантов, штифты, на которые ставится коронка. Мера гарантирует, что находясь в челюсти пациента, основание не будет постепенно разрушаться.
Декорирование. Благодаря созданию особой пленки на изделии, его удается не только защитить от ржавения, но и сделать красивее. Причина – в цвете поверхностного слоя и его приятных радужных переливах.
Технология широко распространена и со временем становится только более востребованной. Это далеко не все примеры ее применения в промышленности.
Наша компания также готова предложить и еще один метод защиты от коррозии – оцинковку изделий на качественном оборудовании.
Все что нужно – обратиться к нам по телефону или оставить заявку на сайте.
Вернуться к статьям
Поделиться статьей
что это, особенности процесса и виды пассивирования
Пассивацией металла называют особые виды обработки, при которых на его поверхности образуются тонкие слои антикоррозийных соединений. В зависимости от метода пассивизации, для создания такой оксидной поверхностной плёнки могут быть использованы химические растворы или электрохимические процессы.
Бело-голубая пассивация 9-12 мкм
Желто-радужная пассивация 9-12 мкм
Черная пассивация 9-12 мкм
Бело-голубая пассивация 9-12 мкм
Желто-радужная пассивация 9-12 мкм
Черная пассивация 9-12 мкм
Коррозия – главная причина снижения срока эксплуатации изделий из металла
Несмотря на прочность большинства металлов, они подвержены окислению в результате воздействия влаги и кислорода. Влияние агрессивной среды приводит к образованию налета на поверхности материала, который разрушает его структуру, постепенно поражая более глубокие слои. В результате металл теряет свои прочностные свойства, и изделие становится непригодным для дальнейшего применения.
Пассивизация: сталь приобретает свойства золота
Целью пассивирования является создание на поверхности металла рукотворной «анти ржавчины», которая снижает химическую активность материала.
В ходе этой процедуры внешний слой обрабатываемых материалов приобретает характеристики, которые делают их сходными с благородными металлами – они становятся устойчивыми к окислению и другим агрессивным воздействиям.
Нужно отметить, что универсальных способов пассирования не существует – каждому металлу нужен свой подход. На практике это отражается в составлении специальных составов электролитов, разработке индивидуальных режимов воздействия и расчете показателей тока для каждой отдельной процедуры пассивизации металла.
Для создания фазовых или адсорбционных плёнок, образующих плотный барьер для коррозии, используется электрохимический или химический метод.
Электрохимический способ: использование электролита и тока
Данный метод основан на изменении свойств металлов при их погружении в электролит и гальванизации. При этом для каждого отдельного случая электролит подбирается индивидуально. Анодом служит металл, который по своим химико-физическим параметрам отвечает задачам пассирования.
Металл погружается в ванну с электролитом, после чего подаётся поляризующий ток заданного силы и напряжения. Результатом процедуры является появление на поверхности изделия плёнки, препятствующей возникновению обратного «ионного тока». Это способствует образованию оксидного слоя, который успешно противостоит воздействию окислителей.
Электрохимический метод применяют для пассирования меди с помощью хромосодержащих составов. Для создания оксидной плёнки на цинке используют серную кислоту и дихромат натрия, для алюминия – фторводородный состав.
Химический способ: окислить, чтобы защитить от окисления
Этот метод подразумевает использование растворов окислителей, которые при взаимодействии с металлом образуют на его поверхности оксидную плёнку. Чтобы процесс был контролируемым, и окисление не затронуло более глубокие слои, применяются специальные составы-нейтрализаторы.
Процедура химического пассирования включает в себя следующие этапы:
зачистка поверхности при помощи абразивных материалов с последующим обезжириванием;
смывание обезжиривающих составов сначала горячей, затем холодной водой;
нанесение реагента на заданный период времени;
использование кальцинированной соды в качестве нейтрализатора химического пассиватора;
промывка в холодной воде поточным методом, сушка тёплым воздухом;
использование оптических датчиков для контроля свойств поверхности.
Если инструментальный и визуальный контроль даёт неудовлетворительные результаты, то процедуру повторяют заново, начиная с первого шага.
Свойства металла после пассирования
Данная процедура приводит к образованию на поверхности металла химически стабильного слоя, устойчивого к коррозии. Изделия из пассивированного металла имеют более длительный срок службы. Если пассирование проводилось с использованием хроматов, то их поверхность, ко всему прочему, будет обладать повышенной устойчивостью к механическим воздействиям. Нужно отметить, что у оксидного слоя есть свой предел прочности и его механическое повреждение приводит к последующему появлению коррозии.
Услуги ПЗКИ по пассивизации металла
ООО «Первый Завод Крепежных Изделий» предлагает профессиональную услугу химической и электрохимической пассивизации металла. В ПЗКИ можно заказать пассирование различных металлов по умеренным ценам.
В частности, наше предприятие проводит:
Черную пассивизацию. Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
Бело-голубую пассивацию металла. Для этой цели используют специальный состав, который при погружении в него металлоконструкции приводит к образованию на ней защитной глянцевой плёнки голубого цвета. Покрытие имеет толщину 9-12 мкм и отличается равномерностью, устойчиво к воздействию влаги и обесцвечиванию.
Желто-радужную пассивацию. Данный вид обработки оцинкованной поверхности изделий из металла может сочетаться с хроматированием, что и приводит к её окрашиванию в желто-радужный цвет. При этом металл погружается в специальный состав, содержащий хроматы и биохроматы. Защитный слой имеет толщину 9-12 мкм.
Всю необходимую информацию по специфике проведения указанных процедур, их стоимости, сроках выполнения заказа вы можете получить по телефону, указанному на сайте. Воспользуйтесь услугой заказа звонка, и наши специалисты вам перезвонят в самое короткое время.
Техническая консультация
Задайте вопрос нашим техническим специалистам, отправьте чертеж или сделайте заявку.
Задать вопрос
Заказать звонок
Что такое процесс пассивации?
Что такое процесс пассивации? Согласно определению стандарта MIL-STD-753C, процесс пассивации — это процесс окончательной обработки/очистки, используемый для удаления железа с поверхности коррозионно-стойких стальных деталей таким образом, чтобы получить более однородное формирование пассивной поверхности, что повышает коррозионную стойкость.
Нержавеющая сталь отличается от других металлов тем, что по мере приближения к поверхности состав металла фактически меняется. В процессе пассивации свободное железо удаляется с поверхности в раствор, оставляя более высокий уровень хрома. Хорошим соотношением хрома и железа обычно считается 1,5:1 или выше.
Что такое пассивация?
Пассивация — это химическая обработка нержавеющей стали и других сплавов, которая повышает способность обработанных поверхностей противостоять коррозии.
Пассивированное оборудование и системы имеют множество преимуществ:
Пассивация удаляет загрязнения с поверхности
Пассивация повышает коррозионную стойкость
Пассивация снижает риск загрязнения продукта
Пассивация позволяет увеличить интервалы обслуживания системы
Состав нержавеющей стали
Чтобы понять, что такое пассивация нержавеющей стали, очень важно рассмотреть саму нержавеющую сталь. Все нержавеющие стали представляют собой сплавы железа, никеля и хрома. Хром составляет не менее 10% металла. Именно этот элемент придает нержавеющей стали устойчивость к коррозии. Часто производители стали добавляют молибден для улучшения защитных характеристик хрома для высококоррозионных или высокотемпературных применений.
Помимо химического состава металла, состав различных слоев, из которых состоит нержавеющая сталь, различается. На поверхности находится пассивный слой, иногда называемый пассивной пленкой, который отвечает за обеспечение коррозионной стойкости. Это очень тонкий слой высокостабильных атомов металла, которые не подвержены коррозии или ржавчине. Толщина всего в несколько атомных слоев, где отношение хрома к железу (Cr/Fe) составляет не менее 1,5:1. Хром связывается с кислородом, создавая химически инертную, «пассивную» поверхность.
На приведенном ниже рисунке показан очень тонкий пассивный слой на внешней поверхности металла:
Под пассивным слоем находится переходная зона, где концентрация никеля выше. Как и пассивная пленка, она имеет толщину всего от 3 до 4 атомных слоев. Никель в этом разделе защищает пассивную пленку, предотвращая химические реакции с железом в нижнем слое. Он также действует как защитный барьер для основного металла, из которого состоит большая часть нержавеющей стали. Процентное содержание хрома, никеля и железа зависит от предполагаемого использования предмета.
Зачем нужна пассивация?
Хотя пассивация происходит естественным образом в коррозионно-стойких и богатых хромом сплавах, при соответствующих условиях новый сосуд или деталь из нержавеющей стали необходимо пассивировать перед вводом в эксплуатацию. Изготовление, механическая обработка и сварка оставляют после себя загрязняющие вещества, такие как оксиды металлов, включения, производственные отходы и примеси железа, что ставит под угрозу естественную способность металла противостоять коррозии.
Как работает пассивация?
Химическая пассивация улучшает химический состав пассивного слоя за счет увеличения соотношения очень стабильных атомов хрома к более реакционноспособным атомам железа в верхних трех-пяти атомных слоях поверхности металла. Это обогащение можно количественно измерить с помощью различных методов, включая оже-электроспектроскопию (AES), электронную спектроскопию для химического анализа (ESCA) и энергодисперсионный рентгеновский анализ (EDX). Наиболее часто используемые данные, полученные с помощью этих методов, для оценки пассивного слоя — это соотношение хрома и железа и глубина усиления.
Текущие методики пассивации
В Astro Pak используется множество различных методов пассивации, в том числе:
Погружение в резервуар – обычно выполняется на объекте Astro Pak и имеет преимущество при одновременной обработке всех производственных поверхностей для обеспечения однородности отделки. и оптимальная коррозионная стойкость.
Циркуляция. Химический раствор циркулирует по системе трубопроводов и особенно рекомендуется для трубопроводов, по которым проходят агрессивные жидкости.
Нанесение распылением
— может быть выполнено в Astro Pak или на объекте заказчика, что выгодно для обработки на месте, но необходимы надлежащая утилизация кислоты и соблюдение мер безопасности.
Нанесение геля — ручная обработка может выполняться путем нанесения пасты или геля на поверхность кистью. Это полезно для точечной обработки сварных швов и других сложных областей, требующих ручной детализации.
Услуги и возможности Astro Pak
Пассивация Ultrapass осуществляется в наших современных чистых помещениях и в местах высокой чистоты клиентов. Азотная кислота, а также хелатирующие агенты с лимонной кислотой могут использоваться в зависимости от требований конкретного участка. Очистка и пассивация могут быть предусмотрены для пуско-наладочных работ нового строительства или работ по техническому обслуживанию и остановке. Немедленное реагирование на аварийные отключения и критически важные коммунальные услуги осуществляется в обычном порядке. Пассивирование выполняется в сочетании с травлением дефектов в зоне сварки, удалением коррозионно-окрашивающих пленок и добавлением или заменой оборудования. Профессиональные консультации наших известных отраслевых экспертов с многолетним опытом помогают нашим клиентам в решении их сложных вопросов.
Об авторе
Дэрил Ролл
Консультант Astro Pak, Дэрил является главным старшим техническим консультантом по вопросам коррозии, химии поверхности и пассивации нержавеющей стали. Имея более чем 40-летний опыт работы в области химической обработки, Дэрил опубликовал в журналах MICRO, UltraPure Water Journal и Chemical Engineering свои статьи о пассивации и борьбе с помутнением. Он является участником подкомитетов ASME BPE по требованиям к отделке поверхности и конструкционным материалам, а также ведущим участником рабочих групп по окрашиванию и пассивации. Дэрил имеет степень бакалавра искусств. получил степень бакалавра химии и наук о Земле в Калифорнийском государственном университете Фуллертона и лицензию профессионального инженера штата Калифорния.
Что такое пассивация? Как пассивировать нержавеющую сталь и зачем. | Stellar Solutions
Почему необходимо пассивировать нержавеющую сталь?
Нержавеющая сталь представляет собой природный сплав, устойчивый к коррозии. Основным компонентом нержавеющей стали, обеспечивающим коррозионную стойкость, является хром, который в присутствии кислорода образует коррозионностойкий (также известный как пассивный) слой на поверхности нержавеющей стали. Этот слой оксида хрома защищает металл под ним от взаимодействия с окружающей средой вокруг него, вызывающего коррозию. В то время как хром, обычно присутствующий на поверхности, естественным образом создает пассивный слой, сплаву присуще значительное количество железа (около 60-70%, в зависимости от марки нержавеющей стали), которое ограничивает коррозионную стойкость. Также обычным явлением является попадание дополнительного загрязнения железом на поверхность во время производственных процессов, например, через железную пыль в воздухе цеха или контакт с инструментами из углеродистой стали, что еще больше снижает коррозионную стойкость. Решением этих проблем является процесс пассивации.
Что такое пассивация?
Что такое пассивация? Проще говоря, пассивация — это преднамеренное удаление железа с поверхности нержавеющей стали, и существуют разные типы пассивации. Удаление поверхностного железа и загрязнения железом приводит к получению поверхности из нержавеющей стали с низким содержанием железа и высоким содержанием хрома. При большем количестве хрома на поверхности можно получить более толстый слой оксида хрома, что приводит к значительному повышению коррозионной стойкости из-за отсутствия железа, способного реагировать с окружающей средой.
Как безопасно и экономично пассивировать нержавеющую сталь?
Пассивирование нержавеющей стали можно проводить азотной или лимонной кислотой. Однако есть много причин, по которым лучше использовать лимонную кислоту. Многие тесты показали, что пассивация лимонной кислотой более эффективна, чем азотная, потому что она удаляет только железо, оставляя нетронутыми весь хром, никель и другие «хорошие» компоненты. Напротив, азотная кислота также удалит некоторое количество хрома и никеля вместе с железом. Пассивирование лимонной кислотой также намного безопаснее и лучше для окружающей среды. Азотная кислота чрезвычайно токсична для человека, животных и окружающей среды. Для тех, кто считает, что безопасность рабочих имеет первостепенное значение, пассивация лимонной кислотой является очевидным выбором.
CitriSurf для пассивации нержавеющей стали
Мы производим и продаем полную линейку продуктов Citrisurf® для пассивации нержавеющей стали. Пассивирование нержавеющей стали с помощью CitriSurf безопасно, просто, экономично и безвредно для окружающей среды. Свяжитесь с нами сегодня, чтобы получить рекомендацию по продукту, адаптированному для вашего конкретного применения, или просмотрите наш список продуктов.
Как насчет металлов, кроме нержавеющей стали?
Это во многом зависит от конкретного контекста. Некоторые другие виды обработки поверхности или покрытия, предназначенные для предотвращения коррозии или разрушения других материалов, также иногда называют «пассивацией». Кроме того, удаление поверхностного загрязнения железом из сплавов, которые в остальном содержат мало железа или вообще не содержат его, с использованием того же процесса, что и для нержавеющей стали, обычно называется пассивацией.
Классификация радиоаппаратуры — Производство радиоаппаратуры
Классификация радиоаппаратуры
Категория:
Производство радиоаппаратуры
Классификация радиоаппаратуры
По назначению радиоаппаратуру можно разделить на радиовещательную, военную и специального назначения.
К радиовещательной аппаратуре относятся радиоприемники, телевизоры, устройства звукозаписи и высококачественного звучания. Эта аппаратура в основном предназначена для удовлетворения культурных запросов общества и является мощным средством идейно-политического воспитания.
Военная аппаратура — это радиолокационные и радионавигационные установки для обнаружения и вождения самолетов и кораблей, аппаратура обнаружения, наведения и управления реактивными снарядами, аппаратура связи между подвижными и неподвижными объектами, обеспечивающая оперативность руководства войсками.
Аппаратура специального назначения представляет собой наиболее многочисленную группу, так как имеет разнообразные области применения. Можно отметить радио- и телевизионные передатчики, обслуживающие радиовещание; быстродействующие электронные вычислительные машины; медицинскую радиоаппаратуру; аппаратуру измерительную и применяемую при научных исследованиях и разработках. К этой группе относится также радиоаппаратура, применяемая для управления технологическими процессами в промышленности и контроля за ними.
По условиям эксплуатации радиоаппаратуру можно разделить на стационарную наземную, бортовую авиационную, корабельную, космическую, переносную и устанавливаемую на транспортных средствах.
Стационарную аппаратуру эксплуатируют в условиях, мало отличающихся от тех, при которых производятся ее сборка, монтаж и регулировка. Поэтому к ней не предъявляют особых требований в отношении защиты от воздействия окружающей среды. К этой группе относят стационарные передающие радиостанции, радио- и телевизионные приемники, измерительную и специальную аппаратуру, применяемую на производстве.
Авиационная, корабельная и космическая аппаратура работает в условиях резких изменений температуры, влажности и давления. В процессе эксплуатации на нее также действуют большие динамические перегрузки и вибрации, электрические помехи от источников бортовой сети. Кроме того, корабельная аппаратура подвергается действию дождя, тумана, солей морской воды. Это вызывает необходимость в специальной защите радиоаппаратуры.
Переносная радиоаппаратура — это средства связи, используемые в войсках, при сельскохозяйственных работах и в отрядах научных экспедиций. Основными требованиями, предъявляемыми к конструкции радиоаппаратуры данной группы, являются компактность и удобство эксплуатации; поскольку эту радиоаппаратуру приходится использовать при различных метеорологических условиях, она должна быть защищена от воздействия окружающей среды. Существенный недостаток переносной аппаратуры — использование собственных источников питания (батарей, аккумуляторов), что, естественно, увеличивает ее вес и габариты.
Аппаратура, устанавливаемая на транспортных средствах (в основном приемные и передающие устройства), подверженная динамическим нагрузкам, влиянию метеорологических условий, воздействию пыли, собственных электрических помех от работы двигателей, также нуждается в специальной защите.
Для Вашего МУЗЕЯ ! Авиация ! Военная электроника Рейха ! Переговорная Радиоаппаратура летчиков ЛЮФТВАФФЕ ! Клеймо -1938 г — 1940 г — 1942г ! Авиабаза ИНСТЕРБУРГ. ИЗ послевоенных находок в развалинах Офицерской столовой- на летном поле — в районе бывшей Немецкой Авиабазы города Insterburg — ИНСТЕРБУРГ (сейчас г.Черняховск в Калининградской области.РФ.) ! Все на ФОТО !!! Всего 3 разных штуки !! — одним лотом !
Германия знак Германская Империя редкость люфтваффе вторая мировая война Третий Рейх Рейх пилот компас 3 Рейх ВОВ рейх германия фарфор WW2 армейский авиация форма униформа головной убор третий рейх антиквариат снаряжение Еще…
Что можно сделать:
— Приватный вопрос
Положите в корзину один или несколько лотов, а затем купите их все сразу.
Купить этот лот по цене 1500.00 р.
Помощь: Как покупать?
Вы можете наблюдать за ходом торгов по этому лоту, добавив его в «Избранное».
Racal VRM-5080 — это современный 50-ваттный УКВ-радиопередатчик FM, предназначенный для установки в бронированные или небронированные военные машины. Радио работает в диапазоне частот от 30 до 76 МГц и поставляется со встроенным Блок управления/клавиатуры со встроенным красным светодиодным индикатором.
Радиостанция имеет встроенную тестовую последовательность, которая автоматически проверяет работу трансивера и отображает результаты.
В приемопередатчик также встроена возможность передачи данных со скоростью 16 Кбит/с, а опции расширяют возможности, включая встроенное шифрование псевдобелым шумом как данных, так и речи.
Передняя панель, которая съемный обеспечивает полный контроль над простой последовательной линией данных. Его можно переместить и установить в любом месте на танке с радиостанцией, расположенной в корпусе или аналогичном удаленном месте. Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста.
Панель управления позволяет выбрать рабочую частоту и до девяти предварительно выбранных каналов, а также коды шифрования и режим трансивера. Буквенно-цифровой дисплей показывает частоту и статус.
Впервые анонсированный в сентябре 1979 года, VRM5080 производился компанией Racal Radio Ltd в Рединге, Англия, для пользователей по всему миру и компанией Kapsch для австрийской армии. Эти радиостанции поставляются в хорошем состоянии, проверены и находятся в рабочем состоянии, класс 2.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Режим: узкополосный FM-симплекс F3E Диапазон частот: 30–76 МГц Количество каналов: 1841 с 9 предварительно запрограммированными Разнос каналов: интервал 25 кГц Выходная мощность: Высокая мощность: 50 Вт, Средняя мощность: 10 Вт , Низкая мощность: 5 мВт Источник питания: 24 В пост. тока (номинал) отрицательное заземление Потребляемая мощность: высокая мощность: макс. 7,5 А, малая мощность: макс. 1,5 А Диапазон рабочих температур, рабочий: от -40 до + 70 °C Температура Диапазон, хранение: от -40 до +70 °C Вес: 13,5 кг
Скачать техническое руководство
£265.00 (Приблизительно 339,20 долл. США)
Счетчик Гейгера DOM-410
Счетчик Гейгера DOM-410 или измеритель радиации использовался голландской, французской и бельгийской армией в конце 1970-х начале 1980-х годов. Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду.
Внутренний рентгеновский и гамма-датчик легко снимается и способен измерять от 1 миллирад в час до 1000 рад в час.
Шесть диапазонов измерения прямым отсчетом по одной шкале. Шкала имеет подсветку для ночного чтения.
В целом, это очень чувствительный счетчик Гейгера, портативный и автономный, он имеет прочную конструкцию и разработан, чтобы выдерживать большие нагрузки.
Счетчик ДОМ-410 питается от двух стандартных 1,5-вольтовых D-элементов и должен работать до 16 часов на новом комплекте батареек.
Счетчик ДОМ-410 поставляется в очень хорошем рабочем состоянии без каких-либо аксессуаров. Некоторые аксессуары и руководство на английском языке можно приобрести отдельно.
Автомобильная УКВ радиостанция RT-524/VRC для M-151 Mutt Jeep, Humvee
Приемо-передатчик, FM, 30-74,95 МГц, разнос 50 кГц, 920 каналов. Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках.
Работает от автомобильного аккумулятора или источника питания 24 В постоянного тока. Выходная мощность передатчика 8 Вт (низкая) и 35 Вт (высокая).
Предусмотрен шумоподавитель, а также усовершенствованный шумоподавитель с тональным управлением (150 Гц). Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции.
AN/VRC-12 — это проверенная в боях автомобильная радиостанция, которая особенно хорошо подходит для применения в тактическом развертывании и конкретных оперативных задачах благодаря своей способности собираться в различные конфигурации и устанавливаться на большинстве типов военных транспортные средства, такие как джипы M-151 Mutt, Humvees, тяжелая бронетехника и т. д.
RT-524 поставляется в хорошем рабочем состоянии класса 2. Также доступны некоторые аксессуары и кабели.
365,00 фунтов стерлингов (приблизительно 467,20 долл. США)
УКВ-радиопередатчик STR37E для самолетов
УКВ-радиопередатчик для самолетов STR37E производится компанией STC Standard Telephone and Cable. Это небольшой бортовой УКВ-радиопередатчик, который может быть установлен непосредственно в кабине самолета, а выбор частоты осуществляется с помощью двух больших ручек, установленных на передней панели. Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт.
Эти радиостанции поставляются в очень хорошем состоянии и имеют сертификат испытаний.
Распиновка Centronics: Контакт-1 Минус и корпус (земля) Контакт-2 Радио +ve (+28 Вольт) Контакт-3 PTT Контакт-19 Лампа панели +ve (+ 28 В) Pin-21 и Pin-22 Аудиовыход
£150,00 (приблизительно 192,00 долл. США)
R-442/VRC Автомобильный УКВ-радиоприемник для M-151 Mutt Jeep, Humvee
каналы. Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
R-442/VRC поставляется в хорошем рабочем состоянии класса 2. Также доступны некоторые аксессуары и кабели.
225,00 фунтов стерлингов (приблизительно 288,00 долларов США)
Racal VRM-5080 — это современный 50-ваттный УКВ-радиопередатчик FM, предназначенный для установки в бронированные или небронированные военные машины. . Радио работает в диапазоне частот от 30 до 76 МГц и поставляется со встроенным Блок управления/клавиатуры со встроенным красным светодиодным индикатором.
Радиостанция имеет встроенную тестовую последовательность, которая автоматически проверяет работу трансивера и отображает результаты.
В трансивер также встроена возможность передачи данных со скоростью 16 Кбит/с, а опции расширяют возможности, включая встроенное шифрование псевдобелым шумом как данных, так и речи.
Передняя панель, которая съемный обеспечивает полный контроль над простой последовательной линией данных. Его можно переместить и установить в любом месте на танке с радиостанцией, расположенной в корпусе или аналогичном удаленном месте. Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста.
Панель управления позволяет выбрать рабочую частоту и до девяти предварительно выбранных каналов, а также коды шифрования и режим трансивера. Буквенно-цифровой дисплей показывает частоту и статус.
Впервые анонсированный в сентябре 1979 года, VRM5080 производился компанией Racal Radio Ltd в Рединге, Англия, для пользователей по всему миру и компанией Kapsch для австрийской армии. Эти радиостанции поставляются в хорошем состоянии, протестированы и находятся в рабочем состоянии, класс 2.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Режим: узкополосный FM-симплекс F3E Диапазон частот: 30–76 МГц Количество каналов: 1841 с 9 предварительно запрограммированными Разнос каналов: 25 кГц Выходная мощность: Высокая мощность: 50 Вт, средняя мощность : 10 Вт, малая мощность: 5 мВт Электропитание: 24 В пост. тока (номинал) отрицательное заземление Потребляемая мощность: высокая мощность: макс. 7,5 А, малая мощность: макс. 1,5 А Диапазон рабочих температур, рабочий: от -40 до + 70°С. C Температурный диапазон хранения: от -40 до + 70°C Вес: 13,5 кг
Скачать техническое руководство
£265.00 (Приблизительно 339,20 долл. США)
Счетчик Гейгера DOM-410
Счетчик Гейгера DOM-410 или измеритель радиации использовался голландской, французской и бельгийской армией в конце 1970-х начале 1980-х годов. Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду.
Внутренний рентгеновский и гамма-датчик легко снимается и способен измерять от 1 миллирад в час до 1000 рад в час.
Шесть диапазонов измерения прямым отсчетом по одной шкале. Шкала имеет подсветку для ночного чтения.
В целом, это очень чувствительный счетчик Гейгера, портативный и автономный, он имеет прочную конструкцию и разработан, чтобы выдерживать большие нагрузки.
Счетчик ДОМ-410 питается от двух стандартных 1,5-вольтовых D-элементов и должен работать до 16 часов на новом комплекте батареек.
Счетчик ДОМ-410 поставляется в очень хорошем рабочем состоянии без каких-либо аксессуаров. Некоторые аксессуары и руководство на английском языке можно приобрести отдельно.
Автомобильная УКВ радиостанция RT-524/VRC для M-151 Mutt Jeep, Humvee
Приемо-передатчик, FM, 30-74,95 МГц, разнос 50 кГц, 920 каналов. Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках.
Работает от автомобильного аккумулятора или источника питания 24 В постоянного тока. Выходная мощность передатчика 8 Вт (низкая) и 35 Вт (высокая).
Предусмотрен шумоподавитель, а также усовершенствованный шумоподавитель с тональным управлением (150 Гц). Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции.
AN/VRC-12 — это проверенная в боях автомобильная радиостанция, которая особенно хорошо подходит для применения в тактическом развертывании и конкретных оперативных задачах благодаря своей способности собираться в различные конфигурации и устанавливаться на большинстве типов военных транспортные средства, такие как джипы M-151 Mutt, Humvees, тяжелая бронетехника и т. д.
RT-524 поставляется в хорошем рабочем состоянии класса 2. Также доступны некоторые аксессуары и кабели.
365,00 фунтов стерлингов (приблизительно 467,20 долл. США)
УКВ-радиопередатчик STR37E для самолетов
УКВ-радиопередатчик для самолетов STR37E производится компанией STC Standard Telephone and Cable. Это небольшой бортовой УКВ-радиопередатчик, который может быть установлен непосредственно в кабине самолета, а выбор частоты осуществляется с помощью двух больших ручек, установленных на передней панели. Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт.
Эти радиостанции поставляются в очень хорошем состоянии и имеют сертификат испытаний.
Распиновка Centronics: Контакт-1 Минус и корпус (земля) Контакт-2 Радио +ve (+28 Вольт) Контакт-3 PTT Контакт-19 Лампа панели +ve (+ 28 В) Pin-21 и Pin-22 Аудиовыход
£150,00 (приблизительно 192,00 долл. США)
R-442/VRC Автомобильный УКВ-радиоприемник для M-151 Mutt Jeep, Humvee
каналы. Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
Медные листы от ООО УралКомплектМ оптом и в розницу от 1 кг
Сортировать:по цене за кгпо цене за штпо размеру
Показывать по 306090
Медный лист 10.0х1000х2000 МНЖ 5-1 г/к
10.0х1000х2000
1466
Медный лист 0.4х600х1500 М1м
0.4х600х1500
2060
Медный лист 0.5х600х1500 М1м
0.5х600х1500
2060
Медный лист 0.6х600х1500 М1м
0.6х600х1500
2060
Медный лист 0. 8х600х1500 М1м
0.8х600х1500
2060
Медный лист 1х600х1500 М1м
1.0х600х1500
2060
Медный лист 1.2х600х1500 М1м
1.2х600х1500
2060
Медный лист 1.5х600х1500 М1м
1.5х600х1500
2060
Медный лист 2.0х600х1500 М1м
2.0х600х1500
2060
Медный лист 2.5х600х1500 М1м
2.5х600х1500
2060
Медный лист 3.0х600х1500 М1м
3. 0х600х1500
2060
Медный лист 3.5х600х1500 М1м
3.5х600х1500
2060
Медный лист 4.0х600х1500 М1м
4.0х600х1500
2060
Медный лист 5.0х600х1500 М1м
5.0х600х1500
2060
Медный лист 7.0х600х1500 М1м
6.0х600х1500
2060
Медный лист 6.0х600х1500 М1м
7.0х600х1500
2060
Медный лист 8.0х600х1500 М1м
8.0х600х1500
2060
Медный лист 10. 0х600х1500 М1м
10.0х600х1500
2060
Медный лист 12.0х600х1500 М1м
12.0х600х1500
2060
Медный лист 0.4х600х1500 М1т
0.4х600х1500
2060
Медный лист 0.5х600х1500 М1т
0.5х600х1500
2060
Медный лист 0.6х600х1500 М1т
0.6х600х1500
2060
Медный лист 0.8х600х1500 М1т
0.8х600х1500
2060
Медный лист 1.0х600х1500 М1т
1. 0х600х1500
2060
Медный лист 1.2х600х1500 М1т
1.2х600х1500
2060
Медный лист 1.5х600х1500 М1т
1.5х600х1500
2060
Медный лист 2.0х600х1500 М1т
2.0х600х1500
2060
Медный лист 2.5х600х1500 М1т
2.5х600х1500
2060
Медный лист 3.0х600х1500 М1т
3.0х600х1500
2060
Медный лист 3.5х600х1500 М1т
3.5х600х1500
2060
Медный лист 4. 0х600х1500 М1т
4.0х600х1500
2060
Медный лист 5.0х600х1500 М1т
5.0х600х1500
2060
Медный лист 6.0х600х1500 М1т
6.0х600х1500
2060
Медный лист 7.0х600х1500 М1т
7.0х600х1500
2060
Медный лист 8.0х600х1500 М1т
8.0х600х1500
2060
Медный лист 10.0х600х1500 М1т
10.0х600х1500
2060
Медный лист 12.0х600х1500 М1т
12. 0х600х1500
2060
Медный лист 1.0х600х1500 М2т
1.0х600х1500
2060
Медный лист 6.0х600х1500 М2т
6.0х600х1500
2060
Медный лист 7.0х600х1500 М1г/к
7.0х600х1500
2060
Медный лист 8.0х600х1500 М1г/к
8.0х600х1500
2060
Медный лист 10.0х600х1500 М1г/к
10.0х600х1500
2060
Медный лист 12.0х600х1500 М1г/к
12.0х600х1500
2060
Медный лист 14. 0х600х1500 М1г/к
14.0х600х1500
2060
Медный лист 15.0х600х1500 М1г/к
15.0х600х1500
2060
Медный лист 16.0х600х1500 М1г/к
16.0х600х1500
2060
Медный лист 20.0х600х1500 М1г/к
20.0х600х1500
2060
Медный лист 25.0х600х1500 М1г/к
25.0х600х1500
2060
Медный лист 30.0х600х1500 М1г/к
30.0х600х1500
2085
Медный лист 35. 0х600х1500 М1г/к
35.0х600х1500
2085
Медный лист 40.0х600х1500 М1г/к
40.0х600х1500
2085
Медный лист 50.0х600х1500 М1г/к
50.0х600х1500
2085
Медный лист 70.0х600х1500 М1г/к
70.0х600х1500
2085
Медный лист 80.0х600х1500 М1г/к
80.0х600х1500
2085
Наша компания реализует листы медные со склада в Москве. Этот вид металлопроката является одним из самых востребованных в промышленности и производстве. Медные листы характеризуются отличной теплопроводностью и электропроводностью, устойчивостью к коррозии и химическим средам, а также они хорошо поддаются ковке. Благодаря добавлению различных примесей в состав меди, она способна резко изменять свои свойства: прочность, эластичность, цвет, ковкость. Подробнее
Листовая медь часто используется для производства других видов цветного металлопроката: полосы, трубы, шины, ленты и пр. Купить медный лист можно для производства металлочерепицы, кровельного профнастила и других кровельных материалов. Медь отлично себя зарекомендовала в производстве теплообменников и водопроводов.
На нашем сайте представлен каталог меди с ценой за лист м3 и указанием подробных характеристик. Купить этот металлопрокат можно, как в розницу, так и оптом по доступным ценам. Вся продукция сертифицирована и соответствует требованиям ГОСТа.
Медные листы часто применяются в производстве и строительстве. Они обладают достойными характеристиками, которые делают их одним из лучших материалов для разных сфер деятельности. Долговечность, простота обработки и способность противостоять воздействию коррозии, температуры и влаги – все эти качества позволяют использовать изделия практически без ограничений. Медный лист в большинстве случаев может составить конкуренцию даже достаточно популярным материалам, в том числе черепице. Подобные изделия отличаются по размеру пластин. В нашем интернет-магазине можно купить листовую медь разной толщины в розницу и оптом, а также воспользоваться удобной системой доставки по умеренной цене в Москве, МО и по всей России.
В каталоге компании представлены различные варианты нужных Вам материалов. Вы можете заказать листы металла толщиной 0,3; 0,5; 0,8; 1; 1,5; 2; 5 мм, а также других размеров. Мы предлагаем не только обширный выбор качественных изделий по привлекательной стоимости, но и создаем условия, при которых Вам будет комфортно совершать покупки. Достойный уровень обслуживания и удобные интуитивные сервисы сайта помогут сделать заказ быстро и просто.
Уточните, сколько стоят медные листы нужного размера, или оформите заказ, обратившись к нашим менеджерам по телефону. Вы также можете оформить покупку онлайн, воспользовавшись сервисами сайта.
Лист медный | Цветные металлы
Лист медный изготавливается по ГОСТ 495–92 методом холодного или горячего проката. Медный лист бывает нормальной или повышенной точности, по состоянию: мягким, полутвердым или твердым. Марки меди, использующейся в процессе производства медного листа, регламентируются ГОСТ 859.
Из-за своих ценных качеств, заготовки из медного листа имеют широкий спектр применения во всех отраслях промышленности и хозяйства, таких как приборостроение, электротехника, строительство.
В строительстве листовая медь занимает особое место. Благодаря таким характеристикам как устойчивость к коррозии и воздействиям окружающей среды, стойкость к температурным колебаниям, лист медный является отличным материалом для кровельных и фасадных работ. Медные листы отлично гнуться, поддаются формовке, сварке и подходят для покрытия поверхностей любой формы. Высокая цена чистой меди отлично компенсируется ее долговечностью использования. При длительной эксплуатации свойства меди не меняются, в результате чего срок службы медной кровли достигает 150 лет. Достаточно часто кровлю дополняют медным водосливом.
Так же, лист медный используется для монтажа систем вентиляции, кондиционирования, водо- и газороводов. Нередко листовая медь служит полуфабрикатом для изготовления различных деталей, частей теплообменного оборудования и элементов корпусов.
Медь является экологически чистыи материалом, поэтому изделия из листовой меди могут использоваться в пищевой промышленности, например, для изготовления посуды, кухонной утвари. При производстве медного листа используется только медь высококачественных марок.
Вы можете сделать заказ на лист медный на странице заказа или позвонив нам по телефонам: (49245) 2-55-49, 2-33-64, 2-25-89 (факс).
Наименование
ГОСТ
Лист М1 0,4х600х1500 мягк.
1173-2006
Лист М1 0,4х600х1500 тв.
1173-2006
Лист М1 0,5х600х1500 мягк.
1173-2006
Лист М1 0,5х600х1500 тв.
1173-2006
Лист М1 0,6х600х1500 мягк.
1173-2006
Лист М1 0,6х600х1500 тв.
1173-2006
Лист М1 0,7х600х1500 мягк.
1173-2006
Лист М1 0,7х600х1500 тв.
1173-2006
Лист М1 0,8х600х1500 мягк.
1173-2006
Лист М1 0,8х600х1500 тв.
1173-2006
Лист М1 1х600х1500 мягк.
1173-2006
Лист М1 1х600х1500 тв.
1173-2006
Лист М1 1,2х600х1500 мягк.
1173-2006
Лист М1 1,2х600х1500 тв.
1173-2006
Лист М1 1,5х600х1500 мягк.
1173-2006
Лист М1 1,5х600х1500 тв.
1173-2006
Лист М1 1,8х600х1500 мягк.
1173-2006
Лист М1 1,8х600х1500 тв.
1173-2006
Лист М1 2х600х1500 мягк.
1173-2006
Лист М1 2х600х1500 тв.
1173-2006
Лист М1 2,5х600х1500 мягк.
1173-2006
Лист М1 2,5х600х1500 тв.
1173-2006
Лист М1 3х600х1500 мягк.
1173-2006
Лист М1 3х600х1500 тв.
1173-2006
Лист М1 3,5х600х1500 мягк.
1173-2006
Лист М1 3,5х600х1500 тв.
1173-2006
Лист М1 4х600х1500 мягк.
1173-2006
Лист М1 4х600х1500 тв.
1173-2006
Лист М1 5х600х1500 мягк.
1173-2006
Лист М1 5х600х1500 тв.
1173-2006
Лист М1 6х600х1500 мягк.
1173-2006
Лист М1 6х600х1500 тв.
1173-2006
Лист М1 8х600х1500 мягк.
1173-2006
Лист М1 8х600х1500 тв.
1173-2006
Лист М1 10х600х1500 мягк.
1173-2006
Лист М1 10х600х1500 тв.
1173-2006
Лист М1 12х600х1500 мягк.
1173-2006
Лист М1 12х600х1500 тв.
1173-2006
Лист М1 14х600х1500 г/к
1173-2006
Лист М1 15х600х1500 г/к
1173-2006
Лист М1 16х600х1500 г/к
1173-2006
Лист М1 18х600х1500 г/к
1173-2006
Лист М1 20х600х1500 г/к
1173-2006
Лист М1 25х600х1500 г/к
1173-2006
Лист М1 30х600х1500 г/к
1173-2006
Лист М1 35х600х1500 г/к
1173-2006
Лист М1 40х600х1500 г/к
1173-2006
Лист М1 50х600х1500 г/к
1173-2006
Лист М1 70х600х1500 г/к
1173-2006
Лист М1 80х600х1500 г/к
1173-2006
Медные листы и рулоны | Множество размеров на BasicCopper.
com
Мы предлагаем доступные по цене листы из чистой меди с БЫСТРОЙ ДОСТАВКОЙ! Эти листы из чистой меди-C110 — 99,9 % чистой меди! . Эта высокая чистота обеспечивает превосходное качество, необходимое для многих проектов и применений в самых разных отраслях и областях применения. Наши медные листы и рулоны используются для различных применений, включая DIY, строительство, столешницы, барные стойки, мебель, задние панели, тиснение, экранирование от радиопомех, производство, электрические приложения, исследования и разработки, искусство и ремесла, изготовление ювелирных изделий и многое другое. Более!
Патинированные медные листы для барных стоек, столешниц и т. д.
Кованые медные листы
Медные крышки для розеток и настенных панелей
Вам также могут понравиться Резцы
Медные гвозди
Медные гвозди
Патины в бутылках
Медные герметики
Медные направляющие и галереи
Консультации по проектам, советы и учебные пособия
Фотогалерея/Советы и подсказки по проекту
Другие идеи для проектов
Самодельные медные столешницы, столешницы и столешницы. Учебное пособие
Эти медные листы имеют голую, гладкую, коммерческую отделку, отожжены (мягкая и ковкая медь, отожженная намного более гибкая и обрабатываемая, чем неотожженная медь) и производится в соответствии с ASTM-B152. Сертификат соответствия предоставляется по запросу (другие сплавы и сплавы доступны по запросу). Все наши продукты упакованы, чтобы обеспечить превосходную защиту во время транспортировки, чтобы гарантировать доставку без повреждений.
Не уверены в нужной толщине или размере? См. наше руководство по толщине и страницу с советами по проекту, советами и учебными пособиями! Все еще не уверены? Просто отправьте нам электронное письмо по адресу [email protected], позвоните нам по телефону 252-491-2812 или попробуйте онлайн-чат.
Лучшие безопасные для пищевых продуктов металлы для применения в пищевой промышленности
Правила пищевых продуктов FDA гласят, что «материалы, которые используются в конструкции ПОСУДА и ПОВЕРХНОСТЕЙ ОБОРУДОВАНИЯ, КОНТАКТИРУЮЩИХ С ПИЩЕВЫМИ ПРОДУКТАМИ, не должны допускать проникновения вредных веществ или окрашивания , запахи или вкусы к ЕДЕ». Такие материалы также должны быть:
Сейф;
Прочный, устойчивый к коррозии и неабсорбирующий;
Вес и толщина достаточны для многократных стирок;
Гладкая, легко очищаемая поверхность; и
Устойчив к питтингу, сколам, растрескиванию, царапинам, задирам и т. д.
Все эти требования должны быть выполнены, чтобы металл считался «безопасным для пищевых продуктов».
Однако не любой металл, безопасный для пищевых продуктов, подойдет для производства продуктов питания. Производители должны соблюдать строгие требования ко всему оборудованию для обработки и переработки пищевых продуктов. Использование неподходящего металла для производства продуктов питания может привести к катастрофическим последствиям.
Например, если в данном производственном процессе используется много соли, использование «безопасного для пищевых продуктов» металла, устойчивого к точечной коррозии под воздействием хлоридов, может привести к ржавлению металла. Затем эта ржавчина может загрязнить готовящуюся пищу.
В связи с этим важно быть предельно осторожным при выборе безопасного для пищевых продуктов металла для собственного производства продуктов питания. Чтобы помочь вам, команда Marlin Steel подготовила краткое описание наиболее безопасных для пищевых продуктов металлов, используемых в пищевой промышленности. Важно отметить, что в Правилах пищевых продуктов FDA не указан список разрешенных металлов. Вместо этого они устанавливают ограничения на то, какие металлы можно использовать и как их можно использовать.
Чугун (только для приготовления пищи)
Правила пищевых продуктов FDA отмечают, что чугунное оборудование одобрено для использования в пищевой промышленности только для поверхностей для приготовления пищи и в посуде для подачи пищи, «если посуда используется только как часть непрерывного процесса от приготовления пищи до обслуживания».
Для всех других целей чугун ЗАПРЕЩАЕТСЯ ИСПОЛЬЗОВАТЬ в качестве поверхности, контактирующей с пищевыми продуктами. Железо без защитного материала просто слишком уязвимо для коррозии и окисления.
Алюминий
Алюминий — еще один широко используемый пищевой металл. Некоторыми ключевыми преимуществами алюминия являются его устойчивость к температуре, малый вес, коррозионная стойкость и низкая стоимость.
Однако эти преимущества компенсируются некоторыми недостатками. По сравнению со многими другими металлами алюминий имеет низкую прочность на растяжение и ударопрочность, поэтому он не может выдержать слишком большую силу, не сломавшись.
Поскольку алюминий быстро нагревается и остывает, его часто используют для изготовления поверхностей для приготовления пищи, таких как противни.
Медь
Медь имеет ограниченный спектр применения в пищевой промышленности из-за ее восприимчивости к воздействию кислот. Как отмечается в правиле FDA для пищевых продуктов, «медь и медные сплавы, такие как латунь, не могут использоваться в контакте с ПИЩЕВЫМИ ПРОДУКТАМИ, имеющими pH ниже 6, такими как уксус, фруктовый СОК или вино, или для фитингов или трубок, установленных между обратным потоком. профилактическое устройство и карбонизатор».
По сути, все, что более кислое, чем молоко, представляет риск коррозии медного оборудования, поэтому его нельзя использовать в крупномасштабном производстве. Однако есть заметное исключение для использования меди в оборудовании для пивоварения «на этапах ферментации и ферментации пивоваренного производства, такого как пивоварня или микропивоварня».
Сплавы нержавеющей стали
Нержавеющая сталь имеет множество различных составов, поэтому трудно делать общие выводы о пригодности этого материала. Итак, вот краткий обзор сплавов нержавеющей стали, наиболее часто используемых в пищевой промышленности:
Пищевая нержавеющая сталь марки 304
Нержавеющая сталь марки 304 является наиболее часто используемым сплавом нержавеющей стали, используемым в самых разных областях. отрасли. В качестве материала нержавеющая сталь 304 очень полезна, поскольку она может противостоять коррозии, вызванной широким спектром химических веществ, и может быть подвергнута электрополировке до гладкой, блестящей, легко очищаемой поверхности.
Однако некоторые коррозионные вещества и чрезмерное воздействие соли могут все же повредить нержавеющую сталь 304.
Пищевая нержавеющая сталь 316
Нержавеющая сталь марки 316 представляет собой аустенитный сплав нержавеющей стали с высоким содержанием хрома и никеля. Как и многие стальные сплавы, он имеет температуру непрерывного использования в несколько раз выше, чем требуется для большинства процессов приготовления пищи (более 800°C или 1472°F).
Что делает сплав марки 316 идеальным стальным листовым материалом для пищевых продуктов, так это тот факт, что он обладает высокой устойчивостью к кислотам, щелочам и хлоридам (таким как соль). Другие аустенитные нержавеющие стали, такие как нержавеющая сталь марки 304, могут подвергаться сильной точечной коррозии при воздействии соли, которая часто присутствует в пищевых продуктах. 9№ 0009
316 позволяет создавать отличные контейнеры из нержавеющей стали для пищевых продуктов практически для любых пищевых продуктов.
Пищевая нержавеющая сталь 430
Нержавеющая сталь Пищевая сталь 430 очень похожа на нержавеющую сталь марки 316. Он имеет то же содержание хрома, что и 316, но лишь часть содержания никеля, что делает его более доступной альтернативой для некоторых производителей продуктов питания.
Еще одно существенное различие между нержавеющей сталью 430 и 316 заключается в том, что нержавеющая сталь марки 430 представляет собой ферритный сплав, а это означает, что она по умолчанию обладает магнитными свойствами. Ферритные сплавы, такие как нержавеющая сталь 430, также обладают исключительной стойкостью к коррозионному растрескиванию под напряжением (рост образования трещин, которые могут вызвать внезапный отказ в агрессивных средах).
430 SS обладает высокой устойчивостью к азотной и органической кислотам и часто используется в тех случаях, когда продолжительный контакт со слабокислотными соединениями вызывает беспокойство. Сплав также может похвастаться устойчивостью к сере и окислению.
Что такое коуши — разновидности, характеристики, фото, способы фиксации
Коуш — жёсткая желобчатая конструкция из металла, реже - из пластика. Коуш как цельная закладная деталь монтируется в огон - петлю стропального (буксировочного, натяжного) каната или троса. В стационарных креплениях чаще используются разборные коуши. Применяются устройства для уменьшения эксплуатационного износа строп.
Размер стандартного круглого или каплевидного коуша вчетверо превышает диаметр используемого каната.
Полимерные коуши рассчитаны на небольшие нагрузки. Коуши из стали универсальны. Иногда в качестве материала для коушей применяются сплавы из цветных металлов.
Основные разновидности металлических коушей
Широкое распространение металлических коушей обусловлено прочностью, износоустойчивостью, долговечностью изделий. К числу востребованных конструкций относятся:
Судовой коуш. Каплевидная форма изогнутого жёлоба обеспечивает нормализацию нагрузки на элементы стропа. Изготавливается из упрочнённой углеродистой (реже из нержавеющей) стали. Достаточная конструктивная жёсткость изделия исключает возможность деформации петли.
Круглый коуш. Представляет собой кольцо с канавкой по окружности. Характеризуется высокой жёсткостью. Требует особо надёжного крепления троса.
Вантовый коуш. По форме напоминает судовой коуш с поперечной перемычкой. Изготавливается методом литья или ковки. Обладает высокой стойкостью к статическим и динамическим нагрузкам.
Клиновой коуш. Состоит из массивной сужающейся обоймы и клина, снабжённого канавкой для троса. Под действием рабочей нагрузки клин плотно входит в суженную обойму. Сила трения, прямо пропорциональная весу груза, препятствует выскальзыванию каната из канавок.
Закрытый коуш. Трубчатая конструкция канавок для троса исключает контакт прядей с окружающей средой.
При изготовлении коушей используются технологии защиты металла от коррозии - воронение, анодирование, цинкование, порошковая окраска. Закрытые коуши могут производиться из нержавеющей стали и сплавов.
Высоколегированная сталь находит применение в изготовлении коушей, предназначенных для работы в химически агрессивных средах и при высоких температурах. Изделия для местностей с зимними температурами ниже -40°С выполняются из стали со сниженным содержанием лигатур.
Преимущества использования коушей
Наличие коуша улучшает эксплуатационные характеристики стропа. С жёсткой вставкой петля троса:
испытывает равномерную нагрузку по всей длине;
работает на растяжение, а не на излом;
не создаёт сопротивления прикреплении стропа к грузу;
повышает темп работы такелажника;
исключает возможность разрыва прядей из-за перегиба;
снижает вероятность перетирания каната;
минимизирует возможность деформации троса при экстремальных нагрузках;
удлиняет срок эксплуатации изделия.
Стропальный трос, оснащённый стальным коушем по ГОСТ 2224-93, предназначен для применения во всех отраслях промышленности, кроме атомной энергетики, воздушного и водного транспорта.
Способы фиксации троса на коуше
В практике машиностроения используется несколько способов фиксации коуша в концевой петле стропа. Это:
вплетение конца троса, охватывающего вставку, в пряди вышерасположенного участка;
затяжка свободного конца каната винтовыми зажимами или хомутами;
обжимка тросов петли втулками из пластичного металла;
клиновое крепление — используется в клиновых коушах, входящих в конструкцию разнообразных грузоподъёмных механизмов.
При выборе способа фиксации троса на круглом коуше следует учитывать эксплуатационную нагрузку на строп. Чем больше диаметр круга, тем больше угол между векторами сил, действующих на трос. Поэтому требования к качеству фиксации троса - повышенные.
Где купить стальные коуши?
Несмотря на появление высокопрочных полимеров, основным материалом для изготовления коушей остаётся сталь. Отличные эксплуатационные характеристики стальных коушей обуславливают высокий спрос на стропы из проволочных канатов. ТД «Стропкомплект» реализует широкий ассортимент профессионального оборудования для такелажных работ в Санкт-Петербурге, Ленинградской области, с доставкой в любой регион России по разумной, доступной стоимости. Уточнить детали, оформить заказ можно по бесплатному телефону 8 (800) 550-93-95 или по почте [email protected].
разновидности и особенности конструкции • Области применения коушей в зависимости от вида и назначения
12 февраля
2019
Одним из элементов подъемников и транспортных устройств являются коуши – крепежные элементы, предназначенные для удерживания стальных тросов и канатов. При подъеме, перемещении и монтаже грузов используются коуши разной формы и конфигурации.
Особенности конструкции коушей
Коушем называют небольшой крепежный элемент, по наружному краю которого проложен специальный желобок. Благодаря этому желобку тросы из металла не стираются и не деформируются в процессе эксплуатации. Канавки, расположенные на наружной стороне коушей, также позволяют надежно фиксировать грузы даже при воздействии боковых нагрузок.
В зависимости от вида и назначения, коуши могут использоваться в строительной сфере и на производстве. Чтобы быть уверенным в безопасности погрузочных работ, коуши нужно подбирать в соответствии с диаметром каната. Эти параметры регламентируются государственными стандартами. В ГОСТ приводятся специальные таблицы и рекомендации, по которым можно сверять изделия.
Согласно государственным стандартам, стальной коуш должен иметь диаметр, в 4 раза превышающий диаметр стального каната.
Виды коушей
При погрузке или строительных работах обычно используются отлитые коуши или коуши, имеющие специальные перемычки. В зависимости от формы различают следующие виды крепежных коушей:
Круглые. Этот вид коушей считается наиболее универсальным. Они имеют форму круга и используются в тех случаях, когда петли троса также свернуты в виде круга. Это доставляет удобство при осуществлении погрузочно-разгрузочных работ.
Вантовые. Используются в тех случаях, когда необходима надежная фиксация, стяжка или соединение элементов строительных конструкций. Они имеют небольшой внутренний диаметр, но при этом отличаются высокой грузоподъемностью. В процессе эксплуатации оказывают минимальную нагрузку на металлические детали.
Судовые. Несмотря на название, эта разновидность металлических крепежей используется в самых разных сферах. Они изготавливаются по методу горячей ковки, что делает их максимально прочными. Каждое изделие маркируется для того, чтобы понять, с каким видом троса оно может сочетаться – металлическим или синтетическим. Маркировка также позволяет определить подъемную силу крепежа. Если изделие рассчитано на нагрузку до 2000 тонн, то в его маркировке указано «P20», а если оно способно выдерживать нагрузку до 300000 тонн, то «C300».
Клиновые. Состоят из вставки, обоймы, специального клина и крепежных «пальцев». Они чаще всего применяются для фиксации механизмов поднятия грузов, так как в процессе обеспечивают максимальное воздействие определенных сил. При этом металлические тросы фиксируются между обоймой и вставкой. При выборе данных приспособлений нужно учитывать качество отливки и отдавать предпочтение коушам без каких-либо пор. Наличие отверстий потенциально травмоопасно и может стать причиной преждевременной порчи приспособления.
Закрытые. Данный вид коушей изготавливается из смеси разных сплавов. Предпочтительнее пользоваться ими совместно с синтетическими тросами и тросами, изготовленными из сырья растительного происхождения. Они также имеют боковые канавки, но борта при этом у них закрыты. Это препятствует скольжению каната во время подъема или перемещения грузов.
Рассказать
Поделиться
Поделится
Поделится
Новый комментарий
Отправить
Что такое каннабис «Куш»? | Leafly
Откуда вы?Соединенные ШтатыКанада
Перенаправление на
Заходя на этот сайт, вы принимаете Условия использования и Политика конфиденциальности.
Каннабис можно классифицировать по-разному. Как правило, этот смолистый цветок классифицируется как сатива, гибрид или индика в зависимости от морфологии растения. Но каннабис может быть дополнительно классифицирован с помощью народного языка, определенного популярной культурой, такого как Kush, Haze и Purple. Эти термины относятся к сортам каннабиса, характеризующимся отчетливыми запахами, вкусами, эффектами и/или географическими регионами.
Что характеризует каннабис «Куш»?
Куш — особый сорт каннабиса, произрастающий в горах Гиндукуша. Этот горный массив охватывает афгано-пакистанскую границу и является одним из немногих географических регионов, где произрастает конопля.
Наличие сильной генетики Kush обычно означает, что сорт будет иметь несколько из следующих атрибутов:
Внешний вид: Ваш сорт может иметь темно-зеленые колы и листья с пурпурными оттенками. Пестики (волоски) могут иметь оранжевый, бронзовый или ржавый цвет. Шишки плотные, коренастые и узловатые, исходящие от приземистых, толстых растений.
Запах: Аромат может варьироваться от землистого, цветочного, острого, хвойного, ладана, сладких фруктов, специй, перца, цитрусовых, газа и трав.
Вкус: Дым или пар должны быть мягкими и травянистыми, со вкусом цветов, винограда, дизельного топлива, цитрусовых и земли.
Эффекты: Эффекты обычно тяжелые и седативные. Кроссы OG Kush обычно сочетаются с яркой эйфорией, которая вызывает улыбку у сидящего на диване потребителя. Самоанализ или внутреннее размышление также является обычным эффектом Куша. Эти церебральные эффекты являются веским аргументом в пользу Kush как медитативного сорта каннабиса.
Имейте в виду, что эти характеристики могут варьироваться от штамма Kush к штамму Kush. Способ выращивания штамма и его уникальная генетическая экспрессия (называемая «фенотипом») естественным образом влияют на характеристики штамма.
Среди селекционеров сортов сорта Куш являются популярными кандидатами для обратного скрещивания и, в свою очередь, для стабилизации гибридной генетики. Как и в случае со многими сортами местных сортов, генетика Kush обладает естественной устойчивостью к определенным элементам, присущим стране их происхождения. Это включает в себя выносливые побеги и растительность, которые могут выжить в более холодном и суровом климате и умеренном потреблении воды, что позволяет растению выдерживать несколько засушливую местность. В дополнение к их естественной устойчивости многие производители предпочитают выращивать сорта Kush из-за их высокой урожайности и управляемой высоты.
Какие самые популярные сорта каннабиса Kush?
Простой поиск «Куш» выдаст сотни штаммов с афганским предком, но давайте начнем с пяти самых популярных: Известный из всех сортов Kush, OG Kush попал в золотую середину гибридной шкалы с преобладанием индики. Удобный, но мощный седативный эффект этого сорта в сочетании с поднимающей настроение эйфорией делают его идеальным сортом, чтобы просто чувствовать себя хорошо.
2. Бабба Куш
Бабба Куш. (Leafly)
Bubba Kush — каменный и успокаивающий, отягощающий потребителя до дивана, как если бы он был одет в цементные сапоги с соответствующим цементным спортивным костюмом и величественным цементным плащом. Bubba Kush также может разжечь аппетит; просто постарайтесь не заснуть перед холодильником, пока ложкой ложится коробка вафель Eggo.
3. Пурпурный куш
Пурпурный куш имеет фиолетовую листву и, как правило, имеет землистый, виноградный вкус, а также оказывает сонное действие.
4. Master Kush
Master Kush — еще одна классика Kush, которая унаследовала атрибуты непосредственно от Hindu Kush. Со смесью сонных, счастливых и расслабляющих эффектов Master Kush заслужил свое название. Этот сорт является отличной альтернативой Bubba Kush.
Какие сорта Куш ваши любимые? Поделитесь ими в разделе комментариев ниже!
Расширьте свой словарный запас о каннабисе
Последние новости о каннабисе 101
Показать все
Что такое куш каннабис и почему он так популярен?
Куш, генотип каннабиса, выведенный в горном массиве Гиндукуш, одинаково высоко ценится как медицинскими, так и рекреационными пользователями. Вот все, что вам нужно знать
Автор статьи:
Alex Trpkovich • greencamp.com
Дата публикации:
03 мая 2019 г. • 5 марта 2020 г. • 6 минут чтения
Макровид на Black Lotus Kush . Фото iStock / Getty Images Plus
Содержание статьи
Возможно, вы слышали, как Kush упоминается во многих популярных хип-хоп песнях. Время для обучения всему, что нужно знать о штамме.
Объявление 2
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Гиндукуш, исторически выращиваемый только в одноименном горном хребте, который в основном проходит вдоль границы между Афганистаном и Пакистаном, является одним из самых мощных доступных сортов местных сортов. Склоны Гималаев породили сорт, который со временем породил множество других сортов, унаследовавших часть своего названия — Куш.
Приносим свои извинения, но это видео не удалось загрузить.
Попробуйте обновить браузер или нажмите здесь, чтобы посмотреть другие видео от нашей команды.
Что такое конопля Kush и почему она так популярна? Назад к видео
Рекомендовано редакцией
Как каннабис может помочь в потере веса?
Топ-3: популярные сорта каннабиса и их преимущества
Supreme Cannabis и Khalifa Kush Enterprises объявляют о международном партнерстве
Weekend Dispensary
Подпишитесь на Weekend Dispensary, чтобы получать последние новости о каннабисе и эксклюзивные статьи прямо на ваш почтовый ящик.
Адрес электронной почты
Нажав кнопку подписки, вы соглашаетесь получать вышеуказанный информационный бюллетень от Postmedia Network Inc. Вы можете отказаться от подписки в любое время, нажав на ссылку отказа от подписки в нижней части наших электронных писем. Постмедиа Сеть Inc. | 365 Bloor Street East, Торонто, Онтарио, M4W 3L4 | 416-383-2300
Содержание статьи
Что означает сленг Куш?
Примерно за последнее десятилетие слово «Куш» стало синонимом премиальных сортов каннабиса; качественный уличный каннабис среди потребителей часто называют кушем. Куш стал популярным термином для высококачественного каннабиса в США, быстро вытеснив своих современников.
Объявление 3
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Что такое Куш?
Kush — это прежде всего индика-сорт каннабиса, популярность которого в последнее десятилетие возросла, и он сыграл ключевую роль в создании десятков современных гибридных сортов. Редко можно увидеть штамм Kush, который является чистокровной сативой, хотя это может произойти при надлежащих условиях выращивания в сочетании с неустанным скрещиванием.
Когда Kush выращивают в определенных условиях, его уникальные фенотипы проявляются в другом свете. Известно, что растения куш эволюционируют и акклиматизируются, чтобы выжить. В настоящее время Куш выращивают по всему миру, но его жесткая гималайская генетика сохранилась и продолжает следовать за сортом, придавая ему как долговечность, так и эффективность.
Вероятнее всего, Куш — потерянный сорт, и его точная генетика неизвестна. Тем не менее, следующая лучшая вещь доступна, а именно OG Kush, также известный как Ocean Grown Kush.
Объявление 4
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Подъем OG Kush
OG Kush впервые появился в Калифорнии в 1990-х, как раз в то время, когда Dr. Dre выпустил свой альбом The Chronic, который штурмом покорил любителей каннабиса.
Есть две истории, объясняющие загадочную генетику штамма. Во-первых, селекционер утверждал, что получил семена из пакета сорта Chemdawg 91 в районе озера Тахо в 1996 году; во второй говорится, что он был привезен в Калифорнию из Флориды производителем, который сейчас управляет компанией, известной как Imperial Genetics. Он сообщает, что родителями этого штамма были мужской гибрид Lemon Thai и Old World Paki Kush и женский завод Chemdawg.
К сожалению, OG Kush — это клонированный штамм, и в то время нельзя было просто посадить семена этого штамма. Скорее, необходим черенок от существующего растения.
Существует много путаницы в отношении происхождения названия и того, что именно означает OG. Учитывая, что он был выведен в Калифорнии, многие пользователи подумали, что это означает Original Gangster или просто Original Kush. Тем не менее, правда в том, что гровер, который первым вывел OG Kush в Калифорнии, был спрошен потребителем, выращен ли он в горах, что хвалило качество его шишек. Производитель ответил просто: «Этот Куш выращен в океане, братан». Остальное уже история.
Реклама 5
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Вскоре после этого черенки различных растений OG Kush начали распространяться по Лос-Анджелесу и остальной части Калифорнии. Эти черенки уступили место новым, близкородственным штаммам.
Hindu Kush, исторически выращиваемый только в одноименном горном хребте, который в основном проходит вдоль границы между Афганистаном и Пакистаном, является одним из самых мощных доступных сортов местного сорта. Фото iStock / Getty Images Plus
Все штаммы, полученные из этих растений, завоевали популярность и сами стали победителями Cannabis Cup, включая Bubba Kush, West Coast Dog, Larry OG, Tahoe OG Kush, Triple OG, Ghost OG, Diablo OG и так далее.
На что похож кайф Куш?
Штаммы Kush, как известно, обладают максимальным расслабляющим эффектом, при этом вызывая смех и радость у пользователя. Эти черты не характерны для различных сортов каннабиса, происходящих из Куша.
Штаммы Kush с сильными связями со своими корнями индики очень трудно найти в наши дни, поскольку сообщество каннабиса перешло к выращиванию высокоустойчивых гибридов. Тем не менее, те, кто все еще выращивает Куш с более высоким содержанием индики, как известно, производят цветы с мощными церебральными эффектами, которые «успокаивают» пользователя, и эти шишки часто рекомендуются как способ борьбы с бессонницей.
Объявление 6
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Популярные штаммы Kush
Существует более 100 штаммов, содержащих слово Kush в своих названиях, и многие другие, полученные путем скрещивания штаммов Kush с другими штаммами. Как упоминалось ранее, ландрас Гиндукуш известен своей устойчивостью и способностью расти практически в любом месте, что сделало Гиндукуш одним из самых популярных сортов среди производителей и селекционеров.
В нынешнем виде гибридных и индичных штаммов Kush значительно больше, чем сативных сортов Kush. Кроме того, большинство штаммов Kush не являются чистыми индиками и сативами, а скорее гибридами, у которых одна черта доминирует над другой.
Имея это в виду, вот подборка некоторых из лучших сортов Kush по трем отдельным категориям. Наиболее популярные сорта Kush с преобладанием индики включают Kosher Kush, Bubba Kush, Critical Kush, афганский Kush, Platinum Kush, Hindu Kush, Super Kush, Sin City Kush, Alien Kush, Purple Kush, Purple OG Kush и Master Kush; самые популярные гибридные штаммы Kush включают OG Kush, Pink Kush, Lemon OG Kush, Cali Kush, Royal Kush, Mango Kush, Pineapple Kush, Holy Grail Kush и Big Kush; а самые популярные сорта Kush с преобладанием сативы включают Mickey Kush, Silver Kush, Quantum Kush и Heisenberg Kush.
Объявление 7
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
Какой сорт Kush лучший?
OG Kush считается лучшим сортом Kush благодаря своему наследию. Тем не менее, довольно сложно классифицировать один сорт как абсолютно лучший, в основном потому, что каждый урожай различается по качеству и уровням каннабиноидов и терпенов. Есть также много вариаций более или менее одного и того же штамма.
Учитывая, что OG Kush изначально был штаммом, предназначенным только для клонирования, производители давали клонам разной силы разные названия. Это привело к путанице, поскольку в какой-то момент человек мог курить одну и ту же травку от двух разных производителей, продаваемых под двумя разными названиями.
Если лучший сорт характеризуется как «тот, у кого самый высокий уровень ТГК , », то Оскар достается Ghost OG. Этот сорт, без сомнения, является самым сильным сортом Куш, по крайней мере, так свидетельствуют данные штата Вашингтон I-502.
Объявление 8
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Содержание статьи
В этом испытательном образце Ghost OG, являющийся черенком исходного материнского поголовья OG Kush, неизменно демонстрировал колоссальное содержание ТГК в 28,7%. В том же тесте результаты OG Kush оказались значительно ниже, в среднем около 19,4% содержания ТГК.
В исследовании, проведенном учеными Ником Джикомсом и Майклом Зуробом, они обнаружили, что OG Kush не превосходит своих конкурентов, по крайней мере, по уровню ТГК. В их исследовании Gorilla Glue # 4, теперь обычно известный как оригинальный клей, занял первое место со средним содержанием ТГК 21%. Исследователи пришли к выводу, что по-прежнему происходит много манипуляций с результатами тестов и что розничные продавцы часто отображают уровни каннабиноидов намного выше, чем они есть на самом деле.
Имея это в виду, уровни ТГК не должны определять, какой сорт Kush является «лучшим», потому что тонкий баланс второстепенных каннабиноидов и терпенов также играет важную роль в воздействии каждого конкретного штамма. Напряженность — это гораздо больше, чем просто цифры на листе бумаги.
Greencamp.com – это образовательный веб-сайт, посвященный изучению многих неизведанных сторон каннабиса в медицинских и рекреационных целях. Помимо информирования людей о безопасном употреблении каннабиса, Greencamp также предоставляет технологии для поиска оптимального лечения каннабиса. Вы можете загрузить их приложение из Itunes или Google Play магазина.
Хотите быть в курсе того, что происходит в мире каннабиса? Подпишитесь на информационный бюллетень Cannabis Post, чтобы получать еженедельную информацию об отрасли, о том, о чем будут говорить инсайдеры, и о контенте со всей сети Postmedia.
Поделитесь этой статьей в своей социальной сети
Последние национальные истории
Реклама 1
История продолжается ниже
Это объявление еще не загружено, но ваша статья продолжается ниже.
Особенности сварочного полуавтомата и аппарата аргонодуговой сварки Статьи
Сварочные работы в среде инертного газа широко применяется в промышленности и строительстве. При этом в зависимости от используемого для проведения электрической дуги электрода различают две технологии соединения металлических заготовок.
Что такое TIG и MIG/MAG?
TIG — ручная дуговая сварка в инертной среде. Для проведения тока применяется неплавящийся электрод (вольфрамовый, также используются графитовые). Режим подачи присадочной проволоки — ручной либо автоматический. Оборудование для проведения работ — аппарат аргонодуговой сварки. Другие варианты названия технологии — АДС, GTA, WIG.
MIG/MAG — сварка «бесконечной» металлической плавящейся проволокой в активной (диоксид углерода) / инертной (аргон) газовой среде. Присадочная проволока подается автоматически. Для работы используется сварочный полуавтомат. Другой вариант названия технологии — GMAW.
Таким образом, в случае с TIG сваркой оператору приходится вручную подавать припой и флюс в точку плавления и следить за параметрами окутывающего её газового облака. Полуавтомат же — практичный и удобный электромеханический аппарат, предназначенный для соединения металлических элементов плавящимся проволочным электродом в единый монолит. В нём эти функции автоматизированы. Технология MIG/MAG широко распространена в автомобильном кузовном ремонте, поскольку швы получаются высокого качества, ровными, прочными, без «соплей» и шлаковых образований. Именно поэтому сварочный аппарат такого типа пользуется популярностью как среди профессионалов, так и у мастеров-любителей.
Особенности сварки в среде инертного газа
Поскольку процесс соединения частей происходит в неактивной среде газового облака, препятствующего доступу атмосферного кислорода, исключено образование окислов, снижающих механические кондиции шва. Кроме того, облегчается работа с тонкими листовыми материалами без опасности их прогара. Возможна сварка разнородных металлов и сплавов.
Использование полуавтоматов упрощает процесс, поскольку оператору не требуется следить за подачей присадки и объёмом газа (скорость доставки припоя и приток аргона регулируются). В результате производительность труда возрастает в несколько раз. Естественно, легированная проволока для полуавтомата выбирается идентичной по составу свариваемому материалу.
В последнее время наметилась тенденция отхода от классических трансформаторных схем аппаратов в сторону полупроводниковых инверторов. Эти установки преобразуют стандартную промышленную частоту 50 Гц в более высокую, что приводит к уменьшению веса и габаритов оборудования. Кроме того, переменный ток модифицируется в постоянный (точнее, пульсирующий), что положительно сказывается на параметрах дуги. Электронная схема обеспечивает её устойчивость при скачках напряжения.
С точки зрения специалиста, оптимальный сварочный аппарат должен иметь возможность адаптации под различные виды проволок, обладать функциями регулировки дуги и «антизалипания» электрода. Эти требования (помимо наличия соответствующих функций в сварочном источнике) обеспечиваются возможностью замены подающего канала горелки со шланг-пакетом для полуавтоматической сварки.
Аппараты для сварки аргоном в Крыму | Севастополе
Аппараты для аргоновой сварки
Металлические элементы соединяются между собой при помощи сварки. Для проведения таких работ используется специальное оборудование нескольких типов. Наиболее популярным из них является инвертор. Сама сварка также бывает нескольких типов. Для соединения деталей из нержавейки и цветных металлов применяется аргоновая технология.
Особенности аргоновой сварки
Обычная сварка предусматривает использование плавящегося электрода. Но бронза, нержавеющая сталь, алюминий и некоторые другие металлы не формируют качественных швов при таком подходе из-за контакта с кислородом, который содержится в атмосфере и процесса окисления соединений.
Решить эту проблему позволяет проведение сварочных работ с использование защитного газа аргона, который предотвращает проникновение кислорода в сварочную зону.
Аппараты для выполнения аргоновой сварки бывают нескольких видов. В ручных устройствах дуга и подача присадочных материалов контролируются человеком, используется горелка с подачей газа и вольфрамовый электрод. В полуавтоматах в качестве электрода используется проволока, которую подает специальный механизм, но сварщик контролирует процесс. В автоматах также происходит подача проволоки, но контроль осуществляет автоматика.
Как выбрать аппарат для аргоновой свакрки
Аргоновая сварка допускает применение трех технологий:
ММА – процесс с использованием горелки с вольфрамом;
TIG – инверторная методика аргонодуговой сварки;
MIG/MAG — сварка за счет плавления проволоки, особенно актуальна для деталей из тонкого металла.
Существуют комбинированные устройства, сочетающие в себе сразу несколько перечисленных функций.
Основной критерий выбора аппарата для аргоновой сварки – специфика работ, в которых он будет использоваться. Например, для сварки на высоте или на выезде актуальны устройства весом до 8 кг. Диапазон силы тока определяет толщину металла, с которым можно будет работать. Наличие импульсного режима дает возможность варить особо тонкие элементы, а продолжительность включения указывает на время, на протяжении которого оборудование может работать без остановок.
Преимущества аппаратов для аргоновой сварки
Оборудование, применяемое для электродуговой сварки, обладает рядом преимуществ:
Создание высококачественных сварных швов, в том числе узких и тонких;
Надежная изоляция от окружающей среды, позволяющая предотвратить окисление металла;
При помощи таких сварочников можно варить металлы с присадками или без них. Швы получаются герметичными, способными выдерживать значительное давление. Как правило, последующая обработка после использования аппаратов для аргоновой сварки не требуется. Дополнительным плюсом можно считать небольшие габариты и вес устройства.
Аппарат для аргонно-дуговой сварки — Перевод на испанский язык – Linguee
Горелки для сварки TIG f o r Аппараты для аргонно-дуговой сварки .
cn-hanker.com
cn-hanker.com
? Анторч как пункт сольдадура TIG сольдадура d e арко де аргн mquinas .
cn-hanker.com
cn-hanker.com
6-осевые роботы
[…] typically used for tasks suc h a s arc welding , l as er cuttin g o r machine l o объявление инг.
гармоникдрайв.de
www.haronicdrive.de
Роботы для 6 пользователей
[…] gener al mente pa ra soldadura al arco, co rte por l ser o al iment aci n мкинас .
гармоникдрайв.de
гармоникдрайв.де
Некоторые газы в принципе могут быть заменены другими для конкретных целей, для
[…] Например, углекислый газ A N D ARGON F O R Сварка .
eur-lex.europa.eu
eur-lex.europa.eu
Algunos gas pueden, en principio,
[…]
ser sustituidos por otros para aplicaciones especficas, por ejemplo, el
[. ..] dixido de c arbon o y e l argn p ara l a soldadura .
eur-lex.europa.eu
eur-lex.europa.eu
2 . аргоновая дуга l i gh t системы, специально разработанные […]
ниже 1 000 м
eur-lex.europa.eu
eur-lex.europa.eu
2 . Fuentes LUM INOSA S D E ARCO D E ARGN D ISE AD AS PE Cialmente […]
для работы на расстоянии 1000 м
eur-lex.europa.eu
eur-lex.europa.eu
9№ 0005
Кольцевой внутренний бак с большой поверхностью нагрева для производства горячей воды изготовлен из хромоникелевой нержавеющей стали 18/10. Гофрирована
[. ..]
полная высота эксклюзивного производства
[…] re l y аргонно-дуговая сварка b y t […]
Инертный газ).
acv.com
acv.com
Внутренний акумуладор кольцевого типа, с одним поверхностным слоем калентамиенто для санитарных продуктов, изготовленный из неокисляемого хромоникелевого сплава 18/10. Ha sido ondulado en toda su
[…]
Посредничество в процедуре
[…] Fabricacin exc lu sivo y soldad o con argn seg ne l p roced im iento […]
TIG (вольфрамовый инертный газ).
acv.com
acv.com
Серия роботов с верхним креплением предлагает увеличенный рабочий диапазон
[. ..]
благодаря первой оси на рейке
[…] и обеспечивает повышенную гибкость f o r машина 9.
fanucrobotics.it
fanucrobotics.it
La serie de Top Mount loader ofrecen un rango de trabajo mayor gracias al eje main montado en el
[…]
Единая пропорция
[…] flexibilidad par a traba JAR CO N MQUINAS P LEG ADO RAS, MA NIPULAC I N DE PIE ZAS Y FOLDURA AL ARCO .
fanucrobotics.es
fanucrobotics.es
Дуговая сварка , A нерж. сталь вставка, диспенсер в 7 г ,
08 Машина t e nd ing, Материал [. ..]
обращение, упаковка
motoman.co.uk
motoman.co.uk
Soldadura arco, En sam blaje , Corte, Colado/sellado, Manipulacin, […]
Материал Arranque
motoman.es
motoman.es
Этот успешный шаг сделал компанию лидером
[…]
для использования нержавеющей стали, в то время как FABBRI смогла предложить последнюю версию
[…] processes suc h a s welding w i th a n argon g a s shield .
fabbri.fr
fabbri.fr
De esta forma se convierte en el primer Fabricante de este
[… ]
Сектор en utilizar el acero inoxidable con processos de transformacin
[…] vanguardistas como po r ejemp lo la soldadura c on argn .
fabbri.fr
fabbri.fr
Wolturnus uses GT A W welding w i th a unique reverse technology, in which a mi x o f argon / h e li um газ защищает алюминий в течение t h e сварка
8 р р ок эсс.
ottobock.com
ottobock.com
Wolturn us emp lea la soldadura TIG co n un a exclusiva tecnologa reversible en la que una mezcl a de ga ses de argn y h eli o pro te gen el aluminio durante el pro ceso d e soldadura .
ottobock.com
ottobock.com
Wolturnus использует Tungsten-Inert G A S Сварка W I TH Уникальная обратная технология, WHIC H A N 9 9000 9 9 9 9 9 000 9000 9000 9000 9000 9000 9000 9 0008 0007 argon / h e li um gas mixture protects the aluminium during t h e welding p r oc ess .
ottobock.com.au
ottobock.com.au
Волтурнус
[…] utili za el soldad o WIG c on un A Tecnologa exclusiva de inversin en la Que Mediante UN A MEZ CLA DE ARGN Y H ELI O SE PR ELE ALUMINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIINIIN пр oceso де солдат .
ottobock.com.mx
ottobock.com.mx
Запчасть: — Проводка на б оа r d машина f o r 900 дуговая сварка.
comau.it
comau.it
Ответ: —
[…] Cableado a bord o de l a mquina p a ra soldadura por arco .
comau.it
comau.it
Наша компания в основном производит более 80 видов
[…] продуктов, включая инвертор мм A ( ARC ) Сварная машина S E RI ES, серия Helding Machine Tig, воздух […]]
машины плазменной резки
[…] Серия
, серия сварочных аппаратов MIG / MAG и т. д., а также другие сварочные отрасли.
chanrongweld.com
chanrongweld.com
La empresa product Principalmente ms de 80
[…]
типы продуктов, сказки
[…] como s ol dado r de arco de m ano de serie MMA, s ol dado r de arco de a rgon д д Т IG , mquina d e корте […]
плазменный воздух
[…]
серия CUT, продавец газовой защиты серии MIG/MAG и другие промышленные корреспонденты, и т.д.
esp.chanrongweld.com
esp.chanrongweld.com
№
Фильтр ЭМС PREMO подходит для следующих применений: преобразователи частоты, лифты, промышленная автоматизация, возобновляемые источники энергии (солнечная и ветровая), ветряные мельницы и солнечные инверторы, ИБП и большие импульсные источники питания,
[…] Домохозяйство Applian CE S , ARC Weling Machines , C из Make Machine и т. Д.
Premo.ES
Premo.ES
222218 Premo.ES
Premo.es
22222222228.
Фильтры EMC de PREMO, рекомендованные для основных приложений: преобразователи частот, асценсоры, промышленная автоматизация, возобновляемые источники энергии (солнечная и элика), аэрогенерадоры и инверторы солнечных батарей, ИБП и СМПС гран тамао, оборудование mdicos
[…]
elctricos, mquinas expendora s, mquinas re creativas, equipos sub ensambladores, telecomunicaciones, militar, aparatos
[…] Electrodomstico S, MQU INA S DE SOLDADURA AL ARCO , MQU INA DE CAF,
8
INA DE Prem.
9008 INA DE .
Arc welding , C ut ting, Dispens in g , Machine t e nd ing, Material […]
обработка, обработка
motoman.co.uk
motoman.co.uk
Солдадура арко, Энс Амблаже, Cort e, Colado/sellado, Carga, […]
Manipulacin , Empaquetado , Plegado, материал Arranque
motoman.es
motoman.es
W H E N Сварка W I TH Окрытие газа (CO2 A N D A N D A N D N D 0007 Аргон ) i t бывает, что из-за [. ..]
воздействие высоких температур, выделение CO2
[…]
в O+CO, который после охлаждения снова превращается в CO2.
comau.it
comau.it
E n l as soldaduras co n g as de pr ot ecci n ( CO2 y Argn) s e v eri fica qu e, пор […]
efecto de las Temperatureas Elevadas, el CO2 se
[…]
escinde en O+CO for recomponerse enfrindose en CO2.
comau.it
comau.it
Аргонная сварка ; c le очистка и обезжиривание […]
детали, загрязненные растворителями, такими как трихлорэтилен; использование органических жидкостей
[. ..]
, такие как дифенил, трифенил, полифенил, Dowtherm, высококипящие остатки в контурах; заливка парафином или битумом.
eur-lex.europa.eu
eur-lex.europa.eu
Солдадура в аргенте; li mp ieza y d es engrasado […]
de piezas muy sucias con disolventes tales como el tricloroetileno; утилизацин
[…]
en los Circuitos de lquidos orgnicos tales como difenilo, trifenilo, polifenilo, Dowtherm, escorias de altos hornos; коладо де парафина, де alquitrn.
eur-lex.europa.eu
eur-lex.europa.eu
Изготовлено
[…] полностью из нержавеющей стали s te e l сварочный аппарат u s in g rod and stainless steel, TIG proc es s ( welding w it h argon ) a и плазменная резка.
lozadarte.com
lozadarte.com
Полное производство на асеро
[…] неокисляемый u тилиз and o mquina d e s oldar y varilla de acero inoxidable, pro ce so TI G ( soldadura c on argn) y c orte con p lasma.
lozadarte.com
lozadarte.com
Аргон i с a использование защитного газа d i n дуговая сварка , r 9000
encyclopedia.airliquide.com
encyclopedia.airliquide.com
E l argn es u n ga s de p roteccin ut il izado
7 la
80007 сольдадура де арко , г as де ре sp альдот [. ..]
Кортеплазма.
encyclopedia.airliquide.com
encyclopedia.airliquide.com
A отдельно li e d аргон s h т.е.0007 H E ARC A N D T H E Сварка Z O NE NE .
lorch.biz
lorch.biz
Un g as prot ect или de argn al ime nta do se pa radamente p rote ge e l arco y la zona de la soldadura co ntr a el ac ceso де […]
в атмосфере.
lorch.biz
lorch.biz
Дуговая сварка , А ss Embly, Cutting, Dispens in g , Machine t Материал nd
Rol li n g machine , e qu ipment for subme rg e d arc welding , s и дробеструйные […]
камера шириной 6 метров.
iimacr.com
iimacr.com
Mquina RO LADO , Equip OS P AR A ARCO S UM ERGI DO, C MARA DE SANBLASTE [. ..]
6 метро Анчо.
iimacr.com
iimacr.com
Подходит для сжатого воздуха во всех областях применения, кислород (внутренний диаметр ‘ 25 мм
[…] Только), и инертные газы F O R Агрочная сварка : ARGON , N IT ROGEN и Carbon Dioxide.
trelleborg.com
trelleborg.com
Пункт
[…]
аппликации, oxgeno (внутренняя глубина 25 мм) y
[…] газы я NE RTES PAR A L A SOLDADURA D E ARCO: ARGN, N ITR GE NO Y DI XIDO […]
карбоновый.
trelleborg.com
trelleborg.com
Inverte r D C Сварочный аппарат ARC ARC 1 6 0
chanrongweld. com
chanrongweld.com
Mquina d e soldadura d e M IGM AG — MI G160
esp.chanrongweld.com
esp.chanrongweld.com
Мотор-редукторы мощностью 120 Вт, установленные в механизмах подачи проволоки WF101 и WF102, обеспечивают высочайшее качество
[…]
надежность и эффективность в отношении провода
[…] feeding, avoi di n g machine s t ops o r arc i n te т ч е сварка р р ос эсс.
weco.it
weco.it
Моторредукторы мощностью 120 Вт, установленные на автомобилях WF101 и WF102, гарантированный максимум мощности
[. ..]
и eficacia en trminos de arrastre del
[…] hilo, evitan do parad as de mquina o int errupcio nes de arco dur an тэ ла сольдадура .
weco.it
weco.it
Аргон i s n […]
воздухоразделительные установки, а также как побочный продукт аммиачного процесса.
eur-lex.europa.eu
eur-lex.europa.eu
E l Argn No s lo se pr od uce en […]
unidades de separacin de aire, sino tambin como producto derivado del proceso de amonaco.
eur-lex.europa.eu
eur-lex.europa.eu
Манометр для
[. ..] Контроль жидкости T H E Argon , O XY Gen и Propane
Afilasol.com
afilasol.com
Манметрос пункт
[…] contr ol de fluj o de argn, o xi geno y p
8 .
afilasol.com
afilasol.com
(b) аэрация или барботирование u si n g аргон o r n итроген
europarl.europa.eu
europarl.europa.eu
б) ла аиреацин или эл
[…] Burbu JE O UT ILIZ ARGN DO ARGN O NI TRG EN O
EUROPARL.EUROPA.EU
EUROPARL.EUROPA.EUURO.EUROPA.EU
Europarl.EUUROPA. EUUROPA.EU
EUROPARL.EUURO.EUURO.EUROPA.EU
Europarl.EUURO.EUUROPA.EU
EUROPARL.EUURO.EUROPA.EU
.
История сварки ВИГ
Сварка ВИГ была создана в 1940-х годов сварщиком по имени Рассел Мередит, который работал в Northrop Aircraft Corporation в Южной Калифорнии. Он создал эту технику, потому что методы того времени не подходили для сварки алюминиевых и магниевых сплавов. Это имело огромный успех и дало американской промышленности возможность строить корабли, самолеты и другую продукцию быстрее, чем когда-либо прежде в истории человечества. Президент Рузвельт даже хвастался этим процессом в письме Уинстону Черчиллю.
Патент на процесс был приобретен подразделением Linde Union Carbide, и до 19 века компания разрабатывала и продавала различные резаки, детали и расходные материалы для этого метода.60-е и 1970-е годы, когда истек срок действия их патентов на процесс и инструменты, связанные с TIG. Горелки Linde использовали гелий.
Ряд компаний начали продавать TIG-горелки и аксессуары, но лидером была CK Worldwide, фирма, расположенная в Сиэтле, которая тесно сотрудничала с аэрокосмическим гигантом Boeing. Компания CK решила ряд прикладных проблем при разработке своей продукции, и горелки CK, комплекты для экономии газа и вольфрамовые шлифовальные станки стали выбором многих, занятых в производстве самолетов.
Другим лидером отрасли в эпоху после закрытия Linde была компания Weldcraft. Расположенная в Южной Калифорнии, фирма специализировалась на ремонте горелок, которые были отправлены в металлолом такими компаниями, как Hughes и Rockwell. Специалисты по сварке сжигали пластиковое покрытие горелок, чтобы добраться до поврежденного вольфрама под ним. Затем был произведен ремонт, и горелка была повторно запечатана материалом на основе кремния. Результатом стал новый и более надежный тип инструмента, который с меньшей вероятностью выйдет из строя из-за слишком большого количества электричества, проходящего через дугу.
Первые аппараты для сварки TIG были разработаны компанией Linde, когда они владели патентом на процесс TIG. Эти бегемоты весили сотни фунтов, но со временем машины становились меньше. В 1970-х годах корпорация Miller представила функцию прямоугольной формы волны, которая позволила лучше контролировать силу тока при работе со сварочным аппаратом. Печатные платы стали следующей крупной разработкой в этой области и дали сварщикам TIG возможность выполнять еще более точную настройку.
Купить наш бестселлер TIG Welder
Что такое сварка TIG и как она работает?
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это тип дуговой сварки; как и в случае с другими типами дуговой сварки, основной принцип заключается в том, что источник электроэнергии используется для создания электрической дуги между электродом и металлами, расплавляемыми в сварном шве. Электрод в стержне изготовлен из вольфрама редкого металла и охлаждается и защищается инертным газом, обычно аргоном.
Рутиловые электроды МР-3 – одна из самых популярных и востребованных марок на рынке сварочных электродов. Она используется при сварке углеродистых низколегированных сталей общего назначения.
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeOTiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя – ферромарганец.
Взаимодействие этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги – это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними данный присадочный материал относится к типу Э46 – электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 – рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила – минерала, который состоит, в основном, из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат – они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3, – холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву – до 490 МПа.
Условное обозначение электродов МР-3 – пример полной расшифровки
Э – электроды для ручной дуговой сварки;
46 – временное сопротивление разрыву – не более 46 кгс/мм2;
МР-3 – марка;
ЛЮКС – коммерческое название, под которым электрод выпускается определенным производителем;
Ø – диаметр;
У – для сварки углеродистых и низколегированных сталей;
Д – с толстым покрытием;
43 – временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
0 – относительное удлинение менее 18%;
->(3) – ударная вязкость наплавленного металла αн45 (при температуре -20°C), не менее 3,5 кгс•м/см2;
РЦ – рутилово-целлюлозное покрытие;
11 – сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм) вес одного стержня составляет:
d 3 мм – 30 г;
d 4 мм – 60 г;
d 5 мм – 92 г.
Массовая доля элементов, %
Марганец (Mn) – 0,08–0,12
Кремний (Si) – 0,07–0,2
Углерод (C) – 0,8
Фосфор (P) – не более 0,04
Сера (S) – не более 0,04
Электроды МР-3 – технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики.
Показатель механического сопротивления разрыву – не более 46 кгс/мм2.
Относительное удлинение – 18%.
Ударная вязкость – 8 кгс∙м/см2
Расход электродов на 1 кг металла – около 1,7 кг МР-3.
Предел коэффициента наплавки шва – 8,5 г/А*ч.
Коэффициент разбрызгивания металла при сварке – 9–13%.
Напряжение холостого хода – 60–80 В.
Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
Диаметр
Положение
Сила тока, А
3 мм
вертикальное
90−110
нижнее
100−140
потолочное
100−120
4 мм
вертикальное
140−180
нижнее
160−220
потолочное
140−180
5 мм
вертикальное
160−200
нижнее
180−260
6 мм
только нижнее
300−360
Какой полярностью варить электродами МР-3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» – короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при температуре 180 °C.
Преимущества
Недостатки
Получаемое сваркой соединение характеризуется высокой прочностью.
Дуга отличается легких поджигом и стабильностью горения, особенно – при низкой силе тока.
Без труда достигается повторное зажигание.
В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
Между металлом шва и детали отсутствуют выраженные переходные зоны.
Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
Для электрода характерно очень малое разбрызгивание металла.
Работы характеризуются высокой производительностью.
МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
Относительно высокая цена – стоимость этого расходного материала несколько выше, чем многих других электродов.
Невозможность производства сварки вертикально сверху вниз – однако, этим не могут «похвастаться» и многие другие марки.
Не самый низкий расход материала – 1,7 кг на 1 кг шва (у МР-3Р несколько меньше – 1,62 кг).
В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
Крайне важно установить нужную силу тока – в противном случае есть риски образования пор в металле шва.
И еще одна особенность – прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
судостроение;
машиностроение.
Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок – Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР-3 ГОСТ производства МЭЗ сегодня можно по всей России (адреса представительств по городам) по весьма доступной цене.
Возможно, вас заинтересует
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 5 (6.5 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2. 5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6. 5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (2.5 кг)
Ø 3 (1 кг)
Ø 3 (2.5 кг)
Ø 4 (1 кг)
Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6. 5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2. 5 (5 кг)
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (6.5 кг)
Ø 5 (1 кг)
Ø 5 (6.5 кг)
МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4. 5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИ-13/45 А (НАКС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Показать еще
МР-3
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА MP-3
Основное назначение сварочных электродов. Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды изготавливаются в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и технологической инструкции.
ГОСТ 9466-75
ISO 2560 : E432RR26
ГОСТ 9467-75
AWS А5.1 : E6013
ТУ 1272-033-48265127-2009
Eh599 : E382RC22
Характеристики плавления сварочных электродов при сварке
Устойчивость дуги
— высокая
Разбрызгивание
— умеренное
Формирование шва
— отличное
Отделимость шлаковой корки
— хорошая
Коэффициент наплавки
— 8,5 г/А·ч
Коэффициент разбрызгивания
— 8÷13 %
Выход металла
— 65 ÷ 68 %
Расход электродов на 1 кг наплавленного материала
— 1,7 кг
Химический состав наплавленного металла сварочных электродов при сварке, %
Массовая доля элементов, %
Углерод
Кремний
Марганец
Сера
Фосфор
Не более
0,08÷0,12
0,07÷0,20
0,50÷0,80
0,040
0,045
Механические свойства металла шва сварного соединения при нормальной температуре:
Временное сопротивление разрыву, кгс/м2, не менее
46
Относительное удлинение, % не менее
18
Ударная вязкость, кгс/см2, не менее
8
Режим сварки
Род тока — переменный, постоянный обратной полярности
Длина дуги — короткая, средняя
Напряжение холостого хода источника питания — 60÷80 вольт
Рекомендуемые значения тока сварочных электродов при сварке (А)
Диаметр электрода, мм
Сила тока, А
Напряжение дуги, В
Положение шва
Нижнее
Вертикальное /снизу-вверх/
Потолочное
3
100÷140
80÷100
80÷100
20÷23
4
160÷220
140÷180
140÷180
22÷25
5
170÷260
160÷200
—
22÷25
6
220÷290
—
—
24÷28
Содержание влаги в покрытии электродов, перед использованием – не более 1,0 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 150÷180ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Расшифровка обозначения
Э46-МР-3-d-УД
——————————— ГОСТ 9466, ГОСТ 9467
Е 430/3/-Р 26
где Э46 — тип электрода;
МР-3 — марка электрода;
d- диаметр электрода;
У — для сварки углеродистых и низколегированных сталей;
Д — с толстым покрытием;
43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре не менее 46 кгс/мм2;
О — относительное удлинение менее 18%;
/3/ -ударная вязкость наплавленного металла αн45 /при температуре — 20оС/, не менее 3,5 кгс·м/см2;
Р — кислое покрытие; рутиловое покрытие;
2 — для сварки во всех пространственных положениях кроме вертикального сверху вниз;
6 — для сварки на постоянном токе обратной полярности или переменном токе от источника питания с напряжением холостого хода 60÷80±5В.
Стержневой электрод LINCOLN ELECTRIC: углеродистая сталь, E7018 h5R, 3/32 дюйма x 14 дюймов, 50 фунтов, Excalibur 7018 MR — 12C110|ED028280
ЛИНКОЛЬН ЭЛЕКТРИК
Вещь # 12С110
производитель Модель #
ED028280
UNSPSC #
23171512
Группа каталога №
К4380
№ страницы каталога
2417
2417
Страна происхождения
США.
Страна происхождения может быть изменена.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ЛИНКОЛЬН ЭЛЕКТРИК
Вещь # 12С110
производитель Модель #
ED028280
UNSPSC #
23171512
Группа каталога №
К4380
№ страницы каталога
2417
2417
Страна происхождения
США.
Страна происхождения может быть изменена.
Экскалибур® 11018M MR®
Диаметры/упаковка
Диаметры
10 фунтов
50 фунтов
1/8 дюйма
ED032607
ED031976
3/16 дюйма
ED031978
3/32 дюйма
ED031975
5/32 дюйма
ED032608
ED031977
Стержень (SMAW)
AWS: E11018M-h5R
Низколегированный, с низким содержанием водорода • AWS E11018M h5R
Диаметр
3
3
3 Выберите диаметр
1/8 дюйма
3/16 дюйма
3/32 дюйма
5/32 дюйма
Упаковка
Выберите пакет
10 фунтов
50 фунтов
купить сейчас
Особенности
Премиальная дуга
Выжигание квадратного покрытия
Легкий удар и легкое удаление шлака
Типичные области применения
Закаленные и отпущенные стали, такие как A514, A517 и A709
Общее производство высокопрочных сталей
Крановые стрелы
Рамы прицепа
Положения сварки
Все, кроме вертикального вниз
Защитный газ
Неприменимо
Предупреждение —
Рак и репродуктивный вред —
www. P65Warnings.ca.gov
СООТВЕТСТВИЕ
СПЕЦИФИКАЦИЯ
КЛАССИФИКАЦИЯ
АМС
АМС А5.5
E11018M-h5R
АБС
АБС — Часть 2
4YQ620 H5
АБС
АМС А5. 5
E11018M-h5R
CWB
АМС А5.5
E11018M-h5R
CWB
CWB AWS A5.5
Э7618М-х5Р (Э11018М-х5Р)
ДНВ-ГЛ
ДНВ — 2,9
4 Y62H5
Классификация
Предел текучести при смещении 0,2%
МПа (фунтов на квадратный дюйм)
Прочность на растяжение
МПа (фунтов на квадратный дюйм)
Удлинение
%
Шарпи V-образный вырез
Дж (фут-фунт) при -50°C (-60°F)
Твердость по Роквеллу B
E11018M-h5R Требование
680-760 (98-110)
760 (110) мин.
20 мин.
27 (20) мин.
Типичный результат после сварки
700-750 (101-109)
760-810 (110-117)
21-25
52-110 (38-81)
98-103
Классификация
%С
%Cr
%Мн
%Мо
%Ni
%Р
%S
%Si
%В
Диффузионный водород
мл/100 г Сварной металл
1800F h3O — При получении
1800F h3O — Через 9 часов при 80F/80% относительной влажности
Ячеистые бетоны – это легкие материалы, в структуре которых присутствуют создаваемые искусственным путем поры, наполненные воздухом.
Из них изготавливают современные ячеистые блоки – удобные, теплые, экологически безопасные, прочные, пожаростойкие и долговечные элементы, успешно конкурирующие с кирпичом, железобетоном и даже деревом.
Ассортимент разновидностей: параметры классификации ячеистых блоков
Уникальные материалы структурируют по разным признакам:
По назначению блоки с сотами бывают:
конструкционными – изделия с высокой плотностью, применяемые в возведении стеновых конструкций;
конструкционно-теплоизоляционными – элементы с меньшей плотностью, используемые для строительства внутренних перегородок, а также для утепления зданий и строений;
теплоизоляционными – наименее плотные блоки, которые могут выполнять исключительно теплозащитные функции.
По способу порообразования:
газопоризированные – производятся по технологии насыщения газом, часто имеют сообщающиеся между собой ячейки;
пенопоризованные – для образования пор в состав вводятся специальные пенообразователи. Ячейки, чаще всего, имеют закрытую структуру.
По методу твердения:
автоклавные – нужная твердость достигается с помощью автоклавной установки с высоким давлением и температурой;
неавтоклавные – твердеют в естественных условиях, иногда – с незначительным прогревом.
По типу вяжущего:
цементные – газо- и пеноблоки обычные;
известковые – газосиликаты, пеносиликаты;
шлаковые – газошлако- и пеношлакобетон;
гипсовые – блоки для внутреннего использования на основе гипса.
Области применения ячеистых блоков
Многочисленные достоинства блоков из ячеистых бетонов определяют его довольно широкую сферу активного использования. В частности, из этих материалов возводят:
несущие наружные стены: пористые блочные изделия имеют малый вес, а потому не требуют обустройства капитального заглубленного фундамента, а дом, выстроенный из ячеистых бетонов, является теплым зимой и прохладным в летнее время, экологичным, защищенным от посторонних звуков, с комфортным микроклиматом, прочным, надежным и долговечным.
Важно: внешняя отделка стен из ячеистых блоков должна проводиться только после их окончательной усадки, а для обеспечения необходимой теплоизоляции и сухости стен между основанием и облицовкой необходимо оставить воздушный зазор.
внутренние межкомнатные перегородки: даже пенобетонные блоки строительные небольшой толщины способны обеспечить необходимый уровень шумозащиты, а легкий вес позволяет монтировать перегородки даже на некапитальных облегченных деревянных основаниях;
утепление: с помощью строительных элементов из ячеистых бетонов можно теплоизолировать не только стены, но также фундаменты, кровли, полы, погреба и подполы;
сложные архитектурные и дизайнерские решения: простая резка, раскрой, сверление и фрезерование позволяют создавать с помощью ячеистых блоков конструкции необычной формы – арочные дверные проемы, оконные проемы треугольной, трапециевидной, треугольной и других разновидностей, реализовывая уникальные креативные проекты.
Кстати, штробление стен из пористых бетонных блоков под коммуникации осуществляется намного проще и быстрее, чем аналогичные процессы в железобетонных или кирпичных стенах.
Напоследок стоит добавить, что по времени строительство объекта из ячеистобетонных блоков сравнимо с возведением сборных деревянных домов, а стоимость блочного строительства при этом ощутимо ниже.
Возврат к списку
Технические характеристики — Ytong Калининград
Газобетон YTONG® — уникальный высокотехнологичный строительный материал, обладающий одновременно изолирующими и несущими свойствами и удачно сочетающий в себе прочность камня и простоту обработки и экологичность дерева.
Газобетон соединил в себе лучшие качества строительных материалов и обладает высокой прочностью, огнестойкостью, влагостойкостью, морозостойкостью, не подвержен разрушению, усадке и гниению. Материал легок в обработке и экономичен. А благодаря своим тепло- и звукоизоляционным свойствам практически не требует дополнительного утепления и звукоизоляции.
Физико-технические свойства
Ячеистый бетон состоит из кварцевого песка, цемента, извести и воды. Газ (водород), который возникает вследствие так называемого процесса вспучивания/расширения, увеличивает в 5 раз объём сырой смеси. Миллионы мельчайших воздушных ячеек, возникающие в результате этого процесса, придают бетону характерную ячеистую структуру. Благодаря такой структуре материал обладает превосходными строительно-физическими свойствами — высокой тепло- и звукоизоляцией, а также обеспечивает благоприятный микроклимат в помещениях. К тому же он очень легок и хорошо поддается укладке. В таблице приведена информация по основным техническим показателям строительного материала YTONG®.
Теплоизоляция
Наибольшее количество тепла теряется через наружную стену. Это можно предотвратить, используя при возведении стен дома блоки YTONG®. Благодаря наличию воздуха в порах строительный материал YTONG® имеет превосходные теплоизоляционные характеристики. Среди множества доступных на рынке стеновых материалов газобетон YTONG® характеризуется самым низким коэффицентом проникновения тепла: коэффициент теплопроводности YTONG® составляет всего лишь 0,09 Вт/м°C. Помимо этого, стоит отметить, что в отличие от других материалов теплопроводность YTONG® одинакова низка во всех направлениях.
Сохранению тепла в доме также способствует тот факт, что при строительстве по технологии YTONG® применяется метод тонкошовной кладки. Благодаря высокой размерной точности строительных блоков возведение стен возможно на основе клеевого раствора. Толщина швов при этом не превышает 1-3 мм. В дополнении отсутствует необходимость полностью заполнять вертикальные швы клеевым раствором — их заменяет система «паз-гребень».
Таким образом, блоки тесно соприкасаются друг с другом и препятствуют активному теплообмену между внутренней атмосферой помещений и внешней окружающей средой. Стена из материала YTONG® является своего рода «кондиционером» — материал аккумулирует тепло в тёплое время суток и отдаёт его постепенно ночью, при снижении температуры. Стена из газобетона YTONG® регулирует колебания температур без механического вмешательства. В результате, вместе с высокой степенью теплоизоляции, а также благодаря аккумуляции тепла обеспечивается постоянная и комфортная температура во всем доме. Зимой происходит экономия топлива, а в летнее время сохраняется приятная прохлада.
Стена шириной 36,5 см, построенная из блоков YTONG®, полностью соответствует российским климатическим особенностям и нормативным требованиям по теплоизоляции для Центрального, Северо-Западного (Вологодская, Калининградская, Псковская и Ленинградская обл.) и Приволожского ФО РФ. Следует особо отметить следующее: строительная система YTONG® подходит не только для наружных и внутренних стен, но и в равной степени для сооружения перекрытий и крыш.
Огнестойкость
По DIN 4102 ячеистый бетон относится к несгораемому строительному материалу класса А. Согласно ГОСТ 30244-94, ячеистый бетон относится к классу НГ (негорючий материал) и может использоваться для теплоизоляции при температуре изолирующей поверхности до +400°C. Многочисленные исследования, проведенные в Швеции, Финляндии и Германии показали, что при повышении температуры до +400°C прочность ячеистого бетона увеличивается на 85%.
При уплотненных методах строительства (например, в случае таунхаусов, при возведении мансардных квартир и при санации старых зданий) стройтельные блоки YTONG® надежно защищают от распространения пожара. Строительные детали марки YTONG® могут применяться для всех классов огнестойкости. Поэтому они особенно пригодны для возведения противопожарных и комплексных разделительных стен. Более того, в случае пожара газобетон не образует ни дыма, ни ядовитых газов и не плавится с образованием горящих капель.
Влажность
Несмотря на то, что ячеистый бетон высокопористый материал, он не является гигроскопичным.
Ячеистый бетон представляет собой капиллярно-пористую структуру, которая обладает достаточно высокой способностью отдавать влагу в окружающую среду, поэтому за один — два года эксплуатации здания в ограждающих конструкциях достигается эксплуатационная (равновесная) влажность бетона в пределах 4-5% (5% для Москвы и Московской области). Тот же показатель стен из сосны и ели — в 4 раза выше (20%).
По причине замкнутых пор структуры стройтельного материала водопоглощение блоков YTONG® происходит значительно медленнее, чем в случае материалов с капиллярной структурой. После увлажнения, например дождем, газобетон не всасывает воду, поскольку капилляры прерываются сферическими порами.
Паропроницаемость
Процесс появления влаги и её накопления внутри материала можно отнести к одному из самых вредных факторов, приводящих к разрушению строительной конструкции, снижению теплозащиты, ухудшению микроклимата, появлению плесени, грибков и пр. Важным свойством стен из газобетона, характеризующим его как экологический материал, является высокая паропроницаемость. Среди несущих минеральных строительных материалов ячеистый бетон YTONG® имеет одно из самых низких сопротивлений паропроникновению. Это свойство позволяет, как говорят, «дышать» стенам, обеспечивая свободный проход пара и газов (CO, CO2, Ch5) из помещений через стену без ее увлажнения и обратное поступление (извне) атмосферных отрицательно заряженных аэроионов — дыхательной компоненты кислорода. В дополнении, оптимальная относительная влажность воздуха является решающей предпосылкой для приятного микроклимата помещений. Ячеистый бетон обладает, выражаясь профессионально, хорошей диффузией по отношению к влаге.
Морозостойкость
Способность ячеистого бетона сохранять свои физико-механические свойства при многократном воздействии попеременного замораживания и оттаивания называется морозостойкостью и определяется числом циклов попеременного замораживания и оттаивания. YTONG®, благодаря своей капилярно-пористой структуре, является морозостойким строительным материалом.
Блоки YTONG®, производимые на известково-цементном вяжущем, не подвержены воздействию мороза до тех пор, пока влажность не достигает определенного значения. При этом вода, превращаясь в лед и увеличиваясь в объеме, имеет, и даже с избытком, место для расширения без угрозы разрыва материала. Морозостойкость даже незащищенного ячеистого бетона может во много раз превысить морозостойкость других строительных материалов.
По результатам проведенных испытаний морозостойкость YTONG® составляет 100 циклов.
Звукоизоляция
Обеспечение необходимого уровня звукоизоляции помещений является одним из ключевых вопросов современного строительства. Снизить уровень шума внутри зданий возможно либо за счет установления массивных тяжелых преград, либо за счет использования многослойных конструкций из пористых и волокнистых материалов, поглощающих и рассеивающих энергию звуковой волны. YTONG® благодаря особой структуре поверхности характеризуется более высоким поглощением звука по сравнению с совершенно гладкими и «жесткими» для звука поверхностями. С использованием массивного строительного материала во многих случаях действующие требования по звукоизоляции выполняются без дополнительных мероприятий.
Энергоэффективность
Энергоэффективность в жилищном строительстве включает в себя комплекс мероприятий, направленных на снижение потребления зданиями энергии и поддержание требуемых параметров микроклимата при экономическом обосновании их внедрения. Газобетон YTONG® по праву считается одним из лидером в области энергоэффективных строительных материалов.
Теплопроводность ячеистого бетона в несколько раз меньше, чем у других строительных материалов (таких как кирпича, керамзитобетона и пр.), что позволяет достичь значительного энергосберегающего эффекта при одновременном снижении затрат за счёт использования однослойных ограждающих конструкциий во всех климатических зонах. На сегодняшний день дома из YTONG® можно встретить и в северной Швеции , и в южной Мексике.
В отличии от классических теплоизоляционных материалов (так называемых эффективных утеплителей — минеральной ваты, пенополистирола) срок службы блоков YTONG® практически неограничен, что исключает необходимость периодической реставрации и обновления и обеспечивает дополнительную экономию средств. Благодаря пористой структуре материала YTONG® и безпрепятственному воздухообмену, одновременно с теплосберегающим эффектом достигается и требуемый уровень вентиляции помещений, необходимый для поддержания благоприятного микроклимата зданий. Помимо этого показатели теплопроводности YTONG® позволяют сократить ширину стен в несколько раз и соответственно снизить трудозатраты при их возведении. Более того, отличные термоизоляционные свойства ячеистых блоков обеспечивают низкие эксплуатационные расходы по содержанию помещений, как благодаря экономии на отоплении зимой, так и сохранению прохлады в помещениях летом.
Таким образом, отличительные свойства материала обеспечивают его преимущества и в процессе непосредственного строительства, и в процессе дальнешей эксплуатации зданий. В дополнении стоит отметить, что компания «Кселла» постоянно улучшает показатели теплопроводности продукции YTONG® и с 2009 года является участником инициативы Министерства Экономики и Технологий Германии «Эффективное использование энергии», направленной на поддержку производства энергоэффективных продуктов.
Прочность и долговечность
Благодаря автоклавной обработке, при относительно небольшой объемной массе YTONG® отличается высокой несущей способностью и предназначен для кладки как ненесущих стен и перегородок, так и несущих конструкций. Допустимую высоту (этажность) стен из блоков рекомендуется определять расчетом несущей способности наружных и внутренних стен с учетом их совместной работы. Согласно СТО 501-52-01-2007 «Проектирование и возведение ограждающих конструкций жилых и общественных зданий с применением ячеистых бетонов в РФ» ч.1, несущие стены из автоклавных газобетонных блоков рекомендуется возводить высотой до 5-ти этажей включительно, но не более 20м, самонесущие стены зданий — высотой до 9-ти этажей включительно, но не более 30 м.
Помимо этого газобетон считается одним из самых долговечных материалов. Морозостойкость YTONG® составляет не менее 100 циклов попеременного замораживания — оттаивания. При соблюдении грамотной технологии строительства и правильном монтаже сооружений долговечность зданий из газобетона составит не менее 100 лет. На сегодняшний день дома, построенные из блоков YTONG® в Скандинавии свыше 60 лет назад, не проявляют никаких признаков старения.
Геометрическая точность и легкость обработки
YTONG® обладает идеальной точностью геометрических размеров и легкостью в обработке.
В виду постоянно возрастающих затрат на строительство, одним из важных преимуществ YTONG® является легкость обработки и простота работы с материалом. В первую очередь, это достигается за счет идеальной геометрии блоков YTONG®. Все элементы строго изготавливаются по заданным размерам. Отклонения составляют не более 0,3 — 0,8 мм. Точные размеры позволяют применять специальную технологию по укладке YTONG® на клеевой раствор, получая при этом практически бесшовную стеновую кладку. Наряду с увеличением скорости выполнения кладочных работ, тонкослойная технология выполнения швов улучшает теплоизоляционные характеристики здания.
Строгая геометрия позволяет возводить точные строительные конструкции с ровными и пригодными для оштукатуривания поверхностями, что значительно сокращает время строительства. Благодаря пористой структуре материала, блоки YTONG® легкие, что дает существенные преимущества при транспортировке и использовании, а также значительно снижает нагрузки на несущие конструкции зданий и фундамент. Структура блоков позволяет легко и точно их пилить, строгать, сверлить и фрезеровать. В пользу этого материала говорит и его «системность», то есть наличие подобранных и подогнанных друг к другу строительных элементов.
Экологичность
Помимо хорошего уровня прочности и морозостойкости, превосходных теплозащитных свойств, высокой огнестойкости и долговечности материалы для ограждающих конструкций должны обладать экологической безопасностью как с точки зрения безопасности людей, проживающих в домах с ограждающими конструкциями из этих материалов, так и с точки зрения безопасности материалов для окружающей среды. В процессе производства автоклавного газобетона YTONG® участвуют исключительно натуральные компоненты, такие как кварцевый песок, известь, вода и цемент. Для порообразования используется алюминиевая паста. Алюминий, являющийся основой порообразователя в газобетоне, в результате химической реакции образует гидроалюмосиликаты, индифферентные соединения, не более опасносные, чем стоящая на полке кухонного шкафа алюминиевая кастрюлька. Таким образом, ячеистые бетоны не выделяют вредных газов и токсичных веществ. Ячеистые блоки не содержат химические добавки и другие вредные примеси, что позволяет отнести материал к экологически чистым продуктам. Ячеистый бетон абсолютно безвреден, не более чем старая алюминиевая ложка, поскольку тонкодисперсный порошок алюминия в процессе энергичной химической реакции с раствором переходит в химически связанное алюмо-силикат-карбонатное состояние. А выделившийся при этом водород, за несколько часов после заливки, не причиняя малейшего вреда человеку диффундирует (улетучивается) из тела газобетона, а на его место постепенно приходит атмосферный воздух в процессе твердения бетона.
При этом эксплуатационные характеристики YTONG® настолько высоки, что обеспечивают сохранность материала на многие десятилетия. Экологическая безопасность продукции компании «Кселла» подтверждена целым рядом сертификатов, полученных во многих странах мира. К примеру в Германии, блоки YTONG® являются обладателем сертификата Немецкого Института Строительства и Окружающей среды (IBU — Institut Bauen und Umwelt e. V.), а также международного знака NaturPlus.
Процесс производства ячеистого бетона не требует больших затрат энергии, т.к. материал затвердевает под воздействием пара при температуре всего лишь 180°C. Вторичное применение отработавшего пара и вторичная переработка обеспечивают возврат энергии и воды в производственном кругообороте. Отходы призводства могут быть применены вторично или их превращают в гранулят, что также является вкладом в дело охраны окружающей среды. Помимо этого в процессе производства сберегаются ресурсы, так как из одного кубометра твердых исходных материалов в результате порообразования получается пять кубометров стройматериала. Производственные остатки материалов возвращаются в технологический цикл и перерабатываются в другие изделия (например, в грануляты). Производство не имеет сточных вод. Строительный мусор из строительных материалов YTONG® не выделяет газов или других веществ, загрязняющих окружающую среду.
Помимо обеспечения экологической безопасности самого продукта и производства огромное внимание уделяется и сохранности окружающей среды в целом. Устойчивое развитие является одной из приоритетных стратегических целей компании «Кселла» (XELLA) и на сегодняшний день подготовлен и успешно реализуется целый ряд инициатив, направленных на улучшение общей экологической ситуации, повышение уровня качества жизни и социальной защиты населения. В частности, с целью сократить негативное воздействие на природу и понизить уровень CO2 в процессе производства на протяжении многих лет инженерами компании внедряются новые, экологически чистые источники энергии, равно как и расширяется использование вторичной электроэнергии. Примером социальной ответственности может служить и активное участие компании в разработки технологии «Энергоэффективного дома», цель которой направлена на строительство зданий с минимальным энергопотреблением. Помимо внутренних инициатив компания «Кселла» (XELLA) участвует во многих локальных проектах и сотрудничает с целым рядом институтов и организаций в области защиты окружающей среды по всему миру.
Спецификации газобетонных блоков
— (Автоклавный газобетон), Состав
В этой статье вы получите введение, состав, производство и технические характеристики газобетонных блоков. Спецификации газобетонных блоков содержат Общий размер , Толщина Минимальная прочность на сжатие , Минимальная плотность в сухом состоянии , Термическое сопротивление , Допустимое напряжение сдвига , Огнестойкость 90 903 , , ,0003 Теплопроводность , Усадка при высыхании и т.д.
Начнем с введения газобетонных блоков.
Что такое блоки AAC?
Газобетонные блоки
Газобетонные блоки представляют собой особый тип бетонных блоков, состоящий из мелких заполнителей, портландцемента, воды и другого расширяющего агента (алюминиевого порошка).
Газобетонный блок был разработан в 1924 году шведским архитектором. Блок AAC является альтернативным материалом для строительных материалов, которые имеют свойства, аналогичные древесине. Как известно, древесина обладает хорошей теплоизоляцией, прочной структурой, легко обрабатывается, горюча, гниет и повреждается термитами. Но газобетонные блоки сводят к минимуму недостатки использования древесины в качестве строительного материала. С помощью этого блока можно полностью удалить горючие, гниющие и термитные повреждения.
Ассортимент газобетонных блоков включает не только газобетонные блоки, но и стеновые панели, панели пола и крыши, перемычки и т. д. подходит для высотных зданий и зданий с высокими перепадами температур,
Подходит для использования в зонах с экстремальными температурами.
Уменьшает вес надстройки, поэтому используется в легком строительстве.
AAC blocks specifications
AAC Block Specifications
Properties of AAC Block
Specifications
General Size
625 mm * 240 mm * (75-300) mm
Толщина
50,75,100,125,150,200,225
Минимальная прочность на сжатие
3 до 4,5 н/мм 2 (2185)
9959
2 (2185)
65
2 . 0060
450 to 650 Kg/m 3
Thermal Resistance
0.8-1.25 per inch of thickness
Allowable Shear Stress
8-22 psi
Sound Absorption
Up to 42 DE
Пожарная сопротивление
4* Часы
Теплопроводность
0,16 до 0,18 Вт/МК
Drinking Shinkage
0,04% из размера
Block
0,04% из размера
.0060
Спецификации блоков AAC
Композиция
1. Fly -ASH -59%
2. Цемент (обычно OPC Grade 53) -33%
3. LIME -8%
4. Aluminum
3. LIME -8%
4. Aluminum. порошок – 0,07%
Процесс производства газобетонных блоков
Сначала осенью производится автоклавный газобетон путем смешивания кремнезема, песка или летучей золы с цементом, известью, водой и расширительными добавками, такими как алюминиевая пудра.
После смешивания этот бетон заливают в форму стандартного размера.
(Для структурно армированного газобетона в форму также помещают стальную арматуру или сетку.)
Когда мы смешиваем алюминиевый порошок с диоксидом кремния или другим материалом, содержащим диоксид кремния, образуется газообразный водород. В результате бетон расширяется в пять раз по сравнению с первоначальным объемом. Такой процесс называется аэрацией. Поэтому его переименовали в газированный.
Затем газообразный водород выходит, оставляя пустоты между бетоном, и эта форма удаляется и разрезается на мелкие кусочки (отходы во время резки могут быть переработаны).
Затем поместите эти кусочки в автоклав. Температура автоклава достигла около 190°С, а давление от 8 до 12 бар.
Под действием такого пара и давления песок вступает в реакцию с гидроксидом кальция с образованием гидрата силиката кальция, что придает газобетонному блоку высокую прочность.
Затем выполняется отверждение, и демонтированный газобетонный блок готов к использованию на строительной площадке.
Преимущество блока AAC
Из-за малого веса он
Экономия средств и энергии при транспортировке
Экономия затрат на оплату труда
Повышение шансов на выживание во время сейсмической активности
Снижение воздействия на окружающую среду (использование летучей золы)
Повышение тепловой эффективности снижает нагревание и тепловую нагрузку в здании.
Повышает работоспособность, обеспечивает точную резку.
Образовавшиеся твердые отходы можно использовать повторно.
Устойчивость к термитам (не подвержена влиянию термитов, как древесина)
Экономичный
Сейсмостойкий и гибкий дизайн
Теплоизолированный и энергоэффективный
Огнеупорный и экологически чистый
Размер блока газобетона, как правило, большой, что позволяет ускорить кладку.
Снижает статическую нагрузку здания на фундамент.
Недостаток газобетонных блоков
Более высокая начальная стоимость
Недостаток производственных мощностей
Хрупкая природа, поэтому обращение и транспортировка требуют осторожности.
Установка в сезон дождей приводит к появлению трещин после установки.
Для перегородки толщина газобетонных блоков будет больше. Итак, глиняный кирпич предпочтительнее.
Как рассчитать количество газобетонных блоков и количество раствора в стене?
Я надеюсь, что эта статья « спецификации блоков AAC » останется для вас полезной.
Happy Learning – Civil Concept
Автор,
Инженер-строитель – Сумит Паудель
Читайте также,
Все типы скрепления в кирпичной кладке — Различные части кирпича с изображением
Как рассчитать количество кирпичей в одном кубическом метре — Практическая цифра
как найти количество кирпичей в стене, Пример с числовым номером
Из чего сделаны кирпичи | Состав кирпичей, использование
Блоки AAC — его 8 [ Технические характеристики и преимущества ]
Инженер Рамиз | 17 апреля 2020 г. | Материалы | Нет комментариев
СОДЕРЖАНИЕ
1 Блоки AAC
1.1 Процесс блоков AAC:
1.2 Технические характеристики:
1,3 Преимущества блоков AAC:
1,4. , легкий автоклавный газобетон и представляет собой бетонный строительный материал, который используется для производства бетонных блоков кладки, таких как блоки и под действием тепла и давления, продукты AAC отверждаются и состоят из кварцевого песка, извести, воды, цемента, алюминиевой пудры и кальцинированного гипса.
Как для внутренних, так и для наружных работ используются изделия из газобетона, а для защиты от непогоды изделия из газобетона могут быть покрыты гипсовой массой.
На объектах с использованием стандартных электроинструментов с фрезами из углеродистой стали материал AAC можно шлифовать, фрезеровать или резать по размеру, что обеспечивает простую и быструю установку блоков AAC. Как для внутреннего, так и для наружного строительства Они обладают высокой теплоизоляцией, а также газобетон хорошо подходит для зданий.
Высотные здания, построенные с использованием газобетона из-за его меньшей плотности и для конструктивных элементов, требуют меньше стали и бетона, а из-за точности размеров изделий из газобетона требуется меньше материала для штукатурки и из-за меньшего количества швов требуется раствор .
Благодаря своей стойкости к перегреву, огню и звуку газобетонные блоки являются уникальными и являются лучшим типом строительного материала, а газобетонные блоки обеспечивают максимальную обрабатываемость, долговечность и гибкость, а основными ингредиентами являются негашеная известь, цемент, гипс, песок и вода.
Процесс производства газобетонных блоков:
Процесс производства этих блоков состоит из следующих этапов:
Подготовка сырья:
С подготовки сырья начинается его производственный процесс, и в нем используются следующие сырьевые материалы, такие как;
Цемент;
Для изготовления газобетонных блоков марки 53 обязателен портландцемент от производителя и до разброса качества по разным партиям цемента, поставки цемента заводами не рекомендуется.
Песок или летучая зола;
Для образования суспензии летучей золы летучая зола или песок смешиваются с водой, а затем с другими ингредиентами, такими как цемент, известковый порошок, гипс и алюминиевый порошок.
Порошок известнякового камня;
На заводах газобетона известковая мука, необходимая для производства газобетона, получается путем дробления известняка до мелкого порошка.
Гипс;
Гипс легко доступен на рынке.
Дозирование и смешивание:
Следующим этапом производства газобетонных блоков является дозирование и смешивание, что означает качество конечного продукта и соотношение всех ингредиентов;
Общее содержание сухого материала в алюминиевой смеси составляет около 0,08%.
Для производства газобетонных блоков используется дозаторно-смесительный узел для формирования правильной смеси. В контейнер закачивается летучая зола и перекачка прекращается, когда насыпается нужный вес. Точно так же все ингредиенты выливаются в отдельные контейнеры, после чего все ингредиенты высыпаются в смесительный барабан. С помощью дозатора он готов к заливке в формы, и если между загрузкой и выгрузкой ингредиентов есть промежуток, то процесс дозирования и смешивания осуществляется непрерывно.
Литье, подъем и отверждение:
Заливается в формы, когда смесь сырья готова, и в зависимости от установленной мощности формы могут быть разных размеров. Чтобы зеленый кекс не прилипал к формам, формы перед отливкой смазывают тонким слоем масла. Алюминий реагирует с гидроксидом кальция и водой и выделяет газообразный водород, в то время как суспензия перемешивается и разливается в смазанные маслом формы. Зеленый кек оседает и затвердевает, когда процесс подъема завершен, а причина легкости заключается в том, что размер пузырьков составляет около 2-5 мм.
Извлечение из формы и резка:
Он готов к извлечению из формы и резке в соответствии с требованиями, как только сырой кек достигнет прочности на резку, и для операции извлечения из формы он будет поднят краном. Процессы извлечения из формы и резки сильно различаются в зависимости от поставщика технологий.
Технические характеристики:
Собственность
Блок ААС
Блок
Размер
600 х 200 х (75-300)
мм
Допуск размера
± 1,5
мм
Прочность на сжатие
3 – 4,5
Н/мм 2
Нормальная плотность в сухом состоянии
550 – 650
кг/м 3
Индекс звукоизоляции
45 для стенки толщиной 200 мм
Дб
Огнестойкость
от 2 до 6 в зависимости от толщины
часов
Теплопроводность
0,16 – 0,18
Вт/м-к
Усадка при высыхании
0,04% Размер блока
%
Преимущества блоков AAC:
Существуют следующие преимущества блоков AAC, такие как;
Снижает нагрузку на отопление и охлаждение здания, повышает тепловую эффективность.
В газобетонных блоках Construction, Workability позволяет выполнять точную резку, сводя к минимуму образование твердых отходов.
Эффективность использования ресурсов на всех этапах цикла снижает воздействие на окружающую среду.
Сопротивление огню.
Блоки газобетона звуконепроницаемы благодаря своей пористой структуре.
Благодаря меньшему весу газобетонные блоки устойчивы к землетрясениям.
Эти блоки помогают в быстрых строительных работах.
Предлагая дополнительный срок службы, газобетонные блоки долговечны по своей природе.
Легкий вес газобетонных блоков при транспортировке экономит деньги и энергию.
В автоклавном бетоне отсутствуют ядовитые газы и другие отравляющие вещества.
Недостатки блоков AAC:
Существуют следующие недостатки блоков AAC, такие как;
Трещины в стенах.
Для несущих стен, не идеально подходит.
Вы должны сверлить для любой работы в блоках AAC, вы не можете использовать гвозди.
Как удалить ржавчину с металлической поверхности: самые доступные средства
Любой незащищенный металл со временем обрастает ржавчиной. Чем суровее условия эксплуатации, тем быстрее это происходит. Домашняя сантехника, детали кузова автомобиля, инструменты, посуда – всё это подвержено коррозии. Если вовремя заметить рыжие пятна, можно довольно просто справиться с ними домашними средствами, не прибегая к серьезной химии. Этот материал Housechief.ru расскажет вам о том, как удалить ржавчину с металлической поверхности.
Ржавчина – показатель процесса разрушения металла. Если с ней не бороться, она уничтожит изделие
Читайте в статье
1 Почему даже маленькая ржавчина может стать большой проблемой
2 Чем можно убрать ржавчину с металла: механический способ
3 Как убрать ржавчину термической обработкой
4 Чем из химических средств можно удалить ржавчину с металла
4.1 Как избавиться от ржавчины на металле с помощью хлорида цинка: мастер класс
4. 2 Серная и соляная кислоты как средство борьбы с коррозией
4.3 Использование щавелевой и молочной кислот
5 Народные средства в борьбе с ржавчиной
5.1 Как удалить ржавчину с металлической поверхности с помощью обычного картофеля
5.2 Чем отмыть ржавчину с металла: лимонный секрет
5.3 Как очистить ржавчину с металла с помощью пищевой соды
5.4 Столовый уксус против ржавых пятен
5.5 Как удалить ржавчину с металла в домашних условиях перекисью водорода
6 Оригинальные средства для удаления ржавчины с металла
6.1 Кока кола – универсальное средство
6.2 Кетчуп как очиститель ржавчины с металла
7 Методика домашнего электролиза
Почему даже маленькая ржавчина может стать большой проблемой
Как только человек научился добывать и использовать железную руду, он стал искать способы сохранения металла от коррозии. Ещё Геродот в своих произведениях подробно описывал методику покрытия железа слоем защитного олова, а археологические раскопки более древних культурных слоёв свидетельствуют о практике защиты металлических изделий с помощью смазки.
Предотвратить появление коррозии может только качественная смазка
Так что происходит с таким твердым и прочным металлом, почему он со временем становится рыхлым и хрупким? Все дело в кислороде. Именно он вызывает химическую реакцию окисления, постепенно захватывая всё более глубокие слои. Остановить эту реакцию можно только одним способом: покрыть предмет защитным слоем, который не допустит прямого контакта металла с воздухом. Если этого не сделать, ржавчина из маленького пятнышка разрастется в огромную язву, а затем и вовсе превратится в дыру. Особенно страдают от такого процесса предметы из тонкого листового металла: сантехника, посуда, различные бытовые ёмкости.
Ржа «съедает» зубцы шестеренок и другие детали механизмов, портит корпус автомобиля
Можно ли предотвратить этот процесс? Бережный уход, защитное покрытие и своевременная смазка – всё это простые меры профилактики. А что делать, если коррозия все же проявилась?
Чем можно убрать ржавчину с металла: механический способ
Начнем с самого элементарного: механической очистки.
Механическая очистка отнимет у вас много сил и времени, но даст наглядный результат, особенно если вы не особо дорожите заржавевшим изделием
Очистка металла от ржавчины может проходить вручную, наждаком, или с помощью домашних инструментов: шлифовальной машинки, гриндера, дрели или болгарки с насадкой, пескоструйного аппарата. Если речь идет о крупных деталях строительных конструкций – это правильный выбор метода борьбы с ржой.
В процессе берегите руки и легкие – работайте в перчатках и респираторе
Важно! Открывая механической очисткой слой чистого металла, обязательно покройте его затем соответствующим грунтом и краской, или другим защитным покрытием, иначе коррозия немедленно приступит к его разрушению.
Как убрать ржавчину термической обработкой
Разрушенные коррозией слои металла можно просто выжечь с помощью ацетиленовой горелки. Методика довольно проста, но она имеет свой недостаток: нельзя быть полностью уверенным в том, что все пораженные участки достаточно надежно обработаны.
Вы рискуете не увидеть под потемневшей от огня поверхностью «выжившие» пятна и после покраски они снова проявятся
Чем из химических средств можно удалить ржавчину с металла
Химики преуспели в изобретении различных составов для успешной борьбы с коррозией металла.
В любом магазине для автомобилистов вы найдете целый арсенал специальных химических средств от коррозии
Мы не ищем лёгких путей, так что рассмотрим арсенал подручной химии – что может пригодиться?
Как избавиться от ржавчины на металле с помощью хлорида цинка: мастер класс
Чтобы защитить металлическую деталь от коррозийного повреждения, можно покрыть её слоем хлорида цинка. Сделать это вполне возможно в домашних условиях:
Иллюстрация
Описание действия
Для работы потребуется паяльная кислота, цинк, который можно раздобыть из аккумуляторных батареек, кусочек тонкого поролона и зарядное устройство или автомобильный аккумулятор.
Цинк заверните в поролон, зафиксируйте его в обложке проволокой или нитью, оставив кусочек для контакта.
На открытом участке цинковой заготовки закрепите плюсовой контакт зарядного устройства.
Минус крепится непосредственно на детали, которую вы будете обрабатывать
Обмакните поролоновую обертку в паяльную кислоту.
Наносите цинковое покрытие на деталь, особенно тщательно обрабатывая сложные места.
Обратите внимание, что показания зарядного устройства будут уменьшаться по мере высыхания покрытия.
Внимание! Работать с паяльной кислотой следует крайне осторожно, она очень едкая. Защитите руки перчатками.
Серная и соляная кислоты как средство борьбы с коррозией
Удаление ржавчины с металла в домашних условиях с небольших металлических предметов можно осуществлять с помощью соляной или серной кислот. Важное условие в этом процессе – использование ингибитора – уротропина.
Если не убрать кислоту с металла нашатырем – можно безнадежно повредить изделие Процедура такова: деталь погружают в пятипроцентный раствор кислоты до исчезновения пятна, а затем прополаскивают в растворе нашатыря (на литр воды – 500 мг).Если предмет слишком габаритный, пятна покрывают средством для снятия ржавчины с металла с помощью кисти
Использование щавелевой и молочной кислот
С токсичной щавелевой кислотой нужно работать очень осторожно: непременно используйте средства защиты органов дыхания, очки и перчатки. Перед протравкой кислотой изделие следует промыть мыльной водой и высушить. Для обработки в стакане воды растворяют 5.5 чайных ложек кислоты. Деталь оставляют в этом растворе на 30 минут.
После следы коррозии легко счищаются щеткой, а само изделие следует промыть под краном и высушить
Если в вашем арсенале есть молочная кислота – её разводят в вазелине в пропорции 1 к 2. Полученную жидкость для удаления ржавчины с металла наносят на поврежденное место, а после растворения пятен удаляют салфеткой с вазелином.
Народные средства в борьбе с ржавчиной
Ни у каждого дома просто так не ждут своего часа цинк, серная или щавелевая кислоты. Не беда, есть и другие эффективные методы борьбы с рыжим налетом, причём что-нибудь из необходимых ингредиентов непременно есть у вас дома.
Как удалить ржавчину с металлической поверхности с помощью обычного картофеля
Чем оттереть ржавчину с посуды? Этот рецепт понравится хозяйкам, которые устали бороться с ржой на кухонных противнях.
В борьбе с ржавым налетом поможет простая картошка и немного поваренной соли
Крупную картофелину следует разрезать пополам, обмакнуть срезы в соль и натереть этим «инструментом» ржавые следы на посуде. Секрет эффективности этого метода всё в той же щавелевой кислоте, которая содержится в любимом овоще. Соль сработает как абразив, а кислота растворит ржавчину.
Чем отмыть ржавчину с металла: лимонный секрет
Лимонная кислота используется в выпечке и домашней консервации. Поможет она и в борьбе с коррозией на кухонных ножах. Жидкость для снятия ржавчины с металла готовится из воды и порошка лимонной кислоты.
Можно использовать натуральный лимонный сок для чистки ножа
Опустите в раствор нож на ночь и утром просто промойте его чистой водой.
Как очистить ржавчину с металла с помощью пищевой соды
Домашнюю сантехнику обрабатывают пастой из пищевой соды и воды. Следует оставить смесь на порыжевших местах на полчаса, затем почистить синтетической щеткой и промыть обычной водой.
Сода – безопасный состав для чистки металлических деталей в ванной
Столовый уксус против ржавых пятен
Если вы ещё не решили, чем снять ржавчину с металла, обратите внимание на столовый уксус. Если уже началось расслоение поверхности, сначала зачистите место металлической щёткой, а потом погрузите изделие в уксус или положите на повреждённое место тряпку, смоченную в нём. Время контакта – от 12 часов до полных суток.
Уксус нужен самый обычный – белый, не яблочный или винный
После обработки – промывка и просушка.
Как удалить ржавчину с металла в домашних условиях перекисью водорода
Что еще эффективно разъедает ржавчину? Отличный вариант – смесь перекиси водорода и нашатыря. 1 часть перекиси смешивают с 2 частями нашатыря. Этой жидкостью обрабатывают все поврежденные участки и оставляют на четверть часа. После ополаскивают водой. Работа эта очень непростая – нужно беречь глаза и легкие.
При обработке лучше открыть все форточки и одеть респиратор, очки и перчатки
Оригинальные средства для удаления ржавчины с металла
Есть и другие варианты борьбы с ржой, для которых можно использовать очень неожиданные продукты: кока колу и кетчуп.
Кока кола – универсальное средство
Как убрать ржавчину с хромированных деталей велосипеда или автомобиля?
Купите настоящую колу – вот уж средство буквально от всех проблем: от насекомых-вредителей до пятен разного происхождения
Есть люди, которые с недоверием относятся к этому методу, но лучше один раз увидеть, вот наглядный пример:
Watch this video on YouTube
Кетчуп как очиститель ржавчины с металла
Кетчуп или томатный сок могут справиться с небольшим налетом на столовых приборах. Намажьте их соусом и оставьте на полчаса. После просто вымойте и насухо протрите.
В большинстве случаев этот метод работает при условии, что в кетчупе есть хоть что-то натуральное
Методика домашнего электролиза
В завершении нашего материала несколько слов о домашнем электролизе. Это не самый простой метод борьбы с коррозией, но, если вы особо дорожите металлическим изделием, он вам пригодится. Его используют коллекционеры редких монет и кладоискатели.
Это как раз тот вариант, когда предмет практически не получает никаких повреждений
Электролит идеально удаляет следы ржавчины даже в самых трудных местах. Вы не рискуете передержать или испортить металл в процессе обработки. Посмотрите, как это делается:
Watch this video on YouTube
Какой бы метод из описанных выше вы не выбрали, помните: без последующей защиты очищенного металла все ваши усилия напрасны. Поэтому подумайте, как обработать изделие после удаления ржавчины, чтобы больше не возвращаться к этому вопросу.
Если у вас остались вопросы по теме – задайте их в комментариях!
Как удалить ржавчину с металла
Почему ржавчина «съедает» железо?
Слой ржавчины на металлической поверхности является продуктом окисления металла. Его необходимо вовремя убирать, а лучше не допускать начала коррозийного процесса.
Как удалить ржавчину с металла, если она все-таки его накрыла?
Новый металл выходит из проката незащищенным от взаимодействия с агрессивной средой. Это могут быть атмосферные явления, попадание химических препаратов. Во время транспортировки или длительного хранения на срезах, изгибах и по всей площади могут появиться рыжие пятна. Это ржавчина пытается уничтожить металлические предметы. Если не предотвратить ее наступление, то будут большие убытки. Пораженный на 30% коррозией металл практически нельзя восстановить.
Зачем нужно убирать ржавчину
Во-первых, налет ржавчины уничтожает металл и приводит в негодность отдельные металлические детали, что приводит к непредвиденным расходам.
Во-вторых, убирать слой необходимо перед обработкой преобразователями для лучшего результата.
В-третьих, для улучшения внешнего вида металлического изделия перед нанесением лакокрасочных материалов.
Способы удаления ржавчины
Существует несколько общепринятых способов удаления ржавчины в зависимости от толщины слоя.
Механический способ. Слой ржавчины снимают с помощью ручных приспособлений: щетки, наждачной бумаги, ручной шлифовальной машинки и т.п. Потом остатки стирают или сдувают компрессором с поверхности.
Химический способ. Этот способ имеет несколько рецептов, как удалить ржавчину с металла.
Органическая и неорганическая химия. Для удаления ржавчины используют подручные средства, содержащие кислоты и другие активные вещества. В бытовых условиях можно брать уксус, соду, соль, лимонную кислоту и даже известный напиток «Кока-кола».
Специальные химические средства — химические растворители, содержащие кислоту. Такие средства выпускают в достаточном количестве на химических предприятиях в специальной пластиковой упаковке в готовом жидком виде. Предварительно ржавые слои снимают механическим способом, а потом наносят средство на место очистки, оставляют на некоторое время и протирают тряпкой поверхность.
Преобразователи или модификаторы ржавчины активно преобразуют ненужный слой окиси металла в другие химические соединения. Практически во всех жидкостях присутствует кислота. После такой обработки металл не требует дополнительной защиты. Кроме этого, мягкая обработка жидкостью не повреждает металлическое покрытие.
Смолистые и масляные средства, способствующие глубокому прониканию в металл и созданию защитного барьера от коррозии. Их используют уже после механического удаления ржавчины для грунтовки металлической поверхности.
Обратите внимание, что механический способ является обязательным при всех видах удаления ржавчины.
Сначала поверхность зачищается, а потом покрывается химическими средствами.
Плюсы и минусы химического способа борьбы с ржавчиной
Преимущества химического способа:
Качественная характеристика химических средств удаления ржавчины.
Средства экономичны в использовании.
Огромный выбор средств от производителя.
Быстрое и надежное удаление ржавчины.
Одновременная очистка и создание защитного слоя.
Недостатки химического способа:
Нужно быть осторожным при наличии кислот в составе средства, чтобы не повредить тонкие металлические поверхности.
Преобразователь ржавчины меняет цвет металла, поэтому его необходимо красить.
Необходимо соблюдать все меры предосторожности при обработке металла, чтобы не допустить попадания химических средств на кожу или слизистую.
Рекомендуем
Удалитель ржавчины DOCKER STEEL PLUS Предназначен для мгновенной химической очистки и удаления ржавчины с любых поверхностей. Без ортофосфорной кислоты. Быстрого действия (4-8 мин.)
Подробнее
Чем обработать металл от ржавчины
Преобразователь ржавчины: правила применения
Антикоррозийная обработка арматуры перед бетонированием
Как удалить ржавчину с металла
Ржавчина или оксид железа могут быть эстетически привлекательными для одних, но другие могут счесть их неприглядными и, если их не удалять или не поддерживать, могут стать причиной непоправимого ущерба.
Если вы нашли инструмент, металлический забор или даже плитку внутреннего дворика, которые подверглись ржавчине, есть несколько способов удалить ее.
Во-первых, что такое ржавчина?
Ржавчина – это красный оксид железа, который образуется в результате химической реакции между железом и кислородом в присутствии воды или влаги воздуха. Ржавчина — это общий термин для этого типа коррозии, и при наличии достаточного количества времени, кислорода и воды любой железный предмет в конечном итоге полностью превратится в ржавчину и распадется.
Несмотря на то, что предмет стал ржавым, это не всегда означает, что он непригоден для использования или нуждается в замене. Некоторые способы удаления ржавчины могут занять время и потребовать немного усилий, но ее можно удалить.
Существует 6 распространенных способов удаления ржавчины, и сегодня мы рассмотрим их и объясним, почему они работают. Кому-то это может показаться немного странным, но на самом деле все дело в химии!
6 лучших способов удаления ржавчины
Белый уксус
Лимон/лайм и соль
Пищевая сода
Картофельное мыло и мыло для посуды
Лимонная кислота
Химикаты для удаления ржавчины
Некоторые из них могут показаться немного странными, но мы рассмотрим их все и выясним, какой метод больше всего подходит для вас!
Белый уксус
Белый уксус — один из тех предметов домашнего обихода, которые, кажется, можно использовать практически для чего угодно!
Лучше всего использовать этот метод на поверхностях со значительной ржавчиной, особенно если предмет можно погружать в воду.
Очень эффективное средство для удаления ржавчины, так как ржавчина просто вступает в реакцию с уксусом и растворяется. Если предмет, с которого вы удаляете ржавчину, достаточно мал, чтобы его можно было погрузить в ванну с белым уксусом, просто оставьте его там на несколько часов, а затем сотрите пасту.
Однако, если объект слишком велик и его нельзя погружать в воду, просто налейте белый уксус на поверхность и дайте ему время подействовать.
Вы также можете использовать кусок стальной ваты, проволочную щетку или даже алюминиевую фольгу, смоченную уксусом, и вытереть ржавчину.
При необходимости этот процесс можно повторить.
Если вы довольны результатом, просто промойте его водой с мылом и дайте высохнуть.
Известь/лимон и соль
Это еще один эффективный и дешевый способ удаления ржавчины.
Лучше всего использовать этот метод на очень легких ржавых поверхностях. Отлично подходит для таких вещей, как кухонные ножи, из-за характера используемых продуктов.
Все, что вам нужно сделать, это покрыть ржавую поверхность слоем соли. Затем выдавите на соль лайм/лимон. Будьте щедры с обоими продуктами и дайте от 2 до 4 часов рабочего времени.
Наконец, соскребите смесь. Сначала мы рекомендуем использовать остатки кожуры, чтобы удалить смесь, но если вам нужна дополнительная помощь, вы можете использовать стальную мочалку или проволочную щетку.
Этот процесс можно безопасно повторить при необходимости.
Смыть остатки смеси водой с мылом и дать высохнуть.
Пищевая сода
Еще один продукт домашнего обихода, который, похоже, используется для самых разных целей – пищевая сода!
Лучше всего использовать метод пищевой соды для предметов, которые имеют менее сильную ржавчину и тонкие металлы.
Сначала добавьте небольшое количество воды в разрыхлитель, чтобы получилась густая паста. Убедитесь, что паста густая, так как если она будет жидкой или растекающейся, это повлияет на ее эффективность.
Равномерно распределите пасту по металлу и оставьте на час или два. Затем с помощью стальной мочалки или проволочной щетки соскребите пасту.
Этот процесс можно повторять до тех пор, пока ржавчина не удаляется при каждом применении. Если ржавчина перестанет удаляться вместе с пастой, возможно, вам придется использовать другой метод.
Наконец, смойте остатки пасты водой с мылом и дайте высохнуть.
Мыло для картофеля и посуды
Да, вы правильно прочитали; картофель и средство для мытья посуды. Хотя это звучит немного безумно, есть причина, которая имеет большой смысл.
Этот метод лучше всего использовать при незначительной ржавчине в легкодоступных местах.
Картофель содержит так называемую «щавелевую кислоту» — соединение, которое отлично очищает и удаляет ржавчину!
Картофель в сочетании с средством для мытья посуды используется для удаления жира и грязи.
Просто разрежьте картофелину пополам и положите срезом в емкость с моющим средством. Оставьте на несколько минут, чтобы мыло впиталось.
Затем просто положите мыльную сторону картофеля на поверхность и оставьте на час или два, чтобы произошла химическая реакция.
Когда будете готовы продолжить, потрите участок картофелем, чтобы удалить ржавчину. При необходимости используйте стальную мочалку или проволочную щетку, чтобы удалить более стойкую ржавчину.
Наконец, промойте область водой и дайте ей высохнуть.
Этот процесс можно безопасно повторить при необходимости.
Забавный факт; Зеленый лук и петрушка на самом деле содержат больше щавелевой кислоты, чем картофель, но, очевидно, их гораздо труднее использовать!
Лимонная кислота
Другим способом эффективного удаления ржавчины является использование лимонной кислоты.
Лучше всего использовать этот метод при более сильной ржавчине, которую можно легко покрыть водой.
Имейте в виду, что этот конкретный метод удалит краску или другие покрытия с поверхности. Мы рекомендуем использовать один из других вариантов, перечисленных выше, если вы хотите избежать этого.
Чтобы использовать метод лимонной кислоты, просто создайте ванну из нескольких дюймов горячей воды и добавьте 2–3 столовые ложки.
Погрузите ваш предмет в воду и оставьте на несколько часов (можно даже на ночь, если необходимо).
Затем выньте изделие из раствора, соскребите отслаивающуюся ржавчину стальной мочалкой или проволочной щеткой, промойте и дайте высохнуть.
Химикаты для удаления ржавчины
Некоторые из этих типов химикатов очень сильнодействующие, и при их использовании следует соблюдать крайнюю осторожность.
Мы рекомендуем сначала попробовать один из вышеупомянутых методов, прежде чем использовать химикаты.
Наиболее часто используемым реагентом для удаления ржавчины является фосфорная кислота. Раствор создает химическую реакцию при нанесении на ржавчину, превращая ее в водорастворимое соединение, которое можно быстро и легко стереть.
Этот тип химикатов быстро действует и очень эффективен, но важно знать, что он очень токсичен. Если вы выберете этот метод, обратите особое внимание на то, какое химическое вещество присутствует в продукте, и внимательно следуйте инструкциям.
При использовании этих типов химикатов вам необходимо носить перчатки, маску, достаточно тесную обувь, футболку с длинными рукавами и длинные брюки.
Удаление ржавчины с террасы
У нас есть истории успеха, когда наши клиенты использовали Net-Trol для удаления ржавчины с плитки террасы.
Net-Trol — это очиститель и отбеливатель на водной основе, который можно использовать на многих поверхностях, включая камень, цемент, дерево и пластик.
Не содержит отбеливателя или хлора, поэтому не наносит вреда вашим поверхностям, растениям или кустарникам, что позволяет безопасно использовать его в вашем саду.
Прочтите нашу предыдущую запись в блоге, где мы говорим обо всем этом.
Теперь, когда ржавчина удалена, необходимо защитить ее от повторного появления.
Если вы планируете покрасить недавно отреставрированную поверхность, почему бы не попробовать Owatrol CIP?
Что такое Owatrol CIP?
Owatrol CIP – это антикоррозийный грунт, который можно покрывать любым типом краски. Он содержит антикоррозионные свойства масла Owatrol Oil , которые позволяют ему стабилизировать поверхность, проникая глубоко в основание, вытесняя излишнюю влагу и воздух, образуя прочный стабильный слой.
Прост в использовании и может использоваться как на новых, так и на ржавых поверхностях, как внутри, так и снаружи. CIP обладает отличной адгезией, что позволяет ему исключительно хорошо работать с чистой, блестящей сталью — обычно трудно поддающейся покрытию поверхности.
Он также не разрушается даже при нанесении на него красок и финишных покрытий с высоким содержанием растворителя, что делает его идеальным для использования в качестве грунтовки для двухкомпонентных красок.
Повышенная защита от коррозии и прочная поверхность CIP делают его идеальным для использования в экстремальных климатических условиях, таких как морская среда и тропические районы.
Вот и все! Мы надеемся, что вы узнали что-то новое и теперь готовы бороться с этой ржавчиной!
Как всегда, если у вас есть какие-либо советы или советы, не стесняйтесь оставлять комментарии ниже — мы рады услышать от вас!
Кислоты и растворы на водной основе для удаления промышленной ржавчины
Если вы работаете с железными или стальными деталями или оборудованием, вам почти наверняка приходилось иметь дело с ржавчиной. Ржавчина может испортить необходимые вам металлические детали, вызвать неисправность оборудования и создать угрозу безопасности. В течение дня не хватает времени, чтобы отшлифовать и счистить ржавчину, но вам все еще нужно, чтобы ваши металлические детали и оборудование были в отличной форме. В этом посте мы объясним, как работают различные типы промышленных кислот и растворов на водной основе для удаления ржавчины, чтобы вы могли найти лучший продукт для своих нужд.
Что такое ржавчина?
Ржавчина возникает при окислении железа и других черных (содержащих железо) металлов. Когда кислород, вода и железо встречаются, происходит тонкий и невидимый химический процесс, который заставляет электроны двигаться и превращает железо в оксид железа, также известный как ржавчина. Соленая вода в прибрежных районах или из соли зимних дорог, а также кислотные дожди в некоторых городских или промышленных районах являются известными факторами, ускоряющими окисление.
Все ли металлы ржавеют?
Окисление — это один из видов коррозии металлов, и многие металлы страдают от окисления. Однако ржавчина характерна для металлов, содержащих железо, к которым относятся все виды железа (кованое железо, чугун) и стали (углеродистая сталь, нержавеющая сталь). Другие цветные металлы, такие как алюминий, медь или свинец, могут подвергаться коррозии, но на самом деле они не ржавеют.
Что это означает для промышленного удаления ржавчины? Понимание того, что вызывает ржавчину, может помочь понять, как от нее избавиться, какие методы работают лучше других и почему.
Как работает средство для удаления ржавчины?
Подобно образованию ржавчины, промышленные кислоты для удаления ржавчины используют химические процессы для удаления ржавчины. Для удаления ржавчины можно использовать механические процессы, такие как очистка или шлифование/пескоструйная обработка, но они являются трудоемкими и требуют много времени. В этом посте мы расскажем о промышленных кислотах для удаления ржавчины и растворах на водной основе.
Различные продукты для удаления ржавчины используют разные методы для удаления ржавчины, и они будут иметь разные эффекты и риски.
Промышленное удаление ржавчины для удаления ржавчины с труб, арматуры или механически обработанных деталей включает все следующие методы:
Сильные кислоты и щелочи щелочи, реагируют с ржавчиной и растворяют ее. Однако эти едкие химикаты разъедают и большинство других веществ, и работать с ними очень опасно.
Слабые кислоты : Слабые кислоты, такие как щавелевая кислота или ЭДТА, реагируют с ржавчиной менее интенсивно, чем сильные кислоты, с несколько иной реакцией. Эти слабые кислоты менее едкие, с ними безопаснее работать, и их легко утилизировать.
Растворы на водной основе : Бескислотные растворы на водной основе используют другой химический процесс, чтобы конкретно реагировать с ржавчиной и удалять ее, не затрагивая основной металл. Они являются наиболее безопасным вариантом для работы.
Электролиз : Электролиз ускоряет химические реакции и уничтожает ржавчину за счет подачи электрического тока в реакцию. Это также может быть опасно и может производить токсичные химические вещества и пары.
Механический : Металлические детали можно чистить и подвергать пескоструйной очистке для механического удаления ржавчины. Это тяжелая работа, которая может создать заметные неровности, которые повлияют на функцию или внешний вид детали или оборудования.
Узнайте больше о бескислотных, биоразлагаемых и экологически безопасных средствах для удаления ржавчины от ARMOR
Средство для удаления ржавчины ARMOR Metal Rescue »
Что лучше всего растворяет ржавчину?
Существует множество промышленных продуктов для удаления ржавчины, которые могут подойти для ваших металлических деталей или оборудования, и то, что лучше всего растворяет ржавчину, зависит от нескольких факторов. Тяжесть или уровень ржавчины, тип металлической детали, размер и форма детали, количество деталей и тип имеющегося у вас оборудования — все это влияет на то, что лучше растворяет ржавчину. Важно учитывать безопасность, утилизацию раствора для удаления ржавчины, время и другие факторы.
Как действуют сильные кислоты для удаления промышленной ржавчины?
Сильные кислоты и сильные щелочи могут быстро удалить ржавчину, однако эти едкие химикаты представляют много рисков для здоровья и безопасности и требуют от пользователя соблюдения строгих мер предосторожности. Сильные кислоты растворяют ржавчину, но они также растворяют краску, отделку, а иногда и сам металл. Соляная кислота (которую также называют соляной кислотой в разбавленной форме), а также фосфорную и серную кислоты можно использовать в составах для удаления ржавчины с использованием сильных кислот. Это минеральные кислоты, и они очень агрессивны, особенно в концентрированных формах. Сильные щелочи действуют аналогичным образом, но на противоположном конце спектра рН.
Сильные кислоты растворяют ржавчину. Многие продукты для удаления ржавчины на кислотной основе представляют собой гелевые составы. После нанесения, если гель остается на металле слишком долго, он начнет его растворять, вызывая точечную коррозию. В то время как минеральные кислоты очищают внешний слой ржавчины, они также переводят нижележащий металл в реактивное состояние, делая его восприимчивым к «мгновенной ржавчине», если он не будет герметизирован или нейтрализован каким-либо иным образом.
Безопасны ли сильные кислоты для удаления ржавчины?
Даже если минеральные кислоты растворены в воде или других веществах, с ними опасно работать, они могут серьезно повредить кожу, вызвать раздражение легких и вызвать другие проблемы со здоровьем без надлежащих мер предосторожности. Эти химические вещества вызывают коррозию и токсичны, поэтому их необходимо безопасно утилизировать, особенно в больших количествах.
Промышленные средства для удаления ржавчины, содержащие сильные кислоты, идеально подходят для решения серьезных проблем, связанных с ржавчиной, которые необходимо быстро устранить. Тем не менее, эти продукты должны быть тщательно проверены и тщательно соблюдать меры предосторожности. Надлежащая вентиляция, защитные очки, перчатки и осторожное нанесение необходимы для защиты пользователей.
Как действуют слабые кислоты для удаления промышленной ржавчины?
Несмотря на свое название, слабая кислота не означает слабой реакции. Поскольку слабые кислоты встречаются в природе в окружающей среде, они гораздо менее токсичны, чем перечисленные выше минеральные кислоты. Существует множество слабых кислот, которые реагируют со ржавчиной и удаляют ее, и каждая из них действует по-своему. Дубильная кислота, щавелевая кислота, лимонная кислота и этилендиаминтетрауксусная кислота (ЭДТА) могут использоваться в качестве промышленного средства для удаления ржавчины. Эти кислоты встречаются в природе в орехах, овощах и фруктах или используются в качестве добавки в лекарства и продукты питания.
Слабые кислоты используют процесс, аналогичный сильным кислотам, за исключением того, что их реакция более постепенная и менее летучая. Хотя слабые кислоты все еще могут быть вредными в концентрированных формах, они далеко не так опасны, как минеральные кислоты. Промышленные средства для удаления ржавчины с использованием слабых кислот обычно используются в виде ванн или гелей.
Безопасны ли слабые кислоты для удаления ржавчины?
Слабые кислоты, такие как щавелевая кислота, могут быть опасны в высококонцентрированной форме, но они природного происхождения и содержат углерод, поэтому они менее токсичны и менее агрессивны, чем минеральные кислоты. Тем не менее, при работе со слабыми кислотами требуется осторожность, поскольку они по-прежнему представляют угрозу безопасности как для человека, так и для окружающей среды. Поскольку химический процесс отличается от минеральных кислот, щавелевая кислота и другие слабые кислоты снижают риск мгновенного ржавления металла, однако риск все же остается.
Как работают бескислотные растворы на водной основе для удаления промышленной ржавчины?
Не только кислоты способны удалять ржавчину. Бескислотные промышленные средства для удаления ржавчины на водной основе используют несколько иной химический процесс, чтобы конкретно реагировать с ржавчиной и удалять ее с металла. В то время как кислоты разрушают и растворяют ржавчину, бескислотные средства для удаления ржавчины на водной основе удаляют ржавчину или снимают ее с металла. Этот процесс обычно осуществляется за счет хелатирования.
Хелатирование заставляет молекулы раствора для удаления ржавчины связываться с ржавчиной и вытягивать ее из основного металла в подложку. Часто это связано с использованием ванны для удаления ржавчины. Ржавые металлические детали замачивают в ванне, позволяя раствору вытягивать или поднимать ржавчину с металла в ванну, и ржавые детали выходят чистыми. Эти промышленные продукты для удаления ржавчины также предлагаются в форме геля.
Безопасны ли бескислотные растворы на водной основе для удаления ржавчины?
Бескислотные растворы на водной основе являются одними из самых безопасных продуктов для удаления ржавчины как для человека, так и для окружающей среды. В бескислотных растворах на водной основе используются специальные формулы для ускорения реакции удаления ржавчины, поэтому их следует использовать с осторожностью, но бескислотные продукты на водной основе, как правило, не выделяют дыма и безвредны при контакте с кожей. Для безопасного, экологически чистого удаления ржавчины, а также высокоэффективного удаления ржавчины, бескислотные растворы на водной основе часто являются лучшим вариантом. Также они являются одним из самых безопасных вариантов поверхности металла.
Узнайте больше о чистых, безопасных и простых в использовании средствах для удаления ржавчины от ARMOR
Средство для удаления ржавчины ARMOR Metal Rescue »
Какое средство для удаления ржавчины следует использовать?
Теперь, когда вы немного знакомы с тем, как работают различные промышленные средства для удаления ржавчины, вам будет легче выбрать правильный. Посмотрите на активные ингредиенты, а также на рекомендуемые меры безопасности и меры предосторожности при утилизации, чтобы узнать, используются ли в продукте сильные кислоты, слабые кислоты или бескислотный состав на водной основе.
Высокотемпературная и низкотемпературная пайка | Сварка и сварщик
Пайка — это процесс получения неразъемного соединения материалов в твердом состоянии при нагреве ниже температуры их плавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем с последующей кристаллизацией жидкой фазы и образованием спая.
Преимущества пайки как технологического процесса и преимущества паяных соединений обусловлены главным образом возможностью формирования паяного шва ниже температуры плавления соединяемых материалов. Такое формирование шва происходит в результате контактного плавления паяемого металла в жидком припое, внесенном извне (пайка готовым припоем), либо восстановленным из солей флюса (реактивно-флюсовая пайка), либо образовавшемся при контактно-реактивном плавлении паяемых металлов, контактирующих прослоек или паяемых металлов с прослойками (контактно-реактивная пайка). В отличие от автономного плавления (одностадийного процесса, протекающего в объеме при температуре, равной или выше температуры солидус соединяемых материалов), контактное плавление того же материала протекает при контактном равновесии по поверхности контакта с твердым, жидким, газообразным телом, иными по составу. Это многостадийный процесс, протекающий по разным механизмам; жидкая фаза при контактном плавлении твердого тела образуется ниже его температуры солидус.
Пайка обеспечивает получение бездефектных, прочных и работоспособных в условиях длительной эксплуатации, паяных соединений, если учтены физико-химические, конструктивные, технологические и эксплуатационные факторы.
Возможность образования спая между паяемым металлом и припоем характеризуется паяемостью, т.е. способностью паяемого металла вступать в физико-химическое взаимодействие с расплавленным припоем и образовывать паяное соединение. Практически пайкой можно соединить все металлы, металлы с неметаллами и неметаллы между собой. Необходимо только обеспечить такую активацию их поверхности, при которой стало бы возможным установление между атомами соединяемых материалов и припоя прочных химических связей.
Для образования спая необходимым и достаточным является смачивание поверхности основного металла расплавом припоя, что определяется возможностью образования между ними химических связей. Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Паяемость того или иного материала нельзя рассматривать как способность его подвергаться пайке различными припоями. Можно рассматривать только конкретную пару, и в конкретных условиях пайки. Важным моментом в оценке паяемости, как физической, так и технической, является правильный выбор температуры пайки, которая нередко является решающим фактором не только для обеспечения смачивания припоем поверхности металла, но и дополнительным важным резервом повышения свойств паяных соединений. При оценке паяемости нужно учитывать температурный интервал активности флюсов.
Паяльный флюс — это активное химическое вещество, предназначенное для очистки и защиты поверхности паяемого металла и припоя, в первую очередь, от окисных пленок. Однако флюсы не удаляют посторонние вещества органического и неорганического происхождения (лак, краску). Механизм флюсования флюсами, самофлюсующими припоями, контролируемыми газовыми средами, в вакууме, физико-механическими средствами может выражаться:
1. В химическом взаимодействии между основными компонентами флюса и окисной пленкой, образующиеся при этом соединения растворяются во флюсе, либо выделяются в газообразном состоянии; 2. В химическом взаимодействии между активными компонентами флюса и основным металлом, в результате происходит постепенный отрыв окисной пленки от поверхности металла и переход ее во флюс; 3. В растворении окисной пленки во флюсе; 4. В разрушении окисной пленки продуктами флюсования; 5. В растворении основного металла и припоя в расплаве флюса.
Окисные флюсы взаимодействуют преимущественно с окисной пленкой. Основой флюсования галоидными флюсами является реакция с основным металлом. Для повышения активности оксидных флюсов вводят фториды и фторборы, в результате одновременно с химическим взаимодействием между окислами происходит растворение окисной пленки во фторидах.
К активным газовым средам относятся газообразные флюсы, которые работают самостоятельно или как добавка в нейтральные или восстановительные газовые среды для повышения их активности. При пайке металлов в активных газовых средах удаление окисной пленки с поверхности основного металла и припоя происходит в результате восстановления окислов активными компонентами сред или химического взаимодействия с газообразными флюсами, продуктами которого является летучие вещества или легкоплавкие шлаки, к восстановительным средам относятся водород и газообразные смеси, содержащие водород и окись углерода в качестве восстановителей окислов металлов.
В качестве нейтральных газовых сред используют азот, гелий и аргон, роль газовой среды сводится к защите металлов от окисления. Как газовая среда вакуум защищает металлы от окисления и способствует удалению с их поверхности окисной пленки. При пайке в вакууме, в результате разрежения, парциальное давление кислорода становится ничтожно малым и, следовательно, уменьшается возможность окисления металлов. При высокотемпературной пайке в вакууме создаются условия для диссоциации окислов некоторых металлов.
По условиям заполнения зазора способы пайки разделяются на капиллярные и некапиллярные.
Капиллярная пайка по методу образования спая разделяется на пайку готовым припоем, контактно-реактивную, диффузионную и реактивно-флюсовую. При капиллярной пайке расплавленный припой заполняет зазор между паяемыми деталями и удерживается в нем под действием капиллярных сил. Капиллярная пайка, при которой используется готовый припой и затвердевание шва происходит при охлаждении, называется пайкой готовым припоем. Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов.
Диффузионной называется капиллярная пайка, при которой затвердевание шва происходит выше температуры солидус припоя без охлаждения из жидкого состояния. Припой, применяемый при диффузионной пайке, может быть полностью или частично расплавленным, может образовываться при контактно-реактивном плавлении соединяемых металлов с одной или несколькими прослойками других металлов, нанесенных гальваническими способами, напылением или уложенных в зазор между соединяемыми деталями, или в результате контактного твердо-газового плавления. Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений.
При реактивно-флюсовой пайке припой образуется в результате восстановления металла из флюса или диссоциации одного из его компонентов. В состав флюсов при реактивно-флюсовой пайке входят легковосстанавливаемые соединения. Образующиеся в результате реакции восстановления металлы в расплавленном состоянии служат элементами припоев, а летучие компоненты реакции создают защитную среду и способствуют отделению окисной пленки от поверхности металла.
Некапиллярная пайка разделяется на пайку-сварку и сварку-пайку. Пайко-сварка относится к процессам исправления дефектов в чугунных, алюминиевых и др. деталях, выравнивания поверхности, устранения вмятин, т.е. заливку расплавленным припоем с использованием технических возможностей низко- и высокотемпературной пайки. Обычно используется для изделий из чугуна и выполняется припоями из латуни с добавлением кремния, марганца, аммония. Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.
При капиллярной пайке используются нахлесточные, стыковые, косостыковые, тавровые, угловые, соприкасающиеся соединения. Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы:
1. Применение пайки наиболее эффективно в тонкостенных конструкциях, толщиной не более 10 мм; 2. Производительность технологического процесса пайки оказывается часто более высокой; 3. Паяные соединения вызывают, как правило, меньшие остаточные деформации; 4. Паяные конструкции в большинстве случаев имеют меньшую концентрацию напряжений по сравнению со сварными.
Прочность паяных соединений определяется также влиянием дефектов, которые могут образовываться при несоблюдении оптимальных условий и режима пайки. Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи.
Все дефекты сплошности в паяных соединениях разделяются на дефекты, связанные с заполнением жидким припоем капиллярных зазоров, и дефекты, возникающие при охлаждении и затвердевании паяных швов. Возникновение первой группы дефектов определяется особенностями движения расплавов припоев в капиллярном зазоре (поры, непропаи). Другая группа дефектов появляется из-за уменьшения растворимости газов в металле при переходе из жидкого состояния в твердое (газо-усадочная пористость). К этой группе относится также пористость кристаллизационного и диффузионного происхождения.
Трещины в паяных швах могут возникнуть под действием напряжений и деформаций металла изделий или шва в процессе охлаждения. Холодные трещины возникают в зоне спаев при образовании прослоек хрупких интерметалидов. Горячие трещины образуются в процессе кристаллизации; если в процессе кристаллизации скорость охлаждения высока и возникающие при этом напряжения велики, а деформационная способность металла шва мала, то возникают кристаллизационные трещины. Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
Инструкция по пайке сталей. Пайка высокотемпературными припоями узлов агрегатов
Назначение
Инструкция является руководством по пайке сталей: конструкционных, коррозионностойких (нержавеющих) и жаропрочных высокотемпературными твердыми серебрянными припоями ПСр40; ПСр МИН63; ПСр21,5; и медными припоями ВПР1; ВПР4 и их импортными аналогами газовыми горелками, а также в камерных печах и печах с вакуумной средой.
Оборудование и материалы
2.1 Горелка газовая ГОСТ 1077-79 2.2 Электропечь камерная с температурой до 1300 градусов 2.3 Вакуумная печка типа СНВ 2.4 Необходимые приспособления для установки и фиксации деталей 2.5 Ацетон ГОСТ 2603-79 2.6 Аргон чистый класса «А» ГОСТ 10157-79 2.7 Пинцет
ТВЕРДЫЕ ПРИПОИ И ФЛЮСУЮЩИЕ ВЕЩЕСТВА
3.1 Для пайки применять припои, указанные в табл.
Марка
припоя
Температура пайки оС
ПСр40 ГОСТ 19738-74
19746-74
650-670
ПСрМИН63
800-820
ПСр21.5
1080
ВПР1
1130
ВПР4
1050
3.2 Термообработка припоя производится в случае целесообразности, если припой недостаточно пластичен. 3.3 Для пайки применять перечисленные виды флюсов: • ПВ200 для пайки припоями ПСр21,5 и ВПР1; • ПВ201 для ПСр40 и ПСрМИН63; • Калий тетрафторборат (КВF2) ГОСТ 9532-75 для пайки ПСр21,5 и ВПР1 в нейтральной среде.
Читайте статью «Как приготовить флюс своими руками»
4 ПОДГОТОВКА ПОВЕРХНОСТИ ДЕТАЛЕЙ И ПРИПОЯ
4.1 Размер зазоров должен быть, как правило, от 0,7 до 0,15мм для соединений типа «телескоп» и до 0,2 мм для других соединений (нахлесточных, стыковых, тавровых) Допускается уменьшение зазора в соединении типа «телескоп», если это вызвано особенностями конструкции узла. 4.2 Поверхности, подлежащие пайке, должны быть доведены до шероховатости не ниже 2,5. 4.3 На цементированных изделиях, после снятия медного покрытия, поверхности под пайку должны быть зачищены механически до чистого металла. 4.4 Наличие фаски в месте формирования галтели при печной пайке необходимо исключить. Кромки разделки в которой размещается паяемая деталь, должны притупляться радиусом ±0,1 мм. 4.5 Присутствие цветов побежалости и коррозии на паяемых поверхностях узлов после мех. обработки не допускается 4.6 Детали, поступающие на пайку, должны быть промыты. 4.7 Непосредственно перед пайкой обезжирить детали, входящие в узел и припой в ацетоне или другом растворителе и посушить на воздухе 10-15 мин. Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
5 ПОДГОТОВКА ОБОРУДОВАНИЯ И ОСНАСТКИ
5.1 При пайке в камерной печи в аргоне внутренняя поверхность контейнера должна быть очищена от грязи и очищена путем промывки ацетоном или др. растворителем. 5.2 Вакуумная печь перед загрузкой узлов под пайку должна быть очищена от грязи и масла согласно руководству по эксплуатации. 5.3 Оснастка должна быть перед пайкой промыта в ацетоне или др. растворителе. В случае наличия рыхлых окисных пленок допускается обдувка оснастки электрокорундом или гидрохонингом. 5.4 При пайке в нейтральной среде перед запуском аргона в печь систему трубопроводов продуть аргоном. Смена баллонов в процессе пайки запрещается.
6 СБОРКА
6.1 Сборку узлов производить в приспособлениях обеспечивающих требуемое положение деталей и исключающих напряжения в зоне пайки. 6.2 Фиксацию припоя производить на машинах контактной сварки при помощи сварочного пистолета или сварочных клещей.
7 ПАЙКА
а) Пайка газовой горелкой 7.1 Развести флюс в Н2О или в спирте до пастообразного состояния, затем покрыть соединяемые поверхности. 7.2 Припой покрыть флюсом, разведенным в Н2О или в спирте и обсыпать порошком флюса В процессе нагрева необходимо наблюдать за тем, чтобы поверхность металла у места зазора не оголялась от флюса и, при необходимости, делать подсыпку порошка флюса. 7.3 Нагреть паяемый участок до температуры, указанной в таблице выше. Температура при пайке контролируется зрительно по началу плавления припоя. Нагрев зоны соединения производить равномерно по всей длине соединения, не допуская перегрева. При пайке деталей с разной толщиной стенок прогревать сначала более массивные детали. 7.4 Не допускать контакта флюса с пламенем более 4-5 минут из-за возможности потери им флюсующих свойств. Оптимальное время нагрева флюса при пайке в газовом пламени 20-60 сек.
7.5 В процессе пайки до полного охлаждения узел подвергать механическому воздействию воспрещается.
7.6 При необходимости для предохранения внутренней поверхности труб от чрезмерного окисления, на внутреннюю поверхность трубы нанести флюс или пропускать внутрь аргон.
При пайке трубу в зоне соединения располагать, по возможности, вертикально. Арматура должна находиться снизу.
7.7 Нагартованные детали из стали типа 12Х18Н9Т перед пайкой подвергать отжигу (детали из труб после гибки)
7.8 Подгибка трубопроводов после пайки не рекомендуется и совершенно не разрешается на расстоянии меньшем 20 мм от места пайки. Наплывы припоя на ниппеле разрешается запиливать.
б) Пайка в камерной печи
7.9 Производить в герметичных контейнерах со стальным колпаком-экраном в атмосфере аргона.
7.10 Флюсы 200, 201, 209 разводятся в воде до пастообразного состояния и наносятся тонким слоем, затем просушиваются в течение 10-15 мин. Порошок тетрафторбората калия засыпается в контейнер. Количество флюса, температура, время выдержки, расход аргона, скорость нагрева и охлаждения оговаривается в технологии.
7.12 Контроль температуры производить термопарой, вводимой внутрь контейнера.
Горячий спай термопары должен быть помещен, по возможности, как можно ближе к поверхности паяемого изделия.
7.13 Детали охлаждать под потоком аргона до комнатной температуры. Допускается обдув контейнера сжатым воздухом с целью уменьшения времени охлаждения.
в) Пайка в вакуумной печи
7.14 Производить преимущественной в среде аргона.
7.15 Собранный узел в приспособлении поместить на поддон печи, закрыв его колпаком-экраном из стали типа 12Х18Н10Т.
7.16 Пайка в среде аргона выполняется по следующей схеме:
Продуть систему трубопроводов до вакуумного крана аргоном
Откачать из печи воздух до остаточного давления, указанного в технологии. Разрешается промывка камеры аргоном, заключающаяся в следующем: откачка до 10-3мм рт. ст., заполнение газом и снова откачка до требуемого разряжения.
Подать в камеру печи газообразный аргон. Подачу вести непрерывно в течение 8-10 мин.
Включить нагрев и произвести пайку.
7.18 Контроль температуры выполняют при помощи термопары с записью на самописце. Горячий спай термопары должен быть помещен как можно ближе к поверхности паяемого узла. Допускается замер температуры в камере при условии учета экспериментально определенной разницы температур на поверхности изделия и в камере.
8 УДАЛЕНИЕ ОСТАТКОВ ФЛЮСА
В горячей, затем в холодной проточной воде с последующей обдувкой гидрохонингом.
9 КОНТРОЛЬ ШВОВ
9.1 Контроль состояния узлов должен проводиться на всех этапах тех.процесса подготовки поверхностей, сборки и пайки, введения флюса и припоя, устранения остатков флюса после пайки.
9.2 Применяемые материалы должны быть ГОСТированны или иметь ТУ. Следить за сроком годности флюса.
9.3 Применять следующие виды контроля:
а) внешний осмотр;
б) рентгенографический анализ;
в) проверка узлов на прочность и герметичность;
г) металлография;
9. 4 Внешнему осмотру подвергать 100% узлов с помощью увеличительного стекла 4-7 кратного увеличения.
Осматривать нужно паяный шов и зону, примыкающего к нему основного металла на расстоянии не менее 10 мм.
9.5 Шов должен быть чистым, без пористости, раковин, свищей, непропаев, посторонних включений, остатков флюсов и т.д. при условии, что припой заполнил зазор и образовал галтель.
10 ИСПРАВЛЕНИЕ ДЕФЕКТОВ
10.1 Недопустимые непропаи, поры, раковины и др. дефекты устранять подпайкой не более 2-х раз тем же припоем, которым проводилась пайка или с более низкой температурой плавления.
Международный микроволновый симпозиум (IMS) (21-23 июня) – это ведущая ежегодная международная встреча технологов, занимающихся всеми аспектами теории и практики микроволнового излучения. Он состоит из целой недели мероприятий, включая презентации технических документов, семинары и учебные пособия, а также многочисленные социальные мероприятия и возможности для общения.
Подробнее
Когда жизнь дает вам люмены, сделайте светодиодную пасту!
03 мая 2022 by Jenny Gallery | View Bio
AuLTRA™ 3.2 и AuLTRA™ 5.1 представляют собой пасты AuSn для пайки оплавлением воздухом или азотом, специально разработанные для более высоких температур обработки и требований сборки, необходимых для массивов мощных светодиодных модулей. Эти паяльные пасты AuSn обеспечивают стабильную печать и оплавление, а также исключительное смачивание и низкий уровень пустот. Паяльные пасты AuLTRA™ 3.2 и AuLTRA™ 5.1 доступны со следующими составами сплавов: 80Au/20Sn, 79Au/21Sn, 78Au/22Sn и 77Au/23Sn, а также размеры порошка от 2 до 7SGS.
Подробнее
SPIE Photonics West 2022
19 января 2022 г. by Jenny Gallery | View Bio
Indium Corporation продвигает новые специализированные продукты: AuLTRA™75 , AuLTRA™ ThInFORMS™ и AuLTRA™ Fine Ribbon , по адресу: SPIE, 2 января, Калифорния, США 27).
Подробнее
2021 Space Tech Expo
24 сентября 2021 г. автор Галерея Дженни | Посмотреть биографию
Приходите посмотреть на новые материалы AuLTRA™75, AuLTRA™ ThInFORMS™ и термоинтерфейсы Indium Corporation на выставке Space Tech Expo в Лонг-Бич, Калифорния, 6–8 октября 2021 г.
Подробнее
«Да, вы , вы делаете украшения?
27 окт. 2020 г. by Jenny Gallery | View Bio
Продолжая оставаться ведущим производителем и поставщиком материалов для пайки, Indium Corporation в настоящее время производит и поставляет материалы для изготовления ювелирных изделий. Эти материалы доступны в 9Золотое зерно 9,99%, розовое, фиолетовое и красное золото.
Подробнее
Просмотреть все сообщения в блоге Закрыть
Indium Corporation является ведущим новатором в области связующих и припоев на основе золотых и серебряных сплавов для высокотемпературных и высоконадежных применений, таких как крепление штампов и герметизация, в различных отраслях, включая автомобильную, радиочастотную инфраструктуру, военную, лазерную и аэрокосмическую.
Имея в наличии более 200 сплавов, мы предлагаем сплавы для температур до 1100 ° C. Предлагая альтернативу традиционным вариантам с высоким содержанием свинца, корпорация Indium в настоящее время предлагает и постоянно разрабатывает новые бессвинцовые решения, такие как золотые припои, спекание, преформы и технологии сплавов с новыми системами флюсов
Высокотемпературные продукты
Бессвинцовые варианты от Indium Corporation
Золотые припои
Сплавы на основе золота обеспечивают высокую прочность сцепления, отличную коррозионную стойкость и стойкость к окислению, а также хорошую тепло- и электрическую передачу в месте пайки.
Продукты для спекания
Пасты для спекания серебра QuickSinter ® Indium Corporation представляют собой материалы с высоким содержанием металла, предназначенные для легкого применения в процессе дозирования без замены оборудования для напыления. Пасты также могут использовать быстрые процессы спекания, подобные оплавлением (RFL), для образования прочных соединений на многих стандартных отделках выводных рамок, DBC и IPM, и они будут прочно связываться с кристаллами с поверхностями Ag, Au или Cu.
Жаропрочные сплавы на основе серебра
Высокая тепло- и электропроводность, очень хорошая капиллярность в соединениях и хорошая стойкость в приложениях с большими нагрузками и с несоответствиями КТР.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Атрибуты
Сплавы
Температура
Сплавы на основе золота
Сильная прочность сцепления, отличная стойкость к коррозии и окислению, а также хорошая тепловая и электрическая передача в месте пайки.
1064 ° С Эвтектика Солидус 451 ° С / Ликвидус 485 ° С 363 ° С Эвтектика 356 ° C Eutectic Solidus 278 ° C / Liquidus 332 ° C Solidus 278 ° C / Liquidus 301 ° C Solidus 278 ° C / Liquidus 289 ° C 280 ° С Эвтектика
Сплавы на основе серебра
Высокая тепло- и электропроводность, очень хорошо проникает в соединения и хорошо выдерживает нагрузки в приложениях с большими нагрузками и с несоответствием коэффициента теплового расширения.
962 ° C Эвтектика 780 ° C Эвтектика Солидус 685 ° C / Ликвидус 730 ° C
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Стандартные материалы
Комментарии
Сн
Аг
Сб
Золото
Би
Гэ
Солидус (°С)
Ликвидус (°С)
Низкое использование Tj IGBT
96,5
3,5
221°С
Эвтектика
Также известен как «J-сплав»
65
25
10
233°С
Эвтектика
Обычно используется в процессах ступенчатой пайки
95
5
237°С
240°С
Максимально возможное содержание Sb в стандартной проволоке Sn/Sb
91,5
8,5
241°С
248°С
Обычно используется в процессах ступенчатой пайки
90
10
243°С
257°С
Самый высокоплавкий сплав Sn/Sb
86
14
Очень плохая способность к пайке
11
89
262°С
360°С
Очень высокая прочность на растяжение и тепло/электропроводность
20
80
280°С
Эвтектика
Используется для крепления матрицы с очень высоким Tj, например SiC
88
12
356°С
Эвтектика
Сопутствующие товары
Золотые припои
Золотые преформы
Золотая паста
QuickSinter ®
Технология пайки для работы при высоких и сверхвысоких температурах.
(Конференция)
Технология пайки для работы при высоких и сверхвысоких температурах. (Конференция) | ОСТИ.GOV
перейти к основному содержанию
Полная запись
Другие родственные исследования
Аннотация не предоставлена.
Авторов:
Вианко, Пол Т.;
Килго, Элис С .;
Реджент, Джером А.
Дата публикации:
Исследовательская организация:
Национальная лаборатория Сандия. (SNL-NM), Альбукерке, Нью-Мексико (США)
Организация-спонсор:
Национальная администрация по ядерной безопасности Министерства сельского хозяйства США (NNSA)
Идентификатор OSTI:
1148152
Номер(а) отчета:
ПЕСОК2007-3372К 522692
Номер контракта с Министерством энергетики:
АК04-94АЛ85000
Тип ресурса:
Конференция
Отношение ресурсов:
Conference: Предлагается для презентации на конференции/совещании JIP, состоявшемся 30-31 мая 2007 г. в Альбукерке, Нью-Мексико.
Страна публикации:
США
Язык:
Английский
Форматы цитирования
ГНД
АПА
Чикаго
БибТекс
Вианко, Пол Т., Килго, Элис С., и Реджент, Джером А. Технология пайки для работы при высоких и сверхвысоких температурах. . США: Н. П., 2007. Веб.
Копировать в буфер обмена
Вианко, Пол Т., Килго, Элис С. и Реджент, Джером А. Технология пайки для работы при высоких и сверхвысоких температурах. . Соединенные Штаты.
Копировать в буфер обмена
Вианко, Пол Т. , Килго, Элис С. и Реджент, Джером А. 2007. «Технология пайки для работы при высоких и сверхвысоких температурах». Соединенные Штаты. https://www.osti.gov/servlets/purl/1148152.
Копировать в буфер обмена
@статья{osti_1148152, title = {Технология пайки для работы при высоких и сверхвысоких температурах.}, автор = {Вианко, Пол Т. и Килго, Элис С. и Реджент, Джером А.}, abstractNote = {Аннотация не предоставлена.}, дои = {}, URL-адрес = {https://www.osti.gov/biblio/1148152}, журнал = {}, номер =, объем = , место = {США}, год = {2007}, месяц = {5} }
Копировать в буфер обмена
Посмотреть конференцию (6,09 МБ)
Дополнительную информацию о получении полнотекстового документа см.
 Пружины в механизме разжимают колодки. Жидкость движется обратно в расширительный бачок — в зону, где давление минимально.
Пружины в механизме разжимают колодки. Жидкость движется обратно в расширительный бачок — в зону, где давление минимально. Обычно полная замена необходима, если наблюдается вытекание жидкости из системы, если был перегрев барабанов. Также желательно заменить трубку, если увеличился свободный ход педали или тормозной путь. Замену тормозной трубки также рекомендуют и в том случае, если колодки имеют неравномерный износ. Это значит, что работают они под разным давлением.
Обычно полная замена необходима, если наблюдается вытекание жидкости из системы, если был перегрев барабанов. Также желательно заменить трубку, если увеличился свободный ход педали или тормозной путь. Замену тормозной трубки также рекомендуют и в том случае, если колодки имеют неравномерный износ. Это значит, что работают они под разным давлением. Зимой дно автомобиля может цеплять различные препятствия и в результате трубка трескается или ломается. Также, если элемент постоянно двигается вместе с кузовом, то со временем на месте, где магистраль гнется, получается излом. Деталь легко повреждается.
Зимой дно автомобиля может цеплять различные препятствия и в результате трубка трескается или ломается. Также, если элемент постоянно двигается вместе с кузовом, то со временем на месте, где магистраль гнется, получается излом. Деталь легко повреждается. Замена тормозной трубки подразумевает отворачивание старой и заворачивание на ее место новой.
Замена тормозной трубки подразумевает отворачивание старой и заворачивание на ее место новой.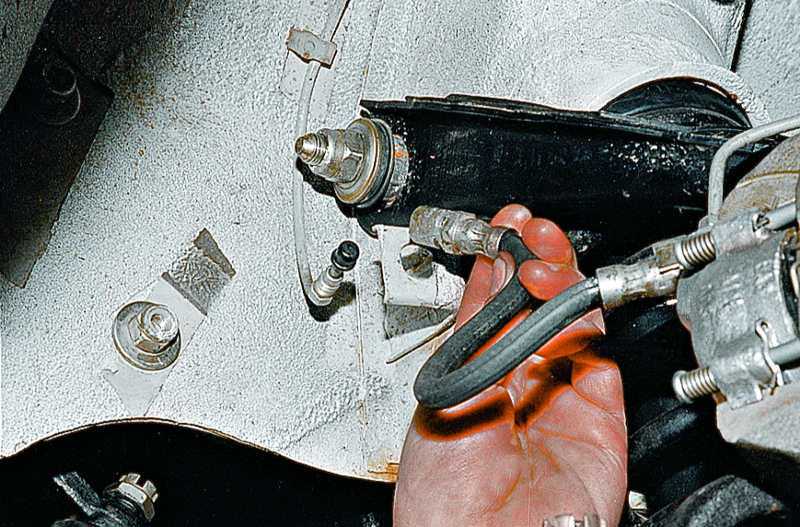 Аккуратно специальным ключом отворачивают гайку на трубке, удерживая другим ключом шланг. Второй конец трубки соединен с ГТЦ. Таким же образом отворачивают гайку трубки от тормозного цилиндра.
Аккуратно специальным ключом отворачивают гайку на трубке, удерживая другим ключом шланг. Второй конец трубки соединен с ГТЦ. Таким же образом отворачивают гайку трубки от тормозного цилиндра. Затем короткой трубкой «колдун» соединяется с тормозным механизмом на колесе.
Затем короткой трубкой «колдун» соединяется с тормозным механизмом на колесе.

 03 — )
03 — ) Оригинальные трубки обычно являются металлическими, а металл служит не очень долго, ведь рано или поздно он начнет страдать от коррозии. Особенно быстро трубки изнашиваются в зимний период, когда дороги покрывают солью – веществом, которое ускоряет разрушение металла. Кроме того, удары камней, гравия и веток с дороги могут повредить трубки. Нельзя не отметить и важность правильного монтажа трубок. Если штуцеры перетяну, сами трубки зафиксированы неправильно или же сильно переломлены в нескольких местах, они будут изнашиваться быстрее.
Оригинальные трубки обычно являются металлическими, а металл служит не очень долго, ведь рано или поздно он начнет страдать от коррозии. Особенно быстро трубки изнашиваются в зимний период, когда дороги покрывают солью – веществом, которое ускоряет разрушение металла. Кроме того, удары камней, гравия и веток с дороги могут повредить трубки. Нельзя не отметить и важность правильного монтажа трубок. Если штуцеры перетяну, сами трубки зафиксированы неправильно или же сильно переломлены в нескольких местах, они будут изнашиваться быстрее. А вот если вальцовка коническая, то соединение напротив становится более герметичным. Вот о чем важно знать рядовым автолюбителям:
А вот если вальцовка коническая, то соединение напротив становится более герметичным. Вот о чем важно знать рядовым автолюбителям: В местах контакта могут наблюдаться разрушения. Во-вторых, медь имеет отличный от стали коэффициент температурного расширения. В некоторых автомобилях тормозная магистраль может иметь длину около 4 и более метров, и именно такая магистраль при нагревании тормозной жидкости будет ощутимо удлиняться. Опытные автолюбители отмечают, что в обычных легковушках можно смело использовать медные трубки, а вот во внедорожниках, которые эксплуатируются в особенно жестких условиях, лучше использовать трубки из качественной нержавеющей стали.
В местах контакта могут наблюдаться разрушения. Во-вторых, медь имеет отличный от стали коэффициент температурного расширения. В некоторых автомобилях тормозная магистраль может иметь длину около 4 и более метров, и именно такая магистраль при нагревании тормозной жидкости будет ощутимо удлиняться. Опытные автолюбители отмечают, что в обычных легковушках можно смело использовать медные трубки, а вот во внедорожниках, которые эксплуатируются в особенно жестких условиях, лучше использовать трубки из качественной нержавеющей стали.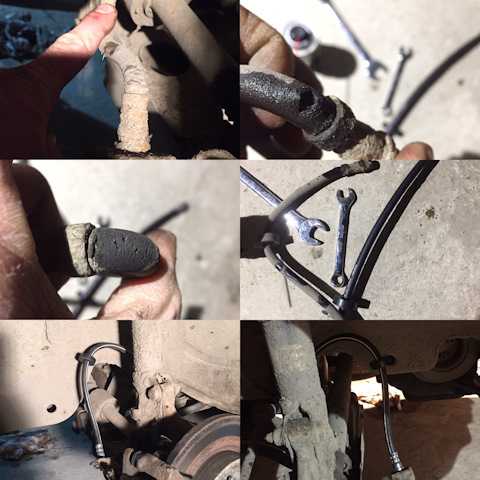 Если вы знаете специалистов по кондиционерам или холодильникам, они наверняка смогут предоставить вам обрезки трубок нужного диаметра. При подборе штуцеров нужно уделить особое внимание резьбе. Штуцеры для тормозных систем отечественных авто скорее всего не подойдут, если у вас иномарка. Обычно на иномарках стоят штуцеры 10х1. Как показывает практика, штуцеры лучше брать партией – покупать их поштучно весьма дорого. Что касается инструментов, то здесь ситуация неоднозначная. Продаваемые в магазинах станки для развальцовки часто обламывают направляющую «грибка», а наиболее качественные станки стоят немалых денег. Если вы решили изготовить тормозные трубки самостоятельно, придется потратить немало денег именно на станок. Также вам понадобятся клещи, труборез, планка для фиксации, бензин или любая другая жидкость для обезжиривания, дрель. Вот что нужно сделать для ремонта:
Если вы знаете специалистов по кондиционерам или холодильникам, они наверняка смогут предоставить вам обрезки трубок нужного диаметра. При подборе штуцеров нужно уделить особое внимание резьбе. Штуцеры для тормозных систем отечественных авто скорее всего не подойдут, если у вас иномарка. Обычно на иномарках стоят штуцеры 10х1. Как показывает практика, штуцеры лучше брать партией – покупать их поштучно весьма дорого. Что касается инструментов, то здесь ситуация неоднозначная. Продаваемые в магазинах станки для развальцовки часто обламывают направляющую «грибка», а наиболее качественные станки стоят немалых денег. Если вы решили изготовить тормозные трубки самостоятельно, придется потратить немало денег именно на станок. Также вам понадобятся клещи, труборез, планка для фиксации, бензин или любая другая жидкость для обезжиривания, дрель. Вот что нужно сделать для ремонта: Дополнительно протестировать тормозную систему.
Дополнительно протестировать тормозную систему. Дополнительно протестировать тормозную систему.
Дополнительно протестировать тормозную систему.
 Рядовой автолюбитель может воспользоваться антикоррозийным спреем;
Рядовой автолюбитель может воспользоваться антикоррозийным спреем; Данная процедура не является обязательной, но красить тормозные трубки вполне можно без вреда для тормозной системы.
Данная процедура не является обязательной, но красить тормозные трубки вполне можно без вреда для тормозной системы. youtube.com/embed/SFMDSgdqTQg» allowfullscreen=»allowfullscreen»>
youtube.com/embed/SFMDSgdqTQg» allowfullscreen=»allowfullscreen»> 

 Одной из возможных причин может быть разрыв тормозной магистрали.
Одной из возможных причин может быть разрыв тормозной магистрали. К счастью, поскольку ваши передние тормоза все еще работают, вы все равно сможете остановить машину.
К счастью, поскольку ваши передние тормоза все еще работают, вы все равно сможете остановить машину.
 Ржавая тормозная магистраль может легко появиться на автомобилях, которые долгое время стояли без движения.
Ржавая тормозная магистраль может легко появиться на автомобилях, которые долгое время стояли без движения.







 Ухаживая за своим автомобилем, убедитесь, что вы знаете, на что обращать внимание, чтобы указать, что ваши тормозные магистрали могут нуждаться в замене.
Ухаживая за своим автомобилем, убедитесь, что вы знаете, на что обращать внимание, чтобы указать, что ваши тормозные магистрали могут нуждаться в замене. Они набухают меньше, чем резиновые магистрали, когда давление тормозной жидкости увеличивается внутри, а это означает, что тормоза более чувствительны со магистралями из нержавеющей стали. Тормозные магистрали из нержавеющей стали более долговечны, чем резиновые, и обеспечивают более высокий уровень защиты от мусора, который может взлететь с проезжей части. Тормозные магистрали из нержавеющей стали стоят дороже, чем резиновые, но они имеют ряд преимуществ, которые стоит учитывать при принятии решения.
Они набухают меньше, чем резиновые магистрали, когда давление тормозной жидкости увеличивается внутри, а это означает, что тормоза более чувствительны со магистралями из нержавеющей стали. Тормозные магистрали из нержавеющей стали более долговечны, чем резиновые, и обеспечивают более высокий уровень защиты от мусора, который может взлететь с проезжей части. Тормозные магистрали из нержавеющей стали стоят дороже, чем резиновые, но они имеют ряд преимуществ, которые стоит учитывать при принятии решения. В резиновых шлангах тепло и влага внутри разрушают резину и ослабляют ее. Часто видимые выпуклости или трещины являются первым признаком проблемы.
В резиновых шлангах тепло и влага внутри разрушают резину и ослабляют ее. Часто видимые выпуклости или трещины являются первым признаком проблемы. ряд мест. Если жидкость прозрачная или темно-коричневого цвета, это может быть тормозная жидкость. Тормозная жидкость будет похожа на сухое масло и пахнет рыбьим жиром. Течь тормозной жидкости — явный признак неисправности тормозной магистрали.
ряд мест. Если жидкость прозрачная или темно-коричневого цвета, это может быть тормозная жидкость. Тормозная жидкость будет похожа на сухое масло и пахнет рыбьим жиром. Течь тормозной жидкости — явный признак неисправности тормозной магистрали.

 Также допускается проведение ошкуривания, при котором зачищаются мелкие неровности. После просушки и осмотра металлического изделия, приступают ко следующему этапу.
Также допускается проведение ошкуривания, при котором зачищаются мелкие неровности. После просушки и осмотра металлического изделия, приступают ко следующему этапу.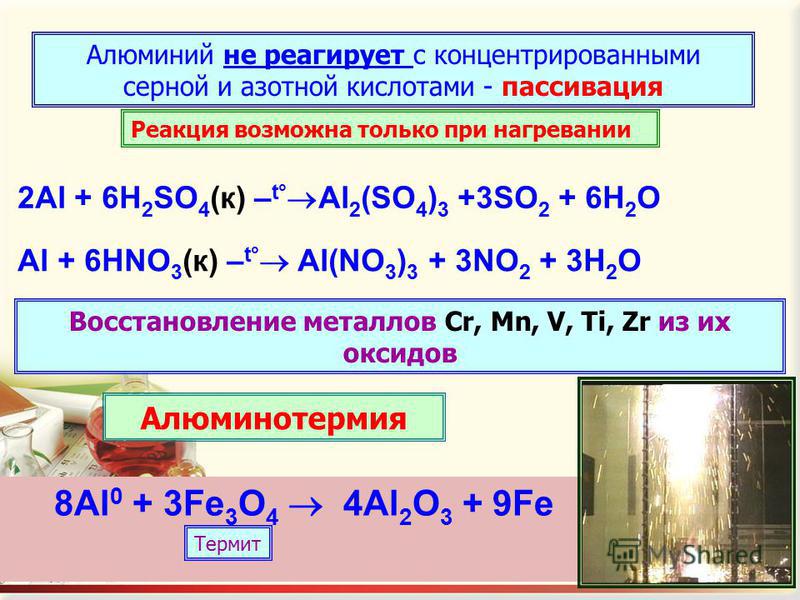


 Использование такого подхода связано с необходимостью тщательного обезжиривания поверхности. Доказано, что технология помогает увеличить максимальную длительность использования материала, его защищенность от внешних агрессивных факторов.
Использование такого подхода связано с необходимостью тщательного обезжиривания поверхности. Доказано, что технология помогает увеличить максимальную длительность использования материала, его защищенность от внешних агрессивных факторов.



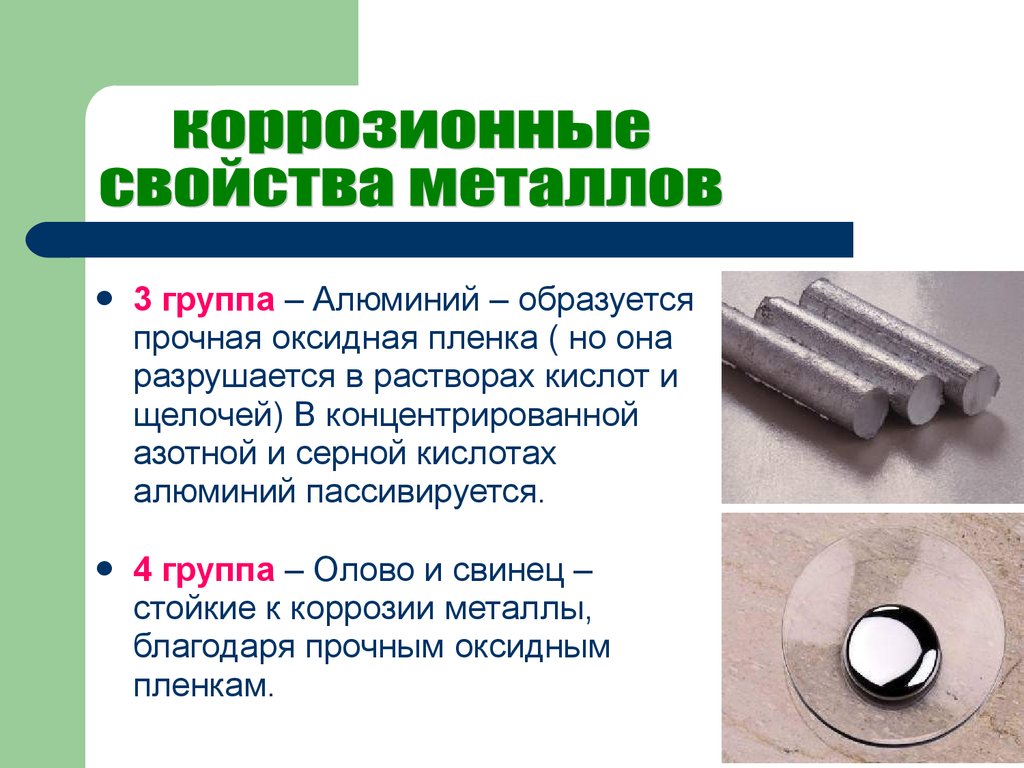

 Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
Процедура проводится по электрохимическому методу – изделия и материалы с цинковым покрытием погружаются в составы на основе хроматов, при гальванизации на поверхности образуется защитная оксидная плёнка. Она представляет собой химически устойчивый барьер от воздействия атмосферных и иных факторов, а также улучшает внешний вид изделия. Толщина слоя – 9-12 мкм.
 Хорошим соотношением хрома и железа обычно считается 1,5:1 или выше.
Хорошим соотношением хрома и железа обычно считается 1,5:1 или выше.
 Процентное содержание хрома, никеля и железа зависит от предполагаемого использования предмета.
Процентное содержание хрома, никеля и железа зависит от предполагаемого использования предмета. Наиболее часто используемые данные, полученные с помощью этих методов, для оценки пассивного слоя — это соотношение хрома и железа и глубина усиления.
Наиболее часто используемые данные, полученные с помощью этих методов, для оценки пассивного слоя — это соотношение хрома и железа и глубина усиления.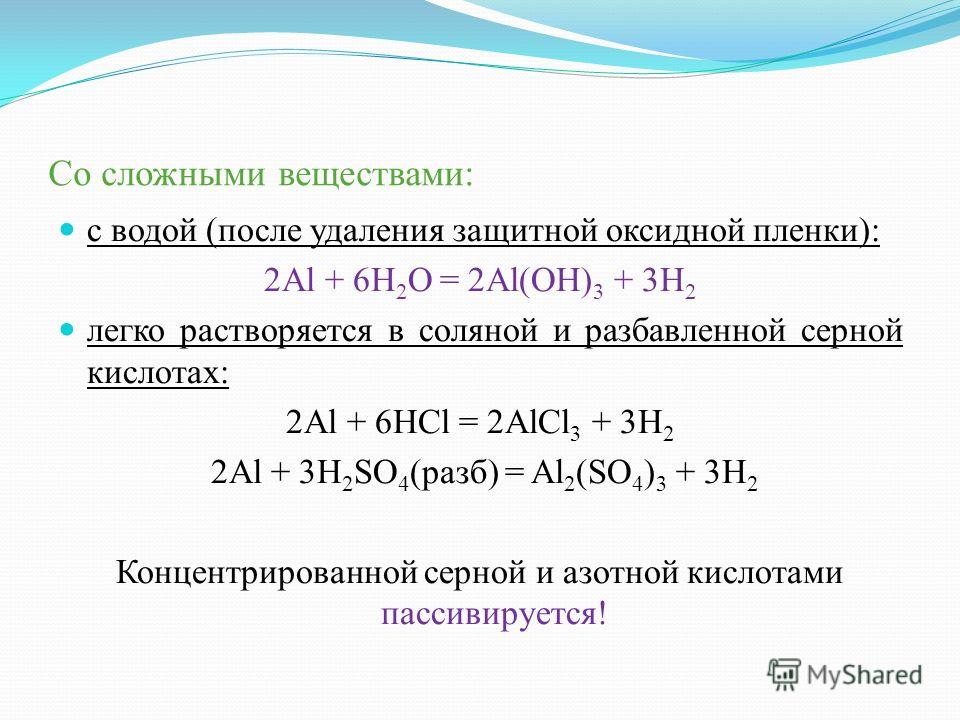

 Основным компонентом нержавеющей стали, обеспечивающим коррозионную стойкость, является хром, который в присутствии кислорода образует коррозионностойкий (также известный как пассивный) слой на поверхности нержавеющей стали. Этот слой оксида хрома защищает металл под ним от взаимодействия с окружающей средой вокруг него, вызывающего коррозию. В то время как хром, обычно присутствующий на поверхности, естественным образом создает пассивный слой, сплаву присуще значительное количество железа (около 60-70%, в зависимости от марки нержавеющей стали), которое ограничивает коррозионную стойкость. Также обычным явлением является попадание дополнительного загрязнения железом на поверхность во время производственных процессов, например, через железную пыль в воздухе цеха или контакт с инструментами из углеродистой стали, что еще больше снижает коррозионную стойкость. Решением этих проблем является процесс пассивации.
Основным компонентом нержавеющей стали, обеспечивающим коррозионную стойкость, является хром, который в присутствии кислорода образует коррозионностойкий (также известный как пассивный) слой на поверхности нержавеющей стали. Этот слой оксида хрома защищает металл под ним от взаимодействия с окружающей средой вокруг него, вызывающего коррозию. В то время как хром, обычно присутствующий на поверхности, естественным образом создает пассивный слой, сплаву присуще значительное количество железа (около 60-70%, в зависимости от марки нержавеющей стали), которое ограничивает коррозионную стойкость. Также обычным явлением является попадание дополнительного загрязнения железом на поверхность во время производственных процессов, например, через железную пыль в воздухе цеха или контакт с инструментами из углеродистой стали, что еще больше снижает коррозионную стойкость. Решением этих проблем является процесс пассивации. Удаление поверхностного железа и загрязнения железом приводит к получению поверхности из нержавеющей стали с низким содержанием железа и высоким содержанием хрома. При большем количестве хрома на поверхности можно получить более толстый слой оксида хрома, что приводит к значительному повышению коррозионной стойкости из-за отсутствия железа, способного реагировать с окружающей средой.
Удаление поверхностного железа и загрязнения железом приводит к получению поверхности из нержавеющей стали с низким содержанием железа и высоким содержанием хрома. При большем количестве хрома на поверхности можно получить более толстый слой оксида хрома, что приводит к значительному повышению коррозионной стойкости из-за отсутствия железа, способного реагировать с окружающей средой. Для тех, кто считает, что безопасность рабочих имеет первостепенное значение, пассивация лимонной кислотой является очевидным выбором.
Для тех, кто считает, что безопасность рабочих имеет первостепенное значение, пассивация лимонной кислотой является очевидным выбором.


 ..
.. «>
«> ИЗ послевоенных находок в развалинах Офицерской столовой- на летном поле — в районе бывшей Немецкой Авиабазы города Insterburg — ИНСТЕРБУРГ (сейчас г.Черняховск в Калининградской области.РФ.) ! Все на ФОТО !!! Всего 3 разных штуки !! — одним лотом !
ИЗ послевоенных находок в развалинах Офицерской столовой- на летном поле — в районе бывшей Немецкой Авиабазы города Insterburg — ИНСТЕРБУРГ (сейчас г.Черняховск в Калининградской области.РФ.) ! Все на ФОТО !!! Всего 3 разных штуки !! — одним лотом !
 Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста.
Панель управления также обеспечивает управление двумя радиостанциями с одного удаленного поста. 7,5 А, малая мощность: макс. 1,5 А
7,5 А, малая мощность: макс. 1,5 А  Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции.
Тональный шумоподавитель обеспечивает надежную ретрансляцию при использовании двух приемопередатчиков в качестве автоматической ретрансляционной станции. Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт.
Работает в диапазоне частот от 116,00 МГц до 135,9 МГц.5 МГц, всего 400 каналов с разносом каналов 50 кГц. Регулятор шумоподавления и громкости, а также переключатель ВКЛ/ВЫКЛ также установлены на передней панели. Выходная мощность передатчика 1 Вт. Он очень красиво сконструирован с металлическим корпусом. Использует стандартный 36-контактный разъем Centronics на задней панели для питания постоянного тока и аудиоинтерфейса для динамика/гарнитуры и микрофона. Радио работает от стандартного бортового блока питания 28 Вольт. Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
Этот приемник является частью автомобильной радиостанции AN / VRC-12, обычно используемой в грузовиках M151, Utility: серии ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. Радиостанцию можно использовать отдельно в качестве УКВ-приемника или вместе с RT-524 в качестве вспомогательного приемника. Радиоприемник работает от 24-28 В постоянного тока при 0,75 А.
 Эти радиостанции поставляются в хорошем состоянии, протестированы и находятся в рабочем состоянии, класс 2.
Эти радиостанции поставляются в хорошем состоянии, протестированы и находятся в рабочем состоянии, класс 2. Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду.
Он изготовлен в соответствии с высокими стандартами по лицензии SRAT. Это герметичный блок, не пропускающий воду. Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках.
Вариант ручной настройки RT-246/VRC со встроенным громкоговорителем. RT-524 / VRC является основной частью автомобильной радиостанции AN / VRC-12, обычно используемой в автомобилях серии M151 Truck, Utility ?-Ton, 4×4 Mutt Jeep, а также в более старых автомобилях Humvee и танках. д.
д. Радио работает от стандартного бортового блока питания 28 Вольт.
Радио работает от стандартного бортового блока питания 28 Вольт.
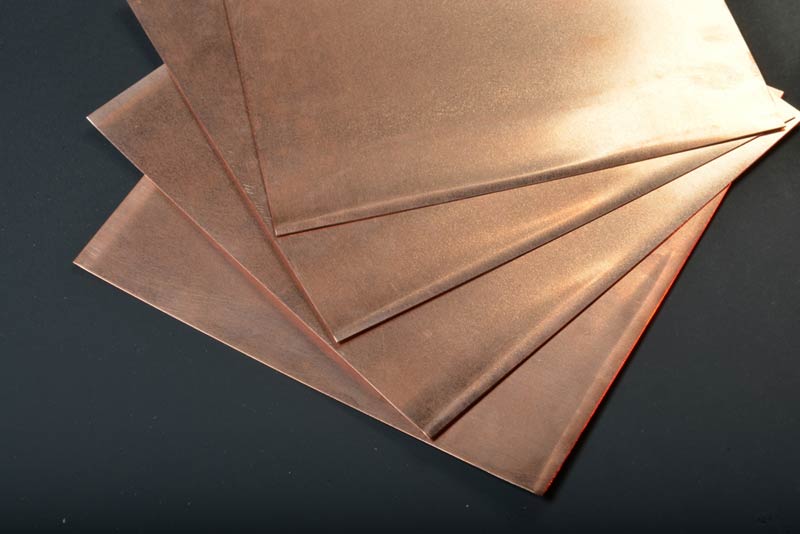 0х600х1500
0х600х1500 0х600х1500 М1м
0х600х1500 М1м 0х600х1500
0х600х1500 0х600х1500 М1т
0х600х1500 М1т 0х600х1500
0х600х1500 0х600х1500 М1г/к
0х600х1500 М1г/к 0х600х1500 М1г/к
0х600х1500 М1г/к Благодаря добавлению различных примесей в состав меди, она способна резко изменять свои свойства: прочность, эластичность, цвет, ковкость. Подробнее
Благодаря добавлению различных примесей в состав меди, она способна резко изменять свои свойства: прочность, эластичность, цвет, ковкость. Подробнее Медный лист в большинстве случаев может составить конкуренцию даже достаточно популярным материалам, в том числе черепице. Подобные изделия отличаются по размеру пластин. В нашем интернет-магазине можно купить листовую медь разной толщины в розницу и оптом, а также воспользоваться удобной системой доставки по умеренной цене в Москве, МО и по всей России.
Медный лист в большинстве случаев может составить конкуренцию даже достаточно популярным материалам, в том числе черепице. Подобные изделия отличаются по размеру пластин. В нашем интернет-магазине можно купить листовую медь разной толщины в розницу и оптом, а также воспользоваться удобной системой доставки по умеренной цене в Москве, МО и по всей России.
 При длительной эксплуатации свойства меди не меняются, в результате чего срок службы медной кровли достигает 150 лет. Достаточно часто кровлю дополняют медным водосливом.
При длительной эксплуатации свойства меди не меняются, в результате чего срок службы медной кровли достигает 150 лет. Достаточно часто кровлю дополняют медным водосливом.

 com
com / 30 Ga. Медный лист
/ 30 Ga. Медный лист Учебное пособие
Учебное пособие Такие материалы также должны быть:
Такие материалы также должны быть: Затем эта ржавчина может загрязнить готовящуюся пищу.
Затем эта ржавчина может загрязнить готовящуюся пищу. Железо без защитного материала просто слишком уязвимо для коррозии и окисления.
Железо без защитного материала просто слишком уязвимо для коррозии и окисления. профилактическое устройство и карбонизатор».
профилактическое устройство и карбонизатор».

 Закрытые коуши могут производиться из нержавеющей стали и сплавов.
Закрытые коуши могут производиться из нержавеющей стали и сплавов.
 ТД «Стропкомплект» реализует широкий ассортимент профессионального оборудования для такелажных работ в Санкт-Петербурге, Ленинградской области, с доставкой в любой регион России по разумной, доступной стоимости. Уточнить детали, оформить заказ можно по бесплатному телефону 8 (800) 550-93-95 или по почте
ТД «Стропкомплект» реализует широкий ассортимент профессионального оборудования для такелажных работ в Санкт-Петербурге, Ленинградской области, с доставкой в любой регион России по разумной, доступной стоимости. Уточнить детали, оформить заказ можно по бесплатному телефону 8 (800) 550-93-95 или по почте 
 Они имеют небольшой внутренний диаметр, но при этом отличаются высокой грузоподъемностью. В процессе эксплуатации оказывают минимальную нагрузку на металлические детали.
Они имеют небольшой внутренний диаметр, но при этом отличаются высокой грузоподъемностью. В процессе эксплуатации оказывают минимальную нагрузку на металлические детали. При выборе данных приспособлений нужно учитывать качество отливки и отдавать предпочтение коушам без каких-либо пор. Наличие отверстий потенциально травмоопасно и может стать причиной преждевременной порчи приспособления.
При выборе данных приспособлений нужно учитывать качество отливки и отдавать предпочтение коушам без каких-либо пор. Наличие отверстий потенциально травмоопасно и может стать причиной преждевременной порчи приспособления. Как правило, этот смолистый цветок классифицируется как сатива, гибрид или индика в зависимости от морфологии растения. Но каннабис может быть дополнительно классифицирован с помощью народного языка, определенного популярной культурой, такого как Kush, Haze и Purple. Эти термины относятся к сортам каннабиса, характеризующимся отчетливыми запахами, вкусами, эффектами и/или географическими регионами.
Как правило, этот смолистый цветок классифицируется как сатива, гибрид или индика в зависимости от морфологии растения. Но каннабис может быть дополнительно классифицирован с помощью народного языка, определенного популярной культурой, такого как Kush, Haze и Purple. Эти термины относятся к сортам каннабиса, характеризующимся отчетливыми запахами, вкусами, эффектами и/или географическими регионами.
 Как и в случае со многими сортами местных сортов, генетика Kush обладает естественной устойчивостью к определенным элементам, присущим стране их происхождения. Это включает в себя выносливые побеги и растительность, которые могут выжить в более холодном и суровом климате и умеренном потреблении воды, что позволяет растению выдерживать несколько засушливую местность. В дополнение к их естественной устойчивости многие производители предпочитают выращивать сорта Kush из-за их высокой урожайности и управляемой высоты.
Как и в случае со многими сортами местных сортов, генетика Kush обладает естественной устойчивостью к определенным элементам, присущим стране их происхождения. Это включает в себя выносливые побеги и растительность, которые могут выжить в более холодном и суровом климате и умеренном потреблении воды, что позволяет растению выдерживать несколько засушливую местность. В дополнение к их естественной устойчивости многие производители предпочитают выращивать сорта Kush из-за их высокой урожайности и управляемой высоты. (Leafly)
(Leafly) Вот все, что вам нужно знать
Вот все, что вам нужно знать
 Вы можете отказаться от подписки в любое время, нажав на ссылку отказа от подписки в нижней части наших электронных писем. Постмедиа Сеть Inc. | 365 Bloor Street East, Торонто, Онтарио, M4W 3L4 | 416-383-2300
Вы можете отказаться от подписки в любое время, нажав на ссылку отказа от подписки в нижней части наших электронных писем. Постмедиа Сеть Inc. | 365 Bloor Street East, Торонто, Онтарио, M4W 3L4 | 416-383-2300 
 Во-первых, селекционер утверждал, что получил семена из пакета сорта Chemdawg 91 в районе озера Тахо в 1996 году; во второй говорится, что он был привезен в Калифорнию из Флориды производителем, который сейчас управляет компанией, известной как Imperial Genetics. Он сообщает, что родителями этого штамма были мужской гибрид Lemon Thai и Old World Paki Kush и женский завод Chemdawg.
Во-первых, селекционер утверждал, что получил семена из пакета сорта Chemdawg 91 в районе озера Тахо в 1996 году; во второй говорится, что он был привезен в Калифорнию из Флориды производителем, который сейчас управляет компанией, известной как Imperial Genetics. Он сообщает, что родителями этого штамма были мужской гибрид Lemon Thai и Old World Paki Kush и женский завод Chemdawg. Остальное уже история.
Остальное уже история. Эти черты не характерны для различных сортов каннабиса, происходящих из Куша.
Эти черты не характерны для различных сортов каннабиса, происходящих из Куша.



 В результате производительность труда возрастает в несколько раз. Естественно, легированная проволока для полуавтомата выбирается идентичной по составу свариваемому материалу.
В результате производительность труда возрастает в несколько раз. Естественно, легированная проволока для полуавтомата выбирается идентичной по составу свариваемому материалу.
 В ручных устройствах дуга и подача присадочных материалов контролируются человеком, используется горелка с подачей газа и вольфрамовый электрод. В полуавтоматах в качестве электрода используется проволока, которую подает специальный механизм, но сварщик контролирует процесс. В автоматах также происходит подача проволоки, но контроль осуществляет автоматика.
В ручных устройствах дуга и подача присадочных материалов контролируются человеком, используется горелка с подачей газа и вольфрамовый электрод. В полуавтоматах в качестве электрода используется проволока, которую подает специальный механизм, но сварщик контролирует процесс. В автоматах также происходит подача проволоки, но контроль осуществляет автоматика. Диапазон силы тока определяет толщину металла, с которым можно будет работать. Наличие импульсного режима дает возможность варить особо тонкие элементы, а продолжительность включения указывает на время, на протяжении которого оборудование может работать без остановок.
Диапазон силы тока определяет толщину металла, с которым можно будет работать. Наличие импульсного режима дает возможность варить особо тонкие элементы, а продолжительность включения указывает на время, на протяжении которого оборудование может работать без остановок. Как правило, последующая обработка после использования аппаратов для аргоновой сварки не требуется. Дополнительным плюсом можно считать небольшие габариты и вес устройства.
Как правило, последующая обработка после использования аппаратов для аргоновой сварки не требуется. Дополнительным плюсом можно считать небольшие габариты и вес устройства.
 ..]
..] ..]
..] ..]
..] ..]
..] ]
]

 д., а также другие сварочные отрасли.
д., а также другие сварочные отрасли. ..]
..]
 ..]
..] ..]
..]
 ..]
..] ..]
..] ..]
..] com
com ..]
..] ..]
..] EUUROPA.EU
EUUROPA.EU





 Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» – короткими прихватками.
Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» – короткими прихватками.
 Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
 5
5 5 кг)
5 кг)
 5 кг)
5 кг)
 5
5 5 кг)
5 кг) 9224-75)
9224-75) Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.



 P65Warnings.ca.gov
P65Warnings.ca.gov 5
5






 Среди множества доступных на рынке стеновых материалов газобетон YTONG® характеризуется самым низким коэффицентом проникновения тепла: коэффициент теплопроводности YTONG® составляет всего лишь 0,09 Вт/м°C. Помимо этого, стоит отметить, что в отличие от других материалов теплопроводность YTONG® одинакова низка во всех направлениях.
Среди множества доступных на рынке стеновых материалов газобетон YTONG® характеризуется самым низким коэффицентом проникновения тепла: коэффициент теплопроводности YTONG® составляет всего лишь 0,09 Вт/м°C. Помимо этого, стоит отметить, что в отличие от других материалов теплопроводность YTONG® одинакова низка во всех направлениях. Стена из газобетона YTONG® регулирует колебания температур без механического вмешательства. В результате, вместе с высокой степенью теплоизоляции, а также благодаря аккумуляции тепла обеспечивается постоянная и комфортная температура во всем доме. Зимой происходит экономия топлива, а в летнее время сохраняется приятная прохлада.
Стена из газобетона YTONG® регулирует колебания температур без механического вмешательства. В результате, вместе с высокой степенью теплоизоляции, а также благодаря аккумуляции тепла обеспечивается постоянная и комфортная температура во всем доме. Зимой происходит экономия топлива, а в летнее время сохраняется приятная прохлада. Многочисленные исследования, проведенные в Швеции, Финляндии и Германии показали, что при повышении температуры до +400°C прочность ячеистого бетона увеличивается на 85%.
Многочисленные исследования, проведенные в Швеции, Финляндии и Германии показали, что при повышении температуры до +400°C прочность ячеистого бетона увеличивается на 85%. Тот же показатель стен из сосны и ели — в 4 раза выше (20%).
Тот же показатель стен из сосны и ели — в 4 раза выше (20%).

 Газобетон YTONG® по праву считается одним из лидером в области энергоэффективных строительных материалов.
Газобетон YTONG® по праву считается одним из лидером в области энергоэффективных строительных материалов. Помимо этого показатели теплопроводности YTONG® позволяют сократить ширину стен в несколько раз и соответственно снизить трудозатраты при их возведении. Более того, отличные термоизоляционные свойства ячеистых блоков обеспечивают низкие эксплуатационные расходы по содержанию помещений, как благодаря экономии на отоплении зимой, так и сохранению прохлады в помещениях летом.
Помимо этого показатели теплопроводности YTONG® позволяют сократить ширину стен в несколько раз и соответственно снизить трудозатраты при их возведении. Более того, отличные термоизоляционные свойства ячеистых блоков обеспечивают низкие эксплуатационные расходы по содержанию помещений, как благодаря экономии на отоплении зимой, так и сохранению прохлады в помещениях летом. Допустимую высоту (этажность) стен из блоков рекомендуется определять расчетом несущей способности наружных и внутренних стен с учетом их совместной работы. Согласно СТО 501-52-01-2007 «Проектирование и возведение ограждающих конструкций жилых и общественных зданий с применением ячеистых бетонов в РФ» ч.1, несущие стены из автоклавных газобетонных блоков рекомендуется возводить высотой до 5-ти этажей включительно, но не более 20м, самонесущие стены зданий — высотой до 9-ти этажей включительно, но не более 30 м.
Допустимую высоту (этажность) стен из блоков рекомендуется определять расчетом несущей способности наружных и внутренних стен с учетом их совместной работы. Согласно СТО 501-52-01-2007 «Проектирование и возведение ограждающих конструкций жилых и общественных зданий с применением ячеистых бетонов в РФ» ч.1, несущие стены из автоклавных газобетонных блоков рекомендуется возводить высотой до 5-ти этажей включительно, но не более 20м, самонесущие стены зданий — высотой до 9-ти этажей включительно, но не более 30 м.
 Структура блоков позволяет легко и точно их пилить, строгать, сверлить и фрезеровать. В пользу этого материала говорит и его «системность», то есть наличие подобранных и подогнанных друг к другу строительных элементов.
Структура блоков позволяет легко и точно их пилить, строгать, сверлить и фрезеровать. В пользу этого материала говорит и его «системность», то есть наличие подобранных и подогнанных друг к другу строительных элементов.
 V.), а также международного знака NaturPlus.
V.), а также международного знака NaturPlus. Устойчивое развитие является одной из приоритетных стратегических целей компании «Кселла» (XELLA) и на сегодняшний день подготовлен и успешно реализуется целый ряд инициатив, направленных на улучшение общей экологической ситуации, повышение уровня качества жизни и социальной защиты населения. В частности, с целью сократить негативное воздействие на природу и понизить уровень CO2 в процессе производства на протяжении многих лет инженерами компании внедряются новые, экологически чистые источники энергии, равно как и расширяется использование вторичной электроэнергии. Примером социальной ответственности может служить и активное участие компании в разработки технологии «Энергоэффективного дома», цель которой направлена на строительство зданий с минимальным энергопотреблением. Помимо внутренних инициатив компания «Кселла» (XELLA) участвует во многих локальных проектах и сотрудничает с целым рядом институтов и организаций в области защиты окружающей среды по всему миру.
Устойчивое развитие является одной из приоритетных стратегических целей компании «Кселла» (XELLA) и на сегодняшний день подготовлен и успешно реализуется целый ряд инициатив, направленных на улучшение общей экологической ситуации, повышение уровня качества жизни и социальной защиты населения. В частности, с целью сократить негативное воздействие на природу и понизить уровень CO2 в процессе производства на протяжении многих лет инженерами компании внедряются новые, экологически чистые источники энергии, равно как и расширяется использование вторичной электроэнергии. Примером социальной ответственности может служить и активное участие компании в разработки технологии «Энергоэффективного дома», цель которой направлена на строительство зданий с минимальным энергопотреблением. Помимо внутренних инициатив компания «Кселла» (XELLA) участвует во многих локальных проектах и сотрудничает с целым рядом институтов и организаций в области защиты окружающей среды по всему миру. Спецификации газобетонных блоков содержат Общий размер , Толщина Минимальная прочность на сжатие , Минимальная плотность в сухом состоянии , Термическое сопротивление , Допустимое напряжение сдвига , Огнестойкость 90 903 , , ,0003 Теплопроводность , Усадка при высыхании и т.д.
Спецификации газобетонных блоков содержат Общий размер , Толщина Минимальная прочность на сжатие , Минимальная плотность в сухом состоянии , Термическое сопротивление , Допустимое напряжение сдвига , Огнестойкость 90 903 , , ,0003 Теплопроводность , Усадка при высыхании и т.д. Но газобетонные блоки сводят к минимуму недостатки использования древесины в качестве строительного материала. С помощью этого блока можно полностью удалить горючие, гниющие и термитные повреждения.
Но газобетонные блоки сводят к минимуму недостатки использования древесины в качестве строительного материала. С помощью этого блока можно полностью удалить горючие, гниющие и термитные повреждения. 0060
0060 LIME -8%
LIME -8%





 Чтобы зеленый кекс не прилипал к формам, формы перед отливкой смазывают тонким слоем масла. Алюминий реагирует с гидроксидом кальция и водой и выделяет газообразный водород, в то время как суспензия перемешивается и разливается в смазанные маслом формы. Зеленый кек оседает и затвердевает, когда процесс подъема завершен, а причина легкости заключается в том, что размер пузырьков составляет около 2-5 мм.
Чтобы зеленый кекс не прилипал к формам, формы перед отливкой смазывают тонким слоем масла. Алюминий реагирует с гидроксидом кальция и водой и выделяет газообразный водород, в то время как суспензия перемешивается и разливается в смазанные маслом формы. Зеленый кек оседает и затвердевает, когда процесс подъема завершен, а причина легкости заключается в том, что размер пузырьков составляет около 2-5 мм.





 Важное условие в этом процессе – использование ингибитора – уротропина.
Важное условие в этом процессе – использование ингибитора – уротропина.
 Жидкость для снятия ржавчины с металла готовится из воды и порошка лимонной кислоты.
Жидкость для снятия ржавчины с металла готовится из воды и порошка лимонной кислоты.
 Намажьте их соусом и оставьте на полчаса. После просто вымойте и насухо протрите.
Намажьте их соусом и оставьте на полчаса. После просто вымойте и насухо протрите.

 Такие средства выпускают в достаточном количестве на химических предприятиях в специальной пластиковой упаковке в готовом жидком виде. Предварительно ржавые слои снимают механическим способом, а потом наносят средство на место очистки, оставляют на некоторое время и протирают тряпкой поверхность.
Такие средства выпускают в достаточном количестве на химических предприятиях в специальной пластиковой упаковке в готовом жидком виде. Предварительно ржавые слои снимают механическим способом, а потом наносят средство на место очистки, оставляют на некоторое время и протирают тряпкой поверхность.
 Быстрого действия (4-8 мин.)
Быстрого действия (4-8 мин.)



 Оставьте на несколько минут, чтобы мыло впиталось.
Оставьте на несколько минут, чтобы мыло впиталось. Мы рекомендуем использовать один из других вариантов, перечисленных выше, если вы хотите избежать этого.
Мы рекомендуем использовать один из других вариантов, перечисленных выше, если вы хотите избежать этого.




 Эти слабые кислоты менее едкие, с ними безопаснее работать, и их легко утилизировать.
Эти слабые кислоты менее едкие, с ними безопаснее работать, и их легко утилизировать. Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки.
Смачивание принципиально возможно в любом сочетании основной металл — припой при обеспечении соответствующих температур, высокой чистоты поверхности или достаточной термической или другого вида активации. Смачивание характеризует принципиальную возможность пайки конкретного основного металла конкретным припоем. При физической возможности образования спая (физической паяемости) уже в какой-то мере гарантирована паяемость с технологической точки зрения при обеспечении соответствующих условий проведения процесса пайки. При оценке паяемости нужно учитывать температурный интервал активности флюсов.
При оценке паяемости нужно учитывать температурный интервал активности флюсов. В растворении основного металла и припоя в расплаве флюса.
В растворении основного металла и припоя в расплаве флюса.
 Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов.
Контактно-реактивной называется капиллярная пайка, при которой припой образуется в результате контактно-реактивного плавления соединяемых материалов, промежуточных покрытий или прокладок с образованием эвтектики или твердого раствора. При контактно-реактивной пайке нет необходимости в предварительном изготовлении припоя. Количество жидкой фазы можно регулировать изменением времени контакта, толщиной покрытия или прослойки, т.к. процесс контактного плавления прекращается после расходования одного из контактирующих материалов. Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений.
Цель диффузионной пайки — проведение процесса кристаллизации таким образом, чтобы обеспечить наиболее равновесную структуру соединения, повысить температуру распайки соединений. Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое.
Сварко-пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла. Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. При подготовке изделий к пайке, при необходимости, на паяемую поверхность наносят металлические покрытия. Технологические покрытия (медь, никель, серебро) наносят на поверхность труднопаяемых металлов, либо металлов, поверхность которых при пайке интенсивно растворяется в припое, что вызывает ухудшение смачивания и капиллярного течения припоя в зазоре, хрупкость в соединениях, по месту нанесения припоя появляется эрозия, подрезы основного металла. Назначение покрытия — предотвращение нежелательного растворения основного металла в припое и улучшение смачивания; в процессе пайки покрытие должно полностью растворяться в расплавленном припое. Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы:
Нахлесточные соединения наиболее распространены, т.к. изменяя длину нахлестки, можно изменять характеристики прочности изделия. Нахлесточные паяные соединения обладают некоторыми преимуществами перед нахлесточными сварными, передача усилий в которых происходит по периметру элемента. В сварных конструкциях любые швы являются источником концентрации напряжений в переходной зоне от основного металла к шву, и при неблагоприятных очертаниях шва концентрация достигает значительных величин. Сопоставление механических свойств паяных и сварных соединений позволяет сделать следующие выводы: Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи.
Типичные дефекты, которые снижают прочность паяных соединений — поры, раковины, трещины, флюсовые и шлаковые включения, непропаи. Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.
Полигонизационные трещины в металле шва возникают уже при температурах ниже температуры солидус после затвердевания сплава по так называемым полигонизационным границам, которые образуются при выстраивании дислокации в металле в ряды и образовании сетки дислокации под действием внутренних напряжений. Неметаллические включения типа флюсовых или шлаковых могут возникать в результате недостаточно тщательной подготовки поверхности изделия к пайке или при нарушении режима пайки. При слишком длительном нагреве под пайку флюс реагирует с основным металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем.

 Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.
Сборку после данной процедуры проводить пинцетом или пользоваться х/б перчатками.





 2SI)
2SI)  в Альбукерке, Нью-Мексико.
в Альбукерке, Нью-Мексико. , Килго, Элис С. и Реджент, Джером А. 2007.
, Килго, Элис С. и Реджент, Джером А. 2007.