Перевод размеров из мм в дюймы (десятичные и дробные)
Перевод размеров из мм в дюймы (десятичные и дробные)
https://www.sportek.in.ua
Николаевский магазин велосипедов «Спортэк»
Опубликовано: 20.03.2018
В инженерном и, в частности, в велосипедном деле, на территории стран Европы и бывшего СССР используют метрическую систему. Но многие размеры, например, диметры труб или размеры покрышек, указываются и в дюймах.
Время от времени возникает необходимость перевода из одной системы измерений в другую, например, при решении вопроса совместимости размеров резины велосипедных колес.
Как перевести дюймовые размеры в метрическую систему, описано здесь, а вот обратный процесс опишем в этой статье.
В принципе, с точки зрения математики этот вопрос решается довольно просто:
Формула перевода из миллиметров (мм) в дюймы (in):
in = mm * 0. 03937 или
03937 или
in = mm / 25.4
Два варианта приведены просто потому, что некоторым удобно делить, а другим умножать
Таким образом: 50 мм — это 1,77”
Формула перевода из дюймов (in) в миллиметры (мм):
mm = in / 0.03937 или
mm = in * 25.4
т.е. 3″ это 76,2 мм
Но с учетом того, что нашему человеку не всегда удобно или лень считать, мы решили привести здесь уже готовую таблицу с переводом от 1 до 100 мм в дюймы. Причем не только в десятичном, но и в дробном виде.
Таблица перевода из миллиметров (мм) в дюймы (in)
| Миллиметры | Десятичные дюймы | Дробные дюймы | Миллиметры | Десятичные дюймы | Дробные дюймы | |
| 1 | 0,04 | 3⁄64 | 51 | 2,01 | 2 1⁄64 | |
| 2 | 0,08 | 5⁄64 | 52 | 2,05 | 2 3⁄64 | |
| 3 | 0,12 | 1⁄8 | 53 | 2,09 | 2 3⁄32 | |
| 4 | 0,16 | 5⁄32 | 54 | 2,13 | 2 1⁄8 | |
| 5 | 0,20 | 13⁄64 | 55 | 2,17 | 2 11⁄64 | |
| 6 | 0,24 | 15⁄64 | 56 | 2,20 | 2 13⁄64 | |
| 7 | 0,28 | 9⁄32 | 57 | 2,24 | 2 1⁄4 | |
| 8 | 0,31 | 5⁄16 | 58 | 2,28 | 2 9⁄32 | |
| 9 | 0,35 | 23⁄64 | 59 | 2,32 | 2 21⁄64 | |
| 10 | 0,39 | 25⁄64 | 60 | 2,36 | 2 23⁄64 | |
| 11 | 0,43 | 7⁄16 | 61 | 2,40 | 2 13⁄32 | |
| 12 | 0,47 | 15⁄32 | 62 | 2,44 | 2 7⁄16 | |
| 13 | 0,51 | 33⁄64 | 63 | 2,48 | 2 31⁄64 | |
| 14 | 0,55 | 35⁄64 | 64 | 2,52 | 2 33⁄64 | |
| 15 | 0,59 | 19⁄32 | 65 | 2,56 | 2 9⁄16 | |
| 16 | 0,63 | 5⁄8 | 66 | 2,60 | 2 19⁄32 | |
| 17 | 0,67 | 43⁄64 | 67 | 2,64 | 2 41⁄64 | |
| 18 | 0,71 | 45⁄64 | 68 | 2,68 | 2 43⁄64 | |
| 19 | 0,75 | 3⁄4 | 69 | 2,72 | 2 23⁄32 | |
| 20 | 0,79 | 25⁄32 | 70 | 2,76 | 2 3⁄4 | |
| 21 | 0,83 | 53⁄64 | 71 | 2,80 | 2 51⁄64 | |
| 22 | 0,87 | 55⁄64 | 72 | 2,83 | 2 53⁄64 | |
| 23 | 0,91 | 29⁄32 | 73 | 2,87 | 2 7⁄8 | |
| 24 | 0,94 | 15⁄16 | 74 | 2,91 | 2 29⁄32 | |
| 25 | 0,98 | 63⁄64 | 75 | 2,95 | 2 61⁄64 | |
| 26 | 1,02 | 1 1⁄32 | 76 | 2,99 | 2 63⁄64 | |
| 27 | 1,06 | 1 1⁄16 | 77 | 3,03 | 3 1⁄32 | |
| 28 | 1,10 | 1 7⁄64 | 78 | 3,07 | 3 5⁄64 | |
| 29 | 1,14 | 1 9⁄64 | 79 | 3,11 | 3 7⁄64 | |
| 30 | 1,18 | 1 3⁄16 | 80 | 3,15 | 3 5⁄32 | |
| 31 | 1,22 | 1 7⁄32 | 81 | 3,19 | 3 3⁄16 | |
| 32 | 1,26 | 1 17⁄64 | 82 | 3,23 | 3 15⁄64 | |
| 33 | 1,30 | 1 19⁄64 | 83 | 3,27 | 3 17⁄64 | |
| 34 | 1,34 | 1 11⁄32 | 84 | 3,31 | 3 5⁄16 | |
| 35 | 1,38 | 1 3⁄8 | 85 | 3,35 | 3 11⁄32 | |
| 36 | 1,42 | 1 27⁄64 | 86 | 3,39 | 3 25⁄64 | |
| 37 | 1,46 | 1 29⁄64 | 87 | 3,43 | 3 27⁄64 | |
| 38 | 1,50 | 1 1⁄2 | 88 | 3,46 | 3 15⁄32 | |
| 39 | 1,54 | 1 17⁄32 | 89 | 3,50 | 3 1⁄2 | |
| 40 | 1,57 | 1 37⁄64 | 90 | 3,54 | 3 35⁄64 | |
| 41 | 1,61 | 1 39⁄64 | 91 | 3,58 | 3 37⁄64 | |
| 42 | 1,65 | 1 21⁄32 | 92 | 3,62 | 3 5⁄8 | |
| 43 | 1,69 | 1 11⁄16 | 93 | 3,66 | 3 21⁄32 | |
| 44 | 1,73 | 1 47⁄64 | 94 | 3,70 | 3 45⁄64 | |
| 45 | 1,77 | 1 49⁄64 | 95 | 3,74 | 3 47⁄64 | |
| 46 | 1,81 | 1 13⁄16 | 96 | 3,78 | 3 25⁄32 | |
| 47 | 1,85 | 1 27⁄32 | 97 | 3,82 | 3 13⁄16 | |
| 48 | 1,89 | 1 57⁄64 | 98 | 3,86 | 3 55⁄64 | |
| 49 | 1,93 | 1 59⁄64 | 99 | 3,90 | 3 57⁄64 | |
| 50 | 1,97 | 1 31⁄32 | 100 | 3,94 | 3 15⁄16 |
Комментарии (2)
x
//
//
Перевод дюймов в миллиметры
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
мм в дюймы, конвертировать мм в дюймы (миллиметры в дюймы)
Как преобразовать миллиметры в дюймы?
Процесс преобразования мм в дюймы довольно прост. Чтобы перевести миллиметры в дюймы, необходимо умножить единицу измерения на 0,039. Так, например, если вы хотите преобразовать 50 мм в дюймы , вам нужно умножить 50 на 0,039.
Чтобы перевести миллиметры в дюймы, необходимо умножить единицу измерения на 0,039. Так, например, если вы хотите преобразовать 50 мм в дюймы , вам нужно умножить 50 на 0,039.
Следовательно, 50 мм = 50 х 0,039= 1,95 дюйма
Допустим, у вас есть небольшая линейка длиной 40 мм. Если вы хотите преобразовать его значение в дюймы, вот расчет.
40 мм в дюймы = 40 х 0,039 = 1,56 дюйма.
Объекты, требующие точного измерения, обычно измеряются в миллиметрах. Допустим, есть объектив размером 1200 мм. Вот как вы можете преобразовать его в дюймы.
1200 мм в дюймах = 1200 X 0,039 = 46,8 дюйма.
Если хотите конвертировать мм в дюймы , вот некоторые популярные показатели, связанные с 1 мм.
1 mm | 1000 micrometer |
1 mm | 0. |
1 mm | 0,001 м |
1 мм | 0.00109 yard |
1 mm | 0.0032 foot |
 1 cm
1 cm Popular mm conversions
MM в дюймы, формула и пример
Формула преобразования мм в дюймы проста и может быть выполнена по следующей формуле:
дюймы = мм X 0,0393701
Вот несколько примеров конвертации мм в дюймы
| ММ | дюймов |
| 10 мм равно 10*0,039 | 0,394 дюйма |
| 20 мм равно 20*0,039 | 0,787 дюйма |
| 50 мм равно 50*0,039 | 1,969 дюймов |
| 75 мм равно 75*0,039 | 2,953 дюйма |
| 100 мм равно 100*0,039 | 3,937 дюйма |
| 150 мм равно 150*0,039 | 5,906 дюйма |
| 200 мм равно 200*0,039 | 7,874 дюйма |
| 500 ММ равно 500*0,039 | 19,685 дюймов |
| 1000 мм равно 1000*0,039 | 39,37 дюйма |
мм в дюймы | конвертер миллиметров в дюймы
От
Миллиметр (мм) Сантиметр (см) Метр (м) Километр (км) Дюйм (дюйм) Фут (фут) Ярд (ярд) Миля (ми)
До
Миллиметр (мм) Сантиметр (см) Метр (м) Километр (км) Дюйм (дюйм) Фут (фут) Ярд (ярд) Миля (ми)
Миллиметры
Дюймы (декабрь)
Дюймы (фракция)
Футов+Дюймов
Расчет
Вид на дюймовой линейке
Дюймы в мм ►
* Результат дроби в дюймах округляется до ближайшей дроби 1/64.
Как преобразовать миллиметры в дюймы
1 миллиметр равен 0,03937007874 дюйма:
1 мм = (1/25,4)″ = 0,03937007874″
Расстояние равно 9″ 3 дюймам ( d d )0395 d in millimeters (mm) divided by 25.4:
d (″) = d (mm) / 25.4
Example
Convert 20 mm to inches:
d (″) = 20 мм / 25,4 = 0,7874″
Сколько дюймов в миллиметре
Один миллиметр равен 0,03937 дюйма:
1 мм = 1 мм / 25,4 мм/дюйм = 0,03937 дюймов в дюймах 85 90 90 Один дюйм равен 25,4 миллиметра: 1 дюйм = 25,4 мм/дюйм × 1 дюйм = 25,4 мм Разделите 10 миллиметров на 25,4, чтобы получить дюймы: таблица преобразования Доли дюймов округляются до разрешения 1/64.
Золото – благородный металл, обладающий эстетической привлекательностью и многими ценными свойствами. Поскольку в чистом виде оно имеет высокую стоимость, оптимальным решением становится нанесение тонкого слоя золота на поверхность изделий. Существуют разные техники золочения – их выбор зависит от размера предмета и преследуемых целей. Золочение находит применение во многих сферах нашей жизни – выполняют его в защитных, декоративных, защитно-декоративных целях. В частности, покрытие 18-ти и 24-х каратным золотом позволяет придать статусный вид украшениям из серебра или металлических сплавов, а также помогает вернуть красоту золотым изделиям, потерявшим свою изначальную привлекательность. Золочение декора и бытовых предметов облагораживает интерьер квартир и домов – процедуре подвергаются дверные ручки, вилки и ложки, краны, рамки картин, металлические детали светильников и пр. Все возрастающий интерес вызывает золочение молдингов, хромированных вставок, автомобильных решеток, ручек, брелоков для ключей. Практикуется покрытие дисков золотом 24 карата, 18Kt/750, 14Kt/585. Покрытие белым, розовым, зеленым золотом находит применение в случае с музыкальными инструментами, наградами, спортивными аксессуарами. Отдельного внимания заслуживает золочение гравировки, портсигаров, зажигалок, фляжек, деталей оружия и пр. Тончайший слой золота напыляют на автомобильные, оконные и витражные стекла для контроля теплообмена в зимний и летний период. Золочение используется в стоматологии. Его широко применяют в микроэлектронике. Технология подразумевает выполнение следующих основных этапов: Помимо напыления благородного металла в чистом виде (24 карата, 999 проба) практикуется покрытие желтым, белым, розовым, красным и зеленым золотом. Покрытие золотом пластика, дерева, металла и прочих материалов осуществляется с помощью тончайших листов – толщина сусального (облицовочного) золота составляет 0,13-0,67 микрон. В старину сусальное золото изготавливали вручную, сегодня используется специальное оборудование. В зависимости от толщины листа выделяют свободное и трансферное (на шелковой бумаге) сусальное золото. С первым работать очень сложно – малейшее дыхание мешает процессу. Хранится готовый материал в книжечках – каждый из 60-ти листов перекладывается бумагой. Нанесение сусального золота – процесс кропотливый. Технология основывается на способности раскатанного с лист золота притягиваться к поверхности на молекулярном уровне. Амальгамный (огневой) метод золочения– еще один старинный способ нанесения драгоценного металла. Он характеризуется высокой степенью долговечности, но сам процесс чрезвычайно токсичен и сегодня не используется. Сутью метода является молекулярное проникновение в основу растворенного в ртути драгоценного металла (в процессе обжига ртуть испаряется, а золото остается). Примером такой работы является купол Исаакиевского собора в Петербурге. Процесс золочения гальваническим методом сегодня используется чаще всего. Он применим в случае, если осуществляется обработка токопроводящих изделий. Электролитом становится раствор солей золота. Еще лучший результат удается получить с помощью селективного способа электрохимического золочения. Применение такой техники позволяет в десятки раз повысить скорость осаждения металла на изделии. Износостойкость и твердость золотого покрытия увеличивается более чем в 3 раза. Проникновение золота происходит на молекулярном уровне. Гальванические методы находят применение при золочении сувенирной продукции, ювелирных изделий, зубных протезов и пр. Этот вид золочения не подразумевает приложения внешнего тока. При погружении детали в раствор из менее электроотрицательного металла происходит процесс иммерсионного осаждения. После прекращения контактного обмена он завершается. Технология включает несколько этапов – начинается работа с кислой очистки поверхности и микротравления, а заканчивается химическим осаждением слоя никеля и последующим нанесением иммерсионного золота. В домашних условиях золочение декора, покрытие золотом ложек, декоративных цветов и прочих металлических предметов осуществляется путем натирания их поверхности пастой хлорного золота или погружения в раствор с цинковым контактом. В первом случае золото растворяют в смеси азотной и соляной кислот (1:3). Соотношение золота и раствора – 1г/10 мл. Жидкость выпаривают, соблюдая меры безопасности. Полученное хлорное золото соединяют с плавленым (отмученным) мелом, винным камнем и кровяной солью. После нанесения кисточкой пасты предмет оставляют на определенное время. Затем его промывают и полируют. Смешав хлорное золото с эфиром выполняют узоры и надписи. Чтобы приготовить раствор для золочения из хлорного золота, с ним соединяют дистиллированную воду (ее температура должна составлять около 50-60 градусов), поташ и соль. Еще одним «домашним» методом является использование гальванокарандаша в котором анодом служит наконечник, а катодом – поверхность изделия. Принцип осаждения аналогичен гальваническому способу покрытия, но используемое оборудование исключает использование ванны с раствором. Благородный металл не только украшает изделия, но и выполняет защитные функции. Процесс золочения стоит доверить профессионалам – отсутствие опыта и использование опасных компонентов часто приводит к нежелательным последствиям. Золочение в домашних условиях 10000 Содержание статьи: Виды золочения дома Гальванический способ Раствор для электролита Готовые решения для гальваники Технология золочения придает свежий и праздничный… Tags: золочения, золочение, раствор, покрытия, металла Типы золочения 10000 Золотой цвет – символ богатства и роскоши. Tags: золочение, золочения, золотом, покрытие, металла Золочение серебра 10000 С ценами на услуги золочения можно ознакомиться в конце этой статьи. Позолота – процедура, которая заключается в нанесении гальваническим или… Tags: золота, покрытия, золочение, используется Запись обновлена: Май 25, 2020 Изделия из сплавов золота разных проб используются не только в качестве украшений, детали из драгметалла активно применяются и в промышленности. Использование чистого золота в этих случаях обычно экономически не оправдано, чаще всего требуется лишь внешнее золотое покрытие, придающее элементу необходимые свойства. Золочение поверхности – один из основных гальванических процессов в ювелирном деле, позволяющий придать изделию требуемые декоративные или технические характеристики. Содержание статьи: При слове «бижутерия» многие модницы представляют себе ничем не примечательные пластиковые или металлические украшения, не несущие в себе никакой ценности. Качественную бижутерию отнести к этому же типу изделий нельзя, даже ее основа сделана из дешевого материала. Для основы украшения мастера обычно используют недрагоценные металлы, а чтобы придать ему привлекательный вид гальваническим методом наносят красивое покрытие. Для производства заготовок для украшений применяют мельхиор, бронзу, латунь, пьютер или нейзильбер. Все эти сплавы отличаются друг от друга цветовыми характеристиками и свойствами. Мельхиор получают, сплавляя медь, железо, никель и марганец. В итоге получается сплав, по цвету похожий на серебро. Пьютер делают на основе олова, из-за которого он легко поддается литью. Золотистого цвета и характерного «драгоценного» блеска мастера добиваются с помощью гальваники. Основа украшения при этом не обязательно должна быть металлической, это может быть и материал неметаллической природы. В ходе гальванического процесса изделие покрывается слоем золота или серебра. В последние годы часто прибегают к процедуре родирования. Гальваническое покрытие золотом обеспечивает украшению привлекательный вид. Отзывы о таких изделиях делятся на две части. Любители хорошей бижутерии высказываются положительно, аргументируя свою точку зрения тем, что позолоченное украшение несет в себе эффект драгметалла, но за меньшие деньги. Качественное покрытие и кропотливая работа опытного мастера могут воплотить в жизнь самые смелые дизайнерские идеи. Другие же негативно настроены к изделиям подобного рода, так как признают только драгоценные украшения. Среди возможных вариантов нанесения позолоты специалисты выделяют два способа: механический и электрохимический. Механический способ представляет собой покрытие поверхности сусальным золотом. Золочение тончайшими листами металла используется с древних времен, за множество веков суть процедуры практически не изменилась. Сусальное золочение бывает масляным и клеевым, в первом случае металл наклеивается на масляный лак, во втором – на полимент. Покрытие на масляной основе получается матовым, для достижения эффекта блестящей поверхности специалисты прибегают к использованию клеевой основы. Работы по созданию клеевого покрытия могут проводиться исключительно внутри помещения, так как такое золочение характеризуется высокой чувствительностью к влаге. Электрохимический вариант обработки поверхности драгоценным металлом представляет собой гальванический способ нанесения на изделие золота. Что это такое? В процессе работы мастер наносит при помощи действия электрического тока тончайший слой желтого драгметалла, величина которого может достигать долей микрон. Как любое покрытие, гальваническое золочение имеет свои преимущества и недостатки перед другими вариантами. Преимуществ покрытия, полученного таким способом, довольно много. К ним следует отнести высокий уровень износостойкости, отличную отражательную способность, высокую проводимость тока, способность защитить изделие от агрессивных внешних факторов, воздействия коррозионных и окислительных процессов. При нанесении гальванического покрытия специалист, проводящий работы, может контролировать толщину слоя драгметалла. Благодаря перечисленным свойствам золочение гальваническим способом широко применяется как в декоре поверхностей, так и для создания технических деталей устройств. Электрохимическое нанесение золота на поверхность. Долгое время главным недостатком метода считалась ограниченная сфера его применения. Электрохимический способ нанесения золота на поверхность предполагает, что эта поверхность относится к числу токопроводящих, то есть, сделана из металла. Благодаря достижениям науки на сегодняшний день эта проблема частично разрешена: специальные технологии позволяют проводить золочение диэлектрических материалов при помощи токопроводящих лаков и пленок. Гальваническое покрытие золотом представляет собой процесс нанесения металлической пленки. Толщина пленки может быть разной, в зависимости от целей золочения специалист может нанести на изделие слой толщиной от доли микрона до долей миллиметра. Весь процесс подразделяется на три этапа: сначала поверхность необходимо подготовить, затем нанести слой металла и произвести окончательную обработку. Качественное покрытие получится только в том случае, если обрабатываемая поверхность будет хорошо подготовлена. Изделие предварительно шлифуют механическим способом. Для этого используют наждачную бумагу, специальные пасты или станки для шлифовки. Затем поверхность подвергается обезжириванию в органическом растворителе. С этой задачей могут справиться спирт, ацетон или бензин. Еще одной обязательной процедурой перед гальванической обработкой является декапирование – удаление с поверхности имеющихся загрязнений, окислов и ржавчины. Иногда гальваническим покрытием необходимо покрыть только часть детали, для этого остальные участки изделия должны быть защищены от воздействия электролита и осаждения золота. Деталь покрывают золотом, используя гальванические ванны. Работа проводится с помощью токопроводящих подвесов и барабанов, сделанных из кислостойких материалов или в колокольных установках, позволяющих обеспечить отличный электрический контакт. Гальваническая ванна также должна иметь кислотоупорное покрытие, чтобы не разрушиться под воздействием электролита и оборудование в виде паровых рубашек. Весь процесс проходит при высокой температуре и необходимой плотности тока, которые поддерживаются автоматическими регуляторами. Осуществить гальванические процедуры в домашних условиях практически невозможно, так как для этого требуется не только специальное оборудование, но и редкие химические реактивы. По окончании работ изделие покрывается тонким металлическим слоем, обеспечивающим лучшие характеристики для детали. Для декоративных изделий важно приобретение привлекательного внешнего вида и желаемого оттенка, для промышленных деталей – способности противостоять коррозии, улучшения электрического контакта и облегчения процесса пайки. Для покрытия изделий чаще всего используют сплавы золота, к которому добавляют лигатирующий компонент. Дополнительный элемент в составе сплава позволяет придать детали необходимые качества и желаемый оттенок. В России предпочтение отдают золоту с красноватым отливом, в США и некоторых других странах приоритетом пользуется покрытие лимонно-желтого или латунного оттенков. Для того чтобы гальваника имела оттенок не под золото, а под платину, рабочий сплав должен состоять из золота и никеля, процентное содержание которого должно составлять не менее 8-10%. Такое покрытие будет иметь белый оттенок, а также отличаться высокой твердостью по сравнению с чисто золотым слоем. Сплав золота и меди в России применяется для покрытия элементов наручных часов. Ход процесса зависит от концентрации свободного цианида в электролите: чем больше концентрация вещества в электролите, тем меньше содержание меди в полученном покрытии. При проведении процесса в условиях нейтральных электролитов можно получить покрытие медь-золото толщиной 20 микрон. Кроме перечисленных сплавов, используются также составы золото-серебро и золото-сурьма. Процентное содержание элементов в итоговом покрытии зависит от особенностей электролита и применяемых химических реактивов. Гальваническое покрытие золото-сурьма заслужило положительные отзывы благодаря своему использованию для золочения оправ очков. Позолота — это процесс, при котором тонкий слой золота наносится на такие металлы, как серебро, сталь или медь, благодаря чему ювелирные изделия выглядят как золотые. Золотое покрытие — герой! Он берет всевозможные украшения и превращает их в золото! Официальное название – гальванопокрытие золотом. Изображение от Lapas77 через ShutterStock Золотые украшения Это просто означает нанесение легкого слоя золота на другой металл. После этого вы сможете носить золотое ожерелье или кольцо, не платя за «настоящее» золото. После нанесения покрытия никто не заметит разницы, если только он не ювелир и внимательно не осматривает. Золотое покрытие бывает разного качества, и во многом это связано с чистотой покрытия. Также может варьироваться в зависимости от качества основного металла, на который нанесено покрытие. Это то, что нужно иметь в виду — подробнее ниже. Мы дадим вам возможность решить, как использовать позолоту в своей жизни, с помощью 11 фактов о ювелирных изделиях с позолотой. Позолота ювелирных изделий означает взятие украшения и покрытие его золотом. Таким образом, украшения из любых материалов могут стать золотыми. Это часто делается в бижутерии, а также в бижутерии. В любом случае, обычные люди могут воспользоваться. Это отличный способ растянуть бумажник. Но важно знать, что позолота со временем изнашивается и слегка стирается. Хуже всего с кольцами, так как они постоянно трутся о палец. Золотое покрытие имеет долгую историю, восходящую к началу 1800-х годов. Одним из первопроходцев был Джон Райт, проделавший необычную лабораторную работу по разработке раствора электролита, необходимого для золочения. Следующим был Луиджи Бруньятелли, который был пионером, который впервые покрыл серебро гальваническим покрытием в 1805 году. Но только позже это стало обычным явлением. Кузены Джордж и Генри Элкингтон зарабатывали деньги на золочении, используя его для изготовления столового серебра и подобных предметов. К 1850-м годам умные люди поняли, что лучше иметь позолоченные украшения, чем блестящие вилки, и стало обычным делом покрывать предметы золотом. Это означает, что ваш пра-пра-пра-прадедушка мог купить позолоченные украшения для вашего прадедушки — вы поняли. Позолота — это не то же самое, что окраска распылением или что-то поверхностное. На самом деле это химический процесс. Когда электрический ток наносит тонкий слой золота на другой металл, он частично растворяет этот металл; это когда химическая связь создана. Это означает, что золото сплавляется с другим металлом, что означает, что оно очень хорошо прикреплено. Со временем будет некоторый износ, но он не просто треснет и отвалится. Чтобы двигаться шаг за шагом, первое, что происходит, это создание соли металла. Это комбинация положительных ионов и кислоты или неметалла. Эти соли смешивают с водой для создания ванны. Все, что вы кладете, попадает в эту ванну. Здесь в дело вступает электрический ток, который растворяет соли и превращает золото в другой металл. Золочение различных металлов. Одно отличие заключается в том, как долго прослужит покрытие. Помните, что это химический процесс, поэтому химия определяет долгосрочный успех покрытия. Металлы, на которых позолота сохраняется дольше всего, это серебро и титан. Это потому, что золото крепче всего держится на них. Никель, медь и латунь тоже подойдут, но их фиксация не будет такой сильной и долгой. Различные типы золотого покрытия Следует знать, что в большинстве случаев при использовании серебра перед золотом добавляется слой меди. Это замедлит потускнение. Для прочности можно добавить слой никеля, и только потом наносится золото. Количество золота, используемого для покрытия определенного изделия, измеряется толщиной. Если у вас есть что-то с золотым покрытием, обязательно попросите микронное покрытие. Это покрытие достаточно толстое, чтобы его можно было измерить в микронах — один микрон равен 0,001 миллиметра. В противном случае у вас было бы металлизированное покрытие, и в этом случае золото имеет размер менее 1 микрона. Все, что имеет толщину 1 микрон или больше, является микронным покрытием. Более толстые ювелирные изделия, которые с большей вероятностью изнашиваются или часто стираются, или которые лучше видны людям, должны быть толще. Конечно, важность предмета для вас тоже имеет значение. Вот краткое руководство: Многие услуги по золочению взимают плату за один микрон, а затем взимают определенную сумму за каждый дополнительный микрон. Ответить на этот вопрос сложно. Весь смысл золота в том, что как инертный металл оно не тускнеет. Почему же тогда один из ваших друзей сказал, что его позолоченный браслет потускнел? Ну, металл, на который нанесено покрытие, смешивается с покрытием, и когда он тускнеет, это выглядит так, как будто потускнело золотое покрытие. Один из советов, который может показаться странным для предотвращения потускнения, заключается в том, чтобы положить позолоченные украшения в пластиковый пакет. Выдавить лишний воздух. Лишение ювелирных изделий кислорода предохранит их от потускнения. Позолота недолговечна. Это один из компромиссов для экономии денег. Ожерелья и серьги могут прослужить больше года, прежде чем отслоятся или истончатся. Кольца могут прослужить почти столько же, если предупреждать только по выходным, для особых случаев и т. д. Изображение через ThePeachBox – Часы Marc Bale с кристаллами из розового золота Часы с кристаллами Marc Bale из розового золота Большая часть проблем с позолоченными предметами связана с ударами, царапинами на поверхностях и т. Вот почему лучший подход к золоту -plated — это надеть его на вечеринку, затем почистить и правильно хранить. Если носить его весь день в офисе, срок его службы сократится до нескольких месяцев. Еще одна вещь, о которой стоит подумать, это потоотделение — кислота, выделяемая потом, разъедает золотое покрытие. Как можно лучше, постарайтесь снять его, если думаете, что будете блестеть, чтобы кольцо или браслет продолжали блестеть. Во-первых, важно понимать, что золото для золочения настоящее. Мы не говорим об имитации. Это одна из причин, по которой модные украшения с золотым покрытием могут быть такими замечательными: вы действительно экономите деньги на изделиях из настоящего золота. Как объяснялось ранее, толщина измеряется в микрометрах, что означает, что в покрытии небольшое количество золота. Обычно невозможно снять покрытие с украшения и продать его. Ценность изделия заключается во всем украшении, включая основной металл, а не в самом покрытии. Ухаживая за позолотой, в первую очередь следует опасаться потускнения, выцветания и царапин. Хотя со временем происходит выцветание и износ, вы можете замедлить их и продлить срок службы ваших позолоченных сокровищ. Потускнение. Основной причиной потускнения является влага, особенно агрессивные химические вещества. Как сказано выше, если вы хотите носить красивые позолоченные украшения, вы должны настроиться на то, чтобы осознавать, что вы их носите, и быть готовым снять их по мере необходимости. Обязательно снимите все позолоченные предметы перед купанием, так как хлор губителен для них. Еще одно упражнение, так как пот приводит к потускнению. Если вы наносите духи или лосьоны на места, покрытые украшениями с металлическим покрытием, обязательно дайте им высохнуть, прежде чем надевать украшения. Важно хранить украшения, чтобы они не потускнели. Не храните позолоченные украшения вместе с серебряными: при столкновении металлов произойдет химическая реакция, которая ускорит потускнение. Выцветание. Если вы выполняете шаги, чтобы избежать потускнения, у вас в основном все хорошо. Еще один совет — чтобы избежать выцветания — тщательно очищайте свои позолоченные покрытия. Используйте мягкую салфетку для ювелирных украшений и полировочную салфетку (, а не ) — вот где проявляется выцветание. Царапины. Это довольно просто. Только не болейте позолоченными украшениями с другими видами. Лучше всего использовать полиэтиленовый пакет, поскольку он предотвращает окисление. Изображение с ThePeachBox – Ожерелье Cleo в слитках Ожерелье Cleo в слитках Есть несколько способов приобрести позолоченные украшения. Один из них — положить кольцо или другое украшение, которым вы владеете, в золотую посуду, дать свои характеристики, получить расчет стоимости и выполнить покрытие. Вы также можете приобрести украшения с золотым напылением, и они часто стоят от 20 до 40 долларов. Однако, скажем, у вас есть украшение, переданное вам от бабушки, подаренное вам кем-то милым, или что-то в этом роде. Или, может быть, вам просто интересно. Позолоченные украшения должны иметь клеймо. Ищите: Теперь вы испытаете немного износ и появление недостатков из-за позолоченных вещей, поэтому, когда это происходит, вы знаете, что ваши украшения позолочены. В начале статьи мы объясняли, что существуют виды золочения: флэш-покрытие и микронное покрытие. То, что их двое, не означает, что они одинаково распространены или что они близнецы. Помните, нанесение покрытия методом мгновенного осаждения — это, безусловно, бюджетный процесс — все дело в нанесении такого очень тонкого покрытия из золота на основной металл, что его вообще нельзя измерить ни в каких микронах. Если вы чувствуете себя комфортно с этим вариантом, он будет примерно вдвое дешевле, чем микронное покрытие. Помните, как объяснялось выше, для многих ювелирных изделий лучше всего подходит покрытие толщиной около 2–5 микрон, а для часов — немного выше. Таким образом, наши примеры будут вращаться вокруг микронного покрытия, и вы можете вычесть примерно 50% в качестве оценки, имея в виду, что оно будет варьироваться от одной услуги по нанесению покрытия к другой. Стоимость покрытия будет зависеть от исходного металла и размера предмета. Серебро пробы будет одним из самых дешевых в обработке, так как золото может быть нанесено непосредственно на него. Медь будет дороже , так как между ней и золотом нужно положить что-то вроде палладия. Покрытие Micron обычно стоит около 80 долларов за кольца и 130-150 долларов за более крупные изделия, такие как ожерелья. Чем больше микрон вы получаете, тем выше цена. Позолоченные украшения могут стать отличным способом хорошо выглядеть при ограниченном бюджете. Просто важно помнить то, что мы вам только что сказали, и относиться к этому так, как есть. Если вы хотите купить позолоченный предмет, будьте осторожны. Не переплачивайте за что-то с маркировкой 18K или 24K, потому что это может быть 14K — это невозможно определить невооруженным глазом, поскольку микроны — это доли миллиметров. Вот почему было бы неплохо, если бы ваши украшения из различных металлов были покрыты золотом. Это позволяет указать толщину, а также количество каратов, даже если вам придется немного поискать. Получив украшения, обращайтесь с ними должным образом в соответствии с приведенными выше рекомендациями. Он отличается от других украшений. Если вы сведете к минимуму шелушение и изнашивание позолоченных украшений, они не будут раздражать. Вы почувствуете, что от этого увлекательного процесса ваши деньги окупились. Мы никому не скажем, что вы не носите чистое золото! Теги: золотые украшения, слой золота, поверхность, покрытие Раскрытие информации о партнерских программах Как редакторы справочника по покупкам ювелирных изделий, мы пишем о вещах, которые нам нравятся и которые, как мы думаем, понравятся вам. Позолоченные украшения Золотое покрытие приходит Как и все, Не уверен, что золото Мы нашли тебя Quick Navigation Золотое покрытие Золотое покрытие Проверьте здесь Проверьте здесь Эфиопский опал в позолоченной оправе от Delarah Jewelry. Подробнее здесь. Используйте код «SAVE6DJ», чтобы получить скидку 25%. Покрытие ювелирных изделий Далее тонкий слой На финал Позолоченное вольфрамовое кольцо. См. здесь . Позолота может быть Да, позолота есть Чистота Позолоченное кольцо с рубинами от Delarah. Смотрите здесь. Банка для позолоты Покрытие с Идеальная толщина Покрытие около Поскольку позолота на большинстве ювелирных изделий очень тонкая, восстановить золото может быть сложно. Для аффинажных заводов часто не стоит пытаться извлечь золото из украшений с покрытием, а размер прибыли очень низок. В позолоченных украшениях используется настоящее золото, но они не очень ценны. Источник: Etsy. Как я уже говорил Золотое покрытие может потускнеть Потускневшая позолоченная цепочка. Проблема в Как упоминалось выше, Золотое покрытие Лучший способ Принимая правильно Кольцо с черным бриллиантом в позолоченной оправе от Delarah. Подробнее здесь. Ваш ювелир должен указать, что золото покрыто металлом. Однако вот GP – позолоченные GEP – с гальваническим покрытием золотом HGE – тяжелая золотая гальваника HGP – тяжелая золотая пластина Тем не менее, не существует жесткого правила, согласно которому позолоченные украшения должны быть Посмотрите это видео, в котором показано, как отличить настоящее золото от подделки. Это зависит от В общем золото Перед покупкой золота Домашние наборы для золочения, подобные этому, обычно забавны и просты в использовании. Это хороший способ понять процесс золочения и попробовать покрыть золотом некоторые свои изделия. Если у вас много позолоченных украшений, это может быть хорошим способом сохранить их блестящими и блестящими. Лучше всего искать позолоченные украшения в магазинах бижутерии. Это доступные варианты ювелирных изделий, и рядом с вами обязательно будет несколько физических магазинов. Фрезер — это инструмент, представляющий собой ручной аналог фрезерного станка и использующий тот же принцип работы: вращающаяся насадка с зубьями или режущими кромками движется поступательно относительно заготовки.
Основные отличия фрезеров от станков очевидны: ручной инструмент более мобилен, им проще делать прорези сложной формы, а также это единственный вариант для крупных заготовок, которые невозможно поместить на станок. Однако имеются и другие значительные различия. Так, ручные фрезеры рассчитаны в основном на дерево; возможность применения с другими материалами встречается сравнительно редко. Кроме того, если станки различаются по конструкции, то ручные инструменты — по специализации, а именно по типу работ, для которых они предназначены. Самыми популярными в наше время являются универсальные (погружные), кромочные и ламельные фрезеры, их мы и рассмотрим в данной статье.
Известны также как «погружные»: при переходе в рабочее положение фреза движется вниз, погружаясь в обрабатываемый материал, а универсальными такие устройства называют потому, что они способны выполнять большинство задач, стоящих перед фрезерами: прорезание канавок, пазов и желобков, обработку кромок, снятие фасок и т.
Одна из самых доступных и в то же время функциональных моделей от известного немецкого бренда. Несмотря на невысокую стоимость, имеет такие полезные особенности, как ручное управление скоростью через выключатель (с электронным ограничением), а также быстрая установка копировальной втулки (поставляется в комплекте). Двигателя на 1200 Вт достаточно для работы с большинством пород дерева, но вот для более твёрдых материалов лучше выбрать агрегат помощнее.
Инструмент топового класса, с соответствующей стоимостью, характеристиками и возможностями — начиная от мощного двигателя на 2300 Вт с поддержанием оборотов и параллельного упора с обилием регулировок и заканчивая встроенной подсветкой и усиленной защитой «начинки» для увеличения срока службы. Для удобства хранения и обслуживания инструмент можно ставить «вверх ногами».
Фрезеры, предназначенные прежде всего для обработки кромок — со снятием фаски, выборкой пазов и четверти, прорезанием канавок или выемок и т.
Кромочный фрезер бюджетного класса. Имеет двигатель мощностью 530 Вт со скоростью холостого хода 35000 об/мин, без возможности регулировки и без поддержания оборотов под нагрузкой. С другой стороны, в комплект поставки входит три вида направляющих (прямая, контурная и для шаблона), а вес всего в 1,5 кг облегчает длительную работу с инструментом.
Инструмент среднего уровня от немецкого бренда (с производством в Мексике).Основными особенностями данного инструмента являются небольшой вес и габариты — они позволяют удерживать инструмент одной рукой и не закреплять заготовку.
Высококлассный кромочный фрезер, примечательный прежде всего тем, что он изначально рассчитан на применение по металлу. Помимо прочего, позволяет снимать фаски высотой до 10 мм. За стабильность оборотов отвечает фирменный электронный регулятор Vario-Constamatic Точность и удобство в работе обеспечивают направляющие пластины высокой прочности (они же играют роль защиты от стружки), а также регулируемая рукоятка и упорный ролик для работы с трубами. В комплект входит фрезерная головка с 3 режущими кромками из твёрдого сплава.
По сути — особая разновидность кромочных фрезеров, имеющая очень узкую специализацию. Используются в основном для подготовки щелей под ламели (плоские детали, применяемые, в частности, как крепёж и как элемент каркаса), а также для некоторых схожих задач — таких, как выборка четверти и прорезание продольных пазов и канавок.
Основная сфера применения подобных инструментов — мебельное производство. А в качестве достаточно характерного представителя можно упомянуть DeWALT DW682K. Это ламельный фрезер профессионального уровня, имеющий стандартную для таких инструментов глубину реза — до 20 мм — с возможностью точной регулировки этой глубины (три фиксированных значения плюс любые промежуточные), а также обилием других настроек. Мощность двигателя составляет 600 Вт, его обороты можно регулировать в диапазоне до 0 до 10000 об/мин (наличие такой регулировки для ламельных фрезеров не особенно характерно). В комплект входят твердосплавная фреза и мешок для стружки. 29.09.2021 Поделиться Электрические фрезеры90 22.02.2022 Основные виды деревообрабатывающих станков 18. Виброплиты и вибротрамбовки 15.02.2022 Как подобрать электрорубанок? 11.02.2022 Технология Makita XGT 08.02.2022 Какими бывают строительные леса 04.02.2022 Выбираем насосную станцию 01.02.2022 История инструмента: перфоратор 28.01.2022 Как выбрать бензопилу? 25.01.2022 Минимойки высокого давления 21.01.2022 Какими бывают компрессоры? 18.01.2022 Технология M2M от Makita 20.12.2021 Снегоуборщики 7 2021 — 2022 Фигурная резьба по дереву, декоративная отделка мебели и элементов интерьера издавна украшает наши дома. Прогресс не стоит на месте и вот на смену фигурным стамескам пришли фрезы, а скорость обработки обеспечили электромоторы. Теперь декоративную резьбу можно сделать быстро и качественно с помощью ручного электрического фрезера. Любые элементы украшения, на разный вкус… Мы составили список лучших фрезеров, основываясь на экспертных оценках специалистов и отзывах реальных покупателей. Наши рекомендации помогут вам сделать выбор, оптимальный требованиям и желаниям. На мировом рынке техники много конкурентов, но мы отобрали лучших производителей и рекомендуем обратить на них особое внимание: Бюджетные / Недорогие Средней ценовой категории Категории По дереву Для дома Вертикальные Кромочные Ламельный (шпоночный) Зачистные (для снятия лака) * Цены действительны на момент публикации и могут изменяться Вертикальные / Для дома / По дереву * из отзывов пользователей Подробнее о Bort BOF-1080N (фрезер) Минимальная цена: Вертикальные / Для дома / По дереву * из отзывов пользователей Подробнее о Hammer FRZ1200B (фрезер) Минимальная цена: Вертикальные / Для дома / По дереву * из отзывов пользователей Подробнее о Makita RP1800F (фрезер) Минимальная цена: Показать все товары в категории «По дереву» Вертикальные / Для дома / По дереву * из отзывов пользователей Подробнее о Интерскол ФМ-40/1000Э (фрезер) Минимальная цена: Показать все товары в категории «Вертикальные» Кромочные / Для дома / По дереву * из отзывов пользователей Подробнее о Bosch GKF 600 Professional (фрезер) Минимальная цена: Показать все товары в категории «Кромочные» Для дома / Ламельный (шпоночный) / По дереву * из отзывов пользователей Подробнее о Makita PJ7000 (фрезер) Минимальная цена: Показать все товары в категории «Ламельный (шпоночный)» Для дома / Зачистные (для снятия лака) / По дереву * из отзывов пользователей Подробнее о Metabo LF 724 S (фрезер) Минимальная цена: Показать все товары в категории «Зачистные (для снятия лака)» Оцените статью Всего голосов — 7, Читайте также в рубрике «Дом и дача» В то время как производители сетевого оборудования годами упрощают использование утилит для установки, получение максимальной отдачи от вашего нового беспроводного маршрутизатора обычно требует тщательного изучения. Эти шаги предполагают, что вы уже нашли подходящий маршрутизатор для своего дома. Если вы все еще хотите совершить покупку, ознакомьтесь с нашим руководством по покупке беспроводного маршрутизатора (ссылка выше) или, если вы ищете что-то немного дешевле, попробуйте наш обзор бюджетных маршрутизаторов, в который входят наши лучшие игроки стоимостью менее 100 долларов США. Если вы ищете самый быстрый канал для видеоигр, ознакомьтесь с нашим руководством по игровым маршрутизаторам. Все эти руководства по покупке содержат наши лучшие и последние обзоры в каждой категории с каждым игроком, прошедшим тестирование беспроводных маршрутизаторов PC Labs. При выборе маршрутизатора вам нужно решить, хотите ли вы маршрутизатор Wi-Fi 6, маршрутизатор Wi-Fi 5 (802.11ac) или ячеистую систему Wi-Fi. По-прежнему существует множество маршрутизаторов Wi-Fi 5, способных справиться с легкими и умеренными сетевыми потребностями, но если вам нужны новейшие технологии и производительность, которые они обеспечивают, вам подойдет маршрутизатор Wi-Fi 6. (Сначала ознакомьтесь с нашим пояснителем Wi-Fi 6 для получения более подробной информации.) Ячеистые системы Wi-Fi предназначены для людей, готовых заплатить немного больше за два основных преимущества: простая базовая настройка и Wi-Fi во всем доме. покрытие. Хотя вы можете увеличить зону покрытия в своем доме с помощью стандартного маршрутизатора и расширителя беспроводного диапазона, это решение, как правило, заставляет пользователей преодолевать несколько дополнительных обручей, чтобы все работало гладко, в частности, вынуждая пользователей входить в разные беспроводные сети в зависимости от того, где они находятся. Более новые ячеистые системы Wi-Fi, такие как Amazon Eero 6 и Asus ZenWiFi AX (XT8), объединяют Wi-Fi 6 и ячеистую технологию в одном пакете, а в случае нового Eeros добавляют технологию умного дома Zigbee как Что ж. Хотя сетка Wi-Fi, безусловно, является самым простым вариантом, когда дело доходит до достижения этого базового набора зеленых мигающих индикаторов, он по-прежнему представляет собой просто базовую настройку маршрутизатора, сетку или что-то еще. Предположим, однако, что вы хотите повысить безопасность с помощью гостевой сети и родительского контроля или добавить параметры качества обслуживания (QoS) для защиты трафика, поступающего из определенного приложения или направляемого на определенное устройство. Как купить лучший роутер — Разъяснение пожалуйста Прежде чем приступить к работе, вам необходимо решить, где вы разместите маршрутизатор. Поиск открытого пространства рядом с центром вашего дома — лучший способ обеспечить оптимальное покрытие. Имейте в виду, что стены и полы будут препятствовать сигналу Wi-Fi, поэтому чем больше препятствий между вашими устройствами и маршрутизатором, тем слабее (и, возможно, медленнее) будет сигнал. Старайтесь избегать близости с крупными металлическими, стеклянными, кирпичными или бетонными предметами. Сетчатые системы Wi-Fi решают эту проблему, позволяя размещать узел с привлекательным дизайном там, где покрытие является самым слабым. Но для тех, кто работает со стандартными маршрутизаторами или даже расширителями беспроводного диапазона, это потребует некоторого терпения и тестирования, чтобы увидеть, где находятся ваши оптимальные области размещения. Запустите этот процесс, подключив маршрутизатор к модему. Для этого вам понадобится кабель Ethernet, который нужно подключить к порту WAN (глобальной сети) на задней панели маршрутизатора. Этот порт может немного отличаться от маршрутизатора к маршрутизатору, но обычно он имеет цвет, отличный от других портов, и помечен как «WAN», «Internet» или что-то подобное. От порта WAN подключите другой конец кабеля Ethernet к порту Ethernet на задней панели модема. Убедитесь, что ваш модем включен, и вы будете готовы к подключению к Интернету. Затем, конечно, вам нужно подключить маршрутизатор к розетке и включить его. Как упоминалось выше, большинство ячеистых систем Wi-Fi и некоторые из последних стандартных беспроводных маршрутизаторов теперь можно полностью настроить со смартфона. У производителей будет свое собственное уникальное приложение для настройки, поэтому обратитесь к краткому руководству вашего маршрутизатора, чтобы убедиться, что вы загрузили правильное приложение. Первым шагом для запуска вашей сети будет настройка имени пользователя и пароля. Если у вас есть подержанный маршрутизатор, имя пользователя и пароль можно сбросить до заводских значений по умолчанию, удерживая утопленную кнопку где-нибудь на маршрутизаторе (обычно сзади). Часто эти значения по умолчанию представляют собой что-то вроде «admin» и «admin», которые знает каждый потенциальный хакер, поэтому обязательно измените их сразу. Обязательно используйте безопасный пароль, состоящий из заглавных и строчных букв, цифр и символов. Установив имя пользователя и пароль, вы можете перейти к настройке параметров маршрутизатора. Как и в случае с приготовлением ужина, не существует «правильного» способа установки маршрутизатора, и у каждой модели, вероятно, будут свои уникальные шаги, зависящие от ее функций. Из-за этого пытаться описать здесь все возможные пути конфигурации было бы утомительно и бессмысленно. Мы рекомендуем обратиться к руководству вашего маршрутизатора для уточнения деталей. Тем не менее, у нас есть несколько советов. Сначала воспользуйтесь мастером простой настройки . Большинство маршрутизаторов предоставляют некоторую форму краткой процедуры настройки, которая требует немного больше, чем SSID и пароль. Если сомневаетесь, начните с этого. (SSID — это имя Wi-Fi вашего маршрутизатора. Это может быть что-то вроде «asus» или «netgear» из коробки, но не стесняйтесь изменить его на что-нибудь креативное, например «FBI-surveillance-van». Во-вторых, используйте кнопку WPS для подключения устройств Wi-Fi . Если вы когда-либо связывали два устройства Bluetooth, например смартфон с наушниками, то у вас уже есть общее представление о том, как это работает. Допустим, вы хотите подключить ноутбук с Windows к маршрутизатору. На вашем ноутбуке вы увидите всплывающее окно SSID вашего маршрутизатора в списке видимых беспроводных сетей в Windows. Когда вы выбираете SSID и пытаетесь подключиться, Windows предложит вам ввести сетевой ключ безопасности (что является ненужным техническим способом сказать «пароль»). Если вы должным образом позаботились о своей безопасности и создали пароль из случайно выбранных прописных и строчных букв, цифр и символов, вы совершенно забудете его и больше не захотите возиться с его вводом. Наконец, если есть сомнения, пусть это сделает маршрутизатор. Инструменты автоконфигурации — ваши друзья. Например, хотя вы, безусловно, можете создать собственный диапазон внутренних IP-адресов и назначить статические адреса всем своим устройствам вручную, просто установите флажок «Протокол динамической конфигурации хоста (DHCP)» в настройках маршрутизатора. сразу же, так как это протокол, который автоматически назначает IP-адреса устройствам. Урок здесь заключается в том, что если вы можете что-то изменить, это не значит, что вы должны это делать. По крайней мере, на этапах настройки и раннего использования используйте автоматические настройки, насколько это возможно. Если вы используете двухдиапазонный маршрутизатор Wi-Fi 5 или Wi-Fi 6, вы можете подключать свои клиентские устройства либо к диапазону 2,4 ГГц, либо к диапазону 5 ГГц. Тем не менее, если вы хотите продолжать использовать частоту 2,4 ГГц, попробуйте поэкспериментировать с выбором канала. «Авто» обычно неплохо справляется с переключением вариантов каналов и поиском лучшего, но если у вас проблемы с подключением клиентов, попробуйте вручную установить канал на 1 или 11. В диапазоне 2,4 ГГц всего 11 каналов. вы можете переключаться между ними, чтобы избежать помех, при этом канал 6 обычно используется по умолчанию. Большинство маршрутизаторов Wi-Fi 6 поддерживают полосу пропускания канала 160 МГц в диапазоне 5 ГГц, что обеспечивает более высокую скорость передачи данных, чем каналы 2,4 ГГц (и, следовательно, повышенную производительность). А последнее дополнение к стандарту Wi-Fi 6, известное как Wi-Fi 6E, позволяет пользователям подключаться к радиодиапазону 6 ГГц, который относительно лаконичен и предлагает меньшую задержку и более высокую производительность, чем вы можете ожидать от 2,4 ГГц и диапазоны 5 ГГц. Старые устройства могут подключаться к маршрутизаторам Wi-Fi 6E, но только устройства, поддерживающие Wi-Fi 6E, могут подключаться к диапазону 6 ГГц. После «простой» настройки некоторые маршрутизаторы проведут вас через несколько дополнительных шагов, таких как установка родительского контроля (функции, позволяющие фильтровать определенные типы контента) и автоматическое обновление микропрограммы маршрутизатора. После этих предварительных действий перейдите к «настройке беспроводной сети» или к вкладке/экрану с аналогичным названием, чтобы активировать сеть Wi-Fi. Как только ваша сеть активирована, вы можете подключить к ней любое устройство и начать просматривать веб-страницы. Для большинства маршрутизаторов простая активация вашей сети и подключение к Интернету — это лишь малая часть того, что вы можете сделать. Хотя название вкладки, такое как «расширенные настройки», может показаться немного пугающим, содержащиеся здесь меню часто позволяют вам управлять некоторыми из наиболее полезных функций вашего маршрутизатора. Как упоминалось выше, QoS — одна из самых полезных функций для онлайн-развлечений. Это позволяет вам выбирать и назначать приоритеты восходящему и нисходящему трафику в вашей сети, что может повысить производительность вашего любимого потокового сервиса или онлайн-игры. У большинства маршрутизаторов есть вкладка на странице приложения/конфигурации, посвященная мониторингу трафика. Перейдите к этому и найдите вкладку QoS. Включите QoS, после чего вы сможете расставить приоритеты для определенных служб, таких как онлайн-игры или потоковое видео. Вы также можете установить приоритет устройств в сети. Несколько лет назад это обычно делалось путем предоставления уникального MAC-адреса устройства и установки уровня приоритета для этого устройства. В наши дни такие поставщики, как Netgear, все чаще предлагают более интуитивно понятные графические подходы к той же идее, как показано на снимке экрана вручную ниже. Параметры QoS также могут позволить вам увидеть, как ваша общая пропускная способность распределяется по устройствам, чтобы вы могли определить, кто получает больше, чем его справедливая или желаемая доля. В наши дни большая часть трафика загружается в природе, особенно при потоковой передаче мультимедиа. Если вы обнаружите, что ваши потоковые сервисы время от времени приостанавливают буферизацию, попробуйте использовать QoS для определения приоритетов их трафика. Однако, как правило, только геймерам нужно беспокоиться о расстановке приоритетов вышестоящего уровня. Гостевая сеть удобна, если вы предпочитаете, чтобы все данные и файлы в вашей личной сети не попали в несанкционированные руки. Чтобы настроить его, перейдите на страницу приложения/конфигурации вашего маршрутизатора и перейдите к настройкам беспроводной сети. На большинстве маршрутизаторов гостевые сети отключены по умолчанию, поэтому обычно здесь есть страница для их настройки. Мы настоятельно рекомендуем применять шифрование по крайней мере WPA2 к вашей обычной сети Wi-Fi, но вы можете оставить свою гостевую сеть «открытой» для облегчения доступа. Хотя это и удобно, это также может стимулировать знакомство с соседями и бродячими людьми, припарковавшимися на вашей обочине. Обязательно ограничьте привилегии доступа к гостевой сети, например, какую группу могут использовать подключающиеся люди или в какое время сеть активна. Вы также можете ограничить гостевую сеть диапазоном 2,4 ГГц или 5 ГГц, но не обоими сразу. 10 способов усилить сигнал Wi-Fi Стоит ли обновляться до Wi-Fi 6? Нет больше мертвых зон! Как настроить ячеистую сеть Wi-Fi Может быть полезно знать, как увидеть, какой трафик проходит через вашу сеть, и установить ограничение на указанный трафик. Если какая-либо из этих двух функций вас интересует, перейдите в меню дополнительных настроек вашего маршрутизатора. Если вы настраиваете беспроводную сеть для бизнеса, даже небольшой бизнес может извлечь большую пользу из регулярного мониторинга трафика. От отслеживания нарушений безопасности до обеспечения того, чтобы ключевые приложения (такие как ваш телефон или система видеоконференций) всегда получали необходимую пропускную способность, мониторинг трафика может помочь. Большинство компаний выбирают специальный инструмент для мониторинга сети, но если беспроводная сеть является основной локальной сетью вашего бизнеса, лучшим выбором будет специальный инструмент для управления Wi-Fi, такой как Ekahau Pro. Ветераны Интернета, возможно, помнят дни до появления Dropbox, когда для передачи больших файлов между системами требовалось преодолевать несколько препятствий с помощью специальных приложений протокола передачи файлов. FTP-приложения, возможно, вышли из употребления, но эта технология все еще может быть удобным способом передачи большого количества файлов без использования облачных сервисов. FTP-серверы доступны только для маршрутизаторов, имеющих хотя бы один USB-порт. Прежде всего вам понадобится USB-накопитель, например внешний жесткий диск, подключенный к маршрутизатору. Затем перейдите к дополнительным настройкам на странице приложения/конфигурации и найдите вкладку «USB-накопитель», «Настройки USB» или что-то подобное. На этой вкладке установите флажок «FTP через Интернет» или аналогичный. Теперь ваше USB-устройство будет доступно пользователям вашей сети. Если вы хотите быть единственным, кто имеет доступ к USB-устройству, вы можете изменить доступ для чтения и записи, чтобы он был только для администратора. Некоторые маршрутизаторы требуют настройки доступа для чтения и записи для определенных папок. Просто нажмите «новая папка», «выбрать папку» или что-то подобное и перейдите к нужной папке на вашем USB-устройстве. Выберите папку и примените изменения. Думайте о MAC-адресе (управлении доступом к среде) как об универсальном уникальном имени для любого сетевого устройства. Адрес привязан к оборудованию устройства. Некоторые маршрутизаторы позволяют вам установить список определенных MAC-адресов, которые могут (или не могут) получить доступ к вашей сети. Это похоже на занесение в черный или белый список устройств, которые могут получить доступ к вашей локальной сети. Для этого на вкладке дополнительных настроек найдите MAC-фильтр. Двух- или трехдиапазонные маршрутизаторы обычно предлагают вам выбрать, к какой полосе будет применяться фильтр, а некоторые маршрутизаторы заставят вас выбрать, будет ли введенный MAC-адрес единственным принятым в сети или единственным адресом, отклоненным из нее. Для мобильных устройств, таких как телефоны или планшеты, MAC-адрес может быть можно найти, зайдя в настройки вашего устройства и перейдя на вкладку «О телефоне». Отсюда у некоторых устройств может быть вкладка под названием «Состояние», где можно найти MAC-адрес, в то время как у других он легко доступен в разделе «О телефоне». На Mac или ПК перейдите на страницу сетевых настроек вашего устройства и откройте центр управления сетями и общим доступом. Нажмите на свое соединение Wi-Fi и найдите «Подробности» или «Свойства». В этой области будет отображаться множество информации, включая «физический адрес» вашего устройства, еще один термин для MAC-адреса. (На Mac это называется «Адрес Wi-Fi».) Родительский контроль, как минимум, позволяет установить ограничения по времени, в течение которых каждое разрешенное устройство (идентифицируемое по MAC-адресу) может находиться в сети. Сначала используйте фильтрацию MAC-адресов, чтобы убедиться, что только утвержденные устройства могут подключаться к вашему маршрутизатору. Затем используйте родительский контроль, чтобы убедиться, что эти разрешенные устройства могут подключаться только в утвержденные часы. Настройка занимает всего несколько минут и, как и наличие хорошо настроенного маршрутизатора в целом, избавит от бесчисленных головных болей и обеспечит более бесперебойную работу вашего дома. Любой может настроить подключение к Интернету за несколько минут, используя краткое руководство своего маршрутизатора, но большинство моделей скрывают менее известные сокровища в своих меню настройки. Если вы хотите получить максимальную отдачу от инвестиций в маршрутизатор, найдите дополнительное время, чтобы изучить эти дополнительные параметры. (Примечание редактора: Джон Делани также участвовал в написании этой статьи.) Подпишитесь на информационный бюллетень Tips & Tricks , чтобы получить советы экспертов, чтобы получить максимальную отдачу от вашей технологии. Этот информационный бюллетень может содержать рекламу, предложения или партнерские ссылки. Подписка на информационный бюллетень означает ваше согласие с нашими Условиями использования и Политикой конфиденциальности. Спасибо за регистрацию! Ваша подписка подтверждена. Следите за своим почтовым ящиком! Подпишитесь на другие информационные бюллетени Когда нужно выполнить серьезную фрезеровку, например, изготовление дверей с приподнятыми панелями или широких молдингов, эти высокопроизводительные фрезеры делают пропилы за один проход, для чего меньшим фрезерным станкам требуется две или более попыток. Именно поэтому на них ложится львиная доля работы в производственных деревообрабатывающих цехах. Но они предназначены не только для профессионалов. Загрузите таблицу наших полных результатов испытаний и сравнений. Чтобы помочь вам выбрать тот, который лучше всего соответствует вашим потребностям, мы испытали семь погружных фрезерных станков и две модели с фиксированным основанием в различных ручных и настольных приложениях. После ручной фрезеровки глубоких пазов, шпунтов и краевых профилей в красном дубе мы заставили каждый фрезер сделать полный пропил профиля фальшпанели за один проход. Ни один из маршрутизаторов не завис настолько, чтобы вызывать беспокойство. Затем мы протестировали электронный регулятор скорости на каждом маршрутизаторе, чтобы увидеть, насколько хорошо он поддерживает скорость под нагрузкой, что жизненно важно для долговечности двигателя. Семь из девяти фрезеров поддерживали узкий диапазон скоростей вращения шпинделя на протяжении всех резов. Однако скорость двух маршрутизаторов Porter-Cable — 7518 с фиксированной базой и погружного 7539 — неоднократно увеличивалась и уменьшалась в поисках скорости без нагрузки, но редко находила ее во время 4-футового прохода. Это не вызвало проблем с перегревом или качеством резки, но это раздражает. Модели Porter-Cable также являются единственными протестированными маршрутизаторами с пятью предустановленными скоростями на ползунковом переключателе, расположенном в верхней части двигателя; переключатель легко настроить в ручном режиме, но труднее увидеть настройки, когда он перевернут на столе маршрутизатора. Помимо мощности, что отличает хороший фрезерный стол? Простая регулировка битовой высоты и изменение битов возглавляют список. Из протестированных фрезеров только Milwaukee, показанный ниже , и Triton TRA 001 включают в себя инструмент, который проходит через столешницу для подъема и опускания фрезы сверху. Это избавит вас от необходимости наклоняться. (Тем не менее, вы должны потянуться под столом, чтобы привести в действие базовый замок на Milwaukee, прежде чем выполнять какие-либо регулировки.) 102129618.jpg Высота фрезы регулируется с помощью фрезерного станка Milwaukee 5625-20 с фиксированным основанием, используя входящий в комплект T-образный ключ, доставая его через отверстие во вставной пластине. Bosch 1619EVS ( ниже ), Hitachi и Makita включают в себя удлинительные рукоятки для своих ходовых винтов, изменяющих высоту, которые, несмотря на то, что вам все еще нужно достать под столом, облегчают изменение высоты, чем остальные маршрутизаторы. 102129615.jpg Несмотря на то, что вам все равно придется тянуться под столом, выдвижная рукоятка Bosch позволяет легко поднимать и опускать фрезер, когда вы смотрите на фрезу. Только Triton позволяет изменять все биты над таблицей. С Milwaukee вы можете заменить большинство насадок над столом, но насадки большого диаметра, такие как подъёмники, могут заблокировать доступ ключа, в зависимости от размера отверстия пластины вставки. В других фрезерах вы меняете насадки, либо отвинчивая цангу под столом (непростая задача), либо, если фрезер установлен на пластине-вкладыше, поднимая его на столешницу ( ниже ). 102129614.jpg Некоторые маршрутизаторы не имеют простого способа настройки или изменения битов; с ними лучше всего просто снять маршрутизатор со стола для этих работ. В руководствах по эксплуатации Hitachi и Triton указано, что при установке на столе необходимо снять плунжерную пружину ( ниже ) для облегчения регулировки без натяжения. Bosch имеет встроенный пружинный байпас, который также хорошо работает. Другие погружные фрезеры не предусматривают установку на стол, поэтому мы тестировали их с неповрежденными пружинами. 102127353.jpg На Triton TRA 001 легкодоступный поворотный колпачок упрощает снятие, а при ручном использовании и повторную установку поршневой пружины. Только Bosch, Festool, Milwaukee и Porter-Cable 7518 имеют отверстия в основании, достаточно широкие для втягивания обычной фрезы для подъема панели диаметром 3 1 ⁄ 2 дюйма. Для использования фрезы этого размера с другими фрезерами , вы должны установить окончательную высоту долота с самого начала, а затем расположить упор перед подшипником долота, перемещая упор назад с интервалами, пока не получите желаемый профиль. Если бы у нас был выбор, мы бы предпочли не использовать эти фрезеры для ручной работы просто из-за их размера и неудобности. Вместо этого мы предпочитаем маршрутизатор среднего размера (от 1 1 ⁄ 2 до 2 1 ⁄ 4 л.с.). Тем не менее, маршрутизаторы Bosch, Festool и Makita выделялись из тестового поля при ручном использовании. Здесь погружные фрезы имеют большое преимущество перед моделями с фиксированным основанием, потому что они справляются со всей фрезеровкой кромок и столярных изделий, а также с заданиями, когда вам нужно опустить фрезу в заготовку. 73×1.jpg Чтобы заменить насадки в инструменте Festool, нажмите и удерживайте фиксатор шпинделя, а затем двигайте ключом вперед-назад по цанговой гайке — не нужно снимать ключ с гайки, пока вы не закончите. 73×2.jpg Концентрические кожухи для сбора пыли, которые вдвигаются друг в друга над основанием, и защелкивающийся кожух по краям помогают собрать почти всю пыль и стружку, создаваемые этим фрезерным станком. Фрезерные станки с пылезащитными кожухами хорошо собирали стружку и пыль при фрезеровании с закрытым пропилом, например, пазов и пазов, но не так хорошо при фрезеровании по краям. Только у Festool есть колпак для фрезерования кромок, и он отлично работает. 102125709.jpg 888-337-8600, Festoolusa.com Нижние точки: Дополнительные баллы: 102125715.jpg 800-729-3878, milwaukeetool.com Нижние точки: 102125707.jpg 800-829-4752, hitachipowertools.com Низкие баллы: Дополнительные баллы: 102125713.jpg 877-267-2499, boschtools.com Низкие баллы: 102125708.jpg 800-433-9258, dewalt.com Низкие точки: 102125712.jpg 800-462-5482, makitatools.com Нижние точки: Extra Point: 102125714.JPG 888-848-5175, portercable.com Низкие баллы: Дополнительные баллы: 102125711.jpg 888-848-5175, portercable.com Низкие баллы: 0 0 102125710.jpg 800-624-2027, tritontools.com Содержание Иностранные аналоги — HS 6-5-2 (Германия, DIN), 1.3343 (Европа, En) Буква «Р» означает, что сталь является быстрорежущей. По требованию потребителей могут изготавливаться стали марок Р6М5 с легированием азотом (массовая доля азота от 0,05% до 0,10%). В этом случае марка стали будет обозначаться Р6АМ5. Сталь Р6М5 относится к вольфрамолибденовым сталям и применяется для изготовления — режущего инструмента всех видов для обработки при обычной скорости резания деталей из углеродистых и среднелегированных конструкционных сталей с пределами прочности до 90—100 МПа, а также зуборезных инструментов для обработки нержавеющих сталей. Наиболее широко сталь Р6М5 применяется для изготовления сверл, метчиков, долбяков, протяжек и других инструментов. Недостатки: Сортовой прокат, в том числе фасонный: ГОСТ 19265—73, ГОСТ 2590-88, ГОСТ 2591-88. Инструменты подогревают при 800-850°С 10-15 мин или при 1050-1100°С 3-5 мин, а крупные инструменты предварительно при 550-600°С 15-20 мин. Нагрев выполняют в смеси ВаСl2 (78%) и NaCl (28%) при 800-850°С и в ВаСl2 при нагреве выше 1050°С. Соли каждые 8-12 ч раскисляют добавками 2—3% буры по массе или MgFa2 (4—5% по массе). Раскисление MgFa2 создает лучшую защиту и обязательно для сталей, легированных молибденом или кобальтом, как более чувствительных к обезуглероживанию. Выдержка при окончательном нагреве 10—12 с на 1 мм диаметра или наименьшей стороны (для стали В11М7К23 — 30—60 с). Инструменты простой формы охлаждают в масле, а сложной — в горячих средах (KNO3) при 400—250°С. Может быть и более высокая температура выдержки — 650°С. Выдержка в горячих средах 3—5 мин при более высоких температурах и 8—15 мин при более низких. Инструменты небольшой толщины (прорезные фрезы, пилы и др.) при 600—650°С помещают под пресс, а сверла диаметром 8—20 мм охлаждают под катком или между роликами правильной машины для уменьшения деформации. Температуры закалки понижают на 10—15°С для инструментов небольшого сечения или сложной формы. После закалки выполняют многократный 2 раза для вольфрамомолибденовых. Для инструментов небольшого сечения (сверл), нагреваемых в автоматизированных агрегатах с точной регулировкой температур, применяют краткосрочный отпуск в течение 20 мин при 580—590°С для вольфрамомолибденовых сталей. Отпуск после шлифования выполняют при 400—450°С в течение 30—40 мин для снятия напряжений и повышения стойкости инструментов. Температура ковки, °С: начала — 1160, конца — 850. Долговечность и надежность инструмента зависит от материала и его конструкционной прочности. Повышение эксплуатационных качеств инструмента достигается правильным выбором марки стали. Материал для инструмента выбирается с обязательным учетом: 1) Условий эксплуатации, а именно: — характера приложения нагрузки (статическая, динамическая, знакопостоянная, знакопеременная, контактная и т. д.) и ее максимальной величины; — характера напряжений; — температурных условий работы; — наличия агрессивной среды; — типа трения. 2) Механических свойств и в первую очередь сочетания высоких пределов усталости и циклической вязкости, обеспечивающих надежную и длительную работу данного изделия. 3) Технологических и структурных особенностей: — закаливаемости и прокаливаемости в рабочих сечениях; — устойчивость аустенита в процессах теплового воздействия и характера превращений; — склонность к обезуглероживанию, окислению и росту зерна при длительном нагреве; — обрабатываемости на различных стадиях формообразования. 4) Особенностей конструкции обеспечивающих коробление и противодействие к образованию трещин. 5) Экономические соображения: — стоимости; — минимального содержания легирующих элементов; — необходимости селектирования отдельных элементов; — условий поставки в соответствии с ГОСТами или отраслевыми нормативами. Для изготовления дисковых фрез или металлорежущего инструмента используются инструментальные, легированные, теплостойкие быстрорежущие стали: Р6М5, Р12, Р18, Р8М3, Р12Ф3 и др.). Для сравнения возьмем три марки стали: Р12, Р18 и Р6М5.Химический состав сталей указан в таблице 1.1: Таблица 1.1 — Химический состав сталей, %. Марка стали (не более) В таблице 1. Таблица 1.2 — Механические свойства сталей. стали МПа Примечание. Быстрорежущие стали, в отличие от легированных и углеродистых сталей, имеют высокую теплостойкость, сохраняя мартенситную структуру и твердость более 60 HRC при нагреве до 600-650° С, более высокую прочность и повышенное сопротивление пластической деформации. Проанализируем химические составы сталей Р6М5, Р18 и Р12. Основными легирующими элементами быстрорежущих сталей, обеспечивающих высокую красностойкость, являются вольфрам, молибден, ванадий и кобальт. Кроме них все стали легируют хромом. Важным компонентом является углерод. Содержание углерода в стали должно быть достаточным, чтобы обеспечить образование карбидов легирующих элементов. Так при содержании углерода меньше 0,7 % не получается высокой твердости в закаленном и в отпущенном состоянии. Влияние повышенного содержания углерода в сталях с молибденом более благоприятно, чем в вольфрамовых. Карбидообразующие элементы образуют в стали специальные карбиды: Me6 С на основе вольфрама и молибдена, MeС на основе ванадия и Me23 С6 на основе хрома. Часть атомов Me составляет железо и другие элементы. Вольфрам и молибден являются основными легирующими элементами, обеспечивающими красностойкость. Они образуют в стали карбид Me6 С, который при аустенитизации часто переходит в твердый раствор, обеспечивая получение после закалки легированного вольфрамом (молибденом) мартенсита. Ванадий образует в стали наиболее твердый карбид VC (MeС). Максимальный эффект от введения в сталь ванадия достигается при условии, что содержание углерода в стали будет достаточным для образования большого количества карбидов и для насыщения твердого раствора. Карбид MeС, частично растворяясь в аустените, увеличивает красностойкость и повышает твердость после отпуска благодаря эффекту дисперсионного твердения. Нерастворенная часть карбида MeС увеличивает износостойкость стали. Хром во всех быстрорежущих сталях содержится в количестве около 4%. Он является основой карбида Me23 С6 . При нагреве под закалку этот карбид полностью растворяется в аустените при температурах, значительно более низких, чем температуры растворения карбидов Me6 С и MeС. Кобальт применяют для дополнительного легирования быстрорежущей стали с целью повышения ее красностойкости. Кобальт в основном находится в твердом растворе и частично входит в состав карбида Me6 С. К недостаткам влияния кобальта следует отнести ухудшение прочности и вязкости стали, увеличение обезуглероживания. Марганец в небольших количествах может переводить серу в более благоприятное соединение. Сера является вредной примесью, способствующая красноломкости. В ледебуритных сталях отрицательная роль образующихся сульфидов меньше из-за присутствия в структуре значительно большего числа избыточных карбидов, которые могут также ухудшать эти свойства. Кроме того, сульфиды при низких температурах начала затвердевания этих сталей часто служат центрами кристаллизации и присутствуют внутри крупных эвтектических карбидов. Фосфор также является вредной примесью. При содержании фосфора более чем 0,02-0,03 % заметно снижается вязкость и прочность, усиливаются искажения в решетке мартенсита. Ранее наиболее широко применялась сталь P18. Она содержит больше вольфрама, чем другие стали, и поэтому имеет повышенное количество карбидов (22-25 % после отпуска). Основной карбид М6 С; доля карбида МС не более 2-3 % от общего количества карбидной фазы. Преимущества стали Р18: 1) малая чувствительность к перегреву (из-за влияния повышенного количества карбидов), и, в связи с этим, хорошая стабильность свойств сталей разных плавок; 2) хорошая шлифуемость; содержание ванадия в сталях с 18 % W меньше, чем в других сталях. Сталь имеет немного лучшие режущие свойства при обработке сталей с избыточными карбидами (в частности, шарикоподшипниковых) и в инструментах относительно простой формы; это связано с более высоким сопротивлением пластической деформации из-за большего количества карбидов. Резкое сокращение производства стали Р18 объясняется как дефицитностью вольфрама и созданием теперь сталей с более высокими свойствами, так и тем, что сталь Р18 имеет следующие недостатки: а) более крупные размеры избыточных карбидов: до 30 мкм, что снижает стойкость инструментов с тонкой рабочей кромкой и небольшого сечения; б) недостаточно высокие прочность и вязкость, сильно зависящие от профиля проката; они удовлетворительные лишь в небольшом сечении; прочность составляет 3000-3300 и 2000-2300 MПa в прутках диаметром 30 и 60-80 мм соответственно; в) пониженная горячая пластичность, особенно в крупном профиле. Это затрудняет также изготовление инструментов горячей пластической деформацией. Сталь Р12, разработанная позже, заменяет сталь Р18. Основной карбид М6 С; количество карбида МС несколько больше (8 %), чем у стали Р18. В твердом растворе стали Р12 больше ванадия, что позволяет устанавливать его содержание в стали более высоким; 1,5-1,9 % без заметного ухудшения шлифуемости. При почти одинаковой карбидной неоднородности (в прокате равного профиля) размеры карбидных частиц и количество карбидов в стали Р12 меньше, чем у стали Р18. Вследствие этого, а также и более низкого содержания хрома, горячая пластичность стали Р12 на 10-15 % выше, чем у стали Р18. По этой же причине прочность и вязкость стали Р12 в одинаковом профиле на 5-8 % выше, чем стали Р18. Режущие свойства сталей Р18 и Р12 близки; они несколько выше у стали Р12 в инструментах с тонкой рабочей кромкой и немного ниже, чем у стали Р18 в инструментах простой формы, обрабатывающих более твердые материалы. Сталь Р6М5 широко применяется для тех же назначений, как и сталь Р12. Теплостойкость этой стали лишь немного ниже, чем сталей Р12 и Р18. Размеры карбидных частиц меньше, чем в стали Р18. Поэтому прочность стали Р6М5 после одинаковой деформации на 10-15 % больше, а вязкость на 50-60 % выше, чем у стали Р18. С повышением температуры до 500-600 °С прочность стали Р6М5 снижается сильнее, а вязкость возрастает больше, чем у сталей Р18 и Р12. Пластичность стали Р6М5 при температурах деформирования выше, чем у стали Р18. Твердость после отжига ниже, что обеспечивает несколько лучшую обрабатываемость резанием. Ее шлифуемость хорошая и не ниже, чем у стали Р18. У стали Р6М5 с 5 % Мо сохраняются (но в меньшей степени) недостатки, вносимые молибденом. Она чувствительна к обезуглероживанию и к разнозернистости. Для повышения стабильности свойств необходимо устанавливать содержание углерода в более узких пределах. При увеличении содержания кремния до 0,8-0,9 % немного улучшаются вязкость и твердость стали[3,8]. Таким образом, проанализировав стали Р18, Р12 и Р6М5, можно сделать вывод, что, например, для дисковой фрезы наиболее целесообразно выбрать сталь Р6М5, учитывая выше перечисленные характеристики, и ее меньшую стоимость. Источник: дипломный проект на тему: «Проект участка термической обработки дисковых фрез» Надточия Тимофея Сергеевича Руководитель проекта: доц. Протасенко Т.А. Министерство образования и науки Украины Национальный политехнический университет «Харьковский политехнический институт» Кафедра «Металловедение и термическая обработка металлов» Похожие товары:Резьбонарезной инструментДопуски на диаметр разверткиСверлильный инструментКак работать микрометром Как выбрать сверло по металлу: разновидности и цены Сверление металла и пластика – одна из необходимых операций, как в профессиональной работе, так и в домашних условиях. Как правило, выполняется одним сверлом, так как оба материала имеют монолитную структуру разной плотности. Таким образом, сверла по металлу применимы к пластику практически без износа. Все сверла по металлу имеют одинаковый вид — спиральный двухленточный стержень с двумя заостренными кромками. Такая конструкция позволяет ему выдерживать относительно большие нагрузки при бурении, перекосах и ударах. Канавки также необходимы для эвакуации стружки. Лезвие является режущим и выполняет вспомогательную операцию — отбор мелких остатков металла (переточку). Специальные сверла с одной кромкой и специальной заточкой встречаются в оружейной промышленности и других специализированных областях. Как выбрать сверло по металлу: разновидности и цены В статье «Виды сверл. Сверла и сверла для разных материалов» был дан общий список различных сверл с краткими описаниями. Здесь мы более подробно раскроем тему и расположим разновидности в порядке распространения и популярности. Сверло по металлу обычное Термин «обычное» является условным, так как именно эта разновидность называется «сверло по металлу». Угол заточки лезвия можно варьировать в зависимости от потребностей, соответственно меняется его длина — чем острее угол лезвия, тем длиннее каждое из них. Режущая часть кромки – это место, где концентрируется температура, возникающая от силы трения. Следовательно, чем короче край, тем большую температуру он испытывает. Известно, что перегрев сверла приводит к его выходу из строя. Отсюда вывод: чем прочнее сверлимый материал, тем острее нужен угол между кромками (и тем длиннее режущая часть). Сверло для листового металла Имеет направляющий штифт и два конуса, образованные заточкой кромок кромок. Как вариант, края могут быть без угла, с минимальной площадью контакта. Как выбрать сверло по металлу: разновидности и цены Ступенчатое или корончатое сверло Выполнено в виде конической пирамиды, каждая ступень которой имеет диаметр. Через все ступени — от вершины конуса до низа — проходит режущая кромка. Такие сверла используются для направления кромок на отверстиях в деталях или для сверления отверстий в толстых листах на станке. Как выбрать сверло по металлу: разновидности и цены Нарезное или однолезвийное Это сверло разрезано пополам для эффективной эвакуации стружки. Его конструкция не спиральная, а прямая. Также отличается хвостовиком Морзе, пригодным только для установки в патрон станка. Такими инструментами сверлят дульные срезы винтовок. Как выбрать сверло по металлу: разновидности и цены Для глубокого сверления Представляют собой полую трубку с заостренными краями — это режущие кромки. Существуют коронки с режущим сегментом из высокопрочного металла. На этом разновидности не заканчиваются, а все остальное — исключительно фабричные инструменты, которые в домашней мастерской не пригодятся (в частном хозяйстве такой работы просто нет). Выбирая набор или отдельное сверло, в первую очередь обращайте внимание на производителя. Все фирмы, производящие инструменты и станки, должны иметь для них свой инструмент – сверла, сверла, фрезы и т. д. Надежный производитель инструмента – самый простой способ сориентироваться в ассортименте. Такие компании, как Makita, DeWalt, BOSCH, Hilti и другие авторитетные производители предоставляют гарантию на свою продукцию. С другой стороны, существует «армия» производителей, добросовестность которых можно поставить под сомнение. Приборы и приспособления со звучными промышленными названиями типа ЭнергоРесурс, ЦенроМаш, УралМаш, Энергия и др. * Названия даны в качестве примеров словосочетаний и не связаны с конкретным брендом. Следующим фактором при выборе является цвет сверла. Предположим, что само сверло изготовлено из качественной стали нужной марки. При производстве их иногда дополнительно обрабатывают для улучшения рабочих свойств: Как выбрать сверло по металлу: разновидности и цены Идентификация сверла по буквенному обозначению унифицирована для мирового рынка. Латинские буквы этой маркировки также проставляются на продукции российских, белорусских и украинских заводов (где действует система ГОСТ). Качество продукции регламентируется ГОСТ 19.265-73 «Стали инструментальные быстрорежущие для изготовления сверл по металлу». Обычно используется сталь Р6М5 (с добавкой молибдена 5%). Расшифровка маркировки сверла G (шлифовальный) — шлифовальный инструмент ДИН1. DIN1.2108 — 90CrSi5 Для домашней мастерской или профессиональных инструментов удобнее приобрести заводской набор, в который входят сверла разного диаметра. При этом отдельные сверла лучше приобретать с запасом под конкретную работу. Цены на наборы сверл по металлу Какое бы сверло вы ни выбрали, точная правильная работа и своевременная заточка станут залогом его долгой жизни. Автор Sergey На чтение 7 мин. Просмотров 171 Опубликовано Для соблюдения правильной формы и размеров фундамента строители подготавливают особое заграждение. Узнайте, как сделать опалубку для фундамента из досок своими руками. Детальная инструкция, чертежи и фото помогут выполнить все действия пошагово. Содержание Конструкцию используют для того, чтобы жидкий раствор не растекался. Из-за подготовленного пространства бетон распространяется равномерно, а после высыхания сохраняет нужную форму и прочность. Из-за особенностей используемого раствора опалубка должна соответствовать следующим требованиям: [stextbox id=’info’]Обратите внимание! Технические требования к опалубке указаны в ГОСТ 34329-2017. Нормы используют в обязательном порядке на промышленных объектах. Для самостоятельного изготовления будет полезно ознакомиться с основными требованиями.[/stextbox] Различают 2 основных типа опалубок: Выбирая, какая лучше опалубка, важно знать о преимуществах и недостатках обоих типов конструкции. Разборные или съемные опалубки снимают после застывания бетона. Различают одноразовые и щитовые конструкции. Одноразовые секции делают из подручных материалов и устанавливают для невысокой заливки. Конструкцию укрепляют распорками и кольями снаружи и между щитами. Опалубку применяют для ленточного фундамента. После использования конструкцию разбирают, используют в других целях или утилизируют. Для строителя важно знать, как собрать опалубку из древесины. Главные преимущества – относительная дешевизна материалов, простота изготовления и доступность. Щитовой вариант защиты фундамента изготавливают из плит влагостойкой фанеры с металлическим каркасом. Из-за своих размеров такие конструкции используют для заливки высоких частей. Например, для цоколя. Благодаря съемным элементам, секции легко разбираются. Преимущество конструкции – возможность повторного использования опалубки и экономии средств на сопутствующие работы. Готовые конструкции продают наборами, куда входят регулируемые стойки и соединительные элементы. Несъемными опалубками называют формы, остающиеся вокруг фундамента после застывания. В качестве каркаса используют полимерные материалы. Например, полистирол. Технология применяется при строительстве крупных промышленных и жилых объектов. Среди преимуществ выделяют простоту монтажа опалубки, дополнительную защиту фундамента от природных условий. Недостаток – высокая стоимость используемых материалов. [stextbox id=’info’]Обратите внимание! Снятие щитов проводят до полного затвердевания бетона. При выборе характеристик и подсчете количества материалов учитывают расстояние между опорами, плотность смеси, свойства грунта. Чтобы узнать, сколько нужно досок для сооружения опалубки, проводят несложные математические расчеты: Теперь, зная размеры доски, легко определить квадратуру. Для этого длину доски умножают на ширину доски. Полученное значение перемножают с количеством материала. Результат покажет, сколько квадратных метров доски потребуется для сбора опалубки. [stextbox id=’info’]Обратите внимание! Для плитного фундамента первый шаг пропускают, так как монолитную заливку ограждают только с одной стороны.[/stextbox] Важным параметром является толщина доски. Чем толще полотно, тем больше веса выдержит. Но такая древесина стоит дороже, она сложнее в обработке. Для подсчета нужной толщины используют следующую формулу: где, G – нагрузка бетонной смеси на доску, n – уплотнение бетона (для фундамента без стороннего уплотнения значение равно 1), l – дистанция между подпорками каждой секции, T – сопротивление материала (для деревянного полотна 8*105 кг/кв.м.). Нагрузку бетона определяют по формуле G = q x H, где q = 2500 кг/м, а H – высота фундамента. Результатом вычислений будет минимальная толщина, меньше которой использовать доску нельзя. [stextbox id=’info’]Обратите внимание! При покупке материалов важно оставлять запас. Профессиональные строители после расчета досок рекомендуют делать запас 10-15% от расчетных значений. В зависимости от заливаемого фундамента, для опалубки используют различные материалы. Наиболее часто применяют: Древесина – самый популярный материал, используемый в домашнем строительстве. Дерево легко поддается обработке, дешево стоит, применяется в других целях в хозяйстве. Деревянный щит представляет собой одну или несколько досок, соединенных поперечными рейками в единое полотно. В качестве упоров используют подпорки треугольного типа. Дополнительные распорки устанавливают между щитами. Подходит для легкого основания, например, для фундамента бани. Следует знать, какие доски нужны. Влажность древесины играет важную роль. Отдают предпочтение влагостойким породам с начальным уровнем влажности 18-25%: сосне, березе или ольхе. Сухие доски не используют. При взаимодействии с влажным раствором такая древесина впитывает влагу, разбухает и разрушает целостность конструкции. Пенополистирол – полимер, являющийся видом пенопласта. Используют только в несъемных конструкциях. Благодаря своей структуре и составу он хорошо утепляет фундамент, защищает от природного воздействия. Установка и использование опалубки намного проще деревянной, но стоит существенных финансовых вложений. Металлические листы прочнее дерева. Устройство опалубки позволяет выдерживать высокую нагрузку и не требует дополнительных распорок. Пластичность металла дает возможность придавать любую форму. К недостаткам относится высокая стоимость элементов конструкции. Перед началом строительных работ проводят подготовку участка: После выполнения подготовки устанавливают опалубку. Доски соединяют в щиты. Для этого одинаковые по размеру детали выкладывают полотном и соединяют шурупами. Стараются избегать щелей, через которые может утекать раствор. Зазоры устраняют герметиком или монтажной пеной. Для получения хорошего результата следует знать, как правильно собирают опалубку. Монтаж выполняют по следующей схеме: [stextbox id=’info’]Обратите внимание! Перед заливкой раствора прокладывают технические отверстия для коммуникаций.[/stextbox] В процессе работы начинающие строители допускают ошибки, негативно сказывающиеся на качестве фундамента: Защитные щиты являются необходимым условием для правильной заливки основания. Инструкция, чертежи и фото помогут в реализации того, как сделать опалубку из досок для фундамента своими руками пошагово. Делитесь в комментариях советами по строительству и подготовительным работам. [youtube]https://www.youtube.com/watch?v=Qa3DihhaBC8[/youtube] Вне зависимости от выбора строительных материалов, дом нуждается в фундаменте, и если принято решение о создании ленточного (или ступенчатого) фундамента, то без опалубки обойтись не получится. Опалубка нужна для обустройства фундамента, и от того, насколько качественно она изготовлена, зависит – выдержит ли она нагрузку, создаваемую весом залитого бетона, будет ли конфигурация фундамента соответствовать предполагаемой конфигурации стен. Важно правильно выставить опалубку — если опалубка лопнет, это приведет к ненужным расходам, связанным с оплатой бетона, а если ее конфигурация окажется неверной, то углы будущих стен никак не смогут быть расположены под прямым углом по отношению друг к другу. Мы будем исходить из того, что проект дома уже имеется, иначе сложно рассчитывать на то, что дом получится прочный, красивый и безопасный для проживания.
До того, как сделать опалубку дома, нужно завершить подготовительные работы. Участок нужно выровнять, это должна быть сплошная горизонтальная плоскость без ям и выпуклостей, этого можно добиться с привлечением бульдозера или собственными силами с помощью лопаты и строительной тачки. Впрочем, есть и другой вариант – траншею можно вырыть без привязки к поверхности, однако, важно, чтобы глубина залегания фундамента, а также высота опалубки (рабочей части) были одинаковыми. Согласно утвержденному плану выполняется разметка, с помощью установки колышков, на которых натягивается шпагат, отмечаются внешние и внутренние края стен. Это достаточно важный этап, поскольку именно сейчас определяется конфигурация будущей траншеи, поэтому необходимо замерять углы (они должны быть прямыми). Необходимо добиться того, чтобы по диагонали (всего периметра и в каждом помещении) расстояния между углами были равными. Траншея роется на глубину промерзания (она отличается в зависимости от региона), ее края должны быть вертикальными. Из чего сделать опалубку дешево? На данном этапе возникает вопрос о том, какие материалы выбрать и каким образом сделать опалубку для нашего фундамента. Самым привычным и недорогим материалом традиционно является доска, поэтому поговорим о создании опалубки из дощатых щитов. От качества доски зависит, насколько ровным, прочным и аккуратным получится фундамент, так что не рекомендуется брать горбыль или иные отходы, попытки сэкономить приведут к появлению дополнительных (иногда, весьма значительных) расходов. Кстати, доски для опалубки вовсе не являются одноразовым материалом, который выбрасывается после заливки. Ведь доски из разобранных щитов вполне могут быть использованы для дальнейшего строительства, например, как черновая основа для пола, как обрешетка для кровли, для изготовления строительных лесов.
Для обрешетки потребуются следующие материалы: Доска обрезная, толщиной 25-40 см. шириной от 200 до 300 мм и длиной по 2-3 метра. Кстати, влажность доски не должна быть более 22%, в противном случае ее может «повести» в процессе работ, что скажется на качестве фундамента и может привести к невозможности использования материала на дальнейших этапах.
Брус, сечением порядка 40Х40 мм., нарезанный по размеру, равному высоте опалубки. В этом случае необязательно использовать материал идеального раскроя, но нужно подбирать его таким образом, чтобы он надежно выполнял свои функции – скреплял между собой доски;
Чтобы определить, сколько потребуется доски для возведения опалубки фундамента, умножается на два общая длина всей траншеи, а затем результат нужно умножить на количество досок в щите (это уже зависит от высоты опалубки). Для опалубки ступенчатых и ленточных фундаментов еще нам понадобится направляющая доска, дощечки для скрепления линий внешних и внутренних стен, подпорки (если высота больше 0,5 м.) и колышки, для этого уже могут использоваться материалы более низкого качества. Чтобы понять, сколько стоит сделать опалубку, необходимо посчитать все материалы, а также стоимость привлечения труда, если потребуется помощь.
Первым делом осуществляется раскрой материала – нарезаются доски и брус нужной для щитов и вспомогательные материалы для их укрепления.
Собираются щиты – доски скрепляются брусом при помощи гвоздей и саморезов, конца гвоздей загибаются.
Делаем опалубку правильно — направляющие доски ставятся точно по линии, для этого используется натянутая леска. Доска фиксируется при помощи колышков, которые нужно вбивать в землю.
Теперь остается выставить опалубку под фундамент. Дощатые щиты монтируются по направляющим доскам, щиты двух сторон траншеи закрепляются между собой распорками (лучше всего подойдут бруски), после этого форма для заливки фундамента примет окончательное положение.
Компания «Первый стройцентр Сатурн-Р» является одним из лидеров на рынке малоэтажного строительства и предлагает свои услуги по заливки фундамента, а также качественные материалы, необходимые для его изготовления. Поднимите руки, кому не нравится плитный бетон? Кто угодно? Если ты хочешь быть моим другом, тебе лучше не поднимать руку. Так что же такое «формованный бетон» и как сделать так, чтобы он выглядел наилучшим образом? Вам повезло, потому что у меня есть ответы на эти вопросы. Изображение выше взято из одного из моих проектов и представляет собой крупный план текстуры, которую можно получить с помощью плитного бетона. Выглядит очень, очень круто (, если я сам так говорю… хотя на самом деле это не я построил это). «Формованный бетон» — это название процесса формирования рисунка бетона, при котором на готовой поверхности бетона остается изображение текстуры древесины. Это метод строительства, который в наши дни используется все чаще, потому что бетон очень хорошо подходит в качестве готового материала в современном дизайне, и, отпечатывая древесную текстуру на поверхности, он визуально смягчает и согревает несколько более холодный вид бетона, в то же время сохраняя его. позволяя бетону выразить технику строительства. Но как добиться такой отделки ваших проектов? На самом деле довольно просто, просто попросите об этом, большинство конкретных подрядчиков, достойных вашей работы, должны знать, о чем вы просите. Бесплатно! Когда укладываются бетонные стены ( или заливаются, заливаются или монтируются… что угодно ), на месте возводится опалубка, которая удерживает влажный бетон на месте до тех пор, пока он не затвердеет. Как правило, опалубка изготавливается из листов фанеры, к которым прилегает влажный бетон, а затвердевающий (высыхающий) бетон принимает узоры на поверхности фанеры… мне кажется, это довольно прямолинейно. Если вам нужен бетон, сформированный из плит, вы берете ту же фанерную опалубку и добавляете дополнительный слой дерева на внутренние поверхности, чтобы влажный бетон приобрел этот новый узор. На картинке выше вы можете видеть, как бетонщики добавляют этот слой дерева к одной стороне опалубки. Если вы хотите по-настоящему хороший формованный бетон, вы должны поднять его на ступеньку выше *БАМ! ( удар с разворота в лицо вашей опалубки!) Чтобы получить хорошее представление о процессе, который я использую, вам нужно кое-что узнать о том, как растут деревья. Готов? Большинство из нас знает, что если сосчитать годичные кольца на дереве, то можно определить, сколько ему лет… или, по крайней мере, сколько ему было лет в то время, когда его срубили. Возможно, вы никогда не задумывались об этом, НО знаете ли вы, что темные кольца — это зимние побеги, а более светлые — летние? Поскольку в зимние месяцы деревья обычно растут медленнее, клетки древесины более плотные и кажутся темнее, чем более быстрорастущие летние годичные кольца с более свободным расстоянием. Разница между этими кольцами заключается в узоре, который вы видите на формованном бетоне. Но подождите… будет еще лучше! Чтобы действительно подчеркнуть эти узоры – это то, что мы делаем. Мы берем 2 куска сосновой ели (толщиной 1 1/2 дюйма) и разрезаем их посередине, так что теперь у нас есть два куска 3/4 дюйма. Этот процесс помогает устранить следы инструментов от процесса изготовления, а также все вмятины и вмятины, которые могут быть на досках только в процессе обработки. Что?!? Вы меня правильно услышали (прочитали). Мы подвергаем пескоструйной очистке поверхность ели, которую только что разрезали. Это то, что делает парень в зеленом костюме HazMat на фотографиях выше и ниже. А зачем мы это делаем? Путем пескоструйной обработки поверхности мы подчеркиваем разницу между быстрорастущей (мягкой) летней древесиной и медленнорастущей (твердой) зимней. Пескоструйная обработка удаляет мягкие части древесины быстрее, чем твердые части, поэтому при пескоструйной обработке поверхности рисунок древесины становится более выраженным и не таким тонким и неравномерным, как если бы мы просто обложили нашу опалубку 3/4-дюймовыми кедровыми заборными досками. Кроме того, горизонтальная линия, которую вы видите на изображении выше, где доски из ели и сосны сошлись вместе, и бетон немного просачивается в зазор. Горизонтальный рисунок от расположения досок был оставлен более выраженным на картинке выше — это был проект, над которым я работал и который был завершен несколько лет назад. Итак, сколько вы можете ожидать от этой милой детали в вашем проекте? (Вы сидите?) Если вы живете в районе Северного Техаса, вам нужно будет дополнительно выделить 20 долларов на квадратный фут в дополнение к стоимости бетонной стены, чтобы покрыть расходы на получение древесины, разорвав его пополам, обработав поверхность пескоструйным аппаратом, а затем выровняв внутренние поверхности фанерной опалубки. Нет сомнения, что вы могли бы выполнить эту деталь с меньшими затратами — вы могли бы просто обложить опалубку досками для забора… но это не будет выглядеть так же хорошо, как на изображениях, которые вы видите выше. Это не для каждого проекта или бюджета, и за последние 6 лет я использовал это лечение только дважды. Но если вы рассудительны в своем дизайне и тщательно продумываете, как вы можете использовать эту обработку для достижения максимального эффекта, я думаю, что почти в любом проекте найдется место для этой детали. Удачи и удачной пескоструйной обработки! Лидерство Профиль стажера-архитектора — часть первая Важным этапом строительства бетонного фундамента является установка форм, формирующих его фундамент. Для прочного, долговечного и безопасного дома требуется хорошо построенный фундамент, который выдержит вес дома, перенесет нагрузку дома на основание и землю, выдержит сейсмические и ветровые нагрузки и обеспечит анкерное крепление дома. Прочный фундамент также обеспечивает влагостойкий барьер (в соответствии со строительными нормами) и достаточную устойчивость к напряжениям сдвига и изгиба, возникающим в результате бокового давления грунта и воды. Качественный фундамент также должен обеспечивать изоляцию и предотвращать проникновение насекомых. К сожалению, плохо построенный фундамент может привести к значительным структурным повреждениям, подвергая опасности вашу семью и соседей. Важность форм фундамента для целостности дома, а также сложность установки ясно показывают, что домовладельцы должны доверить эту часть своего дома профессионалам, таким как сотрудники Fox Blocks. Высококачественный бетонный фундамент во многом обязан своей формой и устойчивостью своим формам. При строительстве бетонных фундаментов на их характеристики сильно влияют несколько факторов: размеры деревянной доски, расстояние между кольями и их крепление. Высококачественная бетонная плита во многом обязана своей формой и стабильностью своим формам. Опытные подрядчики знают это ﹘ они обеспечат наилучшую гарантию того, что форма будет соответствовать самым высоким стандартам. При использовании деревянных досок для бетонных форм размеры должны обеспечивать, чтобы бетон не выливался, создавая беспорядок и влияя на прочность плиты. Для большинства проектов опалубки подойдет доска толщиной 2 дюйма. Длина доски должна на несколько дюймов превышать длину плиты, что облегчает крепление к перпендикулярным доскам. Если размеры плиты превышают доступную длину доски, вы можете соединить несколько досок В большинстве проектов для плит толщиной до 5 дюймов используются доски размером 2 на 6 дюймов или 2 на 12 дюймов. Для опалубочных досок по периметру должны быть установлены деревянные стойки, чтобы они не прогибались, не деформировались и не разрушались под огромным весом мокрого бетона. Разместите колышки на расстоянии не более трех футов друг от друга; однако глубокие или большие плиты могут потребовать более близких кольев для дополнительной устойчивости. После заливки бетона колья придают формам устойчивость, позволяющую сохранять их форму. В некоторых типах грунта колья не обеспечивают достаточную устойчивость, чтобы противостоять силе бетона на опалубке. Колья, выдвинутые наружу всего на дюйм или два, могут привести к вздутию опалубки, что приведет к деформации плиты. У вас есть только один шанс заложить фундамент дома. Подготовка площадки для установки бетонных опалубок требует много времени и определенного уровня знаний. Во-первых, вы должны связаться с местным строительным отделом, чтобы узнать, нужно ли вам разрешение и как близко к линиям участков вы можете строить. Затем вы должны определить уклон земли на участке с помощью линейного уровня и веревки или строительного уровня. Выравнивание участка может означать перемещение тонн почвы или добавление низкой подпорной стены для удержания почвы. Наконец, вам нужно проверить почву. Прочный бетонный фундамент нуждается в твердой, хорошо дренированной почве. Для песчаной почвы вам нужно только засыпать верхний слой почвы и гравий. Для глины вам нужно будет удалить достаточно, чтобы оставить слой уплотненного гравия от 6 до 8 дюймов; для этого может потребоваться экскаватор. Профессионалы понимают, что любое отклонение формы фундамента от прямолинейности или уровня приведет к тому, что фундамент выйдет из строя. Домашние мастера должны тщательно и точно выровнять каждую доску, прежде чем прибить ее к угловым кольям. Тяжелый залитый бетон может вытолкнуть доску опалубки наружу, оставив фундамент с изогнутым краем, что очень трудно исправить. Чтобы этого избежать, необходимо применять особо прочные распорки. Поместите уровень на 2 дюйма X 12 дюймов и протяните линию каменщика чуть выше ее верхнего края, затем скрепите ее парами 2 дюйма X 4 дюйма, расположенными через каждые два фута. После обрезки второго 2-дюймового X 12-дюймового по ширине фундамента, прибейте один конец к раскосу. Затем, чтобы обеспечить квадратное основание, используйте длину диагонали, чтобы установить форму под углом 90 градусов. Перед тем, как принять решение о строительстве бетонных фундаментов, рассмотрите фактические затраты как по времени, так и по материалам. Как DIYer, вам понадобится много инструментов, материалов и, возможно, оборудования. Необходимые инструменты: циркулярная пила, молоток, уровень, строительный уровень, защитные очки, рулетка Материалы: дуплексные гвозди, пиломатериалы, гравийная засыпка, верхний слой почвы Оборудование: экскаватор 03 03 Вы можете избежать рисков и проблем при строительстве бетонных фундаментов с помощью изолированных бетонных форм Fox Blocks (ICF). Строительство фундамента ICF требует сухой укладки пенополистирольных панелей по длине фундамента. Затем квалифицированные рабочие усиливают и скрепляют формы перед заливкой бетона в полые панели опалубки. В строительных нормах IRC и на веб-сайте Fox перечислены таблицы инженерных расчетов для строительства фундамента ICF и надземных стен. Быстрая и простая установка Fox Blocks снижает трудозатраты и строительные риски по сравнению с другими методами бетонного фундамента. Стеновая сборка Fox Blocks «все в одном» объединяет пять этапов строительства в один: конструкцию, воздушный барьер, пароизоляцию, изоляцию и крепление. Эта функция значительно ускоряет реализацию проекта, устраняя необходимость координировать несколько сделок при реализации всех основных целей. Конструкция стен фундамента ICF может включать 6-дюймовый или 8-дюймовый железобетон. Стеновой узел включает в себя замедлитель парообразования, более эффективно противодействующий проникновению влаги в фундамент стены из литого бетона. ICF имеют коэффициент R выше 20, что делает их намного более энергоэффективными, чем фундаменты из литого бетона. Строительные формы ICF защищают бетон фундаментов ICF, делая их менее склонными к растрескиванию, чем фундаменты из монолитного бетона. Фундамент дома образует скальное основание, которое защищает семью и строение от сильных ветров, землетрясений, сырости, насекомых, боковых нагрузок. Важно отметить, что домовладельцы должны доверить эту часть строительства своего дома профессионалам, таким как специалисты Fox Blocks. Fox Blocks упрощает строительство, снижает затраты, экономит время и сводит к минимуму долговременные проблемы с залитым бетонным фундаментом. Благодаря высокой надежности и простоте резьбовые соединения широко применяются в различных строительных конструкциях, машинах и механизмах. Так как основные геометрические параметры резьб являются общепринятыми, для создания новых соединений и ремонта изношенных узлов достаточно иметь небольшой набор стандартных инструментов. Содержание Внутреннюю резьбу нарезают в отверстии с помощью метчиков (1). Они представляют собой металлические стержни с закаленными зубьями. Изготовляются из инструментальной или быстрорежущей стали. Виды метчиков Метчики различают по назначению. Они могут использоваться для нарезания метрической, дюймовой, конической, трубной, а также трапецеидальной резьбы. Метчики для нарезания метрической и дюймовой резьбы изготавливаются комплектами. Комплект может состоять как из двух, чистового и чернового, так и из трех — чернового, среднего и чистового метчиков. Черновой метчик предназначен для снятия основной части стружки. Чистовой служит для окончательного, точного формирования профиля резьбы и калибровки. Чтобы идентифицировать метчик в комплекте, его хвостовую часть маркируют одной, двумя или тремя кольцевыми рисками. Гаечные метчики предназначены для нарезания резьбы за один проход. Они являются однокомплектными, то есть продаются поштучно. Для вращения метчиков используют воротки (2). Они могут быть нерегулируемыми с квадратными отверстиями под хвостовик фиксированного размера, а также регулируемыми. Кроме того, существуют воротки с трещоточным механизмом, обеспечивающие удобство работы в труднодоступных местах. Вручную наружную резьбу нарезают плашками (5) и клуппами (4). Плашка представляет собой круглую гайку из быстрорежущей или инструментальной стали высокой твердости. С целью отвода стружки в ней предусмотрены специальные отверстия. Плашки бывают цельными и разрезными. Разрезные плашки имеют прорезь величиной до 1,5 мм. Благодаря этому они позволяют регулировать диаметр нарезаемой резьбы в пределах 0,1—0,3 мм. Их недостатком является меньшая точность, поэтому использовать такой инструмент в ответственных соединениях не рекомендуется. Вращение плашек производят с помощью плашкодержателей (3) и трещоток. Эти устройства, как правило, позволяют использовать несколько размеров режущего инструмента, например M16 — M20, 1/2” — 1”. Трещотки применяются для нарезания трубной резьбы плашками в труднодоступных местах, например, у стены. Клуппы предназначены для нарезания наружной трубной резьбы диаметром 1/2” — 3”. Благодаря своей конструкции, они надежно фиксируются на трубе, что обеспечивает удобство работы, а также высокое качество резьбового соединения. Клуппы обычно оснащаются сменными резцами или головками. Это значительно увеличивает срок их эксплуатации. ПОДЕЛИТЬСЯ
Несмотря на то, что метчик и плашка идут рука об руку в качестве инструмента для нарезания резьбы, принцип их работы сильно различается. Метчик и матрица — это фрезы для нарезания резьбы. Метчики имеют зубья снаружи для нарезания резьбы внутри. Матрицы наоборот с зубьями внутри для нарезания резьбы снаружи. Для типичного DIY краны гораздо более распространены, и их проще использовать должным образом. Штампы используются реже (к счастью) и чаще выходят из строя (к сожалению). В основном мы покупаем наружную резьбу в виде болта, но бывают случаи, когда нам нужно их создать, поэтому один из способов — плашка. Помните эту картинку? Это взято из нашей статьи о нарезке внутренней резьбы. Длинные прямые части на этом изображении — метчики — для нарезания резьбы на внутренних поверхностях отверстия. Круглые цилиндрические детали на изображении — плашки — для нарезания резьбы на внешних поверхностях цилиндра. Для справки: «внутренняя» история резьбы — нарезание резьбы внутренней резьбы — описана в статье «Прямая нарезка резьбы». Сегодня мы поговорим о штампах и способах изготовления хорошей внешней резьбы. Для DIY есть 2 действительно хороших применения штампов. Первый, для чеканки ниток; и второй, для их создания. Первый, нарезание или очистка внешней резьбы плашкой, является более простым случаем, поэтому начнем с него. Штамп — довольно простой на вид инструмент. Он похож на гайку, но с прерывистой внутренней резьбой, края которой являются режущими зубьями. Резьбовые плашки часто круглые снаружи, как на картинке, но иногда они имеют шестигранную или другую форму. Как и метчики, они бывают разных конфигураций, например, с 3, 4, 5 или более рядами резьбовых зубьев. В то время как специальные штампы имеют форму зубьев для резки определенных материалов, штампы общего назначения обычно достаточно хороши для самостоятельной работы. Резьбовые гребенки имеют переднюю и заднюю части, или, точнее, входную и выходную стороны. Сторону входа можно отличить по тому, что она имеет рельеф в области нарезки резьбы — с уменьшенной высотой зубьев для начала реза. Вы когда-нибудь пытались навернуть гайку на болт и обнаруживали, что на резьбе есть заусенец или что-то еще, что затрудняет или делает невозможным прохождение гайки? Есть несколько способов победить это, но один из них — с помощью кубика. Итак, я должен предостеречь этот трюк с парой вещей. Первый , если болт действительно твердый, например класса 8 или 10.9 или что-то подобное, матрица может не захотеть нарезать серьезный заусенец. Второй , в зависимости от того, как была создана резьба болта, матрица может захотеть полностью снять резьбу, и это может вызвать собственные проблемы. (Если оригинальная наружная резьба очень точная и «плотная», плашка общего назначения нарежет ее менее точно и с более свободной посадкой. Это нечастая проблема, но об этом стоит упомянуть.) Удаление резьбы с помощью штампа — классный трюк, но он не всегда работает идеально. Настоящая хитрость на пути к успеху заключается в том, чтобы убедиться, что он идет прямо, и убедиться, что матрица входит в существующую резьбу. Если он не выровняется правильно, он нарежет новые нити поверх старых, и это полностью испортит деталь. «Перекрестная резьба». В любом случае, позаботьтесь о том, чтобы все совпадало, тогда этот трюк исправит поврежденные нити. Когда мы думаем о резьбовой матрице, большую часть времени мы думаем о нарезании новых нитей. Эффективное изготовление болта. Если это то, что вам нужно, то, конечно же, матрица — отличный инструмент для этого. Принцип прост — поместите матрицу на конец вала, затем начните вращать матрицу. Первые несколько раз, когда я пытался надеть резьбу на вал, у меня ничего не вышло. Оказывается, очень трудно поставить матрицу прямо, когда вы делаете это вручную. В итоге я получил новую резьбу, которая слегка прилегала к валу. У меня нет изображения, но представьте себе резьбу, идущую под небольшим углом к валу, где чем дальше по валу, тем глубже с одной стороны и мельче с другой. В конце концов, матрица больше не будет вращаться, и деталь превратится в мусор. К сожалению, нет способа исправить проблему, когда нити обрезаны, и вы не можете сказать, что ошиблись, пока нити не будут на месте. Хитрость заключается в использовании чего-то, что заставляет потоки начинаться прямо. Вот видео как я это делаю сейчас. Так что, если у вас когда-либо были проблемы — как и у меня — с получением кубика, чтобы начать по-настоящему прямо, это хороший метод. Не так уж часто бывает, что плашка для резьбы действительно нужна, но когда она вам нужна, то, безусловно, приятно ее иметь. Как и трубка в этом видео — трубную резьбу я не хотел (да и не подошли бы они к такому диаметру). Таким образом, плашка для резьбы делает свое дело. Хотя штамп подходит для многих работ, существуют заменители, которые могут пригодиться вместо штампа. Первый, и самый красивый, это друг с токарным станком. Хотя это не всегда доступно, как насчет вариаций болтов. Во многих случаях я срезал головки болтов, чтобы использовать их для чего-то. Другие варианты включают использование болтов или шпилек с резьбой или что-то подобное. Например, приваривание болта, торчащего из куска трубы для длинного полого вала. Возможности заменителей безграничны, но теперь вы знаете хороший прием для создания внешней резьбы с помощью штампа, и вам не всегда нужно искать обходной путь. Удачи во всех ваших работах! Продукт Продукт Отличный способ хранения и транспортировки лодок с твердым корпусом, таких как каноэ или байдарки. Это простая масштабируемая стойка, которая разбирается для хранения или открывается для размещения лодок — для хранения или безопасной перевозки на прицепе. См. подробностиДобавить в корзину Артикул В спорах о стали или алюминии для балок рам прицепов и козловых кранов есть один важный момент, о котором мы мало слышим. Важной частью уравнения, безусловно, является свойство Эластичность. . .… Прочтите статью Продукт Сделайте свой новый прицеп полной ширины, начиная с платформы шириной 6 футов 10 дюймов. Эти чертежи имеют длину 12 футов. и вместимостью 3500 # для очень функционального универсального прицепа. Выберите один из множества вариантов, чтобы построить его так, как вы хотите.0002 Самые популярные страницы на Synthesis — это статья о дизайне трейлера, которая теперь имеет новую редакцию. Май 2017 г. В них больше контента, больше изображений и удобный веб-дизайн для мобильных устройств. Читать статью Артикул Концепции изготовления предварительно напряженной стали существуют уже много веков, но они нечасто применяются для простых сварных конструкций, таких как рамы прицепов или стоянки кранов. Читать статью Артикул Мы уже давно работаем с замечательными людьми из компании Johnson Trailer Parts. Их бизнес в основном заключается в продаже запчастей для прицепов, но они понимают и жирную практическую парадигму «сделай сам»! Прочитать статью Артикул Это всегда больше. Наш предыдущий пост под названием «Куда идет ось?» породил массу отличных вопросов. Вот один из них, в частности, запрашивает очень важную информацию о расчете положения оси. Прочитать статью Продукт Чертежи прочного и стабильного универсального прицепа 6×12. Этот одноосный прицеп грузоподъемностью 3500# с множеством опций идеально подходит для миллиона применений. Мы предоставляем отличные планы DIY для строителей, которые хотят лучшего. См. подробностиДобавить в корзину Постоянный технический эксперт Курт Репшер представляет и демонстрирует основы использования метчиков, плашек и создания резьбы в нашем последнем видео. Изучите все основы работы с потоками и получите советы от профессионалов! Подпишитесь на наш канал YouTube, чтобы посмотреть другие видео о приложениях, подобные этому! Метчики используются для нарезания внутренней резьбы в отверстии, создавая резьбовую поверхность, позволяющую ввинтить и закрепить в нем болт. Несмотря на то, что доступны различные метчики, наиболее широко используются метчики со спиральным наконечником и со спиральной канавкой. Спиральные метчики имеют прямые канавки, обеспечивающие эффективное распределение охлаждающей жидкости. Каждая канавка оснащена угловой конструкцией режущей фаски для лучшего управления стружкой. Нарезание резьбы — это процесс нарезания резьбы внутри просверленного отверстия для вкручивания болта или крепежного винта. Приступая к нарезанию резьбы, выполните следующие шаги: 1) Определите правильный размер отверстия для болта, который вы пытаетесь вкрутить: 2) Определите метчик, который вам понадобится для нарезания резьбы в отверстии, которое вы просверлили: 3) Нарежьте отверстие: 4) Проверьте отверстие: Плашки используются для нарезания наружной резьбы на стержне, создавая резьбовую поверхность, позволяющую закрепить на ней болт. Матрица применяется к стержню определенного диаметра для размера и шага резьбы, которую вы хотите нарезать. Наружная резьба (винтовая) нарезается вручную круглой плашкой, закрепленной в плашке. 1) C запрессуйте круглую матрицу в матрицу : 2) Навинтите стержень: 3) Снимите плашку со стержня: 4) Проверьте резьбу: Купите набор метчиков и матриц, если вы часто выполняете нарезание резьбы. Набор метчиков и матриц предлагает набор метчиков и матриц совместимого размера и, как правило, включает рукоятку метчика и матрицу. Большинство наборов включают в себя литые футляры, которые надежно удерживают компоненты на месте и легко доступны для использования. 04.05.2018
Как правильно проверять токарный станок
Основные геометрические дефекты, вызванные низкой точностью станка:
Инструменты для проверки точности станка:
Содержание Испытание станков на точность является одним из основных разделов программы испытаний при приемке серийных станков и опытных образцов новых моделей. Измерения геометрической точности станков относятся к области метрологических работ. Под геометрической точностью станка, характеризующей качество его изготовления и установки, понимается: В процессе обработки изделий возникают усилия, вызывающие деформацию узлов станка, обрабатываемой заготовки и инструмента, а также выделяется тепло, вызывающее тепловые деформации их. Геометрическая точность станка является важной его характеристикой, но не может в полном объеме характеризовать точность обрабатываемых на станке изделий. Геометрическая точность станка определяется рядом проверок с помощью измерительных инструментов и приборов. Измерение обработанных на чистовых режимах образцов является косвенной оценкой этой точности и дополняет указанные проверки. Перед испытанием на точность станок устанавливается на испытательном стенде или на фундаменте на опоры, предусмотренные конструкцией станка. Это должно быть проделано очень тщательно, так как геометрическая точность станка в ряде случаев зависит от точности его установки. Существуют следующие виды установки станков при испытании: 1. Установка станка на три точки опоры обычно применяется для прецизионных станков небольших размеров с жесткой станиной, работающей без дополнительного повышения ее жесткости фундаментом. Установка станка в горизонтальное положение производится регулировкой опор. Выверка производится уровнями, устанавливаемыми в продольном и поперечном направлениях. При установке станка все его перемещающиеся части (столы, каретки, суппорты, бабки и др.) должны занимать средние положения. Следует учитывать возможность изменения положения станка на опорах во время испытания; для исключения ошибок необходимо контролировать положение станины дополнительным уровнем. 2. Установка станка (при эксплуатации) на число опор более трех является наиболее распространенным способом. Станина станка при этом жестко связывается с фундаментом болтами, чем увеличивается ее жесткость. При установке такого станка для испытания на стенде или фундаменте выверкой с помощью клиньев или башмаков станина станка, не обладающая достаточной жесткостью, деформируется под действием собственного веса и веса смонтированных на ней узлов. Поэтому установка станка на многих опорах производится с помощью измерения уровнями деформаций станины в отдельных ее частях. Регулировкой опор станина устанавливается в положение, при котором ее деформации будут наименьшими. При испытании станков, станины которых обладают достаточной жесткостью и работают без закрепления их фундаментными болтами или на виброизолирующих опорах, не допускается в процессе испытания на точность дополнительная регулировка опор. Установка станка перед испытанием должна быть произведена согласно установочному чертежу, но без затяжки фундаментных болтов. Точность установки станка перед испытанием указана в каждом разделе приведенных ниже норм точности. Основные понятия отклонений формы и расположения линейчатых поверхностей, применяемых в стандартах на нормы точности в соответствии с общими условиями испытания станков на точность по ГОСТ 8-53: Определение Наибольшее отклонение от прямой линии (AB) профиля сечения проверяемой поверхности, образованного перпендикулярной к ней плоскостью (I), проведенной в заданном направлении; прямая линия проводится через две выступающие точки (a, b) профиля сечения. Определение Наибольшее отклонение проверяемой поверхности от плоскости, проведенной через три выступающие точки поверхности (а, Ь, с). Определение Наибольшая разность расстояний между плоскостями, проходящими через три выступающие точки каждой из поверхностей (Н и H1), на заданной длине (L). Определение Наибольшее отклонение угла, образованного двумя поверхностями и измеренного в заданной точке линии их пересечения или в двух крайних и средней точке этой линии (углы a, γ. δ), от прямого угла. Определение Наибольшая разность между наибольшим и наименьшим диаметрами в двух крайних и среднем сечениях или в одном обусловленном сечении (D — d; D1—d1). Определение Отношение наибольшей разности диаметров двух поперечных сечений проверяемой поверхности (D — d) к расстоянию между этими сечениями (L). Определение Наибольшая разность между диаметром окружности, в которую вписан контур сечения проверяемой поверхности, и расстоянием между двумя параллельными плоскостями, касательными к этой поверхности. Определение Наибольшее отклонение профиля осевого сечения проверяемой поверхности от прямой линии (АВ; CD), проведенной через две выступающие точки профиля. Определение Наибольшая разность расстояний (а) от проверяемой поверхности до оси ее вращения. Определение Наибольшая разность измеренных параллельно оси проверяемой торцовой поверхности расстояний до плоскости, перпендикулярной к оси вращения (l2—l1) на заданном диаметре. Определение Наибольшее перемещение (x) проверяемой детали вдоль оси ее вращения в течение полного ее оборота вокруг этой оси. Определение Наибольшее расстояние (с) между центрами поперечных сечений проверяемых поверхностей в пределах заданной длины (l)• Примечание. В ГОСТ 10356—63 приведены определения отклонений формы и расположения поверхностей, несколько отличающиеся от приведенных выше определений, принятых по действующему ГОСТ 8—53. Прямолинейное движение в металлорежущих станках наряду с круговыми представляет главный и наиболее распространенный вид движения и перестановки подвижных частей станка относительно его базовых деталей (станины, стоек, траверс и т д.) и осуществляется с помощью направляющих поверхностей. Прямолинейность движения определяет точность формы и взаимное расположение обрабатываемых на станке поверхностей, точность координатных и расчетных перемещений, точность установки переставляемых деталей, узлов и механизмов, взаимодействие механизмов, соединяющих подвижные и неподвижные части станка. В свою очередь, точность прямолинейного движения определяется точностью изготовления и монтажа направляющих поверхностей базовой детали, т. е. степенью приближения их по форме и взаимному расположению к заданным геометрическим формам. Измерение прямолинейности системы направляющих включает: Реальные направляющие поверхности не представляют геометрически правильных плоскостей из-за погрешностей, вносимых в процесс их формообразования совокупностью технологических и других факторов, и только в большей или меньшей степени приближаются по своей форме к плоскостям. Измерение прямолинейности направляющей поверхности имеет целью установление ее действительной формы с помощью координат, выраженных в линейных величинах и определяющих отклонения направляющей поверхности от исходной геометрической плоскости или следа пересечения поверхностей от геометрической прямой. Методы и средства измерения прямолинейности основываются на двух видах измерений: За исходную прямую линию принимаются: линия горизонта, прямолинейный луч света, проекция горизонтально натянутой струны на горизонтальную плоскость, материализованный эталон прямой — линейки и т. д. Сущность методов измерения линейных величин (оптическим методом визирования, измерением по струне, гидростатическими методами) заключается в том, что координаты элементарных площадок поверхности направляющей определяются непосредственным измерением. Изменение определяет координату элементарной площадки относительно исходной прямой. Измерение каждой данной площадки не зависит от измерения координат других площадок, за исключением крайних, по которым устанавливаются относительно друг друга измеряемый объект и исходная прямая. Сущность методов измерения угловых величин (уровнем, коллимационным и автоколлимационным методами) заключается в том, что положение элементарных площадок не измеряется относительно исходной прямой, а определяется взаимное расположение двух соседних площадок последовательно по всей длине направляющей. Кроме проверки прямолинейности отдельной направляющей, возникает необходимость проверки идентичности формы двух направляющих, которая осуществляется с помощью уровня. Сущность метода проверки идентичности формы направляющих (извернутости или винтообразности направляющих) заключается в определении посредством уровня углов поворота мостика, установленного в поперечном направлении на две направляющие и перемещаемого вдоль этих направляющих. Так как допуски на извернутость направляющих назначаются в угловых величинах (часто в делениях шкалы уровня), то результаты измерения непосредственно отражают идентичность формы направляющих. Извернутость определяется наибольшей разностью показаний уровня. При проверке точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков необходимо измерение точности всей винторезной цепи, включая передаточные зубчатые колеса и механизм ходового винта. Отдельные погрешности, определяющие точность этой цепи: осевое биение шпинделя, прямолинейность направляющих, осевое биение ходового винта и т. д. регламентируются рядом самостоятельных проверок. Измерение точности винторезной цепи производится с помощью эталонного винта, устанавливаемого в центрах испытываемого станка, и измерительного прибора (отсчетного или самопишущего), устанавливаемого на месте режущего инструмента. Измерение осуществляется на ходу путем непосредственного контакта измерительного стержня прибора витка эталонного винта при настройке станка на шаг этого винта. Таким образом, проверка производится в условиях аналогичных нарезанию резьбы. При проверке точности кинематических цепей зуборезных станков применяется теодолит с коллиматором или специализированная аппаратура. Измерение точности абсолютных перемещений по шкалам производится, главным образом, на прецизионных координатно-расточных станках, координатные системы которых перемещаются на заданные размеры с помощью штриховых мер (шкал и масштабных устройств) или по ходовым винтам, снабженным коррекционными устройствами. Проверка точности абсолютных перемещений производится по образцовым штриховым мерам с помощью отсчетного микроскопа. Испытания точности координатно-расточных станков должны производиться высококвалифицированным персоналом в особых температурных условиях по аттестованным образцовым штриховым мерам. Замеренная точность координатных перемещений будет зависеть от места установки образцовой меры в рабочем пространстве станка. При этом следует выбирать наиболее часто встречающиеся зоны обработки в рабочем пространстве. Необходимо также учитывать отклонения образцовой штриховой меры по ее аттестату с тем, чтобы определить действительные величины координатных перемещений. Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению. Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений. Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др. Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным. Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов. Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами. К числу специальных измерительных приборов относятся: При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам. Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости. Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо. По разработанной в СССР классификации станков по точности они подразделяются на пять классов, приведенных в табл. Таблица 171 Как видно из табл. 171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6. Это соотношение позволяет согласовать требования к точности станка с требованиями к точности обрабатываемых на нем изделий, так как коэффициент 1,6 учитывается в системах допусков параметров, характеризующих точность поверхностей изделий широкого применения. Станки высокой и особо высокой точности отличаются от предыдущих специальными конструктивными особенностями отдельных элементов, высокой точностью их изготовления и специальными условиями эксплуатации. Сверхточные станки предназначены для обработки деталей наивысшей точности — делительных зубчатых колес и дисков, эталонных зубчатых колес, измерительных винтов и т. п. При приемке станков более высокого класса точности, чем регламентируется приведенными ниже нормами, можно использовать принятое соотношение основных показателей точности при переходе от более низкого к более высокому классу путем умножения допускаемых отклонений на 0,6. Сравнивая стандарты СССР (ГОСТ) на нормы точности металлорежущих станков с аналогичными стандартами других стран, следует отметить: Читайте также: Методика проверки токарно-винторезных станков на точность и жесткость Полезные ссылки по теме Каталог справочник металлорежущих станков Паспорта и руководства металлорежущих станков #1 У меня есть только 3-х кулачковый патрон и старая мертвая точка для задней бабки, я взял 1-дюймовый алюминиевый стержень и обрезал первые 1,25 дюйма, выступающие из патрона, и разница в диаметре составила 0,0005 дюйма (измерено на концах разреза). Я полагаю, что либо передняя бабка должна быть выровнена, либо направляющие изношены. Любые предложения для некоторых контрольных измерений? #2 Вот тесты, которые должен пройти ручной токарный станок Mori Seiki перед отправкой: http://www. http://www.eurospares.com/graphics/metalwork/MSlatheinspection2.jpg Это должно дать вам некоторые идеи. Возможно, вы захотите упомянуть, какой токарный станок у вас есть и в каком, по вашему мнению, состоянии, чтобы люди могли дать вам более конкретные рекомендации относительно точности, которую вы могли бы разумно ожидать увидеть. ура, #3 Вы имеете в виду «живой» центр, верно? Задние бабки можно перемещать в направлении поперечной подачи, чтобы на обоих концах прутка был срез одинакового диаметра. #4 Сначала вы должны выровнять и выровнять свой токарный станок, прежде чем вы сможете делать какие-либо измерения Питер #1 Всем привет, Я нахожусь на этапе тестирования. Как лучше всего проверить точность? До сих пор я вставлял 14-дюймовый кусок алюминиевой трубы 3/4 дюйма в 3-х кулачковый патрон и поддерживал другую сторону задней бабкой. Результаты: Труба в задней бабке на 0,010 дюйма меньше, чем в патроне, пролет более 11 дюймов Это нормально? Не могли бы вы предложить лучший способ проверки точности? Заранее спасибо. Богатый #2 Несколько фотографий #3 Красиво выглядящая машинка, хотелось бы, чтобы на ней было столько краски. Ваш тест указывает на то, что задняя бабка может использовать выравнивание, что вы можете легко сделать, но не является хорошим показателем возможностей станка. В книге «Как запустить токарный станок» у Саутбенда было несколько методов тестирования. Его часто можно найти на e-bay, или вы можете бесплатно загрузить его из библиотеки Williams Soutbend в виде файла в формате pdf. #4 выглядит как красивая, ухоженная машина. наслаждайся! #5 Нет, это ненормально 1. в станине может быть искривление см. стр. 20 ниже http://www.wswells.com/data/howto/H-3.pdf 2. если вы поворачивали между центрами, задняя бабка может быть не выровнена см. стр. 25 ниже: http://www.wswells.com/data/howto/H-4.pdf это два разных теста. Сначала выполните №1 без задней бабки, затем №2 с задней бабкой Ed S #6 Я бы начал с покупки или 9-дюймовая станина легко поворачивается или раскручивается с помощью прокладок или, если ваш токарный станок оснащен выравнивающей опорой на конце задней бабки. затем следуйте указаниям в южных изгибах, точение пробного стержня с двумя воротничками.это делается без использования центров без хвостика. после этого у вас будет лучшее представление о том, что происходит, тогда вы можете заняться задней бабкой, если нужно хороший токарный станок! Дэвид #7 у меня нет очков для чтения, так что это могло быть освещено в ссылках, которые предоставили ребята. чтобы вы попали в парк мячей, после того как вы немного выровняетесь (вы можете обойтись уровнем плотника если это все, что у вас есть) вставьте центр в переднюю бабку и заднюю бабку и сдвиньте заднюю бабку вверх к передней бабке и настраивайте ее на глаз — не беспокойтесь о движении вверх и вниз. сосредоточьтесь на поперечной регулировке задней бабки. закрепите стержень длиной от 6 до 8 дюймов диаметром не менее 1 дюйма или больше, если он у вас есть, и засверлите концы торцевыми и центрирующими отверстиями. поместите центры обратно в переднюю и заднюю бабки используйте приводную пластину и собачку для установки стержня между центрами отогните середину стержня, оставив около 1/2 дюйма нетронутыми с обоих концов используйте микрометр и поверните нетронутые части на концах до ТОЧНО такого же диаметра. снимите только столько, сколько необходимо теперь вы можете установить циферблатный индикатор в стойке инструмента, чтобы сканировать концы и отрегулировать заднюю бабку, чтобы выровнять ее. , после того как задняя бабка будет отрегулирована так, чтобы показания индикатора были одинаковыми на обоих концах, вы можете сделать еще один легкий надрез в средней части стержня (оставьте концы в покое), и у вас будет тестовый стержень для будущего использования. это должно вас заинтересовать. #8 Я только что заказал «Как управлять токарным станком» на ebay. Должен быть здесь через несколько дней. Спасибо за отличные ответы. Начну с выравнивания машины. Тогда у меня, вероятно, будет книга Токарный станок, чтобы следовать ее инструкциям. ПОДЕЛИТЕСЬ Гриндером именуют специальное шлифовальное устройство, которое имеет электрический привод и ленту с абразивным напылением. Такой прибор используется для финишной обработки металлических, деревянных, а также полимерных поверхностей. Основное, на что нужно обратить внимание, собирая гриндер своими руками: чертежи с размерами, этапы работы, выбор подходящих материалов. Гриндер позволяет шлифовать изделия из дерева, пластика, металла, а также обрабатывать любые поверхности Содержание Ленточная шлифмашина своими руками: принцип действия Отличительной особенностью подобного устройства является то, что оно имеет несложную конструкцию, которую может повторить любой желающий в домашних условиях. В состав такого шлифовального агрегата входят электрический двигатель, ролики и непосредственно рабочий инструмент – лента с абразивным покрытием. Полоса может иметь разную зернистость. Этот показатель подбирается в соответствии с назначением инструмента. Гриндер в отличие от привычного стационарного станка, инструмент более универсальный При сборке гриндера своими руками в домашних условиях стоит подготовиться и изучить принцип его работы. При включении агрегата запускается двигатель. Он имеет вал, который стыкуется с главным (ведущим) катком. Ролик начинает вращаться вокруг своей оси, воздействуя через абразивную ленту на второстепенные (ведомые) катки. Шлифовка производится довольно просто при включенном аппарате. Для этого нужно приложить заготовку к движущейся абразивной ленте. Во время работы необходимо ориентироваться на положение рабочей полосы. Изготовленная своими руками шлифмашина позволит проводить обработку заготовок из разных материалов. Такой агрегат имеет возможность устранения дефектов на поверхности металла, дерева, а также стекла. Используя гриндеры, зачастую регулируют катки, что позволяет выполнять обработку дефектов разной глубины. Стоит запомнить, что при длительном использовании шлифовальная полоса изнашивается, что приводит к ее растягиванию. Гриндером легко удалить ржавчину с поверхности, заточить нож Особенности конструкции гриндера своими руками: фото Рекомендуется принять во внимание все нюансы конструкции заводских устройств. Это позволит изготовить максимально эффективный шлифовальный настольный станок. Стандартная комплектация прибора такого типа включает в себя опорный столик. Помимо основного предназначения, данная поверхность выполняет еще одну вспомогательную функцию: используется для фиксации обрабатываемой заготовки. В заводских аппаратах такой столик может поворачиваться относительно одной оси. Угол поворота, как правило, равен 90°. Это дает возможность шлифовки двух плоскостей заготовки (расположенных перпендикулярно) без изменения положения детали, зафиксированной на поворотной поверхности. Существуют и другие, не менее важные детали, которые входят в конструкцию подобных станков. Рассмотрим, какие еще конструктивные элементы в обязательном порядке должен иметь любой гриндер, используемый для шлифовки заготовок из разных материалов: Главная задача в изготовлении гриндера – найти мощный мотор, который необходимо будет снабдить приводом Все эти детали довольно просто изготовить своими руками. Ленточная шлифовальная машина во время работы может производить пыль или искры. Это зависит от материала детали, обрабатываемой на таком станке. Из-за этого опытные мастера настоятельно рекомендуют пользоваться специальными очками. Кроме того, рекомендуется организовать защитную стенку, для изготовления которой применяется акриловое стекло. Переносные агрегаты укомплектовываются корпусом, выполненным из стали. Стойка гриндера должна иметь отверстия, которые необходимы для фиксации аппарата на деревянной поверхности (посредством болтов). При выборе ленты стоит учесть, что ее длина зависит от мощности агрегата (и наоборот). Чем выше данный показатель, тем, соответственно, более мощным должен быть привод. Как сделать гриндер своими руками: правила сборки Перед началом самостоятельного конструирования шлифовального агрегата такого типа необходимо внимательно изучить последовательность действий, а также принять во внимание некоторые правила. Первым и наиболее важным этапом является подготовка к сборке гриндера. Рассмотрим, какие действия включает в себя этот пункт. Чертеж с размерами гриндера – важный документ, от которого будут зависеть работоспособность и технические характеристики агрегата В первую очередь следует составить подходящий чертеж. Следует помнить, что схема должна соответствовать конкретным эксплуатационным условиям. Чем подробнее чертеж, тем лучше. Схема должна содержать детальное описание всех отдельных элементов конструкции с их размерами. Чертеж с габаритами – очень важный документ, от которого будут зависеть работоспособность и технические характеристики будущего станка. Поэтому стоит подходить к его составлению со всей серьезностью. Самостоятельно можно выполнить разные варианты шлифовальных гриндеров. Помимо стационарных устройств, существуют и более простые типы (например, гриндер из болгарки своими руками). Чертеж и видео по сборке такого приспособления также можно без труда найти во Всемирной сети. Следующий момент, который стоит учесть, – подготовка всех необходимых деталей и инструментов для сборки агрегата. Для конструирования гриндера в домашних условиях потребуются следующие приспособления: Для того чтобы изготовить гриндер, нужно понимать принцип работы станка Обратите внимание! При подборе инструментов необходимо учитывать, что конструкция гриндера предусматривает использование металлических деталей, а также их обработку. Многие детали данного шлифовального оборудования трудно изготовить новичку. Поэтому рекомендуется детально изучить различные конструктивные элементы и их особенности. Не помешает также ознакомиться с чертежами и видео. Гриндер своими руками сделать гораздо проще, если есть возможность проконсультироваться с квалифицированным мастером, который сможет дать ценные рекомендации по этому вопросу. Некоторые конструктивные элементы невозможно создать своими руками без использования токарного оборудования. Подобную работу необязательно делать самостоятельно. Для выполнения сложных деталей можно воспользоваться услугами профессионального токаря. При изготовлении гриндера своими руками желательно учесть еще один важный момент. Наиболее эффективными считаются устройства, с помощью которых можно обрабатывать не только горизонтальные, но и вертикальные поверхности. Изготовить своими руками можно разные варианты шлифовальных гриндеров Гриндер своими руками: чертежи с размерами конструктивных элементов Разработка соответствующей схемы является важнейшим подготовительным этапом. Чертеж можно заказать у квалифицированного мастера. В этом случае он будет максимально точным и позволит изготовить оборудование, которое прослужит не один год. Как сделать гриндер своими руками? Чертежи, видео, а также фото гриндеров на различных этапах сборки – все это дает возможность самостоятельно выполнить качественный агрегат. Второй вариант – загрузка схемы из Всемирной сети. В этом случае стоит знать, что некоторые чертежи, расположенные в интернете, не являются эффективными. Поэтому, перед тем как скачать ту или иную схему, рекомендуется ознакомиться с отзывами реальных людей, которые уже использовали ее для сборки ленточно-шлифовального оборудования. Также рекомендуется сравнить схему, составленную самостоятельно, с другими чертежами с размерами гриндера своими руками. Видео, имеющие соответствующую тематику, позволяют быстрее понять все нюансы изготовления подобного агрегата. В интернете их огромное множество. Чтобы станок прослужил долго, заказывать чертеж гриндера нужно у квалифицированного мастера Схема должна быть точной и содержать наброски всех конструктивных элементов конструкции. В обязательном порядке указываются габариты отдельных деталей. И, наконец, готовую схему можно выложить на профильный форум и поинтересоваться о том, какие неточности она содержит. Возможно, что в этом случае удастся получить ценные советы по ее доработке. Самодельный станок гриндер своими руками: выбор подходящего привода Перед тем как приступить к сборке такого шлифовального агрегата, необходимо подготовить подходящий двигатель. Чаще всего для этих целей используется привод, мощность которого составляет не менее 1 кВт. В первую очередь нужно понимать, что для применения в домашних условиях подходят устройства, функционирующие от стандартной сети. Напряжение в такой сети традиционно составляет 220 В. Более высокое напряжение необходимо для использования профессионального оборудования, которое встречается на небольших предприятиях, но не для устройства, изготовленного своими руками. Шлифовальный станок гриндер должен создаваться в соответствии с заранее подготовленным чертежом. Еще один важный момент – количество оборотов привода. От этого параметра зависит точность обработки заготовок. Здесь прослеживается определенная закономерность. Чем выше мощность двигателя, тем большее количество оборотов он сможет производить. Для гриндера чаще всего используется привод мощностью не менее 1 кВт Наиболее подходящий вариант привода включает в свою конструкцию специальные лопасти. Наиболее часто для сборки подобного шлифовального оборудования используют простой двигатель от стиральной машины. Гриндер своими руками такого типа полностью соответствует всем эксплуатационным требованиям и применяется для обработки небольших заготовок из металла, дерева, а также пластика. Особенности изготовления гриндера из стиральной машины своими руками Мощность двигателя подбирается в зависимости от размеров других элементов конструкции. В первую очередь это касается габаритов главного (ведущего) шкива. Если размер этого элемента составляет стандартные 150 мм, то тогда необходим двигатель, имеющий мощность, которая позволит выдавать до 3000 об/мин. Приобрести готовый двигатель, конечно, можно, но на это уйдут лишние финансы. Лучший вариант для сборки в домашних условиях – воспользоваться ненужным двигателем из стиральной машины. Для изготовления гриндера можно использовать обычный коллекторный двигатель от старой стиральной машины Двигатель, демонтированный со старой стиральной машинки автоматического типа, имеет небольшую мощность (ниже 300 Вт). Он отличается неплохой надежностью и неприхотлив в эксплуатации. Популярность использования именно такого привода обусловлена его широким распространением. Статья по теме: Ленточный гриндер: простое устройство для шлифовки и заточки Плюсы и минусы. Виды гриндеров. Конструкция и принцип работы. Рекомендации по выбору и применению ленточного шлифовального агрегата. Привод от стиральной машинки в обязательном порядке вносится в предварительный чертеж. Гриндер своими руками в домашних условиях нуждается в наличии двигателя с выходным валом. Обратите внимание!Для сборки шлифовальных агрегатов подходят двигатели не только со старых автоматических машинок, но и приводы нового поколения. При использовании устройств второго типа необходимо запомнить, что они нуждаются в приспособлении, которое будет регулировать число оборотов. Это связано с тем, что максимальная скорость вращения таких приводов может доходить до 18 тыс. об/мин. Приводы нового поколения имеют один существенный минус. При активном применении шлифовального оборудования происходит довольно быстрый износ щеток двигателя. Гриндер, в основе которого использован мотор от стиральной машины, не способен сравниться с заводским агрегатом При конструировании своими руками гриндера из двигателя от стиральной машины нужно также учесть, что такой привод лучше всего подходит для небольшого агрегата. Изготовление роликов гриндера своими руками: чертежи Конструирование роликов для шлифовального агрегата такого типа – серьезный этап, который требует внимательности и аккуратности. Одним из наиболее важных элементов гриндера является главный каток. Необходимо запомнить, что его габариты должны быть больше, чем размеры оставшихся роликов. Ведущий каток имеет подобные геометрические показатели неслучайно. Такие габариты позволяют избежать нежелательного рывка, возникающего во время пускового момента. Также важно понимать, что для изготовления данного конструктивного элемента ни в коем случае нельзя использовать материалы, которые имеют большую массу. К таким материалам относят: Перед тем как приступить к созданию роликов, необходимо подготовить соответствующие чертежи с размерами. Ленточный гриндер своими руками должен иметь легкие и удобные ролики небольших габаритов. При самостоятельной сборке гриндера важно расположить ролики перпендикулярно друг над другом, чтобы избежать перекосов ленты Для уменьшения массы ведущего катка можно сконструировать стальную деталь с полостью. Существуют специальные справочники, которые позволяют провести расчеты, необходимые для данной процедуры. Второй вариант, который чаще всего используют домашние мастера, – применение дюралюминия. Этот материал отличается низким весом и идеально подходит для данной цели. Он содержит примеси меди и магния, которые обеспечивают повышенную прочность сплава. Для сборки гриндера принято использовать дюралюминий марки Д16 и выше. Как сделать ролики для гриндера своими руками? Специалисты рекомендуют выполнить на шкиве канавку, расположенную на торце. Ее габариты выбираются с учетом размеров абразивной ленты, которая будет применяться в станке. Такая мера направлена на предотвращение слета ленты во время работы оборудования. Очень большое значение имеет степень шероховатости катков. Поверхность роликов может обладать разным уровнем шершавости. При сборке гриндера рекомендуется использовать катки, у которых данный показатель располагается в пределах от 1,25 до 2,5. Таблицу, содержащую информацию о степени шероховатости деталей, можно без труда найти в интернете. Шкив для гриндера своими руками монтируется на оборудование посредством подшипниковых узлов. Для изготовления роликов для гриндера часто используется дюралюминий В этом случае применяются подшипники закрытого типа, которые имеют статичное наружное кольцо и относятся к категории самоцентрирующихся. Установка подобных элементов позволяет исключить возможность попадания абразивных или любых других инородных частиц на вал катка. При выборе подшипников необходимо обязательно учесть их несущие параметры. Эти показатели определяют то, какую нагрузку способна выдержать деталь. Как зафиксировать ролик в устройстве? Проще всего в домашних условиях для крепления катка воспользоваться стандартными шплинтами. Еще один вариант крепления –применение буртика (на одном конце оси). Характеристики, которым должна соответствовать лента для шлифовального агрегата Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора: Тканевая основа лучше выдерживает поверхностное натяжение Бесконечные абразивные полосы также подразделяются на типы по зернистости. Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани. При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин. Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках. Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы. Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности. Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками. Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно. От выбора ленты зависит скорость и качество обработки изделий И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов. Как склеить ленту для шлифовального агрегата самостоятельно Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить. При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава. Склейка ленты – сложное процесс, который не терпит ошибок Обратите внимание! Для склеивания ленты ни в коем случае нельзя использовать клей «Момент». Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством. Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме. Самодельный гриндер: чертежи с размерами поворотного стола и советы по сборке В домашних условиях можно сконструировать как простой вариант станка, так и более функциональное устройство. Для того чтобы расширить эксплуатационную принадлежность агрегата и обеспечить удобство работы, изготавливается опорный столик поворотного типа. Данная поверхность устанавливается со стороны самого объемного шкива. Чертеж станка подготавливается в соответствии с его конструктивными особенностями Преимущества использования поворотного столика очевидны. Столик необходимо оснастить подвижным фиксаторным элементом – кронштейном. В этой детали должна быть реализована функция поворота относительно горизонтально лежащей оси на фиксированные углы. Чаще всего для простых станков, создаваемых в домашних условиях, используют столик из дюралюминия. Возможен также вариант из дерева. Чертеж машины подготавливается в соответствии с ее конструктивными особенностями. Толщина поверхности, для изготовления которой применяется дюралюминий, должна быть не менее 15 мм. Это очень важно, так как более тонкий столик может не выдержать рабочих нагрузок. Функцию прижимной плоскости в этом случае осуществляет рама агрегата. Для этого необходимо провести подготовку рамы. Для изготовления простых станков, создаваемых в домашних условиях, используют столик из дюралюминия Гриндер своими руками в домашних условиях из дрели: особенности сборки Такое шлифовальное устройство можно выполнить более простым способом. Безусловно, сборка стационарного агрегата, который предназначен для установки на стол, является наилучшим вариантом, позволяющим проводить шлифовку различных деталей на постоянной основе. Существуют и другие, менее сложные варианты создания шлифовального устройства своими руками. При желании можно изготовить своими руками гриндер из шлифмашинки или из дрели. Дрель является электрическим инструментом, поэтому требуется соблюдать правила безопасности при работе с таким устройством. Необходимость в обработке металлических, а также деревянных заготовок возникает в быту довольно часто. Чаще всего для сборки такой шлифовальной насадки применяются такие подручные материалы, как дерево, пластмасса, фанера. Перед началом работы рекомендуется подготовить схему насадки, что позволит сделать гриндер своими руками. Видео на данную тематику также рекомендуются специалистами к просмотру, так как они освещают все нюансы, связанные со сборкой. Стационарный гриндер из дрели на деревянной основе Стоит сказать, что при работе с небольшими заготовками из пластмассы и древесины данный шлифовальный аппарат показывает себя практически не хуже, чем стационарное оборудование. Еще одним плюсом подобного решения является то, что в современных моделях дрелей присутствует специальный контроллер. Его функция заключается в регулировке оборотов привода. Конструктивная простота и высока эффективность отражаются на популярности такого решения. Гриндер своими руками в домашних условиях: видео и инструкция по сборке из болгарки Стационарный гриндер для домашнего использования по своему назначению напоминает приспособление, выполненное из дрели. Устройства, в основе которых лежит угловая шлифмашина или, как ее еще называют, болгарка, имеют свои особенности. Основной отличительной чертой болгарок является то, что их привод имеет высокую скорость вращения. Таким образом, для изготовления гриндера из болгарки может потребоваться устройство, контролирующее обороты привода. Нередко угловые шлифмашины используются в качестве электронных напильников. Для этого в продаже существуют специальные ленточно-шлифовальные насадки, а именно: Конструкции из болгарки часто используют для затирки сварочных швов, заточки мелких деталей Такие насадки являются довольно популярными среди мастеров. С помощью их можно с легкостью обрабатывать различные труднодоступные места (например, отверстия). Основным конструктивным отличием угловой шлифмашины от другого оборудования, функционирующего от электросети, является расположение выходного вала болгарки. Данный элемент развернут под прямым углом к корпусу. В результате такая конструкция является очень удобной и способствует обеспечению несложной фиксации ведущего ролика и абразивного полотна. Таким образом, подобную насадку не составляет труда выполнить своими руками. Чертеж гриндера из болгарки можно отыскать на одном из профильных форумов, посвященных данной тематике. Инструмент такого типа является довольно комфортным в использовании. Вытянутое тело насадки способствует проведению шлифовальных работ разного рода. Гриндеры из болгарки часто появляются в обиходе домашних мастеров, потому что она сама по себе уже и есть мини-станок для шлифования Изготовление простого гриндера в домашних условиях не является сложным мероприятием, если подойти к делу грамотно.
Гриндер — станок ленточно-шлифовального типа, используемый для сухого шлифования изделий, выполненных из металла, различных сплавов, древесины, искусственного камня, пластика и других материалов.
Самодельный гриндер в сборе
Вопросом о том, как сделать ленточный гриндер своими руками, задаются многие домашние мастера, ведь с помощью такого оборудования можно выполнять разные технологические операции с изделиями, изготовленными из различных материалов. С помощью ленточного гриндера можно снимать заусеницы, устранять дефекты поверхностей, зачищать ржавчину, снимать облой, ликвидировать последствия плазменной и лазерной резки, зачищать сварные швы.
Казалось бы, что значительно проще приобрести фирменное оборудование и пользоваться им в своей мастерской не один год, чем изготавливать его своими руками. Однако не все могут позволить себе выложить за серийный станок от известного производителя приличную сумму. Тем более что самому сделать такой станок, который будет обладать требуемой функциональностью, совсем несложно.
Основные детали корпуса станка с размерами (нажмите, чтобы увеличить)
Для того чтобы стать обладателем самодельного ленточного гриндера, стоит предварительно набросать чертеж, а также запастись дрелью, болгаркой и электролобзиком.
Если вам нужен более простой гриндер, сделанный из подручных материалов, то с таким вариантом можно ознакомиться в видео ниже:
Для изготовления силовых деталей станка необходимо использовать листовой металл толщиной 10 мм. Чтобы нарисовать контуры таких деталей для их дальнейшей вырезки, можно ориентироваться на чертеж.
Основание, детали корпуса станка и двигатель перед сборкой
Чтобы основание вашего самодельного гриндера было более надежным, лучше использовать для его изготовления лист металла толщиной 12 мм. Для сборки основания гриндера можно использовать винтовые соединения, но тогда вам придется сверлить множество отверстий, которые значительно ослабят всю конструкцию. Намного проще и надежнее будет выполнить сборку основания вашего станка при помощи электросварки.
Много времени потребуют полукруглые пазы на деталях ленточного гриндера, обеспечивающих поворот платформы, на которой размещены ролики.
Макет станка из пластика: благодаря поворотному узлу, гриндер может находиться как в вертикальном положении…
Для изготовления роликов вашего самодельного мини-станка лучше всего использовать титан или дюралюминий (Д16). Если же возможности найти болванки из этих материалов нет, то можно использовать и сталь, но тогда ролики необходимо максимально облегчить, выбрав металл из их внутренней части. Для изготовления роликов самодельного станка вам потребуется помощь квалифицированного токаря, только позаботьтесь о том, чтобы подготовить для него чертеж.
Самый большой ролик ленточного гриндера, который будет фиксироваться на валу электродвигателя, в любом случае необходимо будет сделать из стали, так как титановую болванку такого диаметра найти очень сложно, а дюралюминий может не выдержать значительных нагрузок.
…так и в горизонтальном
Когда вы соберете свой самодельный станок с готовыми роликами, очень важно, чтобы они располагались строго по одной линии. В противном случае вы будете постоянно сталкиваться с соскакиванием ленты. Ширина роликов зависит от того, какого размера шлифовальную ленту вы собираетесь использовать на своем оборудовании. Когда вы будете делать чертеж для изготовления роликов, то обязательно учитывайте, что они должны иметь бочкообразную форму, это обеспечит надежное удержание шлифовальной ленты на них в процессе работы. Для того чтобы придать роликам такую форму, с каждого их края делается небольшой скос: 1–2 мм.
Готовые ролики вашего самодельного ленточного гриндера должны иметь гладкую поверхность, об этом необходимо сказать токарю, который будет их изготавливать.
Готовый гриндер в горизонтальном положении с дополнительным столиком
У ленточного гриндера всегда можно увидеть пружину, которая необходима для того, чтобы обеспечивать автоматическое натяжение ленты-наждака. Если использовать такую пружину, то менять ленту будет очень удобно, а ее натяжение будет регулироваться автоматически. Следует сразу сказать, что менять ленту даже при обработке одного изделия необходимо будет несколько раз. Обработку любой металлической детали необходимо начинать с лентой с более крупным абразивом, постепенно меняя ее на более мелкую.
Очень важное внимание следует уделить склеиванию ленты. В интернете есть варианты правильной склейки, также можно посмотреть этот процесс на видео. Для ее изготовления необходимо использовать бумагу-наждак на тканевой основе. Шов на ленте делается только встык и его необходимо обязательно усилить, для чего используется полоска плотной ткани, подкладываемая с обратной стороны склеиваемого участка. Для склеивания ленточного наждака необходимо использовать только эластичный клей, и он должен быть очень качественным.
Для качественного и надежного склеивания ленты для ленточного наждака вам понадобится ее правильная подготовка. Склеивать ленту можно при помощи клеевой палочки для термопистолета: такой способ можно наглядно изучить в ролике выше. Для нагрева можно применить обычный технический фен.
При желании, можно сделать свой самодельный шлифовальный станок еще более универсальным, для этого его следует оснастить дополнительным столиком, размещаемым со стороны самого большого шкива.
С более простой конструкцией гриндера можно ознакомиться в видео ниже:
Очень важно правильно выбрать электродвигатель для оснащения своего шлифовального и точильного оборудования. Даже если вы собираете мини-станок, то двигатель для него должен иметь мощность 1,2–1,5 кВт. Желательно выбирать двигатель, который работает от электрической сети 220 В, потому что при использовании трехфазного устройства и его подключении через конденсатор, вы потеряете процентов 30 его номинальной мощности.
Если вы потратите время и усилия для того, чтобы собрать такой мини-станок, то сможете работать на нем как в горизонтальной, так и в вертикальной плоскости. Подобные конструктивные особенности самодельного ленточного гриндера позволяют использовать его для выполнения множества операций с деталями, изготовленными из металла и любых других материалов. Кроме этого, вы получите в свое распоряжение очень удобный точильный станок, который можно использовать для производства и заточки любых режущих инструментов.
Даже если вы затратите на изготовление ленточного гриндера несколько месяцев, то ваш труд и время полностью окупятся использованием такого удобного, надежного и функционального оборудования.
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии. Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript. ( с рекламой Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. ) Причина, по которой рисовать руки так сложно, заключается в том, что существует так много форм, которые нужно рисовать в перспективе. Единственный эффективный способ научиться рисовать руки — это пройти его в 4 этапа, что позволит вам сосредоточиться на одном элементе за раз. Этот метод практики идеально подходит для людей, которые хотят научиться рисовать из воображения. Ниже я создал бесплатный рабочий лист, который может помочь вам попрактиковаться. Скачать бесплатный рабочий лист для рук Подпишись на ютуб канал Я рекомендую практиковать каждый из этих этапов, пока вы не почувствуете себя комфортно, прежде чем двигаться дальше. Когда вы начинаете, попробуйте практиковать более простые жесты рук, прежде чем пробовать более сложные, мы хотим избежать ненужного разочарования во время практики. Нарисуйте изогнутую коробку для центральной части руки, нарисуйте подушечки ладони, если они видны под этим углом. Если вам нужна помощь в рисовании блоков с размерами, вы можете ознакомиться с моим руководством по основным формам здесь (открывается в новой вкладке) Теперь начните добавлять большой палец, который соединяется с коробкой через треугольную коробку, за которой следуют цилиндр и конический цилиндр. Обратите внимание на то, как большой палец соединяется с подушечкой ладони (посмотрите на свою руку, чтобы понять это). На этом этапе мы пытаемся упростить пальцы, сгруппировав те, которые ближе друг к другу. Я бы порекомендовал потренировать отдельные пальцы на этом этапе, потому что для некоторых жестов потребуются отдельные пальцы. Освоение этого этапа поможет нам во время быстрых блоков, как только мы начнем применять это к иллюстрациям и сеансам рисования фигур. Рисовать всю руку будет намного легче, как только мы освоимся с варежкой, потому что мы можем использовать упрощенную форму в качестве ориентира для отдельных пальцев. Если вам нужна дополнительная помощь в обучении рисованию рук, которое, как я знаю, иногда может быть очень утомительным, ознакомьтесь с рабочей тетрадью ниже. Я разрабатываю эти рабочие тетради, чтобы дать нам четкий способ попрактиковаться в рисовании, который не будет утомительным. Рисование — это навык, требующий практических занятий, к сожалению, просмотра видеоуроков недостаточно , поэтому я создаю рабочие тетради для печати. Спасибо, что позволили мне стать частью вашего путешествия по рисованию, у меня на сайте есть куча других уроков, которые вы можете посмотреть 😀 Основы рисования рук (PDF) 4,99 $ Узнайте, как рисовать руки с помощью этой 21-страничной рабочей тетради, которая проведет вас через 4 этапа понимания того, как рисовать руки из воображения. Система HS-LC1500 лазерной очистки от ржавчины, краски, патины, гальванопокрытий. Оборудование для лазерной очистки — это новое поколение высокотехнологичных приборов для очистки поверхностей. Комментариев пока нет, но ваш может быть первым. Отзывов пока нет, но ваш может быть первым. Лазерная очистка – это надежная, безопасная и быстрая технология, предназначенная для очистки поверхностей. С использованием этой технологии можно легко удалять ржавчину, слои краски, лака и других покрытий или осаждений, обезжиривать поверхности, счищать последствия окисления или осаждения пыли.
Очень короткие наносекундные импульсы мощностью 100 000 Вт направляются в очищаемый слой, где они впитываются. Абсорбированная загрязнениями энергия вызывает их моментальный распад, часть которых испаряется, превращается в пыль или расщепляется на атомарном уровне. Остатки разложившихся веществ могут быть удалены системой фильтрации воздуха или счищены. Легко транспортируемые системы Транспортируемые системы состоят из лазерного источника света, оптического кабеля желаемой длины (до 40 метров) и лазерного пистолета. Мы предлагаем системы мощностью 20 – 1000 Вт. В зависимости от модели такие лазерные системы применяются, как для прецизионной обработки поверхностей небольшого площади, так и для поверхностей материалов с большой площадью. Системы, интегрированные в производство Компактные стационарные твердотельные и волоконные лазеры Nd:YAG, предназначенные для конвейерной лазерной очистки. Решения для автоматизированных и роботизированных систем Полностью автоматизированные системы лазерной очистки позволяют оптимизировать работу через достижение безукоризненной точности и эффективности. Мы предлагаем полную разработку проекта от адаптации системы лазерной очистки в соответствии с Вашими задачами до сдачи в эксплуатацию и гарантируем всестороннее техническое обслуживание и поддержку системы.
Самый простой способ — отправить нам образец (предпочтительно ~ 10×10 см). Стандартным оптоволоконным кабелем 5 м, кабелем питания длиной 2 м (может быть изменен). Комплект принадлежностей включает в себя: 2 шт. защита для глаз, 2 шт. респираторы, ИК-детектор, набор для чистки линз. Все мы видели потрясающие видеоролики о лазерном удалении ржавчины, но работает ли эта технология должным образом и есть ли подвох? Давайте проведем вас через это… Напомнить позже Ржавчина, особенно в умеренном климате, губительна для автомобилей. Все хорошо, если вы живете в Калифорнии и можете беззаботно оставлять машины на подъездной дорожке, но в часто дождливых местах, таких как Великобритания, автомобили могут легко сгнить и рассыпаться. Это происходит из-за окисления металла, когда вода остается сидеть и гноиться в любой щели, которую она может найти. А учитывая, что колесные арки и пороги являются первой точкой соприкосновения с водой, поднимаемой с дорожного покрытия, они, как правило, становятся первыми жертвами. Ржавые пороги и колесные арки классической Mazda MX-5 Как правило, единственный способ отремонтировать автомобиль после заражения ржавчиной – это старая добрая шлифовка, резка и выборочная обработка. Но ранее в этом году вирусным стало видео, в котором традиционные методы удаления ржавчины были перечеркнуты, и мы все тосковали по революционным методам в нашей жизни. Это эпическое приспособление создано компанией Clean Laser и представляет собой его 1000-ваттное средство для удаления ржавчины под названием CL 1000. Процесс называется сублимацией и представляет собой акт изменения состояния металла в газообразную форму, пропуская жидкую фазу. Это достигается с помощью высокочастотных всплесков микроплазмы, которые в сочетании с чрезвычайно высоким тепловым давлением и ударными волнами можно установить на определенную глубину, чтобы снять поверхность ржавчины. Таким образом, устройство можно настроить так, чтобы оно выжигало практически любой материал, наложенный на металл, будь то краска, шпатлевка или ужасная ржавчина. Сухой лед — лучший пример сублимации в реальном мире Эта технология может стать настоящим прорывом в мире реставрации автомобилей. Если шасси и кузов автомобиля не под силу шлифовальной машине, чтобы получить механическую наждачную бумагу, можно использовать пескоструйную очистку для удаления даже самых толстых участков коррозии, но это требует полной разборки и является грязным, трудный процесс. Что делает это лазерное устройство еще более интригующим, так это тот факт, что в нем есть встроенная система пылесоса, которая немедленно всасывает испарившуюся ржавчину, делая весь процесс удаления ржавчины настолько чистым и простым, насколько вы только могли надеяться. Ваш обычный друг по удалению ржавчины К сожалению, есть довольно большой недостаток — стоимость. Эти ультрасовременные приспособления не стоят на полках Machine Mart за 50 фунтов стерлингов. Самая дешевая версия на рынке — это гораздо меньший по размеру и менее мощный блок мощностью 20 Вт, стоимость которого начинается от 80 000 долларов (62 000 фунтов стерлингов). Этот образец мощностью 1000 Вт из видео обойдется вам в невероятные 480 000 долларов (370 000 фунтов стерлингов). Поэтому будет справедливо сказать, что лазерное удаление ржавчины, вероятно, недоступно большинству автолюбителей, пытающихся восстановить свой проект автомобиля для автомобильной встречи в следующем месяце. С другой стороны, есть надежда. Так много технологий за последние пару десятилетий стало доступно среднему домашнему механику по чрезвычайно доступным ценам, что дает практичным среди нас возможность должным образом работать с нашими собственными автомобилями. Будь то сварочные аппараты MIG, плазменные резаки или целые автомобильные подъемники, механическая работа с вашим автомобилем стала намного проще благодаря наличию когда-то специалиста. Так что подождите несколько лет, и я могу гарантировать, что эта довольно удобная техника будет в вашем местном хозяйственном магазине, готовая забрать домой и подключить. У вас есть безнадежный проектный автомобиль, который стоит в вашем гараже, купаясь в собственной ржавчине? Ну тогда может быть свет в конце тоннеля! Лазерное удаление ржавчины — разновидность лазерной очистки — эффективный процесс очистки металлических деталей. Используя систему очистки волоконным лазером, можно быстро и полностью удалить ржавчину и другие загрязнения, не повреждая металл под ними. Лазерное удаление ржавчины является отличной альтернативой ручным и химическим методам очистки, поскольку ржавчина удаляется с большей точностью и меньшими регулярными затратами. Это также отличный способ уменьшить воздействие на окружающую среду. Спросите эксперта Будучи экологически чистой технологией, лазерная очистка заменяет методы удаления ржавчины с помощью расходных материалов или химикатов. Это единственное решение, отвечающее нормам защиты окружающей среды. Кроме того, импульсные волоконные лазеры имеют низкое энергопотребление. Лазерная очистка создает небольшое количество пыли в воздухе. Его можно мгновенно пропылесосить с помощью системы пылеудаления, которую мы предоставляем и предварительно настраиваем для вас, если это необходимо. Затраты большого количества ручного труда на очистку каждой детали неэффективны. Это дорого и может быть выполнено более эффективно с помощью роботов. Избавьтесь от ручного труда с помощью лазерной очистки — технологии, которая легко может быть полностью или полуавтоматизирована. Вы можете выбрать стандартное решение «под ключ» или сотрудничать с вашим системным интегратором для решения, адаптированного для вашего предприятия. Каждый, кто использует абразивоструйную очистку, сталкивается с одной и той же проблемой: их машина постоянно прерывается. Будь то наличие песка, состояние сопла или его замена, дробеструйные машины требуют регулярного контроля и обслуживания. Лазерное удаление ржавчины — это бесконтактный метод непрерывного удаления ржавчины при значительном снижении затрат на техническое обслуживание. Лазеры в производственных условиях чрезвычайно безопасны, если они интегрированы с системой пылеудаления и защитным кожухом для лазеров класса 1. При наличии этих вещей операторам, находящимся рядом с лазерной системой, не нужны средства индивидуальной защиты органов дыхания, слуха или тела. Кроме того, они больше не работают с опасными материалами. Все материалы имеют характеристики, определяющие их реакцию в определенных условиях. Для удаления ржавчины на металлах необходимо обращать внимание на порог абляции. Параметры лазера можно настроить таким образом, чтобы интенсивность лазерного луча была чуть выше порога абляции ржавчины, но ниже порога абляции очищаемого металла. В результате получается чистая поверхность с испаренными слоями ржавчины и грязи без необратимого воздействия на основной материал. Скорость удаления ржавчины зависит от толщины ржавчины и мощности лазера. Наши мощные системы удаляют типичную легкую ржавчину со скоростью примерно 50 см2/сек. Самые толстые формы ржавчины можно удалить со скоростью 5 см2/сек. Лучший способ узнать детали вашего приложения — это провести тесты на ваших деталях. Запросить образец очистки Лазерное удаление ржавчины — высокоселективный процесс — быстрый способ улучшить качество сварных деталей. При полном удалении слоев ржавчины и грязи количество пористостей в сварных швах значительно уменьшается, а их размеры в два-три раза меньше. Если вы свариваете детали перед их покраской, необходимо удалить оксиды, чтобы предотвратить разрушение покрытия с течением времени. То же самое относится к ржавой поверхности до процесса покрытия. Процесс лазерной очистки полностью удаляет ржавчину, гарантируя, что вы получите детали с высококачественным покрытием. Laserax предлагает широкий ассортимент продуктов для удаления ржавчины. Вы можете выбрать OEM-систему лазерной очистки для интеграции индивидуального решения или лазерную чистящую машину для готового решения. Мобильные лазерные очистители также можно использовать в промышленных целях. Мощность наших лазеров высокой мощности составляет от 200 до 500 Вт, а систем малой мощности — от 20 до 100 Вт.
Общий клинический анализ мочи включает в себя исследование физических, химических свойств мочи и микроскопию осадка. Больным с патологией почек и мочевыделительной системы этот анализ назначается многократно в динамике для оценки состояния и контроля терапии. Здоровым людям рекомендуется сдавать общий анализ мочи 1-2 раза в год. Исследование физических свойств мочи включает в себя определение количества, цвета, прозрачности, удельного веса, реакции, запаха. Количество выделяемой за сутки мочи (суточный диурез) в норме у взрослых людей колеблется от 1 до 1,5 л, составляет в среднем около 75% выпитой жидкости. Суточный диурез делится на ночной и дневной; дневной должен преобладать над ночным. Количество выделяемой мочи является показателем не только функционального состояния почек и мочевыводящих путей. Суточный диурез увеличивается (полиурия) при приёме большого количества жидкости, при употреблении мочегонных веществ (арбуз, тыква) и диуретиков. Отношение дневного диуреза к ночному в норме составляет 3:1, увеличение ночного диуреза по отношению к дневному называется никтурией. Данный симптом встречается при почечной и сердечной патологии, сахарном диабете, гипертрофии престательной железы. Цвет мочи в норме колеблется от светло-жёлтого до насыщенно-жёлтого. Прозрачность (мутность) мочи. В норме свежевыпущенная моча прозрачная. Существуют следующие градации определения прозрачности мочи: полная, неполная, мутная. Помутнение может быть обусловлено наличием эритроцитов, лейкоцитов, эпителия, бактерий, жировых капель, выпадения в осадок солей. Удельный вес мочи у здорового человека на протяжении суток может колебаться в довольно широком диапазоне, что связано с периодическим приёмом пищи и потерей жидкости с потом и выдыхаемым воздухом. В норме удельный вес мочи равен 1012-1025. Удельный вес мочи зависит от количества растворённых в ней веществ: мочевины, мочевой кислоты, креатинина, солей. Уменьшение удельного веса мочи (гипостенурия) до 1005-1010 указывает на снижение концетрационной способности почек, полиурию, обильное питьё. Повышение удельного веса (гиперстенурия) более 1030 наблюдается при олигоурии, у больных с гломерулонефритом, при сердечно-сосудистой недостаточности. При полиурии высокий удельный вес характерен для сахарного диабета (при массивной глюкозурии удельный вес может доходить до 1040-1050). Активная реакция мочи (рН-мочи) в норме — слабокислая (рН между 5 и 6), соответствует рН крови. Колебания рН обусловлены составом питания: мясная диета обуславливает кислую реакцию, преобладание молочной и растительной пищи ведет к защелачиванию мочи. Запах мочи в норме зависит от присутствия в ней летучих эфирных кислот, поэтому свежевыпущенная моча имеет своеобразный слабый ароматический запах. Аммиачный запах мочи появляется при цистите, пиелонефрите. У больных в прекоматозном состоянии на фоне сахарного диабета моча имеет запах ацетона. Химическое исследование мочи включает в себя – определение белка, сахара, кетоновых тел, жечных пигментов, амилазы (подробнее смотри биохимические показатели мочи). Элементы осадка мочи, видимые под микроскопом, делят на неорганизованные (различные соли) и организованные (клеточные элементы и цилиндры). Среди солей в кислой среде встречаются ураты (мочекислые соли, в состав которых входит мочекислый натрий, кальций), оксалаты (щавелевокислый кальций), в щелочной среде определяются фосфаты. К организованному осадку мочи относятся эпителиальные клетки (клетки плоского эпителия, клетки переходного эпителия, клетки почечного эпителия), лейкоциты, эритроциты и цилиндры (гиалиновые, зернистые, восковидные, эпителиальные).
Все без исключения диагностические процедуры, проводимые в отношении человека, не обходятся без сдачи анализов. Одним из наиболее информативных и простых является общий анализ мочи, который помогает врачу дать оценку не только функции почек, но и рассказывает о состоянии всего организма. Одним из основополагающих показателей данного анализа является удельный вес мочи, норма которого будет рассмотрена ниже. Этот показатель определяет способность почек фильтровать и выводить вторичную мочу. Удельный вес мочи в норме является определяющим звеном в оценки способности почек производить мочу большей или меньшей концентрации. Эта биологическая субстанция образуется в несколько этапов.
Таким образом получается моча, которая выделяется наружу. Она имеет жидкую часть и сухой остаток, в составе которого присутствует ряд компонентов, определяемых в ОАМ.
Не имеет значения, сколько всего жидкостей поступает в организм в течение суток, выводятся все продукты обмена. Если человек мало пьёт, моча будет просто более концентрированной. Если же пациент пьёт очень много, то сухого остатка будет мало, а моча разбавленная, так как почки выводят не только побочные продукты, но и лишнюю воду. Определение плотности производится при помощи аппарата урометра. Моча по стеночке помещается в специальный цилиндр, если процесс сопровождается появление пены, то её нужно убрать. Весь цилиндр помещают в прибор. Нужно отметить, что если больной не может сам сходить в туалет, то мочу нужно забирать катетером. Как уже было сказано выше этот показатель определяет активность работы почек к разбавлению или концентрации мочи. Он зависит от количества выпитого, потраченного и от окружающей температуры.
Анализ мочи, удельный вес которой варьирует от 1,010 до 1,025, является нормой для взрослого. У детей плотность несколько разнится со взрослыми и связана с возрастом. Как только ребёнок родился, его показатель имеет самое низкое значение и составляет 0,010. С ростом малыша отмечается рост плотности его мочи. Стоит отметить, что время суток так же отражается на показателе. Например, утром плотность наивысшая, так как сухого осадка в данный момент наибольшее количество. Есть два вида изменений данного показателя.
Очень много факторов, увеличивающих плотность мочи. Это могут быть нарушения обмена веществ или болезни полового и мочевого аппарата. Такое явление может наблюдаться и при физиологических изменениях – повышенном отделении пота и при жажде после употребления соли.
У малышей повышение плотности может возникнуть из-за наличия патологий, имеющих врождённый или приобретённый характер. Очень часто детей поражают кишечные инфекции из-за слабости иммунитета, а при отравлениях, как известно, теряется много жидкости. 2. Снижение относительной плотности
Состояние пониженной плотности (гипостенурии) требует диагностических мероприятий, так как может иметь довольно серьёзную почву. Медицинские анализы Удельный вес мочи — это лабораторный тест, который показывает концентрацию всех химических частиц в моче. Плотность мочи После того, как вы предоставите образец мочи, он сразу же будет проверен. Медицинский работник использует щуп с цветочувствительной подушечкой. Цвет, на который изменится щуп, покажет медицинскому работнику удельный вес вашей мочи. Проверка щупом дает лишь приблизительный результат. Для получения более точного результата ваш врач может отправить образец мочи в лабораторию. Ваш врач может сказать вам, что вам необходимо ограничить потребление жидкости за 12–14 часов до теста. Ваш врач попросит вас временно прекратить прием любых лекарств, которые могут повлиять на результаты анализов. Другие факторы также могут повлиять на результаты теста. Сообщите своему провайдеру, если вы недавно: Тест включает только нормальное мочеиспускание. Дискомфорта нет. Этот тест помогает оценить водный баланс организма и концентрацию мочи. Нормальный диапазон удельного веса мочи составляет от 1,005 до 1,030. Диапазоны нормальных значений могут немного различаться в разных лабораториях. Некоторые лаборатории используют разные измерения или тестируют разные образцы. Поговорите со своим поставщиком медицинских услуг о значении ваших конкретных результатов теста. Повышение удельного веса мочи может быть связано с такими состояниями, как: Кришнан А., Левин А. Лабораторная оценка заболевания почек: скорость клубочковой фильтрации, анализ мочи и протеинурия. В: Ю. А.С.Л., Чертоу Г.М., Луккс В.А., Марсден П.А., Скорецки К., Таал М.В., ред. Почка Бреннера и Ректора . 11-е изд. Филадельфия, Пенсильвания: Elsevier; 2020: глава 23. Райли Р.С., Макферсон Р.А. Базовое исследование мочи. В: Макферсон Р.А., Пинкус М.Р., ред. Клиническая диагностика Генри и лечение с помощью лабораторных методов . 23-е изд. Сент-Луис, Миссури: Elsevier; 2017: глава 28. Villeneuve PM, Bagshaw SM. Оценка биохимии мочи. В: Ронко С., Белломо Р., Келлум Дж. А., Риччи З., ред. Нефрология интенсивной терапии . 3-е изд. Филадельфия, Пенсильвания: Elsevier; 2019:chap 55. Дата проверки: 04.07.2019 Информация, представленная здесь, не должна использоваться во время неотложной медицинской помощи или для диагностики или лечения любого заболевания. Информация, разработанная A.D.A.M., Inc. относительно тестов и результатов тестов, может не соответствовать напрямую информации, предоставленной UCSF Health. Пожалуйста, обсудите с врачом любые вопросы или опасения, которые могут у вас возникнуть. Написано редакторами WebMD Медицинский обзор Дэна Бреннана, доктора медицины, 27 апреля 2021 г. Концентрационный анализ мочи позволяет определить удельный вес мочи. Тест концентрации мочи также называется тестом водной нагрузки или тестом водной депривации. Удельный вес мочи относится к электролитам и осмоляльности мочи. В зависимости от беспокойства вашего врача, он даст вам конкретные инструкции по еде, питью и приему лекарств перед тестом. Сюда могут входить: Во-первых, вы предоставляете образец мочи, который сразу же исследуется. Это дает вашему врачу представление о том, является ли ваша моча слишком концентрированной или недостаточно концентрированной. Для получения более конкретных результатов образец оценивается в лаборатории. Тогда вы будете знать, какой уровень электролитов и осмоляльность имеет ваша моча. В некоторых случаях ваш врач может попросить вас брать образцы мочи из дома в течение 24 часов. Независимо от того, как проводится тест, тщательно следуйте инструкциям своего врача. Сообщите им, если вы съели или выпили что-то, что не соответствует рекомендациям, что может повлиять на ваши результаты. В течение нескольких дней до теста ешьте, как обычно. Не вносите никаких изменений в свой рацион, кроме рекомендаций вашего врача. Они могут попросить вас прекратить прием определенных лекарств перед анализом мочи, поэтому сообщите своему врачу о любых лекарствах, которые вы принимаете. Если ваш врач не обеспокоен вашими лекарствами, продолжайте принимать их в обычном режиме. Другими факторами, которые могут повлиять на определение удельного веса мочи, являются красители, используемые для компьютерной томографии и магнитно-резонансной томографии. Если у вас есть какие-либо другие тесты, сообщите своему врачу о каждом из них. Анализ удельного веса мочи используется для диагностики многих заболеваний, в первую очередь центрального несахарного диабета и нефрогенного несахарного диабета. Оба состояния здоровья заставляют ваше тело сигнализировать о чрезмерной жажде, что приводит к увеличению мочеиспускания. Однако причины каждого состояния разные. Повреждение гипофиза или гипоталамуса вызывает первичный центральный диабет. Порок развития почек способствует развитию нефрогенного несахарного диабета. Удельный вес вашей мочи не является явно вредным для вашего здоровья. Если вы пьете много воды, 1,001 может быть нормальным. Если вы избегаете употребления жидкости, уровень выше 1,030 может быть нормальным. Ваш врач принимает во внимание ваши конкретные симптомы, привычки в еде и питье при оценке ваших результатов. Признаки того, что удельный вес мочи не соответствует норме. Оба этих состояния здоровья влияют на количество натрия и калия в крови, также называемых электролитами. Признаки того, что у вас может быть электролитный дисбаланс, включают: . Как преобразовать 10 мм в дюймы
Миллиметры (мм) Дюймы («)
(десятичное) Дюймы («)
(дробная часть) 0,01 мм 0,0004 ″ 0 ″ 0,1 мм 0,0039 ″ 0 ″ 1 мм 0,0394″ 3/64″ 2 мм 0,0787 ″ 5/64″ 3 мм 0,1181 ″ 1/8″ 4 мм 0,1575″ 5/32″ 5 мм 0,1969 ″ 13/64″ 6 мм 0,2362 ″ 15/64″ 7 мм 0,2756″ 9/32″ 8 мм 0,3150″ 5/16″ 9 мм 0,3543″ 23/64″ 10 мм 0,3937″ 25/64″ 20 мм 0,7874″ 25/32″ 30 мм 1. 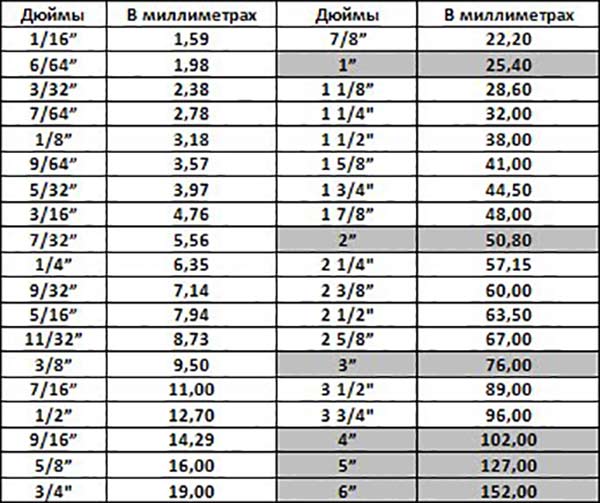
Покрытие металла под золото: Технология покрытия золотом, способы и техника золочения
Технология покрытия золотом, способы и техника золочения
Сферы применения золочения
 В качестве легирующих добавок соответственно выступают кобальт, родий, медь, серебро (никель). Вместо 24-каратного металла осуществляется покрытие золотом 18, 14, 12, 10, 9, 8 карат – цифра означает весовые единицы чистого золота в 24 частях сплава.
В качестве легирующих добавок соответственно выступают кобальт, родий, медь, серебро (никель). Вместо 24-каратного металла осуществляется покрытие золотом 18, 14, 12, 10, 9, 8 карат – цифра означает весовые единицы чистого золота в 24 частях сплава.Технология покрытия предметов сусальным золотом
 Существует две техники золочения сусальным золотом: клеевая (на полимент) и масляная (на лак мордан). В первом случае получается глянцевая, а во втором – матовая поверхность. Клеевой способ используется при проведении внутренних работ.
Существует две техники золочения сусальным золотом: клеевая (на полимент) и масляная (на лак мордан). В первом случае получается глянцевая, а во втором – матовая поверхность. Клеевой способ используется при проведении внутренних работ.Амальгамное золочение
Гальваническое золочение
 В него погружают деталь – при прохождении тока положительно заряженные частицы, высвободившиеся из солей металла, оседают на поверхности изделия и образуют ровный слой золота.
В него погружают деталь – при прохождении тока положительно заряженные частицы, высвободившиеся из солей металла, оседают на поверхности изделия и образуют ровный слой золота.Техника иммерсионного золочения
 Технология находит применение при производстве печатных плат, выводов элементной базы, корпусов, микросхем и прочей продукции где требуется ультразвуковая сварка или пайка.
Технология находит применение при производстве печатных плат, выводов элементной базы, корпусов, микросхем и прочей продукции где требуется ультразвуковая сварка или пайка.Способы химического золочения
 Обезжиренный, протравленный кислотой и промытый в воде предмет погружают в раствор и прикасаются к нему цинковой палочкой. После завершения процесса осаждения золота предмет промывают и полируют. Чтобы вникнуть в детали технологии стоит посмотреть мастер класс по золочению.
Обезжиренный, протравленный кислотой и промытый в воде предмет погружают в раствор и прикасаются к нему цинковой палочкой. После завершения процесса осаждения золота предмет промывают и полируют. Чтобы вникнуть в детали технологии стоит посмотреть мастер класс по золочению.Золочение карандашом
Смотрите также:
 Этот благородный металл имеет высокие декоративные свойства и химическую стойкость. Это обеспечивает золоту…
Этот благородный металл имеет высокие декоративные свойства и химическую стойкость. Это обеспечивает золоту…покрытие под желтый металл, способ нанесения, отзывы
 Как получают гальваническое золото?
Как получают гальваническое золото?Бижутерия с золотым покрытием
 Нейзильбер – сплав цинка, никеля и меди, который в зависимости от преобладающего элемента приобретает отлив разных оттенков. Бронза и латунь содержат в своем составе медь, делающую их цвет довольно привлекательным.
Нейзильбер – сплав цинка, никеля и меди, который в зависимости от преобладающего элемента приобретает отлив разных оттенков. Бронза и латунь содержат в своем составе медь, делающую их цвет довольно привлекательным.
Способы нанесения позолоты
Технология золочения
 Для этого перед нанесением драгоценного покрытия на участки, не подлежащие золочению, наносят кислостойкий лак.
Для этого перед нанесением драгоценного покрытия на участки, не подлежащие золочению, наносят кислостойкий лак. Иногда гальваническое покрытие применяют в целях наращивания объемов изделия. В зависимости от того, какие свойства необходимо придать детали, гальваника может производиться как золотом, так и другими элементами: серебром, хромом, никелем.
Иногда гальваническое покрытие применяют в целях наращивания объемов изделия. В зависимости от того, какие свойства необходимо придать детали, гальваника может производиться как золотом, так и другими элементами: серебром, хромом, никелем.Покрытие сплавами золота
 Чем больше доля никеля в сплаве, тем выше будут показатели твердости и износостойкости итоговой поверхности. Гальванические покрытия на основе золота и никеля за границей применяют для ювелирных изделий. Благодаря высокой устойчивости коррозионным процессам их можно использовать и для технических целей.
Чем больше доля никеля в сплаве, тем выше будут показатели твердости и износостойкости итоговой поверхности. Гальванические покрытия на основе золота и никеля за границей применяют для ювелирных изделий. Благодаря высокой устойчивости коррозионным процессам их можно использовать и для технических целей. Покрытие такого состава характеризуется не только повышенной износостойкостью, но и привлекательным внешним видом. В зависимости от толщины оно может получиться полублестящим или блестящим. Подобные свойства вместе с высоким уровнем устойчивости к механическим воздействиям позволяют использовать сплав в декоративных целях.
Покрытие такого состава характеризуется не только повышенной износостойкостью, но и привлекательным внешним видом. В зависимости от толщины оно может получиться полублестящим или блестящим. Подобные свойства вместе с высоким уровнем устойчивости к механическим воздействиям позволяют использовать сплав в декоративных целях. Что такое золочение? 12 ключевых моментов, которые нужно знать





 д.
д.




13 вещей, которые нужно знать о золочении
 У нас часто есть партнерские отношения, и мы можем получать некоторый доход от этих ссылок бесплатно для вас.
У нас часто есть партнерские отношения, и мы можем получать некоторый доход от этих ссылок бесплатно для вас.
предлагает недорогой вариант покупки ювелирных изделий из чистого золота. Это дает вам
внешний вид и стиль без высокой цены, которая идет с золотом, и
идеально подходит для украшений, которые вы не планируете носить каждый день.
разного качества, в основном в зависимости от толщины и чистоты
золотое покрытие, основной металл, используемый для изделия, и качество
мастерство. После покрытия практически невозможно отличить настоящее золото от золота.
ювелирные изделия с покрытием, просто взглянув на них.
Есть недостаток в выборе позолоченных украшений. Потускнение, выцветание и
замена покрытия — распространенные проблемы, с которыми вы столкнетесь.
украшения с покрытием для вас?
покрытый. В этом руководстве мы расскажем о 13 вещах, которые вам нужно знать о золоте.
покрытие перед покупкой. 1- Что такое золочение?
Процесс, при котором тонкий слой золота наносится на основной металл. Покрытие
довольно распространен в ювелирном мире, причем золото и родий являются двумя популярными типами. Этот процесс был
Этот процесс был
изобретен итальянским химиком Луиджи Бруньятелли в 1805 году, первым человеком, который
нанесите тонкий слой золота на серебро.
обычно используется для бижутерии или для имитации более дорогих предметов. это
почти невозможно отличить дорогие золотые украшения от
недорогие позолоченные подделки.
Сравните два
цепи внизу. Один из них покрыт 14-каратным золотом и стоит несколько долларов. Второй 14к.
из чистого золота и стоит более 7000 долларов. Можете ли вы сказать, что есть что? 2- Что такое процесс гальванического покрытия золотом?
с золотом — это простой процесс, но он требует нескольких шагов. Предварительно украшение нужно почистить.
тщательно и очищены от всех загрязняющих веществ. Это очень важно, так как грязь и масло
Это очень важно, так как грязь и масло
на основной металл будет препятствовать правильному соединению слоя золота. Готовить на пару
очистка, ультразвуковая очистка и электроочистка — вот некоторые методы очистки
основного металла для получения наилучших результатов.
на основной металл нанесено покрытие из высококачественного никеля. Это для защиты
золотой слой от любого воздействия основного металла. Как мы обсудим ниже,
эти металлы имеют тенденцию проникать в слой золота. Слой никеля также сохраняет
неблагородный металл от загрязнения золота
жидкость в емкостях, используемых для процесса покрытия.
слой, украшение окунается в сосуды с золотом и позитивом
электрический заряд используется для сплавления золота с основным металлом. Как только золото
Толщина покрытия достигнута удовлетворительно, ювелирные изделия подвешены к
сухой.
Проверь это
подробное видео, если вы хотите увидеть процесс золочения в действии. youtube.com/embed/3BuYay7reds?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/3BuYay7reds?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 3- Какие металлы можно покрывать золотом?
выполняется на большинстве металлов, таких как никель, латунь, нержавеющая сталь, серебро и медь.
Современные промышленные металлы, такие как вольфрам и титан, также часто являются золотом.
покрытый. Из них чаще всего используются серебро и медь. 4- Является ли позолота настоящим золотом?
настоящее золото, но из-за малого количества золота такие украшения не выдерживают
ценность золота.
золото, используемое в золотых покрытиях, так же, как и чистое золото. Самая низкая степень чистоты
обычно 10К, а самое высокое — 24К золота. Что касается позолоты, то
Основное различие в этих типах золота заключается в цвете, который оно дает, а не в
Значение. Чем выше чистота золота, тем больше он похож на золото.
Чем выше чистота золота, тем больше он похож на золото.
Тем не менее, стоимость не сильно меняется из-за того, как мало золота используется.
независимо от уровня чистоты. 5- Какой толщины должно быть золотое покрытие?
диапазон толщины от 0,17 до 2,5 микрон.
толщина около 0,17 называется золотом
гальваническое покрытие или золото
мыть/прошивать. Это чрезвычайно
тонкий слой (около 0,05% золота) и рекомендуется только для ювелирных изделий
которые защищены от сильного износа, например подвески и серьги. Этот
толщина покрытия стирается довольно быстро.
для золотого покрытия составляет от 0,5 до 1,0 мкм. Хотя это может звучать как
тонкий слой, достаточен даже для ювелирных изделий, подвергающихся грубым
носить, как кольца и браслеты.
2,5-микронная метка довольно толстая и известна как тяжелое позолоченное покрытие. Однако,
Однако,
даже это количество позолоты все еще очень мало в стоимостном выражении.
Основное преимущество заключается в том, что покрытие служит дольше, когда оно толще. 6- Стоит ли чего-нибудь украшение из золотых пластин?
выше, в позолоченных изделиях очень мало настоящего золота. Это правда, что
чем выше каратаж, тем больше настоящего золота содержит изделие. Однако это
по-прежнему составляет незначительное количество золота в целом и не добавляет много
ценность за штуку. Позолота часто практически не имеет стоимости при перепродаже и должна
нельзя рассматривать в денежном выражении. Заполненный золотом — гораздо лучший вариант с точки зрения фактического золота.
Заполненный золотом — гораздо лучший вариант с точки зрения фактического золота.
содержание. 7- Выцветает ли позолота и тускнеет ли?
и со временем тускнеют, теряя свой первоначальный блеск и яркость. Это обычное дело
и может произойти независимо от качества изделия. Однако многие люди
Интересно, почему позолоченные украшения тускнеют? Ведь золото не инертный металл
что не ржавеет и не ржавеет?
часто не с самим покрытием, а с основным металлом, который склонен к
корродирующие и окисляющие. Со временем молекулы основного металла в конечном итоге
перемещаться в золотой слой, влияя на его внешний вид. Если золотое покрытие очень
тонкий, он быстро обесцвечивается и начинает тускнеть.
этого выщелачивания можно избежать, если украшения сначала покрыть никелем, что
удерживает неблагородные металлы от воздействия на внешний вид золота. Если это
Если это
сделанное во время процесса покрытия, золото вряд ли потускнеет или столкнется. 8- Как долго сохраняется позолота?
предназначен для постоянного использования, но, как и все виды покрытия, не выдерживает грубой обработки.
экспозиция хорошо. Золотое покрытие со временем изнашивается и может отслаиваться, обнажая
основной металл снизу. Он также теряет свой блеск и тускнеет со временем. В
Как правило, покрытие может прослужить до двух лет при надлежащем уходе.
Работа с потускневшими деталями заключается в том, чтобы при необходимости заменить деталь. Как
часто нужно делать это зависит от толщины покрытия, качества
детали, цвет основного металла и степень износа детали.
поддерживает. 9- Как ухаживать за позолоченными украшениями и восстанавливать их?
ухода за позолоченными украшениями, вы можете продлить срок их службы и сохранить их яркими и
красивая. Вот несколько шагов, которые нужно предпринять: Это
Это
Хорошая идея всегда надевать украшения с покрытием в последнюю очередь после нанесения макияжа.
лак для волос и духи. Выполняя работу по дому, снимайте позолоченные украшения, так как
химические вещества в мыле, моющих и чистящих средствах могут повредить покрытие.
ювелирные изделия, поэтому старайтесь стирать их перед тем, как надевать и снимать украшения.
означает снятие украшений перед купанием в бассейнах, джакузи или море.
стирайте украшения или часто чистите их, чтобы избавиться от этих загрязняющих веществ. Избегайте агрессивных химикатов или абразивных чистящих средств. Не чистите и не трите украшения с покрытием, так как это может привести к их отслаиванию, обнажая металл под ним.
Избегайте агрессивных химикатов или абразивных чистящих средств. Не чистите и не трите украшения с покрытием, так как это может привести к их отслаиванию, обнажая металл под ним.
часть быстро изнашивается и отслаивается. Это может произойти, когда вы наслаиваете
позолоченные украшения, и они трутся друг о друга. Лучше всего носить
украшение само по себе. 10- Как узнать, позолочены ли мои украшения?
несколько способов определить для себя:
позолоченные изделия, цена обычно бесплатная. Позолоченные украшения это
часто очень доступным и почти никогда не превышают отметку в 50 долларов.
отличительная черта. Наиболее часто используемые штампы для позолоченных украшений:
штампованный. Вы найдете много предметов, на которых вообще нет клейм.
Вы найдете много предметов, на которых вообще нет клейм.
часто покрывают 22-каратным или 24-каратным золотом, что придает им очень яркий золотой цвет.
Смотреть. Ювелирные изделия из цельного золота обычно гораздо менее золотистого цвета, потому что
уровни чистоты обычно ниже 18K.
неравномерный цветовой тон или если на изделии есть отслоение, вы можете предположить
что он гальванический. 11- Гипоаллергенна ли золотая пластина?
толщина золота и содержит ли изделие металлы, вызывающие
аллергии, такие как никель, цинк и кобальт.
покрытие не гипоаллергенно и может вызывать кожные реакции у людей с
аллергия на металл. Это связано с содержанием никеля в изделии.
Когда золотой слой изнашивается или отслаивается, никель в украшениях выходит из строя.
при контакте с кожей, вызывая реакцию.
ювелирные изделия с покрытием, проверьте металлические сплавы в изделии. Избегайте металлических аллергенов, если
у вас аллергия на металл. 12- Должен ли я использовать домашний набор для золочения?
13- Где можно купить позолоченные украшения?

Ручной фрезер рейтинг: Рейтинг фрезеров ручных | Лучший фрезер по дереву
Ручные фрезеры — рейтинг лучших по версии Евроинструмента
Универсальные фрезеры
п. Вот примеры подобных решений:Bosch POF 1200 AE (060326A100)
Makita RP2300FCX
Кромочные фрезеры
 п. Подобные возможности доступны и с большинством универсальных моделей, но кромочные лучше справляются с такими задачами. В то же время стоит отметить, что такой инструмент недешев. Так что его имеет смысл применять в основном там, где с кромками приходится работать часто и помногу, а качество обработки имеет решающее значение — например, на мебельном производстве. Хотя, разумеется, цена и конкретные возможности кромочных фрезеров могут быть разными.
п. Подобные возможности доступны и с большинством универсальных моделей, но кромочные лучше справляются с такими задачами. В то же время стоит отметить, что такой инструмент недешев. Так что его имеет смысл применять в основном там, где с кромками приходится работать часто и помногу, а качество обработки имеет решающее значение — например, на мебельном производстве. Хотя, разумеется, цена и конкретные возможности кромочных фрезеров могут быть разными.Makita 3709
Bosch GKF 600 (060160A100)
 Двигатель устройства — 600-ваттный, а малая площадь подошвы позволяет использовать в местах с ограниченным пространством.
Двигатель устройства — 600-ваттный, а малая площадь подошвы позволяет использовать в местах с ограниченным пространством.Metabo KFM 15-10 F (601752500)
Ламельные фрезеры
 В конструкции обязательно предусматривается упор, позволяющий регулировать не только глубину, но и расположение и угол наклона прорези.
В конструкции обязательно предусматривается упор, позволяющий регулировать не только глубину, но и расположение и угол наклона прорези.DeWALT DW682K
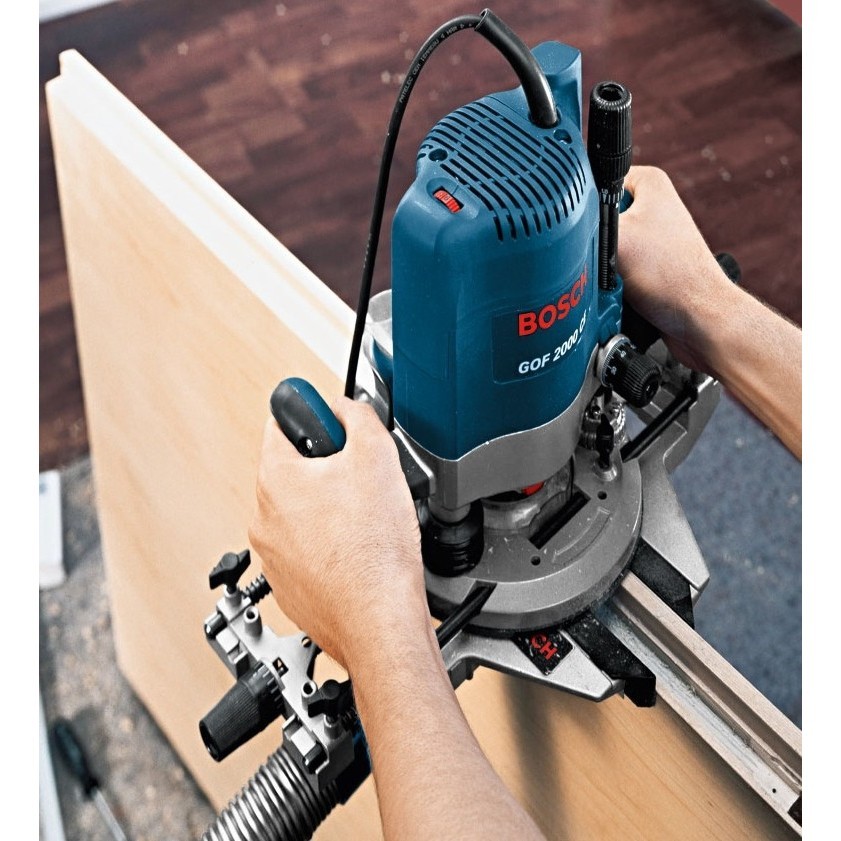 02.2022
02.2022вертикальные, кромочные — Топ 2021 года по отзывам пользователей
 В прошлом это был длительный и трудоемкий процесс. Декоративные элементы вырезались вручную с помощью фигурных стамесок и резцов. Мастера изготавливали уникальные изделия, но на это уходило много времени и сил. О точности и симметрии можно и не говорить, она зависела только от мастерства рабочего.
В прошлом это был длительный и трудоемкий процесс. Декоративные элементы вырезались вручную с помощью фигурных стамесок и резцов. Мастера изготавливали уникальные изделия, но на это уходило много времени и сил. О точности и симметрии можно и не говорить, она зависела только от мастерства рабочего.1 Bort BOF-1080N 3 140 р. 
2 Hammer FRZ1200B 4 999 р. 3 Makita RP1800F 18 511 р. 4 Bosch GKF 600 Professional 12 549 р. 5 Интерскол ФМ-40/1000Э 3 415 р. 6 Makita PJ7000 17 900 р. 
7 Metabo LF 724 S 22 219 р.
без предварительного уведомления.По дереву
Bort BOF-1080N
Основные плюсы
 Это обеспечит чистоту рабочего места, а так же отсутствие пыли и стружки в окружающем воздухе, что положительно отразится на здоровье оператора
Это обеспечит чистоту рабочего места, а так же отсутствие пыли и стружки в окружающем воздухе, что положительно отразится на здоровье оператора Hammer FRZ1200B
Основные плюсы
Makita RP1800F
Основные плюсы
 Это положительно влияет на безопасность при работе с фрезером
Это положительно влияет на безопасность при работе с фрезеромВертикальные
Интерскол ФМ-40/1000Э
Основные плюсы
Кромочные
Bosch GKF 600 Professional
Основные плюсы
Ламельный (шпоночный)
Makita PJ7000
Основные плюсы
 Глубину реза можно фиксировать с высокой точностью при помощи прорезиненного реечного механизма в шести позициях с фиксаторами на: 8 мм, 10 мм, 12.3 мм, 13 мм, 14.7 мм, 20 мм
Глубину реза можно фиксировать с высокой точностью при помощи прорезиненного реечного механизма в шести позициях с фиксаторами на: 8 мм, 10 мм, 12.3 мм, 13 мм, 14.7 мм, 20 ммЗачистные (для снятия лака)
Metabo LF 724 S
Основные плюсы
 Использование инструмента экономит до 70% рабочего времени и облегчает подготовку детали к дальнейшей обработке или реконструкции
Использование инструмента экономит до 70% рабочего времени и облегчает подготовку детали к дальнейшей обработке или реконструкции
рейтинг — 2.7 Как настроить и оптимизировать беспроводной маршрутизатор для обеспечения наилучшей производительности Wi-Fi
 немного глубже, чем стандартная процедура установки. Тот факт, что вы все подключили и все мигающие индикаторы стали зелеными, не означает, что производительность вашей сети и ее безопасность настолько хороши, насколько они могли бы быть. Выполните следующие основные действия, чтобы правильно настроить маршрутизатор и оптимизировать беспроводную сеть.
немного глубже, чем стандартная процедура установки. Тот факт, что вы все подключили и все мигающие индикаторы стали зелеными, не означает, что производительность вашей сети и ее безопасность настолько хороши, насколько они могли бы быть. Выполните следующие основные действия, чтобы правильно настроить маршрутизатор и оптимизировать беспроводную сеть. Как подключить маршрутизатор Wi-Fi?

Маршрутизаторы с самым высоким рейтингом, которые мы протестировали
 находятся в доме. Сетка Wi-Fi избавляет от всего этого благодаря очень быстрому и простому пути к первоначальной настройке и ряду совместимых «узлов», которые легко интегрируются в единую беспроводную сеть, охватывающую весь ваш дом.
находятся в доме. Сетка Wi-Fi избавляет от всего этого благодаря очень быстрому и простому пути к первоначальной настройке и ряду совместимых «узлов», которые легко интегрируются в единую беспроводную сеть, охватывающую весь ваш дом. Лучшие удлинители диапазона Wi-Fi, протестированные нами
 Затем вам нужно будет покопаться под базовой утилитой установки вашего маршрутизатора или ячеистой системы. Вот тогда шаги, описанные ниже, пригодятся.
Затем вам нужно будет покопаться под базовой утилитой установки вашего маршрутизатора или ячеистой системы. Вот тогда шаги, описанные ниже, пригодятся. Размещение и настройка

 Однако не у всех маршрутизаторов есть мобильное приложение, и если вы не хотите его использовать, всегда есть способ резервного копирования. Как правило, это специальный URL-адрес веб-сайта, который загружает внутреннюю страницу конфигурации маршрутизатора. Вы можете найти этот URL-адрес, подключив свой компьютер к любому из портов LAN маршрутизатора через кабель Ethernet и введя 192.168.1.1 или аналогичный адрес (как указано в документации маршрутизатора) в строку поиска браузера.
Однако не у всех маршрутизаторов есть мобильное приложение, и если вы не хотите его использовать, всегда есть способ резервного копирования. Как правило, это специальный URL-адрес веб-сайта, который загружает внутреннюю страницу конфигурации маршрутизатора. Вы можете найти этот URL-адрес, подключив свой компьютер к любому из портов LAN маршрутизатора через кабель Ethernet и введя 192.168.1.1 или аналогичный адрес (как указано в документации маршрутизатора) в строку поиска браузера.
Как настроить маршрутизатор?
 ) Да, эта утилита доводит вас только до вышеупомянутого набора мигающих зеленых огней, но даже для тех, кто хочет выйти за пределы этого этапа, вам нужно добраться туда первым. Следование документации маршрутизатора и использование его собственной утилиты настройки всегда является кратчайшим путем к месту назначения.
) Да, эта утилита доводит вас только до вышеупомянутого набора мигающих зеленых огней, но даже для тех, кто хочет выйти за пределы этого этапа, вам нужно добраться туда первым. Следование документации маршрутизатора и использование его собственной утилиты настройки всегда является кратчайшим путем к месту назначения. Вместо этого нажмите кнопку WPS на маршрутизаторе. Вы должны подождать не менее минуты, пока маршрутизатор и ноутбук найдут друг друга и успешно соединится. Имейте в виду, что WPS работает только с устройствами Windows и Android.
Вместо этого нажмите кнопку WPS на маршрутизаторе. Вы должны подождать не менее минуты, пока маршрутизатор и ноутбук найдут друг друга и успешно соединится. Имейте в виду, что WPS работает только с устройствами Windows и Android. 2,4 ГГц? 5 ГГц? Какую частоту следует использовать?
 Если у вас есть трехдиапазонный маршрутизатор, вы получаете дополнительную полосу 5 ГГц, которую можно выделить для игр и потокового видео. Соединение на частоте 5 ГГц обеспечивает лучшую производительность на коротких дистанциях, чем соединение на частоте 2,4 ГГц. Это связано с тем, что 5 ГГц, хотя и несколько быстрее, не могут перемещаться так далеко или передавать через некоторые объекты из-за более коротких волн этого диапазона. С другой стороны, диапазон 2,4 ГГц распространяется дальше, но имеет тенденцию к большей загруженности и меньшему количеству вариантов каналов.
Если у вас есть трехдиапазонный маршрутизатор, вы получаете дополнительную полосу 5 ГГц, которую можно выделить для игр и потокового видео. Соединение на частоте 5 ГГц обеспечивает лучшую производительность на коротких дистанциях, чем соединение на частоте 2,4 ГГц. Это связано с тем, что 5 ГГц, хотя и несколько быстрее, не могут перемещаться так далеко или передавать через некоторые объекты из-за более коротких волн этого диапазона. С другой стороны, диапазон 2,4 ГГц распространяется дальше, но имеет тенденцию к большей загруженности и меньшему количеству вариантов каналов. Когда вы выбираете данный канал, обычно происходит некоторое распространение сигнала. Таким образом, выбор канала 2, например, часто приводит к перераспределению трафика на каналы 1 и 3. Таким образом, переключение на крайние значения 1 или 11, самые дальние точки от 6 по умолчанию, иногда может обеспечить наилучшую производительность соединения.
Когда вы выбираете данный канал, обычно происходит некоторое распространение сигнала. Таким образом, выбор канала 2, например, часто приводит к перераспределению трафика на каналы 1 и 3. Таким образом, переключение на крайние значения 1 или 11, самые дальние точки от 6 по умолчанию, иногда может обеспечить наилучшую производительность соединения. Эти маршрутизаторы наконец-то появились на прилавках магазинов, но клиентские устройства все еще медленно выходят на рынок.
Эти маршрутизаторы наконец-то появились на прилавках магазинов, но клиентские устройства все еще медленно выходят на рынок. Мы рассмотрим некоторые из наиболее привлекательных пунктов ниже.
Мы рассмотрим некоторые из наиболее привлекательных пунктов ниже. Как настроить качество обслуживания (QoS)

Гостевые сети
 Подтвердите имя сети и пароль, и сеть будет настроена.
Подтвердите имя сети и пароль, и сеть будет настроена. Рекомендовано нашими редакторами
Мониторинг трафика
 Обычно будет опция, называемая монитором трафика, измерителем трафика или чем-то подобным. Включите эту функцию, и вы сможете наблюдать за трафиком вашего маршрутизатора. В некоторых маршрутизаторах вы также можете ограничить входящий трафик (загрузки), исходящий трафик (загрузки) или и то, и другое. Не все маршрутизаторы имеют функцию мониторинга трафика, но существует множество онлайн-сервисов, которые могут сделать это за вас, включая Solarwinds RTBM(открывается в новом окне) или PRTG(открывается в новом окне).
Обычно будет опция, называемая монитором трафика, измерителем трафика или чем-то подобным. Включите эту функцию, и вы сможете наблюдать за трафиком вашего маршрутизатора. В некоторых маршрутизаторах вы также можете ограничить входящий трафик (загрузки), исходящий трафик (загрузки) или и то, и другое. Не все маршрутизаторы имеют функцию мониторинга трафика, но существует множество онлайн-сервисов, которые могут сделать это за вас, включая Solarwinds RTBM(открывается в новом окне) или PRTG(открывается в новом окне). (Ekahau принадлежит компании Ziff Davis, которая также издает PCMag.)
(Ekahau принадлежит компании Ziff Davis, которая также издает PCMag.) FTP-серверы

Фильтрация MAC-адресов
 После того, как вы установили свои предпочтения для этих параметров, последний шаг — найти MAC-адреса на устройствах, которые вы хотите отфильтровать, и ввести их.
После того, как вы установили свои предпочтения для этих параметров, последний шаг — найти MAC-адреса на устройствах, которые вы хотите отфильтровать, и ввести их. Родительский контроль
 Так что, если у вашего ребенка есть дурная привычка использовать гаджеты после сна, но вы не хотите постоянно играть в плохого полицейского, который должен каждую ночь следить за тем, где и когда устройства сдаются, не проблема.
Так что, если у вашего ребенка есть дурная привычка использовать гаджеты после сна, но вы не хотите постоянно играть в плохого полицейского, который должен каждую ночь следить за тем, где и когда устройства сдаются, не проблема. Дальнейшие действия
 И если вы все еще ищете новый маршрутизатор, подумайте о том, чтобы выйти за рамки списка функций коробки и спецификации продукта. Загрузите руководство, изучите эти дополнительные параметры и узнайте, какие функции обеспечат наибольшую ценность в вашей среде. Когда все будет готово, проверьте скорость интернет-соединения. А если вам нужны дополнительные рекомендации, ознакомьтесь с нашими передовыми советами: 10 советов по ускорению вашего Wi-Fi и 12 советов по устранению неполадок с подключением к Интернету.
И если вы все еще ищете новый маршрутизатор, подумайте о том, чтобы выйти за рамки списка функций коробки и спецификации продукта. Загрузите руководство, изучите эти дополнительные параметры и узнайте, какие функции обеспечат наибольшую ценность в вашей среде. Когда все будет готово, проверьте скорость интернет-соединения. А если вам нужны дополнительные рекомендации, ознакомьтесь с нашими передовыми советами: 10 советов по ускорению вашего Wi-Fi и 12 советов по устранению неполадок с подключением к Интернету. Нравится то, что вы читаете?
 Вы можете отказаться от подписки на информационные бюллетени в любое время.
Вы можете отказаться от подписки на информационные бюллетени в любое время. протестированных маршрутизаторов мощностью 3 л.с. | Дерево
 Вот что мы нашли.
Вот что мы нашли. Управление всей этой мощью имеет решающее значение
 Другие маршрутизаторы имеют бесступенчатую регулировку скорости. Festool OF2200EB, Makita RP2301FC и Milwaukee 5625-20 удобно снабжены небольшой диаграммой рядом со шкалой скорости, в которой перечислены скорости для каждого положения шкалы. С большинством других вы должны обратиться к руководству пользователя; Hitachi M12V2 не дает указаний.
Другие маршрутизаторы имеют бесступенчатую регулировку скорости. Festool OF2200EB, Makita RP2301FC и Milwaukee 5625-20 удобно снабжены небольшой диаграммой рядом со шкалой скорости, в которой перечислены скорости для каждого положения шкалы. С большинством других вы должны обратиться к руководству пользователя; Hitachi M12V2 не дает указаний. Некоторые лучше работают на столе-маршрутизаторе, чем другие


 0003
0003 Конечно, вы можете фрезеровать вручную, но подготовьтесь к тренировке

Крупнейшие, неприятные маршрутизаторы на рынке
Festool of2200eb, 850 $
High Point эффективный сбор пыли в нашем тесте.
▲ Уникальная храповая блокировка шпинделя означает, что вам не нужно снимать ключ с цанговой гайки при затягивании или ослаблении для более быстрой замены насадки.
▲ Таблица на корпусе маршрутизатора переводит отметки быстрого набора в фактические скорости.
▲ Единственный фрезер, который поставляется не в картонной коробке: в пластиковом систейнере аксессуары упорядочиваются и аккуратно складываются с другими изделиями Festool.
▼Шкалы имеют только метрическую маркировку, и без регулятора высоты ходового винта вы полагаетесь исключительно на систему револьверного упора для точной регулировки.
▼При установке на фрезерный стол вы должны работать против натяжения погружной пружины.
▼ Не входит в комплект поставки 1 ⁄ 4 » цанга или переходник для бит с хвостовиком 1 ⁄ 4 «.
▼ Вместо погружного стопорного рычага OF2200EB имеет вращающуюся ручку в верхней части левой рукоятки, к которой нужно долго привыкать.
■ Несмотря на вес более 18 фунтов, он кажется сбалансированным и никогда не создает проблем с управлением или опрокидыванием.
■ Все регулируемые компоненты этого маршрутизатора имеют характерный неоново-зеленый цвет для удобства поиска. Milwaukee 5625-20, $350
Высокие баллы:
маршрутизатор среднего размера по сравнению с другими тяжеловесами мощностью 3 л.с. Благодаря маневренности и большим рукояткам он отлично подходит для задач, не связанных с погружением.
▲ Грубая и точная настройка очень проста при установке битовой глубины в ручном режиме.
▲ Таблица на корпусе маршрутизатора переводит отметки быстрого набора в фактические скорости.
▲ Назовите нас старой школой, но мы по-прежнему предпочитаем менять биты с помощью двух гаечных ключей, а мощные гаечные ключи Milwaukee — наши любимые.
▼ В комплект поставки не входят кожухи для сбора пыли или 1 ⁄ 4 цанга «. Дополнительные очки:
Дополнительные очки:
■ Т-образный ключ, входящий в комплект поставки, позволяет легко регулировать высоту стола, но сначала необходимо потянуться под столом, чтобы разблокировать основание фрезера.Большинство фрез можно менять над столом, но они большие биты диаметра блокируют доступ ключа
■ С чуть менее 1 3 ⁄ 4 «регулировки цанги вверх и вниз у вас могут возникнуть проблемы с профилями долот длиннее 2 дюймов. Hitachi M12V2, $230
High Point:
▲ Поставляется с большим количеством аксессуаров, чем любой другой протестированный маршрутизатор.
▼ Благодаря второму по жесткости погружному действию среди всех протестированных фрезеров и погружному замку, который по умолчанию свободно погружается до тех пор, пока вы не зафиксируете рычаг вручную, этот фрезер требует некоторого привыкания для ручной работы.
▼ Хотя основание имеет отверстие 3 7 ⁄ 8 дюйма, отверстие основания 3 7 ⁄ 16 дюйма ограничивает использование бит большего размера. 64 » проскальзывания за 25 пробных погружений.
▼ ▼ Скорости отмечены с шагом от 1 до 6, без справочной таблицы для фактических скоростей.
■ изменение битовой высоты проще, чем у большинства, портативных или настольных.0234 ■ В руководстве пользователя указано, что для использования в фрезерном столе нужно снять пружину – простая работа, но для ручной фрезеровки ее необходимо заменить. Bosch 1619EVS, $325
High Points:
использовать.
▲ Хорошо сбалансированный инструмент с удобными ручками и хорошей видимостью фрезы при ручной фрезеровке.
▲ Подпружиненный погружной фиксатор блокируется при отпускании — наша любимая система.
▼ Быстрый набор, отмеченный с шагом от 1 до 6, требует использования справочной таблицы в руководстве пользователя для перевода в фактическую скорость.
▼ Стержень ограничителя глубины допускал наибольшее проскальзывание в наших испытаниях ( 1 ⁄ 32 » более 25 отверстий). сделать изменение глубины резания проще, чем большинство других, даже на фрезерном столе. DeWalt DW625, $300
High Point:
▲ Хорошо сбалансированный инструмент с четкой видимостью бит для ручной фрезеровки.
▼ Чтобы использовать включенный кольт 1 ⁄ 4 «, вы должны сначала удалить кол 1 ⁄ 2 » из его гайки, затем установить
1 «. 4 «один, головная боль, которую мы хотели бы избежать, DeWalt поставляет отдельные гайки и цанги в сборе.
4 «один, головная боль, которую мы хотели бы избежать, DeWalt поставляет отдельные гайки и цанги в сборе.
▼ Отверстие в основании запрещает использование бит диаметром более 2 1 ⁄ 2 «. до фактической скорости. Кабель 7539. Makita RP2301FC, $320
Яркие светодиоды:
Яркая подсветка вокруг шпинделя , удобные рукоятки, плавное погружение и хорошая видимость, этот фрезер отлично подходит для ручного использования.
▲ Таблица на корпусе маршрутизатора переводит отметки быстрого набора в фактические скорости.
▼ Допускается блокировка ограничителя глубины 1 ⁄ 64 » проскальзывания после 25 пробных погружений.
▼ В комплект не входят колпаки для сбора пыли, хотя пылезащитный экран отводит стружку.
▼ бит большего размера.
▼ Регулятор ходового винта оказался привередливым в использовании, даже с удлинительной рукояткой; мы предпочли использовать только врезной замок и револьверные упоры для регулировки.
▼ При установке на столе (и все еще под натяжением пружины) грубая регулировка оказывалась сложной, если вставная пластина не была прикручена к столу или удерживалась на месте упором.
■ Втулка A вставляется в цангу 1 ⁄ 2 дюйма для бит с хвостовиком 1 ⁄ 4 дюйма. Porter-Cable 7518, $ 350
Высокие точки:
▲ На 4 ós 16 234 ▲ Это 40198. тестовая группа
▲ Нам нравится его система смены насадок с двумя ключами
▼ Электронное управление увеличивает и уменьшает скорость двигателя под нагрузкой, пытаясь поддерживать заданную скорость, но без особого успеха.
▼ Отсутствие плоских кромок на монтажной плите делает трассировку относительно линейки более склонной к небольшим несоответствиям
■ Пятискоростной ползунковый переключатель в верхней части двигателя, отмеченный в об/мин, был легко установить с рук, но сложно на фрезерном столе.
■ Вы вращаете мотор в основании для регулировки высоты, но каждое движение меняет положение выключателя питания и переключателя скорости. Porter-Cable 7539, $370
High Points:
Не окунуться случайно.
▲ Нам нравится система смены насадок с двумя ключами.
▼ Как и в модели 7518, двигатель этой модели увеличивался и уменьшался под нагрузкой, пытаясь поддерживать заданную скорость, а его переключатель скорости плохо читается в таблице маршрутизатора.
▼ Вы не получаете цангу 1 ⁄ 4 » или какие-либо кожухи для сбора пыли, хотя пылезащитный экран отводит стружку.
▼ При установке на столе (и все еще под натяжением пружины) грубая регулировка оказывалась сложной, если вставная пластина не была прикручена к столу или удерживалась на месте упором.
▼ Отверстие в основании 3 15 ⁄ 32 » не позволяет использовать биты большего размера.
▼ Отсутствие плоских краев на основании делает фрезерование по линейке более подверженным небольшим отклонениям. Triton TRA 001, $250
High Points:
▲ Регулировка высоты через стол с автоматической блокировкой шпинделя при полном подъеме (или погружении в ручном режиме) упрощает замену бит над столом
▲ Подпружиненная крышка выключателя питания предотвращает случайное включение, поскольку для запуска маршрутизатора ее необходимо сдвинуть. Сверло р6м5 расшифровка: Сталь Р6М5 — расшифровка марки стали, ГОСТ, характеристика материала
Быстрорежущая сталь марки Р6М5 расшифровка, характеристики и применение, химический состав, термобработка, механические свойства
Аналоги и заменители
Расшифровка стали Р6М5
Цифра 6 после буквы «Р» указывает содержание вольфрама в процентах, т.е. для стали Р6М5 содержание вольфрама 6%.
Буква «М» означает, что сталь легирована молибденом, а цифра 5 указывает содержание молибдена в процентах, т. е. молибдена в стали 5%.
Во всех быстрорежущих сталях содержится около 4% Хрома (Cr), но в обозначении марки буквы «Х» не указывается.Применение стали Р6М5
 Прочность 315—325 кгс/мм2 и вязкость 4—5 кгс*м/см2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
Прочность 315—325 кгс/мм2 и вязкость 4—5 кгс*м/см2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
а) повышенное обезуглероживание при нагреве выше 1000 С; ванны нагрева для закалки надо тщательно раскислять MgFa2
б) чувствительность отдельных плавок к перегреву и росту зерна при нагреве для закалки, что затрудняет установление одинаковых температур закалки
для инструментов разных плавок.Вид поставки
Калиброванный пруток ГОСТ 19265-73, ГОСТ 7417-75.
Шлифованный пруток и серебрянка ГОСТ 19265—73, ГОСТ 14955—77.
Поковки и кованые заготовки ГОСТ 19265—73, ГОСТ 1133—71.Химический состав, % (ГОСТ 19265—73)
C Cr W V Mo Mn Si Ni S P не более 0,80-0,88 3,8-4,4 5,5-6,5 1,7-2,1 5,0-5,5 0,4 0,5 0,4 0,03 0,03 Термообработка стали Р6М5
Закалка


Температура закалки стали Р6М5
Инструменты Температура нагрева стали Р6М5, °С Балл зерна Твердость HRC после отпуска при 560°С и нагрева при 620°С (4 ч) Крупные сверла и резцы 1220-1240 10-8,5 60-61 Остальные режущие инструменты 1210-1230 10,5-9,5 59-60 Остальные режущие инструменты 1180-1200 12 56-57 Отпуск
Температуры первого отпуска 350—375°С, а второго 550—560°С для вольфрамомолибденовых сталей. Назначают также температуры первого отпуска 550—560°С, но твердость и теплостойкость в этом случае немного меньше.
Критические точки, °С
Аc3 Аc3 Аr2 Аrm 800 860 720 780 Механические свойства (ГОСТ 19265-73)
Режим термообработки HRCz после отпуска σизг, МПа Красностойкость (HRC58), °С Закалка с 1200-1230 °С, охл. на воздухе, в масле,
в расплаве солей; отпуск при 540-
560 °С, охл. в соляных ваннах63-65 320-360 620 Технологические свойства
Обрабатываемость резанием:
В отожженном состоянии при 255 HB
Kv = 0.8 (твердый сплав).
Kv = 0.6 (быстрорежущая сталь).
Для повышения твердости, износостойкости, коррозионной стойкости поверхностного слоя используют цианирование, азотирование, сульфидирование, обработку паром.
Флекеночувствительность — не чувствительна.
Склоность к отпускной хрупкости.
Не применяется для сварных конструкций.Характеристика некоторых инструментальных сталей

C Cr W V Mo Mn (не более) Si (не более) Ni (не более) S (не более) P (не более) Co (не более) Р6М5 0,8-0,88 3,8-4,4 5,5-6,5 1,7-2,1 5-5,5 0,4 0,5 0,4 0,03 0,03 — Р18 0,7-0,8 3,8-4,4 17-18,5 1-1,4 1 0,5 0,5 0,4 0,03 0,03 0,5 Р12 0,8-0,9 2,8-3,6 12-13 1,5-1,9 1 0,5 0,5 0,5 0,03 0,03 0,5  2 приведены механические свойства сталей, в таблице 1.3 — значения теплостойкости:
2 приведены механические свойства сталей, в таблице 1.3 — значения теплостойкости:Марка Режим термической обработки Предел прочности HRC tзак , °С tотп , °C Р6М5 1220 560 3300-3400 63-65 Р12 1250 560 3000-3200 64 Р18 1280 550 2900-3100 64  Закалка на зерно балла 10; трехкратный отпуск при 560 о С. Таблица 1.3 — Теплостойкость сталей
Закалка на зерно балла 10; трехкратный отпуск при 560 о С. Таблица 1.3 — Теплостойкость сталейМарка стали Температура, 0 С Предел прочности МПа Время, ч HRC Р6М5 620 3300-3400 4 63 Р12 580 3000-3200 4 63-64 Р18 620 2900-3100 4 63-64 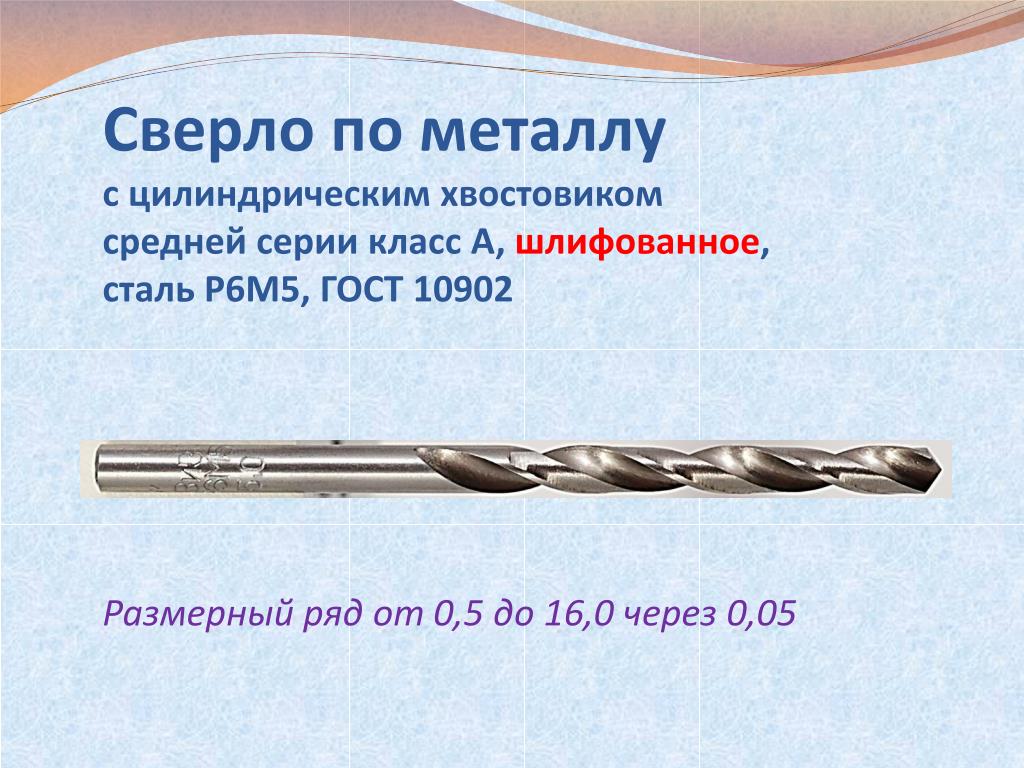
 Вольфрам и молибден затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. Нерастворенная часть карбида Me6 С приводит к повышению износостойкости стали. Молибден по влиянию на теплостойкость замещает вольфрам по соотношению Mo : W = 1 : 1,5.
Вольфрам и молибден затрудняют распад мартенсита при нагреве, обеспечивая необходимую красностойкость. Нерастворенная часть карбида Me6 С приводит к повышению износостойкости стали. Молибден по влиянию на теплостойкость замещает вольфрам по соотношению Mo : W = 1 : 1,5. Вследствие этого основная роль хрома в быстрорежущих сталях состоит в придании стали высокой прокаливаемости. Он оказывает влияние и на процессы карбидообразования при отпуске.
Вследствие этого основная роль хрома в быстрорежущих сталях состоит в придании стали высокой прокаливаемости. Он оказывает влияние и на процессы карбидообразования при отпуске. Их количество уменьшается на границе зерен. Для уменьшения количества серы (до 0,015 %) используют электрошлаковый переплав.
Их количество уменьшается на границе зерен. Для уменьшения количества серы (до 0,015 %) используют электрошлаковый переплав.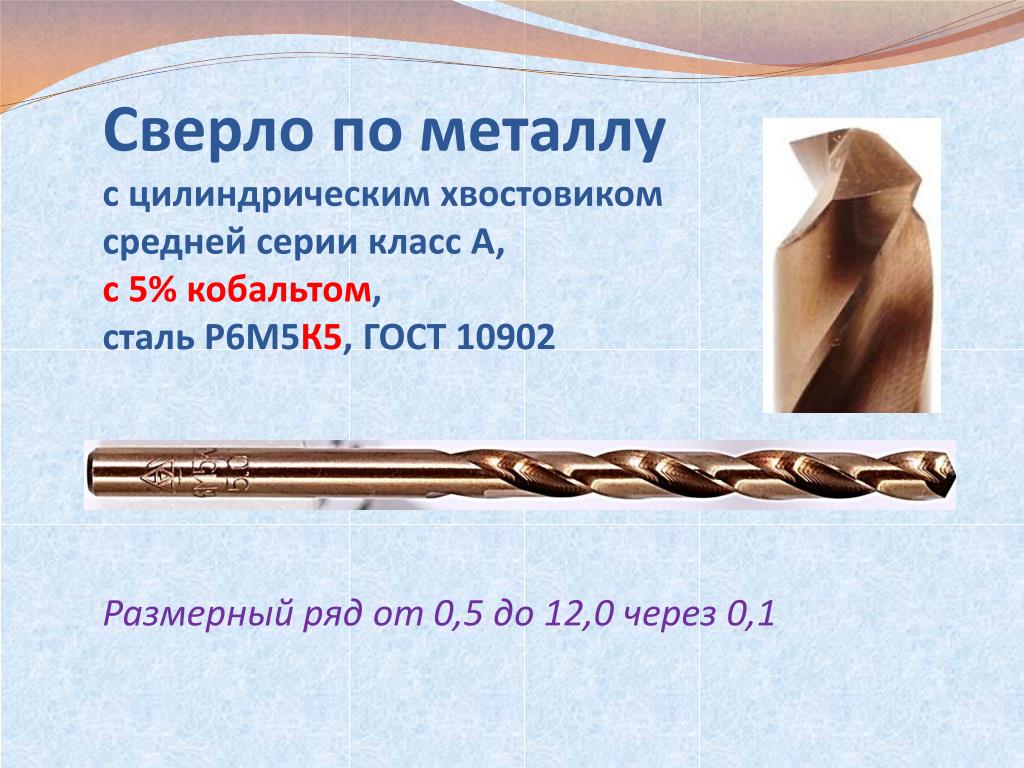
 В этом случае теплостойкость стали Р12 немного выше, чем стали Р18.
В этом случае теплостойкость стали Р12 немного выше, чем стали Р18. Это преимущественно наблюдается и в крупных сечениях.
Это преимущественно наблюдается и в крупных сечениях.
Как выбрать сверло по металлу
Конструкция сверла по металлу
Разновидности сверл по металлу
 Это самая простая и надежная конструкция сверла — кромки обоих поясков рабочей части заточены под углом 118° (+/- 30) друг к другу. Такая заточка позволяет быстро отремонтировать сверло, затачивая на любом инструменте абразив или просто напильник. Сломанное сверло также можно заточить и использовать за несколько минут.
Это самая простая и надежная конструкция сверла — кромки обоих поясков рабочей части заточены под углом 118° (+/- 30) друг к другу. Такая заточка позволяет быстро отремонтировать сверло, затачивая на любом инструменте абразив или просто напильник. Сломанное сверло также можно заточить и использовать за несколько минут. Это сверло не порвет край листа при сверлении и не застрянет в отверстии.
Это сверло не порвет край листа при сверлении и не застрянет в отверстии. Стружка удаляется в полости трубы, что позволяет сверлить отверстия на значительную глубину, не вынимая сверла.
Стружка удаляется в полости трубы, что позволяет сверлить отверстия на значительную глубину, не вынимая сверла. Как выбрать сверло по металлу
 * производятся на китайских заводах. Об этом свидетельствует абсолютно идентичный внешний вид и дизайн одних и тех же товаров под разными торговыми марками. Их качество несравнимо с продукцией Европы, Японии или «индустриального Китая».
* производятся на китайских заводах. Об этом свидетельствует абсолютно идентичный внешний вид и дизайн одних и тех же товаров под разными торговыми марками. Их качество несравнимо с продукцией Европы, Японии или «индустриального Китая».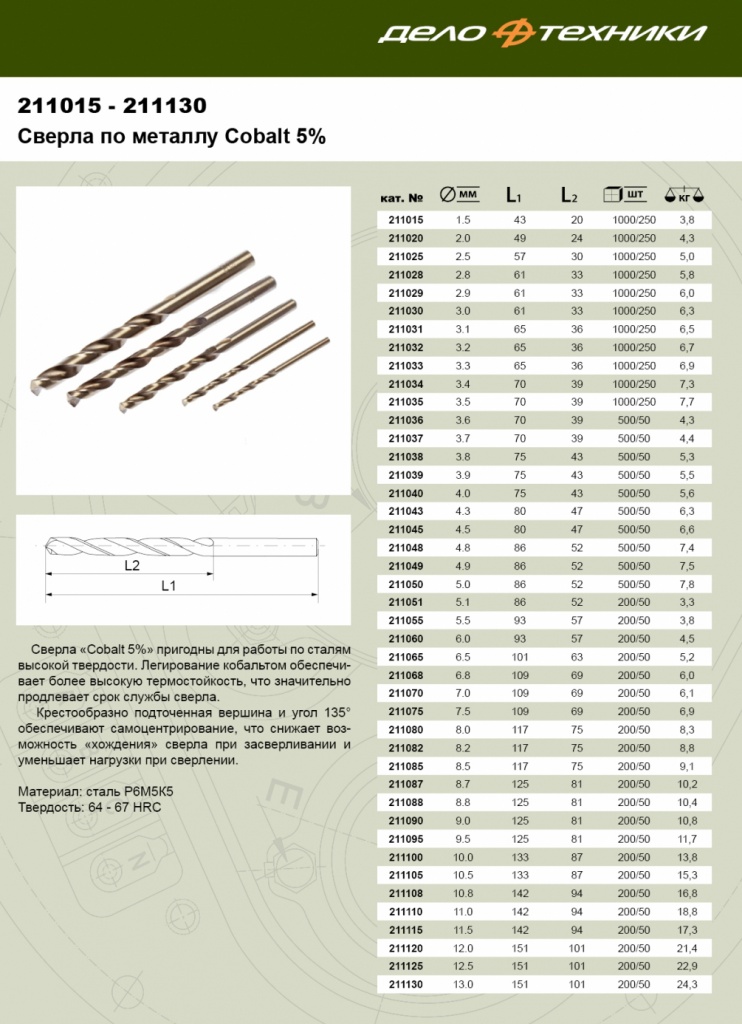 Поэтому при периодическом изменении температуры это напряжение снимается и сверло приобретает прочность.
Поэтому при периодическом изменении температуры это напряжение снимается и сверло приобретает прочность. Международное обозначение Расшифровка/перевод Код ГОСТ 19265-73 Быстрорежущая сталь (быстрорежущая сталь) 1.3343 — S6-5-2 DIN Быстрорежущая инструментальная сталь Р6М5 HSSE, HSS-E, HSS-Co Быстрорежущая инструментальная сталь Р6М5К5 Быстрорежущая сталь-G Инструментальная сталь Р6М5 HSS-Co8 Быстрорежущая инструментальная сталь Р6М5К8 HSS-PM Сталь инструментальная быстрорежущая, изготовленная методом порошковой металлургии Быстрорежущая сталь-TiN Быстрорежущая инструментальная сталь с покрытием из оксида титана Р6Т5 Резюме Хромованадиевая сталь Р6Х5В3 ВС  3505 — 100Cr6
3505 — 100Cr6 Легированная инструментальная сталь 9ХС ШХ15 Имя Производитель Количество сверл, шт. Разброс диаметров, мм Примечание Цена комплекта, руб. Томск Прибор НС-9 Россия десять 1-10 Р6М5 ГОСТ 10902-77 150 Зубр МЕТ-ВП Россия десять 1,5-10 4-29605-х20 250 Чемодан для техники Россия 6 2-8 Р6М5К5 320 БИБЕРБАУ 74133 Германия тринадцать 2-8 Быстрорежущая сталь-TiN 460 ПРАКТИКА 034-366 Россия тринадцать 1-13 Р6М5 480 ЕРМАК Китай-Россия 25 1-13 Р6М5К5 720 KSTools Германия 19 1-10 DIN 388 тип N 740 МАКИТА Д-30508 Япония пять 4-10 Быстрорежущая сталь M-Force 800 Bosch HSS-R-13 Германия тринадцать 1-10 HSS-R 1650 Надежная линия Bosch Германия 24 1-12 Быстрорежущая сталь-TiN 1950 Виха 28025 Германия 19 2-13 + биты Быстрорежущая сталь-TiN 4150 
Опалубка для фундамента своими руками из досок: как сделать, пошагово, чертежи, фото
как сделать, пошагово, чертежи, фото
Особенности опалубки
Виды конструкции

 В зависимости от природных условий и используемого состава, срок разопалубливания составляет 8-20 дней.[/stextbox]
В зависимости от природных условий и используемого состава, срок разопалубливания составляет 8-20 дней.[/stextbox]Расчет материалов

 Щит делают из доски 25 мм или толще.[/stextbox]
Щит делают из доски 25 мм или толще.[/stextbox]Как выбирать материал

Подготовительные работы

Как правильно сделать и установить опалубку
 Чем толще фундамент, тем меньше интервал.
Чем толще фундамент, тем меньше интервал.Распространенные ошибки
 В результате полотно не выдерживает нагрузку и разрушается под давлением бетона. Излишняя экономия чревата дополнительными расходами на повторные работы.
В результате полотно не выдерживает нагрузку и разрушается под давлением бетона. Излишняя экономия чревата дополнительными расходами на повторные работы.Заключение

Как сделать опалубку для фундамента своими руками? — Статьи «Первый Стройцентр» в Уфе
 Возведение опалубки является занятием непростым, необходимо знать технологию и множество нюансов, в противном случае все усилия могут пойти насмарку, поэтому оптимальным вариантом будет доверить это строительной компании. Однако если подойти к делу с умом и правильно делать опалубку фундамента, выполнять все работы последовательно и качественно, можно обойтись собственными силами. В рамках данной статьи мы рассмотрим, как сделать опалубку своими собственными руками.
Возведение опалубки является занятием непростым, необходимо знать технологию и множество нюансов, в противном случае все усилия могут пойти насмарку, поэтому оптимальным вариантом будет доверить это строительной компании. Однако если подойти к делу с умом и правильно делать опалубку фундамента, выполнять все работы последовательно и качественно, можно обойтись собственными силами. В рамках данной статьи мы рассмотрим, как сделать опалубку своими собственными руками.
Подготовительные работы
 Кроме того, обустройство фундамента предполагает создание армирующего каркаса, который связывает массу бетона. Когда траншея и каркас уже готовы, можно сделать опалубку для дальнейшей заливки фундамента дома.
Кроме того, обустройство фундамента предполагает создание армирующего каркаса, который связывает массу бетона. Когда траншея и каркас уже готовы, можно сделать опалубку для дальнейшей заливки фундамента дома.Подбираем материал: качество и расчеты
 Так что, выбирая хорошую доску, вы не тратите деньги напрасно, в любом случае этот материал будет приобретаться на обозначенных этапах возведения дома.
Так что, выбирая хорошую доску, вы не тратите деньги напрасно, в любом случае этот материал будет приобретаться на обозначенных этапах возведения дома. Брус должен прибиваться с шагом примерно 40 см., поэтому для выяснения его количества достаточно общую длину траншеи разделить на 40 см. (получим количество элементов) и умножить на длину каждого бруса (это тоже зависит от высоты опалубки).
Брус должен прибиваться с шагом примерно 40 см., поэтому для выяснения его количества достаточно общую длину траншеи разделить на 40 см. (получим количество элементов) и умножить на длину каждого бруса (это тоже зависит от высоты опалубки).Сборка опалубки: порядок работ
 Саморезами работать быстрее и проще, однако их тяжелее извлечь при разборке опалубки.
Саморезами работать быстрее и проще, однако их тяжелее извлечь при разборке опалубки. Формованный бетон | Жизнь архитектора

 На случай, если это не так, или если вы хотите, чтобы ваша плита из формованного бетона выглядела так же хорошо, как на изображении выше, я расскажу вам, как мы это делаем.
На случай, если это не так, или если вы хотите, чтобы ваша плита из формованного бетона выглядела так же хорошо, как на изображении выше, я расскажу вам, как мы это делаем.
 Затем …. производим пескоструйную обработку поверхности.
Затем …. производим пескоструйную обработку поверхности.
еще лучше из жизни архитектора
5 Недостатки самодельных бетонных форм для фундамента
 Качественная опалубка будет определять успех проекта фундамента. Прежде чем принять решение о формах фундамента из бетона своими руками, подумайте о значении фундамента для вашего будущего дома.
Качественная опалубка будет определять успех проекта фундамента. Прежде чем принять решение о формах фундамента из бетона своими руками, подумайте о значении фундамента для вашего будущего дома.
Размеры древесной плиты
Толщина досок
Длина досок
Высота доски
 Однако для плит с утолщенными краями используйте доски размером 2 на 12 дюймов. Утолщенные края обеспечивают большую устойчивость, образуя защитную стену вокруг бетонного основания.
Однако для плит с утолщенными краями используйте доски размером 2 на 12 дюймов. Утолщенные края обеспечивают большую устойчивость, образуя защитную стену вокруг бетонного основания. Расстояние между стойками
Крепление кольев
 Если во время строительства что-то пойдет не так, в том числе с бетонными формами фундамента, исправить это не всегда просто и, как правило, довольно дорого. Средний ремонт фундамента колеблется от 5000 до 7000 долларов, и даже выше, если проблемы повреждают другие части вашего дома. Прежде чем вы начнете свой проект «Сделай сам» из бетонных фундаментов, рассмотрите эти пять недостатков строительства бетонных форм «Сделай сам».
Если во время строительства что-то пойдет не так, в том числе с бетонными формами фундамента, исправить это не всегда просто и, как правило, довольно дорого. Средний ремонт фундамента колеблется от 5000 до 7000 долларов, и даже выше, если проблемы повреждают другие части вашего дома. Прежде чем вы начнете свой проект «Сделай сам» из бетонных фундаментов, рассмотрите эти пять недостатков строительства бетонных форм «Сделай сам». 1. Подготовка площадки: техническая и трудоемкая задача

2. Важность выравнивания
3. Укрепление опалубки для обеспечения прямых сторон

4. Уравновешивание других сторон может вызвать трудности у новичка
5. Инструменты, необходимые для самостоятельного изготовления бетонных фундаментов
 Метод залитого бетона Fox Blocks создает более прочный, долговечный и энергоэффективный фундамент, чем профессионально построенный традиционный фундамент из залитого бетона.
Метод залитого бетона Fox Blocks создает более прочный, долговечный и энергоэффективный фундамент, чем профессионально построенный традиционный фундамент из залитого бетона. Строительство фундамента ICF


Нарезают наружную резьбу: Чем нарезать резьбу — виды и назначение инструмента
Чем нарезать резьбу — виды и назначение инструмента
Внутренняя резьба
Согласно соответствующим техническим условиям, а также ГОСТ 3266-81, в таблице представлены пределы применимости этого инструмента. Наименование резьбы Номинальные диаметры Метрическая 1 — 52 мм Дюймовая 1/4” — 2” (дюйма) Коническая 1/16” — 2” Трубная 1/16” — 6” Трапецеидальная 5,6 — 90 мм  Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой.
Возможно также обозначение с помощью номера: I – черновой, II – средний, III – чистовой. Наружная резьба
 Диаметры плашек представлены в таблице.
Диаметры плашек представлены в таблице. Наименование резьбы Номинальные диаметры Метрическая 1 — 76 мм Дюймовая 1/4” — 2” (дюйма) Трубная 1/8” — 2” 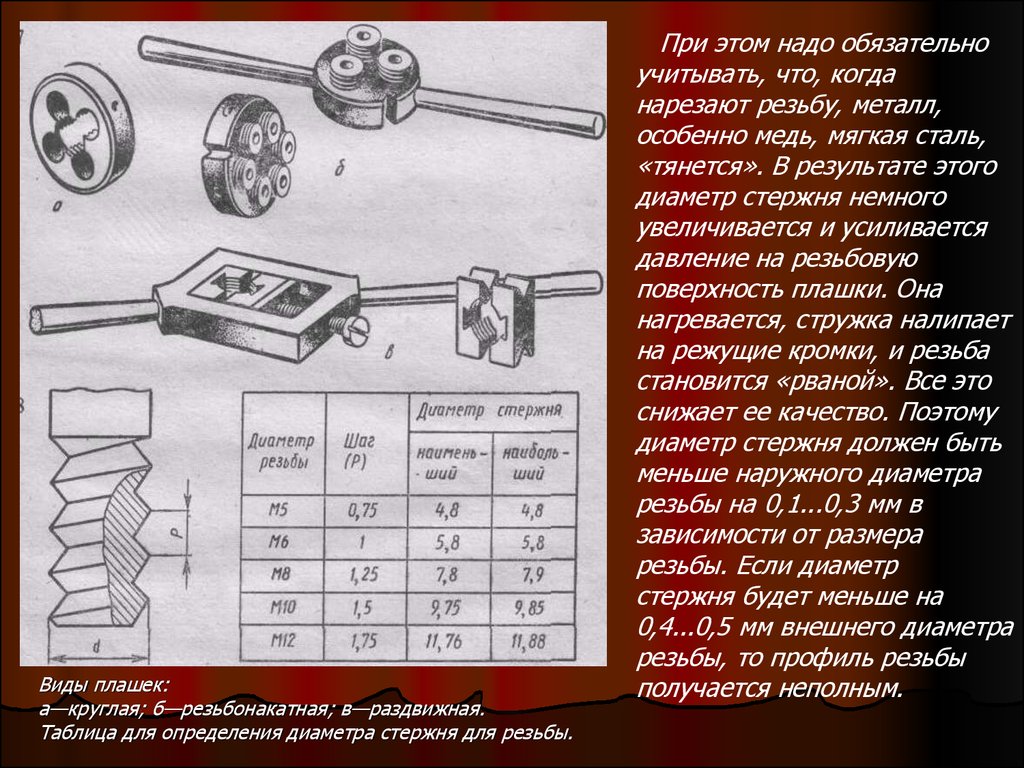 В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки.
В зависимости от конструкции, для вращения ручных клуппов могут использоваться как съемные рукоятки, так и держатели-трещотки. Чем можно нарезать резьбу? Каким инструментом нарезают резьбу!
Метчики
Метчик — приспособление, которое обеспечивает нарезание внутренней резьбы. По своей конструкции он похож на винт, выполненный из высокопрочной стали, на котором сделаны три или четыре прямые продольные углубления, образующие при пересечении витков резьбы винта металлорежущие кромки . Выделяют рабочую часть и хвостовик этого инструмента. Рабочий элемент инструмента состоит из: режущей и направляющей части.
Металлорежущая сторона напоминает конус и ею выполняется нарезание. Направляющая сторона посылает инструмент в рабочее отверстие, в котором нарезается, и калибруется резьба.
На конце хвостика есть присоединительный квадрат, который необходим для фиксации инструмента в ручном инструменте. Размерность присоединительного квадрата для ручного привода зависит от размера метчика.
Канавки на рабочей стороне инструмента имеют продольные углубления.Витки резьбы разделяются канавками на режущие перья, передние кромки которыми производится нарезание. Также углубления нужны для отвода стружки, которая появляется при работе. Три канавки обычно производятся на инструменте диаметром до 22 мм, четыре канавки — с диаметром от 22 до 52 мм.
Метчик для нарезки резьбы изготавливается из быстрорежущей или углеродистой стали технологиям, утвержденным для изготовления металлорежущего инструмента. Они проходят термическую обработку, от точности выполнения которой зависит работоспособность и долговечность метчика. Поверхностная твердость метчиков должна находиться в пределах 63 — 66 HRc. Предметы из углеродистой стали имеют намного меньшую стойкость, чем модели из быстрорежущей. Для увеличения твердости и стойкости режущей кромки рабочая часть машинных метчиков может иметь покрытие из нитрида титана характерного «золотого» цвета.
Существует два способа нарезания внутренней резьбы ручным инструментом: европейский и американский. В Европе принято работать в два или три прохода разными метчиками. В США — одним в один проход. В США, например, достаточно широко используется метрическая резьба, и предлагаемые американскими производителями подобные приспособления для метрической системы рассчитаны на работу в один проход. Резьбонарезной инструмент Европейские производства предлагает широкий ассортимент приспособлений только для метрической, но и для дюймовой системы. Однако и те, и другие предлагаются ими только в виде комплектов в два или в три прохода.
В Европе принято работать в два или три прохода разными метчиками. В США — одним в один проход. В США, например, достаточно широко используется метрическая резьба, и предлагаемые американскими производителями подобные приспособления для метрической системы рассчитаны на работу в один проход. Резьбонарезной инструмент Европейские производства предлагает широкий ассортимент приспособлений только для метрической, но и для дюймовой системы. Однако и те, и другие предлагаются ими только в виде комплектов в два или в три прохода.
В России принят европейский подход, на Дальнем Востоке — американский Соответственно ниже основное внимание уделено именно этим приспособлениям для нарезания резьбы европейским способом. Набор из двух (черновой и чистовой модели) используются для работы в мягких сталях, а комплекты из трех (черновой, средней и чистовой модели) — при работе с более твердыми металлами.
Внутри набора различаются по количеству рисок (ободков), нанесенных на хвостовик. Как часто бывает, стандартов на такие обозначения нет, и существуют отечественная и зарубежная системы обозначений. В отечественной системе одна риска означает черновую модель, две – среднию модель, а три – чистовую модель. В зарубежных наборах чистовой обычно без рисок. Надо также иметь в виду, что возможны ошибки маркировки (они встречаются и у самых именитых производителей) и надежнее всего различать метчики внутри комплекта по длине заходной части, состоящей из режущих перьев уменьшенного диаметра, со срезанными вершинами. Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
Как часто бывает, стандартов на такие обозначения нет, и существуют отечественная и зарубежная системы обозначений. В отечественной системе одна риска означает черновую модель, две – среднию модель, а три – чистовую модель. В зарубежных наборах чистовой обычно без рисок. Надо также иметь в виду, что возможны ошибки маркировки (они встречаются и у самых именитых производителей) и надежнее всего различать метчики внутри комплекта по длине заходной части, состоящей из режущих перьев уменьшенного диаметра, со срезанными вершинами. Их диаметр плавно растет от конца метчика к хвостовику. У черновой модели самая глубокая заходная сторона. Обычно она содержит от четырех до девяти витков. Самая короткая заходная сторона у чистовой модели, от одного до трех витков. А средний по количеству витков режущих перьев на заходной части находится посередине между выше упомянутых предметов того же комплекта.
Для работы в глухих отверстиях необходимы метчики, имеющие минимальное количество перьев на заходной части и притупленным концом. На хвосте обычно нанесен номинал резьбы, нарезаемой этим инструментом. На импортных предметах, кроме размера резьбы, часто указывается и диаметр сверла под этот размер.
На хвосте обычно нанесен номинал резьбы, нарезаемой этим инструментом. На импортных предметах, кроме размера резьбы, часто указывается и диаметр сверла под этот размер.
Хвостовик всех предметов заканчивается присоединительным квадратом, который необходим для удержания приспособления в воротке. Стандартизации размеров квадратов по номиналу резьбы нет. Например, метчик на резьбу М10 у одного производителя может иметь квадрат 5,5 мм, у другого — 8 мм. Размеры квадратов на хвостовиках метчиков, мм: 2,1; 2,7; 3,0; 3,4; 4,9; 5,5; 6,2; 7,0; 9,0; 11,0; 12,0; 14,5; 16,0; 18,0; 20,0; 22,0; 24,0; 29,0; 32,0.
Воротки для метчиков
Воротки применяются для работы метчиком. В него вставляется и зажимается хвостовик данного приспособления. Такой ручной инструмент выпускается как нерегулируемый, с фиксированным размером посадочного гнезда, так и регулируемый, с изменяемым размером посадочного гнезда.
Плоский нерегулируемый вороток обычно имеет от одного до трех отверстий различного размера под наиболее употребительные размеры квадратов на хвостовиках метчиков. Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Регулируемые воротки содержат в своей конструкции винтовой механизм, двигающий зажимные части, фиксирующие хвостовик приспособления. При работе в труднодоступных местах могут потребоваться удлинители. Обычно они нерегулируемые и рассчитаны только на один размер присоединительного квадрата.
Торцевые воротки применяются для работы в труднодоступных местах. Они снабжаются фиксирующим патроном с губками, на которых сделаны выборки под квадрат на хвостовике метчика. Они изготавливаются как с фиксированным патроном, так и с храповиком. Храповик должен иметь переключатель направления на три положения (средний режим стопорит патрон).
При работе таким инструментом необходимо соблюдать простые правила, а именно:

Плашки и приспособления для работы с ними
Для нарезания наружной резьбы применяется приспособление, называемое плашкой. Она похожа на круглую или шестигранную гайку из быстрорежущей или углеродистой стали, закаленной до твердости 63 — 66 HRc. Первый вариант такого приспособления требует особой державки, шестигранная может быть использована с обычным гаечным ключом. Однако начинать нарезание резьбы шестигранной плашкой все равно лучше с клуппом, поскольку он обеспечивает лучшие условия для управления плашкой в момент захода на резьбу, позволяя точнее выставлять плоскость плашки перпендикулярно оси заготовки. Затем, когда заход выполнен, лучше использовать гаечный ключ, поскольку шестигранный профиль лучше работает под большой нагрузкой.
В плашке вокруг центрального резьбового отверстия прорезаны от трех до пяти сквозных продольных отверстий, смещенных на одинаковые расстояния от центра приспособления. Образующие этих отверстий и резьба плашки в местах их пересечения создают режущие кромки. Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Они также служат и для отвода стружки, образующейся при работе. С двух сторон плашки на режущих кромках размещены фаски на глубину 1,5 — 2-х ниток резьбы, которые именуются заборными частями. На боковых образующих плашки сделаны три или четыре выемки (с шагом угла 120° или 90°) для стопорных винтов, закрепляющих приспособление во время работы. На лицевой поверхности плашки обычно нанесены цифры, обозначающие размер резьбы, которую нарезает данная плашка.
Практически все круглые плашки имеют по боковой образующей выемку с сечением в форме трапеции на достаточно большую глубину .По достижении заметного износа плашка может быть разрезана вдоль этой выемки и затем ее можно использовать как разрезную плашку ,скомпенсировав тем самым ее износ. Следует только помнить, что жесткость разрезанной плашки существенно ниже и точность соблюдения форморазмеров резьбы при этом заметно падает.
В разрезной плашке боковая прорезь шириной 0,5-1,5 мм предусмотрена изначально.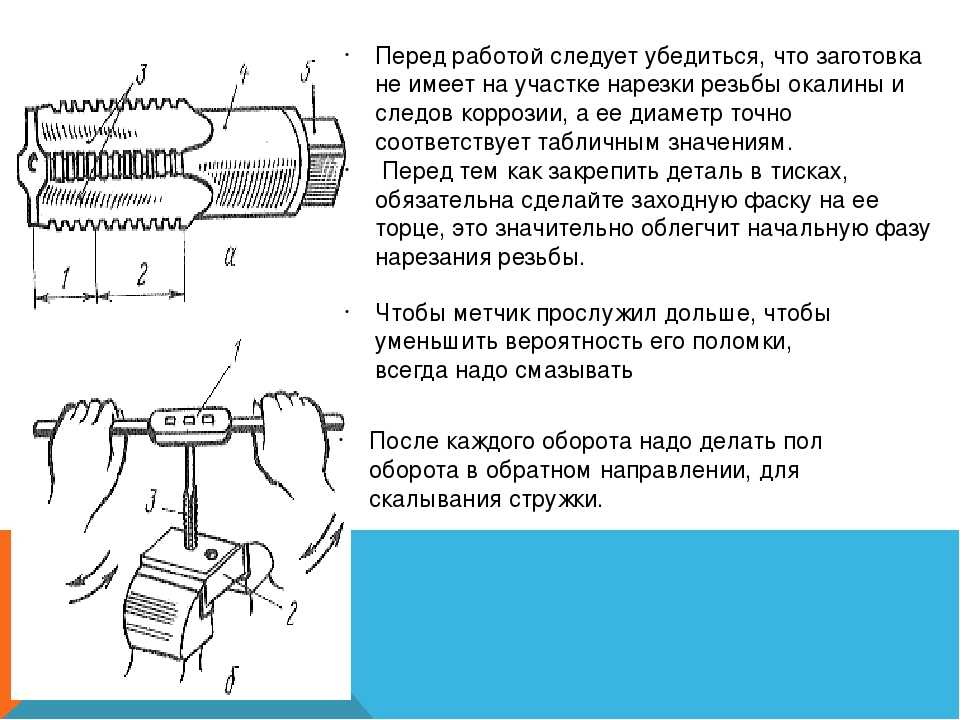 Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Она позволяет в небольших пределах (0,1-0,25 мм) регулировать диаметр резьбы по режущей кромке и тем компенсировать износ режущей кромки или повышенную твердость обрабатываемого материала. Ранее такие плашки широко применялись в промышленности, однако сейчас они уже полностью вышли из употребления. Предлагаются плашки с регулировочным коническим винтом, которые занимают промежуточное положение между обычными круглыми и разрезными плашками. В такой плашке разрез по ее стенке сделан приблизительно на две трети высоты и заканчивается резьбовым коническим отверстием, в которое вворачивается конический же винт, служащий для точной регулировки диаметра плашки по резьбе. Такая регулировка позволяет компенсировать как разную твердость материала заготовки, так и износ плашки. При этом жесткость плашки падает ненамного и конструкция с коническим регулировочным винтом как бы сочетает преимущества цельной и разрезной плашки.
Клупп
Клуппом называется предметы для фиксации плашки при нарезании резьбы. Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты. В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.
Клупп похож на круглую обойму с внутренним диаметром, который большее внешнего диаметра круглой плашки. В данном инструменте выполнено несколько резьбовых отверстий, в которые вворачиваются закаленные стопорные винты для крепления плашки. Число стопорных винтов изменяется в клуппах разных конструкций от одного до пяти. Выше упоминалось, что на боковой поверхности круглой плашки может быть выполнено три или четыре отверстия под стопорные винты. В качестве упора для стопорного винта может быть использована и трапецеидальная выемка на боковой образующей плашки. Соответственно, число реально используемых винтов изменяется от одного до четырех, в зависимости от конструкции и плашки, и клуппа. При использовании большего количества стопорных винтов нагрузка на каждый винт падает, но снижается жесткость крепления. Шестигранные плашки зажимаются по одной, двум или трем поверхностям, жесткость их фиксации существенно ниже.
В образующие клуппа друг напротив друга вворачиваются две ручки с накаткой для вращения клуппа при работе.
Существуют клуппы, комплектуемые переходными кольцами с одинаковым внешним диаметром, равным внутреннему диаметру обоймы клуппа, но с различными внутренними диаметрами, под плашки разного размера. В переходных кольцах имеются сквозные отверстия для стопорных винтов клуппа. Сборка из плашки и переходника вставляется в клупп, и стопорные винты вворачиваются сквозь отверстия в кольце до упора в выборки, сделанные в плашке, фиксируя как переходное кольцо, так и плашку.
Для работы в местах с ограниченным доступом иногда приходится кустарным способом изготавливать достаточно сложные конструкции клуппов.
Успешная внешняя резьба с помощью матрицы — механические элементы
 Существуют также различные приемы для достижения успеха. Итак, давайте поговорим о том, как сделать наружную резьбу плашкой.
Существуют также различные приемы для достижения успеха. Итак, давайте поговорим о том, как сделать наружную резьбу плашкой. Что такое кубик?

Устройство инструмента
 Рельеф на входной стороне также помогает центрировать матрицу на цилиндре, чтобы начать нарезание резьбы.
Рельеф на входной стороне также помогает центрировать матрицу на цилиндре, чтобы начать нарезание резьбы. Удаление наружной резьбы с помощью матрицы
 Идея состоит в том, чтобы просто навинтить плашку на вал, как гайку. Когда вы поворачиваете матрицу, она срезает заусенцы и повреждения, снова оставляя красивую резьбу. Очевидно, что он не может вернуть материал, который сдвинулся, но он может срезать заусенцы, чтобы очистить его.
Идея состоит в том, чтобы просто навинтить плашку на вал, как гайку. Когда вы поворачиваете матрицу, она срезает заусенцы и повреждения, снова оставляя красивую резьбу. Очевидно, что он не может вернуть материал, который сдвинулся, но он может срезать заусенцы, чтобы очистить его. Создание новых нитей
 По мере того, как матрица вращается, она нарезает новую внешнюю резьбу. Верно? Да, это концепция. Делать это правильно — вот в чем вопрос.
По мере того, как матрица вращается, она нарезает новую внешнюю резьбу. Верно? Да, это концепция. Делать это правильно — вот в чем вопрос. Видео: нарезание новой наружной резьбы с помощью матрицы Чтобы было тяжелее, мы показываем тонкостенную трубу из нержавеющей стали, сварной шов.
 Наслаждайтесь видео.
Наслаждайтесь видео. Вместо кубика . . .
 Болты сравнительно дешевы, и они намного прочнее материала, на котором можно нарезать резьбу. Один из примеров показан на изображении. Мне понадобился стержень с резьбой, поэтому я просто срезал головки с болтов, а затем закруглил нужный конец «необходимой» болгаркой. Работает отлично.
Болты сравнительно дешевы, и они намного прочнее материала, на котором можно нарезать резьбу. Один из примеров показан на изображении. Мне понадобился стержень с резьбой, поэтому я просто срезал головки с болтов, а затем закруглил нужный конец «необходимой» болгаркой. Работает отлично. Мы нашли это для вас. . .
Схемы багажника на 6 мест для каноэ/байдарки

Сравнение: сталь или алюминий – часть 2
6 футов 10 дюймов x 12 футов x 3500# – Чертежи универсального прицепа
Предварительно напряженная стальная конструкция

Сборка прицепа — Видео для клиентов
Расчет положения оси
6′ x 12′ x 3500# – Чертежи универсального прицепа
Как использовать метчики и плашки для создания резьбы
 youtube.com/embed/KMBxno1P2Cg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/KMBxno1P2Cg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Для чего используется кран?
 Метчики со спиральным наконечником выталкивают стружку вперед, опережая направление постукивания. Метчики со спиральными канавками имеют канавки, которые закручиваются вокруг оси метчика в виде спирали. Метчики со спиральными канавками удаляют стружку из отверстия. Чтобы узнать, как правильно выбрать метчик для вашего применения, посмотрите наше видео о метчике со спиральной канавкой и со спиральной канавкой.
Метчики со спиральным наконечником выталкивают стружку вперед, опережая направление постукивания. Метчики со спиральными канавками имеют канавки, которые закручиваются вокруг оси метчика в виде спирали. Метчики со спиральными канавками удаляют стружку из отверстия. Чтобы узнать, как правильно выбрать метчик для вашего применения, посмотрите наше видео о метчике со спиральной канавкой и со спиральной канавкой. Как просверлить отверстие?
Отверстие должно быть меньше диаметра болта, потому что резьба, которую вы будете нарезать, увеличит диаметр. Используйте таблицу метчиков и сверл, чтобы сопоставить размеры метчиков или болтов с соответствующими размерами сверла с зазором. Просверлите отверстие, используя размер сверла с зазором, указанный в таблице метчика и сверла.
Снова обратитесь к таблице метчиков и сверл, чтобы сопоставить размер метчика с соответствующим размером сверла с зазором (сверло, которое вы только что использовали для сверления дыра).
Чтобы начать нарезание резьбы, поверните метчик по часовой стрелке, пока не почувствуете сопротивление резьбы, врезающейся в материал заготовки. На каждый полный оборот по часовой стрелке делайте половину оборота против часовой стрелки, так как это удалит всю скопившуюся стружку и освободит пространство для режущих кромок метчика, чтобы продолжать чистое резание. Это может быть не так необходимо, если отверстие было нарезано метчиком со спиральной канавкой или особенно метчиком со спиральной канавкой.
После того, как вы нарезали отверстие и пока инструменты, которые вы использовали, все еще доступны, вы захотите проверить его, чтобы убедиться, что вы удовлетворены результатом. Перед тем, как вставить винт или болт, обязательно удалите стружку из отверстия (можно использовать сжатый воздух или приспособления для извлечения стружки). После того, как отверстие очищено от стружки, вставьте и закрутите болт. Если вы столкнулись с каким-либо сопротивлением или болт не ввинчивается в резьбовое отверстие аккуратно, вы можете при необходимости снова запустить метчик через отверстие, следя за тем, чтобы резьба начиналась в одном и том же месте, чтобы избежать перекрестного нарезания резьбы в отверстии. Любые шероховатости на внешней кромке отверстия можно очистить с помощью инструмента для удаления заусенцев, что обеспечит гладкую кромку и профессиональную отделку.
Перед тем, как вставить винт или болт, обязательно удалите стружку из отверстия (можно использовать сжатый воздух или приспособления для извлечения стружки). После того, как отверстие очищено от стружки, вставьте и закрутите болт. Если вы столкнулись с каким-либо сопротивлением или болт не ввинчивается в резьбовое отверстие аккуратно, вы можете при необходимости снова запустить метчик через отверстие, следя за тем, чтобы резьба начиналась в одном и том же месте, чтобы избежать перекрестного нарезания резьбы в отверстии. Любые шероховатости на внешней кромке отверстия можно очистить с помощью инструмента для удаления заусенцев, что обеспечит гладкую кромку и профессиональную отделку. Для чего используется штамп?
 Круглые матрицы имеют три или более режущих кромок, а между каждой из них есть полости, удаляющие стружку.
Круглые матрицы имеют три или более режущих кромок, а между каждой из них есть полости, удаляющие стружку. Как сделать наружную резьбу на стержне?
Поместите круглую матрицу в центр матрицы (затяните винты вокруг матрицы плоской отверткой). Убедитесь, что отверстия для винтового соединения находятся в правильном положении.
Совместите круглую матрицу с краем стержня и осторожно поверните круглую матрицу по часовой стрелке на стержень, прикладывая небольшое усилие. Не торопитесь и убедитесь, что вы режете прямую нить.
После нарезания внешней резьбы отвинтите круглую плашку в противоположном (против часовой стрелки) направлении.
После того, как вы навинтите резьбу на стержень и пока инструменты, которые вы использовали, все еще доступны, вы захотите проверить их, чтобы убедиться, что вы удовлетворены результатом.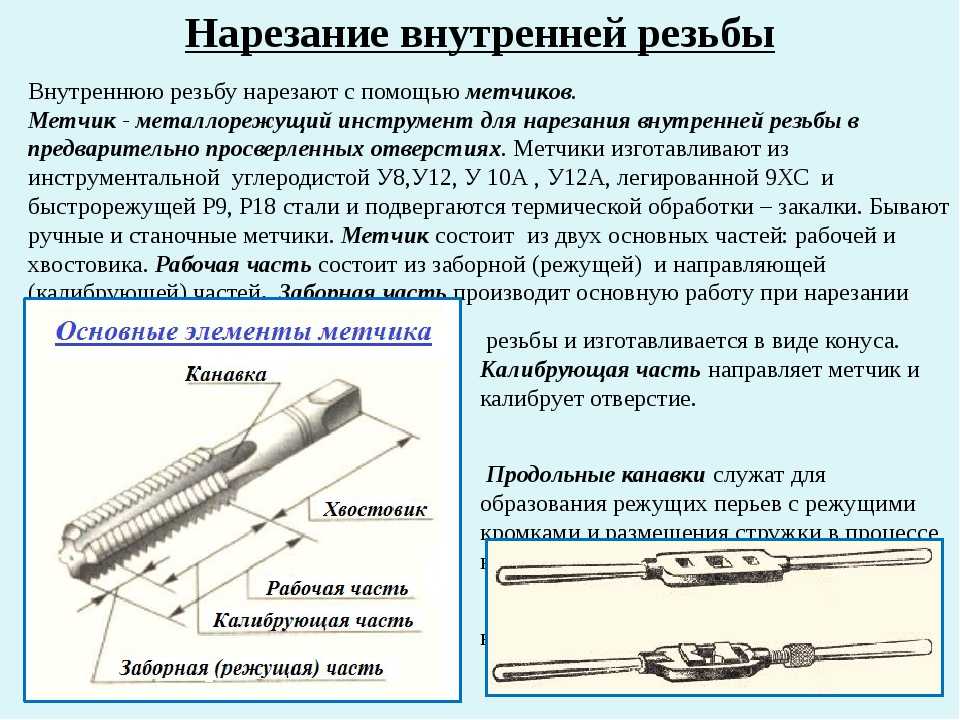
Наборы метчиков и матриц
СОВЕТЫ ПРОФЕССИОНАЛЬНОЙ ТЕХНИЧЕСКОЙ КОМАНДЫ:

Проверка на технологическую точность токарного станка: Проверка токарного станка на точность
Проверка токарного станка на точность
Когда речь идет о геометрической и технологической точности токарного станка проверяются следующие параметры оборудования:
точность перемещения частей, на которых располагается деталь;
расположение поверхностей, на которых должен находиться инструмент или материал;
форма базовых поверхностей.
Оборудование должно начать эксплуатироваться только после проверки точности и получения акта о приемке. При этом такой акт составляется не только после сборки на заводе-изготовителе, но и после проведения ремонтных работ.
Параметры точности агрегата должны быть указаны в его паспорте. Измерять точность и выявлять погрешности нужно регулярно. Частота проверок оборудования регламентируется соответствующим ГОСТом.
Во время эксплуатации токарного станка его элементы постоянно изнашиваются. Во время работы агрегат неизбежно нагревается, соответственно, происходит тепловая деформация. Кроме этого, на рабочие части и механизмы постоянно воздействуют различные силы, приводящие к изменению их формы и снижению четкости оборудования. В конечном итоге износ и деформации негативно сказываются на качестве изготавливаемой продукции. Чтобы восстановить правильность работы агрегата, следует постоянно проверять его на степень износа и своевременно производить замену деталей и узлов.
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.
Качество изготавливаемых изделий зависит от геометрической точности оборудования. Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо. Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:
в бабки станка устанавливается оправка;
на нее фиксируется цилиндрическая гайка с пазом;
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки;
аппарат нужно настроить на резьбовой шаг;
в процессе работы индикатор фиксирует погрешность.
изделие получается не прямолинейным;
цилиндрическое изделие может получиться конусообразным;
основные линии заготовки не параллельны друг другу;
в сечении изделие не круглое, а овальное или иной формы;
места разного сечения не концентричны.
контрольная линейка;
специальный уровень;
измерительный щуп;
угольник;
оправка, державка с индикатором;
пазовая гайка.
Во время проведения испытаний оборудования на четкость используйте только те приспособления и инструменты, которые прошли метрологическую проверку. Испытания непроверенными измерительными инструментами могут дать неправильный результат, который непременно скажется на качестве работы оборудования.
Точность станка. Испытания металлорежущих станков на точность
Общие замечания


Установка станков перед испытанием на точность

 В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.
В процессе испытания станка на точность может иметь место дополнительная регулировка опор в пределах допустимых деформаций станины с проверкой взаимного расположения отдельных частей станка.Определение основных отклонений
1. Непрямолинейность поверхности (в заданном направлении, рис. 124)

2. Неплоскостность поверхности (рис. 125)
3. Непараллельность поверхностей (рис. 126)
4. Неперпендикулярность поверхностей (рис. 127)
5. Овальность (рис. 128)

6. Конусность (рис. 129)
7. Огранка (рис. 130)
8. Непрямолинейность образующей (рис. 131)
9. Радиальное биение (рис. 132)
10. Торцовое биение (рис. 133)

11. Осевое биение (рис. 134)
12. Несовпадение осей (рис. 135)
Измерение прямолинейности и плоскостности направляющих поверхностей станков




Измерение точности кинематических цепей металлорежущих станков


Средства измерения точности металлорежущих станков


Классификация металлорежущих станков по точности
 171.
171.Класс точности станка Обозначение класса точности Соотношение основных допусков точности станков Нормальной точности станки Н 1 Повышенной точности станки П 0,6 Высокой точности станки В 0,4 Особо высокой точности станки А 0,25 Сверхточные станки С 0,15  Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.Сравнение норм точности ГОСТ и иностранных стандартов

Различие, главным образом, касается проверок отдельных деталей (станин, ходовых винтов, делительных дисков), которые контролируются при их изготовлении и сборке и в ГОСТ, как правило, не включаются.
Возросшие требования промышленности к качеству выпускаемых станков, в особенности к их точности, надежности и долговечности, а также условия поставки станков на экспорт, ставят перед станкостроительной промышленностью Советского Союза задачу обеспечения достаточной продолжительности работы станков с заданной точностью.
В частности, при изготовлении станков, поставляемых на экспорт, разрешается использовать только часть поля допуска на точность станков. Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров.
В ближайшее время будут выпущены новые и пересмотренные ГОСТ с более высокими требованиями по ряду показателей точности станков и добавлением повышенных классов точности в соответствии с разработанной классификацией.
В таких случаях в таблицах приведены соответствующие оговорки. Допуски пересчитываются в зависимости от длин, к которым они отнесены. Нужно, также, учитывать, что в различных стандартах принята своя собственная система взаимосвязи отдельных проверок, и буквальное сравнение точности их без учета этой взаимосвязи не всегда дает возможность судить о действительной точности работы станков.
В этих случаях требуется более глубокий анализ сравниваемых показателей точности, а также проверка точности работы станков в совершенно одинаковых условиях.
0,6 — от величины допуска — для станков нормальной и повышенной точности;
0,8 — от величины допуска — для станков высокой и особо высокой точности.Список литературы:
 Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968
Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968 Общий | Как проверить точность токарного станка? | Практик-механик
78снайпер
Алюминий
Майкл Мур
Титан
 europares.com/graphics/metalwork/MSlatheinspection1.jpg
europares.com/graphics/metalwork/MSlatheinspection1.jpg
Майкл БобМ3
Чугун
 Если разные положения задней бабки требуют разных регулировок, то ваши пути и ваша передняя бабка не параллельны.
Если разные положения задней бабки требуют разных регулировок, то ваши пути и ваша передняя бабка не параллельны. Питер из Голландии
Алмаз
На эту тему уже много написано
Так что, если вы выполните поиск, это всплывет Токарные станки Саут-Бенд | Точность на 9-дюймовой модели A | Практический механик
лекарь1
Горячекатаный
Я новичок. Я только что получил 9-дюймовую модель A SB 1948 года. лекарь1
Горячекатаный
старый жлоб
Пластик
 Он имеет тестовый и ожидаемый уровни точности. Здесь вы можете найти множество методов выравнивания задней бабки, но для меня самый простой метод продемонстрирован Tubalcain на You Tube. Я предупреждаю вас, как только вы посетите его сайт и начнете смотреть его отличные обучающие видео, вы потеряете много времени, прежде чем сможете остановиться.
Он имеет тестовый и ожидаемый уровни точности. Здесь вы можете найти множество методов выравнивания задней бабки, но для меня самый простой метод продемонстрирован Tubalcain на You Tube. Я предупреждаю вас, как только вы посетите его сайт и начнете смотреть его отличные обучающие видео, вы потеряете много времени, прежде чем сможете остановиться. iwananew10K
Алмаз
выровняйте его, настройте его с помощью теста на ошейники, и он, вероятно, будет настолько точным, насколько вы могли когда-либо желать. эдколт
Горячекатаный
козмо99
Чугун
заимствования уровня машиниста. используйте это, чтобы выкрутить кровать.
используйте это, чтобы выкрутить кровать. iwananew10K
Алмаз
 ..
..
лекарь1
Горячекатаный
Тогда я пойду в поход на выходные.
Как сделать гриндер своими руками чертежи: чертежи с размерами и алгоритм сборки
чертежи с размерами и алгоритм сборки
В СОЦСЕТЯХ 4 Изготовление роликов гриндера своими руками: чертежи
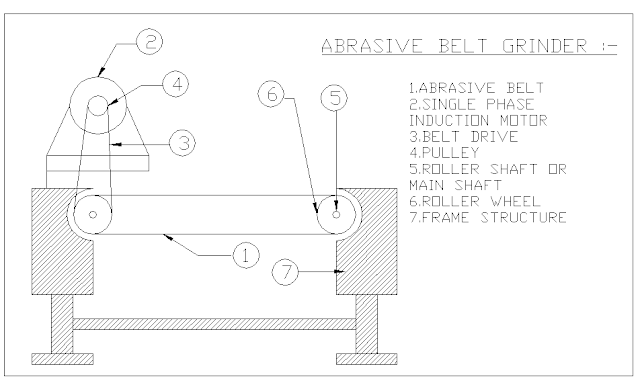 В подобных агрегатах данная проблема решается очень просто. Один из роликов прибора содержит специальный механизм, позволяющий натянуть ленту. Чаще всего такое приспособление устанавливается на ролик, расположенный между основным и второстепенным катком устройства.
В подобных агрегатах данная проблема решается очень просто. Один из роликов прибора содержит специальный механизм, позволяющий натянуть ленту. Чаще всего такое приспособление устанавливается на ролик, расположенный между основным и второстепенным катком устройства.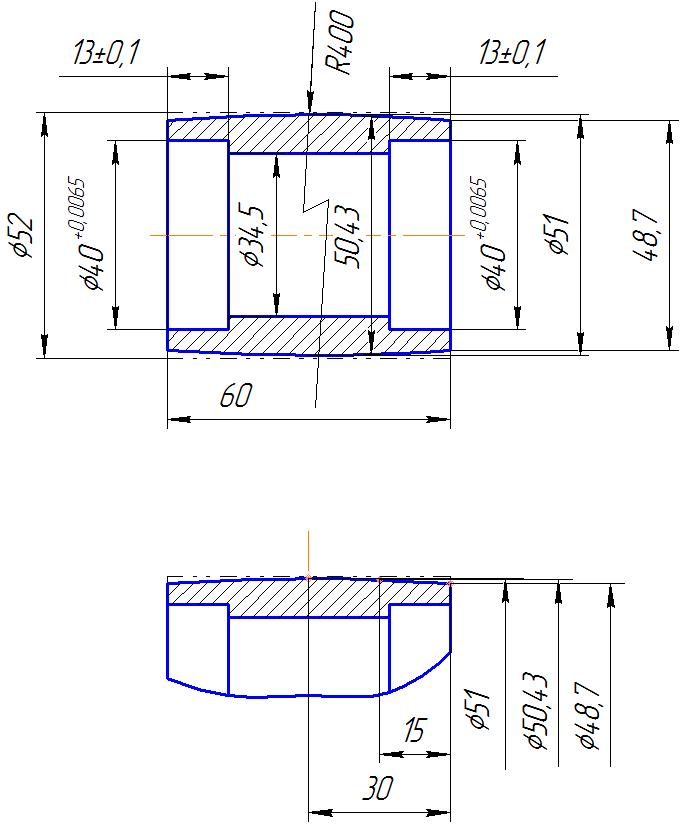 При сборке простого гриндера своими руками можно сделать статичный столик. Это значительно упростит сборку, однако готовый агрегат будет обладать меньшей функциональностью.
При сборке простого гриндера своими руками можно сделать статичный столик. Это значительно упростит сборку, однако готовый агрегат будет обладать меньшей функциональностью.
 Чертеж можно составить самостоятельно. Второй вариант – загрузка готовой схемы из интернета. На профильных сайтах и форумах можно найти множество модификаций таких устройств, конструкция которых максимально подходит для домашней сборки.
Чертеж можно составить самостоятельно. Второй вариант – загрузка готовой схемы из интернета. На профильных сайтах и форумах можно найти множество модификаций таких устройств, конструкция которых максимально подходит для домашней сборки.
 Специалисты рекомендуют подбирать чертеж, позволяющий отшлифовывать заготовки под разными углами.
Специалисты рекомендуют подбирать чертеж, позволяющий отшлифовывать заготовки под разными углами.
 Существует несколько факторов, на которые стоит ориентироваться при выборе двигателя. Рассмотрим их более подробно.
Существует несколько факторов, на которые стоит ориентироваться при выборе двигателя. Рассмотрим их более подробно. Их функция заключается в нейтрализации перегрева, возникающего во время работы двигателя. Такое устройство несложно изготовить самостоятельно в условиях домашней мастерской.
Их функция заключается в нейтрализации перегрева, возникающего во время работы двигателя. Такое устройство несложно изготовить самостоятельно в условиях домашней мастерской. Гриндер, в основе которого лежит такое устройство, безусловно, не способен сравниться с заводским, однако для несложной повседневной работы он вполне подходит.
Гриндер, в основе которого лежит такое устройство, безусловно, не способен сравниться с заводским, однако для несложной повседневной работы он вполне подходит. В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом.
В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом. Поэтому стоит заранее подобрать оптимальные габариты ведущих и второстепенных катков.
Поэтому стоит заранее подобрать оптимальные габариты ведущих и второстепенных катков. Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке.
Как правило, этого вполне достаточно для того, чтобы проводить простую работу по шлифовке. Желательно проделать ту же манипуляцию и с оставшимися катками.
Желательно проделать ту же манипуляцию и с оставшимися катками. Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования.
Чем выше число оборотов агрегата, тем более надежными должны быть подшипники. Во время работы не рекомендуется отклоняться от чертежей с размерами. Ленточный гриндер, выполненный в соответствии со схемой, будет отличаться более высокой эффективностью, а также длительным сроком использования. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
 Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
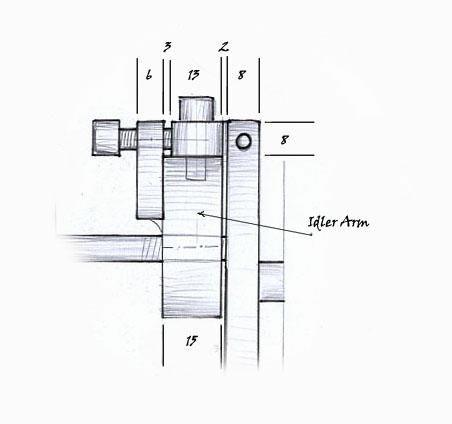 В первую очередь это позволит фиксировать деталь в определенном положении, что упростит ее обработку. При сборке поворотного гриндера своими руками стоит предусмотреть возможность смены направления абразивной полосы. Наждак в обязательном порядке должен перемещаться в ту сторону, куда была развернута рабочая поверхность.
В первую очередь это позволит фиксировать деталь в определенном положении, что упростит ее обработку. При сборке поворотного гриндера своими руками стоит предусмотреть возможность смены направления абразивной полосы. Наждак в обязательном порядке должен перемещаться в ту сторону, куда была развернута рабочая поверхность.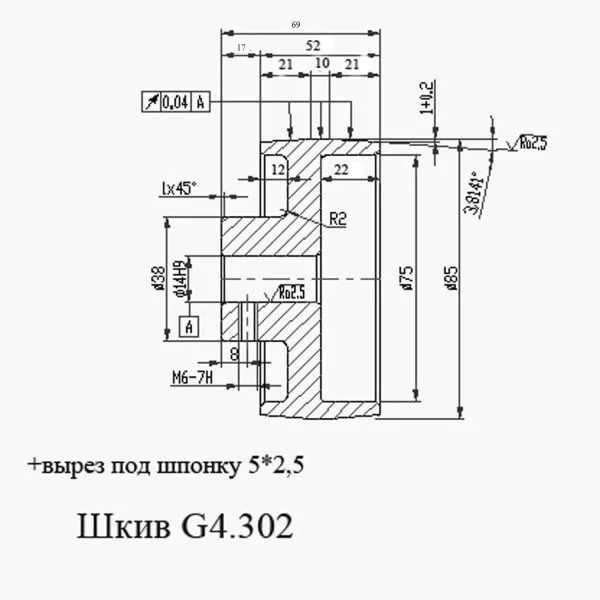 Достаточно просто выполнить шлифовку одной из поверхностей каркаса – той, которая располагается у предметного столика.
Достаточно просто выполнить шлифовку одной из поверхностей каркаса – той, которая располагается у предметного столика.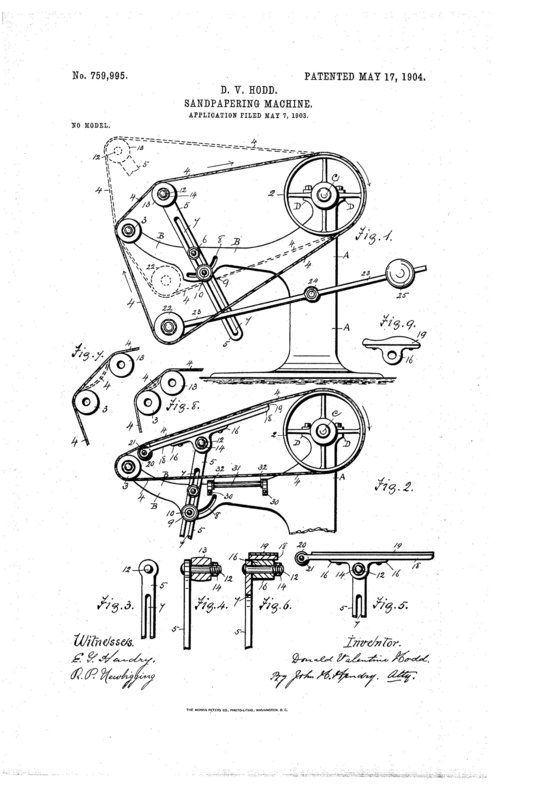 Приобретать фабричный агрегат для небольших объемов работы – не самое лучшее решение. Проще всего изготовить простой гриндер, воспользовавшись дрелью.
Приобретать фабричный агрегат для небольших объемов работы – не самое лучшее решение. Проще всего изготовить простой гриндер, воспользовавшись дрелью.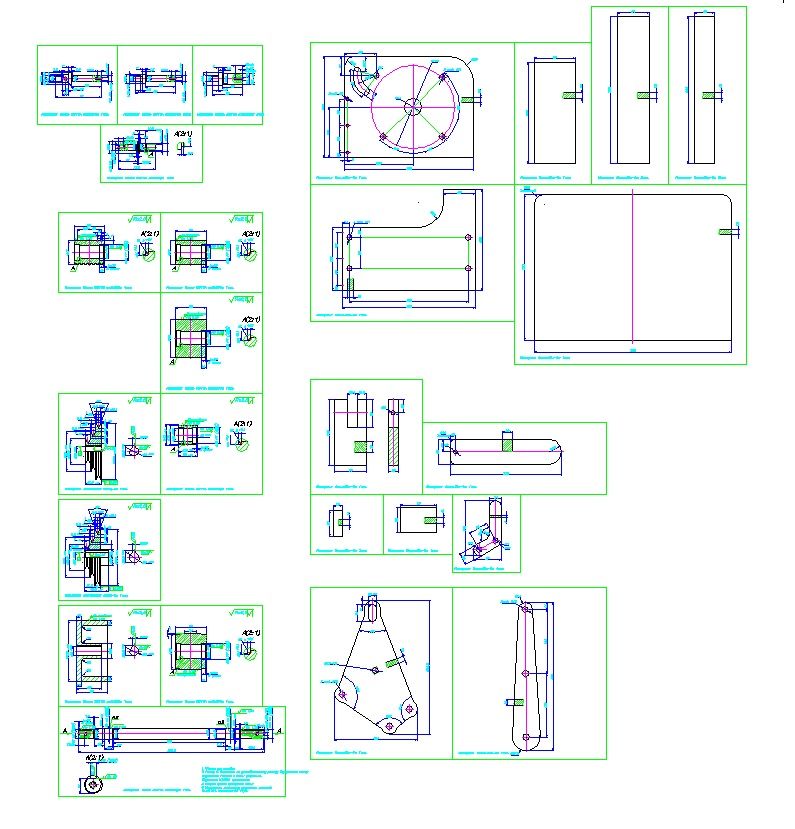
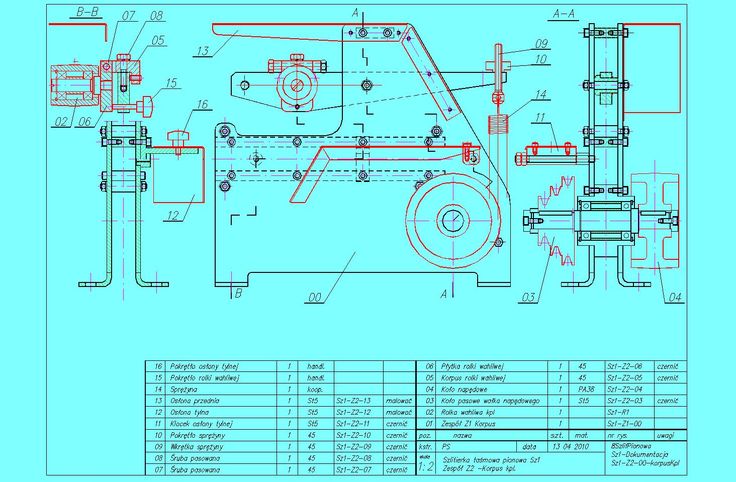 Сделать гриндер из болгарки своими руками несложно. Для этого необходимо самостоятельно сконструировать абразивную насадку, в основе которой лежит лента необходимого размера. Однако гораздо проще приобрести готовый инструмент.
Сделать гриндер из болгарки своими руками несложно. Для этого необходимо самостоятельно сконструировать абразивную насадку, в основе которой лежит лента необходимого размера. Однако гораздо проще приобрести готовый инструмент.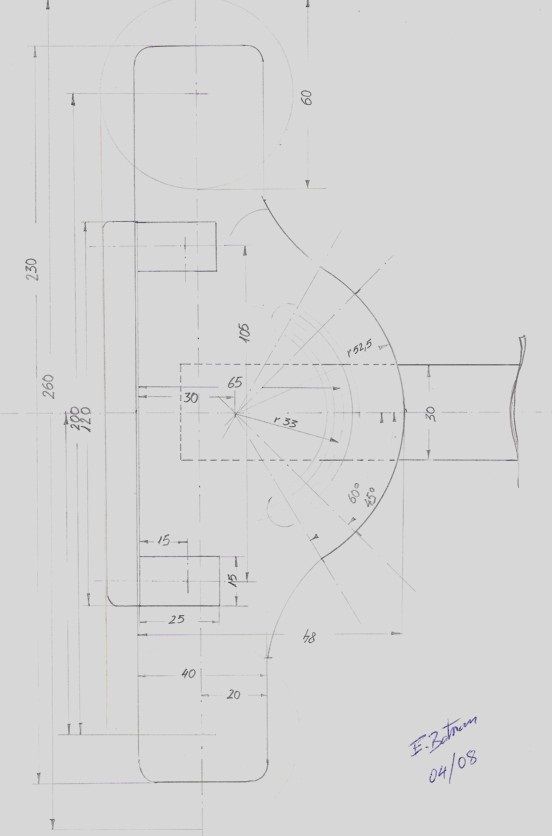 Безусловно, своими руками можно сконструировать и более функциональное оборудование, однако такая работа требует больше времени, материалов и сил. Выбор подходящего чертежа необходимо осуществлять, ориентируясь на индивидуальные потребности.
Безусловно, своими руками можно сконструировать и более функциональное оборудование, однако такая работа требует больше времени, материалов и сил. Выбор подходящего чертежа необходимо осуществлять, ориентируясь на индивидуальные потребности.Ленточный гриндер своими руками – чертежи ленточно-шлифовального станка
Самостоятельное изготовление гриндера
Некоторые детали для ленточного гриндера необходимо будет заказать у токаря, но с этим в наше время нет никаких проблем. Лучше сразу сориентироваться на изготовление гриндера, который будет работать в вертикальной и горизонтальной плоскости: такое оборудование отличается высокой функциональностью и позволяет обрабатывать детали под требуемым углом. За основу можно взять схему фирменного станка и по нему уже делать самодельное оборудование.
Процесс изготовления
 Точно соблюдать размеры нет никакой необходимости, так как от них будут зависеть только габариты деталей, которые вы соберетесь обрабатывать на ленточном гриндере. Нарисовать контуры деталей на листе металла можно маркером, а для их вырезания использовать болгарку и электролобзик. Намного проще вырезать такие детали при помощи плазменного резака, но не у всех дома есть такое оборудование.
Точно соблюдать размеры нет никакой необходимости, так как от них будут зависеть только габариты деталей, которые вы соберетесь обрабатывать на ленточном гриндере. Нарисовать контуры деталей на листе металла можно маркером, а для их вырезания использовать болгарку и электролобзик. Намного проще вырезать такие детали при помощи плазменного резака, но не у всех дома есть такое оборудование.
 Чтобы самому сделать такие пазы, необходимо будет повозиться с дрелью, шарошками и напильником, а также задействовать бормашинку. Можно значительно облегчить себе задачу, если доверить сделать такие пазы квалифицированному фрезеровщику. Для всего самодельного станка вам потребуется изготовить 4 ролика, размеры которых (диаметр) составляют: приводной ролик — 150 мм, натяжной — 100 мм, два маленьких — 70 мм. Если вы собираетесь сделать мини-станок, то диаметры роликов могут быть и меньше.
Чтобы самому сделать такие пазы, необходимо будет повозиться с дрелью, шарошками и напильником, а также задействовать бормашинку. Можно значительно облегчить себе задачу, если доверить сделать такие пазы квалифицированному фрезеровщику. Для всего самодельного станка вам потребуется изготовить 4 ролика, размеры которых (диаметр) составляют: приводной ролик — 150 мм, натяжной — 100 мм, два маленьких — 70 мм. Если вы собираетесь сделать мини-станок, то диаметры роликов могут быть и меньше.
Подшипники, на которых они будут вращаться, должны быть только закрытого типа, в противном случае их быстро забьет пыль, образующаяся в процессе работы шлифовального станка. Чтобы ваше самодельное оборудование работало долго и без сбоев, необходимо выбирать для него подшипники, обладающие классом не ниже 6-го. Ролики шлифовального станка вращаются с высокой частотой, поэтому подшипники для них должны быть очень качественными.
Рабочая лента

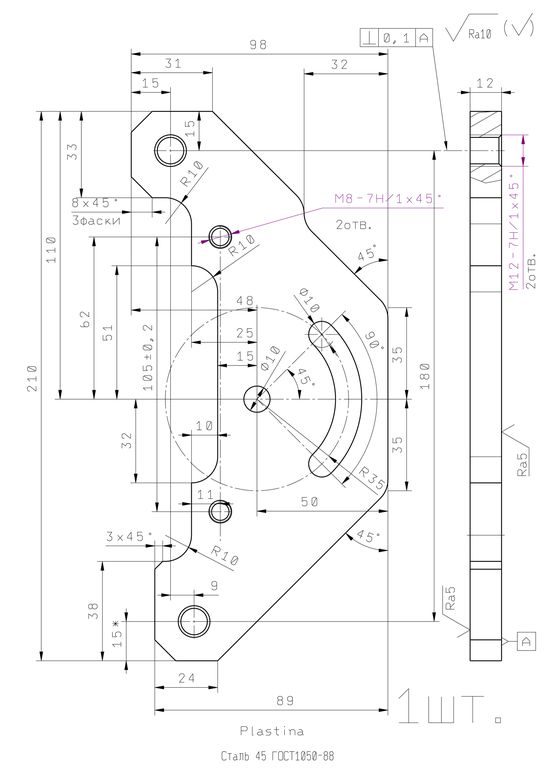 Это позволит вам выполнять обработку деталей на ленточном гриндере, прижимая их к ленте-наждаку со стороны самого большого шкива. Если вы решите сделать такой столик, то необходимо будет предусмотреть возможность изменения направления движения ленточного наждака, который всегда должен перемещаться по направлению к рабочему столу, а не от него.
Это позволит вам выполнять обработку деталей на ленточном гриндере, прижимая их к ленте-наждаку со стороны самого большого шкива. Если вы решите сделать такой столик, то необходимо будет предусмотреть возможность изменения направления движения ленточного наждака, который всегда должен перемещаться по направлению к рабочему столу, а не от него.
Выбор привода для самодельного станка
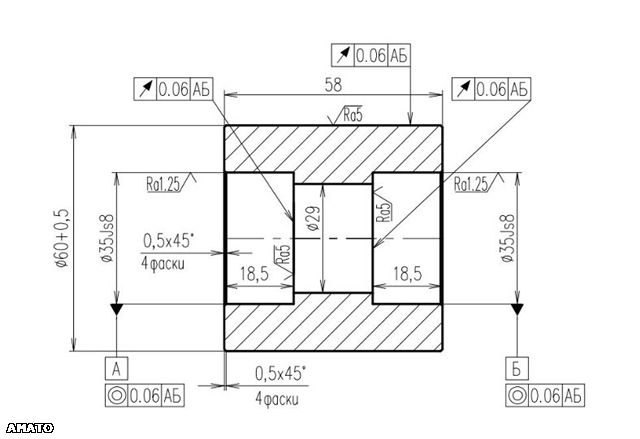 Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса.
Чтобы ваш точильный и шлифовальный станок был эффективным, необходимо подобрать для него электродвигатель с большим количеством оборотов. По чертежу самодельного ленточного гриндера видно, что электродвигатель для него необходимо выбирать с консольным типом крепления, предусматривающим его фиксацию в передней части корпуса.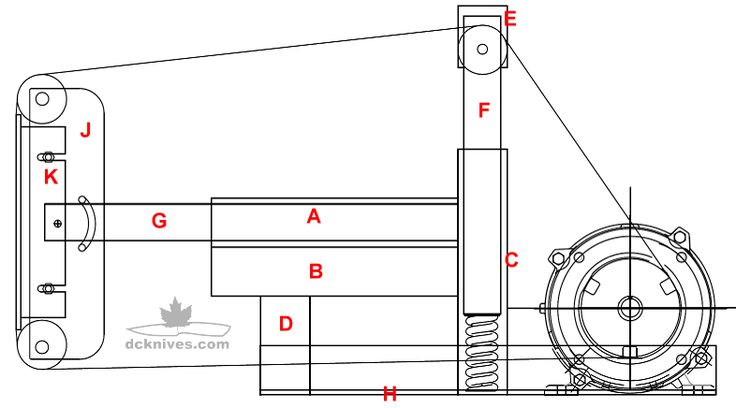
Drawing Grinder — Etsy.de
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
168 релевантных результатов,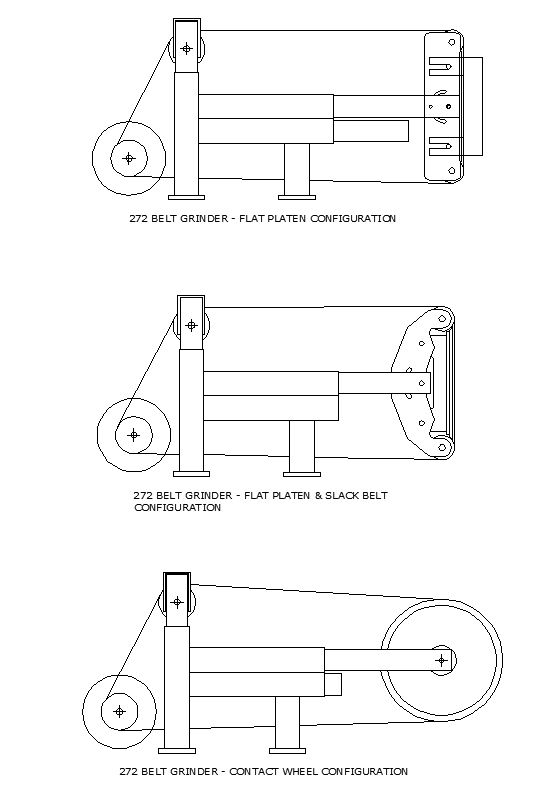 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. Как рисовать руки: пошаговое руководство для начинающих
 Каждый палец состоит из нескольких цилиндров, и коробку центральной формы также необходимо нарисовать в перспективе.
Каждый палец состоит из нескольких цилиндров, и коробку центральной формы также необходимо нарисовать в перспективе. Этап 1. Центральная коробка
 Обратите внимание на то, что рука довольно тонкая, глубина руки намного меньше, чем общая площадь поверхности.
Обратите внимание на то, что рука довольно тонкая, глубина руки намного меньше, чем общая площадь поверхности. Этап 2. Большой палец
Этап 3. Рукавица

Этап 4. Рука целиком
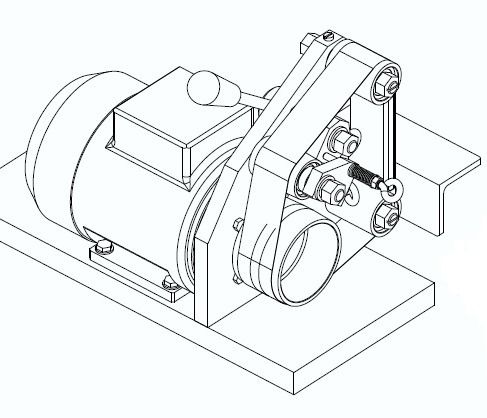
Лазер для удаления ржавчины: Удаление ржавчины лазером — купить лазер!
Лазерный очиститель ржавчины Raptor HS-LC1500 (CW Raycus 1500w) цена
Простота установки, мониторинга и автоматизации. С помощью простой операции включите источник питания, откройте устройство, затем можно выполнить очистку
без химического реагента, промывки среды и воды, она имеет много преимуществ ручной регулировки фокуса, очистки поверхности соединения, более высокой чистоты очищаемой
поверхности, она также может удалить с поверхности смолу, жир, пятна , грязь, ржавчину, покрытие, краску на объектах.Особенности
Типы загрязнений
Характеристика Значение Длина волны лазера 1064 нм Лазерный источник CW JPT/Raycus Тип лазерной головки Сканатор Длина оптического волокна 10 м Скорость очистки ≤7000мм/с Рабочая тепература 0°C-40°C Ширина сканирования 10-150мм Фокусировка 500 мм Частота импульсов 20-200 кГц Тип охлаждения Водный Мощность лазера 1500 Вт Вес Raptor HS-LC1500 (1500w) (брутто) 280 Вес сканера 1.  2 кг
2 кгПотребляемая мощность 6КВт Электропитание 380V, 50/60H Габаритный размер 1100x630x740 мм Вес 280 кг Комментарии и вопросы:
Разметить комментарий или вопросОтзывы о Raptor HS-LC1500 (1500w):
Оставить отзывЛазерная очистка металла от ржавчины и краски, обезжиривание поверхностей, очистка сварочных швов, удаление лаковых покрытий
 Поскольку при очистке поверхностей не используются посторонние вещества, этот процесс не вредит окружающей среде и пользователю оборудования. Благодаря долговечности и надежности оборудования, а также небольшому расходу энергии лазерная очистка стала широко используемым методом в промышленности.
Поскольку при очистке поверхностей не используются посторонние вещества, этот процесс не вредит окружающей среде и пользователю оборудования. Благодаря долговечности и надежности оборудования, а также небольшому расходу энергии лазерная очистка стала широко используемым методом в промышленности.Области применения:
Преимущества


Как это работает?
 Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.
Этот процесс повторяется пока не достигается желаемая глубина повреждения слоя или его удаление. Длину волны предлагаемого Optola лазера лучше всего поглощают оксиды и органические вещества такие как резина, краски, изоляция, лак, сажа и т. д.Процесс лазерной чистки
Сравнение до и после
Решения
Мы предлагаем системы лазерной очистки ранцевого типа, маленький вес которых (<18 кг) и легкое управление позволяют работать в труднодоступных местах. Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.
Системы этого типа оптимизированы для максимальной эффективности и скорейшей окупаемости в автоматизированном производственном процессе.Особенности лазерных систем очистки:
Как выбрать подходящую систему?

Мы сможем определить скорость очистки и влияние желаемой системы на конкретный материал. После тестов, мы посоветуем наиболее эффективную систему в зависимости от ваших задач.Все системы оснащены принадлежностями, необходимыми для работы:
Оборудование для лазерной очистки:
Что такое лазерное удаление ржавчины и сколько это стоит?
 Очистив ржавую решетку до красивого блестящего металла, устройство, кажется, выполняет двухчасовую работу за секунды. . И самое замечательное, что здесь нет никакого обмана или обмана камеры, эта технология существует!
Очистив ржавую решетку до красивого блестящего металла, устройство, кажется, выполняет двухчасовую работу за секунды. . И самое замечательное, что здесь нет никакого обмана или обмана камеры, эта технология существует! Таким образом, этот портативный вакуумный продукт может стать ответом на мечты каждого реставратора автомобилей.
Таким образом, этот портативный вакуумный продукт может стать ответом на мечты каждого реставратора автомобилей.
Удаление ржавчины с помощью лазерной системы очистки (4 преимущества)
 youtube.com/embed/gMNBzFm14YE?rel=0″>
youtube.com/embed/gMNBzFm14YE?rel=0″> Зачем использовать лазерную технологию для удаления ржавчины
Избавьтесь от расходных материалов и позаботьтесь об окружающей среде

Устранение ручного труда
Минимальное техническое обслуживание

Создайте безопасное рабочее место
Как работает средство для удаления ржавчины?
 Если лазерный луч освещает металлическую поверхность с интенсивностью ниже порога абляции, энергия лазерного луча рассеивается в виде тепла после удаления ржавчины.
Если лазерный луч освещает металлическую поверхность с интенсивностью ниже порога абляции, энергия лазерного луча рассеивается в виде тепла после удаления ржавчины. Лазерная очистка
Подготовка к сварке
 В результате сварные швы имеют больший предел текучести, предел прочности при растяжении, пластичность и усталостную долговечность.
В результате сварные швы имеют больший предел текучести, предел прочности при растяжении, пластичность и усталостную долговечность. Обработка перед нанесением покрытия с помощью лазерной очистки
Наши продукты

Удельный вес что означает: Относительная плотность (удельный вес) мочи
Общий анализ мочи — Клиника Здоровье 365 г. Екатеринбург
Алфавитный указатель
Полиурия (более 2л) отмечается у больных с почечной и сердечной патологией, при сахарном и несахарном диабете. Уменьшение объёма суточной мочи (олигурия – менее 500 мл) возникает при ограничении приёма жидкости, усиленном потоотделении, острой почечной патологии, сердечной недостаточности, при потере жидкой части крови (ожог, рвота, профузный понос, кровотечение). Полное прекращение выделения мочи (анурия – менее 50 мл) бывает почечной, при которой мочевыделительная функция почек прекращается — при тяжёлой почечной недостаточности, отравлениях сулемой. Внепочечная анурия возникает вследствие нарушения оттока мочи из мочевыводящих путей при закупорке камнем, опухоль, при травмах. Окраска мочи зависит от содержания в ней пигментов: урохрома, уроэритрина. Интенсивность цвета мочи зависит от количества выделенной мочи и её удельного веса. Моча насыщенного жёлтого цвета обычно концентрированная, выделяется в небольшом количестве и имеет высокий удельный вес. Очень светлая моча мало концентрированная, имеет низкий удельный вес и выделяется в большом количестве. Также цвет мочи может быть от зелёно-жёлтого до цвета «пива» из-за присутствия желчных пигментов, цвета «мясных помоев» — от наличия примесей крови, гемоглобина. Цвет мочи меняется вследствие приёма некоторых лекарственных препаратов: красный на фоне приёма рифампицина, пирамидона; тёмно-бурый или чёрный из-за приёма нафтола.
Окраска мочи зависит от содержания в ней пигментов: урохрома, уроэритрина. Интенсивность цвета мочи зависит от количества выделенной мочи и её удельного веса. Моча насыщенного жёлтого цвета обычно концентрированная, выделяется в небольшом количестве и имеет высокий удельный вес. Очень светлая моча мало концентрированная, имеет низкий удельный вес и выделяется в большом количестве. Также цвет мочи может быть от зелёно-жёлтого до цвета «пива» из-за присутствия желчных пигментов, цвета «мясных помоев» — от наличия примесей крови, гемоглобина. Цвет мочи меняется вследствие приёма некоторых лекарственных препаратов: красный на фоне приёма рифампицина, пирамидона; тёмно-бурый или чёрный из-за приёма нафтола.
 Реакция мочи влияет на камнеобразование:при рН ниже 5,5 чаще образуются мочекислые камни, при рН от 5,5 до 6,0 – оксалатные, при рН выше 7,0 – фосфатные.
Реакция мочи влияет на камнеобразование:при рН ниже 5,5 чаще образуются мочекислые камни, при рН от 5,5 до 6,0 – оксалатные, при рН выше 7,0 – фосфатные. Лейкоциты в норме обнаруживаются 0 – 2 в поле зрения, увеличение их указывает на инфекционно-воспалительный процесс в почках и мочевыводящих путях. Эритроциты в осадке единичные, появление их свидетельствует о воспалительном процессе, опухоли или обострении мочекаменной болезни. Эпителиальные клетки обнаруживаются до 3 в поле зрения, в норме не обнаруживаются клетки почечного и переходного эпителия. Появление в моче цилиндров наблюдается при почечной патологии, сопровождающейся протеинурией, лейкоцитурией, гематурией (тяжёлое течение гломерулонефритов, пиелонефритов, нефротического синдрома, а также при выраженных симптомах интоксикации). Гиалиновые цилиндры образуются при свёртывании белка в почечных канальцах. Зернистые формируются из распавшихся клеток почечного эпителия при свёртывании белка в результате изменений физико-химических условий в почечных канальцах.
Лейкоциты в норме обнаруживаются 0 – 2 в поле зрения, увеличение их указывает на инфекционно-воспалительный процесс в почках и мочевыводящих путях. Эритроциты в осадке единичные, появление их свидетельствует о воспалительном процессе, опухоли или обострении мочекаменной болезни. Эпителиальные клетки обнаруживаются до 3 в поле зрения, в норме не обнаруживаются клетки почечного и переходного эпителия. Появление в моче цилиндров наблюдается при почечной патологии, сопровождающейся протеинурией, лейкоцитурией, гематурией (тяжёлое течение гломерулонефритов, пиелонефритов, нефротического синдрома, а также при выраженных симптомах интоксикации). Гиалиновые цилиндры образуются при свёртывании белка в почечных канальцах. Зернистые формируются из распавшихся клеток почечного эпителия при свёртывании белка в результате изменений физико-химических условий в почечных канальцах. Эпителиальные цилиндры состоят из клеток почечного эпителия, скопившихся в почечных канальцах. Эритроцитарные цилиндры образуются из массы эритроцитов, которые задержались в почечных канальцах при гематурии. Гемоглобиновые состоят из продуктов распада гемоглобина. Лейкоцитарные цилиндры образуются из массы лейкоцитов, скопившихся в канальцах при гнойных процессах в почках.
Эпителиальные цилиндры состоят из клеток почечного эпителия, скопившихся в почечных канальцах. Эритроцитарные цилиндры образуются из массы эритроцитов, которые задержались в почечных канальцах при гематурии. Гемоглобиновые состоят из продуктов распада гемоглобина. Лейкоцитарные цилиндры образуются из массы лейкоцитов, скопившихся в канальцах при гнойных процессах в почках.
Что означает удельный вес в анализе мочи

Разного рода отклонения в обследовании помогут обнаружить различные патологии и начать скорейшее лечение.Суть анализа

Проведение анализа
Плотность определяется по уровню нижележащего мениска шкалы аппарата, следовательно, цилиндр и аппарат не должны контактировать.
Бывают ситуации, что объём полученной мочи слишком мал, тогда его разводят дистиллированной водой и все подсчёты производят, учитывая степень разведения.
И так, при диагностике данным способом в учёт берутся качественные и количественные показатели. В цилиндр помещают смесь хлороформа и бензола, туда капают каплю исследуемой жидкости. Если она утонула, то плотность мочи слишком высокая, если всплыла, то низкая. Добавляя по частям каждый из компонентов, добиваются того, чтобы исследуемый материал находился посередине жидкостей. Плотность мочи будет равна плотности получившегося раствора.
Стоит помнить, что калибровка урометра произведена на 15 С, а значит, обязательно нужно делать поправку на окружающую температуру. При высокой температуре человек всегда пьёт больше и больше жидкости теряет, а при низкой очень мало потребляет жидкости. Всё это, безусловно, влияет, да суточные изменения в плотности.Нормальные значения удельного веса
 Есть даже ряд факторов, которые предрасполагают к изменению удельного веса.
Есть даже ряд факторов, которые предрасполагают к изменению удельного веса.Отклонение от нормальных показателей
1. Удельный вес превышает норму
Повышение концентрации урины является последствием некоторых процессов патологического характера.
Как не странно повышенный удельный вес урины имеет свои чёткие проявления
Можно отдельно рассмотреть сахарный диабет, при котором повышение веса урины основано на высоком содержании в ней сахаров. Или же при наличии в моче белка и продуктов распада. Урина будет более плотной. Для выявления любой такой патологии нужно проводить определённые пробы.
Иногда, после каких-либо заболеваний, врач рекомендует пациенту потреблять побольше воды и других напитков, чтобы быстрее вывести токсины, и восполнить баланс жидкости. Такое восполнение наиболее вероятно снизит концентрацию сухого осадка и разбавит мочу, подобное разбавление носит физиологический характер. Так же нормальным считается снижении концентрации мочи в жару, когда человек много пьёт, или при приёме диуретиков.
Так же нормальным считается снижении концентрации мочи в жару, когда человек много пьёт, или при приёме диуретиков.
Есть ряд причин, вызывающих патологическое разбавление.
Для дальнейшей диагностики необходимо назначение проб, которые определяют именно функциональную составляющую. Проба Зимницкого, проводима в питьевом режиме и концентрационная проба.
Стоит помнить, что если изменение плотности ночи имеет постоянный характер, нужно срочно обратиться к врачу, который поможет разобраться с проблемой и найти её причину.
Анализ удельного веса мочи
Определение
Альтернативные названия
Как проводится тест
Как подготовиться к тесту
 Обязательно сообщите своему врачу обо всех лекарствах, которые вы принимаете, включая декстран и сахарозу. НЕ прекращайте принимать какие-либо лекарства, пока не поговорите со своим врачом.
Обязательно сообщите своему врачу обо всех лекарствах, которые вы принимаете, включая декстран и сахарозу. НЕ прекращайте принимать какие-либо лекарства, пока не поговорите со своим врачом. Как будет проходить тест
Зачем проводится тест
Нормальные результаты
 adam.com»> Осмоляльность мочи является более специфическим тестом для определения концентрации мочи. Анализ удельного веса мочи проще и удобнее и обычно является частью рутинного анализа мочи. Анализ осмоляльности мочи может не понадобиться.
adam.com»> Осмоляльность мочи является более специфическим тестом для определения концентрации мочи. Анализ удельного веса мочи проще и удобнее и обычно является частью рутинного анализа мочи. Анализ осмоляльности мочи может не понадобиться. Что означают ненормальные результаты
Риски
 adam.com»> Этот тест не представляет риска.
adam.com»> Этот тест не представляет риска. Ссылки
 Для диагностики и лечения любых и всех заболеваний следует проконсультироваться с лицензированным врачом. Звоните 911 для всех случаев неотложной медицинской помощи. Ссылки на другие сайты предоставляются только для информации — они не являются одобрением этих других сайтов. Авторское право © 2019 A.D.A.M., Inc., изменено Калифорнийским университетом в Сан-Франциско. Любое копирование или распространение информации, содержащейся здесь, строго запрещено.
Для диагностики и лечения любых и всех заболеваний следует проконсультироваться с лицензированным врачом. Звоните 911 для всех случаев неотложной медицинской помощи. Ссылки на другие сайты предоставляются только для информации — они не являются одобрением этих других сайтов. Авторское право © 2019 A.D.A.M., Inc., изменено Калифорнийским университетом в Сан-Франциско. Любое копирование или распространение информации, содержащейся здесь, строго запрещено. Что это такое и как это влияет на ваше здоровье
В этой статье
 Это измеряет способность ваших почек сбалансировать содержание воды и выделять отходы. Это важно для диагностики некоторых заболеваний, влияющих на содержание воды в моче.
Это измеряет способность ваших почек сбалансировать содержание воды и выделять отходы. Это важно для диагностики некоторых заболеваний, влияющих на содержание воды в моче. Понимание удельного веса мочи
Как работают тесты на удельный вес мочи
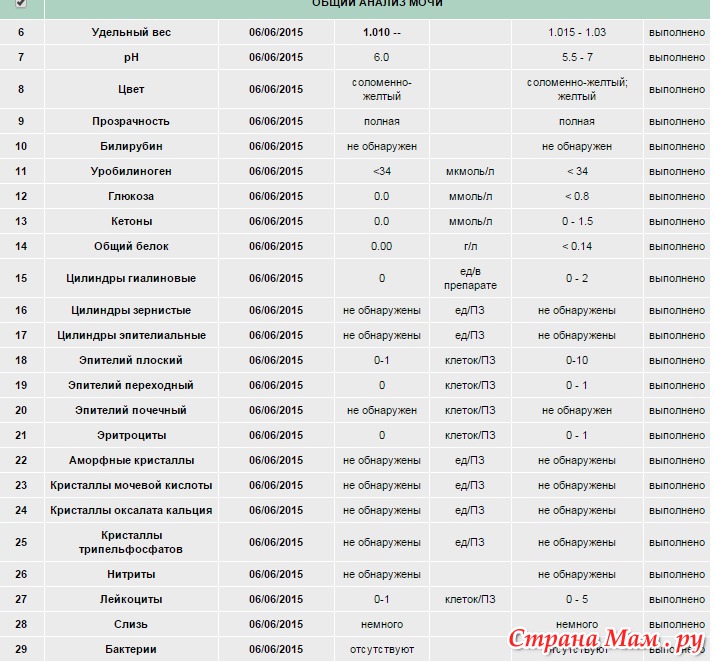 Ваш врач или медсестра берут щуп с цветной подушечкой для получения результатов. Щуп реагирует на вашу мочу, меняя цвет в зависимости от удельного веса мочи.
Ваш врач или медсестра берут щуп с цветной подушечкой для получения результатов. Щуп реагирует на вашу мочу, меняя цвет в зависимости от удельного веса мочи. Подготовка к тесту
 Это включает в себя безрецептурные лекарства и рецепты.
Это включает в себя безрецептурные лекарства и рецепты. Влияние удельного веса мочи на ваше здоровье
 Результаты действительно сигнализируют о других состояниях здоровья, которые могут нанести вред вашему здоровью. Нормальный удельный вес варьируется от человека к человеку. Удельный вес мочи обычно считается нормальным в диапазоне от 1,005 до 1,030.
Результаты действительно сигнализируют о других состояниях здоровья, которые могут нанести вред вашему здоровью. Нормальный удельный вес варьируется от человека к человеку. Удельный вес мочи обычно считается нормальным в диапазоне от 1,005 до 1,030. Риски мочи
