Ленточно-шлифовальный станок по металлу OPTIMUM OPTIgrind BSM 75
Под заказ
Доставка по Украине
58 481 грн
Купить
Станмастер
Ленточно-шлифовальный станок по металлу OPTIMUM OPTIgrind BSM 150
Под заказ
Доставка по Украине
71 757 грн
Купить
Станмастер
Ленточные, зачистные шлифовальные станки по металлу от ЧТУП «АвтоДСтехно»
Шлифовальные станки по металлу
по порядкупо росту ценыпо снижению ценыпо новизне
BEM250
Зачистной станок по металлу FLOTT BEM 250
Цену уточняйте
Под заказ, 15 дней Оптом и в розницу
50001892T
Ленточный шлифовальный станок JET JBSM-150
Цену уточняйте
В наличии Оптом и в розницу
50001891T
Ленточный шлифовальный станок JET JBSM-75
Цену уточняйте
В наличии Оптом и в розницу
BSM150
Ленточный шлифовальный станок по металлу FLOTT BSM 150
Цену уточняйте
В наличии Оптом и в розницу
BSM150А
Ленточный шлифовальный станок по металлу FLOTT BSM 150A (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
BSM150Аpol
Ленточный шлифовальный станок по металлу FLOTT BSM 150A pol (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
BSM75
Ленточный шлифовальный станок по металлу FLOTT BSM 75
Цену уточняйте
В наличии Оптом и в розницу
BSM75А
Ленточный шлифовальный станок по металлу FLOTT BSM 75A (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
BSM75Аpol
Ленточный шлифовальный станок по металлу FLOTT BSM 75A pol (с вытяжкой)
Цену уточняйте
В наличии Оптом и в розницу
TBSM75
Ленточный шлифовальный станок по металлу FLOTT TBSM 75
Цену уточняйте
В наличии Оптом и в розницу
TSB250P
Точильно-шлифовальный станок по металлу FLOTT TSB 250 P
Цену уточняйте
В наличии Оптом и в розницу
Шлифовальный станок для труб ЛПШ-110
Цену уточняйте
В наличии Оптом и в розницу
Шлифовальный станок для труб ЛПШ-35
Цену уточняйте
В наличии Оптом и в розницу
Шлифовальный станок для труб ЛПШ-50
Цену уточняйте
В наличии Оптом и в розницу
50000310T
Зачистной станок для удаления заусенцев JET JDC-200
Цену уточняйте
Нет в наличии Оптом и в розницу
50000311T
Зачистной станок для удаления заусенцев JET JDC-250
Цену уточняйте
Нет в наличии Оптом и в розницу
50001893M
Ленточный шлифовальный станок JET JBSM-100 220V
Цену уточняйте
Нет в наличии Оптом и в розницу
50001893T
Ленточный шлифовальный станок JET JBSM-100 380В
Цену уточняйте
Нет в наличии Оптом и в розницу
756185T
Ленточный шлифовальный станок по металлу JET DSAN4-3
Цену уточняйте
Нет в наличии Оптом и в розницу
16243248
Шлифовальные станки по металлу
Промышленные ленточные и дисковые шлифовальные машины — Шлифовальные машины по металлу
Промышленные ленточные и дисковые шлифовальные машины — Шлифовальные машины по металлу | Бейли Индастриал
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Если вам нужно сгладить борфрезы по металлу, Baileigh Industrial изготовит дисковую шлифовальную машину, ленточную шлифовальную машину или комбинированную модель, подходящую для вашего цеха или области применения.
Мы предоставляем на каждую кофемолку годовую гарантию на детали и пожизненную техническую поддержку по телефону . Бесплатные консультации по применению и устранение неполадок всегда на расстоянии одного телефонного звонка. Наши дисковые и ленточные шлифовальные машины обычно есть на складе и отправляются в течение 72 часов.
Ленточные шлифовальные машины
BG-248-3 – Эта ленточная шлифовальная машина имеет 2 фиксированных колеса (радиусы 3,5” и 8” и 1 регулируемое колесо (радиусы 0,5”, 1” и 1,5”) и поставляется с подставка для наклона машины на бок.
BG-260-3-110 и BG-260-3-220 — Эти 3-колесные станки с 2-дюймовым ремнем (один на 110 вольт, другой на 220 вольт) шлифуют с переменной скоростью, от от 800 до 8000 футов в минуту, включая шлифовальные столы.
BG-379 и BG-679 – Эти шлифовальные машины, оснащенные 3-дюймовыми и 6-дюймовыми ремнями соответственно, открываются сверху для размещения крупных отливок. Удобный вакуумный двигатель всасывает пыль.
Комбинированные ленточно-дисковые шлифовальные машины
DBG-62 — Эта настольная машина с 6-дюймовым диском и 2-дюймовым широким ремнем идеально подходит для любого производства или домашнего цеха и позволяет работать с небольшими предметами.
DBC-160 – Стоячая модель оснащена 10-дюймовым диском и 6-дюймовым ремнем для более крупных проектов.
Автономная дисковая шлифовальная машина
Работает от трехфазной сети 220 В.
Огромный 20-дюймовый диск вращается со скоростью более 1000 об/мин.
Фаски до 45° и стол с регулируемым углом наклона.
ПодробнееПодробнее
$879,00 $
В наличии
Комбинация ленточной и дисковой шлифовальной машины, 110 В.
Диаметр диска 9 дюймов.
Ремень 2 x 48 дюймов.
115 В
Сертификат CSA
$979,00 $
Позвоните, чтобы узнать о наличии
Комбинация ленточной и дисковой шлифовальной машины, 110 В.
Диаметр диска 6 дюймов.
Абразивная лента 2 x 40 дюймов.
$999,00 $
В наличии
Комбинация ленточной и дисковой шлифовальной машины, 110 В.
110В 3-х колесный ленточно-шлифовальный станок с регулируемой скоростью.
Ремень 2 x 60 дюймов.
Диапазон скоростей от 800 до 8000 футов в минуту.
Цельнолитая конструкция.
Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
10 лучших применений ленточно-шлифовального станка в металлообработке
Ленточно-шлифовальный станок или шлифовальный станок идеально подходит для всех видов металлообработки. Заготовке придается нужная форма и выполняется отделка быстро, качественно и точно. Помимо металла, также можно шлифовать сталь, булат, закалённую сталь, цветные металлы, дерево, пластик, минеральные материалы и камень. Здесь мы имеем дело с металлом.
Ленточно-шлифовальный станок или шлифовальный станок для всех видов металлообработки
Ленточно-шлифовальный станок — это машина с шлифовальной лентой. Его еще называют мясорубкой. Эта шлифовальная лента может работать с фиксированной скоростью. С помощью регулятора переменной скорости вы можете заставить ленту двигаться быстрее или медленнее. На меньшей скорости металл пригорает не так быстро и можно аккуратно шлифовать.
Выберите ленточно-шлифовальную машину с множеством насадок.
При выборе ленточной шлифовальной машины важно обращать внимание на количество насадок. Ленточная шлифовальная машина с лентой, которая движется только сверху вниз, ограничена. Выберите наклонно-ленточный шлифовальный станок с большим количеством насадок. Наклоняя ремень, он может двигаться слева направо, а не только сверху вниз. Большое преимущество!
Ковка, сварка, реставрация и проектирование. Именно там люди работают с ленточной шлифовальной машиной.
Ленточно-шлифовальный станок можно найти в слесарном цехе на кузнечно-сварочном и реставрационном предприятиях. Ленточная шлифовальная машина также имеет важное значение в дизайне. Ленточные шлифовальные станки есть во многих конструкторских и инновационных отделах промышленности и производства. Ленточно-шлифовальный станок — чрезвычайно полезный инструмент при разработке изделий. Люди используют ленточный шлифовальный станок для шлифовки, шлифовки и полировки при выполнении работ или изготовлении ножей.
Давайте посмотрим, какие этапы выполняет слесарь на ленточно-шлифовальном станке. Всего 5 шагов:
1 Грубая шлифовка. При грубом шлифовании с грубого куска металла снимается много материала. Заготовке придается форма. Используются шлифовальные ленты с жесткой полиэфирной основой. Таким образом можно сильно прижать металлическую заготовку к шлифовальной ленте. Размер зерна от 36 до 80.
2 Промежуточная обработка. В ходе промежуточной обработки наносятся детали. Снимается гораздо меньше материала. Рабочее давление ниже. Обратная сторона шлифовальной ленты не такая твердая. Размер зерна составляет от 80 до 120.
3 Отделка. Отделка придает металлу окончательный вид. При чистовой обработке часть металла снимается с заготовки, но незначительно. Шлифовальные ленты тонкие и эластичные. Размер зерна от 150 до 400.
4 Отделка. После отделки заготовка готова. Он бывает гладким, шероховатым, отражающим, матовым или полуматовым. Это выбор металлурга. Для каждого типа отделки существуют специальные шлифовальные ленты. Размер зерна от 400 до 2000.
5 Полировка. Полировка производится на ленточной шлифовальной машине с полировальной лентой и полировальной смазкой.
Ленточная шлифовальная машина используется для многих целей.
Ленточная шлифовальная машина используется для многих целей. Это универсал. Особенно, когда к ленточной шлифовальной машине прилагается много замечательных насадок. Вот 10 самых красивых операций, для которых ленточная шлифовальная машина просто необходима:
Ножи. В мире изготовления ножей ленточная шлифовальная машина незаменима.
Часовщики. Для рабочих корпусов часов на высшем уровне. Многие часовщики, работающие с Breitling или Rolex, имеют в своей мастерской ленточно-шлифовальный станок.
Ремонт и реставрация. Из металлических предметов, машин и инструментов. Чтобы восстановить старый или дефектный металлический предмет до состояния нового, необходима ленточно-шлифовальная машина.
Кузнец, триммер для копыт. Для работы с подковами и мачете.
Ювелир, ювелирное дело. В этом секторе очень хорошо иметь ленточно-шлифовальную машину и ее насадки.
Заточка ножей, стамесок и ножниц. При заточке или восстановлении этих металлических предметов ленточная шлифовальная машина является очень полезным инструментом.
Музыкальные инструменты. Ленточно-шлифовальный станок — ваш лучший друг при ремонте или сборке музыкальных инструментов. Возможна шлифовка от грубой до очень тонкой. Подумайте о литаврах, скрипичных смычках, ксилофонах или духовых инструментах.
Изготовители инструментов. Эти мастера всегда могут использовать в мастерской ленточно-шлифовальный станок. Подумайте о лабораторных инструментах, медицинских инструментах, весах и т. д.
Монтажники интерьеров и краснодеревщики. Там, где сливаются металл и дерево, ленточно-шлифовальный станок — желанный инструмент для создания красивых вещей.
Дверная фурнитура, душевые краны, удила. Ленточная шлифовальная машина идеально подходит для тонкой обработки круглых форм. Очень высокое качество отделки может быть достигнуто со всеми типами жестких и мягких шлифовальных лент. Турбины, трубы, сварочные и упаковочные роботы. Сходство между этими, казалось бы, несопоставимыми предметами в том, что все они изготовлены или реставрированы с помощью ленточно-шлифовальной машины.
МНОГОФУНКЦИОНАЛЬНЫЙ. МОЩНЫЙ. ТВЕРДЫЙ. ПРОЧНЫЙ.
«Батько» — это название хорошей, надежной ленточной шлифовальной машины для ножей, хотя люди иногда говорят «Батко» или «Бакто». В ленточной шлифовальной машине Batko есть все.
Шаберная пластина как инструмент оверклокера / Хабр
Этот жестокий мир теплового хаоса
Мы живем в компьютерном мире, а современная электроника в части кремниевых «мозгов» достаточно тёплая вещь — процессоры нагреваются нещадно, как основные, так и специализированные, GPU например. В каждом электрическом изделии присутствуют радиаторы пассивные и если совсем много тепла нужно рассеять — то и вентиляторы.
Как известно, электротехника это наука о контактах. Так же можно сказать, что и теплотехника — тоже наука о контакте, о тепловом контакте и передаче тепла от теплого к холодному посредством конвекции и/или излучения. Но не будем в это углубляться, поговорим о конкретном решении, направленном на уменьшение перегрева оборудования и сопутствующего шума от активных систем воздушного охлаждения в паре металл-металл.
Что есть радиатор или немного занудства
Это пластина из теплопроводного материала с развитой поверхностью, плотно приделанная/прижатая к источнику тепла и обладающая вполне измеримыми параметрами — оребрением и теплопроводностью. Чем больше ребёр — тем больше площадь соприкосновения с воздухом, «частить» рёбра можно до известных пределов выражаемых через хитрые уравнения с числами Рейнольдса, понятиями «ламинарный» и «турбулентный» поток, «поверхностный слой» и т.д. Дальше — воздух «застревает» и не холодит.
Не углубляемся в это, в двух словах — у радиатора есть предел рассеиваемой мощности и можно его повысить заменяя материал на более теплопроводный (серебро или золото например) или обдувая радиатор вентилятором. Второй вариант по непонятным причинам почему-то прижился больше, это и есть активная система воздушного охлаждения.
И что?
А вот — охлаждение самого радиатора не наша цель. Цель — забрать тепло от источника тепла (транзистор, микросхема, процессор), нагреть им радиатор и эффективно рассеять в окружающем воздухе. И узкое место в этой цепочке — контакт радиатора с источником тепла.
В идеале источник тепла с радиатором представляет неразрывный кусок металла, но так далеко не всегда по понятным технологическим причинам.
Обычно есть источник и радиатор, и они соединены точкой теплового контакта, этот вариант и рассматриваем.
В идеале — две тщательно обработанные поверхности плотно прижаты друг к другу и хорошо обмениваются теплом
На практике такое недостижимо, так как сделать две поверхности с классом чистоты хотя бы 10 — тяжело и накладно, серебряный радиатор снова маячит на горизонте.
Кроме того, надо обеспечить идеальную горизонтальность поверхностей, что тоже непросто, и радиатор становится золотым.
Решение есть!
Это термопаста, частный случай термоинтерфейса, представляет из себя мелкодисперсную (а то и нанодисперсную) смесь высокотеплопроводного материала в слабоиспаряемой жидкости типа масла или специального клея, твердеющего от нагрева или просто от контакта с воздухом. Паста эта помещается между источником тепла и радиатором и заполняет неровности поверхностей, увеличивая площадь теплового контакта, что крайне положительно для теплообмена.
Вполне очевидно, что самый лучший слой пасты — нулевой толщины, как и было написано выше, но мы в реальном мире и получаем вполне приемлемый результат при недорогой обработке поверхностей и среднем расходе термопасты.
И что №2?
Перфекционизм не даёт покоя, хочется добиться еще лучшего теплообмена хотя бы потому, что как правило, команду на «добавить оборотов и шума» даёт вентилятору встроенный датчик температуры нашей мини-печки. Снижаем потери при передаче->больше тепла идёт на радиатор и рассеивается ->«печка» чувствует себя комфортно->«вентилятор — не крутись» — примерно такой ход мыслей. Упор делаем конечно, на качество поверхности контакта со стороны радиатора, улучшать довольно качественную поверхность дорогого чипа нет особого смысла, да и чревато потерей гарантии…
Взглянув на подошву типового радиатора CPU типа Intel или AMD, понимаем, что за всё надо платить, и поверхность частенько имеет следы механической обработки, обычно это следы от фрезы цилиндрические, торцевые, а то и концентрические, и их глубина вгоняет в сплин. Выглядят соответственно, как параллельные полоски, части дуг и как концентрические окружности с явным центром в центре радиатора.
Избавится от этого можно несколькими доступными «на коленке» способами.
Шлифовка
Берем жесткую ровную поверхность — обычно лист качественного стекла, на неё кладем листок подходящей под масштаб неровностей наждачной бумаги рабочим слоем наверх и сверху начинаем елозить подошвой радиатора, рисуя движениями всевозможные хаотические фигуры, например лучики солнца. По мере получения результата меняем наждачную бумагу на более мелкую вплоть до самой мелкой что существует. Детали и нюансы данного действа неоднократно расписаны в Сети.
Этот способ работает, результат есть. Но есть сложности с исполнением, а именно:
тяжело выдерживать хаотичность движений — получаем неровности-новоделы
нелегко иметь равную силу прижима при смене направления движения радиатора- особенность строения мышц руки
очень легко «завалить края», сделать шишку в центре и скруглённые края — по предыдущей же причине
есть радиаторы, куда просто физически не попасть со стеклом и наждачкой (см. ниже)
В результате, поверхность хоть и будет блестеть, но не будет ровной в геометрическом плане. Упорными тренировками можно улучшить показатели, но зачем? Нет же цели точить радиаторы всю жизнь.
Обработка шаберной пластиной
Шаберная пластина представляет из себя пластину из твердого сплава (обычно на основе карбида вольфрама) с очень точной геометрией.
Появилась у меня как случайный подарок, в быту ей прекрасно можно точить все ножи, ножницы, соскребать что-либо с металла и пока не нашлось того, с чем она справиться не сможет. За пару лет даже не притупилась никак. Обладает зеркальной поверхностью, довольно увесистая для своего размера. Обратите внимание — форма не чистый квадрат, мало того, что две стороны выпуклые, так и одна несимметрична, это брак конкретной пластины, должно быть с 2-х сторон симметрично-полукругло для произведения грубых работ по металлу аналогично как шерхебелем по дереву. Прямые грани и будем использовать как инструмент доводки поверхности радиатора.
Пример использования
Первый пациент — видеокарта Radeon 6950, шумит, перегревается и исполняет фокус «thermal throttling», то есть просто тупит от перегрева GPU. Температура чипа под нагрузкой переваливает за 100C°, в простое тоже несладко — около 60C°. Разбираем видеокарту, и видим вполне такой себе композитный радиатор с тепловыми трубками, с виду всё выглядит пристойно и аккуратно, смущает только темное пятно в центре.
Берем пластину под углом примерно в 30° к радиатору и делаем первое движение. Да, как-то не очень с поверхностью, надо исправлять, сразу стало понятно, что за пятно и откуда. Применяя движения как при работе с наждачной бумагой плавно выводим за довольно приемлемое время поверхность в гораздо более ровное состояние. Строгать медь и алюминий шаберной пластиной это одно удовольствие — примерно как перочинным ножиком остругивать ветку, только неудобно держать пальцами, правильный угол держать нелегко.
Нажим тоже надо подбирать, при сильном пластина запросто закапывается в металл, движение руки продолжается, следует выброс из ямки и снова закопались и так далее, получается движение рывками а поверхность в зазубринах, что не нужно вовсе. Также, не нужно забывать про одинаковую сточку меди и алюминия чтобы в меди не «выкопать» яму. Это как раз обещанный случай куда с наждачной бумагой из-за стоек не попасть, а даже если и, то «завалить» поверхность проще простого.
Точим…
Ещё точим…
И наконец!
Как уже говорил, надо во избежание «закапывания» в месте чипа не лениться, шаберить пошире, не скромничать. Крайние движения инструментом надо делать легко и вполсилы, это даёт искомую ровность и мелкий рисунок обработки. Для эстетов можно сделать пару проходов наждачкой-«нулёвкой» + паста ГОИ, пробовал, результат — зеркало, но не всякая паста вот так возьмёт и прилипнет к такой поверхности.
По результатам сборки температура в простое упала до ~45C°, под нагрузкой выше 87C° не поднималось. Цель достигнута.
Пример 2
Одним из последующих пациентов был башенный радиатор от производителя с голубыми пропеллерами, стоил не слишком мало, но имел совершенно неприличные следы торцевой фрезеровки, поверх которых был смело покрыт хромом, что конечно, не спасло от неполного прилегания к топовому процессору фирмы AMD. Узор фрезы, декорированный термопастой, на снятом радиаторе смотрелся отчётливо и бесстыже.
Надо исправлять.
Снят хром был за пару десятков движений и первые же движения по голой меди показали характерную «подушку», что возникла как следствие затяжки болтов для контакта подошвы и тепловых трубок. Шаберил как и в первом случае. На тепловых трубках видны царапины — шабер очень резкий инструмент, всего-то пару раз соскочил. Хотя порезаться им не доводилось.
Это промежуточный результат, конечное фото к сожалению испортилось на карте памяти, получилось в конце очень хорошо и гладко. Радиатор был установлен и затестирован, результат — падение температуры на 10-13 градусов при полной загрузке процессора.
Выводы
Шаберение в домашних условиях работает
Процедура несложна и воспроизводима
Есть вполне измеряемые результаты работы
Стало тише
Сократился расход термопасты =)
Минусы:
неудобно держать шаберную пластину
площадь обработки невелика, требуется техника обработки, можно конечно купить шабер пошире, но теряется универсальность, это тянет за собой набор таких пластин
Да, а причём тут оверклокерство?
Хотя рассказ про воздушный радиатор, данная технология была успешно применена и на СВО, а там товарищ не стеснялся разгонять и был рад приросту что-то около 2% в производительности. Мелочь, а приятно. На фоне общих затрат шаберная пластина вышла по цене как метр тюнингованного водяного шланга.
Я же боролся с шумом и за стабильность работы и это мне удалось.
Шаберная пластина 25х30 ВК6ОМ
Пластина твердосплавная шаберная
Размерность: 25х30
Сплав: ВК6ОМ
ТУ 2-035-363-74
Применение: используется для шабрения (шабровки, выравнивания) плоских поверхностей из чугуна и стали.
В быту: для резки кафеля, для заточки ножей, ножниц и прочих предметов из металла, а также для бережного снятия старой краски, лака, загрязнений, окалины и ржавчины с различных поверхностей.
Высококачественное шабрение позволяет получить поверхность с неравномерностью порядка единиц микрона. Шабрение практически не поддаётся механизации и остаётся одной из самых трудоемких слесарных работ.
Шаберные пластины широко применяются для обработки корозионно-стойких, в частности нержавейки, и жаропрочных сплавов; тонкой подводки, чугунов высокой твердости, алюминиевых сплавов и закаленных сталей. Не обойтись без этих пластин и для всевозможных бытовых целей: снятия окалины, лаков, краски, ржавчины. Также шаберные пластины отлично затачивают ножницы, ножи и различный другой необходимый в хозяйстве инструмент. Данные пластины изготавливают из разных твердых сплавов, чаще всего группы К 10/20 (как правило шаберная пластина производится из ВК6ОМ) и быстрорезов согласно ТУ 2-035-363.
Обозначения и размеры:
№ п/п
Обозначение
Длина, мм
Ширина, мм
Толщина, мм
Ширина рабочих граней, мм
Количество рабочих граней, шт
1
25х30х2 Вк6 ОМ
25
30
2
25
4
2
15х30х2 Вк6 ОМ
15
30
2
15
4
3
20х25х2 Вк6 ОМ
20
25
2
20
4
4
30х25х2 Вк6 ОМ
30
25
2
30
4
5
30х15х2 Вк6 ОМ
30
15
2
30
4
6
25х30х2 Вк6 ОМ
25
30
2
30, 25
8
7
50х10х2 Вк6 ОМ
50
10
2
50
4
Наша компания специализируется на комплексной продаже металлорежущего, алмазного инструмента для машиностроения, строительства, камнеобработки, стекла. Осуществляем разработку технологических решений токарно-фрезерной обработки металлов. Большой ассортимент импортного и ГОСТа ТУ металлорежущего инструмента, в наличии на складе в Минске и под заказ.
Пластина твердосплавная шаберная ВК6ОМ 25х30 и многое другое Вы можете приобрести в ООО «Айрон Парк» в Минске!
Наша компания специализируется на комплексной продаже металлорежущего, алмазного инструмента для машиностроения, строительства, камнеобработки, стекла. Осуществляем разработку технологических решений токарно-фрезерной обработки металлов. Большой ассортимент импортного и ГОСТа ТУ металлорежущего инструмента, в наличии на складе в Минске и под заказ.
andrey@ironpark. by Подбор и испытание инструмента
НАШИ САЙТЫ
www.ironpark.by
www.lamina-swiss.by
ТОРГОВЫЕ ПЛОЩАДКИ/ САЙТЫ-ВИТРИНЫ
DEAL https://ironpark.deal.by/
PULSCEN https://minsk.pulscen.by/firms/99322381
МЫ В СОЦИАЛЬНЫХ СЕТЯХ:
Данный сайт не является интернет магазином. Цены и ассортимент товаров указаны исключительно для ознакомления! Действующую цену, сроки поставки, комплектации и техническую характеристику уточняйте у менеджеров компании. Компания ООО «Айрон Парк» осуществляет реализацию товаров только юридическим лицам и индивидуальным предпринимателям по безналичному расчету.
Представляем PLATESCRAPE
Представляем PLATESCRAPE
Более 3000 воинов воды, и их число продолжает расти!
Опрыскивающие пластины создают Backsplash , которые потенциально могут перенести Вирусы и инфекционные блюда
. и предварительная санитарная обработка за пределами участка. Легко очищайте стойкие яйца, сыр и сушеные соусы.
Купить
PLATESCRAPE позволяет получить пищевую корку, которой не хватает в посудомоечной машине. Убедитесь, что НИ ОДИН клиент не получает грязную тарелку за столом. Довольно важно, верно?
Форсунки расходуют 1-3 галлона ГОРЯЧЕЙ воды в минуту! PLATESCRAPE был протестирован Технологическим центром общественного питания. Работает на 40 % быстрее и использует 93 % меньше воды , чем обычная распылительная насадка.
См. отчет
Экономия ресторанам тысяч долларов в год!
Заказ онлайнЗаказ по телефонуЧто подходит?
Загрузите нашу спецификацию в формате PDF здесь
PLATESCRAPE Введение
Потрясающее изобретение
Ориентировочная стоимость предварительной дезинфекции 200 000 тарелок2, которые работают более эффективно.
* Данные предоставлены сторонними лабораторными тестами FSTC. Фактическая экономия будет варьироваться.
Сэкономьте до 30 % на воде и канализации
Нам говорили, что мы сошли с ума, если создали щетку, которую не нужно было бы заменять. Они сказали, что производят за границей, и ваши клиенты постоянно покупают замену. Мы сказали: «К черту это» и построили самую лучшую чертову щетку, на какую только были способны. Потребовались годы, но щетки PLATESCRAPE созданы для того, чтобы сопла для разбрызгивания корки и посудомоечные машины не попадали в цель. Каждая щетинка имеет специальное покрытие, предотвращающее рост бактерий, и у нас не было ни одного клиента, который нуждался в замене.
Эти прочные и долговечные щетки. Они удаляют с ваших блюд самые стойкие яйца, сыр и присохшую пищевую корку, облегчая работу вашей посудомойки. Больше никаких повторных стирок и распыления всей горячей воды.
Награда Уильяма А.
Кордеса «Инновация года 2018».
Запатентовано в США и на 100 % сделано в Америке
Лучший новый продукт для ресторанов
Заинтересованы в нестандартных щетках или раковинах? Нейт, наш изобретатель, рад поговорить с вами. [email protected]
< Почему кисть?
Награды и прочее >>
Начни экономить прямо сейчас!
«Мы сэкономили 300 долларов на счете за воду!»
Бесплатная доставка!
1 год гарантии
Сделано в США с сертификатами NSF, UL и FDA
60-дневная гарантия возврата денег!
PLATESCRAPE Размеры 17,2x11x12
«Мы настоятельно рекомендуем PLATESCRAPE, потому что он экономит деньги наших ресторанов на мыле и рабочей силе!»
Бесплатная доставка
2 года гарантии
Сделано в США с сертификатами NSF и FDA
Milohas — семейный бизнес, производящий колумбийские блинчики с мясом и другую выпечку
«PLATESCRAPE — это просто, быстро и весело! Для малого бизнеса PLATESCRAPE стал идеальным решением, если у вас нет места для посудомоечной машины!»
Мирея Баез — Владелец
Antojitos — ресторан в центре Сан-Хосе, Коста-Рика.
«ПОСКРЕБКА ТАРЕЛОК обязательна для каждого ресторана! Я даже снял нашу насадку для молитв.»
Муни Фигерес — Владелец
Нажмите, чтобы перейти к следующей истории
Это простой инструмент для решения простой проблемы
За первый месяц использования PLATESCRAPE мы сэкономили около 300 долларов США или 30% на нашем счете за воду!
Джей
ресторана Indigo Moon
Самое влиятельное ведро и щетки, которые я видел в своей жизни! Необходим для каждой посудомоечной машины .
Mayor Heidi Harmon
Сан-Луис-Обиспо, Калифорния
PLATESCRAPE был немедленной выгодой для нашего бизнеса
Владелец
ресторана Naked Fish
Мы любим ТАРЕЛОЧНЫЙ СКРЕБОК!
Шеф-повар Райан
Очень доволен! 🙂
Пользователь Reddit
Этот продукт ФАНТАСТИЧЕСКИЙ!!!
Окупаемость этого простого инструмента великолепна!
Rodizio Grill
Мой персонал каждый день благодарит меня за покупку PLATESCRAPE
Adam Nelson
Создан для любых операций
PLATESCRAPE портативный и помещается в стандартную раковину с тремя отсеками
Рестораны
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Suspendisse varius enim in eros elementum tristique.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Suspendisse varius enim in eros elementum tristique.
Кейтеринг
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Suspendisse varius enim in eros elementum tristique.
Военный
ЗАИНТЕРЕСОВАНЫ? Подробнее
Многофункциональное устройство
Бонсай до и после
Скользите, чтобы увидеть разницу!
Керамическое покрытие Simix A/C
— Снижает затраты на электроэнергию на 25% и более!
— Продлевает срок службы кондиционера
— Покрывает все поверхности ОВКВ
Скачать в формате PDFКупить сейчас
Простое нанесение в полевых условиях
Нейт мыл посуду после свадьбы, когда у него случился момент ах-ха!
Разочарованный тем, сколько воды тратится впустую, он просто знал, что должен быть лучший способ. Той ночью он просверлил ершики для унитаза в склеенной суперклеем ванне из плексигласа. На следующее утро он наполнил ее водой и провел по ней грязной тарелкой…
3 недели спустя он стоял на сцене Tech Pitch с призом зрительских симпатий.
Следите за новостями @PLATESCRAPE
Традиционные методы мытья посуды ежедневно тратят миллионы галлонов воды, в то время как миллионы людей во всем мире живут без нее. Вот почему мы меняем способ мытья посуды — чтобы экономить воду, экономить время и экономить деньги. И мы тоже платим вперед. Каждый проданный PLATESCRAPE помогает обеспечить 10-летний доступ к безопасной воде одному человеку в развивающемся мире через Water.org.
*5 долларов США помогают обеспечить чистой водой одного человека в развивающихся странах.
Water.org — международная некоммерческая организация, которая изменила к лучшему жизнь более чем миллионов людей во всем мире, обеспечив доступ к безопасной воде и санитарии. Water.org, основанная Гэри Уайтом и Мэттом Деймоном, является пионером в поиске рыночных финансовых решений для глобального водного кризиса. Уже более 30 лет они дарят надежду женщинам, здоровье детей и будущее семей.
771 миллион человек не имеют доступа к безопасной воде.
Нам трудно представить, что было бы, если бы у нас не было доступа к безопасной воде. Но для 771 миллиона человек по всему миру это реальность.
Купив PLATESCRAPE, вы поможете изменить жизнь людей во всем мире. Это создает волновой эффект: имея доступ к безопасной воде, женщины могут заботиться о своих семьях, семьи могут получать доход и осуществлять свои мечты.
Посетите сайт Water.org
Мы будем рады услышать от вас!
Нажмите или коснитесь зеленой галочки, чтобы согласиться на использование нами файлов cookie веб-сайта.
Скребковый стержень является неотъемлемой частью работы литографического пресса. Скребки взаимозаменяемы, необходимо использовать правильную ширину. Скребковые стержни точно обработаны для обеспечения равномерного и равномерного давления от напорной головки офсетного пресса через барабанную перепонку, бумагу и пластину к ложу пресса.
Длина
Необходим запас минимум в один дюйм от края нарисованной области до краевого камня или плиты. Скребок подходящего размера шире бумаги и уже камня или пластины. Наличие скребка правильного размера имеет важное значение при печати и проверке. Использование скребка слишком большого размера может привести к повреждению ремня и, в конечном итоге, скребка. Скребки слишком маленького размера не будут правильно печатать все изображение.
Разнообразие
Хорошо оборудованный литографический цех должен иметь широкий выбор скребков. Рекомендуется иметь скребковые стержни самых разных размеров. Область печати вашего самого большого офсетного станка должна быть верхней границей этого диапазона. Каждый литографический камень, а также пластины обычных размеров, используемые в вашем магазине, должны иметь связанные с ними скребки. Другие скребки следует выбирать в качестве промежуточных с шагом от 1/2 дюйма до 2 дюймов. Это гарантирует наличие скребка для каждой мыслимой ширины печати.
Качество
Бар
Конструкция скребковых стержней Takach была тщательно подобрана для достижения наилучшего качества печати при сохранении долговечности. Для получения четких изображений полоса скребка должна иметь правильный скос. Если скошенная планка скребка слишком острая, лента будет чрезмерно изнашиваться. Если он слишком широкий, он будет производить грубое впечатление.
Ремешок
Ремешок представляет собой защитную износостойкую полосу. Рекомендуется, особенно в учебных заведениях, использовать ремешок для защиты обработанной поверхности скребков. Эти современные пластиковые ремешки сверхвысокой молекулярной массы имеют поверхность с чрезвычайно низким коэффициентом трения, что снижает трение при печати, поэтому они предпочтительнее традиционных кожаных ремешков. Многие частные типографии предпочитают использовать скребки без ремней, поскольку такая конфигурация приводит к наименьшему трению.
Материалы
Полиэтилен (пластик)
Полиэтиленовые скребки были проданы довольным клиентам по всему миру. Пластиковая лента UHMW установлена на каждом стержне.
Клен (дерево)
Эти скребки изготовлены из того же твердого клена, что и наши напольные модели прессов, эти скребки прослужат долгие годы. Пластиковая лента UHMW установлена на каждом стержне.
Приобретение
Наборы
Наборы скребков из клена или наборы скребков из полиэтилена экономят 10% по сравнению с покупкой отдельных скребков.
Артикул № 1311 (клен), 1310 (полиэтилен)
Комплект поставки для 114 дюймов включает:
10 дюймов
12 дюймов
14 дюймов
16 дюймов
18 дюймов
20 дюймов
24 дюйма
Или укажите любую комбинацию нестандартной длины, которая в сумме составляет 114 дюймов
Артикул № 1312 (клен), 1320 (полиэтилен)
130-дюймовый стандартный набор включает:
10 дюймов
12 дюймов
16 дюймов
18 дюймов
20 дюймов
24 дюйма
30 дюймов
Или укажите любую комбинацию нестандартной длины, которая в сумме составляет 130 дюймов
Артикул № 1313 (клен), 1330 (полиэтилен)
170-дюймовый стандартный набор включает:
12 дюймов
16 дюймов
20 дюймов
24 дюйма
30 дюймов
32 дюйма
36 дюймов
Или укажите любую комбинацию нестандартных длин, которая в сумме составляет 130 дюймов
Индивидуальная
Скребки любой длины до 48 дюймов
Артикул № 1300_ _ _
Отдельные полиэтиленовые скребки
Артикул № 1301_ _ _
Отдельные кленовые скребки
Обратите внимание: Последние 3 номера в арт. желаемая длина стержня.
Пример: Чтобы заказать 12-дюймовый полиэтиленовый скребок, артикул № будет 1300120 для стержня 12 1/2″, артикул № будет 1300125 Пример: Чтобы заказать 12-дюймовый кленовый скребок, Артикул № будет 1301120 для стержня 12 1/2 дюйма, Артикул № будет 1301125
Услуги по ремонту
Повторное строгание и перетяжка
Повторное строгание — это профессиональная услуга, требующая отправки скребка в Takach Press, где будет оцениваться повреждение скребка. Скос стержня будет обработан до оптимального состояния, а стержень будет повторно обвязан пластиковой лентой UHMW с низким коэффициентом трения.
Артикул № 139
Замена строгания и повторной натяжки (скребковый стержень любой длины) 16,00 долл. США, бар
Сменные ремни
При повреждении ленты скребка ее можно заменить в цехе литографии, что сводит к минимуму время простоя.
Артикул № 13848
Сменные ремни снижают трение. Пластик UHMW длиной 48 дюймов можно приобрести оптом. (минимум 10 ремешков) 4 доллара США за ремешок
Уход и техническое обслуживание скребков
Выбор длины скребка для печати
Перед печатью выберите скребок, ширина которого больше ширины бумаги, на которой будет выполняться печать, но меньше ширины пластины или камня. Необходим запас на литографском камне. Он должен быть не менее одного сантиметра со всех сторон. Это поле позволяет создать область включения и выключения давления печати на передней и задней сторонах отпечатка. Боковое поле обеспечивает площадь, необходимую при выборе скребка, которая больше, чем бумага для печати, и меньше, чем пластина или камень.
Выравнивание скребка в литографическом прессе
Центральная метка, нанесенная на поверхность скребка, совмещена с центром корпуса скребка. Затем пластина или камень, на котором нужно нанести печать, центрируются под скребком. Центрирование скребка имеет решающее значение для достижения равномерного давления печати по ширине отпечатка.
Смазка во время печати
При печати как скребок, так и лист барабанной перепонки должны быть покрыты смазкой для барабанной перепонки, чтобы уменьшить повреждение ремешка из-за трения. При печати часто смазывайте ремешок скребка и барабанную перепонку. При отсутствии смазки может произойти чрезмерный износ ремешка и барабанной перепонки.
Товар № 144:
Смазка Tympan
Очистка и хранение
Скребок должен быть очищен от смазки после печати, а также протерт начисто перед печатью. Если скребок останется смазанным, грязь, пыль и другие частицы могут прилипнуть к смазке. Эти частицы могут повредить как скребок, так и барабанную перепонку, если их не очистить должным образом перед следующим использованием. Скребки следует хранить ремнем вверх, чтобы предотвратить повреждение поверхности ремня при скольжении.
Нержавеющая сталь широко используется в производстве изделий и техники, строительной сфере и многих других отраслях. Нередко потребители задаются вопросом, как отличить нержавейку от других металлов, ведь на первый взгляд они очень похожи. Для решения этой задачи есть несколько советов специалистов, которые помогут вам точно понять, какой именно металл использовался.
Как отличить нержавейку от алюминия
Одним из самых популярных видов металла в производстве является алюминий. Его часто используют для изготовления бытовых изделий. Чтобы точно определить, какой перед вами металл, воспользуйтесь этими советами и проведите несколько простых тестов.
Самым простым способом является использование магнита. Алюминий является парамагнетиком и практически не магнитится. В бытовых условиях провести проверку с помощью магнита сможет даже ребенок.
Использование простого листа бумаги. Чтобы провести тест, потребуется устранить с поверхности исследуемого предмета грязь и провести бумагой, с силой надавливая на изделие. Если перед вами нержавейка, то на листе не останется никаких следов, при алюминии – проступят серые полосы.
Еще одним критерием отличия нержавейки от алюминия является цвет металла. Если поверхность гладкая и блестит, то перед вами нержавеющая сталь, алюминий имеет матовую поверхность без характерного блеска.
Показатели теплопроводности. Для установки принадлежности металла достаточно налить воду в емкость и довести до кипения. В алюминиевой посуде вода закипит намного быстрее, так как теплопроводность у данного металла намного выше.
Отдельно можно выделить химические способы определения нержавейки с использованием различных кислот и щелочи. При обработке алюминия щелочью на поверхности остаются бурые пятна, у нержавейки видимых изменений не будет.
Воздействие медным купоросом. Этот реактив вы сможете найти в любом сельскохозяйственном магазине. После нанесения на поверхность алюминия обязательно останутся мутные разводы. На нержавеющую сталь купорос никак не влияет.
Использование этих методов позволит вам в домашних условиях со стопроцентной точностью определить, где изделие из алюминия, а где из нержавейки.
Как отличить нержавейку от других видов стали
С виду все марки стали практически одинаковые, но при этом имеют разные технические характеристики. Это означает, что изделия из разных видов стали ведут себя по-разному. Чтобы отличить нержавейку от другой марки стали, можно воспользоваться несколькими способами:
Использование азотной кислоты. Данная химическая жидкость помогает отличить нержавейку от углеродистой стали. Если нанести несколько капель на поверхность стали, начнется реакция, при которой будет выделяться едкий пар. Эта реакция характерна для углеродистой стали, с нержавейкой никаких изменений не произойдет.
Проверить отсвет на поверхности. У нержавейки на поверхности видны синевато-желтые оттенки.
Маркировка. На продукции из стали всегда ставится вид и марка используемого материала. Если перед цифрами стоит буквенные показатели «НЕРЖ», это означает использование легированной стали.
Эти простые советы позволят точно установить наличие нержавеющей стали.
Как отличить нержавейку от цветных металлов
Несведущему человеку сложно разлить нержавеющую сталь от цветных металлов. Для этого потребуются сложные химические действия и реактивы. И все же можно воспользоваться некоторыми советами специалистов:
Возьмите небольшой кусочек образца и просверлите дырку. В дюрале стружки отходят по спирали и не прилипают к сверлу.
Можно использовать перекись водорода и 20 % сульфида натрия. При нанесении этих реагентов на срез, поверхность у цветных металлов потемнеет.
Отличительные характеристики пищевой нержавейки от технической
Надо сказать, что разделение нержавеющей стали на два вида имеет особый характер, так как они отличаются областями использования. Главное отличие между ними заключается в обработке поверхности. Для пищевого типа поверхность имеет особое значение, так как металл будет соприкасаться с пищевой продукцией.
Отличительными чертами пищевой нержавейки является гладкая поверхность с высоким уровнем обработки. Пищевая нержавейка — высоколегированный металл, который устойчив к коррозии и ржавчине. Количество добавок отражается на качестве эксплуатации изделий. Пищевой вид подвержен влиянию агрессивной щелочной среды, поэтому в него добавляет большее количество примесей металла. По составу и маркировке можно с точностью определить, какого типа нержавейка.
Итоги
Для определения вида металла и отличительных особенностей нержавейки достаточно знать азы химии и некоторые характеристики металлов. Проводя несложные химические опыты или используя простые бытовые способы установки изделий из нержавеющей стали, вы легко определите, какой именно тип металла был использован.
Также рекомендуем прочитать:
Что можно производить из обрезков алюминиевых труб?
Нержавеющая сталь – это повсеместно востребованная группа железных коррозионных сплавов. Из нее выпускают кухонную посуду, сложное оборудование, автомобили, велосипеды.
Со сталью легко спутать никелированную латунь, мельхиор, нихром, нейзильбер, а также отполированный алюминий. Однако не все эти металлы безопасно использовать там, где нужна нержавейка: они могут быть неустойчивы к влаге, растворам солей, кислотам и щелочам, высоким температурам, сильной нагрузке, либо не предназначены для пищевого использования.
Что делать, если на металлическом изделии нет маркировки с четко указанным составом сплава?
Простые методы проверки нержавейки
Приведенные ниже способы – бюджетные, подразумевающие использование только базовых знаний и оборудования, которое есть дома у каждого. Провести исследование помогут:
Солевой раствор
Поместите изделие в насыщенный раствор поваренной соли. Если в течение суток предмет заржавеет, все станет ясно.
Закон об объеме вытесняемой жидкости позволяет понять, что нержавеющая сталь, погруженная в воду, выталкивает определенное количество жидкости. Если взвесить деталь и подсчитать объем вылившейся воды, по справочнику получится определить, что это за металл.
Важно учесть и теплопроводность: вода в емкости из алюминия закипает значительно быстрее, чем в нержавеющей стали.
Реагенты
Простейшие кислоты, которые есть на каждой кухне (лимонная, уксусная, винная и другие), в концентрации не менее 2%, заставят потемнеть любой подверженный коррозии сплав. Держать металл в едкой среде потребуется один-два дня.
Этот же метод поможет вычислить непищевую нержавейку: она подернется легким слоем патины.
Магнит
Существует миф, что магнитность – стопроцентный идентификатор нержавейки: якобы нержавеющая сталь не магнитится. На самом деле таким образом можно только попытаться узнать подвид стали.
Действительно, не реагируют на магнит марки аустенитного или аустенитно-ферритного класса. Они содержат большое количество хрома и никеля, пригодны для хранения пищевых и химических продуктов, идут на сантехнические трубы, в том числе для питьевой воды. Возможно, это распространенные AISI 304 или 12Х21НБТ (ЭИ8П).
Сталь мартенситного и ферритного класса магнитит и не должна применяться в пищевой промышленности. AISI 430 (аналог 08Х17) используется при производстве проволоки, сеток, в приборостроении и металлургии.
Сложные способы проверить нержавеющую сталь
Все нижеперечисленное требует специфического оборудования или химикатов, которые нужно будет приобрести.
Медный купорос
Несколько капель концентрированного раствора медного купороса наносят на поверхность металла, предварительно зачищенного наждачной бумагой. Сплав, склонный к коррозии, затянется красной пленкой.
Азотная кислота
Нержавейка не реагирует с этим веществом, а вот любая углеродистая сталь начнет выделять едкие пары.
Надфиль
Посмотрите на поперечный срез: если он желтоватый, значит, скорее всего, вы обрабатываете латунь. Нержавейка всегда светло-серая, возможен синеватый отлив.
Болгарка
Специалисты с наметанным взглядом определяют марку нержавейки по искре, которую дает шлифовальная машина. Так, например, длинные редкие искры характерны только для нержавеющей стали. Чем они светлее, тем вероятнее, что обрабатывается низкоуглеродистая сталь. Их темный красный цвет говорит о высоком содержании никеля, карбида вольфрама, кобальта. Белый выдает наличие титана.
Прочие факторы оценки
Важно знать, что в местах сварных швов даже самая дорогая нержавеющая сталь может потерять стойкость к влаге. Окрашенные листы может потребоваться очищать, шлифовать, что, в свою очередь, повредит защитный слой и спровоцирует образование ржавчины.
Запомнив перечисленные выше способы, вы сможете хотя бы примерно выяснить, что за металл у вас в руках. Но в случае, если вы не желаете сомневаться, купить нержавейку с сертификатом и маркировкой вы можете в компании “АНЭП-Металл”. В продаже круглые, квадратные и шестигранные прутки, швеллеры, ленты и профнастил. Предварительно уточните, какие бывают марки нержавеющей стали и как их выбрать.
Как узнать, хорошего ли качества нержавеющая сталь? (Попробуйте этот тест!) – Wilmax Porcelain
На этой неделе мы рассмотрим посуду из нержавеющей стали. Нержавеющая сталь считается одной из лучших и безопасных форм посуды, но, как я уже говорил, качество имеет значение. Итак, как узнать, лучше ли один тип нержавеющей стали, чем другой? Есть ли способ проверить качество нержавеющей стали?
Давайте узнаем!
Марта спрашивает:
Я читала вашу статью о посуде. В прошлом году я купила набор кастрюль из нержавеющей стали. Как я узнаю, что они хорошего качества?… и, согласно информации, они высшего качества. Я пробую с магнитом, и он прилипает ко всей сковороде, но не внутри… Как я могу убедиться, что их можно безопасно готовить? Я полностью меняю антипригарное покрытие на более нержавеющее или чугунное. Спасибо за всю вашу информацию. Я много готовлю на сливочном масле… обожаю его!
Это тема, в которой многие люди, кажется, не уверены — я знаю, что определенно был в этом некоторое время! Вы слышите так много разных вещей о нержавеющей стали. Некоторые говорят, что это абсолютно безопасно и не реактивно. Некоторые говорят, что это выщелачивает опасные тяжелые металлы в вашу пищу. Некоторые говорят, что это лучшая вещь и единственная посуда, которую вы должны использовать. Некоторые говорят, что это безопасно, только если это магнитная сталь , что, похоже, вы слышали раньше. Возможно, вы даже слышали это от меня — я тоже считаю, что это лучший способ проверить качество! С тех пор я узнал дополнительную информацию, которая может вам помочь.
Итак, давайте начнем со всей этой магнитной штуки. Это запутанная тема!
Теория «испытания магнитом» — это своего рода слух, согласно которому вы должны проверять качество нержавеющей стали с помощью магнита. Но на самом деле это проверяет, является ли сталь аустенитной, или изготовлена из металлического сплава, содержащего хром и никель.
Существует три основных типа структур из нержавеющей стали: аустенитная, ферритная и мартенситная. Когда вы видите нержавеющую сталь с маркировкой 18/8 или 18/10, это говорит вам о том, сколько хрома и никеля содержится в стали. Первая цифра указывает на 18% хрома, а вторая 8% или 10% никеля. Никель является ключом к формованию аустенитной нержавеющей стали. Следовательно, и 18/8, и 18/10 являются аустенитными.
Таким образом, «испытание магнитом» заключается в том, чтобы поднести магнит к посуде из нержавеющей стали, и если он прилипает, значит, он «безопасен», что указывает на отсутствие никеля, но если он не прилипает, значит, он небезопасен и содержит никель. (которая является аустенитной сталью). — это правда, что если бы магнит прилипал к стали, то это был бы не никелевый (аустенитный) сплав.
Однако в этой теории есть проблема. С одной стороны, Не бывает кастрюль из нержавеющей стали, которые магнитятся как снаружи, так и внутри. Кто-нибудь, пожалуйста, поправьте меня, если я ошибаюсь, но я искал , искал и искал, и до сих пор не наткнулся на полностью магнитную посуду из нержавеющей стали.
И для этого есть веская причина — аустенитная, или никельсодержащая, немагнитная нержавеющая сталь обладает высокой устойчивостью к коррозии, что очень важно, если вы готовите прямо на ней. Если бы деталь была полностью магнитной из нержавеющей стали, она бы подвергалась коррозии и не прослужила бы очень долго без никеля, стабилизирующего металл. Несмотря на то, что он не содержит никеля, я не думаю, что по этой причине мне даже понадобится магнитная сковорода из нержавеющей стали 18/0!
Вы найдете магнитную нержавеющую сталь в слое на снаружи некоторых качественных кусков нержавеющей стали. Это сделано для того, чтобы сделать его совместимым с индукционными плитами, в которых для нагрева посуды используется быстро заряжающееся электромагнитное поле. Высококачественная нержавеющая сталь, производители хорошего качества используют три слоя металла — аустенитный слой стали внутри, ферритную сталь снаружи и слой алюминия, зажатый между ними для оптимальной теплопроводности (сталь сама по себе не проводит тепло). равномерно). Нержавеющая сталь более низкого качества обычно состоит из одного слоя аустенитной нержавеющей стали.
Но разница в качестве между типами аустенитной или немагнитной нержавеющей стали все же есть. Иногда вы обнаружите, что аустенитная нержавеющая сталь слабо намагничивается из-за производственного процесса. На самом деле вы можете сформировать феррит и мартенсит путем «холодной обработки» стали, что делает ее более склонной к коррозии и выщелачиванию.
Состав аустенита в высококачественной посуде из нержавеющей стали создается с помощью процесса, который старается этого избежать. Это приводит к аустенитному сплаву, который очень стабилен и устойчив к коррозии и выщелачиванию металлов. Я не металлург, но, по моему мнению, тщательно сформированная и высокостабильная, некорродирующая никельсодержащая нержавеющая сталь безопаснее, чем чисто магнитная нержавеющая сталь, которая со временем может разрушиться и подвергнуться коррозии. (Которой в любом случае даже не существует на рынке!)
Если вы знаете кого-нибудь, у кого есть качественная посуда из нержавеющей стали в течение нескольких лет, вы можете сказать, просто взглянув на нее по сравнению с дешевой нержавеющей сталью, что он действительно очень устойчив к коррозии и хорошо держится в течение долгого времени.
Но, отвечая на ваш первоначальный вопрос,
Ну, если вы не эксперт по металлам и не проинспектируете фабрику, где производится сталь, чтобы увидеть, создает ли их производственный процесс чистый аустенит без образования коррозионных материалов, вы Мы не можем знать наверняка, является ли мастерство изготовления вашей нержавеющей стали высочайшего качества. Я думаю, что лучше всего с самого начала просто купить высококачественную нержавеющую сталь от бренда с хорошей репутацией. Но, кажется, я нашел один способ определить, является ли уже имеющаяся у вас посуда из нержавеющей стали потенциально реактивной.
Я читал, что проверить качество (точнее, реакционную способность) стали можно, прокипятив в кастрюле немного воды со столовой ложкой пищевой соды в течение нескольких минут. Если вода имеет металлический привкус, то сталь реактивная и менее качественная.
Но из того, что я узнал о нержавеющей стали, я понял, что это кислые продукты, о которых вам следует беспокоиться, когда дело доходит до любого вымывания из нержавеющей стали. А пищевая сода щелочная. Итак, я решил провести небольшой научный эксперимент и попробовать другой тест!
Вот что я сделал:
Я налил пару столовых ложек простого белого уксуса (который, конечно, довольно кислый) в две ложки — ложку хорошего качества и еще одну универсальную ложку из нержавеющей стали, которая у меня завалялась. Я также добавляю немного уксуса в стеклянную чашку для контроля.
Через несколько минут я попробовал уксус из каждого стакана. Вкус уксуса из ложки хорошего качества точно такой же, как и в стеклянной чашке. Но уксус в дешевой обычной кастрюле из нержавеющей стали имел вкус металла. Блех. Вкус все еще во рту, когда я печатаю!
Я почти уверен, что мой тест с уксусом — достойный способ определить реакционную способность вашей нержавеющей стали. Попробуйте на своем и посмотрите, пройдет ли! Но если это не так, я бы не парился по этому поводу. Просто будьте осторожны при приготовлении пищи с очень кислыми продуктами, такими как томатные соусы и прочее, и избегайте хранения этих продуктов в нержавеющей стали.
Спасибо Эмили Бенфит по адресу (https://www.etiquettescholar.com/dining_etiquette/table_setting/place_setting.html)
Научитесь определять и утилизировать нержавеющую сталь
Опубликовано Ленни • 0 комментариев
Нержавеющая сталь повсюду. Он используется для изготовления раковин, смесителей и в последнее время стал популярным материалом для поверхностей бытовой техники в домах по всей Америке. Нержавеющая сталь – это стальной сплав, содержащий хром. Другие металлы, такие как никель, также могут быть сплавлены с нержавеющей сталью, что усложняет идентификацию нержавеющей стали среди других типов металлолома.
Хром, который в металлургии обычно называют хромом, сам по себе весьма ценен. Тем не менее, он используется в основном при производстве нержавеющей стали, поскольку помогает готовому изделию противостоять коррозии с течением времени. Он также используется в качестве материала для покрытия металлических деталей, таких как автомобили и мотоциклы, благодаря своим блестящим и привлекательным свойствам.
Сколько стоит нержавеющая сталь? Что ж, он стоит намного больше, чем вы получили бы за более распространенные черные металлы, поэтому стоит потратить время и усилия, чтобы определить, что у вас есть, прежде чем сдавать его на продажу. Частью переработки металлолома является изучение того, как идентифицировать различные металлы, которые у вас есть, чтобы максимизировать свою прибыль.
Магнитные и немагнитные По мере накопления опыта в переработке нержавеющей стали в Фалмуте вы обнаружите, что этот уникальный металл может быть как магнитным, так и немагнитным. Это затрудняет для людей, которые плохо знакомы с ломом, идентифицировать его по сравнению с алюминием или другим металлическим ломом. Состав сплава нержавеющей стали определяет, является ли она магнитной или немагнитной. Хром сводит на нет магнитные свойства никеля и железа, делая нержавеющую сталь немагнитной. Три вещи, которые нужно знать о нержавеющей стали:
Нержавеющая сталь, содержащая никель, иногда может быть магнитной.
Сплав из никеля и хрома в большинстве случаев не обладает магнитными свойствами.
Сплав из никеля и меди также в большинстве случаев не будет магнитным.
Путаница с алюминием Даже для опытных мастеров отличить нержавеющую сталь от алюминия может быть запутанно – и стыдно, если вы ошибаетесь. Есть пара тестов, которые можно сделать, чтобы убедиться. Не делайте только одно. Если вы не уверены на 100%, убедитесь, что вы выполнили все из них, если переработка нержавеющей стали в Фалмуте является вашей основной целью.
Тест №1. Сначала ударьте магнитом по металлу. Если он прилипнет к изделию, это будет не алюминий, а, скорее всего, сталь или особый тип нержавеющей стали, известный как 400-й класс. Это должно стать вашим первым шагом в отличии нержавеющей стали от других видов металлолома.
Испытание № 2. Испытание на искру — это то, что должен уметь делать каждый хороший разборщик. Если на шлифовальном круге немного растолочь предмет, о котором идет речь, и он выбрасывает «зарево» искр, значит, это сталь. Если он немагнитный и дает искры, скорее всего, предмет изготовлен из нержавеющей стали 300-й серии.
Тест №3. Проверьте предмет на наличие ржавчины. Алюминий не ржавеет, однако нержавеющая сталь может со временем ржаветь в экстремальных условиях. Если есть ржавчина, вы, по крайней мере, знаете, что у вас нет алюминия, когда вы перерабатываете нержавеющую сталь в Фалмуте.
Тест № 4. Плотность предмета также является беспроигрышным вариантом. Например, алюминий обычно в три раза или более легче нержавеющей стали. Поэтому, если предмет кажется примерно таким же по весу, как обычная сталь, велика вероятность, что это нержавеющая сталь. Если он действительно легкий, у вас, вероятно, в руках алюминий.
Наиболее ценные виды нержавеющей стали Итак, теперь, когда вы отличили свою нержавеющую сталь от другого металлолома, сколько стоит нержавеющая сталь? Лучший способ определить стоимость — обратиться в местный центр по переработке металлолома, например, в Mid City Scrap в Вестпорте, Массачусетс. Mid City может предоставить вам текущие рыночные цены, чтобы вы могли определить, подходящее ли сейчас время для продажи. Некоторые скупщики будут сидеть на куче металлолома, пока его стоимость не вырастет, или быстро сдадут свой металлолом, когда цены будут на высоте.
Переработка нержавеющей стали в Фалмуте может быть очень прибыльной подработкой или бизнесом на полную ставку, но вы должны знать, сколько стоит каждый тип нержавеющей стали, прежде чем тратить слишком много времени на ее сбор. Немагнитная нержавеющая сталь обычно стоит немного больше, чем алюминий, но многое будет зависеть от текущего спроса и предложения на рынке.
Различные марки нержавеющей стали варьируются от серии 100 до серии 600. Серия 400 самая дешевая. Он обычно не содержит никеля, что делает его магнитным и легко идентифицируемым. Серия 300 представляет собой немагнитный тип нержавеющей стали, который чаще всего встречается на складах металлолома, но стоимость может варьироваться в зависимости от фактического сорта. В нержавеющей стали марки 304 содержится примерно 18% хрома и 8% никеля, поэтому в промышленности она широко известна как 18-8. Однако марка 316 состоит из 16% хрома, 10% никеля и 2% молибдена, что делает ее более ценной, чем марка 304.
Для получения дополнительной информации о различных сортах нержавеющей стали, стоимости и советов по переработке нержавеющей стали в Фалмуте посетите сайт Mid City Scrap Iron & Salvage в Вестпорте. Вы также можете прочитать и просмотреть статьи и информацию, размещенную на этом веб-сайте, чтобы получить ценные советы, которые помогут вам увеличить выплаты.
Армирование монолитных железобетонных лестниц — какими конструктивными требованиями нужно руководствоваться
Если мы заглянем в «Руководство по конструированию железобетонных конструкций» в поиске раздела «Лестницы», нас будет ждать разочарование. В остальной литературе – тоже. Есть лишь небольшой графический материал в книге Тихонова (раздел 7). Текстовых рекомендаций по армированию монолитных лестниц я не встречала вообще, а вы?
Но отсутствие адресных рекомендаций не означает, что мы не можем воспользоваться любимым руководством и сделать все правильно. Давайте же в этой статье разберем, какие именно пункты руководства по конструированию нужно соблюдать, разрабатывая чертеж монолитной железобетонной лестницы.
Для начала давайте проведем анализ обыкновенной монолитной лестницы. Она, хоть и цельная, но состоит из площадок и маршей. Площадки – это не что иное, как небольшие железобетонные плиты, поэтому за указаниями по их армированию мы отправимся в раздел ПЛИТЫ. А что же с маршем? Плита – не плита… Как сказать? Давайте рассмотрим, какая часть марша является действительно работающей железобетонной конструкцией.
Я предлагаю вам взглянуть на рисунок выше. Рабочая часть лестничного марша выделена синим. Ступени же (красные) просто являются дополнительной нагрузкой на марш. Правда, после такого разделения, марш представляется более простым для конструирования? Это обыкновенная железобетонная плита ломаной формы с нашлепками в виде ступеней. Именно так к ней и нужно относиться, подбирая подходящие конструктивные требования.
Узлы сопряжения марша и площадок – однозначно жесткие. А значит арматура должна быть либо непрерывной, либо заведена за место опирания (условно это место излома конструкции) на величину анкеровки (а иногда и на две величины, об этом позже). Армируем мы лестницу сетками – сварными либо вязаными. Где устанавливать арматуру, покажет расчет (об этом будет отдельная статья).
В случае с балочной лестницей ситуация немногим изменится. Просто к армированию монолитных «плит» (то есть площадок и маршей) добавится армирование балок.
Рассмотрим конструктивные требования к армированию плитных частей лестниц – маршей и площадок.
Защитный слой бетона
На что влияет защитный слой бетона? Во-первых, это защита арматуры от коррозии и обеспечение надежного сцепления ее с бетоном. Во-вторых, это пожаростойкость конструкции. Но чем больше защитный слой, тем меньше рабочая высота сечения бетона (а значит и меньше несущая способность). А при слишком большой толщине защитного слоя бетон вообще будет растрескиваться. Поэтому нам всегда нужно соблюдать баланс и находить оптимальный защитный слой.
При определении защитного слоя бетона для арматуры лестниц, воспользуемся таблицей 30 руководства.
Напомню, что в Украине нет требований по расчету защитного слоя по противопожарным нормам (у нас нужно проводить испытания огнем каждой монолитной конструкции). Так вот, по опыту испытания без вопросов проходят плиты с защитным слоем 20 мм.
Также не стоит забывать, что стержни нужно делать такого размера, чтобы они спокойно размещались в опалубке – защитный слой должен быть и в торцах стержней, особенно при наличии отгибов.
Если площадка у нас шириной 2500 мм, длина стержней в ней должна быть 2500 – 2∙15 = 2470 мм.
Расстояние между стержнями арматуры в лестницах
Это важный пункт. Шаг стержней зависит от толщины плиты. При слишком тонких плитах шаг арматуры устанавливается гуще, при более толстых – реже. Это обусловлено рациональной работой арматуры в плите. При оптимальном шаге получается наиболее эффективный и экономичный вариант армирования.
Армирование лестницы в месте излома конструкции
Этот интересный момент освещен в руководстве только для ригелей, но кто мешает нам применить его при армировании лестницы? Как раз угол у лестниц обычно меньше 160 градусов. На рисунке 95 мы можем подсмотреть, как стыковать нижнюю арматуру площадки с нижней арматурой марша.
Половина стержней должна быть заведена за ось изгиба конструкции на величину нахлестки, вторая половина – на две величины нахлестки. Если мы конструируем косоур (в виде балки), то обязательно нужно установить еще и хомуты в месте нахлестки, для плитной конструкции хомуты не устанавливаем.
Как видите, если отнестись к лестнице, как к конструкции, состоящей из марша и площадок, которые просто нужно грамотно состыковать между собой, получается не такая уж и сложная задача. Если хотите ознакомиться с пошаговым конструированием монолитной лестницы, загляните в эту статью (в разработке, ссылка будет позже).
Выбор схемы армирования лестницы Сборка арматурного каркаса лестницы
Перед началом армирования бетонной лестницы необходимо провести сборку опалубки лестницы, а далее выполнить бетонирование лестницы. Как это сделать самому, описано в статье Бетонная лестница своими руками.
Выбор схемы армирования лестницы
Стержневая арматура отлично подходит для армирования бетонных лестниц простых по форме. Для понимания того, что и зачем армировать, давайте рассмотрим силы, которые возникают на одномаршевую лестницу.
Это будет сила тяжести от собственного веса лестницы, её пешеходов, заносимых вещей и прочего тяжелого имущества. Все перечисленное давит на лестницу сверху. При этом в верхней части плиты лестницы бетон сжимается, а в нижней растягивается. Всё это значит, что бетон, который непрочный при растяжении, нужно армировать в нижней части плиты лестницы. В верхней же части плиты лестницы, в данном случае, армировать бетон незачем, там бетон будет прекрасно противостоять сжимающим усилиям и без всякой арматуры. Нужно заметить, что некоторые частные застройщики при сборке арматурных каркасов лестниц закладывают в опалубку по бокам стальные швеллеры, уголки, балки и т. д. Конечно, хуже от этого не будет, но это совершенно бесполезная трата недешевого нынче металла. Армирование бетонной лестницы арматурой в нижней части более чем достаточно для восприятия растягивающих усилий.
На рисунке изображена схема армирования простой одномаршевой лестницы. Видно, что одномаршевая монолитная лестница (без монолитной площадки или забежных ступеней) армируется только в нижней части плиты, то есть там, где сосредотачиваются растягивающие усилия. Иногда можно встретить проекты, где верх лестницы возле верхней поверхности бетона армируются стальной сеткой 100х100х5 мм. Такая сетка практически ни как не увеличивает жесткость монолитной лестницы, а лишь защищает ступеньки при случайных сильных ударах от сколов.Т акой несложный характер воздействий на простую одномаршевую лестницу позволяет для составления схемы армирования использовать упрощенную методику. Определить оптимальную схему армирования таких простых монолитных лестниц вполне можно самостоятельно.
Обозначения на рисунке схемы армирования бетонной лестницы: рабочая высота плиты монолитной лестницы (H), длинна лестничного марша (L). Расстояние между поперечной арматурой (Е) обычно выбирают равным 40 см. В качестве поперечной арматуры используется прутки диаметром 10 мм. Оптимальное расстояние силовой арматуры до поверхности 3 см. Высота рабочей плиты лестницы (Н), диаметр продольной арматуры и расстояние между прутками продольной арматуры (I) выбирается по табл. 1 в зависимости от свободного пролёта лестничного марша (L).
Таблица 1. Определение продольного армирования одномаршевой бетонной лестницы
Длинна пролёта лестницы (L), м
Максимальное расстояние между прутками (I), см
Минимальная высота рабочей плиты лестницы, см
Диаметр арматуры, мм
2
19
10
10
3
17
15
10
4
15
20
12
4,5
13
22
12
5
12
25
12
5,5
11
27
14
6
10
30
14
В случае двухмаршевой лестницы с монолитной площадкой усилия, которые возникают в конструкции монолитной лестницы, схема армирования бетонной лестницы усложняется.
На картинке видно, что в отличие от обычной одномаршевой лестницы без площадки собственный и полезный вес лестницы хочет как бы обломить площадки, вызывая растягивающие усилия в верхних частях монолитных площадок. Этому, отчасти, помогают усадочные напряжения. Поэтому монолитные площадки армируются и снизу, и сверху, а верхняя арматура в площадках частично продолжается и в лестнице. Параметры верхнего арматурного каркаса выбираются аналогично нижнему армированию.
Площадки двухмаршевых лестниц испытывают большие усилия от веса лестницы, и поэтому должны быть прочно закреплены в стене. На практике для закрепления монолитных площадок чаще всего используют железобетонные венцы, которые формируются углублениями в стенах с размерами в среднем 20х20 см. Таким образом, для того чтобы закрепить монолитную бетонную площадку, нужны прочные и толстые стены, например, из бетона, бетонных блоков или кирпича. При стен из кирпича в них оставляют свободные углубления, а в случае возведения толстых стен из монолитного бетона к опалубке в месте размещения площадки закладываются деревянные трапеции или пенопластовые изделия соответствующего размера.
Если стены строятся по технологии монолитного литья «термодом», то практичнее всего монолитить лестничные марши и площадку на этапе возведения стен. Лестницы с монолитными площадками для увеличения конструктивной жесткости должны крепиться сверху к арматурному каркасу верхней и нижней арматурой.
Что касается схем армирования бетонных лестниц своими руками с забежными ступенями и спиральных лестниц, то их схемы армирования стержневой арматурой слишком сложные и индивидуальные. Для их составления, как минимум, придётся воспользоваться специальными программами для расчётов и проектирования железобетонных конструкций. Поэтому проект схемы армирования таких лестниц лучше всего доверить профессиональным проектировщикам, тем более что сам по себе проект будет относительно недорогим в общей стоимости сложной лестницы.
Чтобы стержни арматурного каркаса сохраняли своё проектное положение в соответствии со схемой армирования, нужно скрепить все прутки арматуры вместе. Для скрепления арматурных сеток можно применять либо точечную сварку, либо вязку. Бытует мнение, что сварка приводит к снижению прочности арматуры, однако это верно лишь в случае использования специальной высокопрочной арматуры. В этом случае, действительно, высокопрочная закалённая арматура из-за термической обработки в местах сварки превращается в обычную строительную арматуру. Такая высокопрочная арматура,стоит дорого и выпускается лишь несколькими заводами в СНГ по спецзаказу. Для обычной же строительной арматуры сварка ни как не вредит и является основным способом соединения арматурных каркасов в промышленности.
Сборка арматурного каркаса лестницы
Если под рукой нет сварочного аппарата, то арматурную сетку можно просто связывать отожженной вязальной проволокой с помощью крючка. Крючок для быстроты связывания удобно зажать в электрический шуруповёрт.
Ещё удобнее скреплять арматурные каркасы с помощью электротехнических пластиковых хомутов. Правда о таком способе соединения арматуры пока что умалчивают отечественные СНиПы, но такой способ связки уже во всю применяется заграницей и на частных стройках.
Чтобы выдержать расстояние между нижней частью опалубки и арматурой 3 см, удобно пользоваться пластиковыми фиксаторами, которые продаются в строительных супермаркетах. Для монолитной лестницы предпочтительнее применять фиксатор по форме напоминающий «стул».
Иногда не получается собрать арматурных каркас из непрерывных прутков нужной длины. Сложно это выполнить при соединении на загибах, так как без гибочного аппарата гнуть арматуру не удобно. В таком случае можно силовую арматуру соединять из кусков. Соединение производят сваркой или связкой. В качестве сварки проще всего применить ручную электродуговую шовную сварку между прутками арматуры. При сварочном способе прутков внахлёст с двух сторон стыка должно быть не менее 6 диаметров, а при сварном шве только с одной стороны не менее 12 диаметров.
В случае двухмаршевой лестницы с монолитной площадкой диаметр проволки, который берётся для закрепления двух арматурных сеток, должен быть не менее 6 мм.Если же силовая арматура соединяется между собой при помощи связывания, то нахлёст должен быть (в среднем) равным 50 диаметров соединяемой арматуры. Если соединяемых стыков несколько, то их располагают в шахматном порядке, чтобы они были друг от друга на расстоянии 0,7–1 м.
Похожие статьи
История лестницы| Журнал по бетонным конструкциям
Главная >
Как >
Строительство >
История лестницы
Строительство
Опубликовано:
Функции
По Бетонный строительный персонал
Загрузите PDF-версию этой статьи. (153 КБ)
Самый простой тип лестницы состоит из наклонной железобетонной плиты. На концах он опирается на балки, а на его верхней поверхности образованы ступени. Горизонтальная посадочная плита может быть включена на одном или обоих концах. При нормальных условиях нагрузки влиянием угла, создаваемого приземлением, можно смело пренебречь. Тогда лестницу можно спроектировать как простую плиту с пролетом, равным горизонтальному расстоянию между опорами. Эта конструкция обычно требует, чтобы сталь вставлялась только в продольном направлении. Поперечная сталь, обычно из расчета один стержень на проступь, также должна быть включена для облегчения распределения нагрузки и обеспечения температурного усиления. Винтовая лестница может быть построена довольно легко путем консольных сборных ступеней в форме пирога из центральной колонны. Блоки становятся монолитными за счет действия арматурной стали и монолитного бетона колонны. В качестве альтернативы центральная опора может быть снабжена трубой из мягкой стали соответствующего диаметра или арматурным стержнем или предварительно натянутым тросом из бетона. Строительство бетонной лестницы осуществляется в соответствии с обычными правилами укладки, отделки и отверждения. Обычно для бетона лестницы используется бетон с давлением 3000 фунтов на квадратный дюйм. Размещение должно начинаться снизу и двигаться вверх. Обычной практикой является снятие лестничных форм после того, как бетон затвердеет в течение 1–2 часов, чтобы можно было отделать носок, подступенок и концы. Отделка лестниц требует особого ухода. Тип отделки может быть продиктован архитектурными или практическими соображениями. Белый или цветной бетон часто используется для улучшения внешнего вида. Нескользящая отделка может быть обеспечена прочесыванием проволокой, зачисткой, протиранием мешком, затиркой вихревым способом или плаванием дерева на песчаной поверхности, если архитектурный вид не имеет значения. В качестве альтернативы, абразивные частицы карбида кремния или оксида алюминия могут быть затерты в протектор во время отделки.
пошаговая инструкция — Проект лестницы
При строительстве дома в несколько этажей не обойтись без безопасной и надежной конструкции, соединяющей их между собой. В этом случае удачным решением станет самодельная монолитная лестница, которая гармонично впишется в любой интерьер, а цена на нее будет сравнительно невысокой. При наличии определенных строительных навыков, необходимых инструментов и желания – у вас все получится, следуя подробным рекомендациям опытных строителей.
Содержание
1 С чего начать строительство?
2 Запаситесь материалами и инструментами
3 Пошаговая инструкция по монтажу лестницы
С чего начать строительство?
Для начала необходимо выбрать тип и дизайн лестницы. Все дома (каркасные, кирпичные, деревянные) построены в разных стилях. Это необходимо учитывать при выборе типа межэтажной лестницы. Конечно, очень красиво смотрятся кованые лестницы в классическом стиле, а также лестницы из хрома/стекла. Однако они достаточно травмоопасны и дороги. Монолитные железобетонные конструкции намного прочнее и долговечнее металлических или деревянных каркасных моделей, а разнообразие отделки и дизайна практически безгранично.
Если промышленные бетонные лестницы обычно имеют простую конструкцию и состоят из прямых маршей, то внутренняя лестница может быть винтовой, изогнутой, Г-образной и т.п.
В жилых домах наиболее удобным решением является прямая двухмаршевая лестница с одна посадка. С ним проще работать, чем с намоткой, и он не занимает много места. Если лестница находится между стенами, разметку можно сделать прямо на них. Во всех остальных случаях потребуется полная опалубка. Затем следует рассчитать ширину и высоту ступеней.
Один лестничный марш содержит от 3 до 16 ступеней, при этом оптимальная высота и ширина одной ступени 15 и 28 см.
Подробный чертеж поможет не запутаться и рассчитать количество сырья. Если вам сложно сделать правильный и умелый набросок, вы можете найти фотографии в Интернете и скачать их. Здесь же можно найти формулу расчета материалов.
Запас материалов и инструментов
Вам потребуются следующие материалы и инструменты:
Бетон. Для внутренней лестницы следует выбирать легкие и пористые материалы, учитывая, что лестница будет опираться на несущие плиты и оказывать на них дополнительную нагрузку. Также вам понадобится песок и вода и бетономешалка для смешивания раствора. Для обратной засыпки можно использовать такие материалы, как щебень, гравий, песок или их комбинацию.
Фанера и опалубочные щиты.
Арматура и металлические уголки для усиления конструкции.
Шлифовальный станок, перфоратор и шлифовальный станок.
Уровень, линейка, нейлоновые нитки, лазерный или любой другой уровень.
В данном случае решающую роль должна играть не цена, а качество материалов, ведь речь идет о здоровье и безопасности ваших близких.
Монолитные бетонные лестницы всегда должны возводиться непосредственно на строительной площадке и монтироваться не после отделочных работ (как, например, деревянные лестницы), а одновременно со строительством дома.
Поэтапная инструкция по установке лестницы
Ниже приведен алгоритм строительных работ.
Опалубка. Это самый важный и сложный момент во всем процессе. Для опорной стойки следует использовать квадратную балку. Чем она толще, тем надежнее будет конструкция. Начинайте установку опалубки с лестничной площадки. После этого монтируют опалубку для ступеней.
Вязка железной арматуры – каркас. Для этого потребуется арматура диаметром не менее 12 мм. Все горизонтальные элементы должны монтироваться непосредственно в стену. Затем их следует соединить между собой проволокой и крючками.
Армокаркас можно обшивать фанерой и досками. В завершение вам предстоит сделать фланец на опалубке. Он будет выполнять роль ограничителя при заливке бетонного раствора и основы для ступеней. Металлические угольники сделают всю конструкцию опалубки более прочной.
От качества опалубки зависит окончательный вид лестницы и ее эксплуатационные характеристики. Поэтому следует внимательно посмотреть на готовую опалубку и сгладить все неровности, стыки и т. д. при помощи шпаклевки и рубанка.
Теперь можно приступать к заполнению ступеней любым из вышеперечисленных материалов. Главное хорошенько утрамбовать, засыпая песком до образования ровной поверхности без отверстий. Для лучшего эффекта следует поливать засыпку в местах, откуда ушел воздух. Материал даст усадку, и вы сразу же сможете вылечить дефекты.
Ступени желательно покрыть гидроизолятором для предотвращения контакта бетона с засыпкой.
Уважаемые клиенты, цены на наши станки и изделия находятся на изменении, просим отнестись с пониманием и уточнять актуальные цены у менеджеров.
Главная
Комплектующие к ЧПУ
Полированные валы и держатели
Подробнее
Цилиндрические рельсы
Подробнее
Полированные валы и цилиндрические рельсы
Цилиндрические направляющие используются в станках с ЧПУ, для которых точность обработки не так важна, и на первое место ставится стоимость оборудования. Технология индукционной закалки поверхности (твердость доходит до 60 HRC) повышает износостойкость, последующая шлифовка до Ra 0,8 max уменьшает коэффициент трения. Используются в комплекте как с бронзовыми или фторопластовыми втулками скольжения, так и с подшипниками качения.
Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
Недостатки:
при использовании подшипников качения давление со стороны шарика прикладывается в одной точке, со временем в этой точке продавливается канавка;
повышенная чувствительность к стружке и пыли;
невозможность подгонки подшипника к валу и создания преднатяга.
Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
Цилиндрические рельсы на опорах
Главный недостаток полированного вала – отсутствие опоры по длине, в этой конструкции компенсируется тем, что вал укладывается на алюминиевый профиль, крепящийся непосредственно к станине. Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Используются при построении бюджетных станков с рабочей зоной более 1 м. Но есть один нюанс, обуславливаемый конструкцией подшипников. Разомкнутый контур подшипника воспринимает усилия, прилагаемые в разных направлениях, по-разному, что требует контроля совпадения центра масс устанавливаемой на стол заготовки и геометрического центра стола. По этой же причине не применяются в кинематических схемах осей Z в станках с тяжелыми шпинделями.
Цилиндрические направляющие – бюджетный вариант, идеально подходящий для использования в малогабаритных или ненагружаемых станках с легкими шпинделями.
Шаговые двигатели и аксессуары для чпу станков
Уважаемые клиенты, цены на наши станки и изделия находятся на изменении, просим отнестись с пониманием и уточнять актуальные цены у менеджеров.
Шаговый двигатель – электродвигатель, в котором, в отличие от обычного коллекторного, ток подается в обмотки статора по очереди, за счет чего вал ротора фиксируется в заданном положении.
Преимущества ШД
Для перемещения стола и шпинделя используются шаговые двигатели или сервомоторы. ШД дешевле, но стоимость – не единственный плюс. Они характеризуются рядом дополнительных преимуществ, которые при построении портальных станков обуславливают выбор в пользу приводов этого типа:
легкость настройки. Успех пуска системы с ШД зависит только от правильности его подключения и корректного выбора драйвера. Сервомотор требуется настраивать дополнительно, он сложнее в подключении и в ремонте;
неприхотливость в эксплуатации. Для бюджетного портального станка после нескольких лет интенсивной работы не исключается вероятность подклинивания механики. Пиковая нагрузка на ШД в такой ситуации приведет только к пропуску шагов и росту рассогласования, проблема решается перезагрузкой станка. Увеличение нагрузки на слабый сервомотор приведет к перегоранию обмоток, на мощный – к механической поломке передачи;
у ШД способность к удержанию вала в заданном положении выше. Сервомотор при фиксации ротора склонен к микроколебаниям, ротор ШД остается на одной угловой позиции без сдвигов.
Недостатки: резонанс, инертность, повышенный уровень шума. Первая проблема решается выбором драйвера с функцией подавления резонанса. Инертность – естественный недостаток, следующий из принципа работы ШД, но он проявляется только при быстром разгоне. Перед фрезерно-гравировальными станками ставятся другие задачи – например, при нанесении рельефного изображения на каменную плиту на ускоренные перемещения приходится не более 1% времени. Уровень шума – последний параметр, на который обращают внимание в условиях массового производства, здесь важнее стоимость оборудования (а ШД, напомним, дешевле, чем тихие сервомоторы).
Выбор ШД
Базовые технические характеристики шагового двигателя определяются его типоразмером. ШД одного типоразмера одинаковы по основным показателям (номинальный ток фазы, сопротивление и максимальное напряжение обмоток, крутящий момент). Разница определяется двумя нюансами.
Первый – деление шага. Меньший шаг означает более плавное перемещение, но в этом случае потребуется драйвер с большей входной частотой, а он обойдется дороже. Наиболее распространены ШД с шагом 0.9 и 1.8 градуса – этих значений хватает для решения стандартных задач, ставящихся перед портальными станками.
Второй нюанс – индуктивность обмоток двигателя. Производители выпускают шаговые двигатели одного и того же типоразмера в двух вариантах. Моторы с малой индуктивностью характеризуются более высокой скоростью вращения вала при меньшей потребляемой мощности. Подходят для ненагруженных портальных станков для перемещения стола. Моторы с большой индуктивностью медленнее, но у них выше крутящий момент. Подходят для управления перемещением шпинделя по оси Z и управления четвертой координатой, поскольку лучше удерживают ротор в неподвижном положении.
Шаговый электродвигатель — это синхронный бесщёточный электродвигатель с несколькими обмотками, в котором ток, подаваемый в одну из обмоток статора, вызывает фиксацию ротора. Последовательная активация обмоток двигателя вызывает дискретные угловые перемещения (шаги)ротора.
Принадлежности, детали и инструменты для ЧПУ для идеальных результатов фрезерования.
Высококачественные принадлежности для ЧПУ
Мы предлагаем широкий ассортимент принадлежностей для наших станков с ЧПУ. Найдите детали и инструменты для фрезерования дерева, металла и пластика. Расширьте разнообразие приложений. Мы следуем простому правилу в отношении принадлежностей для ЧПУ: только высококачественные детали и инструменты обеспечивают выдающиеся результаты фрезерования и повышают вашу производительность.
Идеально подходящие аксессуары
Все наши инструменты идеально подходят для наших станков, но многие из них подходят и для других станков с ЧПУ. Для нас очень важно высокое качество. Мы работаем только с проверенными поставщиками. У нас есть куттеры, вакуумные столы, распылительное охлаждение и многое другое.
Можно ли самостоятельно отрегулировать напор воды в кране? | Памятки и инструкции | Вопрос-Ответ
Примерное время чтения: 4 минуты
20426
Категория: ЖКХ
Да, это возможно, но, вероятно, потребует немало усилий, а, в некоторых случаях, и финансовых вложений.
Как повысить напор?
Одной из частых проблем, с которыми сталкиваются домовладельцы, — это понижение давления подачи воды в кране, из-за чего падает напор и вода начинает поступать очень медленно. Для начала, специалисты рекомендуют определить причину, из-за чего это происходит.
Первым делом следует установить: напор упал только в конкретном кране, например, кухонном смесителе, или во всех кранах? При первом варианте причина, вероятно, заключается в засорении или поломке конкретного устройства, говорят профильные эксперты. В этом случае придётся прочищать элементы водоснабжения или даже менять их своими силами либо доверив это сантехнику. Но перед тем как приступить к этой трудоёмкой работе, рекомендуется проверить краны, которые перекрывают водоснабжение. Если они открыты не полностью, то давление воды будет ниже, чем должно быть.
Дело не в вентилях — тогда необходимо проверить, нет ли засоров в системе, которые препятствуют подаче воды. Они могут находиться в следующих элементах системы:
в аэраторе
сеточке на конце гусака, которая разбивает большую струю воды на множество маленьких;
внутри деталей самого крана;
в месте соединения смесителя со шлангом.
Если же прочистка или замена этих элементов не помогает, вероятно, засорено место врезки разводки в стояк либо в трубах образовался толстый слой отложений, говорят эксперты. В этом же кроется причина низкого напора во всех кранах в доме. Здесь уже своими силами исправить проблему не получится — нужно обращаться в управляющую компанию.
Радикальный способ увеличить напор воды в кране — это установить электрический насос. Но специалисты предупреждают — насос усилит давление, но не увеличит объём воды в стояке, а значит давление в трубах у соседей резко снизится.
Как снизить напор?
Обратная ситуация, когда вода из крана идёт слишком сильно, тоже является проблемой — происходит излишняя трата воды и денег на её оплату.
Самый простой способ избежать этого, пишут ремонтники — установить регулятор давления воды, специальный прибор, который стабилизирует напор в системе и поддерживает его на заданном уровне. Это позволяет обезопасить трубы и краны от высоких нагрузок и гидроударов. Этот прибор представляет собой механизм в металлическом корпусе, который имеет входное и выходное резьбовое соединение (т.е. накручивается на трубу). Это устройство также снабжается винтом, который позволяет настраивать силу напора воды.
Тем, кто такой способ не подходит из-за соображений экономии, могут использовать популярные советы специалистов, как понизить напор воды в доме, без подключения дорогих специальных устройств. Например, установить аэратор (сеточку на конце крана), если она отсутствует, или заменить её на более мелкую. Также можно вставить в трубу на участке её соединения с краном мелкоячеистый сетчатый фильтр. Более радикальный способ — уменьшить диаметр шланга, который соединяется с краном. Но у всех этих советов есть большой недостаток — возрастает угроза засорения труб и крана, а значит, со временем, напор может очень сильно снизиться.
Кстати, эксперты предупреждают для снижения давления воды нельзя использовать клапаны, перекрывающие воду. Они должны находиться только в двух положениях: либо полностью закрытом, либо полностью открытом. Оставлять их частично закрытыми не стоит.
услуги ЖКХводопровод
Следующий материал
Также вам может быть интересно
Действительно ли холодная вода из крана чище горячей?
Что делать, если вместо горячей воды из крана течет теплая?
Как будет работать нейросеть для учета показаний счетчиков воды?
Что делать, если вы долго не передавали показатели счетчиков воды и света?
Как получить компенсацию за отсутствие горячей воды?
Новости СМИ2
Методы как отрегулировать упавшее давление воды в редукторе
Регулятор давления: что это?
Сфера использования устройства
Регулировка устройства
Регулировка редуктора давления Валтек
Некоторые нюансы
Редуктор давления воды является важным элементом отопительной системы и водопровода. В некоторых случаях может возникнуть потребность в его регулировании. Прежде чем выполнять какие-то работы, нужно определиться с моделью прибора. Так, некоторые редукторы настраиваются непосредственно во время производства. Для регулировки же других может понадобиться отвертка или гаечный ключ. Да и сам процесс настройки имеет некоторые нюансы.
Регулятор давления: что это?
Регулятор давления представляет собой небольшое устройство, которое используется для борьбы с избыточным давлением. Также с его помощью можно контролировать и при необходимости отрегулировать напор воды в той или иной системе. Применение этого устройства позволяет оптимизировать работу и увеличить срок эксплуатации инженерной коммуникации. Зачастую редуктор давления применяют на таких объектах:
высотки ;
рабочие цеха;
технологические сооружения;
жилые дома.
Устройства, используемые для регулировки напора в системе, делятся на динамические и статистические изделия. Первый тип используют в магистральных трубопроводах на промышленных предприятиях. Они позволяют регулировать поток жидкости в системах. Что же касается статистических изделий, то они устанавливаются в трубопроводах с нестабильной подачей воды. Именно поэтому статистические редукторы используют в многоэтажных и загородных домах.
Видео:
Сфера использования устройства
Редуктор давления одновременно выполняет несколько функций. Прежде всего, он используется для защиты сантехнических приборов от высокого давления. Так, большинство сантехники и бытовых приборов рассчитано на работу, когда давление воды в трубопроводе не превышает 3 Атм. Если этот показатель несколько выше, то система водоснабжения испытывает серьезную нагрузку. Впоследствии страдают клапаны, соединения и другие элементы системы и сантехнических приборов
Valtec редуктор давления VT.087
Также редуктор используется для борьбы с гидравлическим ударом, который может возникнуть как на промышленных предприятиях, так и в жилых домах. В результате резкого скачка давления воды в водопроводе возникает гидравлический удар, который способен повредить конструктивные элементы системы. Известны случаи, когда такой резкий скачок привел к разрыву бойлера. Поэтому специалисты рекомендуют устанавливать редуктор, так как он позволит предотвратить возникновение таких проблем. Очень важно учесть установку в системе водообеспечения квартиры.
Редуктор давления широко используется в домах, где напор холодной и горячей воды постоянно скачет. Регулировка регулятора давления воды в квартире позволит решить этот вопрос раз и навсегда. Также понижение давления воды в квартире позволит снизить ее расход на 25% и более. Подробно, как выбрать редуктор давления воды.
Регулировка устройства
Многие хозяева задаются вопросом, как отрегулировать регулятор давления воды в квартире. Эту задачу можно легко выполнить своими руками. Большинство устройств выпускаются с предустановленной настройкой. Согласно этому давление в них составляет 3 бар. Но, при необходимости можно снизить или увеличить этот параметр самостоятельно.
Редуктор давления воды в разобранном виде
Для выполнения настройки может понадобиться гаечный ключ или широкая отвертка. Выбор инструмента зависит от модели редуктора. Конечно, в современных устройствах настройка выполняется вручную без использования каких-либо дополнительных инструментов.
Прежде всего, нужно убедиться в том, что редуктор давления воды в водопроводе надежно установлен. После проведения установки устройства открывают подачу воды. На этом этапе нужно проверить систему на наличие протечек. Чтобы предотвратить возникновение таких проблем, при монтаже редуктора стоит использовать уплотнительный материал.
Регулировка редуктора давления воды в квартире осуществляется при закрытых кранах. В нижней части устройства есть установочная головка, которая и отвечает за регулировку напора жидкости в трубопроводе. Если давление нужно увеличить, то головка вращается по часовой стрелке. В ином случае вращающие движения выполняется против часовой стрелки.
Одно полное вращение головки позволяет изменить давление на 0,5 бар. Это будет заметно по движению стрелки. Таким образом, выполняется регулировка регулятора давления воды в квартире. Работу можно легко выполнить своими руками.
Регулировка редуктора давления Валтек
Винт регулирови находится под крышкой 9 . Вращая винт 8 добавляете давление в редукторе
Редуктор работает следующим образом: рабочая среда, попадая во входную камеру, с одинаковой силой воздействует на золотник и на нижнюю поверхность поршня. Сила упругости пружины поддерживает редуктор в открытом положении до тех пор, пока давление среды в выходной камере, воздействующее на верхнюю «тарелку» поршня не сравняется с настроечным. В этот момент золотник начинает перекрывать отверстие между камерами, увеличивая местное сопротивление и снижая выходное давление до заданного уровня. С помощью латунной настроечной гайки (8) редуктор может быть настроен на требуемое выходное давление, отличное от заводской настройки (2 бара).
Примечание: часто причиной слабого давления может служить засор механизма.
Некоторые нюансы
Но, как настроить давление воды в квартире, если стоит бюджетный редуктор, который не имеет манометр. Решить вопрос можно несколькими путями:
Первый вариант подразумевает временную установку манометра в систему, что позволит точно определить значение напора. После того как регулировка редуктора воды в квартире будет проведена, измерительный прибор демонтируется, а на его место ставится заглушка.
Второй вариант более прост в выполнении. Здесь нет потребности в проведении установки и дальнейшего демонтажа измерительного прибора. Настройка проводится исключительно на глаз. После нескольких вращений головки нужно открыть смеситель и визуально ценить силу напора.
Недостаток второго способа заключается в том, что нет возможности установить точное значение напора. В дальнейшем это может вызвать неполадки в работе бытовой техники и сантехники. Дело в том, что существует норма давления холодной воды в квартире, при которой сантехнические приборы работают нормально. Но, если напор будет слишком высоким или низким, то это приведет к нарушению правил их эксплуатации
Схема регулятора давления воды
Часто бывают случаи что падает давления в водопроводе, причина засорился фильтр тонкой очистки или окислился регулятор давления воды на входе в квартиру. Решить эту проблему можно слегка постучать по корпусу или взять торцевой ключ и покрутить регулировочный винт. Очень часто причина слабого давления является попросту засор сетки аэратора на самом кране. Открутите наконечник и прочистите или замените.
Однако, если регулятор не поддается регулировки его следует попросту заменить.
В связи с такими особенностями, специалисты рекомендуют всерьез отнестись к выбору устройства. Лучше всего обратить внимание на современные модели, которые имеют в составе контрольно измерительный прибор и легко поддаются регулировки без использования дополнительных инструментов. Лучшая пропускная способность у мембранных редукторов давления для воды. Среди популярных брендов стоит выделить «Honeywell», «Watts», «Officine Riqamonti». Нелишним станет и установка фильтра, которая защитит редуктор от засора и тем самым продлит его срок эксплуатации.де
Видео:
Видео:
Видео:
Видео:
Видео:
Видео:
Как увеличить напор воды в душе в квартире
Напор воды может быть проблемой в некоторых домах или квартирах. Типичное домашнее давление воды должно быть где-то между 45-55 фунтами на квадратный дюйм (фунт силы на квадратный дюйм). Если вы чувствуете, что напор воды в душе низкий или у вас есть сомнения относительно напора воды, вы можете проверить давление воды, подключив простой манометр (вы можете просто проверить его самостоятельно, если купите манометр менее чем за 10 долларов).
Проверьте свой давление воды
Низкий напор воды в душе может быть связан как с простой проблемой, так и с более серьезной проблемой. Многие проблемы, связанные с низким напором воды в душе, связаны с самой душевой арматурой; например, в насадке для душа со временем может накопиться минеральный мусор. С другой стороны, более серьезной проблемой может быть грубая сантехника. Здесь мы представим несколько решений, как увеличить напор воды в душе:
Проблемы с давлением воды в вашей квартире? Напор воды слишком низкий для вашего комфорта? Здесь не о чем беспокоиться. Есть несколько простых и быстрых способов/методов решения проблемы. Вы могли бы, например; очистите насадку для душа, окунув ее в уксус, проверьте подачу воды или просто замените насадку для душа на ту, которая обеспечивает более высокое давление воды. Насадки для душа высокого давления — это насадки для душа, предназначенные для подачи воды под высоким давлением, что обеспечивает комфортный массаж. Одним из таких решений является насадка для душа с усилением . Усиливающие душевые лейки увеличивают давление воды и скорость потока воды, чтобы обеспечить лучший душ. Типы Насадки для душа высокого давления в целом увеличивают давление воды аналогичным образом и имеют схожие характеристики. Разница обычно заключается в установке насадок для душа, что, в свою очередь, также в некоторой степени влияет на давление воды.
Ручные насадки для душа
Ручные насадки для душа — это насадки для душа, но в некотором смысле с ручным управлением, позволяющие контролировать, где поток воды более необходим. Большинство таких насадок для душа имеют различные и многочисленные функции массажа.
Насадки для душа Rain
Насадки для душа Rain, как правило, представляют собой широкие широкие насадки для душа, закрепленные горизонтально, чтобы обеспечить постоянный поток воды, похожий на настоящий дождь или водопад. Они могут быть как потолочными, так и настенными.
Насадки для душа со светодиодами
Некоторые насадки для душа поставляются со встроенными светодиодами для насадки для душа, которые доступны в различных цветах. Эти светодиодные фонари контролируются по температуре; Это означает оттенки красного для горячей воды и более холодные оттенки для более низких температур. Характеристики Душевые насадки высокого давления аналогичны другим насадкам для душа и имеют множество функций.
Насадка для душа
Часть, выпускающая воду, называется насадкой для душа. Отверстия перфорированы, отсюда поступает вода.
Кран
Кран регулирует поток воды. Кран также может играть важную роль в увеличении напора воды в душе.
Настройки для регулируемых распылительных или напорных камер
Высокое давление в душевых лейках обеспечивается камерами давления , которые работают путем добавления воздуха в воду для увеличения давления воды. В других распыление можно отрегулировать для увеличения давления.
Отличительной чертой насадок для душа высокого давления является высокое давление воды. Насадки для душа высокого давления также обычно имеют регулируемые функции, которые есть у большинства других душей. У некоторых, например, есть регулируемые распылители; Вы можете контролировать объем и частоту распыления. Они могут даже включать в себя светодиодные функции, хромотерапию и паровые функции. Насадки для душа могут быть разных стилей и дизайнов, в зависимости от эстетики вашей ванной комнаты. Есть разные формы насадок для душа; круглые, прямоугольные и квадратные, из которых вы можете выбрать тот, который лучше всего подходит для вашей ванной комнаты. 1. Насадка для душа BathSelect Vintage 8 дюймов Antique Rainfall
Преимущества
Экономия воды
Наиболее очевидным и полезным преимуществом душевых насадок высокого давления является экономия воды. Насадки для душа могут помочь вам быстрее ополаскиваться и очищаться с тем же количеством воды, и, таким образом, вам потребуется более короткое время принятия ванны и экономия воды.
Снижает счета за воду
Экономия воды, в свою очередь, поможет сократить ваши счета за воду. Вы можете сэкономить много денег, установив насадку для душа высокого давления, так как вы будете потреблять гораздо меньше воды для столь же комфортных ванн.
Удобные ванны
Душевые насадки высокого давления делают процесс принятия душа более комфортным и приятным. Поток воды под высоким давлением ощущается как успокаивающий массаж. Насадки для душа высокого давления также обычно имеют разные режимы подачи воды. Вы можете настроить режим подачи воды в соответствии с вашими потребностями.
3. Брегес -квадратный водопад и осадка для душа
Проверьте наши лучшие насаждения для душа
Проверьте нашу систему с большим потоком
Как увеличить давление в душе (гид -гид)
.
Ничто так не успокаивает уставшие глаза и не снимает стресс тяжелого дня, как горячий успокаивающий душ.
Но когда напор воды в душе слишком низкий, может быть трудно насладиться тем, что должно быть расслабляющим и омолаживающим.
У вас сейчас в квартире низкий напор воды? Что вы можете сделать, чтобы ваш душ превратился из капельного и плоского в струящийся и парящий?
Давайте поговорим о причинах низкого напора воды и о том, как увеличить напор в душе!
Что вызывает низкое давление воды в душе?
Низкий напор воды не только неудобен, но и может свидетельствовать о скрытых проблемах с сантехникой, и в этом нет недостатка.
Общий трубопровод
Знаете ли вы, что каждый американец использует в среднем 88 галлонов воды в день?
Если принять во внимание это среднее значение для всех жильцов общего водопровода вашей квартиры, неудивительно, что у вас может быть низкое давление воды. Это связано с тем, что в большинстве многоквартирных домов есть общий водопровод, а при таком высоком спросе на воду трубопровод не может обеспечить достаточное количество проточной воды во все квартиры одновременно.
Вы можете заметить, что давление воды в вашем душе снижается каждый раз, когда вы слышите, как сосед смывает воду в туалете. Вы даже можете заметить падение давления воды при включении крана, в то время как кто-то еще запускает посудомоечную машину или принимает душ.
Низкий напор воды может иногда создавать неудобства, если в здании проживает только один или два человека. Однако низкое давление воды может быть постоянной проблемой в многоквартирных домах или в зданиях со старыми и проржавевшими трубопроводами.
Старый магистральный водопровод
Старые магистральные водопроводы также могут быть причиной низкого давления воды. Если вы живете в старом многоквартирном доме или в районе со старыми зданиями и сооружениями, вероятность того, что магистральный водопровод устарел, выше.
К сожалению, замена и модернизация этих старых водопроводов и труб может потребовать капитального строительства, что может нарушить повседневную жизнь жителей, повседневную работу предприятий и транспортный поток в этом районе.
Поскольку логистика замены этих магистральных водопроводов может быть сложной и трудоемкой, муниципалитеты не хотят начинать такие проекты и решают оставить водопровод как есть.
Утечки и засоры труб
Напор в вашем душе может быть низким из-за протечки где-то в водопроводной системе квартиры.
При протечке к насадке душа может попасть меньше воды, из-за чего давление воды кажется низким. Такие проблемы, как сломанные уплотнения приборов, инвазивные корни деревьев и резкие колебания температуры наружного воздуха, могут привести к утечкам в трубах. Ржавые, корродированные трубы также более подвержены протечкам.
Аналогичным образом, если где-то в трубе есть засор, в душ поступает меньше воды, что приводит к низкому напору воды. От волос, застрявших предметов и средств гигиены до корродирующих, наклонных или недостаточного размера труб — засоры могут принимать различные формы и вызывать заметное нарушение давления воды в вашей системе.
Водяные краны открыты не полностью
Главный запорный клапан воды и клапан счетчика воды могут влиять на давление воды в вашей квартире. Когда они открыты лишь частично, клапаны могут перекрыть подачу воды в вашу квартиру и, как следствие, привести к низкому давлению воды.
Жителям квартир редко приходится самим прикасаться к этим клапанам. Если в доме недавно проводились сантехнические работы, сантехник, возможно, не полностью открыл клапаны после завершения работы.
A Неисправный регулятор давления
Водопроводная система вашей квартиры может иметь регулятор давления воды. Этот элемент оборудования обеспечивает считывание текущих уровней давления воды в системе.
Невылеченные засоры, накапливающиеся со временем, могут привести к выходу из строя регулятора давления. В квартире с неисправным регулятором давления давление воды может быть минимальным или вообще отсутствовать, а также может быть снижена подача горячей воды. Неисправный регулятор давления также может вызывать стук или стук в стены.
Жесткая вода и минеральные отложения
Вся водопроводная вода в той или иной степени содержит растворенные минералы, такие как кальций и магний. Вода с высоким содержанием растворенных минералов известна как жесткая вода, что может привести к низкому давлению воды, когда ее значительное накопление приводит к усадке диаметра трубы.
Жесткая вода существует в большинстве мест и не всегда вызывает беспокойство. Однако это может стать проблемой, когда оно мешает работе водопроводной системы и приводит к таким проблемам, как более низкое давление воды, плохое качество воды и повреждение приборов и приборов.
Жесткая вода и минеральные отложения могут также повлиять на такие приспособления, как насадки для душа и смесители, прежде чем вызвать засорение трубопровода.
Вы живете в регионе с высоким уровнем жесткости воды? Вот краткий обзор регионов США с самым высоким и самым низким уровнем жесткости воды:
Геологическая служба США (USGS)
Как узнать, жесткая ли вода в вашей квартире? Самодельный набор для проверки водопроводной воды может определить жесткость вашей воды, но вы сможете определить, жесткая ли у вас вода, если вы:
Заметите белый или желтый налет на свежевыстиранной одежде.
Наличие пятен или разводов на только что вымытом столовом серебре и посуде.
После мытья рук вокруг рук должна оставаться белая пленка.
Если вы в настоящее время испытываете эти проблемы, в дополнение к низкому давлению воды, вероятно, виновато накопление жесткой воды.
Как повысить низкий напор воды в душе
Теперь, когда мы понимаем причины низкого напора воды, что мы можем сделать, чтобы восстановить силу вашего душа и подачу струи воды?
Некоторые проблемы, такие как неисправность регулятора давления или сильное скопление минералов в сваях, требуют работы профессионального сантехника. Но когда дело доходит до решения проблем с давлением воды в душе, вот несколько способов своими руками увеличить низкое давление в душе.
Удаление минеральных отложений на насадке для душа
Минеральные отложения на насадках для душа и почти на всех других сантехнических приборах являются распространенным явлением и вероятным источником низкого давления воды. К счастью, чешуйчатую и грязную насадку для душа также легко чистить, что может помочь восстановить нормальное давление воды в душе.
Вот как удалить минеральные отложения с насадки для душа:
Сначала отвинтите и отсоедините насадку для душа от крепления.
Промойте насадку для душа под краном с водой под высоким напором (если и там давление воды низкое, то скопление минералов в душе НЕ может быть основной проблемой.)
При сильном скоплении минералов вы также можете использовать старую зубную щетку для удаления мусора.
В случае стойких отложений используйте зубочистку, чтобы удалить оставшиеся отложения.
Тщательно очистите соединительную гайку приспособления или замочите ее, если на ней образовалось значительное количество накипи.
Замочите насадку для душа в ванне с белым уксусом на ночь. Вы также можете смешать пару столовых ложек пищевой соды, чтобы лучше растворить стойкие минеральные отложения.
Избегайте использования отбеливателя и щеток с жесткой щетиной, так как они могут привести к повреждению и преждевременному износу насадки для душа.
После того, как насадка для душа промокла до восьми часов, тщательно промойте ее, прежде чем снова установить на приспособление. После того, как вы переустановите насадку для душа на приспособление, включите душ на полную мощность и проверьте давление воды. Если поток по-прежнему низкий, может быть другая проблема в целом.
Замена насадки для душа
Некоторые насадки для душа устарели больше, чем другие, и в результате напор воды может показаться далеким от идеального. Или у вас может быть насадка для душа с низким расходом, которую вы можете отрегулировать, заменив фильтр.
Если вы не можете отрегулировать насадку для душа или она устарела, подумайте о замене ее на модель с высоким расходом воды.
Попросите арендодателя проверить клапаны и запорную арматуру
Если вы снимаете квартиру и испытываете низкое давление воды, рекомендуется обсудить этот вопрос с вашим арендодателем или управляющим недвижимостью. Сделайте это до того, как самостоятельно осмотрите и откроете запорную арматуру и вентили основного водопровода.
Некоторые домовладельцы и управляющие недвижимостью намеренно закрывают главный водяной клапан, чтобы уменьшить расход воды. Также возможно, что недавний строительный проект в этом районе потребовал закрытия этих клапанов. Ваш арендодатель или управляющий недвижимостью может решить проблему, просто попросив проверить и открыть клапаны.
Ваш арендодатель или собственник мог даже установить ограничитель расхода воды на насадку для душа. Опять же, они могут снять ограничитель расхода воды с помощью простого запроса. Не рекомендуется удалять это самостоятельно, если вы арендатор.
Другие способы повысить давление воды в вашей квартире
В вашей кухонной раковине часто бывает низкий напор воды? Вам кажется, что ваша стиральная машина долго загружается? Вы слышите свистящие звуки из водопроводных труб в стенах каждый раз, когда спускаете воду в унитазе или включаете посудомоечную машину?
Когда каждая бытовая техника в вашей квартире производит лишь мизерное количество воды, пришло время изучить способы повышения давления воды во всей квартире! Некоторые из этих советов потребуют участия вашего арендодателя или управляющего недвижимостью, поэтому убедитесь, что вы не следуете им в одиночку.
Проверка на наличие утечек воды
Низкое давление воды обычно является явным признаком утечки в водопроводной системе. Если у вас есть доступ в подвал дома, вы можете самостоятельно проверить наличие утечек.
Заподозрить протечку воды также справедливо, если, помимо низкого давления воды, вы испытываете следующее:
Счет за воду выше обычного
Влажные полы
Неприятные запахи
Трещины в стенах
Плесень или рост плесени
Утечка воды в водопроводной системе также может привести к появлению мокрых пятен на газоне вашей квартиры. Для устранения протечки воды потребуется помощь мастера на все руки или профессионального сантехника.
Установка устройства для смягчения воды
В вашей квартире обнаружена жесткая вода?
Устройство для смягчения воды удаляет минералы, такие как кальций и магний, часто встречающиеся в воде.
Соляные блоки устройства для смягчения воды помогают удалять минералы из воды.
Как только вы убедитесь, что вода в вашей квартире жесткая, попросите арендодателя или управляющего недвижимостью установить устройство для смягчения воды. Если накопление минералов является постоянной проблемой, вы можете доказать владельцу собственности, что установка умягчителя воды снизит необходимость и затраты на будущий текущий ремонт.
Что делать, если владелец недвижимости не соглашается установить умягчитель воды в здании? Хотя это может не улучшить низкое давление воды, съемный фильтр для воды может помочь удалить минералы и улучшить качество и вкус вашей питьевой воды.
Это также может помочь взвесить преимущества фильтров для воды по сравнению со смягчителями воды, чтобы вы могли лучше понять, что нужно вашей квартире для адекватного снабжения водой хорошего качества.
Используйте воду в нерабочее время и следите за использованием приборов
Общий трубопровод в многоквартирном доме далеко не идеален. Но, используя воду, когда на нее меньше спроса, вы можете улучшить напор воды в своей квартире.
Скорее всего, большинство жителей вашего многоквартирного дома принимают душ по утрам перед работой и школой, а также моют посуду и стирают по вечерам. Попробуйте оптимизировать напор воды, принимая душ по вечерам и мойя посуду и грязную одежду по утрам.
Также следует избегать одновременного запуска нескольких устройств. Это может иметь решающее значение для водоснабжения вашей квартиры. Так, например, не запускайте посудомоечную машину после того, как вы приняли душ, или постирайте белье после того, как помыли посуду вручную.
Какими электродами варить нержавейку? | Статьи о сварке от МЭЗ
21.04
2020
Нержавеющая сталь – сплавы особого рода. Они содержат повышенное количество легирующих элементов (хрома, молибдена, никеля и других – в зависимости от марки), что придает материалу специальные свойства. Первое и общее – высокая стойкость к коррозии. Второе – жаростойкость, антикоррозийная устойчивость в условиях высоких температур и агрессивных сред. Третье – жаропрочность, способность сохранять свои механические свойства при очень высоких температурах. Поэтому такие стали требуют при сварке ММА применения специальных материалов. Чем это обусловлено и какие электроды по нержавейке используются в таких случаях – об этом речь далее.
Особенности нержавеющих сталей
Значительное количество никеля или хрома задает материалу ключевые характеристики – в зависимости от назначения. Небольшие процентные доли титана, марганца, магния и других металлов позволяют улучшить их технологические показатели. Однако в целом для всей нержавейки характерна плохая свариваемость. Факторы, которые ее обуславливают:
Низкая (в сравнении с углеродистыми сталями меньше в 2 раза) теплопроводность. Из-за этого проплавление металла происходит гораздо быстрее, поэтому силу тока следует уменьшать на 15–20%.
Коэффициент расширения выше, чем у других сталей. В процессе сварки происходит растягивание металла, при остывании – стягивание. Если свариваются разнородные стали, второй металл с меньшим аналогичным коэффициентом оставляет микротрещины в зоне соединения.
Появление межкристаллитной коррозии – в случае, если нержавейка нагревается до температуры 500°С и выше. Это резко снижает антикоррозионные качества металла.
Все перечисленные факторы обуславливают то, что ММА сварка по нержавейке выполняется только специальными электродами с обмазкой основного типа при точно подобранном сварочном режиме. Обычные стержни с обмазкой используются только в крайних случаях и исключительно в быту – для изделий, рассчитанных на минимальные нагрузки.
Каким током варить при ММА?
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки. Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
ЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Сварка нержавейки переменным током
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
ОЗЛ-14;
ОЗЛ-14А;
Н-48;
ЦТ-50;
ЭА-400;
ЛЭЗ-8;
АНВ-36.
Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61. 30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
1,5 мм – d 2 мм – 40–60 А;
3 мм – d 3 мм – 75–85 А;
4 мм – d 3 мм – 90–100 А;
6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
поверхность соединения на детали обязательно зачищается металлической щеткой;
для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки;
при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки;
при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C;
путем легкого дотрагивания до металла активируется электрод и поджигается дуга;
металл сваривается на короткой дуге;
по завершении сварки делается «замок» во избежание появления свищей и трещин;
изделие должно остыть (не менее 5 минут).
Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Какими электродами варить нержавейку с черным металлом
У нержавеющих и черных сталей, а также чугуна разная структура металла, разный коэффициент расширения, что требует при сварке соблюдения ряда условий. Следует учитывать их свариваемость – способность образовывать качественные неразъемные соединения в принципе. Необходимо знать и химический состав металлов. От этого зависит выбор сварочных материалов.
Как правило, для сварки используются электроды из высоколегированных сталей:
ОЗЛ-25Б – для соединения черных металлов и жаропрочных сталей;
НИАТ-5 – для аустенитных сталей;
ЦТ-28 – для соединения с черным металлом сталей с большой долей никеля.
В случае, если опознать химический состав не представляется возможным, могут быть использованы электроды ОЗЛ-312. В данном случае ММА – лишь один из способов соединения таких металлов. Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Электроды по нержавейке производства МЭЗ
Широкий ассортимент электродов по нержавейке выпускает наш Магнитогорский электродный завод. По доступным ценам вы можете купить на сайте материалы для ММА-сварки по нержавеющим сталям. Стоимость определяется маркой изделий и материалом покрытия. В ассортименте – сварочные материалы для коррозионностойких (в том числе жаропрочных и жаростойких) сталей и сплавов, высокое качество которых подтверждено сертификатами.
Возможно, вас заинтересует
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4. 5 кг)
Ø 5 (1 кг)
Ø 5 (5.5 кг)
ОЗЛ-8 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4.5 кг)
Ø 5 (1 кг)
Ø 5 (5.5 кг)
ЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4.5 кг)
Ø 5 (1 кг)
Ø 5 (5.5 кг)
МЭЗЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4. 5 кг)
Ø 5 (1 кг)
Ø 5 (5 кг)
ОЗЛ-36
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4.5 кг)
Ø 5 (1 кг)
Ø 5 (4.5 кг)
ЭА-400/10У (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4. 5 кг)
Ø 4 (1 кг)
Ø 4 (4.5 кг)
Ø 5 (1 кг)
Ø 5 (4.5 кг)
ЭА-400/10T (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (5 кг)
Ø 4 (1 кг)
Ø 4 (5 кг)
Ø 5 (5 кг)
Ø 5 (1 кг)
НИАТ-1
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (6 кг)
Ø 5 (1 кг)
Ø 5 (6 кг)
УОНИ-13/НЖ/12Х13
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4. 5 кг)
Ø 5 (1 кг)
Ø 5 (5.5 кг)
МЭЗНЖ-13 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4.5 кг)
Ø 5 (1 кг)
Ø 5 (5.5 кг)
ОЗЛ-6 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2 (1 кг)
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4.5 кг)
Ø 4 (1 кг)
Ø 4 (4.5 кг)
Ø 5 (1 кг)
Ø 5 (5.5 кг)
ОЗЛ-8 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø 2.5 (1 кг)
Ø 2.5 (4.5 кг)
Ø 3 (1 кг)
Ø 3 (4. 5 кг)
Ø 4 (1 кг)
Ø 4 (4.5 кг)
Ø 5 (1 кг)
Ø 5 (5.5 кг)
ЦЛ-11 (НАКС)
Ток — постоянный обратной полярности (на электроде плюс)
Нержавеющая сталь относится к числу наиболее востребованных материалов из-за полной инертности по отношению к влаге. Материал не подвержен коррозии, что значительно расширяет сферу его применения. В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
При этом необходимо учитывать ряд особенностей, которые проявляются в процессе сваривания двух заготовок из нержавейки:
Материал обладает меньшей теплопроводностью по сравнению с другими марками стали. По этой причине нужно дольше греть зону сварки или же прибегнуть к другому приему, увеличив силу тока.
Между толстыми заготовками из нержавеющей стали зазор должен быть больше, чем в случае соединения металлов других марок. Так удается сократить до минимума количество трещин, которые появляются в результате термического воздействия.
Нержавейка обладает сильным коэффициентом сопротивления. Во время сварки ее поверхность сильно нагревается. Поэтому следует использовать только специальные электроды.
СОДЕРЖАНИЕ
Технология сварки нержавеющей стали
Марки электродов по нержавейке
Электроды ОЗЛ-6
Электроды ЦЛ-11
Электроды НЖ-13
Другие популярные марки электродов для нержавеющей стали
Советы и рекомендации по сварке нержавейки
Технология сварки нержавеющей стали
Специалисты выделяют три основных момента, на которые следует обратить внимание начинающим сварщикам:
Сварка деталей с толщиной стенок до 1,5 миллиметра выполняется в инертной среде. Требуются вольфрамовые неплавящиеся электроды. Способ сваривания может быть любым: мануальным, автоматическим или полуавтоматическим.
Заготовки со стенками 1,5-3 мм соединяются с использованием электродуговой сварки.
Сварка металла с толщиной от 3 мм выполняется с использованием электродуговой сварки со струйным переносом металла от электрода к наплавляемой поверхности.
Максимум внимание необходимо уделить операциям с аргонной сваркой. Нельзя допускать попадания вольфрама в расплав. В этом случае будут резко уменьшены прочностные характеристики сварочного шва. Чтобы избежать подобного, необходимо разжигать дугу бесконтактным методом или же на отдельной графитовой пластине. И только после этого можно перенести сварочный процесс на свариваемые поверхности из нержавеющей стали.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Марки электродов по нержавейке
Ассортимент электродов для сварки нержавеющей стали включает большое количество марок продукции. Но наибольшей популярностью пользуются три – ЦЛ-11, ОЗЛ-6 и НЖ-13.
Электроды ОЗЛ-6
Расходные материалы данной марки применяются в случаях, когда изготовленная конструкция будет эксплуатироваться в условиях с высокой температурой: до 1000 градусов Цельсия включительно. Для проведения работ необходим постоянный ток. Основные преимущества электродов:
высокая прочность сварочного шва;
отличная ударная вязкость;
пластичность соединения;
внутри не происходят коррозийные процессы;
нет брызг при сварке;
ровный и аккуратный шов.
Электроды ЦЛ-11
Электроды предназначены для работы с металлами, которые характеризуются большим содержанием никеля и хрома. Именно эти два компонента определяют уровень устойчивости сплава к коррозии. Требования к сварочному шву данных металлов достаточно жесткие. Работы выполняются при температуре расплава +450 градусов Цельсия от источника постоянного тока. Обмазка электрода представляет смесь карбоната и фтористых компонентов. Преимущества электродов идентичны расходным материалам марки ОЗЛ-6.
Читайте также: Сварочные электроды ЦЛ-11
Электроды НЖ-13
Электроды применяются в сварке заготовок из пищевой нержавеющей стали. Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Другие популярные марки электродов для нержавеющей стали
ЗИО-8. Используются в производстве конструкций из жаростойкой нержавейки. Электроды с основной обмазкой предназначены для работы в сети постоянного тока с обратной полярностью. Допускается любой способ формирования шва: горизонтальный, вертикальный, нижний или верхний;
ЭФ400/10У. предназначены для работы с нержавеющей сталью аустенитного класса. Готовые конструкций из такого материала предназначены для эксплуатации в условиях агрессивной среды с температурой до +350 градусов Цельсия;
НИИ-48Г. Универсальный расходник с основным покрытием, который отлично зарекомендовал себя в работе с низколегированной и специальной сталью. Допускается любое положение электрода. Необходим источник постоянного тока, подключение – с обратно полярностью;
ОЛЗ-17У. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
ЭА. Очень широкий модельный ряд электродов. Рекомендованы для использования в сборке конструкций из высоколегированной стали, для которых важна прочность. По окончанию сварочного процесса не требуется финальная обработка шва.
Среди мастеров своего дела популярны электроды, производимые шведской компанией ESAB:
ОК 61.30. Универсальный расходный материал с небольшим содержанием углерода. Обладают рудно-кислой обмазкой; легким розжигом, формируют ровный приятный шов. Работают от сети переменного или постоянного тока с прямой полярностью. Относительно поверхности можно размещать в любом положении, за исключением вертикального по направлению сверху вниз;
ОК 61. 35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
ОК 67.45. Имеет двойное предназначение: для работы с нержавейкой и наплавки материалов с ограниченной свариваемостью. Накладывается на шов только как первый слой. После этого наплавляются износостойкие сплавы и металлы. Шов легко обрабатывается, выдерживает высокие температуры и легко переносит трение;
ОК 63.30. Универсальный продукт, который показывает отличные результаты при сварке любых марок нержавеющей стали.
Следует учесть, что все перечисленный выше марки электродов для сварки нержавейки перед использованием следует прокаливать. Температурный режим свой для каждого продукта.
Читайте также: Маркировка электродов для ручной дуговой сварки
Советы и рекомендации по сварке нержавейки
Профессионалы делятся опытом. Их советы помогут новичкам избежать вовсе необязательных ошибок:
Когда при сварке металла температура достигает 500 и больше градусов, то существует вероятность образования кристаллизационных трещин. Из-за это прочность и надежность соединения сильно пострадает.
Пластичность металлической заготовки снижается при сваривании в температурном диапазоне от 350 до 500 градусов Цельсия. Материал становится более хрупким.
Качество сварного шва будет намного лучше, если заготовки предварительно нагреть до 1200 градусов и дать остынуть естественным путем. По времени это займет около трех часов.
Идеально, если получается соединить заготовки быстро. Перегрев отрицательно влияет на сам металл и стык. В случаях, когда нужно положить несколько слоев, рекомендуется после каждого этапа дать заготовкам остыть до 100С и только после этого наплавлять следующий слой.
В случаях, когда для выравнивания заготовок применяются «прихватки», то желательно расстояние между ними делать небольшим, а сами «прихваты» — длинными.
Электроды для сварки нержавейки
Оцените, пожалуйста, статью
12345
Всего оценок: 12, Средняя: 3
Может быть интересно
Все статьи
Сварочные электроды для нержавеющей стали
103 изделия
Сварочные электроды для нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка в защитных газах). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды для стержневой сварки из нержавеющей стали служат присадочным металлом для сварки нержавеющей стали и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Сварочные электроды E308
E309L Stick Welding Electrodes
E312 Stick Welding Electrodes
E316L Stick Welding Electrodes
E330 Stick Welding Electrodes
E347 Stick Welding Electrodes
E410 Stick Welding Electrodes
E630 Электроды для стержневой сварки
E308/308H-16 – все положения, кроме вертикального вниз
AC/DCEP
E308 Stick Welding Electrodes E308/308H-16 – All Position, Except Vertical-Down AC/DCEP, sorted by Overall Diameter, ascending
Загрузка . ..
Загрузка …
Загрузка …
E308/308L-16-все позиции, Dely Vertical
9003
AC/DCEP
E308 Stick Welding Electrodes E308/308L-16 – All Position, Except Vertical-Down AC/DCEP, sorted by Overall Diameter, ascending
Загрузка …
Загрузка . ..
Загрузка …
Загрузка …
70073
…
…
…
…
…
…
…
…
…
…
…
…
.0076
Loading…
Loading…
Loading…
Loading…
DCEN
E308 Stick Welding Electrodes E308/308L- 16-Все позиции, за исключением вертикального DCEN, отсортировано по общему диаметру, восходящая
9182
182
182
9182
9182
. 0075
Loading…
Loading…
E308/308L-17 – Flat & Horizontal Only
AC/DCEP
E308 Stick Welding Electrodes E308/308L -17 – Flat & Horizontal Only AC/DCEP, sorted by Overall Diameter, ascending
Loading…
Loading…
Loading…
E309/309L-16 – All Position, Except Vertical-Down
AC/DCEP
E309L Stick Welding Electrodes E309/309L-16 – All Position, Except Vertical-Down AC/DCEP, sorted by Overall Diameter, ascending
E309L Стало отсортировано по общему диаметру, по возрастанию
Loading. ..
Loading…
Loading…
E309 /309L-17 – Только плоские и горизонтальные
AC/DCEP
E309L Сварочные электроды E309/309L-17 – Только плоские и горизонтальные AC/DCEP, отсортировано по общему диаметру, по возрастанию
Loading…
Loading…
Loading…
E312 -16 – Все положения, кроме вертикального вниз
AC/DCEP
Сварочные электроды E312 E312-16 – Все положения, кроме вертикального вниз AC/DCEP, отсортировано по общему диаметру, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Загрузка …
Загрузка …
Загрузка …
DCEN
E312 STICK WELDED ELECTRODE ELECTRES E312-16 3
E312. по общему диаметру, по возрастанию
Нагрузка …
.
AC/DCEP
E316L Сварочные электроды E316/316L-16 – все положения, кроме AC/DCEP вертикально вниз, отсортированы по общему диаметру, по возрастанию
5
0054
Нагрузка . ..
Загрузка …
Загрузка …
. …
Loading…
Loading…
Loading…
Loading…
DCEN
E316L Stick Welding Electrodes E316/316L-16 — все положения, кроме вертикального вниз DCEN, отсортированные по общему диаметру, по возрастанию
Loading…
Loading. ..
Loading…
E316 /316L-17 – Только плоские и горизонтальные
AC/DCEP
E316L Сварочные электроды E316/316L-17 – Только плоские и горизонтальные AC/DCEP, отсортировано по общему диаметру, по возрастанию
Loading…
Loading…
Loading…
E330 -16 – Все положения, кроме вертикального вниз
Сварочные электроды E330 E330-16 – Все положения, кроме вертикального вниз, отсортировано по общему диаметру, по возрастанию
Погрузка . ..
Загрузка …
4.
E347-16 – все положения, кроме вертикального вниз
E347 Сварочные электроды E347-16 – все положения, кроме вертикального вниз, отсортировано по общему диаметру, по возрастанию
Загрузка …
Нагрузка …
Нагрузка …
7.LAINLIGNAILING
7.LAINLIGILING
7.LAINLIGNALING
7.LAINLIGNALING
.LINGING
.LAILING
.LAILING
.LAILING
.LAILING
.LAILING
.LINGING
. LINGING
7.
Загрузка …
Загрузка …
E410-16-все положение, за исключением вертикальной
e410. -Вниз, отсортировано по общему диаметру, по возрастанию
Loading…
Loading…
Loading…
Loading…
Loading …
Загрузка…
E630-16 – все положения, кроме вертикального вниз Общий диаметр по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Loading …
Идет загрузка…
Идет загрузка…
Примечание. Информация о наличии товара предоставляется в режиме реального времени и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.
Какой сварочный пруток для нержавеющей стали?
Одна из самых больших проблем, с которой приходится сталкиваться большинству новичков, заключается в том, что они не знают, для чего используются сварочные прутки, кроме защитного снаряжения, такого как лучший сварочный шлем. Элементы, перечисленные в этой статье, как правило, являются наиболее распространенными, хотя они не единственные сварочные прутки, которые можно использовать с чугуном.
Эта специальная серия сварочных прутков предназначена для обработки материалов из нержавеющей стали, таких как 301, 302, 304 и 305. Эти марки свариваются для сварки и используются в различных областях пищевой и промышленной промышленности.
309L-16 идеально подходит для сварки отливок CH-20 HH, для сварки нержавеющей стали с боковой и плакированной сталью, для наложения оболочки из нержавеющей стали на оболочку из углеродистой стали или для сварки отливки CH 20 HH. Эту же конфигурацию можно преобразовать в аппарат для сварки TIG, который может сваривать сталь или нержавеющую сталь, добавив горелки TIG, баллоны и защитный газ. Это хороший выбор для проектов, требующих контролируемого металла, такого как сталь, алюминий, медь и другие металлы. Благодаря превосходному контролю искажения можно уменьшить, и в умелых руках вы получите красивые сварные швы. Это медленный процесс сварки нержавеющей стали, но он намного эффективнее других методов сварки.
Однако никогда не думайте, что вы имеете дело с обычной старой сталью и что ваш сварочный пруток может быть только обычным. ATWF может выбрать и внедрить лучшие методы сварки нержавеющей стали. Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
Существует несколько типов методов, но я перечислил некоторые из наиболее распространенных, и каждый процесс дает несколько разные результаты. Существует множество различных методов газовой и вольфрамовой сварки, которые можно использовать с медью, и я перечислил некоторые из них. Если вы свариваете никель, вы можете использовать дуговую сварку для его защиты и электродную сварку для сварки нержавеющей стали. Оба метода используются одинаково, то есть электроды SMAW и Stick являются расходными материалами, в то время как электроды TIG становятся частью вашего сварного шва, хотя они не являются расходными материалами, так как они не плавятся и становятся частью сварного шва, когда вам нужно использовать сварочный пруток.
Обычно используется для сердцевины сварочного стержня из нержавеющей стали, но также может использоваться с другими металлами, такими как алюминий, медь или даже алюминиевые сплавы.
Представьте, как завидуют ваши друзья, когда вы говорите им, что получили сварочный электрод из нержавеющей стали с AliExpress. Если вы все еще находитесь на рынке сварочной проволоки из нержавеющей стали для нержавеющей стали и все еще думаете о выборе аналогичного продукта, Али Экспресс — хорошее место для сравнения цен продавцов. Поскольку большинство продавцов предлагают бесплатную доставку, я думаю, вы согласитесь приобрести сварочный пруток из нержавеющей стали по одной из лучших цен в Интернете. Никаких модификаций машины не требуется, и ваш друг так же доволен качеством своей продукции, как и вы.
Мы прекрасно понимаем, что эта высококачественная сварочная проволока из нержавеющей стали, вероятно, в кратчайшие сроки станет одной из самых востребованных – после бестселлеров.
Чем больше тепла вы подаете при сварке TIG нержавеющей стали, тем хуже выглядят ваши сварные швы и тем больше деформируется ваш проект. Нержавеющая сталь долго сохраняет тепло после сварки, иначе металл не сварится и этот сварочный пруток закончится. Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
Нержавеющая сталь естественным образом сужается и расширяется из-за высокой температуры, наблюдаемой во время сварки. Кроме того, нержавеющая сталь имеет естественно инертный сварочный валик, что делает ее интересным металлом для работы.
При сварке нержавеющей стали с углеродистой сталью важно обращать внимание на химический состав, механические свойства и коррозионную стойкость, чтобы избежать возможных проблем. Крайне важно, чтобы вы обсудили мир сварки нержавеющей стали, прежде чем принять решение о проекте с ним.
Если вы хотите сваривать металл, вы хотите, чтобы сердцевина металла и сварочный стержень были как можно ближе к свариваемому источнику питания. Сначала необходимо подключить держатель сварочной проволоки к источнику сварочного тока.
Как сделать барабанный шлифовально-калибровочный станок по дереву
Чтобы придать необработанной доске идеально гладкую поверхность, требуется ее шлифовка. Если это делать обычной шкуркой или ручной шлифмашинкой, то поверхность будет гладкой, но не ровной. Добиться одновременно правильной плоскости и убрать шероховатости можно соорудив шлифовально-калибровочный станок. Предлагаемая конструкция станка повторяет принцип работы профессионального деревообрабатывающего оборудования, но себестоимость его изготовления в разы ниже фабричных аналогов.
Основные материалы:
фанера 15 мм;
любой брус толщиной от 60 мм;
доска 30х100 мм;
вал 12 мм;
вал 10 мм;
20 болтов М6 30 мм;
6 подшипников фланцевых опорных с внутренним диаметром 12 мм;
4 подшипника с внутренним диаметром 12 мм;
2 фланцевых подшипника с внутренним диаметром 10 мм;
электромотор 750Вт;
шпилька М12;
стальная труба d 52 мм;
шлифовальная лента 100х1200 мм;
маленький электродвигатель на 12В с понижающим редуктором;
2 болта М12 90 мм.
При производстве станка по предлагаемому чертежу применяется рейка и брус нестандартных размеров, поэтому резку древесины придется делать самостоятельно на циркулярном столе с упором. В качестве исходного сырья для распила можно использовать брус толщиной более 60 мм.
Изготовление станка
Первым делом нужно сделать конвейерный стол, который будет пропускать заготовки под шлифовальным барабаном. Это очень важный узел, поэтому при его сборке погрешности по размеру чертежа должны быть минимальными. В двух брусках 55х36 мм с помощью фрезера делается выборка под дальнейшую установку вала. Фрезерованные бруски с поперечными рейками и фанерным листом собираются в столик.
В качестве основания станка будет применяться все та же фанера 15 мм. Из нее вырезается щит 570х740 мм. По продольным краям он укрепляется двумя брусками 30х80х740 мм.
Согласно чертежу, к основанию вертикально закрепляются 2 бруска 95х55х147 мм. Они будут использоваться для установки подшипников шлифовального барабана.
Для изготовления шлифовального барабана берется 2 бруска, в торце которых сверлится по сквозному отверстию под запрессовку металлического вала 12 мм. Чтобы срастить бруски намертво, между ними вставляются гвозди без шляпки и наноситься клей. При уплотнении брусков гвозди погрузятся в обе заготовки, предотвратив их отсоединение при трении и биении.
Полученный неотшлифованный барабан прикрепляется на опорные бруски основания станка. Для этого к каждому из них делается подложка, в которую закладываются по паре болтов М6 30 мм. С помощью болтов закрепляются фланцевые опорные подшипники под вал. В них же и вставляется заготовка барабана.
Далее по чертежу собирается подставка под двигатель. Ее предлагаемые размеры рассчитаны под имеющийся мотор. Если в наличии будет двигатель других габаритов, то высоту брусков нужно будет скорректировать. Электромотор соединяется с валом барабана с помощью трубки.
Запустив двигатель и убедившись в его работе без излишней вибрации, вызванной перекосами при сборке, можно придать валу цилиндрическую форму. Для этого его нужно сточить максимально ровно. В идеале это сделать на токарном станке.
Следующим шагом является сборка механизма регулировки зазора между конвейерным столом и шлифовальным барабаном. Важно все делать ровно и по чертежу. Чтобы все работало как часы, нужно хорошо затянуть контргайки.
Далее изготавливается 2 барабана для движения конвейерной ленты. В их основании применяется труба d52 мм. По ее краям запрессовываются деревянные цилиндры. При этом в один барабан ставится вал 12х475 мм, а во второй 10х355 мм. Сверху трубок натягивается велосипедная камера.
Длинный обрезиненный барабан фиксируется на конвейерный столик по тому же принципу, что и шлифовальный барабан.
На столик устанавливается 3 шлифовальные ленты, которые нужно завести на закрепленный обрезиненный барабан. Далее под них продевается второй барабан с фланцевыми подшипниками на валах. С их помощью он будет прикручен к столику на фрезерованные бруски. Для этого нужно предварительно сделать по чертежу вставки в выборку от фрезера. В них устанавливаются болты, к которым и прикручиваются подшипники. Это позволит натянуть ленту.
Далее изготовляется регулировочная опора под столик. Она представляет собой рейку с двумя роликами из болтов М12 90 мм. Чтобы они вращались, применяется 4 подшипника. Рейка прикрепляется к обратной стороне конвейерного столика согласно чертежу.
Для фиксации столика к основанию станка применяется 2 опорных подшипника с фланцами. В них вставляется вал длинного обрезиненного барабана. Сами подшипники прикручиваются к подставке станка.
К ранее изготовленному механизму регулировки наклона столика прикручивается 2 косынки. Теперь при вращении рукояти они двигаются, меняя тем самым зазор между шлифовальным барабаном и конвейером. При этом косынки упираются не в ленту, а в ролики из болтов М12 90 мм.
Чтобы конвейерная лента двигалась, нужно установить небольшой моторчик с понижающим редуктором. Он присоединяется к все тому же валу, на котором стоит 4 опорных подшипника с фланцами.
На шлифовальный барабан наматывается наждачная бумага. По продольному краю столика прикручиваются ограничители из брусков. В таком виде станок уже может работать.
При включении питания обоих моторов начинают вращаться барабан и лента подачи заготовок. При этом конвейер двигается медленно. Это позволяет добиться достаточно большого съема материала за один проход под барабаном.
Однако для борьбы с вылетающей древесной пылью нужно еще сделать крышку, для подключения пылесоса.
Изготовление данного проекта может занять недели, но в результате получается эффективный полностью работающий станок. С его помощью можно не только подготавливать доску, но и шлифовать небольшие мебельные щиты.
Смотрите видео
Подробная сборка, все размеры и чертежи вы можете увидеть в видео ролике.
Простой дисковый шлифстанок по дереву своими руками
Главная » Своими руками
Своими руками
На чтение 2 мин Просмотров 424
Шлифовка изготовленных деталей является почти обязательной операцией при изготовлении любых изделий. Конечно, можно обработать деталь вручную, наждачной бумагой, но это долгое и утомительное занятие. Гораздо удобней выполнять эту операцию на станке.
Шлифовальные станки бывают дисковые, ленточные, барабанные, многофункциональные. Отличаются они видом рабочего органа. Понятно, что у дисковых станков абразив находится на диске, у ленточных на ленте, у барабанных – на барабане, а многофункциональные имеют разные рабочие органы.
Конструкция шлифовального станка имеет следующие структурные элементы: электродвигатель, рабочий орган, рабочий стол, станину. Шлифовальные станки служат не только для зачистки детали и снятия заусенцев. Их применяют для аккуратной заточки инструмента. При обработке поверхности металл меньше нагревается и не происходит отпуска калёных инструментов.
Двигатель должен иметь мощность порядка 450 – 650 Вт, скорость вращения 2000 – 3000 оборотов в минуту. Двигатель может быть переменного тока, трёхфазный. Для включения его в однофазную сеть одна обмотка подключается через фазосдвигающий конденсатор. Для изменения скорости вращения необходим частотный регулятор. У двигателя постоянного тока регулировать обороты можно изменением напряжения питания. Скоростью вращения двигателя хорошо обеспечивать качество обработанной поверхности.
У дискового шлифовального станка рабочим органом является диск с нанесённым на его поверхность абразивом. В зависимости от назначения станка и от характера выполняемой работы зерно абразива имеет разные размеры. Диск с абразивом крепится на выступающий из мотора конец вала. Перед диском находится рабочий столик, который при работе служит опорой для рук рабочего и обрабатываемой детали. Столик может менять угол наклона и высоту установки.
Ленточный шлифовальный станок в качестве рабочего органа использует наждачную ленту. На валу двигателя сидит ведущий ролик, на станине на некотором расстоянии от мотора в подшипниках установлен ведомый ролик. На них одета петля наждачной ленты. Чтобы избежать её провиса, на качающемся рычаге установлен натяжной ролик. Натяжение обеспечивается подтягивающей пружиной.
Барабанный шлифовальный станок используется для шлифовки больших плоскостей. Для этого и вал барабана делается длинным. Поверхность барабана покрыта абразивом.
При шлифовке образуется много вредной пыли. Для её удаления под рабочим столиком пристраивается камера, в боковую стенку которой вставляется труба пылесоса. Обычный бытовой пылесос эффективно защищает работающего от пыли.
Самодельный шлифовальный станок является очень полезным оборудованием в собственной мастерской. Особенно, если этот станок – многофункциональный, т.е. совмещающий в себе возможности трёх ранее описанных.
Поделиться с друзьями
Угловая шлифовальная машина HACK — Сделайте измельчитель веток
Вы первый человек, которого я увидел на YouTube, который действительно использует свои режущие инструменты без значительного падения оборотов во время работы. Я всегда удивляюсь, почему люди перегружают свои шлифовальные машины и дрели, так что они значительно падают в оборотах. Рез становится намного чище, когда вы позволяете ему проходить в основном под […]
Вы первый человек, которого я видел на YouTube, который действительно использует свои режущие инструменты без значительного падения оборотов во время работы.
Меня всегда удивляло, почему люди перегружают свои шлифовальные машины и дрели так, что у них резко падают обороты. Разрез становится намного чище, когда вы позволяете ему проходить в основном под собственным весом. Большая похвала! Добавьте коническую шайбу между каждым лезвием.
Сместите лезвия Так, чтобы каждое лезвие соприкасалось в противоположных 180-градусных точках окружности. Таким образом, материал будет полностью измельчен без необходимости подачи под углом, и его не нужно будет постоянно перемещать при подаче. Очень хорошая конструкция. Супер страшно. Тем лучше от того, что ты страшный.
Очень нравится! Я думаю, что биение в подвесной пластине могло быть лучшим решением, чем просто установка шайбы в отверстие, но это только мое мнение. Я также думаю, что некоторые 10-дюймовые пилы, которые у меня завалялись, и двигатель мощностью 7 л.с. от старой газонокосилки были бы очень забавны.
Отличные постройки. Подписка наверняка сейчас! Хорошая работа. Этот тип устройства был бы очень полезен для компостирования — вы можете кормить его пищевыми отходами, листьями и т. д. Я вижу, что было сложно удерживать древесину, прижимающуюся к лезвиям, но вы можете решить эту проблему, добавив какой-либо тип кормушки (рот). ), в котором используется резина или пластик, чтобы прижимать древесину к лезвиям (вместо того, чтобы вручную перенаправлять ее).
Я бы также попытался вставить болты в корпус лезвия, чтобы вам было легче менять лезвия, когда они затупятся. Вы не хотите частично разрушать и восстанавливать его, чтобы поддерживать его. Отличное начало, однако! Было бы хорошо увидеть систему подачи для этого, чтобы вам не приходилось держать его / защищать вас от отдачи.
Я думаю, вы не можете увеличить крутящий момент и замедлить его, потому что эти лезвия так не работают. Создает действительно мелкую пыль, а не стружку. Отличное видео. Я многому научился. На самом деле мне нужно построить очень похожую дробилку древесины. Моя идея состоит в том, чтобы сделать систему с двумя осями, но я действительно не знаю, сколько места я должен оставить между дисками пилы и верхними частями ящика
. Отличная работа. И именно то, что я искал. Если бы кожух/крышка лопасти в сборе был прикручен к основанию болтами, это облегчило бы обслуживание. Возможно, добавьте входной желоб, чтобы помочь направить древесину и минимизировать отдачу, особенно если он расположен под углом к оси.
Я сделаю один и добавлю расположение типа мусорного ведра. Subbed! Мне кажется, что фрезы могут захватить работу и втянуть ее внутрь. Я думаю, что уровень входа в работу должен быть поднят чуть ниже центральной высоты фрез. Таким образом, резчики не должны хватать жесткий кусок дерева и тянуть его под себя. При поднятом рабочем столе только стружка будет попадать под ножи и выбрасываться назад
Можно ли использовать угловую шлифовальную машину для резки дерева?
Хорошая угловая шлифовальная машина может легко резать металл, каменную кладку и даже бетон. Но стоит ли использовать угловую шлифовальную машину для резки дерева? Прежде чем вы достанете свою надежную угловую шлифовальную машину для измельчения этого потенциального куска пиломатериала, учтите следующие факторы.
1 Угловая шлифовальная машина для резки дерева, да или нет?
1.1 Травмы, вызванные неправильным использованием угловой шлифовальной машины для резки дерева
2 Какие диски для угловых шлифовальных машин лучше всего подходят для резки дерева?
2.1 Угловая шлифовальная машина для резки дерева: 3 лучших варианта
3 Эффективно ли использование угловой шлифовальной машины для резки дерева?
3.1 Советы и рекомендации, как избежать ошибок
Угловая шлифовальная машина для резки дерева, да или нет?
Да, это быстрый и идиотский ответ. Однако это не идеально, и большинство профессионалов не советуют резать дерево металлическим отрезным диском. Вы должны понимать, как использовать Угловая шлифовальная машина для резки дерева и какие диски использовать. Тем не менее, существуют также значительные опасности, связанные с использованием УШМ для резки дерева, поэтому понимание того, чего ожидать, может помочь вам оставаться в безопасности. В чем причина этого? Потому что резка легковоспламеняющегося материала, такого как дерево, абразивным диском на шлифовальном станке может привести к катастрофе. Помимо очевидного, существует еще одна потенциальная опасность, связанная с использованием угловой шлифовальной машины для резки дерева
. Из-за плотности материала возникает большее сопротивление при использовании высокоскоростного инструмента, такого как шлифовальная машина, для создания разреза на кусок металла или даже при попытке разрезать бетон алмазной пилой. Однако с деревом это не так. При использовании угловой шлифовальной машины для резки дерева, легкого материала, небольшое изменение позы, например простое сгибание запястья, может привести к тому, что шлифовальная машина резко изменит направление. Когда это происходит, вашего времени реакции может быть недостаточно, чтобы отменить практически мгновенное изменение, и вы можете столкнуться с неконтролируемой кофемолкой, работающей на 15 000 об/мин. Кроме того, у большинства гриндеров нет электронного тормоза, и они медленно прекращают вращение, и я предполагаю, что вы не хотите мешать разъяренному гриндеру, летящему сквозь пространство и время.
угловая шлифовальная машина в столярной мастерской
Травмы, вызванные неправильным использованием угловой шлифовальной машины для резки дерева В 2017 и 2018 годах было доказано, что основной причиной этих травм было отсутствие знаний о мощности машины. Незнание потенциальных опасностей использования угловой шлифовальной машины для резки дерева может привести к неизлечимым и необратимым повреждениям.
Таким образом, если мы вернемся к вопросу здесь, можно ли использовать угловые шлифовальные машины для резки дерева?
Лучшим ответом будет: Да, конечно. Угловая шлифовальная машина может резать дерево, потому что у нее есть сила и способность делать это. Однако это не означает, что использование угловой шлифовальной машины для резки дерева было бы оптимальным решением. Хотя угловая шлифовальная машина полезна для небольших проектов, вам следует хорошенько подумать, прежде чем использовать ее в крупном проекте.
Какие диски для угловых шлифовальных машин лучше всего подходят для резки дерева?
Угловая шлифовальная машина имеет свое назначение, если вы просто хотите вырезать небольшие гравюры на дереве (например, края отделки) или вырезать части дерева. Однако следует использовать либо трехзубый диск для резки дерева, либо диск для резьбы по дереву. Когда дело доходит до использования угловой шлифовальной машины для резки дерева, требуется правильный тип лезвия. Итак, давайте рассмотрим несколько вариантов лучших ножей для резки дерева.
Резка дерева угловой шлифовальной машиной
Начнем с вопроса, можно ли резать дерево обычным диском. Это распространенная ошибка начинающих пользователей, и ее следует избегать. Резка обычным лезвием возможна, но безопасность недостаточна. Кофемолка может подняться и улететь со стола, за которым вы работаете, если что-то пойдет не так. Вы можете получить серьезные травмы, если будете вращаться на высокой скорости. Вместо того, чтобы пытаться использовать обычное лезвие, вам следует поискать одно из лезвий для резки дерева, перечисленных ниже, чтобы уменьшить вероятность несчастного случая, сохраняя при этом гладкий и аккуратный внешний вид вашего проекта. Вращение на высокой скорости может привести к серьезным травмам. Вместо того, чтобы пытаться использовать стандартное лезвие, выберите одно из лезвий для резки дерева, упомянутых ниже, чтобы снизить риск несчастного случая, сохраняя при этом гладкую и точную эстетику вашего проекта. Выберите диск для резьбы по дереву для угловой шлифовальной машины, который будет работать как с мягкой, так и с твердой древесиной. Диск с прочностью, необходимой для работы по дереву, а также правильной формой и конструкцией для легкого выполнения работ по дереву.
Угловая шлифовальная машина для резки дерева: 3 насадки
GRAFF SPEEDCUTTER 4 1/2 Диск для резьбы по дереву для угловой шлифовальной машины
Доступен диск для резьбы по дереву, изготовленный специально для угловой шлифовальной машины (гибкий). Дерево, ламинат, паркет (лиственных пород), газобетон, гипсокартон и пластик безопасны в эксплуатации благодаря уникальной форме. Если вам нужен деревообрабатывающий инструмент для угловой шлифовальной машины (flex), вам понадобится диск Speed-cutter. Деревообрабатывающий диск GRAFF Speed-cutter имеет всего три зуба, что позволяет угловой шлифовальной машине достигать приемлемого уровня радиального сопротивления при высокой скорости вращения.
Универсальный инструмент для резьбы по дереву
Без перегрева
СЕРТИФИКАТ
ПРОВЕРЕННЫЙ МАТЕРИАЛ
T TOVIA 5 Диск для резьбы по дереву для угловой шлифовальной машины
лет, что опасно! Большое количество зубьев угловой шлифовальной машины в сочетании с высокой частотой вращения часто приводит к ампутации пальцев и другим серьезным несчастным случаям!
Универсальный инструмент для резьбы
Нет перегрева
Сертификат
Проверенный материал
Ronix 3210 Mini Angle Grinder
Ronix 3210 Mini Angle Grinder
NO ONE ONE UNERIX RONIX 3210 3210. 3210 3210 3210. 3210. 3210. 3210 3210 3210. 3210. 3210. 3210 3210. 3210 3210 3210 3210 3111111. Нашим клиентам нравится этот электроинструмент из-за его мощного двигателя мощностью 2400 Вт, скорости холостого хода 8000 об/мин, колеса диаметром 180 мм и эргономичных характеристик. Чтобы включить его, все, что вам нужно сделать, это подключить его и нажать кнопку защиты от пыли. Благодаря воздушному охлаждающему механизму многочасовая работа не будет проблемой для 3210. Работа с угловой шлифовальной машиной стала такой простой и удобной благодаря разработке различных эргономических функций в таком мощном инструменте. Трехпозиционная антивибрационная боковая рукоятка, вращающаяся основная рукоятка, быстросменный защитный кожух диска и система стопорных штифтов входят в число особенностей.
Профессиональный сверхмощный двигатель мощностью 2400 Вт, обеспечивающий высокую производительность
3-позиционная противоударная эргономичная боковая рукоятка минимизирует вибрацию и снижает утомляемость при длительной работе
Поворотная основная рукоятка ускоряет работу под разными углами и повышает комфорт пользователя и управление
Система переключателей плавного пуска, обеспечивающая безопасность работы
Система прямого воздушного потока, охлаждающая двигатель для более надежной работы и повышенной устойчивости к перегрузкам
Пылезащищенные шарикоподшипники NSK, обеспечивающие долгий срок службы двигателя и повышающие его плавность работы
Быстрая замена защитного кожуха, позволяющая пользователю устанавливать защитный кожух в различных рабочих положениях
Механизм простой и быстрой замены угольных щеток
Новая система стопорных штифтов для простой и быстрой замены диска и предохранительный механизм
Выключатель защиты от пыли, который снижает проникновение пыли, особенно при работе с кирпичной кладкой
Эффективно ли использование угловой шлифовальной машины для резки дерева?
Использование угловой шлифовальной машины для резки дерева связано с рядом очевидных угроз безопасности. Тем не менее, если вы принимаете надлежащие меры предосторожности, используете правильный отрезной диск с тремя зубьями и вам просто нужно обрезать несколько углов здесь и там, угловая шлифовальная машина является приемлемой альтернативой.
Резьба, шлифование и придание формы — все это операции, в которых угловые шлифовальные машины превосходны. Вы можете формировать деревянные материалы, как настоящий мастер, с диском для резьбы по дереву, прикрепленным к угловой шлифовальной машине.
Использование металлического лезвия для резки дерева
Советы и подсказки, чтобы избежать ошибок
Однако при использовании угловой шлифовальной машины для резки дерева, как минимум, вы можете всегда носить надлежащие средства индивидуальной защиты, такие как защитные очки, средства защиты органов слуха и стойкие к порезам перчатки, которые являются абсолютный минимум минимум при работе с болгаркой. Имейте в виду, что никогда нельзя снимать защитный кожух, пока не будет отключено электропитание. При резке любого материала болгаркой без защиты можно попасть в больницу.
Первая ошибка, которую следует избегать, — слишком быстрая езда. Выполняя что-то потенциально опасное, естественно хотеть покончить с этим как можно скорее. В этом случае вы можете заплатить за это высокую цену.
Одним из наиболее важных аспектов использования угловой шлифовальной машины для резки дерева является медленность и осторожность при выполнении движений. В результате не торопитесь. Если вы поторопитесь с работой, вы рискуете получить отдачу от шлифовальной машины, что может привести к серьезной травме.
Имейте в виду, что вам почти наверняка придется привыкнуть к резке под углом. Вы будете стремиться срезать прямо вниз, но это увеличит риск причинения вреда. Вместо этого старайтесь делать каждый надрез под небольшим наклоном. Угол будет работать лучше и резать точнее, потому что этот инструмент предназначен для резьбы по дереву, а не для его резки.
Часто задаваемые вопросы ❓
Какие диски следует использовать при резке дерева на угловой шлифовальной машине? Если вы собираетесь использовать угловую шлифовальную машину для мелкой обрезки или мелких работ, выберите правильный отрезной диск с тремя зубьями.
Стоит ли использовать угловую шлифовальную машину для резки дерева? Нет, это последняя попытка, которую следует использовать только в том случае, если у вас нет других вариантов.
Как пользоваться УШМ в деревообработке? Этот ручной электроинструмент можно использовать для шлифования, шлифования, абразивной резки и полировки древесины.
Вывод:
Как видите, споры о том, следует ли использовать угловые шлифовальные машины для резки дерева, непросты. Причина этого в том, что этот инструмент может быть слишком прочным для большинства изделий из дерева, что увеличивает риск повреждения от обратной реакции. Тем не менее, у вас есть варианты, когда дело доходит до резки дерева с помощью шлифовальной машины, так как вы можете просто заменить диск на диск с тремя зубьями для небольших проектов. Хотя мы считаем, что использование угловой шлифовальной машины для резьбы, придания формы и шлифования имеет определенные преимущества, вы должны быть полностью сосредоточены и знать об ограничениях шлифовальной машины по сравнению с другими инструментами.
Современные циркуляционные насосы выпускаются в двух видах:
с «сухим» ротором,
с «мокрым» ротором.
Почему же шумит циркуляционный насос? Все дело в том, что для охлаждения двигателя устройство с «сухим» ротором оборудовано вентилятором, который во время работы и создает повышенный уровень шума. Такое оборудование используется в домах с большой площадью и устанавливается в специальном помещении.
Устройства с «мокрым» ротором устроены таким образом, что при работе в системе ротор полностью погружен в перекачиваемую жидкость. Теплоноситель не только омывает подшипники скольжения, но и охлаждает двигатель. Благодаря такому принципу работы насос не нуждается в использовании вентилятора, что существенно понижает уровень шума во время его работы. Зачастую сложно определить по звуку работает устройство с «мокрым» ротором или нет. Данный тип оборудования устанавливается в помещениях, вблизи которых проживают люди. Однако что же делать, если насосное оборудование начало гудеть во время работы? Выделим основные причины возникновения проблем и способы их устранения.
Главным условием длительной и беспроблемной эксплуатации устройства является грамотная установка, производимая с четким соблюдением рекомендаций производителя.
Если гудит циркуляционный насос, следует убедиться в том, что все операции по монтажу произведены без нарушений. Для предотвращения возникновения данной проблемы специалисты рекомендуют устанавливать напорный мембранный бак (гидрокомпенсатор). С его помощью вы сможете контролировать статическое давление в системе. Мембранный бак исключит кавитационные нагрузки, которые не только способствуют созданию гула, но и негативно сказываются на сроке службы устройства.
Для того чтобы создать комфортные условия для проживания в доме, следует правильно выбрать место установки насоса. Оно должно определяться конструктивными особенностями оборудования. Особое внимание следует уделить очистке воды, используемой в системе.
Многих волнует вопрос, почему гудит циркуляционный насос в начале отопительного сезона? Как правило, происходит это по причине того, что при заполнении коммуникаций жидкостью системы, воздух попадает в теплопроводящие трубы и корпус подкачивающего устройства. Удалить воздушные пробки можно через специальные отверстия, оборудованные винтовыми заглушками. Клапаны для удаления воздуха из системы должны располагаться в верхних точках элементов отопительной системы. Перед каждым запуском системы следует убедиться в том, что в системе отсутствует воздух. Современные модели циркуляционных насосов в силу своих конструктивных особенностей не нуждаются в профилактике. Устранить грязь, накопившуюся за период летнего простоя, можно при включении подкачивающего мотора на максимальную мощность.
Насосы циркуляционного типа с автоматической регулировкой в процессе работы не создают шума в термостатических вентилях трубопроводов. Они быстро реагируют на малейшие изменения в отопительной системе. К примеру, при открытии или закрытии термостатического вентиля устройство автоматически изменяет свои технические характеристики, не расходуя электроэнергию сверх нормы. Устройства с электронной регулировкой не нуждаются в ручном развоздушивании.
Гудеть циркуляционный насос может и в результате механической поломки. Устранить ее можно только после монтажа и разборки устройства. В результате длительной эксплуатации оборудования увеличиваются технологические зазоры. Решить проблему можно путем замены регулировочных шайб. Данная мера предотвратит осевое биение вала двигателя.
Также причиной громкой работы насоса может стать износ рабочих поверхностей и втулок вала. В таком случае потребуется замена деталей, пришедших в неисправность, с одновременной проточкой вала. Это поможет предупредить радиальное биение узлов.
Причинами возникновения шума циклического типа в циркуляционном насосе являются подгорание обмоток мотора или межвитковые обрывы. Устранить такие поломки под силу специалистам, занимающимся ремонтом электродвигателей, обладающим профессиональными навыками и нужным набором инструментов.
Почему циркуляционный насос греется при работе и не качает
За перекачивание теплоносителя в принудительном порядке отвечает отдельное оборудование, которое не всегда корректно работает. Вопрос, почему циркуляционный насос греется, все чаще возникает у хозяев частных домов и квартир с индивидуальным отоплением.
Причин возникновения такой проблемы может быть несколько, разберу самые распространенные эксцессы. Но для начала необходимо уделить внимание принципу действия агрегата, какие существуют нормы повышения температур и что делать в первую очередь при обнаружении проблемы.
Благодаря подробному описанию 7 случаев, из-за которых происходит неполадка в сети отопления, любой хозяин сможет быстро найти и устранить причину, почему греется насос, их я рассмотрю отдельно.
СодержаниеПоказать
1 Сначала разберем, как устроен насос
2 Как сильно должен нагреваться насос в системе отопления дома
3 Почему греется циркуляционный насос для отопления: 7 причин
3. 1 Брак
3.2 Водяной насос неправильно смонтирован
3.3 Засор в системе отопления инородным телом
3.4 Недостаток смазки подшипников
3.5 Не хватает напряжения в сети
3.6 Недостаточный напор
4 Что делать, если насос греется и свистит
5 Правила эксплуатации
Сначала разберем, как устроен насос
Оборудование по принципу работы похоже на обычные дренажные модели, конструктивные различия между устройствами разных типов заслуживают внимания, но есть и свои нюансы. Корпус зачастую изготовлен из прочного материала, который имеет хорошие технические характеристики, одной из них будет устойчивость к возникновению коррозии.
Среди популярных составляющих стоит отметить:
Нержавейку.
Латунь.
Чугун.
Алюминий.
Как только запустится двигатель, прибор приводит в действие ротор, он начинает вращательные движения и с помощью крыльчатки создает давление. Благодаря этому воздействию, через входной патрубок постепенно всасывается жидкость в гидравлическую камеру.
При возникновении центробежной силы вода прижимается к стенкам с определенной силой, после чего выбрасывается в систему через выходное отверстие. Принудительная циркуляция в магистрали отопления организована именно так, если брать во внимание закрытый контур.
Как сильно должен нагреваться насос в системе отопления дома
Температура приспособления для принудительного движения жидкости в системе должна достигать показателя, который свойственен магистрали на данный момент. Он может и должен нагреваться, но не до критических температур.
Если хозяин заметил существенные отклонения от труб разводки, то это будет означать наличие одной из неисправностей. Причин может быть несколько, благодаря советам экспертов можно разобраться во всех проблемах, которые приводят к перегреву устройства достаточно быстро.
Почему греется циркуляционный насос для отопления: 7 причин
В идеале температура теплоносителя не должна изменяться при работе оборудования, как в трубах отопления, так и при проходе через подкачивающее устройство.
При выявлении такого нюанса не стоит спешить снимать агрегат или закупать новую модель, если тщательно разобраться в причине нагрева циркуляционного насоса, получится разрешить неприятное явление собственными силами или обратиться к специалистам.
Первое, что советуют произвести профессионалы –промыть систему раствором каустической соды, если такие работы результата не дали, то следует переходить к более решительным действиям.
Брак
Это одна из некоторых причин, которая приводит агрегат в неисправность и начинает греться циркуляционный насос, к сожалению, на заводе изготовителе такие приспособления выпускаются конвейером.
Поэтому уследить за качеством всех составляющих сложно, некоторые детали поставляются из Китая, об их несоответствии общепринятым нормам известно многим.
Спустя некоторое время аппарат может начать перегреваться, именно поэтому при закупке устройства стоит обращать внимание не на низкую цену, а уделить время для изучения характеристик, отзывов потребителей и мнения экспертов в этом вопросе.
Водяной насос неправильно смонтирован
При неправильном подходе к установке возникает эффект завоздушивания, это обусловлено неверным определением месторасположения ротора, из-за чего смещается его ось.
Подобные эксцессы можно обнаружить при первом использовании агрегата, как только отопительная система будет приведена в действие, начнет сильно греться циркуляционный насос системы отопления. Для устранения проблемы потребуется переустановка составляющей, необходимо просто поменять расположение ротора.
Засор в системе отопления инородным телом
Старые магистрали содержат на стенках трубопровода систем отопления и горячего водоснабжения отложения коррозии, некоторые частицы могут попадать в важные детали устройства и блокировать его работу. В большинстве ситуаций это попросту приводит к сгоранию обмотки, но зачастую приспособление для нагнетания напора в отоплении греется.
Если упустить этот фактор из виду, то потребуется замена насоса, но ситуацию можно исправить благодаря своевременной чистке магистрали от накопления твердых частиц, которые могут провоцировать неполадки.
Недостаток смазки подшипников
Движущие составляющие должны быть качественно смазаны, при дефиците этого важного для продуктивного функционирования ресурса происходит износ подшипников. Двигатель со временем попросту заклинит, особенно когда часто используется ускоренный режим.
Чтобы устранить эксцесс, необходимо произвести демонтаж устройства, после чего отдать его на диагностику в профессиональный сервис, обмотка двигателя стоит очень дорого.
Не хватает напряжения в сети
Хотя подобные ситуации возникают достаточно редко, на этот нюанс также стоит обратить внимание. Напряжение не должно падать ниже 220 В, в противном случае завоздушенности оборудования и дальнейшего выхода его из строя не избежать. Для выявления недостатка применяют вольтметр, благодаря прибору можно заметить отклонения на их ранней стадии развития, и принять меры.
Недостаточный напор
Когда колесо с лопастями включается в трехфазную систему, то процесс монтажа должен быть правильно организован, ошибочное подключение фазы приведет к вопросу, почему греется циркуляционный насос отопления. Нарушается направление оборотов, вследствие чего возникает недостаток напора жидкости, повышение степени вязкости довольно опасно для продуктивной работы приспособления.
Колесо во время процесса столкнется с большим сопротивлением, а это в скором времени приведет к поломке. Для устранения проблемы, нужно взглянуть на сечение входящей трубы, отрегулировать устройство и устранить отложения из фильтра, которые могут накопиться в нем за долгое время.
Что делать, если насос греется и свистит
Подобные звуки зачастую возникают после попадания воздуха в магистраль отопления, при наполнении контура жидкостью таких эксцессов трудно избежать.
Поэтому после проверки целостности соединений и труб специалисты спускают воздух с каждого радиатора в закрытой системе, чтобы не только обеспечить максимально равномерный прогрев помещений в постройке, но и уберечь циркуляционный агрегат от возникновения поломок и свиста насоса по причине воздушных пробок.
Для произведения манипуляций нужно предусмотреть установку кранов Маевского, благодаря которым можно довольно быстро избавиться от завоздушенности системы. Широко используются автоматические приспособления для вывода лишнего воздуха из магистрали, происходит это автономно, без участия человека, что позволяет быть уверенным в продуктивности работы устройства.
Правила эксплуатации
Существует ряд важных действий, без которых не получится продлить срок службы приспособления и забыть о вопросе, почему греется циркуляционный насос в системе отопления.
Своевременная и периодическая профилактика достаточно важна, пренебрегать этими манипуляциями не стоит, нужно проверить не только устройство, но и все части системы. Подробный алгоритм действий выглядит так:
Осмотр узлов и стыков на подтеки.
Наличие смазки в подшипниках и прокладках.
С помощью тестера проверяют напряжение сети, к которой подключен агрегат.
Выявляется наличие вибрации и различных шумов.
Простой на протяжении длительного времени вреден, необходимо раз в месяц запускать приспособление на 20 мин.
Без наличия жидкости в контуре запуск запрещен.
Своевременное устранение загрязнений в фильтре.
Присутствие известкового налета может нарушить работу вала.
Периодические осмотры оборудования помогут выявить причину, почему циркуляционный насос греется, и устранить ее до проявления неприятных поломок. Особенно важно придерживаться этих правил перед началом отопительного сезона, ведь зимой на устранение неполадок уйдет масса времени, а на длительный промежуток оставлять жилище без отопления нельзя.
Почему циркуляционный насос шумит (гудит или дребезжит)? Шесть распространенных проблем с насосами, вызывающих шум
Перейти к содержимому
Предыдущий Следующий
Почему циркуляционный насос шумит (гудит или дребезжит)? Шесть распространенных проблем с насосом, вызывающих шум
Когда циркуляционный насос выходит из строя, вода не циркулирует эффективно или вообще не циркулирует, что ставит под угрозу производительность всей вашей системы. К счастью, насосы часто сигнализируют о том, что что-то не так, и эти сигналы обычно проявляются в виде странных и громких шумов насоса.
Громкие и необычные звуки, издаваемые циркуляционными насосами, всегда являются тревожным сигналом, признаком того, что что-то не так либо с насосом, либо с водопроводом.
Давайте рассмотрим несколько проблем в системе здания, которые обычно являются причиной шума насоса, и способы их устранения.
Воздух в системе
Резюме: Воздух в системе приводит к шуму. Затем необходимо осмотреть всю систему и прокачать ее.
Если у вас не установлен воздухоотделитель, скорее всего, в какой-то момент вам придется иметь дело с воздухом в вашей системе. Когда это происходит, важно осмотреть водопроводные линии и прокачать систему.
Современные насосы оснащены выпускными клапанами, которые значительно упрощают процесс. Медленно открывайте клапан, пока не услышите шипящий звук. Как только шипение прекратится, вы увидите небольшую каплю воды, указывающую на то, что в насосе больше нет воздуха. В этот момент вы можете закрыть клапан.
После этого убедитесь, что насос установлен правильно. Даже несколько градусов наклона или смещения могут привести к тому, что воздух будет заблокирован в насосе.
Неправильный размер насоса
Резюме:
(1)Может быть, размеры насосов слишком велики для рассматриваемой системы. Чтобы исправить это, дросселируйте клапаны на стороне нагнетания, пока шумы не исчезнут.
(2)Вода в системе кипит из-за недостаточного размера насоса. Это можно исправить, установив более мощный насос.
Насосы как большего, так и меньшего размера могут создавать шумы в системе, но решения для каждого случая разные.
Насос увеличенного размера
Насосы могут быть увеличены по нескольким причинам. Это может произойти из-за некоторой ошибки на этапе планирования и проектирования, когда инженерам необходимо «прикинуть» длину трубопровода и фитингов, или это может быть специально спроектировано таким образом, чтобы система могла расширяться в будущем и «правильного размера» насос сегодня не сможет удовлетворить будущий спрос завтра.
Иногда требуется замена насоса сразу, а у поставщика не было на складе идеальной замены, или инженеры выбирают насос увеличенного размера уже с учетом ожидаемого нарастания коррозии в трубах, требующих большего напора насоса.
Независимо от причины, вызвавшей использование слишком большого насоса, его наличие всегда может вызвать чрезмерный шум и вибрацию, расшатывание соединений и соединений и усталость трубопровода.
Для решения проблемы можно предпринять следующие действия:
Дросселировать клапаны на стороне нагнетания до исчезновения шумов
Обрезка рабочего колеса по диаметру
Уменьшить скорость насоса
Добавить линию рециркуляции потока
Установить преобразователь частоты и снять регулирующие клапаны
Недостаточный размер насоса
Недостаточный размер насоса представляет собой более серьезную проблему. Это потому, что у вас, к сожалению, нет особого выбора, кроме замены насоса и установки большего.
Если система имеет недостаточный размер, она не может обеспечить необходимую производительность, а также может привести к застою – когда нагнетание насоса перекрывается из-за засорения линии или непреднамеренно закрытого клапана. Когда это происходит, жидкость бурлит внутри насоса, пока не нагревается до состояния пара, вызывая шум и повреждения. Насосы с тупиковой головкой могут привести к перегоранию двигателя, повреждению крыльчатки, протечкам уплотнений, растрескиванию втулок и повреждению эластомеров, что в конечном итоге приведет к выходу насоса из строя.
В системах с насосами меньшего размера вы можете проверить, может ли существующий насос работать с более крупным двигателем, чтобы избежать мертвого напора. Несмотря на то, что это может быть самый дешевый способ справиться с проблемой, он не самый лучший, и решение будет временным.
Чрезмерный износ подшипников
Резюме: Чрезмерный износ подшипников (дребезжание). Тогда помпу нужно заменить.
Только некоторые насосы имеют подшипниковые узлы, а не все. Однако все электродвигатели насосов имеют подшипники, и чрезмерный износ подшипников — будь то в узле или внутри двигателя — может вызвать шум насоса.
Хорошей новостью является то, что для моделей насосов с подшипниковыми узлами компоненты обычно доступны для покупки, они недороги и их легко заменить.
Плохая новость заключается в том, что подшипники двигателя не продаются как комплектующие, и когда подшипники в двигателе изнашиваются, необходимо заменять деталь целиком.
Многие факторы могут повлиять на срок службы подшипника, например, статическая перегрузка, коррозия, отсутствие избытка смазки, перегрев, несоосность и загрязнение. Таким образом, лучший способ избежать слишком быстрого износа подшипников — это всесторонняя проверка вашей системы, поскольку подшипники циркуляционных насосов с мокрым ротором смазываются водой в системе.
Засорение системы
Краткое описание: Система, которая уже была введена в эксплуатацию, засорилась. Затем систему необходимо очистить.
Вода с ржавчиной и другими отложениями может изнашивать циркуляционный насос и засорять крыльчатку. Когда это происходит, шум является следствием. Чтобы избавиться от него, нет волшебной палочки: решение заключается в очистке системы.
Многие системы HVAC имеют специальные системы фильтрации и сепараторы грязи для предотвращения засорения. Отложения могут быть легко удалены из системы с помощью продувки водой.
Эти системы защищают не только насосы, но и все другие блоки HVAC в системе.
Неправильная настройка скорости
Резюме: Установлена слишком высокая скорость насоса. Затем L найдите переключатель протока и поверните его на один уровень вниз.
Высококачественные и современные насосы обычно имеют 3 настройки расхода, в то время как более старые насосы могут иметь только одну. Вот почему старые насосы обычно более шумные, чем другие. Они менее эффективны, и потеря энергии обычно выражается в гудящем шуме.
Если помпа издает этот шум и у вас есть несколько параметров настройки потока, найдите переключатель потока и поверните его на один уровень вниз. Затем проверьте радиаторы и направляющие башни, чтобы убедиться, что они все еще нагреваются до нужной температуры. Если да, то оставьте так.
По мере развития технологий современные частотно-регулируемые насосы могут автоматически адаптироваться к требованиям системы и не издавать шума. Если вы используете такие циркуляционные насосы, вам не придется беспокоиться о неправильной настройке скорости.
Отсутствие NPSHa или неправильная установка, вызвавшая отсутствие NPSHa
Резюме: На входе в насос образуются пузырьки воздуха, что приводит к шуму. Затем уменьшите трение трубопровода или увеличьте напор насоса.
Чтобы понять это, нам нужно сделать шаг назад и быстро взглянуть на работу насоса. Принцип Бернулли показывает нам, что жидкость течет из областей с высоким давлением в области с низким давлением.
Насосы HVAC работают за счет создания низкого давления на входе, что позволяет нагнетать воду в насос. Когда жидкость проходит через насос, давление уменьшается. Если давление на входе падает ниже давления паров жидкости, на входе образуются пузырьки воздуха. Эти пузырьки могут вызвать кавитацию, что приведет к шуму насоса, повреждению и снижению производительности.
Чистый положительный напор на всасывании или NPSH представляет собой разницу между давлением жидкости на всасывании насоса и давлением паров жидкости и выражается в единицах высоты столба жидкости. NPSH обычно должен составлять от 3 до 5 футов, чтобы избежать кавитации.
Если при осмотре обнаружена проблема с кавитационным запасом, в основном можно сделать две вещи: во-первых, есть возможность выбрать более подходящий насос для применения (наша рекомендация, если насос уже получил непоправимый ущерб из-за к кавитации). Во-вторых, систему можно переоценить, чтобы увидеть, может ли подъем резервуара для воды увеличить NPSha (абсолютное давление на всасывающем патрубке насоса) или можно уменьшить фитинги, которые лишают текущий NPSha.
Если вам нужна помощь по вопросам, связанным с циркуляционными насосами, свяжитесь с нами.
ГЭК бытовой
ГЭК бытовой
Высокоэффективные циркуляционные насосы, предназначенные для систем отопления. Применяется в качестве универсального апгрейда и сменного насоса. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения.
Максимальный расход Максимальный напор Температура жидкости Давление макс
3,7 М 3 /ч 7m 2 .. 110 ° C 10 бар
Вид
Het Omestic
HET
HET
HET
HET
HET
HET
. Насос оснащен функцией AUTO, которая автоматически настраивает насос в соответствии с требованиями системы для обеспечения оптимального комфорта и минимального энергопотребления, а также простоты ввода в эксплуатацию.
Максимальный расход Максимальный напор Температура жидкости Pressure max
3.7 m 3 /h 7m 2.. 110°C 10 bar
VIEW
HEC Commercial
HEC Commercial
High-efficiency circulator for коммерческие здания. Интуитивно понятный пользовательский интерфейс, особенно подходящий для замены старых циркуляционных насосов. Режим ECO автоматически регулирует насос в соответствии с потребностью в нагреве.
Максимальный расход Максимальный напор Температура жидкости Pressure max
10.8 m 3 /h 10m 2.. 110°C 10 bar
VIEW
HE Domestic PWM
HE Domestic PWM
High efficiency циркуляционные насосы компактной конструкции, подходящие для всех систем ОВиК, от котлов и тепловых насосов до систем тепловых интерфейсов (HIU). Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Макс. расход Head max Liquid temperature Pressure max
4.0 m 3 /h 8m 2.. 110°C 10 bar
VIEW
Gas Boiler Pump
Gas Boiler Pump
Циркуляционные насосы OEM подходят для настенных газовых котлов мировых брендов Vaillant, Viessmann, Bosch, Italtherm. Благодаря отличной совместимости, это лучший выбор для замены старого циркуляционного насоса в газовых котлах. Также доступен высокоэффективный тип.
Поток MAX MAX Температура жидкости MAX
2,3 М 3 /ч
2 .. 95 ° C 3 -й бар
Просмотр
3 -бар
View
3
. LE Бытовой
Предназначен для систем отопления, горячего водоснабжения, охлаждения и кондиционирования воздуха. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
Макс. расход Макс. напор Температура жидкости Макс. давление
9,6 м 3 /ч 15 м 2.. 110°C 10 бар
ВИД пластпамп2021-07-07T06:21:05+00:00
Перейти к началу
Свисток циркуляционного насоса
Форум
Обратитесь за помощью к нашим профессионалам-владельцам — НИКАКИХ советов по самостоятельному изготовлению не будет.
AOP Жилой HVAC
Свисток циркуляционного насоса
Согласие на использование файлов cookie
Мы используем файлы cookie, чтобы улучшить работу вашего веб-сайта. Чтобы узнать об использовании нами файлов cookie и о том, как вы можете управлять своими настройками файлов cookie, ознакомьтесь с нашей Политикой использования файлов cookie. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.
Добро пожаловать на HVAC-Talk.com, сайт, не посвященный DIY, и главный источник информации и знаний в области HVAC для профессионалов отрасли! Здесь вы можете присоединиться к более чем 150 000 профессионалов и энтузиастов ОВКВ со всего мира, которые обсуждают все, что связано с ОВКВ/Х. В настоящее время вы просматриваете как НЕЗАРЕГИСТРИРОВАННЫЙ гость, что дает вам ограниченный доступ к просмотру обсуждений
Чтобы получить полный доступ к нашим форумам, вы должны зарегистрироваться; для бесплатной учетной записи . Как зарегистрированный гость вы сможете:
Участвуйте в более чем 40 различных форумах и ищите/просматривайте почти 3 миллиона сообщений.
Размещайте фотографии, отвечайте на опросы и получайте доступ к другим специальным функциям
Получите доступ к нашему бесплатному разделу AOP (Спросите профессионала), чтобы получить реальные ответы на свои вопросы.
Все это и многое другое доступно вам абсолютно бесплатно при регистрации ; для учетной записи, так что присоединяйтесь к нашему сообществу сегодня сегодня!
Мы рекомендуем не регистрироваться с использованием адреса электронной почты AT&T, BellSouth, AOL или Yahoo. Если у вас возникли проблемы с регистрацией или входом в аккаунт, обратитесь в службу поддержки.
12.11.2008, 19:34
#1
С новым B&G NRF-22 все в порядке, проблем нет, но после 10 минут работы он начинает свистеть, не уверен, что это из-за температуры воды или петли, на которой он находится, может быть, вода движется слишком быстро?? В других 2 зонах такие же насосы без шума. Все насосы установлены правильно в соответствии с инструкциями B&G, . Арти
Ответить с цитатой
12.11.2008, 19:56
#2
Меняй пока на гарантии.
Если ВЫ хотите перемен, ВЫ должны сначала измениться.
Если вы ждете, пока «другой парень» переоденется первым, просто помните, что вы — другой парень «другого парня». Глупо продолжать ожидать реальных перемен, когда вы продолжаете вести себя так же, как всегда. Не произойдет. Настоящие перемены произойдут только тогда, когда большинство людей изменят то, как они голосуют!
Ответить с цитатой
12.11.2008, 20:42
#3
Я бы снял картридж двигателя и почистил крыльчатку и корпус. Это может быть кусок припоя или какой-то другой мусор, попавший внутрь.
Если это не сработает, замените его на Taco 007.
Ответить с цитатой
12.11.2008, 20:46
#4
Масло, которое шло с новым насосом, добавлялось?
Ответить с цитатой
12. 11.2008, 21:02
#5
Первоначально Послано mike robinson
Вы добавили масло, которое пришло с новым насосом?
Насколько мне известно, циркуляционный насос NRF-22 представляет собой мокрый ротор без масляных каналов. Поставил довольно много таких кругов, но, к сожалению, заменил довольно много всего через несколько лет. У меня есть один из них на моем новом дополнении, все еще крепкий после 4 лет. Мне все же больше нравится Тако.
Удельный вес швеллера, вес 1 метра швеллера в зависимости от размеров в таблице
Поиск Гугл
Строительные материалы
Швеллер – вид стального металлопроката, металлический профиль, имеющий поперечное П-образное сечение. Изготавливается из углеродистой стали обычного качества путем холодной или горячей прокатки, а также из качественных и низколегированных сталей.
В форме швеллера выделяют:
полки – боковые грани, которые могут быть параллельными либо с уклоном внутренних сторон, а также в зависимости от типа швеллера – равными либо разной высоты;
стенку (перемычку между полками), имеющую различную толщину зависимо от вида.
Высокие стандарты производства металлопроката поддерживаются сертификационными нормами, прописанными в ГОСТах. Подобных документов, определяющих параметры того или иного вида металлопроката и швеллера в том числе, много. Соблюдение производителем металлопроката норм изготовления согласно ГОСТ является залогом качества продукции.
Существуют общие условные обозначения, прописанные в индексе изделия рядом с числом, обозначающим высоту профиля. Категории форм и размеров представлены так:
У – полки профиля имеют уклон внутренних стенок,
П – полки параллельны,
Э – экономичный профиль с параллельными полками,
Л – облегченный (легкий) швеллер с параллельными полками,
С – специального назначения.
Прокатка может иметь различную точность. Согласно ГОСТам, этот параметр также должен быть указан в сопроводительных документах на изделие:
Высокая точность прокатка – «А»,
обычная (средняя точность) – «В»,
повышенная точность – «Б».
Сфера применения швеллера довольно широкая, потому как вес 1 метра швеллера сравнительно невысокий, а также благодаря низкой металлоемкости и высокой прочности профиля. Швеллер используют во многих сферах промышленности, в основном как конструктивный элемент зданий, архитектурных композиций, мостов, в строительстве вагонов, станков и автостроительстве.
Основное применение швеллер находит именно в строительстве как элемент для армирования ж\б конструкций, или как самостоятельный стройматериал для возведения каркасных сооружений, монтаже перекрытий, и пр.
Для проведения верных расчетов нагрузки при планировании конструкции и опор, необходимо точно знать, сколько весит швеллер. Надобности взвешивать целое изделие нет. Зная вес 1 м швеллера, очень просто рассчитать массу всего метража.
Вес погонного метра швеллера в таблица
Швеллер, индекс
Размеры: ширина х высота (мм)
Толщина стенки (мм)
Толщина полки (мм)
Вес 1 метра погонного (кг)
5
50х32
4,4
7,0
4,84
6,5
65х36
4,4
7,2
5,9
8
80х40
4,5
7,4
7,05
10
100х46
4,5
7,6
8,59
12
120х52
4,8
7,8
10,4
14
140х58
4,9
8,1
12,3
16
160х64
5,0
8,4
14,2
16а
160х68
5,0
9,0
15,3
18
180х70
5,1
8,7
16,3
18а
180х74
5,1
9,3
17,4
20
200х76
5,2
9,0
18,
22
220х82
5,4
9,5
21
24
240х90
5,6
10,0
24
27
270х95
6,0
10,5
27,7
30
300х100
6,5
11,0
31,8
33
330х105
7,0
11,7
36,5
36
360х110
7,5
12,6
41,9
40
440х115
8,0
1,5
48,3
Швеллер применяется не только как конструкционный элемент. Часто им усиливают стены, кровлю, перекрытия. П-образный профиль прекрасно выдерживает разные виды нагрузок, как осевую, так и несущую.
Информация
Услуги
Товары
Берингер | Не найдено
Введение
Настоящее Лицензионное соглашение с конечным пользователем («Соглашение») является обязывающим соглашением между вами («Конечный пользователь», «вы» или «ваш») и Music Tribe Innovation DK/AS («Компания», «мы», «нас» или «наш»). Настоящее Соглашение регулирует отношения между вами и нами, а также использование вами Программного обеспечения Компании. На протяжении всего настоящего Соглашения Конец Пользователь и Компания могут именоваться «Сторона» или совместно «Стороны».
Если вы используете Программное обеспечение от имени своего работодателя или другого юридического лица («Организация»), для которого преимущества использования вами программного обеспечения или кто владеет или иным образом контролирует средства, с помощью которых вы используете или доступ, то термины «Конечный пользователь», «вы» и «ваш» применяются вместе к вам как к физическому лицу и к Организация. Если вы используете или приобретаете лицензию для Организации или от ее имени, вы тем самым признаете, гарантируете и обязуетесь, что у вас есть полномочия: 1) приобрести лицензию от имени Организации; 2) связать Организацию условиями настоящего Соглашения.
Загружая, устанавливая, получая доступ или используя, вы: (а) подтверждаете, что у вас есть все необходимые разрешения и разрешения на доступ и использование; (b) если вы используете Программное обеспечение в соответствии с лицензией, купленной организации, доступ к которой и использование которой вы уполномочены этой организацией; (c) признать, что у вас есть прочитать и понять настоящее Соглашение; (D) представлять, что вы находитесь в здравом уме и совершеннолетнем возрасте (18 лет и старше) для заключения обязывающего Соглашения; и (e) принять и согласиться быть юридически связанными положения и условия настоящего Соглашения.
Если вы не согласны с этими условиями, не загружайте, не устанавливайте, не открывайте и не используйте программное обеспечение. Если вы уже загрузили программное обеспечение, удалите его со своего вычислительного устройства.
Программное обеспечение лицензируется, а не продается компанией Music Tribe для использования в строгом соответствии с условиями настоящего Соглашения.
Лицензия
В соответствии с условиями настоящего Соглашения и, если применимо, условиями, изложенными в Лицензионном соглашении, Music Tribe предоставляет вам ограниченную, неисключительную, бессрочную, отзывную и непередаваемую лицензию на загружать, устанавливать и использовать Программное обеспечение, которым вы владеете или управляете.
Ограничения
Вы соглашаетесь не делать и не разрешаете другим:
Лицензировать, продавать, сдавать в аренду, назначать, распространять, передавать, размещать, передавать на аутсорсинг, раскрывать или иным образом в коммерческих целях использовать Программное обеспечение или предоставлять Программное обеспечение любому третьему лицу
Модифицировать, производить производные работы по дизассемблированию, расшифровке, обратной компиляции или обратному проектированию любой части Программное обеспечение
Удалить, изменить или скрыть любое уведомление о праве собственности (включая любое уведомление об авторских правах или товарных знаках) Музыки. Tribe или ее аффилированные лица, партнеры, поставщики или лицензиары Программного обеспечения
Интеллектуальная собственность
Все права интеллектуальной собственности, включая авторские права, патенты, патентные раскрытия и изобретения (будь то патентоспособны или нет), товарные знаки, знаки обслуживания, коммерческая тайна, ноу-хау и другая конфиденциальная информация, товарный вид, торговые наименования, логотипы, корпоративные имена и доменные имена, а также весь гудвил связанные с ним, производные работы и все другие права (совместно именуемые «Права на интеллектуальную собственность»), которые часть Программного обеспечения, которая иным образом принадлежит Music Tribe, всегда остается исключительной собственностью Music Tribe (или ее поставщиков или лицензиаров, если и когда это применимо). Ничто в настоящем Соглашении не дает вам (или любая организация) лицензия на права интеллектуальной собственности Music Tribe.
Вы соглашаетесь с тем, что настоящее Соглашение предоставляет ограниченную лицензию на использование Прав интеллектуальной собственности Music Tribe исключительно как часть Программного обеспечения (а не независимо от него), и только на срок действия лицензии, предоставленной вы по настоящему. Соответственно, использование вами любых прав интеллектуальной собственности Music Tribe независимо от Программное обеспечение или выходящее за рамки настоящего Соглашения считается нарушением прав Music Tribe. Права интеллектуальной собственности. Это не ограничивает; тем не менее, любые претензии Music Tribe могут быть связаны с нарушением договора в случае нарушения вами условий настоящего Соглашения. Вы должны использовать самые высокие стандарты позаботиться о защите всего Программного обеспечения (включая все его копии) от нарушений, неправомерного присвоения, кражи, неправомерного использования, или несанкционированный доступ. За исключением случаев, прямо оговоренных в настоящем Соглашении, Music Tribe резервирует и сохраняет за собой все права, право собственности и интерес к Программному обеспечению, включая все авторские права и охраняемые авторским правом объекты, товарные знаки и товарные знаки, патенты и патентоспособные объекты, коммерческие секреты и другие объекты интеллектуальной собственности. права собственности, зарегистрированные, незарегистрированные, предоставленные, заявленные или и те, и другие существующие в настоящее время и которые могут быть созданные, относящиеся к ним.
Вы (или Организация, если это применимо) сохраняете право собственности на все Права на интеллектуальную собственность в отношении рабочие продукты, которые вы создаете посредством или с помощью Программного обеспечения.
Ваши предложения
Любые отзывы, комментарии, идеи, улучшения или предложения (совместно именуемые «Предложения»), предоставленные вами Music Tribe в отношении Программного обеспечения остается единоличной и исключительной собственностью Music Tribe.
Music Tribe может свободно использовать, копировать, изменять, публиковать или распространять Предложения для любых целей и в любым способом без каких-либо кредитов или какой-либо компенсации вам.
Модификации программного обеспечения
Music Tribe оставляет за собой право изменять, приостанавливать или прекращать, временно или постоянно, Программное обеспечение или любую услугу, к которой он подключается, с уведомлением или без него и без какой-либо ответственности перед вами.
Обновления программного обеспечения
Music Tribe может время от времени предоставлять усовершенствования или улучшения характеристик/функционала Программное обеспечение, которое может включать исправления, исправления ошибок, обновления, апгрейды и другие модификации («Обновления»).
Обновления могут изменять или удалять определенные функции и/или функции Программного обеспечения. Вы согласны с тем, что Музыка Tribe не обязана (i) предоставлять какие-либо Обновления или (ii) продолжать предоставлять или активировать какие-либо функции и/или функциональные возможности Программного обеспечения для вас.
Стороннее программное обеспечение
Стороннее программное обеспечение и данные («Стороннее программное обеспечение») могут быть прикреплены к Программному обеспечению. Вы признаете и соглашаетесь с тем, что если вы хотите получить стороннее программное обеспечение на других условиях, вы должны приобрести это стороннее Программное обеспечение напрямую от поставщиков.
Ни при каких обстоятельствах такие отдельные лицензионные соглашения или дополнительные условия между Вами и поставщиком быть обязательным для Компании или налагать какие-либо дополнительные обязательства или обязательства, несовместимые с условиях настоящего Соглашения, независимо от Компании.
Сторона, предоставляющая стороннее программное обеспечение, несет ответственность за любые гарантии или обязательства, связанные с Стороннее программное обеспечение. MG-IP никоим образом не несет ответственности за стороннее программное обеспечение или его использование вами.
Срок действия и расторжение
Настоящее Соглашение остается в силе до тех пор, пока оно не будет расторгнуто вами или Music Tribe.
Music Tribe может по своему усмотрению, в любое время и по любой причине или без таковой приостановить или прекратить действие этого Соглашение с предварительным уведомлением или без него.
Действие настоящего Соглашения прекращается немедленно, без предварительного уведомления со стороны Music Tribe, если вы не соблюдаете любое положение настоящего Соглашения. Вы также можете расторгнуть настоящее Соглашение, удалив Программное обеспечение и все их копии с вашего компьютера.
После расторжения настоящего Соглашения вы должны прекратить любое использование Программного обеспечения и удалить все копии Программное обеспечение с вашего компьютера.
Прекращение действия настоящего Соглашения не ограничивает какие-либо права или средства правовой защиты Music Tribe по закону или по праву справедливости в случае нарушения вами (в течение срока действия настоящего Соглашения) любого из ваших обязательств по настоящему Соглашению.
Возмещение ущерба
Вы соглашаетесь возмещать ущерб, защищать и ограждать Music Tribe и ее должностных лиц, директоров, сотрудников, агентов, аффилированные лица, правопреемники и правопреемники от любых убытков, убытков, обязательств, недостатков, претензий, действия, судебные решения, расчеты, проценты, вознаграждения, штрафы, штрафы, затраты или расходы любого рода, включая разумные гонорары адвокатов, возникающие или связанные с: (i) использованием или неправильным использованием вами Программного обеспечения; (ii) ваш несоблюдение любого применимого закона, постановления или правительственной директивы; (iii) ваше нарушение этого Соглашение; или (iv) ваше Соглашение или отношения с Организацией (если применимо) или любой третьей стороной. Кроме того, вы соглашаетесь с тем, что Music Tribe не несет ответственности за информацию или контент, которые вы отправляете или сделать доступным через это Программное обеспечение или содержимое, предоставленное вам третьими сторонами.
Без гарантии
Программное обеспечение предоставляется вам на условиях «как есть» и «как доступно» со всеми ошибками и дефектами без гарантии любой. В максимальной степени, разрешенной применимым законодательством, Music Tribe от своего имени и от имени своих аффилированных лиц, своих и их соответствующих лицензиаров и поставщиков услуг, прямо отказывается от всех гарантий, явные, подразумеваемые, предусмотренные законом или иным образом, в отношении Программного обеспечения, включая все подразумеваемые гарантии пригодности для продажи, пригодности для определенной цели, правового титула и ненарушения прав, а также гарантий, которые могут возникнуть вне курса дел, курса исполнения, использования или торговой практики. Не ограничиваясь вышеизложенным, Music Tribe не дает никаких гарантий или обязательств и не делает никаких заявлений о том, что Программное обеспечение будет соответствовать вашим требованиям, достигать любых намеченных результатов, быть совместимым или работать с любым другим программным обеспечением, системы или службы работают без перебоев, соответствуют любым стандартам производительности или надежности или являются ошибочными. бесплатно или что любые ошибки или дефекты могут быть или будут исправлены.
Не ограничивая вышеизложенное, ни Music Tribe, ни любой из поставщиков Music Tribe не делают никаких заявлений. или гарантии любого рода, явные или подразумеваемые: (i) в отношении работы или доступности Программного обеспечения, или информация, контент и материалы или продукты, включенные в них; (ii) что Программное обеспечение будет бесперебойно или без ошибок; (iii) в отношении точности, надежности или актуальности любой информации или контента, предоставленного через Программного обеспечения; или (iv) что Программное обеспечение, его серверы, контент или электронные письма, отправленные Music Tribe или от ее имени, являются без вирусов, скриптов, троянских коней, червей, вредоносных программ, часовых бомб или других вредоносных компонентов.
В некоторых юрисдикциях не допускается исключение или ограничение подразумеваемых гарантий или ограничение применимые законные права потребителя, поэтому некоторые или все вышеперечисленные исключения и ограничения могут не применяться тебе.
Ограничение ответственности
Несмотря на любые убытки, которые вы можете понести, вся ответственность Music Tribe и любого из ее поставщиков в соответствии с любым положением настоящего Соглашения, и ваше исключительное средство правовой защиты от всего вышеизложенного ограничивается сумма, фактически уплаченная вами за Программное обеспечение.
В максимальной степени, разрешенной применимым законодательством, Music Tribe или ее поставщики ни при каких обстоятельствах не несут ответственности за любые специальные, случайные, косвенные или косвенные убытки (включая, но не ограничиваясь, ущерб за упущенную выгоду, за потерю данных или другой информации, за перерыв в работе, за телесные повреждения, за потерю конфиденциальность, возникающая в результате или каким-либо образом связанная с использованием или невозможностью использования Программного обеспечения, стороннего программного обеспечения и/или стороннее оборудование, используемое с Программным обеспечением, или иным образом в связи с любым положением настоящего Соглашение), даже если Music Tribe или любой поставщик были уведомлены о возможности таких убытков и даже если средство не достигает своей основной цели.
В некоторых штатах/юрисдикциях не допускается исключение или ограничение случайных или косвенных убытков, поэтому вышеуказанное ограничение или исключение может не относиться к вам.
Делимость
Если какое-либо положение настоящего Соглашения будет признано не имеющим исковой силы или недействительным, такое положение будет изменено и толкуется для достижения целей такого положения в максимально возможной степени в соответствии с применимым закона, а остальные положения продолжают действовать в полном объеме.
Никакое неисполнение или задержка в осуществлении со стороны любой из сторон любого права или какой-либо власти в соответствии с настоящим Соглашение действует как отказ от этого права или полномочия. Также не допускается однократное или частичное осуществление какого-либо права. или полномочий по настоящему Соглашению, препятствуют дальнейшему осуществлению этого или любого другого права, предоставленного по настоящему Соглашению. В случае конфликта между настоящим Соглашением и любой применимой покупкой или другими условиями, условия настоящего Соглашения будет управлять.
Поправки к настоящему Соглашению
Music Tribe оставляет за собой право по своему усмотрению изменять или заменять настоящее Соглашение в любое время. Если пересмотр является существенным, мы предоставим уведомление не менее чем за 30 дней до вступления в силу любых новых условий. какая представляет собой существенное изменение, будет определяться по нашему собственному усмотрению.
Продолжая получать доступ к нашему Программному обеспечению или использовать его после вступления в силу любых изменений, вы соглашаетесь соблюдать пересмотренные условия. Если вы не согласны с новыми условиями, вы больше не имеете права использовать Программное обеспечение.
Применимое право
Законы юрисдикции, резидентом которой вы являетесь, за исключением коллизионных норм, регулируют любые спор, вытекающий из настоящего Соглашения или в связи с ним. Применимость Единого коммерческого кодекса (ЕКК) и любые другие законы, которые определяют применение законов любых других юрисдикций, прямо исключены.
Изменения в настоящее Соглашение
Мы оставляем за собой исключительное право время от времени вносить изменения в настоящее Соглашение. Ваш постоянный доступ к и использование программного обеспечения означает ваше согласие на обязательность и ваше согласие с условиями и условия, опубликованные в такое время. Вы признаете и соглашаетесь с тем, что принимаете настоящее Соглашение (и любые поправки к нему) каждый раз, когда вы загружаете, получаете доступ или используете программное обеспечение.
Поэтому мы рекомендуем вам регулярно просматривать настоящее Соглашение.
Если в течение тридцати (30) дней после публикации изменений или поправок к настоящему Соглашению вы решите, что не соглашаетесь с обновленными условиями, вы можете отозвать свое согласие с измененными условиями, предоставив нам письменное уведомление о выходе.
Запрет на трудоустройство или агентские отношения
Никакие положения настоящего Соглашения или любая часть отношений между вами и Music Tribe не предназначены для создания, и они не должны рассматриваться или истолковываться как создающие какие-либо отношения между вами и Music Tribe, кроме как конечного пользователя программного обеспечения и предоставляемых услуг.
Equitable Relief
Вы признаете и соглашаетесь с тем, что нарушение вами настоящего Соглашения нанесет Music Tribe непоправимый ущерб одних только денежных убытков было бы недостаточно. В дополнение к возмещению убытков и любым другим средствам правовой защиты, которые Music Tribe может иметь право, вы признаете и соглашаетесь с тем, что мы можем добиваться судебного запрета, чтобы предотвратить фактическое, угрожающее или продолжающееся нарушение настоящего Соглашения.
Ограничение времени подачи претензий
Любые основания для иска или требования, которые могут возникнуть у вас в связи с настоящим Соглашением, должны быть возбуждено в течение одного (1) года после возникновения основания для иска, в противном случае такое основание для иска или претензии навсегда заблокирован.
Полное соглашение
Соглашение представляет собой полное Соглашение между вами и Music Tribe относительно использования вами Программное обеспечение и заменяет собой все предыдущие и одновременные письменные или устные споры между вами и Музыкальное племя.
На вас могут распространяться дополнительные положения и условия, которые применяются при использовании или покупке другой Музыки. Услуги Tribe, которые Music Tribe предоставит вам во время такого использования или покупки.
Свяжитесь с нами
Не стесняйтесь обращаться к нам по адресу [email protected], если у вас есть какие-либо вопросы об этом Соглашении. (1)
, где
P = давление в жидкости (N/M 2 , PA, LB F /FT 2 , PSF)
ρ = DOTED DIENTION OF
ρ = DOTED DIENTION OF
ρ = DOTED DIENTION. 3 , slugs/ft 3 )
g = acceleration of gravity (9.81 m/s 2 , 32.17405 ft/s 2 )
h = высота столба жидкости или глубина жидкости, где измеряется давление (м, футы)
Hydrostatic pressure in a water column — or depth ( density of water 1000 kg/m 3 ):
Height of Water Column
Pressure
(m)
(ft)
(kPa)
(bar)
(atm)
(psi)
1
3. 28
9.81
0.098
0.097
1.42
2
6.56
19.6
0.196
0.194
2.85
3
9.84
29.4
0.294
0.290
4.27
4
13.1
39.2
0.392
0.387
5.69
5
16.4
49.1
0.491
0.484
7.11
6
19.7
58.9
0.589
0.581
8.54
7
23.0
68.7
0.687
0.678
10.0
8
26.2
78.5
0.785
0.775
11.4
9
29.5
88.3
0.883
0. 871
12.8
10
32.8
98.1
0.981
0.968
14.2
12
39.4
118
1.18
1.16
17.1
14
45.9
137
1.37
1.36
19.9
16
52.5
157
1.57
1.55
22.8
18
59.0
177
1.77
1.74
25.6
20
65.6
196
1.96
1.94
28.5
25
82.0
245
2.45
2.42
35.6
30
98.4
294
2.94
2.90
42.7
35
115
343
3. 43
3.39
49.8
40
131
392
3.92
3.87
56.9
50
164
491
4.91
4.84
71.1
60
197
589
5.89
5.81
85.4
70
230
687
6.87
6.78
100
80
262
785
7.85
7.75
114
90
295
883
8.83
8.71
128
100
328
981
9.81
9.68
142
Пример — Давление, действующее в воде на глубине
1 м
Плотность воды в точке 4 o C составляет 1000 кг/м 3
3. The pressure acting in water at 1 m can be calculated as
p = ρ g h
= ( 1000 kg/m 3 ) ( 9.81 m/s 2 ) (1 м)
= 9810 Па
Пример — Давление, действующее в воде на глубине
3 фута
Плотность воды на 32 o F составляет 1,940 слизней/фут 3 15837 90. The pressure acting in water at 3 ft can be calculated as
 Золотоноша
Золотоноша 24 грн
24 грн Харьков
Харьков

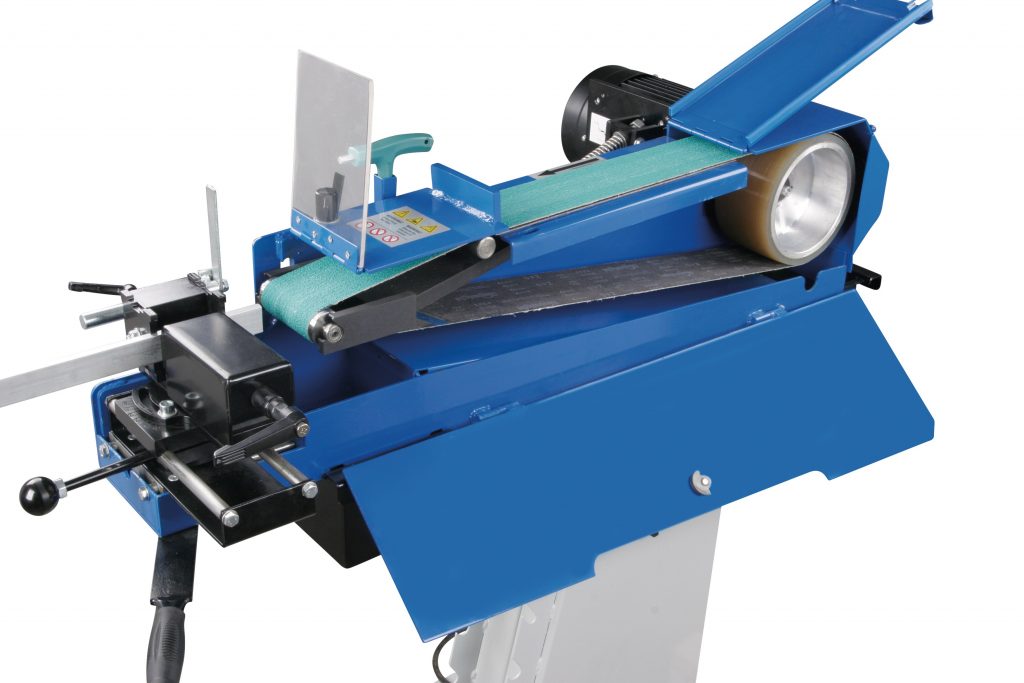








 Его еще называют мясорубкой. Эта шлифовальная лента может работать с фиксированной скоростью. С помощью регулятора переменной скорости вы можете заставить ленту двигаться быстрее или медленнее. На меньшей скорости металл пригорает не так быстро и можно аккуратно шлифовать.
Его еще называют мясорубкой. Эта шлифовальная лента может работать с фиксированной скоростью. С помощью регулятора переменной скорости вы можете заставить ленту двигаться быстрее или медленнее. На меньшей скорости металл пригорает не так быстро и можно аккуратно шлифовать. Ленточные шлифовальные станки есть во многих конструкторских и инновационных отделах промышленности и производства. Ленточно-шлифовальный станок — чрезвычайно полезный инструмент при разработке изделий. Люди используют ленточный шлифовальный станок для шлифовки, шлифовки и полировки при выполнении работ или изготовлении ножей.
Ленточные шлифовальные станки есть во многих конструкторских и инновационных отделах промышленности и производства. Ленточно-шлифовальный станок — чрезвычайно полезный инструмент при разработке изделий. Люди используют ленточный шлифовальный станок для шлифовки, шлифовки и полировки при выполнении работ или изготовлении ножей. При чистовой обработке часть металла снимается с заготовки, но незначительно. Шлифовальные ленты тонкие и эластичные. Размер зерна от 150 до 400.
При чистовой обработке часть металла снимается с заготовки, но незначительно. Шлифовальные ленты тонкие и эластичные. Размер зерна от 150 до 400.
 Эти мастера всегда могут использовать в мастерской ленточно-шлифовальный станок. Подумайте о лабораторных инструментах, медицинских инструментах, весах и т. д.
Эти мастера всегда могут использовать в мастерской ленточно-шлифовальный станок. Подумайте о лабораторных инструментах, медицинских инструментах, весах и т. д.


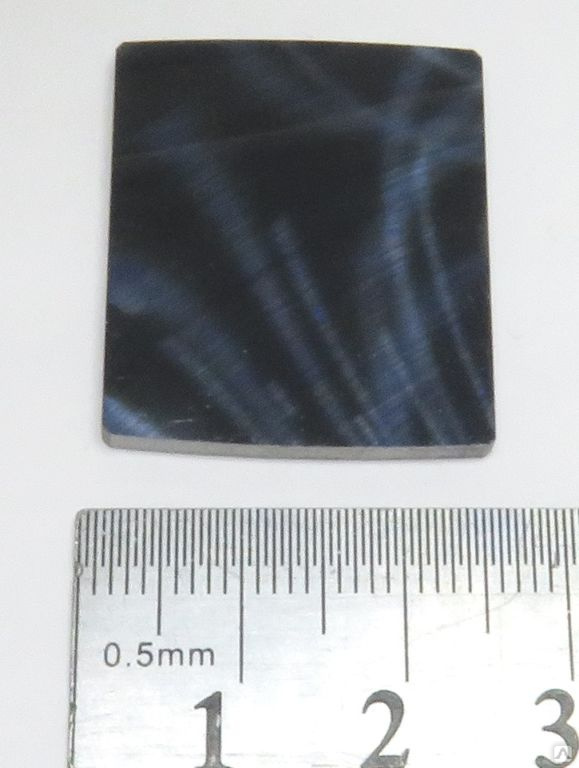 Выглядят соответственно, как параллельные полоски, части дуг и как концентрические окружности с явным центром в центре радиатора.
Выглядят соответственно, как параллельные полоски, части дуг и как концентрические окружности с явным центром в центре радиатора.  ниже)
ниже) Прямые грани и будем использовать как инструмент доводки поверхности радиатора.
Прямые грани и будем использовать как инструмент доводки поверхности радиатора.
 Цель достигнута.
Цель достигнута.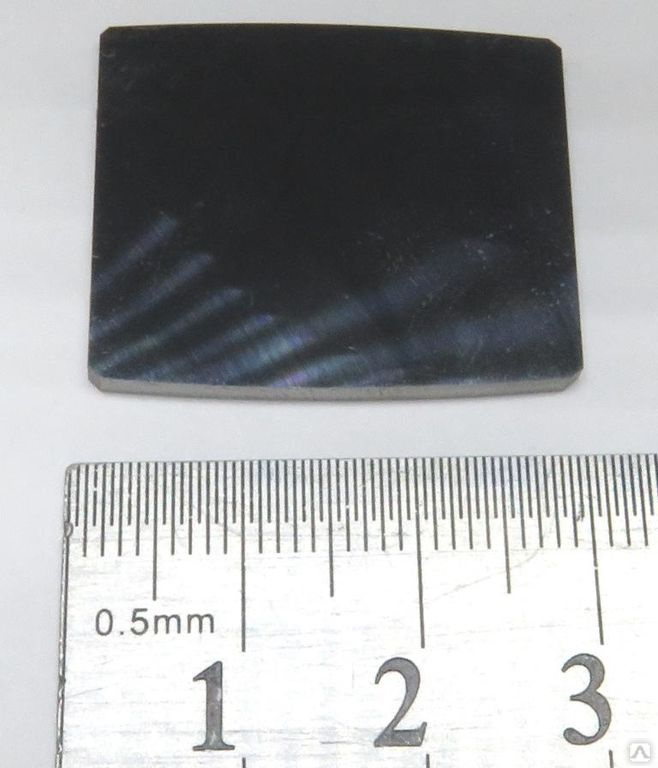

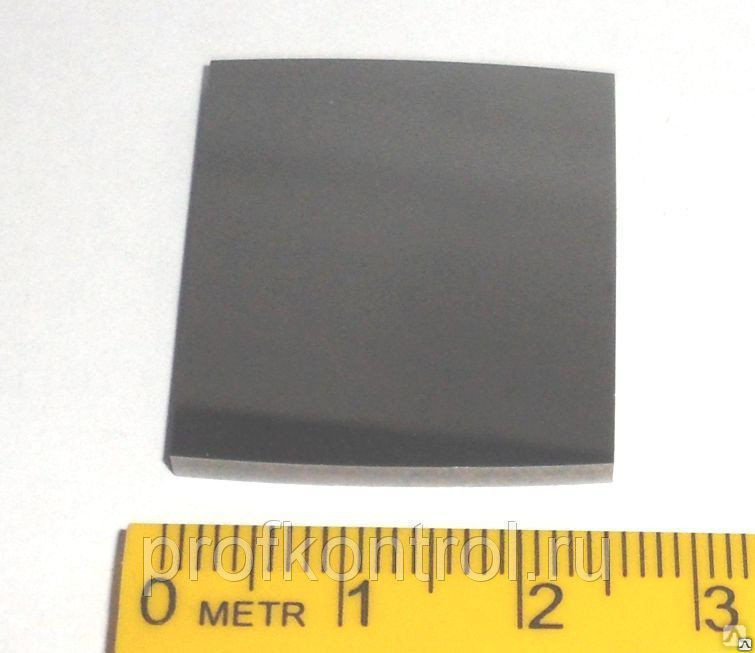
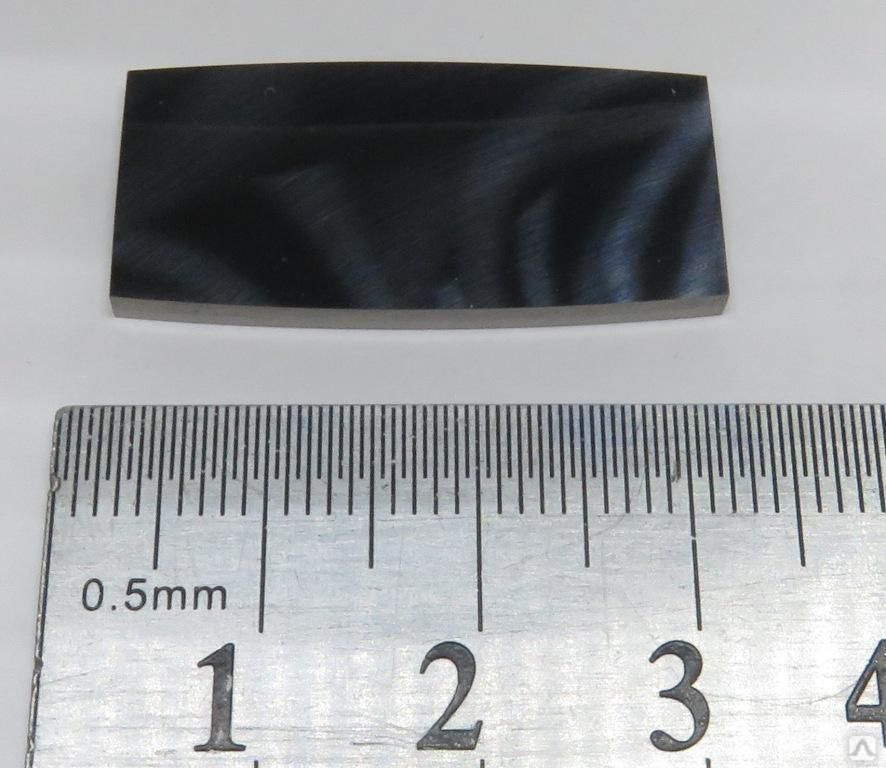 Осуществляем разработку технологических решений токарно-фрезерной обработки металлов. Большой ассортимент импортного и ГОСТа ТУ металлорежущего инструмента, в наличии на складе в Минске и под заказ.
Осуществляем разработку технологических решений токарно-фрезерной обработки металлов. Большой ассортимент импортного и ГОСТа ТУ металлорежущего инструмента, в наличии на складе в Минске и под заказ. by Подбор и испытание инструмента
by Подбор и испытание инструмента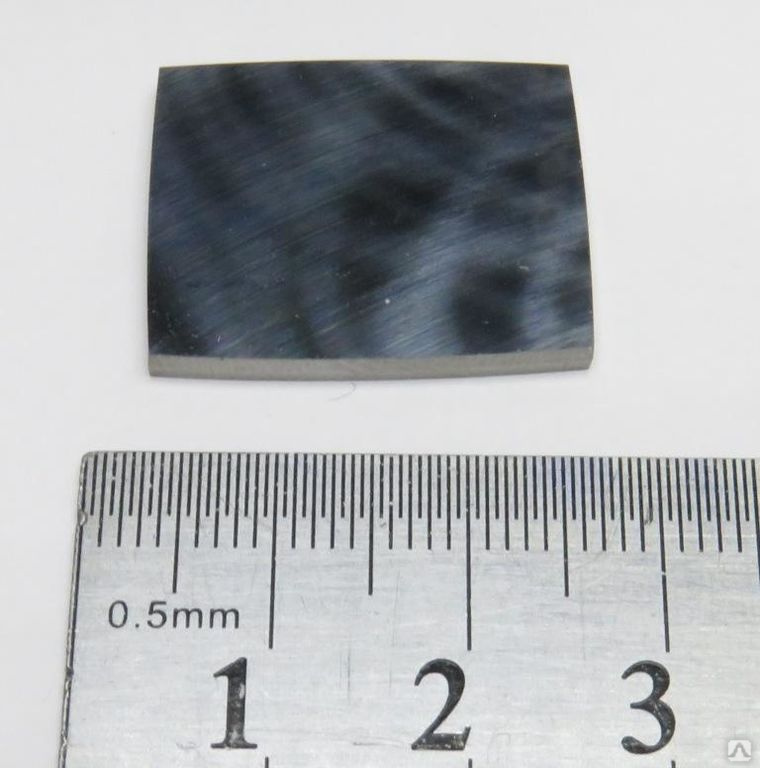 SPRAPE NOT NOTRALE
SPRAPE NOT NOTRALE
 Кордеса «Инновация года 2018».
Кордеса «Инновация года 2018».
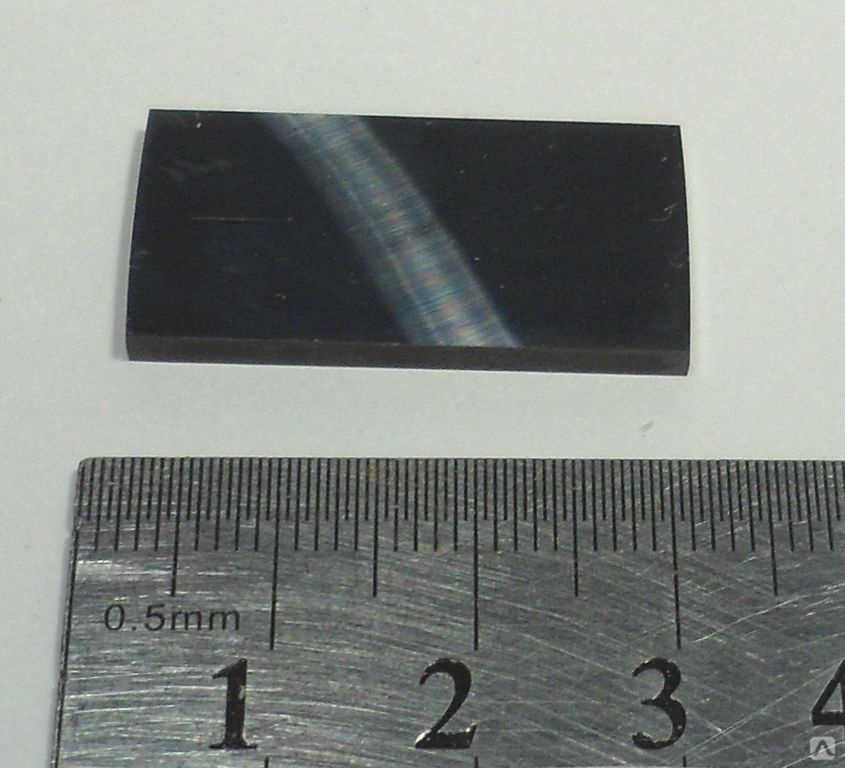 Suspendisse varius enim in eros elementum tristique.
Suspendisse varius enim in eros elementum tristique. На следующее утро он наполнил ее водой и провел по ней грязной тарелкой…
На следующее утро он наполнил ее водой и провел по ней грязной тарелкой… Уже более 30 лет они дарят надежду женщинам, здоровье детей и будущее семей.
Уже более 30 лет они дарят надежду женщинам, здоровье детей и будущее семей.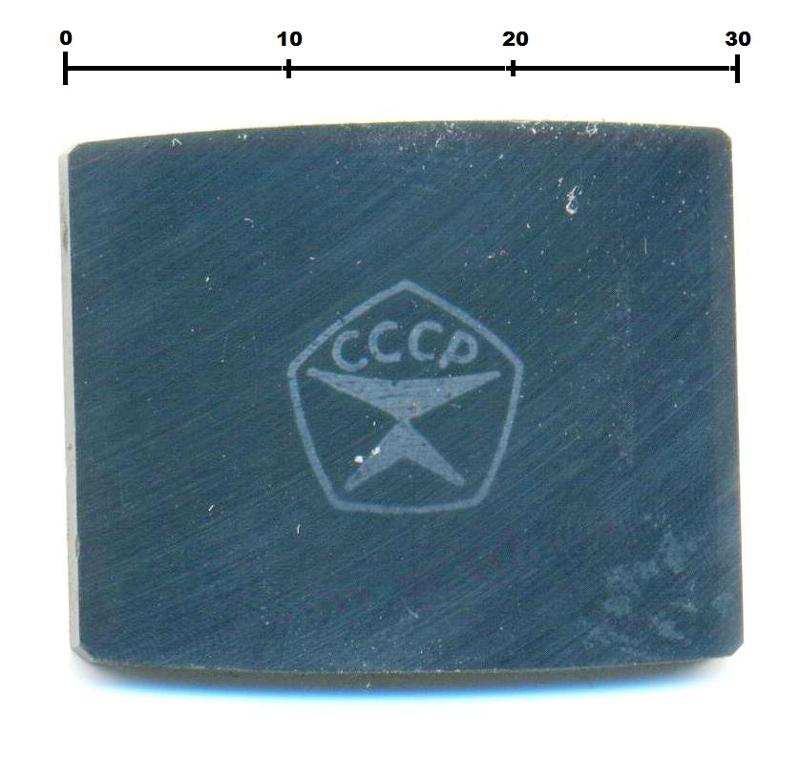 Скребковые стержни точно обработаны для обеспечения равномерного и равномерного давления от напорной головки офсетного пресса через барабанную перепонку, бумагу и пластину к ложу пресса.
Скребковые стержни точно обработаны для обеспечения равномерного и равномерного давления от напорной головки офсетного пресса через барабанную перепонку, бумагу и пластину к ложу пресса. Другие скребки следует выбирать в качестве промежуточных с шагом от 1/2 дюйма до 2 дюймов. Это гарантирует наличие скребка для каждой мыслимой ширины печати.
Другие скребки следует выбирать в качестве промежуточных с шагом от 1/2 дюйма до 2 дюймов. Это гарантирует наличие скребка для каждой мыслимой ширины печати.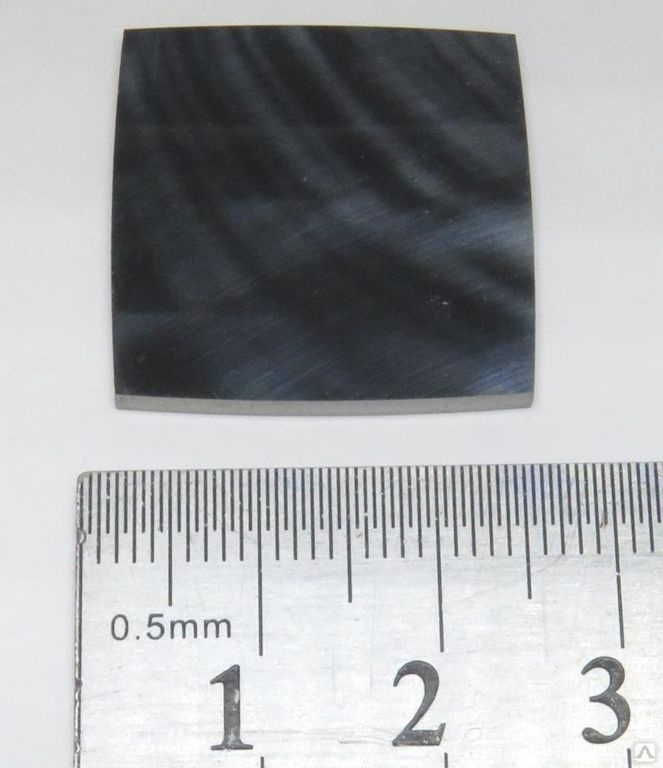
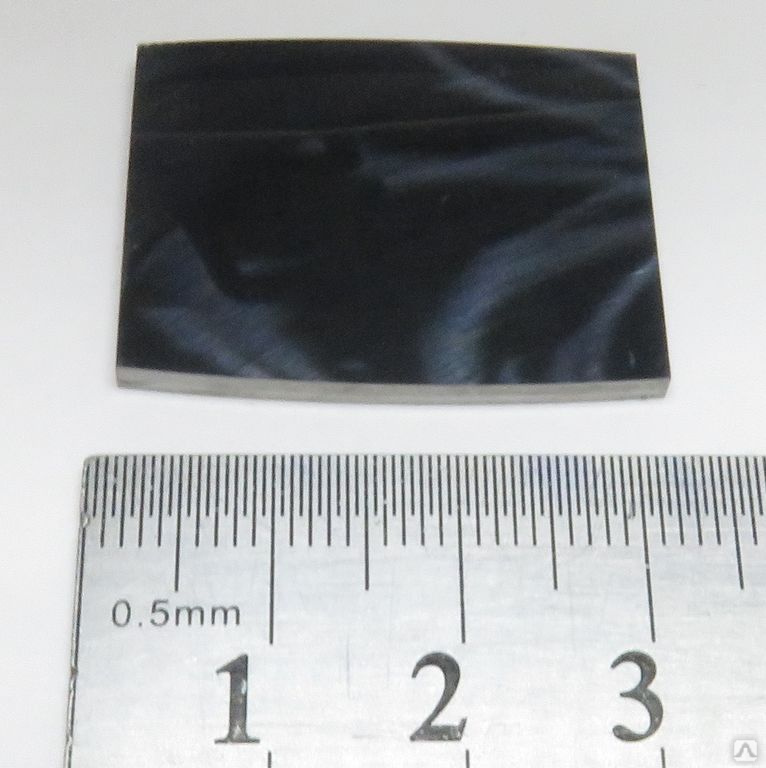 желаемая длина стержня.
желаемая длина стержня.  Пластик UHMW длиной 48 дюймов можно приобрести оптом.
Пластик UHMW длиной 48 дюймов можно приобрести оптом. Центрирование скребка имеет решающее значение для достижения равномерного давления печати по ширине отпечатка.
Центрирование скребка имеет решающее значение для достижения равномерного давления печати по ширине отпечатка.

 Если перед цифрами стоит буквенные показатели «НЕРЖ», это означает использование легированной стали.
Если перед цифрами стоит буквенные показатели «НЕРЖ», это означает использование легированной стали. Для пищевого типа поверхность имеет особое значение, так как металл будет соприкасаться с пищевой продукцией.
Для пищевого типа поверхность имеет особое значение, так как металл будет соприкасаться с пищевой продукцией. В чем их преимущества?
В чем их преимущества?  Если в течение суток предмет заржавеет, все станет ясно.
Если в течение суток предмет заржавеет, все станет ясно.

 В продаже круглые, квадратные и шестигранные прутки, швеллеры, ленты и профнастил. Предварительно уточните, какие бывают марки нержавеющей стали и как их выбрать.
В продаже круглые, квадратные и шестигранные прутки, швеллеры, ленты и профнастил. Предварительно уточните, какие бывают марки нержавеющей стали и как их выбрать. Спасибо за всю вашу информацию. Я много готовлю на сливочном масле… обожаю его!
Спасибо за всю вашу информацию. Я много готовлю на сливочном масле… обожаю его! Но на самом деле это проверяет, является ли сталь аустенитной, или изготовлена из металлического сплава, содержащего хром и никель.
Но на самом деле это проверяет, является ли сталь аустенитной, или изготовлена из металлического сплава, содержащего хром и никель.
 Это сделано для того, чтобы сделать его совместимым с индукционными плитами, в которых для нагрева посуды используется быстро заряжающееся электромагнитное поле. Высококачественная нержавеющая сталь, производители хорошего качества используют три слоя металла — аустенитный слой стали внутри, ферритную сталь снаружи и слой алюминия, зажатый между ними для оптимальной теплопроводности (сталь сама по себе не проводит тепло). равномерно). Нержавеющая сталь более низкого качества обычно состоит из одного слоя аустенитной нержавеющей стали.
Это сделано для того, чтобы сделать его совместимым с индукционными плитами, в которых для нагрева посуды используется быстро заряжающееся электромагнитное поле. Высококачественная нержавеющая сталь, производители хорошего качества используют три слоя металла — аустенитный слой стали внутри, ферритную сталь снаружи и слой алюминия, зажатый между ними для оптимальной теплопроводности (сталь сама по себе не проводит тепло). равномерно). Нержавеющая сталь более низкого качества обычно состоит из одного слоя аустенитной нержавеющей стали. Это приводит к аустенитному сплаву, который очень стабилен и устойчив к коррозии и выщелачиванию металлов. Я не металлург, но, по моему мнению, тщательно сформированная и высокостабильная, некорродирующая никельсодержащая нержавеющая сталь безопаснее, чем чисто магнитная нержавеющая сталь, которая со временем может разрушиться и подвергнуться коррозии. (Которой в любом случае даже не существует на рынке!)
Это приводит к аустенитному сплаву, который очень стабилен и устойчив к коррозии и выщелачиванию металлов. Я не металлург, но, по моему мнению, тщательно сформированная и высокостабильная, некорродирующая никельсодержащая нержавеющая сталь безопаснее, чем чисто магнитная нержавеющая сталь, которая со временем может разрушиться и подвергнуться коррозии. (Которой в любом случае даже не существует на рынке!) Я думаю, что лучше всего с самого начала просто купить высококачественную нержавеющую сталь от бренда с хорошей репутацией. Но, кажется, я нашел один способ определить, является ли уже имеющаяся у вас посуда из нержавеющей стали потенциально реактивной.
Я думаю, что лучше всего с самого начала просто купить высококачественную нержавеющую сталь от бренда с хорошей репутацией. Но, кажется, я нашел один способ определить, является ли уже имеющаяся у вас посуда из нержавеющей стали потенциально реактивной. Я также добавляю немного уксуса в стеклянную чашку для контроля.
Я также добавляю немного уксуса в стеклянную чашку для контроля. Частью переработки металлолома является изучение того, как идентифицировать различные металлы, которые у вас есть, чтобы максимизировать свою прибыль.
Частью переработки металлолома является изучение того, как идентифицировать различные металлы, которые у вас есть, чтобы максимизировать свою прибыль. Есть пара тестов, которые можно сделать, чтобы убедиться. Не делайте только одно. Если вы не уверены на 100%, убедитесь, что вы выполнили все из них, если переработка нержавеющей стали в Фалмуте является вашей основной целью.
Есть пара тестов, которые можно сделать, чтобы убедиться. Не делайте только одно. Если вы не уверены на 100%, убедитесь, что вы выполнили все из них, если переработка нержавеющей стали в Фалмуте является вашей основной целью.
 Немагнитная нержавеющая сталь обычно стоит немного больше, чем алюминий, но многое будет зависеть от текущего спроса и предложения на рынке.
Немагнитная нержавеющая сталь обычно стоит немного больше, чем алюминий, но многое будет зависеть от текущего спроса и предложения на рынке.
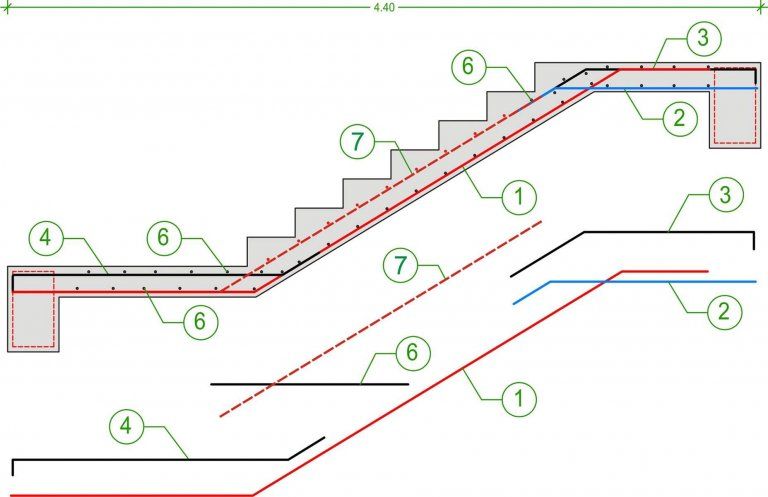 Просто к армированию монолитных «плит» (то есть площадок и маршей) добавится армирование балок.
Просто к армированию монолитных «плит» (то есть площадок и маршей) добавится армирование балок.
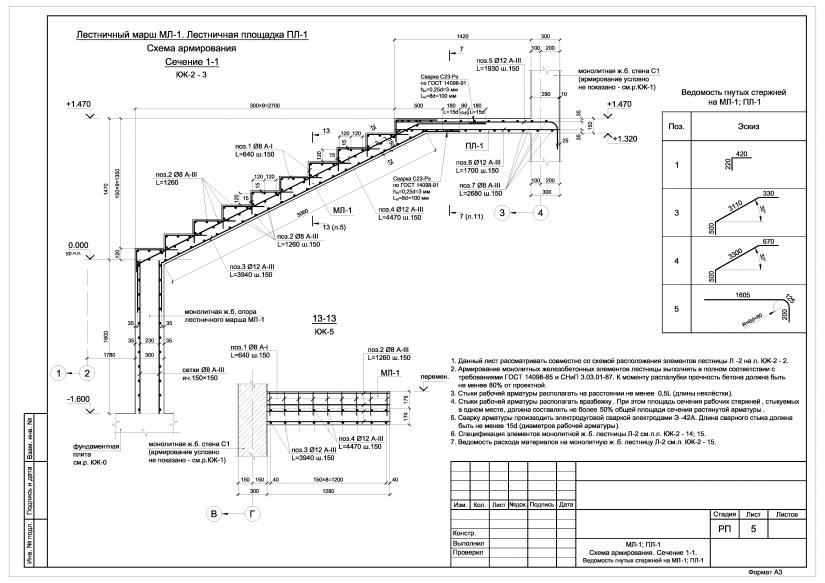
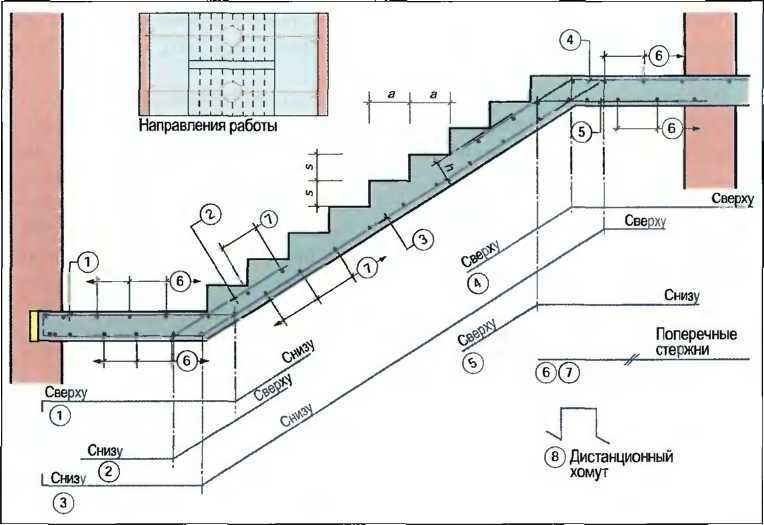 Как это сделать самому, описано в статье Бетонная лестница своими руками.
Как это сделать самому, описано в статье Бетонная лестница своими руками.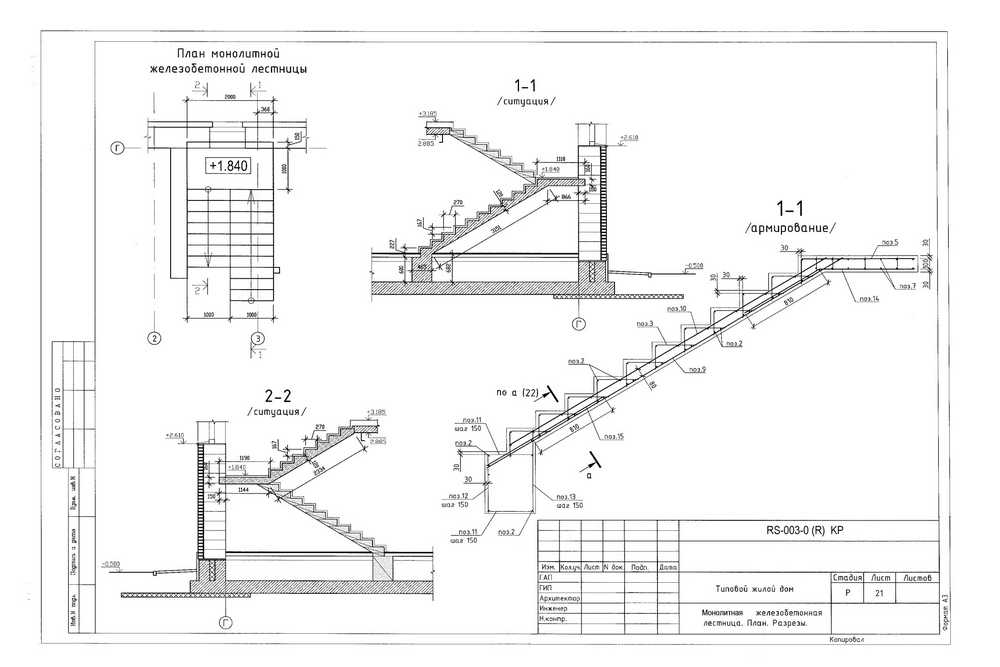 д. Конечно, хуже от этого не будет, но это совершенно бесполезная трата недешевого нынче металла. Армирование бетонной лестницы арматурой в нижней части более чем достаточно для восприятия растягивающих усилий.
д. Конечно, хуже от этого не будет, но это совершенно бесполезная трата недешевого нынче металла. Армирование бетонной лестницы арматурой в нижней части более чем достаточно для восприятия растягивающих усилий.


 Для скрепления арматурных сеток можно применять либо точечную сварку, либо вязку. Бытует мнение, что сварка приводит к снижению прочности арматуры, однако это верно лишь в случае использования специальной высокопрочной арматуры. В этом случае, действительно, высокопрочная закалённая арматура из-за термической обработки в местах сварки превращается в обычную строительную арматуру. Такая высокопрочная арматура,стоит дорого и выпускается лишь несколькими заводами в СНГ по спецзаказу. Для обычной же строительной арматуры сварка ни как не вредит и является основным способом соединения арматурных каркасов в промышленности.
Для скрепления арматурных сеток можно применять либо точечную сварку, либо вязку. Бытует мнение, что сварка приводит к снижению прочности арматуры, однако это верно лишь в случае использования специальной высокопрочной арматуры. В этом случае, действительно, высокопрочная закалённая арматура из-за термической обработки в местах сварки превращается в обычную строительную арматуру. Такая высокопрочная арматура,стоит дорого и выпускается лишь несколькими заводами в СНГ по спецзаказу. Для обычной же строительной арматуры сварка ни как не вредит и является основным способом соединения арматурных каркасов в промышленности.
 Если соединяемых стыков несколько, то их располагают в шахматном порядке, чтобы они были друг от друга на расстоянии 0,7–1 м.
Если соединяемых стыков несколько, то их располагают в шахматном порядке, чтобы они были друг от друга на расстоянии 0,7–1 м. Блоки становятся монолитными за счет действия арматурной стали и монолитного бетона колонны. В качестве альтернативы центральная опора может быть снабжена трубой из мягкой стали соответствующего диаметра или арматурным стержнем или предварительно натянутым тросом из бетона. Строительство бетонной лестницы осуществляется в соответствии с обычными правилами укладки, отделки и отверждения. Обычно для бетона лестницы используется бетон с давлением 3000 фунтов на квадратный дюйм. Размещение должно начинаться снизу и двигаться вверх. Обычной практикой является снятие лестничных форм после того, как бетон затвердеет в течение 1–2 часов, чтобы можно было отделать носок, подступенок и концы. Отделка лестниц требует особого ухода. Тип отделки может быть продиктован архитектурными или практическими соображениями. Белый или цветной бетон часто используется для улучшения внешнего вида. Нескользящая отделка может быть обеспечена прочесыванием проволокой, зачисткой, протиранием мешком, затиркой вихревым способом или плаванием дерева на песчаной поверхности, если архитектурный вид не имеет значения.
Блоки становятся монолитными за счет действия арматурной стали и монолитного бетона колонны. В качестве альтернативы центральная опора может быть снабжена трубой из мягкой стали соответствующего диаметра или арматурным стержнем или предварительно натянутым тросом из бетона. Строительство бетонной лестницы осуществляется в соответствии с обычными правилами укладки, отделки и отверждения. Обычно для бетона лестницы используется бетон с давлением 3000 фунтов на квадратный дюйм. Размещение должно начинаться снизу и двигаться вверх. Обычной практикой является снятие лестничных форм после того, как бетон затвердеет в течение 1–2 часов, чтобы можно было отделать носок, подступенок и концы. Отделка лестниц требует особого ухода. Тип отделки может быть продиктован архитектурными или практическими соображениями. Белый или цветной бетон часто используется для улучшения внешнего вида. Нескользящая отделка может быть обеспечена прочесыванием проволокой, зачисткой, протиранием мешком, затиркой вихревым способом или плаванием дерева на песчаной поверхности, если архитектурный вид не имеет значения. В качестве альтернативы, абразивные частицы карбида кремния или оксида алюминия могут быть затерты в протектор во время отделки.
В качестве альтернативы, абразивные частицы карбида кремния или оксида алюминия могут быть затерты в протектор во время отделки.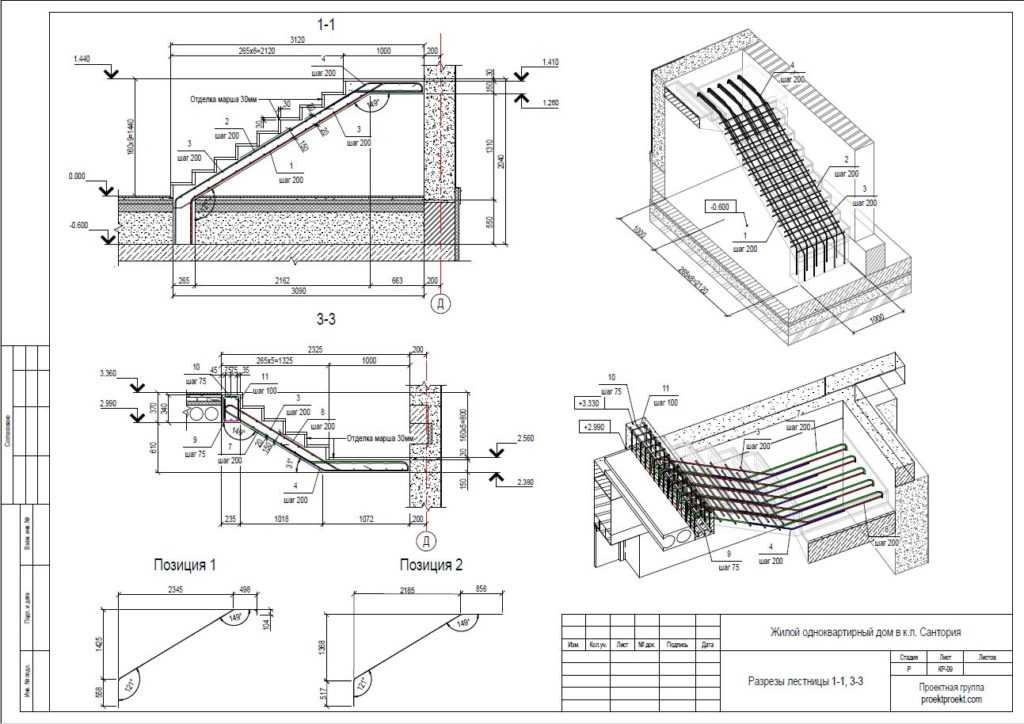 Все дома (каркасные, кирпичные, деревянные) построены в разных стилях. Это необходимо учитывать при выборе типа межэтажной лестницы. Конечно, очень красиво смотрятся кованые лестницы в классическом стиле, а также лестницы из хрома/стекла. Однако они достаточно травмоопасны и дороги. Монолитные железобетонные конструкции намного прочнее и долговечнее металлических или деревянных каркасных моделей, а разнообразие отделки и дизайна практически безгранично.
Все дома (каркасные, кирпичные, деревянные) построены в разных стилях. Это необходимо учитывать при выборе типа межэтажной лестницы. Конечно, очень красиво смотрятся кованые лестницы в классическом стиле, а также лестницы из хрома/стекла. Однако они достаточно травмоопасны и дороги. Монолитные железобетонные конструкции намного прочнее и долговечнее металлических или деревянных каркасных моделей, а разнообразие отделки и дизайна практически безгранично.




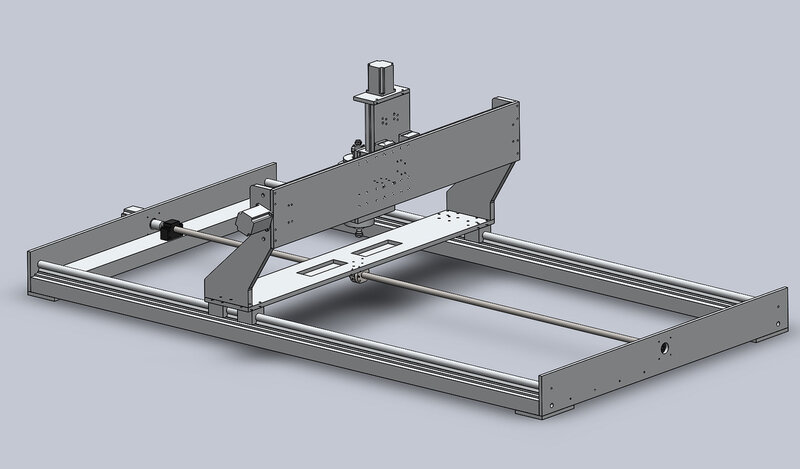
 Сервомотор при фиксации ротора склонен к микроколебаниям, ротор ШД остается на одной угловой позиции без сдвигов.
Сервомотор при фиксации ротора склонен к микроколебаниям, ротор ШД остается на одной угловой позиции без сдвигов. Разница определяется двумя нюансами.
Разница определяется двумя нюансами. Последовательная активация обмоток двигателя вызывает дискретные угловые перемещения (шаги)ротора.
Последовательная активация обмоток двигателя вызывает дискретные угловые перемещения (шаги)ротора. Найдите детали и инструменты для фрезерования дерева, металла и пластика. Расширьте разнообразие приложений. Мы следуем простому правилу в отношении принадлежностей для ЧПУ: только высококачественные детали и инструменты обеспечивают выдающиеся результаты фрезерования и повышают вашу производительность.
Найдите детали и инструменты для фрезерования дерева, металла и пластика. Расширьте разнообразие приложений. Мы следуем простому правилу в отношении принадлежностей для ЧПУ: только высококачественные детали и инструменты обеспечивают выдающиеся результаты фрезерования и повышают вашу производительность. cnc-step.com/wp-content/uploads/Carbide-cutting-tools-CNC-STEP.jpg
cnc-step.com/wp-content/uploads/Carbide-cutting-tools-CNC-STEP.jpg png
png cnc-step.com/wp-content/uploads/einscan-se-structured-light-3D-scanner_scanning-unit.jpg
cnc-step.com/wp-content/uploads/einscan-se-structured-light-3D-scanner_scanning-unit.jpg jpg
jpg cnc-step.com/wp-content/uploads/cnc-step_logo2-1.png
cnc-step.com/wp-content/uploads/cnc-step_logo2-1.png jpg
jpg png
png cnc-step.com/wp-content/uploads/hf-spindel-4545-3-spindel.jpg
cnc-step.com/wp-content/uploads/hf-spindel-4545-3-spindel.jpg cnc-step.com/wp-content/uploads/end-mill-set-cutters-solid-carbide.jpg
cnc-step.com/wp-content/uploads/end-mill-set-cutters-solid-carbide.jpg jpg
jpg jpg
jpg cnc-step.com/wp-content/uploads/t_nutenplatte_high-z_s-720-1.jpg
cnc-step.com/wp-content/uploads/t_nutenplatte_high-z_s-720-1.jpg com/wp-content/uploads/cnc-step_logo2-1.png
com/wp-content/uploads/cnc-step_logo2-1.png cnc-step.com/wp-content/uploads/zero-point-switch-tool-length-sensor-xlr-plug.jpg
cnc-step.com/wp-content/uploads/zero-point-switch-tool-length-sensor-xlr-plug.jpg 00-12.30
00-12.30 

 Например, установить аэратор (сеточку на конце крана), если она отсутствует, или заменить её на более мелкую. Также можно вставить в трубу на участке её соединения с краном мелкоячеистый сетчатый фильтр. Более радикальный способ — уменьшить диаметр шланга, который соединяется с краном. Но у всех этих советов есть большой недостаток — возрастает угроза засорения труб и крана, а значит, со временем, напор может очень сильно снизиться.
Например, установить аэратор (сеточку на конце крана), если она отсутствует, или заменить её на более мелкую. Также можно вставить в трубу на участке её соединения с краном мелкоячеистый сетчатый фильтр. Более радикальный способ — уменьшить диаметр шланга, который соединяется с краном. Но у всех этих советов есть большой недостаток — возрастает угроза засорения труб и крана, а значит, со временем, напор может очень сильно снизиться. В некоторых случаях может возникнуть потребность в его регулировании. Прежде чем выполнять какие-то работы, нужно определиться с моделью прибора. Так, некоторые редукторы настраиваются непосредственно во время производства. Для регулировки же других может понадобиться отвертка или гаечный ключ. Да и сам процесс настройки имеет некоторые нюансы.
В некоторых случаях может возникнуть потребность в его регулировании. Прежде чем выполнять какие-то работы, нужно определиться с моделью прибора. Так, некоторые редукторы настраиваются непосредственно во время производства. Для регулировки же других может понадобиться отвертка или гаечный ключ. Да и сам процесс настройки имеет некоторые нюансы. Первый тип используют в магистральных трубопроводах на промышленных предприятиях. Они позволяют регулировать поток жидкости в системах. Что же касается статистических изделий, то они устанавливаются в трубопроводах с нестабильной подачей воды. Именно поэтому статистические редукторы используют в многоэтажных и загородных домах.
Первый тип используют в магистральных трубопроводах на промышленных предприятиях. Они позволяют регулировать поток жидкости в системах. Что же касается статистических изделий, то они устанавливаются в трубопроводах с нестабильной подачей воды. Именно поэтому статистические редукторы используют в многоэтажных и загородных домах. В результате резкого скачка давления воды в водопроводе возникает гидравлический удар, который способен повредить конструктивные элементы системы. Известны случаи, когда такой резкий скачок привел к разрыву бойлера. Поэтому специалисты рекомендуют устанавливать редуктор, так как он позволит предотвратить возникновение таких проблем. Очень важно учесть установку в системе водообеспечения квартиры.
В результате резкого скачка давления воды в водопроводе возникает гидравлический удар, который способен повредить конструктивные элементы системы. Известны случаи, когда такой резкий скачок привел к разрыву бойлера. Поэтому специалисты рекомендуют устанавливать редуктор, так как он позволит предотвратить возникновение таких проблем. Очень важно учесть установку в системе водообеспечения квартиры. Но, при необходимости можно снизить или увеличить этот параметр самостоятельно.
Но, при необходимости можно снизить или увеличить этот параметр самостоятельно.
 Дело в том, что существует норма давления холодной воды в квартире, при которой сантехнические приборы работают нормально. Но, если напор будет слишком высоким или низким, то это приведет к нарушению правил их эксплуатации
Дело в том, что существует норма давления холодной воды в квартире, при которой сантехнические приборы работают нормально. Но, если напор будет слишком высоким или низким, то это приведет к нарушению правил их эксплуатации Лучшая пропускная способность у мембранных редукторов давления для воды. Среди популярных брендов стоит выделить «Honeywell», «Watts», «Officine Riqamonti». Нелишним станет и установка фильтра, которая защитит редуктор от засора и тем самым продлит его срок эксплуатации.де
Лучшая пропускная способность у мембранных редукторов давления для воды. Среди популярных брендов стоит выделить «Honeywell», «Watts», «Officine Riqamonti». Нелишним станет и установка фильтра, которая защитит редуктор от засора и тем самым продлит его срок эксплуатации.де Типичное домашнее давление воды должно быть где-то между 45-55 фунтами на квадратный дюйм (фунт силы на квадратный дюйм). Если вы чувствуете, что напор воды в душе низкий или у вас есть сомнения относительно напора воды, вы можете проверить давление воды, подключив простой манометр (вы можете просто проверить его самостоятельно, если купите манометр менее чем за 10 долларов).
Типичное домашнее давление воды должно быть где-то между 45-55 фунтами на квадратный дюйм (фунт силы на квадратный дюйм). Если вы чувствуете, что напор воды в душе низкий или у вас есть сомнения относительно напора воды, вы можете проверить давление воды, подключив простой манометр (вы можете просто проверить его самостоятельно, если купите манометр менее чем за 10 долларов). Есть несколько простых и быстрых способов/методов решения проблемы. Вы могли бы, например; очистите насадку для душа, окунув ее в уксус, проверьте подачу воды или просто замените насадку для душа на ту, которая обеспечивает более высокое давление воды.
Есть несколько простых и быстрых способов/методов решения проблемы. Вы могли бы, например; очистите насадку для душа, окунув ее в уксус, проверьте подачу воды или просто замените насадку для душа на ту, которая обеспечивает более высокое давление воды.  Большинство таких насадок для душа имеют различные и многочисленные функции массажа.
Большинство таких насадок для душа имеют различные и многочисленные функции массажа. Отверстия перфорированы, отсюда поступает вода.
Отверстия перфорированы, отсюда поступает вода. Есть разные формы насадок для душа; круглые, прямоугольные и квадратные, из которых вы можете выбрать тот, который лучше всего подходит для вашей ванной комнаты.
Есть разные формы насадок для душа; круглые, прямоугольные и квадратные, из которых вы можете выбрать тот, который лучше всего подходит для вашей ванной комнаты.  Поток воды под высоким давлением ощущается как успокаивающий массаж. Насадки для душа высокого давления также обычно имеют разные режимы подачи воды. Вы можете настроить режим подачи воды в соответствии с вашими потребностями.
Поток воды под высоким давлением ощущается как успокаивающий массаж. Насадки для душа высокого давления также обычно имеют разные режимы подачи воды. Вы можете настроить режим подачи воды в соответствии с вашими потребностями.

 Ржавые, корродированные трубы также более подвержены протечкам.
Ржавые, корродированные трубы также более подвержены протечкам. Этот элемент оборудования обеспечивает считывание текущих уровней давления воды в системе.
Этот элемент оборудования обеспечивает считывание текущих уровней давления воды в системе.
 Но когда дело доходит до решения проблем с давлением воды в душе, вот несколько способов своими руками увеличить низкое давление в душе.
Но когда дело доходит до решения проблем с давлением воды в душе, вот несколько способов своими руками увеличить низкое давление в душе.

 Не рекомендуется удалять это самостоятельно, если вы арендатор.
Не рекомендуется удалять это самостоятельно, если вы арендатор. Для устранения протечки воды потребуется помощь мастера на все руки или профессионального сантехника.
Для устранения протечки воды потребуется помощь мастера на все руки или профессионального сантехника.


 Наиболее часто используемые электропроводники:
Наиболее часто используемые электропроводники: 30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
 Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде.
Также широко используются неплавящиеся вольфрамовые стержни и сварка в газовой (аргоновой) среде. 5 кг)
5 кг)
 5 кг)
5 кг) 5 кг)
5 кг)
 5 кг)
5 кг)
 5 кг)
5 кг) В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.
В дополнение к этом – отличные эстетические характеристики, не требующие дополнительного декора или окрашивания. Недостатком металла является его плохая свариваемость. Соединить две заготовки можно только при помощи специальных электродов для сварки нержавеющей стали.

 Для проведения работ необходим постоянный ток. Основные преимущества электродов:
Для проведения работ необходим постоянный ток. Основные преимущества электродов: Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден.
Как показывает практика, расходные материалы с маркировкой НЖ-13 отлично справляются с задачами соединения металлов, содержащих не только никель и хром, но и молибден. специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок;
специально разработан для ручной дуговой сварки нержавеющего металла, который без проблем будет контактировать с фосфорной и серной кислотой. При сварке допускается любое положение, кроме вертикального сверху вниз. Необходим постоянный ток, полярность – обратная. Важно обеспечить исключительную чистоту соединяемых кромок; 35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка;
35. Предназначены для создания конструкций с особыми условиями эксплуатации: от -165 до 400 градусов Цельсия. Нередко используются при строительстве трубопроводов для теплотрасс и другого предназначения. Предназначены для подключения к сети постоянного тока с прямой полярностью. Основная обмазка; Температурный режим свой для каждого продукта.
Температурный режим свой для каждого продукта.
 Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду. ..
.. ..
.. 0075
0075 ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. LINGING
LINGING ..
.. Эти марки свариваются для сварки и используются в различных областях пищевой и промышленной промышленности.
Эти марки свариваются для сварки и используются в различных областях пищевой и промышленной промышленности. Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
Это довольно просто, если вы используете подходящие сварочные стержни и проволоку для того типа нержавеющей стали, которую вы хотите сварить.
 Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
Сварному шву всегда нужно тепло, но тепло от нержавеющей стали нужно нагревать больше, чем нужно. Одна из самых больших проблем со сварочными стержнями из нержавеющей стали заключается в том, что вам нужно очень много стержней для сварки.
 Они будут использоваться для установки подшипников шлифовального барабана.
Они будут использоваться для установки подшипников шлифовального барабана. Электромотор соединяется с валом барабана с помощью трубки.
Электромотор соединяется с валом барабана с помощью трубки.
 Теперь при вращении рукояти они двигаются, меняя тем самым зазор между шлифовальным барабаном и конвейером. При этом косынки упираются не в ленту, а в ролики из болтов М12 90 мм.
Теперь при вращении рукояти они двигаются, меняя тем самым зазор между шлифовальным барабаном и конвейером. При этом косынки упираются не в ленту, а в ролики из болтов М12 90 мм.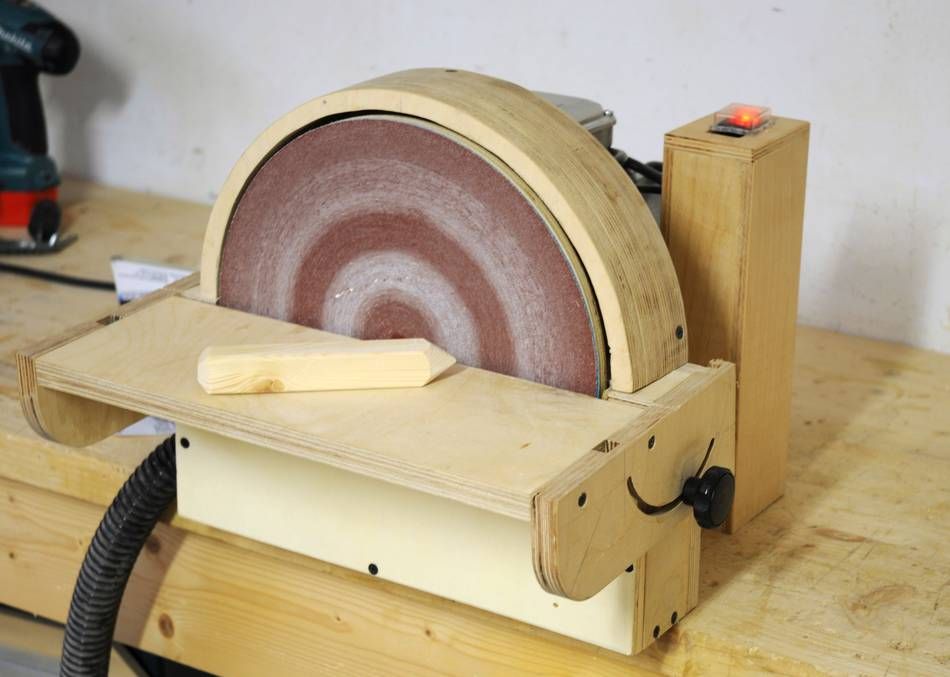 С его помощью можно не только подготавливать доску, но и шлифовать небольшие мебельные щиты.
С его помощью можно не только подготавливать доску, но и шлифовать небольшие мебельные щиты.
 Диск с абразивом крепится на выступающий из мотора конец вала. Перед диском находится рабочий столик, который при работе служит опорой для рук рабочего и обрабатываемой детали. Столик может менять угол наклона и высоту установки.
Диск с абразивом крепится на выступающий из мотора конец вала. Перед диском находится рабочий столик, который при работе служит опорой для рук рабочего и обрабатываемой детали. Столик может менять угол наклона и высоту установки.
 Разрез становится намного чище, когда вы позволяете ему проходить в основном под собственным весом. Большая похвала! Добавьте коническую шайбу между каждым лезвием.
Разрез становится намного чище, когда вы позволяете ему проходить в основном под собственным весом. Большая похвала! Добавьте коническую шайбу между каждым лезвием. Я вижу, что было сложно удерживать древесину, прижимающуюся к лезвиям, но вы можете решить эту проблему, добавив какой-либо тип кормушки (рот). ), в котором используется резина или пластик, чтобы прижимать древесину к лезвиям (вместо того, чтобы вручную перенаправлять ее).
Я вижу, что было сложно удерживать древесину, прижимающуюся к лезвиям, но вы можете решить эту проблему, добавив какой-либо тип кормушки (рот). ), в котором используется резина или пластик, чтобы прижимать древесину к лезвиям (вместо того, чтобы вручную перенаправлять ее). Отличная работа. И именно то, что я искал. Если бы кожух/крышка лопасти в сборе был прикручен к основанию болтами, это облегчило бы обслуживание. Возможно, добавьте входной желоб, чтобы помочь направить древесину и минимизировать отдачу, особенно если он расположен под углом к оси.
Отличная работа. И именно то, что я искал. Если бы кожух/крышка лопасти в сборе был прикручен к основанию болтами, это облегчило бы обслуживание. Возможно, добавьте входной желоб, чтобы помочь направить древесину и минимизировать отдачу, особенно если он расположен под углом к оси. Но стоит ли использовать угловую шлифовальную машину для резки дерева? Прежде чем вы достанете свою надежную угловую шлифовальную машину для измельчения этого потенциального куска пиломатериала, учтите следующие факторы.
Но стоит ли использовать угловую шлифовальную машину для резки дерева? Прежде чем вы достанете свою надежную угловую шлифовальную машину для измельчения этого потенциального куска пиломатериала, учтите следующие факторы. Однако это не идеально, и большинство профессионалов не советуют резать дерево металлическим отрезным диском. Вы должны понимать, как использовать Угловая шлифовальная машина для резки дерева и какие диски использовать. Тем не менее, существуют также значительные опасности, связанные с использованием УШМ для резки дерева, поэтому понимание того, чего ожидать, может помочь вам оставаться в безопасности. В чем причина этого? Потому что резка легковоспламеняющегося материала, такого как дерево, абразивным диском на шлифовальном станке может привести к катастрофе. Помимо очевидного, существует еще одна потенциальная опасность, связанная с использованием угловой шлифовальной машины для резки дерева
Однако это не идеально, и большинство профессионалов не советуют резать дерево металлическим отрезным диском. Вы должны понимать, как использовать Угловая шлифовальная машина для резки дерева и какие диски использовать. Тем не менее, существуют также значительные опасности, связанные с использованием УШМ для резки дерева, поэтому понимание того, чего ожидать, может помочь вам оставаться в безопасности. В чем причина этого? Потому что резка легковоспламеняющегося материала, такого как дерево, абразивным диском на шлифовальном станке может привести к катастрофе. Помимо очевидного, существует еще одна потенциальная опасность, связанная с использованием угловой шлифовальной машины для резки дерева Когда это происходит, вашего времени реакции может быть недостаточно, чтобы отменить практически мгновенное изменение, и вы можете столкнуться с неконтролируемой кофемолкой, работающей на 15 000 об/мин. Кроме того, у большинства гриндеров нет электронного тормоза, и они медленно прекращают вращение, и я предполагаю, что вы не хотите мешать разъяренному гриндеру, летящему сквозь пространство и время.
Когда это происходит, вашего времени реакции может быть недостаточно, чтобы отменить практически мгновенное изменение, и вы можете столкнуться с неконтролируемой кофемолкой, работающей на 15 000 об/мин. Кроме того, у большинства гриндеров нет электронного тормоза, и они медленно прекращают вращение, и я предполагаю, что вы не хотите мешать разъяренному гриндеру, летящему сквозь пространство и время. Угловая шлифовальная машина может резать дерево, потому что у нее есть сила и способность делать это. Однако это не означает, что использование угловой шлифовальной машины для резки дерева было бы оптимальным решением. Хотя угловая шлифовальная машина полезна для небольших проектов, вам следует хорошенько подумать, прежде чем использовать ее в крупном проекте.
Угловая шлифовальная машина может резать дерево, потому что у нее есть сила и способность делать это. Однако это не означает, что использование угловой шлифовальной машины для резки дерева было бы оптимальным решением. Хотя угловая шлифовальная машина полезна для небольших проектов, вам следует хорошенько подумать, прежде чем использовать ее в крупном проекте. Это распространенная ошибка начинающих пользователей, и ее следует избегать. Резка обычным лезвием возможна, но безопасность недостаточна. Кофемолка может подняться и улететь со стола, за которым вы работаете, если что-то пойдет не так. Вы можете получить серьезные травмы, если будете вращаться на высокой скорости. Вместо того, чтобы пытаться использовать обычное лезвие, вам следует поискать одно из лезвий для резки дерева, перечисленных ниже, чтобы уменьшить вероятность несчастного случая, сохраняя при этом гладкий и аккуратный внешний вид вашего проекта. Вращение на высокой скорости может привести к серьезным травмам. Вместо того, чтобы пытаться использовать стандартное лезвие, выберите одно из лезвий для резки дерева, упомянутых ниже, чтобы снизить риск несчастного случая, сохраняя при этом гладкую и точную эстетику вашего проекта. Выберите диск для резьбы по дереву для угловой шлифовальной машины, который будет работать как с мягкой, так и с твердой древесиной. Диск с прочностью, необходимой для работы по дереву, а также правильной формой и конструкцией для легкого выполнения работ по дереву.
Это распространенная ошибка начинающих пользователей, и ее следует избегать. Резка обычным лезвием возможна, но безопасность недостаточна. Кофемолка может подняться и улететь со стола, за которым вы работаете, если что-то пойдет не так. Вы можете получить серьезные травмы, если будете вращаться на высокой скорости. Вместо того, чтобы пытаться использовать обычное лезвие, вам следует поискать одно из лезвий для резки дерева, перечисленных ниже, чтобы уменьшить вероятность несчастного случая, сохраняя при этом гладкий и аккуратный внешний вид вашего проекта. Вращение на высокой скорости может привести к серьезным травмам. Вместо того, чтобы пытаться использовать стандартное лезвие, выберите одно из лезвий для резки дерева, упомянутых ниже, чтобы снизить риск несчастного случая, сохраняя при этом гладкую и точную эстетику вашего проекта. Выберите диск для резьбы по дереву для угловой шлифовальной машины, который будет работать как с мягкой, так и с твердой древесиной. Диск с прочностью, необходимой для работы по дереву, а также правильной формой и конструкцией для легкого выполнения работ по дереву.
 3210 3210 3210. 3210. 3210. 3210 3210 3210. 3210. 3210. 3210 3210. 3210 3210 3210 3210 3111111. Нашим клиентам нравится этот электроинструмент из-за его мощного двигателя мощностью 2400 Вт, скорости холостого хода 8000 об/мин, колеса диаметром 180 мм и эргономичных характеристик. Чтобы включить его, все, что вам нужно сделать, это подключить его и нажать кнопку защиты от пыли. Благодаря воздушному охлаждающему механизму многочасовая работа не будет проблемой для 3210. Работа с угловой шлифовальной машиной стала такой простой и удобной благодаря разработке различных эргономических функций в таком мощном инструменте. Трехпозиционная антивибрационная боковая рукоятка, вращающаяся основная рукоятка, быстросменный защитный кожух диска и система стопорных штифтов входят в число особенностей.
3210 3210 3210. 3210. 3210. 3210 3210 3210. 3210. 3210. 3210 3210. 3210 3210 3210 3210 3111111. Нашим клиентам нравится этот электроинструмент из-за его мощного двигателя мощностью 2400 Вт, скорости холостого хода 8000 об/мин, колеса диаметром 180 мм и эргономичных характеристик. Чтобы включить его, все, что вам нужно сделать, это подключить его и нажать кнопку защиты от пыли. Благодаря воздушному охлаждающему механизму многочасовая работа не будет проблемой для 3210. Работа с угловой шлифовальной машиной стала такой простой и удобной благодаря разработке различных эргономических функций в таком мощном инструменте. Трехпозиционная антивибрационная боковая рукоятка, вращающаяся основная рукоятка, быстросменный защитный кожух диска и система стопорных штифтов входят в число особенностей. Тем не менее, если вы принимаете надлежащие меры предосторожности, используете правильный отрезной диск с тремя зубьями и вам просто нужно обрезать несколько углов здесь и там, угловая шлифовальная машина является приемлемой альтернативой.
Тем не менее, если вы принимаете надлежащие меры предосторожности, используете правильный отрезной диск с тремя зубьями и вам просто нужно обрезать несколько углов здесь и там, угловая шлифовальная машина является приемлемой альтернативой. При резке любого материала болгаркой без защиты можно попасть в больницу.
При резке любого материала болгаркой без защиты можно попасть в больницу.


 К примеру, при открытии или закрытии термостатического вентиля устройство автоматически изменяет свои технические характеристики, не расходуя электроэнергию сверх нормы. Устройства с электронной регулировкой не нуждаются в ручном развоздушивании.
К примеру, при открытии или закрытии термостатического вентиля устройство автоматически изменяет свои технические характеристики, не расходуя электроэнергию сверх нормы. Устройства с электронной регулировкой не нуждаются в ручном развоздушивании.
 1 Брак
1 Брак



 Нарушается направление оборотов, вследствие чего возникает недостаток напора жидкости, повышение степени вязкости довольно опасно для продуктивной работы приспособления.
Нарушается направление оборотов, вследствие чего возникает недостаток напора жидкости, повышение степени вязкости довольно опасно для продуктивной работы приспособления. Широко используются автоматические приспособления для вывода лишнего воздуха из магистрали, происходит это автономно, без участия человека, что позволяет быть уверенным в продуктивности работы устройства.
Широко используются автоматические приспособления для вывода лишнего воздуха из магистрали, происходит это автономно, без участия человека, что позволяет быть уверенным в продуктивности работы устройства.





 Затем систему необходимо очистить.
Затем систему необходимо очистить. 

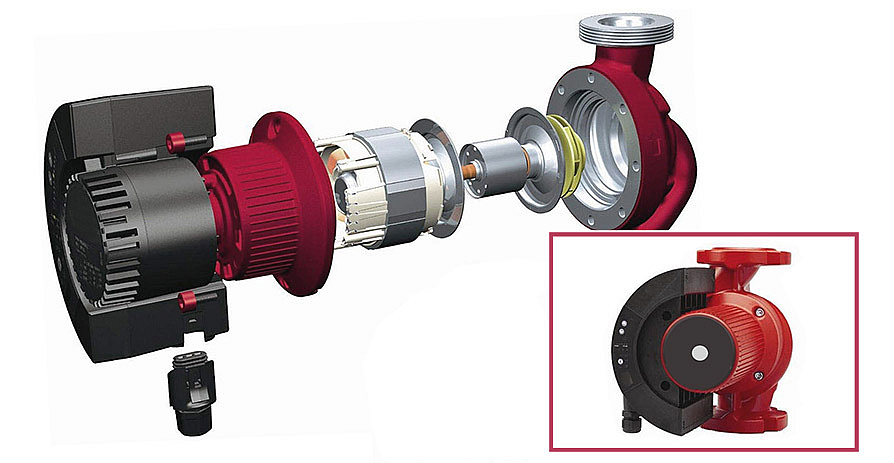

 Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления.
Он управляется всеми основными функциями, а также функцией PWM для дистанционного управления. Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума.
Насосы изготавливаются из различных материалов, что делает их подходящими для различных областей применения. Надежный и не требующий обслуживания. Нет шума. Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.
Продолжая использовать веб-сайт, вы соглашаетесь на использование нами файлов cookie.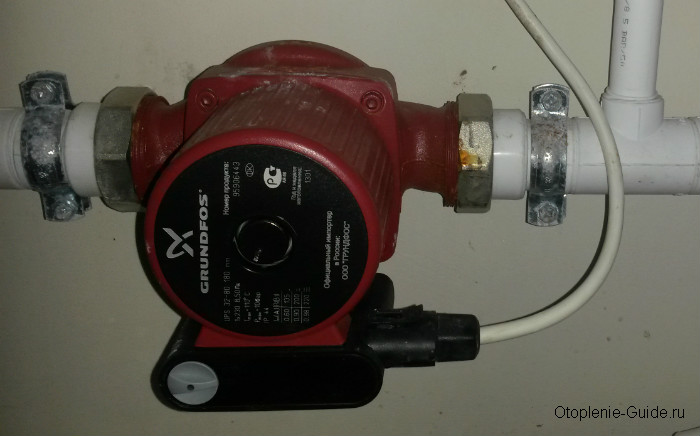
 Глупо продолжать ожидать реальных перемен, когда вы продолжаете вести себя так же, как всегда. Не произойдет. Настоящие перемены произойдут только тогда, когда большинство людей изменят то, как они голосуют!
Глупо продолжать ожидать реальных перемен, когда вы продолжаете вести себя так же, как всегда. Не произойдет. Настоящие перемены произойдут только тогда, когда большинство людей изменят то, как они голосуют!
 11.2008, 21:02
11.2008, 21:02
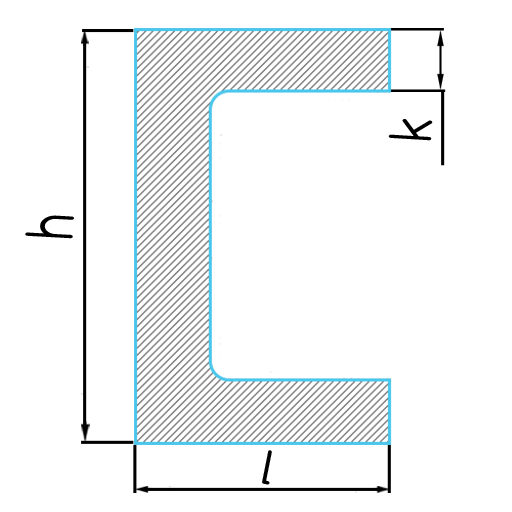 м.) Тип: швеллер, Номер двутавра: 27
м.) Тип: швеллер, Номер двутавра: 27 п., длина 12м. Тип: швеллер, Ширина сечения: 1000мм, Номер швеллера: 10
п., длина 12м. Тип: швеллер, Ширина сечения: 1000мм, Номер швеллера: 10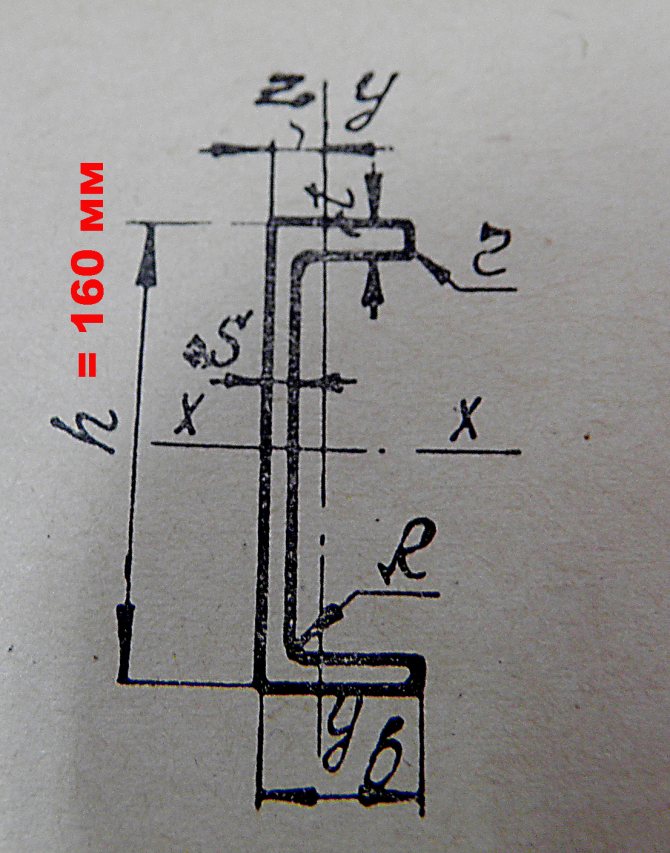 0 П ст09Г2С-12 12000 Тип: швеллер, Номер двутавра: 12
0 П ст09Г2С-12 12000 Тип: швеллер, Номер двутавра: 12 Подобных документов, определяющих параметры того или иного вида металлопроката и швеллера в том числе, много. Соблюдение производителем металлопроката норм изготовления согласно ГОСТ является залогом качества продукции.
Подобных документов, определяющих параметры того или иного вида металлопроката и швеллера в том числе, много. Соблюдение производителем металлопроката норм изготовления согласно ГОСТ является залогом качества продукции.  Швеллер используют во многих сферах промышленности, в основном как конструктивный элемент зданий, архитектурных композиций, мостов, в строительстве вагонов, станков и автостроительстве.
Швеллер используют во многих сферах промышленности, в основном как конструктивный элемент зданий, архитектурных композиций, мостов, в строительстве вагонов, станков и автостроительстве.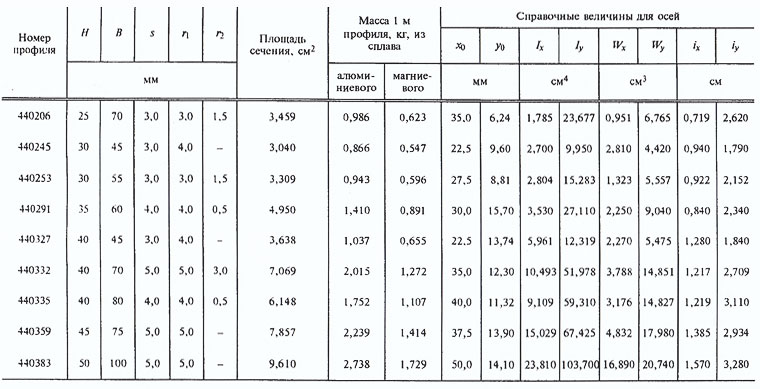 Часто им усиливают стены, кровлю, перекрытия. П-образный профиль прекрасно выдерживает разные виды нагрузок, как осевую, так и несущую.
Часто им усиливают стены, кровлю, перекрытия. П-образный профиль прекрасно выдерживает разные виды нагрузок, как осевую, так и несущую.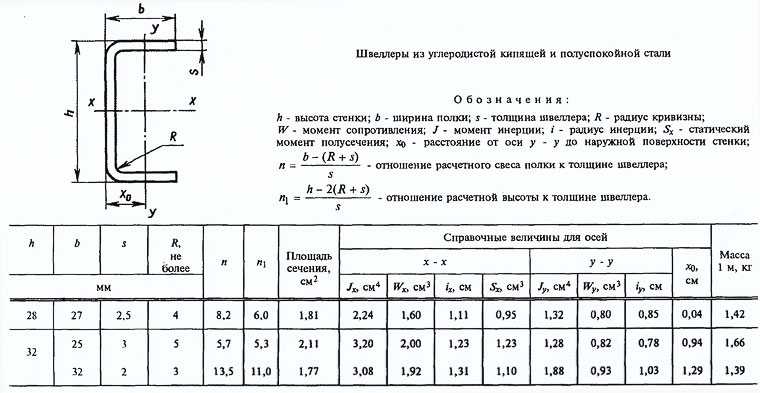 Если вы используете или приобретаете лицензию для Организации или от ее имени, вы тем самым признаете,
Если вы используете или приобретаете лицензию для Организации или от ее имени, вы тем самым признаете, Если вы уже
Если вы уже
 Соответственно, использование вами любых прав интеллектуальной собственности Music Tribe независимо от
Соответственно, использование вами любых прав интеллектуальной собственности Music Tribe независимо от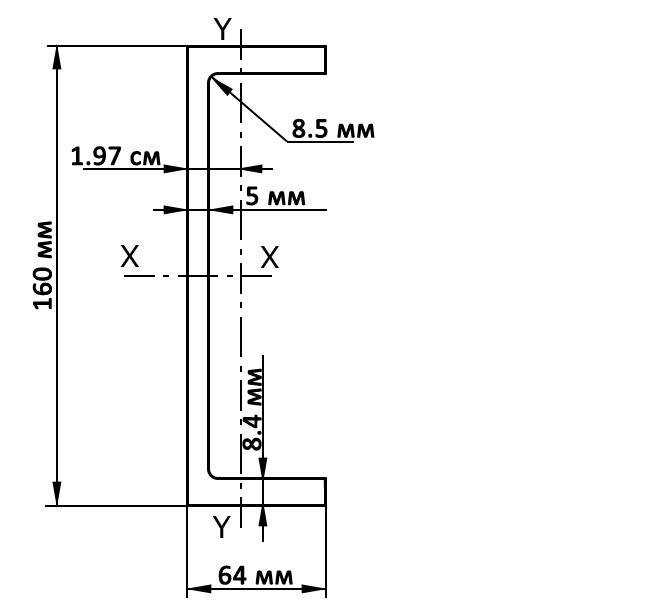


 Вы также можете расторгнуть настоящее Соглашение, удалив Программное обеспечение и все
Вы также можете расторгнуть настоящее Соглашение, удалив Программное обеспечение и все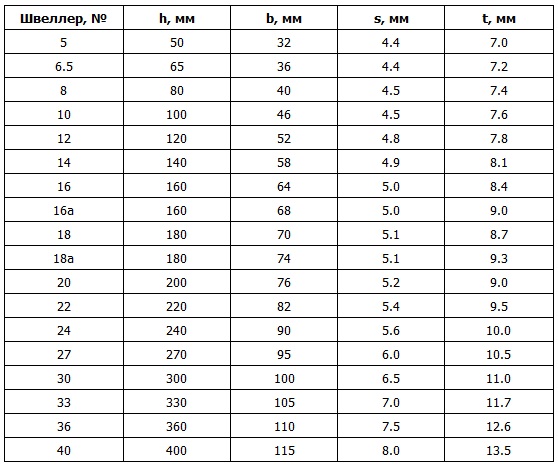
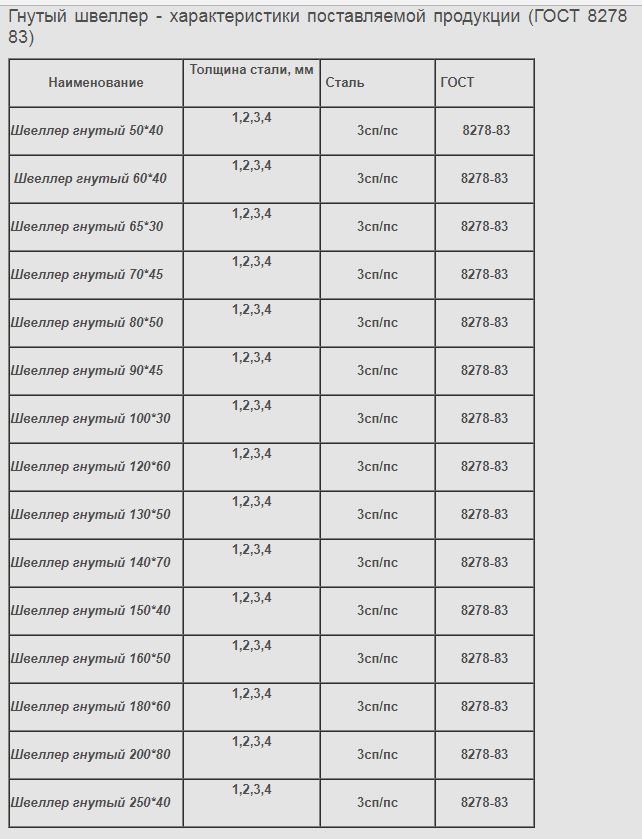
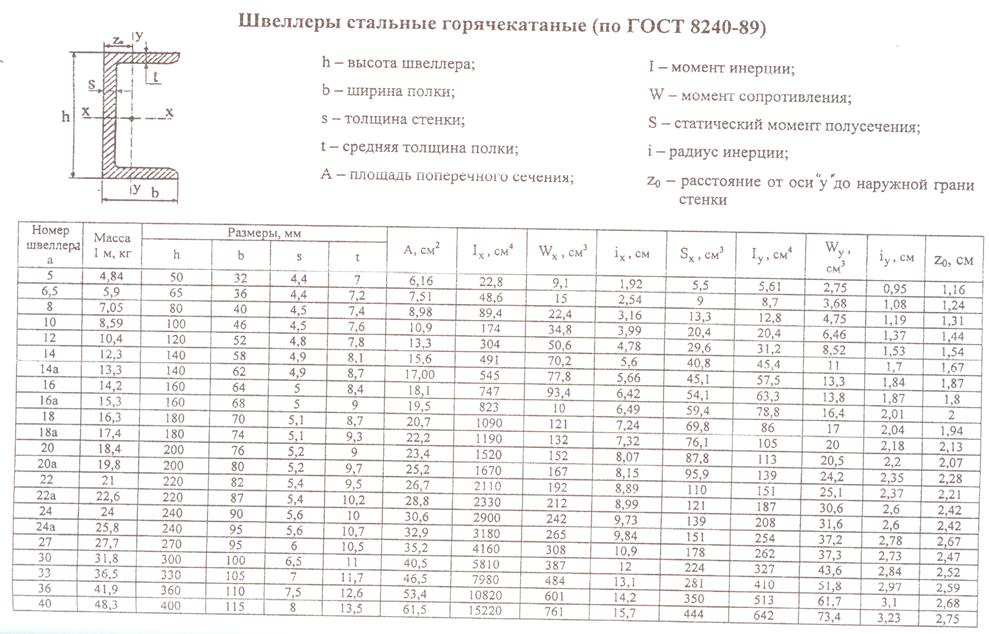
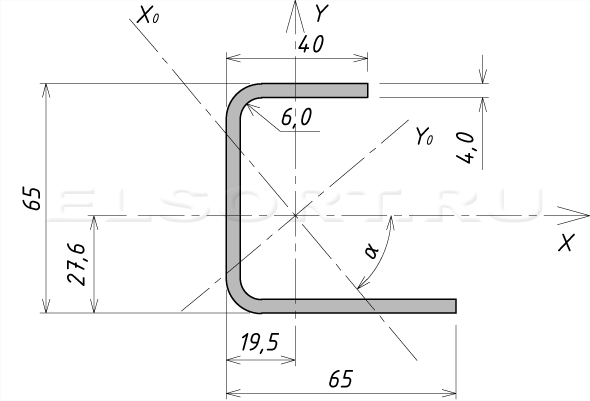
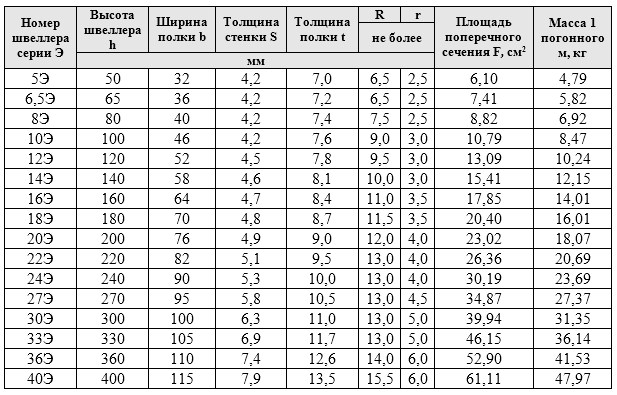
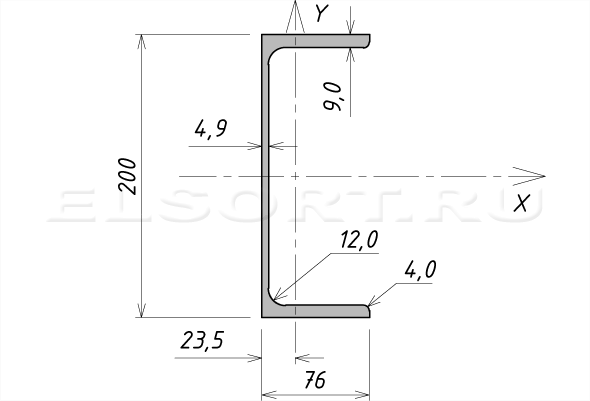

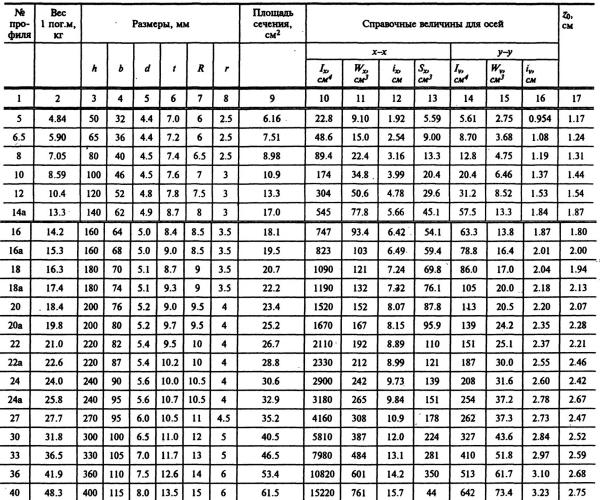
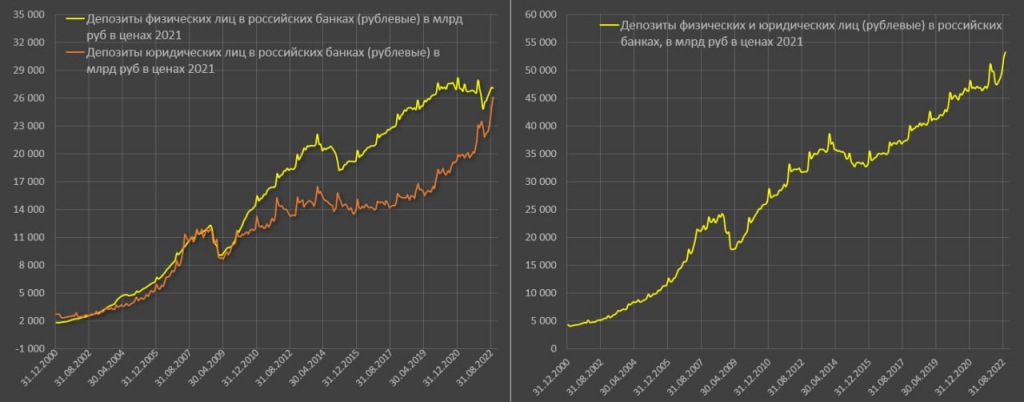 28
28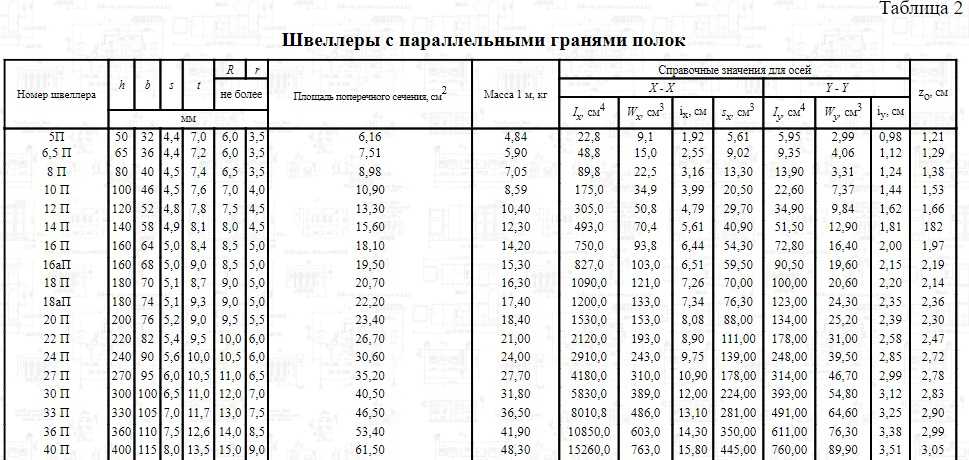 871
871 43
43 The pressure acting in water at 1 m can be calculated as
The pressure acting in water at 1 m can be calculated as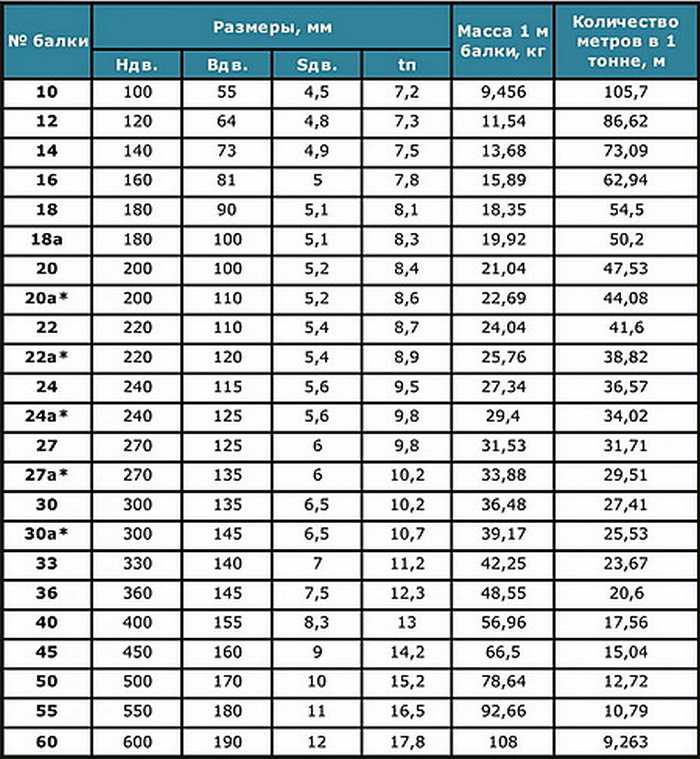
 768
768