Цены на уголок стальной гост 8509 93 и другой сортовой прокат в Екатеринбурге
Главная \ Продукция \ Сортовой прокат \ Уголки
Наша компания может предложить уголок стальной разного типа для предназначения в строительстве. Вид уголка имеет вид как букву английскую L или русская Г.
Уголок широко известный как стальной уголок, горячекатаный равнополочный. Перпендикулярно друг к другу с обеих сторон одинаковой длины и наклонены в разные стороны на 90 градусов.
По точности прокатки уголки изготовляют: — А – высокой точности, — В — обычной точности.
Уголки производятся длиной от 4 до 12 м: — мерой длины; — немерной длины; — кратной мерой длины в народе называется деловая обрезь в количестве не более 5% массы партии; — немерной длины; — ограниченной длины в пределах немерной.
Есть равносторонний уголок равнополочный и неравнополочный. Равнополочный стальной уголок это две полосы перпендикулярно друг к другу с обеих сторон одинаковой длины и наклонены в разные стороны и края равны. В Спецификация выражается 30х30х3″, а именно, равнополочный уголок кромки шириной 30 мм,3 мм толщиной края. Стальной горячекатаный равнополочный уголок широко используется в различных архитектурных и инженерных сооружений, таких как балки, мост, башня, корабли, промышленная печь, башня реакции, рамка контейнера и также выполняются сложные металлоконструкции, соединительные упоры, подставки для освещения зданий и многое другое.
Уголок стальной гост 8509-93 сортамент изготовляется с углеродистой конструкционной стали, является простым в разделе сталь, в основном используется для металлических компонентов и рамки. В использовании требуется хорошая свариваемость, пластической деформации и определенную механическую прочность. Производство сырья для низкоуглеродистой стальной заготовки стальной заготовки, готовой угол для горячей прокатки, нормализации или горячекатаный состоянии поставки. Уголок стальной выпускается как равнополочный так и неравнополочный.Горячекатаный уголок отличается от холоднокатаной тем что он меньшей размерной точностью и худшим качеством на поверхности. Но холоднокатаный при меньшей толщине стенок оптимальный а потому его область применение более обширное.
А самым выгодным строительным материалом служит гнутый уголок. Технология у него очень простая, его просто гнут вдоль листа из низколегированной или углеродистой стали. Мы всегда готовы Вам под заказ изготовить гнутый уголок в разных объемах и разных толщин.
Общие характеристики: ГОСТ 19771-93, уголок неравнополочный 50х32 — угол 200х125 толщина 4-18 мм. Неравная сталь угла широко использована в всех видах металлических конструкций, мостов, Производство машин и судостроения, строительной конструкции и инженерных сооружений, мосты, башни передачи силы, подъемно-транспортной техники, корабли, промышленная печь, рамка контейнера и пакгауз и др..
Уголок металлический, цена за метр устанавливается от количество его. Самым выгодным предложение если покупать его оптом.
Мы стремимся удовлетворить ожидания и требования клиентов во всех аспектах нашей деятельности путем постоянного совершенствования процесса продаж, систем управления и профессиональной подготовки наших сотрудников на самом высоком уровне для того, чтобы помочь нашим клиентам на всех этапах. Если желаете купить уголок стальной горячекатаный равнополочный, пожалуйста, отправьте письмо [email protected]
Уголок металлический различной точности прокатки – уголок стальной от 4 до 12 м
Размеры
Масса 1м, кг
Метров в тонне
b
t
100
6,5
10,06
99,40
100
7,0
10,79
92,68
100
8,0
12,25
81,63
100
10,0
15,10
66,23
100
12,0
17,90
55,87
100
14,0
20,63
48,47
100
16,0
23,30
42,92
110
7,0
11,89
84,10
110
8,0
13,50
74,07
125
8,0
15,46
64,68
125
9,0
17,30
57,80
125
10,0
19,10
52,36
125
12,0
22,68
44,09
125
14,0
26,20
38,17
125
16,0
29,65
33,73
140
9,0
19,41
51,52
140
10,0
21,45
46,62
140
12,0
25,50
39,22
160
10,0
24,67
40,54
160
11,0
27,02
37,01
160
12,0
29,35
34,07
160
14,0
34,20
29,24
160
16,0
38,52
25,96
160
18,0
43,01
23,25
160
20,0
47,41
21,09
180
11,0
30,47
32,82
180
12,0
33,12
30,19
200
12,0
36,97
27,05
200
13,0
39,92
25,05
200
14,0
42,80
23,36
200
16,0
48,65
20,55
200
20,0
60,08
16,64
200
25,0
74,02
13,51
200
30,0
87,56
11,42
220
14,0
47,40
21,10
220
16,0
53,83
18,58
250
16,0
61,55
16,25
250
18,0
68,86
14,52
250
20,0
76,11
13,14
250
22,0
83,31
12,00
250
25,0
93,97
10,64
250
28,0
104,50
9,57
250
30,0
111,44
8,97
250
35,0
128,51
7,78
Размеры
Масса 1м, кг
Метров в тонне
b
t
20
3,0
0,89
1123,60
20
4,0
1,15
869,57
25
3,0
1,12
892,86
25
4,0
1,46
684,93
28
3,0
1,27
787,40
30
3,0
1,36
735,29
30
4,0
1,78
561,80
32
3,0
1,46
684,93
32
4,0
1,91
523,56
35
3,0
1,60
625,00
35
4,0
2,10
476,19
35
5,0
2,58
387,60
40
3,0
1,85
540,54
40
4,0
2,42
413,22
40
5,0
2,98
335,57
45
3,0
2,08
480,77
45
4,0
2,73
366,30
50
4,0
3,05
327,87
50
5,0
3,77
265,25
50
6,0
4,47
223,71
56
4,0
3,44
290,70
56
5,0
4,25
235,29
63
4,0
3,90
256,41
63
5,0
4,81
207,90
63
6,0
5,72
174,83
70
4,5
4,87
205,34
70
5,0
5,38
185,87
70
6,0
6,39
156,49
70
7,0
7,39
135,32
70
8,0
8,37
119,47
75
5,0
5,80
172,41
75
6,0
6,89
145,14
75
7,0
7,96
125,63
75
8,0
9,02
110,86
75
9,0
10,70
93,46
80
5,5
6,78
147,49
80
6,0
7,36
135,87
80
7,0
8,51
117,51
80
8,0
9,65
103,63
90
6,0
8,33
120,05
90
7,0
9,64
103,73
90
8,0
10,93
91,49
90
9,0
12,20
81,97
Размеры
Масса 1м, кг
Метров в тонне
B
b
t
100
63
6,0
7,53
132,8
100
63
7,0
8,70
114,9
100
63
8,0
9,87
101,3
100
63
10,0
12,14
82,4
110
70
6,5
8,98
111,4
110
70
8,0
10,93
91,5
125
70
7,0
11,04
90,6
125
70
8,0
12,58
79,5
125
80
10,0
15,47
64,6
125
80
12,0
18,34
54,5
140
90
8,0
14,13
70,8
160
90
10,0
17,46
57,3
160
100
9,0
17,96
55,7
160
100
10,0
19,85
50,4
160
100
12,0
23,58
42,4
160
100
14,0
27,26
36,7
180
110
10,0
22,20
45,0
180
110
12,0
26,40
37,9
200
125
11,0
27,37
36,5
200
125
12,0
29,74
33,6
200
125
14,0
34,43
29,0
200
125
16,0
39,07
25,6
Размеры
Масса 1м, кг
Метров в тонне
B
b
t
25
16
3,0
0,91
1098,9
32
20
3,0
1,17
854,7
32
20
4,0
1,52
657,9
40
25
3,0
1,48
675,7
40
25
4,0
1,94
515,5
40
25
5,0
2,37
421,9
45
28
3,0
1,68
595,2
45
28
4,0
2,20
454,5
50
32
3,0
1,90
526,3
50
32
4,0
2,40
416,7
56
36
4,0
2,81
355,9
56
36
5,0
3,46
289,0
63
40
4,0
3,17
315,4
63
40
5,0
3,91
255,7
63
40
6,0
4,63
216,0
63
40
8,0
6,03
165,8
70
45
5,0
4,39
227,8
75
50
5,0
4,79
208,8
75
50
6,0
5,69
175,7
75
50
8,0
7,43
134,6
80
50
5,0
4,49
222,7
80
50
6,0
5,92
168,9
90
56
5,5
6,17
162,1
90
56
6,0
6,70
149,3
90
56
8,0
8,77
114,0
Узнайте о различиях, плюсах и минусах полых профилей из стали горячего и холодного формования.
В чем разница между горячедеформированными и холоднодеформированными полыми профилями?
Судя по всему, немного.
Поскольку оба типа полых профилей действительно уникальны, важно понимать их различия при выборе правильного типа обрабатываемой стали для проекта.
Горячедеформированное по сравнению с. Холодноформованные полые профили
При оценке полых конструкционных профилей горячей и холодной штамповки необходимо учитывать три основных момента:
Производство
Прочность
Цена
1. Горячекатаный против. Холоднокатаная сталь: производство
Определение того, какой тип полого профиля подходит для вашего проекта, начинается с того, как каждый из них производится.
Полые профили горячей штамповки
Полые профили горячей штамповки создаются путем перегрева листов стали до температуры до 1700°F, что делает ее более ковкой. Во время нагрева сталь обрабатывается серией роликов, чтобы придать ей желаемую форму.
Горячедеформированная сталь медленно охлаждается до температуры окружающей среды. При охлаждении сталь меняет конфигурацию, приобретая однородную микроструктуру.
Полые профили холодной штамповки
Полые профили холодной штамповки начинаются точно так же, как полые профили горячей штамповки.
Основное различие между ними заключается в том, что их формирование не происходит до тех пор, пока сталь не остынет .
Как и горячекатаная сталь, холоднокатаная сталь обрабатывается роликами для придания формы. Однако, поскольку холоднокатаная сталь менее пластична, требует дополнительного давления и нескольких проходов через формообразующие элементы.
При сравнении прочности горячедеформированных и холоднодеформированных полых профилей является явным победителем.
Дополнительная прочность обусловлена деформационным упрочнением, которое увеличивает сопротивление изгибу полых профилей холодной штамповки до 20% .
Несмотря на то, что горячекатаные стальные изделия способны выдерживать большие напряжения, они более склонны к изгибу, если в металле есть какие-либо примеси.
3. Горячедеформированные по сравнению с. Холодноформованные полые профили: Цена
Если сравнивать методы производства горячекатаной и холоднокатаной стали, горячедеформированные полые профили стоят дешевле.
Хотя горячедеформированная сталь требует экстремального нагрева, с ней намного легче формовать и работать, когда она достигает подходящей температуры. Это снижает производственные и трудовые затраты.
Поскольку холодноформованные полые профили проходят несколько дополнительных этапов производства, это означает увеличение времени выполнения заказа и повышение трудозатрат.
Горячедеформированные и холоднодеформированные полые профили имеют определенные преимущества и недостатки.
Горячеформованные полые профили
Плюсы: Поскольку нагретой стали гораздо легче придать форму, горячедеформированные полые стальные профили требуют меньше обработки. Процесс нагрева также устраняет неровности стального листа или внутренние напряжения. Прошедшие интенсивную обработку горячедеформированные полые профили выдерживают дополнительные нагрузки, такие как сварка и клепка.
Минусы: Горячедеформированные полые профили несколько усаживаются при охлаждении, а углы закругляются, что создает проблемы с допусками. Кроме того, процесс охлаждения вызывает образование накипи на поверхности. Из-за его формуемости во время обработки также трудно поддерживать точную толщину по всей длине.
Полые профили холодной штамповки
Плюсы: Несмотря на то, что для создания требуется больше усилий, полые профили холодной штамповки могут быть изготовлены с более жесткими допусками. В отличие от горячекатаной стали, холоднокатаная сталь сохраняет свою форму после обработки, обеспечивая более точные размеры готового изделия. Детали из холоднокатаной стали также имеют одинаковую толщину и гладкость.
Минусы: Чем больше дополнительных операций в производстве, тем больше усилий и времени требуется для производства холоднокатаных стальных деталей. Из-за своей жесткости холоднокатаная сталь сталкивается с ограничениями по формованию, хотя уровень квалификации вашего производителя также является фактором. Во время формовки сталь растягивается, что делает полые профили холодной штамповки склонными к излому углов.
Выбор между горячедеформированными и холоднодеформированными полыми профилями
Выбор правильного типа стального полого профиля оказывает большое влияние на успешное завершение и функциональность проекта.
Понимание различий между полыми профилями горячей и холодной штамповки экономит время, деньги и усилия. Чтобы узнать больше о создании конструкций труб, пригодных для изготовления и эффективных в полевых условиях, загрузите нашу бесплатную электронную книгу ниже:
Каждая цена: ${{Number(displayPrice).toFixed(2).toLocaleString()}}
Цены уточняйте по телефону
Количество: Количество:
0″ data-html=»true» title=»» v-bind:data-original-title=»displayDiscounts»>Скидки за количество
Этот товар временно отсутствует на складе
Уведомить меня, когда он появится на складе
Цены на этот продукт уточняйте по телефону
Цены могут быть изменены. Цены в магазине могут отличаться от цен на сайте.
Описание
Характеристики
Похожие материалы
Описание
Наши полые косынки из горячекатаной протравленной и промасленной (P&O) стали A1011 изготавливаются на нашем предприятии с использованием наших прецизионных лазеров, чтобы обеспечить согласованность и точность, и доступны в различных толщинах и размерах. Эти полые косынки имеют гладкую сине-серую поверхность и прошли процесс «протравки», то есть пластины были погружены в кислоту для удаления прокатной окалины с их поверхности. После завершения процесса травления наносится легкое средство от ржавчины, чтобы замедлить коррозию материала, подготавливая его к покраске или порошковому покрытию. A1011 считается сплавом коммерческого качества; общие приложения включают структурную совместную поддержку.
Технические характеристики
ДЕТАЛИ
Толщина
Размер
Размер материала по отверстию
Размер отверстия
1/4 дюйма
12 x 12 дюймов
1″
8-9/16″
1/4″
10 x 10 дюймов
1″
6-9/16″
1/4 дюйма
8 x 8 дюймов
1″
4-9/16″
1/4 дюйма
6 x 6 дюймов
1″
2-9/16″
1/4 дюйма
4″ х 4″
1/2 дюйма
2-1/4 дюйма
3/8 дюйма
12 x 12 дюймов
1″
8-1/4 дюйма
3/8 дюйма
10 x 10 дюймов
1″
6-1/4 дюйма
3/8″
8 x 8 дюймов
1″
4-7/16″
3/8″
6 x 6 дюймов
1″
2-7/16″
3/8 дюйма
4″ х 4″
1/2 дюйма
2-1/8″
1/2 дюйма
12 x 12 дюймов
1″
8-1/8″
1/2 дюйма
10 x 10 дюймов
1″
6-3/16″
1/2 дюйма
8 x 8 дюймов
1″
4-3/16″
1/2″
6 x 6 дюймов
1″
2-7/16″
1/2 дюйма
4″ х 4″
1/2 дюйма
2-1/8″
Предупреждение: Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или наносят вред репродуктивной системе.
Рекомендуемые смазочные материалы для подшипников качения электродвигателей
Указания мер безопасности
3. Инструкция по эксплуатации
Порядок установки
— Схема транспортировки
Настройка, наладка и режим работы
— Схема проверки возможности сцепления сменных зубчатых колёс
— Типовой чертёж сменного зубчатого колеса
— Привод ускоренного хода
Регулирование станка
Особенности и условия эксплуатации
— Схема расположения подшипников
4. Паспорт
Общие сведения
Основные технические данные и характеристики
— Эскиз суппорта
— Эскиз конца шпинделя
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Приложение 1: Материалы по запасным деталям************
Приложение 2: Сборочные единицы по особому заказу
— Резцедержатель задний
— Барабан упоров
— Резцедержатель быстросменный
— Линейка конусная
Описание станка: Так же, из возможностей нашего технического архива предложить к реализации электронную копию с оригинала, в частности паспорт станка 16б16кп. Этот документ обладает читаемым и хорошим качеством, что позволит создать действительно приемлемый вариант документа при распечатке, даже посредством чёрно-белого принтера. А подобный подход, станет конечно же рациональным в условиях производственной потребности в отображении необходимого документа целиком или же какой-либо значимой части издания. Производство технического документа на токарный станок обозначается в свидетельстве о приёмке и датируется одна тысяча девятьсот восемьдесят восьмыми годом. Это конечно приличный срок по нашим сегодняшним меркам, тем не менее, документ и по сей день является актуальным, ведь те модификации станков, как и базовая модель оборудования работают и применяются в производствах самых разнообразных заводов и промышленных организаций по сей день, что конечно же рекомендует модель станка с наилучшей позиции. Именно по этой причине, универсальности и устойчивости к износу, этот станок является действительно интересным и востребованным. К тому же объём предлагаемых документов составляет порядка ста двадцати пяти страниц, что поданы производителем в формате А4.
Безусловно, в том случае, если углубляться в детали, то токарно винторезный станок 16б16а паспорт на который можно заказать в нашем архиве представлен в виде подробного описания механической части и конечно, электрооборудование станка здесь так же будет присутствовать в полном объёме. Механика в виде описания представлена больше в направлении столь нужной и важной теории. Тем не менее, наличие подробных чертежей скажется в наилучшей позиции по отношению к станку в плане работы, обслуживания, и даже некоторого ремонта станка в той или иной ситуации. Ведь, как раз токарный станок 16б16кп паспорт здесь будет являться действительно принципиальным инструментом для взаимодействия с оборудованием с позиции профессионального подхода. К разделу электрооборудования, так же прилагаются схемы посредством которых можно эффективным образом уже взаимодействовать непосредственно с электрикой станка. Т.е. обладая всего одним документом можно уверенным образом совершать взаимодействие со станком и расширять возможности работы теми или иными узлами, что вполне себе будет являться качественной подачей, а так же реализацией связанной с механизмами машины.
Паспорт на станок 16Б16К, 16Б16КП, 16Б16КА, 16Г16К
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время
Тип документации: Руководство по эксплуатации Производитель: Средневолжский станкостроительный завод СВЗС, ОАО, Самара Год выпуска: 1988+1991 Листов / страниц: 158 листов форматов А4, А3, А2 Тип файлов: DJVU+JPG Копия: сканированная Качество изображений: ч/б, 2550*3509, 300dpi Архиватор: WinZip Размер архива: 99 Мб Паспорт выложен пользователем: Administrator
Дополнительная информация:
1) 16Б16П. 000.000 РЭ1 Руководство по эксплуатации для станков 16Б16, 16Б16П, 16Г16, 16Б16К, 16Б16КП, 16Г16К, 84 страницы :
— Порядок установки, подготовка к пуску, стр.11-12
— Система смазки, стр.13-19
— Меры безопасности, стр.20-21
— Состав станка, описание узлов, кинематическая схема, стр.22-46
— Механика станка, подачи, стр.47-52
— Указания по техобслуживанию, стр.53-56
— Свидетельство о приемке, стр.57-64
— Материалы по запасным частям, подшипникам, стр.65-74
— Изменения в руководстве, стр.75-82
— Упаковочный лист, стр.83-84
2) 16Б16П.000.000 РЭ1 Альбом рисунков к руководству 16Б16, 16Б16П, 16Г16, 16Б16К, 16Б16КП, 16Г16К, 23 листа :
— Органы управления станком
— Кинематическая схема
— Разрезы коробки скоростей
— Разрезы шпиндельной бабки
— Разрезы коробки передач
— Разрезы коробки подач
— Механизм переключения подач
— Разрезы фартука
— Разрезы каретки суппорта
— Верхний суппорт с 4-х позиционным резцедеражтелем
— Бабка задняя
— Устрйосто поперечного перемещения задней бабки
— Упор
— Схема смазки принципиальная
— Опоры шпинделя
— Схема транспортировки
— Втулка
3) 16Б16П. 000.000 РЭ2 Руководство по эксплуатации электрооборудования для станков 16Б16, 16Б16П, 16Г16, 16Б16А, 16Б16К, 16Б16КП, 16Г16К, 16Б16КА, 10 страниц
4) Дополнительные электросхемы:
— 16Б16КП.195.000Э3 Схема электрическая принципиальная (ревизия 1988 года) (для станков 16Б16К, 16Б16КП, 16Б16КА, 16Г16К)
— Э53.502.000.000 Блок задержки транзисторный, 9 страниц
— Э53. 507.000.000ПС Модуль времени, 18 листов
— ШОС 5906 Шкаф управления станками 16Б16П и его модификациями
Инструкции по скачиванию паспорта: Если Вы решили скачать документацию (паспорт) на 16Б16П, 16Б16КП, 16Б16К, 16Б16, 16Г16, 16Г16К токарный станок — прочтите следующее. Данный документ платный. Чтобы отправить документ в корзину нажмите на
кнопку «купить», расположенную ниже этого текста. Паспорт добавится в вашу корзину. Если Вы хотите добавить в корзину еще один или несколько документов — проследуйте в соответствующую категорию и закончите пополнение корзины. Для скачивания документации Вам необходимо перейти в Вашу корзину, нажав кнопку «показать корзину». Корзина находится в левом меню, сразу за разделом поиска паспортов. После ознакомления с выбранными документами в корзине — нажмите на кнопку «оформить заказ». Если Вы зарегистрированный пользователь — введите свои данные, либо зарегистрируйтесь. Для оплаты за паспорт выберите предпочитаемый способ оплаты. Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации.
Внимательно проверьте введенные данные и нажмите «подтвердить заказ». После прохождения процедуры подтверждения оплаты заказа, на электронный адрес указанный Вами при регистрации придет ссылка, нажав которую Вы сможете скачать паспорт. Если у Вас все равно возникли трудности со скачиванием или вопросы — проследуйте в раздел главного меню «Помощь по сайту».
Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование — нам важно ваше мнение!
TRAVELER’S COMPANY БЛОК ПУТЕШЕСТВЕННИКА Стартовый набор — Паспортный размер — Коричневая кожа
Возможно, это связано с. ..
3 февраля 2019 г.
Подтвержденная покупка
Возможно, это связано с тем, что я слишком много смотрю фильмы «Индиана Джонс», но я хотел небольшой кожаный журнал, как у него. 😉 Я вырос с парой ручек, блокнот или два и по крайней мере 3 книги для чтения. Я всегда пишу вымышленный рассказы, стихи, дневниковые записи и т. д. Когда я стал старше, мне подарили электронную книгу, и мой смартфон… впрочем, это физическая и тактическая часть письма что я пропустил. Этот журнал дал мне разнообразие, гибкость и практичность. я могу передумать по прихоти того, что я хочу, чтобы содержимое хранилось, и это не слишком навязчивый, чтобы носить его в руке, класть на стол или в сумку. я все еще могу использовать мои перьевые ручки, и использовать различные ежемесячные и еженедельные планировщики, чтобы увидеть, что Мне нужно сделать. У меня есть блокнот для случайных заметок и папки/молния мешочки для хранения случайных битов. Я использовал это в течение недели и обнаружил, что это так легко и портативно (что было важно). Никогда не любил резинки, особенно в качестве закрытия, но это не так уж и плохо. Кожа не гладкая, а скорее войлок… который со временем может сгладиться. Мой коричневый немного светлее из-за разная текстура. С тех пор, как я заметил, что хочу написать больше, чем просто использовать его как планировщик (много пишу, заполняю тетради в короткие сроки в любую марку, кроме Микельриуса), я вложился в синий паспорт (который напоминает мне синей записной книжки Риверсонга из «Dr. Кто» — спойлеры! 😉 ). Кожа на синем НАСТОЛЬКО отличается от коричневого! Это действительно гладко. Нет войлока чувство вообще. Но оба работают одинаково. Я немного боюсь получить их мокрый, и хотя я сказал, что не возражаю против царапин, я все же, как ни странно, нахожу себя пытающимся стереть их. По сравнению с большинством, мои блокноты симпатичные простой, но я не такой вычурный творческий. Я люблю путешествовать и писать… Я хотел что-то, что можно легко изменить, и я смогу вытащить это куда угодно Я… прямо как «Индиана Джонс». Так как я пишу МНОГО, я купил эти легкие бумага и миллиметровка (я обнаружил, что могу уместить намного больше, когда пишу на диаграмме/сетке). бумагу)… и доску для письма (для использования линий сетки на обороте). Я тоже тратиться на получение стандартного верблюжьего журнала после того, как подарил его друг. Хотя эти журналы могут показаться дорогими, долгие годы использования так много было, это инвестиции. Плюс другие «fauxdori», еще больше дорого в разы! Хотя я хотел бы иметь возможность добавить более 3 блокнотов (не включая папку и сумку на молнии), мне нравится, насколько это просто. Я не нужен блокнот толщиной в несколько дюймов и тяжелый для переноски. я например, как я могу оставить один дома/комнате. Я могу носить дополнительный блокнот в будущем вставлю отдельно, а у меня пока есть сетка А6 (200 стр.) Блокнот Микельриуса для заполнения (Часть моего ежедневного ношения перед путешественниками покупка блокнота), которые мне также необходимо заполнить.
4 человека сочли это полезным
Traveler’s Notebook Refill Passport 001
Этот сменный блок для записной книжки путешественника паспортного размера имеет размеры 8,9 см x 12,4 см (приблизительно 3,5 дюйма x 4,88 дюйма) и содержит 32 листа (64 страницы) белой разлинованной бумаги для перьевых ручек. Линии расположены на расстоянии 6,5 мм друг от друга.
Технические характеристики
Состояние
Новый
Марка
Компания путешественников
Тип
Ноутбуки
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет
Синий
Размер — В целом
?
Общий международный размер бумаги, включая такие варианты, как A4, A5, B5, Pocket и т. д. Нажмите здесь, чтобы прочитать наше руководство по размерам бумаги.
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет бумаги
Белый
Количество листов
?
Количество отдельных листов бумаги в блокноте (в то время как количество страниц относится к каждой стороне листа). 1 лист = 2 страницы.
32
Перфорация
?
Независимо от того, является ли бумага микроперфорированной и предназначена ли она для извлечения из ноутбука. Варианты включают «Нет», «Некоторые» или «Все страницы».
Нет
Высота (дюйм)
4,9 дюйма
Высота (мм)
124 мм
png?v=10539991922981437711667845810″> Ширина (дюймы)
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом
Чем отличается сварка алюминия полуавтоматом от аргонодугового метода
Особенности и преимущества сварки алюминия сварочной проволокой
Требования к оборудованию и расходным материалам
Выбор сварочного полуавтомата для сварки алюминия
Видео полуавтоматической сварки алюминия
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
значительно повышается пористость шва и уменьшается его прочность;
застывший шлак плохо отделяется;
присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
высококачественный инертный газ и присадочная проволока;
труд профессиональных сварщиков;
дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
Бюджетные
Среднего класса
Среднего класса с импульсным режимом
Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Спасибо за подписку!
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
В этой статье:
Сложность сварки алюминия
Суть полуавтоматической сварки алюминия
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Подготовка свариваемого материала
Требования к оборудованию
Расходные материалы
Настройки аппарата
Процесс сварки алюминия полуавтоматом
Сложность сварки алюминия
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
жидкая ванна разбрасывается по сторонам;
сложно контролировать дугу;
увеличивается количество подрезов, прожогов.
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
ремонта легкосплавных дисков;
сборки конструкций;
кузовного ремонта (некоторые элементы кузова иномарок выполнены из алюминия для облегчения веса и противостояния коррозии).
Кроме производительности, МИГ метод выигрывает по простоте. Все действия выполняются одной рукой. Подача проволоки осуществляется автоматически по выставленным настройкам. Если они верные, шов получится качественным (при правильных движениях горелкой), что облегчает задачу для новичка.
Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG — это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет «гулять», дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
Входящее напряжение. Для гаража и периодических работ достаточно 220 V. В полупрофессиональной деятельности пригодится аппарат работающий от сети 380 V.
Максимальную силу тока. Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А.
Режим 4Т. Длинные швы удобнее прокладывать с режимом 4Т. Тогда не требуется постоянно держать кнопку на горелке нажатой.
Регулировка индуктивности. Позволяет управлять еще лучше процессом отделения расплавленной капли от проволоки, что обеспечивает прекрасную проплавляемость и снижает разбрызгивание.
Вес аппарата. Если будете часто перемещаться с аппаратом, его вес должен быть до 20-25 кг. В противном случае понадобится тележка под баллон и полуавтомат. Как альтернативу, купите MIG инвертор с раздельным исполнением источника сварочного тока и подающего механизма (двухкорпусные модели), чтобы переносить только подающий механизм вокруг крупной свариваемой конструкции.
Транзисторы. Чтобы лучше контролировать сварочный ток, выбирайте полуавтоматы с транзисторами IGBT (это последнее поколение). Но их цена выше.
ПВ. Для долгой сварки с длинными швами важна продолжительность включения аппарата под нагрузкой. Выбирайте модели с ПВ 60, 80 или 100%. ПВ 40% — это для бытовых задач.
Охлаждение. Длительная сварка на повышенных токах 300-400 А потребует меньше перерывов, если у инвертора будет водяное охлаждение.
Расходные материалы
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
защиту шва от коррозии;
плавный переход наплавленного металла;
легкую связываемость материалов.
Хороший выбор проволоки для алюминия в нашем каталоге.
Настройки аппарата
Перейдем к правильным настройкам полуавтомата для сварки алюминия. К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
Толщина металла, мм
Диаметр проволоки, мм
Сила тока, А
2-3
0. 8
95-110
4-5
1.0
130-160
6-7
1.2
200-250
Если у вас полуавтомат с импульсом, задайте базовый ток на 40% ниже от импульсного. Базовый ток будет поддерживать горение дуги, а импульсный — пробивать оксид и передавать каплю. Частота импульса для сварки алюминия желательна 1-3 Гц в секунду. Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Еще проще настроить полуавтомат для сварки алюминия новичку будет с синергетикой. Синергетическое управление требует указать в меню только:
толщину установленной в подающий механизм проволоки;
тип свариваемого материала;
тип подключенного газа.
Все выбирается на дисплее. Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Процесс сварки алюминия полуавтоматом
Установите алюминиевую проволоку в полуавтомат, заправьте конец между роликами, направьте его в канал. Включите протяжку и дождитесь выхода проволоки из горелки. Чтобы она не застряла, временно открутите мундштук.
Установите силу тока и импульс в согласии с толщиной металла (см таблицу выше), откройте баллон с аргоном. Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Источник видео: Рутектор
Сварка полуавтоматом алюминия ведется так:
Поднесите горелку к месту стыка и удерживайте на расстоянии 3-5 мм от конца проволоки. Само сопло может быть удалено от поверхности до 6-10 мм.
Нажмите на кнопку горелки.
После зажигания электрической дуги введите горелку справа налево или от себя, чтобы наложенный шов оставался позади.
Наклон горелки при сварке алюминия должен быть почти вертикальным — удерживайте отклонение от прямого угла на 10-15 градусов.
Если алюминий сечением до 3 мм и нет зазора между сторонами, просто ведите горелку ровно по линии стыковки. В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
Когда была предварительная подготовка с разделкой кромок, нужна сварка в несколько проходов. Корневой шов тонкий и ведется без поперечных колебаний, а последующий шов нужен для заплавления ширины стыка и образования валика. Используя правильно подобранное сварочное оборудование у Вас получится сваривать алюминий полуавтоматом даже без значительной практики.
Ответы на вопросы: как правильно производить сварку алюминия полуавтоматом
Алюминиевая проволока застревает в канале, что делать?
СкрытьПодробнее
Алюминий более мягкий, чем сталь или нержавейка, поэтому легко поддается изгибам и деформируется. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Сколько роликов должно быть в подающем механизме для сварки алюминия?
СкрытьПодробнее
Лучше использовать модели с четырьмя роликами. Они увереннее толкают присадочный материал. На двух роликах возможна пробуксовка, а если их затянуть сильнее, проволока начнет заминаться.
Можно ли варить алюминий с углекислотой?
СкрытьПодробнее
Нет. Алюминий является активным металлом и при контакте с окислителем сразу защищается, вырабатывая пленку. Углекислота состоит из углерода и кислорода, поэтому будет вступать в реакцию со сварочной ванной. Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Можно ли полуавтоматом заварить силумин?
СкрытьПодробнее
Силумин — это сплав алюминия с кремнием. Присадка придает металлу прочности и улучшает его литейные свойства. Для сварки силумина полуавтоматом необходима алюминиевая проволока с кремнием, но лучше все же использовать TIG сварку.
Подойдет ли полуавтомат для сварки алюминиевых труб?
СкрытьПодробнее
Если это не герметичная конструкция (теплица, беседка, раскладушка и пр.), то полуавтомат подойдет. Для герметичных стыков лучше использовать аргонодуговую сварку.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Понятная инструкция с видео и фото
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля с электродами не получаются надежные соединения. При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматом без газа применяют защитные флюсы или применяют специальную многокомпонентную порошковую проволоку, создающую газовое облако, препятствующее окислению при нагреве.
Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как деформация и чувствительность к подводимому теплу.
millerwelds.com
Содержание
Особенности сварки алюминия аппаратом для сварки TIG или MIG/MAG
Какой сварочный аппарат подходит для сварки алюминия
Функциональность
Мощность
Технические характеристики
Настройки TIG или MIG
Что еще нужно для сварки алюминия?
Технология сварки алюминиевых деталей
Полезные советы
Особенности сварки алюминия аппаратом TIG или MIG/MAG
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Алюминиевые сплавы обладают высокой теплопроводностью: детали быстро нагреваются при нагревании и сразу же остывают, как только исчезает источник тепла. В процессе термической обработки в алюминиевых заготовках возникают внутренние напряжения, вызывающие появление трещин в сварном шве.
Решая, как сваривать алюминий полуавтоматом, необходимо предусмотреть предварительный нагрев заготовок газовой горелкой до +300 – +375°F. Специалисты используют прокладки, которые рассеивают тепло, они не дают алюминию сильно нагреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой сварочный аппарат подходит для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Существуют компактные модели, генерирующие ток разных параметров.
Функциональность
При выборе сварочного полуавтомата для сварки алюминия в частной мастерской, автомастерской лучше выбирать аппараты с функцией TIG, которые вырабатывают импульсный ток высокой частоты. Они оснащены режимом «ИМПУЛЬС». Работа на них снижает риск ожогов, сохраняется стабильная короткая дуга. С инверторами TIG без импульсного блока работа в три раза медленнее, но и качество связи будет высоким.
Простые инверторы с функциями MIG/MAG используются в бытовых целях, их можно подключать к аргону и углекислому газу. С такими инверторами сложно сделать качественное подключение, они рассчитаны на малые токи. Платить за дополнительные функции не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий сваривается на больших токах, поэтому для профессиональных работ лучше выбрать трехфазный сварочный аппарат на 240 В. Бытовые подключаются к стандартной сети 120 В, удобны полуавтоматы с двумя вводами .
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 10 футов, мягкий наполнитель в длинном шланге будет перегибаться, металл легко деформируется. Сила трения сведена к минимуму за счет тефлона, обычный канал заменен на тефлон. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, пазы должны быть П-образными. Такой полуавтомат не будет мять проволоку при подаче. Двухроликовые агрегаты не так надежны. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройки TIG или MIG
Для полуавтоматической сварки алюминия не существует универсальной настройки. Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Что еще нужно для сварки алюминия?
Для сварки TIG используется вольфрамовый неплавящийся электрод. В качестве защитного газа используются баллоны с углекислым газом или инертный защитный газ (аргон или смесь аргона с гелием). При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
Технология сварки алюминиевых деталей
В домашних условиях заготовки сваривают бытовым полуавтоматом на постоянном токе обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
Для начала нужно подготовить оборудование. Подбираем наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
Детали в рабочей зоне зачищают до блеска, используя болгарку или металлическую щетку.
Выбор режима работы с учетом толщины заготовки, сплава. Можно воспользоваться таблицами настроек, предусмотренными ГОСТ.
Подача защитного газа включается за несколько секунд до зажигания дуги, так что образуется облако защитного газа.
Зажечь дугу, выдерживая расстояние между ванной расплава и соплом не более 0,6 дюйма, минимальный зазор – 0,4 дюйма. что металл хорошо сваривается.
По окончании работы дугу сначала аккуратно отводят в сторону, только после этого отключают ток. Не прекращайте подачу защитного газа в течение 10-20 секунд, пока рабочая зона не остынет. Он защищает расплавленный металл от воздействия кислорода.
Полезные советы
Для качественной сварки металла сваркой TIG или MIG стоит прислушаться к профессионалам:
Для очистки алюминия нежелательно использовать металлические щетки, которые использовались для очистки других металлов, это лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
При сварке алюминия полуавтоматом в аргоне на четырехимпульсном токе металл быстрее нагревается, в зоне расплава создается высокая температура. Вероятность образования остаточного оксидного слоя в сварном шве меньше.
Внутренние линейные напряжения можно уменьшить, снизив ток до конечной стадии сварки. Наоборот, работу запускают на максимальном режиме, чтобы пробить оксидированный слой.
При сварке в углекислом газе не делайте резких движений, сопло должно плавиться равномерно.
При использовании защитной атмосферы рабочую зону экранируют от сквозняков, чтобы порывы ветра не уносились газовым облаком.
При работе необходимо соблюдать технику безопасности, использовать спецодежду, средства индивидуальной защиты, в том числе органов дыхания, некоторые легирующие добавки оказывают токсическое действие на организм.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут плохо сваривать металл, потом он порвется, сварной шов треснет. Прежде чем браться за ответственные связи, нужно «набить руку», научиться выдерживать оптимальную дистанцию, отработать скоростной режим.
Как приготовить полуавтомат? Полуавтоматические режимы сварки. Полуавтомат для сварки алюминия
Сварка – это целое искусство. Профессиональные сварщики везде ценятся чуть ли не на вес золота: их не хватает не только на бытовые нужды, но и на промышленность. Во многом это связано с тем, что не каждый специалист знает все технологические аспекты сложных производственных операций.
Например, даже не на всех предприятиях умеют готовить полуавтоматы. Этой статье посвящена наша статья.
Общие понятия
Сварочным полуавтоматом теперь называют устройство, с помощью которого производится дуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в аппарат. Полуавтоматический механизм заключается в том, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные аппараты по типу защиты сварного шва:
Аппараты для сварки металлов под флюсом;
Полуавтоматические системы для сварки в инертных газах;
Автоматы, в которых в качестве электрода используется специальная порошковая проволока.
Заметим, что аппараты для сварки под флюсом уже давно не используются в отечественной промышленности, так как варятся полуавтоматом данного типа только по старым технологиям, редко встречающимся в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предполагает использование нейтральных газов. В частности, таким способом чаще всего варят флюсовую проволоку.
Кроме того, существует классификация по типу и характеристикам проволоки, используемой в работе:
Автоматы, в которых применяется сплошной стальной электрод;
Сварочная система сплошной алюминиевой проволокой;
Универсальные модели (позволяет использовать оба типа электродов).
Доля сварочных аппаратов и характер их мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышленности.
Их антиподы — портативные разновидности, которые могут перевозить только одного человека.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые можно перевозить на специальном автомобильном шасси. Так как они варятся полуавтоматом этого типа в полевых условиях, то аппарат комплектуется самыми «живучими» комплектующими.
Следует учитывать, что современная промышленность выпускает сотни моделей полуавтоматических сварочных систем, которые могут существенно различаться по своим характеристикам. С их помощью соединяют не только сталь, но и алюминий и другие металлы. В цехах автомобильных заводов аналогичные механизмы задействованы в производстве кузовов.
Полуавтоматические режимы сварки
Поскольку сварщику, работающему с таким оборудованием, ежедневно приходится иметь дело сразу с несколькими видами металлов, производители внедрили в свое производство разнообразные режимы сварки полуавтомат. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупные, средние и мелкие виды капель.
Режимы с напылением флюса и без него.
Применение того или иного вида зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было проще ориентироваться, есть и более подробная классификация:
Циклическая сварка, когда используется короткая дуга;
Тип наконечника;
Импульсная сварка;
Вариант со струйным движением металла шва;
Сварка в условиях непрерывного кругового переноса металла.
При использовании угольной кислоты (см. выше) в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость плавления металла не слишком высока, но сварочная дуга намного стабильнее, а получаемый шов намного прочнее.
Что должно быть в комплекте?
В комплект должны входить силовой трансформатор, горелка и механизм подачи проволоки, кабели и муфты для подачи инертного газа, компьютеризированная система управления сварочными процессами. Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.
Преимущества сварочных полуавтоматов
Огромным преимуществом является то, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже достаточно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работ.
Стоимость работ (по сравнению с другими видами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что с помощью полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, а само покрытие останется совершенно неповрежденным.
Слабые места в технологии
Если нет возможности использовать инертный газ, металл начинает довольно сильно «кипеть», и брызги окалины рассеиваются на значительное расстояние.
От открытой дуги идет достаточно сильное излучение, так что этот момент тоже не стоит забывать.
Где чаще всего применяют полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в авторемонтном деле. Чаще всего эту технологию используют для сварки стали, а также алюминия. Аргон в основном используется как инертный газ. Кроме того, сталь часто сваривают в углекислом газе.
Немного о механизме подачи
Мы уже упоминали, почему устройства этого типа являются полуавтоматическими. Поскольку сварщику по роду своей работы придется постоянно работать с механизмом, подающим электрод (проволоку) в рабочую зону, нелишним будет узнать обо всех существующих типах таких устройств. На сегодняшний день их различают сразу три:
Рисуночные разновидности.
Механизмы подачи толкающего типа.
Универсальные модификации: проволока для сварки полуавтомата в данном случае может быть любой.
Начало работы
Как и в других случаях, которые так или иначе касаются работы со сварочными аппаратами, заранее вам потребуется правильно настроить все ваше оборудование. Сначала следует выбрать силу тока, руководствуясь толщиной свариваемого металла и прилагаемой к машине инструкцией. Как правило, в документах есть специальная таблица, в которой подробно описывается технология сварки. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь той же инструкцией, установите требуемую скорость подачи электрода в рабочую зону. Его можно отрегулировать, соответствующим образом выбрав сменные шестерни для коробки передач. Перед началом работы обязательно проверьте ток и напряжение!
Если вы собираетесь сваривать важное технологическое изделие, обязательно проверьте правильность всех настроек на любом тестовом образце. Соответственно по результатам испытаний должна быть окончательная корректировка (при необходимости). Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Без сомнения, с помощью инертного газа сварочные работы выполняются максимально качественно. Вот только для лиц, редко использующих сварку, покупка целого газового баллона экономически нецелесообразна. Сварка полуавтомат без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В данном случае это стальная трубка, внутри которой запрессован флюс. При его горении над местом сварки образуется локальная зона, защищенная его парами. Обратите внимание, что в этом случае необходимо использовать постоянный ток.
Так осуществляется полуавтоматическая сварка без газа.
Производим металлопродукцию
Сначала ставим переключатель в положение «Вперед», который отвечает за подачу электрода (проволоки). Затем заполните существующую воронку флюсом. Важный! Держатель необходимо расположить таким образом, чтобы подающий конец воронки находился точно в зоне сварки, иначе флюс пойдет не так и вы будете наблюдать огромное количество веселой накипи.
Откройте крышку емкости с флюсом, затем начните легонько протирать электродом место сварки, удерживая нажатой кнопку «Старт». После этого появляется дуга. Вы можете начать работать.
А как сварка алюминия полуавтоматом?
Изготавливаем детали из алюминия
Алюминий – это металл, с точки зрения сварщиков очень сложный. На его поверхности имеется достаточно толстый слой амальгамы, который не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. Поэтому желательно хорошо знать все аспекты этой работы, ведь иначе у вас не получится сделать надежный и качественный сварной шов на металле.
Так происходит сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу отметим, что при таком способе работы допускается только алюминиевая проволока, которая используется в качестве электрода. Учтите, что из-за своей мягкости он часто образует петли в токоприемнике, в связи с чем приходится использовать их специальные модели, разработанные специально для применения из алюминия.
Наиболее часто используется сварка аргоном (полуавтоматом в этой среде работать удобнее), а качеству газа следует уделить особое внимание. Давление выбрать труднее всего: оно должно быть достаточным для надежной защиты сварной ванны, но при этом не превышать предельных значений, так как в этом случае подсасывается воздух.
Какие задачи стоят перед сварщиком?
Сначала нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи необходимо очистить химическими растворителями.
Как мы уже говорили, сначала следует сделать пробную сварку, так как аппаратные настройки могут быть не очень удачными.
Очень важно правильно подобрать ток и напряжение: слабый ток не разорвет амальгаму. Кроме того, нужно внимательно подойти к защите сварочной ванны.
Все остальные операции ничем не отличаются от описанных выше.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы настоятельно рекомендуем использовать для сварки алюминия в углекислом газе при кузовном ремонте только полуавтомат. Такой подход имеет множество преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не боясь потерять внешний вид. Даже если деталь уже была окрашена, пигмент выгорает локально, а повреждения небольшие. Это дает прекрасную возможность сэкономить на финишной покраске и подготовке к ней деталей.
Даже сварка нержавейки полуавтоматом осуществляется очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом методе очень высока. Это обеспечивает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается исключительно аккуратным и качественным. Кроме того, вам не придется судорожно высчитывать доли миллиметров, стыкуя детали: потери в металле очень малы, так что можно надежно сваривать даже очень мелкие детали.
Даже те соединения, которые состоят из элементов разной толщины, порадуют качеством сварного соединения.
виды, назначение. Как выбрать защитную сварочную маску
Защитная маска сварщика — это необходимое средство индивидуальной защиты при всех видах сварочных работ. Защитная маска предназначена для защиты лица рабочего от теплового воздействия, воздействия оптического излучения, попадания брызг раскаленного металла, искр сварки, окалин и прочих горящих осколков.
Сварочные маски различаются по своей конструкции, степени защиты и функциональным возможностям, подбираются они индивидуально в зависимости от частоты, вида и условий работ. У сварщика может иметься несколько сварочных масок, каждая из которых более удобна и функциональна при конкретных обстоятельствах.
Купить сварочную маску >>(Весь ассортимент)
Виды сварочных масок
Сварочный щиток
Сварочный щиток — самое простое по конструкции сварочное средство защиты, состоит из щитка с затемненным светофильтром и ручкой для его удержания. Удобство сварочного щитка в том, что его легко отодвигать от лица при необходимости. Но ряд неудобств, связанных с его применением, делает щиток менее популярным и не таким востребованным: возможность работы только одной рукой, незащищенность ушей и шеи, плохая видимость из-за сильного затемнения стекла, необходимость частого поднимания щитка для наблюдения за сварочным швом, что приводит к попаданию вспышки и излучения на лицо.
Сварочные щитки редко пользуются спросом, как отдельные средства индивидуальной защиты при сварке, они обычно идут в комплекте со сварочным оборудованием для разовых или кратковременных операций. Выбирая же защитное средство для постоянных работ со сваркой, стоит приобретать более удобное и надежное защитное средство.
Маска сварщика с креплением на голове или каске
Данная маска представляет собой защитный лицевой щиток, который с помощью ремней крепится на голове рабочего или же с помощью адаптеров прикрепляется к защитной каске. Лицевой экран такой маски изготавливается из прочных термостойких материалов, и имеет в своем составе несколько слоев, в том числе затемненный слой и светофильтр.
Преимущество такого варианта – простота использования и свобода действия в отличие от сварочного щитка – маска легко поднимается на голову и простым кивком опускается обратно вниз. Однако, в силу того, что для регулярной проверки сварочного шва маску приходится часто поднимать, часть излучений все же попадает на незащищенное лицо и в глаза. Кроме того, при работе с такого рода сварочной маской, следует всегда внимательно следить за тем, чтобы по инерции не начать сварочные работы, забыв опустить защитный экран.
Сварочная маска с подъемным светофильтром
Подобного рода сварочная маска по конструктивному исполнению похожа на маски с креплением на каску или голову. Главная особенность данной модели – это отдельный светофильтр, который поднимается или опускается отдельно от самого защитного стекла. Удобство такой конструкции в том, что при подъемном светофильтре, лицо остается защищенным от различного рода брызг и осколков. Также, при необходимости осмотра шва или просто во время отдыха лицевой щиток также легко можно убрать на голову. Однако, в данной конструкции остается требование к повышенному вниманию и своевременному опусканию светофильтра перед началом работ.
Маска сварщика с автоматическим светофильтром «Хамелеон»
Данный тип сварочной маски отличается непосредственно наличием автоматического светофильтра, который назвали Хамелеон. Модельный ряд сварочных масок Хамелеон имеет большое разнообразие, но все они характеризуются надежной защитой и комфортом использования. При эксплуатации такой маски нет необходимости вручную поднимать защитное стекло или светофильтр, чтобы наблюдать за сварочным швом. Фильтр автоматически настраивает степень затемнения стекла в зависимости от интенсивности излучения сварочной дуги. Также, к преимуществам таких масок можно отнести идеальную защиту от термического воздействия, от ультрафиолетового и инфракрасного излучения, наличие солнечной батареи для самостоятельной подзарядки светофильтра, наличие регулировок чувствительности фильтра, и конечно более долгий срок службы. Подробнее про маску сварщика Хамелеон описано в статье «Сварочная маска Хамелеон».
Маска сварщика с принудительной подачей воздуха
Маска сварщика с подачей воздуха способна защищать не только лицо рабочего от воздействия излучений и раскаленных брызг, но и органы дыхания от попадания в них отравляющих аэрозолей или газов, выделяющихся при работе с вредными веществами. Сварочные маски такого плана достаточно сложны в своем исполнении и применяются для работ в специальных условиях, например при работе с металлами, содержащими вредные химикаты, в условиях отсутствия достаточного уровня вентиляции или ограниченной подачи воздуха.
Данный тип маски имеет сварочный щиток с автоматическим светофильтром и дополнительно оснащается системой фильтрации и подачи воздуха. К самой маске крепится воздуходув, по которому подается прохладный очищенный воздух, пригодный для дыхания, а также защищающий лицо от перегрева. Сварочная маска такой конструкции плотно прилегает лицу, изолируя тем самым органы дыхания от загрязненного воздуха, выбрасывая наружу отработанный кислород через обратный клапан. Турбоблок, который с помощью встроенного вентилятора подает чистый воздух, работает от аккумулятора. При его разрядке поток воздуха ослабевает, и пользователю поступает соответствующий сигнал о необходимости замены аккумулятора.
При выборе сварочной маски с подачей воздуха стоит обращать внимание на такие факторы, как характеристики светофильтра (чаще в таких моделях используется светофильтр «хамелеон»), эффективность фильтра, материалы фильтрующих элементов, а также емкость аккумулятора, возможность комплектации солнечной батареей. Разные модификации данных свойств прямым образом влияют на цену маски сварщика.
Защитная маска: типы светофильтров
Любой светофильтр, используемый в защитных масках сварщика, призван защищать глаза от теплового воздействия, инфракрасного и ультрафиолетового излучений, а также от раскаленных брызг и искр сварки.
Светофильтры с фиксированной степенью затемненности – наиболее бюджетный вариант. В зависимости от вида работ, в маску вставляется стекло с определенной степенью затемнения. Данный фильтр способен надежно защищать от вредных излучений, однако очень важно сделать правильный выбор в его подборе.
Автоматические светофильтры (Хамелеон) – наиболее прогрессивный тип светофильтра и, соответственно, наиболее дорогой. Данный светофильтр автоматически подстраивается под интенсивность светового излучения, регулируя необходимую степень затемнения стекла. Такой фильтр состоит из нескольких жидкокристаллических слоев, находящихся между поляризационными пленками. Слои с жидкими кристаллами под воздействием светового излучения меняют свое положение, блокируя прохождение света. Стоимость автоматических светофильтров зависит, в том числе и от количества таких жидкокристаллических слоев – чем больше их используется (до 3-4), тем затемнение является более равномерным. Одно из главных преимуществ автоматического светофильтра – отсутствие необходимости поднятия защитного стекла во время работ без теплового воздействия.
Выбор сварочной маски
Для изготовления корпуса сварочной маски могут использоваться такие материалы как фибра или пластик. При выборе маски стоит учесть, что фибра не обладает термостойкостью, поэтому для более надежной защиты корпус маски сварщика должен быть изготовлен из термостойкого ударопрочного пластика, к тому же, обладающего свойством диэлектричности – в таком случае маска будет надежно защищать лицо от любых раскаленных брызг и осколков, а также от воздействия электрического тока. Корпус должен плотно прилегать к лицевой части, не допуская попадания искр, брызг, излучений в подмасочное пространство.
Также стоит обращать внимание на габариты, вес и возможность регулировки размера сварочной маски. Вес маски должен быть достаточно легким, чтобы не оказывать дополнительные нагрузки на голову или шею. Ремни оголовья должны не только обеспечивать возможность подгонки размера под любой охват головы, но и иметь достаточно прочные и надежные элементы крепления и регулировки размера. Помимо подгона размера, многие модели сварочных масок оснащены возможностью регулирования глубины посадки, угла наклона маски, и даже расстояния между лицом и светофильтром.
Самый главный фактор при выборе маски сварщика – это наличие сертификата соответствия и гарантийного талона. К каждой модели должны прилагаться все необходимые документы, в которых указывается как производитель, так и гарантийный срок использования данного устройства.
К каждому светофильтру также должны прилагаться сертификаты соответствия, документация с указанием оптического класса, производителя, страны производства и гарантийный талон.
При выборе светофильтра маски с фиксированной степенью затемненности необходимо только знать условия предстоящей работы для определения степени затемнения нужного фильтра.
Автоматический светофильтр хамелеон может иметь плавный или ступенчатый режим регулировки светочувствительности. Хотя оба они обеспечивают должный уровень функциональности, все же плавная регулировка считается более удобной.
Стоит также обратить внимание на расположение регулировочной панели – при ее наружном помещении можно корректировать необходимые показатели, не останавливая работу. Однако при внутреннем расположении панели, можно быть уверенным, что не произойдет нежелательного нажатия сенсора, а как следствие и сброса или выключения светофильтра при случайном соприкосновении головы о посторонние предметы.
Во многих моделях масок сварщика имеются только встроенные солнечные батареи для питания электронного блока управления светофильтром. Очень удобно, когда помимо солнечных батарей, имеется возможность дополнительного встроенного источника питания.
Немаловажно и наличие сменного защитного стекла, которое ограждает светофильтр от механических повреждений.
Защитные сварочные маски хамелеоны
Захисна зварювальна маска — це пристосування для повного захисту очей та обличчя під час виконання зварювальних робіт.
Типи масок для зварювальників
Зварювальний щиток. Така маска вважається найпростішою. Цей аксесуар являє собою спеціальний щиток, який оснащений затемненим світлофільтром. На щитку знизу є спеціальна ручка, яка дозволяє тримати маску. Як правило, дані маски бувають в комплектах побутових зварювальних апаратів. Така маска має лише одну перевагу — її дуже просто відсунути від особи щоб швидко розглянути зроблений вами зварювальний шов. Більш істотними є її недоліки, наприклад, вона займає руку, що не дозволяє притримати зварюваний матеріал, стукнути по створеному шву і так далі.
Традиційна зварювальна маска. Такий аксесуар вже оснащений системою, яка дає можливість закріпити його на голові. До порівняно недавніх пір така маска була найпоширенішою. Для того щоб побачити шов слід підняти дану маску. Коли ви хочете продовжувати зварювання, слід кивнути і маска опуститься на обличчя. Такий тип маски має деякі переваги, наприклад, руки вільні, вона проста у використанні. Також є і недолік — під час підняття маски очі майстра зовсім не захищені. Це не добре, коли потрібно, наприклад, відбити шлак.
Зварювальна маска, оснащена підйомним світлофільтром. Такий тип маски істотно зручніше попереднього. Так, під час підйому встановленого фільтра ваші очі будуть захищені спеціальним щитком, який випускається з міцного пластику. Так, ви можете відразу приступити до відбиттю шлаку, робіт з використанням болгарки і так далі.
Зварювальна маска для специфічних робіт. Це пристосування застосовується для виконання робіт там, де немає нормальної вентиляції. Також маска застосовується під час зварювання металів, які мають шкідливі речовини. Такими речовинами можуть бути хром, марганець, цинк та інші. Такі маски оснащені системами якісної фільтрації. Дані пристосування дещо схожі на протигази і можуть мати навіть системи для подачі повітря. Також є маски, в які повітря подається ззовні. В таких умовах, як правило, працюють під водою. Маски цього типу, як правило, оснащені спеціальними кріпленнями для установки на них як захисної каски, так і навушників.
Основні характеристики зварювальної маски
Оптичний клас встановленого світлофільтру. Варто зазначити, що від даного класу залежить як ціна аксесуара, так і час, за який ваші очі втомляться при постійній зварюванні.
Розміри наявного оглядового вікна. Так, чим більше вікно, тим більше буде варто маска. При цьому ви отримаєте великий кут огляду, що істотно спростить роботу.
Швидкість спрацьовування встановленого світлофільтру. Тут також: чим більше швидкість, тим краще. Для масок «побутового» типу цей час дорівнює 100 мкс. Професійні маски дорожче, в них час спрацювання не перевищує 50 мкс.
Ступінь затемнення застосовуваного світлофільтра. Ступінь захисту. Варто відзначити, що чим світліше фільтр у вихідному стані, тим краще ви будете все бачити. Ступінь захисту не повинна бути менше 13 DIN при якому завгодно стані фільтра.
Діапазон регулювання і можливість плавного регулювання затемнення. Пам’ятайте, що під час зварювання в слабоосвещенних місцях, зварювання в режимі TIG на невеликих струмах найчастіше необхідно затемнення в 8 DIN. Ось чому краще придбати зварювальну маску, в якій буде 2 діапазону регулювання, наприклад, від 5 до 9 DIN і від 9 до 13 DIN. Світлофільтри, в яких затемнення фіксоване значно дешевше.
Плавне регулювання чутливості спрацьовування. Багато моделі зварювальних масок мають ступінчасте регулювання чутливості. Але це не нові моделі. Сучасні маски оснащені системою плавного регулювання чутливості, що дозволяє працювати з комфортом.
Кількість датчиків дуги. Пам’ятайте, що чим більше таких датчиків, тим менше ймовірність випадкового відкриття встановленого світлофільтру при зварюванні. Якщо ви збираєтеся виконувати аргонную TIG зварювання слід купити зварювальну маску з 4 оптичними датчиками.
Плавне регулювання періоду повернення в початковий стан. Після зникнення дуги все ще залишається світіння від гарячого металу. Так, маска повинна володіти деякою затримкою перед відкриттям встановленого світлофільтра.
Можливість замінити елементів живлення. Габарити сонячної батареї (фотоелемента). Світлофільтри, які мають інтегрований елемент живлення володіють порівняно обмеженим періодом роботи, ось чому купуйте маски зі знімними елементами живлення. Також від габаритів фотоелемента залежить період роботи встановлених елементів живлення.
Робота з болгаркою, інші функції. Деякі моделі масок оснащені додатковою функцією, яка називається «режим шліфування». Також маска може мати різні кнопки, що вимагаються для самодіагностики, спеціальні лічильники періоду зварювання, кнопки, потрібні для отримання певної інформації і так далі. Все це істотно збільшує як комфорт, так і безпеку під час роботи.
Також перед покупкою маски уточніть температурний режим її застосування і зберігання.
Габарити, маса, форма маски. Можливість поставити диоптрические лінзи. Регулювання наголів’я. Більшість моделей масок для зварювальників оснащені системами, які дозволяють регулювати оголів’я. Чим більше ступенів свободи, тим комфортніше можна носити маску. Це збільшує продуктивність роботи. Маски, які не дають можливості наблизити/видалити встановлений світлофільтр від очей майстри не дозволяють вибрати оптимальний кут огляду. Коли стоять спеціальні диоптрические лінзи, не слід купувати маску зі збільшеним оглядовим вікном. Так, ви зможете не піднімаючи маски подивитися вдалину поверх лінзи.
Типи фільтрів в масках зварників
Крім затемненого скла, фільтр повинен мати спеціальне покривне скло, якісну основу, виготовлену з оргскла. Як правило, у всіх масках застосовуються світлофільтри типу С-4, С-5, С-6, С-7 (європейська класифікація — ступеня затемнення 9-12 DIN). Для початку підбирається необхідне скло (все залежить від типу робіт, що проводяться), потім його вставляють в маску, яку приміряє майстер і починаються роботи. Якщо фільтр підібраний коректно ви отримаєте стабільну захист очей на всіх етапах робіт. Сьогодні самими новими є світлофільтри типу «хамелеон».
Варто відзначити, що коли світлофільтр темніє, це не означає, що ви отримали відмінний захист для очей. Так, автоматичний світлофільтр — це дуже складне пристрій, який має кількох шарів спеціальних рідкокристалічних комірок, тонких поляризаційних плівок, фільтр від УФ і ІЧ випромінювання, міцних захисних стекол. Також на ньому стоять датчики виявлення виникла зварювальної дуги. Такий пристрій має плату, на якій стоять елементи управління. В такому фільтрі також є якісні літієві і сонячні елементи живлення.
Автоматичний світлофільтр — це пристрій для забезпечення безперервної якісної захисту від ІЧ та УФ променів. У тому разі, коли такий фільтр з якихось причин не спрацьовує ви все одно повинні мати захист від вищевказаних променів. Варто зазначити, що встановлені в такому фільтрі поляризаційні шари не пропускають відбите світло.
Пристрій фільтра в масці типу «хамелеон»
Такі зварювальні захисні маски сьогодні є найкращими. Їх фільтри працюють на основі так званої поляризації рідких кристалів. Так, РК шар, який стоїть між встановленими тонкими поляризаційними плівками, в силу подачі на нього певної напруги швидко змінює просторову орієнтацію. Це дозволяє блокувати частину світу. В таких фільтрах застосовується від одного (в бюджетних масках) до 3 ЖК шарів, що дуже добре усуває нерівномірність виникає затемнення.
Также там имеется специальный фильтр, который дает защиту в зоне ИК и УФ излучений. Такой тип фильтра действует непрерывно и не зависит от работы установленных ЖК слоев. Также в таких фильтрах стоят специальные сенсоры, требуемые для распознавания возникающей в начале сварки дуги (как правило, от 2 до 4 сенсоров), специальные электронные блоки и батарейки (аккумуляторы и/или фотоэлементы).
Такие блоки в собранном виде имеют толщину до 10 мм и габариты 90 х 110 мм. Масса такого блока до 100 г, поэтому его можно запросто поставить в любые модели производимых сегодня сварочных масок. Для того чтобы надежно защитить такой блок на маску устанавливается светофильтры из специального пластика. Они стоят как изнутри, так и снаружи.
Основной характеристикой такого фильтра является время его срабатывания. Такое приспособление затемняется меньше чем за 1 мс, чего вполне хватает для надежной защиты глаз. Стоит отметить, что такое время затемнения непосредственно зависит от температуры среды, где работает сварщик. Если температура намного ниже ноля, такой фильтр не может дать необходимую быстроту затемнения. Нижняя граница для корректной работы такого светофильтра — до -10ºС. Хранить маски с такими фильтрами в неотапливаемых помещениях в зимний период не следует. Когда же маску принесли для работы с «теплого» помещения на мороз можно запросто работать. Также установленный фильтр будет несколько «подогреваться» от присутствующей сварочной дуги и тела мастера.
При покупке маски для сварщика с таким фильтром следует непременно обратить внимание на фирму, которая ее производит.
Маски для лица | Автоматическая затемняющая сварочная маска | Очки | Миллер | Гипертерм | Селлстрем | Оборудование для обеспечения безопасности
Лицевые щитки | Автоматическая затемняющая сварочная маска | Очки | Миллер | Гипертерм | Селлстрем | Оборудование для обеспечения безопасности | Сварщик питания
Все категории/
Все сварочное оборудование/
Спасательное оборудование/
Маски для лица
Найдено 19 предметов
Универсальная защитная маска Sellstrom DP4 с линзой Shade 5
Универсальная защитная маска Sellstrom DP4 с линзой Shade 8
Защитные очки Miller AutoDarkening Weld Mask #267370
Двойной защитный шлем Hypertherm, оттенок 6 (для <60A)
Маска для лица оператора Hypertherm, оттенок 8
Налобник и визор ArcOne #BG1
Miller Clear Lens Industrial Strength Face Shield
Miller Clear Anti Fog Industrial Strength Face Shield
Защитная маска для лица промышленной прочности Miller Shade 3
Защитная маска для лица промышленной прочности Miller Shade 5
Сменная прозрачная линза Miller
Запасная прозрачная незапотевающая линза Miller
Сменные линзы Miller Shade 3
Сменная линза Miller Shade 5
Сменный головной убор и корона Miller
Прозрачная маска для лица OMNIShield — стандартная #K3750-1
Прозрачная маска для лица OMNIShield с двойным покрытием #K3752-1
Маска для лица OMNIShield, оттенок 5 (ИК/УФ) #K3754-1
Полнолицевая маска многоразового использования 3M™ #6700, 6800, 6900
Если вы время от времени режете или шлифуете без каски, защитная маска абсолютно необходима. Не только из-за соблюдения законов безопасности OSHA, но и из-за того, что горячие искры и разлетающиеся куски металла могут серьезно повредить человеческое лицо.
Welders Supply предлагает широкий ассортимент лицевых щитков от ведущих производителей отрасли. Лицевые щитки Hypertherm и Sellstrom обеспечивают защиту при плазменной резке, шлифовке и пайке. Для работы в ограниченном пространстве отлично подойдут низкопрофильные автоматически затемняющие очки Miller. А для менее интенсивных работ ArcOne Browguard защищает от искр, брызг и неопасных жидкостей.
Чтобы получить онлайн-оборудование для обеспечения безопасности по самой конкурентоспособной цене, купите Welders Supply онлайн или позвоните нам по телефону 800-236-8825 для получения помощи.
ECONOMY MESH — ПЕРЕДНИЙ ЗАЩИТНЫЙ ЖИЛЕТ НА КРЮЧКАХ И ПЕТЛЯХ
View Product
Накладка для удара слева Tillman
Просмотр продукта
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Millermatic 211 Auto-Set Mig Welder
Просмотр продукта
Для просмотра полной функциональности сайта требуется JavaScript!
Средства защиты головы и лица
перейти к содержанию
Optrel USADan Alexander2022-11-03T15:55:16-04:00
ПРОМЫШЛЕННОСТЬ
Обзор оборудования для промышленной защиты
Здравоохранение
Обзор оборудования для защиты органов дыхания
Добро пожаловать в
optrel USA
Мы уделяем особое внимание безопасности, здоровью и производительности труда. Средства промышленной безопасности Optrel для защиты головы и лица используются сварщиками, медицинскими работниками, производителями и слесарями по всему миру, которые полагаются на интеллектуальные технологии для получения точных результатов.
серия Helix
тяжелая работа еще никогда не была такой легкой
Легкие и идеально сбалансированные сварочные маски Helix отличаются расширенным полем зрения благодаря технологии выдвижения вверх. Тяжелая работа еще никогда не была такой легкой.
Просмотр продуктов
Рекомендуемые продукты
Нашим продуктам промышленной безопасности доверяют во всем мире те, кто больше всего нуждается в защите головы и лица. Ниже представлены некоторые из наших любимых и высоко оцененных продуктов.
Серия Panoramaxx
Всякий раз, когда требуется большое поле зрения с отличной защитой глаз. Разработан для сварщиков и машинистов.
ПРОСМОТР ПРОДУКТОВ
Серия Helix
Тяжелая работа еще никогда не была такой легкой благодаря новым сварочным маскам optrel серии Helix. Легкие, идеально сбалансированные и с новой технологией выдвижения.
Просмотр продуктов
Прозрачные маски P.AIR N95
Респираторные маски N95 с регулируемой посадкой, одобренные NIOSH, обеспечивают максимальную защиту и устраняют коммуникационный барьер, создаваемый традиционными респираторами N95.
ПРОСМОТРЕТЬ ПРОДУКТ
Создайте свой собственный PAPR
Создайте свой собственный респиратор для очистки воздуха с питанием от Optrel. Соедините предпочитаемый вами воздуходув с совместимыми компонентами по вашему выбору, чтобы создать идеальную систему.
Создай свой
Почему стоит выбрать optrel?
Optrel доверяют передовые работники. От медицинских учреждений до промышленных предприятий — все, кто нуждается в оборудовании для обеспечения безопасности и защите лица высочайшего уровня, полагаются на optrel.
С 1986 года компания optrel является пионером в разработке инновационного оборудования для обеспечения безопасности на рабочем месте и защитного снаряжения. Имея более чем тридцатилетний опыт работы, компания optrel защищает сварщиков, медицинских работников, рабочих по металлу и производителей в суровых условиях работы.
То, что начиналось как миссия по улучшению жизни промышленных сварщиков, превратилось в глобальное движение. Защитные продукты Optrel созданы на основе последних научных и производственных достижений.
Создайте свой собственный PAPR
Попробуйте прямо сейчас
Отличие Optrel
Будучи одним из первых изобретателей технологии автоматического затемнения для сварочной промышленности, наша линейка оборудования для обеспечения безопасности началась с акцента на сварочные маски. За прошедшие годы мы превратились в компанию, которая работает над созданием более безопасных условий для сварщиков, машинистов, врачей, стоматологов, медсестер, производителей, промышленных маляров и преподавателей.
Теперь одним нажатием кнопки вы можете найти защитное снаряжение Optrel практически для любой опасной рабочей среды. Мы предлагаем только самые качественные капюшоны, респираторы, лицевые щитки, PAPR, N95 масок, мягкие капюшоны и даже солнцезащитные очки, маски, респираторы, щитки и маски N95. Наконец-то появился наш последний, самый революционный продукт: Swiss Air PAPR. Дышать легко никогда еще не было так хорошо.
Изучите полные каталоги нашей продукции для медицинских работников и промышленных рабочих, чтобы найти средства защиты лица и органов дыхания высочайшего качества для вашей рабочей среды.
the swiss air papr
безопасность еще никогда не была такой комфортной
Революционная система защиты органов дыхания Swiss Air является самой универсальной системой PAPR от optrel. Сделайте глубокий вдох, безопасность еще никогда не была такой комфортной!
Узнать больше
Отзывы
«Я сварщик во втором поколении, и, без сомнения, Crystal 2.0 предлагает лучшую оптику на рынке. Этот бленд меняет правила игры, оптика кристально чистая, режим шлифовки удобен. Будка к будке, один капюшон. Самый легкий и функциональный капюшон, который я когда-либо использовал. Все, кто его примеряет, переходят на каски optrel. 7 из 10 студентов моего стажировки ветерана по сварке труб в Кэмп-Лежене, Северная Каролина, перешли в optrel. Я свариваю по 7 часов в день, а этот колпак… кристальная прозрачность, автоматическое затемнение — все это отлично подходит для работы и обучения. Не могу сказать о нем достаточно хороших слов».
Билли Платт, CWI, CWE
Это самая легкая сварочная маска, которую я когда-либо носил! Отличная четкость и цветовое зрение, когда в режиме автопилота мне не нужно беспокоиться о том, какой процесс сварки я использую, шлем мгновенно выбирает правильный оттенок! Фантастическая технология, Спасибо, Optrel!
Давид Хайдукивец
Лучшие маски и защита органов дыхания и головы в мире. Я очень доволен своей шлифовальной каской Optrel Clearmaxx, 1100. 000
Ухо Artesano
Только что получил свой vegaview 2.5. Самый красивый шлем, который я когда-либо использовал. Определенно стоит своих денег
Грег Райдер
100%, безусловно, лучшая компания, у которой я купил шлем, я использую свой Panoramaxx чуть больше года, и у меня была небольшая проблема с ним. Благодаря Optrel, моя гарантия решает эту проблему, и это был такой простой и удивительный опыт. Очень быстрые и профессиональные ответы, и очень полезная группа! Еще раз спасибо за создание такого замечательного капюшона! Не терпится увидеть, что ждет нас в будущем!
Риз Трейнор
Я получил свой Кристалл 2.0 на прошлой неделе. Четкость зрения через этот капюшон просто потрясающая.
Томас Дж. Бриджес
Последние новости + блоги
Узнайте о последних исследованиях и инновациях в нашем разделе новостей и блогов.
Токарный станок по дереву JET JWL-1221VS (0.94 кВт, 318 мм, 220 В)
Доставка из г. Запорожье
по 40 293 грн
от 2 продавцов
48 352 грн
40 293 грн
Купить
Токарный станок по дереву JET JWL-1440VS (1. 3 кВт, 370 мм, 220 В)
Доставка из г. Запорожье
60 113 — 60 295 грн
от 2 продавцов
63 277 грн
60 113 грн
Купить
Токарный станок JET BD-920
Доставка по Украине
85 131.70 грн
Купить
xboard
Токарный станок JET BD-7
Доставка по Украине
46 250 грн
Купить
xboard
Токарный станок JET BD-3
Доставка по Украине
28 500 грн
Купить
xboard
Токарный станок JET BD-8А
Доставка по Украине
110 546.88 грн
Купить
xboard
Токарный станок JET BD-X7
Доставка по Украине
57 650 грн
Купить
xboard
Токарный станок JET JML-1014i
Доставка по Украине
12 770 грн
12 131.50 грн
Купить
Электромотор
Токарный станок JET JWL-1220L
Доставка по Украине
20 000 грн
19 000 грн
Купить
Электромотор
Токарный станок JET JWL-1440L
Доставка по Украине
7 000 грн
6 650 грн
Купить
Электромотор
Токарный станок JET JWL-1440VS
Доставка по Украине
63 483 грн
60 309 грн
Купить
Электромотор
Настольный токарный станок по металлу JET BD-11G с подставкой 220В 1220х560х660 мм 50000915M
Применение:
Предназначен для мелкосерийного производства
Этот станок, несмотря на свои скромные габариты функционален, и подходит как для работы профессионального токаря, так и любителя.
Им легко можно фигурно нарезать металл, пластик и деревянные заготовки.
Удобная подставка, защитный экран, встроенная лампа освещения, поддон для стружки, низкий уровень шума и возможность работы от бытовой сети — предназначен для комфортной работы токаря на дому или в цеху
Описание:
Настольный токарный станок от JET BD-11G поставляется на тумбе и имеет самый мощный двигатель в линейке настольных токарных станков от JET 1,1 кВт.
Двигатель асинхронный, подключается к обычной бытовой сети и имеет потребляемую мощность 1,5 кВт.
Благодаря асинхронному двигателю на станке отсутствует потеря момента, а скорости вращения шпинделя изменяются путем перебрасывания ремня на шкивах.
Всего скоростей шесть в диапазоне от 150 оборотов в минуту до 2000 об/мин.
Расстояние между центрами 700 мм, максимальный диаметр над станиной 280 мм.
Станок BD-11G способен выполнять все операции токарного станка. На станке предусмотрена возможность нарезание правой и левой резьбы, автоматическая продольная подача суппорта, возможность поворота резцедержки для проточки малых конусов, юстировка задней бабки для проточки больших конусов.
На станке установлена коробка подач, 3-х ступенчатая, которая позволяет изменять шаг резьбы или скорость автоматической подачи без замены шестеренок.
Все шестерни, установленные на станке, выполнены из металла.
Станок поставляется в комплекте с 3-х кулачковым патроном и неподвижным люнетом.
Все остальное можно докупить по мере необходимости – это и 4-х кулачковый патрон, и подвижный люнет, и станцию СОЖ, планшайба, резцы и множество других аксессуаров.
На станок распространяется фирменная двух летняя гарантия JET, BD-11G проходит все необходимые испытание при приемке на заводе, вы получаете комплект документов с проверкой точности станка, которые гарантируют, что станок соответствует классу точности «Н» по ГОСТ.
Преимущества:
Мощный асинхронный электродвигатель
Возможность нарезания левой резьбы
Возможность нарезания дюймовой и метрической резьб
Автоматическая подача при точении
На одной настройке гитары три режима автоматического точения или нарезания резьбы
Регулировка зазоров направляющих при помощи клиновых планок
Подставка входит в стандартную комплектацию (поставляется раздельно от станка)
Чугунная станина закалена и отшлифована
Массивная конструкция станины из чугуна гарантирует работу без вибрации
Массивная задняя бабка с регулировкой смещения для обточки конусов и рычагом быстрой фиксации
Технические Характеристики:
Диаметр обточки над станиной, мм 280
Частота вращения шпинделя, об/мин 150 — 2000
Расстояние между центрами, мм 700
Мощность двигателя, кВт 1,1
Конус шпинделя МК-4
Напряжение, В 230
Диаметр проходного отверстия шпинделя, мм 26
Диапазон продольной подачи, мм/об 0,07 — 0,4
Ход поперечного суппорта, мм 145
Пиноль задней бабки МК-2
Ход верхнего суппорта, мм 60
Диапазон метрической резьбы, мм 0,2 — 3,5
Макс. размер резца, мм 12 x 12
Диапазон подвижного люнета, мм 0-25
Диапазон неподвижного люнета, мм 0-25
Диаметр обточки над поперечным суппортом, мм 170
Диаметр пиноли, мм 30
Шаг ходового винта, мм Tr 20×3
Тип двигателя Асинхронный
Расстояние между направляющими, мм 180
Ход пиноли задней бабки, мм 80
Количество продольных подач, шт 6
Количество метрических резьб, шт 21
Количество дюймовых резьб, шт 21
Количество скоростей шпинделя, шт 6
Дюймовая резьба, TPI 8 — 56
Потребляемая мощность, кВт (S6 40%) 1,5
Металлообработка Токарный
Длина, мм 1390
Ширина, мм 660
Высота, мм 1285
Масса, кг 180
Длина в упаковке, см 132
Ширина в упаковке, см 70
Высота в упаковке, см 69
Масса в упаковке, кг 210
Комплектация:
Невращающийся центр МК-4
Невращающийся центр МК-2
3-x кулачковый патрон 125 мм с обратными кулачками
Сменные шестерни 45/50/60/60/65/70T
Масляный шприц
Ключ для 3-х кулачкового патрона
Набор инструмента для обслуживания станка
Руководство по эксплуатации
Посмотреть и скачать Инструкция Токарный станок Jet BD-11G 220 В
Производство Jet (Швейцария/Тайвань). Гарантия 2 года.
Jet — это широкий ассортимент станков для работы с деревом и металлом. Большинство моделей адресовано профессионалам и предназначено для эксплуатации в условиях небольших мастерских и промышленных предприятий. Но есть и отдельная серия начального уровня для хобби.
Продукция Jet, известная на мировом рынке уже более полувека, производится международным концерном JPW Tools AG (Швейцария), аббревиатура в названии которого так и расшифровывается: Jet, Powermatic и Wilton.
Рекомендация «Арсенал Мастера»:
Рекомендуем к покупке, доставим по всей России. Как купить: нажмите кнопку «добавить в корзину». В корзине нажмите «оформить заказ» и заполните Ваши контактные данные, Ваш вариант оплаты и доставки. В течение рабочего дня после получения Вашего заказа, Вам позвонит менеджер «Арсенал Мастера», утвердит и согласует все детали исполнения заказа. Также Вы можете оформить заказ по телефону 8-800-7000-462 (звонок по России бесплатный) или по емайл [email protected]
Посмотреть в каталоге с ценами Весь ассортимент Jet
Доступны для покупки:
465302 Вращающийся центр MK-2
708343K Сверлильный патрон 13 мм MK-2
50000909 Отрезной резец 8х8 мм
50000913 Накатник
50000919 Хомутик для диаметра 10 мм
50000094 Набор из 11токарных резцов 10х10мм
50000096 Вращающийся упорный центр МК-2
50000097 13 мм сверлильный патрон МК-2
Цанговый патрон ?125 мм для цанг 5С
50000190 Набор из 17 цанг 5С ?3-25 мм
Видео: Токарный станок JET BD-11G и резцы 16х16.
youtube.com/embed/sOkJpDabIug»/>
Техника безопасности:
Храните инструкцию по эксплуатации, защищая ее от грязи и влаги, рядом со станком и передавайте ее дальше новому владельцу станка. На станке не разрешается проводить какиелибо изменения, дополнения и перестроения. Ежедневно перед включением станка проверяйте безупречную работу и наличие необходимых защитных приспособлений. Для защиты длинных волос необходимо надевать головной убор или косынку. Работайте в плотно прилегающей одежде. Снимайте украшения, кольца и наручные часы. Носите защитную обувь, ни в коем случае не работайте в прогулочной обуви. инструкция по эксплуатации станка JET мод.BD-11W 5 Используйте средства индивидуальной защиты, предписанные для работы согласно инструкций. При работе на станке не надевать перчатки. Во время работы надевайте защитные очки. Станок должен быть установлен так, чтобы было достаточно места для его обслуживания и подачи заготовок. Следите за хорошим освещением. Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании. Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об нее нельзя было споткнуться. Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Никогда не пытайтесь схватиться за подвижные элементы станка во время его работы. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе. Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты также могут оказывать вредное воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места. Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите станок. Не используйте станок поблизости от мест хранения горючих жидкостей и газов. Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с помощью расположенных на пожарных щитах огнетушителей. Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя. Всегда работайте только с острым инструментом. Никогда не работайте при открытом защитном экране и кожухе ремня. Перед началом работы удалите из патрона ключ и другие инструменты. Минимальные и максимальные размеры заготовок должны быть соблюдены. Удалять стружку и заготовки только при остановленном станке. Не становитесь на станок. Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам. Немедленно заменяйте поврежденный силовой кабель. Сохраняйте безопасное расстояние между Вашими пальцами и вращающимися элементами и стружкой. Соблюдайте правильность установки кулачков патрона. Перед началом обработки проверьте, что заготовка надежно закреплена. Не превышайте размер зажима патрона. Консольно зажимайте только короткие заготовки. Если длина зажимаемой заготовки в 3 и более раз превышает ее диаметр, необходимо использовать заднюю бабку. Старайтесь не обрабатывать заготовки с небольшим зажимным диаметром и большим диаметром обработки. Старайтесь не обрабатывать заготовки с небольшой зажимной длиной. Заготовка должна плотно прилегать к кулачкам. Не превышайте ограничение числа оборотов зажимных устройств. Нарезайте резьбу и обрабатывайте несбалансированные заготовки на малом числе оборотов. Работайте с закрытым защитным экраном шпинделя. Высокая опасность травмы! При обработке длинных заготовок используйте люнет. Длинная и тонкая заготовка может согнуться при обработке. Никогда не переставляйте заднюю бабку или пиноль задней бабки во время работы станка. Удаляйте стружку только при отключенном станке, используйте специальный крюк. Не останавливайте зажимной патрон или заготовку рукой. Производите контрольные и регулировочные работы только при выключенном станке. Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при вытащенном сетевом штекере.
Отзывы о Настольный токарный станок по металлу JET BD-11G с подставкой 220 В 1220 х 560 х 660 мм 50000915M
Отзывов пока не было. Вы можете оставить его первым
Токарный станок по металлу BD-920W со стойкой
Артикул 321155К
Товара нет в наличии
×
Товар отсутствует на складе.
Твоя цена: Больше недоступно
Описание
Особенности и характеристики
Токарный станок по металлу 321155K Jet BD-920W, токарный станок со стойкой S-920N
Шпиндель на прецизионных конических роликоподшипниках
закаленные и отшлифованные матрацы
Силовая продольная подача позволяет нарезать резьбу
Стандартное крепление шпинделя 1-1/2″ x 8 TPI позволяет использовать множество дополнительных принадлежностей
Реверсивный переключатель для дополнительной универсальности
Регулировка люфта по всей каретке
Задняя бабка регулируется для конусных резов
Быстросменный редуктор с широким диапазоном дюймовых и метрических резьб
4-дюймовый 3-кулачковый спиральный патрон с резьбовой опорной пластиной
7″ 4-кулачковая независимая с резьбовой задней пластиной
В таблицах размеров листового металла хранятся свойства для назначенного материала. Доступ к таблице размеров листового металла можно получить в окне PropertyManager при создании базовой кромки.
Используйте таблицу размеров листового металла, чтобы назначить следующие элементы:
Размер (толщина)
Допустимый радиус сгиба
Коэффициент K
Существует два типа таблиц размеров:
Простые Простые таблицы размеров содержат коэффициент K, значения размеров, толщину и доступные радиусы.
Комбинированная таблица размеров/таблица сгибов. Предусмотрена возможность использования таблицы размеров и сгибов в одной. В такой таблице объединяется таблица допусков сгибов и таблица уменьшения сгибов, что позволяет указать значения размеров.
После создания базовой кромки доступ к таблице размеров листового металла можно получить, нажав правой кнопкой мыши на элемент Листовой металл
в дереве конструирования FeatureManager и выбрав Редактировать элемент.
Используйте единую таблицу размеров/сгибов листовых металлов для указания значений толщины и сгибов.
Изменение значений таблиц размеров по умолчанию
Можно использовать таблицу размеров листового металла, чтобы установить значения для всей детали. Это называется параметр по умолчанию. Однако можно изменять коэффициент K, допуск сгиба и величину уменьшения сгиба для каждого элемента или сгиба. Это можно сделать в PropertyManager, выбрав Допуск сгиба пользователя и выбрав нужный параметр.
Можно использовать таблицу размеров листового металла, чтобы установить значения для всей детали. Однако для определенных элементов (кроме базовых кромок) можно применять значения радиуса сгиба, которые отличаются от значений по умолчанию, представленных в таблице размеров листового металла.
Если выбран параметр Использовать радиус по умолчанию, можно использовать одно общее значение радиуса сгиба из таблицы размеров листового металла для всех последующих элементов.
Если выбран параметр Используйте таблицу размеров, используемое значение радиуса сгиба будет отличаться от значения по умолчанию из таблицы размеров листового металла.
Если отключить параметры Использовать радиус по умолчанию и Использовать таблицу размеров, можно ввести значение радиуса сгиба.
Создание таблицы размеров листового металла
Таблицы содержатся в приложении SOLIDWORKS и находятся в следующей папке:
каталог_установки\lang\язык\Таблицы размеров листового металла.
При создании таблицы размеров листового металла используйте двоеточие — ; — в качестве разделителя значений.
В таблицах размеров значения радиусов и углов сгиба могут отличаться. Тем не менее, значения толщины и радиусов необходимо указывать в порядке возрастания.
Химические свойства металлов — с чем реагируют? Свойства и таблица
Общие химические свойства металлов
Взаимодействие с неметаллами
Щелочные металлы сравнительно легко реагируют с кислородом, но каждый металл проявляет свою индивидуальность:
оксид образует только литий
4Li + O2 = 2Li2O
натрий образует пероксид
2Na + O2 = Na2O2
калий, рубидий и цезий — надпероксид
K + O2 = KO2
Остальные металлы с кислородом образуют оксиды:
2Mg + O2 = 2MgO
2Al + O2 = Al2O3
2Zn + O2 = 2ZnO (при нагревании)
4Cr + 3O2 = 2Cr2O3
Металлы, которые в ряду активности расположены левее водорода, при контакте с кислородом воздуха образуют ржавчину. Например, так делает железо:
4Fe + 3O2 (воздух) + 6H2O(влага) = 4Fe(OH)3
С галогенами металлы образуют галогениды:
2Na + Cl2 = 2NaCl
Mg + Cl2 = MgCl2
2Al + 3Br2 = 2AlBr3
Zn + Cl2 =ZnCl2
2Cr + 3Cl2 = 2CrCl3
Медный порошок реагирует с хлором и бромом (в эфире):
Cu + Cl2 = CuCl2
Cu + Br2 = CuBr2
При взаимодействии с водородом образуются гидриды:
2Na + H2 = 2NaH
Ca + H2 +СaH2
Zn + H2 =ZnH2
Взаимодействие с серой приводит к образованию сульфидов (реакции протекают при нагревании):
2K + S = K2S
Сa + S = CaS
2Al + 3S = Al2S3
2Cr + 3S = Cr2S3
Cu +S = CuS
Реакции с фосфором протекают до образования фосфидов (при нагревании):
3K + P = K3P
3Mg + 2P = Mg3P2
3Zn + 2P = Zn3P2
Основной продукт взаимодействия металла с углеродом — карбид (реакции протекают при нагревании).
Из щелочноземельных металлов с углеродом карбиды образуют литий и натрий:
2Li + 2C = Li2C2
Калий, рубидий и цезий карбиды не образуют, могут образовывать соединения включения с графитом:
Ca + 2C = CaC2
С азотом из металлов IA группы легко реагирует только литий. Реакция протекает при комнатной температуре с образованием нитрида лития:
6Li + N2 = 2Li3N
3Mg + N2 = Mg3N2
2Al + N2 = 2AlN
2Cr + N2 = 2CrN
Взаимодействие с водой
Все металлы I A и IIA группы реагируют с водой, в результате образуются растворимые основания и выделяется h3. Литий реагирует спокойно, держась на поверхности воды, натрий часто воспламеняется, а калий, рубидий и цезий реагируют со взрывом:
2Li + 2H2O = 2LiOH + H2
Ca + 2H2O = Ca(OH)2 + H2
Металлы средней активности реагируют с водой только при условии, что металл нагрет до высоких температур. Результат данной реакции — образование оксида.
Cr + H2O = Cr2O3 + H2
Zn + H2O = ZnO + H2
Неактивные металлы с водой не взаимодействуют.
Взаимодействие с кислотами
Если металл расположен в ряду активности левее водорода, то происходит вытеснение водорода из разбавленных кислот. Данное правило работает в том случае, если в реакции с кислотой образуется растворимая соль.
2Na + 2HCl = 2NaCl + H2
При взаимодействии с кислотами-окислителями, например, азотной, образуется продукт восстановления кислоты, хотя протекание реакции также неоднозначно.
Металлы IА группы:
2K + H2SO4 (раствор) = K2SO4 + H2
8K + 5H2SO4 (конц) = 4K2SO4 + H2S + 4H2O
8Na + 10HNO3 (раствор) = 8NaNO3 + NH4NO3 + 3H2O
3Na + 4HNO3 (конц) = 3NaNO3 + NO + 2H2О
Металлы IIА группы
Mg + H2SO4 (раствор) = MgSO4 + H2
4Mg + 5H2SO4 (конц) = 4MgSO4 + H2S + 4H2O
Mg+ 4HNO3 (конц) = Mg(NO3)2 + 2NO2 + 2H2O
4Mg + 10HNO3 (раствор) = 4Mg(NO3)2 + 2N2O + 5H2O
Такие металлы, как железо, хром, никель, кобальт на холоде не взаимодействуют с серной кислотой, но при нагревании реакция возможна.
Взаимодействие с солями
Металлы способны вытеснять из растворов солей другие металлы, стоящие в ряду напряжений правее, и могут быть вытеснены металлами, расположенными левее:
Zn + CuSO4 = ZnSO4 + Cu
На металлы IА и IIА группы это правило не распространяется, так как они реагируют с водой.
Реакция между металлом и солью менее активного металла возможна в том случае, если соли — как вступающие в реакцию, так и образующиеся в результате — растворимы в воде.
Взаимодействие с аммиаком
Щелочные металлы реагируют с аммиаком с образованием амида натрия:
2Li + 2NH3 = 2LiNH2 + H2
Взаимодействие с органическими веществами
Металлы IА группы реагируют со спиртами и фенолами, которые проявляют в данном случае кислотные свойства:
2Na + 2C2H5OH = 2C2H5ONa + H2
2K + 2C6H5OH = 2C6H5OK + H2
Также они могут вступать в реакции с галогеналканами, галогенпроизводными аренов и другими органическими веществами.
Взаимодействие металлов с оксидами
Для металлов при высокой температуре характерно восстановление неметаллов или менее активных металлов из их оксидов.
8Al + 3Fe3O4 = 4Al2O3 + 9Fe (алюмотермия)
3Са + Cr2O3 = 3СаО + 2Cr (кальциетермия)
Практикующий детский психолог Екатерина Мурашова
Бесплатный курс для современных мам и пап от Екатерины Мурашовой. Запишитесь и участвуйте в розыгрыше 8 уроков
Вопросы для самоконтроля
С чем реагируют неактивные металлы?
С чем связаны восстановительные свойства металлов?
Верно ли утверждение, что щелочные и щелочноземельные металлы легко реагируют с водой, образуя щелочи?
Методом электронного баланса расставьте коэффициенты в уравнении реакции по схеме:
Mg + HNO3 → Mg(NO3)2 + Nh5NO3 + Н2O
Как металлы реагируют с кислотами?
Подведем итоги
От активности металлов зависит их химические свойства. Простые вещества — металлы в окислительно-восстановительных реакциях являются восстановителями. По положению металла в электрохимическом ряду можно судить о том, насколько активно он способен вступать в химические реакции (т. е. насколько сильно у металла проявляются восстановительные свойства).
Напоследок поделимся таблицей, которая поможет запомнить, с чем реагируют металлы, и подготовиться к контрольной работе по химии.
Таблица «Химические свойства металлов»
Стальной стол — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
Что такое нихромовая проволока — особенности и варианты использования сплава
История нихрома насчитывает более сотни лет. Его изобрел американский инженер и ученый Альберт Марш. Первоначально это был “чистый” двухкомпонентный сплав на основе никеля и хрома в соотношении 80% и 20%. Сегодня существует множество формул, отличающихся процентным содержанием основных элементов и примесей.
Содержимое статьи
Что такое нихром
Особенности
Производство
Отличия от другой проволоки
Марки
Назначение
Выбираем нихром
Фото нихромовой проволоки
Что такое нихром
Под нихромом понимают общее наименование ряда сплавов, в составе которых содержится 55-78% никеля, 15-23% хрома, а также алюминий, титан, молибден, железо. Сортамент включает в себя проволоку, ленту, горячекатаный прокат. Последний поставляется в виде отдельных прутков или бухтой.
Описание нихромовой проволоки было бы не полным без упоминания формы поперечного сечения. Оно может быть круглым, овальным, квадратным, многогранным. Самая распространенная конфигурация – круг.
Особенности
Нихромовая проволока обладает редким набором свойств, которые делают ее практически незаменимой в некоторых областях. Среди отличительных характеристик:
Коррозионная стойкость. Как известно, ржавчина – это слабое место большинства металлических изделий. В этом плане нихром уникален – он не окисляется под воздействием окружающей среды и имеет длительный срок эксплуатации.
Высокое электросопротивление. Удельное сопротивление нихромовой проволоки достигает 1,1-1,4 Ом*кв.мм/м. Если сравнить эти цифры с обычной сталью, то для выделения одинакового количества тепла нихрома (в метрах) понадобится гораздо меньше. Это позволяет сделать конструкции из нихромовых сплавов компактными и небольшими по массе.
Жаропрочность. Двухкомпонентный состав сохраняет работоспособность при температуре 1400 град. При этом отсутствуют температурные деформации.
Нихром – дорогостоящий материал, но его выдающаяся прочность, физические свойства, долговечность оправдывают такую стоимость.
Производство
В основе технологии изготовления лежит обработка давлением с применением дорогостоящего оборудования – станов, прессов, печей. Выделяют 3 способа получения:
Прокатывание. Нихром довольно пластичен, что позволяет получать из него проволоку “холодной” прокаткой. Круги больших размеров получают “горячей” прокаткой.
Волочение. Представляет собой протягивание заготовок (катанок) сквозь постепенно сужающееся отверстие. Рабочая скорость операции не превышает 25 м/с. После получения требуемого диаметра проволоку подвергают термической и химической обработке.
Прессование. Заготовки получают, выдавливая нагретый сплав через отверстия в матрице приспособления.
Отличия от другой проволоки
Зачастую недобросовестные продавцы под видом нихрома продают похожие внешне материалы. Чтобы не попасться на эту “удочку” и не переплачивать за ненужный вам товар, предлагаем ознакомиться с отличительными чертами нихромовой проволоки:
По фото нихромовой проволоки судить о виде и происхождении материала сложно, но можно. Так, новый материал отличается блестящим, бело-серым оттенком. Продукт, бывший в употреблении, наоборот, имеет темно-серый цвет. Это объясняется наличием оксидной пленки. При удалении окислов цвет нихрома должен смениться на светлый.
Простой практический способ – проверить магнитные свойства. Двухкомпонентная проволока не магнитится, а сплавы с добавлением железа имеют ослабленные магнитные показатели.
Жесткость. Возьмите материал в руки, попытайтесь его согнуть. Нихром ощутимо жестче, чем омедненная или мягкая стальная проволока.
Марки
В промышленности наибольшее применение нашли 2 марки – Х20Н80 и Х15Н60. Цифры, обозначают процентное содержание хрома и никеля соответственно.
Оставшаяся часть – лигатуры. Марка Х20Н80 имеет чуть большую плотность (8,4 гр/куб.см) остальные физические характеристики практически не отличаются.
Назначение
Применение нихромовой проволоки в различных сферах деятельности обусловлено ее преимуществами. В приборостроении ее используют, как узел резисторов, реостатов, нагревателей. Из заготовок большого диаметра налажен выпуск тросов, канатов.
Многие бытовые приборы (тостер, паяльник, утюг) содержат нихром. В медицине нихромовые нити задействуют в пластической хирургии, внутриполостных вмешательствах.
Ловкие “Кулибины” умудряются спроектировать из нихромовых прутков резаки по дереву, устройства для выжигания.
Выбираем нихром
Как выбрать нихромовую проволоку для конкретных задач? Необходимо обращать внимание на 3 критерия:
Маркировка. Присутствие в обозначении буквы “Н” указывает на то, что изделие подойдет для изготовления нагревательных элементов диаметром до 0,2 мм.
Маркировка “С” предупреждает, что область применения – изготовление элементов сопротивления. Аббревиатура ТЭН означает, что нихромовая нить может применяться в производстве трубчатых электронагревателей.
Диаметр нихромовой проволоки. Колеблется от 0,05 до 12 мм. От величины зависит вес мотка и сопротивление. Зависимость проста – чем меньше диаметр, тем больше электросопротивление.
Диаметр проволоки, изготавливаемой производителями, представляется в пределах 0,05-12 мм. Диаметр проволоки-нихрома определяет ее сечение, вес мотка и соответственное объективное сопротивление.
Изготовитель. Обязательно уточняйте, по какому стандарту (ГОСТ или ТУ) произведен продукт. Наличие сопроводительных документов, сертификатов – залог качественного товара.
Фото нихромовой проволоки
Технические особенности горячекатаного листа — классификация, способ изготовления, варианты применения и особенности обработки
Инструкция, как выбрать двутавровую балку: характеристики, размеры, расчет параметров и нагрузок на балку
Выбираем трубы ВГП по уму: типовые размеры, советы по выбору и характеристики водогазопроводных труб
» Рулонные кровельные и гидро-изоляционные материалы
Гипсокартон и комплектующие
Производитель:
ВсеПроизводитель 1Производитель 2
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Нихромовая проволока, никель-хромовая лента, немагнитный сплав для нагревательных элементов
Каталог A31
Нихромовая проволока и лента (80% Ni/20%Cr). Нихром представляет собой немагнитный сплав никеля и хрома. Нихром широко используется в нагревательных элементах. Он намотан на проволочные катушки с определенным электрическим сопротивлением, и через них проходит ток для получения тепла.
Нихром (80% Ni/20% CR) Проволока
Деталь №
Диаметр (дюймы)
Диаметр (мм)
(Ом/см)
На складе/ Срок поставки
Цена /Фут
Заказать
W440
НИХРОМОВАЯ ПРОВОЛОКА .0023 DIA
—
—
—
СНЯТ С ПРОИЗВОДСТВА
— | 10 и более: скидка 5%; 50 и более: скидка 10%.
—
W230
Нихром (80% NI/20% CR) Проволока
0,004
0,10
1,42857
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
$3,00 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W231
Нихром (80% NI/20% CR) Проволока
0,005
0,13
0,91428
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
5,20 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W73
Нихром (80% NI/20% CR) Проволока
0,007
0,18
0,44092
СНЯТ С ПРОИЗВОДСТВА
— | 10 и более: скидка 5%; 50 и более: скидка 10%.
—
W232
Нихром (80% NI/20% CR) Проволока
0,008
0,20
0,35714
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
$4.00 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W233
Нихром (80% NI/20% CR) Проволока
0,009
0,23
0,27005
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
В234
Нихром (80% NI/20% CR) Проволока
0,010
0,25
0,22857
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W235
Нихром (80% NI/20% CR) Проволока
0,012
0,305
0,15000
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W236
Нихром (80% NI/20% CR) Проволока
0,013
0,33
0,13118
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
4,75 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W238
Нихром (80% NI/20% CR) Проволока
0,016
0,41
0,08498
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
$5,50 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W240
Нихром (80% NI/20% CR) Проволока
0,020
0,50
0,05714
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
6,80 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W411
Нихром (80% NI/20% CR) Проволока
0,025
0,64
0,03488
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
8,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W242
Нихром (80% NI/20% CR) Проволока
0,032
0,81
0,02177
48 часов † Стандартное время выполнения заказа 48 часов.
8,50 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W412
Нихром (80% NI/20% CR) Проволока
0,040
1,00
0,01429
48 часов † Стандартное время выполнения заказа для проволоки составляет 48 часов.
8,75 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W464
Снято с производства
—
—
—
СНЯТ С ПРОИЗВОДСТВА
—
—
Нихромовая лента (80 % Ni/20 % CR)
Деталь №
(Ом/см)
Толщина (дюйм)
Ширина (дюйм)
Толщина (мм)
Ширина (мм)
На складе/ Срок поставки
Цена /Фут
Заказать
W460
Лента нихромовая (80% Ni/20% CR)
0,06268
0,0005
0,500
0,0127
12,7
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
14,50 $
W461
Лента нихромовая (80% Ni/20% CR)
0,05100
0,0007
0,500
0,0179
12,7
СНЯТ С ПРОИЗВОДСТВА
—
—
W462
НИХРОМНАЯ ЛЕНТА .001 X .200
—
—
—
—
—
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
ЗВОНИТЕ
W256
Лента нихромовая (80% Ni/20% CR)
0,29526
0,001
0,060
0,025
1,52
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$17.00 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W255
Лента нихромовая (80% Ni/20% CR)
0,03480
0,002
0,250
0,051
6,35
0 § Срок поставки этого товара, которого нет на складе, составляет примерно 28 дней.
21,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W258
Лента нихромовая (80% Ni/20% CR)
0,09403
0,003
0,062
0,076
1,57
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$16,75 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W260
Лента нихромовая (80% Ni/20% CR)
0,03459
0,004
0,125
0,102
3,18
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$17,50 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W257
Лента нихромовая (80% Ni/20% CR)
0,09399
0,005
0,037
0,127
0,940
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
28,50 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W266
Лента нихромовая (80% Ni/20% CR)
0,08835
0,005
0,040
0,127
1,00
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$33,50 | 10 и более: скидка 5%; 50 и более: скидка 10%.
W275
Лента нихромовая (80% Ni/20% CR)
0,03478
0,005
0,100
0,127
2,54
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
43,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W401
Лента нихромовая (80% Ni/20% CR)
0,02319
0,005
0,150
0,127
3,81
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W261
Лента нихромовая (80% Ni/20% CR)
0,01933
0,005
0,180
0,127
4,57
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
В267
Лента нихромовая (80% Ni/20% CR)
0,01829
0,005
0,190
0,127
4,83
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W268
Лента нихромовая (80% Ni/20% CR)
0,01739
0,005
0,200
0,127
5,08
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W262
Лента нихромовая (80% Ni/20% CR)
0,01391
0,005
0,250
0,127
6,35
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W269
Лента нихромовая (80% Ni/20% CR)
0,01243
0,005
0,280
0,127
7,11
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W278
Лента нихромовая (80% Ni/20% CR)
0,00908
0,006
0,320
0,152
8,13
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
$44,00
W276
НИХРОМНАЯ ЛЕНТА .007″ X .500 80/20
—
—
—
—
—
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
42,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W402
Лента нихромовая (80% Ni/20% CR)
0,00725
0,009
0,265
0,230
6,73
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W279
Лента нихромовая (80% Ni/20% CR)
0,00549
0,009
0,350
0,230
8,89
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $
W277
Лента нихромовая (80% Ni/20% CR)
0,00480
0,009
0,400
0,230
10,16
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W263
Лента нихромовая (80% Ni/20% CR)
0,02906
0,010
0,060
0,254
1,52
СНЯТ С ПРОИЗВОДСТВА
— | 10 и более: скидка 5%; 50 и более: скидка 10%.
—
W264
Лента нихромовая (80% Ni/20% CR)
0,02482
0,010
0,070
0,254
1,78
0 ‡ Стандартный срок поставки товаров, которых нет на складе, составляет примерно две недели в зависимости от товара.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W265
Лента нихромовая (80% Ni/20% CR)
0,01739
0,010
0,100
0,254
2,54
0 § Срок поставки этого товара, которого нет на складе, составляет примерно 28 дней.
44,00 $ | 10 и более: скидка 5%; 50 и более: скидка 10%.
W463
Лента нихромовая (80% Ni/20% CR)
0,00230
0,010
0,750
0,254
19,05
СНЯТ С ПРОИЗВОДСТВА
—
—
Материал проволоки для научных применений
Широкий ассортимент проволоки резистивного типа и драгоценных металлов для ремонта и изготовления нитей накала и нагревателей для масс-спектрометров, РЭМ и научных приборов.
MS Нагреватели и датчики температуры
Сменные нагреватели и датчики температуры для вашего масс-спектрометра.
Катушки нагрева
Катушки стандартного размера используются в нескольких нагревателях масс-спектрометров, отремонтированных S.I.S.
Элементы платинового термометра сопротивления
Эти элементы ПТС можно использовать с прецизионными лабораторными и промышленными приборами.
Нихромовый сплав Свойства и применение в промышленности
О нихромовых сплавах
Нихром, запатентованный в 1905 году, является старейшим устойчивым к воздуху сплавом для нагрева сопротивления (это задокументировано). Сплавы нихрома состоят из никеля, хрома, железа и иногда других элементов. Нихром, который мы используем здесь, в Union City Filament, представляет собой аустенитный сплав с самым высоким содержанием никеля. Этот материал с высоким сопротивлением обычно используется в устройствах с максимальной рабочей температурой до 1250°C (2280°F).
Свойства нихромовой проволоки
Нихромовые сплавы известны своей высокой механической прочностью, а также высоким сопротивлением ползучести. Узнайте о некоторых преимуществах использования этого материала ниже.
· Пластичность после использования
Нихром известен своей пластичностью даже после длительного использования.
· Более высокая жаропрочность и предел ползучести
По сравнению с другими стабильными на воздухе сплавами сопротивления, нихромовые сплавы имеют более высокую жаропрочность и предел ползучести.
· Более высокая излучательная способность
При полном окислении нихромовые сплавы имеют более высокую излучательную способность по сравнению с другими стойкими к воздействию воздуха сплавами. Это означает, что при одинаковой поверхностной нагрузке температура элемента из нихрома ниже, чем из других сплавов.
· Немагнитный
В некоторых низкотемпературных применениях предпочтительным является немагнитный материал. Нихром немагнитен, что делает его предпочтительным выбором по сравнению с другими стабильными на воздухе резистивными сплавами, которые немагнитны только при температуре выше 600°C (1100°F).
· Стойкость к коррозии во влажном состоянии
Несмотря на некоторые исключения (например, серосодержащие атмосферы и определенные контролируемые атмосферы), нихромовые сплавы обычно обладают лучшей коррозионной стойкостью при комнатной температуре по сравнению с неокисленными стойкими к воздуху сплавами.
Области применения нихромовых сплавов
Хотя для нагрева можно использовать практически любую проводящую проволоку, большинство металлов проводят электричество с высокой эффективностью. Это требует, чтобы металлы были сформированы в тонкую, нежную проволоку, чтобы было достаточно сопротивления для выделения тепла. При нагревании большинство металлов быстро окисляются, что делает их хрупкими и ломающимися при нагревании на воздухе. Однако нихромовая проволока образует внешний слой оксида хрома, который делает проволоку термодинамически стабильной на воздухе, в основном непроницаемой для кислорода, и защищает нагревательный элемент от дальнейшего окисления.
Нихром, обладающий жаропрочностью и хорошей обрабатываемостью, является идеальным материалом для использования в требовательных приложениях в электротехнической промышленности, таких как фены и тепловые пушки. Он также широко используется в электронных сигаретах (электронных сигаретах) и других приложениях для вейпинга (vape).
Некоторые другие распространенные области применения нихромовых сплавов включают: гладильные машины, водонагреватели, паяльники, трубчатые элементы с металлической оболочкой, патронные элементы, нагреватели кварцевых трубок, инфракрасные излучатели и другие прецизионные нагревательные элементы (нагреватели).
Какие капли обычно применяют для лечения ожогов глаз? «Ochkov.net»
Глаза — очень нежные и чувствительные органы, которые восприимчивы к любым внешним воздействиям. Среди глазных травм одной из самых болезненных и опасных является ожог, который можно получить разными способами. В этой статье мы расскажем о том, какие офтальмологические капли могут помочь при ожоговых травмах глаз.
Причины и симптомы ожога тканей глаз
Ожог зрительных органов может быть вызван тремя основными причинами — воздействием химических веществ, высоких температур, ультрафиолетового или инфракрасного излучения.
Химический ожог может произойти при попадании в глаза различных щелочей, кислот и других химикатов.
Получить такую травму можно при неправильном обращении с бытовой химией, несоблюдении техники безопасности в лабораториях или на производствах.
Специалисты отмечают, что при поражении зрительных органов кислотами (серной, уксусной, соляной) происходит свертывание протеинов слизистой оболочки, за счет чего вещество не проникает вглубь глаза. При поражении щелочью, напротив, химикат затрагивает глубокие ткани и зачастую оказывает продолжительное разрушающее действие.
Термические, или температурные ожоги, возникают, когда на ткани глаза попадают капли горячей воды или масла, искры от салюта, горячий пар. Наиболее часто высокая температура повреждает конъюнктиву, роговую оболочку и кожу век. В более редких случаях термический ожог затрагивает глубокие ткани.
Причиной ожога глаз после сварки, пребывания в горах без защитной маски является лучевое воздействие. В первом случае повреждающим фактором выступают инфракрасные лучи, во втором — ультрафиолетовые. Состояние, при котором ожог вызван излучением, называют электроофтальмией.
Ультрафиолет, являясь коротковолновым излучением, чаще поражает поверхностные слои глазного яблока и кожу век. Длинноволновое ИК-излучение может проникать вглубь глаза и травмировать сетчатую оболочку.
Разные виды ожогов имеют схожую симптоматику:
Роговая оболочка и конъюнктива выглядят отечными.
Присутствует ярко выраженный болевой синдром.
Глаза становятся красными.
Развивается светобоязнь, появляется слезоточивость.
Могут меняться зрительные поля.
Изменяется внутриглазное давление в большую или меньшую сторону.
Также может наблюдаться снижение зрительной остроты, помутнение роговой оболочки, блефароспазм.
Ряд признаков появляется не сразу, а в течение нескольких часов после получения ожога.
Какие капли для глаз можно использовать при оказании первой помощи?
Если произошла ожоговая травма глаза, надо как можно быстрее оказать пострадавшему первую помощь. При любом ожоге показано длительное промывание глаза прохладной чистой водой. Таким образом можно смыть с поверхности глазного яблока химическое вещество, вызвавшее ожог, и охладить место травмы.
После промывания можно использовать глазные капли от ожога. Если поражение носит лучевой характер, то рекомендуется использовать увлажняющие препараты. При термическом ожоге рекомендуется закапать в глаза антисептик или антибиотик в каплях, чтобы избежать заражения. Также при выраженном болевом синдроме рекомендуется использовать капли с лидокаином или другим анестетиком, чтобы уменьшить боль.
При химической травме в первые часы после повреждения глаз целесообразно провести нейтрализацию.
Если ожог вызвала кислота, то нейтрализовать ее поможет 2%-ный раствор натрия гидрокарбоната. Если причиной ожога стала щелочь, для нейтрализации можно использовать 2%-ную борную или 5%-ную лимонную кислоту. Если Вы не знаете наверняка, какое вещество вызвало ожог, не стоит прибегать к перечисленным средствам. В таком случае просто удалите остатки химикатов ватной палочкой и промойте глаза водой. Также химическая нейтрализация бесполезна и может быть даже вредна в том случае, если с момента ожога прошло много времени. Как и при термической травме, после химического поражения можно применять анестетики и антибиотики в каплях.
После оказания первой помощи нужно обязательно обратиться к врачу, который обеспечит дальнейшее лечение ожоговой травмы.
Какие капли при ожоге глаз может назначить врач?
При назначении схемы лечения врач будет ориентироваться на причину и тип ожога, степень поражения, а также учитывать индивидуальную переносимость пациентом тех или иных лекарств. В терапии глазных ожогов могут применяться следующие виды препаратов:
Антибактериальные капли («Левомицетин», «Сульфацил», «Ципрофлоксацин»), которые помогают предупредить попадание в глаза патогенных микроорганизмов и развитие воспаления.
Капли увлажняющего действия (например, «Визин»), которые нормализуют слезную пленку, повышают защитные функции глаз.
Гипотензивные капли для глаз после ожога помогают снизить внутриглазное давление. К подобным препаратам относится «Ганфорт», «Бетаксолол».
Препараты, вызывающие медикаментозное расширение зрачка («Атропин», «Скополамин»). Они помогают восстановить функционирование радужной оболочки, свести к минимуму риск образования спаек.
Противовоспалительные глазные капли с диклофенаком при ожоге глаз помогают снимать воспаление и способствуют лучшему заживлению тканей.
Глюкокортикостероиды («Бетаметазон», «Дексаметазон»). Врачи назначают эти гормональные капли при ожогах третьей и четвертой степеней, обширной зоне поражения.
Наряду с офтальмологическими каплями, при ожогах глаз врач может назначить ранозаживляющий препарат с декспантенолом «Корнерегель». Он стимулирует восстановление тканей и ускоряет процесс заживления.
Какие глазные капли помогут при ожоге во время наращивания ресниц?
Процедура наращивания ресниц сегодня стала очень модной и пользуется большим спросом у девушек, которые хотят выглядеть привлекательно. При этом важно понимать, что данная процедура связана с определенными рисками для глаз. В частности во время наращивания ресниц можно получить ожоговую травму.
Какие капли помогут при ожоге глаз после наращивания ресниц?
Специалисты говорят о том, что нельзя ничего капать в глаза, пока Вы не устранили причину поражения.
Как правило, ожог вызывает клей, содержащий большое количество химикатов. Поэтому первым делом нужно удалить со слизистой остатки клея, а затем промыть глаз водой в течение 15 минут.
После этого можно применять капли, которые обычно рекомендуют использовать при химических ожогах, — обезболивающие, антибактериальные и антисептические.
Пары клея могут вызывать аллергические реакции, которые проявляются покраснением, отечностью век и глазных яблок, зудом, конъюнктивитом. Для лечения таких симптомов обычно применяют антигистаминные препараты внутрь, а также офтальмологические капли с противоаллергическим эффектом типа «Опатанол».
При химическом ожоге век и глаз в некоторых случаях приходится отказаться от наращенных ресниц и снять их в том случае, если лечение не помогает.
Капли при ожоге глаз должен назначать врач
За исключением препаратов, которые используются для оказания первой неотложной помощи, все капли, мази и другие медикаменты должен назначать офтальмолог. Консультация врача после ожоговой травмы обязательна, даже если Вам кажется, что поражение незначительное. В зависимости от типа ожога процесс повреждения может продолжаться несколько часов или даже дней и без корректного лечения может привести к осложнениям и необратимым изменениям глазных тканей.
Кроме того, только специалист может решить, какие капли для глаз будут наиболее эффективны в каждом конкретном случае, какие можно и какие нельзя применять с учетом возраста, состояния пациента и других факторов.
К сожалению, при сильных ожогах даже своевременно начатая терапия под контролем врача может не дать желаемых результатов, привести к ухудшению зрения, появлению бельма на глазу и другим проблемам. Поэтому специалисты советуют уделять повышенное внимание профилактике глазных ожогов: использовать средства защиты при профессиональной деятельности, аккуратно обращаться с бытовой химией, на улице защищать глаза от ультрафиолетовых лучей. Такие меры во многих случаях помогут не допустить ожога.
Ожог глаза: первая помощь и лечение
Человеческий глаз — орган настолько же важный, насколько уязвимый. Одним из лидеров в грустном хит-параде травм — распространенным и опасным, выступает ожог. Рассмотрим классификацию, причины возникновения, а еще правильные методы оказания первой помощи при ожогах глаза.
По статистике, 70% ожогов органов зрения случается на производстве, оставшиеся 30% — в бытовых условиях.
Сам по себе глазной ожог — это повреждение роговицы, глазных яблок и прочих структур глаза в результате химического или физического воздействия.
Виды ожогов определяются в зависимости от причины травмы:
химический — поражающим фактором стали агрессивные химические вещества;
термический — следствие воздействия на глаза горячей жидкости, воздуха, огня, пара;
лучевой — травматизация инфракрасными, ультрафиолетовыми лучами или другими видами излучения;
комбинированный — сочетание нескольких травмирующих факторов.
Выделяют 4 степени ожогового поражения глаз.
Самая легкая; наблюдается покраснение конъюнктивы и век, возможно развитие отека и эрозии поверхности роговой оболочки.
Характеризуется повреждением верхних слоев кожи век с ожоговыми пузырями, поражением эпителия и основного вещества роговой оболочки.
Один из основных признаков — сильное помутнение роговицы; такой ожог может привести даже к развитию катаракты. Отмирают ткани конъюнктивы, век, склеры, при этом поражено не более половины глазного яблока.
Тяжелейшая степень, когда дошло до глубокого некроза или обугливания тканей. Нередко сопровождается увеитом, глаукомой, перфорацией роговой оболочки.
По локализации травмы разделяют на ожоги конъюнктивы, век, роговицы, окологлазничной зоны.
При любой форме ожога области глаз первую помощь требуется оказать без промедления.
Химический ожог глаза: первая помощь, или что делать до приезда скорой?
Если в глаз попало агрессивное химическое вещество, важно незамедлительно приступить к оказанию помощи, не дожидаясь приезда врачей. При химическом ожоге, вызванном щелочью, кислотой или другим реагентом, нужно первым делом очистить глаза от остатков вещества. Скорость в такой ситуации играет решающую роль, от этого напрямую зависит окончательная степень ожога и прогноз лечения. Следует начать промывать травмированный глаз как можно быстрее.
Промывание глаза проводят под проточной водой, протирая глазное яблоко обильно смоченным кусочком ваты по направлению к носу. Если причиной ожога стало воздействие щелочи, можно использовать для промывания 2% раствор борной кислоты. При поражении глазных тканей кислотой, слабый раствор соды подойдет для промывания. При этом, прежде, чем применять указанные растворы, лучше проконсультироваться с врачом — для исключения непредвиденных реакций в местах повреждения. Лучше до приезда скорой ограничиться чистой водой. При химическом ожоге промывать глаза нужно не менее 10\15 минут.
При попадании в глаза химикатов в порошкообразном виде, офтальмологи советуют до начала промывания непременно удалить из глаз остатки порошка сухой ватной палочкой.
После того, как глаза пострадавшего очищены от остатков химических веществ, в глаза можно закапать 4-5% раствор лидокаина, новокаина или другого анестетика, а внутрь дать препарат с анальгетическим действием.
Помимо описанного, первую помощь при химическом ожоге глаз можно дополнить закапыванием препаратов для профилактики инфекций. Какое средство лучше применить, посоветует врач скорой.
Ожог глаза ультрафиолетом: оказание первой помощи
Ультрафиолетовый ожог роговицы глаза называется электроофтальмия. Чаще всего встречается у тех, кто работает со сваркой или продолжительное время подвергает органы зрения сильному воздействию солнечного света (к примеру, катается на горных лыжах без защиты глаз).
Коварная особенность ультрафиолетового ожога глаз — первые симптомы проявляются не сразу, а лишь через 6-10 часов после поражения.
В качестве первой помощи при ожоге глаз ультрафиолетом идет промывание проточной водой или физраствором, применение увлажняющих капель и создание условий условия темноты или низкой освещенности. Для этого вполне подойдут солнцезащитные очки.
Для облегчения боли рекомендуется кратковременное использование анестетиков. При этом лучше получить предварительно проконсультироваться с офтальмологом или врачом скорой, поскольку такие средства замедляют заживление роговицы. Облегчить болевые ощущения без использования медикаментов помогают холодные компрессы.
С целью защиты от инфицирования применяют специальные антибактериальные мази.
При условии своевременного оказания помощи, ультрафиолетовый ожог глаза — состояние обратимое, проходящее бесследно за несколько дней. Очевидно, что электроофтальмию легко и нужно предотвращать профилактически. Сварщики работают в защитных масках, а горнолыжники надевают очки с высокой степенью УФ-защиты.
Термический ожог роговицы глаза — варианты лечения до приезда скорой
Понятно, что если произошел термический ожог глаза, самая первая помощь — это устранение повреждающего фактора. После чего место травмы следует тщательно охладить. Подойдет длительное промывание холодной водопроводной водой — от внешнего угла глаза к внутреннему. Допускается промывать органы зрения с использованием резиновой груши, шприца без иголки и прочих приспособлений, обеспечивающих достаточный напор воды.
Если ничего из перечисленного выше нет в непосредственном доступе, можно погрузить лицо в кастрюлю или другую емкость с прохладной водой и часто-часто моргать в течение 20 минут.
После охлаждения в глаза закапывают антисептическое средство (подойдет раствор левомицетина или альбуцида). При наличии выраженного болевого синдрома пострадавшему дают обезболивающее.
Обязательно ли лечения ожогов глаз ехать в больницу?
Случается, что после оказания первой помощи состояние пострадавшего значительно улучшается, и он отказывается от посещения медицинского учреждения. Вместе с тем, настоятельная рекомендация офтальмологов — при любых ожоговых травмах вызывать скорую немедленно или ехать в больницу самостоятельно для назначения дальнейшей терапии.
Следует учитывать — у глазных ожогов несколько стадий развития, и это затрудняет диагностику. Иногда симптомы первого дня указывают на легкую степень ожога, а спустя сутки дело доходит до необратимых изменений тканей глаз, вплоть до полной утраты зрительной функции.
Именно поэтому, оказав необходимую первую помощь, нужно как можно быстрее доставить пострадавшего к офтальмологу, для оценки повреждения глаз и коррекции состояния.
Последствия ожогов глаз и меры профилактики
Травмы от ожогов глаз, особенно третьей и четвертой степеней, могут повлечь за собой серьезные последствия. Нередки случаи ухудшения зрения, образования бельма, атрофии глазного яблока. Вследствие ожога роговицы или других структур глаза пострадавший может получить инвалидность, что естественно скажется на всех жизненно важных аспектах.
По данным офтальмологов, 90% ожоговых травм глаз — несчастные случаи, а значит, их можно было предусмотреть.
Профилактика ожогов глаз:
соблюдение правил безопасности и охраны труда при работе со сварочным аппаратом;
аккуратность при использовании бытовой химии;
хранение агрессивных химических веществ в надежно закрытых местах, с исключением доступа для детей;
максимальная защита глаз от ультрафиолетового излучения — использование очков со светофильтрами и других средств защиты;
профилактические беседы с детьми на тему глазных ожогов.
Соблюдение мер предосторожности и бережное отношение к глазам позволит предотвратить ожоги и сохранить зрение.
Что делать, если вы обожжете глаза
Написано Лизой Филдс
В этой статье
Первая помощь
Когда обратиться к врачу
Лечение
Брызги отбеливателя попали вам в глаза. Вы слишком близко наклоняетесь к открытому огню печи. Жгучая боль, которую вы чувствуете, вероятно, является признаком того, что у вас ожог глаза.
Некоторые вещи могут повредить ваши нежные глаза. К ним относятся бытовые химикаты, такие как уксус, чистящие средства для духовки и отбеливатель. Плойка, горячее масло или кофе могут вызвать тепловой или термический ожог.
Когда что-то ранит ваш глаз, ваша автоматическая реакция — моргнуть. Так что ваше веко тоже может быть обожжено.
Быстрое действие может предотвратить долгосрочные проблемы с вашими глазами или зрением.
Первая помощь
После аварии как можно скорее промойте глаза. Чем быстрее вы будете действовать, тем выше ваши шансы на полное выздоровление. Промойте глаза прохладной водой не менее 15-20 минут, прежде чем делать что-либо еще. Вместо этого вы также можете использовать физиологический раствор или жидкость из набора для промывания глаз. Вы можете захотеть держать глаза закрытыми из-за боли. Но это может только усугубить ущерб.
Промыть можно несколькими способами:
Налить воду на переносицу. Он будет стекать по боковой поверхности носа и попадать в один или оба глаза, в зависимости от того, в какую сторону вы двигаете головой.
Встаньте в душ и направьте насадку на лоб. Вода будет стекать по вашему лицу и попадать в один или оба глаза.
Наполните раковину или кастрюлю водой и смочите ею лицо. Продолжайте моргать, чтобы вода залила глаза.
Если вы носите контактные линзы, снимите их, пока вода не стекает по глазам. Не ждите, чтобы сначала вынуть контакты. Сначала вымойте руки с мылом и водой, если на ваших руках остались какие-либо химические вещества.
Моргните, чтобы убедиться, что вода омывает каждую часть вашего глаза. Если вы не можете моргнуть, откройте глаза пальцами, чтобы впустить воду.
Когда обратиться к врачу
Когда вы закончите промывать глаза, вам следует обратиться за медицинской помощью.
Если у вас химический ожог, вы можете позвонить в токсикологический центр и сообщить, что вам следует делать. Телефон национальной горячей линии: 800-222-1222.
Обычно самые опасные химические ожоги вызываются щелочными веществами, такими как аммиак, средство для мытья посуды, средства для очистки канализации и цемент (известь). Кислотные химические вещества также могут нанести серьезный ущерб вашим глазам и зрению. В их состав входит жидкость для снятия лака и кислота из автомобильных аккумуляторов.
Вам, вероятно, придется обратиться в отделение неотложной помощи. Возьмите с собой контейнер с химическим веществом, чтобы ваши врачи точно знали, что это такое. Вы можете носить солнцезащитные очки, если солнечный свет беспокоит вас или причиняет вам боль.
Также обратитесь в отделение неотложной помощи, если у вас термический ожог.
Лечение
Если у вас химический ожог, врачи приложат все усилия, чтобы вернуть химический баланс вашего глаза в норму. Они будут продолжать промывать глаза водой и каждые полчаса проверять уровень pH глаз. Они могут использовать специальный инструмент, чтобы держать ваше веко открытым.
Если у вас термический ожог, врачи быстро охладит ткань вашего глаза. Они продолжат промывать глаза водой. Они также могут положить холодный компресс на ваш глаз, чтобы снизить температуру.
Скорее всего, вы будете испытывать сильную боль, поэтому врач может выписать вам лекарство от нее. Вы также можете получить мазь с антибиотиком, отпускаемую по рецепту, для лечения любой инфекции. Если ожог затронул ваши слезные протоки, вам могут понадобиться искусственные слезы или мазь, чтобы поддерживать влажность глаза во время заживления.
Врач скорой помощи проверит ваше зрение, чтобы узнать, повлиял ли ожог на то, как вы видите. Вскоре после этого вам следует обратиться к окулисту, чтобы проверить, нет ли долгосрочных повреждений вашего зрения.
Ожоги глаз – травмы и отравления
By
Энн П. Мерчисон
, MD, MPH, глазная больница Wills
Последний полный обзор/редакция: май 2022 г. | Последнее изменение содержимого: сентябрь 2022 г.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ПРОФЕССИОНАЛЬНУЮ ВЕРСИЮ
Ожоги глаз могут возникать после тепловых или химических травм и могут привести к серьезным осложнениям, включая необратимую слепоту.
(См. также Общие сведения о травмах глаз Общие сведения о травмах глаз Структура лица и глаз хорошо подходит для защиты глаз от травм. Глазное яблоко расположено в орбите, глазница окружена крепким костным гребнем. Веки закрыть быстро… читать дальше .)
Веки быстро закрываются в рефлекторной реакции, чтобы защитить глаза от повреждений. Однако раздражающие или вредные химические вещества по-прежнему иногда попадают на поверхность глаза, вызывая химических ожога .
Наиболее опасные химические ожоги связаны с сильными кислотами или щелочами. Щелочные ожоги, как правило, более серьезны, чем ожоги кислотой. Щелочные вещества включают щелочь и чаще всего встречаются в известковых продуктах, бетоне, штукатурке и строительном растворе, чистящих средствах для духовок и канализации, моющих средствах для посудомоечных машин и удобрениях. Ожоги могут быть вызваны брызгами жидкости или, реже, порошкообразным материалом, который может попасть в глаза.
Тяжелые химические ожоги прозрачного купола передней поверхности глаза (роговицы), особенно щелочные, могут привести к рубцеванию, перфорации глаза, инфицированию и слепоте.
Химические ожоги глаз очень болезненны. Поскольку боль настолько велика, человек склонен держать веки закрытыми. Закрытые веки удерживают вещество на глазу в течение длительного периода времени, что может усугубить повреждение.
Моргательный рефлекс обычно заставляет глаза закрываться в ответ на тепло. Таким образом, термические ожоги обычно поражают веко, а не конъюнктиву или роговицу. Термические ожоги конъюнктивы или роговицы обычно бывают легкими и могут не вызывать длительных повреждений глаза.
Ношение защитных очков или лицевого щитка при работе с потенциально опасными материалами необходимо для предотвращения ожогов.
Химический ожог глаза лечится немедленно, еще до прибытия медицинского персонала. Глаз открывают и промывают (промывают) водой или физиологическим раствором. Когда ожоги вызваны сильными кислотами, щелочами или другими сильно едкими веществами, глаза следует непрерывно промывать в течение не менее 30 минут или до тех пор, пока pH (мера кислотности или щелочности) глаза не станет нормальным. Орошение можно продолжить там, где оно началось, в машине скорой помощи или в отделении неотложной помощи. Поскольку боль может мешать человеку держать поврежденный глаз открытым, другому человеку, возможно, придется держать веко открытым, пока глаз промывается.
Врач или другой медицинский работник может закапать в глаз анестезирующую каплю, чтобы было легче держать травмированный глаз открытым. В отделении неотложной помощи врачи часто используют специальные ирригационные устройства.
Знаете ли вы…
После промывания врач осматривает поверхность глаза и внутреннюю часть века и удаляет все вещества, оставшиеся в ткани. Внутренняя часть века также протирается тампоном, чтобы удалить любые крошечные частицы, которые могут быть невидимы.
Врач может закапать каплю препарата (такого как циклопентолат или гоматропин), который расширяет зрачок, расслабляет мышцы цветной части глаза (радужной оболочки) и предотвращает их болезненные спазмы. Местные антибиотики (капли или мазь) используются для смазывания глаз и предотвращения инфекции. Кортикостероидные капли (например, преднизолон) также могут быть назначены офтальмологом в течение ограниченного периода времени.
Хотя анестезирующие глазные капли облегчают боль, они также могут замедлять заживление и обычно не применяются после первоначального промывания. Боль можно лечить ацетаминофеном или, если она сильная, ацетаминофеном с оксикодоном. При ожоге роговицы в глаз закладывают мазь с антибиотиком.
Тяжелые ожоги должны лечиться у офтальмолога (врача, который специализируется на оценке и лечении — хирургическом и нехирургическом — заболеваний глаз) в течение 24 часов, чтобы сохранить зрение и предотвратить серьезные осложнения, такие как повреждение роговицы и радужной оболочки , перфорация глаза и деформации века.
При более тяжелых ожогах также можно использовать другие местные и/или пероральные препараты, такие как витамин С. Тяжелые ожоги требуют частого осмотра глаз. Некоторые химические ожоги настолько серьезны, что требуется хирургическое вмешательство, и даже при самом лучшем лечении глаз может ослепнуть или стать слабовидящим.
Ожоги век лечат так же, как и другие ожоги кожи. Врачи обрабатывают ожоги век, а затем применяют глазной антибиотик, чтобы предотвратить инфекцию. Ожоги конъюнктивы или роговицы могут быть болезненными, поэтому людям может потребоваться прием анальгетиков. Врачи также могут назначить циклоплегические глазные капли (например, циклопентолат или гоматропин) для предотвращения болезненного спазма мышц, сужающих зрачок, а также глазную мазь с антибиотиком для предотвращения инфекции.
Из множества разнообразных публикаций в интернете, из которых трудно разобраться о необходимости смазки наконечников бура перфоратора. Некоторые авторы утверждают, что смазывать пазы хвостовика не нужно так – как это вызывают налипание абразивной пыли и служит для более интенсивного износа трущихся деталей, некоторые утверждают, что чем смазки больше, тем лучше, а у некоторые утверждают о необходимости смазки, но только очень тонким слоем масла. Попробуем сформировать свое мнение, какой смазкой смазывать бур перфоратора. Для этого нужно понять конструкцию узла крепления бура перфоратора.
[content-egg module=GdeSlon template=list]
Рис.1 Конструкция ударного устройства перфоратора
Название перфоратора предполагает наличие функции долбежного инструмента, которое может совмещаться с функцией дрели, т.е. вращения. Другими словами, перфоратор совмещает два инструмента в одном: возвратно поступательного движения рабочего органа и его вращение. Работа перфоратора в основном предназначена для бурения отверстий в твердых материалах: бетона или камня.
Принцип работы ударного механизма
В принципе работы ударного механизма заложено колебания эксцентриковой обоймы подшипника, выполненный в виде эллипса ( См. рис.1). Внутренняя обойма подшипника получает вращение от вала двигателя и приводит в движение эллипсную внешнюю обойму, к которой через опоры прикреплена кулиса. Кулиса преобразовывает вращательное неравномерное движение в поступательное движение поршня, который своим бойком удаляют по хвостовику ударного инструмента, передавая ударный импульс на рабочий инструмент, у которого имеется свободный ход в механизме крепления.
Для крепления рабочего органа перфоратора применяется специальный патрон, который называется SDS – патрон. В патроне имеются подвижные части, работающие в непрерывном движении под нагрузкой, которые необходимо смазывать для продления срока службы инструмента, сразу возникает вопрос, зачем нужна смазка бура перфоратора и какой смазкой смазывать бур перфоратора?
Рис. 2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
Конструкция и принцип действия патрона SDS
Специальное зажимное устройство обеспечивающие ударную функцию и возвратно -поступательное движение рабочего инструмента называется – SDS патрон. (см. рис 2) Это устройство относится к быстро зажимным патронам, в которых не требуется ничего вращать для зажима бура. Для того чтобы закрепить рабочий инструмент достаточно надавить на зажим патрона и вставить хвостовик в гнездо.
[content-egg module=GdeSlon template=list]
Устройство патрона
Основная сложность заключается в понятии каким образом бур крепится в патрон и не выпадает, при этом совершая возвратно-поступательное движение. Чтобы это понять достаточно посмотреть на хвостовик инструмента, в котором имеется четыре прорези, две открытие, т.е. до конца хвостовика, две закрытые. Два закрытых паза предназначены для фиксации хвостовика, длина канавки обеспечивает свободный ход рабочего инструмента при работе.
Два открытых паза отвечают за обеспечение правильного направления при и вставке рабочего инструмента, то есть они отвечают за правильное положение хвостовика. Через закрытые пазы бур фиксируется специальными шариками, которые жестко фиксируют инструмент, при этом оставляя продольный свободный вход в пределах длины паза.
Работа патрона перфоратора
После того как боёк поршня ударяет по концу хвостовика, силы инерции отбрасывает долото вперёд, передавая энергию удара на конец рабочего инструмента. При нажатии на корпус перфоратора рабочий инструмент возвращается в первоначальное положение и боек повторно ударяет по концу бура. Чем сильнее нажатие, тем больше отдача от удара бойка поршня, и наоборот, если нет возврата хвостовика рабочий поршень будет работать в холостую.
Так нужна ли смазка хвостовика бура перфоратора? Несомненно нужна. Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может.
Рис.3 Фирмы производители смазки для хвостовиков рабочего инструмента перфоратора.
Для смазки хвостовиков рабочего инструмента фирмы производители выпускают отдельную смазку, которая удовлетворяет требования смазывания открытых и закрытых пазов. Такие смазки были разработаны и широко применяются, например, компания Bosch выпустила смазка для буров перфоратора bosch, которые применяются для смазки хвостовиков рабочего инструмента.
Смазка для буров перфоратора – как пользоваться?
Для этого в открытые пазы достаточно выдавить из тюбика смесь и равномерно ее распределить по всей длине паза, а для закрытых пазов необходимо произвести смазку салфеткой, не оставляя “толстого” слоя. После окончания работы хвостовик необходимо тщательно вытереть чтобы он был чистым при хранении, остаточной пленки смазки достаточно для того чтобы металл не заржавел. Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол».
[content-egg module=GdeSlon template=list]
Смазку для бура перфоратора купить от любого производителя можно в специализированных магазинах или на интернет ресурсах подобной тематики, набрав в поисковой строке название необходимого инструмента или смазки.
Смазка для буров перфоратора – чем заменить?
Случае отсутствия специализированных смазок, для этих целей можно применить любую пластическую смазку (литол, солидол), но лучше на жировой основе (ЖРО) – это только как временная мера (не работать же совсем без смазки). Максимальный срок доставки через почту примерно две-три недели, этот срок не критичен и вполне можно обойтись заменителем.
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
3 детали для обязательной смазки
Перфоратор пригодится, если надо проделать отверстие в стене, проштробить «колею» под проводочки и при других строительных моментах. Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним.
Такие элементы, как бур, редуктор, патрон нуждаются в периодической обработке спецсредствами. Как и чем смазывать различные виды перфораторов? Здесь – ответы и нюансы обработки электродевайсов производства 6-ти известных брендов.
Полезно узнать: Как выбрать перфоратор: 5 советов для правильного выбора.
Особенности конструкции
Подобные электроинструменты бывают бочковыми и прямыми, механическими и пневматическими, а в зависимости от габаритов – легкими, средними и тяжелыми.
Главные составляющие:
сердечник;
бур;
боек;
поршень;
цилиндр;
электромагнитная катушка.
Есть различия в деталях в зависимости от вида приспособления. И это еще не все детали из списка. Так как же устроен полезный в строительстве прибор – перфоратор? Агрегаты, кроме вышеперечисленных деталей, снабжены:
Кроме того, в подобных инструментах есть разнообразные индикаторы и регуляторы оборотов. Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов.
Читайте также: 6 основных составляющих перфоратора: как все устроено?
Какие детали и чем смазывать?
Для начала стоит уяснить, что одной смазкой, какой бы универсальной она не была, нельзя без разбора обрабатывать все детали. Один тип смазочных средств подходит только для редуктора, другой – для сверл и бура. Каждый аппарат, например, PBH 2100 RE или GBH 2-24 DRE, снабжен инструкцией по использованию, в которой описывается периодичность смазывания деталей.
Перед началом процедуры смазки нужно очистить и продуть электроинструмент, а затем вытереть его насухо.
Что и чем обрабатывать:
Редуктор. На вопрос: чем же стоит смазать редуктор бытового или профессионального перфоратора, ответ следующий – составом в виде жидкого масла. Вещество попросту заливается в определенных количествах в специально отведенное для этого место в оболочке прибора. Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам.
Бур. Его нужно смазывать перед каждой установкой в патрон. Как же смазывать бур перфоратора? Обрабатываются все канавки насадки небольшим количеством средства. В инструкции к аппаратам обычно указывается вид и количество смазочного препарата, которым можно обрабатывать бур.
Патрон. Хвостики сменных насадок под сверла также должны обрабатываться каждый раз перед установкой. Количество препарата должно быть строго таким же, как указано в инструкции, не больше и не меньше. Как и чем смазать патрон перфоратора (специальную насадку, которая используется для надежной фиксации сверла), например, HR2470 или любого другого? Буровую смазку нужно просто нанести на хвостик бура, а затем вставить его в гнездо патрона. А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.
А чем же смазать поршень перфоратора? У каждой фирмы-производителя есть собственная смазка для поршневой системы. Лучше всего использовать оригинальную.
Элементы, которым не требуется скольжение во время работы (передаточную муфту, сердечник, боек, цилиндр), смазывать не нужно.
Интересно ознакомиться: ТОП-10 лучших бочковых перфораторов – рейтинг перфораторов бочкового типа.
Какую смазку для каких перфораторов лучше использовать?
Лучший вариант – пользоваться только фирменными смазками. Чтобы мастера не ломали голову, чем можно и лучше всего смазывать перфоратор, производители этих приборов позаботились, чтобы в их ассортименте были спецсредства для этого.
Может заинтересовать: Как работать перфоратором: 7 нюансов, которые важно знать.
BOSCH
Бренд выпускает универсальную смазку для редукторов электроинструментов. Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.
Чем еще можно смазывать отдельные элементы перфоратора BOSCH (Бош)?
DEWALT
Бренд производит более 300 типов различных инструментов, в том числе и перфораторы. И ко всем этим приборам – еще и тысячи аксессуаров.
Для ухода за «разрушительным» орудием компания выпускает такие средства:
HITACHI
В ассортименте японского бренда есть:
MAKITA
Японская корпорация также позаботилась о своих клиентах и предоставила широкий выбор, чем можно смазывать перфоратор Макита.
SPARKY Можно использовать универсальную смазку, например, 042005-4А. Или же воспользоваться отдельными смазочными веществами для конкретных элементов приспособлений от SPARKY – редукторов (042024-0А) или буров (181573-3).
ЭНЕРГОМАШ
В комплекте со многими моделями Энергомаш уже поставляется смазка для редукторов и хвостиков. Если такой нет или средство закончилась, используйте универсальную смазку 042005-4А.
Может заинтересовать: Нетрадиционное использование дрели – 4 интересных лайфхака.
В основном все изготовители перфораторов оснащают свои изделия фирменными смазками в комплекте с поставкой техники. Можно использовать как универсальные варианты, так и вещества для редукторов или буров. Многие мастера предпочитают вместо оригинальных средств использовать обыкновенный литол, что в корне неверно, т.к. он не отличается стойкостью к влаге. Это может привести к образованию коррозии на внутренних элементах прибора. Поэтому стоит использовать фирменные смазки, по мере необходимости очищать и обрабатывать электроинструмент и тогда он 100% прослужит не один год.
Как правильно смазывать перфоратор Hitachi Dh34PC3
Какая смазка используется в перфораторе Hitachi Dh34PC3
Смазка подшипников и редукторов
Смажьте резиновые уплотнительные кольца
Смазки для хвостовиков
Смазки для отечественных производителей
Увеличение времени безотказной работы перфоратора Hitachi Dh34PC3 способствует своевременному соблюдению сроков технического обслуживания. Ремонт перфоратора заключается в своевременной замене резиновых уплотнительных колец, смазке, износе деталей.
В перфораторах Hitachi Dh34PC3 рекомендуется использовать те типы смазок, которые советует производитель. Производитель рекомендует смазку, специально разработанную для роторных двигателей Hitachi. Перфоратор Hitachi считается японским, хотя производится в Китае.
Смазки подразделяются по видам:
на жидкие смазочные материалы, представляет собой очищенные нефтяные масла с присадками, Применяется для смазывания быстроходных, легконагружаемых узлов;
на пластмассовые или масляные смазочные материалы, изготовленные из синтетических или минеральных масел с различными добавками и загустителями.
Основная характеристика смазки определяется ее вязкостью, кислотным числом, температурой плавления. Особенности масла, Инструмент, используемый производителями, часто держится в секрете. Делается это для того, чтобы у пользователя купленного инструмента фирмы не возникало вопросов, а покупалась смазка, рекомендованная производителем инструмента.
Для перфораторов рекомендуются пластичные смазки, предназначенные для тяжелонагрузочных подшипников, работающих в части реверса, на малых скоростях. Кроме того, смазка в пуансоне выполняет роль герметика и консерванта.
Схема смазки точек перфоратора Hitachi Dh34PC3
Зная требования и условия работы отдельных перфорационных узлов, можно подобрать смазку из группы отечественных смазок. Из отечественных смазочных материалов схожими характеристиками обладают такие смазки, как Литол-24, ЦИАТ-203, ЦИАТИМ-221Ф.
Какая смазка используется в перфораторе Hitachi Dh34PC3
В перфораторах Hitachi Dh34PC3 используются три вида смазок: для подшипников и шестерен, для резиновых уплотнительных колец, для хвостовиков сверл.
Любая смазка должна соответствовать определенным требованиям:
желаемая вязкость;
температуры плавления или воспламенения;
прочность на сдвиг;
точка каплепадения.
В перфораторах Hitachi используются подшипники, не требующие дополнительной смазки. Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо. В перфораторе Hitachi Dh34PC3 используются следующие подшипники:
Подшипник 37 мм, артикул 6904DD, размер 20х37х9, российский аналог 1000904, поз.15;
Подшипник 19 мм, поз. 626ВВМ, размер 6х19х6, российский аналог 26, поз.56;
Подшипник 22 мм, поз. 608ДДМ, размер 8х22х7, российский аналог 80018, поз.60;
Подшипник 22 мм, поз. 608ВВМ, Габариты 8х22х7, российский аналог 60018, поз.66.
Новая смазка наносится на отмытые поверхности деталей или узлов. Смазка в разобранном ружье имеет темный мутный цвет. Такой цвет обусловлен износом металлических деталей и резиновых уплотнительных колец.
Вид смазки сразу после разборки
Перед сборкой все детали тщательно промываются керосином или бензином и просушиваются.
Не допускайте попадания растворителей на резиновые изделия.
Обязательно замените смазку.
Смазка подшипников и редукторов
Обычно в перфораторах используются подшипники, заправленные необходимой смазкой. Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения. Подшипник 6904DD поз.15 установлен в корпусе поз.10, который запрессован в ствол поз.24. На подшипник воздействуют ударные нагрузки.
обжим ствола в сборе желательно специальной смазкой фирмы Hitachi. Но отечественные производители смазочных материалов дают как минимум хорошие результаты. На фото смазка, выпускаемая российскими производителями специально для смазки коробок передач.
Рекомендуется для смазывания редукторов, шестерен, выпитого подшипника сцепления.
Смазать резиновые уплотнительные кольца
Резиновые уплотнительные кольца во время работы подвергаются сильному нагреву из-за трения и давления воздуха в поршне. Если уплотнительные кольца не смазаны, трение увеличивается, что приводит к большему нагреву. Устанавливая новые уплотнительные кольца, обязательно смазывайте места их установки. Мы рекомендуем использовать смазку Hitachi.
А вот если смазать резиновое уплотнительное кольцо отечественной смазкой, температура каплепадения которой выше +100°, то результат достаточно хороший. Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами. Лучше всего использовать отечественную смазку Литол 24.
Есть два предостережения: — Если на ваш прибор распространяется гарантия, и вы решили самостоятельно проводить техническое обслуживание, то рекомендуется использовать те смазки, на применении которых настаивает производитель ; – смазки отечественных производителей сохраняют свои свойства за меньшее время и требуют более частой замены.
Смазки для хвостовиков
Перфораторы Hitachi Dh34PC3 оснащены быстрозажимным патроном типа SDS-plus. Конструкция патрона предполагает использование специального хвостовика рабочего инструмента. Надежность захвата хвостовика инструмента обеспечивается специальной конструкцией. Но в процессе работы требуется периодически менять инструмент. Специальные смазочные материалы используются для легкого отсоединения инструмента от быстрозажимного патрона. 9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
Обычно производители бурильщиков рекомендуют использовать специальные смазки для бурения. Смазки используются для смазывания перфораторов Hitachi Dh34PC3, разработанных компанией Hitachi.
Российские производители выпустили ряд смазок, которые при равных смазывающих свойствах значительно дешевле.
Смазки для отечественных производителей
Несколько слов о российских смазках. Смазка Литол-24 изготавливается по ГОСТ 21150-87 на основе смеси минерального масла и литиевого мыла. В смесь добавляют антикислотные и адгезивные добавки. Литол-24 рекомендуется использовать в узлах трения, подшипниках качения и скольжения, передачах, где рабочая температура не превышает +120°С. добавление литиевого мыла в качестве загустителя и асидола и добавок для повышения вязкости и усиления противозадиров. Рекомендуется для смазывания хвостовика сверл в быстрозажимных патронах SDS. Смазка Циатим-224 изготавливается по ГОСТ 9433-80, представляет собой термостойкую силиконовую жидкость, в качестве загустителя добавлено мыло с антикислотной добавкой. Смазка инертна к резине, поэтому рекомендуется смазывать уплотнительные кольца.
Выводы:
Применение смазочных материалов отечественных производителей разрешено;
отечественные смазки значительно дешевле;
Российские производители, применяющие смазочные материалы, помните, что их замена должна быть более частой;
Не допускать перегрева инструмента, Не давить на инструмент в режиме «Продувка»;
постоянно проверять состояние угольных щеток;
при наличии средств используйте те смазки, которые рекомендованы производителем инструмента.
Оператор уменьшает высокий крутящий момент и сопротивление с помощью высокоэффективной смазки
ПРИМЕР ИЗ ПРАКТИКИ
Смазка BARALUBE® W-933 позволила экономически эффективно и экологически безопасно бурить разведочные скважины с большим отходом от вертикали на глубину более 28 000 футов
Скачать PDF
ОБЛАСТЬ, КРАЙ
ОФФШОР КАТАР
КОНКРЕТНАЯ ЗАДАЧА
Бурение с увеличенным отходом от вертикали (ERD) разведочной скважины
Вызов
Бурение скважины БОВ через карбонатный коллектор
Ожидается высокий крутящий момент и сопротивление в 12¼-дюймовом. и 8½ дюйма. интервалы
Найдите экономичное решение
Решение
Техническая команда Halliburton Baroid предоставила:
Расширенные квалификационные испытания (эксплуатация и загрязнение)
Рекомендация по смазке BaraLube® W-933
Результаты
Успешно просверлено отверстие 12¼ дюйма. и 8½ дюйма. сечения до целевых глубин
Просверлено отверстие диаметром 8½ дюйма. боковой ствол на измеренную глубину более 28 000 футов (8 534 м)
Нет сообщений об инцидентах ОТОСБ
Экономия оператором 132 000 долларов США по сравнению с ранее использовавшимся смазочным материалом сторонних производителей
Обзор
Крупный оператор хотел применить высокоэффективную и экологически приемлемую смазку для бурения с большим отходом от вертикали (ERD) разведочной скважины, расположенной на недавно приобретенном участке на шельфе Катара. Скважина должна была быть пробурена буровым раствором на водной основе (WBM) через карбонатный коллектор. Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении.
вызов
На этапе планирования высокий крутящий момент и сопротивление были определены как основные риски для достижения целей скважины. Компания Halliburton Baroid поставила перед собой задачу снизить потенциальный риск высокого крутящего момента и сопротивления, предложив высокоэффективную смазку, подходящую для планируемой скважины. Техническая команда Baroid провела обширные квалификационные испытания для оценки эффективности смазочных материалов-кандидатов для использования в этих сложных условиях.
Решение
По результатам испытаний на производительность и загрязнение смазка BaraLube® W-933 была признана наиболее эффективной для использования в 12¼-дюймовых двигателях. и 8½ дюйма. участки скважины. Добавление 3% об./об. BaraLube W-933 к жидкости с низким содержанием твердых частиц, недиспергированной (LSND) с удельным весом 1,05, запланированной для 8½-дюйм. показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.
Детали проекта
Промежуточная секция и секции пласта были пробурены до заданной глубины, и наблюдаемые значения крутящего момента были ниже, чем при моделировании оператором. 12 ¼ дюйма. Участок длиной 7 633 фута был пробурен под углом 90° к общей глубине (TD) с LSND 1,05 sg, обработанным 3% об./об. BaraLube W-933.
8½-дюйм. боковая секция была пробурена до измеренной глубины более 27 000 футов (MD) с использованием жидкости LSND плотностью 1,15 sg, обработанной 3% об./об. BaraLube W-933. Был спущен изолирующий хвостовик и произведен боковой ствол основного ствола. 8½ дюйма. боковой ствол был пробурен до секции проектной глубины на глубине более 28 000 футов по инструменту с использованием жидкости LSND плотностью 1,15 г с дозировкой 2,5% по объему BaraLube W-9.
Никелевые сплавы: особенности производства и применение
Производство сплавов и лигатур
8 (812) 438 40 91
8 (499) 110 38 71
Обратный звонок
188304, Ленинградская область, г. Гатчина, ул. Солодухина, д. 2а, стр. 8 [email protected]
RUS
ENG
Запросить цену
Задать вопрос
ООО «Орион-Спецсплав-Гатчина» поставляет высококачественные никелевые сплавы во все регионы России, страны ТС и за рубеж. В зависимости от потребностей заказчика продукция изготавливается в гранулах и слитках. Сплавы производятся в строгом соответствии со стандартами.
Никель обладает отличными механическими свойствами и коррозионной стойкостью. До 80% добытого металла используется для производства сплавов в цветной и черной металлургии. Более половины выпускающихся никелевых сплавов представляют собой различные марки стали — от низколегированных до нержавеющих и жаропрочных. Продукция используется в автомобилестроении и энергетике. Она востребована при разработке новых конструкционных материалов в качестве легирующих компонентов.
Применение никелевых сплавов
Хромоникелевые сплавы применяются при производстве гибких трубопроводов, печного оборудования. Жаропрочные материалы используются для изготовления теплообменников, сильфонов, уплотнительных элементов. Высокопрочные сплавы с добавками титана и ниобия — незаменимое сырье для пружин, мембран, газовых турбин, двигателей.
Продукция востребована в производстве керамики, трубопроводов для нефтехимической промышленности, электронных деталей.
Химический состав деформируемых жаропрочных никелевых сплавов
Udimet 500
53,6
18,0
18,5
4,0
2,9
2,9
—
0,08
0,006
0,05
Udimet 700
53,4
15,0
18,5
5,2
4,3
3,5
—
0,08
0,03
—
Waspaloy
58,3
19,5
13,5
4,3
1,3
3,0
—
0,08
0,006
0,06
Astroloy
55,1
15,0
17,0
5,2
4,0
3,5
—
0,06
0,03
—
Rene 41
55,3
19,0
11,0
10,0
1,5
3,1
—
0,09
0,005
—
Nimonic 80A
74,7
19,5
1,1
—
1,3
2,5
—
0,06
—
—
Nimonic 90
57,4
19,5
18,0
—
1,4
2,4
—
0,07
—
—
Nimonic 105
53,3
14,5
20,0
5,0
1,2
4,5
—
0,2
—
—
Nimonic 115
57,3
15,0
15,0
3,5
5,0
4,0
—
0,15
—
—
Химический состав литейных жаропрочных никелевых сплавов
B-1900
64,0
8,0
10,0
6,0
6,0
1,0
—
0,10
0,015
0,1
4,0% Ta
MAR-M200
60,0
9,0
10,0
—
5,0
2. 0
1.0
0,13
0,015
0,05
12,0% W
Rene 77
58,0
14,6
15,0
4,2
4,3
3,3
—
0,07
0,016
0,04
Rene 80
60,0
14,0
9,5
4,0
3,0
5,0
—
0,17
0,015
0,03
4,0% W
Особенности производства никелевых сплавов
Сплавы никеля производятся в низкочастотных и высокочастотных индукционных печах с основной или нейтральной футеровкой. Такое оборудование обеспечивает быстрое получение высокой температуры для форсирования рабочих процессов. Для предотвращения взаимодействия расплава с кислородом применяются флюсы, а удаление растворенного водорода и других газов производится продувкой инертным газом.
ООО «Орион-Спецплав-Гатчина» располагает современным оборудованием для производства никелевых сплавов с точным соблюдением технологии.
Клиентам предлагается:
разнообразный ассортимент продукции;
поставка партий любого объема;
оперативная доставка.
Для заказа свяжитесь с нами по телефону 8 (812) 438-40-91 или по почте [email protected].
Основные марки никелевых сплавов, применяемых в химическом машиностроении
В химическом машиностроении есть много агрегатов, в которых помимо коррозионостойкости, важна и жаропрочность. В таких случаях используют различные сплавы на основе никеля, либо с высоким его содержанием.
В мире существует множество никелевых сплавов, применяемых для химических агрегатов. В России традиционно используют российские марки, такие как ЭП670 (ХН32Т), ЭП567 (ХН65МВ), ЭИ435 (ХН78Т) и другие, поставляемые по ГОСТ 5632.
У сплавов существуют зарубежные аналоги, название и виды проката показаны в таблице 1:
Аналоги схожи по свойствам и близки по химическому составу.
Сравнительные данные листового проката показаны в таблицах 2, 3, 4:
Таблица 2 «Химический состав и свойства холоднокатаных листов сплава ЭП670 и аналогов»
Марка
Химический состав, %
Мех. свойства
Fe
Ni
Cr
Ti
Al
Al+Ti
C
Mn
Cu
Si
S
P
Предел прочности σB, МПа
Отн. удли-нение, %
Не более
ЭП670 (ХН32Т)
41,4-50,75
30-34
19-22
0,25-0,6
≤0,5
—
≤0,05
0,7
—
0,7
0,02
0,03
≥470
≥25
Alloy 800
˃39,5
30-35
19-23
0,15-0,6
0,15-0,6
0,3-1,2
≤0,1
0,5
0,75
1,0
0,015
0,045
≥520
≥30
Alloy 800H
˃39,5
30-35
19-23
0,15-0,6
0,15-0,6
0,3-1,2
0,05-0,1
0,5
0,75
1,0
0,015
0,045
≥450
≥35
Alloy 800HT
˃39,5
30-35
19-23
0,25-0,6
0,25-0,6
0,85-1,2
0,06-0,1
0,5
0,75
1,0
0,015
0,040
≥450
≥30
Таблица 3 «Химический состав и свойства холоднокатаных листов сплава ЭП567 и аналогов»
Марка
Химический состав, %
Мех. свойства
Fe
Ni
Cr
Mo
Co
V
W
C
Mn
Si
S
P
Предел прочности σB, МПа
Отн. удли-нение, %
Не более
ЭП567 (ХН65МВ)
≤1
Осн.
14,5-16,5
15-17
—
—
3-4.5
≤0,03
1,0
0,15
0,012
0,015
≥830
≥40
Alloy C276
4-7
Осн.
14,5-16,5
15-17
˂2,5
˂0,35
3-4,5
˂0,01
1,0
0,08
0,03
0,04
≥758
≥62
Таблица 4 «Химический состав и свойства холоднокатаных листов сплава ЭИ435 и аналогов»
Марка
Химический состав, %
Мех. свойства
Fe
Ni
Cr
Ti
Al
Zr
Y
C
Mn
Cu
Si
S
P
Предел прочности σB, МПа
Отн. удли-нение, %
Не более
ЭИ435 (ХН78Т)
≤1
Осн.
19-22
0,15-0,35
≤0,15
—
—
≤0,12
0,7
—
0,8
0,01
0,015
Не более 860
≥35
Alloy 602CA
8-11
Осн.
24-26
0,1-0,2
1,8-2,4
0,01-0,1
0,05-0,12
0,15-0,25
0,5
0,1
0,5
0,01
0,02
Более 675
≥30
В химическом машиностроении применяются и другие сплавы с маркировкой Alloy, Inconel, Hastelloy, UNS и т. д. Выбор марки зависит от условий использования оборудования: рабочего давления, температуры и состава среды.
Для заказа нужного сплава позвоните по телефону +7 495 663 71 31 или оставьте заявку через форму на сайте.
Поставляем металлопрокат с 2007 года.
Двойная система контроля качества производства: проверяем заготовку и готовый прокат.
Независимая лаборатория проверяет соответствие ГОСТ и ASTM.
Перечень сплавов смотрите в разделе Никель.
Твитнуть
Отправить
Запинить
Литература по медно-никелевым сплавам | Институт никеля
Возможно, самая старая из существующих медно-никелевых лодок, «Асперида» до сих пор находится в прекрасной форме.
В этом документе обобщены 22 истории серьезных проблем гальванической коррозии и решения, с которыми автор столкнулся в теплообменниках, конденсаторах, насосах и клапанах, сварных швах в листах корпуса, медно-никелевых и никель-медных деталях, крепежных элементах, балластных цистернах и частично- подбитые танки. Существуют рекомендации, помогающие инженерам справиться с проблемами гальванической коррозии, с которыми они могут столкнуться.
Никельсодержащие нержавеющие стали и сплавы на основе никеля и меди легко свариваются плавлением с углеродистыми и низколегированными сталями и друг с другом. Описаны методы оценки состава металла сварных швов из разнородных металлов. Зная состав, свойства сварного шва можно предсказать для широкого диапазона сварных швов из разнородных металлов.
Влияние чистоты основного материала, погонной энергии сварного шва и состава металла шва на растрескивание по границе сплавления при сварке толстых деформируемых листов из сплава CuNi10Fe.
Медь обладает превосходной коррозионной стойкостью в атмосферных условиях и пресной воде. Добавление никеля к меди дополнительно повышает ее прочность и долговечность, а также ее устойчивость к коррозии, эрозии и кавитации в полностью природных водах, включая морскую воду и солоноватые, обработанные или загрязненные воды.
Руководство, позволяющее инженерам сделать разумную оценку влияния окружающей среды на характеристики медного сплава.
В отчете указаны некоторые основные факторы, влияющие на характеристики трубопроводов, используемых для охлаждающей воды. Хотя несколько факторов взаимосвязаны, каждый рассматривается отдельно. Это позволяет инженеру использовать отчет в качестве инженерного контрольного списка, чтобы убедиться, что ни один из основных факторов не был упущен из виду. Изучены: трубы из углеродистой стали с цементным покрытием и другие типы стальных труб с покрытием; никельсодержащие нержавеющие стали; медно-никелевые сплавы и алюминиевая бронза; и 6% молибдена аустенитных нержавеющих сталей и титана. Выявляются факторы, влияющие на их поведение, и дается одна из трех оценок.
Представлено на 28-й Ежегодной конференции металлургов Канадского института горного дела и металлургии, Морской и научной конференции, Галифакс, Новая Шотландия, 20-24 августа 1989 г. Рассмотрены технические (включая изготовление) и экономические факторы, влияющие на выбор трубопроводов из никельсодержащих сплавов для надводных и подводных систем (кроме скважинных) из нержавеющих сталей (стандартных аустенитных, дуплексных и высоколегированных марок), сплавов на основе никеля и мельхиора.
Потребность в больших объемах воды для охлаждения в опреснительной промышленности привела к размещению многих крупных промышленных предприятий на побережье. Морские районы, признанные самой агрессивной природной средой, создают проблемы при проектировании при выборе материалов, которые обеспечивают хорошие характеристики по разумной цене. Было обнаружено, что никельсодержащие материалы, такие как медно-никелевые сплавы, нержавеющие стали и сплавы на основе никеля, обеспечивают оптимальные технико-экономические решения.
Типы никелевых сплавов и их свойства
Никель — универсальный металл, который в изобилии содержится в земной коре и ядре. Впервые обнаруженный и выделенный Акселем Фредриком Кронштедтом, шведским химиком и минералогом, никель обладает рядом полезных свойств, делающих его полезным в промышленности. Во-первых, никель обладает высокой пластичностью и ценен в качестве легирующего элемента для изменения свойств других металлов. Например, марки нержавеющей стали могут быть созданы путем добавления никеля для производства сплавов, которые обладают коррозионной стойкостью и выносливостью при высоких температурах, что делает их идеальными для использования на химических предприятиях, где можно ожидать воздействия едких веществ.
В этой статье основное внимание будет уделено обзору различных типов никелевых сплавов, которые обычно доступны. Определение сплава в случае никелевых сплавов — это такое, в котором никель является основным элементом (т.е. имеет самую высокую концентрацию всех металлов в сплаве).
Свойства никеля
Никель
, химический символ которого — Ni, имеет серебристо-белый цвет и является первичным элементом с гранецентрированной кубической кристаллической структурой. Он магнитен при комнатной температуре и имеет температуру Кюри 253 9 .0029 или C (487 или F). В таблице 1 ниже приведены некоторые другие ключевые физические свойства и характеристики никеля.
Таблица 1 – Характеристики и свойства никеля (Ni)
Характеристика
Значение
Атомный номер
28
Атомный вес
58,69
Температура плавления
1453 или С
Точка кипения
2730 или С
Перерабатываемый/восстанавливаемый
Да
Плотность
8,90 г/см 3 @ 25 o C
Температура Кюри
253 или С
Звукопроницаемость
4900 м/с при комнатной температуре
Коэффициент теплового расширения
13,4 мкм/(м- или К)
Коэффициент теплопроводности
90,9 Вт/(м- o К)
Удельное электрическое сопротивление
69,3 нОм-м @20 или C
Модуль Юнга
200 ГПа
Объемный модуль
180 ГПа
Модуль сдвига
76 ГПа
Коэффициент Пуассона
0,31
Твердость по шкале Мооса
4,0
Твердость по Виккерсу
638 МПа
Общие типы никелевых сплавов
Никель
легко сплавляется с большинством металлов, таких как медь, хром, железо и молибден. Добавление никеля к другим металлам изменяет свойства полученного сплава и может быть использовано для получения желаемых характеристик, таких как, например, улучшенная коррозионная стойкость или стойкость к окислению, улучшенные характеристики при высоких температурах или более низкие коэффициенты теплового расширения.
В разделах ниже представлена информация о каждом из этих типов никелевых сплавов.
Железоникелевые сплавы
Никель-железные сплавы используются в приложениях, где желаемым свойством является низкая скорость теплового расширения. Инвар 36 ® , также продаваемый под торговыми названиями Nilo 6 ® или Pernifer 6 ® , имеет коэффициент теплового расширения, который составляет примерно 1/10 от коэффициента теплового расширения углеродистой стали. Эта высокая степень стабильности размеров делает сплавы никеля и железа полезными в таких приложениях, как прецизионное измерительное оборудование или стержни термостатов. Другие железоникелевые сплавы с еще большей концентрацией никеля используются в приложениях, где важны магнитомягкие свойства, например, в трансформаторах, катушках индуктивности или запоминающих устройствах.
Никель-медные сплавы
Никель-медные сплавы
очень устойчивы к коррозии в соленой или морской воде и поэтому находят применение в морской технике. Например, Monel 400 ® , также продаваемый под торговыми названиями Nickelvac ® 400 или Nicorros ® 400, может найти применение в морских трубопроводных системах, валах насосов и клапанах забортной воды. В этом сплаве как минимум концентрация 63% никеля и 28-34% меди.
Никель-молибденовые сплавы
Никель-молибденовые сплавы
обладают высокой химической стойкостью к сильным кислотам и другим восстановителям, таким как соляная кислота, хлористый водород, серная кислота и фосфорная кислота. Химический состав сплава этого типа, такого как Alloy B-2 ® , имеет концентрацию молибдена 29-30% и концентрацию никеля 66-74%. Область применения включает насосы и клапаны, прокладки, сосуды под давлением, теплообменники и трубопроводную продукцию.
Никель-хромовые сплавы
Никель-хромовые сплавы ценятся за их высокую коррозионную стойкость, жаропрочность и высокое электрическое сопротивление. Например, сплав NiCr 70/30, также обозначаемый как Ni70Cr30, Nikrothal 70, Resistohm 70 и X30H70, имеет температуру плавления 1380 o C и удельное электрическое сопротивление 1,18 мкОм·м. В нагревательных элементах, таких как тостеры и другие электрические нагреватели сопротивления, используются никель-хромовые сплавы. Когда они производятся в виде проволоки, они известны как нихром ® 9.провод 0030.
Никель-хром-железные сплавы
Никель-хром-железные сплавы объединяют эти элементы для получения сплавов, устойчивых к окислению и высокотемпературной коррозии. Сплав 800, продаваемый под торговыми названиями Incoloy 800 ® , Ferrochronin ® 800, Nickelvac ® 800 и Nicrofer ® 3220, используется в компонентах печей, таких как трубы нефтехимических печей для крекинга, а также в качестве материала для обшивка электронагревательных элементов. Эти сплавы, как правило, также ценятся за их оптимальные свойства ползучести и разрыва при высоких температурах. В состав этих сплавов обычно входит 30-35% никеля, 19-23% хрома и минимум 39,5% железа. Высокая концентрация железа привела к реклассификации этих сплавов как нержавеющих сталей.
Никель-хром-молибденовые сплавы
При применении, аналогичном никель-молибденовым сплавам, никель-хром-молибденовые сплавы также обеспечивают высокую коррозионную стойкость, особенно в отношении восстанавливающих кислот, таких как соляная кислота и серная кислота. Одним из самых известных из этих сплавов является Alloy C-276, также продаваемый под торговыми названиями Hastelloy C276 9.0029 ® , Nickelvac ® HC-276, Inconel ® 276 и Nicrofer ® 5716. Этот сплав используется в футеровке дымовых труб, воздуховодах и скрубберах для контроля загрязнения, а также в компонентах химической обработки, таких как тепло. теплообменники, испарители или реакционные сосуды. Состав этого сплава состоит в основном из никеля с 15-17% молибдена, 14,5-16,5% хрома, 4-7% железа, 3-4,5% вольфрама и меньшими концентрациями других элементов, таких как марганец.
Никель-хром-кобальтовые сплавы
В эти сплавы никеля добавлены хром и молибден для придания сплаву предела прочности при ползучести. Примером является сплав 617, продаваемый под торговыми названиями Inconel 617 ® и Nicrofer ® 617, который имеет состав 20-24% хрома, 10-15% кобальта и 8-10% молибдена с минимальным содержанием никеля. содержание 44,5%. Применение этих сплавов включает компоненты промышленных печей, газовые турбины, опоры каталитических решеток для производства азотной кислоты и объекты по производству ископаемого топлива.
Никель-титановые сплавы
Никель-титановые сплавы
обладают свойствами сохранения формы и памяти формы. Формируя форму из этого сплава при более высокой температуре и деформируя ее из этой сформированной формы при более низкой температуре, сплав запоминает первоначальную форму и преобразуется в эту форму после нагрева до этой так называемой температуры перехода. Контролируя состав сплава, можно изменить температуру перехода. Эти сплавы обладают сверхэластичным свойством, которое можно использовать, помимо прочего, в качестве амортизатора от повреждений, вызванных землетрясением, для защиты каменных зданий.
Форм-факторы из никелевого сплава
Поставщики никелевых сплавов предлагают их в различных форм-факторах, которые обычно включают:
Уголки
Шарики
Труба
Трубка
Бары
Заготовки
Слитки
каналов
Катушки
Провод
Стержни
листов
Пластина
Полоски
Фланцы
Поковки
Трубная арматура
Другие варианты формы материала, такие как кованые кольца, заготовки или блоки, могут быть доступны у поставщиков по запросу.
Общие торговые названия никелевых сплавов
Ниже в таблице 2 приведены некоторые из наиболее распространенных торговых наименований типов никелевых сплавов, продаваемых на рынке.
Таблица 2 – Распространенные типы никелевых сплавов и торговые названия
В этой статье представлен краткий обзор наиболее распространенных типов никелевых сплавов и их применения. Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Торговые наименования, товарные знаки и зарегистрированные товарные знаки никелевых сплавов, упомянутые в этой статье, являются собственностью соответствующих владельцев, как показано ниже:
Hastelloy ® является зарегистрированным товарным знаком Haynes International, Кокомо, Индиана.
 В Спецификация выражается 30х30х3″, а именно, равнополочный уголок кромки шириной 30 мм,3 мм толщиной края. Стальной горячекатаный равнополочный уголок широко используется в различных архитектурных и инженерных сооружений, таких как балки, мост, башня, корабли, промышленная печь, башня реакции, рамка контейнера и также выполняются сложные металлоконструкции, соединительные упоры, подставки для освещения зданий и многое другое.
В Спецификация выражается 30х30х3″, а именно, равнополочный уголок кромки шириной 30 мм,3 мм толщиной края. Стальной горячекатаный равнополочный уголок широко используется в различных архитектурных и инженерных сооружений, таких как балки, мост, башня, корабли, промышленная печь, башня реакции, рамка контейнера и также выполняются сложные металлоконструкции, соединительные упоры, подставки для освещения зданий и многое другое.  Горячекатаный уголок отличается от холоднокатаной тем что он меньшей размерной точностью и худшим качеством на поверхности. Но холоднокатаный при меньшей толщине стенок оптимальный а потому его область применение более обширное.
Горячекатаный уголок отличается от холоднокатаной тем что он меньшей размерной точностью и худшим качеством на поверхности. Но холоднокатаный при меньшей толщине стенок оптимальный а потому его область применение более обширное. Самым выгодным предложение если покупать его оптом.
Самым выгодным предложение если покупать его оптом.

 Процесс нагрева также устраняет неровности стального листа или внутренние напряжения. Прошедшие интенсивную обработку горячедеформированные полые профили выдерживают дополнительные нагрузки, такие как сварка и клепка.
Процесс нагрева также устраняет неровности стального листа или внутренние напряжения. Прошедшие интенсивную обработку горячедеформированные полые профили выдерживают дополнительные нагрузки, такие как сварка и клепка. Из-за своей жесткости холоднокатаная сталь сталкивается с ограничениями по формованию, хотя уровень квалификации вашего производителя также является фактором. Во время формовки сталь растягивается, что делает полые профили холодной штамповки склонными к излому углов.
Из-за своей жесткости холоднокатаная сталь сталкивается с ограничениями по формованию, хотя уровень квалификации вашего производителя также является фактором. Во время формовки сталь растягивается, что делает полые профили холодной штамповки склонными к излому углов. value_text}}
value_text}} Эти полые косынки имеют гладкую сине-серую поверхность и прошли процесс «протравки», то есть пластины были погружены в кислоту для удаления прокатной окалины с их поверхности. После завершения процесса травления наносится легкое средство от ржавчины, чтобы замедлить коррозию материала, подготавливая его к покраске или порошковому покрытию. A1011 считается сплавом коммерческого качества; общие приложения включают структурную совместную поддержку.
Эти полые косынки имеют гладкую сине-серую поверхность и прошли процесс «протравки», то есть пластины были погружены в кислоту для удаления прокатной окалины с их поверхности. После завершения процесса травления наносится легкое средство от ржавчины, чтобы замедлить коррозию материала, подготавливая его к покраске или порошковому покрытию. A1011 считается сплавом коммерческого качества; общие приложения включают структурную совместную поддержку.
 Паспорт
Паспорт Производство технического документа на токарный станок обозначается в свидетельстве о приёмке и датируется одна тысяча девятьсот восемьдесят восьмыми годом. Это конечно приличный срок по нашим сегодняшним меркам, тем не менее, документ и по сей день является актуальным, ведь те модификации станков, как и базовая модель оборудования работают и применяются в производствах самых разнообразных заводов и промышленных организаций по сей день, что конечно же рекомендует модель станка с наилучшей позиции. Именно по этой причине, универсальности и устойчивости к износу, этот станок является действительно интересным и востребованным. К тому же объём предлагаемых документов составляет порядка ста двадцати пяти страниц, что поданы производителем в формате А4.
Производство технического документа на токарный станок обозначается в свидетельстве о приёмке и датируется одна тысяча девятьсот восемьдесят восьмыми годом. Это конечно приличный срок по нашим сегодняшним меркам, тем не менее, документ и по сей день является актуальным, ведь те модификации станков, как и базовая модель оборудования работают и применяются в производствах самых разнообразных заводов и промышленных организаций по сей день, что конечно же рекомендует модель станка с наилучшей позиции. Именно по этой причине, универсальности и устойчивости к износу, этот станок является действительно интересным и востребованным. К тому же объём предлагаемых документов составляет порядка ста двадцати пяти страниц, что поданы производителем в формате А4. Механика в виде описания представлена больше в направлении столь нужной и важной теории. Тем не менее, наличие подробных чертежей скажется в наилучшей позиции по отношению к станку в плане работы, обслуживания, и даже некоторого ремонта станка в той или иной ситуации. Ведь, как раз токарный станок 16б16кп паспорт здесь будет являться действительно принципиальным инструментом для взаимодействия с оборудованием с позиции профессионального подхода. К разделу электрооборудования, так же прилагаются схемы посредством которых можно эффективным образом уже взаимодействовать непосредственно с электрикой станка. Т.е. обладая всего одним документом можно уверенным образом совершать взаимодействие со станком и расширять возможности работы теми или иными узлами, что вполне себе будет являться качественной подачей, а так же реализацией связанной с механизмами машины.
Механика в виде описания представлена больше в направлении столь нужной и важной теории. Тем не менее, наличие подробных чертежей скажется в наилучшей позиции по отношению к станку в плане работы, обслуживания, и даже некоторого ремонта станка в той или иной ситуации. Ведь, как раз токарный станок 16б16кп паспорт здесь будет являться действительно принципиальным инструментом для взаимодействия с оборудованием с позиции профессионального подхода. К разделу электрооборудования, так же прилагаются схемы посредством которых можно эффективным образом уже взаимодействовать непосредственно с электрикой станка. Т.е. обладая всего одним документом можно уверенным образом совершать взаимодействие со станком и расширять возможности работы теми или иными узлами, что вполне себе будет являться качественной подачей, а так же реализацией связанной с механизмами машины.
 000.000 РЭ1 Руководство по эксплуатации для станков 16Б16, 16Б16П, 16Г16, 16Б16К, 16Б16КП, 16Г16К, 84 страницы :
000.000 РЭ1 Руководство по эксплуатации для станков 16Б16, 16Б16П, 16Г16, 16Б16К, 16Б16КП, 16Г16К, 84 страницы : 000.000 РЭ2 Руководство по эксплуатации электрооборудования для станков 16Б16, 16Б16П, 16Г16, 16Б16А, 16Б16К, 16Б16КП, 16Г16К, 16Б16КА, 10 страниц
000.000 РЭ2 Руководство по эксплуатации электрооборудования для станков 16Б16, 16Б16П, 16Г16, 16Б16А, 16Б16К, 16Б16КП, 16Г16К, 16Б16КА, 10 страниц 051.202 Гайка
051.202 Гайка 507.000.000ПС Модуль времени, 18 листов
507.000.000ПС Модуль времени, 18 листов Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации.
Если вас не устраивает ни один способ оплаты, предоставленный на портале — свяжитесь с нами по электронной почте, мы поможем вам осуществить платеж. Если вы оплачиваете документацию купонами — введите номер купона в соответствующее поле. Если вы хотите вместо оплаты совершить обмен — напишите нам, указав номер заказа и краткое описание предлагаемой вами документации. ..
.. Никогда не любил резинки, особенно
Никогда не любил резинки, особенно Так как я пишу МНОГО, я купил эти легкие
Так как я пишу МНОГО, я купил эти легкие Линии расположены на расстоянии 6,5 мм друг от друга.
Линии расположены на расстоянии 6,5 мм друг от друга. shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Ориентация привязки
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Ориентация привязки shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет бумаги
shopify.com/s/files/1/2603/2528/t/495/assets/spec-list—striped-bg.png?v=10539991922981437711667845810″> Цвет бумаги Варианты включают «Нет», «Некоторые» или «Все страницы».
Варианты включают «Нет», «Некоторые» или «Все страницы». png?v=10539991922981437711667845810″> Ширина (дюймы)
png?v=10539991922981437711667845810″> Ширина (дюймы)


 К ним относятся:
К ним относятся:
 Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата. Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.


 Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
 В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
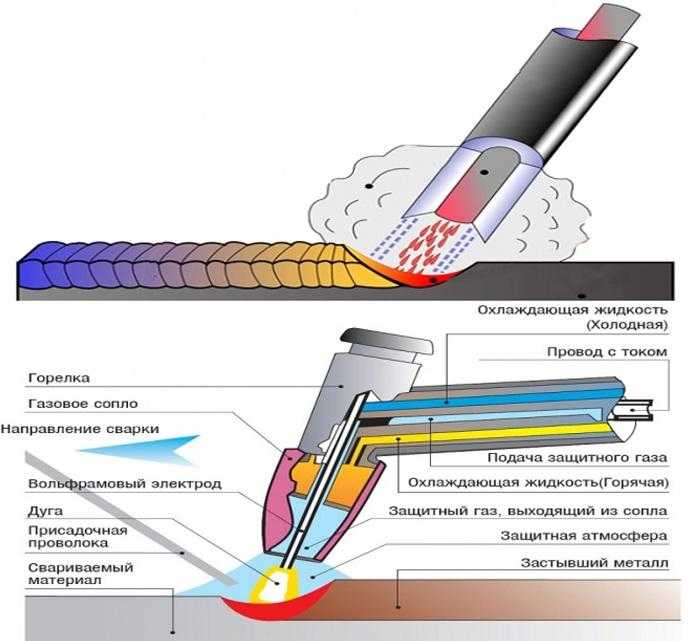 Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
 Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
 Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.


 8
8
 Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
 Само сопло может быть удалено от поверхности до 6-10 мм.
Само сопло может быть удалено от поверхности до 6-10 мм. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
 Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
Для работы нужен инертный газ, который бы «успокаивал» расплавленный металл, не вступая с ним в реакцию.
 При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом.
При сварке алюминия полуавтоматами швы получаются качественными. Сваривать легкие металлы электродуговой сваркой в аргоне или углекислом газе можно специальными тугоплавкими электродами и присадочной проволокой, но наиболее эффективным и надежным методом алюминиевых сплавов является сварка полуавтоматом. Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.
Оксидная пленка должна быть предварительно соскоблена с деталей, а горит она при +3720 до +3992°F, в зависимости от сплава, в то время как температура плавления алюминия составляет всего +1220°F.

 Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло.
Сварщики ориентируются на толщину заготовки. В домашних условиях чаще приваривают 0,08 по алюминию, для этого устанавливают рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок регулируют в пределах от 100 до 150 ампер. Скорость подачи проволоки регулируется исходя из личного опыта сварки. Это средние настройки, они корректируются в процессе работы. Сварка MIG алюминия осуществляется с обратной полярностью: минусовая клемма выводится на заготовку, плюсовая клемма выводится на подающее сопло. При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
При выборе сварочного присадочного материала необходимо учитывать марку сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей применяют присадки диаметром от 0,05 до 0,06 дюйма, для тонкостенных – от 0,3 до 0,5 дюйма.
 Вероятность образования остаточного оксидного слоя в сварном шве меньше.
Вероятность образования остаточного оксидного слоя в сварном шве меньше.


 Рассмотрим их основные разновидности:
Рассмотрим их основные разновидности: Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.
Подача электрода в зону технологических операций осуществляется автоматически, что отличает такие механизмы от полностью механических аналогов. Все остальные действия сварщик выполняет вручную.

 Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.
Если правильно настроить сварочный аппарат, лучшим свидетельством этого будет ровная и стабильная сварная дуга.

 Такой подход имеет множество преимуществ, о которых мы поговорим ниже.
Такой подход имеет множество преимуществ, о которых мы поговорим ниже.
 5 грн
5 грн 3 кВт, 370 мм, 220 В)
3 кВт, 370 мм, 220 В)

 размер резца, мм 12 x 12
размер резца, мм 12 x 12 Гарантия 2 года.
Гарантия 2 года. Также Вы можете оформить заказ по телефону 8-800-7000-462 (звонок по России бесплатный) или по емайл
Также Вы можете оформить заказ по телефону 8-800-7000-462 (звонок по России бесплатный) или по емайл  youtube.com/embed/sOkJpDabIug»/>
youtube.com/embed/sOkJpDabIug»/> Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании. Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об нее нельзя было споткнуться. Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Никогда не пытайтесь схватиться за подвижные элементы станка во время его работы. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе. Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты также могут оказывать вредное воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места. Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите станок. Не используйте станок поблизости от мест хранения горючих жидкостей и газов. Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с помощью расположенных на пожарных щитах огнетушителей. Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании. Следите за тем, чтобы электрическая проводка не мешала рабочему процессу и чтобы об нее нельзя было споткнуться. Содержите рабочее место свободным от мешающих заготовок и прочих предметов. Никогда не пытайтесь схватиться за подвижные элементы станка во время его работы. Будьте внимательны и сконцентрированы. Серьезно относитесь к работе. Никогда не работайте на станке под воздействием психотропных средств, таких как алкоголь и наркотики. Принимайте во внимание, что медикаменты также могут оказывать вредное воздействие на Ваше состояние. Удаляйте детей и посторонних лиц с рабочего места. Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места отключите станок. Не используйте станок поблизости от мест хранения горючих жидкостей и газов. Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с помощью расположенных на пожарных щитах огнетушителей. Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя. Всегда работайте только с острым инструментом. Никогда не работайте при открытом защитном экране и кожухе ремня. Перед началом работы удалите из патрона ключ и другие инструменты. Минимальные и максимальные размеры заготовок должны быть соблюдены. Удалять стружку и заготовки только при остановленном станке. Не становитесь на станок. Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам. Немедленно заменяйте поврежденный силовой кабель. Сохраняйте безопасное расстояние между Вашими пальцами и вращающимися элементами и стружкой. Соблюдайте правильность установки кулачков патрона. Перед началом обработки проверьте, что заготовка надежно закреплена. Не превышайте размер зажима патрона. Консольно зажимайте только короткие заготовки. Если длина зажимаемой заготовки в 3 и более раз превышает ее диаметр, необходимо использовать заднюю бабку. Старайтесь не обрабатывать заготовки с небольшим зажимным диаметром и большим диаметром обработки. Старайтесь не обрабатывать заготовки с небольшой зажимной длиной.
Всегда работайте только с острым инструментом. Никогда не работайте при открытом защитном экране и кожухе ремня. Перед началом работы удалите из патрона ключ и другие инструменты. Минимальные и максимальные размеры заготовок должны быть соблюдены. Удалять стружку и заготовки только при остановленном станке. Не становитесь на станок. Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам. Немедленно заменяйте поврежденный силовой кабель. Сохраняйте безопасное расстояние между Вашими пальцами и вращающимися элементами и стружкой. Соблюдайте правильность установки кулачков патрона. Перед началом обработки проверьте, что заготовка надежно закреплена. Не превышайте размер зажима патрона. Консольно зажимайте только короткие заготовки. Если длина зажимаемой заготовки в 3 и более раз превышает ее диаметр, необходимо использовать заднюю бабку. Старайтесь не обрабатывать заготовки с небольшим зажимным диаметром и большим диаметром обработки. Старайтесь не обрабатывать заготовки с небольшой зажимной длиной. Заготовка должна плотно прилегать к кулачкам. Не превышайте ограничение числа оборотов зажимных устройств. Нарезайте резьбу и обрабатывайте несбалансированные заготовки на малом числе оборотов. Работайте с закрытым защитным экраном шпинделя. Высокая опасность травмы! При обработке длинных заготовок используйте люнет. Длинная и тонкая заготовка может согнуться при обработке. Никогда не переставляйте заднюю бабку или пиноль задней бабки во время работы станка. Удаляйте стружку только при отключенном станке, используйте специальный крюк. Не останавливайте зажимной патрон или заготовку рукой. Производите контрольные и регулировочные работы только при выключенном станке. Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при вытащенном сетевом штекере.
Заготовка должна плотно прилегать к кулачкам. Не превышайте ограничение числа оборотов зажимных устройств. Нарезайте резьбу и обрабатывайте несбалансированные заготовки на малом числе оборотов. Работайте с закрытым защитным экраном шпинделя. Высокая опасность травмы! При обработке длинных заготовок используйте люнет. Длинная и тонкая заготовка может согнуться при обработке. Никогда не переставляйте заднюю бабку или пиноль задней бабки во время работы станка. Удаляйте стружку только при отключенном станке, используйте специальный крюк. Не останавливайте зажимной патрон или заготовку рукой. Производите контрольные и регулировочные работы только при выключенном станке. Работы по переоснащению, регулировке и очистке станка производить только при полной остановке станка и при вытащенном сетевом штекере.
 005 — .011
005 — .011 75″ href=»/listings/73619820-2017-haas-ds-30ssy-in-engelskirchen-germany»>
75″ href=»/listings/73619820-2017-haas-ds-30ssy-in-engelskirchen-germany»> 75″ href=»/listings/40695584-jet-evs-1440b-in-harrison-nj»>
75″ href=»/listings/40695584-jet-evs-1440b-in-harrison-nj»>

 Например, так делает железо:
Например, так делает железо: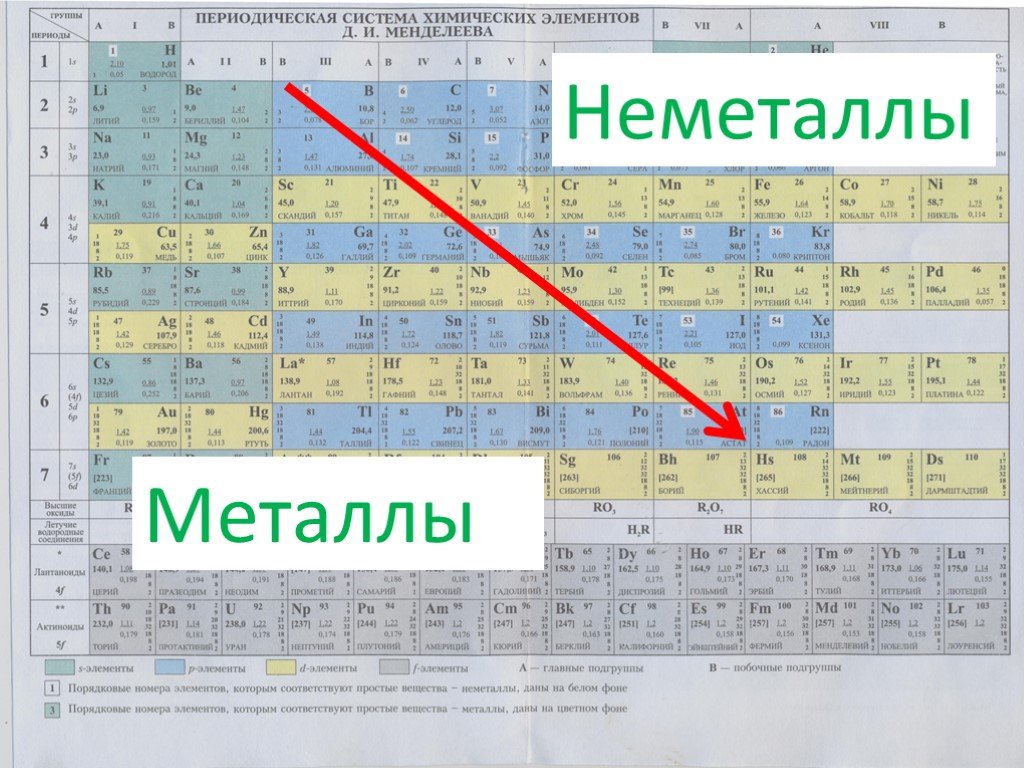
 Результат данной реакции — образование оксида.
Результат данной реакции — образование оксида.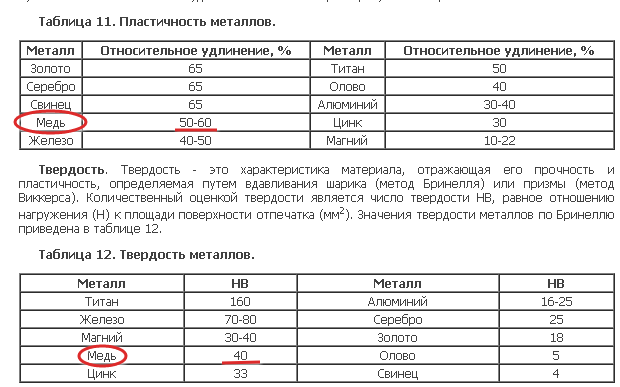

 Простые вещества — металлы в окислительно-восстановительных реакциях являются восстановителями. По положению металла в электрохимическом ряду можно судить о том, насколько активно он способен вступать в химические реакции (т. е. насколько сильно у металла проявляются восстановительные свойства).
Простые вещества — металлы в окислительно-восстановительных реакциях являются восстановителями. По положению металла в электрохимическом ряду можно судить о том, насколько активно он способен вступать в химические реакции (т. е. насколько сильно у металла проявляются восстановительные свойства).

 Чтобы не попасться на эту “удочку” и не переплачивать за ненужный вам товар, предлагаем ознакомиться с отличительными чертами нихромовой проволоки:
Чтобы не попасться на эту “удочку” и не переплачивать за ненужный вам товар, предлагаем ознакомиться с отличительными чертами нихромовой проволоки:

 youtube.com/embed/j0l_RKfiqtI?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/j0l_RKfiqtI?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Нихром представляет собой немагнитный сплав никеля и хрома. Нихром широко используется в нагревательных элементах.
Нихром представляет собой немагнитный сплав никеля и хрома. Нихром широко используется в нагревательных элементах.














 Этот материал с высоким сопротивлением обычно используется в устройствах с максимальной рабочей температурой до 1250°C (2280°F).
Этот материал с высоким сопротивлением обычно используется в устройствах с максимальной рабочей температурой до 1250°C (2280°F).
 При нагревании большинство металлов быстро окисляются, что делает их хрупкими и ломающимися при нагревании на воздухе. Однако нихромовая проволока образует внешний слой оксида хрома, который делает проволоку термодинамически стабильной на воздухе, в основном непроницаемой для кислорода, и защищает нагревательный элемент от дальнейшего окисления.
При нагревании большинство металлов быстро окисляются, что делает их хрупкими и ломающимися при нагревании на воздухе. Однако нихромовая проволока образует внешний слой оксида хрома, который делает проволоку термодинамически стабильной на воздухе, в основном непроницаемой для кислорода, и защищает нагревательный элемент от дальнейшего окисления.


 Как и при термической травме, после химического поражения можно применять анестетики и антибиотики в каплях.
Как и при термической травме, после химического поражения можно применять анестетики и антибиотики в каплях. К подобным препаратам относится «Ганфорт», «Бетаксолол».
К подобным препаратам относится «Ганфорт», «Бетаксолол». При этом важно понимать, что данная процедура связана с определенными рисками для глаз. В частности во время наращивания ресниц можно получить ожоговую травму.
При этом важно понимать, что данная процедура связана с определенными рисками для глаз. В частности во время наращивания ресниц можно получить ожоговую травму.
 Поэтому специалисты советуют уделять повышенное внимание профилактике глазных ожогов: использовать средства защиты при профессиональной деятельности, аккуратно обращаться с бытовой химией, на улице защищать глаза от ультрафиолетовых лучей. Такие меры во многих случаях помогут не допустить ожога.
Поэтому специалисты советуют уделять повышенное внимание профилактике глазных ожогов: использовать средства защиты при профессиональной деятельности, аккуратно обращаться с бытовой химией, на улице защищать глаза от ультрафиолетовых лучей. Такие меры во многих случаях помогут не допустить ожога.
 При химическом ожоге, вызванном щелочью, кислотой или другим реагентом, нужно первым делом очистить глаза от остатков вещества. Скорость в такой ситуации играет решающую роль, от этого напрямую зависит окончательная степень ожога и прогноз лечения. Следует начать промывать травмированный глаз как можно быстрее.
При химическом ожоге, вызванном щелочью, кислотой или другим реагентом, нужно первым делом очистить глаза от остатков вещества. Скорость в такой ситуации играет решающую роль, от этого напрямую зависит окончательная степень ожога и прогноз лечения. Следует начать промывать травмированный глаз как можно быстрее.
 Для этого вполне подойдут солнцезащитные очки.
Для этого вполне подойдут солнцезащитные очки. Подойдет длительное промывание холодной водопроводной водой — от внешнего угла глаза к внутреннему. Допускается промывать органы зрения с использованием резиновой груши, шприца без иголки и прочих приспособлений, обеспечивающих достаточный напор воды.
Подойдет длительное промывание холодной водопроводной водой — от внешнего угла глаза к внутреннему. Допускается промывать органы зрения с использованием резиновой груши, шприца без иголки и прочих приспособлений, обеспечивающих достаточный напор воды.

 Чем быстрее вы будете действовать, тем выше ваши шансы на полное выздоровление. Промойте глаза прохладной водой не менее 15-20 минут, прежде чем делать что-либо еще. Вместо этого вы также можете использовать физиологический раствор или жидкость из набора для промывания глаз. Вы можете захотеть держать глаза закрытыми из-за боли. Но это может только усугубить ущерб.
Чем быстрее вы будете действовать, тем выше ваши шансы на полное выздоровление. Промойте глаза прохладной водой не менее 15-20 минут, прежде чем делать что-либо еще. Вместо этого вы также можете использовать физиологический раствор или жидкость из набора для промывания глаз. Вы можете захотеть держать глаза закрытыми из-за боли. Но это может только усугубить ущерб.

 Вскоре после этого вам следует обратиться к окулисту, чтобы проверить, нет ли долгосрочных повреждений вашего зрения.
Вскоре после этого вам следует обратиться к окулисту, чтобы проверить, нет ли долгосрочных повреждений вашего зрения. Однако раздражающие или вредные химические вещества по-прежнему иногда попадают на поверхность глаза, вызывая химических ожога .
Однако раздражающие или вредные химические вещества по-прежнему иногда попадают на поверхность глаза, вызывая химических ожога .

 Боль можно лечить ацетаминофеном или, если она сильная, ацетаминофеном с оксикодоном. При ожоге роговицы в глаз закладывают мазь с антибиотиком.
Боль можно лечить ацетаминофеном или, если она сильная, ацетаминофеном с оксикодоном. При ожоге роговицы в глаз закладывают мазь с антибиотиком. Врачи также могут назначить циклоплегические глазные капли (например, циклопентолат или гоматропин) для предотвращения болезненного спазма мышц, сужающих зрачок, а также глазную мазь с антибиотиком для предотвращения инфекции.
Врачи также могут назначить циклоплегические глазные капли (например, циклопентолат или гоматропин) для предотвращения болезненного спазма мышц, сужающих зрачок, а также глазную мазь с антибиотиком для предотвращения инфекции.
 2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
 Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может.
Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может. Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол».
Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол». ru
ru Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним.
Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним. Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов.
Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов. Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам.
Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам. А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.
А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла. Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.
Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.


 Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.
Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.  Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.
Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.  Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.
Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.  9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
 и 8½ дюйма. интервалы
и 8½ дюйма. интервалы Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении.
Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении. показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.
показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.

 0
0 Такое оборудование обеспечивает быстрое получение высокой температуры для форсирования рабочих процессов. Для предотвращения взаимодействия расплава с кислородом применяются флюсы, а удаление растворенного водорода и других газов производится продувкой инертным газом.
Такое оборудование обеспечивает быстрое получение высокой температуры для форсирования рабочих процессов. Для предотвращения взаимодействия расплава с кислородом применяются флюсы, а удаление растворенного водорода и других газов производится продувкой инертным газом.
 свойства
свойства свойства
свойства свойства
свойства д. Выбор марки зависит от условий использования оборудования: рабочего давления, температуры и состава среды.
д. Выбор марки зависит от условий использования оборудования: рабочего давления, температуры и состава среды. Существуют рекомендации, помогающие инженерам справиться с проблемами гальванической коррозии, с которыми они могут столкнуться.
Существуют рекомендации, помогающие инженерам справиться с проблемами гальванической коррозии, с которыми они могут столкнуться.

 Добавление никеля к другим металлам изменяет свойства полученного сплава и может быть использовано для получения желаемых характеристик, таких как, например, улучшенная коррозионная стойкость или стойкость к окислению, улучшенные характеристики при высоких температурах или более низкие коэффициенты теплового расширения.
Добавление никеля к другим металлам изменяет свойства полученного сплава и может быть использовано для получения желаемых характеристик, таких как, например, улучшенная коррозионная стойкость или стойкость к окислению, улучшенные характеристики при высоких температурах или более низкие коэффициенты теплового расширения. Другие железоникелевые сплавы с еще большей концентрацией никеля используются в приложениях, где важны магнитомягкие свойства, например, в трансформаторах, катушках индуктивности или запоминающих устройствах.
Другие железоникелевые сплавы с еще большей концентрацией никеля используются в приложениях, где важны магнитомягкие свойства, например, в трансформаторах, катушках индуктивности или запоминающих устройствах. Область применения включает насосы и клапаны, прокладки, сосуды под давлением, теплообменники и трубопроводную продукцию.
Область применения включает насосы и клапаны, прокладки, сосуды под давлением, теплообменники и трубопроводную продукцию. Эти сплавы, как правило, также ценятся за их оптимальные свойства ползучести и разрыва при высоких температурах. В состав этих сплавов обычно входит 30-35% никеля, 19-23% хрома и минимум 39,5% железа. Высокая концентрация железа привела к реклассификации этих сплавов как нержавеющих сталей.
Эти сплавы, как правило, также ценятся за их оптимальные свойства ползучести и разрыва при высоких температурах. В состав этих сплавов обычно входит 30-35% никеля, 19-23% хрома и минимум 39,5% железа. Высокая концентрация железа привела к реклассификации этих сплавов как нержавеющих сталей. Состав этого сплава состоит в основном из никеля с 15-17% молибдена, 14,5-16,5% хрома, 4-7% железа, 3-4,5% вольфрама и меньшими концентрациями других элементов, таких как марганец.
Состав этого сплава состоит в основном из никеля с 15-17% молибдена, 14,5-16,5% хрома, 4-7% железа, 3-4,5% вольфрама и меньшими концентрациями других элементов, таких как марганец. Контролируя состав сплава, можно изменить температуру перехода. Эти сплавы обладают сверхэластичным свойством, которое можно использовать, помимо прочего, в качестве амортизатора от повреждений, вызванных землетрясением, для защиты каменных зданий.
Контролируя состав сплава, можно изменить температуру перехода. Эти сплавы обладают сверхэластичным свойством, которое можно использовать, помимо прочего, в качестве амортизатора от повреждений, вызванных землетрясением, для защиты каменных зданий.
 Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Для получения информации о других продуктах обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.