Как поднять дом своими руками — пошаговая инструкция и видео
Консультации/заказ услуг: 8 (812) 988-20-58
Для того, чтобы ответить на вопрос — как поднять дом своими руками, пошаговая инструкция и видео будут самыми лучшими помощниками. Самое главное — это не нарушать рекомендаций от специалистов и выполнять все требующиеся действия максимально грамотно.
- Категорически запрещено совершать резкие движения при работе с домкратами, так как это может стать причиной того, что конструкция попросту с него сорвется.
- Самым первым поднимается наиболее просевший угол. В метре от него нужно накопать углубление и установить домкрат с настилом.
- Подъемник устанавливается под нижнее бревно, и если оно целое и крепкое, то под него нужно уложить пластину из стали. В сгнивших бревнах нужно вырезать специальные выемки.

- Чтобы поднять угол, нужно делать интервалы поднятия в 5-6 см за 1 раз. Для облегчения нагрузки подъемника вклинивание заготовленных подпорок делается одновременно.
- Далее нужно внимательно осмотреть строение на предмет выявления трещин.
- Затем к поднятию готовится второй угол и также нужно сделать углубление под поддон, на котором будет стоять домкрат. На головку подъемника укладывается пластина и только потом поднимается конструкция и нужно подложить бруски и плашки под низ самого первого венца.
- Домкрат может быть установлен в середине бревна, для чего делаются те же самые действия, но поднятие проводится на 2-3см.
- Затем нужно вернуться к первому углу и приподнять его так, чтобы каркас дома был выровнен, но не больше чем в 7см. Обязательно нужно устанавливать подпорки в виде чурок и плах.
- После каждого действия нужно проводить осмотр строения.
- С тех углов, которые укреплены, снимаются домкраты и к подъему подготавливается другая сторона.
- Как только противоположные углы приподняты, нужно выровнять дом по всему периметру короба, для чего используется водяной уровень.
- Здание поднимается по часовой стрелке или же против него, что не особенно важно, но главное — это максимальная ровность по всему периметру.
- Под каждой стеной должна быть надежная подпорка под нижними венцами, что обеспечит прочность строения.


Только после того, как подпорки установлены, проверены на надежность и прочность и сняты домкраты, можно начинать работы по ремонту фундамента, для чего лучше выбрать свайно-винтовое основание, так как оно более прочное и долговечное. Поднять старый дом лучше доверить профессионалам, чтобы избежать неприятных последствий!
Видео
Посмотреть другие видео
Телефон: 8 (812) 988-20-58
Email: info@glav-svai. ru
ru
Адрес: Ириновский пр., д. 2, БЦ «Ника», офис 409, Ежедневно с 10:00 до 20:00
Как поднять деревянный дом. Как поднять дом своими руками – детальная инструкция
Главная
» Статьи
» Как поднять деревянный дом. Как поднять дом своими руками – детальная инструкция
15.04.2021 в 19:06
Статьи
Содержание
- Как поднять деревянный дом. Как поднять дом своими руками – детальная инструкция
- Как поднять деревянный дом на домкратах своими руками. Подъём дома домкратом
- Отключение коммуникаций
- Подготовка к установке домкрата
- Чем обработать деревянный дом внутри после постройки. Зачем нужна защита древесины
- Видео как поднять деревянный дом на домкратах ?
Как поднять деревянный дом. Как поднять дом своими руками – детальная инструкция
Чтобы поднять дом домкратом может использоваться различное количество грузоподъемных приспособлений в зависимости от их наличия и массы строения:
- использование одного подъемника. Поочередно осуществляя перемещение различных точек здания, важно за один цикл производить смещение по вертикали не более 5 см. Это позволит избежать необратимых деформаций, в результате которых возможен перекос дверей, растрескивание отделки и нарушение целостности стекол. Приподнятый участок фиксируется брусьями, а домкрат перемещается на следующий участок. Выполнение операций позволяет последовательно осуществить подъем дома на одинаковый уровень;
- применение двух грузоподъемных приспособлений. Следует правильно расположить устройства для вертикального перемещения и не вывешивать обе точки синхронно. Подъем каждого участка производится по очереди, что не позволяет зданию сместиться в противоположную от подъемников сторону и серьезно деформироваться. Алгоритм поднятия с помощью двух устройств аналогичен ранее рассмотренному варианту;
- синхронная работа четырех устройств. Использование оборудования, установленного в угловых зонах строения, позволяет максимально эффективно и безопасно приподнять деревянную постройку, осуществляя перемещение за один прием на 2–4 см. При этом важно обеспечить синхронность для обеспечения плавного перемещения, подавая голосовую команду рабочим. Возможно применение профессионального оборудования, оснащенного системой синхронного управления.
 Поочередно осуществляя перемещение различных точек здания, важно за один цикл производить смещение по вертикали не более 5 см. Это позволит избежать необратимых деформаций, в результате которых возможен перекос дверей, растрескивание отделки и нарушение целостности стекол. Приподнятый участок фиксируется брусьями, а домкрат перемещается на следующий участок. Выполнение операций позволяет последовательно осуществить подъем дома на одинаковый уровень;
Поочередно осуществляя перемещение различных точек здания, важно за один цикл производить смещение по вертикали не более 5 см. Это позволит избежать необратимых деформаций, в результате которых возможен перекос дверей, растрескивание отделки и нарушение целостности стекол. Приподнятый участок фиксируется брусьями, а домкрат перемещается на следующий участок. Выполнение операций позволяет последовательно осуществить подъем дома на одинаковый уровень; При этом важно обеспечить синхронность для обеспечения плавного перемещения, подавая голосовую команду рабочим. Возможно применение профессионального оборудования, оснащенного системой синхронного управления.
При этом важно обеспечить синхронность для обеспечения плавного перемещения, подавая голосовую команду рабочим. Возможно применение профессионального оборудования, оснащенного системой синхронного управления.Как поднять деревянный дом на домкратах своими руками. Подъём дома домкратом
Перед тем, как поднять дом домкратом своими руками чтобы поменять нижний ряд, необходимо выполнить некоторые подготовительные работы.
Отключение коммуникаций
Сначала нужно отключить все коммуникации, подходящие к постройке. Это может быль электрическая сеть, газ, водоснабжение, канализация. Кроме того, необходимо разрезать или рассоединить все остальные трубы, связывающие дом с землёй, ведь они могут сильно помешать подъёму сруба. Если проигнорировать этот этап, то можно нанести своему жилищу серьёзные повреждения.
Не забудьте отключить электроэнергию перед подъёмом дома домкратом Источник sense-life.com
Отдельного внимания требует печь, ведь она стоит на автономном фундаменте. Поэтому при подъёме дома домкратом нужно обеспечить свободное движение дымохода сквозь крышу.
Поэтому при подъёме дома домкратом нужно обеспечить свободное движение дымохода сквозь крышу.
Если котёл стоит на полу, то от него нужно отсоединить все шланги и подводки. Если же он весит на стене, то никак не помешает работам.
Подготовка к установке домкрата
Способ установки домкрата зависит в первую очередь от типа фундамента. На ленточных и плитных основаниях необходимо вырезать прямоугольные ниши. На столбчатые или свайные фундаменты для установки домкрата укладывают деревянные щиты.
Место для установки опоры должно быть гладким и ровным. На него будет ставится специальная металлическая треногая подставка, которая ни в коем случае не должна проскальзывать. Нужна она для регулировки по высоте.
Чем обработать деревянный дом внутри после постройки. Зачем нужна защита древесины
Внутренняя обработка деревянного дома входит в список обязательных мероприятий по отделке помещений. И действительно, важность правильного подбора и нанесения защитного состава для древесины сложно переоценить.
Этому есть несколько причин:
- Во-первых, при длительном пребывании во влажной среде древесные волокна набухают, и все детали, из которых выполнена отделка, увеличиваются в размере . В результате обшивка стен деформируется, что может привести к появлению трещин и других дефектов. Чтобы избежать этого, вагонка и другие элементы отделки пропитываются либо покрываются составами, минимизирующими контакт дерева и воды.
Краски, лаки и пропитки не только минимизируют контакт дерева с влагой, но и угнетают развитие бактерий
- Во-вторых, влажная среда вместе с высокой температурой формируют идеальную среду для развития микроорганизмов, в том числе болезнетворных бактерий и грибков . Единственный способ помешать этому – использовать антисептические составы, обладающие бактерицидным и фунгицидным действием.
Обратите внимание!
Очень часто новички интересуются, нужно ли обрабатывать антисептиком дерево внутри помещений с нормальным уровнем влажности.
В принципе, делать это не обязательно, но в любом случае антибактериальная или противогрибковая пропитка не повредит.
- В-третьих, внутренняя обработка стен деревянного дома выполняет и дизайнерскую функцию . Современные составы в большинстве своем или содержат пигменты в готовом виде, или допускают введение колеров, так что при необходимости мы сможем одновременно с влагозащитой обеспечить изменение оттенка отделки.
Палитра многих пропиток весьма обширна
Завершая краткий анализ, нужно отметить, что цена качественных средств для защиты дерева от влаги и микроорганизмов достаточно высока. В то же время их использование существенно продляет срок службы отделки, потому в конечном счете обработка деревянных стен внутри дома является вполне оправданной.
Видео как поднять деревянный дом на домкратах ?
Категории: Детальная инструкция, Дом на домкратах, Подготовка к установке
Понравилось? Поделитесь с друзьями!
⇦
Термодерево, что это такое. Что такое термодревесина
Что такое термодревесина
⇨
Автоматика для откатных ворот, какая лучше. Автоматика от разных производителей
Полное руководство по методам подъема дома
Под подъемом дома понимается процесс подъема дома на некоторое расстояние над существующим фундаментом. Но я полагаю, вы уже это знаете.
Чего вы, вероятно, не знаете, так это того, что в зависимости от конкретной причины, по которой вы поднимаете свой дом, и целостности конструкции, ваш дом может быть поднят где угодно от 5 дюймов до 12 футов .
Подъем дома также известен как дом подъем , дом домкрат , или дом домкрат .
Для тех, кто хочет повысить ценность своего дома и дополнительное пространство в виде готового подвала, не вторгаясь слишком сильно во двор или пространство на крыльце, подъем вашего дома может быть приемлемым вариантом.
Это не только оригинальный способ создать пространство ex nihilo , но и экономичный подход к изменению вашего жилого пространства.
Это потому, что он избегает дополнительные расходы , связанные с попыткой продать свой дом, чтобы купить другой. (Расходы на переезд, плата за недвижимость, налоги и т. д.)
Понимание того, как поднимаются дома
Вкратце о возведении дома: скрепите дом. Поднимите дом. Скоба. Поднимите его снова. Повторение.
Конечно, реальный процесс немного сложнее и требовательнее, но в основном это все.
Стандартный метод, принятый большинством подъемников домов в Сиэтле, включает в себя установку стальных балок под домом, а затем использование синхронизированных домкратов для его подъема с добавлением опор под ним.
Этот метод выполняется поэтапно. Здесь необходимы два основных компонента: гидравлические домкраты для подъема дома и опоры для поддержки.
В процессе подъема дома домкраты срезают дом с фундамента и поднимают его на гидравлических домкратах. Затем они удерживаются временными опорами, называемыми кроватками, а ниже строится новый или расширенный фундамент.
Сначала в стене фундамента через определенные промежутки проделываются отверстия, чтобы можно было установить ряд стальных балок в критических точках под каркасом пола.
Каждая балка размещается перпендикулярно полу. Затем второй набор балок размещается ниже и перпендикулярно первому набору.
После того, как все стальные балки и домкрат установлены, начинается процесс подъема. Каждый домкрат будет выдвигаться только на такую высоту; поэтому во время процесса дом и гидравлические домкраты поддерживаются с интервалами по мере подъема домкратов. Как только дом поднят достаточно высоко, его снова поддерживают на опорах, в то время как новые стены фундамента строятся до желаемой высоты.
Домкраты равномерно размещены под домом и соединены с унифицированной гидравлической домкратной машиной, которая может одновременно поднимать каждый домкрат на определенную величину. Затем дом опускают на новые стены фундамента, удаляют балки и заделывают отверстия, через которые проходили стальные балки.
Этот метод хорошо подходит для домов, изначально построенных на частичном подвале, в подполье и на открытом фундаменте.
Новые возможности подъема домов открываются для домовладельцев Сиэтла
По нашему опыту, мы обнаружили, что, хотя большинство людей хотят поднять дома, чтобы увеличить высоту, многие другие делают это, чтобы прибегнуть к непредвиденным структурным проблемам, таким как (надвигающееся) повреждение фундамента дома из-за осадки или движение.
В большинстве случаев дом придется поднимать, чтобы можно было полностью заменить его фундамент.
Это связано с тем, что, в зависимости от состояния дома, определенные ремонтные работы на фундаменте могут безопасно выполняться только при поднятом доме.
К наиболее частым причинам подъема дома относятся:
Добавление высоты головы или пространства под домом
Возможно, вы один из многих домовладельцев в Сиэтле, которые хотели бы построить для себя новый подвал. Офис, наверное. Или, может быть, мини-тренажерный зал.
Офис, наверное. Или, может быть, мини-тренажерный зал.
Часто домовладельцы хотят добавить немного места для работы или хобби, в то же время отчаянно желая остаться в своем районе.
С подъемом дома вы можете легко установить себе офис прямо под своим домом. Вы можете не только вырезать новый подвал с нуля, но также можете увеличить существующий подвал или преобразовать его в большее пользовательское пространство.
Сохранение существующего дворового пространства и первоначальной площади вашего дома
Дом, построенный на приподнятых балках, не только предоставит вам дополнительное пространство, необходимое для установки дополнительной спальни или двух. Это также сохранит вашу существующую незанятую площадь.
Поднимая свой дом, вы избегаете мер с нулевой суммой, связанных с расширением вашего дома по горизонтали, что является немедленным обращением за помощью большинства домовладельцев. Вам также не нужно будет думать об уборке травы, вторжении на задний двор или даже о вырубке ваших прекрасных деревьев.
Таким образом, подняв дом, вы сохраните его первоначальную площадь. Имея возможность расширения вверх или вниз, вы можете быть уверены, что дополнительная высота головы не исказит архитектурный профиль вашего дома.
Модернизация на случай землетрясений и соблюдение сейсмических стандартов
До 1980 года домовладельцы Сиэтла не были обязаны закреплять свои дома на фундаменте. Строительные нормы тогда были не такими, как сейчас.
Это не означает, что дома были «небезопасными» до 80-х годов; только то, что многие меры, которые принимаются сейчас, являются результатом того, что произошло между тем и сейчас.
Теперь, когда климат Сиэтла и сейсмические условия таковы, как сейчас, большинство домовладельцев хорошо понимают: дом, фундамент которого не закреплен должным образом, с большей вероятностью «соскользнет» в случае землетрясения.
Преимущество привлечения подходящего грузчика заключается в том, что он соответствующим образом профилирует ваш дом в соответствии с сейсмическими данными вашего конкретного региона. Фактический процесс переоборудования вашего дома в соответствии с сейсмическими стандартами начинается после того, как дом безопасно поднят достаточно высоко, чтобы обнажить его фундамент. На этом этапе домоподъемники могут усилить недавно установленные балки и повысить прочность стены.
Фактический процесс переоборудования вашего дома в соответствии с сейсмическими стандартами начинается после того, как дом безопасно поднят достаточно высоко, чтобы обнажить его фундамент. На этом этапе домоподъемники могут усилить недавно установленные балки и повысить прочность стены.
Как бы это ни звучало, цель сейсмической модернизации во время подъема дома состоит в том, чтобы сделать ваш дом максимально структурно устойчивым, насколько это возможно. Не обязательно делать его «сейсмоустойчивым». Строго говоря, сделать конструкцию на 100% сейсмостойкой невозможно.
Соответствуя местным сейсмическим стандартам, вы снижаете вероятность того, что ваш дом не выдержит сильной сейсмической активности — всех шатаний и сотрясений, которые могут разрушить его конструкцию. Кроме, конечно, защиты жизни жителей разрушенного землетрясением дома. Или, по крайней мере, сделать их дом достаточно прочным, чтобы выдержать удары камней, трясущихся под ним. В противном случае дома могут (и случались в прошлом) легко рухнуть сами на себя
Домовладельцам в Сиэтле, желающим начать проекты по сносу домов, особенно тем, кто знает, что их конструкции хрупкие, настоятельно рекомендуется убедиться, что во время проекта была проведена надлежащая подготовка, чтобы соответствовать сейсмическим стандартам.
А учитывая склонность Сиэтла к периодической сейсмической активности, вы будете в большей безопасности, если наймете группу опытных подрядчиков.
Сортировка других крайне необходимых структурных ремонтных работ
Зачастую многие домовладельцы в Сиэтле, кажется, не знают о том факте, что фундамент их дома находится в плохом состоянии.
Действительно, проблемы с фундаментом случаются гораздо чаще, чем вы думаете, и многие пожилые домовладельцы это понимают.
Незаметное повреждение фундамента вашего дома может быть вызвано рядом причин: неправильно построенной дренажной системой, стихийными бедствиями, постоянно ужасной погодой и другими глубинными изменениями в составе почвы, а также многими другими причинами.
В то время как добавление нескольких дополнительных комнат и высоты потолков может быть основной мотивацией для подъема вашего дома, инициировав проект подъема дома, вам может повезти вовремя обнаружить структурные недостатки, чтобы пресечь их в зародыше.
Если подумать, особенно в отношении старых домов в Сиэтле, инициировав проект подъема дома, в данном случае, вероятно, вы убьете двух зайцев одним выстрелом.
Каким бы ни был случай подъема вашего дома, удачным или неудачным, использование услуг подходящего подрядчика обеспечит плавный, безболезненный и рентабельный процесс.
На что следует обратить внимание при составлении бюджета проекта по подъему дома
Источник: проект по подъему дома CRD (2021 г.)
Размер вашего дома
Как мы уже говорили, чем больше и тяжелее ваш дом, тем сложнее будет процесс подъема. И тем больше времени займет весь процесс.
Как правило, фирма, занимающаяся подъемом домов, выставляет вам счет на основе квадратных метров за любую выполненную работу, например, за отключение коммунальных услуг (электроэнергии, водопровода, канализации, воды, газа и фундамента).
Они делают это, потому что чем больше дом , тем больше требуется рабочей силы, инструментов и оборудования
Необходимы разрешения
Подъем дома подпадает под капитальный ремонт, поэтому отказ от разрешения здесь не применяется.
В этом случае разрешение на подъем дома в Сиэтле обойдется вам в сумму от 1000 до 5000 долларов, конкретная сумма зависит от множества факторов:
- адрес вашего дома
- Значение подъемного проекта
- Точная продолжительность подъемного проекта
Эти высокие нормативные расходы показывают, почему вам необходимо нанимать самых квалифицированных и эффективных подрядчиков на рынке.
Хороший подрядчик не только гарантирует бесперебойную работу; они помогут вам с оформлением документов от начала до конца.
Скрытые расходы
Вы обязательно столкнетесь с неожиданными скачками ваших сборов. Обычно они поступают не от строительной фирмы, а от неучтенных затрат на обслуживание.
Такие расходы включают плату, необходимую для безопасного отключения и повторного подключения водопровода, кабельного телевидения, широкополосного доступа в Интернет, внутреннего водоснабжения, а также электросети.
Каждая из этих вещей потребует специалиста для безопасного (разъединения/повторного) подключения.
Часто задаваемые вопросы о подъеме дома
Источник: Проект подъема дома CRD (2021)
- Как долго меня не будет дома?
Ну, это зависит от обстоятельств. То, как долго вы будете отсутствовать дома, конечно же, определяется тем, сколько времени займет проект подъема и работы по отделке подвала.
По нашему опыту, оптимальным периодом является 12-16 недель. Именно столько времени требуется, чтобы поднять средний дом, а затем подготовить его к повторному заселению. В зависимости от подрядчика, у которого вы запрашивали расценки, вы можете получить меньшую цифру. Но ожидайте, что большинство фирм будут указывать периоды от 12 до 16 недель.
- Могу ли я оставить мебель в доме, пока я ее поднимаю?
Да, можно. Однако важно защитить любые ценности, особенно хрупкие и/или дорогие. Ради них (и вас) ради себя.
Ради них (и вас) ради себя.
Еще один повод для беспокойства — воровство. Это нечасто, но сообщалось, что грабители воруют со строительных объектов.
Наш совет: вынесите из дома все, что можно, до начала проекта.
- Вам нужно разрешение города, чтобы поднять дом в Сиэтле?
Да.
Подъем дома подпадает под регулируемую категорию капитального ремонта. Это означает, что вам нужно уведомить (и заплатить) местные власти.
Все, что вам нужно сделать, это сообщить нам о своих планах; Затем мы можем начать процесс планирования, убедившись, что ваш проект одобрен для строительства.
Последние советы по подъему дома
Источник: Pxhere
Ваша бригада по подъему дома должна иметь наготове свои меры предосторожности
Подрядчики, выполняющие подъем, должны иметь подробное заявление с указанием всех возможных рисков, с которыми можно столкнуться во время проекта.
Много ящиков нужно проверить на предмет безопасности. От гарантии того, что электрические соединения останутся без повреждений, как в случае с водопроводом и внутренним водопроводом, вплоть до целостности фундамента на протяжении всего процесса подъема.
От гарантии того, что электрические соединения останутся без повреждений, как в случае с водопроводом и внутренним водопроводом, вплоть до целостности фундамента на протяжении всего процесса подъема.
Сохранение состояния дома на протяжении
На протяжении всего процесса ваш дом нужно поднимать с помощью тех самых стальных балок, которые удерживают его.
Hire Wisely
Независимо от того, что вы ищете — будь то улучшение организации, дополнительное пространство или улучшение потока — подъем дома — это очень технический процесс, и его ВСЕГДА следует доверять профессионалам, которые оснащены навыками и инструменты для этого.
Не нанимайте первого подрядчика, который вручит вам брошюру. Проведите исследование и выберите строительную компанию, которая специализируется на возведении домов в качестве одной из своих основных услуг. Если вы хотите начать работу над проектом подъема дома сегодня, пожалуйста, не стесняйтесь связаться с нами. Наша команда выполнила несколько проектов по подъему домов, и наши специалисты хотят узнать о вашем проекте.
Категории статей:
Ремонт подвала,
Ремоделирование,
Подвалы,
Домашний ремонт и техническое обслуживание
Видео: маркетинговая стратегия, которую нельзя игнорировать
В Jute Creative мы большие поклонники видео — смотрим его, делаем и приносим пользу нашим клиентам. Это свежая и аутентичная среда с невероятными результатами (назовем только один: 90% клиентов говорят, что видео помогают им принять решение о покупке), и это убедительный способ донести свое сообщение.
Несмотря на стремительный рост популярности видео и его ключевую роль в онлайн-маркетинге и сторителлинге, многие маркетологи еще не раскрыли его потенциал. Если это похоже на вас, читайте дальше. Верьте или нет, но видео доступно маркетологам, работающим с бюджетами любых размеров.
Если вы визуал или вам нужна быстрая версия, посмотрите наше двухминутное анимационное видео, а затем вернитесь сюда, чтобы узнать подробности.
В этом посте мы собираемся представить данные, объясняющие ошеломляющий взлет видео как маркетинговой стратегии, разберем тактики, которые делают видео по-настоящему эффективным (подсказка: речь идет не о том, чтобы потратить целое состояние), и расскажем, как разработайте стратегию видеомаркетинга, которая соответствует вашим конкретным потребностям и отвечает вашим бизнес-задачам.
Мы надеемся, что вы сочтете Jute Creative надежным партнером, когда придет время реализовывать свою стратегию видеомаркетинга, но мы также хотим, чтобы у вас были инструменты и ноу-хау, чтобы сразу же начать снимать и публиковать свои собственные видео. Правильно: вы можете создавать свои собственные видео прямо у себя дома, и во многих случаях это может быть лучшим вариантом. Чтобы узнать больше об этом, следите за обновлениями нашего следующего поста в блоге «Прыжок в видео: что стоит попробовать, когда вы делаете своими руками». Но сначала продолжайте читать ниже!
Почему видео работает
Независимо от того, делаете ли вы его сами или сдаете его в аренду, видео влиятельно и неотразимо — выигрышная комбинация практически для любого маркетолога. Подумайте:
- Размещение видео на целевой странице может увеличить коэффициент конверсии на 80%.
- Каждый день люди просматривают 100 миллионов часов видео на Facebook, 1 миллиард часов видео на YouTube и 10 миллиардов видео на Snapchat.
- Было доказано, что простое добавление слова «видео» в строку темы электронной почты увеличивает открываемость на 19%.
- Добавьте видео в рассылку по электронной почте, и вы сможете повысить рейтинг кликов на 200–300%.

Возможно, самое главное, видео по-прежнему на подъеме :
- Cisco прогнозирует, что к 2021 году на видео будет приходиться 82% всего интернет-трафика. Это означает, что видео — это не просто популярный или эффективный формат общения — оно готово стать доминирующим языком, который мы используем, чтобы рассказывать свои истории и общаться с людьми в Интернете.
- Видео — это чистый контент, и есть причина, по которой Сет Годин называет контент-маркетинг «единственным оставшимся маркетингом»: он подлинный, полезный и идеально подходит для интернет-поколения.
Если вы не рассматриваете видео как часть своей маркетинговой стратегии, то почему бы и нет?
На что следует обратить внимание перед записью
Видео обеспечивает большие преимущества, но это не серебряная пуля или волшебная кнопка, обеспечивающая мгновенную отдачу. Иногда это вообще не правильное решение. Многие компании перешли на видео, заплатив за это значительные средства, прежде чем ответить на некоторые ключевые вопросы, которые могли бы помочь им получить ожидаемую окупаемость инвестиций. Для достижения наилучших результатов будьте вдумчивы и не торопитесь со своей стратегией.
Иногда это вообще не правильное решение. Многие компании перешли на видео, заплатив за это значительные средства, прежде чем ответить на некоторые ключевые вопросы, которые могли бы помочь им получить ожидаемую окупаемость инвестиций. Для достижения наилучших результатов будьте вдумчивы и не торопитесь со своей стратегией.
Для начала задайте себе следующие вопросы:
- Кто будет смотреть ваши видео? Ваша аудитория может варьироваться от сотрудников до клиентов и потенциальных клиентов, поэтому вам нужно четко понимать, кто ваши заинтересованные стороны и чего они ожидают от вас. И в зависимости от того, где вы работаете и что вы пытаетесь сообщить, в вашем видео могут быть некоторые важные вещи, происходящие за кулисами, такие как соблюдение стандартов бренда и юридические аспекты. Все это нужно хорошо продумать.
- Где и , когда будут смотреть ваши зрители? За их столом на работе? На планшете дома? На смартфоне в автобусе? Эти факторы будут влиять на то, как вы обрабатываете такие вещи, как продолжительность видео, звук, использование субтитров и т. д. Выясните, где и когда ваши идеальные зрители будут находить и смотреть ваше видео, а затем встретьтесь с ними там, где они есть.
Совет для профессионалов: субтитры в значительной степени помогают вашему сообщению запоминаться, особенно если вы думаете, что ваши зрители будут сканировать ваше видео на работе или в любом другом месте, где они не могут увеличить громкость. - Что нужно вашим зрителям от вас или вашей отрасли? Что мешало им получить его?
- Почему вы хотите, чтобы эти люди смотрели ваши видео? Побудить зрителей к действию, заставить их запомнить вас и дать им ценную информацию — все это веские причины показывать ваши видео людям. Прежде чем начать, четко определите свои цели — они будут направлять ваш творческий процесс.
- Как вы хотите, чтобы ваши зрители чувствовали себя? Может быть, вы хотите, чтобы они чувствовали себя инсайдерами, которые получают сенсацию прямо от вас, и в этом случае видео, сделанное своими руками, может быть как раз тем, что вам нужно. Или, может быть, ваша цель состоит в том, чтобы вселить в вас доверие и уверенность, которые может вызвать у вас отточенное, профессионально снятое видео.
 д. Выясните, где и когда ваши идеальные зрители будут находить и смотреть ваше видео, а затем встретьтесь с ними там, где они есть.
д. Выясните, где и когда ваши идеальные зрители будут находить и смотреть ваше видео, а затем встретьтесь с ними там, где они есть.  Или, может быть, ваша цель состоит в том, чтобы вселить в вас доверие и уверенность, которые может вызвать у вас отточенное, профессионально снятое видео.
Или, может быть, ваша цель состоит в том, чтобы вселить в вас доверие и уверенность, которые может вызвать у вас отточенное, профессионально снятое видео.Ответы на эти вопросы дадут вам необходимое направление практически по каждому аспекту вашего видео, от содержания до тона, длины и платформы.
Сделать самому или нанять профессионала?
Если после прочтения этого поста вы чувствуете желание погрузиться в видео — и мы надеемся, что это так! — следующий шаг — решить, делать ли это самостоятельно или нанять профессионала. Оба подхода абсолютно верны и полностью зависят от ваших целей. Ваше видео может отвечать на вопрос клиента или может быть направлено на повышение узнаваемости бренда. Это может быть поучительный или образовательный характер, или просто интересно смотреть — что само по себе является ценностью.
Если вы хотите быстро поделиться актуальным контентом со своей аудиторией, ваше видео может быть снято на смартфон, загружено на YouTube в течение часа и мгновенно опубликовано в социальных сетях.
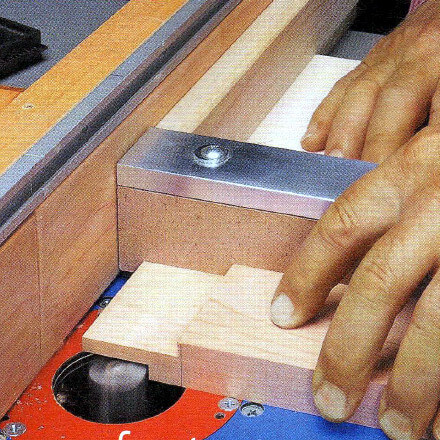
 Дополнительная втулка плотно входит в отверстие металлического шаблона — приспособления шип паз, который контролирует длину реза и держит фрезер прямо. Фрезеруем паз с постепенным погружением фрезы в несколько проходов.
Дополнительная втулка плотно входит в отверстие металлического шаблона — приспособления шип паз, который контролирует длину реза и держит фрезер прямо. Фрезеруем паз с постепенным погружением фрезы в несколько проходов.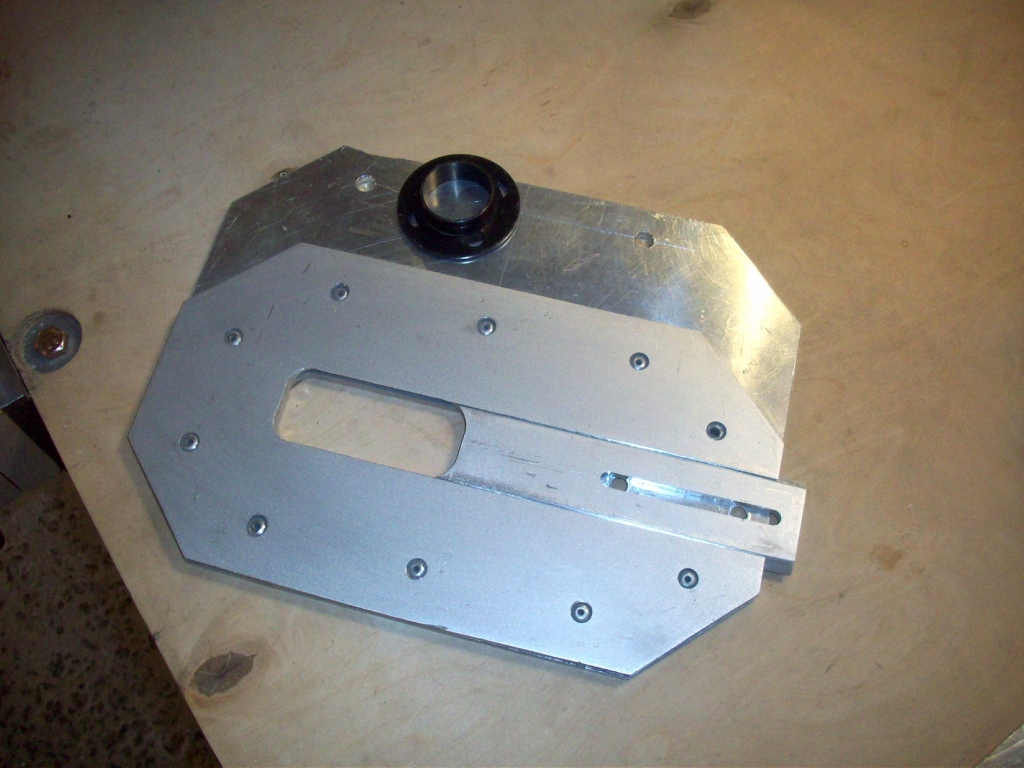 Не исключена возможность использования одного шаблона — приспособления шип паз и двух втулок разного диаметра.Фрезерование выполняется вначале с направляющей втулкой меньшего диаметра. Когда этот отрезок фрезерования завершен, фрезеруйте на всю глубину паза, плотно прижимайте втулку к внутреннему краю шаблона, это даст гарантировано чистые стенки.
Не исключена возможность использования одного шаблона — приспособления шип паз и двух втулок разного диаметра.Фрезерование выполняется вначале с направляющей втулкой меньшего диаметра. Когда этот отрезок фрезерования завершен, фрезеруйте на всю глубину паза, плотно прижимайте втулку к внутреннему краю шаблона, это даст гарантировано чистые стенки. me/rf200_now/79
me/rf200_now/79
 Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу.
Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу. [/column]
[/column]
 Не делайте перенастройки и изготовьте шип, паз под такой шип будете индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного.
Не делайте перенастройки и изготовьте шип, паз под такой шип будете индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного. Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа.
Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа. Горячие телефонные линии о том, живы ли ваши родные:
Горячие телефонные линии о том, живы ли ваши родные: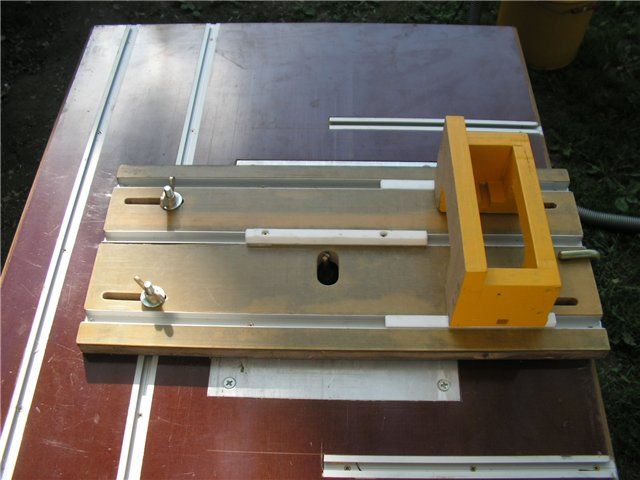 Большую часть того, что я могу предложить, я узнал путем проб и множества ошибок. Для каждого типа работы или класса работ существуют оптимальные конфигурации и настройки машины.
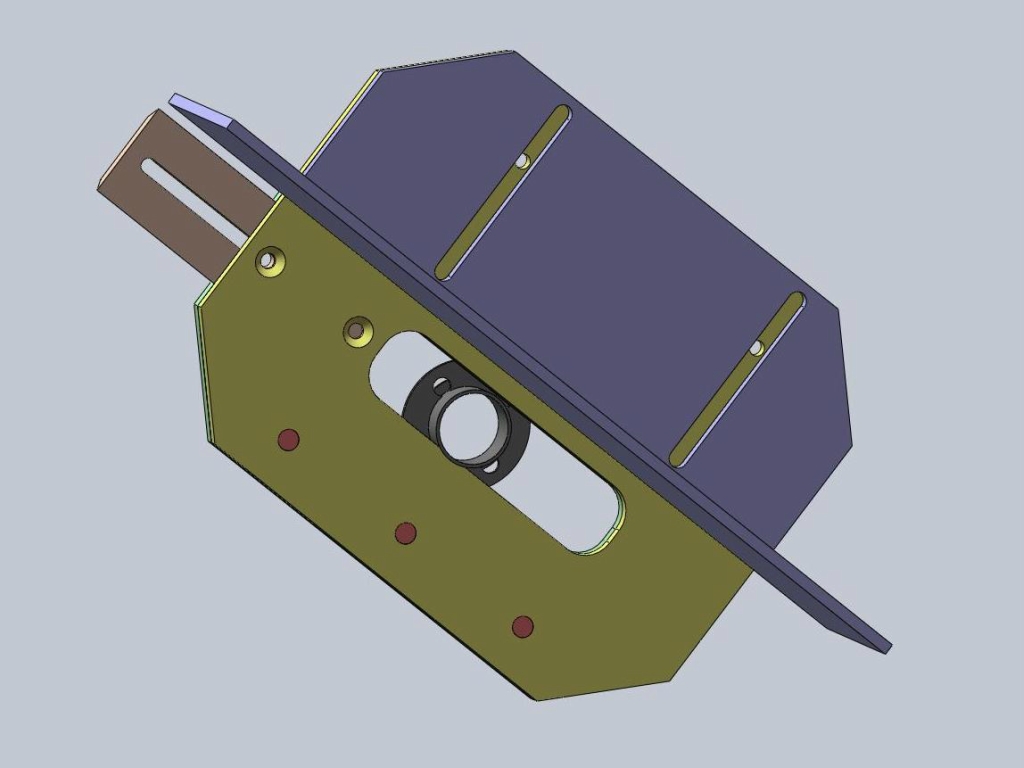
Большую часть того, что я могу предложить, я узнал путем проб и множества ошибок. Для каждого типа работы или класса работ существуют оптимальные конфигурации и настройки машины. Убедитесь, что под деталью нет препятствий, таких как куча стружки.
Убедитесь, что под деталью нет препятствий, таких как куча стружки. Вертикальные заусенцы на краях отверстий трудно удалить вручную. Если у вас есть время, вы можете применить маленькую концевую фрезу и закруглить эти края.
Вертикальные заусенцы на краях отверстий трудно удалить вручную. Если у вас есть время, вы можете применить маленькую концевую фрезу и закруглить эти края.

 Другой метод может состоять в том, чтобы добавить отверстие для штифта или вертикальную прорезь в губке тисков. Короткий установочный штифт может быть установлен в мягкие губки для точного определения местоположения. Однако это требует модификации ваших тисков и может быть повреждено при подготовке мягких губок.
Другой метод может состоять в том, чтобы добавить отверстие для штифта или вертикальную прорезь в губке тисков. Короткий установочный штифт может быть установлен в мягкие губки для точного определения местоположения. Однако это требует модификации ваших тисков и может быть повреждено при подготовке мягких губок. Колонка Липтона адаптирована из информации из его книги «Металлообрабатывающая раковина или плавание: советы и рекомендации для машинистов, сварщиков и производителей», опубликованной Industrial Press Inc., Нью-Йорк. С издателем можно связаться по телефону (888) 528-7852 или посетить сайт www.industrialpress.com. Указав код CTE-2013 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,9 доллара США.5.
Колонка Липтона адаптирована из информации из его книги «Металлообрабатывающая раковина или плавание: советы и рекомендации для машинистов, сварщиков и производителей», опубликованной Industrial Press Inc., Нью-Йорк. С издателем можно связаться по телефону (888) 528-7852 или посетить сайт www.industrialpress.com. Указав код CTE-2013 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,9 доллара США.5. 

 от 0,098″ до 0,157″).
от 0,098″ до 0,157″). 
 (Варгус не рекомендует перетачивать.) За вставной инструмент ему нужно платить всего 25 долларов за каждую сменную головку. Vargus предлагает твердосплавные инструменты Groovex и инструменты для фрезерования канавок со сменными пластинами.
(Варгус не рекомендует перетачивать.) За вставной инструмент ему нужно платить всего 25 долларов за каждую сменную головку. Vargus предлагает твердосплавные инструменты Groovex и инструменты для фрезерования канавок со сменными пластинами. Это постоянная канавка, которая движется вверх по компоненту. Вы должны использовать инструменты разной формы, но процесс тот же».
Это постоянная канавка, которая движется вверх по компоненту. Вы должны использовать инструменты разной формы, но процесс тот же».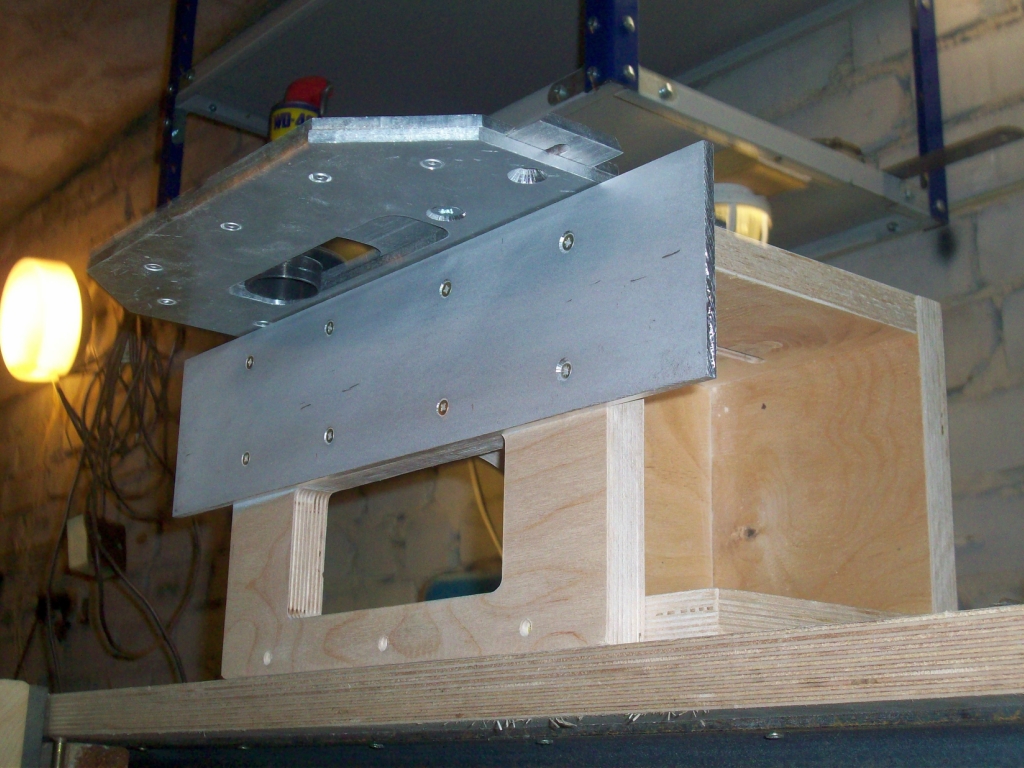 Однако может быть некоторое перекрытие.
Однако может быть некоторое перекрытие. долбежная фреза стоит около 4,30 долларов США за кромку × 16 вставок, или 68,80 долларов США. Корпус резака стоит около 1500 долларов. По словам Шмитца, несмотря на то, что первоначальная стоимость выше, каждый индекс пластины для фрезы для продольной резки на 100 долларов меньше по сравнению с фрезой для продольной резки.
долбежная фреза стоит около 4,30 долларов США за кромку × 16 вставок, или 68,80 долларов США. Корпус резака стоит около 1500 долларов. По словам Шмитца, несмотря на то, что первоначальная стоимость выше, каждый индекс пластины для фрезы для продольной резки на 100 долларов меньше по сравнению с фрезой для продольной резки. Другие снижают производительность станка и сохраняют экономическую эффективность в общей стоимости инструмента».
Другие снижают производительность станка и сохраняют экономическую эффективность в общей стоимости инструмента». Он может создавать внутренние и внешние канавки. «В случае с нашими пазовыми фрезами у нас есть противоположные или полуэффективные фрезы, — сказал Шмитц. — Таким образом, если у вас есть 10 пластин в фрезе, эффективными будут только пять. Одна пластина режет верхнюю сторону канавка, в то время как пластина за ней режет нижнюю (или противоположную) стенку, что способствует стружколому. Кроме того, образуется более узкая стружка, чем при использовании одной широкой пластины, что улучшает эвакуацию стружки».
Он может создавать внутренние и внешние канавки. «В случае с нашими пазовыми фрезами у нас есть противоположные или полуэффективные фрезы, — сказал Шмитц. — Таким образом, если у вас есть 10 пластин в фрезе, эффективными будут только пять. Одна пластина режет верхнюю сторону канавка, в то время как пластина за ней режет нижнюю (или противоположную) стенку, что способствует стружколому. Кроме того, образуется более узкая стружка, чем при использовании одной широкой пластины, что улучшает эвакуацию стружки».
 «Скорость подачи во многом зависит от ширины паза и инструмента, — сказал Шмитц. «Если у вас очень узкая канавка, вам необходимо учитывать прочность и жесткость инструмента, необходимого для канавки».
«Скорость подачи во многом зависит от ширины паза и инструмента, — сказал Шмитц. «Если у вас очень узкая канавка, вам необходимо учитывать прочность и жесткость инструмента, необходимого для канавки». ”
” Поэтому, если у вас неглубокая канавка, в ваших интересах иметь фрезу с мелким шагом, чтобы фреза всегда находилась под нагрузкой».
Поэтому, если у вас неглубокая канавка, в ваших интересах иметь фрезу с мелким шагом, чтобы фреза всегда находилась под нагрузкой». ) предназначены для облегчения
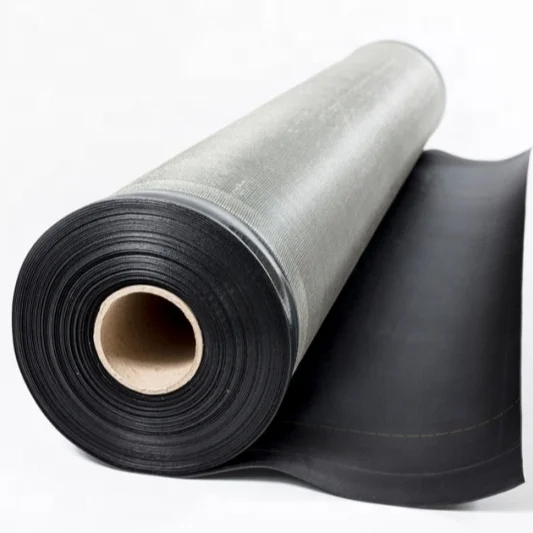
) предназначены для облегчения Из резин общего назначения
Из резин общего назначения Характерной особенностью этих материалов является их эластичность.
Характерной особенностью этих материалов является их эластичность. Широко применяются специальные сорта каучука: хлоропрено-вый, обладающий высокой стойкостью против воздействия света, озона и растворителей; тиоколовый, имеющий очень высокую бензо- и маслостойкость, а также кремнийорганический или по-лисилоксановый, обладающий высокой термостойкостью и позволяющий получать резину с хорошей эластичностью при температурах от —60 до +300°. Малая скорость сублимации обеспечивает возможность применения кремнийорганической резины в качестве уплотнительных и электроизолирующих материалов вакуумного назначения.
Широко применяются специальные сорта каучука: хлоропрено-вый, обладающий высокой стойкостью против воздействия света, озона и растворителей; тиоколовый, имеющий очень высокую бензо- и маслостойкость, а также кремнийорганический или по-лисилоксановый, обладающий высокой термостойкостью и позволяющий получать резину с хорошей эластичностью при температурах от —60 до +300°. Малая скорость сублимации обеспечивает возможность применения кремнийорганической резины в качестве уплотнительных и электроизолирующих материалов вакуумного назначения.

 Оно характеризует работу растяжения или энергию упругости и является обобщенной характеристикой работоспособности резины. Для суждения об ухудшении свойств резины в результате старения или действия нефте-продуктов определяют относительное изменение произведения упругости, называемое соответственно коэффициентом старения или коэффициентом стойкости резины в топливе и масле.
Оно характеризует работу растяжения или энергию упругости и является обобщенной характеристикой работоспособности резины. Для суждения об ухудшении свойств резины в результате старения или действия нефте-продуктов определяют относительное изменение произведения упругости, называемое соответственно коэффициентом старения или коэффициентом стойкости резины в топливе и масле.

 Поэтому нужно предохранять все системы, в которых имеются резиновые уплотнения, от попадания посторонних жидкостей, даже если эти жидкости менее агрессивны, чем основная.
Поэтому нужно предохранять все системы, в которых имеются резиновые уплотнения, от попадания посторонних жидкостей, даже если эти жидкости менее агрессивны, чем основная.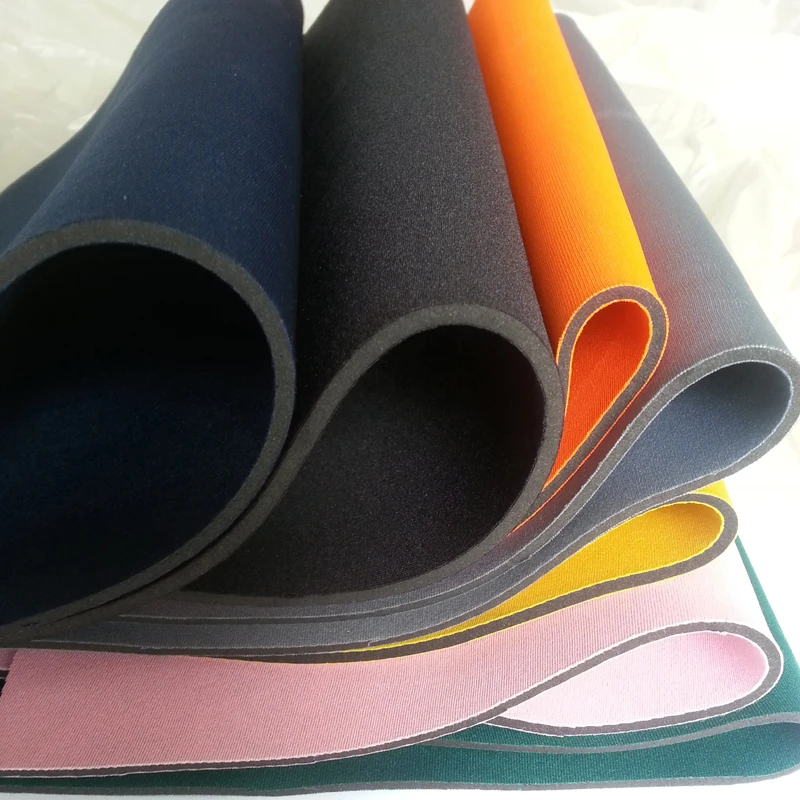 07.2020 Категория: Технические характеристики Теги: дизайн материалов, резиновые материалы
07.2020 Категория: Технические характеристики Теги: дизайн материалов, резиновые материалы
 Он обладает исключительно низкой газо- и влагопроницаемостью и выдающейся стойкостью к нагреву, старению, атмосферным воздействиям, озону, химическому воздействию, изгибу, истиранию и разрыву. Бутил устойчив к гидравлическим жидкостям на основе эфиров фосфорной кислоты и обладает отличными электроизоляционными свойствами. Он имеет тенденцию захватывать воздух, пузыриться и расползаться во время производства. Общие области применения включают уплотнительные кольца, вкладыши для резервуаров и герметики. Его газонепроницаемость делает бутил идеальным для уплотнений в вакуумных системах.
Он обладает исключительно низкой газо- и влагопроницаемостью и выдающейся стойкостью к нагреву, старению, атмосферным воздействиям, озону, химическому воздействию, изгибу, истиранию и разрыву. Бутил устойчив к гидравлическим жидкостям на основе эфиров фосфорной кислоты и обладает отличными электроизоляционными свойствами. Он имеет тенденцию захватывать воздух, пузыриться и расползаться во время производства. Общие области применения включают уплотнительные кольца, вкладыши для резервуаров и герметики. Его газонепроницаемость делает бутил идеальным для уплотнений в вакуумных системах.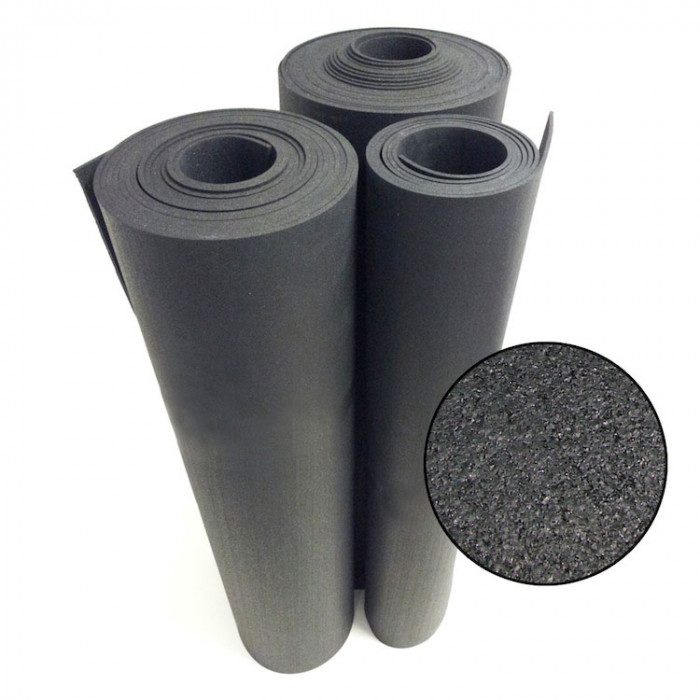 Не рекомендуется использовать с автомобильной тормозной жидкостью, кетонами, гидравлическими жидкостями на основе эфиров фосфорной кислоты и нитро- или галогенированными углеводородами.
Не рекомендуется использовать с автомобильной тормозной жидкостью, кетонами, гидравлическими жидкостями на основе эфиров фосфорной кислоты и нитро- или галогенированными углеводородами.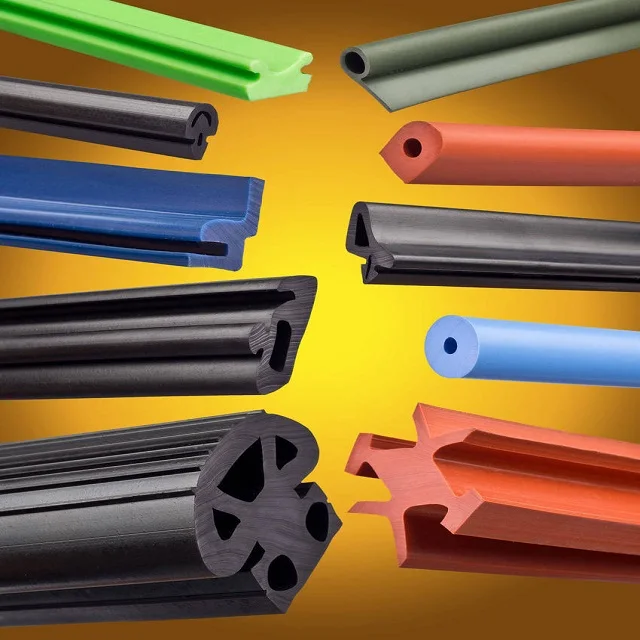 EPDM можно использовать в качестве экономичной альтернативы силикону, и при установке в надлежащих условиях он может прослужить долгое время до охрупчивания. Резина EPDM используется в различных областях применения в системах отопления, вентиляции и кондиционирования воздуха и автомобилях, а также в уплотнительных кольцах и электроизоляционных изделиях.
EPDM можно использовать в качестве экономичной альтернативы силикону, и при установке в надлежащих условиях он может прослужить долгое время до охрупчивания. Резина EPDM используется в различных областях применения в системах отопления, вентиляции и кондиционирования воздуха и автомобилях, а также в уплотнительных кольцах и электроизоляционных изделиях. Этот прочный синтетический каучук и фторполимерный эластомер, торговая марка DuPont, обеспечивает исключительную температурную стабильность в диапазоне от -20 до +205 градусов Цельсия. Недостатки Viton® заключаются в том, что он может набухать во фторированных растворителях, относительно дорог и может быстро выйти из строя, если используется неправильный сорт. Наряду с нитрилом это один из наиболее распространенных эластомеров, используемых для уплотнений, включая уплотнительные кольца, прокладки и уплотнения.
Этот прочный синтетический каучук и фторполимерный эластомер, торговая марка DuPont, обеспечивает исключительную температурную стабильность в диапазоне от -20 до +205 градусов Цельсия. Недостатки Viton® заключаются в том, что он может набухать во фторированных растворителях, относительно дорог и может быстро выйти из строя, если используется неправильный сорт. Наряду с нитрилом это один из наиболее распространенных эластомеров, используемых для уплотнений, включая уплотнительные кольца, прокладки и уплотнения.

 Он использовался в течение тысяч лет, за это время он был произведен в многочисленных вариациях с различными характеристиками, которые делают их пригодными для различных применений.
Он использовался в течение тысяч лет, за это время он был произведен в многочисленных вариациях с различными характеристиками, которые делают их пригодными для различных применений. Эта характеристика проявляется в резиновых лентах. Растягивание или сжатие резиновой ленты временно вытягивает или выталкивает отдельные молекулы из выравнивания друг с другом. Когда молекулы прикрепляются друг к другу, они возвращаются в исходное положение после прекращения действия растягивающей или сжимающей силы.
Эта характеристика проявляется в резиновых лентах. Растягивание или сжатие резиновой ленты временно вытягивает или выталкивает отдельные молекулы из выравнивания друг с другом. Когда молекулы прикрепляются друг к другу, они возвращаются в исходное положение после прекращения действия растягивающей или сжимающей силы.
 Это качество делает его идеальным базовым материалом для клеев и антикоррозионных покрытий. Его способность сохранять хорошие механические свойства в широком диапазоне температур также подходит для использования в прокладках высокого давления, ремнях, оконных и дверных уплотнителях.
Это качество делает его идеальным базовым материалом для клеев и антикоррозионных покрытий. Его способность сохранять хорошие механические свойства в широком диапазоне температур также подходит для использования в прокладках высокого давления, ремнях, оконных и дверных уплотнителях. Эти свойства делают его пригодным для использования в автомобильных прокладках и уплотнениях, уплотнительных кольцах и шлангах двигателя. Он также используется в медицинских изделиях (например, в хирургических перчатках), поскольку в нем отсутствуют аллергенные белки каучуков на основе латекса, и он сохраняет свою структурную целостность лучше, чем силиконовый каучук.
Эти свойства делают его пригодным для использования в автомобильных прокладках и уплотнениях, уплотнительных кольцах и шлангах двигателя. Он также используется в медицинских изделиях (например, в хирургических перчатках), поскольку в нем отсутствуют аллергенные белки каучуков на основе латекса, и он сохраняет свою структурную целостность лучше, чем силиконовый каучук. Он демонстрирует лучшую устойчивость к истиранию, спирту, остаточной деформации при сжатии и набуханию в воде, чем некоторые из более дорогих синтетических каучуков, что делает его идеальным для использования в уплотнениях, встроенных в гидравлические тормозные системы. Другие распространенные области применения включают разделочные доски, прокладки и подошвы для обуви.
Он демонстрирует лучшую устойчивость к истиранию, спирту, остаточной деформации при сжатии и набуханию в воде, чем некоторые из более дорогих синтетических каучуков, что делает его идеальным для использования в уплотнениях, встроенных в гидравлические тормозные системы. Другие распространенные области применения включают разделочные доски, прокладки и подошвы для обуви.
 2000
2000 .0,5
.0,5 в
в
 10.2022
10.2022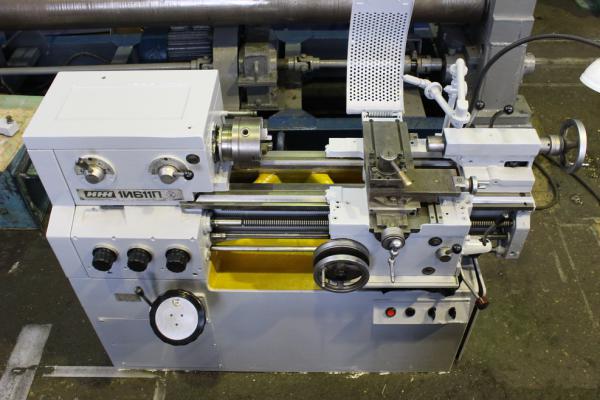 Технические характеристики:Наибольший диаметр заготовки над станиной, мм: 250;Наибольший диаметр заготовки над…
Технические характеристики:Наибольший диаметр заготовки над станиной, мм: 250;Наибольший диаметр заготовки над…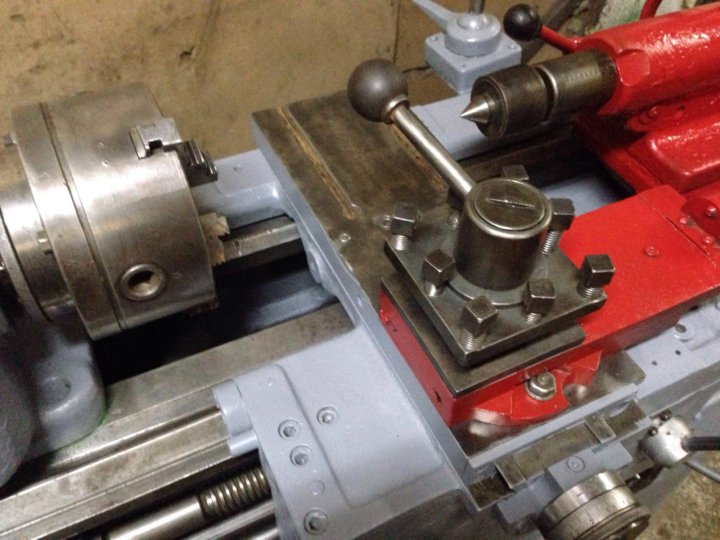 Технические характеристики:Наибольший диаметр обрабатываемого изделия, мм: — над…
Технические характеристики:Наибольший диаметр обрабатываемого изделия, мм: — над… 10.2020
10.2020 07.2022
07.2022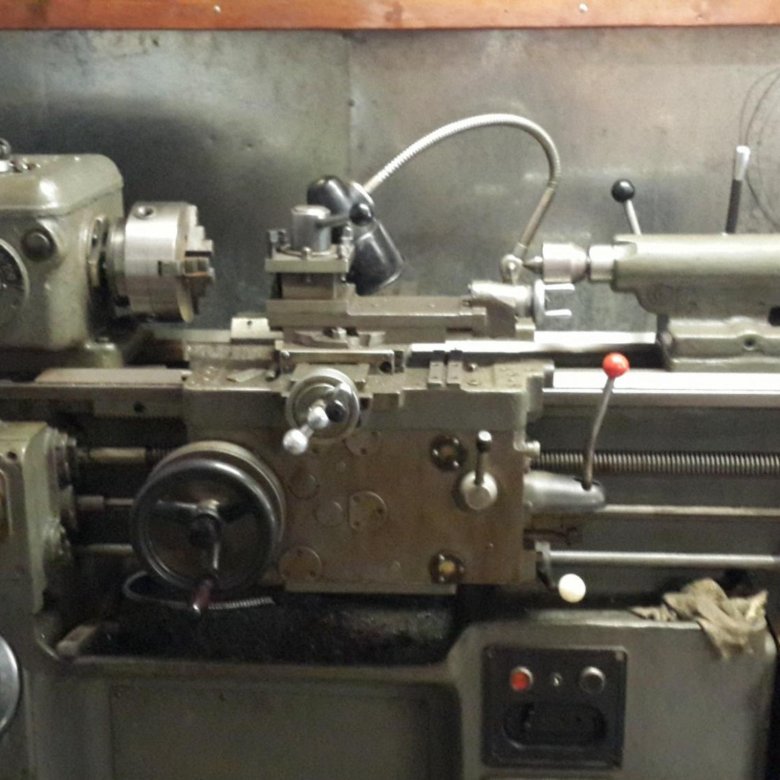 Судя по моим исследованиям, это станко или станкоимпорт 1N611P. Я немного погуглил и нашел основную информацию о качелях, длине станины и т. д., но не многое другое.
Судя по моим исследованиям, это станко или станкоимпорт 1N611P. Я немного погуглил и нашел основную информацию о качелях, длине станины и т. д., но не многое другое. ..
.. Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П
Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П lathes.co.uk/stankoimport/
lathes.co.uk/stankoimport/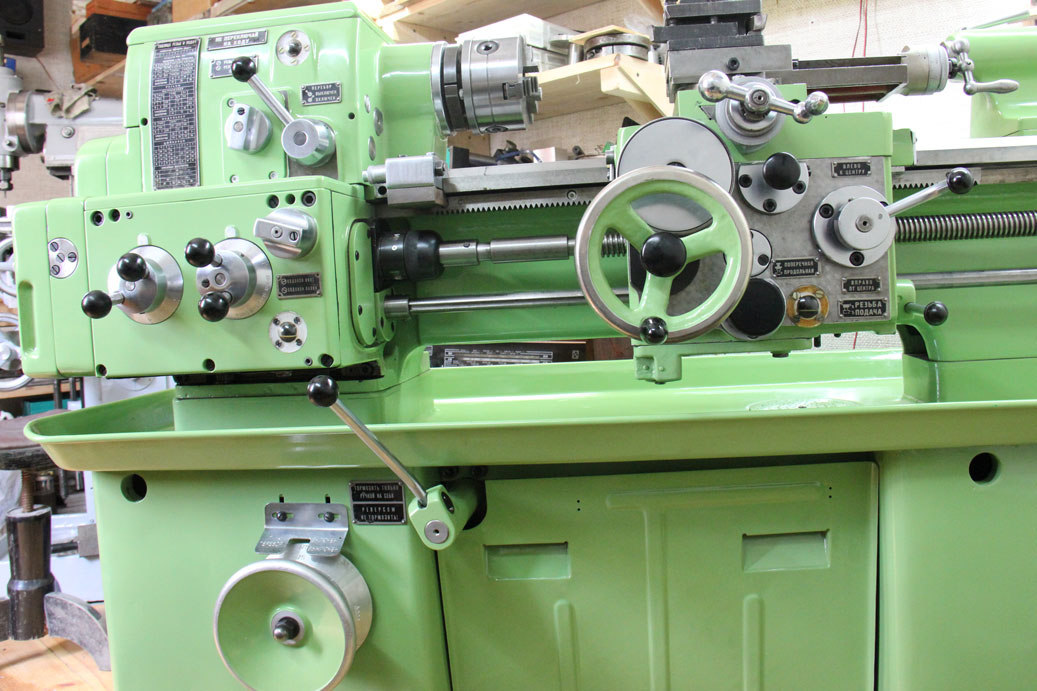 ), я мог бы получить однофазный двигатель, который будет выполнять эту работу, но я бы предпочел оставить его трехфазным и иметь преобразователь. Хотя все сводится к долларам.
), я мог бы получить однофазный двигатель, который будет выполнять эту работу, но я бы предпочел оставить его трехфазным и иметь преобразователь. Хотя все сводится к долларам.
 Конус 50, устройство смены инструмента на 20 позиций с ходом 40 x 20 x 20 дюймов.
Конус 50, устройство смены инструмента на 20 позиций с ходом 40 x 20 x 20 дюймов.





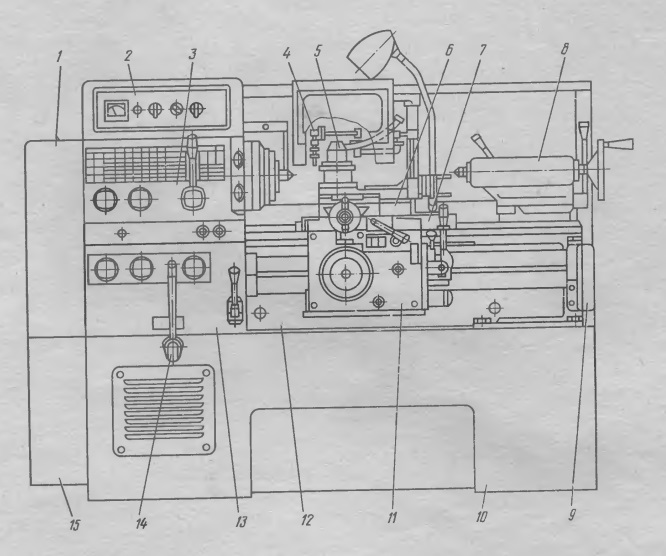
 Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.




 Через 3 года был выпущен первый токарно-винторезный станок.
Через 3 года был выпущен первый токарно-винторезный станок.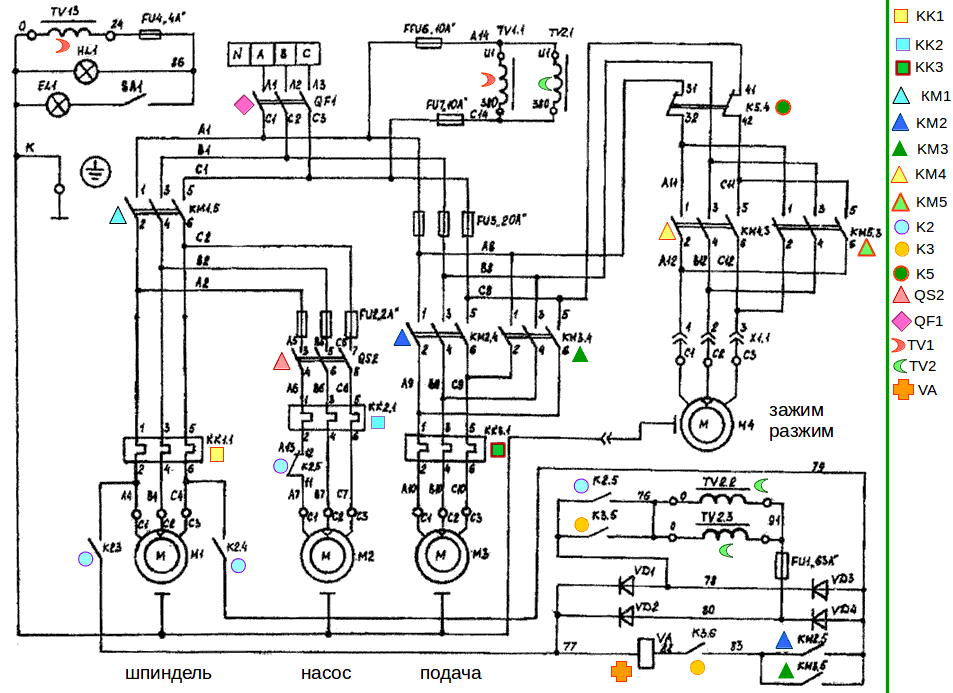

 Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента. Допустимое смещение составляет менее 0,01 мм.
Допустимое смещение составляет менее 0,01 мм. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой. Она, в свою очередь, переключает шестерни переборов.
Она, в свою очередь, переключает шестерни переборов.
 Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов. Параметры базовой модели:
Параметры базовой модели:

 Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
 Переключатель F/O/R и потенциометр заменены на
Переключатель F/O/R и потенциометр заменены на
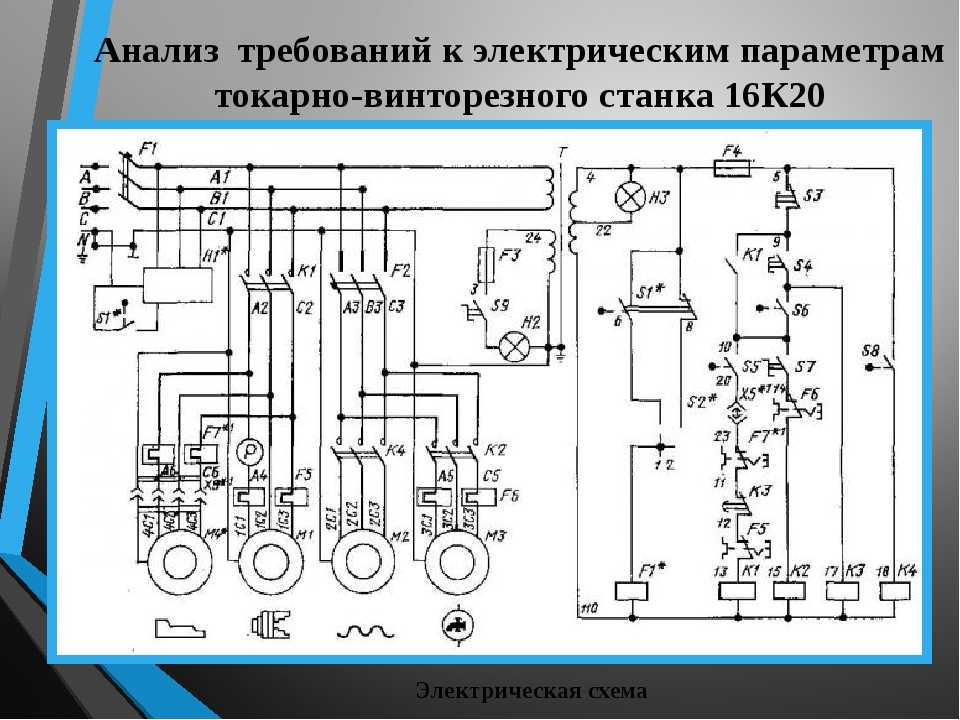
 Электрические схемы по номеру детали.
Электрические схемы по номеру детали. 

 60х40х3,0 ст1пс, дл.6м
60х40х3,0 ст1пс, дл.6м /images/cache/data/product/00000100639-38×38.jpg
/images/cache/data/product/00000100639-38×38.jpg jpg
jpg 00
00 00
00 Ogint Ultra…
Ogint Ultra… ARIZONA
ARIZONA 00
00 00
00 /на…
/на… Пожалуйста, свяжитесь с нашим отделом продаж для индивидуального предложения.
Пожалуйста, свяжитесь с нашим отделом продаж для индивидуального предложения. 1
1 09
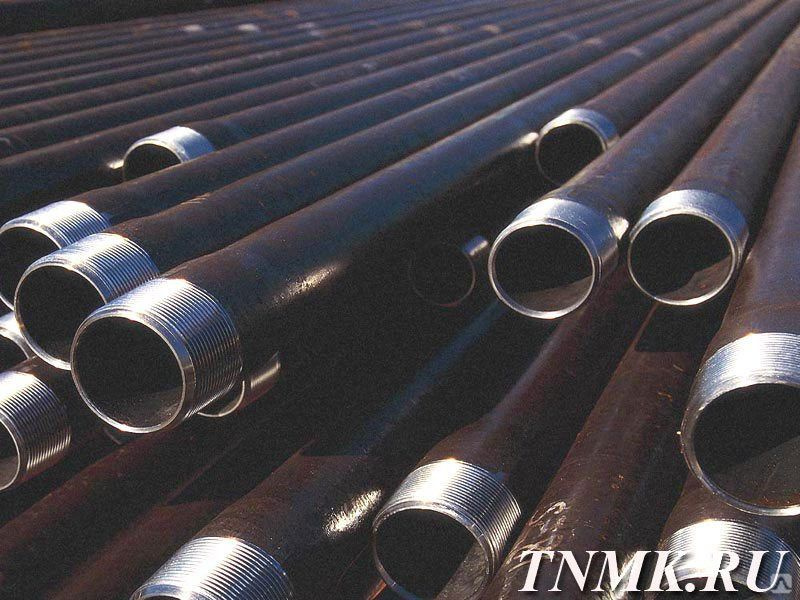
09 Они используются в основном для передачи жидкости или газа. Стальные трубы в основном используются для водопровода и газопровода в жилых и промышленных зданиях. Эти продукты популярны во многих регионах.
Они используются в основном для передачи жидкости или газа. Стальные трубы в основном используются для водопровода и газопровода в жилых и промышленных зданиях. Эти продукты популярны во многих регионах.
 Зачистка включает в себя наложение внутреннего края стальной пластины и скошенной кромки противоположной стороны пластины. Затем шов был сварен с помощью сварочного шара, и нагретая труба была пропущена между роликами, которые сжимали шов вместе, создавая соединение.
Зачистка включает в себя наложение внутреннего края стальной пластины и скошенной кромки противоположной стороны пластины. Затем шов был сварен с помощью сварочного шара, и нагретая труба была пропущена между роликами, которые сжимали шов вместе, создавая соединение. Первоначально в этом производственном процессе для нагрева краев использовался переменный ток низкой частоты. Этот низкочастотный процесс использовался с 1920-х до 19 века.70. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества.
Первоначально в этом производственном процессе для нагрева краев использовался переменный ток низкой частоты. Этот низкочастотный процесс использовался с 1920-х до 19 века.70. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который позволил получить сварной шов более высокого качества. Как и низкочастотная труба ВПВ, швы сваренных оплавлением труб подвержены коррозии и крюкообразным трещинам, но в меньшей степени, чем трубы ВПВ. Этот тип труб также подвержен поломкам из-за твердых участков в стальном листе. Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб.
Как и низкочастотная труба ВПВ, швы сваренных оплавлением труб подвержены коррозии и крюкообразным трещинам, но в меньшей степени, чем трубы ВПВ. Этот тип труб также подвержен поломкам из-за твердых участков в стальном листе. Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб. Сварочная дуга находится под флюсом.
Сварочная дуга находится под флюсом.

 е. среднее содержание углерода в стали 0,40%.
е. среднее содержание углерода в стали 0,40%.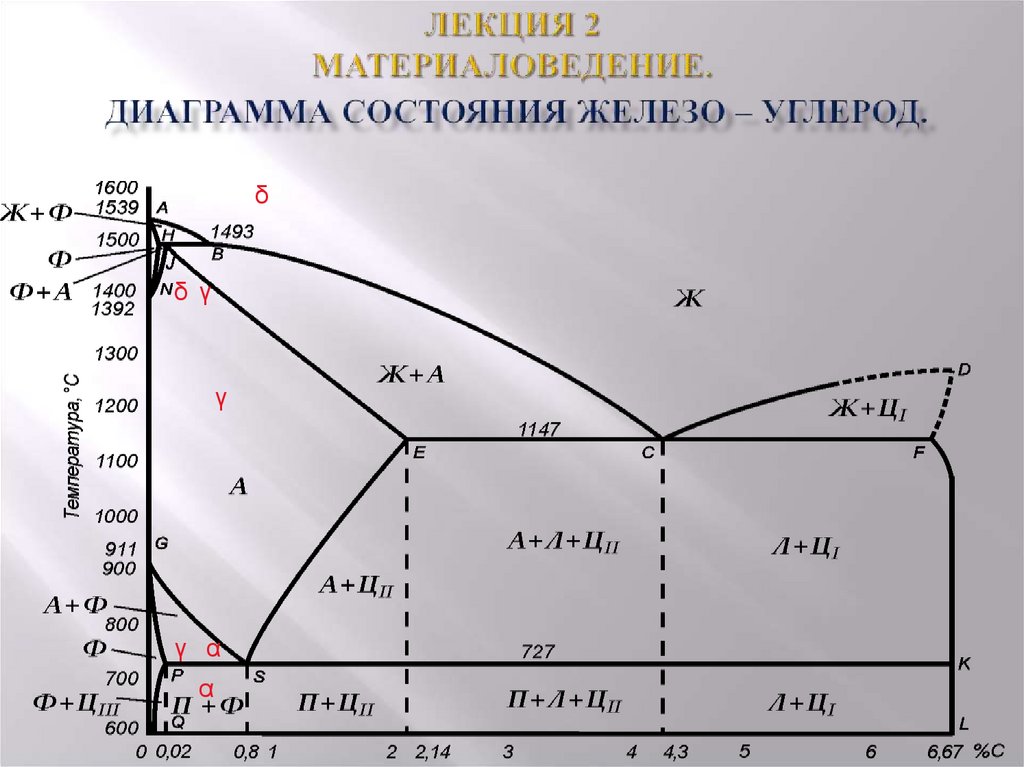 е. прокаливающейся в деталях диаметром 50-75 мм.
е. прокаливающейся в деталях диаметром 50-75 мм.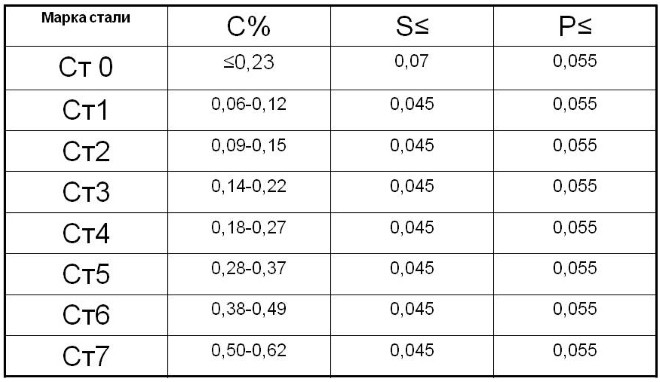
 1.2.3 (ГОСТ 4543-2016).
1.2.3 (ГОСТ 4543-2016).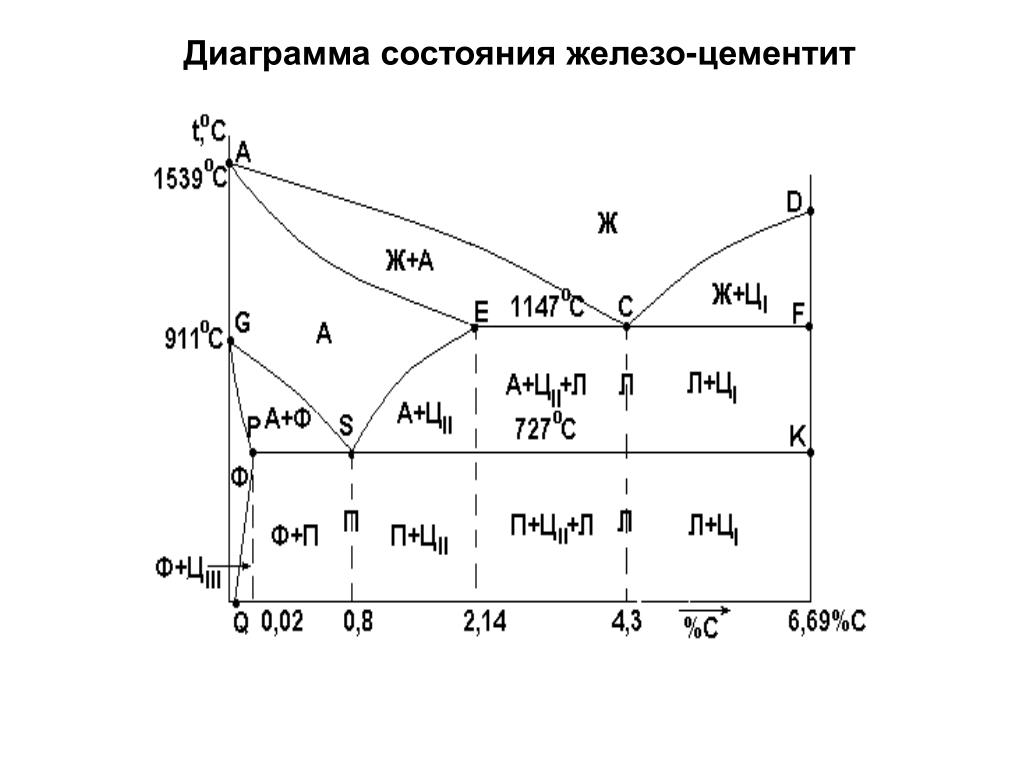 Охлаждение с указанной скоростью до 500°C, а затем на воздухе.
Охлаждение с указанной скоростью до 500°C, а затем на воздухе. в воде или масле
в воде или масле Нормализация при 870-925°С; закалка с 790°С в масле; отпуск при 540°С.
Нормализация при 870-925°С; закалка с 790°С в масле; отпуск при 540°С.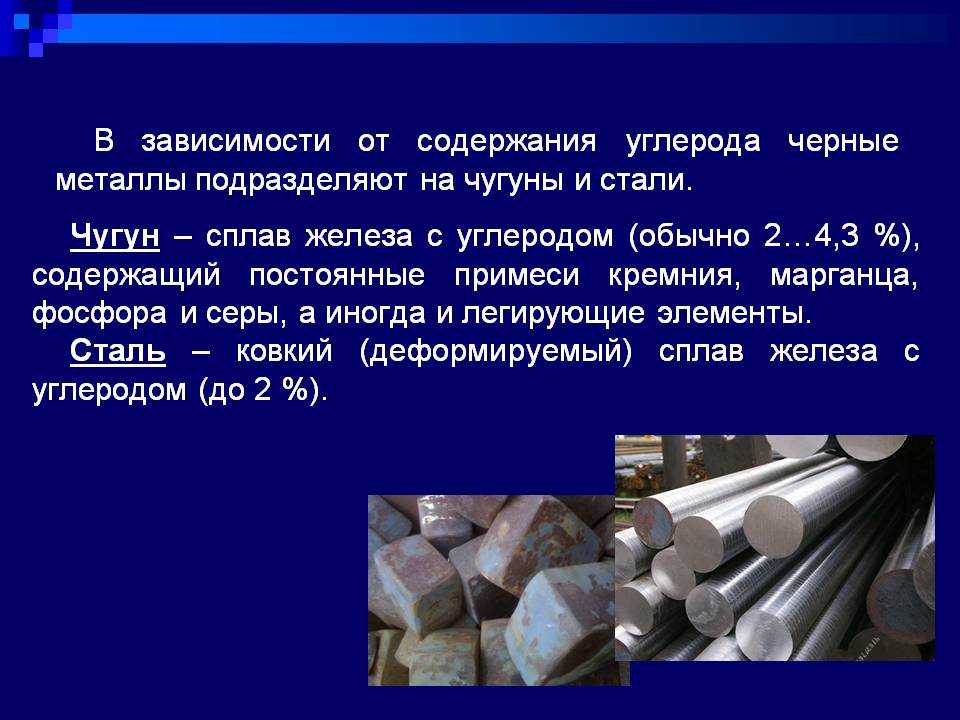 Скорость деформирования 50мм/мин, скорость деформации 0,031/c
Скорость деформирования 50мм/мин, скорость деформации 0,031/c Закалка+отпуск
Закалка+отпуск
 С.Каменичный. Краткий справочник технолога термиста. 1963 г.
С.Каменичный. Краткий справочник технолога термиста. 1963 г.
 К примеру, такие как: соединительные трубки и муфты для механизмов в нефтедобывающей промышленности, поршневые шатуны, оси, и валы. Зубчатые колеса, гидроцилиндровые штоки и тому подобные детали также изготавливают из стали 40ХН, так как она обеспечивает высокое качество конечного продукта.
К примеру, такие как: соединительные трубки и муфты для механизмов в нефтедобывающей промышленности, поршневые шатуны, оси, и валы. Зубчатые колеса, гидроцилиндровые штоки и тому подобные детали также изготавливают из стали 40ХН, так как она обеспечивает высокое качество конечного продукта.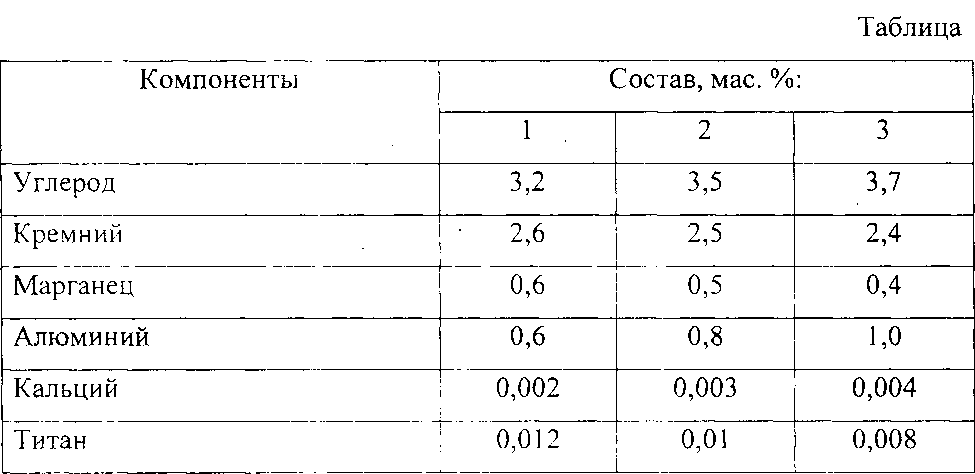 Вся сталь содержит углерод, и когда углерод является основным легирующим элементом в стали, эта сталь считается углеродистой сталью. Однако количество углерода, присутствующего в стали, определяет тип или сорт углеродистой стали.
Вся сталь содержит углерод, и когда углерод является основным легирующим элементом в стали, эта сталь считается углеродистой сталью. Однако количество углерода, присутствующего в стали, определяет тип или сорт углеродистой стали.
 Мягкоуглеродистая сталь может подвергаться термической обработке путем аустенизации, закалки и последующего отпуска для улучшения ее механических свойств. Чаще всего он используется в отпущенном состоянии, имея микроструктуру мартенсита отпуска. Среднеуглеродистая сталь сочетает в себе пластичность и прочность. Эта марка стали в основном используется для применений, требующих сочетания высокой прочности и износостойкости, в том числе:
Мягкоуглеродистая сталь может подвергаться термической обработке путем аустенизации, закалки и последующего отпуска для улучшения ее механических свойств. Чаще всего он используется в отпущенном состоянии, имея микроструктуру мартенсита отпуска. Среднеуглеродистая сталь сочетает в себе пластичность и прочность. Эта марка стали в основном используется для применений, требующих сочетания высокой прочности и износостойкости, в том числе: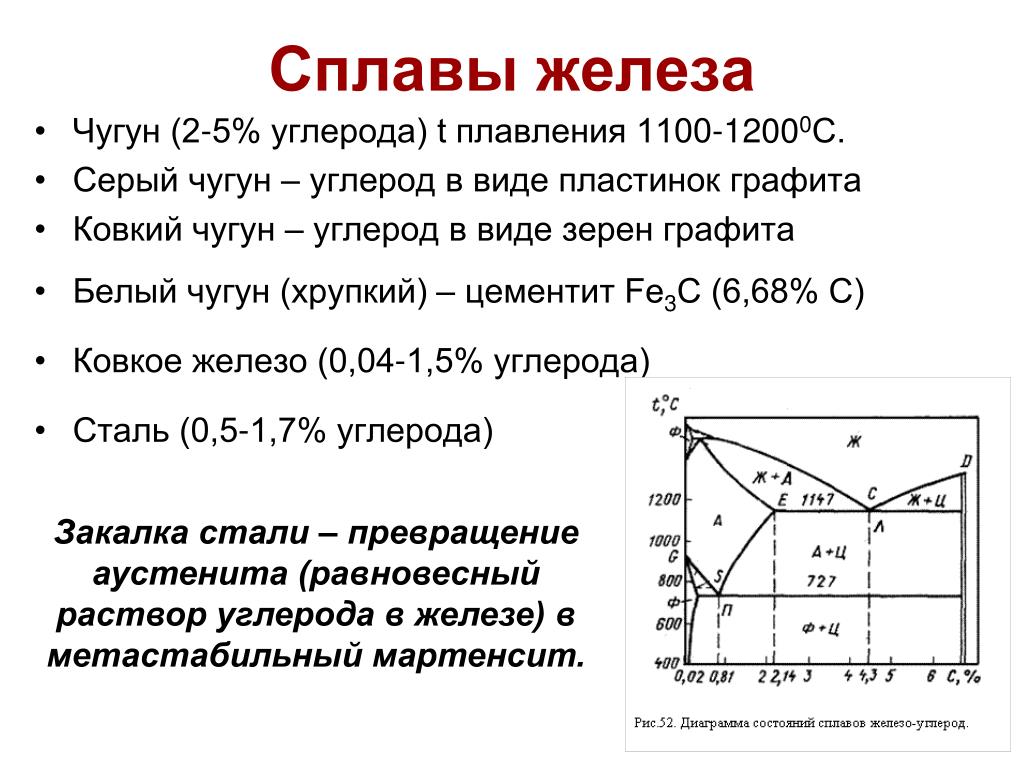 Чем выше содержание углерода в стали, тем она менее пластична. Кроме того, она обычно намного дороже по сравнению с мягкой сталью.
Чем выше содержание углерода в стали, тем она менее пластична. Кроме того, она обычно намного дороже по сравнению с мягкой сталью. Состав. 2,0%. Американский институт чугуна и стали (AISI) определяет углеродистую сталь следующим образом: «Сталь считается углеродистой сталью, если не указано или не требуется минимальное содержание хрома, кобальта, молибдена, никеля, ниобия, титана, вольфрама, ванадия или циркония. , или любой другой элемент, который необходимо добавить для получения желаемого эффекта легирования; когда указанное минимальное содержание меди не превышает 0,40 процента; или когда максимальное содержание, указанное для любого из следующих элементов, не превышает указанных процентов: марганец 1,65, кремний 0,60, медь 0,60″.
Состав. 2,0%. Американский институт чугуна и стали (AISI) определяет углеродистую сталь следующим образом: «Сталь считается углеродистой сталью, если не указано или не требуется минимальное содержание хрома, кобальта, молибдена, никеля, ниобия, титана, вольфрама, ванадия или циркония. , или любой другой элемент, который необходимо добавить для получения желаемого эффекта легирования; когда указанное минимальное содержание меди не превышает 0,40 процента; или когда максимальное содержание, указанное для любого из следующих элементов, не превышает указанных процентов: марганец 1,65, кремний 0,60, медь 0,60″.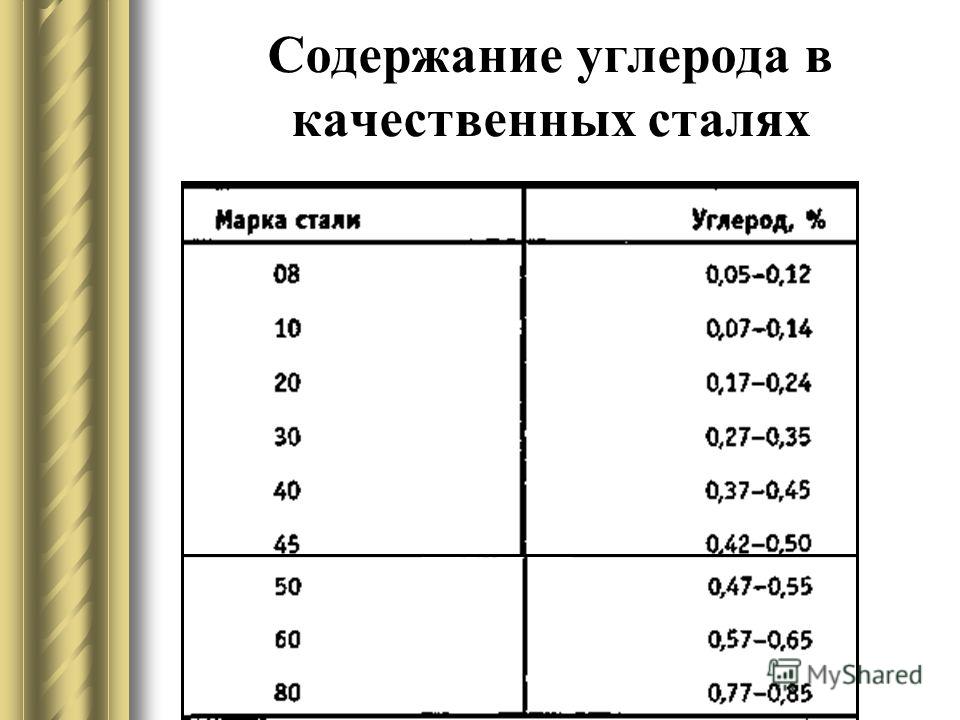 Мягкая сталь имеет относительно низкую прочность на растяжение, но она дешевая и ковкая; твердость поверхности может быть увеличена за счет науглероживания. [3]
Мягкая сталь имеет относительно низкую прочность на растяжение, но она дешевая и ковкая; твердость поверхности может быть увеличена за счет науглероживания. [3] 
 Обратите внимание, что электрическая и теплопроводность изменились лишь незначительно. Как и в большинстве методов упрочнения стали, модуль Юнга (упругость) не изменяется. Все обработки стали меняют пластичность на повышенную прочность и наоборот. Железо имеет более высокую растворимость углерода в аустенитной фазе; поэтому все термообработки, кроме сфероидизации и технологического отжига, начинаются с нагрева стали до температуры, при которой может существовать аустенитная фаза. Затем сталь закаливают (отводят тепло) с высокой скоростью, вызывая выделение цементита и, наконец, оставшееся чистое железо затвердевает. Скорость, с которой сталь охлаждается до эвтектоидной температуры, влияет на скорость, с которой углерод диффундирует из аустенита и образует цементит. Вообще говоря, при быстром охлаждении карбид железа остается мелкодисперсным и образуется мелкозернистый перлит (пока не будет достигнута критическая температура мартенсита), а при медленном охлаждении образуется более крупный перлит.
Обратите внимание, что электрическая и теплопроводность изменились лишь незначительно. Как и в большинстве методов упрочнения стали, модуль Юнга (упругость) не изменяется. Все обработки стали меняют пластичность на повышенную прочность и наоборот. Железо имеет более высокую растворимость углерода в аустенитной фазе; поэтому все термообработки, кроме сфероидизации и технологического отжига, начинаются с нагрева стали до температуры, при которой может существовать аустенитная фаза. Затем сталь закаливают (отводят тепло) с высокой скоростью, вызывая выделение цементита и, наконец, оставшееся чистое железо затвердевает. Скорость, с которой сталь охлаждается до эвтектоидной температуры, влияет на скорость, с которой углерод диффундирует из аустенита и образует цементит. Вообще говоря, при быстром охлаждении карбид железа остается мелкодисперсным и образуется мелкозернистый перлит (пока не будет достигнута критическая температура мартенсита), а при медленном охлаждении образуется более крупный перлит. Охлаждение доэвтектоидной стали (менее 0,77 мас.% C) приводит к пластинчато-перлитной структуре слоев карбида железа с _-ферритом (чистым железом) между ними. Если это заэвтектоидная сталь (более 0,77 мас.% C), то структура представляет собой сплошной перлит с мелкими зернами (больше, чем пластинка перлита) цементита, разбросанными по всему периметру. Относительные количества составляющих определяются с помощью правила рычага. Ниже приведен список возможных видов термообработки:
Охлаждение доэвтектоидной стали (менее 0,77 мас.% C) приводит к пластинчато-перлитной структуре слоев карбида железа с _-ферритом (чистым железом) между ними. Если это заэвтектоидная сталь (более 0,77 мас.% C), то структура представляет собой сплошной перлит с мелкими зернами (больше, чем пластинка перлита) цементита, разбросанными по всему периметру. Относительные количества составляющих определяются с помощью правила рычага. Ниже приведен список возможных видов термообработки: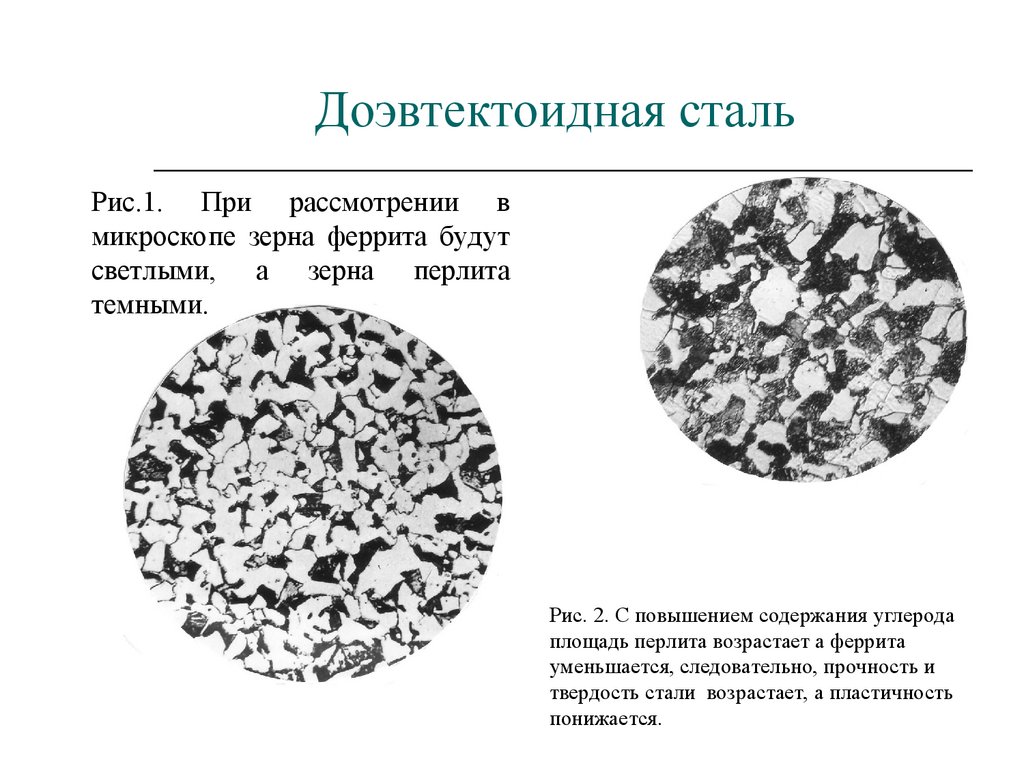
 .. (не реклама).
.. (не реклама). ..
.. ..
..
 .. за 900 р.
.. за 900 р. 142 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken.
142 сварка Stock-Photografie und Bilder. Odersuchen Sie nach funken oder stahl, um noch mehr faszinierende Stock-Bilder zu entdecken. концепция сварки рабочих. — сварочные фото и бильдерман, сварка металла — сварочные фото и бильдерсварщик, работающие с металлическими трубами — сварочные фото и бильдерблик на швайсере — сварочные фото и бильдершвайсен — сварочные фото и бильдерштальверарбайтенден верк. — сварочные стоковые фотографии и бильдерквалифицированные и самостоятельные фотографии — сварочные стоковые фотографии и бильдервейблиш парик-швайсер — сварочные стоковые фотографии и бильдеразиатские китайские арбайтеры schweißerin mit schutzschützender arbeitskleidung, die stock-lärkstattage aweitskleidung, die-lärkstattage aufrkstattage fotos und bilderhispanische eisenarbeiter schweißen ein stahlträger — обучение сварке фото и бильдерметаллупромышленности. — сварка стоковых фото и бильдерджунге Weibliche auszubildende schweißnähte stahl mit mahlwerk in werkstatt — сварочные стоковые фото и бильдерлассен sie uns schweißen — сварочные стоковые фото и бильдершвайсер verwendet fackel zum schweißen auf dem er ist — сварочные стоковые фотографии и бильдерсени geräte — сварочные фото и бильдериндустрия arbeiter und schweißen-tool — сварочные фото и бильдерсварщик, работающий на заводе — сварочные фото и бильдершвайсер schweißen edelstahl großrohr — сварочные фото и бильдерарк schweißer, schweißen funken — сварочные фото и бильдерсварщик за работой — сварка фото и бильдерман, сварка на заводе — сварка фото и бильдершвайс, швайсен функен — сварка фото и бильдерсварщик внутри стального резервуара — сварка фото и бильдершвайс и шляйфен.
концепция сварки рабочих. — сварочные фото и бильдерман, сварка металла — сварочные фото и бильдерсварщик, работающие с металлическими трубами — сварочные фото и бильдерблик на швайсере — сварочные фото и бильдершвайсен — сварочные фото и бильдерштальверарбайтенден верк. — сварочные стоковые фотографии и бильдерквалифицированные и самостоятельные фотографии — сварочные стоковые фотографии и бильдервейблиш парик-швайсер — сварочные стоковые фотографии и бильдеразиатские китайские арбайтеры schweißerin mit schutzschützender arbeitskleidung, die stock-lärkstattage aweitskleidung, die-lärkstattage aufrkstattage fotos und bilderhispanische eisenarbeiter schweißen ein stahlträger — обучение сварке фото и бильдерметаллупромышленности. — сварка стоковых фото и бильдерджунге Weibliche auszubildende schweißnähte stahl mit mahlwerk in werkstatt — сварочные стоковые фото и бильдерлассен sie uns schweißen — сварочные стоковые фото и бильдершвайсер verwendet fackel zum schweißen auf dem er ist — сварочные стоковые фотографии и бильдерсени geräte — сварочные фото и бильдериндустрия arbeiter und schweißen-tool — сварочные фото и бильдерсварщик, работающий на заводе — сварочные фото и бильдершвайсер schweißen edelstahl großrohr — сварочные фото и бильдерарк schweißer, schweißen funken — сварочные фото и бильдерсварщик за работой — сварка фото и бильдерман, сварка на заводе — сварка фото и бильдершвайс, швайсен функен — сварка фото и бильдерсварщик внутри стального резервуара — сварка фото и бильдершвайс и шляйфен. — сварочные фото и бильдершвайссер — сварочные фото и бильдернахауфнахме фон Швайсметалл в айнер веркштатт. — сварочные фото и бильдершвериндустри арбайтнехмер шнайден фон шталь мит айнем винкельшляйфер. — сварочные фото и бильдериндустриарбайтер schweißen am rohr — сварочные стоковые фото и бильдериндустришвайсер — сварочные стоковые фото и бильдершвайсшвайссен edelstahltank in der industrie — сварочные стоковые фотографии и бильдершвайссимвол-набор — сварочные стоковые графики, -клипарт, -мультфильмы и — Symbolewelder сварочная балка в мастерской верфи — сварочные фото и бильдерфрау мит einer schweißmaschine — сварочные стоковые фото и бильдерные искры от роботизированной промышленной сварочной горелки — сварочные фото и бильдерман, сварка металлической рамы в металлической мастерской — сварочные стоковые фотографии и вид сбоку рабочий, сваривающий крыло самолета ночью — сварочные стоковые фотографии и бильдерафриканская женщина-сварщик, позирующая с металлом — сварка стоковых фотографий и бильдерметаллический рабочий в защитной спецодежде, сварка металла во время работы на заводе — сварочные стоковые фотографии и бильдершвайсерская техника — сварочные стоковые фотографии und bilderhispanische eisenarbeiter schweißen ein stahlträger — сварочный материал-f otos und bilderein ölfeldarbeiter schweißt eine endkappe zu einem rohr, während funken an einem sonnigen tag neben einem derrick auf einer öl- und gasbohrpad-anlage fliegen — сварочные фото и бильдершвайсен zwei stücke aus metall.
— сварочные фото и бильдершвайссер — сварочные фото и бильдернахауфнахме фон Швайсметалл в айнер веркштатт. — сварочные фото и бильдершвериндустри арбайтнехмер шнайден фон шталь мит айнем винкельшляйфер. — сварочные фото и бильдериндустриарбайтер schweißen am rohr — сварочные стоковые фото и бильдериндустришвайсер — сварочные стоковые фото и бильдершвайсшвайссен edelstahltank in der industrie — сварочные стоковые фотографии и бильдершвайссимвол-набор — сварочные стоковые графики, -клипарт, -мультфильмы и — Symbolewelder сварочная балка в мастерской верфи — сварочные фото и бильдерфрау мит einer schweißmaschine — сварочные стоковые фото и бильдерные искры от роботизированной промышленной сварочной горелки — сварочные фото и бильдерман, сварка металлической рамы в металлической мастерской — сварочные стоковые фотографии и вид сбоку рабочий, сваривающий крыло самолета ночью — сварочные стоковые фотографии и бильдерафриканская женщина-сварщик, позирующая с металлом — сварка стоковых фотографий и бильдерметаллический рабочий в защитной спецодежде, сварка металла во время работы на заводе — сварочные стоковые фотографии и бильдершвайсерская техника — сварочные стоковые фотографии und bilderhispanische eisenarbeiter schweißen ein stahlträger — сварочный материал-f otos und bilderein ölfeldarbeiter schweißt eine endkappe zu einem rohr, während funken an einem sonnigen tag neben einem derrick auf einer öl- und gasbohrpad-anlage fliegen — сварочные фото и бильдершвайсен zwei stücke aus metall. — сварочные фото и бильдерсварщики с татуировками на обеих руках на заводе, портрет — сварочные стоковые фото и бильдерсварщики в маске и защитных перчатках на заводе — сварочные фото и бильдерсварщики — сварщики и бильдерсварщики, работающие на судостроении двор в китае. — сварочные фото и фотографии для сварки китайских рабочих труб — сварочные фото и фотографии от 100
— сварочные фото и бильдерсварщики с татуировками на обеих руках на заводе, портрет — сварочные стоковые фото и бильдерсварщики в маске и защитных перчатках на заводе — сварочные фото и бильдерсварщики — сварщики и бильдерсварщики, работающие на судостроении двор в китае. — сварочные фото и фотографии для сварки китайских рабочих труб — сварочные фото и фотографии от 100 концепция автоматизации производственного процесса в индустрии 4.0 или 4-й промышленной революции и управление программным обеспечением iot. PREMIUM
концепция автоматизации производственного процесса в индустрии 4.0 или 4-й промышленной революции и управление программным обеспечением iot. PREMIUM 0 или 4-й промышленной революции и программное обеспечение IoT для управления работой. PREMIUM
0 или 4-й промышленной революции и программное обеспечение IoT для управления работой. PREMIUM тестирование микропроцессора. автоматизация производства. производство чипов. ПРЕМИУМ
тестирование микропроцессора. автоматизация производства. производство чипов. ПРЕМИУМ ПРЕМИУМ
ПРЕМИУМ Производство металлоконструкций и техническое обслуживание конструкций с помощью концепции ручного труда. ПРЕМИУМ
Производство металлоконструкций и техническое обслуживание конструкций с помощью концепции ручного труда. ПРЕМИУМ PREMIUM
PREMIUM 0021
0021 PREMIUM
PREMIUM сварщик носит защитное снаряжение с маской и термостойкими перчатками. PREMIUM
сварщик носит защитное снаряжение с маской и термостойкими перчатками. PREMIUM PREMIUM
PREMIUM повсюду пыль, штукатурка, что вредно для дыхательной системы. ПРЕМИУМ
повсюду пыль, штукатурка, что вредно для дыхательной системы. ПРЕМИУМ концепция автоматизации производственного процесса промышленности 4.0 или 4-й промышленной революции и управления программным обеспечением iot. PREMIUM
концепция автоматизации производственного процесса промышленности 4.0 или 4-й промышленной революции и управления программным обеспечением iot. PREMIUM производство транзисторных микросхем. оборудование для тестирования микросхем. проверка печатной платы во время производства. производство микросхем. автоматизированное тестирование печатных платPREMIUM
производство транзисторных микросхем. оборудование для тестирования микросхем. проверка печатной платы во время производства. производство микросхем. автоматизированное тестирование печатных платPREMIUM автоматизация производственного процесса, контролируемая специалистом с помощью программного обеспечения iot, подключенного к сети Интернет .PREMIUM
автоматизация производственного процесса, контролируемая специалистом с помощью программного обеспечения iot, подключенного к сети Интернет .PREMIUM



 Чтобы быстро найти нужный Вам документ, пожалуйста, воспользуйтесь меню слева.
Чтобы быстро найти нужный Вам документ, пожалуйста, воспользуйтесь меню слева. 002.ТУ.00661
002.ТУ.00661 05.2019
05.2019 CN.ПР 207.Н.00054
CN.ПР 207.Н.00054 Сравните
Сравните Сравните
Сравните
 Сравнить
Сравнить
 Вы оперативно ответили на все мои вопросы… Спасибо, что сделали мой первый опыт работы с вашей компанией положительным опытом…»
Вы оперативно ответили на все мои вопросы… Спасибо, что сделали мой первый опыт работы с вашей компанией положительным опытом…» th , это сделает некоторых людей действительно счастливыми!
th , это сделает некоторых людей действительно счастливыми!
 Речь идет прежде всего о тех объектах, которые предполагают высокий уровень влажности, как в грунте, так и на поверхности. Предел прочности на изгиб асбоцементных труб составляет около 30 МПа, а на сжатие его значение может составлять 90 МПа, при том, что плотность материала очень невелика. Это делает трубу легкой и прочной одновременно. Асбестоцементная труба может выстоять около 60 циклов разморозки, а это значит, что срок их службы очень велик. Трубы подразделяют на два вида:
Речь идет прежде всего о тех объектах, которые предполагают высокий уровень влажности, как в грунте, так и на поверхности. Предел прочности на изгиб асбоцементных труб составляет около 30 МПа, а на сжатие его значение может составлять 90 МПа, при том, что плотность материала очень невелика. Это делает трубу легкой и прочной одновременно. Асбестоцементная труба может выстоять около 60 циклов разморозки, а это значит, что срок их службы очень велик. Трубы подразделяют на два вида: Такая труба стоит очень недорого, что позволяет значительно снизить расходы на строительство, а иногда возведение столбчатого фундамента — едва ли не единственный способ постройки при определенном типе почвы.
Такая труба стоит очень недорого, что позволяет значительно снизить расходы на строительство, а иногда возведение столбчатого фундамента — едва ли не единственный способ постройки при определенном типе почвы. После этого производят разметку участка и снимают верхний слой почвы. Очень важно точно разметить контуры здания и те точки, где будут установлены столбы максимально точно. После этого выполняют бурение скважин под опорную конструкцию.
После этого производят разметку участка и снимают верхний слой почвы. Очень важно точно разметить контуры здания и те точки, где будут установлены столбы максимально точно. После этого выполняют бурение скважин под опорную конструкцию. В таком случае лучше устанавливать монолитный или ленточный фундаменты.
В таком случае лучше устанавливать монолитный или ленточный фундаменты.
 500мм.
500мм. Наши Асбестоцементные Трубы доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, трубы из супердуплексной стали, трубы из дуплексной стали, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, трубы из титановой стали, стальные трубы из инконеля, алюминиевые трубы и т. д.
Наши Асбестоцементные Трубы доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, трубы из супердуплексной стали, трубы из дуплексной стали, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, трубы из титановой стали, стальные трубы из инконеля, алюминиевые трубы и т. д. д.
д. Трубы
Трубы д.
д. , полиэтилен высокой плотности и стекловолокно). Наиболее распространенный диаметр трубы для водопровода составляет от 6 до 16 дюймов, также используются 8, 10 и 12 дюймов. Ответвительные линии, обслуживающие отдельные дома, офисы, здания и предприятия, различаются по размеру от полдюйма в диаметре до 6 дюймов. Толщина стенки трубы (главная характеристика, определяющая конструкционную прочность трубы и номинальное давление) измеряется по-разному для разных типов материалов, но обычно выражается как отношение толщины стенки к диаметру трубы. Остается вопрос, какой тип материала и размер трубы (или комбинация нескольких труб в распределительной системе) лучше всего подходит для какой системы? И что это за системы?
, полиэтилен высокой плотности и стекловолокно). Наиболее распространенный диаметр трубы для водопровода составляет от 6 до 16 дюймов, также используются 8, 10 и 12 дюймов. Ответвительные линии, обслуживающие отдельные дома, офисы, здания и предприятия, различаются по размеру от полдюйма в диаметре до 6 дюймов. Толщина стенки трубы (главная характеристика, определяющая конструкционную прочность трубы и номинальное давление) измеряется по-разному для разных типов материалов, но обычно выражается как отношение толщины стенки к диаметру трубы. Остается вопрос, какой тип материала и размер трубы (или комбинация нескольких труб в распределительной системе) лучше всего подходит для какой системы? И что это за системы? Напорные магистрали обычно имеют меньший диаметр, поскольку приложенное давление может вызвать высокие скорости потока даже в трубах малого диаметра.
Напорные магистрали обычно имеют меньший диаметр, поскольку приложенное давление может вызвать высокие скорости потока даже в трубах малого диаметра. отводы, тройники, клапаны, расходомеры, фланцы и др.). Результирующее напорное давление внутри трубы должно сдерживаться самой стенкой трубы без разрывов и трещин, а также всеми соединениями и приспособлениями, соединяющими сегменты трубопровода.
отводы, тройники, клапаны, расходомеры, фланцы и др.). Результирующее напорное давление внутри трубы должно сдерживаться самой стенкой трубы без разрывов и трещин, а также всеми соединениями и приспособлениями, соединяющими сегменты трубопровода. Собственный вес блоков или прочность на растяжение ограничительных колец предотвратят смещение или даже поломку изгиба трубы.
Собственный вес блоков или прочность на растяжение ограничительных колец предотвратят смещение или даже поломку изгиба трубы. В обоих случаях потоки создаются под действием силы тяжести и перепадов высот по длине труб, установленных с наклонным уклоном. Эти трубопроводные сети состоят из множества ответвлений трубопроводов, которые впадают в центральную канализационную магистраль, по которой основная часть аккумулированных стоков направляется к конечному пункту назначения.
В обоих случаях потоки создаются под действием силы тяжести и перепадов высот по длине труб, установленных с наклонным уклоном. Эти трубопроводные сети состоят из множества ответвлений трубопроводов, которые впадают в центральную канализационную магистраль, по которой основная часть аккумулированных стоков направляется к конечному пункту назначения.
 Чугун все еще можно найти в старых участках городских водопроводных систем. Он был относительно прост в изготовлении и установке. Однако он очень хрупок, что делает его склонным к растрескиванию и поломке конструкции. Поскольку все городские водопроводы подвержены смещению из-за движения грунта и ударным нагрузкам от движения тяжелых грузовиков, ожидаемый срок службы чугунной трубы относительно невелик. Каждый прикладывает изгибающий момент к длине трубы, что может привести к ее растрескиванию и разрыву. Дополнительные повреждения чугунных водопроводных сетей возникают в результате низких температур и расширения льда в водопроводных сетях.
Чугун все еще можно найти в старых участках городских водопроводных систем. Он был относительно прост в изготовлении и установке. Однако он очень хрупок, что делает его склонным к растрескиванию и поломке конструкции. Поскольку все городские водопроводы подвержены смещению из-за движения грунта и ударным нагрузкам от движения тяжелых грузовиков, ожидаемый срок службы чугунной трубы относительно невелик. Каждый прикладывает изгибающий момент к длине трубы, что может привести к ее растрескиванию и разрыву. Дополнительные повреждения чугунных водопроводных сетей возникают в результате низких температур и расширения льда в водопроводных сетях. Для защиты от коррозии внутренние стенки труб из ковкого чугуна часто покрывают слоем нанесенного цементного раствора. Это изолирует стенки металлической трубы от воды, которую она несет. Его устойчивость к давлению и структурная прочность делают его идеальным выбором для водопроводных сетей.
Для защиты от коррозии внутренние стенки труб из ковкого чугуна часто покрывают слоем нанесенного цементного раствора. Это изолирует стенки металлической трубы от воды, которую она несет. Его устойчивость к давлению и структурная прочность делают его идеальным выбором для водопроводных сетей.
 С самого начала глиняные трубы использовались для канализационных и ливневых стоков, и они оставались основным видом канализационных труб до начала 20 века (хотя многие из этих канализационных систем из стеклокерамических труб все еще функционируют сегодня). Для защиты от раздавливания, трещин и утечек глиняные трубы, как правило, разрабатываются и изготавливаются с толстыми стенками. Это привело к большому весу на погонный фут трубы, что потребовало местного производства, чтобы избежать затрат на транспортировку этого тяжелого материала. Позднее в 1920 века железная дорога сделала возможным экономичный транспорт с центральных заводов-изготовителей.
С самого начала глиняные трубы использовались для канализационных и ливневых стоков, и они оставались основным видом канализационных труб до начала 20 века (хотя многие из этих канализационных систем из стеклокерамических труб все еще функционируют сегодня). Для защиты от раздавливания, трещин и утечек глиняные трубы, как правило, разрабатываются и изготавливаются с толстыми стенками. Это привело к большому весу на погонный фут трубы, что потребовало местного производства, чтобы избежать затрат на транспортировку этого тяжелого материала. Позднее в 1920 века железная дорога сделала возможным экономичный транспорт с центральных заводов-изготовителей. В результате получается материал под названием терракота, который прочнее традиционных обожженных глин. Дополнительная прочность против приложенных нагрузок давления может быть достигнута за счет заливки трубы бетоном, армирующей, таким образом, трубу из стеклокерамики. Тем не менее, глиняные трубы подвержены повреждениям из-за проникновения корней, и с ними неудобно работать по сравнению с трубами из более легких материалов, таких как ПВХ.
В результате получается материал под названием терракота, который прочнее традиционных обожженных глин. Дополнительная прочность против приложенных нагрузок давления может быть достигнута за счет заливки трубы бетоном, армирующей, таким образом, трубу из стеклокерамики. Тем не менее, глиняные трубы подвержены повреждениям из-за проникновения корней, и с ними неудобно работать по сравнению с трубами из более легких материалов, таких как ПВХ.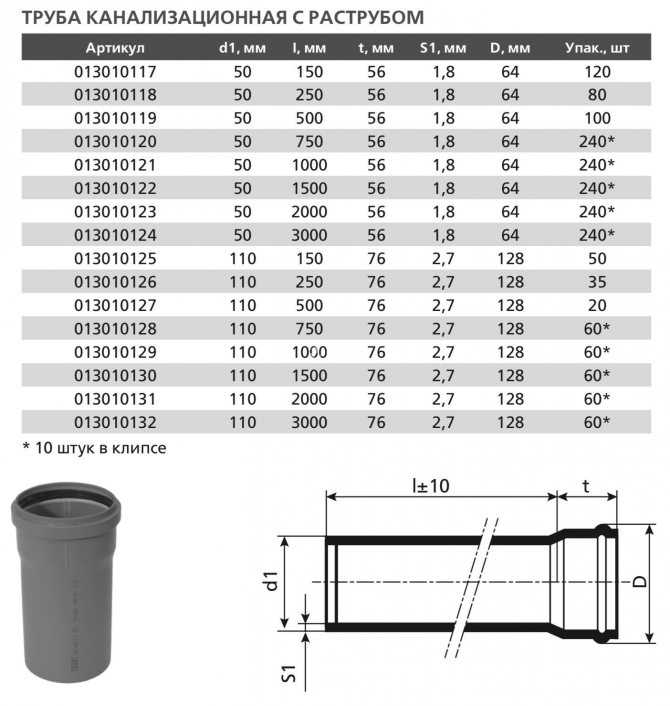 Это вызывает растрескивание при напряжении, если оно не армировано стальными стержнями или сеткой. Эти характеристики и присущая ему прочность как на сжатие, так и на растяжение (благодаря стальному армированию) делают его идеальным для водопроводных трубопроводов большого диаметра, самотечной канализации и колодцев. Так, в магистральных соединителях и акведуках, соединяющих водохранилище с городом, использующим воду, будут использованы железобетонные трубопроводы. Железобетонная труба может достигать 20 футов в диаметре.
Это вызывает растрескивание при напряжении, если оно не армировано стальными стержнями или сеткой. Эти характеристики и присущая ему прочность как на сжатие, так и на растяжение (благодаря стальному армированию) делают его идеальным для водопроводных трубопроводов большого диаметра, самотечной канализации и колодцев. Так, в магистральных соединителях и акведуках, соединяющих водохранилище с городом, использующим воду, будут использованы железобетонные трубопроводы. Железобетонная труба может достигать 20 футов в диаметре. Необходимость схватывания бетона уменьшает количество деталей, которые могут быть изготовлены с помощью одной формы в процессе производства. В других методах используется более сухая бетонная смесь с нулевой осадкой и более высокой плотностью. Во всех методах сухой заливки используется своего рода низкочастотная и высокоамплитудная вибрация для придания бетону высокой плотности правильной формы. Эти сухие процессы позволяют отливать несколько деталей без деформации, повышая производительность одной формы. Кусочки выскальзывают из формы и напоминают твердую глину и высыхают в течение часа.
Необходимость схватывания бетона уменьшает количество деталей, которые могут быть изготовлены с помощью одной формы в процессе производства. В других методах используется более сухая бетонная смесь с нулевой осадкой и более высокой плотностью. Во всех методах сухой заливки используется своего рода низкочастотная и высокоамплитудная вибрация для придания бетону высокой плотности правильной формы. Эти сухие процессы позволяют отливать несколько деталей без деформации, повышая производительность одной формы. Кусочки выскальзывают из формы и напоминают твердую глину и высыхают в течение часа. Волокна асбеста действуют как армирующий материал, устраняя необходимость в более дорогой стальной арматуре.
Волокна асбеста действуют как армирующий материал, устраняя необходимость в более дорогой стальной арматуре. ПЭВП со сплошными стенками соединяется вместе путем стыкового сплавления концов сегментов трубы вместе с применением тепла и давления. В результате получается центрирующий сварной шов, который на самом деле прочнее самой трубы. Плавленый HDPE используется для водопроводов и других силовых сетей. В определенных ситуациях, таких как трубопроводы, транспортирующие токсичные химические вещества или фильтрат свалки, вытекающий за пределы облицованной территории свалки, труба имеет двойные стенки с промежуточным пространством между стенками трубы. И наоборот, плавленый ПЭВП также может иметь перфорацию или прорези, чтобы действовать в качестве дренажной трубы для сбора во французских дренажах или в системах сбора и извлечения фильтрата из полигонов.
ПЭВП со сплошными стенками соединяется вместе путем стыкового сплавления концов сегментов трубы вместе с применением тепла и давления. В результате получается центрирующий сварной шов, который на самом деле прочнее самой трубы. Плавленый HDPE используется для водопроводов и других силовых сетей. В определенных ситуациях, таких как трубопроводы, транспортирующие токсичные химические вещества или фильтрат свалки, вытекающий за пределы облицованной территории свалки, труба имеет двойные стенки с промежуточным пространством между стенками трубы. И наоборот, плавленый ПЭВП также может иметь перфорацию или прорези, чтобы действовать в качестве дренажной трубы для сбора во французских дренажах или в системах сбора и извлечения фильтрата из полигонов.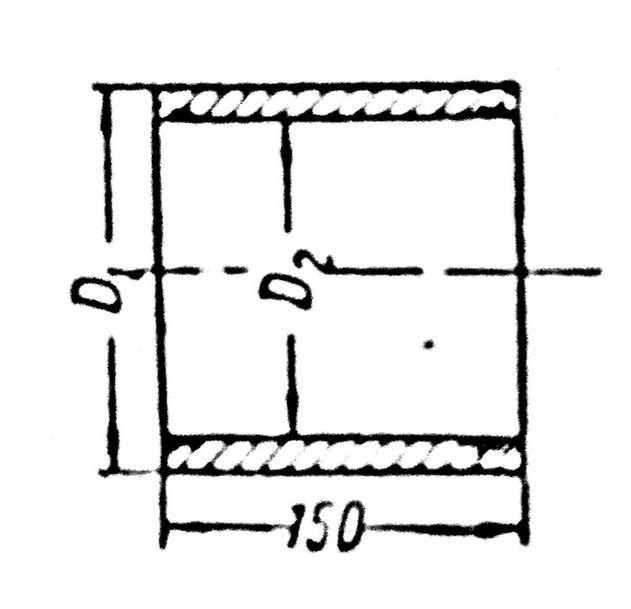 При такой рейтинговой системе трубы с более низкими значениями SDR на самом деле будут прочнее, поскольку их толщина стенки трубы будет больше по отношению к ее внешнему диаметру.
При такой рейтинговой системе трубы с более низкими значениями SDR на самом деле будут прочнее, поскольку их толщина стенки трубы будет больше по отношению к ее внешнему диаметру. Стандартной ударной нагрузкой для целей проектирования является нагрузка на шоссе h30, которая основана на смоделированном движении 20-тонного грузовика и результирующем ударе. При минимальном покрытии 2 фута ударная нагрузка h30 эквивалентна 900 фунтов стерлингов за квадратный фут.
Стандартной ударной нагрузкой для целей проектирования является нагрузка на шоссе h30, которая основана на смоделированном движении 20-тонного грузовика и результирующем ударе. При минимальном покрытии 2 фута ударная нагрузка h30 эквивалентна 900 фунтов стерлингов за квадратный фут. Подобно ПЭВП и ПВХ, трубы из стекловолокна устойчивы к коррозии. Распространенный строительный материал, стекловолокно, используется в самых разных областях, включая изоляцию и изготовление резервуаров для хранения. В отличие от HDPE и PVC, FRP производится не методом экструзии, а методом намотки, в котором эпоксидные смолы сочетаются с самоусиливающимися непрерывными стеклянными нитями. В результате получается прочный по своей природе материал, устойчивый к химическим веществам и теплу. Он популярен в приложениях по добыче нефти и газа, где он может выдерживать экстремальные режимы температуры и давления. 9ПВХ 0003 классифицируется по рейтингу SCH
Подобно ПЭВП и ПВХ, трубы из стекловолокна устойчивы к коррозии. Распространенный строительный материал, стекловолокно, используется в самых разных областях, включая изоляцию и изготовление резервуаров для хранения. В отличие от HDPE и PVC, FRP производится не методом экструзии, а методом намотки, в котором эпоксидные смолы сочетаются с самоусиливающимися непрерывными стеклянными нитями. В результате получается прочный по своей природе материал, устойчивый к химическим веществам и теплу. Он популярен в приложениях по добыче нефти и газа, где он может выдерживать экстремальные режимы температуры и давления. 9ПВХ 0003 классифицируется по рейтингу SCH  Линейка продуктов HYMAX прошла полевые испытания на более чем миллионе установок в Северной Америке. Муфты HYMAX выпускаются с номинальным размером трубы от 1,5 до 60 дюймов. Krausz может разрабатывать изделия на заказ, в том числе сверхширокие размеры, используя различные продукты и сырье. Продукты HYMAX размером от 14 до 24 дюймов во всех конфигурациях доступны с прокладками NBR в дополнение к EPDM. Продукты HYMAX MTO (изготавливаемые на заказ) можно заказать с прокладками NBR размером от 26 до 60 дюймов. Теперь доступны комплекты сменных центрирующих болтов для муфт HYMAX размером 14 дюймов и выше.
Линейка продуктов HYMAX прошла полевые испытания на более чем миллионе установок в Северной Америке. Муфты HYMAX выпускаются с номинальным размером трубы от 1,5 до 60 дюймов. Krausz может разрабатывать изделия на заказ, в том числе сверхширокие размеры, используя различные продукты и сырье. Продукты HYMAX размером от 14 до 24 дюймов во всех конфигурациях доступны с прокладками NBR в дополнение к EPDM. Продукты HYMAX MTO (изготавливаемые на заказ) можно заказать с прокладками NBR размером от 26 до 60 дюймов. Теперь доступны комплекты сменных центрирующих болтов для муфт HYMAX размером 14 дюймов и выше.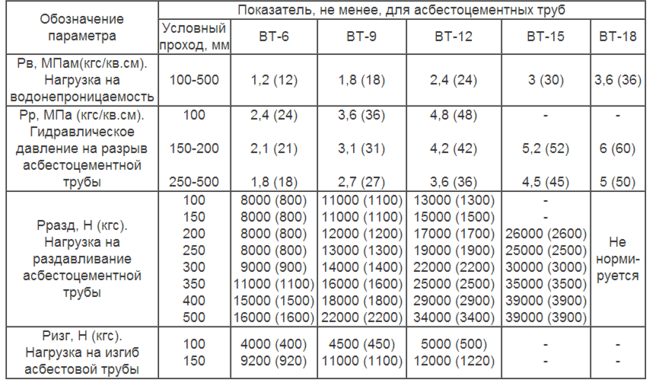 HYMAX GRIP соединяет и фиксирует широкий выбор труб различных типов и диаметров; он также позволяет соединять трубы из одинаковых или разных материалов и диаметров. HYMAX GRIP предотвращает осевое движение трубы без использования упорных блоков. Запатентованная прокладка HYMAX GRIP эффективно превращает стык трубы в гибкое соединение и допускает динамическое отклонение трубы до 4 градусов в каждую сторону, уменьшая будущие трещины и разрывы трубы. GRIP изготовлен из высокопрочного ковкого чугуна и может выдерживать рабочую температуру до 125°F и выше.
HYMAX GRIP соединяет и фиксирует широкий выбор труб различных типов и диаметров; он также позволяет соединять трубы из одинаковых или разных материалов и диаметров. HYMAX GRIP предотвращает осевое движение трубы без использования упорных блоков. Запатентованная прокладка HYMAX GRIP эффективно превращает стык трубы в гибкое соединение и допускает динамическое отклонение трубы до 4 градусов в каждую сторону, уменьшая будущие трещины и разрывы трубы. GRIP изготовлен из высокопрочного ковкого чугуна и может выдерживать рабочую температуру до 125°F и выше. Широкий выбор продуктов компании позволяет US Pipe предлагать клиентам поддержку, необходимую для обеспечения долговечности системы водоснабжения. US Pipe предлагает дополнительную поддержку отраслевых инженерных групп, которые помогают проектировать, создавать и управлять проектами.
Широкий выбор продуктов компании позволяет US Pipe предлагать клиентам поддержку, необходимую для обеспечения долговечности системы водоснабжения. US Pipe предлагает дополнительную поддержку отраслевых инженерных групп, которые помогают проектировать, создавать и управлять проектами.