Автор статьи: Екатерина Степанова, начальник отдела по планированию запасов,
Управление коммерческого сервиса ООО «МЕТИНВЕСТ-СМЦ»
Сталь, как материал, настолько тесно вошла в нашу жизнь, что мы даже не подозреваем этого. Человек уже много веков пользуется металлическими изделиями в быту. Ежедневно каждый из нас сталкивается с различными видами металлов и сплавов, многие из которых находятся у нас дома или на придомовой территории.
Что такое сталь и чугун?
Все металлы делят на два вида: цветные и черные. Черные металлы – это марганец, хром, ванадий, железо и их сплавы. К данному виду относят сталь (сплав железа с содержанием углерода до 2,14%) и чугун (сплав железа с углеродом в количестве более 2,14%). Все остальные металлы: медные, никелевые, алюминиевые и другие, — называются цветными металлами.
Основные отличия, которые есть междусталью и чугуном
Сталь обладает более высокой температурой плавления, чем чугун.
Стальной прокат легче поддается обработке, чем чугунное изделие: его проще порезать, просверлить, выполнить ковку или сварку.
Преимущество чугуна в том, что он обладает хорошими литейными качествами, что позволяет отливать изделия сложной формы.
Изделия из стали имеют большую теплопроводность, так как стальной прокат имеет менее пористую и более однородную структуру в отличие от чугуна
Есть цветовые различия. Стальной прокат и белый чугун более светлые; серый чугун, в котором свободный углерод находится в виде графита, обладает более темным цветом.
Стальная решетка
Применение чугуна в быту
Сантехника, произведенная из чугуна, надежная, неприхотливая в уходе и способна долгий период сохранять свой внешний вид. К сантехнике относятся: ванны, раковины и кухонные мойки, краны, смесители, трубы и фитинги. Отопительные радиаторы, которые изготовлены из чугуна обладают долговечностью, хорошим теплоаккумулирующими свойствами и высокой теплоотдачей. Если сравнивать чугунные радиаторы со стальными радиаторами, то чугунные радиаторы при выключении продолжают излучать еще тепло на треть своей первоначальной мощности, при этом стальные радиаторы остывают в 2 раза быстрее.
Так же, благодаря литейным и прочностным характеристикам, чугун используют для производства комплектующих к кухонным плитам (дверцы, задвижки, сажетруски).
Если вы готовите блюда, в которых требуется длительное томление, тогда для приготовления таких блюд отлично подойдет посуда из чугуна. К таким блюдам относятся плов и различные каши, которые прекрасно готовить в чугунном казане, а также овощи, мясо и птица, для которых будет незаменимой чугунная утятница.
В посуде из чугуна продукты лучше сохраняют свои полезные и питательные свойства и не образуют канцерогены. На кухне также можно встретить чугунную сковородку или чугунный горшок, в котором получается очень вкусное овощное рагу. Также определенным спросом пользуются кухонные инструменты и столовые приборы из чугуна.
Чугунный казан
Чугун имеет пористую структуру, поэтому имеет свойство впитывать жир, который образуется в процессе приготовления еды. Таким образом антипригарные свойства чугунной посуды со временем только улучшаются. Чугунная посуда имеет недостатки – она тяжелая и легко поддается коррозии.
Чугун широко используется в архитектуре домовой и придомовой территории. К изделиям из чугуна можно отнести ажурные ограждения, решетки, винтовые лестницы, уличные беседки и навесы, камины в доме, уличные столбы и фонари, различные декоративные скульптуры для сада. Спортивный инвентарь, к примеру гантели или диски для штанг, может также быть произведен из чугуна.
Чугунная гиря
Применение стали в быту
Различная сталь применяется при производстве посуды и утвари для кухни: черный стальной прокат, эмалированная сталь, нержавеющая сталь, сталь листовая оцинкованная. К бытовым кухонным стальным принадлежностям относятся все виды устройств, которые используются на различных этапах приготовления пищи: кухонная мясорубка, прибор с помощью которого шинкуют овощи, бытовые кухонные весы, навесная или настольная сушилка для тарелок и вилок, ложек и т. д.
Посуда для кухни
Кухонное оборудование: духовки, микроволновки, посудомоечные машины, пароварки и пр. – все имеют корпус в большинстве случаев из листа холоднокатаного.
На кухне применяются хозяйственные ножи различного назначения: хлебный нож, нож для разделывания мяса, нож для нарезки сыра и масла, нож для чистки фруктов и овощей и разные модели складных ножей.
К столовым кухонным приборам относим разные виды ложек и вилок. Ложки подразделяются по размеру и назначению: столовые, десертные, чайные и кофейные ложки. Вилки делятся на два вида: столовые и буфетные. Также используются в быту столовые кухонные наборы, куда входят ножи, вилки и ложки.
Среди хозяйственных ножниц существует несколько видов: кухонные, портновские, ножницы для маникюра, ножницы, используемые в парикмахерских и т.д.
Металлоизделия и инструменты, которые используются для ремонта и строительства
различные изделия для крепежа: гайки, гвозди, болты, шурупы и т. д;
фурнитура для окон и дверей: ручки, петли, замки, шпингалеты и т.д;
стальные инструменты, которые используются для обработки дерева: пилы, топоры и т.д;
строительные инструменты для обработки металлических элементов: зубила, зажимные тиски, кувалды, молотки, наковальни, ножовки, напильники, сверлильные инструменты и устройства для нарезания резьбы;
инструменты, необходимые для монтажа: плоскогубцы, отвертки, кусачки, клещи;
строительное оборудование, которое содержит элементы из стали: дрель, перфоратор, шуруповерт и т.д.;
садовый инвентарь: лопаты, грабли, вилы, косы, мотыги, серпы и т.д.
Садовый стальной инвентарь
Нагревательные и осветительные приборы
газовые кухонные плиты;
водонагреватели для дома;
котлы электрические для помещений;
отопительные котлы, которые работают на твердом и жидком топливе;
керосиновые лампы и уличные фонари.
Дымоходы
В устройстве дымоходов применяется труба профильная, в тч из специальной жаростойкой стали, которая имеет устойчивость к высокотемпературной коррозии.
Мебель
Различная стальная фурнитура используется в мебельных конструкциях. Основным элементом фурнитуры является мелкая труба профильная стальная, уголок металлический и полоса стальная. Часто используется металлический декор в мебели.
В чем преимущество стали и чугуна в быту?
Ответ один – долговечность. Когда у вас выбор установить ограждение из металлопроката или любого другого альтернативного материала (дерева, пластика, профнастила и т.д.), и в приоритете выбора – долговечность, то конечно же необходимо выбирать изделие из из металлопроката.
Забор из стали
Купить металлопрокат вы можете у надежного поставщика производителя ООО «МЕТИНВЕСТ-СМЦ». Поставка розничными и оптовыми партиями. Доставка в любую точку Украины. Заявку можно оставить на сайте или перезвонить по телефону 0 800 30 30 70.
характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
Страна
Стандарт
Описание
Россия
ГОСТ 1050-2013
Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
Россия
ГОСТ 10702-78
Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия
Россия
ТУ 14-152-42-98
Трубы стальные электросварные для теплоэлектронагревателей (ТЭН) и других изделий машиностроения. Технические условия.
Механические свойства стали 08пс
Свойства по стандарту ГОСТ 1050-2013
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение,ψ, %
> 175
> 290
> 35
> 60
Свойства по стандарту ГОСТ 10702-78
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Группы осадки
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Группы осадки
Размер: < 30 мм
Размер: > 30 мм
310-410
115
60
50,66,66И
310-410
115
60
-
После сфероидизируещего отжига
Размер: < 30 мм
Размер: > 30 мм
290-390
115
60
50,66,66И
290-390
115
60
-
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Относительное удлинение при разрыве, δ5, %
Группы осадки
Временное сопротивление разрыву, σв, МПа
Твердость, НВ
Относительное сужение,ψ, %
Относительное удлинение при разрыве, δ5, %
Группы осадки
Размер: < 30 мм
Размер: > 30 мм
370
131
60
8
50,66,66И
370
131
60
8
-
Нагартованный и калиброванный со специальной отделкой поверхности
Размер: < 28 мм
Размер: > 28 мм
370
179
8
60
50,66,66И
370
179
8
60
-
Свойства по стандарту ТУ 14-152-42-98
Сортамент
Временное сопротивление
разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
После термообработки
Трубы
260
30
Дополнительные характеристики 08пс
Сварка стали 08пс
Сталь марки 08ПС отличается отличной свариваемостью, любыми методами (под флюсом АДС, КТС, РДС). При перегреве на поверхности стали не образуются трещины. Сваривая листы толстые из данной стали, необходимо вести сварки в несколько слоёв.
Но после термообработки сварка невозможна, что обусловлено высоким содержанием углерода, которым перенасыщается сплав в процессе термической обработки.
Форма поставки стали 08 пс
Поставляется как прокат по сортаменту, включая фасонный, пруток — калиброванный и шлифованный, серебрянка, оцинкованные рулоны, тонкие и толстые листы, ленты, полосы.
Из данной стали изготавливают шайбы, вилки, трубопрокат, а также изделия после химической и термической обработки — тяги, втулки, проушины и пр., в том числе элементы, подвергающиеся при эксплуатации большим нагрузкам.
Обработка стали
Для повышения всех свойств, сталь подвергают термической обработке разными методами – отжиг, закалка, отпуск.
Отжиг способствует выравниванию структуры и снижает повышенную пластичность.
А за счёт закалки сталь приобретает необходимую степень твердости.
Отпуск способствует снятию внутренних напряжений, которые возникают внутри сплава.
Применение стали 08пс с учётом характеристик и свойств
Благодаря отличной свариваемости из данной стали изготавливают электросварные трубы для электронагревателей, и различные изделия для применения их в машиностроении.
Исходя из характеристик стали 08пс, её выгодно использовать при изготовлении подшипников, проволоки, комплектующих.
Особенности химического состава стали делают её незаменимой при производстве элементов, эксплуатация которых ведётся под большими нагрузками.
Подходит сталь 08пс для создания плакирующего слоя.
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Применение усовершенствованной высокопрочной стали | National Material Company
Какой материал находится в авангарде инноваций в автомобильной промышленности? Если вы угадали, что это алюминий или композитная сталь, вы ошиблись. Когда дело доходит до повышения эффективности использования топлива, качества, доступности и долговечности, ни один материал не имеет большего значения, чем усовершенствованная высокопрочная сталь (AHSS) и сверхвысокопрочная сталь (UHSS).
В этом и будущих сообщениях мы начнем делиться информацией об этих продуктах.
Усовершенствованная высокопрочная сталь относится к стали нового поколения, которая обеспечивает высокую прочность (до 2000 МПа) и долговечность при сохранении формуемости, что имеет решающее значение для производственного процесса.
Первичные марки AHSS производятся на высокотехнологичных линиях непрерывного отжига, которые обеспечивают очень высокую температуру с последующим быстрым контролируемым охлаждением аустенитной фазы. Дальнейший контролируемый нагрев и охлаждение могут иметь место в зависимости от желаемых свойств.
Отличие заключается в производственном процессе и готовой микроструктуре стали. В то время как обычные марки стали с низким содержанием углерода и HSLA демонстрируют почти 100% микроструктуру феррита, стали AHSS / UHSS будут иметь множество различных микроструктур в зависимости от марки.
Основными типами используемых материалов являются двухфазные, комплексно-фазовые/многофазные, трип-материалы, мартенситные и упрочняемые прессованием стали.
Феррито-мартенситная двухфазная сталь представляет собой углеродистый материал с низким и средним содержанием углерода с долей мартенсита в объеме 5-50%, которые распределены в мягкой матрице феррита . В дополнение к мартенситу также могут существовать компоненты бейнит и остаточный аустенит ; они обычно производятся, когда желательна улучшенная способность к формованию при растяжении краев.
Эти вариации микроструктуры придают двухфазным сталям широкий спектр прочности и пластичности. Известно, что стали DP способны поглощать большое количество энергии. В сочетании с низкой себестоимостью производства эти свойства делают стали DP очень востребованными для применения в автомобилестроении.
Двухфазные стали могут производиться как в горячекатаном, так и в холоднокатаном виде. При горячей прокатке температура прокатки и процесс охлаждения на стане горячей прокатки тщательно контролируются для получения ферритно-мартенситной структуры из аустенита. При холодной прокатке свойства развиваются на линиях непрерывного отжига, где существует еще больший контроль над термической обработкой.
Автомобильные детали, в которых в настоящее время используются стали DP, включая, помимо прочего, поперечины, стойки, рейлинги крыши, удлинители рамы, амортизаторы, раздавливающие стаканы и колеса.
Стали с комплексной фазой приобретают свою прочность благодаря чрезвычайно мелкому размеру зерна и микроструктуре, содержащей небольшое количество мартенсита, перлита и остаточного аустенита, встроенных в ферритно-бейнитную матрицу. Высокое измельчение зерна достигается за счет осаждения микролегирующих элементов, таких как Nb, Ti или V, или замедленной рекристаллизации.
ХП стали имеют более высокий минимальный предел текучести по сравнению с двухфазными сталями с одинаковым пределом прочности 800 МПа и выше. По сравнению со сталями DP, стали CP имеют гораздо более высокое отношение предела текучести к пределу прочности при растяжении.
Комплексно-фазовая сталь производится как горячекатаной, так и холоднокатаной, которая может быть подвергнута горячему цинкованию погружением для защиты от коррозии. Горячекатаные изделия доступны в более высоких диапазонах толщины, необходимых для производства деталей конструкционного типа.
Сталь, закаленная под давлением или горячедеформированная сталь, подвергается уникальному производственному процессу, при котором сталь нагревается до минимальной температуры 850°C, а затем формуется до окончательной формы в штампах с водяным охлаждением, которые контролируют скорость охлаждения/закалки для обеспечения требуемых свойств. встретились. Высокая температура в сочетании с быстрым охлаждением превращает микроструктуру почти в 100% мартенсит и обеспечивает очень высокую прочность на разрыв до 2000 МПа. Этот процесс обычно называют «горячим тиснением». Готовый продукт квалифицируется как передовая высокопрочная сталь и в три раза более стабилен, чем материал до прохождения процесса. Отношение прочности к весу также значительно увеличилось.
Внедрение закалки под давлением и использование закаленных сталей являются многообещающими альтернативами для оптимизации геометрии деталей сложной формы без проблем с возвратом пружины. Процесс горячей штамповки позволяет формировать формы, которые не могут быть подвергнуты холодной штамповке из сталей сверхвысокой прочности.
Уникальные свойства этого материала сочетают в себе сложность и прочность, а компоненты, изготовленные из закаленной под давлением стали, могут выполнять в одной детали то, что обычно требует более тяжелых и толстых деталей, сваренных вместе.
Микроструктура сталей TRIP состоит как минимум из пяти объемных процентов остаточного аустенита, внедренного в первичную ферритовую матрицу. Микроструктура также содержит твердые фазы, такие как бейнит и мартенсит, в различных количествах.
Стали TRIP отличаются более высоким содержанием углерода, чем другие члены семейства AHSS, такие как двухфазные стали. Обычно они требуют использования изотермической выдержки при промежуточной температуре, при которой образуется некоторое количество бейнита. Кремний и алюминий добавляются, чтобы ускорить процесс образования феррита и бейнита, а также избежать накопления карбида в бейнитной области материала.
Повышенное содержание кремния, алюминия и углерода в сталях TRIP приводит к увеличению доли остаточного аустенита в конечной микроструктуре материала. Повышенное содержание углерода также стабилизирует фазу остаточного аустенита ниже обычной температуры окружающей среды.
По мере развития технологии расширяется и применение AHSS в автомобилях. Безопасность при столкновении с передовыми высокопрочными сталями продолжает расти; а также экономия топлива, повышенная производительность двигателя и максимальная скорость благодаря уменьшенному весу. Кроме того, его экономическая эффективность делает его привлекательным материалом для деталей конструкций, а также систем бамперов, сидений, дверей и других элементов безопасности.
Помимо автомобильной промышленности, следующие отрасли также могут выиграть от разработки передовых высокопрочных сталей.
Железнодорожный транспорт
Энергия
Инфраструктура
Судостроение
Аэрокосмическая промышленность
Компания National Material недавно модернизировала свои предприятия, установив линию продольной резки Red Bud шириной 72 дюйма (1830 мм) с линейной правкой, которая имеет диапазон толщины от 0,012 дюйма до 0,250 дюйма и способна производить продольную резку сортов до 250 000 фунтов на квадратный дюйм (1725 МПа) – модернизация, выполненная с учетом обслуживания современного рынка высокопрочной стали.
О компании National Material LP — Имея более 3000 сотрудников из многонационального портфолио компаний, NMLP поставляет конструкционные металлические изделия, в том числе компании, занимающиеся экструзией алюминия и прокатом из нержавеющей стали, для автомобильной, аэрокосмической, строительной, оборонной, электротехнической и промышленные рынки.
Посетите сайт National Material: https://www.nationalmaterial.com или позвоните (США) 847-806-7200, Диана Пулидо
Первоначально опубликовано в ноябре 27, 2017. Обновлено 5 мая 2018 г.
15 общих применений для универсальной стали 4140
перейти к содержанию
15 распространенных областей применения универсальной стали 4140
9Марка стали 0002 AISI 4140 является универсальной маркой стали. Материал 4140 широко используется во многих областях промышленности. Это хромомолибденовая легированная сталь. Содержание хрома обеспечивает хорошее проникновение в твердость, а содержание молибдена обеспечивает равномерную твердость и высокую прочность. Хромомолибденовая сталь ASTM 4140 может быть закалена в масле до относительно высокого уровня твердости. Желательные свойства стали AISI 4140 включают превосходную ударную вязкость, хорошую пластичность и хорошую износостойкость в условиях закалки и отпуска.
Здесь мы перечисляем 15 общих применений для стали 4140 материал:
Вал
2. Crankshaft
3. Bolt
4. Machinery Parts
5. Gear
6. Фрезерный шпиндель
7. Гайка
8. Slide
9. Steel Collet
10. Steel Converyor and Roll
11. Steel Coupling
12. Обработка бурового цвета
13. Стальной эжектор
14. Стальной поршень
0002
15. Стальная заглушка
Кроме указанных выше 15 применений для материалов из стали марки 4140, она также используется в качестве:
Стриппера
держатели инструментов
блоки держателей
корпуса инструментов
валики
муфты
части и компоненты машин
формовочные основы
части конвейера
шатуны
рулевые тяги
корпуса патронов
расточные оправки
Корпуса разверток
инструмент для резервного копирования и поддержки
оси
монтировки
направляющие
детали для лесозаготовки
светильники
штифты выталкивателя
штифты и ролики конвейера
треков
формы
шаблоны
баранов
валы насоса
пути
звездочки
торсионы
валы гидравлических машин
вилки
зубчатые рейки
направляющие стержни
кулачки
тормозные колодки
УБТ
сменные накладки или детали
шпиндели
формовочные штампы
звездочки
беседки
звенья цепи
зубчатый венец
прижимные планки
адаптеры
шпиндели токарного станка
розетки
детали для лесозаготовки
клапаны
валы двигателя
штифты
триммеры
шестерни
черви
держатели инструментов
валы насоса
Одновременно можно было наблюдать за процессом термообработки , , который обычно требуется для материала из стали 4140.
Лучшие сварочные инверторы, ТОП-12 рейтинг инверторов 2022
Практически всё вокруг изготовлено из металла: здания, детали автомобилей, тяжелая техника, разнообразные инфраструктурные объекты. Вследствие, существует множество профессионалов, работающих с этим материалом. Каждый выбирает лучший сварочный инвертор для себя, опираясь на свои задачи и трудности, которые нужно преодолеть. Он должен быть надежный, практичный и удобный для владельца. Следует внимательно изучить все предложения, обратив внимание на все положительные и негативные стороны.
Содержание рейтинга
Универсальные сварочные инверторы
Сварог PRO MIG 200 (N229)
EWM Pico 162
Кедр MultiARC-3200
РЕСАНТА САИ-250АД AC/DC
Форсаж 201АД
Fubag INMIG 200 PLUS
Сварочные инверторы-полуавтоматы
BLUEWELD Starmig 210 Dual Synergic
Fubag INMIG 250 T
Aurora SPEEDWAY 175
Инверторы для ручной дуговой сварки
Wester MIG-110i
Сварог REAL ARC 220 (Z243N)
РЕСАНТА САИ-220
Как выбрать сварочный инвертор
Универсальные сварочные инверторы
Сварог PRO MIG 200 (N229)
Аппарат считается одним из лучших на российском рынке и относится к категории профессиональных, но, при большом желании, подойдет и для любителей. Продуктом от Сварог можно варить все виды цветных и черных металлов. Выделяется он своей многофункциональностью, поддерживая виды сварок:
полуавтоматическую;
аргонодуговую;
ручную дуговую.
Для всех режимов максимальный ток составляет 200 А, мощность инвертора — 9 кВт. Анти-прилипание ускоряет процесс и улучшает качество выполненной работы. Производитель радует красивым и утонченным дизайном.
Большой плюс – качество выполненной сборки и соответствие всех заявленных функций. Выделяется выбором из трех видов сварки, с которыми всегда получаются ровные швы. Аппарат не сильно шумит и идеален для профессионального использования.
Из минусов: высокая цена. Не смотря на хорошее качество, многие конкуренты больше радуют своей стоимостью. Катушка тяжелая и не плотно садится. Комплектация могла быть более богатой в виде держателя ручной сварки, тефлоновой трубки и набора переходников.
EWM Pico 162
Хороший конкурент для предыдущего инвертора, но с рядом отличий. Полуавтоматическая сварка не поддерживается, при этом максимальный ток – 150 А (ручная дуговая) и 160 А (аргонодуговая), что меньше, чем у Сварог. Не смотря на приличную цену, мощность составляет всего 5.50 кВт. Однофазовый инвертор часто применяется на предприятиях и в автомастерских.
Важно отметить, что немецкий производитель дает добро на подключение своего продукта к генератору при помощи кабеля только до 50 метров. Такой длины хватает для работы на стройках и на предприятиях.
Достоинство EWM PICO – универсальность. Он без проблем пробьет ржавчину и краску. Мощность не падает при использовании удлинителя и на слабой сети. Неприхотлив к электродам, “дружит” с любыми. Доставляет только удовольствие во время сварочных работ.
Не радует цена девайса, учитывая небольшой набор функций. Кабель питания может деревенеть при длительном использовании. В остальном — недостатков нет.
Кедр MultiARC-3200
Любой сварщик был бы рад такому подарку. Инвертор является одним из самых мощных на рынке, за свои деньги. Максимальный сварочный ток – 320 А, а мощность – 9.30 кВт. Очень хорош для промышленных целей, редко применяется в быту. Российский аппарат аналогичен по режимам сварки EWM Pico. Он намного тяжелее (19 кг) и поддерживает:
горячий старт;
функцию VRD;
форсаж дуги.
Данные параметры легко регулируются. Благодаря уникальной системе охлаждения обеспечивается 100% ПВ при большом токе. Не стоит переживать за чувствительные детали, они имеют хорошую защиту (изоляцию).
Аппарат уверенно чувствует себя в условиях низких температур. С хорошими электродами получаются качественные швы. Отечественная машина отлично справляется с hot start и форсажем дуги.
Из отзывов: Несоответствие показателей тока на табло – отображаются цифры меньше, чем есть на самом деле. В конкретно прописанных режимах из-за этого могут быть проблемы. Прибор довольно тяжелый, что осложняет транспортировку.
РЕСАНТА САИ-250АД AC/DC
Если необходимо совершать сварочные работы в гараже, на даче или дома — данный аппарат идеален. Он дешевый и поможет в любой бытовой ситуации. Ресанта имеет те же функции, что и предшественник, работая с мощностью 10 кВт. Компактный прибор имеет сварочный ток в пределах 250 А и напряжение на входе от 198 до 242 вольт. Удобная ручка на корпусе делает инверторный аппарат легко переносным. Он новичок на рынке и отвечает всем современным стандартам.
Фирма-производитель позаботилась о легкости и интуитивности управления. Одно из первых по значимости достоинств – маленькая цена (на уровне китайских производителей) и габариты, по сравнению с предыдущими гигантами. Электроды зажигаются мгновенно, справиться с девайсом смогут даже новички.
Недостатком является отсутствие защиты от пыли и короткие кабеля, клеммы которых держатся не лучшим образом. Следует быть осторожным с регулятором тока, так как он вращается от малейшего касания.
Форсаж 201АД
Еще один представитель недорогого инвертора, который можно посоветовать домашним сварщикам. Он занимает топ-место в рейтинге универсальных аппаратов. Форсаж отличается от РЕСАНТА наличием анти-прилипания и функции НАКС, остальные характеристики идентичны (макс. ток 200 А). Выбирать агрегат стоит, если он будет работать в пределах -20 — +40 градусов, при другой погоде производитель не гарантирует правильно работающий механизм. В характеристиках указан стандарт IP22, которая дает:
сохранность от проникновения объектов размером свыше 12 мм;
защиту пальцев на руках или предметов длиной до 80 мм;
защиту от капель жидкостей.
Проверять стандарт IP22 не рекомендуется своими руками, лучше довериться заявлениям фирмы-производителя.
Обзоры и отзывы от покупателей в целом хорошие. Цена доступная и можно эксплуатировать устройство в быту. Форсаж удобный в транспортировке и мало весит.
Подкачал дизайн и, иногда, бывает недостача в комплектации («папа» для быстрого съема). Дуга шумит и, даже после смены баллона, ситуация не меняется. Привередлив к поджиганию, например, с синим вольфрамом уходит в ошибку.
Fubag INMIG 200 PLUS
Самый дешевый из списка, но не самый худший агрегат немецкого производства. Купить его выгодно: есть три вида сварки, средняя мощность (7.92 кВт) и полезные доп. функции (hot start и анти-прилипание). Лучше не проверять прибор при низких температурах (критическая отметка -10 градусов). Благодаря способности “synergy” подгоняется значение напряжения при конкретно заданном токе. Использовать рекомендовано с удлинителями до 20 метров, иначе будет срабатывать защита от нехватки мощности.
Стоит отметить, что не нужно настраивать скорость подачи проволоки, так как это делается исключительно после начала сварки.
Важным преимуществом, помимо стоимости, является отличное качество сварки: тонкий и толстый металл, не очищенный от краски, — не проблема. Fubag умеет регулировать скорость проволоки автоматически.
Негативное впечатление оставляет “забывание” аппаратом настроек с предыдущего включения. Необходимо аккуратно обращаться с ручками регулировок, так как могут выйти из строя после недолгой эксплуатации.
Сварочные инверторы-полуавтоматы
BLUEWELD Starmig 210 Dual Synergic
Если среди предыдущих аппаратов лишь некоторые имели возможность полуавтоматической сварки, то итальянская модель от BLUEWELD целиком и полностью направленна на этот режим. Максимально поддерживаемый ток – 200 А и мощность – 5 кВт. Девайс по-настоящему современный, с понятным интерфейсом и приятным экстерьером. Позволяет получить крепкое соединение изделий цветных и черных металлов. Основные области применения приспособления:
гаражи;
станции тех. обслуживания;
автосервисы.
На стройках и промышленных предприятиях почти нельзя встретить агрегат.
Приятно, что оборудование адекватно ведет себя с алюминием, которому необходимо особое отношение (за счет диаметра проволоки). Удобная возможность переключения полярности и выбора программы для работы. Кроме сварки MIG/MAG, можно использовать порошковую проволоку (без газа).
Огорчает товар дороговизной и вялостью работы после определенного периода использования. При поломке придется отдать круглую сумму за ремонт и не стоит рассчитывать на качество технической поддержки. Полуавтомат очень скудный в обширности функционала для такой стоимости. Бывают конфузы с закусыванием проволоки (1 мм), а горелка не выглядит на свою цену и не внушает доверия. Несмотря на то, что родина BLUEWELD – Италия, инвертор производится в Китае.
Fubag INMIG 250 T
Практически аналогичная BLUEWELD машина, но от немцев. Отличается мощностью в 8.70 кВт и 2-х роликовым приводом. Он часто используется на строительной площадке или в автомастерской. Внутренности надежно защищены от внешнего мира прочным корпусом. Производитель Fubag позаботился о возможных скачках напряжения, перегрева и сильного тока – все эти факторы не страшны для аппарата. Комплект стандартный: с газовым шлангом, кабелем заземления и горелкой со шнуром 3 метра (дополнительно необходим удлинитель). Выделяется электросварка ярким внешним видом: на стройке всегда будет заметна.
Радует своих владельцев долгим сроком службы и красивым дизайном. Цифровая панель показывает себя с хорошей стороны, информативная. Толстый и тонкий металл хорошо поддаются продукту от Fubag. Начало работы облегчает функция бестоковой проволочной заправки.
Встречает электросварочный аппарат огромным ценником и малым количеством оборудования в комплекте. Был бы лучше 4-х роликовый привод за такие деньги.
Aurora SPEEDWAY 175
Китайская компания с корейскими корнями предлагает бюджетный инвертор, имеющий не только полуавтоматическую, но и аргонодуговую, ручную сварку. Сварочный ток достигает 165 А и 175 А. Мощность скромная – 4,80 кВт, но прибор способен одолеть импульсные трубки и нетолстые металлы. Аппарат понравится любителям отечественного Интерскол, с которым они похожи по характеристикам и манере поведения, например:
электрод с диаметром 2,50 — 5 мм;
рабочее напряжение в пределах 16,50 – 22 В;
минимальная толщина металла – 0,80 мм;
скорость подачи головки – 2-12 м/мин.
Аврора защищена стандартом IP23S и выдерживает температуры, которые неподвластны дорогим аналогам: от -20 до +50 градусов. Вес для подобного аппарата средний – почти 13 килограмм.
Учитывая, что прибор комбинированный, во всех режимах сварка оставляет позитивное впечатление (и полуавтомат, и электродом). Простота и ничего лишнего – всего одна ручка регулирует параметры. Хорошо подходит начинающему и бытовому сварщику.
Отзывы покупателей: С другой стороны, крайне мешает кабель смены полярности, болтающийся во время транспортировки. Не всегда можно найти провода с разъемом dx50, предусмотренным у данного инвертора. Hot start слабоват в режиме ММА. В индивидуальных случаях, крышка отсека, где находится проволока, с трудом закрывается. Приходится докупать многие девайсы, не хватающие у модели SPEEDWAY 175.
Инверторы для ручной дуговой сварки
Wester MIG-110i
Компактный, стильный аппарат за такую цену – идеальный вариант для новичка или при редком пользовании дома, на даче, в гараже. Не смотря на нацеленность работать в дуговом режиме, присутствует полуавтоматическая сварка. Похвастаться высоким максимальным показателем тока и внушительной мощностью, Wester MIG не может. Цифры составляют 110 А и 3,50 кВт соответственно. Диаметр электрода в рамках 1.60 — 3.20 мм, а проволоки: 0.60 – 0.80 мм. Производитель выделился комплектацией набора:
щетка-молоток;
кабель с электрододержателем;
кабель с зажимом массы;
сварочный щиток;
контактный наконечник;
стальная проволока.
Приятный список для подобной стоимости. Аппарат устойчив к перегревам, имеет простейшую настройку. Благодаря форме корпуса и большой ручке сверху, он без проблем переносится.
Плюсов у Wester много: дешевизна, ровная сварка, отсутствие перебоев в напряжении. При повторном запуске не сбиваются настройки. На удивление, ролик без проблем тянет проволоку (у многих производителей в такой ценовой политике имеются с этим проблемы). Греется очень долго и только при продолжительной работе. Идеальный подопытный для новичков и надежный помощник опытным владельцам.
Инвертор не без минусов, явно пожалели кабелей – необходимы удлинители даже в бытовых условиях. Иногда возникают трудности с заменой горелки и лучше быть аккуратней с проводом массы (может отвалиться). В остальном, за такую дешевизну, особых недостатков нет.
Сварог REAL ARC 220 (Z243N)
Девайс дешевле предшественника в полтора раза, по большей части, из-за отсутствия полуавтомата. Мощность и максимальный ток в два раза выше. Диаметр электрода от 1.50 мм доходит до 5 мм. Для подарка следует подбирать именно такой вариант: можно пользоваться редко (в бытовых условиях) и быть уверенным в качестве проделанной с его помощью работы. Сварог характерен своим не убиваемым корпусом и простотой сборки. В отличие от многих конкурентов, шнур у этой модели длинный, а вес легкий. Редкий случай, когда инвертор рассчитан на 5-ти миллиметровые электроды, из-за чего он незаменим в отдельных ситуациях. Завод предлагает гарантию сроком на 5 лет, дающую уверенность в надежности приспособления.
Все владельцы отзываются с положительной стороны. У всех получаются ровные швы, прибор не перегревается, благодаря неплохой системе охлаждения. Защита IP21S не врет и правда оберегает от влаги. Вентилятор внутри работает и не приходит в неисправность со временем.
Нарекание на вентилятор все равно присутствует – зря расходуется его ресурс. Когда аппарат холодный, можно было добавить функцию отключения обдува, но её нет. Бывают проблемы с антистиком: он либо отсутствует, либо сломан (случаи единичны).
РЕСАНТА САИ-220
Модель предусмотрена исключительно для малых работ. Макс. ток – 220 А, присутствует функция анти-прилипания и горячего старта. За годы продаж, стал одним из самых популярных инверторов. Используется, зачастую, в быту. Транспортировка не вызывает трудностей – прибор маленький и весит около 5 кг. При среднем токе отлично прожигаются дырки (140 — 160 А).
Многие люди, не занимавшиеся сваркой, впервые сев за данный агрегат, с легкостью варят металл. Дуга стабильная, маленькое напряжение – не проблема для ровной работы инвертора. Зарекомендовал себя надежным и долговечным. Цена полностью соответствует качеству.
Из недостатков, как обычно, короткие кабеля, которые требуют удлинителя. Регулировка очень легкая, из-за чего можно задеть рукоятку и сбить настройки. Бывают случаи некорректной разметки на ней.
Важно отметить, что с вентилятором у этой модели следует быть аккуратным: при малейшем попадании туда предметов, могут быть неисправности.
Как выбрать сварочный инвертор
Необходимо определиться с назначением покупки и со своим бюджетом. Для начинающего подойдут дешевые, простые и надежные варианты. Не стоит выбирать аппарат за космические деньги и “жирной” комплектацией, если он будет использоваться лишь в домашних целях. Профессиональное оборудование предназначено для промышленных целей, строек и т.д. Лучше взвесить все плюсы и минусы (критичные и простительные), по мнению покупателя, в зависимости от его планов и стиля сварки.
Перед покупкой необходимо задуматься, с каким металлом предстоит работать, какое время это займет и как часто будет включаться прибор. Нужно помнить, что некоторые девайсы перегреваются, а некоторые требуют дополнительного удлинителя или оберегания от влаги и пыли.
ТОП—7. Лучшие сварочные аппараты для дома и дачи. Рейтинг 2022 года!
Главная » Садовая техника, электроинструмент » Сварочные аппараты, маски для сварки
Автор Анатолий Воронцов На чтение 7 мин. Просмотров 193 Опубликовано
Обновлено
Всем привет! Сегодня наш выпуск посвящен сварочным аппаратам, которые рассчитаны на длительную эксплуатацию, имеющие высокие технические характеристики и приемлемую цену.
Современные производители предлагают множество сварочных аппаратов в различных ценовых сегментах. Как выбрать лучшую модель и не оплошать? Ведь каждый производитель утверждает, что его оборудование лучше, круче, чем у конкурентов и потому заслуживает внимания.
Чтобы облегчить поиск лучшего сварочного аппарата для дома и дачи, мы составили рейтинг из семи моделей от ведущих производителей – компаний Elitech, Start, Pecanta, Сварог, Wert Win, Зубр. Я специально подобрал оптимальные модели, которые можно приобрести в 2022 году.
Содержание
START MIG183, MMA, MIG/MAG
РЕСАНТА САИ-160, MMA
DEKO DKWM 200A, MMA
Eurolux IWM-205, MMA
Сварог REAL SMART ARC 200 (Z28303), TIG, MMA
Wert MIG 240, MMA, MIG/MAG
ЗУБР МАСТЕР ММА СА-190К, MMA
START MIG183, MMA, MIG/MAG
потребляемая мощность – 6 кВт;
сварочный ток – 30-180 А;
КПД – 85%;
диаметр электрода – 0. 8-1.0 мм;
степень защиты – IP21;
класс изоляции – F;
вес – 10 кг.
Инвертор START MIG183 – это надежный сварочный аппарат, предназначенный для полуавтоматической сварки.
Точная настройка параметров работы аппарата позволяет выполнять ровный и красивый шов. Инвертор типа Старт станет отличным вариантом для дома и дачи. Разобраться с работой аппарата сможет даже начинающий сварщик. Во время работы инвертор оставляет незначительное количество брызг.
Сварочный аппарат имеет сверхпрочный корпус, который отличается устойчивостью к механическим повреждениям, температурным перепадам и негативному воздействию внешних факторов (влага, пыль). Данная модель не боится скачков напряжения. Инвертор стабильно работает при любом напряжении, подстраиваясь под показатели. Достаточно задать параметры, чтобы аппарат давал дугу. Если в сети нет напряжения или показатели падают максимально низко, то срабатывает автоматическая защита. Исходя из этого сварочный аппарат Старт МИГ183 полностью безопасен в эксплуатации.
Высокие технические характеристики гарантируют стабильность дуги и обеспечивают плавную регулировку подачи проволоки. Инвертор продается вместе со встроенной горелкой MS 15, кабелем с клеммой заземления и с электрододержателем.
РЕСАНТА САИ-160, MMA
потребляемая мощность – 6.5 кВт;
сварочный ток – 10-160 А;
КПД – 80%;
диаметр электрода – 4 мм;
степень защиты – IP21;
класс изоляции – Н;
вес – 4.1 кг.
Сварочный аппарат РЕСАНТА САИ -160 предназначен для дуговой сварки с использованием электрода диаметром не более 4 мм. Для удобного и безопасного перемещения мобильного оборудования предусмотрен крепкий, износостойкий ремень. Работать с таким инвертором можно, как дома, так и на даче, в гараже. Легкость и простота в использовании позволяет работать со сварочным аппаратом даже новичку.
Модель САИ-160 имеет широкий диапазон регулировки сварочного тока до 160А, что значительно расширяет диапазон сварочных работ. Компактность, небольшой вес обеспечивают простоту транспортировки инвертора. Главное преимущество этого инвертора заключается в его производительность, которая достигает 95%. Благодаря высокочастотному импульсному преобразователю на полупроводниках индуктивные потери отсутствуют. Достичь таких показателей с обычным сварочным трансформатором вряд ли получится. Еще один плюс этой модели – высокое качество сборки, простота обслуживания, длительный срок эксплуатации и доступная стоимость.
DEKO DKWM 200A, MMA
потребляемая мощность – 7.8 кВт;
сварочный ток – 10-200 А;
диаметр электрода – 1.6-5 мм;
степень защиты – IP20;
класс изоляции – Н;
вес – 5.2 кг.
Сварочный аппарат DEKO DKWM 200A предназначен для ручной дуговой сварки электродами диаметром от 1.6 мм до 5 мм в среде углекислого или смешанных газов. Инвертор широко применяется в бытовых условиях: на даче, в гараже, а также в мастерских. Владельцы данной модели отмечают оптимальное сочетание стоимости и функциональных возможностей.
Инверторы Deko оснащены плавным регулятором и специальным индикатором сварочного тока, контроллером цепи. Эти важные функции позволяют точно настраивать рабочие параметры. Аппарат отличается низким уровнем шума. Система автоматического гашения дуги подходит для различных режимов работы.
К преимуществам инвертора Деко относятся: компактные размеры, прочный корпус, устойчивый к механическим повреждениям, доступная стоимость, простота обслуживания и долгий срок эксплуатации.
Eurolux IWM-205, MMA
потребляемая мощность – 6.9 кВт;
сварочный ток – 10-220 А;
диаметр электрода – 1.6-4 мм;
КПД – 80%;
степень защиты – IP21;
класс изоляции – Н;
вес – 3.4 кг.
Сварочный аппарат Евролюкс ИВМ-205 можно использовать в бытовых условиях: гараж, мастерская, дача. Инвертор разработан для ручной дуговой сварки электродами до 4 мм с любым видом твердого покрытия.
Модель IWM-205 может использоваться для сварки стальных деталей и заготовок, с толщиной металла не более 8 мм. Сварочный аппарат адаптирован для работы при низком напряжении, а также к перепадам напряжения в сети от 160 до 260 Вольт.
Преимущества инвертора Евролюкс заключаются в компактных размерах, небольшом весе. Это упрощает его транспортировку, переноску, для хранения нужно минимум пространства. Владельцы данной модели отмечают простоту эксплуатации и долговечность. Аппарат оборудован защитой от перегрева. В случае ее срабатывания, загорится лампочка на передней панели.
Сварог REAL SMART ARC 200 (Z28303), TIG, MMA
потребляемая мощность – 7.1 кВт;
сварочный ток – 20-220 А;
диаметр электрода – 1.6-4 мм;
КПД – 85%;
степень защиты – IP21S;
класс изоляции – F;
вес – 3.8 кг.
Сварочный аппарат Сварог REAL SMART ARC 200 предназначен для аргонодуговой и ручной дуговой сварки. Инвертор рассчитан на бытовое и полупрофессиональное использование в мастерских или специализированных цехах.
Эта модель может работать, как в ручном, так и в синергетическом режиме, который позволяет сконцентрироваться на сварке и не тратить время на подбор оптимальных параметров работы. Синергетические настройки в режиме ММА дают возможность быстро настроить режим сварки. В зависимости от диаметра электрода, сила сварочного тока всегда находится в оптимальном диапазоне. Функции «Форсаж дуги» и «Горячий старт» подстраиваются автоматически.
Сварочный аппарат Сварог с уникальным функционалом прост и надежен в эксплуатации, подходит, как начинающим, так и опытным сварщикам. Оригинальный дизайн в сочетании с доступной стоимостью обеспечивают популярность данной модели. В дополнение к инвертору идут краги и маска сварщика «Хамелеон» с откидным светофильтром и сменными батарейками, а также электродержатель, клемма заземления в сборе и рутиловые электроды.
Wert MIG 240, MMA, MIG/MAG
потребляемая мощность – 5. 2 кВт;
сварочный ток – 30-240 А;
диаметр электрода – 1.6-5 мм;
КПД – 85%;
степень защиты – IP21S;
класс изоляции – F;
вес – 10.8 кг.
Сварочный аппарат Wert MIG 240 разработан с использованием современных технологий, на основе мощных биполярных транзисторов с изолированным затвором. Плавная регулировка силы тока и напряжения на дуге позволяют устанавливать оптимальные настройки для конкретного вида сварочных работ.
Инверторы Верт используются на автосервисах, предприятиях, занимающихся производством металлоконструкций, а также в бытовых условиях (на дачах, в мастерских). Широкий функционал полуавтомата позволяет сваривать тонкостенные трубы и емкости, выполнять кузовной ремонт автомобилей, монтаж легких металлоконструкций, сварку изделий, требовательных к форме и внешнему виду сварного шва.
Модель MIG 240 отличается простотой эксплуатации и использования. Высокие технические характеристики аппарата позволяют получать качественный, ровный шов. Инвертор можно использовать для сварки стали разных марок, включая нержавейку и алюминиевые сплавы.
Сварочный аппарат Wert продается вместе с горелкой, кабелем с электродержателем и с зажимом массы. Это одна из наиболее популярных и продаваемых моделей на российском рынке.
ЗУБР МАСТЕР ММА СА-190К, MMA
потребляемая мощность – 5.4 кВт;
сварочный ток – 20-190 А;
диаметр электрода – 1.6-4 мм;
КПД – 85%;
степень защиты – IP21;
класс изоляции – I;
вес – 3.8 кг.
Легкий и компактный сварочный аппарат ЗУБР Мастер СА-190К предназначен для ручной электродуговой сварки с применением электродов диаметром от 1.6 до 4 мм. Инвертор обеспечивает стабильную дугу, что позволяет работать опытным и начинающим сварщикам в бытовых условиях: на даче, в гараже или мастерской.
Аппарат ЗУБР Мастер разработан по технологии IGBT, что обеспечивает плавную регулировку сварочного тока в широком диапазоне, экономичное потребление электроэнергии и высокий КПД. Инвертор можно использовать для работы с различными марками стали. Микропроцессорное управление сварочным током обеспечивает автоматическую подстройку к любым условиям сварочного процесса.
Инвертор ЗУБР – это многофункциональный аппарат, у которого есть такие важные опции, как: «Горячий старт», «Форсаж дуги», «Антиприлипание электрода».
Сварочный аппарат устойчив к колебаниям сетевого напряжения до 160 до 260 Вольт. Принудительное охлаждение увеличивает производительность и снижает риск перегрева. А небольшой вес и компактные габариты позволяют работать даже в небольших помещениях. Для удобства транспортировки предусмотрен специальный ремень. Также отмечу, что этот инвертор может работать от генератора.
10 лучших аппаратов для электродуговой сварки
Последнее обновление
Знаете ли вы, что аппараты для сварки электродом намного превосходят аппараты для сварки MIG и TIG по двум основным причинам?
Мы любим сварщиков MIG и TIG, и они являются ценными ресурсами в мастерской и на месте, но есть две причины, которые мы обсуждаем в руководстве покупателя, которые показывают, почему сварщикам MIG и TIG еще предстоит вытолкнуть палочную сварку за дверь.
Однако, во-первых, мы нашли пятерку наших любимых сварочных аппаратов, доступных в Интернете, и написали отзывы о том, что нам нравится и не нравится в них. Не стесняйтесь видеть, что мы думали, и вы можете оставить свое мнение в разделе комментариев ниже.
Сравнение наших любимых вариантов на 2022 год:
Изображение
Продукт
Детали
Лучший в целом
Лотос LTPDC2000D 3-в-1
Низкий ценовой диапазон
Выходной диапазон: от 15 до 200 А
Гарантия на один год
ПРОВЕРИТЬ ЦЕНУ
ЭВЕРЛАСТ PowerARC 140
Низкий ценовой диапазон
Универсальная машина
Пятилетняя гарантия
ПРОВЕРИТЬ ЦЕНУ
Лучшее значение
Амико ARC-160D
Низкий ценовой диапазон
Провод зажима электрода: 10’
Гарантия на один год
ПРОВЕРИТЬ ЦЕНУ
Хобарт Stickmate 210i
Высокое качество
Выходной диапазон: 25–210 А
Пятилетняя гарантия
ПРОВЕРИТЬ ЦЕНУ
HITBOX 160A Инвертор
Низкий ценовой диапазон
Вес: 9,5 фунтов
Гарантия один год Без многоцелевых функций
ПРОВЕРИТЬ ЦЕНУ
10 лучших аппаратов для дуговой сварки – обзоры 2022
1.
Аппарат для ручной сварки Lotos LTPDC2000D 3-в-1 – лучший в целом
Проверить последнюю цену
Lotos хорошо справляется с производством качественных машин по доступной цене. Нам очень нравится то, что было разработано в LTPDC2000D для плазменной резки/Tig/Stick Welder. Он не только обеспечивает красивый сварной шов, но и представляет собой портативную машину «три в одном», которая выполнит большинство задач, которые необходимы сварщику на месте.
Зажим электрода короткий, шесть футов. Тем не менее, стандартные зажимы для электродов нередко имеют шестифутовые выводы. Это определенно работает, но можно легко добавить расширение, если люди хотят, чтобы оно было длиннее.
Двойной вход напряжения для дуговой сварки и сварки TIG, а также функция плазменной резки (с гарантией на один год) в диапазоне от 15 до 200 ампер — отличная цена. Эта машина заслуживает нашего лучшего выбора.
Pros
Входное напряжение: 110/120 и 220/240
Низкий ценовой диапазон
Выходной диапазон: от 15 до 200 А
Вес: 43 фунта
Размеры: 5 x 8 x 12 дюймов
Универсальная машина
Гарантия один год
Минусы
Провод зажима электрода: Шесть футов
2.
Сварочный аппарат EVERLAST PowerARC 140 TIG / Stick
Проверить последнюю цену
Сварочный аппарат Everlast PowerARC 140 занял второе место. Он немного выше по качеству, с невероятной пятилетней гарантией и имеет более длинные поводки длиной около восьми футов. Тем не менее, он стоит столько же, сколько Lotos LTPDC2000D, и работает при значительно меньшей силе тока. Он также не включает плазменный резак, который удобен для портативной машины.
Если вам нужен только более легкий сварочный аппарат и вам не нужен плазменный резак, мы рекомендуем именно этот аппарат. Он удивительно легкий и определенно подойдет как любителю, так и промышленному работнику.
Pros
Входное напряжение: 110/120 и 220/240
Низкий ценовой диапазон
Вес: 24,8 фунта
Размеры: 20 x 12,5 x 13,5 дюймов
Провод зажима электрода: восемь футов
Универсальная машина
Пятилетняя гарантия
Минусы
Выходной диапазон: от 10 до 140 А
3.
Сварочный аппарат Amico ARC-160D – лучшее соотношение цены и качества
Проверить последнюю цену
Это один из лучших сварочных аппаратов на 110 В для людей с ограниченным бюджетом. Стоимость инвертора Amico ARC-160D невысока, учитывая качество. Он не устоит перед чем-то, за что вы заплатили бы немного больше, но он создает хороший шарик, его легко носить с собой на месте, и он поставляется с опцией входа с двойным напряжением.
Его прочный корпус и удобный щиток, который закрывает регуляторы настроек для защиты от влаги. Заземляющие и электродные зажимы имеют впечатляющую длину 10 футов и сделаны более качественно, чем другие стандартные выводы. В целом, этот инверторный сварочный аппарат — отличный выбор для начинающих и, безусловно, один из лучших сварочных аппаратов для дуговой сварки в 2021 году.
Низкий ценовой диапазон
Вес: 15,4 фунта
Размеры: 6 x 11,8 x 7,5 дюймов
Провод зажима электрода: 10’
Гарантия один год
Минусы
Низкое качество
Без многоцелевых функций
Выходной диапазон: от 20 до 160 А
4.
Hobart 500571 Сварочный аппарат Stickmate 210i
Проверить последнюю цену
Компания Hobart производит качественную продукцию, о чем свидетельствует ее пятилетняя гарантия. Сварочный аппарат Stickmate 500571 не является исключением. Он не имеет более высокого рейтинга, потому что он не находится в низком ценовом диапазоне за то, что он предлагает, по сравнению с тремя другими сварочными аппаратами, опережающими его.
Он обеспечивает лучший сварной шов из всех, исключительно легкий и имеет высочайшее качество. Нам нравятся более длинные десятифутовые выводы, которые он обеспечивает. Нам не нравится, что он поставляется только с одним входом 220/240 В, так как полезно также иметь опцию 110/120.
Hobart 500571 Stickmate 210i, тем не менее, отличается качеством, и мы уверены, что он останется на четвертом месте.
Плюсы
Вес: 15,5 фунтов
Выходной диапазон: 25–210 А
Размеры: 4 дюйма x 10,5 дюйма x 7,1 дюйма
Провод зажима электрода: 10’
Высокое качество
Пятилетняя гарантия
Минусы
Средний ценовой диапазон
Без многоцелевых функций
Входное напряжение: 220/240
5.
Инверторный сварочный аппарат HITBOX 160A для дуговой и электродуговой сварки
Проверить последнюю цену
HITBOX ARC Welder 160A Inverter Stick Welder не самый качественный сварочный аппарат, но он хорошо сваривает для своей низкой цены. Это самый легкий из почти всех доступных сварочных аппаратов, и он идеально подходит для портативного сварочного аппарата, который нам нравится.
Годовая гарантия дает людям уверенность в том, что этот сварочный аппарат действительно надежен, но его качество низкое, а максимальная сила тока составляет 160 ампер, что является минимальным для тяжелых работ. Нам также не нравится, что у него есть только вариант ввода 220/240 вольт с 5,5-дюймовыми выводами. Однако, как и Lotos LTPDC2000D с короткими проводами, его легко удлинить или купить более длинный провод, если он вам нужен.
В целом, он намного доступнее, чем большинство доступных сварочных аппаратов. Для легкой машины это разумный вариант для рассмотрения.
Pros
Низкая цена
Вес: 9,5 фунтов
Размеры: 3 дюйма x 13 дюймов x 9,8 дюйма
Гарантия один год Без многоцелевых функций
Минусы
Входное напряжение: 220/240
Низкое качество
Провод зажима электрода: 5,5’
6.
Аппарат для дуговой сварки Forney Easy Weld 298
Проверить последнюю цену
Аппарат для дуговой сварки Forney Easy Weld 298 подтверждает надежность бренда, который производит превосходные сварочные аппараты по более низкой цене, чем большинство его высококачественных конкурентов. Несмотря на то, что это маломощная машина, она очень хорошо сделана по такой доступной цене.
Машина отлично подходит для начинающих, желающих учиться на простой машине. У него есть хорошее руководство по эксплуатации, написанное английским писателем, который разбирается в сварке. Можно было бы предположить, что это касается всех руководств по сварке, но такое встречается на удивление редко.
Сварщик хорошо зажигает дугу, но для 90-амперного сварочного аппарата она работает холоднее, чем можно было бы ожидать. Поэтому не рассчитывайте сварить что-то большее, чем легкие профили. Он исключительно хорошо сваривает в своем небольшом диапазоне, но диапазон невелик, поэтому он находится ниже в нашем списке.
Зажимы электрода и заземления хорошего качества. Как правило, они обеспечивают хороший контакт и удобны в использовании, но сами провода немного коротки для того, что нам нравится. Для тонкостенной сварки Forney 298 — выгодное вложение. В остальном Amico ARC-160D представляет собой аналогичную машину с большим диапазоном силы тока.
Pros
Низкая цена за качество сварщика
Легкая машина
Хорошее качество
Инструкции хорошего сварщика
Минусы
Малый диапазон силы тока
Холодная сварка в диапазоне силы тока
Короткие провода
7. Сварочный аппарат S7 мощностью 200 А переменного/постоянного тока 110 В
Узнать последнюю цену
Сварочный аппарат для начинающих S7 мощностью 200 ампер — это аппарат с широким диапазоном силы тока по цене даже ниже, чем у аппарата для дуговой сварки Forney Easy Weld 298. Он предлагает отличное соотношение цены и качества, учитывая его производительность, но не предлагает такого же качества.
Аппарат сваривает не так хорошо, как другие сварочные аппараты на 200 ампер, такие как Lotos LTPDC2000D, потому что он не может работать от 220 вольт. Это делает сварку более холодной при тех же настройках на других сварочных аппаратах на 220 вольт, но это все еще полезная машина, если у вас есть доступ только к розеткам на 110 вольт.
Руководство по эксплуатации бесполезно, поэтому, если вы не знакомы с настройкой нового сварочного аппарата, мы рекомендуем провести собственное исследование или посмотреть полезные видеоролики перед началом сварки. Провода у S7 200-Amp Welder тоже короткие. Для небольших работ на скамейке это не должно быть проблемой. Однако, если вы свариваете более крупные проекты, требующие частого перемещения более чем на шесть футов от вашего сварочного аппарата, это сэкономит ваше время, купив несколько проводов послепродажного обслуживания.
В целом неплохая амперная машина для 110-вольтовых розеток. Это не высококачественный сварочный аппарат, но за такую цену вы, скорее всего, останетесь довольны приобретением его для базовой работы любителя.
Профи
Сварщик по доступной цене
Большой диапазон силы тока
Хороший диапазон силы тока для сварщика цена
Минусы
Плохое руководство по эксплуатации
Короткие провода
Холодные сварные швы для диапазона силы тока
8. SUNGOLDPOWER 200A ARC Welder
Узнать последнюю цену
Инверторный сварочный аппарат SUNGOLDPOWER ARC MMA 200A — это аппарат, аналогичный сварочному аппарату S7 200-Amp Power для начинающих. Он имеет тот же диапазон силы тока, но не более 200 ампер. Это также небольшая машина более низкого качества по очень доступной цене.
Он может работать как от 110, так и от 220 вольт, что делает его более разнообразным и позволяет достичь более высокой температуры на основе того же диапазона силы тока, что и S7 200-Amp Welder. Однако провода и зажим гораздо хуже по качеству. Они такие же короткие, но не дают надежного контакта, как хотелось бы.
Светодиодный экран тоже неточен. Если вы работаете от 220 вольт, то он работает достаточно хорошо, но регулировка не переключается должным образом для 110 вольт, что делает игру в угадайку для определения правильной силы тока для ваших сварных швов.
Сварочный аппарат SUNGOLDPOWER 200A по-прежнему заслуживает внимания при выполнении домашних работ. Каждая машина имеет свои уникальные отличия, к которым нужно время, чтобы привыкнуть, а к расхождениям в показаниях силы тока со временем легко привыкнуть.
Pros
Недорогой сварочный аппарат
Хороший диапазон силы тока для сварщика цена
Вилки с двойным напряжением
Минусы
Проблемы с запуском
Плохие провода и зажим
Неточный светодиодный экран
9. C.M.T Pitbull 100-амперный электродуговой сварочный аппарат
Узнать последнюю цену
как. Он работает от 110 вольт и обеспечивает хорошую дугу для сварочного аппарата с максимальной силой тока 100 ампер. Он сваривает различные типы стержней, но большинство людей согласны с тем, что стержни 6013 лучше всего работают с этой машиной.
Сварочный аппарат надежен, несмотря на то, что это простой аппарат со старомодными функциями. Купив его, вы можете быть уверены, что он будет стабильно работать долгие годы. Однако для работы в более низком диапазоне силы тока требуется выключатель как минимум на 20 ампер, а для работы без ограничений — выключатель на 30 ампер.
Аппарат также отключается для охлаждения после короткого сеанса сварки. Вот почему он так надежен — никогда не перегружается; однако это делает выполнение работы медленным процессом. Провода и зажимы некачественные. Они работают, но они короткие и не обеспечивают легкого и достаточного соединения.
Кроме того, шкала силы тока не имеет четкого указания, какая сила тока у вас работает. Методом проб и ошибок нужно определить, на что следует настраивать машину. Сварщики, которые привыкли к машинам старого образца, предпочитают Pitbull больше, чем люди, которые использовали только машину более нового типа. Эта машина не подойдет последней группе.
Pros
Недорогой сварочный аппарат
Надежная машина
Аналог старых аппаратов для сварки электродами
Минусы
Перегревается и легко выключается
Требуется выключатель на 30 А
Сложно начать и привыкнуть
Низкокачественные провода и зажим
Нет четкой шкалы силы тока
10. Сварочный аппарат для дуговой сварки Campbell Hausfeld, 115 В Его намного проще настроить и использовать, но он имеет меньшую силу тока и стоит примерно ту же цену.
Аппарат имеет аналогичную проблему с отключением после короткого промежутка времени, поэтому мы не рекомендуем его, если вам нужно быстро сварить большое количество длинных проходов. У машины есть три настройки; выкл., низкий и высокий. Это делает процесс сварки невероятно простым, при условии, что вы свариваете легкие секции и используете правильные стержни. Лучше всего подходят стержни 6011 или 6013 диаметром не более 1/16 дюйма.
Однако сварочный аппарат Campbell Hausfeld 70 Amp не обеспечивает надежного контакта через зажимы. Они оба жестко подключены к машине, поэтому их нелегко заменить. Сваривать на нем сложнее, чем на других машинах, но многие люди считают его надежным для выполнения простых домашних работ, небольших и удаленных. Это машина, которую мы меньше всего рекомендуем из нашего списка, но она делает разумную работу, если вы придерживаетесь ее параметров.
Pros
Недорогой сварочный аппарат
Легко настраиваемый сварочный аппарат
Хорошая машина для домашнего ремонта
Минусы
Только две настройки силы тока
Перегревается и легко отключается
Трудно получить хороший контакт для дуги
Низкокачественные провода и зажим
Руководство покупателя: как выбрать лучший аппарат для сварки электродом
Аппарат для сварки электродом – самый простой из сварочных аппаратов. Они являются ценным вариантом для достижения того, чего просто не могут сварщики MIG или TIG. Многие формы резервуаров или герметичных контейнеров свариваются исключительно с помощью аппаратов для сварки электродами из-за безупречного качества хорошего сварного шва, а также их предсказуемости и их превосходной скорости, когда вы настроены на это.
Сварка МИГ, безусловно, является более быстрым и простым процессом, но она не обеспечивает такого же качества шва, который должен быть герметизирован. Сварные швы TIG очень предсказуемы, и их легче всего отличить от качественного сварного шва; однако это медленный и дорогостоящий процесс.
Сварочные аппараты для сварки электродами уже не появляются на обложках журналов, как раньше, но они неподвластны времени в производстве надежных сварных швов, требуемых резервуарами высокого давления или герметичными контейнерами, не говоря уже об их полезности на строительной площадке, снаружи и под водой.
На что следует обратить внимание перед покупкой?
Сила тока
Диапазон силы тока сварочного аппарата является решающим фактором при выборе сварочного аппарата, поскольку он точно определяет, что можно и что нельзя сваривать. Почти все аппараты для ручной сварки могут плавить любой свариваемый металл, но для сварки различных профилей требуется сварщик с правильным диапазоном силы тока.
Некоторые ворчливые аппараты для сварки стержнями могут пропустить хороший толстый валик через толстую стальную пластину, но они не коснутся тонкой трубы диаметром ⅛ дюйма, не проделав в ней уродливой дыры. Точно так же сварочный аппарат на 140 ампер не оставит вмятину на двухдюймовом стыке, который необходимо заполнить.
Выберите сварочный аппарат с правильным диапазоном силы тока для того типа сварки, для которого он вам нужен. Как правило, выбирайте сварочный аппарат на 20–50 ампер больше, чем указано в спецификациях, которые вам понадобятся для вашего участка, поскольку всегда есть неизвестные переменные. Сварка в холодном состоянии намного хуже, чем сварка с максимальным диапазоном силы тока, несколько большим, чем вам нужно.
Входное напряжение
Ваша электрическая мощность влияет на тип сварочного аппарата, который вы должны купить. Сварочные аппараты подходят либо для входа 110/120 В, либо для входа 220/240 В в качестве однофазного источника питания, либо для них требуется трехфазный вход 240 В. Трехфазные сварочные аппараты представляют собой мощные машины, предназначенные для промышленного использования.
Однофазные сети 110/120 В и 220/240 В можно получить от стандартных бытовых розеток, хотя 220/240 В обычно должен подключаться электриком, если у вас еще нет 220/240 В.
Знайте, какую информацию вы можете предоставить сварщику, чтобы не покупать то, что вы не можете запустить.
См. также: 7 лучших сварочных аппаратов на 110 В (MIG, TIG, Stick) — лучший выбор в этом году
Дополнительные функции
Аппараты для ручной сварки могут иметь некоторые дополнительные функции. Мощные сварочные аппараты с большим диапазоном силы тока могут использоваться для прорезки сварных швов и других металлических частей; однако это становится менее распространенным из-за появления плазменных резаков.
Плазменные резаки сами по себе являются дополнительной функцией для сварщиков электродов. Мы считаем их одной из самых ценных функций. Lotos LTPDC2000D оснащен плазменным резаком, поэтому он занимает первое место в нашем рейтинге.
Другие функции включают в себя различные процессы сварки, такие как функция сварки ВИГ или процесс сварки МИГ/сварка с флюсовой сердцевиной. Эти дополнительные функции полезны для быстрого переключения между функциями с низкими затратами в одной машине.
Они бесполезны, если вам нужен только сварочный аппарат, но если вам нужно выполнять плазменную резку или другие виды сварки, покупка многофункционального аппарата стоит своих денег.
Качество
Качество приобретаемого вами сварочного аппарата является важным фактором, поскольку оно определяет цену и ожидаемый срок службы аппарата. Машина, предназначенная для одного процесса, такая как Hobart 500571 Stickmate 210i, обычно имеет детали самого высокого качества для дуговой сварки. Однако цена, которую вы можете заплатить за дополнительные процессы, часто такая же, а иногда и ниже, когда вы получаете за это больше.
Цена сварочного аппарата и предоставляемая на него гарантия — два лучших способа определить качество аппарата, но это не всегда точно. Стоит прочитать отзывы и убедиться, что то, что обещает компания, на самом деле является тем, что получают клиенты.
Другое оборудование, которое мы рассмотрели и которое относится к электродуговой сварке:
Наши лучшие 5 сварочных аппаратов по выбору менее 500 долларов США
Подробнее: верхние перчатки для сварки электродами
Заключение
Сварка электродом является важной частью сварочной отрасли, поэтому мы рады составить этот список обзоров лучших онлайн-сварщиков электродов на 2021 год. В целом, мы думаем, что это лучший аппарат для сварки электродом из доступных. в этом году: Lotos LTPDC2000D Plasma Cutter/Tig/Stick Welder Combo 3 in 1. Он имеет высококачественные детали, которые можно сваривать электродами при высоких токах, а при необходимости можно использовать TIG и плазменную резку.
Мы также считаем, что лучшим предложением является сварочный аппарат Amico ARC-160D Inverter STICK, потому что он работает аккуратно, почти ничего не стоит и имеет годовую гарантию. Мы были очень впечатлены этим.
Спасибо, что остановились на наших отзывах. Надеемся, вам было интересно читать и вы нашли нужную информацию. Не стесняйтесь оставлять комментарии ниже или задавать любые дополнительные вопросы.
Сравнение наших фаворитов на 2022 год:
10 лучших аппаратов для электродуговой сварки – обзоры 2022
1. Сварочный аппарат 3-в-1 Lotos LTPDC2000D — лучший в целом
2. EVERLAST PowerARC 140 TIG / сварочный аппарат
3. Сварочный аппарат Amico ARC-160D — лучшее соотношение цены и качества
4. Hobart 5005101 Stickmate Welding Аппарат
5. HITBOX 160A Inverter Arc & Stick-Welder
6. Forney Easy Weld 298 Arc Welder
7. S7 200-Amp Power AC-DC 110V Stick-Welder
8. 9003POWER 2090 ARC3 Welder , C.M.T Pitbull 100-амперный сварочный аппарат для дуговой/электрической сварки
10. Campbell Hausfeld 115 Volt Arc Stick Welder
Buyer’s Guide: How To Choose The Best Stick Welder
3 Пример армирования плиты перекрытия дома 6 х 6 м
4 Примеры чертежей
5 Типичные ошибки армирования плиты перекрытия
5.1 Проект армирования плиты перекрытия
5.2 Брак при изготовлении
5.3 Методы контроля
6 Практические рекомендации
Использование технологий армирования для монолитных плит перекрытий в малоэтажном жилищном строительстве – обязательное условие. Бетон и металл в монолитных конструкциях взаимно дополняют друг друга. Бетон защищает арматурные стержни и обеспечивает прочную поверхность перекрытия. Арматура принимает конструктивные нагрузки и защищает бетонный слой от разрушения.
В итоге строение получает прочное и долговечное перекрытие. Для усиления его прочности и устойчивости, помимо опорной арматуры в конструкции предусмотрен венец, соединяющий устраиваемый каркас с концами арматуры стен, колонн, балок, пилонов.
В армировании применяются металлические пруты диаметром 6-25 мм из гладкой (АI) или ребристой (АIII) стали. Конкретные параметры указываются в чертежах, схемах и спецификациях армирования.
Принцип работы арматуры в перекрытии
Монолитные конструкции наиболее часто применяются в устройстве различного рода балок. Перекрытие – это та же балка, но более широкая и тонкая. Расчёт такой конструкции осуществляется в сечении по заданному пролёту. Верхняя часть плиты в пролёте сжимается. Нижняя часть растягивается. Воспринимающий нагрузку нижний армирующий стержень не позволяет плите разрушиться. Над опорами всё работает наоборот. Если опирание плиты на опоры не защемляется, то растяжение над ней незначительное.
Задача проектировщиков и исполнителей армирования плиты перекрытия: вовлечение в работу большей части конструкции для обеспечения противодействия малейшей деформации. Это общий упрощённый принцип работы армокаркаса в монолитном перекрытии. Иногда простого понимания этого принципа достаточно для качественного изготовления каркаса перекрытия в небольшом частном доме.
Пошаговая инструкция
Подготовка
Начальный этап – осмотр арматуры перед приобретением. Обычно она уложена в пачки с товарными бирками. На них указывается марка, вес и диаметр, номер партии, плавка и другие данные. В случае, когда материал приобретается без наличия проекта, нужное количество металла приобретается по весу из расчёта 80-100 кг на кубический метр монолитного перекрытия.
В процессе работы обязательно будут отходы, останутся обрезки, поэтому материал приобретается с запасом примерно в 10%. Если по каким-то соображениям планируется использовать арматуры больше указанной нормы, то это предполагает избыточность, нерациональность армирования плиты.
Стержни должны быть ровными, без явных изломов и замятий, без выраженных проявлений ржавчины в виде «хлопьев», небольшой налет ржавчины допустим.
В состав каркаса входят продольные и поперечные стержни, изделия специального назначения. Наиболее эффективно арматура работает при оптимальном расположении верхней и нижней сетки каркаса, — они должны находиться в толще бетона максимально близко соответственно к верху и низу конструкции. Иначе: армокаркас должен плотно обжиматься бетоном, имея достаточный внешний защитный бетонный слой. Контроль толщины защиты снизу и сбоку бетонного слоя обеспечивается монтажом типовых пластиковых фиксаторов.
Они изготавливаются в различных вариантах по назначению, например, для установки на основание из песка и щебня или для фиксации бетонного слоя по боковым поверхностям опалубки. Не стоит подкладывать под арматуру различные кирпичики или камешки, если имеется возможность применить недорогие изделия для фиксации.
Нужное расстояние между сетками обеспечивается установкой «лягушек», – самодельных изделий из 10 мм периодического профиля.
Укладка армокаркаса
К месту ведения работ подаётся уже нарезанная по размерам арматура. Установка армокаркаса в перекрытии производится примерно по следующей схеме:
Раскладываются по кратчайшему расстоянию от одной опорной стены к другой все поперечные стержни. На них укладываются продольные стержни с шагом примерно 3 м, связываются все точки пересечения. Получается как бы эскиз нижнего слоя.
Далее устанавливаются все продольные стержни нижнего ряда с нужным либо проектным шагом. Фиксация проволокой выполняется через каждые два пересечения. Необходимости связки в каждом узле нет, так как проволока не выполняет никаких иных функций в работе каркаса, кроме фиксации арматуры в заданном положении. Сварка не применяется по нескольким причинам: высокая температура ослабляет стержни и может повредить опалубку, а сам процесс трудоёмкий и длительный.
Связывание прутов выполняется с помощью специальных крючков. Это простейшее приспособление используют не только самодеятельные строители, но и профессиональные монолитчики. Автоматические пистолеты для вязания используются только при больших объёмах работ. Кстати, применение различного рода приспособлений для шуруповёрта при связывании арматуры говорит не о продвинутости исполнителя работ, а, скорее, о его непрофессионализме.
При недостаточной длине, стержни между собой соединяются с перехлёстом, длина которого должна быть в диапазоне от 30 до 40 диаметров стержня, выполняется не менее трёх узлов вязки. Перехлесты в соседних рядах разносятся на разные стороны.
После полного устройства нижней сетки устанавливаются «лягушки». Шаг монтажа рассчитывается под человека весом примерно 90 кг, — он должен передвигаться по сетке без её прогибов. Для работы без проекта применяется стандартное решение: шаг 80х80 см, при арматуре 12 мм и ячейке 20 см. Лягушки выставляются по единой линии.
«Лягушка»
Направляющий стержень прокладывается по «лягушкам» как можно точнее над нижним арматурным стержнем.
Между уложенными направляющими укладываются арматурные стержни без фиксации в количестве, равном числу соответствующих нижних стержней.
Далее на нижнюю сетку укладываются дополнительные изделия в соответствии с проектом. Это могут быть выпуска, П-образки, арматура усиления проёмов, каналы коммуникаций, гильзы и другие элементы.
На направляющие укладывают с фиксацией на всех пересечениях арматуру верхней сетки, — лучше, если пруты будут расположены точно над нижней арматурой.
Затем крючками поднимаются уложенные без фиксации стержни, — и подвязываются к верхней арматуре через каждые два пересечения.
На последнем этапе собранный каркас приподнимается с помощью монтажных ломиков, под него устанавливаются фиксаторы.
Технические сложности у исполнителей часто возникают при поднимании стержней, положенных без связки на нижнюю сетку. Для этой операции требуются определённые навыки. Затем из конструкции вычищается мусор, проводится контрольный замер защитных слоёв и других параметров. После чего каркас готов к приёму бетона.
Пример армирования плиты перекрытия дома 6 х 6 м
Толщина перекрытия из монолитного бетона рассчитывается из соотношения 1 к 30 по отношению к длине пролёта. Если величина пролёта превышает 6 м – расчёт нагрузок должны производить специалисты. Поэтому можно рассмотреть устройство армирования для дома с перекрытием 6 х 6 м, — для таких параметров можно воспользоваться стандартными решениями:
Арматуру используем с периодическим профилем марок A-III, А400 или А500.
Под пролётом понимается расстояние между стенами, на которые опирается перекрытие. Если она прямоугольная, то пролёт рассчитывается по короткой стороне.
Укладываем нижний ряд арматуры вдоль пролёта, диаметр стержней 12 мм. Так как параметры дома 6 х 6 указываются по осям, — длина стержней составит 6 м каждый для кирпичного (каменного, монолитного) дома. Если стены выполнены из пористых блоков, то нахлёст армосетки на стены должен быть не менее 20 см. Рассчитываем по кирпичным стенам. Расстояние между параллельной арматурой для всех слоёв сетки – 20 см.
Подкладываем под него фиксаторы-сухарики высотой 30 мм, обеспечивая нижний защитный бетонный слой.
Следующий ряд – нижний поперечный, диаметр тот же.
Связываем проволокой диаметром 0,8 — 1,4 мм по всем пересечениям.
На нижнюю сетку устанавливаются разделители сеток. Их можно сделать самостоятельно из аналогичной арматуры. Шаг подставок также произвольный, — верхняя сетка не должна провисать при воздействии на неё веса человека. После окончательного монтажа каркаса можно будет добавить подставки при необходимости.
На разделители укладывается верхняя поперечная арматура и связывается с ними.
Далее — верхний слой арматуры вдоль пролёта. Диаметр стержней – 8 мм. Связывается на всех пересечениях.
В торцах каркаса по каждому ряду устанавливаются П-образные изделия из арматуры, связывающие в единую конструкцию верх и низ каркаса.
Таким образом, на устройство армирования монолитного перекрытия понадобится:
арматура диаметром 12 мм – 372 м;
на верхнюю сетку – арматура 8 мм – 372 м;
на изготовление разделителей сетки и П-образных элементов потребность арматуры 8 мм составляет примерно 10 % от общей длины всех стержней – 75 м.
Изготовить дополняющие элементы каркаса можно самостоятельно с помощью простейшего трубогиба, либо купить как готовые изделия. Пересчитать длину на вес можно по таблицам, а также при приобретении арматуры, она реализуется на вес. Усиление основной сетки для монолитной плиты 6 х 6 м , как правило, не требуется.
Примеры чертежей
Типичные ошибки армирования плиты перекрытия
Наиболее распространённая причина ошибок в армировании монолитных перекрытий – самонадеянность и некомпетентность индивидуальных застройщиков. Самостоятельное выполнение данного вида строительных работ без профессиональных знаний вполне возможно, но определённый багаж знаний исполнителю всё же необходим. Недостаточно качественное армирование встречается и в работе подрядчиков. Причины аналогичны: некомпетентность, невнимательность, работа «по старинке», без учёта конкретных условий строительства.
Проект армирования плиты перекрытия
Задача инженерного расчёта арматурного каркаса: обеспечение работоспособности создаваемого перекрытия и предоставление исчерпывающей информации по его изготовлению. Форма общего проекта железобетонной конструкции нормируется, состоит из ряда обязательных составных частей:
Спецификация. Представляет собой полный список металлических деталей, необходимых для устройства армирования. В документе указываются характеристики, марки, классы, геометрические и иные параметры арматурных стержней, а также их требуемое количество.
Чертежи с достаточной и понятной детализацией для определения предназначенного каждому стержню места в арматурном каркасе.
Указания по размещению армокаркаса в плане создания защитного слоя для защиты металла от коррозии.
Данные по размещению закладных деталей и расчёты для их изготовления.
Разумеется, проект главная и необходимая часть для выполнения качественного армирования плиты, но сам процесс требует профессионализма исполнителей и грамотного контроля со стороны заказчика или производителя работ.
Брак при изготовлении
Прежде чем приступить к раскладке арматуры в опалубке, исполнитель изучает проект либо составляет собственную схему устройства каркаса, исходя из собственных навыков и опыта. Несколько вариантов типичных ошибок:
Самодеятельные строители чаще ошибаются, стремясь максимально «усилить» конструкцию, это приводит не только к ненужным затратам, но и снижает её качество. Например, при слишком «густой» сетке невозможно максимально уплотнить бетонную смесь.
Недостаточно прочный каркас под воздействием бетонной смеси может сместиться при укладке.
Характеристики железобетона снижаются при неточном размещении рабочих арматурных стержней или произвольным изменением марки арматуры.
Частая ошибка – неправильно подобранная величина защитного слоя арматуры.
Перечисленные ошибки и большой ряд иных возможных дефектов могут стать причиной:
дополнительных расходов по усилению конструкции;
ограничений по эксплуатации перекрытия с изменением допустимых нагрузок;
демонтажа конструкции.
Методы контроля
Достаточно часто при строительстве небольших частных домов проект армирования отсутствует. Застройщик всецело полагается на опыт и знания привлеченных строителей, либо полностью уверен в своих строительных способностях.
Но ошибки случаются, в том числе и у профессионалов, — именно поэтому при возведении значимых объектов составляется документ по «приёмке скрытых работ». К «скрытым» относится и армирование, потому что каркас впоследствии заливается бетонным слоем. Но сам с собой такой акт застройщик не составляет, а нанятые для устройства перекрытия разовые исполнители подобные обязывающие документы не подписывают.
Допустим, что перекрытие получилось достаточно прочным, но сомнения в качестве этой ответственной конструкции имеются. В этом случае применяются методы неразрушающего контроля, которыми можно проверить:
марку прочности монолитного перекрытия;
точное место размещения арматурных стержней и прутов с их параметрами;
уровень поражения арматуры коррозией;
однородность бетонного слоя с наличием или отсутствием в нём технологических дефектов.
Методы проверки эффективны, но затратны, поэтому важно выполнить работы по армированию правильно и ответственно.
Практические рекомендации
На рынке строительных материалов представлено много вариантов готовой сетки для армирования. На первый взгляд – оптимальное решение для быстрого создания армокаркасов перекрытий. Но применение готовых сеток неизбежно приводит к увеличению стыков арматурных полотен, что, в свою очередь, приводит к снижению общей прочности конструкции.
Кроме того, стыковка сеток производится внахлёст, — а это приводит к перерасходу материала и увеличению стоимости перекрытия. Сварка сетки, выполненная в заводских условиях точечным методом, приводит к незначительному, но всё же снижению прочности каркаса.
Реализация арматуры производится на вес, поэтому застройщику нужно научиться пересчитывать материал из мер длины в меры веса. При составлении схемы раскладки арматуры следует учитывать, что максимальная длина выпускаемых промышленностью стержней составляет 11,75 м.
Металл – достаточно дорогой материал. В стремлении удешевить строительство, некоторые застройщики стали использовать композитную арматуру для перекрытий.
Но не стоит забывать, что перекрытия относятся к ответственным конструкциям, а использование композитных изделий пока не достаточно проверено в практическом строительстве. Кроме того, экономия материала при замене металла композитом незначительна: композитные стержни всегда больше диаметром заложенных в проекты стержней из металлической арматуры.
материалы, схемы, расчет, пошаговая инструкция выполнения работ
Перекрытие один из несущих элементов строения. Самый распространённый материал, применяемый для его возведения, это железобетон (композиция бетона и стали). Соблюдение строительных правил и норм по армированию плиты перекрытия, это гарантия надёжности железобетонной конструкции. Правильное расположение арматуры в бетоне, даёт ему необходимую прочность, для того чтобы выдержать все будущие нагрузки на растяжение и изгиб. Можно выполнить армирование монолитной плиты перекрытия своими руками, для этого необходимо соблюдать технологию выполнения работ.
Содержание
1 Виды бетонных перекрытий
2 Достоинства и недостатки монолитного перекрытия
3 Чем и зачем армируют перекрытие
4 Этапы строительства монолитной плиты перекрытия
5 Пошаговый пример устройства армирования монолитной плиты перекрытия
5.1 Схема армирования плиты перекрытия
5.2 Нижний слой армирования плиты перекрытия
5.3 Верхний слой армирования монолитной плиты
5.4 Важные моменты при армировании плиты
Виды бетонных перекрытий
Бетонные перекрытия бывают двух типов.
Стандартные – это железобетонные плиты, которые изготовляются на заводе.
Монолитное перекрытие – это железобетонная конструкция, возведение которой осуществляется на месте строительства.
Стандартные плиты могут быть: пустотными, ребристыми, сплошными, а также иметь и другие конструктивные особенности. Всё зависит, от места их применения в строительстве.
Основное преимущество возведения перекрытия готовыми плитами, от монолитного, это скорость строительства и цена. В течение дня можно перекрыть частный дом ж/б плитами, когда для сооружения сплошной монолитной плиты необходимо минимум месяц. Но это не пугает застройщиков, так как у монолитной плиты масса преимуществ перед плитами перекрытия.
Достоинства и недостатки монолитного перекрытия
Преимущества, благодаря которым монолитное перекрытие пользуется большой популярностью в строительстве.
Надёжность. Обладает прочностью и несущей способностью, способной выдерживать механические нагрузки, воздействие температур, влаги, с которыми не могут справиться другие виды перекрытий.
Форма плиты может быть любой!
Целостность конструкции.
Распределение нагрузки.
Пожаробезопасность. Обладает высокой огнестойкостью.
Срок службы.
Самостоятельное строительство.
К недостаткам строительства монолитного перекрытия можно отнести.
Стоимость.
Трудоёмкость строительных работ.
Время строительства.
Чем и зачем армируют перекрытие
Для армирования плит перекрытия используют стальную, так и композитную арматуру (в основном стеклопластиковую). Более распространена металлическая арматура А500С (в проектной спецификации может обозначаться S500), популярны диаметры 10 и 12 мм. Для основного армирования железобетонной конструкции используют только рифлёную арматуру, чтобы создания качественную связь арматуры с бетоном. Для изготовления дополнительных элементов, не влияющих на несущую способность будущей железобетонной конструкции, можно использовать гладкую арматуру А1. Практикуют в современном частном строительстве и комбинирование арматуры, используют для армирования монолитной плиты одновременно металлические и стеклопластиковые пруты.
Несмотря на то что какая арматура используется, играет она одну и ту же роль в бетоне – придаёт ему необходимую прочность, чтобы выдержать все будущие нагрузки на растяжение, скручивание и изгиб.
Этапы строительства монолитной плиты перекрытия
Начинается строительство с составление чертежа будущей конструкции плиты. А именно, расчета толщины перекрытия, подсчета веса арматуры необходимой для армирования, марки используемого бетона. На эти параметры влияют многие факторы, которые следует учесть при составлении чертежа, самостоятельно это делать не советую, лучше заплатить проектировщику и он произведет все расчеты, а вы будете спать спокойно.
На начальном этапе возводятся вертикальные несущие опоры строения, на которые будет опираться перекрытие. Это могут быть колонны, стены из бетона или кирпича, а также и газосиликатного блока необходимой плотности.
Установка опалубки под бетонные стены.
После возведения несущих опор устанавливается горизонтальная опалубка под перекрытие необходимого размера, с запасом от 30 см, для установки борта. В состав опалубки входят телескопические стойки, треноги, короны, ригеля и ламинированная фанера. Процесс монтажа опалубки проводится в следующем порядке:
Устанавливаются треноги. Их функция фиксировать стойки в необходимом месте в вертикальном положении.
Расстановка и крепление стоек к треногам. Изначально стойки выдвигаем на необходимое расстояние, в зависимости от высоты будущего перекрытия, с учетом ригелей и фанеры, например: если перекрытие высотой 3 метра, то стойку выдвигаем на 258 см, то есть 300 см отнимаем 2 ригеля по 20 см и фанеру 2 см. На стойки надеваем короны.
Монтируем несущие ригеля в короны стоек. Они должны выступать минимум 15 см, за корону.
Раскладка поперечных ригелей и выравнивание опалубки по уровню, с помощью нивелира или лазерного уровня.
Укладка фанеры. Шаг ригелей в пределах 40-60 см, при толщине перекрытия 15 – 22 мм. Этот параметр зависит от толщины используемой фанеры и от толщины будущей плиты.
Установка борта, края перекрытия. Бывают случаи, когда пробиваются по краю плиты только гвозди в качестве ориентира для армирования, а бортовая опалубка устанавливается позже, так как она может мешать процессу армирования.
Сборка горизонтальной опалубки под плиту перекрытия.
После установки опалубки выполняется армирование плиты перекрытия, укладывается арматура нижнего и верхнего слоя, по проекту и соединяется между собой проволокой, образуя железный каркас (подробнее процесс армирования разберём ниже).
На следующем этапе плиту бетонируют. С помощью крана и колокола для подачи бетона, либо бетононасосом. При укладке бетонной смеси её обязательно следует уплотнять вибратором, заливка производится беспрерывно, плита должна быть монолитной (бывают исключения при больших объёмах, могут устанавливаться отсечки, обязательно согласовывается с проектировщиком). В жару следует накрыть плиту клеёнкой и периодически поливать водой, чтобы бетон не пересыхал, в зимний период на арматурный каркас крепят обогрев.
Процесс бетонирования монолитной плиты бетононасосом.
После того как плита перекрытия наберёт необходимую прочность, производится демонтаж опалубки, места стыков листов фанеры, при необходимости шлифуют.
Пошаговый пример устройства армирования монолитной плиты перекрытия
Для более подробного изучения рассмотрим на примере, как выполняется армирование монолитного перекрытия толщиной 200 мм. В качестве основной арматуры используются пруты диаметром 12 мм, размер ячейки основной сетки 200х200 мм.
Схема армирования плиты перекрытия
Арматурный каркас плиты будет состоять из двойного армирования, 2 уровня сетки с расположенными в ней усилениями, требуемыми проектом. Как писалось выше, размер ячейки 20 на 20 см. Дополнительная арматура – усиление, в нижней сетке укладывается в области между опорами, так как на бетон в этом месте действует сила растяжение, вверху, наоборот, над опорами.
Нижний слой армирования плиты перекрытия
Начинается процесс армирования плиты с разметки. Отмеряем по чертежу, все его стороны и во все его углы внутренние и наружные вбиваем гвозди. По гвоздям натягиваем нить и получаем контур нашего будущего перекрытия, край бетона. От него будет проводиться разметка расположения арматуры. Согласно чертежу, смотрим какая арматура укладывается первой и от параллельной ей стороны перекрытия начинаем разметку.
В нашем случае защитный слой до центра арматуры от края перекрытия 4.5 см, следовательно, отмеряем от нити расстояние 4 см, и забиваем в это место гвоздь. Далее, на расстоянии 11.5 метров отступаем то же расстояние от края и забиваем второй гвоздь. По этим двум гвоздям натягиваем нить, это будет край первой арматуры, далее по шнурку через расстояние 1.2 м, пробиваем гвозди, укладываем первый прут, прижимаем его к гвоздям и фиксируем, с другой стороны, тоже гвоздями. Это необходимо, для того чтобы зафиксировать первый прут, от него будет зависеть ровность завязанной сетки и производится разметка расположения арматуры.
Далее, от нашего зафиксированного прута с помощью рулетки делаем разметку арматуры через 200 мм, рисуем маркером либо карандашом корректором отметки. По ним будет производиться укладка арматуры.
Если на перекрытии присутствуют балки либо капители колонн, вяжем сперва их по месту, либо на земле, а потом монтируем краном.
Следующим шагом устанавливаем «деки» в местах продавливания, по чертежу. Обычно ставятся на колоннах и углах стен.
Теперь можно приступить к армированию основной сетки. По меткам разносим арматуру, выравниваем по торцу, делая защитный слой 2 см.
Сразу зарезаем разбежку нахлестов арматуры. В нашем случае нахлест равен 40 диаметрам, для арматуры 12 мм, это 48 см. Разбежка равна 1,5 перехлеста – это 72 см, минимум, больше можно. Из получившихся кусков можно сделать пешки, они нам понадобятся для установки по краям плиты перекрытия и для обрамления отверстий.
Схема стыковки и размер нахлеста арматуры в монолитной плите перекрытия (без сварки).
После того как уложили первый слой, приступаем к укладке второго, он будет перпендикулярен первому. Так же натягиваем нить, пробиваем гвозди и фиксируем первую арматуру, от неё будет производиться дальнейшее армирование нижнего слоя монолитной плиты перекрытия. Зафиксировав её, связываем каждое пересечение арматуры по рулетке – шаг 200 мм. Следующим шагом укладываем арматуры через каждые 2 метра и также провязываем по рулетке с шагом в 20 см. Этот прут является монтажным и сразу же частью нижней сетки.
Провязав монтажные пруты, подставляем под них фиксаторы защитного слоя для арматуры, и производим разметку и укладку усиления 1-ого слоя.
Уложив все усиления разносим и привязываем остальные пруты основного армирования. Завязав всю нижнюю основную сетку, подставляем фиксаторы, с шагом 600 на 600 мм (5 штук на 1 метр квадратный). После установки фиксаторов укладываем усиления 2 слоя. Привязывается усиление по центру ячейки основного армирования, если шаг 200 мм, при шаге 100 мм, на расстоянии 50 мм от центра основного армирования, получится в ячейке по два прута усиления.
Важно! Связывать арматуры следует в шахматном порядке, с шагом 400 мм. Это обеспечит надёжную фиксацию металлических стержней между собой.
Финальный вид нижней сетки, с фиксаторами защитного слоя 25 мм, 5 штук на квадратный метр.
Если на перекрытии есть отверстия, их лучше разметить сразу, пока нет арматуры, начертить на опалубке и забить по углам гвозди. Можно сразу поставить опалубку для них, или же вырезать позже после армирования всей плиты, кому как удобней. Отверстия, размер которых более чем 200 на 200 мм, следует обрамлять дополнительной арматурой, выпуская в каждую сторону от короба по 50 см, то есть если короб 60 на 60 см, то размер обрамления 160 см. Привязывается по два прута с шагом 100 мм, с каждой стороны короба на верхнем и нижнем слое армирования, в общем, 16 прутов на короб. Так же привязываются пешки, к каждому пруту основной сетки.
Устройство усиления отверстий в плите перекрытия.
Верхний слой армирования монолитной плиты
Армирование верхнего слоя начинается с монтажа пространственных каркасов или “лягушек”. Их функция, поддержка верхнего армирующего слоя и соблюдение проектное расстояние между слоями. Шаг установки каркасов 1 метр, если устанавливаются “лягушки”, шаг 800 мм.
При наличии в плите перекрытия балкона, его усиляют, балками либо дополнительными прутами, в зависимости от проектных требований. Между балками арматура вырезается, и вставляется полистирол толщиной 100 мм, для уменьшения промерзаемости.
Далее, по нижней сетке укладываем арматуру 3 слоя армирования. Привязываем к каркасу или “лягушке” строго напротив нижней сетки. Через 2 метра укладываем монтажные пруты 4 слоя армирования и провязываем арматуру.
Выравнивание и крепеж арматуры верхнего слоя проволокой к “лягушкам”.
Следующим шагом укладываем верхнее усиление 3 слоя с необходимым шагом, то что попадает на каркас или “лягушку” привязываем.
Уложив усиления, раскладываем всю основную арматуру 4 слоя армирования и привязываем напротив нижней сетки. После укладываем усиление 4 слоя армирования и закрепляем вязальной проволокой.
Финальный вид армирования плиты перекрытия 20 см.
На последнем этапе армирования по краю перекрытия по основной сетке привязываем пешки. Это можно делать и в этапе вязки нижнего слоя.
Выполнив армирование плиты перекрытия, следует выполнить контрольную проверку, всё ли усиление на месте, соблюдены ли везде защитный слой. Если всё в порядке можно приступать к бетонированию плиты.
Важные моменты при армировании плиты
Правильно выполненное армирование плиты перекрытия обеспечит её долгую эксплуатации, для этого запомните следующие моменты, на которые следует обращать внимание в первую очередь.
Защитный слой. Именно он обеспечивает правильную работу арматуры в плите перекрытия и защищает о коррозии.
Величина нахлеста. Минимум 40 диаметров арматуры, этого будет достаточно, можно больше, но ни меньше.
Расположение нахлестов. Верхний и нижний нахлест не должен совпадать.
Обрамление отверстий. Неправильно выполненное обрамление, может привести к трещинам на перекрытии.
Надёжная вязка арматуры. Она не должна шататься и прогибаться, а так же идти ровно без изгибов.
Усиление. Количество должно соответствовать проектным требованиям, располагаться строго по чертежу.
Арматура должна быть чистой и не ржавой.
Вот и всё о чем следует помнить при выполнении работ для качественного результата, если есть вопросы по армированию плиты перекрытия, задавайте их в комментариях.
Монолитное разрешение | Монолитный фундамент | Монолитный плитный фундамент | Преимущества и недостатки монолитного плитного фундамента
Монолитное Определение:
Монолитное строительство – это процесс, при котором здание строится монолитно с использованием однородной смеси.
Это конструкция, изготовленная из единого материала, собранная и выкопанная. Обе стены, плиты, лестницы, а также дверные и оконные проемы отлиты на месте в Монолитный метод .
Процесс на месте с использованием специально изготовленной, более простой в эксплуатации модульной опалубки из алюминиевого и пластикового композита с меньшими трудозатратами и техникой.
Система сопротивления поперечной и гравитационной нагрузке в этой системе состоит из железобетонных стен и железобетонных плит.
Ключевыми вертикальными конструктивными элементами являются железобетонные конструктивные стены, выполняющие двойную функцию по сопротивлению как силе тяжести, так и боковым нагрузкам
Монолитные строительные работы способны экономически эффективно обеспечить высокое качество и прочную конструкцию . Он использовался для строительства промышленных бункеров, жилых домов, школ, стадионов и крыш, атомных электростанций, сосудов высокого давления и аудиторий.
Мы использовали опалубку в монолитном каркасе, что обеспечивает правильную ориентацию, гладкую поверхность и высокое качество работы. Это повышает скорость строительства по сравнению с традиционными подходами за счет использования опалубки.
Монолитная конструкция важна для минимизации толщины стены, минимизации ширины основания и минимизации сейсмического воздействия.
Также прочтите: Что такое модуль упругости | Что такое модуль упругости при изгибе | Что такое изгибное напряжение | Прочность бетона на изгиб | Модуль изгиба | Что такое прочность на изгиб
Монолитный фундамент:
Монолитный фундамент предусматривает только одну заливку, так что фундамент строится для замены нижних колонтитулов с единственной заливкой из бетонного пола с более толстыми секциями под конструктивными элементами и с обеих сторон окружности.
Гораздо ровнее и снижает стоимость производства, так как плита сливается сразу. Возведение монолитных фундаментов действительно несложно. Все это можно сделать за один день. Монолитная конструкция имеет толщину всего 12 дюймов.
Благодаря подходящему усилению это является основой для стоимости, скорости и дизайна предпочтения. Это также самое великое, что можно выразить. На данный момент это, безусловно, самый безопасный вариант, когда бетон смешивают и поддерживают достаточное количество стали, чтобы он не расслаивался.
Без затяжки швов и холодных соединений нет. Сборные фундаменты не используются.
Также прочтите: Что такое торкрет-бетон | Торкрет-бетон и бетон | Технология торкретирования | Виды технологии торкретирования | Преимущества торкретбетона | Недостатки набрызг-бетона
Монолитный плитный фундамент:
Для увеличения несущей способности стен залитая бетонная плита снаружи более гладкая, а нижние колонтитулы снаружи отсутствуют.
Для ровного грунта идеально подходят монолитные плитные фундаменты. Если земля неровная, то для присыпки земли сверху используется много насыпной почвы; если земля плохо уплотнена, это со временем приведет к растрескиванию.
Обычно бетонную поверхность заливают монолитно или отдельно от основания.
Во избежание растрескивания из-за оседания предпочтительнее использовать арматуру или волокнистую сетку.
На строительство уходит меньше времени и труда, чем на традиционный фундамент.
Под линией промерзания основание фундамента должно простираться вниз.
Также прочтите: Что такое шлифовка бетона | Как обновить бетон » вики полезно Бетонный шлифовальный материал | Ремонт и облицовка бетона
Преимущества монолитно-плитного фундамента:
1. Скорость строительства.
Монолитные плиты невероятно просты в изготовлении. Добавьте траншею по периметру и рассыпьте гравий, пока не уплотните почву (или не выбросите верхний слой почвы).
В самой тонкой части (т. е. в середине дома) бетон должен иметь толщину 4 дюйма, и обычно для полного высыхания требуется несколько дней. Это значительно быстрее, чем любой другой метод строительства фундаментов.
2. Устойчивость.
С точки зрения простоты монолитно-плитный фундамент при правильном строительстве прослужит около 50 лет. Из-за отсутствия сложных элементов в самой плите нет ничего плохого.
В бетоне нет швов, и если опора и анкерные болты установлены правильно, у вас будет прочный фундамент, способный выдержать большой вес.
3. Плохое обслуживание.
Чтобы поддерживать его в хорошем состоянии, вам не нужно ничего делать каждый месяц, если вы регулярно проверяете его, чтобы убедиться, что в фундаменте нет пробелов.
4. Энергоэффективность.
Для монолитно-плитного фундамента нет пространства между землей и домом, а значит, вам не придется тратить слишком много энергии на подогрев воздуха под ним в вашем доме. Даже для подвала или подвального помещения существует постоянная трата энергии.
Это означает, что фундамент из монолитных плит не только дешевле в краткосрочной перспективе, но и в долгосрочной перспективе сэкономит ваши деньги.
Также читайте: Как удалить краску с бетона без химикатов | Процедура удаления краски с бетонной поверхности | Как очистить бетон от аэрозольной краски
Недостатки монолитного плитного фундамента:
1.
Нет доступа.
Ниша или подвал обеспечивает доступ к полу, что гарантирует, что в этом пространстве вы можете разместить сантехнику, электрический щит и проводку.
Также, если что-то пойдет не так с монолитным плитным основанием, вы не сможете добраться до него, чтобы устранить проблему.
2. Дорогой ремонт.
В то время как с фундаментами из монолитных плит редко возникают проблемы, когда они ломаются, это может быть невероятно дорого.
Как правило, вам нужно использовать стратегии, которые могут стоить тысячи долларов, такие как грязевой или базовый джектинг.
3. Плохая погода.
Ваш дом возвышается всего на 6 дюймов или около того над землей с полами из бетонных плит, что делает остальную часть здания уязвимой для наводнений. Это серьезная уязвимость в некоторых частях мира.
4. Цена перепродажи дома.
Монолитная плита может в некоторых случаях снизить стоимость вашего дома. Если у вас есть старое монолитное плитное основание, потенциальный покупатель обнаружит, что может потребоваться дорогостоящий ремонт.
Если вы разработали его самостоятельно, клиент может быть не уверен в результатах.
Также прочтите: сталь прочнее бетона | Затраты на строительство из стали и бетона | Сталь против бетона | Насколько силен бетон | Бетон против стальной стоимости строительства
Монолитная плита:
В строительстве из бетонных плит термин «монолитная плита» используется для описания компонентов бетонных конструкций, таких как фундаменты, плиты, фундаменты, балки уклона, опоры и колонны, заливаемые одновременно.
Монолитная цементная плита не только относится к залитому на грунт бетону, но и соответствует подвесной плите.
Использование подкрепляющих материалов делает заливку бетонных плит монолитной с бетонными балками и колоннами, при этом висячая бетонная плита находится над уровнем земли.
Монолитные плиты представляют собой базовые конструкции, спроектированные с использованием единой бетонной заливки, обычно состоящие из бетонной плиты толщиной 4 дюйма с утолщенными внутренними участками под несущими стенами и часто утолщенными по краям периметра.
Среди преимуществ монолитных плит:
Более быстрое среднее время строительства.
Более высокая цена.
Очень прочный, особенно с добавлением арматуры из стали и волокнистой сетки.
Его можно дополнительно улучшить, добавив пост-натяжение на участки со слабым грунтом.
Также прочтите: Что такое поперечная балка | Детали соединительной балки | Преимущества использования анкерной балки | Усиление стяжной балки | Зачем использовать бетонную анкерную балку
Как сформировать монолитную плиту?
Надлежащее планирование площадки и усиление бетона являются важными критериями для строительства монолитной плиты.
1. Почва.
Необходимо уплотнить почву под плитой и не содержать органических веществ. Если верхний слой почвы соскоблить, то он обычно в достаточной степени цементирует ненарушенный грунт под ним.
Важно хорошо дренировать почву. Важно учитывать потоки воды, и необходимо подготовить правильное перенаправление, чтобы оно не подрезало плиту.
2. Траншеи по периметру.
Утолщенный край монолитной плиты образован канавкой по окружности плиты. В теплом климате траншея может быть только фут глубиной и фут шириной.
Траншея должна быть глубиной 2 фута в местах, подверженных промерзанию, и может быть изолирована, чтобы предотвратить морозное пучение под плитой.
3. Гравий.
Плотный гравий рассыпается под плитой и в траншеях на глубину от 3-1/2 до 4 и более дюймов. Популярным вариантом является хорошо дренируемый гравий с заполнителями размером от 3/8 до 3/4 дюймов.
4. Армирование.
Плетеная проволочная сетка размером 6 дюймов на 6 дюймов (6 дюймов x 6 дюймов) используется в стандартной установке, которая размещается на опорах из арматуры таким образом, чтобы ее можно было расположить ближе к середине готовой плиты.
Для усиления утолщенного края, № 4 арматурный стержень 9Обычно определяется 0008. Там, в нижней части траншеи, можно расположить 2 последовательных стержня рядом друг с другом, начиная с одного стержня в верхней части.
Арматура должна быть помещена в траншеи и постоянно связана.
5. Бетон.
Очень часто бетон определяется как 3000 фунтов на квадратный дюйм, а также толщиной не менее 4 дюймов. Минимум 6 дюймов над основной землей должен быть в конце плиты. Земля, которая покрывает его, должна иметь уклон в сторону от плиты.
6. Анкерные болты.
С помощью 1/2-дюймовых анкерных болтов нижние пластины строительных стен крепятся к перекрытию. На концах, которые помещаются в уже влажный бетон, эти болты имеют J- или L-образную форму.
Другие стороны анкерных болтов имеют резьбу, так что верхняя сторона настенной пластины может быть затянута гайками. Обычно анкерные болты располагаются на расстоянии 6 футов от середины.
Читайте также: Железобетонный каркас | Бетонная конструкция каркаса | Строительство бетонных зданий | Каркасная конструкция | Типы рамок
Монолитное строительство:
Монолитная строительная система с алюминиевой опалубкой — это быстрое и устойчивое к стихийным бедствиям строительство, новая разработка, позволяющая создавать экономичные и быстрые массовые жилые дома.
Монолитная архитектура представляет собой механизм, посредством которого стены и плиты укладываются одновременно.
В этой системе свежая цементная смесь помещается в легкое алюминиевое формующее устройство с арматурными стержнями, необходимыми для необходимой прочности.
Метод достаточно прост, так как стены и перекрытия отливаются за один раз. Это подходит для многоэтажного строительства, что позволяет быстро масштабировать строительство.
Позволяя лучше использовать время, ресурсы и строительные материалы, такие как сталь и цемент, эта технология обеспечивает более быстрые альтернативы быстро растущей нехватке жилья в городских районах.
Когда мы переходим к массовому жилью, оно предлагает быстрое развитие с оптимизированными затратами и временем, особенно для экономически более слабых слоев населения и слоев населения с низким доходом, у которых много жилья.
Это высокоэффективная технология, которая одновременно облегчает бетонирование всех компонентов, таких как стены, крыша и т. д., в результате чего получается конструктивно очень прочная монолитная конструкция
Технология требует неквалифицированного и полуквалифицированного (ручного) труда и поэтому не требует использования дорогостоящей строительной техники.
Следовательно, рентабельно
Модульные конструкции в широкомасштабных жилых комплексах открывают новые возможности для повторного использования опалубки, что делает технологию весьма рентабельной.
Материал опалубки (алюминий или ПЭВП) является экологически чистым и исключает использование ценной древесины из природных ресурсов. Это делает устройство экологически безопасным.
Эта система обеспечивает превосходное управление качеством всего каркаса в соответствии с BIS и другими международными стандартами.
Нет необходимости в плитке, блоках и штукатурке.
Затраты на надстройку и фундамент могут быть снижены без потери прочности благодаря уменьшению статической нагрузки примерно на 50 процентов.
Коробчатое поведение по существу создает очень сильную структурную прочность, делая ее устойчивой к землетрясениям и ветру/циклонам по отношению к вертикальным и горизонтальным силам.
Превосходно обработанная поверхность устраняет необходимость дорогостоящей штукатурки и укрепляет относительно полностью водонепроницаемую поверхность.
Из-за уменьшения толщины стенок для данной зоны цоколя доступно больше места на ковре.
Монолитная бетонная конструкция обеспечивает точную подготовку и гарантированную регулировку консистенции.
Метод опалубки, который позволяет отливать стены и плиты в соответствии с заранее определенным процессом, используется системой монолитного железобетона.
Он сочетает в себе скорость, эффективность и точность производства с эффективностью и экономичностью проектирования на месте.
Эффект 3 здания из железобетона, материалы которого достаточно высокого качества, чтобы обеспечить только ограниченную отделку, в то время как торцевые стены и фасады легко завершить.
Поскольку пол, стена и плита строятся как единая конструкция, арматура является непрерывной и сцепляется со всеми элементами конструкции здания, такими как фундамент, стены и плиты.
Таким образом, колонны и балки не нужны, в результате чего тонкие детали обеспечивают высокую устойчивость к землетрясениям, циклонам, ветрам и наводнениям.
Также прочтите: Что такое строительство плит | Типы дизайна плит | Что такое плита перекрытия | Типы плит перекрытия | Толщина бетонных плит | Сборные бетонные плиты
Краткое примечание
Монолитная плита
Это означает «состоящая из одного большого каменного блока». В строительной отрасли мы определяем это как «все за один раз». Итак, монолитная плита — это гигантский блок цемента, который заливается одним махом. Хотя он может быть вылит сразу, это не обязательно однородная плита.
Монолитное строительство.
Монолитная конструкция означает, что вся конструкция вместе с плитой отливается за один раз. Чтобы построить монолитная конструкция, потребовалась опалубка для конструкции . В этом проекте мы обсуждаем важность использования монолитной конструкции для высотных зданий.
Фундамент из монолитной плиты
Этот фундамент создается путем заливки одного слоя бетона для формирования плиты и основания . Подрядчикам нравится монолитная концепция, потому что она снижает затраты на рабочую силу, а процесс строительства происходит быстрее, чем при использовании других фундаментов.
Монолитная бетонная плита
Монолитная бетонная плита — это гигантский блок цемента, заливаемый одним махом . Хотя он может быть вылит сразу, это не обязательно однородная плита. Его делают утолщенным в местах, где будет несущая стена, и по всему периметру (на месте цоколя).
Монолитное разрешение | монолитная плита | Монолитный фундамент | монолитный фундамент | Преимущества и недостатки монолитно-плитного фундамента
Post Contents
Монолитное определение
Монолитное строительство — это процедура, при которой с использованием однородной смеси конструкция строится монолитно . Это конструкция, построенная из единого материала, собранная и выкопанная.
Обе монолитные плиты, стены , лестницы, вместе с дверью и оконными проемами отлиты на месте монолитным методом . Процедура на месте с использованием специально изготовленной, более простой в использовании модульной опалубки , изготовленной из алюминия , пластикового композита с меньшими затратами рабочей силы и техники.
Система сопротивления боковой и гравитационной нагрузке в этой системе содержит железобетонные стены и плиты из железобетона . Основные вертикальные структурные элементы представляют собой железобетонные несущие стены с двойной функцией , выдерживающей как гравитационные и боковые нагрузки. ( стандартный размер кирпича )
Монолитная опора
Монолитная опора
A Монолитный фундамент дает только One Pour , так что фундамент построена, чтобы заменить Coners с DOLE DOLE POLY, так что фундамент построена на замену CONERES с DOLE DOLE DOLE. изготовлен из бетонного пола с более толстыми секциями под конструктивными элементами и обеими сторонами периметра .
Он значительно более гладкий и поддерживает себестоимость производства на низком уровне, потому что плита отливается одновременно . Строительство монолитных фундаментов очень простое. Вполне вероятно, что все это можно сделать за один день.
Монолитная конструкция имеет толщину всего 12 дюймов (1 фут). Благодаря благоприятному подкреплению, это основа для стоимости, цены, и дизайна предпочтения. Точно так же считается, что это выражение тоже.
Что такое монолитная плита?
Монолитные плиты представляют собой базовые конструкции, построенные из одной бетонной заливки, обычно содержащие бетонную плиту толщиной 4 дюйма с утолщенными i внутренними секциями под несущими стенами и всегда утолщенными по краям
8 периметра
.
Монолитная плита
В строительстве из бетонных плит монолитная плита — это словосочетание, используемое для обозначения бетона конструктивные элементы , такие как фундаменты, плиты, фундаменты, поперечные балки, опоры, и колонны , заливаемые одновременно.
Монолитная цементная плита не просто применима к бетонной отливке на земле, но также соответствует подвесной плите . Применение подкрепляющих материалов делает заливку бетонных плит монолитной с бетонными балками и колоннами , а подвесную бетонную плиту — поверх .0007 уровень земли.
Строительство монолитной плиты происходит значительно быстрее, а трудозатраты низки, так как в этой плите бетон заливается сразу весь. Монолитная конструкция имеет решающее значение для минимизации толщины стены, минимизации ширины основания и минимизации сейсмического воздействия . ( МДФ )
При использовании в подходящих условиях монолитная плита может быть такой же прочной, как Плиты ствола-стены . Мы использовали опалубку в монолитном каркасе , что дает правильную ориентацию , гладкую поверхность и высокое качество работы. Это повышает скорость строительства по сравнению с традиционными подходами за счет использования опалубки .
Подробнее: Что такое плавучий фундамент | Пригодность плавающего фундамента
Монолитного фундамента Для плиты
Монолитный плитный фундамент
Монолитный означает одинарная заливка , что подчеркивает основное отличие от этого типа фундамента – это залитое все за один раз. Тот факт, что он заливается за один раз, делает его более быстрым, что позволяет снизить трудозатраты.
Залитая бетонная плита толще снаружи, чтобы поддерживать несущие стены, и нет нижние колонтитулы снаружи.
Монолитные фундаменты прекрасно подходят для плоской поверхности. Если поверхность земли не является плоской, то количество заполняющей земли используется для выравнивания земли; со временем это может привести к трудностям с растрескиванием , если грунт не будет должным образом уплотнен.
Как правило, бетонная поверхность заливается монолитно или независимо от основания . Чтобы избежать растрескивания из-за оседания, выбирают арматуру или волокнистую сетку . На его строительство уходит меньше времени и труда, чем на обычный фундамент . ( Водопропускная труба)
Под линией промерзания , пол фундамента должен простираться ниже.
Преимущества монолитно-плитного фундамента
Монолитно-плитный фундамент имеет ряд преимуществ,
1.
Скорость строительства
Монолитные плиты очень просты в изготовлении. Добавьте периферийную траншею и рассыпьте гравий , пока не уплотните почву (или не удалите верхний слой почвы ).
В самой узкой части (например, в середине дома) бетон должен быть толщиной 4 дюйма и в основном выдерживать несколько дней до полного высыхания. Это значительно быстрее , чем любой другой метод построения фонды .
2.
Устойчивость
С точки зрения простоты , монолитный плитный фундамент прослужит почти 50 лет при правильной конструкции. Из-за отсутствия сложных компонентов , в самой плите нет ничего плохого.
В бетоне нет швов , и если помощь и анкерные болты правильно установлены, у вас есть прочный фундамент , который может справиться с большим весом.
3.
Плохое техническое обслуживание
Чтобы поддерживать его в приличном виде , вам не нужно ничего делать на ежемесячной основе , до тех пор, пока вы регулярно проводите осмотр для убедитесь, что нет зазоров в фундаменте .
4.
Энергоэффективный
Нет пространства между землей и домом на монолитный плитный фундамент, что означает, что вам не нужно тратить слишком много энергии на обогрев воздуха под ним в вашем доме . Даже для подвала или подполья есть постоянная трата энергии.
Это говорит о том, что фундамент из монолитной плиты не только дешевле в краткосрочной перспективе, но и в долгосрочной перспективе сэкономит ваши деньги.
Недостатки монолитно-плитного фундамента
Монолитно-плитный фундамент имеет ряд недостатков,
1.
Нет доступа
Подполье или подвал дает доступ к полу, что гарантирует, что в этом конкретном пространстве можно установить сантехнику и электрическую панель и электропроводку.
Точно так же, если что-то пойдет не так с монолитным плитным основанием , вы не сможете добиться исправления трудности.
2.
Дорогой ремонт
Пока вещи с монолитные плитные фундаменты редко выходят из строя, когда они трескаются , это может быть чрезвычайно дорого .
В основном вам нужно использовать методы , которые могут стоить тысяч долларов , такие как бурение грунтом или бурение базы.
3.
Плохая погода
Дом только что поднят 6 дюймов или около того от уровня земли л с бетонными плиточными перекрытиями , гарантируя, что остальная часть здания уязвима для наводнения . Это значительная уязвимость в определенных частях мира.
4.
Вторичная цена дома
Монолитная плита может в некоторых случаях снизить стоимость вашего дома. Если у вас есть старое монолитное плитное основание, потенциальный потребитель обнаружит, что может потребоваться проведение дорогостоящего ремонта .
Если вы продолжите разработку самостоятельно, потребитель может быть не уверен в своих результатах.
Как сформировать монолитную плиту?
Формование монолитной плиты
Удовлетворительное планирование и укрепление бетона являются важными критериями для строительства монолитной плиты .
1.
Почва
Это, безусловно, удобный вариант , где бетон смешивается в настоящее время и поддерживается достаточным количеством стали, чтобы он не расслаивался. Разве что затяжка стыка, есть нет швов или холодных стыков . Использование сборных фундаментов не предусмотрено.
Необходимо уплотнить почву под плитой и не включать органические вещества . Если верхний слой почвы представляет собой соскобленный , то он, как правило, адекватно цементирует ненарушенный грунт под ними.
Важно дренаж грунт колодец . Крайне важно учитывать потоки воды, и должны быть подготовлены адекватные перенаправления так, чтобы они не подрезали плиты.
2.
Траншеи по периметру
Утолщенный периметр монолитной плиты образован траншеей вдоль окружности плиты. Траншея может просто потребовать, чтобы она была глубиной фута и шириной футов в теплую погоду.
Траншея должна быть глубиной 2 фута в регионах, где проникающие морозы и могут быть изолированы, чтобы предотвратить морозное пучение под плитой.
3.
Гравий
Плотный гравий рассыпается под плитой и в траншеях на глубину от 3,5 дюймов от до 4 дюймов и более.
Хорошо дренируемый гравий с заполнителями в диапазоне от 0,38 дюймов до 0,75 дюймов является превосходным выбором.
4.
Армирование
Армирование имеет размер около 6 дюймов на 6 дюймов. быть закреплена рядом с промежуточным звеном готовой плиты .
К усиливают утолщенный периметр , обычно указываются 4 арматурных стержня . Там, в самой нижней части траншеи, 2 последовательных баров могут быть размещены рядом друг с другом, начиная с одного бара в верхней части.
Арматура должна быть уложена в траншеи и многократно перевязана.
5.
Бетон
В большинстве случаев бетон определяется как 3000 psi , а также как минимум толщиной 4 дюйма.
Минимум 6 дюймов над нижележащим полом должен быть в конце плиты. Земля, которая его окружает, должна уклон от плиты.
6. Анкерные болты
Анкерные болты с 0,5-дюймовыми болтами , самые нижние пластины стен формации крепятся к плите . На концах, которые расположены в бетоне, когда он уже влажный, эти болты обычно имеют J-образную или L-образную форму.
Разные стороны анкерных болтов имеют резьбу таким образом, что верхняя сторона 9Настенную пластину 0007 можно затянуть с помощью гаек . Как правило, анкерные болты располагаются на расстоянии 6 футов от промежуточного звена.
Какие проблемы с монолитным фундаментом?
Несмотря на удобство и простоту устройства монолитного фундамента , могут возникнуть проблемы, которые могут повредить фундамент. Фундамент может нуждаться в дорогостоящем ремонте , что указывает на то, что было бы неплохо пойти с обычный фундамент .
Типичными затруднениями обнаруженными при монолитном фундаменте являются трещины в различных хозяйственных районах поддерживаемых фундаментом.
Трещины фундамента являются огромным районом концерна . Когда фундамент дает трещины, фундамент можно изолировать в местах холодных стыков (стена встречается с плитой) . Маленькие отверстия облегчают проникновение воды, влаги и насекомых в дом.
Проблемы с повышением влажности в почве или неправильное строительство могут повредить фундамент. Это может привести к тому, что столешницы , этажи, и стены в доме станут неровными. Движение в фундаменте может привести к дверям и окнам , которые застревают и ломаются в стенах из гипсокартона .
Когда следует избегать монолитного плитного фундамента под строительство
Подрядчики должны избегать использования монолитных плит фундаментов (монополярных) в следующих ситуациях,
Домашние площадки с уклоном могут привести к дорогостоящим расходам из-за необходимого количества бетона .
Домашние участки с несколькими дырами под домом, заполненными грязью, приводят к растрескиванию бетона.
Строительная компания не может строить монолитный плитный фундамент в 0007 зона затопления в соответствии с положениями кодекса.
Надлежащая подготовка площадки для фундамента из монолитной плиты
Почва под плитой не должна содержать органических веществ. Почва должна быть уплотнена (удаление верхнего слоя почвы) и хорошо дренирована .
Применение Кодекса определяет тип и расположение арматуры в этом типе фундамента . Чаще всего используется плита монолитная четырехстержневая. Арматурный стержень представляет собой два металлических стержня , которые легко изгибаются и располагаются бок о бок внахлест, в траншеях и соединены проволокой.
Канавка вдоль периферии плиты создает утолщенный край. Строительные нормы Чиновники указывают глубину и ширину траншеи. Эта траншея может быть шириной 1 фут и глубиной 1 фут в теплую погоду или 1 фут в ширину и 2 фута в глубину в средах , которые испытывают морозное пучение.
Подробнее: Фонд What Is Well | Строительство фундамента колодца
Монолитное строительство
Монолитная строительная система с алюминиевой опалубкой представляет собой быстрое и устойчивое к стихийным бедствиям строительство, происходящее развитие, которое производит экономически эффективное и быстрое и быстрое 0008 жилая недвижимость.
Монолитная архитектура представляет собой механизм , посредством которого плиты и стены позиционируются одновременно.
В этой конкретной системе свежая цементная смесь помещается в легкий алюминий , создавая устройство с арматурными стержнями, необходимыми для необходимой прочности .
Процедура относительно проста, так как стены и плиты отливаются за один раз. желательно многоэтажное здание строительство, позволяющее быстрое повсеместное строительство.
Строительство из монолитных плит
Благодаря более эффективному использованию времени, ресурсов, и строительных материалов , таких как цемент и сталь, эта технология дает более быстрые альтернативы быстро растущему дефициту жилья в городских районах .
Когда мы выбираем массовое жилье , это обеспечивает быстрое развитие с оптимизированными затратами и временем, особенно для экономически более слабые секции и классы с низким доходом , которые многочисленны без домов.
Это очень полезная технология, которая одновременно упрощает бетонирование всех элементов , таких как крыша , стены и т. д., в результате чего получается конструктивно чрезвычайно прочная монолитная конструкция .
Техника включает необученный и полуквалифицированный (ручной) труд и поэтому не требует затрат строительная техника для утилизации.
Таким образом, рентабельны, Модульные конструкции в популярных жилых домах разработки открывают новые возможности для повторного использования опалубки, делая технологию относительно рентабельной.
Материал опалубки ( либо алюминий, либо HDPE ) безвреден для окружающей среды и позволяет отказаться от использования важной древесины из природных ресурсов. Это приводит к устройству экологически безопасный .
Эта система обеспечивает выдающееся управление качеством всей структуры в соответствии с BIS и различными международными стандартами.
Плитка , блоки, штукатурка и не требуются.
Надстройка и расходы на фундамент могут быть уменьшены без ущерба для прочности благодаря снижению собственной нагрузки примерно на 50 %.
Коробчатое поведение почти создает чрезвычайно сильную структурную прочность , что делает его устойчивым к землетрясениям и ветру или циклонам по отношению к вертикальным и горизонтальным силам.
Великолепная обработанная поверхность устраняет дорогостоящую штукатурку и укрепляет поверхность , которая является относительно полностью водонепроницаемой.
Из-за уменьшения толщины стенки, более Ковровое пространство доступно для предоставленной зоны цоколя .
Монолитная бетонная конструкция приводит к точной подготовке и гарантированному регламенту однородности.
Когда лучше монолитный плитный фундамент?
В некоторых погодных условиях монолитный плитный фундамент является достойным выбором. В основном это страны с влажным и умеренным климатом.
1.
Влажный климат
В влажном климате монолитная плита сможет противостоять влаге двумя основными способами.
Во-первых , это материал, который не подвергается коррозии после намокания; в отличие от , опоры и балочные фундаменты созданы из дерева, которое относительно плохо переносит влагу .
Во-вторых , так как между землей и домом нет отверстия , влага не может попасть. Это не просто уменьшает структурное повреждение , а также повреждение от плесени (что часто встречается в подпольях).
Подробнее: Какой фундамент для дома является самым прочным дома (на самом деле это , уполномоченный некоторыми из строительных норм ). Однако, если вы не живете в районе, где зависает часто , нет аналога императив для подвала.
Как было сказано выше, в мягком климате можно установить монолитный плитный фундамент для повышения общей энергоэффективности. В очень жаркую или пустынную погоду лучше всего подойдет подвальное помещение , в холодном климате это может быть подвал, но в погоду , которые попадают между этими двумя (например, большинство Соединенных Штатов ).
Часто задаваемые вопросы
Монолитный фундамент?
Монолитная плита фундаменты представляют собой базовые конструкции, сооруженные с помощью одной бетонной заливки, обычно содержащие бетонную плиту толщиной 4 дюйма с утолщенными внутренними секциями под несущими стенами и всегда утолщенными по краям периметра.
Чем монолитная плита лучше?
Да, монолитная плита — хороший выбор, , потому что она значительно более гладкая и снижает себестоимость производства, поскольку плита отливается сразу. Его строительство происходит значительно быстрее, а трудозатраты низки.
Фундамент из монолитных плит имеет следующие преимущества, 1. Монолитные плиты очень просты в изготовлении. 2. Если говорить о простоте, то монолитный плитный фундамент прослужит почти 50 лет при правильной конструкции. 3. Чтобы поддерживать его в приличном состоянии, вам не нужно ничего делать ежемесячно, если вы регулярно проводите его осмотр 4. В самой узкой части (например, в середине дома) бетон должен иметь толщину 4 дюйма и полностью высыхать в основном в течение нескольких дней.
Какой толщины должна быть монолитная плита?
Монолитная плита имеет толщину всего от 12 дюймов от (1 фут) до 18 дюймов. Это базовые конструкции, сооруженные с помощью одной бетонной заливки, обычно содержащие бетонную плиту толщиной 4 дюйма с утолщенными внутренними секциями под несущими стенами и всегда утолщенными по краям периметра.
Монолитный фундамент
A монолитный фундамент дает всего одну заливку , так что фундамент построен для замены нижних этажей на подошву из бетонного пола под 80070 более толстыми структурными секциями
1. Какой сплав называется чугуном? Расскажите о классификации чугунов.
Чугун – сплав железа (основа) с углеродом (2-4%), содержащий постоянные примеси Si, Mn, S, P, а иногда и легирующие элементы Cr, Ni, V, Al и др. Как правило хрупок. Классифицируют: Белые чугуны— из за большого содержания цементита очень хрупкие и твердые. Серые чугуны – металл (основа)+графит (вкрапление). Ковкие чугуны— получают из белых чугунов, подвергая их специальному графитизирующему отжигу. Высокопрочные чугуны – получают модифицированием жидкими присадками магния, церия, иттрия и др. мет. Состоит из феррита и перлита. Чугуны специального назначения – подразд. на: жаростойкие, жаропрочные, корозионостойкие.
2. Какие исходные материалы используются для получения чугуна?
3. Какие детали изготовляют из высокопрочного и ковкого чугунов? Как обозначаются высокопрочные и ковкие чугуны?
Ковкие чугуны обладая применяются при изготовлении тонкостенных деталей, работающих при ударных и вибрационных нагрузках (фланцы, муфты, ступицы и др. ). Согласно ГОСТу маркируются как «КЧ», например КЧ45-7 первые 2 цифры – мин предел прочности при растяжении, цифры после тире – относительное удлинение при растяжении %.
Высокопрочные чугуны используются для массивных отливок – цилиндры, шестеренки, коленчатый и распределительный вал.
4. Что такое доменная плавка. Назовите продукты доменного производства. Что такое коэффициент использования полезного объема доменной печи?
Доменная плавка относится к числу непрерывных металлургических процессов, в основу его механизма заложен принцип противотока, что обусловливает высокую экономичность протекающих при этом тепловых и массообменных процессов. Продукты производства — радиаторы машин, секции котлов, смывные бачки, трубы. Коэффициент использования полезного объема представляет собой отношение полезного объема доменной печи к ее суточной производительности при плавке чугуна.
5. Этапы металлургического производства. В чем заключается прямое получение железа из руд? На какие этапы делится сталеплавильный процесс?
1 этап – расплавление шихты и нагрев металла. 2 этап – кипение металлической ванны, восстановление железа из оксида с выделением углекислого газа. 3 этап – раскисление стали (восстановление железа из оксида)
Под процессами прямого получения железа понимают такие химические, электрохимические или химико-термические процессы, которые дают возможность получать непосредственно из руды, минуя доменную печь, металлическое железо в виде губки, крицы или жидкого металла. Такие процессы ведутся, не расходуя металлургический кокс, флюсы, электроэнергию (на подготовку сжатого воздуха), а также позволяют получить очень чистый металл.
6. Что называется сталью? Что такое низкоуглеродистая, среднеуглеродистая, высокоуглеродистая сталь?
Сталь — деформируемый (ковкий) сплав железа с углеродом (и другими элементами), характеризующийся эвтектоидным превращением.
Низкоуглеродистая сталь (менее 0,25% С) – устойчива к деформационному старению. Среднеуглеродистая сталь (от 0,25 до 0,6% С) – применяются в судостроении, машиностроении. Высокоуглеродистые (от 0,6% С) – используют для получения канатной проволоки, при изготовл. применяют патентирование, быстро охлаждают до получения мелкозернистой структуры.
7. В чем заключается конверторный способ получения стали?
Получение стали в сталеплавильных агрегатах — конвертерах путём продувки жидкого чугуна воздухом или кислородом. Превращение чугуна в сталь происходит благодаря окислению кислородом содержащихся в чугуне примесей (кремния, марганца, углерода и др.) и последующему удалению их из расплава.
8. В чем заключается мартеновский способ получения стали?
В зависимости от состава огнеупорных материалов подины печи мартеновский способ выплавки стали может быть основным (в составе огнеупора преобладают СаО и MgO) и кислым (подина состоит из SiO2). Выбор футеровки зависит от предполагаемого состава шлака в процессе плавки. Основной принцип действия — вдувание раскаленной смеси горючего газа и воздуха в печь с низким сводчатым потолком, отражающим жар вниз, на расплав. Нагревание воздуха происходит посредством продувания его через предварительно нагретый регенератор (специальная камера, в которой выложены каналы огнеупорным кирпичом). Нагрев регенератора до нужной температуры осуществляется очищенными горячими печными газами
Железоуглеродистые сплавы — сталь и чугун
Наиболее широкое применение в современном машиностроении имеют железоуглеродистые сплавы — сталь и чугун.
Сталь — это сплав железа с углеродом; содержание углерода в стали не превышает 2%.
К сталям относятся:
Чугун — сплавы железа с углеродом, в которых содержание углерода превышает 2%. Среднее содержание углерода в чугуне 2,5—3,5%.
Кроме железа и углерода, в сталях и чугунах присутствуют примеси:
кремний и марганец в десятых долях процента (0,15— 0,60%)
сера и фосфор в сотых долях процента (0,05—0,03%) каждого элемента.
Сталь
Сталь с содержанием углерода до 0,7% применяется для изготовления:
листов,
ленты,
проволоки,
рельсов,
таврового и уголкового железа,
различного фасонного профиля,
а также для многочисленных деталей в машиностроении: шестерни, оси, валы, шатуны, болты, молотки, кувалды и т. п.
Сталь с содержанием углерода свыше 0,7% применяется для изготовления различного режущего инструмента:
резцы,
сверла,
метчики,
бородки,
зубила и др.
Свойства стали зависят от содержания углерода. Чем больше углерода, тем сталь прочнее и тверже.
Чугун
Машиностроительный чугунприменяют для производства отливок всевозможных деталей машин.
По составу и строению чугуны делятся на:
белый,
серый,
ковкий.
Ковкий чугун
Ковкий чугун получается в результате специальной обработки белого чугуна. В белом чугуне весь углерод находится в химически связанном состоянии с железом (Fe3C — цементит), что придает этому чугуну большую твердость и хрупкость и плохую обрабатываемость.
Белый чугун
В машиностроении белый чугун применяют для изготовления отливок, отжигаемых на так называемый ковкий чугун.
При отжиге цементит разлагается па железо и свободный углерод, и отливки приобретают невысокую твердость и хорошую обрабатываемость.
Серый чугун
Наиболее широкое применение в технике имеет серый чугун, в котором большая часть углерода находится в свободном состоянии, в виде графита. Этому способствует высокое содержание кремния.
Такой чугун обладает хорошими литейными качествами и применяется для производства чугунных отливок. Детали из этого чугуна получаются путем отливки в земляные или металлические формы (станины, шестерни, цилиндры, блоки и т.п.).
Благодаря наличию свободного углерода (графита) серый чугун имеет небольшую твердость и хорошо обрабатывается резанием.
§
Поделиться:
…
← Печи для термической обработки металла. Камерные печи
Непрерывное выдавливание →
Чугунный сплав
Чугунный сплав
Главная » Литейные сплавы » Черные сплавы » Чугунный сплав
Термин «чугун» описывает большое семейство ферросплавов. Содержит 2-4% углерода, наряду с кремнием, марганцем. Чугуны производятся в определенных формах для обработки механической обработкой, термообработкой или сборкой. Иногда для удовлетворения определенных требований он может быть кованым или прокатным. Чугун получают путем плавления чугуна и последующего соединения его со сталью или железным ломом.
В норме чугун содержит кремния до 3%. Однако при изготовлении специальных композиций, например:
Силал: кремний до 6%
Duriron: кремний до 12%
Вы можете приобрести чугун различных товарных марок, таких как серый чугун, отбеленный чугун, пятнистый чугун, белый чугун, ковкий чугун, ковкий чугун, чугун с шаровидным графитом, чугун с шаровидным графитом и аустенитный чугун.
Чугун получают плавлением чугуна. Часто эта плавка производится вместе со стальным и железным ломом. Он также включает в себя ряд шагов, которые приводят к удалению нежелательных элементов (фосфор и сера).
Основной целью этой обработки является снижение содержания углерода и кремния до желаемого уровня. Затем происходит добавление в расплав других элементов.
Небольшая доменная печь, известная как вагранка, используется для плавки железа.
После завершения плавки расплавленный чугун удаляют из шахты доменной печи.
Окончательная форма изготавливается методом литья.
Типы чугуна При затвердевании большая часть углерода осаждается в виде графита или цементита. Когда затвердевание завершается, выделившаяся фаза внедряется в матрицу аустенита, которая имеет равновесную концентрацию углерода около 2 мас.%. При дальнейшем охлаждении концентрация углерода в аустените уменьшается по мере выделения из твердого раствора большего количества цементита или графита. В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
Белый чугун : Белый чугун плохо поддается механической обработке, так как он твердый и хрупкий.
Серый чугун: благодаря наличию микроструктуры графита в преобразованной аустенитной и цементитной матрице серый чугун более мягкий.
Чугун со сфероидальным графитом
: химический состав чугуна аналогичен составу серого чугуна, но с содержанием магния 0,05 мас.%.
Ковкий чугун: один из самых популярных сплавов, используемых в литье. Он имеет широкое применение, включая автомобильные компоненты, промышленное оборудование, производство электроэнергии ветряными турбинами, клапаны, оборудование для кондиционирования воздуха, оборудование для газонов и сада, а также сельскохозяйственную продукцию.
Чугун с шаровидным графитом: Чугун с шаровидным графитом известен своей превосходной ударной вязкостью и имеет широкое применение, например. коленчатые валы.
Отливки из чугунного сплава Чугунные сплавы широко используются в литье благодаря своим характеристикам, таким как прочность, хорошее соотношение прочности и веса, экономичная цена и доступность в изобилии, возможность изготовления изделий сложной геометрии. Чугунные отливки используются в различных областях, таких как автомобилестроение, сельское хозяйство, бытовая техника и многое другое.
Преимущества в литье:
Семейство материалов, способных удовлетворить различные инженерные и производственные задачи («семейство» включает серый чугун, ковкий чугун, чугун с уплотненным графитом, ковкий чугун и белый утюг).
Возможность отливки со вставками из других материалов.
Возможность изготовления деталей сложной геометрии и профилей различных размеров.
Возможность литья сложных форм, а также от очень тонких до очень толстых профилей.
Хорошее соотношение прочности и веса.
В целом экономичнее, чем конкурирующие материалы, и имеет относительно низкую стоимость на единицу прочности по сравнению с другими материалами.
Превосходная демпфирующая способность, особенно у серого чугуна.
Возможность изменения конструкции и объединения двух или более деталей из других материалов в одну отливку, что сокращает время и стоимость сборки.
Различные типы процессов литья для низкой, средней или высокой производительности.
Различные отливки из чугуна могут использоваться без термической обработки (в виде литья), однако, при необходимости, они могут подвергаться термической обработке для улучшения общих свойств или конкретных свойств, таких как поверхностная твердость.
Литейные сплавы
Черные сплавы
Чугунный сплав
Железный сплав
Цветные сплавы
Характеристики литейного сплава
Затвердевание литейного сплава
Переработка металлолома
Типы металлов
Отделка металла
Дизайн литья
Процесс литья
Коммерческое литейное производство
Литейные приложения
Литейное оборудование
Хобби Литейный завод
Отчеты об исследованиях рынка
Отчеты об исследованиях рынка
Снимки США Алюминий 2007
Металлургия и горнодобывающая промышленность в Соединенном Королевстве
Узнать больше
Центр дополнительной информации
Экологические проблемы
Углубленный анализ производственных процессов, рециркуляции и экологических проблем литейной промышленности. Подробнее
Основные литейные компоненты
Основные литейные компоненты, включая автомобильное литейное оборудование, компоненты насосов и клапанов.Подробнее
Новый Технологические исследования
Новейшие исследования производственных технологий в области производства, производственной инженерии и управления. Узнать больше
Применение литья
Все о промышленном применении технологий литья металлов в автомобилестроении, промышленном оборудовании.Подробнее
Чугун: свойства, обработка и применение
Чугун – сплав железа, содержащий 2–4 мас.% углерода, 1–3 мас.% кремния и меньшее количество второстепенных элементов [1]. Для сравнения, сталь имеет более низкое содержание углерода до 2 мас.% и более низкое содержание кремния.
Чугун можно дополнительно оптимизировать путем легирования небольшими количествами марганца, молибдена, церия, никеля, меди, ванадия и титана перед литьем.
В зависимости от содержания кремния в чугуне он классифицируется как белый или серый чугун и может подвергаться дальнейшей обработке при определенных температурах для получения ковкого или ковкого чугуна.
Общие свойства чугуна
Чугун высоко ценится за его способность легко отливать сложные формы в расплавленном состоянии и за его низкую стоимость. Кроме того, его свойства можно легко изменить, регулируя состав и скорость охлаждения без существенных изменений в методах производства.
Другими его основными преимуществами перед стальным литьем являются простота обработки, гашение вибрации, прочность на сжатие, износостойкость и коррозионная стойкость [2]. Коррозионная стойкость чугуна повышается за счет добавления второстепенных элементов, таких как кремний, никель, хром, молибден и медь [3].
Типы чугуна и их применение
Чугун можно разделить на серый чугун, белый чугун, ковкий чугун и ковкий чугун, в зависимости от его состава.
Серый чугун
Серый чугун или серый чугун имеет темно-серый цвет излома из-за графитовой микроструктуры. Наличие чешуек графита связано с добавлением кремния, который стабилизирует углерод в форме графита, а не карбида железа. Серый чугун обычно имеет состав от 2,5% до 4,0% углерода и от 1,0% до 3,0% кремния [1].
Применение серого чугуна
Серый чугун является наиболее распространенной формой чугуна. Он используется в приложениях, где его высокая жесткость, обрабатываемость, гашение вибрации, высокая теплоемкость и высокая теплопроводность имеют преимущество, например, блоки цилиндров двигателей внутреннего сгорания, маховики, корпуса коробок передач, коллекторы, роторы дисковых тормозов и посуда.
Общепринятой классификацией серого чугуна является международный стандарт ASTM A48. В соответствии с этой системой серый чугун классифицируется в зависимости от его прочности на растяжение, например, серый чугун класса 20 имеет минимальную прочность на растяжение 20 000 фунтов на квадратный дюйм (140 МПа).
Белый чугун
Белый чугун имеет белый цвет излома из-за присутствия карбида железа или цементита Fe3C. Наличие углерода в этой форме, в отличие от графита, является результатом более низкого содержания кремния по сравнению с серым чугуном. Белый чугун обычно содержит 1,8% масс. – 3,6% масс. углерода, 0,5% масс. – 1,9% масс.мас.% кремния и 1,0 мас.% – 2,0 мас.% марганца.
Белые чугуны чрезвычайно износостойкие, но хрупкие. Они обладают высокой твердостью из-за своей микроструктуры, содержащей крупные частицы карбида железа, и плохо поддаются механической обработке.
Применение белого чугуна
Белый чугун используется в износостойких деталях, где его хрупкость не имеет большого значения, таких как гильзы, шламовые насосы, шаровые мельницы, подъемные штанги, экструзионные сопла, бетономешалки, трубопроводная арматура, фланцы, дробилки и рабочие колеса насосов.
Популярным сортом белого чугуна является белый чугун с высоким содержанием хрома, ASTM A532. Он содержит никель и хром для обеспечения хорошей износостойкости [4].
Ковкий чугун
Ковкий чугун получают медленным отжигом при термической обработке белого чугуна. Это приводит к превращению углерода в виде карбида железа в белом чугуне в графит, а оставшаяся матрица состоит из феррита или перлита [1]. Графит присутствует в виде сферических или узловатых форм.
Ковкий чугун обладает хорошей ковкостью и пластичностью. Из-за более низкого содержания кремния по сравнению с другими чугунами он обладает хорошей вязкостью разрушения при низких температурах.
Применение ковкого чугуна
Благодаря хорошей прочности на растяжение и пластичности ковкий чугун используется для изготовления электрических фитингов и оборудования, ручных инструментов, фитингов для труб, шайб, скоб, сельскохозяйственного оборудования, оборудования для горнодобывающей промышленности и деталей машин.
Общепринятой классификацией ковкого чугуна является ASTM A47.
Ковкий чугун
Ковкий чугун, также известный как чугун с шаровидным графитом и чугун с шаровидным графитом, характеризуется наличием графита в форме сферических узелков, как и в ковком чугуне. В отличие от ковкого чугуна, ковкий чугун образуется не термической обработкой белого чугуна, а за счет определенного химического состава.
Чугун ковкий содержит 3,2 мас. % — 3,6 мас. % углерода, 2,2 мас. % — 2,8 мас. % кремния и 0,1 мас. % — 0,2 мас. % марганца, а также меньшие количества магния, фосфора, серы и медь. Присутствие марганца обуславливает сферическую форму графитовых включений [4].
Применение ковкого чугуна
Благодаря своей микроструктуре этот материал более пластичен, чем серый или белый чугун. По этой причине он используется в качестве трубы из ковкого чугуна для водопроводной и канализационной инфраструктуры. Он также может выдерживать термоциклирование и поэтому используется в автомобильных передачах и компонентах подвески, тормозах и клапанах, насосах и гидравлических деталях, а также в корпусах ветряных турбин.
Ковкий чугун обычно классифицируется как ASTM A536.
Производство и переработка
Для производства чугуна железо должно быть извлечено из железной руды. Руда плавится в доменной печи, где она разделяется на чугун и шлак.
Ионы меди в водопроводной воде оказались катализатором в синтезе нальдемедина
Химики из Японии не смогли повторить лабораторный синтез препарата нальдемедина в условиях производства. Это произошло из-за того, что водопроводная вода в лаборатории содержала больше солей меди, способных ускорять одну из стадий синтеза. Но в итоге химикам удалось оптимизировать процесс с помощью добавки медного катализатора. Исследование опубликовано в Organic Process Research & Development.
Нальдемедин разработали химики из компании Shionogi & Company для лечения запоров, вызванных приемом опиоидных анальгетиков. Эти вещества способны купировать очень сильную боль, но часто вызывают много побочных эффектов, связанных, в том числе, с желудочно-кишечным трактом.
Нальдемедин зарегистрировали и одобрили в качестве лекарственного средства в 2017 году, и только сейчас химики под руководством Синъити Ода (Shinichi Oda) из Shionogi & Company выпустили работу, в которой рассказали, что первая попытка синтеза этого лекарства в условиях производства оказалась неудачной, хотя весь процесс был заранее разработан в лаборатории.
Лабораторный синтез нальдемедина включал 7 препаративных стадий, а на производстве проблемы возникли при попытке воспроизвести шестую стадию, на которой гидроксильная группа одной молекулы должна была присоединиться к изоцианатной группе другой молекулы. Однако если в лаборатории выход реакции достигал количественного, на фабрике выход не превзошел 10 процентов.
Тогда химики решили провести кросс-эксперименты, в которых они проводили синтез на фабрике, а разные стадии выделения и очистки — в лаборатории. В результате выяснилось, что если проводить промывание продукта водой в лаборатории, выход реакции оказывается высоким, а если на фабрике — то продукт получается в небольшом количестве. Из этого ученые сделали вывод, что проблема кроется в разном составе водопроводной воды на фабрике и в лаборатории.
Тогда химики проанализировали воду на содержание разных примесей и выяснили, что концентрация ионов меди в лабораторной воде почти в два раза выше, чем в фабричной. Поэтому авторы подумали, что медь может выступать катализатором реакции присоединения, и провели реакцию с добавкой хлорида меди (I) CuCl. В этом эксперименте удалось выделить продукт с выходом в 79 процентов. Но чтобы повысить выход до количественного, химики решили использовать хлорид меди (II) CuCl2, потому что он лучше растворяется в воде.
Так ученые смогли выяснить, что ионы меди в лабораторной воде выступали катализатором реакции присоединения. И благодаря этому они нашли удобный катализатор для проведения реакции в условиях производства. Общий выход промышленного синтеза нальдемедина составил 80 процентов.
Примеси в реагентах могут появиться из воздуха, воды или старого магнитного якорька, который использовали для перемешивания реакционной смеси. О том, как такие случаи мешают исследованию каталитических процессов, можно прочитать в нашем материале «Потемки катализа».
Михаил Бойм
Нашли опечатку? Выделите фрагмент и нажмите Ctrl+Enter.
Медная труба водопроводная: использование и преимущества
Фитинги и медная труба водопроводная – стандартный набор для сантехнических коммуникаций любого вида. Их используют для:
водопровода;
отопления;
газоснабжения;
кондиционирования различных систем.
За функциональность системы после ее установки можно не волноваться – свойства медных труб гарантируют высокое качество конструкций.
Преимущества медных труб
Купить такие трубы профессионалы советуют не зря. Медные изделия отличаются простотой и длительностью эксплуатации. Можете не сомневаться, такой водопровод будет существовать столько же, сколько и здание, в котором он установлен. Он не станет портиться и сохранит первоначальную прочность.
Медная труба водопроводная имеет бактерицидные свойства. Еще один аргумент в ее пользу, если вам важно, чтобы вода оставалась пригодной для дальнейшего использования после прохождения по трубам.
Если говорить о применении медных изделий для систем отопления, то они непроницаемы для вредных и дурно пахнущих веществ.
Купить медные трубы будет выгодно тем, кто занимается ремонтом самостоятельно. С ними очень легко работать, потому что они:
легко режутся и гнутся;
при монтаже не требуют особых навыков;
не занимают много места.
Также стоит заметить, что медь – это один из самых безотходных материалов. Ее можно задействовать по максимуму.
Говоря о технических свойствах, нужно упомянуть, что медные трубы одинаково устойчивы к высоким и к низким температурам. Температура плавления составляет 1083°С.
Разрушительным будет давление свыше 200 атм., но зато ультрафиолетовые лучи не окажут никакого негативного влияния.
Способы соединения труб медными фитингами
Если вы все же планируете купить медные трубы, то для их соединения понадобятся резьбовые или обжимные фитинги.
Резьбовые фитинги бывают двух видов – с коническим соединением и с плоским типом уплотнения. Детали первой разновидности также известны как «американки». Они используются для трубопроводов, если предполагается высокая рабочая температура. Фитинги второго типа имеют полимерную прокладку. Цвет прокладки соответствует температуре, для которой могут быть использованы детали.
Купить обжимные фитинги нужно для неразъемного соединения. Они состоят из корпуса, гильзы и клипсы. Обжать их вокруг трубы можно при помощи специальных инструментов, но особыми навыками при этом обладать необязательно.
Среди основных инструментов:
труборез;
фаскосниматель;
труборасширитель;
газовая горелка;
припой.
Также вам будет полезен стальной ершик – им удобно очищать трубы от загрязнений изнутри. Внешне паяемые поверхности лучше всего зачищать щеткой. Наждачку для этих целей использовать нельзя – на поверхности будут оставаться кусочки абразива.
Чтобы монтаж трубопровода по завершению выглядел аккуратно, не забудьте про маркеры, рулетки и уровень. Ведь даже эстетичный вид медных труб не улучшит ситуацию, если они будут расположены вкривь и вкось.
Другие статьи по теме:
Медные трубы для водопровода — преимущества применения в системах водоснабжения
Универсальность медных труб
Разновидности фитингов из нержавеющей стали для пищевой промышленности
Copper Taps — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
Компрессионные соединители с широким диапазоном, используемые для ответвлений или параллельных медных соединений от 8 SOL до 4/0 STR проводников.
Для сжатия используйте один обжим с гидравлическими инструментами и три обжима с механическими инструментами.
• Изготовлен из медного сплава с высокой проводимостью • Сокращение времени монтажа за счет формы «С» • Устранение обрезки жил за счет разделения проводника медно-металлическим барьером с высокой проводимостью • Широкая фаска для защиты кабеля
Нажимные накладки с двойным выступом
• Высокая проводимость • Простота обжима • Предварительно загруженный ингибитор • CU to AL • Защита от атмосферных воздействий
Посмотреть как Список
Сетка
74 Предметы
Показывать
5 10 15 20 25 50 75 Все
на страницу
Сортировать по
Должность наименование товара Цена Размер В продаже Установить нисходящее направление
Полиэтиленовые трубы нашли применение в самых различных областях строительства. Они могут использоваться для прокладки водопровода, канализационных систем, как наружная изоляция для труб из другого материала, в качестве воздуховодов, для защиты системы кабелей и прочее.
Пластиковые трубы являются отличной альтернативой металлическим по причине своей долговечности и практичности:
С давлением в 10 атмосфер, полиэтиленовые трубы могут эксплуатироваться при температуре окружающей среды от -60 до +40 градусов.
В безнапорном состоянии выдерживают температуру до +60 градусов.
Содержание
1 Способы соединения полипропиленовых труб
1.1 Технология монтажа труб ПНД
1.2 Электромуфтовая сварка
2 Сварка встык
Способы соединения полипропиленовых труб
Монтаж труб ПНД осуществляется путем разъемного и неразъемного соединения.
Разъемное соединение представляет собой два вида соединения:
Фланцевое соединение
раструбное,
фланцевое.
Неразъемное соединение производится при помощи сварки.
Разъемные соединения – раструбные с пластинчатыми уплотнителями или фланцевые, применяются в безнапорных системах, а конкретный тип соединения выбирается в зависимости от сложности конструкции, требуемой прочности и других условий.
Неразъёмные соединения применяются в трубопроводах, работающих под высоким давлением, при этом сварка труб осуществляется разными методами:
встык с помощью сварочного оборудования,
электромуфтовой сваркой.
Технология монтажа труб ПНД
Компрессионные фитинги
При использовании полипропиленовых труб в частном строительстве, как правило, применяются трубы малого диаметра, менее 60мм. Для соединения таких труб лучше всего подходят компрессионные фитинги.
Трубы большего диаметра соединяются сваркой, с использованием сварочного оборудования. А это не всегда экономически выгодно в условиях частного дома.
Использование компрессионных фитингов позволяет с легкостью монтировать как новые системы, так и видоизменять существующие. С такой работой справится и не специалист, а экономия финансовых средств в семейном бюджете будет существенная.
Порядок монтажа полипропиленовых труб:
Трубы ПНД необходимого размера и длины отрезаются под углом 90 градусов, используя труборез.
После этого на трубу надевается гайка накидная и цанга, устанавливается уплотнительное кольцо.
На установленном корпусе фитинга накидная гайка затягивается до упора гаечным ключом или вручную, если диаметр трубы позволяет это сделать.
Сварка встык необходима там, где толщина стенки полипропиленовых труб превышает 5 мм. Трубы, обрезанные под прямым углом, соединяют между собой расплавленными торцами. Чтобы довести торцы труб до такого состояния используются нагревательные электрические инструменты.
Электромуфтовая сварка
Этот вид сварки предполагает использование фасонных изделий, в которые, еще на стадии их изготовления на заводе, вставляют спирали, которые при подсоединении к электрическому току разогреваются и расплавляют полиэтилен. Таким образом происходит соединение отдельных частей труб или фасонных деталей к трубам.
Перед тем как приступить к соединению труб ПНД таким способом, места сварки тщательно очищаются от загрязнений и окисленной пленки.
Более наглядно можно посмотреть монтаж труб ПНД — видео ролики в интернете размещаются постоянно.
Сварка встык
Этот вид соединения полипропиленовых труб требует специального оборудования и квалифицированного сварщика и используется, как правило, в промышленных объемах.
Методом сварки встык соединяются трубы ПНД диаметром более 100мм.
Сварка встык пнд труб
Трубопроводы из полиэтилена при устройстве наружной системы канализации или водоснабжения укладываются под землей, в противном случае, их требуется обеспечить надежной теплоизоляцией.Прокладка газопровода из труб ПНД разрешена только подземная.
Соединения труб ПНД методом сваривания отличаются высоким запасом:
прочности,
герметичности,
надежности.
Стойкость сварных соединений из полиэтиленовых труб, в целом, дает возможность использовать данный материал в районах с высокой сейсмичной активностью или на пучинистых грунтах.
Сварочные работы по соединению пнд труб и сам монтаж трубопровода осуществляется в 3-4 раза быстрее, чем сварка металлических труб, а отходов труб практически не бывает.
Трубы ПНД для водопровода, их разновидности и способы монтажа
ПОДЕЛИТЕСЬ В СОЦСЕТЯХ
Трубы ПНД для водопровода производят из полиэтилена низкого давления (отсюда и аббревиатура) способом непрерывной экструзии на молекулярном уровне. Это придает материалу особые свойства, которые позволяют использовать его в широких сферах хозяйствования человека.
Аббревиатура ПНД расшифровывается как «полиэтилен низкого давления»
Содержание
1 Трубы ПНД для водопровода: основные характеризующие сведения, сфера использования
1.1 Контроль качества полиэтиленовых труб для водопровода
1.2 Что делает полиэтиленовые трубы для водопровода такими привлекательными
1.3 Положительные физические и химические свойства
2 Способы соединения полиэтиленовых труб
2.1 Неразъемный способ соединения
2.2 Применение разъемных соединений при монтаже трубопровода
3 Трубы ПНД для водопровода (видео)
Трубы ПНД для водопровода: основные характеризующие сведения, сфера использования
Трубы, которые производят из полиэтилена при низком давлении, выпускают в пяти вариациях — SDR9, SDR11, SDR13,6, SDR 21 и SDR 26. Показатель SDR определяет степень устойчивости к внутреннему давлению. Он равен отношению внешнего диаметра изделия к толщине материала его стенки. В связи с этим, увеличение толщины стенок влечет за собой уменьшение SDR. То есть, чем меньше этот показатель, тем прочнее труба.
Все трубы ПНД для водопровода могут быть двух марок – это ПЭ 80 и ПЭ 100. При этом, трубы ПЭ 80 используют для монтажа водопровода и канализации с сечением до 90 мм, а ПЭ 100 в магистральных трубопроводах. Кроме того, пластик, используемый в изготовлении труб, может быть пищевым и техническим. Второй производят из вторичного сырья, поэтому его использование в бытовых водопроводах не допускается.
Труба ПНД имеет маркировку синего или желтого цвета, в зависимости от назначения
Полезный совет! Будьте внимательны при покупке труб для организации питьевого водоснабжения. Они обязательно должны быть сделаны из полиэтилена, который разрешен для контакта с водой питьевого назначения.
Производители поставляют полиэтиленовые трубы бухтами по 100, 200, а иногда и 1000 м. В некоторых случаях можно встретить изделия длиной 12 метров.
Полиэтиленовые трубы повсеместно применяются при строительстве и реконструкции водопроводов, для оборудования гидросооружений и бассейнов, поливальных установок и артезианских скважин. Трубы из полиэтилена используются для транспортировки различного жидкого и газообразного топлива в промышленности или коммунально-бытовой сфере.
Труба ПНД выпускается в бухтах длиной 100, 200 или 1000 метров
Контроль качества полиэтиленовых труб для водопровода
Все произведенные трубы подвергаются строгому контролю качества по следующим параметрам:
состояние внутренней и внешней поверхности изделий. Стенки должны быть абсолютно гладкими. Допускается только присутствие незначительных продольных полос и некоторой волнистости, которая не превышает допустимых стандартами отклонений;
внутренняя, наружная, а также торцевая поверхности не могут иметь трещин, посторонних включений и раковин;
водопроводная пластиковая труба имеет только чёрный цвет. Часто могут присутствовать продольные синие маркировочные полосы, которых должно быть не менее трех штук. Их распределение по окружности обязательно должно быть равномерным.
Так как от качества материала зависит герметичность водопровода, то стоит уделять этому обстоятельству особое значение и приобретать продукцию только известных проверенных производителей.
Компрессионные фитинги для соединения водопроводных труб ПНД
Что делает полиэтиленовые трубы для водопровода такими привлекательными
Если провести сравнение с некоторыми другими материалами для производства труб (сталь, чугун, асбест), то полиэтилен превзойдет их по многим показателям:
пятидесятилетний гарантийный срок эксплуатации производители дают только полиэтиленовым трубам;
пластиковая труба диаметром от 20 до 110 мм намотанная в 1000-метровые бухты позволяет сэкономить все расходные материалы, которые требуются для монтажа трубопровода, а также значительно ускорить процесс прокладки трубы;
применение терморезисторных фитингов упрощает и ускоряет работу по соединению труб между собой;
подготовка квалифицированных сварщиков, умеющих работать с полиэтиленом, гораздо проще и быстрее, чем специалистов по металлу;
трубы ПНД для водопровода вполне возможно монтировать многократно с малыми затратами на перемонтаж. Они могут быть легко утилизированы и переработаны;
полиэтиленовую трубу можно протянуть внутрь уже существующего старого водопровода, даже не разбирая его.
Схема соединения труб из полиэтилена методом сваривания
Положительные физические и химические свойства
Полиэтилен обладает некоторыми химическими и физическими качествами, которые сделали привлекательными его потребительские свойства:
химическая нейтральность полиэтилена способствует отсутствию коррозии при контакте с водой или даже более агрессивными средами;
материал имеет меньший удельный вес, что значительно удешевляет все производственные процессы и транспортировку изделий;
очень высокая эластичность (линейное расширение до 7,5%) позволяет изделиям выдерживать не только незначительные подвижки грунта, но даже землетрясения. Именно это обстоятельство подтолкнуло в свое время японцев к производству и повсеместному использованию таких труб;
идеальная гладкость внутренней поверхности допускает использование более тонких труб при сохранении гидравлических параметров на том же уровне, что и у более толстых стальных аналогов;
из-за низкого модуля упругости полиэтилена значительно снижается возможность появления гидроударов, а также разрушения при замерзании воды.
Обустройство водопроводной системы в частном доме с использованием ПНД-труб
Есть у полиэтиленовых труб и несколько недостатков: они разрушаются под действием ультрафиолетового излучения, деформируются при высоких температурах (более 65 градусов), что делает невозможным их использование в системе отопления.
Полезный совет! При использовании труб из полиэтилена в промышленных процессах, не следует пропускать через них раствор азотной кислоты. Это вещество способно вступать в химическую реакцию с полиэтиленом, разрушая стенки трубы.
Монтаж магистрального трубопровода с применением труб ПНД
Способы соединения полиэтиленовых труб
Полиэтиленовые трубы принято соединять между собой двумя способами: неразъемным и разъемным. Неразъемные соединения используются при эксплуатации трубопровода при высоких показателях давления, то есть в магистральных системах. В быту, главным образом, используются разъемные соединения.
Неразъемный способ соединения
На практике неразъемное соединение полиэтиленовых труб осуществляется двумя способами:
сварка встык при помощи сварочного аппарата для полиэтилена;
использование электромуфтовых соединителей.
Пошаговая инструкция соединения полиэтиленовых труб с помощью торцевателя
Сварка встык – наиболее сложный технологический процесс, который требует наличия обученного персонала и сварочного оборудования специального назначения.
Полезный совет! Чтобы сварка встык была качественной, нужно использовать всего один сварной шов. Он должен быть обязательно одинаков по прочности с остальной трубой.
При наличии всего необходимого, сварка труб очень удобна, так как не требует использования дополнительных деталей. Она позволяет не только соединять два отрезка трубы, но и качественно крепить к ним фасонные детали.
Монтаж водопроводных труб с применением неразъемного способа соединения
При электромуфтовом соединении используют полиэтиленовую электрофузионную муфту с закладными электронагревателями. Такое соединение может выдержать давление до 16 атмосфер. Оно более затратное чем стыковое, поэтому его используют в стесненных условиях, где нельзя произвести сварку.
Применение разъемных соединений при монтаже трубопровода
Самым распространенным типом разъемных соединений считаются фланцевые. К их элементам можно отнести: втулки, которые приваривают к торцевой части труб, а также накидные фланцы из металла. Тонкая (менее 50 мм в диаметре) труба может быть соединена компрессионными фитингами, если невозможно или невыгодно использовать фланцы.
Монтаж компрессионных фитингов при соединении труб с помощью разъемного метода
Цанговые соединения обжимного типа могут выдержать высокие нагрузки (до 25 атмосфер), что позволяет использовать их не только для стыковки между собой труб, но и для соединения с ними изделий из других материалов.
Трубы ПНД для водопровода, соединенные правильно и грамотно, образуют малозатратную водопроводную систему, которая долго не потребует ремонта и не потеряет изначальных качественных характеристик.
Трубы ПНД для водопровода (видео)
REMOO В ВАШЕЙ ПОЧТЕ
Закрыть
ОПРОСЫ
ЕЩЕ ОПРОСЫ
Из чего лучше сделать фартук для кухни?
Керамическая плитка
Стекло (скинали)
ПВХ или МДФ панели
Моющиеся обои
Влагостойкая штукатурка
Poll Options are limited because JavaScript is disabled in your browser.
ТЕСТЫ
ЕЩЕ ТЕСТЫ
Знаете ли вы, каким заполнителем удешевить раствор, если бюджет строительства невелик? Тест
ПРОЙТИ ТЕСТ
Как установить трубу из полиэтилена высокой плотности
Опубликовано автором hls_admin
Полиэтилен высокой плотности (ПЭВП) представляет собой универсальный пластик, изготовленный из нефти, который можно использовать для многих целей, в том числе в сантехнике. Этот материал, также называемый полиэтиленом, можно использовать для водоснабжения в бытовых и сельскохозяйственных целях.
Установка
HDPE может быть выполнена двумя способами. Вариантом может быть вырыть траншею для укладки трубы, а альтернативой является использование коммерческого шнека, который пробурит землю и в то же время вытянет за собой трубу. Последний вариант рекомендуется для ситуаций, когда рытье траншей может быть запрещено или невозможно, например, на улицах или подъездных путях. С другой стороны, установка траншеи проще, так как нет необходимости использовать соединения.
Шаг 1: Строительство траншеи
Перед строительством траншеи важно оценить состояние участка, а также подповерхностного слоя. Кроме того, должны быть конкретные технические условия установки, особенно если глубина большая и состояние грунта не поддерживает трубу. При прокладке трубы из полиэтиленовой трубы диаметром 12 дюймов и полиэтиленовой трубы меньшего размера необходимо учитывать ширину, длину и глубину траншеи.
Шаг 2: Подготовка пола траншеи
Стабильность пола траншеи важна для поддержки материала подстилки, и испытание можно провести, пройдясь по траншее. Если видимых следов нет, это признак того, что пол траншеи уже стабилен. В случае нестабильного пола траншеи исправьте это путем обезвоживания. Однако если такой возможности нет, можно добавить щебень. Важно следить за тем, чтобы дно траншеи было ровным, без камней, гребней, впадин и комков. И помните, что при наличии валунов и камней требуется удаление.
Шаг 3: Укладка дна траншеи
Важно, чтобы дно траншеи было уложено утрамбованным подстилочным материалом толщиной от четырех до шести дюймов. Он также должен быть без песка, гравия или глинистого песка.
Этап 4: Укладка труб
Труба из полиэтилена высокой плотности
должна быть уложена вручную диаметром около 8 дюймов. Оборудование будет использоваться только для перемещения, подъема и опускания, поскольку его нельзя ронять, сбрасывать, толкать или закатывать в траншею.
Шаг 5: Заделка трубы
Для поддержки трубы в траншее ее необходимо заглубить в грунт. Чтобы сделать это должным образом, следует использовать материалы для засыпки, которые могут включать крупнозернистый грунт, такой как песок или гравий, и крупнозернистый грунт, который может содержать глинистый и илистый песок. И наоборот, для угловой заделки используйте лопату, чтобы нарезать и высыпать щебень, который будет размещен вокруг трубы. Однако, если материалы природного происхождения, такие как песок и смеси с мелкими частицами, они должны быть подняты и не должны превышать восьми дюймов в толщину. После размещения их следует утрамбовать механическим трамбовщиком.
Этап 6: Обратная засыпка и уплотнение траншеи
После того, как труба из полиэтилена высокой плотности уложена на место, следующим шагом является обратная засыпка, чтобы предотвратить отклонение трубы от линии и защитить ее, среди прочего, от внешних повреждений. Обратная засыпка должна быть выполнена под ветками трубы примерно на 6 дюймов выше полиэтиленовой трубы. Подъемники должны быть размещены равномерно по бокам трубы, при этом убедитесь, что крупные твердые предметы не могут ударить по трубе. Для окончательной засыпки перед уплотнением должно быть не менее фута покрытия обратной засыпки над трубой.
Как установить подземную трубу из полиэтилена высокой плотности
Труба из полиэтилена высокой плотности изготовлена из полиэтилена высокой плотности и используется в качестве подземного трубопровода для кабелей, коммуникаций, электричества, воды, газа и других материалов. Существует 2 распространенных метода установки трубы из ПНД: укладка в траншею и горизонтально-направленное бурение.
Укладка траншеи
Укладка траншеи включает в себя рытье траншеи, в которую помещается труба из полиэтилена высокой плотности, а затем засыпается после установки. Этот процесс состоит из нескольких шагов.
Строительство траншей
При строительстве траншей необходимо учитывать размер трубы, состояние поверхности, глубину залегания, поверхностные нагрузки, SDR трубы, длину траншеи и уровень грунтовых вод, чтобы соответствовать требованиям норм.
В таблице ниже указана минимальная ширина траншеи при условии стабильного грунта:
Номинальный размер трубы (дюймы)
Минимальная ширина траншеи (дюймы)
<3
12
3-24
Наружный диаметр трубы + 12
24-63
Наружный диаметр трубы + 24
Безопасность имеет первостепенное значение на любой рабочей площадке. Чтобы предотвратить травмы от обрушившихся траншей, можно установить подпорки или распорки. Для безопорных котлованов можно сделать наклон стенок траншеи под безопасным углом. Местные нормы могут предоставить информацию об уклоне стенок траншеи для конкретных участков. Кроме того, может потребоваться обезвоживание, чтобы не допустить попадания грунтовых вод в траншею. Это можно сделать с помощью колодцев, колодцев или водоотливных насосов.
Подготовка пола и набивка
Подстилающий материал для траншей должен быть изготовлен из сыпучего материала, такого как песок или гравий, не содержащего камней размером более ½ дюйма. Если во время строительства будут обнаружены и удалены большие камни, оставшееся пространство необходимо заполнить утрамбованным материалом толщиной 4-6 дюймов.
Трубная заделка
Материалы для заделки труб должны обеспечивать достаточную прочность и стабильность, чтобы свести к минимуму прогиб, то есть изменение диаметра трубы под действием давления. Подробности см. в классификации заделки ASTM D-2321. Материалы для засыпки могут быть грубозернистой почвой, такой как гравий, песок или почва, содержащая илистый или глинистый песок, или щебень. Заливка должна быть утрамбована до плотности 85% или 95% плотность, если под улицами.
Размер частиц закладочного материала зависит от размера трубы.
в траншею. Если труба имеет наружный диаметр менее 8 дюймов и весит
Обратная засыпка и уплотнение
Материалы для обратной засыпки не должны содержать крупных частиц, комков или камней. Можно использовать выкопанную почву или использовать засыпку извне. Обратная засыпка также должна быть уплотнена до 95% под проезжей частью и 85% для всех других применений.
ГНБ (горизонтально-направленное бурение) или наклонно-направленное бурение
Горизонтально-направленное бурение и наклонно-направленное бурение представляют собой бестраншейные методы прокладки, которые позволяют прокладывать трубы под землей без необходимости выкапывания или рытья траншей на поверхности. Это особенно полезно при прокладке трубы под дорогами, реками и озерами, железнодорожными переездами, существующими инженерными сетями или другими препятствиями. Другие преимущества ГНБ/направленного бурения включают более низкую стоимость установки, более глубокую установку и меньшую потребность в рабочей силе. Многочисленные типы труб, включая HDPE, ПВХ, сталь и ковкий чугун, могут быть установлены с помощью ГНБ/направленного бурения.
Направленное бурение обычно относится к отверстиям малого диаметра с более коротким расстоянием.
ГНБ обычно относится к отверстиям большего диаметра и большего расстояния и требует более крупного оборудования.
Процесс для ГНБ
Выкапываются входные и приемные котлованы, позволяющие регенерировать буровой раствор.
Пилотное отверстие пробуривается из одного места в желаемую конечную точку.
Отверстие (отверстие, просверленное как пилотное отверстие) расширяется, чтобы соответствовать трубопроводу, также известному как «расширение».
Труба втягивается в рассверленный путь.
Входные и приемные ямы заполнены.
Преимущества ГНБ и направленного бурения перед бурением траншей
Более быстрая установка
Меньше разрушения поверхности
Снижение затрат на установку
Гибкость расположения – под дорогой, рекой и т.д.
Меньше загрязнения почвы
Меньше проблем с разрешениями/лицензиями
Прочие инструменты и оборудование
Помимо буровой установки и трубы, для прокладки подземных труб требуются другие инструменты и оборудование. Chapman Electric предлагает полный спектр оборудования, чтобы гарантировать успех вашего проекта.
Авианосцы и ракеты
Их иногда называют птицами, и они используются при прокладке трубопроводов в воздуховод. Линия крепится к держателю, затем держатель вставляется в воздуховод, где используется продувка для перемещения держателя и троса по воздуховоду.
Вы искали как вычислить площадь трубы зная диаметр и длину? На нашем сайте вы можете получить ответ на любой математический вопрос здесь. Подробное решение с описанием и пояснениями поможет вам разобраться даже с самой сложной задачей и как найти площадь трубы, не исключение. Мы поможем вам подготовиться к домашним работам, контрольным, олимпиадам, а так же к поступлению в вуз. И какой бы пример, какой бы запрос по математике вы не ввели — у нас уже есть решение. Например, «как вычислить площадь трубы зная диаметр и длину».
Применение различных математических задач, калькуляторов, уравнений и функций широко распространено в нашей жизни. Они используются во многих расчетах, строительстве сооружений и даже спорте. Математику человек использовал еще в древности и с тех пор их применение только возрастает. Однако сейчас наука не стоит на месте и мы можем наслаждаться плодами ее деятельности, такими, например, как онлайн-калькулятор, который может решить задачи, такие, как как вычислить площадь трубы зная диаметр и длину,как найти площадь трубы,как посчитать площадь поверхности трубы в м2,как посчитать площадь трубы,как посчитать площадь трубы в м2,как рассчитать площадь трубы,как рассчитать площадь трубы для покраски калькулятор,калькулятор площади трубы,калькулятор площади трубы для покраски,калькулятор площадь поперечного сечения трубы онлайн,калькулятор площадь трубы,калькулятор рассчитать площадь трубы,калькулятор расчета площади трубы,квадратный метр трубы,метр квадратный трубы,онлайн площадь трубы,площадь окраски трубы калькулятор,площадь поверхности труб,площадь поверхности трубы,площадь поверхности трубы калькулятор онлайн,площадь поверхности трубы формула,площадь покраски трубы калькулятор,площадь сечения трубы калькулятор онлайн,площадь трубопровода калькулятор,площадь трубы,площадь трубы как найти,площадь трубы калькулятор,площадь трубы калькулятор онлайн,площадь трубы онлайн,площадь трубы онлайн калькулятор,площадь трубы под окраску калькулятор,площадь трубы посчитать,площадь трубы прямоугольной,площадь трубы рассчитать,площадь трубы формула,площадь трубы формула через диаметр,посчитать площадь трубы,рассчитать площадь трубы,рассчитать площадь трубы под покраску,расчет площади для покраски трубы,расчет площади поверхности трубы,расчет площади поверхности трубы калькулятор,расчет площади трубы,расчет площади трубы для окраски,расчет площади трубы для покраски,расчет площади трубы онлайн калькулятор,формула площади трубы,формула площадь поверхности трубы,формула площадь трубы,формула расчета площади трубы. На этой странице вы найдёте калькулятор, который поможет решить любой вопрос, в том числе и как вычислить площадь трубы зная диаметр и длину. Просто введите задачу в окошко и нажмите «решить» здесь (например, как посчитать площадь поверхности трубы в м2).
Где можно решить любую задачу по математике, а так же как вычислить площадь трубы зная диаметр и длину Онлайн?
Решить задачу как вычислить площадь трубы зная диаметр и длину вы можете на нашем сайте https://pocketteacher.ru. Бесплатный онлайн решатель позволит решить онлайн задачу любой сложности за считанные секунды. Все, что вам необходимо сделать — это просто ввести свои данные в решателе. Так же вы можете посмотреть видео инструкцию и узнать, как правильно ввести вашу задачу на нашем сайте. А если у вас остались вопросы, то вы можете задать их в чате снизу слева на странице калькулятора.
Как рассчитать площадь поверхности трубы
Термин «площадь поверхности трубы» из курса геометрии приобретает жизненное значение во время монтажа и строительства. Этикетка банки с краской содержит прямую или косвенную информацию о расходе материала на 1 квадратный метр поверхности.
Расчёт квадратуры поверхности пола, стен и дверей выполняют умножением длины объекта на ширину. Измерение габаритов помещения рулеткой даст мастеру полезную информацию для вычислений.
Но, кроме прямоугольных поверхностей, в доме подведены сети воды, тепла и газа. Определить финансирование мероприятия под названием «покраска труб» поможет расчет площади поверхности.
Где применяют объёмные металлические элементы
В России выпускают трубы шести классов:
Класс изделия
Область применения
1
Транспортировка воды и газа под низким давлением.
Изготовление вспомогательных конструкций в строительстве.
2
Транспортировка воды и газа под высоким и низким давлением
3
Обвязка агрегатов с режимом работы при высокой температуре и под давлением
4
Комплектация бурильных установок на нефтяном месторождении
5
Несущие элементы конструкции автомобилей, вагонов, кранов
Налажено производство изделий из металла и пластмассы, железобетона и поливинилхлорида. При разнообразии материалов 90 процентов инженерных конструкций для пропуска воды, тепла и газа в России изготавливают из стали. Металл требует защиты от коррозии. Для расчета количества защитного покрытия ведут расчет площади поверхности трубы.
Применение формулы расчета
Сведения о квадратуре наружной поверхности круглой фигуры необходимы проектировщикам, сметчикам, монтажникам и мастерам профилактики и ремонта оборудования, например, при решении задач:
1. Объём тепловой энергии конструкции «тёплый пол» или радиаторов отопления.
2. Потери тела при транспортировке от точки поставки до границы балансовой принадлежности сетей.
3. Сумма затрат на защиту металла от коррозии. Магистральные элементы покрывают краской и битумным лаком. Точный расчет площади пресечет нецелевое использование краски.
4. Количество и стоимость изолирующего материала. Например, расстояние от коллектора ТЭЦ до жилого поселка составляет 2 километра. Протяженность жилого массива — три километра. Итого 5 километров магистральных сетей потребуют изоляционного материала. Площадь требуется рассчитать без напрасной траты финансов на закупку минеральной ваты, стеклоткани и алюминиевой фольги.
Изнутри трубу не красят и не изолируют. Но для расчета скорости движения воды знать внутреннюю площадь нужно. В магистральных водопроводах диаметром 1,4 м трением воды о внутренние стенки можно пренебречь. Но на конструкциях диаметром 20-30 см через 10 лет эксплуатации фиксируются отложения солей. Коррозия ухудшает состояние внутренних стенок, скорость движения потока воды снижается.
Цилиндрические конструкции
Привычный вид путепровода – цилиндр с одинаковым диаметром в начале и в окончании. Расчет площади поверхности трубы для окраски и теплоизоляции проведём, мысленно распилив конструкцию вдоль, получим прямоугольник с параметрами:
Т – длина фигуры, равная протяженности изделия.
Ш – ширина фигуры, равная длине окружности конструктива.
Протяженность измеряется, диаметр Д промаркирован у торца трубы несмываемой краской или клеймлением.
Длина окружности цилиндра вычисляется умножением диаметра Д на константу «Пи». Число «Пи» примем с точностью до пятого знака после запятой 3,14159. Найдём площадь П цилиндрической трубы.
П = Ш * Т
П = 3,14159 * Д * Т
Для магистрали длиной 5 километров и диаметром 1,0 м понадобится покрасить площадь
3,14159 * 1,0 * 5000 = 15708 кв.м.
Заинтересованный читатель может создать электронную табличку в программе EXCEL для расчета площади поверхности окраски труб, чтобы не доставать постоянно калькулятор.
Деталь в виде усеченного конуса
Трубы используются не только круглого сечения, но и прямоугольные, и овальные в сечении. Размеры одного торца могут отличаться от параметров второго торца, например, в трубе в виде усеченного конуса. Примером усеченного конуса представляется обычное ведро. Диаметр дна у ведра меньше диаметра верха.
Наука геометрия и здесь придёт на помощь. Стандартная формула площади поверхности трубы в виде усеченного конуса выглядит так:
П = 3,14159 * (Р + р) * Т, где
П – искомая площадь поверхности;
Р – радиус большего диаметра;
р – радиус меньшего диаметра;
Т – протяженность изделия.
Радиус – это половина диаметра. Помним, что на торцах расположена маркировка.
Пусть трубопровод изготовлен по индивидуальному заказу с параметрами Р=1,0 м и р= 0,8 м. Протяженность примем 1 километр. Тогда площадь наружной поверхности трубы равна:
Пн = 3,1415 * (1,0 + 0,8) * 1000 = 2827 кв.м.
Внутренняя поверхность детали
Внутренний диаметр промаркирован в торцевой части. При отсутствии заводской метки диаметр внутри трубы «В» вычисляется по формуле:
В = Д – 2*С, где С – толщина стенок.
Далее расчет площади внутренней поверхности трубы проводят по уже известной формуле, только вместо параметра Д используют параметр «В».
Пв = 3,1415 * В * Т.
Вернёмся к рассмотренному примеру с цилиндром. К известным параметрам добавим толщину стенок С=0,1м. Тогда площадь поверхности внутреннего конуса равна
Пв = 3,14159 * (1,0 – 0,1*2) * 5000 = 12566 кв.м.
Сохранение тепла
Утепление отопительных труб уменьшает потери тепла не только в центральной магистрали, но и в объёмном помещении, где трасса между отопительным котлом и жилыми комнатами проходит по холодным вспомогательным помещениям.
Отличие утеплителей по теплопроводности и способу установки требует выбора с учетом места монтажа и свойств материала. Производители предлагают несколько видов утепляющего элемента:
стекловата в отрезных рулонах; после оборачивания вокруг трубы затягивается проволокой и укрывается сверху алюминиевой фольгой или рубероидом;
базальтовая вата в пластинах; технология монтажа как у стекловаты;
гибкая труба из вспененного фольгированного полиэтилена с разрезом вдоль изделия для монтажа; используют для внутренних инженерных сетей;
жидкая теплоизоляция применяется на уже проложенных трубопроводах, когда нет пространства для манёвра с другими материалами.
пенопласт в виде двух разъёмных половинок трубы; при монтаже половинки скорлупы надеваются на трубу, совмещаются и закрепляются строительным скотчем; утеплитель из пенопласта используют многократно.
Квадратура покрывного материала зависит от толщины утеплителя. Формула площади поверхности теплоизоляции в рассматриваемом случае выглядит таким образом:
П = 3,14159 * Д * Т * К, где
Д – наружный диаметр трубы;
Т – длина трубы;
К – переменный поправочный коэффициент на толщину утеплителя.
Для расчета площади утеплителя разработаны строительные калькуляторы.
Краска для трубы
Объём краски Ок на изоляцию металлического трубопровода считают по формуле
Ок = П * У, где
Ок – объём краски;
П – площадь поверхности трубы;
У – удельная норма расхода краски на 1 кв.м поверхности (берём с этикетки краски).
Расход краски выбирают для металлических поверхностей с учетом количества наносимых слоёв.
Сформировано мнение, что знания – это то, что осталось в голове после того, как забыто выученное. Приятно вспомнить и применить знания, полученные в школе. Автор надеется, что читателям статья принесёт пользу и улучшит настроение.
Калькулятор площади поверхности
Используйте приведенные ниже калькуляторы для расчета площади поверхности некоторых распространенных форм.
Калькулятор связанных объемов | Калькулятор площади | Калькулятор площади поверхности тела
Площадь поверхности твердого тела является мерой общей площади, занимаемой поверхностью объекта. Все объекты, рассматриваемые в этом калькуляторе, более подробно описаны на страницах Калькулятор объема и Калькулятор площади. Таким образом, этот калькулятор будет сосредоточен на уравнениях для расчета площади поверхности объектов и использовании этих уравнений. Пожалуйста, обратитесь к вышеупомянутым калькуляторам для более подробной информации о каждом отдельном объекте.
Сфера
Площадь поверхности (SA) сферы можно рассчитать с помощью уравнения:
SA = 4πr 2 где r — радиус
Ксаэль не любит ни с кем делиться своими шоколадными трюфелями. Когда она получает коробку трюфелей Lindt, она начинает вычислять площадь поверхности каждого трюфеля, чтобы определить общую площадь поверхности, которую ей нужно облизать, чтобы уменьшить вероятность того, что кто-нибудь попытается съесть ее трюфели. Учитывая, что каждый трюфель имеет радиус 0,325 дюйма:
SA = 4 × π × 0,325 2 = 1,327 дюйма 2
Конус
Площадь поверхности круглого конуса можно рассчитать, суммируя площади поверхности каждого из его отдельных компонентов. «Основной SA» относится к кругу, который содержит основание в замкнутом круглом конусе, в то время как боковой SA относится к остальной части конуса между основанием и его вершиной. Уравнения для расчета каждого, а также общего SA замкнутого круглого конуса показаны ниже:
база SA = πr 2 боковой SA = πr√r 2 + h 2 общая SA = πr(r + √r 2 + h 2 ) где r — радиус, а h — высота. в ряде стран Юго-Восточной Азии. Она решает сшить свое собственное и, будучи очень практичным человеком, не погрязшим в сентиментальности, достает свадебное платье своей матери из темных ниш шкафа, в котором оно находится. Она определяет площадь поверхности материала, которая ей нужна для создания шляпы радиусом 1 фут и высотой 0,5 фута, следующим образом:
Анна хочет подарить своему младшему брату кубик Рубика на день рождения, но знает, что у ее брата короткая продолжительность концентрации внимания и он легко расстраивается. Она заказывает кубик Рубика, в котором все грани черные, и должна заплатить за настройку в зависимости от площади поверхности кубика с длиной ребра 4 дюйма.
SA = 6 × 4 2 = 96 дюймов 2
Цилиндрический резервуар
Площадь поверхности закрытого цилиндра можно рассчитать, суммируя площади его основания и боковой поверхности:
основание SA = 2πr 2 боковой SA = 2πrh общая СА = 2πr(r + h) где r — радиус, а h — высота
У Джереми есть большой цилиндрический аквариум, в котором он купается, потому что он не любит душ или ванну. Ему любопытно, остывает ли его нагретая вода быстрее, чем в ванне, и ему нужно рассчитать площадь поверхности его цилиндрического резервуара высотой 5,5 фута и радиусом 3,5 фута.
общая SA = 2π × 3,5(3,5 + 5,5) = 197,920 футов 2
Прямоугольный резервуар
Площадь поверхности прямоугольного резервуара равна сумме площадей каждой из его сторон:
SA = 2лв + 2лв + 2вч где l — длина, w — ширина, h — высота
Банана, старшая дочь в длинной череде банановых фермеров, хочет научить свою избалованную гнилую младшую сестру, Банан-Хлеб, урок о надежде и ожиданиях. Banana-Bread всю неделю требовала новый набор ящиков для своих новых фигурок Бэтмена. Таким образом, Банана покупает ей большой кукольный дом Барби с кухонной утварью ограниченного выпуска, духовкой, фартуком и реалистичными гниющими бананами для Бэтмена. Она упаковывает их в прямоугольную коробку тех же размеров, что и ящик, который хочет Banana-Bread, и ей нужно определить количество оберточной бумаги, которое ей нужно, чтобы завершить презентацию подарка в виде сюрприза 3 фута × 4 фута × 5 футов:
Площадь поверхности капсулы можно определить путем объединения уравнения площади поверхности шара и площади боковой поверхности цилиндра. Обратите внимание, что площадь поверхности оснований цилиндра не включена, поскольку она не составляет часть площади поверхности капсулы. Общая площадь поверхности рассчитывается следующим образом:
СА = 4πr 2 + 2πrh где r радиус и h высота
Горацио производит плацебо, предназначенное для оттачивания индивидуальности, критического мышления и способности объективно и логически подходить к различным ситуациям. Он уже протестировал рынок и обнаружил, что подавляющее большинство населения из выборки не обладает ни одним из этих качеств и очень готово покупать его продукт, еще больше укореняясь в чертах, от которых они так отчаянно стремятся избавиться. Горацио нужно определить площадь поверхности каждой капсулы, чтобы он мог покрыть их чрезмерным слоем сахара и обратиться к предрасположенным к сахару языкам населения, готовясь к своему следующему плацебо, которое «излечивает» все формы сахарного диабета. Учитывая, что в каждой капсуле R из 0,05 дюймов и ч из 0,5 дюйма:
SA = 4π × 0,05 2 + 2π × 0,05 × 0,5 = 0,188 в 2
Spherical Cap
1119 9000. в зависимости от высоты рассматриваемого сегмента. Предоставленный калькулятор предполагает твердую сферу и включает основание колпачка в расчет площади поверхности, где общая площадь поверхности представляет собой сумму площади основания и площади боковой поверхности сферического колпачка. Если вы используете этот калькулятор для вычисления площади поверхности полой сферы, вычтите площадь поверхности основания. Имея два значения высоты, радиуса крышки или радиуса основания, третье значение можно рассчитать с помощью уравнений, приведенных в калькуляторе объема. Уравнения площади поверхности следующие:
сферический колпачок SA = 2πRh основание SA = πr 2 Общая твердая сфера SA = 2πRh + πr 2 где R — радиус сферической крышки, r — радиус основания, h — высота
Дженнифер завидует глобусу, который ее старший брат Лоуренс получил на день рождения. Поскольку Дженнифер на две трети младше своего брата, она решает, что заслуживает одну треть земного шара своего брата. Вернув ручную пилу отца в сарай для инструментов, она вычисляет площадь поверхности своей полой части земного шара с помощью 9.0218 R 0,80 фута и h 0,53 фута, как показано ниже:
SA = 2π × 0,80 × 0,53 = 2,664 фута площадей его двух круглых концов и площади его боковой поверхности:
круглый конец SA = π(R 2 + r 2 ) боковой SA = π(R+r)√(R-r) 2 + h 2 общая SA = π(R 2 + r 2 ) + π(R+r)√(R-r) 2 + h 2 где R и r — радиусы концов, h — высота
Пол делает вулкан в форме усеченного конуса для своего проекта научной ярмарки. Пол рассматривает извержения вулканов как насильственное явление и, выступая против всех форм насилия, решает сделать свой вулкан в виде закрытого конического усеченного конуса, который не извергается. Хотя его вулкан вряд ли произведет впечатление на судей научной выставки, Пол все же должен определить площадь поверхности материала, который ему нужен, чтобы покрыть внешнюю стену своего вулкана R 1 фут, r 0,3 фута и h 1,5 фута:
Вычисление площади поверхности эллипсоида не имеет простой и точной формулы, такой как куб или другая более простая форма. Калькулятор выше использует приблизительную формулу, которая предполагает почти сферический эллипсоид:
SA ≈ 4π 1,6 √(а 1,6 б 1,6 + а 1,6 в 1,6 + б 1,6 906 1 9 ) 30 906 15 1,6 906 1 9 1 9021 где a , b и c — оси эллипса
Колтейн всегда любила готовить и недавно выиграла на конкурсе керамический нож. К несчастью для его семьи, которая питается почти исключительно мясом, Колтейн практиковал свою технику нарезки на чрезмерном количестве овощей. Вместо того чтобы есть овощи, отец Колтейна уныло смотрит на свою тарелку и оценивает площадь поверхности эллиптических надрезов кабачка с осями 0,1, 0,2 и 0,35 дюйма:
Площадь поверхности квадратной пирамиды состоит из площади ее квадратного основания и площади каждой из четырех треугольных граней. Учитывая высоту 90 218 h 90 219 и длину ребра 90 218 a 90 219 , площадь поверхности можно рассчитать с помощью следующих уравнений:
база SA = a 2 боковой SA = 2a√(a/2) 2 + h 2 Всего SA = a 2 + 2a√(a/2) 2 + h 2
В классе Вонкуайлы недавно завершилось строительство модели Великой пирамиды Гизы. Однако она считает, что модель не излучает ощущение архитектурного чуда, как оригинал, и решает, что покрытие ее «снегом» по крайней мере придаст аспект чуда. Она вычисляет площадь поверхности расплавленного сахара, которая ей потребуется, чтобы полностью покрыть пирамиду с длиной ребра 9.0218 a 3 фута и высота h 5 футов:
Всего SA = 3 2 + 2 × 3√(3/2) 2 + 5 2 = 40,321 фута 2
В отличие от Великой пирамиды в Гизе, которая простояла тысячи лет, ее модель, сделанный из крекеров Грэм и покрытый сахаром, продержался всего несколько дней.
Единицы общей площади
Калькулятор труб: объем, площадь, мощность, размер
Если вы имеете дело с трубопроводом, вы часто можете столкнуться с ситуацией, когда необходимо оценить объем трубы. Существуют различные варианты, существующие для вас. Вы можете решить эту задачу, применяя соответствующую формулу. Он подходит лучше всего, если вы опытный профессионал и знаете, как правильно его использовать. Или вы можете следовать наиболее удобным и надежным способом соответствующего онлайн-приложения. Вот ценный и очень полезный из них, который можно использовать для оценки объема, мощности или внешней площади труб, трубок и подобных тел. Все, что вам нужно, это просто вставить соответствующий размер в коробки. После проведения оценки вы получите значения общего объема трубопровода, объема на погонный метр и площади поверхности трубы.
Первая функция онлайн-приложения — калькулятор объема трубы.
Оценка объема трубы является классической задачей в области прикладной науки и техники. Эта задача представляется нетривиальной. Если вы используете аналитические формулы для оценки объема жидкости в разных резервуарах и резервуарах или других физических телах, это может быть сложно и утомительно. Тем не менее, вычислить объем элементарных тел можно было бы проще. Например, всего несколько математических формул помогут вам рассчитать объем трубопровода. Стандартная единица измерения объема жидкости в трубах – м³. Но наше онлайн-приложение дает результаты в литрах, за исключением расчета площади трубы, которая дается в м². При расчете необходимо указать внутренний диаметр, наружный диаметр трубы и ее длину. 92*л.
Где:
L — длина трубы;
R1 — внутренний радиус;
R2 — внешний радиус.
Во-вторых, его можно использовать как калькулятор пропускной способности трубы. Эта функция поможет вам в оценке при выборе труб для нужд газа или водоснабжения. Емкость трубы – это метрический объем. Он показывает максимальный объем потока, который вы можете пропустить через систему, т.
Кратон. сварочный инвертор WI-200 MMA/TIG. Руководство
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
Отдельный элемент отвечает за питание слаботочной части конструкции.
Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Проверка сварочного аппарата BRIMA ARC 250 после ремонта
Пробуем варить, на всех режимах, аппарат работает нормально, потом клиент попросил поменять панельные разъемы на новые и вентилятор который работает через раз, вентилятор там установлен на 220 вольт. Но это я рассказал об одном случае ремонта BRIMA ARC 250, то был случай с диодом, а иногда вылетает выходной транзистор, или ерундит схема раскачке, там часто пробивает один транзистор IRF9Z24, а пара к нему идет IRFZ24, самое главное не перепутать, а то все погорит. А в общем аппарат очень мощный и надежный часто берут на стройки.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
Максимальный показатель потребления составляет 5 кВт.
Сварочный ток может варьировать в пределе от 20-200 А.
Показатель напряжения холостого хода 62 В.
Показатель КПД 85%.
Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Сообщений 1 страница 11 из 11
Поделиться131.08.2015 20:59:42
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема подходит для сварочного аппарата ARC 160, ARC 200. Местоположение электронных компонентов может отличаться, однако схема электрических цепей типична в большинстве случаев производителям Brima, Rilon, Профи, Сварог, Чемпион, ZX7
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться201.09.2015 09:01:32
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема Brima ARC 200 еще один вариант вторичного источника
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться301.09.2015 09:05:32
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема WSM-200, ARC 200 третий вариант вторички
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться401.09.2015 09:14:51
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема ARC250 Местоположение электронных компонентов может отличаться, однако схема электрических цепей типична в большинстве случаев производителям Brima, Rilon, Профи, Сварог, Чемпион, ZX7
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться503.09.2015 15:40:53
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема ARC 315G, ARC 400G (плата управления)
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться626.10.2016 18:45:23
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Brima MOS 168 (Deca)
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться705.07.2017 18:18:30
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема китайского ARC-160
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться805.07.2017 18:19:29
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема ZX7 ARC 200
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться903.08.2017 19:04:09
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31. 08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Схема Сварог TIG 200P AC/DC
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Руководство по ремонту
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Поделиться1020.09.2017 13:30:20
Автор: ipaSoft
Инженер
Откуда: Орск
Зарегистрирован: 31.08.2015
Сообщений: 213
Уважение: +14
Возраст: 31 [1988-05-22]
Сварог (Jasic) MIG 160 (J35) схема
Для просмотра скрытого текста — войдите или зарегистрируйтесь.
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Ищу схему для Сварог ARC 200B
Ищу схему для Сварог АРС200В помогите Фото прилогаю
А фото есть аппарата внутренностей?
✅Специальное предложение✅ — ко всей электрической садовой технике AL-KO и STIGA удлинитель 25 метров в ПОДАРОК! Звони по одному из номеров и заказывай акционный комплект, (093) 316-03-61,. Не упусти свой шанс!
Читать также: Как собрать снегоход из бензопилы
Да да щас вставляю какой размер фото должно быть ?
у меня фото было до100 кб А на чем он собран микрухи и транзюки.
Извините за качество с телефона.
Спасибо что откликнулись. И так микруха ка3525а ,транзюки К2837,диоды D92-02. Микруху восминожную не видно её название. Схему ну ни как не могу найти. Полевики IRFZ24N
Последний раз редактировалось Freeng; 27.10.2013 в 12:30 .
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
Защита от эффекта залипания электрода.
Защита основных элементов от серьезного перепада напряжения.
Контроль основных параметров дуги.
Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
BRIMA TIG 200P AC/DC
огарок 04 Ноя 2016
Всем доброго дня. У меня аппарат брима тиг 200р ac/dc сгорела основная плата ,отдал в ремонт расценили новая плата 30000 р стоит плюс доставка новый аппарат на тибирисе стоит 42000р подскажите где можно приобрести плату дешевле . Спасибо.
LamoBOT 04 Ноя 2016
Дешевле отдать нормальным ремонтникам. стоить будет ориентировочно несколько тысяч в случае средней тяжести.
mehanik1102 04 Ноя 2016
брима тиг 200р ac/dc На чипмейкере была большая тема по китайским сундукам. Там были рассмотрены и вопросы ремонта, и схемы выложены. Почитайте.
2
dimas77 04 Ноя 2020 огарок 04 Ноя 2020 mehanik1102 04 Ноя 2016 позвонил в сервесный центр в москву Проблема сервисного центра в том, что они не могут ремонтировать иначе, нежели заменой платы целиком. А по сути неисправность может быть устранена заменой одной или нескольких микросхем (или иных элементов) на этой плате и стоимость ремонта при том будет невелика. А посему, если гарантии нет, можно найти иных специалистов, на месте проживания или в окрестностях. И это будет сильно дешевле. Тем более, что конструктив сундуков уже не тайна и все данные есть в открытом доступе.
3
tehsvar 04 Ноя 2016 А сам дефект то как проявляется?
Может по тырнету отремонтим?
2
огарок 04 Ноя 2016 tehsvar, Дело в том что у нас только в одном городе мастер есть сама плата на вид вроде как целая. варил на улице электродами по люминию смотрю задемился выключил снял крышку включил все работает на холостом гдето секунд 15 потом щелчок второй резистор задымил больше не стал судьбу испытывать отдал в ремонт. Мастер видать решил проверить усердно проверял еще штук семь сполил. Может надо заменить было два штуки и работал бы он дальше
Прикрепленные изображения
1
сваркоман 05 Ноя 2016 Была такая же проблема с Elitech.Помыкался я по ремонтникам да все бестолку. Пришлось самому чинить. На свой страх и риск .заказал на алиэкспрессе 20 шт . На нижней плате все поменял. . После ремонта 2 годика отпахал
Сообщение отредактировал сваркоман: 05 Ноябрь 2016 13:52
сваркоман 05 Ноя 2016
Такие у меня были
Сообщение отредактировал сваркоман: 05 Ноябрь 2016 14:38
огарок 05 Ноя 2020 сваркоман 05 Ноя 2016
как проверить не скажу. Расскажу как было у меня :варю я значит диск, трещину практически заварил. Тут раз дуга как-то странно загудела,потом хлопнуло.Полез посмотреть — 2 шт выгорело явно было видно.Отвез в магаз где брал, типа сервис у них там. Сделаем говорили они.Ремонт на месяц растянулся.Запчасти типа ждали.Потом звонят говорят готов,забирай.Привожу к себе попробовал крышку заварил,норм. работает.На след. день начал варить опять с дугой . какаято .хлопок и все.Открыл корпус и очень . удивился от такого ремонта. C верхней платы взяли перепаяли несколько штук на нижнюю взамен сгоревших ,напаяли перемычек . Вобщем ремонта хватило на 20 мин работы. Помыкался я сним туда сюда плюнул и решил сделать сам. Тупо перепаял все на нижней плате — новые поставил. на верхнюю впаял на место . у них маркировка одинаковая а номер серии отличается. Вот такой был опыт владения сундуком Так хороший аппарат если не сломан Да еще мне говорили что менять надо на всей плате ,поэтому и заказывал 20 шт. P.S. Когда старые выпаивл примерно половина деталюшек была в трещинках .На одних заметно на других не очень. Поэтому они наверно и сгорели
Сообщение отредактировал pavel83: 06 Ноябрь 2016 06:53
огарок 06 Ноя 2016
где заказать можно транзисторы?Там еще на каждом сопротивление есть их тоже можно заказать?буду пробовать сам сделать,Я слыхал, что эта беда из-за перепада напряжения в сети,надо ставить стабилизатор напряжения,а так аппарат хорошо варит
Рабочие характеристики устройства:
Габариты главного узла 445 х 180 х 271 мм
Вес аппарата: 5.3 кг. Место производства: Китайская республика
Гарантия: 12 месяцев
Класс инструмента: Для бытовых нужд Тип оборудования: Инверторный Тип сварки: (ММА) (сварка покрытым электродом) Мощность: 5500 Вт Сварочный ток аппарата: DC постоянный
Варианты фаз: 1 Тип источника питания: от сети (220 В) Диапазон диаметр электрода: 1.6 — 5 мм Макс. возможная мощность: 5000 Вт Макс. напряжение сети: 180-240 В Форма охлаждение: воздушно-принудительное Класс защиты / тип изоляции: IP 21/H Мин. сила тока : 20 А Напряжение в холостую: 75 В Номинальная частота: 50 Гц Тип упаковки: Пластиковый чемодан
Достоинства Gerrard MMA-200
АппаратGerrard MMA-200 Home Lineявляется новым ремейком варианта MMA-200 той же торговой марки. Модернизированный вариант оснащен электронным циферблатом, удобной ручкой для транспортирвки. Про перенос аппарата инженеры также позаботились снабдив его специальным кейсом. Имея небольшой вес можно легко применять Gerrard MMA-200 во время монтажа на высоте, он не сковывает вас в движениях. Если вы владелец автомастерской, или сварочный аппарат нужен вам на дачном участке или гараже, подобная модель отлично подойдет. Gerrard MMA-200 предназначен для сварки, резки и наплавке различных черным, а также цветных металлов. Имея большой спектр возможным применяемых электродов, сварщик сможет выбрать любой необходимый диаметр вплоть до 5мм. Данная модель имеет первый класс защиты от удара током. Аппарат является очень тихим в работе, малый расход энергии, и отличную стоимость.
Ремонт аппарата САИ-200
Вышел из строя источник питания +24В, который распределен по нескольким платам аппарата. Т.к. принципиальной схемы аппарата не было, пришлось прорисовать элементы источника питания и объединить их в схему. Вот что получилось. Выгорели элемементы: оба транзистора, резисторы R6, R7, стабилитрон D5, по-видимому, в результате попадания большого кол-ва влаги во время работы. Замена элементов заняла значительное время, из труднодоступности элементов в аппарате.
При подобной неисправности в другом аппарате САИ-200, я поступил иначе. Был взят и подключен готовый блок питания на +24В (КАМ3024 со следующими характеристиками — Uвх в пределах от 85 — 265В, Iвх — 0.9 А, Iout — 1,25 А, защита от короткого замыкания), а элементы встроенного блока питания были удалены. Это оказалось намного быстрее и проще.
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
gerrard mma 200 отзывы
Мы на основе отзывов составили характеристику данного инвертора. Большинство пользователей даже если и заметили негативные стороны продукта, в общем и целом были довольны приобретением, и не жалели потраченных средств. Кроме того не стоит забывать что среди покупателе много новичков в области сварки, которые приписываю инвертору собственные ошибки в эксплуатации. Давайте остановимся на плюсах аппарат которые заметил отечественный потребитель:
хороший аппарат за небольшие деньги;
длительная работоспособность аппарата, что не характерно для инверторов, доходящая до целого рабочего дня, без перегрева;
маленькие габариты и вес gerrard mma 200;
удачная длительная эксплуатация;
-незначительное залипание электрода.
Рейтинг
( 1 оценка, среднее 4 из 5 )
Понравилась статья? Поделиться с друзьями:
P.I.T. PMIG . Ищу схему. — Ремонт и модернизация
#1
ICA
Отправлено 31 August 2020 17:09
Имею в ремонте это странное существо.
Пришел с с замкнутой первичкой трансформатора блока питания.
Перемотал трансформатор.
Сейчас не генерит шимка SG 3525. Вернее, сигналы на всех выходах не соответствуют.
Напруги:
8нога- 4,8в
9 — 5в
2 — 8в
16 — 6в
Питание — 9в.Хотя, на плату приходит 14,6в.
SG3525 поменял.
Микросхема включена не стандартно.
Похоже, как в Авроре интермиг.
Смущает 8 вольт на 8-ой ноге.
Ищу схему. хоть бы платки, где SG3525.
Поделюсь схемой Сварис миг 200 комби.
Наверх
Вставить ник
#2
copich
Отправлено 01 September 2020 12:59
Имею в ремонте это странное существо.
Пришел с с замкнутой первичкой трансформатора блока питания.
Перемотал трансформатор.
Сейчас не генерит шимка SG 3525. Вернее, сигналы на всех выходах не соответствуют.
Напруги:
8нога- 4,8в
9 — 5в
2 — 8в
16 — 6в
Питание — 9в.Хотя, на плату приходит 14,6в.
SG3525 поменял.
Микросхема включена не стандартно.
Похоже, как в Авроре интермиг.
Смущает 8 вольт на 8-ой ноге.
Ищу схему. хоть бы платки, где SG3525.
Поделюсь схемой Сварис миг 200 комби.
что-то не клеится:
8нога- 4,8в
Смущает 8 вольт на 8-ой ноге.
а вот это видели? https://www.radiokot…p?f=11&t=103828
А в целом, по даташиту надо посмотреть, что на ногах должно и чего не должно быть.
Наверх
Вставить ник
#3
ICA
Отправлено 02 September 2020 16:58
А в целом, по даташиту надо посмотреть, что на ногах должно и чего не должно быть.
видел я всё. И даташит смотрел. Мне схему надо.
Откуда восемь вольт приходит на вторую ногу.
Там управление идёт не по девятой ноге, а по второй.
Наверх
Вставить ник
#4
copich
Отправлено 02 September 2020 17:48
видел я всё. И даташит смотрел. Мне схему надо.
Откуда восемь вольт приходит на вторую ногу.
Там управление идёт не по девятой ноге, а по второй.
схемы нет. Не помогу.
А по какой ноге управление, согласно даташита, не велика разница, если так можно выразится: https://www.farnell….heets/19849.pdf
Наверх
Вставить ник
#5
ICA
Отправлено 02 September 2020 18:16
схемы нет. Не помогу.
А по какой ноге управление, согласно даташита, не велика разница, если так можно выразится: https://www.farnell….heets/19849.pdf
Так в том то и дело. Не могу найти откуда приходят эти 8 вольт.
И питание SG3525 почему-то 9 вольт.
Схему бы.
Плата регулировок на STM8.
Она исправна 100%. Заменена по гарантии.
Ладно, схемы нет. Будем трахаться на интуиции.
Если починю, отпишусь.
Наверх
Вставить ник
#6
copich
Отправлено 02 September 2020 18:29
Так в том то и дело. Не могу найти откуда приходят эти 8 вольт.
И питание SG3525 почему-то 9 вольт.
Схему бы.
Плата регулировок на STM8.
Она исправна 100%. Заменена по гарантии.
Ладно, схемы нет. Будем трахаться на интуиции.
Если починю, отпишусь.
В даташите, питание от 8В . 9 вольт вполне рабочее напряжение для нее. Ну и если есть подозрения, то глянуть питание, от куда оно идет.
На самом деле с китайским оборудованием часто приходится удивляться. Как и с японским. У них свое видение на мир. Я так в свое время с одним теликом подзастрял. Плату в итоге новую ставил. Свзяку из нескольких микросхем сделали. Т.е. блок питания в целом из нескольких ШИМ и их связали еще обратной связью еще одной микросхемой. Конечно замена всех микросхем ни к чему не привела. Да и плата многослойная ко всему прочему была.
Поэтому, желаю удачи в поиске проблемы.
удачного ремонта!
Наверх
Вставить ник
#7
ICA
Отправлено 02 September 2020 18:35
Спасибо за участие! Разберёмся!
Если схема Свариса (fox weld) нужна, скину в личку.
Наверх
Вставить ник
#8
дмитров
Отправлено 17 January 2021 17:34
Если схема Свариса (fox weld) нужна, скину в личку.
мне не помешает ,у меня есть такой зверёк ,только на 160 ампер
Сообщение отредактировал дмитров: 17 January 2021 17:34
Наверх
Вставить ник
Операторы фиктивной схемы восстановления кредита урегулируют сборы Федеральной торговой комиссии
Операторам фиктивной схемы восстановления кредита, которая предположительно обманом заставила испаноязычных потребителей заплатить тысячи долларов каждому, чтобы якобы улучшить свою кредитную историю, будет запрещено предлагать услуги по исправлению кредита, и на них будет распространяться денежное решение по расчетам с Федеральной торговой комиссией.
Согласно жалобе в федеральный суд, поданной Комиссией в марте 2015 года, ответчики вели бизнес, используя имя FTC Credit Solutions, вводя потребителей в заблуждение не только о характере предполагаемых услуг по исправлению кредита, которые они предлагали, но также заявляя о своей принадлежности к Комиссия, которой не было.
«Эти обвиняемые были бессовестны. Они обманывали потребителей, которые нуждались в финансовой помощи, и использовали для этого доброе имя Федеральной торговой комиссии», — сказала Джессика Рич, директор Бюро защиты прав потребителей Федеральной торговой комиссии. «Я рад, что этих подсудимых навсегда отстранят от этого дела».
Федеральная торговая комиссия заявила, что ответчики — First Time Credit Solution, Corp., Гильермо Лейес, Химена Перес, Фермин Кампос и Мария Берналь — нарушили Закон о Федеральной торговой комиссии, утверждая, что они связаны с Федеральной торговой комиссией или имеют лицензию от нее, ложно обещая, что они может удалить негативную информацию из кредитных отчетов потребителей и гарантировать потребителям кредитный рейтинг 700 или выше в течение шести месяцев или меньше. Федеральная торговая комиссия также заявила, что ответчики нарушили Закон об организациях, занимающихся ремонтом кредитов, предоставив эти искажения и взимая с потребителей предоплату за услуги по ремонту кредитов.
В соответствии с двумя условиями мирового соглашения четыре отдельных ответчика будут приговорены к денежному взысканию в размере 2,4 миллиона долларов. Лейес будет нести ответственность за полную сумму судебного решения. По делам Переса, Кампоса и Бернала судебное решение будет частично приостановлено из-за их неплатежеспособности. Подсудимые должны будут вернуть деньги на свои банковские счета. Мировые соглашения навсегда запрещают ответчикам продавать или рекламировать услуги по ремонту кредитов потребителям и вводить потребителей в заблуждение относительно любых товаров или услуг, которые они продают. Мировые соглашения также запрещают ответчикам продавать или иным образом извлекать выгоду из личной информации клиентов.
Голосование Комиссии, утверждающее предложенные оговоренные окончательные распоряжения, было 5-0. FTC подала предложенные оговоренные окончательные постановления в Окружной суд США Центрального округа Калифорнии, Западный округ. Суд вынес постановления 30 июля и 3 августа. Суд также вынес постановление в отношении корпоративного ответчика, First Time Credit Solution, Corp., 30 июля о том же судебном запрете и денежном решении, что и в отношении отдельных ответчиков.
ПРИМЕЧАНИЕ: Оговоренные окончательные постановления имеют силу закона, если они одобрены и подписаны судьей районного суда.
Федеральная торговая комиссия работает для потребителей, чтобы предотвратить мошеннические, вводящие в заблуждение и недобросовестные методы ведения бизнеса, а также предоставить информацию, которая поможет их обнаружить, остановить и избежать. Чтобы подать жалобу на английском или испанском языке, посетите онлайн-помощник по жалобам FTC или позвоните по телефону 1-877-FTC-HELP (1-877-382-4357). FTC вводит жалобы в Consumer Sentinel, безопасную онлайн-базу данных, доступную более чем 2000 правоохранительным органам по гражданским и уголовным делам в США и за рубежом. Веб-сайт FTC предоставляет бесплатную информацию по различным потребительским темам. Ставьте лайк FTC на Facebook, следите за нами в Twitter и подписывайтесь на пресс-релизы, чтобы быть в курсе последних новостей и ресурсов FTC.
Женщина арестована за схему восстановления кредита на 3,3 миллиона долларов
Опубликовано вМестные и государственные
Служба новостей Defender
Жительница округа Харрис арестована за многомиллионную схему мошенничества с кредитами.
Рокейча Брисби и ее компания «Rose Credit Repair» мошенническим образом очищали кредитные отчеты, фальсифицировали отчеты о правонарушениях констебля округа Харрис 4 и представляли их финансовым учреждениям с намерением отозвать кредитные ссуды и обмануть банки, по словам официальных лиц.
Пожалуйста, поддержите Защитника в освещении чернокожего сообщества. НАЖМИТЕ ЗДЕСЬ
Брисби, 29 лет, и ее бизнес, расположенный на бульваре Джона Ф. Кеннеди, 15300, обвиняются в мошенничестве на сумму 3,3 миллиона долларов из финансовых учреждений.
шт. 4 офицера с помощью районной прокуратуры оформили арест и обыск подозреваемого.
В результате ордера на обыск были обнаружены документы и несколько электронных устройств, которые помогут в расследовании, поскольку офис констебля продолжает работу по выявлению любых дополнительных преступлений и жалобщиков.
Депутаты округа Харрис в Rose Credit Repair
«Во время ордера на обыск следователи-констебли заметили рекламу Rose Credit Repair, в которой говорится, что они используют закон для восстановления кредита», — говорится в заявлении констебля Марка Хермана. «Очевидно, что это не так, поскольку ответчик нарушил закон, пытаясь обмануть финансовые учреждения на значительную сумму денег».
Офис констебля также сотрудничает с партнерами из федеральных правоохранительных органов, чтобы преследовать любые соответствующие федеральные нарушения.
Вскоре после того, как ордер на обыск был выдан, Брисби был найден в доме и взят под стражу без происшествий. Затем 29-летнего мужчину доставили в тюрьму округа Харрис.
Рокейча Брисби, 29 лет, обвиняется в использовании кредитной схемы, которая обманула финансовые учреждения на 3,3 миллиона долларов.
Судебные документы показывают, что Брисби отправил Ally Financial измененные полицейские отчеты из участка 4 с поддельными номерами дел.
Ложные отчеты содержали информацию об утере и краже кредитных карт с целью стереть около 9 долларов США.80 000 долга от имени 27 человек, свидетельствуют документы.
Всего в несколько финансовых учреждений, включая Discover Bank, First Credit Union и Credit Central, было отправлено 133 фиктивных отчета. Герман говорит, что есть также доказательства того, что она использовала фальсифицированные отчеты других агентств.
Документы показывают, что другое учреждение получило 74 фиктивных полицейских отчета от Rose Credit Services, якобы исходящих из Участка 4, с целью списать около 1,4 миллиона долларов долга для 74 клиентов, утверждая, что долг возник в результате преступной деятельности.
Если какие-либо лица или учреждения считают, что они могли стать жертвой мошенничества, совершенного Roekeicha Brisby или Rose Credit Repair, вам рекомендуется сообщить об этом в офис констебля округа Харрис 4 по телефону 281-376-3472.
В ТАКОЕ ВРЕМЯ НЕОБХОДИМА ДОСТОВЕРНАЯ ИНФОРМАЦИЯ.
Поддержите Защитника, поскольку мы защищаем качественную журналистику, сделанную сообществом, о сообществе, в течение 90 лет. Вы цените нашу журналистику? Покажите нам свою поддержку.
Двухкомпонентный конический метчик Metal Zinc с усиленным демпфером используется для систем низкого и среднего давления.
Свяжитесь с нами для получения дополнительной информации об этом продукте
Загрузите или распечатайте полный информационный бюллетень по этому продукту
Сопутствующие товары
Чтобы узнать больше об этих продуктах или обсудить любые ваши потребности в ОВКВ с нашей командой, Позвоните по телефону 281.630.0224 или напишите по телефону [email protected]
Конический изогнутый соединитель арт. 2А ГЦу. Латунный фитинг с внутренней резьбой и медным концевым подводом/капилляром для медной трубки. Это позволяет изогнутое соединение между трубой с наружной резьбой и медной трубой для сварки посредством капиллярности с конической внутренней стороной. Этот аксессуар состоит из двух частей: накидной гайки и коленчатого отрезка медной трубы с потайной головкой под сварку. Ассортимент продукции имеет размеры 1 дюйм и диаметры 22 мм и 28 мм.
НОМЕР: 300.19
Категории: Концевые фитинги для медных труб, сантехники, сельского хозяйства и сельского хозяйства, газовых установщиков
гайд по созданию инструмента в домашних условиях – Setafi
Что такое споттер? Это прибор/механизм для надёжного соединения тонколистовых металлов. По сути, это сварка. Функция споттера – сварка тонколистовых металлов. На участок металла подаётся импульс с высокой силой тока, поверхность нагревается и моментально расплавляется, участки сплавляются, соединяются и застывают. Используют споттер в основном для ремонта автомобилей, работы с тонкими металлами.
В этой статье мы разберём, как своими руками сделать споттер для авторемонта.
Содержание статьи
Почему споттер используют для ремонта автомобилей?
Как устроен споттер? Как использовать споттер для авторемонта?
Как сделать пистолет для споттера из шуруповёрта
Изготовление споттера для авторемонта
Как сделать массу для автомобильных работ
Как использовать самодельную массу
Почему споттер используют для ремонта автомобилей?
Чтобы исправить вмятины. Автомобиль получает вмятины, к которым нет доступа с другой стороны. Придётся разбирать автомобиль? Нет, если есть споттер. С его помощью к поврежденному участку точечно приваривают шпильки/гайки/шайбы. За них тянут, вытягивая кузов и исправляя вмятину. Далее срезают приваренный элемент, рихтуют, шлифуют поверхность.
Также споттер можно применять для пайки металлов. Нередко его используют, чтобы разогреть, обработать материал/заготовку.
Как устроен споттер? Как использовать споттер для авторемонта?
Стандартный споттер состоит из:
Источника питания (трансформатор, выпрямитель, инвертор, аккумулятор).
Рукояти-пистолета.
Соединительных сварочных кабелей.
Массы.
Насадок (жала, обратный молоток).
Зачистите место сварки кузова. Подключите споттер к электросети. Соедините массу с зачищенным местом. Вставьте электрод или гайку/насадку в рабочую рукоять. Запустите споттер. Подайте короткий, но мощный импульс. Гайка/наконечник отбойного молотка приварится к поверхности кузова. Потяните за ручку, чтобы выправить впадину.
Споттер – один из лучших инструментов для разноплановых работ в гараже. Ниже мы расскажем, как сделать споттер своими руками из подручных средств.
Что нужно для сборки споттера?
Вам понадобятся:
Аккумулятор на 12 Вольт
Клеммы
Кабельные наконечники (5 штук)
Зажим для массы
Сварочный кабель (3 куска, толщина +8 миллиметров – иначе будет перегреваться)
Пистолет для споттера (можно сделать из шуруповёрта)
Стяжки
Плоские разъёмы
Двужильный провод
Как сделать пистолет для споттера из шуруповёрта
Сначала нужно разобрать шуруповёрт. Открутите шурупы корпуса, отсоедините моторчик с редуктором, закрутите шурупы обратно.
После открутите винт отвёрткой внутри патрона/полости под биты. Он с правой резьбой. Далее открутите сам патрон – вставьте в шуруповёрт шестигранник, зажмите его и вращайте. На патроне левая резьба. Если он не идёт, ударьте по шестиграннику молотком.
К ведущему валу с патрона нужно приварить обрезок стальной трубки. Обрезок с одного края должен быть разрезан пополам на 3-4 сантиметра. В отрезанной половинке нужно просверлить отверстие под болт. Это будет своеобразным зажимом для сварочного кабеля.
Проверьте тестером провода от кнопки пуска шуруповёрта на замыкание.
Сделайте отверстие в корпусе шуруповёрта. Оно должно быть в центре воздухоотводной решётки.
Подключите сварочный кабель к проводам кнопки запуска, соедините все элементы и проденьте их в сделанное отверстие.
Конец кабеля нужно продеть в подходящую по диаметру стальную трубку. Конструкцию зажмите в тисках. Возьмите болт, установите его на трубку. Ударьте несколько раз по болту. Отступите 1-2 сантиметра и снова сделайте вмятину в трубке. То же самое повторите с противоположной стороны трубки. Трёх-четырёх таких вмятин хватит, чтобы удержать кабель.
Изготовление споттера для авторемонта
Дальше вам понадобится стартер от легкового автомобиля, подойдёт даже неисправный. Из него нужно достать втягивающую. Пружина вам не понадобится – вытащите её и установите якорь в стартер. Чтобы он не выпал, приварите к нему пластину из металла, оставьте при этом небольшой зазор.
Сварочный кабель от шуруповёрта/пистолета подсоедините к одному из двух контактных болтов втягивающего. Вместе с кабелем от пистолета нужно протянуть двужильный провод от кнопки, но его пока что никуда не подключайте.
Второй отрезок сварочного кабеля нужно провести от оставшегося контактного болта к плюсовой клемме аккумулятора.
Третий отрезок кабеля нужно подключить к минусовой клемме аккумулятора. Это будет масса.
Один из проводов от кнопки включения нужно подсоединить к втягивающему. Второй, более длинный, соедините с отрицательной клеммой аккумулятора.
Вместо жал можете использовать обрезки медных трубок. Отлично подойдут отрезки из старых водопроводных кранов.
Плюсы самодельного споттера:
Быстро меняются жала.
Можно подключить обратный молоток.
Стоимость изготовления.
Мощность.
Эффективность.
Как сделать массу для автомобильных работ
На такой самодельный споттер можно поставить и обычную массу от инверторной сварки – он будет исправно работать.
Если вы хотите, чтобы масса не перегревалась, то лучше сделать её самостоятельно.
Вам понадобятся:
Мощная гайка из латунного прутка.
Стальной болт под гайку.
Гайка меньшего размера.
Кабельный наконечник (рекомендуем медные).
Заточите наконечник болта и проденьте его через наконечник от кабеля. Закрутите на болт маленькую гайку. Закрутите гайку большего размера. Длина болта должна быть больше высоты гайки.
Как использовать самодельную массу
На рабочую часть установите гайку. Её и массу подсоедините к одному материалу. Включите самодельный споттер. Масса и гайка прихватятся к материалу. Дальше оторвите дополнительную гайку и начните откручивать большую. Большая увеличит площадь заземления, из-за этого оно будет меньше нагреваться.
3 интересных идеи для гаража
Для выпрямления небольших вмятин на кузове автомобиля можно использовать самодельный споттер. В сегодняшней статье мы рассмотрим несколько вариантов этого приспособления.
Содержимое
1 Как сделать споттер из аккумулятора
1.1 Основные этапы работ
1.2 Принцип выпрямления вмятины
1.3 Видео по теме
2 Как сделать споттер из втягивающего реле стартера
2.1 Основные этапы работ
2.2 Видео по теме
3 Удобный пуллер для споттера: из пистолета для герметика
3.1 Особенности конструкции
3.2 Видео по теме
Как сделать споттер из аккумулятора
Изготовить самодельный споттер можно из АКБ (желательно, чтобы он был не менее 75 А*ч).
В данном обзоре автор YouTube канала ComLife наглядно покажет нам процесс изготовления аккумуляторного споттера.
Устройство состоит из нескольких элементов:
аккумулятор;
втягивающее реле;
медная шина;
ручка с шайбой;
кнопка;
провода и «крокодил».
Советуем также прочитать: как сделать простой инструмент для выпрямления вмятин на автомобиле.
Основные этапы работ
Первым делом необходимо будет изготовить ручку. Для этого автор использует кусок полипропиленовой трубы.
Отрезаем кусок трубы подходящей длины.
Затем вставляем внутрь кусок медной шины, по краям которой делаем прорези, чтобы можно было установить стальную шайбу.
После этого необходимо подключить все элементы устройства при помощи проводов. Схему подключения можно посмотреть ниже.
Сам споттер готов. Но чтобы выровнять вмятину, также потребуется обратный молоток.
Для его изготовления мастер использовал кусок шпильки диаметром 12 мм, два жигулевских сайлентблока, отрезок круглой трубы, две гайки, еще одна гайка, к которой приварен металлический крюк.
Принцип выпрямления вмятины
Сначала зачищаем проблемное место. Затем при помощи споттера привариваем к металлу шайбу.
За шайбу цепляем крюк обратного молотка. Дальше ударами молотка постепенно вытягиваем вмятину.
Видео по теме
Подробно о том, как сделать споттер из аккумулятора, а также как с его помощью выпрямить вмятину, можно посмотреть на видео ниже.
Споттер из аккумулятора своими руками
Как сделать споттер из втягивающего реле стартера
В данном обзоре автор показывает процесс изготовления споттера — это разновидность аппарата точечной сварки. Пригодится для ремонта кузовных деталей.
Одним из основных элементов этой конструкции является втягивающее реле стартера автомобиля.
Если вам также интересно, как сделать бюджетный вариант точечной сварки из трансформатора от микроволновки, то подробную информацию вы можете найти в данном обзоре.
Первым делом автор разбирает стартер, чтобы добраться до втягивающего реле.
Его нужно проверить на работоспособность, удалив возвратную пружину якоря, после чего разобрать и почистить от налета.
Основные этапы работ
На следующем этапе работ нужно будет отрезать кусок трубы диаметром ½ дюйма, и приварить к ней «ушко». Рядом надо просверлить отверстие.
На токарном станке надо будет выточить обратный молоток, шайбу из латуни (с резьбой внутри), а также потребуется переходник из шестигранного прутка.
Далее потребуется шток — отрезаем его нужной длины. На шток надеваем обратный молоток, пружину и накручиваем переходник.
После этого необходимо будет отрезать три куска медного кабеля длиной: 60 см, 100 см и 120 см. Жилы медного кабеля зажимаем в латунные клеммы.
Из куска металлической пластины, двух болтов и стального прутка диаметром 6 мм автор делает основание для реле. К ручке крепится кнопка включения/выключения.
На последнем этапе работ потребуется болт с заостренным концом, который вкручивается в шайбу. Потом приступаем к сборке аппарата.
Видео по теме
Подробный процесс изготовления споттера из втягивающего реле стартера автомобиля можно посмотреть в видеоролике на нашем сайте.
Взял старый СТАРТЕР и СХЕМУ с интернета!!!ЧТО из ЭТОГО вышло!!!
Удобный пуллер для споттера: из пистолета для герметика
С помощью пуллера (или как его еще называют — лифтера) можно устранять различные механические повреждения на поверхности кузовных деталей авто.
Используя данное приспособление, можно довольно быстро и максимально качественно отремонтировать вмятины или заломы.
Заводские пуллеры стоят недешево, поэтому в этом обзоре автор предлагает бюджетный вариант приспособления. Для его изготовления потребуется пистолет для герметика.
Особенности конструкции
Первым делом разбираем пистолет для герметика, отрезая все лишнее. Нужно оставить только ручку с курком и шток. Сам шток автор устанавливает другой стороной.
Далее потребуется изготовить насадку, которую надеваем на шток и прикручиваем к ручке пистолета. Насадка представляет собой кусок пластины (упор для конуса — еще одной насадки), к которой автор приварил втулку.
Сам конус изготовить очень просто, потребуется не более одного часа. В его верхней части приварен кусок стальной трубы, который надевается на втулку.
На конец штока накручивается гайка, а затем удлиненная гайка, чтобы можно было закрутить контакт. В удлиненную гайку потом вкручивается шпилька М8.
Видео по теме
Подробно о том, как из пистолета для герметика сделать своими руками удобный пуллер для споттера, смотрите в видеоролике на нашем сайте.
Минилифтер для споттерных работ за полчаса .
Андрей Васильев
Задать вопрос
Free Skate Magazine » Spotter
BY Will • 14 июля 2022 г.
Споттер своими руками
Фотография Роджера Ферреро Слова Раисы Абаль
ВОЛШЕБНОЕ МЕСТО
Разве не любопытно, как человеческий разум удерживает некоторые мгновения и запоминает их навсегда? Как в те дни, когда ты впервые делаешь что-то захватывающее и никогда этого не забудешь. Я уже слышал о Spotter еще до того, как переехал в Барселону в 2015 году. Я думал, что знаю, чего ожидать от видео, которые я видел в социальных сетях… Но я даже не мог мечтать о том, что в итоге нашел. Меня отвезли туда Кристиан Дельгадо и Айнара, и я не мог перестать спрашивать себя: «Что это за место? Это рай? Как это может быть здесь?» Это именно то, о чем я здесь, чтобы рассказать вам сегодня. Скейтбординг мало-помалу менялся. В 2012 году культура «сделай сам» была в какой-то степени нормальной в США, но в Испании скейт-сцена все еще была глубоко укоренена в сборных скейтпарках с неуклюжими уличными препятствиями. Несмотря на то, что это, возможно, один из самых популярных городов в мире, в Барселоне не было лучших скейт-парков, и по мере того, как скейт-сцена становилась все более и более испорченной появлением социальных сетей, клипов Insta, лайков, трэп-музыки и репостов. , город умолял о новых местах для скейтбординга, чтобы скейтбордисты могли заново изобрести себя. Конкурс блогов о скейтбординге «Создай свое собственное место», три человека и правильный заброшенный участок: это все, что потребовалось, чтобы посеять семена того, чем Spotter является сегодня. Видите ли, несмотря на то, что это место расположено в небольшой промышленной деревне примерно в 20 км от Барселоны, которую некоторые назвали бы гетто, Spotter теперь стал мировым эталоном, когда речь заходит о скейтпарках DIY. Я уверен, что вы видели видео, где Оски катается на нем, или некоторые клипы, снятые Пи-Стоуном.
Иван Мартинес, захват носа 5-0
ВОЛШЕБНОЕ МЕСТО
Spotter — волшебное место: практически в глуши, ничего, кроме сосен, заправки, спорткомплекса с огромными бассейнами (где мы можем искупаться после катания на коньках под палящим зноем каталонского лета) и свистящими поездами. расстояние. Однако, когда вы впервые заходите в Spotter, ваше внимание обычно привлекают самолеты, пролетающие над вашей головой. Прямо через дорогу находится небольшой аэродром, так что в течение дня над этим местом постоянно будут парить маленькие самолеты, так низко, что вам кажется, что вы можете их коснуться! Это напугало нас на протяжении многих лет: самолет врезался в крышу заправочной станции, а всего несколько месяцев назад самолет обнаружил неисправность во время взлета и был вынужден совершить аварийную посадку – прямо на железнодорожные пути. На этот раз все было под контролем, слава богу. Так как заброшенная хоккейная площадка, заполненная мусором и щебнем, стала раем для скейтбординга? Ответ может быть: смесь любви и упрямства. Но, очевидно, в обаянии Споттера виноваты местные жители. Возможно, кто-то из вас помнит первые годы. Мигель Горхон, Кевин Невадо и Кристиан Дельгадо (и его отец!) начали восстанавливать это место и построили несколько уступов. Затем пришел Маркос Гомес со своей мудростью, и все начало обретать форму. Откуда они могли знать, что он станет тем, чем он является сегодня? «Площадка», как они ее изначально называли, понемногу росла, и начали появляться новые персонажи. Нанаки и Ричи впервые приехали, чтобы помочь Серджи Аренасу построить один из первых квотерпайпов, и в итоге они навсегда остались с остальными ребятами из Сентфилдс (STFS): Иван и Дани, Уиман, близнецы Лагунилья, Харун… В то время , в 2013 году у них не было строительных знаний, но была воля и мотивация! Каждый из них по-своему своеобразен (в качестве комплимента), с очень яркой индивидуальностью. Я до сих пор помню, как смотрел их видео сразу после встречи с ними: они катались голышом сквозь огонь, кругом пивные банки, и я был озадачен всем этим.
Nanaqui Costa, передний задний блок
ОТКУДА ВЗЯЛОСЬ НАЗВАНИЕ?
Мальчики рассказали мне, что придумали это название однажды, когда пошел дождь, и они нашли укрытие под пандусом. Францискильо, местный житель Бадии, начал прогонять скуку и в одном из своих стихотворений сказал: «Мы в Споттере с Гарри Поттером», имея в виду Дэвида Касадо, который носит очки. С этого момента появилось имя «Споттер» — слово, которое, по совпадению, также отдает дань уважения наблюдателям за самолетами, которые с трепетом смотрят в небо, когда самолеты пролетают мимо.
Мерсе Изерте, косая черта над Раисой Абаль и Летисией Ногейрой
У КАЖДОЙ РАМПЫ ЕСТЬ СВОЯ ИСТОРИЯ
Благодаря нескольким проектам, поддержанным такими брендами, как Converse, Levi’s и Dickies, появились новые возможности для строительства. Даже Spitfire выпустили собственные колеса Spotter! Первые переходы начали проявляться и сохраняются по сей день. Мальчики продолжали строить без остановки, а Росио, женщина, отвечающая за обслуживание расположенного поблизости спортивного центра, наблюдала за ними издалека. Вскоре она начала пропускать работу, чтобы тусоваться с парнями. Они строили весь день и заканчивали дни паэльей у костра. Росио была не просто отличным поваром, она была местной жительницей Бадии и знала все ключевые места, где они могли бесплатно собрать материалы и продолжить строительство. Она заставила всех чувствовать себя как дома, быстро и заслуженно заработав свое место в качестве «Босса». У каждой рампы есть своя история. Они никогда не переставали строить новые препятствия, и область заполнялась все больше и больше. В 2016 году Ричи захотел чашу, и поэтому он начал строить ее под сосной, вложив собственное выходное пособие и продав свою одежду, чтобы купить бетон. Если я не ошибаюсь, это чаша, которую я помню, когда смотрел, как они катались голышом. Сразу после этого появился Марк Маньоса. Его прибытие отметило до и после в истории Spotter. Он был настоящим строителем скейтпарка и предложил помощь с бетоном. С его помощью построили дверной проем и все пандусы, которые его окружают. Я думаю, что это был поворотный момент для STFS Boyz, которые начали более серьезно относиться к строительству, и благодаря Марку некоторые из них смогли начать строить скейтпарки профессионально. Уступы начали исчезать по мере того, как над ними были построены пандусы с крутым переходом, и Споттер начал превращаться в американские горки, которыми они являются в настоящее время. Вполне возможно, что именно поэтому это место так ценится: новички чувствуют себя комфортно и приветствуются. Можно кататься без остановки, как в состоянии потока, потому что на каждом повороте есть переход. Если бы это была скейт-площадка с выступами, новичкам было бы сложнее взаимодействовать с этим местом и получать от него удовольствие. Возможно, вы видели Харуна где-то поблизости, возможно, катая на коньках что-то в огне. Однажды он написал песню под названием «Я собираюсь поджечь свою дыню», поэтому он поджег себе голову, когда играл на Spottorro (или Spottorock), фестивале, который они каждый год устраивают в Spotter, чтобы собрать деньги для конкретный.
Маркос Гомес, тупой нос сзади
Однажды он нашел перила для парковки велосипедов в городе, названия которого я не могу назвать, и подарил Нанаки на день рождения; так появился большой радужный рельс. В то время о радужных рельсах в испанском скейтпарке практически ничего не было слышно. Это возвращает меня к тому моменту, когда Кристина Мандарина впервые измельчила его. Нам приходилось возвращаться туда пять или шесть раз (Крис — крутая женщина, и она делала это без прокладок, к тому же мы ездили туда все месяцы самоизоляции). Спасибо Крис за этот исторический момент, респект! Это одно из чудес Споттера: рядом всегда есть девушки. Росио — матриарх, но Лети (которая переводит этот текст), Мерсе, Крис, я… мы всегда рядом. Неважно, все ли мы там или пойдем сами. Воскресенья в Spotter священны; Споттер как дома. Каждый раз, когда кто-то новенький приходит впервые, я думаю про себя: «Хотел бы я, чтобы это был и мой первый день здесь». Без сомнения, формы этих рамп неизбежно заставляют вас смотреть на скейтбординг по-другому. Это смешанное чувство спокойствия и мотивации. Позвоночник был миссией Нанаки. Он нашел фонарный столб, когда возвращался из Валенсии. Раньше он думал использовать фонарный столб с улицы, чтобы справиться, так что все вышло именно так, как он хотел. Он привез его в Барселону, и они построили двойной позвоночник. Вот вам урок: если у вас нет возможности справиться, используйте вместо этого фонарный столб.
Андрес де Бадиа, Харун Руис, Митрел Василе, Дани Мартинес, Маркос Гомес, Яви Фернандес, Эдгар Теллес и Мигель Горхон
МЕСТО ДЛЯ ВСЕХ ПОКОЛЕНИЙ
Циску и Паоло — два персонажа, о которых нельзя не упомянуть. Циску работает учителем начальных классов. Думаю, четыре-пять лет назад его никто бы не убедил, что он станет частью второй семьи, состоящей из фигуристов. Пару лет назад он начал варить крафтовое пиво дома и решил создать Spotter Hops, таким образом используя свое ремесло, чтобы внести свой вклад в сбор денег для спота. Буквально месяц назад он заставил мальчиков построить пару бетонных препятствий во дворе школы, где он преподает. Это первая школа в Испании с бетонными пандусами для катания детей на коньках. Ты можешь представить? Помню, когда Паоло начал выходить, чтобы его сын мог там кататься с нами. Вначале он немного катался на коньках, но чем больше он приходил, тем больше он был мотивирован, настолько, что теперь он всегда катается на коньках; даже больше, чем его сын! Циско и Паоло начали кататься на коньках в более позднем возрасте, и они больше всего раскручены. Споттер изменил их жизнь к лучшему. Когда они стали взрослыми, это место дало им что-то новое и мотивацию, которую они, вероятно, не чувствовали уже давно.
Yeray Escobar, задняя сторона б/к
Генису и Гилле восемь и девять лет. Для них Споттер словно вышел из сказки. Буквально! Сначала, когда стали приходить и не знали наших имен, давали всем выдуманные имена из народных сказок. Например, Роб был Робин Гудом, Марк Маньоса был Джепетто, потому что он плотник, и, конечно же, Споттер был Шервудом. Гилле всегда хотел стать плотником, и так уж получилось, что его местные герои также вдохновляют плотников. Они всегда приходят со своим отцом, Себасом. Эти трое являются примером того, как времена изменились, и в наши дни уже не «странно», что твой папа берет тебя кататься на коньках там, где ты хочешь кататься, и даже устанавливает свою собственную доску, чтобы он мог кататься с тобой. Я помню день, когда Роксана и я обязались починить ручную колодку перед работой, а Генис и Гилле пропустили обеденный перерыв в школе, чтобы прийти и покататься на ней, хотя бы ненадолго.
Генис Гриншпун и Гиль Гриншпун
Spotter был их убежищем во время карантина, так как он не регулировался как «общественный скейтпарк». В то время ограничений было трудно понять, куда идти с мальчиками, поэтому Споттер стал их первым выбором. Более того, сейчас все в мейнстримной индустрии скейтбординга кажется жесткой маркетинговой кампанией, и не только дети, но и родители ценят тот факт, что в Spotter этого можно избежать. Но Гилле и Генис не одиноки; все больше и больше детей приезжают, чтобы провести послеобеденное время в споттере, сами по себе или с родителями. Они обнаруживают неряшливый бордюр и маленькие пандусы и подбадривают друг друга. Это невероятно, потому что это не та атмосфера, что в скейтпарке в центре города. Я предполагаю, что они рассказывают об этом своим друзьям, а следующее, что они узнают, — это то, что они делятся своими скейтбордами (и катаются на скейтборде) со своими друзьями. Spotter органично стал безопасным местом, где люди могут получать удовольствие от всего: кататься на коньках с друзьями, выпить пару стаканчиков, пообщаться и посмеяться и даже научить своих детей кататься на коньках. Вы только посмотрите, как меняется парадигма: вы можете начать кататься на скейте в DIY, окруженном людьми, которые вас вдохновляют, творя и выражая себя так, как вы хотите; вас никто не судит и это не превращается в соревнование. Старшие ребята учат вас, как строить, и вы начинаете придумывать, как создавать свои собственные препятствия. Ричи всегда говорит мне: «Ты можешь это сделать, если веришь, что можешь», и он абсолютно прав.
Митрель Василе, зад олли
РЕФЕРЕНЦИЯ ПО ВСЕМУ МИРУ
Этот процесс длился почти десять лет. Эволюция Spotter прошла через множество стилей и эпох. Поскольку он расположен в Бадии, они могут непрерывно расти. Это небольшой, скромный городок, совершенно свободный от забот и претензий. Жителей Бадии, кажется, волнует только футбол, поэтому никто не удосужился и не позаботился расследовать, что происходит под соснами. Тем не менее, Споттер начал очаровывать людей из далеких мест и разных слоев общества. Например, Роб из Англии, и он встретил Нанаки и Ричи в Копенгагене, когда они были подростками. Когда он увидел, что готовится в Бадии, он собрал свой рюкзак и спальный мешок и сказал: «Я пошел!». До приезда сюда он мало что строил, но нашел свою страсть и теперь много строит в Spotter и по всему миру. Споттер обязателен к просмотру. Если вы посещаете Барселону, вы должны найти время, чтобы насладиться солнечным днем в Spotter. Некоторые люди влюбляются в это место и начинают приходить сюда регулярно; некоторые люди наносят визит по особым случаям, а другие приберегают его для особого воскресенья и приводят с собой всю команду. Сюда приезжают кататься на коньках люди со всего мира; скейтбордисты из США, Дании, Бельгии, Италии, Германии, Великобритании, Израиля, Австралии и др.
Харун Руис, Гиллем Тристани и Алекс Пухальт
СКОЛЬКО ЭТО ПРОДОЛЖИТСЯ?
Пока все идет отлично, но мы всегда сталкивались с возможностью быть выброшенными и снесенными. В течение многих лет ходили слухи о законности этого места и о том, что это может произойти в какой-то момент. Поскольку этот прогноз становится все более и более реальным, мы решили организовать и завершить создание ассоциации, которую Маркос и мальчики начали еще в 2019 году. Спортивный центр находится в стадии строительства, и этот участок теперь объявлен промышленной землей (когда ранее он считался спортивной площадкой). Мы опасаемся, что это повысит шансы того, что скромный уголок под соснами станет объектом индустриализации и строительства. У нас настроен GoFundMe (@spotter.life) и запущена коллекция подписей, чтобы мы могли продолжать поддерживать это место в хорошем состоянии и, по крайней мере, сохранить нетронутым наше маленькое пространство, даже если они решат его застроить. Нам предстоит долгий путь, но мы готовы. Этим летом Споттеру исполнится десять лет, и мы очень хотим отметить его новыми проектами. Мы не знаем, как долго это продлится (мы надеемся, что оно будет здесь какое-то время!), но мы будем наслаждаться им до конца.
Посмотреть галерею | 14 изображений
Что такое корректировщик? — Справочник для авторов
В двух словах
У современных авторов есть нестандартные финансовые потребности, которые обычно невозможно удовлетворить обычными средствами.
Spotter — компания, которая разработала способ для создателей получать большие денежные потоки, не отказываясь от права собственности.
Создатели, использующие Spotter, быстро расширяются и сразу же привлекают внимание рынка.
В первые дни существования YouTube пользователи просто изучали возможность создавать видео и делиться ими с людьми в Интернете. По мере того, как она превратилась в надежную платформу с экономическим потенциалом, создание контента стало крутым, но малопонятным способом зарабатывать на жизнь для небольшого числа крупных игроков. Теперь бесчисленное количество авторов создают бизнес с отточенным контентом, управляемым маркетингом и серьезными инвесторами. Как и в случае с традиционными стартапами, иногда малый бизнес находится на грани успеха, но ему требуется вливание капитала в нужное время.
Что такое корректировщик?
Компания Spotter со штаб-квартирой в Лос-Анджелесе – это нетрадиционная финансовая компания, созданная для удовлетворения нетрадиционных потребностей рынка онлайн-создателей. Они заключают сделки, которые обеспечивают денежный поток создателям, позволяя создателям сохранять контроль над творческим контентом и бизнесом. Он структурирован таким образом, чтобы обе стороны могли извлечь выгоду из успеха и роста вашего канала.
Как это работает?
Мисс Дарсей — одна из многих создателей, сотрудничающих со Споттер.
Когда вы связываетесь с командой Spotter, они проверяют вашу существующую библиотеку и показатели. Spotter использует эту информацию, чтобы помочь определить потенциальную рыночную стоимость вашего канала. Основываясь на этой оценке, вы можете заключить сделку по лицензированию ваших существующих видео. Вы также можете лицензировать будущий контент. Ваша сделка дает вам полный доступ к команде экспертов Spotter. Они дадут вам информацию и советы, которые помогут вашему каналу раскрыть свой истинный потенциал и быстро масштабироваться. Затем, по мере роста вашего канала, они получают доход от рекламы лицензионного контента.
Реклама
Сделки со Spotter в среднем составляют около 1,5 миллиона долларов за пять лет. Он варьируется в зависимости от канала: некоторые сделки достигают около 15 тысяч долларов, а другие намного выше среднего. Вы можете использовать новые средства по своему усмотрению. Инвестируйте в оборудование или персонал, чтобы поднять свой контент. Покупайте новые материалы для использования в предстоящих видео. Создавайте новые маркетинговые кампании. Устройте сумасшедший розыгрыш на своем канале. Вам решать делать то, что имеет смысл для вашего канала.
Чем это отличается от получения кредита или инвестора?
Обычно, когда вы привлекаете партнера-инвестора для своего бизнеса, у нового партнера будут свои идеи и планы. Кроме того, они захотят одобрить новые идеи и расходы. Вы можете не всегда соглашаться, и вам, возможно, придется бороться за сохранение своей творческой целостности, но это может быть сложно, когда на кону стоит необходимое финансирование. С другой стороны, получение личного или бизнес-кредита позволит вам полностью контролировать свою компанию, получая при этом дополнительные средства. Однако вы, скорее всего, будете обсуждать тысячи, а не миллионы долларов. Кроме того, банковские кредиты имеют длинный список требований, которые вы должны выполнить перед одобрением. Затем вам нужно будет учитывать стоимость долга в виде ежемесячных платежей, процентов, налогов и ответственности.
Поскольку Spotter находится в авангарде экономики авторов, они понимают нюансы, отличающие цифровой бизнес. Это не кредит. Это больше похоже на венчурные инвестиции. Вы никогда не вернете деньги. Вместо этого они окупают свои инвестиции за счет вашего будущего дохода от рекламы, и в конечном итоге это становится для них прибыльным. Их модель устроена таким образом, что когда вы выигрываете, выигрывают и они, поэтому им нравится давать вам инструменты, необходимые для победы.
Каковы требования для заключения сделки со Spotter?
Прежде чем рассматривать предложение о сделке, вы должны соответствовать ряду критериев, чтобы показать, что ваш канал готов к успеху. У вас должно быть более 50 тысяч подписчиков и минимум 1 миллион просмотров в месяц. Кроме того, вам необходимо показать 12 месяцев последовательной загрузки контента. Неважно, публикуете ли вы ежедневно, еженедельно или два раза в месяц; важно ваше стремление к последовательности. Spotter также имеет ограничения на тип контента, который они заинтересованы в лицензировании. Например, они будут отказываться от новостей и политики.
Есть ли реальные примеры успеха?
MrBeast использовал инвестиции Споттера, чтобы расширить свою международную аудиторию.
Джимми Дональдсон, также известный как MrBeast, сегодня является одним из ведущих создателей YouTube, у него невероятное количество подписчиков — 98,7 миллиона человек. Он также является нынешним олицетворением успеха Spotter. Его высокобюджетный контент часто вращается вокруг раздачи огромных сумм денег зрителям, участникам и благотворительным организациям. Хотя это, очевидно, приносит много трафика и доходов от зрителей, это требует много денег. Дональдсон работает со Spotter уже несколько лет. Часть денег Споттера он потратил на запуск версии своего канала с испанским дублированием.


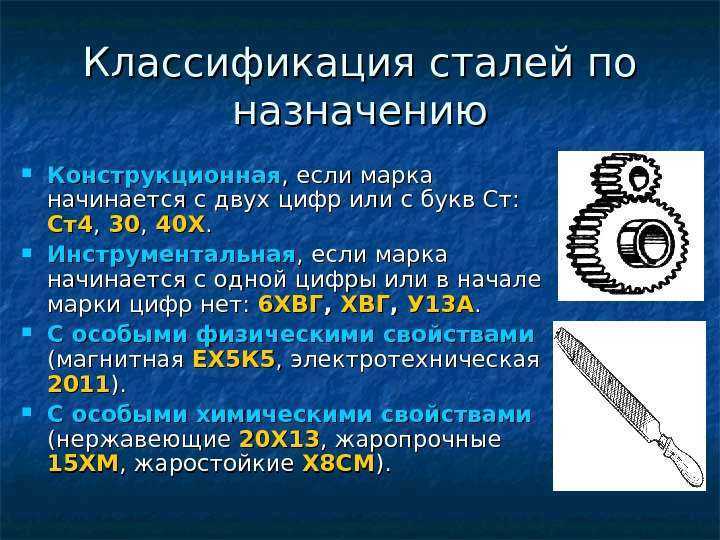 Если сравнивать чугунные радиаторы со стальными радиаторами, то чугунные радиаторы при выключении продолжают излучать еще тепло на треть своей первоначальной мощности, при этом стальные радиаторы остывают в 2 раза быстрее.
Если сравнивать чугунные радиаторы со стальными радиаторами, то чугунные радиаторы при выключении продолжают излучать еще тепло на треть своей первоначальной мощности, при этом стальные радиаторы остывают в 2 раза быстрее.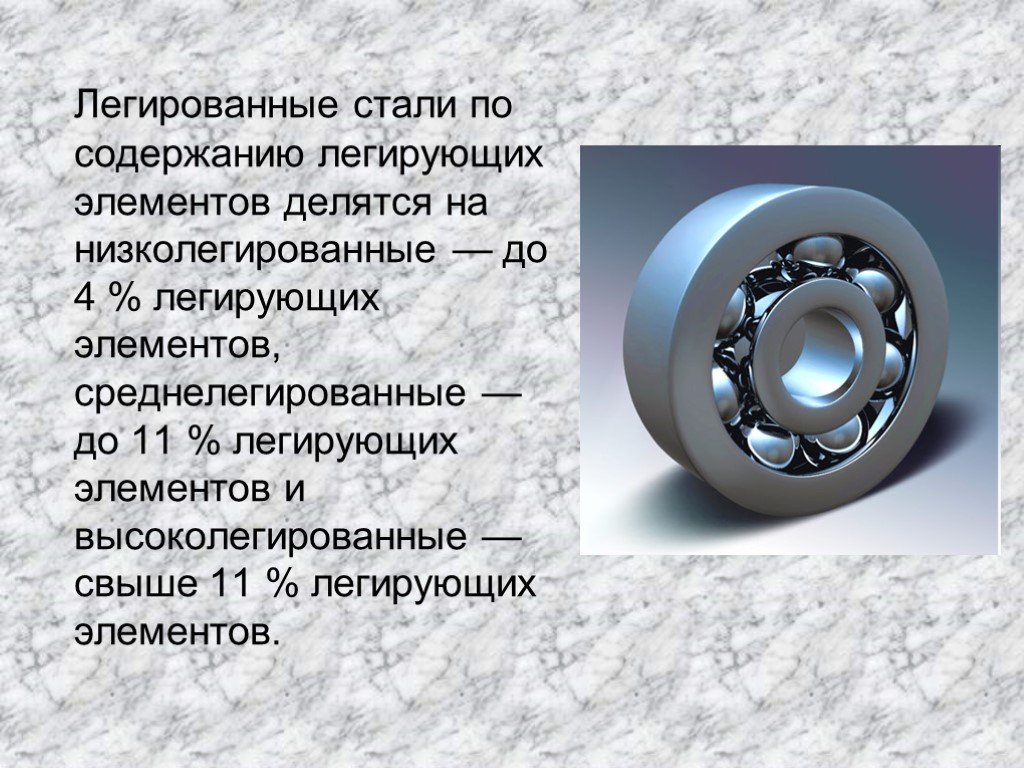
 д.
д.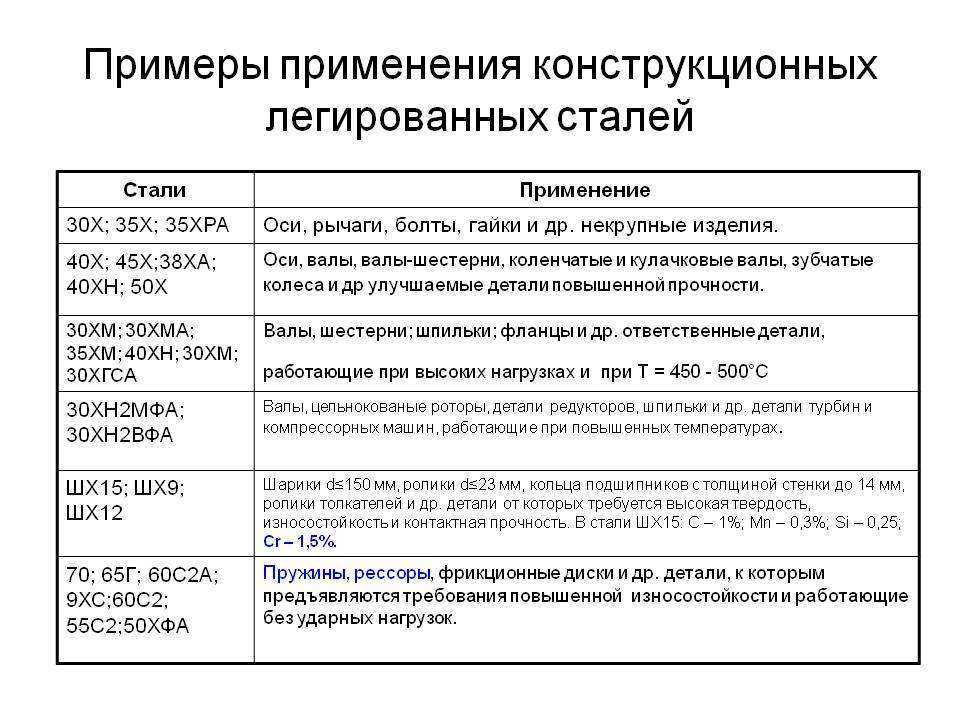 д;
д;

 Общие технические условия
Общие технические условия При перегреве на поверхности стали не образуются трещины. Сваривая листы толстые из данной стали, необходимо вести сварки в несколько слоёв.
При перегреве на поверхности стали не образуются трещины. Сваривая листы толстые из данной стали, необходимо вести сварки в несколько слоёв.
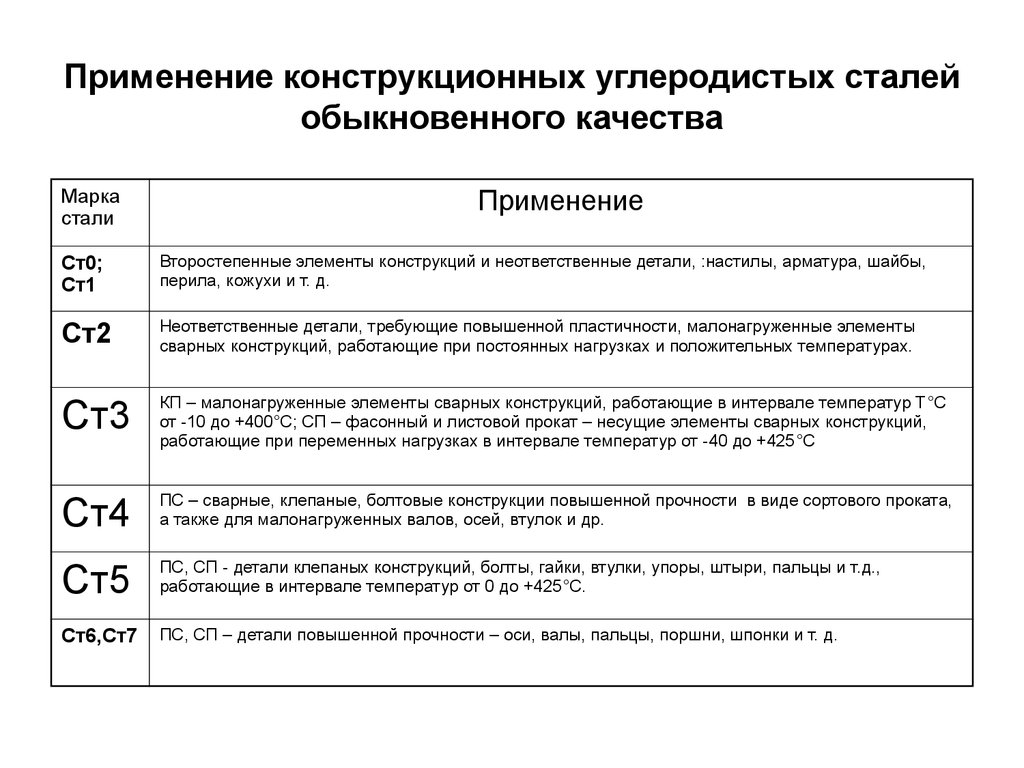
 Когда дело доходит до повышения эффективности использования топлива, качества, доступности и долговечности, ни один материал не имеет большего значения, чем усовершенствованная высокопрочная сталь (AHSS) и сверхвысокопрочная сталь (UHSS).
Когда дело доходит до повышения эффективности использования топлива, качества, доступности и долговечности, ни один материал не имеет большего значения, чем усовершенствованная высокопрочная сталь (AHSS) и сверхвысокопрочная сталь (UHSS).
 При горячей прокатке температура прокатки и процесс охлаждения на стане горячей прокатки тщательно контролируются для получения ферритно-мартенситной структуры из аустенита. При холодной прокатке свойства развиваются на линиях непрерывного отжига, где существует еще больший контроль над термической обработкой.
При горячей прокатке температура прокатки и процесс охлаждения на стане горячей прокатки тщательно контролируются для получения ферритно-мартенситной структуры из аустенита. При холодной прокатке свойства развиваются на линиях непрерывного отжига, где существует еще больший контроль над термической обработкой. По сравнению со сталями DP, стали CP имеют гораздо более высокое отношение предела текучести к пределу прочности при растяжении.
По сравнению со сталями DP, стали CP имеют гораздо более высокое отношение предела текучести к пределу прочности при растяжении. Готовый продукт квалифицируется как передовая высокопрочная сталь и в три раза более стабилен, чем материал до прохождения процесса. Отношение прочности к весу также значительно увеличилось.
Готовый продукт квалифицируется как передовая высокопрочная сталь и в три раза более стабилен, чем материал до прохождения процесса. Отношение прочности к весу также значительно увеличилось.

 Хромомолибденовая сталь ASTM 4140 может быть закалена в масле до относительно высокого уровня твердости. Желательные свойства стали AISI 4140 включают превосходную ударную вязкость, хорошую пластичность и хорошую износостойкость в условиях закалки и отпуска.
Хромомолибденовая сталь ASTM 4140 может быть закалена в масле до относительно высокого уровня твердости. Желательные свойства стали AISI 4140 включают превосходную ударную вязкость, хорошую пластичность и хорошую износостойкость в условиях закалки и отпуска. Обработка бурового цвета
Обработка бурового цвета 
 Полуавтоматическая сварка не поддерживается, при этом максимальный ток – 150 А (ручная дуговая) и 160 А (аргонодуговая), что меньше, чем у Сварог. Не смотря на приличную цену, мощность составляет всего 5.50 кВт. Однофазовый инвертор часто применяется на предприятиях и в автомастерских.
Полуавтоматическая сварка не поддерживается, при этом максимальный ток – 150 А (ручная дуговая) и 160 А (аргонодуговая), что меньше, чем у Сварог. Не смотря на приличную цену, мощность составляет всего 5.50 кВт. Однофазовый инвертор часто применяется на предприятиях и в автомастерских. Максимальный сварочный ток – 320 А, а мощность – 9.30 кВт. Очень хорош для промышленных целей, редко применяется в быту. Российский аппарат аналогичен по режимам сварки EWM Pico. Он намного тяжелее (19 кг) и поддерживает:
Максимальный сварочный ток – 320 А, а мощность – 9.30 кВт. Очень хорош для промышленных целей, редко применяется в быту. Российский аппарат аналогичен по режимам сварки EWM Pico. Он намного тяжелее (19 кг) и поддерживает: Он дешевый и поможет в любой бытовой ситуации. Ресанта имеет те же функции, что и предшественник, работая с мощностью 10 кВт. Компактный прибор имеет сварочный ток в пределах 250 А и напряжение на входе от 198 до 242 вольт. Удобная ручка на корпусе делает инверторный аппарат легко переносным. Он новичок на рынке и отвечает всем современным стандартам.
Он дешевый и поможет в любой бытовой ситуации. Ресанта имеет те же функции, что и предшественник, работая с мощностью 10 кВт. Компактный прибор имеет сварочный ток в пределах 250 А и напряжение на входе от 198 до 242 вольт. Удобная ручка на корпусе делает инверторный аппарат легко переносным. Он новичок на рынке и отвечает всем современным стандартам. Форсаж отличается от РЕСАНТА наличием анти-прилипания и функции НАКС, остальные характеристики идентичны (макс. ток 200 А). Выбирать агрегат стоит, если он будет работать в пределах -20 — +40 градусов, при другой погоде производитель не гарантирует правильно работающий механизм. В характеристиках указан стандарт IP22, которая дает:
Форсаж отличается от РЕСАНТА наличием анти-прилипания и функции НАКС, остальные характеристики идентичны (макс. ток 200 А). Выбирать агрегат стоит, если он будет работать в пределах -20 — +40 градусов, при другой погоде производитель не гарантирует правильно работающий механизм. В характеристиках указан стандарт IP22, которая дает:

 При поломке придется отдать круглую сумму за ремонт и не стоит рассчитывать на качество технической поддержки. Полуавтомат очень скудный в обширности функционала для такой стоимости. Бывают конфузы с закусыванием проволоки (1 мм), а горелка не выглядит на свою цену и не внушает доверия. Несмотря на то, что родина BLUEWELD – Италия, инвертор производится в Китае.
При поломке придется отдать круглую сумму за ремонт и не стоит рассчитывать на качество технической поддержки. Полуавтомат очень скудный в обширности функционала для такой стоимости. Бывают конфузы с закусыванием проволоки (1 мм), а горелка не выглядит на свою цену и не внушает доверия. Несмотря на то, что родина BLUEWELD – Италия, инвертор производится в Китае. Цифровая панель показывает себя с хорошей стороны, информативная. Толстый и тонкий металл хорошо поддаются продукту от Fubag. Начало работы облегчает функция бестоковой проволочной заправки.
Цифровая панель показывает себя с хорошей стороны, информативная. Толстый и тонкий металл хорошо поддаются продукту от Fubag. Начало работы облегчает функция бестоковой проволочной заправки. Вес для подобного аппарата средний – почти 13 килограмм.
Вес для подобного аппарата средний – почти 13 килограмм. Похвастаться высоким максимальным показателем тока и внушительной мощностью, Wester MIG не может. Цифры составляют 110 А и 3,50 кВт соответственно. Диаметр электрода в рамках 1.60 — 3.20 мм, а проволоки: 0.60 – 0.80 мм. Производитель выделился комплектацией набора:
Похвастаться высоким максимальным показателем тока и внушительной мощностью, Wester MIG не может. Цифры составляют 110 А и 3,50 кВт соответственно. Диаметр электрода в рамках 1.60 — 3.20 мм, а проволоки: 0.60 – 0.80 мм. Производитель выделился комплектацией набора:

 Дуга стабильная, маленькое напряжение – не проблема для ровной работы инвертора. Зарекомендовал себя надежным и долговечным. Цена полностью соответствует качеству.
Дуга стабильная, маленькое напряжение – не проблема для ровной работы инвертора. Зарекомендовал себя надежным и долговечным. Цена полностью соответствует качеству.

 8-1.0 мм;
8-1.0 мм;
 Владельцы данной модели отмечают оптимальное сочетание стоимости и функциональных возможностей.
Владельцы данной модели отмечают оптимальное сочетание стоимости и функциональных возможностей.
 Инвертор рассчитан на бытовое и полупрофессиональное использование в мастерских или специализированных цехах.
Инвертор рассчитан на бытовое и полупрофессиональное использование в мастерских или специализированных цехах.  2 кВт;
2 кВт; Инвертор можно использовать для сварки стали разных марок, включая нержавейку и алюминиевые сплавы.
Инвертор можно использовать для сварки стали разных марок, включая нержавейку и алюминиевые сплавы. Инвертор можно использовать для работы с различными марками стали. Микропроцессорное управление сварочным током обеспечивает автоматическую подстройку к любым условиям сварочного процесса.
Инвертор можно использовать для работы с различными марками стали. Микропроцессорное управление сварочным током обеспечивает автоматическую подстройку к любым условиям сварочного процесса.
 Аппарат для ручной сварки Lotos LTPDC2000D 3-в-1 – лучший в целом
Аппарат для ручной сварки Lotos LTPDC2000D 3-в-1 – лучший в целом Сварочный аппарат EVERLAST PowerARC 140 TIG / Stick
Сварочный аппарат EVERLAST PowerARC 140 TIG / Stick Сварочный аппарат Amico ARC-160D – лучшее соотношение цены и качества
Сварочный аппарат Amico ARC-160D – лучшее соотношение цены и качества Hobart 500571 Сварочный аппарат Stickmate 210i
Hobart 500571 Сварочный аппарат Stickmate 210i Инверторный сварочный аппарат HITBOX 160A для дуговой и электродуговой сварки
Инверторный сварочный аппарат HITBOX 160A для дуговой и электродуговой сварки Аппарат для дуговой сварки Forney Easy Weld 298
Аппарат для дуговой сварки Forney Easy Weld 298



 Он сваривает различные типы стержней, но большинство людей согласны с тем, что стержни 6013 лучше всего работают с этой машиной.
Он сваривает различные типы стержней, но большинство людей согласны с тем, что стержни 6013 лучше всего работают с этой машиной. Эта машина не подойдет последней группе.
Эта машина не подойдет последней группе.
 Они являются ценным вариантом для достижения того, чего просто не могут сварщики MIG или TIG. Многие формы резервуаров или герметичных контейнеров свариваются исключительно с помощью аппаратов для сварки электродами из-за безупречного качества хорошего сварного шва, а также их предсказуемости и их превосходной скорости, когда вы настроены на это.
Они являются ценным вариантом для достижения того, чего просто не могут сварщики MIG или TIG. Многие формы резервуаров или герметичных контейнеров свариваются исключительно с помощью аппаратов для сварки электродами из-за безупречного качества хорошего сварного шва, а также их предсказуемости и их превосходной скорости, когда вы настроены на это. Почти все аппараты для ручной сварки могут плавить любой свариваемый металл, но для сварки различных профилей требуется сварщик с правильным диапазоном силы тока.
Почти все аппараты для ручной сварки могут плавить любой свариваемый металл, но для сварки различных профилей требуется сварщик с правильным диапазоном силы тока. Сварочные аппараты подходят либо для входа 110/120 В, либо для входа 220/240 В в качестве однофазного источника питания, либо для них требуется трехфазный вход 240 В. Трехфазные сварочные аппараты представляют собой мощные машины, предназначенные для промышленного использования.
Сварочные аппараты подходят либо для входа 110/120 В, либо для входа 220/240 В в качестве однофазного источника питания, либо для них требуется трехфазный вход 240 В. Трехфазные сварочные аппараты представляют собой мощные машины, предназначенные для промышленного использования.
 Однако цена, которую вы можете заплатить за дополнительные процессы, часто такая же, а иногда и ниже, когда вы получаете за это больше.
Однако цена, которую вы можете заплатить за дополнительные процессы, часто такая же, а иногда и ниже, когда вы получаете за это больше. Он имеет высококачественные детали, которые можно сваривать электродами при высоких токах, а при необходимости можно использовать TIG и плазменную резку.
Он имеет высококачественные детали, которые можно сваривать электродами при высоких токах, а при необходимости можно использовать TIG и плазменную резку. Forney Easy Weld 298 Arc Welder
Forney Easy Weld 298 Arc Welder Leitungen & Heizfunktion» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B09ZRTWG2S» data-price=»84990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»>
Leitungen & Heizfunktion» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B09ZRTWG2S» data-price=»84990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»> Leitungen & Heizfunktion/Wärmepumpe
Leitungen & Heizfunktion/Wärmepumpe 3m Kupferleitungen (2,6 kW)» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B07VX9SYXG» data-price=»49990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»>
3m Kupferleitungen (2,6 kW)» data-item-source=»list» data-partner-item-brand=»DIMSTAL» data-partner-item-id=»B07VX9SYXG» data-price=»49990″ data-seller=»Amazon» data-target=»» front-role=»product_list_object»>
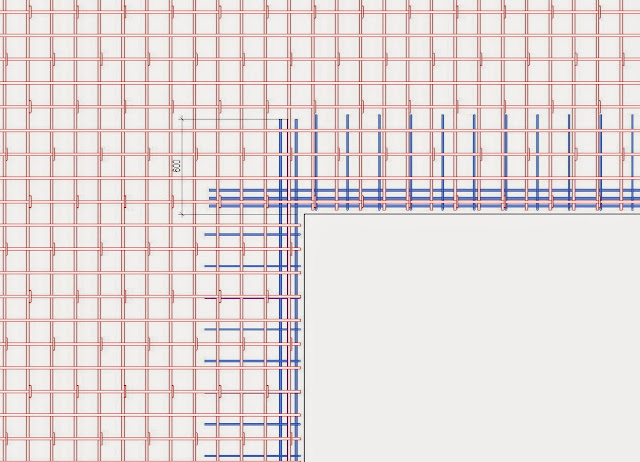
 Иначе: армокаркас должен плотно обжиматься бетоном, имея достаточный внешний защитный бетонный слой. Контроль толщины защиты снизу и сбоку бетонного слоя обеспечивается монтажом типовых пластиковых фиксаторов.
Иначе: армокаркас должен плотно обжиматься бетоном, имея достаточный внешний защитный бетонный слой. Контроль толщины защиты снизу и сбоку бетонного слоя обеспечивается монтажом типовых пластиковых фиксаторов.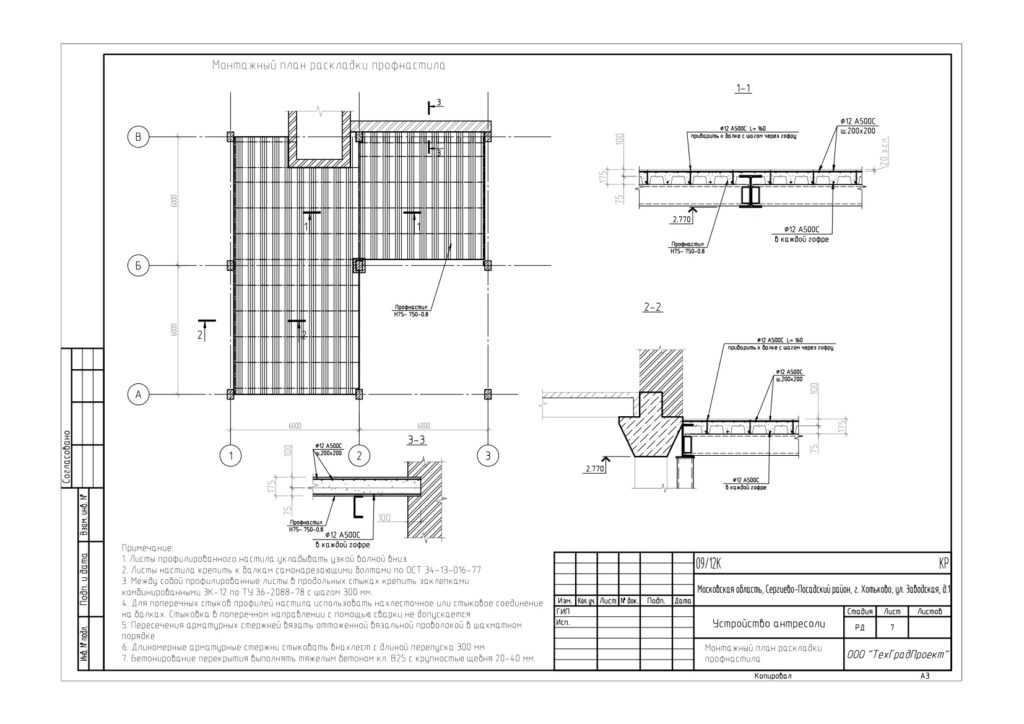 Получается как бы эскиз нижнего слоя.
Получается как бы эскиз нижнего слоя. Перехлесты в соседних рядах разносятся на разные стороны.
Перехлесты в соседних рядах разносятся на разные стороны.

 После окончательного монтажа каркаса можно будет добавить подставки при необходимости.
После окончательного монтажа каркаса можно будет добавить подставки при необходимости. Усиление основной сетки для монолитной плиты 6 х 6 м , как правило, не требуется.
Усиление основной сетки для монолитной плиты 6 х 6 м , как правило, не требуется. Представляет собой полный список металлических деталей, необходимых для устройства армирования. В документе указываются характеристики, марки, классы, геометрические и иные параметры арматурных стержней, а также их требуемое количество.
Представляет собой полный список металлических деталей, необходимых для устройства армирования. В документе указываются характеристики, марки, классы, геометрические и иные параметры арматурных стержней, а также их требуемое количество. Несколько вариантов типичных ошибок:
Несколько вариантов типичных ошибок: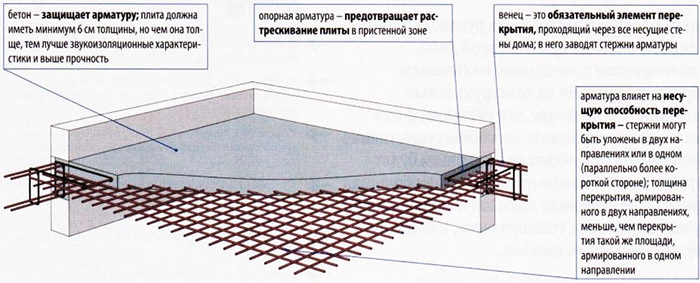 Застройщик всецело полагается на опыт и знания привлеченных строителей, либо полностью уверен в своих строительных способностях.
Застройщик всецело полагается на опыт и знания привлеченных строителей, либо полностью уверен в своих строительных способностях.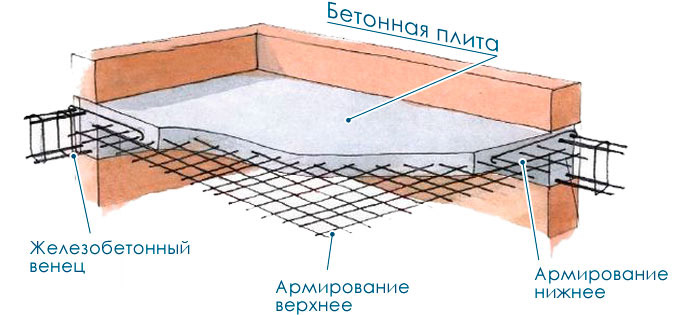

 Можно выполнить армирование монолитной плиты перекрытия своими руками, для этого необходимо соблюдать технологию выполнения работ.
Можно выполнить армирование монолитной плиты перекрытия своими руками, для этого необходимо соблюдать технологию выполнения работ. Всё зависит, от места их применения в строительстве.
Всё зависит, от места их применения в строительстве.
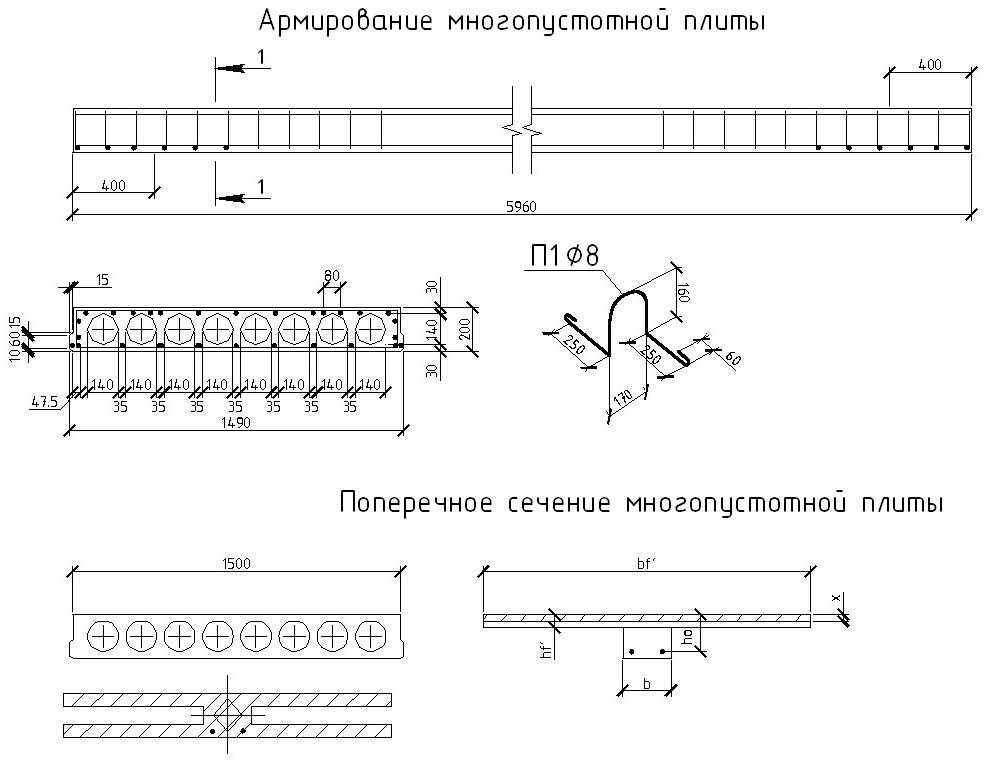
 Их функция фиксировать стойки в необходимом месте в вертикальном положении.
Их функция фиксировать стойки в необходимом месте в вертикальном положении.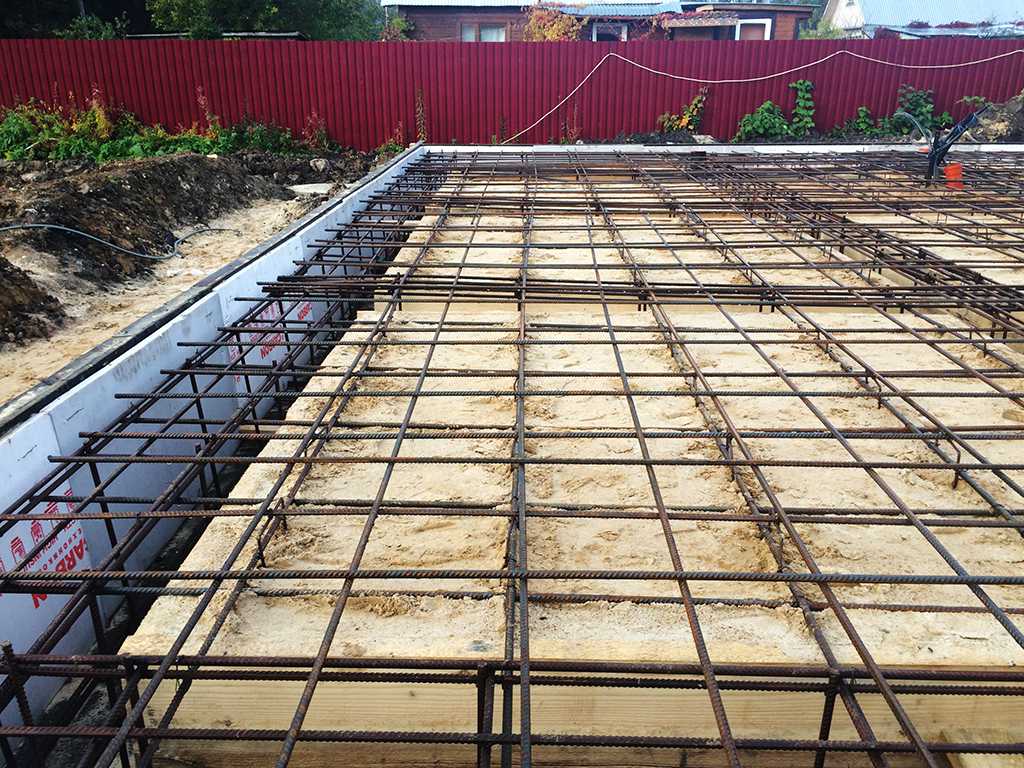
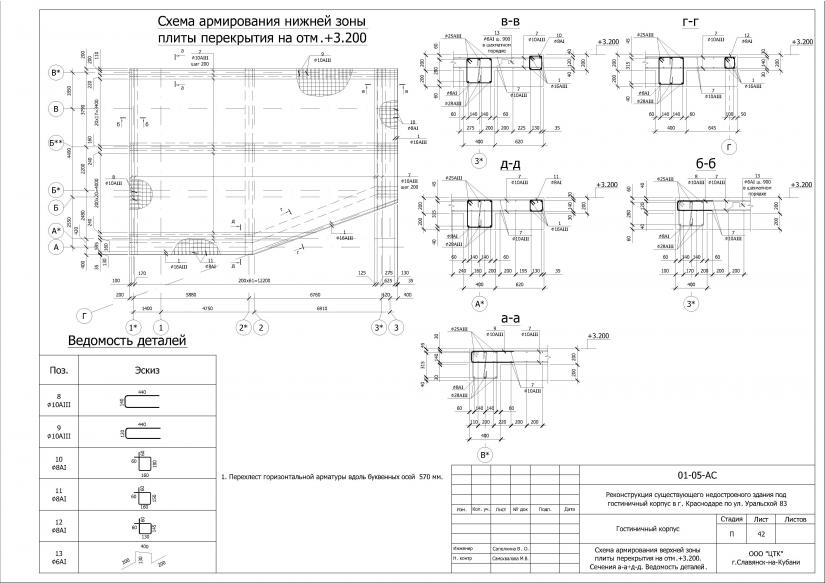
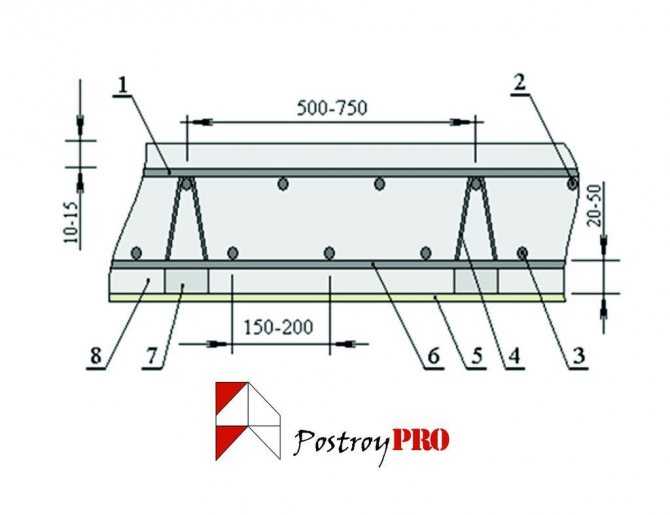 От него будет проводиться разметка расположения арматуры. Согласно чертежу, смотрим какая арматура укладывается первой и от параллельной ей стороны перекрытия начинаем разметку.
От него будет проводиться разметка расположения арматуры. Согласно чертежу, смотрим какая арматура укладывается первой и от параллельной ей стороны перекрытия начинаем разметку.
 Зафиксировав её, связываем каждое пересечение арматуры по рулетке – шаг 200 мм. Следующим шагом укладываем арматуры через каждые 2 метра и также провязываем по рулетке с шагом в 20 см. Этот прут является монтажным и сразу же частью нижней сетки.
Зафиксировав её, связываем каждое пересечение арматуры по рулетке – шаг 200 мм. Следующим шагом укладываем арматуры через каждые 2 метра и также провязываем по рулетке с шагом в 20 см. Этот прут является монтажным и сразу же частью нижней сетки.
 Шаг установки каркасов 1 метр, если устанавливаются “лягушки”, шаг 800 мм.
Шаг установки каркасов 1 метр, если устанавливаются “лягушки”, шаг 800 мм.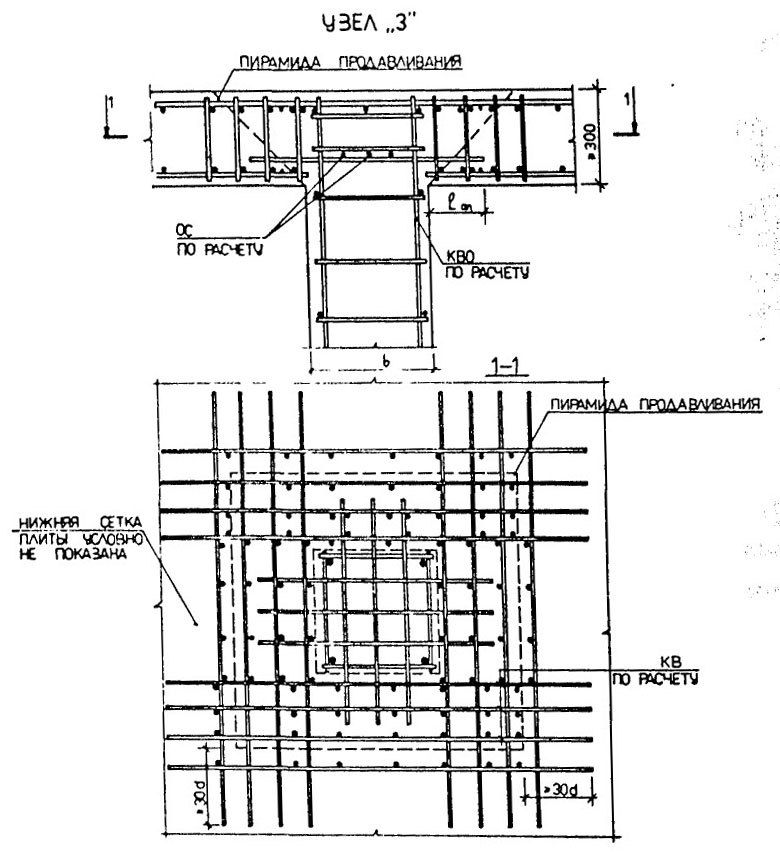

 Это также самое великое, что можно выразить. На данный момент это, безусловно, самый безопасный вариант, когда бетон смешивают и поддерживают достаточное количество стали, чтобы он не расслаивался.
Это также самое великое, что можно выразить. На данный момент это, безусловно, самый безопасный вариант, когда бетон смешивают и поддерживают достаточное количество стали, чтобы он не расслаивался.
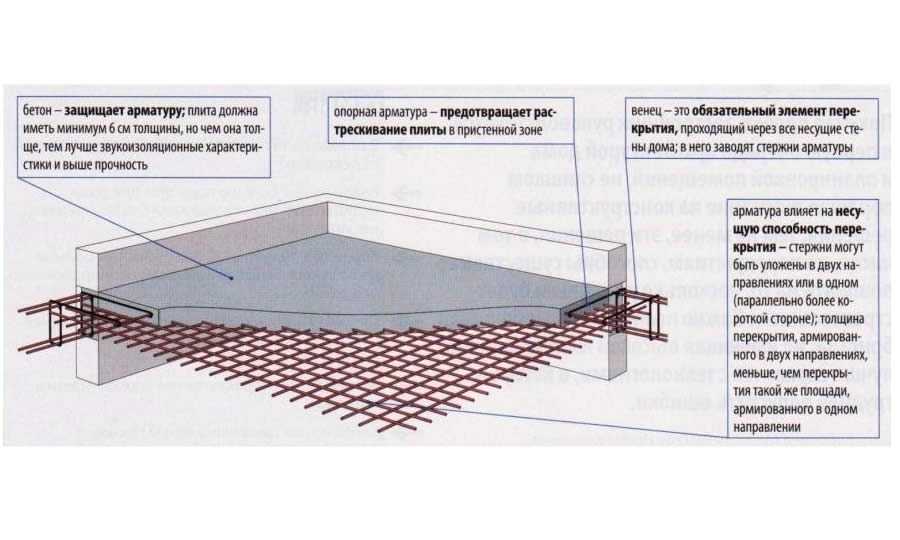 Из-за отсутствия сложных элементов в самой плите нет ничего плохого.
Из-за отсутствия сложных элементов в самой плите нет ничего плохого. Нет доступа.
Нет доступа.

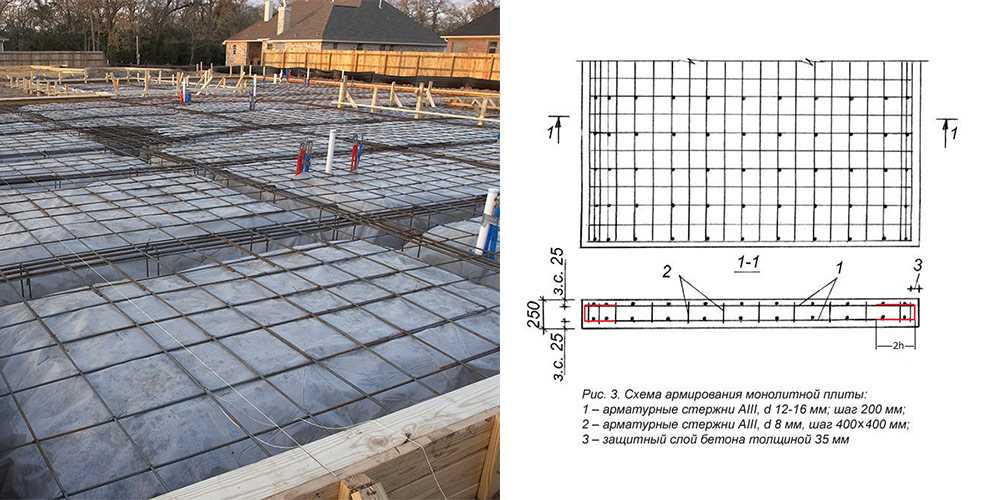


 д., в результате чего получается конструктивно очень прочная монолитная конструкция
д., в результате чего получается конструктивно очень прочная монолитная конструкция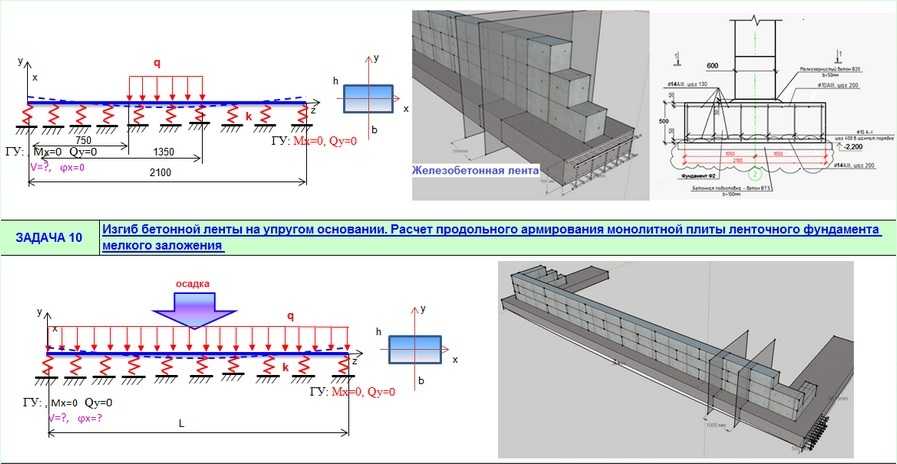
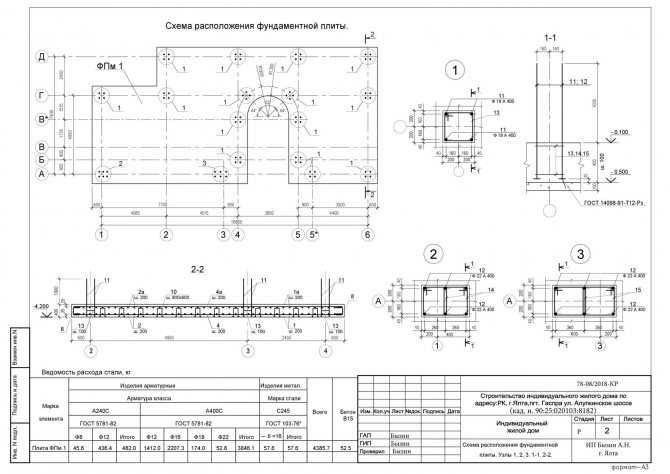
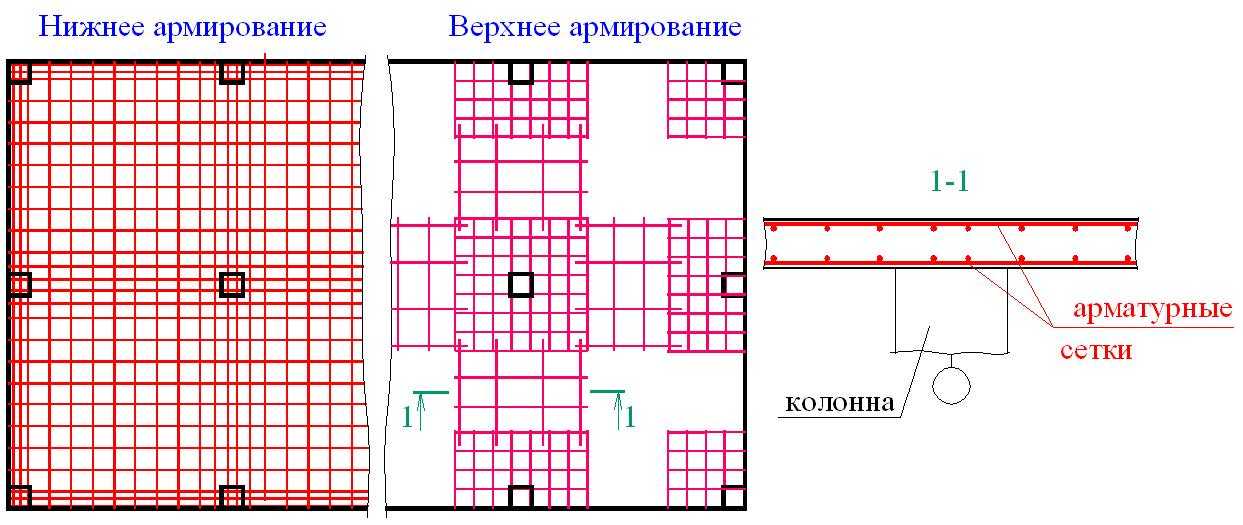 Чтобы построить монолитная конструкция, потребовалась опалубка для конструкции . В этом проекте мы обсуждаем важность использования монолитной конструкции для высотных зданий.
Чтобы построить монолитная конструкция, потребовалась опалубка для конструкции . В этом проекте мы обсуждаем важность использования монолитной конструкции для высотных зданий.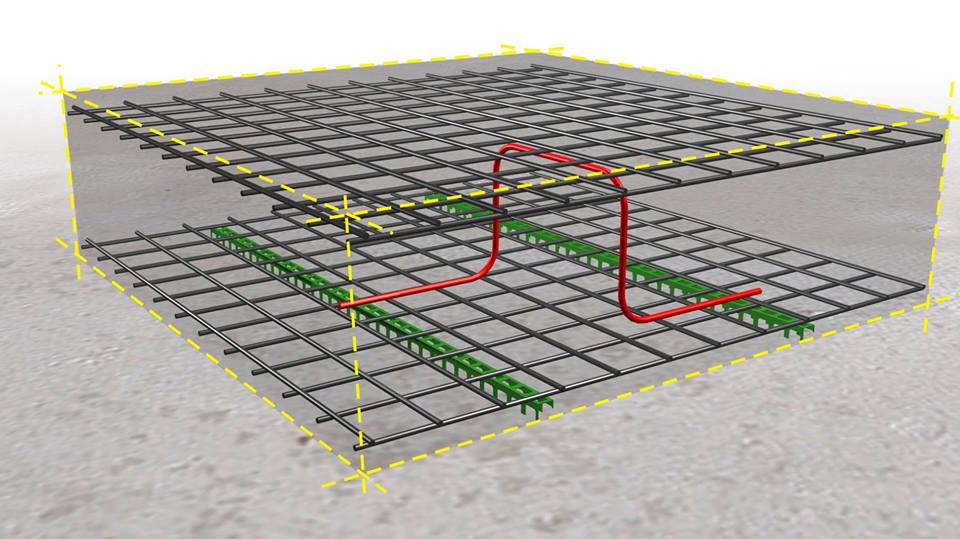 Это конструкция, построенная из единого материала, собранная и выкопанная.
Это конструкция, построенная из единого материала, собранная и выкопанная. изготовлен из бетонного пола с более толстыми секциями под конструктивными элементами и обеими сторонами периметра .
изготовлен из бетонного пола с более толстыми секциями под конструктивными элементами и обеими сторонами периметра .
 ( МДФ )
( МДФ )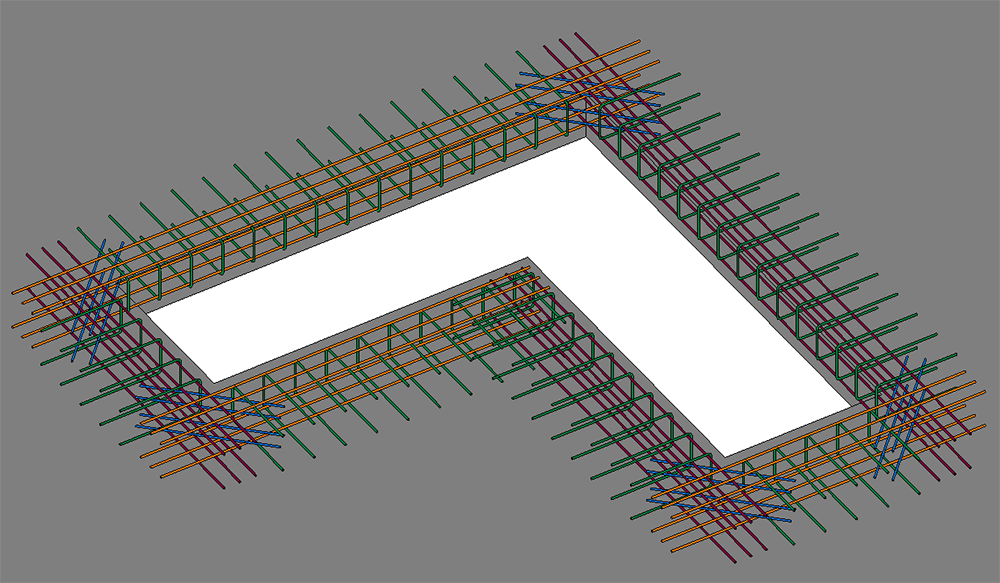
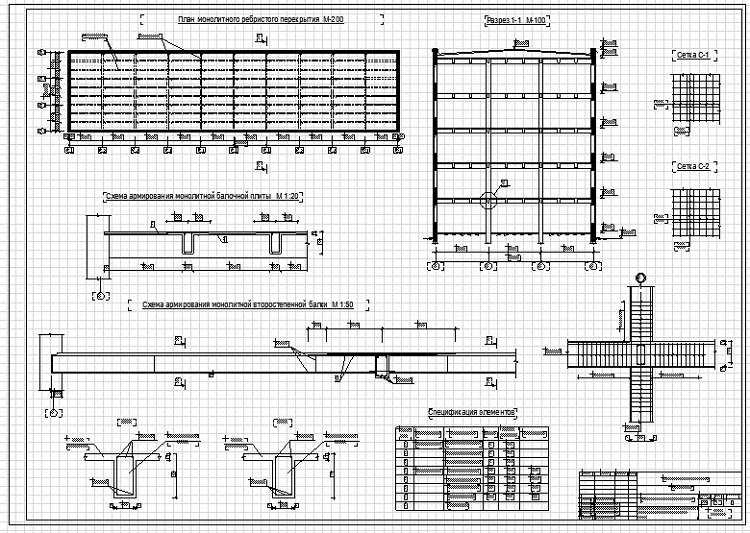
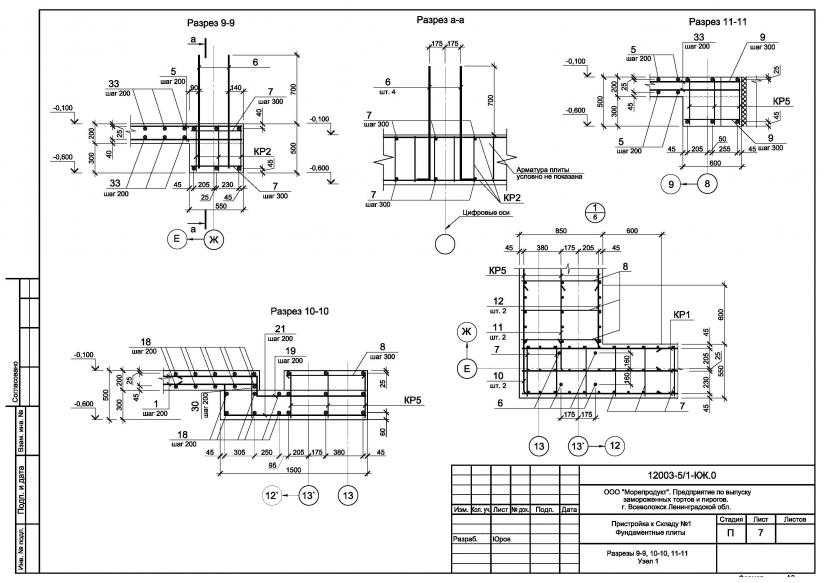
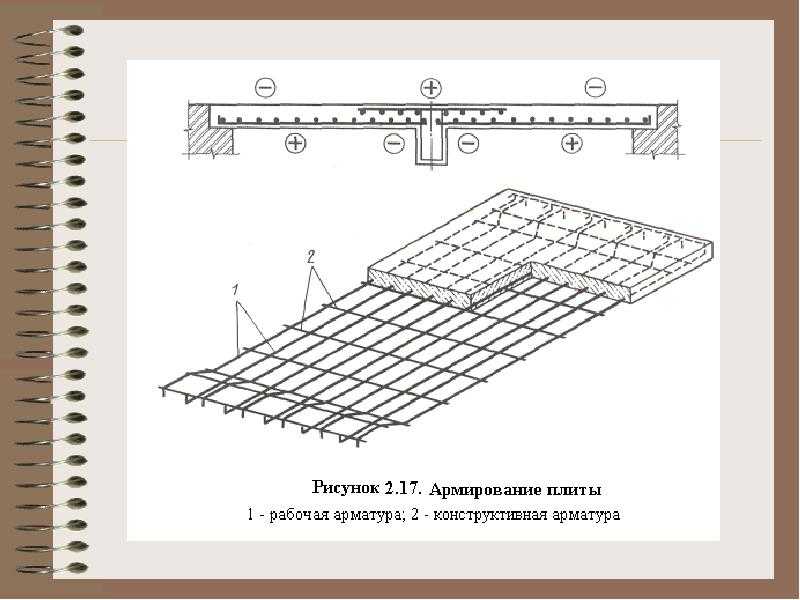

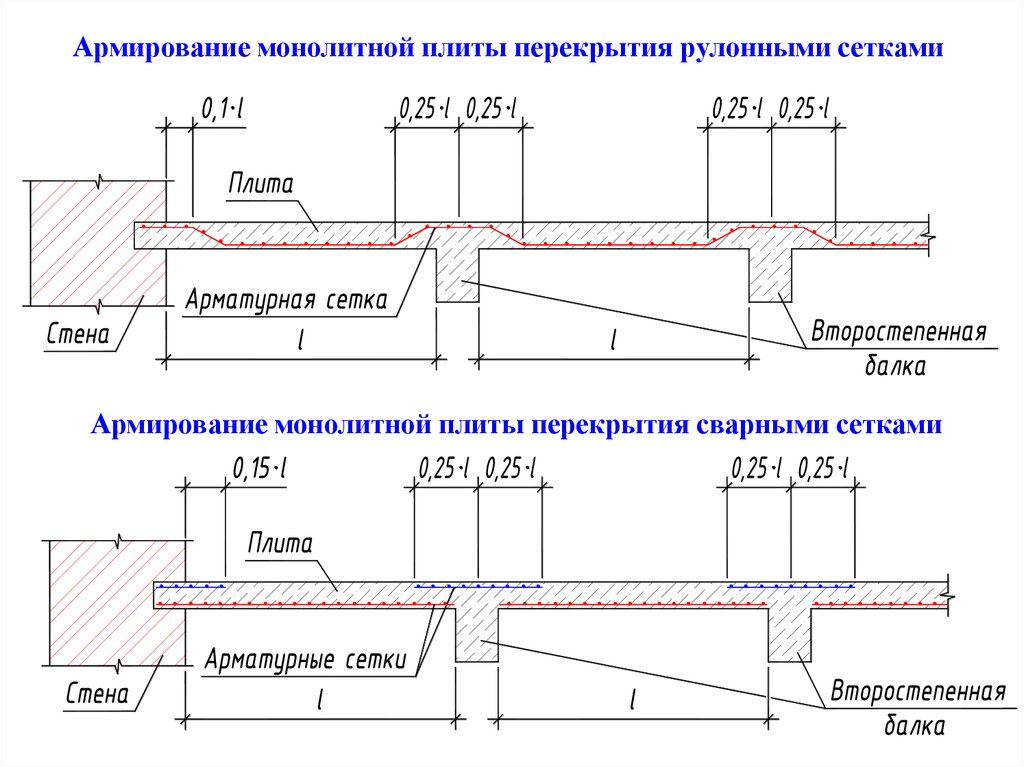
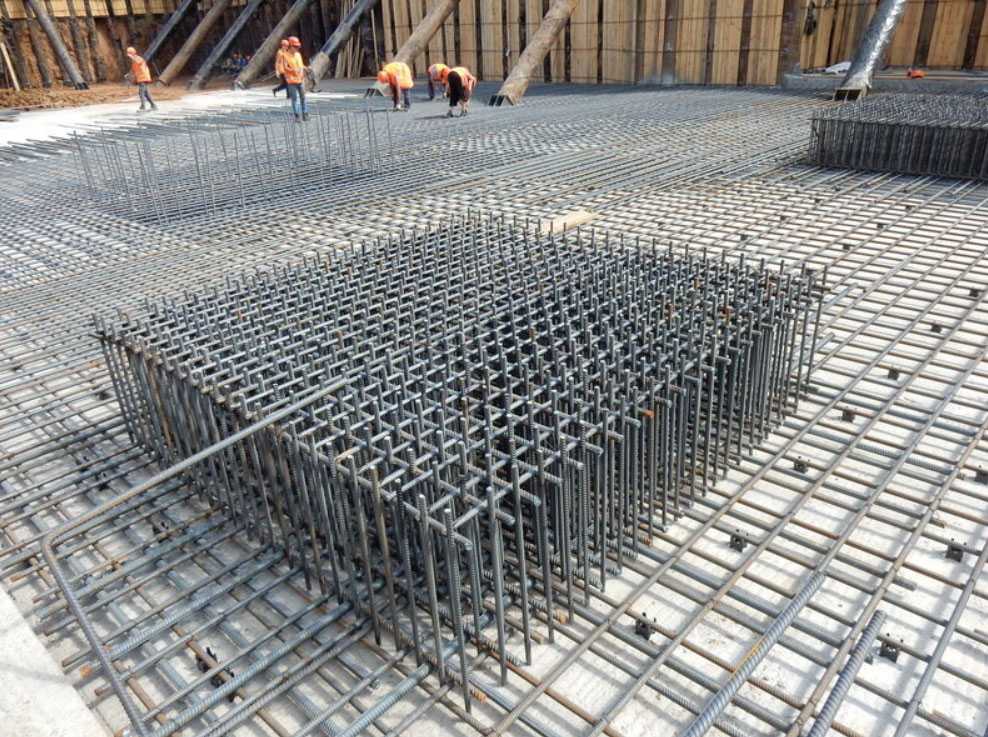 Траншея может просто потребовать, чтобы она была глубиной фута и шириной футов в теплую погоду.
Траншея может просто потребовать, чтобы она была глубиной фута и шириной футов в теплую погоду.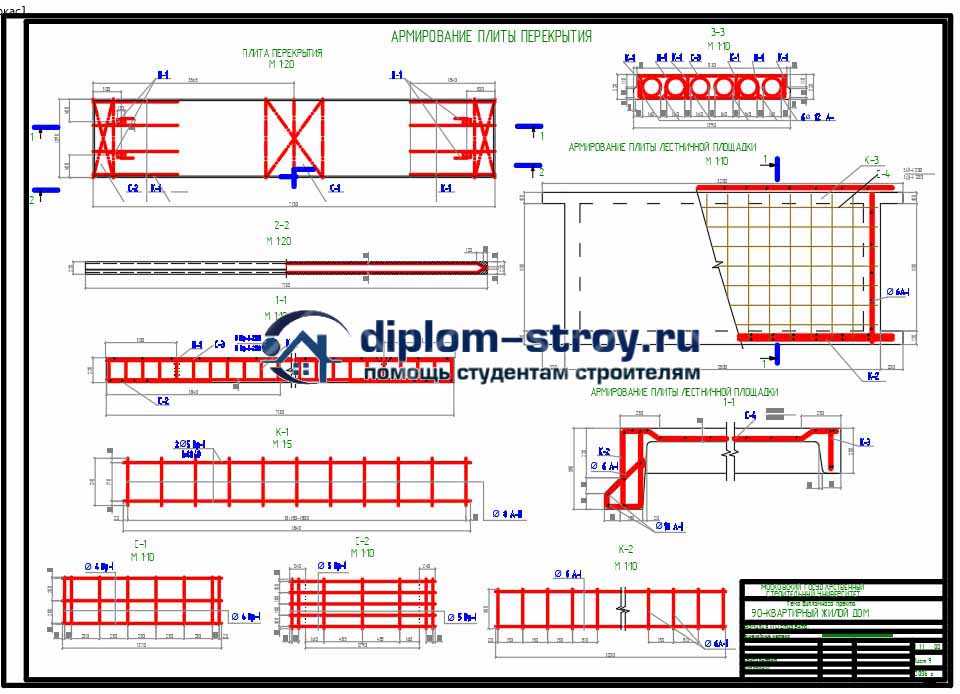 Там, в самой нижней части траншеи, 2 последовательных баров могут быть размещены рядом друг с другом, начиная с одного бара в верхней части.
Там, в самой нижней части траншеи, 2 последовательных баров могут быть размещены рядом друг с другом, начиная с одного бара в верхней части.
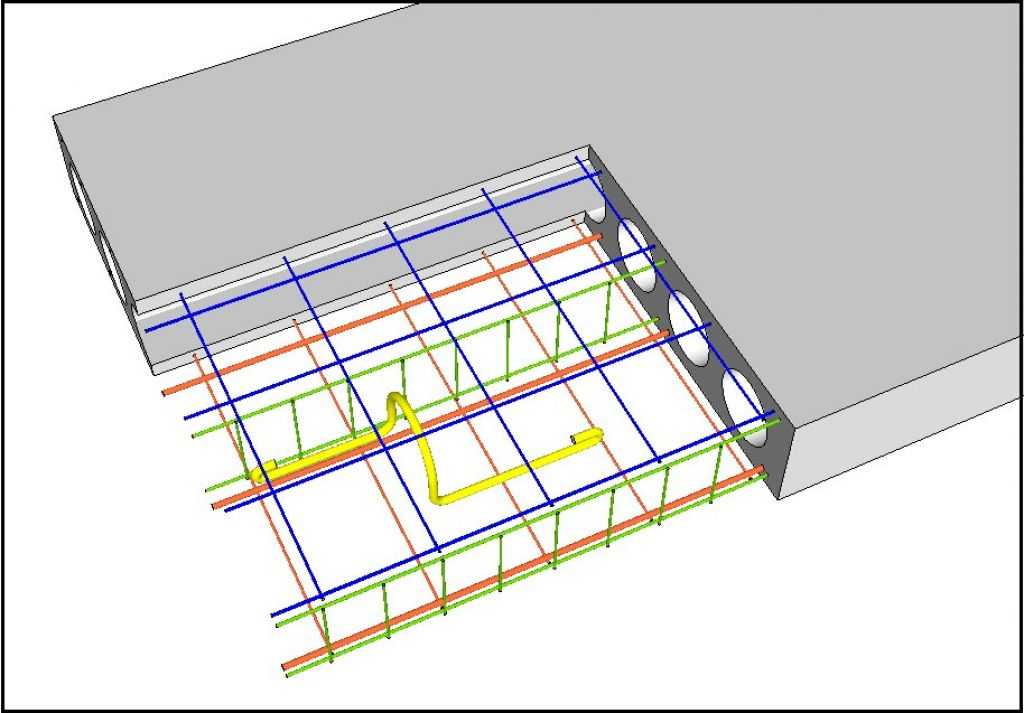 Когда фундамент дает трещины, фундамент можно изолировать в местах холодных стыков (стена встречается с плитой) . Маленькие отверстия облегчают проникновение воды, влаги и насекомых в дом.
Когда фундамент дает трещины, фундамент можно изолировать в местах холодных стыков (стена встречается с плитой) . Маленькие отверстия облегчают проникновение воды, влаги и насекомых в дом.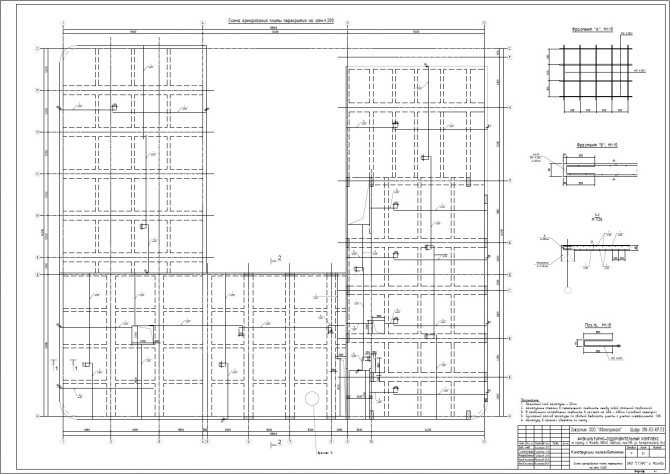

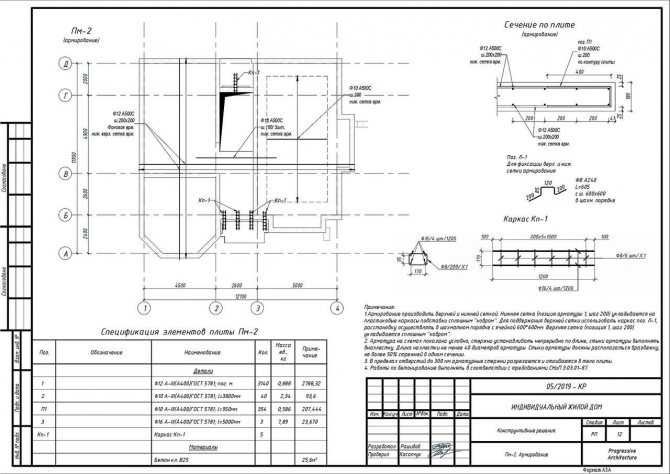
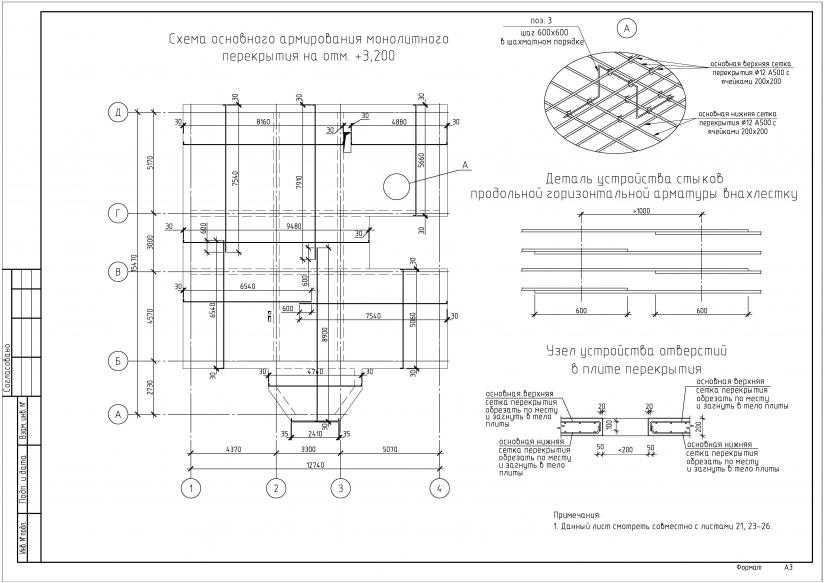
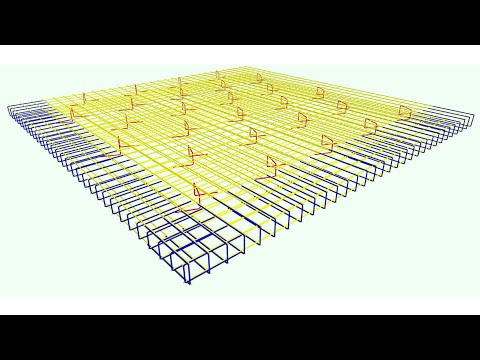 Это приводит к устройству экологически безопасный .
Это приводит к устройству экологически безопасный .
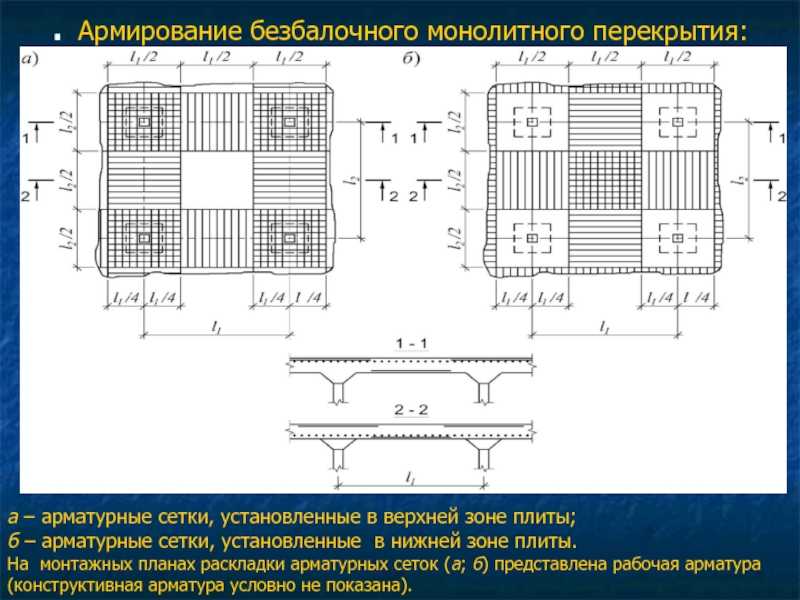

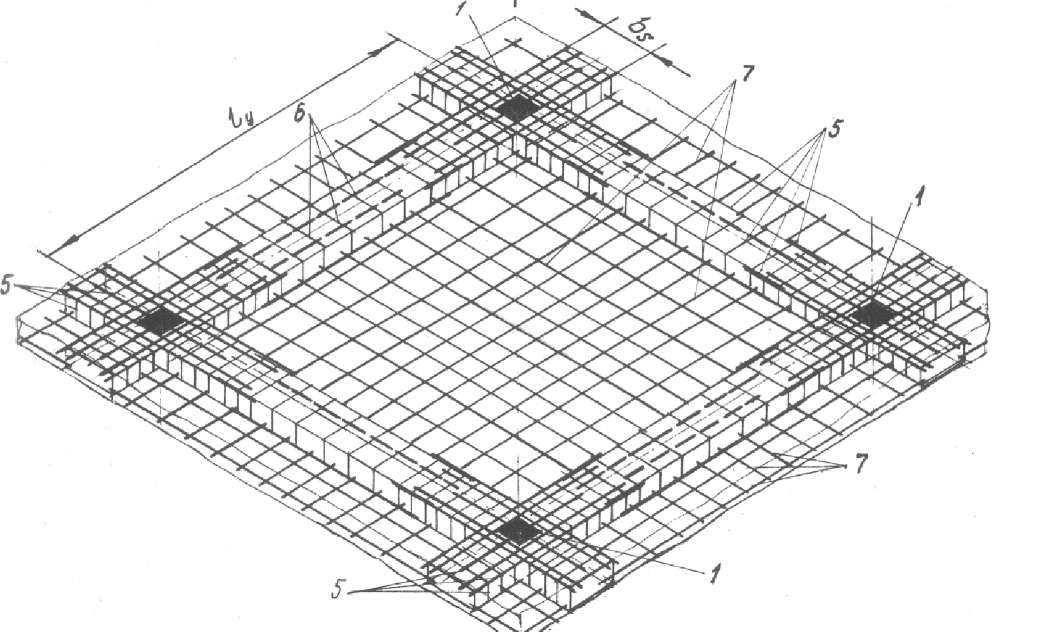 Чтобы поддерживать его в приличном состоянии, вам не нужно ничего делать ежемесячно, если вы регулярно проводите его осмотр
Чтобы поддерживать его в приличном состоянии, вам не нужно ничего делать ежемесячно, если вы регулярно проводите его осмотр 
 2 этап – кипение металлической
2 этап – кипение металлической
 Нагревание воздуха происходит
Нагревание воздуха происходит п.
п.
 Камерные печи
Камерные печи
 В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
В обычных чугунах аустенит затем распадается на перлит при эвтектоидной температуре. Однако в серых чугунах, если скорость охлаждения через эвтектоидную температуру достаточно мала, получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.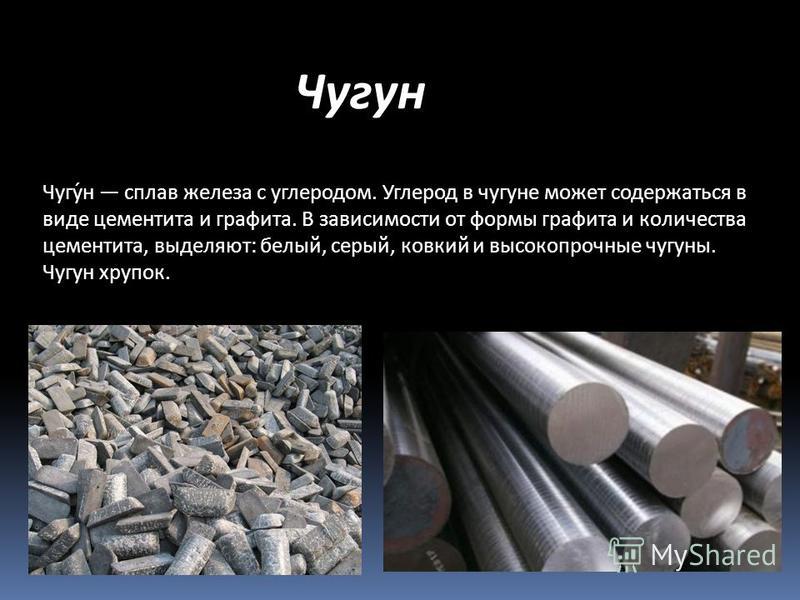
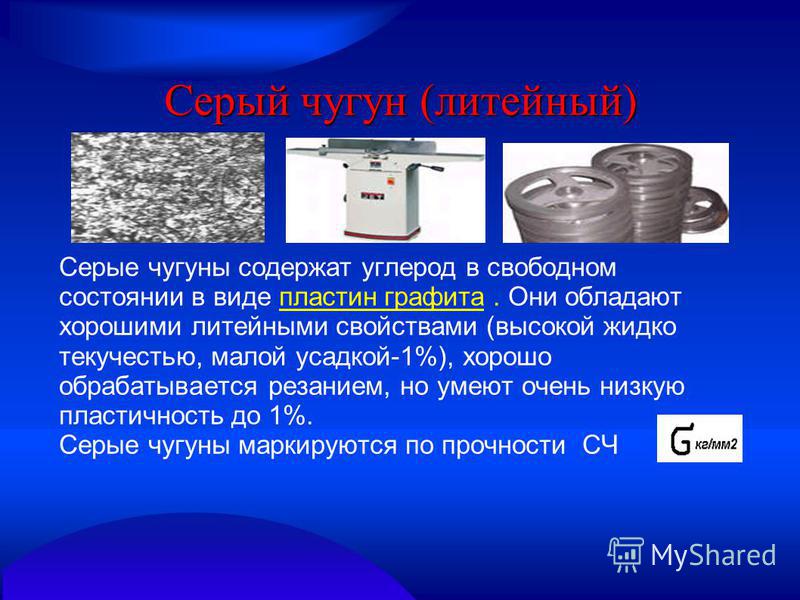 Подробнее
Подробнее
 Серый чугун обычно имеет состав от 2,5% до 4,0% углерода и от 1,0% до 3,0% кремния [1].
Серый чугун обычно имеет состав от 2,5% до 4,0% углерода и от 1,0% до 3,0% кремния [1]. Белый чугун обычно содержит 1,8% масс. – 3,6% масс. углерода, 0,5% масс. – 1,9% масс.мас.% кремния и 1,0 мас.% – 2,0 мас.% марганца.
Белый чугун обычно содержит 1,8% масс. – 3,6% масс. углерода, 0,5% масс. – 1,9% масс.мас.% кремния и 1,0 мас.% – 2,0 мас.% марганца. Графит присутствует в виде сферических или узловатых форм.
Графит присутствует в виде сферических или узловатых форм.
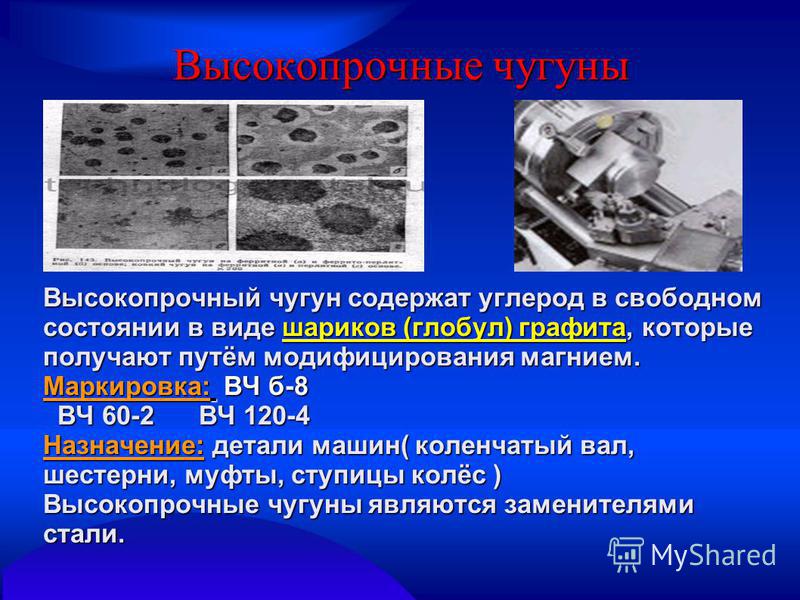
 В этом эксперименте удалось выделить продукт с выходом в 79 процентов. Но чтобы повысить выход до количественного, химики решили использовать хлорид меди (II) CuCl2, потому что он лучше растворяется в воде.
В этом эксперименте удалось выделить продукт с выходом в 79 процентов. Но чтобы повысить выход до количественного, химики решили использовать хлорид меди (II) CuCl2, потому что он лучше растворяется в воде. Их используют для:
Их используют для: С ними очень легко работать, потому что они:
С ними очень легко работать, потому что они: Цвет прокладки соответствует температуре, для которой могут быть использованы детали.
Цвет прокладки соответствует температуре, для которой могут быть использованы детали. de
de

 А это не всегда экономически выгодно в условиях частного дома.
А это не всегда экономически выгодно в условиях частного дома.
 Прокладка газопровода из труб ПНД разрешена только подземная.
Прокладка газопровода из труб ПНД разрешена только подземная.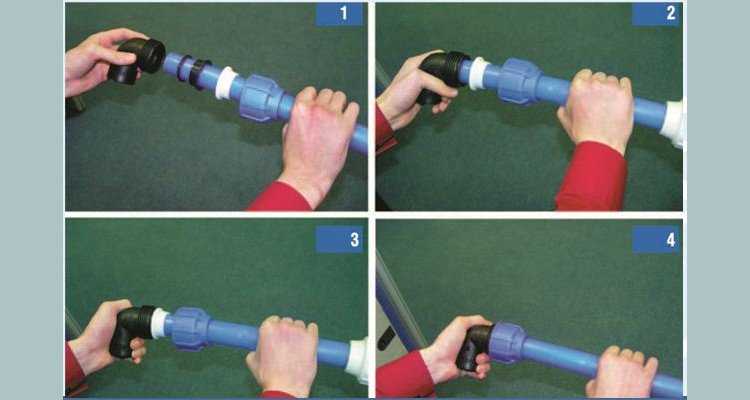 Это придает материалу особые свойства, которые позволяют использовать его в широких сферах хозяйствования человека.
Это придает материалу особые свойства, которые позволяют использовать его в широких сферах хозяйствования человека. Он равен отношению внешнего диаметра изделия к толщине материала его стенки. В связи с этим, увеличение толщины стенок влечет за собой уменьшение SDR. То есть, чем меньше этот показатель, тем прочнее труба.
Он равен отношению внешнего диаметра изделия к толщине материала его стенки. В связи с этим, увеличение толщины стенок влечет за собой уменьшение SDR. То есть, чем меньше этот показатель, тем прочнее труба. В некоторых случаях можно встретить изделия длиной 12 метров.
В некоторых случаях можно встретить изделия длиной 12 метров. Часто могут присутствовать продольные синие маркировочные полосы, которых должно быть не менее трех штук. Их распределение по окружности обязательно должно быть равномерным.
Часто могут присутствовать продольные синие маркировочные полосы, которых должно быть не менее трех штук. Их распределение по окружности обязательно должно быть равномерным. Они могут быть легко утилизированы и переработаны;
Они могут быть легко утилизированы и переработаны;

 Такое соединение может выдержать давление до 16 атмосфер. Оно более затратное чем стыковое, поэтому его используют в стесненных условиях, где нельзя произвести сварку.
Такое соединение может выдержать давление до 16 атмосфер. Оно более затратное чем стыковое, поэтому его используют в стесненных условиях, где нельзя произвести сварку.
 При прокладке трубы из полиэтиленовой трубы диаметром 12 дюймов и полиэтиленовой трубы меньшего размера необходимо учитывать ширину, длину и глубину траншеи.
При прокладке трубы из полиэтиленовой трубы диаметром 12 дюймов и полиэтиленовой трубы меньшего размера необходимо учитывать ширину, длину и глубину траншеи. Он также должен быть без песка, гравия или глинистого песка.
Он также должен быть без песка, гравия или глинистого песка.
 Существует 2 распространенных метода установки трубы из ПНД: укладка в траншею и горизонтально-направленное бурение.
Существует 2 распространенных метода установки трубы из ПНД: укладка в траншею и горизонтально-направленное бурение. Чтобы предотвратить травмы от обрушившихся траншей, можно установить подпорки или распорки. Для безопорных котлованов можно сделать наклон стенок траншеи под безопасным углом. Местные нормы могут предоставить информацию об уклоне стенок траншеи для конкретных участков. Кроме того, может потребоваться обезвоживание, чтобы не допустить попадания грунтовых вод в траншею. Это можно сделать с помощью колодцев, колодцев или водоотливных насосов.
Чтобы предотвратить травмы от обрушившихся траншей, можно установить подпорки или распорки. Для безопорных котлованов можно сделать наклон стенок траншеи под безопасным углом. Местные нормы могут предоставить информацию об уклоне стенок траншеи для конкретных участков. Кроме того, может потребоваться обезвоживание, чтобы не допустить попадания грунтовых вод в траншею. Это можно сделать с помощью колодцев, колодцев или водоотливных насосов. Подробности см. в классификации заделки ASTM D-2321. Материалы для засыпки могут быть грубозернистой почвой, такой как гравий, песок или почва, содержащая илистый или глинистый песок, или щебень. Заливка должна быть утрамбована до плотности 85% или 95% плотность, если под улицами.
Подробности см. в классификации заделки ASTM D-2321. Материалы для засыпки могут быть грубозернистой почвой, такой как гравий, песок или почва, содержащая илистый или глинистый песок, или щебень. Заливка должна быть утрамбована до плотности 85% или 95% плотность, если под улицами. Это особенно полезно при прокладке трубы под дорогами, реками и озерами, железнодорожными переездами, существующими инженерными сетями или другими препятствиями. Другие преимущества ГНБ/направленного бурения включают более низкую стоимость установки, более глубокую установку и меньшую потребность в рабочей силе. Многочисленные типы труб, включая HDPE, ПВХ, сталь и ковкий чугун, могут быть установлены с помощью ГНБ/направленного бурения.
Это особенно полезно при прокладке трубы под дорогами, реками и озерами, железнодорожными переездами, существующими инженерными сетями или другими препятствиями. Другие преимущества ГНБ/направленного бурения включают более низкую стоимость установки, более глубокую установку и меньшую потребность в рабочей силе. Многочисленные типы труб, включая HDPE, ПВХ, сталь и ковкий чугун, могут быть установлены с помощью ГНБ/направленного бурения.

 Этикетка банки с краской содержит прямую или косвенную информацию о расходе материала на 1 квадратный метр поверхности.
Этикетка банки с краской содержит прямую или косвенную информацию о расходе материала на 1 квадратный метр поверхности.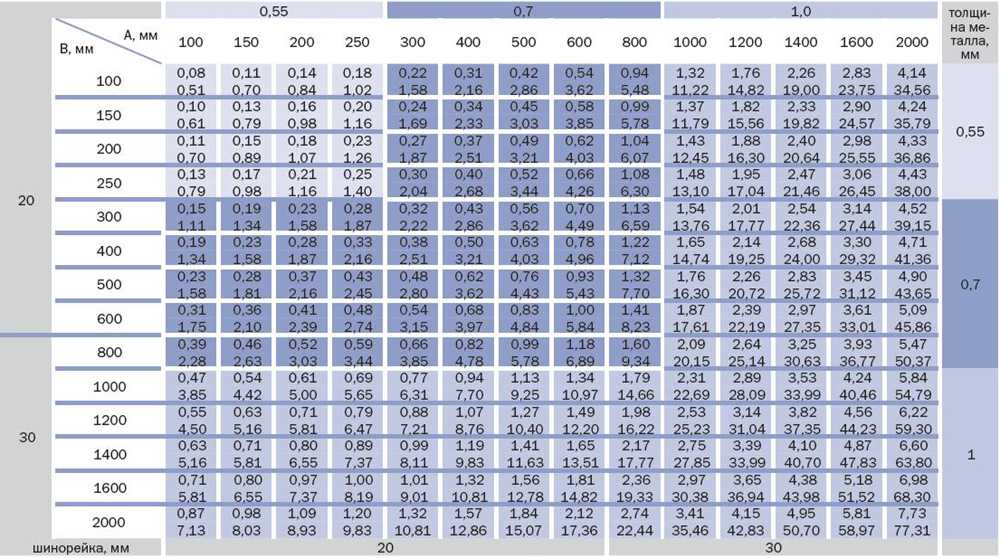
 Например, расстояние от коллектора ТЭЦ до жилого поселка составляет 2 километра. Протяженность жилого массива — три километра. Итого 5 километров магистральных сетей потребуют изоляционного материала. Площадь требуется рассчитать без напрасной траты финансов на закупку минеральной ваты, стеклоткани и алюминиевой фольги.
Например, расстояние от коллектора ТЭЦ до жилого поселка составляет 2 километра. Протяженность жилого массива — три километра. Итого 5 километров магистральных сетей потребуют изоляционного материала. Площадь требуется рассчитать без напрасной траты финансов на закупку минеральной ваты, стеклоткани и алюминиевой фольги.
 Диаметр дна у ведра меньше диаметра верха.
Диаметр дна у ведра меньше диаметра верха.



 Все объекты, рассматриваемые в этом калькуляторе, более подробно описаны на страницах Калькулятор объема и Калькулятор площади. Таким образом, этот калькулятор будет сосредоточен на уравнениях для расчета площади поверхности объектов и использовании этих уравнений. Пожалуйста, обратитесь к вышеупомянутым калькуляторам для более подробной информации о каждом отдельном объекте.
Все объекты, рассматриваемые в этом калькуляторе, более подробно описаны на страницах Калькулятор объема и Калькулятор площади. Таким образом, этот калькулятор будет сосредоточен на уравнениях для расчета площади поверхности объектов и использовании этих уравнений. Пожалуйста, обратитесь к вышеупомянутым калькуляторам для более подробной информации о каждом отдельном объекте. «Основной SA» относится к кругу, который содержит основание в замкнутом круглом конусе, в то время как боковой SA относится к остальной части конуса между основанием и его вершиной. Уравнения для расчета каждого, а также общего SA замкнутого круглого конуса показаны ниже:
«Основной SA» относится к кругу, который содержит основание в замкнутом круглом конусе, в то время как боковой SA относится к остальной части конуса между основанием и его вершиной. Уравнения для расчета каждого, а также общего SA замкнутого круглого конуса показаны ниже: Она заказывает кубик Рубика, в котором все грани черные, и должна заплатить за настройку в зависимости от площади поверхности кубика с длиной ребра 4 дюйма.
Она заказывает кубик Рубика, в котором все грани черные, и должна заплатить за настройку в зависимости от площади поверхности кубика с длиной ребра 4 дюйма. Banana-Bread всю неделю требовала новый набор ящиков для своих новых фигурок Бэтмена. Таким образом, Банана покупает ей большой кукольный дом Барби с кухонной утварью ограниченного выпуска, духовкой, фартуком и реалистичными гниющими бананами для Бэтмена. Она упаковывает их в прямоугольную коробку тех же размеров, что и ящик, который хочет Banana-Bread, и ей нужно определить количество оберточной бумаги, которое ей нужно, чтобы завершить презентацию подарка в виде сюрприза 3 фута × 4 фута × 5 футов:
Banana-Bread всю неделю требовала новый набор ящиков для своих новых фигурок Бэтмена. Таким образом, Банана покупает ей большой кукольный дом Барби с кухонной утварью ограниченного выпуска, духовкой, фартуком и реалистичными гниющими бананами для Бэтмена. Она упаковывает их в прямоугольную коробку тех же размеров, что и ящик, который хочет Banana-Bread, и ей нужно определить количество оберточной бумаги, которое ей нужно, чтобы завершить презентацию подарка в виде сюрприза 3 фута × 4 фута × 5 футов: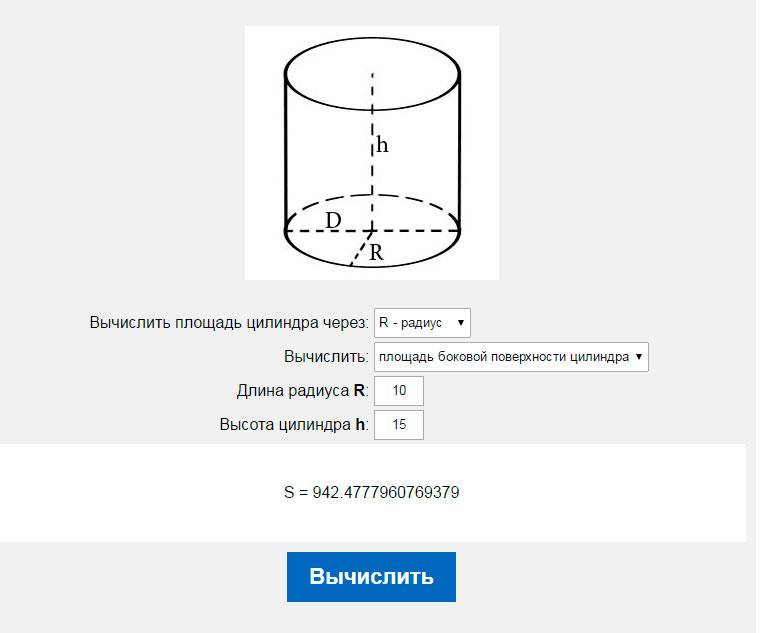 Он уже протестировал рынок и обнаружил, что подавляющее большинство населения из выборки не обладает ни одним из этих качеств и очень готово покупать его продукт, еще больше укореняясь в чертах, от которых они так отчаянно стремятся избавиться. Горацио нужно определить площадь поверхности каждой капсулы, чтобы он мог покрыть их чрезмерным слоем сахара и обратиться к предрасположенным к сахару языкам населения, готовясь к своему следующему плацебо, которое «излечивает» все формы сахарного диабета. Учитывая, что в каждой капсуле R из 0,05 дюймов и ч из 0,5 дюйма:
Он уже протестировал рынок и обнаружил, что подавляющее большинство населения из выборки не обладает ни одним из этих качеств и очень готово покупать его продукт, еще больше укореняясь в чертах, от которых они так отчаянно стремятся избавиться. Горацио нужно определить площадь поверхности каждой капсулы, чтобы он мог покрыть их чрезмерным слоем сахара и обратиться к предрасположенным к сахару языкам населения, готовясь к своему следующему плацебо, которое «излечивает» все формы сахарного диабета. Учитывая, что в каждой капсуле R из 0,05 дюймов и ч из 0,5 дюйма: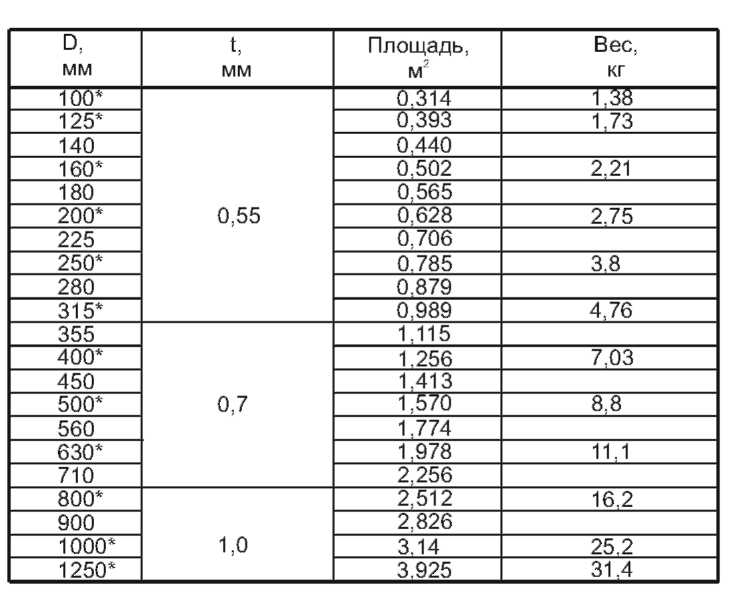 Если вы используете этот калькулятор для вычисления площади поверхности полой сферы, вычтите площадь поверхности основания. Имея два значения высоты, радиуса крышки или радиуса основания, третье значение можно рассчитать с помощью уравнений, приведенных в калькуляторе объема. Уравнения площади поверхности следующие:
Если вы используете этот калькулятор для вычисления площади поверхности полой сферы, вычтите площадь поверхности основания. Имея два значения высоты, радиуса крышки или радиуса основания, третье значение можно рассчитать с помощью уравнений, приведенных в калькуляторе объема. Уравнения площади поверхности следующие: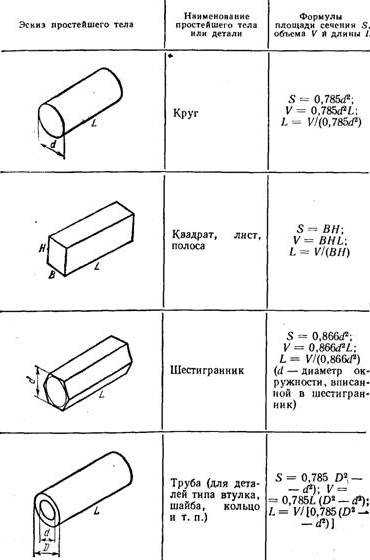 Пол рассматривает извержения вулканов как насильственное явление и, выступая против всех форм насилия, решает сделать свой вулкан в виде закрытого конического усеченного конуса, который не извергается. Хотя его вулкан вряд ли произведет впечатление на судей научной выставки, Пол все же должен определить площадь поверхности материала, который ему нужен, чтобы покрыть внешнюю стену своего вулкана R 1 фут, r 0,3 фута и h 1,5 фута:
Пол рассматривает извержения вулканов как насильственное явление и, выступая против всех форм насилия, решает сделать свой вулкан в виде закрытого конического усеченного конуса, который не извергается. Хотя его вулкан вряд ли произведет впечатление на судей научной выставки, Пол все же должен определить площадь поверхности материала, который ему нужен, чтобы покрыть внешнюю стену своего вулкана R 1 фут, r 0,3 фута и h 1,5 фута: К несчастью для его семьи, которая питается почти исключительно мясом, Колтейн практиковал свою технику нарезки на чрезмерном количестве овощей. Вместо того чтобы есть овощи, отец Колтейна уныло смотрит на свою тарелку и оценивает площадь поверхности эллиптических надрезов кабачка с осями 0,1, 0,2 и 0,35 дюйма:
К несчастью для его семьи, которая питается почти исключительно мясом, Колтейн практиковал свою технику нарезки на чрезмерном количестве овощей. Вместо того чтобы есть овощи, отец Колтейна уныло смотрит на свою тарелку и оценивает площадь поверхности эллиптических надрезов кабачка с осями 0,1, 0,2 и 0,35 дюйма: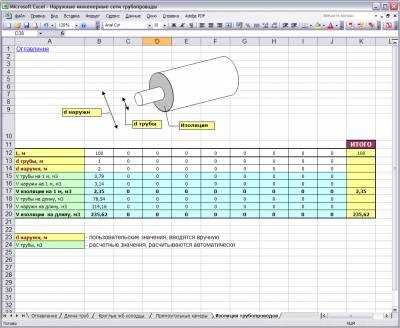 Однако она считает, что модель не излучает ощущение архитектурного чуда, как оригинал, и решает, что покрытие ее «снегом» по крайней мере придаст аспект чуда. Она вычисляет площадь поверхности расплавленного сахара, которая ей потребуется, чтобы полностью покрыть пирамиду с длиной ребра 9.0218 a 3 фута и высота h 5 футов:
Однако она считает, что модель не излучает ощущение архитектурного чуда, как оригинал, и решает, что покрытие ее «снегом» по крайней мере придаст аспект чуда. Она вычисляет площадь поверхности расплавленного сахара, которая ей потребуется, чтобы полностью покрыть пирамиду с длиной ребра 9.0218 a 3 фута и высота h 5 футов: youtube.com/embed/rKUfMpgrtj4?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/rKUfMpgrtj4?rel=0″ frameborder=»0″ allowfullscreen=»»>  Эта задача представляется нетривиальной. Если вы используете аналитические формулы для оценки объема жидкости в разных резервуарах и резервуарах или других физических телах, это может быть сложно и утомительно. Тем не менее, вычислить объем элементарных тел можно было бы проще. Например, всего несколько математических формул помогут вам рассчитать объем трубопровода. Стандартная единица измерения объема жидкости в трубах – м³. Но наше онлайн-приложение дает результаты в литрах, за исключением расчета площади трубы, которая дается в м². При расчете необходимо указать внутренний диаметр, наружный диаметр трубы и ее длину. 92*л.
Эта задача представляется нетривиальной. Если вы используете аналитические формулы для оценки объема жидкости в разных резервуарах и резервуарах или других физических телах, это может быть сложно и утомительно. Тем не менее, вычислить объем элементарных тел можно было бы проще. Например, всего несколько математических формул помогут вам рассчитать объем трубопровода. Стандартная единица измерения объема жидкости в трубах – м³. Но наше онлайн-приложение дает результаты в литрах, за исключением расчета площади трубы, которая дается в м². При расчете необходимо указать внутренний диаметр, наружный диаметр трубы и ее длину. 92*л.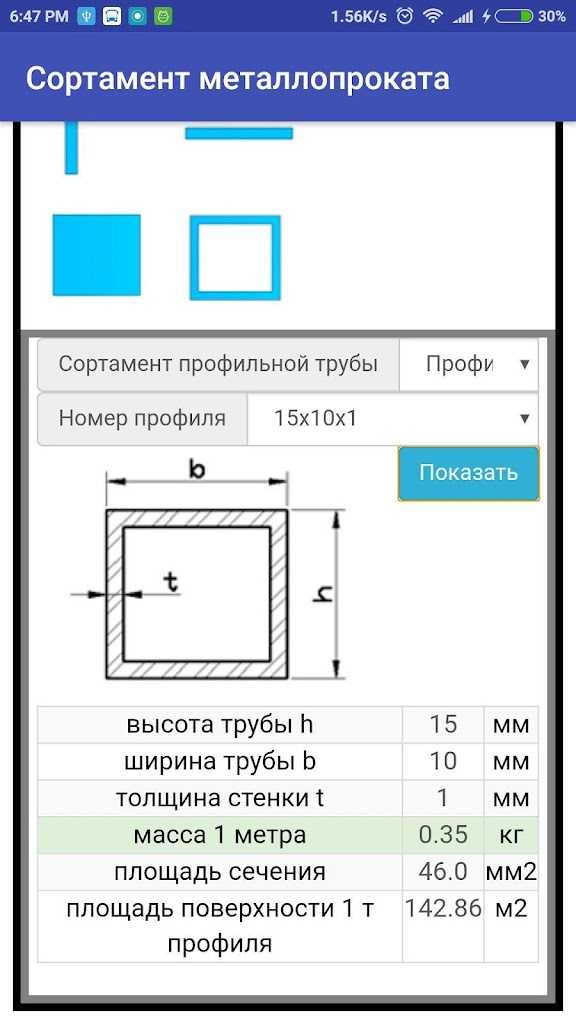
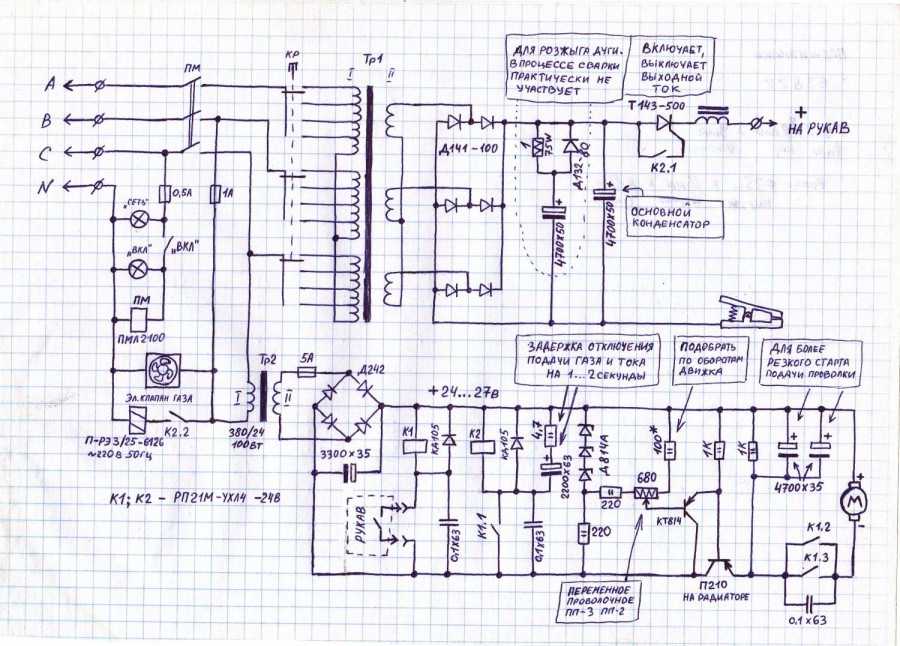
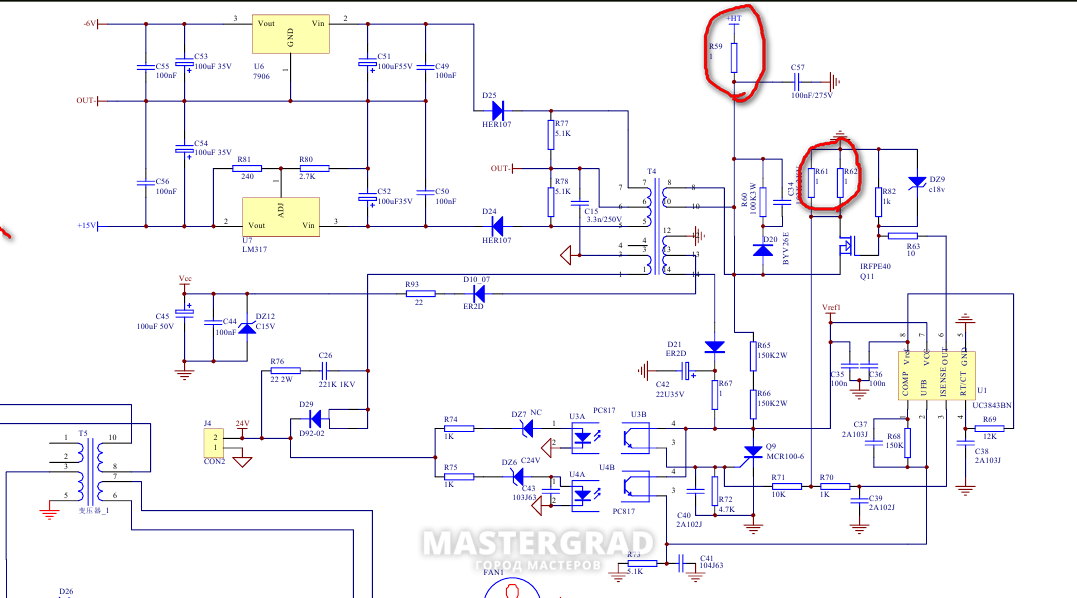

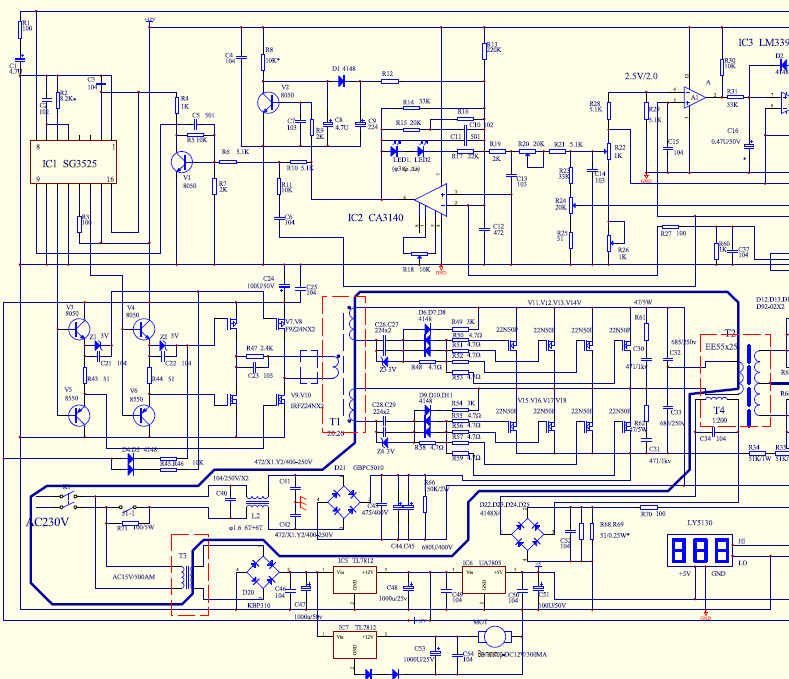 08.2015
08.2015 Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.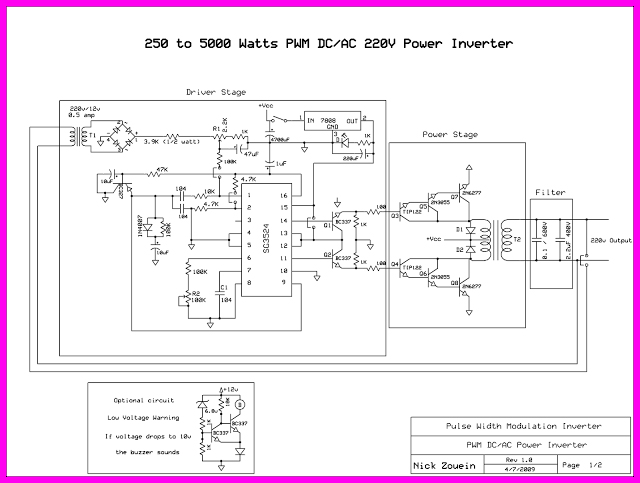 И так микруха ка3525а ,транзюки К2837,диоды D92-02. Микруху восминожную не видно её название. Схему ну ни как не могу найти. Полевики IRFZ24N
И так микруха ка3525а ,транзюки К2837,диоды D92-02. Микруху восминожную не видно её название. Схему ну ни как не могу найти. Полевики IRFZ24N Все сварочные аппараты делятся на несколько основных групп:
Все сварочные аппараты делятся на несколько основных групп: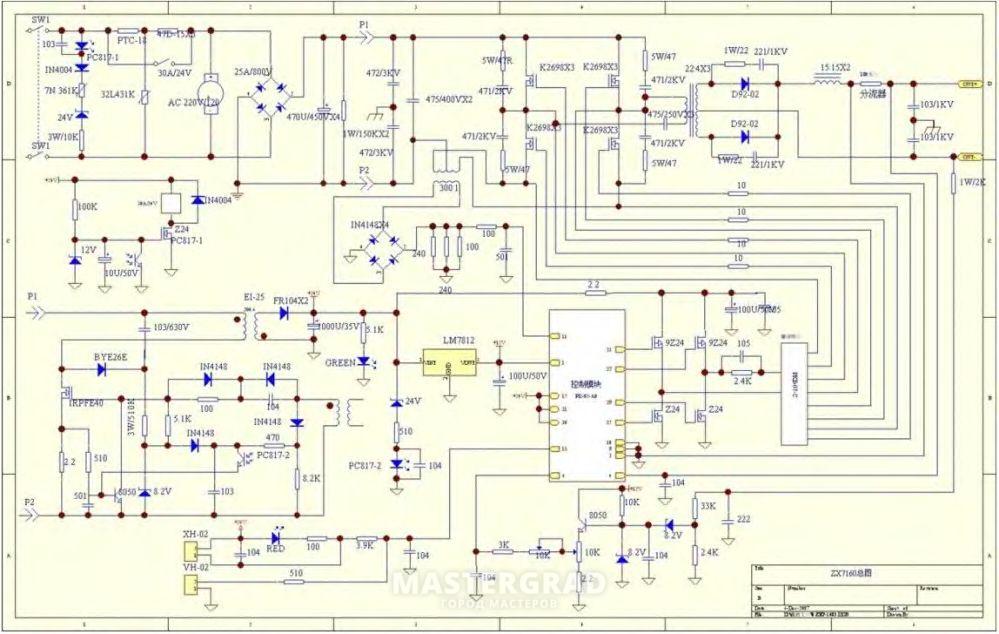

 стоить будет ориентировочно несколько тысяч в случае средней тяжести.
стоить будет ориентировочно несколько тысяч в случае средней тяжести.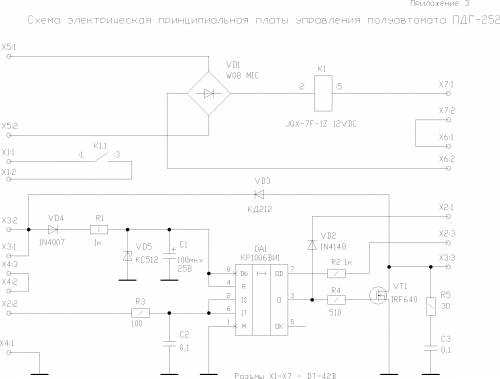 варил на улице электродами по люминию смотрю задемился выключил снял крышку включил все работает на холостом гдето секунд 15 потом щелчок второй резистор задымил больше не стал судьбу испытывать отдал в ремонт. Мастер видать решил проверить усердно проверял еще штук семь сполил. Может надо заменить было два штуки и работал бы он дальше
варил на улице электродами по люминию смотрю задемился выключил снял крышку включил все работает на холостом гдето секунд 15 потом щелчок второй резистор задымил больше не стал судьбу испытывать отдал в ремонт. Мастер видать решил проверить усердно проверял еще штук семь сполил. Может надо заменить было два штуки и работал бы он дальше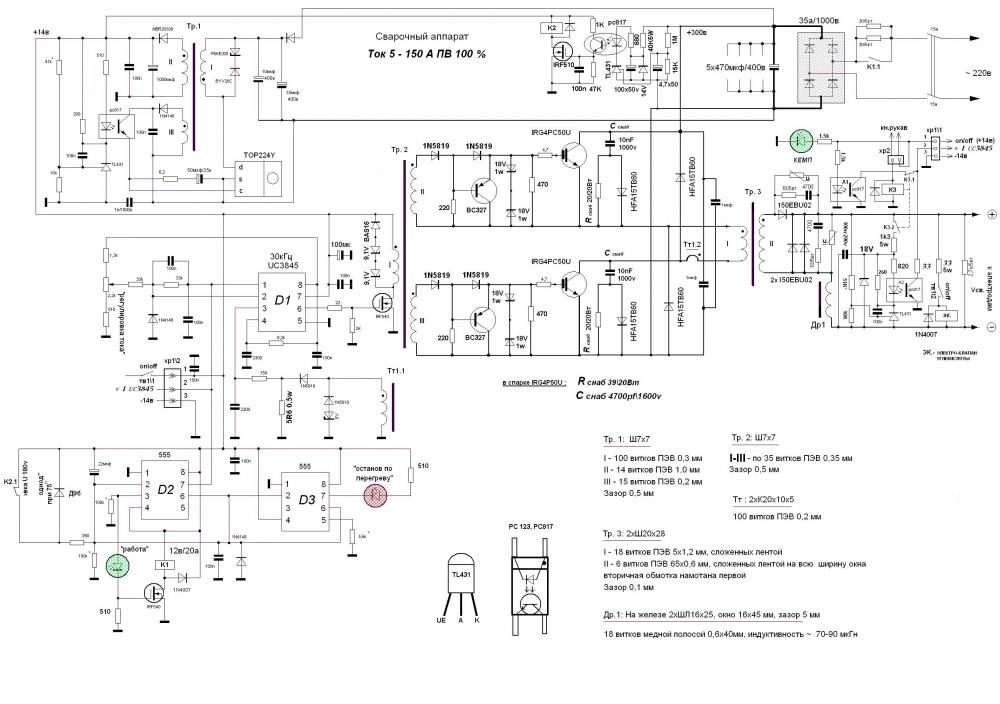 Тут раз дуга как-то странно загудела,потом хлопнуло.Полез посмотреть — 2 шт выгорело явно было видно.Отвез в магаз где брал, типа сервис у них там. Сделаем говорили они.Ремонт на месяц растянулся.Запчасти типа ждали.Потом звонят говорят готов,забирай.Привожу к себе попробовал крышку заварил,норм. работает.На след. день начал варить опять с дугой . какаято .хлопок и все.Открыл корпус и очень . удивился от такого ремонта. C верхней платы взяли перепаяли несколько штук на нижнюю взамен сгоревших ,напаяли перемычек . Вобщем ремонта хватило на 20 мин работы. Помыкался я сним туда сюда плюнул и решил сделать сам. Тупо перепаял все на нижней плате — новые поставил. на верхнюю впаял на место . у них маркировка одинаковая а номер серии отличается. Вот такой был опыт владения сундуком Так хороший аппарат если не сломан Да еще мне говорили что менять надо на всей плате ,поэтому и заказывал 20 шт. P.S. Когда старые выпаивл примерно половина деталюшек была в трещинках .На одних заметно на других не очень.
Тут раз дуга как-то странно загудела,потом хлопнуло.Полез посмотреть — 2 шт выгорело явно было видно.Отвез в магаз где брал, типа сервис у них там. Сделаем говорили они.Ремонт на месяц растянулся.Запчасти типа ждали.Потом звонят говорят готов,забирай.Привожу к себе попробовал крышку заварил,норм. работает.На след. день начал варить опять с дугой . какаято .хлопок и все.Открыл корпус и очень . удивился от такого ремонта. C верхней платы взяли перепаяли несколько штук на нижнюю взамен сгоревших ,напаяли перемычек . Вобщем ремонта хватило на 20 мин работы. Помыкался я сним туда сюда плюнул и решил сделать сам. Тупо перепаял все на нижней плате — новые поставил. на верхнюю впаял на место . у них маркировка одинаковая а номер серии отличается. Вот такой был опыт владения сундуком Так хороший аппарат если не сломан Да еще мне говорили что менять надо на всей плате ,поэтому и заказывал 20 шт. P.S. Когда старые выпаивл примерно половина деталюшек была в трещинках .На одних заметно на других не очень.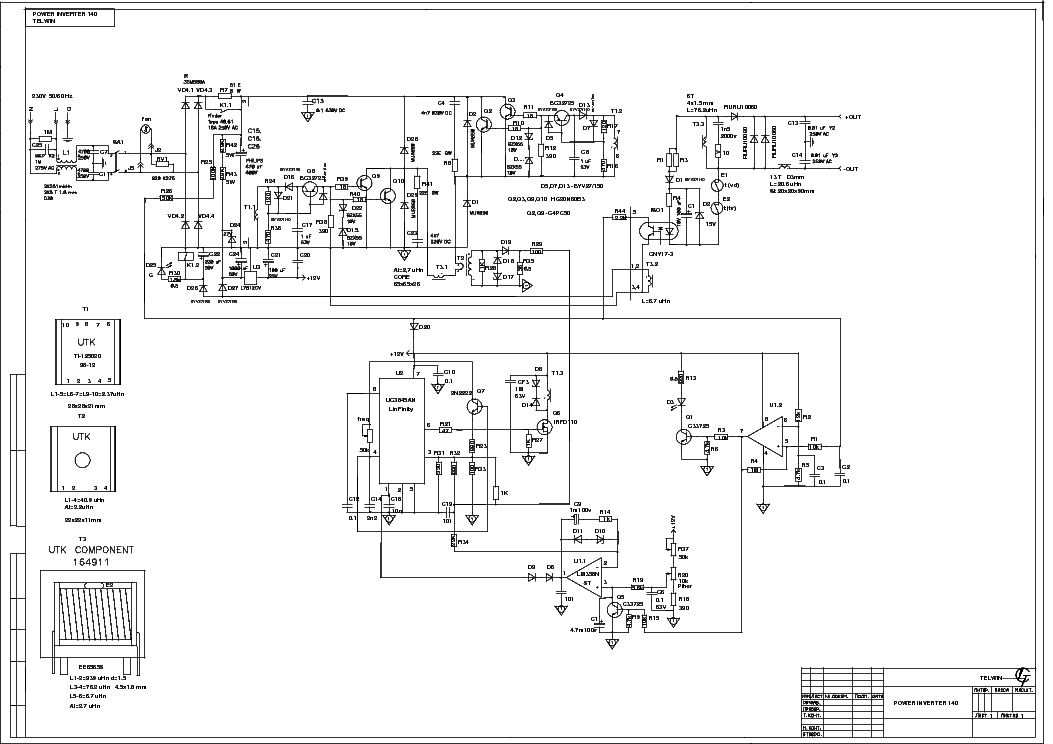 Поэтому они наверно и сгорели
Поэтому они наверно и сгорели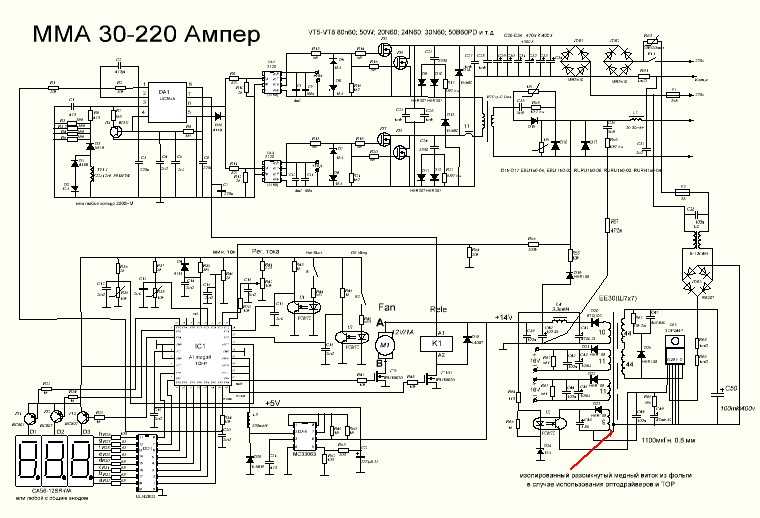 Модернизированный вариант оснащен электронным циферблатом, удобной ручкой для транспортирвки. Про перенос аппарата инженеры также позаботились снабдив его специальным кейсом. Имея небольшой вес можно легко применять Gerrard MMA-200 во время монтажа на высоте, он не сковывает вас в движениях. Если вы владелец автомастерской, или сварочный аппарат нужен вам на дачном участке или гараже, подобная модель отлично подойдет. Gerrard MMA-200 предназначен для сварки, резки и наплавке различных черным, а также цветных металлов. Имея большой спектр возможным применяемых электродов, сварщик сможет выбрать любой необходимый диаметр вплоть до 5мм. Данная модель имеет первый класс защиты от удара током. Аппарат является очень тихим в работе, малый расход энергии, и отличную стоимость.
Модернизированный вариант оснащен электронным циферблатом, удобной ручкой для транспортирвки. Про перенос аппарата инженеры также позаботились снабдив его специальным кейсом. Имея небольшой вес можно легко применять Gerrard MMA-200 во время монтажа на высоте, он не сковывает вас в движениях. Если вы владелец автомастерской, или сварочный аппарат нужен вам на дачном участке или гараже, подобная модель отлично подойдет. Gerrard MMA-200 предназначен для сварки, резки и наплавке различных черным, а также цветных металлов. Имея большой спектр возможным применяемых электродов, сварщик сможет выбрать любой необходимый диаметр вплоть до 5мм. Данная модель имеет первый класс защиты от удара током. Аппарат является очень тихим в работе, малый расход энергии, и отличную стоимость.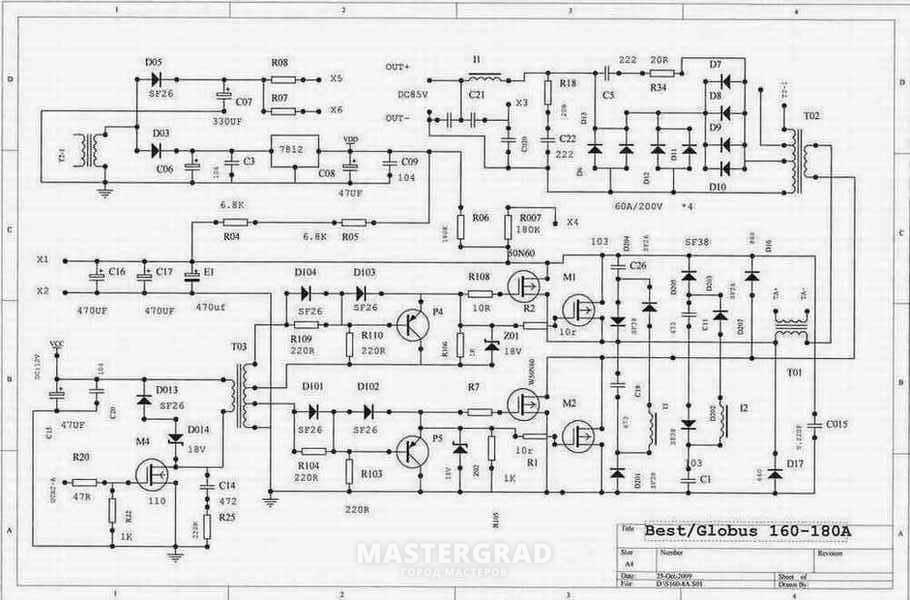 Вот что получилось.
Вот что получилось.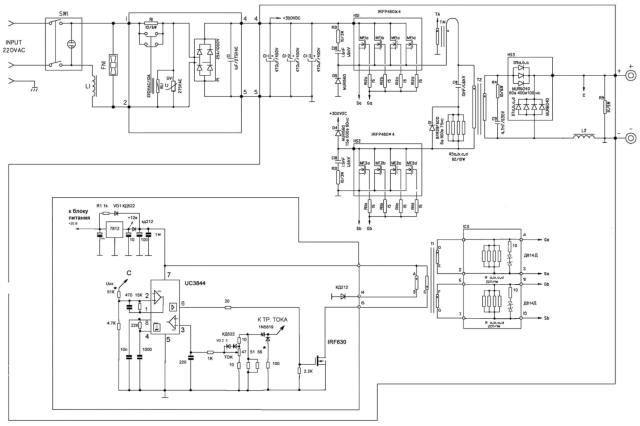
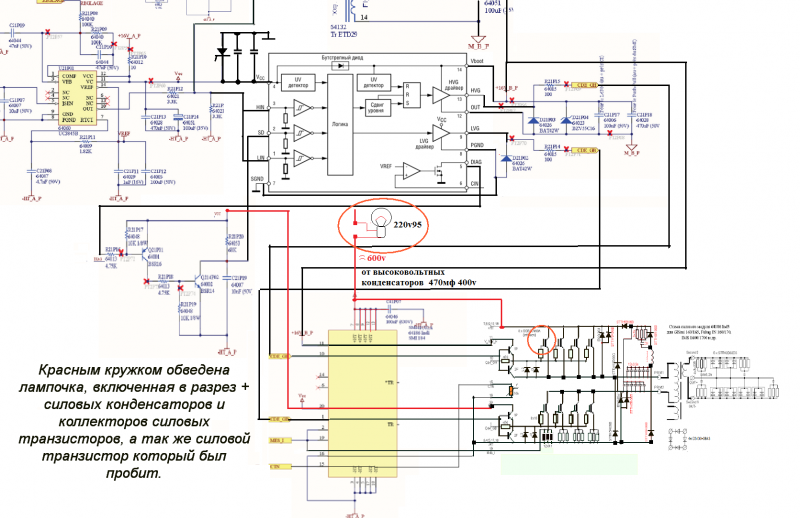
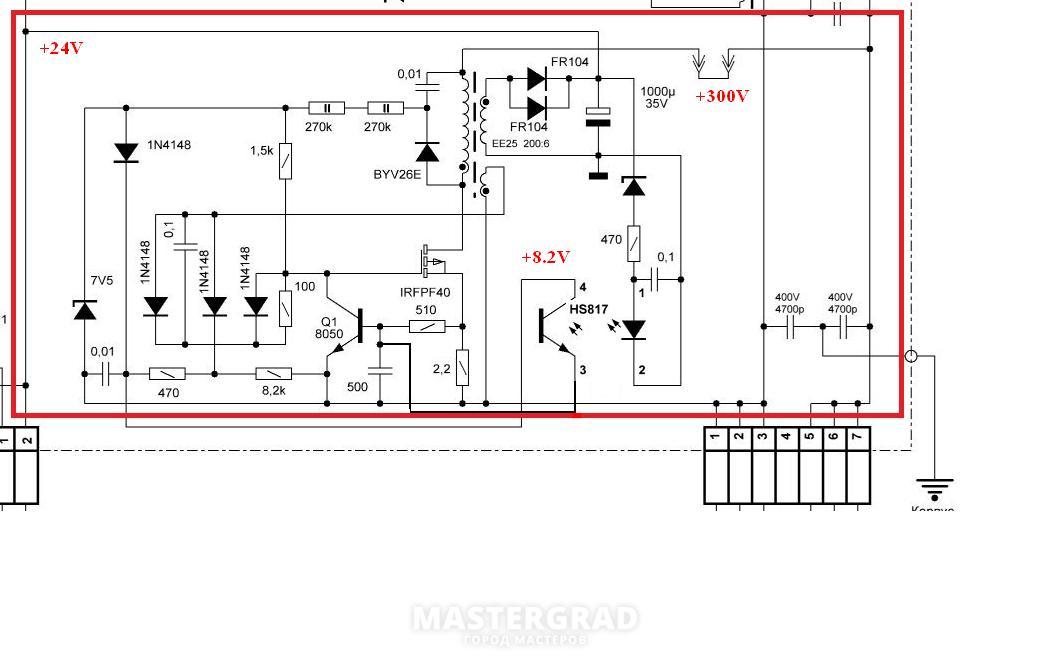
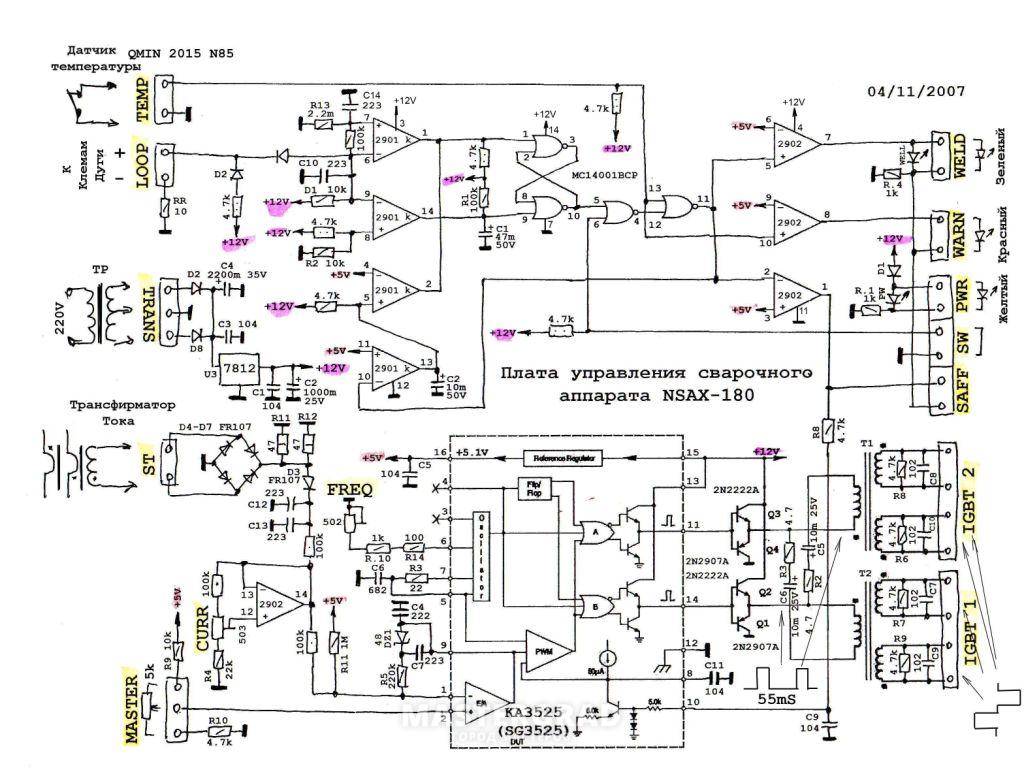 Не помогу.
Не помогу. 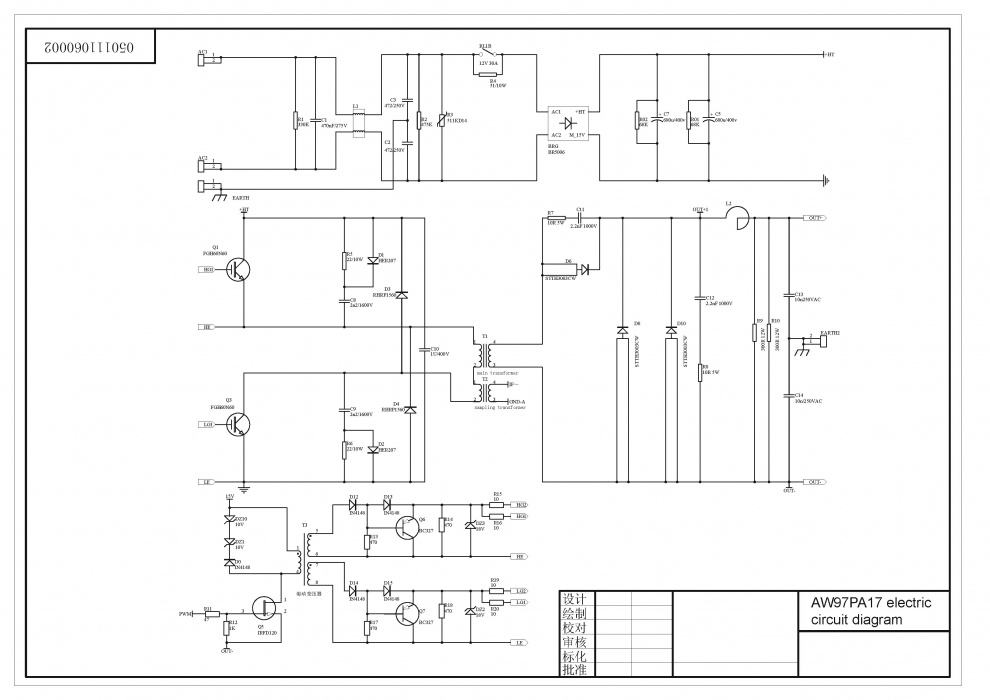
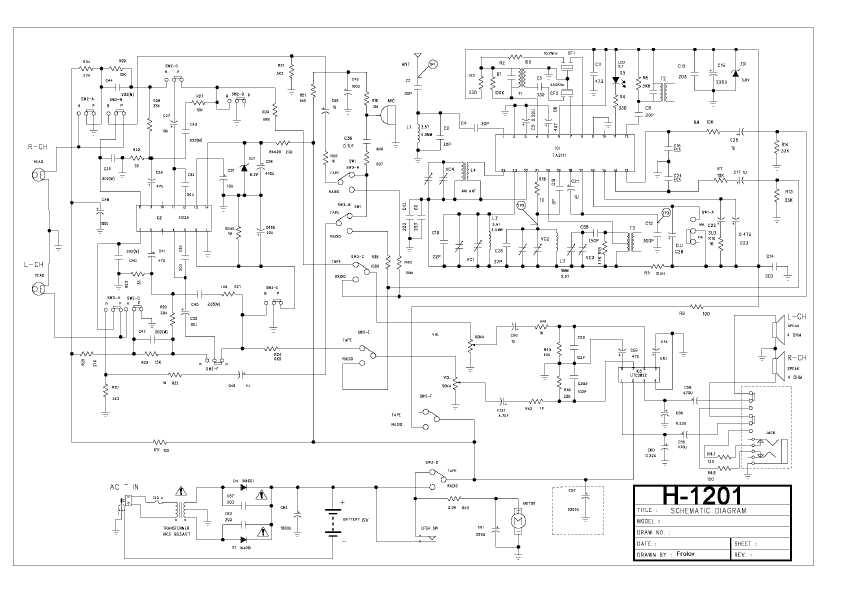

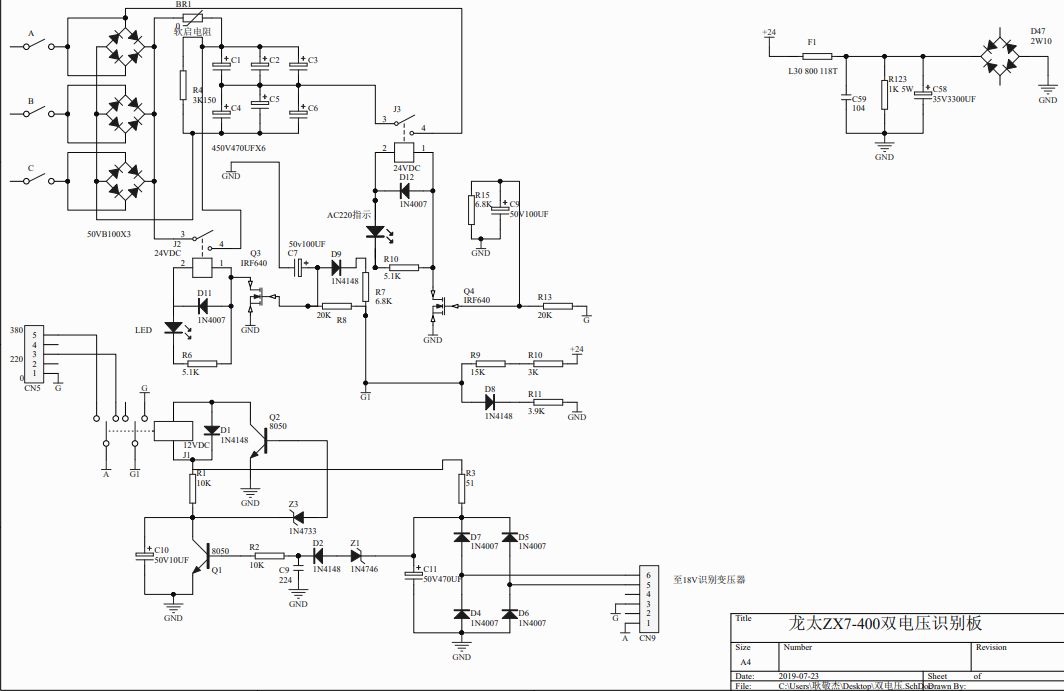 Федеральная торговая комиссия также заявила, что ответчики нарушили Закон об организациях, занимающихся ремонтом кредитов, предоставив эти искажения и взимая с потребителей предоплату за услуги по ремонту кредитов.
Федеральная торговая комиссия также заявила, что ответчики нарушили Закон об организациях, занимающихся ремонтом кредитов, предоставив эти искажения и взимая с потребителей предоплату за услуги по ремонту кредитов.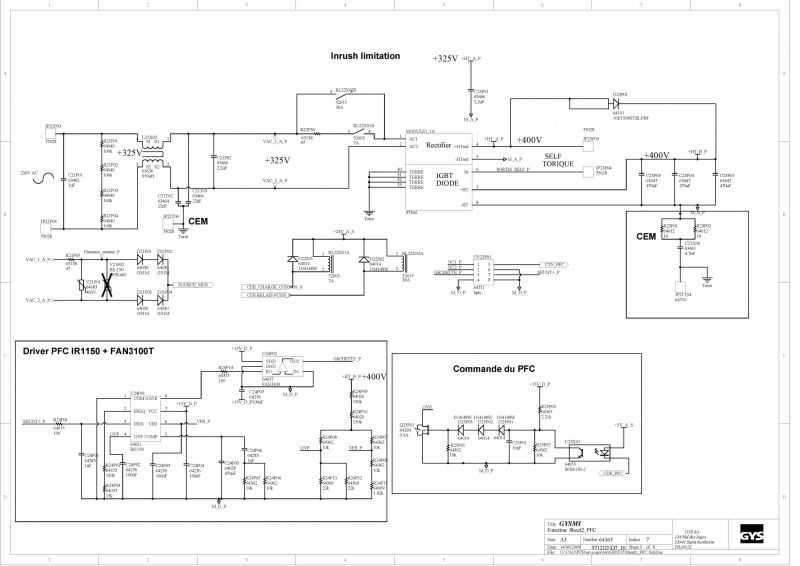 FTC подала предложенные оговоренные окончательные постановления в Окружной суд США Центрального округа Калифорнии, Западный округ. Суд вынес постановления 30 июля и 3 августа. Суд также вынес постановление в отношении корпоративного ответчика, First Time Credit Solution, Corp., 30 июля о том же судебном запрете и денежном решении, что и в отношении отдельных ответчиков.
FTC подала предложенные оговоренные окончательные постановления в Окружной суд США Центрального округа Калифорнии, Западный округ. Суд вынес постановления 30 июля и 3 августа. Суд также вынес постановление в отношении корпоративного ответчика, First Time Credit Solution, Corp., 30 июля о том же судебном запрете и денежном решении, что и в отношении отдельных ответчиков.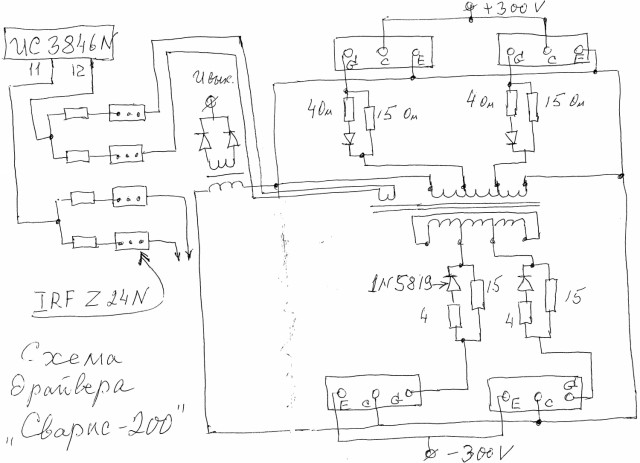 Веб-сайт FTC предоставляет бесплатную информацию по различным потребительским темам. Ставьте лайк FTC на Facebook, следите за нами в Twitter и подписывайтесь на пресс-релизы, чтобы быть в курсе последних новостей и ресурсов FTC.
Веб-сайт FTC предоставляет бесплатную информацию по различным потребительским темам. Ставьте лайк FTC на Facebook, следите за нами в Twitter и подписывайтесь на пресс-релизы, чтобы быть в курсе последних новостей и ресурсов FTC. НАЖМИТЕ ЗДЕСЬ
НАЖМИТЕ ЗДЕСЬ
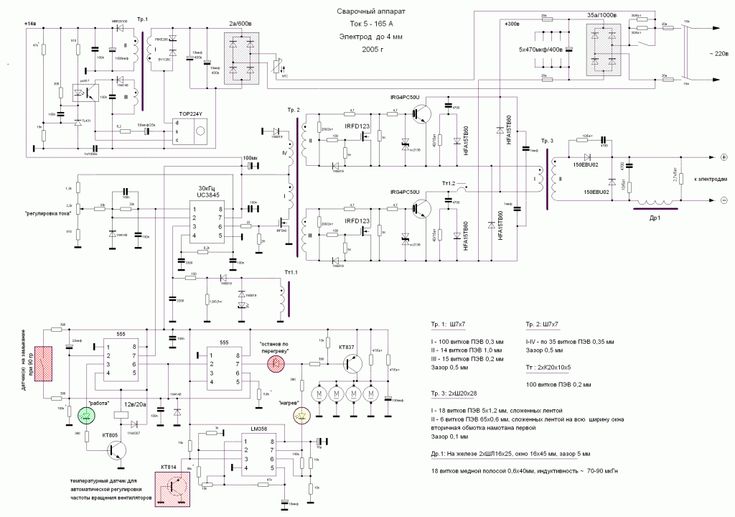
 42 ₽
42 ₽ 34 ₽
34 ₽ 95 ₽
95 ₽ 36 ₽
36 ₽ 81 ₽
81 ₽ 80 ₽
80 ₽ 48 ₽
48 ₽ откл. ±0,013 на длине до 25 мм)
откл. ±0,013 на длине до 25 мм) откл. ±0,013 на длине до 25 мм)
откл. ±0,013 на длине до 25 мм)


 Гайка/наконечник отбойного молотка приварится к поверхности кузова. Потяните за ручку, чтобы выправить впадину.
Гайка/наконечник отбойного молотка приварится к поверхности кузова. Потяните за ручку, чтобы выправить впадину. На патроне левая резьба. Если он не идёт, ударьте по шестиграннику молотком.
На патроне левая резьба. Если он не идёт, ударьте по шестиграннику молотком. Из него нужно достать втягивающую. Пружина вам не понадобится – вытащите её и установите якорь в стартер. Чтобы он не выпал, приварите к нему пластину из металла, оставьте при этом небольшой зазор.
Из него нужно достать втягивающую. Пружина вам не понадобится – вытащите её и установите якорь в стартер. Чтобы он не выпал, приварите к нему пластину из металла, оставьте при этом небольшой зазор.
 Большая увеличит площадь заземления, из-за этого оно будет меньше нагреваться.
Большая увеличит площадь заземления, из-за этого оно будет меньше нагреваться.


 Потом приступаем к сборке аппарата.
Потом приступаем к сборке аппарата.
 Я уже слышал о Spotter еще до того, как переехал в Барселону в 2015 году. Я думал, что знаю, чего ожидать от видео, которые я видел в социальных сетях… Но я даже не мог мечтать о том, что в итоге нашел. Меня отвезли туда Кристиан Дельгадо и Айнара, и я не мог перестать спрашивать себя: «Что это за место? Это рай? Как это может быть здесь?» Это именно то, о чем я здесь, чтобы рассказать вам сегодня.
Я уже слышал о Spotter еще до того, как переехал в Барселону в 2015 году. Я думал, что знаю, чего ожидать от видео, которые я видел в социальных сетях… Но я даже не мог мечтать о том, что в итоге нашел. Меня отвезли туда Кристиан Дельгадо и Айнара, и я не мог перестать спрашивать себя: «Что это за место? Это рай? Как это может быть здесь?» Это именно то, о чем я здесь, чтобы рассказать вам сегодня.  Видите ли, несмотря на то, что это место расположено в небольшой промышленной деревне примерно в 20 км от Барселоны, которую некоторые назвали бы гетто, Spotter теперь стал мировым эталоном, когда речь заходит о скейтпарках DIY. Я уверен, что вы видели видео, где Оски катается на нем, или некоторые клипы, снятые Пи-Стоуном.
Видите ли, несмотря на то, что это место расположено в небольшой промышленной деревне примерно в 20 км от Барселоны, которую некоторые назвали бы гетто, Spotter теперь стал мировым эталоном, когда речь заходит о скейтпарках DIY. Я уверен, что вы видели видео, где Оски катается на нем, или некоторые клипы, снятые Пи-Стоуном. На этот раз все было под контролем, слава богу.
На этот раз все было под контролем, слава богу.  Я до сих пор помню, как смотрел их видео сразу после встречи с ними: они катались голышом сквозь огонь, кругом пивные банки, и я был озадачен всем этим.
Я до сих пор помню, как смотрел их видео сразу после встречи с ними: они катались голышом сквозь огонь, кругом пивные банки, и я был озадачен всем этим. Даже Spitfire выпустили собственные колеса Spotter! Первые переходы начали проявляться и сохраняются по сей день. Мальчики продолжали строить без остановки, а Росио, женщина, отвечающая за обслуживание расположенного поблизости спортивного центра, наблюдала за ними издалека. Вскоре она начала пропускать работу, чтобы тусоваться с парнями. Они строили весь день и заканчивали дни паэльей у костра. Росио была не просто отличным поваром, она была местной жительницей Бадии и знала все ключевые места, где они могли бесплатно собрать материалы и продолжить строительство. Она заставила всех чувствовать себя как дома, быстро и заслуженно заработав свое место в качестве «Босса».
Даже Spitfire выпустили собственные колеса Spotter! Первые переходы начали проявляться и сохраняются по сей день. Мальчики продолжали строить без остановки, а Росио, женщина, отвечающая за обслуживание расположенного поблизости спортивного центра, наблюдала за ними издалека. Вскоре она начала пропускать работу, чтобы тусоваться с парнями. Они строили весь день и заканчивали дни паэльей у костра. Росио была не просто отличным поваром, она была местной жительницей Бадии и знала все ключевые места, где они могли бесплатно собрать материалы и продолжить строительство. Она заставила всех чувствовать себя как дома, быстро и заслуженно заработав свое место в качестве «Босса». 
 Однажды он написал песню под названием «Я собираюсь поджечь свою дыню», поэтому он поджег себе голову, когда играл на Spottorro (или Spottorock), фестивале, который они каждый год устраивают в Spotter, чтобы собрать деньги для конкретный.
Однажды он написал песню под названием «Я собираюсь поджечь свою дыню», поэтому он поджег себе голову, когда играл на Spottorro (или Spottorock), фестивале, который они каждый год устраивают в Spotter, чтобы собрать деньги для конкретный. Воскресенья в Spotter священны; Споттер как дома. Каждый раз, когда кто-то новенький приходит впервые, я думаю про себя: «Хотел бы я, чтобы это был и мой первый день здесь». Без сомнения, формы этих рамп неизбежно заставляют вас смотреть на скейтбординг по-другому. Это смешанное чувство спокойствия и мотивации.
Воскресенья в Spotter священны; Споттер как дома. Каждый раз, когда кто-то новенький приходит впервые, я думаю про себя: «Хотел бы я, чтобы это был и мой первый день здесь». Без сомнения, формы этих рамп неизбежно заставляют вас смотреть на скейтбординг по-другому. Это смешанное чувство спокойствия и мотивации.  Пару лет назад он начал варить крафтовое пиво дома и решил создать Spotter Hops, таким образом используя свое ремесло, чтобы внести свой вклад в сбор денег для спота. Буквально месяц назад он заставил мальчиков построить пару бетонных препятствий во дворе школы, где он преподает. Это первая школа в Испании с бетонными пандусами для катания детей на коньках. Ты можешь представить?
Пару лет назад он начал варить крафтовое пиво дома и решил создать Spotter Hops, таким образом используя свое ремесло, чтобы внести свой вклад в сбор денег для спота. Буквально месяц назад он заставил мальчиков построить пару бетонных препятствий во дворе школы, где он преподает. Это первая школа в Испании с бетонными пандусами для катания детей на коньках. Ты можешь представить?  Буквально! Сначала, когда стали приходить и не знали наших имен, давали всем выдуманные имена из народных сказок. Например, Роб был Робин Гудом, Марк Маньоса был Джепетто, потому что он плотник, и, конечно же, Споттер был Шервудом. Гилле всегда хотел стать плотником, и так уж получилось, что его местные герои также вдохновляют плотников. Они всегда приходят со своим отцом, Себасом. Эти трое являются примером того, как времена изменились, и в наши дни уже не «странно», что твой папа берет тебя кататься на коньках там, где ты хочешь кататься, и даже устанавливает свою собственную доску, чтобы он мог кататься с тобой. Я помню день, когда Роксана и я обязались починить ручную колодку перед работой, а Генис и Гилле пропустили обеденный перерыв в школе, чтобы прийти и покататься на ней, хотя бы ненадолго.
Буквально! Сначала, когда стали приходить и не знали наших имен, давали всем выдуманные имена из народных сказок. Например, Роб был Робин Гудом, Марк Маньоса был Джепетто, потому что он плотник, и, конечно же, Споттер был Шервудом. Гилле всегда хотел стать плотником, и так уж получилось, что его местные герои также вдохновляют плотников. Они всегда приходят со своим отцом, Себасом. Эти трое являются примером того, как времена изменились, и в наши дни уже не «странно», что твой папа берет тебя кататься на коньках там, где ты хочешь кататься, и даже устанавливает свою собственную доску, чтобы он мог кататься с тобой. Я помню день, когда Роксана и я обязались починить ручную колодку перед работой, а Генис и Гилле пропустили обеденный перерыв в школе, чтобы прийти и покататься на ней, хотя бы ненадолго. Более того, сейчас все в мейнстримной индустрии скейтбординга кажется жесткой маркетинговой кампанией, и не только дети, но и родители ценят тот факт, что в Spotter этого можно избежать.
Более того, сейчас все в мейнстримной индустрии скейтбординга кажется жесткой маркетинговой кампанией, и не только дети, но и родители ценят тот факт, что в Spotter этого можно избежать.  Старшие ребята учат вас, как строить, и вы начинаете придумывать, как создавать свои собственные препятствия. Ричи всегда говорит мне: «Ты можешь это сделать, если веришь, что можешь», и он абсолютно прав.
Старшие ребята учат вас, как строить, и вы начинаете придумывать, как создавать свои собственные препятствия. Ричи всегда говорит мне: «Ты можешь это сделать, если веришь, что можешь», и он абсолютно прав.
 Мы опасаемся, что это повысит шансы того, что скромный уголок под соснами станет объектом индустриализации и строительства.
Мы опасаемся, что это повысит шансы того, что скромный уголок под соснами станет объектом индустриализации и строительства. 
 Они заключают сделки, которые обеспечивают денежный поток создателям, позволяя создателям сохранять контроль над творческим контентом и бизнесом. Он структурирован таким образом, чтобы обе стороны могли извлечь выгоду из успеха и роста вашего канала.
Они заключают сделки, которые обеспечивают денежный поток создателям, позволяя создателям сохранять контроль над творческим контентом и бизнесом. Он структурирован таким образом, чтобы обе стороны могли извлечь выгоду из успеха и роста вашего канала. Однако вы, скорее всего, будете обсуждать тысячи, а не миллионы долларов. Кроме того, банковские кредиты имеют длинный список требований, которые вы должны выполнить перед одобрением. Затем вам нужно будет учитывать стоимость долга в виде ежемесячных платежей, процентов, налогов и ответственности.
Однако вы, скорее всего, будете обсуждать тысячи, а не миллионы долларов. Кроме того, банковские кредиты имеют длинный список требований, которые вы должны выполнить перед одобрением. Затем вам нужно будет учитывать стоимость долга в виде ежемесячных платежей, процентов, налогов и ответственности. Кроме того, вам необходимо показать 12 месяцев последовательной загрузки контента. Неважно, публикуете ли вы ежедневно, еженедельно или два раза в месяц; важно ваше стремление к последовательности. Spotter также имеет ограничения на тип контента, который они заинтересованы в лицензировании. Например, они будут отказываться от новостей и политики.
Кроме того, вам необходимо показать 12 месяцев последовательной загрузки контента. Неважно, публикуете ли вы ежедневно, еженедельно или два раза в месяц; важно ваше стремление к последовательности. Spotter также имеет ограничения на тип контента, который они заинтересованы в лицензировании. Например, они будут отказываться от новостей и политики.