Цементно-песочная смесь является основой для любых строительных работ во многих сферах строительства, связанных с кладкой, цементными растворами, использованием бетона.
Смешивать цемент и песок необходимо сразу перед началом произведения работ. Время схватывания смеси составляет примерно 1 час. От того, в каких пропорциях смешиваются цемент и песок, будет зависеть прочность будущего раствора. В зависимости от назначения раствора соотношения могут быть от 1:2 до 1:4.
Особенности смешивания цемента и песка
Перед началом смешивания компоненты будущего раствора лучше просеять через строительное сито. Так состав будет более однородным, что повысит прочность раствора.
Песок должен быть чистым от смесей (например, глины). Проверить это можно таким образом: опустить небольшое количество песка в емкость с водой. Если через некоторое время вода станет мутной, то значит, песок имеет повышенное количество недопустимых примесей. В этом случае песок лучше использовать другой песок.
Цемент также должен удовлетворять необходимыми характеристиками, которые важны для смешивания раствора. Он должен быть сухими, иметь серый или серо-зеленый оттенок, хорошо просыпаться сквозь пальцы, не иметь комков. В ином случае данный цемент хранился неправильно, и качественного раствора может не получиться.
Смешивать цемент с песком лучше не руками, а с помощью бетономешалки или дрели с насадкой.
Если пропорции выбраны неверно, то это может привести либо к рассыпанию, либо к растрескиванию раствора после его застывания. Все работы необходимо выполнять в течение 1 часа после приготовления готового раствора. Потом масса застывает, и повторно разводить ее недопустимо. Эффективность такой смеси – нулевая.
Технология смешивания цемента и песка с водой
Залить воду в емкость в части, равной части цемента. Если песок влажный, то воды заливают чуть меньше. Оставить часть воды.
Добавить в воду жидкий пластификатор (моющее средство). Оно повысит эффективность скрепления частиц компонентов.
Засыпать в емкость половину необходимого для всего раствора части песка.
Засыпать весь цемент. Хорошо перемешать в бетономешалке в течение 2-3 минут.
Добавить оставшуюся часть песка. Перемешать.
Проверить консистенцию, и по мере необходимости, добавить оставшуюся часть воды.
Правильно приготовленная смесь соскакивает (а не соскальзывает) с мастерка.
Если нужны дополнительные добавки, то ввести их и снова хорошо перемешать.
Использование пропорций 1:2 (цемент – песок) и более высоких пропорциях для песка применяется для строительства легких построек на сухих устойчивых грунтах.
Используйте только 1 вид песка! Он должен быть сухим и мелкофракционным. При использовании нескольких видов песка (например, влажного или крупнофракционного) приводит к нарушению пропорций. Помните о нежелательном присутствии глиняных смесей в цементе, которые также могут повлиять на прочность раствора. Цемент используйте свежий, то есть покупку необходимо совершать не ранее чем за 2 недели до начала строительства.
Правильные пропорции в приготовлении строительных смесей.
Бетон представляет собой искусственно созданный камень, который состоит из цемента с наполнителями. Наполнителем служит песок. При необходимости составления смеси строительного бетона применяется гравий, скол камня, битый щебень, керамзит. Иногда добавляется пластификатор. Поскольку все компоненты приготовляемой бетонной смеси должны быть чистыми, их стоит промыть проточной пресной водой, желательно, чтобы в этой воде было минимальное количество солей и примесей.
Если в качестве наполнителя применяется песок, стоит выбрать крупный вариант, с минимумом глины. Готовый бетон укладывается вручную или с применением пневматических вибраторов. Планируя ручную укладку бетонная смеси, обратите внимание на то, что она должна быть более пластичной, чем при механической укладке. Различаются смеси и по плотности: при механизированном способе требуется смесь большей плотности.
Смотрите интересные видео-ролики и читайте статьи от ВосЦем на канале Яндекс Дзен. Пластичность бетона определяет не вода или ее количество. Стоит учитывать, что лишняя вода приведет к потере прочности смеси, что критично при строительстве фундамента. Добавив лишнюю воду, увеличьте и количество цемента, что позволит сохранить прочность. Любая передозировка одного или другого компонента может привести к нарушению прочности конструкции, которая под воздействием нагрузок или неблагоприятных условий окружающей среды, таких как повышенные или пониженные температуры, давление, атмосферные осадки, начнет разрушаться.
Если у вас есть сомнения в том, что вы сможете правильно рассчитать пропорции и смешать все компоненты, имеет смысл обратить внимание на наличие в продаже готовых строительных смесей, которые можно приобрести непосредственно у производителя в заводских фирменных мешках, где будут указаны все параметры и пропорции. В этом случае вам не придется восстанавливать разрушающуюся конструкцию, или делать ее заново и нести дополнительные расходы.
Цемент является основным компонентом любой бетонной смеси. Под воздействием воды происходит его гидратация, т.е. он получает те самые скрепляющие свойства, которые требуются в строительстве, а при затвердевании смеси образуется монолитная структура — цементный камень. Без наполнителя эта структура не будет иметь требуемую прочность, потому что даст сильную усадку. Конструкция пойдет небольшими трещинами. Они могут быть незаметны глазу, но негативно повлияют на дальнейшую эксплуатацию объекта.
Наполнители создают в бетонной смеси тот каркас, который растворенный в воде вместе с песком цемент обволакивает, заполняя пустоты. Наполнители не только снижают усадку. Они увеличивают прочность, уменьшают угрозу деформации конструкции, ее ползучести под действием нагрузок. Более того, наполнители снижают и себестоимость бетона, поскольку цемент стоит много дороже щебня или песка.
Так называемый товарный бетон или весовое соотношение составляющих в среднем можно свести к следующей схеме:
1 часть цемента + 2 части песка + 4 части щебня + 0,5 части воды, иными словами, при производстве бетона объемом 1 кубометр потребуются следующие пропорции:
• 0,25 м³ цемента или 325 кг при насыпной плотности в 1300 кг/м³;
• 0,43 м³ песка или 600 кг при насыпной плотности в 1400 кг/м³;
• 0,9 м³ щебня или 1200 кг при насыпной плотности в 1350 кг/м³;
• 0,18 м³ воды или 180 кг, 180 литров.
При сложении объемов получается 1,76 м³, при этом щебень выполняет роль каркаса, песок заполняет его пустоты, цемент с помощью воды склеивает составляющие в монолитную структуру, вследствие чего образуется объем размером в 1 кубометр бетона из 1,76 кубометра его составляющих.
Марка цемента определяется с учетом того, в каких пропорциях и какого качества будут компоненты в составе бетона. Обозначать ее принято буковой М. Известны марки от М50 до М800. Означает это прочность бетона в кгс/кв.см. Букой В обозначается класс бетона. Он варьируется от В3,5 до В60.
Рациональнее всего в бетоне применять наполнитель разного размера. Такой метод позволит сделать укладку плотнее и приведет к экономии цементной смеси. Если применяется ручная укладка бетона для фундамента, то толщина укладки должна быть не менее утроенного максимального размера бетонного наполнителя. Наличие пустот в заполнителе станет причиной перерасхода песка и цемента, а, следовательно, приведет к увеличению расходов на фундамент, так как именно цемент является самой дорогой составляющей смеси.
Чтобы верно определить объем пустот, следует компонент бетонной смеси, будь то песок или щебень, засыпать в десятилитровое ведро, а затем залить туда воду до поверхности. При расходе воды в 3,5 л, пустоты будут составлять 35% объема.
Ручная укладка бетонной смеси, при которой применяется штыкование металлическим штырем и ручная послойная трамбовка требуется на 1 м³ бетона:
• для М-50 портландцемента ПЦ400-ПЦ500 — 160 кг, песка — 0,7 м³, щебня — 0,8 м³, воды 180 л
• для М-100 портландцемента ПЦ400-ПЦ500 — 220 кг, песка — 0,6 м³, щебня — 0,8 м³, воды 180 л
• для М-200 портландцемента ПЦ400-ПЦ500 — 280 кг, песка — 0,5 м³, щебня — 0,8 м³, воды 180 л
• для М-250 портландцемента ПЦ400-ПЦ500 — 330 кг, песка — 0,5 м³, щебня — 0,8 м³, воды 180 л
• для М-300 портландцемента ПЦ400-ПЦ500 — 380 кг, песка — 0,45 м³, щебня — 0,8 м³, воды 180 л
В быту стандартными пропорциями песка к цементу считают три к одному, но точность зависит это от многих параметров. Прежде всего – от того, будет ли это штукатурка или фундамент. На стяжку воды следует добавлять больше, чтобы смесь заливалась, а на штукатурку — меньше, чтобы прилипала. Многое зависит от качества цемента и от состояния воды. Бывает вода очень жесткая, такой следует добавлять меньше, а мягкой – напротив, больше. Придется пробовать и экспериментировать, что может отнять много времени, сил и израсходовать лишний материал. Неопытному мастеру стоит подумать о приобретении готовой сухой строительной смеси, и все его проблемы будут решены.
Принято считать, что для кладочного раствора больше подходит цементно-песчаная смесь, пропорция которой составляет 1:3 или 1:4. В реальной жизни пропорция зависит от песка. Для кладки больше всего подойдет чистый речной песок. Обычно правильный раствор делается путем эксперимента: отмеряется ведро чистого песка, высыпается в емкость, где будет готовиться раствор, туда же добавляется четверть ведра цемента, перемешивается и разбавляется требуемым количеством воды, затем готовый раствор возвращается в ведро. В идеале он должен без остатка войти и занять весь его объем, как занимал песок. Народные умельцы для придания прочности раствору на чистом песке без примесей глины добавляют небольшое количество дешевого средства для мытья посуды или стиральный порошок – не более 50-80 гр, но лучше добавлять специальный пластификатор. Многие используют для кладочного бетона карьерный песок, связывая это с его большей пластичностью и удобством в работе. На деле, он пластичнее за счет примеси глины, но она же одновременно снижает прочность.
Для штукатурного раствора смесь готовится особого типа. Состав материалов для ее приготовления не меняется уже многие десятилетия. Это цемент, песок, глина, известь. Цемент, известь и глина являются вяжущими составляющими, песок – заполнителем. Заливается смесь обычной чистой водой. Стандартно на раствор идет один вяжущий компонент и один заполнитель, но часто применяются растворы с двумя вяжущими компонентами. Примером такой смеси может служить известково-песчаный раствор с добавлением цемента.
В соответствии с пропорциями вяжущего компонента и наполнителя, различается тощий, нормальный и жирный раствор. Тощим называют раствор с избытком наполнителя. Он хрупок, непрочен и недолговечен. Нормальным называют раствор с корректно подобранным соотношением вяжущей составляющей и наполнителя. Для жирного раствора характерен избыток вяжущего вещества. После высыхания он обычно начинает трескаться. Мастера определяют характер раствора, окунув в него мастерок. Тощий раствор стечет, лишь испачкав мастерок. Жирный прилипнет большими кусками. Правильный, нормальный раствор должен прилипать не сильно, оставляя тонкую корочку. Наиболее популярным штукатурным раствором считается цементно-песчаный. Соотношение цемента к песку определяет марка цемента. Оптимально покупать М400 и мешать в следующих пропорциях: 1 часть цемента на 3 части песка. Сначала следует перемешать сухие компоненты без добавления воды, а затем вливать воду постепенно, до достижения требуемой густоты. Многие добавляют в смесь клей ПВА при соотношении примерно 50-70 гр. клея на 10 л раствора.
Известковый раствор — смесь известковой пасты и песка. Пропорции зависят от жирности извести. Точно их назвать нельзя, необходимо контролировать жирность, досыпая песок постепенно. Для увеличения прочности такого раствора, на 10 кг добавляют еще 1 кг цемента. Глиняный раствор по приготовлению ничем не отличается от известкового. Его пропорции также зависят от жирности глины, а цемент добавляется аналогично для увеличения прочности. Штукатурный раствор для наружных работ не требует глины или извести. Готовится обычный цементно-песчаный раствор.
Если перед вами стоит задача что-либо забетонировать, но вы не знаете, как соблюсти пропорции, приобретите готовую сухую смесь от производителя, которая позволит, не создавая себе проблем, быстро, качественно и экономично отремонтировать или изготовить фундамент, отштукатурить стены, как внутренние, так и внешние.
патио — Какое соотношение песка и портландцемента является правильным для ремонта 30-летней каменной стены
спросил
Изменено 4 года, 11 месяцев назад
Просмотрено 7к раз
У меня есть 30-летняя каменная стена высотой 12 дюймов, которую нужно залатать.
Там, где выпал камень, есть небольшие пустоты.
Мой вопрос: каково соотношение портландцемента и песка, используемого для установки новых камней в стену?
Отличается ли соотношение смеси, используемой для раствора, между камни на фасаде стены? Спасибо за помощь
патио
раствор
камень
0
Поскольку вы спросили, это 6 частей песка/1 часть цемента/1 часть гашеной извести; без лайма не прилипнет. Если вам абсолютно не нужно использовать определенный песок, вам лучше купить мешок готового раствора. Вы можете взять кусок существующего раствора на строительную площадку и получить краску соответствующего цвета, если вам нужен невидимый ремонт.
Полезным пневматическим устройством для раствора является «РАБОТА МАСОНОМ». Заглавными буквами обозначены стандартные смеси в порядке убывания прочности на сжатие.
Тип M содержит больше всего цемента и используется почти исключительно ниже уровня земли.
Тип S имеет самую высокую прочность на растяжение и используется для несущих наружных работ, таких как подпорные стены.
Тип N, смесь 6:1:1, указанная выше, используется внутри и снаружи помещений для работы с мягким камнем и кирпичом.
Тип O предназначен только для использования внутри помещений без подшипников.
Type K больше не нужен, если не считать реставрации. Когда вы доберетесь до этого конца спектра, там будет меньше цемента и больше извести, так что все превратится в липкое месиво.
В домашнем центре вы найдете сумки типа S и типа N. Вы можете использовать одну и ту же смесь по всей стене. Я бы предложил N на основе вашего описания.
3
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Что на самом деле произойдет, если я изменю пропорции цемента и песка в растворе?
Это повлияет на прочность и долговечность вашего раствора. Хотя я здесь не эксперт, ДОЛЖНО быть оптимальное решение такой проблемы. Какая смесь прослужит максимально долго, прочно удержится на камне, который ее окружает, будет прочной на сжатие и т. д.?
По сути, это задача оптимизации с несколькими критериями, которая давно была решена на практике, чтобы найти сочетание, которое лучше всего удовлетворяет всем целям в комбинации. На самом деле, если вы немного пойдете в одном направлении, вы обнаружите, что некоторые из этих целей будут достигнуты лучше, а другим будет нанесен ущерб. Вот как ведет себя такая проблема. Итак, теперь возникает вопрос: предположим, я добавлю в смесь еще немного песка (или другого заполнителя)? Что случится? Весьма вероятно (опять же, я сейчас только догадываюсь о точном эффекте, когда говорю на ходу) микс станет сильнее при сжатии, но в какой-то момент он будет легче разрушаться, станет менее липким. Конечно, в какой-то момент вы добавите слишком много песка, и все, что у вас будет, это куча песка, которая не обладает ни одним из необходимых вам свойств раствора.
Аналогично, предположим, я увеличу долю цемента? Имеет смысл, что теперь он лучше прилипает к окружающему камню, но не так силен при сжатии.
Добавление большего количества воды в смесь имеет и другие последствия, также оптимизированные на рекомендованном вам уровне. Поэтому, если вы добавите воду, смесь станет более влажной, с ней будет легче работать, она станет более липкой, но при этом и более неряшливой. Он не останется на месте. Это также может изменить время отверждения.
Я хочу сказать, что все эти параметры были выбраны оптимальными для группы характеристик, определяющих, что такое раствор и что он должен делать — физические свойства раствора. На самом деле, эти параметры оптимизировались каменщиками в ходе простых экспериментов в течение многих лет, пока они не создали смесь, которая разумно удовлетворяет наилучшим значениям в той точке, которая устойчива и устойчива к материальным изменениям.
Сказав все это, теперь я проведу небольшое исследование на эту тему. Например, на этом сайте мне сообщается, что соотношение песка и цемента может быть где-то в диапазоне от 1:2 до 1:3, что меняет прочность смеси с точки зрения ее способности выдерживать сжимающие нагрузки. Также упоминается, что добавление гравия в смесь повысит прочность.
По мере того, как я читаю больше, я также вижу, что качество цемента является фактором. С дешевыми материалами вам нужно больше цемента, так что это, вероятно, определяется составом самого цемента. (Есть ли в смеси известь? Сколько?)
На этом я остановлюсь, так как здесь задействовано МНОГИЕ факторы. Какой песок вы используете? Песок, состоящий из идеально круглых сфер одинакового размера, будет легко обрабатываться. Но это будет не очень сильно. Песок с «острыми» трещинами, имеющим множество острых краев с разным размером частиц, будет труднее смешивать, с ним труднее работать, но он прочнее с точки зрения свойств отвержденного материала.
Различные размеры заполнителей также изменят ситуацию. Для очень мелкого песка потребуется больше цемента в смеси, так как крошечные частицы имеют большую площадь поверхности для данного объема, поэтому требуется больше цемента, чтобы покрыть песок для хорошей адгезии. Но мелкий песок легче смешивать, легче обрабатывать, легче набивать место. Если поверхность, которую он должен приклеить, тоже очень неровная, он может лучше приклеиться. Но добавление более крупного заполнителя в смесь повысит прочность на сжатие, поскольку крупный камень прочнее. (В какой-то момент это превращает раствор в бетон.) Вот цитата, которую я нахожу на одном сайте:
«Раствор представляет собой смесь цемента, песка и воды (и обычно извести), предназначенную для кладки каменных блоков, таких как цементный блок, камень или кирпич. Раствор «липкий», поэтому он прилипает к блоку, камню или кирпичу. стоять в одиночестве».
Хотя я уверен, что не рассмотрел здесь все факторы, это должно дать вам представление.
ГОСТ 5915-70 гайки шестигранные класса точности В, размеры резьбы от М1,6 до М48. Гайки ГОСТ 5915-70 используются для соединения и крепления деталей и конструкций вместе с болтами и шайбами подходящих размеров.
Таблица размеров и весов шестигранных гаек ГОСТ 5915-70
d
М4
М5
M6
M8
M10
M12
М14
M16
М18
M20
М22
M24
М27
M30
M36
М42
М48
P
крупный
0,7
0,8
1
1,25
1,5
1,75
2
2
2,5
2,5
2,5
3
3
3,5
4
4,5
5
мелкий
—
—
—
1
1,25
1,25
1,5
1,5
1,5
1,5
1,5
2
2
2
3
3
3
da
мин.
4
5
6
8
10
12
14
16
18
20
22
24
27
30
36
42
48
макс.
4,6
5,75
6,75
8,75
10,8
13
15,1
17,3
19,4
21,6
23,8
25,9
29,2
32,4
38,9
45,4
51,8
m
3,2
4,7
5,2
6,8
8,4
10,8
12,8
14,8
16,4
18
19,8
21,5
23,6
25,6
31
34
38
e
7,5
8,6
10,9
14,2
17,6
19,9
22,8
26,2
29,6
33
37,3
39,6
45,2
50,9
60,8
71,3
82,6
18,7
20,9
23,9
35
dw
6,3
7,2
9
11,7
14,5
16,5
19,2
22
24,8
27,7
31,4
33,2
38
42,7
51,1
59,9
69,4
15,5
17,2
20,1
29,5
S
7
8
10
13
16
18
21
24
27
30
34
36
41
46
55
65
75
17
19
22
32
N
0,8
1,44
2,573
5,548
10,22
15,67
25,33
37,61
53,27
71,44
103,2
122,9
175,3
242,5
416,8
623,9
956,2
12,06
18,4
28,91
85,67
Обозначения: d — номинальный диаметр резьбы P — шаг резьбы da — внутренний диаметр, мм m — высота гайки e — диаметр описанной окружности, не менее dw — наружный диаметр, не менее S — размер гаек под ключ N — вес 1000 шт. гаек, кг
Аналоги ГОСТ 5915-70:
ГОСТ 5927-70 — гайки шестигранные класса точности А с диаметром резьбы от М1 до М48. ГОСТ 15526-70 — гайки шестигранные класса точности С с диаметром резьбы от 5 до 48 мм. DIN 934 — гайки шестигранные с диаметром резьбы от 2 до 48 мм. DIN 555 — гайки шестигранные с диаметром резьбы от 5 до 64 мм. ISO 4032 — гайки шестигранные класса точности А, В с диаметром резьбы от 1,6 до 60 мм. ISO 4033 — гайки
шестигранные высокопрочные высокие класса точности А, В с диаметром резьбы от 5 до 36 мм. ISO 8673 — гайки шестигранные класса точности А, В с диаметром мелкой резьбы от 1 до 52 мм. ISO 8674 — гайки шестигранные высокие класса точности А, В с диаметром мелкой резьбы от 1 до 52 мм.
Вы можете заказать и купить по оптовым ценам шестигранные гайки ГОСТ 5915-70 с размерами от М1,6 до М48 в Санкт-Петербурге.
Размеры гаек — Размеры Инфо
Общая информация:
Основные типы гаек, используемых в строительстве, приборостроении, машиностроении:
шестигранные класса точности В: размеры согласно ГОСТ 5915-70;
шестигранные класса точности А: размеры согласно ГОСТ 5927-70;
шестигранные с диаметром резьбы свыше 48 (мм) класса точности В: размеры согласно ГОСТ 10605-94;
шестигранные прорезные и корончатые класса точности В: размеры согласно ГОСТ 5918-73;
накидные для соединений трубопроводов по наружному конусу: размеры согласно ГОСТ 13957-74;
гайки-барашки: размеры согласно ГОСТ 3032-76;
колпачковые класса точности A: размеры согласно ГОСТ 11860-85;
шестигранные с буртиком: размеры согласно ГОСТ 8918-69.
Дополнительно:
Гайки классифицируются по форме: на шестигранные, круглые, квадратные, гайки-барашки, T-образные, рым-гайки, с буртиком, прорезные (корончатые), также гайки подразделяются по типу метрической резьбы: на образцы с крупной резьбой и образцы с мелкой резьбой.
По материалу изготовления гайки классифицируются на модели из нелегированной стали, нержавеющей стали, цветных металлов, ковкого чугуна, пластика.
Гайки из стали подразделяются по классу прочности на образцы 4, 5, 6, 8, 9, 10, 12 классов для моделей с нормальной высотой, а также образцы 4 и 5 классов для моделей с уменьшенной высотой.
По точности исполнения гайки могут производиться трёх классов: А, В, С, также гайки могут иметь цинковое покрытие или выпускаться без такового.
Важно: технические требования к исполнению гаек должны соответствовать нормативам ГОСТ 1759.0, стандартные размеры зева гаечных ключей определяются положениями ГОСТ 6424-73 (Зев (отверстие), конец ключа и размер под ключ).
Гайки применяются при сборке узлов в машиностроении, при монтаже металлоконструкций в районах с различными климатическими условиями, при ремонтных и сервисных работах.
Стандарт Существующие международные стандарты
d (мм) Номинальный диаметр резьбы (мм)
Диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы, а также диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
P Шаг резьбы
Расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
S (мм) Размер под ключ (мм)
Определяющий размер квадратных, шестигранных болтов, гаек — это расстояние между параллельными гранями.
ГОСТ 5915-70 Гайки шестигранные класса точности В
1. 6-48
0.35-5
3.2-75
ГОСТ 5927-70 Гайки шестигранные класса точности А
1-48
0.25-5
3.2-75
ГОСТ 10605-94 Гайки шестигранные с диаметром резьбы свыше 48 миллиметров класса точности В
52-150
3-6
80-225
ГОСТ 5918-73 Гайки шестигранные прорезные и корончатые класса точности В
4-48
0.7-5
7-75
ГОСТ 13957-74 Гайки накидные для соединений трубопроводов по наружному конусу
8-48
1-2
12-55
ГОСТ 3032-76 Гайки-барашки
3-24
0.5-3
x
ГОСТ 11860-85 Гайки колпачковые класса точности A
3-24
0.5-3
5.5-36
ГОСТ 8918-69 Гайки шестигранные с буртиком
6-48
x
10-75
ISO 4032-86 Гайки шестигранные типа I классов А и В
52-150
3-6
80-225
ДСТУ 5915-2008 Гайки шестигранні класу точності В
1. 6-48
0.35-5
3.2-75
DIN 315-2016 Гайки барашковые с округлой крылатой формой
3-24
0.5-3
x
Таблица размеров шестигранной гайки
– Крепеж FMW
Болт
Размеры
Диаметр Дюймы
Через Плоский
Толщина шестигранной гайки
1/4
16.07.
7/32
5/16
1/2
17/64
3/8
16 сентября
21/64
16.07.
16.11
3/8
1/2
3/4
16. 07.
16 сентября
7/8
31/64
5/8
15/16
35/64
3/4
1/18
41/64
7/8
1-5/16
3/4
1
1-1/2
55/64
1-1/8
1-11/16
31/32
1-1/4
1-7/8
1-1/16
1-3/8
2-1/16
1-11/64
1-1/2
2-1/4
1-9/32
1-5/8
2-7/16
1-25/64
1-3/4
2-5/8
1-1/2
1-7/8
2-15/16
1-27/32
2
3
1-23/32
2-1/4
3-3/8
1-59/64
2-1/2
3-3/4
2-9/64
2-3/4
4-1/8
2-23/64
3
4-1/2
2-37/64
3-1/4
3-1/2
3-3/4
4
Болт
Размеры
Диаметр Дюймы
Через Плоский
Толщина шестигранной гайки
1/4
1/2
15/64
5/16
16 сентября
19/64
3/8
16. 11
23/64
16.07.
3/4
27/64
1/2
7/8
31/64
16 сентября
15/16
35/64
5/8
1-1/16
39/64
3/4
1-1/4
47/64
7/8
1-7/16
55/64
1
1-5/8
63/64
1-1/8
1-13/16
1-7/64
1-1/4
2
1-7/32
1-3/8
2-3/16
1-11/32
1-1/2
2-3/8
1-15/32
1-5/8
2-9/16
1-19/32
1-3/4
2-3/4
1-23/32
1-7/8
2-15/16
1-27/32
2
3-1/8
1-31/32
2-1/4
3-1/2
2-13/64
2-1/2
3-7/8
2-29/64
2-3/4
4-1/4
2-45/64
3
4-5/8
2-61/64
3-1/4
5
3-3/16
3-1/2
5-3/8
3-7/16
3-3/4
5-3/4
3-11/16
4
6-1/8
3-15/16
Вернуться к FAQ
17 июля 2022 г.
Пример сообщения в блоге
17 июля 2022 г.
Пример сообщения в блоге
17 июля 2022 г.
Пример сообщения в блоге
Стандартные метрические шестигранные гайки по ANSI/ASME B18.2.4.1M и B18.2.4.2M
Связанные ресурсы: оборудование
Стандартные метрические шестигранные гайки по ANSI/ASME B18.2.4.1M и B18.2.4.2M
Метрические технические данные оборудования ISO Дюймовые технические данные оборудования ANSI Крепежные детали и винты / болты, формула и расчеты
Ширина метрической гайки под ключ
Ширина поперек гайки должна представлять собой расстояние, измеренное перпендикулярно оси гайки, в целом между двумя противоположными сторонами гайки в соответствии с примечаниями к соответствующим таблицам размеров. Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся на рынке размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.
Толщина гайки в метрических единицах
Толщина гайки должна представлять собой общее расстояние, измеренное параллельно оси гайки, от верха гайки до опорной поверхности и должна включать толщину поверхности шайбы, где это предусмотрено
Стандартные метрические шестигранные гайки, типы Типы 1 и 2 шт. ANSI/ASME B18.2.4.1M и B18.2.4.2M
Все размеры указаны в миллиметрах.
Номинальный диаметр гайки. х Шаг резьбы
Ширина Квартиры, S
Ширина Углы, E
Толщина М
Поверхность подшипника Диаметр Дв
Толщина поверхности шайбы С
Максимум
Мин.
Максимум
Мин.
Максимум
Мин.
Мин.
Макс.
Мин.
Гайки с метрической шестигранной головкой — Тип 1
М1,6 × 0,35
3,20
3,02
3,70
3,41
1,30
1,05
2,3
…
…
М2 × 0,4
4,00
3,82
4,62
4,32
1,60
1,35
3,1
…
…
М2,5 × 0,45
5,00
4,82
5,77
5,45
2,00
1,75
4. 1
…
…
М3 × 0,5
5,50
5,32
6,35
6,01
2,40
2,15
4,6
…
…
M3,5 × 0,6
6,00
5,82
6,93
6,58
2,80
2,55
5,1
…
…
М4 × 0,7
7,00
6,78
8,08
7,66
3,20
2,90
6,0
…
…
М5 × 0,8
8,00
7,78
9,24
8,79
4,70
4,40
7,0
…
…
M6 × 1
10. 00
9,78
11,55
11.05
5,20
4,90
8,9
…
…
М8 × 1,25
13.00
12,73
15.01
14,38
6,80
6,44
11,6
…
…
a M10 × 1,5
15.00
14,73
17,32
16,64
9,1
8,7
13,6
0,6
0,3
М10 × 1,5
16.00
15,73
18,48
17,77
8,40
8. 04
14,6
…
…
М12 × 1,75
18.00
17,73
20,78
20.03
10,80
10,37
16,6
…
…
М14 × 2
21.00
20,67
24,25
23,36
12,80
12.10
19,4
…
…
М16 × 2
24.00
23,67
27,71
26,75
14,80
14.10
22,4
…
…
М20 × 2,5
30. 00
29,16
34,64
32,95
18.00
16,90
27,9
0,8
0,4
М24 × 3
36,00
35,00
41,57
39,55
21,50
20,20
32,5
0,8
0,4
М30 × 3,5
46,00
45.00
53,12
50,85
25,60
24.30
42,5
0,8
0,4
М36 × 4
55,00
53,80
63,51
60,79
31,00
29,40
50,8
0,8
0,4
Метрические шестигранные гайки — тип 2
М3 × 0,5
5,50
5,32
6,35
6,01
2,90
2,65
4,6
…
…
M3,5 × 0,6
6,00
5,82
6,93
6,58
3,30
3,00
5,1
…
…
М4 × 0,7
7,00
6,78
8,08
7,66
3,80
3,50
5,9
…
…
М5 × 0,8
8,00
7,78
9,24
8,79
5. 10
4,80
6,9
…
…
M6 × 1
10.00
9,78
11,55
11.05
5,70
5,40
8,9
…
…
М8 × 1,25
13.00
12,73
15.01
14,38
7,50
7,14
11,6
…
…
a M10 × 1,5
15.00
14,73
17,32
16,64
10,0
9,6
13,6
0,6
0,3
М10 × 1,5
16. 00
15,73
18,48
17,77
9.30
8,94
14,6
…
…
М12 × 1,75
18.00
17,73
20,78
20.03
12.00
11,57
16,6
…
…
М14 × 2
21.00
20,67
24,25
23,35
14.10
13.40
19,6
…
…
М16 × 2
24.00
23,67
27,71
26,75
16,40
15,70
22,5
…
…
М20 × 2,5
30. 00
29,16
34,64
32,95
20.30
19.00
27,7
0,8
0,4
М24 × 3
36,00
35,00
41,57
39,55
23,90
22,60
33,2
0,8
0,4
М30 × 3,5
46,00
45,00
53,12
50,85
28,60
27.30
42,7
0,8
0,4
М36 × 4
55,00
53,80
63,51
60,79
34,70
33,10
51,1
0,8
0,4
a Нестандартная ширина под ключ 15 мм. Это специальный заказ/размер.
Родственные
Минимальные действующие значения крутящего момента для дюймовых гаек ANSI с мелкой и курсовой резьбой.
Таблица размеров и допусков для Т-образных пазов, болтов и гаек Т-образные пазы, болты и гайки пер. Т-образные пазы американского национального стандарта ANSI/ASME B5.1M
Квадратные и шестигранные крепежные гайки Таблица размеров ANSI B18.6.3
Таблица отверстий под ключ для шестигранных и квадратных гаек пер. Размерные данные ASME B18.2.2 также могут использоваться для определения ширины захвата гайки модели 3D-печати.
Конический конец вала и сопрягаемое отверстие с шлицевыми гайками Расчетные данные Размеры Пер. Стандарт SAE включает основные данные о конструкции деревянного ерша
Т-образные гайки пер. ASME B5.1M Таблица размеров и допусков, единицы измерения в дюймах и (метрических) миллиметрах
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Содержание
Конденсаторная сварка: что это такое
Выполняем конденсаторную сварку своими руками
Схема при конденсаторной сварке
Требования к конденсаторной сварке
Конструкции контактного блока
Особенности работы самодельного агрегата
Подведем итоги
Конденсаторная сварка: что это такое
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.
Выполнения данного задания требует от мастера следующего:
найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
уяснить механизм работы устройства;
подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
Контактная сварка. Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей.
Ударная технология. Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с;
Точечная техника. При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.
Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
Первичная обмотка проводится через выпрямитель, представленный . Затем она подключается к источнику напряжения.
Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска. Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку.
Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
включение трансформатора при помощи тиристоров, после реле отключается;
использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Электрическая схема конденсаторной сварки.
Соблюдение следующих условий позволит получить действительно качественный результат работы:
обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
для защиты глаз от искр от сварного аппарата надевают специальную маску;
обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных . В большинстве случаев фиксация обоих стержней осуществляется вручную.
Схема конденсаторной сварки ударного типа.
Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
вторичная обмотка из десяти обмоток медной шины;
пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
напряжение в зоне металлоизделий;
вид и сила тока;
длительность действия сварного импульса;
число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Конденсаторная сварка своими руками — схема и описание
0
Опубликовано: 08. 04.2017
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Оглавление:
Чем отличается конденсаторный способ от других видов?
Принцип работы конденсаторной сварки
Виды точечной сварки
Преимущества
Схема сборки агрегата своими руками
Как происходит процесс сварки?
Вывод
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
Конденсаторы собирают в себе требуемое количество энергии;
Заряд переходит в тепло, которое используется для сварки.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
При стабильной работе, есть возможность сэкономить электроэнергию;
Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
Скорость работы;
Сварочный ток очень плотный;
Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
Нажимаем пусковую кнопку, она запустит временное реле;
Трансформатор включается с помощью тиристоров, после реле отключается;
Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Сергей Одинцов
tweet
Сборка аппарата для точечной сварки из 500 ненужных конденсаторов
по:
Дэйв Раунтри
[Касян ТВ] на ютубе выдали кучу запчастей в достаточно больших количествах, часть из которых была полезна и выделена под конкретные проекты, но с учетом интересующей их электроники найти не смогли использование пакета из 500 или около того конденсаторов низкой спецификации 470 мкФ. Это не были типы с низким ESR или высокой емкостью, поэтому они не подходили для индивидуального использования в качестве источника питания. Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Печатная плата была сконструирована для параллельного соединения 168 маленьких банок с большими широкими дорожками, усиленными несколькими жилами медной проволоки диаметром 1,8 мм и большим толстым слоем припоя поверх. Три такие печатные платы были соединены параллельно одним и тем же медным проводом, чтобы максимально снизить общее сопротивление. Такая штука имеет несколько практических применений, поскольку сверхнизкое измеренное ESR 0,6 мОм и большая емкость делают ее идеальной для сглаживания источников питания во многих приложениях, но можно ли ее использовать для создания аппарата точечной сварки? Ну да и нет. В сочетании с одним из этих дешевых китайских контроллеров «точечной сварки» он действительно производит несколько сварных швов на литий-полимерном элементе с тонкой никелированной полосой батареи, но дует прямо насквозь с небольшим проникновением. [Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше, чтобы помочь с проникновением в клемму аккумулятора, доводя сварочный шов.
[Кейсан] приводит некоторые измерения пиковой подачи тока и его профиля, показывая, что даже груду довольно обыденных деталей можно с небольшой осторожностью превратить во что-то полезное. Чем такая сборка отличается от одиночного суперконденсатора? Некоторое время назад мы говорили о суперконденсаторах и батареях LiPo, это была интересная дискуссия, и, если вам все еще интересно, гибридные суперконденсаторы на основе графена тоже актуальны!
Как сделать аппарат для точечной сварки в домашних условиях с помощью высоковольтного конденсатора 14 840 просмотров
Что такое точечный сварочный аппарат?
Аппараты для точечной сварки представляют собой электрический инструмент, который используется для сварки двух металлических пластин посредством приложения давления и электрического тока. Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.
Точечная сварка использует явление Сварка сопротивлением ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение определенного времени через область металла, которая должна быть соединена, создавая прочный и сфокусированный сварной шов.
Аппаратные компоненты
Следующие компоненты необходимы для изготовления аппарата для точечной сварки
Серийный номер
Компонент
Значение
Qty
1)
Electrical Probes
–
2
2)
Capacitor
20uF/440VAC
1
3)
Insulated Copper wire
1,5 мм
Согласно необходимости
4
Безопасные перчатки и защитные очки
—
2
5)
термин для соединения проволоки
–
0073 1
6)
Soldering Iron
45W – 60W
1
7)
Soldering wire & flux
–
1
8)
Hard Plastic Bottle w / CAP
—
1
9)
Плоская отвертка
—
1
10)
. 0074
11)
Bench Stand with clips
–
1
12)
AC Wall outlet
220V
1
Useful Steps
The following are the steps on «Как сделать точечную сварку». БУДЬТЕ КРАЙНЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их к концам изолированного медного провода диаметром 1,5 мм.
2) Проделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к 2-полюсному разъему через крышку бутылки.
3) Подсоедините клеммы +ve и -ve конденсатора к щупам +ve и -ve соответственно, затем поместите конденсатор и источник питания в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность, которую нужно приварить, к другой поверхности (здесь мы используем металлическую клемму батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую/деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки и поместите два щупа на клеммы под напряжением и нейтралью 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор. ( НИ В КОЕМ СЛУЧАЕ ЭТОГО ПРОЕКТА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКИМ ЧАСТЯМ ЗОНДОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ТАК МОЖЕТ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ЭЛЕКТРИЧЕСКИЙ УДАР! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами типа «крокодил» и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из щупов на нижнюю металлическую деталь и прижмите другой щуп к верхнему металлическому листу. Полетит несколько искр, после чего вы должны увидеть надежный самородок сварного шва. Полностью разряжайте конденсатор после каждой сварки.
УЗНАЙТЕ КАКОВ ЛУЧШИЙ СПОСОБ НАНЕСЕНИЯ ПРЕРЫВИСТОЙ ЛИНИИ, ДВУХЦВЕТНОЙ ЛИНИИ, ШИРОКОЙ ЛИНИИ НА АВТОДОРОГАХ, ПАРКОВКАХ И МНОГОЕ ДРУГОЕ.
Не все линии горизонтальной разметки на автодорогах одинаковы.Линии разметки в виде дорожных полос отличаются от линий, используемых на пешеходных переходах, или от линий, обычно используемых на взлетно-посадочных полосах аэропортов.
В каждой стране свои линии
Задача усложняется еще и потому, что дорожное покрытие определяется и классифицируется в разных странах по разному.Но все же в любой стране мира единообразие разметки важно для предоставления понятной информации водителям и пешеходам и уменьшения путаницы при определении значения маркировки.Именно поэтому хорошая система для нанесения горизонтальной дорожной разметки должна позволять наносить разметку любых необходимых типов.
Стандартная/сплошная линия
В каждой стране имеются собственные правила и традиции, поэтому такого понятия, как «стандартная линия», не существует. «Стандартную линию» дорожной разметки можно определить, как одна сплошная одноцветная линия шириной от 100 до 150 мм.Сплошная линия часто используется в качестве продольной разметки на автодорогах для обозначения надлежащего положения транспортного средства на дороге.При нанесении линий чаще всего используются два цвета: белый и желтый.В частных случаях такие линии используются для указания парковочных мест.Стандартные линии разметки можно наносить при помощи любой дорожно-разметочной машины, оборудованной одним краскораспылителем.
Широкая линия
В дорожной разметке широкая линия – это линия шириной 40–50 см.Этот тип линии используется для различных целей, например, для нанесения разметки стоп-линий и пешеходных переходов.Ширины захвата одного краскораспылителя недостаточно для нанесения широкой линии.Широкие линии шириной до 60 см можно нанести с помощью дорожно-разметочной машины, оснащенной двумя краскораспылителями. Два краскораспылителя устанавливаются рядом друг с другом на расстоянии, обеспечивающем перекрытие двух пятен распыла для получения одной сплошной широкой линии. Правильное расположение распылителей крайне важно для получения качественной линии.На взлетно-посадочных полосах аэропортов часто можно увидеть линии шириной 90 см.Для нанесения таких линий необходим блок из трех распылителей.
Прерывистая линия
Прерывистые линии наносятся путем разделения одной сплошной линии на отдельные сегменты.Длина, ширина, цвет сегментов и расстояние между ними различны в каждой стране и зависят от назначения.На перекрестках и автомобильных дорогах прерывистые линии используются для различных целей:
Разграничение полос движения: разделяет поток автомобилей и помогает водителям ехать прямо.Во многих странах преобладает разметка белого цвета.
Разделительная линия: разделяет движение в противоположных направлениях. Пересечение такой линии разрешено, если это допускается правилами.
Велосипедные дорожки: обозначают границы велосипедных дорожек.
Машина для нанесения разметки с автоматическими краскораспылителями упрощает нанесение прерывистых линий и обеспечивает превосходную точность.Такие машины позволяют наносить прерывистую линию путем нажатия кнопки.Краскораспылители включаются и выключается автоматическив зависимости от настраиваемых параметров длины сегментов и расстояния между ними.В полуавтоматическом режиме удобно повторно наносить разметку: сегмент наносится автоматически, однако начало сегмента определяется оператором.
Двойная линия
Двойная линия часто используется для дорожной разметки.Такая линия располагается по центру дороги для разделения потоков транспортных средств.В зависимости от типа линий (см. ниже), их допускается пересекать с одной или с обеих сторон.Иногда двойная линия используется в качестве стоп-линии.
Существует два типа двойных линий:
Двойная сплошная линия
Одна сплошная линия в сочетании с одной прерывистой
Одна сплошная линия, переходящая в прерывистую, в сочетании с одной прерывистой линией, переходящей в сплошную
Ступенчатая линия (используется в аэропортах)
Нанесение двойной линии с помощью одного распылителя возможно путем прохождения одного участка дважды, однако этот способ неэффективен.Наиболее быстрым и эффективным способом является использование дорожно-разметочной машины с двумя распылителями.И если необходимо выполнить работу быстро, точно и спокойно, то лучше использовать машину с двумя автоматическими распылителями.Таким образом можно наносить любой тип двойных линий. Для этого нужно просто нажать кнопку.
Двухцветная линия
Такие линии не часто можно встретить на европейских автомобильных дорогах, но в определенных ситуациях такая двухцветная линия все же используется. В некоторых странах предварительные временные полосы движения (в случае проведения дорожных работ) размечаются с помощью желтых линий.В ситуациях, когда временные полосы движения переходят в постоянные полосы с белой разметкой, необходимо использовать два цвета.Двухцветные линии также используются в аэропортах, если контраст белых линий на бетонной поверхности серого цвета недостаточен.Путем нанесения черной краски рядом с белой линией можно повысить контраст до необходимого значения.
Можно также нанести двухцветные линию с помощью машины, оснащенной только одним краскораспылителем.Если же у вас нет времени на ожидание, пока высохнет краска, то наилучшим решением является машина с двумя распылителями. Каждый краскораспылитель будет использоваться для нанесения линии одного цвета.
Диагональная линия
На участках, где автомобильное движение не разрешается, часто наносятся параллельные диагональные линии.Такие линии – это прямые сплошные линии, нанесенные по определенному шаблону. Такие типы разметки обычно наносятся вручную.Обычно на расчет и нанесение физического шаблона разметки уходит много времени.Но при использовании машины для нанесения дорожной разметки с наконечниками, которые можно отрегулировать для нанесения линии под определенным углом, можно намного упростить работу.Некоторые более совершенные машины имеют функцию автоматического шаблона, которая в два раза снижает время, необходимое для нанесения горизонтальных линий.
Разметка дорог | Виды дорожной разметки
Дорожная разметка – это линии, схематические знаки и надписи, которые наносятся на проезжую часть и придорожные объекты для информирования участников дорожного движения о правилах, условиях, режимах движения и ограничениях, действующих на отдельных участках трассы. Разметка дорог классифицируется по типу, способу нанесения, размерам и формам. Кроме того, она может быть нанесена как на дорожное покрытие, покрытия складских и производственных помещений так и на сопутствующие инфраструктурные сооружения. Основные характеристики, правила и ограничения разметки определены в ПДД, требования к нанесению маркировки регулируются ГОСТ Р 51256-2011.
Виды дорожной разметки
По способу объектов размещения она подразделяется на две категории – горизонтальную и вертикальную. Линии, знаки и символы, которые автомобилисты наблюдают на дорожном покрытии, относятся к горизонтальной дорожной разметке. Такая маркировка помогает разграничивать потоки транспорта по полосам, определяет границы проезжей части и ее функциональное назначение. Вертикальная же маркировка наносится на придорожные инфраструктурные объекты: боковые ограждения, столбы, ограничительные элементы. В роли разметки выступают монохромные полосы и схематические знаки, которые информируют водителей о возможной опасности.
Есть деление и по цветам. Разметка, которая наносится на постоянной основе, выполняется из термопластика или краски белых и желтых цветов. Покрытие оранжевого цвета – временно, с повышенным приоритетом.
Горизонтальная дорожная разметка
Специальные знаки — полосы, треугольники, стрелы и надписи — наносятся непосредственно на дорожное покрытие и сообщают автомобилистам о порядке перемещения на тех или иных отрезках трассы. Соответствующие положения ПДД регламентируют правила и ответственность за их несоблюдение.
Номер разметки по ПДД
Назначение и основные характеристики
1.1
Прямая, одинарная линия, которая разграничивает встречные потоки машин и информирует о габаритах полосы на опасных участках трассы.
1.2
Краевая сплошная черта, которая предназначена для определения границ проезжей части.
1.3
Сдвоенная сплошная разделит многополосную проезжую часть на две половины.
1.4
Желтая сплошная линия наносится на крайнюю границу проезжей части и строго запрещает остановку транспорта в этой зоне.
1.5
Пунктирная одинарная линия разбивает дорогу на несколько полос и обозначает границы движения по ним. Допускается пересекать её с любой стороны.
1.6
Линия приближения с длинными штрихами информирует о подъезде к зоне, которая разделяет разнонаправленные потоки машин.
1.7
Разметка с короткими штрихами регулирует движение по полосам в границах перекрестка. Также с помощью этой линии с 2015 года обозначают зону парковки. Её отличительная особенность — короткие штрихи и равные им промежутки.
1.8
Широкая прерывистая маркировка наносится для обозначения границы основной проезжей части и зоны набора скорости или торможения.
1.9
Для дорог, на которых организовано реверсивное движение, используется сдвоенная прерывистая разметка. Если специальные светофоры на трассе выключены, такая линия приравнивается к сдвоенной сплошной.
1.10
Пунктирная желтая черта выделяет зону, где запрещена стоянка транспортных средств. Обычно нанесена у края проезжей части или по верху бордюра.
1.11
Сочетание пунктирной и сплошной линии разграничивает движение машин в встречном или противоположном потоке. Пересечение линии (для въезда на полосу, обгона) разрешено только с «прерывистой» стороны.
1.12
Широкая сплошная черта, расположенная перпендикулярно к полосе движения, обязывает водителей остановиться.
1.13
Маркировка «уступи дорогу» в виде небольших треугольников. Применяется в комбинации с соответствующим знаком и предписывает уступить дорогу.
1.14.1, 1.14.2
Для ширины перехода до 6 метров — классическая «зебра», более — со стрелками, задающими направления движения.
1.15
Квадратные штрихи, определяющие место пересечения велодорожки с проезжей частью.
1.16.1 — 1.16.3
«Островки безопасности» разделяют транспортные потоки встречных или попутных направлений. Также наносятся в зонах слияния потоков с нескольких трасс, в зонах парковки.
1.17
Желтая ломаная, которая регламентирует место остановки общественного транспорта
1.18
Стрелки наносятся на дорожное покрытие перед поворотом и регулируют направление движения по полосам.
1.19
Стрелка с плавным изгибом, которая предупреждает автомобилистов о приближении к участку сужения дороги.
1.20
Предупреждение о скором приближении к зоне, где будет необходимо уступить дорогу (1.13). Наносится на дорогу в виде большого одиночного треугольника.
1.21
Информация о подъезде к зоне, в которой потребуется остановиться, и только затем продолжать движение. Большие буквы «СТОП» на дороге.
1.22
Информирует водителя о номере автодороги или маршрута. Обычно номер сочетает в себе букву и цифру.
1.23.1
Маркировка в виде букв «А» сообщает о полосе, выделенной для наземного общественного транспорта.
1.23.2
Рисунок в виде пешехода информирует о пешеходной зоне.
1.23.3
Схематичное изображение двухколесного транспорта определяет зону велосипедной полосы или выделенной дорожки.
1.25
Белые «шашечки» наносятся для предупреждения автомобилистов об искусственных неровностях покрытия.
1.26
Желтым квадратом с перекрестными линиями обозначается особый участок перекрестка. На него строго запрещено выезжать при возникновении на пути следования «пробки».
Функциональная долговечность дорожной разметки
Национальными стандартами и государственными техническими регламентами определяется не только внешний вид и расположение, но и функциональные характеристики маркировки. Для разметки городских дорог и междугородних шоссе применяется термопластик: после нанесения и отвердения горячий материал превращается в прочное матовое покрытие. Минимальный срок долговечности, установленный для разметки термопластиком, составляет 6 месяцев. Максимальный износ при этом не должен превышать 50%. Для утолщенного нанесения толщиной более 1,5 мм – долговечность не менее одного года, а износ – на отметке 25-30%.
Другим распространенным материалом для разметки дорожного покрытия является холодный пластик. В отличие от термопластика, он не требует привлечения дорогостоящего оборудования для нанесения, но является таким же износостойким даже при длительной активной эксплуатации полотна. Характеристики функциональной долговечности у горячего и холодного пластика идентичны.
На небольших дорогах маркировку нередко наносят с помощью специальной краски. В таком случае срок долговечности должен составлять минимум 3 месяца. Дорожную разметку краской обычно проводят в теплое, сухое время года: это положительно сказывается на эксплуатационных характеристиках материала.
Услуги по нанесению дорожной разметки
Потребность в услугах по нанесению разметки возникает, в первую очередь, у владельцев дорог — уполномоченных ведомств и департаментов. В Москве функции разработки проекта разметки и её нанесения на трассы возложены на Департамент ЖКХ и благоустройства. Совместно с ГУОБДД МВД России они осуществляют контроль за нанесением и эксплуатацией разметки. Кроме того, заказчиками работ по маркировке могут выступать муниципальные администрации, представители компаний-застройщиков, владельцы торговых центров и частные коммерческие организации.
ТСК «Велес» предлагает услуги по нанесению горизонтальной и вертикальной разметки в Центральном федеральном округе. Выполним работы по маркировке внутридомовых территорий многоквартирных домов, разметку парковок и паркингов, дорог и пешеходных переходов, производственных площадей заводов и цехов, складских помещений и АЗС, аэродромов. Компания следит за актуальными стандартами и нормами технических регламентов, регулярно обновляет материально-техническую базу. Мы работаем с современными износостойкими материалами: дорожной краской, термопластиком, холодным пластиком. Многолетний опыт и профессиональное оборудование позволяют нам выполнять работы качественно и точно в срок.
Чтобы получить консультацию специалиста или заказать услугу по нанесению дорожной разметки, звоните нам по контактным номерам, указанным на сайте.
7 типов дорожной разметки согласно IRC-35
🕑 Время чтения: 1 минута
Дорожная разметка является психологическим барьером и важным компонентом автомагистрали, который служит для направления и контроля движения. Он также направляет движение пешеходов и велосипедистов в безопасное место, обеспечивая плавный и упорядоченный поток транспорта и повышая безопасность дорожного движения.
Рис. 1: Дорожная разметка
В этой статье мы обсудим 7 типов дорожной разметки, классифицированных на основе размещения разметки в отношении движения транспортных средств, а также на основе функции разметки.
Contents:
1. Longitudinal Markings
2. Transverse Markings
3. Hazard Marking
4. Block Marking
5. Arrow Marking
6. Directional Marking
7. Facility Marking
1. Продольная разметка
Основная цель продольной разметки — направлять и ориентировать водителя при движении вперед, а также запрещать обгонные маневры в определенных опасных местах во избежание аварий с боковым столкновением и лобовым столкновением.
Продольная маркировка, как правило, белого и желтого цвета, где белый цвет используется на видном месте, а желтый цвет используется там, где категорически запрещается находиться в седле транспортных средств. Классификация продольной разметки приведена в таблице ниже. прерывистые линии, одиночные/двойные непрерывные линии, такие как стоп-маркировка и маркировка уступки. Эти поперечные маркировки всегда сопровождаются соответствующими знаками.
Классификация поперечной маркировки приведена в таблице ниже:
Таблица 2: Поперечная маркировка на автомагистралях согласно IRC 35
3.
Маркировка опасности
Маркировка опасности облегчает основные действия транспортных средств, например движение слияние/расхождение, запрещение пересечения и отклонение движения впереди опасных ситуаций. Эти маркировки обычно наносятся шевронной и диагональной маркировкой, штриховой маркировкой и запрещающей маркировкой.
Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация знаков опасности указана в таблице ниже:
пешеходы, треугольная и клетчатая разметка для прерывателей скорости. Качество блочной маркировки с адекватной видимостью имеет первостепенное значение.
Нанесение термопластичной краски для блочной маркировки обычно отличается от продольной маркировки. Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация блочной разметки приведена в таблице ниже. делать обязательные повороты.
Нанесение термопластичной краски для блочной маркировки обычно отличается от продольной маркировки. Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация стрелок указана в таблице ниже-
Таблица 5: Стрелочная маркировка на автомагистралях в соответствии с IRC 35
6. Маркировка направления
Словесное сообщение, имеющее направленный характер, классифицируется как маркировка направления. Классификация маркировки направлений приведена в таблице ниже:
маркировка объекта. Классификация маркировки объектов приведена в таблице ниже-
Таблица 7: Маркировка объектов на автомагистралях согласно IRC 35
Подробнее: 1. Классификация дорог и их детали 2. Что такое дорожные неровности? Особенности и классы
Значение различных дорожных знаков
Zutobi · Обновлено 22 февраля 2022 г. , сейф для переулков , поворот, а когда надо остановиться.
Сегодня мы рассмотрим различные типы дорожной разметки и их значение.
Белые линии
Желтые линии
Крайные линии
Стрелки
Обратимые дорожки
HOV-Lanes
Белые дорожные линии
Белые линии . Белые линии бывают трех типов: одинарные прерывистые, одинарные сплошные и двойные сплошные.
Одиночные прерывистые белые линии
Вы можете пересекать отдельные прерывистые белые линии, чтобы перестроиться в безопасном месте.
Одиночные сплошные белые линии
Вы не должны пересекать одиночные сплошные белые линии, кроме как во избежание опасности. Многие водители не соблюдают это на светофорных перекрестках, что создает опасную ситуацию для всех.
Двойные сплошные белые линии
Вы не должны пересекать двойные сплошные белые линии ни по какой причине, так как они обозначают барьер.
Желтые линии дороги
Желтые линии разделяют движение транспорта в противоположных направлениях .
Желтая ломаная линия
Вы можете, если это безопасно, пересекать желтую ломаную линию, чтобы объехать впереди идущее транспортное средство. Перед обгоном убедитесь, что дорога впереди свободна.
Сплошная желтая линия
Сплошная желтая линия означает, что проезд запрещен. Не пересекайте сплошную желтую линию, чтобы обогнать другое транспортное средство.
Сплошная желтая линия рядом с пунктирной желтой линией
В зависимости от того, с какой стороны вы находитесь, вам могут разрешить или запретить обгон
Если вы едете справа от пунктирной желтой линии, вам разрешено пересекать линии для обгона транспортных средств, если это безопасно.
Если вы едете со стороны сплошной желтой линии, вы не должны обгонять
Двойные сплошные желтые линии
Двойные сплошные желтые линии указывают на то, что нельзя объезжать ни с одной из полос . Не двигайтесь влево от двойных сплошных желтых линий, за исключением следующих случаев:
Поворот налево для въезда/выезда с дороги
Ваша полоса движения заблокирована или закрыта, и знаки указывают на то, что вы должны двигаться по другой стороне линий
Движение по полосе HOV с обозначенным въездом слева линии
Могут быть дополнительные исключения в зависимости от того, где вы живете.
В этом сценарии вам разрешено двигаться слева от двойных сплошных желтых дорожных линий
Что такое краевые линии?
Типичная линия кромки
Краевые линии — сплошные линии тротуара вдоль обочины дороги. Они указывают, где заканчивается полоса и начинается обочина дороги. Существует два типа краевых линий:
Сплошная белая краевая линия — указывает на правый край тротуара
Сплошная желтая краевая линия — указывает на левый край тротуара на автомагистралях с раздельным движением и с односторонним движением улицы
Что такое тротуарные стрелки?
Если существуют отмеченные стрелки, вы должны двигаться только в направлении, указанном стрелками.
Стрелки могут иметь более одного направления:
одно направление — двигаться только в указанном направлении
два направления — можно двигаться в любом направлении стрелку, чтобы вам не приходилось менять полосу движения в последнюю минуту.
Что такое реверсивные полосы?
Реверсивные полосы движения улучшают транспортный поток в часы пик
На некоторых автомагистралях имеются реверсивные полосы движения для улучшения транспортного потока в часы пик. Реверсивные полосы отмечены дорожными знаками, разметкой тротуара и сигналами полосы движения.
Как правило, реверсивная полоса будет открыта в одном направлении во время утренних поездок и в другом направлении во второй половине дня.
Ромбовидные символы / полосы движения HOV
Дорожная разметка для полос движения HOV отмечена на дороге ромбовидным символом
Ромбовидные символы используются для обозначения полос специального назначения, таких как полосы, зарезервированные для транспортных средств высокой вместимости (HOV). Если вы не соответствуете требованиям полосы движения HOV, вы не должны двигаться по полосе с ромбовидными символами дорожного покрытия.
Ищите знаки, указывающие, кто может двигаться по полосе для HOV
Полосы для HOV — это полосы с ограниченным движением, по которым разрешено движение только транспортным средствам с определенным количеством пассажиров (обычно 2 или более).
Клапаны обратные шаровые (противовыбросовые) КОШТ-Р1 для колонны НКТ
Клапан обратный КОШТ (аналоги: КОБТ, КОБС) предназначен для автоматического перекрытия и герметизации трубного канала бурильного инструмента при бурении нефтяных и газовых скважин, а также при проведении ремонтных и аварийных работ.
ТУ 3742-003-79560377-2009
Конструкция клапанов обратных позволяет проводить профилактический ремонт в полевых условиях. Клапаны выпускаются с правым и левым направлением витков присоединительных резьб.
Наименование
КОШТ-42Р1
КОШТ-48Р1
КОШТ-60Р1
КОШТ-73Р1
КОШТ-73ВР1
КОШТ-89Р1
КОШТ-114Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
140 (14)
180 (18)
300 (30)
500 (50)
500 (50)
600 (60)
1100 (110)
Масса, кг
1,4
1,5
3,1
5
6
12
15
Длина, мм
140
150
185
200
200
285
295
Наружный диаметр, мм
52
56
73
89
93,2
108
132
Проходной диаметр, мм
16
20
28
40
43
50
67
Присоединительная резьба, ГОСТ 633-80
НКТ-42
НКТ-48
НКТ-60
НКТ-73
НКТ-73В
НКТ-89
НКТ-114
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-42Р1
КОШТ-48Р1
КОШТ-60Р1
КОШТ-73Р1
КОШТ-73ВР1
КОШТ-89Р1
КОШТ-114Р1
КОШТ-42Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
140 (14)
Масса, кг
1,4
Длина, мм
140
Наружный диаметр, мм
52
Проходной диаметр, мм
16
Присоединительная резьба, ГОСТ 633-80
НКТ-42
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-48Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
180 (18)
Масса, кг
1,5
Длина, мм
150
Наружный диаметр, мм
56
Проходной диаметр, мм
20
Присоединительная резьба, ГОСТ 633-80
НКТ-48
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-60Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
300 (30)
Масса, кг
3,1
Длина, мм
185
Наружный диаметр, мм
73
Проходной диаметр, мм
28
Присоединительная резьба, ГОСТ 633-80
НКТ-60
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-73Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
500 (50)
Масса, кг
5
Длина, мм
200
Наружный диаметр, мм
89
Проходной диаметр, мм
40
Присоединительная резьба, ГОСТ 633-80
НКТ-73
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-73ВР1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
500 (50)
Масса, кг
6
Длина, мм
200
Наружный диаметр, мм
93,2
Проходной диаметр, мм
43
Присоединительная резьба, ГОСТ 633-80
НКТ-73В
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-89Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
600 (60)
Масса, кг
12
Длина, мм
285
Наружный диаметр, мм
108
Проходной диаметр, мм
50
Присоединительная резьба, ГОСТ 633-80
НКТ-89
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
КОШТ-114Р1
Рабочее давление, МПа (атм)
от 21 (210) до 105 (1050)
Грузоподъёмность, кН (тс)
1100 (110)
Масса, кг
15
Длина, мм
295
Наружный диаметр, мм
132
Проходной диаметр, мм
67
Присоединительная резьба, ГОСТ 633-80
НКТ-114
Материал корпуса:
сталь 40Х ГОСТ 4543-71 с термообработкой
Температура окружающей среды, °С:
от -40 до +70
Возможно сероводородостойкое исполнение К2 и К3
Клапаны обратные КОШЗ, КОШТ — Резервуары, емкости, резервуарное оборудование Neft-rus.
ru
Warning: Parameter 1 to plgContentPageTitle() expected to be a reference, value given in /var/www/vhosts/u0298987.plsk.regruhosting.ru/httpdocs/xn—-itbxofdje7e.xn--p1ai/libraries/joomla/event/dispatcher.php on line 136
Клапан обратный КОШЗ, КОШТ предназначен для герметизации и автоматического перекрытия трубного канала бурильного инструмента при бурении газовых и нефтяных скважин, а также при выполнении ремонтных и аварийных работ (аналоги: КОБ, КОБТ, КОБС).
ТУ 3742-003-79560377-2009
Конструкция обратных клапанов позволяет проводить профилактический ремонт в полевых условиях. Клапаны выпускаются как с правым, так и с левым направлением витков присоединительной резьбы. Рабочая среда — нефть, газ, газоконденсат, раствор СаСl2, вода, буровые растворы. Температура рабочей среды — до 100°С. Коррозионное исполнение — для среды с объемным содержанием CO2 до 6%. Климатическое исполнение — УХЛ по ГОСТ 1515.
КЛАПАН ОБРАТНЫЙ КОШЗ, КОШТ исполнение К-2
Наше производство позволяет изготовить для Вас клапаны обратные, выполненные в сероводородостойком исполнении с содержанием H2S до 6% по объему (исполнение К-2 ГОСТ 13862-90).
Дополнительная информация
№ п/п
Шифр изделия
Аналоги
Грузоподъ- емность, т
Присоединит. резьба
Габариты, мм
Рабочее давление, МПа
Диаметр внутреннего прохода, мм
Диам.
Длина
ГОСТ 28487
1.
КОШЗ-73-35-105
КОБ-86, КОБТ-86, КОБС-86
80
З-73
86
300
35-105
28
2.
КОШЗ-73Л-35-105
З-73LH (Левая)
3
КОШЗ-76-35-105
КОБ-105, КОБТ-105, КОБС-105
107
3-76
105
3103
35-105
28
4.
КОШЗ-76Л-35-105
3-76LH (Левая)
5.
КОШЗ-86-35-105
КОБ-108, КОБТ-108, КОБС-108
114
3-86
108
320
35-105
36
6.
КОШЗ-86Л-35-105
3-86LH (Левая)
7.
КОШЗ-88-35-105
КОБ-108, КОБТ-108, КОБС-108
155
3-88
108
320
35-105
36
8.
КОШЗ-88Л-35-105
3-88LH (Левая)
9.
КОШЗ-102-35-105
КОБ-120, КОБТ-120, КОБС-120
114
3-102
120
360
35-105
50
10.
КОШЗ-102Л-35-105
3-102LH (Левая)
11.
КОШЗ-108-35-105
КОБ-133, КОБТ-133, КОБС-133
120
3-108
133
380
35-105
50
12.
КОШЗ-108Л-35-105
3-108LH (Левая)
13.
КОШЗ-117-35-105
КОБ-140, КОБТ-140, КОБС-140
263
3-117
140
400
35-105
50
14.
КОШЗ-117Л-35-105
З-117LH (Левая)
15.
КОШЗ-121-35-105
КОБ-146, КОБТ-146, КОБС-146
190
3-121
146
420
35-105
58
16.
КОШЗ-121Л-35-105
3-121LH (Левая)
17.
КОШЗ-122-35-105
КОБ-146, КОБТ-146, КОБС-146
190
3-122
146
420
35-105
58
18.
КОШЗ-122Л-35-105
3-122LH (Левая)
19
КОШЗ-133-35-105
КОБ-155, КОБТ-155, КОБС-155
195
3-133
155
430
35-105
62
20.
КОШЗ-133Л-35-105
3-133LH (Левая)
21.
КОШЗ-147-35-105
КОБ-178, КОБТ-178, КОБС-178
270
3-147
178
460
35-105
70
22.
КОШЗ-147Л-35-105
3-147LH (Левая)
23.
КОШЗ-152Л-35-105
КОБ-197, КОБТ-197, КОБС-197
400
3-152
197
460
35-105
78
24.
КОШЗ-152Л-35-105
3-152LH (Левая)
ГОСТ 633-80
25.
КОШТ-33-70
—
12
НКТ 33
48,3
200
70
22
26.
КОШТ-48-70
—
18
НКТ 48
63,5
220
70
36
27.
КОШТ-60-35-105
—
30
НКТ 60
73
250
35-105
44
28.
КОШТ-73-35-105
—
50
НКТ 73
89
270
35-105
54
29.
КОШТ-89-35-105
—
60
НКТ 89
108
310
35-105
66
Для того, чтобы заказать клапаны обратные КОШЗ, КОШТ или получить необходимую информацию, свяжитесь с нами по телефону или по электронной почте. Персональный менеджер ответит на все интересующие Вас вопросы и будет информировать о статусе Вашего заказа на всех этапах его выполнения.
Геополитическая ситуация, вызванная кризисом в Украине и усилением ограничений COVID-19 в Китае, весной сократила заказы на заводе клапанов в Хельсинки, Финляндия. Исключительная ситуация особенно повлияла на нефтегазовые проекты завода. Воздействие пандемии COVID-19 в Китае также продолжает вызывать проблемы, связанные с доступностью компонентов и логистикой.
Чтобы отрегулировать производственную мощность в соответствии с уменьшенной нагрузкой на клапан Подробнее. ..
Компания Valmet расширяет свой универсальный ассортимент дисковых затворов Neles™ Q-Disc™, новой высокопроизводительной функцией, помогающей балансировать поток в регулирующих клапанах. Запуск дополняет предложение модульной платформы дисковых затворов Neles™ Neldisc™ и Jamesbury™ Wafer-Sphere™, которая была представлена на рынке в июне 2021 года.
«Линейка модульных дисковых затворов была разработана, чтобы помочь нашим клиентам не только в выборе клапана.0003 Подробнее…
ШАРЛОТТ, Северная Каролина, 28 января 2019 г. /PRNewswire/ — Корпорация Sealed Air с гордостью отмечает сегодня День благодарности Bubble Wrap® и enco Подробнее…
Select CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta RicaCroatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas)Faroe IslandsFijiFinlandFranceFrance, MetropolitanFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGuernseyGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHeard and Mc Donald ОстроваГондурасГонконгВенгрияИсландияИндияОстров МэнI ndonesiaIran (Islamic Republic of)IraqIrelandIsraelItalyIvory CoastJerseyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKosovoKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and ПринципыСаудовская АравияСенегалСербияСейшелыСьерра-ЛеонеСингапурСловакияСловенияСоломоновы острова dsСомалиЮжная АфрикаЮжная Джорджия Южные Сандвичевы островаИспанияШри-ЛанкаSt. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZaireZambiaZimbabwe
Kobalt (Coleman) 143075 Запчасти для воздушного компрессора
Пожалуйста, включите JavaScript для просмотра веб-сайта.
Здесь приведены схемы и запасные части для электрического воздушного компрессора Kobalt (Coleman) 143075, а также ссылки на руководства и таблицы кодов ошибок, если таковые имеются.
Существует несколько способов найти нужную деталь или схему:
Щелкните схему, чтобы просмотреть показанные на ней детали.
В поле поиска ниже введите полностью или частично номер детали или название детали.
На схемах показаны не все детали — эти детали имеют маркировку NI, что означает «не показано».
Мы рекомендуем вам сохранить модель в своем профиле, чтобы вы могли легко получить доступ к деталям и руководствам для вашего устройства при каждом входе в систему.
Советы по самостоятельному устранению неполадок и руководства по ремонту см. в нашем разделе помощи по ремонту.
Руководство по владельцу
с показателем 10 из 38 Части
#35
Диаграмма воздушного компрессора
Рунок
Часть № 092-0035
#7
Воздушный компрессор Схема
Уплотнительное кольцо
Деталь № 054-0258
Производитель больше не производит эту деталь, и нет запасной части
№ 40
Воздушный компрессор Схема
Передний кожух
Деталь № 142-0189
Производитель больше не производит эту деталь, и нет запасной части
№ 24
Комплект колеса
№12
Схема воздушного компрессора
Коленчатый вал
Деталь №053-0109
Изготовитель больше не производит эту деталь, и нет запасной части
#10
Воздушный компрессор Схема
Цилиндр
Деталь № 050-0067
Производитель больше не производит эту деталь, и нет запасной части
№ 29
Воздушный компрессор Схема
Комплект рукоятки
Деталь № 093-0080
Производитель больше не производит эту деталь, и нет запасной части
#25
Воздушный компрессор Схема
Petcock
Часть № 072-0016
Производитель больше не производит эту деталь, и нет запасной части
№ 36
Схема воздушного компрессора
Манометр (2)
Деталь № 03
#13
Воздушный компрессор Схема
Подшипник
Деталь № 051-0107
Изготовитель больше не производит эту деталь, и нет запасной части
Симптомы, общие для всех воздушных компрессоров
Выберите симптом, чтобы просмотреть информацию о ремонте воздушного компрессора.
Почему бак моего воздушного компрессора не удерживает воздух?
Основные причины: ржавый воздушный ресивер, ослабленные соединения воздуховодов, неисправный обратный клапан, негерметичный предохранительный клапан, неисправный дренажный клапан ресивера
Подробнее
Почему мой воздушный компрессор не запускается с полным воздушным ресивером?
Основная причина: плохой обратный клапан
Подробнее
Почему я не могу отрегулировать давление воздуха на выходе моего воздушного компрессора?
Основная причина: неисправность регулятора давления воздуха на выходе
Подробнее
Почему предохранительный клапан моего воздушного компрессора постоянно открывается?
Основные причины: плохой предохранительный клапан, отказ реле давления
Подробнее
Почему не работает манометр моего воздушного компрессора?
Основная причина: неисправность манометра воздушного ресивера
Подробнее
Почему из моего воздушного компрессора протекает воздух?
Основные причины: ослабленные соединения воздуховодов, неисправный обратный клапан, неисправный предохранительный клапан, поврежденный или корродированный воздушный резервуар, неисправный воздушный насос
Подробнее
Почему мой воздушный компрессор не создает давление в резервуаре?
Основные причины: открыт дренажный клапан бака или утечка воздуха, негерметичный воздушный бак, плохой предохранительный клапан, изношенные уплотнения насоса, неисправная пластина клапана насоса
Подробнее
Почему мой воздушный компрессор не включается?
Основные причины: отсутствие электропитания, неисправность обратного клапана, неисправное реле давления
Подробнее
Руководства по ремонту, общие для всех воздушных компрессоров
Эти пошаговые руководства по ремонту помогут вам безопасно починить то, что сломалось в вашем воздушном компрессоре.
1 мая 2015 г.
Как заменить реле давления воздушного компрессора
By Lyle Weischwill
Вы можете заменить сломанное реле давления воздушного компрессора примерно за 45 минут.
Сложность ремонта
Необходимое время
45 минут или меньше
Читать дальше
1 мая 2015 г.
Как восстановить насос воздушного компрессора
Автор Lyle Weischwill
Если воздушный компрессор не наполняет резервуар сжатым воздухом, восстановите насос, выполнив следующие действия примерно за 45 минут.
Сложность ремонта
Требуемое время
45 минут или менее
Подробнее
1 мая 2015 г.
Как заменить обратный клапан воздушного компрессора0005
Вы можете заменить неисправный обратный клапан воздушного компрессора примерно за 10 минут.
Сложность ремонта
Требуемое время
15 минут или менее
Подробнее
Статьи и видео, общие для всех воздушных компрессоров
Используйте советы и подсказки в этих статьях и видеороликах, чтобы получить максимальную отдачу от вашего воздушного компрессора .
24 апреля 2015 г.
Как уменьшить шум воздушного компрессора
By Lyle Weischwill
Узнайте, как уменьшить шум воздушного компрессора.
Подробнее
21 апреля 2015 г.
Как обслуживать безмасляный воздушный компрессор
By Lyle Weischwill
Узнайте, как обслуживать безмасляный воздушный компрессор для безопасной и эффективной работы.
Подробнее
21 апреля 2015 г.
Как обслуживать воздушный компрессор с масляной смазкой
By Lyle Weischwill
Узнайте, как выполнять плановое техническое обслуживание воздушного компрессора с масляной смазкой.
Read more
Parts & More
Bottom-Mount Refrigerator
Shop LG LFXS28968S/00 bottom-mount refrigerator partsShop LG LFX28968ST/01 bottom-mount refrigerator parts
Dishwasher
Frigidaire FDB1502RGC1 dishwasher parts
Сушильная машина
Магазин Модель #MEDX655DW1 Электрическая сушилка MaytagМагазин Kenmore 11068102310 Детали сушилки
Электрическая плита
Детали электрической плиты Frigidaire FES353CCWD
Трактор с передним монтиром
Руководитель 917287480 Фронт-монета для газонного трактора.
Перфоратор — инструмент, используемый для выполнения разнообразных строительных работ. Популярность предмет заслужил благодаря своей мощности и большому функционалу. Однако стоит помнить, что перфоратор работает под постоянной нагрузкой, поэтому некоторые детали могут выходить из строя. Перед тем как снять патрон с перфоратора, рекомендуется изучить все особенности процесса.
Содержание
Патрон и его назначение на перфораторе
Как устроен патрон перфоратора
Какие виды патронов для перфораторов бывают
Как снять патрон с перфоратора
Ремонт или замена
Как разобрать патрон перфоратора
Как вставить патрон на перфораторе
Особенности снятия и ремонта патрона для разных производителей перфораторов
Конструкция перфораторов разных торговых марок отличается
Патрон и его назначение на перфораторе
Основная функция патрона на перфораторе — удерживать специальные насадки, необходимые для выполнения определенного типа работ. Деталь также называют исполнительным органом, потому что благодаря подобному элементу правильно передается крутящий момент.
Как устроен патрон перфоратора
Практически каждый инструмент отличается универсальностью. В продаже для перфораторов присутствует множество уникальных головок, насадок и переходников, но главным для основной работы считается патрон.
Специалисты рекомендуют всегда иметь в запасе дополнительную деталь. Кроме того, считается, что для каждого вида деятельности стоит подбирать определенный патрон.
Основными видами являются:
Быстрозажимной. Лучше выбирать для работ, когда требуется быстрая смена насадок.
Ключевой. Хороший вариант для буров большого диаметра.
Перед тем, как разобрать патрон перфоратора, рекомендуется рассмотреть его конструкцию. В старых вариантах соединение сверл осуществлялось при помощи специальных кулачков. В современных моделях используется фиксация при помощи направляющих клиньев и стопорных шариков. Также могут присутствовать дополнительные элементы:
регулятор оборотов,
электронный и щеточный реверс,
система быстрой замены,
различные индикаторы,
фрикционная муфта,
антивибрационная система,
иммобилайзер и другие.
Важно! Комплектность в основном зависит от модели перфоратора. Модели известных производителей комплектуются лучше.
Патроны бывают нескольких видов
Какие виды патронов для перфораторов бывают
Существуют различные виды патронов для перфораторов, каждый вариант имеет некоторые отличия.
SDS. Деталь подобного вида появилась сравнительно недавно, однако считается наиболее оптимальным вариантом для инструментов подобного вида. Снабжается пятью видами зажимных устройств — обычные, top, quick, plus, max.
Зубчато-венцовые ключевые. Классический вариант патрона. Для использования потребуется специальный ключ, помогающий фиксировать рабочую насадку. С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным.
Быстрозажимные. Отличаются простотой в эксплуатации. Понадобится просто зажать механизм изделия и можно начинать работу.
Зажимные с одной муфтой. Подобные патроны устанавливаются только на моделях перфораторов, где присутствует автоматическая блокировка рабочего вала. В результате хвостовик насадки зажимается при помощи ручного вращения специальной гильзы.
Переходные. Перфоратор нередко используют с разными насадками, поэтому необходимы специальные переходники. Благодаря подобным элементам возможна эксплуатация инструмента в разных сферах.
Процедуру проводят с особой внимательностью, чтобы не потерять детали
Как снять патрон с перфоратора
Перед тем, как снять насадку с перфоратора, требуется точно определить его разновидность. После этого проводят разбор инструмента и начинают менять элементы.
Внимание! Лучше всего процедуру осуществлять на столе, чтобы не потерять важные детали.
Во время разбора элементы выкладывают в той последовательности, в которой снимают — потом будет проще собирать инструмент.
Процесс включает несколько этапов:
Удалить резиновый наконечник с торца.
Отверткой снять первое стопорное кольцо.
Потянуть пластиковый кожух муфты вниз.
Снять второе стопорное кольцо.
Удалить кожух муфты.
Извлечь пружины, стопорные пластинки и шарики.
Процесс разбора завершен. Если необходимо поменять патрон на перфораторе Bosch, Makita, Decker или, например, Elitech, понадобится извлечь оставшуюся часть втулки. Вместо нее устанавливается новая деталь.
Чтобы понять, какое устройство у механизма перфоратора, требуется осмотреть хвостовую часть насадки. На ней присутствует несколько утопленных зон, называющихся пазами. Насадка, которая будет устанавливаться в патроны SDS-plus отличается наличием 4 насечек — 2 закрытые и 2 открытые.
Ремонт или замена
При отсутствии запасных частей отремонтировать патрон получится только в двух случаях:
износ шариков,
утраченная пластичность смазки, в результате чего нарушается работа всех деталей. В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.
Как разобрать патрон перфоратора
В некоторых случаях возникает необходимость в разборе самого патрона, например, для чистки, смазки или смены некоторых деталей. Для того, чтобы правильно осуществить процесс, рекомендуется знать марку производителя, потому что основной процесс зависит от этого. Например, более современные марки (Деволт, Метабо, Штурм, Калибр) очень схожи по устройству с иностранными аналогами и разбираются по тем же схемам.
Схема разбора на основе марки Бош (изделия данного бренда самые популярные):
Отвернуть пластиковую деталь и удалить уплотнитель из резины.
С помощью отвертки аккуратно убрать кольцо, закрепляющее конструкцию и шайбу.
Удалить следующее фиксирующее колечко.
SDS зажим разбирают по определенной схеме — сначала удалить шарик, потом шайбу, в последнюю очередь пружину.
Важно! Требуется обязательно соблюдать описанную последовательность, чтобы не сломать изделие и не нарушить его работу.
После сборки необходимо проверить все крепления
Как вставить патрон на перфораторе
Для того, чтобы вставить патрон в перфоратор и собрать устройство, потребуется осуществить следующие действия:
Навернуть сверло на изделие (процедуру проделывают до упора).
Поместить винт в гнездо.
Закрутить полностью при помощи отвертки.
Рекомендуется выбирать наиболее подходящий вариант патрона и не экономить на детали, чтобы избежать поломок инструмента в будущем. Специалисты рекомендуют брать перфоратор с собой и подбирать элемент сразу в магазине.
Особенности снятия и ремонта патрона для разных производителей перфораторов
Различные модели перфораторов имеют определенную конструкцию, поэтому процесс смены патрона отличается. Есть некоторые особенности, но в основном все элементы снимаются одинаково.
Макита. Разборка осуществляется аналогично перфораторам фирмы Бош. Чтобы аппарат служил дольше, во время эксплуатации рекомендуется давать прибору остывать, а также осуществлять регулярный уход за предметом.
Зубр. Популярная торговая марка, аналогичная иностранным аналогам по своей конструкции.
Интерскол. Как и для любой другой модели основным требованием в процедуре является соблюдение внимательности и последовательности.
Бош. Разбор и сборка осуществляется по описанным выше схемам.
ИЭ4729э. Под подобными номерами раньше выпускались дрели. В большинстве случаев патроны на них были с коническими насадками (Конус Морзе12), поэтому последовательность разбора проводится по технологии, подходящей именно к данному типу.
В зависимости от модели процесс может отличаться
Снять патрон с перфоратора достаточно просто. Практически все модели разбираются одинаково, а для работы требуется лишь качественная отвертка. Если планируется заменить деталь на новую, то в магазин лучше отправляться с аппаратом, чтобы подобрать наиболее подходящий вариант, иначе можно испортить инструмент. Рекомендуется помнить, что на устройствах, выпущенных давно, схема снятия патрона может отличаться, поэтому при отсутствии уверенности в самостоятельном ремонте, лучше обратиться за помощью к специалисту.
Как снять патрон с перфоратора
Необходимость снять патрон с перфоратора появляется, когда он перестаёт должным образом работать: нуждается в ремонте или техническом обслуживании. Разбирается и заменяется он при помощи минимума инструментов за две-три минуты.
Содержание
Виды патронов для перфоратора
Как разобрать патрон перфоратора
Сборка патрона перфоратора
Как снять патрон с перфоратора
Ремонт патрона перфоратора
Замена патрона перфоратора
Виды патронов для перфоратора
В большинстве инструментов, независимо от производителя: Бош или Макита, устанавливаются патроны стандарта SDS: SDS-plus и SDS-max. Первый применяется на лёгких перфораторах, принимает насадки с хвостовиками диаметром 10 мм, которые входят в устройство на 40 мм. Фиксируется двумя шариками, которые входят в закрытые пазы насадки, расположенные один напротив другого. Усилие передаётся благодаря паре клиньев, имеющих контакт с хвостовиком площадью 75 мм2.
Конус для перфоратора в разобранном виде
Комплектующие SDS-max устанавливаются на мощные полупрофессиональные и промышленные перфораторы. От SDS+ отличаются:
количеством открытых пазов – их три;
площадью контактов – увеличена до 389 мм2;
глубиной погружения насадки – 90 мм.
Реже встречаются стандарты SDS-quick и SDS-top. Для работы с насадками с шестигранными и цилиндрическими хвостовиками в SDS может вставляться классический зубчатовенцовый патрон, как у дрели. Он позволяет использоваться обычные свёрла по дереву, металлу, стеклу, миксеры для замешивания растворов из сыпучих материалов с круглым хвостовиком. Работает даже с битой.
Иногда вместо SDS устанавливаются кулачковые или быстрозажимные и двухмуфтовые патроны.
Как разобрать патрон перфоратора
Для оценки технического состояния, обслуживания или замены зажимного устройства нужно разобрать патрон перфоратора. Предварительно надевают рабочие перчатки – они минимизируют пачкание рук грязью, строительной пылью, смазкой. Вилка инструмента обязательно вытаскивается из розетки.
Ползунок или задняя муфта патрона отводится в сторону инструмента. Если он установлено вертикально – вниз.
Отвод муфты вниз
Между пыльником и ползунком вставляется прямая отвёртка и проворачивается в любую сторону либо пыльник поддевается ею.
Ползунок опять отводится вниз, снимается металлическая шайба для пыльника.
Извлечение прокладки
Из посадочного места вытаскивается второе стопорное кольцо. Оно побольше первого в диаметре. Снимается пластиковый пыльник.
Снятие полимерной крышки
Из отверстия вытряхивается шарик.
Снимается пружина.
Всё детали тщательно очищаются от залипшей грязи, пыли сухой тряпкой либо салфеткой.
После комплектующие желательно промыть в керосине. Много будет налёта, если вместо смазки хвостовика смазка иногда наносится внутрь патрона, чего делать категорически нельзя.
Из посадочных мест вынимается четыре шплинта. Проще всего это делать при помощи магнита.
Извлечение крепёжных элементов
Из основания вытаскивается внутренняя часть механизма, куда вставляются насадки.
Из гильзы при помощи прямой отвёртки достаётся сальник, снимается уплотнительная резинка.
Сборка патрона перфоратора
Для сборки устройства выполненные при демонтаже действия повторяются в обратном порядке.
Промытые, очищенные или новые детали смазываются силиконовой смазкой вроде WD-40.
Смазка трущихся деталей
На место ставятся сальник, уплотнительная резинка. Внутренняя часть помещается в гильзу таким образом, чтобы совпали отверстия для шплинтов.
На места устанавливаются все четыре элемента крепления.
Монтаж шплинтов
Устанавливается пружина, далее – шайба, фиксирующая шарик. Выступом она поворачивается к гнезду для шарика.
Правильный монтаж
Пружина прижимается шайбой, на место ставится шарик.
Устанавливается шайба для пыльника, после – фиксируется малым стопорным кольцом.
Второе стопорное кольцо
Ползунок опускается, и лёгким усилием на место ставится пыльник.
Можно устанавливать насадку и проверять качество технического обслуживания патрона. В патронах от разных производителей процесс разборки может незначительно отличаться из-за наличия дополнительных шайб и прокладок.
Для снятия большинства патронов SDS с перфоратора расположенное за ним основание отводится по оси в сторону электродвигателя, и зажимное устройство легко извлекается, ведь крепится по принципу удержания бура. (Первые 12 секунд видео)
На некоторых моделях, например, от Makita, применяются двухмуфтовые зажимные устройства. Для их снятия основание патрона, расположенное за ним, необходимо провернуть против часовой стрелки на 1/8 оборота, чтобы стрелка указала на иконку отсоединённого зажимного агрегата. Вследствие, он освободится.
При использовании быстрозажимного патрона в перфораторе придётся воспользоваться отверткой. Кулачки разводятся до предела, прямой отвёрткой выкручивается фиксирующий винт с левой резьбой – откручивается за часовой стрелкой.
Крутить против часовой стрелки
Сам патрон откручивается против часовой стрелки рукой после фиксации вала штифтом. Если не снимается, в него вставляется и зажимается большой шестигранный ключ. После – по ключу наносится один сильный удар деревянным предметом, чтобы не деформировать инструмент, против часовой стрелки.
Зажатый шестигранник
Как вариант – зажать между кулачками шестигранную насадку, и выкрутить патрон с помощью соответствующего гаечного ключа.
Использование ключа
Если винт не выкручивается, по нему необходимо постучать для ослабления фиксации – в шлиц вставляется отвёртка, и по ней наносится несколько несильных ударов. Если возле или на фиксирующем болте видны следы коррозии, его смазывают жидкой смазкой.
Кулачковый патрон, который ставится в перфоратор через переходник, снимается как любая насадка: задняя муфта SDS-оснастки отводится в сторону электродвигателя в направлении оси, и зажимное устройство вынимается.
Ремонт патрона перфоратора
Пару деталей зажимного устройства можно заменить на аналогичные: износившийся шарик, резиновая прокладку и потерявшую изначальные свойства, например, гибкость, пружину. Иногда, например, при заклинивании или застревании насадки, усик пружины выскакивает из посадочного места.
Усик вставлен на место
При износе остальных компонентов ремонт патрона перфоратора практически не осуществляется, его необходимо менять на новый. Шарик с пружиной придётся искать не в магазинах с инструментами и строительных маркетах, а в сервисных центрах, где устройства обслуживаются и ремонтируются. Как вариант – заказать запчасть на китайской торговой площадке. Чаще проще заменить патрон на новый, чем отремонтировать его. Это немного дороже, но надёжнее и быстрее.
Замена патрона перфоратора
Иногда старые запчасти вследствие изрядного износа либо неосторожной эксплуатации приходится менять на новые. Замена патрона на перфораторе начинается со снятия старого зажимного устройства. После его демонтажа новая оснастка устанавливается на место в обратном разборке порядке.
Менять повреждённый патрон на перфораторе необходимо, если его компоненты изношены: появился люфт, выпадают насадки или устройство заедает. Чаще всего страдают стопорные пластины, фиксирующие шарики, сам корпус. Реже ослабевает пружина-фиксатор. Иногда для исправления проблемы на строительной площадке под неё подкладывают тонкую шайбу.
Что такое перфоратор? Для чего используется?
Наверное, все слышали об перфораторах. Но не все четко понимают, что такое перфоратор и для чего он используется. А в каких ситуациях нужны перфораторы?
Что такое перфоратор ?
Ударная дрель представляет собой электрическую машину с ударным механизмом и возможностью сверления. Он универсален, так как сочетает в себе ряд особенностей дрели и отбойного молотка.
Многозадачность сделала перфоратор незаменимым в строительных, ремонтных, отделочных и других видах работ.
Можно смело сказать, что этот станок обладает достаточной универсальностью, ведь он вполне может заменить и ударную дрель, и небольшой отбойный молоток.
На сегодняшний день данный вид техники востребован практически на любой строительной площадке, где выполняется множество различных работ.
Перфоратор незаменим при ремонте или строительстве.
Как работают перфораторы?
Перфоратор (перфоратор/перфоратор/перфоратор) представляет собой переносной электроинструмент, который используется для сверления твердых материалов, таких как бетон, камень, металл, дерево.
В 19 веке немецкая компания Flottmann разработала и продала буровые установки для горнодобывающей промышленности и строительства туннелей.
В 1932 году компания Bosch выпустила первый перфоратор с электрическим приводом. До этого столетия подряд сверление твердых материалов было очень утомительной работой.
Первое решение, принадлежащее немецкому предпринимателю Вильгельму Эмилю Фейну, который считается изобретателем электрической дрели с ручным управлением, но не очень эффективной.
Для бетона и камня.
Сверло перфоратора, помимо вращательного движения, производит также одновременное воздействие на материал, мощность которого измеряется в Джоулях (единица измерения механической работы, названная в честь физика, определившего ее — Джеймса Прескотта Джоуль).
В случае сверлильного станка перфорация производится с помощью зубчатых дисков (как у пилы ), прикрепленных к мандаринке (деталь, калиброванная для сверления отверстий), которая вызывает вибрацию сверлильного вала, чтобы вызвать разрушение материала в этом месте.
Перфоратор (электромеханический или электропневматический) наносит удар (непрерывным возвратно-поступательным движением с частотой 10 000 ударов в минуту) параллельно с вращательным движением бурильного вала (сверла), что облегчает проникновение материалов трудно.
Однако использование перфоратора противопоказано в случае легко крошащихся материалов, таких как газобетон, кирпич, керамика и т. д. диаметра, через который могут проходить трубы или кабели, для демонтажных работ (внутри или снаружи), для снятия плитки, бетонной плитки и т.п. приспособление, для домашних занятий достаточно перфоратора на 1,5-3 Джоуля.
Электромеханический перфоратор работает благодаря механической системе ножей и пружин, а также электропневматической системе со сжатым воздухом и поршнями (подходит для больших работ).
Он также снабжен кнопкой, которая позволяет выбирать желаемые функции и скорость перфорации.
Боковая рукоятка позволяет выбрать наиболее подходящий угол, чтобы усилия пользователя были минимальными.
При работе с такой машиной обязательно использование перчаток и защитных очков.
Типы перфораторов
Отличие перфораторов не только в их мощности, но и в расположении электродвигателя.
Имеются модели с горизонтальным и вертикальным расположением привода:
Вертикальный двигатель позволяет получить большую мощность и силу удара. Значительный вес таких моделей ограничивает их использование высотой подъема от уровня ног рабочего. Назначение тяжелых перфораторов – изготовление отверстий довольно большого диаметра (более 20 мм), дробление монолитных блоков.
Легкие инструменты с горизонтальным двигателем позволяют работать даже одной рукой. С их помощью подготавливают крепление перегородок из гипсокартона, сверлят отверстия до 20 мм, делают ниши для электроустановочных изделий.
Перфораторы выбирают для дома и профессионалов.
А чтобы каждый пользователь мог найти подходящий вариант, существует условное деление на три класса по массе:
Перфораторы легкие — весят не более 4 кг и имеют мощность от 400 до 800 Вт. Применяются в основном для бытового ремонта, когда необходимо просверлить отверстия под дюбели, подрозетники, паяльные коробки в бетоне.
Можно закрепить профиль для стен из гипсокартона, повесить полки, смонтировать сантехнику, установить выключатели и розетки. В ударном режиме можно откалывать плитку и удалять плиточный клей.
Средние Перфораторы — они весят до 8 кг, а мощность может достигать 1000 Вт.
Данные модели используются в арсенале мастеров при отделке, ремонте, монтаже коммуникаций и электромонтажных работах.
Большая выносливость и повышенное разрушающее воздействие помогут не только выполнять задачи, характерные для легких перфораторов, но и пробить отверстия для труб, подготовить штробы для электропроводки, снять старые напольные покрытия.
Тяжелые Перфораторы – вес превышают 8 кг и имеют мощность до 2000 Вт.
Такие модели используются профессионалами при демонтаже, капитальном ремонте, прокладке коммуникаций, вывозе материалов.
Можно делать отверстия коронками диаметром более 100 мм, колоть бетон в проемах, сверлить природный камень.
Конечно, такие инструменты большие.
А для снижения вибрации производители устанавливают в ручки демпферы, чтобы при длительном использовании пользователь не напрягал руки и снижал риск туннельного синдрома.
Что такое дрель SDS Max?
Сверло с хвостовиком SDS+ используется с легкими инструментами для проделывания отверстий небольшого диаметра в кирпичных или бетонных стенах и потолках.
Сверла SDS-max отличаются увеличенной площадью контакта хвостовика с зажимным устройством.
Применяются в мощных сверлах для сверления отверстий большого диаметра.
Практически все перфораторы питаются от сети 110 В/220 В. Реже встречаются портативные модели со встроенными аккумуляторными батареями.
Применение их оправдано при невозможности обеспечения стационарного или временного нахождения на рабочем месте штатной электросети.
Однорежимные машины, которые могут только сверлить, сегодня встречаются крайне редко.
Двойные режимы имеют одну дополнительную функцию:
для перфораторов SDS-Plus, это сверление без удара
для моделей SDS-Max – долбление, то есть удар без вращения.
Наиболее универсальными являются «трехрежимники», которых на рынке, пожалуй, большинство. Они могут и сверлить, и бурить, и домкратные работы выполнять.
Используете ли вы его в профессиональных целях или просто любите, вы можете найти модель в соответствии с требованиями вашего проекта.
В то же время отбойный молоток облегчит вашу работу, если вам придется выполнять проекты в сложных условиях.
Для чего используется перфоратор? №
Ударные дрели являются идеальным электроинструментом для активных мастеров, они имеют 2, 3 или даже 4 функции (простое сверление, ударное сверление, долбление и электронное позиционирование долота) и благодаря левостороннему/правостороннему принципу действия они также может выполнять завинчивание, соответственно отвинчивание.
Ударная дрель применяется для:
отверстий в бетоне, камне, кирпиче (с различными типами сверл)
долбления или сноса (с широким, узким долотом, зубилом, зубилом-крючком)
Снос молоток используется для:
долбления бетона, кирпича, камня
удаления раствора, фаянса
При использовании электроинструмента всегда помните о мерах защиты:
в каске, очках, наушниках;
используйте пылезащитную маску и защитные перчатки;
перед установкой или снятием дрели убедитесь, что машина выключена и отсоединена от сети;
перед сверлением убедитесь, что сверло надежно закреплено;
используйте вспомогательные рукоятки станка для очень хорошего контроля во время выполнения;
Как ухаживать за перфоратором
Каждый электроинструмент нуждается в периодическом уходе, даже перфораторы. Все детали механизмов при трении подвержены износу.
Предотвращайте преждевременный износ деталей, регулярно смазывая поверхности деталей.
Многие пользователи ограничиваются смазкой хвостовика сверла: от него масло попадает в патрон, и частично его смазывает.
Это оправдано, только пока прибор находится на гарантии.
Кроме патрона ухода требует ударный механизм, редуктор и электродвигатель – эти действия требуют разборки корпуса.
В течение гарантийного срока такое обслуживание может осуществляться только в авторизованных сервисных центрах. Самостоятельная разборка инструмента влечет за собой потерю права на гарантийный ремонт.
Типы ударного механизма перфоратора
Электромеханический – требует больших усилий для удара, а значит, необходима большая мощность двигателя.
Работа осуществляется за счет действия эксцентрика на пружину рычага, который перемещает ударник.
За счет отдачи сила удара увеличивается и передается на технику. Этот вариант считается устаревшим.
Модели с этим механизмом в настоящее время не выпускаются.
Электропневматический — позволяет получить высокую энергию удара даже при малой мощности.
Это самый популярный ударный механизм, который используется практически всеми производителями.
Но его реализация в разных конструкциях имеет отличия. Например, на легких моделях с горизонтальным расположением двигателя используется подшипник качения.
Г-образные инструменты среднего и тяжелого класса оснащены кривошипно-шатунным механизмом.
Как выбрать перфоратор
Важнейшим показателем производительности перфоратора является мощность, до 1400 Вт – для бытовых работ, свыше 1400 Вт – для профессиональных.
Патроны могут быть со шпонкой или SDS, наиболее распространенными и используемыми являются SDS-Plus и SDS-Max (более прочные при сверлении с высоким ударом).
Перфораторы имеют механический или пневматический удар, причем последний обеспечивает большую силу перфорации и более высокую износостойкость.
Для любительских работ мы рекомендуем вам выбрать перфоратор с максимальным ударом 4000 ударов в минуту.
Для профессионального использования можно выбрать модель с меньшим числом ударов.
Мощность сверления различных материалов (бетон, кирпичная кладка, дерево, металл, пластик) варьируется от одного производителя к другому.
Поэтому рекомендуется проверить эти характеристики в техническом паспорте продукта, чтобы выбрать продукт, который лучше всего подходит для операций, которые вы собираетесь выполнять.
Отбойный молоток — идеальный инструмент для быстрого и безопасного бурения различных твердых материалов, независимо от толщины просверливаемого слоя, поэтому он незаменим на любой стройплощадке и любых капитальных ремонтных работах.
Отбойные молотки пригодятся для разрушения кирпичной кладки, цемента, кирпича и даже камня.
Производительность отбойного молотка зависит от номинальной мощности, частоты ударов, энергии удара, калибра и функций или технологий, которыми он оснащен.
Отбойные молотки, предназначенные для периодической работы (хобби-режим), характеризуются номинальной мощностью 500–800 Вт, частотой ударов до 700, энергией удара 2–8 Дж. 1000 – 2000 Вт), частота ударов 800 – 1000, энергия удара 10 – 40 Дж и большие размеры.
Где вы используете перфоратор?
Перфораторы применяются в строительстве, монтажных работах и ремонте. Ударная дрель незаменима при работе с бетоном, отсюда и большой спрос на этот инструмент.
Активно используется строителями и монтажниками, которым приходится сверлить десятки, а то и сотни отверстий.
Востребован в быту (при ремонтных или «косметических» работах).
Типичные задачи этого инструмента — сделать отверстия для дюбелей, подготовить гнездо под розетку или просверлить сквозное отверстие для коммуникаций.
Тот, кто хочет купить перфоратор, должен учитывать тип работы, которую он собирается выполнять.
Для отверстий меньшего диаметра и глубины в материалах с низкой твердостью рекомендуется использовать сверлильный станок.
Относительно перфораторов следует знать, что они бывают разных размеров, самые тяжелые (около 10 кг) имеют меньшую отдачу и, следовательно, большую устойчивость.
Каждое устройство имеет сверла разных форм и размеров:
по металлу, например, используется конический наконечник,
по дереву сверло с тремя наконечниками), с совместимыми дюбелями и шурупами, с ограничителем глубины (очень удобно, особенно при сверлении отверстий одинаковой глубины)
и шаблоном (диаметром больше сверла, на один миллиметр), чтобы можно было выполнить работу точно.
Перфоратор имеет множество опций. Помимо основных классификаций, стоит рассмотреть значения по конкретным характеристикам.
Например, сила удара, мощность, размер картриджа — все это поможет сделать лучший выбор. Не стоит забывать и о дополнительных функциях, которыми наделен современный перфоратор.
Так, профессиональные модели часто дополняются второй ручкой для более удобного удержания устройства во время удара.
Проверка инструментов: Аккумуляторная перфораторная дрель с пылеудалением
OSHA обновила правила допустимого воздействия кварцевой пыли, и, соответственно, производители инструментов разработали несколько методов, помогающих работодателям соблюдать новые правила. Это имеет большое значение в строительстве, потому что, когда кремнезем попадает в легкие, он не выходит наружу, а длительное воздействие может вызвать серьезные проблемы с легкими и почками. Кремнезем можно найти в асфальте, кирпиче, цементе, бетоне, гипсокартоне, цементном растворе, строительном растворе, каменном песке и плитке, которые являются обычными материалами на строительной площадке. Наиболее распространенная задача, которую я выполняю как рамщик, которая может образовывать кварцевую пыль, — это сверление бетона, поэтому одним из наиболее часто используемых инструментов для нас являются перфораторы; хотите верьте, хотите нет, но они могут производить изрядное количество кварцевой пыли. Почти все производители теперь предлагают встроенные насадки для удаления пыли для своих аккумуляторных версий этих инструментов. Поскольку сейчас существует так много вариантов, я попросил Tools связаться со мной и прислать мне аккумуляторные бесщеточные модели, рассчитанные на диаметр резки до 1 дюйма и работающие с встроенным пылеудалением, чтобы мы могли сделать головку. сравнение с головой. Мне редко приходится резать бетон, но когда это необходимо, я надеваю маску и пользуюсь нашей отрезной пилой Hilti со встроенной системой подачи воды. Когда дело доходит до бурения, в основном мне нужно просверлить отверстия диаметром 1/4 дюйма для анкеров с разъемным приводом, чтобы прикрепить осадок к бетонной плите. Обычно я сверлю отверстия диаметром 1/2 дюйма или 5/8 дюйма для болтов Titen HD и редко отверстия диаметром 3/4 дюйма для стержня с резьбой из эпоксидной смолы.
Общие характеристики. Каждый из семи инструментов поставляется с приспособлением для удаления пыли, которое крепится к перфоратору. Он шел либо в комплекте, либо как дополнительный аксессуар. Это приспособление представляет собой небольшой пылеудаляющий аппарат, оснащенный HEPA-фильтром с всасывающей головкой, закрепленной на направляющей. Сверло центрируется на всасывающей головке, и когда вы входите в бетон, всасывающая головка плотно прилегает к поверхности, собирая пыль, образующуюся во время сверления. Каждая из этих насадок имеет съемный фильтр, который можно открыть и очистить. Каждая аккумуляторная дрель имеет три режима: только сверление, только удар и комбинированный режим. Все они справляются с вибрацией и содержат биты SDS+. Аккумулятор, прикрепленный к дрели, также питает пылеудаляющий аппарат. Все насадки для удаления пыли остаются включенными в течение нескольких секунд после того, как вы отпустите курок.
Для эффективной работы пылеудаляющего аппарата рекомендуется использовать насадку длиной 6 дюймов. Это связано с тем, что если долото выходит за пределы всасывающей головки, то пыль не собирается до тех пор, пока всасывающая головка не сядет на поверхность.
Все инструменты снабжены глубиномером. Платформа батареи для всех из них составляет 18 В, за исключением DeWalt 20 В (номинальное значение 18 В) и Hilti, которое составляет 22 В (номинальное значение 21,6 В). Наиболее выдающейся особенностью этих сверл является то, насколько хорошо они все выполняют свою работу. Время работы разное, но все они сделали мой старый перфоратор с проводом устаревшим. Особо нечего сказать, чтобы отличить каждую из этих моделей. Размер варьируется в зависимости от единиц; некоторые поставляются с коробкой для хранения всех компонентов, другие — с сумкой; а некоторые включают в комплект пылеуловитель. Все они отлично справились со своей задачей, кроме Metabo HPT, который поставлялся с батареей емкостью 3 Ач (по сравнению с батареями емкостью 5, 6 или 7 Ач в других комплектах). Что касается времени работы, этот инструмент не может работать так же хорошо, как инструменты с батареями емкостью 6 или 7 Ач.
Время работы и характеристики. Каждый из этих инструментов поставляется с разными батареями в ампер-часах. Поэтому я сверлил старый экоблок на строительной площадке, используя полностью заряженную батарею, пока она не разрядилась. Затем я разделил количество отверстий на Ач батареи, чтобы увидеть, сколько Ач потребуется, чтобы просверлить каждое отверстие; чем меньше Ач на отверстие, тем лучше. Я просверлил 1/2-дюймовые отверстия глубиной 6 дюймов с прикрепленным пылеуловителем. Для каждого инструмента я сверлил без остановки; ни один из инструментов не перегрузился, хотя все они нагрелись.
Bosch GBh218V-26K24GDE просверлил 24,5 отверстия с аккумулятором 6,3 Ач, что составляет 0,25 Ач на отверстие. HEPA-фильтр пылеуловителя имеет небольшое окошко, показывающее, насколько он заполнен. Максимальный диаметр сверла, который будет использовать этот инструмент, составляет 1 дюйм в бетоне. Сверло имеет контроль отдачи, чтобы остановить сверло, когда оно заедает, например, если вы ударите по арматуре. В кейсе помещаются дрель, два аккумулятора и зарядное устройство, но не аксессуар-экстрактор. Этот комплект Bosch продается по цене 599 долларов США. В комплект входят бесщеточный перфоратор GBh28V-26 18V EC 1 дюйм SDS-plus Bulldog, две батареи GBA18V63 CORE18V 18V 6,3-Ач, насадка для удаления пыли GDE18V-16 SDS-plus, быстрое зарядное устройство 18V, вспомогательное оборудование. Рукоятка, ограничитель глубины и футляр для переноски, которые не подходят к насадке экстрактора.
Характеристики: Скорость без нагрузки: 0–890 об/мин Частота ударов: 0–4350 ударов в минуту Энергия удара: 1,9 футо-фунта. Макс. вместимость бит: 1 дюйм SDS-Plus
DeWalt DCh332P2, оснащенный насадкой-экстрактором DWh403DH, просверлил 14 отверстий на аккумуляторе емкостью 5 Ач, что составляет 0,35 Ач на отверстие. Эта дрель компактна и хорошо справляется с вибрацией, а прозрачный фильтр HEPA позволяет легко увидеть, насколько он заполнен. Максимальный размер этого инструмента в бетоне составляет 1 дюйм. Дрель поставляется в комплекте, который помещается в пластиковый кейс. Инструмент, зарядное устройство и два аккумулятора емкостью 5,0 А·ч умещаются в кейсе. Пылесос отдельный и в кейс не помещается.
Комплект перфораторов DeWalt продается по цене 529 долларов США. Насадка для удаления пыли стоит 169 долларов. Всего за эту установку 700 долларов. В комплект перфоратора входят две батареи DCB205 емкостью 5,0 Ач, зарядное устройство DCB101, боковая рукоятка с поворотом на 360 градусов, глубинный стержень и выдвижной крюк. Насадка для удаления пыли включает в себя блок и боковую рукоятку.
Характеристики: Скорость без нагрузки: 0–1100 об/мин Частота удара: 0–4600 ударов в минуту Энергия удара: 2,1 Дж Макс. -Ач аккумулятор или 0,31 Ач на отверстие. Этот пылеуловитель является самым большим из всех, поэтому он удерживает больше всего пыли. Максимальный размер отверстия в бетоне составляет 1 дюйм. Дрель, два аккумулятора, пылеуловитель и зарядное устройство помещаются в большой пластиковый кейс. Нет возможности заглянуть в фильтр и сказать, насколько он заполнен. На направляющей пылеудаляющего аппарата есть линейка, которая может использоваться в качестве шаблона, хотя инструмент поставляется с отдельным глубиномером. Комплект продается за 599 долларов. Он включает в себя 1-дюймовый перфоратор M18 FUEL SDS Plus, специальный пылеудаляющий аппарат M18 Hammervac (2712-DE), многовольтное зарядное устройство M18 и M12 (48-59-1812), два аккумулятора повышенной емкости M18 Redlithium XC5. 0. Упаковки (48-11-1850), боковая рукоятка, футляр для переноски, фильтр HEPA и глубинный стержень.
Характеристики: Скорость без нагрузки: 0–1400 об/мин Частота ударов: 0–4900 ударов в минуту Энергия удара: 1,7 футо-фунта. Макс. вместимость бит: 1 дюйм SDS-Plus
Metabo HPT (ранее Hitachi Power Tools) Dh28DBLP4 + 402976 просверлил пять отверстий на аккумуляторе 3,0 Ач, или по 0,6 Ач на отверстие. На самом деле это мало что говорит, потому что он бурил очень медленно. Это не тот аккумулятор, который должен поставляться с инструментом, предназначенным для сверления бетона. Пылеудаляющий аппарат имеет полупрозрачную коробку, по которой видно, насколько он заполнен. Насадка для удаления пыли больше, чем в среднем в этой группе, а рейка находится на более короткой стороне. Максимальный диаметр сверления отверстий в бетоне составляет 1 дюйм. Я смог найти инструмент только в Интернете, поэтому 279 долларов США (перфоратор, включая боковую рукоятку и глубиномер) + 279 долларов США. (две батареи по 6 Ач) + 59 долларов США (зарядное устройство) + 115 долларов США (насадка для удаления пыли) = 732 доллара США. Нет ни чехла, ни сумки.
Технические характеристики: Скорость без нагрузки: 0–1050 об/мин Частота ударов: 0–3950 ударов в минуту Энергия удара: 1,9 футо-фунта. Максимальная вместимость бит: 1 дюйм SDS-Plus
Makita XRH01ZVX просверлил 16 отверстий на аккумуляторе емкостью 5 Ач или 0,31 Ач на отверстие. Он поставляется без аккумуляторов и зарядного устройства, но включает насадку для удаления пыли; онлайн есть предложения, которые включают батареи. Корпус HEPA-фильтра прозрачен, а максимальная прорезь отверстий в бетоне составляет 1 дюйм. Дрель и пылеуловитель поставляются с сумкой для хранения. Дрель имеет встроенную муфту для отключения шестерен, когда сверло заедает. Несмотря на то, что Makita использует «синхронизацию последовательного удара», чтобы свести к минимуму перекрывающиеся удары долота, и утверждает, что это приводит к ускорению бурения на 50%, мы не заметили никакой разницы. Комплект, который поставляется в холщовой сумке и помещается в нее, продается по цене 399 долларов. Добавьте две батареи емкостью 5 Ач (159 долларов США) и зарядное устройство (90 долларов США): общая стоимость составит 650 долларов США.
Характеристики: Скорость без нагрузки: 0–950 об/мин Частота удара: 0–4700 ударов в минуту Энергия удара: 2,4 Дж Макс. Аккумулятор 7,0 Ач или 0,38 Ач на отверстие. В пластиковом кейсе поместятся дрель, два аккумулятора, зарядное устройство и пылеудаляющий аппарат. Пылеуловитель имеет прозрачную коробку для фильтра. Он поставляется с «быстрой заменой сверлильного патрона для работы со сверлами SDS+ или сверлами с прямым хвостовиком». Комплект с инструментом, пылесосом, двумя аккумуляторами емкостью 5,2 Ач, зарядным устройством и кейсом 599 долл. США
Характеристики: Скорость без нагрузки: 0–1200 об/мин Частота ударов: 0–4500 ударов в минуту Энергия удара: 2,2 Дж Макс. вместимость бит: 1 -дюймовый SDS-Plus
Hilti TE6-A22 + TE DRS 6 -AT1-BA просверлил 31 отверстие на аккумуляторе 5,2 Ач или 0,17 Ач на отверстие. Этот инструмент утомил меня, потому что он просто продолжал работать. Дрель, два аккумулятора, зарядное устройство и пылеудаляющее устройство помещаются в сумку для переноски. Картридж фильтра для Hilti непрозрачен, поэтому невозможно сказать, насколько он заполнен. При сверлении отверстий диаметром 1/4 дюйма для анкеров с разъемным приводом я заметил, что удаление пыли перестало работать после меньшего количества отверстий, чем другие инструменты. Это потому, что картридж меньше, поэтому мне приходилось чаще его опорожнять. Комплект Hilti: 849 долларов США. Включает: перфоратор, две батареи 22 В 5,2 А-ч, насадку для пылеудаления, зарядное устройство, биту 1/4 дюйма на 6 дюймов, биту 3/8 дюйма на 6 дюймов, Долото 1/2 дюйма на 6 дюймов, пять фильтрующих картриджей и сумка для переноски.
Технические характеристики: Скорость без нагрузки: 0–1050 об/мин Частота ударов: 0–5100 ударов в минуту Энергия удара: 1,8 фут-фунт. Макс. вместимость бит: 1 дюйм SDS-Plus
Удаление пыли . Взял патрон фильтра, выбил всю пыль, взвесил; затем я просверлил 10 1/4-дюймовых отверстий, чтобы достать сверло того же размера, а затем взвесил картридж со всей пылью, которая в нем была.
Metabo collected the most dust per hole while Milwaukee collected в мере. Так какой же лучший вариант? У нас было два подвала, которые нужно было обрамить этими инструментами, поэтому мы пробурили много раздельных дисков. Мы были поражены тем, сколько силы они все имеют. Я ни разу не пожалел, что у меня нет проводной модели. Я бы сказал, что лучший вариант — купить инструмент, для которого у вас уже есть много батареек. За исключением Metabo HPT, все они показали отличные результаты на практике. Metabo HPT был очень медленным из-за меньшего количества ударов в минуту (ударов в минуту) по сравнению с другими дрелями, но он очень хорошо работал на стороне извлечения, отчасти из-за наконечника.
Когда дело доходит до аккумуляторных инструментов, мой совет: приобретайте бренд, основанный на инструментах, которые вам нужны и используются чаще всего.
Как сделать тиски своими руками для столярных и слесарных работ
Тиски являются незаменимым приспособлением при проведении самых разных работ. Новый инструмент стоит дорого, но в домашних условиях крайне необходим.
Самый простой и дешевый вариант, сделать тиски своими руками из материалов, которые легко найти. Сегодня мы рассмотрим возможность самостоятельного изготовления различных видов тисков.
Материалы для слесарных тисков
Нам понадобятся:
Швеллер № 8П – 1 м.
Уголка № 4,0 – 1 м.
Шпилька М16 – 1 шт.
Гайки М16 – 6 шт.
Повороты для труб Ø40 мм.
Металлический лист 240х160х6
Полоса для губок 160х40х5, но губки лучше сделать толще, например, 8-10 мм.
Приступаем к изготовлению деталей:
Отрезаем кусок швеллера длиной 300 мм.
Два уголка длиной 160 мм.
Из листа толщиной 6 мм. вырезаем основание 160х160
Оставшаяся часть листа уйдет на верхнюю крышку
Гайки для механизма передвижения
Для изготовления механизма передвижения нужно две гайки сварить между собой. Для этого накручиваем их на шпильку так, чтобы между ними был небольшой зазор 0,2-0,5 мм.
Обвариваем гайки
Если гайки прижать плотно друг к другу, винт при работе будет зажимать. Обвариваем гайки по кругу. На этом этапе потребуется две штуки.
Основание и механизм передвижения
Основание тисков состоит из листа и приваренных к нему по краям двух уголков.
Внимание! Помните, чтобы не заклинило конструкцию, нам важно сохранить расстояние между уголками на ширину швеллера плюс 0,5-1 мм.
Основание в сборе
Поэтому, до приваривания уголков к листу, посредине установите швеллер, а по краям, между швеллером и уголком, по картонке или, если есть, несколько трансформаторных пластин.
Механизм передвижения
После приварки уголков, проводим по центру основания линию и выставляем подготовленные гайки. Для этого накручиваем их на винт М16.
Под винт можно подложить обычные скобы от степлера, чтобы приподнять ближе к середине фронтальной плоскости.
Посмотрите на фото, все станет понятно. И делаем отступ от края листа вовнутрь на 5 – 6 мм.
Укладка скоб степлера
Чтобы заполнить пространство между гайкой и основанием тисков, можно подложить пластину 3-4 мм.
Выставляем гайки по разметке
Помните! От того насколько точно вы выставите гайки, настолько хорошо будет работать механизм передвижения.
Механизм перемещения внутри тисков
После установки гаек можно ставить крышку. Должен получиться корпус как на фото.
Корпус в сборе
На этом этапе, проверьте свободу хода швеллера, если очень туго, то снимите 0,5 -1 мм. со стенок. Стенки тогда будут не 40, а 39 мм.
Проверка хода
Далее с одной из сторон швеллера, внахлест, привариваем уголок и, установив его в корпус, размечаем место сверления отверстия под ответную гайку. А так же, варим повороты на основание. Должно получиться как на фото.
В сборе корпус и механизм перемещения
Следующим этапом привариваем оставшиеся повороты из труб на ответную часть тисков, вырезаем и крепим губки. Собственно все. Устанавливаем шпильку и закрепляем ее изнутри на подвижной части тисков как на фото.
Шпилька механизмаа перемещения
Заключительный этап, красим, сушим и собираем все вместе.
Заключительный этап, покраска. Изделие готово.
Слесарные тиски из профтрубы
Для того чтобы самостоятельно сделать надежный верстачный инструмент, необходим сварочный аппарат и следующие компоненты:
Несколько отрезков профтрубы разного размера.
Шпилька из закаленной стали с крупной резьбой.
Гайки двойной высоты.
Чертеж тисков для верстака представлен на иллюстрации. Это универсальный вариант, возможны изменения в конструкции, в зависимости от ваших задач.
Сборочный чертеж
Порядок изготовления
На трубу большего диаметра (корпус) снизу привариваются опоры.
С тыльной стороны наваривается задняя стенка (фланец) из стали 3-5 мм.
По центру сверлится отверстие, и приваривается ходовая гайка.
Сверху, напротив передней опоры приваривается задняя губка.
На торец внутренней подвижной трубы наваривается передний фланец, из стали 3-5 мм.
В него вставляется шпилька с приваренными стопорными гайками. С обеих сторон фланца необходимо надеть упорные шайбы.
На передний конец шпильки приваривается проушина, для воротка. Сверху на подвижную трубу крепится передняя губка.
ВАЖНО! Зазор между корпусом и подвижной трубой нельзя красить. Там должна быть консистентная смазка. Такая же смазка наносится на резьбу шпильки.
Для надежности на губки можно прикрутить пластины металла из закаленной стали, например – держаки от токарных резцов, с насечками, выполненными напильником.
Самодельные слесарные тиски из профильной трубы
Столярные тиски для верстака своими руками
Для обработки деревянных изделий нужен надежный зажим. Существует заводской вариант тисков, интегрированных в столярный верстак.
Такое приспособление несложно изготовить самостоятельно. Взглянем на типовой чертеж:
Чертеж столярных тисков
Губки изготавливаются из мягкого пластичного дерева, например – сосны. Слишком твердый материал будет оставлять следы на заготовках.
Неподвижная часть крепится к верстаку.
Изнутри на нее монтируется мебельная упорная гайка для червячного механизма.
По бокам от воротка необходимо закрепить направляющие штанги, для параллельности движения.
Подвижная губка оснащается упорным приспособлением для рукоятки – например, фторопластовой шайбой.
Шпилька-вороток жестко крепится к рукоятке.
Обратите внимание
Для прочности, губки можно изготовить из нескольких слоев фанеры.
Губки изготовлены из нескольких слоев фанеры
Поскольку это ваш персональный инструмент, он будет выглядеть так, как вам нужно для работы. Рассматриваемый инструмент можно изготовить «на скорую руку» из струбцин:
Для грубой обработки заготовок пригодится зажимная насадка на ножку верстака. Конструкция выглядит примитивно, но со своей задачей справляется.
Простой вариант тисков из доски и деревянных брусков
Специализированные зажимные приспособления
Мы рассмотрели варианты, как сделать классические тиски. Однако для полноценной слесарной или столярной работы необходимы специальные инструменты:
Угловые
Предназначены для фиксации заготовок под прямым углом.
Промышленные угловые тиски
Несмотря на кажущуюся сложность исполнения – такую струбцину можно изготовить своими руками.
Станина варится из стали толщиной не менее 4 мм. Упорные уголки располагаются строго под углом 90°. Симметрично упорным плоскостям устанавливается кронштейн для ходовой гайки.
При помощи шпильки из закаленной стали, к упорам подается подвижный подпорный угол, также толщиной 4-5 мм. В центре подпорного угла монтируется фланец для воротка.
ВАЖНО! Упорная гайка и фланец не должны быть жестко зафиксированы. В противном случае можно будет зажимать лишь заготовки одной толщины.
При проведении сварочных работ, как раз необходимо крепить заготовки разного размера.
Для этого, упорная гайка и фланец на подпорном уголке крепятся с помощью оси, дающей возможность изменять положение шпильки-воротка по горизонту.
Самодельные угловые тиски из уголка
Тиски для сверлильного станка
Достаточно распространенное приспособление узкой специализации. Обычно сверлильные станки оснащаются зажимами, но это увеличивает их стоимость.
Приспособу можно изготовить самостоятельно. Тем более что для большинства сверлильных работ устроит приспособление из дерева.
Для изготовления понадобятся:
лист фанеры 10-12 мм;
две гладкие шпильки для направляющих;
шпилька с резьбой для воротка;
мебельная упорная гайка;
шурупы, гвозди, клей ПВА;
Станину изготавливаем из фанеры. Необходимо нарисовать чертеж, и по месту производить все работы.
Берем лист фанеры
Далее склеиваем сэндвич для изготовления губок и упорной планки.
Струбцин можно взять меньше чем на фото, если для прижима использовать квадратную трубу 40х20
Из полученного массива толщиной 25 мм нарезаем одинаковые бруски.
Нарезаем бруски
Примеряем заготовки на станине.
Заготовки согласно чертежа
В качестве направляющих используем стальные или алюминиевые трубки. Все отверстия должны быть строго параллельны друг другу. Для качественных отверстий лучше использовать не сверлильный станок, а фрезер с пазовой фрезой. Проверяем конструкцию в сборе.
ВАЖНО! Люфт в отверстиях должен быть минимальным.
Разметка и сверление брусков
Устанавливаем в упорную планку мебельную гайку. Закрепляем бруски на станине.
ВАЖНО! Подвижная губка не должна касаться станины, для этого ее высота уменьшается на 1-2 мм.
Сборка деталей
Для фиксации воротка в подвижной губе использованы обычные гвозди, в виде стопорных шпилек. Самодельные тиски для сверлильного станка готовы:
Общий вид готовых тисков из фанеры
Тиски для вязания рыболовных мушек
Приспособление для вязания популярной рыболовной приманки представляет собой механизм вращения, с закрепленными под определенным углом тисками для крючка.
Общий вид тисков для рыбаков
Крутящийся механизм можно изготовить из чего угодно, а вот к тискам следует подойти с особой тщательностью. Губки должны быть прочными, иначе невозможно будет удержать стальной крючок.
Рыболовный крючок зажат в тисках
Секрет прост – самодельные тиски для мушек можно изготовить из двух быстрорежущих резцов для токарного станка. Сначала металл «отпускают», затем после обработки снова закаливают.
🛠 Тиски своими руками: варианты, особенности, изготовление
Тиски являются одним из важнейших приспособлений для облегчения труда любого мастера хоть при обработке металла, хоть при работе с деревом. Зажав деталь в тисках, мастер освобождает свои руки для инструмента. К тому же, тисками можно крепче удерживать деталь, чем вручную. Более того, повышается точность изготовления.
Тиски бывают разные – общего назначения (универсальные) и специализированные (для определённых работ).
1 Основные элементы тисков для домашней мастерской
2 Тиски слесарные своими руками
2. 1 Материалы и инструменты
2.2 Чертежи
2.3 Инструкция по изготовлению
3 Тиски своими руками для сверлильного станка
3.1 Материалы и инструменты
3.2 Чертежи
3.3 Инструкция по изготовлению
4 Столярные тиски для верстака
4.1 Материалы и инструменты
4.2 Чертежи
4.3 Инструкция по изготовлению
5 Как сделать самодельные трубные тиски
5.1 Материалы и инструменты
5.2 Чертежи
5.3 Инструкция по изготовлению
6 Прочие идеи для изготовления тисков из подручного материалы
7 Заключение
Основные элементы тисков для домашней мастерской
Тиски состоят из нескольких деталей. Основными элементами являются губки – подвижная и неподвижная, между которыми и зажимается обрабатываемая деталь. Неподвижная губка выполнена как одно целое с основанием. В подвижной губке закреплена гайка, сквозь которую проходит мощный ходовой винт. На одном конце винта установлена рукоятка, за которую его вращают, другой конец свободно вращается в неподвижной губке. При вращении за рукоятку подвижная губка перемещается в сторону неподвижной.
Основание может быть выполнено из двух деталей. Нижняя крепится наглухо к рабочему столу (верстаку), на верхней собран весь механизм тисков. Некоторые модели могут поворачиваться вокруг вертикальной оси.
Основные элементы тисков ФОТО: usamodelkina.ru
Тиски слесарные своими руками
Тиски заводского изготовления можно купить в инструментальном магазине. Но за них нужно заплатить немалые деньги. К тому же, у настоящего мастера всегда к инструменту и приспособлениям есть набор индивидуальных требований. Вот поэтому многие умельцы делают тиски своими руками. Но для выполнения такой работы надо многое уметь: делать грамотные чертежи, быть хорошим слесарем и сварщиком, работать на токарных, фрезерных и сверлильных станках. Зато и тиски можно сделать уникальные, каких ни у кого нет.
Материалы и инструменты
Отличительный признак всех самоделок от фирменных изделий в том, что они сделаны из того материала, который был доступен. И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков.
Из инструментов потребуется молоток, ножовка по металлу, доступ к сверлильному станку и сварочному аппарату, измерительный инструмент. И, конечно, чужие слесарные тиски.
Чертежи
После того, как сформировался примерный образ будущего изделия, необходимо вычертить комплект чертежей – эскиз общего вида, сборочный чертёж, чертежи всех деталей. Иначе собрать окончательное изделие не получится.
Вариант чертежа слесарных тисков ФОТО: usamodelkina.ru
Инструкция по изготовлению
Изготовление тисков ведётся поэтапно. Сначала по чертежам изготавливаются все детали. В торце подвижной части закрепляется конструкция с гнездом для вращающегося ходового винта. Ходовая гайка может быть закреплена на неподвижной части тисков. Ходовой винт при вращении за рукоятку ввинчивается в гайку, перемещается сам и перемещает подвижную губку.
Тиски своими руками для сверлильного станка
Тиски для сверлильного станка отличаются от обычных слесарных тисков своей общей высотой. Они значительно ниже.
Материалы и инструменты
Материалы и инструменты используются такие же, как и в предыдущем случае.
Чертежи
Чертежи отличаются только в части выбранной конструкции и размерами деталей.
Инструкция по изготовлению
Технология изготовления определяется тем, что идёт работа с металлом. Конкретные детали изготавливаются по конкретным чертежам. Между вариантами разных моделей тисков принципиальное отличие может быть лишь в том, где устанавливается ходовая гайка – на подвижной или неподвижной части. Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу.
Тиски для сверлильного станка ФОТО: usamodelkina.ru
Столярные тиски для верстака
Для столярных и плотницких работ вполне подойдут деревянные тиски. Им придётся воспринимать значительно меньшие нагрузки, чем при работе с металлом.
Материалы и инструменты
В качестве исходных заготовок можно взять три бруска сечением от 40×40 мм² до 60×60 мм² и длиной 250 – 300 мм. Размеры определяются из требований к величине будущих деталей. Ещё нужен ходовой винт с гайками, подойдёт покупная шпилька с резьбой М10 – М12. Для основания можно использовать лист фанеры толщиной 10 – 12 мм и размером 300×500 мм. В качестве крепежа потребуются саморезы диаметром 6 мм и длиной не менее 40 мм.
Инструменты обычные столярные и плотницкие: ножовка по дереву, рубанок, дрель.
Чертежи
Конструкция видна из фотографии.
Деревянные тиски для верстака ФОТО: youtube. com
Инструкция по изготовлению
Брусок с гайкой ходового винта привинчивается наглухо к основанию саморезами. Неподвижная губка может переставляться по основанию в разные положения, в зависимости от размера обрабатываемой детали, и закрепляться болтами с гайками. Упорный конец ходового винта крепится к подвижной губке с помощью накладки от старого офисного кресла на колёсиках.
Соединение ходового винта с подвижной губкой ФОТО: youtube.com
Watch this video on YouTube
Как сделать самодельные трубные тиски
Тиски для зажима труб отличаются от обычных слесарных и внешним видом, и особенностями эксплуатации. Подвижная губка перемещается по вертикали. Зажимать в этих тисках приходится предметы круглой формы, а потом газовым ключом с усилием крутят прикипевшую муфту или плашкой нарезают в трубе резьбу. Тиски при этом должны удержать деталь от проворота. А затягивать трубу надо крепко, но аккуратно, чтобы не помять её.
Для выполнения этих требований в обеих губках делают вырез в виде треугольника с высотой 30 – 40 мм с насечкой по боковым сторонам.
Тиски трубные ФОТО: sdelairukami.ru
Материалы и инструменты
В качестве исходных материалов для изготовления тисков нужны несколько обрезков труб диаметром 0,5 и 1,5 дюйма и длиной до 200 мм, обрезки профильных труб сечением 50×30 мм, 40×25 мм и 30×20 мм. Для подвижной губки нужен кусок листовой стали толщиной 10 – 15 мм. Для ходового винта трапецеидальная резьба нарезается на прутке 10 – 12 мм.
Чертежи
Ниже приводится схема работы трубных тисков. Размеры выбираются под индивидуальные требования.
Схема трубных тисков ФОТО: Леонид Шальман
Инструкция по изготовлению
Круглые трубки используются в качестве вертикальных стоек рамы тисков, профильные применяются как горизонтальные составляющие. На верхней перекладине приваривается короткий обрезок профильной трубы для формирования резьбы под ходовой винт. Губки вырезаются из кусков толстого листа. Ходовой винт лучше не делать самому, а найти готовый, например, от старой задвижки.
Чтобы захватывать тонкие трубы, верхнюю губку надо по ширине сделать меньше, чем нижнюю.
Прочие идеи для изготовления тисков из подручного материалы
Умельцы предлагают много своих конструкций. Каждый мастер творит из того материала, который ему достался. Но есть и принципиально непохожие конструкции. Интересная идея представлена на фото ниже. Деталей мало, зато можно зажимать две заготовки разного размера.
Тиски с перемещением подвижной губки под углом ФОТО: usamodelkina.ruЕщё одна версия двухместных тисков ФОТО: usamodelkina.ru
Заключение
В мире много людей, которые любят и умеют делать полезные вещи своими руками. Они и инструмент, и всякие приспособления делают для себя сами. Это очень увлекательное занятие.
Обсудить0
Предыдущая
Своими рукамиУдивительное рядом: мастер-классы по изготовлению поделки «Ёжик из шишек»
Следующая
Своими рукамиКак сделать нож своими руками в домашних условиях: удобная вещь для себя
Настольные тиски | Дерево
Вот краткий обзор различных типов тисков, и какие из них лучше всего подходят для вашего верстака.
Думайте о слесарных тисках как об инструменте, столь же важном для вашего успеха, как ручной рубанок, фрезер или настольная пила. Хотя зажимы могут заменить в некоторых ситуациях, они, как правило, мешают, а тиски дают вам свободу выполнять практически любую работу.
Тиски для деревообработки отличаются от тисков для металлообработки тем, что они крепятся к нижней части поверхности стола или встраиваются в него, а губки (обычно деревянные) находятся на одном уровне со столешницей. Металлообрабатывающие тиски обычно крепятся к верхней части станка.
Тиски для деревообработки стоят от 30 до 400 долларов. Как правило, когда вы выбираете определенный стиль тисков, чем больше вы тратите, тем выше качество и эффективность этих тисков. Теперь давайте рассмотрим самые распространенные виды тисков для деревообработки.
Передние тиски
Как следует из названия, они крепятся к передней (длинной кромке) скамьи, как правило, в левом углу. Левши обычно предпочитают передние тиски, установленные в правом углу.
Торцевые тиски
Они бывают двух видов: одни со стальными или чугунными губками, которые можно использовать как есть или добавить дополнительные деревянные губки [ Фото A и C ], а другие без губок, требующие вашего для изготовления деревянных челюстей [ Фото B, D, и E ]. Первый обычно стоит дороже, но проще в установке. Для обоих стилей установите внутреннюю губку заподлицо с поверхностью стола и краем (или фартуком), чтобы вы могли закрепить длинные заготовки в тисках, а также прижать дальний конец доски к столу для дополнительной устойчивости. Ваша столешница должна быть свободна от основания или ножек для монтажа. Убедитесь, что монтажная пластина и направляющие не будут мешать собачьим отверстиям, сделанным для использования с торцевыми или хвостовыми тисками [ Фото E ].
103387747.jpg
Торцевые тиски этого типа крепятся к существующей столешнице менее чем за час. Возможно, вам придется поджать его, чтобы совместить губки со столешницей, и сделать надрезы на столешнице, чтобы выровнять внутреннюю губку с краем.
2018050.jpg
Для этих тисков требуется изготовленная в заводских условиях внешняя губка из твердой древесины толщиной 1 1⁄2–3 дюйма с собачьими отверстиями (по вашему выбору) для удерживания инвентаря с упорами. Край столешницы или фартук обычно служит внутренняя челюсть
1107.jpg
Тиски с поворотными губками удерживают заготовки неправильной формы без перекоса губок. Вы также можете снять поворотную губку для параллельного зажима губок. Деревянные подушечки челюстей с магнитной подкладкой остаются на месте без винтов.
25916.jpg
Чугунные тиски могут быть утоплены в нижней части стола для максимальной прочности и устойчивости. Толстая внешняя губка распределяет зажимное усилие по большой площади поверхности.
Что нужно знать:
Быстросъемная губка позволяет перемещать тиски внутрь или наружу без большого количества поворотов рукоятки.
Упор на некоторых торцевых тисках устраняет необходимость сверления отверстия в подвижной губке.
Чем длиннее рукоятка, тем больший рычаг можно использовать в тисках. Но не сходите с ума: прикладывайте ровно столько силы, чтобы заготовка не сдвинулась с места.
Большинство челюстей с лицевой стороны слегка сгибаются вверху, а затем под давлением становятся параллельными.
Плечевые тиски
Добавьте к вашему рабочему столу аксессуары, изготовленные в магазине. Столешница или фартук служат неподвижной губкой, а подвижная губка перемещается на одном винте [ Фото F ]. Поскольку внешний кулачок имеет язычок, который скользит в канавке на неподвижном рычаге, у него достаточно свободного места, чтобы можно было зажимать заготовки неровной формы.
1100. jpg
Плечевые тиски обеспечивают зажимное пространство от пола до потолка между губками. Резьбовая втулка, врезанная в плечо тисков (не видна), удерживает винт на направляющей.
Что нужно знать:
Низкая стоимость: Помимо дерева, вам понадобится только винт в сборе, который продается всего за 30 долларов.
Эти тиски, выступающие над краем скамьи, могут быть опасны для ваших бедер и ног. А высокая влажность может привести к тому, что детали набухнут и склеятся.
Эти тиски нелегко установить на существующий стол.
Тиски для ножек
Как видно из названия, эти тиски устанавливаются в ножку скамьи, которая иногда служит неподвижной губкой. Сделайте внешнюю челюсть из толстого материала примерно на три четверти длины ноги. Вы можете купить оборудование для изготовления ножных тисков примерно за 100 долларов.
Что нужно знать: * Они могут быть изготовлены двумя способами: Со вставленной ногой [ Фото G ] вы получаете больше места для носка внизу. Неподвижная челюсть — это то, чем вы ее строите (в данном случае это просто фартук скамьи). С установленными заподлицо тисками сама ножка служит полноразмерной неподвижной губкой. В обоих случаях сохраняйте толщину подвижной губки 2 1 ⁄ 2 –3 дюйма, чтобы избежать деформации. штифт направляющей упирается в торцевые прокладки из твердого клена, которые предотвращают сжатие более мягкой ольховой ножки этой скамейки.0003
* Штифт и скользящая направляющая удерживают губку параллельно, обеспечивая равномерное усилие зажима. Переместите штифт для заготовки, которую вы зажимаете. * Низкое расположение винта уменьшает усилие зажима и увеличивает прогиб, поэтому устанавливайте винт на 8–9 дюймов ниже столешницы. * Ножные тиски отлично подходят для удержания длинного материала на кромке; вы также можете прижать заготовку к краю столешницы для дополнительного удобства. устойчивость * С помощью всего лишь одного винта вы можете закрепить доски вертикально с любой стороны винта * Варианты ножничного типа заменяют скользящую направляющую и сохраняют параллельность губок, но стоят около 100–200 долларов и лучше всего работают с плоской ножкой. * Их может быть сложно установить на существующую скамью, в зависимости от типа ножек, размера и расположения на вашей скамье. (Тем не менее, вы можете нарастить несколько ножек, чтобы заработали тиски для ног.)
Торцевые тиски
Они крепятся к краю скамьи и обычно работают с упорами по всей длине столешницы. Если вы предпочитаете прямоугольные отверстия для собак, вырежьте эти вырезы в досках, прежде чем приклеивать их к столешнице; круглые отверстия можно просверлить до или после сборки.
Хвостовые тиски
Традиционные хвостовые тиски [ Фото H и I ] состоят из прямоугольного или L-образного деревянного бруска (захвата), прикрепленного к стальному или чугунному приспособлению, которое скользит вперед и назад в срезанный угол скамейки.
1020.jpg
Длинный паз принимает винт и резьбовое крепление, а верхняя направляющая входит в паз. (Нижняя направляющая, не показанная, устанавливается под челюстью. ) Задние тиски скользят вперед и назад по направляющим, удерживаемые на месте винтовым узлом.
Что нужно знать:
Вы должны разместить тиски и собачьи отверстия вокруг ножек скамейки и любого крепежного оборудования для лицевых визиров.
Вы также можете держать заготовку вертикально между подвижной губкой и станиной.
Быстросъемный фиксатор, доступный на некоторых задних тисках, ускоряет большие изменения положения тисков. n Задние тиски надежно удерживают длинную ложу без какой-либо пружинистости. Однако слишком большое усилие зажима может привести к прогибу досок.
При дооснащении существующей скамейки обычно требуется добавить материал на столешницу, чтобы он оставался за пределами ножек или основания.
Торцевые тиски
По сути, большие торцевые тиски, этот тип обычно охватывает большую часть, если не всю, ширину столешницы [ Фото J ]. Как правило, вы используете два ряда упоров для удержания длинного или широкого приклада.
26325.jpg
Приводная цепь на двухвинтовых концевых тисках синхронизирует винты. Вы можете отрегулировать любой винт, если губки тисков выходят из параллельности. Вы можете намеренно сделать губки непараллельными для зажима заготовок неправильной формы.
Что нужно знать:
Фартук стола или отформованный край столешницы служит внутренней губкой.
Тиски с двумя винтами имеют большое отверстие между винтами для удержания широкого ассортимента или собранных ящиков.
Строгание длинных досок, удерживаемых в губках, может смещать верстак вбок. Вместо этого захватите заготовку с помощью верстачных упоров, чтобы воспользоваться полной массой верстака.
Если ширина концевых тисков меньше, чем полная ширина столешницы, установите их заподлицо с одним краем (а не по центру), чтобы вы могли легко строгать заготовку, удерживаемую упорами.
Зажимные тиски
Упрощенная версия хвостовых тисков, универсальные тиски [ Фото K и L ] надежно удерживают длинный заготовку, но с меньшей емкостью (поскольку задние тиски открываются за пределы верстака).
4278.jpg
Что нужно знать:
Зазор перед тележкой можно использовать для вертикального удержания узкого материала.
Тиски для тележки можно дооснастить к существующему столу, вырезав паз для тележки и винта и прикрепив монтажное оборудование.
Sources for vises:
* Lee Valley 800-871-8158
* Rockle r 800-279-4441
* Woodcraft 800-225-1153
* Highland Woodworking 800-241-6748
* YOST VISES 616-396-2063
* Lie-Nielsen 800-327-2520
* Hovarter Custom Vies 810-510-51011118
8
17.
* HOVARTE
* Wilton Tools 800-274-6848
Самодельные тиски для деревообработки
Зачем покупать тиски, если можно сделать их самостоятельно? Таким образом, вы можете быть уверены, что он будет адаптирован к проектам, над которыми вы планируете работать. Мы составили это руководство, чтобы помочь вам сделать тиски для деревообработки своими руками. Кроме того, тиски могут быть дорогими, поэтому вы можете сделать их самостоятельно.
Что нужно для изготовления тисков для столярного станка своими руками
Материалы
Клей для дерева
Эпоксидная смола
Два болта с шестигранной головкой (длиной от ½ дюйма на 8 дюймов до 10 дюймов)
Две фланцевые гайки ½ дюйма
Около 16 футов твердой древесины 1 на 6 (должен быть прочный материал, такой как береза или аналогичный)
Конечно, вы можете свободно изменять размеры по своему усмотрению. Возможно, вы захотите сделать что-то меньше или больше, в зависимости от того, для чего вы будете использовать самодельные тиски.
Шаг 1: Изготовление передней челюсти
Начните с вырезания из доски двух 32-дюймовых длинных деталей. Затем склейте их вместе, чтобы сделать переднюю челюсть. Вам нужно будет начать следующий шаг, пока вы ждете, пока эта часть высохнет, так как это займет много времени.
Шаг 2: Изготовление задней челюсти
Вам нужно будет сделать заднюю челюсть L-образной формы – такая конструкция дает область челюсти, которую можно прижать к рабочему столу. Вам нужно будет вырезать четыре детали. Их размеры должны быть следующими:
30 x 1 ¾ дюйма
36 x 4 ¾ дюйма
30 x 2 ¾ дюйма
36 x 5 ½ дюйма
Начните с склеивания краев 30 дюймовая плата к плате 36 x 5 ½ дюймов. Вы хотите, чтобы меньший был обращен вверх, чтобы начать строить эту букву «L». Теперь убедитесь, что центры выровнены, затем оставьте деталь сидеть.
Затем приклейте доску 36 x 4 ¾ дюйма к оставшейся доске и дайте ей некоторое время, чтобы она полностью высохла.
Шаг 3: Просверливание отверстий
Далее вы просверлите два отверстия в передней челюсти. Вы хотите, чтобы они были на расстоянии 3 дюйма от более короткого края и 2 ¼ дюйма от вершины. Мы рекомендуем вам использовать сверлильный станок, чтобы отверстия были абсолютно прямыми. Ручная дрель также подойдет, если вы устойчивы.
Теперь выровняйте сделанные вами челюсти вдоль верхней стороны так, чтобы их центр был выровнен. Перед тем, как сверлить, вам нужно будет отметить отверстия и убедиться, что они хорошо совмещены. Сделав это, используйте дрель или сверлильный станок, чтобы просверлить отверстия в задней части челюсти.
Во время работы с дрелью вам может понадобиться сделать неглубокие надрезы вокруг отверстий. Таким образом, ваши гайки и болты будут вровень с финальной деталью.
Шаг 4: Изготовление ручек
Существует несколько различных вариантов ручек для тисков. Возможно, вы захотите использовать болты и шайбы, или вы можете сделать деревянные ручки. Эти дополнительные шаги делают ваши тиски более удобными в использовании в долгосрочной перспективе.
Начните со склеивания досок, чтобы получилась толщина ручки. Вы можете сделать их настолько большими, насколько захотите. Оттуда вы захотите обрезать их до закругленной или восьмиугольной формы, чтобы их было легче захватывать и поворачивать.
Просверлите отверстие в передней части тисков, затем вставьте внутрь болт с шестигранной головкой головкой вперед. Убедитесь, что он прямой, затем залейте эпоксидной смолой. Ваши ручки смогут надеть их, как только они полностью затвердеют.
Шаг 5: Завершение изготовления тисков для деревообработки своими руками
На этом можно остановиться, если хотите. Или вы можете отшлифовать свои столярные тиски и нанести на них немного финишной обработки. Для технического обслуживания мы рекомендуем вам время от времени добавлять болты по вашему выбору, чтобы поворачивать ручку было немного легче.
Когда тиски вас устроят, вы захотите прикрепить их к рабочему столу. Пользоваться тисками очень просто — все, что вам нужно сделать, это вставить изделие и затянуть губки, чтобы надежно удерживать его. Вы можете работать над этим оттуда.
Тиски для деревообработки своими руками Заключение
Создание тисков для деревообработки своими руками может сэкономить вам много денег.
Какой полярностью варить тонкий металл (плюс на держак или минус)
Содержание статьи:
Какой полярностью варить тонкий металл
Чтобы использовать абсолютно все преимущества сварочного инвертора нужно понимать, что такое прямая и обратная полярность. Это достаточно весомое преимущества сварки постоянным током, ведь в любое время можно поменять полярность.
При сварке постоянным током сварочная дуга может иметь обратную или прямую полярность. В первом случае к электроду подводится плюс от инвертора, а во втором, минус. В результате этого, происходит большее выделение тепла там, где подключён плюс.
Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше. Всё это дает возможность более эффективно и гибко настраивать сварочный инвертор под свои нужды.
В этой статье мы рассмотрим, на какой полярности лучше всего варить тонкий металл.
В отличие от обычного сварочного трансформатора, инвертор постоянного тока имеет два режима работы. Они, в первую очередь, связаны со сменой полярности, ведь у постоянного тока, в отличие от переменного, есть плюс и минус.
Соответственно, подключая электрододержатель к минусу или плюсу, мы тем самым настраиваем инвертор на определённый режим работы. Не будем вдаваться в подробности, куда именно течёт ток, от плюса к минусу или наоборот, статья не об этом. Нужно лишь сказать, что там, где подключён плюс, тепла, выделяется гораздо больше.
Например, если плюс подключён к электрододержателю, то при сварке большая часть тепла будет аккумулироваться именно на электроде. Что это нам даст? Особенно хорошо варить на обратной полярности тонкие металлы и нержавейку. Связано это с тем, что при сильном нагревании тонкий металл деформирует. Также чрезмерное выделение тепла может привести к такому дефекту, как прожоги.
Чтобы этого не случилось, важно сильно не нагревать тонкий металл. Вот тут как раз нам и поможет обратная полярность. При подключении к электрододержателю плюса от инвертора, тонкий металл не будет прожигаться.
Прямая полярность для сварки толстого металла
Ну и, наоборот, для того, чтобы хорошо проварить толстый металл и придать определённую прочность сварному соединению, нужно использовать прямую полярность. При прямой полярности плюс от инвертора идёт не на электрододержатель, а подсоединяется к клемме массы. То есть, плюс подключается к основному металлу, который сваривается.
В результате такого подключения толстый металл прогревается лучше, что позволяет нормально его проварить и получить качественное, надежное, а самое главное, долговечное соединение.
Теперь вы знаете, как варить на прямой и обратной полярности инвертором.
Достаточно просто запомнить, что плюс играет важную роль при подключении ММА аппарата для сварки. Если он идёт на электрод, то это обратная полярность, если на свариваемый металл, то полярность прямая.
Поделиться в соцсетях
Полярность сварочного тока — прямая и обратная
Автор: Михаил Щербаков. Рубрика: полярность сварочного тока,сварка тонкого металла,сварочный ток,электричество,электроды
Полярность сварочного тока — один из важных параметров, влияющих на качество сварного шва. Ведь от него зависит направление движения тока, то есть электронов в металле, что влияет на процесс выполнения шва, горение дуги, формирование сварочной ванны и в результате — на качество сварного соединения.
По поводу физического смысла, а также терминов «прямая» и «обратная» я написал отдельную статью ранее. А сейчас я расскажу основные принципы использования прямой и обратной полярностей сварочного тока. И главное, что нужно знать: там, где «+», там греется больше. Соответственно, при сварке на токе при обратной полярности, когда «+» на электроде, он греется больше, чем в случае с прямой. А деталь, наоборот, больше греется при сварке на токе прямой полярности.
Тонкости и особенности
С деталью ситуация несколько более хитрая. Когда «+» на детали, получается шире пятно проплавления, но глубина при этом не больше, а то и меньше, чем когда на детали «-«. С «минусом» на детали пятно сварочной ванны меньше, но его глубина может быть не меньше, а то и больше, чем при сварке на токе прямой полярности. Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны.
Как это использовать на практике? Вариантов много. Обычно, по умолчанию используется прямая полярность сварочного тока — особенно, когда нужно сильно прогревать и проваривать детали. Обратная полярность используется в тех случаях, когда нужно точнее контролировать перемещение сварочной ванны. Например, это некоторые виды вертикальных швов, особенно сверху вниз. Также сварка на токе обратной полярности может помочь при выполнении потолочных швов и сварке тонкого металла — ведь в этом случае деталь прогревается меньше, а это позволит минимизировать стекание металла при выполнении вертикальных и потолочных швов и сквозное проплавление металла при сварке тонкого листа.
Полярность сварочного тока зависит также от электродов
Ещё один важный момент — это сварочные электроды. Не все электроды позволяют использовать сварочный ток любой полярности. Например, электродами с основным видом покрытия сварку следует вести только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов.
Резюме
Итак, важно понимать, что выбор направления сварочного тока зависит от пространственного положения сварного шва, выбранных электродов, толщины металла и личных навыков сварщика. Если все эти условия будут соблюдены, то и швы будут получаться качественными, надёжными и эстетичными.
И главное — экспериментируйте! Я говорю это очень часто, потому что на самом деле, только эксперимент даст вам самые точные и правильные ответы на ваши вопросы!
Возможно, я раскрыл эту тему несколько сумбурно, поэтому, если у вас остались какие-то вопросы, пишите их в комментариях. А также обязательно расскажите о своём опыте использования прямой и обратной полярностей!
Ещё по теме:
Какие электроды лучше для инвертора
Особенности сварки тонкого металла
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Инверторы полярности
– elenasy.
com
Иногда мы проектируем и строим схему, которая требует двойного источника питания. Но в некоторых случаях нам действительно нужно только положительное напряжение для питания цепи, а отрицательное используется только для какой-то особой поляризации, которая на самом деле не требует такого же количества энергии, которое используется для положительного. Рассмотрим, например, схему с полевым МОП-транзистором с каналом истощения, который требует отрицательного напряжения только для поляризации затвора.
В таких случаях экономически выгоднее использовать другой подход, чем иметь полноценный двойной блок питания. Этот подход называется «инверсия полярности», в результате чего получается устройство, способное преобразовывать положительное напряжение источника питания в слаботочное отрицательное напряжение.
Таким образом, инвертор полярности представляет собой схему, способную принимать положительное напряжение по отношению к земле и генерировать отрицательное напряжение также по отношению к земле, так что мы можем иметь как положительное, так и отрицательное напряжение в точке в то же время для питания другой цепи, без использования двойного источника питания.
В принципе инвертор основан на следующей схеме.
Имеются два конденсатора и два диода, а также переключатель, соединяющий плюс первого конденсатора попеременно с источником положительного напряжения и с землей.
Когда переключатель установлен в сторону положительного напряжения, конденсатор C1 начинает заряжаться через первый диод, который замыкает цепь на землю. При достаточном количестве времени напряжение на конденсаторе увеличивается до входного напряжения за вычетом падения напряжения на диоде.
Например, если входное напряжение равно 9 В, конденсатор зарядится примерно до 8,4 В.
На следующей диаграмме это показано первым импульсом на Vin и соответствующим напряжением на C1.
Теперь, когда конденсатор заряжен, мы перемещаем переключатель на землю. При этом мы размыкаем цепь, которая соединяет конденсатор C1 с входным напряжением, и вместо этого подключаем тот же конец конденсатора к земле.
Таким образом, напряжение на конденсаторе C1 теперь обеспечивает прямую поляризацию на второй диод, тот, что справа, и поэтому у нас есть замкнутая цепь, которая идет от конденсатора C1 к конденсатору C2 и через второй диод.
Если мы выберем два конденсатора с одинаковой емкостью, то половина зарядов конденсатора С1 перейдет к конденсатору С2 и, в результате, оба конденсатора С1 и С2 получат половину первоначального заряда и, следовательно, с половина исходного напряжения, которое было на C1.
Это представлено во второй части приведенной выше диаграммы, где теперь входное напряжение равно нулю, но конденсаторы C1 и C2 имеют половину исходного напряжения.
В следующем цикле мы перемещаем переключатель обратно в сторону источника питания, поэтому конденсатор С1 снова заряжается до входного напряжения. Однако в этом случае второй диод имеет обратную полярность, поэтому конденсатор С2 изолирован и не может ни заряжаться, ни разряжаться, поэтому сохраняет прежнее значение напряжения.
Переместив переключатель обратно на землю, C1 дает больше заряда C2, и, следовательно, его напряжение немного падает, а напряжение C2, вместо этого, увеличивается.
Теперь вы можете видеть, что если я продолжаю переключаться туда и обратно, добавляя к диаграмме больше циклов, то и C1, и C2 будут сохранять все больше и больше зарядов, а их напряжение будет увеличиваться, так что после ряда циклов C2 достигает примерно того же напряжения, что и входное.
Теперь обратите внимание на то, как конденсатор C2 подключен к земле на своей положительной стороне, а другой конец подает свое отрицательное напряжение на выход схемы, который, таким образом, является отрицательным по отношению к земле.
Если вы посмотрите на последнюю из четырех диаграмм, вы увидите, как выходное напряжение становится все более и более отрицательным по отношению к земле, с тенденцией к достижению 8,4 В, о которых мы упоминали ранее.
Итак, если мы будем продолжать быстро перемещать переключатель вперед и назад, после достижения этого состояния мы сможем поддерживать его, даже если мы будем снимать небольшое количество заряда с C2 в каждом цикле из-за нагрузки, которую мы могли бы приложить к его выводам. .
Эта схема называется насосом заряда, потому что способна накачивать заряды во второй конденсатор, даже если он не подключен напрямую к входному напряжению.
Обратите внимание, что если мы начнем подавать на выход сильную нагрузку, C2 не сможет достаточно быстро перезаряжаться, и его напряжение начнет падать. И именно поэтому мы не можем использовать этот инвертор полярности для нагрузок, сравнимых с теми, которые мы можем подключить непосредственно к оригинальному блоку питания.
Но как нам переместить переключатель достаточно быстро, чтобы получить эту функциональность?
Хитрость заключается в том, чтобы заменить механический переключатель твердотельным и управлять им прямоугольным генератором, так называемым нестабильным мультивибратором.
Один из способов сделать это — использовать таймер 555, как показано на следующей схеме.
Схема на правой стороне точно такая же, как на предыдущей схеме. Однако на левой стороне механический переключатель был заменен на таймер 555, настроенный как нестабильный мультивибратор с рабочим циклом, близким к 0,5.
Контакт 3 555, который является выходным контактом, попеременно переключается с напряжения источника питания на землю, таким образом, работая, как если бы это был переключатель предыдущей схемы.
Частота колебаний обеспечивается R1, R2 и C4, которые я рассчитал в этом примере, чтобы обеспечить частоту около 30 кГц с рабочим циклом, очень близким к 0,5.
Если вы хотите узнать больше о таймере 555, я предлагаю вам посмотреть видео, которое я сделал около года назад, где я описываю, что это такое и как оно работает. Вот ссылка на видео.
Чтобы иметь возможность поддерживать относительно более высокие токи с инвертором полярности, мы должны иметь возможность заряжать конденсаторы быстрее, что приводит к более высокому току. Один из способов сделать это — использовать выход 555 для управления парой транзисторов с высоким значением бета, коэффициента, который выражает усиление тока транзисторов. При более высоком доступном токе конденсаторы будут заряжаться быстрее, и, следовательно, можно будет работать с более высоким током нагрузки.
Вот пример схемы, которая может обеспечить более высокие токи:
Эта схема в основном идентична предыдущей, но вместо того, чтобы подавать выходное напряжение 555 непосредственно на зарядный насос, она состоит из C1, C2, D1 и D2, 555 управляет двумя транзисторами 8050 и 8550, соответственно NPN и PNP.
С помощью этих транзисторов мы по-прежнему можем соединить положительный вывод C2 с положительным выводом источника питания и с землей попеременно, и мы можем заставить заряды в двух конденсаторах двигаться быстрее.
Два резистора R3 и R4 необходимы для ограничения величины тока через базы транзисторов. Слишком большой ток будет иметь два нежелательных побочных эффекта:
Во-первых, транзисторы могут сгореть из-за слишком большого тока.
Во-вторых, даже если бы транзисторы не сгорели, они все равно вошли бы в глубокое насыщение, что заставило бы их тратить больше времени на переход между состояниями «включено» и «выключено», что привело бы к тому, что схема не работала должным образом.
В дополнение к этому, поскольку напряжение на выходе 555 не изменяется мгновенно между 0 и Vin, во время перехода будет период, когда оба транзистора будут включены одновременно. В результате входное напряжение будет замыкаться на короткое время во время каждого цикла, чего следует избегать.
Чтобы решить эту проблему, я добавил в схему эти два стабилитрона. Диоды Зенера создают разрыв между 4,7 В и 5,1 В, который предотвращает одновременное включение обоих транзисторов, тем самым устраняя проблему короткого замыкания.
Вот как это работает.
При переходе от 0 до 9В на выводе 3 микросхемы 555 транзистор 8550 будет открыт в интервале между 0 и 4,7В.
В интервале между 4,7В и 5,1В оба транзистора будут закрыты и, наконец, во время перехода между 5,1В и 9V, транзистор 8050 будет включен.
И наоборот, при переходе с 9В на 0 произойдет обратная последовательность: сначала будет включен транзистор 8050, затем оба транзистора будут выключены, затем будет включен транзистор 8550, только один.
Именно поэтому два стабилитрона гарантируют, что два транзистора никогда не будут включены одновременно, тем самым защищая их и блок питания.
Конечный эффект будет таким же: положительный вывод C2 будет попеременно подключен к плюсу и к земле, заставляя работать зарядовый насос и создавая отрицательный выход.
В заключение, инверторы полярности полезны в определенных ситуациях, но недостаточно хороши для замены полноценного двойного источника питания.
Итак, когда мы используем тот или иной?
Мы будем использовать инвертор полярности в тех случаях, когда требуется лишь небольшая нагрузка на этот конкретный полюс, тогда как большая часть нагрузки будет зависеть от одного источника питания.
Всякий раз, когда нам потребуется значительное и сравнимое количество энергии как на положительном, так и на отрицательном полюсах, нам понадобится двойной источник питания.
И, наконец, если вы хотите увидеть инвертор полярности в действии, вы можете посмотреть это видео, которое я разместил в декабре 2020 года.
Нравится:
Нравится Загрузка…
бытовой ток в вашем автомобиле
Если вы хотите питать ноутбук или другое крупное электрическое устройство в своем автомобиле, вам нужен инвертор, который превращает 12-вольтовое напряжение постоянного тока вашего автомобиля в 120-вольтовое напряжение переменного тока, как у вас дома. Вот как они работают и на что обращать внимание при покупке.
Сейчас играет: Смотри:
Поставьте бытовую розетку в машину
5:17
Что делает автомобильный инвертор
Название «инвертор» мало что вам говорит. Его следовало бы назвать «переключателем полярности и усилителем напряжения», но, к счастью, это не так. Проще говоря, автомобильный инвертор берет 12-вольтовое электричество постоянного тока в вашем автомобиле и меняет его полярность. Представьте, если бы вы взяли красный и черный кабели от автомобильного аккумулятора и быстро переключали их туда и обратно: вы бы создали грубую форму переменного тока, которая выглядит следующим образом:
Истинная синусоидальная волна переменного тока, обнаруженная в бытовой розетке, выглядит как гладкая форма волны на конце. Быстрое изменение полярности источника постоянного тока, такого как автомобильный аккумулятор, приводит к грубой прямоугольной мощности переменного тока, показанной внизу.
Брайан Кули / Roadshow
Инвертор берет этот грубый переменный ток и разбивает его на этапы, чтобы он больше походил на синусоидальный переменный ток, выходящий из бытовой розетки, а также повышает напряжение с 12 до 120 В. То, насколько элегантно инвертор это делает, играет большую роль. от его стоимости.
Инвертор постоянного тока постепенно повышает и понижает мощность вашего автомобиля, а также регулярно меняет полярность. Результат, показанный здесь фиолетовым цветом, начинает очень напоминать кондиционер, который вы получаете дома.
Брайан Кули / Roadshow
Как купить инвертор для вашего автомобиля
Покупая инвертор для питания электроники от вашего автомобиля, сложите мощность всех устройств, которые вы будете подключать к нему одновременно, и купите инвертор с номинальной мощностью на 20% выше, чем эта мощность. быть в безопасности. Если вы собираетесь использовать устройства с двигателями или балластами, такие как электроинструменты или люминесцентные лампы, вам нужно купить инвертор гораздо большего размера, чтобы учесть высокую мощность, которая требуется этим устройствам при запуске или во время импульсов в их работе.
Эта таблица размеров показывает, что для некоторых устройств требуется инвертор с гораздо более высокой мощностью «подушки», чем вам нужно для ноутбука или другой небольшой электроники.
Самлекс
Вам также нужно решить, насколько хорошая синусоида вам нужна. Более простой и дешевый инвертор будет предлагать мощность «модифицированной синусоидальной волны», которая приемлема для более простых электрических устройств, таких как электродрель или лампочка.
Амазонка
Хорошо: Автомобильный инвертор Tripp Lite 375 Вт
Модифицированная прямоугольная мощность торговой марки по низкой цене.
См. на Amazon
Для ноутбуков и другой сложной электроники я рекомендую инвертор с «чистой синусоидой», который выдает переменный ток, практически неотличимый от переменного тока, который есть у вас дома. Такой инвертор может стоить значительно дороже, но гарантирует, что ваша тонкая электроника будет работать так, как и предполагалось.
Амазонка
Лучше: Samlex PST-300-12 Инвертор с чистой синусоидой
Инвертор, который точно воспроизводит синусоиду, присутствующую в бытовой розетке переменного тока, и рассчитан на питание устройств общей мощностью до 300 Вт.
См. на Amazon
Наконец, решите, как вы будете подключать инвертор к своему автомобилю. Меньшие инверторы, которые подключаются к 12-вольтовой «сигаретной» розетке, ограничены номиналом предохранителя этой розетки. Например, 12-вольтовая розетка, защищенная 15-амперным предохранителем, может поддерживать только 200 Вт мощности от инвертора, независимо от того, насколько большой инвертор вы к ней подключаете. Чтобы определить этот расчет для вашего автомобиля:
Найдите номинал предохранителя для 12-вольтовой розетки в вашем автомобиле, осмотрев ее или прочитав руководство пользователя
Определите напряжение , которое вы будете использовать : Ваш автомобиль будет подавать 12 вольт, когда он выключен, 13,8 вольт когда он работает
Обратите внимание, какую мощность вы хотите в инверторе, что является его номинальной мощностью
Вставьте эту информацию в один из различных онлайн-калькуляторов ватт/ампер и посмотрите, соответствует ли полученное число ампер номинальному или ниже 12-вольтового предохранителя автомобиля. Если расчет выходит выше номинала предохранителя, вы все равно можете использовать инвертор, но не на его полной номинальной выходной мощности. Для этого вам нужно найти более надежный способ подключения инвертора к вашему автомобилю, например, напрямую подключить его к аккумулятору.
как собрать самодельный мини станок cnc по чертежам с размерами для резьбы по дереву
Если вы хорошо разбираетесь в технике, для вас не составит труда собрать фрезерный ЧПУ-станок у себя дома. Это выйдет значительно дешевле, чем приобретать новое устройство, и к тому же доставит вам удовольствие от самореализации. Все необходимые компоненты можно приобрести в магазинах электроники и стройматериалов. Ниже приведены детальные инструкции по сборке станка с фотографиями.
Подготовительные работы
Подготовка к построению станка предполагает такие фазы:
создание чертежей;
закупку надежных комплектующих и крепежа;
подготовку качественных инструментов;
ознакомление с текстовыми и видеоинструкциями.
Замечательно, если у вас найдется доступ к сверлильному и токарному станкам — это существенно облегчит конструирование фрезерного.
Как сделать фрезерный станок ЧПУ своими руками: пошаговая инструкция
Устройство можно изготавливать двумя методами:
Приобрести готовый комплект запчастей и самостоятельно смонтировать из него устройство.
Изготовить или приобрести все комплектующие по отдельности.
Второй вариант более сложный и затратный по времени, зато более бюджетный.
Подбирая материал для устройства, надо учитывать, что он обязан быть прочнее тех материалов, которые будут на нем обрабатываться.
Модели с подвижными столами хороши только в том случае, если станок будет компактным, менее 30 × 30 см. Для более крупных моделей оптимальными станут двигающиеся порталы.
В большинстве случаев устройства домашней сборки оснащаются шаговыми двигателями, а промышленные модели — более сложными и дорогостоящими сервоприводами.
Если вас интересует затейливая многомерная резка, лучше приобрести шпиндель с водяным охлаждением. Он недешевый, но издает меньше шума, способен обрабатывать разнообразные материалы и не перегревается, работая на пониженных оборотах.
Станок, описанный в этой статье, обошелся ориентировочно в 1500 евро. Им можно обрабатывать фанеру, пластик, лиственную древесину и алюминий.
Как вариант: основой для фрезерной установки может послужить сверлильная, где головка со сверлом заменяется на фрезерную. Чтобы инструмент мог передвигаться по трем плоскостям, механизм следует оснастить подшипником. Удобнее всего собирать такие механизмы на основе принтерной каретки, потом останется только оснастить аппарат программным управлением.
Проектирование
Эскиз для станка можно начертить по старинке от руки, но лучше воспользоваться компьютерной программой, к примеру AutoCAD (как профессиональный вариант) или Google Sketchup (опция попроще, предоставляется бесплатное использование на месяц). На рисунке должны быть точно переданы габариты всех комплектующих, чтобы понимать, какие детали заказывать.
Комплектующие
Для изготовления станка вам потребуются следующие механические компоненты:
профиль из алюминия 30 × 60 мм, порезанный на отрезки до 10 см;
пластина из алюминия толщиной 15 мм;
штырь из стали с резьбой M10 с гайкой из делрина;
линейные направляющие SBR 16 и SBR 20;
шарико-винтовая пара с шагом 5 мм и диаметром 16 мм;
ножки для выравнивания и защиты от вибрации.
Также надо будет обзавестись нижеперечисленными электрическими элементами:
3 шаговыми двигателями 3 Nm Nema 23;
3 драйверами для этих двигателей DM556 Leadshine;
блоком питания 36 В;
интерфейсной платой 5 Axis CNC Breakout Board;
источником питания 5 В к плате;
двухпозиционным выключателем On/Off;
многожильным кабелем Shielded 4 Conductor 18 AWG;
3 сенсорными концевыми выключателями;
шпинделем Kress FME 800 (его можно заменить на Dewalt Compact Router либо Bosch Colt ).
Программ будет нужно две — CamBam, совмещающая в себе функционал CAD и CAM, а также Mach4 для контроля устройства.
Ось X
Рама оси создается из алюминиевого профиля 30 × 60 мм (4 сегмента) и пары боковых панелей 15-миллиметровой толщины. На окончаниях профилей располагаются два отверстия с диаметрами 6,8 мм. Изнутри отверстий метчиком выполняется резьба М8.
Для совпадения отверстий на концевых панелях пластины надо прижать друг к другу во время сверления. В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель.
Из алюминиевых кусочков с габаритами 50 × 20 × 50 выполняются 4 блока для крепления ножек, которые будут обеспечивать столу ровное положение. Блоки прикручивают к профилям снаружи посредством четырех болтов М5 с t-гайками для мебели.
К профилям нужно подвести рельсы. Пазы в профилях должны идеально совпадать с отверстиями, высверленными в основаниях направляющих.
При установке можно пользоваться t-гайками для мебели и болтами М5.
Боковые пластины и сборка портала
Единственное отличие между идентичными пластинами таково: в одной высверлены четыре отверстия, куда будет крепиться мотор. Для изготовления портала применяются 15-миллиметровые пластины из алюминия. Чтобы разместить эти отверстия строго в правильных местах, сначала следует пробить углубления с помощью кернера. На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
Ось Y
Каретка оси Y выполнена из единственной пластины, а на ней закреплены линейные подшипники. Работать сверлом тут необходимо максимально выверенно, без отклонений даже на миллиметр. К пластине крепятся подшипники для осей Y и Z. В силу минимального расстояния между подшипниками они могут заедать даже при незначительном смещении. Проверьте, чтобы каретка без проблем проскальзывала по обеим сторонам. Рельсам и подшипникам нужна тщательная регулировка. Чтобы выровнять их как можно точнее, желательно пользоваться цифровыми приспособлениями.
Ось Z
Рельсы оси Z подсоединяются к подвижной части узла оси Z. Важно проследить, чтобы они оказались смещены от края пластины ориентировочно на полсантиметра. Выровнять их можно с помощью двух кусков пластика, используемых как прокладки. Для установки верхней пластины на узел оси Z в окончании монтажной пластины высверливают три отверстия.
Если шаговый мотор не удается разместить вплотную к пластине, потребуется выполнить для него отдельное пластиковое крепление.
Блоки корпусов подшипников тоже делаются пластиковыми. В качестве приводного винта применяется стержень из стали с резьбой М10. Шкив для зубчатого ремня просверливают, выполняют резьбу М10 и прикручивают к верхней половине приводного винта. Фиксировать эту деталь в нужной позиции будут три установочных винта. Гайку из делрина закрепляют к каретке оси Y.
Зубчатые ремни и шкивы
Место для крепления мотора обычно выбирают на отдельной стойке либо с внешней стороны устройства. Для соединения шариково-винтовой пары с мотором можно задействовать гибкую муфту.
Однако в компактном помещении размещенный снаружи мотор будет мешать, и поэтому его убирают внутрь. Если не получается соединить мотор с шариково-винтовой парой напрямую, можно воспользоваться шкивами и зубчатыми 9-миллиметровыми ремнями HTD5m.
Используя ременную передачу, можно применить понижающую передачу, чтобы подключить мотор к приводному винту. Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро.
Подшипниковые опорные блоки
Опорные блоки для осей X и Y выполняют из алюминиевого прутка круглого сечения 50 мм, от которого отсекают четыре 15-миллиметровых сегмента. На прутке маркируют места расположения четырех монтажных отверстий и просверливают их, плюс отдельно сверлят еще одно крупное посередине. Потом переходят к полости для подшипников. Их нужно запрессовать, а блоки закрепить на боковых и торцевых пластинах посредством болтов.
Опора для приводных гаек
Шарико-винтовую пару для оси Z можно заменить стержнем с резьбой М10 и гайкой из делрина. Полиформальдегид делрин является самосмазывающимся и по мере эксплуатации не страдает от износа.
Чтобы минимизировать люфт, резьбу следует выполнять метчиком высокого качества.
Для осей X и Y выполнено крепление привода из алюминия. На гайках шарико-винтовой передачи расположена пара компактных фланцев с тремя отверстиями с каждого бока. По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
Держатель нужно обработать с высокой точностью на токарном станке. Прикрутив гайки к порталу и каретке оси Y, можно поворачивать шарико-винтовую пару ручным способом и перемещать эти комплектующие на другую сторону. Гайку начнет клинить, если габариты держателей окажутся неправильными.
Крепления двигателя
Для опор мотора применяют фрагменты алюминиевых труб с квадратным сечением, заранее порезанные с желаемой длиной. Как вариант, можно разрезать трубу из стали.
Надо убедиться, что крепления мотора по осям X и Y можно свободно двигать с целью натяжения зубчатых ремней. Выполнить прорези и высверлить крупное отверстие на одной стороне крепления можно как на сверлильном, так и на токарном станке.
Крупное отверстие с одной стороны выпиливают при помощи концевой пилы. Таким образом, двигатель садится на один уровень с поверхностью, а вал получается центрированным. С противоположной стороны крепления выполняют четыре слота, дающие мотору возможность скольжения вперед-назад.
Для крепежа двигателя используют болты М5.
Рабочая поверхность
Идеальной опцией стала бы столешница из алюминия с пазами в форме буквы Т, но это стоит недешево. Поэтому ее имеет смысл заменить перфорированной столешницей, так как она экономичнее и позволяет зажимать обрабатываемую деталь разными способами.
Для крепления к алюминиевым профилям стола из березового фанерного листа 18-миллиметровой толщины применяются болты М5 и гайки с пазами в форме буквы Т. Сетка с шестиугольными вырезами под гайки выполняется в CAD-софте, потом отверстия проделываются на станке с ЧПУ.
Поверх фанеры устанавливают лист МДФ 25-миллиметровой толщины. Для прорезания отверстий в обеих частях применяют большую фасонную фрезу. Отверстия в МДФ выравнивают с центрами заблаговременно проделанных шестиугольных отверстий. Потом МДФ снимают, а гайки устанавливают в отверстия фанерного листа. После этого МДФ возвращают на место.
Электрика и электроника
Для создания электронной составляющей предстоит воспользоваться нижеперечисленными комплектующими:
источником питания с выходным напряжением 48V DC и выходным током 6,6 A;
кнопкой экстренного завершения работы и концевыми выключателями.
Если моторы не самые мощные, допустимо использование платы на три мотора — однако все равно рациональнее применить индивидуальные драйверы. Микрошаговый режим драйверов Leadshine обеспечивает предельную плавность перемещения инструмента и понижает вибрации мотора.
Источник постоянного напряжения 5 В подключают к главному входу питания. Для вентиляторов устанавливают розетку, электроэнергия к ним поступает через традиционный 12-вольтовый адаптер, размещенный на стене.
Компьютер контролирует реле на 25А через прерыватель. Входные клеммы реле подключаются к выходным клеммам прерывателя. Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.
Если в конце G-кода стоит команда M05, шпиндель с пылесосом выключатся. Для их повторного включения потребуется нажатие кнопки F5 либо ввод команды M03.
Программное обеспечение
Готовому устройству для полноценного функционирования требуется три разновидности софта:
CAD, чтобы создавать чертежи;
CAM, чтобы создавать траектории инструментов и выводить G-код;
контроллер, считывающий G-код и управляющий маршрутизатором.
Хорошим примером софта, совмещающего в себе функционал CAD и CAM, станет CamBam. Он несложный и вполне подходит для домашнего производства. Перед началом работы ему нужно задать параметры: диаметр применяемых инструментов, глубину и скорость резания, глубину за проход и так далее. Задав софту траекторию, можно будет вывести G-код, отдающий станку непосредственные команды.
В качестве контроллера следует порекомендовать Mach4. Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя.
Отладка самодельного станка с ЧПУ
Перед началом полноценной работы на станке надо обработать несколько пробных деталей различных конфигураций и габаритов, сделанных из разных материалов. Возможно, в процессе выяснится, что устройство издает слишком громкий шум, и от него во все стороны разлетается пыль. Тогда его можно оснастить пылеуловителем, соединенным с пылесосом.
Нередко оказывается, что расчет крутящего момента на Y-опоре был произведен некорректно. В таком случае из-за высокой нагрузки по оси Y станок начнет изгибаться. Для устранения этого изъяна надо купить вторую направляющую и модернизировать портал.
Как собрать ЧПУ-стол?
Чтобы по максимуму использовать возможности станка, его нужно поместить на прочный и устойчивый стол. Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить:
кнопку завершения работы;
фиксатор роликов;
зенковку и биты;
дрель;
электрическую отвертку;
пилу;
станок X-Carve;
концевую фрезу на 4 дюйма с твердосплавным покрытием;
твердосплавную фрезу на 4 дюйма, с 4 каналами, с шариковым наконечником;
средства защиты слуха.
От старого стола нужно взять две большие полки и укрепить их. По четырем внутренним углам надо разместить угловые скобки, а по длине поперечной балки, которая проходит по нижней стороне — L-образные скобки. Чтобы закрепить полку, нужно добавить дополнительные деревянные подставки. После того как полка будет помещена на место, надо укрепить ее еще большим количеством скобок.
Чтобы найти разумное применение каждому сантиметру помещения, стол хорошо бы оснастить пегбордом, то есть перфорированной панелью для инструментов. Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
Пространство в нижней части стола тоже прекрасно подходит для хранения объектов — в частности, барабанного шлифовального станка или настольной пилы. Для хранения материалов можно соорудить съемную полку, воспользовавшись для этого листом фанеры и заготовленными для ножек деревянными брусками. Ножки крепятся к листу фанеры с помощью угловых скоб.
Еще одну полку можно оборудовать наверху — иногда это помогает закрыть проводку от станка и розетку. Верхнюю полку укладывают на торцы стоек и прикручивают. У второй полки углы для ножек вырезают с помощью лобзика.
Сложности в работе, возможные ошибки и как их избежать
При монтаже станины нельзя применять соединения сварного типа, так как они не справляются с вибронагрузками. В местах крепления рекомендуется пользоваться Т-образными гайками.
Чтобы усилия передавались на вал равномерно, на винтовых передачах следует размещать зубчатые ремни, не проскальзывающие на шкивах.
Исключительно важно приобрести надежные подшипники и качественные ходовые винты — это гарантирует станку прочность и долговечность.
Габариты всех деталей необходимо подбирать с максимально возможной точностью и следить, чтобы они безупречно подходили к блоку.
Итак, теперь вы знаете, как собрать дома фрезерное устройство с ЧПУ. Конечно, это удобнее делать с напарником, а не в одиночку. Если вы обладаете достаточными навыками и свободным пространством дома или в гараже, собранный по этой инструкции станок прекрасно заменит вам аналог, созданный на заводе.
29 августа 2020
13882
Получите консультацию специалиста
Самодельный ЧПУ станок своими руками быстро
Неожиданно много читателей, прочитавших мою статью, посвященную некоторым аспектам проектирования механики самодельного гравировально-фрезерного станка ЧПУ, высказали в своих откликах, как бы это помягче. .., недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
Я по-прежнему считаю, что небольшой станок, например, с рабочим полем 500х300 мм, проще, технологичнее и дешевле сделать, применив круглые направляющие с бронзовыми втулками скольжения. Однако, чем больше по размеру рабочее поле, тем сложнее обеспечить заданную точность за приемлемые деньги. Наконец, наступает момент, когда технологические трудности изготовления и монтажа направляющих скольжения, а значит и их стоимость оказывается сопоставимой со стоимостью блоков шариковых линейных подшипников на рельсах.
Вот и получается, что небольшой гравировально-фрезерный станок дешевле сделать на круглых направляющих скольжения с обычной винтовой передачей. Но, если рабочий ход хотя бы по одной из осей превысит некоторое значение, при котором выгодней купить шариковые направляющие, то конечно, проще купить. Само собой, упомянутое «некоторое значение» — вещь относительная. Стоимость изготовления механики в Москве и, например, на Урале отличается в разы. По моим оценкам, для Москвы размер рабочего хода, при котором стоит подумать о шариковых линейных направляющих, составляет 1000…1200 мм и более.
Статья планировалась из двух частей. Первая часть должна была быть посвящена выбору направляющих, особенностям проектирования и конструирования механики с использованием шариковых линейных направляющих, а вторая — практической реализации станка. Известно, теорию читать никто не любит, все сами «теоретики». Поэтому предвосхищая возгласы: «Все, что вы пишете, давно известно из книжек! К практике поближе!!», я решил ограничиться практической реализацией. Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».
Подытожим:
Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
На линейных шариковых направляющих и зубчатых ремнях.
Рабочее поле не менее 1000х300х90.
Разрешение позиционирования не хуже 0,1 мм.
Скорость позиционирования не менее 2 м/мин.
Икс
Начнем с простого – со стола-основания. Элементарный геометрический расчет показывает, что при ходе по Х равному 1000 мм длина стола должна быть 1300 мм. По крайней мере, у меня так получилось. При ходе по Y больше 300 мм ширина стола должна быть не менее 460 мм.
Изучив сортамент стандартных прессованных прямоугольных труб (боксов) из алюминиевого сплава АД31 (других промышленность, к сожалению, не выпускает) выбираем бокс 80х40х4 мм. Нарезаем из него несколько балок (1300 мм — 2 шт. и 460 мм -4шт.). Еще нам понадобятся два швеллера 50х30х4 длиной 1300 мм. В них отлично вписываются шариковые направляющие SBS15SL, которые я решил применить. В качестве ножек используем подходящие круглые ножки от дивана, купленные в магазине ОБИ. Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Получилось весьма крепко. Под нагрузкой швеллеры, в которые буду уложены рельсы слегка прогибаются, но ничего, поставим столешницу – будет совсем другое дело, основание по прочности и жесткости приобретет исключительную «дубовость».
Привинчиваем рельсы.
Они располагаются под столом и, как видите, относительно хорошо защищены от пыли и стружек. Не смотря на то, что шариковые блоки SBS снабжены скребками, предусмотреть дополнительную (пассивную) защиту рельс и блоков от прямого попадания стружек никогда не вредно.
Привинчиваем к шариковым блокам площадки, на которые впоследствии будет ставиться портал. Площадки эти — просто прямоугольные пластинки из сплава Д16Т с отверстиями для крепления портала и кронштейна под шаговый мотор.
О кронштейне шагового мотора, и вообще о проводке зубчатого ремня поговорим отдельно.
Проводка зубчатого ремня
Да, шаговые моторы для перемещения портала по оси Х будут крепиться на самом портале! Почему-то когда говорят о приводе зубчатым ремнем, в мозгах рисуется ремень в виде кольца с мотором, установленным на раму, а натяжение ремня организуется на портале или каретке. Так делать можно, но лучший ли это способ? Не уверен. Мы пойдем другим путем. Устроим из ремня псевдо зубчатую рейку.
Концы ремня закрепим на раме. Одну прижимную планку зафиксируем жестко, а другая будет иметь возможность перемещаться для натяжения ремня в пределах расстояния между соседними зубьями, т.е. в пределах 5 мм. Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Чем же такой способ лучше кольцевого ремня? Да, хотя бы тем, что расход ремня в два раза меньше, натягивать проще, экономия на зубчатых колесах, которые дорогие и их надо покупать вместе с ремнем. Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ремень надо брать с относительно мелким зубом. Я выбрал любезный моему сердцу ремень от хвостовой балки модели вертолета «Раптор 50». Он имеет шаг зубьев 5 мм. Зубчатое колесо тоже от этого вертолета. Его диаметр (по средней линии зубьев) 14 мм. Значит при включении двигателя в полушаговом режиме (400 шагов на оборот) перемещение каретки на один шаг будет 3,14*16/400 = 0,11 мм. Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
Что касается кронштейна шагового мотора, то это, как видите, простая пластина с дырками. Ничего особенного, выпиливаем точно так же, как и основание. Пока за рамки ножовки, дрели и напильника мы не вышли. Будем продолжать в том же духе.
Устанавливаем все это дело на раму и проверяем, как ездит. Ездит хорошо!
Собственно, это почти все с рамой. Осталось «причесать», придать изделию «товарный вид» и установить столешницу.
Товарный вид
«Made in дома» — не обязательно сикось-накось, коряво и неаккуратно. Меня удручают, закрепленные на уродских «курьих ножках» и торчащие во все стороны двигатели, пучки неубранных проводов, вывороченные наизнанку контроллеры и тому подобные «прелести» самодельных конструкций. Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
Проложим пару дохленьких швеллеров, в которых будут размещаться петли кабелей от двигателей и концевых выключателей. Если контроллер большой и не лезет в подстольное пространство, то сделаем кронштейны для выходных соединителей. И, наконец, установим заглушки на торцы несущих профилей, чтобы в них не скапливалась грязь.
Затраты труда на эти на первый взгляд необязательные мероприятия окупаются с лихвой.
Столешница
Станок планируется в основном для пиления бальзы, фанеры, пластиков, поэтому столешница может быть сделана из ламинированной панели для кухонной мебели толщиной 40 мм, т. е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
Некоторым «продвинутым» специалистам может понравиться наборная столешница из алюминиевого станочного профиля. Пожалуйста, принципиально ничего не изменится. Однако станок на зубчатых ремнях может пилить только то, на что рассчитан, а именно — фанеру, пластики и тонкий алюминий, и не более того, поэтому ужесточать столешницу – бессмысленно.
Игрек
Пошли дальше.
Поперечная балка, на которую будут устанавливаться рельсы оси Y, получается длиной 510 мм. В целях унификации сделаем ее из того же алюминиевого бокса 80х40х4 мм. Рельсы поставим прямо на торцы балки.
В большое прямоугольное отверстие на широкой грани профиля будет входить ось двигателя с насаженным на него зубчатым колесом. С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
Проводку зубчатого ремня выполним точно так же, как и по оси Х, только устройства для крепления и натяжения ремня сделаем на уголках.
Ремень оказывается хорошо защищен от стружек и грязи. В нижней части профиля (внутри) будет размещена петля кабеля от двигателей Y и Z. Осталось поставить заглушки на торцы балки и все.
С лицевой стороны (со стороны каретки Z) балка не имеет отверстий, что очень хорошо, т.к. именно тут летит стружка. Как видите, балка с кареткой Y получилась очень простой.
Зет
Ход по Z планируется сделать 90 мм. Почему 90? Потому что мне достаточно 90, а можно сделать и 150 мм. Это не принципиально.
Каретка Z и все, что с ней связано, самая многодельная и трудоемкая часть нашего станка. Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Ходовой винт
Начнем с винта. Я уже писал подробно о ходовых винтах и гайках в статье «Механика самодельного станка ЧПУ», не буду повторяться. НО. Так ли уж необходим в данном случае на оси Z ходовой винт с гайкой, выполненный по всем правилам точной механики? Вряд ли. Станок предназначен для плоского фрезерования, по сути, это просто лобзик с ЧПУ – опустил фрезу на нужную глубину и – погнали выпиливать. Тут сгодится катаный винт. Да, чего там катаный, простой винт с метрической резьбой сгодится! И гайка капроновая сгодится! Другое дело, если планируется 3D фрезерование, например барельефов и медалей…, но такая задача плохо согласуется с ременным приводом остальных осей. Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Кстати, ходовой винт, переходная втулка для двигателя и опорные кольца подшипников – единственные детали, для изготовления которых нам потребуется токарный станок. Даже если вы купили резьбовую шпильку на рынке, концы такого винта нужно разделать.
Конструкция подшипникового узла ходового винта описана в вышеупомянутой статье. Она оказалась удачной, поэтому в новом станке сделаем точно также.
Отверстие в стенке под подшипники растачивать по посадке не обязательно, достаточно просто просверлить. Рабочие нагрузки направлены по оси винта, и если радиально-упорные подшипники будут слегка елозить в поперечном направлении, то ничего страшного, на точности работы оси это практически не скажется.
Сборка
Устанавливаем ходовой винт внутрь основания-швеллера, сделанного из профиля 60х40х5 мм, какого же, как и тот, который мы использовали для каретки Y. К торцам основания привинчиваем рельсы.
Внимательный читатель скажет: «Ага! Деталь, на которую ставится двигатель, фрезерованная!!!». Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Устанавливаем уголки на шариковые блоки. Уголки сделаны из профиля 50х50х5 мм. Это единственный доступный профиль из сплава Д16Т.
Спереди на уголки ставится панель, которая, по сути, и есть каретка Z. Но перед этим установим перемычку, которая свяжет уголки с ходовой гайкой.
На первый взгляд эта деталь лишняя. Ходовую гайку можно закрепить сразу на передней панели. Но в этом случае, существенно возрастают требования к точности изготовления деталей, и монтаж гайки придется производить вслепую. Т.к. станок у нас «на скорую руку» и делаем мы его на кухне, то в данном случае такая переходная деталька может оказаться полезной. Впрочем, кто в себе уверен, может ее и не ставить.
Последний штрих. Устанавливаем переднюю панель и кронштейн для шпинделя.
Кронштейн может быть фрезерованный, а может быть и просто плоский. Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
X-Y-Z
Устанавливаем Z на Y.
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
А можно…?
Отвечаю сразу — МОЖНО! Все можно! Только нужно ли?
«А можно вместо четырех шариковых блоков поставить на каретку два? Будет почти в два раза дешевле» — Можно! Но я поставил четыре, и вам советую.
«А можно заменить обычные профили станочными? Будет лучше» — Можно! В каком-то смысле действительно будет лучше. Скажем так, будет лучше ровно на столько, на сколько, к примеру, станут лучше «Жигули», если поставить на них семнадцатидюймовые колеса от «Мерседеса», Но дороже будет, это точно!
«А можно для увеличения прочности заменить не внушающие доверия алюминиевые профили хорошими стальными?» — Можно! Если удастся подобрать подходящие по размеру, и при условии замены шариковых направляющих на 20-й типоразмер. Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
«А можно такой станок сделать размером 2х3 метра, и чтобы 10 мм фанеру пилил со скоростью 600 мм/мин.?» — Можно! Только профили нужно брать станочные и крепить их к стальным сварным рамам, и ремни заменить зубчатыми рейками и моторы брать с редукторами, и прочее по мелочам.
«А можно вместо дорогих шариковых направляющих применить обычные шарикоподшипники, чтобы все так же ездило?» — Можно! Ездить будет! Но я все-таки разорился на рельсы и дорогие линейные подшипники, сами догадайтесь почему.
«А можно вместо импортных шариковых линейных направляющих использовать наши, отечественные, мебельные, или компьютерные?» — Можно! См. ответ на предыдущий вопрос.
«А вот у меня нет ни дрели, ни ножовки по металлу. Как быть?» — Займите у соседа или купите… лучше сразу готовый станок.
«Хочу построить такой же станок как у вас. Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Такие, вот, дела.
CNC Machining 101: Знакомство с основами CNC-обработки
CNC-обработка всегда была рядом с нами. Тем не менее, удивительно, что некоторые люди не знакомы с производственным процессом. Вы когда-нибудь задумывались, как разные компании получают свои сложные детали машин? Да, это обработка с ЧПУ. Обработка с ЧПУ предназначена не только для деталей машин. Это важный производственный процесс для людей, которые хотят что-то сделать без помощи рук. Однако, поскольку вы новичок в мире обработки с ЧПУ, мы считаем, что вы еще не готовы. Вот почему у нас есть CNC Machining 101, где вы познакомитесь с некоторыми основами обработки с ЧПУ.
В этой статье вы познакомитесь с основами обработки с ЧПУ. Знание основ обработки с ЧПУ может быть только для расширения вашего кругозора по основным принципам обработки с ЧПУ. Тем не менее, он также поможет вам понять, чего ожидать при использовании производственного процесса. Мы в Rapid Direct можем помочь вам с последним, потому что мы всегда готовы предоставить вам самое лучшее. Перед этим давайте демистифицируем процесс. Читать дальше.
Что такое обработка с ЧПУ?
Обработка с ЧПУ (ЧПУ) — это субтрактивный производственный процесс, в котором используются компьютеризированные станки для изготовления детали по индивидуальному заказу. Компьютер использует коды программирования, чтобы направлять станки на стружку (вычитание) материала. Это происходит до тех пор, пока материал не сформирует входную спроектированную деталь.
Как работает обработка с ЧПУ?
Чтобы лучше понять основы обработки с ЧПУ, важно знать, как работает обработка с ЧПУ. Согласно определению, обработка с ЧПУ — это субтрактивный и компьютеризированный процесс. Таким образом, знание того, как это работает, основано на понимании взаимосвязи между компьютером, требуемыми операциями и заготовкой.
Основываясь на этой взаимосвязи, механизм обработки с ЧПУ можно разделить на четыре различных этапа, которые мы объясним ниже.
Создание проекта САПР
Первым делом необходимо создать компьютерный проект в формате 2D или 3D. Вы можете добиться этого с помощью программного обеспечения САПР. С помощью программного обеспечения вы можете визуализировать любые детали с правильными техническими характеристиками. Однако есть небольшое ограничение. Свойства заготовки играют огромную роль в дизайне и в том, как она получается. Мы обсудим это в разделе материалов для обработки на станках с ЧПУ.
Преобразование файла САПР в программу ЧПУ
Следующим шагом является преобразование файла САПР в формат файла, совместимый с ЧПУ. Программа ЧПУ проанализирует файл САПР для создания программных кодов, необходимых для процесса.
Существует два типа кодов, с которыми вам следует ознакомиться по основам обработки с ЧПУ. Это G-код (геометрический код) и M-код (машинный код). G-код управляет действиями машины. Например, он контролирует, как он движется, когда он движется, как быстро он движется, какой путь он выбирает и т. д. С другой стороны, М-код управляет факторами, которые окружают возможности машины. Например, он контролирует снятие и замену кожуха машины.
Настройка станка с ЧПУ
Настройка станка с ЧПУ осуществляется двумя способами. Во-первых, вы должны запустить проверку станка с ЧПУ, чтобы убедиться в его состоянии. Второй момент – закрепление заготовки на станке. Вы можете зафиксировать заготовку непосредственно в станке, одновременно прикрепляя необходимые инструменты и компоненты.
Выполнение операции
После настройки станка с ЧПУ вы можете запустить программу ЧПУ. Программа ЧПУ является центром управления всеми действиями станка с ЧПУ. Он командует машиной, диктуя ее действия и движения для получения правильного результата.
Современная обработка с ЧПУ, такая как наша в Rapid Direct, требует от вас только загрузки файла САПР. Программа ЧПУ проанализирует файл САПР, чтобы убедиться, что конструкция возможна.
Общие операции обработки с ЧПУ
Обработка с ЧПУ 101 также не будет завершена без знания операций обработки с ЧПУ. Есть две основные операции обработки с ЧПУ, на которые вы должны обратить внимание, и мы демистифицируем их ниже.
Фрезерование с ЧПУ
Фрезерование при обработке с ЧПУ — это вырезание части заготовки с помощью вращающихся режущих инструментов.
В фрезеровании с ЧПУ есть два процесса. Автоматический процесс позволяет станку с ЧПУ подавать заготовку непосредственно во вращение режущего инструмента. Направление подачи всегда совпадает с направлением вращения режущего инструмента. Другой — ручное фрезерование с ЧПУ, которое всегда противоположно вращению режущего инструмента.
Фрезерование с ЧПУ позволяет выполнять два основных типа операций:
Торцевое фрезерование: Используется для резки неглубоких поверхностей, плоских поверхностей и полостей с плоским дном.
Периферийное фрезерование с ЧПУ: Предназначен для вырезания глубоких полостей в заготовке.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ — это процесс удаления частей заготовки при вращении вокруг одной оси. Определение сложное, не так ли? Однако представьте себе болт и гайку. Процесс изготовления спиральных внешних и внутренних деталей этих линейных инструментов на станках с ЧПУ называется токарной обработкой с ЧПУ.
Токарная обработка с ЧПУ позволяет выполнять следующие операции:
Скучно.
Облицовка
Канавка.
Нарезание резьбы.
Фрезерная обработка с ЧПУ и токарная обработка с ЧПУ — не единственные доступные операции обработки с ЧПУ. В зависимости от файла САПР и того, что вы хотите, ниже приведены другие доступные операции обработки с ЧПУ.
Бурение.
Протяжка
Распиловка.
Шлифование
Хонингование
Притирка.
Плюсы и минусы обработки с ЧПУ
Как и в любом другом производственном процессе, знание основ обработки на станках с ЧПУ требует понимания его плюсов и минусов. Ниже приведены некоторые плюсы и минусы использования станков с ЧПУ.
Профи
Точность
Станки с ЧПУ точны. Поэтому они используются в секторах, связанных с человеческими жизнями. Вы бы не захотели сесть в самолет, сделанный из материалов, подвергшихся бракованному производственному процессу. Это делает их подходящим производственным процессом для авиационной и автомобильной промышленности.
Точность
Станки с ЧПУ обладают высокой точностью, что позволяет изготавливать детали, не беспокоясь о том, поместятся ли они в более крупный компонент.
Универсальность
CNC Machining предлагает различные варианты поддерживаемых материалов. Вы должны знать, совместим ли материал с процессом, прежде чем использовать его. Проверьте такие факторы, как термостойкость, чистое сопротивление и твердость.
Минусы
Стоимость
Использование преимуществ обработки с ЧПУ обходится очень дорого. Тем не менее, лучше продолжать с ним из-за преимуществ, таких как точность и аккуратность.
Ограничение по размеру
Обработка на станках с ЧПУ поддерживает материалы, которые могут выдерживать производственный процесс. Однако есть ограничение по размеру. Это может привести к проблемам при изготовлении крупных деталей.
Материалы для обработки с ЧПУ
Обработка с ЧПУ 101 не может быть завершена без знания материалов, подходящих для процесса. Если быть точным, вы можете использовать любой материал для процесса. Однако материал должен выдерживать высокие требования производственного процесса.
Можно сказать, что выбор материала для станков с ЧПУ зависит от технических характеристик материалов и производственного процесса. Примеры материалов, подходящих для процесса и поддерживаемых нами в Rapid Direct:
Алюминий.
Медь.
Латунь/бронза.
Сталь.
Нержавеющая сталь.
Титан.
Пластмассы.
Древесина.
Вы можете найти полный список наших поддерживаемых материалов на нашей платформе мгновенного цитирования. Загрузите файлы дизайна и начните свой проект сегодня!
Обработка с ЧПУ
Мы подошли к концу обработки с ЧПУ 101, и последнее, что вам нужно знать, это основные приложения с ЧПУ. Благодаря своей универсальности и другим преимуществам, обработка на станках с ЧПУ имеет широкий спектр применения в различных отраслях промышленности. Ниже приведены основные отрасли, в которых используется обработка с ЧПУ 9. 0003
Автомобильная промышленность
Автомобильная промышленность включила обработку с ЧПУ в свой производственный процесс, потому что это помогает им создавать прототипы и реальные продукты с высокой точностью и точностью.
Бытовая электроника
Хотя это может показаться удивительным, CNC-обработка занимает очень видное место в бытовой электронике. Такие компании, как Apple, используют в своем производстве станки с ЧПУ. Например, корпус Apple MacBook изготовлен из алюминия, подвергнутого механической обработке на станках с ЧПУ.
Авиация/Военная промышленность
Два сектора промышленности часто используют станки с ЧПУ. Это связано с тем, что он может производить замену и модернизацию любых деталей по требованию.
Заключение
Базовые знания в области обработки на станках с ЧПУ помогут вам сохранить актуальность в эпоху индустриализации. В этой статье вы познакомитесь с основами обработки с ЧПУ. Эта статья демистифицирует этот процесс. Он показал, что делает этот процесс особенным и почему многие отрасли включают его в свой производственный процесс.
Сделайте Rapid Direct вашим первым выбором для обработки с ЧПУ
Обработка с ЧПУ пользуется популярностью. Это видно по внедрению процесса во многих промышленных условиях. Это также видно по количеству компаний, которые предлагают услуги людям/компаниям, которые в них нуждаются. В Rapid Direct мы очень хорошо разбираемся в том, что делаем. Поэтому, выбирая нас, вы получаете множество преимуществ. Например, вы сразу же получите онлайн-предложение, как только загрузите файл САПР в нашу систему. Уникальность нашей в том, что это занимает не более одной минуты. Вы также можете воспользоваться анализом DFM (Design for Manufacturing), который определяет, пригодны ли детали к производству или нет. Кроме того, вы всегда можете воспользоваться профессиональными предложениями нашей инженерной команды. Загрузите файлы дизайна и начните свой проект сегодня!
Получить мгновенную смету
Часто задаваемые вопросы
Что такое обработка с ЧПУ?
CNC-обработка — это субтрактивный производственный процесс, в котором используются компьютеризированные станки для изготовления детали по индивидуальному заказу.
В чем разница между G-кодом и М-кодом?
G-код и М-код — это два типа кода в программировании ЧПУ. G-код управляет действиями машины, например, как она движется, когда она движется, как быстро она движется, какой путь она выбирает и т. д. M-код управляет другими разнообразными факторами, которые окружают возможности машины.
Что означает ЧПУ?
CNC расшифровывается как числовое программное управление.
Примеры использования фрезерных станков с ЧПУ
Познакомьтесь с нашими пользователями и откройте для себя ключевые области применения фрезерных станков с ЧПУ в различных областях . Мы делимся их вдохновляющими историями, чтобы показать, как цифровое производство изменило их бизнес или ремесло.
МФ БЕЛЬГИЯ
Деревянные бабочки и аксессуары
История и опыт
Бывший создатель освещения и реставратор старинной мебели. Мишель Фаве недавно обратился к цифровому производству для своего нового проекта: MF Belgium.
«Я начал обучаться двухмерному рисованию в другом программном обеспечении, но до недавнего времени у меня не было опыта проектирования в САПР и тем более в механообработке… Раньше я создавал свои творения с помощью обычных столярных инструментов.»
Кривая обучения
«Мне потребовался один день, чтобы собрать Mekanika Evo-L и подготовить мастерскую к началу работы. Кривая обучения была довольно быстрой. Я сразу перешел с GS8 2D на Fusion360 , следуя видеоурокам Mekanika .»
«Отсюда я разработал опору с вакуумным насосом для удерживания бабочек, которые я изготавливаю, и я прочитал онлайн-статьи о том, как программировать концевые фрезы и скорости подачи. В конце концов я поставил себе несколько дней проб и ошибок над материалом, прежде чем я почувствовал себя полностью комфортно.»
В настоящее время
«Когда я работал вручную, мне приходилось использовать пылезащитную маску и делать несколько проходов с разными абразивами, чтобы закончить мои детали. Раньше на изготовление галстука-бабочки у меня уходило 6-8 минут, а сейчас на это уходит всего 1м52 и пыль собирается непосредственно башмаком машины.Мне нужно только сделать легкую шлифовку, и мои закругления закономерность, которую невозможно сопоставить вручную ».
«По сути, мое производственное время было разделено на 4! Не говоря уже о времени, которое я экономлю, избавляясь от необходимости убирать пыль на своем рабочем месте.»
«Кроме того, я понимаю, что использование станка с ЧПУ открывает совершенно новый набор возможностей ; например, галстуки-бабочки с 3D-текстурами. Будь то галстуки-бабочки, рождественские украшения или персонализированные разделочные доски, единственным ограничением является ваше воображение.»
Предыдущий
Следующий
БИЛЬМО
Мебель для грузового велосипеда
История и опыт
BILMO разрабатывает велосипедные прицепы, аксессуары и мебель на заказ, специально предназначенные для грузовых велосипедов. Они разработали большое количество модулей, которые могут превратить эти велосипеды в передвижные кухни, транспортные средства для доставки и рыночные прилавки, и это лишь некоторые из них.
«Как промышленные дизайнеры, мы уже хорошо разбирались в САПР, но были полными новичками в фрезеровании с ЧПУ. До того, как мы купили наш первый станок Mekanika, , мы передавали наше производство на аутсорсинг или изготавливали детали вручную с помощью переносных инструментов».
Кривая обучения
«Благодаря урокам Меканики мы шаг за шагом изучили процесс фрезерования. Мы нашли ответы на все наши вопросы в Интернете, что позволило нам научитесь правильно фрезеровать всего за два дня . Это время нам нужно, чтобы начать делать наши первые модули. »
«Поскольку у нас есть Fab-XL, самое сложное для нас — закрепить панели на станке, ведь он такой большой! Но какое удовольствие наблюдать, как машина работает на всей панели, когда все уже установлено».
В настоящее время
В прошлом мы отдавали большую часть нашего производства на аутсорсинг, поэтому вывод новых продуктов на рынок был очень долгим и дорогим процессом. Станок с ЧПУ позволяет нам ускорить этот процесс , мы можем проводить новые эксперименты каждый день, а также экономить много денег! Это также намного менее напряжно, чем иметь дело с субподрядчиками (непредвиденные задержки, ошибки обработки и т. д.).
Благодаря внедрению наших прототипов и нашего производства машина окупилась менее чем за год .
Предыдущий
Следующий
ЛЮБИМАЯ ЛАБОРАТОРИЯ
Художественные творения с использованием переработанного пластика
История и опыт
После 10 лет работы рекламным агентом Винсент захотел использовать свои творческие способности в более реальных проектах. Именно это привело его к фрезерованию с ЧПУ, с помощью которого он воплощает в жизнь самые смелые мечты своих клиентов.
«У меня уже был большой опыт работы с программным обеспечением для 2D- и 3D-проектирования до того, как я занялся фрезерованием с ЧПУ. Я работал со всем пакетом Adobe Suite, Premiere, Maya и Fusion360, но всегда обращался к субподрядчикам для создания того, что я проектировал. .»
Кривая обучения
«Несмотря на то, что машины Mekanika очень интуитивно понятны и надежны , я очень дотошный человек. Я бы сказал, что мне потребовалась неделя, чтобы получить результаты, соответствующие моим стандартам, как в техническом, так и в художественном отношении.
Раньше я просил субподрядчиков построить то, что я проектировал, но прошло уже несколько лет с тех пор, как я попробовал, и, честно говоря, оно того стоило!»
В настоящее время
«Создание всего от А до Я позволяет мне иметь полный контроль над моими проектами . Это позволяет мне идти еще дальше и пробовать то, о чем я никогда не мечтал.»
«Помимо безукоризненного обслуживания клиентов , я бы выделил размеры машины; длина, ширина и высота просто идеальны для меня, и я считаю, что эта машина может удовлетворить потребности каждого профессионала.»
Предыдущий
Следующий
L’ARTISAN BRICOLEUR
Игрушки, изделия из дерева и индивидуальные проекты
История и опыт
Пьер — настоящий мастер на все руки, любит экспериментировать с новыми вещами: электроникой, изготовлением мебели, игрушек и даже скульптурой, пока недавно не решил обзавестись станком с ЧПУ Pro-M.
«Раньше я руководил техническим отделом сети магазинов более 25 лет, пока компания не прекратила свою деятельность. Именно тогда я решил стать сам себе начальником и использовать свои навыки в чем-то другом. У меня уже был приличный САПР знания, но мало что знал о фрезеровании CAM или CNC».
Кривая обучения
» Сборка машины была очень простой и быстрой . Я начал экспериментировать с различными материалами и техниками на Fusion360 и Vcarve Pro, и вскоре из моей мастерской появились первые фрезерованные детали. Удивительно, но самое сложное для меня — найти пределы возможностей этой невероятной машины!»
В настоящее время
«Я не собираюсь заниматься тяжелым производством. Я делаю только заказные работы, где эта машина позволяет мне сделать каждый проект по-настоящему уникальным .
Медный сплав — прочный металлический материал, полученный методом сплавления меди с другими химическими элементами, такими как олово, цинк, алюминий.
Появление первых сплавов из меди
Научно доказано, что медные сплавы были известны многим древним народам, населявшим Землю, и использовались ими повсеместно в быту.
Согласно археологическим исследованиям оловянную бронзу люди научились добывать еще в Бронзовом веке, чем и обусловлено название этого исторического периода. Первые найденные изделия из бронзы датированы IV тысячелетием до нашей эры. Из сплава меди с оловом выполнено большинство древнегреческих скульптур, в том числе гигантская статуя Колосса Родосского.
Всеми известная сегодня латунь применялась для чеканки монет более 2000 лет назад, во времена правления Юлия Цезаря. Только тогда этот материал носил название орихалк.
Впервые метод получения сплава из меди и металлического цинка был запатентован в 1781 году англичанином Джеймсом Эмерсоном.
Разновидности медных сплавов и их маркировка
Медные сплавы различают по виду легирующего компонента, придающего материалу дополнительную прочность. Самые известные среди них, получившие наибольшее распространение:
Латунь — сплав меди с цинком. Она имеет маркировку: ЛX, где X — это процентное соотношение содержания меди.
Бронза — соединение меди с оловом, никелем, свинцом, алюминием или кремнием, маркируемое буквенным обозначением Бр, за которым следуют первые буквы названий легирующих компонентов с процентным содержанием каждого.
Медно-никелевые сплавы: мельхиор (соединения с никелем, железом и марганцем), нейзильбер (с никелем и цинком), куниаль (с никелем и алюминием). В маркировке указываются первые буквы всех, входящих в состав сплава, компонентов и их процентное соотношение.
Свойства сплавов меди
К общим физико-химическим свойствам сплавов относят:
прочность;
устойчивость к износу и коррозии при взаимодействии с агрессивными средами;
высокие показатели тепло- и электропроводности;
термическую стойкость;
низкий коэффициент трения.
Латунь достаточно прочный и твердый материал, при этом легко поддающийся обработке. Бронза отличается хорошими антифрикционными свойствами, коррозионной устойчивостью и сопротивлением механическим нагрузкам, обладает малой усадкой. Медно-никелевые сплавы отличаются повышенными показателями электросопротивления и устойчивостью к воздействию агрессивных сред.
Сферы применения сплавов
Сплавы меди широко применяются практически во всех отраслях промышленности. Латунь используется в машиностроении, химической, мебельной, автомобильной и оборонной промышленности. Из нее изготавливают крепежи и фурнитуру для мебели, декоративные элементы для интерьера, патронные гильзы, приборы теплотехнической и химической аппаратуры, детали автомобилей, воинские знаки отличия, сантехнические муфты и краны.
Помимо декоративных изделий, из бронзы производят большинство деталей и запчастей промышленных машин и оборудования, которые должны функционировать в условиях больших скоростей и высокого давления.
Медно-никелевые сплавы широко используются в судостроении и при изготовлении электроаппаратуры, в том числе термоэлектрогенераторов. Из медно-никелевых соединений производят монеты, посуду, медицинский инструмент, декоративно-сувенирную продукцию, украшения.
За счет высокой электропроводности медь и сплавы активно применяются в производстве электротехники, в том числе они используются для изготовления проводов, кабелей, теплообменных камер.
Сплавы меди и их применение
Один из самых распространенных цветных металлов – медь. Она часто встречается в природе, и ее залежи находятся относительно неглубоко.
Преимущества меди:
высокая прочность;
устойчивость к коррозии;
хорошая электропроводность;
пластичность;
отличная теплопроводность.
Медь в чистом виде больше всего используется в производстве электротехники. Почти половина добываемого металла в мире уходит именно на нужды этой отрасли. Наибольший процент меди идет на изготовление кабелей и проводов. Высокая электропроводность делает медь идеальным материалом для этих целей. А благодаря хорошей теплопроводности медь широко используют в производстве систем охлаждения и отопления. Также из этого металла изготавливают трубы для транспортировки жидкостей и газов. Медь также рекомендуют использовать для систем водоснабжения, поскольку медные трубы экологичны, устойчивы к высоким и низким температурам, практически не изнашиваются.
Тем временем, в остальных сферах чаще всего используют не чистую медь, а ее сплавы: латунь, бронзу и медно-никелевые соединения.
Латунь
Этот сплав достаточно дешев, прочен, тверд, легок в обработке. Область применения латуни широка: химическая промышленность, машиностроение, производство крепежей и фурнитуры для мебели. Также из латуни часто создают декоративные элементы для дома, перила лестниц, медали и оружейные гильзы.
Для получения такого сплава медь в равных пропорциях соединяют с цинком. Также в состав латуни может входить марганец, кремний, никель либо алюминий, которые придают сплаву разные свойства.
Бронза
Это самый востребованный сплав меди, который использовали испокон веков. В Древнем Египте из бронзы изготавливали украшения, а в Средние века из нее отливали боевые орудия. Сплав бронзы и олова в соотношении 9:1 получился особо устойчивым к коррозии, легко обрабатываемым и довольно декоративным. Что интересно, бронза гораздо тверже своих «родителей» – меди и олова. Сегодня в состав сплава вместо олова может входить свинец или алюминий, из-за чего у бронзы появляются новые преимущества. Например, алюминий придает сплаву прочность.
Медно-никелевые сплавы
Такие материалы отличаются интересным серебристо-белым цветом и очень устойчивы к коррозии. Их не разрушает даже воздействие соленой воды, поэтому медно-никелевые сплавы активно используют в судостроении.
Основные виды медно-никелевых сплавов:
мельхиор – сплав с долей никеля до 33%, применяется для штамповки монет, изготовления посуды, украшений;
нейзильбер – сплав меди, никеля и цинка. Из него делают особо прочный медицинский инструмент и декоративные элементы;
манганин – сплав меди с марганцем и никелем. Благодаря высокой электрической сопротивляемости его активно применяют в точных электронных приборах.
Специалисты считают, что запасы меди еще долгое время не будут исчерпаны. Кроме того, возможность вторичной переработки меди говорит о том, что этот материал со временем будет применяться все больше, а сферы его использования значительно расширятся.
типов медных сплавов — International Wire
Разместил Юлия Лесковец на
В отличие от чистой меди, медные сплавы представляют собой сложные составы металла на основе меди и легирующих элементов, таких как никель, алюминий, кремний, олово и цинк, в различных концентрациях, которые придают сплаву желаемые свойства. Узнайте больше о популярных медных сплавах и их распространенных применениях.
ЭТП и ОФ Медь
Двумя популярными медными сплавами являются электролитически вязкая медь (ETP) и бескислородная медь (OF).
Медь ETP (C110)
Для свойств меди ETP этот сплав чрезвычайно универсален и является наиболее часто используемым медным сплавом. Он обеспечивает 100% минимальную проводимость IACS, что делает его популярным для электрических применений и тех, где требуются низкие уровни сопротивления.
Медь (C101)
Медь
OF представляет собой сплав меди чистотой 99,99% с содержанием кислорода 0,0005%. Этот сплав имеет рейтинг проводимости 101% по IACS, он устойчив к окислению и менее подвержен водородному охрупчиванию.
Недвижимость
Медь как ETP, так и OF податлива, что облегчает ее обработку и формование в процессе производства. Эти сплавы обладают высокими показателями тепло- и электропроводности и низкой химической активностью. Они также обладают свойствами устойчивости к окислению, коррозии, микробам и бактериальному загрязнению.
Приложения
Некоторые из их наиболее распространенных применений включают:
Аэрокосмические детали
Строительство
Электроника
Элементы теплообменников
Медицинское оборудование
Линии электропередач и их компоненты
Медь кадмия (C162)
Кадмий-медь представляет собой высокоэффективный сплав, состоящий из 98-99 % меди, 0,1-1,5 % кадмия и иногда небольшого количества других материалов. Кадмий придает металлу большую прочность и делает его восприимчивым к некоторым термическим обработкам.
Недвижимость
Кадмий-медь
обладает увеличенным сроком службы при изгибе и хорошими характеристиками прочности на растяжение, что делает ее более податливой для промышленных и научных применений. Сплав также обладает отличной термической стабильностью и высокой степенью электропроводности.
Приложения
Некоторые из наиболее популярных применений кадмия-меди включают:
Медный сплав с высокими эксплуатационными характеристиками при растяжении и изгибе
Этот сплав признан проводником с высокими эксплуатационными характеристиками, который может выполнять специальные функции, отвечая или превосходя требования промышленных норм. Медный сплав с высокими эксплуатационными характеристиками, обеспечивающий растяжение и изгиб, соответствует следующим промышленным стандартам:
.
ASTM B624
MIL-W-29606
NEMA WC67
SAE AS22759
Недвижимость
Этот сплав обладает высокой прочностью на растяжение и сохраняет эту ключевую характеристику даже при повышенных температурах 700°F и выше. Материал также обладает высокой термической стабильностью и отличными характеристиками проводимости и может выдерживать отжиг при высоких температурах.
Приложения
Поскольку этот сплав сохраняет свои положительные характеристики при высоких температурах, он является отличным выбором для:
Аэрокосмическая промышленность
Медицинские приложения
Геофизические приложения
80EF: экологически чистый медный сплав
Медь
80EF является альтернативой кадмиевой меди, соответствующей требованиям по ограничению использования опасных веществ (RoHS). Этот сплав не содержит кадмия и других тяжелых металлов, таких как свинец или ртуть.
Недвижимость
Несмотря на то, что 80EF не содержит кадмия, он по-прежнему обладает чрезвычайно благоприятными характеристиками, такими как хороший срок службы при изгибе и прочность на растяжение, и работает аналогично кадмиевой меди. Он также обладает высокой проводимостью и обеспечивает хорошую термическую стабильность.
Приложения
Этот сплав идеально подходит для применений, которые должны соответствовать нормам и требованиям RoHS. Дополнительные приложения включают в себя:
Коммерческие аэрокосмические приложения
Компоненты для геофизических исследований
Медицинское оборудование
35EF: экологически чистый медный сплав
Медный сплав
35EF не содержит тяжелых металлов, таких как кадмий, свинец или ртуть. Медь Alloy 35EF также соответствует нескольким специализированным отраслевым стандартам, в том числе:
ASTM B624
MIL-W-29606
NEMA WC67
SAE AS22759
Недвижимость
35EF термически стабилен и обладает отличной проводимостью. Он также имеет высокую прочность на растяжение, что делает его идеальным для различных применений.
Приложения
Этот сплав является популярным выбором для любого применения RoHS из-за его соответствия директивам.
КС-95: Медный сплав сверхвысокой прочности
Этот сплав имеет состав, обеспечивающий повышенную прочность для использования в экстремальных условиях. Это позволяет производителям уменьшить размер и вес компонентов, не жертвуя прочностью или целостностью.
Недвижимость
Сверхпрочный медный сплав имеет превосходное соотношение прочности и электропроводности к массе, а также высокую степень прочности на растяжение. Этот прочный сплав имеет превосходный срок службы при изгибе в механических приложениях и является еще одним сплавом, соответствующим требованиям RoHS.
Приложения
Детали, изготовленные из сверхвысокопрочного медного сплава CS-95, используются в следующих приложениях:
Аэрокосмические и авиационные кабельные системы
Миниатюрная электроника
Медицинское диагностическое оборудование
Миниатюрные инвазивные медицинские датчики и зонды
Бронза
Бронзовые сплавы состоят в основном из меди и примерно 12-12,5% олова, а также других металлов, таких как алюминий, марганец, никель, фосфор или кремний.
Недвижимость
Что касается свойств бронзы, сплав хорошо известен своей прочностью, устойчивостью к коррозии и электропроводностью.
Приложения
Некоторые из наиболее распространенных применений бронзы включают:
Автозапчасти
Электронные и электрические компоненты, включая контакты и реле
Морские компоненты
Провода из медных сплавов в International Wire
Являясь ведущим производителем проволоки из медных сплавов в США, International Wire Group использует высококачественные металлы для удовлетворения уникальных требований клиентов. Свяжитесь с нами сегодня, чтобы узнать больше о нашем выборе медных сплавов или о наших внутренних кабельных услугах.
Последние сообщения
Маркетинговый бюллетень за 3 квартал 2022 г.
Маркетинговый бюллетень за второй квартал 2022 г.
Руководство по медным проводам
Типы медных сплавов
Информационный бюллетень по маркетингу за первый квартал 2022 г.
 В этом случае песок лучше использовать другой песок.
В этом случае песок лучше использовать другой песок. В этом случае песок лучше использовать другой песок.
В этом случае песок лучше использовать другой песок. Если песок влажный, то воды заливают чуть меньше. Оставить часть воды.
Если песок влажный, то воды заливают чуть меньше. Оставить часть воды.
 Готовый бетон укладывается вручную или с применением пневматических вибраторов. Планируя ручную укладку бетонная смеси, обратите внимание на то, что она должна быть более пластичной, чем при механической укладке. Различаются смеси и по плотности: при механизированном способе требуется смесь большей плотности.
Готовый бетон укладывается вручную или с применением пневматических вибраторов. Планируя ручную укладку бетонная смеси, обратите внимание на то, что она должна быть более пластичной, чем при механической укладке. Различаются смеси и по плотности: при механизированном способе требуется смесь большей плотности. В этом случае вам не придется восстанавливать разрушающуюся конструкцию, или делать ее заново и нести дополнительные расходы.
В этом случае вам не придется восстанавливать разрушающуюся конструкцию, или делать ее заново и нести дополнительные расходы.
 Означает это прочность бетона в кгс/кв.см. Букой В обозначается класс бетона. Он варьируется от В3,5 до В60.
Означает это прочность бетона в кгс/кв.см. Букой В обозначается класс бетона. Он варьируется от В3,5 до В60. Прежде всего – от того, будет ли это штукатурка или фундамент. На стяжку воды следует добавлять больше, чтобы смесь заливалась, а на штукатурку — меньше, чтобы прилипала. Многое зависит от качества цемента и от состояния воды. Бывает вода очень жесткая, такой следует добавлять меньше, а мягкой – напротив, больше. Придется пробовать и экспериментировать, что может отнять много времени, сил и израсходовать лишний материал. Неопытному мастеру стоит подумать о приобретении готовой сухой строительной смеси, и все его проблемы будут решены.
Прежде всего – от того, будет ли это штукатурка или фундамент. На стяжку воды следует добавлять больше, чтобы смесь заливалась, а на штукатурку — меньше, чтобы прилипала. Многое зависит от качества цемента и от состояния воды. Бывает вода очень жесткая, такой следует добавлять меньше, а мягкой – напротив, больше. Придется пробовать и экспериментировать, что может отнять много времени, сил и израсходовать лишний материал. Неопытному мастеру стоит подумать о приобретении готовой сухой строительной смеси, и все его проблемы будут решены. В идеале он должен без остатка войти и занять весь его объем, как занимал песок.
В идеале он должен без остатка войти и занять весь его объем, как занимал песок.
 клея на 10 л раствора.
клея на 10 л раствора.


 Конечно, в какой-то момент вы добавите слишком много песка, и все, что у вас будет, это куча песка, которая не обладает ни одним из необходимых вам свойств раствора.
Конечно, в какой-то момент вы добавите слишком много песка, и все, что у вас будет, это куча песка, которая не обладает ни одним из необходимых вам свойств раствора.


 гаек, кг
гаек, кг
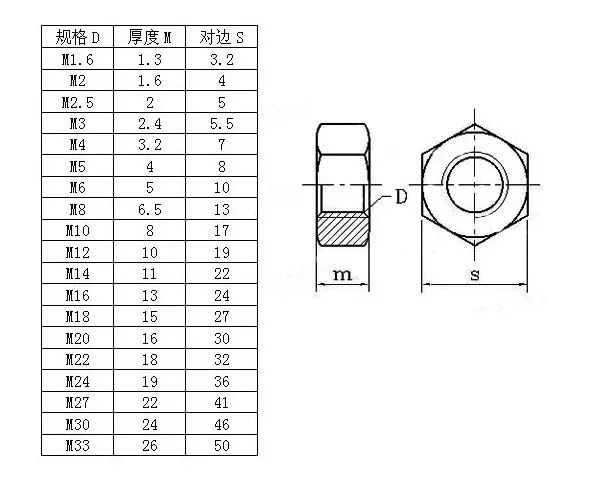 6-48
6-48 6-48
6-48 07.
07. 11
11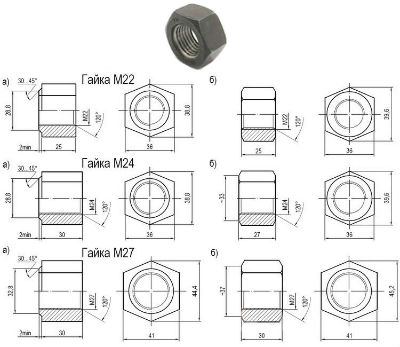
 Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся на рынке размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.
Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся на рынке размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, отфрезерованных из прутка, табличные максимальные (базовые) размеры ширины лыска могут быть превышены, чтобы соответствовать коммерческим допускам тянутого или катаного пруткового материала.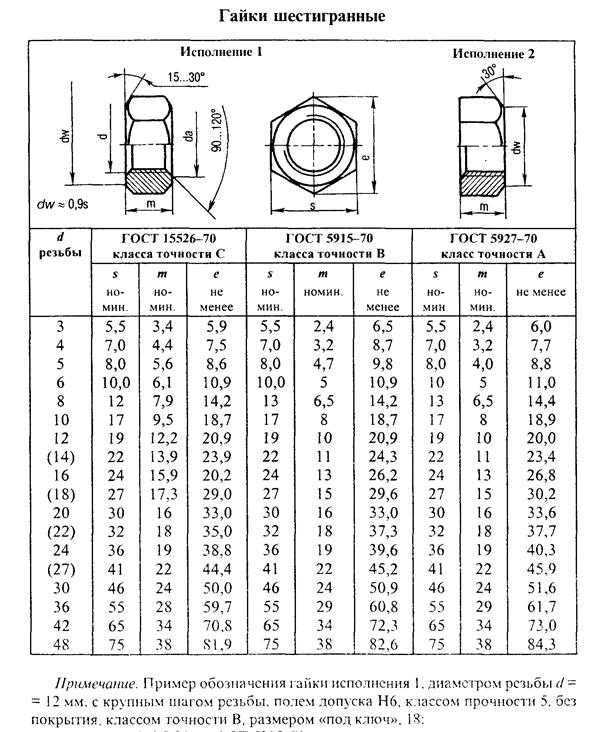
 1
1 00
00 04
04 00
00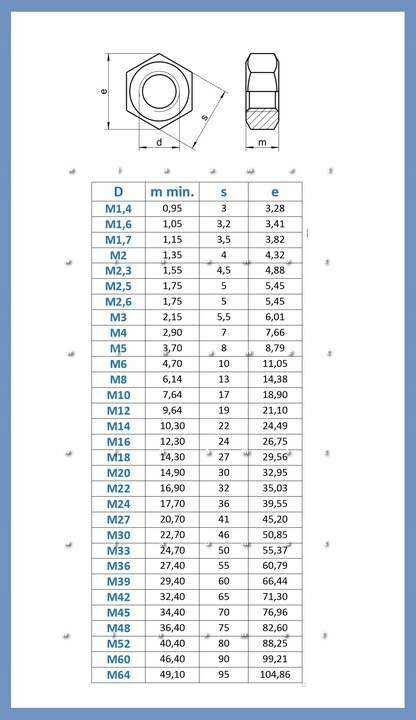 10
10 00
00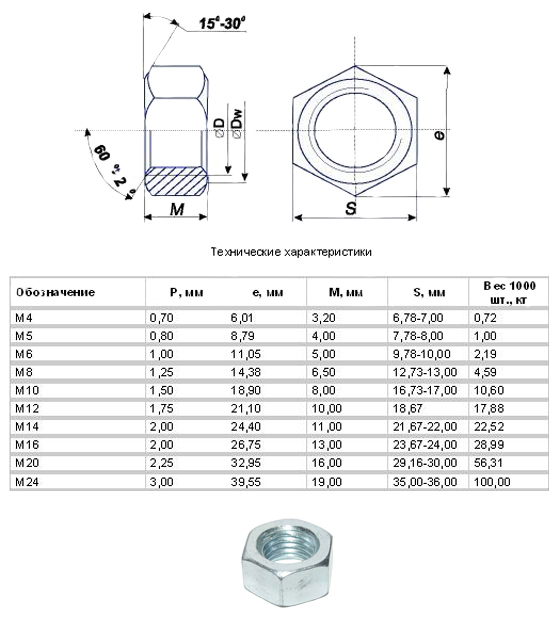 00
00 Это специальный заказ/размер.
Это специальный заказ/размер.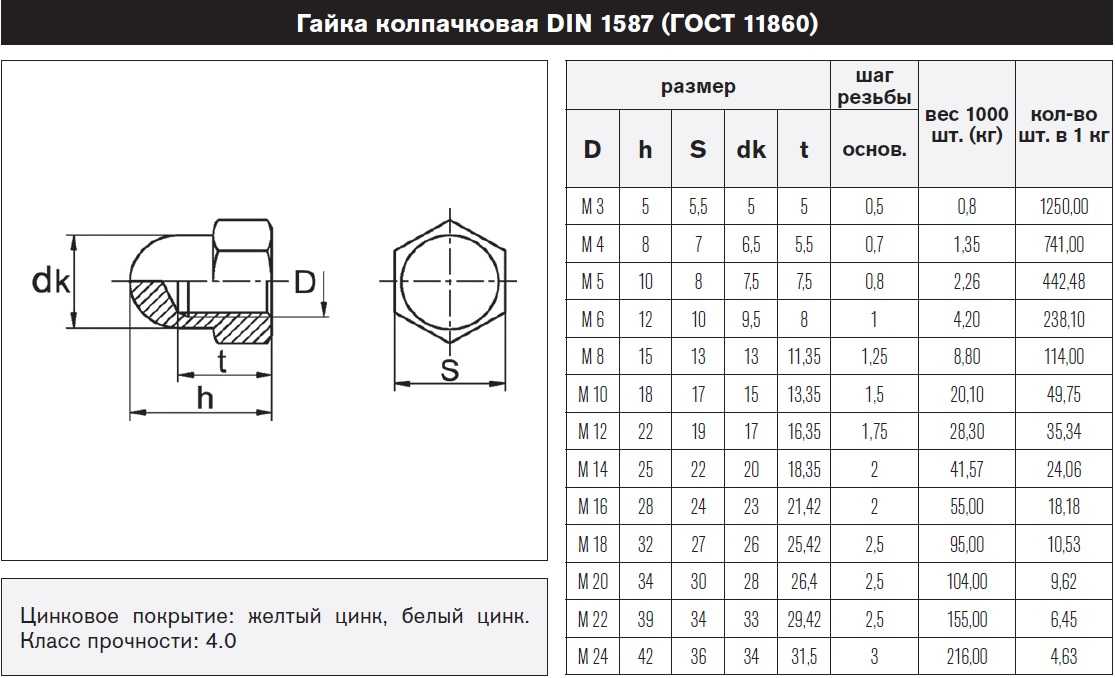







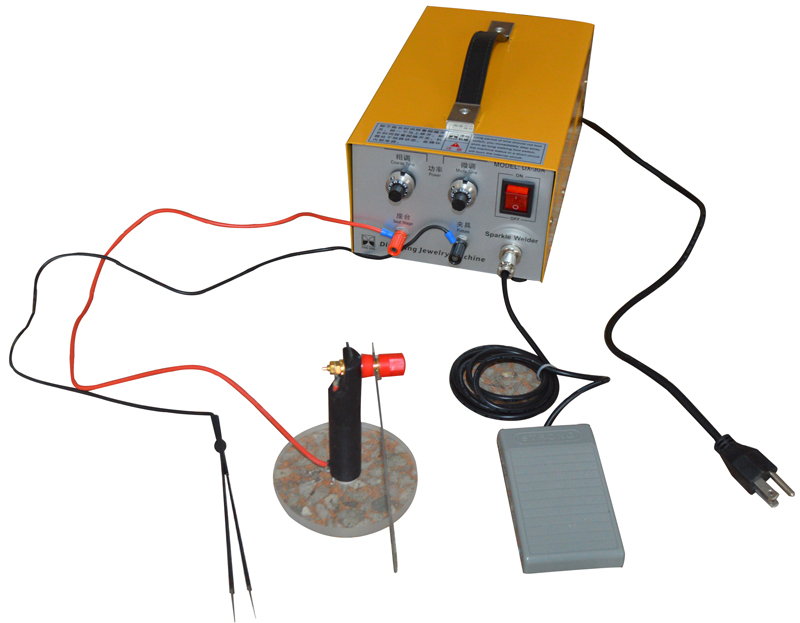
 В большинстве случаев фиксация обоих стержней осуществляется вручную.
В большинстве случаев фиксация обоих стержней осуществляется вручную.
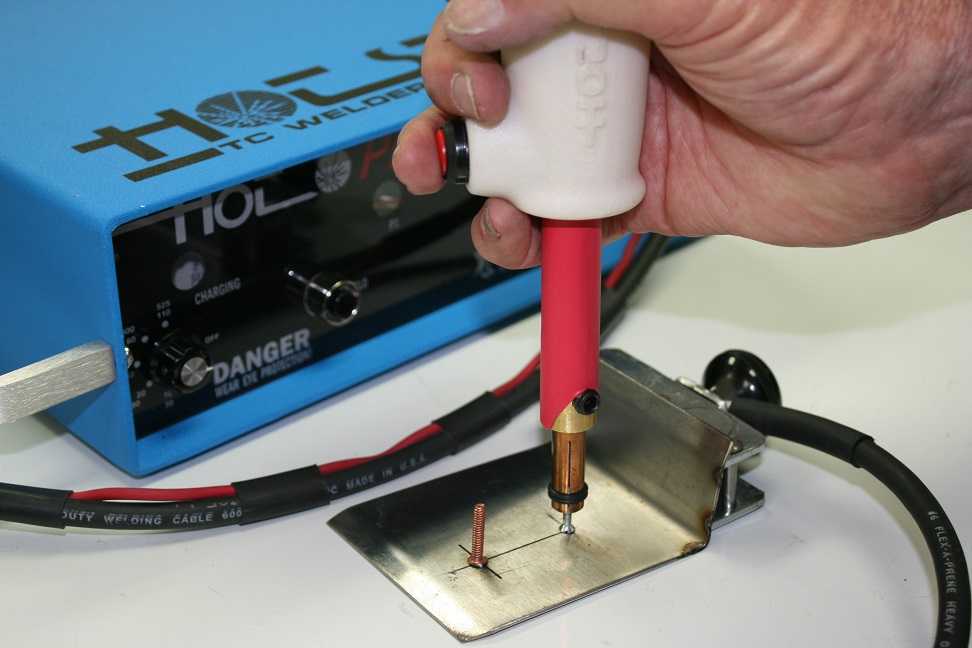

 04.2017
04.2017
 Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе: В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.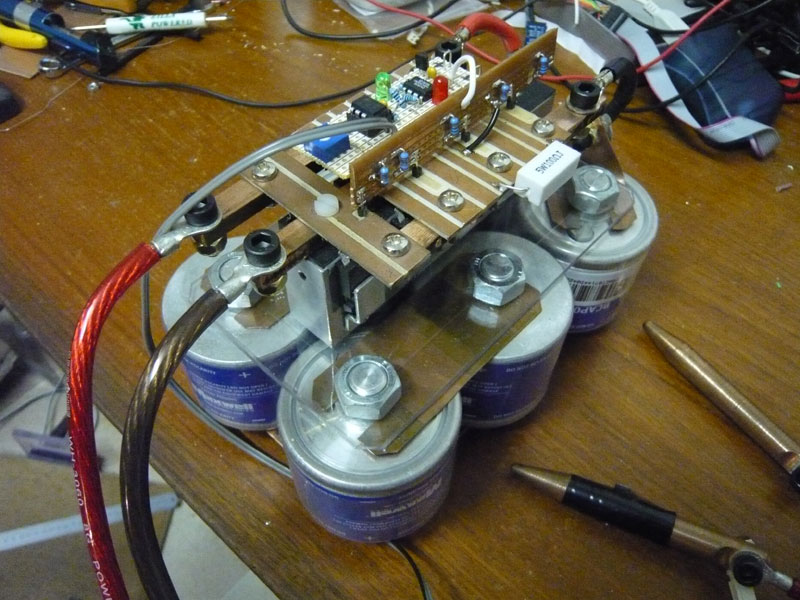 Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении; youtube.com/embed/tISthYl3-QU?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/tISthYl3-QU?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>  Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
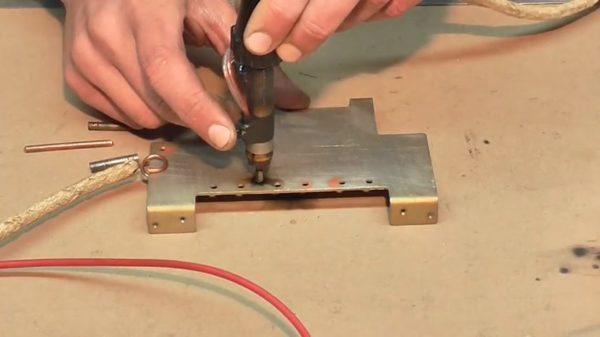 Этого достаточно, чтобы нанести удар в нужной ситуации.
Этого достаточно, чтобы нанести удар в нужной ситуации.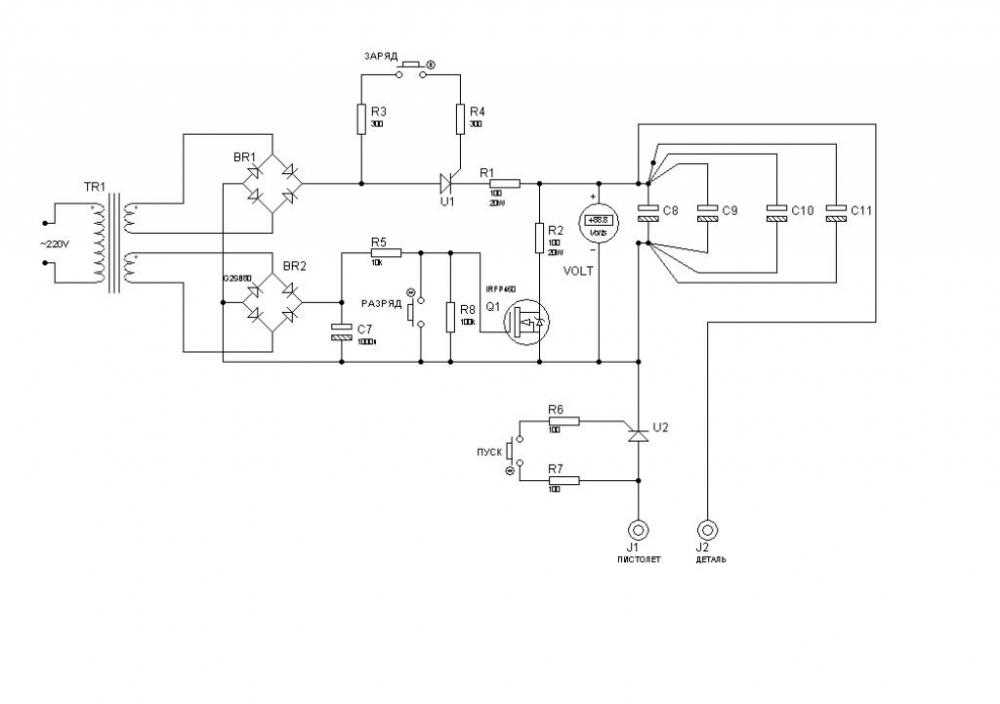
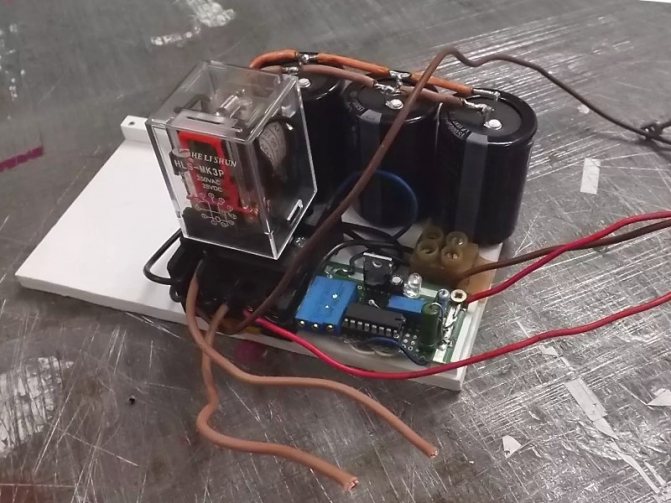 Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.
Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.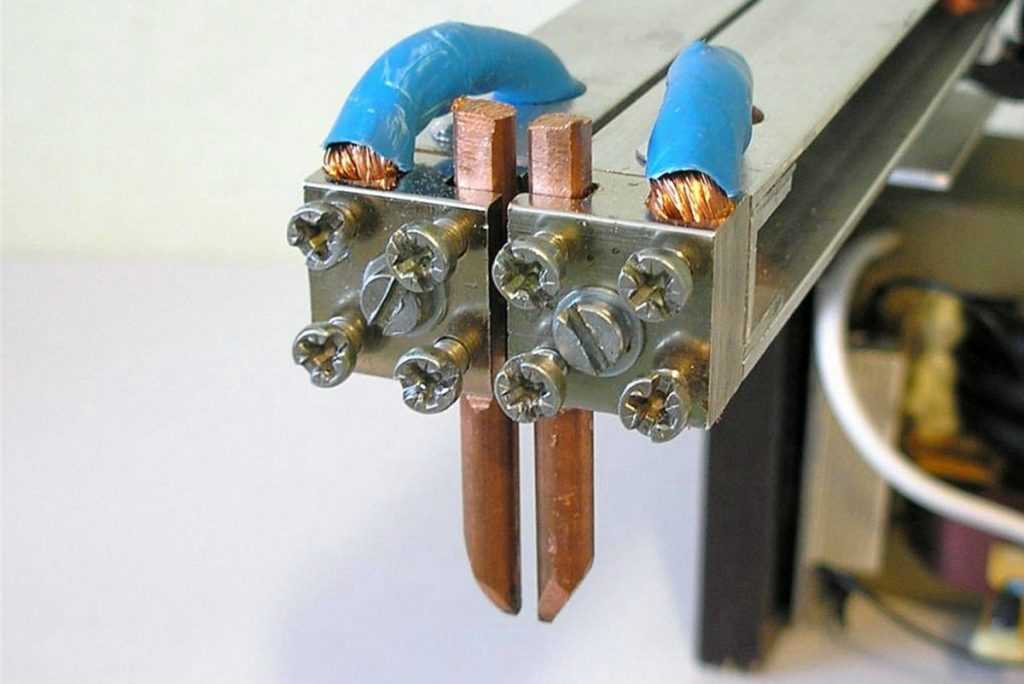 0074
0074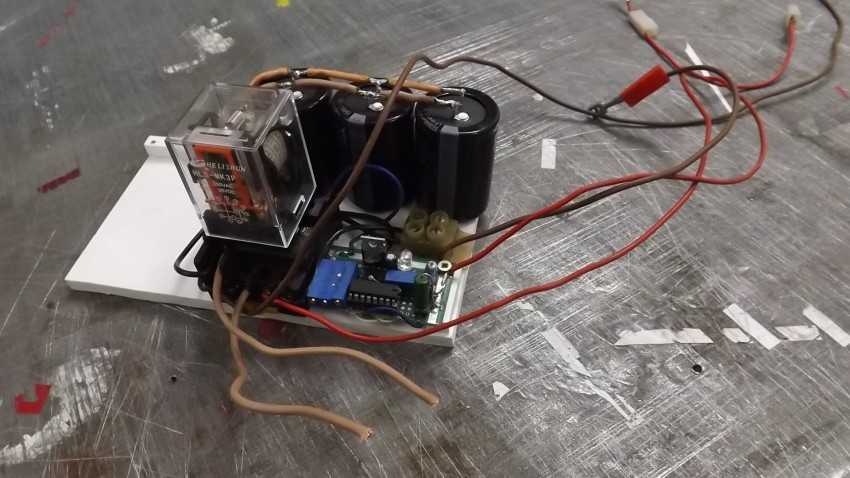
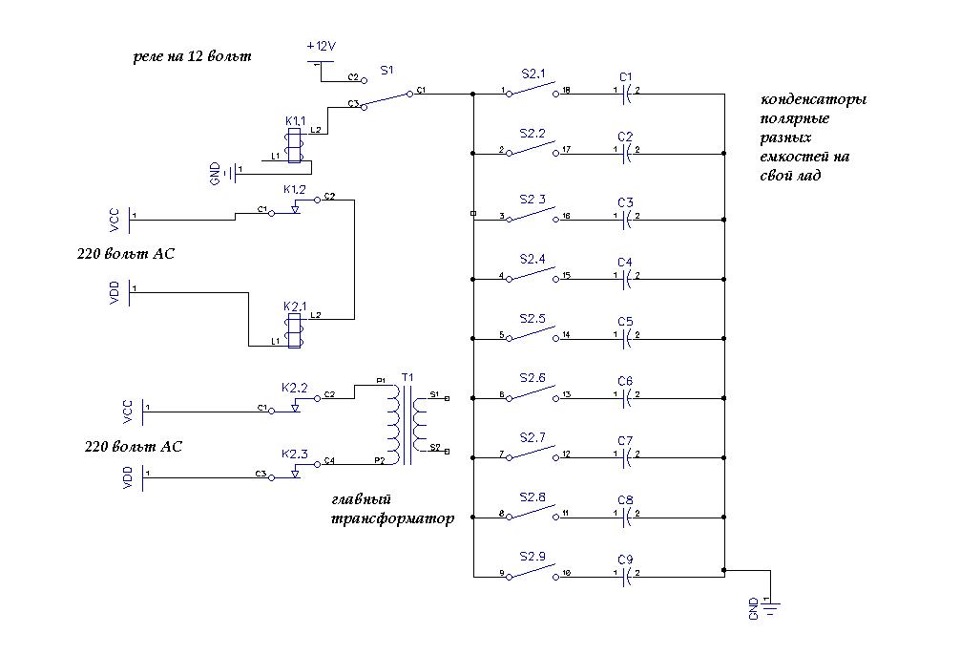
 Два краскораспылителя устанавливаются рядом друг с другом на расстоянии, обеспечивающем перекрытие двух пятен распыла для получения одной сплошной широкой линии. Правильное расположение распылителей крайне важно для получения качественной линии.На взлетно-посадочных полосах аэропортов часто можно увидеть линии шириной 90 см.Для нанесения таких линий необходим блок из трех распылителей.
Два краскораспылителя устанавливаются рядом друг с другом на расстоянии, обеспечивающем перекрытие двух пятен распыла для получения одной сплошной широкой линии. Правильное расположение распылителей крайне важно для получения качественной линии.На взлетно-посадочных полосах аэропортов часто можно увидеть линии шириной 90 см.Для нанесения таких линий необходим блок из трех распылителей. Пересечение такой линии разрешено, если это допускается правилами.
Пересечение такой линии разрешено, если это допускается правилами.
 В некоторых странах предварительные временные полосы движения (в случае проведения дорожных работ) размечаются с помощью желтых линий.В ситуациях, когда временные полосы движения переходят в постоянные полосы с белой разметкой, необходимо использовать два цвета.Двухцветные линии также используются в аэропортах, если контраст белых линий на бетонной поверхности серого цвета недостаточен.Путем нанесения черной краски рядом с белой линией можно повысить контраст до необходимого значения.
В некоторых странах предварительные временные полосы движения (в случае проведения дорожных работ) размечаются с помощью желтых линий.В ситуациях, когда временные полосы движения переходят в постоянные полосы с белой разметкой, необходимо использовать два цвета.Двухцветные линии также используются в аэропортах, если контраст белых линий на бетонной поверхности серого цвета недостаточен.Путем нанесения черной краски рядом с белой линией можно повысить контраст до необходимого значения.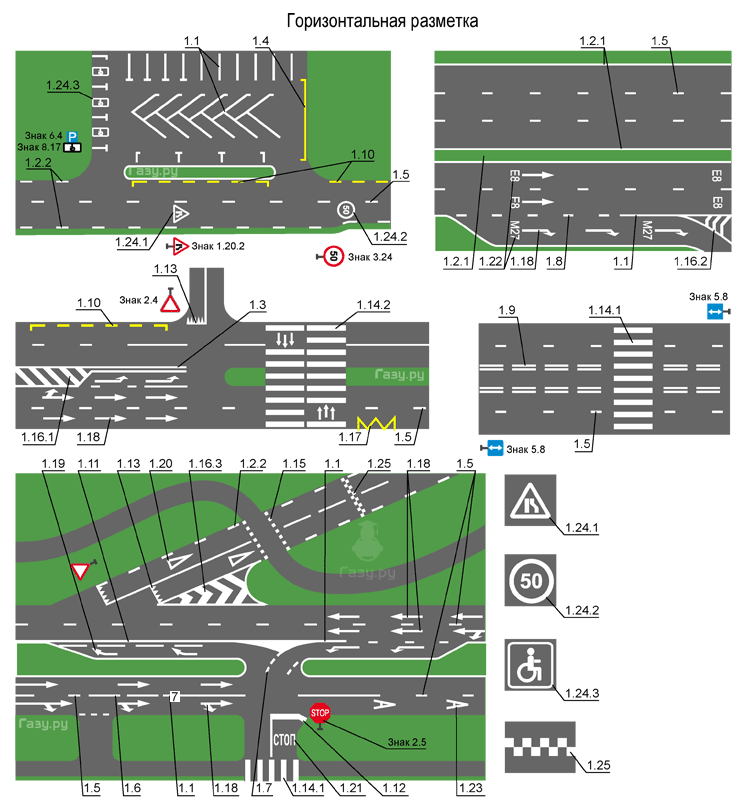 Такие типы разметки обычно наносятся вручную.Обычно на расчет и нанесение физического шаблона разметки уходит много времени.Но при использовании машины для нанесения дорожной разметки с наконечниками, которые можно отрегулировать для нанесения линии под определенным углом, можно намного упростить работу.Некоторые более совершенные машины имеют функцию автоматического шаблона, которая в два раза снижает время, необходимое для нанесения горизонтальных линий.
Такие типы разметки обычно наносятся вручную.Обычно на расчет и нанесение физического шаблона разметки уходит много времени.Но при использовании машины для нанесения дорожной разметки с наконечниками, которые можно отрегулировать для нанесения линии под определенным углом, можно намного упростить работу.Некоторые более совершенные машины имеют функцию автоматического шаблона, которая в два раза снижает время, необходимое для нанесения горизонтальных линий. Основные характеристики, правила и ограничения разметки определены в ПДД, требования к нанесению маркировки регулируются ГОСТ Р 51256-2011.
Основные характеристики, правила и ограничения разметки определены в ПДД, требования к нанесению маркировки регулируются ГОСТ Р 51256-2011. Соответствующие положения ПДД регламентируют правила и ответственность за их несоблюдение.
Соответствующие положения ПДД регламентируют правила и ответственность за их несоблюдение.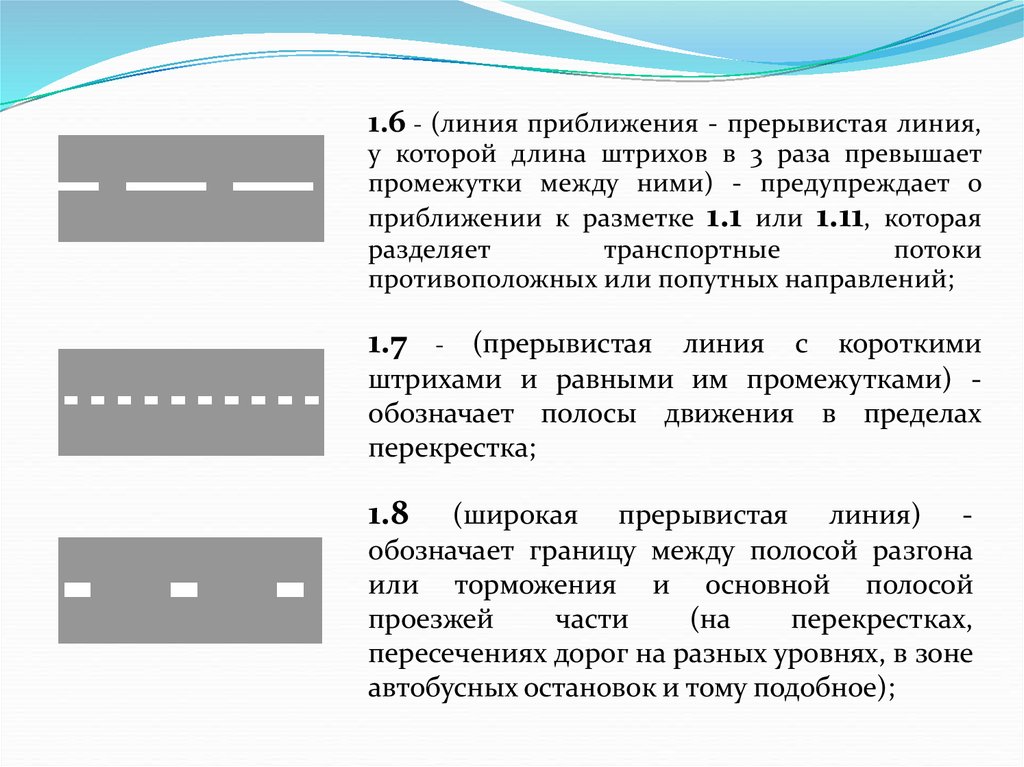 Допускается пересекать её с любой стороны.
Допускается пересекать её с любой стороны. Обычно нанесена у края проезжей части или по верху бордюра.
Обычно нанесена у края проезжей части или по верху бордюра.
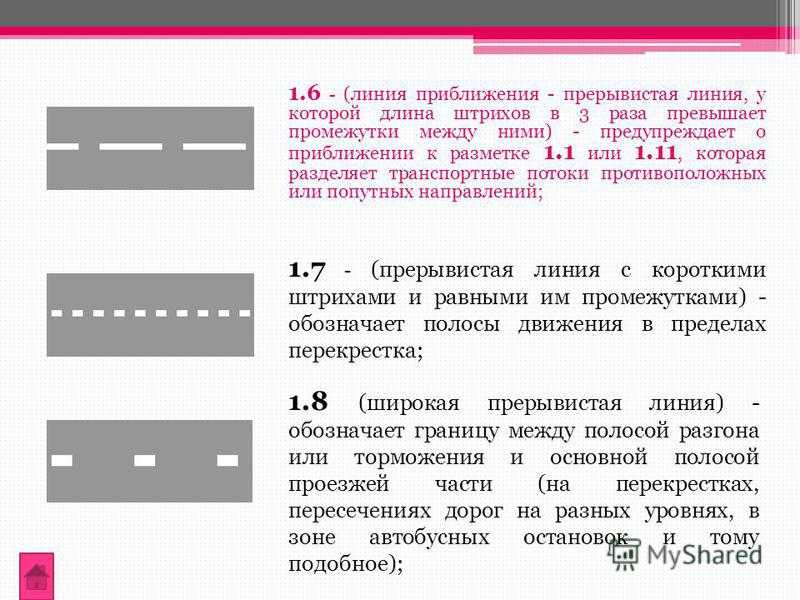 Большие буквы «СТОП» на дороге.
Большие буквы «СТОП» на дороге. Для разметки городских дорог и междугородних шоссе применяется термопластик: после нанесения и отвердения горячий материал превращается в прочное матовое покрытие. Минимальный срок долговечности, установленный для разметки термопластиком, составляет 6 месяцев. Максимальный износ при этом не должен превышать 50%. Для утолщенного нанесения толщиной более 1,5 мм – долговечность не менее одного года, а износ – на отметке 25-30%.
Для разметки городских дорог и междугородних шоссе применяется термопластик: после нанесения и отвердения горячий материал превращается в прочное матовое покрытие. Минимальный срок долговечности, установленный для разметки термопластиком, составляет 6 месяцев. Максимальный износ при этом не должен превышать 50%. Для утолщенного нанесения толщиной более 1,5 мм – долговечность не менее одного года, а износ – на отметке 25-30%.
 Мы работаем с современными износостойкими материалами: дорожной краской, термопластиком, холодным пластиком. Многолетний опыт и профессиональное оборудование позволяют нам выполнять работы качественно и точно в срок.
Мы работаем с современными износостойкими материалами: дорожной краской, термопластиком, холодным пластиком. Многолетний опыт и профессиональное оборудование позволяют нам выполнять работы качественно и точно в срок. Longitudinal Markings
Longitudinal Markings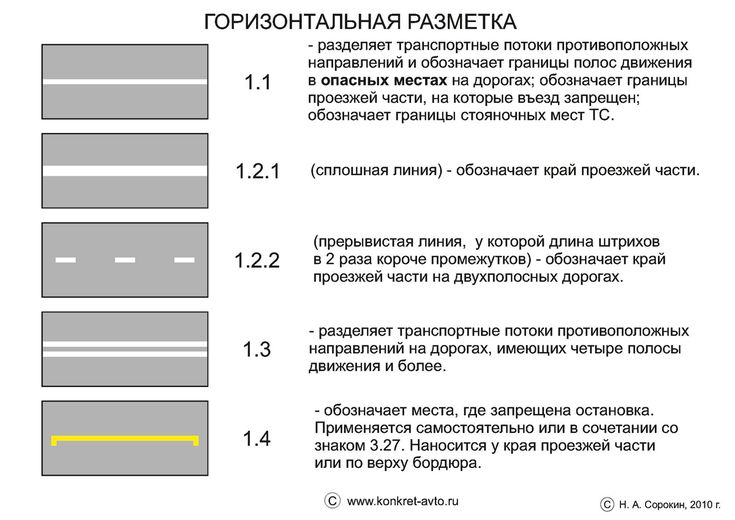 Маркировка опасности
Маркировка опасности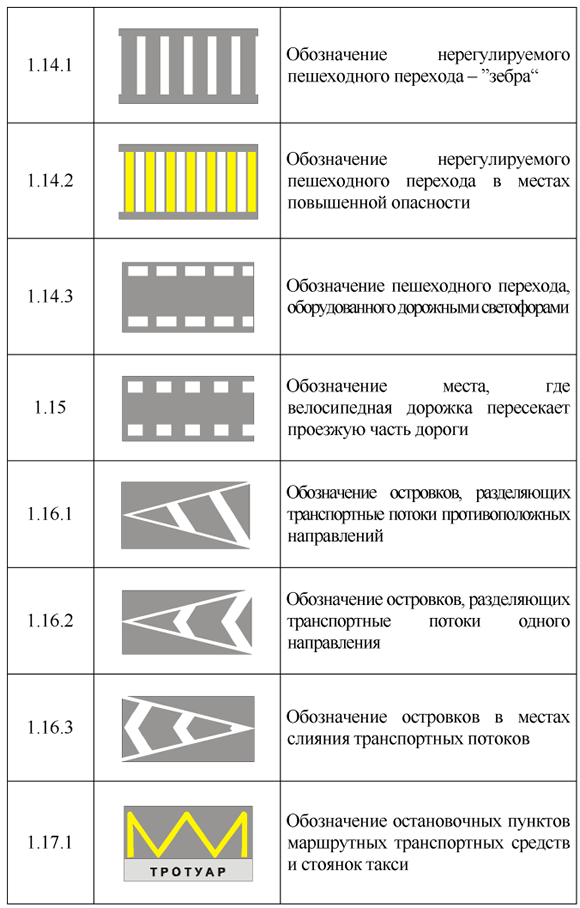 Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация стрелок указана в таблице ниже-
Маркировка опасности всегда должна сопровождаться соответствующим знаком. Классификация стрелок указана в таблице ниже-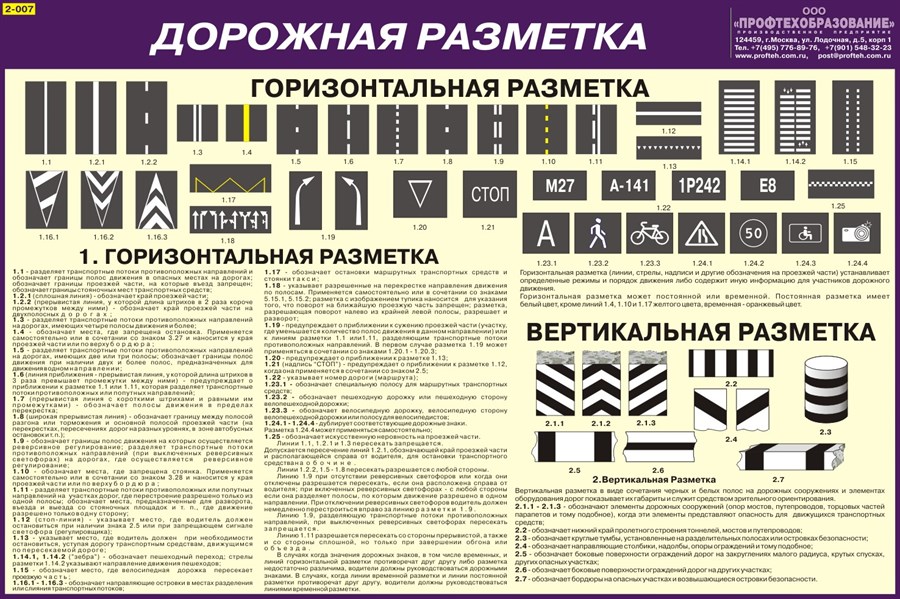



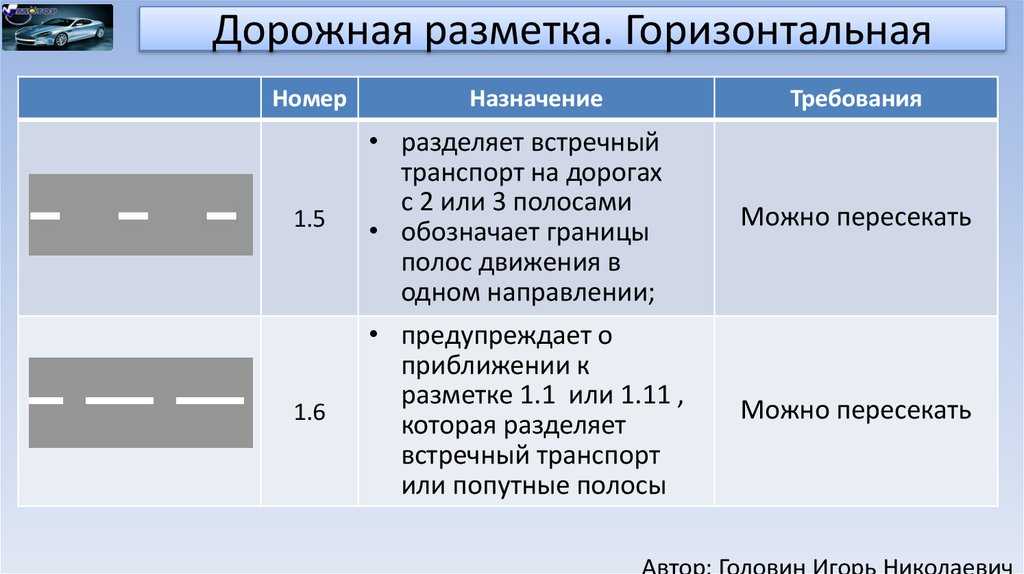




 Персональный менеджер ответит на все интересующие Вас вопросы и будет информировать о статусе Вашего заказа на всех этапах его выполнения.
Персональный менеджер ответит на все интересующие Вас вопросы и будет информировать о статусе Вашего заказа на всех этапах его выполнения. ..
..  ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZaireZambiaZimbabwe
ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States minor outlying islandsUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenZaireZambiaZimbabwe



 Также могут присутствовать дополнительные элементы:
Также могут присутствовать дополнительные элементы: С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным.
С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным.
 В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.
В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.


 Фиксируется двумя шариками, которые входят в закрытые пазы насадки, расположенные один напротив другого. Усилие передаётся благодаря паре клиньев, имеющих контакт с хвостовиком площадью 75 мм2.
Фиксируется двумя шариками, которые входят в закрытые пазы насадки, расположенные один напротив другого. Усилие передаётся благодаря паре клиньев, имеющих контакт с хвостовиком площадью 75 мм2.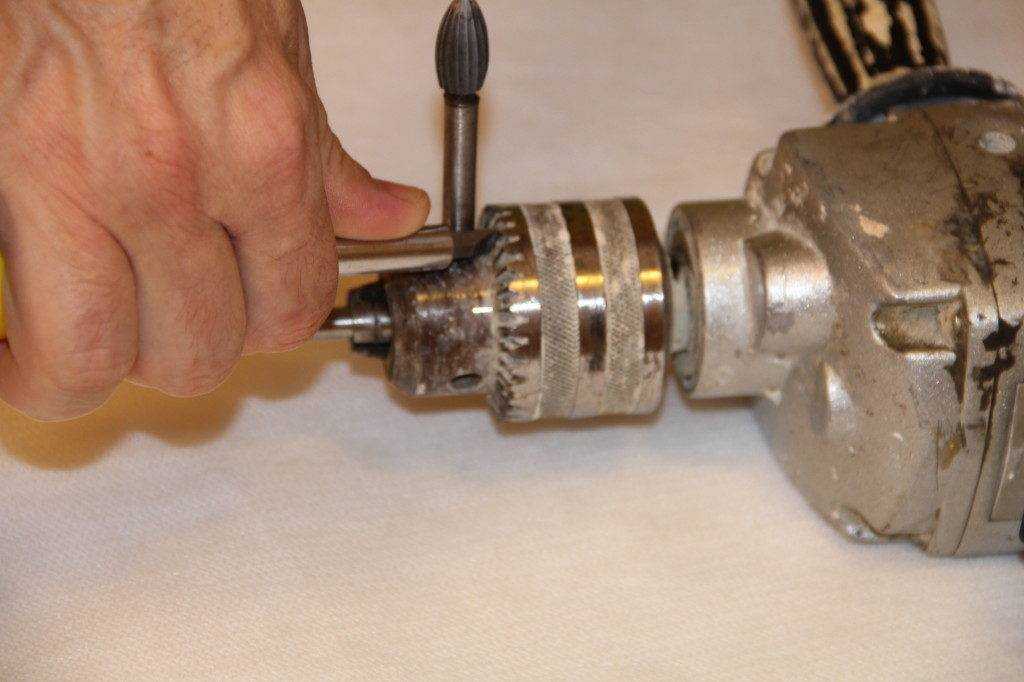

 Внутренняя часть помещается в гильзу таким образом, чтобы совпали отверстия для шплинтов.
Внутренняя часть помещается в гильзу таким образом, чтобы совпали отверстия для шплинтов. youtube.com/embed/BTOCNkqZZLs» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/BTOCNkqZZLs» frameborder=»0″ allowfullscreen=»allowfullscreen»/> Кулачки разводятся до предела, прямой отвёрткой выкручивается фиксирующий винт с левой резьбой – откручивается за часовой стрелкой.
Кулачки разводятся до предела, прямой отвёрткой выкручивается фиксирующий винт с левой резьбой – откручивается за часовой стрелкой.
 После его демонтажа новая оснастка устанавливается на место в обратном разборке порядке.
После его демонтажа новая оснастка устанавливается на место в обратном разборке порядке.

 д. диаметра, через который могут проходить трубы или кабели, для демонтажных работ (внутри или снаружи), для снятия плитки, бетонной плитки и т.п. приспособление, для домашних занятий достаточно перфоратора на 1,5-3 Джоуля.
д. диаметра, через который могут проходить трубы или кабели, для демонтажных работ (внутри или снаружи), для снятия плитки, бетонной плитки и т.п. приспособление, для домашних занятий достаточно перфоратора на 1,5-3 Джоуля.  Значительный вес таких моделей ограничивает их использование высотой подъема от уровня ног рабочего. Назначение тяжелых перфораторов – изготовление отверстий довольно большого диаметра (более 20 мм), дробление монолитных блоков.
Значительный вес таких моделей ограничивает их использование высотой подъема от уровня ног рабочего. Назначение тяжелых перфораторов – изготовление отверстий довольно большого диаметра (более 20 мм), дробление монолитных блоков. В ударном режиме можно откалывать плитку и удалять плиточный клей.
В ударном режиме можно откалывать плитку и удалять плиточный клей.

 Все детали механизмов при трении подвержены износу.
Все детали механизмов при трении подвержены износу. 



 5 — 4 (свет),
5 — 4 (свет), 
 Поскольку сейчас существует так много вариантов, я попросил Tools связаться со мной и прислать мне аккумуляторные бесщеточные модели, рассчитанные на диаметр резки до 1 дюйма и работающие с встроенным пылеудалением, чтобы мы могли сделать головку. сравнение с головой. Мне редко приходится резать бетон, но когда это необходимо, я надеваю маску и пользуюсь нашей отрезной пилой Hilti со встроенной системой подачи воды. Когда дело доходит до бурения, в основном мне нужно просверлить отверстия диаметром 1/4 дюйма для анкеров с разъемным приводом, чтобы прикрепить осадок к бетонной плите. Обычно я сверлю отверстия диаметром 1/2 дюйма или 5/8 дюйма для болтов Titen HD и редко отверстия диаметром 3/4 дюйма для стержня с резьбой из эпоксидной смолы.
Поскольку сейчас существует так много вариантов, я попросил Tools связаться со мной и прислать мне аккумуляторные бесщеточные модели, рассчитанные на диаметр резки до 1 дюйма и работающие с встроенным пылеудалением, чтобы мы могли сделать головку. сравнение с головой. Мне редко приходится резать бетон, но когда это необходимо, я надеваю маску и пользуюсь нашей отрезной пилой Hilti со встроенной системой подачи воды. Когда дело доходит до бурения, в основном мне нужно просверлить отверстия диаметром 1/4 дюйма для анкеров с разъемным приводом, чтобы прикрепить осадок к бетонной плите. Обычно я сверлю отверстия диаметром 1/2 дюйма или 5/8 дюйма для болтов Titen HD и редко отверстия диаметром 3/4 дюйма для стержня с резьбой из эпоксидной смолы. Сверло центрируется на всасывающей головке, и когда вы входите в бетон, всасывающая головка плотно прилегает к поверхности, собирая пыль, образующуюся во время сверления. Каждая из этих насадок имеет съемный фильтр, который можно открыть и очистить.
Сверло центрируется на всасывающей головке, и когда вы входите в бетон, всасывающая головка плотно прилегает к поверхности, собирая пыль, образующуюся во время сверления. Каждая из этих насадок имеет съемный фильтр, который можно открыть и очистить.  Наиболее выдающейся особенностью этих сверл является то, насколько хорошо они все выполняют свою работу. Время работы разное, но все они сделали мой старый перфоратор с проводом устаревшим.
Наиболее выдающейся особенностью этих сверл является то, насколько хорошо они все выполняют свою работу. Время работы разное, но все они сделали мой старый перфоратор с проводом устаревшим.  Я просверлил 1/2-дюймовые отверстия глубиной 6 дюймов с прикрепленным пылеуловителем. Для каждого инструмента я сверлил без остановки; ни один из инструментов не перегрузился, хотя все они нагрелись.
Я просверлил 1/2-дюймовые отверстия глубиной 6 дюймов с прикрепленным пылеуловителем. Для каждого инструмента я сверлил без остановки; ни один из инструментов не перегрузился, хотя все они нагрелись. Рукоятка, ограничитель глубины и футляр для переноски, которые не подходят к насадке экстрактора.
Рукоятка, ограничитель глубины и футляр для переноски, которые не подходят к насадке экстрактора. Насадка для удаления пыли включает в себя блок и боковую рукоятку.
Насадка для удаления пыли включает в себя блок и боковую рукоятку. 0. Упаковки (48-11-1850), боковая рукоятка, футляр для переноски, фильтр HEPA и глубинный стержень.
0. Упаковки (48-11-1850), боковая рукоятка, футляр для переноски, фильтр HEPA и глубинный стержень. (две батареи по 6 Ач) + 59 долларов США (зарядное устройство) + 115 долларов США (насадка для удаления пыли) = 732 доллара США. Нет ни чехла, ни сумки.
(две батареи по 6 Ач) + 59 долларов США (зарядное устройство) + 115 долларов США (насадка для удаления пыли) = 732 доллара США. Нет ни чехла, ни сумки.
 Этот инструмент утомил меня, потому что он просто продолжал работать. Дрель, два аккумулятора, зарядное устройство и пылеудаляющее устройство помещаются в сумку для переноски. Картридж фильтра для Hilti непрозрачен, поэтому невозможно сказать, насколько он заполнен. При сверлении отверстий диаметром 1/4 дюйма для анкеров с разъемным приводом я заметил, что удаление пыли перестало работать после меньшего количества отверстий, чем другие инструменты. Это потому, что картридж меньше, поэтому мне приходилось чаще его опорожнять.
Этот инструмент утомил меня, потому что он просто продолжал работать. Дрель, два аккумулятора, зарядное устройство и пылеудаляющее устройство помещаются в сумку для переноски. Картридж фильтра для Hilti непрозрачен, поэтому невозможно сказать, насколько он заполнен. При сверлении отверстий диаметром 1/4 дюйма для анкеров с разъемным приводом я заметил, что удаление пыли перестало работать после меньшего количества отверстий, чем другие инструменты. Это потому, что картридж меньше, поэтому мне приходилось чаще его опорожнять.  Взял патрон фильтра, выбил всю пыль, взвесил; затем я просверлил 10 1/4-дюймовых отверстий, чтобы достать сверло того же размера, а затем взвесил картридж со всей пылью, которая в нем была.
Взял патрон фильтра, выбил всю пыль, взвесил; затем я просверлил 10 1/4-дюймовых отверстий, чтобы достать сверло того же размера, а затем взвесил картридж со всей пылью, которая в нем была. 0334
0334

 Собственно все. Устанавливаем шпильку и закрепляем ее изнутри на подвижной части тисков как на фото.
Собственно все. Устанавливаем шпильку и закрепляем ее изнутри на подвижной части тисков как на фото.
 Слишком твердый материал будет оставлять следы на заготовках.
Слишком твердый материал будет оставлять следы на заготовках. Однако для полноценной слесарной или столярной работы необходимы специальные инструменты:
Однако для полноценной слесарной или столярной работы необходимы специальные инструменты:

 Губки должны быть прочными, иначе невозможно будет удержать стальной крючок.
Губки должны быть прочными, иначе невозможно будет удержать стальной крючок. 1 Материалы и инструменты
1 Материалы и инструменты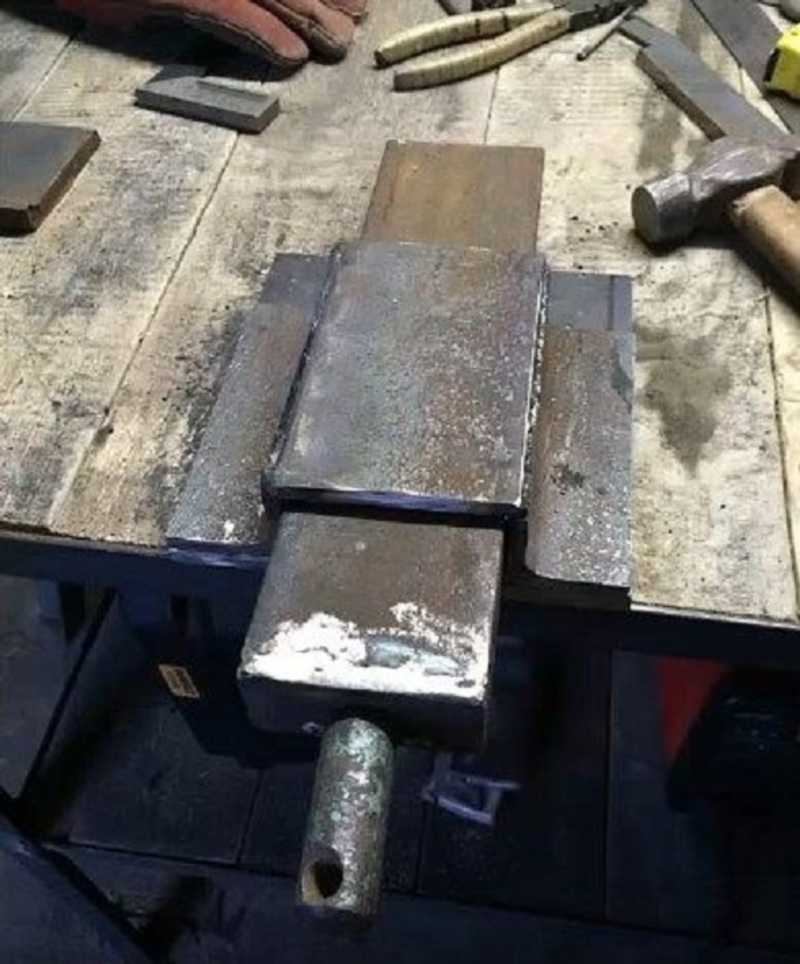 При вращении за рукоятку подвижная губка перемещается в сторону неподвижной.
При вращении за рукоятку подвижная губка перемещается в сторону неподвижной. И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков.
И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков.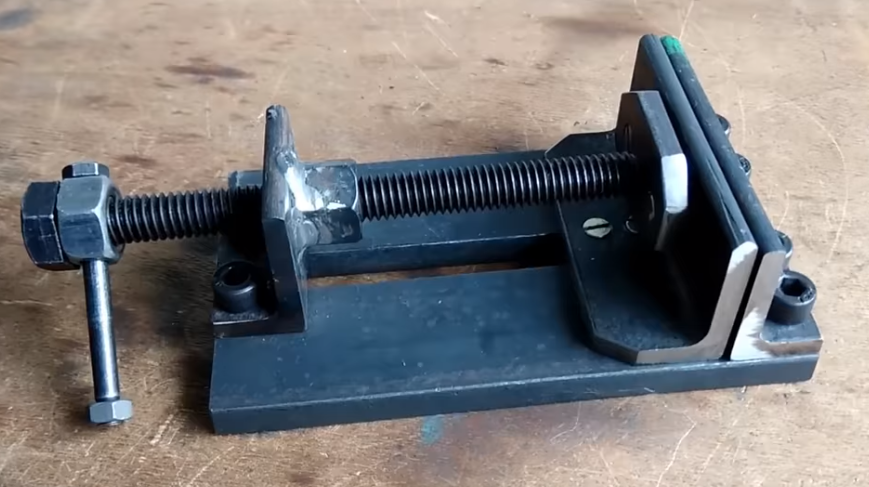
 Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу.
Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу. com
com


 Возможно, вам придется поджать его, чтобы совместить губки со столешницей, и сделать надрезы на столешнице, чтобы выровнять внутреннюю губку с краем.
Возможно, вам придется поджать его, чтобы совместить губки со столешницей, и сделать надрезы на столешнице, чтобы выровнять внутреннюю губку с краем.
 jpg
jpg Неподвижная челюсть — это то, чем вы ее строите (в данном случае это просто фартук скамьи). С установленными заподлицо тисками сама ножка служит полноразмерной неподвижной губкой. В обоих случаях сохраняйте толщину подвижной губки 2 1 ⁄ 2 –3 дюйма, чтобы избежать деформации. штифт направляющей упирается в торцевые прокладки из твердого клена, которые предотвращают сжатие более мягкой ольховой ножки этой скамейки.0003
Неподвижная челюсть — это то, чем вы ее строите (в данном случае это просто фартук скамьи). С установленными заподлицо тисками сама ножка служит полноразмерной неподвижной губкой. В обоих случаях сохраняйте толщину подвижной губки 2 1 ⁄ 2 –3 дюйма, чтобы избежать деформации. штифт направляющей упирается в торцевые прокладки из твердого клена, которые предотвращают сжатие более мягкой ольховой ножки этой скамейки.0003
 ) Задние тиски скользят вперед и назад по направляющим, удерживаемые на месте винтовым узлом.
) Задние тиски скользят вперед и назад по направляющим, удерживаемые на месте винтовым узлом.

 Мы составили это руководство, чтобы помочь вам сделать тиски для деревообработки своими руками. Кроме того, тиски могут быть дорогими, поэтому вы можете сделать их самостоятельно.
Мы составили это руководство, чтобы помочь вам сделать тиски для деревообработки своими руками. Кроме того, тиски могут быть дорогими, поэтому вы можете сделать их самостоятельно.
 Ручная дрель также подойдет, если вы устойчивы.
Ручная дрель также подойдет, если вы устойчивы.


 Рубрика: полярность сварочного тока,сварка тонкого металла,сварочный ток,электричество,электроды
Рубрика: полярность сварочного тока,сварка тонкого металла,сварочный ток,электричество,электроды С «минусом» на детали пятно сварочной ванны меньше, но его глубина может быть не меньше, а то и больше, чем при сварке на токе прямой полярности. Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны.
С «минусом» на детали пятно сварочной ванны меньше, но его глубина может быть не меньше, а то и больше, чем при сварке на токе прямой полярности. Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны. Не все электроды позволяют использовать сварочный ток любой полярности. Например, электродами с основным видом покрытия сварку следует вести только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов.
Не все электроды позволяют использовать сварочный ток любой полярности. Например, электродами с основным видом покрытия сварку следует вести только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов. com
com


 И именно поэтому мы не можем использовать этот инвертор полярности для нагрузок, сравнимых с теми, которые мы можем подключить непосредственно к оригинальному блоку питания.
И именно поэтому мы не можем использовать этот инвертор полярности для нагрузок, сравнимых с теми, которые мы можем подключить непосредственно к оригинальному блоку питания.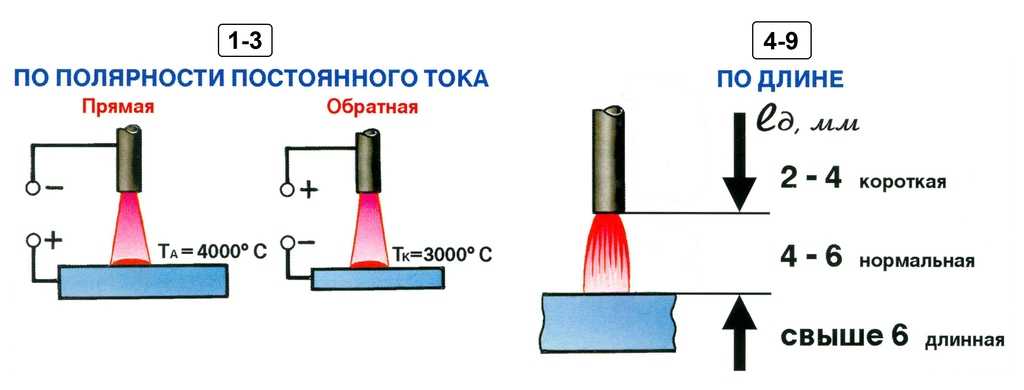



 Вот как они работают и на что обращать внимание при покупке.
Вот как они работают и на что обращать внимание при покупке.
 быть в безопасности. Если вы собираетесь использовать устройства с двигателями или балластами, такие как электроинструменты или люминесцентные лампы, вам нужно купить инвертор гораздо большего размера, чтобы учесть высокую мощность, которая требуется этим устройствам при запуске или во время импульсов в их работе.
быть в безопасности. Если вы собираетесь использовать устройства с двигателями или балластами, такие как электроинструменты или люминесцентные лампы, вам нужно купить инвертор гораздо большего размера, чтобы учесть высокую мощность, которая требуется этим устройствам при запуске или во время импульсов в их работе.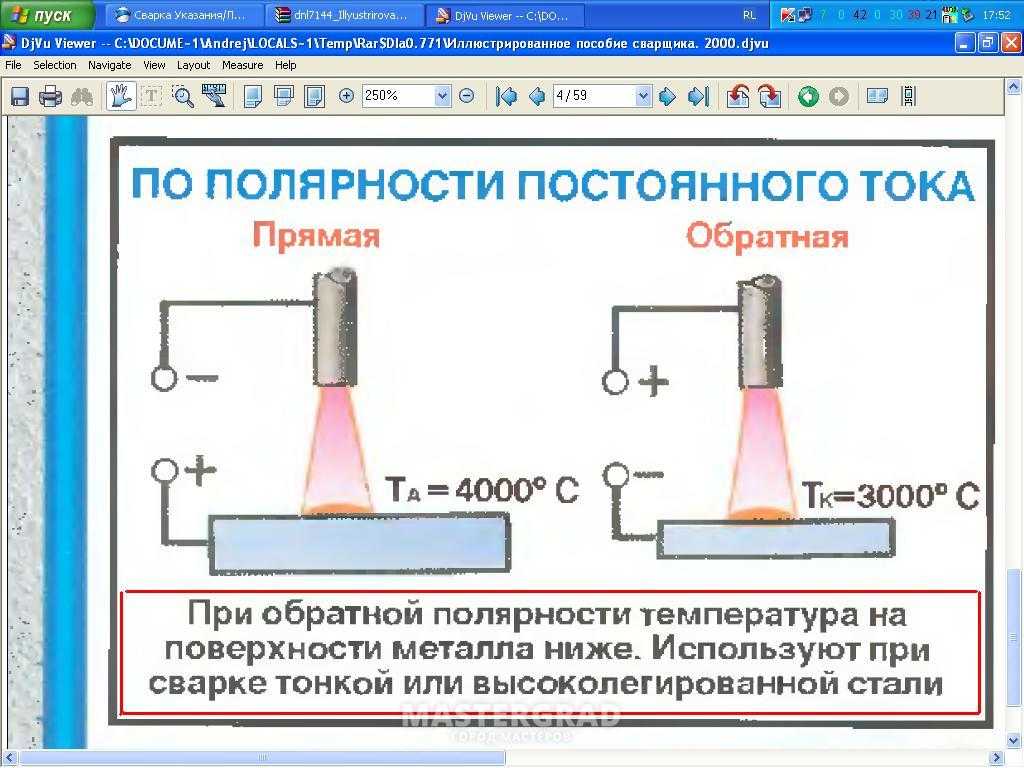
 Чтобы определить этот расчет для вашего автомобиля:
Чтобы определить этот расчет для вашего автомобиля:

 В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель.
В их серединах просверливаются 4 отверстия для установки подшипниковых опор. В одной боковой пластине просверливаются дополнительно 4 отверстия, чтобы закрепить двигатель. На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
На следующем шаге отверстия проделываются на сверлильном станке— сперва инструментом с намеренно слишком маленьким диаметром, а потом с подходящим.
 Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро.
Тогда мотор малой мощности обеспечит идентичный крутящий момент, даже если устройство будет работать небыстро. По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
По одному отверстию с каждой стороны используется, чтобы крепить гайки к держателю.
 0;
0; Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек.
Реле подключается к паре розеток, питающих электричеством Kress и пылесос для сбора стружек. Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя.
Он будет передавать сигналы на интерфейсную плату через параллельный порт компьютера. С помощью команд контроллера будет происходить обнуление режущего инструмента и запуск программы резки. Также контроллер может менять скорость резания и шпинделя. Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить:
Проще всего взять за основу старый стол и переделать его под новые нужды. Для работы нужно заранее подготовить: Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
Углы панели вырезаются электролобзиком, держатели для инструментов крепятся в отверстиях, на пегборд добавляются лотки для хранения мелких комплектующих.
 .., недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
.., недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.

 Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
 Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
 Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
 Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
 Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
 Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
 е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.
 С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
 Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
 Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
 К торцам основания привинчиваем рельсы.
К торцам основания привинчиваем рельсы.
 Устанавливаем переднюю панель и кронштейн для шпинделя.
Устанавливаем переднюю панель и кронштейн для шпинделя.
 Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
 Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
 Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.

 Согласно определению, обработка с ЧПУ — это субтрактивный и компьютеризированный процесс. Таким образом, знание того, как это работает, основано на понимании взаимосвязи между компьютером, требуемыми операциями и заготовкой.
Согласно определению, обработка с ЧПУ — это субтрактивный и компьютеризированный процесс. Таким образом, знание того, как это работает, основано на понимании взаимосвязи между компьютером, требуемыми операциями и заготовкой. Программа ЧПУ проанализирует файл САПР для создания программных кодов, необходимых для процесса.
Программа ЧПУ проанализирует файл САПР для создания программных кодов, необходимых для процесса. Программа ЧПУ является центром управления всеми действиями станка с ЧПУ. Он командует машиной, диктуя ее действия и движения для получения правильного результата.
Программа ЧПУ является центром управления всеми действиями станка с ЧПУ. Он командует машиной, диктуя ее действия и движения для получения правильного результата. Другой — ручное фрезерование с ЧПУ, которое всегда противоположно вращению режущего инструмента.
Другой — ручное фрезерование с ЧПУ, которое всегда противоположно вращению режущего инструмента. В зависимости от файла САПР и того, что вы хотите, ниже приведены другие доступные операции обработки с ЧПУ.
В зависимости от файла САПР и того, что вы хотите, ниже приведены другие доступные операции обработки с ЧПУ.
 Однако материал должен выдерживать высокие требования производственного процесса.
Однако материал должен выдерживать высокие требования производственного процесса. 0003
0003 В этой статье вы познакомитесь с основами обработки с ЧПУ. Эта статья демистифицирует этот процесс. Он показал, что делает этот процесс особенным и почему многие отрасли включают его в свой производственный процесс.
В этой статье вы познакомитесь с основами обработки с ЧПУ. Эта статья демистифицирует этот процесс. Он показал, что делает этот процесс особенным и почему многие отрасли включают его в свой производственный процесс. Загрузите файлы дизайна и начните свой проект сегодня!
Загрузите файлы дизайна и начните свой проект сегодня!

 Наибольший процент меди идет на изготовление кабелей и проводов. Высокая электропроводность делает медь идеальным материалом для этих целей. А благодаря хорошей теплопроводности медь широко используют в производстве систем охлаждения и отопления. Также из этого металла изготавливают трубы для транспортировки жидкостей и газов. Медь также рекомендуют использовать для систем водоснабжения, поскольку медные трубы экологичны, устойчивы к высоким и низким температурам, практически не изнашиваются.
Наибольший процент меди идет на изготовление кабелей и проводов. Высокая электропроводность делает медь идеальным материалом для этих целей. А благодаря хорошей теплопроводности медь широко используют в производстве систем охлаждения и отопления. Также из этого металла изготавливают трубы для транспортировки жидкостей и газов. Медь также рекомендуют использовать для систем водоснабжения, поскольку медные трубы экологичны, устойчивы к высоким и низким температурам, практически не изнашиваются. Также в состав латуни может входить марганец, кремний, никель либо алюминий, которые придают сплаву разные свойства.
Также в состав латуни может входить марганец, кремний, никель либо алюминий, которые придают сплаву разные свойства. Из него делают особо прочный медицинский инструмент и декоративные элементы;
Из него делают особо прочный медицинский инструмент и декоративные элементы;
 Кадмий придает металлу большую прочность и делает его восприимчивым к некоторым термическим обработкам.
Кадмий придает металлу большую прочность и делает его восприимчивым к некоторым термическим обработкам. Медный сплав с высокими эксплуатационными характеристиками, обеспечивающий растяжение и изгиб, соответствует следующим промышленным стандартам:
Медный сплав с высокими эксплуатационными характеристиками, обеспечивающий растяжение и изгиб, соответствует следующим промышленным стандартам: Этот сплав не содержит кадмия и других тяжелых металлов, таких как свинец или ртуть.
Этот сплав не содержит кадмия и других тяжелых металлов, таких как свинец или ртуть. Он также имеет высокую прочность на растяжение, что делает его идеальным для различных применений.
Он также имеет высокую прочность на растяжение, что делает его идеальным для различных применений.
