Как установить опору ЛЭП, электрический столб для освещения?
Установка столбов для электричества осуществляется при воздушной прокладки электросетей между трансформаторными подстанциями и конечными потребителями электричества. При выполнении работ самостоятельно, своими руками, важно знать, что конструкция воздушных линий электропередач, их проектирование и строительство должны соответствовать документам: строительными нормами и требованиям ПУЭ.
При выполнении работ по погрузке, перевозке и разгрузке опор требуется, чтобы они не подвергались ударам, резким толчкам и рывкам. Нельзя разгружать опоры сбрасыванием. Запрещается транспортировать опоры и детали ВЛ по земле волоком, даже если что-то мешает подъезду грузоподъемных кранов. В таких случаях их развозят по трассе специальными машинами, оборудованными приспособлениями для погрузки и выгрузки.
Как правильно установить электрический столб? Правила установки электрических столбов железобетонных (типа стоек СВ, марки вида СК) для линий электопереедач и наружного освещения имеют определенную последовательность работ.
Технология установки столбов ЛЭП и переноса бетонных опор освещения включает в себя следующие виды технологических операций:
Разметку трассы электролинии, определение места установки электрических столбов, переноса с учетом расстояния между опорами ЛЭП.
Бурение скважин под опоры с помощью бурильно-крановых машин БКМ. Также можно выполнить земляные работы своими руками, используя специальный инструмент для копания ямы — ручной ямобур. Глубина ямы, диаметр зависят от вида электрического столба, категории грунта и диаметра ручного бура. Сегодня в продаже можно встретить бензобур для бурения ям, который намного облегчит вам работы по установке столбов своими руками.
Непосредственно саму установку готовых электрических столбов с помощью манипулятора БКМ, или крана, выверка по вертикали, закрепление оснований столбов в пробуренных ямах.
Монтаж на электрических столбах траверс ЛЭП, кронштейнов светильников наружного освещения и прокладка наружных электрических линий.
Ямы для опор роют различной формы и на разную глубину в зависимости от типа линии, характера грунта на участке и способов копки. При этом ямам стремятся придать удобную для установки опоры форму при наименьшем изъятии, грунта. Глубина закапывания опор должна быть достаточной, исключающей возможность вывертывания из грунта и опрокидывания под воздействием сил, возникающих от давления ветра на провода и надземную часть. Средняя глубина закапывания опоры в земле должна быть ниже уровня промерзания, то есть около 1,5–2 метров. Для промежуточных опор цилиндрическую форму ямы роют самодвижущиеся бурильные машины с краном для установки опоры в яму. В трудных местах трассы, неудобной для прохода машин, ямы выкапывают вручную лопатой так, чтобы выступающие участки земляного котлована не мешали электрическому столбу погрузиться в землю на нужную глубину вкапывания.
Время между устройством котлована и установкой в него опоры не должно превышать одних суток. Высота столба, как требуют «Правила устройства электроустановок» (ПУЭ) должна быть минимум 5 м, и максимум 12, на практике применяются 7-метровые бетонные опоры. Расстояние в труднодоступных местах должно быть не менее 2,5 м, в недоступных участках (горы, утесы, скалы) – не менее 1 м. При пересечении не проезжей части улиц, на тротуарах, пешеходных дорожках расстояние можно уменьшить до 3,5 м. При установке вводного щитка его высота должна быть не менее 160 см от земли.
Установка железобетонных опор СК производится, как правило, стреловыми кранами и кранами-установщиками опор типа КВЛ. При необходимости подтягивания стоек используется трактор. Диаметр цилиндрического пробуренного котлована не должен превышать диаметра стойки более чем на 25 %. При большей разнице устанавливается верхний ригель. Ригели на промежуточных опорах располагаются вдоль оси ВЛ.
При установке двухстоечных и портальных железобетонных опор производится установка последовательно одной и второй стоек, затем монтаж траверс, верхних концов крестовых связей между стойками и закрепление нижних концов крестовых связей.
После подъема и установки краном свободностоящих опор в выкопанные котлованы, опоры должны быть временно раскреплены оттяжками, а затем установлены нижние и верхние ригели. Окончательное закрепление опор осуществляется обратной засыпкой грунтом только после их выверки засыпкой в пазухи грунта с послойным трамбованием.
Вертикальность опор ЛЭП напряжением 10 кВ и ниже проверяют отвесом, а 35 кВ и выше – теодолитом.
Высота столбов ЛЭП определяется по наименьшим допускаемым расстояним от проводов ЛЭП до земли и инженерных сооружений приведены в табл. 1. Провода ВЛ должны быть подвешены на столбе ЛЭП такой высоты, чтобы от низших точек провода до поверхности земли оставалось расстояние, обеспечивающее безопасность движения. Под проводами ВЛ могут не только проходить люди, но и проезжать автомобили, груженные громоздкими предметами, высокие сельскохозяйственные машины, краны и т. п. На них не должно произойти электрического разряда с провода линии.
Таблица 1. Допустимые расстояния от проводов ЛЭП до земли и инженерным сооружениям
Характеристики местностей и пересечений
Напряжения линии, кВ
ниже 1 кВ
1-20
35 — 110
220
Ненаселенная местность, часто посещаемая людьми и доступная для транспорта и сельскохозяйственных машин. Расстояние от провода до земли с учетом стрелы провеса, м
5
6
6
7
Населенные местности и территории промышленных предприятий. Расстояния до земли, м
6
7
7
8
При пересечениях железных дорог постоянного пользования. Расстояние до головки рельсов, м
7,5
7,5
7,5
8,5
При пересечениях автогужевых дорог. Расстояние до полотна дороги, м
6
7
7
8
Высота столба электропередач (0,4-10 кВ), опоры ЛЭП (35-110 кВ, 220-330 кВ) принимается с небольшим запасом Δh, равным 0,2 — 0,4 м к нормативным параметрам.
Траверсы ВЛ прочно закрепляют на опорах электропередач и для предохранения от ржавчины покрывают битумным лаком. Изоляторы закрепляют при помощи полиэтиленовых колпачков. Перед насадкой колпачки разогревают в воде температурой 80–90 град. C, а затем насаживают на штырь или крюк лёгкими ударами деревянного молотка. Внешняя поверхность колпачка имеет форму резьбы, на которую наворачивают изолятор.
Как правильно установить опору освещения?
Технология установки опор освещения типа железобетонный столб выполняется аналогично технологии электромонтажных работ, рассмотренной выше, только на электрическом столбе дополнительно устанавливается кронштейн для крепления светильника наружного освещения. Опоры освещения металлические фланцевые монтируются на предварительно изготовленный железобетонный фундамент. Прокладка кабеля для питания светильника производится внутри металлического столба освещения при установке столба своими руками. Технологию производства работ можно узнать перейдя по ссылке как установить опору освещения.
На железобетонных опорах ВЛ с помощью специальных хомутов монтируются стальные траверсы. Для ВЛ напряжением до 10 кВ эти траверсы имеют штыри, на которые с помощью полиэтиленовых колпачков ставятся штыревые изоляторы. Для ВЛ напряжением 35 кВ и выше на концы траверс устанавливаются элементы сцепной арматуры для дальнейшего крепления гирлянд подвесных изоляторов.
Как установить опору ЛЭП?
Технологический процесс монтажа линии электропередачи (ЛЭП) включает в себя:
подготовительные работы, в ходе которых знакомятся с районом прохождения трассы, разбивают трассу, рубят просеки, роют котлованы под опоры, подготавливают разного рода производственные, хозяйственные и коммунальные помещения;
основные строительно-монтажные работы, в ходе которых развозят по местам, собирают и устанавливают опоры, доставляют и монтируют изоляторы, провода, тросы.
Рытье прямоугольных котлованов для фундаментов опор производится одноковшовым экскаватором ЭО-4321Б с емкостью ковша 1 м3 с бульдозерным отвалом, используемым для снятия почвенно-растительного слоя и сдвигания его в сторону на 5 метров перед рытьем. При рытье котлованов необходимо соблюдать требуемую крутизну откосов, чтобы не обрушались стенки котлованов, а вынутый грунт укладывать на расстоянии 0,5-0,8 метров от бровки котлована, так чтобы он не мешал последующему монтажу подножников. Разрыв во времени между рытьём котлованов и монтажом фундаментов не должен быть более 1 – 2 суток.
Монтаж элементов фундаментов выполняют автомобильным краном КС-4571(г.п – 14,2 т.) без заезда в котлован. Установку ригелей необходимо производить после частичной засыпки котлованов до уровня ригелей.
Обратную засыпку котлованов производят послойно бульдозером ДЗ-110А с одновременным трамбованием слоев грунта вибротрамбующей машиной ВТМ-2М до плотности λ=1,7 m/м3 согласно технологической карте.
Как собирают опоры ЛЭП?
Решетчатые металлические опоры ЛЭП поставляются отдельными элементами, сборка которых между собой выполняется с помощью болтовых соединений. После завершения сборки металлических опор, перед тем как поставить ее вертикально, производится проверка соответствия рабочим чертежам проекта ВЛ, восстановление антикоррозийного покрытия в местах его повреждения при транспортировке.
Сборка опор выполняется по возможности ближе к месту ее будущей установки. Сборка стальных промежуточных опор ЛЭП, как правило, укрупнительная. На оборудованном полигоне собираются секции опор, которые вывозят на пикет и производят досборку. Сборка анкерных опор предусматривается на пикетах, т.к. секции этих опор имеют большие габариты, усложняющие их перевозку. Для ускорения сборочных работ бригаде придается агрегат для механизированной сборки опор. При выполнении сборочных работ применяются автокраны, домкраты и другие механизмы и инструменты.
Решетчатые стальные опоры устанавливаются на железобетонные фундаменты (подножники) или сваи. Котлованы под фундаменты стальных опор разрабатываются экскаваторами. Заглубление железобетонных свай в грунт выполняется виброударным способом. Глубина заложения фундаментов или свай должна соответствовать проекту ВЛ.
Как ставят опоры ЛЭП?
Металлические опоры устанавливаются с помощью подъемного крана соответствующей грузоподъемности. Вылет и рабочий ход стрелы подъема крана должны обеспечивать полный подъем опоры, перемещение ее к месту установки и удержание в вертикальном положении до закрепления на фундаменте. Установка опор осуществляется методом поворота с помощью автокрана КС-4571 и трактора Т-130М. После установки опоры ЛЭП выверяется ее вертикальное положение путем установки подкладок между башмаком и железобетонным фундаментом.
Натяжку проводов ВЛ напряжением до 10 кВ выполняют лебёдкой, при помощи полиспастов или автомашиной, а 35 кВ и выше – тракторами. Стрелу провеса проводов устанавливают визированием. При плохой видимости допускается контролировать натяжку проводов по динамометру.
По окончании строительно-монтажных работ необходимо произвести тщательный осмотр линии и подготовить ее к сдаче в эксплуатацию.
< Предыдущая
Следующая >
Поэтапная установка бетонных столбов под электричество
21 января 2014
7173
Оглавление: [скрыть]
Преимущества железобетонных опор
Особенности
Этапы монтажа
Разметка территории
Установка столбов
Электричество является неотъемлемой частью жизни человека.
Оно ворвалось в нашу жизнь стремительно и бесповоротно. Чтобы электричество бесперебойно поставлялось в каждую квартиру, в каждый дом, необходимо обеспечить качественную и надежную воздушную прокладку электросетей к потребителю от трансформаторных подстанций. Для этих целей предназначены специальные приспособления — электрические столбы.
На первом этапе работ по прокладыванию линий электропередач рассчитывают количество столбов, определение места с учетом специфики местности, грунта.
Преимущества железобетонных опор
Столбы для электричества представляют собой опоры воздушных линий электропередач, относящихся к одним из значимых элементов ЛЭП, на которых крепятся провода. Данные конструкции чаще всего бывают 3 видов: металлические, деревянные и железобетонные.
Самыми востребованными опорами для электричества на сегодняшний день являются столбы из железобетона, которые завоевали свою популярность из-за следующих важных преимуществ. Во-первых, железобетон от других материалов выгодно отличают очень хорошие эксплуатационные качества. Он устойчив к разрушению и к коррозии, обладает высокой сопротивляемостью воздействию вредной окружающей среды. Во-вторых, железобетонные опоры обладают повышенной прочностью. В-третьих, они имеют долгий срок службы, выше 50 лет. Сюда же можно отнести такие их важные свойства, как пожароустойчивость, простота обслуживания и эксплуатации.
Бурение ямы производится земляным буром под железобетонные столы.
Опоры для электричества из железобетона выдерживают низкие температуры окружающего воздуха — до -55 градусов, а также сильное агрессивное воздействие внешней среды. Такие опоры бывают чаще всего прямоугольного или кольцевого сечения. Их изготавливают из тяжелого бетона класса В30, в соответствии с ГОСТ 26633-91. В качестве заполнителя используют гранитный щебень большой прочности и морозостойкости. Самым распространенным видом железобетонных опор ЛЭП являются одностоечные промежуточные опоры с металлическими траверсами. Но на ЛЭП с большим напряжением часто используют и анкерно-угловые промежуточные опоры из железобетона с оттяжками.
Вернуться к оглавлению
Особенности
Железобетонные конструкции при их установке предполагают соблюдение некоторых условий. Обязательно должен учитываться природный ландшафт, ветровая нагрузка на столбы, расстояние между ними, при необходимости плотность автомобильного потока. В обязательном порядке при монтаже опор производится их проверка на безопасность, прочность, долговечность, устойчивость и привлекательный внешний вид. Для загородного и городского уличного освещения хорошо зарекомендовали себя железобетонные опоры, к примеру: СВ 95-2, СВ 105-3, СВ 110-4,9, СВ 105-5, ССЦ, ОПСВ, ОГК и другие.
Вернуться к оглавлению
Этапы монтажа
Качественная установка столбов включает в себя:
Процесс монтажа столба с помощью автомобиля-манипулятор. Затем столбы выверяются по вертикали и закрепляются в ямах.
Совершение их выбора в зависимости от различных факторов: от назначения, от месторасположения, от системы электрооборудования, способа прокладки электрической линии и др.
Саму установку.
Монтаж подходящего осветительного оборудования.
Прокладку электрических проводов.
Этапы установки опор из железобетона включают в себя:
Разметку территории.
Бурение ям под опоры.
Установку столбов с использованием специальной техники.
Монтаж электрических проводов.
Вернуться к оглавлению
Разметка территории
Правильная установка столбов проводится в соответствии со специальной технологией. Прежде всего, необходимо произвести разметку, т. е. определить место и количество. На данном этапе специалисты производят расчеты с учетом особенностей местности, грунта, производимой нагрузки. За соблюдение достаточности и равномерности освещения определенной местности также отвечает правильная установка электрических столбов.
Следующим этапом является бурение грунта под данные столбы. Его проводят, четко следуя проведенной разметке, при этом обязательно учитываются особенности грунта. При данной работе обычно используется спецтехника с земляными или телескопическими бурами, размещенными на автомобильной платформе.
Вернуться к оглавлению
Установка столбов
Завершающий этап прокладывания ЛЭП — монтаж траверс и самих электрических линий на железобетонных опорах.
В заранее подготовленные места производится монтаж железобетонных электрических опор при помощи манипулятора. Особое внимание необходимо уделить осмотру столбов на отсутствие повреждений. Затем, используя уровни и отвесы, проводят выверку столбов по вертикали. Сильным бетонным раствором производится закрепление основания столба в подготовленных ямах, можно использовать и дополнительные подпорки из металла или железобетона.
В соответствии с технологией железобетонных опор, далее производят монтаж металлоконструкций под изоляторы или траверсы, на которых имеются специальные хомуты для фиксации и штыри для изоляторов. Траверсы не проводят электрический ток, а служат для крепления провода. Они могут быть различных габаритов и различаются в зависимости от количества присоединяемых проводов. Траверсы покрывают защитой против коррозии металла, а также устанавливают дополнительную крышку от погодных воздействий.
Установка железобетонных столбов на финальном этапе представляет монтаж электрических проводов. Обязательно следует отметить, что проведение вышеописанных работ разрешается лишь организациям со специальным допуском к таким видам работ.
Проектирование, установка и обслуживание воздушных линий электропередач регулируется документами и строительными нормами ПУЭ (Правилами устройства электроустановок), ведь от этого будет зависеть обеспечение безопасного и безаварийного функционирования системы всего освещения в целом.
Как просто построить бетонную колонну
82 / 100
Powered by Rank Math SEO
Железобетонная колонна является важным типом бетонного элемента в бетонном здании, особенно в высотном. Настоятельно рекомендуется, чтобы в строительном проекте приоритет отдавался проектированию бетонных колонн перед проектированием других бетонных элементов.
Возможно, вы заметили, что некоторые бетонные здания обрушились во время их строительства, и это могло произойти из-за неудачного проектирования или отсутствия надлежащего надзора. Существует множество возможных причин, по которым железобетонные конструкции разрушаются при их возведении. Поэтому очень важно проверять каждую деталь колонны перед ее заливкой бетоном. Особое внимание следует уделить началу строительства железобетонной колонны.
Рекомендуется нанимать квалифицированный строительный персонал, такой как инженер-строитель, технический инженер, руководитель строительства, инженер-проектировщик и инженер-строитель, поскольку они являются первыми экспертами, которые проверяют надежность конструкции здания и, в конечном итоге, это применение на месте, чтобы обеспечить целостность готового (готового продукта) бетонного элемента.
Квалифицированные рабочие бригады также необходимы для выполнения ряда важных задач на площадке, особенно для бетонных колонн. Бригадир, рабочий и монтажники стали должны иметь достаточный опыт, прежде чем они могут быть уполномочены и выбраны для выполнения работы по возведению вертикальной арматуры, поскольку для интерпретации каждой детали структурного плана требуется высококвалифицированная команда.
Итак, чтобы получить качественную железобетонную колонну,
1. Проверить план конструкции и установить арматурные стержни. Убедитесь, что надлежащий диаметр стержня, марки стали и интервалы наклонены в соответствии с планом.
2. Проверьте, какие другие профессии, такие как электротехника, сантехника, сантехника и механика, должны быть включены в столбец. Если применимо, установите их до установки опалубки. Убедитесь, что отверстия других проемов полностью защищены и закрыты от мокрого бетона во время фактической заливки.
3. Проверьте план и установите опалубку, должным образом закрепленную и затянутую с помощью утвержденных принадлежностей и подмостей. При необходимости профессионал, такой как инженер по опалубке, должен подтвердить, что установленная опалубка достаточно надежна, чтобы выдерживать нагрузку, создаваемую влажным бетоном, и давление бетононасоса (если насос будет использоваться).
4. Убедитесь, что отвес находится на месте с двух соседних сторон. Как инженер по качеству или консультант, вы должны проверить с помощью стальной ленты, параллельна ли отвесная линия колонне, поскольку она показывает вертикальность.
5. Проверить координаты. Поручите съемочной группе проверить размещение установленных опалубок колонн относительно линий сетки, чтобы избежать отклонений. Перепроверьте, если необходимо.
6. Убедитесь, что установленная опалубка чистая и на ней нет цементного молока. Еще раз проверьте, установлены ли все дюбели, электрические, санитарные и сантехнические приспособления рядом с опалубкой, чтобы избежать сколов и исправлений в дальнейшем.
7. Приготовьте или замесите бетон. Бетон может быть товарным бетоном или смесью на месте. Перепроверьте расчетную прочность, необходимую и требуемую для конструкции. Если бетон будет смесью на месте, убедитесь, что смесь цемента и заполнителя имеет высокое качество, чтобы получить расчетную прочность.
8. Соберите образцы для проверки на зрелость. Обычно для 7-дневного и 28-дневного испытания на сжатие берут восемь кубических или цилиндрических образцов, включая запасные части. Проверьте, соответствует ли спад и температура расчетным значениям. Бетон не должен «освежаться» водой или нуждаться в какой-либо повторной обработке. Одобренные добавки могут быть добавлены в соответствии со спецификациями.
9. Перед заливкой свежего бетона внутренние поверхности опалубки должны быть тщательно смочены и очищены от цементного молока и вредных веществ.
10. Для непосредственного литья заливайте бетон непрерывно. Инспектор по качеству должен следить за тем, чтобы бетон заливался как можно ровнее и чтобы не было значительных перепадов высот, которые способствуют расслоению заполнителя. При необходимости рекомендуется использовать стальные или фанерные переносные желоба. Инспектор по качеству должен удостовериться, что не используется бетон, который уже затвердел или не соответствует требуемым пределам контроля качества.
11. Бетононасосы перед началом работы необходимо смазать раствором. Количество раствора должно быть от 1 до 2 кубометров.
12. Бетонная смесь должна быть выгружена в течение 1 и 1/2 часов после добавления воды в сухую смесь или после замеса бетона на бетонном заводе.
13. Если погодные условия не позволяют проводить текущие бетонные работы, следует выполнить надлежащий строительный шов в соответствии со спецификациями и в месте, где напряжение минимально. Проверьте структурный план и спецификации для справки.
14. По возможности избегайте холодных стыков, укладывая бетон слой за слоем, пока бетон остается в пластичной форме.
15. Уберите временную распорку (если используется) в опалубку, когда укладка бетона уже достигла высоты распорки.
16. Бетон следует уплотнить механическим вибратором. Использование вибраторов должно быть ограничено временем, необходимым для уплотнения. Избегайте использования вибрирующей арматуры и стальной арматуры без всякой причины, если они могут вызывать сегрегацию заполнителя. Обеспечьте наличие запасного вибратора на случай, если один из них сломается, чтобы заливка бетона могла продолжаться.
17. Строго говоря, бетон должен быть залит через 1 и 1/2 часа после выхода из бетонного завода (для товарного бетона) и имеет допуск до 2 часов. Для смеси на месте уложите бетон как можно скорее.
После того, как бетон осядет и наберет допустимую прочность в указанный день, можно приступать к безопасному снятию или снятию опалубки. Если после снятия опалубки будут обнаружены какие-либо дефекты или заметные выпуклости или соты, их следует устранить с помощью скалывания, шлифовки или любых разрешенных инструментов. Для выдерживания железобетонной колонны следует использовать ткань из мешковины или любые одобренные аналогичные материалы. Это делается для того, чтобы колонна достигла расчетной прочности в нужное время.
Проверяете ли вы арматуру бетонной колонны перед заливкой бетона? Что вы можете предложить, чтобы избежать выхода из бетонной колонны отвеса после заливки?
Об авторе
Ноэль
Другие мои сообщения
Привет! Добро пожаловать на мой блог. Меня зовут Ноэль Мадес, я автор сайта qualityengineersguide.com. По профессии я инженер-строитель, но я специализировался и прошел путь в области инженерии качества. Я проработал инженером по качеству в известных компаниях Объединенных Арабских Эмиратов почти одиннадцать лет.
Инструкции по установке колонки – Marksman
Перейти к содержимому
Инструкция по установке колоннMarkadmin2017-06-12T08:53:50+00:00
При планировании установки строительных колонн и их соответствующих размеров очень важно соотношение длины к диаметру (т.е. – длина ÷ диаметр). Это называется коэффициентом гибкости. Если колонна слишком длинная и имеет малый диаметр, то она будет иметь высокий коэффициент гибкости. В этом случае он будет выглядеть очень тонким и казаться хлипким и будет иметь тенденцию к короблению. Если верно обратное, т. е. он короткий и имеет больший диаметр, то он будет казаться очень толстым и будет иметь низкий коэффициент гибкости.
Есть некоторые важные проблемы, связанные с прочностью, связанные с коэффициентом гибкости. Если коэффициент гибкости меньше 10 (например, если колонна имеет диаметр 250 мм, то длина может быть до 250 x 10 = 2500 мм/2,5 м), тогда колонна не требует армирования сталью и может быть просто заполнена бетоном. .
Если коэффициент гибкости находится в диапазоне от 10 до 15 (например, длина колонны диаметром 250 мм составляет от 2500 мм (250 x 10) до 3750 мм (250 x 15), то колонна должна быть усилена сталью. колонны, в бетонный фундамент и из верха колонны в элемент, на который опирается колонна.0071
Если коэффициент гибкости больше 15, необходимо проконсультироваться с инженером-строителем.
Во всех случаях, когда на колонну может воздействовать сильное горизонтальное усилие, т. е. рядом с проезжей частью, где транспортное средство может столкнуться с колонной, в колонне следует использовать арматурную сталь независимо от коэффициента гибкости.
Строительные колонны
Fibrecem фактически являются постоянными конструкциями и не должны использоваться в качестве конструктивных элементов без заливки бетоном соответствующей прочности и армирования в соответствии с требованиями.
Поместите базовый компонент в правильном положении на прочный фундамент (например, бетон), который достаточно прочен, чтобы выдержать предполагаемую нагрузку колонны.
Если основание не полностью выровнено, используйте тонкий слой речного песка и цемента, чтобы обеспечить прочное прилегание основания к бетонному основанию.
, если колонна должна быть усилена, просверлите базовый компонент в материале фундамента и вставьте в эти отверстия стальные армирующие стержни длиной примерно 600 мм. Нижняя часть стартовых стержней должна быть покрыта эпоксидной смолой общего назначения перед установкой в отверстия, чтобы они прочно сцеплялись с материалом фундамента. Глубина этих отверстий должна как минимум в 15 раз превышать диаметр стальных стержней (т. е. если вы используете 10-миллиметровый стальной стержень, просверлите отверстие диаметром 12 мм и глубиной не менее 150 мм.)
После установки стали заполните основание бетоном хорошего качества и дайте основанию высохнуть в течение суток.
Если используется стальная арматура, установите ее сейчас и привяжите к начатым стержням.
Установите колонну здания так, чтобы она стояла вертикально над основанием колонны. Установите опорные распорки или распорки, которые будут удерживать колонну в вертикальном положении во время заливки бетона. Эти распорки должны быть достаточно прочными, чтобы предотвратить перемещение или наклон колонны.
После закрепления колонны в вертикальном положении ее можно залить бетоном.
Вред фанеры — какая фанера менее вредная фк или фсф
Фанера считается натуральным материалом, так как она представляет собой склеенный между собой шпон. Но для склеивания древесины используются специальные клеи и смолы, в состав которых часто входят фенол и формальдегид. Эти вещества известны своей вредностью. Разберемся, вредна ли фанера для здоровья человека, или все же нет.
Формальдегид в фанере
Формальдегид – самое простое вещество из группы альдегидов. При прямом контакте оно раздражает кожу и слизистые оболочки, а при попадании внутрь поражает нервную систему. Его предельно допустимая концентрация (ПДК) в воздухе составляет 0,5 мг/м3. Если концентрация формальдегида превысит эти значения, самочувствие человека может ухудшиться. Смертельная доза составляет 60-90 мл, однократно принятая внутрь. Это соответствует около 50-70 г вещества в пересчете на массу.
Так вредна ли фанера для человека, если в ее состав входят карбамидо- или фенолоформальдегидные смолы? Чтобы ответить на этот вопрос, нужно знать, сколько формальдегида входит в ее состав. В зависимости от содержания этого вещества фанерные листы разделяют на следующие классы эмиссии:
Е0 – формальдегид отсутствует полностью, а потому в воздух он не выделяется ни в каких количествах. В России такая фанера не производится, но такой класс эмиссии существует в США.
Е1 – в 100 г фанерной продукции содержится до 10 мг формальдегида. Сюда относится фанера ФК, ФБА и ФБВ, которую вы можете купить у нас по низкой цене с доставкой по Москве и МО. При содержании этих листов в закрытом помещении в каждый м3 воздуха выделяется не больше 0,124 мг формальдегида.
Е2 – в 100 г материала содержится от 10 до 30 мг формальдегида, а в воздух выделяется больше 0,124 мг этого вещества на каждый м3. Сюда относятся листы ФСФ, ФБC и ФОФ. На нашем складе всегда хранятся эти марки фанеры с привлекательной стоимостью, а также большим ассортиментом форматов и толщин.
Е3 – в 100 г материала содержится 30-60 мг формальдегида. Производство такой фанеры запрещено из-за ее высокой токсичности.
Самую безопасную фанеру в России выпускает ООО «Сыктывкарский фанерный завод». Он производит продукцию с классом эмиссии Е0,5, который полностью соответствует европейским стандартам. В 100 г такого материала содержится до 2,4 мг формальдегида.
Что известно о феноле
Фенол – производное бензола. Это токсичное для человека вещество, которое при попадании в организм поражает зрительный центр и центральную нервную систему. Смертельная доза для человека составляет 5-10 г, а ПДК – 1 мг/м3 воздуха. Значит ли это, что фанера с содержанием фенола опасна?
Фенол содержат только водостойкие виды фанеры – ФСФ, ФОФ, ФБВ и ФБС. Но он составляет лишь 11% от всей массы смолы, использованной для склеивания шпона. Все остальное – формальдегид. В связи с этим фенол не оказывает значимого влияния на здоровье человека. Но для предосторожности материалы, содержащие это вещество, не рекомендуется использовать для отделки внутренних помещений.
Что вреднее: ФК или ФСФ
Многие интересуются, какая фанера менее вредная: ФК или ФСФ. Чтобы ответить на этот вопрос, обратимся к информации, рассмотренной выше. Исходя из нее, делаем три вывода:
Вред фанеры ФК меньше, поскольку она содержит только один из опасных компонентов – формальдегид.
Вредных выделений из ФСФ фанеры больше, так как она содержит и формальдегид, и фенол.
Вред от ФСФ фанеры выше, поскольку она относится ко второму классу эмиссии – Е2.
Именно поэтому во внутренних помещениях рекомендуют использовать только ФК фанеру. ФСФ и ФОФ листы предназначены для применения снаружи. Это связано с тем, что в открытом пространстве токсичные соединения сразу улетучиваются и не могут причинить человеку вреда. Используя фанеру согласно рекомендациям, вы не навредите ни себе, ни своим близким.
Экологичность фанеры: содержание вредных веществ
Фанера — это строительный материал, состоящий из спрессованных и склеенных слоев шпона дерева. При этом древесные волокна в чередующихся слоях расположены перпендикулярно друг другу. Это обеспечивает прочность фанеры в обоих направлениях, а у обычной древесины она только поперек волокон. Используется нечетное количество слоев, чтобы древесные волокна верхнего и нижнего лежали в одном направлении.
Применение
Фанера обладает прочностью, долговечностью, легкостью и жесткостью. Также она имеет повышенное сопротивление деформации, изгибу и расколу. Практически в каждом строительном магазине ее можно приобрести по достаточно доступной цене. Фанера, учитывая ее экологичность, применяется не только в традиционных строительных проектах, но и в кораблестроении, создании аквариумов и резервуаров.
Широко распространено использование этого материала для создания мебели и перегородок. Его высокая прочность позволяет использовать его в комбинации с обычной древесиной или другими обрамляющими материалами. Эта универсальность и экологичность фанеры для внутренних работ привела к тому, что она стала фаворитом у дизайнеров и декораторов интерьеров.
Покупая этот материал, обратите внимание, что существуют различные сорта. Обычная система оценок использует цифры от 1 до 4, в также букву Е –элитный сорт, не допускающий никаких дефектов. Сорт 1 — лучшее качество, практически без дефектов, очень хорошо отшлифовано. Сорт 4 –крайне низкое качество, обычно содержит максимально допустимое количество дефектов. Маркировка двойная. Первая цифра или буква относится к внешней стороне, а вторая — к внутренней. Для каждого сорта есть своя область применения.
Плюсы фанеры:
Достаточно устойчива к неблагоприятным климатическим условиям.
Меньше деформируется или трескается, чем твердая древесина.
Имеет хороший внешний вид и высокую прочность по более низкой цене.
Минусы фанеры:
Шпон может сколоться, обнажая менее дорогую древесину под ним.
Повреждение трудно поддается восстановлению.
Некоторые виды фанеры используют клей и формальдегид.
Производство
В процессе производства фанеры отдельные слои шпона сначала получают путем ротационной резки древесины. Для этого бревна вращают вокруг продольной оси, а резак очищает его (толщина каждого слоя обычно менее 2,5 мм). Далее клей наносится на слои с помощью специальной машины. Она помогает в достижении равномерного распределения клея. При этом слои накладываются друг на друга и плотно прижимаются с помощью аппарата горячего прессования.
Высокая температура и давление, создаваемые этой техникой, обеспечивают прочное сцепление слоев. Их количество в каждом листе фанеры может варьироваться от 3 до 13. Толщина листов у разных производителей находится в интервале 3 мм — 30 мм. Стандартные размеры листов 1220 на 2440 мм. Существуют и другие, более удобные в применении размеры. Все зависит от производителя. Пользователь может разрезать или шлифовать эти листы в соответствии с необходимыми техническими характеристиками. Существуют несколько основных типа клея, применяемого для изготовления. Тип фанеры, состав, экологичность следует изучить перед покупкой.
ФСФ
Фенолформальдегидный клей — это тип синтетического или искусственного полимера, который получается путем химических реакций фенола и формальдегида.
Фенольные смолы обеспечивают более прочную связь по сравнению с веществами на основе мочевины. Следовательно, они используются при изготовлении более прочной и качественной фанеры. Влагостойкость такого материала очень высока. Маркировка такая: ФСФ. Главный и весьма существенный недостаток формальдегидных смол – вредные вещества, входящие в их состав. Их использование недопустимо для мебельного производства и в жилых помещениях.
ФКМ
Меньше содержится вредных веществ в меламиновом клее, но и уровень влагостойкости такой фанеры значительно ниже. Такой материал используется там, где требования к влагостойкости и повышенному уровню безопасности отсутствуют. Маркируется фанера так: ФКМ.
ФК и ФБА
В составе карбамидного и альбуминоказеинового клея вредные вещества отсутствуют. Как следствие, фанера, в производстве которой они применяются, может использоваться в отделке любых зданий, даже детских садов. Применяется и в мебели. Главный недостаток – этот материал не водостойкий. В фанере ФК экологичность обеспечивает безопасный карбамидный клей, используемый в ее производстве. В состав фанеры ФБА входит альбкминоказеиновый клей.
ФБ
Иногда влагостойкость является приоритетным требованием. В этих случаях используют корабельную фанеру. При производстве этого материала применяют лучшие марки влагостойкого бакелитового клея. Такая фанера чаще всего маркируется так: ФБ. У нее две поверхности высшего качества, но ограничен выбор лиственных пород, которые подходят для использования в морских условиях. Как правило, используется береза. Корабельную фанеру найти значительно сложнее. Стоит она дороже, чем другие сорта этого материала. В зависимости от способа проклейки различают подвиды фанеры:
ФБС – пропитывается спирторастворимым клеем и имеет повышенную влагостойкость.
ФБВ – пропитывается водорастворимым клеем и имеет повышенную прочность.
Экологичность фанеры и вред для здоровья
Материалы, в которых присутствуют формальдегидные смолы, согласно европейским стандартам, делятся на 3 категории (Е0, Е1, Е3). Цифра показывает уровень содержания вредных веществ. Наиболее безопасная фанера Е0.
Использование шпона расширяет возможности использования натуральных пород древесины. Шпон абсолютно натуральный природный материал. Однако для производства фанеры требуется значительно меньшее количество древесины по сравнению с изделиями из цельного массива. Это снижает количество вырубаемых деревьев. Шпон является экологически чистой альтернативой твердым породам дерева.
Опасения по поводу здоровья вызывает клей, используемый в производстве древесины, так как в его состав входят вредные вещества. Особенно это относится к фенолу и формальдегиду. Не так давно они считались безопасными для здоровья, но сейчас мнение специалистов кардинально изменилось. Исследования показывают, что эти вещества отрицательно влияют на здоровье людей.
Аллергические реакции, головные боли, нарушения дыхания и всевозможные воспаления – вот некоторые из возможных проблем, вызываемых этими веществами. Приписываются и канцерогенные свойства фенолформальдегидным соединениям. Доля содержания вредных веществ в современной фанере небольшая, но они присутствует. Без внимания этот факт оставлять не стоит.
Уменьшение вредного воздействия
Современная наука не стоит на месте. Разрабатываются способы, помогающие увеличить экологичности фанеры. Одно из решений — создание модифицированного клея на основе фенолформальдегидной смолы. В его состав ввели пшеничную муку и мел, которые повышают эластичность и вязкость клеевого соединения. При этом они являются натуральными продуктами. Это улучшает показатели токсичности и способствует энергосбережению на производстве.
В настоящее время также предпринимаются согласованные попытки производителей из разных стран разработать полностью экологически чистый клей, чтобы сделать фанеру абсолютно безопасным для людей и окружающей среды материалом. Альтернативой могут стать адгезивы, например, аминокислоты на основе сои. Они не содержат загрязняющих веществ, вызывающих образование газов. Безопасная фанера также производится с сердцевиной из агроволокна или пшеничной соломы, что дополнительно делает ее соответствующей экологическим нормам.
Россия — страна с достаточно развитой деревообрабатывающей промышленностью. Производство фанеры у нас имеет давние традиции и высокий уровень накопленных знаний. Богатые лесные ресурсы и конкурентоспособное производство предоставляют хорошие возможности для инвестирования в новые технологии, что приводит к повышению экологичности фанеры.
Понимание карбамидоформальдегидного клея, области применения и передовой опыт
мочевиноформальдегидный клей широко известен как клей на основе пластиковой смолы. Это термореактивная смола, изготовленная из мочевины и формальдегида. Эта смола широко используется в качестве клея для фанеры, древесноволокнистых плит средней плотности (МДФ), древесно-стружечных плит и формованных изделий. В деревообрабатывающей промышленности карбамидоформальдегидные клеи обычно используются для склеивания древесины для создания полезных форм, таких как фанера для внутренних работ и ДСП. Это наиболее важный клей, используемый в прессованной древесине и древесных плитах.
Понимание карбамидоформальдегидного клея
Мочевиноформальдегидная смола (УФ смола) представляет собой класс синтетических смол, получаемых в результате химической реакции формальдегида (газа, получаемого из метана) и мочевины (твердого кристалла, полученного из аммиака). ). Фанеру, ДСП и др. изделия из дерева в основном склеивают карбамидоформальдегидными смолами. УФ-смолы полимеризуются в постоянно взаимосвязанные сети, которые влияют на прочность отвержденного клея. Мочевиноформальдегидные смолы образуют трехмерную сетку в виде нерастворимой формы после схватывания и отверждения, и их нельзя расплавлять или термоформовать.
Применение карбамидоформальдегидного клея
Для фанеры, ДСП, деревянных панелей и гнутых ламинатов в качестве клея используется карбамидоформальдегид. По данным Института столяров, формальдегид мочевины входит в шестерку лучших клеев. Если склеенный продукт помечен как мебельный, он, вероятно, содержит формальдегид мочевины и является водостойким. Если клей помечен как строительный, то он, скорее всего, фенолформальдегидный и полностью водостойкий.
Как правило, карбамидоформальдегидный клей является водостойким. Однако клей может испортиться в теплых и влажных условиях. Его, безусловно, можно использовать в сухом и защищенном месте, но иногда он может намокнуть. Следует нанести краску или лак для защиты поверхности.
Были даже случаи, когда люди использовали его в небольших самолетах, и он без проблем выдержал испытание временем. Более того, он часто используется при строительстве лодок, о чем часто упоминается на форумах Yachting and Boating World Forums. Мочевиноформальдегидный клей не может быть единственным клеем, используемым при строительстве лодки, но может использоваться в сочетании с эпоксидным или другим водостойким клеем. Меламин иногда используется для повышения водостойкости клея. Когда производитель рекламирует улучшенную водостойкость, это часто так и есть.
Преимущества карбамидоформальдегидного клея
Во-первых, материал становится твердым и жестким. Это является преимуществом для изогнутых ламинатов, поскольку помогает уменьшить возврат пружины.
Он прост в использовании и не требует такого же уровня качества соединения, как резорцин или полиуретан. Он заполняет зазоры и несет нагрузку (сильный) и может шлифоваться после отверждения, хотя его необходимо зажать.
В зависимости от температуры и марки продолжительность зажима обычно составляет около 6 часов. Карбамидоформальдегид имеет отличное время схватывания 20-30 минут в зависимости от состава и не схватывается, как некоторые другие клеи для дерева. Кроме того, мочевиноформальдегид можно смыть водой, пока он еще не отвержден.
Во-вторых, влагостойкий тип II. Это означает, что клей выдерживает многократные замачивания и высыхания. Что касается клея для морской фанеры, некоторые производители даже заявляют, что их клей из пластиковой смолы является водонепроницаемым, однако все бренды являются водостойкими.
В-третьих, он хорошо сочетается с древесиной без клеевых швов, потому что обычно имеет бежевый цвет. Цвет, однако, может варьироваться в зависимости от марки, от светло-коричневого до бежевого. При теплых температурах он также не деформируется и не сползает.
Карбамидоформальдегид имеет проверенную репутацию надежности и широко используется как в промышленных, так и в небольших проектах благодаря своей доступной цене и отличным адгезионным свойствам.
Наконец, он очень прост в использовании; его обычно покупают в виде порошка, который затем смешивают с водой. Он лучше схватывается при относительно высокой температуре, для большинства продуктов рекомендуемая температура составляет 21 градус Цельсия.
Недостатки карбамидоформальдегидного клея
При воздействии воды при высокой температуре отвержденный карбамидоформальдегид может гидролизоваться и выделять формальдегид, что вызывает ослабление клеевого соединения. В результате он классифицируется как водостойкий, а не водостойкий, и не всегда рекомендуется для морской фанеры.
Поскольку незатвердевшая смола неприятна и ядовита, мочевиноформальдегид следует использовать в хорошо проветриваемом помещении. Большинство незатвердевших современных клеев снабжены серьезными предупреждениями, так что в этом нет ничего необычного, но всегда рекомендуется надлежащее обучение персонала.
Срок годности мочевиноформальдегидного клея составляет один год, но он должен храниться в сухом месте, обычно в герметичных пластиковых контейнерах.
Воздействие карбамидоформальдегидного клея на здоровье
Вдыхание формальдегида в малых количествах может вызывать раздражение глаз, носа и горла. Воздействие формальдегида в более высоких концентрациях может вызвать кожную сыпь, одышку, астму и нарушения функции легких. Формальдегид может быть особенно токсичен для детей, пожилых людей и людей с астмой или другими проблемами дыхания.
Безопасность и обнаружение
Когда было обнаружено, что мочевино-формальдегидная изоляция (UFFI) выделяет формальдегид, она получила плохую репутацию. Поскольку метод добавления большего количества формальдегида для обеспечения полной реакции больше не используется в последних рецептурах, эта проблема больше не является серьезной проблемой. Например, в судостроении дегазация не является серьезной проблемой.
Использование формальдегида в зданиях и сооружениях требует постоянного контроля уровня формальдегида. Чтобы гарантировать, что персонал не подвергается воздействию небезопасных количеств формальдегида в воздухе, следует использовать подходящий прибор обнаружения для обнаружения и контроля уровней.
Данные в режиме реального времени позволяют обнаруживать потенциальные переоблучения по мере их возникновения, не дожидаясь лабораторного исследования. Сотрудники могут быть эвакуированы, если обнаружено вредное количество, до тех пор, пока риск не будет снижен.
Оборудование для обнаружения и измерения формальдегида может обнаруживать и контролировать формальдегид, температуру и влажность в режиме реального времени. Устройства можно использовать как ручные, ручные приборы или как устройства непрерывного мониторинга с возможностью регистрации данных до одного месяца. Устройство также может выполнять мгновенные одноточечные измерения формальдегида, температуры и влажности при использовании в ручном режиме.
Некоторые устройства могут точно определять концентрации формальдегида в частях на миллион и мг/м3 в широком диапазоне температур и влажности, а встроенная память и часы реального времени позволяют регистрировать все три параметра и соответствующие времена для улучшения мониторинг и анализ.
Заключение
Карбамидоформальдегидный клей широко используется в качестве основного клея по целому ряду причин, включая низкую стоимость, простоту использования в различных условиях отверждения, низкие температуры отверждения, водорастворимость, водостойкость. стойкость, устойчивость к микроорганизмам и истиранию, твердость, отличные термические свойства и отсутствие цвета.
Карбамидоформальдегид широко применяется в производстве декоративных ламинатов, текстиля, бумаги, форм для литейного песка, несминаемых тканей, хлопчатобумажных смесей, вискозы, вельвета и других материалов. Он также используется в качестве клея для дерева и изготовления корпусов электроприборов, например, настольных ламп.
Global Advance Industries Manufacturing
Поскольку готовый карбамидоформальдегидный клей от каждого производителя имеет разный состав, наш завод-изготовитель также предоставляет услуги по исследованиям и разработкам (НИОКР) для разработки конкретного состава для нашего клиенты.
Для получения дополнительной информации обращайтесь по телефону +66 (0) 61-829-4441 или по электронной почте: [email protected]
Токсин, которым вы вдыхаете каждый день — 3 маленькие сливы
Фото предоставлено: @motherhoodismymuse
Формальдегид является известным канцерогеном. Многие люди при воздействии даже низких уровней формальдегида начинают чувствовать раздражение глаз, носа, горла и кожи, кашель, хрипы и другие аллергические реакции. Другие ничего не почувствуют, даже если их разоблачат. К сожалению, длительное воздействие высоких уровней формальдегида было связано с раком у людей и лабораторных животных. Как правило, дети, пожилые люди и люди с астмой и другими проблемами с дыханием чаще испытывают симптомы.
Большинство людей знают достаточно, чтобы избегать формальдегида, и тем не менее это один из самых распространенных загрязнителей воздуха в вашем доме. Причина?
Изделия из композитной древесины.
Хотя формальдегид обычно содержится в чистящих средствах, коврах, драпировках и изоляции, именно его преобладание в изделиях из композитной древесины делает его главным загрязнителем воздуха внутри помещений.
Кухонные шкафы и шкафы для ванных комнат (даже высококачественные), детская мебель — даже кроватки и каркасы кроватей, «деревянная» мебель, некоторые «деревянные» игрушки, стеллажи и напольные покрытия — все это обычно изготавливается из композитных деревянных изделий. Варианты более высокого класса обычно изготавливаются из фанеры, а менее дорогие варианты обычно изготавливаются из МДФ или прессованного картона.
Композитная древесина обычно используется для черновых полов.
Левая фанера. Справа OSB/древесно-стружечная плита
Композитная древесина (также называемая инженерной древесиной) – это «производное дерево изделие, изготовленное путем связывания или фиксации прядей, частиц, волокон или шпона или древесных плит вместе с клеями или другими методами. фиксации [1] для формирования композиционных материалов»
Наиболее распространенные типы:
Фанера: конструктивное изделие из дерева, изготовленное из трех или более тонких листов дерева. Они склеены вместе, чтобы сформировать более толстый плоский лист. Фанера из твердой древесины H , , используемая внутри помещений для изготовления шкафов и панелей, состоит из внутреннего слоя, окруженного более качественной древесиной, обычно связанной мочевино-формальдегидным (UF) клеем.
МДФ, что означает «древесноволокнистая плита средней плотности», выглядит как натуральное дерево
МДФ вырезается прямо из дерева, но на самом деле представляет собой переработанные куски дерева, спрессованные вместе с клеем в условиях высокой температуры и высокой температуры.
ДСП – это относительно недорогой продукт из древесных отходов, изготовленный путем смешивания и прессования опилок и смолы. (в отличие от MDF , более дорогой альтернативы, которая изготавливается с использованием мелких древесных волокон вместо древесной пыли). Чтобы сделать конечный продукт водостойким, огнеупорным и/или защищенным от насекомых, используются химические вещества, включая воск, красители, смачивающие агенты и антиадгезивы. Ориентированно-стружечная плита (OSB) – это распространенная древесно-стружечная плита.
Все три из них обычно используют клей, содержащий формальдегид, для соединения кусков дерева вместе. Эти клеи, обычно изготавливаемые из карбамидоформальдегидной или фенолоформальдегидной смолы, могут выделять в ваш дом большое количество паров формальдегида.
ПОЧЕМУ КЛЕЙ ТАК ВАЖЕН
Именно клей в изделиях из композитной древесины подвергает вас воздействию формальдегида. Существуют разные типы клеев (некоторые с формальдегидом, другие без), но наиболее распространены два из них:
мочевина формальдегид (UF) обычно используется в МДФ, которые продолжают выделять формальдегид на протяжении всего срока службы древесины.
Фенолформальдегидная смола, чаще используемая при производстве фанеры, считается, что она выделяет на 90 процентов меньше формальдегида, чем ультрадисперсный клей, и поэтому считается более безопасной альтернативой.
КАК ИЗБЕЖАТЬ ФОРМАЛЬДЕГИДА В ВАШЕМ ДОМЕ
1. Выбирайте натуральную древесину. Покупайте мебель из натурального дерева. Изготовление шкафа на заказ из натурального дерева. Установите настил из натурального дерева вместо искусственного дерева. Убедитесь, что деревянные игрушки вашего ребенка изготовлены из настоящего цельного дерева, а не из композитного дерева (также убедитесь, что изделие из дерева
Сертификация FSC для использования экологически чистой древесины, заготовленной в ответственно управляемых лесах. Однако реальность такова, что иногда у вас может не быть другого выбора, кроме как купить изделие из композитной древесины.
Будь то из-за бюджета (изделия из натурального дерева, как правило, значительно дороже или иногда не так доступны, как альтернативы композитной древесине) или из-за отсутствия выбора (даже в кухонных шкафах высокого класса обычно есть некоторые детали из ДСП), вы можете столкнуться с проблемой. необходимость приобретения композитного деревянного изделия. Вот некоторые вопросы, которые вы должны задать, прежде чем принести что-либо домой, чтобы убедиться, что вы приносите домой продукт, который, по крайней мере, выделяет значительно более низкие уровни этого токсичного химического вещества.
ВОПРОСЫ, КОТОРЫЕ СЛЕДУЕТ ЗАДАТЬ ПЕРЕД ПОКУПКОЙ Изделия из композитной древесины
1. Изделие из натурального дерева или из композитной древесины (МДФ или ДСП)?
2. Если это композитное деревянное изделие: соответствует ли оно стандарту Калифорнийского совета по воздушным ресурсам (CARB 2) в отношении низкого уровня выбросов формальдегида (обозначено как «California Phase 2 Compliant»)?
В настоящее время стандарты выбросов CARB2 в Калифорнии являются самыми строгими в мире. Все товары, продаваемые в штате Калифорния, должны соответствовать этим жестким правилам, но товары, произведенные и проданные за пределами Калифорнии, не обязательно соответствуют этим правилам с низким уровнем выбросов.
3. В качестве альтернативы продукт:
TSCA Title VI соответствует требованиям (начиная с декабря 2017 года правительство США начало настаивать на том, чтобы все изделия из композитной древесины, продаваемые в США, соответствовали стандартам CARB 2 штата Калифорния по низкому уровню выбросов формальдегида. ЭТО будет потребуется некоторое время, чтобы все изделия из композитной древесины за пределами Калифорнии соответствовали этим новым требованиям, но если вы найдете продукт, соответствующий требованиям TSCA Title VI, это хорошо.
Если продукт не соответствует CARB 2 или подумайте о том, чтобы не приносить его домой. Если он предназначен для детской комнаты ребенка и у вас есть доступ к более безопасному продукту, я бы не стал приносить его домой. Если это предмет, без которого вы просто не можете обойтись, спросите:
1. Используется клей на основе формальдегида или клей без формальдегида? Если это клей, не содержащий формальдегида, он, вероятно, соответствует калифорнийским стандартам, и представитель службы поддержки, вероятно, не знал, что вам нужно сказать об этом. Спросите еще раз.
2. Если используется клей на основе формальдегида: это мочевиноформальдегидный клей или фенолформальдегидная смола? Не покупайте, если это мочевиноформальдегидный клей, так как это означает, что он будет продолжать выделять формальдегид в течение всего срока службы продукта. Изделие с фенолоформальдегидными клеями можно поместить в отходящий газ в гараж или на улицу на пару недель, и это очень поможет.
3. Другие пломбы/этикетки, которые следует искать, которые являются хорошими/безопасными:
Green-guard Gold-сертифицированные клеи, герметики и отделочные материалы уже есть композитные изделия из дерева, выделяющие формальдегид в вашем доме?
1. Открывайте окна каждые. не замужем. день. Я не могу не подчеркнуть, насколько это важно — не только для снижения уровня формальдегида в вашем доме, но и для уменьшения накопления всех видов химических веществ внутри.
2. Контролируйте влажность и температуру в вашем доме: Формальдегид выделяет больше газов при более высоких температурах и меньше при более низких температурах. Точно так же повышенная влажность увеличивает выбросы.
3. Дайте продукту выпариться снаружи (или в гараже, или в неиспользуемом помещении), пока не исчезнет самый сильный запах.
Школы городского набора – это центры интенсивной профильной подготовки. В них принимают детей, преимущественно начиная с 5-го класса, так как к этому возрасту ребята уже адаптировались к школьному обучению и попробовали свои силы в разных направлениях.
Школы городского набора – это:
Президентский физико-математический лицей №239 М. «Чернышевская», ул. Кирочная, д. 8 Принимают в 5, 8 и 10 классы https://239.ru/postupay
Губернаторский физико-математический лицей № 30» Принимают в 5, 8 классы https://www.school30.spb.ru/rinvite.shtml
Юношеская математическая школа (ЮМШ) М. «Новочеркасская», Таллинская ул., д. 26, к. 2 Принимают в 5, 8 классы http://yumsh.ru/cms/classes/5class http://yumsh.ru/cms/classes/class8
Аничков лицей М. «Невский пр.», Невский пр., д. 39, лит. А Принимают в 8 класс: http://anichkov. ru/page/inlicey/
Академический лицей «Физико-техническая школа» им. Ж. И. Алфёрова М. «Пл. Мужества», ул. Хлопина, д. 8, к. 3, литера «А» Принимают в 8 класс http://www.school.ioffe.ru/school/admission/
Лаборатория непрерывного математического образования (ЛНМО) Принимают в 5-8 классы https://lnmo.ru/dni_otkritich_dverei_lnmo
Санкт-Петербургская классическая гимназия №610 Принимают в 5 класс: https://610.ru/school/howtoget.html
Академическая гимназия имени Д. К. Фаддеева Санкт-Петербургского государственного университета Принимают в 8 класс https://spbu.ru/postupayushchim/programms/obshcheeobr..
Кроме того, существуют районные школы, которые не осуществляют общий целенаправленный набор детей со всего города, однако поступить туда также можно, пройдя вступительные испытания или даже не делая этого. Уровень и качество образования в них выше, чем в других районных школах, но в среднем ниже, чем в профильных ШГН. Информацию, связанную с правилами поступления, можно узнать на сайтах школ или по телефону.
Зачем переходить в школу городского набора?
Эти школы многие годы возглавляют российские рейтинги по результатам ЕГЭ и олимпиад. Так, физико-математический лицей № 239 уже третий год признаётся лучшей школой России, а ещё несколько питерских школ входят в топ-100. Все это не случайно, ведь уровень образования в этих школах значительно выше, нежели в обычных общеобразовательных учреждениях.
Только ли уровень образования отличается от обычных школ?
Конечно, нет. Выпускники таких заведений с гордостью могут рассказать вам о необыкновенной атмосфере, наполняющей эти школы. Это тот случай, когда школа действительно становится вторым домом, ведь внеурочная жизнь крайне обширна: от походов с палатками в горы, балов, спектаклей собственной постановки до новогодних костюмированных флеш-мобов, ресторанных дней и дней науки с приглашёнными учеными, в том числе нобелевскими лауреатами. В этих школах большое количество бесплатных кружков и курсов на любой вкус: спортивные секции, лучшие в городе научные центры, кружки видеосъемки, фотографии, робототехники и многое другое.
Как проходит отбор в школы городского набора?
Набор в такие школы происходит на конкурсной основе: необходимо пройти вступительные испытания. Для того, чтобы успешно сдать экзамен, необходимо уверенно владеть школьной программой, не бояться и уметь решать нестандартные олимпиадные задачи и, кроме того, уметь оформлять свои мысли в связный ясный текст решения.
Почему стоит заниматься именно у нас?
Мы готовим к поступлению наших учеников уже многие годы и делаем это весьма успешно: большинство выпускников Фрактала поступают в школы городского набора в 5 или в 8 класс и продолжают обучение там вплоть до выпуска и поступления в самые престижные вузы страны! Некоторые ребята успешно справляются с вступительными испытаниями в 5 класс уже в 3 классе, чем обеспечивают себе поступление без олимпиады на следующий год.
Вступительные испытания в 5 класс чаще всего проводятся по математике и русскому языку. Но в некоторых школах бывает еще проверка эрудиции, знаний по английскому языку, собеседование. Мы готовим к вступительным испытаниям по математике, с небольшим включением заданий по лингвистике и работе с текстом.
Мы разрабатываем программу наших курсов исходя из вступительных испытаний во все школы городского набора, поэтому наши занятия помогут Вашему ребёнку подготовиться к максимальному количеству различных заданий. В отличие от курсов непосредственно в самих школах, мы не просто обеспечиваем целенаправленную подготовку, состоящую по большей части из постановки навыков решения типовых задач и обучения наиболее часто встречающимся олимпиадным темам. Мы стараемся научить ребёнка думать над заданиями, которые он видит впервые, а не только решать задачи, которые он уже умеет решать.
Кроме этого мы проводим несколько срезовых работ: в начале, середине и конце курса, что позволяет отследить прогресс каждого ученика, а также мотивирует детей, которые могут видеть свои успехи. Помимо тематических занятий по математике, в курс включены блоки, направленные на улучшение внимания и концентрации, анализ информации, развитие эрудиции и нестандартного мышления. Это не только полезно для поступления, но и очень интересно! На заочном курсе также разработана система мотивации и отслеживания своих успехов, которая помогает, несмотря на отсутствие личного контакта с преподавателем, успешно двигаться в нужном направлении и не терять интерес к занятиям.
Хочется отметить, что мы не даём гарантий и не можем обеспечить поступление в нужную Вам школу, однако мы сделаем все возможное для того, чтобы наши ученики развили в себе определённые умения, обрели необходимые знания и повысили свой уровень в решении заданий вступительных олимпиад.
особенности программ,отличие лицея, разница в россии
В России существуют разные образовательные учреждения, в особенностях которых хорошо разбираются не все. Так, многие родители не знают, чем отличается лицей от гимназии, ошибочно думая, что в первом случае получают техническое образование, а во втором — гуманитарное. На самом деле это не совсем так.
Общее образование можно получить и в средней общеобразовательной школе (СОШ), но почти каждый родитель считает своего отпрыска умным и способным ребенком, поэтому старается пристроить его в такое учебное заведение, где уровень полученных знаний будет выше. Но там и нагрузка на учеников значительно больше, поскольку практикуется углубленное изучение предметов.
Ступени образования в России
Каждый россиянин обязательно проходит несколько стадий обучения. Согласно закону «Об образовании», уровень полученных знаний должен быть адекватным современным требованиям, соответствующим образовательной картине мира.
В России существуют следующие ступени образования:
начальное общее;
основное общее;
среднее (полное) общее;
начальное профессиональное.
Право получить любое из вышеуказанных образований имеет каждый гражданин РФ. Наряду со ступенями установлены образовательные цензы (уровни). Начального образования в этом списке нет. Первые 3 позиции соответствуют ступеням образования: основному общему, среднему общему, начальному профессиональному.
Далее идут:
среднее профессиональное;
высшее профессиональное;
послевузовское профессиональное.
Другими словами, самый первый образовательный этап — это дошкольное образование, дающее возможность подготовить ребенка к СОШ. Способные ученики могут продолжить обучение в гимназии или лицее. После окончания 9 класса появляется возможность получить профессиональное образование в профильном училище, став, например, токарем или машинистом тепловоза.
А можно поступить в колледж, продолжая получать теоретические знания. После 11 класса выпускники, как правило, стремятся отдать документы в ВУЗ или университет, чтобы пройти обучение и получить диплом специалиста с высшим образованием.
После института самые способные студенты заканчивают аспирантуру, идут в академию, защищают кандидатскую диссертацию и получают ученую степень. Так что, образовываться можно очень долго, было бы желание и способности, а учебных заведений в России хватает.
Чем отличается лицей от гимназии
Отличие лицея от школы заключается в более высоком уровне образования, которое чаще всего является профильным.
От гимназии он тоже отличается целым рядом специфических особенностей:
технический профиль;
приоритетное значение практических занятий;
выпускник получает профильные знания и определенную специальность;
занятия ведут педагоги ВУЗа;
принимают детей после 7—8 класса;
выпускники имеют преимущество перед сверстниками из общеобразовательных школ при поступлении в ВУЗ.
Некоторые лицеи заключают договор с ВУЗом, согласно которому выпускники сразу становятся второкурсниками института.
Обычное школьное образование
Среднее образование считается в России обязательным, поэтому получить его должен каждый гражданин РФ. Это базовый уровень знаний, получив который, каждый решает сам, продолжать его дальше или начать осваивать рабочую специальность. Любой из вариантов имеет свои преимущества.
Сколько лет учатся в школе
Все ученики обязаны закончить 9 классов. Дальше перед школьниками встает выбор: посещать школу дальше или продолжать получать образование (а зачастую и профессию) в другом месте — профессиональном училище или колледже. Обычно после того как часть девятиклассников покинет школу, из двух девятых классов формируют один 10-й. Оставшиеся школьники учатся дальше.
Помимо обязательного посещения уроков, в школе работают кружки, спортивные секции, факультативы, где ребята могут собраться по интересам, а также подтянуть успеваемость по отдельным предметам, например, иностранному языку. В спортзале после уроков школьники совершенствуют свои навыки в определенных видах спорта.
Общеобразовательная школа — это первая ступень на пути становления личности, предоставляющая школьникам широкие возможности.
Преимущества среднего образования:
получение базовых знаний по общим предметам;
уроки физкультуры формируют и развивают тело;
школьники учатся коммуникабельности;
формируется умение жить в коллективе и работать в команде;
культпоходы, выезды на природу, викторины и конкурсы, спортивные состязания сплачивают класс;
в процессе обучения ученики определяются с жизненным выбором.
Качество среднего образования в России
В эпоху СССР образование было предметом гордости советского государства. Сейчас об этом можно только вспоминать. Качество образовательного процесса сильно упало в современной России. Со времен Советского Союза в стране многое поменялось. Коснулось это и школы. Другими стали дети, ушли на пенсию педагоги старой закалки.
Ребята получили доступ к интернету, куда можно зайти со смартфона прямо на уроке. Школьники не понимают, зачем нужно «грызть гранит науки», когда есть возможность любую информацию найти в интернете. Они отказываются учить таблицу умножения. Какой в этом смысл, когда любой несложный пример можно решить с помощью калькулятора.
Изменилось и отношение учеников к педагогам. Никто уже перед ними не трепещет, как раньше. Нравы стали более свободными, а чувство ответственности у детей притупилось. Все это не лучшим образом сказалось на уровне российского среднего образования, и предложенные реформы плачевное состояние не улучшили.
Где продолжить образование после школы
Выпускникам 11 класса открыты все пути. Большинство стараются поступить в институт. Если большой уверенности в своих знаниях нет, лучше подать документы в колледж. Учиться можно как в российских ВУЗах, так и в зарубежных учебных заведениях. Одни выбирают Кембриджский или Оксфордский университет, другие — Сорбонну в Париже. Есть и другие варианты.
В последние десятилетия в России появилось много высших учебных заведений на платной основе, которые выдают своим выпускникам дипломы, которые нигде не котируются. Администрация таких академий и университетов просто собирает со студентов деньги.
Чтобы не попасть впросак, нужно предварительно собрать информацию об институте, где собирается учиться выпускник школы. Поступать необходимо только в сертифицированные ВУЗы, поскольку у псевдозаведений в любой момент могут отозвать лицензию, и диплом выпускника станет недействительным.
Гимназия
В СССР подобных заведений, бывших при царе, уже не было. Зато они стали появляться, как грибы после дождя, в условиях современной России. Сейчас уже трудно отыскать хотя бы один город в нашей стране, где гимназии отсутствуют. Статус их выше, чем у обычных школ, поэтому они и стали популярными.
История происхождения
В переводе с греческого «гимназия» означает «посещение для гимнастических упражнений». От греков данные заведения переняли в древних городах Египта и Сирии, в других странах Малой Азии, куда распространили свое влияние Греческая и Римская империи. Позднее определение упростилось до «место для упражнений».
Любые физкультурные занятия, которыми занимались мальчики, в древние времена назывались гимнастикой, будь то верховая езда, фехтование или кулачный бой.
Постепенно стали добавляться и другие дисциплины:
математика;
риторика;
музыка;
танцы;
гигиена.
В 16 веке средние школы для мальчиков вели обучение в Голландии, Австро-Венгрии, Германии, других европейских странах. В России гимназии появились только в 18 веке при царе-реформаторе Петре I. Первая из них открылась в 1701 году в Москве. Основал ее лютеранский пастор Эрнст Глюк.
Задачи
Цель современных заведений с петровских времен изменилась, но определенные направления остались.
Сейчас гимназия решает следующие задачи:
Дает возможность широкого естественно-математического и гуманитарного обучения в формате высшей школы.
Обеспечивает индивидуальное развитие личности, наклонностей, способностей и интересов учащихся.
Формирует общую культуру личности на основе учебных программ.
Прививает нормы общечеловеческой морали и навыки нравственного поведения.
Направленность
В начале 20 века гимназии в России имели разную направленность. Одни относились к Министерству народного просвещения, другие — к ведомству императрицы, третьи работали в частном порядке.
Среди множества заведений выделялись:
реальные;
военные;
коммерческие;
женские.
Современная гимназия, основанная на научном подходе и преемственности поколений, проповедует принципы индивидуального вектора развития, гуманизма в обучении и воспитании гимназистов.
К основным направлениям учебного процесса относятся:
Изучение в совокупности художественной, материальной и духовной культуры для определения и развития у гимназистов определенных способностей.
Минимум знаний (госстандарт) дает педагог, максимум, в соответствии со способностями и потребностями, определяет сам ученик.
Подключение регионального компонента для привития школьникам уникальной культуры (сибирской, казанской, уральской и т. д.)
Признание самоценности личности и гармонизации интересов коллектива.
Приобретение навыков коммуникации и умения работать в творческой команде.
Отличие диплома
По окончании обучения гимназистам выдают точно такой же диплом, как и выпускникам СОШ. Но разница все же есть. По результатам поступления в ВУЗы формируются рейтинги гимназий. Если заведение находится в ТОП-20, статус его выпускников автоматически повышается. К таким абитуриентам в высших учебных заведениях относятся с уважением.
Есть и еще один плюс. Гимназисты имеют всестороннее образование с углубленным изучением русского языка, литературы и других школьных предметов гуманитарного направления. Обладая обширными знаниями, они без труда поступают в большинство российских вузов, что подтверждает статистика. Да и в институте им учиться легче, чем выпускникам СОШ.
Лицей
Наряду с гимназиями, в России много и не менее популярных лицеев, в которые родители с удовольствием отдают своих детей. Учеба в этом заведении тоже сопряжена с повышенными нагрузками, ведь школьникам, помимо общеобразовательной программы, нужно еще очень многое усвоить.
Когда появились лицеи
Первый лицей появился тоже в Древней Греции. Назывался он «ликей», поскольку рядом находился храм Аполлона Ликейского. Преподавали там знаменитые Аристотель и Сократ. Впоследствии в греческих лицеях обучали в основном философии. Во Франции лицеи появились только в начале 19 века по указу Наполеона. Они относились к средним учебным заведениям.
В то время лицеистов можно было встретить также в ряде стран Западной Европы, Африки, Латинской Америки. В дореволюционной России было всего 7 лицеев со сроком обучения от 6 до 11 лет. За это время учащиеся проходили программу обучения средней и высшей школы.
В основном в таких заведениях готовили будущих государственных чиновников. Самый известный из лицеев — Императорский Царскосельский, где получали знания Пушкин и Салтыков-Щедрин. Современные лицеи имеют с дореволюционными мало общего.
В большинстве своем в подобных заведениях получают среднее образование, но иногда так называют и бывшие ПТУ (профессионально-технические училища), и школы узкой специализации:
информационно-технологические;
художественно-эстетические;
медико-биологические;
юридические.
В Российской Федерации лицеи работают в тандеме с академиями, университетами, институтами. Получив диплом, лицеист поступает в «свой» ВУЗ, где для таких абитуриентов уже созданы лояльные условия.
Профессиональные направления
Как правило, лицей имеет инженерно-техническое направление. Его задача — готовить инженерные кадры для предприятий и компаний: будущих конструкторов, технологов, проектировщиков. Значительная часть заведений практикует физико-математическую специализацию.
Помимо узкоспециального, есть и другие профессиональные направления:
работа с одаренными и мотивированными учащимися;
создание индивидуальных образовательных маршрутов;
внедрение программ профобучения с возможностью получения в процессе обучения квалификационных категорий по профессиям;
укрепление сотрудничества с вузами – партнерами;
развитие информационных технологий в воспитательной и образовательной сферах.
С какого класса берут и как учат
В лицей поступают учащиеся, окончившие 7—8 классов средней школы. Большинство из них уже определились с выбором будущей специальности и хотят заняться углубленной подготовкой для поступления в ВУЗ. Если у ребенка крепкое здоровье и сильное желание стать в будущем высококлассным инженером, лицей для него — оптимальный вариант.
Упор в данном заведении делается на точные науки. Большое внимание уделяется математике и физике. Приоритетное значение отдается практике. Уроки ведут лучшие учителя, досконально знающие свой предмет. Часто это педагоги из ВУЗов. В процессе обучения лицеист развивается не только профессионально, но и как личность.
Особенность диплома
С дипломом лицея можно поступить сразу на второй курс технического ВУЗа. Считается, что уровень знаний лицеиста соответствует знаниям первокурсника, а иногда этот уровень и выше. Если такой возможности у института нет, абитуриенты-лицеисты поступают на общих основаниях, но условия поступления для них все равно более лояльные.
Схожие черты гимназии и лицея
Иногда данные заведения называют школами городского набора (ШГН). Они считаются более приоритетными, элитными, чем обычные средние школы.
Несмотря на принципиальные различия, гимназии и лицеи имеют много общего:
сохраняется основная школьная программа;
конкурс при приеме педагогов на работу;
углубленное изучение учащимися дисциплин;
спонсоры, обеспечивающие заведение всем необходимым;
диплом о среднем образовании;
упрощенные условия при поступлении в ВУЗ.
Лучшие заведения в России
Если посмотреть рейтинг лучших ШГН в России, то картина будет следующая. Возглавляет список СУНЦ МГУ из Москвы. На втором месте расположилась «Вторая школа» — столичный лицей. Третью строчку занял лицей научно-инженерного профиля из города Королева Московской области.
Четвертое место застолбил Президентский физико-математический лицей № 239 из Санкт-Петербурга. На пятой строчке расположился Физико-математический лицей № 31 из г. Челябинска.
Почти все остальные места достались заведениям из Москвы. Четыре строчки в рейтинге достались лицеям из города на Неве.
Из других российских городов в ТОП-30 попали:
лицей при ТПУ г. Томск;
СУНЦ НГУ г. Новосибирск;
Югорский физико-математический лицей-интернат г. Ханты-Мансийск;
Лицей №130 имени Академика М. А. Лаврентьева г. Новосибирск;
Мордовский республиканский лицей для одаренных детей г. Саранск;
Лицей №153 г. Уфа.
Видео
В этом видео девушка делится своим ученическим опытом. Она последовательно занималась в обычной школе, гимназии и лицее.
Внутри новых данных, которые предполагают, что американское образование все еще «работает на лжи» — 74
Наша кампания на конец года начинается прямо сейчас! Пожалуйста, сделайте не облагаемое налогом пожертвование в пользу The 74.
Марк Шнайдер является комиссаром Института образовательных услуг Министерства образования США. Он опубликовал следующие замечания 23 марта в IES.Ed.Gov:
Название этого блога взято из открытия книги Арне Дункана 2018 года How Schools Work . Это не было новой темой для Дункана. В 2010 году он сказал: «Как страна, мы занижаем стандарты. Мы сократили их количество из-за политического давления, и на самом деле мы лгали детям и родителям, говоря им, что они готовы, хотя на самом деле они не готовы. . . Напомним, Дункан был министром образования при президенте Обаме с 2009 года.до 2015 года — не «обычный подозреваемый» в такой убийственной критике американских школ.
В среду, 16 марта, были опубликованы последние результаты недавнего исследования стенограммы средней школы. К сожалению, они поддерживают обвинение госсекретаря Дункана в том, что школы регулярно вводят своих учеников в заблуждение. (Читайте краткое изложение Линды Джейкобсон об «академическом несоответствии» Америки прямо здесь)
Исследование стенограммы средней школы NAEP периодически собирает подробную информацию о курсах, которые посещают американские старшеклассники, включая информацию о количестве пройденных академических курсов, уровне этих курсы (например, алгебра, предварительное исчисление, исчисление) и оценки, которые выставляются учащимся. Но, пожалуй, самый важный вклад NAEP в изучение транскриптов заключается в том, что он также проводит высококачественную оценку того, что учащиеся знают и могут делать в различных областях, включая естественные науки и математику.
В только что опубликованном исследовании стенограммы средней школы есть много точек данных, которые, если бы они были истинным отражением реальности, должны были бы побудить нас всех праздновать успехи наших учеников. Вот некоторые из них:
— Выпускники средних школ получают больше кредитов, особенно по академическим предметам. Во время последнего стенограммного исследования в 2009 г. у выпускников средних школ было в среднем 27,2 единицы Карнеги. В текущем исследовании этот показатель увеличился до 28,1. Большая часть этого прироста была связана с увеличением академических курсов.
— Средний балл растет. Средний средний балл в 2019 году составил 3,11 — по сравнению с 3,00 в 2009 году.
— Выпускники проходят более строгие уровни учебной программы. NAEP использует классификационную схему для оценки общей строгости учебной программы, изучаемой учащимся, по четырем уровням — ниже стандартного, стандартному, среднему уровню и строгому — в зависимости от количества единиц Карнеги, полученных учащимся по английскому языку, математике, естественным наукам, социальным дисциплинам. исследования и языки мира. Процент учащихся, завершивших стандартную или среднюю учебную программу в 2019 г.увеличилась на 4 процентных пункта по сравнению с 2009 годом. Напротив, процент учащихся, прошедших обучение по программе ниже стандартной, снизился с 23 процентов в 2009 году до 16 процентов в 2019 году.
Больше курсов, больше строгости, больше пятерок. Все хорошо!
Но вот тут-то и приходит на ум предупреждение Дункана о лжи: несмотря на весь этот кажущийся прогресс, вот куда более мрачный итог относительно успеваемости учащихся.
— Оценки учащихся не повышаются. По сравнению с 2009 годом, баллы NAEP по естественным наукам за 2019 год не изменились, а баллы NAEP по математике за 2019 год фактически снизились для выпускников средних школ.
— Снижение оценок по математике у выпускников, закончивших среднюю или сложную учебную программу.
— баллы по естествознанию неизменны для всех уровней учебной программы.
— Учащиеся, завершающие наиболее распространенную учебную программу среднего уровня, набравшие в 2019 году баллы NAEP Basic как по математике, так и по естественным наукам.0003 NAEP Proficient Диапазон .
Данные из самого последнего исследования стенограмм показывают несоответствие между тем, какие курсы посещали выпускники средней школы (казалось бы, все более и более строгими), и их успеваемостью по естественным и математическим оценкам NAEP.
Мы видим «инфляцию» в оценках и названиях курсов, но стагнацию в успеваемости учащихся. NCES не проводил недавнего более подробного исследования предоставленной учебной программы, но исследование NCES 2005 года помогает объяснить это несоответствие. В этом исследовании изучалось фактическое содержание и уровень сложности курсов алгебры I и геометрии в средней школе в государственных школах по всей стране. Среди многих результатов, показывающих, что предлагаемая учебная программа часто далека от строгих названий, которые появляются в каталогах курсов, является тот факт, что только 18 процентов курсов по алгебре с отличием I и 33 процента курсов по геометрии с отличием использовали строгую учебную программу. Короче говоря, многим ученикам, даже когда им говорили, что они проходят строгую и академически ориентированную учебную программу, не давали инструментов для полного успеха в алгебре или геометрии.
Нам нужно больше учеников, изучающих математику и естественные науки. Без этого фундамента у нас никогда не будет большой, разнообразной и сильной рабочей силы STEM, что является необходимым условием для процветания экономики США. Просто сказать учащимся, которые еще не овладели навыками STEM, что они «отличники», закончившие строгую учебную программу по математике и естественным наукам, — не способ создать такую рабочую силу.
Если образование построено на лжи, то это одна из самых пагубных лжи.
Марк Шнайдер — директор Института педагогических наук Министерства образования США. Прежде чем занять эту должность, он был вице-президентом и научным сотрудником Американского исследовательского института, а также президентом College Measures. Ранее он занимал должность комиссара США по статистике образования с 2005 по 2008 год и является выдающимся почетным профессором политологии в Государственном университете Нью-Йорка в Стоуни-Брук.
Связанные:
Подпишитесь на информационный бюллетень The 74
Получайте подобные истории прямо на свой почтовый ящик. Подпишитесь на информационный бюллетень 74
Замечания уполномоченного – Тезисы Марка Шнайдера для региональных директоров лабораторий, Презентация стенографических исследований NCES – Резюме результатов 1982-2004
Марк Шнайдер Уполномоченный, Национальный центр статистики образования
Выступления Марка Шнайдера перед региональными директорами лабораторий, Презентация стенографических исследований NCES – Резюме результатов 1982-2004 9 февраля 2007 г.
ВВЕДЕНИЕ Доброе утро. Сегодня я здесь, чтобы поделиться с вами результатами исследования транскриптов, проведенного Национальным центром статистики образования.
Я рад поговорить с вами об этом, потому что исследования стенограмм, проведенные NCES, предоставили обширную информацию о курсах, которые учащиеся изучают в средней школе, их оценках, которые они получают на этих курсах, и о том, как курсы, изучаемые учащиеся относятся к своим достижениям. Эти исследования стенограмм средней школы проводились каждые 3-5 лет до 19 лет.82.
В результате они предоставляют важную информацию об изменениях в учебной программе средней школы США, и они могут предоставить вам вопросы для видов исследований, которые вы проводите, и могут предоставить национальную основу для некоторых данных, которые вы видите из школ вашего региона.
Стенограммные исследования NCES Образование Продольное исследование второкурсников средней школы 2002 г.
Стенограммы, собранные у 14 900 учащихся в 2004 г.
Национальное исследование, в котором приняли участие 2,7 миллиона выпускников средних школ 2003–2004 годов
На основе стенограмм из более чем 750 государственных и частных школ
Включает результаты тестов учащихся по математике и чтению
Транскриптовые исследования также проводились в рамках лонгитюдных когорт в 1982 и 1992 гг.
Стенограмма средней школы Исследование национальной оценки образовательного прогресса
Национальное исследование, в котором приняли участие 2,7 миллиона выпускников средней школы 2005 года
Стенограммы, собранные у 26 000 учащихся в более чем 700 школах
Стенограммы, связанные с тестами успеваемости учащихся NAEP
Транскриптовые исследования, также проведенные в 1987, 1990, 1994, 1998, 2000, 2005 годах
У нас есть два основных семейства исследований транскриптов, последние волны каждого из которых были недавно проведены в этой области.
Семья 1: Продольные исследования средней школы Семья
Продольное исследование образования 2002 г. является текущей версией, и в 2009 г. мы выпустим новую версию..
ELS 2002 основан на выборке второкурсников средней школы в 2002 году.
750 государственных и частных школ
ELS включает результаты тестов учащихся по математике и чтению
Сегодня я буду говорить в основном о результатах исследования транскриптов, проведенного в 2004 г. в рамках долгосрочного исследования образования 2002 г. Я буду сравнивать эти результаты с результатами исследований стенограмм, проведенных в рамках двух других долгосрочных исследований средней школы. исследования, проведенные NCES в прошлом. Это были 1982 Компонент стенограммы средней школы и последующее обучение второкурсников 1980 года и компонент стенограммы Национального долгосрочного исследования образования 1988 года (NELS:88) 1992 года.
Каждое из этих исследований транскриптов было проведено в соответствии с общей структурой кодов курсов и методологией сбора, чтобы обеспечить сопоставимость количества кредитов по областям курса и уровням в разные годы. Эта сопоставимость позволяет анализировать тенденции прохождения курсов и их влияние на достижения, о чем я расскажу сегодня.
В презентацию я также включу некоторые результаты второго семейства транскриптов исследований, проведенных NCES в рамках Национальной оценки образовательного прогресса . Исследования транскриптов NAEP проводятся в соответствии с теми же рамками классификации курсов и методологией сбора, что и исследования транскриптов лонгитюдных исследований.
Семья 2: Национальная оценка образовательного прогресса
Исследования транскриптов NAEP проводились в 1987, 1990, 1994, 1998, 2000 и 2005 годы.
В 2005 году стенограммы были собраны у 26 000 учащихся из более чем 700 школ
Стенограммы, связанные с тестами достижений учащихся NAEP, но не так тесно, как семейство исследований ELS.
Данные за 2005 год будут опубликованы 22 февраля.
Имейте в виду, однако, что есть значительное количество учащихся (т. е. бросивших школу и получивших GED), которые не охвачены этими исследованиями, которые сосредоточены на выпускниках средней школы.
Также, пожалуйста, имейте в виду, что результаты, которые я буду обсуждать в презентации, включают посещение курсов в государственных и частных школах.
Теперь обратимся к выводам.
Динамика общего количества кредитов, полученных выпускниками средней школы В период с 1982 по 2004 г.
Общее количество средних кредитов, заработанных выпускниками, увеличилось с 22 до 26
Средний кредит академических курсов увеличился
Средний балл по курсам профессионального образования снизился
С тех пор, как Национальная комиссия по передовым достижениям в области образования опубликовала отчет «Нация в опасности» в 1982 г., средняя общая сумма кредитов по курсам, полученным выпускниками средних школ во время их карьеры в средней школе, увеличилась с 22 кредитов в 1982 г. до 26 кредитов в 2004 г., или рост примерно на 20 процентов.
В стенограммах кредиты измеряются в единицах Карнеги – курс, который проводится каждый день, один урок в день, в течение всего учебного года.
Общее количество кредитов по академическим курсам, заработанных студентами, увеличилось больше, чем общее количество кредитов. Академические кредиты увеличились на 41 процент с 14,5 кредитов на студента в 19с 82 до 20,4 кредитов в 2004 году. Поскольку академические кредиты увеличились больше, чем общее количество кредитов, что-то должно было дать.
Что снизилось, так это профессиональное образование: в среднем с 4,5 кредитов на учащегося до 3,5 кредитов на учащегося в среднем.
Группа курсов под названием «Личное использование», которая включает личное здоровье, физическое воспитание, религию, военное дело и другие подобные предметы, увеличилась.
Динамика учебных курсов, пройденных выпускниками средней школы
В период с 1982 по 2004 год средний балл по курсам, пройденным выпускниками, увеличился по всем учебным предметам.
Упор на математику и естествознание в программе средней школы с 1982 года вызвал обеспокоенность у некоторых, что рост в этих и других высокоприоритетных предметных областях вытеснил курсы в других областях, таких как искусство.
Как показано на слайде, ответ, по крайней мере, для искусств таков: нет, искусство не уменьшилось по отношению к среднему общему количеству кредитов, заработанных учащимися. Искусство включает в себя изобразительное и исполнительское искусство: изобразительное искусство, музыку, танцы, дизайн, ремесла и так далее. Средние кредиты в искусстве увеличились на 8 процентов между 1998 и 2004. За тот же период средние кредиты, полученные студентами по математике и естественным наукам, увеличились на 8 и 7 процентов соответственно. За последние два десятилетия темпы роста искусства в искусстве были примерно такими же, как в математике и естественных науках. В период с 1982 по 2004 год средние баллы по искусству увеличились на 40 процентов. По математике и естественным наукам рост составил 40 и 52 процента соответственно.
Динамика среднего количества баллов по граждановедению и искусству, полученных выпускниками На этом слайде мы можем ясно видеть рост искусства с правой стороны. Процент увеличения довольно высок, но, конечно, он находится на низком уровне.
Другим предметом беспокойства были гражданские права. В столбцах слева от вас мы видим, что в период с 1982 по 1998 год в курсе по граждановедению произошли большие скачки, а с тех пор — небольшой спад.
«Гражданское право» включает курсы по федеральному управлению и управлению штатами, конституции, выборам, сравнительному политическому регулированию, политологии и другим областям.
Тенденции в прохождении курсов математики и естественных наук продвинутого уровня
Процент учащихся, достигших продвинутого уровня математики и естественных наук , курсовая работа значительно увеличилась с 1982 года
На этом слайде показаны тенденции в завершении курса математики и естественных наук по наивысшему академическому уровню математики и естественных наук, который завершают учащиеся. Эти уровни определяются в соответствии с последовательностью курсов, предписывающих изучение этих областей: например, алгебра I обычно завершается перед алгеброй II, а алгебра II — перед тригонометрией и исчислением.
NCES разделил математику и естественные науки на средний и продвинутый уровни курсовой работы, а затем, в каждой из этих областей, на последовательности курсов, которые обычно завершаются. Подобные конвейеры также были разработаны для английского и иностранных языков.
Важно повторить, что академический уровень курсов, пройденных учащимися, измеряется пройденным курсом самого высокого уровня, а не количеством кредитов, заработанных на каждом уровне.
Здесь мы видим, что число учащихся, достигших уровня Advanced, увеличилось примерно с одной четверти (разница между показанным общим числом и «средним уровнем» Алгебры 2) примерно до половины в 2004 году. Помните, что это основано на пройденном курсе. а не по результатам достижений. В науке процент на продвинутом уровне удвоился между 1992 и 2004.
Тенденции в учебной программе, пройденной выпускниками средних школ
Шестьдесят процентов всех выпускников средних школ выполнили требования стандарта «Новые основы» или строгой учебной программы в 2004 г.
Около 20 процентов выпускников выполнили эти требования в 1982 году
Учебная программа «Новые основы», первоначально обнародованная Комиссией по совершенствованию в 1982 году, установила стандарт в 4 кредита по английскому языку и по 3 кредита по математике, естественным наукам и общественным наукам в качестве стандарта для окончания средней школы по основным академическим предметам.
Уровнем выше, чем эта «Стандартная» учебная программа по новым основам, является Строгая учебная программа , которая требует завершения той же комбинации из 4 кредитов по английскому языку и 3 кредитов по математике, естественным наукам и общественным наукам, а также по крайней мере один из кредиты по математике и хотя бы один по естественным наукам должны быть на продвинутом уровне. Кроме того, студент должен иметь как минимум 2 кредита по иностранному языку на одном языке.
Процент учащихся, завершивших стандартную учебную программу, вырос с 14 процентов в 19с 82 до 25 процентов в 1992 году и до 32 процентов в 2004 году. Доля учащихся, прошедших строгую учебную программу, увеличилась с 6 процентов в 1982 году до 28 процентов в 2004 году.
Поскольку строгая учебная программа основана на получении кредитов на курсах математики, естественных наук и иностранных языков продвинутого уровня, она позволяет измерить процент учащихся, достигших продвинутого уровня по всем трем этим предметам. В отличие от двух третей учащихся, достигших продвинутого уровня по естественным наукам, и половины учащихся, достигших продвинутого уровня по математике в 2004 г., в целом только 28 процентов прошли строгий учебный план.
Законченные курсы математики в девятом и, возможно, в 12-м классах
Среди учащихся, изучающих геометрию в 9-м классе, 84 процента заканчивают тригонометрию/предварительное исчисление или исчисление к 12-му классу
Среди учащихся, изучающих курсы ниже алгебры I в 9-м классе, только 10 процентов заканчивают тригонометрию/предварительное исчисление или исчисление к 12-му классу
Стенограммы также можно использовать для изучения пути, которым учащиеся следуют в старшей школе, и того, как выбор в начале старшей школы влияет на них позже.
Иерархия курсов, пожалуй, является наиболее структурированной по математике среди всех академических предметов средней школы. Из-за этого курсы, которые учащиеся изучают в 9-м классе, определяют академический уровень математики, который они могут пройти к 12-му классу.
Среди учащихся, изучающих геометрию в 9-м классе, 84 процента достигают продвинутого уровня математики, что в качестве переподготовки означает прохождение хотя бы одного курса по тригонометрии, аналитической геометрии, предварительному исчислению или исчислению.
Среди учащихся, изучающих общую или прикладную математику в 9-м классе, 35 процентов не осваивают дальше алгебры I или геометрии и только 10 процентов доходят до продвинутого уровня — тригонометрии, планиметрии, предварительного исчисления или исчисления.
Среди тех, кто изучает алгебру I в 9-м классе, только 46 процентов достигают уровня Advanced. Отсутствие алгебры I в 8-м классе является реальным препятствием для достижения продвинутого уровня по математике.
Курс математики, изучаемый в 9й класс В период с 1982 по 2004 год процент девятиклассников, завершивших:
Общая или базовая прикладная математика снизилась с 27 до 7 процентов
Алгебра I увеличилась с 44 до 51 процента
Геометрия увеличена с 5 до 18 процентов
Тогда возникает вопрос, каково распределение курсов математики, которые учащиеся изучают в 9-м классе, и меняется ли это распределение курсов со временем?
Как показано во второй слева группе элементов на диаграмме, процент учащихся, изучающих общую или прикладную математику в 9-м классе, снизился с 27 процентов в 1982 году до примерно 7 процентов сегодня. Как показано в середине диаграммы, процент учащихся, завершивших алгебру I в 9-м классе, вырос с 44 до 51 процента. Как показано справа, процент учащихся, завершающих геометрию в 9-м классе, вырос с 5 до 18 процентов.
Все больше учеников вступают на путь более строгой математики.
Курсы повышения квалификации и успеваемость, 2004 г.
Выпускники, окончившие курсы повышения квалификации по математике, в 2004 г. имели более высокие баллы успеваемости, чем другие учащиеся
Последствия прохождения курсов математики продвинутого уровня для достижений выпускников можно измерить с помощью тестов, являющихся частью опроса ELS:2002.
В тесте ELS:2002 используется теория ответных заданий (IRT), в которой используются шаблоны правильных, неправильных и пропущенных ответов для получения оценок способностей, сопоставимых по широкому диапазону тестовых форм и успеваемости учащихся. Тест является полуадаптивным в том смысле, что учащиеся с разным уровнем успеваемости получают разные формы теста.
При оценке способностей учащегося IRT также учитывает сложность каждого тестового вопроса, способность к различению по сравнению с другими элементами и фактор угадывания, где последний важен для точного тестирования низких достижений. Элементы для тестов ELS: 2002 были адаптированы из основ, используемых для NELS:88, чтобы можно было сравнивать результаты этих тестов.
Взаимосвязь между курсами математики самого высокого уровня, пройденными выпускником, и проверенным уровнем успеваемости выпускника, четко показана на слайде. Выпускники средних школ, получившие более высокий уровень знаний по математике, имеют более высокие математические достижения по результатам тестов ELS:2002.
Курсы продвинутого уровня и успеваемость, 1992 и 2004 годы
Рост оценок по математике статистически не отличался в 1992 и 2004 годах.
На этом слайде показана взаимосвязь между курсами высшей математики, пройденными выпускниками средних школ в 1992 г., и их проверенными достижениями в исследовании NELS:88 Transcript вместе с результатами ELS за 2004 г. Статистические тесты показывают, что рост успеваемости на всех уровнях Прохождение курса существенно не отличается для NELS в 19 лет. 92 и ELS в 2004 г.
Можно подумать, что прирост успеваемости в результате прохождения курсов математики более высокого уровня продвинутого уровня может быть меньше в 2004 г., чем в 1992 г., из-за увеличения процента учащихся, которые в настоящее время достигают продвинутого уровня знаний. математика в средней школе. Это увеличение вполне могло привести к уменьшению взаимосвязи между прохождением курса и успеваемостью, так как все больше студентов, которые в предыдущие годы не занимались углубленной курсовой работой, теперь ее проходят. В рамках этого простого сравнительного анализа такая «снижающаяся» предельная отдача от увеличения количества занятий по математике не очевидна.
Различия в уровне прохождения курсов в зависимости от пола
В 1982 году женщины реже, чем мужчины, заканчивали математические курсы продвинутого уровня
Можно также сравнить завершение курса математики и успеваемость между различными группами населения.
Один из важных вопросов касается прогресса женщин в математике и естественных науках. Давайте сосредоточимся на математике, потому что это предмет, который мы довольно подробно обсуждали сегодня.
В 1982 году у женщин было меньше шансов достичь продвинутого уровня математики, чем у мужчин, хотя не многие мужчины или женщины достигли этого. Разница составила 25-28 процентов или -3 процента.
К 2004 году пропорции мужчин и женщин, достигших продвинутого уровня математики, увеличились до такой степени, что доля женщин, достигших продвинутого уровня математики , превысила долю мужчин, достигших этого уровня, что было заметным изменением по сравнению с ситуацией. в 1982 году. Разница была 53 на 49процентов, или +4 процента.
Различия в успеваемости в зависимости от уровня прохождения курса и пола
У мужчин были более высокие результаты по математике, чем у женщин, окончивших математические курсы того же уровня в 2004 году.
Это преимущество в завершении курса по сравнению с мужчинами, однако, не привело к более высоким математическим достижениям, чем у мужчин по уровню курса в 2004 году, как показано на этом слайде. В 2004 г. у мужчин были более высокие оценки успеваемости по математике, чем у женщин, на всех уровнях математических курсов, за исключением нулевой/низкой математики.
Различия в уровне прохождения курсов в зависимости от расы/этнической принадлежности
Доля белых и чернокожих, достигших продвинутого уровня математики, выросла в период с 1982 по 2004 год.
Такой же вопрос можно задать о различиях в академическом уровне математики, достигнутом в старшей школе, и успеваемости по расе/этнической принадлежности.
Доля белых и чернокожих, достигших продвинутого уровня математики, выросла с 1982, но доля чернокожих, делающих это, остается ниже доли белых. Измеряемый как абсолютная разница в этих пропорциях между черными и белыми, разрыв в 1982 году статистически не отличается от разрыва в 2004 году. Латиноамериканцы, достигшие продвинутого уровня математики, выросли в период с 1982 по 2004 год.
Результат одинаков для белых и латиноамериканцев. Доля как белых, так и латиноамериканцев, достигших продвинутого уровня математики, выросла между 1982 и 2004, но доля латиноамериканцев остается ниже доли белых. Измеряемый как абсолютная разница в долях латиноамериканцев и белых, достигших продвинутого уровня, разрыв в 1982 г. статистически не отличается от 2004 г. Доля как белых, так и азиатов, достигших продвинутого уровня математики, выросла в период с 1982 по 2004 год.82. Доля обеих групп, достигших продвинутого уровня, выросла в период с 1982 по 2004 год, и в 2004 году доля азиатов, достигших продвинутого уровня математики, оставалась выше, чем доля белых.
Различия в уровне прохождения курса в зависимости от расы/этнической принадлежности
Доля белых и коренных американцев, достигших продвинутого уровня математики, выросла в период с 1982 по 2004 год.
Тенденции в пропорциях белых и коренных американцев, достигших продвинутого уровня математики, аналогичны пропорциям белых, чернокожих и выходцев из Латинской Америки. Доля как белых, так и коренных американцев, достигших продвинутого уровня, выросла между 1982 и 2004. Однако, в отличие от моделей для белых, чернокожих и латиноамериканцев, разрыв между белыми и коренными американцами в прохождении курсов продвинутого уровня вырос на между 1982 и 2004 годами.
раса/этническая принадлежность
Белые получили более высокие средние баллы по математике, чем чернокожие и латиноамериканцы, закончившие курс математики того же уровня в 2004 г.
Достижения азиатских выпускников существенно не отличались от достижений белых, окончивших курсы математики того же уровня в 2004 г.
Картина различий в успеваемости по математике по уровням курса аналогична для белых по сравнению с чернокожими и для белых по сравнению с латиноамериканцами. Достижения чернокожих меньше, чем у белых на всех уровнях курса выше нулевой или низкой математики, как и достижения латиноамериканцев.
Картина для азиатов и белых разная. Достижения азиатов ненамного выше, чем у белых, на каком-либо конкретном уровне математики, но выше, если усреднить их по всем уровням. Причиной этого является больший процент азиатов, чем белых, достигших высшей математики. Этот результат, который может удивить некоторых, является следствием сравнения достижений по уровням курса. Например, в исчислении нет разницы в достижениях между белыми и азиатами. Если бы азиаты не достигали продвинутого уровня прохождения курсов намного чаще, чем белые, их успеваемость по математике в среднем не была бы выше, чем у белых.
Долгосрочные тенденции в успеваемости по математике
Успеваемость по математике в 2004 г. была выше, чем в 1982 г. и двух других годах
Ранее в этой презентации я отмечал связь между более частым знакомством с курсовой работой продвинутого уровня и достижениями — по крайней мере, в математике. Если это так, то можно разумно ожидать, что средний уровень успеваемости учащихся в целом должен был повыситься в период, когда произошло расширение курсовой работы продвинутого уровня в школьной программе. Это случилось?
В Оценке долгосрочных тенденций Национальной оценки прогресса в области образования NCES измерил достижения в области математики в действительно долгосрочной перспективе — с 1973 года до самых последних результатов в 2004 году.
Эта оценка отличается от » основной NAEP», также известный как Nation’s Report Cards, о котором вы читали в газетах.
Долгосрочные тенденции были продолжены NCES именно потому, что они предназначены для измерения долгосрочных тенденций в достижениях, для которых Национальный табель успеваемости изначально не предназначался.
Что показывает оценка долгосрочной тенденции?
Как видно из данных, отмеченных звездочками на экране, это показывает, что успеваемость по математике в 2004 г. была выше, чем в 1982 и 1986 гг. , когда первоначально была разработана учебная программа «Новые основы».
Но насколько выше? Ответ заключается в том, что сейчас он на 10 пунктов выше, чем был тогда, что составляет примерно одну треть стандартного отклонения за более чем 20 лет.
Мы наблюдали повышение строгости при изучении предметов в старшей школе и повышение результатов по математике в долгосрочной программе NAEP — корреляция существует, но очевидно, что ее нельзя интерпретировать как причинно-следственную связь. Только другие виды исследований могут в конечном счете напрямую связать изменения в учебной программе с изменениями в успеваемости и другими показателями успеха.
Долгосрочные тенденции в успеваемости по чтению
Успеваемость по чтению в 2004 г. была ниже, чем в период с 1984 по 1992 г.
Как насчет чтения? На этом слайде показано, что показатели чтения увеличились с 1971 года и достигли своего пика в начале 1990-х годов.
По возрастанию ценыПо убыванию ценыАлфавиту А-ЯАлфавиту Я-АНовые-СтарыеСтарые-Новые
Показывать
15243390
450 руб
Т — образный профиль для ворот и калиток. 6,7м хлыст.
Откатные ворота из Т образного профиля это новейшая разработка, позволяющая обеспечить предельную конструкционную жёсткость замкнутых контуров при относительно малой общей массе подвижной части. Форма обусловлена не только достижение определенного свода рабочих характеристик, но также функциональными особенностями системы. Откатное полотно имеет большую парусность и общую площадь, что приводит к постоянному воздействию сил, работающих на кручение по различным осям. Заказать Т образный профиль для откатных ворот можно в компании ВСЕ ДЛЯ ВОРОТ прямо сейчас. Это прокатное изделие нельзя сравнивать с профилированными квадратными или овальными трубами, ведь скрутить сложную форму практически невозможно. Также она даёт возможности для присоединения сопряженных элементов, вроде подкосов и распорок.
Преимущества Т профиля
Данный тип металлопроката быстро завоевал популярность по всему миру. Т профильв СПб хорошо покупается по следующим объективным причинам:
Сваривать обычные профильные трубы между собой крайне сложно. Это изделие исключает ошибки сварщиков и сборщиков, ведь в нём невозможно перепутать стороны. Также имеется функциональный жесткий наружный каркас и ниши для надежного закрепления профильных листов.
Подгонять Т профиль очень просто, это можно сделать под любым углом. Для этого нужно просто один раз посмотреть инструкцию. Для обработки достаточно простой болгарки. Время на сварочные работы сокращается вдвое, а обваривать Т намного проще, чем распространенную ранее профилированную трубу квадратного или прямоугольного сечения.
Проблема с проникновением влаги внутрь полого контура будет навсегда исключена. После качественного сваривания швов получается практически герметичная конструкция. Допускается защита стыков с помощью полимерных герметизирующих составов.
Конструкции из Т профиля могут быть собраны самостоятельно без обращения к сторонним специалистам. Элементарных навыков для обращения со сварочным аппаратом и болгаркой будет достаточно для успешной работы.
Что можно сделать из этого проката
Т образный профиль для производства ворот и калиток также может применяться для создания одноплоскостных ферменных конструкций любой степени сложности. Это могут быть скаты нагруженной крыши быстровозводимого павильона, стены здания, ангара, спортивного сооружения. Это гибкий материал и принципиально новый тип металлопроката, позволяющий создавать высокопрочные неразъёмные сварные соединения. На созданные каркасы легко крепится поликарбонат, проволочная сетка, разнообразные композитные панели, металлический шифер и прочие листовые и рулонные материалы. Всё зависит от поставленных целей и задач. Это один из наиболее вариативных стальных прокатных материалов.
Почему стоит приобретать именно здесь?
Купить Т профиль в СПб клиенты компании ВСЕ ДЛЯ ВОРОТ стараются по следующим причинам:
Поставки производятся без посредников, подрядчиков и прочих третьих лиц с их необоснованными наценками. Благодаря этому цена Т профиля для ворот в СПб всегда остаётся на приемлемом уровне. Для оптовых покупателей возможно
Купить Т профиль для ворот в Санкт Петербурге можно в любом типоразмере. Всегда в наличии имеется полный сортамент. Можно подобрать всё под простейший забор или надёжные ворота с большим запасом прочности.
Т профиль для производства сдвижных (консольных) ворот строго соответствует заявленным характеристикам. Это не только толщина стенки и геометрические параметры, но также марка стали, защита поверхности, прочностные показатели.
Производство Т-образного профиля в Санкт-Петербурге позволяет создавать нестандартные образцы, выполнять порезку по предварительной договоренности. Получаются готовые наборы, которые просто нужно сварить на месте монтажа. Это намного удобнее для транспортировки, чем готовые конструкции.
Компания поставляет данную продукцию много лет, а среди официальных партнеров есть крупные предприятия России, постоянно делающие новые заказы.
В наличии имеются также прочие элементы, используемые для ворот, калиток, ограждений, быстровозводимых конструкций. Также здесь можно приобрести автоматику, аксессуары и фурнитуру. При необходимости также есть возможность покупки уже собранного каркаса, но это удобно только для небольших конструкций, допускающих транспортировку по дорогам общего пользования. Приглашаем к сотрудничеству на постоянной основе оптовых и розничных покупателей.
Как сделать заказ
Купить Т профиль в СПб можно прямо сейчас в компании ВСЕ ДЛЯ ВОРОТ. Наличие собственного склада позволяет заказать любое количество для сборки разнообразных конструкций. Поставки производятся от ведущих металлургических предприятий России, что обеспечивает стабильное качество. В наличии имеется полный сортамент товарных размеров, а наличие собственного склада позволит приобрести партию произвольного объёма без ожиданий и простоев. Понятие заводского брака полностью исключено. Доставка действует по всем городам и регионам. Чтобы заказать Т образный профиль для откатных ворот, свяжитесь любым удобным способом с менеджерами компании для уточнения детальной информации.
Вы смотрели
Длинна
М.П (1)
Заказ в один клик
Контактный телефон:
Контактное лицо (ФИО):
Согласие на обработку персональных данных
Настоящим подтверждаю, что я ознакомлен и согласен с условиями оферты и политики конфиденциальности.
Профиль алюминиевый Т-образный в наличии на складе в Минске недорого, звоните +375 (44) 533-55-18
Подбор по параметрам
9 Br
Профиль алюминиевый Т-образный 15x15x1.5 мм, АД31, без покрытия, вес 1 метра 0.12 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x1.5 мм, АД31, без покрытия, вес 1 метра 0.16 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x2 мм, АД31, без покрытия, вес 1 метра 0.21 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x3 мм, АД31, без покрытия, вес 1 метра 0.30 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 25x25x1.5 мм, АД31, без покрытия, вес 1 метра 0.20 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 25x25x2 мм, АД31, без покрытия, вес 1 метра 0.26 кг, цена за метр
9 Br
org/Offer»>
2 Br
Профиль алюминиевый Т-образный 30x20x1.5 мм, АД31Т1, без покрытия, длина: 6 м, вес 1 метра 0.20 кг, цена за метр
2 Br
org/Offer»>
3 Br
Профиль алюминиевый Т-образный 30x30x2 мм, АД31Т1, без покрытия, длина: 6 м, вес 1 метра 0.31 кг, цена за метр
3 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 30x30x3 мм, АД31, без покрытия, вес 1 метра 0.46 кг, цена за метр
9 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 60x60x3 мм, АД31, без покрытия, вес 1 метра 0.95 кг, цена за метр
9 Br
org/Offer»>
2 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31, прессованный, без покрытия, длина: 1 м, 2 м, 3 м, 4 м, 6 м, вес 1 метра 0.15 кг, цена за метр
2 Br
org/Offer»>
3 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31Т, без покрытия, длина: 2 м, вес 1 метра 0.15 кг, цена за метр
3 Br
org/Offer»>
6 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31Т, анодированный, длина: 3 м, вес 1 метра 0.15 кг, цена за метр
6 Br
org/Offer»>
5 Br
Профиль алюминиевый Т-образный 15x15x2 мм, АД31Т1, прессованный, без покрытия, длина: 6 м, вес 1 метра 0.15 кг, цена за метр
5 Br
org/Offer»>
4 Br
Профиль алюминиевый Т-образный 18x13x1.5 мм, АД31Т, без покрытия, длина: 2 м, вес 1 метра 0.12 кг, цена за метр
4 Br
org/Offer»>
7 Br
Профиль алюминиевый Т-образный 19x28x1.2 мм, АД31Т, без покрытия, длина: 2 м, 6 м, вес 1 метра 0.15 кг, цена за метр
7 Br
org/Offer»>
4 Br
Профиль алюминиевый Т-образный 20x15x2 мм, без покрытия, длина: 2 м, вес 1 метра 0.18 кг, цена за метр
4 Br
org/Offer»>
1 Br
Профиль алюминиевый Т-образный 20x15x2 мм, АД31Т, без покрытия, длина: 6 м, вес 1 метра 0.18 кг, цена за метр
1 Br
org/Offer»>
2 Br
Профиль алюминиевый Т-образный 20x15x2 мм, АД31Т1, без покрытия, длина: 6 м, вес 1 метра 0.18 кг, цена за метр
2 Br
org/Offer»>
9 Br
Профиль алюминиевый Т-образный 20x20x1.2 мм, АД31, без покрытия, вес 1 метра 0.13 кг, цена за метр
9 Br
Показать ещё 20 из 164
-10% на доставку
действует до 13. 11.2022
-10% на доставку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-10% на доставку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
-10% на доставку
действует до 13.11.2022
-15% на резку
действует до 13.11.2022
Различные типы трубной и водопроводной арматуры
Трубопроводная и водопроводная арматура — это детали, которые соединяют трубы и помогают изменять направление потока или размер трубы или соединять различные компоненты, например коленчатые фитинги, тройники, эксцентриковые переходники и компрессионные соединения. фитинг и т. д. Они используются для того, чтобы контролировать направление и количество жидкости или жидкости в трубопроводных и водопроводных системах без утечек. Эти фитинги включают колено, тройник, крестовину, переходник, соединение, муфту, ниппель, заглушку и крышку, адаптеры, фланцы и клапан.
Колено трубы:
Колено трубы является одним из наиболее часто используемых фитингов для изменения направления трубы. Это остро изогнутая труба, которая используется для нескольких целей в промышленности, например, в выкидных линиях для управления потоком и направлением жидкостей, химикатов, газов и жидкостей в различных процессах. Они доступны из различных материалов, включая медь, резину, пластик, нержавеющую сталь, алюминий и железо. Колено трубы устанавливается между двумя длинными трубами для изменения направления потока жидкости или жидкости. Они обычно доступны в двух типах; то есть 90 градусов и 45 градусов.
Переходное колено:
Переходное колено представляет собой изогнутую трубу с разными диаметрами на обоих концах. Обычно используется для соединения двух труб разных размеров с целью изменения количества потока жидкости, газа или жидкости. Они доступны из различных материалов, включая железо, нержавеющую сталь, резину, медь, алюминий и латунь. Переходные коленчатые фитинги доступны с изгибами под разными углами, такими как 90°, 45°, 135°, 180° и т. д.
Уличный угловой фитинг:
Уличный угловой фитинг — это угловой фитинг, который имеет внутреннюю резьбу на одном конце и наружную резьбу на другом конце. Это трубопроводный и водопроводный фитинг, который используется для соединения двух труб под разными углами, одна из которых имеет внутреннюю резьбу (внутренняя резьба), а другая — наружную резьбу (наружная резьба).
Тройник для труб:
Тройник для труб представляет собой Т-образный фитинг. Имеет два отвода под углом 90° каждый и одну магистральную соединительную линию. Это труба, которая имеет смежные выходы и используется для соединения труб на 9угол 0°. Тройники для труб используются как в коммерческих, так и в промышленных целях. Они доступны в нескольких размерах. Они изготовлены из материалов, включая углеродистую сталь, железо, алюминий, пластик, нержавеющую сталь, медь, латунь и резину. Существуют различные типы трубных тройников, такие как прямой тройник, тройник с внутренней и наружной резьбой, тройник с наружной и внутренней резьбой, переходной тройник и тройник с тройником.
Прямой тройник:
Прямой тройник представляет собой Т-образный фитинг с двумя выходами под прямым углом.
Тройник с наружной и внутренней резьбой:
Тройник с наружной и наружной резьбой является одним из наиболее часто используемых фитингов для труб. Тройник с наружной резьбой состоит из трех частей; тело, орех и олива. Он используется для соединения частичной трубы с внутренней резьбой NPT (национальная трубная резьба), в то время как тройник с внутренней резьбой соединяется с наружной резьбой NPT. Они доступны из различных материалов, включая нержавеющую сталь, алюминий, медь, никель, железо, бронзу, пластик, ПВХ и резину. Они сконструированы таким образом, что подходят для стандартной внутренней резьбы, такой как BSP, BSPT, RC, G и т. д.
Тройник с наружной и внутренней резьбой:
Тройник с наружной резьбой используется для соединения компонентов пневматической системы, а тройник с внутренней резьбой используется для соединения трех труб с наружной резьбой на одной или нескольких сторонах. Эти фитинги считаются простыми в установке и обеспечивают безопасное и надежное герметичное соединение. Он используется в нескольких различных областях, таких как химическая промышленность, нефтегазовая промышленность, пищевая промышленность и производство электроэнергии и т. д.
Тройник-переходник:
Тройник-переходник — это тип фитинга, который обычно используется в трубопроводной арматуре. Он имеет Т-образную форму с двумя концами одинакового размера, а один конец немного меньше двух других сторон. Он доступен в различных размерах и материалах, включая алюминий, пластик, бронзу, чугун, латунь, стекловолокно, керамику, резину или свинец. Тройник-переходник используется в различных областях, таких как производство продуктов питания и напитков, судостроение, водоподготовка, установка химической обработки и т. д.
Тройник-тройник и боковой тройник:
Тройник-тройник имеет два отвода труб под углом 45 градусов, и оба отвода симметричны. Боковой тройник также имеет два отвода, но один прямой в одном направлении, а другой под углом 45 градусов.
Крестообразный фитинг:
Крестообразный фитинг представляет собой трубный фитинг с четырьмя отверстиями, имеющий форму креста. Он состоит из 1 входа и 3 выходов или наоборот.
Переходник для трубы: 9 шт.0005
Трубный переходник — это сантехнический фитинг. Это труба с большим диаметром на одной стороне, которая сужается до меньшего диаметра на другом конце. Наиболее часто используемые переходники:
концентрические
эксцентрик
Концентрический переходник:
Концентрический переходник также известен как конический переходник, поскольку он имеет форму конуса. Центр обоих концов находится на одной оси, в результате чего образуются пузыри.
Эксцентриковый переходник:
Эксцентриковый переходник не образует пузырей, потому что центр обеих сторон находится на другой оси.
Соединительный фитинг:
Соединительный фитинг используется в качестве альтернативы фланцам и муфтам, когда использование последних считается нецелесообразным. Муфта состоит из трех частей: гайки, внутренней и наружной резьбы. Они легко устанавливаются и снимаются.
Муфта:
Муфта представляет собой механическое устройство, соединяющее два вала для передачи мощности. Существует три типа муфт: полная муфта, полумуфта и редукционная муфта. Полная муфта используется для соединения небольших труб, полумуфта используется для ответвления от контейнера или трубы, а редукционная муфта используется для соединения двух труб разных размеров.
Трубный ниппель:
Трубный ниппель представляет собой небольшой трубный фитинг с наружной резьбой на одном или обоих концах. Он используется для соединения двух различных типов фитингов, таких как шланги, клапаны и трубы. Он доступен из различных материалов: латуни, меди и нержавеющей стали.
Заглушка и крышка:
Заглушка и крышка используются для герметизации отверстий в трубах в процессе ремонта и технического обслуживания. У них есть нити; пробка имеет наружную резьбу, а крышка — внутреннюю резьбу. Он доступен в различных материалах, включая резину, металл и пластик.
Переходные фитинги:
Переходные фитинги используются для соединения различных труб. У них есть охватываемые и охватываемые концы, и если у них нет резьбы, их можно припаять или приварить к трубе. Они доступны из таких материалов, как ПВХ, латунь и нержавеющая сталь.
Фланцевые фитинги:
Фланцы плоские и имеют круглую форму. Это идеальное уплотнение для крепежа. Его можно использовать с водопроводной арматурой, проходящей через стены и потолки, а также для дренажных труб.
Клапан:
Клапан используется для изменения направления потока воды. Существуют различные типы клапанов, которые используются для различных целей, таких как односторонний поток, для управления объемом или давлением и т. д.
Главная страница /Трубные фитинги по типам / Трубные тройники
Используемые материалы
Типы
Тройники для труб используются для соединения одной трубы с другой под определенным углом или под определенным углом. Как следует из названия, тройники для труб представляют собой Y-образные фитинги для труб. Они являются популярным типом фитингов для труб, используемых в различных промышленных целях.
Тройники и тройники: Тройники похожи на тройники. Единственное отличие состоит в том, что ответвление расположено под углом, чтобы уменьшить трение, которое может препятствовать потоку. Соединение труб обычно выполняется под углом 45 градусов, а не под обычным углом 9 градусов.Угол 0 градусов. Если ответвление на конце оказывается перпендикулярным сквозной линии, фитинг становится «тройником-тройником».
Используемые материалы: Для изготовления тройников используются различные материалы. Они следующие:
Углеродистая сталь
Нержавеющая сталь
Железо
Медь
Монель
Никель
Титан
Цирконий
Пластик
Резина и т. д.
Советы по покупке
Некоторые факторы, которые следует учитывать при покупке тройников, следующие:
Размеры труб
Толщина стенки
Материалы
Степень отделения: 30, 45 и 60
Отделка
Прочность
Коррозионностойкий
Различные формы тройников: Тройники (в форме буквы Y) могут иметь различную форму.
Пошаговая кладка цоколя в 1 кирпич: видеоинструкция
Осуществление построения цокольного этажа, используя метод кладки в один кирпич, пользуется популярностью. Уже несколько веков эта методика проверяется строителями на крепость и устойчивость.
Необходимо выбрать стройматериал для облицовки перед началом кладки цоколя в 1 кирпич. Преимущество отдается красному кирпичу. Материал, из которого его производят, а именно красная глина, обеспечивает ему устойчивость к воздействию влаги и длительный срок эксплуатации.
Рассчитать количество несложно: на 1 кубометр кирпичной кладки потребуется 400 кирпичей, учитывая, что шов будет составлять 12 мм. Следующим этапом умножаем длину цоколя на его ширину и высоту. Полученную цифру множим на 400. Применяем единицы измерения – метры.
Виды цоколя
Существуют различные способы кладки цоколя. Рассмотрим самые популярные виды:
Ровный цоколь. Толщина конструкции и основания одинаковые. Для красоты внешнего вида и отделения стен от основания, применяются бордюры, декоративные карнизы.
Выпирающий цоколь. Акцент делается на основании или стенах. Применение такого вида подразумевает присутствие отливов.
Западающий цоколь. Популярен вид в местах, где часто выпадают обильные осадки, так как защищает строение. Главная стена толще от основания.
На всех этапах важно, чтобы была строго соблюдена пошаговая инструкция кладки цоколя в 1 кирпич.
Необходимые материалы и инструменты
Перечислим необходимые материалы:
кладочная сетка;
цемент и песок;
красный кирпич.
Перечислим необходимые инструменты:
уровень строительный;
шнур строительный;
отвес;
порядовка;
кирка;
кельма для каменных работ;
лопата;
шаблоны, металлические прутья.
Проверяем горизонтальность фундамента
После того как залили фундамент, гидравлическим уровнем его проверяем. На одном углу фиксируем первую колбу, вторую поочередно перемещаем по остальным углам. Вновь проверяем уровнем.
Если залитая плоскость неровная, используем метод, описанный далее. Выбирается один угол, который проверяем, наносим вверху на нем отметку и сверяем ее с первой колбой. Вторую переносим по остальным углам. Аналогичные действия производятся по всему фундаменту. Измеряем расстояние к верху, устанавливаем погрешность.
Большую разницу в измерениях корректируем с помощью раствора, при этом отсчет ведем от наивысшего угла. Небольшую разницу компенсируем, нанеся раствор на шов, который не должен превышать 16 мм, учитывая армированный материал.
Забив в каждый угол по колу диагонально, натягиваем строительный шнур между ними. Измеряем длину каждого отрезка. Если они отличаются, погрешность можно выровнять во время кладки.
Кладка цоколя в 1 кирпич
Выкладываем первый ряд, не используя раствор. Чтобы промежутки при кладке были равномерными, следует использовать шаблоны, которые изготавливаются из металлических прутьев.
Если последний кирпич длиннее или короче, можем выполнить коррекцию, изменяя размер швов. Последующие кирпичи размещаем так, чтобы не возникала несхожесть параметров.
Проводим гидроизоляцию строительной площадки
Гидроизоляция служит для выполнения таких функций:
защита от всевозможных неблагоприятных ситуаций;
укрепление строительной площадки;
защищает от влияния влаги, которая может превышать уровень стен конструкции.
Читайте также: Какие анкеры лучше выбрать для кирпичной стены
Гидроизоляция помогает устранить полости при возведении фундамента. Защищает от возможной пропускной возможности само сооружение в целом. Лучше всего гидроизоляцию проводить не только горизонтальную, но и вертикальную, то есть между основанием и цоколем.
Существуют такие способы гидроизоляции:
Обшивка мягкой резиной уровня.
Фиксация мастикой нескольких слоев рубероида.
Использование этих способов гидроизоляции, защищает стройматериал от воздействия влаги и нарушения герметичности цоколя.
Нюансы кладки
Для того чтобы было можно подкорректировать недочеты кладки, рекомендуется сначала смочить кирпич. Раствор готовим, соблюдая пропорции: песок и цемент в соотношении 1:4. Водой разводим смесь до нужной консистенции.
Возводя цокольный этаж, производим армирование арматурной сеткой через каждые 2-3 ряда кирпича. При невысоком цоколе такие манипуляции не нужны.
Начинать стройку следует с диаметральных углов, возводя их на одинаковой высоте. С каждым ярусом применяем натянутый шнур для соблюдения подгона по уровню. С каждым рядом изначально лучше выкладывать кирпич без раствора в качестве примерки.
Под цокольный ряд рекомендуется класть раствор слоем 20 см, пройдя прессовку 12 мм остается на швы, как и требуется. Каждый ярус контролируем, используя уровень.
Возводим углы. Контролируем вертикаль при помощи отвеса. Начинающим строителям понадобится порядовка, на ней делается разметка расположения швов и кирпичей.
Шнур-причалку прикрепляем к порядовке – это нужно для кладки кирпича горизонтально. Гвозди и скобы используем для фиксации шнура по длине яруса.
Горизонтальный ярус кладем, смещая швы в каждом ряду. Оптимальным отклонением считается ½ от длины кирпича. Роль вертикальной перевязки выполняют ярусы с поперечной кладкой. Осуществляя кладку цоколя, чередуем ярусы поперечный и продольный.
Выполняя кладку своими руками, не привлекая строителей, можно значительно сэкономить личный бюджет. Выполняя все рекомендации по кладке цоколя в один кирпич, вполне реально получить хороший результат.
как выложить из кирпича на фундамент
Цоколь – это наземная часть здания, которая является переходом от фундамента непосредственно к перекрытию первого этажа дома. Устройство цоколя может быть наземным продолжением стен подвала или ограждением подполья сооружения. Всё зависит от проекта строения.
Цоколь из кирпича на ленточный фундамент кладут разной ширины. Надо знать, как правильно выложить цоколь из кирпича, чтобы стены дома имели достаточно надёжную опору. Все параметры стен подполья рассчитывают на стадии проектирования дома. Кладка цоколя из кирпича начинается после подготовки фундаментного основания.
Содержание
Виды ленточного фундамента
Подготовка поверхности фундамента
Внешние границы кладки цоколя
Особенности кирпичной кладки цоколя
Защитное покрытие стен цоколя
Штукатурка
Сайдинг
Натуральный камень
Искусственная плитка
Самостоятельное возведение кирпичных стен цоколя
Расчёт количества кирпича
Виды ленточного фундамента
Монолитное основание заливают при помощи опалубки
Ленточный фундамент устраивают на слабых грунтах или для многоэтажных домов. В основном ленточное основание зданий бывает 3 видов:
монолит;
сборный железобетон;
из бутового камня;
Основание из монолитного бетона возводят путём заливки арматуры жидким бетоном. Объём ленты формируется в границах опалубки.
Фундамент дома из сборных железобетонных блоков заводского изготовления устраивают с помощью грузоподъёмных механизмов. В этом случае опалубочные работы не нужны.
Основание здания выкладывает бригада каменщиков в прорытых траншеях. Бутовый камень в одном случае могут укладывать на цементном растворе, в другом варианте бутовую кладку осуществляют раствором на гипсово-цементной основе.
Подготовка поверхности фундамента
Битум защитит основание от влаги
Кладка кирпича на фундамент осуществляется на подготовленную поверхность основания здания. Подготовка цоколя заключается в устройстве гидроизоляции. Её делают из двух- или трёхслойной прокладки из рубероида или толи.
Начинать нужно с покрытия основания фундамента горячим битумом. Уложенные листы рубероида или толи образуют надёжный барьер на пути проникновения влаги снизу.
Ширина положенного слоя гидроизоляции должна быть такой, чтобы её края выступали наружу на 5 мм. Это предотвратит затекание воды в шов между кладкой и фундаментом.
По выложенному рубероиду начинают класть цоколь. Первый ряд кирпичей запрещается выкладывать «на сухую». На гидроизоляцию следует предварительно уложить слой раствора.
Внешние границы кладки цоколя
Как выложить цоколь, чтобы его стенки были максимально защищены от внешних воздействий атмосферы? Кладут цоколь из кирпича на ленточный фундамент в трёх вариантах:
Стенка подполья выступает наружу за пределы плоскости стены дома. В этом варианте порог верхней части ограждения подполья выполняют в виде откоса. Это делают для свободного стока дождевой воды на отмостку дома. Поверхность ската покрывают кровельным железом, асбестовой или керамической плиткой, шифером либо другим облицовочным материалом.
Внешняя поверхность ограждения подполья заступает внутрь за плоскость стены здания. При таком варианте цокольный этаж из кирпича защищён верхним выступом стены от атмосферных осадков.
В третьем варианте кирпичный цоколь находится в одной плоскости с верхними стенами. В какой-то мере это приносит экономию кирпича. Однако специалисты полагают, что кирпичный цоколь в этом случае наиболее подвержен воздействию негативных атмосферных явлений.
Особенности кирпичной кладки цоколя
Рекомендуется возводит цоколь из красного кирпича
Цоколь дома рекомендуют поднимать на высоту 500 мм над уровнем земли. Хотя следует заметить, что при высоком полуподвальном этаже высота кирпичного цоколя на ленточном фундаменте может доходить до 2 м.
Кирпичи для цоколя фундамента применяют в основном красные стандартного размера. Иногда кладку делают из силикатного кирпича.
Кладку толщиной в 1 кирпич делают тогда, когда стены дома равны или тоньше ширины цоколя. Ширина кладки стен подполья определяется расчётами на основе величины нагрузки на фундамент здания и местных климатических условий.
Ни в коем случае нельзя допускать совпадения вертикальных швов смежных рядов кладки. Это может вызвать разрушение кирпичной стены.
Защитное покрытие стен цоколя
Сайдинг – недорогое покрытие для цоколя
Чтобы защитить кирпич, который уложили на ленточный фундамент, кладку облицовывают различными материалами:
штукатурка;
сайдинг;
натуральный камень;
искусственная плитка.
Штукатурка
Оштукатуривание цоколя – самый распространённый метод защиты кирпичной кладки. Существуют различные составы штукатурных растворов на цементной и гипсовой основах. Один из популярных способов оштукатуривания – это покрытие стен под «шубу». Добавлением пигментов нужного цвета добиваются общей гармонии колорита с общим видом фасада дома.
Сайдинг
Облицовка цоколя сайдингом заключается в закрытии кирпичной кладки панелями из пластика или оцинкованного металла. Перед установкой сайдинга стены утепляют плитами из пенополистирола или пенопласта.
Натуральный камень
Облицовка кладки натуральным камнем бывает двух видов.
В первом варианте используют натуральный камень в виде плит правильной геометрической формы.
Во втором случае цоколь обкладывают диким камнем или плитняком.
Искусственная плитка
Облицовка защитит основание от механических повреждений
Плитку кладут таким же способом, как и плиты из натурального камня.
Применять искусственную облицовку очень выгодно.
Современные технологии производства строительных материалов позволяют получить искусственную облицовку, полностью имитирующую структуру ценных горных пород, а стоимость искусственного материала гораздо дешевле облицовки из мрамора или гранита.
Самостоятельное возведение кирпичных стен цоколя
Самостоятельно один человек без опыта работы может только испортить всю кладку. Начать класть кирпич по основанию фундамента нужно вместе с опытным каменщиком. Специалист покажет, как правильно делать кирпичную кладку.
Расчёт количества кирпича
На 1 м3 расходуется до 400 кирпичей
Определить потребность в кладочном материале несложно. Для этого нужно произвести ряд действий:
На этапе проектирования определяют общий объём кладки путём умножения длины периметра фундамента на высоту и ширину стен цоколя.
Норма среднего расхода кирпича на 1 м3 составляет 400 шт. Путём перемножения величин нормы расхода на объём кладки получают среднее количество кирпича.
Транспортировка кирпича осуществляется на деревянных поддонах в количестве 300-330 шт. в каждом комплекте поставки.
Имея эти данные, можно определить потребность материала в количестве поддонов. Приобретать материал нужно с запасом в 5-7% от общего количества кирпича.
От правильного формирования кирпичной кладки цоколя зависит прочность и надёжность всего здания. Отмостка вокруг дома, выполненная в соответствии со строительными нормами и правилами, обеспечит долговечность цоколя здания.
Цокольный кирпич | IG Поддержка каменной кладки
Цокольные кирпичи
Эти кирпичи особой формы используются для эстетических деталей, позволяя изменять глубину кирпичной кладки, обычно у основания зданий. Они обычно используются для подоконников, деталей выступов, крышек и бордюров.
Наша команда специалистов по резке кирпича может проконсультировать вас и обсудить с вами любые конкретные требования проекта или технические вопросы. Пожалуйста, позвоните по телефону +44 (0)1283 200 157 или напишите по электронной почте [email protected]
PL.1 Ограничитель плинтуса или ограничитель наклона (левый и правый)
PL.2 Цокольный коллектор
PL.3 Носилки для плинтуса
PL. 4 Цоколь с внутренним возвратом — длинный (левый и правый)
Цоколь PL.5 с внутренним возвратом — короткий (левый и правый)*
PL.6 Внутренний угол плинтуса (левый и правый)
PL.7 Цоколь с внешним возвратом (левый и правый)
Плинтус PL.8 Внешний уголок (левый и правый)
Плинтус Squint PL.9 (левый и правый)
IG.PL.9 Цокольный цоколь, обращенный к торцу (левый и правый)
IG. PL.10 Подрамник для цоколя с торцом (левый и правый)
IG.PL.11 Распорка для цоколя/косы под углом (левая и правая)
IG.PL.12 Цоколь / наклонная косая головка (левая и правая)
IG.PL.13 Плинтус с внутренним возвратом (левый и правый)
IG.PL.14 Широкий плинтус с внешним возвратом (левый и правый)
IG.PL.15 Носилки для широкой кровати
PL.1 Ограничитель плинтуса или ограничитель наклона (левый и правый)
К этому моменту площадка была полностью подготовлена и готова к бетонированию. Дизайн Майка показывает цоколь из двух-трех рядов кирпичей; Я решил использовать три вместе с дополнительным 50-миллиметровым блоком, уложенным на заднюю часть кирпичной кладки, чтобы край оперения только нависал над передней частью кирпичной кладки (рисунок здесь).
Заливка бетона
Из-за большого объема бетона, необходимого из-за крутого холма, единственным способом получить бетон на месте было использование наземного насоса. Это закачивало бетон, который представлял собой смесь C25, на 60 м вверх по склону. Одним из недостатков насоса является риск того, что оператор насоса перекачает слишком много бетона из-за неправильной оценки количества, оставшегося в трубе; в моем случае, по моим оценкам, было перекачано ~2 кубических метра, довольно большие дополнительные затраты. Этот дополнительный бетон оказался за пределами формы после стяжки, и на следующий день его пришлось выкапывать, чтобы удалить формы!
Когда бетон был выровнен и начал сохнуть, я плавал вручную, опираясь на два длинных бревна. В течение следующих нескольких солнечных дней я намочил и накрыл плиту, чтобы замедлить процесс высыхания, что привело к большей прочности.
Изготовление цоколя
Когда плита высохнет, можно приступать к кладке кирпича. Для всей кирпичной кладки я использовал растворную смесь 6:1:1/2, песок:белый цемент:известь. Я использовал белый портландцемент и известь, чтобы придать раствору более светлый и привлекательный вид (это можно было бы исключить для блоков, которые не видны снаружи). Я вручную смешал цемент на большой доске из фанеры. На этом этапе мне помогал мой дедушка, бывший каменщик.
Прежде чем приступить к кладке кирпича, мы должны были определить, есть ли у плиты небольшой уклон. Для этого мы использовали прямой брус, уровень и два кирпича, которые мы перемещали между углами, отмечая их высоту по отношению друг к другу. Затем мы могли варьировать толщину слоя раствора на первом ряду, чтобы цоколь был на одном уровне с рамой.
Поднятие углов
Первый кирпич положили по углам, где мы подняли углы на три кирпича (высота цоколя). Было важно, чтобы они были квадратными, поскольку они используются в качестве точки отсчета для всех остальных кирпичей на цоколе. Некоторые углы также были сколоты, так как я забыл купить кромочный шпатель для бетона, что усложняло получение первого уровня кирпича.
Подъем карликовой стены
Перед тем, как начать заполнять углы, мы оценили толщину бокового шва раствора, выложив кирпичи насухо и помня об остальном: это означало, что мы могли обеспечить достаточно постоянную толщину бокового шва.
Затем я начал класть кирпич в задней части здания; это дало мне возможность попрактиковаться в укладке, наведении и соединении на нелицевой стороне. Сначала я положил несколько кирпичей, а затем вернулся с остроконечной кельмой, чтобы заполнить щели, а затем зашпаклевал шовной планкой. В то время как отделка задней части была довольно плохой, плитка, которую я добрался до передней части, смогла получить приемлемый вид. Мы смогли закончить всю кладку кирпича за два дня, а затем перешли к кладке блоков.
Стяжки и блоки
Деревянный каркас здания необходимо прижать к фундаменту; на самом деле силы тяжести в основном достаточно, но при сильном ветре необходимы стяжки, чтобы удерживать его на месте. Я использовал гибкие оцинкованные стропы, их можно было залить в плиту, но я решил закрутить их шурупами. Сначала я разрезал обвязку каменным зубилом, оставив дополнительное пространство, так как не был уверен, насколько толстый слой раствора удержит раму. было бы. Затем я использовал дрель SDS, чтобы сделать пилотные отверстия через каждые 1,5 м прямо перед кирпичной кладкой (в идеале они должны быть вдали от углов для повышения прочности). Затем я закрепил их шурупами по бетону — с помощью винтов со звездообразным шлицем и ударного гайковерта это легко.
Затем пошла кладка блоков; Я сделал простое приспособление, чтобы разрезать 100-миллиметровые блоки пополам, это было довольно много работы, поэтому в идеале можно было найти 50-миллиметровые блоки.
Мебельный кондуктор и шаблоны — что это и как применять
17.05.2019
Содержание
Что такое мебельный кондуктор
Виды мебельных кондукторов
Скользящие
Поворотные
Опрокидываемые
Универсальные
Преимущества
Производители
Assistant
KBW
Кондор
Главной целью любого бизнеса является максимизация прибыли. Существуют разные пути увеличения маржи, один из них снижение трудозатрат и как следствие ускорение процесса производства. Применение такого несложного приспособления как кондуктор поможет сократить затраты ручного труда и повысить точность сборки.
Что такое мебельный кондуктор
Мебельные кондукторы и шаблоны — это специальный инструмент, применяемый при сверлении отверстий. Использование кондуктора позволяет исключить операцию наметки и повысить точность выверки элементов конструкции. Сборку с использованием кондуктора может осуществлять даже начинающий специалист, так как возможность ошибки сводится на минимум.
Процесс сборки корпусной мебели унифицирован, вся фурнитура выпускается по стандартам, что позволяет применять заводские кондуктора. Такие изделия выпускаются для всех типовых сборочных процессов. Различают устройство двух типов – непосредственно для сверления или только для наметки. Более функциональным являются первые устройства, совмещающие два процесса одновременно.
На первое время начинающий производитель может использовать самодельные кондукторы, тем более, что принцип их устройства не сложный. В основе устройства используется металлическая линейка, перпендикулярно ей устанавливают поперечину. В линейке просверливаются отверстия на необходимых расстояниях, так для полкодержателя эти значения составят 100, 200, 300 мм, для минификса – 32 мм. Недостатком таких самодельных устройств является небольшой срок службы, из-за быстрого износа увеличивается неточность наметки, что негативно влияет на качество сборки мебели. Аналогичным способом можно изготовить другие специальные устройства, например, кондуктор для ручек или мебельных петель.
На серьезном производстве, где объем сборочных операций достаточно высок целесообразно применять заводские сборочные кондукторы. Стоимость приспособления окупиться за несколько производственных циклов.
Виды мебельных кондукторов
Исходя из потребности применяют различные виды мебельных кондукторов для сверления отверстий. Рассмотрим основные их виды.
Накладные
Вид кондуктора, когда приспособление устанавливается сверху на основную деталь с фиксацией, либо без нее. Применяется для сверления отверстий древесно-стружечных плитах под прямым углом.
Скользящие
Данные кондукторы не имеют постоянной опоры, а переставляются отдельно для каждого отверстия. Процесс производства на них менее эффективен.
Поворотные
Эти приспособления используются на цилиндрических заготовках. Их производят с несколькими осями поворота – горизонтальной, вертикальной и наклонной. Используют для сверления в наклонной плоскости.
Опрокидываемые
Опрокидываемые кондукторы применяют для сверления отверстий в различных плоскостях.
Универсальные
Такие приспособления целесообразно применять при мелкосерийном производстве. Они позволяют использовать различные комбинации сверлильных отверстий и быстро перенастраивать устройство.
В мебельном производстве используются так же узкоспециализированные кондукторы, применяемые для отдельных операций. Например, шкантовый кондуктор для сверления монтажных отверстий под конфирмат или отверстий под углом.
Преимущества
Мебельный кондуктор для отверстий не только повышает качество сборки, но и минимизирует возможность ошибки, которая может повлечь за собой полную замену дорогостоящей испорченной детали. Работу с шаблоном можно доверить низкоквалифицированному персоналу, так как эта операция проще ручной выверки. Рабочим нет необходимости измерять углы, делать наметку и проверку измерений. Угол сверления контролируется кондуктором, который исключает возможность отклонений. Это значительно повышает точность сверления, что особенно критично для глубоких отверстий.
Что бы работа с кондуктором была эффективной, инструмент должен отвечать следующим требованиям:
быть промытым и интуитивно понятным в использовании;
он должен ускорять процесс сборки;
позволять делать несколько отверстий сразу без дополнительной ручной наметки;
повышать качество работы со сверлом.
Немаловажное значение имеет материал из которого изготовлен кондуктор. Для шаблонов чаще всего используется пластик или оргстекло, сверлильные приспособления производятся из стали. При выборе кондуктора обратите внимание на следующие его характеристики:
паспортное значение деформаций при повышенных нагрузках;
выверенная ось отверстия под сверло;
отсутствие перегревов во время работы.
Всеми вышеперечисленными достоинствами обладают заводские кондукторы, они изготовлены на основе длительных научных исследований и прошли строгий контроль качества.
Производители мебельных кондукторов
На отечественном рынке широко используются и хорошо зарекомендовали себя кондукторы следующих торговых марок.
Assistant
Система мебельных кондукторов этой фирмы разработана для производства корпусной мебели базирующейся на 32 мм системе сборки, подходящей для всей европейской фурнитуры. Комплектацию системы заказчик подбирает для себя индивидуально, что позволяет сэкономить, выбрав только самое необходимое. Кондуктор Assistant содержит модули для наметки и сверления отверстий под направляющие (роликовые и шаровые), тандемы, петли, подъемные механизмы, конфирмат, эксцентрики, шканты, ручки и другие отверстия по системе 32 мм.
Dubel-Profi от KWB
Немецкий кондуктор для сверления отверстий под шканты. Механизм прибора позволяет производить идеально точное позиционирование отверстий диаметром от 3 до 12 мм. Кондуктор оснащен глубиномером и специальным упором, который помогает рассверливаться под прямым и косым углом. Благодаря резиновой накладке прибор удобно использовать на гладких и полированных поверхностях.
Кондор
Мебельный шаблон Кондор является портативным устройством, которое удобно взять с собой непосредственно на установку мебели. Благодаря сменным втулкам можно регулировать расстояние между отверстиями. Инструмент позволяет производить отверстия под шкант или конфирмат. Фрезеровочные пазы устанавливаются на растояниях 16 или 18 мм, что позволяет работать с различными материалами.
Мебельный кондуктор является незаменимым помощником на любом мебельном производстве. Это недорогое приспособление поможет не только сократить трудозатраты, но и значительно повысить качество ваших изделий.
Рассылка новостей от эксперта по увеличению продаж мебели
Прочитал и согласен на обработку персональных данных в соответствии с политикой конфиденциальности
Да, пожалуйста уведомляйте меня о новостях, событиях и предложениях ММКЦ
Мебельный кондуктор и шаблоны: виды, применение, производители
Для чего используется
Основные типы
Кондукторы, представленные на отечественном рынке
Кондуктор мебельный представляет собой приспособление, позволяющее значительно упростить и ускорить процесс производства и сборки мебельных конструкций. Это устройство, которое может быть изготовлено в различном конструктивном исполнении, дает возможность качественно и точно выполнять отверстия в элементах мебельных конструкций даже начинающим мастерам.
Сверление сквозь кондуктор гарантирует точное расположение монтажных отверстий
Для чего используется
При изготовлении и сборке элементов мебельных конструкций специалистам приходится осуществлять множество однотипных действий, связанных как с разметкой мест расположения, так и со сверлением будущих отверстий. Мебельный кондуктор позволяет оптимизировать оба эти процесса.
По своему функциональному назначению мебельные кондукторы могут быть разметочными и сверловочными. Первые, как понятно из их названия, предназначены для упрощения разметки мест расположения будущих отверстий. Сверловочные кондукторы, используемые при производстве мебельных конструкций, исключают применение разметочных устройств.
Сверловочный кондуктор под конфирматы
Мебельный шаблон, предназначенный для предварительной разметки мест будущих отверстий, многие приобретают в заводском исполнении. Однако можно изготовить кондукторное приспособление для сборки мебели своими руками. Проще всего сделать мебельный кондуктор из металлической линейки, к которой строго перпендикулярно прикручивается поперечина. Такой мебельный шаблон является многоцелевым разметочным устройством, простым как в изготовлении, так и в использовании. Отверстия, через которые будет выполняться разметка мест сверления, выполняются в металлической линейке на определенном расстоянии. Так, если отверстия сверлят для минификса, то расстояние между ними будет соответствовать величине 32 мм, а для полкодержателей – 100, 200 или 300 мм.
Изготовить простейший разметочный мебельный шаблон можно, используя в качестве основы обычный столярный угольник, в котором также сверлятся отверстия на требуемом расстоянии. Такое разметочное приспособление, хотя и является более функциональным, менее устойчиво на поверхности обрабатываемой заготовки. Это наиболее значимый его недостаток.
Простейший мебельный шаблон под ручки – это пластина с калиброванными отверстиями, на обратной стороне которой закреплена упорная планка
По похожему принципу, используя подручные материалы, можно изготовить и узкоспециализированные разметочные приспособления (например, кондуктор для мебельных петель или для разметки отверстий, предназначенных для фиксации мебельных ручек или любой другой мебельной фурнитуры).
Конечно, если у вас свое серьезное мебельное производство и объем выполняемых сборочных операций достаточно большой, стоит обратить внимание на профессиональные приспособления для сборки мебели. Однако стоимость таких мебельных кондукторов и шаблонов, особенно если они произведены под известными брендами, довольно высока.
Основные типы
По типу конструкции и функциональным возможностям приспособления, используемые для присадки (сверления) отверстий в элементах мебельных конструкций, могут относиться к одной из следующих категорий.
Накладные
Это кондукторы, которые накладываются на поверхность обрабатываемой детали и либо фиксируются на ней, либо придерживаются в заданном положении руками. Используя такое приспособление для изготовления мебели, выполняют отверстия в плоских деталях (например, в плитах, изготовленных из ДСП или МДФ).
Поворотные
Рабочая планка таких кондукторов может вращаться как в горизонтальной, так и в вертикальной плоскости. Используя это приспособление, можно выполнять отверстия в деталях сложной геометрической формы. Применяют такой кондуктор для сверления отверстий, ось которых располагается под углом.
Универсальные
Это переналаживаемые кондукторы для изготовления мебели. Использовать приспособления данного типа целесообразно в производственных цехах, выпускающих мебель мелкими сериями. Универсальность, которой обладают такие кондукторы для мебельного производства, заключается в том, что их можно быстро перенастраивать на различные комбинации расположения выполняемых отверстий.
Опрокидываемые
Кондукторы данного типа используют в тех случаях, когда сверлить отверстия необходимо в нескольких плоскостях.
Кроме того, в мебельном производстве активно применяются и более узкоспециализированные кондукторные устройства (в частности, шкантовый кондуктор для сборки мебели и приспособление, позволяющее точно и качественно выполнять отверстия под конфирматы).
Использование кондуктора при сверловке торца мебельных плит обезопасит вас от случайного ухода сверла в сторону и, как следствие, порчи заготовки
По способу фиксации на поверхности обрабатываемой детали кондукторы делятся на приспособления скользящего и закрепляемого типа. Устройства, которые закрепляются на детали перед началом ее обработки, хотя и являются более удобными в использовании, несколько ограничивают свободу действий мастера. Это особенно критично в тех случаях, когда сверление выполняется на станке, оснащенном одним шпиндельным механизмом.
Используя кондуктор, удается избежать достаточно серьезной проблемы: вхождения сверла в поверхность обрабатываемого изделия не под тем углом. Справиться с этой проблемой, если она уже возникла, достаточно сложно, а во многих случаях просто невозможно. При использовании кондуктора сверло не только входит в обрабатываемый материал под требуемым углом, но и не отклоняется от заданного направления на протяжении всего процесса сверления. Не обойтись без кондуктора в тех случаях, когда необходимо просверлить отверстие под определенным углом в тонких мебельных плитах, изготовленных из ДСП или МДФ.
Некоторые сверлильные операции, (например, выполнение косых отверстий) просто невозможно сделать без специальных приспособлений
Наладить производство мебели своими руками, если применять в таком производстве кондукторы, под силу даже человеку, который не обладает высокой квалификацией и не имеет достаточного опыта работы в данной сфере. При использовании таких приспособлений нет необходимости выполнять сложные предварительные расчеты и заниматься разметкой мест для будущих отверстий.
Практически все типы подобных устройств отличаются несложной конструкцией, поэтому изготовить свой кондуктор не так уж и трудно.
Кондукторы, представленные на отечественном рынке
Среди домашних мастеров, самостоятельно занимающихся изготовлением мебели, а также среди специалистов, работающих в небольших мебельных цехах, популярность завоевали кондукторные устройства следующих торговых марок.
Assistant
Разметочный кондуктор Assistant относится к профессиональной серии. Это многофункциональное кондукторное устройство, которое при использовании соответствующих втулок можно применять не только для выполнения разметки, но и для присадки отверстий.
Разметка фурнитуры с помощью шаблона Assistant
Dubel-Profi
Кондуктор Dubel-Profi выпускает компания KVB. Это недорогое, но функциональное устройство для домашнего использования. В комплект такого кондуктора входят различные приспособления (зажимы, линейки и проч.), которые значительно упрощают работу с ним и делают его использование более удобным.
Несмотря на свою простоту кондуктор Dubel-Profi используется для множества операций
«Кондор»
Это кондукторы российского производства – недорогие, но достаточно функциональные. Они оснащены системой позиционирования и набором сменных втулок.
Кондуктор «Кондор» позволяет высверливать перпендикулярные отверстия нужного диаметра, выбирая расстояние между ними и меняя втулки, входящие в комплект
Отдельную категорию составляют профессиональные кондукторы, используемые для изготовления мебели и ее сборки. Такие приспособления отличаются максимальной функциональностью, с ними в комплекте обязательно идет набор сменных втулок, предназначенных для сверл разного диаметра.
Выбор кондукторного устройства определенного типа в первую очередь зависит от того, какие задачи и с какой производительностью вы собираетесь решать с его помощью.
Полный ассортимент дирижерских подиумов, столов для руководителей и исполнительных кресел, специально разработанных для дирижеров.
Читать дальше
Посмотреть все
Полный ассортимент прочной оркестровой мебели, отвечающей требованиям оркестровых музыкантов.
Читать дальше
Посмотреть все
Чтобы вы могли возобновить свою деятельность в здоровых санитарных условиях, мы стремимся разработать и произвести полный спектр COVID-19средства защиты, разработанные с учетом текущего контекста и продолжительности, в которую он, кажется, вписывается.
Подробнее
Посмотреть все
ОТКРЫТАЯ ДОРОГА ® РИТМЫ И СЫНОВА RYTHMES & SONS (кофры) МАНХАССЕТ ® КОНИГ И МЕЙЕР (K&M) ЯМАХА АНДЕКСИНГЕР ГИБРАЛТАР ХАРПО ГЕРКУЛЕС ЖЕМЧУГ УАЙЛЬД И СПИТ ЛЮДВИГ VIVA LA MUSICAL
Создано в 1996 от Rythmes & Sons, кофры OpenRoad® оснащены легкой, плоской и съемной крышкой и скользящими защелками. Практика и простота в использовании.
Читать дальше
Посмотреть все
RYTHMES ET SONS специализируется на разработке, производстве и дистрибуции авиационных кейсов, оркестровой мебели и ударных инструментов для оркестра с 1981 года. Французское производство!
Подробнее
Смотреть все
СПЕЦИАЛИЗИРОВАННАЯ КОМПАНИЯ MANHASSET® — американская компания, основанная в 1935. Это один из бесспорных лидеров рынка по производству оркестровых подставок и оркестровых аксессуаров.
Подробнее
Посмотреть все
KONIG & MEYER (K&M) — немецкая компания, основанная в 1949 году. скамейки, микрофонные стойки…).
Подробнее
Посмотреть все
YAMAHA® — японская компания, основанная в 1887 году. Она работает во многих областях, включая музыку. Наследие более чем 130-летнего мастерства, исследований, разработок и технологий позволяет Yamaha предлагать перкуссионные инструменты высочайшего качества.
Узнать больше
Посмотреть все
Семейный бизнес Германа, основанный в 1952 году, ANDEXINGER специализируется на разработке и производстве скамеек и табуретов для фортепиано, которые сочетают в себе эргономику, комфорт и надежность.
Подробнее
Посмотреть все
GIBRALTAR — производитель аксессуаров для барабанов и перкуссии, основанный в 1993 году в США. Бренд присоединился к Drum Workshop (DW) в 2014 году.
Подробнее
Просмотреть все
HARPO® — это торговая марка, производящая транспортные тележки, специально разработанные для перевозки арф. Их особенно ценят за эргономичность и надежность. Вилочные погрузчики HARPO производятся в Германии.
Подробнее
Посмотреть все
HERCULES® является торговой маркой тайваньской группы KHS. Компания HERCULES, специализирующаяся на производстве подставок и подставок для музыкальных инструментов, поставляет аксессуары, дизайн которых обеспечивает безопасность, надежность, устойчивость и надежность.
Подробнее
Посмотреть все
Компания PEARL была основана в Японии в 1946 году. Этот известный бренд специализируется на разработке и производстве барабанов, перкуссии и аксессуаров.
Подробнее
Посмотреть все
Компания WILDE + SPIETH, основанная в 1831 году в Германии, производит качественные оркестровые стулья, трибуны и оркестровые аксессуары.
Подробнее
Посмотреть все
LUDWIG — известный американский производитель барабанов и перкуссии. Компания была основана в 1910 году двумя братьями, Уильямом и Тео Людвигом, в Чикаго.
Читать дальше
Смотреть все
VIVA LA MUSICA® — бренд словенской компании Augustin VLM, специализирующейся на 30-летнем опыте (компания основана в 1986) при изготовлении инструментов и принадлежностей для скрипок и виолончелей.
Подробнее
Посмотреть все
Если вы хотите качественно и экологично оборудовать свой оркестр, консерваторию или зрительный зал, Rythmes & Sons — это решение!
Мы разрабатываем и производим в регионе Гранд-Эст полный ассортимент французской оркестровой мебели, стилизованной и функциональной, предназначенной для удовлетворения конкретных потребностей дирижеров, инструменталистов и режиссеров.
Чтобы расширить и обогатить ассортимент нашей продукции, мы выбрали проверенные бренды, такие как Manhasset® или K&M.
Подробнее
Сделано во Франции Полный ассортимент оркестровой мебели, разработанной и изготовленной во Франции компанией Rythmes & Sons. Качество — наш приоритет!
Признанный опыт Мы оснащаем оркестры по всему миру. Мы разрабатываем и производим долговечную дизайнерскую оркестровую мебель, адаптированную к потребностям каждого музыканта.
Опыт
Профессиональные знания
Мы разрабатываем и производим оркестровую мебель с 1990 года. Мы работаем в прямом сотрудничестве с музыкантами и менеджерами, чтобы гарантировать соблюдение ограничений их профессии. Мы оборудовали множество оркестров по всему миру.
Уважение пользователя
Мы особенно чувствительны к рискам для здоровья, связанным, например, с плохой осанкой в инструментальной практике. Вот почему мы разрабатываем ряд мебели, подходящей для интенсивного и повторяющегося использования, которое требует от тела.
Прочное оборудование
Использование прочных материалов и качество изготовления гарантируют срок службы мебели Rythmes & Sons не менее 10 лет.
Узнать больше
Вы дилер ?
Создайте свою учетную запись в Интернете, чтобы воспользоваться специальными ценами
Я создал свою учетную запись в Интернете
Наши сильные стороны
Инновации, качество и оперативность
Мы прилагаем все усилия, чтобы предложить надежное, прочное и перспективное оборудование путем:
точного изучения и квалификации потребностей;
поиск инновационных решений и усовершенствование существующих;
Découvrez un grand choix d’instrument en déstockage: https://www.r-sons.com/fr/instruments-de…» target=»_blank»>https://www.r-sons. com/fr/instruments-de…
Маримбы, ксилофоны, тимбалы, кессоны …
N’hésitez pas à nous contacter ! en aura pas pour tout le monde ❗
Ограниченный выпуск 100 экземпляров вибрафона Marimba One Limited Edition, посвященный 100 экземплярам виброфона Marimba One (выпуск ограничен 12 экземплярами в мире):
3 октавы la2-do7 Clavier алюминиевая отделка noir Accord: 440, 442 или 443 Гц Тип шасси: съемная алюминиевая черная Резонаторная отделка «состаренная медь» Reglage en hauteur par vérin à gaz sans vis Avec moteur Gravure «Limited Edition» Côté Public Signé Par Ron Samuels Концепция и итоги: Калифорния (США) 𝘓𝘪𝘷𝘳𝘦́ 1 𝘩𝘰𝘶𝘴𝘴𝘦 𝘥𝘦 𝘱𝘳𝘰𝘵𝘦𝘤𝘵𝘪𝘰𝘯
Почему офисная мебель регулируется NEC? Какие виды подпадают или не подпадают под действие статьи 605? Действительно ли офисная мебель , подключаемая через шнур и вилку, является обязанностью электрика и уполномоченного органа (AHJ)?
Отдельностоящую модульную офисную мебель разрешается подключать к системе электропроводки помещения.
В настоящее время модульная офисная мебель используется в большинстве офисов. Они определены в Разделе 605.2 NEC как:
Панели шкафов, перегородки, кабинеты для занятий, рабочие станции, письменные столы, стеллажи и единицы хранения, которые могут быть механически и электрически соединены между собой для формирования системы офисной мебели.
Эти блоки могут быть подключены с помощью штепсельной вилки и шнура или проводной проводки. Подобно тому, как модульный дом строится по частям на заводе, а затем собирается на месте, модульная офисная мебель привозится по частям и затем устанавливается. Эта мебель представляет особый набор опасностей и особые электрические требования. Они заслуживают внимания установщика и AHJ, чтобы каждая установка была максимально безопасной.
W шляпа закрыта, а что нет ?
Во-первых, какой тип мебели относится к , а не к , на который распространяется статья 605? Отдельные элементы, такие как моторизованные письменные столы или стулья, которые не соединены между собой , не покрываются. по отдельности соединены шнуром и вилкой и не подпадают под действие Статьи 605.
Статья распространяется на электрическое оборудование и проводники, установленные в офисной мебели, которые предназначены для соединения между собой. Они могут быть перегородками, отдельно стоящими или стационарными, но они не являются постоянными, как типичные перегородки с металлическими стойками и стеновыми панелями. Они также могут включать в себя блоки хранения, столы и рабочие станции, которые соединены между собой. Важно знать, что, если это специально не разрешено AHJ, перегородки не разрешал простираться до потолка, так как это могло создать комнату, отрезанную от окружающего пространства. Это повлияет на распространение или сдерживание огня и дыма, обнаружение тепла и дыма, а также на расположение спринклерных головок.
Требования
Раздел 605. 6, Принадлежности для освещения — Поскольку в цепях освещения разрешено использовать провод номер 18 AWG, они не могут содержать электрическую розетку. Осветительное оборудование должно быть прикреплено или закреплено, а если они подключены с помощью шнура и вилки, шнур должен быть прочным и содержать заземляющий провод оборудования. (Кроме источника питания класса 2 со стороны нагрузки)
Секции 605.7, 605.8 , Подключение к электрической системе – Закрепленная на месте мебель должна быть жестко подключена, но отдельно стоящая мебель может также быть постоянно подключена к электросети здания, при условии, что она метод, который соответствует Глава 3 NEC .
Раздел 605.9 , Шнур и штепсельные соединения. Если они представляют собой отдельно стоящую мебель, их можно подключать с помощью шнура и штекера, если они соответствуют следующим требованиям:
Шнур должен быть сверхпрочного использования (например, типа EV или EVE, см. Таблица 400.4) и содержать изолированный провод заземления оборудования. Длина шнура ограничена двумя футами.
Проводники должны быть не менее 12 AWG. Розетка должна быть на выделенной цепи, и не может быть более 13 (15 ампер) розеток на цепь. При расчетной нагрузке 180 ВА на ярмо это составит 19,5 ампер.
","469777815":"hybridMultilevel"}» aria-setsize=»-1″ data-aria-posinset=»3″ data-aria-level=»1″> Многопроводные цепи не допускаются.
Кабельный канал внутри мебели не должен иметь острых краев, которые могут повредить изоляцию проводов. Канал проводки, отдельный от канала, содержащего ответвленные цепи света и питания, может быть предусмотрен в компонентах системы для прокладки кабелей связи, сигнализации и волоконно-оптических кабелей.
Популярность модульной офисной мебели делает эти правила очень важными.
Фрезер. Виды и устройство. Работа и применение. Как выбрать
При обработке древесины одним из самых полезных инструментов является ручной фрезер. Он применяется для широкого перечня задач, на выполнение которых вручную требуется много времени, сил и высокий уровень мастерства.
Устройство представляет собой электрический инструмент, состоящий из мотора установленного на подставку. На вал двигателя закреплена цанга для фиксации фрез и сверл. Конструкция подставки позволяет устанавливать станок на обрабатываемую поверхность под прямым углом к фрезе. При этом механизм дает возможность втягивать или выдвигать вращающиеся головку фрезы, тем самым обеспечивая регулировку глубины обработки древесины.
Инструмент применяется для выполнения следующих задач:
Профилирование кромки доски.
Выборка гнезд для фурнитуры.
Выборка четверти.
Нарезка шипов.
Сверление отверстий.
Обрезка.
Гравировка и резьба по дереву.
Подготовка пазов и шлицов.
Данное оборудование заменяет большой набор ручных инструментов, таких как рубанок, стамески, коловорот, пила и пр. Конечно, фрезер нельзя считать универсальным для любых задач, но с его помощью можно сделать действительно многое. Его по праву можно назвать инструментом, который при комплектации мастерской плотника или столяра, должен покупаться в первую очередь наряду с циркулярной пилой и электрорубанком.
Разновидности
По своей конструкции ручные фрезеры бывают трех видов:
Верхний.
Кромочный.
Ламельный.
Верхниефрезеры устанавливаются над заготовкой. В их центральной части фиксируется вращающаяся фреза, что существенно облегчает удержание инструмента во время работы. Такое оборудование выбирают как новички, так и профессионалы. Оно считается самым универсальным для выполнения широкого спектра задач. Прибор может быть неподвижным или погружным. Если устройство погружное, то можно поднимать вращающуюся фрезу не отрывая подошву от обрабатываемой детали.
Кромочныефрезеры очень удобные для обработки кромок и снятия фасок. Такие инструменты гораздо легче верхних, поэтому для выполнения узконаправленных задач они существенно удобнее. Нужно отметить, что кромочный инструмент в основном применяется профессиональными плотниками для ускорения работы, поэтому в домашней мастерской он будет лишним, тем более что для нечастых задач вполне сгодится и более универсальный верхний фрезер.
Фрезеры для ламелей еще более редко применяемые. С их помощью осуществляется изготовление пазов и замков, которые обычно можно встретить на вагонке или напольных покрытиях. Такой инструмент является узкоспециализированным. С ним работать довольно удобно и быстро, но покупать такое оборудование для нечастого применения нецелесообразно. Эффективной заменой ламельных фрезеров могут стать верхние, установленные на фрезеровочный стол. При закреплении на столе упора, и двойном прохождении заготовки, можно сделать замок такого же качества, хотя и затратив больше времени.
Ключевые параметры при выборе
Предлагаемые производителями фрезеры отличается не только по конструкции, но и по габаритам. Встречается оборудование весом от 2 до 6 и более килограмм. Легкие применяются для выполнения несложных задач. Они останавливаются при заглублении в твердую породу дерева, поэтому их обычно избегают. Тяжелые профессиональные фрезеры имеют массивный корпус и мощный электродвигатель, поэтому могут справиться с любой древесиной и крупными фрезами.
При выборе фрезера следует обращать внимание на следующие характеристики:
Мощность.
Скорость вращения.
Тип цанги.
Конструкцию подошвы.
Производительность фрезера напрямую зависит от его мощности. Оптимальными по мощности считаются приборы от 750 до 1500 Вт. Вес таких инструментом в среднем составляет около 4 кг. Бюджетные модели, мощностью до 750 Вт вполне пригодны для работы с мягкими породами древесины и гипсокартоном, но зачастую их производительность недостаточна. Слабые фрезеры часто останавливаются, особенно при резком изменении структуры волокон древесины, что бывает при обработке сучков. Тяжелые профессиональные фрезеры, мощностью свыше 2000 Вт, весят действительно много, поэтому такой инструмент сложно назвать ручным. Зачастую его мощность избыточна, поэтому если не заниматься обработкой дерева профессионально, то покупка столь функционального оборудования будет неоправданной растратой.
Выбирая фрезер следует обратить внимание на его скорость. Чем выше частота вращения фрезы, тем чище обрабатываемая поверхность. Присутствующее на рынке оборудование обычно имеет скорость от 7 до 24 тыс. оборотов в минуту. Стоит учитывать, что для очень быстрых фрезеров требуются специальные дорогостоящие фрезы, поскольку обычные не выдерживают столь интенсивной нагрузки. Также скоростные аппараты более шумные. Издаваемый ими звук при обработке древесины часто похож на свист, что сильно мешает и раздражает.
Подбирая фрезер стоит обратить внимание и на используемый тип цанги. Лучшими считаются конусные. При этом желательно чтобы цанга была сделана из закаленной стали. Данная часть фрезера является легко сменяемой. При желании всегда можно установить другую более прочную. Если пользоваться некачественной цангой, то уровень безопасности при работе фрезером снижается.
Для упора фрезера в обрабатываемую заготовку используется подошва. Она бывает литой и штампованной. Литые подошвы являются лучшими, поскольку обладают более ровными пропорциями. Кроме этого они не так подвержены деформации как штампованные. На бюджетных моделях, а также на большей части фрезеров среднего ценового сегмента, устанавливаются штампованные подошвы.
Параметры, влияющие на удобство работы
При покупке фрезера следует учитывать, что удобство его использования зависит не только от качества изготовления и мощности установленного мотора, но и возможности проведения некоторых настроек.
В связи с этим следует обратить внимание на следующие параметры:
Рабочий ход фрезы.
Наличие плавного пуска.
Автоматическую защиту от перегрузок.
Наличие параллельных упоров.
Возможность подключения к пылесосу.
Рабочий ход фрезы является ключевым параметром при выборе. Именно от его показателя зависит глубина возможной выборки в древесине. Самые слабые модели обычно способны углубиться в заготовку на глубину от 20 до 50 мм. У профессиональных этот показатель доходит до 80 мм и выше. Глубина обработки регулируется специальным механизмом на корпусе фрезера или на его упоре, в зависимости от конструкции. Чем точнее шкала регулировки, тем лучше. Самыми удобными в использовании считаются фрезеры с делением настройки в 0,1 мм.
Более дорогие модели фрезеров оснащаются системой плавного пуска. Она позволяет электродвигателю набирать обороты медленнее. Это снижает динамическую нагрузку на отдельные узлы инструмента, что существенно увеличивает срок его эксплуатации. Также немаловажным дополнением является защита от перегрузок. Это предотвратит замыкание электрической части в случае скачков напряжения или при перегреве.
Важным параметром является и наличие дополнительных приспособлений, которые входят в комплект фрезера. В первую очередь это касается параллельного упора. С его помощью можно проводить идеально ровную выборку параллельно одной из сторон деталей. В более дорогих моделях в комплект кроме упора может входить и копировальная втулка. Она позволяет делать выборку путем копирования контура вырезанного заранее шаблона.
Также немаловажным является наличие патрубка для подключения к пылесосу. Хотя такое расширение и является довольно востребованным, патрубок есть далеко не на всех фрезерах, поэтому перед покупкой следует уточнить данный момент. Благодаря его наличию можно подключить пылесос с циклоном для отвода стружки, что обеспечит чистоту в мастерской и минимальное запыление воздуха.
Усовершенствование фрезера
Ручной фрезер универсальный инструмент для выполнения десятков различных задач, но он имеет и недостаток – это довольно тяжелое оборудование. При работе с ним быстро появляется усталость. Кроме этого, для того чтобы обрабатывать мелкие детали их необходимо фиксировать на столе с помощью струбцин, а также применять различные направляющие. Для решения данных проблем многие владельцы этого инструмента проводят его модернизацию, которая не влияет на целостность самого фрезера. Распространенным решением является закрепление фрезера на стол. Он прикручивается болтами к нижней стороне столешницы. При этом его фреза выводится на внешнюю часть стола, сквозь заранее подготовленное отверстие. Таким образом, инструмент можно переделать во фрезерный станок.
С помощью станка можно легко и быстро обрабатывать кромку досок, сделать соединение шип-паз, а также выполнять прочие задачи. Продуктивность при этом возрастет в разы, поскольку в таком положении проводится движение заготовки на фрезу, а не наоборот. После окончания работы фрезер можно снять и продолжить использовать его как ручной инструмент.
Похожие темы:
Электрический рубанок. Применение. Устройство. Виды. Работа
Электрическая пила. Виды. Работа. Применение. Как выбрать
Дрель. Виды. Устройство. Применение. Работа. Как выбрать
Угловая шлифмашина (Болгарка). Виды и устройство. Работа
Фрезерный станок с ЧПУ. Виды. Устройство. Работа. Особенности
Ручной фрезер. Как выбрать?
Ручной фрезер служит для деревообработки. С его помощью можно скруглить кромку, вырезать паз или просверлить отверстие. Этот инструмент с успехом заменит молоток и стамеску, а работу выполнит гораздо качественнее, быстрее и аккуратнее.
Сегодня можно купить фрезеры, различных конструкций и с разными характеристиками. Большой ассортимент моделей существенно расширяет возможности мастера. Выбор зависит от вида планируемой работы. Характеристики, конструкция и оснастка инструмента должны соответствовать поставленной задаче.
Классификация фрезеров по направлению оси фрезы
Фрезеры различаются между собой даже внешним видом, но их объединяет одна особенность – рабочим элементом в каждом является фреза. Эта деталь, в большинстве случаев, имеет зубья, при включении прибора она начинает вращаться и обрабатывать дерево методом резки. В зависимости от того, как располагаются фреза и заготовка относительно друг друга, ручные фрезеры различают на вертикальные и горизонтальные.
Вертикальный фрезер по дереву
В вертикальных устройствах ось фрезы направлена вертикально, а относительно обрабатываемой поверхности ходит перпендикулярно. Это самый распространенный вид фрезера по дереву. Такой инструмент еще называют погружным или штанговым и не случайно. Основное отличие конструкции – наличие штанг, а погружной – потому что рабочий элемент опускается по штангам вниз.
Штанги являются основой вертикального фрезера. Сверху на них устанавливается корпус с двигателем и рабочим элементом, снизу закреплено основание. Штанги служат направляющими для корпуса. Для выполнения работы мастер должен нажать на специальные рукояти, чтобы корпус опустился, и фреза начала обрабатывать заготовку. Как только давление на корпус прекращается, механизм с помощью пружин возвращается в исходное положение.
За счет штанг режущий элемент располагается строго перпендикулярно поверхности изделия. Вертикальные фрезеры по дереву универсальны, они могут выполнять множество функций: вырезать узоры, делать пазы, прорезать отверстия под замок и т.п. Особенно этот инструмент хорош для фрезерования замкнутых контуров.
Горизонтальный фрезер
Инструмент не имеет штанг, корпус жестко соединен с основанием, а фреза выступает за всю конструкцию сбоку. Ее ось располагается горизонтально. Таким прибором чаще обрабатывают кромки деревянных изделий.
Специализированные фрезеры
Электроинструмент предназначен для какой-то одной работы, например можно купить фрезер, которым делают только ламельные соединения, применяемые в мебельном производстве.
Оснастка фрезера по дереву
В универсальные фрезеры можно ставить разные фрезы. Для каждого вида работ подбирается определенная оснастка:
концевая фреза напоминает сверло, она позволяет делать пазы и обрабатывать поверхности, расположенные под прямым углом;
угловая фреза нужна для проделывания канавок, бывает с одним или двумя углами;
торцевая режет дерево зубчатым торцом в направлении перпендикулярном своей оси;
цилиндрическая фреза ведет обработку в вертикально направлении.
Есть еще червячные, конические и другие виды оснастки.
Однако прежде, чем купить фрезу по дереву, нужно определиться не только с ее геометрией. Есть еще один важный нюанс – диаметр хвостовика фрезы. В каждом фрезере есть зажимы, в которые и закрепляется режущий инструмент. Диаметр его хвостовика должен соответствовать диаметру вставок на зажимах.
То есть каждый фрезер работает с какой-то конкретной оснасткой, а каждая оснастка предназначена для определенной работы. Так фреза с хвостовиком 6 мм используется для кромочных работ, 8 или 12 мм чаще применяются в вертикальных работах. Но и это еще не все премудрости, которые нужно учитывать при покупке фрезера и фрез к нему.
Если диаметр хвостовика 6 мм, то диаметр режущей части – 3 мм, при хвостовике 12 мм этот показатель увеличивается до 10 мм.
Классификация фрезера по оснастке
Фрезер, рассчитанный на хвостовик:
8 мм предназначен для легких работ, таких как изготовление мебели. К инструменту подходят разные по виду и диаметру фрезы. Можно сменить цанги с 8 мм на 6 мм.
12 мм используют для проделывания широких и глубоких пазов, например под петли. Прибор предназначен для тяжелых работ, сверлит твердые породы дерева, используется в производстве окон, дверей, филенок. К нему можно купить фрезу для сращивания или фигирейную (горизонтальную сложной конфигурации). Цанга 12 мм меняется на цангу 8 мм.
Технические характеристики ручного фрезера
Мощность – это самый важный показатель производительности любого устройства. Чем выше мощность, тем больше работы проделает фрезер за меньший промежуток времени. Однако мощность влияет на вес и цену фрезера. С ценой все понятно, а вот вес имеет большое значение, если фрезер, к примеру, нужно во время работы перемещать. Так, кромочный фрезер держат одной рукой, поэтому производители стараются сделать такой прибор как можно легче. Его мощность – не более 720 Вт, вес – менее 2 кг. Для сравнения: фрезеры мощностью 2300 Вт весят 7 кг. Если Вам предоставляется возможность купить фрезер, выбирая между моделями примерно одинаковыми по весу, но разной мощности, отдайте предпочтение более мощному прибору.
Рабочий ход – параметр, который указывает, на какую глубину может выполняться фрезерование. Глубже рабочего хода обработать поверхность не получится, а вот фрезеровать на меньшую глубину можно. Для регулировки существует специальный упор, его опускают на нужную глубину и фиксируют рычагом. Если нужно сделать углубления или отверстия с точностью до миллиметра и даже десятых долей миллиметра, то стоит купить фрезер с вращающимся регулятором. Цена его значительно выше традиционных моделей.
Скорость вращения фрезы влияет на быстроту обработки, однако, на высоких оборотах дерево может загореться, а фреза сломаться. Поэтому выбирайте фрезер с возможностью регулировки скорости.
Комплектация фрезера по дереву
Некоторые работы по дереву выполняются фрезером только при наличии специальных комплектующих:
Параллельный упор позволяет делать пазы, канавки и отверстия параллельно краю изделия. Упор прикрепляется к основанию с помощью штанг и передвигается по ним на нужное расстояние от края. Точность работы зависит от жесткости конструкции. В одних моделях параллельный упор крепится двумя винтами, в других – четырьмя.
Направляющий шип нужен для фрезерования по прямой линии. Крепится, как и упор, с помощью штанг. На конце штанг находится башмак, который по ним передвигается.
Копировальное кольцо входит в стандартный комплект. Оно закрывает отверстие для копировальной втулки.
Копировальная втулка применяется для выполнения работ со сложной траекторией по шаблону. Когда возникает такая необходимость, копировальное кольцо снимают и устанавливают копировальную втулку.
Циркуль, как и в школе, служит для изображения кругов, только в нашем случае они вырезаются в деревянных заготовках.
Как видим, фрезер нужно выбирать по его техническим характеристикам, назначению, оснастке. Чтобы потребители могли выбрать подходящий для себя по функционалу и цене фрезер, производители выпускают варианты, различные по качеству и комплектации. Например, в продаже есть и простые устройства, но с дополнительными функциями и набором фрез, и продвинутые высокотехнологичные фрезеры с минимальной комплектацией.
Если фрезер продается без оснастки, обязательно интересуйтесь, что к нему подходит.
Интернет-магазин «Город-Инструмента.Ру» предлагает Вам широкий ассортимент различных видов станков по достойным ценам ведущих мировых и российских производителей.
ЗВОНИ УВЕРЕННО — КАЧЕСТВО ПРОВЕРЕНО!
Ручные инструменты с электроприводом — Фрезерные станки : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем по охране труда и технике безопасности на рабочем месте, от опасностей до заболеваний, эргономики и продвижения на рабочем месте. . ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Что нужно сделать, прежде чем начать резку с помощью фрезера?
Носите защитные очки или защитные очки либо защитную маску (с защитными очками или очками) и соответствующие средства защиты органов слуха.
Перед выполнением каких-либо настроек или изменением битов отключите питание. Внимательно осмотрите биты перед установкой
Убедитесь, что бита надежно закреплена в патроне, а основание затянуто.
Поместите основание фрезера на заготовку, шаблон или направляющую. Перед включением двигателя убедитесь, что бита может свободно вращаться.
Безопасный запас. Никогда не полагайтесь на себя или другого человека, чтобы поддержать или удержать материал. Внезапный крутящий момент или отдача от фрезера могут привести к повреждению и травмам.
Перед использованием фрезера тщательно проверьте наличие скоб, гвоздей, шурупов и других посторонних предметов.
Не допускайте попадания шнуров в зону резания.
Что нужно сделать, чтобы безопасно работать с роутером?
Всегда держите обе руки за рукоятки фрезера, пока двигатель не остановится. Не кладите фрезер до тех пор, пока открытая фреза не перестанет вращаться.
Не переусердствуйте. Держите правильную опору и баланс.
При внутренней фрезеровке запустите двигатель фрезой над ложей. Когда маршрутизатор достигнет полной мощности, опустите бит на требуемую глубину.
При фрезеровании внешних краев направляйте фрезер против часовой стрелки вокруг заготовки.
При фрезеровании фасок, молдингов и других кромочных работ убедитесь, что фреза касается заготовки слева от начальной точки и направлена в правильном направлении резания.
Подавайте фрезу в материал с устойчивой контролируемой скоростью.
При работе с хвойной древесиной иногда можно перемещать фрезер с максимальной скоростью.
При работе с твердой, сучковатой и искривленной древесиной или более крупными фрезами резка может быть очень медленной.
Звук двигателя может указывать на безопасную скорость резки. Когда фрезер подается в материал слишком медленно, мотор издает пронзительный визг. Когда маршрутизатор нажимается слишком сильно, двигатель издает низкий рычащий звук.
Если тип древесины или размер фрезы требуют медленной обработки, сделайте два или более прохода, чтобы фрезер не перегорел или не отскочил назад.
Чтобы определить глубину резания и количество проходов, проверьте фрезер на обрезках пиломатериалов, как в работе.
Если фрезер подключен к фрезерному столу, дополнительные указания см. в разделе Деревообрабатывающие станки — формовочные станки.
Общие советы по электробезопасности см. в документе Ручные инструменты с электроприводом. Основные правила техники безопасности при работе с электрическими инструментами.
Последний раз документ обновлялся 20 декабря 2013 г. Актуальность документа подтверждена 15 августа 2019 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги от CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
Прежде чем уйти, не могли бы вы ответить на семь вопросов о вашем опыте на веб-сайте CCOHS?
ЧТО ИСКАТЬ В МАРШРУТИЗАТОРЕ
Стало клише, что «маршрутизатор — самый универсальный инструмент в мастерской», но это верно только в том случае, если он выполняет ту работу, которую вы от него хотите. Для непосвященных все маршрутизаторы выглядят очень похожими, но разница заключается в деталях, а детали имеют большое значение. В этой статье изложены различные факторы, которые необходимо учитывать при выборе маршрутизатора.
Важнейшим фактором будет то, какую работу по дереву вы хотите делать. Если ваш основной интерес — изготовление игрушек или небольших коробок, вам не нужен громоздкий тяжеловес. И наоборот, если вы работаете на коммерческой основе, изготавливая кухонные шкафы, встроенные шкафы и т. д., легкие модели DIY не сильно помогут.
Мощность Вам нужна достаточная мощность для выполнения поставленных задач по деревообработке, но преимущества высокой мощности следует противопоставлять недостаткам использования тяжелого фрезера для ручной работы. Однако, если вы планируете выполнять большую работу с маршрутизатором, установленным на столе, чем больше мощность, тем лучше, потому что маршрутизаторы, как правило, работают намного тяжелее на столе.
Скорость двигателя Для всех моделей, кроме облегченных, преимуществом является регулируемая скорость. Это дает большую гибкость в использовании фрез большего диаметра и позволяет резать другие материалы, такие как пластмассы и сплавы, с правильной скоростью. Кроме того, вы получаете большое преимущество «мягкого пуска» при включении. Со сверхмощным роутером, купленным для общего пользования, я бы не стал рассматривать односкоростную модель.
Переключатель На мой взгляд, чем проще переключатель, тем лучше. Переключатели, которые не могут быть заблокированы в положении «ВКЛ», создают проблемы для некоторых операций с рук и для маршрутизации стола.
Отверстие в основании Для тяжелых работ, особенно на фрезерном столе, чем больше отверстие в основании, тем лучше, чтобы обеспечить проход фрез большого диаметра и обеспечить хороший обзор во время работы.
Цанга Лучшие цанги изготавливаются из закаленной стали и имеют конусность, подходящую для конического вала двигателя. Более плохие цанги сделаны из конусообразного куска стали, который часто слишком мелкий, чтобы захватить большую часть хвостовика фрезы, довольно быстро изнашивается, вызывает вибрацию фрезы и усложняет рез. Фрезы для тяжелых условий эксплуатации имеют цанги 1/2″. Те, у кого самый лучший тип, как правило, предлагают соответствующие цанги для меньших размеров хвостовика; те, у кого более плохой тип, как правило, предлагают переходные втулки для фрез с более узким хвостовиком. Это не так эффективно, как обычная цанга
Глубина врезания Некоторые фрезеры позволяют врезать цангу в основание фрезера. Это бесценно для восстановления глубины резания, потерянной при использовании фрезера на столе или с направляющей втулкой и шаблоном. Спецификации производителей редко дают какую-либо информацию по этому жизненно важному вопросу. Их «глубина погружения» просто говорит вам, как далеко корпус фрезера перемещается вверх и вниз по погружным ножкам. Если цангу можно погрузить так, чтобы она касалась столешницы, жаловаться не на что. Все, что глубже, является бонусом, но все, что намного короче, может создать проблемы с некоторыми операциями.
Механизм блокировки врезания Существует два основных метода блокировки врезания: рукоятка с поворотной ручкой или отдельный зажимной рычаг. Общее правило: поворотные ручки на маршрутизаторах для легких режимов работы, отдельные рычаги для маршрутизаторов для тяжелых режимов работы и любой из них для маршрутизаторов для средних режимов работы. По моему опыту, чем больше вы пользуетесь фрезером, тем больше вам нравится отдельный зажимной рычаг.
Ручки Два основных типа ручек — ручки и боковые рычаги. Последние дают больше возможностей и почти всегда используются на мощных маршрутизаторах. Ручки также тем лучше, что они именно такие — без переключателя, врезного замка или того и другого. Опорная пластина Большинство оснований маршрутизаторов оснащены пластиковой лицевой пластиной. Если он съемный, его можно легко заменить при износе. Кроме того, большинство оснований имеют резьбовые отверстия для навинчивающихся принадлежностей или для крепления маршрутизатора к столу. У некоторых есть только отверстия для направляющей втулки, которые в наши дни могут даже не иметь резьбы. Такие модели, особенно тяжеловесные, ограничивают выбор фрезерного стола.
Боковая планка Боковая планка входит в стандартную комплектацию всех маршрутизаторов. Желателен прочный забор со съемными стержнями, регулируемыми щеками и точной регулировкой. Это менее важно, если роутер покупается исключительно для использования за столом.
Направляющие втулки Хороший набор направляющих втулок — очень полезная, но сильно недооцененная функция (если только фрезер не покупается исключительно для использования на столе). К счастью, для любой модели, не имеющей собственного ассортимента направляющих втулок, всегда можно купить или изготовить вспомогательную подоснову под направляющие втулки другого производителя.
Пылеудаление Практически все производители предлагают разъем для пылеудаления в той или иной форме, обычно как часть стандартного комплекта, но иногда и в качестве дополнительной опции. Несмотря на благие намерения, следует сказать, что наилучшее извлечение, безусловно, происходит при его встраивании в маршрутизатор. На данный момент таких маршрутизаторов всего один или два, но это явно направление, в котором идет развитие маршрутизаторов. В некоторых из существующих систем крепление вытяжного патрубка к основанию маршрутизатора эффективно снижает видимость через основание. Однако извлечение — это другое дело для таблицы маршрутизатора. Он идет со столом, а не с маршрутизатором, и гораздо более удобен для пользователя. Возможно, вы не соберете всю пыль, но, по крайней мере, вам не придется спотыкаться о шланг, и вы все равно сможете видеть, что делаете.
Простота использования в столе фрезера Для удобства установки и использования в столе фрезера фрезер должен иметь опорную плиту с хорошей видимостью и прочными точками крепления, глубоко погружную цангу, простой переключатель (хотя он должен управляться с помощью переключателя NVR) и систему регулировки высоты, которая позволяет легко и точно установить глубину реза.
Лесопильные предприятия: точки роста | Деревообработка. Бизнес и профессия
30.11.2018
Стратегия развития лесного комплекса Российской Федерации до 2030 года предусматривает увеличение выпуска пиломатериалов до 49,5–58,7 млн м3, что требует существенного увеличения объемов переработки круглых лесоматериалов. Своей точкой зрения о современном состоянии и тенденциях развития лесопиления в России с нами делится руководитель отдела продаж по России компании USNR Владимир Швец.
Владимир Швец, руководитель отдела продаж по России компании USNR
– Какие основные тренды развития и сдерживающие факторы характерны для современной лесопильной промышленности?
– В складывающихся рыночных условиях прослеживается тенденция к концентрации производств и поглощению малых предприятий крупными компаниями, ориентированными на выпуск стандартных сечений пиломатериалов. Этот процесс обусловлен меньшей себестоимостью процесса лесопиления и лучшим качеством механической обработки при использовании современного специализированного оборудования. Схожая ситуация наблюдается в прибалтийских странах, где в нише малого лесопиления работают преимущественно деревянное домостроение, небольшие столярные производства и выпуск пал-летной доски.
Увеличение единичной мощности предприятий не является каким-либо следствием специфики работы именно в России, а прослеживается во всем мире. Любая современная проходная линия рассчитана на производительность от 250 тыс. м3 бревен в год. Единственным ограничением являются возможности лесосырьевой базы.
Эффективно вырабатывать пиломатериалы для экспорта на малых предприятиях с высокой удельной стоимостью труда сегодня практически невозможно
Для примера можно привести один из самых крупных заводов в Швеции Norra мощностью около 650 тыс. м3 бревен в год. Высокая скорость подачи сырья – до 150 м/мин, в совокупности с использованием ленточнопильного оборудования с функцией криволинейного пиления, позволяют заводу обеспечивать минимальную себестоимость выработки пиломатериалов. Запуск таких крупных предприятий позволил не только более эффективно перерабатывать сырье, но и привел к тому, что вместо 30 заводов, работавших в регионе всего 25 лет назад, при тех же самых объемах переработки древесины с этой задачей справляются всего 4 предприятия. Как доказала практика, при наличии хорошей дорожной инфраструктуры более выгодно увеличить плечо вывозки до крупного завода, где бревна распиливаются с большим объемным выходом и минимальными затратами.
В России сегодня наблюдаются серьезные проблемы с сырьевым обеспечением, и это касается не только известной проблемы отсутствия хороших лесовозных дорог круглогодичного действия. Кроме привычных уже проблем с вывозкой древесины, наблюдается тенденция к снижению среднего диаметра сырья. Не только уменьшаются линейные размеры сортиментов, но и увеличивается доля древесины с пороками строения и формы, в первую очередь количество сортиментов с кривизной более 1 %, эффективный раскрой которых фактически невозможен без установки специализированного оборудования.
Еще одной насущной проблемой лесопиления является отсутствие необходимой инфраструктуры, позволяющей вовлекать в промышленное использование весь объем закупаемого древесного сырья. В рыночных условиях, помимо собственно эффективного производства пиломатериалов, необходима реализация щепы и опилок, доходы от продаж которых составляют значительную долю в прибыли западных компаний, с которыми отечественные производители конкурируют на мировых рынках. Кроме того, необходимо решать вопросы утилизации коры, сжигание которой в смеси с древесными отходами позволяет обеспечивать предприятия дешевой тепловой, а в некоторых случаях и электрической энергией.
Малые лесопильные предприятия, зачастую работающие без использования окорочных станков, фактически не имеют возможности рационального использования сырья, что-либо приводит к их банкротству, либо вынуждает укрупняться или ориентироваться на выпуск продукции с высокой добавленной стоимостью.
– Лесопиление характеризуется низкой рентабельностью. Кто сегодня готов инвестировать в строительство средних и крупных производств?
– В первую очередь необходимо точное понимание того, какие предприятия следует считать средними или крупными. С моей точки зрения, к средним предприятиям сегодня относятся заводы, перерабатывающие свыше 100 тыс. м3 бревен в год при работе в две смены, то есть при фонде рабочего времени около 4000 часов в год. К крупным могут быть отнесены заводы мощностью свыше 500 тыс. м3 бревен в год при том же количестве смен.
Организация крупных заводов практически всегда является следствием развития бизнеса. Многие лесопильные предприятия начинают свое развитие с приобретения одно- пильных круглопильных или ленточнопильных станков. При росте объемов производства они, как правило, сначала просто увеличивают их количество, а также встраивают в линии многопильные станки отечественного или импортного производства или же устанавливают несколько параллельных лесопильных участков. Однако при больших объемах производства эффективно управлять большим парком оборудования и разросшимся штатом работников становится практически невозможно. Иными словами, компании достигают предельных технологических ограничений по возможностям станков, что характерно именно для малых предприятий. Дальнейшее развитие требует качественного изменения подхода к лесопилению, что не может быть достигнуто путем модернизации какого-либо отдельного станка или участка, а требует принципиального перехода на использование линий проходного типа.
Далеко не всегда средние и крупные лесопильные предприятия строятся только крупными холдингами. Так, среди клиентов USNR есть и холдинги, и индивидуальные предприниматели, которым переход на использование поточных линий позволил сократить расходы на производство пиломатериалов. Кроме того, в условиях отсутствия на рынке труда квалифицированных специалистов внедрение автоматизированных поточных линий является одним из путей решения проблемы кадрового обеспечения.
– Крупные предприятия обеспечивают низкую себестоимость пилопродукции. Какие рыночные ниши занимают малые и средние лесопильные предприятия?
– Вся продукция средних и крупных предприятий реализуется на экспортных рынках. При таком подходе, помимо более высокой, чем внутри страны, стоимости пиломатериалов, обеспечивается возможность заключения долгосрочных контрактов, что позволяет более эффективно планировать работу предприятия.
С нуля крупное лесопильное предприятие организовать практически невозможно
Для малого и на нижней границе среднего лесопильного бизнеса еще возможна работа внутри страны, но таким заводам необходимо выпускать продукцию глубокой переработки: сухие строганые пиломатериалы, клееный брус, ламели для мебельного щита, столярные и мебельные заготовки. Актуальны варианты совмещения малых лесопильных предприятий с домостроительными компаниями.
– Привело ли введение системы ЛесЕГАИС к возможности объективной оценки внутреннего рынка пиломатериалов? Что должно произойти для того, чтобы сделать внутренний рынок привлекательным для крупных компаний?
– Работа крупных и средних лесопильных предприятий без использования ЛесЕГАИС сегодня невозможна. Однако большинством малых предприятий выработана политика противодействия. Формулировки закона не учитывают все виды выпускаемой продукции, что пока не позволяет говорить о возможности появления в ближайшее время точных данных об объеме выпуска пиломатериалов небольшими предприятиями, которые как раз и ориентированы на внутренний рынок.
При размещении производства в непосредственной близости от лесосырьевой базы, а в современных условиях это порядка 250–300 км от ближайших населенных пунктов, основными проблемами являются отсутствие стабильного подключения к энергетическим сетям, а также невозможность реализации отходов производства. Также следует помнить, что, кроме самого лесопильного предприятия, необходимо будет строить поселки для работников завода.
На мой взгляд, для изменения ситуации должна быть выработана и внедрена государственная политика в области деревянного домостроения, определяющая требования к пилопродукции, что автоматически заставит все лесопильные предприятия работать в общем едином правовом поле. Это также позволит гражданам приобретать действительно качественные дома, изготовленные в соответствии со всеми стандартами. Когда у потребителя будет возможность выбора земельного участка и технологии строительства, а также появятся гарантии качества, тогда и следует ждать увеличения спроса на пилопродукцию внутри страны. Вместе с тем производителям следует быть готовым к тому, что востребованными будут лишь те пиломатериалы, которые соответствуют не только размерным, но и физико-механическим требованиям стандартов и сводов правил, что на большинстве малых предприятий повлечет за собой необходимость дополнения или изменения парка лесопильного оборудования.
– Основным потребителем российских пиломатериалов является рынок Китая. Какие сдерживающие факторы не позволяют малым и средним предприятиям эффективно работать в данном направлении?
– Для рынка Китая характерно не только увеличение объемов потребления, но и повышенные требования как к качеству пиломатериалов, так и к стабильности поставок. Малые предприятия не могут обеспечить такое качество сортировки пиломатериалов по ТУ заказчика, как средние и крупные заводы, активно внедряющие автоматизированные системы сканирования древесины, которые позволяют избежать ошибок при классификации пиломатериалов по сортам с учетом всех дополнительных требований. Отгружается именно та продукция, которая предусмотрена спецификацией. Исключается человеческий фактор, когда при визуальной сортировке часть пиломатериалов высших сортов попадает в низшие не только из-за случайных ошибок, но и по причине желания оператора подстраховаться, если он не полностью уверен в принимаемом решении.
– Создание крупного предприятия предусматривает значительные инвестиции не только в оборудование, но и в инфраструктуру. Где взять средства, необходимые для развития лесопильных предприятий?
– Это достаточно сложный вопрос, и его в первую очередь необходимо адресовать к государственным органам, которые должны обеспечивать доступность денежных средств, в первую очередь по программам содействия развитию промышленных предприятий. Существенную государственную поддержку можно получить путем включения предприятия в перечень приоритетных инвестиционных проектов, а также в фонде развития промышленности.
– В последние годы отечественным машиностроением налажен выпуск лесопильного оборудования для малых и средних предприятий: ЦДС, «Барс», «Молома», «Арктант», «Авангард» и другое. Получается ли у российского оборудования конкурировать со станками Kara, Laimet, ZBL, Madrew, Walter, Vesto и другими?
Рынок расставляет все
по своим местам
– Наличие конкуренции является отличным фактором, необходимым для развития в любой отрасли. Если смотреть на компонентную базу оборудования, то для всех указанных станков она, как правило, импортная. Российские предприятия могут конкурировать по стоимости металла, рабочей силы.
Необходимо работать над повышением культуры производства, поскольку это серьезно отражается на качестве выпускаемой продукции, в большей мере использовать системы оптимизации раскроя и предварительного сканирования бревен, что, в принципе, в той или иной степени уже осуществляется разными производителями.
– На российском рынке – все больше предприятий, использующих для организации производства бывшее в употреблении лесопильное оборудование. В каких случаях такой подход является оправданным?
– Использование оборудования, бывшего в употреблении, возможно при наличии у предприятия исходной инфраструктуры, в первую очередь цехов и зданий, где оно может быть размещено без выполнения дополнительных строительных работ. Его приобретение является неплохим первым шагом для зарабатывания денег. С одной стороны, это оборудование будет не самым современным, но уже проверенным в работе. Его можно достаточно быстро запустить, а при дальнейшем развитии модернизировать.
С другой стороны, необходимо понимать, что оборудование, даже восстановленное в условиях завода-изготовителя, по своим характеристикам не будет отвечать всем требованиям, предъявляемым к новым станкам.
В случае строительства нового лесопильного завода, если сравнивать затраты на организацию всей необходимой инфраструктуры, покупка оборудования, бывшего в употреблении, не позволит обеспечить существенной экономии, поскольку его стоимость, как правило, ниже всего на 35–40 %, а работа предприятия будет менее эффективна, чем при использовании последних моделей станков и линий.
– Видите ли Вы предпосылки создания отечественного лесопильного оборудования для крупных предприятий?
– К сожалению, подобное оборудование не выпускается, и, более того, отсутствуют какие- либо предпосылки к его появлению. Даже те линии, которые выпускались в СССР в 70-80-е годы, были лишь копиями западного оборудования. Их производство не было успешным, и, по сути, это были экспериментальные образцы. На момент развала Советского Союза оказалось, что мы не в состоянии создать ни фрезернопильных, ни, тем более, ленточнопильных линий проходного типа, поскольку их создание требует не только высокой культуры производства, но и специальных знаний у проектировщиков и инженеров, что не может быть обеспечено только путем копирования чужих технологий. Отставание отечественного станкостроения от ведущих мировых фирм, таких как USNR, Linck, EWD, Heinola, HewSaw и т. д., на тот момент составляло минимум 40 лет, и этот разрыв только увеличивается.
При этом в области разработки систем управления и оптимизации отечественная продукция вполне конкурентоспособна на мировом рынке, но нет собственных станков, где могли бы быть в полной мере реализованы современные разработки.
Делая выбор между новым станком и бывшем в употреблении, следует решать вопрос, не сколько вы сэкономите, а сколько недополучите.
Отсутствуют не только профилирующие агрегаты, но и круглопильные станки, способные работать на скоростях до 100 м/мин, нет производства ленточнопильного оборудования, использование которого позволяет эффективно перерабатывать древесину с большим объемным выходом, не выпускаются современные линии обрезки, работа которых является более сложной, чем даже у фрезерно-профилирующих станков.
С другой стороны, я не вижу ничего плохого в том, что наши лесопильные предприятия покупают хорошие станки на Западе. Задача лесопильного оборудования заключается в обеспечении минимальной себестоимости распиловки при максимальном выходе пилопродукции. Используя то же оборудование, что и у конкурентов, но обладая преимуществом в стоимости сырья, электроэнергии и рабочей силы, мы можем быть вполне конкурентоспособными и играть значительную роль на мировом рынке пиломатериалов.
Беседовал Александр Тамби, д. т. н. , профессор ЯГСХА
Оцените материал:
Задать вопрос эксперту
Предприятия лесопромышленного комплекса
Предприятия ЛПК
Предприятия лесопромышленного комплекса. На данный момент в каталоге 929 предприятий.
Предприятия по алфавиту
Предприятия по видам деятельности:
Лесозаготовка
Лесозаготовительные предприятия (422 предприятия)
Лесопитомники (44 предприятия)
Лесопиление
Лесопильное производство (499 предприятий)
Строганые пиломатериалы (346 предприятий)
Биоэнергетика
Древесноугольные брикеты (5 предприятий)
Древесный уголь (35 предприятий)
Производство пеллет (192 предприятия)
Технологическая щепа (86 предприятий)
Топливная щепа (30 предприятий)
Топливные брикеты (118 предприятий)
Производство древесных плит
HDF (16 предприятий)
Большеформатная фанера (41 предприятие)
Изоляционные ДВП (1 предприятие)
Ламинированная фанера (35 предприятий)
Производство MDF (28 предприятий)
Производство OSB (16 предприятий)
Производство ДВП (21 предприятие)
Производство ДСтП (53 предприятия)
Производство ЛДСтП (36 предприятий)
Производство ламинированных напольных покрытий (13 предприятий)
Производство фанеры (110 предприятий)
Производство шпона (48 предприятий)
Фибролит (3 предприятия)
ЦСП (6 предприятий)
Деревообработка
CLT (9 предприятий)
LVL (3 предприятия)
Гнутоклеенные заготовки (14 предприятий)
Деревянные окна (32 предприятия)
Клееный брус (110 предприятий)
Конструкции деревянные клееные (37 предприятий)
Мебельные заготовки (21 предприятие)
Мебельный щит (87 предприятий)
Межкомнатные двери (52 предприятия)
Оконный брусок (11 предприятий)
Паллеты (деревянные поддоны) (34 предприятия)
Паркетный щит (2 предприятия)
Подоконники из массива древесины (2 предприятия)
Производство паркета (10 предприятий)
Производство шпона (48 предприятий)
Профилированный брус (57 предприятий)
Разделочные доски (1 предприятие)
Строганые пиломатериалы (346 предприятий)
Термомодифицированная древесина (14 предприятий)
Художественный паркет (2 предприятия)
Деревянное домостроение
CLT (9 предприятий)
LVL (3 предприятия)
PHE-панели (1 предприятие)
Большепролетные клееные деревянные конструкции (23 предприятия)
Гнутоклееные балки (7 предприятий)
Двутавровые балки (5 предприятий)
Деревянные церкви (2 предприятия)
Дома-вагончики (1 предприятие)
Домокомплекты из СИП-панелей (2 предприятия)
Домокомплекты из клееного бруса (74 предприятия)
Каркасно-панельные дома (26 предприятий)
Клееный брус (110 предприятий)
Конструкции деревянные клееные (37 предприятий)
Оцилиндрованные бревна (68 предприятий)
Производство деревянных домов (84 предприятия)
СИП-панели (4 предприятия)
Срубы (15 предприятий)
Стропильные фермы (13 предприятий)
ЦБП
БХТММ (3 предприятия)
Бумажные пакеты (4 предприятия)
Газетная бумага (7 предприятий)
Гофрокартон (16 предприятий)
Картон (23 предприятия)
Картонная тара (4 предприятия)
Крафт-бумага (13 предприятий)
Мелованная бумага (2 предприятия)
Микрогофрокартон (1 предприятие)
Обои (3 предприятия)
Офисная бумага (5 предприятий)
Офсетная бумага (5 предприятий)
Переработка макулатуры (13 предприятий)
Производство целлюлозы (17 предприятий)
СГИ (7 предприятий)
Тиссью (1 предприятие)
Целлюлозно-бумажный комбинат (21 предприятие)
Производство мебели
Деревянные стулья (16 предприятий)
Корпусная мебель (60 предприятий)
Кухонная мебель (38 предприятий)
Мебель для ванных комнат (1 предприятие)
Мебель из массива (59 предприятий)
Мебель из фанеры (2 предприятия)
Мебельные заготовки (21 предприятие)
Мебельные фасады из MDF (7 предприятий)
Мебельные фасады из массива (6 предприятий)
Мягкая мебель (35 предприятий)
Садовая мебель (5 предприятий)
Столешницы для кухонь (4 предприятия)
Столы из массива (17 предприятий)
Другое
Арболит (3 предприятия)
Береста (1 предприятие)
Шашки (2 предприятия)
Двутавровые балки (5 предприятий)
Деревянная посуда из шпона (9 предприятий)
Деревянная тара (20 предприятий)
Деревянные игрушки (3 предприятия)
Деревянные лодки/яхты (2 предприятия)
Детские игровые площадки (1 предприятие)
Детские спортивные комплексы (1 предприятие)
Древесная мука (12 предприятий)
Древесно-полимерные композиты (1 предприятие)
Древесно-слоистый пластик (1 предприятие)
Древесностружечные поддоны (1 предприятие)
Дрова (42 предприятия)
Импрегнация древесины (37 предприятий)
Кабельные барабаны (1 предприятие)
Латофлексы (17 предприятий)
Лесохимия (15 предприятий)
Окрашенная щепа (1 предприятие)
Опоры ЛЭП (19 предприятий)
Производство лыж (1 предприятие)
Скипидар (4 предприятия)
Спички (7 предприятий)
Талловое масло (7 предприятий)
Формальдегидные смолы (7 предприятий)
Шлифовальная пыль (1 предприятие)
Шпалы (34 предприятия)
Щепа для копчения (1 предприятие)
Элементы лестниц (34 предприятия)
Эфирные масла (1 предприятие)
Новости предприятий ЛПК
Каталог предприятий по регионам:
Алтайский край (20 предприятий)
Амурская область (5 предприятий)
Архангельская область (29 предприятий)
Белгородская область (1 предприятие)
Брянская область (12 предприятий)
Владимирская область (21 предприятие)
Волгоградская область (1 предприятие)
Вологодская область (79 предприятий)
Воронежская область (5 предприятий)
Еврейская автономная область (1 предприятие)
Забайкальский край (3 предприятия)
Ивановская область (7 предприятий)
Иркутская область (62 предприятия)
Калининградская область (7 предприятий)
Калужская область (11 предприятий)
Кемеровская область (4 предприятия)
Кировская область (51 предприятие)
Костромская область (26 предприятий)
Краснодарский край (5 предприятий)
Красноярский край (36 предприятий)
Курганская область (4 предприятия)
Курская область (2 предприятия)
Ленинградская область (60 предприятий)
Липецкая область (1 предприятие)
Москва (28 предприятий)
Московская область (33 предприятия)
Мурманская область (4 предприятия)
Нижегородская область (31 предприятие)
Новгородская область (24 предприятия)
Новосибирская область (3 предприятия)
Омская область (2 предприятия)
Оренбургская область (3 предприятия)
Пензенская область (14 предприятий)
Пермский край (21 предприятие)
Приморский край (26 предприятий)
Псковская область (14 предприятий)
Республика Адыгея (3 предприятия)
Республика Башкортостан (11 предприятий)
Республика Беларусь (30 предприятий)
Республика Бурятия (4 предприятия)
Республика Дагестан (3 предприятия)
Республика Ингушетия (1 предприятие)
Республика Карелия (36 предприятий)
Республика Коми (27 предприятий)
Республика Крым (1 предприятие)
Республика Марий Эл (6 предприятий)
Республика Мордовия (1 предприятие)
Республика Саха (Якутия) (7 предприятий)
Республика Северная Осетия – Алания (1 предприятие)
Республика Татарстан (9 предприятий)
Республика Тыва (1 предприятие)
Республика Хакасия (2 предприятия)
Республика Чувашия (1 предприятие)
Ростовская область (3 предприятия)
Рязанская область (6 предприятий)
Самарская область (1 предприятие)
Санкт-Петербург (41 предприятие)
Саратовская область (2 предприятия)
Сахалинская область (5 предприятий)
Свердловская область (44 предприятия)
Смоленская область (14 предприятий)
Ставропольский край (3 предприятия)
Тамбовская область (2 предприятия)
Тверская область (31 предприятие)
Томская область (13 предприятий)
Тульская область (7 предприятий)
Тюменская область (16 предприятий)
Удмуртская Республика (12 предприятий)
Ульяновская область (3 предприятия)
Хабаровский край (19 предприятий)
ХМАО – Югра (12 предприятий)
Челябинская область (8 предприятий)
Ямало-Ненецкий автономный округ (1 предприятие)
Ярославская область (7 предприятий)
Владимир Волынский
Кандидат технических наук, доцент
[email protected]
Даниил Иванов
к.
т.н., доцент кафедры технологии древесных и целлюлозных композиционных материалов СПбГЛТУ им. С.М. Кирова
[email protected]
Игорь Лапченко
Начальник отдела продаж по Восточной Европе Kvarnstrands Verktyg AB
Фиксированная ставка $349 за доставку Нажмите, чтобы узнать больше
2 года гарантии
Та же ценовая политика
Описание продукта
Характеристики
Видео
Woodland Mills HM122 — это портативная лесопилка начального уровня, обладающая множеством впечатляющих функций и доступной ценой. Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое.
Переносная лесопилка Woodland Mills HM122 предназначена для пилорам-любителей, которые ищут экономичное решение для распиловки пиломатериалов. HM122 может резать бревна диаметром 22 дюйма (55 см), производя доски шириной до 20 дюймов (51 см) и длиной до 10 футов 4 дюйма (3,1 м). Конструкция головки с четырьмя стойками и трубчатой задней балкой обеспечивает максимальную жесткость, обеспечивая плавный и точный рез. Головка перемещается вверх и вниз по стойкам из оцинкованной стали с помощью легко поворачиваемой рукоятки. Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.
ТОЧНАЯ РЕЗКА
Станок HM122 может резать бревна диаметром 22 дюйма (55 см) и фрезеровать доски шириной до 20 дюймов (51 см). Распилите бревна длиной 10 футов 4 дюйма (3,1 м) со стандартной конфигурацией гусеницы или откройте неограниченный потенциал длины с опциональной 6 футов 5 дюймов (1,9 м).5м) удлинители гусениц. Он также может снимать шпон толщиной до 1/16 дюйма (1,6 мм). HM122 будет резать в пределах 1″ (25 мм) от деки, гарантируя, что вы максимизируете выход полезной доски.
ЭФФЕКТИВНАЯ МОЩНОСТЬ
Приводится в действие надежным 4-тактным газо-бензиновым двигателем Kohler мощностью 7,0 или 9,5 л. с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
СИСТЕМА ЖЕСТКИХ ГУСЕНИЦ
Головка лесопильного станка HM122 катится по жесткому обработанному L-образному каналу размером 2 3/8″ x 2,5″ (6 см x 6 см), который поперечно поддерживается сверхпрочными 2 3/8″ x 4 3 4-дюймовые (6 см x 12 см) прямоугольные бревенчатые нары. Эти поперечные опоры обеспечивают распределение веса бревна по большой несущей поверхности, что позволяет избежать образования вмятин на бревне и обеспечивают дополнительную жесткость системы направляющих. Гусеница оснащена простым в использовании винтовым зажимом для бревна, который надежно удерживает бревно во время фрезерования, и состоит из двух 6 футов 5 дюймов (1,9 дюйма). 5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см).
РАБОТА НА ГАЗЕ & GO
Ручка дроссельной заслонки одновременно включает обороты двигателя, пильный диск и автоматическую систему смазки. Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы.
СИСТЕМА НОЖЕЙ RAPIDCHANGE™
Система лезвий RapidChange™ является эксклюзивной для Woodland Mills. Это безинструментальный подход к быстрой замене лезвий, который снижает потребность в регулировке слежения за лезвиями между заменами лезвий. Набор шайб Belleville действует как амортизатор для лезвия, обеспечивая постоянное натяжение лезвия при любых температурах, снижая нагрузку на лезвие.
ТОНКИЕ ПИЛЫ
В HM122 используются закаленные лезвия размером 1,25″ x 125″ x 0,042″ (32 мм x 3,175 м x 1,0 мм), которые можно приобрести в Woodland Mills. Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
WOODLAND MILLS КАЧЕСТВО И ОБСЛУЖИВАНИЕ КЛИЕНТОВ
Компания Woodland Mills ставит своих клиентов на первое место. Если у вас есть вопросы о приобретенном продукте, вы можете связаться с нами по телефону 1-855-476-6455. На HM122 распространяется 2-летняя гарантия производителя (за исключением быстроизнашивающихся деталей, ремней, лезвий и подшипников). На двигатель Kohler распространяется 3-летняя коммерческая гарантия производителя Kohler, которую можно получить у любого дилера Kohler для малых двигателей.
Фиксированная ставка $399 за доставку Нажмите, чтобы узнать больше
2 года гарантии
Та же ценовая политика
Описание продукта
Характеристики
Видео
Любимая переносная лесопилка HM126 стала еще лучше. Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли.
Двигатель:
9,5 л.с. или 14 л.с. Ручной запуск Kohler
Система фиксации лезвия:
Центробежная муфта (Gas & Go)
Диаметр бревна:
26 дюймов [66 см]
Макс. ширина активной кромки:
24 дюйма [61 см]
Максимальная толщина платы:
7 дюймов [18 см]
Чугунное маховое колесо Диаметр:
19 дюймов [48 см]
Стандартная длина резки:
3,1 м [10 футов 5 дюймов]
Ширина гусеницы:
30,5″ [77,5 см]
Длина удлинителя гусеницы:
6 футов 5 дюймов [1,95 м]
Регулируемые ножки:
12
Оцинкованные рельсы:
Да
Гусеничные полки:
3 x 6 дюймов [75 x 150 мм]
Зажимы для бревен:
1 быстродействующий замок
Конструкция головки с 4 стойками:
Да
Регулируемая направляющая полотна:
Стандарт с двигателем 14 л. с.; Дополнительно с двигателем 9,5 л.с.
Любимая пилорамой портативная лесопилка HM126 стала еще лучше. Нарежьте сами пиломатериалы для кают, палуб, сайдинга и многого другого. Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. HM126 может распиливать бревна диаметром 26 дюймов (66 см), производя доски шириной до 24 дюймов (61 см) и длиной до 10 футов 5 дюймов (3,1 м). Конструкция с 4-х опорной головкой пилы с трубчатой задней балкой, обеспечивает максимальную жесткость, обеспечивающую плавный и точный срез.Головка перемещается вверх и вниз по стойкам из оцинкованной стали с помощью легко поворачиваемой рукоятки.Приводится в действие надежным 9Варианты 4-тактного газового двигателя Kohler мощностью .5 л.с. или 14 л.с. HM126 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.
ТОЧНАЯ РЕЗКА
HM126 может распиливать бревна диаметром 26 дюймов (66 см) и фрезеровать доски шириной до 24 дюймов (61 см). Распиливать бревна длиной 10 футов 5 дюймов (3,1 м) со стандартной конфигурацией гусениц или раскрыть неограниченный потенциал длины с дополнительными 6 футами 5 дюймов (1,95м) удлинители гусениц. Он также может снимать шпон толщиной всего 1/16 дюйма (2 мм). HM126 будет резать в пределах 1 дюйма (25 мм) от деки, обеспечивая максимальное использование полезного выхода доски.
ЭФФЕКТИВНАЯ МОЩНОСТЬ
Приводится в действие надежным 4-тактным бензиновым/газовым двигателем Kohler мощностью 9,5 или 14 л.с. Отличается наклонной конструкцией цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
СИСТЕМА ЖЕСТКИХ ГУСЕНИЦ
Головка лесопильного станка HM126 катится по жесткому L-образному каналу 2,5″ x 4″ (63 мм x 101 мм), который опирается на прочную прямоугольную трубу размером 3″ x 6″ (76 мм x 152 мм). Эти поперечные опоры обеспечивают распределение веса бревна по большой несущей поверхности, что позволяет избежать образования вмятин на бревне и обеспечивают дополнительную жесткость системы направляющих. На гусенице также имеется простой регулируемый быстрозажимной зажим для бревна, который надежно удерживает бревно во время фрезерования. Сама гусеница состоит из двух 6 футов 5 дюймов (1,95 м) секции, позволяющие использовать бревна длиной 10 футов 5 дюймов (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины.
ПИЛЬНАЯ ГОЛОВКА С АВТОБЛОКИРОВКОЙ
Держите направляющие близко к распиливаемой древесине, чтобы уменьшить отклонение лезвия. Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели 14HP HM126 и может быть приобретен в качестве дополнительного аксессуара вместе с двигателем 9.Модель .5 л.с.
РЕГУЛИРУЕМАЯ НАПРАВЛЯЮЩАЯ ДИСКА С АВТОБЛОКИРОВКОЙ
Держите направляющие близко к распиливаемой древесине, чтобы уменьшить отклонение лезвия. Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели HM126 мощностью 14 л.с. и может быть приобретен в качестве дополнительного аксессуара для модели мощностью 9,5 л. с.
РАБОТА НА ГАЗЕ & GO
Ручка дроссельной заслонки одновременно включает обороты двигателя, пильный диск и автоматическую систему смазки. Эта система делает процесс резки пиломатериалов быстрым и эффективным, а также сокращает количество операций, необходимых оператору. Положение рукоятки дроссельной заслонки также можно отрегулировать для удобства в зависимости от высоты гусеницы.
СИСТЕМА НОЖЕЙ RAPIDCHANGE™
Система лезвий RapidChange™ является эксклюзивной для Woodland Mills. Это безинструментальный подход к быстрой замене лезвий, который уменьшает количество регулировок слежения за лезвиями между заменами лезвий. Набор шайб Belleville действует как амортизатор для лезвия, обеспечивая постоянное натяжение лезвия при любых температурах, снижая нагрузку на лезвие.
ТОНКИЕ ПИЛЫ
В HM126 используются закаленные лезвия размером 1,25″ x 144″ x 0,042″ (32 мм x 3660 мм x 1,0 мм), которые можно приобрести в Woodland Mills. Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
СТАНЬТЕ МОБИЛЬНЫМ С WOODLANDER™
Перемещайте свой HM126 между локациями с прицепом Woodlander™. В собранном виде прицеп HM126 Woodlander обеспечивает мобильность, позволяющую доставлять лесопилку на разные рабочие площадки или легко перемещать ее на склад. Предусмотрены выравнивающие домкраты, чтобы вы могли быстро выровнять прицеп и гусеницы в развернутом состоянии.
КАЧЕСТВО И ОБСЛУЖИВАНИЕ КЛИЕНТОВ
Компания Woodland Mills ставит своих клиентов на первое место. Если у вас есть вопросы о приобретенном продукте, вы можете связаться с нами по телефону 1-855-476-6455. На HM126 распространяется 2-летняя гарантия производителя, за исключением быстроизнашивающихся деталей (ремни, лезвия, подшипники и косметические повреждения). 3-летняя гарантия Kohler на коммерческие малогабаритные двигатели предоставляется любым дилером Kohler по малогабаритным двигателям.
Обработка изготавливаемых деталей фрезером – представляет множество возможностей. Детали с необходимыми пазами, канавками различной формы необходимы для качественной отделки. Операции по работе ручным оборудованием по дереву выполняются специальным инструментом — фрезами. Каждый тип действий предусматривает отдельную разновидность используемой оснастки.
Фреза по дереву
Содержание
Классификация и виды фрез для обработки древесины
Электроинструмент для работы с пиломатериалами – фрезер ручного типа. Поверхности деталей, изготовленных из древесины подвержены выполнению работ при помощи специальных приспособлений. Изготовка изделий, требующих наличие необходимых пазов, выемок и углублений подразумевает использование фрезера по дереву. Перед началом, нужно приобрести оснастку, предназначенную для конкретных целей согласно конфигурации изделия.
Выбор инструмента, обрабатывающего дерево происходит согласно спецификации поделок. Профессионалы имеют достаточный опыт и навыки, чтобы использовать нужное оборудование. Фреза по дереву имеет множество назначений:
При кромочной обработке используется, чтобы соединить заготовки путем сращивания пазов.
Изготовка выемок для использования, установки навесных петель, других приспособлений.
Изготовление декора – в данном случае используется резак изготовки рисунка или при процессах по дереву со сложной конфигурацией.
Инструмент сильно различается типом конфигураций, назначению. До начала производимых действий с деревом, необходимо определить тип и виды, используемых для заготовок. Единица измерения хвостика исчисляется в миллиметрах либо дюймах, в зависимости от типа используемого фрезера. Распространенными вариантами являются виды фрез диаметром от 6 до 12 мм. Стоит сконцентрировать внимание, что использование дюймовой цанги и миллиметрового хвостика недопустимо, так как это может вызвать поломку оборудования, либо травматизму.
Разнообразие фрез по дереву
Производителями комплектов предусматривается различные модификации. На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
Изготовление пазов, формирование углублений производится торцевыми типами фрез.
Фасонные оснастки по дереву используются в фигурных углублениях, кромках, позволяют придать уникальности изделию.
Кромочные изготовлены в конструкции с подшипником, что позволяет изготовить изделие по шаблону.
Важно помнить, что наличие подшипника в ручной фрезе подразумевает его техническое обслуживание. Необходимо смазывать вращающийся элемент тонким слоем, данное действие выполняется по желанию продолжительного срока службы инструмента.
Концевые фрезы
Концевая фреза по дереву
Концевые приборы в конструкции и внешнему виду схожи с обычным сверлом. Отличительной чертой является отсутствие конусной части на конце фрезы. На торцевой части, расположенной к боковым сторонам под углом 90 градусов изготовлены зубья резки. Конструктивная особенность позволяет выполнять различные операции. К основным видам производимых работ относятся:
Изготовка изделий с пазами определенной глубины, сквозных отверстий.
Раскрой изделий.
Сверление, либо обработка кромок детали.
Основными функциями ручного фрезера концевого типа фрез предусмотрено получение в детали пазов замков и петель, устанавливаемых в дверях. Комплект отличается многофункциональностью, с помощью подготовленного оборудования и грамотного подхода можно выполнить множество интересных элементов.
Кромочные фрезы по дереву
Разнообразие кромочных фрез
Кромочные приборы применяют для изготовления разнообразного вида кромок и выемок. Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций:
Профильные наборы обрабатывают детали таким образом, чтобы придать необходимую форму краям.
Калевочными имеется возможность округлить на четверть окружности край детали.
Конусные снимают фаску, угол которой зачастую составляет 45 градусов.
Дисковые служат для изготовления фасок в деталях, делая возможным последующие соединения.
Фальцевые обрабатывают деталь с кромки, оставляя четверть от высоты.
Галтельные необходимы для изготовки желобки, которая выведена в четверть окружности.
Кромочные фрезы по дереву, используемые для ручного фрезера зачастую оснащены подшипником, функции которого ограничить глубину необходимой обработки. Вылет регулировки площади обработки производится регулировкой на самом инструменте. Выполнение обработки массивных деталей требует множество попыток. Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
Пазовые фрезы по дереву
Пазовые фрезы по дереву и их размеры
Основное предназначение вида пазовых по дереву – изготовка пазов с помощью ручного электроинструмента. Разновидностей приспособлений достаточно, пазовая фреза, позволяет выполнять действия по дереву ручным фрезером. Основные виды пазовых фрез:
Спиральные, напоминающие сверло, сформированы с винтовой кромкой внешнего типа. Дают возможность изготавливать детали с выемками и пазами с прямым углом.
Галтельные – выполнены с закругленным наконечником.
Конические зачастую используют для действий с плоскостями.
Фасонные позволяют изготавливать углубления необходимой структуры.
«Т» образные, фрезы «Ласточкин хвост».
Комбинированные применяются при стыковке деревянных деталей большого размера.
Большинство видов выполнены в монолитном формате, реже встречаются оснастки из твердосплавного металла.
Копировальные фрезы
Наименее распространенным типом приспособлений при выполнении задач по обработке дерева инструментом ручного типа являются копировальные фрезы. Отличительными особенностями являются многочисленная разновидность режущих элементов, различное расположение упорных подшипников и небольшие размеры. Фрезерная головка, для ремесла по дереву устроена в форме дуги. Углубление в деталь зависит от угла обработки.
Использование инструмента по шаблону позволяет добиться необходимого результата при работах с деревянными заготовками. Использовать ручной фрезер необходимо с точностью и осторожностью, несоблюдение требований может привести к порче детали или электрического оборудования.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Рассматриваемые инструменты подразделены на несколько основных категорий, классифицируется по типу и назначению. Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.
Используемый инструмент, предназначенный для обработки принято считать ручной фрезер. Существуют средства исполнения корончатого типа, они позволяют выполнять работы обыкновенной дрелью. В таком случае, фрезерная головка, применяемая по дереву, выполняет роль обработки кромок, изготовления простых отверстий.
Нож для фрезы по дереву
Фрезерная головка
Оформление и изготовка изделий с пазами необходимой глубины, размеров осуществляется с помощью торцевых фрез. Ножи, используемые для фрезы по дереву подвергаются немалым нагрузкам. Предотвращение излишней обработки сказывается, за счет использования подшипников. Торцевые фрезы для ручного фрезера позволяют создавать соединения деревянных конструкций посредством системы шип/паз.
Чтобы изготовить на дереве необходимое отверстие, понадобится борфреза. В большинстве случаев такой инструмент используется при промежуточной обработки. Шарошки позволяют «раскрыть» отверстие на необходимую глубину, после производятся дальнейшие действия.
Типы конструкции фрез
Существует множество конструкций и разновидностей оснастки к ручному деревообрабатывающему станку. При выборе инструмента стоит обратить внимание на предназначение, устройство оборудования. Форма заточки фрез может быть двух видов – винтовая и прямая. Использование прямой формы заточки может привести к быстрой порче оборудования, а конечное изделие может получится имея выбоины и заусенцы.
Для работ по дереву ручным фрезером наиболее лучшим вариантом становится использование инструмента винтовой линией расположения зубьев. Единственным минусом является невозможная заточка подручными средствами, чтобы произвести возврат былой остроты, необходимо воспользоваться специальным оборудованием. Используя фрезы, для работ ручным фрезером по дереву следует обратить внимание на угол заточки. Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.
Конструкция электрофрезера
Схема сборки фрезерного станка
Сборные
Наиболее распространенный вид на рынке – сборные. Состоит из болванки, наваренными поверх кромками. Простое изготовление делает их наиболее привлекательных для изготовителя. Относительно невысокая цена позволяет не тратить время на заточку, а просто заменять на новую при потере остроты.
Со сменными режущими кромками
Фрезы со сменными кромками. Имеют сменные режущие кромки, когда происходит потеря остроты ножа с одной стороны, возможно перевернуть инструмент, далее продолжать работу.
Монолитные
Фрезы монолитного типа имеют в основании режущие кромки. Отличаются повышенной прочностью, однако после не продолжительной работы и последующей заточки деталь быстро теряет режущие свойства.
Типы лезвий фрез
Используемые при изготовлении материалы для фрез по дереву отличаются некоторыми характеристиками. Первый тип материала – быстрорежущая сталь. Товары, которые изготавливаются из данного материала, маркируются символами HSS. Ручным инструментом, использование оснастки такого типа, будет легко обработать мягкую древесину. Благодаря заостренным свойствам, скорость работы увеличивается в отношении к твердотельной фрезе.
Режущая часть может быть изготовлена из твердосплавных металлов. Такие изделия обозначены HM, преимущественно используются при обработке твердых пород древесины. Отличительной особенностью является прочность и стойкость к повышенным температурам. Качественно обработать мягкие породы дерева такой фрезой будет затруднительно, так как частота выполненных действий заметно отличается от быстрорежущих материалов.
Функциональные наборы фрез
Зачастую можно встретить в продаже функциональные наборы, которые состоят из двух или более элементов. В данный набор входят приспособления и насадки для фрезера по дереву. Основное предназначение таких наборов – обработка двух или более деталей для получения однотипных соединений. Например, существует набор из 2-х фрез, одна из которых формирует кромку внутри изделия, а вторая позволяет сделать пазовую часть.
Существуют универсальные варианты, которые благодаря конструкции могут использоваться в различных целях. Разборная часть предполагает замену ножей для фрезы, после чего производятся работы с деревом.
Стоит отметить, что наличие стола для хранения всех видов оснастки к оборудованию сократит время на производимые действия, а также существует возможность соорудить подобие фрезерного станка. Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву.
Сферы применения
Использование любого типа оборудования предполагает опасные работы с вращающимися элементами. При работе с деревом необходимо помнить о технике безопасности. Выполнение сложных элементов не производится в один подход, кромки фрезы должны быть заточены для наилучшего результата.
Мастерская, оборудованная фрезером по дереву
Фреза по дереву в работе
Резьба по дереву фрезером
Приступая к выполнению, следует понимать какой тип фрезы необходимо использовать. Высокую распространенность получил инструмент кромочной категории. Данная категория дает возможность производить практически все виды работ по дереву собственноручно. Пазовые или цилиндрические фрезы служат в основном для изготовления углублений в торцах материала.
Как выбирать фрезу по дереву под ручной фрезер
Выбор фрез на рынке стройматериалов очень богат. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву.
Качество. Стоит обратить внимание на внешний вид детали. Изделие должно быть без заусенцев, иметь качественную резьбу, посадочные места.
Термическая прочность указывается в паспорте, чем выше, тем лучше и надежнее при дальнейшем использовании.
Материал припоя, а также соединение хвостика с частью, ответственную за резку.
Качество пайки изделия играет немаловажную роль при действиях с пиломатериалом. Тогда, когда выполняются работы с твердыми породами дерева, необходим определенный запас прочности инструмента. Припой делится на виды и марки, при покупке необходимо обратить внимание на его качество во фрезе. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным.
Монолитные фрезы необходимо проверять перед использованием. Качество металла определяется надпилом. Если появились заметные царапины или трещины, значит стоит отложить данный инструмент. Оптимальная твердость металла от 58 единиц. Качество выполняемых работ ручным фрезером напрямую зависит от наличия приспособлений и комплектов.
Подбор необходимого инструмента правильный путь к хорошему результату при работе с деревом. Фреза, изготовленная для фрезера по дереву должна отвечать всем стандартам и быть качественно изготовленной. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу.
Фрезы по дереву на ручной фрезер их виды и применение
Фрезерование деревообрабатывающих деталей — это процесс, позволяющий вырезать, вытачивать или формировать кромки, пазы и канавки разных видов, размеров, глубины и формы. Фрезой по дереву именуется приспособление для фрезера или дрели, которое имеет сложную конструкцию, позволяющую вытачивать нужные формы на используемых заготовках. Специалисты знают, что такое фреза для обрабатывания дерева, и какими они бывают, а вот новичкам будет полезно и интересно узнать об их устройстве, видах и параметрах.
Что называют фрезой по дереву
Чтобы просверлить заготовку, используется дрель со сверлом. Перед сверлением надо взять соответствующего диаметра сверло, что зависит от поставленной технологической задачи. Когда на заготовке надо сделать выемку, канавку, скруглить углы или снять фаску, то для таких целей применяются специализированные виды инструментов — ручные фрезеры. Фрезер выступает приводным механизмом, а для получения соответствующих выемок и канавок применяются фрезерные насадки.
Фреза, как и сверло, имеет свои технологические особенности. Они имеют не только разные формы рабочей части, но еще и отличаются по размерам, поэтому выбор фрезы по дереву — это мероприятие, требующее грамотного подхода. Фреза состоит из двух основных элементов:
Рабочая — это головка, которая имеет соответствующую конфигурацию
Хвостовик — цилиндрическая часть, ее приспособление крепится в патроне приводного инструмента. Не только рабочие части имеют разные размеры, но и хвостовики
Ручные фрезы по дереву имеют следующие назначения:
Высверливание кромок — этот процесс вытачивания пазов. Они бывают разных видов, служащие для подготовки пазов шип/паз
Врезание петель и разных видов крепежных шарнирных элементов
Декорирование — изготовление разных видов объемных форм и конфигураций
Не только в столярных мастерских и на производстве мебели служат фрезы по дереву, но еще и в хозяйстве, когда поставлена задача изготовить мебель или разные заготовки из деревообрабатывающих материалов. Чтобы разобраться в вопросе о том, какие насадки в виде фрез по дереву бывают, надо разобраться с их конструктивными особенностями.
Какие диаметры хвостовиков на насадках
До того, как купить фрезы по дереву, надо разобраться с их размерами и толщиной хвостовой части. Хвостовики бывают разных размеров, а единицы их измерения — дюймы и миллиметры. Учитывать толщину ножки насадки надо для того, чтобы иметь возможность закрепления фрезы в цанговом патроне приводного инструмента. В зависимости от единицы измерения, хвостовики на рассматриваемых насадках бывают:
Для устройств в миллиметрах — 6, 8 и 12 мм. Это самые популярные размеры устройств
Для насадок, где толщина хвостовиков пишется в дюймах, выбирается из двух вариантов, так как они выпускаются на ¼ и ½ дюйма. Насадки с хвостовиками, толщина которых измеряется в дюймах, еще называются забугорными. Применяются они в Украине по причине своего высокого качества и точности, отражаясь на надежности и долговечности
К использованию фрезы по толщине хвостовика требуется грамотный подход, иначе малейшее разногласие повлечет за собой не только порчу инструмента, но еще и получение серьезных травм. Патрон фрезера крутится со скоростью свыше 20 000 оборотов в минуту, поэтому малейшее разногласие станет причиной получения серьезных травм. Хвостовики в мм и дюймах несовместимы, поэтому устанавливать в патрон фрезера, служащего для миллиметровых фрез, дюймовые насадки
Это интересно!Фреза по дереву закрепляется не только в патроне специализированного инструмента — фрезера, но и в дрели. При этом стоит учитывать, что дрель не способна заменить полноценный ручной фрезер. Исходя из этого, надо сделать вывод, что если использовать дрель для работы с рассматриваемыми насадками, то исключительно недолго. Для случаев частого применения фрез для обработки дерева необходимо купить ручной или стационарный фрезер.
Какой вид имеет фреза их виды и типы
Рабочая часть фрез по дереву представляет собой устройство разный форм, основу которого выполняют зубья. Именно за счет зубьев происходит обработка древесины. Вращательные детали классифицируют на:
Торцевые — рабочая часть находится с торцевой части
Концевые — режущие зубья находятся на концах оснастки
Цилиндрические и пазовые — делают разные пазы и выемки
Фасонные
Дисковые
Некоторые устройства имеют опорные подшипники, количество которых не ограничивается. Подшипник опорный на фрезах играет роль упора при прохождении насадкой по деревообрабатывающей заготовке. Если перед началом каждого процесса смазывать подшипники, то устройства прослужат в 10 раз дольше. По конструктивным особенностям рассматриваемые фрезы по дереву классифицируют на:
Монолитные — хвостовик и рабочая часть сделаны из однородных материалов. Достоинство таковых устройств в том, что они являются прочными и надежными, однако при притуплении режущих кромок, подлежат заточке или утилизации
Сборные — это более популярные, но при этом стоят в 2 раза дороже монолитных. Хвостовик цилиндрической формы и режущая часть соединяются спаечными швами. При нарушении целостности таких насадок, восстановить их целостность можно самостоятельно
Имеющие сменные режущие кромки — одни из самых дорогих насадок, которые служат в 5 раз дольше монолитных и сборных. Их достоинство в том, что после притупления одной части кромки, лезвие можно перевернуть, и продолжить эксплуатацию насадки
По типам обрабатываемых пород деревьев различают насадки, режущие части которых получают из следующих материалов:
Для мягких деревьев — это быстрорежущие виды сталей
Для твердых древесин — твердосплавные стали
Если надо в заготовке сделать соответствующую кромку, то потребуется взять фрезу нужной формы. Если же планируется выполнять разные работы с древесиной, тогда лучше купить набор фрез. Сделать это можно в интернет-магазине Цилиндр, где представлены модели разных производителей Miol, LT, Intertool и другие. Далее узнаем, какие виды фрез для ручного фрезера бывают, чем отличаются и как их можно применять.
Пазовая фреза и ее конструктивные параметры
Категория насадок, служащих для выборки пазов требуемой ширины и глубины. Выборка выполняется в середине детали, а также от края или к центру. По конструкции упора фрезерной машины, ширина получаемого паза может соответственно регулироваться, и не понадобится устанавливать новые фрезы в патроне приводного инструмента.
Пазовые устройства делятся на соответствующие виды:
Галтельные — узкоспециализированная насадка для придания полукруглых форм
Конические — устройства, применяемые для нанесения резьбовых соединений на плоскую поверхность
Спиральные — имеют сходство с концевыми элементами, но их главное отличие в том, что имеют они более выраженную конструкцию режущей части, находящейся на внешней стороне. Конструктивно спиральные фрезы похожи на сверла, однако ими невозможно сверлить отверстия
Фасонные
Т-образные служат для изготовления пазов соответствующих форм и видов
Устройства, получившие название «Ласточкин хвост»
Комбинированные
Пазовые прямого типа — насадки, позволяющие получить пазы, имеющие прямоугольные сечения
Копировальные фрезы, которые также еще называют прямыми, принадлежат к категории маленьких насадок, служащие для применения на ручных фрезерах. Они имеют отличительные особенности по таким признакам:
Число режущих частей
Размеры
Расположение подшипников и их численность
Подшипник играет важную в конструкции насадок, так как он обеспечивает плавное и эффективное перемещение фрезы по обрабатываемой поверхности, получая в итоге паз соответствующей конфигурации.
На галтельных фрезах головка имеет скругленную внешность, поэтому получаемые в итоге пазы имеют форму буквы «U». Служат галтельные устройства для получения полукруглых выемок, и для обеспечения разных углов наклона стенок, необходимо применять насадки разной конфигурации.
Кромочные фрезы и их главные параметры
Кромочной фрезой называется насадка, служащая для подготовки кромок на заготовках. Это одна из основных видов фрезерных насадок, применяемая всеми мастерами. Кроме того, в наборах именно эти виды фрез преобладают. Покупая набор кромочных фрез по дереву, можно столкнуться со следующими их видами:
Калевочные или фасонные — для закругления кромок выпуклой формы
Конусные — служат для удаления фаски под углом. Для работы служит фреза под 45 градусов
Дисковые устройства — формируют пазы в кромочной части
Фальцевые — берутся для выборки четверти кромки
Галтельные — такие насадки позволяют желобки в кромке на ¼ их окружности
Фигирейные — их берут для кромок филенок. Филенки — декоративные элементы на дверях и прочих предметах
В комплектации к кромочным фрезам прилагаются упорные подшипники, служащие не только для плавного перемещения насадки по обрабатываемой поверхности, но еще и не заглубляют фрезы в деревообрабатывающий материал. Режущие части насадки могут быть сверху или снизу подшипника, а также между ним.
Это интересно!Фрезы, которые предназначены для больших срезов, необходимо применять по принципу постепенного углубления в материал. Делается это для снижения нагрузки на приводной инструмент, а также с целью исключения повреждения режущих кромок фрезы. Постепенно углубление делается до момента срабатывания подшипника.
Если нет подшипника, то при применении надо воспользоваться втулкой или упором. Фигирейные фрезы отличаются по весу и размеру, поэтому эти элементы нуждаются в прикладывании больших усилий для срезания. Чтобы обеспечить такое усилие, насадки изготавливаются исключительно с хвостовиками, размером не менее 12 мм.
Что надо знать о концевых фрезах и их назначениях
Концевая фреза имеет кромки, отвечающие за заготовки, на торцевой или концевой части. Эти устройства имеют много общего со сверлами по дереву, но имеют свои отличительные свойства. От поставленных задач зависит применение соответствующих видов фрез концевых по дереву. Они имеют не только разные формы, но еще и отличительное количество режущих кромок, оказывающих соответствующее влияние на чистовую обработку.
В отличие от пазовых и кромочных, концевые фрезы имеют преимущественно монолитную форму, но встречаются также и составные устройства. Корончатая фреза может работать на электрических дрелях. Концевые устройства бывают:
Торцовочные
Шарошки или борфрезы
Спиралевидные
Профильной формы
Сферического типа
Конусообразные
Торцевая оснастка для ручного фрезера служит для создания соединений шип/паз. Профильными моделями выполняется:
Торцевой способ обработки
Создание трудной конфигурации пазов
Украшение заготовок разными видами орнаментов
Борфрезы известны в народе, как шарошки. Работают также с электрическими дрелями. Служат не только для черновой обработки, но и для произведения финальной доводки заготовок.
Фрезеры для ручных фрезеров как выбираются
При обработке древесины особое внимание надо уделить не только приводному инструменту, но и расходным материалам, то есть насадкам. Именно от выбора насадок достигается точность и эффективность обработки. По виду запланированных работ обработки древесины, надо приобретать соответствующие насадки. Лучшее решение при выборе приспособлений — это приобретение набора. В наборах имеются разные виды устройств, позволяющие в итоге иметь пазы нужной формы.
При выборе фрез под ручной фрезер или станок, надо знать следующее:
Качество изготовления оснастки
Термическая прочность
Способ объединения оснастки
Соединительный припой
Покупая набор фрез по дереву, надо посмотреть на спаечное соединение. Спаечный шов должен быть качественным, и отвечать всем требованиям прочности. Кроме того, шов должен быть вскрыт краской, которая предотвращает возникновение коррозионных процессов. Учитывать качество соединительных швов следует обязательно, и не важно, какие виды материалов при этом планируется обрабатывать — мягкие или твердые деревья.
К категории качественных припоев относятся соединители следующих марок:
ПСр 37,5
ПСр 40
Их главное достоинство в том, что они имеют большое содержание меди с серебром. Недорогие фрезы обычно изготавливаются с применением низкого качества припоев, содержащие в составе никель. Сварное соединение — это не самый лучший вариант объединения хвостовика с ножевой частью, поэтому выбирать такую оснастку надо в самом крайнем случае.
При покупке монолитных фрез рекомендуется учитывать еще один немаловажный критерий, как твердость используемого материала. Для проверки прочности стали не обязательно спешить в специализированные сервисные центры, так как эта процедура свободно выполняется на дому.
Типы лезвий для фрез по обработке древесины
Различают три вида лезвий на фрезах, имеющих вертикальное, наклонное и спиральное расположение. От качества лезвий зависит эффективность работы фрезерной оснастки, поэтому надо узнать, из каких материалов выпускаются лезвия для рассматриваемых насадок. Они бывают:
Быстрорежущие стали — имеют маркировку в виде букв HM, и служат для мягких пород дерева
Твердосплавные — служат для обрабатывания твердой древесины. Разнятся с быстрорежущими тем, что имеют высокие технические свойства, что отрицательно сказывается на их стоимости
Тип используемой стали для изготовления фрез тех или иных видов указывается в виде маркировке на хвостовике насадки. Работа с древесиной требует соответствующего подхода, поэтому если предстоит выполнять большой объем работы, то надо купить ручной фрезер и набор насадок в виде фрез по дереву.
Где всегда есть фрезы по дереву для фрезера и дрелей в Украине
Часто в хозяйстве возникает необходимость починить мебель или выточить из древесины дизайнерскую деталь. Для этого понадобятся фрезы, воспользоваться которыми можно, закрепив насадки в цанговом патроне дрели или фрезера. Приобрести необходимые наборы фрез по дереву можно в интернет магазине Цилиндр, где есть много видов фрез от известных производителей.
Покупать в интернет магазине Цилиндр выгодно, и для этого имеются сопутствующие причины:
Многообразие качественных электроинструментов, а также расходных материалов
Возможность заказа набора в любую точку Украины. Доставка осуществляется передовыми транспортными компаниями Украины
Возможность выбора соответствующих насадок — концевые, калевочные, кромочные, пазовые и т.п.
Насадки представлены в наборах, что упрощает не только их хранение, но и транспортировку
Возможность приобретения товара в кредит
Большой выбор среди многообразия насадок
Начисление мгновенных бонусов, размер которых зависит от стоимости товара
Самые выгодные покупки делаются в интернет магазине Цилиндр. Почему? Ведь именно здесь есть не только насадки и расходные материалы, но и электроинструменты. У нас вы можете выбрать необходимое оборудование, и заказать его доставку, получив одним заказом. Кстати, если вы не знаете, то при заказе товаров на сумму более 1000 гривен, магазин Цилиндр оплатит доставку заказа в отделение перевозчика за Вас. Убеждены, что нашли то, что вам нужно, тогда выбирайте, заказывайте и получайте.
Определение
в кембриджском словаре английского языка
Даже строительство требовало от лесника посадки деревьев, которые дровосек срубил бы, чтобы лесопилка могла делать доски.
Из Арс Техника
Тщательно прикрыв за собой дверь, молодые люди поспешили к дороге лесорубов.
Из проекта Гутенберг
Жил-был бедный дровосек , который работал от дневного до темноты, и так как он тратил мало, то скопил немного денег.
Из проекта Гутенберг
Лесорубы вскоре узнали о странной паре, жившей дико, но мирно в лесу, хотя и не мечтавшей о ее знатном звании.
Из проекта Гутенберг
Поначалу, даже при самой тяжелой работе, молодые дровосек едва мог достать и продать древесину, чтобы купить достаточно еды, чтобы прокормить их обоих.
Из проекта Гутенберг
Дровосек , похоже, не наслаждался своим супом и сухим хлебом.
Из проекта Гутенберг
Вскоре он подошел к дому дровосека и спешился, чтобы спросить дорогу.
Из проекта Гутенберг
Он подумал, что должен быть возле хижины какого-нибудь дровосека, но каково же было его удивление, когда он очутился перед воротами великолепного замка!
Из проекта Гутенберг
Теперь все изменилось, так как халиф принял решение в пользу дровосека .
Из проекта Гутенберг
После того, как дровосек был осмотрен, парикмахер попросил компаньона, после чего дровосек привел своего осла.
Из проекта Гутенберг
Теперь, моя честная дровосек , вот тебе кошелек с золотом.
Из проекта Гутенберг
Трудно было найти более счастливую семью, чем семья дровосека, когда они в тот день отправились в деревню.
Из проекта Гутенберг
И с тех пор дровосек и его жена перестали быть бедняками.
Из проекта Гутенберг
Он увидел, как дровосек идет на работу, и окликнул их, сказав, что произошел несчастный случай.
Из проекта Гутенберг
Мы можем предположить, что когда он повзрослел, он почувствовал потребность преуспеть в качестве дровосека и покинул страну, чтобы развить свои способности.
Из проекта Гутенберг
Эти примеры взяты из корпусов и из источников в Интернете. Любые мнения в примерах не отражают мнение редакторов Кембриджского словаря, издательства Кембриджского университета или его лицензиаров.
дровосек — Викисловарь
Содержание
1 Английский
1.1 Этимология
1.2 Существительное
1.2.1 Переводы
1.2.2 См. также
Английский [править]
Этимология
Существительное
Человек, рубящий деревья; лесоруб.
Человек, который рубит дерево.
Человек, занимающийся гравюрой на дереве.
Переводы[править]
лесоруб — см. лесоруб
лесоруб
Арабский: حَطَّاب м (ḥaṭṭāb)
Армянский: փայտահատ (hy) (pʿaytahat)
Азербайджанский: одунчу
Белорусский: дрывасе́к м (дривасьек), драўні́к м (дравник), лесару́б м (лесаруб)
Болгарский: дървосека́ч м (dǎrvosekáč), дърва́р (bg) м (dǎrvár)
Каталонский: estellador m , estelladora f
Китайский:
Мандарин: 樵夫 (zh) (qiáofū)
Чехия: dřvorytec м
Голландский: houthakker (nl) м
Эстонский: puuraidur
Финский: puunhakkaaja
Французский: bûcheron (fr) m
Грузинский: ტყისმჭრელი (ṭq̇ismč̣reli)
Немецкий: Holzfäller (de) m , Holzhacker (de) m
Греческий: ξυλοκόπος (el) м (ксилокопос)
Древний: ξυλοκόπος м (хулокопос)
Венгерский: favágó (hu)
Итальянский: taglialegna м
Японский: 樵 (ja) (きこり, кикори)
Корейский: 나무꾼 (ко) (намуккун)
Македонский: дрвосечач м (дрвосечач), дрвар м (дрвар)
Польский: drwal (pl) м
Русский: дровосе́к (ru) m (дровосеk), лесору́б (ru) м (лесоруб), дровору́б (ру) м (дроворуб) (региональный или датированный)
Словацкий: drevorubač (sk) м , drevorytec м
Турецкий: oduncu (tr)
Ukrainian: дроворі́з m (drovoríz), дровору́б m (drovorúb), лісору́б m (lisorúb)
person who makes woodcuts
Финский: puunkaivertaja, puunleikkaaja
Немецкий: Formschneider m , Xylograph (de) m
Польский: drzeworytnik (pl) m
Приведенные ниже переводы необходимо проверить и вставить выше в соответствующие таблицы переводов.
Это стальной металлопрокат, который выпускается путем горячей или холодной прокатки. По наличию покрытий разделяют на непокрытые, оцинкованные или с полимерным покрытием. Основные области использования — строительство или машиностроение.
Листы горячекатаные (г/к) (ГОСТом 19903-2015)
Это вид стального плоского металлопроката, получаемого резкой горячекатаных рулонов после прокатки на полунепрерывных или непрерывных прокатных станах. Стальной горячекатаный (г/к) металлопрокат выпускается из углеродистой, низколегированной, легированной марок стали.
Используются:
в строительстве для сооружения металлоконструкций, профилей, фасадных элементов, для защитей коммуникацей, товаров народного потребления.
в машиностроение, автомобилестроение — корпусы, рабочие изделя станков, горные, дорожные, подъемно-транспортные машины, кузова автомобилей, грузовиков, элементы обшивки грузовых вагонов, сельскохозяйственные техники (плуги, лапы, бороны, детали сеялок, корпуса агротехники).
в изготовлении изделей народного потребления.
Оцинкованные (ГОСТ 14918−80)
Это холоднокатаные или горячекатаные стальные листы с нанесенным на них цинковым покрытием, защищающим основной металл от атмосферной коррозии. Оцинкованный востребован в тех отраслях промышленности, где предъявляются высокие требования к коррозионной стойкости, долговечности, прочности, внешнему виду.
Оцинкованные листы широко используются в строительстве при изготовлении изделей конструкций малоэтажного строительства, обшивке труб отопления и различных теплоизоляционных материалов, в автомобильной промышленности для передней и внутренней части кузова, машиностроении и приборостроении, широко используется при производстве товаров для дома (посуда, раковины, ведра, цистерны, ванны).
С полимерным покрытием
Это стальной лист (без покрытия или оцинкованный), на поверхность которого нанесен слой краски или декоративного лака. Окрашенный стальной лист используется в строительстве, машиностроении и производстве товаров народного потребления (металлочерепица, профнастил, плинтусы, полки, двери, элементы приборов, агрегатов, металлическая мебель).
Рифленый (ГОСТом 8568-77
)
Это материал, который имеет с одной стороны гладкую поверхность, а с другой чечевичный или ромбовидный рифли. Имеет нескользящую поверхность, используется для изготовления ступеней, мостиков, в лифтах и транспортных средствах.
Стальной холоднокатаный (х/к)
Этот вид металлопроката, получаемый поперечной резкой рулонов холоднокатаной стали, а также пластической деформацией листа горячекатаных полуфабрикатов на станах холодной прокатки. Холоднокатаные (х/к) имеют более точные допуски на размеры, лучшее качество поверхности, больший набор механических характеристик, чем горячекатаные. Кроме того, более тонкий листовой металл может быть получен путем холодной прокатки, которая в настоящее время недоступна для станов горячей прокатки (менее 0,8-1,0 мм).
Выпуск холоднокатаного (х/к) листового проката регламентируется ГОСТ 19904-90, согласно которому толщина составляет 0,35-5,00 мм.
Холоднокатаный лист в результате холодной деформации имеет свойства:
Повышенная точность размеров;
Улучшение качества поверхности;
Повышенная прочность и твердость;
Низкие характеристики пластичности.
Главные сферы потребления:
Строительство — изготовление металлоконструкции, гнутые замкнутые и незамкнутые профили, элементы фасадов, дверей.
Машиностроение, автомобилестроение — элементы корпусов, кузова, несущие элементы автомобилей, агрегатов.
Используется при возведении ограждений, ангарных украшений; в сельском хозяйстве для изготовления корпусов сельскохозяйственных систем, навесного оборудования и инструментов, конвейеров и складских помещений; при изготовлении корпусов для бытовой техники, станков и производственных механизмов; как распил для изготовления штампованных и гнутых изделий.
На нашем сайте интернет-магазина вы найдете типоразмеры холоднокатаные листы толщиной 1 мм 1250х1150 (длинна — 1250, ширина — 1150), 1250х2500 (длинна — 2500, ширина — 1250, площадь — 3,125 м2, вес 1 листа — 24,53 кг). Данные характеристики позволяют использовать материал для необходимого производства профильных листов, автомобильных каркасов, посуды и т.д.
Компания «Робметаллсталь» предлагает приобрести лист металлический в Москве оптом и в розницу.
Мы занимается реализацией листов холоднокатаной, горячекатаной, рифлёной и оцинкованной. Вы можете самостоятельно купить лист на нашей металлобазе или оформить заказ с доставкой.
Звоните, и специалисты помогут приобрести товар недорого на лучших условиях.
Как считается вес нержавеющего листа?
Цена на 07.11.2022
Если вы решили купить лист нержавейки, основываясь на прайс металлоторговцев, то вам нужно ещё знать и вес нержавеющего листа, который вы собираетесь приобрести. Узнать вес листа нержавейки можно позвонив в саму компанию. Но, если у вас нет желания звонить из-за одного-двух листов, чтобы узнать точную стоимость, то вы можете воспользоваться нижеобозначенными данными.
Обычно самим металлоторговцам не нужно ничего высчитывать, при условии, что листы приобретаются у официальных заводов-производителей, так как на пачках указан вес самой пачки и количество листов. Достаточно разделить вес пачки на количество листов и в результате получается вес нержавеющего листа. К примеру, есть пачка с нержавейкой AISI 304 4х1000х2000 2B (матовая поверхность). В пачке 32 листа. Общий вес пачки, указанный на этикетке — 2006 кг. Значит, разделив общий вес на количество получим 2008 кг : 32 шт = 62.75 кг
на закрытых пачках на белой этикетке указан вес пачки и количество листов в ней
Если хотите высчитать вес нержавеющего листа, вам поможет формула:
Вес нержавеющего листа = Толщина листа (мм) х Ширина (м) х Длина (м) х Плотность стали (г/см3)
В нашем варианте 4 (мм) Х 1 (м) Х 2 (м) Х 7.8 (г/см3) = 62.4 кг
Вы спросите – откуда взялась эта плотность? Где брать данные?
Плотность, являющаяся важной количественной характеристикой вещества, выраженной массой вещества в единице объема, отображена в специальных таблицах. Приведем данные по плотности распространенных марок стали (при температуре 20 ºС)
Марка стали
Плотность стали, г/см3
AISI 304
7.85
AISI 321
7.9
AISI 430
7.72
AISI 316
8
AISI 420
7.65
Надеемся, эти цифры облегчат подсчет веса нержавеющего листа.
В интернете на основе этих данных и по точно такой же логике расчета можно найти калькуляторы для определения веса. Стоит отметить, что часто металлоторговцы округляют показатель плотности до 7.9 или 8 г/см3 специально для упрощения подсчета стоимости нержавеющего листа, в случае, если они продают не по фактическому весу листа.
Оформление заказа
Для осуществления заказа вам достаточно позвонить по телефону 8 (800) 333-06-56 (Бесплатный звонок по РФ).
Склад с нержавеющей продукцией находится в Санкт-Петербурге на Парнасе, Энгельса пр-кт, 163. Вся продукция сертифицирована.
Получить оплаченный товар можно путем самовывоза из Санкт-Петербурга, либо мы самостоятельно просчитаем и закажем доставку. При заказе не забывайте сообщить менеджеру район куда бы вы хотели чтобы был доставлен материал.
Если у вас остались вопросы. Вся контактная информация указана на сайте. Наш прокат это высококачественные материалы, определенной конструкции и вида. Заказывая у нас вы можете быть уверены в их качестве. Для всех покупателей предоставляется услуга хранения (до вывоза) и упаковки.
Расчет веса электрической панели
ПРИМЕР-1 (односекционная панель):
Расчет массы электрической панели при высоте 800 мм, ширине 200 мм и глубине 500 мм.
Материал панели – сталь CRCA толщиной 2 мм. Плотность стали CRCA 7860 кг/м3.
Панель установлена на угловой подставке MS размером 25x25x4,5 мм, высота стойки 500 мм, вес MS Angle 1,6 кг/метр
Расчет:
Нам необходимо рассчитать вес стального листа CRCA для передней, верхней и боковой панели.
Передняя сторона (передняя + задняя):
С передней стороны Мы видим либо 3 номера пластины (передняя, задняя и монтажная пластина распределительного устройства), либо 2 номера пластины (передняя и задняя) в зависимости от типа панели.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 0,8 x 0,5 x 7860 x 0,002 x 3
Вес стального листа спереди и сзади = 18,86 кг
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,2 x 0,5 x 7860 x 0,002 x 2
Вес стального листа верхней стороны = 3,14 кг
Сторона (левая + правая):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 0,8 x 0,2 x 7860 x 0,002 x 2
Боковой стальной лист Вес = 5,03 кг
Масса стойки для панели MS.
Общая периферийная длина панели = 500+500+200+200=1400 =1,4 метра
Высота стойки 500 мм, длина угла MS = 500×4=2000=2 метра
Общая длина 25x25x4,5 мм Угол MS = 1,4+2=3,4 метра
Масса уголка MS 25x25x4,5 мм составляет 1,6 кг/метр
Всего 75 мм Базовый канал MS Вес = 3,4 x 1,6 = 5,44 кг
Общий вес панели
Общий вес электрической панели = Вес переднего листа + Вес верхнего листа + Вес бокового листа + подставка MS
Общий вес электрической панели = 18,86 + 314 + 5,03 + 5,44 = 32,47 кг
С учетом дополнительных 20% веса петель, замков и т. д.
Общий вес электрической панели = 32,47 x 1,2 = 38,97 кг
Общий вес электрической панели = 38,97 кг
ПРИМЕР-2 (Многосекционная панель):
Рассчитайте вес электрической панели при высоте 2300 мм, глубине и ширине 3700 мм.
Материал панели – сталь CRCA толщиной 2 мм. Плотность стали CRCA 7860 кг/м3.
Базовый канал для монтажа на панель составляет 75 мм.
Расчет:
Нам необходимо рассчитать вес стального листа CRCA для передней, верхней и боковой панелей для каждого отсека панели.
Здесь основной размер отсека составляет 600 мм, 300 мм и 400 мм
(1) Для отсека 600 мм:
Передняя сторона (передняя + задняя):
С передней стороны видны 3 номера пластины (передняя, задняя и монтажная пластина распределительного устройства).
Общая высота=300+1800+200=2300=2,3 метра.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 2,3 x 0,6 x 7860 x 0,002 x 3
Вес стального листа передней и задней стороны = 65,08 кг—————————(1)
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,6 x 0,5 x 7860 x 0,002 x 4
Вес стального листа верхней стороны = 18,86 кг———————————(2)
Боковой (левый + правый):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 2,3 x 0,5 x 7860 x 0,002 x 2
Боковой стальной лист Вес = 36,15 кг—————————————(3)
Общий вес отсека 600 мм:
Вес отсека 600 мм = (1) + (2) + (3) = 65,08 + 18,86 + 36,15 = 120,1 кг
Количество отсеков 600 мм в панели = 1 №
ОБЩИЙ вес отсека 600 мм =120,1×1=120,1 кг———(A)
(2) Для отсека 300 мм:
Передняя сторона (передняя + задняя):
С передней стороны видны 2 номера пластины (спереди и сзади, в шинопроводной камере Базовая пластина не требуется).
Общая высота=300+1800+200=2300=2,3 метра.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 2,3 x 0,3 x 7860 x 0,002 x 2
Вес стального листа передней и задней стороны = 21,69 кг—————————(1)
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,3 x 0,5 x 7860 x 0,002 x 4
Вес стального листа верхней стороны =9,43 кг———————————(2)
Боковой (левый + правый):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 2,3 x 0,5 x 7860 x 0,002 x 1 (мы видим 2 номера пластины, но 1 номер пластины уже рассматривается в соседнем отсеке 600 мм)
Боковой стальной лист Вес = 18,07 кг—————————————(3)
Общий вес отсека 300 мм:
Вес отсека 300 мм = (1) + (2) + (3) = 21,69+9,43+18,07=49,20 кг
Количество отсеков 300 мм в панели = 5 №
ОБЩИЙ вес отсека 300 мм =49,20×5=246,01 кг———(B)
(4) Для отсека 400 мм:
Передняя сторона (передняя + задняя):
С передней стороны видны 3 номера пластины (передняя, задняя и монтажная пластина распределительного устройства).
Общая высота=300+1800+200=2300=2,3 метра.
Вес стального листа с передней и задней стороны = Высота X Ширина X Плотность листа X Толщина листа X Количество листов
Вес стального листа передней и задней стороны = 2,3 x 0,4 x 7860 x 0,002 x 3
Вес стального листа с передней и задней стороны = 43,38 кг—————————(1)
Верхняя сторона (верх + низ):
Вес стального листа верхней стороны = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес стального листа верхней стороны = 0,4 x 0,5 x 7860 x 0,002 x 9
Вес стального листа верхней стороны = 28,29 кг———————————(2)
Боковой (левый + правый):
Боковой стальной лист Вес = Высота X Глубина X Плотность листа X Толщина листа X Количество листов
Вес бокового стального листа = 2,3 x 0,5 x 7860 x 0,002 x 1 (мы видим 2 номера пластины, но 1 номер пластины уже рассматривается в соседнем отсеке 300 мм)
Боковой стальной лист Вес = 18,07 кг—————————————(3)
Общий вес отсека 400 мм:
Вес отсека 400 мм = (1) + (2) + (3) = 43,38 + 28,29 + 18,07 = 89,76 кг
Количество отсеков 400 мм в панели = 4 №
ВСЕГО 400 ММ Вес отсека =89,76×4=359,04 кг———(C)
(5) Для основного канала MS 75 мм:
Общая периферийная длина панели = 3700+500+3700+500=8400 =8,4 метра
Вес канала MS 75 мм составляет 7,14 кг/метр
Общая масса основного канала MS 75 мм = 8,4 x 7,14 = 59,97 кг—————-(D)
Общий вес панели
Общий вес электрической панели = 600 мм Вес отсека + 300 мм Вес отсека + 400 мм Вес отсека + 75 мм Вес основного канала панели
Общий вес электрической панели = 120,10 + 246,01 + 359,04 + 59,97
Общий вес электрической панели = 785,13 кг
С учетом дополнительных 20% веса петель, замков и т. д.
Общий вес электрической панели = 785,13 x 1,2 = 942,16 кг
Общий вес электрической панели =942,16 кг
Оценить:
Нравится:
Нравится Загрузка…
Рубрика: Без рубрики
О Jignesh.Parmar (BE, Mtech, MIE, FIE, CEng) Jignesh Parmar закончил M.Tech (управление энергосистемой), BE (электрика). Он является членом Института инженеров (MIE) и CEng, Индия. Членский номер: M-1473586. Он имеет более чем 16-летний опыт работы в области передачи-распределения-обнаружения хищения электроэнергии-электротехнического обслуживания-электрических проектов (планирование-проектирование-технический анализ-координация-выполнение). В настоящее время он работает в одной из ведущих бизнес-групп в качестве заместителя менеджера в Ахмадабаде, Индия. Он опубликовал ряд технических статей в журналах «Electrical Mirror», «Electrical India», «Lighting India», «Smart Energy», «Industrial Electrix» (Australian Power Publications). Он является внештатным программистом Advance Excel и разрабатывает полезные электрические программы на основе Excel в соответствии с кодами IS, NEC, IEC, IEEE. Он технический блоггер и знаком с английским, хинди, гуджарати и французским языками. Он хочет поделиться своим опытом и знаниями и помочь техническим энтузиастам найти подходящие решения и обновить себя по различным инженерным темам.
Сравнение плотности бумаги и многое другое
Чтобы помочь устранить проблему путаницы с «Плотностью бумаги», мы составили исчерпывающую таблицу, указанную ниже. Теперь вы можете сравнить различные типы бумаги и их «эквивалентный вес».
Определения:
Базовый вес Базовый вес бумаги – это обозначенный фиксированный вес 500 листов, измеряется в фунтах основного размера листа этой бумаги. Важно отметить, что «базовый размер листа» не тот же для всех видов бумаги.
Суппорт Калипер относится к толщине листа бумаги, выраженной . в тысячных долях дюйма. Это измерение проводится микрометром. Обычно бумажный штангенциркуль не должен иметь отклонение более + или — 5% внутри листа. Как правило, отношение между калипером и базовой массой …. чем больше штангенциркуль (чем толще бумага), тем больше вес бумаги.
Эквивалентный вес Хотя разные типы бумаги имеют разные основные размеры, бумаги все еще можно сравнивать, используя эквивалентный вес.
БАЛЛЫ Каждая ТОЧКА = 0,001 дюйма Например: карта 10 pt = 0,010 дюйма.
Базовый вес («Категория») Таблица
Тип бумаги
Базовый формат — 500 листов
«Бонд» Бухгалтерская книга Мимео Дубликатор Тряпичная бумага
17 x 22 дюйма
«Смещение» Книга Текст Бумага с покрытием
25 x 38 дюймов
«Крышка»
20 x 26 дюймов
«Ярлык»
24 x 36 дюймов
«Указатель»
25-1/2″ x 30-1/2″
Значения в таблице ниже предназначены только для справки. Их не следует использовать в качестве спецификаций из-за отклонений в пределах той же основной массы за счет других характеристик бумаги. Бумага одинаковой плотности может различаться у разных производителей бумаги.
— Облигация Бухгалтерская книга
— Смещение Текст
— Крышка —
— Бирка —
— Индекс —
— Очки —
— *Штангенциркуль (дюймы)
— мм —
— Метрическая система (грамм/кв. м)
Эквивалент
16
40
22
37
33
3,2
.0032
0,081
60,2 г/м²
Масса
18
45
24
41
37
3,6
.0036
0,092
67,72 г/м²
20
50
28
46
42
3,8
. 0038
0,097
75,2 г/м²
24
60
33
56
50
4,8
.0048
0,12
90,3 г/м²
28
70
39
64
58
5,8
.0058
0,147
105,35 г/м²
29
73
40
62
60
6
. 0060
0,152
109,11 г/м²
31
81
45
73
66
6.1
.0061
0,155
116,63 г/м²
32
74
67
120 г/кв.м
35
90
48
80
74
6,2
. 0062
0,157
131,68 г/м²
36
90
50
82
75
6,8
.0068
0,173
135,45 г/м²
39
100
54
90
81
7,2
.0072
0,183
146,73 г/м²
40
100
56
93
83
7,3
. 0073
0,185
150,5 г/м²
43
110
60
100
90
7,4
.0074
0,188
161,78 г/м²
44
110
61
102
92
7,6
.0076
0,193
165,55 г/м²
47
120
65
108
97
8
. 0078
0,198
176,83 г/м²
53
135
74
122
110
9
.0085
0,216
1990,41 г/м²
54
137
75
125
113
9
.009
0,229
203,17 г/м²
58
146
80
134
120
9,5
. 0092
0,234
218,22 г/м²
65
165
90
150
135
10
.0095
0,241
244,56 г/кв.м
67
170
93
156
140
10,5
.010
0,25
252,08 г/кв.м
72
183
100
166
150
11
. 011
0,289
270,9 г/м²
76
192
105
175
158
13
.013
0,33
285,95 г/м²
82
208
114
189
170
14
.014
0,356
308,52 г/кв.м
87
220
120
200
180
15
. 015
0,38
312 г/кв.м
105
267
146
244
220
18
.0175
0,445
385,06 г/кв.м
Более темные прямоугольники выше представляют «самая распространенная плотность бумаги» для этой категории.
Обычная бумага Допуск изготовления бумаги в пределах производственный цикл бумаги составляет от + или — 5% до 7% толщины
Эта таблица была составлена Micro Format, Inc.
Copyright 1997-2005 Micro Format, Inc.
Эта таблица может быть продублирована с разрешения Micro Format, Inc.
Отправить эту страницу другу
Международные метрические размеры бумаги — стандарт ISO
РАЗМЕР
ШИРИНА (мм)
ВЫСОТА (мм)
ШИРИНА (дюймы)
ВЫСОТА (дюймы)
А0
841 мм
1189 мм
33,11 дюйма
46,81 дюйма
А1
594 мм
841 мм
23,39 дюйма
33,11 дюйма
А2
420 мм
594 мм
16,54 дюйма
23,39 дюйма
А3
297 мм
420 мм
11,69 дюйма
16,54 дюйма
А4
210 мм
297 мм
8,27 дюйма
11,69 дюйма
А5
148 мм
210 мм
5,83 дюйма
8,27 дюйма
А6
105 мм
148 мм
4,13 дюйма
5,83 дюйма
А7
74 мм
105 мм
2,91 дюйма
4,13 дюйма
В0
1028 мм
1456 мм
40,48 дюйма
57,32 дюйма
В1
728 мм
1028 мм
28,66 дюйма
40,48 дюйма
В2
514 мм
728 мм
20,24 дюйма
28,66
В3
364 мм
514 мм
14,33 дюйма
20,24 дюйма
В4
257 мм
364 мм
10,12 дюйма
14,33 дюйма
В5
182 мм
257 мм
7,17 дюйма
10,12 дюйма
В6
128 мм
182 мм
5,04 дюйма
7,17 дюйма
ПОЛЕЗНЫЕ РЕКОМЕНДАЦИИ ПО ИСПОЛЬЗОВАНИЮ БУМАГИ
Перед использованием бумаге необходимо дать акклиматизироваться по крайней мере 48 часов в среде, в которой он будет использоваться. Оптимальное хранилище будет поддерживать температуру в пределах 70-80 градусов по Фаренгейту при относительной влажности 50%.
Перед загрузкой бумаги распушите листы со всех четырех сторон. Это создает небольшой слой воздуха между листами, что должно помочь механизмы подачи принтера.
Не складывайте материалы, такие как Designer Gold, Designer Silver, Super Color Gloss, Super Color Photo, Super Color Photo Cards, Суперусадка цвета. Подавайте в принтер по одному листу за раз.
Загрузка материалов в соответствии с инструкциями в руководство пользователя принтера. Обычно рекомендуется использовать лоток для ручной подачи. или самый прямой путь через принтер.
По завершении неиспользованный материал следует хранить в ящике . закрытая упаковка, повторно запечатанная и хранящаяся в горизонтальном положении.
HighSecurityPaper Бумага для защиты документов и функции
ОСОБЕННОСТИ И ПРОДУКТЫ GRID Нажмите для
Глоссарий бумажных терминов
Бескислотная бумага Бумага изготовлена с нейтральным значением pH (7). Используется для художественной печати, печати ограниченным тиражом, скрапбукинга
Античная отделка Случайное качество поверхности, создаваемое «войлоком» в процессе производства
Яркость Светоотражающая способность бумаги при измерении под специально откалиброванным синим светом.
Базовый вес Вес одной пачки бумаги (500 листов) при нарезке в соответствии с отраслевым стандартом для данного сорта бумаги.
Бристоль Твердая или ламинированная плотная бумага для печати толщиной 0,006 дюйма или выше. Бристоль часто используется для печатных материалов, требующих многократного обращения.
Навалом Толщина бумаги по сравнению с ее весом. Бумага с большим объемом толще, но менее компактна, чем бумага с меньшим объемом того же веса и размера.
Каландрирование Часть процесса производства бумаги, при котором бумажная «паутина» проходит между полированными металлическими валами. Это увеличивает гладкость бумаги и обеспечивает равномерную толщину (калипер).
Термобумага ~ Срок годности при хранении Информация о термобумаге, предоставленная нам Appleton Papers.
Калькулятор преобразования единиц измерения
Веб-инструмент для преобразования единиц измерения, который позволяет преобразовывать единицы в более чем 20 категориях, таких как . Вес, Тепло и температура, Давление, Объем, Площадь, Плотность, Время, Скорость, Скорость, Сила, Угол, Мощность, Энергия, Частота, Компьютер, Электрический ток, электрическая емкость, освещенность, яркость, приготовление пищи, размеры обуви, конвертер валют, конвертер календаря и т. д.
Учебный материал
Этот увлекательный сайт раскрывает традиционные методы изготовления различных видов отпечатков. Думаем, вам будет интересна эта информация. Посетите этот сайт. Что такое печать?
Дополнительные определения терминологии и сокращений стандартной бумаги
Облигация
Немелованная «обычная» бумага — без примесей. Также называется «бесплатный лист».
Переработанный
Бумага, изготовленная из макулатуры. Все переработанные продукты Micro Format содержат как минимум 100 % переработанный материал, включая 40 % бытовых отходов
Поток макулатуры
Макулатура, образующаяся в процессе производства бумаги
Бытовые отходы
Обработанная бумага, повторно использованная при производстве новых бумажных изделий
Безуглеродный
Бумага, покрытая специальными инкапсулированными химическими веществами, производящими дубликат без использования копирки
Термический
Бумага, покрытая специальными химическими веществами, производящими изображение при воздействии тепла
«фунт» — используется для описания веса бумаги . Нажмите для получения дополнительной информации о ВЕС БУМАГИ
Символ «М»
Метр — 1 метр = 39,37 дюйма
Обозначение «мм»
Миллиметр — 1 дюйм = 25,4 миллиметра
Символ «sc»
Автономная бумага бумага, изображение которой можно распечатать на принтере без использования ленты
Символ «cb»
Обратная сторона с покрытием — самокопирующаяся бумага (часть 1)
Символ «cfb»
Мелованная лицевая и обратная стороны — самокопирующаяся бумага внутренняя часть в многопульной форме
Символ «cf»
Лицевая сторона с покрытием — самокопирующаяся бумага (последняя часть в наборе)
Символ «sccb»
Автономный лист с безуглеродным покрытием на обратной стороне обычно используется как первая часть в наборе из нескольких частей в ударном принтере без ленты
Символ «sccb/cf»
Безуглеродный набор — автономный задний лист с покрытием, часть 1 Лицевой лист с покрытием, часть 2

 Расстояние в труднодоступных местах должно быть не менее 2,5 м, в недоступных участках (горы, утесы, скалы) – не менее 1 м. При пересечении не проезжей части улиц, на тротуарах, пешеходных дорожках расстояние можно уменьшить до 3,5 м. При установке вводного щитка его высота должна быть не менее 160 см от земли.
Расстояние в труднодоступных местах должно быть не менее 2,5 м, в недоступных участках (горы, утесы, скалы) – не менее 1 м. При пересечении не проезжей части улиц, на тротуарах, пешеходных дорожках расстояние можно уменьшить до 3,5 м. При установке вводного щитка его высота должна быть не менее 160 см от земли. Окончательное закрепление опор осуществляется обратной засыпкой грунтом только после их выверки засыпкой в пазухи грунта с послойным трамбованием.
Окончательное закрепление опор осуществляется обратной засыпкой грунтом только после их выверки засыпкой в пазухи грунта с послойным трамбованием. Расстояние от провода до земли с учетом стрелы провеса, м
Расстояние от провода до земли с учетом стрелы провеса, м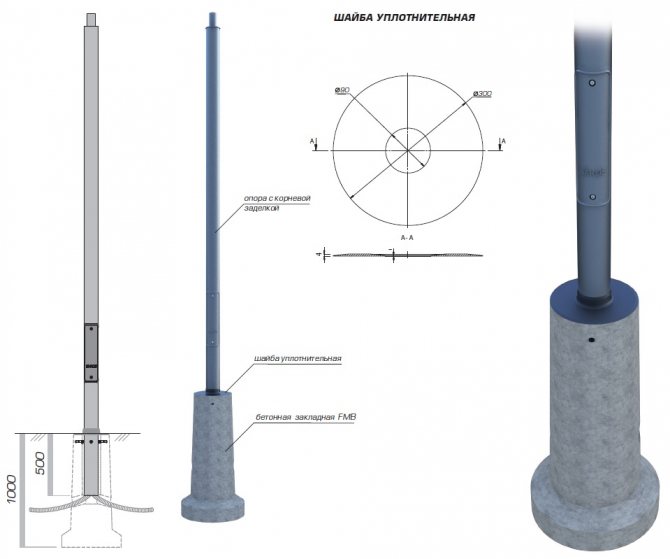 C, а затем насаживают на штырь или крюк лёгкими ударами деревянного молотка. Внешняя поверхность колпачка имеет форму резьбы, на которую наворачивают изолятор.
C, а затем насаживают на штырь или крюк лёгкими ударами деревянного молотка. Внешняя поверхность колпачка имеет форму резьбы, на которую наворачивают изолятор.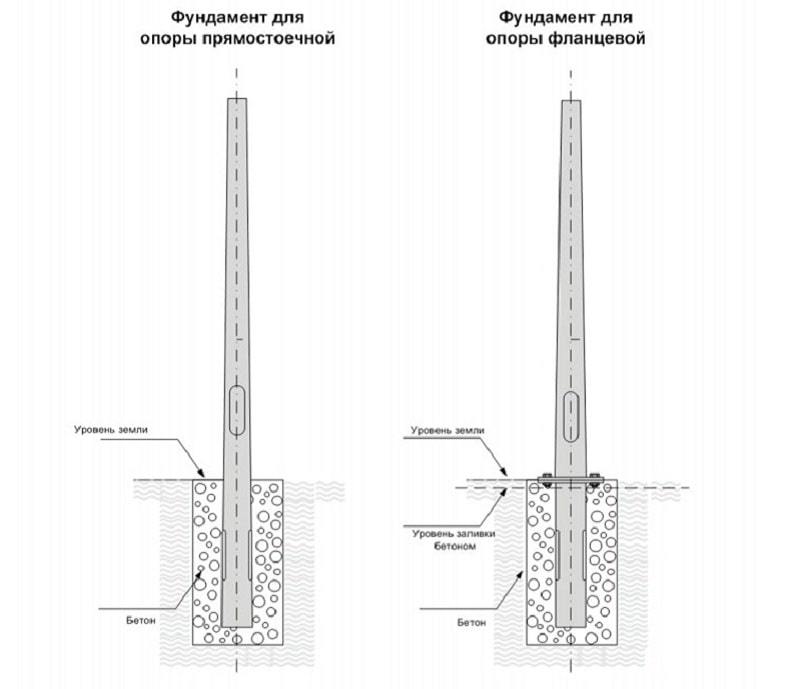 Для ВЛ напряжением 35 кВ и выше на концы траверс устанавливаются элементы сцепной арматуры для дальнейшего крепления гирлянд подвесных изоляторов.
Для ВЛ напряжением 35 кВ и выше на концы траверс устанавливаются элементы сцепной арматуры для дальнейшего крепления гирлянд подвесных изоляторов. Разрыв во времени между рытьём котлованов и монтажом фундаментов не должен быть более 1 – 2 суток.
Разрыв во времени между рытьём котлованов и монтажом фундаментов не должен быть более 1 – 2 суток. Сборка стальных промежуточных опор ЛЭП, как правило, укрупнительная. На оборудованном полигоне собираются секции опор, которые вывозят на пикет и производят досборку. Сборка анкерных опор предусматривается на пикетах, т.к. секции этих опор имеют большие габариты, усложняющие их перевозку. Для ускорения сборочных работ бригаде придается агрегат для механизированной сборки опор. При выполнении сборочных работ применяются автокраны, домкраты и другие механизмы и инструменты.
Сборка стальных промежуточных опор ЛЭП, как правило, укрупнительная. На оборудованном полигоне собираются секции опор, которые вывозят на пикет и производят досборку. Сборка анкерных опор предусматривается на пикетах, т.к. секции этих опор имеют большие габариты, усложняющие их перевозку. Для ускорения сборочных работ бригаде придается агрегат для механизированной сборки опор. При выполнении сборочных работ применяются автокраны, домкраты и другие механизмы и инструменты. Установка опор осуществляется методом поворота с помощью автокрана КС-4571 и трактора Т-130М. После установки опоры ЛЭП выверяется ее вертикальное положение путем установки подкладок между башмаком и железобетонным фундаментом.
Установка опор осуществляется методом поворота с помощью автокрана КС-4571 и трактора Т-130М. После установки опоры ЛЭП выверяется ее вертикальное положение путем установки подкладок между башмаком и железобетонным фундаментом.
 Во-первых, железобетон от других материалов выгодно отличают очень хорошие эксплуатационные качества. Он устойчив к разрушению и к коррозии, обладает высокой сопротивляемостью воздействию вредной окружающей среды. Во-вторых, железобетонные опоры обладают повышенной прочностью. В-третьих, они имеют долгий срок службы, выше 50 лет. Сюда же можно отнести такие их важные свойства, как пожароустойчивость, простота обслуживания и эксплуатации.
Во-первых, железобетон от других материалов выгодно отличают очень хорошие эксплуатационные качества. Он устойчив к разрушению и к коррозии, обладает высокой сопротивляемостью воздействию вредной окружающей среды. Во-вторых, железобетонные опоры обладают повышенной прочностью. В-третьих, они имеют долгий срок службы, выше 50 лет. Сюда же можно отнести такие их важные свойства, как пожароустойчивость, простота обслуживания и эксплуатации. Но на ЛЭП с большим напряжением часто используют и анкерно-угловые промежуточные опоры из железобетона с оттяжками.
Но на ЛЭП с большим напряжением часто используют и анкерно-угловые промежуточные опоры из железобетона с оттяжками.
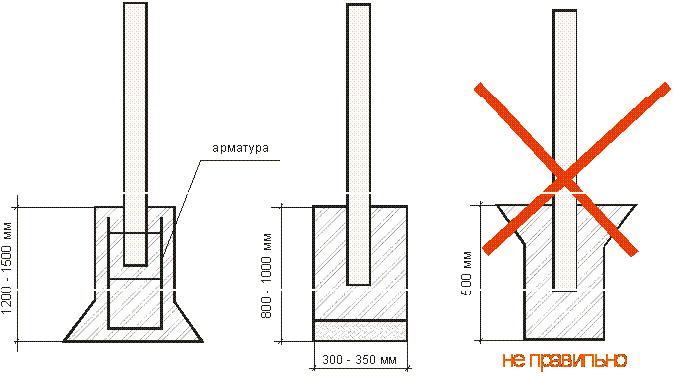
 При данной работе обычно используется спецтехника с земляными или телескопическими бурами, размещенными на автомобильной платформе.
При данной работе обычно используется спецтехника с земляными или телескопическими бурами, размещенными на автомобильной платформе.
 Чтобы ответить на этот вопрос, обратимся к информации, рассмотренной выше. Исходя из нее, делаем три вывода:
Чтобы ответить на этот вопрос, обратимся к информации, рассмотренной выше. Исходя из нее, делаем три вывода: Это обеспечивает прочность фанеры в обоих направлениях, а у обычной древесины она только поперек волокон. Используется нечетное количество слоев, чтобы древесные волокна верхнего и нижнего лежали в одном направлении.
Это обеспечивает прочность фанеры в обоих направлениях, а у обычной древесины она только поперек волокон. Используется нечетное количество слоев, чтобы древесные волокна верхнего и нижнего лежали в одном направлении. Обычная система оценок использует цифры от 1 до 4, в также букву Е –элитный сорт, не допускающий никаких дефектов. Сорт 1 — лучшее качество, практически без дефектов, очень хорошо отшлифовано. Сорт 4 –крайне низкое качество, обычно содержит максимально допустимое количество дефектов. Маркировка двойная. Первая цифра или буква относится к внешней стороне, а вторая — к внутренней. Для каждого сорта есть своя область применения.
Обычная система оценок использует цифры от 1 до 4, в также букву Е –элитный сорт, не допускающий никаких дефектов. Сорт 1 — лучшее качество, практически без дефектов, очень хорошо отшлифовано. Сорт 4 –крайне низкое качество, обычно содержит максимально допустимое количество дефектов. Маркировка двойная. Первая цифра или буква относится к внешней стороне, а вторая — к внутренней. Для каждого сорта есть своя область применения. Для этого бревна вращают вокруг продольной оси, а резак очищает его (толщина каждого слоя обычно менее 2,5 мм). Далее клей наносится на слои с помощью специальной машины. Она помогает в достижении равномерного распределения клея. При этом слои накладываются друг на друга и плотно прижимаются с помощью аппарата горячего прессования.
Для этого бревна вращают вокруг продольной оси, а резак очищает его (толщина каждого слоя обычно менее 2,5 мм). Далее клей наносится на слои с помощью специальной машины. Она помогает в достижении равномерного распределения клея. При этом слои накладываются друг на друга и плотно прижимаются с помощью аппарата горячего прессования.
 В фанере ФК экологичность обеспечивает безопасный карбамидный клей, используемый в ее производстве. В состав фанеры ФБА входит альбкминоказеиновый клей.
В фанере ФК экологичность обеспечивает безопасный карбамидный клей, используемый в ее производстве. В состав фанеры ФБА входит альбкминоказеиновый клей. Цифра показывает уровень содержания вредных веществ. Наиболее безопасная фанера Е0.
Цифра показывает уровень содержания вредных веществ. Наиболее безопасная фанера Е0. Доля содержания вредных веществ в современной фанере небольшая, но они присутствует. Без внимания этот факт оставлять не стоит.
Доля содержания вредных веществ в современной фанере небольшая, но они присутствует. Без внимания этот факт оставлять не стоит.

 Если клей помечен как строительный, то он, скорее всего, фенолформальдегидный и полностью водостойкий.
Если клей помечен как строительный, то он, скорее всего, фенолформальдегидный и полностью водостойкий. Это является преимуществом для изогнутых ламинатов, поскольку помогает уменьшить возврат пружины.
Это является преимуществом для изогнутых ламинатов, поскольку помогает уменьшить возврат пружины. Цвет, однако, может варьироваться в зависимости от марки, от светло-коричневого до бежевого. При теплых температурах он также не деформируется и не сползает.
Цвет, однако, может варьироваться в зависимости от марки, от светло-коричневого до бежевого. При теплых температурах он также не деформируется и не сползает.
 Поскольку метод добавления большего количества формальдегида для обеспечения полной реакции больше не используется в последних рецептурах, эта проблема больше не является серьезной проблемой. Например, в судостроении дегазация не является серьезной проблемой.
Поскольку метод добавления большего количества формальдегида для обеспечения полной реакции больше не используется в последних рецептурах, эта проблема больше не является серьезной проблемой. Например, в судостроении дегазация не является серьезной проблемой. Устройства можно использовать как ручные, ручные приборы или как устройства непрерывного мониторинга с возможностью регистрации данных до одного месяца. Устройство также может выполнять мгновенные одноточечные измерения формальдегида, температуры и влажности при использовании в ручном режиме.
Устройства можно использовать как ручные, ручные приборы или как устройства непрерывного мониторинга с возможностью регистрации данных до одного месяца. Устройство также может выполнять мгновенные одноточечные измерения формальдегида, температуры и влажности при использовании в ручном режиме.
 Другие ничего не почувствуют, даже если их разоблачат. К сожалению, длительное воздействие высоких уровней формальдегида было связано с раком у людей и лабораторных животных. Как правило, дети, пожилые люди и люди с астмой и другими проблемами с дыханием чаще испытывают симптомы.
Другие ничего не почувствуют, даже если их разоблачат. К сожалению, длительное воздействие высоких уровней формальдегида было связано с раком у людей и лабораторных животных. Как правило, дети, пожилые люди и люди с астмой и другими проблемами с дыханием чаще испытывают симптомы.

 Эти клеи, обычно изготавливаемые из карбамидоформальдегидной или фенолоформальдегидной смолы, могут выделять в ваш дом большое количество паров формальдегида.
Эти клеи, обычно изготавливаемые из карбамидоформальдегидной или фенолоформальдегидной смолы, могут выделять в ваш дом большое количество паров формальдегида. Изготовление шкафа на заказ из натурального дерева. Установите настил из натурального дерева вместо искусственного дерева. Убедитесь, что деревянные игрушки вашего ребенка изготовлены из настоящего цельного дерева, а не из композитного дерева (также убедитесь, что изделие из дерева
Изготовление шкафа на заказ из натурального дерева. Установите настил из натурального дерева вместо искусственного дерева. Убедитесь, что деревянные игрушки вашего ребенка изготовлены из настоящего цельного дерева, а не из композитного дерева (также убедитесь, что изделие из дерева
 ЭТО будет потребуется некоторое время, чтобы все изделия из композитной древесины за пределами Калифорнии соответствовали этим новым требованиям, но если вы найдете продукт, соответствующий требованиям TSCA Title VI, это хорошо.
ЭТО будет потребуется некоторое время, чтобы все изделия из композитной древесины за пределами Калифорнии соответствовали этим новым требованиям, но если вы найдете продукт, соответствующий требованиям TSCA Title VI, это хорошо. Изделие с фенолоформальдегидными клеями можно поместить в отходящий газ в гараж или на улицу на пару недель, и это очень поможет.
Изделие с фенолоформальдегидными клеями можно поместить в отходящий газ в гараж или на улицу на пару недель, и это очень поможет.
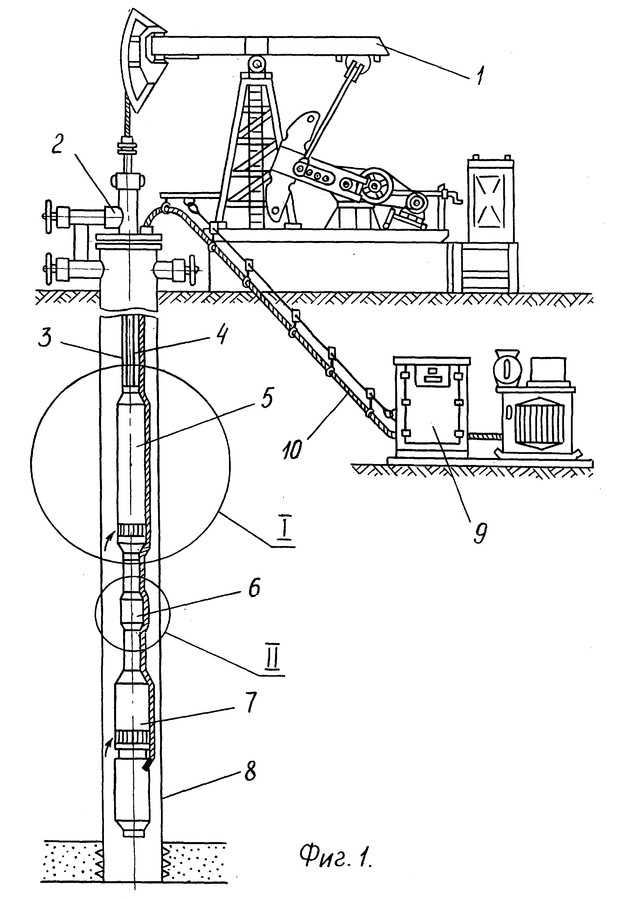

 Мы готовим к вступительным испытаниям по математике, с небольшим включением заданий по лингвистике и работе с текстом.
Мы готовим к вступительным испытаниям по математике, с небольшим включением заданий по лингвистике и работе с текстом. Это не только полезно для поступления, но и очень интересно! На заочном курсе также разработана система мотивации и отслеживания своих успехов, которая помогает, несмотря на отсутствие личного контакта с преподавателем, успешно двигаться в нужном направлении и не терять интерес к занятиям.
Это не только полезно для поступления, но и очень интересно! На заочном курсе также разработана система мотивации и отслеживания своих успехов, которая помогает, несмотря на отсутствие личного контакта с преподавателем, успешно двигаться в нужном направлении и не терять интерес к занятиям. Но там и нагрузка на учеников значительно больше, поскольку практикуется углубленное изучение предметов.
Но там и нагрузка на учеников значительно больше, поскольку практикуется углубленное изучение предметов.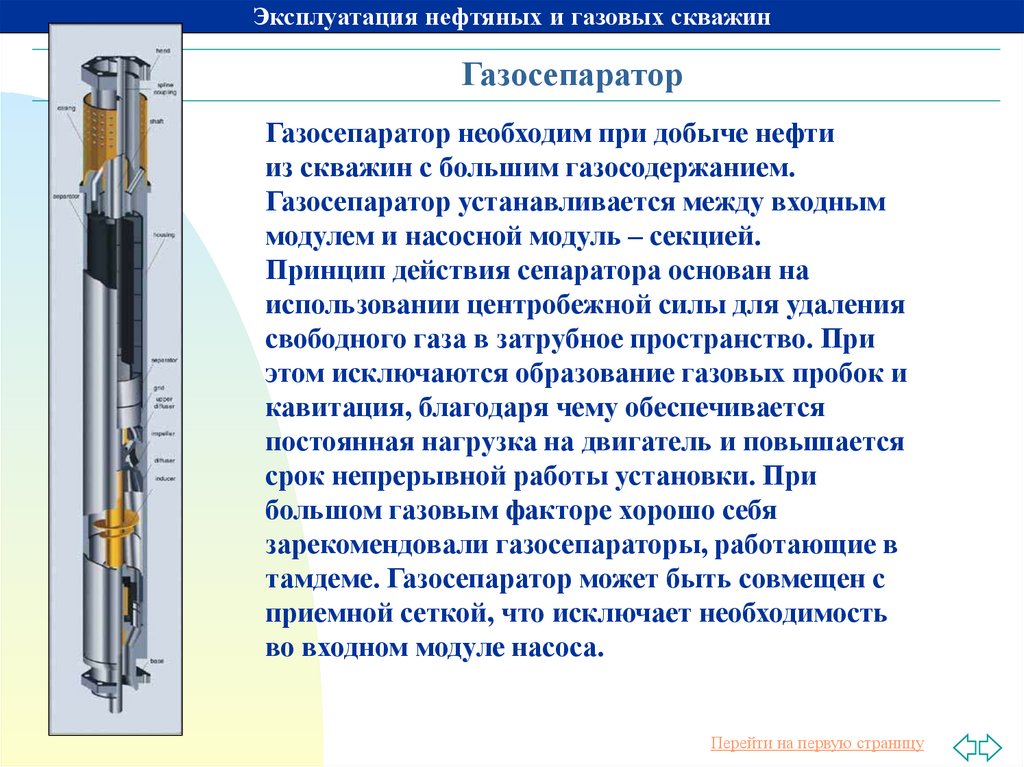 Способные ученики могут продолжить обучение в гимназии или лицее. После окончания 9 класса появляется возможность получить профессиональное образование в профильном училище, став, например, токарем или машинистом тепловоза.
Способные ученики могут продолжить обучение в гимназии или лицее. После окончания 9 класса появляется возможность получить профессиональное образование в профильном училище, став, например, токарем или машинистом тепловоза.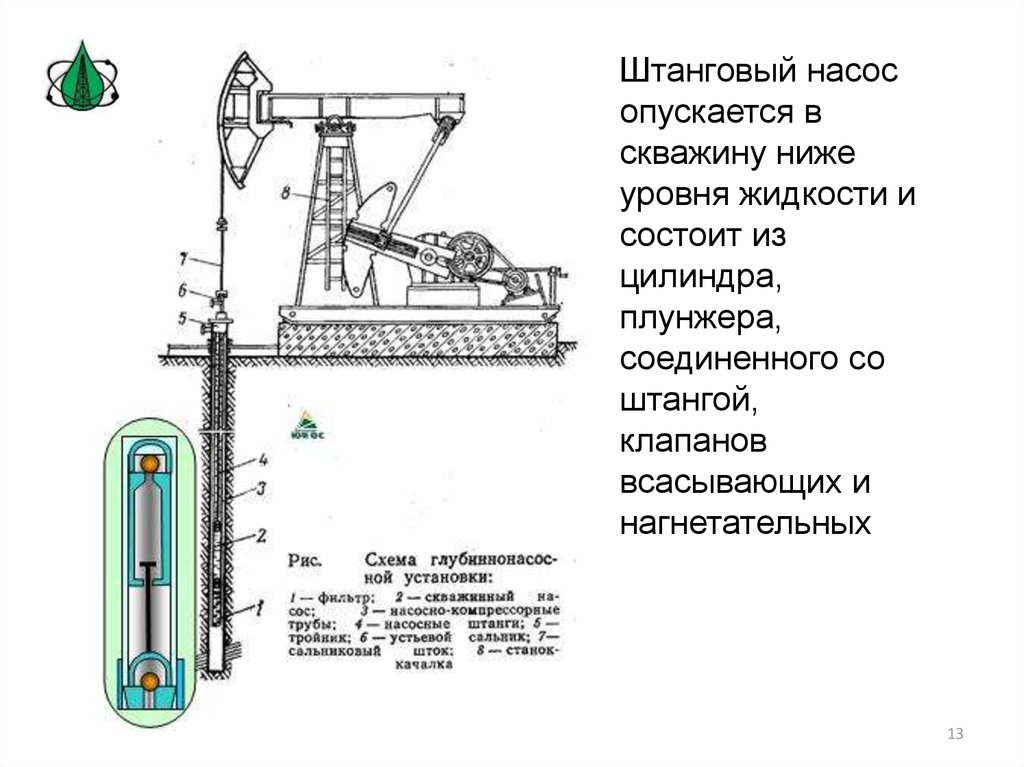
 В спортзале после уроков школьники совершенствуют свои навыки в определенных видах спорта.
В спортзале после уроков школьники совершенствуют свои навыки в определенных видах спорта.
 Есть и другие варианты.
Есть и другие варианты.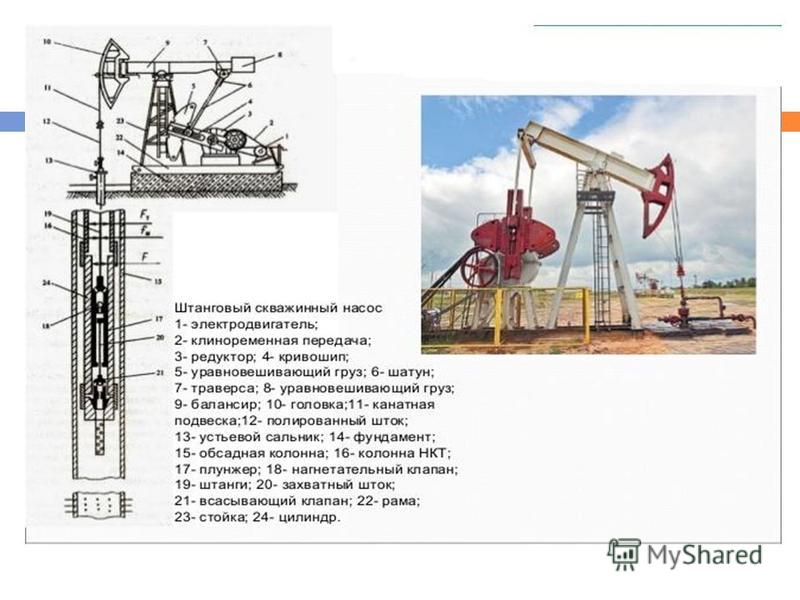 От греков данные заведения переняли в древних городах Египта и Сирии, в других странах Малой Азии, куда распространили свое влияние Греческая и Римская империи. Позднее определение упростилось до «место для упражнений».
От греков данные заведения переняли в древних городах Египта и Сирии, в других странах Малой Азии, куда распространили свое влияние Греческая и Римская империи. Позднее определение упростилось до «место для упражнений».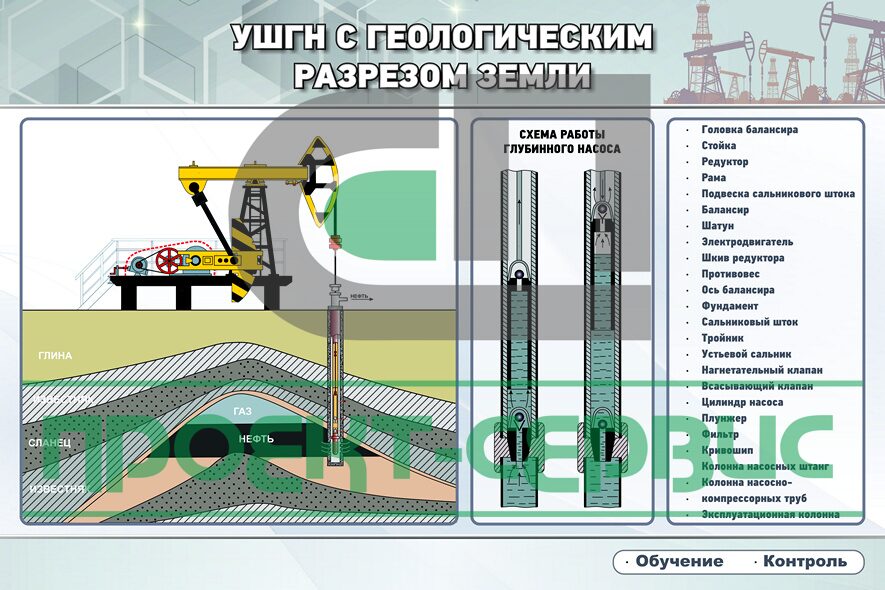

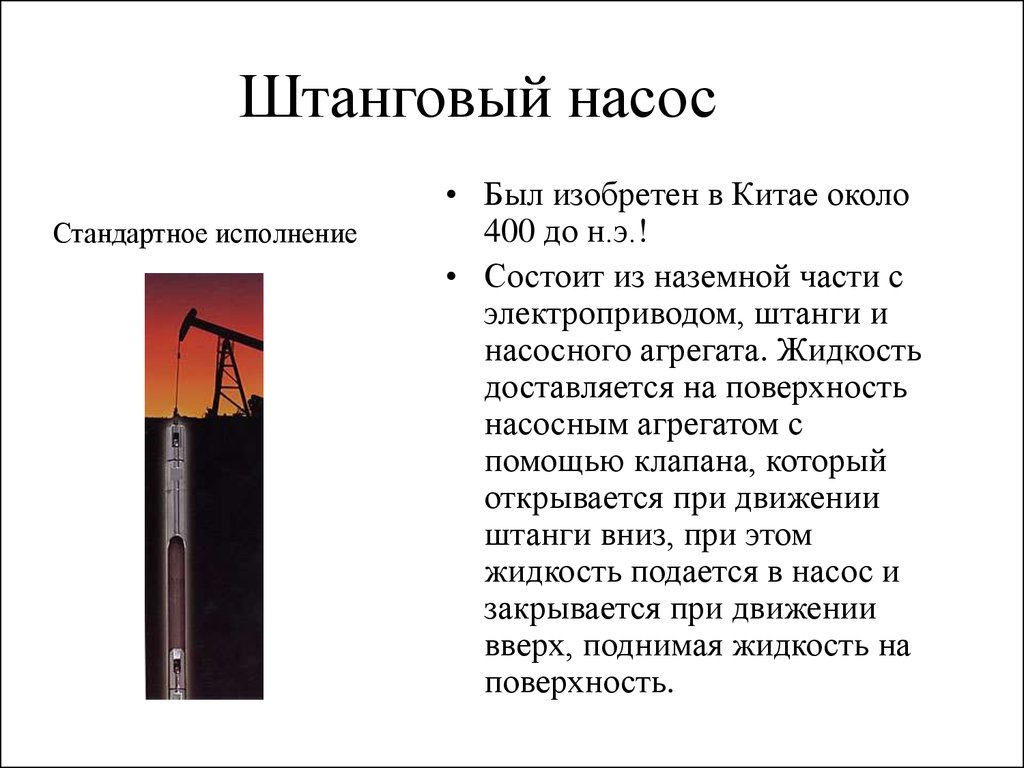 Да и в институте им учиться легче, чем выпускникам СОШ.
Да и в институте им учиться легче, чем выпускникам СОШ.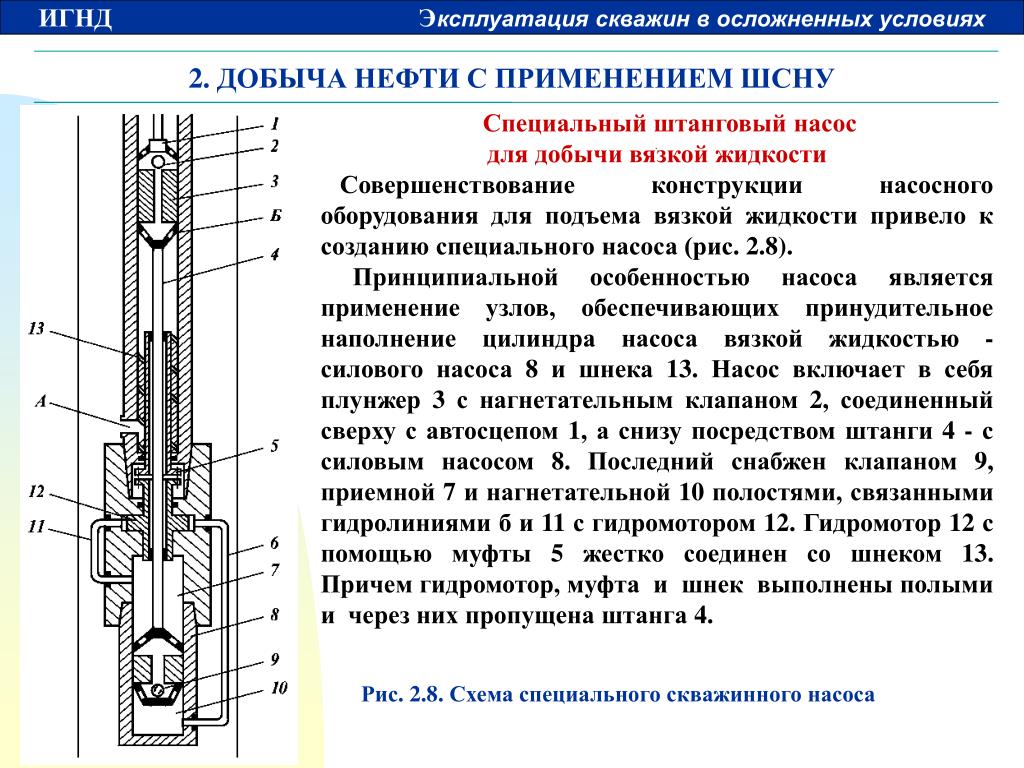 Самый известный из лицеев — Императорский Царскосельский, где получали знания Пушкин и Салтыков-Щедрин. Современные лицеи имеют с дореволюционными мало общего.
Самый известный из лицеев — Императорский Царскосельский, где получали знания Пушкин и Салтыков-Щедрин. Современные лицеи имеют с дореволюционными мало общего.

 Челябинска.
Челябинска.
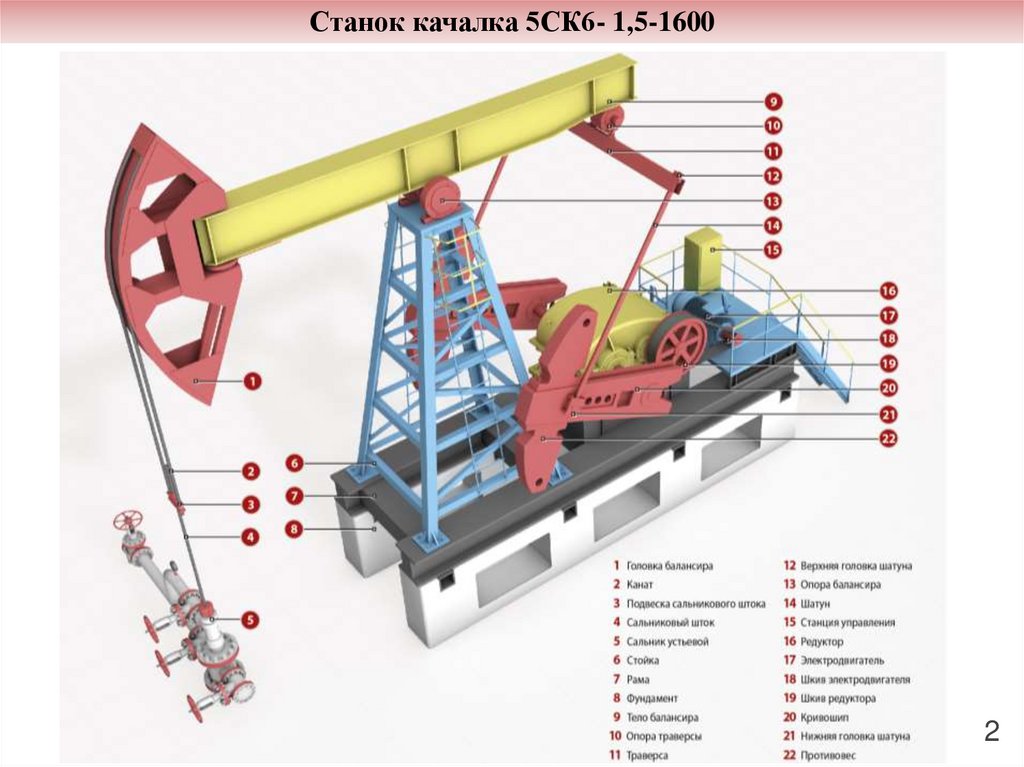 Но, пожалуй, самый важный вклад NAEP в изучение транскриптов заключается в том, что он также проводит высококачественную оценку того, что учащиеся знают и могут делать в различных областях, включая естественные науки и математику.
Но, пожалуй, самый важный вклад NAEP в изучение транскриптов заключается в том, что он также проводит высококачественную оценку того, что учащиеся знают и могут делать в различных областях, включая естественные науки и математику. NAEP использует классификационную схему для оценки общей строгости учебной программы, изучаемой учащимся, по четырем уровням — ниже стандартного, стандартному, среднему уровню и строгому — в зависимости от количества единиц Карнеги, полученных учащимся по английскому языку, математике, естественным наукам, социальным дисциплинам. исследования и языки мира. Процент учащихся, завершивших стандартную или среднюю учебную программу в 2019 г.увеличилась на 4 процентных пункта по сравнению с 2009 годом. Напротив, процент учащихся, прошедших обучение по программе ниже стандартной, снизился с 23 процентов в 2009 году до 16 процентов в 2019 году.
NAEP использует классификационную схему для оценки общей строгости учебной программы, изучаемой учащимся, по четырем уровням — ниже стандартного, стандартному, среднему уровню и строгому — в зависимости от количества единиц Карнеги, полученных учащимся по английскому языку, математике, естественным наукам, социальным дисциплинам. исследования и языки мира. Процент учащихся, завершивших стандартную или среднюю учебную программу в 2019 г.увеличилась на 4 процентных пункта по сравнению с 2009 годом. Напротив, процент учащихся, прошедших обучение по программе ниже стандартной, снизился с 23 процентов в 2009 году до 16 процентов в 2019 году.
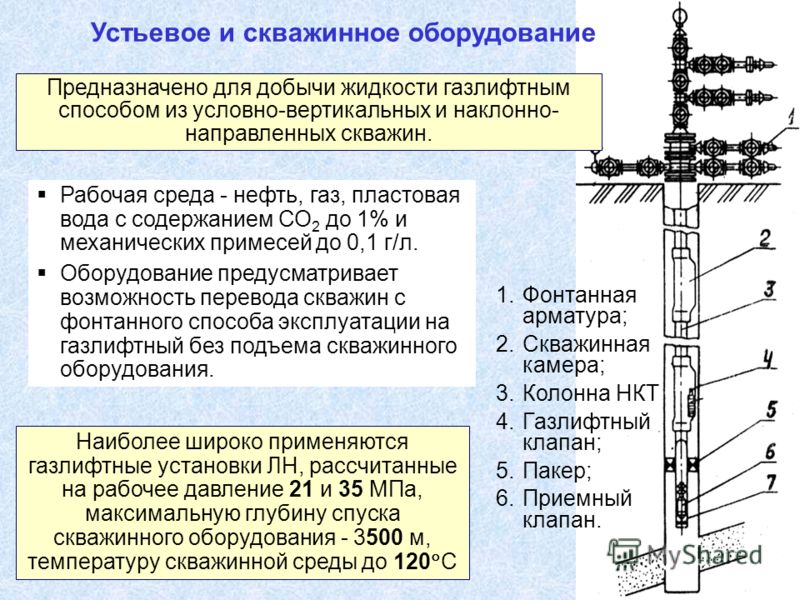 Среди многих результатов, показывающих, что предлагаемая учебная программа часто далека от строгих названий, которые появляются в каталогах курсов, является тот факт, что только 18 процентов курсов по алгебре с отличием I и 33 процента курсов по геометрии с отличием использовали строгую учебную программу. Короче говоря, многим ученикам, даже когда им говорили, что они проходят строгую и академически ориентированную учебную программу, не давали инструментов для полного успеха в алгебре или геометрии.
Среди многих результатов, показывающих, что предлагаемая учебная программа часто далека от строгих названий, которые появляются в каталогах курсов, является тот факт, что только 18 процентов курсов по алгебре с отличием I и 33 процента курсов по геометрии с отличием использовали строгую учебную программу. Короче говоря, многим ученикам, даже когда им говорили, что они проходят строгую и академически ориентированную учебную программу, не давали инструментов для полного успеха в алгебре или геометрии.
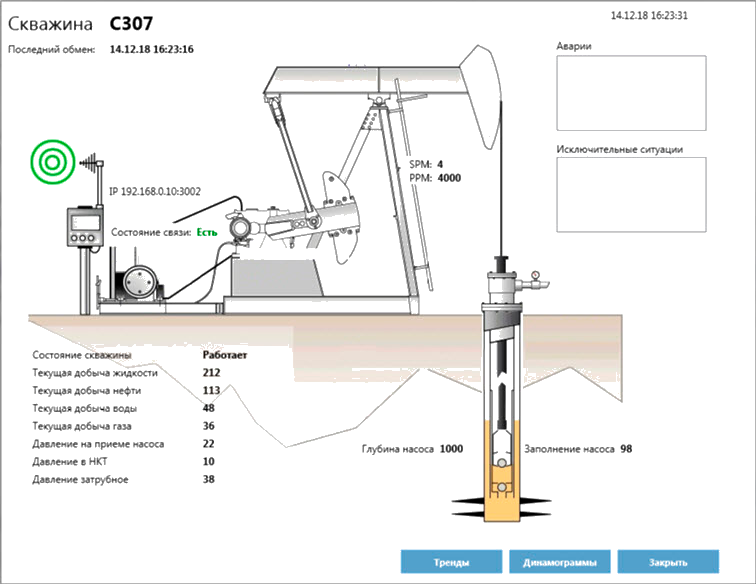
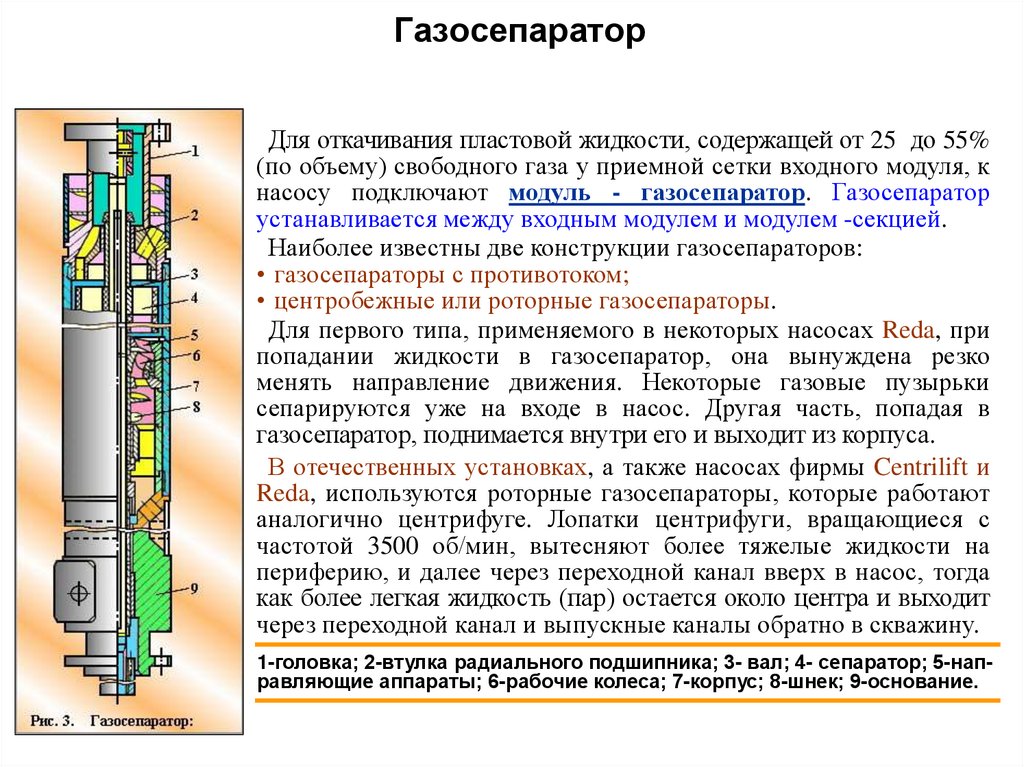

 Эта сопоставимость позволяет анализировать тенденции прохождения курсов и их влияние на достижения, о чем я расскажу сегодня.
Эта сопоставимость позволяет анализировать тенденции прохождения курсов и их влияние на достижения, о чем я расскажу сегодня. е. бросивших школу и получивших GED), которые не охвачены этими исследованиями, которые сосредоточены на выпускниках средней школы.
е. бросивших школу и получивших GED), которые не охвачены этими исследованиями, которые сосредоточены на выпускниках средней школы.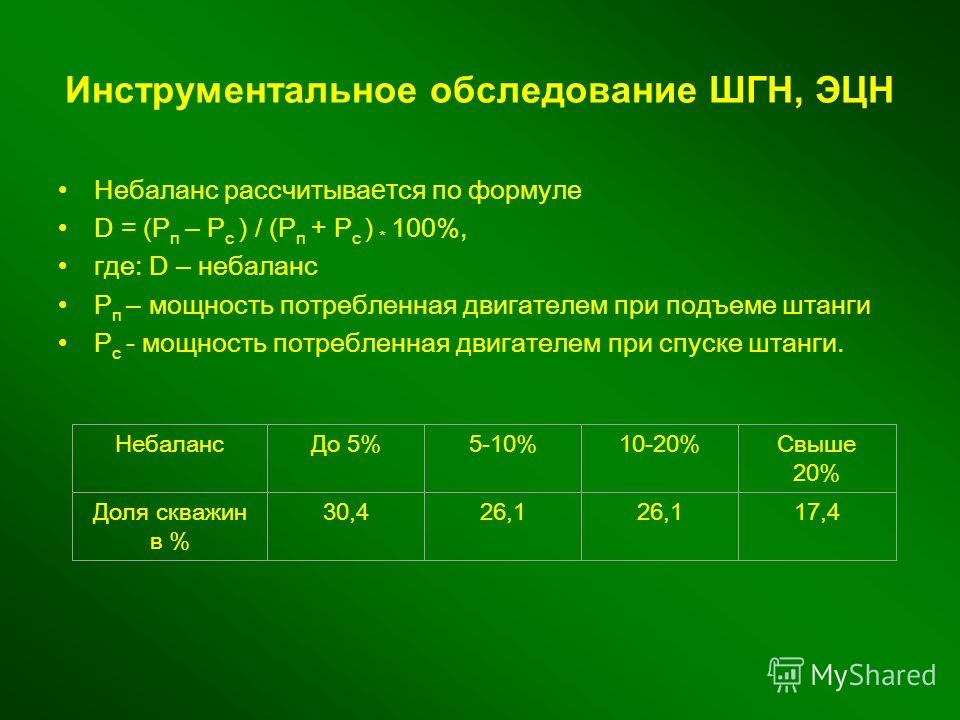 до 26 кредитов в 2004 г., или рост примерно на 20 процентов.
до 26 кредитов в 2004 г., или рост примерно на 20 процентов.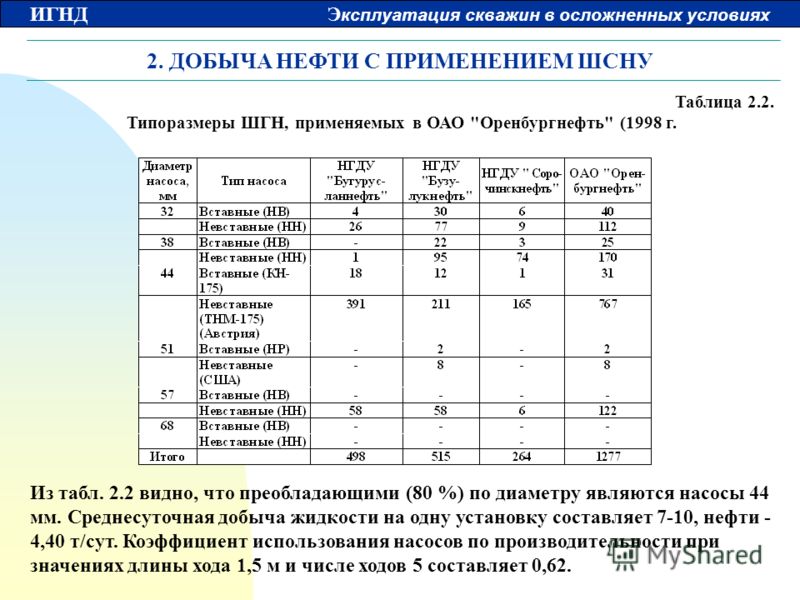
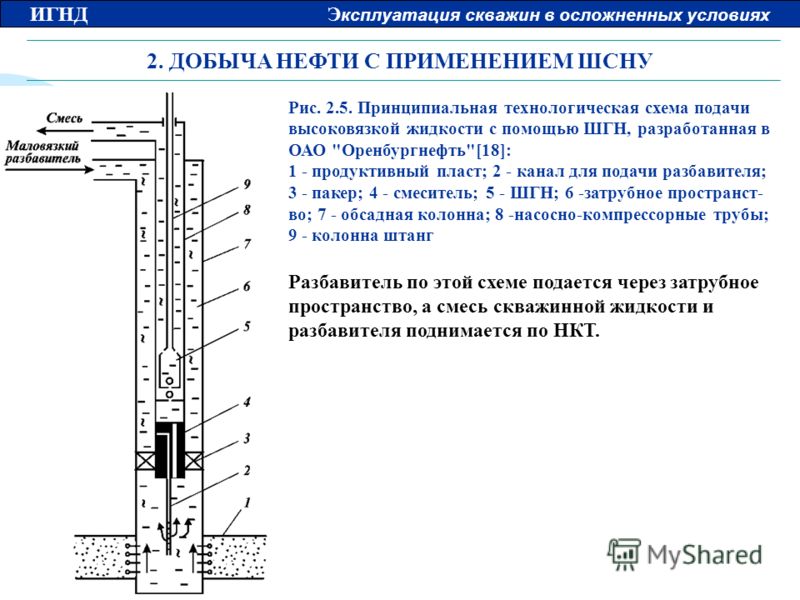
 Эти уровни определяются в соответствии с последовательностью курсов, предписывающих изучение этих областей: например, алгебра I обычно завершается перед алгеброй II, а алгебра II — перед тригонометрией и исчислением.
Эти уровни определяются в соответствии с последовательностью курсов, предписывающих изучение этих областей: например, алгебра I обычно завершается перед алгеброй II, а алгебра II — перед тригонометрией и исчислением.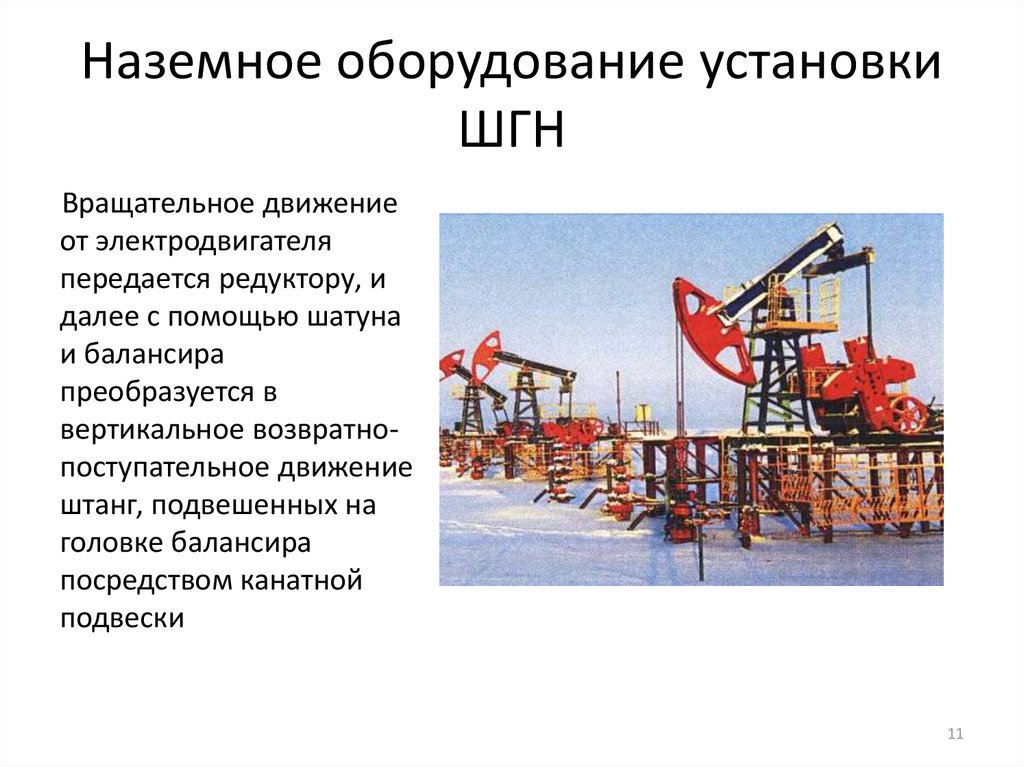
 Кроме того, студент должен иметь как минимум 2 кредита по иностранному языку на одном языке.
Кроме того, студент должен иметь как минимум 2 кредита по иностранному языку на одном языке.

 Элементы для тестов ELS: 2002 были адаптированы из основ, используемых для NELS:88, чтобы можно было сравнивать результаты этих тестов.
Элементы для тестов ELS: 2002 были адаптированы из основ, используемых для NELS:88, чтобы можно было сравнивать результаты этих тестов. 92 и ELS в 2004 г.
92 и ELS в 2004 г.
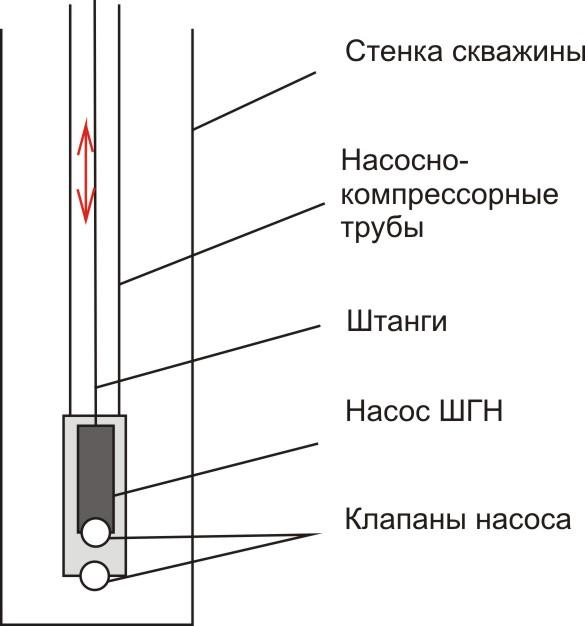
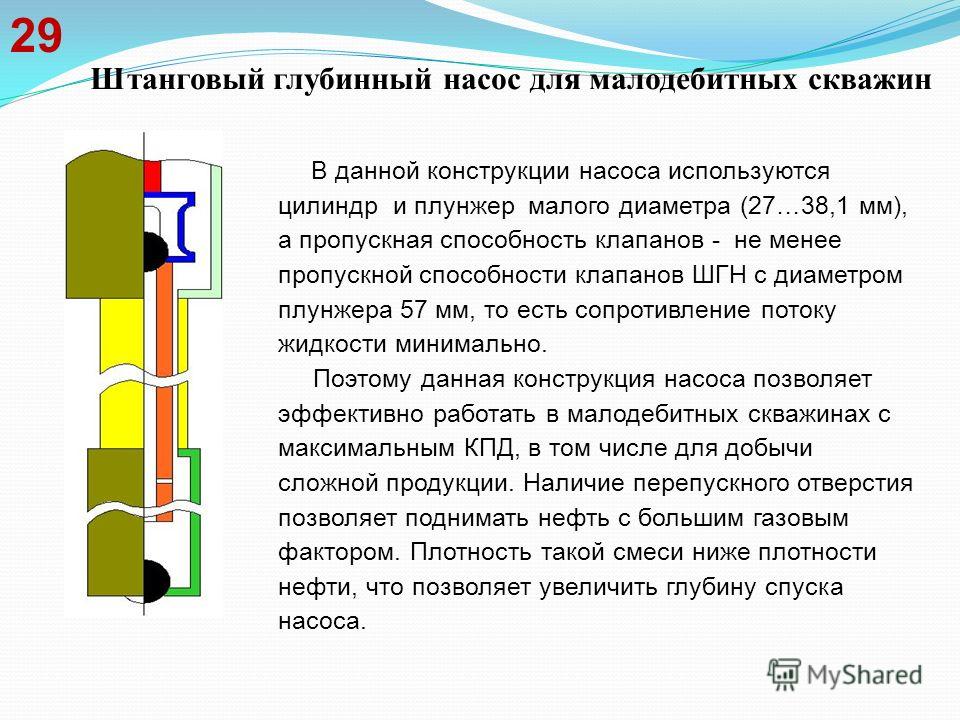 Латиноамериканцы, достигшие продвинутого уровня математики, выросли в период с 1982 по 2004 год.
Латиноамериканцы, достигшие продвинутого уровня математики, выросли в период с 1982 по 2004 год.
 Достижения чернокожих меньше, чем у белых на всех уровнях курса выше нулевой или низкой математики, как и достижения латиноамериканцев.
Достижения чернокожих меньше, чем у белых на всех уровнях курса выше нулевой или низкой математики, как и достижения латиноамериканцев.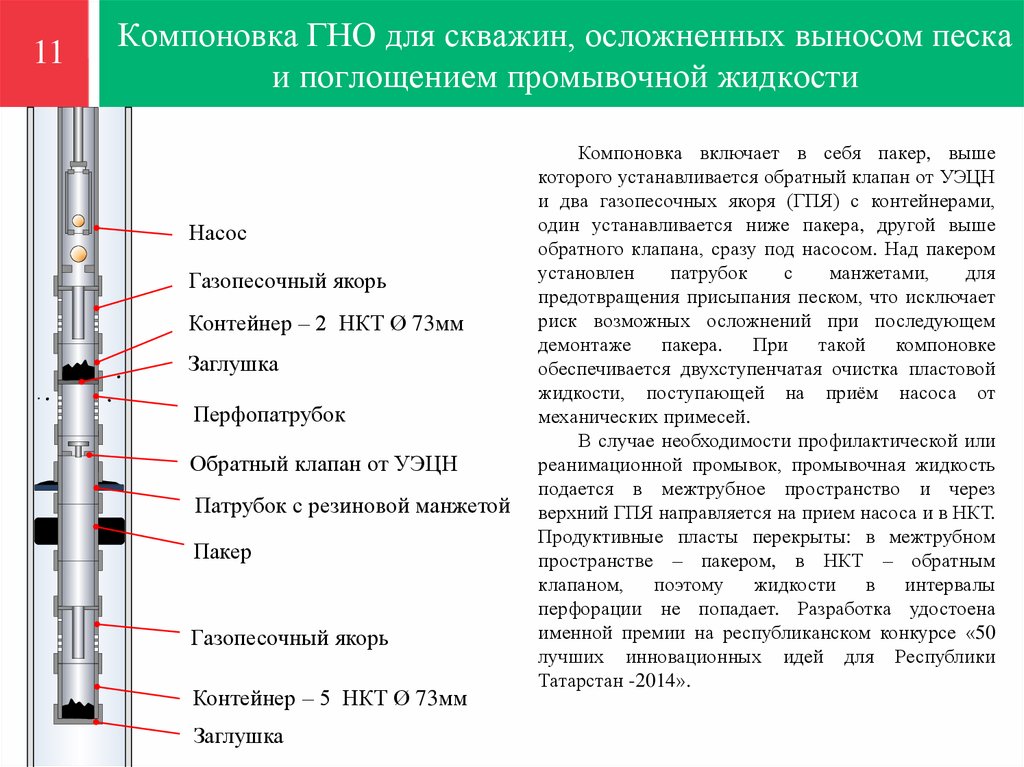 Если это так, то можно разумно ожидать, что средний уровень успеваемости учащихся в целом должен был повыситься в период, когда произошло расширение курсовой работы продвинутого уровня в школьной программе. Это случилось?
Если это так, то можно разумно ожидать, что средний уровень успеваемости учащихся в целом должен был повыситься в период, когда произошло расширение курсовой работы продвинутого уровня в школьной программе. Это случилось?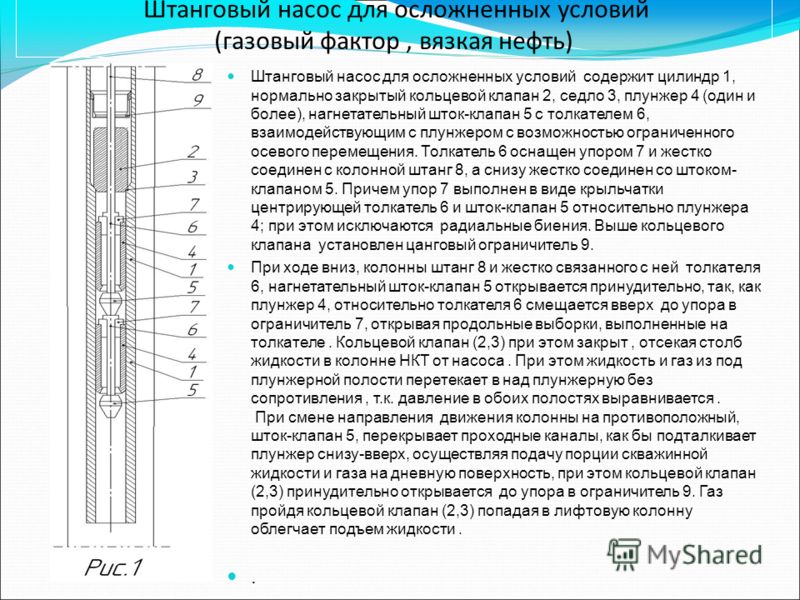 , когда первоначально была разработана учебная программа «Новые основы».
, когда первоначально была разработана учебная программа «Новые основы».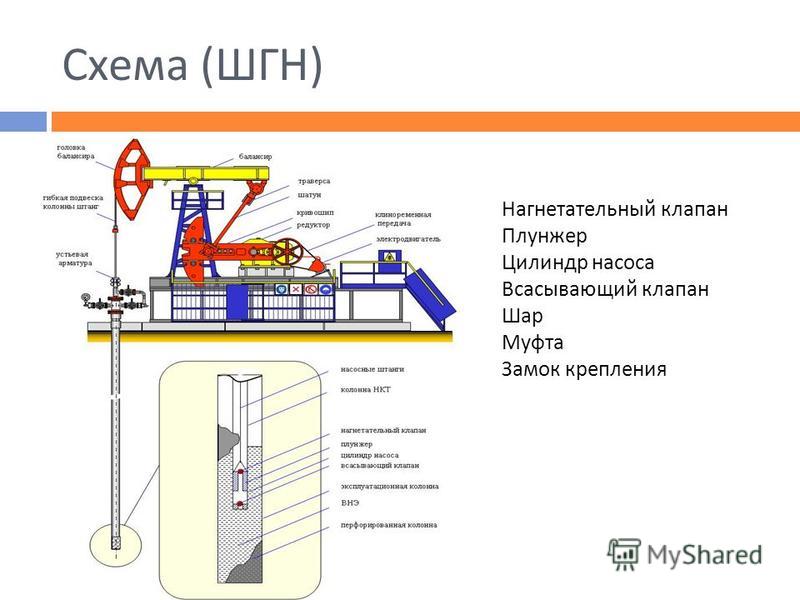

 Это могут быть скаты нагруженной крыши быстровозводимого павильона, стены здания, ангара, спортивного сооружения. Это гибкий материал и принципиально новый тип металлопроката, позволяющий создавать высокопрочные неразъёмные сварные соединения. На созданные каркасы легко крепится поликарбонат, проволочная сетка, разнообразные композитные панели, металлический шифер и прочие листовые и рулонные материалы. Всё зависит от поставленных целей и задач. Это один из наиболее вариативных стальных прокатных материалов.
Это могут быть скаты нагруженной крыши быстровозводимого павильона, стены здания, ангара, спортивного сооружения. Это гибкий материал и принципиально новый тип металлопроката, позволяющий создавать высокопрочные неразъёмные сварные соединения. На созданные каркасы легко крепится поликарбонат, проволочная сетка, разнообразные композитные панели, металлический шифер и прочие листовые и рулонные материалы. Всё зависит от поставленных целей и задач. Это один из наиболее вариативных стальных прокатных материалов. Всегда в наличии имеется полный сортамент. Можно подобрать всё под простейший забор или надёжные ворота с большим запасом прочности.
Всегда в наличии имеется полный сортамент. Можно подобрать всё под простейший забор или надёжные ворота с большим запасом прочности. Также здесь можно приобрести автоматику, аксессуары и фурнитуру. При необходимости также есть возможность покупки уже собранного каркаса, но это удобно только для небольших конструкций, допускающих транспортировку по дорогам общего пользования. Приглашаем к сотрудничеству на постоянной основе оптовых и розничных покупателей.
Также здесь можно приобрести автоматику, аксессуары и фурнитуру. При необходимости также есть возможность покупки уже собранного каркаса, но это удобно только для небольших конструкций, допускающих транспортировку по дорогам общего пользования. Приглашаем к сотрудничеству на постоянной основе оптовых и розничных покупателей.

 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>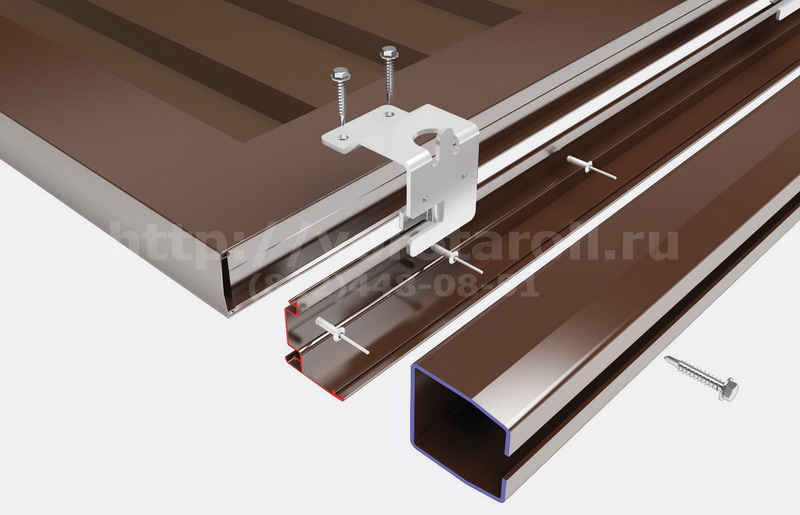 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022 фитинг и т. д. Они используются для того, чтобы контролировать направление и количество жидкости или жидкости в трубопроводных и водопроводных системах без утечек. Эти фитинги включают колено, тройник, крестовину, переходник, соединение, муфту, ниппель, заглушку и крышку, адаптеры, фланцы и клапан.
фитинг и т. д. Они используются для того, чтобы контролировать направление и количество жидкости или жидкости в трубопроводных и водопроводных системах без утечек. Эти фитинги включают колено, тройник, крестовину, переходник, соединение, муфту, ниппель, заглушку и крышку, адаптеры, фланцы и клапан.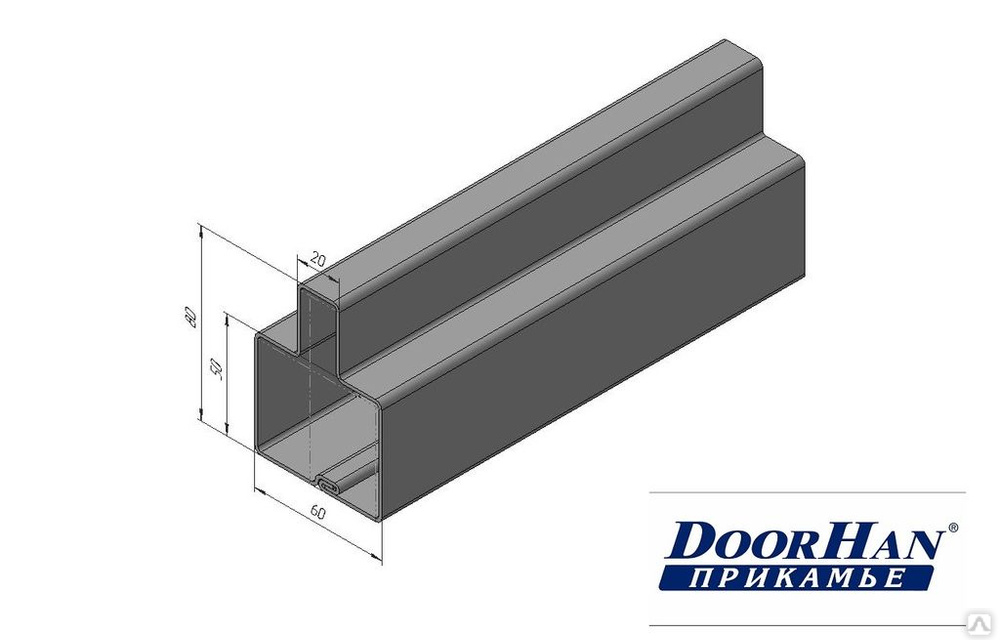 Обычно используется для соединения двух труб разных размеров с целью изменения количества потока жидкости, газа или жидкости. Они доступны из различных материалов, включая железо, нержавеющую сталь, резину, медь, алюминий и латунь. Переходные коленчатые фитинги доступны с изгибами под разными углами, такими как 90°, 45°, 135°, 180° и т. д.
Обычно используется для соединения двух труб разных размеров с целью изменения количества потока жидкости, газа или жидкости. Они доступны из различных материалов, включая железо, нержавеющую сталь, резину, медь, алюминий и латунь. Переходные коленчатые фитинги доступны с изгибами под разными углами, такими как 90°, 45°, 135°, 180° и т. д. Они доступны в нескольких размерах. Они изготовлены из материалов, включая углеродистую сталь, железо, алюминий, пластик, нержавеющую сталь, медь, латунь и резину. Существуют различные типы трубных тройников, такие как прямой тройник, тройник с внутренней и наружной резьбой, тройник с наружной и внутренней резьбой, переходной тройник и тройник с тройником.
Они доступны в нескольких размерах. Они изготовлены из материалов, включая углеродистую сталь, железо, алюминий, пластик, нержавеющую сталь, медь, латунь и резину. Существуют различные типы трубных тройников, такие как прямой тройник, тройник с внутренней и наружной резьбой, тройник с наружной и внутренней резьбой, переходной тройник и тройник с тройником. Они сконструированы таким образом, что подходят для стандартной внутренней резьбы, такой как BSP, BSPT, RC, G и т. д.
Они сконструированы таким образом, что подходят для стандартной внутренней резьбы, такой как BSP, BSPT, RC, G и т. д. Тройник-переходник используется в различных областях, таких как производство продуктов питания и напитков, судостроение, водоподготовка, установка химической обработки и т. д.
Тройник-переходник используется в различных областях, таких как производство продуктов питания и напитков, судостроение, водоподготовка, установка химической обработки и т. д. Центр обоих концов находится на одной оси, в результате чего образуются пузыри.
Центр обоих концов находится на одной оси, в результате чего образуются пузыри. Он используется для соединения двух различных типов фитингов, таких как шланги, клапаны и трубы. Он доступен из различных материалов: латуни, меди и нержавеющей стали.
Он используется для соединения двух различных типов фитингов, таких как шланги, клапаны и трубы. Он доступен из различных материалов: латуни, меди и нержавеющей стали. Существуют различные типы клапанов, которые используются для различных целей, таких как односторонний поток, для управления объемом или давлением и т. д.
Существуют различные типы клапанов, которые используются для различных целей, таких как односторонний поток, для управления объемом или давлением и т. д. Единственное отличие состоит в том, что ответвление расположено под углом, чтобы уменьшить трение, которое может препятствовать потоку. Соединение труб обычно выполняется под углом 45 градусов, а не под обычным углом 9 градусов.Угол 0 градусов. Если ответвление на конце оказывается перпендикулярным сквозной линии, фитинг становится «тройником-тройником».
Единственное отличие состоит в том, что ответвление расположено под углом, чтобы уменьшить трение, которое может препятствовать потоку. Соединение труб обычно выполняется под углом 45 градусов, а не под обычным углом 9 градусов.Угол 0 градусов. Если ответвление на конце оказывается перпендикулярным сквозной линии, фитинг становится «тройником-тройником».
 Вновь проверяем уровнем.
Вновь проверяем уровнем. Последующие кирпичи размещаем так, чтобы не возникала несхожесть параметров.
Последующие кирпичи размещаем так, чтобы не возникала несхожесть параметров. Раствор готовим, соблюдая пропорции: песок и цемент в соотношении 1:4. Водой разводим смесь до нужной консистенции.
Раствор готовим, соблюдая пропорции: песок и цемент в соотношении 1:4. Водой разводим смесь до нужной консистенции. Оптимальным отклонением считается ½ от длины кирпича. Роль вертикальной перевязки выполняют ярусы с поперечной кладкой. Осуществляя кладку цоколя, чередуем ярусы поперечный и продольный.
Оптимальным отклонением считается ½ от длины кирпича. Роль вертикальной перевязки выполняют ярусы с поперечной кладкой. Осуществляя кладку цоколя, чередуем ярусы поперечный и продольный. Всё зависит от проекта строения.
Всё зависит от проекта строения. Объём ленты формируется в границах опалубки.
Объём ленты формируется в границах опалубки. Это предотвратит затекание воды в шов между кладкой и фундаментом.
Это предотвратит затекание воды в шов между кладкой и фундаментом.
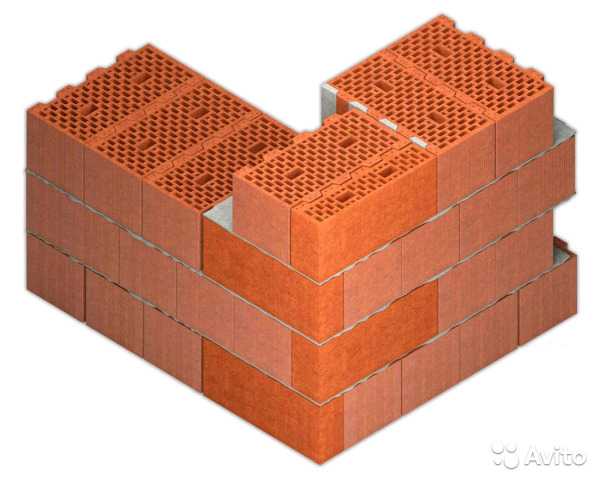 Это может вызвать разрушение кирпичной стены.
Это может вызвать разрушение кирпичной стены.
 Специалист покажет, как правильно делать кирпичную кладку.
Специалист покажет, как правильно делать кирпичную кладку.
 4 Цоколь с внутренним возвратом — длинный (левый и правый)
4 Цоколь с внутренним возвратом — длинный (левый и правый) PL.10 Подрамник для цоколя с торцом (левый и правый)
PL.10 Подрамник для цоколя с торцом (левый и правый)
 3 Plinth Stretcher
3 Plinth Stretcher 5.1*
5.1* 6.3*
6.3* 6.11*
6.11* 6.18*
6.18*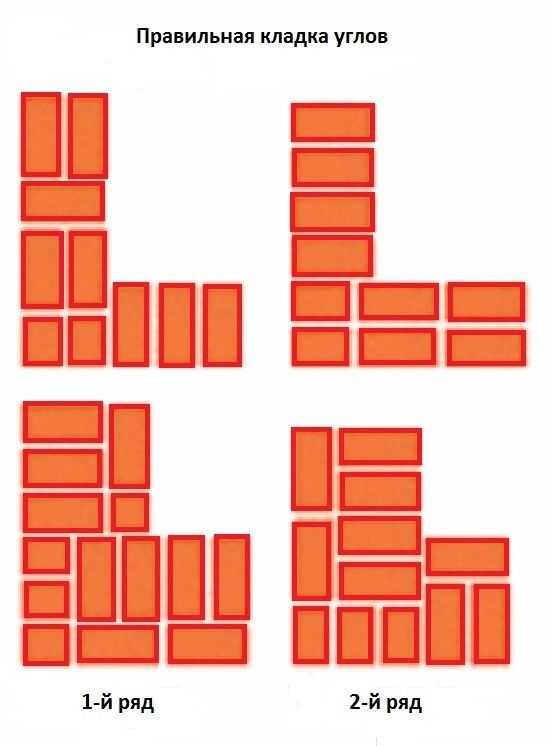
 8.7*
8.7* 9.1*
9.1*
 PL.11 Plinth / Cant Mitre Носилки (левая и правая рука)
PL.11 Plinth / Cant Mitre Носилки (левая и правая рука) Тип №
Тип № Дизайн Майка показывает цоколь из двух-трех рядов кирпичей; Я решил использовать три вместе с дополнительным 50-миллиметровым блоком, уложенным на заднюю часть кирпичной кладки, чтобы край оперения только нависал над передней частью кирпичной кладки (рисунок здесь).
Дизайн Майка показывает цоколь из двух-трех рядов кирпичей; Я решил использовать три вместе с дополнительным 50-миллиметровым блоком, уложенным на заднюю часть кирпичной кладки, чтобы край оперения только нависал над передней частью кирпичной кладки (рисунок здесь). В течение следующих нескольких солнечных дней я намочил и накрыл плиту, чтобы замедлить процесс высыхания, что привело к большей прочности.
В течение следующих нескольких солнечных дней я намочил и накрыл плиту, чтобы замедлить процесс высыхания, что привело к большей прочности. Было важно, чтобы они были квадратными, поскольку они используются в качестве точки отсчета для всех остальных кирпичей на цоколе. Некоторые углы также были сколоты, так как я забыл купить кромочный шпатель для бетона, что усложняло получение первого уровня кирпича.
Было важно, чтобы они были квадратными, поскольку они используются в качестве точки отсчета для всех остальных кирпичей на цоколе. Некоторые углы также были сколоты, так как я забыл купить кромочный шпатель для бетона, что усложняло получение первого уровня кирпича. Мы смогли закончить всю кладку кирпича за два дня, а затем перешли к кладке блоков.
Мы смогли закончить всю кладку кирпича за два дня, а затем перешли к кладке блоков.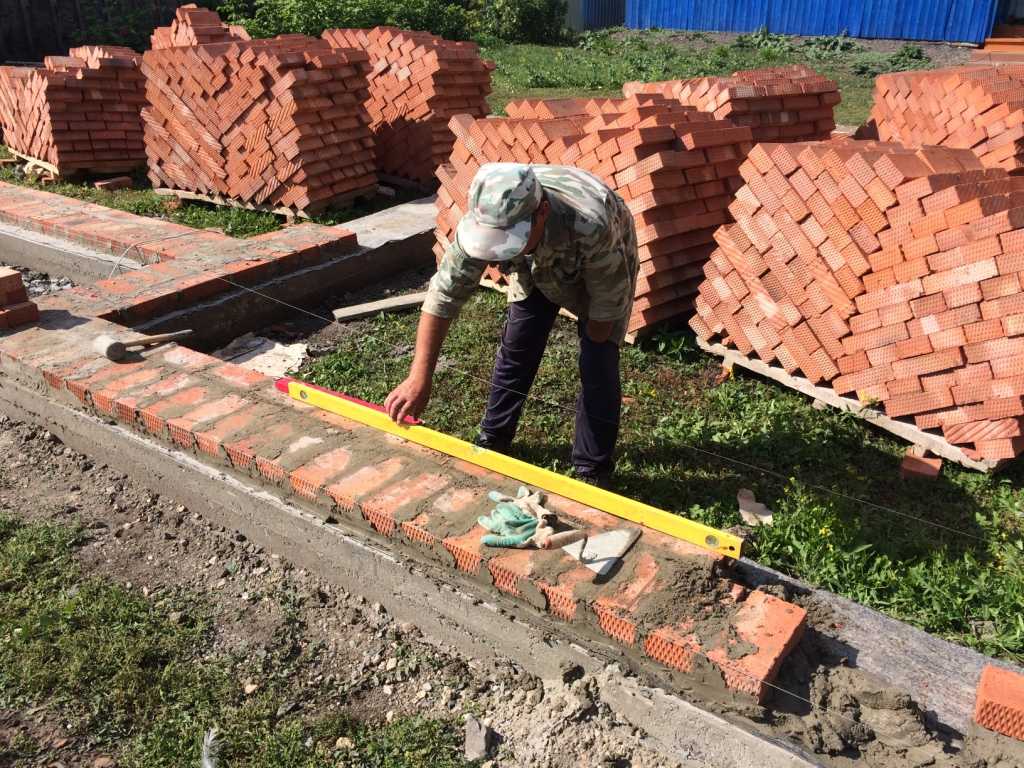
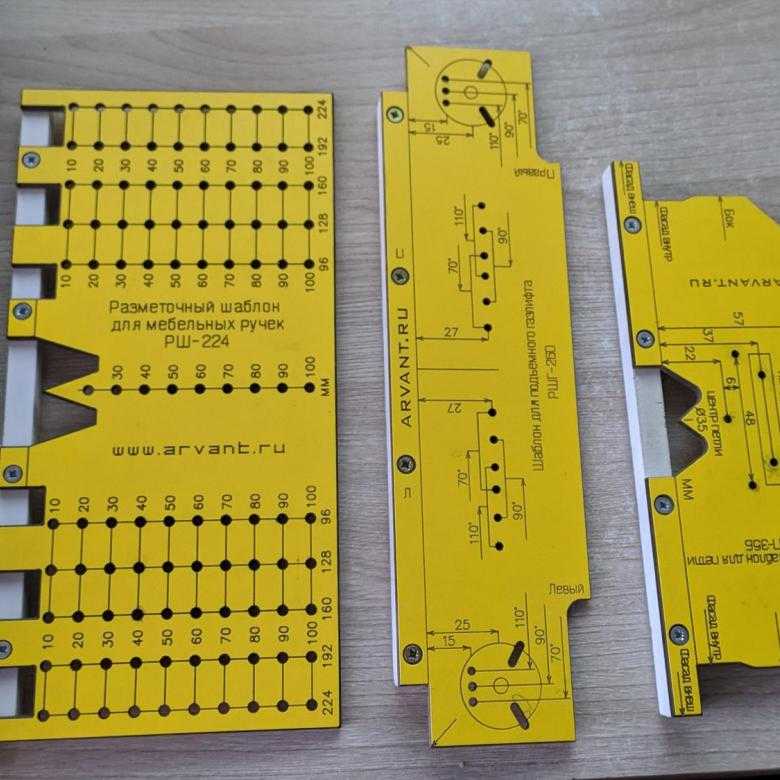 Недостатком таких самодельных устройств является небольшой срок службы, из-за быстрого износа увеличивается неточность наметки, что негативно влияет на качество сборки мебели. Аналогичным способом можно изготовить другие специальные устройства, например, кондуктор для ручек или мебельных петель.
Недостатком таких самодельных устройств является небольшой срок службы, из-за быстрого износа увеличивается неточность наметки, что негативно влияет на качество сборки мебели. Аналогичным способом можно изготовить другие специальные устройства, например, кондуктор для ручек или мебельных петель.
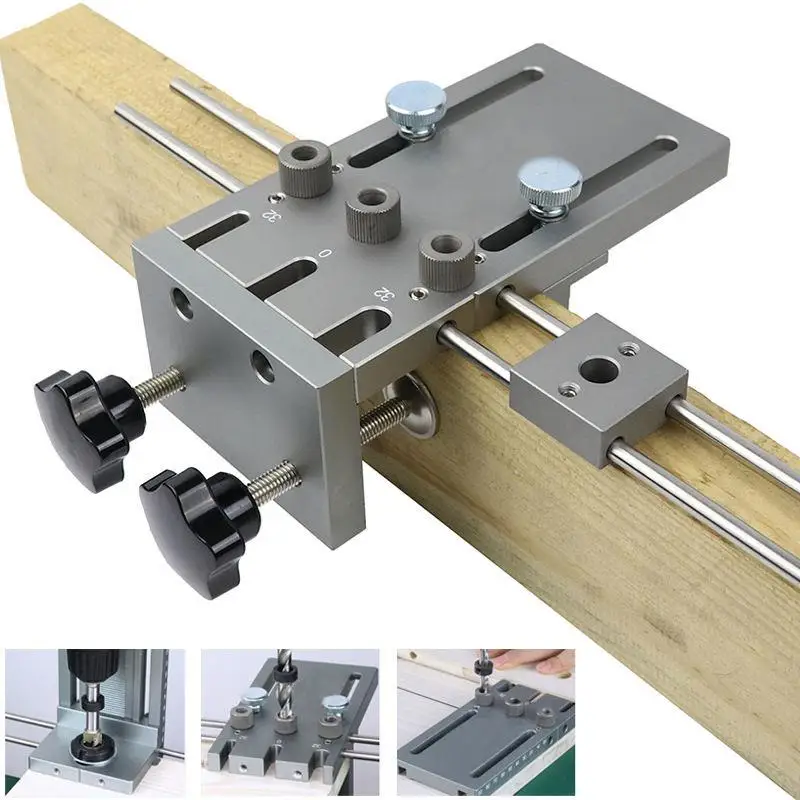 Процесс производства на них менее эффективен.
Процесс производства на них менее эффективен.
 Работу с шаблоном можно доверить низкоквалифицированному персоналу, так как эта операция проще ручной выверки. Рабочим нет необходимости измерять углы, делать наметку и проверку измерений. Угол сверления контролируется кондуктором, который исключает возможность отклонений. Это значительно повышает точность сверления, что особенно критично для глубоких отверстий.
Работу с шаблоном можно доверить низкоквалифицированному персоналу, так как эта операция проще ручной выверки. Рабочим нет необходимости измерять углы, делать наметку и проверку измерений. Угол сверления контролируется кондуктором, который исключает возможность отклонений. Это значительно повышает точность сверления, что особенно критично для глубоких отверстий.

 Механизм прибора позволяет производить идеально точное позиционирование отверстий диаметром от 3 до 12 мм. Кондуктор оснащен глубиномером и специальным упором, который помогает рассверливаться под прямым и косым углом. Благодаря резиновой накладке прибор удобно использовать на гладких и полированных поверхностях.
Механизм прибора позволяет производить идеально точное позиционирование отверстий диаметром от 3 до 12 мм. Кондуктор оснащен глубиномером и специальным упором, который помогает рассверливаться под прямым и косым углом. Благодаря резиновой накладке прибор удобно использовать на гладких и полированных поверхностях.
 Это недорогое приспособление поможет не только сократить трудозатраты, но и значительно повысить качество ваших изделий.
Это недорогое приспособление поможет не только сократить трудозатраты, но и значительно повысить качество ваших изделий.

 Проще всего сделать мебельный кондуктор из металлической линейки, к которой строго перпендикулярно прикручивается поперечина. Такой мебельный шаблон является многоцелевым разметочным устройством, простым как в изготовлении, так и в использовании. Отверстия, через которые будет выполняться разметка мест сверления, выполняются в металлической линейке на определенном расстоянии. Так, если отверстия сверлят для минификса, то расстояние между ними будет соответствовать величине 32 мм, а для полкодержателей – 100, 200 или 300 мм.
Проще всего сделать мебельный кондуктор из металлической линейки, к которой строго перпендикулярно прикручивается поперечина. Такой мебельный шаблон является многоцелевым разметочным устройством, простым как в изготовлении, так и в использовании. Отверстия, через которые будет выполняться разметка мест сверления, выполняются в металлической линейке на определенном расстоянии. Так, если отверстия сверлят для минификса, то расстояние между ними будет соответствовать величине 32 мм, а для полкодержателей – 100, 200 или 300 мм.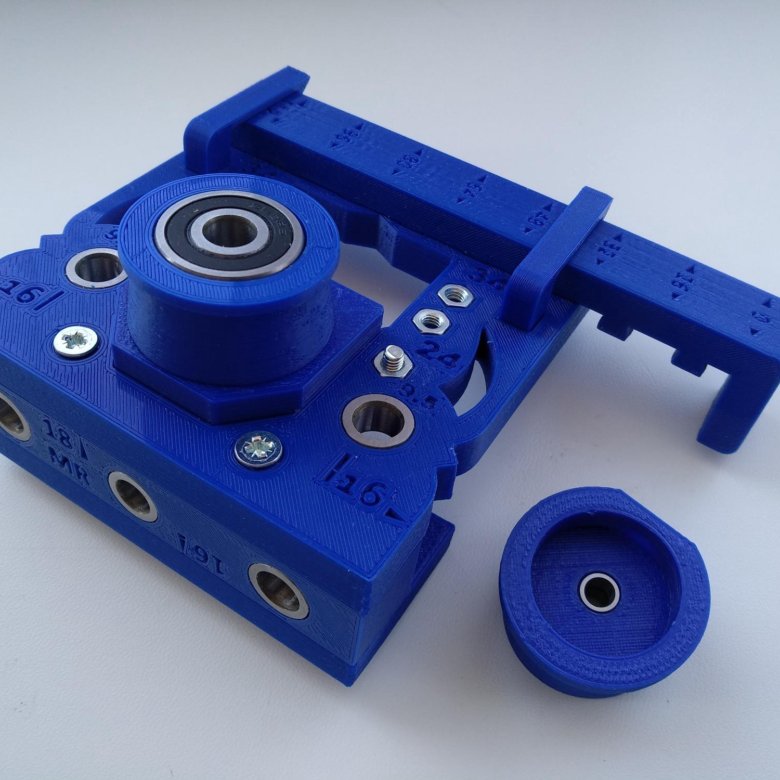


 Не обойтись без кондуктора в тех случаях, когда необходимо просверлить отверстие под определенным углом в тонких мебельных плитах, изготовленных из ДСП или МДФ.
Не обойтись без кондуктора в тех случаях, когда необходимо просверлить отверстие под определенным углом в тонких мебельных плитах, изготовленных из ДСП или МДФ.
 Такие приспособления отличаются максимальной функциональностью, с ними в комплекте обязательно идет набор сменных втулок, предназначенных для сверл разного диаметра.
Такие приспособления отличаются максимальной функциональностью, с ними в комплекте обязательно идет набор сменных втулок, предназначенных для сверл разного диаметра.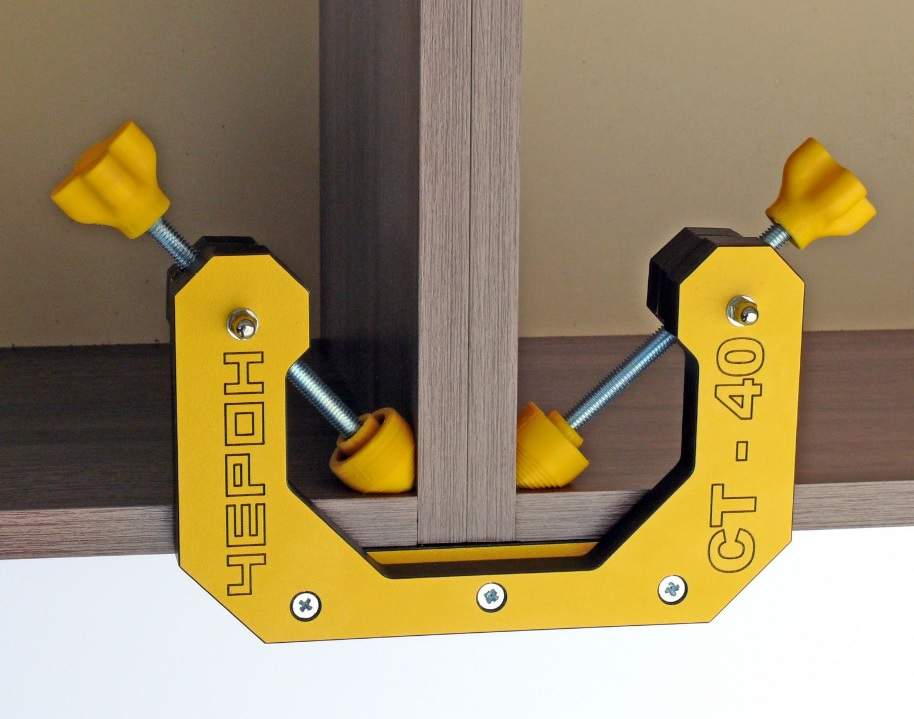
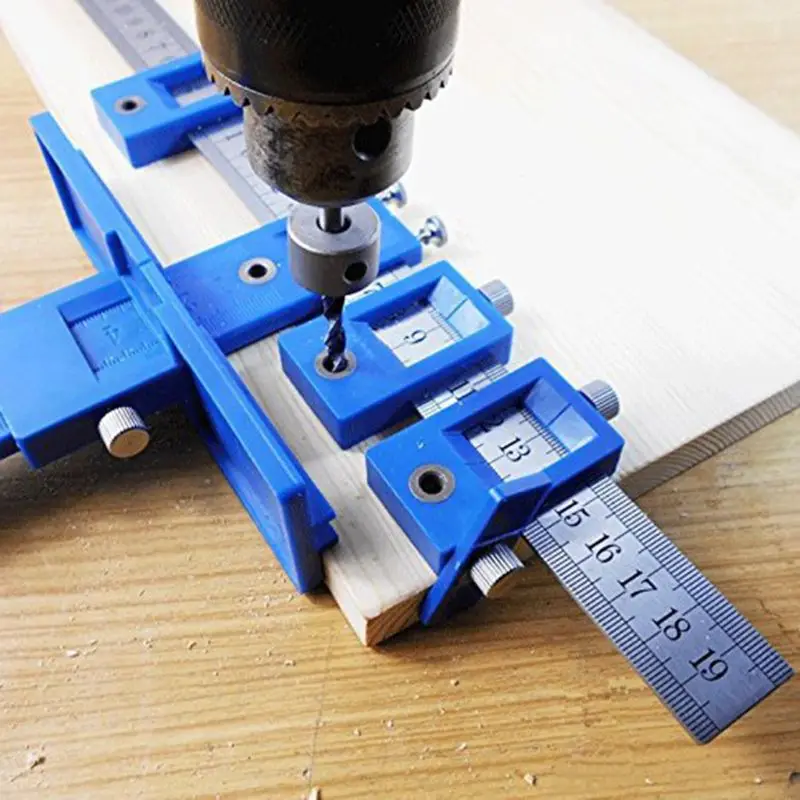 скамейки, микрофонные стойки…).
скамейки, микрофонные стойки…). Вилочные погрузчики HARPO производятся в Германии.
Вилочные погрузчики HARPO производятся в Германии.
 Мы работаем в прямом сотрудничестве с музыкантами и менеджерами, чтобы гарантировать соблюдение ограничений их профессии. Мы оборудовали множество оркестров по всему миру.
Мы работаем в прямом сотрудничестве с музыкантами и менеджерами, чтобы гарантировать соблюдение ограничений их профессии. Мы оборудовали множество оркестров по всему миру.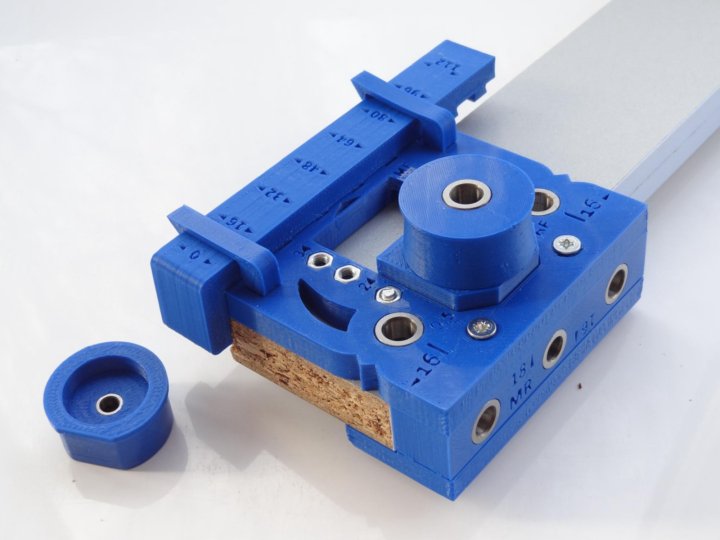

 по отдельности соединены шнуром и вилкой и не подпадают под действие Статьи 605.
по отдельности соединены шнуром и вилкой и не подпадают под действие Статьи 605.  6, Принадлежности для освещения — Поскольку в цепях освещения разрешено использовать провод номер 18 AWG, они не могут содержать электрическую розетку. Осветительное оборудование должно быть прикреплено или закреплено, а если они подключены с помощью шнура и вилки, шнур должен быть прочным и содержать заземляющий провод оборудования. (Кроме источника питания класса 2 со стороны нагрузки)
6, Принадлежности для освещения — Поскольку в цепях освещения разрешено использовать провод номер 18 AWG, они не могут содержать электрическую розетку. Осветительное оборудование должно быть прикреплено или закреплено, а если они подключены с помощью шнура и вилки, шнур должен быть прочным и содержать заземляющий провод оборудования. (Кроме источника питания класса 2 со стороны нагрузки) 
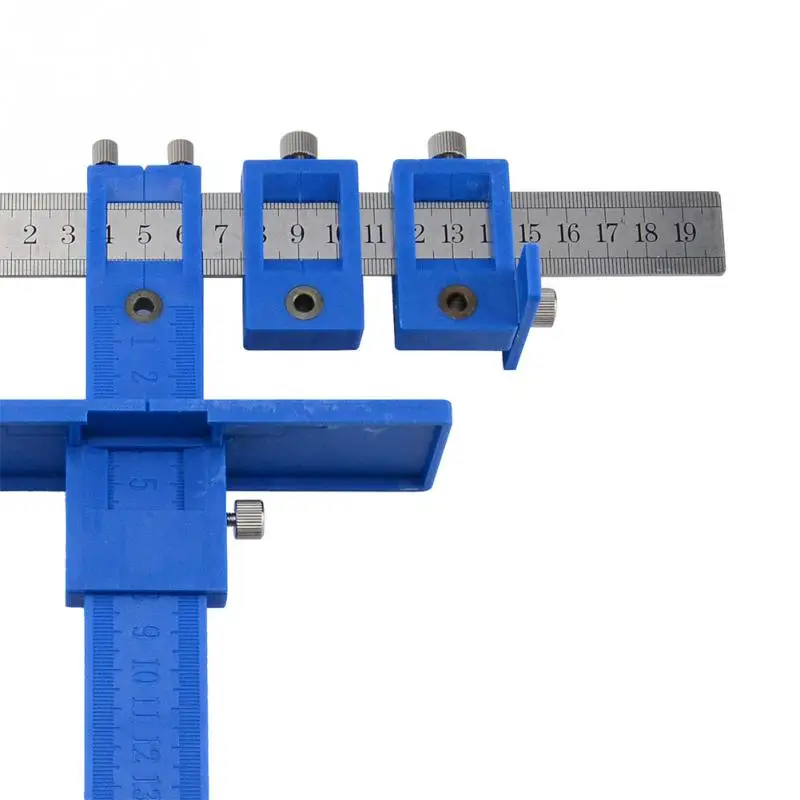 Таблица 400.4) и содержать изолированный провод заземления оборудования. Длина шнура ограничена двумя футами.
Таблица 400.4) и содержать изолированный провод заземления оборудования. Длина шнура ограничена двумя футами. ","469777815":"hybridMultilevel"}» aria-setsize=»-1″ data-aria-posinset=»3″ data-aria-level=»1″> Многопроводные цепи не допускаются.
","469777815":"hybridMultilevel"}» aria-setsize=»-1″ data-aria-posinset=»3″ data-aria-level=»1″> Многопроводные цепи не допускаются. 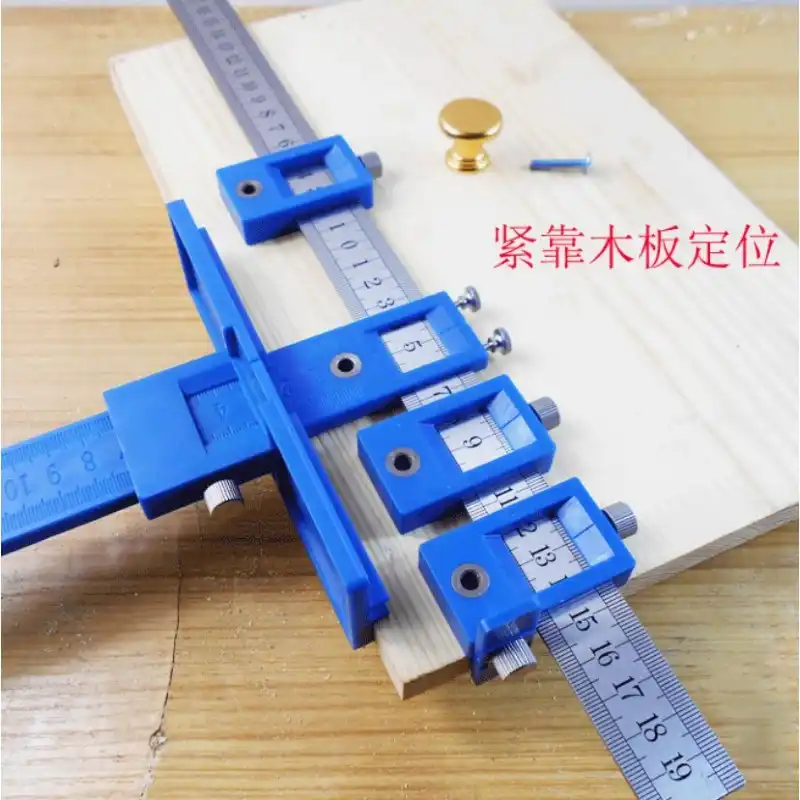


 Слабые фрезеры часто останавливаются, особенно при резком изменении структуры волокон древесины, что бывает при обработке сучков. Тяжелые профессиональные фрезеры, мощностью свыше 2000 Вт, весят действительно много, поэтому такой инструмент сложно назвать ручным. Зачастую его мощность избыточна, поэтому если не заниматься обработкой дерева профессионально, то покупка столь функционального оборудования будет неоправданной растратой.
Слабые фрезеры часто останавливаются, особенно при резком изменении структуры волокон древесины, что бывает при обработке сучков. Тяжелые профессиональные фрезеры, мощностью свыше 2000 Вт, весят действительно много, поэтому такой инструмент сложно назвать ручным. Зачастую его мощность избыточна, поэтому если не заниматься обработкой дерева профессионально, то покупка столь функционального оборудования будет неоправданной растратой. Лучшими считаются конусные. При этом желательно чтобы цанга была сделана из закаленной стали. Данная часть фрезера является легко сменяемой. При желании всегда можно установить другую более прочную. Если пользоваться некачественной цангой, то уровень безопасности при работе фрезером снижается.
Лучшими считаются конусные. При этом желательно чтобы цанга была сделана из закаленной стали. Данная часть фрезера является легко сменяемой. При желании всегда можно установить другую более прочную. Если пользоваться некачественной цангой, то уровень безопасности при работе фрезером снижается.
 Это предотвратит замыкание электрической части в случае скачков напряжения или при перегреве.
Это предотвратит замыкание электрической части в случае скачков напряжения или при перегреве. При работе с ним быстро появляется усталость. Кроме этого, для того чтобы обрабатывать мелкие детали их необходимо фиксировать на столе с помощью струбцин, а также применять различные направляющие. Для решения данных проблем многие владельцы этого инструмента проводят его модернизацию, которая не влияет на целостность самого фрезера. Распространенным решением является закрепление фрезера на стол. Он прикручивается болтами к нижней стороне столешницы. При этом его фреза выводится на внешнюю часть стола, сквозь заранее подготовленное отверстие. Таким образом, инструмент можно переделать во фрезерный станок.
При работе с ним быстро появляется усталость. Кроме этого, для того чтобы обрабатывать мелкие детали их необходимо фиксировать на столе с помощью струбцин, а также применять различные направляющие. Для решения данных проблем многие владельцы этого инструмента проводят его модернизацию, которая не влияет на целостность самого фрезера. Распространенным решением является закрепление фрезера на стол. Он прикручивается болтами к нижней стороне столешницы. При этом его фреза выводится на внешнюю часть стола, сквозь заранее подготовленное отверстие. Таким образом, инструмент можно переделать во фрезерный станок.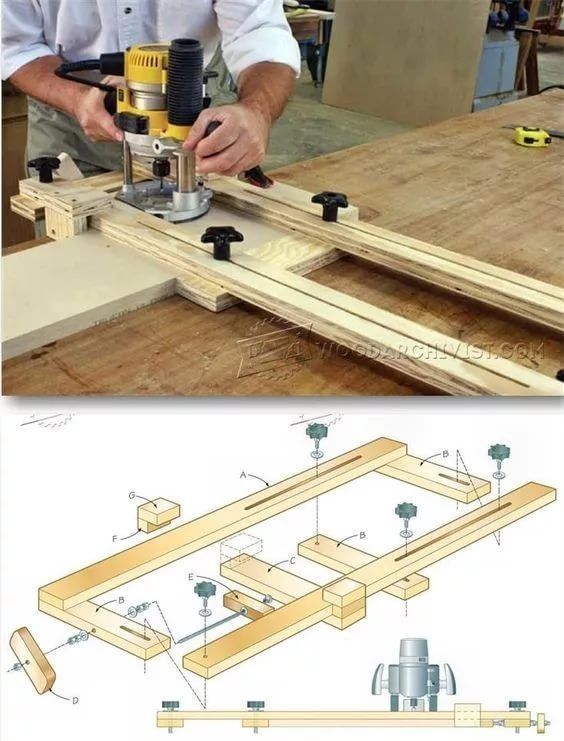 Применение. Устройство. Виды. Работа
Применение. Устройство. Виды. Работа Эта деталь, в большинстве случаев, имеет зубья, при включении прибора она начинает вращаться и обрабатывать дерево методом резки. В зависимости от того, как располагаются фреза и заготовка относительно друг друга, ручные фрезеры различают на вертикальные и горизонтальные.
Эта деталь, в большинстве случаев, имеет зубья, при включении прибора она начинает вращаться и обрабатывать дерево методом резки. В зависимости от того, как располагаются фреза и заготовка относительно друг друга, ручные фрезеры различают на вертикальные и горизонтальные. Как только давление на корпус прекращается, механизм с помощью пружин возвращается в исходное положение.
Как только давление на корпус прекращается, механизм с помощью пружин возвращается в исходное положение. Для каждого вида работ подбирается определенная оснастка:
Для каждого вида работ подбирается определенная оснастка: Но и это еще не все премудрости, которые нужно учитывать при покупке фрезера и фрез к нему.
Но и это еще не все премудрости, которые нужно учитывать при покупке фрезера и фрез к нему. Однако мощность влияет на вес и цену фрезера. С ценой все понятно, а вот вес имеет большое значение, если фрезер, к примеру, нужно во время работы перемещать. Так, кромочный фрезер держат одной рукой, поэтому производители стараются сделать такой прибор как можно легче. Его мощность – не более 720 Вт, вес – менее 2 кг. Для сравнения: фрезеры мощностью 2300 Вт весят 7 кг. Если Вам предоставляется возможность купить фрезер, выбирая между моделями примерно одинаковыми по весу, но разной мощности, отдайте предпочтение более мощному прибору.
Однако мощность влияет на вес и цену фрезера. С ценой все понятно, а вот вес имеет большое значение, если фрезер, к примеру, нужно во время работы перемещать. Так, кромочный фрезер держат одной рукой, поэтому производители стараются сделать такой прибор как можно легче. Его мощность – не более 720 Вт, вес – менее 2 кг. Для сравнения: фрезеры мощностью 2300 Вт весят 7 кг. Если Вам предоставляется возможность купить фрезер, выбирая между моделями примерно одинаковыми по весу, но разной мощности, отдайте предпочтение более мощному прибору.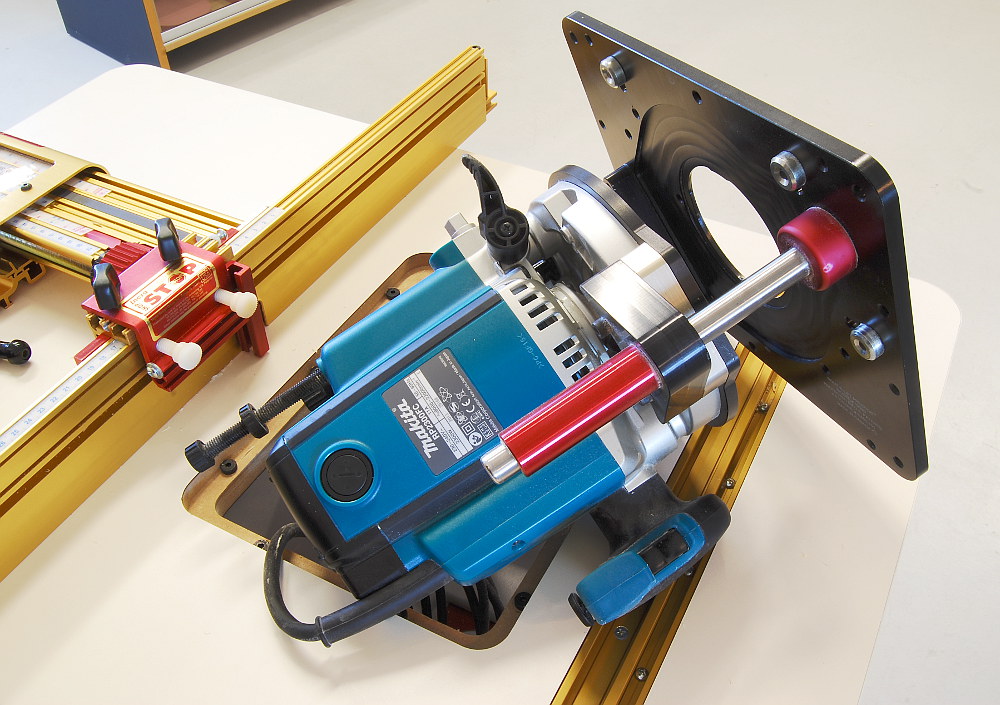 Цена его значительно выше традиционных моделей.
Цена его значительно выше традиционных моделей.






 Однако, если вы планируете выполнять большую работу с маршрутизатором, установленным на столе, чем больше мощность, тем лучше, потому что маршрутизаторы, как правило, работают намного тяжелее на столе.
Однако, если вы планируете выполнять большую работу с маршрутизатором, установленным на столе, чем больше мощность, тем лучше, потому что маршрутизаторы, как правило, работают намного тяжелее на столе.
 Их «глубина погружения» просто говорит вам, как далеко корпус фрезера перемещается вверх и вниз по погружным ножкам.
Их «глубина погружения» просто говорит вам, как далеко корпус фрезера перемещается вверх и вниз по погружным ножкам. 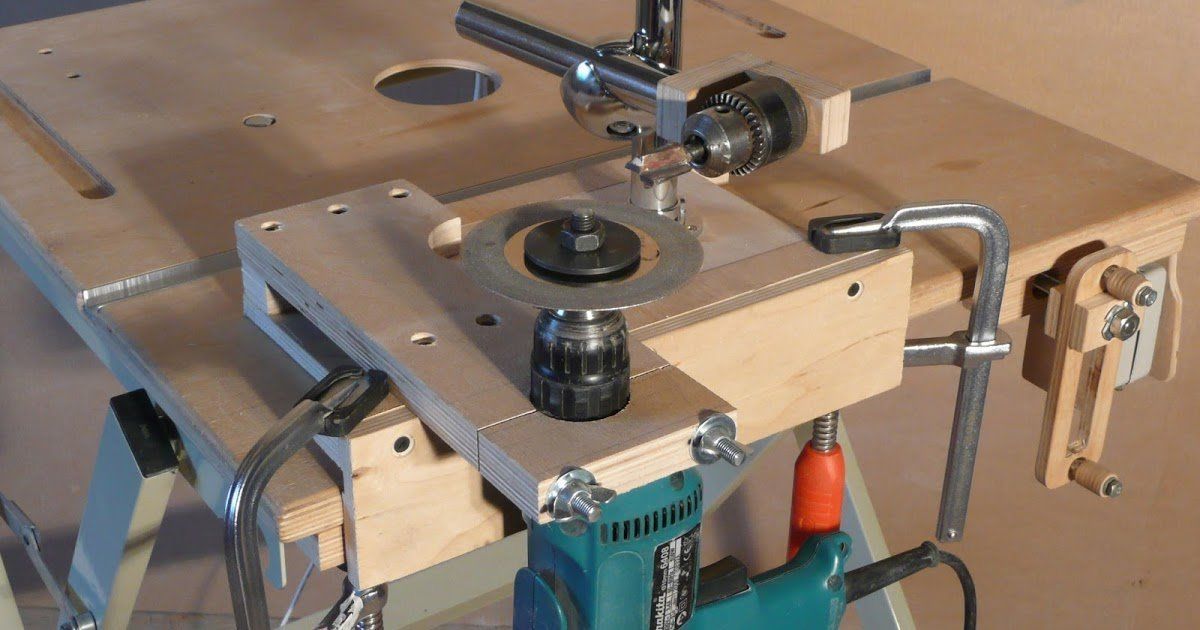


 Высокая скорость подачи сырья – до 150 м/мин, в совокупности с использованием ленточнопильного оборудования с функцией криволинейного пиления, позволяют заводу обеспечивать минимальную себестоимость выработки пиломатериалов. Запуск таких крупных предприятий позволил не только более эффективно перерабатывать сырье, но и привел к тому, что вместо 30 заводов, работавших в регионе всего 25 лет назад, при тех же самых объемах переработки древесины с этой задачей справляются всего 4 предприятия. Как доказала практика, при наличии хорошей дорожной инфраструктуры более выгодно увеличить плечо вывозки до крупного завода, где бревна распиливаются с большим объемным выходом и минимальными затратами.
Высокая скорость подачи сырья – до 150 м/мин, в совокупности с использованием ленточнопильного оборудования с функцией криволинейного пиления, позволяют заводу обеспечивать минимальную себестоимость выработки пиломатериалов. Запуск таких крупных предприятий позволил не только более эффективно перерабатывать сырье, но и привел к тому, что вместо 30 заводов, работавших в регионе всего 25 лет назад, при тех же самых объемах переработки древесины с этой задачей справляются всего 4 предприятия. Как доказала практика, при наличии хорошей дорожной инфраструктуры более выгодно увеличить плечо вывозки до крупного завода, где бревна распиливаются с большим объемным выходом и минимальными затратами. Кроме привычных уже проблем с вывозкой древесины, наблюдается тенденция к снижению среднего диаметра сырья. Не только уменьшаются линейные размеры сортиментов, но и увеличивается доля древесины с пороками строения и формы, в первую очередь количество сортиментов с кривизной более 1 %, эффективный раскрой которых фактически невозможен без установки специализированного оборудования.
Кроме привычных уже проблем с вывозкой древесины, наблюдается тенденция к снижению среднего диаметра сырья. Не только уменьшаются линейные размеры сортиментов, но и увеличивается доля древесины с пороками строения и формы, в первую очередь количество сортиментов с кривизной более 1 %, эффективный раскрой которых фактически невозможен без установки специализированного оборудования.
 Многие лесопильные предприятия начинают свое развитие с приобретения одно- пильных круглопильных или ленточнопильных станков. При росте объемов производства они, как правило, сначала просто увеличивают их количество, а также встраивают в линии многопильные станки отечественного или импортного производства или же устанавливают несколько параллельных лесопильных участков. Однако при больших объемах производства эффективно управлять большим парком оборудования и разросшимся штатом работников становится практически невозможно. Иными словами, компании достигают предельных технологических ограничений по возможностям станков, что характерно именно для малых предприятий. Дальнейшее развитие требует качественного изменения подхода к лесопилению, что не может быть достигнуто путем модернизации какого-либо отдельного станка или участка, а требует принципиального перехода на использование линий проходного типа.
Многие лесопильные предприятия начинают свое развитие с приобретения одно- пильных круглопильных или ленточнопильных станков. При росте объемов производства они, как правило, сначала просто увеличивают их количество, а также встраивают в линии многопильные станки отечественного или импортного производства или же устанавливают несколько параллельных лесопильных участков. Однако при больших объемах производства эффективно управлять большим парком оборудования и разросшимся штатом работников становится практически невозможно. Иными словами, компании достигают предельных технологических ограничений по возможностям станков, что характерно именно для малых предприятий. Дальнейшее развитие требует качественного изменения подхода к лесопилению, что не может быть достигнуто путем модернизации какого-либо отдельного станка или участка, а требует принципиального перехода на использование линий проходного типа. Так, среди клиентов USNR есть и холдинги, и индивидуальные предприниматели, которым переход на использование поточных линий позволил сократить расходы на производство пиломатериалов. Кроме того, в условиях отсутствия на рынке труда квалифицированных специалистов внедрение автоматизированных поточных линий является одним из путей решения проблемы кадрового обеспечения.
Так, среди клиентов USNR есть и холдинги, и индивидуальные предприниматели, которым переход на использование поточных линий позволил сократить расходы на производство пиломатериалов. Кроме того, в условиях отсутствия на рынке труда квалифицированных специалистов внедрение автоматизированных поточных линий является одним из путей решения проблемы кадрового обеспечения.
 Актуальны варианты совмещения малых лесопильных предприятий с домостроительными компаниями.
Актуальны варианты совмещения малых лесопильных предприятий с домостроительными компаниями.
 Также следует помнить, что, кроме самого лесопильного предприятия, необходимо будет строить поселки для работников завода.
Также следует помнить, что, кроме самого лесопильного предприятия, необходимо будет строить поселки для работников завода. 

 Если смотреть на компонентную базу оборудования, то для всех указанных станков она, как правило, импортная. Российские предприятия могут конкурировать по стоимости металла, рабочей силы.
Если смотреть на компонентную базу оборудования, то для всех указанных станков она, как правило, импортная. Российские предприятия могут конкурировать по стоимости металла, рабочей силы.
 С одной стороны, это оборудование будет не самым современным, но уже проверенным в работе. Его можно достаточно быстро запустить, а при дальнейшем развитии модернизировать.
С одной стороны, это оборудование будет не самым современным, но уже проверенным в работе. Его можно достаточно быстро запустить, а при дальнейшем развитии модернизировать.
 Даже те линии, которые выпускались в СССР в 70-80-е годы, были лишь копиями западного оборудования. Их производство не было успешным, и, по сути, это были экспериментальные образцы. На момент развала Советского Союза оказалось, что мы не в состоянии создать ни фрезернопильных, ни, тем более, ленточнопильных линий проходного типа, поскольку их создание требует не только высокой культуры производства, но и специальных знаний у проектировщиков и инженеров, что не может быть обеспечено только путем копирования чужих технологий. Отставание отечественного станкостроения от ведущих мировых фирм, таких как USNR, Linck, EWD, Heinola, HewSaw и т. д., на тот момент составляло минимум 40 лет, и этот разрыв только увеличивается.
Даже те линии, которые выпускались в СССР в 70-80-е годы, были лишь копиями западного оборудования. Их производство не было успешным, и, по сути, это были экспериментальные образцы. На момент развала Советского Союза оказалось, что мы не в состоянии создать ни фрезернопильных, ни, тем более, ленточнопильных линий проходного типа, поскольку их создание требует не только высокой культуры производства, но и специальных знаний у проектировщиков и инженеров, что не может быть обеспечено только путем копирования чужих технологий. Отставание отечественного станкостроения от ведущих мировых фирм, таких как USNR, Linck, EWD, Heinola, HewSaw и т. д., на тот момент составляло минимум 40 лет, и этот разрыв только увеличивается.

 , профессор ЯГСХА
, профессор ЯГСХА
 т.н., доцент кафедры технологии древесных и целлюлозных композиционных материалов СПбГЛТУ им. С.М. Кирова
т.н., доцент кафедры технологии древесных и целлюлозных композиционных материалов СПбГЛТУ им. С.М. Кирова bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/387/HM122-Primary1__31208.1635362593.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/387/HM122-Primary1__31208.1635362593.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/383/HM122-LubeTank__02908.1635362588.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/388/HM122-Sawhead-Middle__12358.1635362593.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/112/380/Lifestyle2__22153.1635362567.jpg?c=1?imbypass=on»> Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое.
Предназначен для пилорам-любителей, которые ищут экономичное решение для фрезерования пиломатериалов. HM122 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого реза и многое другое. 0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг]
0 л.с.: 589фунт [267 кг] / 9,5 л.с.: 615 фунтов [279 кг] Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.
Работает на надежном 7,0 л.с. или 94-тактный газовый двигатель Kohler мощностью .5 л.с. HM122 оснащен новыми и инновационными функциями, такими как автоматическая система смазки лезвий, которая активируется при включении дроссельной заслонки, и система лезвий RapidChange™ для быстрой замены лезвий без инструментов. Высоко оцененная лесопилка HM122 по-прежнему остается лучшей в своем классе.  с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
с. HM122 имеет наклонную конструкцию цилиндра с чугунным отверстием цилиндра и верхним клапаном для легкого доступа. Четырехступенчатая система фильтрации воздуха Quad-Clean гарантирует, что в двигатель поступает только чистый воздух, что обеспечивает максимальную мощность и срок службы двигателя. К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.  5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см).
5 м) секции, позволяющие использовать бревна длиной 10 футов 4 дюйма (3,1 м). Дополнительные гусеницы длиной 6 футов 5 дюймов (1,95 м) могут быть прикреплены для размещения бревен любой длины. Гусеница поставляется с 12 выравнивающими ножками с регулировкой до 4 дюймов (10 см). 
 НДС
НДС bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/401/HM126-Sawhead-Middle__94685.1635437881.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/401/HM126-Sawhead-Middle__94685.1635437881.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/392/HM126-Open__04853.1635437859.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/392/HM126-Open__04853.1635437859.jpg?c=1?imbypass=on»> bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/396/Lifestyle4__42547.1635437860.jpg?c=1?imbypass=on»>
bigcommerce.com/s-eqwfsg5bhk/images/stencil/1280×1280/products/118/396/Lifestyle4__42547.1635437860.jpg?c=1?imbypass=on»> Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли.
Идеально подходит для пильщиков-любителей, предпринимателей или опытных столяров. Портативная лесопилка HM126 включает в себя такие функции, как система лезвий RapidChange™, автоматическая смазка, счетчик часов работы, возможность более широкого пропила и многое другое, оставаясь при этом одной из самых ценных портативных лесопилок в отрасли. с.; Дополнительно с двигателем 9,5 л.с.
с.; Дополнительно с двигателем 9,5 л.с. )
) Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.
Переносная лесопилка HM126 отличается точностью, плавностью хода и лучшим соотношением цены и качества в своем классе.  К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.
К двигателю прикреплена промышленная центробежная система сцепления, облегчающая работу на газу. Предоставляется 3-летняя коммерческая гарантия Kohler.  Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели 14HP HM126 и может быть приобретен в качестве дополнительного аксессуара вместе с двигателем 9.Модель .5 л.с.
Регулируемая направляющая лезвия с автоматической блокировкой сконструирована с использованием V-образных роликов из нержавеющей стали и соответствующего механически обработанного алюминиевого рычага, что делает ее системой премиум-класса по сравнению с традиционными регулируемыми направляющими лезвия. Он входит в стандартную комплектацию модели 14HP HM126 и может быть приобретен в качестве дополнительного аксессуара вместе с двигателем 9.Модель .5 л.с.  с.
с.  Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно.
Ширина пропила лезвия сведена к минимуму и составляет всего 0,080 дюйма (2 мм), чтобы максимизировать максимальное количество пиломатериалов на бревно. 
 На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной.
 Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций:
Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций: Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
 Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.
Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.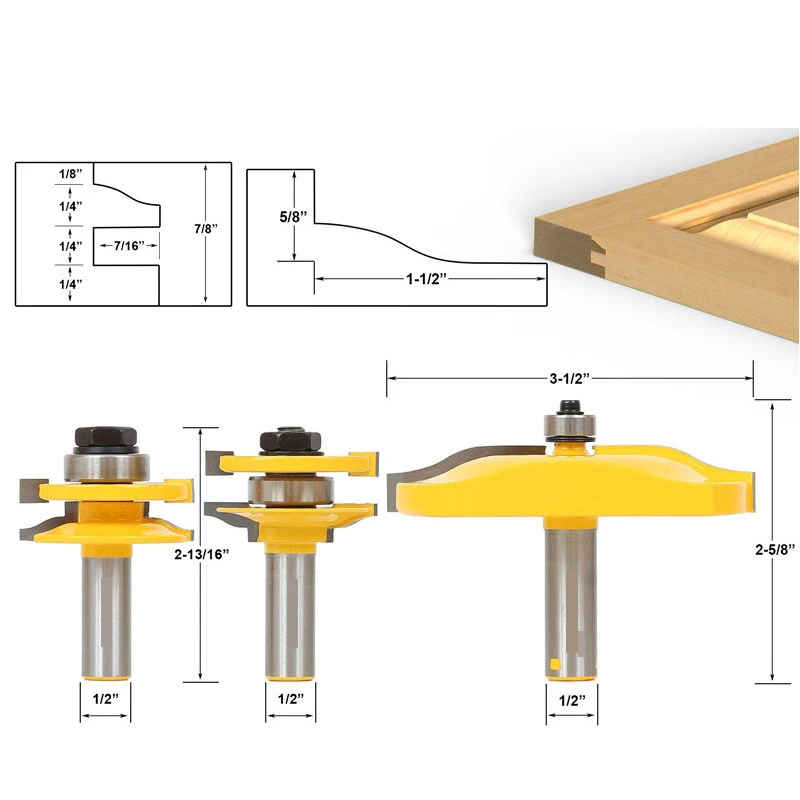
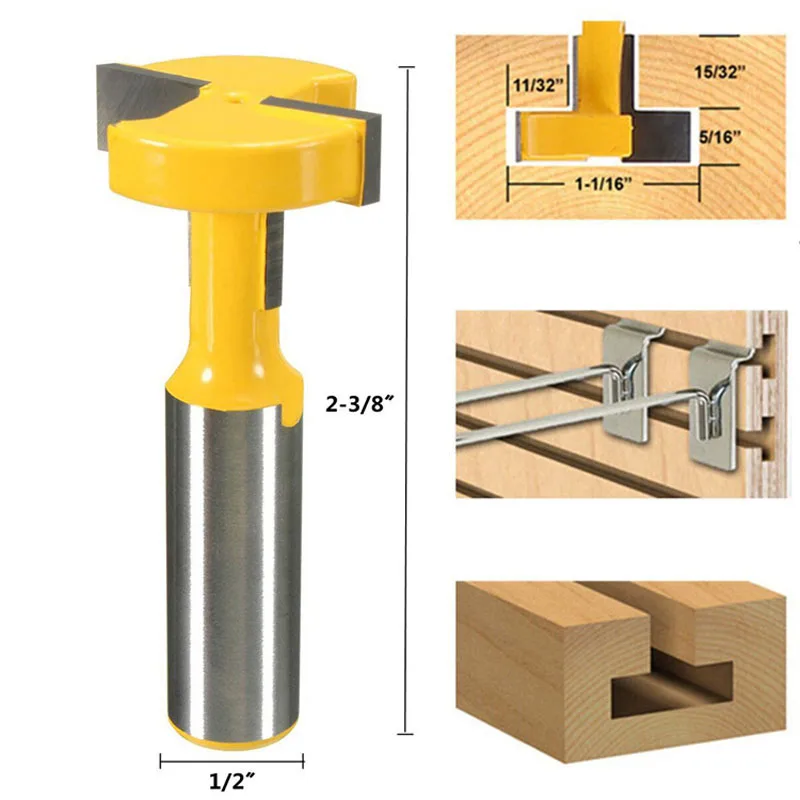 Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.
Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента.

 Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву.
Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву.
Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным.
Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу.
Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу. Фрезер выступает приводным механизмом, а для получения соответствующих выемок и канавок применяются фрезерные насадки.
Фрезер выступает приводным механизмом, а для получения соответствующих выемок и канавок применяются фрезерные насадки. Чтобы разобраться в вопросе о том, какие насадки в виде фрез по дереву бывают, надо разобраться с их конструктивными особенностями.
Чтобы разобраться в вопросе о том, какие насадки в виде фрез по дереву бывают, надо разобраться с их конструктивными особенностями. Патрон фрезера крутится со скоростью свыше 20 000 оборотов в минуту, поэтому малейшее разногласие станет причиной получения серьезных травм. Хвостовики в мм и дюймах несовместимы, поэтому устанавливать в патрон фрезера, служащего для миллиметровых фрез, дюймовые насадки
Патрон фрезера крутится со скоростью свыше 20 000 оборотов в минуту, поэтому малейшее разногласие станет причиной получения серьезных травм. Хвостовики в мм и дюймах несовместимы, поэтому устанавливать в патрон фрезера, служащего для миллиметровых фрез, дюймовые насадки Подшипник опорный на фрезах играет роль упора при прохождении насадкой по деревообрабатывающей заготовке. Если перед началом каждого процесса смазывать подшипники, то устройства прослужат в 10 раз дольше. По конструктивным особенностям рассматриваемые фрезы по дереву классифицируют на:
Подшипник опорный на фрезах играет роль упора при прохождении насадкой по деревообрабатывающей заготовке. Если перед началом каждого процесса смазывать подшипники, то устройства прослужат в 10 раз дольше. По конструктивным особенностям рассматриваемые фрезы по дереву классифицируют на: Если же планируется выполнять разные работы с древесиной, тогда лучше купить набор фрез. Сделать это можно в интернет-магазине Цилиндр, где представлены модели разных производителей Miol, LT, Intertool и другие. Далее узнаем, какие виды фрез для ручного фрезера бывают, чем отличаются и как их можно применять.
Если же планируется выполнять разные работы с древесиной, тогда лучше купить набор фрез. Сделать это можно в интернет-магазине Цилиндр, где представлены модели разных производителей Miol, LT, Intertool и другие. Далее узнаем, какие виды фрез для ручного фрезера бывают, чем отличаются и как их можно применять. Конструктивно спиральные фрезы похожи на сверла, однако ими невозможно сверлить отверстия
Конструктивно спиральные фрезы похожи на сверла, однако ими невозможно сверлить отверстия Служат галтельные устройства для получения полукруглых выемок, и для обеспечения разных углов наклона стенок, необходимо применять насадки разной конфигурации.
Служат галтельные устройства для получения полукруглых выемок, и для обеспечения разных углов наклона стенок, необходимо применять насадки разной конфигурации. Филенки — декоративные элементы на дверях и прочих предметах
Филенки — декоративные элементы на дверях и прочих предметах
 Работают также с электрическими дрелями. Служат не только для черновой обработки, но и для произведения финальной доводки заготовок.
Работают также с электрическими дрелями. Служат не только для черновой обработки, но и для произведения финальной доводки заготовок.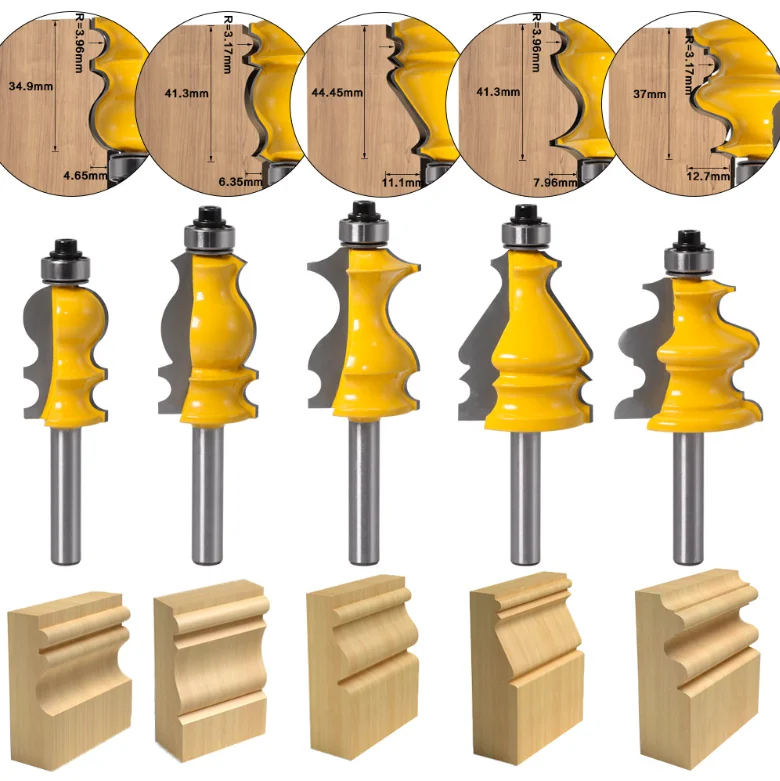 Кроме того, шов должен быть вскрыт краской, которая предотвращает возникновение коррозионных процессов. Учитывать качество соединительных швов следует обязательно, и не важно, какие виды материалов при этом планируется обрабатывать — мягкие или твердые деревья.
Кроме того, шов должен быть вскрыт краской, которая предотвращает возникновение коррозионных процессов. Учитывать качество соединительных швов следует обязательно, и не важно, какие виды материалов при этом планируется обрабатывать — мягкие или твердые деревья.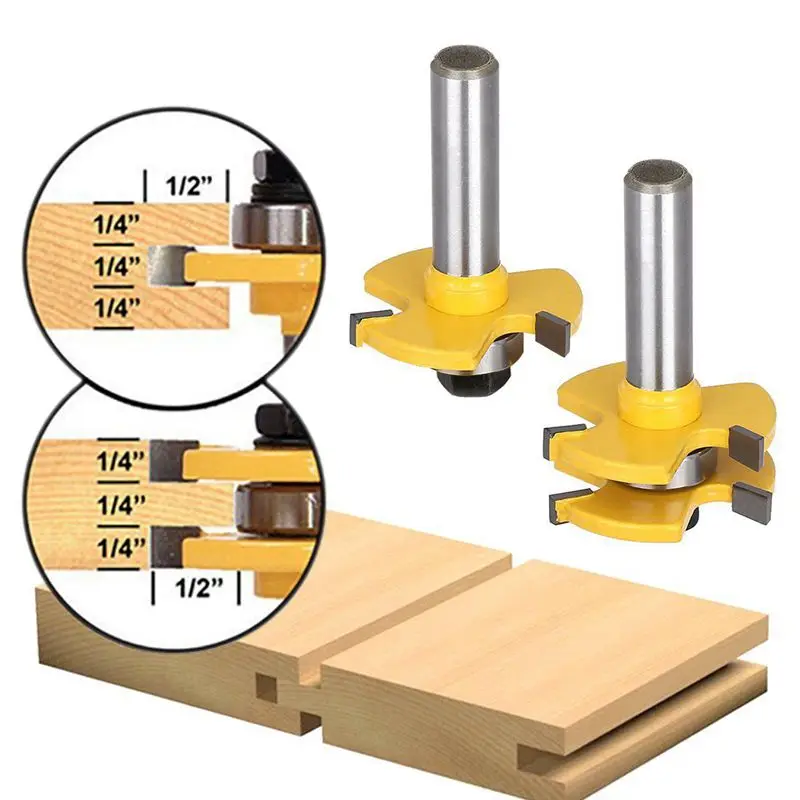

 Почему? Ведь именно здесь есть не только насадки и расходные материалы, но и электроинструменты. У нас вы можете выбрать необходимое оборудование, и заказать его доставку, получив одним заказом. Кстати, если вы не знаете, то при заказе товаров на сумму более 1000 гривен, магазин Цилиндр оплатит доставку заказа в отделение перевозчика за Вас. Убеждены, что нашли то, что вам нужно, тогда выбирайте, заказывайте и получайте.
Почему? Ведь именно здесь есть не только насадки и расходные материалы, но и электроинструменты. У нас вы можете выбрать необходимое оборудование, и заказать его доставку, получив одним заказом. Кстати, если вы не знаете, то при заказе товаров на сумму более 1000 гривен, магазин Цилиндр оплатит доставку заказа в отделение перевозчика за Вас. Убеждены, что нашли то, что вам нужно, тогда выбирайте, заказывайте и получайте.





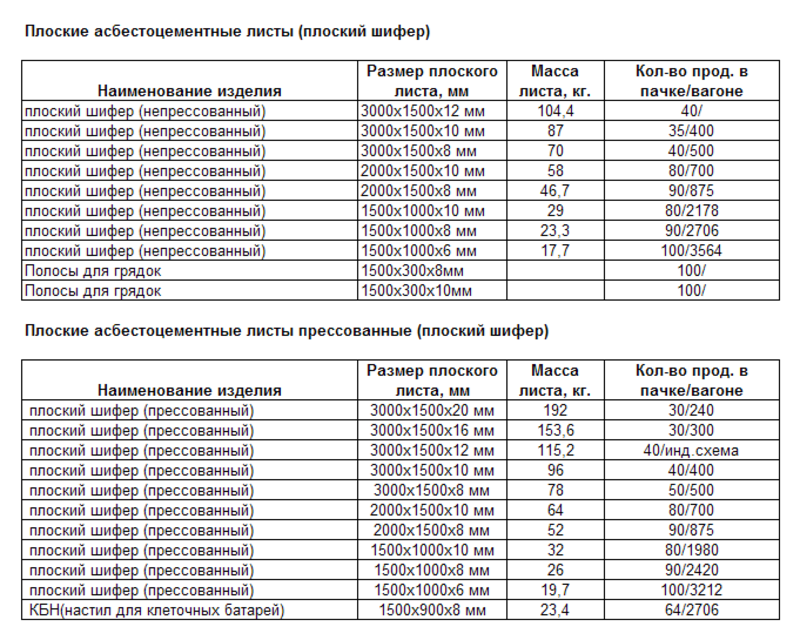

 Данные характеристики позволяют использовать материал для необходимого производства профильных листов, автомобильных каркасов, посуды и т.д.
Данные характеристики позволяют использовать материал для необходимого производства профильных листов, автомобильных каркасов, посуды и т.д.
 Приведем данные по плотности распространенных марок стали (при температуре 20 ºС)
Приведем данные по плотности распространенных марок стали (при температуре 20 ºС)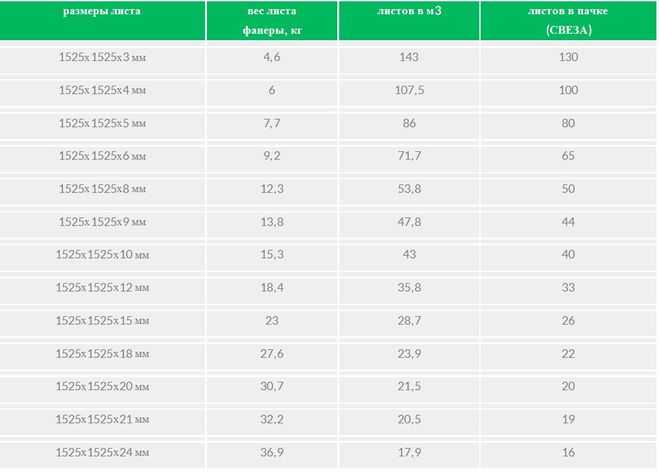



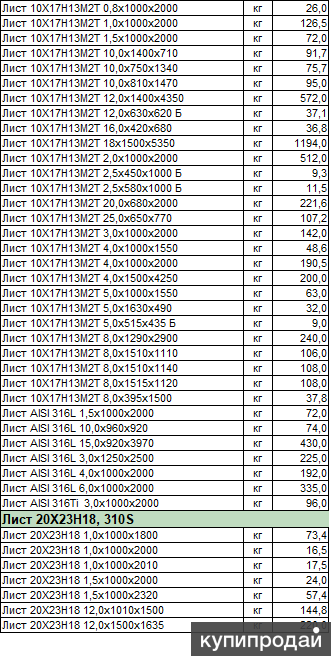

 д.
д. Он является внештатным программистом Advance Excel и разрабатывает полезные электрические программы на основе Excel в соответствии с кодами IS, NEC, IEC, IEEE. Он технический блоггер и знаком с английским, хинди, гуджарати и французским языками. Он хочет поделиться своим опытом и знаниями и помочь техническим энтузиастам найти подходящие решения и обновить себя по различным инженерным темам.
Он является внештатным программистом Advance Excel и разрабатывает полезные электрические программы на основе Excel в соответствии с кодами IS, NEC, IEC, IEEE. Он технический блоггер и знаком с английским, хинди, гуджарати и французским языками. Он хочет поделиться своим опытом и знаниями и помочь техническим энтузиастам найти подходящие решения и обновить себя по различным инженерным темам.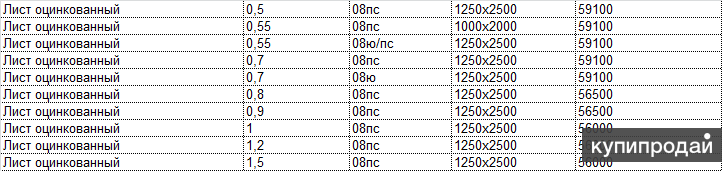
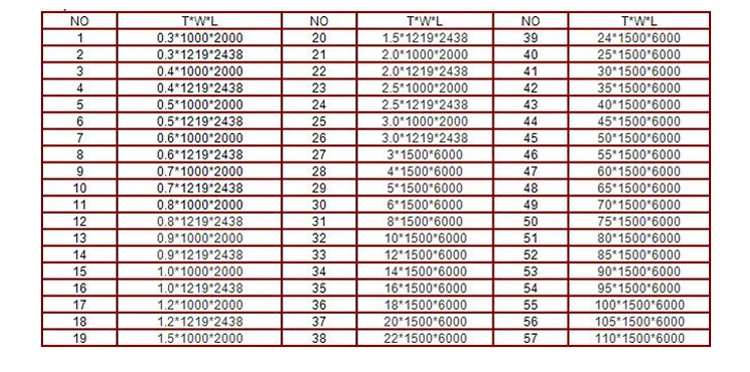
 м)
м) 0038
0038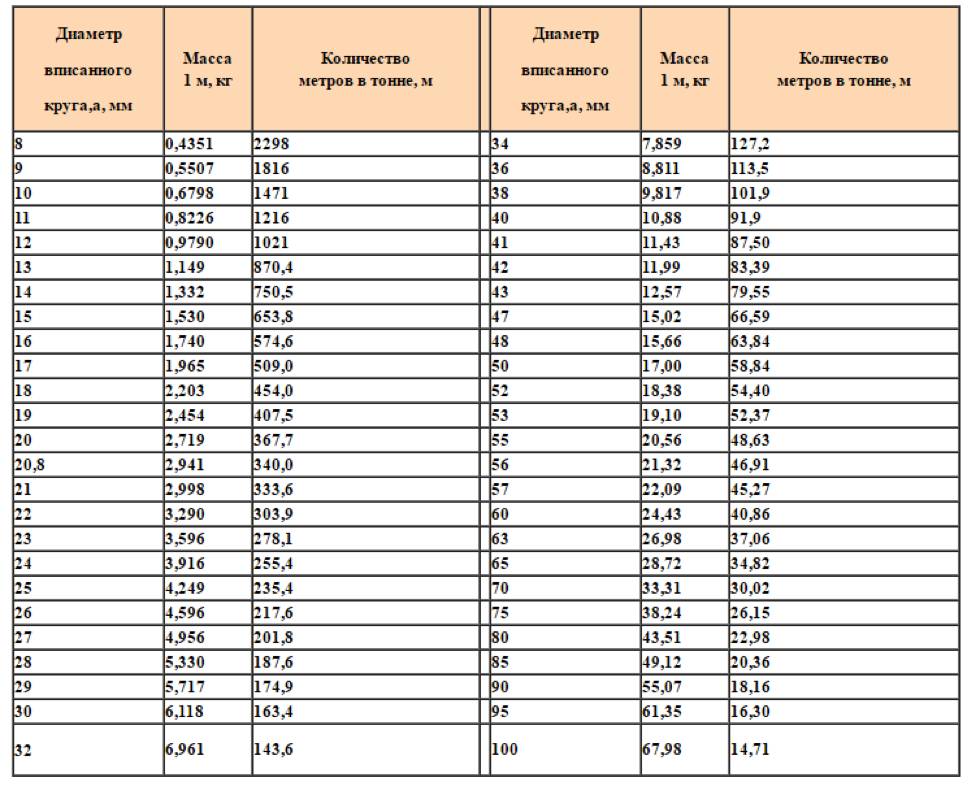 0060
0060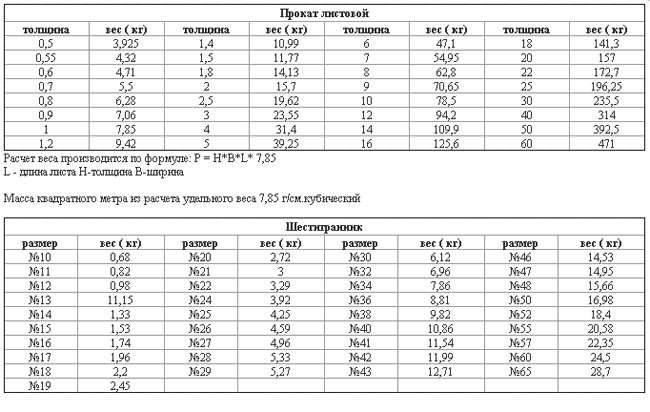 0062
0062 0073
0073 0078
0078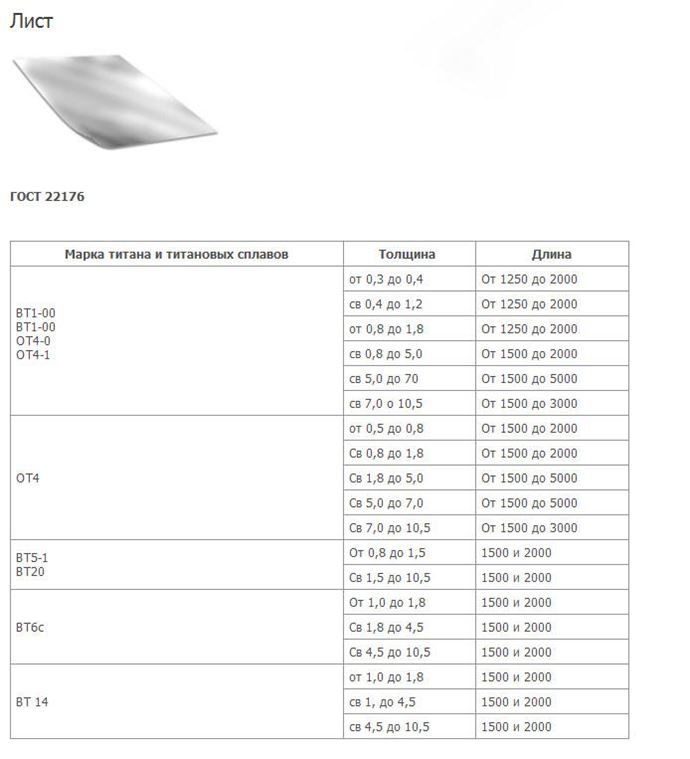 0092
0092 011
011 015
015
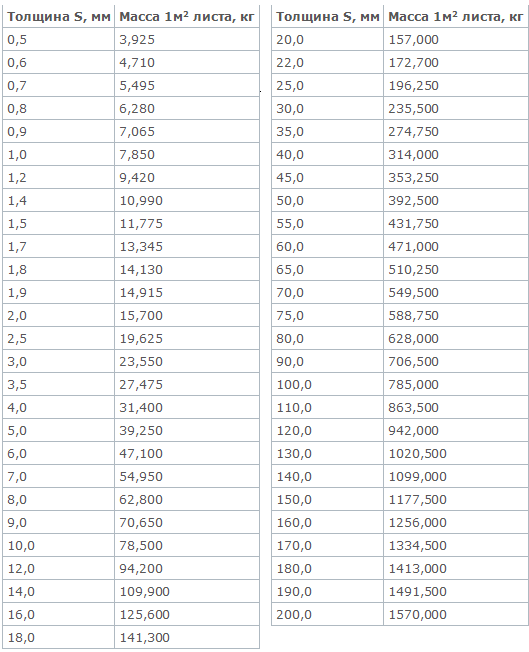

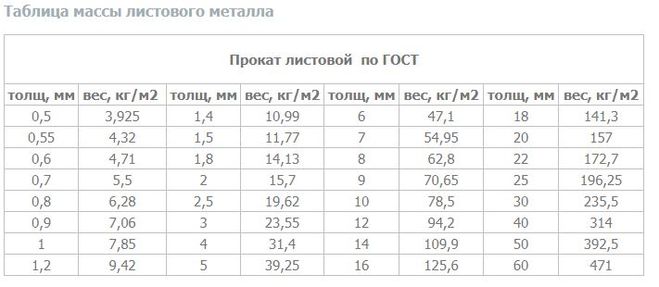

 480
480