Усиленный Польский листогиб серии RMB-2750 Тип: листогибочный станок, Назначение: листы, Принцип
ПОДРОБНЕЕЕще цены и похожие товары
Accu-Bend Модель 26-канальный станок для гибки букв
Accu-Bend
Notch, Flange & Bend
0,063 алюминиевые швеллерные буквы
Производить более
швеллерных букв в день*
902 90 на столько же, сколько сократить время изготовления Разработано, изготовлено, полностью собрано и протестировано
в США
*Эти цифры зависят от размера и сложности изготавливаемых букв.
Accu-Bend был первым в мире станком, который автоматически вырезал, отбортовывал и изгибал швеллерные буквы. которые навсегда изменили индустрию вывесок, заменив отнимающее много времени ручное изготовление феноменальной скоростью и точной автоматизацией. Для материала .063 ничто не сравнится с моделью Accu-Bend Model26, которая является рабочей лошадкой в индустрии вывесок.
Гибочный станок Accu-Bend Model 26 предоставит вашему цеху все возможности, которые вам когда-либо понадобятся. Новая машина Accu-Bend Model 26, предназначенная для точной надрезки, отбортовки и гибки стандартных окрашенных рулонов толщиной 0,040 и алюминиевых рулонов толщиной 0,063, превзойдет все ежедневные требования вашей мастерской. Accu-bend Model 26 может создавать прецизионные стандартные объемные буквы, а также буквы Reverse, Halo-lit и буквы без рамки.
Помимо надрезов, отбортовки и гибки, Accu-Bend Model 26 может предписывать материал для более острых изгибов и имеет небольшой гибочный рычаг для гибки букв высотой до 3 дюймов.
Позвоните нам по поводу вариантов финансирования.
Функции
ДОСТУПНЫЙ. Принесите легендарное качество и производительность Accu-Bend в свою мастерскую по цене ниже, чем за одного работника. НЕПРЕВЗОЙДЕННЫЕ ВОЗМОЖНОСТИ. Создавайте буквы размером от 3 дюймов, а также цельные объемные буквы, фигуры и логотипы высотой до 15 футов. Accu-Bend Model26 может все. ЭКОНОМИЯ ТРУДОВ. Создавайте полные объемные письма всего за несколько минут без высококвалифицированной рабочей силы. ПРОСТОТА ИСПОЛЬЗОВАНИЯ Ваши сотрудники могут пройти обучение всего за один час. Нет необходимости иметь специализированных квалифицированных сотрудников, потому что практически любой может сразу приступить к работе и сделать канальные письма. Беспокоитесь о текучести кадров? Не будь, там будет станок Accu-Bend. КАЧЕСТВО. Модель Accu-Bend Model26 имеет высококачественные компоненты, материалы и сварную стальную раму, а не раму, скрепленную болтами, которая может расшатываться от вибрации. ПЕРЕДОВЫЕ ТЕХНОЛОГИИ. Просто импортируйте файлы .DXF в программу, и Accu-Bend сделает все остальное. ПОДДЕРЖКА. Неограниченная БЕСПЛАТНАЯ поддержка по телефону 800 в течение всего срока службы машины для первоначального покупателя. Вас никогда не попросят предоставить кредитную карту или получить счет, чтобы поговорить с нашим отделом обслуживания. Мы даже поможем вам, если вам потребуется видеозвонок или вызов с демонстрацией экрана. НАДЕЖНЫЙ. Computerized Cutters, Inc. с 1997 года производит лучшие станки для гибки букв прямо здесь, в США, и даже 25 лет спустя машины продолжают изготавливать буквы.
ПРОСТОТА В ИСПОЛЬЗОВАНИИ. Основная машина поставляется как одна полностью собранная и протестированная машина. Вы должны быть готовы к отправке писем в тот же день. АДАПТИРУЕМЫЙ. Меняйте высоту рулона на Accu-Bend ACE за считанные секунды VERSATILE. Машины Accu-bend уже более 25 лет создают прецизионные стандартные объемные буквы, а также реверсивные буквы, буквы с гало-подсветкой и буквы без рамки. ПРОИЗВОДИТЕЛЬНЫЙ. Модель Accu-Bend26 снижает трудоемкость ручного изготовления на 75 и более процентов. Вы можете изготовить больше букв за меньшее время и с меньшими трудозатратами, и вы должны немедленно окупить свои инвестиции. ЭФФЕКТИВНЫЙ. Работает от сети переменного тока 110 В и сжатого воздуха. Просто подключите к стандартной розетке и работайте — никакой специальной проводки не требуется. СДЕЛАНО В США Компьютеризированные режущие плоттеры имеют ведущую в отрасли 3-летнюю гарантию, потому что мы верим и гордимся нашим качеством и мастерством. Наши технические специалисты гордятся тем, что предоставляют каждому из наших клиентов лучший доступный сервис.
Дополнительные дополнения:
Доступен небольшой гибочный рычаг для гибки букв высотой до 3 дюймов
Доступна опция разметки, позволяющая предварительно начертить материал для более четких изгибов и помочь создать буквы меньшего размера. Это может быть очень полезно при изготовлении букв из материала толщиной 0,063.
Часто задаваемые вопросы (FAQ)
Сколько времени нужно, чтобы согнуть букву с помощью Accu-Bend?
Зависит от размера буквы, сложности формы и используемого станка Accu-Bend. Как правило, письмо, которое сгибается вручную от 45 минут до часа, может быть обработано на станке Accu-Bend примерно за 4-7 минут.
Какую самую большую букву можно составить с помощью Accu-Bend?
Самая большая фигура, которая была спущена на Accu-Bend, имеет длину 20 футов.
Насколько маленькую букву можно сделать с помощью Accu-Bend? Какова наименьшая ширина рулона, который может пройти через машину?
Наименьшая ширина рулонного материала, которую можно использовать на станке Accu-Bend Model 26, составляет 1 дюйм. Наименьшая ширина рулонного материала, которую можно использовать на станках Accu-Bend ACE и ACE+, составляет 2 дюйма. А для Accu-Bend Freedom наименьшая ширина составляет 3 1/2 дюйма 9.0003
Можно ли делать буквы без рамки?
Компании, выпускающие вывески, изготавливают объемные объемные буквы без рамки на станках Accu-Bend уже более 25 лет.
Какое техническое обслуживание требуется для гибочных станков Accu-Bend?
Наши машины практически не требуют технического обслуживания. Энкодер следует очищать еженедельно и, возможно, чаще, если используется катушка .063, потому что обычно это более грязная катушка. Наши клиенты называют наши машины Accu-Bend «рабочими лошадками», потому что они просто продолжают работать.
Сколько времени занимает установка, настройка и обучение?
Установка и настройка включают следующие этапы:
Извлечение станка Accu-Bend из упаковки
Крепление разгрузочного стола, стола для катушек и подставки для компьютера
Подключение компьютера и машины к стандартным розеткам переменного тока 110 В
Подключение сжатого воздуха (чистый, сухой, сжатый воздух 1300 фунтов на кв. дюйм)
В большинстве случаев обучение проводится в тот же день с помощью Zoom, совместного использования компьютера, видеоинструкций или поддержки по телефону.
Включено в вашу покупку
Установка + обучение
Видео по установке и обучению проводится теми же специалистами, прошедшими обучение на заводе, которые построили вашу машину.
Компьютерная система + программное обеспечение
Полная компьютерная система с портативным компьютером, загруженным и протестированным с помощью программного обеспечения Accu-Bend Model 26.
Подача и разгрузка
Столы + воздух
Стол подачи рулонного материала с прецизионными подшипниковыми опорами и разгрузочным столом для возврата готовой продукции. Быстроразъемное соединение воздуха с манометром и водяным фильтром. розетка 120В.
3-летняя гарантия
+ поддержка
Бесплатное обслуживание клиентов и поддержка ПЛЮС единственная в отрасли трехлетняя гарантия.
Руководство по сравнению
Проведите пальцем, чтобы просмотреть дополнительные машины.
Буквенно-гибочные станки Accu-Bend
Толщина материала
0,032 — 0,063
0,032 — 0,063
.032 — .040
.032 — .040
Материал Высота
1″ — 6″
2″ — 6″
2″ — 6″
3,5 – 5,3 дюйма
Размер катушки / вес
Диаметр 29,5 / 300 фунтов
Диаметр 29,5 / 150 фунтов
диаметр 25,5 / 100 фунтов
Диаметр 25,5 / 75 фунтов
Компьютер в комплекте
ДА
ДА
ДА
ДА
Маленькая рука и писец
ДА
НЕТ
НЕТ
НЕТ
След
53″ х 130″
46″ х 110″
46″ х 110″
26″ х 62″
Требования к мощности
Выделенный 120В
Выделенный 120В
Выделенный 120В
Выделенный 120В
Потребность в воздухе
110–130 фунтов на квадратный дюйм (от 7,6 до 9 бар)
110–130 фунтов на квадратный дюйм (от 7,6 до 9 бар)
110–130 фунтов на квадратный дюйм (от 7,6 до 9 бар)
110–130 фунтов на квадратный дюйм (от 7,6 до 9 бар)
Гарантия
3 года
3 года
3 года
3 года
Учить больше
Учить больше
Учить больше
Учить больше
Загрузите брошюру Accu-Bend Model 26
«Лучшим вложением, которое я сделал для своего магазина вывесок, была покупка моих компьютеризированных режущих станков — фрезерного станка, станка для сгибания канавок модели 26 и клинчера, чтобы построить свой бизнес по выпуску почтовых отправлений. Это было благословением.
Я очень благодарен Карлу за то, что он изобрел бендер. С тех пор, как я приобрел эти машины, я увеличил как объем, так и, что более важно, прибыльность моего бизнеса по рассылке писем. И я могу продолжать развивать свой бизнес с этими машинами. Они надежны и долговечны. Сделано в Америке — означает качество, когда речь идет об этих машинах.
Я настоятельно рекомендую вашу продукцию всем, кто планирует развивать свой бизнес по производству вывесок. Ваши машины многократно окупили себя! Отличная работа!»
– Рики Гусман, All Pro Signs, Даллас, Техас
Мы спросили клиента, почему за 4 года, прошедшие с момента покупки нашей модели Accu-Bend 26 и клинчера Accu-Clinch, в нашу службу технической поддержки позвонили всего один раз. . Вот что он сказал:
«Хорошо, Дон, две вещи.
Во-первых, мы действительно настолько самодостаточны, что обычно можем во всем разобраться самостоятельно.
Во-вторых, у вашей машины не было серьезных проблем, и она действительно НАСТОЛЬКО ХОРОША. Все, что нам нужно сделать, это содержать его в чистоте и смазке».
– Джефф, Калифорния
Для лучших производственных решений по доступной цене
Покупайте наши продукты
Набор ручных трубогибов 3/8″, 1/2″, 9/16″, 5/8″, 3/4″, 7/8″, 1″ с матрицами
Ручной трубогиб
Трубогибы 3/8″-1″ и 7 плашек и толщина 0,08″
Ручной трубогиб VEVOR, полезный инструмент, отвечающий вашим требованиям к гибке труб. Это оборудование, изготовленное из цельного металла с улучшенным покрытием, гарантирует более длительный срок службы. Намного меньше труда требуется из-за более длинной рукоятки. С полукруглыми гибочными формами с 7 матрицами вы можете ожидать большего использования, поскольку они могут работать с большим количеством труб разных размеров.
3/8″- Диапазон изгиба 1 дюйм
7 Матрицы из высококачественной стали
Материал из углеродистой стали
Компактная и портативная конструкция
Прочное оборудование и инструменты, низкая оплата
Компания VEVOR специализируется на производстве оборудования и инструментов. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество Tough
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Макс. толщиной до 0,08 дюйма/2 мм. Инструмент показывает хорошие результаты при гибке квадратных и круглых заготовок, труб диаметром от 3/8″ до 1″ (10-25 мм).0002 Имеется 7 круглых штампов: 3/8″, 1/2″, 9/16″, 5/8″, 3/4″, 7/8″, 1″. различные изгибы в пределах 180 градусов на прочной круглой форме
Высококачественная углеродистая сталь
Трубогиб изготовлен из высококачественной углеродистой стали, прочный и долговечный.Широкая опорная поверхность повышает устойчивость при работе, тем самым делая работу более
Эргономичная длинная рукоятка
Рукоятка с резиновой ручкой обеспечивает лучший рычаг и облегчает процесс гибки.Выдвижной рычаг увеличивает усилие, которое вы прикладываете к металлу, тем самым экономя труд.
Портативный дизайн
Компактный дизайн обеспечивает универсальность. Он может делать различные изгибы на плоских, квадратных и сплошных круглых заготовках, которые занимают мало места. И он достаточно легкий, чтобы его можно было использовать в качестве переносного гибочного станка.
Широкое применение
Гибочный станок может использоваться в строительной промышленности, на химических предприятиях, в системах центрального отопления, судоходстве, машиностроении, отделке домов, на строительных площадках, в гаражах и ремонтных мастерских.
Внешний диаметр полукругового круга (мм): 100,119,139,159,179 225 225
Размеры упаковки: 21,26 » x 8,27 » x 6,30 ‘
9000 9000. Стена. Общая длина (с ручкой): 86 см / 33,5 дюйма
Вес нетто: 23 кг / 50,7 фунта
Вес брутто: 25 кг / 55,1 фунта
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Премиум прочное качество
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, меньше платите
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и надежная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Ручной трубогиб 1″ и 3″ R/8-ang
23 7 матриц и толщина 0,08 дюйма
Ручной трубогиб VEVOR, полезный инструмент, отвечающий вашим требованиям к гибке труб. Это оборудование, изготовленное из цельного металла с улучшенным покрытием, может гарантировать более длительный срок службы. рукоятка раскрыта С полукруглыми гибочными формами с 7 матрицами вы можете ожидать большего использования, так как они могут справиться с большим количеством труб разных размеров.
Диапазон изгиба 3/8″-1″
7 Матрицы из высококачественной стали
Материал из углеродистой стали
Компактная и портативная конструкция
Максимальная вместимость трубы 1″
Мощный гибочный станок для металла изгибает стальной материал до 0,08 толщиной дюйм/2 мм. Инструмент показывает хорошие результаты при гибке квадратных, круглых заготовок, труб диаметром от 3/8″ до 1″ (10-25 мм). 3/8″, 1/2″, 9/16″, 5/8″, 3/4″, 7/8″, 1″. Благодаря этим штампам вы можете делать различные изгибы в пределах 180 градусов на твердой круглой форме.
Высококачественная углеродистая сталь
Трубогиб изготовлен из высококачественной углеродистой стали, прочной и долговечной.
Фрезер Makita RP 0900K (RP0900K) вертикальный, в кейсе
11 210 ₽
Makita 2012NB Рейсмус (Рейсмусовый станок)
56 760 ₽
Джангар
25 апреля 2022 17:00
Подскажите страна производитель Фрезер вертикальный Makita RP 2300 FC (RP2300FC)?
MakitaRussia
25 апреля 2022 17:48
Страна сборки Япония.
MIKHAIL DANILENKO
17 февраля 2022 09:06
Подскажите, а сегодня поставляется чья сборка??
MakitaRussia
17 февраля 2022 10:03
Страна сборки данной модели Япония.
Дмитрий
7 января 2022 02:57
Здравствуйте, есть ли возможность приобрести товар в рассрочку?
MakitaRussia
11 января 2022 14:36
в данный момент нет такой услуги
Евгений
20 июля 2021 15:35
Здравствуйте, есть у вас в продаже компрессионная пружина 234106-4 для данного фрезера?
MakitaRussia
21 июля 2021 16:23
нет, запчастями мы пока не занимаемся
Леонид
15 марта 2021 09:35
В этой модели электронный тормоз есть?
MakitaRussia
16 марта 2021 10:06
нет. он есть в модели 2301
Андрей
18 января 2021 13:27
Добрый день. скажите пожалуйста что входит в комплектацию
Фрезер вертикальный Makita RP 2300 FC (RP2300FC)?
MakitaRussia
18 января 2021 16:12
Комплектация Фрезер; Цанговый зажим 12 мм; Две втулки на 6 мм и 8 мм; Параллельный упор; Монтажный ключ; Винт с цилиндрической головкой M6X135 для регулирования глубины; Насадка для подключения к пылесосу; Коробка.
10 декабря 2020 17:47
Страна производитель какая ?
MakitaRussia
10 декабря 2020 17:58
Япония пока еще
Загрузка данных. ..
Фрезер вертикальный FESTOOL OF 1400 EBQ-Plus 574341, 576207
Характеристики
Описание
Документация
Отзывы (5)
Оснастка
Технические характеристики
Диаметр зажимной цанги, мм
6 — 12,7
Диаметр разъема пылеудаления, мм
27/36
Максимальный диаметр фрезы, мм
63
Потребляемая мощность, Вт
1400
Точная регулировка глубины фрезерования, мм
8
Ход фрезы, мм
70
Число оборотов холостого хода, об/мин
10000 — 22500
Масса, кг
4,5
Уровень шума и вибрации
Фрезерование: A-скоррект. уровень звук. давл. LpA, дБ(A)
82
Фрезерование: A-скоррект. уровень мощн звук. колеб LWA, дБ(A)
93
Фрезерование: Общее среднее значение вибрации ah, м/с²
3,5
Фрезерование: Погрешность (вибрация) K, м/с²
2
Фрезерование: Погрешность (шум) K, дБ
3
Применение
Закругление кромок, снятие фасок, выполнение выборок и профилирование
Фрезерование фигурных и круглых вырезов с помощью универсального фрезерного шаблона
Изготовление пазов для задних стенок, врезание шпонок
Фрезерование пазов под уплотнитель или замки и петли с помощью спец. приспособления
Фрезерование минеральных материалов (макс. 45 мм)
plug it
cъёмный, заменяемый сетевой кабель с быстроразъёмным соединением
CLEANTEC
с помощью встроенного байонетного замка в качестве соединительного элемента между пылеудаляющим аппаратом и инструментом
MMC-электроника
для работы с учётом особенностей материала: современная электронная система Multi Material Control с регулируемой и постоянной скоростью вращения и схемой контроля температуры
Система быстрого торможения
для безопасной работы при строгании, пилении и фрезеровании
FastFix
быстрая смена насадок при фрезеровании, пилении, строгании, шлифовании, сверлении и завинчивании
Система шин-направляющих
запатентованная система шин-направляющих для точного ведения пильных дисков и фрез
Идеальное сочетание мощности и комфорта.
Удобный универсал: вертикальный фрезер OF 1400 весом всего 4,5 кг — одна из самых лёгких машинок в своём классе. Большой ход фрезы (70 мм) подходит для врезки фурнитуры или фрезерования по шаблону. Обширная оснастка позволяет выполнять почти все работы по фрезерованию.
Устойчивость благодаря двустороннему зажиму стоек
Удобная смена фрезы с помощью балансира и храповика, быстрее едва ли возможно
Простая регулировка глубины фрезерования с точностью до 1/10 мм
Система быстрого торможения и ММС-электроника
Смена копировального кольца без инструмента
Удаление до 99 % пыли при обработке кромок – благодаря вытяжному кожуху и пылеулавливателю
Высочайшая точность.
OF 1400 одновременно зажимается на двух направляющих стойках, благодаря чему достигаются чрезвычайная жёсткость конструкции и точный результат фрезерования. Времязатратные доводочные операции остались в прошлом.
Ход фрезы 70 мм
Благодаря ходу 70 мм работа с большой глубиной фрезерования и по шаблону или врезка фурнитуры больше не составят труда.
Система точной регулировки.
Вертикальный фрезер OF 1400 имеет простую регулировку глубины фрезерования с точностью до 1/10.
Чистая работа без вреда для здоровья
Для свободного обзора заготовки и создания безвредных условий труда OF 1400 оснащён патрубком для подключения пылеудаляющего аппарата Festool.
Пылеудаление на 99 %
Уникальный пылеулавливатель вместе с кожухом для удаления пыли и пылеудаляющим аппаратом Festool обеспечивает необходимую эффективность удаления пыли при фрезеровании кромок.
Удобство в работе
Чтобы включить/выключить OF 1400 и отрегулировать скорость вращения, не нужно делать перехват, и Вы всегда уверенно держите машинку в руке.
Лёгкий, удобный, надёжный
Небольшой вес — небольшие прилагаемые усилия: для уверенного ведения фрезера OF 1400 при фрезеровании кромок большое значение имеют вес инструмента и удобная форма рукоятки.
Параллельный упор одним движением руки
Обе направляющие параллельного упора фиксируются одним винтом-барашком, поэтому установка и снятие упора не занимают много времени.
Замена фрезы в считанные секунды
Благодаря удобной системе блокировки шпинделя с балансиром и храповиком фреза меняется за считанные секунды без перестановки ключа.
Смена оснастки без инструмента.
Смена копировального кольца без дополнительного инструмента. Оно снимается коротким нажатием и так же просто устанавливается.
Для быстрой смены инструмента
Благодаря системе plug it Вы можете быстро менять машинки в процессе работы: для этого не надо идти к розетке или пылесосу, нужно просто переподсоединить сетевой кабель, общий для всех инструментов. И даже при обрыве кабеля его замена не составит проблем.
Система быстрого торможения
Система быстрого торможения останавливает OF 1400 после выключения за считанные секунд, обеспечивая безопасность при фрезеровании.
Превосходство в системе.
Для превосходных результатов Вашей работы Festool предлагает широкий ассортимент фрез в исполнении HS и HW.
Из плюсов фрезера могу отметить, это удобный хват одной рукой, легкую и быструю замену фрезы. Съемный пылеотвод и отсутствие пыли при работе с пылесосом. Удобство смены копировальных колец, хорошая мощность.
Занимаюсь сборкой кухонь и установкой столешниц. Фрейзером пользуюсь уже 7 месяцев. От работы с этим инструментом только положительные эмоции. В будущем планирую докупить модель по старше В своей работе использую только инструмент Festool т.к. качество и удобство для меня на первом месте.
Купили фрезер OF 1400 для работы с искусственным камнем. Порадовало, что есть фиксация по двум штангам, люфт отсутствует. Есть возможность работать по шине через адаптер, регулировка точная. Легко устанавливаются копировальные кольца разных размеров, не нужны фрезы с подшипником. Гарантия 3 года, посмотрим как покажет себя в течении этого времени (ежедневная эксплуатация ~5 часов).
Классный фрезер
Удобный
Практичный
Фрезеровальную машину OF 1400 я приобрёл для домашнего использования. Это мой первый эксперимент с оборудованием подобного класса, сравнивать с чем-то еще полноценно не могу. Мне всё нравится: легкий в использовании и простой в управлении, правильно настроить под себя не составит особого труда. При работе не очень шумит, слабо вибрирует, чувствуется высокая мощность. Работал с несколькими материалами, всё окей, справляется на ура!
Качественный; надежный; удобный
Все супер, минусов нет
Этим фрезером пользуюсь уже почти полгода каждый день по 2-4 часа, весит он около 5кг, хоть это и не особо ощущается, возможно удобный хват и развесовка играет роль. Среди достоинств хочу выделить наличие плавного запуска, низкую вибрацию, удобную регулировка скорости реза и глубины. Фиксируется жёстко, не шатается, на штангах не закусывается. Офигенный аппарат в паре с пылесосом ctl sys.
Мощность
Качественно сделан
Удобен при использовании
Идеально подошла для использования в мастерской. Из достоинств выделю высокую мощность, легкость хода по вертикали, точный ровный рез, отсутствие вибрации. Превосходно фиксируется на стойках и не скользит, всякие переключатели и ручки находятся в удобных местах. Подходит для любых видов деятельности: округление углов, врезание шпонов и создание углов, фрезеровка вырезов и др. Останавливается почти моментально. Работаю на нём уже более 1.5 месяца, очень рад покупке!
Ваше имя:
E-mail
Плюсы:
Минусы:
Ваш отзыв:
Оценка:
Обнаружив ошибку или неточность в тексте или описании товара, выделите ее и нажмите Shift+Enter.
Вертикальные салазки для фрезера
Артикул №
VRS-100G
НАКОНЕЦ-ТО появился способ делать идеально стабильные вертикальные пропилы на фрезерном столе, фрезерном станке или настольной пиле!
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Тест сгруппированных продуктов
Артикул №
Название продукта
Цена
Кол-во
Действовать
ВРС-100
Вертикальные салазки для фрезера
В НАЛИЧИИ
159,90 $
Добавить в список желаний
100-526. ВРС
Набор быстрозажимных зажимов для VRS-100
В НАЛИЧИИ
15,90 $
Добавить в список желаний
Добавить в список желаний
сопутствующие товары
Проверьте товары, чтобы добавить их в корзину или
Профессиональные салазки для вертикального фрезерования VRS-200
Артикул №
VRS-200G
Профессиональные салазки для вертикального фрезерования Infinity Tools VRS-200 — это усовершенствованная версия наших оригинальных салазок для вертикального фрезерования VRS-100. VRS-200 — это больше, чем просто инструмент для сверления вертикальных панелей и нарезания шипов на фрезерном столе или настольной пиле. Его способность безопасно удерживать заготовку под несколькими составными вертикальными углами открывает целый мир новых возможностей.
Винтовой компрессор BERG ВК-15 IP54 15 бар с прямым приводом
Главная
Каталог
Воздушные компрессоры
Винтовые
Berg
ВК-15 IP54 15 бар с прямым приводом
Цена: 247 966
Получить скидку
Официальный дилер
Гарантия от производителя: 1 год
Купить в 1 клик
Доставка: РФ, Беларусь, Казахстан
Вы можете заказать доставку до вашего адреса, или до терминала транспортной компании в вашем городе.
Стоимость доставки рассчитывается индивидуально, в зависимости от адреса доставки, габаритов груза, действующих акций.
Подробнее о доставке
Товар доступен к заказу!
Условия оплаты и реквизиты
Производительность, л/мин
1500
Рабочее давление, бар
15
Мощность двигателя, кВт
15
Шумность, дБ
64
Выход под воздух
3/4′
Габариты, ДхШхВ
940x800x1080
Вес, кг
350
Тип компрессора
винтовой
Тип привода
прямой
Двигатель
электрический
Частотный преобразователь
Нет
Встроенный осушитель
Нет
Производитель
BERG
Тип оборудования
винтовой компрессор
дополнительное оборудование
похожие товары
Винтовой компрессор BERG ВК-15-E IP54 7 бар с прямым приводом и частотником
Производительность, л/мин: 2500
Рабочее давление, бар: 7
Мощность двигателя, кВт: 15
Шумность, дБ: 64
Винтовой компрессор BERG ВК-15Р-500 IP23 10 бар
Производительность, л/мин: 2000
Рабочее давление, бар: 10
Мощность двигателя, кВт: 15
Шумность, дБ: 65
Винтовой компрессор BERG ВК-15Р IP23 12 бар
Производительность, л/мин: 1900
Рабочее давление, бар: 12
Мощность двигателя, кВт: 15
Шумность, дБ: 64
ЗУБР.
Лампа паяльная ВУЛКАН ВК-15, стальная, 1,5 л по цене 1 342 руб. у официального партнера ЗУБР в России
Преимущества
Стальной эжектор
Быстрый старт
Описание
Лампа проста по конструкции, удобна и надежна в эксплуатации. Отличается высокой скоростью разогрева, длительным временем работы на одной заправке. Применяется для нагрева до высокой температуры различных деталей
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 ₽
30 760 ₽
Осталась 1 штука
Купить в 1 клик
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 969 ₽
Осталась 1 штука
Купить в 1 клик
Коврики Loloi Виктория ВК-15 Коврики
Образец 18 x 18 дюймов
Продается быстро. Почти закончился В наличии и готов к отправке
Скидка 25% $79,00 $59,00
2 фута 3 дюйма x 3 фута 9 дюймов, прямоугольный
Продам быстро. Почти закончился В наличии и готов к отправке
Скидка 22% 179,00 $ 139,00 $
Прямоугольная направляющая размером 2 фута 6 дюймов на 7 футов 6 дюймов.
Продается быстро. Почти закончился В наличии и готов к отправке
Скидка 20% 299,00 $ 239,00 $
3’6″ x 5’6″ Прямоугольный
Не пропустите. Низкий запас В наличии и готов к отправке
Скидка 21% 329,00 $ 259,00 $
5 футов х 7 футов 6 дюймов, прямоугольный
В наличии и готов к отправке
Скидка 20% 559,00 $ 449,00 $
7 футов 9 дюймов x 9 футов 9 дюймов, прямоугольный
В наличии и готов к отправке
Скидка 20% 1139,00 $ 909,00 $
9’3″ x 13′ Прямоугольный
В наличии и готов к отправке
Скидка 20% 2 039,00 $ 1 629,00 $
Рекомендуем:
Также обратите внимание:
Низкопрофильный 1’10» x 3’8″ Прямоугольный
СКИДКА 30% 4-дюймовый прямоугольный
СКИДКА 30% 15,52 $ 22,25 $
Лучший для легкого захвата
Outdoor 1’8 «x 3’4» прямоугольный
30% скидка $ 22,04 $ 31,50
Лучший для наружного
NO PAD
$ 0,00
также рассмотрим:
3’10 «x 50009
. ‘8 «прямоугольный
30% скидка $ 38,85 $ 55,50
Лучшие для всех поверхностей и размеров
Стандарт 3’4″ x 5’0 «Прямоугольный
30% $ 38,85 $ 55,50
Best For Light Grip
$ 3855555550
Best For Light grip
$ 3855555503
Best For Light Grip
9000 2
$ Наружная 3’8″ x 5’4″ Прямоугольная
30% скидка $ 33,07 $ 47,00
Best для наружного
No Pad
$ 0,00
также рассмотрим:
Низкий профиль 2’2 «x 7’10» прямоугольный
30% от $ 27.19 $ 39,00
30% $ 27.19 $ 39,00
30% $ 27.19. Подходит для всех поверхностей и размеров
Стандартный 1’11» x 7’6″ Прямоугольный
СКИДКА 30% 23,30 $ 33,50 $
Лучшее для легкого захвата
На открытом воздухе 1’11» x 7’90» 0 Прямоугольный СКИДКА 30% 33,07 $ 47,00 $
Лучший для наружного
NO PAD
$ 0,00
также рассмотрим:
Низкий профиль 4’10 «x 7’8» прямоугольный
30% скидка $ 68,01 $ 97,00
Лучшие для всех призраков и размеров
$ 97,009 4’8 «x 7’6» прямоугольный
30% скидка $ 62,19 $ 89,00
Лучший для света
Outdoor 4’8 «x 7’6» прямоугольный
30% скидка $ 49,62 $ 71,00
Best Best 9000% для улицы
без подкладки
0,00 $
Также обратите внимание:
Низкопрофильный 5’8″ x 8’8″ Прямоугольный
СКИДКА 30% «Прямоугольный
30% скидка $ 67,62 $ 97,00
Лучший для легкой сцепления
Outdoor 7’6″ x 10’8 «Прямоугольный
30% скидка $ 99,26 $ 142,00
Best For Outdoor
NO
$
Best For Outdoor
NO
$ 00002
Best For Outdoor
NO
$ 00002
.
Также обратите внимание:
Низкопрофильный 7’8″ x 10’8″ Прямоугольный
СКИДКА 30% 136,05 $194,00
Подходит для всех поверхностей и размеров
Стандартный 7’6″ x 10’8″ Прямоугольный 9 0 00 СКИДКА 3
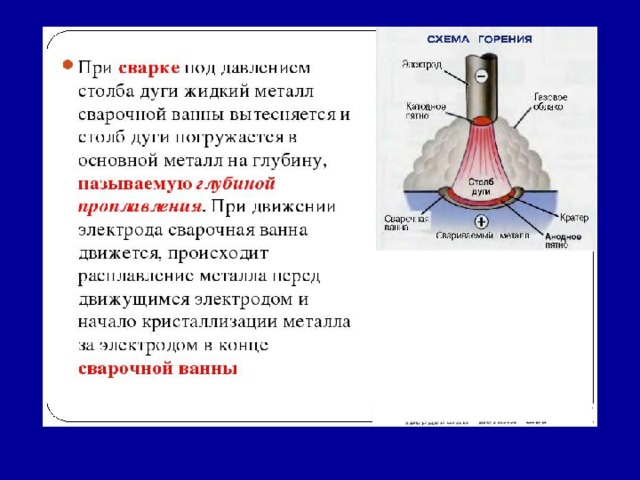
В большинстве случаев ремонт сварочного аппарата может быть осуществлён самостоятельным путем, так сказать, в домашних условиях. Исключение составляет лишь сложная поломка электронных составляющих инвертора, выполнить такой ремонт самостоятельно, простому обывателю не представляется возможным.
Порой даже специалисты при отключении защиты инвертора сталкиваются с непреодолимыми сложностями. В данном случае ничего не остается делать, кроме как отнести инвертор в специализированную мастерскую или обратиться в сервис производителя.
Мы же рассмотрим наиболее частые причины, которые приводят к тому, что инвертор отказывается варить или не включается вообще. Часто причина оказывается настолько банальной, что не вызывает абсолютно никакой сложности для исправления проблем с инвертором.
Наиболее частые поломки и неисправности
Самыми частыми неполадками инверторов для электродуговой сварки являются:
Сварочный аппарат отказывается включаться;
Гудит преобразователь инвертора и все время прилипает электрод;
Аппарат самопроизвольно отключается во время сварки.
Любой ремонт сварочного аппарата следует начинать с осмотра и проверки на целостность кабеля питания. Осуществить ремонта трансформаторного аппарата для сварки намного проще, чем инвертора. Кроме этого «трансформаторники» в виду своей конструкции не так привередливы в обслуживании.
Что же касается инверторов, то они наиболее всего подвержены сильному загрязнению, морозу и влаги. Такие аппараты нужно хорошо защищать от высокой влажности, выбирая для хранения только сухое помещение.
Что делать, если инвертор не включается
В первую очередь нужно проверить, есть ли напряжение в сети, и поступает ли оно по кабелю питания в инвертор. Второе на что следует обратить внимание, так это на целостность предохранителей, которые установлены в самом аппарате. Для этого придётся вскрыть корпус инвертора и мультиметром проверить предохранители.
Внимание! Если инвертор все еще находится на гарантии, то разбираться его корпус нельзя. В противном случае вы лишитесь гарантии, и будете осуществлять ремонт сварочного инвертора за собственные деньги.
Часто причиной того, что инвертор отказывается включаться, является обрыв токовой обмотки трансформатора. Происходит такое по причине неаккуратного обращения с инвертором. В данном случае ремонт осуществляется путем перемотки обмоток или заменой всего трансформатора.
Нередко причина кроется и в выходе из строя фильтрующего конденсатора. Также часто причиной того, что инвертор не включается, является заниженное напряжение в сети.
Из-за чего прерывается сварочная дуга
Второй распространённой неисправностью инверторов, является прерывание дуги и прилипание электрода к металлу. Однако залипание электрода может быть связано и не с поломкой, а с другими проблемами, например, неподходящие или сырые электроды, а также вследствие недостаточной подготовки свариваемых металлов.
Частое залипание электрода может происходить и по причинам низкого сварочного тока или при использовании чрезмерной длины сварочных кабелей, более 20 метров. Также это может происходить и из-за того, что удлинитель имеет маленькое сечение жил, менее чем 2,5 мм².
Ремонт инвертора своими руками
сварочный аппарат инвертор kemppi
Электроника, которая применяется в сварочных инверторах, повышает КПД и добавляет функций сварочнику, но именно:
из-за электроники инверторы становятся более восприимчивыми к условиям работы и состоянию окружающей среды.
Как починить инвертор?
Порядок действий по диагностике и ремонту аппарата своими руками.
Внешний осмотр инвертора
Любой человек, не специалист может открыть инвертор и обнаружить причину поломки путем внешнего осмотра. Если что-то оплавилось или обгорело – то вот и она, причина того, что аппарат встал. Замена сгоревшей детали восстановит работу аппарата.
Диагностика сварочного аппарата
Если же при разборке аппарата внешним осмотром выявить ничего не удалось, необходимо преступать к диагностике устройства.
Проверка предохранителей
Сперва необходимо проверить предохранители. Они располагаются на плате управления, и проверить их можно лишь сняв плату. Прозвоните мультиметром предохранители.
Проверка транзисторов
Если предохранители или плавкие вставки в норме, применяют следующий вариант проверки – прозвон транзисторов на случай обрыва цепей внутри транзистора. Обычный осмотр транзисторов в большинстве случаев ничего не дает, но иногда бывает, дефект виден невооруженным глазом.
Сварочный аппарат gysmi
Причина поломки транзисторов заключается в их перегреве. Профилактика в данном случае заключается в замене термопасты в месте соединения транзисторов с теплоотводом.
Проверьте драйвер
Проверьте драйвер – все элементы устройства, которое «раскачивает» работу транзисторов. Обычно, если сразу нашли сгоревший транзистор, проверяйте и драйвер, потому что транзистор мог выйти из строя и в результате неверной работы элементов драйвера.
При прозвонке пользуйтесь схемой, двигаясь последовательно в избранном направлении.
Это необходимо делать для того, чтобы ничего не забыть и не перепутать.
Проверка выпрямителей
Если сварочный аппарат все еще не работает, необходимо проверить элементы выпрямителей, которые представляют собой диодные мосты. Выпрямители редко ломаются. но не лишним будет провести и их проверку. Диоды выпаивают и проверяют. Сопротивление диодов должно меняться от плюса к минусу.
Диоды, которые звонятся в обе стороны, подлежат замене и утилизации.
Так же проверяются все разьемы и зачищаются.
Таким образом, ремонт инверторов своими руками сводится к проверке всех элементов (работают или нет?), с последующей заменой обнаруженных негодных деталей.
Вам может быть интересно:
ремонт вентиляторов сварочного аппарата
не работает инвертор KEMPPI MINARC 150
Ремонт сварочных аппаратов в СПб: сервис для СВАРОГ, KEMPPI, EWM, ESAB, Lincoln Electric, Ресанта
Смотрите в магазине отзывов: РЕСАНТА САИ 220, сварщики о работе аппарата — проверить наличие скидки на аппарат сегодня — найти отзывы о другом оборудовании.
Почему мой сварочный аппарат MIG не зажигает дугу?
24 апреля 2019 г.
Что нужно проверить, когда ваш сварочный аппарат MIG перестал работать
Ваш сварочный аппарат является неотъемлемой частью мастерской, и он может помочь вам сделать практически все, о чем вы только можете подумать. Но когда он перестает работать, кажется, что это самое неподходящее время, и не всегда есть кто-то, с кем можно устранить неполадки. Мы решили дать краткий контрольный список возможных причин, по которым ваш сварочный аппарат не зажигает дугу, которые вы можете исправить самостоятельно.
Заземление – Сварщику MIG требуется хорошее чистое заземление. Это начинается с самого сварщика. Кабель заземления должен быть надежно закреплен внутри сварочного аппарата. Проверьте соединение внутри машины и убедитесь, что барашковая гайка или застежка, удерживающая кабель на месте, не ослабла и не сломалась. Следующее, что нужно проверить, это кабель заземления и сам зажим. Заземляющий зажим часто подвергается неправильному обращению, на него может попасть мусор, а сам кабель может со временем изнашиваться и ломаться. Если вы заметили, что ваш кабель заземления изношен или зажим загрязнен, не стесняйтесь заменить или отремонтировать кабель заземления и зажим. Наконец, убедитесь, что вы проверили область на заготовке, где вы прикрепляете зажим заземления. Он должен быть чистым и свободным от ржавчины, краски или покрытия.
Питание сварочного аппарата — Ваш сварочный аппарат включается и подает проволоку, но не зажигает дугу или дает только небольшую искру? Возможно, на сварочный аппарат поступает недостаточная мощность. Для включения сварочного аппарата и запуска внутреннего вентилятора и приводного двигателя требуется небольшая мощность, но если у вас плохая проводка в розетке, у вас может возникнуть эта проблема. Используйте мультиметр, чтобы убедиться, что напряжение в розетке составляет около 110–120 В. Еще одна распространенная проблема, с которой мы сталкиваемся, — слишком длинный или слишком маленький удлинитель. Если вы используете удлинитель, он должен быть как можно большего размера, чтобы избежать падения напряжения на машине. Небольшой удлинитель, который вы используете для рождественских гирлянд, вероятно, не справится со сварочным аппаратом MIG на 135 ампер. Попробуйте подключить сварочный аппарат к сети и проверьте, будет ли он образовывать дугу. Вы можете получить удлинитель на 110 В, подходящий для сварки MIG, ЗДЕСЬ, а удлинитель на 220 В — ЗДЕСЬ.
Расходные материалы для сварочных аппаратов — Хотите верьте, хотите нет, но расходные материалы в вашей сварочной горелке MIG могут стать причиной отсутствия дуги в сварочном аппарате. Все эти детали помогают проводить питание по проводу, выходящему из горелки. Если ваш наконечник забит или загрязнен сварочными брызгами, это может вызвать проблему. Кроме того, если наконечник неправильного размера и слишком большой, он может не соединиться с проводом и вызвать нестабильную дугу. Мы рекомендуем хранить комплект расходных материалов для сварки MIG на тележке для сварки.
Чистая поверхность сварного шва — Сварщику MIG нужна чистая поверхность для выполнения качественного сварного шва или сварного шва вообще. Если вы пытаетесь сваривать участок, на котором есть ржавчина, старая краска, герметик для швов, масло или любое другое покрытие, ваш сварочный аппарат может не зажечь дугу. Мы рекомендуем очистить поверхность шлифовальной машиной или шлифовальной машиной, чтобы удалить все покрытия, а затем протереть металл средством PRE Low Voc, чтобы удалить с металла масло или жир. Если поверхность сварки и область зажима заземления чистые, вы сможете зажечь дугу, если все вышеперечисленное в порядке.
Если у вас по-прежнему возникают проблемы со сварочным аппаратом Eastwood, вы можете позвонить в нашу техническую группу по телефону: 1-800-343-9353 для дальнейшего устранения неполадок со сварочным аппаратом. Мы обнаружили, что большинство проблем со сварочным аппаратом невелики и могут быть исправлены с помощью описанных выше шагов.
Кнопка «Вернуться к началу»
Подробное руководство по поиску и устранению неисправностей сварочного аппарата Mig для процедуры заземления оператора — PERFECT POWER — Сварщики, сварочная проволока, сварочное оборудование, аксессуары и снаряжение
от kasonkiu
на
Категории: Сварочные технологии
Введение в Mig Welder Устранение неполадок:
Как и все сварочные процессы, сварка MIG имеет свои сложности. Теперь вы не должны позволять обычным проблемам замедлять процесс сварки. Обладая хорошими знаниями некоторых навыков устранения неполадок, вы сможете найти правильное решение своих проблем со сваркой. В этой статье подробно рассказывается об устранении неполадок сварочного аппарата mig для операторов.
Некоторые распространенные/основные проблемы:
Аппарат не запускается:
Причина: Если сварочный аппарат MIG не запускается, это может быть вызвано множеством причин. Некоторыми распространенными причинами могут быть обесточенная цепь питания, перегоревший предохранитель или просто неправильное входное напряжение. Это также может быть результатом перегрузки.
Решение. Если ваша машина не запускается, сначала убедитесь, что она включена. Если да, проверьте возможную причину проблемы и устраните ее. Необходимо проверить входное напряжение, чтобы убедиться, что оно соответствует руководству и избежать перегрузки. Если он перегружается, лучше дать устройству немного остыть. Также можно заменить предохранитель, если он перегорел.
Стартер сварочного аппарата работает, но перегорает предохранитель:
Причина: Когда вы включаете выключатель, и стартер работает, но внезапно перегорает предохранитель, это может быть результатом короткого замыкания в соединении или перегорел предохранитель. быть слишком маленьким для машины.
Решения: Проверьте соединения и устраните короткое замыкание. Если предохранитель слишком мал, его следует заменить на больший.
Переключатель полярности Прекращение работы:
Причина: Если переключатель полярности перестает работать, это может быть связано с его износом или с использованием переключателя, когда сварочный аппарат находится под нагрузкой.
Решения: Необходимо заменить изношенный переключатель. Кроме того, убедитесь, что вы не используете переключатель полярности, когда сварочный аппарат находится под нагрузкой.
Чрезмерный нагрев Держатель электрода:
Причина: Если держатель электрода нагревается, это может означать плохое соединение или неправильный рабочий цикл держателя электрода.
Решения: Затяните любые ослабленные соединения, а в случае несоответствующей продолжительности рабочего цикла замените электрический держатель на соответствующий размер.
Поражение электрическим током При прикосновении к сварочному аппарату:
Причина: Если корпус сварочного аппарата не заземлен должным образом, может произойти поражение электрическим током сварщика.
Решения: В случае поражения электрическим током необходимо прочитать руководство пользователя; следуйте всем инструкциям по процедуре заземления рамы. Если корпус правильно заземлен, вы не испытаете поражения электрическим током.
Перегрев сварочного кабеля:
Причина. Если сварочный кабель нагревается очень быстро, это может быть связано с неправильным размером кабеля или неподходящим рабочим циклом.
Решения: Замените кабель на кабель соответствующего размера, указанного в руководстве пользователя.
Плохой зажим заземления:
Причина. Зажим заземления может выйти из строя и начать работать со сбоями. В большинстве случаев это происходит, когда машина покрывается оксидами, которые могут изменить протекание тока и создать высокое сопротивление машины.
Решения: регулярно проверяйте и очищайте зажим заземления, чтобы избежать накопления оксидов и сопротивления машины.
Поврежденный кабель:
Причина. Кабели могут быть повреждены после длительного использования.
Решения: если вы заметили какие-либо признаки повреждения кабеля, его следует немедленно заменить. Поврежденные кабели могут привести к ряду проблем, а также повлиять на качество вашей работы.
Сварочный аппарат не выключается:
Причина. Если вы выключаете аппарат, а сварочный аппарат MIG не выключается до тех пор, пока вы не отключите питание, это просто означает, что ваш линейный выключатель изношен.
Решения: сетевой выключатель и соединение следует отремонтировать или, возможно, заменить.
Дефекты сварки:
Если вы заметили дефекты сварки, это означает, что какие-то части самого аппарата МИГ вышли из строя и такие детали необходимо отрегулировать и отремонтировать. Ниже приведены некоторые распространенные дефекты сварки, включая их возможные причины и способы устранения.
Неправильная подача проволоки:
Причина: Очень распространенный дефект сварки может быть результатом неправильной подачи проволоки, вызванной износом приводного ролика.
Решения: Периодически снимайте приводные ролики и очищайте их проволочной щеткой, чтобы удалить грязь с вкладыша, которая может повлиять на давление и сцепление, которые он будет оказывать на проволоку. Кроме того, проверьте приводные ролики на предмет износа и замените их, если они изношены.
Низкая сварка:
Причина: Низкие дефекты сварки возникают при износе наконечника сварочной горелки. В этом случае сварка не будет выполнена должным образом.
Решения: Немедленно замените наконечник сварочного пистолета, так как это может привести к другим проблемам.
Пористость:
Причина: Пористость на поверхности может возникнуть в результате недостаточного потока газа или плохой проводки. Это очень распространенный дефект сварки.
Решения: Проверьте газовую линию и устраните все препятствия. Кроме того, газовое сопло должно быть правильно подключено, чтобы избежать утечки. Убедитесь, что вы правильно проверили и отрегулировали соединения проводов.
Усадочные трещины на сварном шве:
Причина: Если вы заметили усадочные трещины на сварном шве, возможно, валик слишком мал и вогнут или проволока заржавела.
Решения. Убедитесь, что шарики имеют достаточный размер. Очистите сварочную проволоку должным образом. Убедитесь, что вы не оставляете грязных или ржавых участков в месте проведения сварки.
Боковые трещины на сварном шве:
Причина: Если вы заметили боковые трещины на сварном шве, это может быть связано с высокой скоростью сварки или очень низким током и высоким напряжением дуги.
Решения: боковых трещин можно избежать, поддерживая постоянную скорость сварки и избегая слишком быстрой сварки. Протекающий ток и напряжение дуги также должны быть стабильными.
Чрезмерное разбрызгивание:
Причина: Чрезмерное разбрызгивание является очень распространенным дефектом сварки и вызвано избытком CO2, высоким напряжением или несоответствующим импедансом.
Решения: Избыток CO2 можно нагреть с помощью газового нагревателя. Избыточного разбрызгивания также можно избежать, применяя правильное напряжение.
Сложные проблемы сварки:
1. Пористость металла сварного шва:
Проблема пористости №1:
Неподходящие условия поверхности: Загрязненная поверхность (ржавчиной, маслом, смазкой и т. д.), ламинированная поверхность или неправильная обработка поверхности может привести к пористости металла шва. Также заражению может подвергнуться любая поверхность, открытая для атмосферного воздуха. Неправильная обработка поверхности, такая как цинкование или цинкование, может привести к проблемам с пористостью сварного шва.
Решение: Средством устранения загрязненной поверхности является очистка материала в соответствии с указанными процедурами подготовки поверхности. Убедитесь, что сварной шов защищен от воздушных щелей, чтобы предотвратить загрязнение. Кроме того, при сварке ламинированной заготовки убедитесь, что вы подготовили неслоистый основной металл для проведения качественной процедуры сварки.
Проблема пористости № 2:
Газовое покрытие: Непостоянная газовая защита также может привести к проблемам с пористостью. Защитный газ должен защищать сварочную ванну от воздуха и одновременно действовать как ее стабилизатор. Пористость возникает при изменении защитного газа и загрязнении сварочной ванны воздухом.
Решение: Прежде всего проверьте крепление газового шланга к оборудованию и удалите загрязнения шланга, если они есть. При правильном подключении не будет потери газовой защиты и захвата воздуха. Кроме того, используйте соответствующее количество защитного газа, указанное в руководстве пользователя, и убедитесь, что расход защитного газа установлен правильно.
Пористость Проблема №3:
Свойства основного металла: Другой распространенной причиной пористости являются химические свойства металла. Типичным примером является случай, когда материал опорного стержня не соответствует металлу, который вы свариваете.
Решение. Если проблема с пористостью вызвана свойствами основного металла, способы устранения могут отличаться. Например, если вы используете подкладочный стержень, убедитесь, что он сделан из того же металла, который вы свариваете.
2. Неправильный профиль сварного шва:
Неправильный валик Проблема №1:
Недостаточный подвод тепла: Недостаточный подвод тепла может привести к неправильному валику сварного шва. Если валик кажется тягучим или выпуклым, это указывает на то, что используемая настройка слишком холодная для ширины или толщины свариваемого материала.
Решение. Прежде всего определите, соответствует ли сила тока толщине свариваемого материала. Если сила тока высокая, достаточно, проверьте напряжение. Возможно, напряжение слишком низкое, и это может привести к другим проблемам. Хороший способ проверить, правильно ли установлено напряжение, — это послушать звук дуги. Треск, устойчивое шипение или громкий звук являются результатом высокой силы тока, высокого или низкого напряжения. При нормальной силе тока и напряжении дуга должна иметь устойчивое гудение.
Неправильный валик Проблема №2:
Техника: Неправильный метод сварки также может привести к образованию вогнутого или выпуклого валика.
Решение. Для достижения наилучших результатов в профиле борта рекомендуется угол нажима от 5 до 10 градусов.
Неправильный буртик Проблема №3:
Несоответствующий рабочий кабель: Несоответствующий рабочий кабель может привести к несоответствующему напряжению на дуге. Неподходящий рабочий трос может привести к неправильной форме борта.
Решение: если рабочие кабели слишком малы или изношены, они склонны к перегреву. Такие кабели должны быть заменены кабелями соответствующего размера и длины в зависимости от используемого тока. Например, большой ток и большое расстояние потребуют большого кабеля.
3. Отсутствие сплавления:
Проблема отсутствия сплавления:
Холодная притирка в процессе переноса короткой дугой: Непровар может возникнуть в результате холодного притирания в процессе переноса короткой дугой.
Труба ПЭ 100, 630 мм, sdr 17 — SDR 17 — Каталог — РуссПласт завод по производству полиэтиленовых труб
Производство и оптовые поставки полиэтиленовых труб по всей территории РФ
Фитинги ПНД
Полимерные шпули, втулки, гильзы
Труба ПНД техническая для кабеля
Труба ПНД питьевая напорная
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
Обсадные трубы ПНД для скажин
СТЫКОВЫЕ АППАРАТЫ ДЛЯ ТРУБ ПНД VOLZHANIN
Главная
Каталог
ТРУБА ПИТЬЕВАЯ ПЭ100 ГОСТ 18599-2001
SDR 17
Труба ПЭ 100, 630 мм, sdr 17
Описание
Труба ПНД ПЭ 100 SDR 17, 630 мм – это полиэтиленовая труба, выполненная из полиэтилена 100 с отношением диаметра наружной стороны к толщине стены 17 мм. ПЭ-100 SDR 17 выполненные согласно ГОСТ 18599-2001 – это трубы, которые используются в системах при давлении не более 10 атмосфер.
Испытательное давление фунтов на квадратный дюйм (кПа)
Класс А
Класс В
8
780 (5400)
920 (6300)
850 (5900)
1000 (6900)
910 (6300)
1070 (7400)
20
1040 (7200)
1220 (8400)
30
1160 (7800)
1350 (9300)
1300 (9000)
1520 (10500)
СТД
40
1340 (9200)
1570 (10800)
1440 (9900)
1680 (11600)
1570 (10800)
1830 (12600)
60
1700 (11700)
2000 (13800)
1830 (12600)
2130 (14700)
XS
80
2090 (14400)
2430 (16800)
100
2500 (17200)
2800 (19300)
120
2800 (19300)
2800 (19300)
140
2800 (19300)
2800 (19300)
ХХS
2800 (19300)
2800 (19300)
160
2800 (19300)
2800 (19300)
10
630 (4300)
730 (5000)
680 (4700)
800 (5500)
730 (5000)
860 (5900)
20
840 (5800)
980 (6800)
930 (6400)
1090 (7500)
30
1030 (7100)
1200 (8300)
1150 (7900)
1340 (9200)
СТД
40
1220 (8400)
1430 (9900)
1470 (10100)
1710 (11800)
XS
60
1670 (11500)
1950 (13400)
80
1990 (13700)
2320 (16000)
100
2410 (16600)
2800 (19300)
120
2800 (19300)
2800 (19300)
ХХS
140
2800 (19300)
2800 (19300)
160
2800 (19300)
2800 (19300)
12
570 (3900)
670 (4600)
620 (4300)
720 (5000)
20
710 (4900)
820 (5700)
790 (5400)
930 (6400)
880 (6100)
1030 (7100)
30
930 (6400)
1090 (7500)
970 (6700)
1130 (7800)
СТД
1060 (7300)
1240 (8500)
40
1150 (7900)
1340 (9200)
1240 (8500)
1440 (9900)
XS
1410 (9700)
1650 (11400)
60
1590 (11000)
1850 (12800)
80
1940 (13400)
2270 (15700)
100
2390 (16500)
2780 (19200)
ХХS
120
2800 (19300)
2800 (19300)
140
2800 (19300)
2800 (19300)
160
2800 (19300)
2800 (19300)
Примечания. .
Для указанных толщин стенок, превышающих самую большую указанную толщину стенки, указанную в этой таблице для применимого указанного наружного диаметра, испытательное давление должно быть самым высоким значением, указанным для применимого указанного наружного диаметра и марки.
Для труб размером менее NPS 2 с указанной толщиной стенки меньше, чем самая легкая указанная толщина стенки, указанная в этой таблице, для применимого указанного наружного диаметра и марки.
Для всех размеров труб классов A и B меньше NPS 2 значения испытательного давления были заданы произвольно. Испытательные давления для указанных промежуточных наружных диаметров не обязательно должны превышать значения, указанные в этой таблице для следующего большего указанного размера.
Технические характеристики труб из ПЭВП, Измерение труб из ПЭВП, Стандарты для труб из ПЭВП, Размеры труб из ПЭВП
Главная / Трубы из ПЭВП
Спецификация: IS 4984:1995 с последними изменениями
Посадка определяет характер соединения двух деталей, вставленных одна в другую, и обеспечивает в той или иной степени (вследствие разности фактических размеров) свободу их относительного перемещения или плотность их неподвижного соединения.
Посадки разделяются на три группы: 1) посадки с зазором, при которых обеспечивается наличие зазора в соединении; 2) посадки с натягом, при которых во время работы не должно происходить относительного перемещения соединенных деталей; 3) посадки переходные, при которых возможно получение как натягов, так и зазоров.
Таким образом, все посадки можно условно разбить на три основные группы: прессовые, переходные и подвижные.
Прессовые посадки предназначены для неподвижных соединений без дополнительного крепления их винтами, штифтами, шпонками и тому подобными деталями. К этой группе относятся посадки: горячая (Гр), прессовая (Пр) и легкопрессовая (Пл). По натягу все прессовые посадки могут быть разделены на четыре группы: особо тяжелые (ПрЗ), тяжелые (Гр и Пр23), средние (Пр21_3, Пр и Пр13) и легкие (ПрЬ и Пл). Во всех этих посадках всегда обеспечен натяг. Особо тяжелые и тяжелые посадки предназначены главным образом для сборки с предварительным разогревом отверстия или охлаждения вала, а остальные рассчитаны преимущественно на холодную сборку под прессом.
Переходные посадки служат для неподвижных соединений с дополнительным креплением их винтами, болтами, штифтами, шпонками и т. п. и в основном применяются как посадки центрирования сопрягаемых деталей. К этой группе относятся посадки: глухая (Г), тугая (Т), напряженная (Н) и плотная (П).
Подвижные посадки предназначаются для соединений, в которых необходим гарантированный зазор. К этой
группе относятся посадки: скользящая (С), движения (Д), ходовая (X), легкоходовая (JI), широкоходовая (Ш) и тепло-ходовая (ТХ).
Схематическое распределение посадок в системах отверстия и вала показано на рис. 23.
Следует отметить, что зазоры и натяги, определяющие характер соединения деталей, устанавливаются конструктором в соответствии с эксплуатационными условиями работы каждого узла. Несмотря на большое разнообразие этих условии технология производства требует ограничения числа посадок. В соответствии с ГОСТом 7713-62 для диаметров от 1 до 500 мм нормализованы 43 посадки в системе отверстия и 34 посадки в системе вала. Эти посадки распределены по семи классам точности (с 1 по 5-й классы) и приведены в специальных таблицах ГОСТов.
Реклама:
Читать далее:
Обозначения размеров и предельных отклонений на чертежах
Статьи по теме:
Разметка деталей по образцу и по месту
Разметка деталей цилиндрической формы
Способы пространственной разметки
Разметка пространственная
Брак при плоскостной разметке, меры предупреждения и правила безопасной работы
Главная → Справочник → Статьи → Блог → Форум
1.
Посадки, их виды, назначения.
Билет№1.
Посадка-характеристика степени сопротивления деталей взаимному смещению.
Зазор-разность размеров вала и отверстия, если размер вала меньше размера отверстия.
Натяг-разность размеров вала и отверстия до сборки,когда размер вала больше размера отверстия.
Размер-действительное значение детали.
Вал-термин для обозначения наружных (охватываемых) элементов деталей.
Отверстие-термин для обозначения внутренних (охватывающих) элементов деталей.
Посадки различаются: посадка с зазором, посадка с натягом, переходная посадка.
2.Электродвигатель постоянного тока, принцип действия, ремонт.
Электродвигатель постоянного тока-электрическая машина постоянного тока, предназначенная для преобразования электрической энергии в механическую .
Состоит из статора и ротора (якоря), щеточного узла.
Якорь состоит из вала, магнитопровода, обмотки, коллектора.
Статор состоит из корпуса магнитопровода, главных и дополнительных полюсов, их обмоток.
Щеточный узел состоит из щеток, щеткодержателей,
Принцип действия основан на взаимодействия магнитного поля статора на проводник с током — якоря.
Обслуживание электрических машин заключается в определении и устранение причин, приводящих к ненормальному размеру работы электрических машин.
При капитальном ремонте производят:
замену узлов и деталей электрических машин (коллектора, вала обмоток полюсов и т.д)
При текущем ремонте — замена подшипников, щеток щеткодержателей и промывку узлов и т.д.
3.Наряд на работу в электроустановках, определение.
Наряд — письменное распоряжение о работе в электроустановках, определяющее место и время начала и окончания работы условия её безопасного проведения, состав бригады и лиц, ответственных за безопасность работ.
2.Воздушные линии электропередачи: классификация, обслуживание, ремонт.
ЛЭП это воздушная электрическая линия для передачи электрической энергии по проводам прикреплённым с помощью изоляторов и арматуры к опорам расположенным на открытых территориях все зданий.
ЛЭП бывают одно и двухцепные. Под одной цепью понимают три провода одной трёхфазной линии или два провода одной однофазной линии. Для воздушных линий применяют алюминевые, станеалюминевые и стальные провода.
Воздушные линии имеют следующие элементы: провода, тросы для защиты проводов от атмосферных перенапряжений, опоры изоляторы, арматуру, для крепления проводов на изоляторах и изоляторов на опоре.
Обслуживание ЛЭП состоит в обнаружении неисправностей, представляющих угрозу нормальной работе ЛЭП, а также предупреждения развития возникших неисправностей, т. е. периодическом осмотре, который производят не реже одного раза в месяц.
Виды ремонта делятся на капитальный и текущий.
При капитальном — смена опор, пасынков, траверс, проводов.
При текущем производят выправку опор, подтяжку и смену бондажей, подтяжку и регулирование провеса проводов, смену изоляторов.
3.Требование по ТБ, предъявляемые к лицу, имеющему 3 группу квалификации.
Персонал с 3-й группой по ТБ должен:
иметь представление устройства и обслуживания электроустановок, элементарные познания в электротехнике;
отчётливо представлять себе опасность при работах в электроустановках;
знать общие правило ТБ и правила допуска к работам в электроустановках;
знать специальные правила ТБ по видам работ, которые входят в круг обязанностей данного лица;
уметь вести надзор за людьми, работающими в электроустановках;
знать правила оказания первой медицинской помощи и уметь практически оказывать первую медицинскую помощь пострадавшим.
Билет№3
8 различных типов посадок
Нет двух одинаковых посадок. Если вы только начинаете или сбрасываете ржавчину, вот краткое изложение основ.
1) Посадка с выключенным двигателем / Короткий заход на посадку
Выполнение шага 180 с выключенным двигателем — это то, на что это похоже. На траверзе точки прицеливания по ветру мощность двигателя снижается до холостого хода (на высоте 1000 футов над уровнем земли или ниже по стандартам ACS), и вы маневрируете, чтобы приземлиться как можно ближе к этой заранее выбранной точке. Большинство пилотов выбирают наилучшую скорость планирования, по крайней мере на начальном этапе, чтобы убедиться, что они достигли точки приземления.
Жирный метод
2) Нормальная посадка
Согласно FAA, «нормальный заход на посадку и посадка включают использование процедур, которые считаются нормальной ситуацией, то есть когда мощность двигателя доступна, ветер слабый или заход на посадку осуществляется прямо против ветра, траектория окончательного захода на посадку не имеет препятствий, а посадочная поверхность является твердой и имеет достаточную длину для постепенной остановки самолета».
Жирный метод
3) Посадка на короткое поле
Когда вы имеете дело с короткой взлетно-посадочной полосой или взлетно-посадочной полосой с препятствием в конце захода на посадку, вам необходимо скорректировать заход на посадку и посадку, чтобы ваш самолет оставался на тротуаре. Среди многих других факторов, ваша цель состоит в том, чтобы приземлиться на минимальной контролируемой воздушной скорости, поэтому при приземлении вы находитесь на скорости сваливания при выключенном питании.
Приземляясь на скорости сваливания, вы получаете минимально возможную скорость относительно земли и настраиваетесь на максимально короткий пробег по земле. Также нормально иметь твердое приземление. Плотно приземляясь, вы передаете часть энергии вашего самолета на амортизаторы и шины, что позволяет вам быстрее замедляться.
PilotMKN
4) Мягкая посадка
Мягкая посадка почти такая же, как и обычная, пока вы не пересечете порог взлетно-посадочной полосы. Вот где вам нужно применить технику мягкого приземления. По мере того, как вы приближаетесь к приземлению, вы хотите удерживать самолет на расстоянии 1-2 фута от взлетно-посадочной полосы из-за эффекта земли.
Ваша цель — довести самолет до земли так, чтобы ваши крылья поддерживали вес самолета как можно дольше. После того, как ваши основные колеса мягко приземлятся, вы хотите медленно отключить мощность, если она у вас была, и держите переднее колесо над взлетно-посадочной полосой.
5) Touch-And-Go
Когда вы получили «допуск к полету», вы можете снова приземлиться и взлететь, не останавливаясь и не покидая взлетно-посадочную полосу.
Boldmethod
6) Stop-And-Go
Если вам нужно несколько секунд, чтобы переконфигурировать самолет и подготовиться к следующему взлету, или если у вас есть ночное течение, то вам подойдет метод Stop-and-Go. необходимость. Когда вы «разрешите останавливаться и идти», вы можете приземлиться, полностью остановить свой самолет и снова взлететь, не покидая взлетно-посадочную полосу.
Вы не хотите торопиться с остановкой, но вы должны иметь в виду, что у башни может быть самолет позади вас, который приземляется. Не тратьте слишком много времени на взлетно-посадочную полосу и не превращайте приземление в «лагерь и вперед».
Boldmethod
7) Точная точечная посадка
Допустим, вы летите куда-то вроде Ошкоша для EAA AirVenture. Из-за высокой скорости прибытия тысяч самолетов вам обычно назначают цветную точку для приземления. Это приземление больше ориентировано на попадание в конкретную точку приземления, чем на некоторые другие типы приземлений.
Википедия
8) Очищено для «Опции»
Если вы ищете максимальное количество вариантов, которые вы можете получить от контроллера башни, этот вариант для вас. Когда вы «допущены к выбору», вы можете делать практически все. Диспетчер УВД разрешает вам выполнять касания и старты, стоп-энд-гоу, низкий заход на посадку, уход на второй круг или посадку с полной остановкой.
Когда бы вы использовали это? Это полезно на тренировках, особенно если вы не уверены, какой маневр вам понадобится (если вы смазаете свое приземление, вы можете отказаться от него. Но если у вас грубое приземление, вы можете попробовать еще один.)
Когда УВД дает вам возможность, имейте в виду, что вы должны сообщить им о своих намерениях как можно скорее, чтобы они могли спланировать, как справиться с движением вокруг вас.
Boldmethod
Какая техника приземления для вас самая сложная? Расскажите нам в комментариях ниже.
Хотите узнать больше о том, как улучшить приземление? Подпишитесь на наш онлайн-курс Mastering Takeoffs and Landings здесь.
Станьте лучшим пилотом. Подпишитесь, чтобы получать последние видео, статьи и викторины, которые помогут вам стать умнее и безопаснее пилота.
Зарегистрироваться >
НАЗВАНИЕ
Тег
Автор
Дата
Аварийные посадки — AOPA
Различие предупредительных посадок, вынужденных посадок и аварийных посадок
Роберт Н.
Россье
Когда двигатель отказывается — и не запускается — следующим шагом является аварийная посадка. Существует три типа посадки вне аэропорта. Предупредительные посадки производятся с запасом мощности в ожидании реальной чрезвычайной ситуации. Вынужденная посадка производится с неработающим двигателем. А глиссирование — это вынужденная посадка в воду.
Важным различием между ними является уровень летальности. Ставка для предупредительных посадок составляет 0,06 процента. Если вы распознаете развивающуюся проблему с двигателем и сможете совершить предупредительную посадку, вы и ваши пассажиры, скорее всего, выживете. Уровень смертности при вынужденных посадках составляет примерно 10 процентов, что более чем в 1600 раз выше, чем при посадках в целях предосторожности. Наихудшие показатели у канав, около 20 процентов.
Превентивные преимущества
Предупредительная посадка имеет несколько преимуществ перед вынужденной посадкой. Вы можете использовать энергию, чтобы добраться до аэропорта или места посадки за пределами вашей дальности планирования или для компенсации ошибок в суждениях или технике. Если проблема развивается, может быть целесообразно ускорить предупредительную посадку. Задержка может привести к вынужденной посадке, как узнал пилот самодельного Bowers Fly Baby.
Самолет частично потерял мощность во время полета возле Конно, штат Огайо. Пилот решил обогнуть поле внизу и приземлиться. Двигатель потерял всю мощность сразу после его второго прохода и при движении по ветру. Самолет разбился недалеко от поля, ударившись о насыпь у дороги. Самолет был разрушен, пилот получил серьезные травмы.
Не все проблемы с двигателем дают время для предупредительной посадки. Пилотам иногда приходится играть так, как им выпало. В буклете, озаглавленном «Как разбить самолет (и выжить!)», руководитель программы авиационной безопасности FAA Мик Уилсон из окружного отдела летных стандартов Денвера приводит ряд замечательных замечаний, касающихся посадок вне аэропорта.
Контролируемое столкновение
Пока самолет находится под контролем, говорит Уилсон, чем медленнее, тем безопаснее. Избыточная скорость приводит к существенно более высокой энергии удара. Чтобы совершить вынужденную посадку с сохранением жизни, приблизитесь к земле и препятствиям чуть выше скорости сваливания.
Психологические соображения также важны. Результат, вероятно, будет лучше, если вы примете и справитесь с чрезвычайной ситуацией, а не попытаетесь избежать неизбежного. Пилоты, пытающиеся совершить опасные маневры, чтобы избежать посадки за пределами аэропорта, часто становятся статистикой. Так могло быть и в следующей аварии.
Самолет Beech A23 Musketeer взлетел со взлетно-посадочной полосы 27 на Симмонс-Филд в Форт-Брэгге, Северная Каролина, и поднялся примерно на 300 футов, где двигатель, по-видимому, потерял мощность. После запроса на немедленную посадку пилот сделал 90-градусный разворот вправо, потерял управление и разбился на курсе около 030°. Пилот и пассажир погибли в результате пожара после крушения.
Спасти кабину — главная цель при вынужденной посадке, — говорит Уилсон. Это становится возможным благодаря использованию таких необязательных конструкций самолета, как крылья и шасси, для поглощения энергии удара. Наземные объекты, такие как заборы и небольшие строения, также поглощают энергию.
Когда некуда было деваться, многие пилоты совершали успешные аварийные посадки, медленно и уверенно направляя самолеты к верхушкам деревьев. Небольшие деревья, кусты и растительность также могут помочь снизить скорость самолета и поглотить удар, что спасло сообразительного пилота Piper Tri-Pacer (PA-22-150).
Двигатель остановился на высоте 150 футов после того, как Tri-Pacer вылетел из муниципального района Уэст-Плейнс в штате Миссури. Пилот развернулся, чтобы избежать столкновения с деревьями в конце взлетно-посадочной полосы, и, чтобы смягчить удар, приземлился в зарослях двухметрового шиповника и кустов ежевики. Ни пилот, ни пассажир не пострадали.
При планировании любой аварийной посадки важно оценить направление и скорость ветра, а также длину и уклон выбранного участка. Большое поле не всегда необходимо. Живучий (9-G) замедление с 50 миль в час требует чуть менее 10 футов посадочной дистанции, говорит Уилсон. Как показывают следующие аварии, свободная зона захода на посадку и сохранение контроля над летательным аппаратом важнее идеальной зоны приземления.
Пилот Cherokee 140 недалеко от Эджуотера, штат Мэриленд, сообщил по рации в авиадиспетчерскую службу (УВД), что у него неполная мощность. Диспетчер направил его в ближайший аэропорт. Хотя сильный ветер благоприятствовал взлетно-посадочной полосе 30, пилот решил приземлиться по ветру на взлетно-посадочной полосе 12. Он усугубил ситуацию, когда решил развернуться и сделать круг до взлетно-посадочной полосы 30. Самолет начал набор высоты, круто накренился влево и разбился на мощности. линии. Пилот погиб, пассажир тяжело ранен.
Cessna 172 курсировала по Хьюстону, штат Техас, когда двигатель заглох из-за неисправного карбюратора. Лучшей доступной площадкой для посадки было небольшое поле возле нескольких домов в густом лесу. Самолет приземлился, пролетел около 500 футов и врезался в деревья. Пилот не пострадал.
При оценке места аварийной посадки часто лучше выбрать участок с чистой зоной захода на посадку, даже если поле неровное, слабый попутный или боковой ветер. Сталкиваться с объектами на земле на относительно низкой скорости намного безопаснее, чем сталкиваться с ними в воздухе на более высоких скоростях.
Аварийная подготовка
Одна из проблем, связанных с вынужденными посадками, заключается в том, что пилоты могут быть непреднамеренно искажены своей подготовкой. Из соображений безопасности инструкторы используют хорошее поле при отработке аварийных посадок. В реальном мире закон Мерфи почти гарантирует отказ двигателя на малой высоте над негостеприимной местностью. Если пилоты были приучены думать, что подходящее место для посадки всегда доступно, они могут не реагировать должным образом в ситуациях, когда нет разумных альтернатив.
В то время как симуляция аварийных ситуаций с отказавшим двигателем при отсутствии очевидных посадочных площадок может лучше подготовить пилотов к реальным аварийным ситуациям, сама по себе тренировка по отключению двигателя является рискованным делом. Моделирование может стать реальным, когда пилоты пытаются восстановиться после маневра.
Инструктор притормозил дроссельную заслонку Cessna 150, чтобы имитировать отказ двигателя во время начального набора высоты после взлета. Студент маневрировал самолетом в ответ на смоделированную аварийную ситуацию, но ни он, ни инструктор не включали подогрев карбюратора. Симуляция завершена, инструктор добавил мощность для восстановления. Двигатель закашлял и остановился. Инструктор совершил вынужденную посадку в зерновое поле. Ни один из пассажиров не пострадал, но самолет получил серьезные повреждения.
Смешные конфигурации
Наилучшая конфигурация самолета для вынужденной посадки является предметом горячих споров, особенно когда речь идет о положении шасси. На пересеченной местности с твердым покрытием может оказаться выгодным опустить передачу для поглощения энергии удара. Это преимущество теряется, если самолет переворачивается, так как лучшие удерживающие устройства не могут адекватно защитить людей от всенаправленных сил, возникающих в результате опрокидывания кабины. Большинство экспертов сходятся во мнении, что снаряжение должно быть подготовлено для приземления на мягкие поверхности, снег и воду.
Электрическая и топливная системы не спорят — закрепите их, чтобы уменьшить вероятность возгорания после аварии. И углы крена должны быть минимальными, чтобы не задеть законцовку крыла и не перевернуть самолет.
Основы посадки на воду
Скорость и направление ветра, а также «рельеф» являются важными факторами при посадке на воду. На больших открытых водоемах пилоты должны учитывать как волнение, так и направление моря. Волны часто больше, чем преобладающие ветровые моря. Они могут быть совершенно в другом направлении от моря, что усложняет выбор направления посадки.
Пилоты должны оценить направление и скорость ветра с учетом возможности бокового ветра самолета, чтобы определить наилучшее направление для посадки на воду. Лучше всего садиться против ветра и параллельно волнам, но это не всегда возможно. При скорости ветра менее 25 узлов возможна посадка параллельно волнам при боковом ветре.
Более высокая скорость ветра и ограничения по боковому ветру могут вынудить вас приземлиться под углом к волнам. Когда скорость ветра превысит 35 узлов, волны и волны, скорее всего, будут двигаться в одном направлении. Несмотря на то, что волны могут быть высокими, приземление против ветра сведет к минимуму скорость относительно земли и уменьшит удар, если вы пропустите вершину волны и врежетесь в встречную.
Пляжи с длинными прямыми участками, где можно приземлиться на мокрый твердый песок, являются привлекательными местами для посадки. К сожалению, эти пляжи часто забиты людьми. Единственной альтернативой в такой ситуации может быть высадка на берег. Не забудьте приземлиться за разбивающимися волнами; приземление в условиях сильного прибоя часто приводит к переворачиванию самолета и попаданию пассажиров в ловушку. Если вы находитесь рядом с островами, приземляйтесь у подветренного берега, где море и волны меньше.
Самая большая проблема при аварийной ситуации — не приземление.
Тройник латунный Tiemme 1/2″ ВР с внутренней резьбой фитинг 1500003
Аналогичные товары
Тройник Stout 1/2″ ВР с внутренней резьбой латунный SFT-0019-000012
160 руб
Описание
Тройник латунный Tiemme 1/2″ ВР с внутренней резьбой фитинг 1500003 предназначен для соединения стальных труб при монтаже трубопроводной сети в единую систему.
Конструкция
Тройник Tiemme 1500003 является равнопроходным и со всех трёх сторон снабжён внутренней цилиндрической резьбой размером 1/2″.
Область применения резьбовых латунных фитингов Tiemme
Резьбовые латунные фитинги Tiemme предназначены для применения в системах отопления, горячего и холодного водоснабжения, а также для транспортировки жидкостей и газов, неагрессивных к материалам фитингов Тиемме.
Условия эксплуатации латунных резьбовых тройников Tiemme
Латунные тройники Tiemme серии 1570 с внутренней резьбой могут использоваться совместно с водой, растворами гликолей (с концентрацией до 50%), маслом, сжатым воздухом и жидкостями, неагрессивными к материалам фитинга. Рабочее давление в системе может составлять до 30 бар (или до 10 бар с паром). Температура рабочей среды должна находиться в диапазоне от -20°C до +200°C.
Способ изготовления резьбовых латунных фитингов Tiemme
Резьбовые латунные фитинги Tiemme изготавливаются методом горячей штамповки из сантехнической латуни марки CW617N. Высокотехнологичная обработка внутренних и наружных поверхностей снижает риск зарастания системы и повышает антикоррозийные свойства фитинга.
Преимущества резьбовых латунных фитингов Tiemme
отличные прочностные характеристики позволяют фитингам выдерживать давление до 30 бар;
строгий контроль геометрии фитингов со стороны производителя;
высокий уровень герметичности;
простота монтажа — не требуется специальных дорогостоящих инструментов;
длительный срок эксплуатации.
Указания по монтажу резьбовых латунных фитингов Tiemme
Резьбовые фитинги Tiemme недопустимо замоноличивать в конструкции пола и стен.
В качестве уплотнения между фитингом Tiemme и трубопроводом должны использоваться материалы, соответствующие техническим параметрм системы. Во избежание возможных поломок, вызванных избыточным зажимом, необходимо не допускать избыточного количества уплотнительных материалов, применяемых в соединении.
При монтаже и эксплуатации латунных резьбовых фитингов Tiemme применение рычажных газовых ключей категорически запрещено!
Отклонение соосности соединяемых трубопроводов не должны превышать 3 мм при длине до 1 м плюс 1 мм на каждый последующий метр.
Готовый трубопровод необходимо проверить на герметичность при испытательном давлении с соблюдением правил СП 73.13330.2016 «Внутренние санитарно-технические системы зданий».
Технические характеристики
Производитель
Tiemme
Серия
1570
Артикул
1500003
Тип
резьбовые латунные фитинги
Тип фитинга
тройник
Назначение
для стальных труб
Область применения
системы отопления, холодного и горячего водоснабжения
Рабочая среда
вода, растворы гликолей (до 50%), масло, сжатый воздух
Материал корпуса фитинга
латунь CW617N
Покрытие
нет
Цвет
золотистый
Максимальное рабочее давление
до 30 бар (или 10 бар с паром)
Температура рабочей среды
от -20°C до +200°C
Способ соединения с трубопроводом
трубная резьба
Вид резьбы
внутренняя
Размер резьбы
1/2″
Срок службы
50 лет
Официальная гарантия производителя
5 лет
Страна-родина бренда
Италия
Страна производства
Италия
Тройник латунный Tiemme 3/4″ НР с наружной резьбой фитинг 1500225
Аналогичные товары
Тройник Stout 3/4″ НР с наружной резьбой латунный фитинг SFT-0017-343434
260 руб
Описание
Тройник латунный Tiemme 3/4″ НР с наружной резьбой фитинг 1500225 предназначен для соединения стальных труб при монтаже трубопроводной сети в единую систему.
Конструкция
Тройник Tiemme 1500225 является равнопроходным и со всех трёх сторон снабжён наружной цилиндрической резьбой размером 3/4″.
Область применения резьбовых латунных фитингов Tiemme
Резьбовые латунные фитинги Tiemme предназначены для применения в системах отопления, горячего и холодного водоснабжения, а также для транспортировки жидкостей и газов, неагрессивных к материалам фитингов Тиемме.
Условия эксплуатации латунных резьбовых тройников Tiemme
Латунные тройники Tiemme серии 1572 с наружной резьбой могут использоваться совместно с водой, растворами гликолей (с концентрацией до 50%), маслом, сжатым воздухом и жидкостями, неагрессивными к материалам фитинга. Рабочее давление в системе может составлять до 30 бар (или до 10 бар с паром). Температура рабочей среды должна находиться в диапазоне от -20°C до +200°C.
Способ изготовления резьбовых латунных фитингов Tiemme
Резьбовые латунные фитинги Tiemme изготавливаются методом горячей штамповки из сантехнической латуни марки CW617N. Высокотехнологичная обработка внутренних и наружных поверхностей снижает риск зарастания системы и повышает антикоррозийные свойства фитинга.
Преимущества резьбовых латунных фитингов Tiemme
отличные прочностные характеристики позволяют фитингам выдерживать давление до 30 бар;
строгий контроль геометрии фитингов со стороны производителя;
высокий уровень герметичности;
простота монтажа — не требуется специальных дорогостоящих инструментов;
длительный срок эксплуатации.
Указания по монтажу резьбовых латунных фитингов Tiemme
Резьбовые фитинги Tiemme недопустимо замоноличивать в конструкции пола и стен.
В качестве уплотнения между фитингом Tiemme и трубопроводом должны использоваться материалы, соответствующие техническим параметрм системы. Во избежание возможных поломок, вызванных избыточным зажимом, необходимо не допускать избыточного количества уплотнительных материалов, применяемых в соединении.
При монтаже и эксплуатации латунных резьбовых фитингов Tiemme применение рычажных газовых ключей категорически запрещено!
Отклонение соосности соединяемых трубопроводов не должны превышать 3 мм при длине до 1 м плюс 1 мм на каждый последующий метр.
Готовый трубопровод необходимо проверить на герметичность при испытательном давлении с соблюдением правил СП 73.13330.2016 «Внутренние санитарно-технические системы зданий».
Технические характеристики
Производитель
Tiemme
Серия
1572
Артикул
1500225
Тип
резьбовые латунные фитинги
Тип фитинга
тройник
Назначение
для стальных труб
Область применения
системы отопления, холодного и горячего водоснабжения
Рабочая среда
вода, растворы гликолей (до 50%), масло, сжатый воздух
Латунные фитинги для труб – Тройники 2 дюйма без свинца, NPT 125 PSI
(пока отзывов нет)
Написать рецензию
Тройник с резьбой NPT 2 дюйма — фитинг из бессвинцовой латуни 125#
Рейтинг Обязательно
Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
Комментарии Обязательно
Артикул:
Б2-И
Наличие:
В наличии
Вес:
2,70 фунта
В настоящее время:
$61,89
Часто покупают вместе:
Описание
Дополнительная информация
0 отзывов
Описание
Размеры: A=2,12
Одобрено ANSI/NSF 61-4 California AB 1953
Соответствует Федеральному закону штата о питьевой воде
Фитинги C, не содержащие свинца, соответствуют требованиям латуни WA0016
Латунные отливки соответствуют ASTM B584, UNS Alloy C89833
Размеры латунных фитингов соответствуют ASME B16. 15
Резьба NPT на всех фитингах соответствует ASME B1.20.1 AllClose
Дополнительная информация
Размер (дюймы):
2,00 (2 дюйма)
Тип материала:
Бессвинцовая латунь
Тип продукта:
Тройник
Категория:
Фитинги для труб
Номинальное давление (psi):
125
Вес (фунты):
2,7
Просмотреть всеЗакрыть
0 Отзывы
Посмотреть всеЗакрыть
сопутствующие товары
Клиенты также просмотрели
Сопутствующие товары
Клиенты также просмотрели
В корзину
Быстрый просмотр
2-дюймовая крестовина с резьбой NPT — фитинг из бессвинцовой латуни 125#
Сейчас:
$118,00
Размеры: A=2,12 Одобрено ANSI/NSF 61-4 California AB 1953 Соответствует требованиям Федерального закона штата о питьевой воде, не содержащим свинца Латунные фитинги соответствуют AWWA C800 Латунные отливки соответствуют.
Кто в детстве не мечтал о лазере? Некоторые мужчины мечтают до сих пор. Обычные лазерные указки с маленькой мощностью уже давно не актуальны, так как их мощность оставляет желать лучшего. Остается 2 пути: купить дорогостоящий лазер или сделать его в домашних условиях из подручных средств.
[adsp-pro-1]
Существуют следующие способы изготовления лазера своими руками:
Из старого или сломанного DVD привода
Из компьютерной мыши и фонарика
Из комплекта деталей, купленных в магазине электроники
Как сделать лазер в домашних условиях из старого DVD привода
Найдите нерабочий или ненужный DVD привод, имеющий функцию записи со скоростью записи выше 16x, которые выдают мощность более 160 мВт. Почему нельзя взять пишущий CD, спросите вы. Дело в том, что его диод излучает инфракрасный свет, не видимый человеческим глазом.
Извлеките лазерную головку из привода. Для доступа к “внутренностям” открутите винты, находящиеся на нижней части привода и извлеките лазерную головку, которая также удерживается с помощью винтов. Она может находиться в оболочке или под прозрачным окошком, а может и вовсе снаружи. Самое сложное – извлечь из нее сам диод. Внимание: диод очень чувствителен к статическому электричеству.
Добудьте линзу, без которой использование диода будет невозможно. Можно использовать обычное увеличительное стекло, но тогда каждый раз его придется крутить и настраивать. Или можно приобрести другой диод в комплекте с линзой, а потом заменить его на диод, извлеченный из привода.
Дальше придется купить или собрать схему для питания диода и собрать конструкцию воедино. В диоде DVD привода в качестве отрицательного вывода выступает центральный контакт.
Подключите подходящий источник питания и сфокусируйте линзу. Осталось только найти подходящий контейнер для лазера. Можно для этих целей использовать металлический фонарик, подходящий по размеру.
Рекомендуем посмотреть этот ролик, где все показано очень подробно:
Как сделать лазер из компьютерной мыши
[adsp-pro-2] [reklama]
Мощность лазера, сделанного из компьютерной мышки будет намного меньше, чем мощность лазера, изготовленного предыдущим способом. Процедура изготовления не сильно различается.
Первым делом найдите старую или ненужную мышь с видимым лазером любого цвета. Мышки с невидимым свечением не подойдут по понятным причинам.
Далее аккуратно разберите ее. Внутри заметите лазер, который придется отпаивать с помощью паяльника
Теперь повторите пункты 3-5 из вышеописанной инструкции. Различие таких лазеров, повторимся, только в мощности.
[reklama2]
Похожие записи
Лазер своими руками реально сделать из ДВД привода. Это не сложно
Каждый из нас держал в руках лазерную указку. Несмотря на декоративность применения, в ней находится самый настоящий лазер, собранный на основе полупроводникового диода. Такие же элементы устанавливаются на лазерных уровнях и дальномерах.
Следующее популярное изделие, собранное на полупроводнике – записывающий DVD привод вашего компьютера. В нем установлен более мощный лазерный диод, обладающей термической разрушительной силой.
Это позволяет прожигать слой диска, нанося на него дорожки с цифровой информацией.
Как работает полупроводниковый лазер?
Устройства подобного типа недорогие в производстве, конструкция достаточно массовая. Принцип лазерных (полупроводниковых) диодов основан на использовании классического p-n перехода. Работает такой переход, как и в обычных светодиодах.
Разница в организации излучения: светодиоды излучают «спонтанно», а лазерные диоды «вынужденно».
Общий принцип формирования так называемой «заселенности» квантового излучения выполняется без зеркал. Края кристалла скалываются механическим путем, обеспечивая эффект преломления на торцах, сродни зеркальной поверхности.
Для получения различного типа излучения может использоваться «гомопереход», когда оба полупроводника одинаковые, или «гетеропереход», с разными материалами перехода.
Собственно лазерный диод является доступной радиодеталью. Его можно купить в магазинах, торгующих радиодеталями, а можно извлечь из старого привода DVD-R (DVD-RW).
Важно! Даже простой лазер, используемый в световых указках, может серьезно повредить сетчатку глаза.
Более мощные установки, с прожигающим лучом, могут лишить зрения или нанести ожоги кожного покрова. Поэтому при работе с подобными устройствами, соблюдайте предельную осторожность.
Имея в распоряжении такой диод, вы сможете легко изготовить мощный лазер своими руками. Фактически, изделие может быть вовсе бесплатным, или обойдется вам за смешные деньги.
Лазер своими руками из ДВД привода
Для начала, необходимо раздобыть сам привод. Его можно снять со старого компьютера или приобрести на барахолке за символическую стоимость.
Информация: Чем выше заявленная скорость записи, тем более мощный прожигающий лазер применяется в приводе.
Сняв корпус, и отсоединив управляющие шлейфы, демонтируем пишущую головку вместе с кареткой.
Порядок извлечения лазерного диода:
Соединяем ножки диода между собой с помощью проволоки (шунтируем). При демонтаже может накопиться статическое электричество, и диод может выйти из строя
Удаляем алюминиевый радиатор. Он достаточно хрупкий, имеет крепление, конструктивно «заточенное» под конкретный ДВД привод, и при дальнейшей эксплуатации не нужен. Просто перекусываем радиатор кусачками (не повреждая диод)
Выпаиваем диод, освобождаем ножки от шунта.
Элемент выглядит так:
Следующий важный элемент – схема питания лазера. Использовать блок питания из DVD привода не получится. Он интегрирован в общую схему управления, извлечь его оттуда технически невозможно. Поэтому изготавливаем питающую схему самостоятельно.
Есть соблазн просто подключить 5 вольт с ограничительным резистором, и не мучиться со схемой. Это неверный подход, поскольку любые светодиоды (в том числе и лазерные) питаются не напряжением, а током. Соответственно нужен токовый стабилизатор. Самый доступный вариант – использование микросхемы LM317.
Выходной резистор R1 подбирается в соответствии с током питания лазерного диода. В данной схеме ток должен соответствовать 200 мА.
Собрать лазер своими руками можно в корпусе от световой указки, либо приобрести готовый модуль для лазера в магазинах электроники или на китайских сайтах (например, Али Экспресс).
Преимущество такого решения – вы получаете готовую регулируемую линзу в комплекте. Схема блока питания (драйвер) легко умещается в корпусе модуля.
Если вы решили изготовить корпус самостоятельно, из какой-нибудь металлической трубки – можно использовать штатную линзу от того же привода DVD. Только надо будет придумать способ крепления, и возможность юстировки фокуса.
Важно! Фокусировать луч необходимо при любой конструкции. Он может быть параллельным (если нужна дальность) или конусообразным (при необходимости получить концентрированное термическое пятно).
Линза в комплекте с регулирующим устройством именуется коллиматором.
Чтобы правильно подключить лазер из двд привода, нужна схема контактов. Вы можете отследить минусовой и плюсовой провод по маркировке, на монтажной плате. Сделать это нужно перед демонтажем диода. Если такой возможности нет – воспользуйтесь типовой подсказкой:
Минусовой контакт имеет электрическую связь с корпусом диода. Найти его не составит труда. Относительно минуса, расположенного внизу, плюсовой контакт будет справа.
Если у вас трехножечный лазерный диод (а таких большинство), слева будет или неиспользуемый контакт, или подключение фотодиода. Так бывает, если в одном корпусе расположен и прожигающий и считывающий элемент.
Основной корпус подбирается исходя из размера батареек или аккумуляторов, которые вы планируете использовать. В него аккуратно закрепите свой самодельный лазерный модуль, и прибор готов к применению.
С помощью такого инструмента можно заниматься гравировкой, выжиганием по дереву, раскроем легкоплавких материалов (ткань, картон, фетр, пенопласт и пр.).
Как сделать еще более мощный лазер?
Если вам необходим резак по дереву или пластику, мощности стандартного диода из ДВД привода недостаточно. Понадобиться либо готовый диод мощностью 500-800 мВт, либо придется потратить много времени на поиски подходящих DVD приводов. В некоторых моделях LG и SONY устанавливаются лазерные диоды мощностью 250-300 мВт.
Главное – что подобные технологии доступны для самостоятельного изготовления.
Фотолазер для лица – эффективное лечение стареющих рук
Благодаря достижениям в технологии лазерного лечения лица результаты стали более надежными и безопасными для любой области тела. Удаление коричневых пятен на руках (иногда называемых печеночными/пигментными пятнами) станет блеклым воспоминанием о прошлом. Как потенциальный пациент, мы объясним процесс технологии Photofacial Laser, как она работает и чего можно ожидать от лечения.
Как работает IPL Photofacial
Лазер Photofacial воздействует на поврежденную солнцем кожу, коричневые и красные пятна и стимулирует выработку коллагена, чтобы помочь уменьшить обветренный вид рук. Наконечник Photofacial Laser используется для концентрации интенсивного импульса света в области рук, что, в свою очередь, стимулирует усиление кровотока и выработку дополнительного коллагена в пораженной области. Процедура ощущается как резиновая лента, щелкающая по коже, и в течение двух недель темные пятна отслаиваются, показывая улучшение состояния кожи.
Лазерное оборудование Cutera Photofacial Laser доступно уже несколько лет, и доктор Рубаум, директор компании Laser Image, считает эту технологию лучшей на рынке на сегодняшний день. Как глава медицинского спа-салона, специализирующегося на неинвазивных косметических процедурах, он заявил : «Пациенты забывают, что наше первое деловое или личное знакомство — это взгляд на лицо, а затем протягивание руки для рукопожатия. Фототерапия лица лазером может омолодить руку, удалив коричневые пятна и стимулируя выработку коллагена для разглаживания кожи.
Что говорят врачи об IPL PhotoFacial
Д-р Рубаум продолжил, «Эта новая лазерная технология для фотолица позволяет размещать насадку непосредственно на коже без использования геля, обеспечивая постоянство параметров лечения. Такая последовательность дает пациенту одинаковую эффективность на всей руке». Длина волны света этого лазера специально разработана для воздействия на поврежденную более темную пигментацию, что снижает вероятность повреждения окружающей кожи. «Доктор. Рубаум продолжил, «В качестве меры предосторожности мы тестируем участок кожи, чтобы увидеть реакцию пациента на лечение. Это всегда первый шаг в правильном плане ухода за кожей и в процессе лечения».
В целях предосторожности пациенту будет сделана тестовая проба на руке, и через 10 минут будет оценена реакция и проведено полное лечение. В течение 24 часов после лазерной фототерапии лица пациенты заметят, что пятна на руках становятся темно-коричневыми, что иногда называют перченым эффектом. Эти темные пятна в конечном итоге отслаиваются в течение десяти дней или двух недель, оставляя более яркую и сияющую кожу. При необходимости могут потребоваться дополнительные процедуры. Сочетание процедуры Photofacial Laser с эффективным режимом домашнего ухода и хорошим солнцезащитным кремом (SPF 30) улучшит ваши результаты и предотвратит возвращение пигментации.
Посетите компанию Laser Image и позвольте нам помочь обновить ваши руки.
Шарлотта Петтерссон
Шарлотта Петтерссон, врач-косметолог, , работает в индустрии красоты с 2002 года. Она получила международное образование в Школе эстетиков и косметологов в Стокгольме, Швеция, и имеет степень магистра в области моды, печати и косметического макияжа. Ее опыт работы с ведущими пластическими хирургами привел к созданию новых передовых методов лечения кожи.
О компании Laser Image: Клиника была результатом сотрудничества доктора Лада Рубаума, ЛОР, лицевого пластического хирурга, и Джона Сантоликвидо, специалиста по лазерной технике и инструктора, с намерением обучить пациентов всем новейшим доступным неинвазивным косметическим процедурам. Мы специализируемся на передовых методах лечения с использованием Microneedlng с PRP. Наши специалисты по инъекциям используют ботокс для разглаживания морщин и могут создавать потрясающие изменения с помощью дермальных наполнителей, таких как Juvederm, Voluma, Vollure и Restylane. Наши современные лазеры могут лечить любой цвет кожи. Мы предлагаем лазерную подтяжку кожи, лазерное удаление волос и вен, IPL, Photofacial, Genesis для стимуляции выработки коллагена и розацеа, Exilis для плавления жира и фракционный лазер для шрамов от угревой сыпи, морщин, повреждений от солнца и растяжек. Персонал был отобран доктором Рубаумом за их обширные знания и опыт в конкретных процедурах, которые они проводят. Будь то лазер для подтяжки кожи или филлер для увеличения губ, компания Laser Image поможет вам.
More Posts
Hand Rejuvenation NYC, Лазерные процедуры омоложения рук
Многие люди очень заботятся о своем лице с помощью бесчисленных кремов и косметических процедур, таких как ботокс и кожные наполнители, игнорируя одно из первых мест, где появляются признаки старения, наши руки. Наши руки являются явным признаком возраста, поскольку они подвергаются воздействию солнца, постоянному мытью и частому использованию во всех видах деятельности. С возрастом на наших руках часто появляются морщины и солнечные пятна в дополнение к потере объема, потери эластичности и увеличению видимости вен. В то время как большинство пациентов понимают важность омоложения лица, с ростом популярности жидкостной подтяжки лица руки также нуждаются в особом внимании. Доктор Мишель Грин — сертифицированный дерматолог, который может разработать для вас специальный протокол омоложения рук в своем частном дерматологическом кабинете в Нью-Йорке, чтобы ваши руки выглядели и чувствовали себя моложе, чем раньше.
Руки особенно подвержены воздействию факторов окружающей среды и солнечных лучей, так как люди стараются защитить лицо и шею. Например, многие люди забывают наносить солнцезащитный крем на руки, а если и наносят, то забывают наносить его повторно, когда моют руки. В результате солнечные пятна и темные пятна становятся заметными на наших руках в дополнение ко всем другим возрастным проблемам, которые влияют на нашу кожу. Это включает истончение кожи и снижение выработки коллагена и эластина. Процедуры омоложения рук, такие как лазер Fraxel, лазер VBeam, Thermage и дермальные наполнители, среди прочего, могут восстановить утраченный коллаген, подтянуть кожу и обновить тон и текстуру кожи.
Если вы заинтересованы в обновлении внешнего вида стареющих рук, вам поможет сертифицированный дерматолог доктор Мишель Грин. Доктор Грин — нью-йоркский эксперт в области минимально инвазивных косметических процедур, таких как Ботокс®, VBeam, Restylane, лазерное лечение Fraxel® и Thermage. Благодаря процедурам омоложения рук доктора Грина ваши руки будут обновлены и обретут более молодой вид. Обладая более чем 25-летним опытом работы в качестве ведущего дерматолога в Нью-Йорке, доктор Грин будет использовать самые передовые технологии, чтобы предоставить вам самое лучшее омоложение рук в Нью-Йорке.
Что такое омоложение рук?
В процессе естественного старения руки теряют жировую ткань, что делает ваши сухожилия и вены более заметными. Руки также получают столько же солнечного света, сколько и лицо, но часто не защищены солнцезащитным кремом, который ускоряет процесс старения и заставляет ваши руки выглядеть еще старше. Наши руки показывают свой возраст по появлению возрастных пятен, расширению вен и дряблости кожи, но существует ряд вариантов лечения, которые могут омолодить их. Существует несколько различных методов, используемых доктором Грином для улучшения внешнего вида стареющих или поврежденных солнцем рук: лазерное лечение, дермальные наполнители, шлифовка и другие методы.
Некоторые из наиболее распространенных процедур омоложения рук включают лазер Fraxel, лазер VBeam, лазер AlexTrivantage, интенсивный импульсный свет (IPL), дермальные наполнители и термаж, а также другие варианты. Лазер Fraxel, лазер Intense Pulsed Light и AlexTrivantage могут удалить солнечные повреждения, солнечные пятна и другие формы гиперпигментации. Лазер VBeam можно использовать для удаления сосудистых звездочек, а также для уменьшения покраснения кожи. Лазер Thermage может подтянуть кожу, регенерируя новый коллаген и эластин в коже. Кожные наполнители, такие как Juvederm и Restylane, могут восстановить потерянный объем и коллаген. Кремы для местного применения, такие как гидрохинон, также могут использоваться для уменьшения обесцвечивания и часто используются в сочетании с другими методами лечения для достижения оптимальных результатов. Комбинированный подход доктора Грин в ее частном офисе в Нью-Йорке обеспечивает наилучшие результаты для омоложения рук, восстановления юношеского объема и улучшения тона и текстуры кожи.
Кто является хорошим кандидатом на процедуру омоложения рук?
Лучшими кандидатами на омоложение рук являются пациенты в возрасте 21 года и старше, которые недовольны внешним видом своих рук и хотят восстановить тонус, текстуру и объем кожи. Кроме того, пациенты, которые страдают от сильного солнечного повреждения и имеют солнечные пятна, гиперпигментацию, возрастные пятна на руках или имеют какие-либо признаки дряблости, выступающих костей или выступающих вен, являются хорошими кандидатами на процедуры омоложения рук. Лучше всего поговорить с сертифицированным дерматологом, прежде чем приступать к каким-либо процедурам омоложения рук, чтобы определить конкретные противопоказания для каждого варианта лечения.
Процедуры для омоложения рук
Существует множество способов омоложения рук, которые не зависят от пластической хирургии. В следующем списке приведены некоторые из возможных процедур омоложения рук. Лучший вариант лечения для вас зависит от того, что вас беспокоит, будь то дряблость кожи или гиперпигментация. При этом также будет учитываться тон вашей кожи, поскольку некоторые методы лечения могут вызывать неблагоприятные побочные эффекты, такие как поствоспалительная гиперпигментация.
Лазер Fraxel – Лазер Fraxel – это лазер для шлифовки кожи, в котором используется технология фракционного лазера для создания микроскопических зон обработки на коже. Лазер помогает стимулировать выработку нового коллагена, одновременно удаляя верхний слой кожи, благодаря чему новый слой кожи становится более ровным по тону и текстуре. Этот лазер отлично подходит для удаления солнечных пятен, повреждений от солнца и нежелательного пигмента, улучшая текстуру кожи.
IPL (интенсивный импульсный свет) — это терапия фотоомоложения, в которой используются различные длины волн для устранения видимых повреждений, вызванных солнцем, загрязнением окружающей среды и стрессами окружающей среды. Его можно использовать для лечения темных пятен, солнечных повреждений, дряблости кожи и старения кожи.
Кожные наполнители (такие как Juvederm, Restylane Lyft, Sculptra и Radiesse) часто состоят из гиалуроновой кислоты, природного ингредиента, который содержится в нашем организме и может естественным образом увеличивать нашу кожу. Инъекции наполнителей отлично подходят для восстановления потерянного объема и, таким образом, минимизации появления морщин.
Thermage® FLX — это золотой стандарт неинвазивной подтяжки кожи. Он использует радиочастотную энергию для нагрева более глубоких слоев кожи, что стимулирует регенерацию коллагена и уменьшает дряблость кожи. Это приводит к более упругой и упругой коже с менее заметными морщинами, которая выглядит и чувствует себя моложе.
Лазер V-Beam® — это импульсный лазер на красителях, который уже более 20 лет используется для удаления сосудистых звездочек и покраснений кожи. Он использует длину волны 595 нм, которая безопасно и эффективно удаляет только красный пигмент в коже, оставляя остальную часть кожи нетронутой.
Химический пилинг использует химические растворы для отшелушивания верхнего слоя кожи, удаляя омертвевшие клетки кожи, очищая поры и стимулируя выработку нового коллагена. Это помогает улучшить обесцвечивание, пигментацию и тонкие линии.
Средства по уходу за кожей, такие как ретиноиды, ретин-А, альфа-гидроксикислоты и кремы для осветления кожи, могут помочь улучшить общее состояние кожи и могут обеспечить оптимальные результаты в сочетании с косметическими процедурами для удаления солнечных повреждений и любых солнечных пятен.
Что лучше всего подходит для омоложения рук?
Когда дело доходит до омоложения рук, ни одна «лучшая» методика не подходит для всех пациентов. В зависимости от ваших потребностей, вы можете получить больше пользы от одних методов лечения, чем от других, хотя в целом большинство пациентов предпочитают неинвазивные варианты лечения, а не хирургические процедуры. Если вы боретесь с обвисшей кожей на руках, вам может подойти процедура подтяжки кожи Thermage FLX. Если вы имеете дело с солнечными пятнами и обесцвечиванием, лазеры для шлифовки кожи, такие как лазер Fraxel или лазер AlexTrivantage, могут быть наиболее полезным вариантом лечения. Если вас беспокоят выступающие вены, подходящим выбором может быть комбинация дермальных филлеров и склеротерапии. Когда вы работаете с доктором Грин, она внимательно изучит вашу историю болезни, текущее состояние кожи и индивидуальные цели, чтобы создать индивидуальный план лечения, который наилучшим образом соответствует вашим потребностям.
Могут ли кожные наполнители омолаживать руки?
Кожные наполнители представляют собой инновационную косметическую процедуру в мире дерматологии благодаря их безопасному и эффективному воздействию на различные участки тела. Несколько различных кожных наполнителей, в том числе Radiesse, Sculptra и Restylane Lyft, безопасны для использования на руках и обеспечивают восстановление объема и уменьшение тонких линий и морщин на коже рук. Хотя не все составы дермальных наполнителей предназначены для ухода за руками, Radiesse (дермальный наполнитель на основе гидроксиапатита кальция), Sculptra (дермальный наполнитель на основе поли-L-молочной кислоты) и Restylane Lyft (дермальный наполнитель на основе гиалуроновой кислоты) являются отличными вариантами для омоложения рук. способствуя выработке коллагена в месте инъекции и вокруг него.
Подобно процедурам, проводимым на лице, дермальные наполнители можно использовать для подтяжки кожи и обновления рук путем введения под кожу. Доктор Грин использует различные дермальные наполнители, чтобы освежить руки и заменить утраченный коллаген в коже. Sculptra , Restylane и Radiesse – эффективные инъекционные наполнители для восстановления утраченного объема. Radiesse был первым филлером, одобренным FDA для тыльной стороны кистей. Этот наполнитель работает немедленно, добавляя объем под кожу и стимулируя естественную выработку коллагена в организме с течением времени. Было показано, что естественные результаты сохраняются у многих пациентов в течение года или более, что делает результаты лечения полезными как в краткосрочной, так и в долгосрочной перспективе.
Инъекции Sculptra® действуют так же, как Radiesse®, в том смысле, что Sculptra является биостимулятором и стимулирует выработку нового коллагена взамен утраченного с течением времени. Недавно филлер на основе гиалуроновой кислоты Restylane® Lyft (также известный как Perlane) был одобрен FDA для восполнения потери объема тыльной стороны кистей. Кожные наполнители на основе гиалуроновой кислоты используют естественное вещество в организме, чтобы стимулировать выработку коллагена, помогая сгладить появление тонких линий и морщин.
Некоторые пластические хирурги предпочитают пересадку жира или пересадку жира на руки, когда они переносят нежелательный жир из других частей тела на руки, чтобы добавить объем. Доктор Грин не выполняет трансплантацию жира и не рекомендует этот тип пластической хирургии, поскольку этот метод требует сначала липосакции, а затем переноса жира на руки во время одного визита. Она верит в повышение доступности минимально инвазивных косметических процедур, которые не требуют нежелательного простоя и несут меньший риск для здоровья по сравнению с инвазивными процедурами. Для достижения наилучших косметических результатов доктор Грин часто накладывает различные дермальные наполнители, чтобы эффективно компенсировать потерю объема и освежить внешний вид ваших рук. Единственным побочным эффектом этой процедуры омоложения рук являются случайные синяки из-за кожных наполнителей, поэтому время простоя очень мало.
Средство от возрастных и коричневых пятен для омоложения рук
Солнечные лучи негативно сказываются на нашей коже, в том числе на тыльной стороне рук. В настоящее время существует множество эффективных способов удаления пигментных пятен, вызванных воздействием солнца. В зависимости от степени повреждения солнцем и типа вашей кожи существует несколько различных вариантов лазерной обработки для удаления этих солнечных пятен. Лазер Fraxel Dual является золотым стандартом лазерной шлифовки кожи и может удалить поверхностную пигментацию, солнечные повреждения и коричневые пятна на поверхности кожи практически без простоя. Другой очень популярный метод — интенсивный импульсный свет (IPL), так как этот тип света может лечить морщины, солнечные пятна и покраснения на тыльной стороне рук без простоев. Доктор Грин использует лазер AlexTrivantage от Candela для более глубоких и заметных солнечных пятен. Протокол доктора Грина часто сочетает лазер Fraxel для тонких линий с AlexTrivantage для общего повреждения солнцем для индивидуальной процедуры омоложения рук. Одним из преимуществ лечения лазером Fraxel является то, что благодаря микроимпульсам лазерной энергии увеличивается выработка коллагена и в целом кожа выглядит моложе.
Подобно химическому пилингу при обесцвечивании лица и повреждении солнцем, солнечные пятна на руках и предплечьях можно лечить с помощью химического пилинга. Комбинация гидрохинона и ретиноидов также может сочетаться с химическим пилингом, чтобы уменьшить пигментацию, увеличить обновление кожи и сделать вашу кожу гладкой и омоложенной. Одним из преимуществ химического пилинга на отдельных участках, таких как лицо, руки, спина или шея, является то, что вы можете настроить свои процедуры для конкретной области повреждения. В каждой области вы можете улучшить тон, текстуру, пигментацию и тонкие линии, чтобы кожа выглядела моложе. Пилинги и лазерные процедуры требуют минимального времени простоя и являются самыми популярными процедурами омоложения рук.
59-летний мужчина, AlexTrivantage от солнечных пятен, через 2 месяца после лечения, 2 процедуры
Подтяжка кожи для омоложения рук
Термаж — популярная процедура для подтяжки кожи любая область лица или тела, включая руки. Это отличный вариант для омоложения рук, который может помочь уменьшить дряблость кожи рук, которая часто появляется с возрастом. Благодаря радиочастотному теплу образуется новый коллаген, который восстанавливает и омолаживает руки. Со временем новый коллаген создает и утолщает вашу кожу, поэтому ваши руки выглядят более упругими и молодыми. Наилучшие результаты видны в течение шести месяцев после процедуры, поскольку для накопления коллагена требуется время. Всего одна процедура Thermage необходима для получения долгосрочных результатов, которые могут длиться до двух лет, хотя мы рекомендуем проводить Thermage один раз в год для неизменно молодых рук.
Доктор Грин предлагает новейшие технологии, предлагая своим пациентам новый Thermage FLX . Thermage FLX основан на радиочастотных инновациях первого устройства Thermage, но имеет улучшения для повышения комфорта пациентов и скорости лечения. Портативное устройство Thermage FLX имеет более широкий обрабатывающий наконечник, который может покрывать на 25% больше площади поверхности, обеспечивая повышенное покрытие и комфорт. Кроме того, Thermage FLX использует запатентованную алгоритмическую технологию AccuREP™, которая предлагает корректировку в реальном времени для каждого импульса, помогая повысить точность каждой процедуры.
Какой лазер лучше всего подходит для омоложения кожи?
Когда речь идет о лазерном омоложении кожи, несколько неинвазивных лазеров могут помочь улучшить внешний вид рук. Если вы боретесь с обесцвечиванием или покраснением из-за выступающих вен, лучше всего подойдет лазер V-Beam или интенсивный импульсный свет. Тем, кто борется с коричневыми пятнами или пигментными пятнами на руках, лазеры Fraxel Dual, AlexTrivantage и/или лазеры Intense Pulsed Light могут помочь оживить кожу. Кроме того, если вы имеете дело с дряблой кожей или дряблостью кожи, Thermage FLX может помочь увеличить выработку нового коллагена и восстановить упругость рук. Независимо от ваших потребностей в омоложении рук, существуют отличные неинвазивные решения, которые могут помочь, а некоторые процедуры лазерной шлифовки кожи можно даже комбинировать для оптимизации плана лечения. Лучший лазер для омоложения кожи будет зависеть от того, чего вы пытаетесь достичь для своих рук.
Рестилайн для омоложения рук – 3 месяца
Часто задаваемые вопросы и ответы
Работает ли омоложение рук?
Да! Хотя коричневые пятна, морщины и выступающие вены на руках являются естественными аспектами процесса старения, неинвазивные методы омоложения рук могут безопасно и эффективно уменьшить проявления старения на руках. Процедуры омоложения рук, такие как лазерная шлифовка кожи, склеротерапия, химический пилинг, местное лечение и дермальные наполнители, — все это очень успешные методы омоложения рук. Доктор Грин обладает более чем двадцатилетним опытом неинвазивных методов омоложения кожи и помог бесчисленному количеству пациентов омолодить руки.
Как проводится омоложение рук?
Первый шаг на пути к омоложению рук — прийти на первичную консультацию к сертифицированному дерматологу, такому как доктор Мишель Грин. Во время консультации вы обсудите, каковы ваши эстетические цели для рук, будь то солнечные пятна, подтяжка кожи или увеличение объема. Затем доктор Грин расскажет о вариантах лечения и ответит на любые ваши вопросы. После этого вы запланируете еще одну встречу, на которой вы пройдете лечение, обсудив, будет ли это лазер Fraxel, термаж или комбинация процедур. Для некоторых вариантов омоложения рук потребуется местная анестезия, чтобы свести к минимуму любой дискомфорт или боль, которые вы можете почувствовать во время процедуры. В этих случаях доктор Грин пропишет обезболивающий крем, который необходимо нанести толстым слоем за час до визита. Вам также может потребоваться пройти несколько сеансов лечения в зависимости от того, чего вы пытаетесь достичь.
Что используется для омоложения рук?
Существует ряд различных вариантов лечения, которые можно использовать для омоложения рук, в зависимости от того, что будет использоваться. К ним относятся лазер Fraxel, интенсивный импульсный свет, AlexTrivantage, химические пилинги, Thermage и дермальные наполнители. Для лазера Fraxel, AlexTrivantage и дермальных наполнителей потребуется местная анестезия, чтобы свести к минимуму любой дискомфорт или боль, которые вы можете почувствовать. Доктор Грин пропишет обезболивающий крем, который нужно нанести толстым слоем за час до назначенного времени. Обезболивающий крем и область, подвергающаяся обработке, будут тщательно очищены перед процедурой. После процедуры доктор Грин может порекомендовать некоторые продукты по уходу за кожей или протокол ухода за кожей для поддержания и продления ваших результатов.
Каковы результаты процедуры омоложения рук?
Результаты омолаживающих процедур для рук зависят от того, что вы пытаетесь лечить, и от результатов, которых вы пытаетесь достичь. Различные варианты лечения дадут разные результаты и могут иметь разное время до появления результатов. Некоторые процедуры, такие как дермальные наполнители, такие как Restylane и Radiesse, дают немедленные результаты сразу после завершения процедуры. Другим дермальным наполнителям, таким как Sculptra, для достижения оптимальных результатов может потребоваться до шести недель, поскольку для накопления коллагена требуется время. Лазерные процедуры могут включать одну или несколько процедур, чтобы обратить вспять вредное воздействие солнца и удалить коричневые пятна. С помощью малоинвазивных лазеров, таких как лазер AlexTrivantage, солнечные пятна часто можно лечить за один-два сеанса, а восстановление занимает всего несколько дней. Чтобы увидеть косметические результаты, лечение лазером Thermage требует больше времени, так как для ремоделирования коллагена и полного косметического эффекта может потребоваться от 4 до 6 месяцев. Все эти процедуры направлены на то, чтобы ваши руки выглядели и чувствовали себя моложе.
AlexTrivantage от солнечных пятен, 1 месяц после лечения
Как долго длится омоложение рук?
Продолжительность омоложения рук зависит от используемого лечения. Fraxel и IPL, используемые для устранения вредного воздействия окружающей среды на ваши руки, могут иметь долгосрочные результаты. Тем не менее, необходимо правильно избегать солнца и пользоваться солнцезащитным кремом, чтобы новое повреждение от солнца не повлияло на ваши результаты. Чтобы сохранить результаты любой процедуры омоложения рук, мы рекомендуем пациентам включать легкий солнцезащитный крем с SPF 30 или выше в свой ежедневный уход за кожей. Без нового пребывания на солнце, в сочетании с лазерной шлифовкой кожи, химическими пилингами или рекомендованными врачом местными процедурами, темные пятна и повреждения от солнца исчезнут.
Другие процедуры, которые придают объем рукам, такие как кожные наполнители, могут действовать от шести до 12 месяцев в зависимости от того, какой тип кожного наполнителя используется. Restylane действует примерно от шести до девяти месяцев, тогда как инъекции Sculptra могут действовать до двух лет. Большинство пациентов периодически возвращаются для корректирующих инъекций, чтобы сохранить эти косметические результаты. Для пациентов, проходящих лечение Thermage FLX, результаты также могут сохраняться до двух лет. Пациенты часто продолжают коррекцию кожи ежегодно или раз в два года, чтобы продолжать улучшать эластичность кожи и поддерживать стабильные результаты.
Как избавиться от крупных вен на руках?
Поскольку кожа истончается и с возрастом мы теряем коллаген, одним из наиболее заметных признаков старения рук являются лопнувшие кровеносные сосуды и выступающие вены. Хотя выступающие вены не обязательно являются процессом, который можно «вылечить», многие из нежелательных эффектов выступающих или крупных вен можно обратить вспять и уменьшить с помощью неинвазивных процедур омоложения рук. Выступающие вены часто могут приводить к появлению покраснений и обесцвечиванию кожи, которые можно лечить с помощью лазеров для шлифовки кожи. Кроме того, появление выступающих вен можно лечить с помощью склеротерапии, которая может уменьшить кровеносные сосуды и значительно уменьшить выступающие вены. При введении кожных наполнителей выступающие вены на руках становятся менее заметными, что делает эту процедуру одной из самых популярных процедур омоложения рук. Кожные наполнители, такие как Restylane и Juvederm, также можно вводить в руки. Дополнительный объем восстановит утраченный объем, увеличит выработку коллагена, сведет к минимуму появление вен и вернет рукам более молодой вид. Кроме того, любое покраснение, лопнувшие капилляры и лопнувшие кровеносные сосуды можно лечить с помощью IPL и Лазер Vbeam .
Сколько стоит омоложение рук?
Стоимость омоложения рук зависит от варианта лечения, географического положения и опыта врача. Лазерное лечение может стоить от 800 до 1500 долларов, в зависимости от типа необходимого лазера. Кожные наполнители различаются по цене в зависимости как от количества необходимого наполнителя, так и от типа наполнителя, необходимого для восстановления потерянного объема. Эти цены могут сильно варьироваться в зависимости от того, в каком штате вы находитесь и идете ли вы к сертифицированному косметическому дерматологу или в MedSpa. MedSpa обычно берут более низкие цены по сравнению с дерматологическими кабинетами, но у них нет опыта, который есть у сертифицированного дерматолога, такого как доктор Мишель Грин. Доктор Грин имеет более чем 25-летний опыт работы и знает, какие процедуры лучше всего подходят для ваших проблем с кожей. Она поможет создать индивидуальный план омоложения рук, который принесет результаты и сведет к минимуму риск любых побочных эффектов.
Уход за кожей для омоложения рук
Когда дело доходит до омоложения рук, существует множество средств по уходу за кожей, которые могут помочь оживить руки. Ретиноиды и кремы и сыворотки на основе ретинола могут помочь омолодить кожу, стимулируя обновление клеток, создавая более молодой вид. Если пациенты имеют дело с коричневыми пятнами или обесцвечиванием на тыльной стороне рук, им может помочь гидрохинон. Осветляющие кремы, отпускаемые по рецепту, обычно содержат гидрохинон в концентрации 4% для оптимального осветления кожи.
Что касается антивозрастных средств для кожи, сыворотка с витамином С отлично подходит для питания кожи и предотвращения повреждения свободными радикалами, ускоряющими старение. Витамин С является мощным антиоксидантом, который стимулирует выработку коллагена и увеличивает обновление клеток кожи. Это работает, чтобы уменьшить появление морщин, темных пятен и прыщей, замедляя раннее старение кожи и предотвращая повреждение солнцем. MGSKINLABS доктора Грин предлагает свою популярную сыворотку Vita-C , чтобы помочь своим пациентам омолодить кожу лица, рук и шеи.
Для пациентов, которые стремятся предотвратить дальнейшие признаки старения, наиболее эффективным подходом является использование ежедневного некомедогенного увлажняющего крема, а также ежедневного солнцезащитного крема широкого спектра действия с SPF, в идеале 50 или выше. MGSKINLABS предлагает широкий выбор полезных увлажняющих и увлажняющих солнцезащитных средств, в том числе Крем против морщин Absolute Recovery для омоложения кожи и Солнцезащитный крем Broad Spectrum SPF 50+ .
Как подготовиться к процедуре омоложения рук?
Во время первой консультации доктор Грин обсудит с вами наилучшие варианты омоложения рук. Если вам назначено лазерное лечение, необходимо строго избегать солнца. Лазерные процедуры, такие как Fraxel и IPL, нельзя проводить на загорелой коже. Если запланированы кожные наполнители, рекомендуется воздержаться от приема аспирина, мотрина, адвила, мотрина, зверобоя, перорального приема витамина Е, поливитаминов, травяных добавок и любых препаратов, разжижающих кровь, по крайней мере за 10 дней до процедуры, чтобы избежать синяков. .
Как начать омоложение рук сегодня?
Доктор Мишель Грин является всемирно известным экспертом в области кожных наполнителей, ботокса, косметических инъекционных препаратов, лазерной терапии и других методов лечения, направленных на устранение последствий процесса старения.
Вес трубы ПНД 110, от чего зависит и каким бывает?
Труба полиэтиленовая диаметром 110 мм бывает различных вариантов по толщине стенки. SDR — это соотношение наружного диаметра и толщины стенки. Вес трубы ПНД 110 является производной величиной от плотности материала. Теоретическая масса, указанная ниже в таблице, поможет определить численное значение веса трубы пнд 110 при различных SDR. Для удобства ваших расчетов, предлагаем две таблицы.
Вес трубы ПНД 110 : таблица №1
Расчетная масса 1 м труб из полиэтилена ПЭ-100, d 110 мм:
наружный
диаметр, мм
SDR и вес (кг)
номин.
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
110
0,930
1,16
1,42
1,77
2,07
2,16
2,61
3,14
3,78
4,49
5,25
Труба пнд 110 толщина стенки мм и SDR: таблица №2
наружный
диаметр, мм
SDR и толщина стенки (мм)
номин.
SDR 41
SDR 33
SDR 26
SDR 21
SDR 17,6
SDR 17
SDR 13,6
SDR 11
SDR 9
SDR 7,4
SDR 6
110
3,4
4,2
5,3
6,3
6,6
8,1
10
12,3
Труба ПНД 110 купить
Трубы нержавеющие сварные диаметр 50,8 мм
Для просмотра вариантов выберите диаметр
матовая
шлифованная
зеркальная
Трубы сварные Ø50,8 мм из нержавеющей стали
Наименование, размер
Поверх-ность
Марка стали
Длина
Вес метра
Вес штуки
Труба сварная Ø50,8 х 1,5
матовая
AISI 304
6
1,835
11,01
Труба сварная Ø50,8 х 2
матовая
AISI 304
6
2,423
14,54
Труба сварная Ø50,8 х 2,5
матовая
AISI 304
6
2,997
17,98
Труба сварная Ø50,8 х 3
матовая
AISI 304
6
3,559
21,35
Наименование, размер
Поверх-ность
Марка стали
Длина
Вес метра
Вес штуки
Труба сварная Ø50,8 х 1,5
шлиф.
AISI 304
6
1,835
11,01
Труба сварная Ø50,8 х 2
шлиф.
AISI 304
6
2,423
14,54
Наименование, размер
Поверх-ность
Марка стали
Длина
Вес метра
Вес штуки
Труба сварная Ø50,8 х 1,5
зеркало
AISI 304
6
1,835
11,01
Труба сварная Ø50,8 х 2
зеркало
AISI 304
6
2,423
14,54
Вес погонного метра трубы и целой трубы указан в килограммах, с учетом плотности используемой марки стали, но без учета допустимых отклонений по наружным размерам, толщине стенки и длине трубы.
Для расчета веса плотность стали принята:
для стали 08Х18Н10 (AISI 304) равной 7,9 г/см3
Допустимые отклонения от номинальных размеров для круглой трубы диаметром 50,8 миллиметров и стенкой 1,5; 2; 2,5 и 3 миллиметра составляют следующие значения:
Наружный размер ± 1% Толщина стенки ± 0,2-0,25мм Длина + 15мм; -0мм
Допускается овальность, не выводящая размеры трубы за пределы допустимых отклонений по диаметру. Разностенность труб не должна выводить толщину стренки за пределы допустимых отклонений. Кривизна не должна превышать 1,5мм на 1-ин метр длины трубы.
Назначение и применение
Стальные сварные круглые трубы диаметром 50,8 миллиметров с толщиной стенки 1,5-3 миллиметра применяются для производства трубопроводов и металлических конструкций бытового и промышленного назначения.
Небольшой диаметр и широкий выбор стенок, а так же различные виды исполнения поверхности, обеспечивают возможность производства легких и привлекательных металлоконструкций наружного и внутреннего применения, сооружения бытовых и промышленных коррозионно-стойких трубопроводов различного назначения.
Поставки электросварных труб диаметром 50,8 мм из нержавеющей стали
Наша компания поставляет круглые электросварные трубы диаметром 50,8 мм из нержавеющей стали различных марок и с различными видами отделки поверхности в любых количествах от 1-ой трубы, за наличный и безналичный расчет.
Нашим клиентам мы предлагаем доставку, резку и другие услуги по металлообработке приобретенной у нас продукции.
Калькулятор веса свободного металла [труба, пластина, уголок и т. д.]
Вот наш бесплатный калькулятор веса металла для труб, пластин, швеллеров, уголков и многих других форм:
Он встроен в G-Wizard Calculator на вкладке Quick Ref. Это бесплатно для всех, кто подписался на бесплатную 30-дневную пробную версию или подписался на G-Wizard Calculator. Для использования этого и всех других бесплатных калькуляторов, встроенных в G-Wizard, покупка не требуется.
Как использовать калькулятор объема и веса металла G-Wizard
Прежде чем мы пойдем дальше, рассмотрим общий калькулятор веса материала. Он измеряет объем и вес популярных материалов, начиная от металлов (сталь, нержавеющая сталь, алюминий, латунь, титан, пластик, дерево и т. д.) и заканчивая различными формами (трубы, швеллеры, уголки, двутавровые балки и т. д.). и стандартных размеров.
После того, как вы установили G-Wizard и перешли на вкладку Quick Ref Weights, вот как ее использовать:
Выберите фигуру в прокручиваемом графическом меню вверху. Доступны следующие формы: трубы, швеллер, угол, двутавр, прямоугольная (пластина и лист), круглая (цилиндр), шестигранная, круглая труба, квадратная труба и сфера.
Выберите материал в поле «Материал».
Выберите Размер в поле Размер. Вы можете выбрать один из стандартных размеров в списке или выбрать нестандартный размер ниже. Когда вы выбираете стандартный размер, пользовательские размеры обновляются, чтобы показать размеры стандартного размера.
В поле «Результаты» отобразятся результаты. Также есть удобный расчет, чтобы вы могли рассчитать стоимость, связанную с запчастями. G-Wizard Estimator использует эти функции, чтобы рассчитать стоимость работ.
Вот и все.
Несколько примеров пояснят.
Калькулятор веса труб
Вес труб прост. Вот калькулятор веса металла, настроенный для 3 футов трубы STD/40/40S 1/2″ из меди:
Вес стальной пластины
Плиты и листы рассчитываются по форме «Прямоугольник». Вот кусок мягкой стали размером 6″ x 8″ толщиной 1/2″:
Сколько весит шестигранный стержень?
Шестигранники иногда могут быть удобными формами для работы. Сплав стали 12Л14 прекрасно поддается обработке на токарном станке. Добавленный свинец («L») режется как масло.
Калькулятор веса металла может использовать всю базу данных материалов G-WIzard, которая довольно велика. Попробуйте найти 12L14 в каком-нибудь другом калькуляторе!
Вот расчет веса шестигранного стержня для 12L14:
Вес стального стержня
Стальные стержни прямоугольной формы, легко и просто!
Калькулятор веса уголка
Уголок — удобный конструкционный материал, но вы будете рады иметь калькулятор веса металла, если вам нужно возиться с расчетами веса для него.
Тест «Наплавка на плоскую поверхность детали из низкоуглеродистой стали» | Тест на тему:
Бюджетное профессиональное
образовательное учреждение Омской области
«Седельниковское училище № 65».
ТЕСТ
Наплавка на плоскую поверхность детали из низкоуглеродистой стали
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2015
Наплавка на плоскую поверхность детали из низкоуглеродистой стали.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродом; ^
в) постукиванием или легким касанием электрод заготовке.
Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) Необходимо немедленно отломить электрод от поверхности заготовки.
б) Необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки.
в) Необходимо отломить электрод от поверхности заготовки с помощью молотка.
При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
а) 10о-15о;
б) 15о-20о;
в) 20о -25о.
Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
Слишком длинная дуга приводит:
а) к увеличению разбрызгивания электродного металла;
б) к уменьшению провара;
в) к плоской форме валика.
Слишком короткая дуга приводит:
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
а) Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
б) Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
в) Чем ниже скорость, тем ширина валика будет больше.
Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги;
в) обратным проходом по шву на длину 15-20 мм.
При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
а) 10о;
б) 55о;
в) 70о.
Эталон ответа:
вопрос
1
2
3
4
5
6
7
8
9
10
ответ
в
б
а
б
а, б, в
б, в
а, в
а
б
в
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
1.ТЕСТ ЭГС21 — Тест — 1. Укажите вещество, не являющееся раскислителем стали
С этим файлом связано 2 файл(ов). Среди них: 195_Shpora_history.doc, Неотложная помощь при острой дыхательной недостаточности у детей. Показать все связанные файлы
Подборка по базе: 1. Укажите верную запись десятичной дроби «семь целых пять десят, Анализ содержания УМК на соответствие содержанию ПРП Укажите УМК, Аппаратное устройство, являющееся частью некоторой технической с, Анализ содержания УМК на соответствие содержанию ПРП Укажите УМК, Анализ содержания УМК на соответствие содержанию ПРП Укажите УМК, Тест Оказание первой помощи Условные обозначения Укажите прав, Прочитайте данные слова и словосочетания. Укажите те из них, кот, 1. Укажите, какое из лекарственных средств является противоастма, 1. Укажите, какое из лекарственных средств является противоастма
1. Укажите вещество, не являющееся раскислителем стали:
A) Ферромарганец
B) Ферросилиций
C) Хром
2. Какие из перечисленных марок стали имеют плохую свариваемость из-за высокого содержания углерода:
A) Сталь 35
B) У8А
C) 10Г2С1
3. Жесткое крепление деталей перед сваркой применяют:
A) Для уменьшения остаточной деформации
B) Для увеличения деформации и напряжения
C) Для изменения размеров конструкции
4. Какой из перечисленных металлов и сплавов имеет повышенную хрупкость
A) Сталь
B) Алюминий
C) Чугун
5. Свариваемость стали улучшается если содержание углерода :
A) Уменьшается
B) Увеличивается
C) Остается постоянным
6. Какое напряжение считается безопасным в сырых помещениях:
A) U=18 B
B) U=12 B
C) U=36 B
7. Какую применяют разделку кромок при сварке встык металла толщиной в 2 мм
A) Без скоса кромок
B) У-образную разделку кромок
C) Х-образную разделку кромок
8. Какой вентиль ставиться на ацетиленовый баллон:
A) Стальной
B) Латунный
C) Медный
9. Какой вентиль ставится на кислородный баллон:
A) Бронзовый
B) Стальной
C) Латунный
10. Какая дуга применяется для сварки потолочных швов:
A) Нормальная
B) Короткая
C) Длинная
11. Из какой стали изготовлена сварочная проволока СВ-08А ГОСТ 2246-70:
A) Низкоуглеродистой
B) Легированной
C) Высоколегированной
12. С какой целью при сварке вертикального шва электрод необходимо отклонить относительно горизонтальной плоскости:
A) Для увеличения глубины провара
B) Для избежания прожога шва
C) Для предотвращения стекания жидкого металла
13. Водород образует в металле шва при сварке:
A) Поры
B) Непровар
C) Кратеры
14. Выбор типа, марки электрода зависит от:
A) Диаметра электрода
B) Толщины покрытия
C) Марки свариваемого металла
15. Для чего в разделке заготовок делают притупление кромок:
A) Для улучшения провара корня шва
B) Исключения прожога
C) Для получения качественного сварного шва
16. Что не является частями сварочного трансформатора:
A) Сердечник
B) Выпрямительный блок
C) Регулировочный винт
17. Горячие трещины в металле шва возникают из-за:
A) Повышенного содержания фтора
B) Повышенное содержание водорода
C) Повышенное содержание серы.
18. Какой цвет должны иметь рукава для кислорода:
A) Красный
B) Желтый
C) Синий
19. Из какого материала, изготавливаются ниппеля для соединения рукавов для ацетилена:
A) Латунь
B) Бронза
C) Сталь П
20. Из какого материала, изготавливают ниппели для удлинения кислородных рукавов
A) Латунь П
B) Алюминий
C) Сталь
21. Каким ключом необходимо открывать вентиль баллона с ацетиленом
A) Рожковый ключ
B) Слесарный ключ
C) Специальный торцевой ключ П
22. Каким способом можно отогревать замерзшие вентили газовых баллонов
A) Электрическими подогревателями
B) Паром
C) Пламенем газовой горелки
23. Выключение пламени горелки выполняется
A) Закрытием сначала вентиля кислорода ,затем вентиля ацетилена
B) Закрытием сначала вентиля ацетилена, затем вентиля кислорода
C) В любой последовательности
24. Может ли электросварщик произвести подключение к сети сварочного оборудования?
A) Не может
B) Может с разрешения инструктора
C) Подключение производит электротехнический персонал
25. В каких местах допускается производить сварочные работы?
A) В цехах
B) В любых помещениях
C) В помещениях и на открытом воздухе по согласованию с органами пожарной охраны
26. Минимальная величина проходов вокруг места проведения сварочных работ составляет:
A) 2 м
B) 1,5 м
C) 1 м
27. Может ли сварщик произвести мелкий ремонт электрооборудования в процессе работы?
A) Может с разрешения инструктора
B) Не может
C) Ремонт производится только электротехническим персоналом
28. Можно ли производить работы вне сварочного поста в помещении, в котором присутствуют люди?
A) Нельзя
B) Можно с согласия руководителя работ
C) Можно, оградив место работ переносными щитами
29. Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата?
A) Имеет
B) Имеет при отлучке не более 5 мин.
C) Не имеет
30. От каких факторов зависит действие электрического тока на организм человека
A) От величины тока
B) От величины напряжения
C) От сопротивления розетки
31. Какие бывают виды поражения электрическим током организма человека?
A) Тепловые
B) Радиоактивные
C) Физические
32. При какой величине электрический ток считается смертельным?
A) 0,005 А
B) 0,1 А
C) 0,025 А
33. Что означает тепловое поражение электрическим током?
A) Заболевание глаз
B) Паралич нервной системы
C) Ожоги тела
34. Возбуждение сварочной дуги производится:
A) Твердым соприкосновением электрода с поверхностью заготовки
B) Резким толчком заготовки электродом
C) Постукиванием или легким касанием электрода по заготовке
35. Стационарный пост обычно устанавливается:
A) В виде отдельного участка на строительной площадке
B) В виде рабочего места на свариваемой конструкции
C) В виде отдельной кабины размером 2х2,5 м
36. Для защиты близко работающих людей других профессий передвижные сварочные посты оснащаются:
A) Дополнительной вентиляцией
B) Переносными щитами (ограждениями),ширмами
C) Звуковой сигнализацией
37. При сварке крупногабаритных конструкций рабочее место сварщика должно быть оборудовано:
A) Подъемной площадкой или лестницей
B) Дополнительным ограждением или ширмами
C) Дополнительной вентиляцией
38. Длина сварочных проводов не должна превышать:
A) 30 м
B) 20 м
C) 10 м
39. Во время работы необходимо
A) Оберегать провода от возможных повреждений
B) Готовые детали укладывать в соответствующую тару
C) Соблюдать режим работы
40. Подготовка (зачистка) кромок под сварку включает:
A) Удаление различных включений и дефектов до появления характерного металлического блеска
B) Установку и закрепление деталей для выполнения сварки
C) Химическую обработку поверхности пластин
41. Хичическая обработка кромок под сварку включает:
A) Удаление влаги с поверхности кромки с помощью обтирочного материала
B) Удаление масляных пятен, загрязнений с помощью обтирочного материала, смоченного в ацетоне
C) Удаление загрязнения с помощью материала, смоченного в уксусе
42. Удалить заусенцы с поверхности кромки можно с помощью:
A) Металлической щетки
B) Напильника
C) Молотка
43. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности металла?
A) Необходимо немедленно отломить электрод от поверхности заготовки
B) Необходимо выключить источник питания сварочной дуги, освободить электрод из электрододержателя, покачивая в разные стороны, отломить его от поверхности заготовки
C) Необходимо отломить электрод от поверхности заготовки с помощью молотка
44. Слишком короткая дуга приводит:
A) К увеличению разбрызгивания металла
B) Прилипанию электрода к пластине
C) К поломке электрода
45. Для получения валика правильной формы длина дуги должна быть:
A) Меньше диаметра электрода
B) Равна диаметру электрода
C) Больше диаметра электрода
46. Слишком длинная дуга приводит:
A) К увеличению разбрызгивания
B) К неровному формированию валика
C) К прилипанию электрода
47. Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
A) Возрастает с увеличением диаметра электрода
B) Уменьшается с увеличением диаметра электрода
C) Не изменяется
48. Прихватка – это короткий сварной шов длиной:
A) От 10 до 30 мм
B) От 10 до 60 мм
C) От 60 до 90 мм
49. Точечная прихватка – это короткий сварной шов длиной:
A) До 4 мм
B) Менее 10 мм
C) От 10 до 15 мм
50. Прихватка – это короткий сварной шов, выполняемый:
A) В один проход
B) В два прохода
C) В три прохода
51. Выберите длину прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600 мм
A) 8 мм
B) 15 мм
C) 25 мм
52. Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм:
A) 90…110 А
B) 120…140 А
C) 140…160 А
53. Зачистка шва предполагает удаление:
A) Краски
B) Масляных пятен
C) Брызг застывшего металла
54. Ширина околошовной зоны, подвергаемой зачистке, составляет не менее:
A) 40 мм
B) 20 мм
C) 80 мм
55. Шлаковую корку со сварного шва можно удалить:
A) Молотком и зубилом
B) Молотком- шлакоотделителем
C) Резаком
56. С увеличением сварочного тока размеры сварочной ванны:
A) Увеличиваются
B) Уменьшаются
C) Не изменяются
57. Электроды с тонким покрытием обозначаются буквой:
A) С
B) Д
C) М
58. Как изменяются размеры детали при нагреве?
A) Размеры детали увеличиваются
B) Размеры детали уменьшаются
C) Размеры детали не меняются
59. Причиной возникновения деформаций при сварке является:
A) Неравномерный нагрев и охлаждение свариваемой детали
B) Нерациональная сборка детали под сварку
C) Неправильно проведенная термообработка детали после сварки
60. Что называется валиком?
A) Металл сварного шва, наплавленный или переплавленный за один проход
B) Металл сварного шва, наплавленный за один проход
C) Металл сварного шва, переплавленный за два прохода
Ответы к тесту:
1 –в
2 –б
3 –а
4 –в
5 –а
6 –б
7 –а
8 –а
9 –в
10 –б
11 –а
12 –в
13 –а
14 –в
15 –б
16 –б
17 –в
18 –в
19 –в
20 –а
21 –в
22 –б
23 –б
24 –в
25 –в
26 –в
27 –в
28 –в
29 –в
30 –а
31 –а
32 –б
33 –в
34 –в
35 –в
36 –б
37 –а
38 –а
39 –а
40 –а
41 –б
42 –б
43 –б
44 –б
45 –б
46 –а
47 –а
48 –б
49 –б
50 –а
51 –в
52 –в
53 –в
54 –б
55 –б
56 –а
57 –в
58 –а
59 –а
60 –а
5 параметров сварки (аббревиатура CLAMS)
Создание наплавленного валика нужного размера, формы и глубины зависит от многих факторов.
Студенты, изучающие электродуговую сварку, запоминают большинство из них, повторяя аббревиатуру CLAMS, поскольку каждая буква обозначает параметр сварки.
5 параметров сварки
Вот список 5 параметров сварки:
C текущий
L Длина дуги
А угол
M манипуляция
S пед
Ток
Сила тока, как правило, определяет размер и глубину проникновения сварного шва, когда вы перемещаете горелку с нужной скоростью.
Сварщики обращаются к таблицам от производителей сварочных аппаратов и электродов или к спецификациям процедур сварки (WPS) для своих текущих настроек или пробуют сварку на образцах листов одинаковой толщины, чтобы увидеть, что работает лучше всего.
Длина дуги
То, насколько близко сварщик держит дугу проволоки или сварочного электрода к рабочим пластинам, может влиять на количество тока и тепла, поступающих в соединение.
При приближении к рабочим пластинам ток и тепло в сварном шве остаются высокими. Если держать дальше, электрод выделяет меньше тепла и больше брызг.
Как правило, при сварке электродом длина дуги должна соответствовать диаметру металла электрода.
Другими словами, если вы используете 1/8-дюймовый стержень, держите его на расстоянии 1/8 дюйма от поверхности сустава. Вы можете увеличить длину дуги, чтобы уменьшить нагрев сварочной ванны или ограничить отложение металла сварного шва.
При работе с подачей проволоки (например, при сварке MIG или порошковой проволокой) проволочный электрод держится на большем расстоянии от соединения, чем при сварке электродом.
Это потому, что дуга более концентрированная и, следовательно, способна прожигать металл.
По этой причине учащиеся также изучают разницу между вылетом электрода (длина провода от контактного наконечника) и расстоянием от контакта до рабочего места.
Изменения в ESO или CTWD влияют на ток, поступающий в соединение, независимо от настройки скорости проволоки на машине.
Угол
При сварке необходимо помнить о двух углах горелки:
Рабочий угол
Угол перемещения
Рабочий угол
Рабочий угол, представляющий собой отношение между соединением и горелкой (или стержнем).
В идеале вы должны держать горелку перпендикулярно или под углом 90 градусов к стыку. Большим исключением из правил являются Т-образные соединения, где рабочий угол варьируется от 30 до 50 градусов.
Угол хода
Угол перемещения — это отношение между резаком и линией перемещения. Чтобы увидеть стык и ванну, сварщик может наклонить стержень до 10 градусов по направлению движения или иногда против направления движения.
Как вы можете видеть на первой диаграмме, угол резака по отношению к заготовке (слева) составляет 90 градусов, что позволяет максимальному нагреву и току сфокусироваться на стыковом соединении с открытой канавкой. (Думайте об этом как о виде спереди на рабочие пластины. )
На диаграмме справа угол перемещения показывает наклон вдоль соединения на 5-10 градусов. Это дает сварщику лучший обзор того, что происходит в ванне.
Когда вы перетаскиваете горелку или электрод, наклон направляется в сторону лужи, что способствует проникновению и получению толстого валика. Когда вы толкаете, наклон происходит в сторону от лужи, что ограничивает проникновение тепла в основной металл.
Манипуляции
Это относится к движению руки сварщика, направляющей электрод вдоль соединения.
Достижение врезки в пальцах имеет первостепенное значение, но также важно контролировать проникновение и нагрев.
Как описано в статье о типах бусин, переплетение, взмахивание, перетаскивание или толкание являются примерами манипуляций.
Скорость
Если двигаться слишком быстро, размер сварного шва будет маленьким, и провар будет недостаточным.
Двигайтесь слишком медленно, и в итоге вы получите толстый сварной шов и, вероятно, слишком много тепла попадет на ваши рабочие пластины.
На следующей диаграмме показано, как некоторые переменные CLAMS влияют на сварной шов:
В последних двух примерах «WFS» означает скорость подачи проволоки, с помощью которой аппараты для сварки MIG и порошковой проволокой регулируют ток.
Обратите внимание, что при слишком высоком напряжении буртик становится широким и плоским. Кроме того, при слишком низком уровне напряжения сварной шов располагается поверх основного металла, а не проникает в него. Таким образом, напряжение определяет общий профиль или геометрию сварного шва.
При сварке электродом сварщик напрямую устанавливает напряжение, но не ток, поэтому аппараты называются постоянным током (CC).
При сварке MIG/флюсовой проволокой аппараты обеспечивают постоянное напряжение (CV), поэтому сварщик обычно только устанавливает ток.
Некоторые машины с палочками также имеют настройку, известную как Dig. Этот параметр позволяет увеличить ток сверх установленной выходной силы, если дуга начинает гаснуть.
Хотя на приведенных выше фотографиях это не видно, слишком длинная дуга может привести к пористости (пузырькам воздуха) внутри сварного шва, разбрызгиванию основного металла и подрезам на концах шва. Дополнительную информацию по этому вопросу см. в статье «Дефекты сварки».
Другие переменные, которые следует учитывать
Помимо CLAMS, при планировании операции сварки следует учитывать еще несколько переменных:
Проектирование и сборка соединений
То, как вы подготавливаете свои рабочие плиты (или стационарную конструкцию) к сварке, может повлиять на результат операции больше, чем что-либо другое.
Соединения, скошенные кромки, шлифованные приповерхностные поверхности и поверхности должны быть гладко и однородно совмещены перед началом сварки. Не должно быть никаких заусенцев, зазоров или ровности.
Будучи студентом, легко предположить, что как только металл нагреется, все ляжет естественным образом, и все маленькие шероховатости исчезнут, как по волшебству.
На самом деле, вы можете усугубить ситуацию, если не потратите время на правильную примерку.
Излишне говорить, что угол скошенных сторон должен соответствовать толщине металла и используемому процессу сварки. (При сварке MIG возможны более крутые углы, чем при сварке электродом.)
Вы также должны прихватить свои листы и использовать зажимы, если это необходимо, чтобы предотвратить смыкание соединения перед сваркой или другие деформации, вызванные теплом.
Заблаговременная очистка кромок сварных швов также важна. Хотя некоторые стержневые электроды предназначены для проникновения через ржавчину и прокатную окалину, эти примеси все же могут вызывать проблемы. И хотя с низкоуглеродистой сталью работать намного легче, чем с другими металлами, вам все же следует взять за привычку очищать или шлифовать участки, которые вы планируете сваривать.
Размер
Толщина основного металла должна учитываться при принятии решения о том, какой диаметр электрода, стержня, проволоки или наконечника горелки вы используете для сварки, а также от ваших настроек напряжения, скорости проволоки и/или тока.
Существует множество других факторов размера, которые следует учитывать, но обычно на первом месте стоит толщина металла.
Рассеивание тепла
Различные металлы по-разному рассеивают тепло. Масса ваших заготовок также оказывает влияние: более мелкие заготовки нагреваются намного быстрее, чем большие и тяжелые.
Низкоуглеродистая сталь может быть очень щадящей при перегреве, но другие металлы могут потерять прочность на растяжение или другие качества, если вы не контролируете тепло, входящее и выходящее из пластин или трубы.
По мере того, как вы будете больше узнавать о химических и механических свойствах различных металлов и сплавов, вы, возможно, решите включить предварительную или последующую термообработку ваших изделий в сварочную операцию.
Закалка пластин после сварки (для их охлаждения) — это практика, которая обычно не одобряется после первого семестра школы сварщиков. Это связано с тем, что закалка оказывает своего рода травмирующее воздействие на металл и может сделать его хрупким.
Класс металлургии знакомит сварщиков со многими формами термической обработки и их преимуществами, такими как закалка, отпуск и отжиг.
ПРИНАДЛЕЖНОСТИ ДЛЯ ПРАВИЛЬНОЙ СВАРКИ
ПРИНАДЛЕЖНОСТИ ДЛЯ ПРАВИЛЬНОЙ СВАРКИ
Сварочные данные >> ОСНОВНЫЕ ПРИНЦИПЫ ДЛЯ ПРАВИЛЬНЫХ ПРОЦЕДУР СВАРКИ
НАЗАД К ДАННЫМ ПО СВАРКЕ
Правильный размер электрода
Правильный ток
Правильная длина дуги или напряжение
Правильная скорость движения
Правильный угол наклона электрода
Помимо устойчивого шипящего звука, правильная дуга создает форму расплавленной ванны, а движение металла в задней части ванны служит ориентиром при проверке качества сварки. При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.
ПРАВИЛЬНЫЙ РАЗМЕР ЭЛЕКТРОДА Правильный выбор размера электрода требует учета множества факторов, таких как тип, положение, подготовка соединения, способность электрода выдерживать большие значения тока без повреждения металла шва или потери эффективности наплавки, масса обрабатываемого металла и его способность сохранять свои первоначальные свойства после сварки, характеристики сборки в отношении действующих напряжений, создаваемых приложением тепла, целесообразность термообработки до и/или после сварки, особые требования до и/или после сварки, специфические требования к качеству сварки и стоимости достижения желаемых результатов.
ПРАВИЛЬНЫЙ ТОК Если ток на оборудовании слишком высокий или слишком низкий, вы наверняка разочаруетесь в сварке. Если слишком высокая, электрод плавится слишком быстро, и ваша ванна расплава будет большой и неравномерной, если слишком низкая, не хватит тепла для плавления основного металла, и ваша ванна расплава будет маленькой, будет накапливаться, выглядеть неравномерной.
ПРАВИЛЬНАЯ ДЛИНА ДУГИ Если дуга слишком длинная или напряжение слишком высокое, металл расплавляется с электрода в виде больших шариков, которые качаются из стороны в сторону, когда дуга колеблется, образуя широкий, разбрызгиваемый и неравномерный валик — с плохим сплавлением между исходным металлом и наплавленным металлом.
Если дуга слишком короткая или напряжение слишком низкое, недостаточно тепла для плавления основного металла, и электрод довольно часто прилипает к изделию, давая высокий неровный валик, имеющий неравномерную рябь с плохим плавлением.
ПРАВИЛЬНАЯ СКОРОСТЬ ХОДА Когда ваша скорость слишком высока, ваш бассейн не длится достаточно долго, примеси и газ заперты. Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.
ПРАВИЛЬНЫЙ УГОЛ ЭЛЕКТРОДА
Угол наклона электрода имеет особое значение при сварке угловых швов и сварке глубоких разделок. Вообще говоря, при выполнении углового сварного шва электрод следует держать так, чтобы он делил пополам угол между пластинами (как показано справа) и был перпендикулярен линии сварного шва, если в вертикальном элементе происходит подрез, уменьшите угол дуги и направьте дугу к вертикальному элементу.
ВЕРНУТЬСЯ К ДАННЫМ ДЛЯ СВАРКИ
Станки плазменной резки
Для прецизионной резки нержавеющей стали, алюминия и всех других черных и цветных металлов. Резка нержавеющей стали толщиной до 150 мм.
Наплавка и наплавка PTA
(PTA) для наплавки/наплавки/рекультивации и защиты механических деталей.
Автоматизация сварки
Повышение производительности и мощности
Повторяемые высококачественные сварные швы
Повышение качества
Индивидуальные решения
Плазменная сварка
Меньшая чувствительность к изменениям в Длина дуги.
.
Аппараты микроплазменной сварки
Точная сварка миниатюрных
детали
Управляемая дуга при малых токах
Автоматическая сварка на низком уровне
токи.
Со встроенной системой пилотной дуги .
Сварочные аппараты Micro TIG
Прецизионная сварка миниатюрных деталей
Идеально подходит для мелкого ремонта или
Сборочные работы.
Встроенное высокочастотное зажигание.
Сварочные инверторы
Легкий и компактный: вес на 80 % меньше по сравнению с обычными аппаратами.
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры Плазменная сварка, дуговая сварка с переносом плазмы (PTA), машина для плазменной резки, машина для микроплазменной сварки, машина для микросварки TIG, аппарат для жесткой обвязки, сварочный инвертор, автоматизация сварки, машина для жесткой обвязки, сварочные позиционеры, сварочные осцилляторы, Мумбаи, Индия. производители, поставщики и экспортеры сварочных аппаратов переменного тока, сварочных аппаратов MIG, станков для фигурной резки, машин специального назначения для наплавки и плакирования.
 2 метра Тип: листогибочный станок, Производитель:
2 метра Тип: листогибочный станок, Производитель: 5x610Z Тип: листогибочный станок, Производитель: STALEX,
5x610Z Тип: листогибочный станок, Производитель: STALEX, 2 м. Тип: листогибочный станок,
2 м. Тип: листогибочный станок, 5x610Z Тип: листогибочный станок, Производитель:
5x610Z Тип: листогибочный станок, Производитель: 0x3050A 373130 Тип: листогибочный станок,
0x3050A 373130 Тип: листогибочный станок, 2 метра Тип: листогибочный станок, Производитель:
2 метра Тип: листогибочный станок, Производитель: 5x1260A Тип: листогибочный станок, Производитель: STALEX,
5x1260A Тип: листогибочный станок, Производитель: STALEX,


 Машины Accu-bend уже более 25 лет создают прецизионные стандартные объемные буквы, а также реверсивные буквы, буквы с гало-подсветкой и буквы без рамки.
Машины Accu-bend уже более 25 лет создают прецизионные стандартные объемные буквы, а также реверсивные буквы, буквы с гало-подсветкой и буквы без рамки.  Это может быть очень полезно при изготовлении букв из материала толщиной 0,063.
Это может быть очень полезно при изготовлении букв из материала толщиной 0,063. Это может быть очень полезно при изготовлении букв из материала толщиной 0,063.
Это может быть очень полезно при изготовлении букв из материала толщиной 0,063. А для Accu-Bend Freedom наименьшая ширина составляет 3 1/2 дюйма 9.0003
А для Accu-Bend Freedom наименьшая ширина составляет 3 1/2 дюйма 9.0003 дюйм)
дюйм)
 Это было благословением.
Это было благословением. Все, что нам нужно сделать, это содержать его в чистоте и смазке».
Все, что нам нужно сделать, это содержать его в чистоте и смазке». Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. толщиной до 0,08 дюйма/2 мм. Инструмент показывает хорошие результаты при гибке квадратных и круглых заготовок, труб диаметром от 3/8″ до 1″ (10-25 мм).0002 Имеется 7 круглых штампов: 3/8″, 1/2″, 9/16″, 5/8″, 3/4″, 7/8″, 1″. различные изгибы в пределах 180 градусов на прочной круглой форме
толщиной до 0,08 дюйма/2 мм. Инструмент показывает хорошие результаты при гибке квадратных и круглых заготовок, труб диаметром от 3/8″ до 1″ (10-25 мм).0002 Имеется 7 круглых штампов: 3/8″, 1/2″, 9/16″, 5/8″, 3/4″, 7/8″, 1″. различные изгибы в пределах 180 градусов на прочной круглой форме
 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Это оборудование, изготовленное из цельного металла с улучшенным покрытием, может гарантировать более длительный срок службы. рукоятка раскрыта С полукруглыми гибочными формами с 7 матрицами вы можете ожидать большего использования, так как они могут справиться с большим количеством труб разных размеров.
Это оборудование, изготовленное из цельного металла с улучшенным покрытием, может гарантировать более длительный срок службы. рукоятка раскрыта С полукруглыми гибочными формами с 7 матрицами вы можете ожидать большего использования, так как они могут справиться с большим количеством труб разных размеров.
 он есть в модели 2301
он есть в модели 2301
 ..
.. уровень звук. давл. LpA, дБ(A)
уровень звук. давл. LpA, дБ(A) приспособления
приспособления
 Времязатратные доводочные операции остались в прошлом.
Времязатратные доводочные операции остались в прошлом.
 И даже при обрыве кабеля его замена не составит проблем.
И даже при обрыве кабеля его замена не составит проблем. Порадовало, что есть фиксация по двум штангам, люфт отсутствует. Есть возможность работать по шине через адаптер, регулировка точная. Легко устанавливаются копировальные кольца разных размеров, не нужны фрезы с подшипником. Гарантия 3 года, посмотрим как покажет себя в течении этого времени (ежедневная эксплуатация ~5 часов).
Порадовало, что есть фиксация по двум штангам, люфт отсутствует. Есть возможность работать по шине через адаптер, регулировка точная. Легко устанавливаются копировальные кольца разных размеров, не нужны фрезы с подшипником. Гарантия 3 года, посмотрим как покажет себя в течении этого времени (ежедневная эксплуатация ~5 часов). Среди достоинств хочу выделить наличие плавного запуска, низкую вибрацию, удобную регулировка скорости реза и глубины. Фиксируется жёстко, не шатается, на штангах не закусывается. Офигенный аппарат в паре с пылесосом ctl sys.
Среди достоинств хочу выделить наличие плавного запуска, низкую вибрацию, удобную регулировка скорости реза и глубины. Фиксируется жёстко, не шатается, на штангах не закусывается. Офигенный аппарат в паре с пылесосом ctl sys.
 ВРС
ВРС  VRS-200 — это больше, чем просто инструмент для сверления вертикальных панелей и нарезания шипов на фрезерном столе или настольной пиле. Его способность безопасно удерживать заготовку под несколькими составными вертикальными углами открывает целый мир новых возможностей.
VRS-200 — это больше, чем просто инструмент для сверления вертикальных панелей и нарезания шипов на фрезерном столе или настольной пиле. Его способность безопасно удерживать заготовку под несколькими составными вертикальными углами открывает целый мир новых возможностей.
 Почти закончился
Почти закончился  ‘8 «прямоугольный
‘8 «прямоугольный
 6 «x 11’6» Прямоугольная
6 «x 11’6» Прямоугольная







 Заземляющий зажим часто подвергается неправильному обращению, на него может попасть мусор, а сам кабель может со временем изнашиваться и ломаться. Если вы заметили, что ваш кабель заземления изношен или зажим загрязнен, не стесняйтесь заменить или отремонтировать кабель заземления и зажим. Наконец, убедитесь, что вы проверили область на заготовке, где вы прикрепляете зажим заземления. Он должен быть чистым и свободным от ржавчины, краски или покрытия.
Заземляющий зажим часто подвергается неправильному обращению, на него может попасть мусор, а сам кабель может со временем изнашиваться и ломаться. Если вы заметили, что ваш кабель заземления изношен или зажим загрязнен, не стесняйтесь заменить или отремонтировать кабель заземления и зажим. Наконец, убедитесь, что вы проверили область на заготовке, где вы прикрепляете зажим заземления. Он должен быть чистым и свободным от ржавчины, краски или покрытия. Если вы используете удлинитель, он должен быть как можно большего размера, чтобы избежать падения напряжения на машине. Небольшой удлинитель, который вы используете для рождественских гирлянд, вероятно, не справится со сварочным аппаратом MIG на 135 ампер. Попробуйте подключить сварочный аппарат к сети и проверьте, будет ли он образовывать дугу. Вы можете получить удлинитель на 110 В, подходящий для сварки MIG, ЗДЕСЬ, а удлинитель на 220 В — ЗДЕСЬ.
Если вы используете удлинитель, он должен быть как можно большего размера, чтобы избежать падения напряжения на машине. Небольшой удлинитель, который вы используете для рождественских гирлянд, вероятно, не справится со сварочным аппаратом MIG на 135 ампер. Попробуйте подключить сварочный аппарат к сети и проверьте, будет ли он образовывать дугу. Вы можете получить удлинитель на 110 В, подходящий для сварки MIG, ЗДЕСЬ, а удлинитель на 220 В — ЗДЕСЬ.

 Некоторыми распространенными причинами могут быть обесточенная цепь питания, перегоревший предохранитель или просто неправильное входное напряжение. Это также может быть результатом перегрузки.
Некоторыми распространенными причинами могут быть обесточенная цепь питания, перегоревший предохранитель или просто неправильное входное напряжение. Это также может быть результатом перегрузки.

 Кабели могут быть повреждены после длительного использования.
Кабели могут быть повреждены после длительного использования.




 При нормальной силе тока и напряжении дуга должна иметь устойчивое гудение.
При нормальной силе тока и напряжении дуга должна иметь устойчивое гудение.
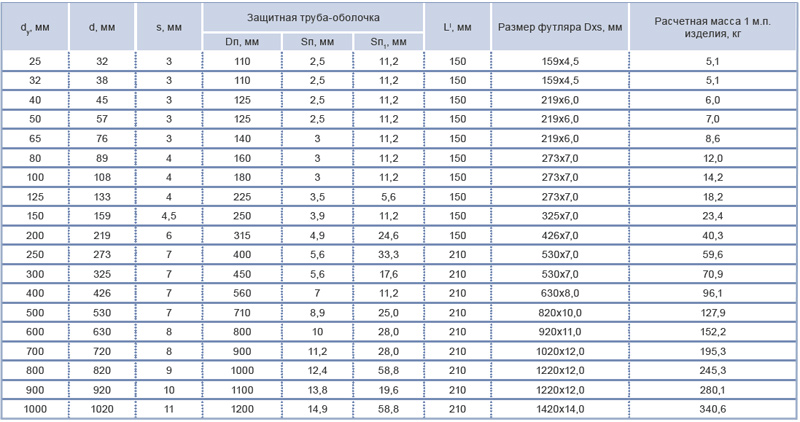
 345086 кг.
345086 кг. 887364 кг.
887364 кг.
 774728 кг.
774728 кг.
 584714 кг.
584714 кг. 91576 кг.
91576 кг.
 000632 кг.
000632 кг. 634644 кг.
634644 кг. 522324 кг.
522324 кг. 028125 кг.
028125 кг.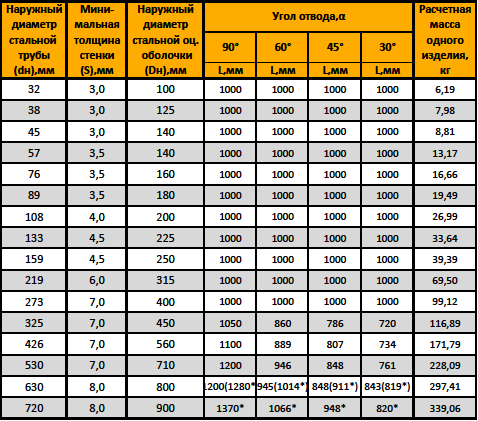 07
07  06
06  750
750 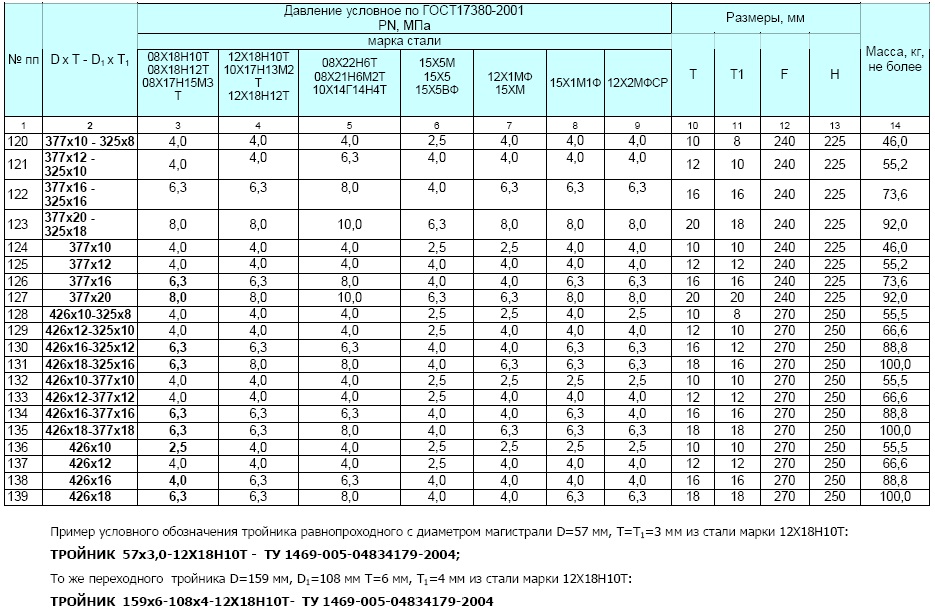 40)
40) .
. 3-6.1
3-6.1 0-21.1
0-21.1 7-46.1
7-46.1 1-22.2
1-22.2 1-22.2
1-22.2 2-9.3
2-9.3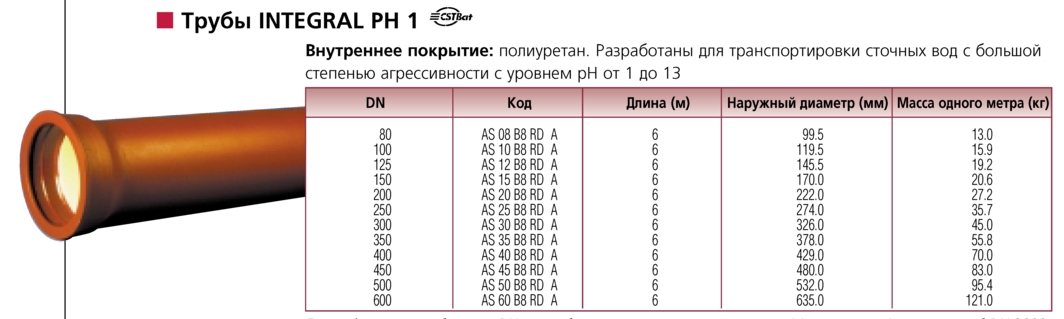 2-7.1
2-7.1 6-20.7
6-20.7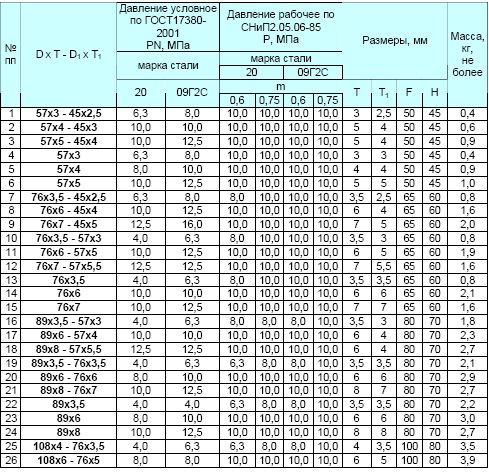 0-54.1
0-54.1 6-25.1
6-25.1 1-8.1
1-8.1 1-20.2
1-20.2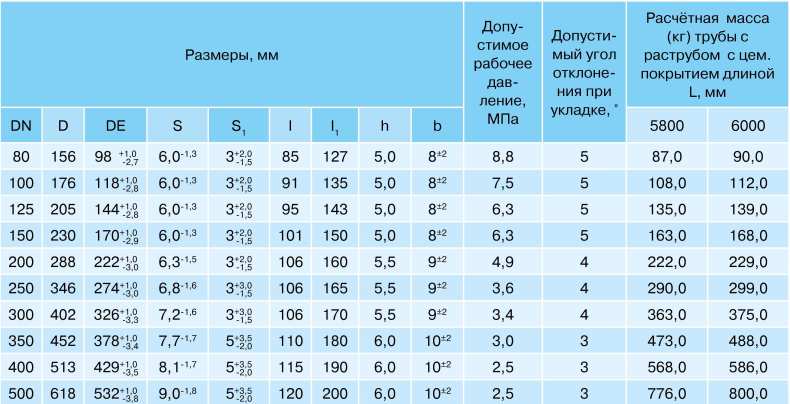 3-28.1
3-28.1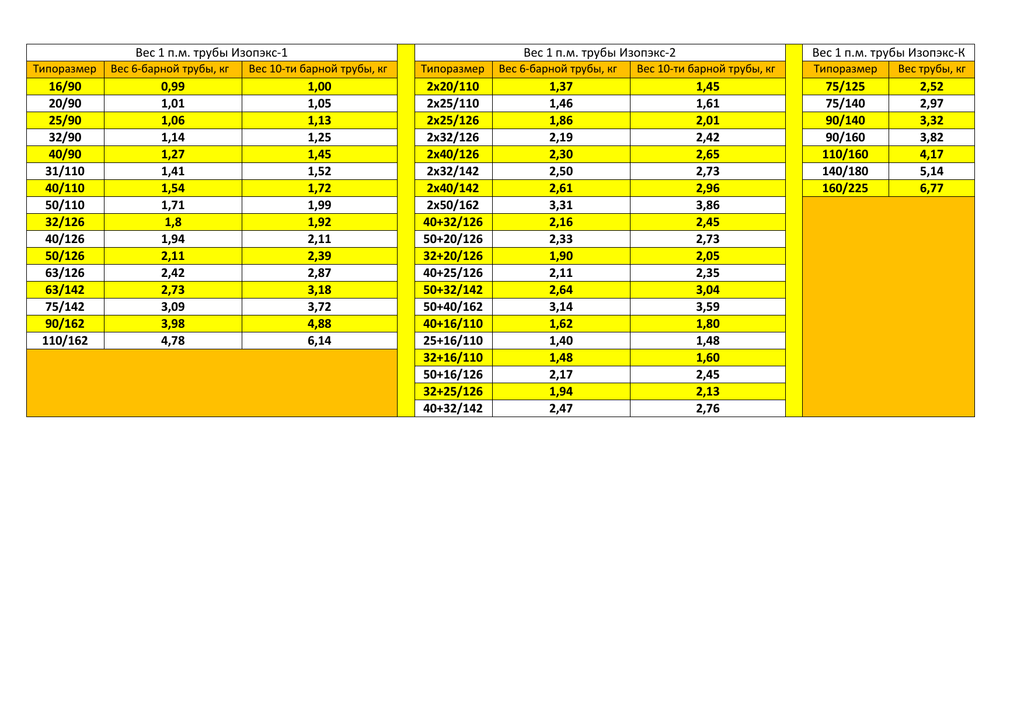
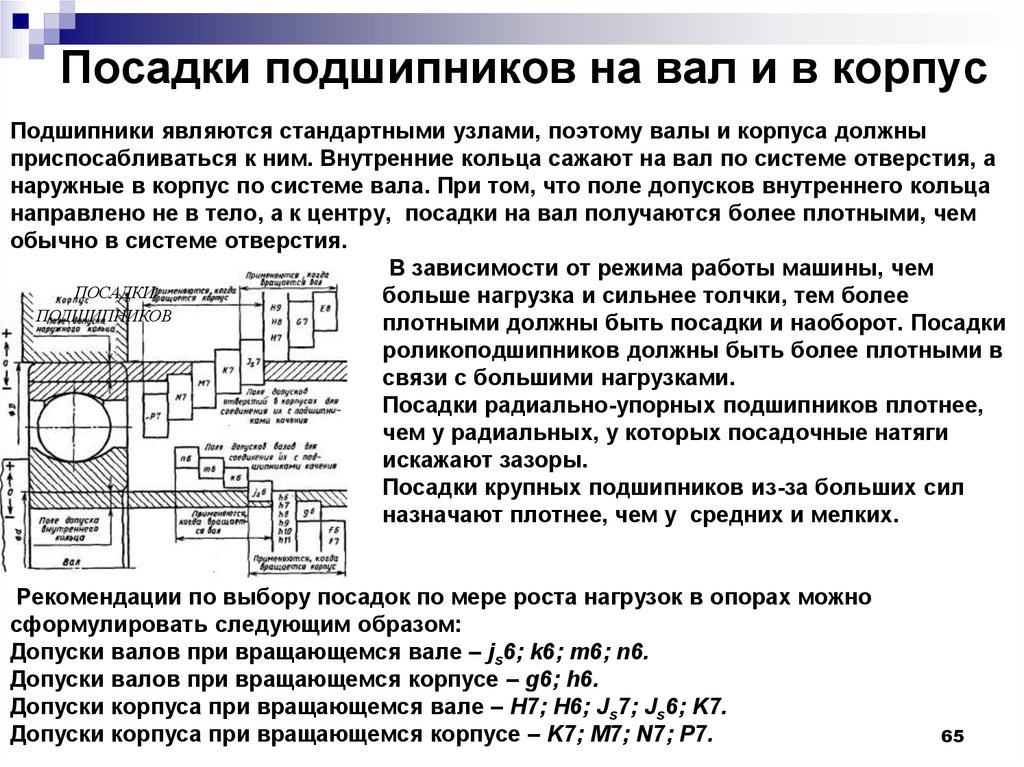 К этой
К этой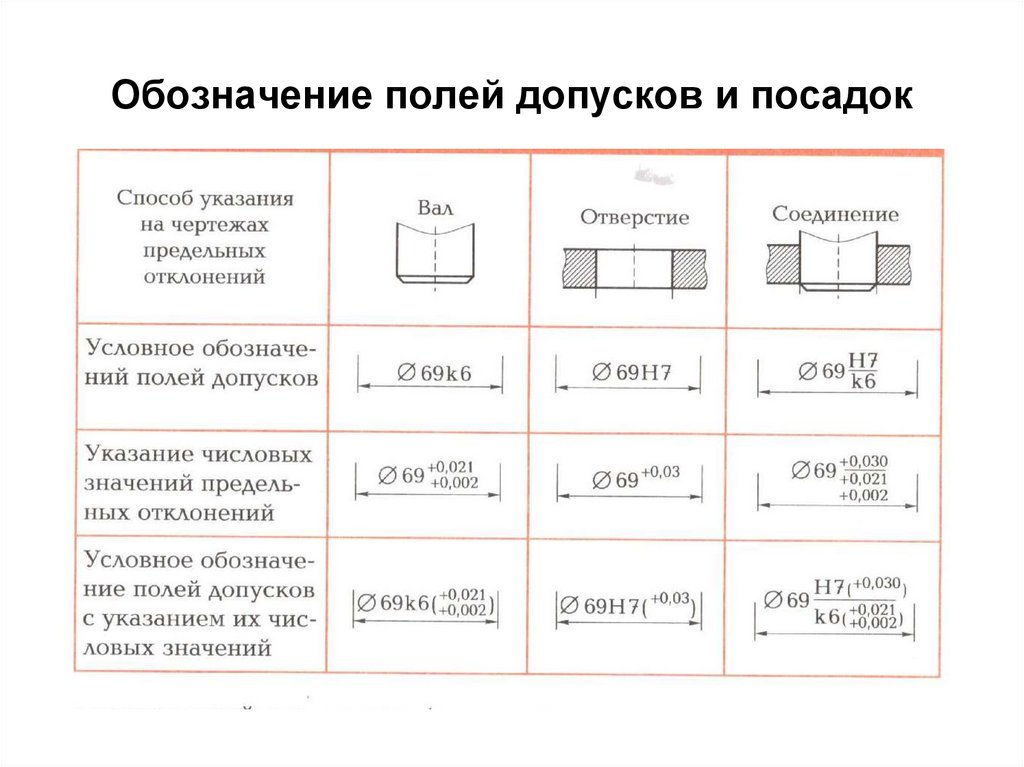 Посадки, их виды, назначения.
Посадки, их виды, назначения.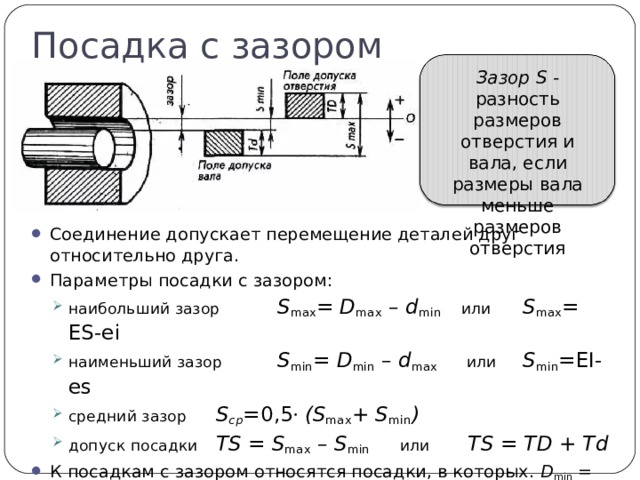
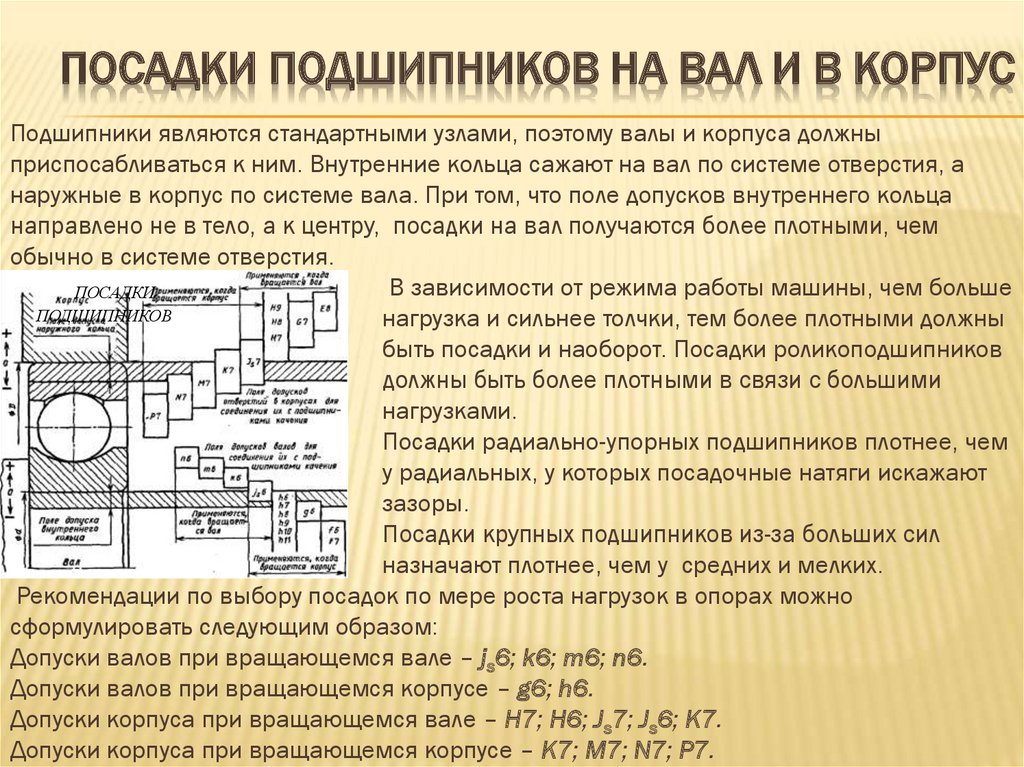
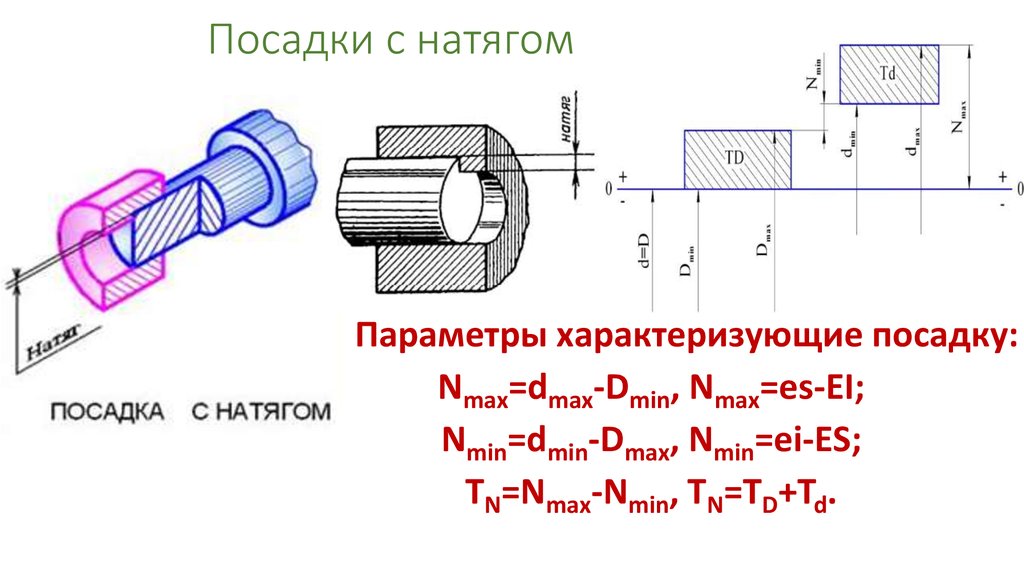 е. периодическом
е. периодическом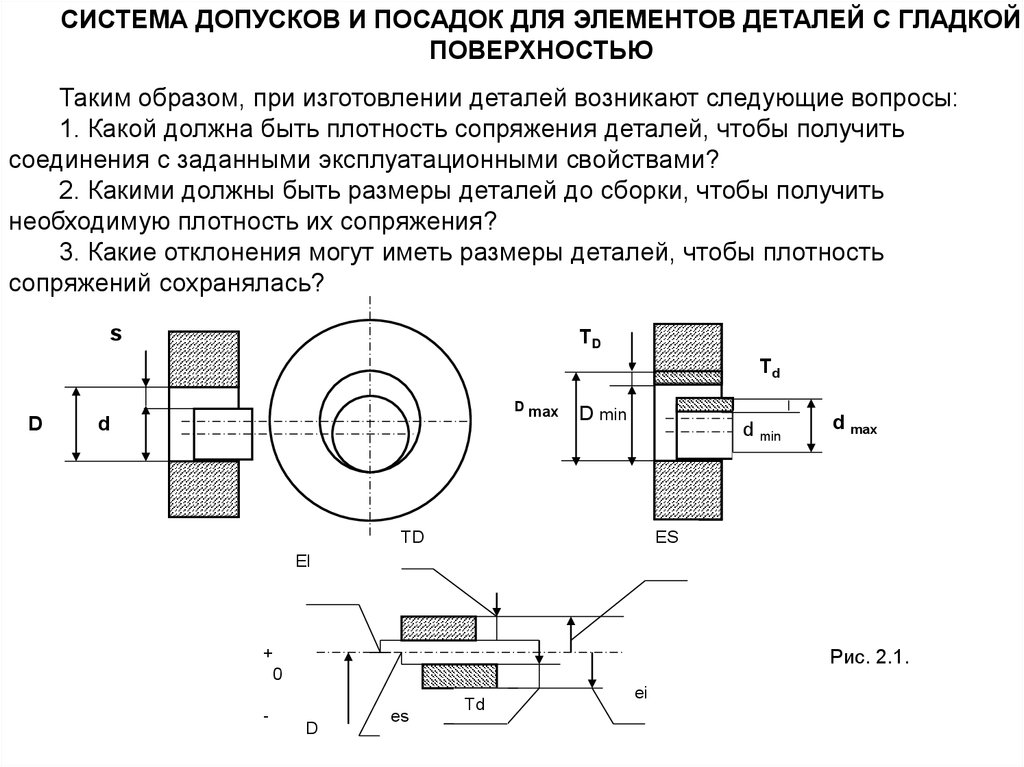

 Вот где вам нужно применить технику мягкого приземления. По мере того, как вы приближаетесь к приземлению, вы хотите удерживать самолет на расстоянии 1-2 фута от взлетно-посадочной полосы из-за эффекта земли.
Вот где вам нужно применить технику мягкого приземления. По мере того, как вы приближаетесь к приземлению, вы хотите удерживать самолет на расстоянии 1-2 фута от взлетно-посадочной полосы из-за эффекта земли.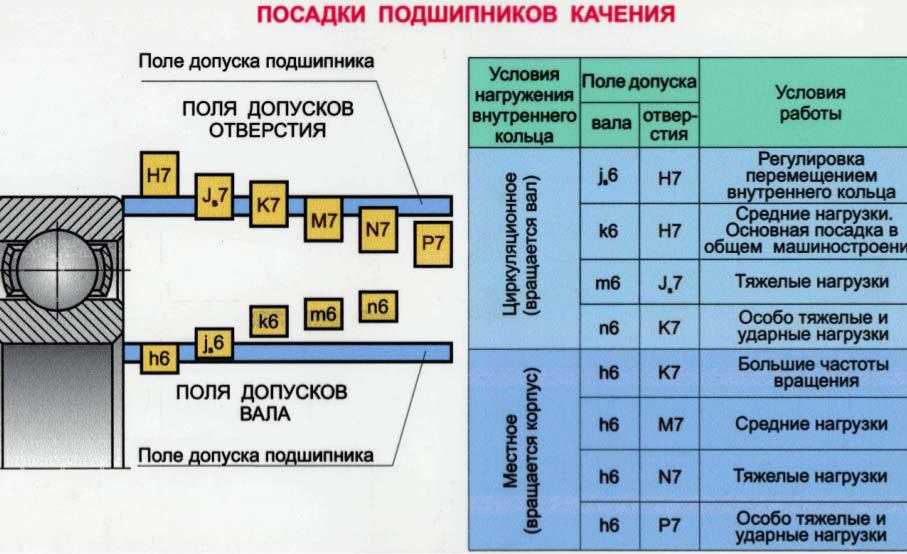
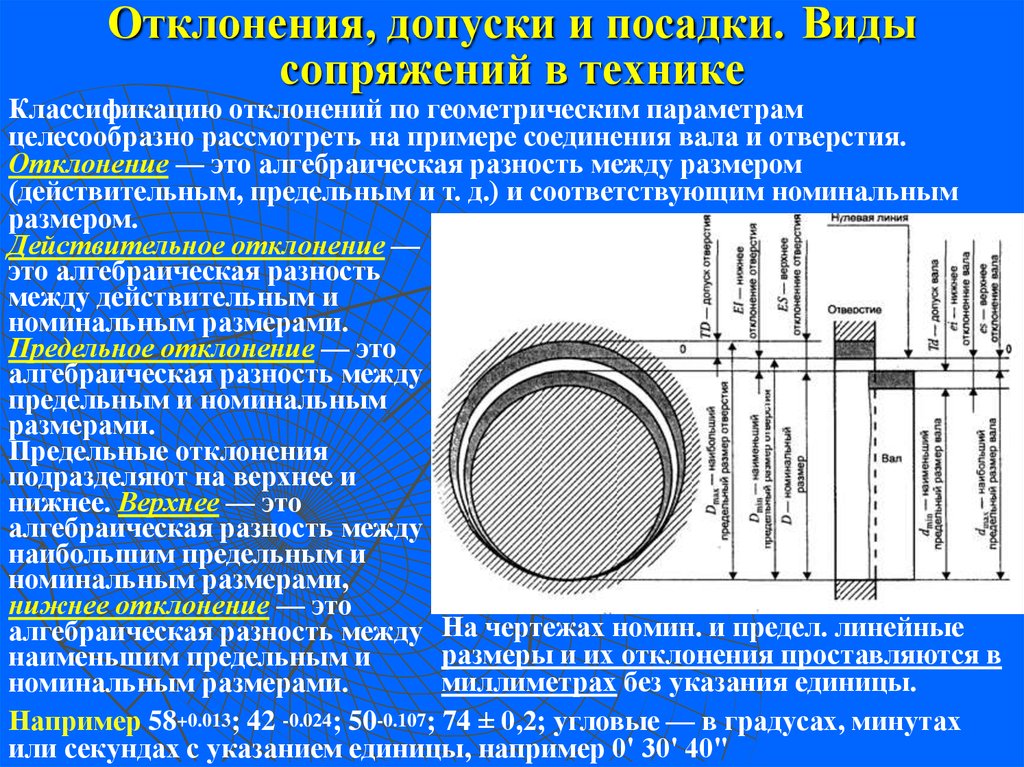
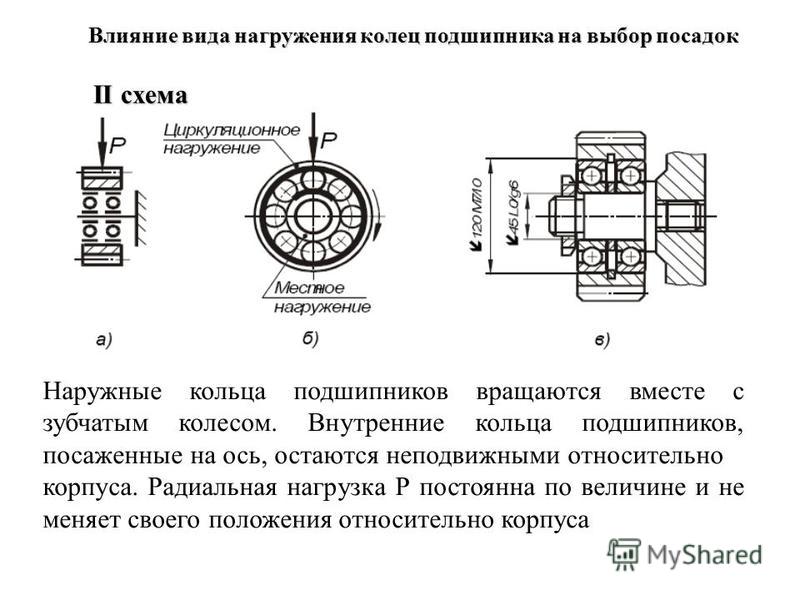 Россье
Россье Если проблема развивается, может быть целесообразно ускорить предупредительную посадку. Задержка может привести к вынужденной посадке, как узнал пилот самодельного Bowers Fly Baby.
Если проблема развивается, может быть целесообразно ускорить предупредительную посадку. Задержка может привести к вынужденной посадке, как узнал пилот самодельного Bowers Fly Baby.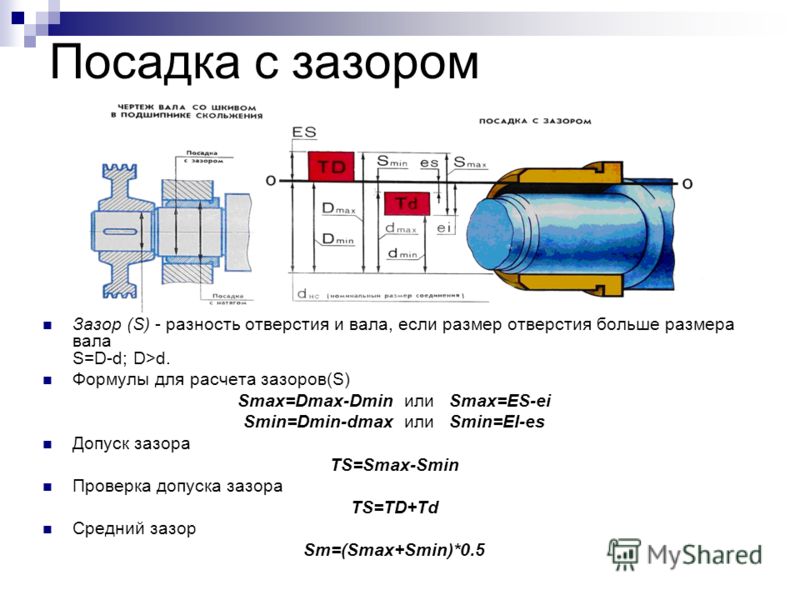 Избыточная скорость приводит к существенно более высокой энергии удара. Чтобы совершить вынужденную посадку с сохранением жизни, приблизитесь к земле и препятствиям чуть выше скорости сваливания.
Избыточная скорость приводит к существенно более высокой энергии удара. Чтобы совершить вынужденную посадку с сохранением жизни, приблизитесь к земле и препятствиям чуть выше скорости сваливания.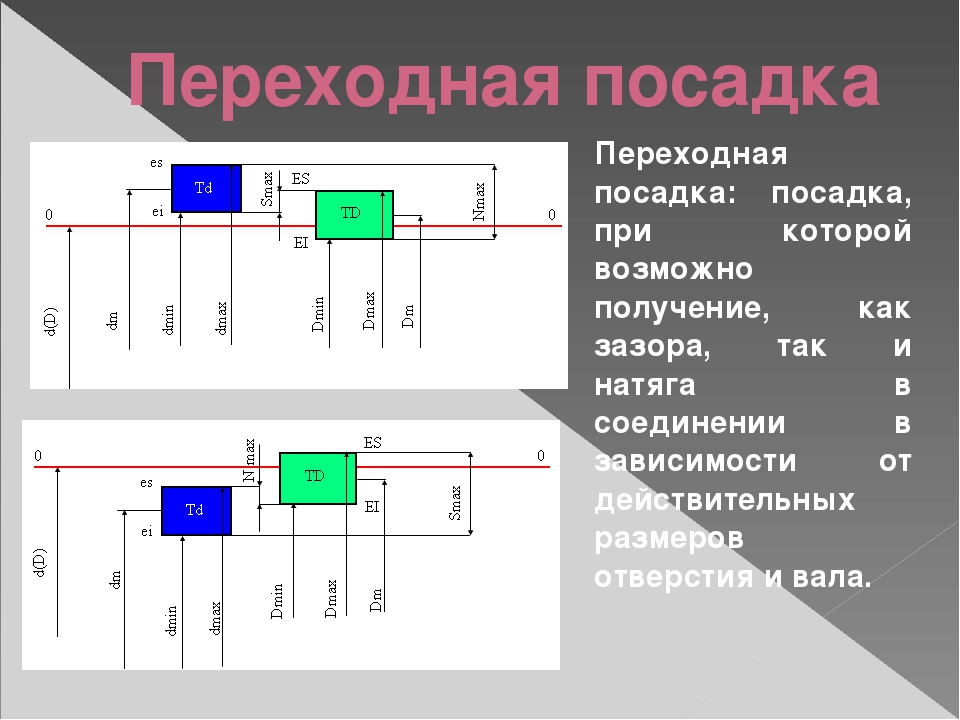 Это становится возможным благодаря использованию таких необязательных конструкций самолета, как крылья и шасси, для поглощения энергии удара. Наземные объекты, такие как заборы и небольшие строения, также поглощают энергию.
Это становится возможным благодаря использованию таких необязательных конструкций самолета, как крылья и шасси, для поглощения энергии удара. Наземные объекты, такие как заборы и небольшие строения, также поглощают энергию. Большое поле не всегда необходимо. Живучий (9-G) замедление с 50 миль в час требует чуть менее 10 футов посадочной дистанции, говорит Уилсон. Как показывают следующие аварии, свободная зона захода на посадку и сохранение контроля над летательным аппаратом важнее идеальной зоны приземления.
Большое поле не всегда необходимо. Живучий (9-G) замедление с 50 миль в час требует чуть менее 10 футов посадочной дистанции, говорит Уилсон. Как показывают следующие аварии, свободная зона захода на посадку и сохранение контроля над летательным аппаратом важнее идеальной зоны приземления.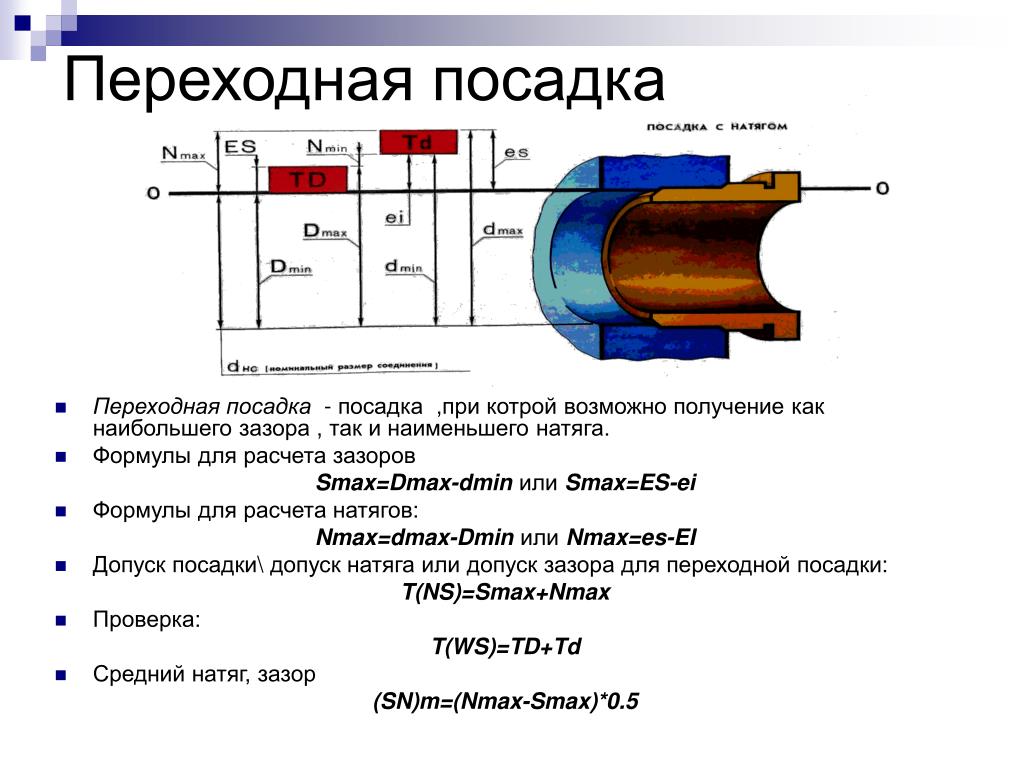 Самолет приземлился, пролетел около 500 футов и врезался в деревья. Пилот не пострадал.
Самолет приземлился, пролетел около 500 футов и врезался в деревья. Пилот не пострадал. Моделирование может стать реальным, когда пилоты пытаются восстановиться после маневра.
Моделирование может стать реальным, когда пилоты пытаются восстановиться после маневра.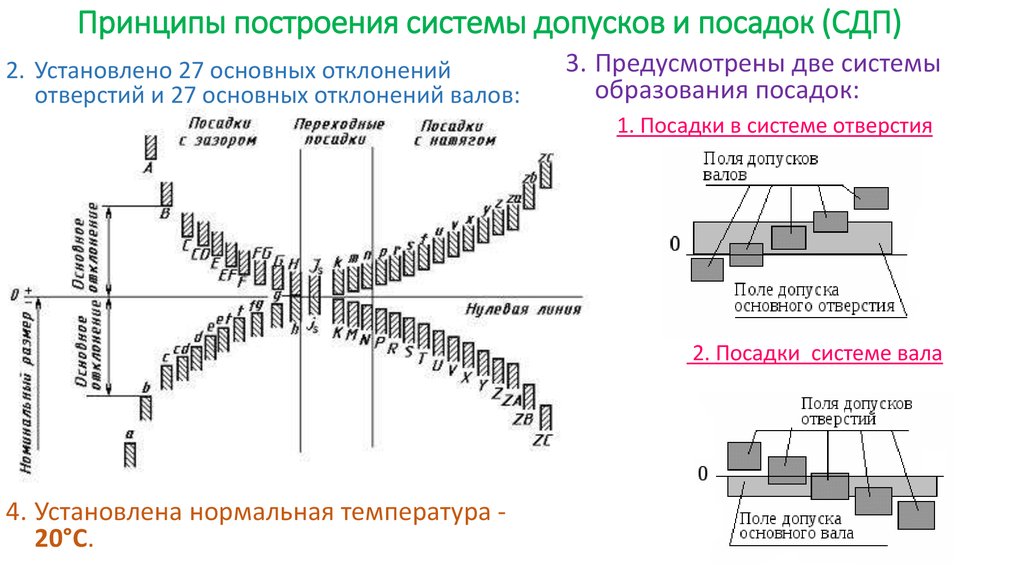 Большинство экспертов сходятся во мнении, что снаряжение должно быть подготовлено для приземления на мягкие поверхности, снег и воду.
Большинство экспертов сходятся во мнении, что снаряжение должно быть подготовлено для приземления на мягкие поверхности, снег и воду.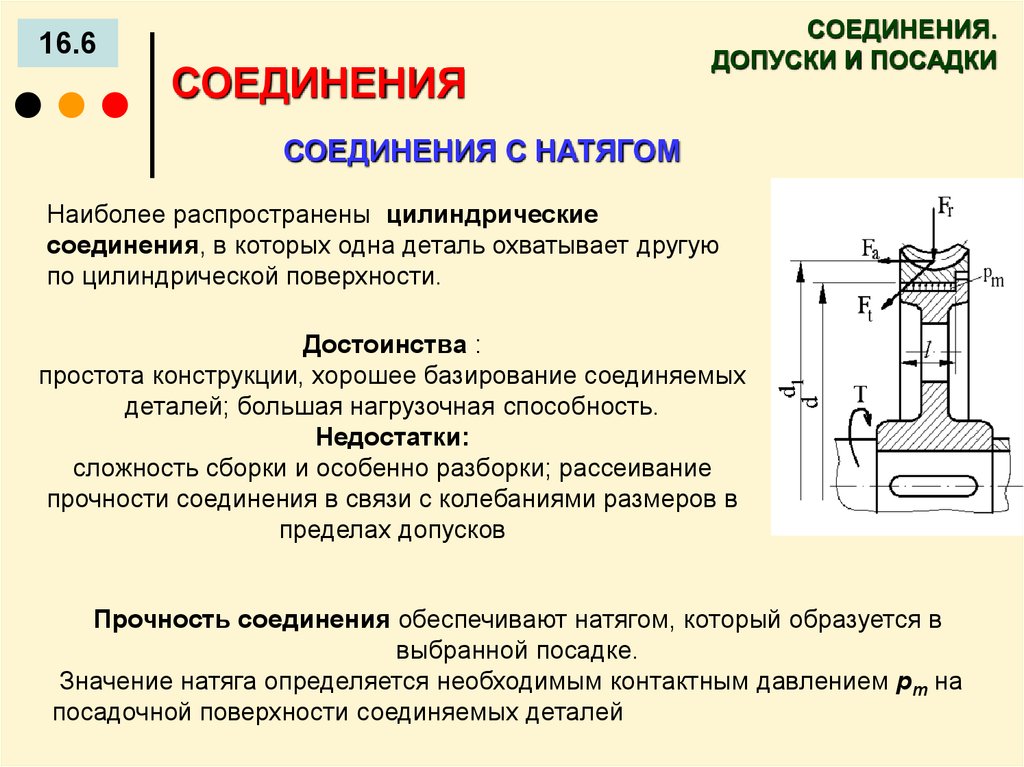
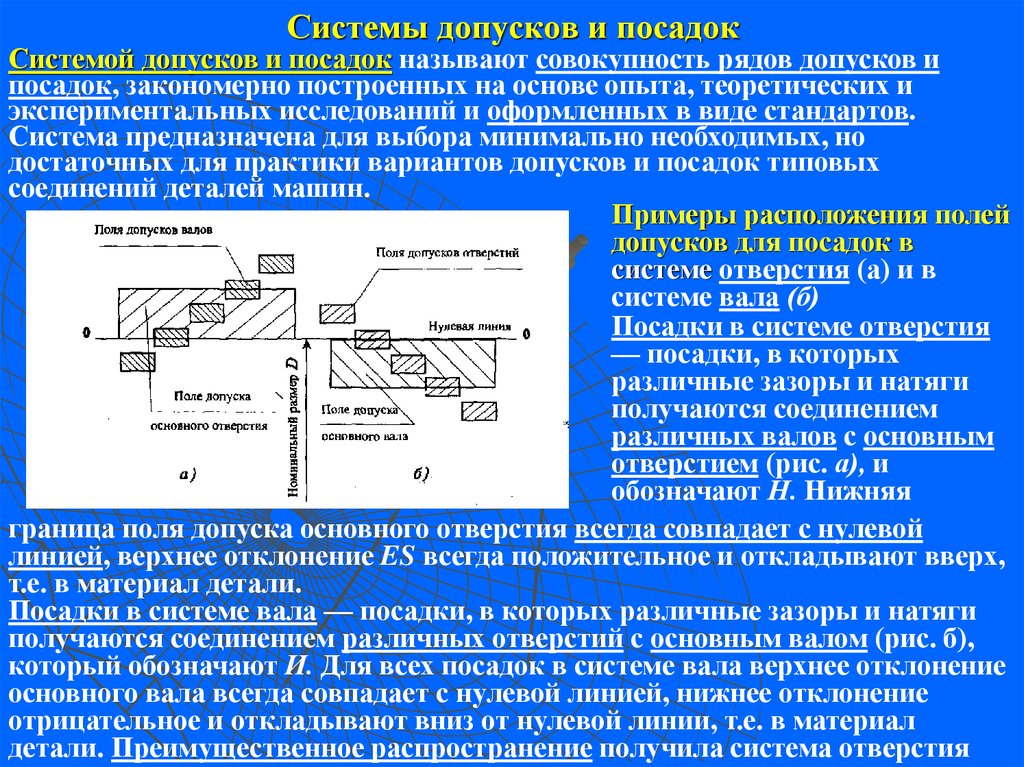


 Высокотехнологичная обработка внутренних и наружных поверхностей снижает риск зарастания системы и повышает антикоррозийные свойства фитинга.
Высокотехнологичная обработка внутренних и наружных поверхностей снижает риск зарастания системы и повышает антикоррозийные свойства фитинга.
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq450&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq450&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq450&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq450&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq450&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq450&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq450&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq450&sr=everywhere»> jsp?/category/jones-stephens/_/N-zbqrof&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq450&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq450&sr=everywhere»>
jsp?/category/jones-stephens/_/N-zbqrof&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/jones-stephens/_/N-zbqrof&n=zbq450&sr=everywhere» data-category-url=»/category/jones-stephens/_/N-zbqrof&n=zbq450&sr=everywhere»> jsp?/category/rheem/_/N-zbrmod&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq450&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq450&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq450&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq450&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq450&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq450&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq450&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq450&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq450&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»> 15
15
 Осталось только найти подходящий контейнер для лазера. Можно для этих целей использовать металлический фонарик, подходящий по размеру.
Осталось только найти подходящий контейнер для лазера. Можно для этих целей использовать металлический фонарик, подходящий по размеру.

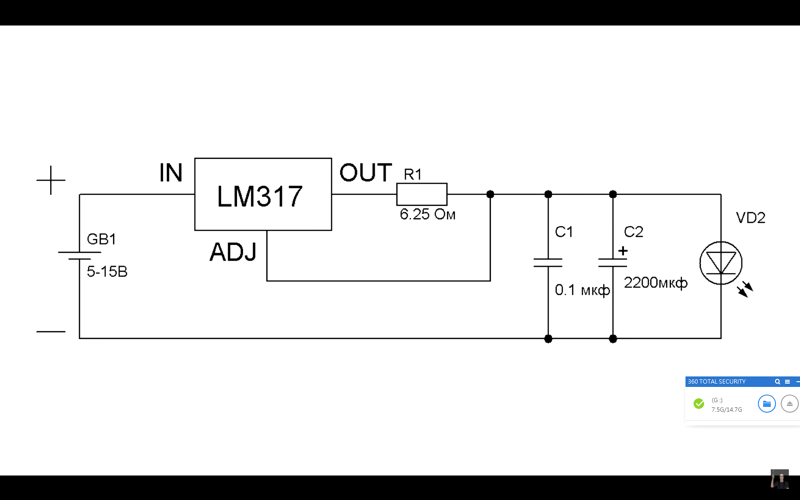 Фактически, изделие может быть вовсе бесплатным, или обойдется вам за смешные деньги.
Фактически, изделие может быть вовсе бесплатным, или обойдется вам за смешные деньги.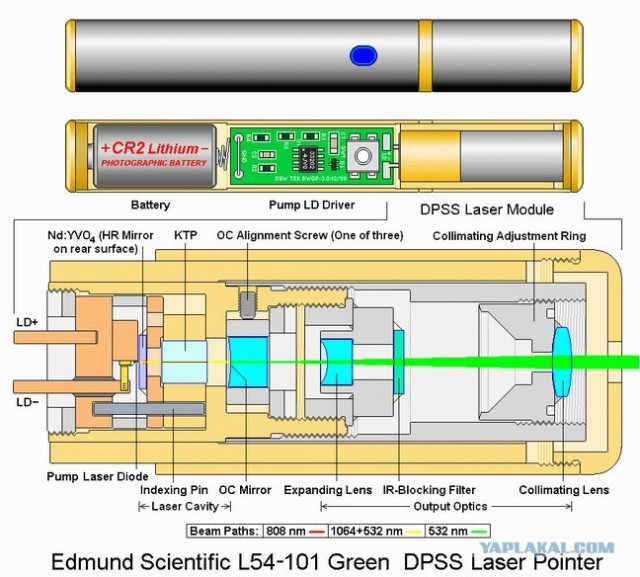 Использовать блок питания из DVD привода не получится. Он интегрирован в общую схему управления, извлечь его оттуда технически невозможно. Поэтому изготавливаем питающую схему самостоятельно.
Использовать блок питания из DVD привода не получится. Он интегрирован в общую схему управления, извлечь его оттуда технически невозможно. Поэтому изготавливаем питающую схему самостоятельно. Только надо будет придумать способ крепления, и возможность юстировки фокуса.
Только надо будет придумать способ крепления, и возможность юстировки фокуса.
 Удаление коричневых пятен на руках (иногда называемых печеночными/пигментными пятнами) станет блеклым воспоминанием о прошлом. Как потенциальный пациент, мы объясним процесс технологии Photofacial Laser, как она работает и чего можно ожидать от лечения.
Удаление коричневых пятен на руках (иногда называемых печеночными/пигментными пятнами) станет блеклым воспоминанием о прошлом. Как потенциальный пациент, мы объясним процесс технологии Photofacial Laser, как она работает и чего можно ожидать от лечения. Как глава медицинского спа-салона, специализирующегося на неинвазивных косметических процедурах, он заявил : «Пациенты забывают, что наше первое деловое или личное знакомство — это взгляд на лицо, а затем протягивание руки для рукопожатия. Фототерапия лица лазером может омолодить руку, удалив коричневые пятна и стимулируя выработку коллагена для разглаживания кожи.
Как глава медицинского спа-салона, специализирующегося на неинвазивных косметических процедурах, он заявил : «Пациенты забывают, что наше первое деловое или личное знакомство — это взгляд на лицо, а затем протягивание руки для рукопожатия. Фототерапия лица лазером может омолодить руку, удалив коричневые пятна и стимулируя выработку коллагена для разглаживания кожи. 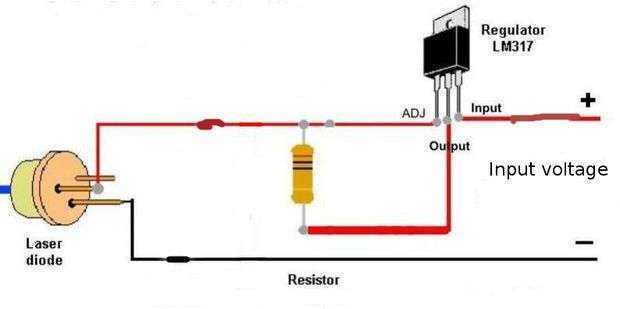 Это всегда первый шаг в правильном плане ухода за кожей и в процессе лечения».
Это всегда первый шаг в правильном плане ухода за кожей и в процессе лечения». 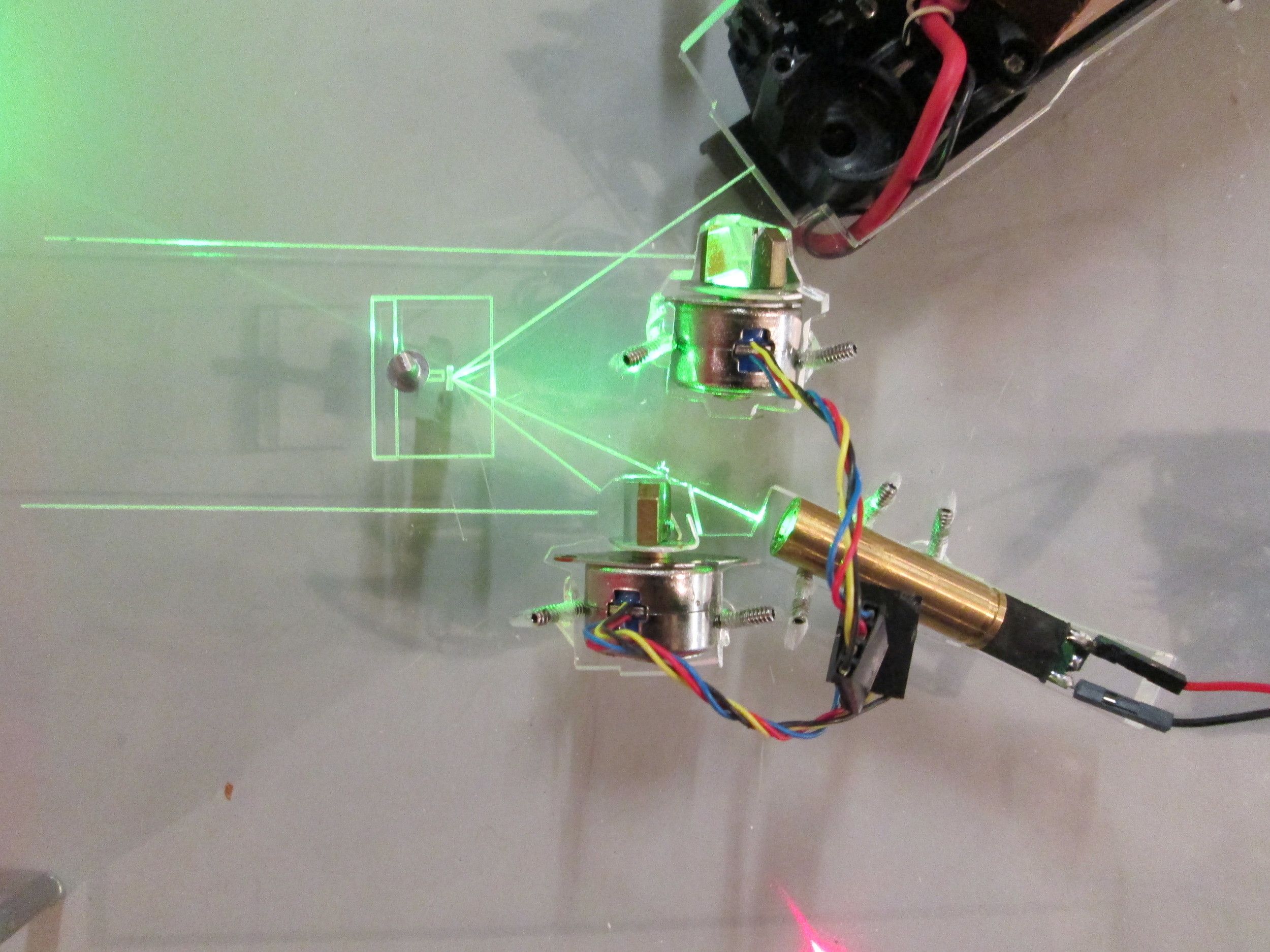 Ее опыт работы с ведущими пластическими хирургами привел к созданию новых передовых методов лечения кожи.
Ее опыт работы с ведущими пластическими хирургами привел к созданию новых передовых методов лечения кожи. Персонал был отобран доктором Рубаумом за их обширные знания и опыт в конкретных процедурах, которые они проводят. Будь то лазер для подтяжки кожи или филлер для увеличения губ, компания Laser Image поможет вам.
Персонал был отобран доктором Рубаумом за их обширные знания и опыт в конкретных процедурах, которые они проводят. Будь то лазер для подтяжки кожи или филлер для увеличения губ, компания Laser Image поможет вам.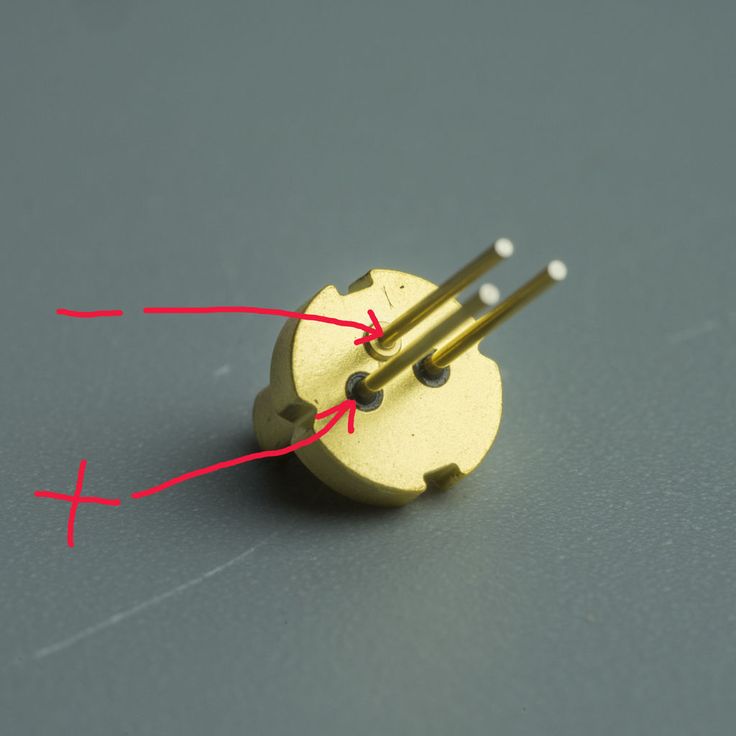 Доктор Мишель Грин — сертифицированный дерматолог, который может разработать для вас специальный протокол омоложения рук в своем частном дерматологическом кабинете в Нью-Йорке, чтобы ваши руки выглядели и чувствовали себя моложе, чем раньше.
Доктор Мишель Грин — сертифицированный дерматолог, который может разработать для вас специальный протокол омоложения рук в своем частном дерматологическом кабинете в Нью-Йорке, чтобы ваши руки выглядели и чувствовали себя моложе, чем раньше. Доктор Грин — нью-йоркский эксперт в области минимально инвазивных косметических процедур, таких как Ботокс®, VBeam, Restylane, лазерное лечение Fraxel® и Thermage. Благодаря процедурам омоложения рук доктора Грина ваши руки будут обновлены и обретут более молодой вид. Обладая более чем 25-летним опытом работы в качестве ведущего дерматолога в Нью-Йорке, доктор Грин будет использовать самые передовые технологии, чтобы предоставить вам самое лучшее омоложение рук в Нью-Йорке.
Доктор Грин — нью-йоркский эксперт в области минимально инвазивных косметических процедур, таких как Ботокс®, VBeam, Restylane, лазерное лечение Fraxel® и Thermage. Благодаря процедурам омоложения рук доктора Грина ваши руки будут обновлены и обретут более молодой вид. Обладая более чем 25-летним опытом работы в качестве ведущего дерматолога в Нью-Йорке, доктор Грин будет использовать самые передовые технологии, чтобы предоставить вам самое лучшее омоложение рук в Нью-Йорке. Существует несколько различных методов, используемых доктором Грином для улучшения внешнего вида стареющих или поврежденных солнцем рук: лазерное лечение, дермальные наполнители, шлифовка и другие методы.
Существует несколько различных методов, используемых доктором Грином для улучшения внешнего вида стареющих или поврежденных солнцем рук: лазерное лечение, дермальные наполнители, шлифовка и другие методы. Комбинированный подход доктора Грин в ее частном офисе в Нью-Йорке обеспечивает наилучшие результаты для омоложения рук, восстановления юношеского объема и улучшения тона и текстуры кожи.
Комбинированный подход доктора Грин в ее частном офисе в Нью-Йорке обеспечивает наилучшие результаты для омоложения рук, восстановления юношеского объема и улучшения тона и текстуры кожи. В следующем списке приведены некоторые из возможных процедур омоложения рук. Лучший вариант лечения для вас зависит от того, что вас беспокоит, будь то дряблость кожи или гиперпигментация. При этом также будет учитываться тон вашей кожи, поскольку некоторые методы лечения могут вызывать неблагоприятные побочные эффекты, такие как поствоспалительная гиперпигментация.
В следующем списке приведены некоторые из возможных процедур омоложения рук. Лучший вариант лечения для вас зависит от того, что вас беспокоит, будь то дряблость кожи или гиперпигментация. При этом также будет учитываться тон вашей кожи, поскольку некоторые методы лечения могут вызывать неблагоприятные побочные эффекты, такие как поствоспалительная гиперпигментация. Его можно использовать для лечения темных пятен, солнечных повреждений, дряблости кожи и старения кожи.
Его можно использовать для лечения темных пятен, солнечных повреждений, дряблости кожи и старения кожи.
 Если вы имеете дело с солнечными пятнами и обесцвечиванием, лазеры для шлифовки кожи, такие как лазер Fraxel или лазер AlexTrivantage, могут быть наиболее полезным вариантом лечения. Если вас беспокоят выступающие вены, подходящим выбором может быть комбинация дермальных филлеров и склеротерапии. Когда вы работаете с доктором Грин, она внимательно изучит вашу историю болезни, текущее состояние кожи и индивидуальные цели, чтобы создать индивидуальный план лечения, который наилучшим образом соответствует вашим потребностям.
Если вы имеете дело с солнечными пятнами и обесцвечиванием, лазеры для шлифовки кожи, такие как лазер Fraxel или лазер AlexTrivantage, могут быть наиболее полезным вариантом лечения. Если вас беспокоят выступающие вены, подходящим выбором может быть комбинация дермальных филлеров и склеротерапии. Когда вы работаете с доктором Грин, она внимательно изучит вашу историю болезни, текущее состояние кожи и индивидуальные цели, чтобы создать индивидуальный план лечения, который наилучшим образом соответствует вашим потребностям. способствуя выработке коллагена в месте инъекции и вокруг него.
способствуя выработке коллагена в месте инъекции и вокруг него. Недавно филлер на основе гиалуроновой кислоты Restylane® Lyft (также известный как Perlane) был одобрен FDA для восполнения потери объема тыльной стороны кистей. Кожные наполнители на основе гиалуроновой кислоты используют естественное вещество в организме, чтобы стимулировать выработку коллагена, помогая сгладить появление тонких линий и морщин.
Недавно филлер на основе гиалуроновой кислоты Restylane® Lyft (также известный как Perlane) был одобрен FDA для восполнения потери объема тыльной стороны кистей. Кожные наполнители на основе гиалуроновой кислоты используют естественное вещество в организме, чтобы стимулировать выработку коллагена, помогая сгладить появление тонких линий и морщин. Единственным побочным эффектом этой процедуры омоложения рук являются случайные синяки из-за кожных наполнителей, поэтому время простоя очень мало.
Единственным побочным эффектом этой процедуры омоложения рук являются случайные синяки из-за кожных наполнителей, поэтому время простоя очень мало.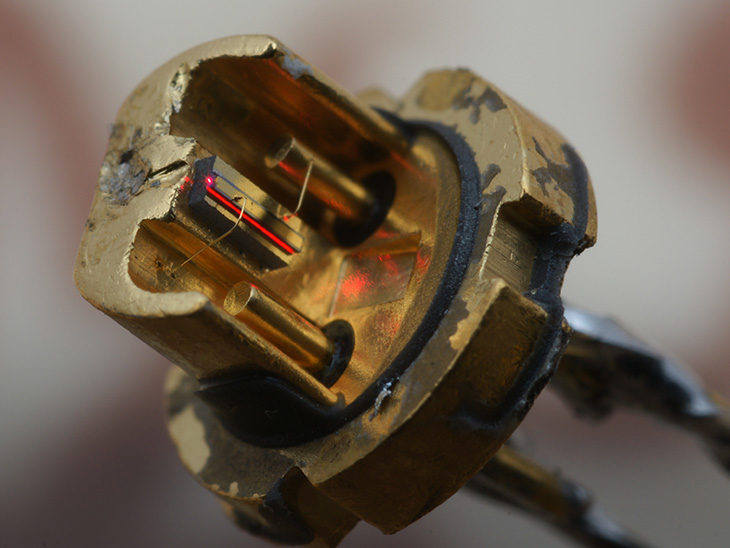 Протокол доктора Грина часто сочетает лазер Fraxel для тонких линий с AlexTrivantage для общего повреждения солнцем для индивидуальной процедуры омоложения рук. Одним из преимуществ лечения лазером Fraxel является то, что благодаря микроимпульсам лазерной энергии увеличивается выработка коллагена и в целом кожа выглядит моложе.
Протокол доктора Грина часто сочетает лазер Fraxel для тонких линий с AlexTrivantage для общего повреждения солнцем для индивидуальной процедуры омоложения рук. Одним из преимуществ лечения лазером Fraxel является то, что благодаря микроимпульсам лазерной энергии увеличивается выработка коллагена и в целом кожа выглядит моложе.
 Thermage FLX основан на радиочастотных инновациях первого устройства Thermage, но имеет улучшения для повышения комфорта пациентов и скорости лечения. Портативное устройство Thermage FLX имеет более широкий обрабатывающий наконечник, который может покрывать на 25% больше площади поверхности, обеспечивая повышенное покрытие и комфорт. Кроме того, Thermage FLX использует запатентованную алгоритмическую технологию AccuREP™, которая предлагает корректировку в реальном времени для каждого импульса, помогая повысить точность каждой процедуры.
Thermage FLX основан на радиочастотных инновациях первого устройства Thermage, но имеет улучшения для повышения комфорта пациентов и скорости лечения. Портативное устройство Thermage FLX имеет более широкий обрабатывающий наконечник, который может покрывать на 25% больше площади поверхности, обеспечивая повышенное покрытие и комфорт. Кроме того, Thermage FLX использует запатентованную алгоритмическую технологию AccuREP™, которая предлагает корректировку в реальном времени для каждого импульса, помогая повысить точность каждой процедуры. Кроме того, если вы имеете дело с дряблой кожей или дряблостью кожи, Thermage FLX может помочь увеличить выработку нового коллагена и восстановить упругость рук. Независимо от ваших потребностей в омоложении рук, существуют отличные неинвазивные решения, которые могут помочь, а некоторые процедуры лазерной шлифовки кожи можно даже комбинировать для оптимизации плана лечения. Лучший лазер для омоложения кожи будет зависеть от того, чего вы пытаетесь достичь для своих рук.
Кроме того, если вы имеете дело с дряблой кожей или дряблостью кожи, Thermage FLX может помочь увеличить выработку нового коллагена и восстановить упругость рук. Независимо от ваших потребностей в омоложении рук, существуют отличные неинвазивные решения, которые могут помочь, а некоторые процедуры лазерной шлифовки кожи можно даже комбинировать для оптимизации плана лечения. Лучший лазер для омоложения кожи будет зависеть от того, чего вы пытаетесь достичь для своих рук. Доктор Грин обладает более чем двадцатилетним опытом неинвазивных методов омоложения кожи и помог бесчисленному количеству пациентов омолодить руки.
Доктор Грин обладает более чем двадцатилетним опытом неинвазивных методов омоложения кожи и помог бесчисленному количеству пациентов омолодить руки. Вам также может потребоваться пройти несколько сеансов лечения в зависимости от того, чего вы пытаетесь достичь.
Вам также может потребоваться пройти несколько сеансов лечения в зависимости от того, чего вы пытаетесь достичь.
 Все эти процедуры направлены на то, чтобы ваши руки выглядели и чувствовали себя моложе.
Все эти процедуры направлены на то, чтобы ваши руки выглядели и чувствовали себя моложе. Restylane действует примерно от шести до девяти месяцев, тогда как инъекции Sculptra могут действовать до двух лет. Большинство пациентов периодически возвращаются для корректирующих инъекций, чтобы сохранить эти косметические результаты. Для пациентов, проходящих лечение Thermage FLX, результаты также могут сохраняться до двух лет. Пациенты часто продолжают коррекцию кожи ежегодно или раз в два года, чтобы продолжать улучшать эластичность кожи и поддерживать стабильные результаты.
Restylane действует примерно от шести до девяти месяцев, тогда как инъекции Sculptra могут действовать до двух лет. Большинство пациентов периодически возвращаются для корректирующих инъекций, чтобы сохранить эти косметические результаты. Для пациентов, проходящих лечение Thermage FLX, результаты также могут сохраняться до двух лет. Пациенты часто продолжают коррекцию кожи ежегодно или раз в два года, чтобы продолжать улучшать эластичность кожи и поддерживать стабильные результаты. Кроме того, появление выступающих вен можно лечить с помощью склеротерапии, которая может уменьшить кровеносные сосуды и значительно уменьшить выступающие вены. При введении кожных наполнителей выступающие вены на руках становятся менее заметными, что делает эту процедуру одной из самых популярных процедур омоложения рук. Кожные наполнители, такие как Restylane и Juvederm, также можно вводить в руки. Дополнительный объем восстановит утраченный объем, увеличит выработку коллагена, сведет к минимуму появление вен и вернет рукам более молодой вид. Кроме того, любое покраснение, лопнувшие капилляры и лопнувшие кровеносные сосуды можно лечить с помощью IPL и Лазер Vbeam .
Кроме того, появление выступающих вен можно лечить с помощью склеротерапии, которая может уменьшить кровеносные сосуды и значительно уменьшить выступающие вены. При введении кожных наполнителей выступающие вены на руках становятся менее заметными, что делает эту процедуру одной из самых популярных процедур омоложения рук. Кожные наполнители, такие как Restylane и Juvederm, также можно вводить в руки. Дополнительный объем восстановит утраченный объем, увеличит выработку коллагена, сведет к минимуму появление вен и вернет рукам более молодой вид. Кроме того, любое покраснение, лопнувшие капилляры и лопнувшие кровеносные сосуды можно лечить с помощью IPL и Лазер Vbeam . Эти цены могут сильно варьироваться в зависимости от того, в каком штате вы находитесь и идете ли вы к сертифицированному косметическому дерматологу или в MedSpa. MedSpa обычно берут более низкие цены по сравнению с дерматологическими кабинетами, но у них нет опыта, который есть у сертифицированного дерматолога, такого как доктор Мишель Грин. Доктор Грин имеет более чем 25-летний опыт работы и знает, какие процедуры лучше всего подходят для ваших проблем с кожей. Она поможет создать индивидуальный план омоложения рук, который принесет результаты и сведет к минимуму риск любых побочных эффектов.
Эти цены могут сильно варьироваться в зависимости от того, в каком штате вы находитесь и идете ли вы к сертифицированному косметическому дерматологу или в MedSpa. MedSpa обычно берут более низкие цены по сравнению с дерматологическими кабинетами, но у них нет опыта, который есть у сертифицированного дерматолога, такого как доктор Мишель Грин. Доктор Грин имеет более чем 25-летний опыт работы и знает, какие процедуры лучше всего подходят для ваших проблем с кожей. Она поможет создать индивидуальный план омоложения рук, который принесет результаты и сведет к минимуму риск любых побочных эффектов.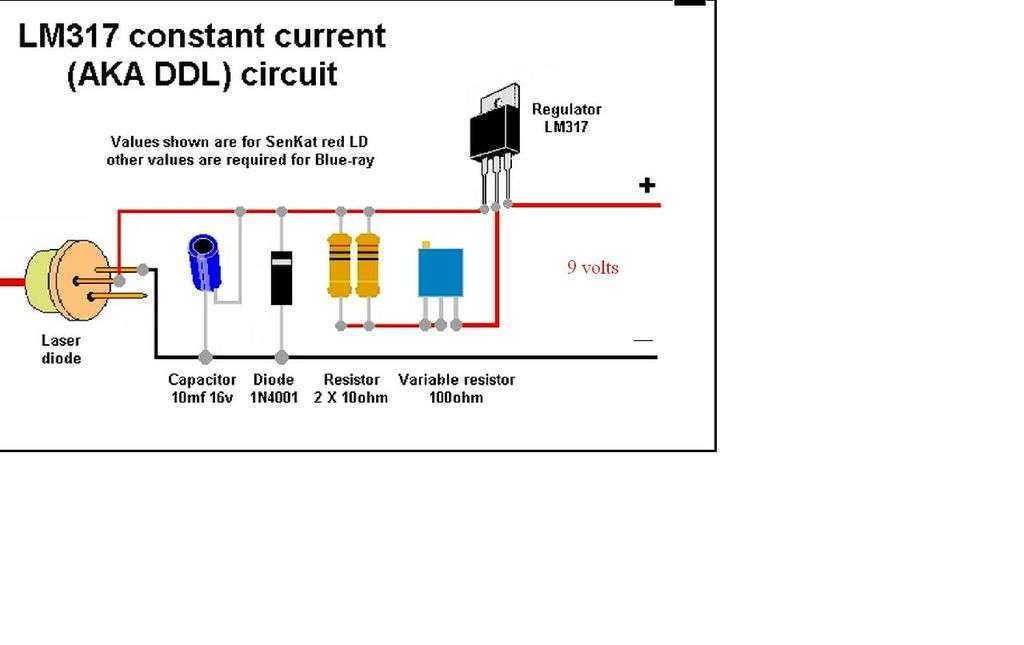 Осветляющие кремы, отпускаемые по рецепту, обычно содержат гидрохинон в концентрации 4% для оптимального осветления кожи.
Осветляющие кремы, отпускаемые по рецепту, обычно содержат гидрохинон в концентрации 4% для оптимального осветления кожи.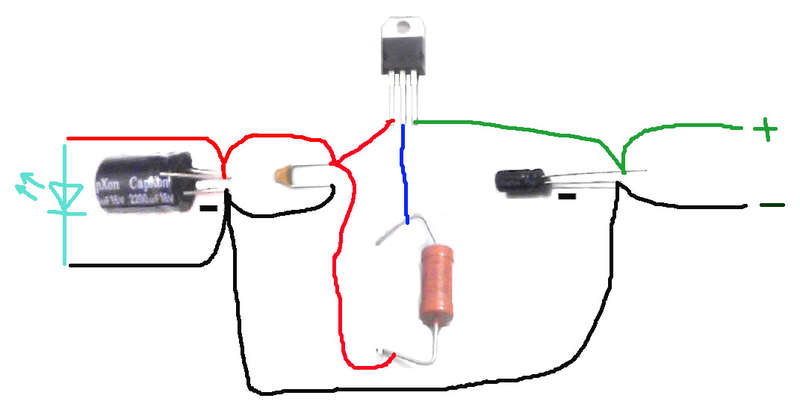 MGSKINLABS предлагает широкий выбор полезных увлажняющих и увлажняющих солнцезащитных средств, в том числе Крем против морщин Absolute Recovery для омоложения кожи и Солнцезащитный крем Broad Spectrum SPF 50+ .
MGSKINLABS предлагает широкий выбор полезных увлажняющих и увлажняющих солнцезащитных средств, в том числе Крем против морщин Absolute Recovery для омоложения кожи и Солнцезащитный крем Broad Spectrum SPF 50+ .
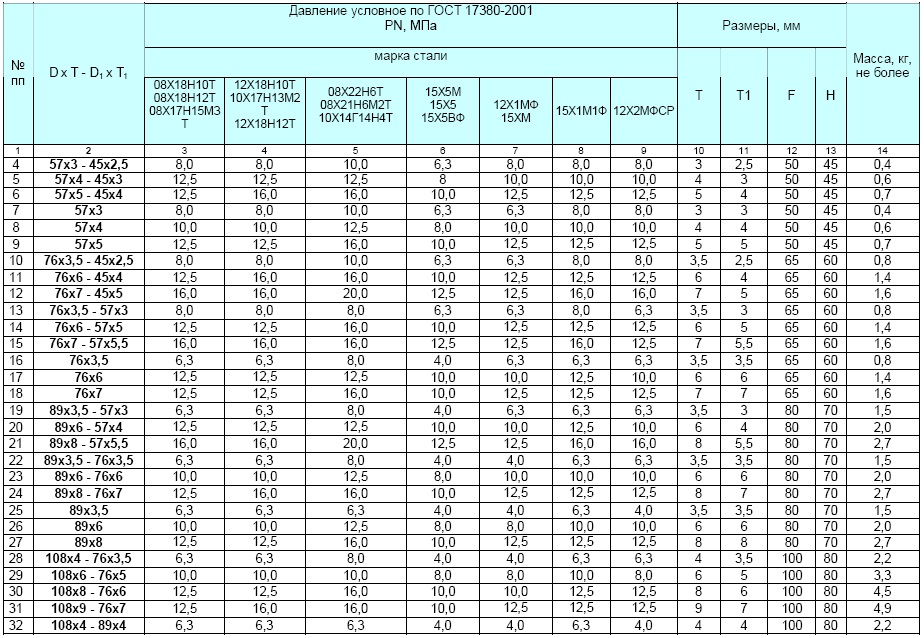


 Д.
Д.  840
840 131
131 200
200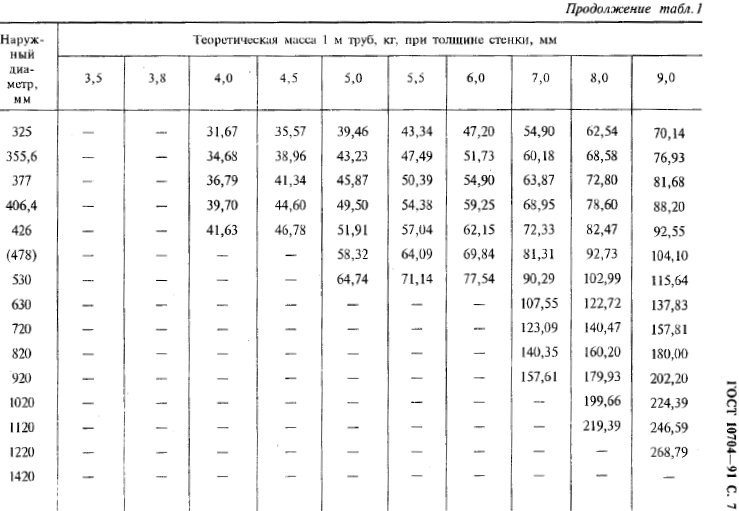 120
120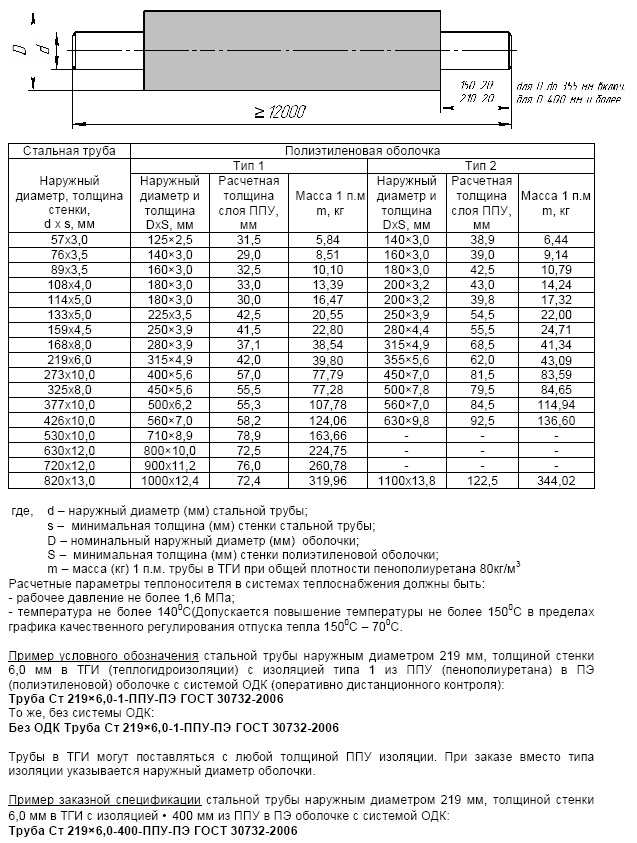 300
300 120
120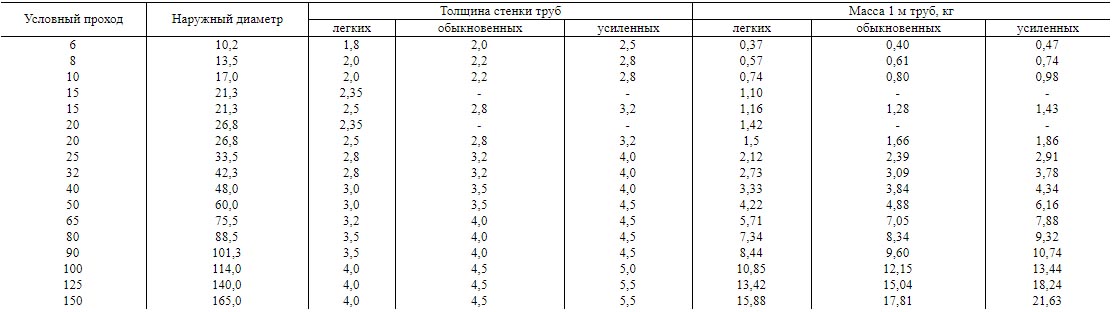 148
148 д.). и стандартных размеров.
д.). и стандартных размеров. Вот калькулятор веса металла, настроенный для 3 футов трубы STD/40/40S 1/2″ из меди:
Вот калькулятор веса металла, настроенный для 3 футов трубы STD/40/40S 1/2″ из меди:
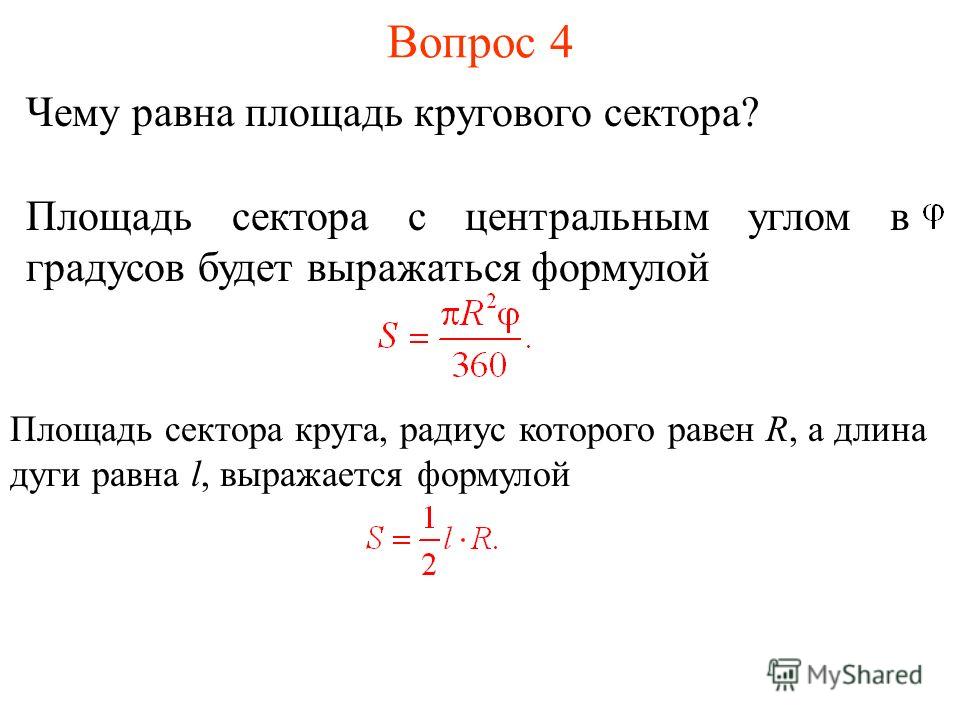

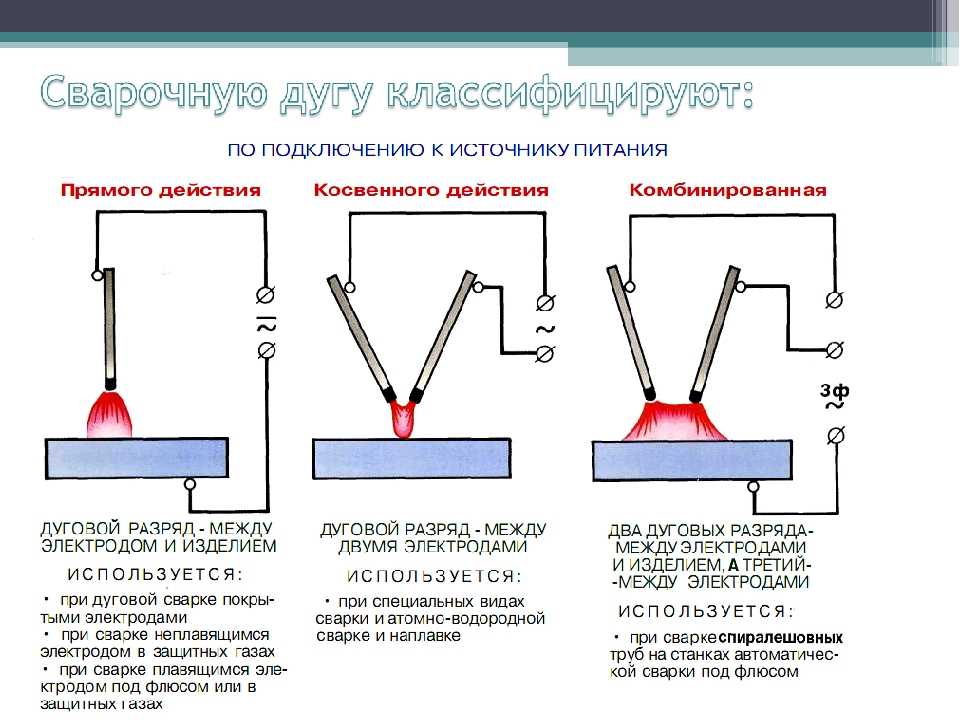
 Среди них: 195_Shpora_history.doc, Неотложная помощь при острой дыхательной недостаточности у детей.
Среди них: 195_Shpora_history.doc, Неотложная помощь при острой дыхательной недостаточности у детей.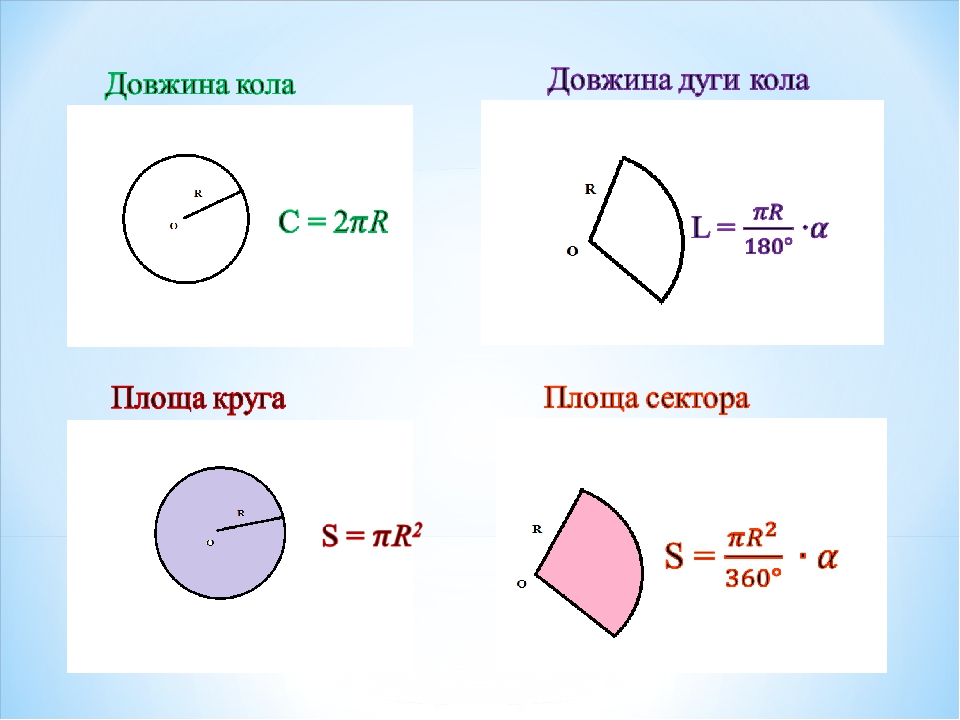 Жесткое крепление деталей перед сваркой применяют:
Жесткое крепление деталей перед сваркой применяют: Какая дуга применяется для сварки потолочных швов:
Какая дуга применяется для сварки потолочных швов: Горячие трещины в металле шва возникают из-за:
Горячие трещины в металле шва возникают из-за: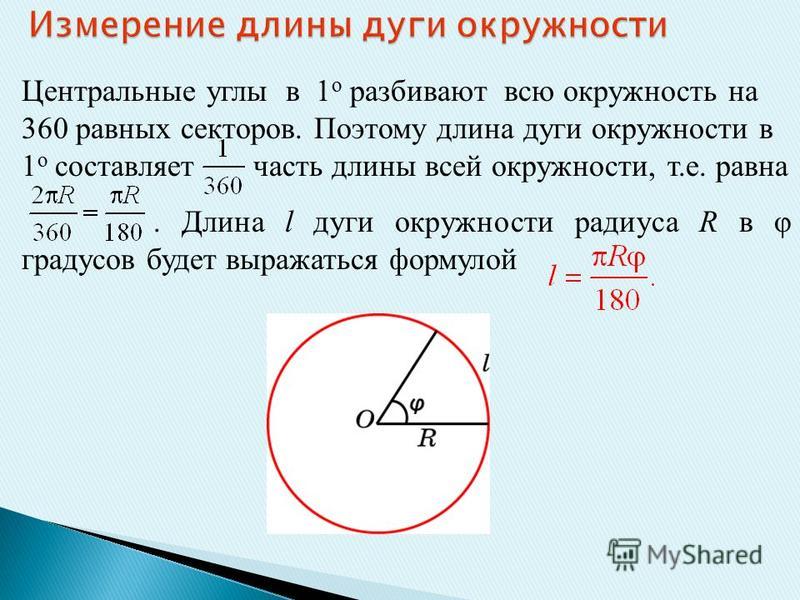 Может ли электросварщик произвести подключение к сети сварочного оборудования?
Может ли электросварщик произвести подключение к сети сварочного оборудования? Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата?
Имеет ли сварщик право отлучиться, не выключив питание сварочного аппарата? Стационарный пост обычно устанавливается:
Стационарный пост обычно устанавливается: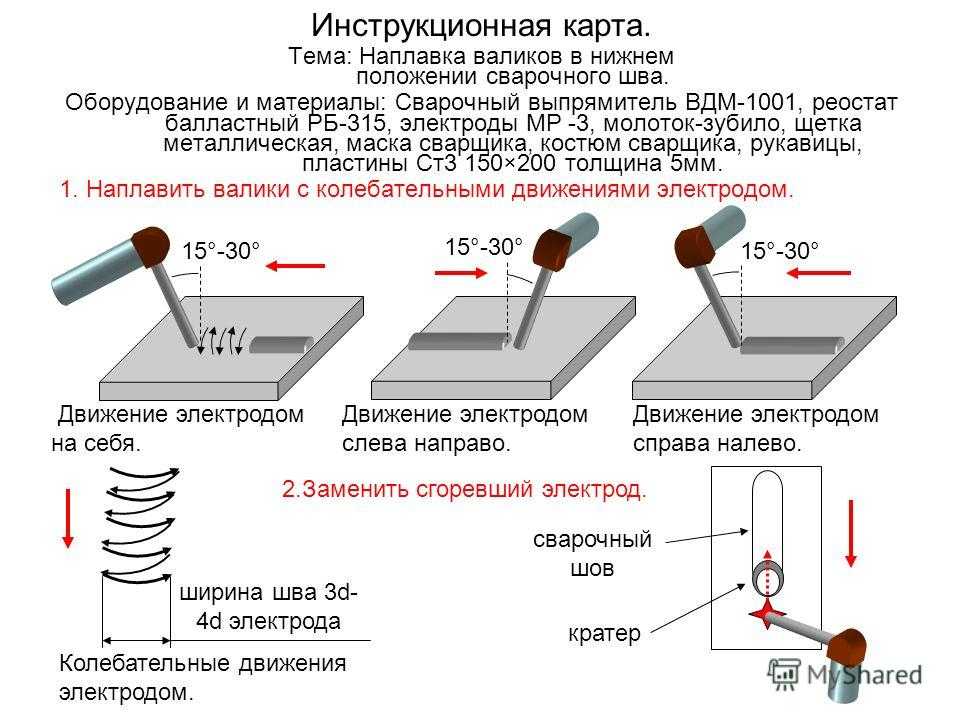 Хичическая обработка кромок под сварку включает:
Хичическая обработка кромок под сварку включает: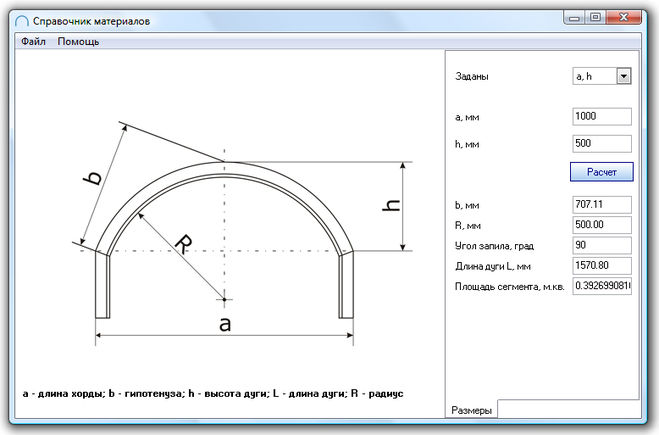 Для получения валика правильной формы длина дуги должна быть:
Для получения валика правильной формы длина дуги должна быть: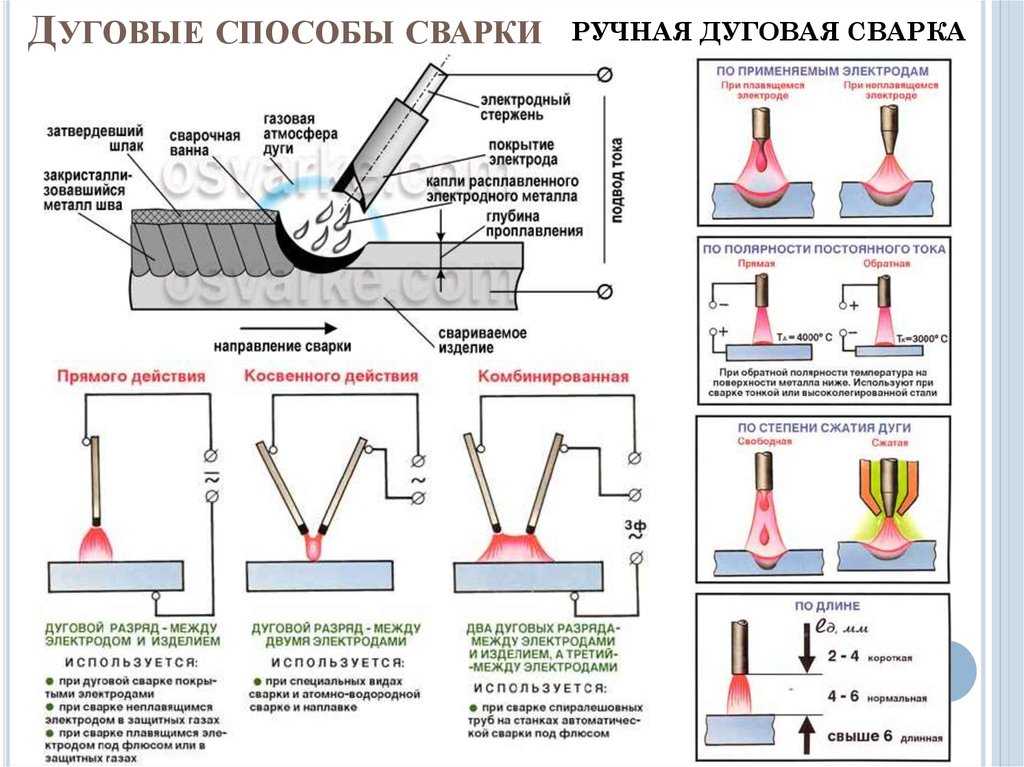 Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм:
Какой диапазон сварочного тока следует использовать для прихватки электродом диаметром 4 мм: Что называется валиком?
Что называется валиком?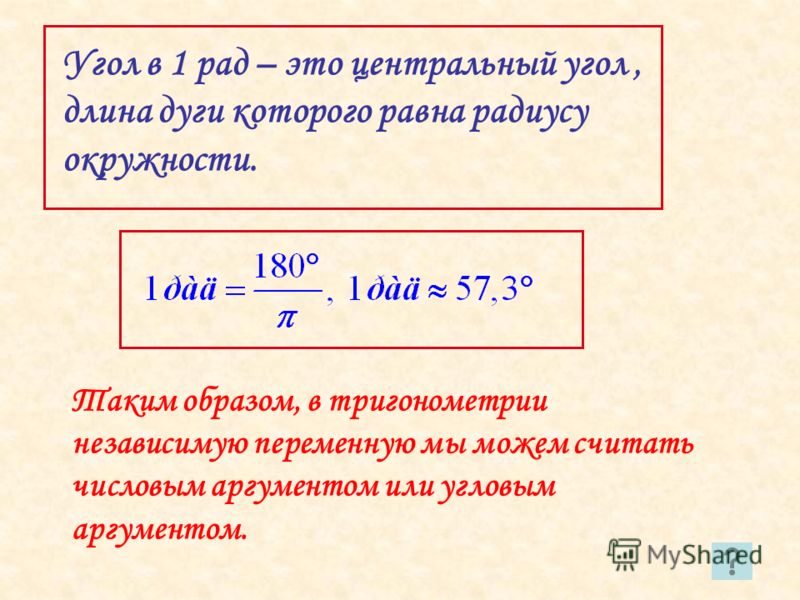

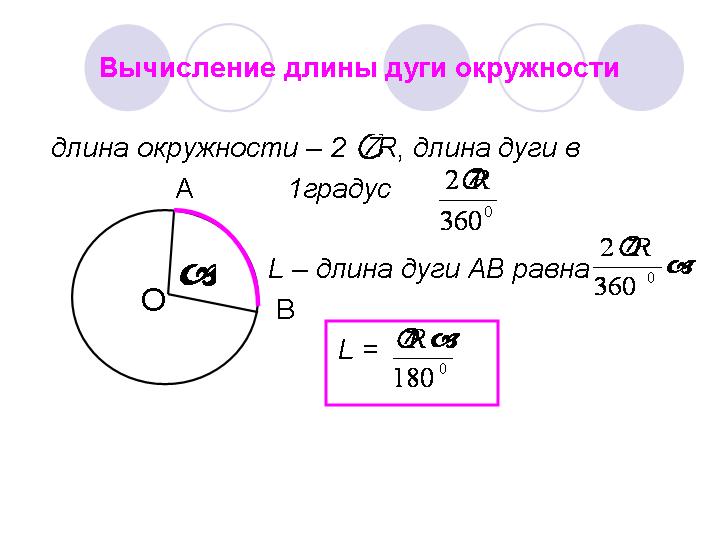
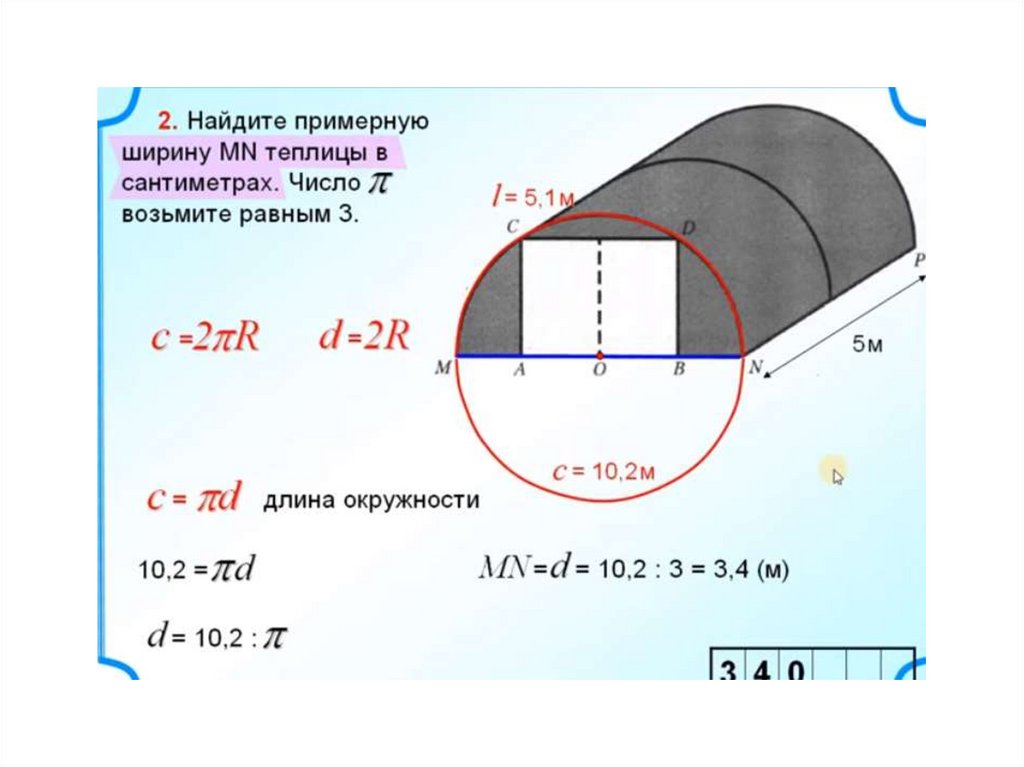 )
)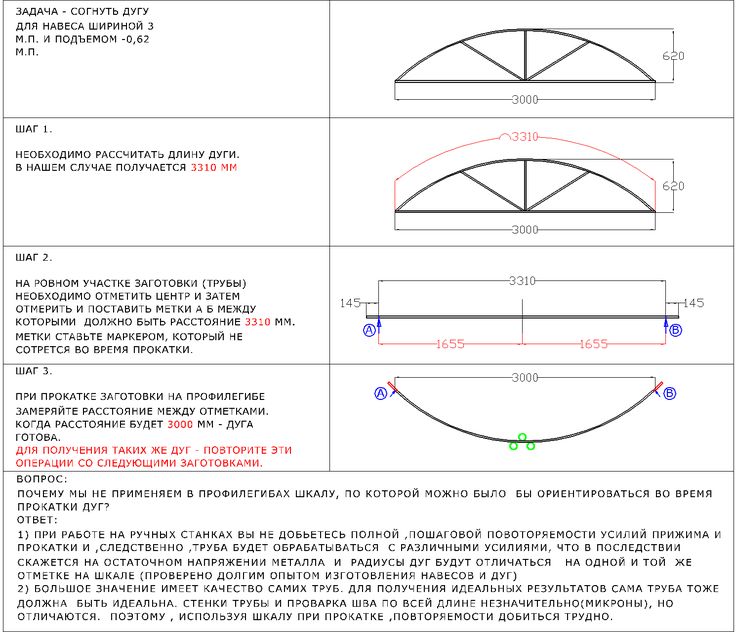
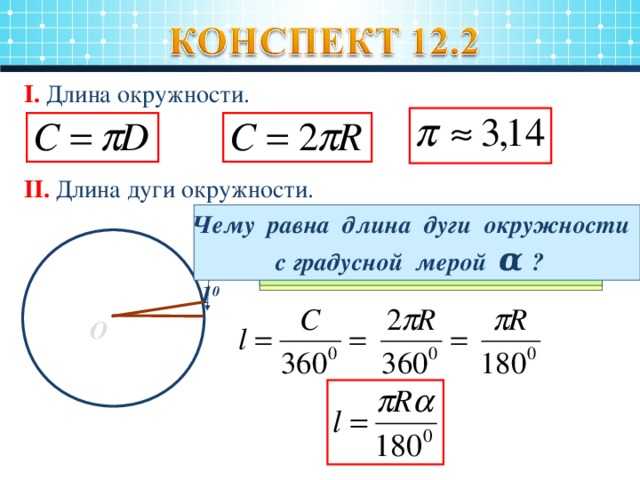

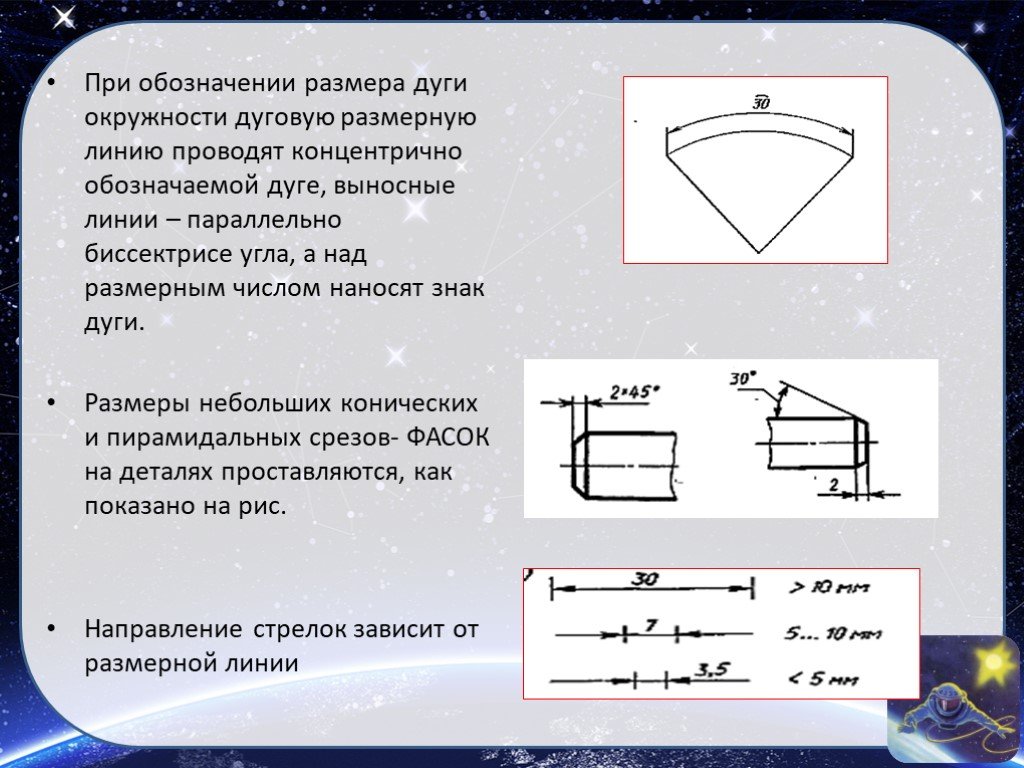
 При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.
При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов. Если слишком высокая, электрод плавится слишком быстро, и ваша ванна расплава будет большой и неравномерной, если слишком низкая, не хватит тепла для плавления основного металла, и ваша ванна расплава будет маленькой, будет накапливаться, выглядеть неравномерной.
Если слишком высокая, электрод плавится слишком быстро, и ваша ванна расплава будет большой и неравномерной, если слишком низкая, не хватит тепла для плавления основного металла, и ваша ванна расплава будет маленькой, будет накапливаться, выглядеть неравномерной. Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.
Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.