развертка. Развертка пирамиды для склеивания. Развертки из бумаги
Прямоугольник, квадрат, треугольник, трапеция и другие – геометрические фигуры из раздела точной науки. Пирамида — это многогранник. Основанием этой фигуры является многоугольник, а боковыми гранями треугольники, имеющие общую вершину, или трапеции. Для полного представления и изучения любого геометрического объекта изготавливают макеты. Используют самый разнообразный материал, из которого выполняется пирамида. Поверхность многогранной фигуры, развернутая на плоскости, называется ее разверткой. Создать макет поможет метод преобразования плоских предметов в объемные многогранники и определенные знания из геометрии. Развертки из бумаги или картона изготовить непросто. Потребуется умение выполнять чертежи по заданным размерам.
Материалы и приспособления
Моделирование и выполнение многогранных объемных геометрических фигур — интересный и захватывающий процесс. Из бумаги можно выполнить большое количество всевозможных макетов. Для работы будут необходимы:
бумага или картон;
ножницы;
карандаш;
линейка;
циркуль;
ластик;
клей.
Определение параметров
Прежде всего определим, какой будет пирамида. Развертка данной фигуры является основой для изготовления объемной фигуры. Выполнение работы потребует предельной точности. При неправильном чертеже геометрическую фигуру собрать будет невозможно. Допустим, необходимо изготовить макет правильной треугольной пирамиды.
Любое геометрическое тело обладает определенными свойствами. Данная фигура имеет основанием правильный многоугольник, а ее вершина спроецирована в его центр. В качестве основания выбран равносторонний треугольник. Данное условие определяет название. Боковые ребра у пирамиды – это треугольники, количество которых зависит от выбранного для основания многогранника. В данном случае их будет три. Также важно знать размеры всех составных частей, из которых будет составлена пирамида. Развертки из бумаги выполняются в соответствии с учетом всех данных геометрической фигуры. Параметры будущей модели оговариваются заранее. От этих данных зависит выбор используемого материала.
Как выполняется развертка правильной пирамиды?
Основой модели является лист бумаги или картона. Работу начинают с чертежа пирамиды. Фигура представляется в развернутом виде. Плоское изображение на бумаге соответствует заранее выбранным размерам и параметрам. Правильная пирамида имеет основанием правильный многоугольник, а высота проходит через его центр. Изготавливаем для начала простую модель. В данном случае – это треугольная пирамида. Определяем размеры выбранной фигуры.
Чтобы построить развертку пирамиды, основанием которой является правильный треугольник, в центре листа, используя линейку и карандаш, нарисуем основание заданных размеров. Далее к каждой его стороне вычерчиваем боковые грани пирамиды – треугольники. Теперь переходим к их построению. Размеры сторон треугольников боковой поверхности измеряем циркулем. Ножку циркуля ставим в вершину нарисованного основания и делаем засечку. Действие повторяем, перемещаясь в следующую точку треугольника. Пересечение, полученное в результате таких действий, определит вершины боковых граней пирамиды. Их соединяем с основанием. Получаем чертеж пирамиды. Для склеивания объемной фигуры на сторонах боковых граней предусматривают клапаны. Дорисовываем небольшие трапеции.
Сборка макета
Вырезаем ножницами выполненный рисунок по контуру. Аккуратно сгибаем развертку по всем линиям. Клапаны-трапеции заправляем внутрь фигуры таким образом, чтобы ее грани сомкнулись. Их смазываем клеем. Через тридцать минут клей высохнет. Объемная фигура готова.
Развертка четырехугольной пирамиды
Сначала представим, как выглядит геометрическая фигура, макет которой будем изготавливать. Основанием выбранной пирамиды является четырехугольник. Боковые ребра — треугольники. Для работы используем те же материалы и приспособления, что и в предыдущем варианте. Чертеж выполняем на бумаге карандашом. В центре листа чертим четырехугольник с выбранными параметрами.
Каждую сторону основания делим пополам. Проводим перпендикуляр, который будет являться высотой треугольной грани. Раствором циркуля, равным длине боковой грани пирамиды, делаем на перпендикулярах засечки, установив его ножку в вершину основания. Оба угла одной стороны основания соединяем с полученной точкой на перпендикуляре. В результате получаем в центре чертежа квадрат, на гранях которого нарисованы треугольники. Чтобы зафиксировать модель на боковых гранях, дорисовывают вспомогательные клапаны. Для надежного крепления достаточно полоски сантиметровой ширины. Пирамида готова к сборке.
Завершающий этап выполнения макета
Полученную выкройку фигуры вырезаем по контуру. По начерченным линиям сгибаем бумагу. Сбор объемной фигуры производят путем склеивания. Предусмотренные клапаны смазываем клеем и фиксируем полученную модель.
Объемные макеты сложных фигур
После выполнения простой модели многогранника можно перейти к более сложным геометрическим фигурам. Развертка пирамиды усеченной намного сложнее в выполнении. Ее основаниями являются подобные многогранники. Боковые грани – это трапеции. Последовательность выполнения работы будет такой же, как та, в которой изготавливалась простая пирамида. Развертка будет более громоздкой. Для выполнения чертежа используют карандаш, циркуль и линейку.
Построение чертежа
Развертка пирамиды усеченной выполняется в несколько этапов. Боковой гранью усеченной пирамиды является трапеция, а основаниями — подобные многогранники. Допустим, что это квадраты. На листе бумаги выполняем чертеж трапеции с заданными размерами. Боковые стороны полученной фигуры продлеваем до пересечения. В результате получаем равнобедренный треугольник. Его сторону измеряем циркулем. На отдельном листе бумаги строим окружность, радиусом которой будет измеренное расстояние.
Следующий этап – это построение боковых ребер, которые имеет усеченная пирамида. Развертка выполняется внутри нарисованной окружности. Циркулем измеряют нижнее основание трапеции. На окружности отмечаем пять точек, которые соединяют линии с ее центром. Получаем четыре равнобедренных треугольника. Циркулем измеряем сторону трапеции, нарисованной на отдельном листе. Данное расстояние откладываем на каждой стороне нарисованных треугольников. Полученные точки соединяем. Боковые грани трапеции готовы. Остается только нарисовать верхнее и нижнее основания пирамиды. В данном случае это подобные многогранники – квадраты. К верхнему и нижнему основаниям первой трапеции дорисовываем квадраты. На чертеже изображены все части, которые имеет пирамида. Развертка практически готова. Остается только дорисовать соединительные клапаны на сторонах меньшего квадрата и одной из граней трапеций.
Завершение моделирования
Перед склеиванием объемной фигуры чертеж по контуру вырезают ножницами. Далее развертку аккуратно сгибают по начерченным линиям. Крепежные клапаны заправляем внутрь модели. Их смазываем клеем и прижимаем к граням пирамиды. Модели даем высохнуть.
Изготовление разных моделей многогранников
Выполнение объемных моделей геометрических фигур — увлекательное занятие. Чтобы его досконально освоить, следует начинать с выполнения самых простых разверток. Постепенно переходя от простых поделок к более сложным моделям, можно приступать к созданию самых замысловатых конструкций.
Правильная пирамида. имеющая в основании правильный n — угольник (в данном случае шестиугольник), показана на рис. 1. Для удобства построения одно из ребер, например O’V’ расположено в плоскости, параллельной фронтальной проекции.
Рис. 1. Правильная пирамида развертка.
Поэтому на рисунке показана его натуральная величина. Построение развертки боковой поверхности следует начинать с произвольной точки V0, из нее как из центра радиусом, равным длине бокового ребра пирамиды R = L, описывается дуга. От произвольной точки O0 на дуге n раз последовательно откладывается сторона многоугольника. Полученные точки 00, 10, …, 60 последовательно соединяются между собой и с высотой V0.
Если дана точка М, принадлежащая одной из плоскостей пирамиды, то ее можно перенести на развертку следующим образом. Проводится прямая MV до пересечения со стороной основания в точке N и соответственно М’V’ до пересечения в точке N’. Расстояние 1N откладывается от точки 10 на стороне 1020 развертки до точки N0. Проводится прямая N0V0. Для определения действительной длины отрезка NM нужно построить вспомогательный прямоугольный треугольник со сторонами N”0M” = NM и М”М”0 = h. От точки N0 откладывается расстояние N”0M”0. Получаем точку М0.
Мы столкнулись с приостановкой производства педалей Avalanche Run и Pyramids. Это связано с тем, что мы используем деталь на той продукции, которая поступила с завода, который загорелся и еще не возобновил производство. У нас очень ограниченный запас, и мы постоянно работаем над решением. Эти продукты не сняты с производства, и многие из них все еще есть в наличии у разных розничных продавцов.
Pyramids — стереофонический флэнджер с пятью пресетами, восемью режимами флэнжера, тапом темпа, тап-подразделением, многофункциональным регулятором Modify, положительной и отрицательной обратной связью и переменным регулятором микширования, чего вы не увидите на фленджере каждый день. .
Построенный на той же запатентованной архитектуре DSP, что и Avalanche Run™, Pyramids обеспечивает убедительный рев реактивного двигателя, аутентичную трель в стиле магнитной ленты, бесконечные движения парикмахерской, гибкую маршрутизацию ввода-вывода и возможность повторного запуска. цикл LFO с помощью ножного переключателя открывает четвертое измерение ритмических возможностей, которые обязательно пощекочут ваше третье ухо.
Classic: Регулятор тембра для модулированного сигнала. По часовой стрелке отсекает низкие частоты и пропускает высокие частоты. Против часовой стрелки отсекает высокие частоты и пропускает низкие частоты.
Через нуль: Время задержки для немодулированного сухого сигнала. Это определяет, где в цикле LFO находится точка через ноль, где вы услышите наиболее резкое подавление.
Barber Pole Up: Регулятор тембра для модулированного сигнала. По часовой стрелке от центра расположен фильтр верхних частот. Против часовой стрелки от центра находится фильтр нижних частот.
Barber Pole Down: Регулятор тембра для модулированного сигнала. По часовой стрелке от центра расположен фильтр верхних частот. Против часовой стрелки от центра находится фильтр нижних частот.
Триггер вверх: Управление чувствительностью для развертки. Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.
Триггер вниз: Контроль чувствительности для развертки. Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.
Шаг: Регулирует скольжение между шагами. Настройки Low Modify создают резкие ступенчатые переходы между шагами. Более высокие настройки Modify обеспечивают более плавный эффект глиссандо.
Случайный выбор: Регулирует скольжение между шагами. Настройки Low Modify создают резкие ступенчатые переходы между шагами. Более высокие настройки Modify обеспечивают более плавный эффект глиссандо.
1. Вручную: Управляет временем задержки модулированного сигнала. Вручную также можно управлять с помощью педали экспрессии.
2. Rate: Управляет скоростью LFO, а также временем нарастания в режиме «Trigger Up» и временем спада в режиме «Trigger Down». Регулятор скорости имеет три диапазона работы: Медленный, Нормальный и Быстрый. Эти режимы выбираются переключателем Rate & Tap.
3. Ширина: Управляет частотным диапазоном развертки LFO. Вы также можете думать об этом как о контроле глубины для LFO.
4. Mix: Регулятор громкости модулированного сигнала. Модулированный сигнал становится громче при повороте по часовой стрелке и тише при повороте против часовой стрелки.
5. Активировать ножной переключатель: Активировать переключатель с нашей технологией Flexi-Switch™! Этот релейный переключатель истинного байпаса допускает мгновенную работу или работу с фиксацией.
6. Обратная связь: Управление регенерацией модулированного сигнала.
7. Переключатель скорости и касания: «Нормальный» (центральное положение) — 1:1. Темп, в котором вы нажимаете, — это темп, который будут выплевывать Пирамиды. Если установлено значение «Медленно» (левое положение), темп, который вы нажимаете, делится на более медленное движение. Если установлено значение «Fast» (правое положение), темп, который вы нажимаете, умножается и обеспечивает более быструю развертку.
8. Изменить: Поведение этого элемента управления зависит от того, какой режим вы используете.
9. Ножной переключатель Tap/Trigger: В режимах Classic, Through-Zero, Barber Pole Up, Barber Pole Down, Step и Random этот ножной переключатель служит для управления темпом. В режимах Trigger Up и Trigger Down этот педальный переключатель запускает эффект при каждом нажатии.
10. Поворотный переключатель Presets: Выбор между режимом Live и одним из пяти пресетов. Пирамиды поставляются с запрограммированными нашими фаворитами, но вы можете переписать их, если хотите. Мы не возражаем.
11. Поворотный переключатель режимов: Выбирает один из восьми режимов фленджера Pyramids.
Pyramids поставляется с пятью примерами заводских пресетов: 1- Classic 2- Barber Pole Up 3- Trigger Up 4- Step 5- Random все-все-все примеры этих режимов. Пожалуйста, не стесняйтесь изменять или перезаписывать их по своему усмотрению!
Использование пирамид в монофоническом режиме Подключите инструмент к левому входу и используйте либо левый, либо правый выход.
Использование пирамид с моновходом и стереовыходом Подключите инструмент к левому входу и подключите левый и правый выходы к следующей стереопедали в вашей цепочке, к двум входам DAW или к двум усилителям. .
Чтобы использовать пирамиды со стереовходом и стереовыходом Подключите ваш стереофонический инструмент к левому входу и правому входу и подключите левый выход и правый выход к следующей стереопедали в вашей цепочке, к двум входам вашей DAW, или к двум усилителям. Pyramids — это настоящий стереофонический звук, и он будет панорамироваться по всему стереофоническому полю.
Использование пирамид с двумя монофоническими источниками Подключите один инструмент к левому входу и подключите левый выход к следующей педали в вашей цепочке, к входу DAW или к усилителю. Затем подключите другой инструмент к правому входу и подключите правый выход к следующей педали в отдельной цепочке эффектов, к отдельному входу DAW или к отдельному усилителю. Я понятия не имею, зачем кому-то это нужно, но это сработает.
Pro Tip В режимах Trigger Up/Down вы можете повторно запустить флэнджер, используя внешний источник в так называемом Side Chain Flangering . Чтобы запустить Pyramids с помощью внешнего источника, подключите основной инструмент (сигнал, на котором вы хотите услышать фленджер) к правому входу и подключите правый выход Pyramids к вашему усилителю или DAW. Подключите внешний источник запуска (драм-машина, секвенсор или CV) на левый вход Pyramids. Чтобы слышать только затронутый первичный инструментальный сигнал (модулированный внешним источником триггера), не подключайте левый выход. Сигнал вашего основного инструмента будет проходить через правый вход/выход Pyramids, но фленджер будет реагировать на изменения внешнего триггерного сигнала вместо вашего основного инструмента. Для мониторинга источника триггера подключите левый выход Pyramids к отдельному усилителю или входу DAW.
ОБРАЗЦЫ ГИТАРЫ
ОБРАЗЦЫ БАСА
ОБРАЗЦЫ СИНТЕЗА
ОБРАЗЦЫ БАРАБАНОВ
3
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Старая цена: 299,00 $
Размеры: 4,65 x 4,15 x 2,25 дюйма (118 x 105 x 57 мм) с ручками
3
20013 Нарисуйте ток:
460 мА
Входной импеданс: 1 МОм
. Аналого-цифровые и цифро-аналоговые преобразователи
Полностью аналоговый сигнальный тракт
Полностью цифровой обработанный сигнальный тракт с частотной характеристикой 20 Гц – 20 кГц
Технология Flexi-Switch®
В этом устройстве используется технология Flexi-Switch®! Этот релейный способ переключения с истинным байпасом позволяет одновременно использовать мгновенное переключение и переключение с фиксацией.
Для стандартной операции фиксации коснитесь ножного переключателя один раз, чтобы активировать эффект, а затем коснитесь еще раз, чтобы обойти эффект.
Для мгновенной работы удерживайте педаль нажатой столько времени, сколько вы хотите использовать эффект. Как только вы отпустите переключатель, эффект будет пропущен.
Поскольку переключение основано на реле, для передачи сигнала требуется питание.
Питание
Для достижения наилучших результатов используйте входящий в комплект блок питания постоянного тока 9 В со средним отрицательным напряжением 1 А.
Для использования с трансформаторно-сбалансированными изолированными источниками питания для педалей с несколькими выходами, Pyramids можно запитать от двух розеток, объединенных с помощью кабеля с удвоением тока. НЕ ИСПОЛЬЗУЙТЕ КАБЕЛИ С УДВОЕНИЕМ НАПРЯЖЕНИЯ, ПОТОМУ ЧТО ЭТО БУДЕТ ПОДАВАТЬ НАПРЯЖЕНИЕ 18 В НА ПИРАМИДЫ И ЖАРИТЬ ЕГО, КАК ПЕРЕСЛАЖДЕННОЕ ЯЙЦО В ЖИРНОЙ ЛОЖКЕ.
ПХБ, населенные комбинацией искусственного и человеческого интеллекта в Акрон, штат Огайо, США.
Каждая пирамида полностью собрана, подключена и протестирована человеческими бобами в Великом Сфинксе Акрон, штат Огайо, который, по совпадению, выглядит точно так же, как обложка Powerslave Iron Maiden.
Pyramid Masonry & Chimney Lining Company
Pyramid Masonry & Chimney Lining Company является частной компанией, находящейся в Черчвилле, штат Вирджиния. С более 42 лет опыта , мы вкладываем качество и добросовестность в каждую работу.
Строительство гаража ответственное дело. Очень важно чтобы в результате он стал надежной защитой для вашего автомобиля. Использовать для таких работ можно разные материалы, например, кирпич, дерево, газобетон и пенобетон. Далее будет рассматриваться технология возведения гаража из пеноблоков. Об отличительных особенностях этого материала вы узнаете из этой статьи.
Содержание
Проектирование – шаг первый
Расчет габаритов пеноблоков
Разметка территории
Фундамент – основа основ
Смотровая яма
Установка ворот
Балка над проемом ворот
Возведение стен
Армопояс для пенобетона
Возведение кровли
Обустройство пола
Видео
Чертежи
Проектирование – шаг первый
В первую очередь необходимо взять в руки листок бумаги и карандаш, чтобы спланировать будущее строительство. Наличие проекта позволит вам сделать приблизительный анализ по расходу строительного материала и, соответственно, финансовых средств. Более того, необходимо произвести анализ почвы, а именно на какой глубине находятся грунтовые воды. Также определить особенность структуры грунта. Уже отталкиваясь от полученной информации можно будет решать какой тип фундамента предстоит воздвигать.
Проект гаража из пеноблоков можно выполнить при помощи специальных компьютерных программ. Однако сделать его можно и самостоятельно. Так, вы сможете учесть в проекте особенности вашей местности и сделать планировку по своему усмотрению.
Кроме всего прочего, стоит решить – будет ли гараж выполнять другие функции помимо хранения автомобиля. Например, подумайте вот о чем:
будет ли обустраиваться смотровая яма;
необходим ли подвал для хранения консервации и других продуктов в зимнее время;
будут ли устанавливаться стеллажи для инструментов;
нужна ли дополнительная рабочая зона, например, стол, верстак и т. п.
Отталкиваясь от этого, следует выполнить такой проект, который будет соответствовать назначению гаража. Соответственно определяете тип фундамента, его длину и ширину, а также высоту стен и потолка. Если взять для примера стандартные габариты такого строения, то они находятся в следующих пределах:
Ширина 3–3,5 м.
Высота 3 м.
Длина 4,5–6 м.
В конце этой статьи предоставлен ряд проектов и чертежей для постройки гаража. Если вас устраивает тот или иной проект, то можно воспользоваться им. Но при этом обязательно учтите особенности вашей местности: уровень залегания грунтовых вод и структуру грунта.
Расчет габаритов пеноблоков
Обычно для строительства используются блоки размером 600×300×200 мм. Толщину стен при этом можно сделать как 200 мм, так и 300 мм просто перевернув блок. Что касается неотапливаемого гаража, то толщины стены достаточно в 200 мм. Для определения толщины стен отапливаемого строения нужно учитывать местные климатические условия. Если проект уже готов, то вполне реально произвести расчет необходимого количества блока. Для этого следует выполнить такие действия:
Для примера возьмем размеры гаража 5×6×3 м. Теперь высчитываем длину периметра стен и соответственно количество блоков в одном ряду: (5+6)×2 и делим длину блока 0,6 м. В результате получаем такое действие: (5 + 6) × 2 ÷ 0,6 = 36,6 (37 штук).
Далее определяем количество рядов. В нашем случае высота гаража будет иметь 3 м. Значит ее следует разделить на высоту блока 0,3 м. Получается так: 3 ÷ 0,3 = 10 рядов.
Отталкиваясь от этого можно с легкостью определить сколько потребуется блоков для всего строительства: 37 шт. × 10 ряд. = 370 шт.
Но важно еще учесть и размер ворот, двери и окна, если таковое будет. Если кладка стен выполняется толщиной в 200 мм, то в среднем в 1 м2 ворот и окон входит 6 пеноблоков. Отталкиваясь от размеров ваших ворот и окон, определяете общую площадь проемов и умножаете полученную сумму на 6. При стандартных размерах, в среднем получается от 40 до 50 блоков. В итоге вам необходимо приобрести 300 – 320 пеноблоков.
По такой схеме можно выполнять расчет количества блоков для гаража любых размеров.
Обязательно учитывайте следующие нюансы: при перевозке может быть порча материала, а также при таких расчетах мы не учитывали толщину шва. По этой причине добавьте к полученному количеству 5%. В противном случае вам может не хватить нескольких блоков для окончания кладки стен.
Разметка территории
По завершении подготовительных работ, а также после закупки всего необходимого материала, можно приступать к разметке гаража. В углах будущего строения забиваете колышки. По всему периметру между ними натягиваете бечевку. Обязательно проверьте угол между нитями. Он должен равняться 90°. Или можно провести осевую разметка – это намного проще и точнее. Если длина нити одинакова, то точно будет 90º.При разметке точно придерживайтесь размеров, указанных в проекте.
Когда разметка выполнена, станьте возле будущих ворот гаража и убедитесь в том, что им ничто не будет мешать открываться. Это может быть дерево, постройка, забор или что-либо другое. Если никаких серьезных помех нет, можно приступать к изготовлению фундамента.
Фундамент – основа основ
Пеноблок сравнительно легкий материал, поэтому потребность в сооружение заглубленного и тяжелого фундамента отпадает. Но не только вес материала влияет на выбор того или иного типа фундамента. Более важным критерием является тип и свойства грунта на месте строительства. Например, если уровень залегания грунтовых вод в вашей местности находится ниже отметки 2–2,5 м, а грунт при этом непучинистый однородный и плотный, то можно построить легкий ленточный фундамент, глубиной до 0,5 м. Совсем другая ситуация возникает при пучинистом грунте, ведь придется сооружать монолитный фундамент. Это объясняется особенностью блоков, которые плохо переносят нагрузку на изгиб. Вследствие этого пеноблок лопается, а сама постройка разрушается. Во избежание этого стены выкладываются на монолитной плите, которая «плавает» в грунте вместе со всей постройкой.
Если проект предусматривает строительство смотровой ямы, то вариант фундамента с монолитной плитой отпадает. В таком случае потребуется сооружать заглубленный ленточный или комбинированный ленточно-свайный фундамент.
Для примера рассмотрим строительство ленточного фундамента, глубиной 0,8 м. Работы выполняются в следующем порядке:
Прокапывается траншея глубиной 0,8 м. Ширина равная пеноблоку (200 мм) и добавить 150 мм, в итоге толщина фундамента равняется 350 мм.
Дно траншеи следует тщательно утрамбовать.
После этого засыпается песчаная подушка, состоящая из 100–150 мм песка и 70–100 мм щебня. Каждый слой также трамбуется.
Для фундамента устанавливаете опалубку.
В траншею необходимо поместить сваренный или соединенный вязальной проволокой каркас из арматуры. В результате вы изготовите каркас для ленточного фундамента.
Далее необходимо залить фундамент бетоном, за один раз и основательно провибрировать.
Пока бетон сохнет, можно приступить к изготовлению смотровой ямы, если это предусмотрено проектом.
Смотровая яма
Напомним о том, что при строительстве смотровой ямы обязательно нужно учесть глубину залегания грунтовых вод. Если глубина более 2,5 м, то изготавливать дренаж нет необходимости. Если меньше, то дренаж, соответственно, необходим. Предлагаем вам ознакомиться с процессом изготовления смотровой ямы, в которой необходимо сделать дренаж. Также следует произвести расчеты по ее размеру. Длина выбирается с учетом размера автомобиля, обычно достаточно 2 м. Что касается глубины, то она должна быть такой, чтобы в ней было удобно передвигаться. Так, вы учитываете рост автовладельца, добавляя к нему 30 см и клиренс машины, который равен от 120 до 175 мм. В результате примерная глубина будет достигать до 1800 мм. (30 см очень много – до машины не достанешь. Клиренс у машин разный и это нужно учитывать заранее, учитывая показатели имеющегося автомобиля.
Работы по изготовлению смотровой ямы выглядят следующим образом:
Сперва выполняются земельные работы. При этом учтите толщину финишной стяжки пола, подушки, гидроизоляционного слоя и дренажа.
Дно ямы следует засыпать гравием, слоем 100 мм, а затем песком слоем 50 мм. Все это поочередно трамбуется.
По периметру котлована выкапываются траншеи для организации дренажа, глубиной до 500 мм.
Дно траншеи застилается геотекстилем. Его необходимо завернуть на стену траншеи на 80 см.
Далее засыпается слой гравия в 50 мм, а сверху монтируется дренажная труба. Можно использовать перфорированные трубы из пластика, асбестоцемента или керамики. При укладке трубы сделайте небольшой уклон для их функциональности. На 1 м будет достаточно 1 см уклона.
После этого засыпаете трубу слоем гравия в 20 см и заворачиваете геотекстиль. Так, дренаж готов.
Будущий пол ямы засыпается небольшим слоем глины, который необходимо утрамбовать.
Следующим слоем расстилается рулонная гидроизоляция, например, рубероид или полиэтиленовая пленка.
После изготавливается опалубка для пола, укладывается армирующий каркас из арматуры и заливается бетоном. В смесь бетона рекомендуется добавить «Дегидрол» или «Бетоноправ» для изготовления водонепроницаемого бетона.
Когда стяжка пола высохла, проводится повторная гидроизоляция.
Если грунтовые воды располагаются высоко к уровню землю, то стены смотровой ямы также замазываются/трамбуются глиной.
Для строительства стен можно использовать кирпич или сделать монолитный бетон, предварительно сделав гидроизоляцию и соорудив опалубку с армированием. Последний вариант наиболее актуален при высоком уровне грунтовых вод.
На стены укладывается гидроизоляционный слой, который соединяется с гидроизоляцией пола. Все стыки, щели и края тщательно обработайте. После этого выполняется заливка бетона.
Когда стены высохли, можно производить финишную отделку стен и пола смотровой ямы.
Стены можно поштукатурить и обложить плиткой или стекловолокнистыми плитами.
Сверху ямы необходимо установить страховочную рейку. Она нужна с той целью, чтобы машины случайно не упала в яму. Для ее изготовления используется металлический уголок 60 мм. По размеру ямы сваривается каркас. Уложив на яму, каркас бетонируется. По завершении строительства на уголок можно будет укладывать доски (достаточно 40 мм толщины) для закрытия ямы.
Этот этап работы можно выполнять как сразу после заливки фундамента для стен гаража, так и после их возведения.
Установка ворот
Перед началом строительства стен, важно установить ворота. Они будут частично вмурованы в стену. Перед их установкой на фундамент необходимо уложить слой гидроизоляции из рубероида в 2–3 слоя. К каркасу ворот привариваете куски арматуры 40 см Ø12 мм. С каждой из стороны необходимо приварить по 4 отрезка. Расположение прутков должно быть выполнено так, чтобы они попадали на шов пеноблоков. А перед тем как установить раму ворота, их следует покрасить с предварительной грунтовкой. Установка ворот должна осуществляться строго по уровню. Поэтому в этом процессе необходимо использовать уровень и отвес. Зафиксировать ворота можно при помощи деревянных брусков, устанавливая их по диагонали.
Балка над проемом ворот
Балка над проемом
Чтобы ворота имели надежное основание, над ними изготавливается балка. Для этого можно изготовить металлический каркас и залить его бетоном. Но учтите, длина балки должна быть больше длины проема минимум на 0,2 м с каждой из сторон. Как вариант можно установить готовую балку по виду двутавра. В таком случае из металлического уголка 50×50 мм свариваете каркас по размеру ворот. Установить его следует так, чтобы изнутри гаража он был впритык к стене. Уголок фиксируется цементом. Далее сверху устанавливаете двутавр на каркас и ворота.
Если планируется возводить второй этаж, то сооружается армопояс по всему периметру для удержания плиты перекрытия. Для гаража из пеноблоков он необходим, так как скрепит всю конструкцию и будет надежной опорой крыши.
Возведение стен
Начинать строительство стен лучше с угла. Установка блоков осуществляется длинной стороной вдоль стены. Пеноблоки укладываются на специальный клей или цементно-песчаный раствор. Если говорить про клей, то он гораздо лучше обеспечивает теплоизоляцию. Поэтому его использование эффективней. Тем более, что расход клея сравнительно небольшой.
Так, выставив углы, натягиваете между ними веревку. По ней будет производиться кладка стен. Каждые два ряда кладку следует армировать. Для этого в шов прокладывается специальная сетка или армирование кладки. Прутья, которые вы ранее приварили к воротам, вмуровываете в кладку между блоками. Когда вы дошли до балки перекрытия, то кладку выполняете без смещения блока. При необходимости блок подрезаете так, чтобы не нарушалась связка швов.
Проем для ворот
Если по проекту будет делаться односкатная крыша, то кладка стен сразу выполняется под наклоном к задней стенке гаража. На 1 м погонный достаточно 5 см уклона.
Для изготовления уклона, пеноблоки просто подрезаются специальной ножовкой. Совсем другое дело обстоит в том случае, если крыша будет двускатной. Тогда важно продумать как будут закрываться фронтоны кровли. Как вариант можно продолжить кладку из или использовать другой облегченный материал, например, вагонку.
Армопояс для пенобетона
Армопояс для пеноблока
По периметру стен сооружаете опалубку высотой 0,3 м. В нее укладывается армирующий металлический каркас из арматуры. Все это бетонируется. Если для перекрытия кровли будет использоваться балочное перекрытие, то потребность в сооружении такого мощного армопояса отпадает и как следствие устанавливать опалубку также не нужно. Достаточно будет выложить на стену слой густого цемента сверху арматурный стержень и потом повторно слой цемента. При необходимости кельмой снимаете остатки раствора. Здесь важно контролировать густоту раствора. Он не должен быть в таком состоянии чтобы стекал по стенам или не должен быть слишком густым, который в одно мгновение раскрошится.
Возведение кровли
Самый распространенный вариант обустройства кровли – установка бетонной плиты, которую необходимо покрыть несколькими слоями рубероида. Но при сооружении стен из пеноблока эта методика не подходит, так как сам по себе этот материал сравнительно хрупкий и под весом плиты может продавиться. Рассмотрим пример изготовления односкатной кровли с использованием двутавровой балки:
Поперек кровли с шагом в 800 мм устанавливаете балки. Длина балки должна быть на 200–250 мм больше стены, т.е. именно настолько с двух сторон крыша будет свисать. Это защитит строение от осадков. Балки вмуровываются в стену.
На нижнюю полочку раскладываете доски 40 мм как можно плотнее.
Сверху них расстилаете рубероид. На края рубероид загибаете на 10 см.
После этого засыпаете поверх рубероида шлаком, керамзитом или другим сыпучим сухим теплоизоляционным материалом.
Сверху утеплителя изготавливаете тонкую цементно-песчаную стяжку до 3 см.
Когда стяжка высохла, обработайте ее жидкой битумной мастикой, например, «Праймер».
После этого методом наплавления расстилаете рубероид поперек гаража по направлению с нижней точки кровли вверх. Каждое полотно укладывается внахлест, что обеспечит стек дождевой и талой воды без просачивания ее в кровельный «пирог».
В завершение остается сделать козырек над воротами. Его можно сделать самостоятельно, сварив из уголка и застелив его поликарбонатом или другим кровельным материалом или приобрести готовый.
Обустройство пола
Когда уже возведены стены, установлена крыша и сделана смотровая яма можно приступать к изготовлению пола гаража. Здесь следует обустроить прочный пол, так как автомобиль будет оказывать на стяжку большую нагрузку. Поэтому идеальным решением будет изготовление бетонного основания. Непосредственно в пешеходной зоне можно выполнить деревянный настил, особенно это эффективно если планируется рабочая зона и установка столов. На деревянном полу будет комфортнее находиться, чем на бетонном.
Так, грунт выравнивается и утрамбовывается. Также утрамбовывается каждый последующий слой, состоящий из:
щебня 100–150 мм;
песка 50–100 мм;
гравия 50–100 мм.
Вид крыши изнутри
В завершение заливается бетонная стяжка слоем не меньше 200 мм. После этого вам останется произвести отделку стен, провести необходимые коммуникации и завести свой автомобиль в его новый, надежный и сухой «дом».
Стоит заметить, что покупка пеноблоков от общей стоимости всего проекта составляет около 30%. Большая часть денег идет на обустройство основания и кровли. Однако, даже несмотря на это, гараж из пеноблоков считается одним из самых дешевых. Если вы уже имеете опыт работы с этим строительным материалом, то пишите комментарии в конце этой статьи. Ваш опыт может помочь мастерам-новичкам.
Видео
Хотите получить больше информации о строительстве гаража из пеноблоков? Посмотрите видео:
В качестве материалов для постройки гаража обычно выбирают традиционные шлакоблок или кирпич, альтернативы которым раньше не было. Сейчас же появились более современные материалы, к которым можно отнести ячеистые бетоны. Из них наиболее привлекательной стоимостью и простотой укладки обладает пенобетон. Он полностью подходит для такой постройки, а время работы будет сведено к минимуму. В данной статье мы рассмотрим, как построить гараж из пеноблоков своими руками.
Почему выгоден пеноблок?
Гараж из пеноблока обладает следующими преимуществами:
Материал имеет небольшую стоимость, поэтому его может позволить себе практически каждый желающий. Сейчас предложений по продаже пенобетона более, чем достаточно.
Строение из ячеистого бетона будет теплым, в отличие от шлакоблочной или кирпичной постройки.
Небольшой вес блоков позволяет выполнить строительство гаража из пеноблоков своими руками, не арендуя специальную строительную технику.
Небольшой вес пеноблоков снижает нагрузку на фундамент, что ведет к экономии денежных средств.
Кладка крупногабаритных блоков выполняется быстро и легко.
Монтаж блоков является очень экономичным. Для кладки не потребуется много раствора.
Пенобетон, обладая закрытой структурой, не пропускает воздух, поэтому, для предотвращения образования конденсата внутри строения, необходимо обустроить приточно-вытяжную вентиляцию.
Планировка гаража
Еще до начала строительства необходимо определиться с размерами постройки и функциями гаража. Например, нужны ли будут смотровая яма и подвал для хранения консервации, будут ли оборудоваться стеллажи для инструмента, устанавливаться стол или верстак для работы. Габариты здания должны быть такими, чтобы впоследствии не пришлось пожалеть о нехватке свободного места. Следовательно, нужно правильно рассчитать размеры постройки.
Стандартными габаритами гаража считаются:
Высота — около 3 м.
Длина — 5–6 м.
Ширина — 5 м.
Обычно гаражи делают одноэтажными, но можно сделать и двухэтажный гараж из пеноблоков. В этом случае обязательным условием является наличие армопояса между этажами, на который будут опираться плиты перекрытия.
Как рассчитать пеноблоки на возводимый гараж, будет рассмотрено ниже.
Фундамент для гаража из пеноблоков
Постройка гаража начинается с заливки фундамента. Какой фундамент предпочесть? В этом качестве лучше выбрать ленточную мелкозаглубленную бетонную заливку. Пенобетон обладает небольшим весом, поэтому такой конструкции будет достаточно. Многие люди строят плитное основание, но это лишает их возможности создания смотровой ямы и подвала. Поэтому ленточный фундамент для гаража из пеноблоков является предпочтительным на обычной почве. Однако на пучинистых грунтах монолитная плита будет лучше выполнять свою функцию.
Работа по заливке фундамента под гараж из пеноблоков начинается с разметки. При помощи шнура и колышков отмечаются места будущей траншеи. Особое внимание уделяется месту нахождения ворот. Открывающиеся створки будущих ворот не должны встречать какие-либо препятствия на своем пути. В частности, следует убрать мешающие кусты, ограды, столбики и т. д.
Глубина фундамента для строительства гаража из пеноблоков выбирается в зависимости от особенностей грунта на участке. В частности, если грунтовые воды залегают на участке на глубине более 2-х метров, а грунт относительно плотный, то можно прокопать траншею глубиной 50–80 см. Но это с учетом, что плодородный слой закончится на этой глубине.
Фундамент под гараж из пеноблоков изготавливается в следующей последовательности:
Выкапывается траншея заданной глубины. Ее ширина должна на 15 см превышать ширину пеноблока.
Дно траншеи трамбуется.
В траншею засыпается песчаная подушка слоем не менее 10 см.
Поверх песка засыпается слой щебня толщиной около 10 см.
Выполняется тщательная трамбовка.
Устанавливается опалубка.
В траншею помещается арматурный каркас, связанный посредством вязальной проволоки.
Траншея заливается бетоном. В бетон можно добавлять крупный гравий, помещать бутовые камни.
Совет: рекомендуется выполнить заливку фундамента за 1 заход, чтобы впоследствии не было расслоения бетона.
Строительство смотровой ямы
Когда мы строим гараж из пеноблоков для хранения в нем автомобиля, очень желательно оборудовать смотровую яму. Тогда будет гораздо удобнее обеспечивать уход за транспортным средством. Если принято решение оборудовать в гараже смотровую яму, рассчитайте предварительно ее габариты. Обычно глубина ямы составляет 180–200 см, ширина — около 1 м.
Порядок изготовления смотровой ямы:
Выкапывается яма на глубину и ширину, превышающие расчетные на 20–40 см.
Дно ямы засыпается щебнем и бетонируется.
Стенки обкладываются кирпичом или бетонируются. Во втором случае устанавливается опалубка.
Сверху слоя кирпича или бетона устанавливается металлический каркас из уголков с шириной стенки 6 см. Он должен быть залит бетоном.
Когда раствор застынет, внутри уголкового каркаса укладываются доски толщиной не менее 4 см. Они являются страховкой, предотвращающей случайное падение автомобиля в яму.
Если, помимо смотровой ямы, необходимо построить и подвал, то смотровая яма оборудуется ступеньками, по которым можно будет спускаться в подвал. В этом случае, в центре ямы делается ровная площадка, предназначенная для обслуживания автомобиля.
Расчет необходимого количества пеноблоков
Вначале нужно определиться с количеством необходимого материала. Рассмотрим, как рассчитать количество пеноблоков на гараж. Стандартные размеры пеноблока: длина — 60 см, высота — 30 см, ширина — 20 см. Например, нужно построить гараж размером 6 х 5 х 3 м. Расчет выполняется в таком порядке:
Рассчитывается длина периметра стен: (6 + 5) х 2 = 22 м.
Количество блоков в ряду: 22 / 0,6 м = 37 шт.
Определяем количество рядов: 300 см / 30 см = 10 рядов.
Вычисляем, сколько нужно всего блоков: 10 рядов х 37 штук = 370 штук.
В расчет пеноблоков на гараж надо внести правку, учитывающую размеры ворот и возможных окон, если таковые будут. Данное количество пеноблоков для гаража следует вычесть из общего количества. А также нужно сделать поправку на брак и резку материалов, добавив к итоговому количеству еще 5% блоков.
Монтаж ворот
Перед началом кладки стен необходимо установить гаражные ворота. Они устанавливаются строго по уровню на слой гидроизоляции, которой покрыт фундамент. По сторонам створок закрепляются опоры, удерживающие ворота. Чуть позже, когда начнется возведение стен, к боковым опорам ворот нужно будет приварить куски арматуры длиной около 40 см, которые будут утоплены в пенобетоне. Таких кусков будет по 4 штуки с каждой стороны ворот. Чтобы арматура попадала между рядами блоков, приваривать ее рекомендуется по месту, после кладки очередного ряда блоков.
Когда ряд пеноблоков подойдет кверху ворот, над ними нужно сделать перемычку. Это может быть готовая или залитая по месту бетонная балка. Для этого можно изготовить металлический каркас и приварить его кверху ворот. После этого каркас заполняется бетонным раствором с формированием монолитной перемычки. Но можно установить поверх ворот и готовую балку. Впоследствии на перемычку будет укладываться очередной ряд пенобетонных блоков.
Кладка стен
Когда мы строим гараж из пеноблоков своими руками, важно правильно возвести стены. Для стен будет достаточно толщины блока 20 см. Перед укладкой первого ряда следует проложить на фундаменте слой гидроизоляции, который будет предохранять материал стен от влаги.
Кладка стен начинается с любого угла. Вначале выкладываются угловые блоки, а затем между ними натягивается шнур. По данному шнуру осуществляется кладка остальных блоков. В качестве связующего раствора можно использовать:
Специальный клей для укладки пенобетона. Он продается в сухом виде, а перед использованием разводится водой в указанной пропорции. Это наиболее экономичный вариант, так как его требуется сравнительно немного. Мостиков холода между блоками зимой не будет.
Обычный цементно-песчаный раствор. Его потребуется больше, так как швы будут более толстыми. Такой раствор допускается использовать, хотя без мостиков холода, в этом случае, не обойтись.
В процессе кладки нельзя забывать армировать каждый 4-й ряд блоков. В качестве армировки можно использовать металлическую сетку, арматуру или стальные прутки. При использовании арматуры или прутков необходимо вырезать 2 канавки в ряду блоков. В них и укладываются пруты. При стыковке блоков с воротами связь обеспечивается приваренными к воротам кусками арматуры. Они должны вставляться в кладку между рядами пеноблоков.
Обычно ряды не получаются полными, требуя вставки кусков пеноблока. Такие пустоты заполняются доборными блоками или кусками блоков, отрезанными при помощи ножовки.
Клеящий раствор наносится специально предназначенной для этого кельмой, имеющей зубцы. Так получается равномерный слой раствора. Каждый уложенный ряд блоков шлифуется специальной теркой для обеспечения идеально ровной поверхности.
Каждый последующий ряд блоков укладывается со смещением относительно первого ряда на 30–50% длины блока.
Если крыша будет монтироваться односкатная, наиболее распространенная, то боковые стены должны иметь уклон к задней стенке. Угол уклона рассчитывается просто. На каждый метр длины уклон должен составлять около 5 см. Этого будет вполне достаточно для обеспечения нормального стока воды с крыши.
Если крыша будет двухскатной, то сразу же можно выложить фронтоны из пенобетона или другого материала.
В случае возведения второго этажа, поверх последнего ряда пеноблоков заливается бетонный армопояс.
Устройство крыши
Строительство гаража из пеноблоков сопровождается возведением крыши. Рассмотрим, в каком порядке изготавливается односкатная крыша:
По направлению уклона крыши устанавливаются двутавровые балки с выступом попередней и задней стенкам не менее 25 см. Можно использовать обычные балки, но повозиться придется дольше. Шаг балок — 80 см. Балки должны быть вмурованы в стены.
На нижние полочки двутавровых балок укладываются доски толщиной 3–4 см. Если используются обычные балки, то доски прибиваются к их нижним торцам.
Поверх досок настилается рубероид и загибается по краям вверх на 10 см.
Поверх рубероида укладывается утеплитель. Это может быть пенопласт толщиной 5 см, минеральная вата, керамзит.
Если утеплитель сыпучий, поверх него желательно сделать бетонную стяжку толщиной порядка 3 см. Во всех остальных случаях рекомендуется покрыть крышу листами OSB, а сверху уложить рубероид или листы шифера.
Бетонирование пола
Хороший бетонный пол обеспечит чистоту и порядок в гараже из пеноблоков. Некоторые владельцы гаражей укладывают на пол керамическую плитку, но это далеко не обязательно. Правильно бетонировать пол нужно в следующем порядке:
На выровненную поверхность засыпается 10–15 см щебня, затем 5–10 см песка, а потом 5–10 см гравия.
Такая подушка тщательно трамбуется.
Производится заливка бетона слоем не менее 20 см.
После полного застывания бетона пол готов к использованию.
Финишная отделка гаража
Наружная и внутренняя отделка сделают ваш гараж более привлекательным, а также защитят пеноблоки от влаги. Закрыть пенобетон с наружной стороны можно несколькими видами отделочных материалов:
Штукатурный раствор. Нельзя использовать обычную песчано-цементную смесь, которая плохо будет держаться на пенобетоне. Для пенобетона применяют специальную штукатурку, содержащую особые добавки.
Отделка листами пенопласта с последующим нанесением декоративной штукатурки.
Отделка сайдингом.
Для отделки внутренних стен гаража можно применить:
Специальную штукатурку.
Листы влагостойкого гипсокартона с последующим шпаклеванием и покраской.
Построенный из пенобетонных блоков гараж будет не только теплым, но и экономически выгодным. Если соблюдены все условия и технологии строительства, то построенное своими руками сооружение простоит очень долго и не потребует ремонта.
5 типов изоляции для вашего гаража и как выбрать один
По
Джефф Бенеке
Джефф Бенеке
Джефф Бенеке — эксперт по ремонту домов. Плотник-самоучка, краснодеревщик, электрик и сантехник, он отремонтировал два фермерских дома 19-го века в северной части штата Нью-Йорк и дом середины 20-го века в Остине, штат Техас. Он написал более дюжины книг, связанных с ремонтом, ремонтом и обслуживанием дома, и участвовал в написании еще дюжины.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 24.10.22
Рассмотрено
Келли Бэкон
Рассмотрено Келли Бэкон
Келли Бэкон является лицензированным генеральным подрядчиком с более чем 40-летним опытом работы в строительстве, строительстве и реконструкции жилых домов, а также в коммерческом строительстве. Он является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Сара Скотт
Факт проверен Сара Скотт
Сара Скотт — специалист по проверке фактов и исследователь, работавшая в сфере индивидуального строительства домов в сфере продаж, маркетинга и дизайна.
Узнайте больше о The Spruce’s Редакционный процесс
Ель / Джейсон Доннелли
Изоляция для вашего гаража обычно представляет собой ту же изоляцию, которую вы используете внутри своего дома, чтобы заткнуть вентиляционные отверстия и уменьшить количество холодного воздуха, поступающего в помещение, и количество теплого воздуха, выходящего из помещения. Имеет смысл утеплить гараж, особенно если вы планируете отапливать помещение. Некоторые виды изоляции лучше подходят для гаража, чем другие, в зависимости от того, закончено ли пространство или нет. Вы также можете подумать об утеплении гаражных ворот, требования к установке которых отличаются от требований к установке стен или потолков.
Основы изоляции гаража
Стоит утеплить свой гараж, если вы добавляете обогреватель гаража, будь то на постоянной основе или по мере необходимости. Если вы не добавляете тепла, в изоляции мало смысла. Это популярное заблуждение, что изоляция добавляет тепла. На самом деле изоляция просто замедляет передачу тепла через изолирующий барьер (стену, потолок или пол), что хорошо для жаркого и холодного климата.
Некоторые говорят, что изоляция неотапливаемого гаража, пристроенного к дому, может обеспечить дополнительный тепловой буфер между внешней частью дома и улицей. Но ни один штат не требует полной изоляции гаража в рамках мандата по энергоэффективности. Также маловероятно, что это минимальное улучшение передачи энергии компенсирует затраты на дополнительную изоляцию. Однако стены, которые являются общими с домом, всегда должны быть максимально изолированы.
Воздушное уплотнение
Также важно осознавать ценность воздухонепроницаемости в сочетании с изоляцией. Гаражи, как правило, не строятся так, чтобы быть герметичными и иметь много воздушных зазоров снаружи. Вы можете изолировать стены, потолок и дверь гаража до максимально возможного значения R (чем выше значение R, тем выше изолирующая эффективность материала), но если вы не сможете заполнить эти оставшиеся воздушные зазоры, вы все еще будет тратить много тепла.
Итак, перед утеплением пройдитесь по гаражу с баллончиком малорасширяющейся монтажной пены и заделайте все щели и щели, пропускающие дневной свет. Ожидание, чтобы сделать это после того, как изоляция установлена, имеет тенденцию быть грязной работой. Кроме того, убедитесь, что уплотнители вдоль нижней части двери гаража, окон и дверных рам не повреждены, чтобы изолировать сквозняки.
Ниже мы рассмотрим плюсы и минусы каждого из пяти типов изоляции, а также факторы, которые следует учитывать при выборе того, какой из них лучше всего подходит для вашего гаража.
Основные типы изоляции гаража
Основы
Положительный
Отрицательный
Стекловолокно
Наиболее часто используемый тип изоляции
Недорогой и простой в обращении
Уязвимость к влаге
Целлюлоза
Используется для полостей и отверстий
Экологически чистый и огнестойкий
Дорого и требует гипсокартона
Жесткий пенопласт
Подходит для тонких стен и гаражных ворот
Доступный по цене и снижает уровень шума
Обрезка делает его менее гибким вариантом
Спрей Пена
Высококачественный и энергоэффективный
Воздухонепроницаемый, устойчивый к плесени и насекомым
Дорого и лучше всего устанавливается профессионалами
Дверь гаража
Поставляется в наборах для дверей стандартных размеров
Добавляет долговечность, стабильность и шумоподавление
Добавленный вес может привести к износу старых пружин
Нужна дополнительная помощь? Поговорите со специалистом по изоляции
Наши партнеры могут помочь вам сравнить расценки лучших профессионалов рядом с вами.
Получить расценки
Раскрытие информации рекламодателя
Предложения, представленные в этой таблице, получены от партнерств, от которых The Spruce получает компенсацию.
01 из 05
Изоляция из стекловолокна
Ель / Джейсон Доннелли
Подходит для: Обрамление
Стекловолокно является наиболее часто используемым типом изоляции в гаражах (так же, как и в домах). Он продается в виде предварительно нарезанных войлоков и длинных одеял, которые помещаются между стойками стен и потолочными балками. Также можно приобрести насыпной стеклохолст, который подойдет для задувки чердачного помещения гаража над готовым потолком.
Если стены и потолок останутся открытыми (не покрытыми гипсокартоном или фанерой), рекомендуется использовать летучие мыши с бумажным покрытием или капсулы из стекловолокна, завернутые в полиэтиленовую пленку. Это придаст стенам немного более законченный вид, и у вас не будет оголенных зудящих волокон изоляции, готовых постоянно собирать пыль.
Минусы
Стекловолокно раздражает кожу, глаза, легкие
Влагостойкий
Опасность возгорания при неправильной установке
Сравнение изоляции из стекловолокна и жесткой пены
02 из 05
Целлюлозная изоляция
Ель / Джейсон Доннелли
Подходит для: Готовые стены и потолки гаража
Целлюлоза — это сыпучий утеплитель, популярность которого растет. Изготовленная в основном из переработанных газет и обработанная антипиреном, целлюлоза обычно вдувается в полости стен и потолка с помощью специальной выдувной машины, которая также проветривает целлюлозу и взбивает ее. Воздуходувки можно взять напрокат во многих магазинах по аренде инструментов, а домашние центры иногда дают вам бесплатную ссуду, если вы покупаете у них целлюлозу.
Из-за сыпучести целлюлоза подходит только для отделки стен и потолков гаража. Если гараж уже закончен (но не утеплен), вы можете установить целлюлозу, вырезав важные отверстия в материале стены, распылив изоляцию в полости между элементами каркаса, а затем залатав отверстия.
03 из 05
Жесткая изоляция из пеноматериала
Ель / Джейсон Доннелли
Подходит для: Тонких стен и гаражных ворот
Жесткая пена поставляется в виде листов размером 4 на 8 футов и толщиной от 1/2 до 4 дюймов. Наиболее распространенные материалы включают пенополистирол (похожий на пенополистирол), экструдированный полистирол и полиизоцианурат. Жесткая пена предлагает высокое значение R на дюйм толщины и может быть разрезана практически для любого пространства. Это хороший выбор для тонких стен и изолирующих гаражных ворот.
Минусы
Монтаж с нарезкой вокруг проводки и труб затруднен
Насекомые и вредители могут проникать через
Опасность слишком высокой герметичности/несоблюдения правил вентиляции
Если вы превращаете гараж в жилое помещение или постоянное рабочее место и хотите утеплить пол, один из вариантов — использовать жесткий пенопласт, покрытый фанерой или другим материалом для пола.
Предупреждение
Проверьте класс огнестойкости жесткого пенопласта; некоторые типы не являются огнестойкими и не подходят для открытого применения.
04 05
Изоляция из напыляемой пены
Ель / Джейсон Доннелли
Подходит для: Преобразование гаража в жилое помещение
Распыляемая пена (помимо консервированного продукта с низким расширением) отлично подходит как для R-значения, так и для герметизации воздуха. Как высококачественный материал, обычно используемый для энергосберегающего строительства, распыляемая пена может оказаться излишней для большинства гаражных проектов. Но это может иметь смысл, если вы превращаете гараж в жилое помещение.
Плюсы
Обеспечивает герметичное уплотнение
Подходит для ограниченного пространства
Стойкий к плесени и насекомым
Высокое значение R
Минусы
Дорого
Лучше всего устанавливается профессионалами
Может расширяться слишком сильно или слишком мало
Риск усадки с возрастом
05 из 05
Изоляция гаражных ворот
Ель / Джейсон Доннелли
Best for : Гаражные ворота
Не изолируйте стены и потолок вашего гаража, не утеплив также большую гаражную дверь. Вы можете купить изоляционные комплекты для стандартных металлических гаражных ворот или вырезать куски жесткой пенопластовой изоляции или листов Reflectix, чтобы они соответствовали каждой дверной панели/секции. Имейте в виду, что структурное металлическое ребро гаражных ворот является отличным проводником тепла, и оно обычно не изолируется. В результате общие тепловые характеристики двери будут значительно ниже номинальных характеристик самой изоляции.
Герметизация особенно важна для гаражных ворот. Создайте уплотнение по бокам и сверху двери с помощью специальной накладки гаражных ворот со встроенной уплотняющей полосой. Уплотните нижнюю часть двери новой резиновой прокладкой или «нижним уплотнением». Он доступен в различных размерах, чтобы закрыть небольшие или большие зазоры между дверью и полом гаража.
Pros
Может влиять на внутреннюю температуру примерно на 12–20 градусов
Повышает прочность и устойчивость двери
Уменьшает/гасит шум
Изоляция двери гаража может не понадобиться
Выбор изоляции для гаража
Выбирая изоляцию для своего гаража, важно учитывать, где она будет располагаться. Стены и потолки потребуют другого типа изоляции, чем гаражные ворота. Вам также нужно будет подумать, готовы ли стены вашего гаража или нет, и нужна ли вам изоляция, чтобы покрыть всю стену или потолок, или просто нужно заполнить зазоры и полости. Бюджет также важен для изоляции гаража, а также простоты установки (если вы делаете это самостоятельно) и важно ли для вас наличие экологически чистого варианта.
6 лучших компаний по установке гаражных ворот 2022 года
Источники статей
The Spruce использует только высококачественные источники, в том числе рецензируемые исследования, для подтверждения фактов в наших статьях. Прочтите наш редакционный процесс, чтобы узнать больше о том, как мы проверяем факты и делаем наш контент точным, надежным и заслуживающим доверия.
Как работает изоляция. Министерство энергетики США.
Герметизация и теплоизоляция стен гаража – Краткий обзор соответствия нормам. Управление энергоэффективности и возобновляемых источников энергии.
Информационные бюллетени OSHA об опасности Пожароопасность изоляции из полиуретана и других органических пенопластов на борту судов и в строительстве. Управление по безопасности и гигиене труда, Министерство труда США.
Руководство по ценообразованию: Сколько стоит построить гараж?
Думаете добавить к дому гараж? Будьте готовы потратить от 90 037 19 450 до 42 377 долларов на строительство, включая материалы и профессиональный труд. Сколько вы потратите, будет зависеть от размера и сложности вашего гаража, а также от материалов, которые вы используете.
Для различных типов гаражей, включая пристроенные и отдельно стоящие, средняя стоимость строительства гаража по стране составляет 30 914 долларов США . Совокупные затраты на материалы и рабочую силу обычно составляют от 35 до 70 долларов США за квадратный фут .
Экстрах. новый гараж с вашим подрядчиком, вы можете оценить, что проект будет стоить от 19 450 до 42 377 долларов . Пристроенные гаражи окажутся ближе к нижнему пределу этого диапазона, в то время как отдельно стоящие гаражи составляют более высокий предел, поскольку они потребуют больше строительства.
Небольшой гараж, строительство которого не займет много времени, например сборный гараж или крытое помещение для хранения автомобилей без стен, может стоить всего 6000 долларов . Но если вы смотрите на большой проект, такой как отдельный гараж с готовым чердаком наверху, вы можете потратить около 110 000 долларов , что соперничает со стоимостью небольшого дома.
На этой странице
Стоимость в зависимости от размера гаража
Фото: Кэри Петерсон / Flickr / CC BY-ND 2.0
Три основных фактора, влияющих на стоимость вашего гаража, — это его размер, независимо от того, примыкает он к дому или стоит отдельно. и различные строительные материалы, которые вы используете. Начнем с разговора о размере.
Помните, что типичная стоимость профессионального строительства гаража колеблется от 35 до 70 долларов за квадратный фут . Это делает среднюю стоимость $ 53 за квадратный фут .
При планировании размера вашего гаража вам необходимо учитывать, для чего вы хотите использовать пространство. Вам нужно место для одной машины, двух машин или больше? Вам нужно дополнительное место для хранения? Хотите организовать рабочее место в гараже?
Используя среднюю стоимость квадратного метра, мы рассчитали примерную общую стоимость проекта для гаражей разного размера с разным назначением. Эти диапазоны стоимости охватывают как пристроенные, так и отдельные гаражи.
GARAGE CAPACITY
APPROXIMATE SQUARE FOOTAGE
APPROXIMATE TOTAL COST * includes material and labor
.180.0006 Чтобы рассчитать подходящий бюджет, решите, какой гараж лучше подходит для вашей собственности и потребностей: пристроенный или отдельный гараж.
Если вокруг дома много свободного места, пристроенный гараж может быть для вас лучшим выбором. Обычно они дешевле, чем отдельно стоящие гаражи, потому что вам не нужно строить то, что составляет целое новое здание с нуля.
Пристроенный гараж может быть особенно удобен, если в вашем доме уже есть боковая дверь, обеспечивающая легкий доступ из дома в гараж.
Планировка вашей собственности может потребовать более дорогого отдельного гаража. Например, если у вас не так много места между вашим домом и вашими соседями, но у вас есть дополнительное пространство на заднем дворе, решением может стать строительство отдельного гаража.
Отдельный гараж также может быть хорошей идеей, если вы планируете создавать там много шума — например, использовать громкую пилу или репетировать с оркестром.
Имейте в виду, что ваша ассоциация домовладельцев или муниципалитет могут не разрешить вам построить отдельное здание на вашей территории. Ознакомьтесь с местными правилами, прежде чем решитесь на покупку отдельного гаража.
TYPE OF GARAGE
TYPICAL PRICE RANGE * includes materials and labor
Attached
$14,750 – $28,550
Detached
$22,125 – $44,100
Cost Breakdown строительных материалов
Вы можете контролировать свой бюджет на строительство гаража, выбирая менее дорогие материалы. Мы рассмотрим каждую часть конструкции, охватив различные варианты для каждой части процесса и их соответствующие цены.
Каркасный материал
Фото: Боб Дасс / Flickr / CC BY 2.0
Каркас вашего гаража — это его кости, поэтому выбирайте этот материал с умом. Ваши варианты: простая деревянная рама (также известная как каркас из палочек) или бетонные / шлакоблоки.
Шлакоблоки более прочный, удобный и дорогой вариант. В отличие от дерева, с каркасом из шлакоблока вам никогда не придется беспокоиться о термитах или гниении, что делает его идеальным для влажного климата. Кроме того, блоки с большей вероятностью выдержат суровые погодные условия, такие как ураганы или торнадо.
Если вы живете в районе, где вам не приходится учитывать влажность или штормы, вы можете сэкономить значительную сумму денег, выбрав вместо этого гараж с деревянным каркасом.
Кадрирующий материал
Типичный ценовой диапазон за квадратный фут * Включает в себя материалы и рабочую силу
Древесина
$ 7 — $ 12
$ 7 — $ 12
$ 7 — $ 12
$ 7 — $ 12
.
Кровельный материал
Фото: Кэри Петерсон / Flickr / CC BY-ND 2.0
Большинство гаражей имеют простую крышу из битумной черепицы. Асфальтовая черепица, как правило, будет вашим самым доступным вариантом кровли, но вы можете выбрать другой материал, который будет соответствовать эстетике вашего дома и района.
Вот самые популярные кровельные материалы с интересными фактами о каждом:
Модифицированный битум
Материал на основе асфальта для плоских крыш
Срок службы от 10 до 15 лет
Typically costs $1.50 to $5 per square foot
Asphalt shingles
Most popular roofing material in the U.S.
Comes in several different styles and colors
Lasts 20 to 30 years
Typically costs $2 to $5 за квадратный фут
Кедр
Поставляется в виде дранки, черепицы или досок
Срок службы до 50 лет при надлежащем уходе
Стандартная стоимость от 4 до 10 долларов за квадратный фут
Металл
Несколько вариантов, включая гофрированный металл, алюминий, олово, свинец, медь, нержавеющую сталь и др.
Не требует особого ухода
Срок службы до 100 лет
Обычно стоит от 5 до 20 долларов за квадратный фут
ТПО (термопластичный полиолефин)
Резиновая однослойная кровельная мембрана
Срок службы до 40 лет
Обычно стоит $ 6,50 до 11,50 долл. США за квадратный фут
плитка
Низкое обслуживание, долговечность, и долгое время
. Глина
Доступны различные формы и стили
Тяжелый и сложный в установке или замене
Срок службы до 100 лет
Обычно стоит от 10 до 20 долларов за квадратный фут
ROOFING MATERIAL
TYPICAL PRIVE RANGE PER SQUARE FOOT * includes materials and labor
Modified bitumen
$1. 50 – $5
Asphalt shingles
$2 – $5
CEDAR
$ 4 — $ 10
Металл
$ 5 — $ 200071
TPO
$ 6.50 — $ 1100719191963
$ 6.50 — $ 11007191913
$ 6.50 — $ 110071
$.0423 Плитка
$ 7,50-$ 17
Клэй
$ 10-$ 20
Материал сайдинга
. С мощностью Dushan Hanuska / Flickr / CC BY-SA-SIDIDING. 2.0
. либо соответствовать вашему дому, либо дополнять его. Вы также можете выбрать доступный материал, такой как винил или алюминий, для сайдинга, чтобы уложиться в бюджет вашего проекта.
Если вы живете в районе, где ураганы или другие проблемы могут повредить крыши, вы можете выбрать один из более прочных материалов для облицовки, таких как штукатурка, камень или кирпич.
Это одни из самых распространенных материалов для обшивки, с соответствующей стоимостью.
SIDING MATERIAL
TYPICAL PRICE RANGE PER SQUARE FOOT * includes materials and labor
Каждая гаражная дверь оплачивается отдельно, поэтому чем больше дверей вам нужно, тем выше будет эта стоимость.
Стоимость одной двери составляет от 600 до 1767 долларов США за материалы и профессиональную установку. Материал двери решит, платите ли вы ближе к низкому или высокому уровню. Умножьте эту стоимость на гараж на две машины, гараж на три машины или больше.
Наряду с самой дверью вам нужно будет установить устройство дистанционного открывания гаражных ворот, чтобы вы могли входить и выходить из машины. За сам открыватель и работу по его установке профессионалом вы заплатите от 255 до 646 долларов .
Выберите материал гаражных ворот в зависимости от ваших конкретных потребностей. Если вы работаете с ограниченным бюджетом, вы можете выбрать более доступный и легкий материал, такой как винил или алюминий.
Наиболее прочными гаражными воротами являются стальные и стеклопластиковые, а дерево — хороший выбор для тех, для кого приоритетом является стиль.
GARAGE DOOR MATERIAL
TYPICAL PRICE RANGE PER DOOR * includes materials and labor
Steel
$329 – $2,585
Aluminum
$655 – $1,350
Винил
725–1400 долл. США
Стекловолокно
1185–1875 долл. США
Дерево
9073 9 0615 9 2050 долл. США0143
Фундамент гаража
Фото предоставлено: Nolan V / Flickr / CC0 1.0
Место вашего проживания будет играть определенную роль в выборе типа фундамента гаража, который вам нужен. В климате с отрицательными температурами вам понадобится более сложный тип бетонного фундамента, например, монолитный или блочный, поскольку эти материалы включают в себя защиту от замерзания.
Тип почвы на вашем участке также может повлиять на выбор фундамента для гаража. Например, если вы строите на грунте, который имеет тенденцию сдвигаться, плавающий фундамент не будет для вас надежным вариантом.
Хотя бетон является наиболее устойчивым и долговечным материалом для фундамента гаража, вместо него можно использовать гравий, чтобы сэкономить деньги. Имейте в виду: гравийный фундамент подойдет только для небольшого гаража.
Не знаете, какую основу использовать? Не волнуйся. Как только вы пригласите подрядчика на место, он или она сможет помочь вам принять лучшее решение.
ТИП ФУНДАМЕНТА
СТАНДАРТНЫЙ ДИАПАЗОН ЦЕН ЗА КВАДРАТНЫЙ ФУТ * includes materials and labor
Gravel pad
$4 – $10
Floating concrete
$8 – $14
Monolithic concrete
$9 – $15. 50
Concrete block
$11.50 – 14,50 долларов США
Тип изоляции
Фото предоставлено: Nolan V / Flickr / CC0 1.0
Если вы планируете проводить много времени в своем гараже или использовать его для хранения предметов, чувствительных к температуре, изоляция является обязательной, особенно если вы живете в морозном климате.
Однако, если ваш гараж предназначен только для парковки автомобиля или вы живете в умеренном климате, вы, вероятно, можете обойтись без изоляции и связанных с этим расходов.
Если вы решили утеплить свой гараж, вам придется выбрать, какой тип изоляции использовать. В зависимости от вашего подрядчика, ваши варианты, вероятно, будут включать изоляцию из войлока, вдуваемую изоляцию и изоляцию из распыляемой пены.
ТИП ИЗОЛЯЦИИ
СТАНДАРТНЫЙ ДИАПАЗОН ЦЕН ЗА КВАДРАТНЫЙ ФУТ * includes materials and labor
Batt
$0. 50 – $1.50
Blown-in
$1 – $2
Spray foam
$1.50 – $4
Drywall
Photo Credit : Хесус Родригес / Flickr / CC BY 2.0
Закончить или не закончить? Это вопрос, когда речь идет о внутренних стенах гаража.
Но независимо от того, красите ли вы или устанавливаете стеновые панели, вам понадобится базовый слой гипсокартона. В большинстве мест в США строительные нормы и правила требуют установки гипсокартона в гараже для обеспечения огнестойкости.
Повторите: Гипсокартон не является обязательным. В то время как покраска, стеновые панели и другие приятные для дизайна отделочные штрихи зависят от ваших личных предпочтений, гипсокартон является необходимой частью строительства вашего гаража.
Ожидайте, что подрядчик заплатит около 1,50–3 доллара за квадратный фут за установку гипсокартона.
Желоба
Фото: Кэри Петерсон / Flickr / CC BY-ND 2.0
Водосточные желоба снаружи вашего гаража не нужны, но они определенно полезны и не должны быть слишком дорогими. Водосточные желоба собирают и направляют дождевую воду, чтобы защитить фундамент вашего дома и окружающий ландшафт от повреждения водой.
Водосточные желоба составят относительно небольшую часть вашего общего бюджета проекта, а преимущества стоят дополнительных затрат. Обычно вы сможете выбирать между виниловыми или алюминиевыми желобами.
GUTTER MATERIAL
TYPICAL PRICE RANGE PER LINEAR FOOT *includes materials and labor
Vinyl
$3 – $6
Aluminum
$5 – $11
Другие факторы стоимости
Теперь, когда у вас есть представление о расходах, связанных с предметами первой необходимости в вашем гараже, у вас должна быть хорошая базовая смета бюджета. В дополнение к основным строительным блокам к вашим расходам могут добавиться несколько других факторов.
Для более точной оценки стоимости подумайте, за какие из этих надстроек и сопутствующих услуг вам, возможно, придется заплатить в зависимости от вашего конкретного проекта.
Добавить квартиру
Фото: Деннис Джарвис / Flickr / CC BY-SA 2.0
Гараж с мансардой наверху — важное дополнение к дому, так что будьте готовы заплатить за него.
Вот почему: отдельно стоящий гараж с квартирой — это, по сути, целое новое здание. Это включает в себя все сложные внутренние работы по электрике, сантехнике, вентиляции и тому подобное.
Короче говоря: пристроить квартиру к вашему новому гаражу — это огромные инвестиции. Ваш проект, вероятно, будет стоить от 55 000 до 133 000 долларов.
Гараж для автофургонов
Фото предоставлено: SteelMaster Buildings / Flickr / CC BY-SA 2.0
Плата за гараж для автофургонов — это почти то же самое, что и оплата за гараж для автомобиля, когда мы смотрим на удельные материальные затраты.
Разница? Гараж для вашего автомобиля для отдыха должен быть шире, глубже и намного выше, чем обычный гараж, поэтому ваши общие затраты на материалы и рабочую силу будут значительно выше.
Вы можете рассчитывать потратить около от 52 000 до 70 000 долларов на новый гараж для автофургонов, с версиями, прикрепленными к дому в нижней части, и отдельными версиями в верхней части.
Комплекты сборных гаражей
Фото предоставлено: SteelMaster Buildings / Flickr / CC BY-SA 2.0
Вместо того, чтобы строить собственный гараж с нуля, вы можете приобрести готовые комплекты гаражей для более быстрого и дешевого проекта.
Эти комплекты обычно представляют собой простые конструкции, иногда из стали. Как правило, они имеют четыре стены, поэтому вы можете либо построить один из них как отдельный гараж, либо присоединить его к дому с помощью крытого прохода.
Сборные гаражные комплекты позволяют относительно легко создавать проекты своими руками (по сравнению с гаражами, построенными на заказ), и они стоят от 3500 долларов и 9000 долларов .
К сожалению, сборные гаражи могут выглядеть неприглядно и иногда снижать стоимость имущества. Многие ТСЖ не разрешают их.
Окна и световые люки
Фото: gemteck1 / Flickr / CC BY 2.0
Если вы планируете проводить много времени в своем гараже — например, если в нем есть рабочее место — вам, вероятно, понадобятся источники естественного света. Окна и мансардные окна могут сделать ваш гараж больше похожим на жилое пространство, а не на тесный контейнер для хранения.
Мансардное окно может обеспечить некоторое количество естественного, энергоэффективного тепла зимой. Имейте в виду, однако, что мансардные окна склонны к протечкам и нуждаются в частом ремонте.
Стоимость добавления окна зависит от стиля и материала. Ожидайте заплатить от 193 до 845 долларов за окно и от 805 до 3089 долларов за окно в крыше , включая материалы и профессиональную установку.
Проходные входные двери
Фото: Кэри Петерсон / Flickr / CC BY-ND 2. 0
Для нового пристроенного гаража, если в вашем доме еще нет боковой двери, вам придется выбить часть стены и установить новую дверь.
Для отдельного гаража вы можете решить, включать ли проходную дверь для легкого доступа, который не требует каждый раз открывать и закрывать большую автомобильную дверь.
Вы заплатите от от 393 до 2013 долларов за материалы и работу по установке проходной двери. На стоимость будет влиять размер двери и сложность ее конструкции.
Электромонтажные работы
Даже если в вашем гараже нет жилого или рабочего помещения, вам может понадобиться электрическое подключение для освещения, розеток и автоматических открывателей гаражных ворот. Таким образом, вы сможете подключать и заряжать электроинструменты, детские игрушки и другие грязные предметы для улицы, которые вы хотите хранить в гараже.
Базовые электромонтажные работы обычно стоят от 630 до 1930 долларов для гаража среднего размера. Подрядчик, строящий ваш гараж, может установить проводку, или вам может потребоваться нанять отдельного электрика.
Подготовка площадки
Фото: Джей Фаган / Flickr / CC BY 2.0
Прежде чем вы сможете получить разрешение на строительство для своего проекта или даже решить, где разместить новый гараж, вам понадобится профессиональная топографическая съемка вашей собственности. Средняя стоимость найма землеустроителя по стране составляет от 353 до 876 долларов.
Чтобы освободить место для гаража, вам также может понадобиться расчистка участка. Служба расчистки территории уберет деревья, пни, кусты и другие препятствия со строительной площадки за От 1 до 2 долларов за квадратный фут .
Разрешения на строительство
В большинстве мест вам необходимо получить одно или несколько разрешений на строительство, прежде чем можно будет начать работу. Сколько вы тратите на разрешения, будет зависеть от того, где вы живете, поэтому проверьте местные правила или спросите у своего подрядчика точную цифру. Разрешения варьируются от 250 долларов до 850 долларов.
Добавить подъездную дорогу
Предположим, вы строите отдельный гараж вдали от дома. Как вы загоните машину внутрь, не проезжая по газону? Возможно, вы захотите установить вторую дорогу, ведущую к гаражу.
Большинство подъездных дорог вымощено бетоном или асфальтом, но вы можете выбрать более экономичную подъездную дорожку из гравия или более стильную брусчатку.
DRIVEWAY MATERIAL
TYPICAL PRICE RANGE PER SQUARE FOOT * includes materials and labor
Gravel
$1 – $2
Asphalt
$7 – $13
Бетон
$8 – $18
Асфальтоукладчики
10–50 долларов США
Стоимость строительства гаража в зависимости от местоположения
Домовладельцам на севере США, где зимы приносят мороз и снег, необходимо принять меры предосторожности, чтобы защитить гараж от замерзания. Потребность в большей изоляции и более сложном фундаменте будет означать, что северянам придется платить за больше материалов и больше труда, чем людям в более умеренных частях страны.
Стоимость жизни в вашем городе повлияет на то, сколько вы платите за свой гараж, точно так же, как она влияет на цену всего остального. Почасовая оплата труда и стоимость материалов будут выше в мегаполисах, чем в малых городах.
Помните, что приблизительные цены, указанные в этом справочнике, являются средними по стране. Чтобы узнать, сколько будет стоить строительство нового гаража конкретно в вашем районе, вам нужно получить предложения от местных профессионалов.
Мы рекомендуем обратиться как минимум к трем подрядчикам, чтобы сравнить предложения.
Часто задаваемые вопросы о строительстве гаража
1. Повышает ли добавление гаража стоимость дома?
Да. Вы можете ожидать от 60% до 80% возврата инвестиций в гараж, когда вы продаете свой дом.
2. Сколько стоит ремонт гаража?
Реконструкция существующего гаража стоит гораздо меньше, чем строительство нового строения с нуля. В зависимости от сложности проекта реконструкции вы можете заплатить от 6000 до 20 000 долларов США .
3. Как построить гараж дешевле всего?
Сборные гаражные комплекты обычно являются самым дешевым вариантом, но ваш ТСЖ может не разрешать их. Другим доступным вариантом может быть простой крытый навес/склад без стен вместо полноценного гаража.
Заключение
Если вы хотите новый гараж, будьте готовы потратить на проект десятки тысяч долларов. Большинство домовладельцев по всей стране платят от 90 037 19 450 до 42 377 90 038 долларов за строительство пристроенного или отдельного гаража.
Будьте уверены, вы вернете большую часть своих денег в виде увеличения стоимости имущества.
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия:
РАД – ручная аргонодуговая сварка неплавящимся электродом,
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
В этой статье:
Что такое аргоновая сварка
Классификация аргоновой сварки по видам
Что нужно для сварки аргоном
Оборудование для работы с аргоном
Как правильно варить аргоном
Какие металлы варят аргоном
Преимущества и недостатки аргоновой сварки
Что такое аргоновая сварка
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны. Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла. Колебаниями электрода можно управлять сварочной ванной, регулируя скорость сварки, ширину шва, глубину проплавления.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
Ручная. Горелка и присадочная проволока удерживаются рукой сварщика. Скорость процесса и все параметры шва зависят от опытности рабочего.
Полуавтоматическая. В горелке есть специальный канал для подачи проволоки. В аппарате установлен подающий механизм, как в полуавтомате MIG. Сварщик направляет только горелку, а вторая рука остается свободной для придерживания, разворота заготовки. Этот метод более производителен, чем ручной, но результат зависит от квалификации сварщика.
Автоматическая. Проволока подается автоматически. Горелка, размещенная на каретке, ведется при помощи системы приводов. Весь процесс автоматизирован, не требует участия человека. Скорость сварки, глубина провара, задаются на панели управления. Качество швов высокое, не зависящее от опытности оператора.
Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи «крокодила». Чем лучше контакт, тем стабильнее дуга.
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
Силу тока. Для сварки тонких сталей до 5 мм достаточно инвертора 160 А. Если планируете варить блоки двигателя, толстые пластины 6 мм и выше, понадобится инверторный аппарат 200-250 А. Максимальный показатель возможен до 400 А.
Мощность. От этой характеристики зависит, сможете ли вы подключить аппарат в обычную розетку в гараже или понадобится прокладывать отдельную линию. Для медной проводки сечением 1.5 мм² допустима нагрузка 4 кВт. Если проводник обладает сечением 2.5 мм², можно включить инвертор до 6 кВт. Лучше всего проложить линию в мастерскую сечением 4 мм², тогда получится запитать аргоновый аппарат с мощностью до 8 кВт.
220/380 В. Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Вес аппарата. Для выездной работы или аргоновой сварке на высоте выбирайте инвертор с массой 3-5 кг. Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.
Удобство управления. Цифровой дисплей облегчает точную регулировку сварочного тока.
Функционал настроек. От этого напрямую зависит цена инвертора TIG и качество сварки. Отлично, когда можно настроить предпродувку газом, базовый ток, нарастающий ток для розжига, спадающий ток для заварки кратера. В импульсных моделях можно задавать величину импульсного тока в процентном соотношении от базового, чтобы снизить тепловложение, что актуально для тонких металлов.
ПВ. Продолжительность включения или продолжительность нагрузки определяет, сколько в течение 10 минут получится непрерывно варить аргоновым аппаратом. ПВ 30-40% подойдет для непродолжительных работ. В мастерскую ищите аппарат с ПВ 60-80%. Для профессиональной деятельности выбирают ПВ 100%.
Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
Толщина металла, мм
Сила тока, А
Расход газа, л/мин
1
30-40
6
1.5-2
45-70
7
3
75-90
8
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):
предпродувка газом 0.5 с;
сила стартового тока 30 А;
основной ток 45-55 А;
спад тока для заварки кратера до 25 А;
постпродувка газом 5 с.
Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
Включите инверторный аппарат TIG.
Присоедините массу к изделию.
Вставьте в горелку заточенный вольфрамовый электрод.
Откройте баллон с газом.
Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла. Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
мало- и высокоуглеродистую сталь;
чугун;
нержавейку;
медь;
алюминий;
титан.
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы?
СкрытьПодробнее
Сварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод?
СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Что делать, если сварочная ванна сильно пузырится?
СкрытьПодробнее
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду?
СкрытьПодробнее
Варить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1.5 мм?
СкрытьПодробнее
Убавьте силу тока до 20 А. Приставьте присадочную проволоку к краю отверстия. Дугу зажигайте на проволоке. Добейтесь ее расплавления и переноса на основной металл. Тут же погасите дугу, чтобы не прожечь дырку еще больше. Постепенно усильте края со всех сторон, нарастив на них металл. Сужайте диаметр отверстия. Когда оно полностью перекроется, добавьте силу тока до 45 А и выровняйте поверхность.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Аргонно-дуговая сварка (со схемой)
Статьей поделились:
РЕКЛАМА:
В любой отрасли современного стального века обязательно наличие сварочной техники. А MMAW (ручная дуговая сварка металлическим электродом), SM AW (дуговая сварка металлическим электродом) и GTAW (дуговая сварка вольфрамовым электродом) прочно зарекомендовали себя. Это связано с их гибкостью, полезностью во всех положениях и положениях и легкой доступностью расходных материалов, необходимых для различных типов сварки.
В большинстве наших отраслей сварка выполняется с использованием различных типов стержневых или покрытых электродов.
Но современные промышленники повышают свою производительность с целью борьбы с конкуренцией — как на внутреннем, так и на международном рынке — особенно когда отрасль во всем мире становится все более и более конкурентоспособной, а промышленное руководство постоянно ищет новые пути и средства для снижения затрат. и улучшить контроль качества.
ОБЪЯВЛЕНИЙ:
В сложившейся ситуации пользователи хотят модернизировать свои машины, чтобы они работали быстрее, дольше и эффективнее. И они ищут различные преимущества автоматических и полуавтоматических сварочных процессов — MIG/MAG, TIG, GTAW или дуговой сварки в среде защитного газа — которые являются наиболее модернизированными станками технологии сварки. Среди них наибольшей популярностью пользуется аргонодуговая или дуговая сварка в среде защитных газов.
Теперь рассмотрим инертные газы и их применение в сварочной технике. Инертный газ, как следует из его названия, является неактивным газом. Он используется для защиты расплавленной ванны от атмосферного воздуха во время сварки. Важными инертными газами являются гелий и аргон. Они используются с другими защитными газами.
Защитные газы можно разделить на две группы:
(1) Газы, растворимые в металлах или реагирующие с ними. Это водород, углекислый газ, азот и т. д.
ОБЪЯВЛЕНИЯ:
(2) Инертный газ, такой как гелий и аргон.
Наиболее широко используются аргон
и углекислый газ. Аргон получают как побочный продукт при разделении воздуха для получения кислорода. Аргон поставляется в стальных баллонах под давлением 150 атмосфер. Очищенный аргон содержит 97-98% аргона, а технический аргон содержит 13-14% азота.
Удобно учитывать, что применение газов, предполагающих защиту дуги аргоном, гелием и двуокисью углерода (СО 2 ) и смесями аргона с кислородом и СО 2 , гелием, необходимо.
Аргон используется в качестве защитного газа, поскольку он химически инертен и не образует соединений. Аргон товарный чистотой около 99,996% и получен фракционной перегонкой жидкого воздуха из атмосферы. Он дешевле и поэтому используется в коммерческих целях.
ОБЪЯВЛЕНИЯ:
Аргон
технической чистоты применяется для сварки металлов. Аргон с 5% водорода дает повышенную скорость сварки и проплавление при сварке нержавеющих сталей и никелевых сплавов.
Гелий можно использовать для алюминия и его сплавов и меди. Но гелий дороже аргона и из-за его меньшей плотности для обеспечения экранирования требуется больший объем, чем у аргона. Небольшое изменение длины дуги приводит к большим изменениям условий сварки.
Смесь 30 % гелия и 70 % аргона обеспечивает высокую скорость сварки. Механизированная сварка алюминия постоянным током с гелием дает глубокий провар и высокие скорости.
Автоматическая аргонно-дуговая сварка успешно применяется для сварки тонкостенных нержавеющих сталей, алюминия и его сплавов. В аргонодуговом процессе могут использоваться как нерасходуемые, так и расходуемые электроды. При использовании неплавящегося электрода дуга поддерживается между вольфрамовым электродом и «Рабочим». Вокруг электрода проецируется экран из аргона.
ОБЪЯВЛЕНИЯ:
Дуга горит между вольфрамовым электродом и заготовкой в среде инертного газа аргона, что исключает попадание атмосферы и предотвращает загрязнение электрода и расплавленного металла. Горячая вольфрамовая дуга ионизирует атомы аргона внутри экрана, образуя газовую плазму, состоящую из почти одинакового количества свободных электронов.
В отличие от электрода в ручном дуговом процессе, вольфрам не переносится на «Работу».
На рис. 14.1 показано, что источником тепла в процессе дуговой сварки в среде инертного газа является электрическая дуга между вольфрамовым электродом и основным металлом. Электрод экранируется потоком инертного газа — аргона или гелия, что устраняет необходимость добавления флюса.
Переменный ток обычно используется с вольфрамовыми электродами, а постоянный ток — с расходуемым металлическим дуговым электродом. Этот процесс применяют для сварки легких сплавов, некоторых цветных металлов, особенно алюминия, меди и их сплавов, а также нержавеющей стали.
С плавящимся электродом дуга поддерживается между металлическим электродом и «Рабочим». Сталь широко сваривается полуавтоматическим процессом с экранированной дугой C0 2 . В авиастроении аргонодуговая сварка используется в больших масштабах, несмотря на то, что это дорогостоящая сварка. Перед использованием аргон необходимо высушить, пропуская через едкий натр или силикагель.
Он успешно используется для сварки тонкой нержавеющей стали, алюминия и его сплавов, меди и его сплавов, никеля и его сплавов, титана, циркония, серебра и т. д. Дуговой процесс вольфрамовой дуги в среде защитного газа позволяет сваривать эти металлы и широкий спектр ферросплавы сваривать без использования флюса. Это большое преимущество во всех подобных сварках.
ТОП-10 цеховых заданий по дуговой сварке (со схемой)
ТОП-10 цеховых заданий по сварке трубопроводов дугой
Насколько вредна аргонодуговая сварка для человека?
Степень вреда аргонно-дуговой сварки относительно больше, чем у электродуговой сварки, но она не настолько велика, чтобы ее можно было опасаться.
Инфракрасное излучение примерно в 1 ~ 1,5 раза больше, чем при обычной дуговой сварке электродом, а ультрафиолетовое излучение, создаваемое аргонодуговой сваркой, примерно в 5 ~ 20 раз больше, чем при дуговой сварке электродом.
При сварке в ограниченном пространстве концентрация озона может возрасти до опасного уровня. В процессе сварки будут образовываться вредные газы, такие как двуокись углерода, окись углерода и металлическая пыль, которые нанесут некоторый вред сварщикам.
Поэтому в процессе сварки мы должны хорошо поработать над защитой, подобрать электродные материалы и постараться выбрать церий-вольфрам с низкой радиоактивностью.
Носите маски и перчатки при заточке электродов и мойте руки после работы, чтобы свести к минимуму опасность.
Вред высокочастотного электромагнитного поля
Высокочастотный генератор обычно используется для сварки, с частотой 200 ~ 500 кГц, напряжением 2500 ~ 3500 В и напряженностью электрического поля 140 ~ 190В/м.
Во время зажигания дуги интенсивность создаваемого высокочастотного электромагнитного поля составляет от 60 до 110 В/м, что в несколько раз выше гигиенического стандарта (20 В/м).
При аргонно-дуговой сварке с неплавящимся электродом, а также при плазменной дуговой сварке и резке высокочастотный осциллятор часто используется для возбуждения дуги, а некоторые аппараты для аргонодуговой сварки переменным током также используют высокочастотный осциллятор для стабилизации дуги.
Под действием высокочастотного электромагнитного поля организм человека может поглощать определенную энергию излучения и производить биологические эффекты, в основном тепловые эффекты.
На интенсивность высокочастотного электромагнитного поля влияет множество факторов, таких как расстояние, чем ближе генератор и колебательный контур, тем выше напряженность поля и наоборот.
Кроме того, это связано со степенью экранирования высокочастотной части.
Организм человека будет производить биологические эффекты под действием высокочастотного электромагнитного поля.
Длительное воздействие высокочастотного электромагнитного поля на сварщика может вызвать дисфункцию вегетативных нервов и неврастению.
Симптомы включают общий дискомфорт, головокружение, головную боль, усталость, потерю аппетита, бессонницу и низкое кровяное давление.
Если для зажигания дуги используется только высокочастотный осциллятор, воздействие будет небольшим из-за короткого времени.
Если высокочастотный генератор используется часто или постоянно в качестве устройства стабилизации дуги в процессе сварки, высокочастотное электромагнитное поле может стать одним из вредных факторов.
Радиоактивная опасность
Торий-вольфрам, используемый для аргонно-дуговой сварки, содержит 1–1,2% оксида тория.
Торий — радиоактивный элемент, который может испускать α, β, γ три вида лучей.
Может подвергаться воздействию радиации при сварке и контакте с ториевым вольфрамовым стержнем.
Благодаря большому количеству исследований ежедневное потребление ториевого вольфрамового стержня составляет всего 100-200 мг, а доза облучения очень мала, что оказывает незначительное влияние на организм человека.
Однако при сварке в контейнере вентиляция не ровная, и радиоактивные частицы в дыме могут превышать гигиеническую норму;
Во-вторых, при измельчении ториевых вольфрамовых стержней и при хранении ториевых вольфрамовых стержней концентрация радиоактивного аэрозоля и радиоактивной пыли может достигать или даже превышать гигиеническую норму.
При попадании в организм радиоактивных веществ они могут вызывать хронические радиоактивные заболевания и формировать внутреннее облучение, что в основном проявляется в ослаблении общего функционального состояния, явной слабости, явном снижении сопротивляемости инфекционным заболеваниям, похудании и других симптомах.
Энциклопедия:
Радиоактивный аэрозоль, твердые или жидкие частицы, содержащие радионуклиды во взвешенном состоянии в воздухе или других газах.
Дисперсная система, в которой твердые или жидкие радиоактивные частицы взвешены в воздушной или газовой среде.
Основной характеристикой аэрозоля является нестабильность. Частицы менее 0,1 мкм совершают в газе броуновское движение и не оседают под действием силы тяжести;
Частицы размером 1 ~ 10 микрон медленно оседают и долгое время находятся во взвешенном состоянии в воздухе.
Радиоактивные аэрозоли обладают сильным ионизационным эффектом, низкой концентрацией и легко заряжаются на частицах (образуются в результате радиоактивного распада).
Радиоактивные аэрозоли представляют собой основную угрозу облучению организма человека.
Вред от сильного света электрической дуги
Излучение сварочной дуги в основном включает видимый свет, инфракрасное и ультрафиолетовое излучение.
Они действуют на организм человека и поглощаются тканями человека, вызывая термическую, фотохимическую или ионизацию тканей, вызывая повреждение тканей человека.
Светимость видимого света примерно в 10000 раз больше, чем светимость, видимая невооруженным глазом.
Когда видимый свет попадает в глаза людей, он вызывает боль и не может ясно видеть. Обычно его называют «ослепляющим» и теряют трудоспособность в короткие сроки.
Вред инфракрасных лучей для организма человека в основном обусловлен тепловым действием тканей.
В процессе сварки глаза подвергаются сильному инфракрасному излучению, которое сразу же вызывает сильные ожоги и жгучую боль, что приводит к иллюзии вспышки.
Длительное воздействие может вызвать инфракрасную катаракту, потерю зрения и слепоту в тяжелых случаях.
Ультрафиолетовое излучение (УФ), также известное как ультрафиолет, относится к электромагнитным волнам с длиной волны 100–400 нм.
Соответствующее количество ультрафиолетового излучения может оказывать благотворное воздействие на организм человека, но чрезмерное излучение оказывает неблагоприятное воздействие на организм человека (например, ультрафиолетовое излучение при сварке).
Вред ультрафиолетовых лучей для организма человека заключается в основном в фотохимическом действии, вызывающем поражение кожи и глаз человека.
После воздействия на кожу сильного ультрафиолетового излучения могут возникать дерматиты, разлитая эритема, иногда мелкие волдыри и экссудаты, жжение и зуд;
При сильном воздействии сопровождается системными симптомами: головной болью, головокружением, утомляемостью, нервным возбуждением, лихорадкой, бессонницей и др.
Чрезмерное ультрафиолетовое облучение глаз человека может вызвать острый роговичный и конъюнктивит, а именно электрооптическую офтальмию .
Его симптомами являются сильная светобоязнь, слезы, ощущение инородного тела, покалывание, отек век, спазм, головная боль и нечеткость зрения.
Опасность сварочного дыма
Во время сварки образуется большое количество металлической сварочной пыли.
Металлический порошок, полученный сваркой, имеет небольшой диаметр, который легко всасывается в легкие. Поскольку диаметр очень мал, выделения из организма затруднены, поэтому возникают поражения.
Чем выше сила сварочного тока, тем выше концентрация пыли.
При высокой концентрации сварочной пыли и отсутствии соответствующих мер по удалению пыли длительное воздействие сварочной пыли может вызвать профессиональные заболевания, такие как пневмокониоз сварщиков, отравление марганцем и нагрев металла.
Репродуктивная токсичность
За последние 10 лет в стране и за рубежом были проведены некоторые исследования репродуктивной токсичности электросварки, в основном касающиеся качества спермы рабочих-мужчин, репродуктивных результатов женщин-работниц и ущерба механизм.
Результаты показали, что объем менструального цикла, укорочение цикла, удлинение менструального цикла, усиление белей, самопроизвольный аборт, преждевременные роды и дисменорея у женщин-сварщиков были выше, чем у женщин контрольной группы.
Внешний вид спермы рабочих-мужчин с отравлением марганцем был однородным серо-белым, значение рН было нормальным, а среднее время разжижения было больше, чем у контрольной группы.
Результаты показали, что средний объем эякуляции, общее количество сперматозоидов, выживаемость сперматозоидов и уровень подвижных сперматозоидов у рабочих-мужчин с отравлением марганцем были ниже, чем у контрольной группы, а уровень деформации сперматозоидов у рабочих-мужчин с отравлением марганцем был значительно выше. выше, чем у контрольной группы.
Считается, что марганец может воздействовать на сперматогенную систему рабочих мужчин, оказывать прямое токсическое действие на развитие сперматозоидов и убивать сперматозоиды, что приводит к изменению качества мужской спермы.
За рубежом также сообщалось, что изменения секреции половых гормонов и снижение качества спермы не влияют на соотношение полов потомства.
Опасность вредных газов
Под действием высокой температуры и сильного ультрафиолетового излучения сварочной дуги вокруг дуги образуются разнообразные вредные газы, в основном в том числе озон, оксид азота, окись углерода и фтористый водород .
Озон — раздражающий токсичный газ светло-голубого цвета. При высокой концентрации издает рыбный запах; Озон высокой концентрации также имеет слегка кислый вкус.
Основной вред озона для организма человека – сильное раздражение дыхательных путей и легких.
Часто вызывает кашель, стеснение в груди, потерю аппетита, утомляемость и слабость, головокружение, системную боль и т. д. В тяжелых случаях также вызывает бронхит и отек легких.
Оксиды азота являются раздражающими токсичными газами. Двуокись азота имеет красновато-коричневый цвет и специфический запах. Вред оксидов азота для организма человека заключается в основном в стимулирующем действии на легочную ткань.
После всасывания в дыхательные пути постепенно вступает в реакцию с водой в альвеолах с образованием азотной кислоты и нитрита, которые сильно раздражают и разъедают легочную ткань и вызывают отравление.
Основными симптомами хронического отравления являются неврастении, такие как бессонница, головная боль, потеря аппетита и потеря веса.
Высокие концентрации оксидов азота могут вызывать острое отравление, из которых легкая токсичность возникает только при остром бронхите;
Тяжелое отравление вызывает сильный кашель, одышку, коллапс, слабость и другие симптомы.
Воздействие оксидов азота на организм человека также обратимо.
С увеличением времени сепарации его неблагоприятные последствия постепенно уменьшаются или устраняются.
При сварке ВИГ, если не принимать меры по вентиляции, концентрация часто превышает более чем в десять или даже десятки раз гигиенический норматив.
Гигиенический норматив оксида азота (в пересчете на диоксид азота), установленный в Китае, составляет 5 мг/м 3 .
В процессе сварки озон и оксиды азота обычно присутствуют одновременно, поэтому они более токсичны.
Как правило, одновременно существуют два токсичных газа, что в 15-20 раз выше, чем у одного токсичного газа.
Защитные меры
(1) Вентиляционные меры
На участке аргонно-дуговой сварки должно быть предусмотрено хорошее вентиляционное устройство для удаления вредных газов и дыма.
В дополнение к вентиляции установки, несколько осевых вентиляторов могут быть установлены в местах, где сварочная нагрузка велика, а сварочные машины сосредоточены для внешней вытяжки.
Кроме того, для удаления вредных газов вокруг дуги могут быть приняты меры местной вентиляции, такие как вытяжной колпак для открытой дуги, сварочный пистолет для дымоудаления, портативный небольшой вентилятор и т. д.
(2) Меры радиационной защиты
По мере возможности должны использоваться цериево-вольфрамовые электроды
с чрезвычайно низкой дозой облучения. При обработке ториево-вольфрамового электрода и цериево-вольфрамового электрода для шлифования следует использовать герметичный или вакуумный шлифовальный круг.
Оператор должен носить средства индивидуальной защиты, такие как маски и перчатки, и мыть руки и лицо после обработки.
Торий-вольфрамовый электрод и церий-вольфрамовый электрод должны храниться в алюминиевом ящике.
(3) Меры по высокочастотной защите
Для предотвращения и ослабления воздействия высокочастотного электромагнитного поля принимаются следующие меры:
1) Заготовка должна быть хорошо заземлена, а сварка кабель пушки и заземляющий провод должны быть экранированы металлической оплеткой;
2) Уменьшите частоту соответствующим образом;
3) Старайтесь не использовать высокочастотный генератор в качестве устройства стабилизации дуги, чтобы уменьшить время высокочастотного электрического воздействия.
Любой дом не может существовать без коммуникаций. Проложить их без использования труб – невозможно. Но чтобы качественно сделать работы по созданию коммуникационных систем, необходимо правильно выбрать трубы. Трубы подразделяются:
жесткие,
полужесткие
гибкие.
Если проложить трубу становится проблематично, гибкие трубы могут помочь в решении этого вопроса. Вид гибких труб позволяет осуществить коммуникации на участках разной сложности, Благодаря их применению можно обойти любое препятствие. Что же такое гибкие трубы? Часто говоря о гибких трубах, подразумевают изделия из пластика, но также можно встретить и металлопластовые трубы и изделия из стали. Гибкие трубы обычно используют:
при необходимости прокладывать проходные и непроходные каналы.
при работе бестраншейным методом.
работа системы водоснабжения.
работа системы газоснабжения.
На сегодняшний день без их помощи не обойдется ни одна сфера деятельности человека. Благодаря повышенной устойчивости к агрессивным средам, также высокая огнестойкость дает возможность применять данные трубы в области медицины.
Содержание
Разновидность гибких труб
Гофрированная гибкая труба
Армированная гибкая труба
Металлические и поливинилхлоридные (полипропитеновые) гибкие трубы
Газовая гибкая труба
Водоснабжение и гибкие трубы
Установка гибких труб
Вывод
Разновидность гибких труб
Гофрированная гибкая труба
Гофрированная труба – наиболее часто используются в различных сферах строительства. Ее применяют не только при прокладке новых коммуникаций, но и при ремонте или быстрой замене труб на определенном участке.
Характеристики гофрированных нержавеющих труб
Преимущества:
согнуть трубопровод можно вручную. Это сэкономит средства и на приобретение комплектующих материалов.
для соединения не требуется сварка. Его можно осуществить при помощи латунных фитингов.
можно использовать внутри бетонной стяжки иди панели.
не боится холодных температур. Следовательно, можно использовать при отоплении теплого пола.
длительность срока эксплуатации.
отсутствие в регулярном ремонте.
надежность.
отсутствие коррозии и заиливания.
Труба гибкая нержавеющая гофрированная
Совершенства в мире нет, поэтому, к сожалению, существуют и недостатки:
гибкая труба будет разрушаться при многоразовом изгибе в одном и том же месте.
механическое повреждение.
опасность применения чистящих средств.
Армированная гибкая труба
Армированная труба – благодаря существованию армированного слоя:
создается надежный барьер, при котором кислородопроницаемость исключается.
показатель линейного расширения труб, при нагревании уменьшается.
Данные трубы получили широкое применение. Применяются в прокладке цепей питания и соединения непосредственно с подвижными частями механизма. Благодаря гибкости и устойчивости к динамическим нагрузкам их широко применяют при изоляции проводки.
Труба гибкая армированная внутр. д.16 мм
Преимущества:
повышенная стойкость к вибрационным колебаниям и динамическим нагрузкам.
стойкость к влажности. Это дает возможность применять при проводке электрических сетей.
гладкая внутренняя поверхность. Это во многом протяжку кабеля делает легче.
более надежная защита от коррозии, следовательно, повышение срока эксплуатации.
возможна наружная прокладка.
труба гибкая армированная дкс
Металлические и поливинилхлоридные (полипропитеновые) гибкие трубы
Гибкие металлические трубы становятся незаменимыми:
при защите проводов от механических повреждений,
при радиопомехах,
при защите от электромагнитного влияния.
Гибкий металлический рукав
Такую возможность применения обеспечивают соответствующие свойства данных труб:
повышенное сопротивление к воздействию окружающей среды (коррозиям, ультрафиолетовым лучам, влажности) позволяет использовать их и на открытой местности, и внутри помещения.
высокая пожаростойкость
более долговечны
легкость при монтаже
Труба ПВХ гибкая гофрированная
Следовательно, гибкие ПВХ трубы незаменимы при работе с коммуникациями, которые находятся под напряжением электрического тока. Это, как правило, телефонные, компьютерные, телевизионные, электрические сети.
Газовая гибкая труба
Эта труба должна быть и гибкой и жесткой к механическим повреждениям одновременно. Подобрав необходимое соотношение этих качеств можно получить идеальную газовую систему. Обычно используют гибкие трубы из нержавеющей стали.
Труба газовая гибкая гофрированная
Преимущество
прекрасно изгибается в различных местах, при этом нет необходимости в дополнительном приспособлении.
можно проводить в труднодоступных местах
вставить в них счетчики или другую необходимую аппаратуру
нет необходимости в применении сварочных работах.
Водоснабжение и гибкие трубы
В этой сфере часто используют как пластиковые, так и металлические гибкие трубы. Однако иногда их можно заменить гибкие шланги. Шланги применимы для подводки воды к сантехническим приборам (умывальникам, смесителям, стиральным и посудомоечным машинам, унитазам, батареям).
Трубопровод для водоснабжения гибкий
Установка гибких труб
Как уже было сказано выше, монтаж гибких труб не всегда предусматривает сварку. В основном они соединяются благодаря латунным фитингам. Они бывают разной формы и диаметра, что предоставляет возможность выбора для любой коммуникации. Фитинги необходимо приобретать только качественные.
Этапы работы: 1. Фитинги используются при подключении к сантехническим приборам при помощи полимерных уплотнений. 2. Затем саму трубу подрезают до необходимой величины. 3. Далее необходимо проверить края трубы. Они должны быть ровные. 4. Если все выполнено правильно, то края вставляют в фитинги и закрепляют гайками. 5. Потом данной коммуникационной сети придается необходимая форма и фиксируется.
Изготовление гибких подводок
Виды фитингов довольно разнообразны – это тройники, уголки, седелки, втулки под фланец, раструбы. Также фитинги – это переходы, отводы, полимерные колодцы, накидные глушители и гайки, трансформаторы металлополимерные. На сегодняшний день они представляют собой наиболее удобный вариант соединения. Также при соединении труб обжимными фитингами подтяжка накладной гайки не требуется.
Вывод
Не стоит считать, что гибкие трубы полностью вытесняют обычные. Но на тех отрезках коммуникаций, на которых невозможно установить обычные, на помощь приходят данные трубы. И это во многом улучшает качество и облегчает работу по созданию таких необходимых для жизни коммуникационных систем.
Гибкие металлические шланги, способные выдерживать высокое давление
HOSE MASTER Гибкий металлический шланг из нержавеющей стали диаметром 1-1/2 дюйма и длиной 18 дюймов
Производитель # G150SMU180
$197,18
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 3/4 дюйма, длина 12 дюймов
Производитель № 12PL-CA11-0120-11D-38D
$69,09
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 3/4 дюйма, длина 7 дюймов
№ производителя 12PL-CA11-0070-11D-11D
$47,22
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1 дюйм, длина 12 дюймов. л
Производитель № 16PL-CA11-0120-11D-38D
$78,92
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 2 дюйма, длина 12 дюймов. л
Производитель № 32PL-CA11-0120-11C-38C
$180,33
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1-1/4 дюйма, 8-1/2 дюйма л
№ производителя 20PL-CA11-0084-11D-11D
$61,06
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали 321 диаметром 3/4 дюйма и длиной 24 дюйма
Производитель # GZ075SHXJ240
$162,94
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 3/4 дюйма и длиной 36 дюймов
Производитель # G075SM360
$75,23
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 3/4 дюйма, 36 дюймов л
№ производителя 12PL-CA11-0360-11B-11B
$78,28
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1/2 дюйма, 24 дюйма л
Производитель № 08PL-CA11-0240-11B-11B
$43,25
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали 321 диаметром 3/4 дюйма и длиной 36 дюймов
Производитель # GM075SHM360
$133,01
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали 321 диаметром 1 дюйм и длиной 12 дюймов
Производитель № ГМ100ШМУ120
$191,13
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1-1/2 дюйма, 12 дюймов л
Производитель № 24PL-CA11-0120-11B-11B
$101,03
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1 дюйм, длина 12 дюймов
Производитель № 16PL-CA11-0120-11C-38C
$95,85
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1-1/4 дюйма, 18 дюймов л
Производитель № 20PL-CA11-0180-11D-38D
$96,49
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 3/4 дюйма, длина 36 дюймов
Производитель № 12PL-CA11-0360-11D-38D
$96,24
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1-1/4 дюйма, 24 дюйма л
Производитель № 20PL-CA11-0240-11D-38D
$129,07
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 3/4 дюйма и длиной 12 дюймов
Производитель # G075SM120
$83,66
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1/2 дюйма, 6-1/2 дюйма л
Производитель № 08PL-CA11-0064-11D-11D
$28,50
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1 дюйм, длина 36 дюймов
Производитель № 16PL-CA11-0360-11C-38C
$119,40
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 3/4 дюйма и длиной 12 дюймов
Производитель # G075CMU120
$102,81
ШЛАНГ МАСТЕР Металлический компенсатор из нержавеющей стали диаметром 6 дюймов и длиной 6 дюймов
Производитель # EJSSPFL0600
$539,62
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали 321 диаметром 3/4 дюйма и длиной 24 дюйма
Производитель # GM075SHM240
$111,96
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 1/2 дюйма и длиной 12 дюймов
Производитель # G050SM120
$69,27
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1 дюйм, длина 36 дюймов. л
Производитель № 16PL-CA11-0360-11D-38D
$99,27
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 1/2 дюйма и длиной 18 дюймов
Производитель # G050SMU180
$91,20
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 1-1/2 дюйма и длиной 24 дюйма
Производитель # G150SMU240
$231,27
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1/2 дюйма, 12 дюймов л
Производитель № 08PL-CA11-0120-11D-11D
$26,72
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 2 дюйма и длиной 10-1/2 дюйма
Производитель # G200CM105
$131,29
ЗОРО ВЫБОР Гибкий металлический шланг, 1/2 дюйма. диаметр, 12 дюймов л
Производитель № 08PL-CA11-0120-11B-38B
$40,19
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 2 дюйма и длиной 36 дюймов
Производитель # G200SM360
$239,59
ЗОРО ВЫБОР Гибкий металлический шланг, диаметр 1 дюйм, л 12 дюймов
Производитель № 16PL-CA11-0120-11B-11B
$65,59
ШЛАНГ МАСТЕР Гибкий металлический шланг из нержавеющей стали диаметром 3 дюйма и длиной 9 дюймов
Производитель # G300PF090
$346,38
ВЫБОР ЗОРО Гибкий металлический шланг, диаметр 1-1/2 дюйма, 24 дюйма л
Производитель № 24PL-CA11-0240-11D-38D
$136,89
ШЛАНГ МАСТЕР Металлический компенсатор из нержавеющей стали диаметром 4 дюйма и длиной 7 дюймов
Производитель # EJSSPFL0400
$802,17
ЗОРО ВЫБОР Гибкий металлический шланг, 1 дюйм. диаметр, 36 дюймов л
Производитель № 16PL-CA11-0360-11B-38B
$107,52
Бывают случаи, когда для вашей работы требуются гибкие шланги, особенно когда шланги должны выдерживать высокое давление. Гибкие металлические шланги дают вам такой трубопровод. Они используются для транспортировки жидкостей, паров и конденсатов, начиная от природного газа и нефти и заканчивая паром и выхлопными газами двигателей. И они также способны противостоять истиранию. В дополнение к гибким металлическим шлангам Zoro также предлагает широкий выбор шлангов в сборе из нержавеющей стали.
Неправильное использование гибких труб — Услуги по обеспечению целостности конструкций
Автор: Tony Studer
Гибкие металлические шланги бывают различных конфигураций, длин и диаметров и нашли широкое применение. В целом гибкие металлические шланги используются в пяти типах применений:
Для исправления несоосности
Для обеспечения гибкости операций ручной передачи
Для компенсации прерывистого или постоянного движения
Для поглощения вибраций
Ослабить или подавить шум
Из-за большого разнообразия применений и кажущейся гибкости могут возникнуть проблемы при использовании гибких металлических шлангов в определенных целях. Металлические шланги изготавливаются трех основных видов: гофрированные, с замком и с квадратным замком. В данной статье мы будем рассматривать только гофрированные (гофрированные) внутренние трубы с наружной плетеной оболочкой.
Гибкость трубы определяется ее длиной, конфигурацией гофры (высота и шаг), диаметром и толщиной трубы. Существующий диаметр трубы обычно определяет размер гибкой трубы, но скорость потока, скорость и перепад давления также могут влиять на размер гибкой трубы. Поведение гофрированных труб на изгиб и устойчивость к давлению зависят от конфигурации изгиба.
В то время как гибкость увеличивается с увеличением высоты профиля и уменьшением расстояния между гофрами, сопротивление давлению снижается. Кроме того, шаг гофра можно регулировать для изменения гибкости. Сопротивление давлению и гибкость также могут быть изменены путем изменения толщины стенки. Уменьшение толщины стенки увеличивает способность к изгибу, но снижает сопротивление трубы давлению. Следовательно, при заданном давлении гибкость трубы можно получить, регулируя толщину и конфигурацию гофры. Другим вариантом решения проблемы гибкости является длина гибкой трубы. Длина должна быть достаточно большой, чтобы обеспечить гибкость, но достаточно короткой, чтобы избежать провисания и других проблем с дизайном в конкретном приложении. Тщательный выбор труб, конструкция сборки и установка имеют решающее значение для обеспечения оптимального срока службы.
Одним из примеров специального применения является использование в качестве гибкой трубы в сочетании с насосами. В этом случае гибкая трубка может значительно продлить срок службы насоса; однако необходимо соблюдать осторожность, чтобы избежать тенденции использовать гибкую трубу для компенсации смещения трубопровода. Мысль о том, что это гибкая труба, и небольшое смещение не должно быть проблемой, может привести к преждевременным отказам и проблемам с техническим обслуживанием. Основная функция гибких труб в этом приложении заключается в поглощении вибрации и устранении нагрузки на насосы; не исправлять значительное смещение трубопровода. В этом случае гибкая труба не предназначена для осевого перемещения. Сжатие гибкой трубы снижает нагрузку на плетеную сетку и может привести к избыточному давлению на внутреннюю гофрированную трубу и преждевременному выходу из строя.
Соединители насосов с оплеткой из нержавеющей стали изготовлены из кольцевого гофрированного металла из нержавеющей стали, окруженного плетеной оплеткой из высокопрочной нержавеющей стали. Эти сборки являются гибкими и могут выдерживать высокое давление и температуру. Когда гофрированная труба подвергается высокому внутреннему давлению, труба имеет тенденцию к удлинению, и если гофры вытягиваются из формы, гибкость трубы ухудшается. Чтобы избежать этого состояния, гофрированная труба покрыта плетеной проволочной сеткой. В дополнение к предотвращению удлинения шланга из-за внутреннего давления, внешняя плетеная сетка также поглощает внешние силы растяжения и защищает шланг снаружи. Гибкие трубы должны быть установлены в правильном направлении; направление вибрации должно быть перпендикулярно оси трубы, потому что труба в оплетке может поглощать движения только в этом направлении.
ПРИМЕР В системе с резервными насосами возник ряд отказов гибких труб. Поскольку было два резервных насоса, выход из строя гибкой трубы не влиял на работу и был связан только с техническим обслуживанием. Одна из вышедших из строя гибких труб в итоге была отправлена на лабораторный анализ (рис. 1).
Рис. 1. Неисправная гибкая труба
Из-за конструкции гибкой трубы с кольцевой гофрированной внутренней трубой из нержавеющей стали, покрытой плетеной сеткой, идентифицировать утечку было непросто. Гибкая труба была погружена в воду и надута воздухом, чтобы выявить место утечки. Как только общее место утечки было определено, плетеная проволочная сетка была удалена из шланга, и образец был снова испытан под давлением, чтобы точно определить место утечки. На рис. 2 показаны пузырьки, наблюдаемые во время испытания на герметичность до и после удаления плетеной сетки.
Рис. 2. Пузырьки воздуха, выходящие из гибкой трубы во время опрессовки до (слева) и после (справа) удаления плетеной сетки.
Утечка произошла из-за окружной трещины, расположенной в одном из внешних гофр шланга (рис. 3). Сверток, содержащий трещину, показал значительный износ.
Рис. 3. Окружная трещина во внутренней гофрированной трубе. При ближайшем рассмотрении обнаружен износ на поверхности, прилегающей к трещине.
Образец поперечного сечения был взят из центра трещины и подготовлен для металлографического исследования. На рис. 4 показан вид трещины в поперечном сечении. На вершине свертка обнаружены значительные потери металла. Трещина была относительно прямой с трансзернистой (сквозной) морфологией и без вторичного растрескивания. Признаков коррозии на гибкой трубе обнаружено не было.
Рис. 4. Сечение по центру трещины.
Судя по доказательствам, отказ гибкой трубы произошел из-за усталостного растрескивания. Прямые транскристаллитные трещины характерны для усталости. Следы износа, наблюдаемые на внешних гофрах, были вызваны трением плетеной проволочной сетки о гибкую трубу. Истирание указывает на то, что гибкая труба подвергалась значительным изгибающим нагрузкам. Известно, что во время установки возникают чрезмерные изгибающие нагрузки, которые в сочетании с нормальной рабочей циклической нагрузкой (вибрация, вызванная потоком) вызывают растрескивание гибкой трубы.
Проверка установки выявила несколько проблем, которые необходимо было исправить. Трубопровод не был должным образом закреплен, чтобы гарантировать, что гибкая труба не будет нести нагрузку от трубы. Отверстия фланцев на гибкой трубе и трубопроводе не совмещены должным образом. И поверхности сопрягаемых фланцев не были параллельны.
Во избежание усталостных повреждений гибких труб в будущем было рекомендовано отрегулировать нагнетательный трубопровод установки. Подход, принятый для повторного выравнивания трубопровода и обеспечения лучшей подгонки, заключался в использовании жесткой секции трубы с фланцами вместо гибкой трубы. Жесткая секция трубы была установлена вместо гибкой трубы, и трубопроводная система была освобождена от ограничений.
Очень часто к нам поступают вопросы на одну и ту же тему: «у вас крепёж со стандартным шагом резьбы?»
И, действительно, какой шаг резьбы можно назвать «стандартным»? И, вообще, что такое шаг резьбы, где он задан?
Давайте разберём вместе.
Термины и определения основных понятий в области цилиндрической и конической резьб, применяемые в науке, технике и производстве, устанавливает ГОСТ 11708-82:
Номинальный диаметр резьбы:
диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
Шаг резьбы (P):
расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
Какой шаг резьбы можно назвать «стандартным»?
Стандартным можно назвать только тот шаг, значения которого заданы государственным стандартом. Очевидно, что геометрия резьбы болта/винта/шпильки должна полностью совпадать с ответной резьбой условной гайки. В рамках одного значения номинального диаметра резьбы должен совпадать и её шаг, иначе гайка попросту не накрутится на резьбовую шпильку. Для этого ГОСТ 8724-2002* задаёт на государственном уровне соответствие шагов для каждого диаметра метрической резьбы:
* в международном нормативно-правовом поле это стандарт соответствует ИСО 261-98
Согласно требованиям ГОСТа 8724-2002 в условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделённые знаком «х». Например, для резьбы М8:
М8х1,25 – с крупным шагом,
М8х1,0 – с мелким шагом,
М8х0,75 – с мелким шагом,
М8х0,5 – с мелким шагом.
При этом ГОСТ 8724-2002 допускает не указывать крупный шаг в обозначении резьбы, например:
М8 (для М8х1,25 – с крупным шагом).
Именно поэтому среди специалистов крепёжного рынка крупный шаг, который, как правило, не указывается при обозначении резьбы, принято называть «стандартным».
Хотя это не совсем правильно. И крупные, и мелкие шаги для своего диаметра резьбы заданы ГОСТом – отечественным стандартом. А значит и крупные, и мелкие шаги резьбы по ГОСТ 8724-2002 являются стандартными.
Зачем нужны крепёжные изделия с мелким шагом.
Уменьшение шага резьбы при неизменных наружном диаметре и высоте гайки снижает прочность соединения, так как для мелкой резьбы труднее в пределах одного класса точности обеспечить перекрытие витков, одинаковое с крупной резьбой. Между тем, в авиа- и автостроении применение резьбы с мелким шагом целесообразно, так как при больших отношениях диаметра резьбы к шагу площадь стержня болта увеличивается и, как следствие, возрастает его прочность.
[Биргер, И. А. Резьбовые и фланцевые соединения [Текст] / И. А. Биргер, Г. Б. Иосилевич. — М.: Машиностроение, 1990. — 368 с.: ил.; 22 см. — Библиогр.: с. 361.]
Резьба с мелким шагом предпочтительна к применению для тонкостенных деталей, при короткой длине свинчивания, равной высоте гайки, при работе в условиях вибрационных нагрузок.
[Кайнова, В. Н. Нормирование точности изделий машиностроения [Текст]: учеб. пособие для студентов машиностроит. специальностей / В.Н.Кайнова, Г.И.Лебедев, С.Ф.Магницкая и др.; под ред. В.Н.Кайновой. — Н. Новгород: НГТУ, 2001. — 143 с.: ил.].
В дополнение к этому, резьба с мелким шагом применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
По умолчанию компания BEST-Крепёж поставляет крепёжные изделия с метрической резьбой из коррозионно-стойких сталей с крупным шагом по ГОСТ 8724-2002.
Кроме этого, мы предлагаем нашим клиентам стандартный крепёж с мелким шагом метрической резьбы.
Размеры и шаг резьбы самонарезающих винтов (винтов для листового металла) с резьбой ST регламентирует ГОСТ ISO 1478-2015:
Таблица шагов резьбы метрических болтов
Так что же такое «шаг» резьбы на болте? Как производители крепежа, мы обеспечим вас. Ниже приведены таблицы шагов резьбы, принятые ISO/DIN, для широко распространенных метрических крепежных изделий. Вот диаграмма шага метрической резьбы Lightning Bolt. В имперской «дюймовой» системе резьбы обычно обозначаются путем измерения дюйма и подсчета количества ниток внутри этого измерения. «Шаг» метрической системы обычно рассматривается как обратная сторона TPI в том смысле, что это «РАССТОЯНИЕ», измеренное между двумя соседними нитями.
Шаг резьбы
Как производитель крепежа, мы понимаем, что существует множество важных аспектов резьбы, обеспечивающих правильную посадку и зацепление. Многие считают, что метрическая система на самом деле проще, так как многие измерения выражены в одних и тех же единицах измерения и нет необходимости иметь дело с дробями. Как поставщик метрических гаек и метрических болтов, Lightning Bolt предлагает широкий ассортимент метрических крепежных изделий… В том числе специальные метрические болты и метрические болты большого диаметра. Ниже вы найдете таблицу шагов резьбы метрических болтов.
Metric Bolt Thread Pitch Chart
Size
M6
M7
M8
M10
M12
M14
M16
M18
M20
M22
M24
M27
M30
UNC
1
1
1.25
1.5
1.75
2
2
2.5
2.5
2.5
3
3
3.5
UNF
0.75
0.75
1
1.25
1.5
1.5
1.5
2
2
2
2
2
3
Таблица шагов метрической резьбы (Шаг = мм между витками) прод.
Размер
M33
M36
M42
M45
M48
M52
M56
M60
M64
M68
M72
M76
M80
UNC
3. 5
4
4.5
4.5
5
5
5.5
5.5
6
6
6
6
6
UNF
3
3
4
4
4
4
4
4
4
4
4
4
4
Why Lightning Bolt for Metric Bolt Thread Pitch Charts and metric threaded Fasteners?
Lightning Bolt & Supply уже более 25 лет обслуживает промышленные крепежные изделия в Северной Америке. С тех пор наша ориентация на производство высококачественных деталей по конкурентоспособным ценам позволила нам стать лидером отрасли. Наша ниша в крепежных изделиях из экзотических сплавов с высоким содержанием никеля включает такие материалы, как: хастеллой, инконель, монель, А-286, 904L, Alloy-20, дуплексная нержавеющая сталь, а также многие дополнительные сплавы.
Имея штаб-квартиру в Батон-Руж, штат Луизиана, мы можем осуществлять доставку на рабочие места по всему миру. Многие из наших промышленных проектов, для которых мы поставляем материалы, включают анкерные болты, а также шпильки различных марок ASTM. К ним относятся B7, L7, B16, B8, B8M, окрашенные и многие другие. Помимо того, что мы являемся производителем крепежных изделий, сертифицированным по стандарту ISO, мы были удостоены награды «Корпоративный поставщик года» по версии WBENC.
Таблица резьб (метрическая) | Главные и второстепенные диаметры
Переключение навигации
Поиск
сравнить продукты
Меню
Счет
По
Ли Лехнер
18 мая 2022 г.
В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу.
Ниже вы найдете краткую справочную таблицу и более подробный список размеров метрической резьбы. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области.
ТАБЛИЦА РЕЗЬБЫ (МЕТРИЧЕСКАЯ РЕЗЬБА)
Простое обозначение резьбы
Обозначение резьбы
Шаг (мм)
Основной основной диаметр
(наружная резьба)
Основной малый диаметр
(внутренняя резьба)
М1
M1x0,25
0,25
0,982
0,729
М2
М2х0,4
0,4
1,981
1,567
М3
М3х0,5
0,5
2,980
2,459
М4
М4х0,7
0,7
3,978
3,242
М5
М5х0,8
0,8
4,976
4. 134
М6
М6х1
1
5,974
4,917
М7
М7х1
1
6,974
5,917
М8
М8х1,25
1,25
7,972
6,647
М9
М9х1,25
1,25
8,972
7,647
М10
М10х1,5
1,5
9,968
8.376
M12
М12×1,75
1,75
11.970
10.106
М14
М14х2
2
13.960
11.835
М16
М16х2
2
15,960
13.835
М18
М18х2,5
2,5
17,960
15.294
М20
М20×2,5
2,5
19. 960
17.294
M22
М22х2,5
2,5
21.960
19.294
M24
М24х3
3
23.950
20.752
М27
М27х3
3
26.950
23.752
М30
М30×3,5
3,5
29.950
26.211
М33
М33х3,5
3,5
32,970
29.211
М36
М36х4
4
35,940
31.670
М39
М39х4
4
38,940
34.670
М42
М42х4,5
4,5
41,940
37.129
М45
М45х4,5
4,5
44,940
40.129
М48
М48х5
5
47. 930
42,587
М52
М52х5
5
51,930
46,587
М56
M56x5,5
5,5
55,930
50.046
Загрузить полную таблицу размеров метрической резьбы
Введите адрес электронной почты ниже, чтобы получить доступ к полной метрической резьбе в формате PDF
Метрическая и стандартная
Основное различие между метрической и стандартной резьбой заключается в том, как указаны резьбы. Когда речь идет о крепежных элементах с резьбой, после измерения диаметра добавляется дополнительное измерение, называемое «шагом резьбы». Примеры стандартных застежек: 1/4–20, 1/4–28 и 3/8–16. Примерами метрических крепежей могут быть M6x1, M12x1,75 и M18x2,5.
Стандартный шаг резьбы — это количество витков резьбы на дюйм. Например, резьба 1/4-20 означает, что диаметр гайки или болта составляет 1/4 дюйма и что на дюйм приходится 20 витков резьбы.
Шаг метрической резьбы – это расстояние между витками резьбы. Например, резьба M18x2,5 означает, что диаметр гайки или болта составляет 18 миллиметров, а расстояние между витками составляет 2,5 мм.
Использование таблицы для выбора маскирующих колпачков и заглушек
Существуют различные причины, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она была вам полезна! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Метрические болты | Cap It
Если вам нужно замаскировать болт с метрической резьбой, вам, скорее всего, понадобится защитный колпачок из силикона или каучука EPDM.
Простая версия поиска колпачка нужного размера заключается в том, что мы предлагаем найти колпачок с внутренним диаметром на 0,4–0,8 мм меньше, чем основной диаметр резьбы, которую вы маскируете. Для процессов, основанных на погружении, таких как электронное покрытие, вам нужно, чтобы крышка плотно прилегала.
Метрические отверстия | подключи это
Для конических плунжеров необходимо, чтобы малый диаметр точно соответствовал среднему диаметру плунжера (см. рисунок). Таким образом, если ваше отверстие имеет диаметр 6,35 мм, вам нужно, чтобы средний диаметр заглушки (показан красным на иллюстрации здесь) был около 6,35 мм. Если это не точно, установите заглушку глубже в отверстие. При установке этих заглушек вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Вы должны выбрать заглушку на 0,8 мм больше, чем отверстие для заглушки, чтобы добиться плотного прилегания.
О компании Echo Engineering
Компания Echo Engineering уже более 50 лет предоставляет промышленным отделочникам решения для маскировки. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из самых известных в мире линий отделки металлов. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов.
Если вам нужен маскирующий раствор или у вас есть вопрос, который вы хотели бы задать нам, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее!
Конструкционная углеродистая сталь обыкновенного качества, выпускаемая в соответствии с требованиями стандартов ГОСТ 380 и ДСТУ 2651. Объемы ее потребления превышают статистику использования других железоуглеродистых сплавов, выпускаемых по стандартам Украины и СНГ. Из-за универсальных механических и технологических свойств сталь Ст3сп нашла широкое применение во всех отраслях промышленности, в агротехническом комплексе и народном хозяйстве. Но все же основная сфера ее применения – строительство. Поставляется в виде листового, трубного, сортового и фасонного проката.
Химический состав и свойства стали Ст3сп
Сплав относится к спокойным сталям и по сравнению со Ст3кп и Ст3пс является наиболее раскисленным. Цифра 3 в маркировке стали – условный номер, который указывает, что в составе сплава на долю углерода приходится от 0,14 до 0,22 процентов. В качестве основных химических элементов выступают марганец и кремний, а азот, медь, мышьяк, никель, сера, фосфор, хром – технологические примеси.
Химический состав стали Ст3сп в соответствии с ГОСТ 380/ ДСТУ 2651, %
С
Si
Mn
Cr
Ni
Cu
S
P
0,14-0,22
0,15-0,30
0,40-0,65
≤ 0,30
≤ 0,30
≤ 0,30
≤ 0,05
≤ 0,04
Приблизительный состав сплава
Физико-механические свойства
Сталь Ст3сп отлично сваривается всеми видами газовой и электродуговой сварки. Не склонна к отпускной хрупкости. При обработке металлоизделий толщиной свыше 36 мм рекомендуется предварительно выполнить подогрев, а после сварочных работ провести термообработку.
Механические свойства сортового и фасонного проката из стали Ст3сп по ГОСТ 535/ ДСТУ 4484
Временное сопротивление σв, Н/мм2
Предел текучести σт, Н/мм2
Относительное удлинение δ5, %
для проката толщиной, мм
≤ 10
˃ 10
≤ 10
От 10 до 20
От 20 до 40
От 40 до 100
˃ 100
≤ 20
От 20 до 40
˃ 40
380-490
370-480
≥ 255
≥ 245
≥ 235
≥ 225
≥ 205
26
25
23
Сталь Ст3сп также отличается универсальностью в механической обработке. Она легко обрабатывается инструментом, как из твердых, так и быстрорежущих сплавов. Нефлокеночувствительна.
Применение
Сталь Ст3сп – один из основных материалов для производства сортового и фасонного проката общего назначения, который используется для создания несущих и ненесущих элементов строительных и других металлических конструкций, эксплуатируемых в диапазоне плюсовых температур вплоть до +350˚С. Также выпускается в виде крепежа, труб и листа. При дополнительном цементировании выполненные из нее детали могут использоваться в малонагруженных узлах, где они хорошо сопротивляются износу. Наиболее часто из стали Ст3сп изготавливаются:
болты, шпильки, гайки, хомуты;
кованые детали промышленного и бытового назначения;
корпуса и обшивка водяных турбинных камер, деаэрационных емкостей, редукторов, приводов;
баки для технической воды и резервуары для аварийного запаса воды;
закладные и опорные элементы зданий и сооружений;
электросварные изделия и трубы.
Металлопрокат толщиной до 25 мм из стали Ст3сп категории 5 подходит для создания сварных металлоконструкций, рассчитанных на эксплуатацию при минусовых температурах – до -40 градусов Цельсия.
Сталь 3сп — Сталь конструкционная углеродистая обыкновенного качества
Сталь 3сп — Сталь конструкционная углеродистая обыкновенного качества
ГОСТы
Стали
Сталь 3СП
Данная марка стали 3сп имеет распространенную маркировку в виде СТ3СП. Она относится к разряду углеродистых конструкционных сталей, имеющих обыкновенное качество. В основе данного сплава находится феррит, но по причине того, что данный материал недостаточно прочен и пластичен, в чистом виде он применятся не может. Именно поэтому проводится процедура насыщения его углеродом. Помимо всего прочего, в состав сплава стали 3сп добавлены сера, мышьяк, фосфор, медь, хром, марганец, никель и кремний. Именно количество фосфора и серы в составе сплава определяют его пластичность и уровень прочности. Это дает возможность утверждать о том, что точный состав сплава, а также технология его производства целиком и полностью определяются требованиями, выдвигаемыми к физическим и химическим свойствам полученной в результате стали 3сп.
Свойства марки стали 3СП
Среди качественных показателей данной марки стали 3сп стоит выделить стойкость к возникновению коррозийных процессов, а также возможность сваривания. Помимо всего прочего, она относится к разряду нефлокеночувствительных сталей, которые не обладают отпускной хрупкостью.
Для улучшения определенных свойств металла без изменения его химического состава, часто используют термическую обработку, во время которой металл подвергается сильнейшему нагреву, а после чего некоторое время охлаждается в жидкой среде с поддержанием низких температур. Проведение подобной процедуры позволяет в разы продлить эксплуатационный срок готового изделия, изменить общую массу или его габариты. Во время термической обработки происходит изменение механических свойств сплава, который в горячей форме может принять любую заданную форму.
Типы термообработки стали 3сп
На данный момент выделяют три основные разновидности термообработки для сталей – отпуск, закалка и отжиг. Последний применяется в тех случаях, когда необходимо получить у сплава равномерную структуру или уменьшить пластичность. Закалка используется в большинстве своем для придания материалу неравновесной структуры и нетипичных характеристик. С помощью отпуска можно снизить внутреннее напряжение стали, которое возникло в процессе закалки, дополнив его при этом еще и полиморфным превращением. По завершению процесса отпуска происходит уникальная метаморфоза, ведь сплав получает максимально возможную для своего состава твердость и прочность, хотя и теряет не менее важное свойство пластичности. Общие свойства и функции сплава напрямую зависят от его характеристик и приобретенной в процессе термической обработки структуры. Стоит выделить несколько основных характеристик сталей, которые определяют их сферу применения. Это пластичность, прочность и температурный режим плавления.
Процесс термической обработки наделяет сталь 3сп рядом качеств, которые позволяют использовать ее, как материал в основе несущих элементов множества конструкций. Помимо этого, данный сплав стали 3сп может быть использован при создании деталей, работа которых должна осуществляться исключительно при положительных температурах окружающей среды. Заметим также, что она используется в виде листового или фасонного проката с толщиной не более десяти миллиметров в качестве несущих элементов в конструкциях, созданных с помощью сваривания, которые могут функционировать в диапазоне температур: от -40 до +425 градусов Цельсия.
Лист и фасонный прокат в горячекатаном состоянии толщиной до 30 мм
20
205-340
420-520
28-37
56-68
200
215-285
300
205-265
400
155-255
275-490
34-43
60-73
500
125-175
215-390
36-43
60-73
Образец диаметром 6 мм, длиной 30 мм кованый и нормализованный. Скорость деформации 16 мм/мин, скорость деформации 0,009 1/с
700
73
100
57
96
800
51
63
95
95
900
38
65
84
100
1000
25
43
79
100
1100
19
31
80
100
1200
14
25
84
100
Технологические свойства стали 3сп
Температура ковки
Начала 1300, конца 750. Охлаждение на воздухе.
Свариваемость
Сваривается без ограничений; способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС, КТС. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка.
Обрабатываемость резанием
В горячекатаном состоянии при НВ 124 σB = 400МПа, Kυ тв.спл. = 1,8 и Kυ б.ст. = 1,6
Склонность к отпускной способности
Не склонна
Флокеночувствительность
Не чувствительна
Имя:
Телефон или email для связи:
даю согласие на обработку персональных данных в соответствии с «Политикой конфиденциальности»
На нашем сайте мы используем cookie для сбора информации технического характера.
В частности, для персонифицированной работы сайта мы обрабатываем IP-адрес региона вашего местоположения.
OK
Ст3сп ( Ст3сп, 3 )
(495) (495)
Металлы -> Конструкционная сталь -> Конструкционная углеродистая сталь нормального качества
Материал:
ST3SP (ST3SP, 3)
. ).
C
SI
MN
NI
S
P
Cr
N
Cu
As
0.14 — 0.22
0.15 — 0.3
0.4 — 0.65
MAX 0,3
MAX 0,05
MAX 0,04
MAX 0,3
MAX 0,008
MAX 0.39 9008
888
9
8
9003 9. 0039
не более 0,08
Механические свойства при =20 o материала Ст3сп (Ст3сп, 3).
Ассортимент
Размер
Прямой.
с
с Т
д 5
г
ККУ
Heat treatment
—
mm
—
MPa
MPa
%
%
kJ / m 2
—
Сталь горячекатаная
20 — 40
380-490
25
Brinell hardness of the material St3sp ( St3sp, 3 ) ,
НВ 10 -1 = 131 МПа
Технологические свойства материала Ст3сп (Ст3сп, 3).
Свариваемость:
без ограничений.
Flakes :
not predisposed
Temper brittleness:
not predisposed
Specification :
Mechanical properties :
s
— Прочность на растяжение, [МПа]
S T
— Установка доходности, [MPA]
D 5
— Специфическое удручение в FRACTURE, [ %] 9005 29003
— Специфическая удручение в FRACTUR Снижение площади, [ %]
KCU
— Сила удара, [KJ / M 2 ]
HB
— Бринелл. 0388
Свартоваемость:
Без ограничений
— Сварка осуществляется без нагрева, а последующая тепловая трима
— сварка
. и последующая термообработка
свариваемость твердая
— для получения качественной сварки необходимы дополнительные операции: подогрев до 200-300 градусов; термообработка и отжиг
База данных сталей и сплавов (Марочник) содержит информацию о химическом составе и свойствах 1500 сталей и сплавов (нержавеющая сталь, легированная сталь, углеродистая сталь, конструкционная сталь, инструментальная сталь, чугун, алюминиевый сплав, титановый сплав, медный сплав, никелевый сплав). , магниевый сплав и др.). Справочная информация для специалистов в области материаловедения, инженеров-строителей, инженеров-механиков, металлургов и торговцев металлами
Сталь, изготовленная в свежем виде и имеющая форму прямоугольника или металлического стержня, называется стальной заготовкой. Сталь должна быть сначала переработана в более полезные детали, прежде чем ее продукция будет продана на рынке. В чистом виде сырая сталь не принесет никакой пользы, поэтому ее необходимо отлить в форму.
Старые добрые времена!
В начале 1800-х годов стальные заготовки стали популярными, сразу после окончания британской колонизации США и когда американские предприниматели начали производить заготовки из латуни и бронзы, которые впоследствии оказались одной из быстрорастущих отраслей промышленности. в этой новой стране. Из-за того, что британцы вывозили всю американскую медь в Великобританию для дальнейшего литья и обработки, в то время железо и медь почти не встречались в США
Применение
Заготовки (иногда называемые слитками) не имеют функционального назначения до тех пор, пока им не придадут более практичные формы и размеры. Хотя они были помещены в сталеплавильные печи, тем не менее, они нуждаются в серии операций формования и формовки, таких как холодная и горячая обработка, фрезерование и резка, прежде чем они будут проданы в магазины или использованы для различных применений. Тем не менее, несформированные слитки могут быть использованы в чеканной валюте, такой как монеты, и в качестве резервов, как и золотые слитки.
Характеристики
По сравнению с уже обработанными стальными прутками и изделиями, стальные заготовки имеют специфические и определенные характеристики. Заготовки имеют ярко выраженную зернистую структуру. Это делает металл способным обрабатываться неразрывным образом. Стальные заготовки также известны своей высокой гибкостью и эластичностью, в частности, когда они находятся в условиях изменения температуры во время формования и формования.
Процесс
Прежде чем использовать стальные заготовки для различных целей, они должны поддерживать цепочку производственных процессов, поскольку они являются свежим сырьем. Заготовки производятся путем замораживания расплавленной жидкости, а затем подвергаются воздействию очень низкой температуры, чтобы металл мог быть сформирован и укреплен в химическом формовании. Физические характеристики металла зависят от температуры, которая может увеличить его стойкость и прочность. Следующие процессы подготовят изогнутую форму металлической формы таким образом, чтобы ее можно было адаптировать к отведенному пространству, предоставленному другими машинами, которые завершают окончательные процедуры.
Литье
Важно, чтобы стальная заготовка была отлита надлежащим образом, потому что это влияет на качество стального изделия после прохождения заключительных этапов обработки, включая гибкость и прочность заготовки. Заготовки проходят множество испытаний перед продажей. Заготовки выбраковываются, когда в процессе охлаждения и нагревания появляются трещины и пустоты, дефекты делают продукцию негодной как таковую.
Стандарты
9Стандарты стали 0015 ASTM оказывают влияние на классификацию, классификацию и определение материалов, химических, механических и металлургических характеристик различных типов сталей.
Следуй являются стандартами стальной заготовки:
A314 — 19
Стандартная спецификация для заготовки без стали и баров для формирования
A484 / A4844 — 1
9
A484 / A4844 — 1
A484 / A4844 — 1
A484 / A4844 — 1
A484 / A4844 — 1
. для прутков, заготовок и поковок из нержавеющей стали
A604 / A604M – 07 (2017)
Стандартная методика испытаний на макротравление переплавленных стальных стержней и заготовок с плавящимся электродом и аэрокосмические наборы
Доменная печь. Выплавка чугуна. Печь для выплавки чугуна. Схема доменной печи. Устройство доменной печи. Работа доменной печи. Параметры и конструкция доменной печи.
Чугун выплавляют в печах шахтного типа – доменных печах. Сущность процесса получения чугуна в доменных печах заключается в восстановлении оксидов железа, входящих в состав руды оксидом углерода, водородом и твердым углеродом, выделяющимся при сгорании топлива.
При выплавке чугуна решаются задачи:
Восстановление железа из окислов руды, науглероживание его и удаление в виде жидкого чугуна определенного химического состава.
Оплавление пустой породы руды, образование шлака, растворение в нем золы кокса и удаление его из печи.
Устройство и работа доменной печи
Доменная печь имеет стальной кожух, выложенный огнеупорным шамотным кирпичом. Рабочее пространство печи включает колошник 6, шахту 5, распар 4, заплечики 3, горн 1, лещадь 15. В верхней части колошника находится засыпной аппарат 8, через который в печь загружают шихту. Шихту подают в вагонетки 9 подъемника, которые передвигаются по мосту 12 к засыпному аппарату и, опрокидываясь, высыпают шихту в приемную воронку 7 распределителя шихты. При опускании малого конуса 10 шихта попадает в чашу 11, а при опускании большого конуса 13 – в доменную печь, что предотвращает выход газов из доменной печи в атмосферу.
Схема доменной печи
При работе печи шихтовые материалы, проплавляясь, опускаются, а через загрузочное устройство подают новые порции шихты, чтобы весь полезный объем был заполнен.
Производство чугуна. Доменное производство чугуна. Технология производства чугуна. Процесс производства чугуна.
Полезный объем доменной печи – объем, занимаемый шихтой от лещади до нижней кромки большого конуса засыпного аппарата при его опускании. Полезная высота доменной печи (Н) достигает 35 м, а полезный объем – 2000…5000 м3.
В верхней части горна находятся фурменные устройства 14, через которые в печь поступает нагретый воздух, необходимый для горения топлива. Воздух поступает из воздухонагревателя, внутри которого имеются камера сгорания и насадка из огнеупорного кирпича, в которой имеются вертикальные каналы. В камеру сгорания к горелке подается очищенный доменный газ, который, сгорая, образует горячие газы. Проходя через насадку, газы нагревают ее и удаляются через дымовую трубу. Через насадку пропускается воздух, он нагревается до температуры 1000…1200 0С и поступает к фурменному устройству, а оттуда через фурмы 2 – в рабочее пространство печи. После охлаждения насадок нагреватели переключаются.
Горение топлива. Вблизи фурм природный газ и углерод кокса, взаимодействуя с кислородом воздуха, сгорают:
C + O2 = CO2 + Q
CH4 + 2O2 = CO2 + 2H2O(пар) + Q
В результате горения выделяется большое количество теплоты, в печи выше уровня фурм развивается температура выше 2000 0С. Продукты сгорания взаимодействуют с раскаленным коксом по реакциям:
CO2 + C = 2CO — Q
H2O + C = CO + H2 — Q
Образуется смесь восстановительных газов, в которой окись углерода CO является главным восстановителем железа из его оксидов. Для увеличения производительности подаваемый в доменную печь воздух увлажняется, что приводит к увеличению содержания восстановителя. Горячие газы, поднимаясь, отдают теплоту шихтовым материалам и нагревают их, охлаждаясь до 300…400 0С у колошника. Шихта (агломерат, кокс) опускается навстречу потоку газов, и при температуре около 570 0С начинается восстановление оксидов железа.
Восстановление железа в доменной печи. Восстановление железа происходит по мере продвижения шихты вниз по шахте и повышения температуры от высшего оксида к низшему, в несколько стадий:
Fe2O3 —> Fe3O4 —> FeO —> Fe
Температура определяет характер протекания химических реакций. Восстановителями окcидов железа являются твердый углерод, оксид углерода и водород. Восстановление твердым углеродом (коксом) называется прямым восстановлением, протекает в нижней части печи (зона распара), где более высокие температуры, по реакции:
FeO + C = Fe + CO — Q
Восстановление газами (CO и H2) называется косвенным восстановлением, протекает в верхней части печи при сравнительно низких температурах, по реакциям:
3Fe2O3 + CO = 2Fe3O4 + CO2 + Q
Fe3O4 + CO = 3FeO + CO2 — Q
FeO + CO = Fe + CO2 + Q
За счет CO и H2 восстанавливаются все высшие оксиды железа до низшего и 40…60 % металлического железа.
При температуре 1000…1100 0C восстановленное из руды твердое железо, взаимодействуя с оксидом углерода, коксом и сажистым углеродом, интенсивно растворяет углерод. При насыщении углеродом температура плавления понижается и на уровне распара и заплечиков железо расплавляется (при температуре около 1300 0С).
Капли железоуглеродистого сплава, протекая по кускам кокса, дополнительно насыщаются углеродом (до 4%), марганцем, кремнием, фосфором, которые при температуре 1200 0C восстанавливаются из руды, и серой, содержащейся в коксе.
В нижней части доменной печи образуется шлак в результате сплавления окислов пустой породы руды, флюсов и золы топлива. Шлаки содержат Al2O3, CaO, MgO, SiO2, MnO, FeO, CaS. Шлак образуется постепенно, его состав меняется по мере стекания в горн, где он скапливается на поверхности жидкого чугуна, благодаря меньшей плотности. Состав шлака зависит от состава применяемых шихтовых материалов и выплавляемого чугуна.
Чугун выпускают из печи каждые 3…4 часа через чугунную летку 16, а шлак – каждые 1…1,5 часа через шлаковую летку 17 (летка – отверстие в кладке, расположенное выше лещади). Летку открывают бурильной машиной, затем закрывают огнеупорной массой. Сливают чугун и шлак в чугуновозные ковши и шлаковозные чаши.
Чугун поступает в кислородно-конвертерные (см. Кислородный конвертер) или мартеновские цехи (см. Мартеновская печь), или разливается в изложницы разливочной машиной, где он затвердевает в виде чушек-слитков массой 45 кг.
3.3. Выплавка чугуна | Материаловед
Чугун выплавляют в печах шахтного типа – доменных печах.
Сущность процесса получения чугуна в доменных печах заключается в восстановлении оксидов железа, входящих в состав руды, оксидом углерода, водородом и твёрдым углеродом, выделяющимся при сгорании топлива.
При выплавке чугуна решаются следующие задачи:
восстановление железа из окислов руды, науглероживание его и удаление в виде жидкого чугуна определённого химического состава;
оплавление пустой породы руды, образование шлака, растворение в нём золы кокса и удаление его из печи.
Процесс доменной плавки непрерывный. Сверху в печь загружают сырые материалы, а в нижнюю часть через фурмы подают нагретый воздух и топливо (жидкое или газообразное). Полученные от сжигания топлива газы проходят через столб шихты и отдают ей свою энергию. Опускающаяся шихта нагревается, восстанавливается и плавится. Часть кокса расходуется в печи на восстановление железа и других элементов, большее его количество достигает фурм, где сгорает.
Устройство и работа доменной печи
Доменная печь (рис. 1) имеет стальной кожух, выложенный огнеупорным шамотным кирпичом. Рабочее пространство печи включает колошник 6, шахту 5, распар 4, заплечики 3, горн 1, лещадь 15, выполненную из углеродистых блоков.
Доменная печь
Рис. 1. Устройство доменной печи
В верхней части колошника находится засыпной аппарат 8, через который в печь загружают шихту. Шихту подают в вагонетки 9 подъемника, которые, передвигаясь по мосту 12 к засыпному аппарату, и опрокидываются и высыпают шихту в приемную воронку 7 распределителя шихты. При опускании малого конуса 10 шихта попадает в чашу 11, а при опускании большого конуса 13 – в доменную печь, что предотвращает выход газов из доменной печи в атмосферу.
При работе печи шихтовые материалы, проплавляясь, опускаются, а через загрузочное устройство подаютса новые порции шихты, чтобы весь полезный объём был заполнен.
Полезный объем печи – объем, занимаемый шихтой от лещади до нижней кромки большого конуса засыпного аппарата при его опускании.
Полезная высота доменной печи (Н) достигает 35 м, а полезный объем – 2000…5000 м3.
В верхней части горна находятся фурменные устройства 14, через которые в печь поступает нагретый воздух, необходимый для горения топлива. Воздух поступает из воздухонагревателя, внутри которого имеются камера сгорания и насадка из огнеупорного кирпича, в которой имеются вертикальные каналы. В камеру сгорания к горелке подается очищенный доменный газ, который, сгорая, образует горячие газы. Проходя через насадку, газы нагревают ее и удаляются через дымовую трубу. Через насадку пропускается воздух, он нагревается до температуры 1000…1200 0С и поступает к фурменному устройству, а оттуда через фурмы 2 – в рабочее пространство печи. После охлаждения насадок нагреватели переключаются.
Горение топлива. Вблизи фурм природный газ и углерод кокса, взаимодействуя с кислородом воздуха, сгорают:
С+O2=CO2+Q;
CH4+2O2=CO2+2H2O(пар)+Q.
В результате горения выделяется большое количество теплоты, в печи выше уровня фурм развивается температура выше 2000 0С.
Продукты сгорания взаимодействуют с раскаленным коксом по реакциям:
CO2+C=2CO-Q;
H2O+C=CO+H2-Q.
Образуется смесь восстановительных газов, в которой окись углерода CO является главным восстановителем железа из его оксидов. Для увеличения производительности подаваемый в доменную печь воздух увлажняется, что приводит к увеличению содержания восстановителя.
Горячие газы, поднимаясь, отдают теплоту шихтовым материалам и нагревают их, охлаждаясь до 300…400 0С у колошника.
Шихта (агломерат, кокс) опускается навстречу потоку газов, и при температуре около 570 0С начинается восстановление оксидов железа.
Восстановление железа в доменной печи.
Закономерности восстановления железа выявлены академиком А.А. Байковым.
Восстановление железа происходит по мере продвижения шихты вниз по шахте и повышения температуры от высшего оксида к низшему, в несколько стадий:
Fe2O3→Fe3O4→FeO→Fe.
Температура определяет характер протекания химических реакций.
Восстановителями окcидов железа являются твердый углерод, оксид углерода и водород.
Восстановление твердым углеродом (коксом) называется прямым восстановлением, протекает в нижней части печи (зона распара), где более высокие температуры, по реакции
FeO+C=Fe+CO— Q.
Восстановление газами (CO и H2) называется косвенным восстановлением, протекает в верхней части печи при сравнительно низких температурах по реакциям
3Fe2O3+CO=2Fe3O4+CO2+Q;
Fe3O4+CO=3FeO+CO2-Q;
FeO+CO=Fe+CO2+Q.
За счет CO и H2 восстанавливаются все высшие оксиды железа до низшего и 40…60 % металлического железа.
При температуре 1000…1100 0C восстановленное из руды твёрдое железо, взаимодействуя с оксидом углерода, коксом и сажистым углеродом, интенсивно растворяет углерод. При насыщении углеродом температура плавления понижается и на уровне распара и заплечиков железо расплавляется (при температуре около 1300 0С).
Капли железоуглеродистого сплава, протекая по кускам кокса, дополнительно насыщаются углеродом (до 4%), марганцем, кремнием, фосфором, которые при температуре 1200 0C восстанавливаются из руды, и серой, содержащейся в коксе.
В нижней части доменной печи образуется шлак в результате сплавления окислов пустой породы руды, флюсов и золы топлива. Шлаки содержат Al2O3, CaO, MgO, SiO2, MnO, FeO, CaS. Шлак образуется постепенно, его состав меняется по мере стекания в горн, где он скапливается на поверхности жидкого чугуна благодаря меньшей плотности. Состав шлака зависит от состава применяемых шихтовых материалов и выплавляемого чугуна.
Чугун выпускают из печи каждые 3…4 часа через чугунную летку 16, а шлак – каждые 1…1,5 часа через шлаковую летку 17 (летка – отверстие в кладке, расположенное выше лещади).
Отверстие чугунной летки в огнеупорной кладке заделывают огнеупорной массой. Летку открывают бурильной машиной, после выпуска чугуна закрывают огнеупорной массой.
Чугунная летка находится на некотором расстоянии от кладки лещади, поэтому создается «мертвый слой» чугуна высотой 500…1000 мм. Это делается для предохранения верхних слоев лещади от разъедания шлаками.
Сливают чугун и шлак в чугуновозные ковши и шлаковозные чаши.
Чугун поступает в кислородно-конвертерные или мартеновские цехи или разливается в изложницы разливочной машиной, где он затвердевает в виде чушек — слитков массой 45 кг.
доменная печь | Определение, температура, диаграммы и факты
доменная печь , вертикальная шахтная печь, которая производит жидкие металлы в результате реакции потока воздуха, подаваемого под давлением в нижнюю часть печи, со смесью металлической руды, кокса и флюса, подаваемой в верхнюю часть. Доменные печи используются для производства чугуна из железной руды для последующей переработки в сталь, а также для переработки свинца, меди и других металлов. Быстрое горение поддерживается потоком воздуха под давлением.
Доменные печи производят чугун из железной руды путем восстановительного действия углерода (поставляемого в виде кокса) при высокой температуре в присутствии флюса, такого как известняк. Чугунные доменные печи состоят из нескольких зон: тигельного горна в подине печи; промежуточная зона, называемая чашей между очагом и штабелем; вертикальная шахта (стек), проходящая от чаши до верха печи; и верх печи, который содержит механизм для загрузки печи. Шихта или шихта из железосодержащих материалов (например, железорудных окатышей и агломерата), кокса и флюса (например, известняка) опускается через шахту, где она предварительно нагревается и вступает в реакцию с восходящими восстановительными газами с образованием жидкого чугуна. и шлак, скапливающийся в горне. Воздух, предварительно нагретый до температуры от 9от 00 до 1250 ° C (1650 и 2300 ° F) вместе с впрыскиваемым топливом, таким как нефть или природный газ, вдувается в печь через несколько фурм (сопел), расположенных по окружности печи возле верхней части очага; таких сопел может быть от 12 до 40 на больших печах. Предварительно нагретый воздух, в свою очередь, подается из трубы большого диаметра, опоясывающей топку. Предварительно нагретый воздух энергично реагирует с предварительно нагретым коксом, что приводит как к образованию восстановительного газа (окиси углерода), который поднимается через печь, так и к очень высокой температуре около 1650 ° C (3000 ° F), при которой образуется жидкий чугун и шлак. .
Дополнительная информация по этой теме
переработка чугуна: доменная печь
По сути, доменная печь представляет собой противоточный теплообменник тепла и кислорода, в котором восходящий горючий газ теряет большую часть…
Чаша является самой горячей частью печи из-за ее непосредственной близости к месту реакции между воздухом и коксом. Расплавленный чугун скапливается в горне, который имеет летку для отвода расплавленного чугуна и, выше, шлаковое отверстие для удаления смеси примесей и флюса. Горн и чаша представляют собой толстостенные конструкции, футерованные угольными огнеупорными блоками, а для защиты кожуха печи дымовая труба футерована качественным шамотным кирпичом. Чтобы эти огнеупорные материалы не выгорали, в них встраивают пластины, клепки или распылители для циркуляции прохладной воды.
В процессе непрерывной работы штабель остается заполненным чередующимися слоями кокса, руды и известняка, загружаемыми сверху. Кокс воспламеняется внизу и быстро сгорает с нагнетаемым воздухом из фурм. Оксиды железа в руде химически восстанавливаются до расплавленного железа углеродом и монооксидом углерода из кокса. Образовавшийся шлак состоит из известнякового флюса, золы кокса и веществ, образующихся при реакции примесей руды с флюсом; он плавает в расплавленном состоянии на вершине расплавленного железа. Горячие газы поднимаются из зоны горения, нагревая свежий материал в штабеле, а затем выходят через каналы в верхней части печи.
Доменные печи могут иметь следующие вспомогательные помещения: склад, где шихта подготавливается перед ее подъемом на верх печи с помощью скиповых тележек или системы ленточных конвейеров; система верхней загрузки, состоящая из вертикального набора двойных раструбов (конусов) или вращающихся желобов для предотвращения выхода топочного газа во время загрузки; печи, использующие отходящие газы печи для предварительного нагрева воздуха, подаваемого на фурмы; и литейный цех, состоящий из желобов, распределяющих жидкий чугун и шлак по соответствующим ковшам для передачи в сталеплавильные печи и участки регенерации шлака.
В Европе доменная печь развивалась постепенно на протяжении столетий из небольших печей, эксплуатируемых римлянами, в которых древесный уголь использовался для превращения руды в полутвердую массу железа, содержащую относительно небольшое количество углерода и шлака. Затем железную массу отбивали молотком, чтобы удалить шлак, в результате чего получилось кованое железо. Увеличение высоты печи в сочетании с механическими сильфонами для подачи в нее большего количества воздуха позволило использовать более высокие температуры, необходимые для производства высокоуглеродистого железа, известного как литой или передельный чугун. Этот способ производства использовался в Центральной Европе к середине 14 века и был введен в Англию около 1500 года. Древесный уголь был единственным печным топливом до 17 века, когда истощение лесов, которые давали древесный уголь в Англии, привело к экспериментам с коксом. , который производится из угля. К середине 18 века кокс получил широкое распространение в доменных печах, а принцип нагрева воздуха перед подачей в печь был введен в начале 19 века. век.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Размеры современных доменных печей варьируются от 20 до 110 метров (от 70 до 360 футов), диаметр горна составляет от 6 до 15 метров (от 20 до 50 футов), и они могут производить от 1000 до примерно 15000 тонн чугуна в сутки. . На сталелитейное производство приходится около 8 процентов глобальных выбросов парниковых газов — больше, чем в любой другой отрасли, — и эти выбросы способствуют глобальному потеплению. Некоторые доменные печи оснащены технологией улавливания углерода для уменьшения количества выделяемого углекислого газа. Однако некоторые производители стали планируют использовать водородный процесс, который не потребует доменных печей и будет выделять только воду в качестве побочного продукта.
Редакторы Британской энциклопедии Эта статья была недавно отредактирована и дополнена Эриком Грегерсеном.
Как плавить железо: 6 шагов к выплавке железа | Горнило
перейти к содержанию
Основы плавки железа в тигле
Кристин Арцт
Плавка — это процесс извлечения неблагородных металлов из руды путем ее нагревания для проведения химических реакций, необходимых для удаления других присутствующих элементов. В этой статье будет рассказано, как The Crucible производила собственное железо путем плавки железной руды. Во-первых, давайте начнем с понимания основ.
Что такое железная руда?
Железные руды — это горные породы и минералы, богатые оксидом железа, которые при плавке могут давать металлическое железо. Из-за природы оксида железа, присутствующего в железной руде, они могут иметь цвет от темно-серого до темно-красного. Железо в таких рудах обычно находится в виде магнетита, гематита, гетита, лимонита и сидерита.
Какие инструменты и материалы необходимы для выплавки железа?
Плавка чугуна всегда должна выполняться в безопасных условиях под наблюдением профессионалов. Вот основные инструменты и материалы, необходимые для выплавки железа:
Железная руда
Печь
Древесный уголь (в качестве восстановителя)
Молоток
Наковальня
Совки и ковши
Щипцы для цветения
Кочерги
Кожаные перчатки сварщика
Ведро для воды
Сильфон
Как The Crucible выплавлял железо за 6 шагов:
В следующем примере показаны основные этапы выплавки железа с нуля. Мы начали с того, что сами собрали руду и построили печь, чтобы продемонстрировать, насколько простым является процесс выплавки железа.
Вот как кузнецы выплавляли железо на протяжении сотен лет:
1. Собрать железную руду
Железную руду можно купить или собрать, но для демонстрации мы собрали руду сами. Лучшее время для сбора железной руды — зима, потому что океан более активен. Активные волны отделяют черный магнитный песок от более светлого кварцевого песка. Этот магнитный песок представляет собой железную руду, называемую магнетитом, который в сочетании с углеродом создает железо. Как вы можете себе представить, железная руда тяжелая, поэтому собирать ее на месте и в группе легче.
2. Построить печь
Печь, также называемая плавильной печью, используется для нагрева железной руды вместе с химическим восстановителем (древесным углем). Традиционный завод не производит достаточно тепла, чтобы полностью расплавить руду. Вместо этого руда плавится в губчатую массу, которую нужно будет дополнительно очистить путем ковки на шаге 6.
Наш кузнечный отдел построил собственную горнильную печь, используя 350 фунтов глины, украсив ее океанским вдохновением, чтобы отразить источник железная руда. «Большинство людей, которые строят плавильные печи, добавляют в них немного волшебства, делая скульптуры. Традиционно считается, что украшения приносят удачу или духовную составляющую плавке железа», — сказал нам Джефф. Селеста, которая также является керамистом, объяснила, что они использовали метод, похожий на создание котла для змеевиков, чтобы построить печь, сначала формируя большие змеевики, а затем сдвигая и надрезая каждый виток, чтобы собрать все это вместе.
3. Подготовка восстановителя
Для извлечения железа из железной руды наряду с теплом необходим восстановитель. Древесный уголь оказался отличным и дешевым восстановителем, поэтому мы использовали его для этой демонстрации.
Прежде чем использовать древесный уголь, его необходимо разбить на более мелкие, более удобные части. В конечном итоге это одна из самых трудоемких работ в процессе плавки.
«Сама корюшка привлекает людей, даже если они застряли на работе по разбиванию нескольких сотен фунтов древесного угля и становятся грязными в конце дня», — сказал нам Джефф Прингл. Наша команда использовала мескитовый и дубовый уголь, наиболее распространенный тип древесного угля в Соединенных Штатах.
Разбитый на мелкие кусочки древесный уголь и железная руда (песок) смешиваются в соотношении 1:1.
4. Загрузить печь
Перед добавлением смеси железной руды и древесного угля печь необходимо загрузить. Загрузить печь просто означает нагреть ее до температуры, достаточно высокой для начала плавки.
Когда печь нагрелась, кузнецы Горнила добавили смесь песка и древесного угля. Бен Локвуд-Джонстон, один из наших первокурсников молодежного отдела Fuego в кузнечном отделе, помогал заправлять печь. «Меня всегда интересовало использование огня, — объяснял пятнадцатилетний Бен о своем интересе к кузнечному делу. «Горнило помогло мне отточить свои навыки и применить их для создания более сложных вещей».
5. Нагрев железной руды и древесного угля
Внутри печи углерод от неполного сгорания древесного угля восстанавливает оксиды железа до металлического железа. Температуру и соотношение древесного угля необходимо тщательно контролировать, чтобы железо не поглощало слишком много углерода. В нижней части печи древесный уголь, который в основном состоит из углерода, высасывает кислород из воздуха, создавая горячую печь. Основание печи становится богатым на топливо, и углерод, жаждущий кислорода, начинает тянуть кислород из железной руды. Частицы железа падают на дно печи и соединяются с расплавленным шлаком, также называемым «блюмом».
После извлечения цветка его откладывают для дальнейшей обработки с целью удаления примесей.
6. Последние штрихи
Кузнецы тигля Адриан и Крис разогрели блюм в горне и отбили его молотком, чтобы выбить расплавленный шлак и очистить железо. У нашей команды осталось двадцать пять фунтов низкоуглеродистого железа. Низкое содержание углерода облегчает работу с железом и делает его прекрасным материалом для совместной скульптуры сообщества!
Продолжайте читать…
Примите решение проявить творческий подход в 2023 году! Во вторник, 1 ноября, поступит в продажу более 130 курсов с января по март, в том числе популярные, редкие находки, совершенно новые предложения и многое другое….
Подробнее →
Творчество с друзьями и семьей гарантировано прекрасное время! На наших трехчасовых дегустационных занятиях, которые пройдут 8 и 9 октября, вы и ваши близкие сможете опробовать техники в восьми…
Подробнее →
Наши последние занятия в 2022 году вот-вот начнутся! С более чем 100 классами с октября по декабрь в списке найдется что-то для любого возраста и уровня подготовки….
Читать далее →
Совет директоров Crucible — это талантливая и преданная своему делу группа, которая помогает направлять нашу миссию.
Самый маленький циркуляционный насос для отопления: обзор дешевых приборов
Обеспечение частного дома теплом – это одна из важных задач, которая стоит перед его владельцем в холодное время года. Не все имеют возможность подключиться к центральному отоплению, поэтому автономные системы теплоподачи пользуются большой популярностью у жителей индивидуальных домов. Для обеспечения бесперебойной подачи тепла рекомендуется использовать циркуляционный насос для отопления, поскольку даже самый маленький прибор способен принести пользу.
Предназначение циркуляционного насоса
Циркуляционный насос DAB EVOSTA.
Циркуляционный насос EVOSTA для систем отопления.
Корректная работа отопительного оборудования заключается в постоянном движении теплоносителя по трубопроводу. В том случае, если этого не происходит, обогрев дома невозможен. Перебои с подачей энергии для работы отопления приводят к охлаждению помещения. При длительном отсутствии подачи обогрева трубы перемерзают, вследствие чего – лопаются. Восстановление системы отопления – это хлопотно и дорого
Проблема с подачей электроэнергии актуальна для домов, находящихся в сельской местности. Обильные снегопады приводят к авариям на электрических подстанциях, а устранение таких ситуаций происходит не так быстро. Ввиду таких обстоятельств в первую очередь страдают жильцы частных построек. Во избежание подобных ситуаций многие владельцы индивидуальных домов стараются обеспечить себя автономным оборудованием. Однако для запуска системы отопления требуется много энергии, а установка мощной системы для выработки электричества стоит дорого.
Наиболее оптимальным и дешевым вариантом для сохранения бесперебойной работы отопительной системы является установка маломощных циркуляционных насосов, работающих от автомобильного аккумулятора или солнечной батареи.
Такой прибор может устанавливаться также для экономии электроэнергии, поскольку имеет низкое энергопотребление для подогрева воды в трубах отопления. Кроме того, насосы устанавливаются для равномерного распределения тепла в двухэтажных частных домах.
Виды и устройство циркуляционных насосов
Конструкция циркуляционного насоса.
Принцип работы циркуляционного насоса.
Структура циркуляционного насоса достаточно проста:
корпус;
ротор;
вал с лопастями.
При помощи ротора двигатель запускается, прибор забирает воду из емкости и направляет ее по трубопроводу. Вода движется благодаря центробежной силе и равномерно распределяется по всей системе.
Циркуляционные бытовые приборы делят на два основных типа:
сухие;
мокрые.
Циркуляционный насос с сухим ротором.
Циркуляционный насос с мокрым ротором.
Особенность сухого типа заключается в том, что ротор не соприкасается с водой. Такие устройства сильно шумят, поэтому их лучше устанавливать далеко от жилых помещений. Вместе с тем такого типа приборы считаются более эффективными и способны перекачивать внушительные объемы воды.
При использовании сухого насоса следует тщательно следить за чистотой помещения, где он расположен. При работе прибор создает воздушные вихри, которые подхватывают пыль и соринки. Мелкие частицы, оседая, попадают вовнутрь и повреждают уплотнительные кольца, что нарушает герметичность и выводит из строя всю отопительную систему. Несмотря на то, что все детали защищены тонким слоем водяной пленки, не стоит пренебрегать рекомендациями о регулярной влажной уборке.
В отличие от сухого типа мокрые насосы так называются из-за того, что ротор с лопастным колесом находится непосредственно в воде. Такие приборы стоят дешево и неприхотливы в эксплуатации. Приспособления мокрого типа отлично подходят для небольших отопительных система, не создают такого большого шума, легко ремонтируются, а параметры их настройки несложно корректировать.
Основным недостатком мокрых насосов является низкая производительность. Вместе с тем, модели современные оснащены автоматикой, благодаря которой можно регулировать уровень мощности. Также устанавливать режим работы можно путем ручного переключения, что экономит расход электроэнергии.
Преимущества циркулярных насосов
Циркуляционный насос на 12 вольт.
Самые маленькие циркуляционные насосы для отопительной системы мощностью 12 вольт пользуются особым спросом у владельцев частных домов. Это обусловлено определенными плюсами и особенностями характеристик таких приборов:
плавный пуск;
электронная стабилизация скорости вращения;
износоустойчивость благодаря отсутствию трущихся деталей;
не вибрирует;
установлена защита от перегрева;
универсален.
Циркулярные приборы применяются не только для улучшения качества отопления, но и в хозяйстве:
для полива и орошения растений на приусадебном участке;
При выборе насоса не стоит руководствоваться только стоимостью, ведь хороший прибор не может стоить дешево. Самыми качественными считаются приспособления немецкого, итальянского и польского производства. Можно отдать предпочтение и отечественным изготовителям, но следует отметить, что качественные российские насосы в основном выпускаются для промышленности.
Выбор циркуляционного насоса
С подбором циркуляционного насоса иногда возникают лишние вопросы. Владельцы отопительных систем не подозревают, что сделать правильный выбор очень просто. Далее рассмотрим, какой насос подобрать для отопления в большинстве случаев, которые встречаются в частных домах.
Насколько важно выбрать насос правильно
Чтобы отопление работало, по трубам должен перемещаться определенный объем жидкости. Она переносит тепловую энергию от котла к радиаторам. Если объем перекачки будет маленький (слабый насос), то котел перегреется, а радиаторы останутся холодными.
Но обратное положение не лучше. Если насос будет слишком мощным, он будет потреблять лишнюю электроэнергию, которой за годы набежит на изрядную сумму, при этом скорость движения воды будет излишне большой и возникнет шум в радиаторах, мешающий жильцам.
Поэтому при выборе циркуляционного насоса для отопления важно попасть в какую-то середину, — от котла должна забираться вся энергия и расходоваться на радиаторах, но слишком большой скорости воды не должно быть, так как это весьма не выгодно.
Что происходит в системе отопления
Циркуляционный насос перекачивает по трубам теплоноситель, — чаще обычную воду. Своим рабочим колесом создает небольшое давление H (напор, измеряемый в метрах водяного столба) и задает определенную скорость движения жидкости. В результате получается расход жидкости через насос Q (м куб/час) – объем, который перекачивается за единицу времени.
Каждая система труб имеет свое гидравлическое сопротивление, которое препятствует движению жидкости. Если бы такого сопротивления не было, то любой агрегат перекачивал бы неограниченные объемы на нескончаемое расстояние…. Но, чтобы протолкнуть воду по трубам, насос создает напор и расходует электричество. Трубы движению воды сопротивляются, в результате получается какое-то определенное количество литров в минуту (кубометров в час).
Что главное при выборе насоса
Весь фокус выбора насоса для дома в том, что, если пользователь не хочет разбираться в графиках характеристик, он может этого не делать. А просто прочитать как выбрать циркуляционный для дома ниже…
Для тех, кто хочет разобраться в проблеме, можно сообщить следующее. Главными характеристиками этого агрегата являются создаваемый им напор Н, м, при каком-то расходе Q, м куб./час.
У каждого циркулятора есть график рабочих характеристик. Причем они разные для каждой скорости его работы.
У отопительной сети дома, также есть зависимость расхода от напора. Если этот график наложить на характеристики, то они где то пересекутся, — получится рабочая точка насоса. Именно столько он будет гнать теплоносителя, создавая такой-то напор.
Рабочие характеристики
Рассмотрим пример. В отопительной сети перекрыли несколько радиаторов. Расход через сеть был Q1, после закрытия радиаторов уменьшился до Q2. А сопротивление сети при этом, и напор насоса, у которого отсутствует электронное управление, соответственно повысилось на значение h2.
Мощность отдаваемая насосом даже не уменьшилась, а наоборот увеличилась. Увеличилось и потребление электроэнергии.
Как устанавливается насос в систему отопления
Насос в отоплении всегда устанавливается так, чтобы ротор был горизонтальным. В противном случае агрегат выйдет со строя.
Подключение снабжается байпасом с шаровым краном и двумя отключающими кранами.
Очистной фильтр, как правило ставится в схеме перед насосом, при этом отстойник располагается вниз или в сторону.
С твердотопливными котлами насос в системе отопления устанавливается как правило на обратке, как в месте, где меньше всего вероятно образование пара вместо жидкости, что приведет к прекращению циркуляции…
Электрическое подключение резервируется безперебойником, а также управляется тепловым реле, которое отключает агрегат, после того как в котле прекратилось горение и температура понизилась ниже заданной….
Что преподносят современные насосы
Всем, кто хочет выбрать насос, нужно знать отличие современных робототизированных образцов, от привычных всем, старых вариантов. Об этом можно узнать далее…. Но непосредственно теперь, для интересующихся процессом рассмотрим графики.
Известно, что GRUNDFOS является законодателем моды в этом вопросе. Последние образцы этой компании серии ALPHA2 и ALPHA3 имеют компьютерное управление и они способны работать не только с фиксированными скоростями, но и подбирать скорости и расходуемую мощность оптимально, — с наилучшей экономией электроэнергии, т. е. подстраиваться под сеть при каждом ее изменении.
В предыдущем примере на обычном насосе при закрытии радиаторов увеличился напор и увеличилась соответственно мощность. Но с автоматизированным вариантом – наоборот, при закрытии части радиаторов (контуров) уменьшаются и расход и и напор насоса, и соответственно — мощность – см. график, — насос меняет скорость и переходит на точку на другом графике. Напор в отличие от первого примера не подрос, а уменьшился на величину h3.
Подбор по напору
Некоторые владельцы сетей отопления захотят вычислить требуемый расход теплоносителя, гидравлическое сопротивление при разных расходах, чтобы построить график…, чтобы подобрать насос на научной основе… Но большинство понимают, что это лишнее, и ничего путного из этой затеи не получится, и читают далее…
Действительно, все уже вычислено давно, и оказывается, что в продаже неподходящих циркуляционных насосов просто нет.
Каждый такой агрегат относится к какому-то типоразмеру. Это следующие значения — 25/40, 25/50, 25/60, 25/80… Первая цифра означает просто диаметр резьбы подключения, чаще это 25мм – «дюймовое», реже 32 или 20 мм. Вторая же цифра характеризует насос полностью – это создаваемый напор в килопаскалях – для первого примера это 40 кПа, что примерно рано 4 м водяного столба.
Расход же теплоносителя при таком напоре насоса в обычных отопительных сетях будет в норме – передача энергии будет обеспечена, если насос конечно будет подобран под свою отапливаемую площадь. Под которую, собственно, он и проектировался.
Рассмотрим внимательно графики устаревшего уже насоса Grundfos UPS 25-40, у которого лишь 3 фиксированные скорости. При 2,5 метрах напора, он даст более 1,0 м куб/час расхода — как раз то что нужно для небольшого дома.
Как правильно обойтись с насосами старых конструкций
Насосы, у которых 3 фиксированные скорости дешевы и весьма распространены. Эти старые образцы, проверенные временем, хоть и потребляют лишнюю электроэнергию, но не в космических масштабах, так как их собственная мощность не велика в пределах 10 – 100 Вт. И опустошить карман владельцу дома напрочь они не способны при любом своем использовании.
Тем не менее желательно выбирать скорости вращения ротора насоса, в соответствии с текущей мощностью отопления. Для межсезонья потребуется минимум переноса энергии. А в холода нужно установить (вероятно) наибольшую скорость насоса, чтобы он забирал достаточно теплоносителя от котла, работающего на полную мощность….
Если выбран новейший насос
Если применен новейший насос с электронным управлением, типа ALPHA2 от GRUNDFOS, то электронное управление решит все за нас и выберет скорость такую, чтобы расход электроэнергии был бы минимален.
GRUNDFOS, по сути, для работы на радиаторную сесть предлагает пользователю включить режим AUTOADAPT и больше ни о чем не беспокоится.
На графиках точка работы на отопительную сеть попадет где-то в заштрихованную область. Теперь при автоматическом закрытии термоголовок на радиаторах, насос уменьшит свою энергию и будет давать адекватно меньший напор и меньший расход теплоносителя. Вся система окажется сбалансированной по расходу и напору.
Также возможны, режимы работы «одного напора», «пропорционального давления», и др. с чем чуть подробней можно ознакомится – как установить оптимальный режим на отопительных насосах с электронным управлением
Как подобрать насос под систему отопления
Возвращаемся к главному вопросу – выбор циркуляционного насоса для частного дома, — что делать, если нужно купить циркулятор, но непонятно какой подойдет…
Выше замечалось, что в продаже можно обнаружить в основном три типоразмера циркуляционных насосов – на 40 кПа, 60 кПа и 80кПа напора (например 25/40 – на 4 м вод ст.) Оказывается, что каждый типоразмер подходит по мощности (по напору и расходу теплоносителя) под определенную отапливаемую площадь. Так насос 25/40 вполне применим до площади дома 120 м кв. в нашем климате. А в теплосберегающих домах, может справится и с 160 м кв. А 25/60 не стоит применять при площади менее 160 м кв., но он справится с доставкой теплоносителя и на площадь 240 м кв. Но лучше обратится все же к рекомендациям от производителя. Вот что рекомендует GRUNDFOS для своих изделий (первый вариант — изделие с фиксированными скоростями, обычные насосы)
В чем чаще ошибаются при выборе
При выборе насоса, часто пользователи исходят из принципа «кашу маслом не испортишь». Проконсультировавшись с продавцом в магазине, который рад продать все что не нужно и что дороже, не редко решают взять насос помощнее, на всякий случай…
В результате в обычном доме в 120 метров квадратных, на 7 радиаторов, оказывается установленным дорогой мощный насос 25\\80, а то и все 32-120. Который, к ужасу подпольных грызунов, начинает с жутким шумом гнать воду по куцей системе отопления. А также расходовать электроэнергию на преодоление значительного гидравлического сопротивления (диаметр труб в малых системах не велик) в двойном – тройном размере от требуемого.
Рекомендуется выбирать циркуляционный насос нужно типоразмера. Желательно от известного производителя.
Бесплатная доставка при заказе на сумму более 200 долларов США*
Отопительные циркуляционные насосы из чугуна, бронзы и нержавеющей стали для водяного отопления и лучистого тепла PEX. Насосы системы солнечного отопления низкого напряжения и насосы отопления на 120 В от Taco Hydronic и Grundfos Hydronic.
Насос для бассейна используется для циркуляции воды во всех видах небольших домашних плавательных бассейнов. бассейн. Слегка грязная вода с твердыми частицами во взвешенном состоянии прекрасно фильтруется.
Тихий, энергосберегающий, соответствует обновленным правилам GS. Насос Shinhoo для бассейна обеспечивает чистую воду в бассейне и спа для здорового образа жизни.
Горячие Теги : СПА-насос Насос для бассейна Насос для бассейна Циркуляционный насос для бассейна Циркуляционный насос для бассейна циркуляционный насос
Подробнее
Мгновенный насос для горячей воды SPA15-12E
SPA15-12E является разновидностью мгновенного насоса для горячей воды, его можно использовать для нагрева воды и повышения давления в бытовых системах отопления и хозяйственно-бытового водоснабжения.
Горячие Теги : энергосберегающий насос мгновенная горячая вода малошумный насос Высокоэффективный водяной насос отопления герметичные герметичные насосы консервированный насос
MEGA65-12F — это разновидность мощного и высокоэффективного фланцевого циркуляционного насоса производства Shinhoo, который может использоваться в системах отопления и системах циркуляции горячей воды.
Горячие Теги : высокоэффективный фланцевый циркуляционный насос циркуляционный насос горячей воды Высокоэффективный фланцевый циркулятор oem отечественный насос водонагревателя Фланцевый циркуляционный насос производство насосов
Подробнее
Высокоэффективный циркуляционный насос GPA32-8 II CV&AUTO
Мотопомпа серии GPA II CV&AUTO в основном применяется для домашнего использования. отопление и циркуляция воды в системе горячего водоснабжения.
Лучшая система соответствует циркуляционному насосу серии GPA,
коррозионностойкий корпус насоса
коррозионностойкая крыльчатка
высококачественная технология мокрых каналов: низкий уровень шума
следующий:
· система отопления с постоянным и переменным расходом
· тепловая система переменного расхода тепловой системы
· система кондиционирования
· промышленная циркуляционная система
·система отопления дома и хозяйственно-питьевого водоснабжения
Мотопомпа серии GPA II CV&AUTO имеет постоянный магнитный двигатель и другой регулятор давления, который может постоянно регулировать производительность насоса в соответствии с фактическими требованиями системы.
Горячие Теги : циркуляционный насос отопления циркуляционный насос горячей воды циркуляционный насос высокой производительности Герметичный моторный насос производство водяных насосов
Подробнее
Сертифицированный высокоэффективный циркуляционный насос GPA25-8 II 130/180 CV&AUTO
Мотопомпа серии GPA II CV&AUTO в основном применяется для домашнего использования. отопление и циркуляция воды в системе горячего водоснабжения.
Лучшая система соответствует циркуляционному насосу серии GPA, зримому символу нового поколения высокоэффективных насосов. насосы для систем отопления и кондиционирования в жилых домах
следующий:
· система отопления с постоянным и переменным расходом
· тепловая система переменного расхода тепловой системы
· система кондиционирования
· промышленная циркуляционная система
·система отопления дома и хозяйственно-питьевого водоснабжения
Мотопомпа серии GPA II CV&AUTO имеет постоянный магнитный двигатель и другой регулятор давления, который может постоянно регулировать производительность насоса в соответствии с фактическими требованиями системы.
Горячие Теги : бустерный насос энергосберегающий насос центробежный насос насос отопления дома высокоэффективный насос насос высокого давления
Подробнее
ErP-ready Высокоэффективный циркуляционный насос GPA20-8 II CV&AUTO
Мотопомпа серии GPA II CV&AUTO в основном применяется для отопления дома и циркуляции воды в системе горячего водоснабжения.
Лучшая система соответствует циркуляционному насосу серии GPA,
коррозионностойкий корпус насоса
коррозионностойкая крыльчатка
высококачественная технология мокрого литника: низкий уровень шума и низкое энергопотребление
следующий:
· система отопления с постоянным и переменным расходом
· тепловая система переменного расхода тепловой системы
· система кондиционирования
· промышленная циркуляционная система
·система отопления дома и хозяйственно-питьевого водоснабжения
Мотопомпа серии GPA II CV&AUTO оснащена двигателем с постоянными магнитами и другим регулятором давления, который может постоянно регулировать производительность насоса в соответствии с фактическими требованиями системы.
Горячие Теги : насос ЭЭИ циркуляционный насос водонагревателя небольшой водяной циркуляционный насос Насос с автоматическими режимами
Подробнее
Циркуляционный насос GPD15-2NU4P 115 В/60 Гц
Бытовые циркуляционные насосы Рециркуляционные насосы являются ответом на ожидание (и ожидание и ожидание), пока горячая вода прибудет туда, где вам это нужно, а также могут обеспечить энергоэффективное отопление вашего дома. Эти насосы отличного качества от Shinhoo с красивым внешним видом экономичны, просты в использовании. в установке, не требует особого обслуживания и экономит ценные ресурсы! С 1998 год, We Shinhoo производит циркуляционные насосы в течение 23 лет, с годовой производительностью в четыре миллиона циркуляционных насосов. Сейчас мы являемся крупнейшим заводом по производству циркуляционных насосов в Китае.
Горячие Теги : Бытовые циркуляционные насосы Циркуляционный насос 115 В циркуляционный бустерный насос Насос Shinhoo GPD чугунный насос
Подробнее
HOT Циркуляционный насос GPD25-10SNFC 115V/60Hz с обратным клапаном
Бытовые циркуляционные насосы Рециркуляционные насосы — это ответ на ожидание (и ожидание и ожидание), пока горячая вода прибудет туда, где она вам нужна, а также могут обеспечить энергоэффективное отопление вашего дома. Эти насосы превосходного качества от Shinhoo экономичны, просты в установке, не требуют особого обслуживания и экономят ценные ресурсы!
Горячие Теги : Рециркуляционные насосы насос контрольного значения фланцевый насос циркуляционный насос uncl
Подробнее
Циркуляционный насос GPD15-4SFC 115V/60Hz с обратным клапаном
Бытовые циркуляционные насосы Этот насос имеет три передачи, которые могут регулировать скорость в соответствии с вашими потребностями. Он также может обеспечить полный контроль над рециркуляцией горячей воды для бытовых нужд. Адаптируясь к характеру использования, насос обеспечивает максимальный комфорт и одновременно экономит энергию. Контрольные значения предотвращают обратный поток. Рециркуляционные насосы — это ответ на ожидание (и ожидание и ожидание), пока горячая вода прибудет туда, где она вам нужна, а также могут обеспечить энергоэффективное отопление вашего дома. Обратный клапан соответствует привычки установки и характеристики использования системы в Северной Америке, которые могут предотвратить обратный поток воды. Эти насосы превосходного качества от Shinhoo экономичны, просты в установке, не требуют особого обслуживания и экономят ценные ресурсы!
Горячие Теги : высокоэффективный циркуляционный насос Североамериканский циркуляционный насос многоступенчатый центробежный насос бустерный насос горячей воды
Подробнее
1
23 . .. 25
Всего 25 страниц
Категории
Циркуляционный насос
Трехскоростной циркуляционный насос
Односкоростной циркуляционный насос
Автоматический подкачивающий насос
Североамериканский циркуляционный насос
Высокоэффективный насос
Высокоэффективный фланцевый циркуляционный насос
GPA II Высокоэффективный циркуляционный насос
Высокоэффективный насос GPA II CV&AUTO
Высокоэффективный насос GPA II DC24V
GPA II BL Высокоэффективный циркуляционный насос
Высокоэффективный циркуляционный насос GPA II PWM
GPA III Высокоэффективный циркуляционный насос
GPA IV Высокоэффективный циркуляционный насос
LPA Высокоэффективный циркуляционный насос
Рециркуляционный насос
Насос газового котла
Высокоэффективный насос газового котла
Стандартный насос газового котла
Насос ГВС
Многоступенчатый насос
Насос для бассейна
Насос жидкостного охлаждения
Охлаждающий насос
Химический насос
Нефтехимическая и химическая промышленность
Циркуляционный насос для теплового насоса
чем мы можем вам помочь
Вы можете связаться с нами любым удобным для вас способом. Мы доступны 24/7 по электронной почте или телефону.
Свяжитесь с нами
Новые продукты
Циркуляционный насос GPS80-12SF
Подробнее
Последние новости
12 2022 окт
2022 Shinhoo в Нюрнберге Chillventa
Chillventa — ведущая международная выставка энергоэффективности, холодоснабжения, кондиционирования воздуха, вентиляции и тепловых насосов в Европе. С 11 по 13 октября 2022 года эксперты в области исследований и практики поделятся своими знаниями на многочисленных лекциях в рамках Chillventa CONGRESS и официальной программы поддержки. Спрос на тепловые насосы на мировом рынке, в том числе в Европе, резко вырос в последние годы, что является важной мерой низкоуглеродного развития и энергосбережения. Преимущество использования Shinhoo, ускорение итеративного обновления всех видов продуктов, более широкое использование синергии продукта и технологий, таких как тепловой насос для нагрева раствора, применение водонагревателя для достижения высокого эффекта энергосбережения с настройкой системы. производительность и врезка, реализовать шум оптимизации продукта теплового насоса, оптимизацию затрат, оптимизацию и объемную эффективность и т. д. Придерживаясь «концентрации на насосе», основываясь на наших технологиях и инновациях, Shinhoo будет предоставлять более рыночные продукты. для холодильного оборудования, отопления, тепловых насосов и многих других секторов, повышая эффективность низкоуглеродных и экологически чистых инициатив
14 2022 июнь
Шинху вернулся в MCE!
MCE(MOSTRA CONVEGNO EXPOCOMFORT), который не проводился в автономном режиме в течение 3 лет из-за эпидемии, снова пройдет в Милане в июне, что также является первой европейской выставочной поездкой после эпидемии, и Shinhoo возвращается от МКЭ в постэпидемическую эпоху! С 28 июня по 1 июля Shinhoo, как один из самых известных поставщиков герметичных мотопомп в Китае, примет участие в MOSTRA CONVEGNO EXPOCOMFORT 2022 (MCE). MCE — это самая престижная выставка и глобальная бизнес-платформа для компаний, работающих в секторах HVAC+R, возобновляемых источников энергии и энергоэффективности. Здесь собраны новейшие передовые технологии в отрасли HVAC, чтобы вы могли быть в курсе последних новостей отрасли. Наша компания представит новейшие и самые популярные продукты для котлов и циркуляционных насосов. Мы приветствуем всех клиентов! Мы с нетерпением ждем встречи с вами на выставке и надеемся, что посещение нашего стенда вас не разочарует. Узнайте больше о MCE: https://mcexpocomfort.it/ MCE — MostraConvegnoExpocomfort 2022 ▪️Дата: с 28 июня по 1 июля 2022 г. ▪️Место: FieraMilanoS.S. дель Семпионе н. 2820017 Ро (Милан) ▪️Стенд: зал 5, L10
02 2022 июнь
Координация и сотрудничество — тренировки на открытом воздухе Shinhoo были на высоте!
28 мая компания Shinhoo провела выездное обучение на тему «координация и сотрудничество» для более чем 50 руководящих сотрудников. Эта деятельность была направлена на усиление взаимодействия руководства, постоянное улучшение командной работы и развитие командной сплоченности и сотрудничества. Подчеркните цель сотрудничества и ослабьте рабочее давление. На церемонии открытия руководитель офиса генерального директора Shinhoo еще раз подчеркнул цель тренинга: «Координация и сотрудничество! Один и тот же кусок железа можно распилить и изнашивать, но можно и переплавить в сталь; то же самое для нас, наша команда ничего не может сделать, но также может сделать что-то.Один человек может быстро расти, но если вы хотите многого добиться, вам нужна группа людей, которые помогут вам.Конечно, я также надеюсь, что мы можем ослабьте давление и помогите друг другу достичь более высоких оценок в будущем благодаря деятельности». Соберите командный дух и улучшите способность к сотрудничеству Было 5 занятий и 5 групп, в том числе «Нарисуй что-нибудь», «Никогда не пересекай минное поле», «Готовим», «Схватка мяча» и «Пять человек три фута», которые предназначены для проверки индивидуальных способностей.
Сервис KALK.PRO предлагает вам использовать калькулятор арматуры онлайн на нашем сайте – вы получите результат быстро, просто и бесплатно! Калькулятор позволяет выполнить расчет веса арматуры по известной длине (за метр), или же наоборот, рассчитать сколько метров содержится в тонне арматуры. Нормативная база для выполнения расчета основана на таблицах ГОСТ 5781-82 (устарел) и ГОСТ 34028-2016 (актуален). На выходе вы получите точные результаты, которые позволяют использовать их при составлении проектно-сметной документации и оформления дальнейшего заказа в производственную организацию.
Если вам необходимо определить количество арматуры для строительства основания – рекомендуем воспользоваться отдельными калькуляторами:
расчет арматуры на ленточный фундамент;
расчет арматуры на монолитную плиту.
В расчетах используются все возможные диаметры арматуры, такие как 6, 8, 10, 12, 14, 16, 20 и т. д. При необходимости, вы сразу же можете воспользоваться марочником металлов или заглянуть в ГОСТы, в соответствующих вкладках инструмента.
Определить вес арматуры можно и самостоятельно. Например, для расчета 1 погонного метра необходимо использовать выражение:
Формула расчета арматуры: m = π × (D2 / 4) × ρ
π – число Пи;
D – диаметр арматуры, мм;
ρ – плотность стали (7850 кг/м3).
Таблица веса арматуры
Диаметр, мм
Вес метра, кг
Метров в тонне
6
0.222
4504.51
8
0.395
2531.65
10
0.617
1620.75
12
0.888
1126.13
14
1.21
826.45
16
1.58
632.92
18
2. 00
500.00
20
2.47
404.86
22
2.98
335.58
25
3.85
259.75
28
4.83
207.04
32
6.31
158.48
36
7.99
125.16
40
9.87
101.32
45
12.48
80.13
50
15.41
64.90
55
18.65
53.62
60
22.19
45.07
70
30.21
33.11
80
39.46
25.35
Классы арматуры
Класс арматурной стали
Диаметр профиля, мм
Марка стали
A-I (A240)
6-40
Ст3кп, Ст3пс, Ст3сп
A-II (A300)
10-40
40-80
Ст5сп, Ст5пс
18Г2С
Ac-II (Ac300)
10-32 (36-40)
10ГТ
A-III (A400)
6-40
6-22
35ГС, 25Г2С
32Г2Рпс
A-IV (A600)
10-18 (6-8)
10-32 (36-40)
80С
20ХГ2Ц
A-V (A800)
(6-8)
10-32 (36-40)
23Х2Г2Т
A-VI (A1000)
10-22
22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
Данные таблиц основаны на материалах из ГОСТ 5781-82 «Сталь горячекатаная для армирования железобетонных конструкций» и ГОСТ 34028-2016 «Прокат арматурный для железобетонных конструкций».
Калькулятор арматуры
Калькулятор арматуры 1
Диаметр арматуры, мм
Длина стержней, метры
Количество стержней
Цена за тонну
Калькулятор арматуры 2
Диаметр арматуры, мм
Длина стержней, метры
Общий вес арматуры, кг
Стоимость за тонну
Расчет арматуры
Калькулятор арматуры 1
Рассчитает общий вес арматуры, ее общий объем, вес одного метра и одного стержня арматуры.
По известным диаметру и длине арматуры.
Калькулятор арматуры 2
Рассчитает общую длину арматуры, ее объем и количество стержней арматуры, вес одного метра и одного стержня.
По известным диаметру и общему весу арматуры.
Расчет основан на весе одного кубического метра стали в 7850 килограмм.
Расчет арматуры для строительства дома
При строительстве дома очень важно правильно рассчитать количество арматуры для фундамента. Сделать это вам поможет наша программа. С помощью калькулятора арматуры можно, зная вес и длину одного стержня узнать общий вес необходимой вам арматуры, либо необходимое количество стержней и их общую длину. Эти данные помогут быстро и легко рассчитать объем арматуры для выполнения необходимых вам работ.
Расчет арматуры для разного типа фундаментов
Для расчета арматуры нужно также знать и тип фундамента дома. Здесь существует два распространенных варианта. Это плитный и ленточный фундаменты.
Арматура для плитного фундамента
Плитный фундамент применяется там, где на пучинистый грунт требуется установить тяжелый дом из бетона или кирпича с большими по массе железобетонными перекрытиями. В таком случае фундамент требует армирования. Производится оно в два пояса, каждый из которых состоит из двух слоев стержней, расположенных перпендикулярно друг к другу.
Рассмотрим вариант расчета арматуры для плиты, длина стороны которой составляет 5 метров. Арматурные стержни размещаются на расстоянии порядка 20 см друг от друга. Следовательно, для одной стороны потребуется 25 стержней. На краях плиты стержни не размещаются, значит, остается 23.
Теперь, зная количество стержней, можно рассчитать их длину. Здесь следует обратить внимание, что пруты арматуры не должны доходить до края 20 см, а, значит, исходя из длины плиты, длина каждого стержня составит 460 см. Поперечный слой, при условии, что плита имеет квадратную форму, будет таким же.
Также мы должны рассчитать количество арматуры, необходимое для соединения обоих поясов. Предположим, что расстояние между поясами 23 см. В таком случае одна перемычка между ними будет иметь длину в 25 см, так как еще два сантиметра уйдут на крепление арматуры. Таких перемычек в нашем случае будет 23 в ряду, поскольку они делаются в каждой ячейке на пересечении поясов арматуры.
Располагая этими данными, мы можем приступать к расчету с помощью программы.
Арматура для ленточного фундамента
Ленточный фундамент используется там, где на не слишком устойчивом грунте предполагается возводить тяжелый дом. Представляет собой такой фундамент ленту из бетона или железобетона, которая тянется по всему периметру здания и под основными несущими стенами. Армирования такого фундамента также производится в 2 пояса, но благодаря специфике ленточного фундамента арматуры на него потребляется гораздо меньше, а, значит, и стоить он будет дешевле.
Правила раскладки арматуры примерно те же, что и для плиточного фундамента. Только стержни должны оканчиваться уже в 30-40 см от угла. А каждая перемычка должна на 2-4 см выступать за прут, на котором она лежит. Расчет вертикальных перемычек осуществляется по тому же принципу, что и при подсчете необходимой длины арматуры для плитного фундаменты.
Обратите внимание, что и в первом, и во втором случаях арматуру необходимо брать с запасом минимум в 2-5 процентов.
Онлайн-расчет арматуры для бетона помогает инженерам-строителям определить, сколько арматуры требуется для бетонной плиты. Калькулятор арматуры для перекрытий поможет оценить размер используемой сетки
В этом разделе мы узнаем, как рассчитать арматуру для вашего проекта, чтобы вы могли защитить свои активы.
Важнейшая характеристика арматуры и расширяться вместе с тепловым расширением стальных стержней. Это основная причина, по которой Арматура увеличивает прочность фундаментов из бетонных плит. Арматура для фундаментов лучше всего найти Арматура для фундаментов из плит. При установке арматурных стержней в бетонную арматурную плиту учитываются определенные расчеты. Лучше всего использовать эффективный калькулятор плиты арматуры, чтобы найти значение арматуры.
Мы можем эффективно найти стоимость бетонной плиты через арматуру бетонной плиты.
Сколько арматуры мне нужно?
Арматура измеряется в британских барах, а также в метрических барах. Стоимость бетонной плиты можно эффективно измерить с помощью арматуры бетонной плиты за пару секунд. Номинальный диаметр арматуры в имперских единицах и метрической системе представлен в таблице ниже:
Британский размер бара
Номинальный диаметр (дюймы)
Размер метрического стержня (мягкий)
Номинальный диаметр (мм)
#2
0,250 = 1/4
№6
6,35
#3
0,375 = 3/8
№10
9,525
#4
0,500 = 1/2
№13
12,7
#5
0,625 = 5/8
№16
15. 875
#6
0,750 = 3/4
№19
19.05
#7
0,875 = 7/8
№ 22
22.225
#8
1,000 = 8/8
№ 25
25,4
#9
1,128 ≈ 9/8
№ 29
28,65
#10
1,270 ≈ 10⁄8
№ 32
32,26
#11
1,410 ≈ 11⁄8
№ 36
35,81
#14
1,693 ≈ 14⁄8
№ 43
43
#18
2,257 ≈ 18⁄8
№ 57
57,3
Необходимый арматурный стержень должен быть точно откалиброван, а калькулятор веса арматурного стержня может сделать ваши измерения точными.
Как найти арматуру?
Вам не нужно беспокоиться о расчетах арматуры. Мы можем эффективно найти стоимость бетонной плиты по арматуре бетонной плиты. Вы можете рассчитать арматуру, необходимую для плиты, если понимаете приведенные ниже термины:
Длина сетки арматуры:
Расчеты бетонной арматуры не могут быть выполнены без знания ее размеров, особенно длины и ширины. Формулы для размера сетки арматурных стержней, а также для расчета приведены ниже:
Длина сетки = длина плиты – (2 * шаг арматуры по краю)
Общая длина, необходимая для арматурного стержня, измеряется по вертикали и горизонтали. Это важно, чтобы знать, сколько арматуры требуется для бетонной плиты. Калькулятор расстояния между арматурными стержнями идеально подходит для определения необходимого количества арматурных стержней.
Вы можете использовать расчет бетонной арматуры , чтобы найти количество арматуры для каждой плиты. Для этого количество рядов измеряется путем деления длины сетки на шаг арматуры, чтобы получить длину ширины сетки. Калькулятор веса арматуры — это хороший способ узнать общий вес рейбера.
общая длина арматуры = (колонны арматуры * длина арматуры) + (ряды арматуры * ширина арматуры)
Количество штук арматуры:
Количество арматурных стержней можно рассчитать путем деления общей длины арматурного стержня на одну длину арматурного стержня.
штук арматуры = общая длина арматуры / длина одной арматуры
Общая стоимость арматуры:
Умножьте общее количество штук арматуры на цену одной штуки, которую мы рассчитали ранее:
Стоимость арматуры=общая стоимость (единица стоимости/единица длины)
Как найти c стоимость арматуры?
Стоимость арматуры можно рассчитать по длине и ширине рейки, а затем указать расстояние между арматурными стержнями. Необходимо рассчитать цену заполнения одного арматурного стержня, и это цена арматурного стержня, который вы покупаете у поставщика. Калькулятор стоимости арматуры — отличный онлайн-источник для определения стоимости арматуры.
Практический пример:
Общая длина арматурного стержня составляет 840 футов, единичная длина составляет 20 футов, а цена за единицу составляет 5,63 доллара США. Используйте оценщик Рабера для оценки Рабера. Стоимость арматурного стержня = общая стоимость (единичная стоимость/единичная длина) Стоимость арматурного стержня = 840 (5,36/20)
Стоимость арматурного стержня = 236,46 долларов США
Мы можем использовать Калькулятор стоимости арматуры, чтобы узнать общую стоимость арматуры.
Преимущества использования арматуры:
Арматура имеет множество преимуществ для строительных площадок:
Арматура повышает сопротивление бетона растяжению.
Стойкость бетона к растрескиванию также улучшилась благодаря арматуре.
Арматура
позволяет уменьшить толщину бетонного блока.
Работа с калькулятором арматуры:
Калькулятор плит арматуры эффективен для расчета значений арматуры:
Ввод:
Введите длину, ширину и сетку арматуры
Введите сетку кромок, цену проволоки и длину одного арматурного стержня
Вывод:
Отображаются следующие выходные данные:
Длина сетки
Ширина сетки
Цена одного арматурного стержня
Общая длина арматурных стержней
Часто задаваемые вопросы:
Как рассчитать необходимое количество арматуры?
Во-первых, вам нужно определить арматуру, необходимую для фундамента. Калькулятор арматуры для фундаментов удобен, чтобы найти арматуру для плитного фундамента. Общая оценка арматуры на 8 дюймов ширины фундамента. Если вы придерживаетесь этого расчета для 16-дюймовой арматуры, вам потребуется 2 арматурных стержня и так далее для ширины фундамента 24,32 дюйма. Для быстрой оценки вам может потребоваться использовать онлайн-инструмент, известные расчеты бетонной арматуры, чтобы найти оценку арматуры для ширины фундамента.
На каком расстоянии должны располагаться арматурные стержни?
Определите расстояние между арматурными стержнями, используя таблицу расстояния между арматурными стержнями. Вам также необходимо использовать литературу производителя для максимального и другого расстояния между опорами. Соответствующее расстояние между арматурными стержнями для большинства плит составляет 12 дюймов. Чтобы найти точный размер плиты, воспользуйтесь калькулятором арматуры.
Какой должен быть размер арматуры для 4-дюймовой плиты?
Для 4-дюймовой плиты толщина арматурного стержня должна составлять ⅛ плиты. Калькулятор арматуры для перекрытий лучше всего подходит для определения размера арматуры.
Вам нужен гравий под бетон?
Вам нужен гравий под бетонную плиту, фундамент или террасу. Преимущество гравия в том, что он обеспечивает основу для вашего бетона. Гравий обычно используется для улучшения дренажа, предотвращая скопление воды. Расчет бетонной арматуры можно использовать для определения требуемой могилы.
В чем основное различие между арматурой номер 3 и номер 4?
Основное различие между арматурой номер 3 и номер 4 заключается в минимальном пределе текучести. Минимальный предел текучести арматурного стержня номер 3 составляет 6600 фунтов, тогда как минимальный предел текучести арматурного стержня номер 4 составляет 11 780 фунтов. Предел текучести арматурного стержня номер 4 превышает 78% по сравнению с арматурным стержнем номер 3. Калькулятор арматуры плиты может проверить минимальный предел текучести для арматуры.
Заключение:
Арматура – это арматурная сталь, используемая для улучшения свойств бетонных блоков. Арматурная проволока изготавливается из узорчатой стали и улучшает адгезию. Эти арматурные проволоки размещаются таким образом, чтобы создать сетку. Поскольку проволока Rebar изготовлена из специально обработанной стали, это увеличивает срок службы бетонных плит.
Каталожные номера:
Из источника Википедии: Арматура, Использование в бетоне и кирпичной кладке Из источника Википедии: Армирование из нержавеющей стали, Почему армирование из нержавеющей стали лучше?
Калькулятор веса арматуры | Лимон Решения для грунтовых работ
Вероятно, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Фунт стерлингов EUR
Lemon Groundwork Solutions
01268 571571
Тележка 0Товар(ы)
У вас нет товаров в корзине.
Товар успешно добавлен в корзину.
Мы создали удобный онлайн-инструмент для расчета веса арматуры, с помощью которого вы можете легко получить индивидуальный и общий вес для вашего следующего проекта. Арматура (арматурный стержень) обычно доступна в стандартных отраслевых размерах, что позволяет нам рассчитать вес, просто введите длину и количество, которые вам нужны, и инструмент выполнит расчеты.
Диаметр арматуры
Выберите H8h20h22h26h30h35h42h50
Длина (метры)
Количество
Вес
Общий вес 0,0 кг
Вам нужен обратный звонок или предложение Lemon Groundwork Solutions? (опционально)
Если вы хотите поговорить с торговым представителем Lemon, введите свои данные ниже, и член нашей команды свяжется с вами в ближайшее время.
Арматурная арматура
2Обзор(ы)
Начинается с: 6,50 фунтов стерлингов
4Обзор(ы)
Начинается с: 3,60 фунта стерлингов
Начинается с: 4,80 фунта стерлингов
Начинается с: 3,60 фунта стерлингов
3Отзывы
Начинается с: 4,45 фунта стерлингов
Подробнее об арматуре
Что такое арматура?
Арматура представляет собой либо стальной арматурный стержень, либо сетку из стальной проволоки и используется в армированных конструкциях для удержания и укрепления бетона, а также снижает напряжение, воздействующее на бетон. Арматура используется в строительстве железобетонных конструкций уже более 500 лет и до сих пор широко используется.
Использование арматуры
Бетон является сильно сжимаемым материалом, но ему не хватает способности выдерживать растяжение. Чтобы компенсировать этот недостаток, в бетон заливают арматуру для эффективного восприятия растягивающих нагрузок. Арматурные стержни не только выдерживают всю расчетную нагрузку конструкций, но и способствуют долговечности, противостоя трещинам на поверхности и сопротивляясь нагрузкам, вызванным внешними факторами, такими как температура и усадка.
Характеристики арматуры
Сталь и бетон имеют одинаковые коэффициенты теплового расширения; таким образом, бетонная конструкция с арматурой будет испытывать минимальное напряжение из-за одинакового расширения двух материалов, вызванного любыми изменениями температуры. При транспортировке и обращении с этими стержнями необходимо соблюдать особую осторожность, поскольку любое повреждение снижает долгосрочную коррозионную стойкость.
Ремонт сварочного инвертора ресанта 190 своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата. Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
И снова ИБП. Скачать видео x Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. С номиналами китайцы чудят, такое впечатление чего у них больше то и ставят, а потом под все это специалисты на форумах научную базу подводят.
Затворный 47 Ом в некоторых моделях и раньше встречался. Ну а с остальным я не думаю что схема очень сильно отличается. Работала же она раньше с другими номиналами.
Подскажите вчём проблема? Всё заменил напряжение ХХ 75в. Благодаря вашему сайту, ресанта ожила. Cитуация у моего подопечного следующая: после замены всех элементов вышеуказанных элементов и транзистора блок выдает 21V аосле выпрямителя, а после LM Не могу определить причину данного поведения.
Очень прошу посощи!!! То, что на входе 21 вольт это нормально, а вот на выходе должно быть 15 вольт. Проверьте всю обвязку LM ну и сам стабилизатор. Почти 19 вольт это все таки многовато. Вот еще ссылочка в помощь. Резисторы и диод целые, микросхему поменял, но c если читать даташит R43 должен быть 2. Как быть менять резистор или дело в чем-то другом? Конкретно с таким дефектом я не сталкивался и тут уж вам решать как быть и что и на что менять, экспериментируйте, только аккуратно.
Силовые транзисторы на время экспериментов лучше выпаять, сначала запустить стабилизатор, проверить работу управления и драйверов и уж потом их впаивать, и то можно не сразу а сначала вот так. Подскажите в чёмпроблема. Подойдёт ли на сантиметр пониже. Если остальные параметры совпадают, вольт микрофарад, то конечно подойдет.
Заранее спасибо. Принесли, не включается. Теперь постоянно моргают светодиоды оба, и пытаются запуститься вентиляторы. Смотреть QO6, QO7? Смотреть надо все. Первички, вторички. Про трансформатор ничего сказать не могу. Там не сопротивление надо мерить а индуктивность, может у вас межвитковое замыкание. Помогите с проблемой: Включаю аппарат, светодиоды оба светятся, охлаждение работает, на сварочных контактах в покое 30В, а дуги нет!!!
С чего начать поиск неисправности? Должно быть около ти. Ресанта САИ А при рабое резко потеряла мощность, далее при повторном включении взорвался белый резистор что на входе стоит рядом с реле пуска на 22ватта, поменял, снова взорвался, в чем может быть дело?
Не включается, Резисторы были выгоревшие, заменил, снова выгорают. При включении где то 5 сек пытается запуститься, после выгорают резисторы.
Куда копать дальше? Их там много разных. Вот правильно лучше тему на форуме тему создать. Данные по обмоткам в схеме есть. У меня вопрос — есть ли зазор между ферритовом сердечником и примерно какого сечения феррит? Понимаю что шим не встает на самопитание, все элементы корорые не проверить заменил, Может кто подскажет или идею подаст.
Диод D03 отпаивал одну сторону напряжение 12,4в , как будто гдето просадка или скваженность маленькая. Кто сталкивался с такой проблемкой помогите , уже второй аппарат такой попадается. Я уж думал все научились ремонтировать РЕсанты. Оказывается не один такой.
А я никак не найду своего аппарата, и вопрос задать не знаю кому и как. В конце концов заменил Все собрал. Запаял силовые. Питание появилось. Что- то щелкнуло и зажегся еще и желтый. Подаю на силу через диод 20 в. Всё голову ломал. Как же разделение импульсов идёт? Всё цело. Припfял обратно с 10 ножки идут прямоугольные импульсы. Второй раз отпаял их. Понял как идёт управление. Там стоит трансформатор на котoрый идут импульсы с платы 12 pin.
Далее стоит транзистор 4Q1. Вот этот то транзистор и щелкнул. Да так , что след ожога на конденсаторе 4С2 и вся передняя часть транзистора отлетел. Может кто знает какой транзистор туда можно поставить? Ресанта Добавлять комментарии могут только зарегистрированные пользователи.
Меню сайта. Сайт про инверторы. Файлы — схемы инверторов. Статьи — ремонт инверторов. Блог — о том о сём. Форум — помощь с ремонтом. Обратная связь. КИТ Ремонт сварочных инверторов в Липецке и Липецкой области. DataSheet Search! Почему люди пьют? Потому что наливают. По поводу. Для дезинфикции организма. Потому что, сука, алкоголики! Для храбрости.
Мучает жажда и совесть. Потому что не жуётся. Потому что нахаляву. Без жидкости нельзя. Результаты Архив опросов. Онлайн всего: 3. При копировании и использовании материалов сайта ссылка на сайт обязательна. То, что в инверторах Ресанта часто выходит из строя импульсный питатель факт довольно известный, сей инвертор был тому подтверждением — ИБП слабое звено этих аппаратов, хотя в целом Ресанта неплохие сварочники и вполне ремонтопригодны.
Но, как говорится, повторенье мать Итак: инвертор Ресанта САИ не запускается. Первое, что делаем в этом случае осматриваем все, что находится в районе ТПИ. Если никаких подозрительных изменений не видно тогда начинаем производить измерения.
Но здесь эти подозрительные следы были очень хорошо видны. Под резистором R виден нагар, скорее всего он сгорел.
Ремонт сварочных аппаратов
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т. Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т. Одним словом, такой сварочный малыш везде пригодится.
В наших краях очень сложно найти аппарат с ККМ, единственный аппарат, который был – это сварочный инвертор Ресанта САИ ПРОФ.
Не включается инверторный сварочный аппарат что делать
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях. Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую. Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте.
Схема, неисправности и ремонт РЕСАНТА САИ 190 своими руками
Ресанта САИ — пользующийся популярностью сварочный инвертор , разработанный специалистами из Латвии, но производимый на заводе компании в Китае. Основным назначением оборудования данной модели является электродуговая сварка , выполняемая в ручном режиме. Осуществляется такая сварка при помощи стандартных штучных электродов, на которые нанесено специальное покрытие. Сварочный инвертор Ресанта САИ работает от однофазной электрической сети с напряжением В и частотой тока 50 Гц. Благодаря такой характеристике это устройство можно одинаково успешно использовать как для оснащения производственного цеха, так и для выполнения сварочных работ в домашней мастерской и на приусадебном участке.
Самое подробное описание: ремонт сварочного инвертора ресанта своими руками от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе. Аппарат, без сомнения, внушает уважение.
Основные поломки сварочных аппаратов и способы их устранения
Любое устройство, вне зависимости от его конструкции и предназначения, может выйти из строя. Нужен ремонт сварочных аппаратов Ресанта? Ищете, где провести его по оптимальной цене и с высочайшим качеством? Наладка сварочных полуавтоматов. Починка аргонодуговой сварки. Восстановление аппаратов плазменной резки.
Как отремонтировать инверторный сварочный аппарат
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
О поломках ИБП уже упоминалось здесь — Ремонт сварочного инвертора . 10 Вт, в данном случае хуже не будет, да и меньшей мощности под рукой не оказалось. Видео: сварочный инвертор Ресанта САИ после ремонта. . Здравствуйте! сварочный инвертор проф не включается! сгорел ибп на.
Ремонт сварочных видео аппаратов своими руками
Современные сварочные аппараты являются сложным электротехническим оборудованием. Возникающие в процессе работы неисправности могут быть следствием совершенно разных причин. Разобравшись в них, можно без проблем осуществить качественный ремонт сварочного аппарата своими руками. Следует отметить, что основными характеристиками сварочных аппаратов являются надежная работа и простота конструкции.
Сварочный аппарат ресанта саи 190 ремонт своими руками
ВИДЕО ПО ТЕМЕ: Ремонт сварочника Ресанта САИ 190. Дежурка на ViPer50a. Две неисправности.
Через несколько месяцев эксплуатации он сломался. Непосредственно перед поломкой немножко бился током, после чего на ХХ внутри что-то затрещало и инвертор отключился и впоследствии запустить его не удалось. К сожалению, отправить Ресанту на ремонт в город не было времени — срочная работа. Пришлось нести ее в местную мастерскую в которой за день ее отремонтировали.
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Мы постараемся ответить на вопрос: ресанта саи ремонт своими руками схема по рекомендациям подлинного мастера с максимально подробным описанием. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре.
Сварочный инвертор типа ресанта САИ , как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети.
Ремонт сварочных инверторов Ресанта | Мастерская по ремонту сварочных инверторов
При обнаружении малейших неисправностей в сварочном аппарате воспользуйтесь услугами опытных профессионалов сервисного центра “Авангард”, которые отремонтируют технику в максимально короткие сроки, с гарантией.
♦ Сварочные аппараты, как и любая техника не являются вечными, они часто ломаются и выходят из рабочего состояния в самое неподходящее время. Рабочая схема может прийти в негодность, детали износиться, причин поломок сварочного оборудования может быть много.
♦ Ремонт сварочных инверторов своими руками зачастую неэффективен и приводит к удорожанию последующего ремонта аппаратов.
♦ К наиболее распространенным причинам поломок относятся:
— сварочный аппарат эксплуатировался в ненадлежащих условиях. Во время работы нужно соблюдать все инструкции и рекомендации, нельзя использовать технику в местах, где наблюдается высокая влажность, на аппарат не должны попадать никакие осадки;
— перепады электрического напряжения также способствуют отрицательному влиянию. Безусловно, низкий или высокий ток не сможет причинить значительных проблем, тем не менее установленные границы рекомендуется соблюдать;
— во время работы сварочного аппарата внутрь могут попадать мелкие частицы металла, масла и другой грязи, что приводит устройство к неисправностям.
Виды поломок:
— во время сварки дуга работает нестабильно, сильно расходуется металл. Причиной неисправности чаще всего бывает неправильно выбранный ток. Чтобы решить проблему, нужно установить сварочный ток в соответствии с диаметром электрода;
— электрод постоянно прилипает. Причина в низкой подаче электрического тока, напряжение должно быть не менее 210 В. Кабельное устройство может быть неправильно вставлено в гнездо панели. В данном случае нужно зажать вставки кабеля при помощи поворота;
— все элементы работают, однако, сварка не осуществляется. Причин неисправности может быть две: вышел из строя механический выключатель либо он не отвечает всем требованиям по току. Автоматический выключатель придется заменить на новый.
♦ Если вовремя заметить неисправность, то ремонт и стоимость запчастей может быть значительно ниже. Не большая поломка, не устранённая во время, может привести к более серьезной, и повлечет за собой серьезные расходы.
♦ Привозите сварочные аппараты в нашу мастерскую на Пионерской 12 в Перми для своевременного обслуживания и ремонта техники.
Позвоните нашему специалисту ☎ +7 (342) 206-65-15
☑ Производим ремонт сварочного оборудования во всех районах в Закамске, Железнодорожном, на Пролетарке, в Кировском и Орджоникидзевском районах. Ремонтируем на Гайве, в Заозерье, Левшино, Кислотные Дачи. Ремонта сварочного оборудования в Мотовилихе, Ленинском, Свердловском, Дзержинском, Мотовилихинском, Индустриальном районе. Наш курьер может доставить технику из Новых Лядов, Фролов, Лобаново, из Новобродовского, Верхние и Нижних Муллов, Култаево, Кондратово, пос. Сокол и Звездный и пр. «Авангард-Сервис» на Пионерской 12 гарантирует лучшее техническое обслуживание и ремонт, хотя в Перми много сервисных центров по ремонту сварочного оборудования. Территория инструмента, Оптимум-электро, Лекар-инструмент, Itreanimator, Мировой инструмент
Ремонт сварочного аппарата в Денвере, Колорадо
Главная / Сварочный аппарат Denver, CO
ЧЕМ МЫ МОЖЕМ ВАМ ПОМОЧЬ?
ЕМТ полностью застрахована и обеспечивает мобильное техническое обслуживание для всех ваших потребностей в ремонте в любой точке штата Колорадо.
Звоните (720) 949-2052
Поддерживайте максимальную производительность сварочных аппаратов и избегайте задержек в бизнес-операциях благодаря высококачественному ремонту сварочных аппаратов.
В компании Equipment Maintenance Technicians работают высококвалифицированные специалисты, которые ремонтируют сварочные аппараты в Денвере, штат Колорадо. Как бизнес, мы понимаем важность бесперебойной работы оборудования и машин для повседневной работы.
Являясь одним из ведущих поставщиков услуг по ремонту и техническому обслуживанию сварочных аппаратов в Денвере, штат Колорадо, с 2003 года, мы гарантируем точность и точность наших услуг.
Признаки того, что ваш сварочный аппарат нуждается в ремонте
Во избежание простоев и дорогостоящего ремонта полезно знать признаки того, что ваш сварочный аппарат нуждается в обслуживании. Обратите внимание на следующие признаки:
1. Низкая производительность
Сварочный аппарат, который работает не так хорошо, как раньше, нуждается в ремонте и обслуживании. Его низкая производительность может быть признаком ухудшения или признаком того, что он уже прошел свой расцвет.
Если ваш сварочный аппарат выходит из строя не менее трех раз в год, вы теряете слишком много часов работы. С экспертами, проверяющими ваш сварочный аппарат в Денвере, Колорадо, вы будете знать, что лучше всего предпринять — отремонтировать или заменить его.
2. Скачки в счетах за электроэнергию
Без надлежащего обслуживания сварочные аппараты со временем становятся неэффективными, особенно старые модели. Если вы часто используете свой сварочный аппарат и замечаете значительное увеличение счетов за электроэнергию, это признак того, что вам нужно вызвать техников для ремонта сварочного оборудования.
3. Поврежденные детали
Небрежное обращение с поврежденными деталями может привести к поломке. Некоторые из компонентов, которые вам необходимо проверить:
Пистолеты и горелки – Повреждение сварочных пистолетов и горелок приводит к плохому качеству сварных швов. Обеспечьте их надлежащее обращение и хранение.
Держатели электродов – Изоляция держателей электродов со временем также изнашивается. Без изоляции сварочные аппараты могут стать причиной травм и стать небезопасными в использовании.
Кабели – Во время сварочных работ на кабели наступают. По этой причине они являются одними из первых частей сварочных аппаратов, которые повреждаются. Изношенные или проколотые кабели могут привести к поражению электрическим током, поэтому они требуют немедленного ремонта.
Эти повреждения не только приводят к простоям, но и могут стать источником травм для оператора машины. Учитывая эти обстоятельства, крайне важно вызвать специалистов для ремонта вашего сварочного аппарата в Денвере, штат Колорадо.
4. Вопросы безопасности
Если ваше сварочное оборудование вызывает поражение электрическим током, прекратите его использование до тех пор, пока технические специалисты не сделают это безопасно. Поражение электрическим током может привести к травмам или, в худшем случае, к смерти, поэтому доверьте необходимый ремонт специалистам.
Почему выбирают специалистов по обслуживанию оборудования для ремонта сварочных аппаратов
Являясь одним из ведущих поставщиков услуг по ремонту сварочных аппаратов в Денвере, Колорадо, с 2003 года мы предлагаем решения широкого круга проблем. Наши специалисты проходят постоянное обучение, что гарантирует качество наших услуг.
Используя самое современное оборудование, наши квалифицированные специалисты обеспечивают надежную диагностику и ремонт сварочных аппаратов в Денвере, Колорадо. Помимо бесплатной проверки и коммерческого предложения, мы также предлагаем конкурентоспособные цены.
Ремонт нашего сварочного аппарата в Денвере, Колорадо
Независимо от проблемы, наши обученные специалисты могут ее устранить. Спектр услуг по ремонту сварочных аппаратов включает:
Ремонт двигателя
Общий осмотр
Ремонт кабелей, пистолетов и горелок
Смазка
Удаление грязи
Свяжитесь с нами сегодня
Избегайте задержек в ваших операциях или проектах, имея сварочный аппарат, который работает оптимально.
Благодаря нашему опыту и знаниям, ваш сварочный аппарат будет снова готов к работе в кратчайшие сроки. Если у вас есть вопросы по ремонту нашего сварочного аппарата в Денвере, Колорадо, не стесняйтесь звонить нам!
Капитальный ремонт сварочного аппарата | Сварочная ремонтная служба
MeltingTogether осуществляет ремонт и капитальный ремонт различных типов сварочных аппаратов и всех их отдельных узлов. Поставляем запчасти для сварочных аппаратов. Ниже вы найдете список товаров, которые мы ремонтируем. Если вашей части нет в списке, пожалуйста свяжитесь с нами и получите бесплатную консультацию.
Полный Coilwelder
Сварная головка
Перекрытие
Pivot зажим
Notcher
Центральный
Чемоданы
Ремонт сварочной головки
Ремонт сварочной головки в комплекте с пневматическим редуктором привода сварочного колеса.
1. Заказчик столкнулся с множеством проблем с разрывом сварного шва в процессе производства. Это привело к дополнительным затратам и большому времени простоя.
2. Сварочный процесс был нестабильным. В то время как один сварной шов был хорошим, следующий сварной шов был плохим (слишком холодным).
3. Проблемы возникли неожиданно.
1. Мы начали проверку. Проверил чертежи и сделал правильные допуски и выравнивания для корпуса сварочной головки, вала и серебряных контактов. И мы выбрали правильные материалы.
2. Мы провели капитальный ремонт и испытали сварочную головку и редуктор на нашем испытательном стенде.
3. Установили сварочные головки в комплекте с пневматическим редуктором для привода сварочного колеса и запустили производство (важно соосность в линии).
4. Мы рекомендовали заказчику запасной комплект сварочных головок, профилактическую замену и ремонт каждые 12 или 18 месяцев для сохранения непрерывности и качества сварного шва.
Капитальный ремонт шарнирного зажима
Капитальный ремонт шарнирного зажима сварочного аппарата Taylor Winfield
1. Изношена направляющая. Из-за этого позиционирование полосы не гарантировалось и в результате этого в процессе производства иногда нарушались сварные швы.
2. У заказчика не было равноценного запасного шарнирного зажима, но у него на складе был старый шарнирный зажим AI Welder.
1. Компания MeltingTogether использовала старый сварочный зажим AI Welder заказчика и разработала конструкцию, чтобы восстановить его для сварочного аппарата Taylor Winfield.
2. Компания MeltingTogether также провела капитальный ремонт – механическую, электрическую, пневматическую и новую систему смазки.
3. Демонтировали существующий зажим со станка Taylor Winfield и установили в отремонтированный зажим.
4. Затем мы отремонтировали зажим, взятый с машины Taylor Winfield, и установили его на другой сварочный аппарат заказчика.
Ремонт сварочного оборудования в компании MeltingTogether
MeltingTogether совершенствует свои услуги с 1999 года. Мы специализируемся на услугах по сварке и капитальному ремонту машин контактной и барабанной сварки.
Мы занимаемся сваркой швов и ремонтом сварочного оборудования. Вы можете легко купить детали сварочного оборудования в нашем сервисном центре MeltingTogether или воспользоваться нашими услугами по капитальному ремонту для безопасного ремонта вашего сварочного оборудования.
Начинается с запроса
Когда клиент отправляет запрос, MeltingTogether рассматривает запрос и может попросить вас предоставить чертежи вашего аппарата, а также технические требования (механические, электрические, пневматические, охлаждающие и т. д.). Нам также необходимо знать причину, по которой вы хотите провести капитальный ремонт или ремонт вашего сварочного аппарата .
Имея эту информацию, мы можем предоставить вам стоимость осмотра, а также стоимость восполнения недостающих чертежей. После согласования цены заказчику необходимо отправить деталь или машину на наш испытательный центр в Нидерландах.
Наши услуги
Глубокая инспекция
Наша глубокая инспекция состоит из тестирования машины или внутренних частей сварочного аппарата по прибытии в наш испытательный центр. Как только мы лучше понимаем текущее состояние машины, мы разбираем ее для очистки. Затем мы делаем замеры деталей и сравниваем их с чертежами, предоставленными заказчиком. Если чертежа каждой детали еще нет, мы создадим их.
Отчет об осмотре
В отчете об осмотре мы сообщаем вам текущее состояние сварочного аппарата, размеры и фотографии по прибытии, а также возможные улучшения, которые можно внести в продукт. Мы также составим коммерческое предложение по стоимости и срокам, которые потребуются для завершения капитального ремонта.
Клиент всегда может посетить испытательный центр, чтобы взглянуть на машину и лично обсудить инновационные идеи с нашей командой. Если вы находитесь далеко, мы, конечно, всегда можем организовать видеозвонок.
Капитальный ремонт и ремонт оборудования
Мы следуем специальной процедуре капитального ремонта, чтобы обеспечить эффективность и результативность сварки. После того, как клиент ознакомился с отчетом об инспекции и подтвердил, что он хотел бы продолжить, можно начинать капитальный ремонт. Капитальный ремонт будет проводиться конкретно по ранее обсужденному отчету о проверке. Ремонт сварочной головки выполняется на нашем испытательном стенде.
Тестирование и обследование
На последнем этапе MeltingTogether проверяет долговечность оборудования. Всестороннее тестирование свариваемого компонента проводится перед его посадкой и доставкой. В нашем случае испытание и применение отремонтированной сварочной головки производится для того, чтобы убедиться в универсальности сварного шва, выполненного на рассматриваемом сварочном оборудовании.
Техническая поддержка и поддержка продукции
Могут возникнуть некоторые другие проблемы с вашей линией сварочного аппарата, при которых капитальный ремонт не требуется. Мы можем решить такие проблемы: Типичным решением таких проблем является хранение компонентов: всегда рекомендуется иметь хороший запас компонентов, чтобы избежать потери энергии и времени в текущем проекте. Мы предоставляем вам эти запасные части, чтобы помочь увеличить производительность.
Почему вам следует нанять компанию MeltingTogether?
При выборе специалиста по сварке рулонов важно ознакомиться с политикой его рабочей линии, дополнительными услугами и функциями, которые они предлагают. Чтобы помочь, вот наш:
Наши услуги
Мы обеспечиваем высококачественную сварку с использованием лучших сварочных кругов для вашей машины для сварки рулонов и используем наиболее подходящий материал для капитального ремонта с использованием этих деталей сварочного колеса.
Наша международная команда специалистов по сварке состоит из экспертов, знакомых с линиями машин для сварки рулонов, а также ремонтом сварочных головок и капитальным ремонтом сварочных аппаратов.
Мы предоставляем всем нашим клиентам рекомендацию о том, сколько и какие запасные части должны храниться для сварочного аппарата. Мы также предлагаем необходимые компоненты и регулярно заменяем их через 12-18 месяцев, чтобы избежать износа. Мы можем предоставить инструкции по управлению запасами и требованиям.
Все капитальные ремонты сварочной головки выполняются на лучшем оборудовании, которое постоянно обновляется. Это необходимо для обеспечения универсальности свариваемой детали.
Мы оказываем поддержку в области сварки нашим заказчикам и клиентам, чтобы повысить и максимизировать эксплуатационную эффективность и долговечность, сведя к минимуму затраты и простои оборудования. После наших услуг, вероятно, ожидается снижение потерь в работе.
Наши особенности
Мы мастера и специалисты по ремонту сварочного оборудования.
 Для работы будут необходимы:
Для работы будут необходимы: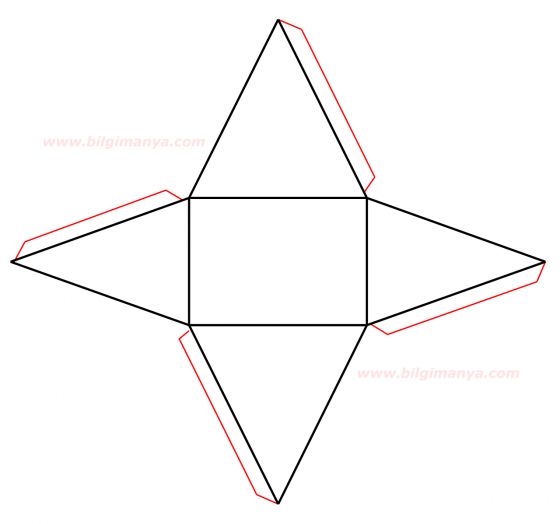 Развертки из бумаги выполняются в соответствии с учетом всех данных геометрической фигуры. Параметры будущей модели оговариваются заранее. От этих данных зависит выбор используемого материала.
Развертки из бумаги выполняются в соответствии с учетом всех данных геометрической фигуры. Параметры будущей модели оговариваются заранее. От этих данных зависит выбор используемого материала. Размеры сторон треугольников боковой поверхности измеряем циркулем. Ножку циркуля ставим в вершину нарисованного основания и делаем засечку. Действие повторяем, перемещаясь в следующую точку треугольника. Пересечение, полученное в результате таких действий, определит вершины боковых граней пирамиды. Их соединяем с основанием. Получаем чертеж пирамиды. Для склеивания объемной фигуры на сторонах боковых граней предусматривают клапаны. Дорисовываем небольшие трапеции.
Размеры сторон треугольников боковой поверхности измеряем циркулем. Ножку циркуля ставим в вершину нарисованного основания и делаем засечку. Действие повторяем, перемещаясь в следующую точку треугольника. Пересечение, полученное в результате таких действий, определит вершины боковых граней пирамиды. Их соединяем с основанием. Получаем чертеж пирамиды. Для склеивания объемной фигуры на сторонах боковых граней предусматривают клапаны. Дорисовываем небольшие трапеции.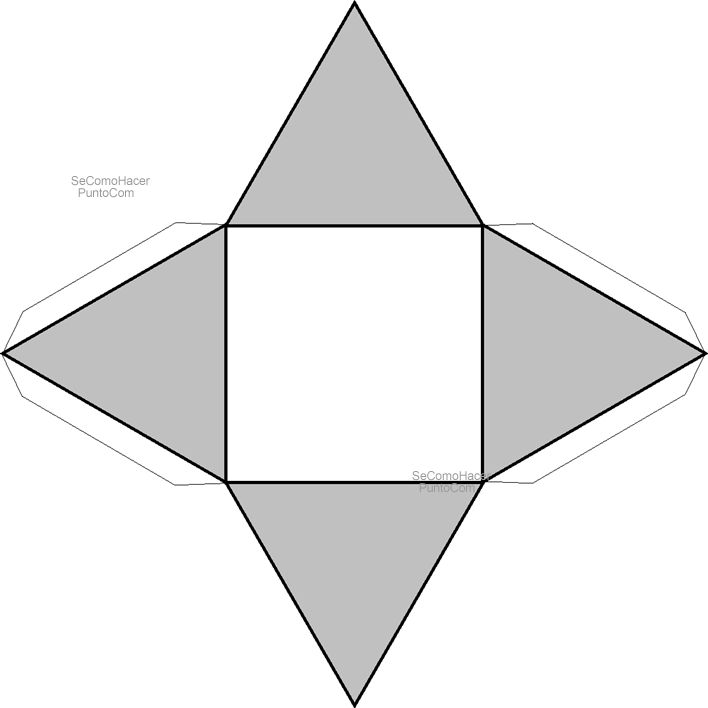 Чертеж выполняем на бумаге карандашом. В центре листа чертим четырехугольник с выбранными параметрами.
Чертеж выполняем на бумаге карандашом. В центре листа чертим четырехугольник с выбранными параметрами. Развертка пирамиды усеченной намного сложнее в выполнении. Ее основаниями являются подобные многогранники. Боковые грани – это трапеции. Последовательность выполнения работы будет такой же, как та, в которой изготавливалась простая пирамида. Развертка будет более громоздкой. Для выполнения чертежа используют карандаш, циркуль и линейку.
Развертка пирамиды усеченной намного сложнее в выполнении. Ее основаниями являются подобные многогранники. Боковые грани – это трапеции. Последовательность выполнения работы будет такой же, как та, в которой изготавливалась простая пирамида. Развертка будет более громоздкой. Для выполнения чертежа используют карандаш, циркуль и линейку.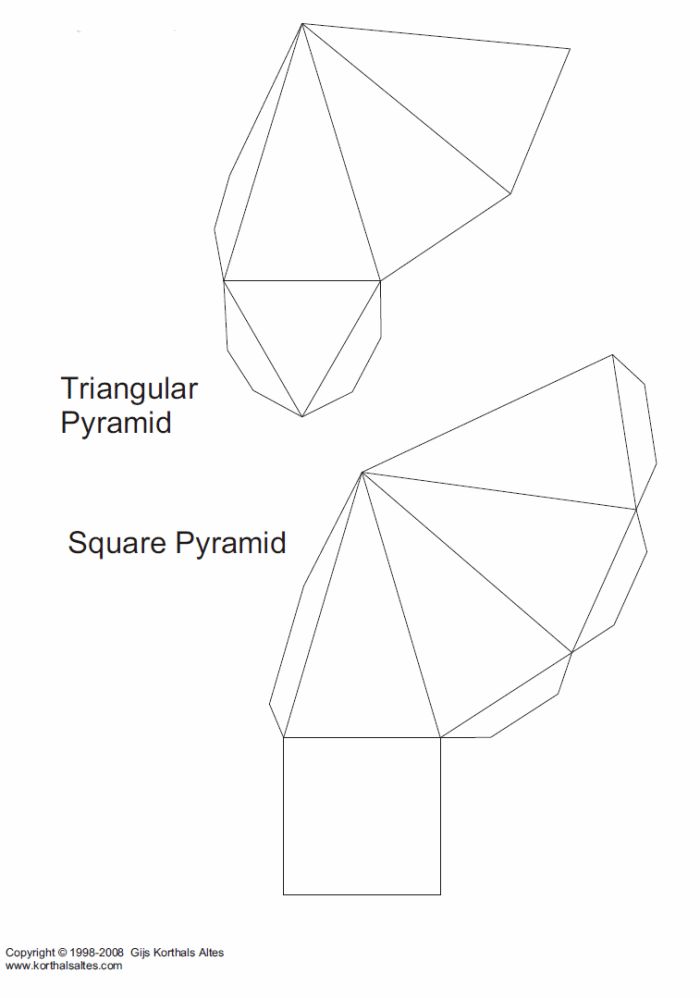 На окружности отмечаем пять точек, которые соединяют линии с ее центром. Получаем четыре равнобедренных треугольника. Циркулем измеряем сторону трапеции, нарисованной на отдельном листе. Данное расстояние откладываем на каждой стороне нарисованных треугольников. Полученные точки соединяем. Боковые грани трапеции готовы. Остается только нарисовать верхнее и нижнее основания пирамиды. В данном случае это подобные многогранники – квадраты. К верхнему и нижнему основаниям первой трапеции дорисовываем квадраты. На чертеже изображены все части, которые имеет пирамида. Развертка практически готова. Остается только дорисовать соединительные клапаны на сторонах меньшего квадрата и одной из граней трапеций.
На окружности отмечаем пять точек, которые соединяют линии с ее центром. Получаем четыре равнобедренных треугольника. Циркулем измеряем сторону трапеции, нарисованной на отдельном листе. Данное расстояние откладываем на каждой стороне нарисованных треугольников. Полученные точки соединяем. Боковые грани трапеции готовы. Остается только нарисовать верхнее и нижнее основания пирамиды. В данном случае это подобные многогранники – квадраты. К верхнему и нижнему основаниям первой трапеции дорисовываем квадраты. На чертеже изображены все части, которые имеет пирамида. Развертка практически готова. Остается только дорисовать соединительные клапаны на сторонах меньшего квадрата и одной из граней трапеций. Чтобы его досконально освоить, следует начинать с выполнения самых простых разверток. Постепенно переходя от простых поделок к более сложным моделям, можно приступать к созданию самых замысловатых конструкций.
Чтобы его досконально освоить, следует начинать с выполнения самых простых разверток. Постепенно переходя от простых поделок к более сложным моделям, можно приступать к созданию самых замысловатых конструкций.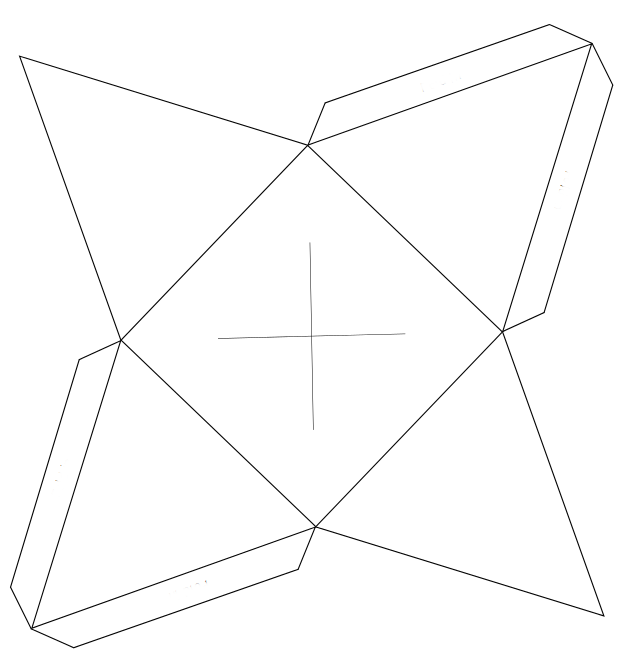 От произвольной точки O0 на дуге n раз последовательно откладывается сторона многоугольника. Полученные точки 00, 10, …, 60 последовательно соединяются между собой и с высотой V0.
От произвольной точки O0 на дуге n раз последовательно откладывается сторона многоугольника. Полученные точки 00, 10, …, 60 последовательно соединяются между собой и с высотой V0.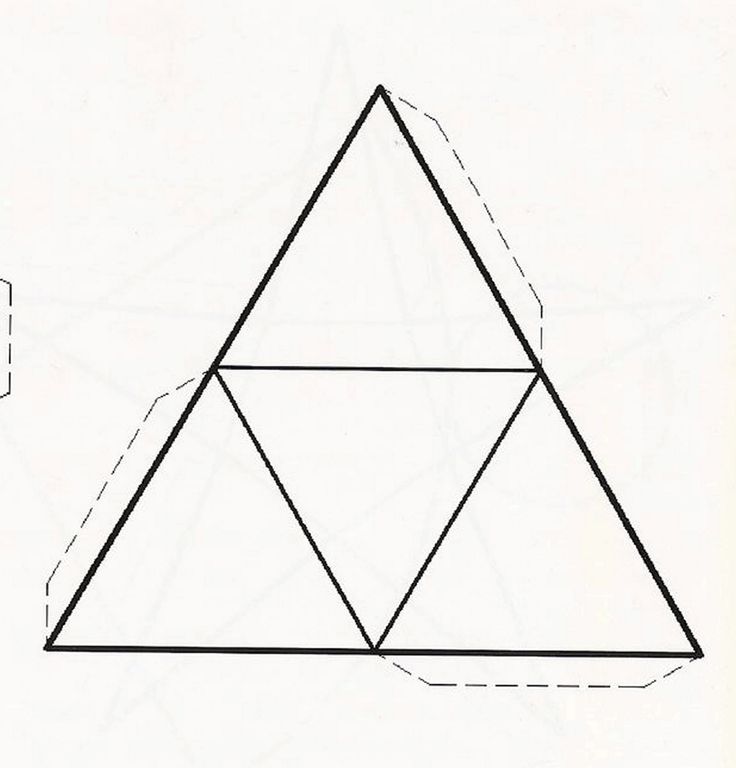
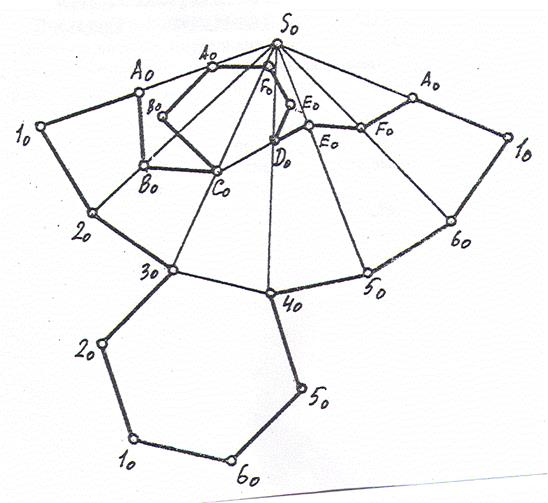
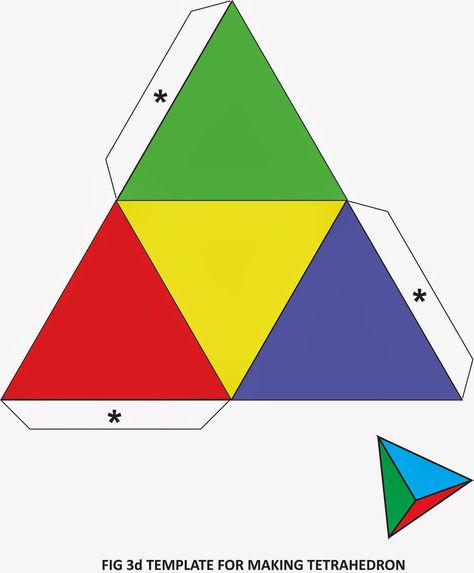 По часовой стрелке отсекает низкие частоты и пропускает высокие частоты. Против часовой стрелки отсекает высокие частоты и пропускает низкие частоты.
По часовой стрелке отсекает низкие частоты и пропускает высокие частоты. Против часовой стрелки отсекает высокие частоты и пропускает низкие частоты.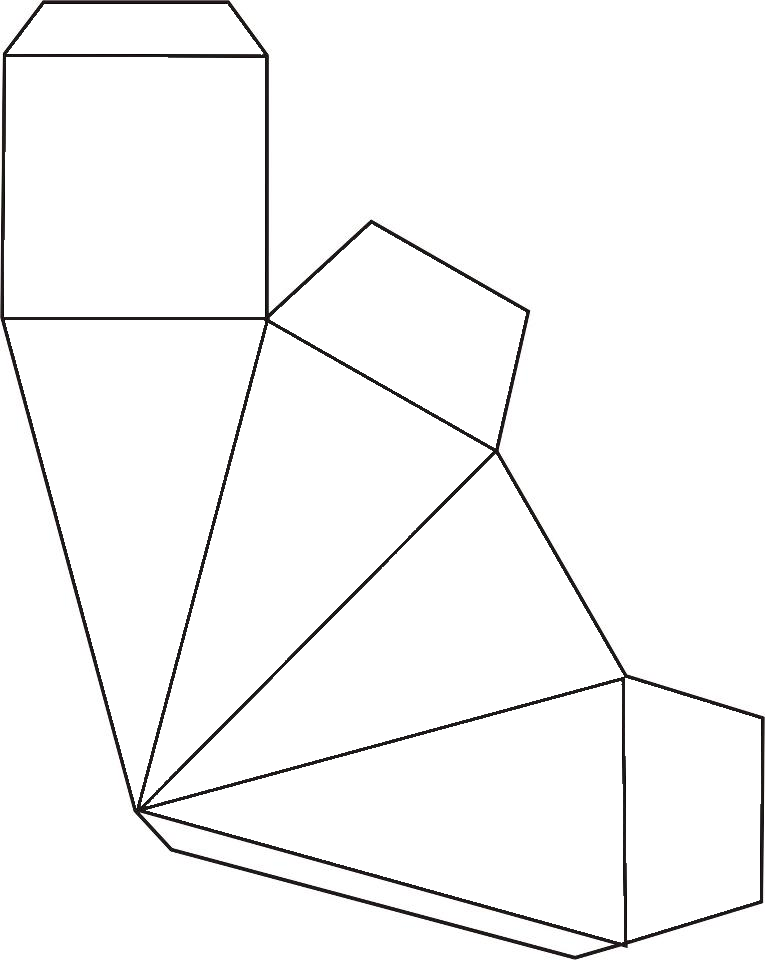 Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.
Это контролирует, как быстро повторный запуск реагирует на вашу атаку киркой.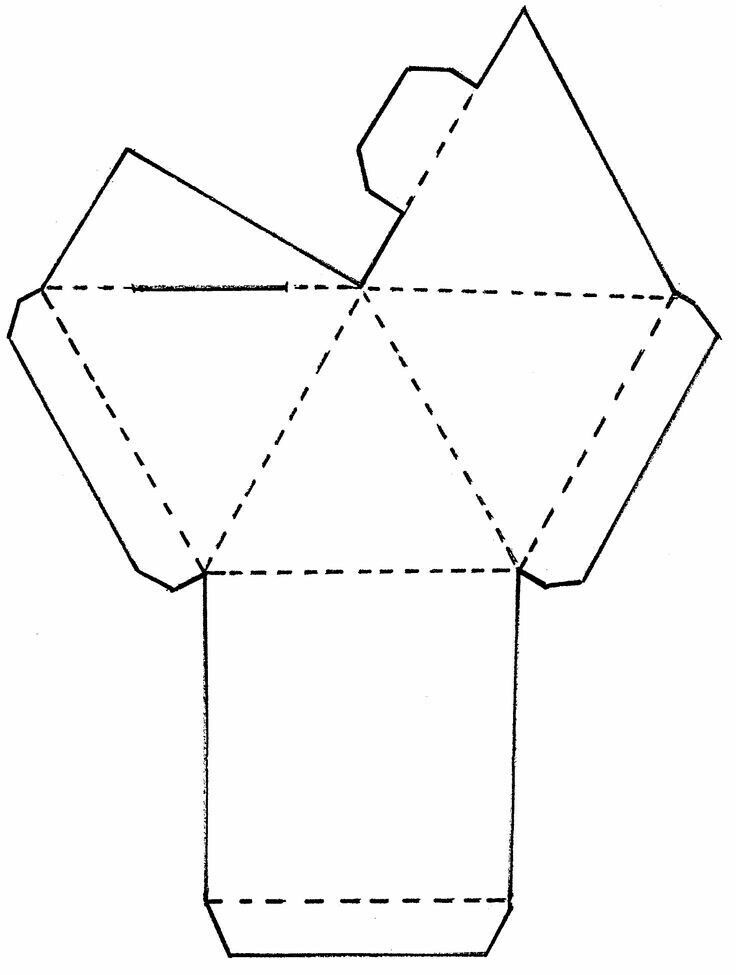
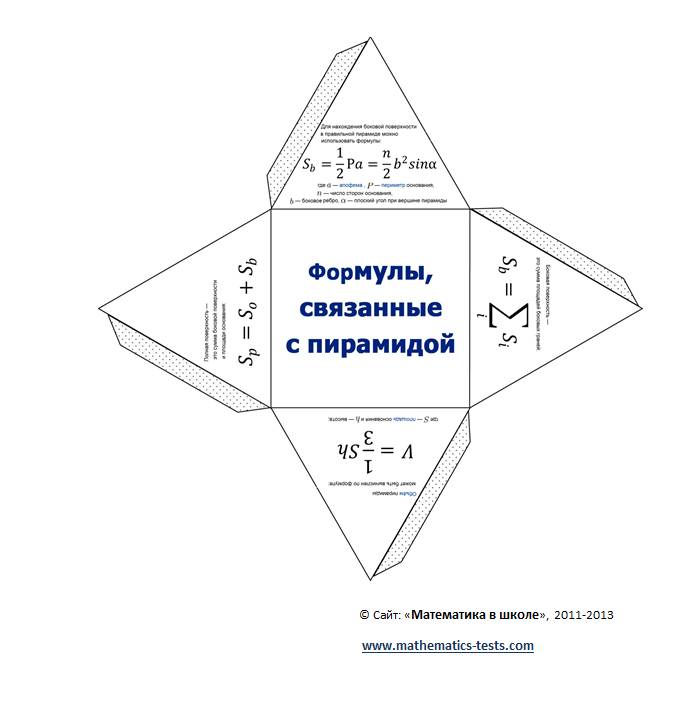
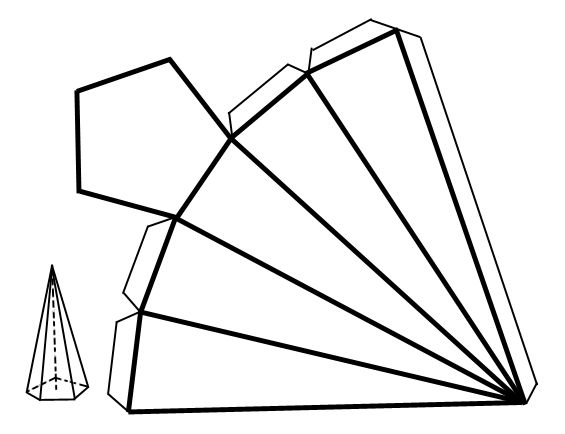 Пожалуйста, не стесняйтесь изменять или перезаписывать их по своему усмотрению!
Пожалуйста, не стесняйтесь изменять или перезаписывать их по своему усмотрению!
 Подключите внешний источник запуска (драм-машина, секвенсор или CV) на левый вход Pyramids. Чтобы слышать только затронутый первичный инструментальный сигнал (модулированный внешним источником триггера), не подключайте левый выход. Сигнал вашего основного инструмента будет проходить через правый вход/выход Pyramids, но фленджер будет реагировать на изменения внешнего триггерного сигнала вместо вашего основного инструмента. Для мониторинга источника триггера подключите левый выход Pyramids к отдельному усилителю или входу DAW.
Подключите внешний источник запуска (драм-машина, секвенсор или CV) на левый вход Pyramids. Чтобы слышать только затронутый первичный инструментальный сигнал (модулированный внешним источником триггера), не подключайте левый выход. Сигнал вашего основного инструмента будет проходить через правый вход/выход Pyramids, но фленджер будет реагировать на изменения внешнего триггерного сигнала вместо вашего основного инструмента. Для мониторинга источника триггера подключите левый выход Pyramids к отдельному усилителю или входу DAW. Аналого-цифровые и цифро-аналоговые преобразователи
Аналого-цифровые и цифро-аналоговые преобразователи
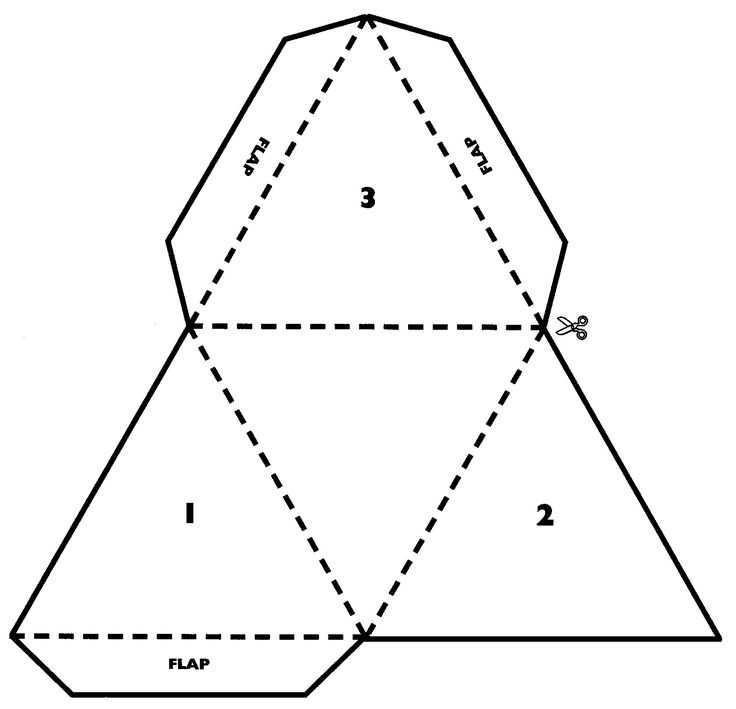

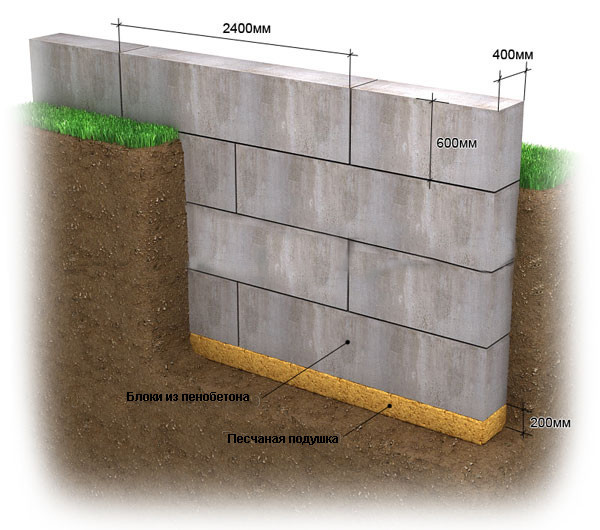 п.
п. Если проект уже готов, то вполне реально произвести расчет необходимого количества блока. Для этого следует выполнить такие действия:
Если проект уже готов, то вполне реально произвести расчет необходимого количества блока. Для этого следует выполнить такие действия: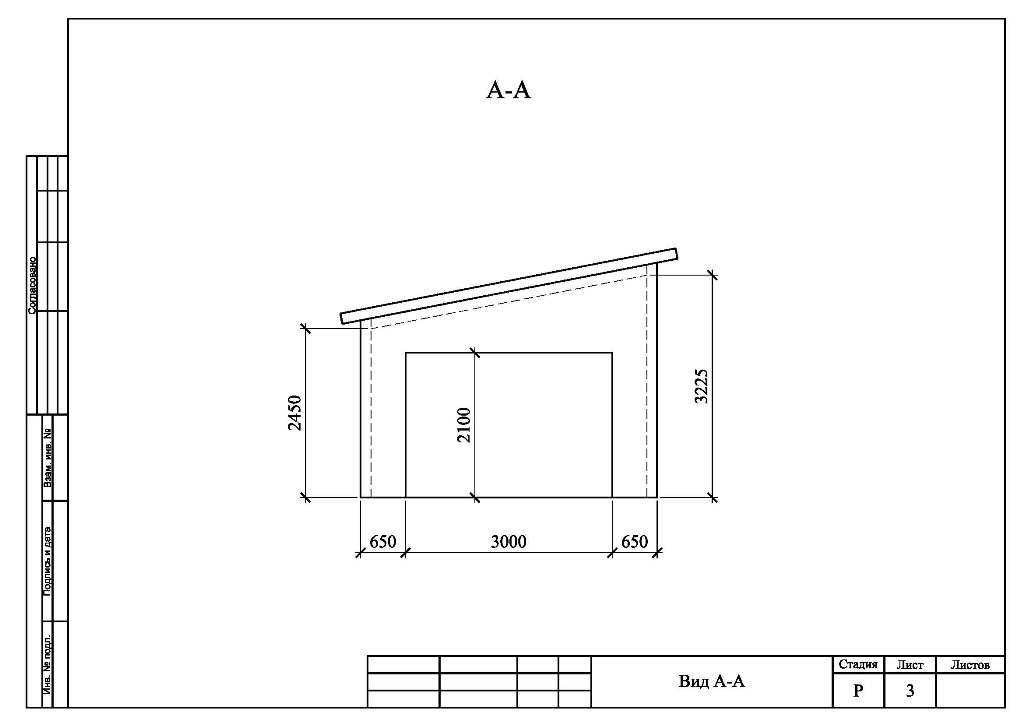 При стандартных размерах, в среднем получается от 40 до 50 блоков. В итоге вам необходимо приобрести 300 – 320 пеноблоков.
При стандартных размерах, в среднем получается от 40 до 50 блоков. В итоге вам необходимо приобрести 300 – 320 пеноблоков.
 Вследствие этого пеноблок лопается, а сама постройка разрушается. Во избежание этого стены выкладываются на монолитной плите, которая «плавает» в грунте вместе со всей постройкой.
Вследствие этого пеноблок лопается, а сама постройка разрушается. Во избежание этого стены выкладываются на монолитной плите, которая «плавает» в грунте вместе со всей постройкой.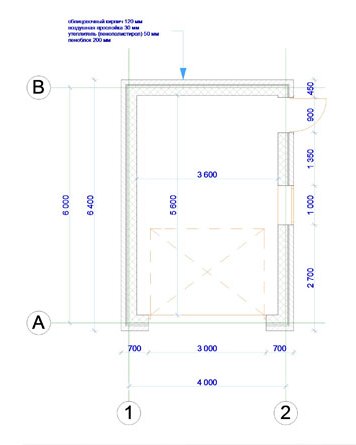 В результате вы изготовите каркас для ленточного фундамента.
В результате вы изготовите каркас для ленточного фундамента. (30 см очень много – до машины не достанешь. Клиренс у машин разный и это нужно учитывать заранее, учитывая показатели имеющегося автомобиля.
(30 см очень много – до машины не достанешь. Клиренс у машин разный и это нужно учитывать заранее, учитывая показатели имеющегося автомобиля. Так, дренаж готов.
Так, дренаж готов. После этого выполняется заливка бетона.
После этого выполняется заливка бетона.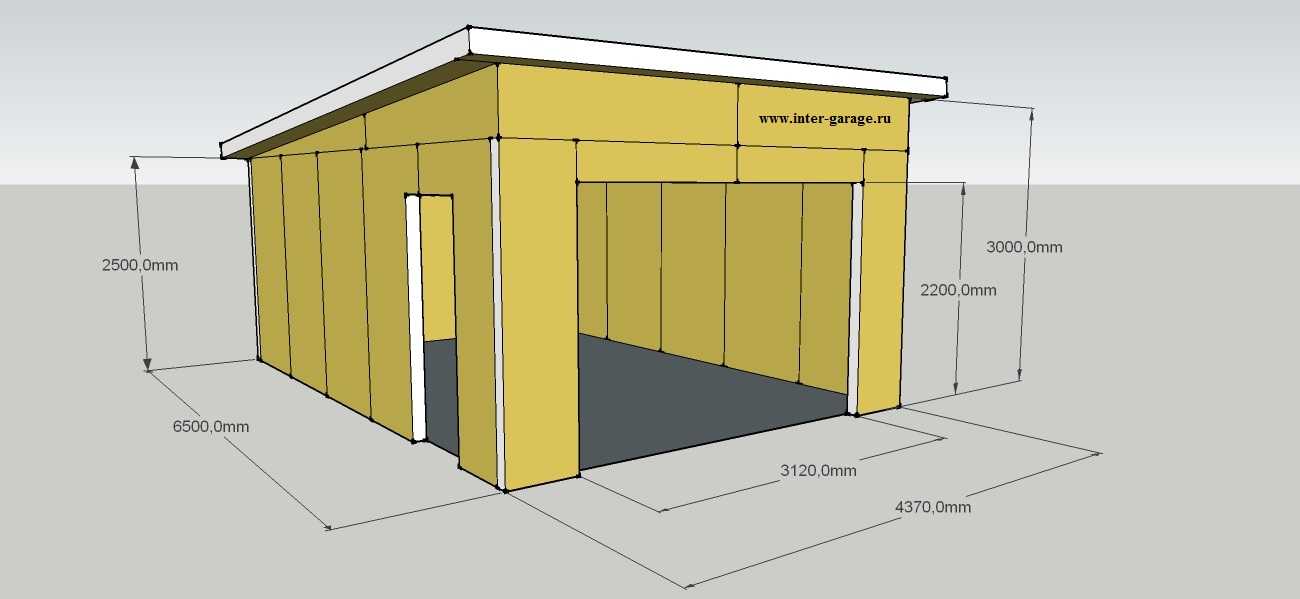 Расположение прутков должно быть выполнено так, чтобы они попадали на шов пеноблоков. А перед тем как установить раму ворота, их следует покрасить с предварительной грунтовкой. Установка ворот должна осуществляться строго по уровню. Поэтому в этом процессе необходимо использовать уровень и отвес. Зафиксировать ворота можно при помощи деревянных брусков, устанавливая их по диагонали.
Расположение прутков должно быть выполнено так, чтобы они попадали на шов пеноблоков. А перед тем как установить раму ворота, их следует покрасить с предварительной грунтовкой. Установка ворот должна осуществляться строго по уровню. Поэтому в этом процессе необходимо использовать уровень и отвес. Зафиксировать ворота можно при помощи деревянных брусков, устанавливая их по диагонали. Для гаража из пеноблоков он необходим, так как скрепит всю конструкцию и будет надежной опорой крыши.
Для гаража из пеноблоков он необходим, так как скрепит всю конструкцию и будет надежной опорой крыши. На 1 м погонный достаточно 5 см уклона.
На 1 м погонный достаточно 5 см уклона.
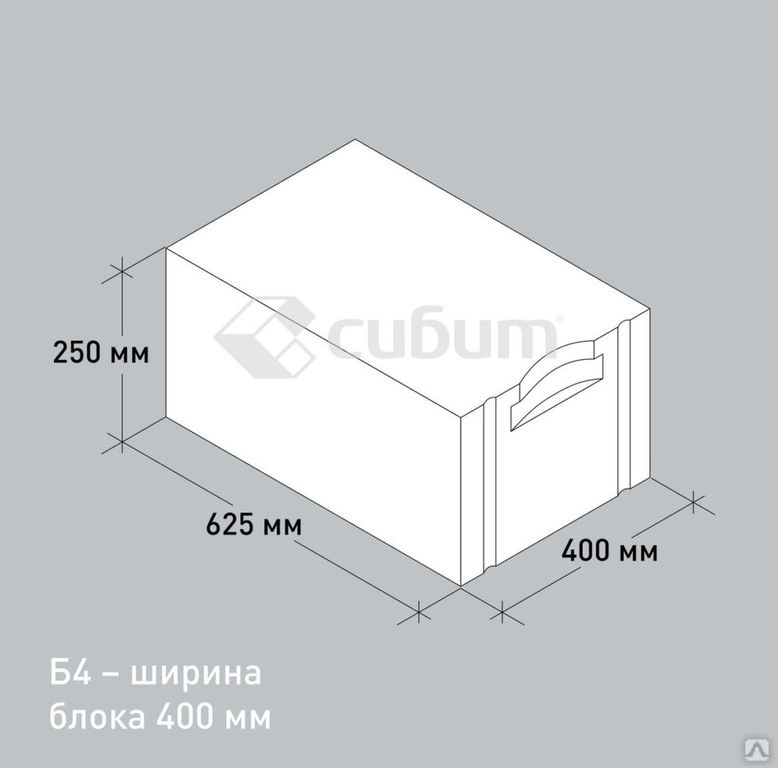
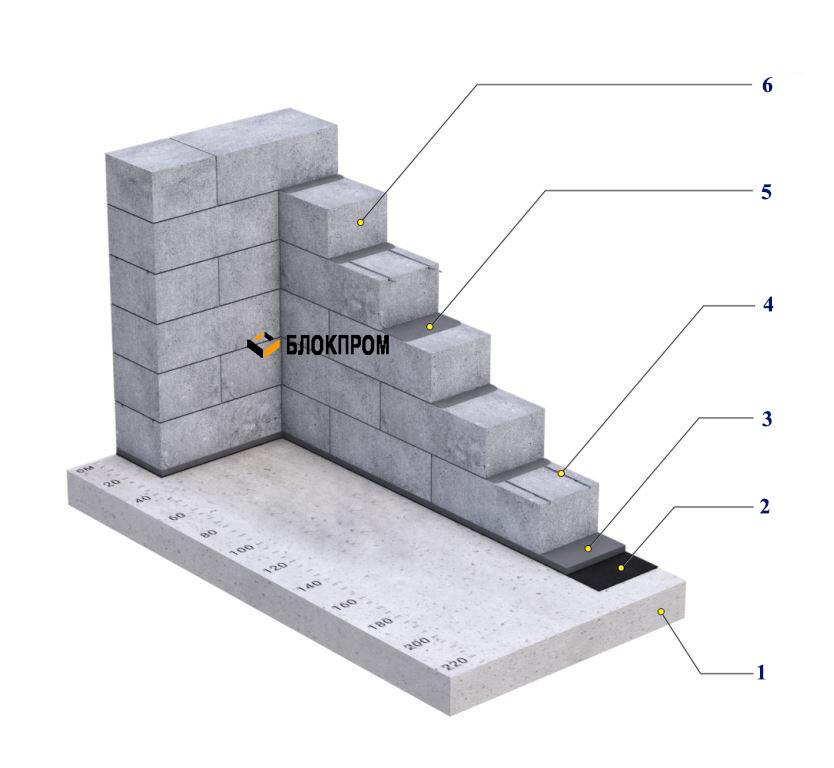 На деревянном полу будет комфортнее находиться, чем на бетонном.
На деревянном полу будет комфортнее находиться, чем на бетонном. youtube.com/embed/6PpD_kSGkVM?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/6PpD_kSGkVM?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>  Сейчас же появились более современные материалы, к которым можно отнести ячеистые бетоны. Из них наиболее привлекательной стоимостью и простотой укладки обладает пенобетон. Он полностью подходит для такой постройки, а время работы будет сведено к минимуму. В данной статье мы рассмотрим, как построить гараж из пеноблоков своими руками.
Сейчас же появились более современные материалы, к которым можно отнести ячеистые бетоны. Из них наиболее привлекательной стоимостью и простотой укладки обладает пенобетон. Он полностью подходит для такой постройки, а время работы будет сведено к минимуму. В данной статье мы рассмотрим, как построить гараж из пеноблоков своими руками.
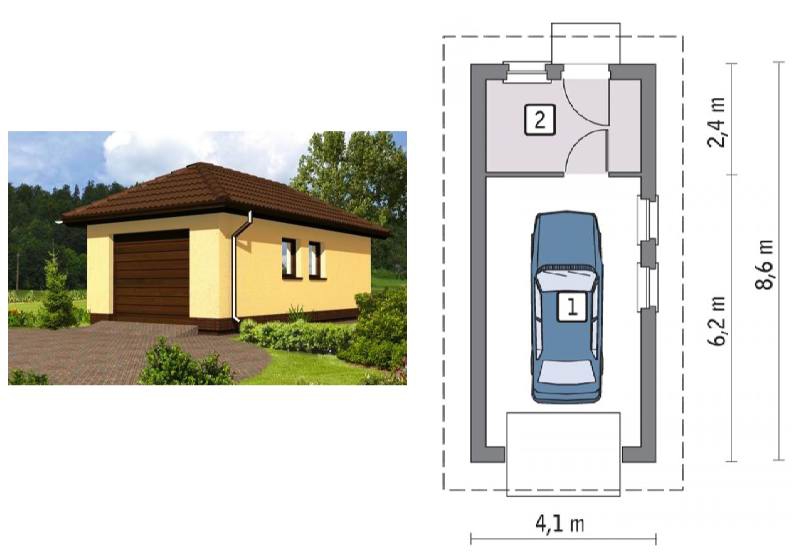 В этом случае обязательным условием является наличие армопояса между этажами, на который будут опираться плиты перекрытия.
В этом случае обязательным условием является наличие армопояса между этажами, на который будут опираться плиты перекрытия.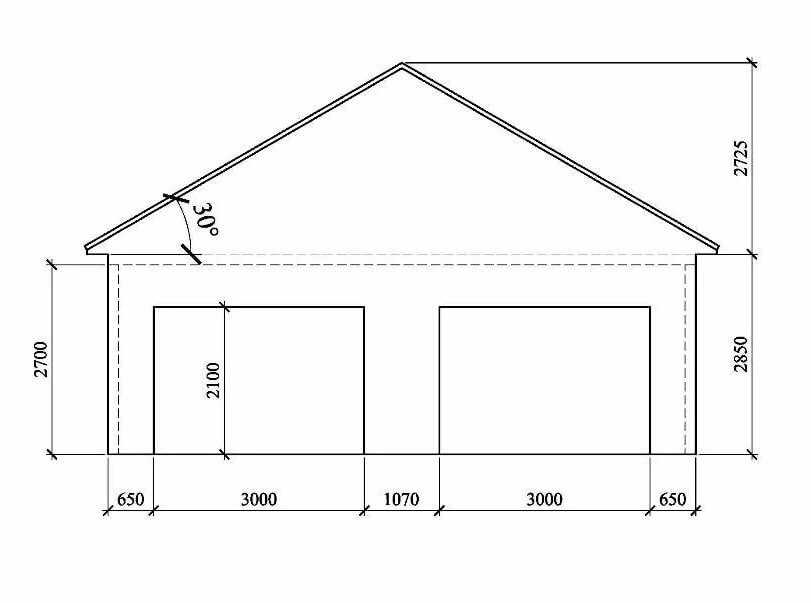 В частности, следует убрать мешающие кусты, ограды, столбики и т. д.
В частности, следует убрать мешающие кусты, ограды, столбики и т. д. В бетон можно добавлять крупный гравий, помещать бутовые камни.
В бетон можно добавлять крупный гравий, помещать бутовые камни.
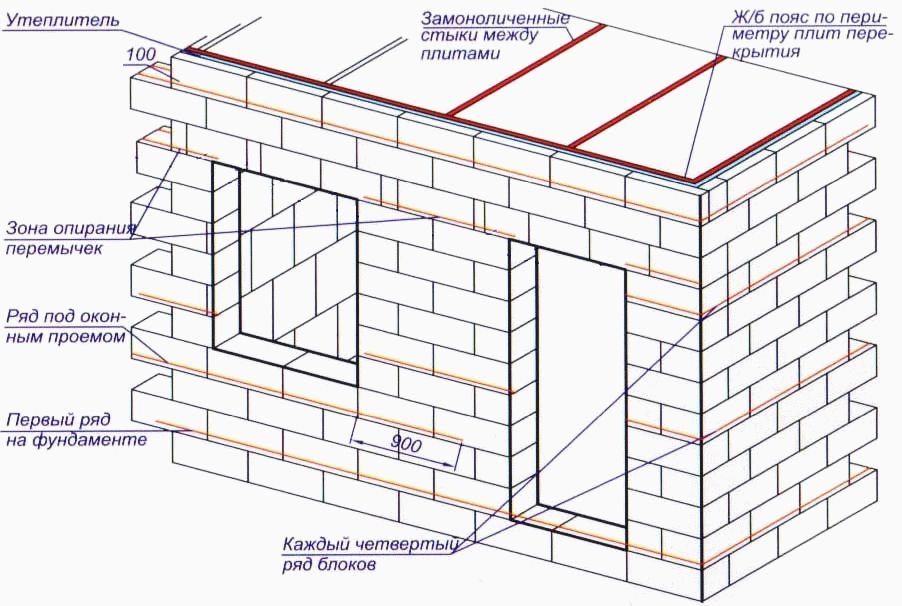 Для этого можно изготовить металлический каркас и приварить его кверху ворот. После этого каркас заполняется бетонным раствором с формированием монолитной перемычки. Но можно установить поверх ворот и готовую балку. Впоследствии на перемычку будет укладываться очередной ряд пенобетонных блоков.
Для этого можно изготовить металлический каркас и приварить его кверху ворот. После этого каркас заполняется бетонным раствором с формированием монолитной перемычки. Но можно установить поверх ворот и готовую балку. Впоследствии на перемычку будет укладываться очередной ряд пенобетонных блоков. Мостиков холода между блоками зимой не будет.
Мостиков холода между блоками зимой не будет. Так получается равномерный слой раствора. Каждый уложенный ряд блоков шлифуется специальной теркой для обеспечения идеально ровной поверхности.
Так получается равномерный слой раствора. Каждый уложенный ряд блоков шлифуется специальной теркой для обеспечения идеально ровной поверхности. Можно использовать обычные балки, но повозиться придется дольше. Шаг балок — 80 см. Балки должны быть вмурованы в стены.
Можно использовать обычные балки, но повозиться придется дольше. Шаг балок — 80 см. Балки должны быть вмурованы в стены.
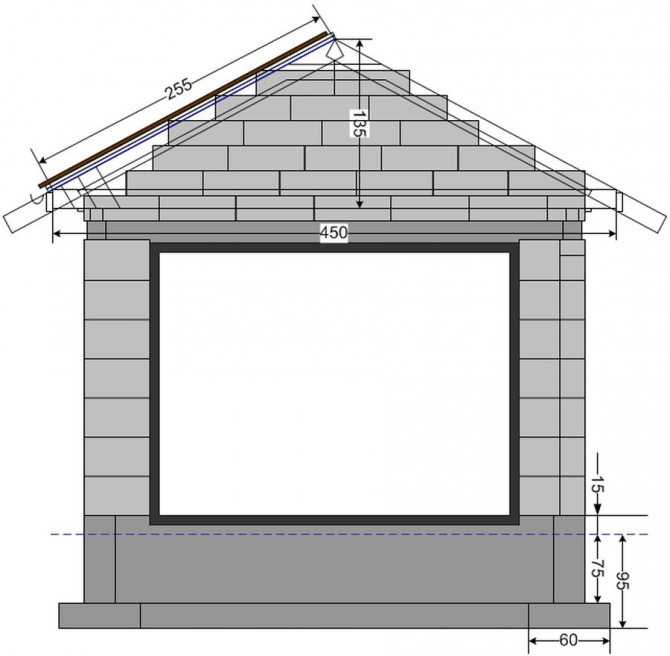 Он является членом Наблюдательного совета по благоустройству дома Spruce.
Он является членом Наблюдательного совета по благоустройству дома Spruce.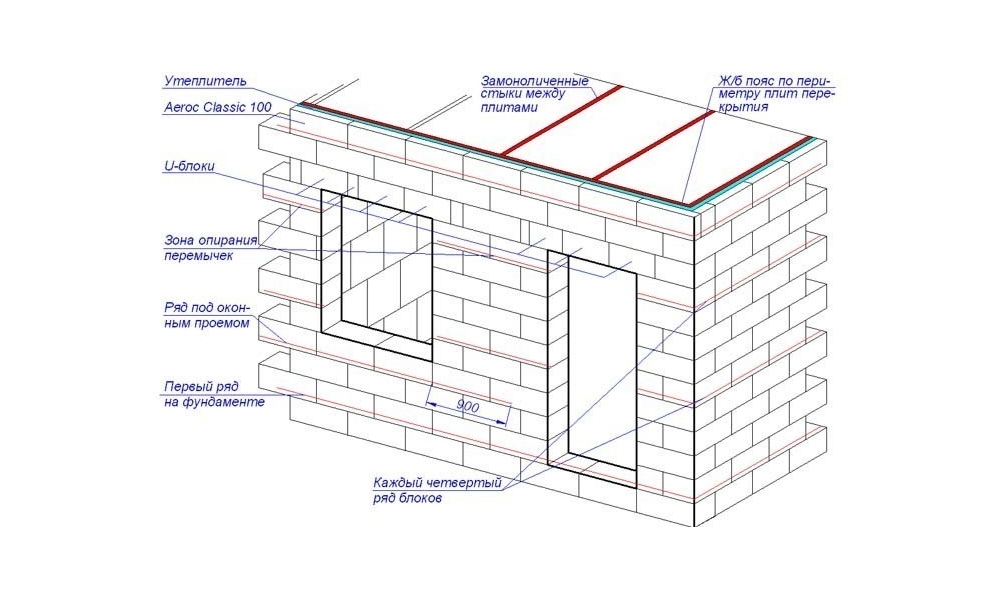 Вы также можете подумать об утеплении гаражных ворот, требования к установке которых отличаются от требований к установке стен или потолков.
Вы также можете подумать об утеплении гаражных ворот, требования к установке которых отличаются от требований к установке стен или потолков.


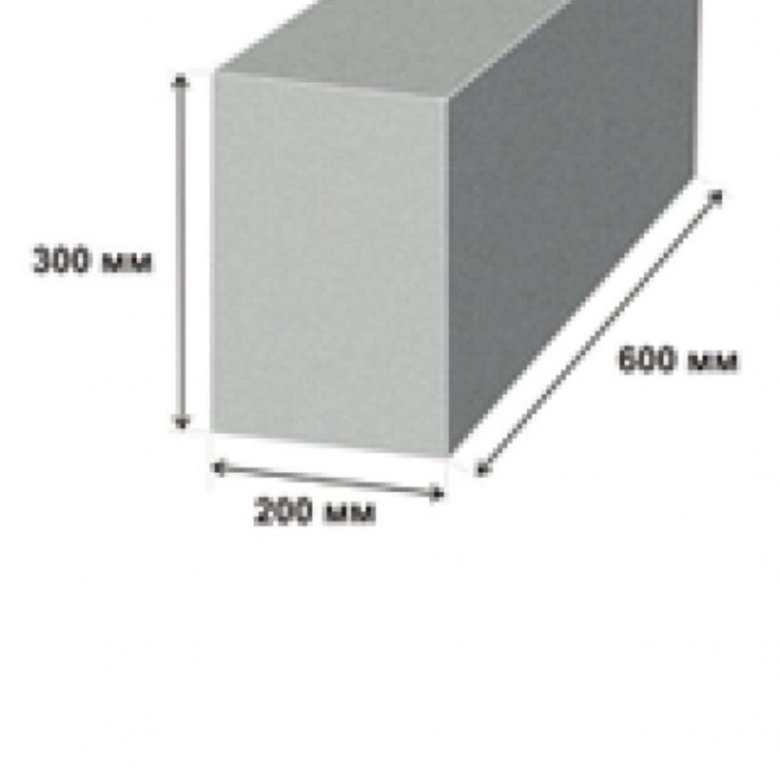
 Воздуходувки можно взять напрокат во многих магазинах по аренде инструментов, а домашние центры иногда дают вам бесплатную ссуду, если вы покупаете у них целлюлозу.
Воздуходувки можно взять напрокат во многих магазинах по аренде инструментов, а домашние центры иногда дают вам бесплатную ссуду, если вы покупаете у них целлюлозу.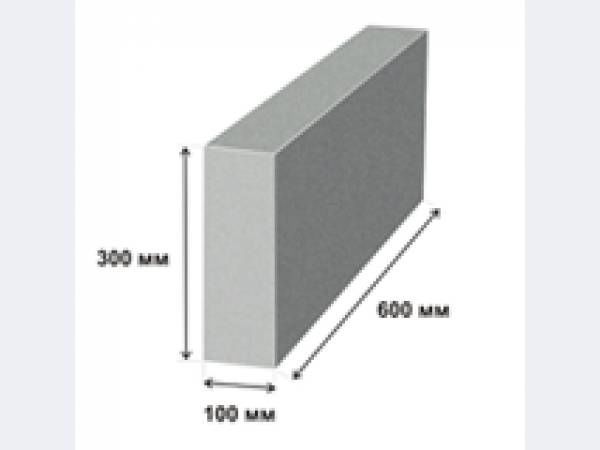
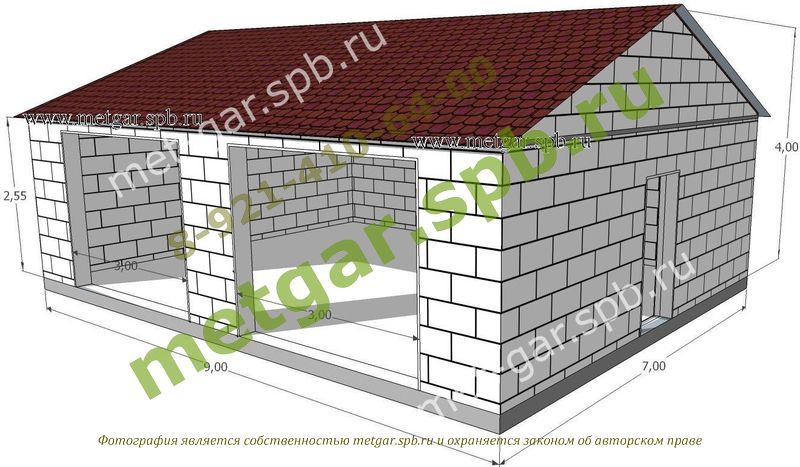 Но это может иметь смысл, если вы превращаете гараж в жилое помещение.
Но это может иметь смысл, если вы превращаете гараж в жилое помещение. Имейте в виду, что структурное металлическое ребро гаражных ворот является отличным проводником тепла, и оно обычно не изолируется. В результате общие тепловые характеристики двери будут значительно ниже номинальных характеристик самой изоляции.
Имейте в виду, что структурное металлическое ребро гаражных ворот является отличным проводником тепла, и оно обычно не изолируется. В результате общие тепловые характеристики двери будут значительно ниже номинальных характеристик самой изоляции.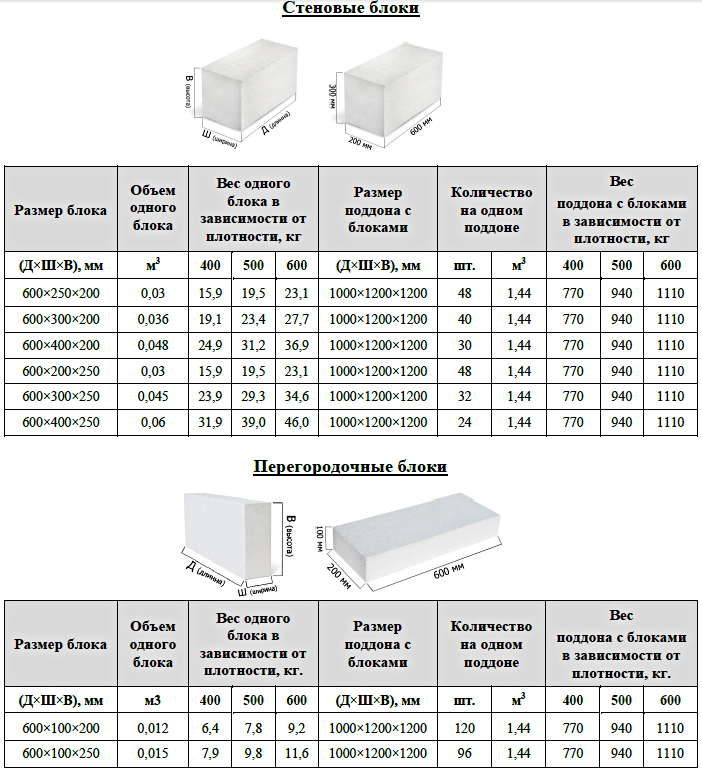 Стены и потолки потребуют другого типа изоляции, чем гаражные ворота. Вам также нужно будет подумать, готовы ли стены вашего гаража или нет, и нужна ли вам изоляция, чтобы покрыть всю стену или потолок, или просто нужно заполнить зазоры и полости. Бюджет также важен для изоляции гаража, а также простоты установки (если вы делаете это самостоятельно) и важно ли для вас наличие экологически чистого варианта.
Стены и потолки потребуют другого типа изоляции, чем гаражные ворота. Вам также нужно будет подумать, готовы ли стены вашего гаража или нет, и нужна ли вам изоляция, чтобы покрыть всю стену или потолок, или просто нужно заполнить зазоры и полости. Бюджет также важен для изоляции гаража, а также простоты установки (если вы делаете это самостоятельно) и важно ли для вас наличие экологически чистого варианта.
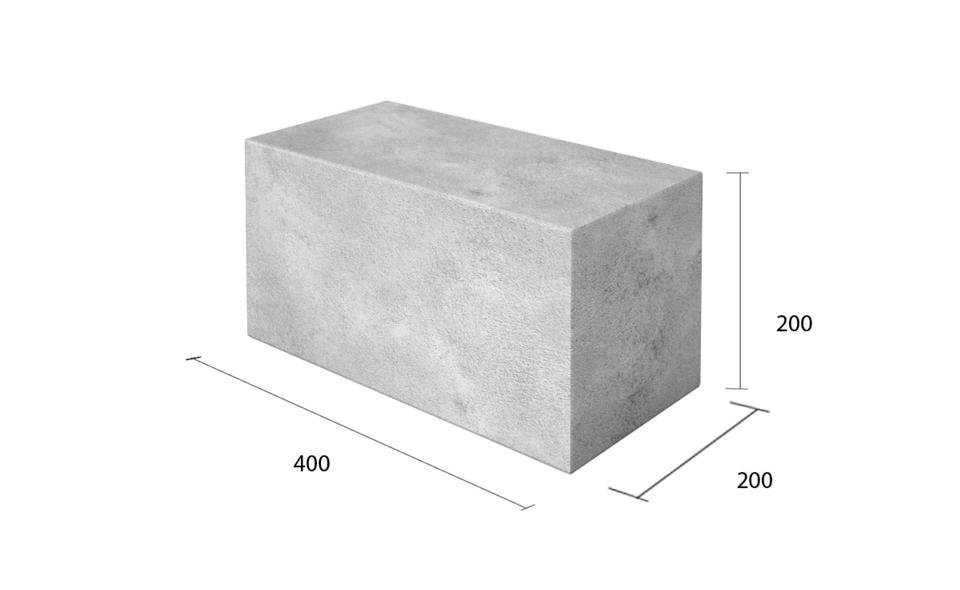 США
США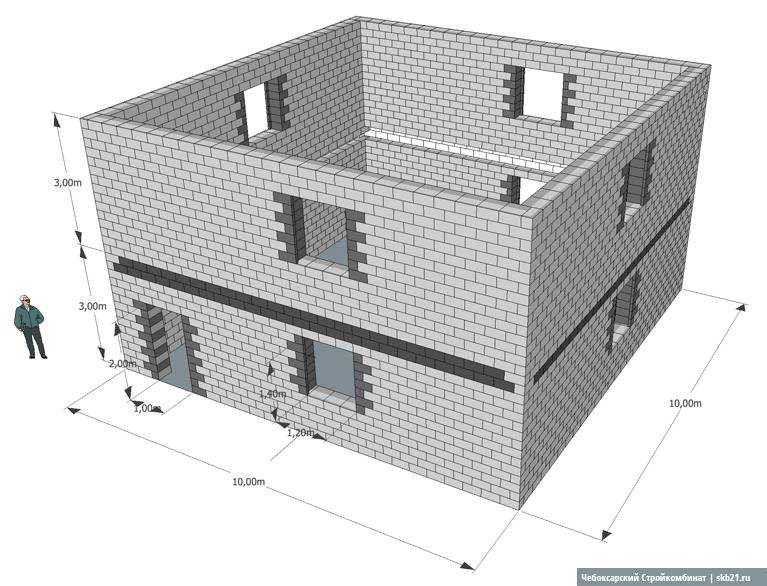 и различные строительные материалы, которые вы используете. Начнем с разговора о размере.
и различные строительные материалы, которые вы используете. Начнем с разговора о размере. США – 28 090 долл. США
США – 28 090 долл. США
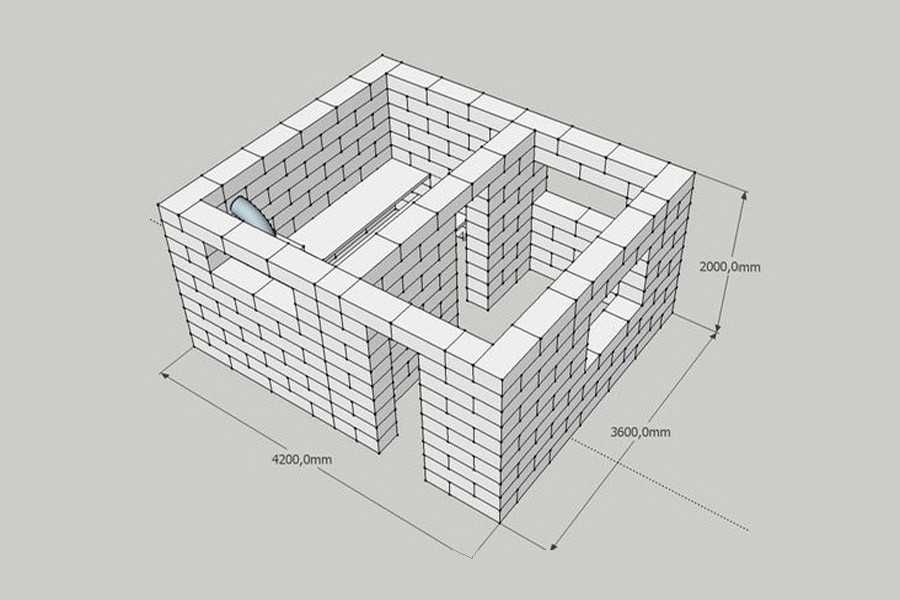
 В отличие от дерева, с каркасом из шлакоблока вам никогда не придется беспокоиться о термитах или гниении, что делает его идеальным для влажного климата. Кроме того, блоки с большей вероятностью выдержат суровые погодные условия, такие как ураганы или торнадо.
В отличие от дерева, с каркасом из шлакоблока вам никогда не придется беспокоиться о термитах или гниении, что делает его идеальным для влажного климата. Кроме того, блоки с большей вероятностью выдержат суровые погодные условия, такие как ураганы или торнадо.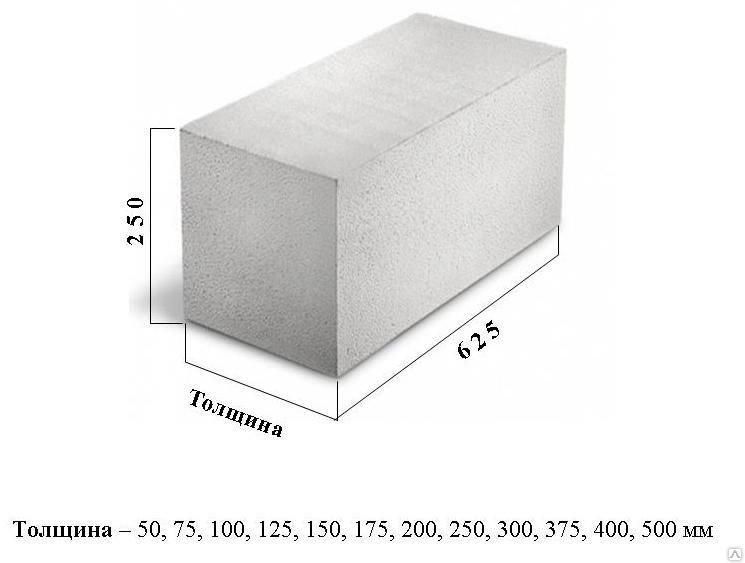

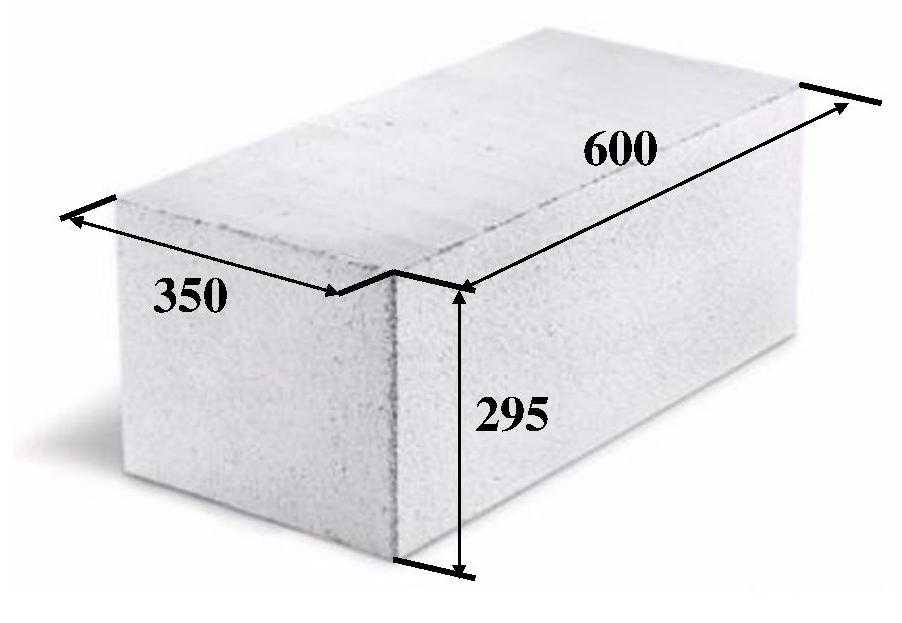 50 – $5
50 – $5
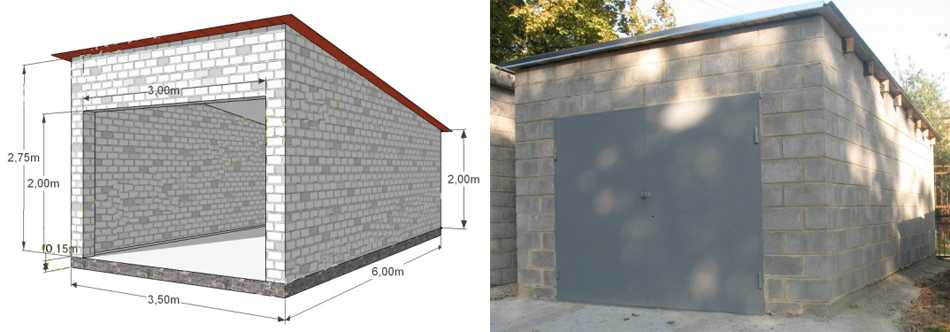 0
0
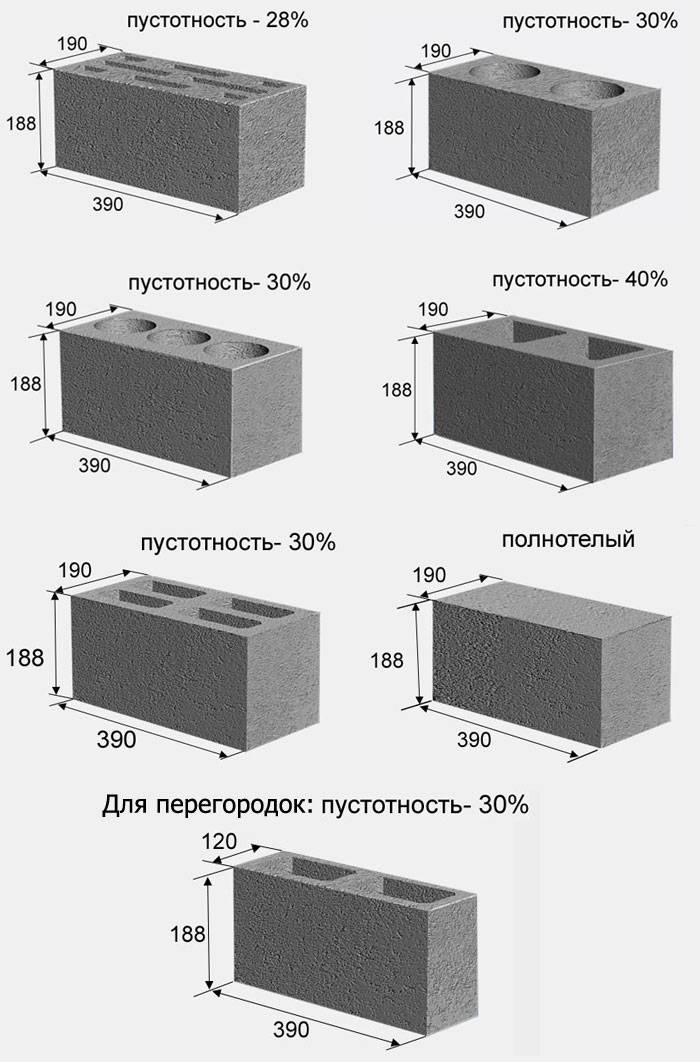
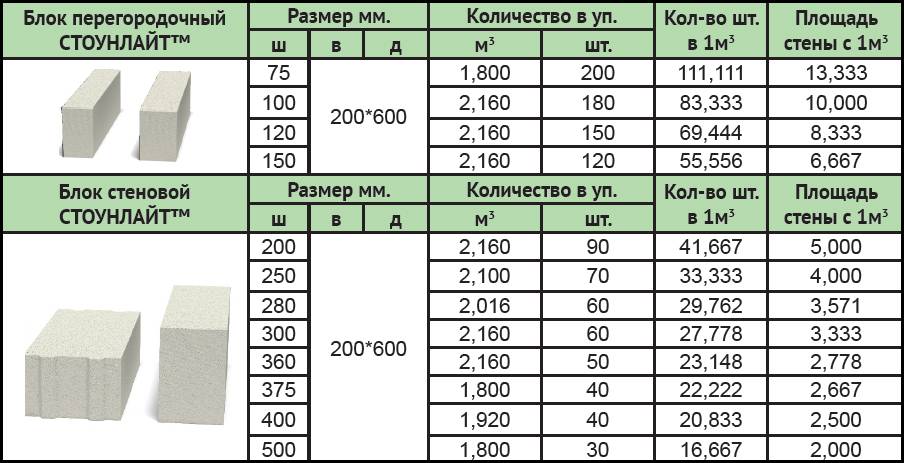 50
50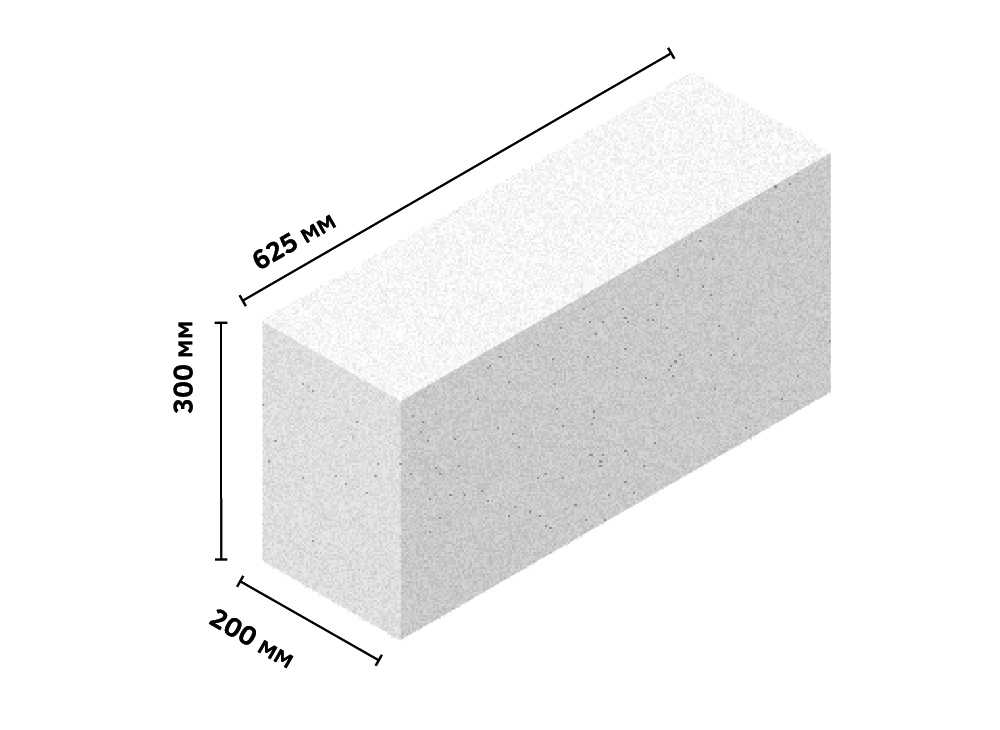 50 – $1.50
50 – $1.50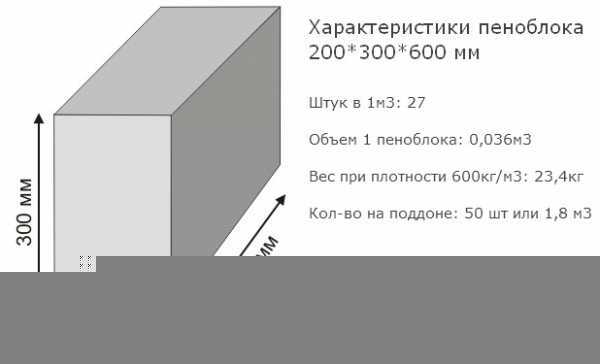
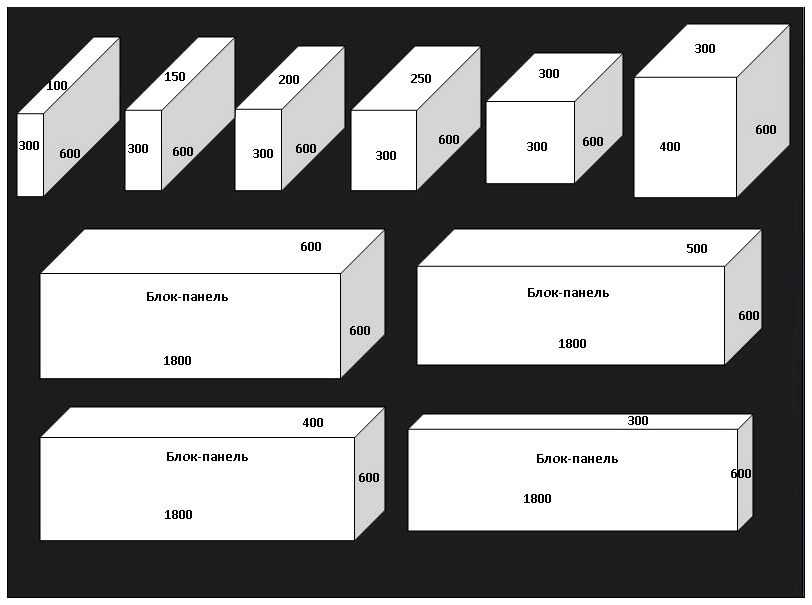 В дополнение к основным строительным блокам к вашим расходам могут добавиться несколько других факторов.
В дополнение к основным строительным блокам к вашим расходам могут добавиться несколько других факторов.
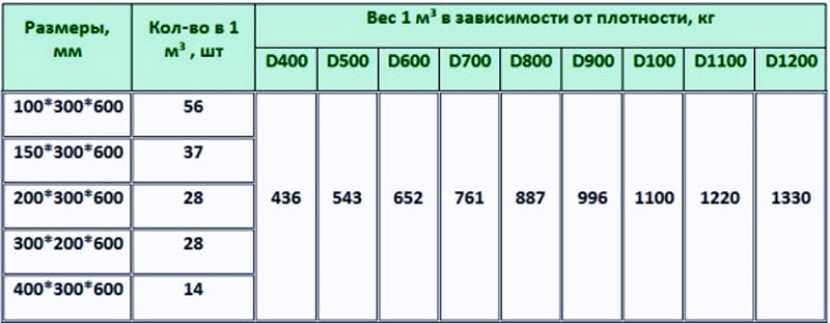
 0
0 Подрядчик, строящий ваш гараж, может установить проводку, или вам может потребоваться нанять отдельного электрика.
Подрядчик, строящий ваш гараж, может установить проводку, или вам может потребоваться нанять отдельного электрика.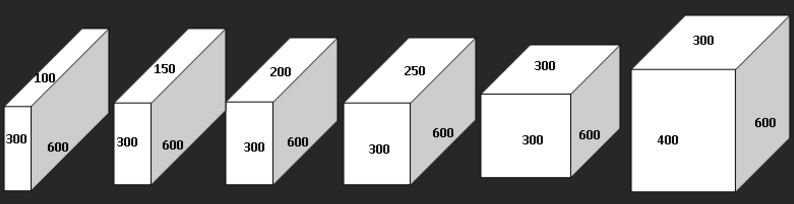 Разрешения варьируются от 250 долларов до 850 долларов.
Разрешения варьируются от 250 долларов до 850 долларов.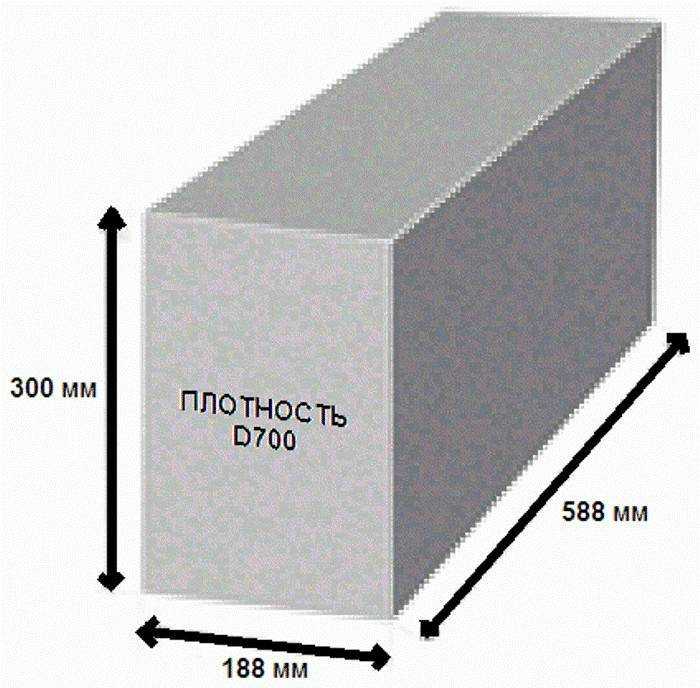 Потребность в большей изоляции и более сложном фундаменте будет означать, что северянам придется платить за больше материалов и больше труда, чем людям в более умеренных частях страны.
Потребность в большей изоляции и более сложном фундаменте будет означать, что северянам придется платить за больше материалов и больше труда, чем людям в более умеренных частях страны.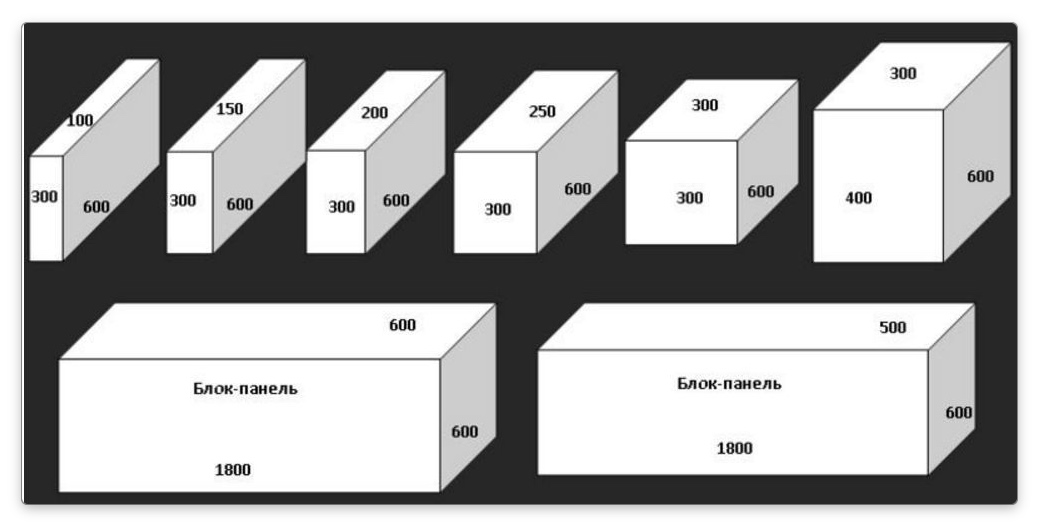
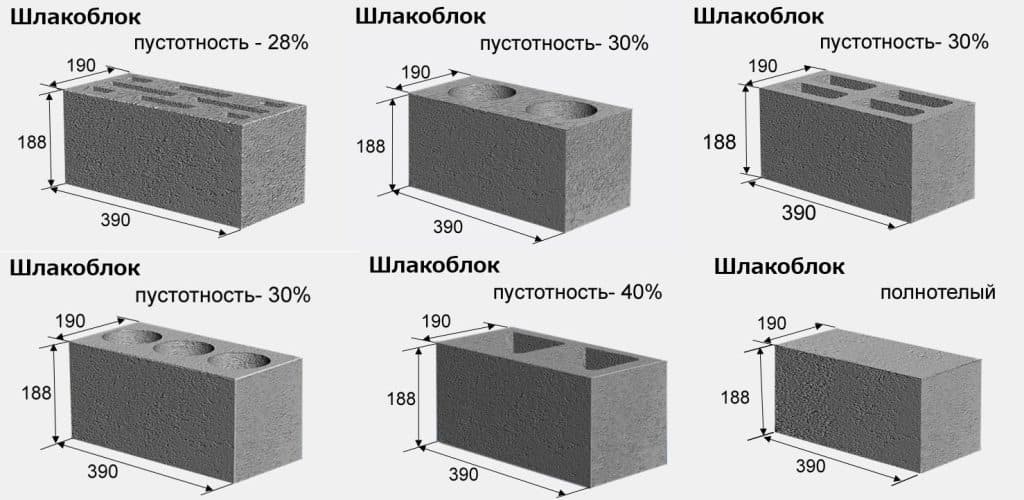

 Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
 Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
 Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
 Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.

 Скорость процесса и все параметры шва зависят от опытности рабочего.
Скорость процесса и все параметры шва зависят от опытности рабочего. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.

 Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.

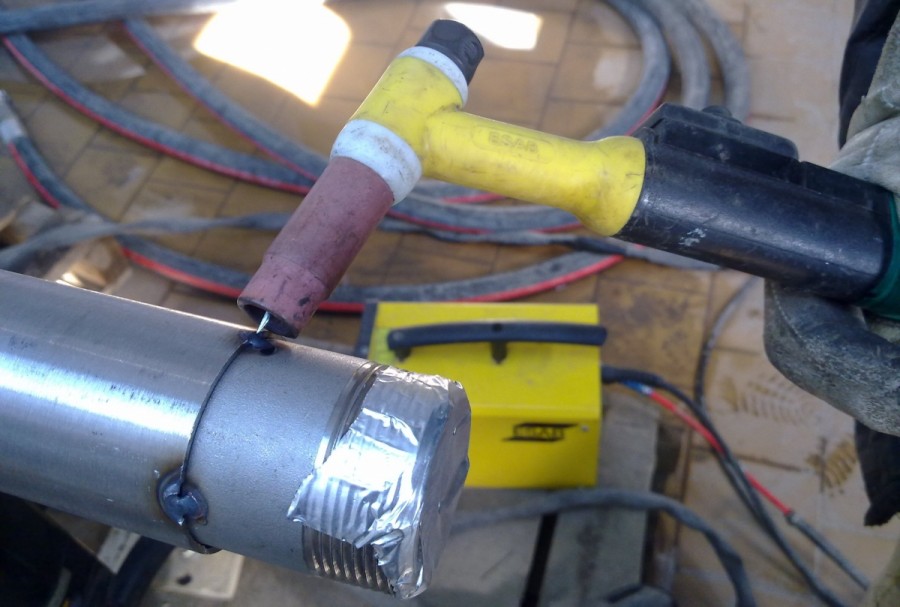 Более тяжелые — 10-15 кг и выше подойдут для стационарной работы.
Более тяжелые — 10-15 кг и выше подойдут для стационарной работы. Режимы зависят от толщины металла.
Режимы зависят от толщины металла.
 Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
 Держать горелку нужно под углом 45 градусов относительно поверхности.
Держать горелку нужно под углом 45 градусов относительно поверхности. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.

 А MMAW (ручная дуговая сварка металлическим электродом), SM AW (дуговая сварка металлическим электродом) и GTAW (дуговая сварка вольфрамовым электродом) прочно зарекомендовали себя. Это связано с их гибкостью, полезностью во всех положениях и положениях и легкой доступностью расходных материалов, необходимых для различных типов сварки.
А MMAW (ручная дуговая сварка металлическим электродом), SM AW (дуговая сварка металлическим электродом) и GTAW (дуговая сварка вольфрамовым электродом) прочно зарекомендовали себя. Это связано с их гибкостью, полезностью во всех положениях и положениях и легкой доступностью расходных материалов, необходимых для различных типов сварки. Среди них наибольшей популярностью пользуется аргонодуговая или дуговая сварка в среде защитных газов.
Среди них наибольшей популярностью пользуется аргонодуговая или дуговая сварка в среде защитных газов.
 В аргонодуговом процессе могут использоваться как нерасходуемые, так и расходуемые электроды. При использовании неплавящегося электрода дуга поддерживается между вольфрамовым электродом и «Рабочим». Вокруг электрода проецируется экран из аргона.
В аргонодуговом процессе могут использоваться как нерасходуемые, так и расходуемые электроды. При использовании неплавящегося электрода дуга поддерживается между вольфрамовым электродом и «Рабочим». Вокруг электрода проецируется экран из аргона.
 Это большое преимущество во всех подобных сварках.
Это большое преимущество во всех подобных сварках.





 Поскольку диаметр очень мал, выделения из организма затруднены, поэтому возникают поражения.
Поскольку диаметр очень мал, выделения из организма затруднены, поэтому возникают поражения.






 д.16 мм
д.16 мм
 Однако иногда их можно заменить гибкие шланги.
Однако иногда их можно заменить гибкие шланги.
 л
л л
л диаметр, 12 дюймов л
диаметр, 12 дюймов л диаметр, 36 дюймов л
диаметр, 36 дюймов л Металлические шланги изготавливаются трех основных видов: гофрированные, с замком и с квадратным замком. В данной статье мы будем рассматривать только гофрированные (гофрированные) внутренние трубы с наружной плетеной оболочкой.
Металлические шланги изготавливаются трех основных видов: гофрированные, с замком и с квадратным замком. В данной статье мы будем рассматривать только гофрированные (гофрированные) внутренние трубы с наружной плетеной оболочкой. Следовательно, при заданном давлении гибкость трубы можно получить, регулируя толщину и конфигурацию гофры. Другим вариантом решения проблемы гибкости является длина гибкой трубы. Длина должна быть достаточно большой, чтобы обеспечить гибкость, но достаточно короткой, чтобы избежать провисания и других проблем с дизайном в конкретном приложении. Тщательный выбор труб, конструкция сборки и установка имеют решающее значение для обеспечения оптимального срока службы.
Следовательно, при заданном давлении гибкость трубы можно получить, регулируя толщину и конфигурацию гофры. Другим вариантом решения проблемы гибкости является длина гибкой трубы. Длина должна быть достаточно большой, чтобы обеспечить гибкость, но достаточно короткой, чтобы избежать провисания и других проблем с дизайном в конкретном приложении. Тщательный выбор труб, конструкция сборки и установка имеют решающее значение для обеспечения оптимального срока службы. В этом случае гибкая труба не предназначена для осевого перемещения. Сжатие гибкой трубы снижает нагрузку на плетеную сетку и может привести к избыточному давлению на внутреннюю гофрированную трубу и преждевременному выходу из строя.
В этом случае гибкая труба не предназначена для осевого перемещения. Сжатие гибкой трубы снижает нагрузку на плетеную сетку и может привести к избыточному давлению на внутреннюю гофрированную трубу и преждевременному выходу из строя.

 Истирание указывает на то, что гибкая труба подвергалась значительным изгибающим нагрузкам. Известно, что во время установки возникают чрезмерные изгибающие нагрузки, которые в сочетании с нормальной рабочей циклической нагрузкой (вибрация, вызванная потоком) вызывают растрескивание гибкой трубы.
Истирание указывает на то, что гибкая труба подвергалась значительным изгибающим нагрузкам. Известно, что во время установки возникают чрезмерные изгибающие нагрузки, которые в сочетании с нормальной рабочей циклической нагрузкой (вибрация, вызванная потоком) вызывают растрескивание гибкой трубы.
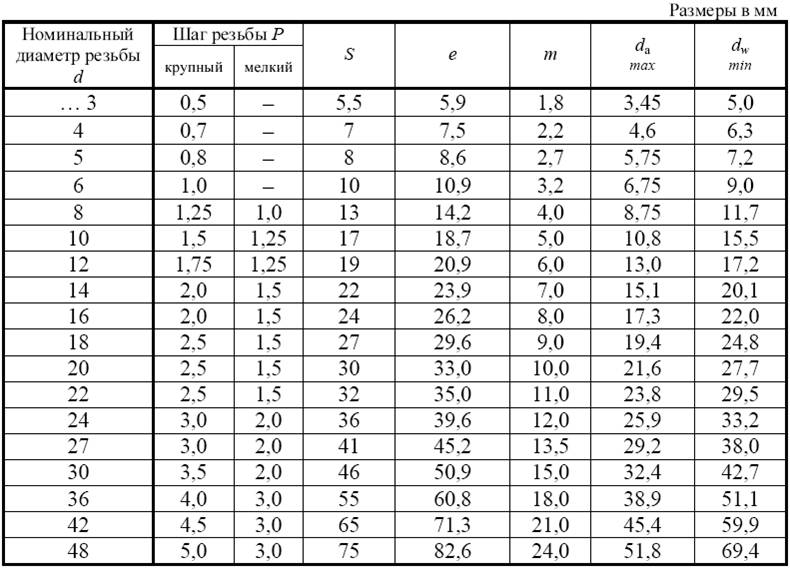 0
0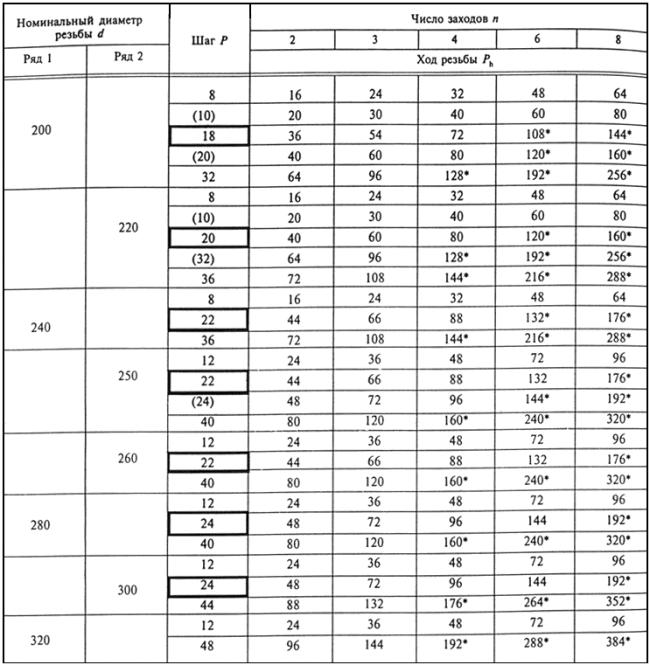 5
5 5
5
 В рамках одного значения номинального диаметра резьбы должен совпадать и её шаг, иначе гайка попросту не накрутится на резьбовую шпильку. Для этого ГОСТ 8724-2002* задаёт на государственном уровне соответствие шагов для каждого диаметра метрической резьбы:
В рамках одного значения номинального диаметра резьбы должен совпадать и её шаг, иначе гайка попросту не накрутится на резьбовую шпильку. Для этого ГОСТ 8724-2002* задаёт на государственном уровне соответствие шагов для каждого диаметра метрической резьбы: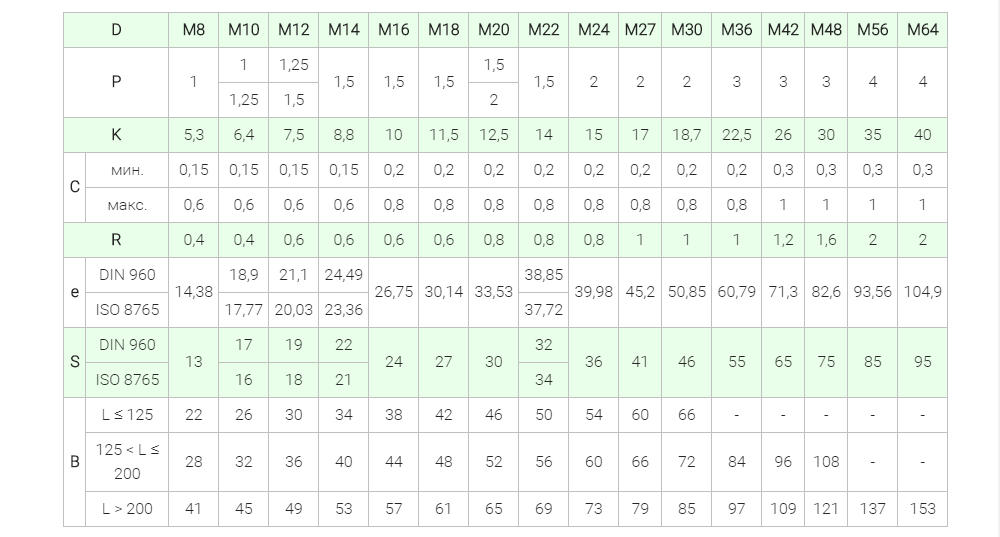
 Иосилевич. — М.: Машиностроение, 1990. — 368 с.: ил.; 22 см. — Библиогр.: с. 361.]
Иосилевич. — М.: Машиностроение, 1990. — 368 с.: ил.; 22 см. — Библиогр.: с. 361.] Ниже приведены таблицы шагов резьбы, принятые ISO/DIN, для широко распространенных метрических крепежных изделий. Вот диаграмма шага метрической резьбы Lightning Bolt. В имперской «дюймовой» системе резьбы обычно обозначаются путем измерения дюйма и подсчета количества ниток внутри этого измерения. «Шаг» метрической системы обычно рассматривается как обратная сторона TPI в том смысле, что это «РАССТОЯНИЕ», измеренное между двумя соседними нитями.
Ниже приведены таблицы шагов резьбы, принятые ISO/DIN, для широко распространенных метрических крепежных изделий. Вот диаграмма шага метрической резьбы Lightning Bolt. В имперской «дюймовой» системе резьбы обычно обозначаются путем измерения дюйма и подсчета количества ниток внутри этого измерения. «Шаг» метрической системы обычно рассматривается как обратная сторона TPI в том смысле, что это «РАССТОЯНИЕ», измеренное между двумя соседними нитями.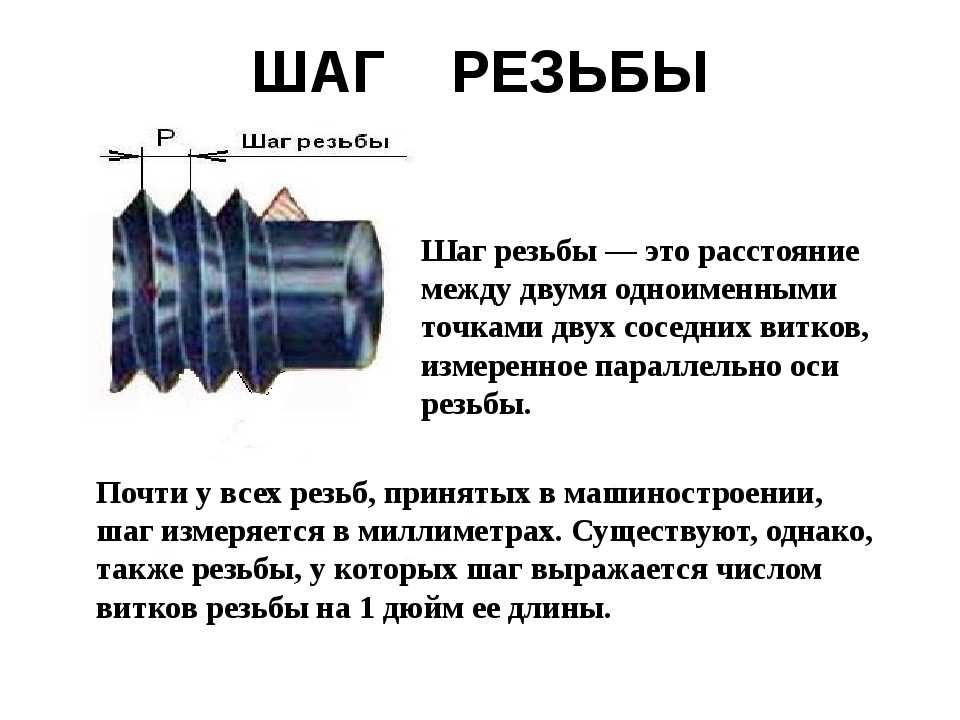
 5
5 Многие из наших промышленных проектов, для которых мы поставляем материалы, включают анкерные болты, а также шпильки различных марок ASTM. К ним относятся B7, L7, B16, B8, B8M, окрашенные и многие другие. Помимо того, что мы являемся производителем крепежных изделий, сертифицированным по стандарту ISO, мы были удостоены награды «Корпоративный поставщик года» по версии WBENC.
Многие из наших промышленных проектов, для которых мы поставляем материалы, включают анкерные болты, а также шпильки различных марок ASTM. К ним относятся B7, L7, B16, B8, B8M, окрашенные и многие другие. Помимо того, что мы являемся производителем крепежных изделий, сертифицированным по стандарту ISO, мы были удостоены награды «Корпоративный поставщик года» по версии WBENC.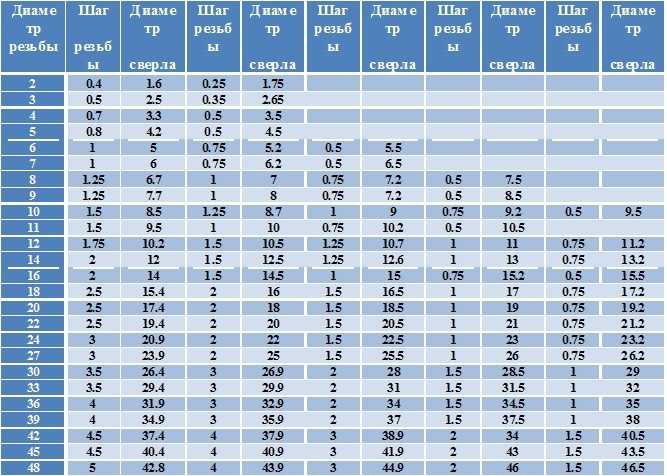
 134
134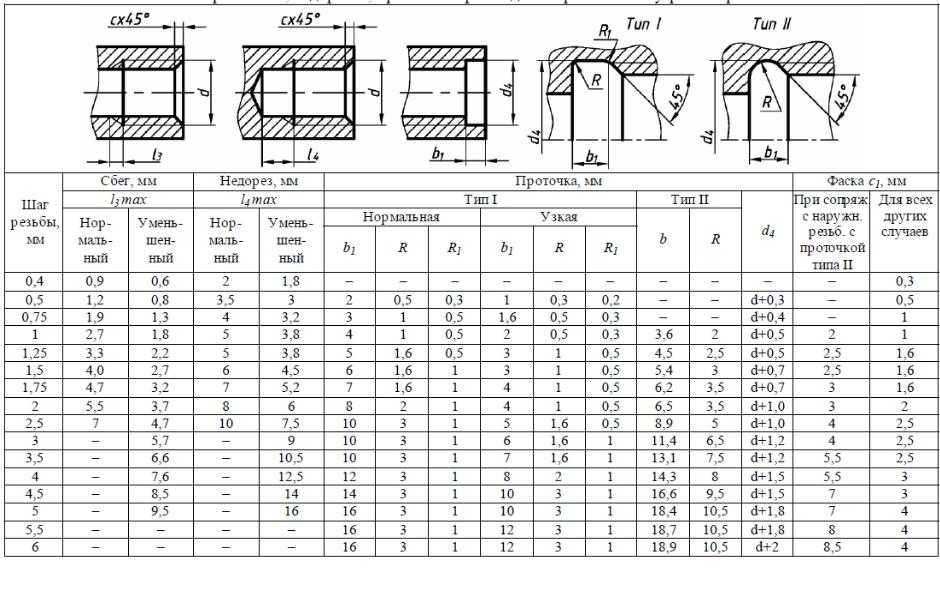 960
960 930
930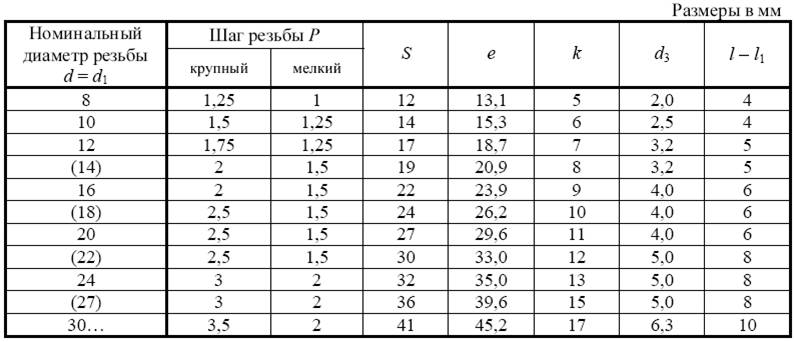

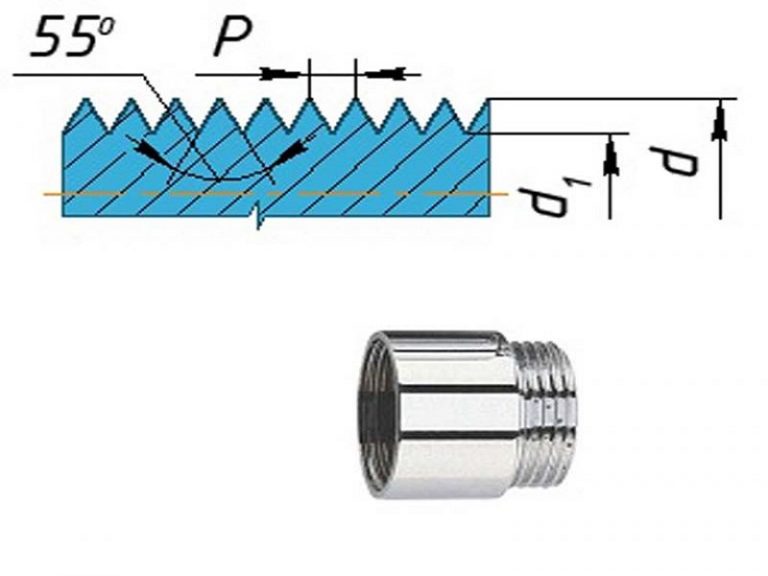 Если это не точно, установите заглушку глубже в отверстие. При установке этих заглушек вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Если это не точно, установите заглушку глубже в отверстие. При установке этих заглушек вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.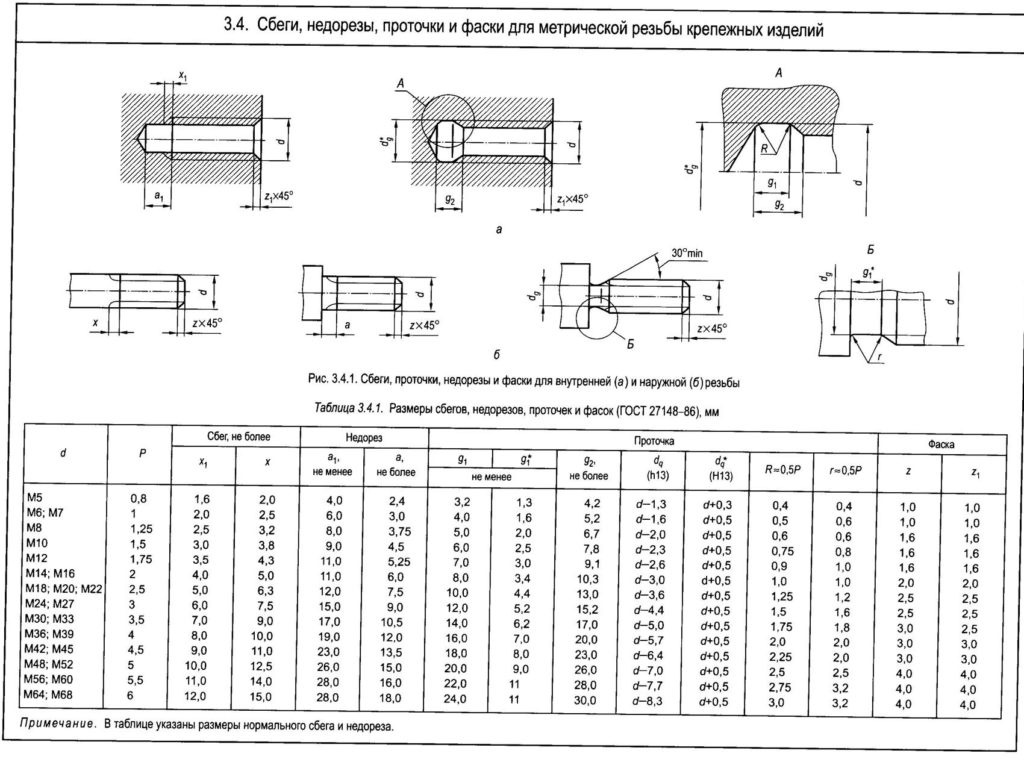

 Она легко обрабатывается инструментом, как из твердых, так и быстрорежущих сплавов. Нефлокеночувствительна.
Она легко обрабатывается инструментом, как из твердых, так и быстрорежущих сплавов. Нефлокеночувствительна.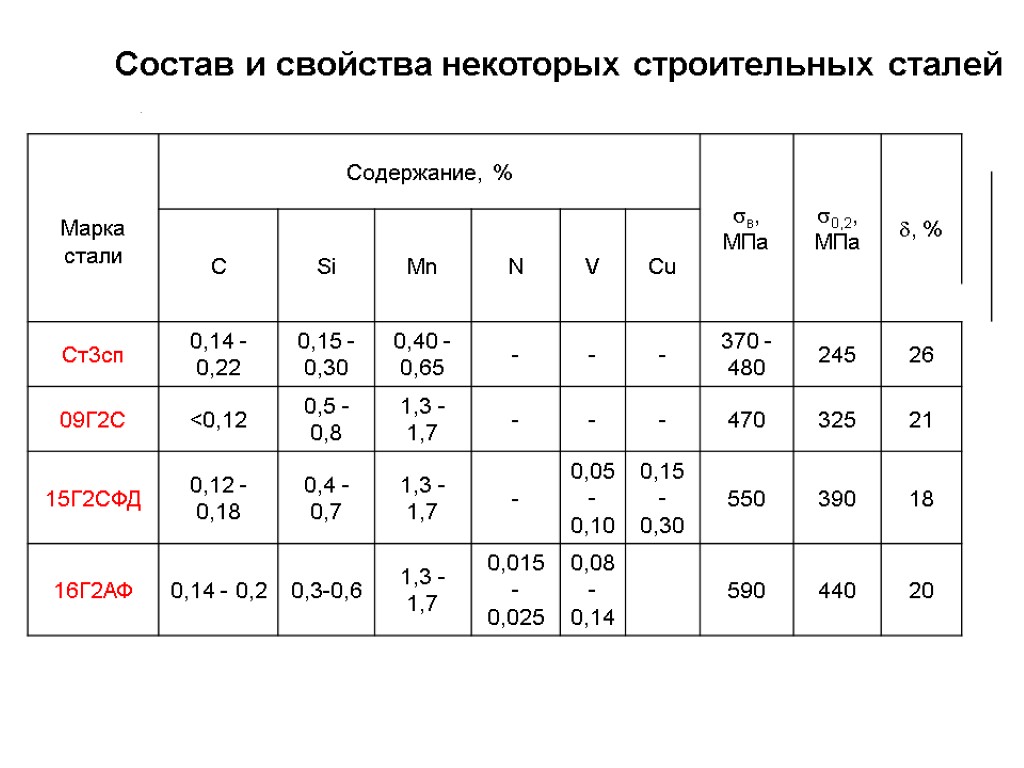
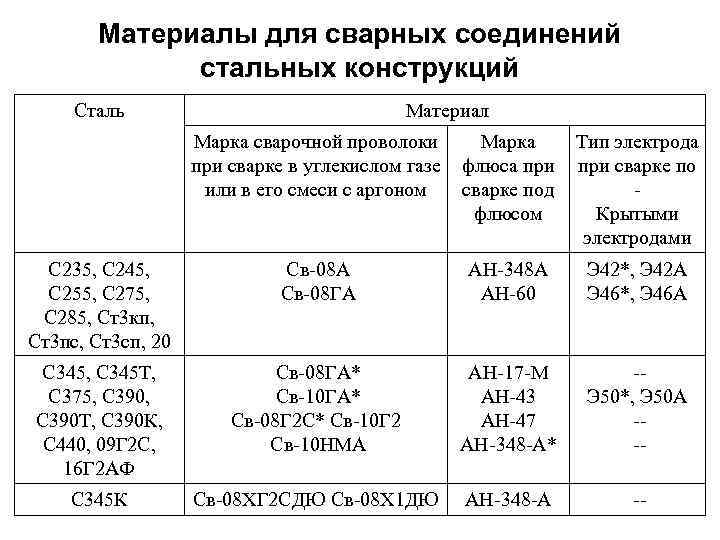 Она относится к разряду углеродистых конструкционных сталей, имеющих обыкновенное качество. В основе данного сплава находится феррит, но по причине того, что данный материал недостаточно прочен и пластичен, в чистом виде он применятся не может. Именно поэтому проводится процедура насыщения его углеродом. Помимо всего прочего, в состав сплава стали 3сп добавлены сера, мышьяк, фосфор, медь, хром, марганец, никель и кремний. Именно количество фосфора и серы в составе сплава определяют его пластичность и уровень прочности. Это дает возможность утверждать о том, что точный состав сплава, а также технология его производства целиком и полностью определяются требованиями, выдвигаемыми к физическим и химическим свойствам полученной в результате стали 3сп.
Она относится к разряду углеродистых конструкционных сталей, имеющих обыкновенное качество. В основе данного сплава находится феррит, но по причине того, что данный материал недостаточно прочен и пластичен, в чистом виде он применятся не может. Именно поэтому проводится процедура насыщения его углеродом. Помимо всего прочего, в состав сплава стали 3сп добавлены сера, мышьяк, фосфор, медь, хром, марганец, никель и кремний. Именно количество фосфора и серы в составе сплава определяют его пластичность и уровень прочности. Это дает возможность утверждать о том, что точный состав сплава, а также технология его производства целиком и полностью определяются требованиями, выдвигаемыми к физическим и химическим свойствам полученной в результате стали 3сп.
 По завершению процесса отпуска происходит уникальная метаморфоза, ведь сплав получает максимально возможную для своего состава твердость и прочность, хотя и теряет не менее важное свойство пластичности. Общие свойства и функции сплава напрямую зависят от его характеристик и приобретенной в процессе термической обработки структуры. Стоит выделить несколько основных характеристик сталей, которые определяют их сферу применения. Это пластичность, прочность и температурный режим плавления.
По завершению процесса отпуска происходит уникальная метаморфоза, ведь сплав получает максимально возможную для своего состава твердость и прочность, хотя и теряет не менее важное свойство пластичности. Общие свойства и функции сплава напрямую зависят от его характеристик и приобретенной в процессе термической обработки структуры. Стоит выделить несколько основных характеристик сталей, которые определяют их сферу применения. Это пластичность, прочность и температурный режим плавления.
 0038, 1.0116, DC03, Fe360B, Fe360D1, RSt37-2, RSt37-3, S235J0, S235J2G3, S235JR, S235JRG2, St37-2, St37-3, St37-3G
0038, 1.0116, DC03, Fe360B, Fe360D1, RSt37-2, RSt37-3, S235J0, S235J2G3, S235JR, S235JRG2, St37-2, St37-3, St37-3G 1, OL37.2, OL37.4
1, OL37.2, OL37.4 Скорость деформации 16 мм/мин, скорость деформации 0,009 1/с
Скорость деформации 16 мм/мин, скорость деформации 0,009 1/с Для толщины более 36 мм рекомендуется подогрев и последующая термообработка.
Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. ).
). 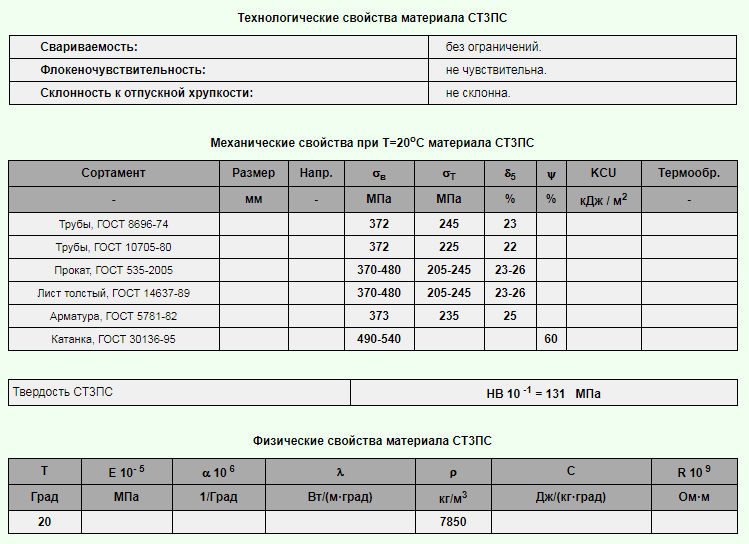 0039
0039
 0388
0388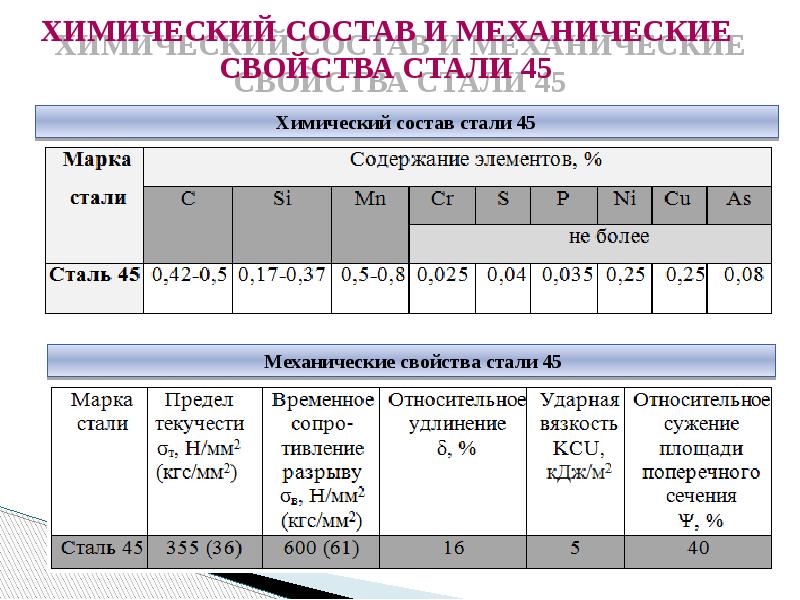 jpg» tppabs=»en/bluemicro.jpg» bgcolor=»#00BFFF»>
jpg» tppabs=»en/bluemicro.jpg» bgcolor=»#00BFFF»> Сталь должна быть сначала переработана в более полезные детали, прежде чем ее продукция будет продана на рынке. В чистом виде сырая сталь не принесет никакой пользы, поэтому ее необходимо отлить в форму.
Сталь должна быть сначала переработана в более полезные детали, прежде чем ее продукция будет продана на рынке. В чистом виде сырая сталь не принесет никакой пользы, поэтому ее необходимо отлить в форму. Тем не менее, несформированные слитки могут быть использованы в чеканной валюте, такой как монеты, и в качестве резервов, как и золотые слитки.
Тем не менее, несформированные слитки могут быть использованы в чеканной валюте, такой как монеты, и в качестве резервов, как и золотые слитки.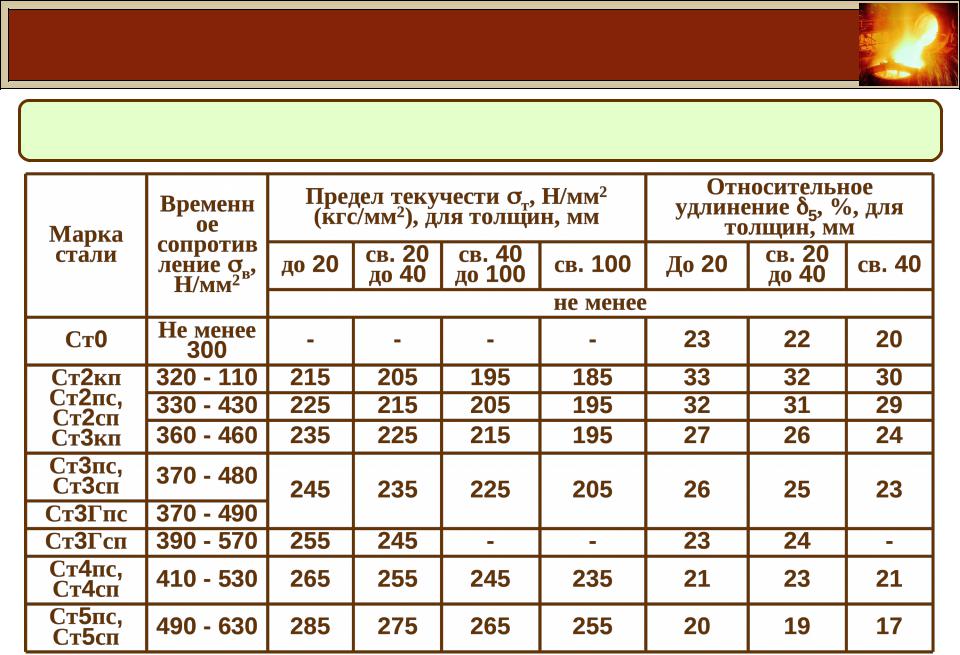
 14 — 0,22995999999999599000
14 — 0,22995999999999599000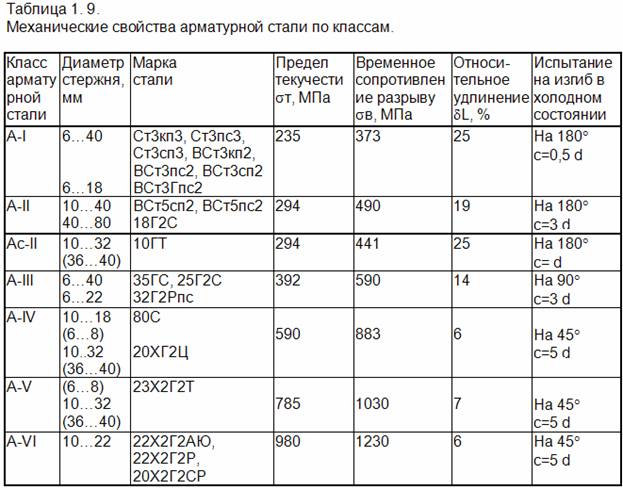 2877777777777777777777777777777778 — 0,377
2877777777777777777777777777777778 — 0,377
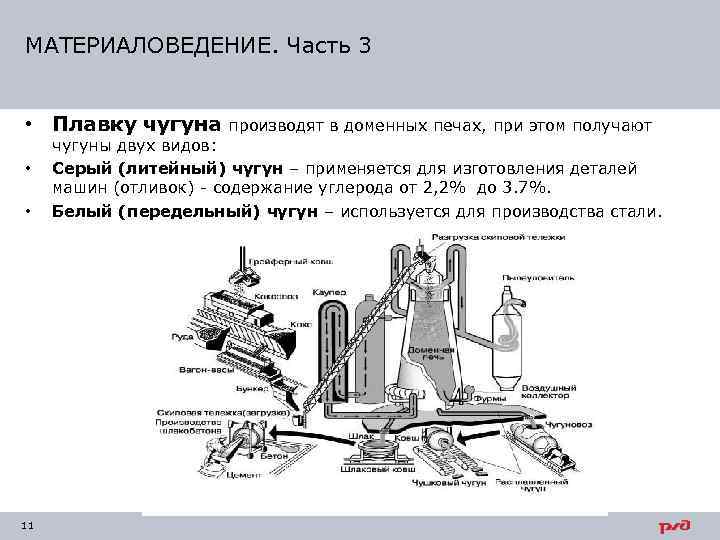
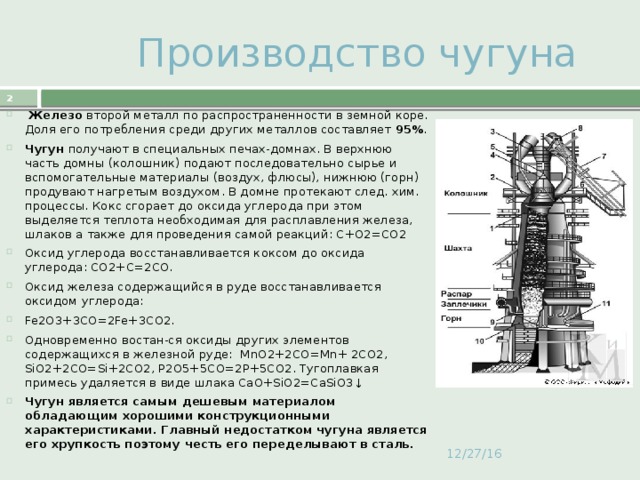 Продукты сгорания взаимодействуют с раскаленным коксом по реакциям:
Продукты сгорания взаимодействуют с раскаленным коксом по реакциям: Восстановителями окcидов железа являются твердый углерод, оксид углерода и водород. Восстановление твердым углеродом (коксом) называется прямым восстановлением, протекает в нижней части печи (зона распара), где более высокие температуры, по реакции:
Восстановителями окcидов железа являются твердый углерод, оксид углерода и водород. Восстановление твердым углеродом (коксом) называется прямым восстановлением, протекает в нижней части печи (зона распара), где более высокие температуры, по реакции: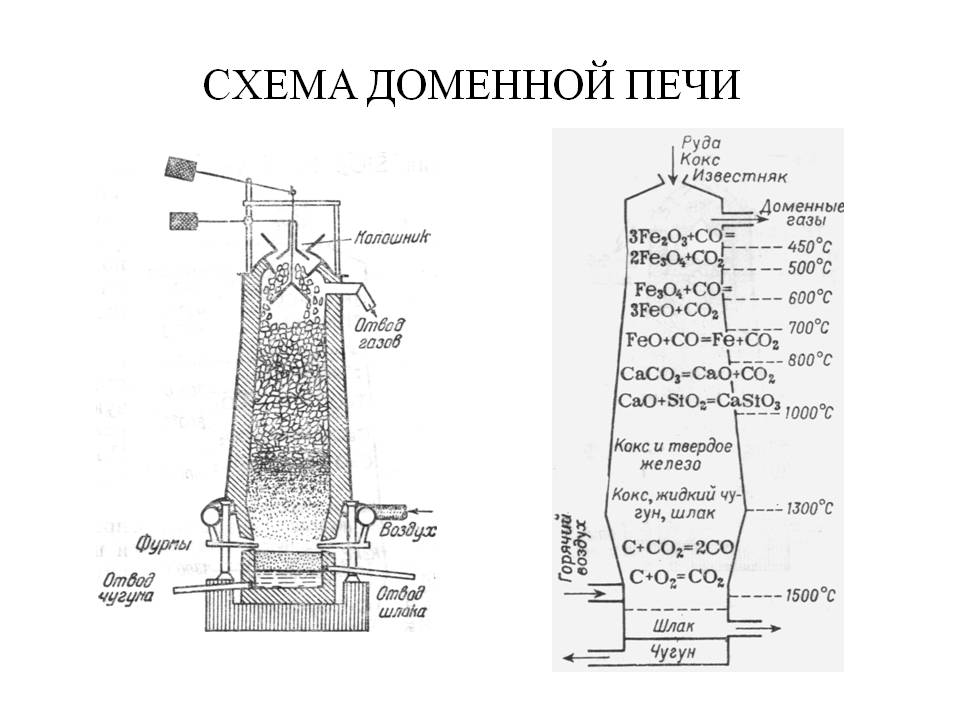 При насыщении углеродом температура плавления понижается и на уровне распара и заплечиков железо расплавляется (при температуре около 1300 0С).
При насыщении углеродом температура плавления понижается и на уровне распара и заплечиков железо расплавляется (при температуре около 1300 0С).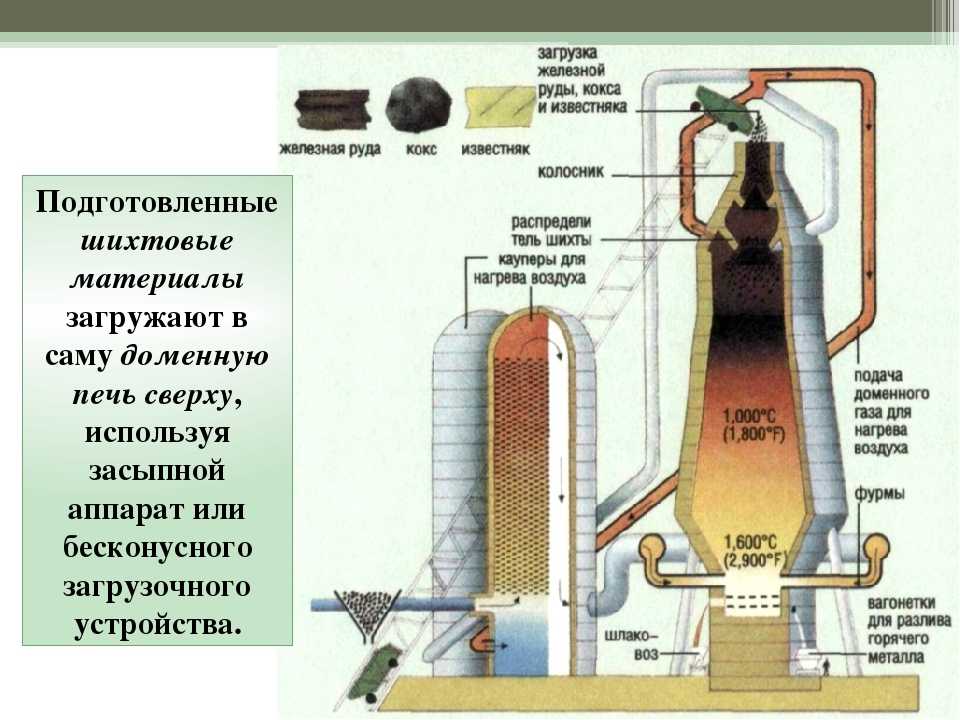 Летку открывают бурильной машиной, затем закрывают огнеупорной массой. Сливают чугун и шлак в чугуновозные ковши и шлаковозные чаши.
Летку открывают бурильной машиной, затем закрывают огнеупорной массой. Сливают чугун и шлак в чугуновозные ковши и шлаковозные чаши.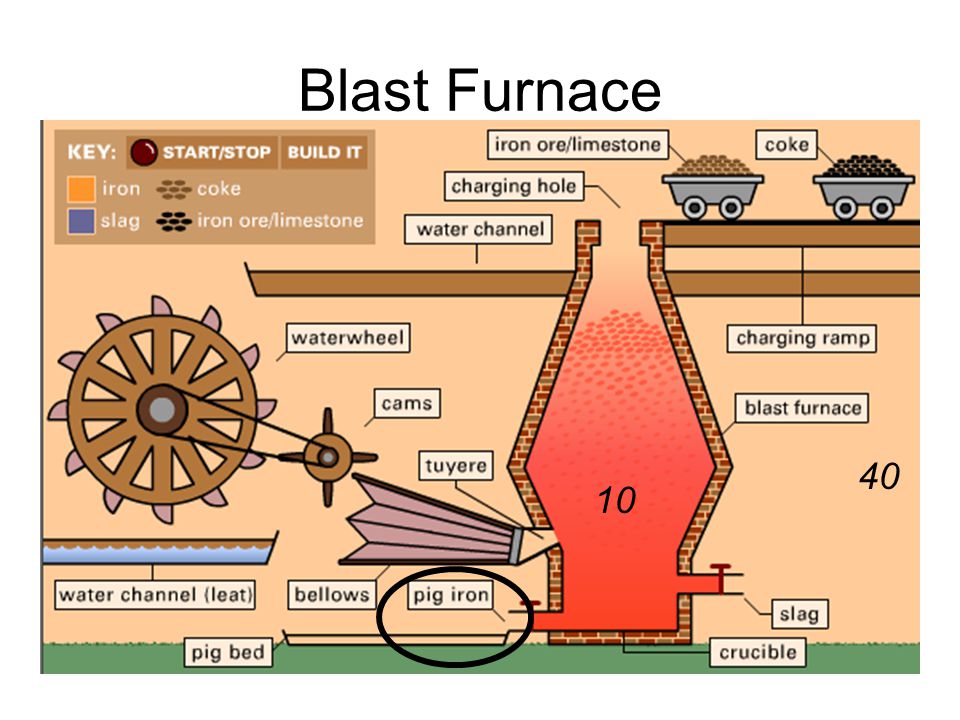 Сверху в печь загружают сырые материалы, а в нижнюю часть через фурмы подают нагретый воздух и топливо (жидкое или газообразное). Полученные от сжигания топлива газы проходят через столб шихты и отдают ей свою энергию. Опускающаяся шихта нагревается, восстанавливается и плавится. Часть кокса расходуется в печи на восстановление железа и других элементов, большее его количество достигает фурм, где сгорает.
Сверху в печь загружают сырые материалы, а в нижнюю часть через фурмы подают нагретый воздух и топливо (жидкое или газообразное). Полученные от сжигания топлива газы проходят через столб шихты и отдают ей свою энергию. Опускающаяся шихта нагревается, восстанавливается и плавится. Часть кокса расходуется в печи на восстановление железа и других элементов, большее его количество достигает фурм, где сгорает. При опускании малого конуса 10 шихта попадает в чашу 11, а при опускании большого конуса 13 – в доменную печь, что предотвращает выход газов из доменной печи в атмосферу.
При опускании малого конуса 10 шихта попадает в чашу 11, а при опускании большого конуса 13 – в доменную печь, что предотвращает выход газов из доменной печи в атмосферу.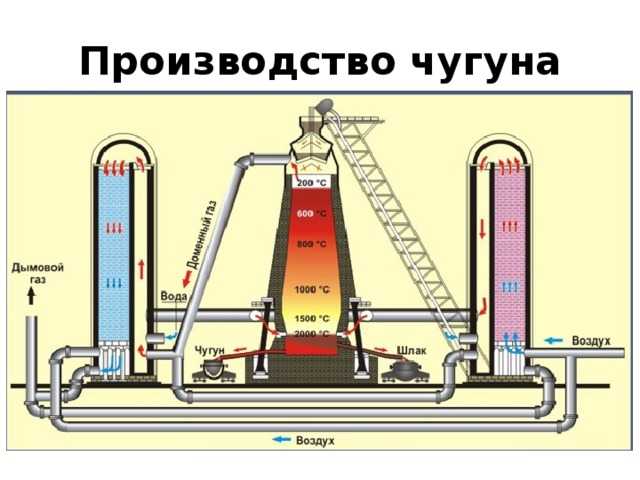 Проходя через насадку, газы нагревают ее и удаляются через дымовую трубу. Через насадку пропускается воздух, он нагревается до температуры 1000…1200 0С и поступает к фурменному устройству, а оттуда через фурмы 2 – в рабочее пространство печи. После охлаждения насадок нагреватели переключаются.
Проходя через насадку, газы нагревают ее и удаляются через дымовую трубу. Через насадку пропускается воздух, он нагревается до температуры 1000…1200 0С и поступает к фурменному устройству, а оттуда через фурмы 2 – в рабочее пространство печи. После охлаждения насадок нагреватели переключаются. Для увеличения производительности подаваемый в доменную печь воздух увлажняется, что приводит к увеличению содержания восстановителя.
Для увеличения производительности подаваемый в доменную печь воздух увлажняется, что приводит к увеличению содержания восстановителя.

 Доменные печи используются для производства чугуна из железной руды для последующей переработки в сталь, а также для переработки свинца, меди и других металлов. Быстрое горение поддерживается потоком воздуха под давлением.
Доменные печи используются для производства чугуна из железной руды для последующей переработки в сталь, а также для переработки свинца, меди и других металлов. Быстрое горение поддерживается потоком воздуха под давлением. Предварительно нагретый воздух, в свою очередь, подается из трубы большого диаметра, опоясывающей топку. Предварительно нагретый воздух энергично реагирует с предварительно нагретым коксом, что приводит как к образованию восстановительного газа (окиси углерода), который поднимается через печь, так и к очень высокой температуре около 1650 ° C (3000 ° F), при которой образуется жидкий чугун и шлак. .
Предварительно нагретый воздух, в свою очередь, подается из трубы большого диаметра, опоясывающей топку. Предварительно нагретый воздух энергично реагирует с предварительно нагретым коксом, что приводит как к образованию восстановительного газа (окиси углерода), который поднимается через печь, так и к очень высокой температуре около 1650 ° C (3000 ° F), при которой образуется жидкий чугун и шлак. . Чтобы эти огнеупорные материалы не выгорали, в них встраивают пластины, клепки или распылители для циркуляции прохладной воды.
Чтобы эти огнеупорные материалы не выгорали, в них встраивают пластины, клепки или распылители для циркуляции прохладной воды.
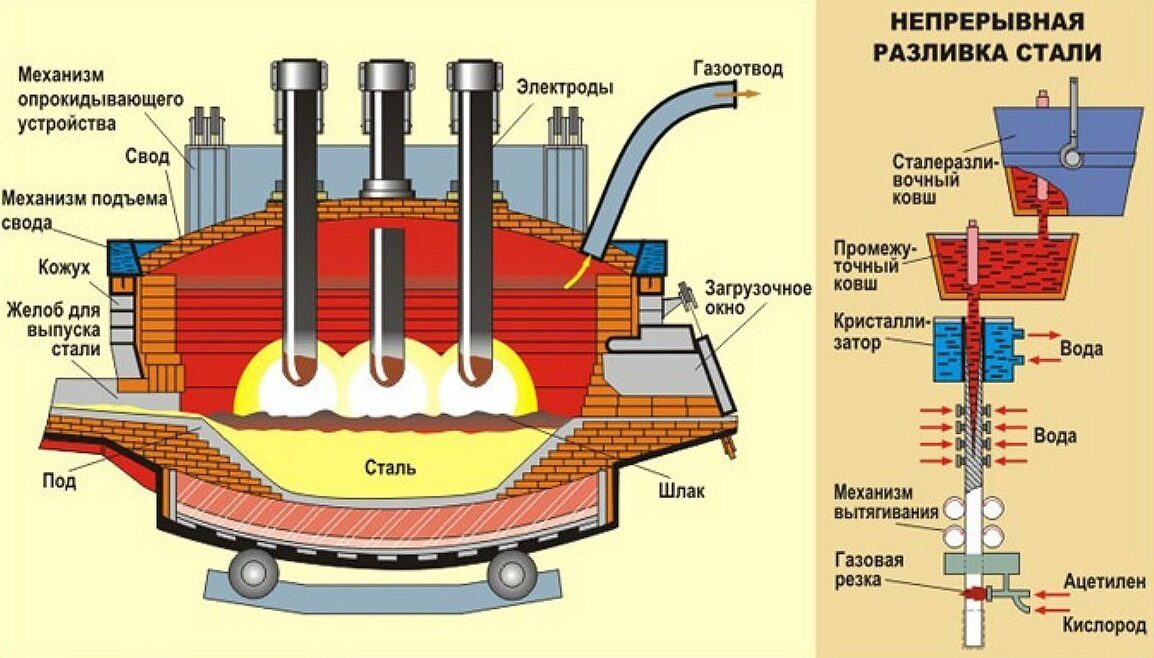 век.
век. В этой статье будет рассказано, как The Crucible производила собственное железо путем плавки железной руды. Во-первых, давайте начнем с понимания основ.
В этой статье будет рассказано, как The Crucible производила собственное железо путем плавки железной руды. Во-первых, давайте начнем с понимания основ.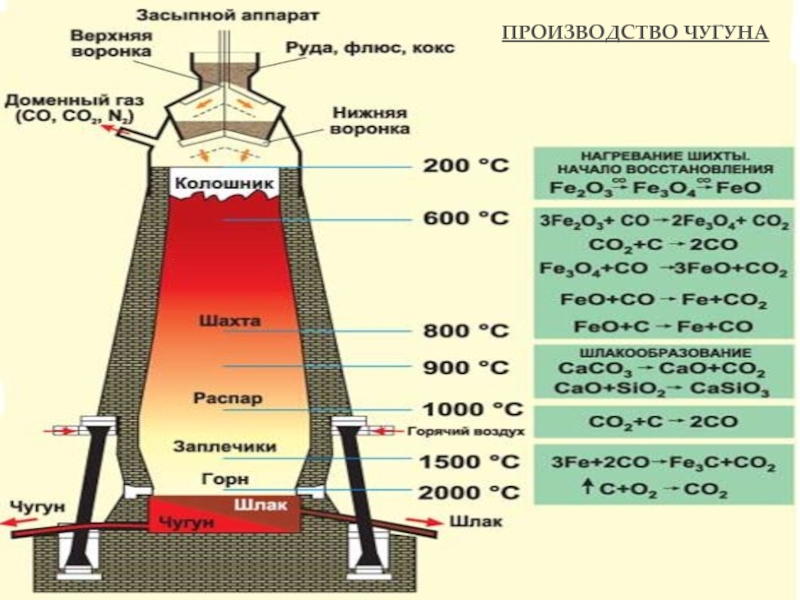 У нашей команды осталось двадцать пять фунтов низкоуглеродистого железа. Низкое содержание углерода облегчает работу с железом и делает его прекрасным материалом для совместной скульптуры сообщества!
У нашей команды осталось двадцать пять фунтов низкоуглеродистого железа. Низкое содержание углерода облегчает работу с железом и делает его прекрасным материалом для совместной скульптуры сообщества!

 При работе прибор создает воздушные вихри, которые подхватывают пыль и соринки. Мелкие частицы, оседая, попадают вовнутрь и повреждают уплотнительные кольца, что нарушает герметичность и выводит из строя всю отопительную систему. Несмотря на то, что все детали защищены тонким слоем водяной пленки, не стоит пренебрегать рекомендациями о регулярной влажной уборке.
При работе прибор создает воздушные вихри, которые подхватывают пыль и соринки. Мелкие частицы, оседая, попадают вовнутрь и повреждают уплотнительные кольца, что нарушает герметичность и выводит из строя всю отопительную систему. Несмотря на то, что все детали защищены тонким слоем водяной пленки, не стоит пренебрегать рекомендациями о регулярной влажной уборке.
 youtube.com/embed/uACoFSXXtGU?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/uACoFSXXtGU?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> /52590758-350x350.jpg) Она переносит тепловую энергию от котла к радиаторам. Если объем перекачки будет маленький (слабый насос), то котел перегреется, а радиаторы останутся холодными.
Она переносит тепловую энергию от котла к радиаторам. Если объем перекачки будет маленький (слабый насос), то котел перегреется, а радиаторы останутся холодными.
 Если этот график наложить на характеристики, то они где то пересекутся, — получится рабочая точка насоса. Именно столько он будет гнать теплоносителя, создавая такой-то напор.
Если этот график наложить на характеристики, то они где то пересекутся, — получится рабочая точка насоса. Именно столько он будет гнать теплоносителя, создавая такой-то напор.
 е. подстраиваться под сеть при каждом ее изменении.
е. подстраиваться под сеть при каждом ее изменении. Это следующие значения — 25/40, 25/50, 25/60, 25/80… Первая цифра означает просто диаметр резьбы подключения, чаще это 25мм – «дюймовое», реже 32 или 20 мм. Вторая же цифра характеризует насос полностью – это создаваемый напор в килопаскалях – для первого примера это 40 кПа, что примерно рано 4 м водяного столба.
Это следующие значения — 25/40, 25/50, 25/60, 25/80… Первая цифра означает просто диаметр резьбы подключения, чаще это 25мм – «дюймовое», реже 32 или 20 мм. Вторая же цифра характеризует насос полностью – это создаваемый напор в килопаскалях – для первого примера это 40 кПа, что примерно рано 4 м водяного столба.
 Вся система окажется сбалансированной по расходу и напору.
Вся система окажется сбалансированной по расходу и напору.







 Эти насосы отличного качества от Shinhoo с красивым внешним видом экономичны, просты в использовании. в установке, не требует особого обслуживания и экономит ценные ресурсы!
Эти насосы отличного качества от Shinhoo с красивым внешним видом экономичны, просты в использовании. в установке, не требует особого обслуживания и экономит ценные ресурсы! Эти насосы превосходного качества от Shinhoo экономичны, просты в установке, не требуют особого обслуживания и экономят ценные ресурсы!
Эти насосы превосходного качества от Shinhoo экономичны, просты в установке, не требуют особого обслуживания и экономят ценные ресурсы! ..
.. Мы доступны 24/7 по электронной почте или телефону.
Мы доступны 24/7 по электронной почте или телефону. Преимущество использования Shinhoo, ускорение итеративного обновления всех видов продуктов, более широкое использование синергии продукта и технологий, таких как тепловой насос для нагрева раствора, применение водонагревателя для достижения высокого эффекта энергосбережения с настройкой системы. производительность и врезка, реализовать шум оптимизации продукта теплового насоса, оптимизацию затрат, оптимизацию и объемную эффективность и т. д. Придерживаясь «концентрации на насосе», основываясь на наших технологиях и инновациях, Shinhoo будет предоставлять более рыночные продукты. для холодильного оборудования, отопления, тепловых насосов и многих других секторов, повышая эффективность низкоуглеродных и экологически чистых инициатив
Преимущество использования Shinhoo, ускорение итеративного обновления всех видов продуктов, более широкое использование синергии продукта и технологий, таких как тепловой насос для нагрева раствора, применение водонагревателя для достижения высокого эффекта энергосбережения с настройкой системы. производительность и врезка, реализовать шум оптимизации продукта теплового насоса, оптимизацию затрат, оптимизацию и объемную эффективность и т. д. Придерживаясь «концентрации на насосе», основываясь на наших технологиях и инновациях, Shinhoo будет предоставлять более рыночные продукты. для холодильного оборудования, отопления, тепловых насосов и многих других секторов, повышая эффективность низкоуглеродных и экологически чистых инициатив MCE — это самая престижная выставка и глобальная бизнес-платформа для компаний, работающих в секторах HVAC+R, возобновляемых источников энергии и энергоэффективности. Здесь собраны новейшие передовые технологии в отрасли HVAC, чтобы вы могли быть в курсе последних новостей отрасли. Наша компания представит новейшие и самые популярные продукты для котлов и циркуляционных насосов. Мы приветствуем всех клиентов! Мы с нетерпением ждем встречи с вами на выставке и надеемся, что посещение нашего стенда вас не разочарует. Узнайте больше о MCE: https://mcexpocomfort.it/ MCE — MostraConvegnoExpocomfort 2022 ▪️Дата: с 28 июня по 1 июля 2022 г. ▪️Место: FieraMilanoS.S. дель Семпионе н. 2820017 Ро (Милан) ▪️Стенд: зал 5, L10
MCE — это самая престижная выставка и глобальная бизнес-платформа для компаний, работающих в секторах HVAC+R, возобновляемых источников энергии и энергоэффективности. Здесь собраны новейшие передовые технологии в отрасли HVAC, чтобы вы могли быть в курсе последних новостей отрасли. Наша компания представит новейшие и самые популярные продукты для котлов и циркуляционных насосов. Мы приветствуем всех клиентов! Мы с нетерпением ждем встречи с вами на выставке и надеемся, что посещение нашего стенда вас не разочарует. Узнайте больше о MCE: https://mcexpocomfort.it/ MCE — MostraConvegnoExpocomfort 2022 ▪️Дата: с 28 июня по 1 июля 2022 г. ▪️Место: FieraMilanoS.S. дель Семпионе н. 2820017 Ро (Милан) ▪️Стенд: зал 5, L10 Эта деятельность была направлена на усиление взаимодействия руководства, постоянное улучшение командной работы и развитие командной сплоченности и сотрудничества. Подчеркните цель сотрудничества и ослабьте рабочее давление. На церемонии открытия руководитель офиса генерального директора Shinhoo еще раз подчеркнул цель тренинга: «Координация и сотрудничество! Один и тот же кусок железа можно распилить и изнашивать, но можно и переплавить в сталь; то же самое для нас, наша команда ничего не может сделать, но также может сделать что-то.Один человек может быстро расти, но если вы хотите многого добиться, вам нужна группа людей, которые помогут вам.Конечно, я также надеюсь, что мы можем ослабьте давление и помогите друг другу достичь более высоких оценок в будущем благодаря деятельности». Соберите командный дух и улучшите способность к сотрудничеству Было 5 занятий и 5 групп, в том числе «Нарисуй что-нибудь», «Никогда не пересекай минное поле», «Готовим», «Схватка мяча» и «Пять человек три фута», которые предназначены для проверки индивидуальных способностей.
Эта деятельность была направлена на усиление взаимодействия руководства, постоянное улучшение командной работы и развитие командной сплоченности и сотрудничества. Подчеркните цель сотрудничества и ослабьте рабочее давление. На церемонии открытия руководитель офиса генерального директора Shinhoo еще раз подчеркнул цель тренинга: «Координация и сотрудничество! Один и тот же кусок железа можно распилить и изнашивать, но можно и переплавить в сталь; то же самое для нас, наша команда ничего не может сделать, но также может сделать что-то.Один человек может быстро расти, но если вы хотите многого добиться, вам нужна группа людей, которые помогут вам.Конечно, я также надеюсь, что мы можем ослабьте давление и помогите друг другу достичь более высоких оценок в будущем благодаря деятельности». Соберите командный дух и улучшите способность к сотрудничеству Было 5 занятий и 5 групп, в том числе «Нарисуй что-нибудь», «Никогда не пересекай минное поле», «Готовим», «Схватка мяча» и «Пять человек три фута», которые предназначены для проверки индивидуальных способностей.

 00
00
 Сделать это вам поможет наша программа. С помощью калькулятора арматуры можно, зная вес и длину одного стержня узнать общий вес необходимой вам арматуры, либо необходимое количество стержней и их общую длину. Эти данные помогут быстро и легко рассчитать объем арматуры для выполнения необходимых вам работ.
Сделать это вам поможет наша программа. С помощью калькулятора арматуры можно, зная вес и длину одного стержня узнать общий вес необходимой вам арматуры, либо необходимое количество стержней и их общую длину. Эти данные помогут быстро и легко рассчитать объем арматуры для выполнения необходимых вам работ.

 875
875 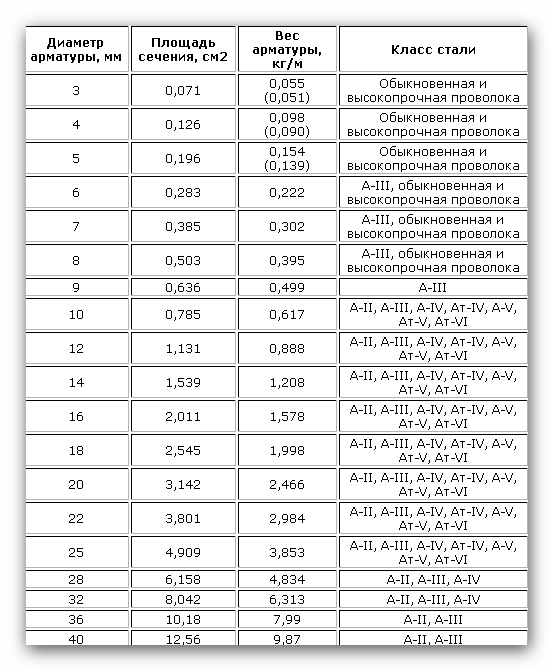
 Калькулятор веса арматуры — это хороший способ узнать общий вес рейбера.
Калькулятор веса арматуры — это хороший способ узнать общий вес рейбера.
 Калькулятор арматуры для фундаментов удобен, чтобы найти арматуру для плитного фундамента. Общая оценка арматуры на 8 дюймов ширины фундамента. Если вы придерживаетесь этого расчета для 16-дюймовой арматуры, вам потребуется 2 арматурных стержня и так далее для ширины фундамента 24,32 дюйма. Для быстрой оценки вам может потребоваться использовать онлайн-инструмент, известные расчеты бетонной арматуры, чтобы найти оценку арматуры для ширины фундамента.
Калькулятор арматуры для фундаментов удобен, чтобы найти арматуру для плитного фундамента. Общая оценка арматуры на 8 дюймов ширины фундамента. Если вы придерживаетесь этого расчета для 16-дюймовой арматуры, вам потребуется 2 арматурных стержня и так далее для ширины фундамента 24,32 дюйма. Для быстрой оценки вам может потребоваться использовать онлайн-инструмент, известные расчеты бетонной арматуры, чтобы найти оценку арматуры для ширины фундамента.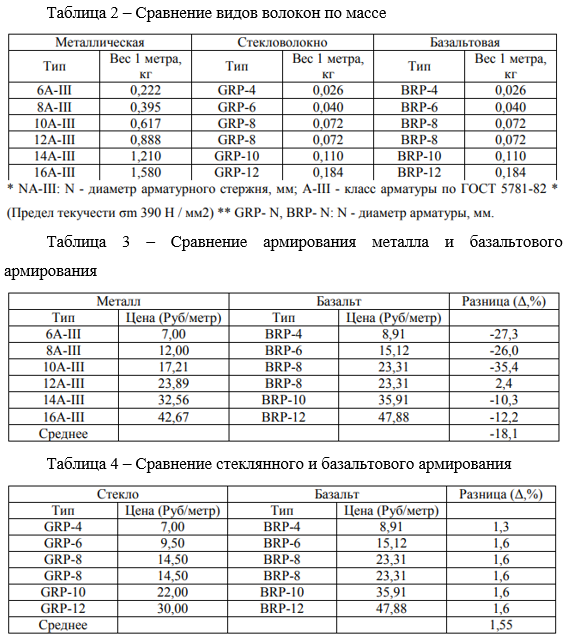 Калькулятор арматуры для перекрытий лучше всего подходит для определения размера арматуры.
Калькулятор арматуры для перекрытий лучше всего подходит для определения размера арматуры. Арматурная проволока изготавливается из узорчатой стали и улучшает адгезию. Эти арматурные проволоки размещаются таким образом, чтобы создать сетку. Поскольку проволока Rebar изготовлена из специально обработанной стали, это увеличивает срок службы бетонных плит.
Арматурная проволока изготавливается из узорчатой стали и улучшает адгезию. Эти арматурные проволоки размещаются таким образом, чтобы создать сетку. Поскольку проволока Rebar изготовлена из специально обработанной стали, это увеличивает срок службы бетонных плит.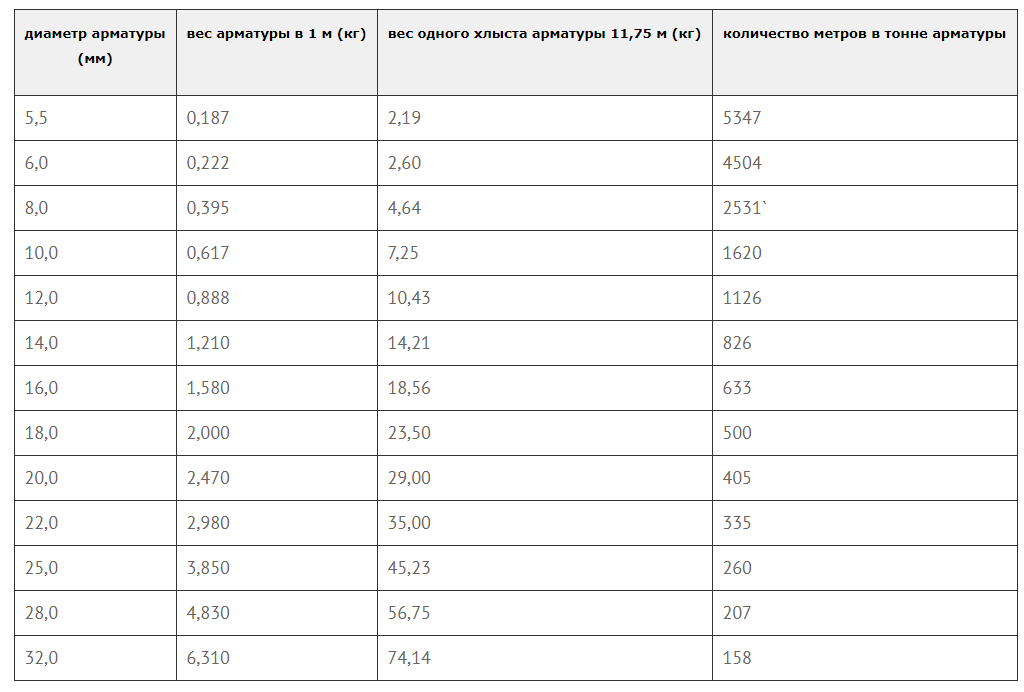
 Арматура используется в строительстве железобетонных конструкций уже более 500 лет и до сих пор широко используется.
Арматура используется в строительстве железобетонных конструкций уже более 500 лет и до сих пор широко используется.
 youtube.com/embed/0t_rJg_qkds» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/0t_rJg_qkds» frameborder=»0″ allowfullscreen=»»/>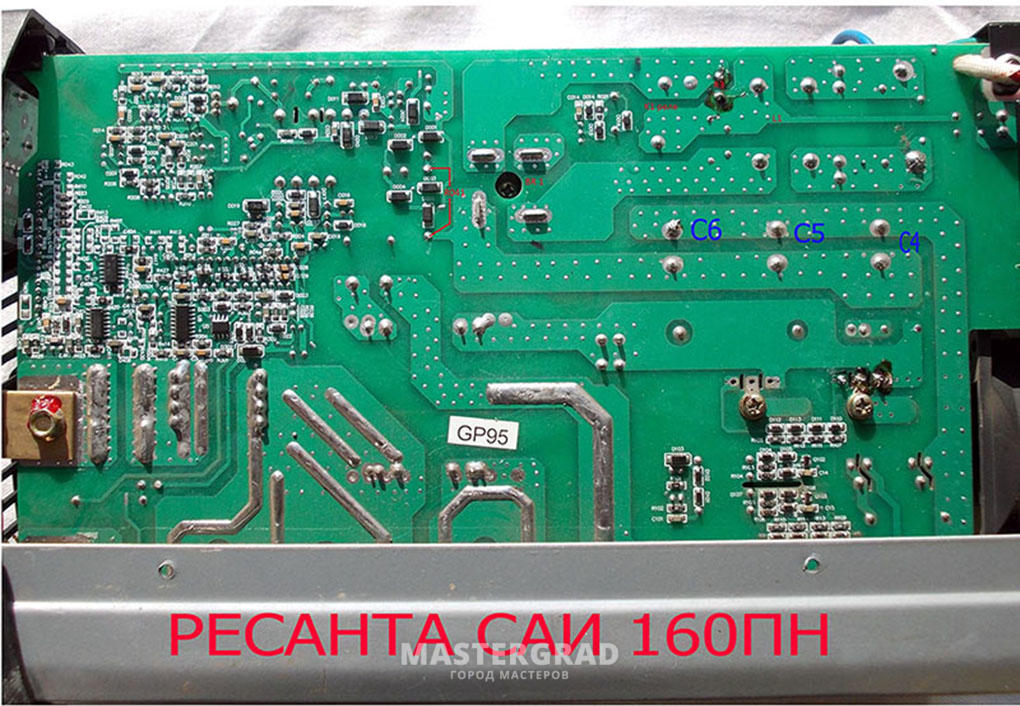
 Про трансформатор ничего сказать не могу. Там не сопротивление надо мерить а индуктивность, может у вас межвитковое замыкание. Помогите с проблемой: Включаю аппарат, светодиоды оба светятся, охлаждение работает, на сварочных контактах в покое 30В, а дуги нет!!!
Про трансформатор ничего сказать не могу. Там не сопротивление надо мерить а индуктивность, может у вас межвитковое замыкание. Помогите с проблемой: Включаю аппарат, светодиоды оба светятся, охлаждение работает, на сварочных контактах в покое 30В, а дуги нет!!!

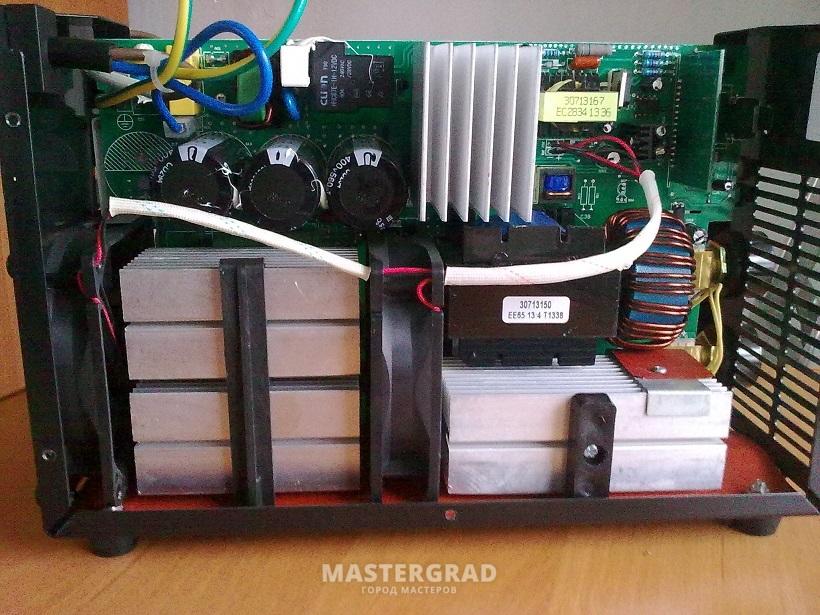


 Нужен ремонт сварочных аппаратов Ресанта? Ищете, где провести его по оптимальной цене и с высочайшим качеством? Наладка сварочных полуавтоматов. Починка аргонодуговой сварки. Восстановление аппаратов плазменной резки.
Нужен ремонт сварочных аппаратов Ресанта? Ищете, где провести его по оптимальной цене и с высочайшим качеством? Наладка сварочных полуавтоматов. Починка аргонодуговой сварки. Восстановление аппаратов плазменной резки. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.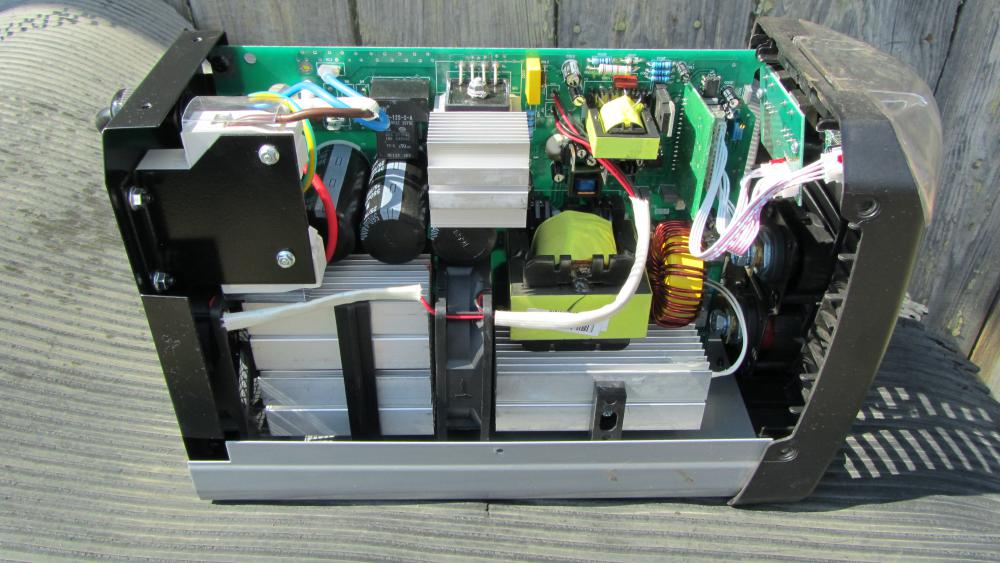 Две неисправности.
Две неисправности. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре.


 Его низкая производительность может быть признаком ухудшения или признаком того, что он уже прошел свой расцвет.
Его низкая производительность может быть признаком ухудшения или признаком того, что он уже прошел свой расцвет. Обеспечьте их надлежащее обращение и хранение.
Обеспечьте их надлежащее обращение и хранение. Поражение электрическим током может привести к травмам или, в худшем случае, к смерти, поэтому доверьте необходимый ремонт специалистам.
Поражение электрическим током может привести к травмам или, в худшем случае, к смерти, поэтому доверьте необходимый ремонт специалистам.
 Это привело к дополнительным затратам и большому времени простоя.
Это привело к дополнительным затратам и большому времени простоя. Изношена направляющая. Из-за этого позиционирование полосы не гарантировалось и в результате этого в процессе производства иногда нарушались сварные швы.
Изношена направляющая. Из-за этого позиционирование полосы не гарантировалось и в результате этого в процессе производства иногда нарушались сварные швы. Мы специализируемся на услугах по сварке и капитальному ремонту машин контактной и барабанной сварки.
Мы специализируемся на услугах по сварке и капитальному ремонту машин контактной и барабанной сварки.
 Если вы находитесь далеко, мы, конечно, всегда можем организовать видеозвонок.
Если вы находитесь далеко, мы, конечно, всегда можем организовать видеозвонок.