Дорнование, которое часто называют дорнированием, позволяет создать на поверхности металлического изделия защитный слой, способный эффективно противостоять воспринимаемым нагрузкам.
Дорнирование оружейного ствола
Назначение и технологические особенности
В процессе эксплуатации любого изделия, в том числе и изготовленного из металла, основную нагрузку воспринимает его наружная поверхность, в то время как внутренние слои остаются практически нетронутыми. В качестве такой нагрузки, в частности, может выступать термическое воздействие, а также внешние факторы, приводящие к коррозии или интенсивному износу металла.
Основная задача, которую решает дорнование, являющееся методом обработки металлического изделия, заключается в том, чтобы обеспечить его надежную защиту от вышеуказанных негативных факторов. Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
Дорн – инструмент для дорнования. Различают дорны качения и дорны скольжения
Дорнование, выполняемое при помощи специального инструмента, который передвигается по внутренней поверхности отверстия с определенной степенью натяга, позволяет решить следующие задачи:
приведение размеров внутреннего сечения обрабатываемого изделия в соответствие с требуемыми значениями;
устранение шероховатостей, имеющихся на внутренней поверхности обрабатываемого отверстия;
улучшение прочностных характеристик металла, формирующего внутреннюю поверхность отверстия.
Если вы планируете выполнить дорнование, следует иметь в виду, что диаметр обрабатываемого отверстия должен быть всегда меньше поперечного сечения используемого инструмента на величину натяга.
Примеры деталей после дорнования
Объемное и поверхностное дорнование
Существует два вида дорнирования стволов и труб, при котором не образуется стружка, – объемное или поверхностное. При выполнении объемного дорнования обработка осуществляется по всему поперечному сечению заготовки. В результате такой технологической операции, выполняемой при помощи инструмента, оснащенного несколькими зубьями, можно сформировать поверхность, шероховатость которой будет находиться в интервале 0,04–0,63 мкм, а точность – соответствовать 11 единицам по шкале IT.
При помощи объемного дорнования обрабатываются отверстия большой длины, трубные заготовки или изделия, выполненные в виде гильз. Такая операция, которой можно подвергать отверстия практически любой длины, сохраняя их прямолинейность, является хорошей альтернативой черновому растачиванию.
Схема обработки детали поверхностным дорнованием
При выполнении поверхностного дорнования можно получить внутреннюю поверхность, шероховатость которой будет находиться в пределах 0,04–0,32 мкм, а точность – соответствовать 6–9 единицам. При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
шлифование;
хонингование;
развертывание;
выглаживание.
Разновидности и технологические особенности
По технологическим особенностям выполнения дорнирование может быть свободным и несвободным. При свободном дорновании, которому преимущественно подвергаются бесшовные и электросварные трубы со стенками средней толщины, величина деформирования наружных поверхностей обрабатываемых изделий не оговаривается.
В зависимости от способа закрепления детали дорнование может быть свободным или в обоймах
Несвободному дорнованию преимущественно подвергаются внутренние отверстия в тонкостенных трубных изделиях. При выполнении такой технологической операции гарантируется отсутствие следующих последствий обработки:
искривление оси обрабатываемой заготовки;
снижение устойчивости заготовки в ее продольном направлении;
наличие участков поверхности, выглаживание которых выполнено некачественно.
Чтобы обеспечить такое высокое качество обработки, при несвободном дорновании изделие закрепляют в специальных обоймах, отличающихся высокой жесткостью и упругостью. Нередко такую операцию совмещают с холодным редуцированием, в процессе которого диаметр обрабатываемого отверстия и инструмента уменьшаются под воздействием низких температур.
Варианты совмещенного процесса дорнования-редуцирования
Основные параметры
Специалисты руководствуются такими параметрами дорнования, как:
обычный и относительный натяг;
скорость выполнения;
сила выполнения;
относительная деформация.
Для нормального дорнования допуск на размеры обрабатываемого отверстия должен быть в несколько раз меньше половины натяга
Натяг, который является одним из основных параметров дорнования, представляет собой разницу между диаметрами обрабатываемого отверстия и размером поперечного сечения используемого инструмента. Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
При дорновании прикладываемая к инструменту сила раскладывается на осевую и радиальную составляющие
Под силой, с которой выполняется дорнирование, подразумеваются усилия, которые инструмент оказывает на стенки отверстия в радиальном и осевом направлениях. При помощи усилия, оказываемого инструментом в радиальном направлении, увеличивается поперечное сечение обрабатываемого отверстия, а сила, создаваемая дорном в направлении оси обрабатываемой заготовки, позволяет удалить мельчайшие неровности с ее внутренней поверхности.
Относительная деформация, измеряемая в процентах, дает возможность определить, насколько изменился при дорновании наружный диаметр обрабатываемого изделия.
Технологические схемы
Дорнирование, которое при наличии соответствующего оборудования и инструмента можно выполнить и в домашних условиях, осуществляется:
методом растяжения;
сжатием;
путем комбинирования двух вышеуказанных методик.
Схемы дорнования отверстий
Выбор технологической схемы для дорнования влияет на величину осевой нагрузки, которой будет подвергаться обрабатываемое изделие. Если такая нагрузка будет слишком большой, она может стать причиной возникновения в обрабатываемой детали осевых напряжений.
При использовании схемы растяжения или сжатия нагрузка, создаваемая дорном, приходится на отдельные участки обрабатываемой поверхности, а комбинированный метод позволяет распределять нагрузку равномерно.
Схема деформации при обработке поверхности многозубым дорном
В последнее время объемное дорнирование все чаще выполняется по инновационным схемам, предполагающим использование пассивного, нейтрального и активного противонатяжения. Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов.
Чтобы в результате дорнования получить отверстие с меньшей шероховатостью стенок, необходимо выполнять такую технологическую операцию с более высоким натягом или провести предварительную механическую обработку отверстия.
Урок 3. Способ изготовления нарезов
За три года работы нам приходилось слышать множество умных и не очень вопросов, относительно оружейного дела. И вот наконец мы сделали для вас конспект из наиболее наболевших тем и популярных ошибок. Надеемся, вам будет полезно. Ждем ваши отзывы и пожелания в комментариях.
Прорезание нарезов — последний и самый важный этап работы с внутренней поверхностью ствола. В настоящее время применяют четыре основных способа для нарезания канала ствола:
Самый долгий и дорогой способ, может занимать от 6 до 10 часов. Кроме того, требует очень высокого мастерства от ствольщика, ведь почти вся работа ручная.
Инструмент с резцом последовательно прорезает один нарез за другим. Используется в люксовом оружии и единичном производстве. Получается почти идеальная геометрия
Потягивание многолезвийной протяжки
Схож с предыдущим способом, однако все нарезы прорезаются одновременно, при помощи специального станка-пресса. Применяется только для пистолетных стволов, так как инструмент должен обладать высокой жесткостью, что невозможно при прорезании длинной заготовки. Занимает всего несколько минут.
Самый быстрый способ — на изготовление ствола уходит около 3-5 минут, однако оборудование крайне дорогое и доступно только для работы в промышленных объемах, например при выполнении оборонного заказа.
Диаметр ствола прорезается по нарезам (большего диаметра), внутрь ствола вставляется оправка-дорн по диаметру ствола с полыми участками в местах будущих нарезов. Затем ствол отправляется под пресс, который снаружи деформирует металл и продавливает его в полые участки. Таким образом нарез штампуется.
Огромным плюсом технологии является тот факт, что металл в процессе ковки уплотняется, что положительно влияет на ресурс
Диаметр ствола прорезается по полям (меньшего диаметра), затем в ствол вставляется дорн, который продавливает металл образуя нарезы. Дорнированные стволы вследствие уплотнения структуры металла прочнее и более живучи в эксплуатации, чем обработанные нарезанием. Но нарезанные стволы более чисты после обработки и дают лучшую кучность боя.
Сам процесс протягивания занимает около пяти минут, однако высокие температуры при работе (около 200 градусов) вынуждают снимать напряжение с металла — нормализовать и отпустить его, на что уходит еще около 50 часов.
Данный способ был выбран нашими мастерами, так как для короткоствольного оружия показатели выносливости приоритетнее, чем кучность боя, кроме того, после продавливания канал ствола проходит дополнительную полировку.
Добавить комментарий
Система заточки ствола пушки попадает в цель
24 июня 2016, 15:03 • В функциях
Изготовление стволов для прецизионных винтовок всегда было чем-то вроде искусства, которое включает в себя двойную ручную притирку поверхности канала ствола, до и после того, как профиль нарезов будет прорезан или обжат с помощью кнопки для нарезов. Традиционно это ручная процедура, но для одной американской компании покупка хонинговального станка Sunnen упростила этот процесс. Об этом сообщает ПЭС.
Блестящий, вручную притертый канал ствола фактически считается одним из отличительных признаков ствола высокоточной винтовки, несмотря на неотъемлемые отличия от ручной работы, выполняемой людьми, которым неизбежно становится скучно и утомительно от монотонной работы.
Американская компания Pac-Nor Barreling задумалась над этой проблемой более года назад и нашла решение в недавно разработанном хонинговальном станке Sunnen HTE. Машина практически исключила круг предварительной нарезки Pac-Nor, который является более сложным и трудоемким из двух кругов.
Pac-Nor также производит столько же нестандартных стволов, сколько и раньше, но с немного меньшим количеством персонала: «Наша цель заключалась в том, чтобы создать лучший продукт с меньшими трудозатратами, и хонинговальный станок превзошел мои ожидания», — с энтузиазмом говорит Pac-Nor. менеджер по производству Кейси Дихтер.
«Хон обеспечивает постоянство диаметра отверстия, которое на голову выше притирки, в пределах двух-трех миллионных долей дюйма от конца до конца, когда он действительно установлен. Это, в свою очередь, улучшает стабильность процесса нарезки за счет сведения к минимуму разница в глубине канавок. Мы по-прежнему чистим внахлест после нарезки, но это проще, потому что мы просто полируем тонкую штриховку, которая может остаться после хонингования и нарезки».
Pac-Nor Barreling — настоящий производитель стрелкового оружия с продольно-скользящим затвором. Основными рынками компании являются правоохранительные органы, военные, соревновательная стрельба и охотники. Основанная в 1984 году заядлым стрелком и президентом компании Крисом Дихтером, компания Pac-Nor сейчас находится во втором поколении под руководством его сына Кейси. Помимо изготовления ствола, мастерская установит ствол на затвор клиента или добавит такие функции, как дульный тормоз или рифление на затворе и стволе.
Цех работает в две смены в день: в дневную смену из десяти человек изготавливается 30-40 нестандартных стволов разного калибра из нержавеющей или хромомолибденовой стали 416R. Ночная смена из трех человек производит один тип ствола – около 50 стволов AR-15 в сутки для ОЕМ винтовки.
Ручной процесс
Технологический процесс Pac-Nor начинается с резки и торцевания прутка премиум-класса, за которым следует сверление с помощью пистолета на четырех двухшпиндельных станках Pratt & Whitey и двухшпиндельном ЧПУ Eldorado. После развертывания стволы измеряются по размеру — в зависимости от состояния расширителя в канале ствола остается от 0,0004 до 0,0007 дюйма материала, который необходимо вручную притереть или отшлифовать до окончательного размера для нарезки.
«Каждый, кто здесь работает, делал ручную притирку», — заявляет г-н Дихтер. «Это неприятная работа, особенно если развертка начинает тупиться. Притирка может занять от 10 до 45 минут, в зависимости от калибра ствола. кнопка нарезов, финишный притир еще длиннее и сложнее, поэтому преимущества нет.С притиркой тоже есть потенциал для вариаций, просто потому, что это ручной процесс.Притирка также может быть ограничителем производства и в нашем регионе мы у нас очень ограниченная рабочая сила, которую можно использовать, когда мы хотим расти».
Жизнеспособная альтернатива
Компания изучала хонингование в 1990-х годах, но вновь обратилась к этой идее, когда Sunnen представила свой хонинговальный станок HTE в 2014 году. диапазон 4-20 мм и длина до 1524 мм. Разработанный специально для длинных отверстий малого диаметра, станок оснащен чрезвычайно чувствительным приводом и системой подачи инструмента, которые обеспечивают максимальную защиту от перегрузки/поломки инструмента. Ограничения по усилию и параметры работы инструмента сохраняются в системе управления ПК с сенсорным экраном, что позволяет системе обнаруживать узкие участки в отверстии и автоматически корректировать их.
Компания Sunnen также разработала новый инструмент с длинным стволом (LBT), предназначенный для решения самых сложных задач по хонингованию стволов винтовок калибра .17 калибра малого диаметра. Инструмент быстро удаляет следы от развертки, волнистость, узкие места и другие дефекты, оставленные предшествующими процессами. В LBT используются алмазные или эльборовые суперабразивные материалы на металлической связке, обеспечивающие высокую производительность, длительный срок службы и короткое время цикла. Прецизионно изготовленный из инструментальной стали со сквозной закалкой, LBT может обеспечить точность отверстия 0,0006 мм для диаметра, округлости и конусности — от первой детали до последней.
Хонингование является идеальной заменой ручной притирке заготовок стволов перед нарезкой. Он быстро удаляет царапины от развертки и неровности поверхности без трудоемкой ручной притирки. Типичный абразив с зернистостью 600 может обеспечить шлифовку от 0,15 до 0,25 мкм на рассверленной заготовке ствола. Благодаря постоянному диаметру отверстия (±0,0001 дюйма или меньше), параллельности, округлости и чистоте поверхности от начала до конца хонингование обеспечивает более стабильную производительность нарезных пуговиц и фрез, что приводит к постоянной глубине канавки. Идеальная геометрия канала ствола уменьшает искажение формы пули для улучшения гироскопической стабильности в полете.
«В настоящее время мы точим около 80% того, что мы производим, и будем делать больше, когда приобретем инструменты разных калибров», — говорит г-н Дихтер. «Мы узнали, что качество нашей развёртки теперь не должно быть таким критичным, потому что у нас есть хонинговальная машина. в три раза дольше, чем при притирке в одиночку. При ручной притирке время и усилия увеличиваются, когда развертка затупляется».
Однородность и округлость
После хонингования ствол снова проверяется перед нарезкой с помощью кнопки. Pac-Nor производит собственные карбидные нарезы Accu-Twist и может предложить различные стили нарезов, в том числе многоугольные, по выбору клиента. К стержню прикреплена кнопка, и стержень протягивается через ствол. Гидравлический нарезной станок компании использует изготовленный на станке с ЧПУ поворотный стержень с углом наклона спирали, который соответствует скорости закручивания, запрошенной заказчиком. Окончательная скорость скручивания подтверждается впоследствии с помощью электронно-оптической системы измерения скручивания Barrel-Scan
Затем ствол подвергается снятию напряжений в закалочной печи с последующим контурированием внешней формы и окончательной чистовой притиркой канала ствола.
«Во время финишного круга вы действительно можете увидеть разницу между стволом, который был заточен перед нарезкой, и стволом, который был притерт», — утверждает г-н Дихтер. «Вы можете легко почувствовать любые оставшиеся узкие или свободные места в канале ствола. Однородность диаметра и округлость хонингованного канала ствола превосходны. Притир также ощущается по-другому в хонингованном канале».
В соревнованиях по стрельбе, где победные очки могут быть разделены тысячными долями дюйма, улучшение однородности ствола Pac-Nor на несколько миллионных долей дюйма может иметь большое значение для опытного стрелка.
Это действительно хорошее восьмиствольное двуствольное охотничье ружье JW Tolley было доставлено для серьезной доводки.
Пыжи, которые хотел использовать владелец, требовали, чтобы отверстия имели минимальный диаметр 0,835″.
Существующий диаметр был значительно меньше этого.
Во-первых, нам нужно было оценить жизнеспособность требуемой работы. Точное измерение диаметра канала ствола и толщины стенок требуется для решение должно быть принято. Здесь в канал ствола вставляется калибр-пробка для измерения диаметра. Мы также используем регулируемый калибр, предназначенный для обнаружения любой овальности канала ствола, и толщиномер стенки. Стволы также визуально проверяются на наличие неисправности до начала работы
Чтобы увеличить размер канала ствола по мере необходимости, нам потребуется увеличить диаметр канала ствола на 0,030 дюйма. Это приведет к уменьшению толщины стенки ствола на 0,015 дюйма. На более легком орудии, таком как стандартное двенадцатикалиберное, это привело бы к тому, что не осталось достаточной толщины стенок, чтобы выдержать давление стрельбы, но на этом тяжелом восьмиствольном ружье оставшаяся толщина стенок все же была бы более чем достаточной.
Для сравнения я выложил одинарную четверку, рассматриваемую двойную восьмерку и стандартную двустволку двенадцати. Я думаю, что разница в диаметре отверстия и толщине стенки вполне очевидна.
Слева направо, одинарный, четыре отверстия, двойной, восемь отверстий, двойной, двенадцать отверстий .
Здесь мы видим прорыв двойного восьмицилиндрового отверстия рядом с двойным двенадцатицилиндровым отверстием. Видно, что восьмое отверстие значительно больше двенадцати.
Решив, что работа жизнеспособна, теперь встал вопрос, как наиболее эффективно увеличить диаметр ствола. Мы могли просверливать стволы, используя очень старый и эффективный метод, используя скребок из закаленной стали, приспособленный с помощью насадок, прикрепленных к длинному стержню. Мы могли бы использовать направляющую развертку так же, как и обратное растачивание 12-го отверстия. Оба эти метода имеют некоторые преимущества, но ствол все равно нуждается в внутренней полировке свинцовым притиром или хонинговании. Я решил, что для ствола будет меньше риска, и мы сможем добиться более качественной обработки, выполнив всю работу на нашем станке для хонингования ствола.
Здесь мы видим восемь стволов, установленных на каретке нашего хонинговального станка. Каретка принимает на себя вес стволов, который в данном случае был существенным, в то время как оператор (я) держит стволы, чтобы противостоять крутящему усилию хонинговального станка. Держа стволы в руках, можно почувствовать, какое давление оказывает хонинговальный камень. Стволы можно быстро разблокировать, чтобы они могли свободно вращаться, что снижает любой риск для стволов, если во время хонингования возникнут проблемы.
Специальное масло для хонингования подается под давлением непосредственно на хонинговальную оправку, чтобы заполнить хонинговальный брусок смазкой , что обеспечивает более эффективное хонингование и лучшее качество поверхности.
После того, как работа была завершена, стволы и затвор были отправлены в Бирмингемский центр испытаний стволов для испытаний, которые они прошли без проблем.
Старший контрольний мастера отдела (бюро) технического контроля
assets/images/Должностная инструкция старшего контрольного мастера отдела (бюро) технического контроляzip
Вы можете скачать должностную инструкцию старшего контрольного мастера отдела (бюро) технического контроля бесплатно. Должностные обязанности старшего контрольного мастера отдела (бюро) технического контроля
Утверждаю
_____________________________ (Фамилия, инициалы)
(наименование организации, ее ________________________________
1.1. Данная должностная инструкция устанавливает права, ответственность и должностные обязанности старшего контрольного мастера отдела (бюро) технического контроля ______________________________ (далее – «предприятие»).
Название учреждения
1.2. Старший контрольный мастер отдела (бюро) технического контроля относится к категории руководителей.
1.3. Лицо, назначаемое на должность старшего контрольного мастера отдела (бюро) технического контроля должно иметь высшее техническое образование и стаж работы по специальности не менее _________ лет или среднее специальное образование и стаж работы по специальности не менее _________ лет.
1.4. Старший контрольный мастер отдела (бюро) технического контроля подчиняется непосредственно начальнику отдела (бюро) технического контроля цеха.
1.5. Старший контрольный мастер руководствуется в своей работе положением об отделе технического контроля и настоящей должностной инструкцией.
II. Должностные обязанности
Старший контрольный мастер отдела (бюро) технического контроля исполняет следующие должностные обязанности:
2.1. Инструктирование контрольных мастеров и контролеров по вопросам контроля и качественной приемки.
2.2. Разрешение вопросов, возникающих в процессе контроля приемки изделий.
2.3. Осуществление в соответствии с настоящей инструкцией руководство контрольным аппаратом, находящимся в его подчинении, и обеспечение правильной организации работы по контролю за качеством и комплектностью продукции.
2.4. Содействие контролерам и контрольным мастерам в повышении их квалификации и технической грамотности.
2.5. Требование от производственных мастеров и начальника участка своевременного выполнения мероприятий по профилактике брака.
2.6. Знание технических условий на приемку продукции и технологического процесса изготовления изделий.
2.7. Проставление персонального клейма на принятую им лично продукцию.
2.8. Обеспечение надлежащего порядка в содержании и хранении контрольных измерительных приборов, инструментов, оснастки и своевременной сдачи их на проверку.
2.9. Совершенствование существующих и внедрение передовых методов работы по контролю качества продукции на вверенном ему участке.
2.10. Обеспечение на своем участке производства своевременного технического контроля за качеством и приемкой продукции согласно чертежам, техническим условиям, стандартам и утвержденному технологическому процессу.
2.11.Осуществление периодического контроля за соблюдением рабочими технологических процессов.
2.12. Умение распознать внешние дефекты в изделиях по характерным признакам и обучение этому подчиненных контрольных мастеров и контролеров.
2.13. Умение пользоваться средствами контроля и обучение пользованию ими подчиненных контролеров.
2.14. Ведение учета, систематизации и анализа повторяющихся дефектов продукции, выявленных при ее технической приемке, требование от исполнителей и производственных мастеров устранения причин возникновения этих дефектов.
III. Права
Старший контрольный мастер отдела (бюро) технического контроля имеет право:
3.1. Обращаться к начальнику цеха (участка) и производственному мастеру с требованиями:
— прекращения работы на отдельных станках, агрегатах или участках в случаях, если изготовление продукции производится не в соответствии с чертежами, техническими условиями, стандартами и утвержденным процессом. А также, если состояние оборудования, приспособлений, инструмента или рабочего места не гарантирует качества продукции или ведет к возникновению брака, ставя об этом немедленно в известность начальника ОТК, а там, где имеется бюро технического контроля, — начальника БТК;
— своевременного выполнения мероприятий по предупреждению брака, улучшению качества изделий и устранению недостатков в организации производства.
3.2. Выносить окончательное решение по определению виновников брака из числа административного персонала цеха (участка).
3.3. Прекращать приемку и сдачу на склад готовой продукции, если она не соответствует чертежам, техническим условиям, стандартам, программам и утвержденной технологии, с немедленным уведомлением об этом начальника отдела технического контроля (ОТК) предприятия, а там, где имеются бюро технического контроля — начальника бюро технического контроля (БТК).
3.4. Принимать участие в работе оперативных совещаний по качеству у начальника цеха (участка).
3.5. Браковать на обслуживаемом участке материалы, заготовки, детали и изделия, не соответствующие чертежам, техническим условиям, стандартам и утвержденным технологическим процессам.
3.6. Не принимать предъявленную цехом (участком) продукцию при отсутствии установленной документации на выполненную работу и при некомплектной сдаче продукции.
3.7. Обращаться с требованиями к начальнику технологического цеха включения в технологический процесс всех операций контроля, необходимых для обеспечения высокого качества продукции.
3.8. Вести переписку по вопросам приемки, качества и комплектности продукции.
3.9. Принимать участие в проверках технологического оборудования на соответствие нормам точности оборудования.
3.10. Запрещать пользование:
— контрольно-измерительными приборами, дающими неправильные показания, впредь до устранения неполадок или замены годными;
— неисправными или непроверенными в установленном порядке мерами и контрольно-измерительными приборами и изымать из употребления с немедленным сообщением об этом начальнику ОТК, а там, где имеется бюро технического контроля, — начальнику БТК.
3.11. Согласовать оснащенность операций контроля средствами, обеспечивающими надлежащую точность контроля и высокую производительность
труда контролеров.
3.12. Для повышения ответственности непосредственных исполнителей за качество изготовляемой ими продукции представлять совместно с начальником цеха или участка передовых рабочих для перевода их на самоконтроль.
IV. Ответственность
Старший контрольный мастер несет ответственность:
4.1. В случае причинения материального ущерба в пределах, которые определены гражданским и трудовым законодательством РФ.
4.2. В случае совершения в процессе осуществления своей деятельности правонарушений в пределах, которые определены уголовным, административным и гражданским законодательством РФ.
4.3. В случае ненадлежащего исполнения или неисполнения своих должностных обязанностей, которые предусмотрены данной должностной инструкцией, в пределах, определённых трудовым законодательством РФ.
Руководитель структурного подразделения: _____________ __________________
(подпись) (фамилия, инициалы)
00.00.201_г.
С инструкцией ознакомлен,
один экземпляр получил: _____________ __________________
(подпись) (фамилия, инициалы)
00. 00.20__г.
Должностная инструкция ОТК швейного производства
Главная
Статьи
Должностная инструкция ОТК швейного производства
1. Общие положения
1.1.Мастер ОТК швейного цеха принимается на работу и увольняется приказом директора общества.
1.2.На должность мастера ОТК швейного цеха назначается лицо имеющее средне-специальное образование, стаж работы в должности не менее 1 года.
1.3.Мастер ОТК швейного цеха непосредственно подчиняется начальнику цеха.
1.4.В своей деятельности мастер ОТК цеха руководствуется:
законодательными и нормативными документами по вопросам выполняемой работы;
методическими материалами, касающимися соответствующих вопросов;
уставом предприятия;
правилами трудового распорядка;
приказами и распоряжениями директора предприятия;
настоящей должностной инструкцией.
1. 5.Мастер ОТК швейного цеха должен знать:
организационно-распорядительные документы, нормативные и методические материалы, касающиеся производственно-хозяйственной деятельности цеха;
перспективы технического развития предприятия и цеха;
технические требования, предъявляемые к продукции цеха, технологию ее производства;
формы и методы производственно-хозяйственной деятельности цеха;
передовой отечественный и зарубежный опыт в области производства аналогичной продукции;
основы трудового законодательства;
правила и нормы охраны труда.
1.6.Основная задача деятельности мастера ОТК швейного цеха – это обеспечение качества выпускаемой продукции.
2. Должностные обязанности.
Мастер ОТК швейного цеха обязан :
2.1.Контролировать качество раскроя и пошива изделий в процессе их изготовления.
2.2.Контролировать качество используемых тканей, прикладных материалов и фурнитуры.
2.3.Принимать готовые изделия с отметкой в паспорте и журнале движения заказов.
3. Права
Мастер ОТК швейного цеха имеет право:
3.1.Знакомиться с проектами решений руководства, касающимися его деятельности.
3.2.Вносить на рассмотрение руководства предложения по совершенствованию своей деятельности.
3.3.Получать от руководителей структурных подразделений, специалистов информацию и документы по вопросам, входящим в его компетенцию.
3.4.Требовать от руководства общества оказания содействия в исполнении своих должностных обязанностей и прав.
Ответственность.
Мастер ОТК швейного цеха несет ответственность :
4.1.За неисполнение (ненадлежащее исполнение) своих должностных обязанностей, предусмотренных настоящей должностной инструкцией, в пределах определенных действующим трудовым законодательством РФ.
4.2.За совершение в процессе осуществления своей деятельности правонарушения – в пределах, определенных действующим административным, уголовным и гражданским законодательством РФ.
4.3.За причинение материального ущерба – в пределах, определенных действующим трудовым, уголовным и гражданским законодательством РФ.
Метки: Должностная инструкция, ОТК
Чем занимается мастер: должностная инструкция, обязанности и ответственность
Мастер — это человек, обладающий властью и способностью использовать, распоряжаться чем-либо или взять под контроль. Можно быть мастером определенного языка, навыка или чего-то еще, в чем он или она является экспертом. Что касается требований, мастер должен быть чрезвычайно хорошо осведомлен в любой области, в которой он хочет стать экспертом. Это может потребовать интенсивного обучения, исследований и самоотверженности.
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое мастер-резюме.
Обязанности мастера
Вот примеры обязанностей из резюме реальных мастеров, представляющие типичные задачи, которые они, вероятно, будут выполнять в своих ролях.
Управление уровнями запасов, просмотр MRP, действие при выпуске заказа, а также сообщения о действиях и исключениях.
Управление базой данных в Интернете для отдела
Управление программами обеспечения безопасности, защиты окружающей среды и качества.
Управление ежедневными ремонтными работами в крупносерийном ремонтном центре Honda.
Управляйте разработкой программы поощрения сотрудников, чтобы отметить лучших моряков.
Рекомендовать ресурсы или поддержку, необходимую для достижения целей программы по общей численности персонала.
Выполнение крупного ремонта автомобилей: электрики, тормозов, кондиционеров, двигателей и т. д.
Разработка и поддержка веб-страницы ассоциации путем демонстрации знаний HTML, CSS и MySql.
Производство крепкого и мягкого яблочного сидра.
Выпускник с самым высоким общим средним баллом в классе.
Создание сложных форм с использованием JavaScript, DOM и CSS.
Сертификат Master ASE по ремонту автомобилей и легких грузовиков.
Посещайте все необходимые тренинги и обновляйте стандарты Chrysler.
Выполнение ремонта от бампера к бамперу на автомобилях марки Chrysler.
Следуйте сертификату GMP и HACCP компании, сертификату CPR.
Профессии мастера, которые могут вам понравиться
Высокая оплачиваемая мастер -рабочие места — 127 тыс. Долл. США и
Поисковые задания вблизи в США
Работа от домашних рабочих мест
Найти онлайн, удаленные, телекоммуникационные рабочие места
Мастер начального уровня
Практически не требуется опыта
Вакансии мастера на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Вакансии мастера добавлены в течение последних 7 дней
Работа без диплома мастера
Поиск работы без диплома
Нужно идеальное резюме мастера?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Мастер Описание работы
Когда дело доходит до понимания того, что делает мастер, вы можете задаться вопросом: «Должен ли я стать мастером?» Данные, включенные в этот раздел, могут помочь вам принять решение. По данным Бюро статистики труда, по сравнению с другими рабочими местами, у мастеров темпы роста описываются как «незначительные изменения или отсутствуют» на уровне -1% в период с 2018 по 2028 год. На самом деле, прогнозируется, что к 2028 году откроется примерно 6 400 вакансий.
Мастера в среднем составляют около 33,55 долларов в час, что составляет годовой оклад мастера 69 786 долларов. Кроме того, известно, что мастера зарабатывают от 38 000 до 127 000 долларов в год. Это означает, что самые высокооплачиваемые мастера зарабатывают на 76 000 долларов больше, чем самые низкооплачиваемые.
Как и в случае с большинством профессий, чтобы стать мастером, нужно потрудиться. Иногда люди меняют свое мнение о своей карьере после работы в профессии. Вот почему мы рассмотрели некоторые другие профессии, которые могут помочь вам найти следующую возможность. Эти профессии включают в себя механика автомобильных трансмиссий, механика уличного освещения, автомобильного механика и автомеханика.
Вакансии мастера, которые могут вам понравиться
Создайте резюме профессионального мастера за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы создать свое мастер-резюме.
Сандра Морган
Мастер
Информация о контакте
Шарлотта, NC
(300) 555-4601
.comex.0003
Skills
Diagnostic Equipment
Service Advisors
Setup
Alignment Machine
Support Operations
Osha
Communication
Procedures
Engine Tune-Ups
Safety Inspections
Employment History
Master
2016 – настоящее время
Best BuyCharlotte, NC
Примите участие в телефонных конференциях с Apple, чтобы обсудить прогресс и пути улучшения продаж и отношения к AppleApple
Рассмотрение технической документации и процедур.
Занял второе место в компании по продажам продукции Apple по годовому росту в рамках лучшей покупки
Получил звание Мастера Apple, посещая ежемесячные встречи и периодические семинары.
Помощник механика
2008–2016
Управление отходами, Ломбард, Иллинойс
Выполнение тщательной проверки тормозной, гидравлической, электрической и пневматической систем грузовиков Mack и Peterbilt.
Вызов сервисной службы при возникновении аварийных ситуаций.
Проверка, ремонт и техническое обслуживание грузовых автомобилей, автомобильного и механического оборудования.
Вызов аварийной дорожной службы по мере необходимости.
Ручные инструменты и запчасти владельцу на необходимые работы.
Автотехник
1998 — 2008
CarMaxOakbrook Terrace, IL
Постоянное превосходное обслуживание клиентов.
Выполнение проверки качества автомобиля по 180 пунктам, анализ ремонта и документации по завершении.
Работа в командной атмосфере, чтобы обеспечить правильное и своевременное обслуживание клиентов.
Профессиональное обслуживание клиентов, чтобы помочь клиентам в принятии обоснованных решений в отношении их потребностей в транспортных средствах.
Business UnitsLiterature ReviewsAppleBase AccessHvacGuest RoomsPhysical SecurityCommunicationVIPTopics
Трудовой стаж
Магистр
2019 – настоящее время
General Electric
Цинциннати, Огайо
Управляемое развертывание обучения для Lean и Six Sigma DMAIC.
Обучение наемного и почасового персонала использованию инструментов Six Sigma и Lean.
Предоставление внутренних консультационных услуг по методу «Шесть сигм» для команды здравоохранения в штаб-квартире GE.
Обучил и наставлял 4 «черных пояса» и 75 «зеленых поясов» для выполнения более 200 проектов «Шесть сигм».
Управлял внешними проектами повышения производительности и шестью сигмами, что позволило избежать ежегодных расходов и сэкономить более 18 миллионов долларов США в год.
Спонсирование черных поясов для улучшения процессов и снижения затрат за счет внедрения и выполнения различных проектов «шесть сигм».
Помощник преподавателя в аспирантуре
2018–2019
Фонд онкологической больницы и научно-исследовательского института Джеймса Артура Дж.
Колумбус, Огайо
Обучал и помогал от 20 до 24 студентов в лабораторных процедурах органической химии.
Общая химия I и II.
Помощник профессора в прокторинге экзаменов и оценке наборов задач по физиологии, а также в проверке экзаменов со студентами-фармацевтами первого курса.
Дворецкий
2013–2018
Marc’s
Вашингтон, округ Колумбия
Припаркованные автомобили гостей и предоставление гостям надлежащих маршрутов движения Уборка и обслуживание рабочих мест
Отвечайте на вопросы клиентов и предоставляйте информацию о процедурах или правилах.
Соблюдение правил безопасности пищевых продуктов в соответствии с политикой компании и санитарно-гигиеническими нормами.
Внедрил и поддерживал коммуникационный форум Global Lean Black Belt.
Опубликованы графики производства для заводского персонала.
Настройка и эксплуатация интернет-серверов и узлов с использованием Windows NT и Linux, клона Unix с высокоскоростным соединением T-1/маршрутизатор.
Разработан дизайн для ориентации «Шесть сигм» для заказчика.
Web Designer2011–2014
Na•San Antonio, TX
Профиль в 99d, включая портфолио и отзывы клиентов с самым высоким рейтингом: https://99designs.com/profiles/maxdt
Lead UX дизайнер проекта мобильного редизайна Merrill Edge.
Реализованы каркасы веб-дизайна для нового и обновленного веб-контента.
Создание и обслуживание веб-сайтов компании, включая социальные сети и использование Google Analytics.
Ассистент по информационным технологиям, 2002–2011 гг.
Dell•Austin, TX
Выполненная поддержка оборудования и программного обеспечения, включая принтеры, сканеры, копировальные аппараты, настольные и переносные компьютеры пользователей.
Подготовка документации для конечного пользователя Обеспечение технического обслуживания оборудования для машин с жестким диском, материнской платой, вентилятором или другими проблемами.
Заменены аппаратные компоненты для ноутбуков и настольных компьютеров.
Создайте профессиональное резюме за считанные минуты с помощью этого шаблона.
Навыки и личностные качества мастера
Мы подсчитали, что 24% мастеров владеют процедурами, ручными инструментами и обслуживанием клиентов. Они также известны своими мягкими навыками, такими как ловкость, навыки устранения неполадок и механические навыки.
Мы разбили процент магистров, у которых эти навыки указаны в их резюме, здесь:
Процедуры, 24%
Разработали и внедрили политику и процедуры, включая должностные инструкции для каждой области ответственности отдела, используя текущие ресурсы регулирующего органа .
Ручной инструмент, 15%
Удалены шероховатости и сглажены поверхности для подгонки, обрезки и очистки деталей с использованием ручных или электроинструментов.
Обслуживание клиентов, 11%
Признан за выдающиеся достижения в управлении счетами и быстрое обслуживание клиентов, что привело к созданию и поддержанию долгосрочных деловых отношений.
Коммуникация, 10%
Работала с сотрудниками других отделов над продвижением диалога и межведомственного сотрудничества в целях улучшения коммуникации и общей эффективности.
Планы лечения, 6%
Концептуализация, разработка и оценка планов лечения для подростков и их семей.
Объект, 3%
Руководил 15 моряками для облегчения ежедневных перемещений вражеских комбатантов, что повысило оперативную готовность в Объединенном разведывательном центре допросов.
Большинство мастеров указывают «процедуры», «ручные инструменты» и «обслуживание клиентов» в качестве навыков в своих резюме. Более подробно о наиболее важных обязанностях хозяина мы расскажем здесь:
Вероятно, самой важной чертой характера мастера является ловкость. В примере из резюме говорится о навыках: «Техники по обслуживанию выполняют множество задач, требующих уверенных рук и хорошей зрительно-моторной координации, таких как сборка или крепление компонентов и узлов». Кроме того, в других резюме указывалось, что мастера могут использовать ловкость для «обслуживания сети и устранения неполадок. emr: аварийный ремонт механизма, погрузка/транспортировка — может поднять 35-50 фунтов» 9.0014
Другим часто встречающимся навыком для выполнения основных обязанностей является следующий: навыки устранения неполадок. Согласно основному резюме, «специалисты по обслуживанию используют диагностическое оборудование для систем и компонентов двигателя, чтобы выявлять и устранять проблемы во все более сложных механических и электронных системах». Посмотрите этот пример того, как мастера используют навыки устранения неполадок: «помощь в разработке процедур сборки и устранения неисправностей для аккумуляторов».
Механические навыки также являются важным навыком для мастеров. Этот пример того, как мастера используют этот навык, взят из основного резюме: «Техники по обслуживанию должны быть знакомы с компонентами и системами двигателя и знать, как они взаимодействуют друг с другом». Прочтите этот отрывок из резюме, чтобы понять, насколько это важно для их повседневных ролей. и обязанности, «создавал веб-страницы по строительству и машиностроению и регулярно обновлял их с использованием html, jquery, ajax, css, каскадного сервера».
Для выполнения определенных обязанностей мастера требуется навык «физическая сила». Согласно резюме мастера, «иногда специалистам по обслуживанию приходится поднимать и перемещать тяжелые детали, такие как двигатели и панели кузова». В качестве примера, этот фрагмент был взят непосредственно из резюме о том, как применяется этот навык: «обеспечивал силовую охрану и меры физической безопасности при проведении передвижного и пешего патрулирования периметра на борту военно-морских объектов и надводных кораблей».
Как часть основного описания, вы можете обнаружить, что одним из навыков, которые могут быть полезны для работы, являются «организационные навыки». Основное резюме включало этот фрагмент: «Техники по обслуживанию должны содержать рабочие места в чистоте и порядке, чтобы поддерживать безопасность и обеспечивать учет деталей». Этот навык может быть полезен в следующем сценарии: «приоритизация ежедневного рабочего процесса и разработка организационных процедур для обеспечения соблюдения сжатых сроков».
Наконец, эта карьера требует от вас умения «ориентироваться на детали». Согласно резюме мастера, «специалисты по обслуживанию должны знать о мелких деталях при осмотре или ремонте систем автомобиля, потому что механические и электронные неисправности часто возникают из-за несоосности или других причин, которые легко пропустить». В этом примере резюме показано, как основные обязанности зависят от этого навыка: «сообщать подробности о работе и выполняемых обязанностях и фотографии через Интернет в домашнюю компанию. достижения я был надежным надежным представителем».
См. полный список основных навыков.
Прежде чем стать магистром, 50,9% получили степень бакалавра. Что касается получения степени магистра, то 14,5% магистров пошли на дополнительное образование. Если вы хотите продолжить эту карьеру, вы можете добиться успеха со степенью средней школы. На самом деле, большинство магистров имеют высшее образование. Но примерно каждый седьмой магистр вообще не посещал колледж.
Те мастера, которые учатся в колледже, обычно получают либо степень в области бизнеса, либо степень в области психологии. Менее распространенные степени для магистров включают степень в области уголовного правосудия или степень в области компьютерных наук.
Когда вы будете готовы стать мастером, вам может быть интересно, какие компании нанимают мастеров. Согласно нашему исследованию резюме мастеров, мастеров в основном нанимают El Pollo Loco, Kaiser Group Inc и Oracle. Сейчас самое время подать заявку, так как в El Pollo Loco открыто 339 вакансий мастеров, 73 из них в Kaiser Group Inc и 23 в Oracle.
Но если вас интересуют компании, в которых вы можете получать высокую зарплату, то самые высокие зарплаты получают мастера в Pacific Investment Management Company LLC, AEA Investors и Goldman Sachs. Возьмем, к примеру, ООО «Тихоокеанская инвестиционная управляющая компания». Средняя зарплата мастера составляет 141 633 доллара. В AEA Investors мастера зарабатывают в среднем $138,9.56, в то время как средний показатель Goldman Sachs составляет 132 055 долларов. Вы должны принять во внимание, насколько сложно может быть найти работу в одной из этих компаний.
Подробнее о зарплатах мастеров в США.
Три компании, которые нанимают самых престижных мастеров:
El Pollo Loco339 Masters Jobs
Kaiser Group Inc73 Masters Jobs
Oracle23 Masters Jobs
Master Jobs You Might Like
5
Высокооплачиваемые рабочие места для мастеров — $127 тыс. и выше
Поиск вакансий рядом с США
Работа на дому для мастеров
Поиск онлайн, удаленных, удаленных вакансий для мастеров опыт не требуется
Вакансии мастера на неполный рабочий день
Вакансии на неполный рабочий день Сейчас нанимают
Активно нанимают
Вакансии мастера добавлены за последние 7 дней
Работа без степени магистра
Поиск вакансий без обязательной степени
Создайте идеальное резюме
Наш инструмент для создания резюме проведет вас через процесс создания выдающегося резюме архитектора.
Что делают механики по автомобильным трансмиссиям
Автомеханик отвечает за осмотр двигателя автомобиля, выявление дефектов и несоответствий, а также ремонт неисправных компонентов с помощью диагностических тестов. Автомеханики диагностируют проблемы и информируют клиентов о процедурах устранения неполадок и предоставляют смету расходов на техническое обслуживание. Они также могут предлагать дополнительные услуги для повышения оптимальной производительности и эффективности двигателя, в то же время, для получения большего дохода для бизнеса. Автомеханик должен отлично разбираться в автомобильной промышленности, особенно в том, что касается ответов на запросы и опасения клиентов относительно их автомобилей и планирования регулярного ремонта по мере необходимости.
В этом разделе мы сравниваем среднюю годовую зарплату мастера с зарплатой автомеханика. Как правило, механики по АКПП получают на 26 351 доллар меньше, чем мастера в год.
В этих наборах навыков заканчивается общее. Основная ответственность, скорее всего, потребует таких навыков, как «процедуры», «ручные инструменты», «обслуживание клиентов» и «коммуникация». В то время как механику по автоматической трансмиссии требуются такие навыки, как «заказ запчастей», «обслуживание оборудования», «стандарты качества» и «контакт с клиентами». Просто поняв эти различные навыки, вы можете увидеть, насколько различны эти профессии.
Механики автомобильных трансмиссий, как правило, имеют более низкий уровень образования, чем мастера. На самом деле, механики автоматических трансмиссий имеют на 14,5% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Каковы обязанности механика уличного освещения?
Теперь мы рассмотрим профессию механика уличного освещения. В среднем механики уличного освещения зарабатывают на 24 627 долларов меньше, чем мастера в год.
Но согласно резюме настоящих мастеров обе профессии также требуют разных навыков. В то время как главные обязанности могут использовать такие навыки, как «процедуры», «обслуживание клиентов», «общение» и «планы лечения», некоторые механики уличного освещения используют такие навыки, как «точка», «текущее обслуживание», «тяжелое оборудование» и «масло». изменения.»
Что касается различий в образовании между двумя профессиями, то механики уличного освещения, как правило, имеют более низкий уровень образования, чем мастера. На самом деле, у них на 13,4% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Чем отличается автомеханик
Третья профессия, которую мы рассмотрим, — автомеханик. В среднем эти рабочие получают более низкую заработную плату, чем мастера. На самом деле, они зарабатывают $26,9.22 меньшая зарплата в год.
Используя резюме мастеров и автомехаников, мы обнаружили, что обе профессии имеют схожие навыки, такие как «ручные инструменты», «обслуживание клиентов» и «r», но другие требуемые навыки очень разные.
Как уже упоминалось, эти две профессии различаются между собой другими навыками, которые необходимы для выполнения работы чрезвычайно хорошо. Например, собирая у мастеров резюме, они с большей вероятностью обладают такими навыками, как «процедуры», «коммуникация», «планы лечения» и «помещения». Но у автомобильного механика могут быть такие навыки, как «автомобили клиента», «механические проблемы», «диагностика» и «ассе».
Автомеханики обычно учатся на более низком уровне по сравнению с мастерами. Например, у них на 13,3% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Описание автомеханика
Автомеханики, как правило, получают меньшую заработную плату, чем мастера, примерно на 29 363 доллара в год.
Хотя некоторые навыки являются общими для этих профессий, следует отметить некоторые различия. «процедуры», «ручные инструменты», «обслуживание клиентов» и «общение» — это навыки, которые фигурируют в резюме мастеров. Кроме того, автомеханик использует в своем резюме такие навыки, как ремонт автомобилей, тормозных систем, важных деталей и ремонт двигателя.
Как правило, автомеханики имеют более низкий уровень образования по сравнению с резюме мастеров. У автомехаников на 13,8% меньше шансов получить степень магистра и на 1,4% меньше шансов получить докторскую степень.
Вакансии — Турнир мастеров
Узнайте больше о гостеприимстве
Барбэк
ПОКАЗАТЬ БОЛЬШЕ
Барбек в первую очередь отвечает за помощь бармену в установке, разборке и пополнении запасов всего алкоголя, посуды и продуктов для бара, гарантируя, что все услуги соответствуют стандартам клуба. Кроме того, Barback поддерживает уровень льда, пополняет бар, собирает и убирает пустую стеклянную посуду, готовит и пополняет запасы гарниров, хранит всю алкогольную продукцию, выбрасывает мусор и обеспечивает безопасность, чистоту и санитарию бара. Практика Augusta National требует, чтобы Barbacks были не моложе 21 года и могли поднимать до 30 фунтов.
Бариста
ПОКАЗАТЬ БОЛЬШЕ
Бариста в сфере гостеприимства несет основную ответственность за приготовление горячих и холодных напитков, таких как кофе, эспрессо, смешанный кофе и чай, обеспечивая соответствие всех услуг Клубным стандартам. Кроме того, Бариста Гостеприимства поддерживает чистоту и чистоту оборудования и рабочих мест и демонстрирует честность и искренность во взаимодействии с другими. Практика Augusta National требует, чтобы баристы Hospitality Barista были не моложе 18 лет и имели опыт работы бариста.
Бармен
ПОКАЗАТЬ БОЛЬШЕ
Бармен в первую очередь отвечает за приготовление и подачу алкогольных и безалкогольных напитков, следя за тем, чтобы все услуги соответствовали стандартам Клуба. Кроме того, бармен проводит инвентаризацию всех продуктов, чтобы обеспечить достаточный запас, готовит гарниры, хранит стеклянную посуду, бумажные изделия и лед, хранит все алкогольные напитки каждую ночь, сообщает о нарушениях и обеспечивает последовательное соблюдение правил безопасности, аварий, санитарии и чрезвычайных ситуаций. Практика Augusta National требует, чтобы бармены были не моложе 21 года и имели предыдущий опыт работы барменом.
Дежурный по напиткам
ПОКАЗАТЬ БОЛЬШЕ
Продавец напитков несет основную ответственность за приготовление и подачу безалкогольных напитков, обеспечивая соответствие всех услуг клубным стандартам. Кроме того, продавец напитков обеспечивает наличие необходимых запасов, выполняет все обязанности по открытию и закрытию, назначенные руководителем (ами), и поддерживает эффективную работу с напитками. Эта должность занимается подготовкой и хранением гарниров, изделий из стекла, бумажных изделий, льда и расходных материалов, обеспечивает правильную работу всего складского оборудования, сообщает о проблемах с техническим обслуживанием, отслеживает и поддерживает заданные уровни всех напитков, расходных материалов и стеклянной посуды, а также заполняет соответствующие документы для всех запросов на покупку. Кандидатам должно быть не менее 18 лет.
Бюссер
ПОКАЗАТЬ БОЛЬШЕ
Официант в первую очередь отвечает за уборку, уборку и регулировку обеденных столов, обеспечивая соответствие всех услуг клубным стандартам. Кроме того, Busser настраивает столы для обслуживания, помогает официантам с обслуживанием столов и запросами посетителей, а также обеспечивает безопасность, чистоту, санитарию и презентацию всех помещений ресторана и кухни. Bussers должны быть в состоянии поднять до 30 фунтов.
Продовольственный бегун
ПОКАЗАТЬ БОЛЬШЕ
Продовольственный менеджер несет основную ответственность за доставку всех заказов на еду к нужным столам и посетителям, гарантируя, что все обслуживание соответствует стандартам Клуба. Кроме того, Food Runner помогает официантам с обслуживанием столов и запросами посетителей, выполняет назначенные обязанности по открытию и закрытию и обеспечивает безопасность, чистоту, санитарию и презентацию всех помещений ресторана и кухни. Food Runners должны быть в состоянии перевозить до 30 фунтов.
Горничная
ПОКАЗАТЬ БОЛЬШЕ
Горничная несет основную ответственность за уборку назначенных помещений, обеспечивая соответствие всех услуг стандартам Клуба. В частности, горничная дезинфицирует, пылесосит, вытирает пыль, проверяет отопление и кондиционирование воздуха, пополняет удобства и следит за тем, чтобы все правила безопасности, аварий, санитарии и чрезвычайных ситуаций были на месте и постоянно соблюдались. Предпочтительно базовое понимание методов уборки/принадлежностей.
Линейный повар
ПОКАЗАТЬ БОЛЬШЕ
Повар на линии в первую очередь отвечает за приготовление и производство блюд из меню, обеспечивая соответствие всех услуг клубным стандартам. Кроме того, линейный повар собирает необходимые материалы, устанавливает, обслуживает и разбирает станцию приготовления пищи, обеспечивает санитарные условия, накрывает, датирует и надлежащим образом хранит остатки продуктов, помогает поддерживать безопасность и безопасность на кухне и демонстрирует навыки межличностного общения для работы внутри. командная среда. Кулинарная сертификация и/или соответствующее техническое кулинарное образование приветствуется.
Прием и выдача стокеров
ПОКАЗАТЬ БОЛЬШЕ
Принимающий и выдающий кладовщик несет главную ответственность за получение и выдачу продуктов питания, напитков и расходных материалов, обеспечивая соответствие всех услуг стандартам Клуба. Кроме того, принимающий и выдающий склад оперативно доставляет материалы в соответствующие места, обеспечивает правильную ротацию и маркировку продуктов, поддерживает безопасность и чистоту рабочего места, контролирует температуру в холодильнике, помогает в ежедневной инвентаризации и управляет тележкой для гольфа и / или полноразмерным транспортным средством. , соблюдая все юридические правила и правила безопасности Клуба. Принимающие и выдающие стокеры должны иметь действующие водительские права и иметь возможность поднимать до 50 фунтов.
уборщица
ПОКАЗАТЬ БОЛЬШЕ
Дежурный по туалету несет основную ответственность за содержание и чистоту назначенных туалетов, обеспечивая соответствие всех услуг стандартам Клуба. Кроме того, уборщик демонстрирует честность и искренность, взаимодействуя с другими, поддерживает моральный дух на протяжении всей очереди, информируя гостей о времени ожидания, чистит и дезинфицирует туалеты, сантехнику, пепельницы, урны и мусорные баки, подметает, моет швабры, моет окна и вытирает пыль. Предпочтительно базовое понимание методов уборки/принадлежностей.
Сервер
ПОКАЗАТЬ БОЛЬШЕ
Официант в первую очередь отвечает за дружелюбное, гостеприимное и своевременное обслуживание, обеспечивая соответствие всех услуг стандартам Клуба. Кроме того, официант полностью знает пункты меню, размещает заказы на кухне, подает еду и напитки, используя правильную последовательность сервировки, внимательно следит за посетителями во время обеда, сервирует столы в соответствии со стандартами ресторана, обеспечивает санитарию и презентацию ресторана. места и выполняет назначенные открытия, закрытия и боковые обязанности.
Винтовая резьба с большим разбросом размеров/гайка с допуском 6H
DIN 2510 M8 x 50
DIN 2510-2
MK
Метрическая наружная конусная резьба
Контровочные винты и смазочные ниппели
MK20 x 1,5
DIN 158-1ГОСТ 25229-82
G
Цилиндрическая трубная резьба
Внутренняя резьбы: буква G
G 3/4“
55o
ISO 228-1ГОСТ 6357-81
Наружная резьбы: буква G и класс допусков А и В
G 3/4“ B
R
Самоуплотняющаяся трубная резьба
Конусная наружная резьба
R 1 ½“
DIN 2999-1 DIN3858 ГОСТ 6211-81
Rc
Конусная внутренняя резьба
Rc 1 ½“
Rp
Внутренняя трубная цилиндрическая резьба
Rp 1 ½“
Tr
Метрическая трапециевидная резьба ISO
Например, ходовой винт
Tr 50×8
30o
ISO 2901-4 ГОСТ 24737-24739
Rd
Цилиндрическая круглая резьба
Например, элементы соединения противопожарного оборудования
Rd 20×3/4
DIN 405-1,2
ST
Резьба пластинчатого винта
Пластинчатые винты
ST 3,5
60o
ISO 1478
UNC
Дюймовая резьба (США)
Крупная резьба
¾-10 UNC
55o
ANSI B 1. 1 B.S. 1580-1,2
UNF
Дюймовая резьба (США)
Мелкая резьба
¾-16 UNF
BSW
Дюймовая резьба (Великобритания)
Крупная резьба
¾-10 BSW
B.S.84
BSF
Дюймовая резьба (Великобритания)
Мелкая резьба
¾-12 BSF
Обозначение трубной резьбы на чертеже и ее разновидности
Содержание
Что такое резьба и ее виды
Виды резьб
Разновидности дюймовых резьб
Маркировка и классы точности
Где какая используется
Параметры
Государственные стандарты
Коническая, круглая и трапецеидальная резьба
Назначение резьбы и ее элементы
Изображение и обозначение резьбы на чертежах
Изготовление резьбы
Нарезки, используемые в повседневной жизни
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные. И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая». Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
Трубная цилиндрическая
Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
При выборе размеров резьб 1-й ряд следует предпочитать 2-му.
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
Обозна-чение размера резьбы
Шаг P
Число шагов на длине 25,4 мм
H
h2
C
R
Диаметры резьбы в основной плоскости
Длина резьбы
d = D
d2 = D2
d1 = D1
l1
l2
1/16″
0,907
28
0,870935
0,580777
0,145079
0,124511
7,723
7,142
6,561
6,5
4,0
1/8″
9,728
9,147
8,566
1/4″
1,337
19
1,283837
0,856117
0,213860
0,183541
13,157
12,301
11,445
9,7
6,0
3/8″
16,662
15,806
14,950
10,1
6,4
1/2″
1,814
14
1,741870
1,161553
0,290158
0,249022
20,955
19,793
18,631
13,2
8,2
3/4″
26,441
25,279
24,117
14,5
9,5
1″
2,309
11
2,217187
1,478515
0,369336
0,316975
33,249
31,770
30,291
16,8
10,4
1 1/4″
41,910
40,431
38,952
19,1
12,7
1 1/2″
47,803
46,324
44,845
2″
59,614
58,135
56,656
23,4
15,9
2 1/2″
75,184
73,705
72,226
26,7
17,5
3″
87,884
86,405
84,926
29,8
20,6
3 1/2″
100,330
98,851
97,372
31,4
22,2
4″
113,030
111,551
110,072
35,8
25,4
5″
138,430
136,951
135,472
40,1
28,6
6″
163,830
162,351
160,872
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
Читайте также: Когти для бетонных столбов — какой из 4 видов средств выбрать, чтобы безопасно влезть на опору?
Единая система конструкторской документации;
ГОСТ 24739-81. В нём приведены нормы, описывающие трапециевидную многозаходную конструкцию.
ГОСТ 9484-81. Этот стандарт утверждает возможные профили, какого вида и размеров должна быть резьба трапецеидальная многозаходная;
ГОСТ 25347-82. Стандарт устанавливает разрешённые допуски необходимые для нарезания и сборки готовых конструкций.
Перечисленные стандарты позволяют определить наружный и внутренний диаметр, форму элементов, шаг, ход, число заходов, требуемый диаметр сверла для подготовки отверстий под будущую резьбу.
Коническая, круглая и трапецеидальная резьба
Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Элементы резьбы
Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации. При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
Накатка;
Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
Вручную.
Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Идентификатор потока — это просто. Узнайте все о различных типах потоков
Главная
Наш лучший совет
Идентификатор потока легко. Узнайте все о различных типах резьбы
Для шланговых и трубных фитингов доступно несколько различных типов резьбы. Количество вариантов конца фитинга может сделать выбор наиболее подходящего типа резьбы фитинга сложной задачей. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Шесть наиболее распространенных типов резьбы
Когда речь идет о различных типах резьбы, большинство людей, работающих в гидроэнергетике, узнают американскую трубную резьбу (NPT/NPTF) , а также SAE или унифицированную резьбу. (ООН/УНФ) . Однако резьба и соединения делятся на шесть основных типов:
UN/UNF
НПТ/НПТФ
БСПП (БСП, параллельный)
BSPT (BSP, конический)
метрическая параллельная
метрическая коническая
Давайте узнаем разницу между каждым из них.
Как определить различные типы резьбы в четыре простых шага
Прежде чем начать, убедитесь, что у вас есть два инструмента для идентификации резьбы:
Шагомер
Шагомер — это инструмент, используемый для измерения расстояния между вершинами резьбы. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
Суппорт
Штангенциркуль используется для измерения диаметра резьбы. Для наружной резьбы он измеряет наружный диаметр, для внутренней – внутренний диаметр соответственно. Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
ШАГ 1. Параллельная резьба и коническая резьба. Давайте узнаем разницу.
Параллельная резьба включает:
UN/UNF
BSPP
метрическая параллельная
К коническим резьбам относятся:
NPT/NPTF
BSPT
метрическая коническая
Чтобы определить, является ли резьба конической или цилиндрической, посмотрите на ее диаметр. Если диаметр резьбы становится тоньше к концу, вы смотрите на коническую резьбу. Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
ШАГ 2. Определите шаг
Используйте инструмент для измерения шага резьбы, чтобы определить размер резьбы. Измеритель шага резьбы поможет вам точно измерить и рассчитать количество витков резьбы на заданном расстоянии.
Попробуйте несколько калибров из инструмента для измерения шага на белом фоне, прежде чем решить, какой из них лучше всего подходит для вашей резьбы. Посмотрите на общие размеры шага для каждого из различных типов резьбы в таблице ниже.
ООН/УНФ (САЕ)
12, 14, 16, 18, 20, 24
НПТ/НПТФ (американская трубка)
11 ½, 14, 18, 27
БСПП (Британская трубка)
11, 14, 19, 28
БСПТ (Британская трубка)
11, 14, 19, 28
Метрическая параллель
1,0, 1,5, 2,0
Метрическая коническая
1,0, 1,5, 2,0
ШАГ 3.
Размер резьбы имеет значение
Когда дело доходит до определения размера резьбы, в вашем распоряжении есть два подхода. Прежде чем начать, определите, является ли ваша резьба трубной (NPT/NPTF, BSPT, BSPP) или нет (UN/UNF, метрическая параллельная, метрическая коническая). Помните, что коническая резьба может быть как трубной, так и нет.
Рисунок 1. Таблица размеров внутреннего диаметра трубной резьбы
Если у вас есть трубная резьба, сравните размер резьбы с профилем номинального размера, как показано на рисунке 1. Для нетрубной резьбы (UN/UNF, метрическая параллельная, метрическая коническая ), используйте штангенциркуль для измерения наружного диаметра протектора.
ШАГ 4. Обозначение резьбы
Этот шаг включает в себя обозначение резьбы в соответствии с отраслевыми стандартами для дальнейшего использования. Начните с определения размера протектора (номинального или фактического), затем запишите тип и шаг (если применимо). См. примеры в таблице ниже в ШАГЕ 4:
ООН/УНФ (SAE)
Параллельный
12, 14, 16, 18, 20, 24
Измерить штангенциркулем
Размер шага, тип 3/4-16 UN/UNF
НПТ/НПТФ
Конический
11 ½, 14, 18, 27
Сравните с профилем
Размер шага, тип 1/4-18 NPT
Параллельный
11, 14, 19, 28
Сравните с профилем
G, размер* G1/8
Конический
11, 14, 19, 28
Сравните с профилем
R, размер* R1/2
Метрическая параллель
Параллельный
1,0, 1,5, 2,0
Измерить штангенциркулем
M, размер X, шаг M14X1,5
Метрическая коническая
Конический
1,0, 1,5, 2,0
Измерить штангенциркулем
M, размер x шаг, бочонок или конус, M10 x 1 бочонок или конус
Резюме
Подводя итог, можно сказать, что процесс идентификации потока состоит из четырех простых шагов. Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Сокращения трубной резьбы:
Британская стандартная труба
Трубная параллельная резьба Британского стандарта
Трубная коническая резьба Британского стандарта
Национальная трубная резьба
Топливная трубная резьба National
Tagged: соединители жидкости
соединители жидкости
NPT, BSP, JIS, SAE, метрическая система – Trimantec
Опубликовано Группа технических коммуникаций ·
Итак, вы наконец нашли правильный электромагнитный клапан для замены сломанного. Вы звоните, чтобы проверить наличие товара, и торговый представитель спрашивает, какой тип резьбы вам нужен. Вы спросите: «Как узнать, какой тип резьбы мне нужен?» К счастью, мы вас прикрыли. Ниже вы найдете подробное руководство о том, как правильно определить наиболее популярные типы резьбы, используемые в промышленных компонентах. Кроме того, узнайте, когда можно использовать ленту для герметизации резьбы в экстренных ситуациях.
Важно определить конкретный тип резьбы, который вам нужен, чтобы ваше оборудование функционировало наилучшим образом. Пневматические компоненты, такие как воздушные цилиндры, клапаны и блоки подготовки воздуха, снабжены портами со специальной резьбой. Например, пневматические компоненты, которые мы предлагаем в нашем интернет-магазине, доступны с резьбой порта NPT, PT или G. Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм).
Мы составили простое пошаговое руководство, которое поможет вам определить тип резьбы. Кроме того, мы рассмотрим некоторые из наиболее распространенных типов резьбы портов, включая NPT/NPTF, BSPP (также известную как G), BSPT, PT, метрическую (M) и SAE. Вам понадобится пара инструментов под рукой, чтобы упростить процесс, но прямая стальная линейка тоже может подойти. Мы также рекомендуем вам загрузить это Руководство по идентификации резьбы для использования в будущем, поскольку оно обязательно пригодится .
Содержание:
Необходимые инструменты для определения резьбы
Штангенциркуль —
Штангенциркуль — полезный инструмент для измерения наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы. Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.
Шагомер –
Шагомер измеряет количество витков на дюйм. Для метрических резьб этот инструмент измеряет расстояние между резьбами. Если вы хотите купить измеритель шага резьбы, у Grainger есть довольно хороший выбор.
Как определить различные типы резьбы
Шаг 1. Наружная резьба против внутренней резьбы
Сначала вам необходимо определить, является ли тип резьбы наружной или внутренней. Посмотрите, где расположены нити. Если они снаружи резьбы, это наружная резьба. Если они находятся внутри резьбы, это внутренняя резьба. Пол нити не обязательно влияет на функциональность нити. Он просто служит способом различения двух соединений.
Наружная резьба
Внутренняя резьба
Шаг 2.
Коническая резьба и параллельная резьба
Затем определите, является ли резьба конической или параллельной. Коническая резьба становится уже по мере расширения наружу, в то время как параллельная резьба остается того же диаметра. Иногда эту характеристику можно определить при визуальном осмотре, но если нет, то может пригодиться штангенциркуль. С помощью штангенциркуля измерьте первую, четвертую и последнюю полную резьбу. Если измерения все одинаковые, то это параллельно. Если измерения уменьшаются в размере, то он сужается.
NPT/NPTF, BSPT и метрическая коническая резьба являются примерами конической резьбы. Эти нити создают уплотнение за счет заклинивания металла по металлу или небольшой деформации резьбы. Для параллельных резьб часто требуется уплотнительное кольцо или резьбовая лента для обеспечения герметичности.
Шаг 3. Размер шага
Следующим шагом в определении типа резьбы является определение размера шага. Размер шага резьбы — это количество витков на дюйм или расстояние между витками метрической резьбы. Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, поскольку размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие.
Измерение шага резьбы с помощью шагомера
Шаг 4. Диаметр резьбы
После того, как вы определили размер шага, вам необходимо определить диаметр резьбы. Снова используя штангенциркуль, измерьте наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы. Если вы обнаружите, что ваши измерения не совсем совпадают с измерениями в таблицах ниже, это нормально. Неизбежно будут небольшие различия из-за разных производителей.
Шаг 5. Стандарт типа резьбы
Последним шагом в определении типа резьбы является определение стандарта типа резьбы. NPT, PT и G являются примерами стандартов типа резьбы. Соберите информацию из предыдущих шагов и сравните ее с измерениями в таблицах ниже. Вы также можете скачать всю эту информацию в удобном PDF-файле.
Загрузить руководство по идентификации резьбы
Наверх
Примечание. Из-за различий в производстве диаметр резьбы может не совпадать с приведенными ниже размерами.
Тип резьбы NPT/NPTF — National Pipe Tapered Fuel
Этот тип резьбы чаще всего используется в Северной Америке. Вы узнаете его по коническому внешнему и внутреннему диаметру, который является самоуплотняющимся. При закручивании боковые стороны резьбы сжимаются друг относительно друга, образуя герметичное уплотнение. Тем не менее, все же рекомендуется использовать ленту из ПТФЭ или другой герметизирующий состав, чтобы гарантировать полную герметичность.
Полусовместимым вариантом NPT является NPTF (National Pipe Taper Fuel). Это обеспечивает еще более герметичное уплотнение. Но важно отметить, что совместное использование этих вариантов снижает их герметичность. Резьба NPT должна быть без заусенцев и смазана смазочной пастой или лентой. Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
27
10,3
0,41
9,4
0,37
-04 (1/4)
18
13,7
0,54
12,4
0,49
-06 (3/8)
18
17,3
0,68
15,7
0,62
-08 (1/2)
14
21,3
0,84
19,3
0,76
-10 (5/8)
14
22,9
0,90
21,1
0,83
-12 (3/4)
14
26,9
1,06
24,9
0,98
-16 (1)
11½
33,3
1,31
31,5
1,24
-20 (1 ¼)
11½
42,2
1,66
40,1
1,58
-24 (1 ½)
11½
48,3
1,90
46,2
1,82
-32 (2)
11½
60,4
2,38
57,9
2,29
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Перейти к началу страницы
Тип резьбы BSP – трубы Британского стандарта
Это стандартный тип резьбы, принятый во всем мире для соединения и герметизации концов труб. Вы обнаружите, что он используется по всей Европе. Существует два типа потоков BSP: BSPP и BSPT. BSPP относится к параллельным или прямым резьбам. Между тем, BSPT относится к коническим резьбам. Иногда потоки BSPP называются потоками G, а потоки BSPT — потоками R. Вы еще не запутались?
Примечание. Коническая трубная резьба JIS (резьба PT) взаимозаменяема с резьбой BSPT.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
28
9,7
0,38
8,9
0,35
-04 (1/4)
19
13,2
0,52
11,9
0,47
-06 (3/8)
19
16,5
0,65
15,2
0,60
-08 (1/2)
14
20,8
0,82
19,1
0,75
-10 (5/8)
14
22,4
0,88
20,3
0,80
-12 (3/4)
14
26,4
1,04
24,6
0,97
-16 (1)
11
33,0
1,30
31,0
1,22
-20 (1 ¼)
11
41,9
1,65
39,6
1,56
-24 (1 ½)
11
47,8
1,88
45,5
1,79
-32 (2)
11
59,7
2,35
57,4
2,26
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Наверх
JIS Коническая трубная резьба Тип – PT
Тип резьбы PT идентичен и взаимозаменяем с типом резьбы BSPT. Однако, поскольку наружная резьба PT не имеет 30-градусного раструба, она не будет стыковаться с вертлюгом с внутренней резьбой BSPP с коническим седлом. Кроме того, мы рекомендуем использовать резьбовой герметик с резьбой PT, чтобы обеспечить уплотнение без утечек.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
28
9,4
0,37
8. 1
0,32
-04 (1/4)
19
13,7
0,53
12,4
0,49
-06 (3/8)
19
17,2
0,68
16
0,62
-08 (1/2)
14
21,5
0,84
19,8
0,77
-10 (5/8)
14
23,1
0,91
20,6
0,81
-12 (3/4)
14
26,9
1,06
25,4
1
-16 (1)
11
34
1,34
31,8
1,25
-20 (1 ¼)
11
42,6
1,68
40,4
1,59
-24 (1 ½)
11
48,5
1,9
46,2
1,81
-32 (2)
11
60,4
2,37
58,2
2,29
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Перейти к началу страницы
Тип резьбы SAE – цилиндрическая резьба Уплотнительное кольцо
SAE – Общество инженеров-автомобилестроителей – прямая резьба может герметизироваться благодаря твердости Buna-N «O» 90 Звенеть. Это очень надежный и многоразовый тип резьбы. В то время как некоторые типы резьбы требуют, чтобы резьба на наружном и внутреннем концах сжималась вместе для образования уплотнения, уплотнительное кольцо на этом типе резьбы предотвращает это.
Размер тире
(Номинальный размер)
Шаг резьбы
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
Внутренний диаметр внутренней резьбы мм
Внутренний диаметр внутренней резьбы дюймы
-02 (1/8)
24
3,9
0,31
6,9
0,27
-03 (3/16)
24
9,6
0,38
8,6
0,34
-04(1/4)
20
11,2
0,44
9,9
0,39
-05(5/16)
20
12,7
0,5
11,4
0,45
-06(3/8)
18
14,2
0,56
12,9
0,51
-08(1/2)
16
19
0,75
17
0,67
-10(5/8)
14
22,3
0,88
20,3
0,8
-12(3/4)
12
26,9
1,06
24,9
0,98
-14(7/8)
12
30
1,18
27,7
1,09
-16(1)
12
33,3
1,31
31
1,22
-20(1 ¼)
12
41,4
1,63
39,1
1,54
-24(1 ½)
12
47,7
1,88
45,5
1,79
-32(2)
12
63,5
2,5
61,2
2,41
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Наверх
Метрическая коническая/параллельная резьба
Метрическая резьба наиболее распространена в Европе. Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметра. Мелкий конус метрической конической резьбы обеспечивает наилучшую передачу усилия. В письменной форме вы можете идентифицировать метрическую резьбу по заглавной букве «М» плюс указание их номинального наружного диаметра (например, M22 x 1,5). Наконец, при измерении размера шага убедитесь, что вы используете метрический измеритель шага.
Размер порта, метрическая система СИ, мм
Шаг резьбы мм
Наружная резьба Н.Д. мм
Наружная резьба Н.Д. дюймы
M5 × 0,8
.8
5
0,1968
M8 × 1,0
1
8
0,3150
M10 × 1,0
1
10
0,3937
M12 × 1,5
1,5
12
0,4724
M14 × 1,5
1,5
14
0,5512
M16 × 1,5
1,5
16
0,6299
M18 × 1,5
1,5
18
0,7087
M22 × 1,5
1,5
22
0,8661
M27 × 2,0
2
27
1,063
M33 × 2,0
2
33
1,299
M42 × 2,0
2
42
1,654
M50 × 2,0
2
50
1,969
M60 × 2,0
2
60
2,362
*Н. Д. = Внешний диаметр
Наверх
Альтернативные решения для резьбы
Airtac предлагает широкий выбор экономичных сменных пневматических деталей. Однако может возникнуть проблема с поиском именно той детали, которую необходимо заменить. К счастью, наши специалисты по продуктам помогут вам определить, какая деталь у вас есть под рукой. Одним из важных элементов информации, которые должны знать наши специалисты по запчастям, является тип резьбы. С Airtac у вас есть три варианта: NPT, PT или G (BSPP). Но когда у вас сломалась машина, последнее, что вы хотите сделать, это вынуть свои измерительные инструменты и таблицы, чтобы найти резьбу на вашем электромагнитном клапане. Вот как мы можем обойти все это, если вы в крайнем случае.
1. Знаете ли вы, где было произведено ваше оборудование? Если ваше оборудование родом из Китая, в 9 случаях из 10 вам понадобятся резьбы PT. Если он был произведен в Северной Америке, то вы можете смело использовать резьбу NPT. Вам может понадобиться обратиться к руководству пользователя, чтобы найти эту информацию, или связаться с производителем оригинального оборудования.
2. Требуются ли для вашего продукта фитинги? Допустим, у вас есть пневматический фильтр с резьбой NPT. Можно просто заменить эти фитинги, чтобы сделать их совместимыми с изделием с резьбой PT.
3. В тяжелых случаях используйте уплотнительную ленту из ПТФЭ. В крайнем случае, вы можете использовать герметизирующую ленту для соединения резьбы PT и NPT. Тем не менее, мы рекомендуем это в крайнем случае.
Поначалу типы резьбы могут быть немного сложными для понимания. Есть много всего, что нужно принять. Типы, которые мы рассмотрели в этом руководстве, едва касаются поверхности множества различных доступных видов. Тем не менее, наличие правильных инструментов может иметь огромное значение. Мы надеемся, что это руководство будет полезным и информативным. Если у вас есть какие-либо вопросы, не стесняйтесь обращаться к нам или просто оставьте комментарий ниже.
Главная -> Справочник -> Цветные металлы и сплавы -> Сплавы бронз и их применение
Продукция из сплавов бронз — цветной металлопрокат круглый и плоский — получила широкое распространение в различных отраслях деятельности человека. Бронза — это сплав олова медью, с возможным добавлением легирующих элементов свинца,цинка и мышьяка. Оловянная бронза стала одним из первых сплавов, который освоило человечество. Чем больше содержится в бронзе олова и меньше меди, тем медь становится более легкоплавкой, твердой, упругой, способной к полировке. При этом ухудшается тягучесть, в связи с этим такая бронза, в основном, идет на отливку различных предметов. Однако в настоящее время существую бронзы в сплавах которых такой элемент как олово отсутствует, такие бронзы называют безоловянными. В свою очередь бронзы могут быть литейные и обрабатываемые под давлением.
Группа Компаний «ЛИГ» реализует цветной металлопрокат напрямую от производителей. Одно из направление нашей деятельности — это поставка круглого и плоского проката на всей территории Российской Федерации. Мы предлагаем бронзовые ленты, шины, полосы, листы, плиты, прутки (круги), проволоку, выполненных из бронз различных сплавов. Содержание того или иного химического элемента обуславливает сферу применения изделий цветного металлопроката. В состав Группы Компаний «ЛИГ» входит собственное производство с возможностью проектирования, изготовления изделий из сплавов металла. Наша материально техническая база позволяет провести полный цикл работ связанный с механической обработкой деталей различной степени сложности из разных сплавов металлов.
Для того, чтобы нашему клиенту было проще определиться с выбором марки бронзы для изготовления изделий из металла мы подготовили для Вас таблицу по сферам применения различных марок бронз.
Применение бронзы оловянной литейной
Применение бронзы оловянной обрабатываемой под давлением
Применение бронзы безололовянной литейной
Алюминевая бронза
Производственный отдел
Производство в соответствии с требованиями международного стандарта ISO 9001:2008
Как называется сплав олова и меди?
На протяжении многих тысячелетий человек экспериментировал с различными металлами и получал из них всё более высокопрочные сплавы. Для этого использовались самые различные химические элементы. Бронзовый век – эпоха, во время которой стал популярным сплав олова и меди (CuSn6). Что это за материал и почему он был столь популярен?
История возникновения бронзы
Благодаря улучшению качества обработки таких металлов, как медь и олово, в 3000 году до н.э. начался Бронзовый век. Он характеризуется активной выработкой такого сплава, как бронза, которая использовалась для изготовления орудий труда и украшений.
В современной металлургической промышленности, кроме меди и олова, используют также такие материалы, как алюминий, фосфор, свинец, цинк. Само название происходит от персидского слова «berenj», которое переводится «медь».
Известно, что первая бронза была изготовлена из Cu и мышьяка и называлась мышьяковистой. Однако из-за своей токсичности она очень быстро сменилась оловянной. Не удивительно, что кузнецов очень часто рисовали некрасивыми и изуродованными. На самом деле так и было. Длительный контакт с мышьяком очень плохо влиял на их организм. По этой причине сплав меди с оловом называется бронзой, так как именно эти компоненты присутствуют в ней чаще всего.
Характеристика бронзы
Все мы знаем, что такой металл, как медь, очень мягкий, пластичный и абсолютно непрочный. В то же время он обладает очень высокой электро- и теплопроводностью. Сплав олова и меди – материал, который значительно превосходит характеристики этих химический элементов по отдельности. Другими словами, бронза обладает высокой твердостью, прочностью, но в то же время она довольно легкоплавка.
Открытие этого сплава сыграло большую роль в металлургической промышленности. Несмотря на то что позже было изобретено множество других материалов, даже сегодня он пользуется большой популярностью за счет своих хороших механических свойств.
Способность бронзы сопротивляться коррозии
Одним из самых важных свойств сплава является его коррозионная устойчивость. Особенно это касается тех составов, в которых присутствует значительное содержание марганца и кремния (более 2%).
Было установлено, что высокая коррозионная устойчивость проявляется при контакте бронзы с водой (морской и пресной), концентрированными щелочами и кислотами, сульфатами и хлоридами легких металлов, а также при контакте с сухими газами (безоловянные бронзы).
Конечно же, в целом коррозионные свойства сплава зависят от легирующих элементов. Так, высокое содержание свинца уменьшает способность сопротивляться коррозии, а никель повышает это свойство.
Виды бронзы
Легирующие элементы, которые могут быть в составе этого сплава, способны значительно менять его свойства, от них зависит и вид бронзы. К тому же и олово может быть заменено другими элементами. Например, БрАМЦ-7-1 можно расшифровать так: 92% меди, 7% алюминия, 1% марганца. Данная марка бронзы не содержит в себе олова и благодаря этому обладает высоким сопротивлением к знакопеременной нагрузке. Её используют для изготовления болтов, винтов, гаек и деталей для гидравлических установок.
Другой пример – оловянная литейная бронза марки БрО10С10. В ней содержится до 83% меди, 9% олова, 8% свинца и до 0,1% железа, кремния, фосфора и алюминия. Она предназначена для деталей, которые работают в условиях высоких удельных давлений, например, для подшипников скольжения.
Несмотря на то что бронза является сплавом олова и меди, в некоторых случаях такой химический элемент, как Sn, не используется. Еще один пример безоловянной бронзы – жаропрочная. Для её изготовления применяют только медь 98-99% и кадмий 1-2%. Примером может послужить марка БрКд1. Это жаропрочная кадмиевая бронза, обладающая высокой жаропрочностью и электропроводностью. Она может быть применена для изготовления деталей машин контактной сварки, коллекторов электродвигателей и других деталей, работающих в условиях высоких температур и требующих хорошей электропроводности.
Еще один вид сплава, используемый для изготовления прокладок в подшипниках и втулках автомобилей – обрабатываемая давлением оловянная бронза. Сплав меди и олова содержит такие легирующие элементы как свинец (4%), цинк (4%), алюминий (0,002%), железо (0,005%). Марка стали называется БрОЦС4-4-4. Именно благодаря процентному соотношению данных химических элементов этот сплав можно обрабатывать давлением и резанием. Цвет бронзы также зависит от примесей. Так, чем меньше меди содержит сплав, тем менее выраженный цвет: более 90% — красный, до 80% – желтый, менее 35% — серо-стальной.
Обработка бронзы
Как уже было сказано ранее, сплав олова и меди – это достаточно прочный материал. Он плохо поддается заточке, резанию и обработке давлением. В целом это литейный материал, обладающий малой усадкой — около одного процента. И даже несмотря на невысокую текучесть и склонность к ликвации, бронзу применяют для изготовления сложных по конфигурации отливок. Не исключение и художественное литьё.
Легирующие элементы, которые добавляются в сплав олова и меди, улучшают его свойства и уменьшают цену. Так, например, легирование свинцом и фосфором позволяет улучшить обработку бронзы, а цинк увеличивает её коррозионную стойкость. Для определенных целей изготавливают деформированные сплавы. Они легко изменяют свой вид при использовании холодной ковки.
Область применения
Конечно же, использование бронзы не теряет своей популярности и в наше время. Сувенирная продукция, декоративные предметы интерьера, украшения на ворота и калитки… Кроме того, сплав применяют для изготовления фурнитуры (ручки, петли, замки) и сантехники (краны, фитинги, прокладки, смесители). В промышленных сферах бронза также имеет обширные области использования. Так, литейный сплав используют для изготовления подшипников, уплотнительных колец, втулок.
На широкое применение бронзы особенно влияют её коррозионные свойства. По этой причине её используют для изготовления деталей механизмов, работающих при постоянном контакте с водой. Высокая упругость сплава позволяет изготавливать из него пружины и части контрольно-измерительной аппаратуры.
Переплавка бронзы
Конечно, каждый сплав имеет как свои плюсы, так и минусы. Бронза – сплав, который состоит из меди и олова, и поэтому он отлично переносит любые переплавки. Его можно использовать несколько раз в совершенно разных целях. С другой стороны, если бронза содержит большое количество примесей, таких как магний, кремний, алюминий, то при переплавке механические свойства могут уменьшиться.
Это обусловлено тем, что легирующие элементы, улучшающие характеристики бронзы, при плавке окисляются и образуют тугоплавкие оксиды, которые располагаются по границам кристаллической решетки. Они нарушают связь между зернами, что делает бронзу более хрупкой.
Как отличить бронзу от латуни и меди
Один из самых распространенных вопросов — это отличие этого сплава от других, похожих на него внешне. Конечно, в пределах промышленности и при помощи специальных реагентов сделать это довольно просто. Но как же быть, если определить материал необходимо в домашних условиях?
Начнем с того, что сплав состоит из олова и меди. Массы этих веществ в процентном содержании могут быть разными. Чем больше меди, тем более ярким будет цвет, а вот за счет содержания в сплаве олова, он будет на порядок тяжелее, чем, например, чистый Cu.
Если же сравнивать бронзу с латунью, то последняя имеет более желтоватый оттенок. Сама по себе медь очень пластична, а вот сплавы на её основе достаточно упругие и твердые. Определить, какой материал перед вами, можно также путем нагрева. Так, у латуни под воздействием высокой температуры выделяется оксид цинка и изделие приобретает пепельный «налет». А вот бронза при нагревании не будет изменять своих свойств.
Произведения искусства
Довольно часто можно встретить различные бронзовые статуэтки и фигурки. Многие произведения искусства были созданы еще в античные времена и в Средние века.
Сплавы, содержащие медь и олово, применяются для изготовления:
Заборов и ворот, которые получаются не только невероятно красивыми, но и прочными.
Элементов лестничных конструкций.
Сувенирной продукции и скульптурных композиций.
Декоративных осветительных приборов: бра и люстр.
Предметов для оформления интерьера.
Для того чтобы отлить необходимую композицию, создают специальную модель из дерева, гипса или полимерных материалов – так называемая формовка. Полости данной фигуры заполняют глиной и после отливки извлекают. После изготовления поверхность может быть покрыта позолотой, слоем никеля, хрома или же серебром.
Очень важно отметить, что, как правило, для изготовления произведений искусства используется сплав олова и меди без легирующих элементов. Это обуславливается тем, что чем больше таких составляющих присутствует в бронзе, тем больше её усадка, что негативно сказывается на качестве и форме изделия.
Сравнительный справочник металлических сплавов: медь, латунь и бронза
Медь, латунь и бронза относятся к категории металлов, известных как «красные металлы», которые характеризуются красноватым оттенком. В то время как медь — это чистый металл, латунь и бронза — это медные сплавы (латунь — это сочетание меди и цинка, бронза — это сочетание меди и олова). Все три этих металла демонстрируют уникальные сочетания свойств, которые делают их идеальными для использования в металлических листах.
На этой странице основное внимание уделяется каждому из этих металлов с описанием их отличительных свойств, доступных марок и возможных областей применения. Кроме того, он охватывает некоторые ключевые факторы, которые следует учитывать при выборе между медью, латунью и бронзой для конкретного применения.
Металлические сплавы меди, латуни и бронзы
Хотя медь, латунь и бронза принадлежат к одной и той же категории металлов, каждый из них обладает различными характеристиками, которые делают его идеальным для различных обстоятельств. Во всей отрасли важно, чтобы дизайнеры, инженеры и производители понимали эти различия, чтобы выбрать лучший металл для своих проектов.
Что такое медь?
Медь является цветным переходным металлом. В отличие от латуни и бронзы, это чистый природный металл; поэтому он находится в периодической таблице элементов. Это один из немногих встречающихся в природе металлов, который непосредственно пригоден для обработки. Хотя он используется сам по себе, он также сочетается с другими чистыми металлами и сплавами, образуя собственное подмножество сплавов.
Свойства меди
Медь обладает несколькими свойствами, которые делают ее идеальной для строительства и производства, например:
Медь демонстрирует превосходную тепло- и электропроводность, что делает ее пригодной для использования в электронных и электрических системах и тепловом оборудовании.
Обладает устойчивостью ко многим видам повреждений, включая удары, износ и коррозию. Кроме того, он сохраняет свою прочность при сгибании, формировании и вытягивании.
Устойчивость бактерий к противомикробным препаратам. Материал устойчив к бактериям без разложения. Он даже убивает бактерии, попавшие на его поверхность. Это качество делает его идеальным для использования в оборудовании, безопасном для пищевых продуктов.
Доступные марки меди
Доступность меди различных марок делает ее универсальной. Компания Sequoia Brass & Copper предлагает следующие сорта меди:
Alloy 101. Этот сплав представляет собой бескислородную медь, которая подходит для тех случаев, когда производителям требуется высокая проводимость и пластичность.
Сплав 110. Также называемый электролитической (ЭТП) медью, этот сплав демонстрирует высочайший уровень электро- и теплопроводности, а также хорошую пластичность и ковкость.
Сплав 122. Этот сплав механически аналогичен сплаву 110, но также обладает превосходной формуемостью, свариваемостью и способностью к пайке. Он доступен в трубках от Sequoia Brass & Copper.
Сплав 145. Доступен в виде стержня и стержня, 9 шт.0008 этот сплав также известен как теллур-медь, поскольку он состоит из меди с содержанием теллура от 0,4 до 0,7%. Как и многие медные сплавы, он характеризуется отличной тепло- и электропроводностью, высокой формуемостью и превосходной обрабатываемостью.
Применение медных металлических листов и профилей
Как правило, медь обладает отличной проводимостью, формуемостью и обрабатываемостью. Эти качества делают медные металлические листы пригодными для широкого спектра промышленных применений, включая использование в качестве архитектурных, строительных, сантехнических материалов и компонентов для теплообменников. Кроме того, его высокая пластичность позволяет втягивать листы в провода для электрических систем.
Что такое латунь?
Как и медь, латунь представляет собой цветной металл красного цвета. Однако, в отличие от чистого металла, это металлический сплав, который в основном состоит из меди и цинка. Другие металлы, такие как свинец, олово, железо, алюминий, кремний и марганец, также добавляются для получения более уникальных комбинаций характеристик.
Добавление цинка повышает прочность и пластичность основного медного материала. Чем выше концентрация цинка, тем прочнее и пластичнее сплав. Высокопрочная латунь содержит ≥39% цинка.
Свойства латуни
Как медный сплав, латунь обладает многими свойствами, характерными для меди. Тем не менее, этот сплав демонстрирует несколько отличных свойств по сравнению с чистой медью и другими медными сплавами. Например:
Склонность к растрескиванию под напряжением. Поскольку латунь прочнее и жестче, чем чистая медь, она более подвержена образованию трещин под напряжением.
Пластичность и формуемость. По сравнению с бронзой латунь более ковкая. Кроме того, его легко лить или работать.
Высокая температура плавления. Латунь имеет температуру плавления около 900°C. Точная температура плавления зависит от концентрации различных металлов в сплаве.
Неферромагнитный. Поскольку латунь не является ферромагнитной, ее намного легче перерабатывать.
В зависимости от дополнительных металлов, добавленных в сплав, он может демонстрировать различные характеристики, такие как переменная температура плавления или повышенная коррозионная стойкость (из-за присутствия марганца).
Доступные сорта латуни
Доступны различные сорта латуни, каждый из которых характеризуется точным составом материала. Компания Sequoia Brass & Copper предлагает следующие шесть марок латуни:
Сплав 260. Сплав 260, также известный как картриджная латунь, демонстрирует хорошие свойства при холодной обработке. Он подходит для использования в боеприпасах, автомобилях, крепежных изделиях и скобяных изделиях.
Сплав 272. Этот сплав, также известный как желтая латунь, состоит из 33% цинка. Он обычно используется в промышленных и архитектурных приложениях.
Сплав 330. Латунный сплав 330 подходит для применения там, где важна высокая обрабатываемость. Он имеет низкое содержание свинца, достаточное для холодной обработки, и обычно используется для производства труб.
Сплав 353. Сплав 353 (также называемый часовой латунью) часто используется для изготовления прецизионных компонентов, таких как часы и детали часов, из-за его превосходной обрабатываемости.
Сплав 360. Этот сплав, также известный как латунь для свободной резки, является наиболее распространенным типом латуни. Он обладает отличной обрабатываемостью и формуемостью, а также пригодностью для пайки и пайки твердым припоем. Он обычно находит применение в производстве компонентов оборудования, фитингов, клапанов и крепежных изделий.
Сплав 385. Также известный как архитектурная бронза, этот сплав можно использовать в строительстве и архитектуре. Сплав 385 доступен в широком ассортименте экструдированных и тянутых форм, таких как углы, швеллеры, квадратные трубы, молдинги для поручней и многое другое.
Сплав C48200 – C48500. Освинцованная корабельная латунь для механической обработки. Обычно доступны в раундах.
Сплав 464. Сплав 464 (или военно-морская латунь) известен своей превосходной устойчивостью к коррозии в морской воде в широком диапазоне температур. Кроме того, он демонстрирует пригодность для горячей штамповки и горячей штамповки, а также волочения, гибки, вырубки, пайки, пайки твердым припоем и сварки.
Применение латунных сплавов
Металлическая латунь имеет несколько различных применений. Поскольку металл похож на золото и доступен в различных оттенках, он часто используется для декоративных и архитектурных элементов. Кроме того, обрабатываемость и обрабатываемость материала позволяют использовать его в производстве сантехники, электроники и музыкальных инструментов.
Что такое бронза?
Бронза представляет собой сплав на основе меди, который обычно состоит приблизительно из 88% меди и 12% олова. Следовые количества других металлов, таких как алюминий, марганец, фосфор и кремний, также могут присутствовать в сплаве.
Свойства бронзы
Многие свойства бронзы совпадают со свойствами меди и латуни. Например:
Отличная теплопроводность
Стойкость к коррозии в морской воде
Высокая пластичность
Однако он также обладает некоторыми уникальными характеристиками, такими как хрупкость и немного более высокая температура плавления, чем у латуни (950°C).
Доступные марки бронзы
Существует множество типов бронзовых сплавов в зависимости от их состава. Компания Sequoia Brass & Copper поставляет следующие два сорта бронзы:
Сплав 932. Этот сплав представляет собой разновидность оловянной бронзы с высоким содержанием свинца и используется для изготовления втулок, шайб и компонентов без давления.
Сплав 954. Этот сплав представляет собой разновидность алюминиевой бронзы и используется для монтажа и промышленного оборудования в различных условиях.
Применение бронзовых сплавов
Листы и профили из бронзы подходят для широкого спектра промышленных применений, включая:
Втулки и подшипники
Электрические разъемы и пружины
Морские устройства, такие как гребные винты и оборудование для лодок или кораблей
Нефтехимические инструменты и компоненты нефтяных вышек, для которых требуются искробезопасные металлы
Выбор подходящих металлических сплавов для ваших нужд
Выбор подходящего типа металла для применения имеет решающее значение для разработки и производства высококачественной детали или продукта. Хотя медь, латунь и бронза обеспечивают электрическую и тепловую проводимость, коррозионную стойкость и прочность, между этими тремя металлами существуют четкие различия. Некоторые из ключевых отличий, которые следует учитывать при выборе материалов из листового металла, включают:
Хотя все три металла долговечны, они не обладают одинаковой гибкостью. Чистая бескислородная медь обеспечивает наибольшую гибкость, пластичность и проводимость. Медь обладает высокой гибкостью и отличной проводимостью, а бронза и латунь лучше поддаются механической обработке.
Общего назначения. Латунь часто считается наиболее подходящей для общего применения. Он податлив, легко отливается, относительно недорог и обладает низким коэффициентом трения. Его можно использовать для декоративных компонентов, металлических деталей, с которыми люди регулярно соприкасаются (например, дверных ручек), и поверхностей пищевых продуктов, которые должны быть антибактериальными или антимикробными.
Инструменты и оборудование, предназначенные для морской среды, должны иметь высокую степень коррозионной стойкости. Бронза лучше всего подходит для защиты от коррозии в соленой воде и морской среде. Его долговечность и твердость также позволяют ему выдерживать нагрузки в морских условиях.
Металлы и сплавы Sequoia Brass & Copper
В Sequoia Brass & Copper мы предлагаем металлы в различных формах, в том числе:
Бары
Трубы
Тарелки
Стержни
листов
Трубки и трубки
Мы предоставляем услуги по резке по индивидуальному заказу с жесткими допусками ±0,020 дюйма, чтобы упростить настройку этих материалов в соответствии с различными приложениями и спецификациями.
Компания Sequoia Brass & Copper занимается поиском и резкой металлов с 1983 года и в настоящее время имеет сертификат ISO 9001:2015. Обладая более чем 30-летним опытом поиска и покупки сплавов, мы обладаем знаниями и навыками для поиска специальных и труднодоступных медных сплавов для ваших уникальных потребностей.
Другие ресурсы листового металла от Sequoia Brass & Copper
В Sequoia Brass & Copper наша команда усердно работает, чтобы удовлетворить все ваши потребности в меди, латуни и бронзе. Вот почему мы предоставляем ряд бесплатных инструментов, облегчающих процесс проектирования и проектирования, в том числе:
Калькулятор веса цветных металлов, который позволяет указать требования к сплаву и деталям для расчета веса на погонный фут и общего веса
Весовые формулы для расчета потребности вашего проекта по весу
Sequoia Brass & Copper предлагает бескислородную медь специальной формовки (OFC), которая представляет собой медь высокой чистоты с минимальным содержанием кислорода или вообще без него. В нашем процессе используется электрически заряженный раствор сульфата меди и серной кислоты для снижения контакта металла с кислородом до 0,001% или менее. Чтобы узнать больше о характеристиках этого уникального материала, посетите нашу страницу продукта.
Свяжитесь с Sequoia Brass & Copper Today
Медь, латунь и бронза — это три разных металла, обладающих рядом преимущественных характеристик, таких как проводимость, коррозионная стойкость и обрабатываемость. Следовательно, металлические листы, изготовленные из этих материалов, находят применение в различных промышленных областях и условиях конечного использования.
Компания Sequoia Brass & Copper предлагает широкий выбор этих металлов в виде пластин, прутков и листов. Чтобы узнать больше о наших предложениях материалов, просмотрите наши запасы меди, латуни и бронзы. Если вы хотите сотрудничать с нами для вашего следующего проекта, свяжитесь с нами или запросите бесплатное предложение сегодня.
Микроструктуры меди и медных сплавов: медно-оловянные сплавы
Медно-оловянные сплавы или оловянные бронзы известны своей коррозионной стойкостью. Оловянные бронзы прочнее и пластичнее красных и полукрасных латуней. Они обладают высокой износостойкостью и низким коэффициентом трения по стали. Оловянные бронзы с содержанием олова до 15,8% сохраняют структуру альфа-меди. Олово является упрочнителем твердого раствора в меди, хотя олово имеет низкую растворимость в меди при комнатной температуре. Фазовые превращения при комнатной температуре протекают медленно и обычно не происходят, поэтому эти сплавы являются однофазными. Оловянные бронзы используются в подшипниках, шестернях, поршневых кольцах, клапанах и фитингах. Литые оловянные бронзы имеют обозначение UNS C9.с 0200 по C91700. Свинец добавляется в оловянные бронзы для улучшения обрабатываемости и герметичности. Свинец снижает прочность на растяжение и пластичность оловянных бронз, но состав можно отрегулировать, чтобы сбалансировать требования к обрабатываемости и прочности. Оловянные бронзы с высоким содержанием свинца в основном используются для подшипников скольжения. Эти сплавы имеют механизм медленного разрушения, который временно предотвращает истирание и заедание. Механизм медленного отказа работает за счет того, что свинец просачивается из сплава и размазывается по поверхности шейки. Литые свинцово-оловянные бронзы обозначаются как UNS C9.2200 до C94500.
Микроструктура литых оловянных бронз состоит из дендритов с сердцевиной, они имеют градиент состава, увеличивающий содержание олова по мере роста. Последняя затвердевающая жидкость при охлаждении обогащается оловом и образует альфа- и дельта-фазы. Альфа- и дельта-фазы заполняют области между плечами дендритов. микроструктура свинцово-оловянных бронз аналогична бессвинцовым материалам с добавлением частиц свинца в междендритных границах. Свинец практически нерастворим в твердой меди и последним затвердевает в виде почти чистого свинца на границах зерен.
ПРИМЕЧАНИЕ: Размер файла Larger и Larger View of the Micrographs значительно больше, чем показанная миниатюра. Изображения увеличенного вида имеют размер от 11 до 120 КБ в зависимости от изображения. The Largest View изображений имеют размер от 125K до почти 500K.
Номинальный состав: Cu 88-90, Sn 10-12, Pb 0,50, Zn 0,50, Ni 0,50, P 0,30, Sb 0,20, Fe 0,15, S 0,05, Al 0,005
Увеличенный вид микрофотографии Увеличенный вид микрофотографии
Семейство сплавов:
Медно-оловянные сплавы
Форма выпуска:
Литой
Обработка:
В литом виде
Травитель:
Длина линейки шкалы:
~ 50 микрон
Сплав:
С
Закалка:
Материал:
Оловянная бронза
Источник:
Университет Флориды
Номинальный состав: Cu 88-90, Sn 10-12, Pb 0,50, Zn 0,50, Ni 0,50, P 0,30, Sb 0,20, Fe 0,15, S 0,05, Al 0,005
Увеличенный вид микрофотографии Увеличенный вид микрофотографии
Семейство сплавов:
Медно-оловянные сплавы
Форма выпуска:
литой
Обработка:
В литом виде
Травитель:
Длина линейки шкалы:
~ 50 микрон
Сплав:
С
Закалка:
Материал:
Оловянная бронза
Источник:
Университет Флориды
Номинальный состав: Cu 81-85, Pb 6-8, Sn 6. 3-7.5, Zn 2-4, Ni 1.0, Sb .35, Fe .2, P .15, Al .15, Si .005
Увеличенный вид микрофотографии Увеличенный вид микрофотографии
Семейство сплавов:
Медно-оловянные сплавы
Форма выпуска:
Литой
Обработка:
В литом виде
Травитель:
Длина линейки шкалы:
~ 25 микрон
Сплав:
С93200
Закалка:
Материал:
Оловянная бронза с высоким содержанием свинца, 6-8 Pb
Источник:
Университет Флориды
Номинальный состав: Cu 81-85, Pb 6-8, Sn 6,3-7,5, Zn 2-4, Ni 1,0, Sb 0,35, Fe .2, P .15, Al . 15, Si .005
Увеличенный вид микрофотографии Увеличенный вид микрофотографии
Семейство сплавов:
Медно-оловянные сплавы
Форма выпуска:
Литой
Обработка:
В литом виде
Травитель:
Длина линейки шкалы:
~ 125 микрон
Сплав:
С93200
Закалка:
Материал:
Оловянная бронза с высоким содержанием свинца, 6-8 Pb
Источник:
Университет Флориды
Номинальный состав: Cu 78-82, Pb 8-11, Sn 9-11, Zn 0,8, Ni 1,0, Sb 0,55, Fe .15, P .15, Al .15, S 0,8
Увеличенный вид микрофотографии Увеличенный вид микрофотографии
Семейство сплавов:
Медно-оловянные сплавы
Форма выпуска:
Литой
Обработка:
В литом виде
Травитель:
Длина линейки шкалы:
~ 25 микрон
Сплав:
С93700
Закалка:
Материал:
Оловянная бронза с высоким содержанием свинца, 8-11 Pb
Источник:
Университет Флориды
Номинальный состав: Cu 78-82, Pb 8-11, Sn 9-11, Zn 0.
Станок токарно-винторезный универсальный 165 (РМЦ 5000) — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1Н65-5 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Характеристика
Значение
Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм:
над суппортом, мм
650
над выемкой в станине, мм
1400*
Наибольшая длина обрабатываемой заготовки, мм
5000
Длина выемки в станине от зеркала патрона, мм
390
Размер конца шпинделя передней бабки по DIN
2-15М
Количество ступеней частот вращения шпинделя
24
Диаметр цилиндрического отверстия в шпинделе, мм
128
Пределы частот вращения шпинделя, об/мин
5 — 500
Пределы рабочих подач, мм/об. :
продольных, мм/об
0,06 — 2,42 (0,6 — 19,36***)
поперечных, мм/об
0,022 — 0,88 (0,022 — 7,04***)
резцовых салазок, мм/об
0,022 — 0,88 (0,022 — 7,04***)
Пределы шагов нарезаемых резьб:
метрических, мм
1 — 96
дюймовых, ниток/дюйм
24 — 0,25
модульных, модуль
0,5 — 24
питчевых, питч диам.
96 — 1
Ускоренное перемещение суппорта, м/мин:
продольное
3
поперечное
1
Мощность главного привода, кВт
15
Наибольший вес обрабатываемой детали в центрах,кг
10000,8000*
Мощность главного привода,кВт
22
Масса 165 (РМЦ 5000) 1Н65-5 , кг
15750
Габариты:
длина, мм
8180
ширина, мм
2200
высота, мм
1770, 1880
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о 165 (РМЦ 5000):
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Станок токарно-винторезный ОТ-5 Б/У — Биржа оборудования ProСтанки
КУНГа –от автомобильной ремонтной мастерской ПАРМ-2, в комлекте
Самое то для гаража и мастерских.
Кунг (без шасси) от ПАРМ-2 — Передвижная АвтоРемонтная Мастерская — предназначена для выполнения токарных, фрезерных, шлифовальных, сверлильных и слесарных работ в полевых условиях.
Состав:
1. Кунг – фургон автомобильный, утеплен, оборудован освещением и вентиляцией, в хорошем состоянии – 30000р.
2. Токарно-винторезный станок ОТ-5. (с набором фрез), б/у, в хорошем состоянии – 65000р.
3. Два верстака и два шкафа под инструменты и принадлежности, металлические с ящиками и отсеками, столешницы крепкие, противоударные – шкафы по 3500, верстаки – по 5000р.
4. Настольный сверлильный станок 2М-112 (НС-12А). 380 В, б/у, в хорошем состоянии – 12000р.
5. Электрозаточной станок ЭЗС-2,220 В. б/у, в хорошем состоянии – 9000р.
6. Шкаф электрораспределительный, с возможностью заряда аккумуляторов – 5000р.
Все вместе – 130000р.
Возможна раздельная продажа.
Торг.
Создано 20.05.2015 Изменено 20.05.2015
Токарный станок бу
Токарный по металлу БУ
Бу токарно-винторезные
Станки по металлу
1к62
Металлообрабатывающие станки
Похожие объявления
станки токарно-винторезные, запчасти 1М63, 16К20, 16Е16КП, 1К625, 1К62 и др
Состояние: Б/У
Никополь (Украина)
Интересные статьи партнеров
Мобильные измельчители древесины. Наличие и ожидаемые поступления
Скульптуры из коряг и бронзы от Хизер Янш
Художник Джошуа Абарбанель создаёт удивительно красивые и точно вырезанные коралловые рифы из дерева
Какие 7 основных электроинструментов нужны начинающему столяру?
Ручные пилы: рекомендации по точности [Часть 1]
Пусконаладка оптоволоконного лазерного резака по металлу XTC-1530H/1500 IPG в Пермском крае
Как сделать деревянную машинку с помощью станка с ЧПУ? [чертежи прилагаются]
Что будет если пропустить ток через бур для перфоратора
Что нужно знать при покупке шпинделя для токарного станка?
Вы недавно смотрели
Все просмотренные объявления →
Руководство по покупке токарного станка
Если вы ищете токарный станок, то вы, вероятно, уже знакомы с основами того, что такое токарный станок, что он делает и как он может использоваться как профессионалами, так и любителями. Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
Токарные станки в своей ранней форме представляли собой управляемую вручную машину для двух человек. Конечно, эта ранняя форма возникла более трех тысячелетий назад в Древнем Египте, так что по понятным причинам все было немного более олдскульным.
Даже ранние токарные станки обладали ключевой особенностью всех токарных станков с тех пор и до наших дней; в отличие от других станков, в токарном станке крутится не режущий инструмент, а то, что обрабатывается или обрабатывается («заготовка»). Токарный станок — это обратная сторона дрели; вместо того, чтобы вращающееся режущее долото вгрызалось в окружающий кусок дерева или металла, вращающийся кусок металла формируется неподвижной режущей головкой.
Благодаря конструкции токарного станка придание формы заготовке на токарном станке называется «токарной обработкой». На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.
СОДЕРЖАНИЕ 9004
. Разработка компонентов RATHE
вашей новой токарной станции
Дальнейшие рассмотрения
скачок вперед во время промышленной революции. Паровые машины обеспечили более мощные станки; электричество еще больше разовьет токарные станки. В 1950-х годах серводвигатели добавили элементы управления в процесс токарной обработки, а современные токарные станки полностью интегрированы с числовым программным управлением (ЧПУ), что позволяет полностью автоматизировать их.
По пути мастера изучали, что можно сделать на токарном станке. Токарные станки позволяют удалять материал для создания округлых форм; все, от металлических стержней до деревянных ножек стульев, можно выточить из нестандартных деталей с помощью токарного станка. Сегодня вы найдете токарные станки повсюду, от мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
Назначение вашего нового токарного станка
Если вы подумываете о покупке токарного станка, вам сначала нужно изобразить основной проект или проекты, для которых вы будете использовать токарный станок. Имея в виду проект, вот несколько вопросов, которые помогут вам выбрать токарный станок.
Вы режете преимущественно деревянные детали или это токарный станок по металлу?
В личной мастерской или в современном инструментальном цехе?
Вам нужна полная автоматизация или лучше простая машина?
Эти факторы влияют на сложность станка, который вам понадобится. Полностью оснащенный ЧПУ токарный станок, способный обрабатывать детали промышленного размера по четырем осям, с несколькими головками для токарной обработки, сверления и резки, сильно отличается от простого двухосевого станка для токарной обработки мебели.
Компоненты
Когда дело доходит до деталей, которые вы будете вставлять в токарный станок, существует больше факторов. Основные компоненты токарного станка, как правило, состоят из следующего:
Передняя бабка со шпинделем
Патрон (для удержания заготовки)
Станина токарного станка
Каретка и поперечные салазки
Револьверная головка
2 2
5 Задняя бабка
5 Спецификации, которые вам понадобятся для этих компонентов, определяются общим назначением вашего токарного станка и размерами деталей, над которыми вы будете работать.
Передняя бабка со шпинделем – Расположенная с левой стороны станка передняя бабка удерживает шпиндель на месте, обычно с подшипниками. Обычно с двигателем и шкивом передняя бабка также обеспечивает мощность для вращения шпинделя и детали. Размер шпинделя варьируется, обычно от ½ дюйма до 1 ½ дюйма в диаметре.
Размер шпинделя определяет размер заготовки, которую вы можете обработать на токарном станке. Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
Другие аспекты передней бабки и шпинделя, о которых следует знать: допускает ли передняя бабка вынос? В то время как детали предназначены для установки между передней и задней бабками над станиной токарного станка, вынос позволяет устанавливать заготовку вдали от корпуса детали.
Это значительно увеличивает диаметр обрабатываемых деталей. Это не идеальное решение; есть веские причины, по которым детали обычно устанавливаются над станиной токарного станка, где расположена револьверная головка, а задняя бабка помогает поддерживать заготовку. В любом случае, когда вы покупаете токарный станок, учитывайте размер передней бабки и шпинделя, а также различные положения, которые допускает передняя бабка. Некоторые передние бабки можно поворачивать, что упрощает их вынос.
Патрон – Патрон представляет собой специальный зажим для удержания цилиндра. Патрон удерживает заготовку, и большинство токарных станков могут закреплять заготовки размером от 5 до 66 дюймов. Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок. Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать?
Обратите внимание, что есть дополнительные опции с патронами; большинство патронов являются кулачковыми, то есть подвижными частями, которые затягиваются или ослабляются, чтобы соответствовать заготовке. Типичное расположение кулачков состоит из трех или четырех кулачков на каждом патроне, но у некоторых патронов их намного больше. Челюсти могут быть сжаты вместе или перемещаться независимо друг от друга, чтобы удерживать детали необычной формы.
Станина станка – Станина станка – более простое решение. Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
На более крупных токарных станках промышленного назначения станины также могут быть закруглены, а токарные станки с наклонной станиной все чаще используются на полностью автоматизированных токарных станках с ЧПУ для промышленного применения.
Задняя бабка — На многих новых токарных станках задняя бабка является дополнительной функцией. Его назначение простое – он удерживает дальний конец заготовки. В то время как задняя бабка может не понадобиться для небольших деталей, для более крупных деталей задняя бабка имеет решающее значение. Использование задней бабки уменьшает изгиб заготовки; слишком большой изгиб может придать готовому изделию нежелательную деформацию или изгиб. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором.
Каретка, поперечный суппорт и револьверная головка – это «рабочие части» токарного станка. Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.
Хотя это звучит сложно, именно каретка и поперечный суппорт определяют количество осей, по которым может двигаться ваш токарный станок, будь то две, три или четыре. Размер башни и количество головок, которые она может вместить, определяются размером детали, которую вы хотите повернуть. Для больших заготовок требуются большие режущие головки, которые, в свою очередь, требуют больших револьверных головок.
Дополнительные сведения
Размер — В США вы найдете токарные станки с описанием «8 дюймов на 24 дюйма». токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.
В Великобритании первая цифра выражается иначе; как мера между центром патрона, то есть теоретически центром любой заготовки, и ближайшей точкой станины токарного станка. Следовательно, токарный станок 8 на 24 в США будет токарным станком 4 на 24 в Великобритании.
Большинство любителей и мастеров, работающих с небольшими деталями, обнаружат, что токарный станок размером 3 x 15 дюймов, как правило, настолько мал, насколько это необходимо, в то время как примерно в два раза больше, 6 x 30 дюймов, является верхним пределом того, что дома токарный станок может быть.
Вес – Имейте в виду, что, как и многие другие механизмы, токарные станки могут быть довольно тяжелыми. Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Мощность — Одна из последних вещей, которую вам нужно учитывать при покупке нового токарного станка, — это двигатель. Хотя некоторые токарные станки работают с одной скоростью, многие из них имеют несколько настроек скорости. Также необходимо учитывать крутящий момент.
Для резки больших деталей вашему токарному станку потребуется больше, чем просто высокие обороты; ему потребуется мощность, чтобы тяжелая заготовка плавно вращалась и резала. Рекламодатели могут с гордостью заявлять о максимальной скорости вращения своих токарных станков; но минимум об/мин может быть даже более важным для таких операций, как нарезание резьбы.
Ось – Токарные станки имеют как минимум две оси движения: ось X (вперед/назад вдоль поперечного суппорта) и Y (перпендикулярно оси X). Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Так, ось X может иметь дополнительную ось движения A, которая является вращательной по оси X.
Это может показаться запутанным; достаточно сказать, что чем больше у токарного станка осей движения, тем более сложным, дорогим и промышленным он, вероятно, будет.
Покупка токарного станка — довольно сложный процесс, но вам очень поможет, если вы будете помнить о проекте во время покупки. Для чего вы собираетесь использовать токарный станок? С учетом этого проекта в качестве определяющего фактора станет очевидной необходимая сложность станка и любые ограничения по размеру или весу. Вы сможете принять гораздо более взвешенное решение, если в первую очередь будете ставить потребности своего проекта.
Токарный станок – Производственные процессы 4-5
Модуль 1: Токарный станок
После прохождения этого модуля вы сможете:
• Определите наиболее важные части станка и их функции.
• Знать правила техники безопасности при работе с токарным станком. • Описать настройку режущего инструмента для обработки.
• Опишите крепление заготовки на токарном станке.
• Объясните, как установить режущий инструмент.
• Опишите расположение инструмента.
• Опишите, как центрировать заготовку и центр задней бабки.
Токарный станок — очень универсальная машина, и важно уметь ею управлять. Эта машина вращает цилиндрический объект относительно инструмента, которым управляет человек. Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза. Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Рисунок 1. Детали токарного станка
1. Включение/выключение питания
2. Шпиндель вперед/назад (перевернуть ручку вверх или вниз)
3. Маховик каретки 4. Маховик поперечной подачи
5. Маховик комбикорма
6. Включение каретки/поперечной подачи
7. Нарезная полугайка
8. Регулятор резьбы
9. Скорость шпинделя
10. Тормоз
11. Верхний/нижний диапазон шпинделя
12. Обратная нить/подача (втягивание/вытягивание)
13. Диапазоны подачи (A, B, C)
14. Диапазоны подачи (R, S, T)
15. Диапазоны подачи (V, W, X, Y, Z) – V и Z являются настройками для нарезания резьбы
16. Коробка передач
17. Коробка передач Низкая/Высокая
18. Задняя бабка
19. Инструментальная стойка
20. Резцедержатель
21. Трехкулачковый патрон
22. УЦИ (цифровое считывание) Переключатель заправки/подачи (см. позицию 15)
Как всегда, мы должны знать требования безопасности и стараться соблюдать правила безопасности, чтобы исключить серьезные травмы для себя или других.
Носить очки, короткие рукава, без галстука, без колец, без попыток остановить работу руками. Прежде чем пытаться проверить работу, остановите машину. Не знаете, как это работает? – «Не запускай». Не используйте тряпки во время работы машины.
1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в ключе патрона.
2. Проверните патрон или планшайбу рукой, если нет проблем с заеданием или зазором.
3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка.
4. Переместите насадку инструмента на безопасное расстояние от патрона, цанги или планшайбы при вставке или извлечении детали.
5. Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.
6. При установке и снятии патронов, планшайб и центров всегда следите за тем, чтобы все сопрягаемые поверхности были чистыми и не имели заусенцев.
7. Убедитесь, что насадка остро заточена и имеет правильные углы зазора.
8. Как можно короче зажмите насадку в держателе, чтобы предотвратить ее вибрацию или поломку.
9. Равномерно наносите и поддерживайте смазочно-охлаждающие жидкости. Это предотвратит морфинг.
10. Не вращайте шпиндель с резьбой в обратном направлении.
11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
12. Если патрон или планшайба застряли на носовой части шпинделя, обратитесь к инструктору, чтобы удалить их.
13. Если при вращении на токарном станке выполняется какая-либо обработка напильником, напильник следует держать левой рукой во избежание соскальзывания в патрон.
14. Всегда останавливайте машину перед измерением.
15. Остановите машину при удалении длинной волокнистой стружки. Удалите их плоскогубцами.
16. Убедитесь, что задняя бабка зафиксирована на месте и правильно отрегулированы, если деталь поворачивается между центрами.
17. При точении между центрами избегайте полного прорезания детали.
18. Не пользуйтесь тряпками во время работы машины.
19. Снимите инструменты с резцедержателя и задней бабки перед очисткой.
20. Не используйте сжатый воздух для очистки станка.
21. Будьте осторожны при очистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой.
22. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Вот несколько вопросов, которые важны при работе на токарном станке:
• Почему важна правильная скорость резки?
При слишком высоком значении инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента. Слишком низкое значение CS приводит к низкой продуктивности.
Знать:
• Глубина резания для черновой обработки.
• Глубина резания для чистовой обработки.
Обратите внимание, что самые большие черновые проходы находятся в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов.
• Скорость подачи для черновой обработки
• Скорость подачи для чистового прохода
Обратите внимание, что скорость подачи для черновой обработки находится в диапазоне от 0,005 до 0,020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов.
Существует множество различных инструментов, которые можно использовать для токарной обработки, торцовки и отрезки на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
Рисунок A: стандартный токарный инструмент для создания полуквадратного уступа. Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки.
Рисунок А
На рисунке B: изображен стандартный токарный инструмент с углом в плане. Этот угол позволяет выполнять тяжелые черновые резы. Также можно повернуть инструмент для создания полуквадратного плеча.
Рисунок В
Рисунок C: носик имеет очень большой радиус, что помогает при чистовой обработке как легких, так и тяжелых резов. Инструмент также можно использовать для формирования углового радиуса.
Рисунок С
Рисунок D: изображает повернутый стандартный токарный инструмент. Его носик ведет режущую кромку для создания легких чистовых пропилов по внешнему диаметру и поверхности уступа.
Рисунок D
Рисунок E: изображает инструмент формы. В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.
Рисунок Е
Рисунок F: изображает торцовочный инструмент. Этот резак используется для обработки конца заготовки, чтобы обеспечить гладкую, плоскую поверхность. Если в ложе есть отверстие в центре, используйте полуцентр для стабилизации и поддержки заготовки.
Рисунок F
Рисунок G: изображает инструмент для нарезания канавок или подрезки. Как показано, он используется для вырезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо.
Рисунок G
На рисунке H: изображен инструмент для разделения. Отрезные инструменты отрезают заготовку на определенную длину. Для этого инструмента требуется предварительно отформованное лезвие и держатель.
Рисунок Н
Рисунок I: изображает инструмент для нарезания резьбы под углом 60°, используемый для нарезания резьбы на заготовке.
Рисунок I
Настройка режущего инструмента для обработки
• Переместите резцедержатель на левую сторону составного упора.
• Установите резцедержатель в резцедержатель так, чтобы установочный винт в резцедержателе выступал примерно на 1 дюйм за резцедержатель.
• Вставьте соответствующий режущий инструмент в державку так, чтобы инструмент выступал за пределы державки на 0,500 дюйма.
• Установите вершину режущего инструмента на центральную высоту. Проверьте это прямой линейкой или задней бабкой.
• Надежно затяните резцедержатель, чтобы он не двигался во время резки
Рисунок 2: Резцедержатель и резцедержатель
Для установки заготовки на токарный станок
• Убедитесь, что центр линии работает правильно. Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
• Очистите центральные точки токарного станка и центральные отверстия в заготовке.
• Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за пределы задней бабки.
• Ослабьте зажимную гайку или рычаг задней бабки.
• Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не поддержит другой конец заготовки.
• Затяните зажимную гайку задней бабки или уровень.
Рисунок 3: Заготовка в токарном станке
Установка режущего инструмента
• Держатели инструментов используются для крепления режущих инструментов токарных станков.
• Перед установкой очистите держатель и затяните болты.
• Держатель инструмента токарного станка крепится к стойке инструмента с помощью быстроразъемного рычага.
• Стойка для инструментов крепится к станку с помощью Т-образного болта.
Рисунок 4: Установка режущего инструмента
Чтобы изменить положение режущего инструмента, переместите поперечный салазок и седло токарного станка вручную. Также доступны силовые каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и его угол можно изменить, чтобы срезать конусы под любым углом.
1. Ослабьте болты, которыми компаунд крепится к седлу.
2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда.
3. Снова затяните болты.
4. Резак можно подавать вручную под выбранным углом. Соединение не имеет силовой подачи.
5. При необходимости используйте две руки для более плавной подачи. Это сделает чистовую отделку.
6. Как на компаунде, так и на поперечном суппорте есть микрометрические циферблаты, но на седле их нет.
7. Если при позиционировании седла требуется большая точность, используйте циферблатный индикатор, прикрепленный к седлу.
Пресс для отжима винограда своими руками: инструкции, фото
Отжим винограда — важный технологический этап производства вина, уксуса, сока. Специальный пресс для этого ощутимо облегчает жизнь виноградарю. Промышленные аппараты помогают обработать урожай с больших площадей. Для домашнего виноградника подойдет небольшое устройство. Его можно сделать своими руками.
Содержание
Устройство и принцип работы давилки
Сборка основы конструкции
Конструирование бака и фильтра
Особенности изготовления давилки
Пресс своими руками: видео
Устройство и принцип работы давилки
Даже небольшой самодельный пресс для винограда имеет ряд преимуществ перед ручным отжимом:
позволяет обработать большее количество урожая;
сокращает срок сбора сока;
лучше выжимает ягоды;
сохраняет больше витаминов, поскольку препятствует контакту сока и частей механизма.
В продаже есть выбор фабричных прессов с разной конструкцией. Но человеку с навыками столярных и сварочных работ вполне по силам сделать недорогой аналог своими руками. Он функционирует на основе механизма силового винта с приделанным к нему прессом. С помощью рук и винтовой опоры создается давление на сложенный в корзине виноград. Отводящая часть устройства собирает и сливает сок в подготовленную емкость. В дальнейшем из него можно готовить вино, уксус, желе и пр.
Составные части пресса для винограда:
прочная рама;
поддон для сбора жидкости;
бак;
силовой винт;
прессующий круг;
деревянная подкладка под него;
мелкоячеистая сетка-фильтр.
Внимание! В сборке соковыжималки важно использовать детали из нержавеющей стали и дерева. У виноградного сока высокая кислотность. Продукт будет вступать в реакцию с другими материалами.
Сборка основы конструкции
Сварочный аппарат, дрель, болгарка, столярные принадлежности — набор инструментов для конструирования самодельного пресса для винограда. Основа соковыжималки — рама. Она должна быть прочной и устойчивой. Поэтому для ее изготовления лучше всего использовать стальные элементы:
швеллеры 10-12 мм — 1,5 м;
уголок 40-50 мм — 3,2 м.
Сложите модель каркаса. Ее вертикальные стойки из уголка имеют длину 85 мм. Вверху и внизу они соединяются горизонтальными перемычками из швеллеров длиною по 70 мм. В точках соединения наварите косынки — пресс выйдет надежнее.
На верхнем швеллере посередине приварите гайку для будущего винта, как на фото. Соответственно просверлите в нужной точке отверстие. Размеры должны совпадать с сечением винта. Нижнюю часть рамы дополнительно укрепите любым способом. Например, крестообразной опорой. Пресс правильно работает только при прочной фиксации на ровной поверхности.
Внимание! Для небольших объемов переработки рамку для пресса еще делают из деревянных досок. Между собой их соединяют резьбовыми шпильками длиною 10-12 мм и фиксируют гайками.
Конструирование бака и фильтра
Бак для пресса легко изготовить из старой нержавеющей кастрюли большого размера. У вас есть следующие варианты:
Срезать ее днище. Кольцо установить на поддоне. У последней детали должны быть бортики высокой 5-10 см и трубка-отводка для стока выдавленной прессом жидкости.
Оставить кастрюлю как есть, но приварить внизу ту же трубку.
Классика самодельного пресса для винограда — фильтр из дубовой доски или реек. Сложите деревянный материал в форме бочки или корзины. Просверлите на краях отверстия и с помощью нержавеющей проволоки или лески соедините между собой. Зазор между рейками не должен превышать 2-3 мм.
Но можно пойти более простым путем:
Найдите бак из нержавейки от стиральной машинки советского образца. Срежьте дно и бортик-обод.
Разрежьте кольцо по месту заводской спайки.
По периметру насверлите отверстия, через которые будет сочиться жидкость. Их должно быть достаточно. Размер — 2-3 мм.
Неровности с обратной стороны срежьте болгаркой и сгладьте шлифовальным кругом.
Подложите круглый предмет для формирования правильной формы и соедините бак сваркой.
Особенности изготовления давилки
Требования к диаметру круга пресса для винограда строгие: на 3-5 мм меньше ширины кольца фильтра. Вырежьте заготовку требуемого размера из той же нержавейки или из другого твердого металла. Эта часть конструкции также будет мало контактировать с виноградным соком. Поэтому допускается использование черных металлов.
После закрепления винтового механизма приварите к нему круглую заготовку (по центру). Дополнительно по диаметру пресса вырежьте деревянный круг. Лучше всего подойдет дубовый. Не рекомендуется использовать фанеру. Наполните фильтровальную корзину виноградом, положите сверху деревянную подкладку. Крутите винт пресса, давите и собирайте сок.
Совет. Устройство подойдет и для отжима фруктов. Только их предварительно следует измельчить.
Силовой винт иногда непросто отыскать в хозяйстве. Вместо него можете использовать гидравлический автомобильный домкрат бутылочного типа. Для негабаритного пресса подойдет устройство грузоподъемностью в 3 т или более. Для него нужно вырезать деревянные подкладки. Их задача — равномерно распределить нагрузку от неширокой площадки домкратного поршня.
Самодельный пресс для винограда позволяет обработать большой объем урожая с частного участка. Это приспособление облегчит работу садовода и улучшит качество конечного продукта в сравнении с ручным отжимом.
Пресс своими руками: видео
как выбрать для домашних нужд
Любой садовод знает, что первую половину сезона все силы уходят на битву за урожай, а вторую – на битву с урожаем. Мало собрать ягоды, фрукты и овощи, нужно ещё и сохранить их на зиму. Кто-то готовит на зиму банки варенья или закатывает компоты. А кто-то консервирует натуральные соки или делает домашние вина. Тема этого материала редакции HouseСhief – как выбрать пресс для отжима сока.
Пресс для отжима сока гораздо мощнее бытовой соковыжималки и пригодится для переработки большого урожая
Читайте в статье
1 Как устроены прессы для отжима сока
1.1 Механические прессы
1.2 Гидравлические прессы
1.3 Пневматические прессы
2 Как выбрать пресс для домашних нужд
2.1 Как выбрать пресс для винограда и ягод
2.2 Выбор пресса для яблок
3 Каким механизмом удобнее пользоваться
4 Пресс из какого материала лучше: дерево или нержавейка
5 Как выбрать объём корзины
6 Каким производителям стоит довериться
6.1 Лучшие модели домашних прессов
7 Прессы для отжима сока своими руками
Как устроены прессы для отжима сока
Прежде всего, пресс — это установка, которая извлекает соки из фруктов и ягод, используя сильное давление. Прессы бывают механическими, гидравлическими и пневматическими.
Механические прессы
Самый простой и популярный вариант – обычный винтовой механический пресс. Устроен он очень примитивно: это ёмкость с перфорацией, в которую закладывается крышка. Крышку опускает винт, а сок вытекает через перфорацию в резервуаре в поддон.
Такие устройства изготавливают из нержавеющей стали или плотной древесины, типа бука
Механические прессы требуют усилий от человека в работе и производят в среднем до 30 л сока в час. Это небольшое количество, но для обычного дачного участка этого вполне достаточно. Такой механический пресс поможет вам не только приготовить фруктовый сок, но и извлечь воск из пчелиных сот, или сделать домашний сыр.
Гидравлические прессы
Гидравлические прессы – это более производительные варианты. Они могут быть ручными или электрическими. Вместо перфорированной ёмкости имеется несколько дренажных рамок, между которыми укладываются фрукты.
Усилие от ручного гидравлического пресса может достигать пяти тонн. Такое давление позволяет получить максимальный выход сока
Электрические, гидравлические прессы ещё более мощные. Во многих моделях используются мембранные механизмы, которые качественно и почти без потерь отжимают ягоды.
Пневматические прессы
Отличие пневматических прессов от гидравлических только в отсутствии водной мембраны. Устройство приводится в действие сжатым воздухом.
Пневматические устройства отличаются большой производительностью, до 200 л в час и высоким качеством конечного продукта
Как выбрать пресс для домашних нужд
Выбор этого механизма зависит от нескольких факторов: какое сырьё вы планируете использовать, и в каких количества вам необходимо производить соки. Если вам нужно всего лишь отжать сок для подачи на стол, нет никакой необходимости в мощном и габаритном механизме.
Для бытовых целей гораздо проще использовать электрические соковыжималки, которые одновременно измельчают сырьё и извлекают из него влагу
Как выбрать пресс для винограда и ягод
Для работы с виноградом лучше всего подходят механизмы, рассчитанные на 10-20 литров. Для небольшого дачного участка достаточно будет обычного винтового механизма, потому что больших усилий для отжима ягод не требуется.
С прессом процесс изготовления домашних вин значительно ускорится
Выбор пресса для яблок
Яблоки просто так не закладывают в давилку. Предварительно, их обязательно нужно измельчить, иначе вы потеряете много сырья. Для этой цели используют специальные измельчители. Лучше всего с яблоками справляется гидравлический пресс. Для собственного участка хватить ручной гидравлики на 15-30 л.
Из полученного сока можно приготовить сидр или использовать его для домашней перегонки в кальвадос
Каким механизмом удобнее пользоваться
Если сравнивать винтовое и гидравлическое устройство, то можно сказать, что работать с гидравликой намного легче. Она практически не требует от вас никаких усилий. Гидравлика даёт меньше отходов, если правильно наладить процесс. Можно несколько раз приводить в действие механизм с одним и тем же сырьём, добиваясь полной выжимки. Винтовой пресс сработает только один раз.
Так что вывод ясен: гидравлические механизмы более эффективны. Но нужно учитывать, что стоят они дороже
Пресс из какого материала лучше: дерево или нержавейка
Нержавейка, конечно, гораздо практичнее древесины. После использования её достаточно просто вымыть – и не останется никаких следов. Деревянные кадки так или иначе впитывают сок, окрашиваются. Для того, чтобы их отмыть, потребуется щётка. А после использования деревянный пресс следует долго и тщательно сушить, чтобы не появилось посторонних запахов и плесени.
В деревянные прессы фрукты часто закладываются в холщовых мешках, чтобы потом было легче очищать корзину
Но, не смотря на то, что стальные механизмы более практичны, многие всё же предпочитают дерево, отдавая дань традиции. В качестве аргумента приводится мнение, что стальные механизмы взаимодействуют с кислотами сока, придавая ему неприятный привкус.
Как выбрать объём корзины
Представленные в продаже прессы различаются объёмом корзины. Не стоит выбирать слишком большой пресс, если вы не планируете перерабатывать много фруктов.
Самые маленькие прессы рассчитаны всего на 750 мл. Они носят скорее декоративный характер, чем практический. В таком прессе можно отжать пару апельсинов, и только.
Для небольшой работы на кухне достаточно винтового пресса на 3-5 л. Если вам нужно отжать сок из яблок или винограда для заготовки детского питания, этого объёма будет достаточно
Владельцам дачных участков следует обратить внимание на механизмы, рассчитанные на 10-30 л. Такие гидравлические и винтовые прессы помогут сделать домашнее вино из винограда или заготовить яблочный сидр.
Если у вас небольшое фермерское хозяйство, то объемы потребуются намного больше.
Для производства соков и вина на продажу подходят пневматические или гидравлические устройства. Они способны производить до 200 литров в час с объемом корзины в 50 литров
Каким производителям стоит довериться
Если вы собрались купить достаточно мощный пресс для переработки урожая в своем саду, обратите внимание на отечественных производителей. И дело не столько в патриотизме, сколько в практичности. Изделия китайского производства имеют, как правило, некачественную сталь. Она может оставлять странный привкус, вступая в реакцию с кислотами в соке.
Самым популярным производителем в этом сегменте является «Фермер» из Миасса Челябинской области. Эта компания производит оборудование для переработки сельскохозяйственной продукции из качественных материалов с использованием новейших технологий.
Лучшие модели домашних прессов
Модель
Характеристики
Дополнительная информация
Фермер СВР-01М
Производительность: 15 л в час.
Управление: ручное.
Материал: нержавеющая сталь.
Может использоваться для получения воска из сот и прессования домашних сыров.
Фермер СВР-01М
Модель
Характеристики
Дополнительная информация
Магарыч СПМ 15
Производительность: 15 л в час.
Управление: ручное.
Материал: нержавеющая сталь.
Подходит для отжима любых фруктов, а также для приготовления прессованного мяса и сыров.
пресс Магарыч СПМ 15
Модель
Характеристики
Дополнительная информация
Муромец П
Производительность: 30 л в час.
Управление: пневмопривод.
Материал: нержавеющая сталь.
Подходит для отжима сока из фруктов и овощей, изготовлен из высококачественной пищевой стали.
пресс Муромец П
Модель
Характеристики
Дополнительная информация
Добрый жар
Производительность: 100 л в час.
Управление: гидравлика.
Материал: нержавеющая сталь.
Подходит для больших объемов производства сока, имеет детали из пищевой стали, каучука и латуни. Эффективность – до 80%.
пресс Добрый жар
Прессы для отжима сока своими руками
В принципе, в изготовлении простейшего механического пресса нет ничего сложного. Можно обойтись даже обычной кастрюлей в качестве корзины. Нужно лишь добавить к ней крышку меньшего диаметра и винтовой механизм.
Предлагаем небольшой видеосюжет об изготовлении пресса из частей старой стиральной машины и натуральной древесины:
Watch this video on YouTube
Такой пресс может дать до 30 литров сока в час, что вполне достаточно для небольшого хозяйства.
Если вы используете в своём быту самодельный или заводской пресс, поделитесь своими впечатлениями и рекомендациями в комментариях.
Исключительный пресс для винограда с непревзойденными скидками
В чем разница между прессом для винограда
?
Пресс для винограда используется только для отжима фруктов, яблок и орехов. С другой стороны, виноградный пресс используется для прессования фруктов, яблок и яблок. С другой стороны, виноградный пресс используется для прессования фруктов, яблок и яблок.
Обе машины используются для производства и количественного определения роста фруктов в соковыжималке, а машины для отжима винограда, например, часто используются для извлечения джу из машин для отжима винограда. С другой стороны, комплект виноградного пресса используется для отжима большого количества продуктов, в то время как они часто используются для отжима больших количеств. Набор для виноградного пресса — отличный вариант для людей, которые хотят производить свои собственные вариации винограда.0003 машина для отжима винограда s, например, машины для отжима винограда или коммерческая машина для отжима винограда s.
Существует два разных способа прессования виноградных косточек, например, прессование виноградных косточек из свеклы. Когда виноградный пресс используется для производства небольших виноградных прессов, они одновременно используются и извлекаются. Виноградный пресс высокого давления используется для производства больших виноградных прессов, например, на Alibaba.com, где пресс для фруктов 9Виноградный пресс 0003 s используется для прессования и спецификации виноградных косточек.
Какие типы виноградных прессов
используются?
Виноградный пресс также используется для отжима фруктовых соков и орехов. Основным типом пресса для винограда является пресс для фруктов. Соевое молоко Машина для прессования винограда — еще одна машина для прессования фруктов.
Вы можете найти различные виды прессов для винограда s на Alibaba.com и для ваших продуктов всегда есть машины для прессования винограда s для продажи, которые позволяют вам извлекать и прессовать свои собственные продукты. Машина для производства соевого винограда для домашнего использования — это еще один тип виноградного пресса .
Машины для прессования винограда обычно используются в виде прессов для соевого молока, прессов для винограда для апельсинов и тепловых прессов. Для виноградного пресса типа машина используется для удаления соевого масла и других нежелательных продуктов из семян. Соевый виноградный пресс также называют центробежным 9.Виноградный пресс 0003
, для нагревания и извлечения полезных свойств плодов винограда.
Вы также можете найти гидравлический виноградный пресс, который используется для извлечения и распределения виноградных продуктов из различных напитков. Виноградный пресс обычно является электрическим или гидравлическим виноградным прессом.
Что такое виноградный пресс?
Что такое пресс для винограда ? Гидравлический пресс различается по размеру, мощности и использованию.
Виноградный пресс также называют пресс для винограда , для удаления химикатов и прессования виноградных косточек из продукта. Какая польза виноградного пресса для извлечения виноградных косточек из других культур, таких как фрукты и или машина для производства виноградного сока. Виноградные прессы используются для извлечения виноградных косточек и орехов, используя прессованные семена для отделения их продукта от фруктов. В некотором смысле, эти виноградные прессы s используются для извлечения виноградных косточек и других виноградных материалов. Пресс для винограда также называется прессом для винограда , предназначенным для удаления виноградных косточек из продукта и отделения его химических частей от продукта. В некотором смысле, эти прессы для винограда также используются для извлечения виноградных косточек из продуктов, они используют пресс-машину для извлечения виноградных косточек из их натуральных продуктов. Соевое молоко Виноградный пресс — отличный способ извлечь свежее качество продукта.
Машины для прессования винограда также используются для естественной консервации, например, для прессования фруктов и овощей. Виноградный пресс для продажи на Alibaba.comВиноградный пресс также называют машиной для виноградных косточек, так как это машина для прессования фруктов и овощей. Машины для прессования винограда, выставленные на продажу на Alibaba.com Пресс для винограда также называют прессом для соевого кофе или прессом для виноградных косточек.
Каковы преимущества пресса для винограда
?
Большой виноградный пресс можно использовать для производства химикатов, таких как фрукты, овощи, мясо и орехи. Кроме того, хороший виноградный пресс можно использовать для производства различных видов виноградных продуктов, поскольку он также полезен для удаления воды или химикатов из виноградного растения.
Пресс для винограда удаляет семена и выбрасывает их из внутренней части. Извлечение виноградных косточек является эффективным способом извлечения семян.
Большинство виноградных прессов s удобны в использовании и утилизации как соков, так и поливов, они просты в использовании. Виноградный пресс типа быстро и легко извлекается. И содовая, и содовая требуют много времени из-за большого размера виноградного пресса .
Пресс для фруктового вина VEVOR, пресс для винограда на 0,53 галлона/2 л для производства вина, пресс для вина с 2 бочками из нержавеющей стали, пресс для настойки фруктов и овощей для вина, сыра, фруктов и овощей с Т-образной рукояткой и пластиной толщиной 0,1 дюйма/3 мм
Ручной пресс для вина объемом 2 л
Этот ручной пресс пробудит в вас тоску по размеренной жизни. Выпить чашечку полностью ручного напитка на досуге – одно удовольствие. Изготовленный из пищевой нержавеющей стали, этот пресс для вина идеально подходит для отжима сока и рассчитан на длительное использование. Двойные стволы и экономичный дизайн приносят вам много удобства. После приготовления сока также легко и тщательно вымыть все части по отдельности.
Пищевой материал Sus
Удобные двойные бочки
Беспокойственно Press & Juice
Легко разоблачить и чистить
Тесное оборудование и инструменты, платите меньше
Vevor, является ведущим брендом, который специализируется на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество Tough
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough is в оборудовании и инструментах.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Этот ручной пресс изготовлен из прочного и прочного металла
6 наверняка выдержит длительное использование. Две бочки и прижимная пластина, соприкасающиеся с пищевыми продуктами, изготовлены из пищевого материала.
Две бочки и фильтр-мешок
Внутренняя бочка имеет сетчатые отверстия, что удобно для проникновения сока. Внешняя часть выполнена в цельной формовке, красивой и прочной. В комплект также входит нейлоновый фильтр-мешок.
Т-образная ручка с нескользящим шариком
Благодаря эргономичному дизайну вы можете вращать Т-образную ручку, чтобы без усилий выдавливать сок. Энергосберегающие шарики на обоих концах из нескользящего пластика также удобны для захвата.
Съемный для легкой очистки
По сравнению с электрическими соковыжималками и соковыжималками, которые сложнее и труднее чистить, этот ручной пресс для фруктов и овощей легко разбирается для тщательной очистки.
Well-Made Подробная информация о продукте
Т-образная резьба, соединенная с рукояткой, упрощает процесс прессования. Прижимная пластина большой площади удобна для выдавливания большего количества ингредиентов. Вертикальные алюминиевые стойки с обеих сторон и основание с крепежными отверстиями предназначены для повышения устойчивости.
Применяется для приготовления различных соков
Этот ручной прижимной пресс имеет широкое применение. Вы можете применять его в домашнем виноделии и экстракции оливкового масла. Он также подходит для прессования сыра, фруктов, овощей, трав и настоек в качестве многофункционального пресса.
Технические характеристики
Модель: RS-2
Материал изделия: нержавеющая сталь, железо и пластик
Размеры изделия: 9,4″x7,5″x14,4″ (24x19x3)
Внутренняя ствола емкость: 1,73 Qt (1,64L)
Размер внутреннего счета: φ5,5 «x 5,1» H (φ14×13 см ч)
Вт.
Внешний размер корпуса: Φ6,3″x3,9″ В (Φ16×10 см В)
Размер пластины: Φ5,2″x 0,1″ Толщина (Φ131,7×3 мм Толщина)
Длина рукоятки: 10,2 дюйма (26 см)
Вес изделия: 7,1 фунта (3,23 кг)
Содержимое упаковки
1 x Пресс для вина
1 x Фильтр-мешок
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough Equipment & Tools, ведущий бренд VOR3, Pay Less 90 в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
ритм жизни. Выпить чашечку полностью ручного напитка на досуге – одно удовольствие. Изготовленный из пищевой нержавеющей стали, этот пресс для вина идеально подходит для отжима сока и рассчитан на длительное использование. Двойные стволы и экономичный дизайн приносят вам много удобства. После приготовления сока также легко и тщательно вымыть все части по отдельности.
Материал Sus для пищевых продуктов
Удобные двойные барабаны
Легкое прессование и сок
Легко разбирается и очищается
Выбранный прочный материал
Изготовлен из прочной нержавеющей стали и долговечен, этот ручной пресс надежно прослужит долго. использование времени. Две бочки и прижимная пластина, соприкасающиеся с пищевыми продуктами, изготовлены из пищевого материала.
Два бочонка и фильтр-мешок
Внутренний бочонок имеет сетчатые отверстия, которые удобны для проникновения сока. Внешняя часть выполнена в цельной формовке, красивой и прочной. В комплект также входит нейлоновый фильтр-мешок.
Т-образная ручка с нескользящим шариком
Благодаря эргономичному дизайну вы можете вращать Т-образную ручку, чтобы без усилий выдавливать сок. Энергосберегающие шарики на обоих концах из нескользящего пластика также удобны для захвата.
Съемный для легкой очистки
По сравнению с электрическими соковыжималками и соковыжималками, которые сложно чистить, этот ручной пресс для фруктов и овощей легко разбирается для тщательной очистки.
Сведения о качественном продукте
Т-образная резьба, соединенная с рукояткой, упрощает процесс прессования. Прижимная пластина большой площади удобна для выдавливания большего количества ингредиентов.
Учимся определять медь и отличать ее от других металлов и сплавов — Портал о ломе, отходах и экологии
Содержание:
Как отличить медь от других металлов на глаз?
Как отличить медь от латуни и бронзы
Как отличить медь от бронзы
Как отличить медь от алюминия
Прочие случаи испытания огнем, кислотой
Напоследок
Химически чистая медь обладает тремя отличительными характеристиками. Это имеющий цвет, пластичный и стойкий к коррозии металл. Последнее свойство обусловлено формированием тонкой оксидной пленки. Этот слой делает медь химически инертной в неагрессивной среде, а также привносит красный оттенок в ее золотисто-розовый цвет.
Наилучший способ точно идентифицировать медь – спектральный анализ, требует дорогостоящего оборудования – анализатора металлов, тогда как отличить медь в домашних условиях – задача с ограниченным набором средств. Тут лучшими приборами выступают органы чувств, легкодоступные химикаты, огонь и подручные приспособления.
Как отличить медь от других металлов на глаз?
Визуальное восприятие – наиболее простой, но не всегда достаточно точный метод. Впрочем, в большинстве случаев он работает и отличить лом меди от лома другого цветмета не трудно. Действительно, несмотря на название категории цветные металлы, одинаково окрашенными оказываются только:
медь;
золото;
цезий;
осмий.
Остальные металлы характеризуются серой тональностью и отличаются преимущественно по интенсивности блеска. Поэтому цвет – отличное «средство идентификации», в таких вопросах как отличить медь от алюминия, цинка или никеля.
Чистая медь с характерным медным цветом
Естественный окрас чистого элемента Cu – красно-розовый. Смотреть на металл рекомендуется при естественном свете. Искусственное освещение, за исключением светодиодных ламп теплых цветовых температур, меняет оттенок в сторону желто-зеленого тона.
Второе правило визуальной идентификации меди – требуется устранить поверхностную оксидную пленку. Окисление создает на поверхности металла зеленовато голубой налет. Поэтому определять на цвет, что у вас медь, желательно по свежему спилу или обработав материал напильником. Намного сложнее обстоит ситуация с медными сплавами: латунью и бронзой. Также визуально трудно различить Cu и омедненный алюминий.
к содержанию ↑
Как отличить медь от латуни и бронзы
Первый металл представляет сплав Cu-Zn. Содержание цинка варьируется в интервале 4 – 45%. Когда сплав характеризуется высоким добавлением основной примеси, отличить его от чистого металла несложно по цвету. Окрас меди розово-красный, латуни – светлее, но у лома латуни может быть загрязненным поверхность. Чем больше цинка в сплаве, тем сильнее его цвет смещается от красного к желтому оттенку. Поэтому визуальное восприятие неприемлемо для высокомедных латуней, где вхождения примесей на уровне 10%. В этом случае остается 3 варианта как отличить медь от латуни без использования инструмента:
По звуку. Тут желательно иметь музыкальный слух. При ударе о металл, мягкая медь звучит приглушенно, тогда как латунь – звонко. Метод хорошо работает для массивных, габаритных изделий – труб, например.
По сгибу. Пластичность меди, позволяет легко сгибать металл. Более твердая латунь не настолько податлива.
На вес. Плотность Cu9 г/куб.см выше чем у Zn (7.1). Результирующая величина характеристики у латуни, в среднем 8.6 г/куб.см. Разница невысокая, но при наличии точных весов, отличить металлы возможно.
Визуальное отличие меди от бронзы и латуни
Хорошим идентификатором меди, относительно латуни выступает стружка. У чистого металла она спиралеобразная. Напротив стружка латуни прямая, игольчатой формы.
Более сложный подход связан с использованием химикатов, а именно соляной кислоты. Химически инертная медь не реагирует в растворе, тогда как при погружении латуни на поверхности металла образуется белый налет. Это хлорид цинка, результат реакции этого металла на кислоту.
Стружка меди
Видео – медь и латунь:
к содержанию ↑
Как отличить медь от бронзы
Определить какой из металлов перед вами по цвету не всегда возможно. Бронза – сплав меди с оловом, также характеризуется розово-красным оттенком, лом бронзы может быть в чем угодно. В этом случае основной отличительной характеристикой становится пластичность чистого металла. Надавив на медь твердым предметом, получим выемку на поверхности. Деформировать бронзу существенно сложнее.
Изделия из бронзы – визуально от меди отличить очень трудно
Альтернативный вариант, как отличить медь от бронзы в домашних условиях – солевой раствор. В металлическую емкость, содержащую 1 литр воды, добавляют 200 грамм поваренной соли. Раствор подогревают до температуры выше 50 °C. Далее в нагретую жидкость помещают металл и выдерживают около 15 минут. Цвет меди меняется. Бронза к воздействию солевого раствора остается нечувствительной.
Следующий способ – патинирование меди. Окисление чистого металла со временем на воздухе – неизбежный процесс, приводящий к образованию зеленовато-голубого налета. Бронза патинированию не подвержена.
к содержанию ↑
Как отличить медь от алюминия
Естественно, металлы несложно отличить по цвету. Ситуация усложняется, когда требуется определить из чего изготовленные жилы кабеля. Луженная медь приобретает серебристый оттенок, тогда как омедненный алюминий – желтый. Результат, отличить металлы между собой по цвету, крайне сложно.
Луженая медь в кабелях
Оптимальный вариант – измерить сопротивление. У медной витой пары, длинной около 100 метров, величина параметра достигает 4 – 8 Ом. Сопротивление аналогичного кабеля из алюминия существенно выше: 12 – 20 Ом. Этот метод хорош отсутствием механического воздействия на металл.
Второй способ – сгибание/разгибание жилы. Алюминиевый проводник быстро сломается. Следующий вариант – испытание пламенем. Температура плавления алюминия – 600 °C, у меди – намного выше.
к содержанию ↑
Прочие случаи испытания огнем, кислотой
Воздействие пламени, используют не только для идентификации металла относительно алюминия. Под эти цели достаточно наличия газовой плиты, зажигалки или костра. Нагревание меди приводи к образованию ее оксида, что сказывается на изменении цвета. Поверхность металла постепенно тускнеет, пока не приобретает совсем темный оттенок.
Азотная кислота – еще один идентификатор меди в домашних условиях. Тут также важно проявлять осторожность. Лучше просто капнуть жидкостью на металл. Чистая медь в месте контакта приобретет сине-зеленый цвет.
Видео – как отличить алюминий от меди:
к содержанию ↑
Напоследок
Прежде чем приступать к определению материала изготовления детали, можно тщательно изучить ее поверхность. Многие изделия имеют маркировку. Она поможет определить не только тип металла, но и марку.
Как отличить лом меди в домашних условиях
У большинства из нас знания о меди и ее свойствах ограничиваются школьным курсом химии, что на бытовом уровне вполне достаточно. Однако иногда возникает необходимость достоверно определить, является ли материал чистым элементом, сплавом или даже композитным материалом. Мнение, что эта информация нужна лишь тем, кто занимается приемом или сдачей металлолома, ошибочно: к примеру, на форумах радиолюбителей и очень часто поднимаются темы, как отличить медь в проводах от омедненного алюминия.
Коротко об элементе №29
Чистая медь (Cu) – золотисто-розовый металл, обладающий высокой пластичностью, тепло- и электропроводностью. Химическую инертность в обычной неагрессивной среде обеспечивает тончайшая оксидная пленка, которая придает металлу интенсивный красноватый оттенок.
Главное отличие меди от других металлов – окраска. На самом деле окрашенных металлов не так много: внешне похожи лишь золото, цезий и осмий, а все элементы, входящие в группу цветных металлов (железо, олово, свинец, алюминий, цинк, магний и никель) обладают серым цветом с различной интенсивностью блеска.
Абсолютную гарантию химического состава любого материала можно получить лишь с помощью спектрального анализа. Оборудование для его проведения очень дорогое, и даже многие экспертные лаборатории могут о нем лишь мечтать. Однако, существует немало способов, как отличить медь в домашних условиях с высокой долей вероятности.
1. Определение по цвету
Итак, перед нами кусок неизвестного материала, который необходимо идентифицировать как медь. Упор на термин «материал», а не «металл», сделан специально, так как в последнее время появилось немало композитов, которые по внешним признакам и тактильным ощущениям очень похожи на металлы.
В первую очередь рассматриваем цвет. Это желательно делать при дневном свете или «теплом» светодиодном освещении (под «холодными» светодиодами красноватый оттенок меняется на желто-зеленый). Идеально, если для сравнения есть медная пластинка или проволока – в этом случае ошибка в цветовосприятии практически исключена.
Важно: старые медные изделия могут быть покрыты окислившимся слоем (зеленовато-голубым рыхлым налетом): в этом случае цвет металла нужно смотреть на срезе или спиле.
2. Определение магнитом
Совпадение по цвету – достоверный, но не достаточный способ идентификации. Вторым шагом самостоятельных экспериментов будет проба с магнитом. Химически чистая медь относится к диамагнетикам – т.е. к веществам, не реагирующим на магнитное воздействие. Если исследуемый материал притягивается к магниту, то это – сплав, в котором содержание основного вещества не более 50%. Однако, даже если образец не среагировал на магнит, радоваться рано, поскольку нередко под медным покрытием спрятана алюминиевая основа, которая тоже не магнитится (исключить подобное можно с помощью надпиливания или среза).
3. Определение по реакции на пламя
Еще один способ распознать медь – раскалить образец на открытом огне (газовая плита, зажигалка или обычная спичка). Медная проволока при накаливании сначала потеряет блеск, а затем окрасится в черно-бурый цвет, покрывшись оксидом. Этим способом можно отсечь и композитные материалы, которые при накаливании начинают дымить с образованием газа с резким запахом.
4. Определение посредством химических экспериментов
Показательной является реакция с концентрированной азотной кислоты: если последнюю капнуть на поверхность медного изделия, произойдет окрашивание в зелено-голубой цвет.
Качественной реакцией на медь является растворение в соляной кислоте с последующим воздействием аммиаком. Если медный образец оставить в растворе HCl до полного или частичного растворения, а потом капнуть туда обычный аптечный нашатырный спирт, раствор окрасится в интенсивно синий цвет.
Важно: работа с химическими реактивами требует соблюдения мер предосторожности. Самостоятельные эксперименты нужно проводить в хорошо проветриваемом помещении с применением средств индивидуальной защиты (резиновые перчатки, фартук, очки).
Как различить медь и сплавы на ее основе?
В промышленности широко распространены медные сплавы. За многие годы исследований удалось получить немало материалов с уникальными свойствами: высокой пластичностью, электропроводностью, химической стойкостью, прочностью (все зависит от легирующих добавок). Самыми распространенными являются бронзы (с добавкой олова, алюминия, кремния, марганца, свинца и бериллия), латуни (с добавлением 10-45% цинка), а также медно-никелевые сплавы (нейзильбер, мельхиор, копель, манганин).
Сложность в плане идентификации представляют лишь бронзы и латуни, поскольку медно-никелевые сплавы значительно отличаются цветом из-за низкого содержания меди.
Медь или латунь?
В латуни может содержаться от 10 до 45% цинка – металла серебристо-серого цвета. Естественно, чем больше цинка, тем бледнее сплав. Однако, высокомедные латуни, в которых количество добавок не превышает 10%, мало отличаются по цвету от медного образца. В этом случае остается лишь доверять своим ощущениям: латунь намного тверже, труднее поддается изгибу (для большей достоверности желательно сравнение с эталонным образцом). Можно попробовать снять стружку: медная будет иметь форму завитка, латунная – прямолинейную, игольчатую. При помещении образцов в раствор соляной кислоты реакции с медью не наблюдается, а на поверхности латуни образуется белый налет хлорида цинка.
Медь или бронза?
Как и латуни, бронзы гораздо прочнее, что объясняется присутствием в сплаве более твердых металлов. Самой достоверной будет проба «на зубок» — на поверхности бронзы вряд ли останется след от надавливания.
Можно также поэкспериментировать с горячим солевым раствором (200 г поваренной соли на 1 литр воды). Медный образец через 10-15 минут приобретет более интенсивный оттенок, чем бронзовый.
Для тех, кто знаком с электротехникой
Очень часто в качестве лома цветных металлов сдаются медные жилы от электрических кабелей, и нередки случаи, когда при производстве электротехнической продукции используется медненый алюминий. Этот материал имеет значительно меньшую плотность, но из-за неправильной геометрической формы определить объем для расчета плотности довольно сложно. В этом случае определить медь можно по электрическому сопротивлению (естественно, при наличии соответствующих приборов – вольтметра, амперметра, реостата). Измеряем сечение и длину жилы, снимаем показания приборов, и – закон Ома вам в помощь. Удельное сопротивление – достаточно точная характеристика, по которой можно с высокой долей достоверности идентифицировать любой металл.
Заключение
Точно определить качество медного лома или содержание основного вещества в сплаве можно только после проведения экспертизы: все вышеприведенные методы являются приблизительными. Если рассматривать ценообразование при покупке металлолома, то дороже всего стоит электротехническая медь, самые дешевые – сплавы латунной группы. Окончательную стоимость сделки можно уточнить у менеджеров компаний, занимающихся скупкой лома цветных металлов.
В чем разница между алюминием и медью
Основное различие между алюминием и медью заключается в том, что медь — более тяжелый металл с красно-оранжевым оттенком, тогда как алюминий — более легкий металл с серебристо-серым оттенком.
Алюминий представляет собой химический элемент с атомным номером 13 и химическим символом Al. Медь — это химический элемент, имеющий химический символ Cu и атомный номер 29.
СОДЕРЖАНИЕ
1. Обзор и ключевые отличия 2. Что такое алюминий 3. Что такое медь 4. Алюминий и медь в табличной форме 5. Резюме — алюминий и медь
Что такое алюминий?
Алюминий представляет собой химический элемент с атомным номером 13 и химическим символом Al. Он выглядит как серебристо-белый мягкий металл. Кроме того, он немагнитен и очень пластичен. Его много на Земле (8% земной коры). Этот металл очень химически активен. Поэтому трудно найти самородные образцы алюминия. Особенно этот металл имеет низкую плотность. Таким образом, он легкий и способен противостоять коррозии, образуя на своей поверхности оксидный слой.
Электронная конфигурация алюминия: [Ne] 3s 2 3p 1, , а его стандартный атомный вес составляет около 26,98. он существует в твердом состоянии при комнатной температуре и давлении. Температура плавления этого металла 660,32°С, а температура кипения 2470°С. Более того, наиболее распространенная степень окисления алюминия +3.
Рисунок 01: Алюминий
При рассмотрении сплавов алюминия типичными легирующими компонентами являются медь, магний, цинк, кремний и олово. Есть две формы алюминиевых сплавов; это литейные сплавы и деформируемые сплавы. Мы можем разделить эти группы на две группы: термообрабатываемые и нетермообрабатываемые алюминиевые сплавы. Однако около 85% используемых алюминиевых сплавов представляют собой деформируемые формы.
Что такое медь?
Медь представляет собой химический элемент, имеющий химический символ Cu и атомный номер 29. Это элемент d-блока. Более того, это металл и имеет красно-оранжевый металлический блеск. Это один из немногих металлов, который имеет естественный цвет, кроме серого или серебристого. Этот металл известен своей мягкостью, ковкостью, пластичностью, высокой тепло- и электропроводностью. Эти свойства возникают благодаря его химической природе, наличию одного s-орбитального электрона поверх заполненных d-электронных оболочек.
Рисунок 02: Медь
Стандартный атомный вес этого металла составляет 63,54. Этот металл находится в группе 11 и периоде 4 периодической таблицы химических элементов. Электронная конфигурация [Ar] 3d10 4s1. Кроме того, этот металл относится к категории переходных металлов. Следовательно, у него есть один неспаренный электрон на самой внешней орбите. Кроме того, этот металл находится в твердом состоянии при стандартной температуре и давлении. Температура плавления и кипения составляют 1084,62°С и 2562°С соответственно. Более того, наиболее распространенная степень окисления этого металла +2. Но есть и другие степени окисления; −2, +1, +3 и +4.
Медь не реагирует с водой, но реагирует с кислородом воздуха, образуя слой оксида меди, который имеет коричнево-черный цвет. Этот слой может предотвратить ржавчину металла. Более того, этот металл тускнеет при воздействии серосодержащих соединений. Основные области применения этого металла включают производство электрических проводов, кровли, сантехники, промышленного оборудования и т. д. Что еще более важно, медь часто используется в чистом виде, а не в форме сплава.
В чем разница между алюминием и медью?
Алюминий и медь используются в производстве проводов для электропроводности. Основное различие между алюминием и медью заключается в том, что медь — более тяжелый металл с красно-оранжевым оттенком, тогда как алюминий — более легкий металл с серебристо-серым оттенком.
Приведенная ниже инфографика представляет различия между алюминием и медью в табличной форме для параллельного сравнения.
Резюме — Алюминий против меди
Алюминий — это химический элемент с атомным номером 13 и химическим символом Al, а медь — это химический элемент с химическим символом Cu и атомным номером 29.. Основное различие между алюминием и медью заключается в том, что медь — более тяжелый металл с красно-оранжевым оттенком, тогда как алюминий — более легкий металл с серебристо-серым оттенком.
Ссылка:
1. «Медь — информация об элементе, свойства и использование: периодическая таблица». Периодическая таблица.
Изображение предоставлено:
1. «Текстура алюминиевых банок» (CC0) через MaxPixel 2. «Медный провод-кабель-металлолом» (CC0) через Pixabay
Разница между алюминиевым проводом и медным проводом
Последнее обновление: 5 октября 2022 г. / Пиюш Ядав / 5 мин.
Провода — это проводники, которые используются для передачи электричества или потока электронов. Проводниками являются как магнитные, так и немагнитные металлы, но лучшими считаются немагнитные металлы.
Содержание
Провода — это проводники, которые используются для передачи электричества или потока электронов. Проводниками являются как магнитные, так и немагнитные металлы, но лучшими считаются немагнитные металлы.
Для этой цели в промышленности используются несколько металлов, но наиболее часто используемыми металлами являются алюминий и медь. И алюминиевая, и медная проволока используются очень долго, и обе они имеют разные свойства.
Алюминиевая проволока и медная проволока
Основное различие между алюминиевой проволокой и медной проволокой заключается в том, что обе они имеют разные свойства, и это связано с их соответствующим металлом. Он имеет разный вес, стоимость, электропроводность, пластичность, прочность на растяжение, цвет, термостойкость и многое другое. Алюминиевые провода намного дешевле, имеют меньшую проводимость, пластичность и прочность на растяжение, легче и вызывают коррозию по сравнению с медными проводами.
Алюминиевые провода более экономичны и легче, что увеличивает срок их использования. Хотя алюминиевую проволоку нельзя использовать везде из-за коррозионной природы. И немного сложно сделать проволоку из алюминия из-за его меньшей растяжимости и пластичности.
Медные провода можно легко изготовить из меди, так как она более пластична и эластична, а также может использоваться в большем количестве мест, даже при высоких температурах, но единственным ее недостатком является ее цена и вес. Медная проволока не экономична. Они действительно дорогие и тяжелые по весу.
Сравнение таблицы между алюминиевой проволокой и медной проволокой
Параметры сравнения
Алюминиевая проволока
MEPPER
9007
98
MEPPER
9007
98
MEPPER
9007
98
.
Обладает более высокой проводимостью.
Вес
Легче
Сравнительно тяжелее.
Термостойкость
Расширяется при высокой температуре и наоборот при низкой температуре.
Может противостоять эффекту термических изменений.
Стоимость
Сравнительно дешевле.
Более дорогой
Прочность на пластичность и растяжение
Сравнительно менее пластичный и менее прочный.
Более пластичный и растяжимый
Что такое алюминиевая проволока?
Алюминий или алюминиевые провода являются одними из наиболее часто используемых проводов благодаря своим свойствам и применению.
Характеристики алюминиевых проводов:
Молекулярный вес провода 26,98
Внешний вид провода серебристый.
Температура плавления проволоки 660,37 °C.
Температура кипения проволоки 2467 °C.
Плотность проволоки 2700 кг/м3.
Теплопроводность провода составляет 2,37 Вт/см/K при 298,2 K
Преимущества алюминиевого провода:
Легкий вес: что составляет 2,7 г/см3, что снижает затраты на производство. Это также помогает использовать его в транспортных средствах, что приводит к снижению уровня шума и повышению уровня комфорта.
Ковкий: Алюминий относится к ковким материалам, что означает, что его можно без особого труда волочить в тонкие листы или проволоку. Например, алюминиевая фольга используется в каждом доме для нескольких целей.
Непроницаемый: Алюминий не имеет запаха и непроницаем, что делает его лучшим для упаковки съедобных и деликатных продуктов.
Немагнитный металл: Немагнитные металлы обычно считаются лучшими проводниками, и алюминий является одним из таких металлов.
Повторное использование: алюминий — это металл, который перерабатывается и может использоваться многократно.
Что такое медная проволока?
Медные провода являются лучшим типом проводников благодаря своим отличным характеристикам и ряду преимуществ.
Особенности медных проводов:
Молекулярный вес провода 63,55
Внешний вид провода красноватый.
Температура плавления проволоки 1085 °С
Температура кипения проволоки 2562 °С
Плотность проволоки 8,96 г/см3
Теплопроводность проволоки 401 Вт·м- 1 ·К-1.
Преимущества:
Электропроводность: лучше всего подходит для электрических проводников, благодаря чему лучше всего подходит для кабелей и трансформаторов.
Теплопроводник: это также хороший теплопроводник, благодаря чему он используется для кондиционеров, термосварочных машин и телевидения или всего, где тепловая мощность очень высока.
Некоррозийный: Медь считается идеальной, потому что она не вызывает коррозии, что означает, что она не реагирует, что делает ее идеальной для труб, ювелирных изделий, радиаторов, статуй и многого другого.
Ковкий: он более пластичен и более растяжим, чем алюминиевая проволока.
Хотя, несмотря на все эти преимущества, основным недостатком является то, что он тяжелее и очень дорогой.
Основные различия между алюминиевым проводом и медным проводом
Алюминиевый провод изготовлен из алюминия, а медный провод — из меди. Поэтому оба они имеют разные свойства соответствующего металла.
Алюминиевый провод имеет относительно меньшую проводимость (всего 60% меди), тогда как медные провода имеют более высокую проводимость.
Алюминиевые провода легче и их легче переносить, тогда как медные провода тяжелее и их трудно переносить.
Алюминиевая проволока имеет свойство расширяться при высокой температуре и сжиматься при низкой температуре, в то время как у медной проволоки таких изменений не происходит. Он может противостоять эффекту термических изменений.
Что касается пластичности, алюминиевые провода менее пластичны, тогда как медные провода более пластичны.
Алюминиевые провода дешевле, а медные провода дороже по сравнению с ними.
Алюминиевая проволока менее растяжимая, а медная проволока более растяжимая.
Алюминиевые провода могут вызвать пожар из-за своей коррозионной природы, но с медными проводами такого не происходит.
Заключение
Таким образом, совершенно очевидны различные свойства алюминиевой и медной проволоки.
Если в доме требуется электропроводка, для этого идеально подходят медные провода, так как они будут устойчивы к тепловому воздействию и имеют больше преимуществ, но по сравнению с алюминиевыми проводами, которые считаются коррозионно-активными и могут привести к пожару. Поэтому большинство людей предпочитают медную проводку, особенно для своего дома.
И кроме этих платиновых проволок, многие используют золотые, серебряные и железные проволоки. Но лучшими среди них остаются алюминиевые и медные провода.
Оснастка для перфораторов / Аренда строительного инструмента и оборудования в Благовещенске
17 августа 2015 г.
В данной статья мы обобщили имеющуюся информацию об оснастке для перфораторов, классифицировали по видам хвостовиков, способу работы с оснасткой (сверление, сверление с ударом, долбление) и дали общие рекомендации по ее применению.
Содержание:
1. Понятие 2. Виды хвостовиков – SDS – SDS-plus – SDS-max – SDS-top – SDS-quick – SDS-hex 3. Виды буров – спиральные буры – шнековые буры – пологие буры – проломные (проемные) буры – бур с пылеудалением 4. Зубила 5. Коронки 6. Адаптеры под сверла 7. Указания по работе
1. Понятие
Оснастка для перфораторов предназначена для обработки твёрдых материалов (бетон, кирпич, натуральный или искусственный камень) путем ударного воздействия, вращения, ударного воздействия с вращением.
Под вращением подразумевается вращательное движение оснастки. Оно применяется для сверления, ударного сверления, перфораторного сверления, в технологии колонкового бурения.
Под ударным воздействием подразумевается осевое движение (возвратно-поступательное движение) оснастки. Ударное воздействие применяется для ударного сверления, перфораторного сверления и долбления.
Оснастка для перфораторов можно классифицировать по виду хвостовика и по способу воздействия на обрабатываемый материал (сверление, в том числе с ударом – буры и коронки; ударное воздействие – зубила).
2. Виды хвостовиков
Оснастка для перфоратора имеет специальный хвостовик, с помощью которого оснастка крепится в приспособлении для крепления оснастки перфоратора и который передает ударную силу на рабочую часть оснастки. Разделение приспособления для зажима оснастки и приспособления для передачи усилия позволяет крепить оснастку к электроинструменту без использования дополнительных инструментов (например, торцового ключа для зажимного патрона).
Наибольшее распространение получили перфораторы с патронами с возможностью быстрой смены инструмента по системе SDS, разработанной компанией Bosch.
Буквальный перевод с английского (Special Direct System — специальная прямая система) дает общий, но далеко не полный ответ на этот вопрос. Куда проще и понятней немецкое определение – «ВСТАВЬ-ПОВЕРНИ-СИДИТ» (Steck-Dreh-Sitzt). В российской технической литературе SDS принимают как систему быстрой смены оснастки без помощи каких-либо приспособлений.
Всего компанией Bosch разработано 5 видов хвостовика: SDS, SDS-plus, SDS-top, SDS-max, SDS-quick. Однако, наибольшее распространение и популярность получили два стандарта: SDS-plus – для легких перфораторов и SDS-max – для тяжелых, как наиболее востребованных на строительном рынке.
SDS
Хвостовик с двумя желобками диаметром 10 мм, который на 40 мм вставляется в патрон перфоратора. Такой хвостовик на 100 % совместим с хвостовиком SDS-plus.
SDS-plus
Сегодня практически 90 % перфораторов оснащены системой SDS-plus, разработанной компанией Bosch в 1975 году на основе системы SDS путем добавления двух пазов. Уже в 1998-м году было продано более 10 миллионов перфораторов этого стандарта.
Хвостовик SDS-plus представляет собой хвостовик диаметром 10 мм, который на 40 мм вставляется в патрон перфоратора. Хвостовик имеет четыре паза (два открытых для направляющих клиньев и два закрытых для фиксации стопорными шариками). Площадь контакта клиньев составляет 75 мм2.
Буры с таким хвостовиком применяются на лёгких строительных перфораторах, минимальная длина буров с таким хвостовиком около 110 мм и максимальная – 1000 мм. Диаметр бура обычно от 4 до 26 мм (наиболее распространены диаметры 6, 8, 10 и 12 мм).
Чтобы освободить оснастку, нажимают или поворачивают (это зависит от конструкции) специальное кольцо на патроне, что позволяет быстро и качественно заменить оснастку при использовании перфораторов.
SDS-max
Стандарт представлен фирмой Bosch в Кёльне в 1989-м году и начал производиться с 1990-го года.
Система SDS-max рассчитана на использование с тяжелыми перфораторами. Принцип действия аналогичен системе SDS-plus. Разнятся лишь диаметры хвостовиков и количество пазов на них.
1. Диаметр хвостика
2. Закрытые канавки для автоматической блокировки
3. Высокая степень концентричности на расстоянии в 99 мм
4. 3 открытых канавки по 389 мм² для передачи энергии без потерь
5. 3 управляющих клина той же площади
6. Блокирующие сегменты для безопасного удержания
7. Хвостик бура, сверла
Предназначен для буров большого диаметра (обычно более 20 мм.) используемых в тяжёлых перфораторах. Диаметр хвостовика 18 мм, площадь контакта клиньев составляет 389 мм2, имеется три открытых и два закрытых паза, хвостовик вставляется на 90 мм.
SDS-top
Введён фирмой Bosch в 1999-м году, чтобы решить проблему выхода из строя хвостовиков SDS-plus при сверлении отверстий свыше 16 мм.
Этот мало распространённый тип хвостовика для перфораторов среднего размера, представляет собой усиленный вариант хвостовика SDS-plus. Хвостовики буров данного стандарта имеют два закрытых и два открытых паза. Диаметр хвостовика 14 мм, он вставляется в патрон на 70 мм, площадь контакта клиньев составляет 212 мм2. Диаметр бура обычно от 16 до 25 мм.
Для работы бурами SDS-top используются перфораторы четырёхкилограммового класса со сменным патроном (патрон SDS-plus меняется на патрон SDS-top).
SDS-quick
Данный тип хвостовиков для буров введён в 2008 году фирмой Bosch, в котором вместо пазов применяются выступы. В держатель такого хвостовика также можно вставлять биты и свёрла с шестигранным хвостовиком 1/4 дюйма.
На начало 2010 года применялся только для перфоратора Bosch Uneo.
SDS-hex
SDS-hex представляет шестигранный зажим и используется только на отбойных молотках с очень высокой энергией удара.
3. Виды буров
Бур для перфоратора – основной вид оснастки перфоратора, предназначенный для бурения отверстий в твёрдых материалах (бетон, кирпич, натуральный или искусственный камень).
По своему конструктивному исполнению бур похож на сверло – также имеет хвостовик и спираль для вывода отходов из зоны бурения (есть варианты расположения канала удаления пыли внутри бура). Однако, буры для перфоратора более прочные из-за применения более высокой энергии на одно ударное воздействие перфоратора, и обычно изготавливаются из более высококачественных материалов.
Кроме того, спиральные канавки бура не имеют режущей кромки, а служат для удаления мелких частиц из высверливаемого отверстия.
Режущая часть бура может иметь различное количество режущих кромок и различную заточку. Для лучшей прочности режущую кромку делают чуть скругленной, а не острой, как у сверла. Сверление бура сопровождается короткими ударами с высокой частотой. Поэтому бурами не сверлят хрупкие материалы. В основном их используют при работе с бетоном.
Важным фактором влияющим на производительность бура для перфоратора является форма режущей поверхности.
Если она имеет «консервативную», т.е. прямую поверхность или с незначительным выступом – это создает дополнительную нагрузку на перфоратор, на руки оператора и быстрее затупится бур.
На сегодняшний день лучшим вариантом является бур с центрирующим шипом, и вообще хороша форма режущих граней, которая имеет свойство самозатачивания.
Форма головки бура напрямую влияет на степень расслоения в бетоне или кирпиче, соответственно с центрирующим шипом создаст отверстие, в котором дюбель будет прочнее «сидеть». Такими бурами легче работать, так как они ровнее держатся в канале и не норовят соскочить в сторону.
Количество рабочих кромок у бура варьируется от двух до четырех. Для работ с армированным бетоном используются буры с одной целиковой впайкой и двумя вспомогательными пластинами.
Кроме классификации по количеству режущих кромок, буры можно разделить на подгруппы по строению шлаковыводящей спирали.
От типа нарезки зависит, насколько эффективным будет вывод шлама из отверстия.
Если угол наклона канавок небольшой, бур предназначен в первую очередь для продолжительной работы с небольшой интенсивностью подачи. Скорость бурения снижается, но нагрузка на перфоратор при использовании такой насадки минимальна.
При увеличении угла наклона канавок возрастает производительность, вместе с нагрузкой на инструмент. Следует делать перерывы, чтобы дать перфоратору остыть. Также минусом данной оснастки является понижение прочности тела бура
Спиральные буры
Спиралевидные буры используются для сверления глубоких отверстий при демонтаже толстых стен.
Шнековые буры
Так же предназначены для бурения глубоких отверстий. Он отличается своими конструктивными особенностями, благодаря которым удаление шлака происходит очень быстро. Большим плюсом шнекового вида является то, что он не требуют заточки.
Шнековые буры являются самыми эффективными для бурения глубоких отверстий.
Пологие буры
Такие буры применяются для бурения большого числа отверстий небольшой глубины. Минусом является плохое удаление шлама во время бурения, и при работе с ними нужно прикладывать дополнительные усилия. Но если сравнивать их со спиралевидными, то ресурс их значительно выше.
Проломные (проемные) буры
Бур проломной SDS-max для проделывания проемов (бур-проём) предназначены для сверления отверстий больших диаметров: от 45 до 80 мм в бетоне, кирпичной кладке и силикатном кирпиче, что идеально подходит для прокладки кабелей и трубопроводов. Сверлильная головка бур-проема имеет специальную колоколообразную форму с ассиметрично расположенными хвостовиками и центральной режущей кромкой из твердого сплава. Эффективность работы обеспечивает большая подающая спираль и длинный конический хвостовик, а центрирующее сверло обеспечивает точное засверливание.
Буры для проделывания проемов имеют очень короткую стружечную канавку, и поэтому их тенденция к заклиниванию уменьшается во время сверления глубоких сквозных отверстий. Снижение трения в высверленном отверстии обеспечивает более быстрое выполнение работы. Так как удаление сверлильной пыли затруднено из-за короткой стружечной канавки, этот бур, как говорит его название, специально предназначен для проделывания сквозных отверстий, а не глухих отверстий. Стандартные диаметры буров колеблются от 45 до 80 мм при глубине от 500 до 850 мм.
Уникальная конструкция головы фрезы обеспечивает ей значительные преимущества по сравнению с обычным инструментом!
– точное накернивание;
– быстрое продвижение в материале за счет пластин из твердого сплава в форме зубила;
– дополнительные зубцы служат для высверливания всего отверстия, выдалбливать содержимое после сверления не требуется;
– равномерный отвод крошки благодаря широким виткам спирали;
– долгий срок службы;
– малый вес и незначительная вибрация;
– монолитная конструкция осуществляет передачу энергии удара без потерь;
– ровное, круглое отверстие.
Подходит для перфораторов весом свыше 5 кг с разъемом SDS-max.
Бур с пылеудалением
В бурах с пылеудалением через полый хвостовик сверлильная пыль удаляется из зоны режущей кромки с помощью внешней системы пылеудаления и дополнительной всасывающей головки. Буры с пылеудалением не снабжены стружечной канавкой и в ассортименте SDS-plus имеются буры с диаметрами от 8 до 24 мм.
4. Зубила
Зубила вскрывают структуру камня с помощью ударных воздействий и затем разрушают камень расклинивающим воздействием. Форма и качество работы в значительной степени зависят от обращения пользователем с инструментом. Необходимо делать различие между долбёжными зубилами, которые используются для пролома отверстий, отрубными зубилами для обработки краев детали и зубилами для работ по демонтажу для разбивания каменных деталей здания. Существуют зубила для почти любой области применения. Различные типы зубил характеризуются их типичным применением, формой и конструкцией. Это объясняет многие различные типы и варианты зубил. Помимо зубил также существуют инструменты ударного действия для особых целей, такие как трамбовочные пластины и инструменты для раскалывания.
A. Пикообразное зубило. Пикообразные зубила рекомендуются для использования в твердых материалах, таких как бетон. Здесь вся ударная энергия сконцентрирована в одной точке и создает самую высокую производительность съема материала с помощью расклинивающего действия. В этом случае заострение означает скалывание, разбивание или отламывание.
B. Плоское зубило. Плоские зубила, прежде всего, используются для более мягких типов камня, таких как кирпич, мягкий силикатный кирпич и т.п. Благодаря наличию у зубила режущей кромки ударная энергия более эффективно распределяется в этих материалах. Это зубило также используется для “оконтурирования», то есть маркировки каменного материала, который будут удалять.
C. Лопаточное зубило. Широкие плоские зубила используются для выламывания и разрыхления почвы, бесшовного пола и асфальта или для сбивания штукатурки со стен или каменной кладки. Широкая поперечная режущая кромка длиной от 50 до 110 мм дает возможность выполнять высокоэффективное долбление и скалывание в легких строительных материалах, таких как пемзобетонные блоки, пустотелые кирпичи или штукатурка. Лопаточное зубило соответствующей ширины в зависимости от твердости строительного раствора может также быть использовано для снятия плитки.
D. Полукруглые (канальные) зубила. Эти типы полукруглых зубил используются для прорезания канавок или прорезей для газовых, водяных линий и линий электропитания в различных материалах (исключения: гранит и мрамор). Полукруглые зубила с прямыми лезвиями лучше использовать для более мягких строительных материалов. Небольшой изгиб облегчает возможность верхней части полукруглого зубила сохранять постоянной глубину прорези.
E. Зубило по цементу. Этот тип зубила предназначен для удаления строительного раствора из швов между кирпичами.
F. Зубчатое зубило. Зубчатые зубила применяются так же, как и плоские зубила. Их преимущество заключается в широкой режущей кромке с эффектом пикообразного зубила. Острые концы проникают в строительный материал по отдельности и обеспечивают хорошую производительность съема материала. Этот технологический прием рекомендуют использовать для очистки швов, сбивания плитки, половой плитки и каменных плит с последующей чисткой или черновой обработкой поверхностей.
G. Лопаточные зубила. Лопаточные зубила применяются для разрыхления и проходки почвы, земли и глины.
H. Трамбовочные пластины. Трамбовочные пластины используются для небольших работ по уплотнению (песка, гравия, трамбованного бетона или тяжелых почв). Трамбовочная пластина крепится с помощью конического приспособления для крепления оснастки. Максимально возможная глубина уплотнения достигается при помощи малой трамбовочной пластины.
I. Отбойная пластина. Отбойные пластины используются для придания шероховатости или выравнивания поверхностей из бетона, искусственного или природного камня. Структура поверхности зависит от количества зубьев и длительности обработки, и также от силы отдельных ударных воздействий. Отбойная пластина крепится с помощью конического приспособления для крепления оснастки. Так как происходит удаление незначительного слоя каменной поверхности, отбойные пластины могут быть использованы на твердых подслоях для снятия слоев краски, содержащей каучук.
J. Инструменты для раскалывания. Инструменты для раскалывания используются для разделения массивных камней после того, как в них перфоратором были просверлены соответствующие отверстия.
K. Зубило для плитки. Это зубило предназначено для снятия плитки (с эргономично смещенной поперечной режущей кромкой).
L. Зубило с острым концом. Это зубило предназначено для удаления строительного раствора из швов кирпичной кладки, удаления неповрежденных кирпичей из стен, сбивания плитки, снятия штукатурки (с карбидвольфрамовыми зубьями).
M. Плоское зубило. Это зубило предназначено для универсальных плотницких работ, быстрого удаления древесины мягких пород, например, старых оконных рам.
5. Коронки
Предназначены для бурения отверстий большого диаметра. Если бур образует в бетоне канал, полностью выдалбливая «породу», то коронка действует по принципу кольцевого бурения. Она заглубляется в стену, оставляя внутри себя сердцевину, которую удаляют отдельно. Именно таким способом чаще всего готовят гнезда для подрозетников. Материал коронка разрушает твердосплавными зубьями, при этом точное погружение обеспечивает центрирующий бур.
Коронки выпускаются как для перфораторов SDS-Plus (можно бурить отверстия диаметром от 25 до 110 мм), так и в варианте с хвостовиком SDS-Max, диаметром 45-150 мм. Обратите внимание, что коронкам противопоказан контакт с арматурой – оснастка может остаться без зубьев.
Внешне они представляют полый цилиндр с твердосплавными зубцами, посаженный на стержень с хвостовиком SDS-Plus или SDS-Max. Заостренный наконечник стержня немного выступает над режущей кромкой коронки, правильно позиционируя оснастку. Коронки нужны для того, чтобы делать сравнительно большие отверстия (до 150 мм). Чаще всего это сквозное бурение стен под трубы.
Работа сверлильной коронки заключается в следующем: сегменты на сверлильных коронках создают кольцевой зазор с диаметром равным диаметру сверлильной коронки, благодаря эффекту давления и усилию подачи происходит шлифовка кольцевого зазора глубоко в материале. В пористых материалах выделяющаяся теплота отводится при помощи откачки воздуха (пыли), в случае твердых материалов – при помощи подачи воды для охлаждения и промывания. В основном необходимо делать различие между сверлильными коронками для сухого сверления и сверлильными коронками для мокрого сверления. Так как сухое сверление главным образом используется для сверления сравнительно мягких материалов (каменная кладка), размеры сегмента у сверлильных коронок для сухого сверления отличаются от размеров сегмента у сверлильных коронок для мокрого сверления, которые используются для более твердых материалов (бетон).
6. Адаптеры под сверла
Универсальные перфораторы, способные и сверлить, и долбить, нередко комплектуют обычным сверлильным патроном – зажимаемым ключом или быстрозажимным патроном. Их можно надеть через переходник с хвостовиком SDS, однако в этом случае усилится биение патрона, увеличатся размеры инструмента, что, безусловно, помешает точной и продуктивной работе.
Есть и другой вариант, при котором ствол отличается конструкцией – его наконечник адаптирован под устройство сверлильного патрона. В этом случае снимают патрон SDS-plus и ставят, к примеру, быстрозажимной патрон. Передача удара на патрон в этом случае исключена.
7. Указания по работе
Перед установкой рабочего инструмента следует убедится в исправности инструмента, удостоверится, нет ли на нем сколов и трещин, проверить нет ли разрывов резинового пыльника.
Любая заметная деформация хвостовика бура или насадки перфоратора делает его непригодным к эксплуатации. Использование такой оснастки может привести к заклиниванию в SDS патроне, что приведет к замене шпинделя перфоратора.
Перед установкой оснастки необходимо очистить от пыли резиновый пыльник патрона. После этого нужно нанести специализированную смазку на шлицы оснастки и вставить в патрон перфоратора.
Смазка для бура продлит срок эксплуатации, как патрона перфоратора, так и самого бура.
Надавливать необходимо до щелчка. Потяните бур на себя, если он не вынимается, установка прошла успешно. Для замены бура необходимо отжать кольцо патрона по оси в сторону инструмента и извлечь бур.
В процессе работы бур нагревается, смену оснастки проводить только в перчатках для избегания ожогов.
Для увеличения строка эксплуатации и предотвращения ускоренного износа инструмент, как и оснастку, необходимо всегда держать в чистоте, удаляя лишнюю смазку и налипшую на нее пыль, а также наносить новую смазку.
При работе бурами с длиной более 460 мм обязательно предварительное засверливание буром того же диаметра длиной около 150 мм. Если бур длиной 600-1000 мм, то сверление целесообразно проводить в 3 этапа.
Режим сверления без удара нужно использовать с определенными техническими условиями. При работе только в режиме вращения перфоратор необходимо переводить в режим вращения с ударом и прокручивать на холостом ходу для распределения смазки внутри инструмента.
Instrent
О патронах SDS-max
Появлению патронов типа SDS мы обязаны компаниям Bosch и Hilti, разработка появилась в 75 году прошлого века. Впоследствии данную идею не только высоко оценили, но и охотно переняли другие производили. В настоящее время данную технологию успешно применяют в 90% случаев выпускаемых на мировой рынок строительных инструментов.
Быстрозажимной патрон SDS является более эффективным, да и эксплуатационные свойства у него лучше, чем у устройств с кулачковым механизмом. Судить о конструкции и принципе действия системы SDS можно по хвостовику ее оснастки.
О типах патронов SDS
Наибольшую популярность получили патроны SDS-plus и SDS-max. Они позволяют использовать оснастку с хвостовиком соответствующего типа. Известны не только патроны SDS Plus и SDS Max, есть также промежуточный тип — SDS-Top и SDS-Quick. Принципиального отличия в первых двух патронах нет: у обоих шлицы охватывают оснастку с пазами на хвостовике.
Все патроны SDS оснащаются направляющими клиньями и стопорными шариками, это обеспечивает быстрое и надежное крепление. Неслучайно, аббревиатура SDS (Steck — Dreh – Sitzt) дословно переводится как — «вставь, поверни, готово». При повороте специального кольца можно с легкостью произвести замену оснастки.
Чем отличается SDS + от SDS max?
Отличие патронов заключается в размере оснастки. SDS + работает с оснасткой, диаметр которой 10 мм, а патрон SDS max — 18 мм. Именно этот момент определяет надежность инструмента и позволяет решить те или иные задачи. Инструменты, оснащенные данными патронами отличаются также по показателям мощности и силе удара. Помимо этого у них разные размеры выемок, передающих вращающий момент и отвечающих за фиксацию насадок в патронах перфораторов.
Патроном SDS-plus оснащают инструменты легкого и среднего классов. При необходимости бурения крупных отверстий в высокотвердых материалах патрон sds max купить будет совсем не лишним, но если Вы не планируете регулярно обращаться к такому инструменту, то траты будут необоснованными. Перфоратор с патроном SDS max приспособлен для работы с крупных буровых насадок, коронок или лопаток с большим диаметром хвостовика. Это ярчайший представитель профессиональной линейки инструментов. Об этом свидетельствуют крупные габариты оборудования и возможность работы на строительных площадках при повышенных нагрузках.
Особенности типа патрона SDS max
Данный тип оснастки для перфораторов широко распространен в настоящее время. Площадь контакта с патроном инструмента составляет 389 кв. мм, а глубина, на которую он погружается, равна 90 мм. Тип патрона SDS-max активно используется при работе с бетоном, кирпичом, камнем. Есть также группа изделий, предназначенных для работы с арматурой. Перфоратор с патроном SDS-max обладает более высокой скоростью сверления, и имеет неоспоримые преимущества по показателям рабочего ресурса.
Принцип работы патрона SDS max
При выборе перфоратора в первую очередь покупателя должно интересовать устройство патрона и принцип его работы. Это позволит определить, с какими насадками можно работать, как легко они меняются, и возможно ли произвести ремонт при необходимости.
Технологию зажима патрона SDS max понять можно, если внимательно рассмотреть хвостовик бура или зубила. Патроны SDS max имеет 5 пазов, открытые совмещаются с направляющими шлицами, которые расположенными внутри патрона. С их помощью осуществляется непосредственная передача крутящего момента. Для перемещения наконечника по шлицам не предусмотрено дополнительной фиксации. Закрытые пазы совмещаются с шариковыми зажимами, которые необходимы для удержания наконечника, нагрузки на фиксаторы нет. Удар передается на рабочий наконечник посредством его торца.
Итак, инструмент с патроном sds max в полной мере удовлетворяют потребности современных строителей, их устраивает высокая производительность инструмента и возможность получения большого диаметру технологических отверстий. В отличие от оснастки с хвостовиками типа sds+ перфораторы с данным патроном являются более специфичным инструментом.
Заказать обратный звонок
Номер телефона
Введите 11 цифр для телефона.
Время для звонка, например 18:00
Введите время в формате: чч:мм
Ваша заявка успешно обработана. В ближайшее время с вами свяжется менеджер.
Нажимая на кнопку «ОТПРАВИТЬ ЗАЯВКУ», я даю согласие на обработку персональных данных
Зарезервировать
Оставьте свой номер телефона и наш менеджер свяжется с Вами в ближайшее время для уточнения деталей заказа.
ФИО*
Пустое поле
Номер телефона*
Введите 11 цифр для телефона.
Пункт выдачи*
Нажимая на кнопку «ОТПРАВИТЬ ЗАЯВКУ», я даю согласие на обработку персональных данных
Узнать о поступлении
E-mail
Неверный формат e-mail
Имя
Пустое поле
Номер телефона
Введите 11 цифр для телефона.
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных и принимаю пользовательское соглашение сайта
Отправить запрос на скидку
Хотите скидку? Выберите один из вариантов! Персональная скидка может быть согласована только для одного товара.
Имя
Пустое поле
Номер телефона
Введите 11 цифр для телефона.
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных и принимаю пользовательское соглашение сайта
Типы, использование и руководство по покупке
Если вы ищете буровые долота SDS, обязательно прочитайте эту запись в блоге. Биты SDS — это универсальные инструменты, которые можно использовать для работы с различными материалами для каменной кладки. В этой статье мы расскажем, что такое буровые долота SDS, и обсудим различные типы долот SDS, доступные сегодня на рынке. Мы также рассмотрим, какие перфораторы SDS следует использовать, а также дадим несколько советов по покупке бит SDS для вашего следующего проекта!
В этом блоге мы рассмотрим:
Различия между битами SDS
Руководство по покупке бит SDS и вашего проекта
Беспыльные или полые сверла
Какие перфораторы с какими битами работают
Происхождение битов SDS
В чем разница между SDS Plus и SDS Max?
В то время как долота SDS и SDS-Top используются гораздо реже, а долота SDS-TE-S в основном используются для долбления и сноса, SDS Plus и SDS Max , вероятно, поэтому вы здесь. Так какая разница?
Физически биты каменной кладки различаются по размеру. У SDS Plus хвостовик 10 мм, а у SDS Max 18 мм. Это означает, что биты SDS Max имеют повышенную способность работать с более жесткой кладкой, выдерживая больший крутящий момент и усилие.
Серия SDS Plus короче по длине и предназначена для легких работ и отверстий меньшего диаметра. Не перекладывайте их на обязанности по дому. Иногда вам нужно будет использовать биту SDS Plus, когда работа не требует большего отверстия или когда вы работаете близко к краю. Особенно при работе близко к краю предпочтительна меньшая и менее мощная дрель, поскольку она снижает риск откалывания куска бетона от внешнего края.
Вы обнаружите, что SDS Max имеют гораздо большую длину для более глубокой установки. Между ними есть некоторое совпадение, но SDS Max, как правило, предназначены для более требовательных и более глубоких буровых работ.
Вариант SDS-Max был создан для повышения прочности на кручение, что означает, что им можно управлять на более высоких скоростях, сохраняя при этом силу без разрушения. При сверлении бетона долота неизбежно сталкиваются с большим сопротивлением из-за плотной набивки арматуры и заполнителя. Именно здесь более высокий крутящий момент и повышенное усилие сэкономят ваше время.
Универсальное сверло. Вы можете использовать сверло SDS Max, если у вас есть большая шпилька, которую необходимо глубоко врезать, или при сверлении через более толстые основания. Например, когда вам нужно просверлить стену для кабелепровода или проводки.
Когда вы покупаете биты для каменной кладки, рассмотрите различные доступные типы и найдите тот, который подходит для вашего применения. Не покупайте только потому, что это дешевле.
Наверх
Руководство по покупке: На что следует обратить внимание?
Биты для каменной кладки SDS чаще всего используются после установки анкеров в бетонных конструкциях и кладочных работах, таких как камень или кирпич. Если вы работаете профессионалом, использование различных сверл SDS имеет свои преимущества и недостатки.
Прежде чем приобретать сверла по камню SDS, важно убедиться, что они совместимы с используемой вами дрелью. Еще одно соображение, чтобы сделать это приложение. Отверстие какого диаметра сверлишь? Во что ты сверлишь? Бетон, камень, кирпич? Чем опасна бетонная пыль? Эти вопросы могут иметь решающее значение для успеха вашего проекта. Как только вы возьмете их под контроль, вы можете перейти к своим битовым типам и функциям.
При выборе любого бита SDS необходимо учитывать ключевые особенности. В том числе:
Твердосплавные наконечники
Конструкция наконечника
Количество канавок и дизайн
Беспыльные сверла
Твердосплавные наконечники
Долота SDS подвергаются серьезному давлению и трению во время бурения, выделяя тепло и влияя на целостность долота. Вот почему в наших битах SDS используется карбид вольфрама.
Сверла SDS, усиленные карбидом вольфрама, примерно в два раза жестче стали и эффективно отводят тепло. Материал наконечника сохраняет остроту режущей кромки лучше, чем стальные инструменты, что обеспечивает более гладкую поверхность и эффективное удаление материала.
Другие бренды часто могут использовать карбид титана, который, хотя и тверже, не выделяет тепло. Его теплопроводность намного выше, чем у карбида вольфрама, который просачивается в остальную часть стального наконечника, сокращая срок его службы.
Конструкция наконечника
Поскольку большинство сверл для каменной кладки имеют разные наконечники, их интеграция в стальные канавки и шлицы различаются в зависимости от марки. Ключевыми конструктивными особенностями, на которые следует обратить внимание, будет то, приварен ли наконечник или вставлен. Но какая разница?
Сварные наконечники обеспечивают более быстрое удаление материала благодаря расположению канавок ближе к наконечнику. Вставленные или утопленные наконечники могут дольше оставаться острыми, но часто используются только для более мягких материалов. Наконечники вставок оставят больше пыли, что потребует дополнительной очистки и чистки отверстия щеткой.
Следующее, на что нужно обратить внимание, это расположение наконечника. Различные биты SDS будут иметь:
Перекрещенные наконечники, которые могут обеспечить большую производительность при работе с арматурой, но оставляют больше пыли. Биты с режущими наконечниками, прикрепленными к канавкам, удаляют бетонную пыль более эффективно, чем биты с крестообразной конструкцией.
Твердосплавные наконечники арматурных стержней со скошенной кромкой сочетают в себе эффективность, необходимую для разрушения арматуры, и срок службы сверла. Всегда ищите наконечники со скошенными углами, чтобы повысить эффективность использования биты.
Многорезцовые или Y-образные насадки часто используются на беспыльных сверлах для эффективного перемещения пыли в вакуумные отверстия. Но их также можно найти на битах SDS Plus и SDS Max. На стандартных битах эти конструкции не могут быть такими полезными из-за конструкции вставного наконечника.
Количество канавок и конструкция
Канавки проходят вверх по валу до шлица для эффективного удаления пыли и предотвращения засорения наконечника. Большое расстояние между наконечником и канавкой может оказаться вредным, как и количество и конструкция канавки.
Количество канавок обычно определяется конструкцией наконечника. Чем больше у вас канавок, тем больше материала будет удалено в быстром темпе. Однако важно отметить, что как слишком много, так и слишком мало флейт могут вызвать проблемы. Биты с размером от 3 до 4 могут быть лучшим компромиссом для сверления отверстий в бетоне и кирпичной кладке.
Более высокая форма канавки, т. е. канавки с меньшим числом оборотов, позволяют лучше удалять пыль, в то время как более мелкие и узкие канавки могут быть подвержены засорению на конце. Более короткие канавки требуют меньшего давления при сверлении, но не удаляют столько материала, что замедляет работу.
Беспыльные или полые сверла
Беспыльные сверла заслуживают отдельного упоминания. Новые на рынке беспыльные сверла используют свои наконечники и отверстия для отвода пыли от сверла в вакуумный канал во время сверления. Это обеспечивает более чистые условия труда и более эффективное бурение, особенно при работе с бетонной кварцевой пылью.
Вакуумные отверстия — это современное решение извечной проблемы забивания отверстий бетонной пылью, обычно оставляющей незавершенные отверстия. Вакуумные отверстия втягивают пыль мимо сверла, оставляя чистые отверстия. Беспыльные буровые долота, используемые для химической анкеровки, могут устранить необходимость продувки отверстий щеткой перед введением химических анкеров.
Беспыльные буровые долота также могут снизить воздействие кристаллического кремнезема, обычно называемого кварцевой пылью. Кремнеземная пыль выделяется из кладочных материалов при дроблении, сверлении, распиливании или полировке. Мелкие частицы из каменной кладки, которые попадают в дыхательную систему, могут иметь катастрофические последствия для здоровья, вызывая инвалидизирующие и изнурительные состояния здоровья при высоком воздействии. Беспыльные сверла помогают в качестве инженерного контроля, поскольку извлекают бетонную пыль, содержащую кремнезем, до того, как она попадет в воздух.
Беспыльные сверла выпускаются как SDS Plus , так и SDS Max с наконечниками различных конструкций. Независимо от типа бурового долота, эти долота эффективны и практически не оставляют места для ошибок при бурении и анкеровке.
Какой бит SDS следует использовать?
При работе с кирпичной кладкой инструменты SDS Plus и SDS Max в равной степени способны обеспечить желаемые результаты. Бит SDS Max может быть сильным и мощным инструментом для выполнения работы. Но может не хватать тонкости при более тонком сверлении ближе к краю.
Теперь вы знаете все ключевые факторы, связанные с выбором сверл SDS. Самый важный вывод — рассмотреть поставленную задачу и использовать факты, которые мы изложили, чтобы сделать свой выбор. И если вы идете на работу вслепую, то лучше быть переподготовленным, чем неподготовленным на месте. Во многих случаях это может означать более легкий процесс сверления и более быстрый результат; и это никогда не бывает плохо.
Мы создали это тактическое руководство по битам SDS, чтобы помочь вам выбрать лучшие биты SDS-Plus и SDS-Max на рынке. И если у вас есть какие-либо вопросы по аспектам, затронутым в этой статье, свяжитесь с нами. Один из наших представителей службы поддержки клиентов или торговый представитель будет рад ответить на ваш вопрос и перейти к продукту, который вам нужен для выполнения работы.
Вернуться к началу
Все ли сверла SDS совместимы с перфораторами?
Плохая новость: вам понадобится другой электроинструмент с патроном SDS для разных бит. Старые долота SDS подходят к той же дрели, что и долота SDS Plus, но для них потребуется перфоратор SDS Plus. А для бит SDS Max требуется собственная перфоратор SDS Max. Размер хвостовика не позволяет использовать каждое долото с другим перфоратором. Поэтому важно думать о вашей задаче под рукой. Посмотрите на работу и подумайте:
Что я сверлю? Это более твердый бетон или, может быть, камень?
Какой размер отверстия требуется? Какая глубина мне нужна?
Независимо от того, бита SDS Plus или SDS Max, когда она вставлена в перфоратор, все, что вам нужно сделать, это просто вставить ее, и она останется на месте благодаря конструкции хвостовика, предотвращающей раскачивание биты. Перфораторы с патроном SDS подпружинены. Его так же просто, как вставить, повернуть, и это безопасно. Так как он был разработан Bosch еще в 1975.
Шлицы на боковых сторонах долот SDS позволяют двигаться вдоль вала, усиливая ударное действие. По мере того, как долото вращается и выдалбливает бетон, измельчающее движение проталкивает долото SDS дальше на место.
Электродрели с ударной функцией подходят для сверления более мягких материалов кладки, таких как кирпич или пустотелые блоки. Но их трехкулачковый патрон — их ахиллесова пята. Если электродрель встречает сопротивление при использовании сверла с гладким хвостовиком, риск соскальзывания сверла возрастает. Вы потеряете тягу и, что более важно, время. Как торговец, используйте правильный инструмент для работы. Роторные перфораторы.
Самое главное при выборе перфоратора — это скорость и количество ударов молота в минуту. Это может означать разницу между двухминутной работой, которая превращается в 15-минутную работу с маломощной дрелью.
Вернуться к началу
Происхождение SDS
Сверление бетона или камня стандартной дрелью почти невозможно, но сверла и сверла SDS доказали свою эффективность. После трех десятилетий разработки в Германии эта новая форма бурения используется во всем мире для самых разных работ.
Использование стандартных сверл и сверл требовало от пользователей затягивания трех губок вокруг гладкого хвостовика. Проблема заключалась в том, что как только сверло встречало какое-либо сопротивление, оно останавливалось в патроне и требовало повторной затяжки. Часто вызывает разочарование и замедляет работу. Что-то должно было быть сделано.
Требовалась система быстрой смены сверл, которая была бы надежной и допускала некоторое вертикальное перемещение в перфораторе. Там, где другие пытались использовать шлицевые биты в своих разработках, именно Bosch представила надежный продукт. Именно здесь проявляется немецкая изобретательность при разработке оригинальной долота SDS. SDS Plus и SDS Max появятся позже.
Одной из основных особенностей, отличающих SDS от других типов, является то, как он располагается в вашем электроинструменте. В то время как обычные биты обычно фиксируются 3 кулачками патрона, биты SDS имеют пазы для их соединения и тугого вращения с точностью и скоростью.
Первоначальное значение SDS, разработанное в 1970-х годах, было Stecken – Drehen – Sichern, что в переводе на английский означает «Вставить – Повернуть – Закрепить». Действие, которое вы обычно делаете при установке бита.
Биты SDS сегодня
Сегодня SDS означает «приводной вал со шлицами», и за эти годы он претерпел множество итераций с различными вариациями. Одной из замечательных особенностей бит SDS является то, что они не вращаются внутри дрели во время использования. Существует несколько типов битов SDS, которые вы можете использовать:
SDS
SDS-Плюс
SDS-Макс
SDS-Top
SDS-TE-S
Простая и оригинальная долота SDS уже много лет не производится, а долота SDS-Top выводятся из производства, а их место занимают другие модели. Биты SDS-TE-S обычно представляют собой долота или скребки, используемые для долбления или разрушения бетона, совместимые с «отбойным молотком», также известным как отбойные молотки. В наши дни наиболее распространенными битами для кладки SDS, с которыми вы столкнетесь на строительной площадке, обычно являются варианты SDS Plus и SDS Max. Это ваши типичные биты по бетону, будь то беспыльные, трехканавочные, с приваренным наконечником и так далее.
Вернуться к началу
Руководство по битам SDS MAX и SDS Plus
Эксперты в области электроинструментов с 1995 года
Редакторы Hphtools выбирают каждый продукт, который мы рассматриваем. Мы можем получить комиссию, если вы покупаете по ссылке. Подробнее ›
Аксессуары
Автор: Daniel Smith
/
Обновлено:
shredded-paper-bottom
12
Сравнение продуктов
72
Часы исследований
84
Комментарии участников
5
Проведены полевые испытания
Существует 3 различных типа SDS: SDS plus, SDS top и SDS max. Основное различие между этими 3 типами заключается в их размере. SDS plus является наиболее распространенным типом сверл диаметром от 4 до 30 миллиметров. В этом руководстве по SDS мы сравним их все и поможем вам определить, какой из них вам нужен!
Что такое SDS
SDS расшифровывается как Slotted Drive System. Ударные сверла SDS идеально подходят для сверления твердых и плотных материалов. Поэтому перфораторы SDS чаще всего используются для сверления кирпичной кладки, камня, металла и плотной древесины.
Чем биты SDS отличаются от обычных битов? Биты SDS фиксируются на месте, а не крепятся вручную. Поэтому эти биты не скользят и удерживаются на месте крепче, чем обычные сверла. Буровые долота SDS просты в использовании, а переключение между разными долотами проще, чем когда-либо.
Стоит ли покупать перфоратор SDS?
Если вы часто работаете с плотными материалами, возможно, стоит выбрать ударную дрель SDS. Несмотря на то, что они могут быть немного дороже, мы думаем, что со временем эти дрели того стоят.
Здесь вы можете найти список наших любимых перфораторов типа SDS.
плюсов и минусов с использованием буровых работ SDS Hammer:
Больше сцепления, чем обычные биты буровых напитков
Водопроводные сети являются одной из важных составляющих структуры здания. Прерывание подачи ресурса или слабый напор воды в системе водоснабжения снижает комфорт проживания. Неконтролируемые скачки давления жидкости в магистрали могут привести к аварийной ситуации.
Насосная станция подаёт воду.
Нормы и стандартные параметры давления
Нормы эксплуатации центральной или автономной водопроводной системы предусматривают бесперебойную подачу в течение всего срока службы здания. Необходимо строго придерживаться следующих требований:
Гидростатическое давление в структуре питьевого водопровода на уровне наиболее низко размещенных бытовых приборов должно соответствовать 0,45-0,6 МПа. Сила напора в крайних верхних точках определяется по техническим характеристикам используемого прибора, но не ниже 0,2 МПа.
Трубы и фасонные части должны выдерживать силу напора воды, превосходящую рабочие параметры сети в 1,5 раза, но не ниже 0,68 МПа.
При расчетном напоре, превышающем нормативные значения, нужно предусмотреть монтаж регуляторов давления.
Установку приборов следует производить после всех вентилей, останавливающих работу счетчика количества жидкости.
Потери давления в регистраторах объема холодной воды для турбинных устройств — это 0,025 МПа, для крыльчатых — 0,05 МПа.
Для координации работы регулирующих устройств в систему необходимо установить манометры.
В жилых зданиях, где сила напора ниже или выше установленных значений, допускается использование приборов со встроенными контроллерами расхода воды. В таких случаях рекомендуется подключение кранов, смесителей с керамическими уплотнителями, а также монтаж запорной арматуры с автоматическим и полуавтоматическим управлением.
В случае необходимости повысить постоянное гидростатическое давление в системе на вводе в дом следует предусмотреть монтаж насосного оборудования с регулируемым приводом.
Агрегаты с управляемой частотой вращения электродвигателя позволяют поднимать напор жидкости в системе водоснабжения дома независимо от колебаний силы напора в центральном водопроводе.
При установке в трубопровод таких механизмов регуляторы подачи ресурса не требуются.
Для обеспечения нормативных условий эксплуатации или в случае плохого давления в системе скважинного водоснабжения рекомендуется установка перекачивающей станции. При расчетной силе напора у всасывающих патрубков ниже 0,05 МПа необходимо предусмотреть монтаж накопительного резервуара.
Возможные причины плохого давления в частной системе
Очистка трубы.
Факторы, приводящие к снижению давления в автономной структуре водоснабжения загородного дома, в первую очередь зависят от правильного расчета объема потребления ресурса. На основании таких выкладок осуществляется выбор необходимых механизмов и материалов для бесперебойной подачи воды. Нарушение технологии проектирования и производства работ при устройстве водопровода может привести впоследствии к скачкам давления и выходу из строя перекачивающего оборудования.
Основные причины падения напора и возможного прекращения поступления воды к сантехническим приборам:
Снижение пропускной способности труб в результате засора или биологических отложений на внутренних стенках магистрали.
Превышение норм расхода воды, особенно в летний период.
Неисправности запорной арматуры.
Засорение фильтра на обсадной трубе.
Снижение дебита скважины или заиливание канала.
Неисправен или загрязнился обратный клапан источника.
Разгерметизация системы, протечки.
Наличие воздуха в насосном агрегате.
Недостаточная мощность насоса, потери напора в вертикальных трубопроводах.
Падение напряжения в электрической сети.
Поломка или неверная корректировка реле давления.
Износ мембраны гидроаккумулятора.
Как устранить причины низкого напора в частном водопроводе
Низкий напор в водопроводе.
Хозяева интересуются, как увеличить давление воды в частном доме из водопровода своими руками. Самым простым решением такого вопроса является обследование скважины, напорной магистрали и осмотр сантехнических приборов.
Следующим шагом будет устранение выявленных недостатков с проверкой работоспособности системы. Если в результате освидетельствования все механизмы окажутся исправными, то для увеличения силы напора и стабилизации давления потребуется установка дополнительного оборудования.
Насосы для повышения давления воды
Одним из способов стабилизации напора жидкости в системе подачи является установка повышающего насоса. В основном это механизмы нормального всасывания, которые устанавливаются в крайней верхней точке подающего вертикального трубопровода или после, установленного под крышей здания, накопительного бака. На вводном и выпуском патрубке насоса должны быть установлены обратные клапаны или запорная арматура для периодического технического обслуживания техники.
В зависимости от условий эксплуатации агрегаты делятся на 2 типа:
Насос непрерывного действия может работать в круглосуточном режиме. Отрицательный момент — это повышенный расход электроэнергии и риск перегрева двигателя. Поэтому рекомендуется его применение только под строгим контролем пользователя.
Автоматический насос снабжен датчиком давления и способен функционировать автономно. При снижении напора в системе он включает механизм, а при стабилизации — отключает.
Рекомендации и последовательность работ:
После манометра монтируем 2 шаровых крана.
Между ними устанавливаем повышающий насос. Стрелка на кожухе механизма указывает направление подачи.
Подключаем электропитание. В течение 1-2 секунд проверяем работу устройства.
В приемную камеру установки заливаем воду.
С помощью манометра контролируем давление в баке, которое должно соответствовать рабочим параметрам насоса.
Включаем прибор и регулируем напор в системе.
Насосные станции для дома
Автоматическая насосная установка предназначена для подачи воды из скважин, колодцев или открытых накопительных резервуаров с температурой жидкости от +1 до +30°С. Оборудование обеспечивает бесперебойную подачу ресурса в автономном режиме с поддержкой заданного давления.
Насосные станции необходимо устанавливать в следующих случаях:
Большой суточный расход воды и стандартное оборудование не обеспечивает заданных параметров.
Затруднен монтаж накопительных емкостей.
Низкое давление в системе, влияющее на стабильную работу бытовой техники.
Агрегат представляет собой конструкцию, состоящую из металлического гидробака, на котором установлен центробежный насос. Бак или гидроаккумулятор — это стальной цилиндр, внутри которого расположена мембранная резиновая камера. После включения перекачивающее устройство начинает подавать воду в гидравлическую емкость. Количество жидкости регулируется плотностью воздуха, который давит на диафрагму снаружи.
При избыточной плотности газа он начинает сжимать диффузор, из которого через специальный клапан жидкость поступает в систему, тем самым компенсируя давление в трубопроводе. Величина резервуара зависит от длины подающей магистрали, количества сантехнических приборов и расчетного объема потребления.
Для работы станции в автоматическом режиме предусматривается реле давления, под действием которого запускается и останавливается агрегат. Установки могут снабжаться системой контрольных датчиков, щитом управления и блоком защиты на случай возникновения аварийной ситуации.
Как увеличить давление воды в частном доме, улучшить напор Vodatyt
Зачастую, перед многими владельцами загородного жилья встаёт вопрос — как увеличить давление воды в частном доме. Причин для слабого давления в трубопроводной сети бывает множество, но все они приводят к значительному дискомфорту. Невозможно нормально принять душ, постирать бельё, а подчас и просто помыть посуду. В большинстве ситуаций решить такую проблему можно самостоятельно, не обращаясь за помощью к слесарю-сантехнику. Но для этого, изначально, следует разобраться, по какой причине может снизиться давление в водопроводной сети.
Содержание
Причины низкого давления воды в домашнем водопроводе
Причины понижения давления в водопроводе
Нормы давления в централизованном водопроводе
Что проверить в первую очередь
Искусственное увеличение давления в водопроводной системе
Включение в контур дополнительного насоса
На что обратить внимание при выборе насоса
Частичная переделка системы водоснабжения
Установка гидроаккумулятора
Вывод по теме
Причины низкого давления воды в домашнем водопроводе
Если ваш дом снабжается водой от централизованной магистрали, то, не стоит первоначально искать причину сниженного напора в домашней системе.
Поинтересуйтесь у соседей, как у них обстоят дела с давлением воды. Если она также снижено, значит, причина кроется в недостаточном давлении в магистральном трубопроводе. Претензии в такое ситуации следует предъявлять непосредственно ресурсоснабжающей организации, или в местное жилищно-коммунальное хозяйство.
Самостоятельно пытаться «разобраться» с магистральными трубопроводами не стоит, даже если у вас имеется соответствующее профессиональное образование. Такими полномочиями обладают исключительно работники обслуживающих организаций.
Если же у ваших соседей всё в порядке с напором, либо ваше жильё имеет автономное водоснабжение, следует внимательно обследоваться собственную трубопроводную систему.
Причины понижения давления в водопроводе
Снижение внутреннего диаметра водопроводных труб из-за отложения на стенках минеральных солей и ржавчины. Подобной «болезнью» особенно страдают трубы из чёрной стали и, в несколько меньшей степени, чугуна. Шершавая внутренняя поверхность, а также склонность к коррозионным образованиям способствуют к достаточно быстрому зарастанию внутренних просветов, особенно на поворотах трубопровода, в местах уменьшения его диаметра. Пластиковые трубы практически не доставляют хлопот в этом смысле – их гладкие стенки не дают минеральным солям зацепиться.
Засорение фильтра грубой очистки. Обычно он располагается на входе питающего трубопровода в дом, и предназначается для улавливания частиц песка и глинистой взвеси, попадающей в водопровод вместе с током воды из скважины.
Если в вашей внутридомовой водопроводной системе также установлен фильтр тонкой очистки, причина падения давления может быть также в его засорении.
Помимо водопроводных труб зарастать минеральными отложениями и ржавчиной может дополнительное сантехническое оборудование – краны, смесители, тройники и т.д. Очистив их от налёта, можно восстановить объём проходящих сквозь них воды.
Уменьшение дебетового расхода водяной скважины вследствие падения уровня воды.
Аварийные утечки воды из-за нарушения целостности водопровода.
Нормы давления в централизованном водопроводе
Определить водопроводное давление на выходе можно, присоединив к крану-смесителю при помощи резинового шланга обычный водяной манометр.
Показатели напора воды центрального водопровода регламентируются строительно-эксплуатационными нормативами.
Измеряться давление может в трёх единицах:
Бар.
Атмосфера.
Кгс/см2
МПа.
Между собой эти единицы соотносятся примерно так: 10 бар = 9,8 атм. = 1 МПа = 1Кгс/кв.см. Давление в 10 бар эквивалентно давлению водяного столба высотой 10м.
Согласно нормативам, минимально допустимое давление централизованного водоснабжения на входе в многоэтажный дом, должно равняться 4 бар. В этом случае будет обеспечен нормальный напор даже на верхних этажах здания. Для частного дома этот норматив меньше.
Определяя допустимый напор воды в частном доме, следует учитывать такой фактор, как технические характеристики подключённых к водопроводу сантехнических и бытовых приборов:
Автоматическая стиральная машина будет функционировать при напоре, не меньшем, чем 2 атмосферы.
Посудомоечная машина также требует минимального напора в системе не менее 2 атм.
Если у вас в ванной установлена джакузи, либо душ-массажёр, то для них потребуется порядка 4 атмосфер водяного давления.
Для обычного душа, кранов-смесителей установлен рабочий норматив в 2 атмосферы.
Если вы используете домашний водопровод также для полива грядок, клумб и придомовых лужаек, то напор в системе должен быть не менее 4 атмосфер.
Исходя из этих показателей, и следует настраивать напор в домашнем водопроводе.
Что проверить в первую очередь
Если ваш дом оборудован насосной станцией, регулирующей работу всей водопроводной системы, следует проверить давление на выходе из неё. Проверка работоспособности насосной станции не займёт много времени — она всегда снабжается водяным манометром для автоматической регулировки включения-выключения скважинного насоса.
Если давление на насосной станции в норме, приступаем к следующему этапу – проверке напора во всех точках внутридомовой водяной трассы. Для этого следует двигаться вдоль трубопровода, отмечая давление на разных его участках. Если ваша водопроводная система не снабжена контрольно-измерительными приборами, то следует подключать переносной манометр в точках водоразбора (смесителях, спускных кранах). Определив отрезок, на котором происходит падение давления, гораздо проще узнать его причину. Это либо засорение труб, или зарастание их отложениями, либо неисправность водозапорных кранов. Устраняется подобная неисправность специальной чисткой трубы или заменой участка водопровода, сантехнического оборудования.
Если в домовой системе установлены фильтры грубой или тонкой очистки, обязательно проверьте их на предмет проходимости. Забитые мелким механическим мусором и взвесями, фильтры перестают пропускать воду в нужном объёме. Для этого фильтры грубой очистки снимаются, промываются, очищаются от накопившейся грязи и устанавливаются на место. Контроль состояния фильтра тонкой очистки необходимо производить, если установленная в вашем доме модель не имеет функции самоочищения.
Целесообразно произвести ревизию смесителей. Очень часто, из-за повышенной минерализации воды в системе, краны и лейки душевых изнутри зарастают минеральными отложениями. Такой же напасти часто подвергаются внутренние механизмы водяных кранов. Такие сантехнические приборы следует тщательно прочистить, либо вовсе заменить их.
Искусственное увеличение давления в водопроводной системе
Если, после проведённой ревизии трубопроводной системы, не было обнаружено никаких неисправностей, можно попытаться увеличить напор в сети при помощи монтажа дополнительных водных насосов.
Искусственно увеличить давление в водопроводном контуре можно несколькими способами:
Установление в водопроводной системе дополнительного сетевого насоса.
Монтаж водонапорной станции и накопительной ёмкости.
Установка в насосной станции в комплекте с баком-гидроаккумулятором.
Включение в контур дополнительного насоса
Установка в водяной контур дополнительного водонапорного оборудования позволяет увеличить объём воды, подаваемой к точкам раздачи воды. Установка дополнительного сетевого насоса позволяет повысить напор на 1-2 атм.
Если же показатели давления в сети чересчур малы, и увеличить подачу воды в сеть не представляется возможным, рекомендуется установить индивидуальную насосную станцию с накопительным баком. Слишком низкое давление делает невозможной работу большинства сантехнических приборов и бытового оборудования, сопряжённого с водопроводом. За то время, пока жильцы не пользуются водопроводом, в накопительном баке аккумулируется достаточный объём воды.
При необходимости, вода подаётся из накопителя в систему при помощи насосной станции, которая создаёт нужный показатель давления для бесперебойного функционирования бытовой техники. Минус такого метода – при опустошении накопительного бака придётся делать перерыв, и ждать, когда он вновь заполнится.
На что обратить внимание при выборе насоса
При выборе насосного оборудования следует обратить внимание на его рабочие параметры:
Производительность оборудования – характеризуется подачей определённого объёма воды в литрах за минуту.
Высота напора, в метрах.
Выдаваемая мощность, в ваттах.
Подбирая насос, нужно учитывать средний расход воды в доме. Он зависти от количества жильцов, числа точек раздачи воды и этажности постройки.
Слишком слабый насос не сможет решить проблемы с низким давлением, а чересчур мощный может привести к преждевременному выходу из строя водопроводного оборудования – разрыву стыков труб, выдавливанию уплотнительных прокладок и т. д.
Если вы не уверены в правильности своих расчётов, рекомендуется обратиться с этим вопросом к инженерам-сантехникам.
Частичная переделка системы водоснабжения
Иногда причиной недостаточного давления бывает неправильно собранная трубопроводная сеть. Чаще всего такое бывает, если система собрана самостоятельно жильцами-непрофессионалами, без консультации со специалистом. При этом возможно занижение необходимых параметров труб, когда из-за малого диаметра пропускная способность водопровода недостаточна для нормального обеспечения водой всего дома. Замена слишком тонких труб позволит увеличить напор в водопроводной сети до приемлемых показателей.
Установка гидроаккумулятора
Неплохой альтернативой открытому накопителю с насосной станцией может стать установка в доме гидроаккумулятора, он же гидробак. Функции его примерно такие же – накопление и подача в сеть воды. Однако, давление в нём создаётся не за счёт сетевого насоса, а за счёт силы упругости внутренней диафрагмы и сжимаемого ей воздуха. Принцип действия его таков:
На приборе выставляется нижнее и верхнее значение давления. При нижнем показателе давления автоматика включает скважинный насос, и бак заполняется водой. При этом мембрана растягивается, давление в гидроаккумуляторе растёт.
Когда давление достигнет определённого верхнего уровня, насос автоматически выключается, а вода под напором подаётся в сеть.
По мере расходования воды, давление в сети падает, и когда оно доходит до нижнего установленного значения, автоматика гидроаккумулятора вновь включает в работу скважинный насос.
Вывод по теме
Как видим, причин, вследствие которых уменьшается давление в водопроводной сети частного дома, бывает множество. И лишь правильно определяя неполадку, можно увеличить напор в системе до нормативных показателей.
В большинстве случаев сделать ремонт или модернизацию реально выполнить своими руками. Если же вам не удалось это сделать самостоятельно, либо объём ремонтных работ слишком велик, есть смысл обратиться к профессиональным сантехникам.
Устранение низкого давления воды в скважинных системах
Низкое давление воды неудобно и раздражает. К сожалению, давление воды ниже 40 фунтов на квадратный дюйм является распространенной проблемой для домовладельцев, которые получают воду из колодца.
Вам приходится иметь дело не только с низким давлением воды. Существует несколько причин проблем с давлением воды в колодезных системах, но есть и множество решений.
При правильном решении колодец вашего дома может достичь идеального уровня давления воды от 40 до 60 фунтов на квадратный дюйм.
Запланируйте обслуживание колодца в тот же день с помощью сантехника Лена. Позвоните (800) 950-4619(800) 950-4619 или свяжитесь с нами онлайн сегодня!
Простые способы устранения низкого давления воды в колодце
Для некоторых из этих простых способов устранения необходимости в вызове сантехника нет необходимости, но следующие советы помогут вам определить и описать проблемы, с которыми вы столкнулись, если вы предпочитаете нанять профессионала.
Очистите забитые краны и арматуру
Со временем краны и арматура засоряются отложениями и минеральными отложениями. Минеральные отложения выглядят как известковые белые составы и их трудно удалить.
Аэраторы на ваших кранах имеют сетчатый слой, благодаря которому осадок и минералы легко задерживаются. Очистите их:
Снимите аэраторы со смесителей с помощью гаечного ключа
Промывка аэратора водой
Возврат аэратора в кран
Отрегулируйте реле давления
Выполните следующие действия, чтобы отрегулировать реле давления и повысить давление воды в вашем доме:
Отключите контур, предназначенный для скважинного насоса.
Проверьте воздушный клапан с помощью манометра и посмотрите, где находится ваше давление.
Если давление воды колеблется около 40 фунтов на квадратный дюйм или ниже, увеличьте его, отрегулировав реле давления. Он расположен на трубе, соединяющей колодец и напорный бак.
Включите контур и проверьте воду, открыв кран.
При необходимости отрегулируйте, повторив эти шаги.
Очистите засоренные водопроводные линии
Если проблема не в засоренных кранах и арматуре, то напор воды может нарушаться отложениями и минеральными отложениями.
Предоставьте профессионалам проверку и очистку водопроводных труб, чтобы решить эту проблему.
Установка умягчителя воды
Жесткая вода — это термин, используемый для описания воды с минеральными отложениями. Умягчитель воды удаляет минералы из жесткой воды до того, как она попадет в ваши трубы.
Установка умягчителя воды непосредственно в резервуаре скважины уменьшает жесткость воды во всем доме.
Установка регулятора давления воды
Обычно существует два типа регуляторов давления воды:
Бустерные насосы повышают общее давление воды в доме. Установка бустерного насоса идеальна, если давление воды в вашем доме постоянно ниже 30 фунтов на квадратный дюйм.
Системы постоянного давления поддерживают постоянное давление воды при изменении потребности в воде. Этот тип системы является идеальным выбором, если давление воды в вашем доме меняется в течение дня.
Лицензированный сантехник может измерить давление и расход воды, чтобы определить, какой тип системы подходит именно вам.
Проблемы с водопроводной инфраструктурой, которые могут вызвать низкое давление воды
Низкое давление воды в колодезных системах водоснабжения иногда вызвано водопроводной инфраструктурой, которую вам необходимо заменить, если вы хотите повысить давление воды в вашем доме.
Поврежденный напорный бак: Если в вашем напорном баке есть утечка, это создаст низкое давление воды. Вам нужно будет заменить бак, если он поврежден.
Стареющий скважинный насос: Скважинные насосы обычно служат от восьми до 15 лет, в зависимости от того, как часто они используются. Если вашему скважинному насосу более 15 лет, вам следует подумать о замене.
Узкие трубы: Даже если в вашем доме высокое давление, вы не сможете достичь высокого давления воды, если ваши трубы слишком узкие. Они должны быть полдюйма, три четверти дюйма или 1 дюйм в диаметре.
Позвоните сантехнику Лену, чтобы получить услуги в тот же день семь дней в неделю
Выберите сантехника Лена, если вы ищете местного сантехника в Среднеатлантическом регионе для повышения давления воды в вашем доме.
Наша команда специализируется на обслуживании колодцев, и мы готовы предоставить обслуживание в тот же день семь дней в неделю, чтобы устранить низкое давление воды в вашей скважине.
Запланируйте техническое обслуживание скважины в тот же день в MD, DC, VA, NJ, PA или DE с Len The Plumber. Позвоните (800) 950-4619(800) 950-4619 или свяжитесь с нами онлайн .
Низкое давление воды в доме? Вот что не так и как это исправить
Фото: istockphoto. com
Низкий напор воды в доме может стать настоящей неприятностью — вода в душе спадает, превращаясь в струйку, стиральная машина наполняется целую вечность, а из крана капает вода. не может даже вымыть остатки хлопьев из миски для завтрака. Если ваша сантехника перестала работать, есть несколько вещей, которые вы можете попробовать, прежде чем вызывать профессионала.
Низкое давление воды во всем доме
Никогда не бывает подходящего времени, чтобы обнаружить, что у вас проблемы с давлением воды. Собираетесь ли вы прыгнуть в душ, пытаетесь приготовить ужин или стираете последнюю партию белья перед тем, как придет компания, отсутствие давления воды может отправить вас в штопор.
Существует множество причин, по которым давление воды во всем вашем доме может быть низким, и некоторые из них полностью не поддаются вашему контролю. Но пока не паникуйте. Во-первых, следуйте этим советам, чтобы попытаться раскрыть проблему.
Поговорите с соседями. Первым шагом в устранении проблемы является определение ее причины. Если вы недавно приобрели свой дом и в нем плохое давление воды, посоветуйтесь с соседями, чтобы узнать, затрагивает ли эта проблема все сообщество. Если это так, вы можете установить усилитель давления воды, который увеличивает давление воды на пути от основного водопровода к вашей кухне и сантехнике. Это относительно простое решение для постоянного низкого давления воды в душе.
Если вы столкнулись с необычным или внезапным падением давления воды, стоит проверить приложение для наблюдения за соседями, чтобы узнать, не жалуется ли кто-нибудь еще на подобную проблему в данный момент. Если да, то падение давления может быть временным.
Объявление
Проверить регулятор давления воды. В ситуациях, когда у ваших соседей хороший напор, а у вас нет, виновником может быть редукционный клапан давления воды. Предыдущий владелец, возможно, установил регулятор для ограничения напора воды, отводимой из муниципальной водопроводной сети. Если выяснится, что причиной вашей проблемы является редукционный клапан давления воды, вызовите сантехника, чтобы отрегулировать настройку, чтобы обеспечить более высокую скорость потока.
Если в вашей системе нет редукционного клапана водяного давления, убедитесь, что главный запорный клапан полностью открыт. Если это не так, вы можете отрегулировать его самостоятельно, не нанимая сантехника.
Фото: istockphoto.com
Проверьте водопровод. Еще одна возможная причина низкого давления воды – протечка в магистрали. Проверьте свой подвал или гараж, где основной водопровод входит в дом, на наличие визуальных признаков утечки или выйдите на улицу, чтобы осмотреть землю, где ваш водопровод встречается с местным водопроводом. Предполагая, что погода была сухой, мокрое пятно здесь предполагает необходимость профессиональной помощи.
Осмотрите свою сантехнику. Если вы все еще не приблизились к определению причины низкого давления воды, вам нужно присмотреться к своей сантехнике. Пришло время вытащить механические чертежи вашего дома (если вам посчастливилось их иметь) и внимательно изучить их. Есть ли клапаны, о которых вы не знали? Ваша линия снабжения разветвляется с линией соседа? Подобные проблемы могут повлиять на давление воды.
Кроме того, даже если ваши трубы выглядят нормально снаружи, внутри они могут быть покрыты коррозией. Если вы не знаете возраст труб вашего дома, эта информация может быть у вашего местного строительного департамента. Вы также можете изучить возраст водопровода, а также линии и клапана, ведущего к вашему дому.
Объявление
Позвоните своему поставщику воды. Не все дома получают воду из муниципальных источников. Некоторые люди платят частным компаниям за снабжение их домов водой. Если вы находитесь в этой лодке, а давление воды в вашем доме слишком низкое, вам следует позвонить в это частное лицо. Многое может пойти не так между насосной станцией или башней и вашим домом. Например, проведенный компанией тест мог привести к скоплению осадка между распределительной линией под улицей и вашим домом, что негативно повлияло на давление воды.
Внезапное отсутствие давления воды
Внезапное отсутствие давления воды может быть вызвано несколькими причинами. Вообще говоря, эти проблемы не имеют ничего общего с вашим домом, но вы все равно должны понимать возможные причины.
Возможен прорыв водопровода . Если водопровод выйдет из строя из-за возраста, низких температур или плохо выполненных уличных работ, он начнет сбрасывать воду под землю. Город может быть не в курсе, поэтому обязательно звоните.
Возможно, городские власти отключили подачу воды для ремонта или строительства. Позвоните в отдел водоснабжения или посетите городской веб-сайт, чтобы узнать, было ли размещено уведомление.
Город может промывать гидранты. Пожарные гидранты могут замерзнуть или заполниться илом, поэтому города обычно промывают их раз в полгода, чтобы они были чистыми. Это может вызвать серьезные, хотя и временные, проблемы с давлением воды в домах, расположенных ниже по линии.
В любом из этих случаев потеря давления будет временной. Но когда вода вернется в сеть, она обязательно поднимет осадок, который может забить клапаны подачи и аэраторы кранов. Будьте готовы промыть их, если давление покажется низким, когда вода вернется.
Низкое давление воды для конкретной арматуры
В доме с адекватным давлением воды нередко один или два светильника слабо текут, когда они должны мощно каскадироваться. Вот что вы можете сделать, если заметите проблемы с напором воды в душе, раковине или унитазе.
Объявление
Низкий напор воды в душе
Фото: istockphoto.com
В отличие от унитаза или смесителя, насадки для душа имеют очень маленькие отверстия. Их размер помогает увеличить давление вытекающей из них воды, уменьшить количество используемой воды и создать приятную, успокаивающую струю. Но эти отверстия склонны к забиванию мелкими кусочками песка, песка и отложений. В этом случае у вас есть два варианта: почистить насадку для душа или заменить ее.
Некоторые насадки для душа имеют крошечные силиконовые или резиновые насадки, которые очень легко чистить. Просто проведите пальцем по соплу во время струи воды, чтобы разрыхлить песок. Другой вариант — снять насадку для душа и замочить ее в уксусе. В качестве альтернативы вы можете оставить насадку для душа на месте и привязать к ней большой пакет с уксусом, убедившись, что насадка для душа полностью погружена в воду. Некоторая чистка может потребоваться для очень грязной насадки для душа.
Замена насадки для душа может быть лучшим вариантом, особенно если в вашем доме проблемы с потоком воды. Колер 72419- Насадка для душа BL Awaken, лучшая в нашем обзоре лучших насадок для душа высокого давления, оснащена распылителем с усилением давления и обеспечивает три режима струи: интенсивный, целенаправленный и широкий.
Низкий напор воды в раковине
Фото: istockphoto.com
У плохо работающего крана, скорее всего, забит аэратор. Отвинтите аэратор и найдите признаки песка или отложений. Если аэратор необходимо очистить, замочите его в растворе уксуса и воды. Если это не сработает, купите сменный аэратор (они недорогие).
Пока аэратор выключен, включите кран, чтобы убедиться, что вы правильно диагностировали проблему. Если низкое давление воды сохраняется, проблема может быть не в аэраторе, а в засорении линии, ведущей к раковине. Забитые линии особенно распространены в старых домах с оцинкованными трубами, которые склонны к образованию минеральных отложений. С этой проблемой лучше всего справится сантехник.
Advertisement
Совет: если у вас возникли проблемы со снятием аэратора со старого крана, попробуйте использовать гибкую резиновую открывалку для банок и пару плоскогубцев для водяных насосов, например, от Channellock, чтобы взяться за аэратор и открутить его. без повреждения отделки.
Низкий напор воды в унитазе
Фото: istockphoto.com
Если напор воды в вашем унитазе кажется низким или наполнение унитаза занимает гораздо больше времени, чем раньше, пора провести расследование.
Во-первых, убедитесь, что кран подачи воды, питающий унитаз, полностью открыт. Этот клапан легко доступен и его легко проверить, поэтому сделайте это перед осмотром остальных компонентов.
Затем проверьте клапан заполнения водой внутри бака. Этот клапан может засориться отложениями и песком. Поначалу этот песок может фактически увеличивать давление воды, одновременно ограничивая громкость, создавая шипящий звук. Однако со временем песок может полностью забить подачу. В большинстве случаев проще купить новый клапан для наполнения унитаза и заменить его, чем выкапывать песок.
Если клапан подачи открыт, а клапан заполнения работает нормально, проблема может заключаться в шланге подачи. Перекройте подачу воды в унитаз, возьмите небольшую миску для сбора воды и отсоедините линию подачи с помощью плоскогубцев. Если причиной вашей проблемы является шланг подачи, возьмите новый в домашнем центре и замените его.
Зависит от температуры Низкое давление воды
Еще одна распространенная проблема, с которой сталкиваются многие домовладельцы, — это низкое давление, зависящее от температуры, когда затрагивается только подача горячей или холодной воды. Это может происходить только с одним краном или душем или со всеми светильниками в доме.
Существует несколько причин, по которым может произойти падение давления воды в зависимости от температуры. К сожалению, исправление некоторых из этих условий может быть дорогостоящим.
Реклама
Низкое давление горячей воды / Нормальное давление холодной воды
Если вы испытываете низкое давление только из выходов горячей воды в вашем доме, вините в этом свой водонагреватель. Во-первых, убедитесь, что запорный клапан бака полностью открыт. Если это так или если его полное открытие не помогает, для решения вашей проблемы с давлением воды может потребоваться профессиональная помощь и, возможно, новый водонагреватель.
Водонагреватели служат недолго — в среднем от 8 до 12 лет. Со временем баковые водонагреватели подвергаются коррозии и становятся совершенно ужасающими внутри. Коррозия, ржавчина и осадок могут забить бак или линии, что приведет к низкому давлению воды. Обычно лучше всего вызвать сантехника для оценки прибора. Если выяснится, что вам нужно заменить устройство, это тщательно проработанное руководство по лучшим водонагревателям станет хорошим началом.
Низкое давление холодной воды / нормальное давление горячей воды
Низкое давление холодной воды при нормальном давлении горячей воды встречается редко, но отследить проблему несложно. Поскольку давление горячей воды в порядке, вы знаете, что холодная вода должна работать правильно до точки, где водоснабжение разветвляется на водонагреватель. Вы захотите начать смотреть дальше этой точки.
Проверьте закрытые водяные клапаны, открытые клапаны, которые должны быть закрыты (например, патрубки шлангов), и другие проблемы, которые могут повлиять на давление. Если речь идет о конкретной раковине, душе или приборе, проблема, вероятно, связана с регулирующим клапаном или линией подачи, которая питает приспособление.
Заключительные мысли
Фото: istockphoto. com
Низкий напор воды может раздражать и беспокоить, и легко позволить ему взять над вами верх. Будь то городская проблема, проблема с сантехникой в вашем доме или забитая арматура, которую необходимо заменить, отсутствие воды, когда вам это нужно, является проблемой.
Advertisement
Важно сохранять хладнокровие и задействовать свой мозг (и ящик с инструментами), чтобы разобраться в ситуации до того, как она станет слишком разрушительной. Если вы методично выполните шаги, описанные выше, вы сможете определить причину низкого давления воды и либо решить проблему с сантехникой самостоятельно, либо выяснить, к каким профессионалам вы должны обратиться, чтобы исправить это для вас.
Часто задаваемые вопросы о низком давлении воды в доме
Если вас все еще интересует давление воды в доме и причины его внезапного падения, ознакомьтесь с ответами на некоторые из наиболее распространенных вопросов о низком давлении воды ниже.
В: Как измерить давление воды в доме?
Самый простой способ измерить давление воды в доме — это установить манометр, например комплект манометра для воды Flow Doctor, на конец наружного патрубка или другого резьбового патрубка. Просто завинтите его, откройте клапан и проверьте давление.
В: Почему у меня внезапно упало давление воды?
Причин внезапного падения давления воды может быть много. Прорывы водопроводных магистралей, плановое техническое обслуживание и плановые проверки пожарных гидрантов являются одними из наиболее распространенных причин.
В: Как увеличить напор воды в душе?
Самый простой способ увеличить напор воды в душе – заменить насадку на модель с высоким давлением. Эти насадки для душа, которые просто ввинчиваются, повышают напор без механических насосов или других устройств.
В: Почему у меня низкое давление воды только в одной ванной?
Если давление воды низкое только в одной части дома, это может быть связано с объемом. Например, если затронутая ванная комната упадет на дальний конец ветки подачи, кто-то, включив воду в другой части дома, может «перекрыть» трубы для воды. В этих случаях часто бывает полезно установить бустерные насосы, чувствительные к давлению, которые могут дополнить систему.
Профнастил — это востребованный строительный материал, используемый для формирования качественного кровельного покрытия на крыше. Перед его покупкой оцениваются все его параметры, чтобы подобрать оптимальный материал. Особенно обращается внимание на вес профнастила, так как важно, чтобы покрытие не оказывало значительную нагрузку на стены дома.
Особенности материала
Важно! Профлист – это доступный, востребованный, практичный и привлекательный кровельный материал, формируемый с использованием прокатной стали небольшой толщины, представленной прямоугольными листами.
Во время его изготовления непременно используется специальный пресс, за счет которого выдавливается на листе трапециевидный профиль. Для производства его применяется оцинкованная сталь, причем сверху она обязательно покрывается полимерами или разными защитными лакокрасочными составами.
Важно! На рынке можно найти профилированные листы, являющиеся несущими, стеновыми или универсальными, причем они имеют значительные отличия по стоимости, удельной массе и по другим параметрам, читайте подробнее про виды профлиста.
К плюсам применения профлистов относится:
небольшой вес профнастила, который меньше других материалов, предназначенных для формирования кровли, поэтому снижаются затраты на транспортировку и формирование системы стропил;
вес профилированного листа на 1 м2, который часто используется не больше 10 кг;
долгий срок службы, обусловленный стойкостью покрытия перед коррозией, изменениями температуры, плесенью и гниением;
материал отличается надежностью и прочностью за счет хорошей несущей способности, поэтому даже значительная нагрузка от снега не станет причиной разрушения покрытия;
легкость и оперативность монтажа профнастила, поэтому крыша может быть покрыта данным материалом любым владельцем своими руками, причем для этого не надо пользоваться специализированными инструментами.
Важно! За счет того, что металлопрофиль обладает небольшой массой, с его помощью получается легкая кровля, идеально подходящая для разных сооружений.
Вес наиболее популярных марок материала
Профлист считается универсальным, поэтому может применяться для жилых сооружений, временных построек, гаражей или иных строений. Он может иметь полимерное покрытие или защитный слой из краски. Обладает разной толщиной и иными параметрами, поэтому пред выбором конкретных листов рекомендуется тщательно изучить их свойства. Особенно это относится к их весу на квадратный метр. Так как существует много видов профлиста, требуется оценивать характеристики каждой разновидности.
Стеновой профлист
Предназначается для обшивки стен строений, а также для формирования прочных и надежных ограждений. Для его производства используется качественная сталь, толщина которой варьируется от 0,5 до 0,7 мм, подробнее читайте: размеры профнастила.
Вес стенового профлиста зависит от его толщины, поэтому если толщина равна 0,45 мм, то вес листа на 1 кв. м. равен 4,52 кг, а вот при толщине 0,7 мм этот показатель равен 6,78 кг.
Несущий профнастил
Имеет высокий показатель несущей способности, поэтому выбирается для возведения прочных и долговечных ангаров, павильонов или аналогичных сооружений.
Для его изготовления используются специальные стальные заготовки, толщина которых варьируется от 0,7 до 1 мм. Вес так же зависит от толщины, поэтому если она равна 0,7 мм, то масса будет 8,67 кг/м2, а если она равна 1 мм, то масса будет 17,17 кг/м2.
Универсальный профнастил
Вес профнастила универсального требуется определять наиболее часто. Именно он используется в процессе формирования кровельного покрытия на разных строениях. Он представлен в многочисленных марках, причем каждая используется при тех или иных условиях. При выборе конкретной марки учитывается толщина листа и условия эксплуатации.
Таблица веса профнастила:
Марка материала
Толщина листа в мм
Ширина листа в мм
Вес 1 м длины/1 м2 листа в кг
МП20
0,50
1150
5,42/4,70
0,55
1150
5,91/5,13
0,70
1150
7,40/6,44
С21
0,50
1000
5,40
0,55
1000
5,90
0,70
1000
7,40
С10
0,50
1000
4,77
0,55
1000
5,21
0,70
1000
6,50
С8
0,50
1150
5,40/4,70
0,55
1150
5,90/5,13
0,70
1150
7,40/6,43
НС44
0,50
1000
5,40
0,55
1000
5,90
0,70
1000
7,40
НС35
0,50
1000
5,40
0,55
1000
5,90
0,70
1000
7,40
Н114
0,80
600
8,40/14
0,90
600
9,30/15,50
1
600
10,30/17,17
Н75
0,70
750
7,40/9,87
0,80
750
8,40/11,20
0,90
750
9,30/12,40
Н60
0,70
845
7,40/8,76
0,80
845
8,40/9,94
0,90
845
9,30/11,01
Н57
0,70
750
6,50/8,67
0,8
750
7,49,87
Важно! Информация относительно веса 1 м2 является необходимой для правильного расчета основных показателей и параметров каркаса крыши, так как если эти параметры не будут учитываться, то велика вероятность, что сделанная стропильная система не будет справляться с нагрузками, что гарантирует опасность проживания в таком доме, читайте также: расчет стропильной системы.
Критерии правильного выбора профнастила
Специалисты утверждают, что чем толще приобретается профилированный лист, тем более высокой надежностью он обладает.
Важно! Материал значительной толщины имеет хорошую стойкость перед процессом коррозии, выдерживает существенные нагрузки от ветра и снега, поэтому может использоваться в сложных условиях на протяжении длительного времени.
Для правильного выбора качественного кровельного материала учитываются важные критерии:
Толщина листа. Чем она больше, тем более тяжелым и надежным будет профлист. Желательно выбирать средний показатель, чтобы нагрузки на систему стропил, мауэрлат и строение в целом были небольшими, но при этом листы прекрасно справлялись с разными воздействиями.
Металлоемкость. Параметры и состав используемой для создания материала стали непосредственно влияет на вес листа, поэтому перед непосредственным приобретением рекомендуется тщательно изучить качество имеющегося материала. Желательно ориентироваться на покупку премиум марки стали, так как это положительно скажется на сроке службы и качестве покрытия.
Высота волны. Чем она выше, тем больше масса и несущая способность профлиста. Высокий профиль дополнительно уменьшает полезную площадь материала, что приводит к увеличению его расхода в процессе формирования кровельного покрытия.
Наличие антикоррозийного покрытия. Оно обеспечивает стойкость листов перед процессом коррозии, но при этом значительно увеличивает вес кровельного покрытия.
Таким образом, при выборе материала надо учитывать множество разных критериев, позволяющих получить действительно качественное и долговечное покрытие, дополнительно читайте: какой профнастил выбрать для крыши.
Для чего определяется масса листа?
Вес данного кровельного материала считается небольшим по сравнению с другими аналогичными материалами. Расчет массы требуется для решения множества вопросов:
какими параметрами должна обладать стропильная конструкция, чтобы она справлялась с массой кровли и разными нагрузками от снега, ветра и других атмосферных воздействий;
какая нагрузка будет влиять на стены и фундамент строения, причем этот момент должен продумываться до непосредственного возведения сооружения;
как будет осуществляться транспортировка и поднятие листов на крышу.
Важно! Наиболее востребованным считается профнастил, обладающий небольшой массой, так как он подходит для разных стропильных систем и не оказывает значительное воздействие на конструкцию дома.
Таким образом, знать, сколько весит профнастил, необходимо для разных целей. Это позволяет правильно рассчитать нагрузку на стропила и стена дома. Вес зависит от толщины листа и марки материала. Расчет должен производиться до непосредственного приобретения листов.
Пластина из нержавеющей стали толщиной 8мм 10мм актуальные котировки, цены последней продажи -Okorder.
com
Специфический номер:
Стандарт:
ДЖИС
Техника:
Холоднокатаный
Форма:
Площадь
Обработка поверхности:
С покрытием
Марка стали:
Серия 300
Сертификация:
ИСО
Толщина:
8
Ширина:
1500
Длина:
3000
Вес нетто:
30
Описание продукта:
2205 2507 2520 пластина из дуплексной нержавеющей стали
Мы являемся профессиональным производителем листов из нержавеющей стали. В соответствии со стандартами ASTM, JIS и AISI, GB, сталь Jaway повышает эффективность и контроль качества при выборе сырья, резке, резке, обработке поверхности, упаковке и экспорте существующей продукции.
Лист из нержавеющей стали применяется в строительной отрасли, судостроении, нефтяной и химической промышленности, военной и энергетической промышленности, пищевой и медицинской промышленности, теплообменниках котлов, машиностроении и оборудовании.
Прочая информация
9006 9 00609 9 00609 9 00606 9 00606 9 00609 9 006 9 9 00065 BV, ISO, CE, SGS и т. Д.
Бренд
Tisco, Baosteel, Jisco, Posco, Lianzhong и т. Д.
Платежный пункт
9000 30% TT 70%
или Lep L/C при поцеле
Упаковка
Стандартный экспортный море, достойная море,
. 0008
Наша компания поддерживает отношения сотрудничества между местными агентами.
Лист из нержавеющей стали может быть изготовлен в соответствии с требованиями заказчика.
Гарантированное качество, конкурентоспособная цена, гарантия торговли Alibaba и быстрая доставка.
Описание Поверхности
9007
0066
Определение
Заявление
2B
, которые закончили, после холодного проката, термообработкой, мариноза или другой эквивалентной обработки и, в конце концов, путем простуда, чтобы привести к данному целую ластеру.
Медицинское оборудование, Пищевая промышленность, Строительные материалы, Кухонная утварь и т. д.
Кухонная посуда, электрическая оборудование, строительство здания и т. Д.
Зеркало (№ 8)
Стиньнинг, как зеркало
строительство здания, декорация и т. Д.
№ 3
те
№ 3
№ 3
закончена полировкой абразивами №100–№120, указанными в JIS R6001.
Кухонная утварь, строительные конструкции и т. д.
Кухонная утварь, Строительство зданий, Медицинское оборудование и т. д.
Волосяной покров
Те, которые прошли полировку, чтобы получить непрерывные полирующие полосы с использованием абразива подходящей зернистости.
Строительство и т. д.
№ 1
Поверхность, обработанная термической обработкой и травлением или соответствующими процессами после горячей прокатки.
 Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
Дорнование – это инновационная технология, суть которой заключается в том, что внутреннюю поверхность отверстий, выполненных в металлических деталях, подвергают пластической деформации в холодном состоянии, за счет чего на них и формируется слой, отличающийся исключительными механическими характеристиками.
 При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
При поверхностном дорновании отверстия на внутренней поверхности последнего создается упрочненный слой металла, поэтому эту технологию обработки с успехом можно применять в качестве альтернативы таким сложным операциям, как:
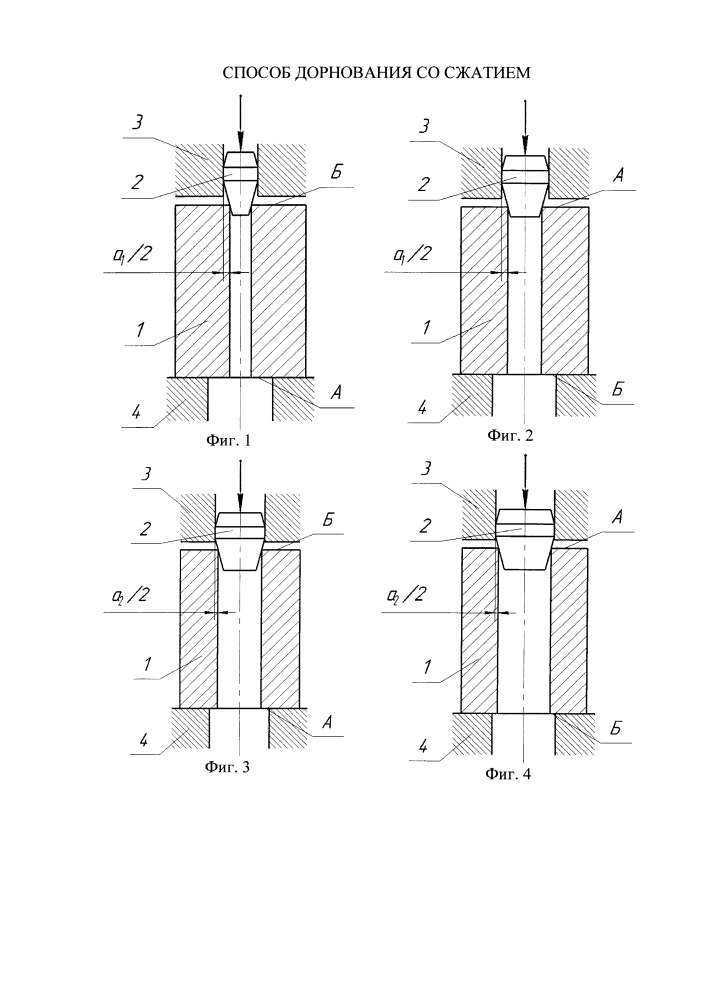
 Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга. Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов.
Такие схемы, которые достаточно сложно реализовать в домашних условиях, предполагают применение специальных опор, выполняющих функции натяжных подвижных механизмов. В настоящее время применяют четыре основных способа для нарезания канала ствола:
В настоящее время применяют четыре основных способа для нарезания канала ствола:  Занимает всего несколько минут.
Занимает всего несколько минут. youtube.com/embed/q0q0i3T2e5o?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″>
youtube.com/embed/q0q0i3T2e5o?rel=0″ allowfullscreen=»allowfullscreen» frameborder=»0″> 
 Машина практически исключила круг предварительной нарезки Pac-Nor, который является более сложным и трудоемким из двух кругов.
Машина практически исключила круг предварительной нарезки Pac-Nor, который является более сложным и трудоемким из двух кругов.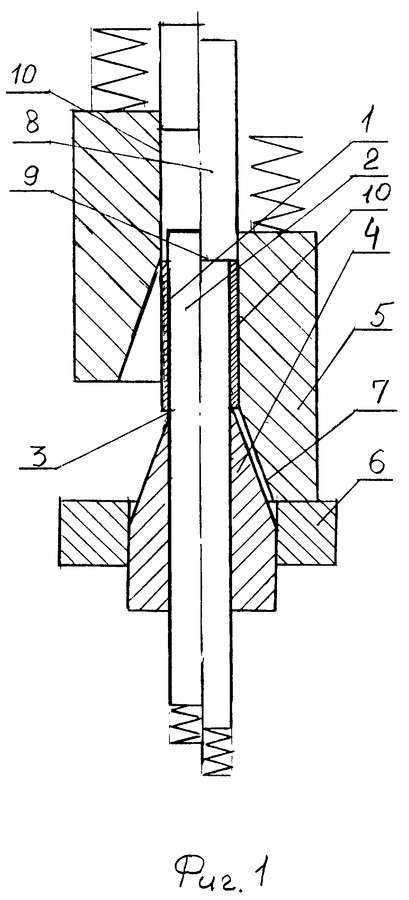 Основными рынками компании являются правоохранительные органы, военные, соревновательная стрельба и охотники. Основанная в 1984 году заядлым стрелком и президентом компании Крисом Дихтером, компания Pac-Nor сейчас находится во втором поколении под руководством его сына Кейси. Помимо изготовления ствола, мастерская установит ствол на затвор клиента или добавит такие функции, как дульный тормоз или рифление на затворе и стволе.
Основными рынками компании являются правоохранительные органы, военные, соревновательная стрельба и охотники. Основанная в 1984 году заядлым стрелком и президентом компании Крисом Дихтером, компания Pac-Nor сейчас находится во втором поколении под руководством его сына Кейси. Помимо изготовления ствола, мастерская установит ствол на затвор клиента или добавит такие функции, как дульный тормоз или рифление на затворе и стволе. После развертывания стволы измеряются по размеру — в зависимости от состояния расширителя в канале ствола остается от 0,0004 до 0,0007 дюйма материала, который необходимо вручную притереть или отшлифовать до окончательного размера для нарезки.
После развертывания стволы измеряются по размеру — в зависимости от состояния расширителя в канале ствола остается от 0,0004 до 0,0007 дюйма материала, который необходимо вручную притереть или отшлифовать до окончательного размера для нарезки.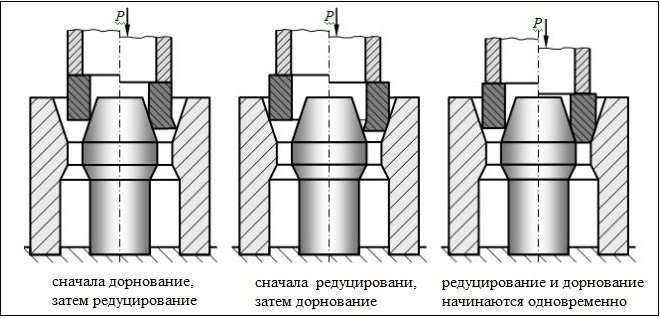 диапазон 4-20 мм и длина до 1524 мм. Разработанный специально для длинных отверстий малого диаметра, станок оснащен чрезвычайно чувствительным приводом и системой подачи инструмента, которые обеспечивают максимальную защиту от перегрузки/поломки инструмента. Ограничения по усилию и параметры работы инструмента сохраняются в системе управления ПК с сенсорным экраном, что позволяет системе обнаруживать узкие участки в отверстии и автоматически корректировать их.
диапазон 4-20 мм и длина до 1524 мм. Разработанный специально для длинных отверстий малого диаметра, станок оснащен чрезвычайно чувствительным приводом и системой подачи инструмента, которые обеспечивают максимальную защиту от перегрузки/поломки инструмента. Ограничения по усилию и параметры работы инструмента сохраняются в системе управления ПК с сенсорным экраном, что позволяет системе обнаруживать узкие участки в отверстии и автоматически корректировать их.
 При ручной притирке время и усилия увеличиваются, когда развертка затупляется».
При ручной притирке время и усилия увеличиваются, когда развертка затупляется». «Вы можете легко почувствовать любые оставшиеся узкие или свободные места в канале ствола. Однородность диаметра и округлость хонингованного канала ствола превосходны. Притир также ощущается по-другому в хонингованном канале».
«Вы можете легко почувствовать любые оставшиеся узкие или свободные места в канале ствола. Однородность диаметра и округлость хонингованного канала ствола превосходны. Притир также ощущается по-другому в хонингованном канале». Точное измерение диаметра канала ствола и толщины стенок требуется для решение должно быть принято. Здесь в канал ствола вставляется калибр-пробка для измерения диаметра. Мы также используем регулируемый калибр, предназначенный для обнаружения любой овальности канала ствола, и толщиномер стенки. Стволы также визуально проверяются на наличие неисправности до начала работы
Точное измерение диаметра канала ствола и толщины стенок требуется для решение должно быть принято. Здесь в канал ствола вставляется калибр-пробка для измерения диаметра. Мы также используем регулируемый калибр, предназначенный для обнаружения любой овальности канала ствола, и толщиномер стенки. Стволы также визуально проверяются на наличие неисправности до начала работы






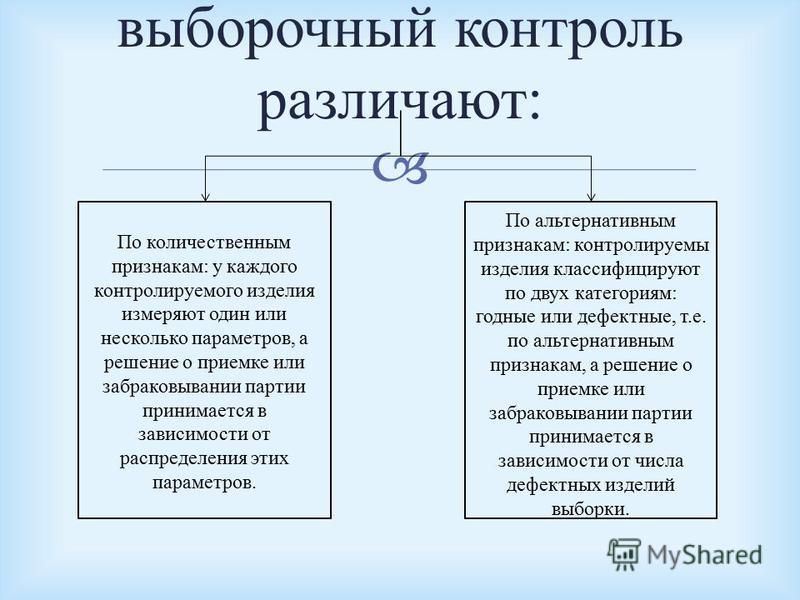 Ответственность
Ответственность 00.20__г.
00.20__г. 5.Мастер ОТК швейного цеха должен знать:
5.Мастер ОТК швейного цеха должен знать:



 Эти профессии включают в себя механика автомобильных трансмиссий, механика уличного освещения, автомобильного механика и автомеханика.
Эти профессии включают в себя механика автомобильных трансмиссий, механика уличного освещения, автомобильного механика и автомеханика.





 Согласно основному резюме, «специалисты по обслуживанию используют диагностическое оборудование для систем и компонентов двигателя, чтобы выявлять и устранять проблемы во все более сложных механических и электронных системах». Посмотрите этот пример того, как мастера используют навыки устранения неполадок: «помощь в разработке процедур сборки и устранения неисправностей для аккумуляторов».
Согласно основному резюме, «специалисты по обслуживанию используют диагностическое оборудование для систем и компонентов двигателя, чтобы выявлять и устранять проблемы во все более сложных механических и электронных системах». Посмотрите этот пример того, как мастера используют навыки устранения неполадок: «помощь в разработке процедур сборки и устранения неисправностей для аккумуляторов». Согласно резюме мастера, «иногда специалистам по обслуживанию приходится поднимать и перемещать тяжелые детали, такие как двигатели и панели кузова». В качестве примера, этот фрагмент был взят непосредственно из резюме о том, как применяется этот навык: «обеспечивал силовую охрану и меры физической безопасности при проведении передвижного и пешего патрулирования периметра на борту военно-морских объектов и надводных кораблей».
Согласно резюме мастера, «иногда специалистам по обслуживанию приходится поднимать и перемещать тяжелые детали, такие как двигатели и панели кузова». В качестве примера, этот фрагмент был взят непосредственно из резюме о том, как применяется этот навык: «обеспечивал силовую охрану и меры физической безопасности при проведении передвижного и пешего патрулирования периметра на борту военно-морских объектов и надводных кораблей». Согласно резюме мастера, «специалисты по обслуживанию должны знать о мелких деталях при осмотре или ремонте систем автомобиля, потому что механические и электронные неисправности часто возникают из-за несоосности или других причин, которые легко пропустить». В этом примере резюме показано, как основные обязанности зависят от этого навыка: «сообщать подробности о работе и выполняемых обязанностях и фотографии через Интернет в домашнюю компанию. достижения я был надежным надежным представителем».
Согласно резюме мастера, «специалисты по обслуживанию должны знать о мелких деталях при осмотре или ремонте систем автомобиля, потому что механические и электронные неисправности часто возникают из-за несоосности или других причин, которые легко пропустить». В этом примере резюме показано, как основные обязанности зависят от этого навыка: «сообщать подробности о работе и выполняемых обязанностях и фотографии через Интернет в домашнюю компанию. достижения я был надежным надежным представителем». Менее распространенные степени для магистров включают степень в области уголовного правосудия или степень в области компьютерных наук.
Менее распространенные степени для магистров включают степень в области уголовного правосудия или степень в области компьютерных наук.
 Автомеханики диагностируют проблемы и информируют клиентов о процедурах устранения неполадок и предоставляют смету расходов на техническое обслуживание. Они также могут предлагать дополнительные услуги для повышения оптимальной производительности и эффективности двигателя, в то же время, для получения большего дохода для бизнеса. Автомеханик должен отлично разбираться в автомобильной промышленности, особенно в том, что касается ответов на запросы и опасения клиентов относительно их автомобилей и планирования регулярного ремонта по мере необходимости.
Автомеханики диагностируют проблемы и информируют клиентов о процедурах устранения неполадок и предоставляют смету расходов на техническое обслуживание. Они также могут предлагать дополнительные услуги для повышения оптимальной производительности и эффективности двигателя, в то же время, для получения большего дохода для бизнеса. Автомеханик должен отлично разбираться в автомобильной промышленности, особенно в том, что касается ответов на запросы и опасения клиентов относительно их автомобилей и планирования регулярного ремонта по мере необходимости. Просто поняв эти различные навыки, вы можете увидеть, насколько различны эти профессии.
Просто поняв эти различные навыки, вы можете увидеть, насколько различны эти профессии. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
 Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм. 372
372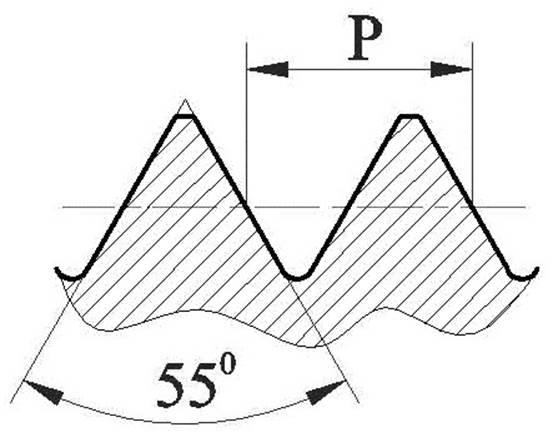 При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки. Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Второе различие — резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
 Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
 Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать: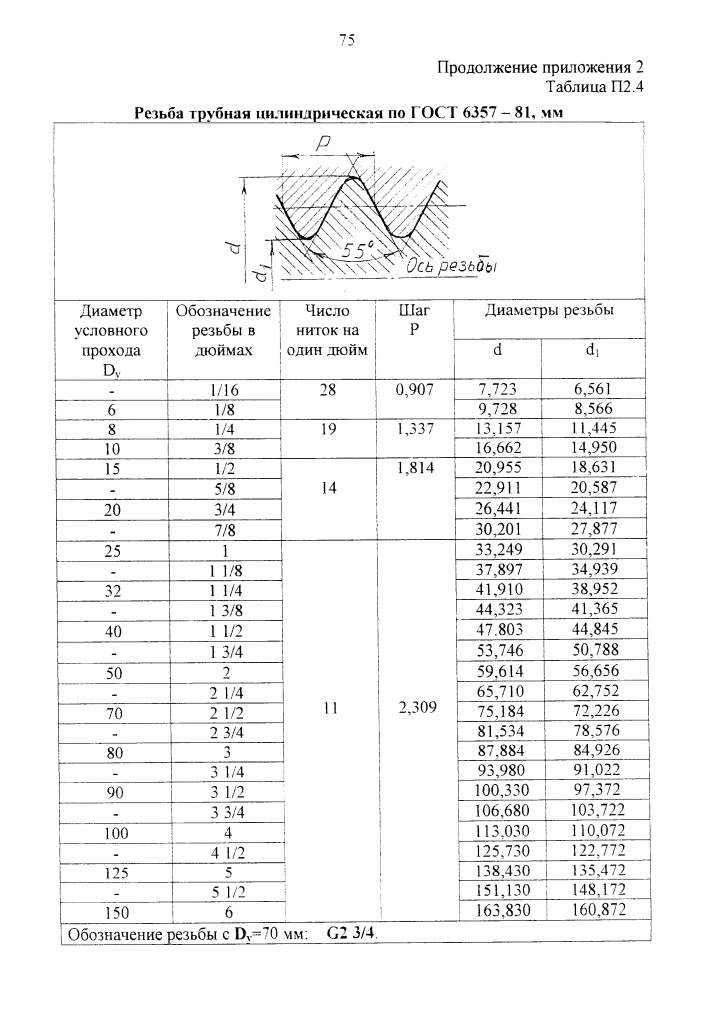 В метрических указанное расстояние обозначается в миллиметрах.
В метрических указанное расстояние обозначается в миллиметрах.
 Как правило, для этого отображается выносная полка или обычные размерные линии.
Как правило, для этого отображается выносная полка или обычные размерные линии.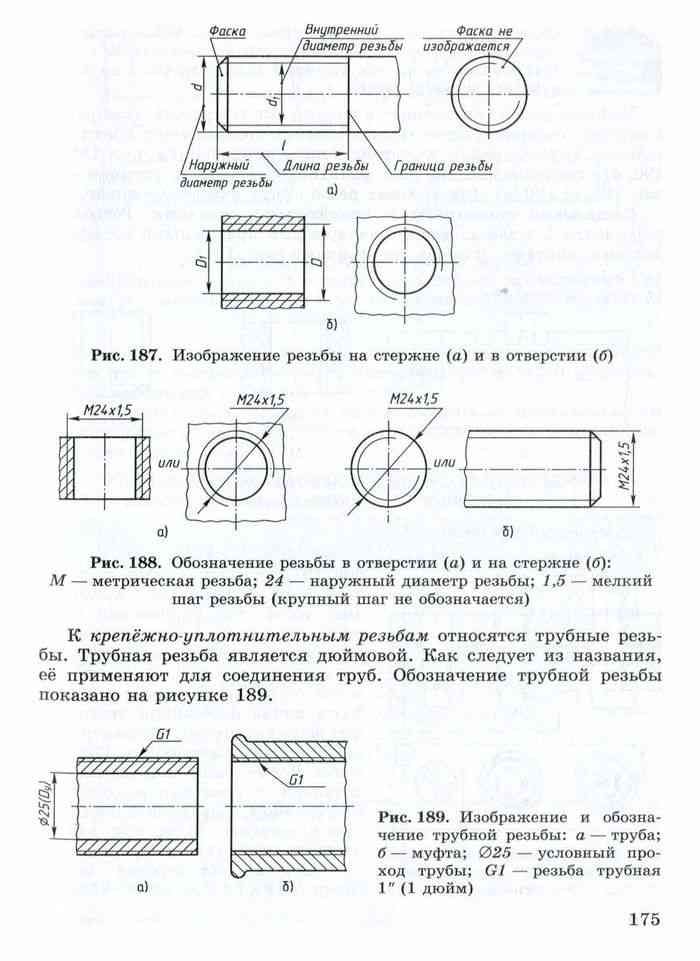

 Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Кроме того, возможно использовать обыкновенную линейку, штангенциркуль. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах. Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба. Размер резьбы имеет значение
Размер резьбы имеет значение Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.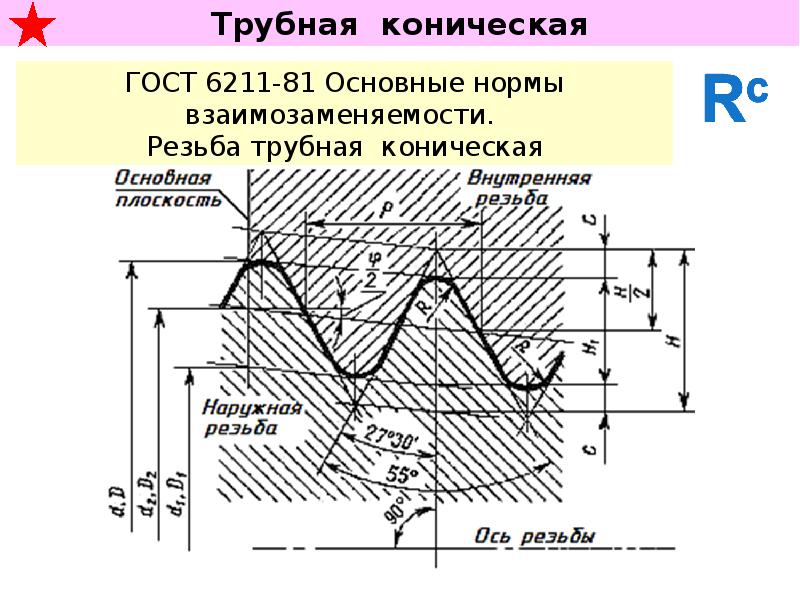 Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм).
Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм). Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.
Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене. Коническая резьба и параллельная резьба
Коническая резьба и параллельная резьба Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, поскольку размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие.
Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, поскольку размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие. Вы также можете скачать всю эту информацию в удобном PDF-файле.
Вы также можете скачать всю эту информацию в удобном PDF-файле.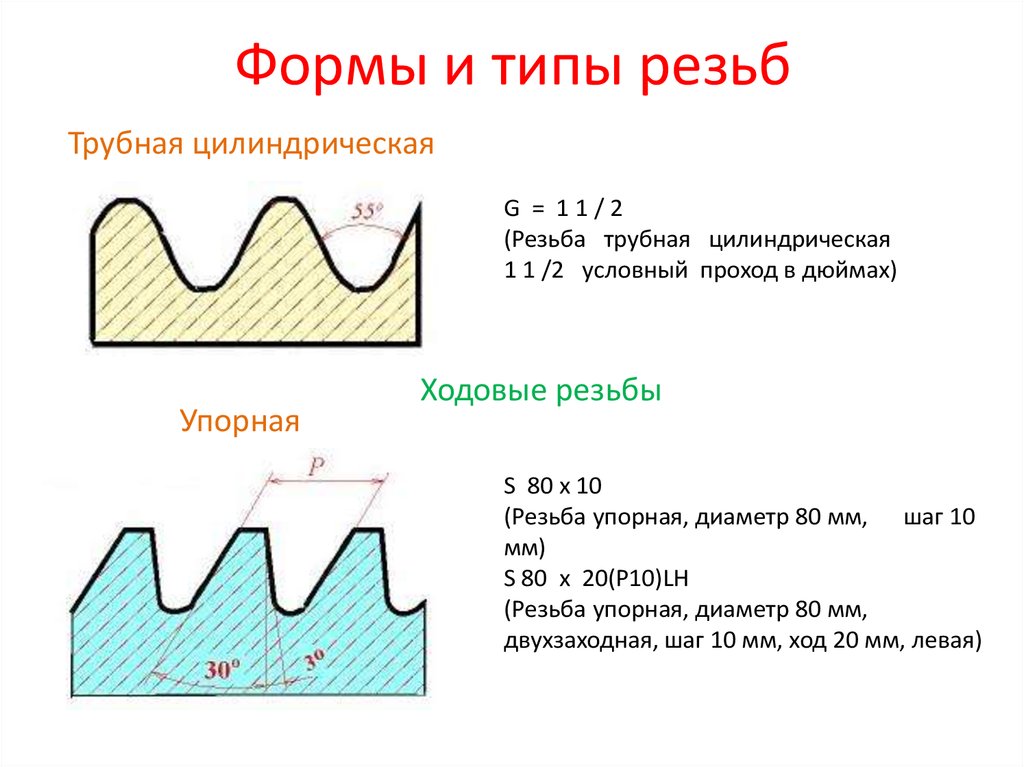 Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
 Для этого использовались самые различные химические элементы. Бронзовый век – эпоха, во время которой стал популярным сплав олова и меди (CuSn6). Что это за материал и почему он был столь популярен?
Для этого использовались самые различные химические элементы. Бронзовый век – эпоха, во время которой стал популярным сплав олова и меди (CuSn6). Что это за материал и почему он был столь популярен? По этой причине сплав меди с оловом называется бронзой, так как именно эти компоненты присутствуют в ней чаще всего.
По этой причине сплав меди с оловом называется бронзой, так как именно эти компоненты присутствуют в ней чаще всего.
 В ней содержится до 83% меди, 9% олова, 8% свинца и до 0,1% железа, кремния, фосфора и алюминия. Она предназначена для деталей, которые работают в условиях высоких удельных давлений, например, для подшипников скольжения.
В ней содержится до 83% меди, 9% олова, 8% свинца и до 0,1% железа, кремния, фосфора и алюминия. Она предназначена для деталей, которые работают в условиях высоких удельных давлений, например, для подшипников скольжения. Марка стали называется БрОЦС4-4-4. Именно благодаря процентному соотношению данных химических элементов этот сплав можно обрабатывать давлением и резанием. Цвет бронзы также зависит от примесей. Так, чем меньше меди содержит сплав, тем менее выраженный цвет: более 90% — красный, до 80% – желтый, менее 35% — серо-стальной.
Марка стали называется БрОЦС4-4-4. Именно благодаря процентному соотношению данных химических элементов этот сплав можно обрабатывать давлением и резанием. Цвет бронзы также зависит от примесей. Так, чем меньше меди содержит сплав, тем менее выраженный цвет: более 90% — красный, до 80% – желтый, менее 35% — серо-стальной. Они легко изменяют свой вид при использовании холодной ковки.
Они легко изменяют свой вид при использовании холодной ковки. Его можно использовать несколько раз в совершенно разных целях. С другой стороны, если бронза содержит большое количество примесей, таких как магний, кремний, алюминий, то при переплавке механические свойства могут уменьшиться.
Его можно использовать несколько раз в совершенно разных целях. С другой стороны, если бронза содержит большое количество примесей, таких как магний, кремний, алюминий, то при переплавке механические свойства могут уменьшиться.
 Полости данной фигуры заполняют глиной и после отливки извлекают. После изготовления поверхность может быть покрыта позолотой, слоем никеля, хрома или же серебром.
Полости данной фигуры заполняют глиной и после отливки извлекают. После изготовления поверхность может быть покрыта позолотой, слоем никеля, хрома или же серебром. Кроме того, он охватывает некоторые ключевые факторы, которые следует учитывать при выборе между медью, латунью и бронзой для конкретного применения.
Кроме того, он охватывает некоторые ключевые факторы, которые следует учитывать при выборе между медью, латунью и бронзой для конкретного применения.

 Он подходит для использования в боеприпасах, автомобилях, крепежных изделиях и скобяных изделиях.
Он подходит для использования в боеприпасах, автомобилях, крепежных изделиях и скобяных изделиях.
 Кроме того, обрабатываемость и обрабатываемость материала позволяют использовать его в производстве сантехники, электроники и музыкальных инструментов.
Кроме того, обрабатываемость и обрабатываемость материала позволяют использовать его в производстве сантехники, электроники и музыкальных инструментов. Этот сплав представляет собой разновидность оловянной бронзы с высоким содержанием свинца и используется для изготовления втулок, шайб и компонентов без давления.
Этот сплав представляет собой разновидность оловянной бронзы с высоким содержанием свинца и используется для изготовления втулок, шайб и компонентов без давления. Хотя медь, латунь и бронза обеспечивают электрическую и тепловую проводимость, коррозионную стойкость и прочность, между этими тремя металлами существуют четкие различия. Некоторые из ключевых отличий, которые следует учитывать при выборе материалов из листового металла, включают:
Хотя медь, латунь и бронза обеспечивают электрическую и тепловую проводимость, коррозионную стойкость и прочность, между этими тремя металлами существуют четкие различия. Некоторые из ключевых отличий, которые следует учитывать при выборе материалов из листового металла, включают:

 Оловянные бронзы с содержанием олова до 15,8% сохраняют структуру альфа-меди. Олово является упрочнителем твердого раствора в меди, хотя олово имеет низкую растворимость в меди при комнатной температуре. Фазовые превращения при комнатной температуре протекают медленно и обычно не происходят, поэтому эти сплавы являются однофазными. Оловянные бронзы используются в подшипниках, шестернях, поршневых кольцах, клапанах и фитингах. Литые оловянные бронзы имеют обозначение UNS C9.с 0200 по C91700. Свинец добавляется в оловянные бронзы для улучшения обрабатываемости и герметичности. Свинец снижает прочность на растяжение и пластичность оловянных бронз, но состав можно отрегулировать, чтобы сбалансировать требования к обрабатываемости и прочности. Оловянные бронзы с высоким содержанием свинца в основном используются для подшипников скольжения. Эти сплавы имеют механизм медленного разрушения, который временно предотвращает истирание и заедание. Механизм медленного отказа работает за счет того, что свинец просачивается из сплава и размазывается по поверхности шейки.
Оловянные бронзы с содержанием олова до 15,8% сохраняют структуру альфа-меди. Олово является упрочнителем твердого раствора в меди, хотя олово имеет низкую растворимость в меди при комнатной температуре. Фазовые превращения при комнатной температуре протекают медленно и обычно не происходят, поэтому эти сплавы являются однофазными. Оловянные бронзы используются в подшипниках, шестернях, поршневых кольцах, клапанах и фитингах. Литые оловянные бронзы имеют обозначение UNS C9.с 0200 по C91700. Свинец добавляется в оловянные бронзы для улучшения обрабатываемости и герметичности. Свинец снижает прочность на растяжение и пластичность оловянных бронз, но состав можно отрегулировать, чтобы сбалансировать требования к обрабатываемости и прочности. Оловянные бронзы с высоким содержанием свинца в основном используются для подшипников скольжения. Эти сплавы имеют механизм медленного разрушения, который временно предотвращает истирание и заедание. Механизм медленного отказа работает за счет того, что свинец просачивается из сплава и размазывается по поверхности шейки. Литые свинцово-оловянные бронзы обозначаются как UNS C9.2200 до C94500.
Литые свинцово-оловянные бронзы обозначаются как UNS C9.2200 до C94500.
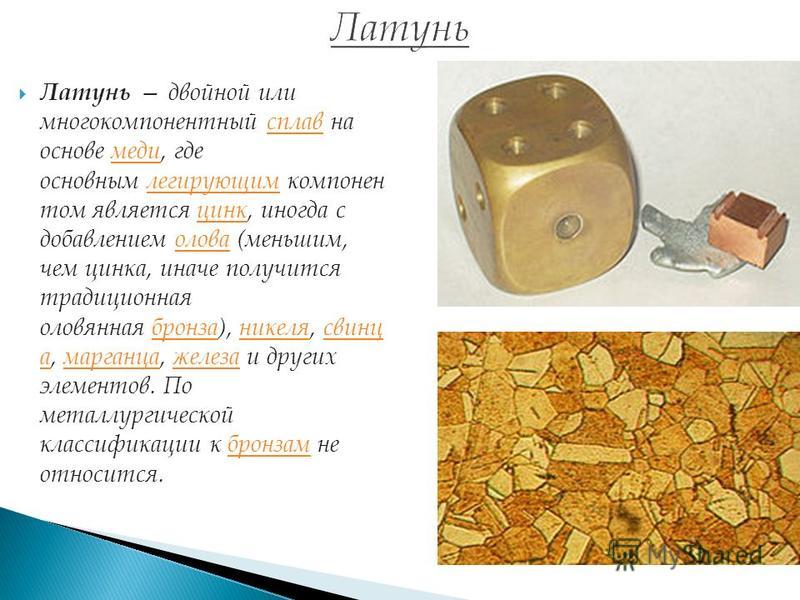 3-7.5, Zn 2-4, Ni 1.0, Sb .35, Fe .2, P .15, Al .15, Si .005
3-7.5, Zn 2-4, Ni 1.0, Sb .35, Fe .2, P .15, Al .15, Si .005 15, Si .005
15, Si .005
 :
:


 Наличие и ожидаемые поступления
Наличие и ожидаемые поступления Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта. На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.
На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.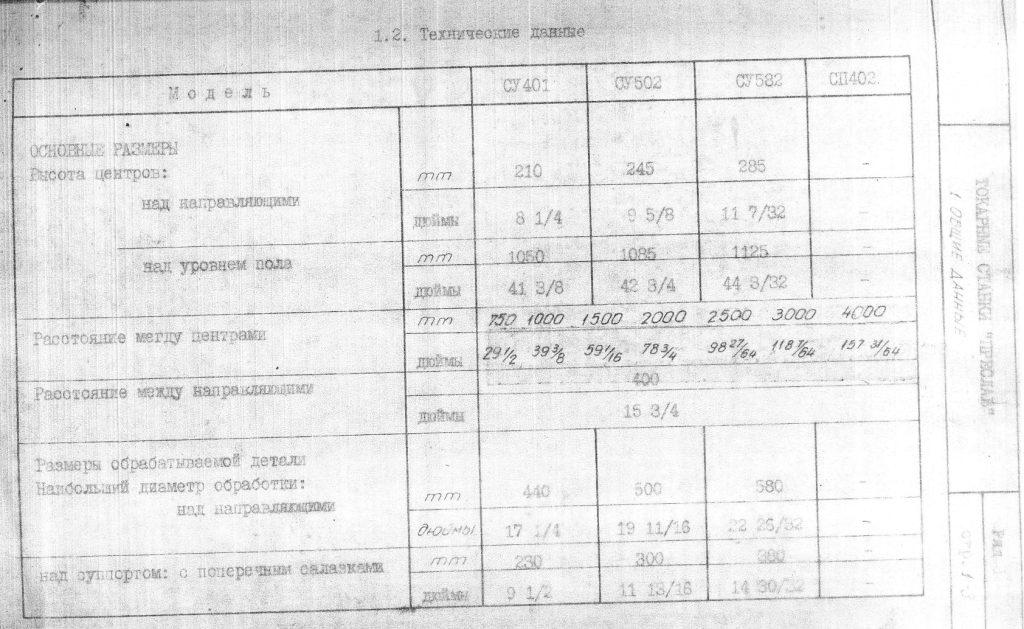
 Основные компоненты токарного станка, как правило, состоят из следующего:
Основные компоненты токарного станка, как правило, состоят из следующего:
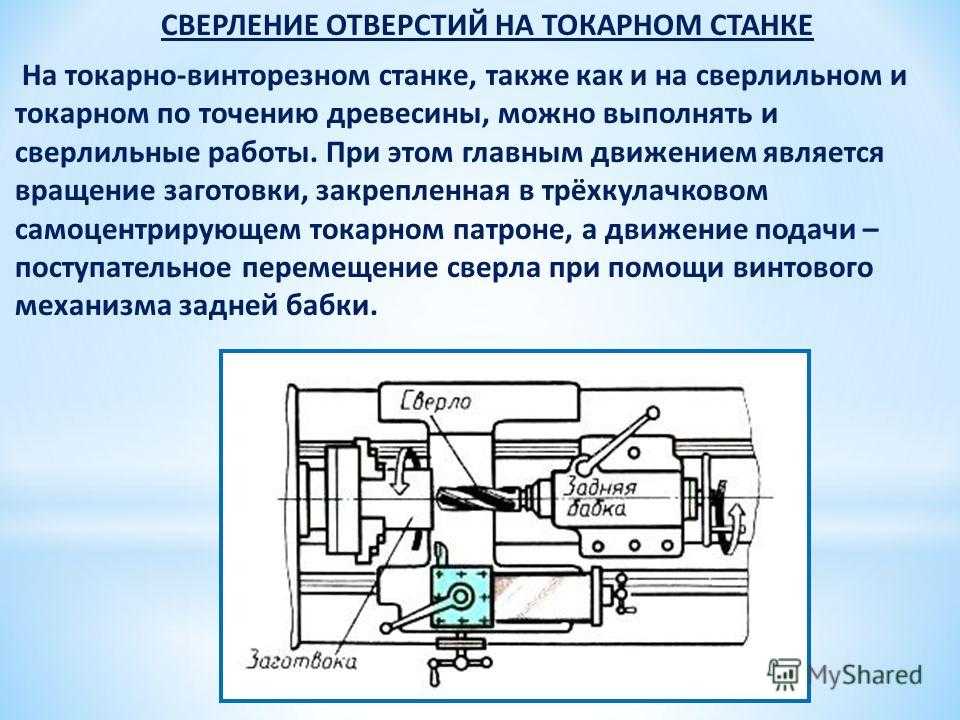 Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок. Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать?
Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок. Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать? Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка. Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.
Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.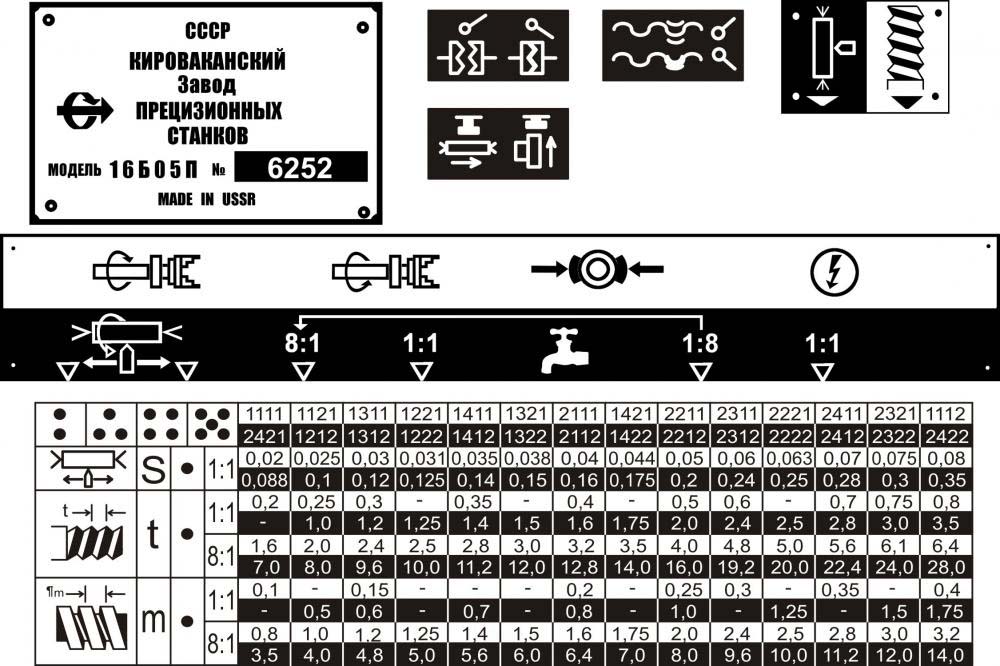 Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка.
Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка. Это также известно как «качание» токарного станка. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран. Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Так, ось X может иметь дополнительную ось движения A, которая является вращательной по оси X.
Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Так, ось X может иметь дополнительную ось движения A, которая является вращательной по оси X.
 Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается. Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки. Регулятор резьбы
Регулятор резьбы Не используйте тряпки во время работы машины.
Не используйте тряпки во время работы машины.


 Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки.
Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки. В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.
В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.
 Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.

 Основа соковыжималки — рама. Она должна быть прочной и устойчивой. Поэтому для ее изготовления лучше всего использовать стальные элементы:
Основа соковыжималки — рама. Она должна быть прочной и устойчивой. Поэтому для ее изготовления лучше всего использовать стальные элементы: У вас есть следующие варианты:
У вас есть следующие варианты:
 Для него нужно вырезать деревянные подкладки. Их задача — равномерно распределить нагрузку от неширокой площадки домкратного поршня.
Для него нужно вырезать деревянные подкладки. Их задача — равномерно распределить нагрузку от неширокой площадки домкратного поршня.
 Устроен он очень примитивно: это ёмкость с перфорацией, в которую закладывается крышка. Крышку опускает винт, а сок вытекает через перфорацию в резервуаре в поддон.
Устроен он очень примитивно: это ёмкость с перфорацией, в которую закладывается крышка. Крышку опускает винт, а сок вытекает через перфорацию в резервуаре в поддон.

 После использования её достаточно просто вымыть – и не останется никаких следов. Деревянные кадки так или иначе впитывают сок, окрашиваются. Для того, чтобы их отмыть, потребуется щётка. А после использования деревянный пресс следует долго и тщательно сушить, чтобы не появилось посторонних запахов и плесени.
После использования её достаточно просто вымыть – и не останется никаких следов. Деревянные кадки так или иначе впитывают сок, окрашиваются. Для того, чтобы их отмыть, потребуется щётка. А после использования деревянный пресс следует долго и тщательно сушить, чтобы не появилось посторонних запахов и плесени.


 Эффективность – до 80%.
Эффективность – до 80%. С другой стороны, виноградный пресс используется для прессования фруктов, яблок и яблок. С другой стороны, виноградный пресс используется для прессования фруктов, яблок и яблок.
С другой стороны, виноградный пресс используется для прессования фруктов, яблок и яблок. С другой стороны, виноградный пресс используется для прессования фруктов, яблок и яблок. Когда виноградный пресс используется для производства небольших виноградных прессов, они одновременно используются и извлекаются. Виноградный пресс высокого давления используется для производства больших виноградных прессов, например, на Alibaba.com, где пресс для фруктов 9Виноградный пресс 0003 s используется для прессования и спецификации виноградных косточек.
Когда виноградный пресс используется для производства небольших виноградных прессов, они одновременно используются и извлекаются. Виноградный пресс высокого давления используется для производства больших виноградных прессов, например, на Alibaba.com, где пресс для фруктов 9Виноградный пресс 0003 s используется для прессования и спецификации виноградных косточек. Машина для производства соевого винограда для домашнего использования — это еще один тип виноградного пресса .
Машина для производства соевого винограда для домашнего использования — это еще один тип виноградного пресса .
 Соевое молоко Виноградный пресс — отличный способ извлечь свежее качество продукта.
Соевое молоко Виноградный пресс — отличный способ извлечь свежее качество продукта.
 Двойные стволы и экономичный дизайн приносят вам много удобства. После приготовления сока также легко и тщательно вымыть все части по отдельности.
Двойные стволы и экономичный дизайн приносят вам много удобства. После приготовления сока также легко и тщательно вымыть все части по отдельности. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Энергосберегающие шарики на обоих концах из нескользящего пластика также удобны для захвата.
Энергосберегающие шарики на обоих концах из нескользящего пластика также удобны для захвата.
 Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. использование времени. Две бочки и прижимная пластина, соприкасающиеся с пищевыми продуктами, изготовлены из пищевого материала.
использование времени. Две бочки и прижимная пластина, соприкасающиеся с пищевыми продуктами, изготовлены из пищевого материала.

 В этом случае остается 3 варианта как отличить медь от латуни без использования инструмента:
В этом случае остается 3 варианта как отличить медь от латуни без использования инструмента: Это хлорид цинка, результат реакции этого металла на кислоту.
Это хлорид цинка, результат реакции этого металла на кислоту. Далее в нагретую жидкость помещают металл и выдерживают около 15 минут. Цвет меди меняется. Бронза к воздействию солевого раствора остается нечувствительной.
Далее в нагретую жидкость помещают металл и выдерживают около 15 минут. Цвет меди меняется. Бронза к воздействию солевого раствора остается нечувствительной.
 Многие изделия имеют маркировку. Она поможет определить не только тип металла, но и марку.
Многие изделия имеют маркировку. Она поможет определить не только тип металла, но и марку.
 Самыми распространенными являются бронзы (с добавкой олова, алюминия, кремния, марганца, свинца и бериллия), латуни (с добавлением 10-45% цинка), а также медно-никелевые сплавы (нейзильбер, мельхиор, копель, манганин).
Самыми распространенными являются бронзы (с добавкой олова, алюминия, кремния, марганца, свинца и бериллия), латуни (с добавлением 10-45% цинка), а также медно-никелевые сплавы (нейзильбер, мельхиор, копель, манганин).
 Удельное сопротивление – достаточно точная характеристика, по которой можно с высокой долей достоверности идентифицировать любой металл.
Удельное сопротивление – достаточно точная характеристика, по которой можно с высокой долей достоверности идентифицировать любой металл.


 д. Что еще более важно, медь часто используется в чистом виде, а не в форме сплава.
д. Что еще более важно, медь часто используется в чистом виде, а не в форме сплава. Периодическая таблица.
Периодическая таблица. Он имеет разный вес, стоимость, электропроводность, пластичность, прочность на растяжение, цвет, термостойкость и многое другое. Алюминиевые провода намного дешевле, имеют меньшую проводимость, пластичность и прочность на растяжение, легче и вызывают коррозию по сравнению с медными проводами.
Он имеет разный вес, стоимость, электропроводность, пластичность, прочность на растяжение, цвет, термостойкость и многое другое. Алюминиевые провода намного дешевле, имеют меньшую проводимость, пластичность и прочность на растяжение, легче и вызывают коррозию по сравнению с медными проводами. 





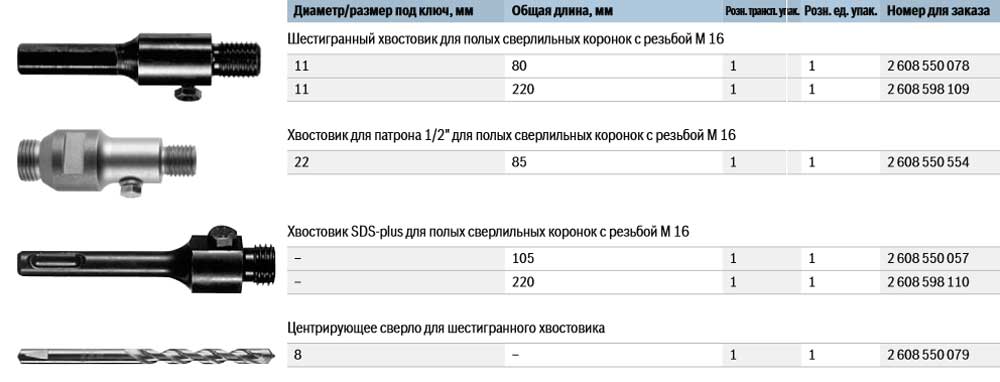
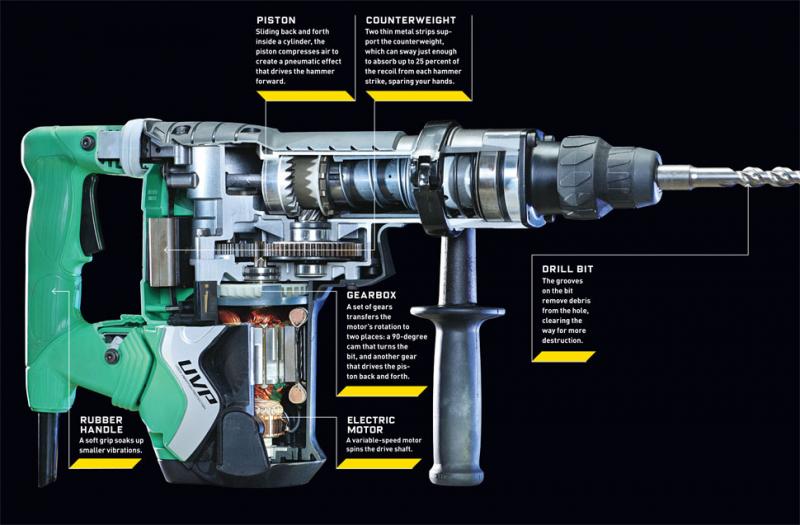



 Такими бурами легче работать, так как они
Такими бурами легче работать, так как они Также минусом данной оснастки является понижение прочности тела
Также минусом данной оснастки является понижение прочности тела
 Стандартные диаметры буров колеблются от 45 до 80 мм при глубине
Стандартные диаметры буров колеблются от 45 до 80 мм при глубине Буры с пылеудалением не снабжены стружечной канавкой
Буры с пылеудалением не снабжены стружечной канавкой
 Широкая поперечная режущая
Широкая поперечная режущая


 Обратите внимание, что коронкам противопоказан контакт с арматурой
Обратите внимание, что коронкам противопоказан контакт с арматурой В основном
В основном В этом случае
В этом случае Потяните бур на себя, если он не вынимается,
Потяните бур на себя, если он не вынимается,

 Перфоратор с патроном SDS max приспособлен для работы с крупных буровых насадок, коронок или лопаток с большим диаметром хвостовика. Это ярчайший представитель профессиональной линейки инструментов. Об этом свидетельствуют крупные габариты оборудования и возможность работы на строительных площадках при повышенных нагрузках.
Перфоратор с патроном SDS max приспособлен для работы с крупных буровых насадок, коронок или лопаток с большим диаметром хвостовика. Это ярчайший представитель профессиональной линейки инструментов. Об этом свидетельствуют крупные габариты оборудования и возможность работы на строительных площадках при повышенных нагрузках.
 Это позволит определить, с какими насадками можно работать, как легко они меняются, и возможно ли произвести ремонт при необходимости.
Это позволит определить, с какими насадками можно работать, как легко они меняются, и возможно ли произвести ремонт при необходимости.


 Так какая разница?
Так какая разница? При сверлении бетона долота неизбежно сталкиваются с большим сопротивлением из-за плотной набивки арматуры и заполнителя. Именно здесь более высокий крутящий момент и повышенное усилие сэкономят ваше время.
При сверлении бетона долота неизбежно сталкиваются с большим сопротивлением из-за плотной набивки арматуры и заполнителя. Именно здесь более высокий крутящий момент и повышенное усилие сэкономят ваше время.
 Материал наконечника сохраняет остроту режущей кромки лучше, чем стальные инструменты, что обеспечивает более гладкую поверхность и эффективное удаление материала.
Материал наконечника сохраняет остроту режущей кромки лучше, чем стальные инструменты, что обеспечивает более гладкую поверхность и эффективное удаление материала. Наконечники вставок оставят больше пыли, что потребует дополнительной очистки и чистки отверстия щеткой.
Наконечники вставок оставят больше пыли, что потребует дополнительной очистки и чистки отверстия щеткой.
 Новые на рынке беспыльные сверла используют свои наконечники и отверстия для отвода пыли от сверла в вакуумный канал во время сверления. Это обеспечивает более чистые условия труда и более эффективное бурение, особенно при работе с бетонной кварцевой пылью.
Новые на рынке беспыльные сверла используют свои наконечники и отверстия для отвода пыли от сверла в вакуумный канал во время сверления. Это обеспечивает более чистые условия труда и более эффективное бурение, особенно при работе с бетонной кварцевой пылью.  Беспыльные сверла помогают в качестве инженерного контроля, поскольку извлекают бетонную пыль, содержащую кремнезем, до того, как она попадет в воздух.
Беспыльные сверла помогают в качестве инженерного контроля, поскольку извлекают бетонную пыль, содержащую кремнезем, до того, как она попадет в воздух. И если вы идете на работу вслепую, то лучше быть переподготовленным, чем неподготовленным на месте. Во многих случаях это может означать более легкий процесс сверления и более быстрый результат; и это никогда не бывает плохо.
И если вы идете на работу вслепую, то лучше быть переподготовленным, чем неподготовленным на месте. Во многих случаях это может означать более легкий процесс сверления и более быстрый результат; и это никогда не бывает плохо. Поэтому важно думать о вашей задаче под рукой. Посмотрите на работу и подумайте:
Поэтому важно думать о вашей задаче под рукой. Посмотрите на работу и подумайте: Если электродрель встречает сопротивление при использовании сверла с гладким хвостовиком, риск соскальзывания сверла возрастает. Вы потеряете тягу и, что более важно, время. Как торговец, используйте правильный инструмент для работы. Роторные перфораторы.
Если электродрель встречает сопротивление при использовании сверла с гладким хвостовиком, риск соскальзывания сверла возрастает. Вы потеряете тягу и, что более важно, время. Как торговец, используйте правильный инструмент для работы. Роторные перфораторы. Часто вызывает разочарование и замедляет работу. Что-то должно было быть сделано.
Часто вызывает разочарование и замедляет работу. Что-то должно было быть сделано. Одной из замечательных особенностей бит SDS является то, что они не вращаются внутри дрели во время использования. Существует несколько типов битов SDS, которые вы можете использовать:
Одной из замечательных особенностей бит SDS является то, что они не вращаются внутри дрели во время использования. Существует несколько типов битов SDS, которые вы можете использовать: Мы можем получить комиссию, если вы покупаете по ссылке. Подробнее ›
Мы можем получить комиссию, если вы покупаете по ссылке. Подробнее ›

 Самым простым решением такого вопроса является обследование скважины, напорной магистрали и осмотр сантехнических приборов.
Самым простым решением такого вопроса является обследование скважины, напорной магистрали и осмотр сантехнических приборов. Отрицательный момент — это повышенный расход электроэнергии и риск перегрева двигателя. Поэтому рекомендуется его применение только под строгим контролем пользователя.
Отрицательный момент — это повышенный расход электроэнергии и риск перегрева двигателя. Поэтому рекомендуется его применение только под строгим контролем пользователя. Оборудование обеспечивает бесперебойную подачу ресурса в автономном режиме с поддержкой заданного давления.
Оборудование обеспечивает бесперебойную подачу ресурса в автономном режиме с поддержкой заданного давления.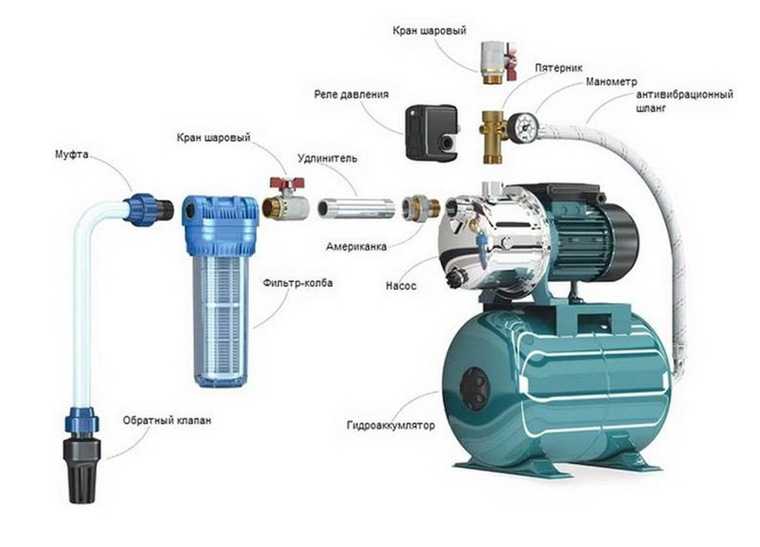 Величина резервуара зависит от длины подающей магистрали, количества сантехнических приборов и расчетного объема потребления.
Величина резервуара зависит от длины подающей магистрали, количества сантехнических приборов и расчетного объема потребления.




 Для этого следует двигаться вдоль трубопровода, отмечая давление на разных его участках. Если ваша водопроводная система не снабжена контрольно-измерительными приборами, то следует подключать переносной манометр в точках водоразбора (смесителях, спускных кранах). Определив отрезок, на котором происходит падение давления, гораздо проще узнать его причину. Это либо засорение труб, или зарастание их отложениями, либо неисправность водозапорных кранов. Устраняется подобная неисправность специальной чисткой трубы или заменой участка водопровода, сантехнического оборудования.
Для этого следует двигаться вдоль трубопровода, отмечая давление на разных его участках. Если ваша водопроводная система не снабжена контрольно-измерительными приборами, то следует подключать переносной манометр в точках водоразбора (смесителях, спускных кранах). Определив отрезок, на котором происходит падение давления, гораздо проще узнать его причину. Это либо засорение труб, или зарастание их отложениями, либо неисправность водозапорных кранов. Устраняется подобная неисправность специальной чисткой трубы или заменой участка водопровода, сантехнического оборудования.

 За то время, пока жильцы не пользуются водопроводом, в накопительном баке аккумулируется достаточный объём воды.
За то время, пока жильцы не пользуются водопроводом, в накопительном баке аккумулируется достаточный объём воды.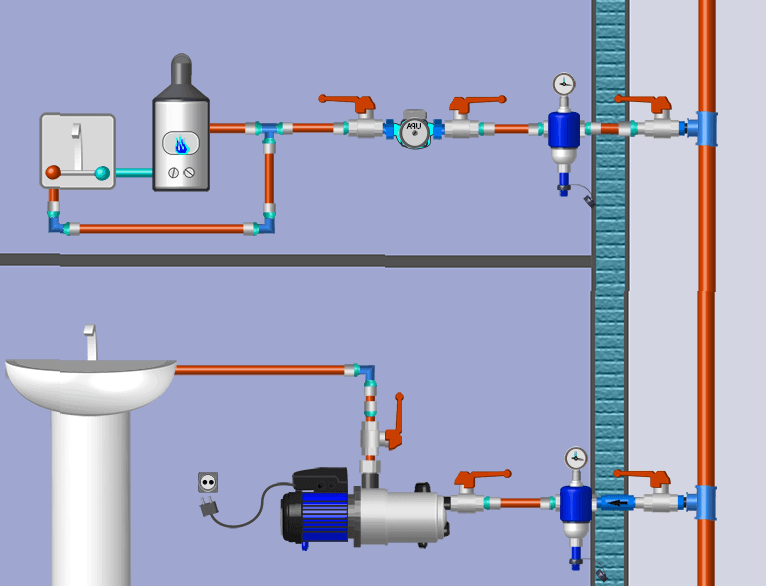 д.
д. Функции его примерно такие же – накопление и подача в сеть воды. Однако, давление в нём создаётся не за счёт сетевого насоса, а за счёт силы упругости внутренней диафрагмы и сжимаемого ей воздуха. Принцип действия его таков:
Функции его примерно такие же – накопление и подача в сеть воды. Однако, давление в нём создаётся не за счёт сетевого насоса, а за счёт силы упругости внутренней диафрагмы и сжимаемого ей воздуха. Принцип действия его таков:
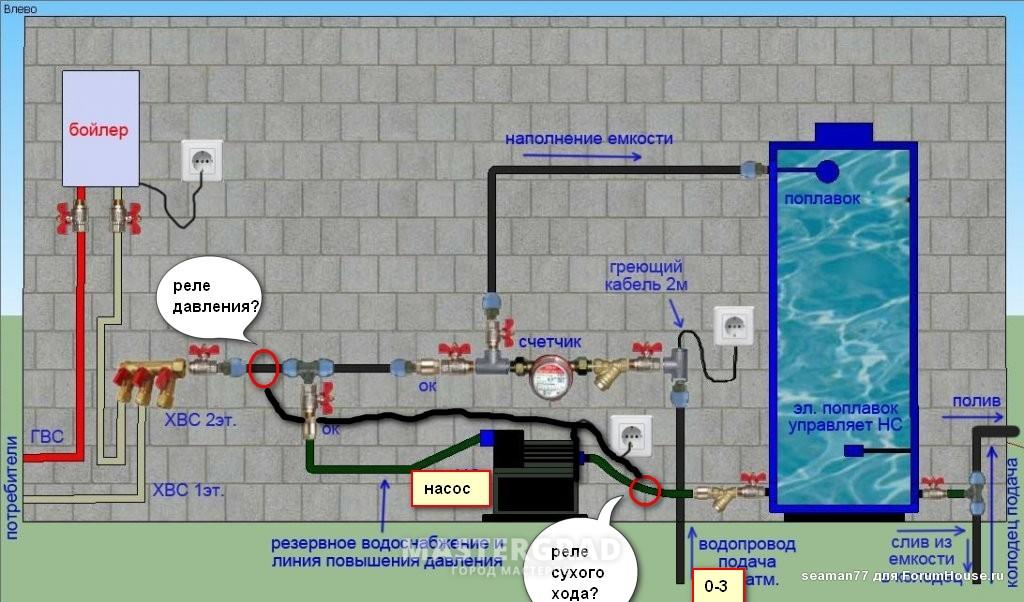


 Если вашему скважинному насосу более 15 лет, вам следует подумать о замене.
Если вашему скважинному насосу более 15 лет, вам следует подумать о замене. Первым шагом в устранении проблемы является определение ее причины. Если вы недавно приобрели свой дом и в нем плохое давление воды, посоветуйтесь с соседями, чтобы узнать, затрагивает ли эта проблема все сообщество. Если это так, вы можете установить усилитель давления воды, который увеличивает давление воды на пути от основного водопровода к вашей кухне и сантехнике. Это относительно простое решение для постоянного низкого давления воды в душе.
Первым шагом в устранении проблемы является определение ее причины. Если вы недавно приобрели свой дом и в нем плохое давление воды, посоветуйтесь с соседями, чтобы узнать, затрагивает ли эта проблема все сообщество. Если это так, вы можете установить усилитель давления воды, который увеличивает давление воды на пути от основного водопровода к вашей кухне и сантехнике. Это относительно простое решение для постоянного низкого давления воды в душе. Если выяснится, что причиной вашей проблемы является редукционный клапан давления воды, вызовите сантехника, чтобы отрегулировать настройку, чтобы обеспечить более высокую скорость потока.
Если выяснится, что причиной вашей проблемы является редукционный клапан давления воды, вызовите сантехника, чтобы отрегулировать настройку, чтобы обеспечить более высокую скорость потока. Пришло время вытащить механические чертежи вашего дома (если вам посчастливилось их иметь) и внимательно изучить их. Есть ли клапаны, о которых вы не знали? Ваша линия снабжения разветвляется с линией соседа? Подобные проблемы могут повлиять на давление воды.
Пришло время вытащить механические чертежи вашего дома (если вам посчастливилось их иметь) и внимательно изучить их. Есть ли клапаны, о которых вы не знали? Ваша линия снабжения разветвляется с линией соседа? Подобные проблемы могут повлиять на давление воды.
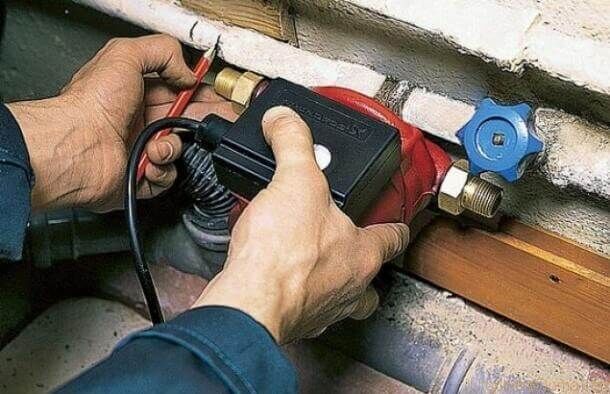

 Если аэратор необходимо очистить, замочите его в растворе уксуса и воды. Если это не сработает, купите сменный аэратор (они недорогие).
Если аэратор необходимо очистить, замочите его в растворе уксуса и воды. Если это не сработает, купите сменный аэратор (они недорогие).
 Это может происходить только с одним краном или душем или со всеми светильниками в доме.
Это может происходить только с одним краном или душем или со всеми светильниками в доме. Обычно лучше всего вызвать сантехника для оценки прибора. Если выяснится, что вам нужно заменить устройство, это тщательно проработанное руководство по лучшим водонагревателям станет хорошим началом.
Обычно лучше всего вызвать сантехника для оценки прибора. Если выяснится, что вам нужно заменить устройство, это тщательно проработанное руководство по лучшим водонагревателям станет хорошим началом. com
com Просто завинтите его, откройте клапан и проверьте давление.
Просто завинтите его, откройте клапан и проверьте давление.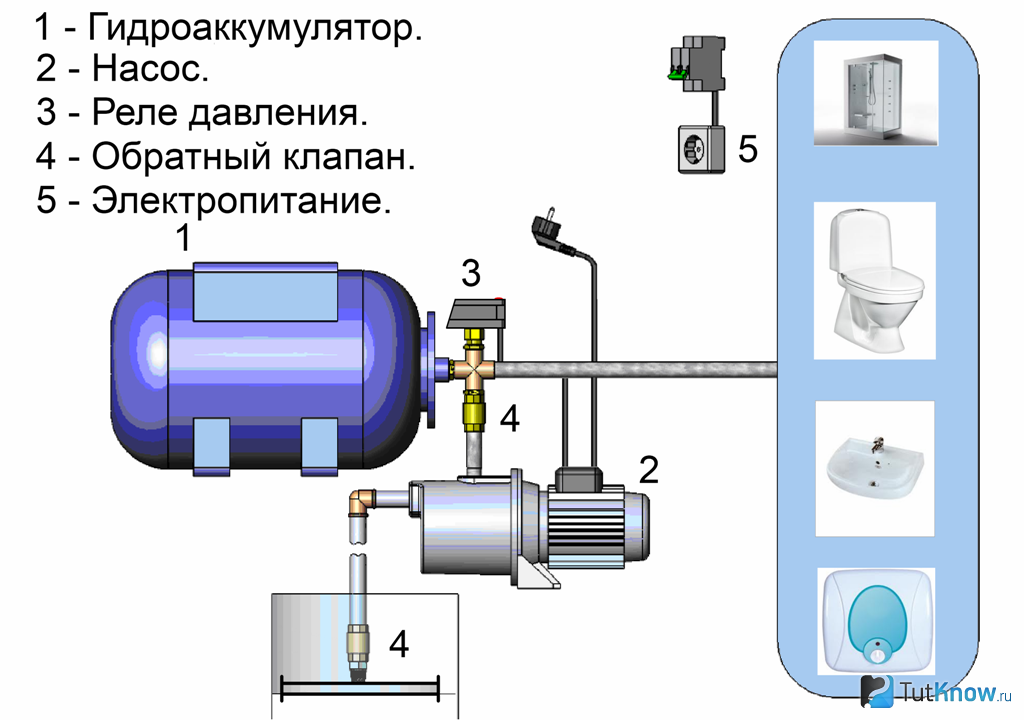

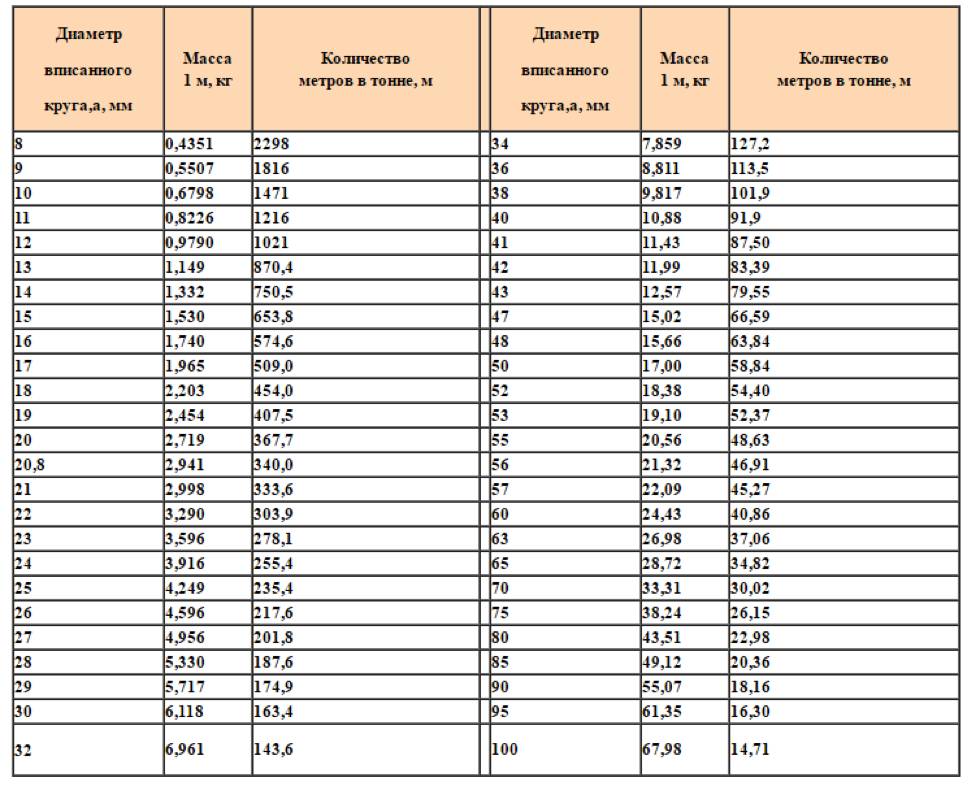

 Желательно ориентироваться на покупку премиум марки стали, так как это положительно скажется на сроке службы и качестве покрытия.
Желательно ориентироваться на покупку премиум марки стали, так как это положительно скажется на сроке службы и качестве покрытия.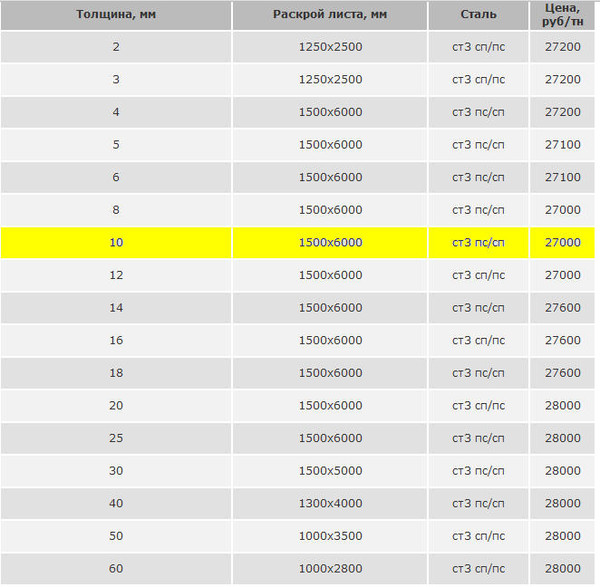 Расчет массы требуется для решения множества вопросов:
Расчет массы требуется для решения множества вопросов: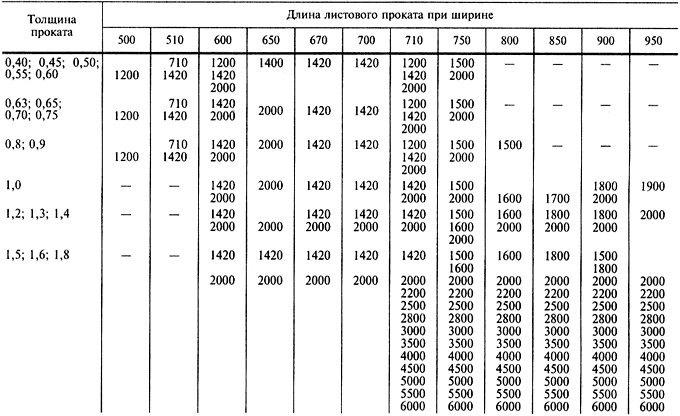 com
com В соответствии со стандартами ASTM, JIS и AISI, GB, сталь Jaway повышает эффективность и контроль качества при выборе сырья, резке, резке, обработке поверхности, упаковке и экспорте существующей продукции.
В соответствии со стандартами ASTM, JIS и AISI, GB, сталь Jaway повышает эффективность и контроль качества при выборе сырья, резке, резке, обработке поверхности, упаковке и экспорте существующей продукции. 1, No.4, HL, BA, 8K etc
1, No.4, HL, BA, 8K etc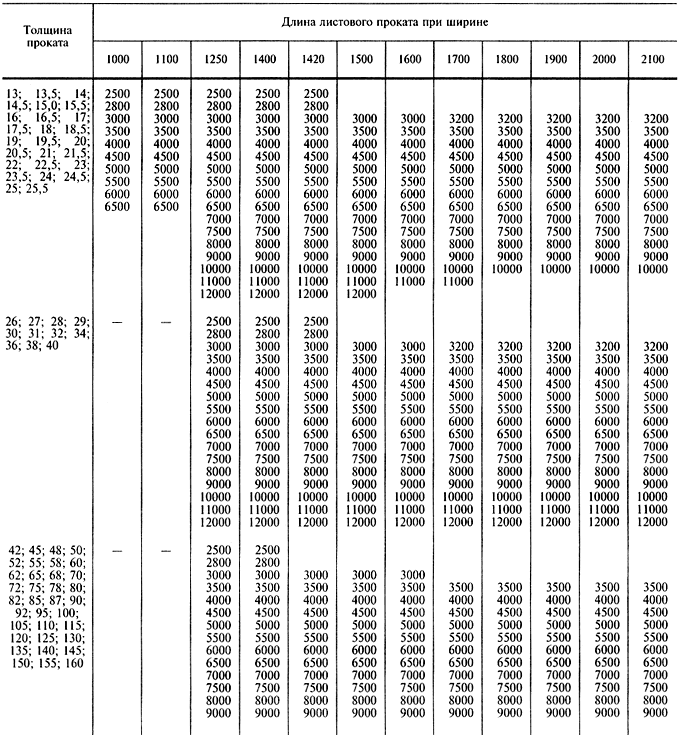 0008
0008 д.
д.