Делаем столярный верстак своими руками. Читайте подробности, смотрите видео
Домашние мастера, отпиливающие деревянные заготовки на табуретке – рано или поздно приходят к необходимости изготовить собственный верстак для столярных работ. При выполнении несложных задач – можно обойтись универсальным рабочим столом и парой тройкой хороших струбцин.
Если же вы серьезно занимаетесь столярным делом, необходимо соответствующее оборудование. При этом неважно, выполняете вы изделия на заказ, или делаете что-то для дома. Самодельный столярный верстак позволит выполнить любое изделие на высоком техническом уровне, и сэкономит вам массу времени.
ВАЖНО! Обсуждая этот вопрос, подразумевается наличие у вас свободного пространства для работ. В идеале – отдельное помещение в виде мастерской. В крайнем случае – качественный навес во дворе.
Если вы собираетесь столярничать в квартире, или на просторной лоджии – единственный выход, приобрести складной металлический верстак. Разумеется, обрабатывать габаритные деревянные заготовки на нем не получится, но качество работ и удобство возрастут на порядок.
Главная задача такого приспособления – надежно зафиксировать заготовку любой формы на ровной столешнице. Вместо столярных тисков используется система раздвижных половинок рабочей плоскости.
Фиксация изделия производится при помощи переставных упоров. Для их установки в столе имеются отверстия. Продуманная конструкция позволяет закрепить даже круглую заготовку.
Наличие продольного паза в столешнице (к тому же с регулируемой шириной), позволяют распиливать плоские изделия, не опираясь на край, что требует присутствия помощника, придерживающего свободную сторону. Распил можно вести посередине, при помощи электрического лобзика, контролируя обе половинки заготовки.
Такие столы могут быть дополнены электрическим рубанком, циркулярной пилой или фрезерным станком, что расширяет возможности.
Аналогичный складной верстак можно сделать из дерева. Правда устойчивость будет не такой, как у стационарного изделия.
И все же полноценные столярные работы на таких приспособлениях выполнять нельзя. Во-первых, квартира не слишком для этого приспособлена. Во-вторых, размеры складных верстаков ограничивают габариты обрабатываемых изделий.
Поэтому, большинство мастеров, ответственно подходящих к своей работе – предпочтут магазинному универсальному столику самодельный столярный верстак полноценных размеров.
К тому же, готовый станок не предусматривает индивидуальные особенности мастера:
Рост, длина рук;
Является мастер левшой или правшой;
Предпочтения в обрабатываемых изделиях – столешница может быть квадратной или прямоугольной;
Особенности помещения или площадки использования верстака.
Как сделать своими руками универсальный столярный верстак
Прежде чем искать проект или разрабатывать чертеж верстака собственной конструкции, необходимо понять, как работает система. Хочется иметь сразу и площадку для разделки крупных заготовок, и фрезер, и сверлильный станок.
ВАЖНО! Любая универсальность ухудшает специализированные возможности изделия. Некоторые приспособления все же лучше использовать в виде отдельных устройств.
Устройство столярного верстака
Конструкций существует великое множество, но основные компоненты должны присутствовать обязательно:
Прочная столешница (рабочая поверхность) из твердых пород дерева. Подойдет дуб, бук или граб. Плотность верхней плоскости должна быть выше, чем у дерева потенциальных заготовок.
Варианты вроде решетки из бруса, покрытого фанерой 12-20 мм, не подходят. Плоская поверхность быстро износится, и во время работы постоянно будут зацепы заготовок о неровности. К тому же, идеально плоский верстак уже сам по себе является эталоном для выравнивания компонентов изделия, или системой координат при разметке.
Оптимальный вариант – наборной стол из досок шириной 50-70 мм. Массивная столешница придает жесткости всей конструкции, и не прогнется под весом заготовки любого размера.
Столярные тиски
Это вообще тема отдельной статьи. Как правило, зажимы для заготовок устанавливаются по обе стороны верстака – на торцевой и на продольной.
Конструкция червячного механизма может быть металлической, чаще всего так и бывает. Но губки обязательно изготавливаются из дерева. Причем дерево должно быть мягким – чтобы не оставлять следов на заготовках.
К параллельности и качеству плоскостей тисков предъявляются не менее строгие требования, чем к основной поверхности. По мере износа губки можно менять, механизм нуждается лишь в периодическом обслуживании.
Станина
От ее прочности и устойчивости зависит качество всей конструкции. Некоторые мастера предпочитают изготавливать основу из металла. Преимущества конструкции – не тратится много ресурсов на линейное укрепление ножек. Еще одно достоинство – высота верстака регулируется плавно, и механизм не такой сложный, как в деревянных конструкциях.
Однако истинные профессионалы считают, что сталь в столярном верстаке – чужеродный материал. Эти традиции уходят своими истоками в те времена, когда умельцы собирали деревянные срубы без единого гвоздя.
Технологическая прорезь посредине рабочей поверхности
Она не должна ухудшать жесткость конструкции, но без нее верстак теряет часть функционала. При наличии электрического лобзика с небольшой глубиной погружения ножовочного полотна – паз не обязательно делать сквозным. Если толщина столешницы позволяет, нижняя плоскость может быть сплошной.
Симметрично расположенные отверстия на поверхности стола. В них устанавливаются упоры, при помощи которых можно фиксировать заготовки разных размеров. Целесообразно аналогичными отверстиями оснастить губки столярных тисков.
Пошаговая инструкция по изготовлению верстака
Чертежи с размерами приводить бессмысленно. Каждый мастер самостоятельно определяет особенности конструкции. Однако типовые размеры столярного верстака для стационарного использования, следующие: длина 1500 мм – 2000 мм, ширина 700 мм – 1200 мм.
Высота верстака определяется мастером, с учетом своих физических данных. Возможность регулировки высоты, безусловно, добавляет универсальности, но снижает прочность изделия.
Сборка начинается с ножек. Материалом может послужить практически любое дерево – даже хвойных пород.
Опорные брусья, как и остальные элементы станины – лучше выполнить из двух половинок, соединенных между собой клеем и шурупами. Получается аналог клееного бруса для финских домиков. Половинки необходимо склеивать в противоток волокон. В этом случае, дерево никогда не поведет по причине изменения влажности.
Сборка вертикальных и горизонтальных элементов выполняется «шип в паз». Достаточно качественного клея по дереву, металлические нормали излишни. Главное – качественная подгонка соединения.
Перед соединением на внешних половинках ножек выпиливаются пазы для шлицевого соединения с горизонтальными перемычками. Соединение выполняется по принципу «ласточкин хвост».
Причем даже современные мастера столярного дела используют хитрость, применявшуюся издревле при изготовлении деревянной мебели. Шлицевое соединения замыкается клином.
Это дает возможность в любой момент «подтянуть» разболтавшуюся конструкцию.
Торцевые рамки из ножек с перемычками должны сохранять вертикальность во время всего процесса сборки. В старые времена ножки прикапывали в грунт, для временной фиксации. После окончательной сборки конструкция извлекалась из земли.
Есть много способов закрепить компоненты при сборке. При проектировании также важно правильно выпилить «ласточкины хвосты» пазов для горизонтальных перемычек.
По такому же принципу монтируются верхние горизонтальные перемычки. Их крепление не нуждается в расклинивании, поскольку эти элементы конструкции являются вспомогательными.
Тем не менее, без параллельно установленных верхних брусков жесткости, конструкция получится неустойчивой. При плотной подгонке, верхние перемычки просто садятся на клей.
На нижние брусья укладывается помост из досок. Он не несет силовой нагрузки, а просто является полкой для хранения заготовок.
Аналогичная конструкция строится и на верхних горизонтальных перемычках. Причем в этой нише, при желании можно устроить ящики для различного столярного инструмента.
Можно закрепить доски шурупами, но это необязательно. Как мы говорили раннее – дерево не любит избытка металла. Если вы все же решили применить болтовое или шпилечное соединения – гайки и головки болтов обязательно утапливаются заподлицо.
На верхние горизонтальные поперечины станины укладываем столешницу. Ее целесообразно собрать заранее. Конструкция клееная, с усилением при помощи длинных саморезов из оцинкованной или черненой стали.
ВАЖНО! Никаких коррозирующих элементов в конструкции быть не должно. При появлении ржавчины, металл разбухает, и на ровных поверхностях могут появиться выпуклости.
В середине стола, по продольной оси, располагается технологический паз для пропилов. В предложенной конструкции он достаточно широкий, но не сплошной.
Для жесткости конструкции, через равные промежутки установлены силовые поперечины на уровне плоскости верстака. Если вы будете делать такую же конструкцию – не забывайте о поперечинах при расшивке заготовок.
В образовавшиеся ниши можно уложить сменные донышки. В них во время сборочных работ (имеется ввиду изделие, а не верстак) можно укладывать нормали и фурнитуру.
После окончательной сборки про помощи уровня, или иных приспособлений, тщательно выверяется соответствие размеров, углов наклона и параллельности плоскостей.
Последний этап – установка на заранее подготовленные места, столярных тисков. Конструкция должна позволять демонтировать их при необходимости. Иногда нужна просто ровная поверхность с доступом к детали на 360°, без торчащих вокруг стола приспособлений.
Стоит ли говорить о том, что столярный верстак, установленный возле стены наполовину менее функционален. По возможности мастер должен иметь возможность не только обойти стол вокруг – а и залезть на него с ногами для выполнения работ на заготовке.
ВАЖНО! После того, как верстак окончательно просохнет и «усядется», необходимо отшлифовать поверхность. Принцип тот же, как у циклевки паркета. Только допуски измеряются миллиметрами.
Поверхность можно и нужно покрывать столярным лаком. Только он должен быть матовым, и ни в коем случае не образовывать слой на поверхности. Непокрытая поверхность, из какого бы материала ее не делали – быстрее изнашивается.
Видео, как сделать столярный верстак дома в ограниченном пространстве
502 Bad Gateway
nginx/1. 21.0
4 идеи как сделать складной рабочий верстак своими руками
В вашей домашней мастерской не хватает места, чтобы разместить рабочий стол? Не спешите отчаиваться.
Узнайте, как сделать своими руками складной мобильный верстак из недорогих материалов, которые можно без проблем найти в любом строительном магазине.
Содержимое
1 Складной мобильный рабочий верстак своими руками
1.1 Основные этапы работ
1.2 Видео по теме
2 Как сделать складной верстак на колесах
2.1 Основные этапы работ
2.2 Видео по теме
3 «Походный» складной стол для работы в мастерской и за ее пределами
3.1 Основные этапы работ
3.2 Видео по теме
4 Как сделать переносной рабочий верстак из профтрубы и листового металла
4.1 Основные этапы работ
4.2 Видео
Складной мобильный рабочий верстак своими руками
Читайте также: Деревянный приставной столик своими руками
Собственно, для работы потребуются только доски и фанера, ну и петли с саморезами. А чтобы стол был мобильным, нужно будет купить колесики.
Если все основные материалы уже есть у вас под рукой, тогда не будем зря терять время — приступим к изготовлению складного верстака.
Рекомендуем также прочитать статью: как сделать быстрозажимную струбцину на верстак.
Первым делом необходимо напилить заготовки нужной длины. Чтобы не запутаться, можно ориентироваться на чертеж верстака.
Читайте также: Фанерный навесной замок своими руками
Основные этапы работ
Теперь необходимо будет изготовить две боковые части верстака, на которые будет опираться столешница. И которые, по сути, являются ножками стола.
К боковым частям автор прикручивает дверцы и половинки верхних и нижних царг, которые будут соединять две боковинки между собой.
Читайте также: Интересная развивающая игра для детей своими руками
На следующем этапе необходимо соединить половинки царг при помощи петель, а также установить фиксирующие защелки на их обратной стороне.
Затем останется только прикрутить к ножкам колесики, благодаря чему самодельный верстак станет мобильным — его быстро можно будет переместить в любую часть мастерской. Два колеса должны быть с тормозом.
Читайте также: Как изготовить деревянные подставки для кружек в виде поддонов
Видео по теме
Подробно о том, как изготовить складной мобильный рабочий верстак своими руками, можно посмотреть на видео.
DIY Folding Mobile Workbench
Как сделать складной верстак на колесах
Складные конструкции — идеальный вариант для небольших помещений.
Это касается и рабочих верстаков для мастерской. Ну посудите сами: поработал, потом сложил стол и убрал в угол, чтобы не мешался под ногами.
А если все углы в мастерской заняты? Тогда можно его повесить на стену!
В сегодняшней статье мы рассмотрим довольно интересный вариант складного верстака, который в сложенном состоянии можно хранить на стене.
Причем нужно отметить, что верстак можно использовать как возле стены, на которой он хранится, так и в любом другом месте мастерской, потому что наличие колесиков делает рабочий стол мобильным.
Такое необычное, но однозначно грамотное решение предложил автор YouTube канала VisualSpicer — рекомендуем взять идею на заметку!
Основные этапы работ
Сначала необходимо будет сделать верхнюю часть верстака.
Для этого отпиливаем по размеру четыре доски и вырезаем из листа фанеры столешницу.
Первым делом скрепляем между собой доски, потом к получившейся раме крепится столешница.
Обратите внимание: столешницу крепим к раме на столярный клей ПВА и саморезы по дереву (используется соединение «косой шуруп»).
На следующем этапе приступаем к изготовлению ножек для верстака. Отпиливаем 8 заготовок из доски и склеиваем их попарно, чтобы получилось четыре ножки.
В раме с четырех сторон высверливаем отверстия и крепим опорные ножки с помощью болтов с гайками.
Обратите внимание: верхнюю часть ножек необходимо будет закруглить, чтобы острые углы им не мешали складываться
Дополнительно каждую пару ножек соединяем между собой с помощью планок из фанеры, чтобы увеличить жесткость конструкции.
К нижней части ножек также прикручиваем планки и еще доски, только крепим их не напрямую, а при помощи петель.
После этого к двум доскам, которые прикреплены с помощью петель, необходимо будет прикрутить колесики.
Смысл такого крепления заключается в том, что колесики можно убрать, и стол будет опираться на ножки. А когда нужно его переместить из одного места в другое — тогда можно уже задействовать колесики.
В завершении останется лишь прикрепить к стене две доски параллельно друг другу, между которыми будет крепиться наш верстак и прикрутить к ним шпингалеты для фиксации стола.
Видео по теме
Подробно о том, как сделать складной верстак на колесах, можно посмотреть ниже — в авторском видеоролике.
Building my $150 foldable wall mounted workbench table on wheels + Downloadable DIY plans
«Походный» складной стол для работы в мастерской и за ее пределами
Когда вы работаете в мастерской, то там у вас уже наверняка имеется стационарный рабочий стол.
Но если нужно выполнить работы за пределами мастерской, то вам пригодится складной столик, который складывается в «чемодан».
В сегодняшней статье мы расскажем, как сделать такой столик своими руками. Для сборки потребуются доски и фанера.
Из дополнительных материалов нужно будет подготовить:
круглую трубу;
резьбовую шпильку;
шайбы с гайками;
накладные защелки.
Своим личным опытом изготовления и сборки складного рабочего стола поделился с нами автор YouTube канала LeeMaker.
Основные этапы работ
Первым делом необходимо будет изготовить ножки стола. В данном случае они будут спаренными. Всего нам потребуется две пары ножек.
Сначала изготавливаем первую пару ног: отпиливаем по размеру доски и высверливаем в них отверстия.
В нижней части соединяем с помощью резьбовой шпильки, а в верхней — крепится дощечка из фанеры.
В верхней части также надо дополнительно просверлить отверстия для установки стальной круглой трубы — для крепления к столешнице.
По такому же принципу изготавливается вторая пара ножек. Только она должна быть меньше по ширине, чем первая (смотрите фото ниже).
Столешницу вырезаем из листа фанеры. По бокам прикручиваем к ней доски, в которых высверливаем по два отверстия по краям для установки трубы.
Укладываем между досками опорные ножки.
По торцам столешницы прикручиваем дощечки из фанеры, которые также будут выступать в роли ограничителей.
В столешнице высверливаем отверстия для установки струбцин. Если планируете пользоваться дисковой пилой, то дополнительно можно прорезать паз в центральной части.
По торцам прикручиваем накладные защелки, которые будут фиксировать ножки, когда они находятся в разложенном состоянии.
В целом, конструкция получилась довольно практичная.
Рабочий стол быстро складывается в «чемодан», который удобно таскать с собой и хранить в мастерской.
Видео по теме
Пошаговый процесс изготовления складного столика рекомендуем посмотреть в авторском видеоролике ниже. Спасибо за внимание.
접이식 작업테이블 (치수링크) / Folding Mobile WorkTable (Plan link)
Как сделать переносной рабочий верстак из профтрубы и листового металла
Расскажем, как самостоятельно изготовить складной переносной верстак для работы на улице. Конструкция состоит из двух независимых столиков, которые при необходимости можно объединить в один длинный верстак.
Своим личным опытом поделился с нами автор YouTube канала choigo(최go)tv. Рекомендуем взять себе на заметку!
Переносной рабочий верстак автор использует для распиловки длинных профильных труб и прочего металлолома, а также для сборки габаритных деревянных рам.
Необходимые материалы:
профильная труба;
листовой металл;
мебельная фурнитура — петли и шпингалеты;
ламинированная фанера.
Преимущества складного рабочего стола очевидны: удобная складная конструкция, сборка и разборка занимает минимум времени, в сложенном состоянии не требуется много места для хранения.
Еще плюс самоделки в том, что вы можете использовать как только одну часть верстака, так и две одновременно.
Основные этапы работ
Отрезаем четыре заготовки из прямоугольной профильной трубы и свариваем их вместе, как показано на фото ниже.
По такому же принципу необходимо сварить и другие рамки из профильной трубы — в общей сложности должно получиться 8 штук.
Соединяем рамки из профтрубы попарно с помощью петель. Всего должно получиться 4 складных опоры.
На следующем этапе подготавливаем заготовки из профильной трубы, и свариваем прямоугольных рамки, к которым привариваем куски листового металла. Всего потребуется восемь таких деталей. И сразу можно их покрасить.
Получившиеся полки крепим с помощью петель к нижней части опор. Между собой они будут соединяться с помощью шпингалетов.
После этого необходимо будет сварить из профтрубы еще две прямоугольных рамки — основания (или каркас) для столешницы.
Каждый металлокаркас опирается на две опоры. Вставляется в специальные пазы и дополнительно автор зафиксировал эти рамки при помощи металлических защелок.
В завершении останется только вырезать две столешницы из ламинированной фанеры, и прикрутить их к каркасам.
Также нужно изготовить опорный столик для торцовочной пилы или другого электроинструмента.
Видео
DIY TOOL #42 / How to make a portable workbench /휴대용 조립식 작업대
Андрей Васильев
Задать вопрос
Складной верстак | Ана Уайт
Сложность
Новичок
|
Хотите начать строительство, но места мало? Эта складная рабочая станция занимает всего 4 квадратных фута и имеет много места для хранения. Он раскладывается, образуя рабочее пространство хорошего размера.
Бесплатные пошаговые планы со схемами и списком покупок и вырезов на сайте Ana-White.com
Закрепить на потом!
Строительство очень похоже на приготовление пищи. Если у вас есть кухня и основные инструменты, все возможно. Но если вы готовите на земле, без ваших приборов, посуды и ножей, хранящихся в случайных местах вашего дома, практически невозможно что-либо создать.
То же самое относится и к строительным проектам. Вам нужен специальный рабочий центр со всеми инструментами в одном месте. Поэтому, когда вы хотите работать над проектом, вы точно знаете, где что находится, и у вас есть чистое рабочее пространство, готовое для вашего творчества.
Но что, если у вас мало места? Я только что вернулся из поездки к сестре, и мы смогли создать складной верстак, вмещающий все необходимые инструменты, всего на 4 квадратных фута, но он раскладывается до столешницы площадью 12 квадратных футов.
Он узкий, поэтому его можно поставить у стены гаража и при этом легко обойти.
Вы также можете хранить складной верстак инструментами наружу, чтобы всегда было легко получить доступ к дрели или ручным инструментам.
Для использования просто выкатите верстак, зафиксируйте колесики и поднимите столешницу. Столешница представляет собой просто кусок фанеры толщиной 3/4 дюйма стандартного размера 4 х 2 фута (обрезка не требуется).
Простая конструкция позволяет легко крепить к фанере.
Хранилище и инструменты очень доступны, когда верстак используется.
Мы добавили выдвижной ящик для мелких инструментов и организации винтов, но инструменты не являются обязательными.
Этот складной верстак идеально подходит для тех, кто хочет работать над проектами время от времени, не имеет много места и хочет, чтобы все его инструменты были в порядке.
Складной верстак Видеоурок
Мы засняли этот процесс сборки, это довольно простая сборка. Посмотрите руководство, чтобы узнать много советов и рекомендаций.
Чертежи складного верстака
Чертежи этого складного верстака приведены ниже. Если вы строите, поделитесь публикацией, нам нравится видеть, как получаются ваши проекты.
Размеры
Рабочая поверхность 4 х 3 фута, в сложенном состоянии около 1 фута в глубину х 4 фута в ширину и 3 фута в высоту0070
1 — 1×12 @ 6 футов в длину (используется для полок)
2 — 2×4 @ 8 футов в длину
Фанера 1–3/4 дюйма @ 4 x 2 фута
1 — Петля для фортепиано 48″
4–4-дюймовые самоустанавливающиеся колеса с фиксаторами
Шурупы по дереву длиной 16–3/4 дюйма для роликов, убедитесь, что головка винта не проходит через отверстия в роликах
Петли 2–3 дюйма с винтами
2 — магнитные застежки
1 — застежка на крючок и проушину
2-дюймовые саморезы для корпуса (около 50)
Саморезы для шкафа 2-1/2″ (около 20)
Дополнительный ящик
1–1×3 @ 8 футов в длину
Фанера 1/4 дюйма для дна ящика
Направляющие полного выдвижения 1–12 дюймов
Гвозди 3/4 дюйма и столярный клей для крепления фанеры 1/4 дюйма к днищу
Список вырезов
2 — 1×12 @ 48″
3 — 1×12 @ 30-1/2″
2 — 2×4 @ 48 дюймов
1 — 1×12 @ 31-3/4″
2 — 1×12 @ 14 дюймов
1 — 3/4″ фанера @ 48″ x 36″
Ножки 2×4 обрезаны под углом 5 градусов, чтобы соответствовать высоте роликов
Выдвижной ящик следует обрезать следующим образом: —
2 — 1×3 @ 12″
2 — 1×3 @ около 29 дюймов — измерьте наименьшую часть отверстия, вычтите 1 дюйм для направляющих ящика, 1-1/2 дюйма для боковин ящика, а затем дополнительно 1/4 дюйма для свободного хода
Нижняя часть ящика на 12 дюймов x примерно 30-1/2 дюйма или 1-1/2 дюйма больше, чем передняя и задняя часть ящика 1×3
Инструкции
Шаг 1
Прикрепите верх и низ к разделителям и бокам 2-дюймовыми винтами, используйте три винта на соединение.
Шаг 2
Проверьте квадратность проекта, взяв противоположные диагонали и убедившись, что они совпадают. совпадают. При необходимости отрегулируйте.
Прикрепите 2 x 4 к задней части с помощью винтов 2-1/2 дюйма сверху, снизу и по бокам, а также разделители.
Шаг 3
Сначала прикрепите более длинную полку с помощью 2-дюймовых винтов, по три винта на соединение.
Затем добавьте полки меньшего размера.
Высота полки может быть любой, можно добавить больше полок.
Шаг 4
Дополнительный ящик:
Измерьте внутреннюю часть того места, где вы хотите разместить ящик. Измерьте спереди, сзади и посередине, чтобы найти самую маленькую точку.
Обрежьте ящик по размеру, для большинства направляющих ящика требуется зазор 1/2 дюйма на каждую направляющую ящика. Вам также необходимо учитывать толщину боковин ящика 1×3. убедитесь, что ящик подходит — вы всегда можете передвинуть направляющие ящика позже, если ящик слишком мал, но слишком большой ящик трудно починить.
Используйте 2-дюймовые винты, чтобы построить ящик, и 3/4-дюймовые гвозди, чтобы прикрепить дно к ящику.
Шаг 5
Установите ящик на направляющую так, чтобы он оказался ниже задней части 2×4.
В видео есть много советов по установке этого ящика, так что смотрите, это сэкономит ваше время.
Шаг 6
Привинтите колесики к основанию проекта.
Шаг 7
Прикрепите фанерную панель 3/4″ к верстаку 2×4 с помощью шарнира фортепиано. Когда шарнир опущен, шарнир фортепиано будет полностью открыт.
Шаг 8
Отрежьте один конец оставшейся части 2×4 под углом 5 градусов.
Держите рабочий стол так, чтобы он был на одном уровне с землей.
Поместите 2×4 со скосом 5 градусов на землю рядом со столешницей и проследите, где она встречается с нижней стороной столешницы.
Отрежьте линию со скосом 5 градусов.
Установите ножку с 3-дюймовым шарниром.
Повторите для второй ножки.
Установите магнитную застежку так, чтобы плоская магнитная деталь находилась на нижней стороне столешницы, а большая магнитная деталь находилась сбоку от ножек, магнитная. направленный в сторону нижней части столешницы.
Также установите застежку на крючок и проушину сбоку на 1×12, чтобы держать проект закрытым, когда он не используется.
Тип проекта
Планы мастерской и гаража
Планы верстака
Комната
Хранение и организация
Информация о верстаке Пола Селлерса — Блог Пола Селлерса
Пол Селлерс | Как построить верстак Страница
Портал со всем, что у нас есть, и всем, что вам нужно знать о создании верстака Пола Селлерса.
Workbench Videos
Workbench FAQ’s
Список резки рабочих средств
Инструменты и оборудование
Workbench Blog Posts
Workbench Gallery
Создание WorkBench — это идеальный проект для любого лесного изделия для развития и выявить их навыки. Это также позволяет вам лучше понять древесину и инструменты, которыми столяры пользуются изо дня в день. Я хотел, чтобы верстак… был чем-то, что вдохновляло бы всех своей простотой. Он также обладает теми качествами, которыми должен обладать верстак на всю жизнь. Вся методология его построения не полагается на абсолютную точность. Любой, кто делает верстак, не должен так сильно беспокоиться о том, сможет ли он это сделать, выглядит ли он как прекрасный предмет мебели или кто-то судит их, уровень их навыков или стандарты мастерства, это просто верстак.
Верстак Особенности
«Верстак — это якорь для самой работы и основа для разработки каждого компонента проекта. Он обеспечивает поддержку всего проекта, и мы обычно применяем здесь и отделочные работы». «Хороший верстак должен быть просто прочным, как камень, максимально тяжелым и поддерживать прочные тиски, желательно с быстроразъемным механизмом для удобства и скорость». «Когда вы строите большие рамные проекты, все это часто будет опираться на столешницу. Стадия склеивания большинства проектов также обычно происходит на рабочем месте».
Workbench Videos
Инструменты и оборудование
квадрат
Нож
карандаш
РАРКА
Комбинированный датчик (или маркировочный датчик плюс. ” и 1″ (12 мм, 18 мм и 25 мм)
Отбойный молоток или молоток
Рубанок для сглаживания
Скоба и биты (или шуруповерт и биты по размеру)
Рубанок**
Рубанок**
Плана Rabbet/Filletster **
Молоток (сталь)*
10 ″ Стальное правило*
Плотость кекса*
10 ″ RASP*
10 ″ плоский файл*
Wordling Sticks
68 8. Arkence Working Working Working Working Works
9003
668 8. Arkence Working Working Working Works
68
8
ARALSENCENCENCH
8
68
8
. или какую-либо импровизированную опору, такую как:
Две опоры для пилы или… переносной складной верстак или… стол для пикника.
Семь или около того 36-дюймовых (91 см) зажимов для створки (для зажима рамы и ламинированного верха)
Некоторые более короткие зажимы для створки, стержневые зажимы или G-образные зажимы
Часто задаваемые вопросы
Следующие ссылки ведут к соответствующему разделу страницы часто задаваемых вопросов Workbench.
Design Questions
Design Changes
Workbench Sizing
Wood Selection
Stock Dimensions
Build Process
Hardware and Equipment
Long Term Use
Прочее
Галерея
Чак ДеАрруда – Шахта из южной желтой сосны завершена в январе 2016 года. Видео Пола и глава в книге упростили проект. Спасибо, Пол!
Гэри Ховард. Скамейка была построена из строительной сосны с помощью инструментов, купленных для меня на Рождество и день рождения. Мне пришлось переделать две ноги после серьезной ошибки в измерениях! Тщательно наслаждался использованием плоскости маршрутизатора. Лучшей частью сборки был мой 9-летний сын Алфи, помогающий нанести датское масляное покрытие.
Фам Чжэн – Сделано из сосны. Я добавил силикагель к ногам, чтобы они были более устойчивыми.
Candido Salgado — это 6 футов X 24 дюйма X 39 дюймов, сделанный из лучистой сосны.
Саймон Стаал Нильсен. После просмотра большого количества видео и запаса необходимых ручных инструментов я начал свой собственный проект верстака. Я делаю свой верстак из ели, купленной в местном магазине. Я дал ели высохнуть пару недель, и теперь я закончил столешницу. В настоящее время я работаю над ножками и смогу собрать их через несколько дней. Кроме того, фартуки приклеены, их осталось только выстрогать. На своей скамейке я сделаю ножные тиски из дешевой буковой доски. Я буду использовать шпиндель Veritas для этого.
Glen Croft – Использование только древесины CLS от Wickes (Великобритания), первое соединение, которое я когда-либо делал!
Ноам Коэн. Я давно хотел верстак, и просмотр сериала был для меня отличным опытом.
Эндрю — сосна 2×6 с Дугласом на ногах
Мартин — Потребовалось 3 месяца работы по нечетным дням, чтобы добраться так далеко. Работа над верхней частью перед установкой тисков. Отличный проект, я многому научился благодаря Павлу.
Джо МакДугалл – Еще не начал! У меня есть несколько проектов, которые нужно завершить, и тогда я смогу заняться проектом, не отвлекаясь. У нас нет доступа к складу подержанных пиломатериалов в Хэнфорде, штат Калифорния. но я загляну в место под названием Habitat For Humanity и посмотрю, есть ли в наличии использованные пиломатериалы. Я с нетерпением жду расслабляющего проекта. Я купил очень хорошие тиски на местном обмене за 40 долларов… хорошая покупка! Я планирую начать 1 мая… пожелайте мне удачи!
Натан Даймонд. Я создал дизайн своей скамьи на основе оригинального верстака Пола Селлерса с основанием Моровея. Я решил использовать сосну с отделкой blo. Он очень прочный, но портативный!
Роланд Херреманс. На прошлой неделе я наконец запустил свой «Рабочий стол Пола Селлерса». Для ножек я использовал обрезки ламинированных жердей из меранти, которые я выстрогал вручную станком № 4. Рельсы ламинированы из красной норвежской сосны (22х120мм) тройной толщины. Шканты для усиления врезного и шипового соединения были изготовлены из старой метлы (клена). Я хочу использовать Дугласа для рабочего листа, фартуков и инструмента.
Джонатан – Пайн из Лоу. Сделал мой немного менее широким и глубоким, чтобы лучше вписаться в мое пространство.
Пол Даллендер — 58 лет, мой первый предмет ручной работы по дереву, сделанный из сосны после знаменитого видео Пола «Постройте свой верстак в саду», но с использованием Black & Decker Workmate в качестве тисков и скамейки. Мне удалось найти на Gumtree старые ржавые быстросъемные тиски Record 52 1/2 (с номером RD, выбитым наверху), которые стоят менее 20 фунтов стерлингов, и после небольшой обработки они оказались настоящим удовольствием. Хотя вместо стандартного синего я решил выбрать British Racing Green. Жим может быть не идеальным, но я был в восторге от первой попытки. Тем более, что не имея подходящего роутера, мне пришлось обходиться роутером для бедняков Пола Селлера. О, и мне удалось завершить работу, понадобившись только один пластырь (лейкопластырь).
Патрик Райт – Я построил верстак из 10 пород дерева. Пихта Дугласа, вьющаяся пихта Дугласа, красное дерево Сапеле, клен, вьющееся красное дерево, черный орех, вишня, гикори, ольха и западный красный кедр. Я добавил столярные тиски, универсальные тиски и множество собачьих отверстий. Тиски вагона используют тиски для прессования шпона, чтобы сэкономить деньги. Скамья имеет длину около 36 дюймов и высоту 38 дюймов. Я буду использовать его для заточки и восстановления инструментов и тому подобного. Также с его помощью я сооружу полноразмерную скамью.
Роланд Херреманс – Мой первый проект по деревообработке. Благодаря вашему видео каналу у меня появилось новое хобби. Это было действительно авантюрное путешествие. Для ножек я использовал обрезки меранти и сосны. Самая крепкая часть дугласова топа и не имея опыта я использовал березовую фанеру для отделки всего.
Бриттен Райт — добавлены 6 дюймов справа для размещения складных тисков. Изготовлен полностью из пиломатериала 2×4 строительного сорта #2. Моя первая ручная резка пазов.
Эрик Кинг – Моя скамья была построена из сосновых досок. Верх ламинирован 1×4, козелки 2×4, а боковые стороны 2×12. Я построил эту скамейку 2,5 года назад после просмотра первой серии верстаков Пола. Обратите внимание на отсутствие тисков. Я очень хорошо научился использовать фиксаторы сверху и фартук для удерживания и защиты моей работы. Хотя я все же планирую добавить тиски в будущем.
Эрик Монсон. Я хотел попробовать проект с использованием местной мелиорированной сосны из старых домов, амбаров и складов, и верстак был идеальной возможностью. Я закончил его с оставшейся банкой датского масла, которое, безусловно, подчеркнуло характер этого старого дерева!
Патрик Райт — Простые пиломатериалы Дуга Фир 2 × 4 и 2 × 6 из Home Depot. Оснащен самодельной системой роликов.
Дэйв Робби – Я сделал свой верстак из обычных строительных пиломатериалов. Я следил за планами из книги Пола «Курс мастеров по деревообработке 1 и 2» и из его оригинальной серии верстаков на YouTube. Завел боковую полку для заточки пластины и стропа. С нетерпением жду инструкции по изготовлению переднего ящика.
Burl Rice — я построил эту скамейку из сосны, очень близко к урокам Пола. Я немного отклонился, сделав его выше. У меня проблемы со спиной, поэтому дополнительная высота делает ее более удобной для меня. Я также сделал ножки толще из-за высоты и того, что я переработал 2×6 в руке.
Чарли – Сделано из выращенного и перемолотого тополя и косого дерева с моего местного склада древесины. Все делается ручными инструментами из сырого лафета, включая подготовку ложи.
Финн. Я использовал переработанную строительную древесину для верха, старые указатели для ножек, 3/4-дюймовый слой для колодца и задний фартук, который я заламинировал переработанным риму в качестве верхней части. Я решил использовать пару прижимов справа от тисков на фартуке и верхушке. Тиски рекордные 52,5, разобрали и восстановили. Заняло эквивалент 15 дней полного рабочего дня.
Амиад Двир – Хотел построить настоящий верстак. в итоге сделал что-то намного сложнее, чем предполагалось… заламинировал всю верхнюю часть и фартуки.. мне нравится, что получилось
Марка – я использовал старые кипарисовые столбы для забора, очень жесткие, много сучков, возможно, не лучший выбор , но делал все соединения ручными инструментами около 6 месяцев, нашел на ebay старые тиски Dawn в отличном состоянии. Было очень приятно, когда я сделал это, а затем переехал за границу и оставил его с семьей. Вещь тяжелая и стоит совершенно прочно. Я сохранил более толстые размеры от столбов забора для ножек и верха, это имеет характер.
Richard Misdom — проект модифицированной скамейки для начинающего рабочего
Martin Ridge — использовано как можно больше перепрофилированного материала, 40+ летние еловые бобы 4×6 для ножек и несколько старых 2×4 для верха, смешанных с новой сосной. на 1″ выше и длиннее плана. Я сделал инструмент значительно более узким, чтобы обеспечить вторую рабочую поверхность на внешней стороне, которая подходит для макета моего магазина. Фаза 0 заключалась в ремонте старых самолетов Stanley моего дяди (4 и 6), так что спасибо и за это видео!
Брэндон Рис. Я очень хотел бы поблагодарить Пола и всех его коллег за необходимые инструкции для моего стола. Теперь у меня есть место, где я могу реализовать свое увлечение деревообработкой. Для скамьи я использовал любую сосну, которую смог раздобыть, поэтому моя скамья состоит из белой сосны, желтой сосны и меха для ножек 4×4. Для меня было довольно сложной задачей выровнять поверхности на скользком полу, в большинстве случаев оказываясь на другой стороне комнаты. Зато теперь у меня есть надежное место для работы. Я еще не успел закончить его, потому что я начал использовать его, как только он был завершен. Кроме того, выяснилось, что клинья работают очень хорошо. Я пытался снять верхнюю часть и ударил молотком по задней части фартука, отчего мой фартук треснул. Я вставил бабочку, выглядящую как «ласточкин хвост», и до сих пор все работало отлично.
Lukas Brütsch – Я использовал «Fichten-Holz» (кажется, по-английски это «ель») для своего верстака.
Мэтью Миллс — в основном мелиорированная сосна и немного кедра для опор для ног. Наслаждалась каждой минутой сборки (кроме проделывания пазовых отверстий. Это стало утомительно!)
Glenn Malone – Изготовлен из красной сосны, покрыт двумя слоями тикового масла.
Francois Lafaix. Этот верстак изготовлен из красного дерева (pinus sylvestris) и очень точно соответствует методам и размерам серии видео 2017/18, включая настройки, но правые ножки были перемещены на 7 дюймов влево, чтобы приспособиться к ним. хвостовые тиски и их твердые кленовые губки, которые я снял с другого верстака. Передние тиски (единственные тиски, которыми я пока пользовался) — это Record 52 1/2E с ebay. Ручка ящика представляет собой модифицированную буковую ручку B&Q, а ролики — Powertec 17000 от Amazon.com. В целом, я не мог бы желать лучшего верстака и инициации ручного инструмента, но могу добавить несколько верстаков, чтобы сделать его еще более практичным.
Пэт Тейлор. После просмотра одного видео я понял, что должен построить это. Подержанные Home Depot 2×4 и 2×6, лучшее, что я мог найти, но с большим количеством узлов. У меня рабочий рост 43 дюйма (у меня 6 футов 4 дюйма), и пока мне это нравится. Я весело провел время и научился основам деревообработки. Теперь я с нетерпением жду возможности использовать этот верстак по назначению и многому научиться у Пола!
Джон Форрет. Скамейка была сделана из переработанной древесины и материалов, о которых я валялся. В основном из дерева, извлеченного из пружинящего пола, в отверстиях которого через равные промежутки были установлены резиновые блоки. Какая-то красная сосна, довольно плотная, с ней хорошо работать. Впервые с использованием рубанков и первых в истории растворов и шипов, вырезанных вручную.
Кит Х. Мой проект для летних каникул. Часть древесины была куплена у Wickes, а остальное — у моего местного торговца древесиной в Абингдоне. Мне посчастливилось иметь огромную мастерскую, в которой я мог его изготовить. Когда я перевезу его домой, он будет жить в моем гараже.
Фрезы – одна из разновидностей режущего инструмента. В зависимости от особенностей крепления различают насадные и концевые инструменты. Фрезы концевого типа удерживаются в шпинделе за хвостовик, насадные – имеют отверстие посередине для фиксации на оси. Насадные фрезы для станков с ЧПУ практически не используются. В этой статье остановимся на разновидностях концевых фрез для ЧПУ оборудования.
Технология производства концевых фрез
На сегодня существует два способа изготовления концевых фрез: технология производства фрез из цельного сплава быстрорежущей стали и технология стальных фрез с напаянными пластинами.
Серийный инструмент производится из цельных твердых сплавов, в частности, из быстрорежущей стали. Цельнометаллические фрезы характеризуются максимальной жесткостью, высочайшей точностью линейных размеров, надежны при эксплуатации в разных режимах, включая максимальный.
Алмазные, крупноразмерные и фасонные фрезы со сложной геометрией режущих кромок изготавливаются по другой технологии. На стальном теле напаяны кромки из другого более твёрдого материала. Есть варианты фрез со сменными пластинами. Такой инструмент более уязвим при работе на максимальных режимах. Этим способом изготавливаются и фрезы для ручных фрезеров.
Фрезы по количеству заходов режущей кромки
По количеству режущих плоскостей различают одно-, двух-, трехзаходные. В отличие от однозаходного, многозаходный инструмент выполняет несколько режущих движений за один оборот. Теоретически, при одной и той же подаче, многозаходные фрезы обрабатывают поверхность чище, либо обеспечивают необходимую чистоту обработки при более высоких подачах.
При работе многозаходными фрезами важно, чтобы стружка не задерживалась в рабочей зоне, иначе инструмент сломается. Увеличение количества режущих кромок неизбежно связано с уменьшением ширины канавки. Поэтому чем меньше диаметр фрезы, тем меньше количество режущих кромок.
Удаление стружки из рабочей зоны производится вверх или вниз.
Однозаходные фрезы с выбросом стружки вверх
Фрезы такого типа идеально подходят для обработки вязких легкоплавких материалов, например, сплавов алюминия и полимерных материалов. Образующаяся стружка налипает на инструмент, а при работе однозаходным инструментом материал не разогревается до температуры плавления.
При необходимости обработки пластика фрезой диаметром менее 9,5 мм рекомендуется использовать однолезвийные инструменты. В случае применения инструмента большего диаметра более целесообразно выбрать двухзаходную фрезу. Однозаходные фрезы с разным углом заточки используются при обработке ПВХ, пенопласта, акрила, древесины, цветных металлов и их сплавов.
Фрезы концевые однозаходные
Однозаходные концевые фрезы применяется для обработки материалов с образованием крупной стружки. Это полимерные материалы типа акрила, пластика разной твердости, оргстекла, а также ABS, ПВХ, дерево, композит, ДСП, ЛДСП, фанера. Они обеспечивают высокоскоростную обработку с превосходным качеством поверхности и быстрое удаление стружки при фрезеровании.
Смотреть все однозаходные фрезы
Двухзаходные фрезы с выбросом стружки вверх
Фрезы с двумя лезвиями предназначены для обработки неплавких легких материалов, прежде всего – древесины. В типоразмерном ряду двухзаходных фрез для станков с ЧПУ представлены инструменты разного диаметра, начиная от минимального. Двухзаходные фрезы диаметром свыше 8 мм можно использовать для работы с полимерными материалами. Двухзаходные фрезы по металлу часто имеют защитное покрытие, благодаря которому их можно использовать для обработки практически всех металлов. Для обработки алюминия рекомендованы двухлезвийные фрезы с осевым углом 45°-55°. За счет довольно большого угла, лезвия преодолевают сопротивление материала с минимально возможным усилием, металл не разогревается до температуры плавления. Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания.
Фрезы концевые двухзаходные радиусные
Двузаходные фрезы с радиусным кончиком режущей кромки. Применяются для обработки поверхности с образованием более мелкой стружки и с меньшим съемом материала за один проход. Используются для черновой обработки таких материалов, как: ПВХ, ABC, дерево, композит, ДСП, фанера.
Смотреть фрезы концевые двухзаходные радиусные
Фрезы концевые двухзаходные прямые
Двузаходные фрезы с прямым кончиком режущей кромки. Применяются для обработки поверхности с образованием более мелкой стружки и с меньшим съемом материала за один проход. Используются для черновой обработки таких материалов, как: ПВХ, ABC, дерево, композит, ДСП, фанера.
Смотреть все фрезы двухзаходные прямые
Трех- и четырехзаходные фрезы с верхним выбросом стружки
Многолезвийные фрезы для станков с ЧПУ используются реже. Такой инструмент незаменим для крупносерийного и массового производства, где требуется обработка большого количества сложного материала. Наибольшего внимания заслуживают фрезы со стружколомом. Они медленнее тупятся и снимают довольно большой объем материала за проход. Инструмент можно считать идеальным для чернового фрезерования МДФ, скоростного раскроя ламината и фанеры. Черновой чистоты обработки поверхности часто бывает достаточно для дальнейшего применения готовой детали. Если чистота обработки не принципиальна, фрезы со стружколомом более предпочтительны, так как период стойкости инструмента для чистовой обработки значительно ниже.
Применение многозаходных фрез оправдано и там, где необходима высокая скорость работы. Чем больше лезвий и меньше глубина фрезерования относительно диаметра фрезы, тем выше скорость резания.
Фрезы с выбросом стружки вниз
Сфера применения фрез с удалением стружки вниз – обработка тонких листовых материалов, причем за один проход можно резать несколько листов одновременно. В процессе работы фреза с нижним выбросом придавливает материал, тем самым исключая возможный сдвиг листа. При этом дополнительный прижим совсем не обязателен, что удобно.
Фрезы с удалением стружки вниз
Фрезы с удалением стружки вниз используются для обработки ламинированных материалов без образования сколов. Такие фрезы успешно применяются при обработке листовых материалов на станках без вакуумного прижима. Обрабатываемые материалы: ПВХ, дерево, ДСП, МДФ, оргстекло, капролон, текстолит.
Смотреть все фрезы с удалением стружки вниз
Фрезы с прямыми лезвиями
Оптимальный выбор для работы в пазах. Благодаря этой особенности фрезы для ЧПУ с прямыми ножами получили второе название – пазовые. Инструмент отлично справляется с обработкой многослойных материалов. Существует ряд специализированных фрез для работы по пластику, дереву и другим материалам. Специализация инструмента определяется особенностями заточки.
Компрессионные фрезы
К компрессионным относят фрезы со сложной геометрией режущих кромок. Верхний нож инструмента направлен книзу, нижний, соответственно — кверху. Такое расположение лезвий предотвращает образование сколов и других дефектов на поверхности обрабатываемого материала. Область применения компрессионных фрез для станов с ЧПУ – обработка ламината, мягкой древесины и других материалов, склонных к скалыванию и образованию ворса. Важно, что для компрессионных фрез характерен длительный период стойкости. Работать компрессионной фрезой можно в один или несколько проходов. При этом важно, чтобы нижний нож был короче толщины снимаемого материала. Пренебрежение этим требованием неизбежно сказывается на качестве резания. В таком случае инструмент работает как обычная фреза с удалением стружки кверху, а верхняя кромка материала повреждается нижним ножом.
Фрезы компрессионные
Фрезы компрессионные (со встречно направленными ножами) используются для обработки ламинированного дерева без образования сколов, как на верхней так и на нижней кромке реза. Данные фрезы отлично обрабатывают древесину средней плотности, фанеру и многослойные плиты, материалы с одно- и двухсторонним ламинатом, различные пластики, МДФ, ДСП.
Смотреть все фрезы компрессионные
Бор-фрезы (или «кукуруза»)
Бор-фрезы, иначе – рашпильные фрезы, в среде профессионалов известны как «кукуруза». Разработаны для работы по абразивным и твердым материалам: твердым породам дерева, углепластикам, стеклопластикам, ХДФ (древесно-волокнистая плита высокой плотности). Скорость работы этого типа фрез почти не отличается от скорости обычного однозаходного инструмента. Дополнительной обработки поверхности после фрезеровки обычно не требуется. Но тем не менее, существуют фрезы «кукуруза» как для черновой, так и для чистовой обработки.
Фрезы кукуруза
Фрезы с двойной заточкой (типа кукуруза) применяются для обработки абразивных материалов с образованием стружки в виде пыли. Специальным образом расположенные режущие кромки рабочей части фрезы позволяют обрабатывать текстолит, стеклопластик и другие твёрдые композитные материалы.
Смотреть фрезы кукуруза
Фрезы для 3D-обработки
В группу фрез для формирования трехмерного рельефа включены инструменты со сферическим окончанием. Форма режущей части может быть:
Конической;
Цилиндрической.
Конические фрезы обеспечивают высокую точность работы при нанесении мелкого рельефа, что роднит их с граверами. Принципиальное отличие этих инструментов заключается в конструкции хвостовика. Благодаря массивному хвостовику, конические фрезы пригодны для нанесения глубокого рельефа, недоступного граверу. Окончание цилиндрической фрезы имеет больший диаметр и их чаще используют для черновой обработки, дорабатывая поверхность более тонким коническим инструментом.
Фрезы конусные
Конусные фрезы идельно подходят для обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы.
Смотреть все фрезы конусные
Допускается для финишной обработки использовать радиусные граверы. Они дешевле, однако требуют повышенного внимания при резке, т.к. имеют меньший запас прочности.
Фасонные фрезы
К фасонным фрезам относят все инструменты с фигурными лезвиями, предназначенные для получения фасонных поверхностей. В эту группу включают калевочные, V-образные, галтельные и другие специальные фрезы. Большинство фасонных инструментов выполняются по технологии сталь + напайки, так как она дает возможность точного изготовления режущих кромок со сложной геометрией.
Исчерпывающий ассортимент фасонных фрез в нашем каталоге представлен брендом ARDEN. Это Тайваньская компания, производящая высококачественный режущий инструмент как для ЧПУ оборудования, так и для ручных фрезеров.
Концевые фрезы ARDEN
Концевые фрезы ARDEN предназначены для обработки твердой и мягкой древесины, ДСП, МДФ, OSB, а также пластиков (в том числе на основе акрила), ламинированных материалов. Лезвия фрез выполнены из микрозернистого твердого сплава, что позволяет использовать их для работы на обрабатывающих центрах, станках с ЧПУ и ручных фрезерах повышенной мощности.
Смотреть все фрезы ARDEN
Граверы
Применяются для нанесения сложного рельефного рисунка. Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам.
Граверы конические
Граверы применяются для обработки мелких 3D элементов рельефа и для гравировки на поверхности таких материалов как: ABS, ПВХ, дерево, оргстекло, ювелирный воск.
Смотреть все граверы конические
Подведём итоги
Оптимальное решение при выборе типа фрезы для станков с ЧПУ будет зависеть от особенностей производства, сложности выполняемой работы и технических характеристик материала. Хотя ассортимент фрез довольно широк, вопросов с их оптимальным подбором под текущие задачи обычно не возникает. Если у Вас появились вопросы, или требуется консультация — обращайтесь, оставляйте комментарии. Поможем разобраться и сделать верный выбор среди обширного ассортимента фрез для ЧПУ оборудования.
6 мм 1/4 дюйма Т-образные подшипники с хвостовиком, фрезерный станок по дереву, промышленный град
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Сохранить 0
FOXBC
Нет отзывов
Длина режущей кромки: 6X9,52 мм
6X9,52 мм
6X12,7 мм
6,35×6,35 мм
6,35×9,52 мм
6,35×12,7 мм
6X6,35 мм
Вариант
6×9,52 мм — 8,996×12,7 мм — 9,996,35×6,35 мм — 8,996,35×9,52 мм — 8,996,35×12,7 мм — 9,996×6,35 мм — 8,99 $
Поделитесь этим продуктом
Фирменное наименование: lavie
Тип: Фрезы для Т-образных пазов
Номер модели: C06 07-319Z4
Диаметр: 1/4″ 6 мм
Материал: вольфрамовый кобальтовый сплав
Общая длина: 55
Диаметр: 35
1pc 6mm 1/4 дюйма Shank Typ
Country
United StatesCanadaAustraliaNew Zealand—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgy ptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalQatarRéunionRomaniaRussiaRwandaSamoaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSi нгапореСинт-МартенСловакияСловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Почтовый индекс
У нас есть 30-дневная политика возврата, что означает, что у вас есть 30 дней после получения товара, чтобы запросить возврат.
Чтобы иметь право на возврат, ваш товар должен быть в том же состоянии, в котором вы его получили, неношеным или неиспользованным, с бирками и в оригинальной упаковке. Вам также понадобится чек или подтверждение покупки.
Чтобы начать возврат, вы можете связаться с нами по адресу [email protected]. Если ваш возврат будет принят, мы вышлем вам этикетку для обратной отправки, а также инструкции о том, как и куда отправить вашу посылку. Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Вы всегда можете связаться с нами по любому вопросу возврата по адресу [email protected].
Повреждения и проблемы Пожалуйста, проверьте свой заказ при получении и немедленно свяжитесь с нами, если товар неисправен, поврежден или если вы получили не тот товар, чтобы мы могли оценить проблему и исправить ее.
Исключения / товары, не подлежащие возврату Определенные типы товаров не подлежат возврату, например, скоропортящиеся товары (например, продукты питания, цветы или растения), нестандартные товары (например, специальные заказы или персонализированные товары) и товары личной гигиены ( например, косметика). Мы также не принимаем к возврату опасные материалы, легковоспламеняющиеся жидкости или газы. Пожалуйста, свяжитесь с нами, если у вас есть вопросы или опасения по поводу вашего конкретного товара.
К сожалению, мы не принимаем возврат товаров со скидкой или подарочных карт.
Обмен Самый быстрый способ убедиться, что вы получите то, что хотите, — это вернуть товар, который у вас есть, и после того, как возврат будет принят, совершить отдельную покупку нового товара.
Возврат Мы сообщим вам, как только получим и проверим ваш возврат, и сообщим, был ли одобрен возврат или нет. В случае одобрения вам будет автоматически возвращен ваш первоначальный способ оплаты. Пожалуйста, помните, что вашему банку или компании-эмитенту кредитной карты может потребоваться некоторое время для обработки и отправки возврата.
American ExpressDiners ClubDiscoverJCBMastercardPayPalVisa
Ваша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Правила техники безопасности
БУДЬТЕ ОСТОРОЖНЫ. Всегда надевайте средства защиты глаз и ушей вместе с пылезащитными масками. Избегайте использования лезвий, бит в свободной одежде. Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией любого изделия (включая заточку).
ПРЕДУПРЕЖДЕНИЕ: При повторном измельчении продуктов FOXBC образуется пыль из потенциально опасных ингредиентов. Перед использованием бит всегда читайте и соблюдайте руководство по технике безопасности для владельца любого силового оборудования. Всегда используйте защитные очки при использовании этого или любого другого твердосплавного режущего инструмента.
ПРЕДУПРЕЖДЕНИЕ. Продукты FOXBC могут подвергать вас воздействию химических веществ, включая свинец и/или кобальт, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
ПРЕДУПРЕЖДЕНИЕ: При сверлении, шлифовании или механической обработке изделий из дерева вы можете подвергнуться воздействию древесной пыли — вещества, которое, как известно в штате Калифорния, вызывает рак. Избегайте вдыхания древесной пыли или используйте маску или другие средства индивидуальной защиты. Для получения дополнительной информации перейдите на http://www.P65Warnings.ca.gov.
Фреза по дереву – Boboaldo
Домашний
Фреза по дереву
Продажа
1/2 фрезы с хвостовиком для дерева, фреза из карбида вольфрама, фрезы для кромки стола Arden, профессиональные деревообрабатывающие инструменты
от $29,15 $41,64
Распродажа
1 шт.
HRC55 Коническая фреза со сферическим носом Коническая фреза с твердосплавным покрытием из вольфрама с ЧПУ D4-D10 мм Гравировальное долото
От $18,00 $25,71
Распродажа
2 шт./компл. 1/2 «хвостовик фрезы для дерева деревообрабатывающий инструмент полукруглый врезной нож для шитья пол T-mortis CNC Cutter
От $31,12 $44,46
Распродажа
1 шт. Закругленные фрезы для дерева Деревообрабатывающий инструмент Промышленная концевая фреза с подшипником Фреза Угловая закругленная фреза
От $17,83 25,47 $
Распродажа
1 шт. гравировальный станок по камню резак по камню фрезерный станок с ЧПУ для инструмента для резьбы по камню гальванический алмазный фрезерный станок
1 шт. 8 мм Shk круглые фрезы для дерева Cove Box бит из карбида вольфрама деревообрабатывающая концевая фреза Miiling Cutter Router Cutter
От $16,84 24,06 $
Распродажа
5 шт.
6 мм гравировальные насадки с плоским дном 45-50 мм удлиненные фрезерные инструменты с ЧПУ V твердосплавные фрезы для резьбы степень 20 25 30 60 90
$11,94 17,06 $
Распродажа
1 шт. 3,175 мм SHK Фреза по дереву Фрезы с ЧПУ 2 флейты Спиральные концевые фрезы Двойная фреза Спиральная фреза для ПВХ
От $11,15 $15,93
Продажа
1 шт. модернизированное деревообрабатывающее сверло диаметром 5–30 мм, общая длина 57 мм, карбид дерева, хвостовик 10 мм, коронка, рядная буровая головка, отверстие для сверления
От $14,28 $20,40
Распродажа
1 шт. 1/2 «хвостовик заподлицо фрезы для обрезки древесины с подшипником деревообрабатывающий промышленный фреза
от $17.11 $24,44
Распродажа
Boboald 1 шт.
1/4 хвостовик Т-образный долбежный инструмент деревообрабатывающий инструмент 2 флейты фрезы для дерева фальцевая фреза концевая фреза
от $14,72 21,03 $
Распродажа
3 шт./компл. 6 мм хвостовик две прямые фрезы фреза с ЧПУ резьба режущие насадки концевые фрезы инструменты для резьбы по дереву МДФ
от $24.05 $34,36
Распродажа
8-мм хвостовик с V-образной канавкой, твердосплавная концевая фреза с ЧПУ, 3D-фрезы, дерево 60 90 120 150-градусный вольфрамовый деревообрабатывающий фрезерный станок
от $16,84 24,06 $
Распродажа
1 шт. Сверление по металлу из сплава Полый сердечник Сталь Сверло Колонковое сверло Железный перфоратор Магнитная дрель Диаметр 12-39 мм Глубина резания 35 мм
Прокат листовой горячекатаный толщиной 3 мм производится в форме листов на непрерывных линиях, в соответствии с ГОСТ 19903-74, из низкоуглеродистых, углеродистых, качественных, низколегированных и легированных марок стали.
Размер
Марка стали
ГОСТ
Параметры
Вес кг/м²
Лист гк 3х1250х2500
3сп/пс
16523-97
Б-ПН-НО
23,55
Лист гк 3х1250х2500
09Г2С
19281-89
Б-ПН-НО
23,55
Лист гк 3х1250х2500
10ХСНД
19281-89
Б-ПН-НО
23,55
Лист гк 3х1250х2500
20
1577-93
Б-ПН-НО
23,55
Лист гк 3х1250х2500
35
1577-93
Б-ПН-НО
23,55
Лист гк 3х1250х2500
45
1577-93
Б-ПН-НО
23,55
Лист гк 3х1250х2500
65Г
1577-93
Б-ПН-НО
23,55
Лист гк 3х1250х2500
40Х
1577-93
Б-ПН-НО
23,55
Лист гк 3х1250х2500
30ХГСА
11268-76
Б-ПН-НО
23,55
Лист гк 3х1250х2500
12ХМ
5520-79
Б-ПН-НО
23,55
Лист гк 3х1250х2500
12Х1МФ
5520-79
Б-ПН-НО
23,55
Значения веса одного листа в таблице приведены справочно и посчитаны от номинальных размеров. Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.
Купить лист горячекатаный толщиной 3 миллиметра возможно в нашей компании в любых количествах от 1-го листа до вагонных поставок. Мы имеем возможность рубки или резки горячекатаных листов по Вашим размерам, влючая производство заготовок различной формы и точности.
Наша компания предлагает поставки со склада и транзитные поставки горячекатаного листового проката, произведенного по ГОСТ 16523-97, ГОСТ 14637-89, ГОСТ 19281-89, ГОСТ 1577-93, ГОСТ 5520-79 ведущими Российскими производителями. Возможен заказ раскроя листа, отличного от указанного в таблице, а так же выполнение дополнительных требований по точности проката, качеству отделки и других, предусмотренных ГОСТ.
Мы принимаем заказы на листы из всех доступных в настоящий момент углеродистых, качественных, низколегированных и легированных марок стали, в том числе наиболее востребованных Ст3, 08пс, 10, 20, 35, 45, 09Г2С, 65Г, 20Х, 40Х, 30ХГСА, 20К, 12ХМ, 12Х1МФ.
Срок исполнения заказа от 5 до 45 дней, в зависимости от наличия заготовки, графика производства и удаленности производителя.
Цены
Цена на стальной горячекатаный лист толщиной 3 мм зависит от требуемой марки стали, других качественных характеристик, объема Вашего заказа и других его параметров.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Для удобства предварительных расчетов различных конструкций мы предлагаем вашему вниманию вес алюминиевых листов за штуку и квадратный метр в нижеследующей таблице. Данные листы широко распространены в промышленности. Вес листов из других сплавов можно посчитать с помощью переводных коэффициентов. Для расчета веса алюминиевых листов АМг2 данный вес надо умножить на коэффициент 0,992; Амг3 — 0,988; АМг5 — 0,981; АМг6 — 0,977; Д16 — 1,03. Просим Вас обратить внимание, что указанный вес алюминиевого листа является приблизительным и рассчитанным по теоретическим формулам. Вес реальных листов может колебаться и в меньшую и большую сторону на несколько процентов это связано с технологическим разбросом при производстве. Если искомого размера листов нет в таблице вы можете воспользоваться нашим калькулятором веса цветного проката
Также вам могут понадобиться другие расчетные таблицы других видов алюминиевого проката
Размер листа
Вес 1 квадратного метра, кг
Вес 1 кв.м алюминиевого листа толщиной 0,5 мм
1,4
Вес 1 кв.м алюминиевого листа толщиной 1 мм
2,7
Вес 1 кв. м алюминиевого листа толщиной 1,5 мм
4,1
Вес 1 кв.м алюминиевого листа толщиной 2 мм
5,4
Вес 1 кв.м алюминиевого листа толщиной 2,5 мм
6,8
Вес 1 кв.м алюминиевого листа толщиной 3 мм
8,2
Вес 1 кв.м алюминиевого листа толщиной 4 мм
10,9
Вес 1 кв.м алюминиевого листа толщиной 5 мм
13,6
Вес 1 кв.м алюминиевого листа толщиной 6 мм
16,3
Вес 1 кв.м алюминиевого листа толщиной 8 мм
21,8
Вес 1 кв.м алюминиевого листа толщиной 10 мм
27,2
Вес алюминиевого листа
Вес 1 листа, кг
Вес алюминиевого листа 1х1200х3000
9,9
Вес алюминиевого листа 1х1500х3000
12,4
Вес алюминиевого листа 1х1500х4000
16,5
Вес алюминиевого листа 1х1500х6000
24,8
Вес алюминиевого листа 1,5х1200х3000
14,9
Вес алюминиевого листа 1,5х1500х3000
18,6
Вес алюминиевого листа 1,5х1500х4000
24,8
Вес алюминиевого листа 1,5х1500х6000
37,1
Вес алюминиевого листа 2х1200х3000
19,8
Вес алюминиевого листа 2х1500х3000
24,8
Вес алюминиевого листа 2х1500х4000
33
Вес алюминиевого листа 2х1500х6000
49,5
Вес алюминиевого листа 2,5х1200х3000
24,8
Вес алюминиевого листа 2,5х1500х3000
30,9
Вес алюминиевого листа 2,5х1500х4000
41,3
Вес алюминиевого листа 2,5х1500х6000
61,9
Вес алюминиевого листа 3х1200х3000
29,7
Вес алюминиевого листа 3х1500х3000
37,1
Вес алюминиевого листа 3х1500х4000
49,5
Вес алюминиевого листа 3х1500х6000
74,3
Вес алюминиевого листа 4х1200х3000
39,6
Вес алюминиевого листа 4х1500х3000
49,5
Вес алюминиевого листа 4х1500х4000
66
Вес алюминиевого листа 4х1500х6000
99
Вес алюминиевого листа 5х1200х3000
49,5
Вес алюминиевого листа 5х1500х3000
61,9
Вес алюминиевого листа 5х1500х4000
82,5
Вес алюминиевого листа 5х1500х6000
123,8
Вес алюминиевого листа 6х1200х3000
59,4
Вес алюминиевого листа 6х1500х3000
74,3
Вес алюминиевого листа 6х1500х4000
99
Вес алюминиевого листа 6х1500х6000
148,5
Вес алюминиевого листа 8х1200х3000
79,2
Вес алюминиевого листа 8х1500х3000
99
Вес алюминиевого листа 8х1500х4000
132
Вес алюминиевого листа 8х1500х6000
198
Вес алюминиевого листа 10х1200х3000
99
Вес алюминиевого листа 10х1500х3000
123,8
Вес алюминиевого листа 10х1500х4000
165
Вес алюминиевого листа 10х1500х6000
247,5
Грузы из листового металла и проволоки
Листовой материал и проволока из драгоценных металлов имеют различный вес в зависимости от их состава. Эта удобная таблица позволяет оценить вес различных драгоценных металлов в проволоке различного диаметра и толщины листа. Загрузите PDF-файл Металлический лист и грузы из проволоки . Вы также можете прочитать текстовое описание этой информации ниже.
Metaltech предлагает горячекатаный лист и листовой металл , которые были сформированы при температуре более 1000°F. Он имеет характерную шероховатую серо-голубую поверхность и подходит для стандартных применений из листового металла, где критерии внешнего вида и допусков не являются строгими.
Лист
определяется как металлический лист толщиной 0,2300 дюйма или более; лист определяется как металл, который толще фольги и меньше 0,2300″. Из-за большей толщины лист из углеродистой стали используется для изделий, требующих долговечности и прочности, но не требующих меньшего веса более тонкого металлического листа.
Горячекатаная сталь, как правило, дешевле холоднокатаной из-за того, что она часто изготавливается без каких-либо задержек в процессе, и поэтому повторный нагрев стали не требуется (как при холоднокатаной). Когда сталь остывает, она немного сжимается, что дает меньший контроль над размером и формой готового продукта по сравнению с холоднокатаным прокатом.
Холоднокатаный лист и листовой металл
Холоднокатаный листовой металл превосходит горячекатаный листовой металл следующим образом. Он имеет строго контролируемый допуск, концентричность, прямолинейность и поверхность без дефектов или почти без дефектов. Он имеет более низкое содержание углерода и был отожжен (нагрет до высокой температуры), поэтому он мягче и с ним легче работать, чем с горячекатаным листом. Кроме того, поверхностные оксиды были удалены, что привело к привлекательному блестящему покрытию. Термин «холоднокатаный» ошибочно используется для всех продуктов, тогда как на самом деле название продукта относится к прокатке плоских листов и рулонов.
Пластификаторы для бетона – виды и принцип действия
22 февраля 2017
Все слышали о том, что в давние времена при строительстве домов в скрепляющие смеси добавляли сырые яйца или известь. Причины такого действия наших предков были вызваны практичными соображениями, никак не связанные с оккультизмом и народными верованиями.
Просто описанные вещества использовались в качестве органических натуральных пластификаторов, позволявшие строителям выполнять самые сложные действия по возведению строений.
В современной практике постоянно применяется пластификатор для бетона, выпускаемый промышленностью в очень больших масштабах. Основываясь на древнейших практиках, химики и технологи смогли создать различные добавки в бетон, которые улучшают свойства бетонных смесей в разы. Компания ИнноваСтрой в своей работе всегда использует лучшие образцы бетонов с обязательным наличием дополнительных компонентов. При этом устройство фундаментов, цена за м3, расход материала никак не влияют на сметную стоимость, ведь применение улучшающих компонентов стало повседневностью в промышленном и частном строительстве.
Виды пластификаторов для бетона
В ассортименте каждого завода присутствуют разные типы смесей для сооружения монолитных конструкций, которые и появились благодаря использованию различного рода пластификаторов. Они разделяются по типам, способу работы, объему использования и конечному действию. Основные виды пластификаторов для бетона:
Гидрофильные – те, что вступают в реакцию с водой, неизменно находящейся в составе любой бетонной смеси. Химический процесс обеспечивает схватывание молекул воды и образование вяжущего и текучего состава с внутренними взвесями. Данная особенность часто называется коллоидной системой – по сути, это наличие материала одного состояния в основном материале другого физического состояния, их взаимную работу и реакцию. В случае с бетонными смесями это выглядит так – пластификатор связывает воду и превращает ее в более тягучую смесь, которая и взаимодействует с цементом, песком и щебнем, приводит его в движение и добавляет другие особенные свойства;
Гидрофобизирующие или гидрофобные – выталкивающие воду из состава в процессе застывания с большей интенсивностью. Основной принцип заключается в том, что бетонный состав насыщается микроскопическими воздушными полостями, служащих нескольким целям одновременно – повышают изоляционные свойства готовых конструкций, отводят влагу, которая может заполнить полости и не повредить сам бетон, увеличивают планку замерзания залитого раствора.
Рассматривая разновидности дополнительных компонентов, нельзя пропустить и такие виды пластификаторов для бетона, как сухой и жидкий с особенными принципами применения. Их соблюдают технологи при создании бетонной смеси:
Сухой тип – представлены в виде порошков, которые либо нужно засыпать перед началом смешивания монолита, либо разбавлять с водой и также добавлять в самом начале процесса создания необходимого количества строительного материала;
Жидкий пластификатор для бетона – более концентрирован и может занимать всего 0,3-1% от общей массы готовящейся смеси. Еще одна особенность такой разновидности состоит в том, что он как бы заменяет собой некий состав чистой воды, что положительно сказывается на гидратации в процессе высыхания.
Также происходит разделение по происхождению добавок – пластификатор для бетона может быть трех разновидностей:
Органические – с применением натуральных компонентов, которые берут за основу продукты нефтепереработки, агрохимии и лесозаготовки – как зола, например. Только в отличие от обычных материалов, добавки более концентрированы и призваны быстрее вступать в реакцию;
Органоминеральные – на базе натуральных компонентов, таких как все та же известь. Кроме нее используются другие виды полезных ископаемых, чтобы пластификатор соответствовал заявленным требованиям;
Неорганические – созданы на базе специальных соединений, наиболее подходящих для организации коллоидных систем, формальдегидов, нафтасульфитных кислот и прочих видов.
Предназначение пластификатра
Зачем нужен пластификатор? Уже из самого названия понятно, что основное назначение этих добавок заключается в том, чтобы изменить физический состав бетонной смеси, а именно – улучшить его текучесть и пластичность. Кроме этого действие пластификатора для бетона распространяется на улучшение конечных характеристик конструкции в плане морозостойкости, влагопроницаемости, прочности бетона, процесса застывания. Преимущества применения пластификаторов очень быстро оценили комплексные застройщики, которым нужно быстро и качественно возводить большие объемы строений и конструкций. Затем данные наработки стали применятся и в частном строительстве, что привело только к положительным результатам.
Все, кто задавался вопросом, что такое пластификатор для бетона, для чего нужен, стоит ли тратить на него деньги – в результате получили:
Повышенную пластичность и текучесть бетона, который раньше можно было добиться только с применением большого количества воды, негативно сказывающейся на качестве смеси. С увеличением пластичности бетон стало очень просто заливать, хоть в ручную, хоть при помощи бетононасоса, смесь сама расползалась во все труднодоступные места, снижалось поверхностное натяжение при высыхании, так как вода уже была частично модифицирована в скрепляющий состав;
Возможность работать при любых температурах летом и зимой – одинаковое качество застывания и никакого дополнительного ожидания. Также пластификатор для бетона позволил значительно сократить время высыхания – в особых случаях оно не превышает 3-х суток, что очень полезно при скоростном строительстве;
Повышенные адгезивные способности – пластичный бетон заполняет собой все доступные пространства и улучшает скрепляемость всех компонентов, а в особенности арматурной сетки, используемой в строительстве. Благодаря этому свойству, цена монолитного фундамента под дом или стен с перекрытиями в ИнноваСтрой достаточно доступна и учитывает реальные временные рамки и задействованность специалистов и техники;
Экономия на цементе – достигает 20% по сравнению с ситуациями, когда пластификаторы не применяются, а объем стройматериала получается такой же, да и общий вес конструкции немного снижается;
Высокая плотность – применение добавок создает внутри состава некое подобие вязкой сетки, которая повышает плотность бетона на всем пространстве заливки. При этом, стоит отметить, что такие бетоны практически не требуют утрамбовки, так как сама структура приводит к тому, что влага и лишний воздух выталкиваются наружу – а это экономия на специальном вибрационном оборудовании, на работе строителей, на времени сооружения. Данная особенность сильно облегчает работу, когда рассчитывается проектная документация и стоимость свайного фундамента под ключ;
Повышенная стойкость – невосприимчивость готовых конструкций к проникающей влаге, сильным морозам и критически высоким температурам. Внутренние связи бетонной смеси полностью воспринимают это воздействие на себя, являясь отталкивающим компонентом конструкции.
Свойства пластификаторов для бетона
В практике компаний-производителей и проектно-строительной организации ИнноваСтрой часто используются все возможные вариации бетонов с пластификаторами. Все зависит от особенностей объекта, условий строительства, необходимых конечных характеристик. На основании деления на подтипы, следует упомянуть, что многие современные составы обладают несколькими свойствами в одинаковой степени. В продаже можно встретить различные марки пластификаторов для бетона: продукцию предлагают многие известные бренды.Кроме этого часто используются дополнительные присадки, способные расширить физические характеристики составов. Показать главные свойства пластификаторов для бетона позволит еще одна градация, которая четко определяет направление использования добавок:
Суперпластификаторы – названы так не зря – они позволяют во много раз повысить текучесть и вязкость бетонной смеси, увеличить прочностные и водозащитные параметры конструкции. Но основная сфера применения – летнее время и случаи дальнего транспортирования – когда нужно, чтобы бетон быстро не застывал и оставался в нужном состоянии продолжительное время – от 3-х часов;
Ускорители прочности – быстро и без лишних действий позволяют конструкции набрать необходимый уровень готовности. Данная добавка всегда используется, когда нужно проводить поэтапную заливку монолита и не тратить на это недели и месяцы. Бетоны с такими пластификаторами чаще всего применяют, когда нужно создавать ленточный фундамент, цена за м3 на который в ИнноваСтрой зависит от продолжительности закладки – с ускорителями его получается заливать намного быстрее;
Модификаторы – трансформируют сам состав смеси, повышая ее марочность, то есть, улучшая качество. Описать действие пластификатора для бетона данного типа можно следующим образом – в процессе смешивания и закладки это состав марки М500, но при застывании все характеристики повышаются минимум на один уровень – и это становится конструкция, аналогичная применению смеси М600, Также снижается проницаемость состава, что положительно сказывается на внутреннем армировании, не подвергающемся коррозии;
Морозостойкие – самые распространенные добавки при сооружении загородных резиденций в зимнее время. Пластификаторы создают некую структуру, чей барьер замерзания может быть отодвинут до -26°С. То есть, лютой зимой заливка и застывание монолитной конструкции будет таким же, как в теплые периоды года. При этом внутри не образуется очагов замерзшей влаги, которая может повредить конструкцию;
Самоуплотняющиеся – позволяют избежать использования вибрационной техники, чтобы утрамбовывать смесь в самые труднодоступные места – ниши, расщелины, при использовании густого и частого армирования конструкции;
Для добавки воздуха – создают внутри микропористую структуру, увеличивающую изоляционные свойства бетонной смеси, ее невосприимчивость к влаге, повышается теплозащита помещений. Единственный минус – снижение плотности монолита и его прочности.
За годы своей работы наша компания и команда архитекторов по достоинству оценили все те преимущества, которыми обзаводится бетон с помощью разных видов пластификаторов. И пусть смесь стоит немного дороже обычного состава из воды, цемента, песка и щебня, но применение таких составов приводит к ошеломительным результатам. А в частном строительстве – это дополнительные 40-50 лет к долговечности вашей загородной резиденции.
Пластификатор для бетона для чего нужен: характеристики пластифицированного бетона, для чего добавляют | Какие пластифицирующие добавки лучше для бетона
Продукты системы
SikaPlast Floor
Суперпластификатор для бетонных полов и стяжек, изготавливаемых из пескобетонов
Sikament®-1 Rapid
Суперпластификатор и ускоритель твердения для всех видов бетонных работ
SikaPlast Concrete
Суперпластификатор для бетонов
SikaPlast®-520 N
Универсальный суперпластификатор для бетонов и растворов
Sikament® BV 3M
Универсальная пластифицирующая добавка для бетонов и растворов
SikaLatex®
Добавка для повышения эластичности растворов, устройства тонких стяжек и адгезионных слоёв.
Пластификаторы для бетона — это материалы, добавляемые в бетонную смесь в процессе приготовления для придания ей пластичности. Пластификаторы существенно упрощают работу с раствором, а также улучшают эксплуатационные характеристики бетона после застывания. При этом полностью сохраняются рабочие свойства состава, улучшается прочность и ряд других свойств, что делает использование материалов полностью оправданными. Компания Sika поставляет пластификаторы для бетона и ряд других добавок и присадок, позволяющих регулировать рабочие свойства смеси. Рассмотрим подробней особенности и ассортимент продукции.
Для чего нужен пластификатор
Основной эффект от применения пластифицирующих добавок — это увеличение подвижности бетонной смеси c сохранением прочностных характеристик бетона после застывания. Применение пластификаторов позволяет сократить количество воды для приготовления раствора. Это важный плюс, поскольку ее избыток приводит к образованию пор в процессе застывания бетона, что негативно влияет на прочность материала, стойкость к воздействию мороза и влаги. В качестве пластифицирующих компонентов производители используют различные химические соединения в зависимости от назначения добавки. В состав пластификаторов могут входить лигносульфонаты, нафталинсульфонаты, поликарбоксилаты и другие соединения. Подробней о составе можно узнать, изучив упаковку или обратившись к специалисту компании за консультацией.
Пластификатор для бетона — для чего он нужен
Преимущества пластификаторов для бетона
Применение пластификаторов позволяет:
увеличить текучесть и пластичность бетонной смеси;
повысить плотность бетона;
увеличить прочность бетона, стойкость к воздействию мороза и влаги;
снизить усадочные деформации;
увеличить адгезию раствора;
снизить количество цемента для приготовления бетонной смеси;
заполнить бетонной смесью все труднодоступные места при заливке сложных конструкций.
Кроме того, пластификаторы упрощают работу строителей со специальным оборудованием. Бетонная смесь с пластификатором не прилипает к стенкам бетономешалок, легче подается бетононасосом к элементам конструкции, увеличивает время доставки раствора с помощью автобетоносмесителей. При заливке такой раствор легко распределяется внутри опалубки, не застаивается на углах и участках со сложной геометрией. Отсутствует эффект образования полостей около прутьев объемного каркаса фундаментов из-за того, что раствор не затекает в места их соединения. Пластифицированный бетон не требует значительного ухода при застывании, так как уменьшенное количество влаги внутри него не приведет к образованию трещин при застывании. Зачастую производители бетона модифицируют смеси различными составами, которые позволяют работать с бетонным раствором в мороз, повышают водонепроницаемость бетона. Присадки данного типа отличаются от обычных пластификаторов, но также могут значительно упростить работы и повысить качество конечной продукции.
Виды пластификаторов для бетона
Пластифицирующие добавки в бетон следует выбирать под определенные задачи, условия приготовления и эксплуатации бетонной смеси. По ГОСТ 24211-2008 среди пластифицирующих добавок в бетон следует выделять собственно пластифицирующие и суперпластифицирующие добавки. Между собой такие добавки отличаются эффективностью, подходят для малоэтажного и многоэтажного монолитного строительства, производства ответственных, несущих конструкций и ЖБИ различного назначения. Чтобы подобрать нужный вариант, потребуется провести оценку свойств бетона и необходимость их улучшения.
Пластификаторы для бетона Sika
Компания Sika предлагает высококачественные пластифицирующие добавки для бетонных смесей, разработанные с учётом особенностей рынка частного домостроения. Особое внимание было уделено совместимости всех добавок с цементом и заполнителями, представленными на рынке.
SikaPlast Concrete. Cуперпластифицирующая и водоредуцирующая добавка для конструкционного бетона. Предназначена для изготовления фундаментов, стен, колонн, перекрытий. Не содержит хлоридов, поэтому ее можно использовать в бетонной смеси для строительства железобетонных конструкций без риска скорого возникновения коррозии арматуры. В раствор добавляется в минимальном объеме, благодаря чему снижается расход, что позволяет оптимизировать стоимость строительства.
SikaPlast Floor. Суперпластификатор для бетонных смесей, применяемых для укладки цементно-песчаных стяжек пола и устройства высокопрочных бетонных полов. Подходит для устройства полов с подогревом, устойчив к тепловому расширению и прочим негативным воздействиям. Выдерживает значительные проходные нагрузки на пол.
SikaPlast®-520 N. Универсальный суперпластификатор для изготовления высококачественной бетонной смеси с повышенной маркой удобоукладываемости. Добавка обладает высокими водоредуцирующими свойствами, что значительно увеличивает прочность, водонепроницаемость и морозостойкость застывшего состава.
Sika® Antifreeze Plast. Суперпластифицирующая добавка для бетонных смесей, используемых при низких температурах. Применяется при строительстве в осенне-зимний период. Предотвращает промерзание жидкого раствора, требует минимального прогрева при помощи специальных средств и оборудования.
Sika® Antifreеze N9. Суперпластифицирующая добавка с эффектом ускорения твердения и возможностью использования при низких температурах. Преимуществом является быстрое первоначальное схватывание, снижающее риск промерзания в дальнейшем. Добавка не содержит компонентов, которые могут провоцировать образование аммиака в бетоне.
Sikament® BV 3M. Пластификатор для бетонных смесей различного назначения. Подходит для применения в бетонной смеси для устройства стяжек пола, в том числе полов с подогревом. Не содержит веществ, провоцирующих коррозию, поэтому может без ограничений использоваться для железобетонных конструкций, в том числе и для предварительно напряженных.
Sika® Latex. Многопрофильный пластификатор для мелкозернистых смесей, позволяет повысить адгезию, эластичность и уменьшает усадку раствора. Используется для создания адгезионных слоёв. Подходит для устройства тонких стяжек.
Sikament®-1 Rapid. Суперпластификатор, обеспечивающий высокую пластичность бетонной смеси и ускоряющий набор прочности. Это делает его оптимальным вариантом при строительных работах в осенне-весенний период. Повышает стойкость бетона к химическим и механическим воздействиям.
Таким образом, использовать можно самые разные виды составов для улучшения пластичности и прочих свойств бетона. Большинство добавок поможет ускорить строительство, в том числе и в сложных погодных условиях.
Почему стоит обратиться к нам
Если Вы хотите получить дополнительную информацию, уточнить, какой состав лучше и больше подходит для конкретного объекта и ваших целей, обратитесь к консультанту компании. Кроме того, наши специалисты помогут рассчитать нужный объем присадок для всего объема бетона, используемого для строительства. Свяжитесь с нами, чтобы узнать больше о товарах и услугах.
Поделиться:
Автор: Кирилл Лебедев Технический специалист Sika
Оцените материал!
org/AggregateRating» itemprop=»aggregateRating»>
(103 голоса, в среднем: 4.83 из 5)
Продукты системы
SikaPlast Floor
Суперпластификатор для бетонных полов и стяжек, изготавливаемых из пескобетонов
Sikament®-1 Rapid
Суперпластификатор и ускоритель твердения для всех видов бетонных работ
SikaPlast Concrete
Суперпластификатор для бетонов
SikaPlast®-520 N
Универсальный суперпластификатор для бетонов и растворов
Sikament® BV 3M
Универсальная пластифицирующая добавка для бетонов и растворов
SikaLatex®
Добавка для повышения эластичности растворов, устройства тонких стяжек и адгезионных слоёв.
Какие существуют типы примесей? — Портал гражданского строительства
ВВЕДЕНИЕ Добавки добавляются в бетонную смесь для снижения содержания воды, ускорения или замедления схватывания, придания бетону легкости и изменения свойств бетона. Их добавляют непосредственно перед или во время замешивания бетона. Чрезмерное количество воды может привести к чрезмерному вытеканию и расслаиванию, поэтому добавляются добавки для контроля таких составляющих бетона. Этот дисбаланс делает бетон слабым, и это также влияет на его прочность. Многие добавки представляют собой комбинацию суперпластификаторов, пластификаторов или воздухововлекающих агентов. В лабораториях добавки добавляются во время приготовления бетона, но в полевых условиях на смешивание и приготовление бетона, пригодного для быстрого использования, можно не тратить много времени. Таким образом, добавки добавляются в цементные клинкеры, а затем транспортируются на площадку для готового использования.
В более ранней версии кодов IS не было шагов проектирования для специальных бетонов, но в новой версии, т. Е. IS 10262: 2019, есть все детали этапов проектирования с добавками для производства специального бетона. Даже решенные примеры для самоуплотняющегося бетона или высокопрочного и высокоэффективного бетона есть в новой версии, которая показывает, как можно выполнить расчет смеси.
Добавки бывают двух видов – природные и химические. Натуральные примеси включают рисовую шелуху, яичную смесь, муку, топленое масло и т. д., а химические примеси включают GGBS, летучую золу, пуццолан и т. д. Ранее широко использовались натуральные добавки, и конструкции, изготовленные с их помощью, по-прежнему остаются прочными и сегодня, но фактором была стоимость, и с ними нельзя было сделать больших модификаций. Использование химических добавок привело к изменениям в строительной отрасли, что облегчило производство самоуплотняющегося бетона, высокопрочного бетона, бетона с высокими эксплуатационными характеристиками и т. д. с помощью этих химических добавок.
ТИПЫ ХИМИЧЕСКИХ ДОБАВОК
Обычно они подразделяются на следующие категории – 1. Пластификаторы или реагенты, снижающие содержание воды 2. Суперпластификаторы или сильнодействующие понизители содержания воды 3. Ускорители 4. Замедлители 9.005 9.005 Другие
1. Пластификаторы – Используются для улучшения пластичности свежего бетона за счет снижения содержания воды, не влияя на удобоукладываемость и водоцементное отношение. Типы пластификаторов включают лигносульфонаты кальция, натрия, аммония, полигликолевые эфиры и так далее. Они используются в количестве от 0,1% до 0,4% от массы цемента. Когда они добавляются, они адсорбируются на частицах цемента. Это создает силу отталкивания, которая называется дзета-потенциалом и зависит от количества используемого пластификатора. Таким образом, структура или консистенция изменяется с хлопьевидной на дисперсную и высвобождается захваченная внутри хлопьев вода, которая перемешивается и разжижается. Пластификаторы, адсорбированные на поверхности частиц цемента, ограничивают гидратацию цемента. Количество пластификаторов уменьшается по мере захвата полимера продуктами гидратации. Мало того, они увеличивают осадку бетонной смеси. Они также обладают способностью снижать содержание воды до 10%. Они улучшают способность к накачиванию и поддерживают силу, не влияя на структуру.
Рис. 1: Пластификатор ПРЕДОСТАВЛЕНО: LARSEN BUILDING PRODUCTS
2. Суперпластификаторы – Они химически отличаются от пластификаторов. Он имеет аналогичные свойства пластификатора, но более усилен и широко используется в производстве высокопрочных бетонов. Суперпластификаторы следует добавлять непосредственно перед укладкой, в противном случае при их добавлении для получения текучего бетона наблюдается быстрая потеря удобоукладываемости. C 3 A, входящий в состав цемента, оказывает большое влияние на суперпластификаторы. Более высокая дозировка суперпластификаторов способствует более тонкому содержанию цемента, что помогает в производстве высокопрочного бетона, самоуплотняющегося бетона и бетона с высокими эксплуатационными характеристиками. Суперпластификаторы способны снижать содержание воды на 20-40%. С увеличением количества суперпластификатора можно наблюдать более высокую молекулярную массу. Они имеют емкость до
Производите гораздо более пригодный для обработки бетон, сохраняя то же соотношение воды и цемента.
Обеспечивает такую же удобоукладываемость при низком водоцементном отношении.
Уменьшите содержание цемента, уменьшив водоцементное отношение, тем самым повысив прочность.
Некоторые примеры: нафталинсульфонаты формальдегиды конденсаты, модифицированные лигносульфонаты, сульфированные меламиноформальдегиды и т.д.
Рис. 2: Суперпластификатор ПРЕДОСТАВЛЕНО: CONSTRO CHEM INDIA PVT LTD
3. Воздухововлекающие устройства – Воздухововлекающие устройства вводят воздух в виде пузырьков и равномерно распределяют его по цементному тесту. Применяются там, где необходимо повысить сопротивление бетона для защиты бетона от замерзания и оттаивания. В жестких и бедных смесях они делают бетонную смесь более удобоукладываемой. Они также используются для уменьшения кровотечения и сегрегации, которые повреждают бетон. Их дозировку можно рассчитать так: 1% воздуха может привести к 5%-ной потере прочности. Они делают бетон легким и уменьшают собственную нагрузку конструкции. При подаче избыточного воздуха применение измельченного доменного шлака и летучей золы может уменьшить содержание воздуха.
К основным типам воздухововлекающих веществ относятся животные или растительные жиры, соли древесной смолы, сульфированные углеводороды и т.д. Другие применения суперпластификаторов включают –
Уменьшает проницаемость бетона.
Повышает устойчивость к химическому воздействию.
Уменьшает совокупное содержание.
Снижает теплоту гидратации.
Делает смесь экономичной.
Снижает реакцию щелочи и агрегатов.
Облегчает раннее размещение и отделку.
Снижает модуль упругости и удельный вес бетона.
Рис. 3: Бетон с воздухововлекающими добавками ПРЕДОСТАВЛЕНО: BETON CONSULTING ENGINEERING
4. Ускорители – Эти добавки ускоряют схватывание бетонной смеси и приводят к раннему набору прочности. Быстрое схватывание требуется в случае морских сооружений или там, где требуется быстрый темп работы для досрочного завершения сооружения. Они также используются в холодных регионах, где установка занимает больше времени, чем обычно. Некоторыми примерами ускорителей являются хлорид кальция, хлорид натрия, сульфит натрия, гидроксид натрия, карбонат натрия, гидроксид калия, сульфат калия и так далее. Среди них хлорид кальция используется не в армированной конструкции, а в водоудерживающей конструкции. Это связано с тем, что он способствует коррозии стали, а когда арматура в бетоне контактирует с воздухом или водой, это способствует окислению, которое приводит к коррозии. Акселераторы эффективно работают при низкой температуре окружающей среды.
прирост силы. Такие замедлители схватывания применяются при транспортировке цементной смеси в отдаленные места или в условиях жаркой погоды, когда происходит быстрое схватывание бетонной смеси, что затрудняет работу или снижает удобоукладываемость. Они также используются для предотвращения холодных соединений, возникающих из-за продолжительности укладки. Некоторыми примерами замедлителей схватывания являются сахар, лигнин, гидроксилированные карбоновые кислоты, фосфаты, целлюлоза и так далее. Некоторые недостатки этого включают то, что они часто увеличивают пластическую усадку и приводят к растрескиванию. Кроме того, если время добавления задерживается, то замедление увеличивается еще больше.
Рис. 5: Замедлитель схватывания ПРЕДОСТАВЛЕНО: CONSTRUCTION MIDWEST, INC.
ЗАКЛЮЧЕНИЕ В настоящее время существуют различные добавки, каждая из которых предназначена для придания бетонной смеси желаемых свойств. Их дозировка важна, так как чрезмерное количество может привести к разрушению бетона и повлиять на его прочность и удобоукладываемость. Однако меньшее количество может снизить его воздействие и не дать желаемых результатов. В дополнение к этому, по мере разработки норм для расчетных смесей, можно производить более специальные бетоны с таким разнообразием добавок.
ССЫЛКИ • Ramachandran, Vangi S., Handbook of Analytical Techniques in Concrete Science and Technology, 2001, ScienceDirect – https://www.sciencedirect.com/topics/materials-science/admixture#:~:text= Добавки%20являются%20ингредиентами%20что%20удобоукладываемость%2C%20увеличивается%20прочность%2C%20и т.д. • Проектирование зданий Wiki, «Добавки в бетон» — https://www.designingbuildings.co.uk/wiki/Admixtures_in_concrete • Шетти, М.С., «Теория и практика технологии бетона», Седьмое исправленное издание, S. Chand Technical.
Поделиться этим сообщением
Если у вас есть вопросы, вы можете задать вопрос здесь .
Типы пластификаторов в бетоне
Твитнуть
Пластификаторы и суперпластификаторы улучшают удобоукладываемость бетона.
Благодаря своей высокой текучести торкрет-бетон очень выгоден. Когда однородная смесь наносится пневматическим способом, она просто прилегает к даже неровным поверхностям, сохраняя при этом исходное сопротивление сжатию, чтобы с самого начала обеспечить хорошую структурную поддержку.
Семейство химических полимеров, таких как пластификаторы и суперпластификаторы, отвечает за текучесть материала. Их также называют понизителями воды, чтобы свести к минимуму общее водоцементное отношение, придавая ему более «жидкий» вид. консистенция, исключающая разбавление смеси водой.
Эти добавки обычно добавляются на протяжении всего процесса смешивания и позволяют бетонной смеси стать пластичной до применения, сохраняя ее консистенцию неизменной.
Пластификаторы и суперпластификаторы обеспечивают временное диспергирующее действие, которое обеспечивает всестороннюю гидратацию каждой частицы цемента, повышая текучесть смеси.
Эта смесь смешивается с вулканической летучей золой, образуя тип гидравлического бетона, полностью выносливого и устойчивого к атмосферным воздействиям материала, а также чрезвычайно агрессивной соленой воды.
Пластификаторы: первые шаги — пластификаторы первого поколения известны как лигносульфонаты. Он относится к побочным продуктам обработки древесины, которые в последнее время часто применяются для получения пригодной для обработки смеси только из основного сырья.
Эти добавки, известные как понизители воды среднего уровня [MRWR], прикрепляются к поверхности частиц цемента, которые несут как положительные, так и отрицательные заряды. Отрицательно заряженные полимеры-пластификаторы нейтрализуют положительные заряды на поверхности цемента, превращая всю поверхность в полностью отрицательные.
Вызывает физический эффект, который позволяет отрицательно заряженным частицам цемента отталкивать друг друга, обеспечивая диспергирующий эффект для лучшей инфильтрации воды. Эта смесь теперь может хорошо работать без добавления воды и позволяет сократить общее необходимое количество воды, уменьшая водоцементное отношение примерно на 10%.
Но эти добавки могут отсрочить процесс отверждения, что может привести к дальнейшим осложнениям. Если отверждение не будет выполнено в течение определенного периода времени, в колонне опалубки в течение длительного периода времени может накопиться большее гидростатическое давление, что приведет к разрыву опалубки.
Второе поколение: Пластификаторы 2.0: Этот тип пластификатора может значительно снизить водоцементное отношение примерно на 25%. Полисульфонаты, такие как нафталин и меламин, предлагают тот же тип рабочего механизма, что и пластификаторы первого поколения, производя электрическое диспергирование, хотя и с большей интенсивностью.
Эти полимеры прилегают к частицам цемента, заряжая их отрицательно, создавая отталкивание между связанными частицами, позволяя воде течь и эффективно гидратировать смесь.
Подобное отталкивающее действие также активирует большую воздушную окклюзию, повышая удобоукладываемость смеси, но в то же время образуя воздушные карманы, которые снижают ее сопротивление и стабилизируют ее структурную целостность.
Этот тип полимера также может создавать другие проблемы, поскольку он обеспечивает очень узкое окно «удобоукладываемости»: как только цемент гидратируется, он, вероятно, образует коркообразный побочный продукт, который затрудняет нанесение.
Суперпластификаторы: третье поколение — Суперпластификаторы обозначают добавки, которые приносят огромные преимущества наряду со снижением водоцементного отношения примерно на 40%.
Поликарбоксилаты, также известные как High Range Water Reducers (HRWR), действуют на основе стерического, несмотря на электростатическое отталкивание. Основным стерическим эффектом является стерическое затруднение, из-за которого не может произойти химическая реакция. В этом случае он предотвращает агломерацию частиц цемента.
ГОСТ 5781-82. Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
Арматура – это разновидность горячекатаного проката, имеющая в поперечном сечении круговой гладкий или периодический профиль. Арматуру отгружают потребителю в двух основных типах поставки ― в мотках и стержнях.
Основной сферой применения арматуры является строительство – арматура используется в качестве основы для создания железобетонных конструкций. Арматура может использоваться как для создания обычных, так и для армирования предварительно напряженных конструкций. Арматура является одним из основных видов строительных профилей (наряду с двутавровыми балками и швеллером).
Различают, прежде всего, две основных разновидности арматурной стали:
Гладкая арматура ― применяется для создания железобетонных конструкций обычной прочности
Рифленая арматура — используется для создания качественных и особо качественных железобетонных конструкций.
Выделяют также арматуру с периодическим сечением (круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии).
Арматуру различают и нормируют по следующим показателям:
Установленное стандартом нормированное значение условного или фактического предела текучести
Угол наклона поперечных выступов
Угол между поперечными выступами и осью стержня арматуры
Шаг поперечных выступов
Расстояние между центрами двух последовательно идущих выступов
Высота поперечных выступов
Расстояние от наивысшей точки поперечного выступа до поверхности сердцевины стержня, измеренное под прямым углом (только для профиля с периодическим сечением)
Диаметр равновеликого по площади профиля круглого сечения (только для рифленой арматуры)
Эквивалентная площадь поперечного сечения
Одной из самых ответственных видов арматуры является арматура, определяемая ГОСТ-18884-81 ― термически упрочненные стальные стержни периодического профиля. Сферой применения арматуры является создание высоконагруженных и ответственных железобетонных конструкций.
Арматура подобного вида подразделяется на классы (по механической прочности):
Ат-VIII ― 30ХС2Арматура периодического профиля нормируется ГОСТ-5781-82. Данный вид арматуры в зависимости от механических характеристик подразделяют на следующие классы:
A-I (A240) ― гладкая, поставляется в мотках или стержнях
A-II (A300) ― периодическая или гладкая (по требованию потребителя), поставляется в мотках или стержнях
A-III (A400) ― периодическая или гладкая (по требованию потребителя), поставляется в мотках или стержнях
A-IV (A600) ― периодическая или гладкая (по требованию потребителя), поставляется в стержнях
A-V (A800) ― периодическая, поставляется в стержнях
A-VI (A1000) ― периодическая, поставляется в стержнях
Низкое содержание углерода наряду с термомеханической обработкой арматурной стали в потоке проката обеспечивает ее улучшенную свариваемость и пластичность, повышенную вязкость и долговечность. Применение строительной арматуры поможет повысить качество производимых железобетонных конструкций и сделать из надежными и долговечными.
vgr-bestellen.com
ГОСТ на арматуру А500С, А3 (А400) 52544 и ГОСТ 5781-82
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
Для металлических прутков из стали сегодня применяются два основных стандарта: ГОСТ 5781 82 и арматура ГОСТ Р 52544-2006. Нормативные документы регулируют качество используемых для производства проката сырья, соответствие готовых изделий установленным требованиям (прочности, устойчивости к коррозии, свариваемости, уровня распорности в бетоне), определяют виды и классы прутков в зависимости от их технических характеристик и назначения.
Зная, по какому стандарту изготовлено то или иное изделие, можно узнать его основные характеристики. Так, например, арматура А240 ГОСТ относится к изделиям металлопроката горячего типа, обычно выпускаемым с круглым профилем и поставляемым как в прутках, так и в мотках. Диаметр стержней составляет от 6 до 40 миллиметров. Купить стержни, изготовленные в соответствии с действующим государственным стандартом, вы можете в компании «Региональный Дом Металла».
ГОСТ на арматуру А500С
Согласно ГОСТ на арматуру 52544, образец A500C не имеет аналогов. Изделия данной марки выпускаются из дешевой углеродистой стали без легирующих добавок в составе по ТУ (техническим условиям), которые разрабатываются каждым предприятием по производству металлопроката индивидуально. Несмотря на выпуск по ТУ, прутки данной марки пользуются особой популярностью среди потребителей благодаря невысокой стоимости, высоким эксплуатационным характеристикам и возможности применения электросварки для соединения прутков между собой и другими металлическими изделиями.
Существует и другая марка металлопроката с маркировкой А500, но без «С» в конце. А500С не является тем же прокатом, что и арматура А500 ГОСТ, которая выпускается по действующему государственному стандарту от 2006 года. Согласно ему, изделия марки А500 – это прутки горячекатаного производства, которые упрочняются в процессе прокатки и впоследствии не подвергаются дополнительной обработке. Узнать, к какому классу относится выбранное вами изделие, можно также, ознакомившись с обозначениями спецстали. В них указывается класс прочности, номинальный диаметр, особенности эксплуатации.
ГОСТ на арматуру А400
Изделия, обозначаемые маркировкой А400, достаточно прочны и устойчивы к нагрузкам. Согласно ГОСТ арматура А3 выпускается из стали с маркировкой 35ГС и 25Г2С. Диаметр прутков составляет от шести до сорока миллиметров. Изделия производятся с выступами по винтообразным линиям, которые с одной стороны прутка имеют левый, а с другой стороны прутка – правый заходы. По требованию потребителя прокат также может быть выпущен не с рифленым, а с гладким профилем.
Согласно ГОСТ арматура А1 (А400) изготавливается из стали марок Ст3кп, Ст3сп, Ст3пс. Она считается одним из наиболее распространенных видов металлопроката и находит широкое применение в конструкциях из бетона с большим защитным слоем. Производятся прутки методом холодной вытяжки, имеют гладкий профиль и диаметр от 6 до 40 миллиметров. Применяют металлопрокат во всех сферах строительства и реконструкции зданий общественного и промышленного назначения.
Фитинги ГОСТ 5781-82: njirimara teknụzụ, ngwa
Na imepụta ụdị dịgasị iche iche nke ihe e ji eme ka ihe dịkwuo mma, ihe ejiji igwè dị mkpa. ГОСТ 5781-82, njirimara nkà na uzụ nke ihe a na-achịkwa nnọọ. Nkwado ahụ kwesịrị ebụ, nke mbụ, ike, na nke abụọ, na-eguzogide ọgwụ na Corrosion na Inogide.
Nke a na-enye gị ohere iwukwasị ntala, ntala na ụlọ ndị ezọ yiri nke a. Nke bụ eziokwu bụ na ihe nwere nnukwu ike mkparịta ka, ma ọ dịghị agbatị. Ihe mgbaru ọsọ bụ isi nke nkwado bụ iji gbochie mbibi nke owuwu na dị dịgasị iche iche.
Ụdị mkpara
Ọ na-achịkwa ụkpụrụ nke ụdị ụlọ ahụ dịka ihe atụ, ГОСТ 5781-82. Ngwurugwu ya nwere ike ịdị iche. Ejiri ihe eji eme ihe dika ndi a:
AI — ezigbo ihe ngosi;
АII, АIII, А IV, АВ на AVI — проф проф проф.
Dika usoro nke n’ichepụta, nkwenye nwere ike ibu:
Na mgbakwunye na metal, n’oge anyị a na-emepụta na ụrọ стекловолокно nke ụdị a. Dị ка ụkpụrụ nke ọrụ si dị, anyị na-amata ọdịiche dị n’etiti mgbakasị ahụ na mgbakasị. Tụkwasị na nke ahụ, e nwere ọtụtụ ụdị mkpara ndị yiri ya, nkewapụtara site n’ebumnuche:
Ндо ор;
Нкеса;
Мгбако.
Сайт n’usoro ntinye, ejiji ma ọ bụ gbarie ogwe aka.
Нхази Озо
Ноге энвере узо ди иче иче нке огве, также известный как н’име нди ди иче иче:
A1. Ejiri ihe dịgasị iche iche nke a dịgasị iche iche na-eme ka igwè dị elu. Mgbe ụfọdụ, na-eji mkpanaka nke ika mee waya site na waya. Ndị isi uru nke na A1 mkwado bụ na ọ nwere ike ji mee nnọọ ọ bụla gburugburu ebe obibi.
А500С. Ụdị ihe ndị a nwere ike ịnwe profaịlụ oge ma ọ bụ okirikiri. Dabere na àgwà e ji mee nchara, a na-ekeba ihe ndị a na klas dị iche iche. Ebumnuche bụ isi nke A500C akwa akwa bụ nchịkọta nke ihe mgbakwunyere ihe mgbakwunyere.
B500C. Nke a na ụdị mkpanaka bụ-eji na ihe na-ewu, maka imewe nke вставки, nakwa dị ka ụdị nile nke siri ike nko na изогнутые profaịlụ. Сайт на afọ 5000, nkwado nke otu a dị iche na nke mbụ na ọ naghị ekpo ọkụ, kama ọ na-eme ka ọ bụrụ ntụpọ.
25Г2С. Ihe ndị dị mkpa nke ụdị mkpara ndị a bụ ike dị elu, dabere na ọhụụ. Jiri klas nke nkwado a ma ha mepụtara ihe owuwu na ihe ndị na-ebu. Ngwakọta nke mkpara nke ika a nwere nke ya na-enye ohere iji mezuo nkwekọrịta kasị dịgide adịgide.
35GS. Ngwá ọrụ a pụrụ iche bụ nke kachasị mma nchara ma nwee ike inwe gburugburu ma gbaa gburugburu. A na-eji ya eme ihe karịsịa na iwu nke akụkụ dị egwu nke ihe mejupụtara.
Клапан Ndepụta nkwado
N’ihi ya, njikwa kpọmkwem àgwà na agwaogwa nke oyiyi akwa ГОСТ 5781-82. Ulo dị n’okpuru na-egosi ngosiputa mpaghara поперечного сечения nke Ogwe osisi на ука ха.
Намба Нгоси Бар
Нгалаба на-агафе на мкпанака
Ибу Ибу
80
50,27 см2
39,46 неар
45
15-й
12,48
55
23,8
18,7
№70
38,5
30,2
18-й
2,5
2
12
1. 13
0,89
14-й
1,54
1.21
10
0,79
0,617
16-й
2.01
1,58
Н’окпуру эбе а, нвере ике хо оту е си агбанье умэ, ГОСТ 5781-82, на нджикота ду н’этити онёнё на ибу. Tebụl na-enye ихе кариа ихе нгоси.
Клас
Нхази Оква
Оголого (мм)
АИ
Ст3кп, Ст3пц, Ст3сп
6-40
АИИ
Ст5сп, 18Г2С, Ст5пс
Сайт na 10 ruo 40 na 40 ruo 80
АIII
35 ГБ, 32 ГБ2, 25 футов 2
6-22, 6-40
АИВ
80С20ХГ2С
10-18, 10-32
АВ
23С2Г2Т
10-32
Klas nke ọfịs pụrụ iche
A na-ehichapụ mkpanaka si na nlele nchara pụrụ iche na akwụkwọ ozi ka onye na-azụ nwere ike ikpebi ebe a na-eji ha eme ihe. Klas nke nkwado ГОСТ 5781-82 na nke a na-akọwa dị ka ndị a:
«T» — ya mere nnọọ eguzogide oyiyi akwa, nke ike-eji tinyere na климата;
«С» — МКПА, не сварные;
«Б» — бронированный хунду ойии аква.
Эбу акара
Нэзи клас нке мквадо нвере ике куваа нта ду иче ичэ. Nye onye ọ bụla nwere ajụjụ ọ bụla gbasara ụdị ihe ntụchi ahụ, ha na-ese ya na njiri. Ya mere, ihe oyiyi A1 на-ача ọbara ọbara, AIII — одо, AV na VI — ача анụnụ anụnụ. Сайт n’ụkpụrụ, na-ahapụ ya ka ọ na-ehicha ájá dị n’akụkụ ọgịrịga ruo 0,5 мита сайт na nsọtụ ha.
Isi ebe eji
Ya mere, imepụta ụdị dịgasị iche iche nke ihe ndị e wusiri ike bụ ihe a ga-eji mee akwa. ГОСТ 5781-82 нджиримара эджиджи нке ихе а на-ачо, ду ка анью чопутара, кпумквем. Dabere na ihe ndị a kapịrị ọnụ, a pụrụ iji Ogwe igwè dị otú a mee ihe maka:
Нквупта нтала;
Ntupụta nke перекрытия:
Эрекция nke àkwà mmiri;
Узэджи эву;
Na ikuku si gas na ụfụfụ ihe mgbachi.
А на-эджикару нгва оро нду ду мма на-эмекару нано иджи нье нгвааха а квадоро оту эду. На-эдзи Ребристый эмэ ихэ мака икеса ихэ эдо. Tupu ịwụnye ihe, a na-agbakwụnye nkwado ahụ n’ime oghere siri ike. Na njikọ a, ga-eji ntanye na mgbanaka pụrụ iche iji jikọta ihe ndị ahụ.
Ihe profaịlụ
E ji nwayọọ nwayọọ akpọ mgbatị на ọbụna matte n’elu dum ogologo. Ihe profaịlụ nke mkpara nwere ike ịbụ:
Oge. Ihe ndị dị otú ahụ nwere ike ịnwe ụra, njịga, njigide. Nke a na — enye gị ohere ịmekwuo ihe a.
Ụdị Серп. Ndị na-emepụta Europe na-emepụta ụdị akwa ahụ. Otú ọ dị, е nwekwara ихе dịgasị Iche Iche na-arụ на Осиси русский.
Нгвакота. Ụdị profaịlụ a na-enye gị ohere ikpochapụ njikọ nke nkwado na ihe. Ya mere, a na-ejikarị ụdị ihe eji emechi ụdị a na mgbakwunye na nrụgide siri ike.
Inye
N’ụlọ nkwakọba ihe nke ndị nnọchianya ahịa, ogwe aka ígwè (gost 5781-82) nwere ọnụọgụ akụọ ruo 12 мм. На-энье окпоро осиси нду до аро карна на мкпара. Ogologo nke ikpeazụ a na-abụkarị 12 ma ọ bụ 6 мес. Mgbe ụfọdụ, mmetụ ahụ nwere ike ga na nza ndị na-abụghị akụkụ. N’okwu a, ogologo nwere ike ịmalite site na 3 mita. Ogwe ndị ahụ kwesịrị kwesịrị ịdị ezigbo mma. Otú ọ dị, nke a anaghị eme mgbe niile. А на-эме ка dịkwuo ntakịrị, ebe ọ bụ na ụlọ mkpọrọ ahụ dịgasị iche iche na-agbanwe, enwere ike. Otú ọ dị, n’ime ụfọd oke. Dịka ụkpụrụ ndị ahụ si dị, ọhụụ ahụ ekwesịghị ịbụ karịa 6 мм ква 1 р. М.
Экике ага ГОСТ 5781-82: ọnụahịa nke ihe
Ugo mkpara na-adabere n’ụzọ bụ isi na dayameta ya. Ya mere, ugwo maka ogwe aka nke 10 мм nwere ike imeghari n’ime 20-25 puku рублей kwa ton ma ọ bụ 20-25 рублей. Мака Мита Осо. Mkpanaka 12 мм ahụ a na-ejikarị arụ ọrụ na-ewu ewu ụlọ obibi bụ ihe dị ka 22-29 пуку рублей.
Ya mere, anyị achọpụtala ụdị ụdị ụlọ ga-enwe. ГОСТ 5781-82 na-ekwuputa njirimara e ji mara ụbụrụ ndị ahụ kpọmkwem. A ghaghị ịkwado nkwado ahụ nke ụdị nchara kwekọrọ na akara ya ma nwee akwa dị na dayameta.
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
ТП500Ф3, ТП1000Ф3 — станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
Наибольший диаметр обрабатываемого прутка — Ø 30 мм
Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
Пределы продольных подач — 0,07. .2,17 мм/об
Пределы поперечных подач — 0,01..1,08 мм/об
Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
Пределы шагов резьб модульных — 0,2..6 модулей
Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Описание электрооборудования станка EMU-200
Данные сети питания:
Напряжение сети 380 В, 50 Гц
Максимальная рабочая сила тока 5 А
Максимальная пусковая сила тока 20 А
Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.
Подключение к сети осуществляется пакетным переключателем.
Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Перечень органов управления станком ИЖ-250П
Рукоятка включения и выключения фрикциона редуктора
Рукоятка перемещения верхней части суппорта (резцовых салазок)
Рукоятка поворота и зажима резцовой головки
Маховик перемещения пиноли задней бабки
Рукоятка перемещения задней бабки по станине станка
Рукоятка зажима пиноли задней бабки
Включение освещения
Переключатель скорости
Кнопка пуска «Назад»
Кнопка пуска «Вперед»
Кнопка «Стоп»
Включение станка в сеть
Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Конструкторские особенности строения
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
Подключение к сети производится через пакетный и автоматический выключатель.
В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Технические характеристики токарно-винторезного станка ИЖ-250П
Наименование параметра
ИЖ-250
ИЖ-250П
1И611п
250итвм
Основные параметры
Класс точности по ГОСТ 8-82
Н
П
П
В
Наибольший диаметр заготовки обрабатываемой над станиной, мм
250
250
250
240
Наибольший диаметр заготовки обрабатываемой над суппортом, мм
125
125
125
168
Наибольшая длина заготовки (РМЦ), мм
500
500
500
500
Высота оси центров над плоскими направляющими станины, мм
150
150
130
150
Высота от опорной поверхности резца до линии центров, мм
20
20
16
16
Наибольшее рассояние от оси центров до кромки резцедержателя, мм
130
127
Шпиндель
Диаметр сквозного отверстия в шпинделе, мм
33
33
27
25
Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм
30
30
24
24
Количество ступеней прямого вращения шпинделя, об/мин
22
22
21
21
Частота прямого вращения шпинделя, об/мин
16. .2000
16..2000
20..2000
25..2500
Размер внутреннего конуса в шпинделе, М
Морзе 5
Морзе 5
Морзе 4
Морзе 4
Конец шпинделя по ГОСТ 12593-72
резбовой
резбовой
4
4
Торможение шпинделя
Есть
есть
есть
Подачи
Наибольшая длина хода каретки суппорта, мм
500
500
500
500
Цена деления лимба продольного перемещения суппорта, мм
0,1
0,1
0,1
0,1
Продольное перемещение за один оборот лимба, мм
23,5
23,5
20
20
Наибольшее поперечное перемещение суппорта, мм
150
150
180
165
Цена деления лимба поперечного перемещения суппорта, мм
0,05
0,05
0,02
0,05
Поперечное перемещение за один оборот лимба, мм
3
3
3
3
Пределы рабочих подач продольных, мм/об
0,07. .2,17
0,07..2,17
0,01..1,8
0,01..1,8
Пределы рабочих подач поперечных, мм/об
0,01..1,08 (1/2 от прод.)
0,01..1,08 (1/2 от прод.)
0,005..0,9
0,005..0,9
Скорость быстрых перемещений суппорта, продольных, м/мин
нет
нет
нет
нет
Скорость быстрых перемещений суппорта, поперечных, м/мин
нет
нет
нет
нет
Пределы шагов нарезаемых резьб метрических, мм
0,2..6
0,2..6
0,2..48
0,2..48
Пределы шагов нарезаемых резьб дюймовых
24..3,5
24..3,5
24..0,5
24..0,5
Пределы шагов нарезаемых резьб модульных
0,2..6
0,2..6
0,2..30
0,2..12
Выключающие продольные упоры
есть
есть
есть
есть
Выключающие поперечные упоры
нет
нет
есть
есть
Быстрое перемещение суппорта
нет
нет
нет
нет
Резцовые салазки
Наибольшее перемещение верхних салазок суппорта, мм
120
120
120
120
Цена деления лимба, мм
0,1
0,1
0,05
0,05
Наибольшие размеры державки резца, мм
20 х 20
20 х 20
16 х 16
16 х 16
Цена деления шкалы поворота, град
1
1
1
1
Задняя бабка
Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82
Морзе 3
Морзе 3
Морзе 3
Морзе 3
Центр пиноли задней бабки по ГОСТ 13214-79
Морзе 3
Морзе 3
Морзе 3
Морзе 3
Наибольшее перемещение пиноли задней бабки, мм
90
90
85
85
Цена деления линейки перемещение пиноли, мм
1
1
1
1
Цена деления лимба перемещение пиноли, мм
0,05
0,05
Поперечное смещение пиноли, мм
±10
±10
±10
±10
Электрооборудование
Количество электродвигателей на станке
3
3
3
3
Электродвигатель главного привода, кВт
2,6/ 3
2,6/ 3
3
3
Электродвигатель станции смазки, кВт
0,18
0,18
0,08
0,09
Электродвигатель насоса охлаждения, кВт
0,12
0,12
0,12
0,18
Насос охлаждения (помпа)
ПА-22
ПА-22
ПА-22
ПА-22
Габаритные размеры и масса станка
Габариты станка (длина ширина высота), мм
2030 х 875 х 1220
2030 х 875 х 1220
1770 х 970 х 1300
1790 х 810 х 1400
Масса станка, кг
1570
1570
1180
1180
Список литературы:
Токарно-винторезный станок повышенной точности ИЖ250П. Руководство к станку, Ижмаш, 1963
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Связанные ссылки. Дополнительная информация
Классификация и основные характеристики станков токарной группы
Выбор подходящего станка для металлообработки
Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
Графические знаки для токарных станков
Фрикционная муфта токарно-винторезного станка
Методика проверки и испытания токарно-винторезных станков на точность
Заводы производители токарных станков
Заводы производители металлорежущих станков
Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
Шпиндельный узел, объединенный со входным шкивом.
Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Сервоусилитель
— Руководство по поиску и устранению неисправностей
Service Home Сервоусилитель — Поиск и устранение неисправностей — CHC
Сервоусилитель — Поиск и устранение неисправностей — CHC
Перейти к разделу 1. Введение 2. Электробезопасность 3. Таблица симптомов 4. Механическая блокировка 5. Проверка усилителя на короткое замыкание 6. Проверка серводвигателя на короткое замыкание 7. Просмотрите программу обработки деталей 8. Проверка низкого напряжения 9. Охлаждающий вентилятор 10. Электрическая схема Наверх
Введение
Существует четыре версии усилителей Haas. 30 А [1], 45 А [2], 60 А [3] и 90 А [4]. Все четыре действуют одинаково.
Узлы интеллектуального усилителя получают питание от шины 320 В постоянного тока от узла векторного привода или источника питания Minimill. Каждый из них имеет красный светодиодный индикатор FAULT и зеленый светодиодный индикатор POWER ON, показывающий состояние усилителя.
Электрическая безопасность
Предостережение: При обслуживании или ремонте станков с ЧПУ и их компонентов необходимо всегда соблюдать основные меры предосторожности. Это снижает риск травм и механических повреждений.
Установите главный автоматический выключатель в положение [ВЫКЛ] .
Опасно: Перед началом любых работ внутри шкафа управления индикатор высокого напряжения на источнике питания 320 В/векторном приводе должен быть выключен не менее чем на 5 минут.
Некоторые процедуры обслуживания могут быть опасными или опасными для жизни. НЕ пытайтесь выполнить процедуру, которую вы не полностью понимаете. Если у вас есть какие-либо сомнения относительно выполнения процедуры, обратитесь в представительство Haas Factory (HFO) и запланируйте визит в сервисный центр.
В усилителе произошло внутреннее короткое замыкание.
Выполните раздел Проверка усилителя на короткое замыкание .
Примечание: Если обнаружено короткое замыкание, перед установкой нового усилителя проверьте кабель и двигатель на наличие короткого замыкания.
Аварийные сигналы 161–164 ОШИБКА ПРИВОДА ОСИ и Аварийный сигнал 986 ОШИБКА КАЛИБРОВКИ
Внутренняя калибровка усилителя.
Проверьте кабель управления от платы Maincon/Mocon к усилителю. Проверьте напряжение 320 В постоянного тока на усилителях.
Аварийные сигналы 161-164 ОШИБКА ПРИВОДА ОСИ и Аварийный сигнал 992 ПЕРЕГРУЗКА ТОКА УСИЛИТЕЛЯ
Механическая блокировка оси.
Механическая блокировка оси.
Аварийные сигналы 161–164 ОШИБКА ПРИВОДА ОСИ и Аварийный сигнал 994 ПЕРЕГРУЗКА УСИЛИТЕЛЯ
Неверное приложение.
Измените скорость и проверьте инструмент на наличие повреждений.
Механическая блокировка оси.
Устранение блокировки.
Неправильная подача низкого напряжения на вход Maincon или усилителя.
См. раздел «Проверка низкого напряжения» .
Аварийные сигналы 161–164 ОШИБКА ПРИВОДА ОСИ и Аварийный сигнал 991 ПЕРЕХОД ТЕМПЕРАТУРЫ УСИЛИТЕЛЯ
Проблема с вентилятором охлаждения.
Проверить вентилятор охлаждения.
Тревога 991 ПЕРЕГРЕВ УСИЛИТЕЛЯ.
Канал оси Maincon/Mocon неисправен, или на разъеме сломан контакт.
Отсоедините кабели энкодера/привода от осевого канала платы Maincon/Mocon. Осмотрите контакты разъемов. Протестируйте ось на другом канале Maincon/Mocon, если проблема исчезнет, значит проблема с каналом оси.
Механическая блокировка
Корректирующее действие:
Убедитесь, что ось имеет свободный путь движения. Слишком большие инструменты, крепления деталей или заготовки могут врезаться в корпус станка.
Просмотрите историю аварийных сигналов машины. Аварийные сигналы перегрузки, за которыми следуют аварийные сигналы перегрузки по току, являются признаком аварии.
Осмотрите корпус станка, шпиндель и оснастку на наличие повреждений. Повреждения инструментов, приспособлений и корпуса являются признаками аварии.
Если признаков аварии нет, осмотрите ШВП и линейные направляющие. Они должны свободно двигаться или поворачиваться вручную.
Проверка усилителя на короткое замыкание
Проверьте усилитель на короткое замыкание. Выключите машину. Отсоедините кабели серводвигателя оси от усилителя, выдающего аварийный сигнал.
Поместите выводы мультиметра сюда
Инструкции
Установите счетчик на омы и снимите следующие показания:
Винт заземления к клеммам КРАСНЫЙ, БЕЛЫЙ и ЧЕРНЫЙ
Если счетчик не показывает обрыв (o. l), усилитель поврежден.
Установите измеритель в Ом и снимите следующие показания:
Черный провод к клеммам HV (+) и красный провод к клеммам HV (-), RED, WHT и BLK.
Измерительный прибор должен показывать высокое сопротивление, как правило, в килоомах или мегаомах. Если мультиметр показывает очень низкое сопротивление, усилитель поврежден.
Установите мультиметр в режим проверки диодов и снимите следующие показания:
Красный провод к клеммам HV (-) и черный провод к клеммам HV (+), RED, WHT и BLK
Если мультиметр не показывает падение напряжения в диапазоне от 0,2 до 0,8 вольта, усилитель неисправен.
Установите мультиметр в режим проверки диодов и снимите следующие показания:
Черный провод к клеммам HV (-) и красный провод к клеммам HV (+), RED, WHT и BLK
Если счетчик не разомкнул цепь (O. L), усилитель поврежден.
Проверка короткого замыкания серводвигателя
Корректирующее действие:
Проверьте кабели на короткое замыкание: Убедитесь, что кабели осевого серводвигателя не загрязнены и не пережаты. Загрязнение или защемление кабелей может привести к короткому замыканию. При необходимости замените кабели.
Осмотрите серводвигатель. Отсоедините и осмотрите разъем кабеля питания на двигателе. Убедитесь в отсутствии загрязнения охлаждающей жидкости. Загрязнение охлаждающей жидкости может вызвать этот сигнал тревоги и повредить усилитель. Измерьте сопротивление между контактами, обозначенными A, B и C, на разъеме двигателя и массой шасси.
Показания должны показывать обрыв цепи.
Если нет открытого сопротивления, серводвигатель неисправен.
Обзор программы обработки деталей
Корректирующее действие:
Слишком большая нагрузка на машину. Уменьшите подачу, чтобы уменьшить нагрузку на станок. Осмотрите режущий инструмент на наличие повреждений.
Проверьте ось, вызвавшую сигнал тревоги. Напишите программу в MDI для перемещения оси. Если какое-либо движение с любой скоростью подачи вызывает сигнал тревоги, значит, неисправен сервоусилитель.
Неинтеллектуальные усилители — Используйте низковольтный блок питания для подачи +12/-12 В постоянного тока на усилитель. Это напряжение имеет решающее значение для правильной работы этого усилителя.
При включенном питании с помощью вольтметра, настроенного на постоянный ток, тщательно измерьте желтый/черный и белый/черный.
Желтый = +12 В постоянного тока
Белый = -12ВД
Черный = Земля
Используйте таблицу ниже для правильного диапазона напряжения.
Низковольтный вход Mocon/Maincon
Корректирующее действие:
Измерьте уровни напряжения низковольтного источника питания на печатной плате Maincon или Mocon. Убедитесь, что вы не закорачиваете и не пересекаете контакты мультиметра.
Выключите питание машины. Если неисправность остается, значит, неисправен усилитель.
Если все усилители осей станка выдают аварийный сигнал одновременно, а низкое напряжение питания в норме, возможно, неисправна плата Maincon или Mocon PCB.
Штифты
Правильное напряжение
+5 и земля
от +4,90 до +5,20 В пост. тока
+12 и земля
от +11,85 до +12,50 В пост. тока
-12 и ЗЕМЛЯ
от -11,85 до -12,50 В пост. тока
Вентилятор охлаждения
Корректирующее действие:
Датчик перегрева усилителя сработает при 195 °F (90 °C).
Убедитесь, что вентилятор охлаждения сервоусилителей работает правильно.
Если вентилятор работает неправильно, измерьте получаемое им напряжение. Отсоедините кабель от вентилятора охлаждения. Измерьте напряжение между выводами кабеля. Правильное напряжение 120 В переменного тока.
Если кабель имеет правильное напряжение, вентилятор охлаждения неисправен.
Электрическая схема
Файлы cookie
Для правильной работы этого сайта мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Большинство крупных веб-сайтов также делают это.
Что такое файлы cookie?
Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую.
Посмотреть уведомление о конфиденциальности и файлах cookie
147 рабочих мест оператора токарного станка в Сиэтле, штат Вашингтон, США (35 новых)
Перейти к основному содержанию
Последние 24 часа (35)
Прошлая неделя (55)
Прошлый месяц (97)
В любое время (147)
10 миль (15 км)
25 миль (40 км)
50 миль (80 км)
75 миль (120 км)
100 миль (160 км)
Штатная группа ТЕРРА (14)
Корпорация ОМАКС (2)
СЕКИСУИ аэрокосмическая корпорация (1)
Мессенджер (1)
Группа конвертов Cenveo (1)
40 000 долларов США+ (62)
$60 000+ (1)
Кент, Вашингтон (27)
Оберн, Вашингтон (21)
Сиэтл, Вашингтон (21)
Такома, Вашингтон (12)
Редмонд, Вашингтон (11)
Полный рабочий день (124)
Неполный рабочий день (1)
Контракт (18)
Временный (4)
Стажировка (1)
Начальный уровень (122)
Ассоциированный (2)
Средний-старший уровень (10)
На месте (145)
Гибрид (2)
Получайте уведомления о новых вакансиях: Оператор Токарного Станка в городе Сиэтл, Вашингтон, США .
Бетон М200 представляет собой искусственный строительный материал, получаемый из составленной в соответствии с ГОСТ 7473-2010 и уплотненной смеси, в состав которой входит цемент, щебень, песок и вода. Бетон марки М200 – один из наиболее универсальных видов. Марка М 200 соответствует классу В15. Состав и пропорции на единицу измерения равную 1 м3: цемент – 310 кг, щебень – 1218 кг, песок – 864 кг, вода – 158 л. Оптимальная температура застывания: от 15 до 20 градусов при влажности воздуха от 90%.
Технические характеристики
Состав бетона М200 на 1м3 нужно соблюдать строго. Если допустить ошибку при изготовлении, характеристики полученной смеси будут отличаться от требуемой. Наиболее важные свойства материала указаны в таблице ниже.
Бетон В15 (М200), технические характеристики
Значение
Пояснения
Прочность
точная величина зависит от плотности гравия или щебня в составе. В среднем объемный вес бетона В15 составляет 2,4 тонны на куб
Чаще всего плотность прямо пропорциональна прочности
Теплопроводность
2,04 Вт/м°С
Бетон очень холодный материал, он плохо удерживает тепло, поэтому для наружных бетонных конструкций в большинстве случаев выполняют теплоизоляцию
Водонепроницаемость
Для фундамента подойдет бетон B15 W4 — при сухих грунтах, W6 и W8 при нормальной почве.
При наличии в грунте воды, потребуется выбирать более высокие марки по водонепроницаемости
Морозостойкость
Для наружных конструкций необходимо выбирать бетон марки В15 F50 — F150.
Фундамент также считается наружной конструкцией, для внутренних морозостойкость не важна
Подвижность
Бетон М200 П4 или П5 подойдет при использовании бетононасоса, в остальных случаях можно использовать П2 и П3
Для работы с насосом нужно выбирать более жидкую смесь. Это обеспечит бесперебойную работу техники. Бетон ниже П4 может привести к поломке бетононасоса.
Время схватывания/твердения
примерно 2 часа/около 28 суток
После завершения схватывания смесь перестает быть жидкой, ее не получится уложить в опалубку. Твердение — это процесс набора прочности. Точная продолжительность зависит от температуры воздуха.
Сфера применения
Укладка тротуарной плитки.
Монтаж элементов приусадебного хозяйства: лавки, беседки и т.д.
Проведение коммуникаций: водопроводы, канализации, колодцы.
При создании несущих конструкций ЖБИ: площадки, перемычки и т.д.
Монтаж бетонного основания для подготовки к последующей установке конструкции и защиты от грунтовых вод.
В качестве монолитного фундамента при малоэтажном строительстве.
цена за куб с доставкой в Ростове-на-Дону
Главная
Полезная инормация
Бетон М200 (прочность B15)
М-200(В15)
2750 ₽ за м3 (нал)
2850 ₽ за м3 (б/нал)
Заказать
Ищите где заказать бетон М200 в Ростове-на-Дону? «БетонЮг» — производства и доставка бетона в любую точку города по выгодным условиям. Наша компания предлагает только высококачественный продукт и при этом цена за м3 М 200 невысока. Компания имеет все необходимое оборудование, позволяющее гарантировать точность рецептуры, высокое качество и тщательное перемешивание исходных компонентов. Мы готовы быстро изготовить нужный объем и обеспечить доставку на объекты заказчиков.
Применение бетона М200 (класс прочности B15)
Согласно своему классу прочности, бетонный раствор марки М200, может применяться в разных типах строительства. Поэтому данный вид материала достаточно востребован среди компаний-застройщиков, занимающихся возведением крупных объектов, и частных лиц, решивших сделать небольшой ремонт своего помещения.
Примечание: раствор данной категории нельзя использовать для заливки монолитных бетонных конструкций, перекрытий и балок.
Бетон М200 с невысокой ценой за м3 востребован при индивидуальном строительстве, возведении различных сооружений. Целесообразно выбрать бетон М200 в Ростове-на-Дону:
для заливки фундаментов индивидуальных коттеджей, других малоэтажных зданий;
при сооружении дорог;
при установке подпорных лестниц и стен;
для защиты конструкций из железобетона;
для изготовления тротуарной плитки, бордюров, строительных блоков.
Основные компоненты, используемые при изготовлении бетона В15 – цемент М400 или М500, песок, щебень и вода. Их соотношение определяется ГОСТом. Его нарушения недопустимы, именно поэтому нежелательно готовить большие объемы продукции самостоятельно: сложно точно отмерить все компоненты и правильно вымесить их. Мы предлагаем бетон М200 с выгодной ценой за м3, что позволит вам недорого получить качественный строительный материал с доставкой, уменьшить трудоемкость и увеличить скорость ведения строительных или дорожных работ.
Преимущества использования бетона М200
Использование М200 в Ростове-на-Дону имеет следующие преимущества:
он оптимально приспособлен к особенностям климата в регионе – легко выдерживает перепады температур, сильные заморозки;
невысокая цена;
низкая теплопроводность позволяет уменьшить затраты на теплоизоляционные материалы;
быстро затвердевает и обретает заявленную прочность;
удобство и простота заливки;
долго сохраняет прочность, не растрескивается.
Особенности бетонного раствора М200 от компании «БетонЮг»
Материал полностью соответствует требованиям. Он изготовляется согласно ГОСТ по строительным и сухим смесям. Данный стандарт строго регламентирует состав материала, поэтому он изготовляется с соблюдением пропорций каждого из элементов:
песка;
гравия;
цемента;
присадок (при необходимости).
Марке М200 соответствует класс прочности бетона В15, то есть она равна 200 кгс/см2. Подвижность бетона В15 – от П2 до П4, морозостойкость – F100, показатель водонепроницаемости — W4. Его прочности не хватает для выдерживания нагрузок на изгиб. Поэтому, при создании подобных элементов, большую востребованность получили материал высших марок. В тоже время, М200 идеально подходит для отделочных работ, при создании напольного покрытия. Его характеристики вполне устраивают любого строителя. При этом, бетон М200 не такой дорогой, как более высшие марки.
На предприятии регулярно происходит проверка качественных параметров материала и сравнение их с заявленной маркой. По результатам подобных замеров каждый тип продукции получает сертификат. Поэтому наша продукция конкурентоспособна на рынке подобных строительных смесей.
Порядок поставок
Компания, известна среди предприятий Ростова-на-Дону, как добропорядочный поставщик строительных смесей. Для перевозки продукции к месту застройки используется только новый специализированный подвижной состав. Данный факт гарантирует доставку бетона требуемого для заказчика качества.
Предыдущая статья Бетон М150 (прочность В12,5)
Следующая статья Бетон М250 (прочность B15)
Что ещё почитать
Тяжелый бетон
Этот вид бетона используют при строительстве АЭС, стоянок грузового транспорта и военных сооружений.
Виды железобетонных конструкций
Разновидности железобетонных изделий, плюсы и минусы каждого из видов. Особенности выбора и эксплуатации ЖБИ.
Блоки из ячеистого бетона
Характеристики, преимущества ячеистого бетона. Для чего лучше всего подходят блоки из этого материала.
Другие марки бетона:
ECLIPSE® Floor 200 Технический паспорт | Ресурс
Описание продукта
ECLIPSE® Floor 200 представляет собой жидкую добавку, специально разработанную для использования во внутренних бетонных конструкциях с плитами на грунте. ECLIPSE® Floor 200 является мощным воздухоотделителем и не должен использоваться с воздухововлекающим бетоном. ECLIPSE® Floor 200 уменьшает усадку при высыхании и скручивание, позволяя увеличить расстояние между швами для стандартного пола толщиной 6 дюймов (150 мм) до 50 футов (15 м) или даже больше (в зависимости от характеристик усадки бетонной смеси, содержащей бетон). товар). ECLIPSE® Floor 200 не содержит расширяющегося материала, но действует химически, значительно уменьшая первичные внутренние силы, вызывающие усадку и скручивание. ECLIPSE® Floor 200 в дозировке 1,5 галлона/ярд 9Было показано, что 0005 3 (7,5 л/м 3 ) снижает усадку при высыхании, измеренную по ASTM C157, на целых 80 % через 28 дней и до 50 % через год или более. ECLIPSE® Floor 200 представляет собой прозрачную жидкую смесь с массой примерно 8,0 фунтов/галлон (0,96 кг/л).
Преимущества продукта
Уменьшает усадку до 80 % через 28 дней и до 50 % через 1 год и более
Снижает усадку и скручивание при высыхании, позволяя увеличить расстояние между швами
Обеспечивает более ровный пол с минимальными дефектами
Экономия времени и затрат на ремонт
Повышенная надежность с увеличенным сроком службы
Применение
ECLIPSE® Floor 200 специально разработан для использования в строительстве с плитами на грунте внутри помещений и может использоваться для любого бетона, где нет необходимости в вовлечении воздуха, и важно контролировать усадку при высыхании и возникающее в результате растрескивание. ECLIPSE® Floor 200 можно использовать для строительства плит на уровне грунта, чтобы значительно увеличить расстояние между стыками и получить более ровные, прочные полы с меньшими затратами на техническое обслуживание. Во время укладки бетона и отделочных работ небольшое количество ECLIPSE® Floor 200 испаряется в атмосферу и может вызвать раздражение глаз и горла. Во время укладки и отделки необходимо обеспечить достаточную вентиляцию, чтобы предотвратить это раздражение.
Характеристики
Усадка бетона при высыхании — сложное явление, широко известное как функция нескольких механизмов. Движущим фактором, вызывающим усадку при внутренней относительной влажности свыше 40 %, является поверхностное натяжение воды. По мере того, как заполненные водой поры размером от 2,5 до 50 нм (нм = нанометры = одна миллиардная часть метра) теряют влагу, образуются изогнутые мениски, а поверхностное натяжение воды тянет стенки пор. ECLIPSE® Floor 200 снижает поверхностное натяжение воды. При сниженном поверхностном натяжении снижается сила, втягивающая стенки пор, и результирующая усадочная деформация. С ECLIPSE® Floor 200 при дозировке 1,5 галлона/ярд 3 (7,5 л/м 3 ) этот эффект приводит к окончательному снижению усадки до 50%.
Влияние на свойства свежего бетона
При замене в составе смеси эквивалентного объема воды ECLIPSE® Floor 200 практически не влияет на осадку бетона. Тем не менее, он имеет небольшой замедляющий эффект (обычно менее чем на один час продлевает время затвердевания, см. раздел о совместимости) и способствует продлению периода осадки. ECLIPSE® Floor 200 – это мощный воздухоотделитель, который затрудняет вовлечение воздуха в бетон.
Влияние на свойства затвердевшего бетона
Основным воздействием ECLIPSE® Floor 200 является снижение усадки при высыхании. Добавление ECLIPSE® Floor 200 обычно вызывает снижение прочности бетона на сжатие на порядок от 10 до 15 %. Для установленных бетонных смесей, где необходимо поддерживать прочность, можно использовать понизители воды среднего уровня, такие как MIRA® 62, MIRA 110, MIRA 95 , или суперпластификаторы, такие как DARACEM® 19 или ADVA®, для сокращения воды, чтобы компенсировать снижение прочности ECLIPSE®. Floor 200 без снижения усадки.
Нормы добавления
Типичные дозы ECLIPSE® Floor 200 в смесях для бетонных полов находятся в диапазоне от 0,5 до 1,5 галлонов/ярд 3 (от 2,5 до 7,5 л/м 3 ), хотя дозы составляют всего 0,2 галлон/ярд 3 (1 л/м 3 ) и до 2,5 галлона/ярд 3 (12,5 л/м 3 ). Поскольку ECLIPSE® Floor 200 работает в первую очередь для снижения поверхностного натяжения поровой воды, его эффективность в первую очередь зависит от концентрации в процентах по массе воды в смеси. Это указывает на то, что при снижении общего содержания воды в бетонной смеси для получения оптимальных результатов потребуется меньше ECLIPSE® Floor 200. Оптимальный диапазон дозировок в процентах от веса смеси воды обычно находится в диапазоне от 2,5 до 5%. Для составов строительных растворов и паст, в которых общее количество воды в смеси выше, чем для бетона, это руководство по дозировке в зависимости от воды в смеси можно использовать для определения оптимальной нормы добавления ECLIPSE® Floor 200.
ECLIPSE® Floor 200 не содержит воды, но добавляется в больших количествах, что следует учитывать при составлении смеси. Для обычной бетонной смеси с 1,5 галлона/ярд 3 (7,5 л/м 3 ) ECLIPSE® Floor 200 этот объем жидкости будет способствовать общей пористости бетона таким же образом, как и 1,5 галлона/ярд . 3 (7,5 л/м 3) добавленной воды. Кроме того, влияние на осадку бетона будет практически таким же, как и на эквивалентный объем воды. Рекомендуется, чтобы при включении ECLIPSE® Floor 200 в установленный состав смеси он заменял равный объем воды.
Упаковка и транспортировка
ECLIPSE® Floor 200 в настоящее время доступен в оптовых количествах с помощью систем дозирования GCP в контейнерах или в бочках.
Совместимость с другими добавками и секвенирование партий
ECLIPSE® Floor 200 совместим с большинством добавок GCP, если они добавляются отдельно в бетонную смесь, обычно через сливную линию резервуара для воды. Хотя между ECLIPSE® Floor 200 и воздухововлекающими добавками не существует несовместимости, ECLIPSE® Floor 200 обладает воздухововлекающими свойствами, что затрудняет вовлечение воздуха в бетон. ECLIPSE® Floor 200 обладает небольшими свойствами замедления схватывания (время схватывания обычно увеличивается менее чем на один час). При использовании в сочетании с другими продуктами, обладающими свойствами замедления схватывания, чистое замедление может быть больше, чем простой аддитивный эффект двух продуктов, используемых по отдельности.
Как правило, ECLIPSE® Floor 200 можно добавлять в последовательность замеса бетона в любое время, однако предпочтительно после сухих материалов и большей части воды. Можно использовать другую последовательность, если локальное тестирование показывает лучшие результаты. Дополнительные рекомендации см. в Техническом бюллетене TB-0110, «Расположение и последовательность разгрузочной линии дозатора добавки для операций дозирования бетона».
Предварительные испытания бетонной смеси следует проводить перед использованием, а также по мере изменения условий и материалов, чтобы гарантировать совместимость, время добавления в последовательности замеса и характеристики бетона. Обратитесь к представителю GCP Applied Technologies за инструкциями.
Оборудование для дозирования
Оборудование для дозирования будет предоставлено GCP Applied Technologies. ECLIPSE® Floor 200 можно вводить в любой момент цикла замеса, но его нельзя смешивать с другими добавками перед добавлением в бетон.
Воспламеняемость
ECLIPSE® Floor 200 имеет температуру воспламенения 209°F (98°C). Это существенно выше верхнего предела в 140°F (60°C) для классификации в качестве горючего материала и выше предела в 200°F (93°C), при котором требования DOT классифицируют это как горючий материал. Тем не менее, с этим продуктом следует обращаться осторожно и защищать его от чрезмерного нагрева, открытого огня или искр. Для получения дополнительной информации обратитесь к паспорту безопасности.
Мы надеемся, что информация здесь будет полезна. Он основан на данных и знаниях, которые считаются достоверными и точными, и предлагается пользователю для рассмотрения, изучения и проверки, но мы не гарантируем, что результаты будут получены. Пожалуйста, ознакомьтесь со всеми заявлениями, рекомендациями и предложениями вместе с нашими условиями продажи, которые распространяются на все поставляемые нами товары. Никакие заявления, рекомендации или предложения не предназначены для использования в нарушение каких-либо патентов, авторских прав или других прав третьих лиц.
ADVA, DARACEM, MIRA и ECLIPSE — товарные знаки, которые могут быть зарегистрированы в США и/или других странах компанией GCP Applied Technologies Inc. Этот список товарных знаков составлен с использованием доступной опубликованной информации на дату публикации и может не точно отражать текущее право собственности или статус товарного знака.
GCP Applied Technologies Inc., 2325 Lakeview Parkway, Suite 450, Alpharetta, GA 30009, США GCP Canada, Inc., 294 Clements Road, West, Ajax, Ontario, Canada L1S 3C6 Этот документ актуален только на дату последнего обновления, указанную ниже, и действителен только для использования в США. Важно, чтобы вы всегда обращались к доступной в настоящее время информации по указанному ниже URL-адресу, чтобы предоставить самую последнюю информацию о продукте на момент использования. Дополнительная литература, такая как руководства для подрядчиков, технические бюллетени, подробные чертежи и рекомендации по детализации, а также другие соответствующие документы также доступны на сайте www.gcpat.com. На информацию, найденную на других веб-сайтах, нельзя полагаться, так как они могут быть устаревшими или применимыми к условиям в вашем регионе, и мы не несем никакой ответственности за их содержание. Если есть какие-либо конфликты или вам нужна дополнительная информация, обратитесь в службу поддержки клиентов GCP.
PREPRUFE ® 200 Мембрана Лист технических данных | Ресурс
Описание продукта
Мембрана PREPRUFE® 200 представляет собой композитный лист, состоящий из толстой пленки HDPE, агрессивного клея, чувствительного к давлению, и защитного покрытия, устойчивого к атмосферным воздействиям.
Используя запатентованную технологию Advanced Bond, мембрана PREPRUFE® 200 обеспечивает непрерывное уплотнение, препятствующее проникновению воды и миграции между мембраной и конструкцией.
Система Preprufe® 200 включает —
Мембрана PREPRUFE® 200 — прочная мембрана для горизонтального использования под бетонными плитами или вертикально против систем удерживания грунта.
PREPRUFE® CJ Tape LT — самоклеящаяся полоса шириной 8 дюймов (200 мм), наносимая на поверхность мембраны по линии всех бетонных швов (диапазон температур нанесения от 25°F до 86°F (-4°F). С до +30°С)).
Лента PREPRUFE® CJ HC — как указано выше, для использования в жарком климате (минимум 50°F (10°C)).
Жидкая мембрана BITUTHENE® — для герметизации отверстий и т. д.
Мембрана PREPRUFE® 200 наносится либо горизонтально на гладкий подготовленный бетон, хорошо укатанный и уплотненный песок, либо на отсыпку из уплотненного щебня; или вертикально к несъемной опалубке или примыкающим конструкциям. Затем бетон заливают непосредственно на клейкую сторону мембран.
Специально разработанные клеевые слои PREPRUFE® работают вместе, образуя непрерывную и неотъемлемую герметизацию залитого бетона.
Преимущества продукта
Предотвращает миграцию воды — технология Advanced Bond Technology™ PREPRUFE® образует уникальную неотъемлемую герметизацию заливаемого бетона
Быстрая и простая установка — свободная укладка с механическим креплением внахлестку
Позволяет избежать задержек — не подвержена влиянию сырости или холода, может укладываться даже во время дождя
Не зависит от ограничивающего давления или гидратации
Не подвержен воздействию циклов замораживания/оттаивания, влажной/сухой
Химическая стойкость — эффективна во всех типах почв и вод, защищает конструкцию от воздействия солей или сульфатов
Самозащита — готов к немедленной установке арматурной стали и бетона без дорогостоящих защитных слоев
Применение
Типичное применение: гаражи, технические помещения, подвальные помещения, туннели; пароизоляция для фундаментных плит перекрытий с чувствительными к влаге покрытиями, напр. школы, больницы, деревянные полы и т. д.
Для более важных гидроизоляционных работ рассмотрите PREPRUFE® 300R. См. отдельный техпаспорт.
Ограничения
PREPRUFE® 200 Мембрана предназначена для низкого, среднего или прерывистого давления воды.
Мембрана PREPRUFE® 200 может быть возвращена на внутреннюю сторону опалубки перекрытий, но не рекомендуется для обычной двусторонней опалубки на стенах и т. д. Используйте самоклеящуюся мембрану BITUTHENE® или мембрану PROCOR®, наносимую жидкостью, на стены после снятия опалубки для полного приклеивания системы ко всем структурным поверхностям.
Использование
Мембрана PREPRUFE® 200 поставляется в рулонах шириной 4 фута (1,2 м), перевитых одноразовой пластиковой разделительной прокладкой, которую необходимо снять перед укладкой арматуры и бетона.
Подготовка основания
Все поверхности — Очень важно создать прочное и прочное основание, чтобы предотвратить движение во время заливки бетона. Основания должны быть ровными и гладкими, без зазоров или пустот размером более 0,5 дюйма (12 мм). Залейте цементным раствором все проходы, такие как инженерные каналы и т. д., для устойчивости.
Горизонтальный — в основании не должно быть рыхлых заполнителей и острых выступов. Рекомендуется использовать угловой профиль, а не наклонную или закругленную основу. Поверхность не обязательно должна быть сухой, но стоячая вода должна быть удалена.
Вертикально — Используйте бетон, фанеру, изоляцию или другую утвержденную облицовку шпунтовых свай для поддержки мембраны. Системы досок, такие как деревянная обшивка, должны быть плотно прижаты друг к другу, чтобы обеспечить поддержку, и не более 0,5 дюйма (12 мм) от выравнивания.
Установка мембраны
Мембрана PREPRUFE® 200 может применяться при температуре 25°F (-4°C) или выше. Мембранная установка не боится сырой погоды.
Горизонтальные подложки — Поместите мембрану стороной с пленкой из ПЭВП к подложке стороной с напечатанным покрытием вверх, обращенной к заливке бетона. Концевые нахлесты должны располагаться в шахматном порядке, чтобы избежать наслоения слоев.
Аккуратно расположите последующие листы так, чтобы они перекрывали предыдущий лист на 3 дюйма (75 мм) вдоль отмеченной линии нахлеста. Полностью снимите пластиковый вкладыш, чтобы обнажить защитное покрытие. Любая первоначальная липкость быстро исчезнет.
Крепление внахлестку — Чтобы предотвратить смещение мембраны и открытие зазоров, внахлест следует скреплять на расстоянии не более 39 дюймов (1,0 м) от центра. Закрепите через центр области внахлест, используя самонарезающие винты с шайбой длиной 0,5 дюйма (12 мм) или аналогичные, позволяя головке винта войти в клеевой состав для самогерметизации.
Мембрану не нужно крепить к основанию, только к самой себе. Убедитесь, что мембрана лежит ровно и не имеет отверстий. Может потребоваться дополнительное крепление на углах, деталях и т. д.
Оцинкованные крепежные детали подходят для большинства применений. Нержавеющая сталь или другие неагрессивные крепежные детали рекомендуются для агрессивных почв, содержащих хлориды или сульфаты.
В качестве альтернативы можно использовать 3-дюймовые (75 мм) полоски ленты PREPRUFE® на расстоянии 39 дюймов (1,0 м) по центру для предотвращения зазоров или смещения. Или можно использовать ленту PREPRUFE® для герметизации перекрытия по всей длине. Наклейте ленту по центру на коленях и плотно сверните. Снимите пластиковый вкладыш.
Вертикальные подложки — Механически закрепите мембрану вертикально, используя крепежные детали, соответствующие основанию, стороной с нанесенным покрытием, обращенной к заливке бетона. Мембрана может быть установлена любой удобной длины. Закрепите верхнюю часть мембраны с помощью рейки, такой как соединительный стержень или аналогичный на 2 дюйма (50 мм) ниже верхнего края. Крепление должно производиться через зону нахлеста на расстоянии не более 20 дюймов (0,5 м) от центра, чтобы мембрана лежала ровно, без «рыбьих ртов». Немедленно снимите пластиковую защитную пленку.
Концы рулонов и обрезанные края — Перекройте все концы рулонов и обрезанные края минимум на 3 дюйма (75 мм) и закрепите, как указано выше.
Проходки
Используйте следующие шаги для герметизации вокруг проемов, таких как водопроводные трубы, сваи, молниеотводы и т. д.
Залейте цементным раствором вокруг прохода, если проход нестабилен. Плотно прижмите мембрану к проходу. Если мембрана не находится в пределах 0,5 дюйма (12 мм) от проникновения, нанесите ленту PREPRUFE®, чтобы закрыть зазор.
Оберните проход лентой PREPRUFE®, расположив ленту на 0,5 дюйма (12 мм) над мембраной.
Нанесите жидкую мембрану BITUTHENE® Liquid Membrane вокруг отверстий, используя галтель, чтобы обеспечить водонепроницаемое уплотнение между мембраной PREPRUFE® и лентой PREPRUFE®.
Ремонт мембраны
Осмотрите мембрану перед установкой арматуры, опалубки и окончательной укладкой бетона. При необходимости мембрану можно легко очистить путем промывки водой под давлением.
Устраните повреждение, поместив заплату PREPRUFE® 200 Membrane на поврежденный участок с перекрытием не менее 3 дюймов (75 мм). Закрепите заплату с помощью винтовых креплений, как указано выше.
Любые участки поврежденного клея должны быть закрыты лентой PREPRUFE®. Удалите печатную пластиковую защитную пленку с ленты.
Заливка бетона
Убедитесь, что пластиковая защитная пленка удалена со всех участков мембраны и ленты PREPRUFE® 200.
Рекомендуется заливать бетон в течение 56 дней (42 дня в жарком климате) после нанесения мембраны. Бетон необходимо укладывать и уплотнять осторожно, чтобы не повредить мембрану. Никогда не используйте острый предмет для уплотнения бетона.
Снятие опалубки
Мембрана PREPRUFE® 200 может применяться для съемной опалубки, такой как периметры перекрытий, лифтовые приямки и т. д. После заливки бетона опалубка должна оставаться на месте до тех пор, пока бетон не приобретет достаточную прочность на сжатие, чтобы развить поверхностную связь. Мембрана PREPRUFE® 200 не рекомендуется для обычных двусторонних стеновых систем.
Минимальная прочность бетона на сжатие 1500 psi (10 Н/мм 2 ) рекомендуется перед снятием опалубки, поддерживающей мембрану PREPRUFE® 200. Преждевременная зачистка может привести к смещению мембраны и/или отслаиванию бетона.
Ориентировочно, для достижения указанной выше минимальной прочности на сжатие конструкционной бетонной смеси с пределом прочности 6000 фунтов на кв. дюйм (40 Н/мм 2 ) обычно требуется время отверждения примерно 6 дней при средней температуре окружающей среды. 25°F (-4°C) или 2 дня при 70°F (21°C).
Поставка
Размеры (номинал)
Мембрана PREPRUFE® 200
Лента PREPRUFE® CJ (LT или HC*)
Лента PREPRUFE® (LT или HC*)
Толщина
0,032 дюйма (0,8 мм)
Размер рулона
4 фута x 115 футов (1,2 м x 35 м)
8 дюймов x 49 футов (200 мм x 15 м)
4 дюйма x 49 футов (100 мм x 15 м)
Роликовая зона
460 футов 2 (42 м 2 )
Вес рулона
92 фунта (42 кг)
8,6 фунта (4 кг)
4,3 фунта (2 кг)
Минимальные боковые/торцевые нахлесты
3 дюйма (75 мм)
3 дюйма (75 мм)
3 дюйма (75 мм)
* LT означает низкую температуру (от 25°F до 86°F), HC означает жаркий климат (>50°F)
Самонарезающие винты с шайбой длиной 0,5 дюйма (12 мм), из оцинкованной или нержавеющей стали, в зависимости от обстоятельств
Физические свойства
Свойство
Типичное значение
Метод испытаний
Цвет
Белый
Толщина пленки (номинальная)
0,020 дюйма (0,5 мм)
ASTM D3767 — метод А
Гибкость при низких температурах
Не влияет при температуре -10°F (-23°C)
АСТМ Д1970
Удлинение
300 % мин.
ASTM D412 модифицированный 1
Зацикливание трещин при -10°F (-23°C)
Пройти
АСТМ С836
Прочность на растяжение, пленка
4000 фунтов на кв. дюйм (27,6 МПа) мин.
АСТМ D412
Адгезия к бетону на отрыв
5,0 фунтов/дюйм. (880 Н/м) мин.
ASTM D903 модифицированный 2
Сопротивление гидростатическому напору
30 футов (10 м)
ASTM D5385 модифицированный 3
Прочность на прокол
135 фунтов (600 Н) мин.
АСТМ Е154
Проницаемость
0,01 перм (0,6 нг/м 2 Па)
ASTM E96 — метод B
Водопоглощение
0,5% максимум
АСТМ Д570
Скорость выделения паров влаги
0,11 фунта/1000 футов 2 /24 часа
ASTM F1869-98 модифицированный
Сноски: 1. Удлинение мембраны измеряется со скоростью 2 дюйма (50 мм) в минуту. 2. Бетон заливают на поверхность защитного покрытия мембраны и дают ему полностью высохнуть (минимум 7 дней). Адгезия мембраны к бетону на отрыв измеряется со скоростью 2 дюйма (50 мм) в минуту при комнатной температуре. 3. Гидростатические испытания проводятся путем заливки бетона вплотную к мембране с перекрытием образовавшейся трещины размером 0,040 дюйма (1 мм). 4. Разница между лабораториями может составлять +/- 10%
Мы надеемся, что информация здесь будет полезной. Он основан на данных и знаниях, которые считаются достоверными и точными, и предлагается пользователю для рассмотрения, изучения и проверки, но мы не гарантируем, что результаты будут получены. Пожалуйста, ознакомьтесь со всеми заявлениями, рекомендациями и предложениями вместе с нашими условиями продажи, которые распространяются на все поставляемые нами товары. Никакие заявления, рекомендации или предложения не предназначены для использования в нарушение каких-либо патентов, авторских прав или других прав третьих лиц.
PREPRUFE, BITUTHENE, PROCOR и HYDRODUCT являются товарными знаками, которые могут быть зарегистрированы в США и/или других странах компанией GCP Applied Technologies Inc. Этот список товарных знаков был составлен с использованием доступной опубликованной информации на дату публикации и может не точно отражают текущее право собственности или статус товарного знака. DensGlass Gold является зарегистрированной торговой маркой корпорации Georgia-Pacific.
GCP Applied Technologies Inc., 2325 Lakeview Parkway, Suite 450, Alpharetta, GA 30009, USA GCP Canada, Inc., 294 Clements Road, West, Ajax, Ontario, Canada L1S 3C6 Этот документ актуален только на дату последнего обновления, указанную ниже, и действителен только для использования в США. Важно, чтобы вы всегда обращались к доступной в настоящее время информации по указанному ниже URL-адресу, чтобы предоставить самую последнюю информацию о продукте на момент использования.
Технические газы (подробнее смотрите тут http://www.nvph.ru/texnicheskie-gazyi) представляют собой особые вещества, полученные из атмосферы, при химической реакции, а также из углеводородного сырья. Технические газы используются в промышленных и бытовых целях, а также при выполнении сварочных и иных строительных работ.
Виды технических газов
Существует немало видов технических газов, полученных любым из указанных способов. Среди основных можно выделить такие как:
Кислород.
Азот.
Аргон.
Углекислота.
Гелий.
Пропан.
Ацетилен.
Газы кислород, азот, углекислота и аргон получаются при делении воздуха на две составляющие — кислород и азот, для этого применяют специальные устройства и аппараты – воздухоразделители.
Гелий получают,добывая гелийсодержащие природные газы, пропан http://www. nvph.ru/Propan-gaz вырабатывается при добыче углеродного сырья. Химическим методом, присоединении путем химической реакции воды и карбида кальцияпроизводят ацетилен.
Помимо основных видов технических газов можно также выделить медицинские газы, которые активно применяют в работе многих приборов, а также в некоторых терапевтических и реанимационных процедурах. Примером такого вещества является медицинский кислород.
Кроме того, в современной промышленности очень часто применяют газовые смеси, которые состоят из нескольких компонентов-газов. Использование такой смеси помогают существенно улучшить результат работ. Особым спросом пользуются сварочные газовые смеси, к которым относятся такие как защитная газовая смесьосновным компонентами которой является аргон и углекислота, а также проверочные газовые смеси, используемые в метрологии, созданные на основе чистого технического газа.
Сколько кубов технического газа в бытовом баллоне
Газовые баллоны http://www.nvph. ru/gazovie_ballony предназначены для хранения и перевозки газов самых разных видов. Обычный баллон, который используется чаще всего, имеет объем 50 литров, но, так как каждый газ обладает разной молекулярной массой, то количество газа в него вмещается различное.
Технический газ
Масса чистого газа в баллоне 50 литров
1.
Кислород
10-12 кг
2.
Азот.
10-12 кг.
3.
Аргон.
10-12 кг.
4.
Углекислота.
24, 6 кг.
5.
Гелий.
8-10 кг.
6.
Пропан.
22 кг.
7.
Ацетилен
6 кг.
Одного баллона с пропаном, для отопления дома, хватает максимум на неделю, в зависимости от размеров помещений. Например, для отопления дома площадью 110 кв. м в сильные морозы, понадобится один баллон в сутки. Если использовать баллон с газом только для приготовления пищи в быту – его хватит на месяц и более.
Используя баллоны при сварке необходимо рассчитывать, что одного баллона объемом 10 литров хватит на 300 минут работы. В остальном следует полагаться на мощность оборудования и продолжительность работ.
Каталог технических газовы от нашей компании
Кислород
Углекислота
Ацетилен
Азот
Аргон
Гелий
Пропан
Сварочная смесь
вес, размеры, сколько кубов газа вмещает
Согласитесь, что каждый дачник, житель загородного дома хотя бы раз сталкивался с перебоями в электроснабжении. А когда нет электричества и магистрального газопровода невозможно приготовить пищу и обогреть жилой дом.
Поэтому, в регионах и поселках, где нет газопровода или отмечены частые перебои с электричеством, баллоны с газом считаются настоящим спасением.
Тем, кто часто пользуется газовыми емкостями важно, сколько кубов газа в 50 литровом баллоне, потому как данная характеристика позволяет рассчитать время и объем работ, которые можно произвести, используя один баллон. Мы провели анализ нормативов, регулирующих устройство и правила заполнения типовых 50 литровых газовых баллонов. Поэтому ознакомившись с информацией ниже, вы определитесь, стоит или нет использовать сосуд, имеющий такой внушительный объем.
Содержание статьи:
Конструкция стального газового баллона
Габариты и вес 50 литровых сосудов
Вместительность газового баллона
На сколько хватит баллона с газом?
Какую нагрузку выдерживает емкость?
Цвет газового баллона
Выводы и полезное видео по теме
Конструкция стального газового баллона
Для транспортировки и хранения легких углеводородов, таких как пропан, пропан-бутан или бутан, могут использоваться , емкостью до 47 литров.
Однако более вместительные, 50 литровые сосуды для сжиженных углеводородов, изготавливаются из стали. Для хранения остальных сжиженных или сжатых газов, используются только стальные резервуары различного литража.
В ГОСТ 15860 подробно описаны разновидности, характеристики и допустимые размеры газовых баллонов для углеводородов. В ГОСТ 949-73 указаны параметры газовых емкостей пригодных для эксплуатации, с внутренним давлением до 19,6 МПа.
Толщину стенок диктуют ГОСТы, регулирующие конструкцию баллонов. Заготовками для стальных 50 литровых баллонов, служат бесшовные трубы из стали марок: 45, 34CrMo4, 30ХМА и 30ХГСА
Оба ГОСТа указывают на то, что для безопасной транспортировки и хранения газов, каждый сосуд должен иметь следующие элементы конструкции:
Опорный башмак.
Корпус, состоящий из обечайки, нижнего, верхнего днища и подкладного кольца.
Информационную табличку.
Горловину.
Клапан или вентиль.
Допускаются модификации, в которых присутствует воротник, ручка/ручки и колпак.
Кроме основных стандартов по изготовлению баллонов для газа, существуют дополнительные нормативы, которые в обязательном порядке должны соблюдать производители.
К вспомогательной документации относятся правила безопасности: ПБ 03-576-03 «Правила устройства и безопасного использования сосудов, находящихся под давлением». В них подробно описаны требования к вентилям и другим вспомогательным механизмам.
Габариты и вес 50 литровых сосудов
Чтобы определить, сколько весит пустой газовый баллон объемом 50 литров, необходимо знать толщину стенок и размеры резервуара.
Так как производство газовых баллонов возможно лишь с соблюдением определенных стандартов, все необходимые характеристики уже содержатся в них. Согласно ГОСТ 15860, толщина металла для газового баллона на 50 литров, предназначенного для хранения легких углеводородов равна 3 мм.
Стандартный диаметр баллона на 50 л, в котором транспортируется пропан или бутан – 299 мм. А высота его корпуса может варьироваться от 840 до 1015 мм.
Самые популярные пятидесяти литровые баллоны для углеродных газов размером 299х960 мм. Сосуды, для транспортировки газов, хранящихся под более высоким давлением, имеют иные характеристики, отраженные в ГОСТ 949-73
В нормативах по изготовлению газовых баллонов указано, что толщина стали может быть равна 2,5 мм. В этом случае изготовитель должен уменьшить диаметр сосуда до 292 мм и увеличить его высоту. Минимальная высота в этом случае начинается с отметки 876 мм.
Так, диаметр стандартного 50 литрового баллона составляет 29,9 см, а высота — 93 см. При этом масса незаполненного, пустого баллона с учетом равна 22 кг. При необходимым количеством газа, вес установится на отметке 43,2.
Вместительность газового баллона
Согласно правилам эксплуатации, 50 литровый газовый баллон можно наполнить 42,5 литрами сжиженного газа. Данный объем содержимого, для газового баллона 50 л установлен нормативной документацией, в которой говорится, что в целях безопасности, емкость может быть заполнена не больше чем на 85%.
Кроме того, нельзя расходовать содержимое сосуда до конца.
На практике заправщики баллонов стараются не рисковать и часто они наполняют емкость лишь на 75%. Поэтому в распоряжении дачника или сварщика после покупки заправленного баллона остается 37,5 литров, что равно 18-19 кг
Давайте попробуем рассчитать сколько кубометров газа будет содержаться в 50 литровом баллоне. Известно, что при стандартных условиях из 1 кг СУГ получается 0,526 кубометров пропана или 0,392 — бутана. При этом процентное соотношение газовой смеси составляет 60:40 (60% — пропан и 40% — бутан).
Просчитаем объем пропан-бутановой смеси, при условии, что в баллоне 21,2 кг газа:
21,2 кг • (0,526 • 0,6 + 0,392 •0,4) = 10,01 м3
Это значит, что 50 литровый баллон содержит примерно 10,01 кубометра газа.
На сколько хватит баллона с газом?
Для того, чтобы определить на какой период хватит заполненного 50 литрового баллона с пропаном, потребуется просчитать, сколько газа будет потреблять тот или иной прибор.
Например, у вашей 4-конфорочной плиты расход газа составляет 0,45 кг/час (эти сведения можно посмотреть в технической документации к прибору). Далее, разделим количество газа в баллоне на расход: 21,5/0,45= 47,7. Значит, если включить все 4 конфорки, то баллона хватит примерно на 47 часов.
Безусловно, все четыре конфорки работать постоянно не будут, а, значит, баллона хватит на более длительный период.
Если баллонный газ планируется использовать и для отопления, то его расход можно просчитать так же, как и для газовых плит. Для примера, давайте рассчитаем, на сколько дней хватит 50 литрового заполненного баллона для отопления частного дома, если известно, что максимальный расход газа газовым котлом составляет 1,5 кг/час.
Прежде чем произвести расчеты, стоит учесть, что котлы работают в среднем по 10 часов. Но, если котел предполагается использовать также для подогрева горячей воды, то расход газа увеличивается практически на 20%.
При проектировании автономного газоснабжения с одновременным подключением нескольких баллонов потребуется газовая рампа. С помощью нее можно подключать к редуктору до 12 баллонов
Разделим массу газа в баллоне (21,5 кг) на его расход (1,5 кг/час) и получим 14,3 часов. Если учесть, что газовый котел работает не круглые сутки, то баллона с СУГ может хватить максимум на 2-3 дня.
Кроме того, не следует забывать, что расход топлива также зависит от степени и среднесуточной температуры на улице. Так, чем меньше утеплен дом и чем ниже температура окружающей среды, тем больше котлу потребуется сжечь топлива, чтобы помещение прогрелось до комфортной температуры.
Произведенные расчеты свидетельствуют о том, что 50 литрового баллона недостаточно для комфортного проживания в загородном доме, тем более, если газ потребляет и котел, и плита. Поэтому многие владельцы частных коттеджей проектируют систему газоснабжения на основе сразу 3-4 50-литровых газовых емкостей, что требует соблюдения особых условий их эксплуатации и хранения.
Какую нагрузку выдерживает емкость?
Стандартные баллоны могут выдержать давление, доходящее до 19,6 МПа. При этом толщина стенок может доходить до 8,9 мм. Однако такой мощный напор не выдержит ни один газораспределительный или потребляющий прибор.
Стандартное давление в 50-литровой емкости, всегда равно 1,6 МПа. Такой показатель давления является оптимальным для работы всех бытовых , к которым присоединены плиты, нагреватели, духовки и котлы.
Если соблюдать нехитрые правила эксплуатации, которые включают в себя вертикальное хранение, установку сосудов в железный ящик, стоящий с северной стороны, а так же удаленность от колодцев, окон, дверей и наличие редукторов, то никакой опасности для окружающих газовые баллоны не представляют
Изготовители стандартных емкостей ориентируются на давление 2,5 МПа, потому как его должен выдержать сосуд во время проверки, один раз в пять лет. Если швы не выдерживают, колбу сразу же списывают в утиль.
Запорный узел должен так же выдерживать давление 2,5 МПа. Хотя его устройство позволяет сдерживать давление до 19,6 единиц. Такому испытанию баллоны подвергают в исключительных случаях, в основном они наполнены газом с давлением в 1,6 МПа.
Цвет газового баллона
В правилах ПБ 03-576-03, указано, что наружная поверхность сосудов, предназначенных для транспортировки газов, должна быть окрашена соответствующим цветом. Он зависит от разновидности газа, которым будет происходить наполнение.
Для бутана и других горючих газов предусмотрены баллоны красного цвета. При этом для некоторых газов предусмотрен не только цвет, но и соответствующая цветная полоса.
Надписи и полосы наносятся стойкими красками и если при эксплуатации они стираются, то повторное нанесение происходит на наполнительных станциях или испытательных пунктах. Поэтому газовые баллоны всегда выдают свое содержание
Кроме того, нормативами установлена определительная надпись, которую следует нанести на сосуд. На баллоне для бутана должно быть нанесено слово «Бутан», на баллоне для пропана «Пропан». Цвет текста надписи на сосуде с углеводородным газом – белый. Подробнее о видах газовых баллонов читайте .
Выводы и полезное видео по теме
Как изготовить ящик для хранения емкости с газом из подручных материалов в загородном доме:
Так на наполнительных станциях заполняют 50 литровые баллоны с пропаном:
При соблюдении простых, но обязательных мер безопасности, газовый баллон в строительстве, металлургии, частном доме или на даче станет самой полезной и незаменимой вещью.
Тем, кто решит использовать индивидуальную систему газоснабжения, в начале проектирования придется решить множество задач: какие размеры газовых баллонов будут оптимальны 27 или 50 л, сколько емкостей потребуется для постоянного функционирования системы, а так же, где и как их хранить. И, если рассчитать вводные параметры правильно, то на выходе получится самый совершенный, бесперебойный бытовой агрегат.
Если вам приходилось пользоваться 50 литровыми емкостями с газом, поделитесь: удобны ли они для транспортировки и эксплуатации на дачном участке? Для добавления комментариев, воспользуйтесь формой, расположенной ниже. Задавайте вопросы экспертам, делитесь опытом и актуальными фото.
Знакомство с кислородными баллонами — Sunset Healthcare Solutions
CategoriesOxygen by Sunset Admin
Для пациентов, которые используют дополнительный кислород, портативные баллоны могут быть отличным способом дать им свободу передвижения по своему усмотрению. Здесь мы рассмотрим типы кислородных баллонов, как определить лучший размер и ключевые аксессуары.
Какие бывают размеры кислородных баллонов?
Два набора наименований используются для различения размеров кислородных баллонов. В исходном наборе используется алфавитная система, начинающаяся с буквы А для наименьшего размера и буквы Е для самого большого портативного размера. Новая система наименования начинается с буквы «М», что означает «медицинский», за которой следует число, означающее количество кубических футов кислорода, которое может быть сжато в баллоне. Таким образом, оригинальный баллон B теперь часто называют баллоном M-6, потому что он может вмещать 6 кубических футов кислорода. Ниже приведена удобная таблица, в которой размеры кислородных баллонов соответствуют их размерам, объему и принадлежностям.
Как узнать, какой размер лучше всего подходит для моего клиента?
Оптимальный размер зависит от образа жизни клиента и предписанной скорости потока. Самый распространенный размер – M6. Однако, если клиент прикован к инвалидной коляске, более подходящим может быть баллон E большего размера с сумкой для инвалидной коляски. Или, если он или она покидает дом только на короткие промежутки времени и вес является проблемой, цилиндр меньшего размера M4 может быть лучше.
Чтобы определить, как долго прослужит кислородный баллон, необходимо учитывать несколько факторов: Назначенная пациенту скорость потока в л/мин; емкость бака в литрах и используют ли они регулятор или консерватор. Регулятор обеспечивает непрерывный поток при заданной скорости потока. Консерватор будет чувствовать, когда пациент дышит, и выпускать кислород только тогда, когда пациент вдыхает. Большинство консервантов позволяют баллонам работать в три-пять раз дольше, но могут быть в 10 раз дороже, чем регуляторы, и не возмещаются страховкой. компании, поэтому они не всегда стоят дополнительных затрат.
Какие аксессуары понадобятся моему клиенту?
Все пациенты должны быть обеспечены баллонным ключом и табличкой «Не курить» (рекомендуется вывесить табличку на всех входах в здание, а также в помещении, где осуществляется подача кислорода).
Для переносных резервуаров рекомендуется сумка или тележка. Наиболее распространенные сумки имеют размеры от M6, которые могут вмещать баллоны M6, M4 и M2, до сумок E, которые можно прикрепить к инвалидной коляске или скутеру. Мешки M6 часто имеют ремни, чтобы удерживать баллоны меньшего размера на месте. Это может помочь сократить запасы мешков, так как не нужно хранить отдельные мешки для пациентов с небольшими баллонами. Доступно множество различных стилей, наиболее распространенными из которых являются наплечные сумки, рюкзаки и сумки для инвалидных колясок. Тип мешка может быть основан на предпочтениях пациента; однако рекомендуется, чтобы все пакеты были изготовлены из негорючих материалов.
Последним необходимым аксессуаром является регулятор или консервант. При выборе имейте в виду, что на кислородных баллонах есть два основных типа клапанов. Модели CGA 870 используются в резервуарах размера E и меньше. Клапаны типа CGA 540 используются на больших непереносных резервуарах. Поэтому вам нужно будет выбрать тип регулятора или консерванта, который соответствует клапану на баллоне вашего пациента.
Кислородные баллоны или баллоны. Обзор и использование кислородных баллонов
Газовые баллоны или переносные кислородные баллоны до сих пор широко используются в больницах и поликлиниках. В то время как портативные кислородные концентраторы становятся все более практичными для длительной оксигенотерапии, место для переносных баллонов все еще есть. Многие врачи назначают кислородную терапию с помощью стандартных портативных кислородных баллонов до тех пор, пока пациент не перестанет использовать кислород или не станет необходимым долгосрочное решение.
Чистый кислород в переносном баллоне находится в двух различных состояниях: газообразный сжатый кислород и жидкий кислород.
Воздух, которым мы дышим при стандартных атмосферных условиях, содержит 21% кислорода и 79% азота (с некоторыми следовыми газами). Однако сжатый газообразный кислород на 99,5% состоит из чистого кислорода. Производители извлекают кислород из атмосферы и сжимают только молекулы газообразного кислорода, а затем заполняют алюминиевые баллоны, пока они не достигнут давления около 2200 фунтов на квадратный дюйм (PSI). Для сравнения, давление воздуха в стандартной автомобильной шине седана составляет около 40–44 фунтов на квадратный дюйм, поэтому кислородные баллоны находятся под значительно большим давлением.
Когда сжатый кислород выпускается из переносного кислородного баллона, высокое давление внутри баллона вытесняет кислород наружу. Сброс давления создает литровый поток кислорода, который направляется к желаемому устройству доставки кислорода (например, к носовой канюле или кислородной маске).
Жидкий кислород также на 99,5% состоит из кислорода, но хранится в жидкой форме. Жидкий кислород образуется, когда газообразный кислород охлаждается до -297 градусов по Фаренгейту (1). Как только жидкий кислород подвергается воздействию более высоких температур, он снова превращается в газ. При использовании резервуара с жидким кислородом преобразованный газ будет вытекать наружу через желаемое устройство доставки кислорода, аналогично газообразному сжатому кислороду. Чтобы предотвратить непреднамеренное испарение, жидкий кислород должен храниться в специальном резервуаре, который действует как термос, сохраняя жидкость холодной.
Большинству пациентов не назначают жидкий кислород при новом диагнозе. Жидкий кислород, как правило, нецелесообразен для краткосрочного использования из-за дополнительного оборудования и обучения, необходимого для его использования. Однако причина, по которой жидкий кислород по-прежнему является разумным долгосрочным вариантом, заключается в том, что он дешевле и менее громоздкий для хранения, даже несмотря на то, что жидкий кислород создает некоторые дополнительные проблемы, которые по-прежнему делают его менее желательным для повседневного использования.
Есть много разных размеров кислородных баллонов, от промышленных до портативных. Однако танк «Е» на сегодняшний день является наиболее распространенным.
Резервуар «E» представляет собой алюминиевый резервуар высотой 3 фута, который весит около 8 фунтов и вмещает от 2 200 до 3 000 фунтов на квадратный дюйм сжатого газообразного кислорода в зависимости от производителя. При непрерывном использовании со скоростью 2 литра в минуту бака «Е» хватит примерно на 5–6 часов. Хотя резервуар «E» по-прежнему считается переносным, он слишком высок, чтобы его можно было безопасно переносить на большие расстояния, поэтому он обычно поставляется с тележкой.
Существуют и другие танки, такие как гигантский танк «H» (который не является переносным), или меньшие, такие как резервуары «C» и «D». В то время как баллоны «C» и «D» легче по весу и поставляются с удобными сумками для переноски, их общая емкость для хранения сжатого кислорода ниже, а это означает, что в целом в баллоне хранится меньше кислорода. Таким образом, в то время как баллон «E» менее портативный, чем баллон «C» или «D», и для его перемещения требуется тележка, более высокая емкость хранимого кислорода делает его наиболее сбалансированным вариантом для краткосрочного использования.
Регуляторы расхода работают путем преобразования единиц давления в вашем резервуаре в число, измеренное в единицах расхода, а именно, в литрах в минуту (л/мин). Эта функция важна, потому что она поможет вам установить определенное количество кислорода для высвобождения, которое прописано вашим врачом в LPM. Кроме того, без регулятора открытый кислородный баллон просто быстро выпустит огромное количество сжатого газа, что довольно опасно.
Существует 2 основных типа регуляторов: непрерывного потока и импульсно-дозового потока.
Непрерывный поток Если вы используете кислород только на периодической основе, скорее всего, у вас будет регулятор непрерывного потока . Эти регуляторы позволяют вам установить LPM в соответствии с предписаниями вашего врача и будут поддерживать тот же уровень кислорода до тех пор, пока баллон не закончится или не будет отключен вручную.
Pulse-Dose Flow Pulse-Dose Flow Регуляторы немного сложнее. Импульсный регулятор дозы позволяет увеличить эффективную емкость переносного кислородного баллона в 6 раз. Регулятор делает это, выпуская только короткие выбросы кислорода, когда вы вдыхаете, поэтому на выдохе меньше расходуется кислорода. Вы по-прежнему можете установить заданный LPM таким же образом, как регулятор непрерывного потока.
Портативные баллоны — отличное решение для краткосрочного использования, но пациенты, которым нужен кислород в течение более длительного времени, могут столкнуться с серьезными проблемами:
Замена резервуаров Портативные кислородные баллоны «E» со сроком службы 5–6 часов не прослужат долго при постоянном использовании. Если вам нужен непрерывный кислород, вы можете получить импульсный регулятор дозы, чтобы продлить срок службы вашего баллона, но вы, вероятно, все еще думаете о замене баллонов через день.
Пожароопасность Кислород под давлением является пожароопасным. В то время как кислород в атмосфере является просто катализатором пожаров, сжатый кислород заставляет материалы (которые в противном случае не загорелись бы) легче загораться. Поэтому при хранении резервуаров в вашем доме важно держать их вдали от любых источников искр, тепла или пламени.
Стоимость Портативные кислородные концентраторы, как правило, стоят дороже, но переносные баллоны будут стоить денег до тех пор, пока вы не перестанете использовать кислород. Если вам нужен непрерывный кислород, стоимость использования баллонов может оказаться намного выше в долгосрочной перспективе.
В этой статье мы рассмотрели некоторые основы портативных кислородных баллонов и несколько других важных вещей, которые нужно знать о них.
О способе сваривания деталей без специального инструмента известно всем, только такой метод имеет большой недостаток — это необходимость иметь специальный аппарат. Альтернативой сварочного аппарата является холодная сварка, которая имеет вид мягкого вещества. Многие считают такой способ не надежным, но чтобы в этом разобраться, надо попробовать ее в действии. Что это такое, а также как пользоваться холодной сваркой, выясним в деталях.
Что такое холодная сварка и какой она бывает
Холодная сварка — это специальный тип высокопрочного клея, который применяется соединения разных материалов, в том числе и стали. В основу состава входит эпоксидный клей или смола с разными наполнителями, за счет чего и обеспечивается высокая прочность соединения деталей. Только достичь высокого качества соединения удается не всегда, поэтому многие жалуются и отказываются от дальнейшего использования материала. Причиной является вовсе не плохое качество клея или его низкая эффективность, а несоблюдение инструкции по применению состава.
Чтобы холодная сварка обеспечила желаемую надежность соединения, к ее применению нужен соответствующий подход. Перед тем, как пользоваться холодной сваркой, необходимо разобраться с особенностями ее правильного применения. После появления клеящего состава высокой прочности, его начали выпускать разные производители. С целью экономии на производстве, некоторые производители нарушают стандарты изготовления холодной сварки, что отражается в итоге на качестве соединений. Чтобы этого не случилось, надо покупать сварку только с сертификатами качества, которые гарантируют эффективность материала.
Холодная сварка классифицируется на два вида:
Однокомпонентная
Двухкомпонентная
И обоих видах клея присутствует эпоксидное вещество, а также наполнители — сера, металлический порошок и другие составы. По типу состава холодная сварка бывает сухой и жидкой.
Сухая сварка из двух компонентов находится в цилиндрической упаковке. Когда необходимо воспользоваться средством, компоненты необходимо перемешать, получив смесь, похожую на пластилин. Работать пластилином очень удобно, поэтому обеспечить соединение холодной сваркой сухого типа можно даже в самых труднодоступных местах. Эффективность материала зависит от качества замешивания состава. Оба компонента необходимо использовать в одинаковом количестве, и тщательно произвести их перемешивание.
Жидкая сварка состоит также из двух компонентов, которыми являются эпоксидное вещество и отвердитель. Эти компоненты также следует соединить вместе перед непосредственным применением. Качество и надежность склеивания зависит от такого фактора, как тщательность смешивание. Чем тщательнее будут смешаны вещества, тем надежней место соединения.
Классифицируют холодную сварку также и по способам применения, что зависит от поставленных технологических задач:
Шовная — применяется для создания прочного и непроницаемого шва, когда необходимо не только соединить детали, но и обеспечить их герметичность. Шовный состав подходит для случаев, когда надо предотвратить протекание металлических труб и т.п.
Точечная — такой клей наносится точками, что позволяет достичь высокой надежности, однако герметичность при этом отсутствует. Используется преимущественно в исключительных случаях, когда надо обеспечить соединение двух деталей
Стыковая — особый вид клея, который используется для соединения металлических деталей путем их стыкования. При использовании стыковой сварки необходимо понимать, что соединить таким клеем можно только тонкий металл
Тавровая — такой тип клеевого состава используется исключительно в электромонтаже
Сдвижная или нахлестная сварка — клей, применяющийся для объединения труб разного диаметра. При помощи сдвижного клея можно соединять трубы разных диаметров, но исключительно методом объединения внахлест
Это интересно!В зависимости от материала, который планируется соединить, различают холодную сварку для металла, пластика, линолеума и т.п. Применение такого клея значительно снижает затраты на использовании других методов соединения.
Где применяется
Чтобы соединить две металлические заготовки, можно использовать сварочный аппарат. Однако этот инструмент достаточно дорого стоит, но даже если его купить, то перед применением, понадобится научиться пользоваться. Холодной сваркой также необходимо научиться пользоваться, только обучение намного легче и проще, чем со сварочным аппаратом.
Кроме того, что холодная сварка применяется для соединения металлических деталей, ее также применяют для восстановления целостности других материалов. Сфера использования рассматриваемого соединителя достаточно широкая, и применяется сварка в следующих случаях:
При ремонте транспортных средств — это специальные вещества, которые применяют непосредственно для заделывания трещин, старых швов, а также с целью присоединения деталей к основанию кузова
При соединении деталей, подверженных воздействию высоких температур. Для этого применяются специальные термостойкие клеящие составы. Кроме стойкости к высоким температурам, такие материалы должны обладать устойчивостью к перепадам, при которых происходит расширение и сужение металлов
При выполнении соединительных работ в сантехнической сфере — применяется для заделывания и герметизации мест повреждения труб, а также для их нахлестного стыкования. Главное требование, предъявляемое к холодной сварке для сантехники, заключается в устойчивости к влаге
Для бетона — если появилась трещина в бетоне, то попадание влаги и мусора будет приводить к увеличению размеров дефекта. Предотвратить дальнейшее разрушение материала поможет специальный состав для бетона
Универсальные — позволяют соединять разного рода материалы, такие как пластик, линолеум, металл, пластмасса и другие
Перед тем, как научиться пользоваться холодной сваркой, нужно правильно выбрать средство для соединения тех или иных материалов. В быту и хозяйстве необходимость применения холодной сварки возникает для выполнения таких задач:
Соединить трубы отопления
Устранить течь, возникшую по причине прохудившейся трубы
Заделать возникшие отверстия в посуде
Герметизировать соединение дымоходной трубы с выводом из котла
Склеить разные детали, предметы интерьера и т.п.
Рано или поздно необходимость в использовании холодной сварки возникает у каждого, поэтому рекомендуется не только купить высокопрочный клей, но еще и научиться его использовать. Разобравшись с видами и особенностями высокопрочного клея, можно выяснить принцип работы с холодной сваркой.
Инструкция по применению холодной сварки
Покупая холодную сварку, необходимо прочитать инструкцию по применению средства для приклеивания. Каждый тюбик или упаковка содержит инструкцию, с которой нужно ознакомиться даже в том случае, если вы уверены, что знаете, как правильно пользоваться. При использовании клея под названием «Холодная сварка» не возникает трудностей, но особенности применения необходимо знать. Рассмотрим подробно, как пользоваться компонентом при соединении разных материалов.
Как склеить стекло
Для склеивания треснувшего стекла понадобится воспользоваться прозрачным клеем. Если сделать все правильно, то после окончания работ на стекле не будет видно никаких следов. Инструкция по применению прозрачной холодной сварки по склеиванию стекла имеет следующий вид:
Для начала нужно подготовить поверхность. От качества выполнения подготовки зависит эффективность приклеивания стекла. Поверхность стекла следует очистить от загрязнений, а также обезжирить
Когда поверхность готова к приклеиванию, надо приступать к подготовке клеящего состава. Если используется жидкая консистенция, то вещество соединяется с отвердителем. При использовании сухой сварки нужно соединить вещества и размешать их до получения однородной консистенции. При работе с жидким клеем понадобится использовать подручные средства, исключив контакт с кожными покровами. Сухую сварку также нельзя брать в руки, поэтому работать необходимо в медицинских перчатках
После того, как смесь будет готова к применению, ее следует сразу же наносить. Оставлять состав на время более 3-5 минут нельзя, так как снижаются клеящие свойства, а также происходит отвердение средства
Соединить детали и прочно прижать их. Оставить на время, пока состав не высохнет. Обычно время высыхания указывается производителем на упаковке. Когда состав полностью застынет, можно приступать к зачистке клеящего шва
Таким простым и быстрым способом можно склеить стекло, используя для этого холодную сварку. Соединительный шов получается достаточно прочным, поэтому даже при разбивании стекла можно наблюдать такую картину, что оно не трескается в месте склеивания.
Как соединить линолеум холодной сваркой
Одним из самых популярных запросов в Яндексе и Google является правило склеивания линолеума при помощи холодной сварки. Напольный линолеум пользуется популярностью, и поэтому при его укладке в больших помещениях возникает необходимость склеивания швов. Для этого применяется специальная холодная сварка для линолеума, а сам процесс приклеивания двух листов выполняется по следующей схеме:
Сначала необходимо обеспечить идеальное стыкование двух листов линолеума. Достигается это путем наложения двух частей внахлест, с выступом не менее 5 см. Этот выступ нужен, чтобы место стыка не имело свободного пространства. Место нахлёста необходимо проклеить малярным скотчем, а затем при помощи острого строительного ножа произвести удаление верхней и нижней части выступов линолеума. Проклеивать малярным скотчем не обязательно, но рекомендуется, так как при этом место соединения не будет смещаться. Этим простым способом достигается высокая точность соединения
На следующем шаге нужно также воспользоваться малярным скотчем, и проклеить место стыка с двух сторон снизу и сверху. Проклеивать нижнюю часть также не обязательно, но это позволит исключить приклеивание линолеума к влагозащитной пленке. Сверху проклейка малярной лентой выполняется для того, чтобы исключить попадание холодной сварки на декоративную часть материала
На месте стыкования нужно прорезать линию в скотче, через которую будет вноситься холодная сварка
Взять в руки тюбик специального клея для линолеума, и наносить его в место стыка при помощи тонкой иголочки, закрученной на тюбик. Если клей будет выходить за пределы соединения, то его следует оперативно удалять при помощи тампона
Кроме этого способа, есть и другой, который заключается в том, что на одну торцевую часть линолеума наносится равномерный слой клея, а затем выполняется его укладка и соединение со вторым листом. Этот способ подходит, если место стыка имеет практически незаметный шов, который не позволяет провести по нему тонкой иглой
Время застывания клея составляет не менее 2 часов, поэтому рекомендуется выдержать это время, и только после этого к удалению малярной ленты. Если на месте шва имеется выступ клея, то его можно удалить при помощи канцелярского ножа или шпателя.
Это интересно!Зачистку шва рекомендуется выполнять не раньше, чем через 5 часов, пока клей полностью не застынет.
Склеиваем сваркой трубы отопления
При использовании холодной сварки для труб отопления, необходимо учитывать, что применять следует специальный термостойкий состав. Если пренебречь этим требованием, то уже при первом повышении температуры сварочный шов возьмется трещиной, и продолжит сочиться вода из системы.
Для ремонта системы отопления в случае возникновения течи необходимо использовать сухой тип холодной сварки. Принцип его применения для ремонта металлических труб отопления имеет следующий вид:
Из системы нужно слить воду. Если место нанесения вещества будет влажным, то говорить о качестве в таком случае не приходится
Обязательно произвести зачистку места ремонта от удаления краски и ржавчины, а также выполнить обезжиривание
Просушить поверхность
Замешать холодную сварку, и тщательно приклеить необходимое количество вещества для герметизации прохудившейся части трубы
Дождаться высыхания, и только после этого можно наполнять систему водой
Использование клеящего состава для заделывания мест повреждения стальных труб отопления предусматривает соблюдение таких рекомендаций:
Толщина сухого состава должна быть незначительная, так как от нее зависит качество приклеивания вещества
Диаметр места повреждения должен быть не более 5-6 мм. Чем больше диаметр отверстия, который заклеивается холодной сваркой, тем ниже надежность такого соединения. Если необходимо заделать большое отверстие холодной сваркой, то рационально воспользоваться металлической латкой
После высыхания материала можно произвести окрашивание поверхности трубы
Надо также понимать, что заделывать таким способом можно отопительные и водопроводные трубы с незначительным давлением до 1 атмосферы. Чем больше давление, тем ниже эффективность применения рассматриваемого вещества. Аналогичным способом можно заделать не только трубы отопления, но еще и батареи. Ниже показано видео, по которому видно, что перед тем, как производить ремонт системы отопления или водопровода, находящихся под давлением, нужно хорошо подумать.
Итоги правильного применения холодной сварки
Независимо от того, какие материалы склеиваются холодной сваркой, при использовании этого состава необходимо учитывать главные требования, чтобы получить надежное соединение:
Тщательно очистить, зачистить и обезжирить поверхности, на которые наносится состав
Правильно приготовить клеящее вещество. Чтобы научиться, рекомендуется для начала потренироваться
Нанести и тщательно разгладить состав по поверхности в течение 1-2 минут после приготовления
Дождаться полного застывания средства
Руководствуясь этими рекомендациями, можно склеивать холодной сваркой металл, пластмассу, линолеум, пластик, сантехнику и прочие материалы. При высыхании, мягкий пластилин или клей (в зависимости от типа) становятся дубовыми, и по прочности напоминают ударопрочный пластик.
Это интересно!Достоинство холодной сварки перед горячей в том, что ее можно использовать для соединения различных материалов. Горячая сварка позволяет работать только со стальными материалами.
Даже если вы понимаете и знаете, как пользоваться холодной сваркой, то почитать инструкцию и посмотреть видео никогда не будет лишним. При ознакомлении можно узнать некоторые нюансы, которые помогут избежать ошибок. В итоге следует отметить, что применение рассматриваемого средства позволяет оперативно, недорого и эффективно устранить незначительные дефекты самостоятельно. Конечно, заменить полноценное сварочное соединение холодная сварка не сможет, однако всегда выручит при незначительных дефектах. И правильно нужно не только уметь приготовить и нанести смесь, но еще и принять решение о применении этого состава для устранения дефектов.
Публикации по теме
Сколько сохнет холодная сварка? Время застывания и нюансы применения
Под названием «холодная сварка» понимают различные композитные клеевые составы, объединённые общим способом соединения материалов. Принцип действия основывается на придании пластичности верхним слоям соединяемых деталей, что приводит к проникновению в них молекул клеящего вещества.
Содержание
1 Состав средства
2 Область применения
3 Сколько сохнет холодная сварка
4 Что влияет на процесс засыхания
5 Нюансы применения
Состав средства
Обычно состав состоит из двух компонентов, которые необходимо смешать непосредственно перед применением. После этого смесь наносится на склеиваемые поверхности, которые затем с силой прижимаются друг к другу на определённое время.
Адгезивным компонентом чаще всего выступает эпоксидная смола, а наполнителем может быть, к примеру, металлический порошок, который придаст прочность и термостойкость шву. Также некоторые производители добавляют в состав различные присадки, тем или иным способом улучшающие эффективность клея.
Примерная стоимость холодной сварки на Яндекс.маркет
Несмотря на то что процесс не требует ни нагрева, ни воздействия электричеством, соединение получается достаточно прочным, чтобы выдерживать как довольно большие нагрузки, так и вибрацию.
Область применения
Эта разновидность клея используется для склеивания самых разных материалов, таких, как металл, пластик, линолеум и даже бетон. Существуют специальные виды холодной сварки, предназначенные для одного типа материалов.
В быту часто используют универсальную разновидность, которая, с одной стороны, работает с любыми материалами, но с другой, обладает меньшей эффективностью, чем узкоспециальная.
Сколько сохнет холодная сварка
Застывание холодной сварки происходит в два этапа:
Первичное застывание. Этот процесс начинается сразу после смешивания компонентов клея и длится около пяти минут. За это время необходимо нанести состав на рабочие поверхности и совместить их, жёстко закрепив. Загустев, состав теряет свои свойства, поэтому лучше рассчитать его количество так, чтобы израсходовать весь.
Высыхание. Это собственно процесс окончательного соединения деталей. У разных производителей заявлена разная длительность высыхания, но лучше всего выдержать сутки, прежде чем начинать пользоваться склеенным предметом.
Что влияет на процесс засыхания
Для достижения лучшего результата перед использованием холодной сварки нужно прочесть предоставленную производителем инструкцию. В ней перечисляются те параметры, на которые следует обратить особое внимание:
материалы, с которыми работает этот конкретный состав;
время первичного застывания;
время засыхания;
температура окружающей среды, наиболее подходящая для склеивания;
возможность склеивать влажные поверхности.
Детали перед склеиванием должны быть подвергнуты тщательной подготовке. Склеиваемые поверхности нужно зачистить наждачной бумагой, чтобы удалить ржавчину и придать им шершавость, которая поспособствует размягчению верхних слоёв и лучшему проникновению клеящего вещества. Кроме того, если материал это позволяет, поверхности нужно обезжирить растворителем.
Температура в рабочем помещении для разных составов может быть разной, но в основном варьируется в пределах от 16 до 22 °С.
Если инструкцией предусматривается склеивание мокрых поверхностей, то речь идёт о применении в условиях, когда добиться сухих поверхностей невозможно. Однако соединение влажных деталей в любом случае будет не настолько прочным, поэтому, если есть возможность, детали всё равно следует избавить от влаги.
Нюансы применения
Холодную сварку нельзя считать полноценной заменой классической сварки. Поэтому её нельзя использовать для ремонта конструкций, подвергающихся высоким нагрузкам или воздействию экстремальных температур.
Благодаря высокой адгезии, помимо соединения деталей, холодную сварку используют в качестве шпатлёвки — то есть для лечения сколов и глубоких царапин на гладких поверхностях. Для этого впадина заполняется составом, а после полного высыхания обрабатывается мелкой шкуркой. При необходимости готовое изделие окрашивается в нужный цвет.
Так как клей двухкомпонентный, необходимо добиться нужной пропорции ингредиентов — так состав будет действовать более эффективно. Часто холодная сварка выпускается в виде цилиндрической «колбаски», в которой один компонент находится внутри другого — в таком случае отрезать нужное количество состава следует строго перпендикулярно.
При соединении металлических деталей лучшим выбором будет такой состав, в котором в качестве наполнителя используется порошок того же металла, из которого изготовлены детали.
Как работает подводная сварка? Шокирующий процесс, о котором мало кто знает
Последнее обновление
Сварка и вода. Электричество и жидкость. В большинстве случаев мы считаем эту смесь плохой идеей .
Когда внутри жидкости вырабатывается электричество, оно реагирует непредсказуемо. И в отличие от изолированных твердых тел (вспомните медный провод), для прохождения электричества не создается определенного пути. В воде, электричестве точка наименьшего сопротивления и идем дальше своим веселым путем. Он не показывает никакого предубеждения по отношению к людям.
Пристальный взгляд на процесс подводной сварки: опасен или безопасен?
Итак, как работает подводная сварка в профессиональных условиях? Что такое подводная сварка?
Изображение предоставлено Holland College
Могут ли сварщики-водолазы выполнять сварку безопасным способом? Или это вообще безопасно?
Давайте посмотрим на процесс подводной сварки с научной точки зрения.
Как я уже объяснял, дайверы используют подводную сварку в двух формах: сухую и мокрую. Мы собираемся изучить оба типа, чтобы вы могли изучить процесс.
Как работает подводная сварка: гипербарическая/сухая сварка
«Среда обитания Safehouse» от Safehouse Habitats (Scotland) Limited — Safehouse Ltd.. Лицензия CC BY-SA 3.0 через Wikipedia
Вентиляторы и давление: сварка внутри Гипербарическая камера
Сухая или гипербарическая сварка применяется несколькими способами в различных типах корпусов, называемых « средами обитания ».
Места обитания имеют одинаковый или небольшой скачок давления на уровень поверхности. Это небольшое повышение давления обеспечивает непрерывный объем воздуха внутри камеры, в котором могут работать водолазы-сварщики. Операторы жилого блока установили давление всего на 0,007 фунта на квадратный дюйм выше атмосферного давления снаружи.
В более крупных жилищах могут разместиться два или три человека.
Подобно дайверу с надводным номером , наземная команда постоянно закачивает воздух в жилище через потолок или боковые стены. Одновременно среда обитания вытягивает воздух через вентиляторы и трубы в основании устройства.
Новый воздух на входе, старый на выходе.
Непрерывное колебание воздуха предотвращает образование в среде обитания ядовитых паров . Если газы будут накапливаться внутри, гипербарические сварщики могут задохнуться. А при более высоком давлении дайв-команды могут использовать гелиевые смеси для целей или для повышения давления.
Команды дайверов могут использовать гелий для повышения давления в кабине, чтобы подводные сварщики не попали под азотный наркоз или, что еще хуже, не потеряли сознание. Гелий также легче многих других газов.
Захваченный воздух может представлять опасность для вашей жизни
Также относительно возможности взрывов:
Взрывы газа не являются проблемой, связанной только с подводной сваркой.
Сварщики поверхностей также должны быть готовы к такой возможности.
Даже в обычном сварочном цехе сварщик, практикующий безопасную технику, должен установить надлежащую вентиляцию, чтобы обеспечить поступление воздуха. Это предотвратит сбор избыточного материала и газов.
Где появляются среды обитания
Из-за значительной стоимости более крупные среды обитания используются в основном в крупных проектах под нефтяными вышками и большими судами. Но подводные сварщики также используют корпуса меньшего размера.
Некоторые надеваются на верхнюю часть тела.
Другие только заключают в себе сам электрод; они выглядят как небольшой пузырь (точечные сварные швы).
Благодаря простоте конструкции эти среды обитания менее затратны.
Например, в средах с точечной сваркой требуется только вытеснение воды воздухом. Им не нужна дышащая среда для сварщиков-водолазов, так как над электродом все автономно.
См. также: Ожидаемая продолжительность жизни подводного сварщика: сложная картина
Как работает подводная сварка: мокрая сварка
Подводная сухая сварка теоретически может использовать любую сварку типа e, которую используют сварщики на поверхности.
При подводной мокрой сварке в основном используется дуговая сварка защищенным металлом (SMAW).
Сварщик работает, полностью окруженный водой, включая электрод.
Под микроскопом: как электроны влияют на процесс
Как работает подводная сварка вблизи? Как выглядит процесс подводной сварки?
Во-первых, вы должны понять, что происходит с электродом на молекулярном уровне .
Распределение тепла от электрода к зоне сварки чрезвычайно важно и контролируется заряженными электронами.
Существуют три основные зоны движения тепла:
Катод (электрод)
Анод (зона сварки)
Плазма (газовый баллон, через который проходит электрическая дуга)
Катод заряжен отрицательно , а анод заряжен положительно . Поэтому, когда подводный сварочный аппарат зажигает дугу, электроны с катода движутся вниз к противоположной полярности (к аноду). В то же время положительные ионы движутся вверх к катоду.
См. также: Что такое обратная полярность при сварке?
Диаграмма из «Помощника сварщика» Дэвида Китса
Массивное движение частиц генерирует огромное количество энергии и тепла. Дуга сильно нагревается: более 5000 °C.
Но тепло неравномерно распределяется по рабочей зоне. Около 66% идет на анод. Другая часть остается на кончике катода.
Как работает подводная сварка под капотом: описание оборудования, системы и схемы
Кабельная система для мокрой сварки под водой и источник питания немного отличаются от сухой подводной сварки (и поверхностной сварки).
Влажная подводная сварка изолирует электрические кабели дважды . В качестве источника питания он использует только постоянный ток (в отличие от переменного тока) и чаще всего имеет отрицательную полярность .
Система также добавляет рубильник вдоль кабелей.
Их рубильник отключает питание сварочного жала.
Схема из «Помощника сварщика» Дэвида Китса
После того, как они должным образом заняли позицию для сварки, водолазы-сварщики связываются с наземной командой (разогревают).
Они зажигают электрическую дугу, которая течет от водонепроницаемого электрода к металлическому шву.
Подробнее: Практическое руководство по подводному сварочному оборудованию и назначению
Силовое поле против элементов: важность пузырей при сварке
Все сварные швы защищены газовым пузырем, который образуется вокруг дуги. Этот пузырь чаще всего состоит из определенной смеси газов:
Водород, 70 %
Углекислый газ, 25%
Окись углерода, 5%
Наружная часть водонепроницаемых электродов покрыта толстым материалом, который называется «флюс». Когда электрод горит, это химическое изменение приводит к образованию пузырьков газа вокруг сварного шва.
Этот пузырь образуется только в непосредственной близости от сварного шва.
При движении сварщика-водолаза по шву он оставляет после себя металлическую жидкость, называемую шлак ; он закрывает верхнюю часть шва, чтобы сварной шов успел как следует остыть.
Когда сварщики поверхностной сварки SMAW выполняют сварочный проект, они иногда сбрасывают этот шлак в нежелательных местах .
Под водой эта проблема может усугубиться из-за ограниченной видимости и колебаний температуры.
Поэтому производители водонепроницаемых электродов создали более стойкий флюс. Это позволяет шлаку капать более равномерно. Это также дает постоянный прожиг на электроде, поэтому сварщики под водой имеют больше контроля.
Как пузыри влияют на видимость при сварке
Есть еще одна вещь, которую вы должны знать:
Сварщики под водой сталкиваются с уникальной проблемой. Их сварные швы производят дополнительных пузырей , которые попадают прямо в окружающую воду.
Тот же эффект, что и при нырянии и выдохе.
Но на мокром шве ухудшает видимость и ускоряет перемещение сварочной ванны. Помимо всего прочего, эти пузыри создают электрическую дугу и рискуют разрушиться.
Но опытные подводные мокрые сварщики привыкли к процессу подводной сварки и справляются с ним легче.
Пристальный взгляд на процесс подводной сварки: опасен или безопасен?
Как работает подводная сварка: гипербарическая/сухая сварка
Вентиляторы и давление: сварка внутри барокамеры
Захваченный воздух может угрожать вашей жизни Сварка
Под микроскопом: как электроны влияют на процесс
Как работает подводная сварка Под капотом: описание оборудования, системы и схемы
Силовое поле против элементов: важность пузырей при сварке
Как пузыри влияют на видимость при сварке
Как работает подводная сварка?
Мало кто знает о подводной сварке. Этот процесс сварки стал неожиданностью для многих, поскольку электричество и вода представляют собой опасную и несовместимую комбинацию. Тем не менее, подводная сварка — прибыльная и одна из самых высокооплачиваемых профессий для коммерческих дайверов.
Подводная сварка, также называемая гипербарической сваркой, была изобретена в начале 1930-х годов и до сих пор используется для технического обслуживания и ремонта полностью или частично погруженных в воду морских сооружений. Внутренние гипербарические сварщики могут работать на небольших морских судах, плотинах и мостах. С другой стороны, морским сварщикам приходится работать на кораблях, нефтяных вышках, трубопроводах и в подводных средах обитания. Возможно, им даже придется выполнять сварочные работы на объектах атомной энергетики.
Что такое подводная сварка?
Процесс сварки под водой очень похож на сварку на суше. Оба типа сварки используют одно и то же основное оборудование и методы. Следовательно, многие подводные сварщики проходят подготовку, чтобы стать профессиональными сварщиками, прежде чем изучать коммерческое погружение.
Нет сомнения, что подводная сварка — опасное занятие. Однако при правильных мерах предосторожности и соблюдении стандартов безопасности многие риски можно значительно снизить.
Если вы заинтересованы в изучении методов сварки, вам следует записаться в известную школу сварщиков, которая предлагает обучение под руководством опытных и сертифицированных инструкторов. После этого необходимо пройти обучение в аккредитованном учреждении по коммерческому дайвингу. Чтобы стать опытным подводным сварщиком, требуется как минимум несколько лет обучения и опыта работы.
Риски
Большинство людей знают, что соленая вода является хорошим проводником электричества. Вода представляет опасность поражения электрическим током, поскольку она может выступать в качестве проводящего пути для тока. Следовательно, мы избегаем мокрых поверхностей, которые могут находиться рядом с источниками электроэнергии.
Поэтому подводная сварка может быть опасной. Хотя это одна из угроз, связанных с оккупацией, это ни в коем случае не самый большой риск. Вы можете быть удивлены, узнав, что другие факторы представляют гораздо большую угрозу.
Вознаграждение, соответствующее риску
Из-за сложного характера работы и связанных с ней рисков подводная сварка является высокооплачиваемой профессией. По данным Бюро статистики труда, средняя годовая заработная плата коммерческих водолазов составляет около 59 470 долларов. В Бюро входят подводные сварщики под заголовком коммерческих водолазов.
Средняя почасовая оплата составляет 28,59 долларов, что весьма неплохо. Возможности трудоустройства также растут со скоростью 9,5%. Это показывает, что подводная сварка является быстро развивающейся областью с большими возможностями и потенциалом. Заработная плата растет на 3,5%.
В зависимости от того, насколько быстро вы учитесь и развиваете свои навыки, вы можете ожидать значительного увеличения заработной платы в относительно короткие сроки. Лучшие десять процентов работников зарабатывают более 100 000 долларов в год.
Фактически, первые десять процентов самых высокооплачиваемых подводных сварщиков могут зарабатывать более 150 000 долларов в год. Это одна из самых высокооплачиваемых работ, которую вы можете получить без высшего образования.
Типы подводной сварки
Существуют две основные категории подводной сварки:
Сухая сварка
Люди обычно представляют себе подводную сварку как работу, выполняемую с полностью погруженным дайвером. Это правда в некоторой степени. Однако большая часть подводной сварки выполняется в сухих условиях.
При сухой сварке используется барокамера, обеспечивающая сухую среду. Сухая сварка выполняется не в присутствии воды, а в сухой атмосфере, состоящей из смеси газов. Сухая сварка обеспечивает более высокое качество и надежность.
Однако барокамеры стоят недешево, и подводные сварщики не всегда могут иметь к ним доступ. Поэтому в некоторых случаях водолазы-сварщики должны полагаться на мокрую сварку, когда сухая сварка невозможна.
Влажная сварка
Влажная сварка может выполняться в зависимости от ряда факторов. Это зависит от срочности ремонта и уровня доступа к зоне сварки. Однако в крайнем случае лучше рассматривать мокрую сварку. Есть ряд причин для этого. Во-первых, существует очевидный риск сварки в присутствии воды. Также существует риск проблем с качеством из-за мокрой сварки. Сварной шов может слишком быстро остыть из-за быстрого рассеивания тепла в окружающую воду. Быстрое охлаждение увеличивает риск растрескивания и других дефектов соединения. Для получения наиболее надежных, прочных и бездефектных сварных соединений необходимо тщательно контролировать скорость охлаждения. Это невозможно, пока процесс проводят в присутствии воды.
Как выполняется подводная сварка?
Водолазы-сварщики имеют в своем распоряжении ряд возможностей для выполнения сварочных работ. В зависимости от поставленной задачи опытные подводные сварщики и руководители проектов должны обсудить наиболее подходящий процесс сварки для выполнения требований.
Ниже приведены различные способы сварки, которые можно использовать.
Влажная сварка
Дуговая сварка в защитном металле, известная также как дуговая сварка, является популярным выбором для мокрой сварки. Он универсален и экономичен. Используя этот метод, сварщики создают электрическую дугу с помощью плавящегося электрода, который питается от источника питания. Дуга создается между электродом и свариваемой конструкцией, так что присадочный материал расплавляется и осаждается в месте соединения.
Для эффективного и безопасного выполнения этого сварочного процесса водолазы-сварщики должны следить за чистотой электродов и поверхности основного металла. Перед выполнением сварки дайвер должен осмотреть участок на наличие препятствий или любых других угроз безопасности.
Когда все готово, водолаз-сварщик сигнализирует бригаде включить питание. Источник питания может генерировать от 300 до 400 ампер постоянного тока. Однако инициирование электрической дуги требует определенных навыков.
В этот момент вам может быть интересно, как дайвер не получает удар током от мощного генерируемого тока. Ключ к этому лежит в слое газовых пузырьков, которые образуются, когда дуга плавит флюс. Этот слой защищает сварной шов и предотвращает выход электричества за его пределы.
Хотя эти пузырьки создают изолирующий слой для защиты дайвера от течения, они создают ряд проблем. Эти пузыри затеняют зону сварки, то есть снижают видимость сварщика. Эти пузырьки могут также помешать сварочной ванне, если дайвер не будет осторожен. Таким образом, мокрая сварка ставит перед водолазами-сварщиками ряд уникальных задач.
Также используется постоянный ток, который более безопасен для подводного применения по сравнению с переменным током.
Сварка электродом, безусловно, является одним из наиболее популярных способов мокрой сварки. Но для мокрой сварки также обычно используются другие методы.
Дуговая сварка порошковой проволокой
Этот универсальный метод сварки можно использовать для чугуна, никелевых сплавов и других сплавов металлов. Как следует из названия, расходуемый электрод состоит из трубки из присадочного материала, заполненной флюсом в центре. Эта электродная проволока подается автоматически для создания точных и тщательно контролируемых сварных швов.
Сварка трением
В этом методе используется тепло и трение, а не плавление присадочного материала для сплавления металла.
Сухая сварка
Как упоминалось выше, для получения более надежных результатов при сухой сварке используется барокамера. Во-первых, вокруг области, которая будет сварена, создается уплотнение. Затем вода откачивается через шланги и заменяется газовой смесью, такой как гелий и кислород.
После откачки всей воды в барокамере создается давление на нужном уровне, чтобы предотвратить декомпрессионную болезнь. Выбор используемого метода сварки зависит от размера камеры. Дайверы могут выбирать из следующих методов сварки.
Сварка в среде обитания
В этом методе подводные сварщики работают в небольшой камере, которая называется укрытием с положительным давлением или средой обитания. Этот метод используется для проведения огневых работ. То есть этот метод создает среду, снижающую угрозу возгорания, создаваемую притоком легковоспламеняющихся паров и газов. В результате этот метод часто используется при сварке морских нефтяных вышек, где такие сценарии обычны.
Этот метод заключается в непрерывной закачке газов для поддержания пригодной для дыхания атмосферы. Как следует из названия, давление внутри камеры будет выше по сравнению с внешним давлением. В результате газ непрерывно вытекает из камеры. Эта разница давлений очень мала. Внутреннее давление всего на 0,007 фунта на квадратный дюйм больше, чем внешнее давление.
Это создает два основных преимущества. Во-первых, он предотвращает приток горючих углеводородов и других опасных газов. Второе преимущество заключается в том, что токсичные сварочные дымы можно поддерживать на безопасном уровне. Из-за положительной разницы давлений выходящий газ уносит с собой токсичные сварочные газы. Опасный сварочный дым внутри камеры дополнительно разбавляется притоком свежей газообразной смеси, пригодной для дыхания. Смеси гелия могут использоваться для создания давления в камере, чтобы дайверы не страдали азотным наркозом и не теряли сознание.
Перед входом дайвера вода в камере опорожняется, чтобы можно было закачать пригодные для дыхания газы. В более крупных жилищах могут разместиться два-три дайвера.
Сварка давлением
В этом методе сварки используется взрывная сила и/или трение для соединения деталей под высоким давлением. Он также известен как сварка в твердом состоянии. Сварка давлением — это широкий термин, который включает в себя различные методы сварки, имеющие один общий фактор. Они используют механическое давление на участок сварки, чтобы соединить их.
Общий термин может включать различные процессы, такие как сварка взрывом, ультразвуковая сварка, диффузионная сварка, сварка сопротивлением, сварка трением и сварка давлением газа. Процесс сварки трением с перемешиванием становится все более популярным. Этот процесс может улучшить качество соединения за счет использования вращающегося инструмента, который создает трение под действием больших усилий при сварке участков соединения.
Сухая точечная сварка
Техника сухой точечной сварки используется для небольших камер. Камера размещается в зоне сварки для создания сухой атмосферы. Водолаз выполняет сварку, помещая электрод в эту камеру. Хорошая герметизация необходима для защиты от воды.
Сварка в сухой камере
Сухая камера использует маленькую камеру для размещения только верхней части тела сварщика. Водолаз должен войти в эту камеру снизу. Камера охватывает только голову и плечи.
При сухой сварке также часто применяют дуговую сварку с флюсовой проволокой и дуговую сварку в защитном металле. Они были кратко объяснены выше. Другие методы, которые часто используются, включают следующее.
Дуговая сварка вольфрамовым электродом в среде защитного газа
Этот процесс сварки широко известен как TIG. Отличительной чертой этой методики является неплавящийся вольфрамовый электрод. Этот электрод используется для создания высокотемпературной электрической дуги. Другая проволока также используется в качестве наполнителя. Сварщик плавит присадочную проволоку с помощью дуги. Расплавленный металл осторожно наносится на участок соединения, чтобы создать сварной шов. Этот метод хорошо работает для большого разнообразия сплавов. Сварка TIG известна высоким качеством и долговечностью сварных швов. Но этот метод также требует высокой степени мастерства и точности, поскольку необходимо использовать обе руки.
Дуговая сварка металлическим газом
Этот метод сварки также известен как MIG. Присадочная проволока подается автоматически с помощью сварочного пистолета. Сварочная горелка также подает защитный газ для защиты горячего сварного шва. Поскольку сварщик может держать сварочный пистолет обеими руками, освоить этот процесс несложно. Даже новые пользователи могут сразу приступить к выполнению высококачественных сварных швов.
Плазменная дуговая сварка
Этот метод сварки чем-то похож на процесс сварки TIG. Плазменная дуговая сварка создает электрическую дугу между заготовкой и электродом, который обычно изготавливается из спеченного вольфрама. PAW отличается от сварки TIG одним ключевым аспектом. Электрод расположен внутри корпуса горелки. Плазменная дуга может тогда храниться отдельно от инертного газа. Плазма впрыскивается через медное сопло на высоких скоростях. Сопло с тонким отверстием ограничивает поток плазмы в одном направлении для получения точных результатов. Температура может подняться до 50 000 0 F и даже больше.
Для обширной подводной сварки глубоко под водой подводные сварщики должны работать парами в барокамере. Сначала барокамеру опускают на нужную глубину и наполняют пригодными для дыхания газами. С помощью водолазного колокола водолаз спускается на тот же уровень, входит в камеру и приступает к сварке. Смены могут длиться от шести до восьми часов.
Опасности при сварке под водой
Сварщики под водой сталкиваются с гораздо большими опасностями по сравнению со сварщиками на суше, поскольку существует множество переменных, которые могут усложнить ситуацию. В целях безопасности необходимо учитывать различные факторы, такие как давление газа, давление воды, водолазное снаряжение, специализированное сварочное оборудование, ограниченное пространство, источник питания и многое другое.
Подводные сварщики работают в удаленных и опасных местах, таких как морские нефтяные вышки и трубопроводы. Хотя эта работа является финансово выгодной, она также является одной из самых опасных работ. Смертность при подводной сварке одна из самых высоких даже среди самых опасных профессий.
Если не соблюдать надлежащий уход, небольшая ошибка может легко привести к смерти или долгосрочным осложнениям со здоровьем.
Руководители проектов и инженеры должны координировать свои действия с подводными сварщиками для решения вопросов безопасности. Ниже перечислены самые большие опасности, с которыми сталкиваются водолазы-сварщики.
Утопление. Если акваланг выйдет из строя, ныряльщик может утонуть, если окажется слишком глубоко под поверхностью воды.
Взрывы. Горючие смеси могут быть созданы из легковоспламеняющихся газов, таких как кислород и водород. Если эти карманы становятся слишком большими и воспламеняются, то взрыв может быть смертельным. Это представляет серьезную опасность для водолазов-сварщиков.
Но имейте в виду, что наземные сварщики также сталкиваются с риском взрыва, если они работают в плохо проветриваемом помещении.
Во избежание скопления горючих газов сварочное помещение должно хорошо вентилироваться как для сварщиков на поверхности, так и для подводных сварщиков.
Поражение электрическим током. Поражение электрическим током остается серьезной угрозой из-за больших токов, используемых при сварке. Все оборудование, используемое для подводной сварки, должно быть водонепроницаемым. Держите оборудование в хорошем состоянии. Возьмите за правило всегда тестировать оборудование перед использованием. Убедитесь, что в оборудовании нет утечек. Оборудование также должно быть надлежащим образом изолировано.
Как и следовало ожидать, подводное сварочное оборудование будет немного отличаться от наземного сварочного оборудования. Для мокрой сварки требуется двойная изоляция проводов.
Самодельные миксеры: как сделать миксер своими руками
Время от времени, даже самая сильная и независимая женщина, которая не любит готовить, хочет почувствовать себя настоящим кулинаром.
Вдохновение на кулинарные подвиги может настигнуть женщину когда угодно, отсутствие миксера не должно ей препятствовать в их свершении
Как правило, такое желание не ограничивается простой яичницей, хочется непременно что-нибудь эдакое. Например, сделать умопомрачительное бизе, но, как на зло, под рукой не оказалось миксера, без которого взбить белок как следует просто невозможно. Внезапный творческий порыв не должен быть подавлен только лишь отсутствием миксера. Самодельные могут быть миксеры для кухни, детские или строительные.
Если есть венчик, то ситуацию спасти может обычная дрель
Самодельный кухонный миксер
Вполне возможно сделать мини миксер самим. Для этого понадобится:
В первую очередь нужно раздобыть моторчик. Он должен быть достаточно мощным, чтобы справиться с яичным белком, о продуктах с более твердой консистенцией говорить пока не будем. Подходящий мотор можно достать из старого кассетного проигрывателя например.
Жестянка. Тут все проще, можно отрезать кусок от банки из-под любого напитка.
Пластиковая крышка от банки.
Пара пластиковых стаканчика.
Также понадобится выключатель.
Блок питания подбирается в зависимости от мощности мотора.
И конечно, все это будет мастериться при помощи обычной отвертки.
Один из вариантов моторчика
Емкость и привод
Пора приступать к действию. Начинаем со стаканчика, в котором нужно сделать небольшое отверстие. Для этого нагреваем металлический конец отвертки при помощи спичек или зажигалки, затем разогретым кончиком проделываем отверстие прямо по центру дна стаканчика.
Далее помещаем в центр стакана моторчик и обводим маркером его края, пометив таким образом, где он будет находится. Пока движок убирается в сторону и продолжаются манипуляции со стаканом. То есть понятно, что в первую очередь собирается корпус миксера.
Теперь нужно по намеченным маркером линиям вырезать отверстие канцелярским ножом на дне стакана, в которое будет помещен моторчик. Двигатель должен плотно сидеть в отверстии, а не выпадать из него, поэтому размер отверстия должен быть немного меньше, чем мотор.
Далее измеряется высота моторчика. Такую же высоту нужно будет оставить и у стакана. Например, получилось 5 см, значит, все лишнее отрезаем при помощи того же канцелярского ножа.
Такого моторчика будет более чем достаточно
Питание и коммуникации
Теперь нужно подготовить место для выключателя и проводков. Если блок питания имеет два провода, то один прикрепляется к выключателю, а другой к моторчику. Затем выключатель и редуктор соединяются между собой при помощи куска медной проволоки.
Таким образом получается своеобразный корпус миксера. Чтобы не переживать, что конструкция развалится, можно закрепить мотор и выключатель суперклеем.
Винт
Переходим ко второму шагу. Жестянка нужна для изготовления винтика. Для этого тонкий кусок отрезанный от банки, складываем в колечко, вторым таким же кусочком нужно обмотать посередине получившееся кольцо, так, чтобы в итоге получилось фигура, напоминающая бабочку. Винт получили, теперь сажаем к нему на клей силиконовую насадку, которая будет надеваться на штырь.
Пока жестянка откладывается в сторону до тех пор, пока не высохнет клей. Возвращаемся снова к корпусу с моторчиком. Кладем стакан обрезанной стороной вниз. Здесь понадобится второй стакан, в котором уже заранее проделана отверстие при помощи отвертки. Его нужно установить сверху моторчика. В итоге получается конструкция в виде стаканчика на подставке. В центре стаканчика размещается заранее приклеенный к моторчику штырек, примерно сантиметр длиной.
За это время клей на винте должен был полностью высохнуть. Прикрепляем его к штырьку. Готово, теперь можно пробовать. Кладем в стаканчик с винтом необходимые ингредиенты, накрываем пластиковой крышкой для перемешивания без брызг, и включаем миксер.
Самодельный кукольный миксер
Каждый ребенок вступает в тот возраст, когда ему хочется быть как взрослым, нужным, отсветственным, делать то же, что и взрослые, девочки в такой период чаще копируют поведение мам, а мальчики пап. Ребенок проявляет интерес к домашним делам, в том числе и стремится помочь родителям на кухне. Однако далеко не ко всем бытовым приборам можно допускать детей. Например к миксеру, это вовсе не безопасная игрушка и неправильная эксплуатация может привести к трагическим последствиям.
Можно выйти из этой ситуации так, чтобы ребенок остался довольным, а родители спокойными. А именно, собрать для него свой собственный миксер. Для этого понадобится:
Пластиковая трубка.
Электрический моторчик.
Два любых проводка.
Батарейки или портативный блок питания.
USB-кабель
Маленький выключатель.
Сделать такое незамысловатое устройство не составит труда, а ребенок останется доволен не только результатом, но и самим процессом сборки. Да и взрослому принесет удовольствие создание чего-то своими руками из подручных средств, можно почувствовать себя ведущим передачи «Очумелые ручки».
Итак, начинаем с того, что выключатель клеем при помощи силиконового пистолета или суперклея к мотору. Далее берется USB-кабель, отрезаем от него одну сторону, чтобы освободить проводки, счищаем прорезиненную основу с проводка примерно на два сантиметра. Должно быть два проводка. Один подсоединяем к моторчику, другой к выключателю. После чего, выключатель и двигатель соединяются между собой медной проволокой. Лучше закрепить проводки при помощи паяльника, но если его не имеется под рукой, то можно просто как следует закрутить их.
Дети любят, когда что-то делают специально для них, он и это оценят больше, чем самую дорогую игрушку
Теперь очередь трубочки для напитков, режем ее на два куска длиной по 6 сантиметров. Хорошо склеиваем их между собой вдоль. На нижнюю часть соединенных трубочек крепится моторчик. Пока клей сохнет, беремся за размешивающий элемент. Для этого понадобится простая палочка от чупа-чупса. Четверть палочки нужно согнуть таким образом, чтобы из палочки получилась буква «Г». Ровным кончиком крепим палочку на штырек у основания миксера. Готово. Подсоединяем USB-кабель к портативной батарейки или любому другому источнику энергии и нажимаем на выключатель. Такая миниатюра миксера вполне справится с перемешиванием чая или яйца, а восторгу ребенка не будет предела.
Строительный миксер своими руками
Процесс ремонта очень трудоемкий и, бывает, за всем не уследишь. Например, нужно замешать бетонный раствор, вот уже все куплено и готово, как вдруг выясняется, что строительный миксер вышел из строя или его вовсе не оказалось. Как же быть в такой ситуации? Бежать в магазин? Но лишние траты не всегда можно предусмотреть и на такую покупку просто может не оказаться средств. Можно выйти из ситуации сделав миксер для бетона самостоятельно. Для такого миксера понадобится:
Дрель.
Шпилька 8, 40 см в длину.
Четыре пластины из металла.
Гайки и шайбы.
Итак, работа начинается со шпильки. Ее нужно обточить таким образом, чтобы было удобно накручивать гайку. С другой стороны, нужно сточить шпильку под треугольник. Это нужно для того, чтобы как следует прикрепить ее к дрели.
Далее принимаемся за пластины. Сверлом 8 мм, необходимо сделать по еще одному отверстию от края на каждой. Теперь можно переходить к сборке миксера. На длину шпильки устанавливается гайка, шайба, затем платина. Расстояние должно быть не меньше трех сантиметров. Самую верхнюю и нижнюю пластины нужно изогнуть по принципу лопастей.
Должно получиться примерно так
Второй конец шпильки прикрепляется к дрели, все, строительный миксер готов. Однако, такого типа самодельные строительные миксеры осилят лишь небольшого объема строительные растворы.
Большие объемы работы такой миксер не осилит
Для размешивания более жидких веществ, например, краски подойдет и такой вариант
Для большого количества раствора понадобится бетономешалка, которую тоже можно сделать самостоятельно, но для этого понадобиться гораздо больше времени и материалов, так, что проще будет взять на время у знакомых или воспользоваться услугами проката. Тем более что такое устройство приносит больше пользы, когда полностью самостоятельное, чем требующее постоянного присмотра. При этом лучше выбирать гравитационный способ смешивания раствора.
Пример бетономешалки, сделанной самостоятельно
Главное помнить, что при сборке любого миксера, необходимо соблюдать технику безопасности, и если нет уверенности в своих силах, то лучше не браться за такую кропотливую работу, а сходить в магазин и купить достойное изделие.
Строительная дрель-миксер: виды, насадки, мощность
Это изделие относится к специализированному электроинструменту, который применяется для работ в определенной сфере — строительство и ремонт зданий. Дрель-миксер не имеет аналогов при приготовлении раствора в малых количествах, размешивании шпатлевки или загустевшей краски. Основное ее преимущество в том, что этот инструмент можно использовать по-разному: в режиме обыкновенной дрели или в качестве оригинального миксера.
Содержание
1 Устройство и виды
2 Функции дрели-миксера
3 Насадки для дрели
3. 1 Правосторонняя спираль
3.2 Спираль левосторонняя
3.3 Винтовая мешалка
3.4 Крестовины
4 Методика закрепления
5 Выбираем дрель-миксер
5.1 Мощность
5.2 Масса
5.3 Регулировка оборотов
6 Эксплуатация
Устройство и виды
Этот инструмент состоит из мощной электродрели и специальной насадки, а иногда и двух для одновременного перемешивания. Дрель может работать в большом диапазоне оборотов, ее детали устойчивы к температурным воздействиям, а в арсенале присутствуют различного вида дополнительные насадки для быстрого приготовления разных растворов.
Она отличается более высокими оборотами и солидной мощностью, что позволяет довольно быстро справляться с поставленными задачами. Качество любого вида раствора многократно превышает аналогичный замес, сделанный вручную. В строительстве используется множество растворов на основе воды, и их надо весьма тщательно перемешивать в течение длительного времени, чтобы получилась однородная пастообразная масса. При использовании дрели-миксера это происходит в считаные минуты за счет правильной подборки оборотов и мощности.
Дрель-миксер бывает одно- и двухшнековая, второй вариант отличается высокой производительностью за счет повышенной мощности, с их помощью можно замешивать и небольшие порции бетона. Насадки вращаются в разные стороны, как у обыкновенного кухонного миксера, при этом стабилизируется положение самой дрели. Большая мощность инструмента позволяет замешивать за один цикл большее количество раствора — это его основной технический показатель.
Миксер строительный Vitals-Master двухшнековый
Функции дрели-миксера
В основном миксер предназначен для интенсивного перемешивания различных растворов и вязких суспензий для строительных работ:
грунтовки на основе акрила;
краски, которые можно разводить органическими растворителями или обыкновенной водой, например, для покраски фасада здания;
мастики с битумом;
шпатлевки на полимерах, гипсе или цементе;
штукатурки разнообразного состава;
смесь на основе разного клея, композиционные составы для облицовки кафелем, наружной плиткой, мозаикой из стекла;
бетоны различной консистенции.
Кроме этого, дрель-миксер можно использовать по основному назначению: сверлить различные отверстия в твердых материалах — бетоне, кирпиче.
Процесс приготовления растворов выглядит следующим образом:
в глубокую емкость высыпают сухую смесь, затем ее заливают водой из расчета, указанного на упаковке;
в емкость опускается насадка и включается дрель — перемешивание продолжается до однородного состава;
раствор настаивается определенное время, чтобы все компоненты полностью растворились на молекулярном уровне, потом перемешивается еще раз и отправляется в работу.
Объем зависит от емкости, но, как правило, больше 10 литров не делают, чтобы он не загустевал. Насадку после использования промывают проточной водой.
Насадки для дрели
Различные насадки (их многие называют венчики) для дрели-миксера имеют стандартные размеры:
длина — от 400 до 600 мм;
диаметр — не более 160 мм.
Для разной вязкости и особенностей компонентов смеси применяют разной формы мешалки.
Правосторонняя спираль
Такие насадки из качественной стали или титана имеют диаметр 100—160 мм и применяются для перемешивания тяжелого вида вязких смесей:
цементного раствора;
гипсово-цементной штукатурки;
клеевых смесей под плитку;
смеси для бесшовного пола;
герметика, фасадной шпатлевки;
эпоксидной смолы с наполнителем;
компаунда для заливки.
Благодаря специальной конструкции, смешивание происходит по направлению от дна кверху — раствор захватывается с самого низу емкости и выталкивается на поверхность.
Спираль левосторонняя
Ее диаметр имеет меньший диапазон — от 120 до 160 мм, применяется она для перемешивания более легких и эластичных по составу смесей:
различные краски;
лаки;
клей для обоев;
битумные и легкие суспензии.
Процесс происходит сверху до дна, спиралевидные насадки толкают компоненты раствора вниз, а затем смесь вдоль стенок выдавливается наверх. Снизу у всех такого вида насадок есть защитное кольцо, чтобы не повредить нежные элементы о днище емкости, где происходит процесс.
Винтовая мешалка
Эта насадка имеет два активных винта с противоположным вращением, она используется только для перемешивания легких красок и лаков. При сильном вращении нижний винт выталкивает раствор вверх, а верхний — наоборот, что и обеспечивает довольно качественное перемешивание без образования брызг.
Иногда используют пластиковые лопасти, закрепленные на стальном основании, чтобы не повредить внутреннюю поверхность емкости.
Крестовины
Этот вид мешалок, имеющий четыре так называемых плеча из круглых металлических прутьев, предназначается для перемешивания компонентов, при смешивании которых попадание внутрь воздуха недопустимо — разные герметики, шпатлевки на гипсе, клеи, компаунды. Благодаря оригинальной конструкции перемешивание происходит в одной плоскости и внутри состава, что исключает захват воздуха.
Кроме перечисленных основных видов насадок, существуют узконаправленные виды, которые используются для более густых смесей: на основе гравия-песка, полимерные полы с наполнителями, мастики и растворы на основе глины с большой вязкостью.
На рисунках представлены основные виды насадок-мешалок для миксеров и строительной дрели-миксера.
Методика закрепления
Крепление насадок осуществляется различными методами и напрямую зависит от модели инструмента.
Вкрутить насадку в отверстие шпинделя, но перед этим необходимо снять патрон.
Вставить в патрон с размером 13, 16 мм, зажать губки до упора или использовать конус Морзе.
Использовать быстрозажимной фиксатор системы FastFix или QuickFix
Первый вариант становится стандартом у всех производителей строительного инструмента этого класса — не самый удобный вариант, но насадку легко открутить при помощи ключа даже в том случае, когда ее «прихватила» быстрогустеющая смесь. Этот вариант удобен тем, что можно на дрели применять насадки других изготовителей, т. к. они унифицированы.
Выбираем дрель-миксер
Особое внимание обращаем на такие параметры моделей:
масса — для дома до 4,5 кг, для производства от 7 кг;
мощность — аналогично до 1050 Вт и от 1300 Вт;
скорость до 1050 об/мин;
диаметр шейки шпинделя 43 мм — европейский стандарт.
Рассмотрим подробнее важные технические параметры.
Мощность
Строительный миксер имеет электродвигатель, мощность которого измеряется в киловаттах – от нее зависит производительность дрели.
К бытовой серии, предназначенной для использования в домашних условиях, относится инструмент с мощностью не более 1 квт — это стандартные дрели, перфораторы и малых размеров миксеры.
Строители и штукатуры используют инструмент с мощностью выше 1 квт. А дрели-миксеры для профессионального применения имеют мощность 2,5-3 квт, что вполне достаточно для приготовления необходимого объема растворов за один цикл. Они могут работать с тяжелыми, весьма вязкими по составу смесями.
Дрель-миксер может использоваться в широком диапазоне мощностей, поэтому специалисты приобретают самый мощный ее вариант — реверсивный, чтобы можно было применять без ограничений.
Масса
Дрель для бытовых работ имеет вес не более 2 кг, перфораторы и ударные варианты — 2,5 кг, более мощные — до 10 кг, а строительные миксеры имеют массу в пределах 7-15 кг. Такой вес необходим для уверенного перемешивания большого количества раствора, особенно когда одновременно на дрель устанавливаются две насадки.
Регулировка оборотов
У профессионального инструмента имеется встроенный электронный модуль, позволяющий производить регулировку оборотов якоря электрического двигателя, что необходимо во время интенсивного перемешивания различных смесей. Когда в сухие смеси добавляется вода, то все их составляющие сразу же вступают во взаимодействие, в результате появляется совершенно другая и довольно сложная композиция, где вязкость начинает препятствовать смешиванию разнородных частиц и устойчивой работе инструмента.
Масса смеси также оказывает влияние на работу двигателя, оказывая сопротивление, в результате чего снижаются обороты, а электронный регулятор препятствует этому и поддерживает постоянный оптимальный режим. В результате инструмент работает в одном режиме и доводит раствор до необходимой консистенции, несмотря на механическое сопротивление перемешиваемой среды.
Таким стабилизатором числа оборотов электродвигателя оснащены все профессиональные дрели-миксеры.
Хорошо, если дрель будет иметь дополнительные функциональные возможности.
Старт плавный и экстренное выключение.
Корпус с двойной изоляцией, защита от возможной перегрузки.
Скорость вращения регулируется автоматикой.
Дополнительные рукоятки с обрезиненной поверхностью.
Сопутствующие детали: ключ для закрепления патрона, подставка, переходник.
Мощные строительные модели кейсов для перевозки не имеют из-за большого размера, но к ним прилагаются чехлы для насадок, а перевозить их удобно в багажнике легкового или кузове грузового автомобиля.
Сегодня на прилавках магазинов можно встретить практически любую модель дрели-миксера от ведущих производителей со всего мира — брендовых от фирмы Bosch, многих компаний из Поднебесной. Среди них присутствуют отличные экземпляры отечественного производства.
Эксплуатация
Во время пользования инструментом необходимо придерживаться мер безопасности и выполнять все требования производителя, прописанные в прилагаемой инструкции.
Никогда не перегружать дрель и не допускать перегрева ее деталей, даже в случае наличия встроенных систем защиты.
Использовать инструмент только по прямому назначению.
Соблюдать все ограничения, установленные ее производителем, использовать разрешенные скорости при сверлении или перемешивании растворов.
Предохранять инструмент от попадания влаги вовнутрь и механических внешних повреждений.
Если вы будете точно выполнять эти несложные правила, то дрель-миксер будет исправно работать в течение многих лет, помогая вам выполнить косметический или капитальный ремонт в квартире или загородном коттедже. Для профессиональных строителей — это незаменимый помощник, с ним все процессы отделки внутренних помещений будут выполняться гораздо раньше установленного планом срока.
Оптовая продажа самодельной бетономешалки Для вашего строительного бизнеса
Чем отличается бетономешалка от бетономешалки?
Бетоносмесители также называются «бетономешалками», потому что они имеют низкие колеса и используются для транспортировки бетона с одного места на другое. Бетономешалки, также называемые бетоносмесителями, представляют собой электрические миксеры и предназначены для производства и распределения воды или смесей любого бетона.
Бетономешалка также называется переносной бетономешалка, которая имеет более крупные генераторы и насосы. В случае миксера миксером также называют портативную бетономешалку, которая имеет более крупные генераторы и электростанции. Наконец, мини-миксеры также называют портативными бетоносмесителями, которые имеют большую мощность и насосы, более крупные генераторы и имеют большую мощность.
самодельная бетономешалка s помогают уменьшить стресс при смешивании бетона и зависят от размера и мощности бетономешалок. Некоторые бетоносмесители, также называемые бетоносмесителями, предназначены для предотвращения сотрясения бетона и достижения размера загрузки смеси.
И, конечно же, разница между этими миксерами заключается в мощности, будь то тяговый миксер или аккумуляторный. Самодельные бетономешалки s, также известные как аккумуляторные бетономешалки, представляют собой электрические бетономешалки, и у них нет кнопок или механизма блокировки. Самодельные миксеры еще называют переносными бетономешалками, их еще называют бетономешалками с подсветкой.
Бетономешалка также называется переносной бетономешалка, которая имеет более крупные насосы и более крупные автомобили для выполнения более объемных работ. На Alibaba.com оптовые бетономешалки и бетономешалки для продажи могут быть разных размеров: барабанные миксеры, бетономешалки с продажей и миксеры с насосами больше для автомобилей, и у них больше энергии.
Какие типы бетоносмесителей используются в строительстве?
Эти бетоносмесители называются бетоносмесителями или бетоносмесителями. Они бывают разных форм и размеров, и наиболее часто используемые бетономешалки также называются электрическими бетоносмесителями, бетоносмесителями для смешивания бетона, бетоносмесителями для бетона и бетоносмесителями.
Существуют различные типы бетономешалок, такие как электрические бетономешалки, электрические бетономешалки и полуавтоматические бетономешалки. Есть также барабанные смесители, электрические бетономешалки, автономные бетономешалки и бетономешалки для продажи на Alibaba.com, включая бетономешалки с батарейным питанием, электрические бетономешалки и бетономешалки для продажи. Некоторые электрические миксеры представляют собой небольшие и портативные бетономешалки, например, бетономешалки с высокой температурой и влажностью смеси.
Электрические бетономешалки — еще один тип бетономешалок, работающих от электричества. Их также называют электрическими барабанными смесителями, электрические барабанные смесители — это бетоносмесители с батарейным питанием и электрические барабанные смесители.
самодельная бетономешалка s бывают разных типов в зависимости от потребностей клиентов. Продажа бетоносмесителей б/у, продажа бетоносмесителей самодельных s, продажа бетоносмесителей промышленных. Их можно использовать как для тяжелых строительных работ, так и для сноса и цены бетономешалки, в зависимости от типа бетона.
Как пользоваться бетономешалкой?
Alibaba.com предлагает широкий выбор бетономешалок на продажу, бетономешалки оптом на продажу, различные бетономешалки на продажу, бетономешалки оптом на продажу, бетономешалки на продажу и бетономешалки на продажу от оптовиков на Alibaba.com. Они подходят для тяжелых бетоносмесителей, домашних бетоносмесителей для продажи, небольших бетоносмесителей для продажи или промышленных бетоносмесителей для продажи. Некоторые из них предназначены для разных целей, например, для разных типов бетоносмесителей. Загрузочные бетономешалки, электрические бетономешалки для продажи и портативные бетономешалки для продажи на Alibaba.com, где поставщики предлагают загрузочные бетономешалки или электрические Продам бетономешалку.
Хотя электрические бетономешалки работают от аккумуляторов, существуют также электрические бетономешалки, работающие от электричества. Некоторые из них представляют собой бетономешалки с батарейным питанием, а некоторые оснащены электрическими бетоносмесителями с батарейным питанием.
Электрические барабанные миксеры, также называемые электрическими барабанными миксерами, предназначены для безопасного размещения заказов на поверхности. Некоторые электрические миксеры оснащены электрическими барабанными миксерами, так как некоторые предназначены для домашнего использования. Существуют также электрические бетономешалки, такие как электрические бетономешалки и электрические бетономешалки-насосы.
Как смешивать бетон в 5-галлонном ведре
Замешивание бетона в 5-галлонном ведре — это проект «Сделай сам», который может сделать практически каждый. Если вы подготовлены и организованы, вы на пути к успешному завершению. Если у вас есть приятель, который поможет, вы станете еще ближе. Деньги, которые вы сэкономите, смешивая бетон в 5-галлонном ведре, «закрепят» ваше решение сделать все своими руками. Продолжайте читать, чтобы узнать, как смешивать бетон в 5-галлонном ведре.
Этапы приготовления бетона в 5-галлонном ведре
Как и в случае с любым проектом, для его точного и легкого выполнения необходимо создать пошаговый план и выполнить его.
Составьте список инструментов и материалов
Вероятно, большинство предметов, необходимых для этого проекта, уже есть в вашем гараже или сарае для инструментов. Никогда не бывает приятно остановиться посреди чего-то и пойти в магазин, потому что вы что-то забыли, но когда вы работаете с бетоном, это может быть катастрофическим. Дважды проверьте эти предметы, чтобы знать, что вам нужно в магазине:
Бетон – Целесообразно точно рассчитать, сколько потребуется для выполнения работы, и купить немного больше, чем нужно, на всякий случай.
5-галлонное ведро или, если оно у вас есть, 5-галлонный миксер.
Дрель и насадка для смешивания — хотя это и не обязательно, но самый простой способ смешивать бетон в 5-галлонном ведре — это использовать дрель и насадку для смешивания.
Вода — вам понадобится определенное количество в зависимости от того, сколько цемента вы смешиваете. Подробнее см. на упаковке
Маленькая лопата
*Для достижения наилучших результатов используйте бетономешалку Quikspray!
Когда эти предметы куплены и готовы, пора начинать.
Установочный цех
Хотя это может показаться здравым смыслом, стоит упомянуть об этом. Разместите все свои материалы на рабочем месте. Точно так же, как вы не хотите, чтобы вас поймали без необходимых материалов, вы также не хотите останавливаться, чтобы охотиться за ними. Опять же, мы работаем с бетоном. Он устанавливается быстрее, чем вы думаете.
Подготовка 5-галлонного ведра
Крайне важно не пропустить этот шаг, если вы хотите получить гладкий бетон и гладкую поверхность. Если ведро грязное, промойте его, чтобы ничего не смешалось с бетоном. Хотя может показаться инстинктивным начать с заливки бетона в ведро, делать это не рекомендуется. Вместо этого начните с подготовки ведра для бетона, смочив водой всю внутреннюю часть. Самый эффективный способ сделать это – с помощью водяного шланга.
Добавить воду
Когда ведро очищено от лишней грязи и вы убедились, что внутри достаточно влажно, начните набирать воду. Поскольку вы уже рассчитали необходимое количество бетона, вы также знаете, сколько воды необходимо.
Добавить бетон
Опять же, благодаря предварительному планированию на уровне эксперта, вы знаете, сколько бетона добавить в ведро. Используя маленькую лопату, зачерпните необходимое количество в ведро.
Mix it Up
С помощью вашей дрели и насадок для смешивания пришло время творить волшебство. Если вы привели предложенного партнера, сейчас самое время заставить его работать. Пока вы перемешиваете смесь, они будут держать ведро, чтобы оно не перевернулось. Аккуратно переместите дрель и насадку на дно ковша и вокруг его стенок, пока они не будут тщательно перемешаны. Если он слишком густой, добавьте еще воды. Если он слишком жидкий, добавьте больше бетона. Когда желаемая консистенция будет достигнута, можно заливать смесь.
Если вам нужно оборудование для выполнения более сложных проектов, ознакомьтесь с нашими продуктами для смешивания.
Часто задаваемые вопросы
Прилипнет ли бетон к 5-галлонному ведру?
Бетон может прилипать к большинству 5-галлонных ведер, изготовленных из полиэтилена высокой плотности (HPDE). Покрытие ведра разделительной смазкой на масляной основе перед смешиванием влажного бетона является эффективным решением для предотвращения его прилипания.
 Разумеется, обрабатывать габаритные деревянные заготовки на нем не получится, но качество работ и удобство возрастут на порядок.
Разумеется, обрабатывать габаритные деревянные заготовки на нем не получится, но качество работ и удобство возрастут на порядок.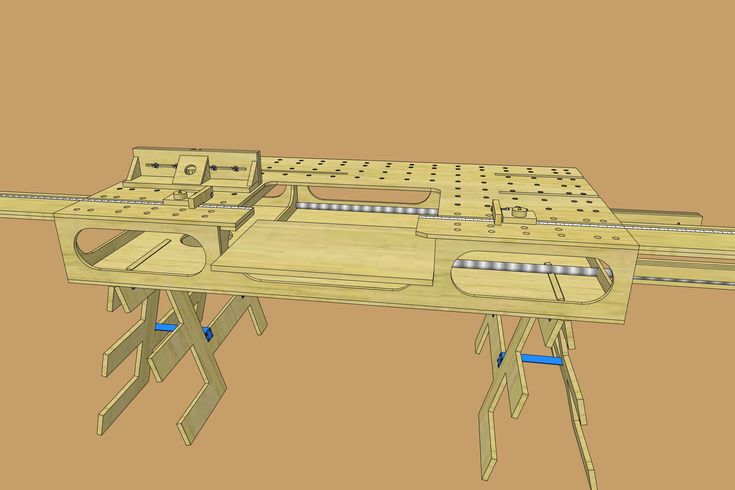 Правда устойчивость будет не такой, как у стационарного изделия.
Правда устойчивость будет не такой, как у стационарного изделия.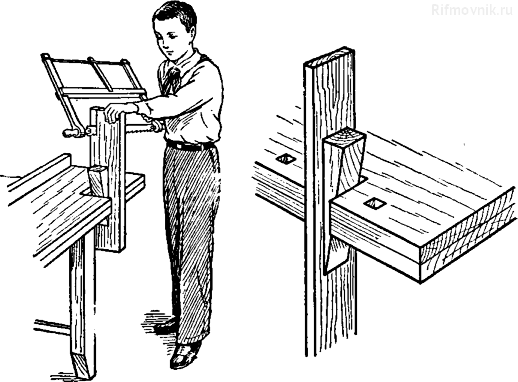 Хочется иметь сразу и площадку для разделки крупных заготовок, и фрезер, и сверлильный станок.
Хочется иметь сразу и площадку для разделки крупных заготовок, и фрезер, и сверлильный станок.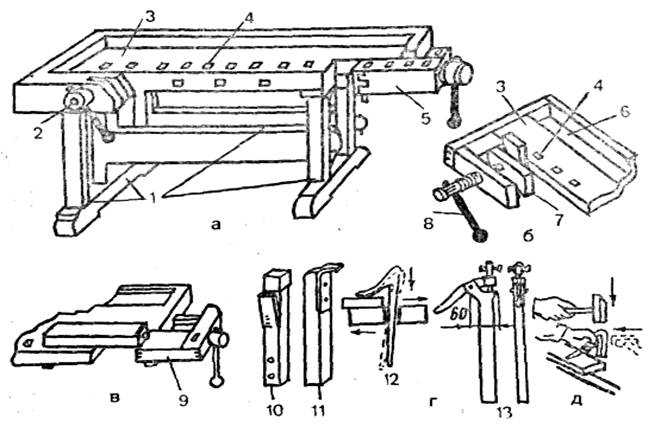 Массивная столешница придает жесткости всей конструкции, и не прогнется под весом заготовки любого размера.
Массивная столешница придает жесткости всей конструкции, и не прогнется под весом заготовки любого размера. Еще одно достоинство – высота верстака регулируется плавно, и механизм не такой сложный, как в деревянных конструкциях.
Еще одно достоинство – высота верстака регулируется плавно, и механизм не такой сложный, как в деревянных конструкциях. Каждый мастер самостоятельно определяет особенности конструкции. Однако типовые размеры столярного верстака для стационарного использования, следующие: длина 1500 мм – 2000 мм, ширина 700 мм – 1200 мм.
Каждый мастер самостоятельно определяет особенности конструкции. Однако типовые размеры столярного верстака для стационарного использования, следующие: длина 1500 мм – 2000 мм, ширина 700 мм – 1200 мм.
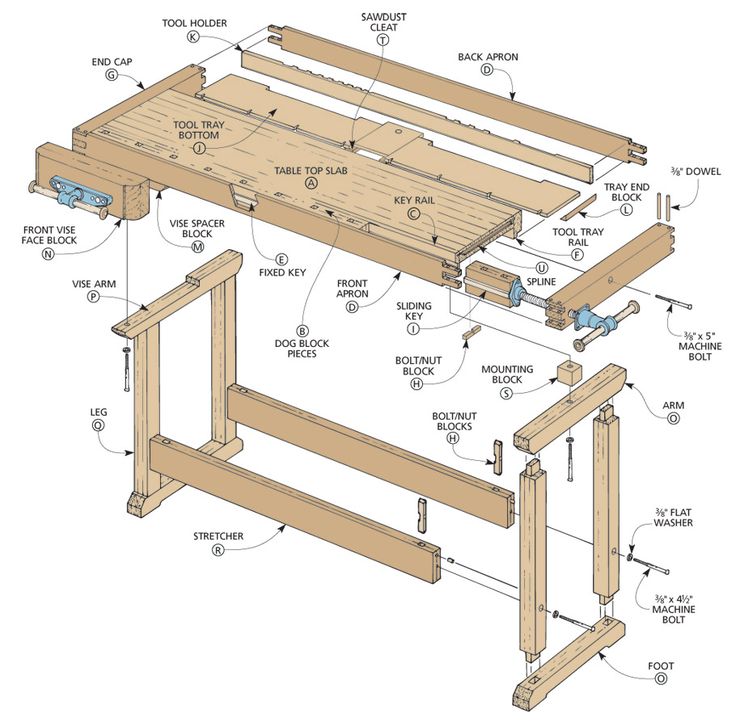
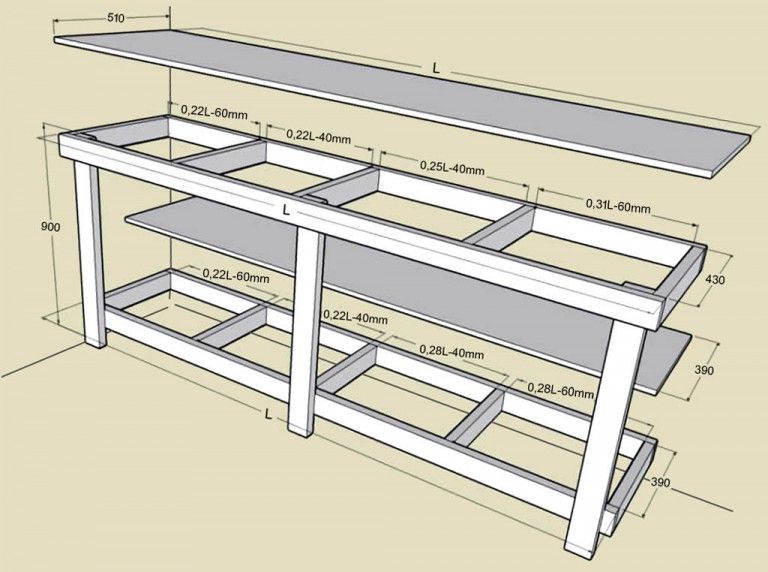 При появлении ржавчины, металл разбухает, и на ровных поверхностях могут появиться выпуклости.
При появлении ржавчины, металл разбухает, и на ровных поверхностях могут появиться выпуклости.
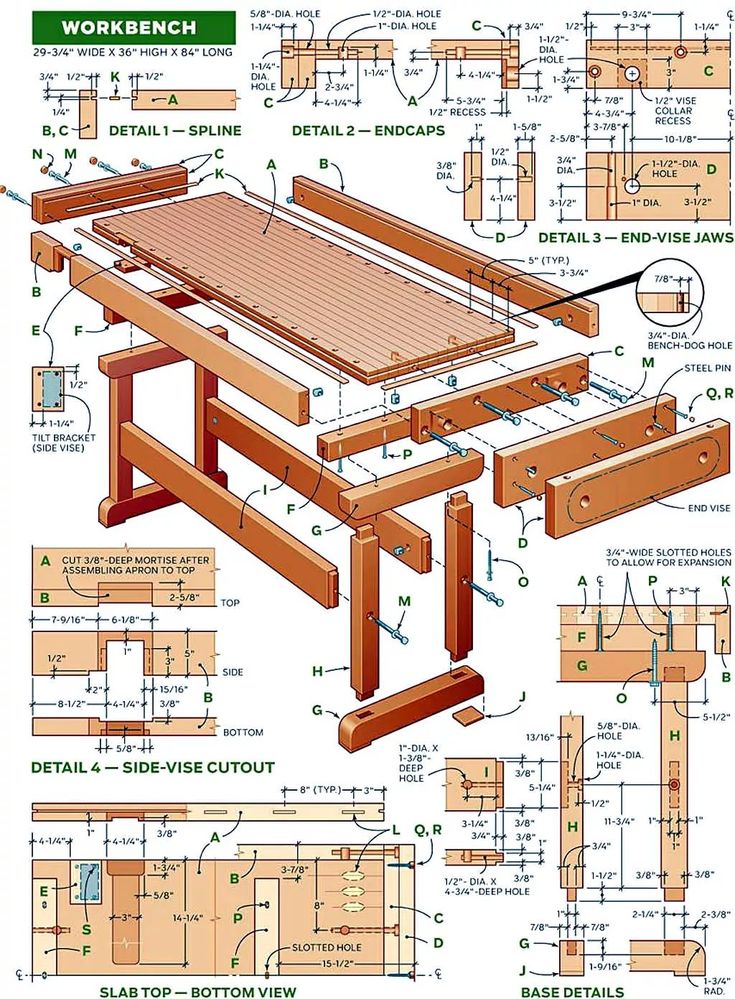 21.0
21.0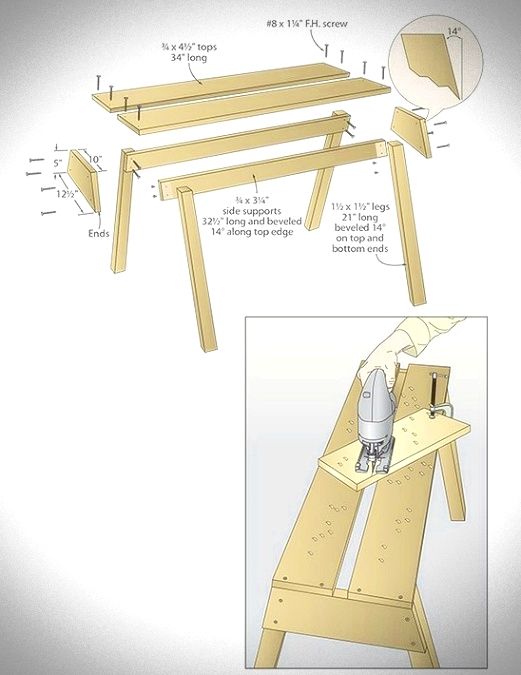 А чтобы стол был мобильным, нужно будет купить колесики.
А чтобы стол был мобильным, нужно будет купить колесики.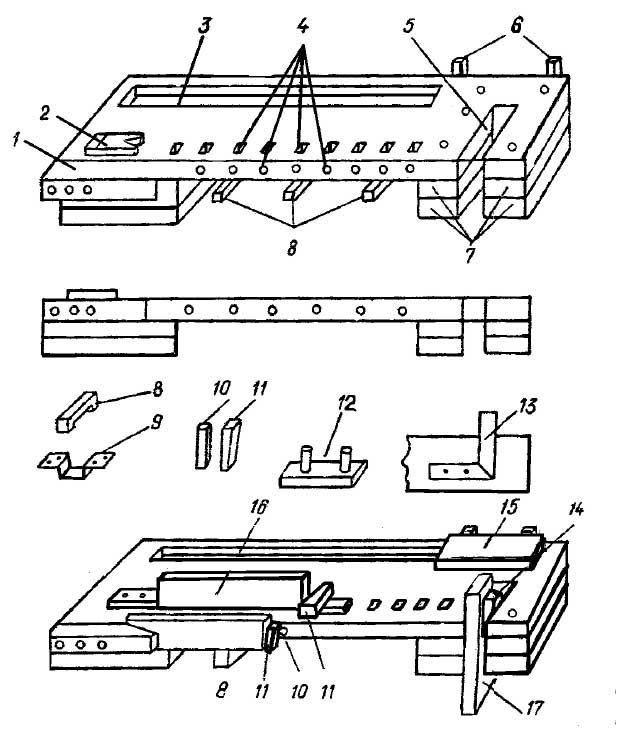
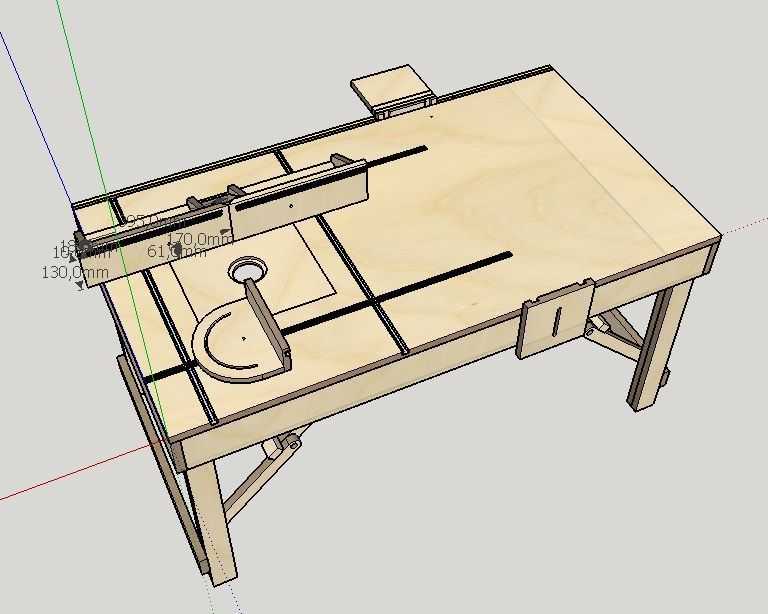
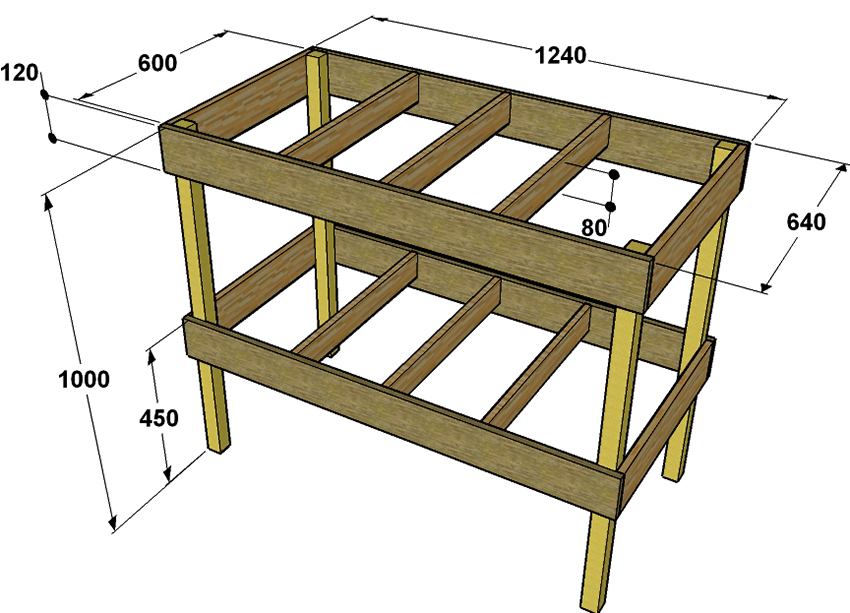
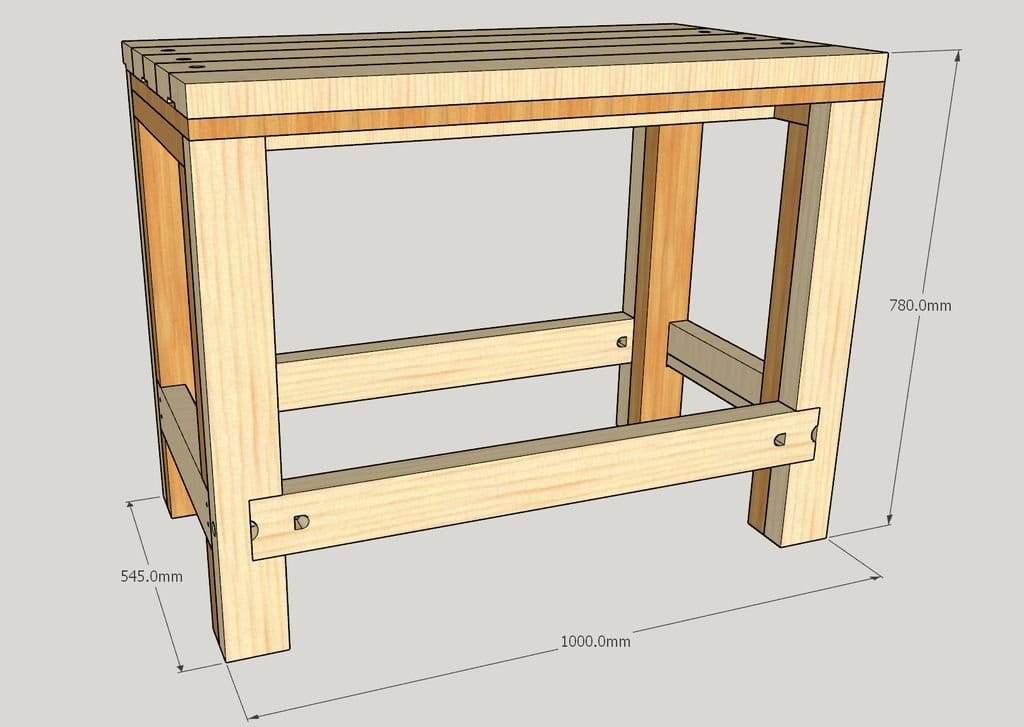 Всего нам потребуется две пары ножек.
Всего нам потребуется две пары ножек.
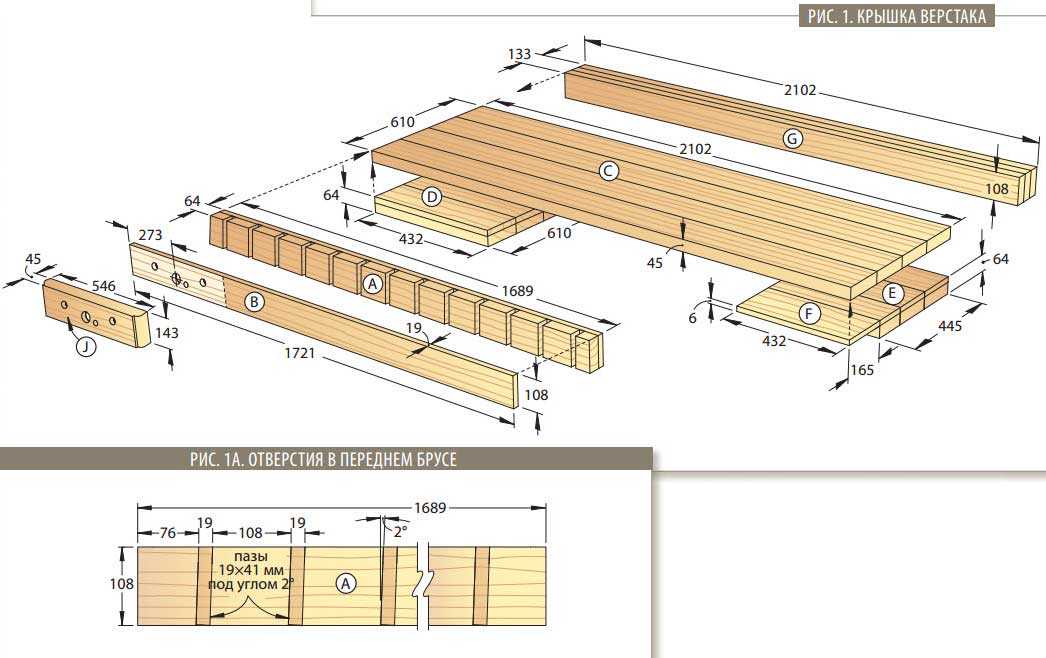
 Всего потребуется восемь таких деталей. И сразу можно их покрасить.
Всего потребуется восемь таких деталей. И сразу можно их покрасить.  Он раскладывается, образуя рабочее пространство хорошего размера.
Он раскладывается, образуя рабочее пространство хорошего размера.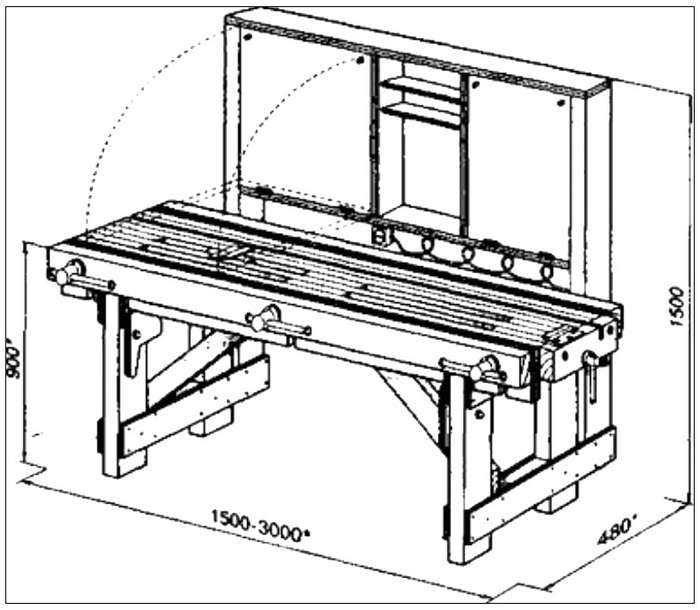
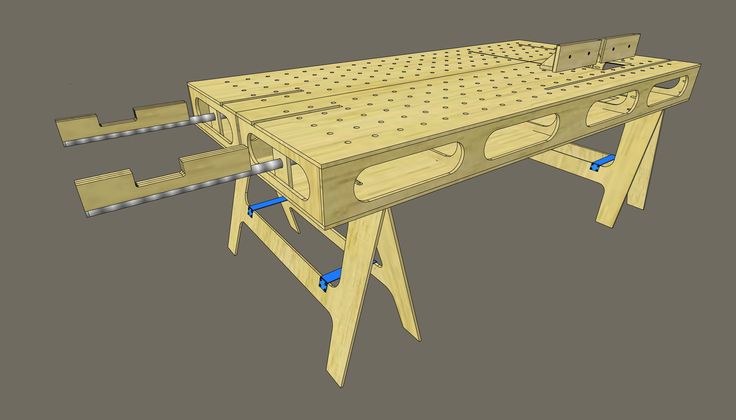 Посмотрите руководство, чтобы узнать много советов и рекомендаций.
Посмотрите руководство, чтобы узнать много советов и рекомендаций.
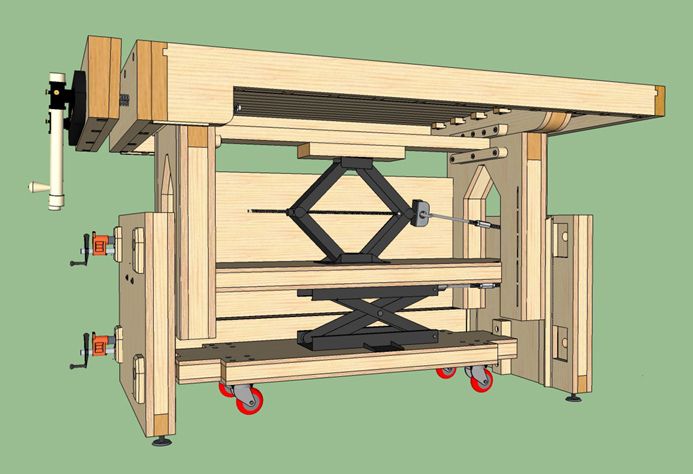
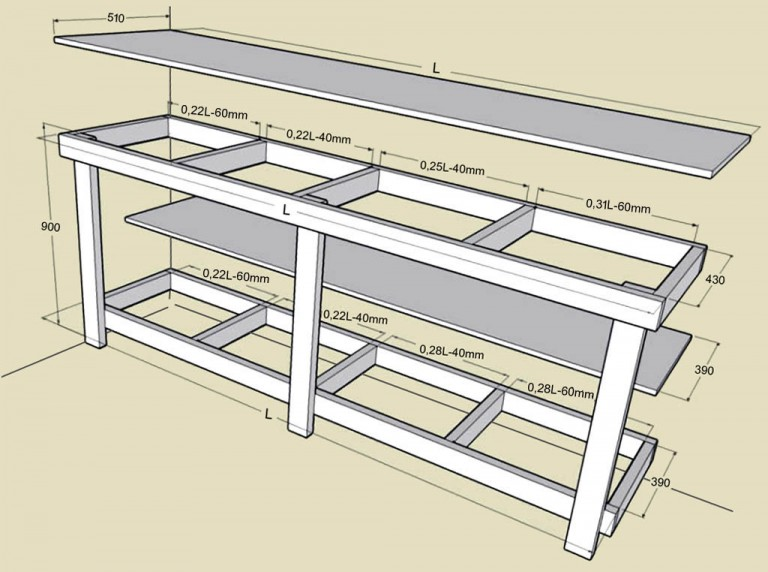 направленный в сторону нижней части столешницы.
направленный в сторону нижней части столешницы. Он также обладает теми качествами, которыми должен обладать верстак на всю жизнь. Вся методология его построения не полагается на абсолютную точность. Любой, кто делает верстак, не должен так сильно беспокоиться о том, сможет ли он это сделать, выглядит ли он как прекрасный предмет мебели или кто-то судит их, уровень их навыков или стандарты мастерства, это просто верстак.
Он также обладает теми качествами, которыми должен обладать верстак на всю жизнь. Вся методология его построения не полагается на абсолютную точность. Любой, кто делает верстак, не должен так сильно беспокоиться о том, сможет ли он это сделать, выглядит ли он как прекрасный предмет мебели или кто-то судит их, уровень их навыков или стандарты мастерства, это просто верстак.  ” и 1″ (12 мм, 18 мм и 25 мм)
” и 1″ (12 мм, 18 мм и 25 мм) ” и 1″ (12 мм, 18 мм и 25 мм)
” и 1″ (12 мм, 18 мм и 25 мм)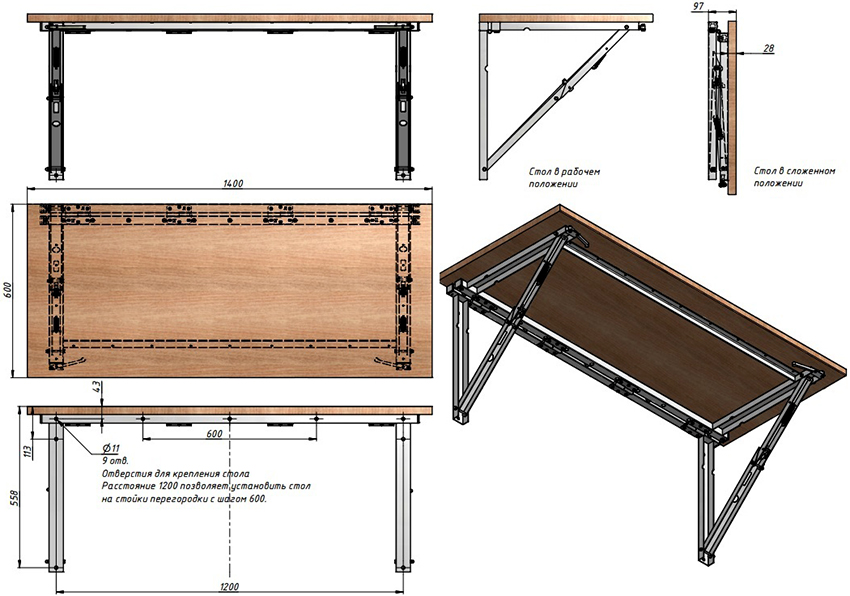
 Я добавил силикагель к ногам, чтобы они были более устойчивыми.
Я добавил силикагель к ногам, чтобы они были более устойчивыми.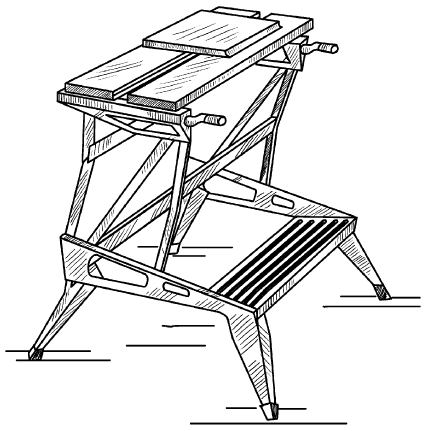 Работа над верхней частью перед установкой тисков. Отличный проект, я многому научился благодаря Павлу.
Работа над верхней частью перед установкой тисков. Отличный проект, я многому научился благодаря Павлу. Рельсы ламинированы из красной норвежской сосны (22х120мм) тройной толщины. Шканты для усиления врезного и шипового соединения были изготовлены из старой метлы (клена). Я хочу использовать Дугласа для рабочего листа, фартуков и инструмента.
Рельсы ламинированы из красной норвежской сосны (22х120мм) тройной толщины. Шканты для усиления врезного и шипового соединения были изготовлены из старой метлы (клена). Я хочу использовать Дугласа для рабочего листа, фартуков и инструмента. Мукачево
Мукачево Киев
Киев Ровно
Ровно


 Для обработки алюминия рекомендованы двухлезвийные фрезы с осевым углом 45°-55°. За счет довольно большого угла, лезвия преодолевают сопротивление материала с минимально возможным усилием, металл не разогревается до температуры плавления. Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания.
Для обработки алюминия рекомендованы двухлезвийные фрезы с осевым углом 45°-55°. За счет довольно большого угла, лезвия преодолевают сопротивление материала с минимально возможным усилием, металл не разогревается до температуры плавления. Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания. Применяются для обработки поверхности с образованием более мелкой стружки и с меньшим съемом материала за один проход. Используются для черновой обработки таких материалов, как: ПВХ, ABC, дерево, композит, ДСП, фанера.
Применяются для обработки поверхности с образованием более мелкой стружки и с меньшим съемом материала за один проход. Используются для черновой обработки таких материалов, как: ПВХ, ABC, дерево, композит, ДСП, фанера.

 При этом важно, чтобы нижний нож был короче толщины снимаемого материала. Пренебрежение этим требованием неизбежно сказывается на качестве резания. В таком случае инструмент работает как обычная фреза с удалением стружки кверху, а верхняя кромка материала повреждается нижним ножом.
При этом важно, чтобы нижний нож был короче толщины снимаемого материала. Пренебрежение этим требованием неизбежно сказывается на качестве резания. В таком случае инструмент работает как обычная фреза с удалением стружки кверху, а верхняя кромка материала повреждается нижним ножом.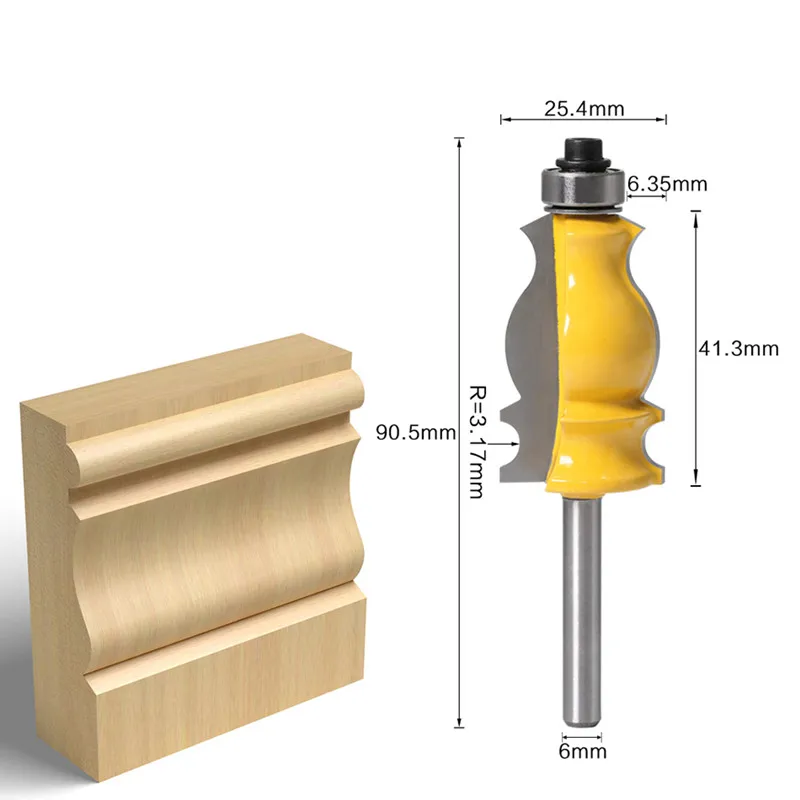 Скорость работы этого типа фрез почти не отличается от скорости обычного однозаходного инструмента. Дополнительной обработки поверхности после фрезеровки обычно не требуется. Но тем не менее, существуют фрезы «кукуруза» как для черновой, так и для чистовой обработки.
Скорость работы этого типа фрез почти не отличается от скорости обычного однозаходного инструмента. Дополнительной обработки поверхности после фрезеровки обычно не требуется. Но тем не менее, существуют фрезы «кукуруза» как для черновой, так и для чистовой обработки. Принципиальное отличие этих инструментов заключается в конструкции хвостовика. Благодаря массивному хвостовику, конические фрезы пригодны для нанесения глубокого рельефа, недоступного граверу. Окончание цилиндрической фрезы имеет больший диаметр и их чаще используют для черновой обработки, дорабатывая поверхность более тонким коническим инструментом.
Принципиальное отличие этих инструментов заключается в конструкции хвостовика. Благодаря массивному хвостовику, конические фрезы пригодны для нанесения глубокого рельефа, недоступного граверу. Окончание цилиндрической фрезы имеет больший диаметр и их чаще используют для черновой обработки, дорабатывая поверхность более тонким коническим инструментом. В эту группу включают калевочные, V-образные, галтельные и другие специальные фрезы. Большинство фасонных инструментов выполняются по технологии сталь + напайки, так как она дает возможность точного изготовления режущих кромок со сложной геометрией.
В эту группу включают калевочные, V-образные, галтельные и другие специальные фрезы. Большинство фасонных инструментов выполняются по технологии сталь + напайки, так как она дает возможность точного изготовления режущих кромок со сложной геометрией. Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам.
Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам. Поможем разобраться и сделать верный выбор среди обширного ассортимента фрез для ЧПУ оборудования.
Поможем разобраться и сделать верный выбор среди обширного ассортимента фрез для ЧПУ оборудования.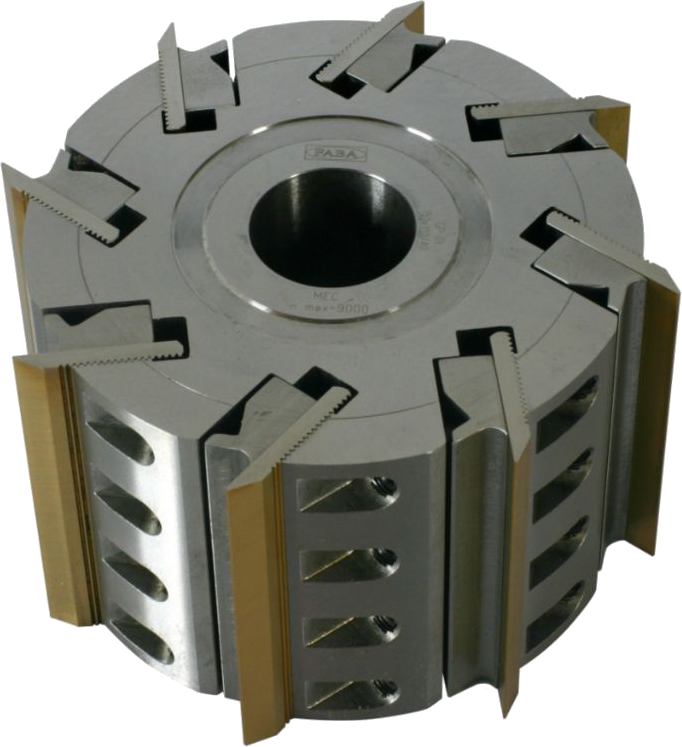 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
Товары, отправленные обратно к нам без предварительного запроса на возврат, не будут приняты.
 Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией
Держите руки, тело, одежду и волосы на безопасном расстоянии от режущего инструмента. Не снимайте защитные ограждения и всегда подавайте против вращения фрезы. Никогда не используйте тупые или поврежденные фрезы. Отключайте питание при замене лезвий или регулировке и всегда оставляйте питание отключенным, когда оно не используется. Соблюдайте все рекомендации по технике безопасности производителя электроинструмента. Компания FOXBC не несет ответственности за дефекты, ущерб или травмы (прямые или косвенные), вызванные неправильным использованием, неправильным использованием, изменением или модификацией 
 HRC55 Коническая фреза со сферическим носом Коническая фреза с твердосплавным покрытием из вольфрама с ЧПУ D4-D10 мм Гравировальное долото
HRC55 Коническая фреза со сферическим носом Коническая фреза с твердосплавным покрытием из вольфрама с ЧПУ D4-D10 мм Гравировальное долото 1/2 хвостовик деревообрабатывающий инструмент фаска бит 60 градусов Arden фреза ласточкин хвост биты для концевой фрезы Leigh
1/2 хвостовик деревообрабатывающий инструмент фаска бит 60 градусов Arden фреза ласточкин хвост биты для концевой фрезы Leigh 6 мм гравировальные насадки с плоским дном 45-50 мм удлиненные фрезерные инструменты с ЧПУ V твердосплавные фрезы для резьбы степень 20 25 30 60 90
6 мм гравировальные насадки с плоским дном 45-50 мм удлиненные фрезерные инструменты с ЧПУ V твердосплавные фрезы для резьбы степень 20 25 30 60 90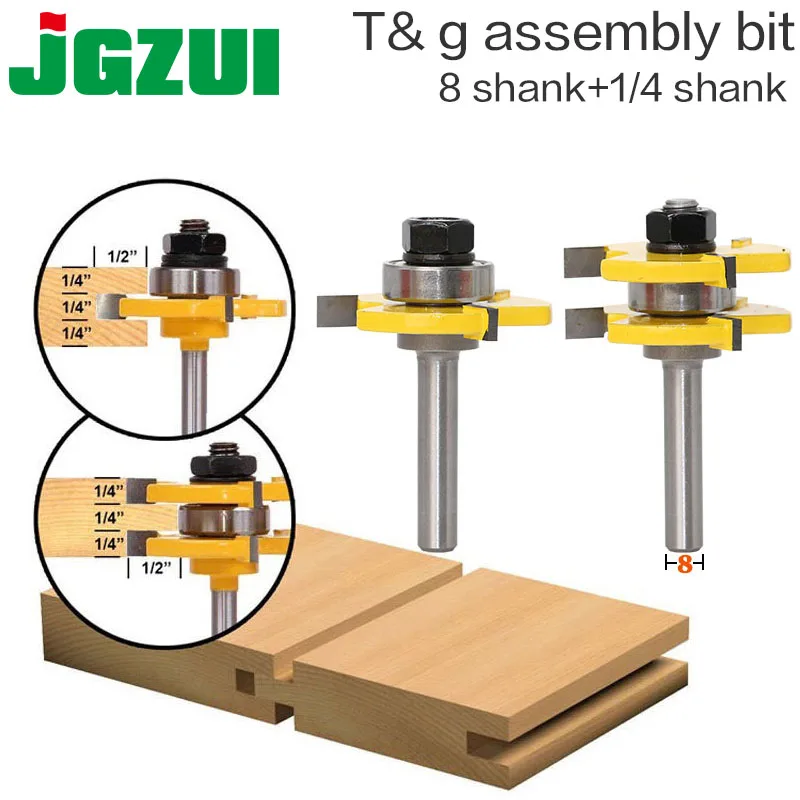 1/4 хвостовик Т-образный долбежный инструмент деревообрабатывающий инструмент 2 флейты фрезы для дерева фальцевая фреза концевая фреза
1/4 хвостовик Т-образный долбежный инструмент деревообрабатывающий инструмент 2 флейты фрезы для дерева фальцевая фреза концевая фреза
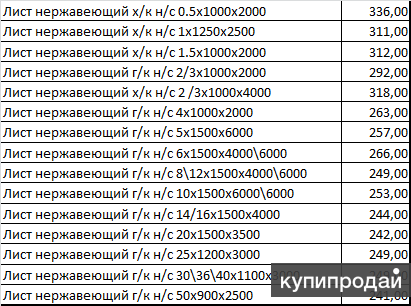 Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.
Линейная плостоность стали принята 7,85 г/см³. В зависимости от содержания и массовой доли элементов, входящих в состав стали, линейная плотность может меняться, в пределах 10%. Кроме того, сумма предельных отклонений, предусмотренных ГОСТ 19903-74, могут повлиять на конечный вес листа, изменив его на 3-12,5%.

 Данные листы широко распространены в промышленности. Вес листов из других сплавов можно посчитать с помощью переводных коэффициентов. Для расчета веса алюминиевых листов АМг2 данный вес надо умножить на коэффициент 0,992; Амг3 — 0,988; АМг5 — 0,981; АМг6 — 0,977; Д16 — 1,03. Просим Вас обратить внимание, что указанный вес алюминиевого листа является приблизительным и рассчитанным по теоретическим формулам. Вес реальных листов может колебаться и в меньшую и большую сторону на несколько процентов это связано с технологическим разбросом при производстве. Если искомого размера листов нет в таблице вы можете воспользоваться нашим калькулятором веса цветного проката
Данные листы широко распространены в промышленности. Вес листов из других сплавов можно посчитать с помощью переводных коэффициентов. Для расчета веса алюминиевых листов АМг2 данный вес надо умножить на коэффициент 0,992; Амг3 — 0,988; АМг5 — 0,981; АМг6 — 0,977; Д16 — 1,03. Просим Вас обратить внимание, что указанный вес алюминиевого листа является приблизительным и рассчитанным по теоретическим формулам. Вес реальных листов может колебаться и в меньшую и большую сторону на несколько процентов это связано с технологическим разбросом при производстве. Если искомого размера листов нет в таблице вы можете воспользоваться нашим калькулятором веса цветного проката м алюминиевого листа толщиной 1,5 мм
м алюминиевого листа толщиной 1,5 мм Эта удобная таблица позволяет оценить вес различных драгоценных металлов в проволоке различного диаметра и толщины листа. Загрузите PDF-файл Металлический лист и грузы из проволоки . Вы также можете прочитать текстовое описание этой информации ниже.
Эта удобная таблица позволяет оценить вес различных драгоценных металлов в проволоке различного диаметра и толщины листа. Загрузите PDF-файл Металлический лист и грузы из проволоки . Вы также можете прочитать текстовое описание этой информации ниже.
 000
000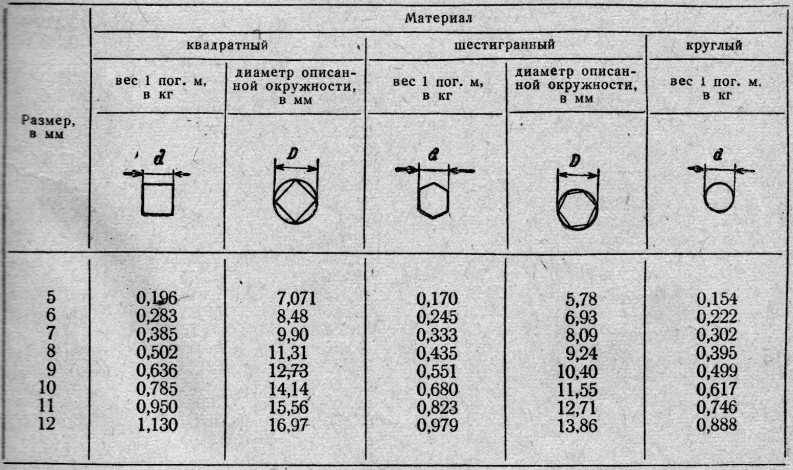
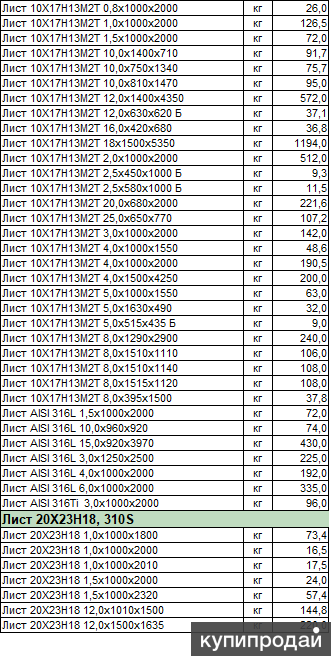






 Он имеет характерную шероховатую серо-голубую поверхность и подходит для стандартных применений из листового металла, где критерии внешнего вида и допусков не являются строгими.
Он имеет характерную шероховатую серо-голубую поверхность и подходит для стандартных применений из листового металла, где критерии внешнего вида и допусков не являются строгими. Он имеет строго контролируемый допуск, концентричность, прямолинейность и поверхность без дефектов или почти без дефектов. Он имеет более низкое содержание углерода и был отожжен (нагрет до высокой температуры), поэтому он мягче и с ним легче работать, чем с горячекатаным листом. Кроме того, поверхностные оксиды были удалены, что привело к привлекательному блестящему покрытию. Термин «холоднокатаный» ошибочно используется для всех продуктов, тогда как на самом деле название продукта относится к прокатке плоских листов и рулонов.
Он имеет строго контролируемый допуск, концентричность, прямолинейность и поверхность без дефектов или почти без дефектов. Он имеет более низкое содержание углерода и был отожжен (нагрет до высокой температуры), поэтому он мягче и с ним легче работать, чем с горячекатаным листом. Кроме того, поверхностные оксиды были удалены, что привело к привлекательному блестящему покрытию. Термин «холоднокатаный» ошибочно используется для всех продуктов, тогда как на самом деле название продукта относится к прокатке плоских листов и рулонов. 00
00 21
21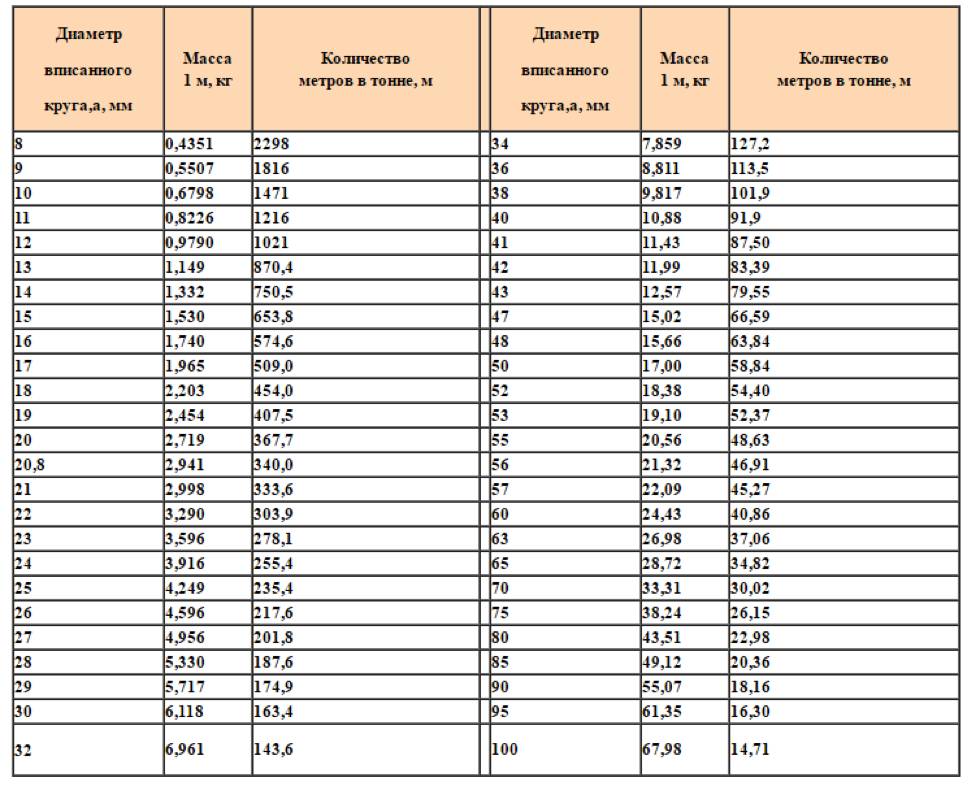 40
40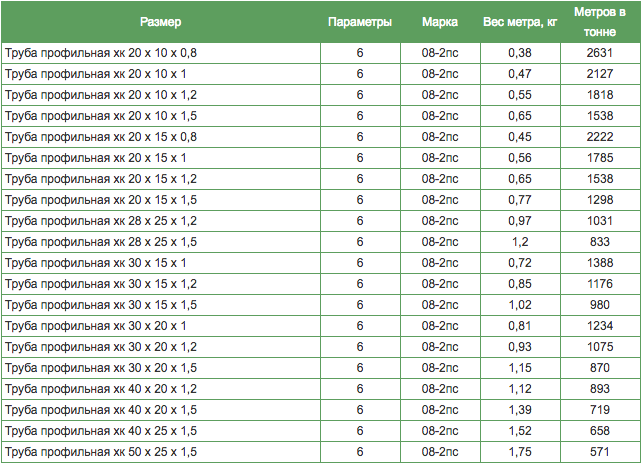 00
00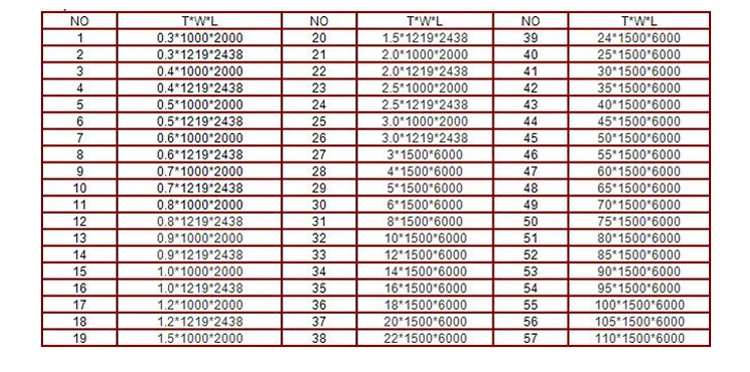 42
42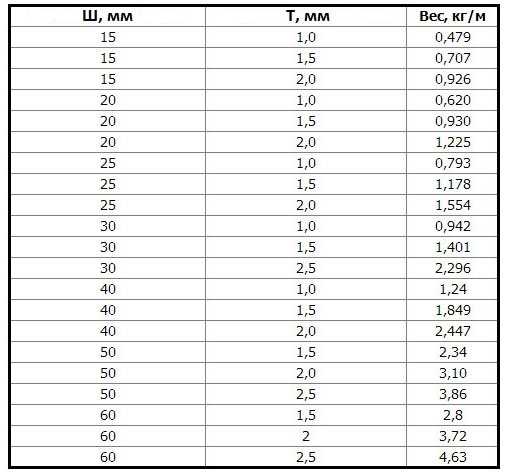
 Основной принцип заключается в том, что бетонный состав насыщается микроскопическими воздушными полостями, служащих нескольким целям одновременно – повышают изоляционные свойства готовых конструкций, отводят влагу, которая может заполнить полости и не повредить сам бетон, увеличивают планку замерзания залитого раствора.
Основной принцип заключается в том, что бетонный состав насыщается микроскопическими воздушными полостями, служащих нескольким целям одновременно – повышают изоляционные свойства готовых конструкций, отводят влагу, которая может заполнить полости и не повредить сам бетон, увеличивают планку замерзания залитого раствора.
 Кроме этого действие пластификатора для бетона распространяется на улучшение конечных характеристик конструкции в плане морозостойкости, влагопроницаемости, прочности бетона, процесса застывания. Преимущества применения пластификаторов очень быстро оценили комплексные застройщики, которым нужно быстро и качественно возводить большие объемы строений и конструкций. Затем данные наработки стали применятся и в частном строительстве, что привело только к положительным результатам.
Кроме этого действие пластификатора для бетона распространяется на улучшение конечных характеристик конструкции в плане морозостойкости, влагопроницаемости, прочности бетона, процесса застывания. Преимущества применения пластификаторов очень быстро оценили комплексные застройщики, которым нужно быстро и качественно возводить большие объемы строений и конструкций. Затем данные наработки стали применятся и в частном строительстве, что привело только к положительным результатам. Также пластификатор для бетона позволил значительно сократить время высыхания – в особых случаях оно не превышает 3-х суток, что очень полезно при скоростном строительстве;
Также пластификатор для бетона позволил значительно сократить время высыхания – в особых случаях оно не превышает 3-х суток, что очень полезно при скоростном строительстве; Данная особенность сильно облегчает работу, когда рассчитывается проектная документация и стоимость свайного фундамента под ключ;
Данная особенность сильно облегчает работу, когда рассчитывается проектная документация и стоимость свайного фундамента под ключ; Показать главные свойства пластификаторов для бетона позволит еще одна градация, которая четко определяет направление использования добавок:
Показать главные свойства пластификаторов для бетона позволит еще одна градация, которая четко определяет направление использования добавок: Описать действие пластификатора для бетона данного типа можно следующим образом – в процессе смешивания и закладки это состав марки М500, но при застывании все характеристики повышаются минимум на один уровень – и это становится конструкция, аналогичная применению смеси М600, Также снижается проницаемость состава, что положительно сказывается на внутреннем армировании, не подвергающемся коррозии;
Описать действие пластификатора для бетона данного типа можно следующим образом – в процессе смешивания и закладки это состав марки М500, но при застывании все характеристики повышаются минимум на один уровень – и это становится конструкция, аналогичная применению смеси М600, Также снижается проницаемость состава, что положительно сказывается на внутреннем армировании, не подвергающемся коррозии; Единственный минус – снижение плотности монолита и его прочности.
Единственный минус – снижение плотности монолита и его прочности.
 Компания Sika поставляет пластификаторы для бетона и ряд других добавок и присадок, позволяющих регулировать рабочие свойства смеси. Рассмотрим подробней особенности и ассортимент продукции.
Компания Sika поставляет пластификаторы для бетона и ряд других добавок и присадок, позволяющих регулировать рабочие свойства смеси. Рассмотрим подробней особенности и ассортимент продукции.
 Отсутствует эффект образования полостей около прутьев объемного каркаса фундаментов из-за того, что раствор не затекает в места их соединения. Пластифицированный бетон не требует значительного ухода при застывании, так как уменьшенное количество влаги внутри него не приведет к образованию трещин при застывании. Зачастую производители бетона модифицируют смеси различными составами, которые позволяют работать с бетонным раствором в мороз, повышают водонепроницаемость бетона. Присадки данного типа отличаются от обычных пластификаторов, но также могут значительно упростить работы и повысить качество конечной продукции.
Отсутствует эффект образования полостей около прутьев объемного каркаса фундаментов из-за того, что раствор не затекает в места их соединения. Пластифицированный бетон не требует значительного ухода при застывании, так как уменьшенное количество влаги внутри него не приведет к образованию трещин при застывании. Зачастую производители бетона модифицируют смеси различными составами, которые позволяют работать с бетонным раствором в мороз, повышают водонепроницаемость бетона. Присадки данного типа отличаются от обычных пластификаторов, но также могут значительно упростить работы и повысить качество конечной продукции. Чтобы подобрать нужный вариант, потребуется провести оценку свойств бетона и необходимость их улучшения.
Чтобы подобрать нужный вариант, потребуется провести оценку свойств бетона и необходимость их улучшения. Подходит для устройства полов с подогревом, устойчив к тепловому расширению и прочим негативным воздействиям. Выдерживает значительные проходные нагрузки на пол.
Подходит для устройства полов с подогревом, устойчив к тепловому расширению и прочим негативным воздействиям. Выдерживает значительные проходные нагрузки на пол. Добавка не содержит компонентов, которые могут провоцировать образование аммиака в бетоне.
Добавка не содержит компонентов, которые могут провоцировать образование аммиака в бетоне. Большинство добавок поможет ускорить строительство, в том числе и в сложных погодных условиях.
Большинство добавок поможет ускорить строительство, в том числе и в сложных погодных условиях. org/AggregateRating» itemprop=»aggregateRating»>
org/AggregateRating» itemprop=»aggregateRating»>


 д. с помощью этих химических добавок.
д. с помощью этих химических добавок. Пластификаторы, адсорбированные на поверхности частиц цемента, ограничивают гидратацию цемента. Количество пластификаторов уменьшается по мере захвата полимера продуктами гидратации. Мало того, они увеличивают осадку бетонной смеси. Они также обладают способностью снижать содержание воды до 10%. Они улучшают способность к накачиванию и поддерживают силу, не влияя на структуру.
Пластификаторы, адсорбированные на поверхности частиц цемента, ограничивают гидратацию цемента. Количество пластификаторов уменьшается по мере захвата полимера продуктами гидратации. Мало того, они увеличивают осадку бетонной смеси. Они также обладают способностью снижать содержание воды до 10%. Они улучшают способность к накачиванию и поддерживают силу, не влияя на структуру. Суперпластификаторы способны снижать содержание воды на 20-40%. С увеличением количества суперпластификатора можно наблюдать более высокую молекулярную массу. Они имеют емкость до
Суперпластификаторы способны снижать содержание воды на 20-40%. С увеличением количества суперпластификатора можно наблюдать более высокую молекулярную массу. Они имеют емкость до В жестких и бедных смесях они делают бетонную смесь более удобоукладываемой. Они также используются для уменьшения кровотечения и сегрегации, которые повреждают бетон. Их дозировку можно рассчитать так: 1% воздуха может привести к 5%-ной потере прочности. Они делают бетон легким и уменьшают собственную нагрузку конструкции. При подаче избыточного воздуха применение измельченного доменного шлака и летучей золы может уменьшить содержание воздуха.
В жестких и бедных смесях они делают бетонную смесь более удобоукладываемой. Они также используются для уменьшения кровотечения и сегрегации, которые повреждают бетон. Их дозировку можно рассчитать так: 1% воздуха может привести к 5%-ной потере прочности. Они делают бетон легким и уменьшают собственную нагрузку конструкции. При подаче избыточного воздуха применение измельченного доменного шлака и летучей золы может уменьшить содержание воздуха.

 Их дозировка важна, так как чрезмерное количество может привести к разрушению бетона и повлиять на его прочность и удобоукладываемость. Однако меньшее количество может снизить его воздействие и не дать желаемых результатов. В дополнение к этому, по мере разработки норм для расчетных смесей, можно производить более специальные бетоны с таким разнообразием добавок.
Их дозировка важна, так как чрезмерное количество может привести к разрушению бетона и повлиять на его прочность и удобоукладываемость. Однако меньшее количество может снизить его воздействие и не дать желаемых результатов. В дополнение к этому, по мере разработки норм для расчетных смесей, можно производить более специальные бетоны с таким разнообразием добавок.

 Эта смесь теперь может хорошо работать без добавления воды и позволяет сократить общее необходимое количество воды, уменьшая водоцементное отношение примерно на 10%.
Эта смесь теперь может хорошо работать без добавления воды и позволяет сократить общее необходимое количество воды, уменьшая водоцементное отношение примерно на 10%.
 Сферой применения арматуры является создание высоконагруженных и ответственных железобетонных конструкций.
Сферой применения арматуры является создание высоконагруженных и ответственных железобетонных конструкций. Применение строительной арматуры поможет повысить качество производимых железобетонных конструкций и сделать из надежными и долговечными.
Применение строительной арматуры поможет повысить качество производимых железобетонных конструкций и сделать из надежными и долговечными. Так, например, арматура А240 ГОСТ относится к изделиям металлопроката горячего типа, обычно выпускаемым с круглым профилем и поставляемым как в прутках, так и в мотках. Диаметр стержней составляет от 6 до 40 миллиметров. Купить стержни, изготовленные в соответствии с действующим государственным стандартом, вы можете в компании «Региональный Дом Металла».
Так, например, арматура А240 ГОСТ относится к изделиям металлопроката горячего типа, обычно выпускаемым с круглым профилем и поставляемым как в прутках, так и в мотках. Диаметр стержней составляет от 6 до 40 миллиметров. Купить стержни, изготовленные в соответствии с действующим государственным стандартом, вы можете в компании «Региональный Дом Металла». А500С не является тем же прокатом, что и арматура А500 ГОСТ, которая выпускается по действующему государственному стандарту от 2006 года. Согласно ему, изделия марки А500 – это прутки горячекатаного производства, которые упрочняются в процессе прокатки и впоследствии не подвергаются дополнительной обработке. Узнать, к какому классу относится выбранное вами изделие, можно также, ознакомившись с обозначениями спецстали. В них указывается класс прочности, номинальный диаметр, особенности эксплуатации.
А500С не является тем же прокатом, что и арматура А500 ГОСТ, которая выпускается по действующему государственному стандарту от 2006 года. Согласно ему, изделия марки А500 – это прутки горячекатаного производства, которые упрочняются в процессе прокатки и впоследствии не подвергаются дополнительной обработке. Узнать, к какому классу относится выбранное вами изделие, можно также, ознакомившись с обозначениями спецстали. В них указывается класс прочности, номинальный диаметр, особенности эксплуатации.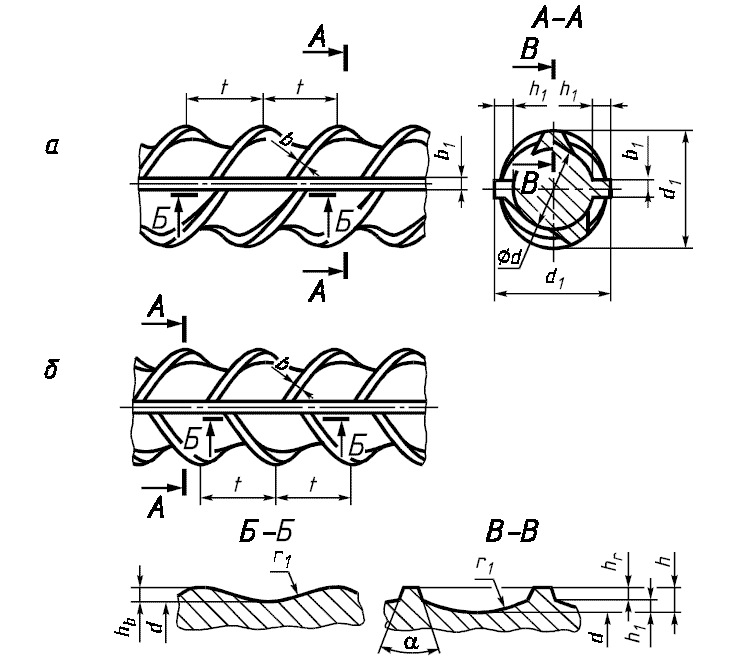

 Ndị isi uru nke na A1 mkwado bụ na ọ nwere ike ji mee nnọọ ọ bụla gburugburu ebe obibi.
Ndị isi uru nke na A1 mkwado bụ na ọ nwere ike ji mee nnọọ ọ bụla gburugburu ebe obibi. A na-eji ya eme ihe karịsịa na iwu nke akụkụ dị egwu nke ihe mejupụtara.
A na-eji ya eme ihe karịsịa na iwu nke akụkụ dị egwu nke ihe mejupụtara.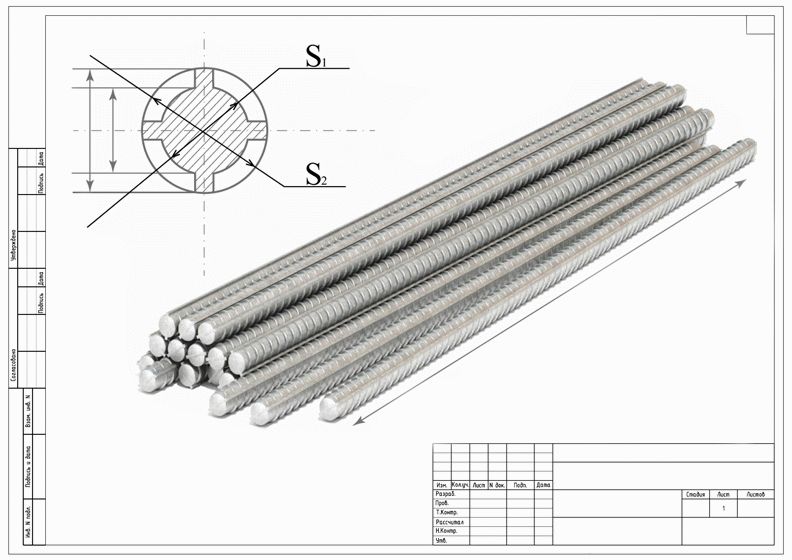 13
13 Klas nke nkwado ГОСТ 5781-82 na nke a na-akọwa dị ka ndị a:
Klas nke nkwado ГОСТ 5781-82 na nke a na-akọwa dị ka ndị a:
 На-энье окпоро осиси нду до аро карна на мкпара. Ogologo nke ikpeazụ a na-abụkarị 12 ma ọ bụ 6 мес. Mgbe ụfọdụ, mmetụ ahụ nwere ike ga na nza ndị na-abụghị akụkụ. N’okwu a, ogologo nwere ike ịmalite site na 3 mita. Ogwe ndị ahụ kwesịrị kwesịrị ịdị ezigbo mma. Otú ọ dị, nke a anaghị eme mgbe niile. А на-эме ка dịkwuo ntakịrị, ebe ọ bụ na ụlọ mkpọrọ ahụ dịgasị iche iche na-agbanwe, enwere ike. Otú ọ dị, n’ime ụfọd oke. Dịka ụkpụrụ ndị ahụ si dị, ọhụụ ahụ ekwesịghị ịbụ karịa 6 мм ква 1 р. М.
На-энье окпоро осиси нду до аро карна на мкпара. Ogologo nke ikpeazụ a na-abụkarị 12 ma ọ bụ 6 мес. Mgbe ụfọdụ, mmetụ ahụ nwere ike ga na nza ndị na-abụghị akụkụ. N’okwu a, ogologo nwere ike ịmalite site na 3 mita. Ogwe ndị ahụ kwesịrị kwesịrị ịdị ezigbo mma. Otú ọ dị, nke a anaghị eme mgbe niile. А на-эме ка dịkwuo ntakịrị, ebe ọ bụ na ụlọ mkpọrọ ahụ dịgasị iche iche na-agbanwe, enwere ike. Otú ọ dị, n’ime ụfọd oke. Dịka ụkpụrụ ndị ahụ si dị, ọhụụ ahụ ekwesịghị ịbụ karịa 6 мм ква 1 р. М.

 ,
,
 org/PostalAddress»>
org/PostalAddress»> Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описание 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1 Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.


 Начало серийного выпуска — 1963 год.
Начало серийного выпуска — 1963 год. .2,17 мм/об
.2,17 мм/об Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В. шпинделя – 400 реверсов в час.
шпинделя – 400 реверсов в час.



 Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей: Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт). .2000
.2000 .2,17
.2,17 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет: Введение
Введение


 Слишком большие инструменты, крепления деталей или заготовки могут врезаться в корпус станка.
Слишком большие инструменты, крепления деталей или заготовки могут врезаться в корпус станка. l), усилитель поврежден.
l), усилитель поврежден.  L), усилитель поврежден.
L), усилитель поврежден. Уменьшите подачу, чтобы уменьшить нагрузку на станок. Осмотрите режущий инструмент на наличие повреждений.
Уменьшите подачу, чтобы уменьшить нагрузку на станок. Осмотрите режущий инструмент на наличие повреждений. Убедитесь, что вы не закорачиваете и не пересекаете контакты мультиметра.
Убедитесь, что вы не закорачиваете и не пересекаете контакты мультиметра. Отсоедините кабель от вентилятора охлаждения. Измерьте напряжение между выводами кабеля. Правильное напряжение 120 В переменного тока.
Отсоедините кабель от вентилятора охлаждения. Измерьте напряжение между выводами кабеля. Правильное напряжение 120 В переменного тока.
 Это обеспечит бесперебойную работу техники. Бетон ниже П4 может привести к поломке бетононасоса.
Это обеспечит бесперебойную работу техники. Бетон ниже П4 может привести к поломке бетононасоса. Наша компания предлагает только высококачественный продукт и при этом цена за м3 М 200 невысока. Компания имеет все необходимое оборудование, позволяющее гарантировать точность рецептуры, высокое качество и тщательное перемешивание исходных компонентов. Мы готовы быстро изготовить нужный объем и обеспечить доставку на объекты заказчиков.
Наша компания предлагает только высококачественный продукт и при этом цена за м3 М 200 невысока. Компания имеет все необходимое оборудование, позволяющее гарантировать точность рецептуры, высокое качество и тщательное перемешивание исходных компонентов. Мы готовы быстро изготовить нужный объем и обеспечить доставку на объекты заказчиков.


 Особенности выбора и эксплуатации ЖБИ.
Особенности выбора и эксплуатации ЖБИ. ECLIPSE® Floor 200 в дозировке 1,5 галлона/ярд 9Было показано, что 0005 3 (7,5 л/м 3 ) снижает усадку при высыхании, измеренную по ASTM C157, на целых 80 % через 28 дней и до 50 % через год или более. ECLIPSE® Floor 200 представляет собой прозрачную жидкую смесь с массой примерно 8,0 фунтов/галлон (0,96 кг/л).
ECLIPSE® Floor 200 в дозировке 1,5 галлона/ярд 9Было показано, что 0005 3 (7,5 л/м 3 ) снижает усадку при высыхании, измеренную по ASTM C157, на целых 80 % через 28 дней и до 50 % через год или более. ECLIPSE® Floor 200 представляет собой прозрачную жидкую смесь с массой примерно 8,0 фунтов/галлон (0,96 кг/л). ECLIPSE® Floor 200 можно использовать для строительства плит на уровне грунта, чтобы значительно увеличить расстояние между стыками и получить более ровные, прочные полы с меньшими затратами на техническое обслуживание. Во время укладки бетона и отделочных работ небольшое количество ECLIPSE® Floor 200 испаряется в атмосферу и может вызвать раздражение глаз и горла. Во время укладки и отделки необходимо обеспечить достаточную вентиляцию, чтобы предотвратить это раздражение.
ECLIPSE® Floor 200 можно использовать для строительства плит на уровне грунта, чтобы значительно увеличить расстояние между стыками и получить более ровные, прочные полы с меньшими затратами на техническое обслуживание. Во время укладки бетона и отделочных работ небольшое количество ECLIPSE® Floor 200 испаряется в атмосферу и может вызвать раздражение глаз и горла. Во время укладки и отделки необходимо обеспечить достаточную вентиляцию, чтобы предотвратить это раздражение. При сниженном поверхностном натяжении снижается сила, втягивающая стенки пор, и результирующая усадочная деформация. С ECLIPSE® Floor 200 при дозировке 1,5 галлона/ярд 3 (7,5 л/м 3 ) этот эффект приводит к окончательному снижению усадки до 50%.
При сниженном поверхностном натяжении снижается сила, втягивающая стенки пор, и результирующая усадочная деформация. С ECLIPSE® Floor 200 при дозировке 1,5 галлона/ярд 3 (7,5 л/м 3 ) этот эффект приводит к окончательному снижению усадки до 50%. Floor 200 без снижения усадки.
Floor 200 без снижения усадки.
 Хотя между ECLIPSE® Floor 200 и воздухововлекающими добавками не существует несовместимости, ECLIPSE® Floor 200 обладает воздухововлекающими свойствами, что затрудняет вовлечение воздуха в бетон. ECLIPSE® Floor 200 обладает небольшими свойствами замедления схватывания (время схватывания обычно увеличивается менее чем на один час). При использовании в сочетании с другими продуктами, обладающими свойствами замедления схватывания, чистое замедление может быть больше, чем простой аддитивный эффект двух продуктов, используемых по отдельности.
Хотя между ECLIPSE® Floor 200 и воздухововлекающими добавками не существует несовместимости, ECLIPSE® Floor 200 обладает воздухововлекающими свойствами, что затрудняет вовлечение воздуха в бетон. ECLIPSE® Floor 200 обладает небольшими свойствами замедления схватывания (время схватывания обычно увеличивается менее чем на один час). При использовании в сочетании с другими продуктами, обладающими свойствами замедления схватывания, чистое замедление может быть больше, чем простой аддитивный эффект двух продуктов, используемых по отдельности.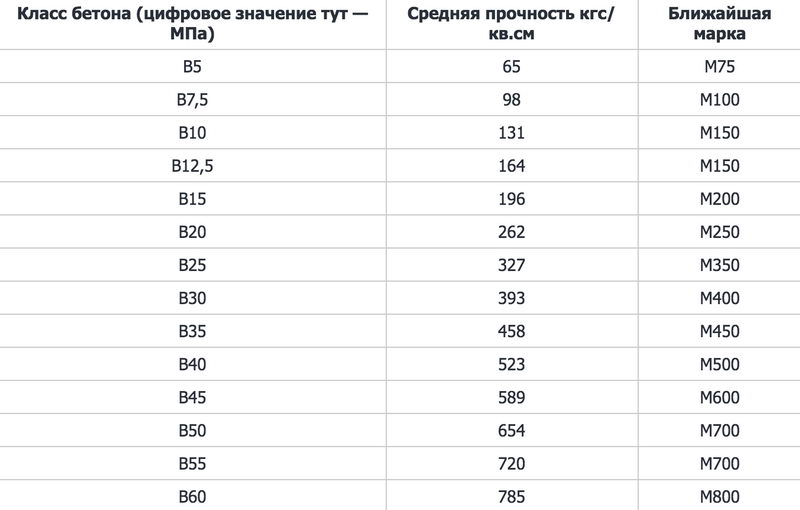 Обратитесь к представителю GCP Applied Technologies за инструкциями.
Обратитесь к представителю GCP Applied Technologies за инструкциями. Пожалуйста, ознакомьтесь со всеми заявлениями, рекомендациями и предложениями вместе с нашими условиями продажи, которые распространяются на все поставляемые нами товары. Никакие заявления, рекомендации или предложения не предназначены для использования в нарушение каких-либо патентов, авторских прав или других прав третьих лиц.
Пожалуйста, ознакомьтесь со всеми заявлениями, рекомендациями и предложениями вместе с нашими условиями продажи, которые распространяются на все поставляемые нами товары. Никакие заявления, рекомендации или предложения не предназначены для использования в нарушение каких-либо патентов, авторских прав или других прав третьих лиц. Важно, чтобы вы всегда обращались к доступной в настоящее время информации по указанному ниже URL-адресу, чтобы предоставить самую последнюю информацию о продукте на момент использования. Дополнительная литература, такая как руководства для подрядчиков, технические бюллетени, подробные чертежи и рекомендации по детализации, а также другие соответствующие документы также доступны на сайте www.gcpat.com. На информацию, найденную на других веб-сайтах, нельзя полагаться, так как они могут быть устаревшими или применимыми к условиям в вашем регионе, и мы не несем никакой ответственности за их содержание. Если есть какие-либо конфликты или вам нужна дополнительная информация, обратитесь в службу поддержки клиентов GCP.
Важно, чтобы вы всегда обращались к доступной в настоящее время информации по указанному ниже URL-адресу, чтобы предоставить самую последнюю информацию о продукте на момент использования. Дополнительная литература, такая как руководства для подрядчиков, технические бюллетени, подробные чертежи и рекомендации по детализации, а также другие соответствующие документы также доступны на сайте www.gcpat.com. На информацию, найденную на других веб-сайтах, нельзя полагаться, так как они могут быть устаревшими или применимыми к условиям в вашем регионе, и мы не несем никакой ответственности за их содержание. Если есть какие-либо конфликты или вам нужна дополнительная информация, обратитесь в службу поддержки клиентов GCP.
 школы, больницы, деревянные полы и т. д.
школы, больницы, деревянные полы и т. д. Концевые нахлесты должны располагаться в шахматном порядке, чтобы избежать наслоения слоев.
Концевые нахлесты должны располагаться в шахматном порядке, чтобы избежать наслоения слоев. Нержавеющая сталь или другие неагрессивные крепежные детали рекомендуются для агрессивных почв, содержащих хлориды или сульфаты.
Нержавеющая сталь или другие неагрессивные крепежные детали рекомендуются для агрессивных почв, содержащих хлориды или сульфаты. Немедленно снимите пластиковую защитную пленку.
Немедленно снимите пластиковую защитную пленку. При необходимости мембрану можно легко очистить путем промывки водой под давлением.
При необходимости мембрану можно легко очистить путем промывки водой под давлением. Мембрана PREPRUFE® 200 не рекомендуется для обычных двусторонних стеновых систем.
Мембрана PREPRUFE® 200 не рекомендуется для обычных двусторонних стеновых систем.
 Удлинение мембраны измеряется со скоростью 2 дюйма (50 мм) в минуту.
Удлинение мембраны измеряется со скоростью 2 дюйма (50 мм) в минуту. 
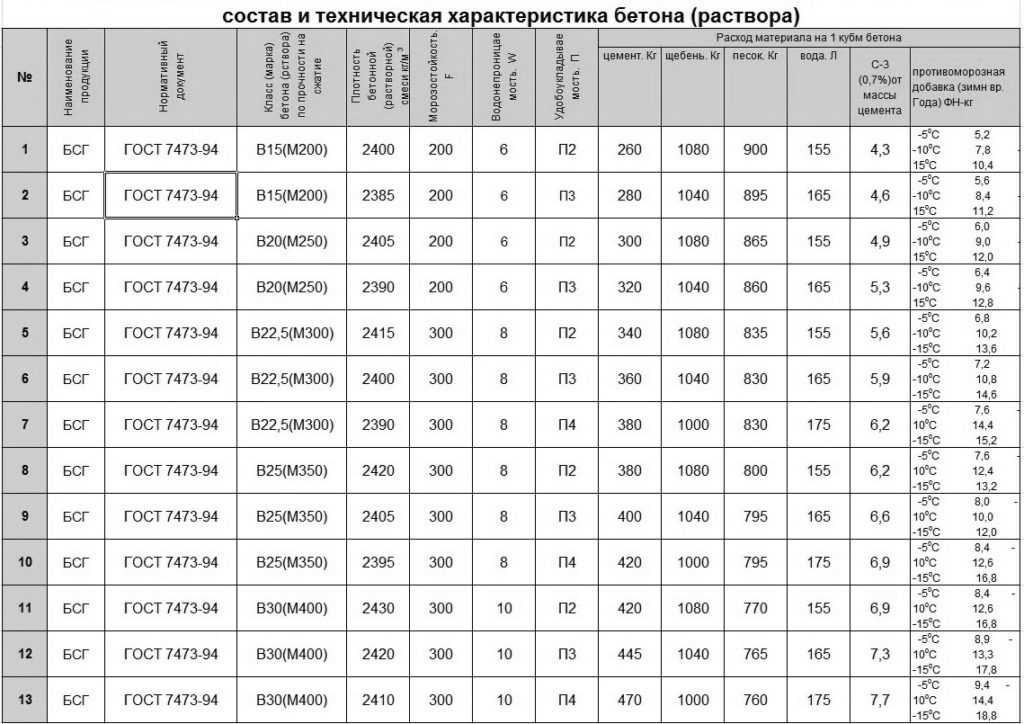
 ru/gazovie_ballony предназначены для хранения и перевозки газов самых разных видов. Обычный баллон, который используется чаще всего, имеет объем 50 литров, но, так как каждый газ обладает разной молекулярной массой, то количество газа в него вмещается различное.
ru/gazovie_ballony предназначены для хранения и перевозки газов самых разных видов. Обычный баллон, который используется чаще всего, имеет объем 50 литров, но, так как каждый газ обладает разной молекулярной массой, то количество газа в него вмещается различное.
 В остальном следует полагаться на мощность оборудования и продолжительность работ.
В остальном следует полагаться на мощность оборудования и продолжительность работ.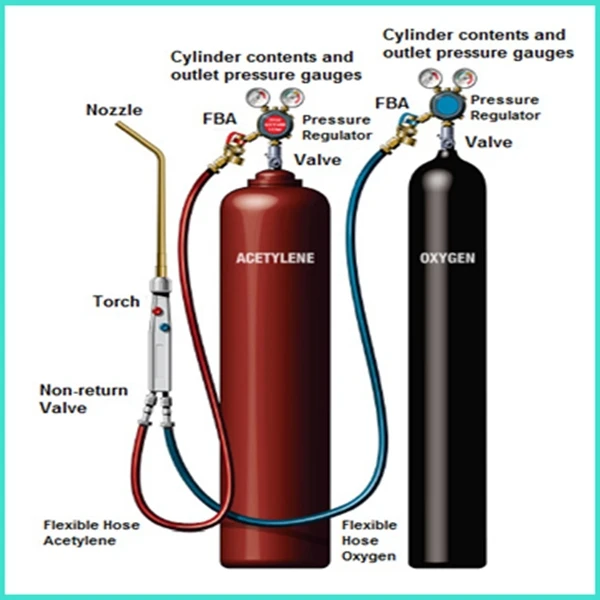
 Для хранения остальных сжиженных или сжатых газов, используются только стальные резервуары различного литража.
Для хранения остальных сжиженных или сжатых газов, используются только стальные резервуары различного литража.
 В этом случае изготовитель должен уменьшить диаметр сосуда до 292 мм и увеличить его высоту. Минимальная высота в этом случае начинается с отметки 876 мм.
В этом случае изготовитель должен уменьшить диаметр сосуда до 292 мм и увеличить его высоту. Минимальная высота в этом случае начинается с отметки 876 мм.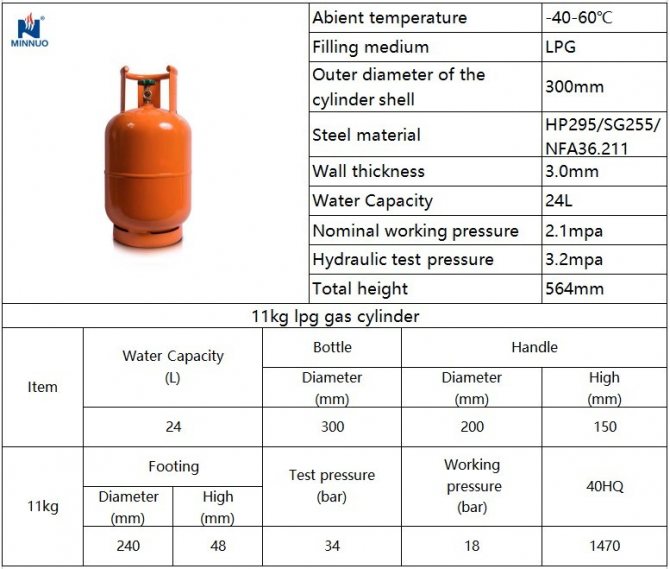 Известно, что при стандартных условиях из 1 кг СУГ получается 0,526 кубометров пропана или 0,392 — бутана. При этом процентное соотношение газовой смеси составляет 60:40 (60% — пропан и 40% — бутан).
Известно, что при стандартных условиях из 1 кг СУГ получается 0,526 кубометров пропана или 0,392 — бутана. При этом процентное соотношение газовой смеси составляет 60:40 (60% — пропан и 40% — бутан).
 Так, чем меньше утеплен дом и чем ниже температура окружающей среды, тем больше котлу потребуется сжечь топлива, чтобы помещение прогрелось до комфортной температуры.
Так, чем меньше утеплен дом и чем ниже температура окружающей среды, тем больше котлу потребуется сжечь топлива, чтобы помещение прогрелось до комфортной температуры.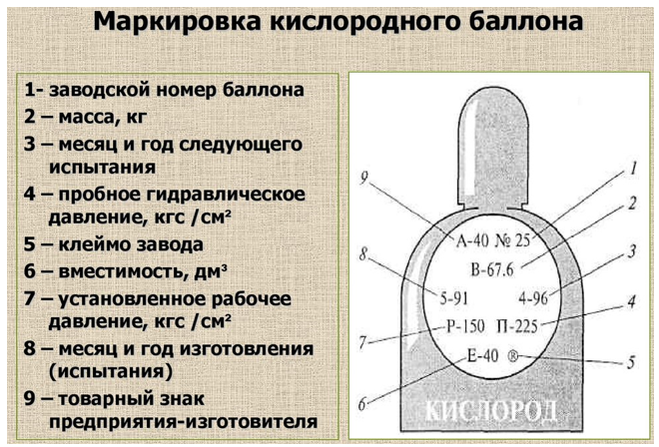

 youtube.com/embed/HmPvKphGaWU» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/HmPvKphGaWU» allowfullscreen=»allowfullscreen»/>
 компании, поэтому они не всегда стоят дополнительных затрат.
компании, поэтому они не всегда стоят дополнительных затрат.
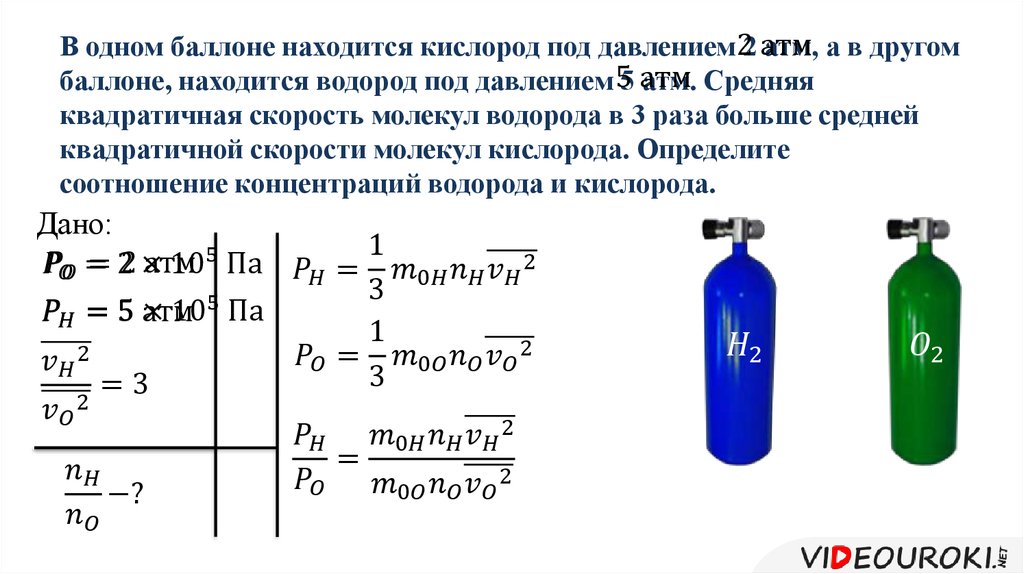


 Таким образом, в то время как баллон «E» менее портативный, чем баллон «C» или «D», и для его перемещения требуется тележка, более высокая емкость хранимого кислорода делает его наиболее сбалансированным вариантом для краткосрочного использования.
Таким образом, в то время как баллон «E» менее портативный, чем баллон «C» или «D», и для его перемещения требуется тележка, более высокая емкость хранимого кислорода делает его наиболее сбалансированным вариантом для краткосрочного использования. Эти регуляторы позволяют вам установить LPM в соответствии с предписаниями вашего врача и будут поддерживать тот же уровень кислорода до тех пор, пока баллон не закончится или не будет отключен вручную.
Эти регуляторы позволяют вам установить LPM в соответствии с предписаниями вашего врача и будут поддерживать тот же уровень кислорода до тех пор, пока баллон не закончится или не будет отключен вручную. Если вам нужен непрерывный кислород, вы можете получить импульсный регулятор дозы, чтобы продлить срок службы вашего баллона, но вы, вероятно, все еще думаете о замене баллонов через день.
Если вам нужен непрерывный кислород, вы можете получить импульсный регулятор дозы, чтобы продлить срок службы вашего баллона, но вы, вероятно, все еще думаете о замене баллонов через день.

 Качество и надежность склеивания зависит от такого фактора, как тщательность смешивание. Чем тщательнее будут смешаны вещества, тем надежней место соединения.
Качество и надежность склеивания зависит от такого фактора, как тщательность смешивание. Чем тщательнее будут смешаны вещества, тем надежней место соединения.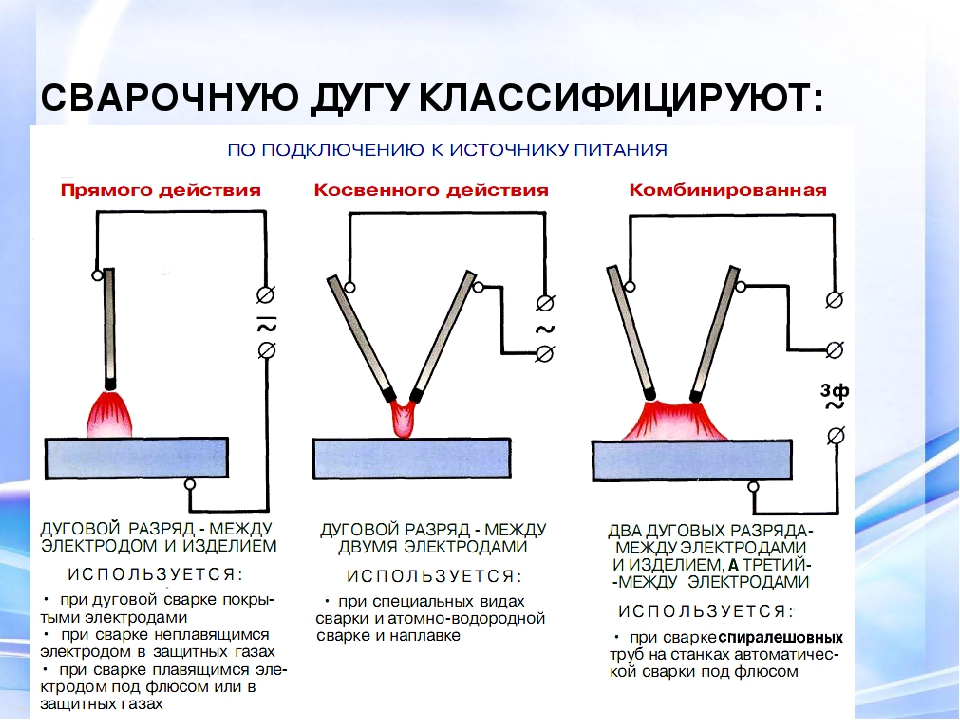 При помощи сдвижного клея можно соединять трубы разных диаметров, но исключительно методом объединения внахлест
При помощи сдвижного клея можно соединять трубы разных диаметров, но исключительно методом объединения внахлест Сфера использования рассматриваемого соединителя достаточно широкая, и применяется сварка в следующих случаях:
Сфера использования рассматриваемого соединителя достаточно широкая, и применяется сварка в следующих случаях: Предотвратить дальнейшее разрушение материала поможет специальный состав для бетона
Предотвратить дальнейшее разрушение материала поможет специальный состав для бетона
 От качества выполнения подготовки зависит эффективность приклеивания стекла. Поверхность стекла следует очистить от загрязнений, а также обезжирить
От качества выполнения подготовки зависит эффективность приклеивания стекла. Поверхность стекла следует очистить от загрязнений, а также обезжирить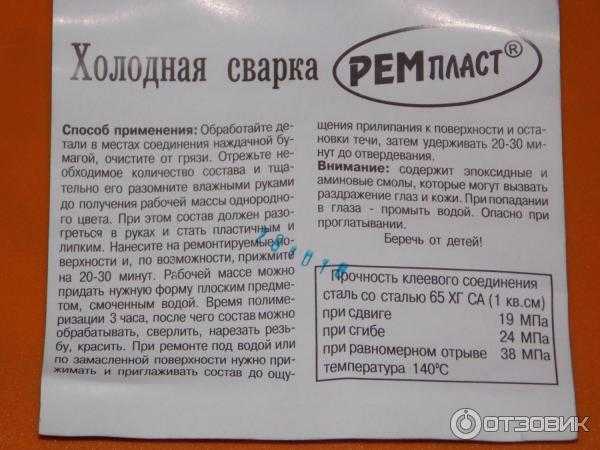 Когда состав полностью застынет, можно приступать к зачистке клеящего шва
Когда состав полностью застынет, можно приступать к зачистке клеящего шва Место нахлёста необходимо проклеить малярным скотчем, а затем при помощи острого строительного ножа произвести удаление верхней и нижней части выступов линолеума. Проклеивать малярным скотчем не обязательно, но рекомендуется, так как при этом место соединения не будет смещаться. Этим простым способом достигается высокая точность соединения
Место нахлёста необходимо проклеить малярным скотчем, а затем при помощи острого строительного ножа произвести удаление верхней и нижней части выступов линолеума. Проклеивать малярным скотчем не обязательно, но рекомендуется, так как при этом место соединения не будет смещаться. Этим простым способом достигается высокая точность соединения Этот способ подходит, если место стыка имеет практически незаметный шов, который не позволяет провести по нему тонкой иглой
Этот способ подходит, если место стыка имеет практически незаметный шов, который не позволяет провести по нему тонкой иглой
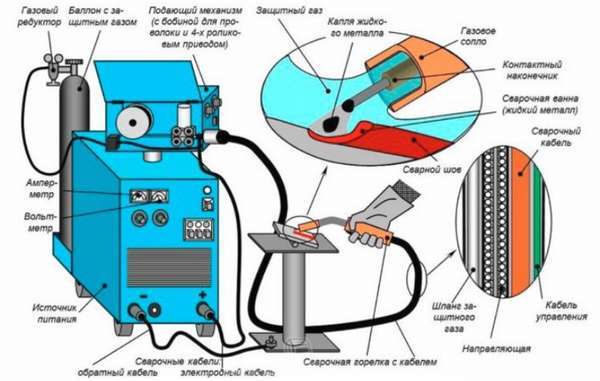 Чем больше диаметр отверстия, который заклеивается холодной сваркой, тем ниже надежность такого соединения. Если необходимо заделать большое отверстие холодной сваркой, то рационально воспользоваться металлической латкой
Чем больше диаметр отверстия, который заклеивается холодной сваркой, тем ниже надежность такого соединения. Если необходимо заделать большое отверстие холодной сваркой, то рационально воспользоваться металлической латкой Чтобы научиться, рекомендуется для начала потренироваться
Чтобы научиться, рекомендуется для начала потренироваться При ознакомлении можно узнать некоторые нюансы, которые помогут избежать ошибок. В итоге следует отметить, что применение рассматриваемого средства позволяет оперативно, недорого и эффективно устранить незначительные дефекты самостоятельно. Конечно, заменить полноценное сварочное соединение холодная сварка не сможет, однако всегда выручит при незначительных дефектах. И правильно нужно не только уметь приготовить и нанести смесь, но еще и принять решение о применении этого состава для устранения дефектов.
При ознакомлении можно узнать некоторые нюансы, которые помогут избежать ошибок. В итоге следует отметить, что применение рассматриваемого средства позволяет оперативно, недорого и эффективно устранить незначительные дефекты самостоятельно. Конечно, заменить полноценное сварочное соединение холодная сварка не сможет, однако всегда выручит при незначительных дефектах. И правильно нужно не только уметь приготовить и нанести смесь, но еще и принять решение о применении этого состава для устранения дефектов. После этого смесь наносится на склеиваемые поверхности, которые затем с силой прижимаются друг к другу на определённое время.
После этого смесь наносится на склеиваемые поверхности, которые затем с силой прижимаются друг к другу на определённое время.


 Мы собираемся изучить оба типа, чтобы вы могли изучить процесс.
Мы собираемся изучить оба типа, чтобы вы могли изучить процесс. Одновременно среда обитания вытягивает воздух через вентиляторы и трубы в основании устройства.
Одновременно среда обитания вытягивает воздух через вентиляторы и трубы в основании устройства.




 Тем не менее, подводная сварка — прибыльная и одна из самых высокооплачиваемых профессий для коммерческих дайверов.
Тем не менее, подводная сварка — прибыльная и одна из самых высокооплачиваемых профессий для коммерческих дайверов. Однако при правильных мерах предосторожности и соблюдении стандартов безопасности многие риски можно значительно снизить.
Однако при правильных мерах предосторожности и соблюдении стандартов безопасности многие риски можно значительно снизить. Вы можете быть удивлены, узнав, что другие факторы представляют гораздо большую угрозу.
Вы можете быть удивлены, узнав, что другие факторы представляют гораздо большую угрозу. Это одна из самых высокооплачиваемых работ, которую вы можете получить без высшего образования.
Это одна из самых высокооплачиваемых работ, которую вы можете получить без высшего образования. Однако в крайнем случае лучше рассматривать мокрую сварку. Есть ряд причин для этого. Во-первых, существует очевидный риск сварки в присутствии воды. Также существует риск проблем с качеством из-за мокрой сварки. Сварной шов может слишком быстро остыть из-за быстрого рассеивания тепла в окружающую воду. Быстрое охлаждение увеличивает риск растрескивания и других дефектов соединения. Для получения наиболее надежных, прочных и бездефектных сварных соединений необходимо тщательно контролировать скорость охлаждения. Это невозможно, пока процесс проводят в присутствии воды.
Однако в крайнем случае лучше рассматривать мокрую сварку. Есть ряд причин для этого. Во-первых, существует очевидный риск сварки в присутствии воды. Также существует риск проблем с качеством из-за мокрой сварки. Сварной шов может слишком быстро остыть из-за быстрого рассеивания тепла в окружающую воду. Быстрое охлаждение увеличивает риск растрескивания и других дефектов соединения. Для получения наиболее надежных, прочных и бездефектных сварных соединений необходимо тщательно контролировать скорость охлаждения. Это невозможно, пока процесс проводят в присутствии воды. Он универсален и экономичен. Используя этот метод, сварщики создают электрическую дугу с помощью плавящегося электрода, который питается от источника питания. Дуга создается между электродом и свариваемой конструкцией, так что присадочный материал расплавляется и осаждается в месте соединения.
Он универсален и экономичен. Используя этот метод, сварщики создают электрическую дугу с помощью плавящегося электрода, который питается от источника питания. Дуга создается между электродом и свариваемой конструкцией, так что присадочный материал расплавляется и осаждается в месте соединения. Этот слой защищает сварной шов и предотвращает выход электричества за его пределы.
Этот слой защищает сварной шов и предотвращает выход электричества за его пределы. Эта электродная проволока подается автоматически для создания точных и тщательно контролируемых сварных швов.
Эта электродная проволока подается автоматически для создания точных и тщательно контролируемых сварных швов. То есть этот метод создает среду, снижающую угрозу возгорания, создаваемую притоком легковоспламеняющихся паров и газов. В результате этот метод часто используется при сварке морских нефтяных вышек, где такие сценарии обычны.
То есть этот метод создает среду, снижающую угрозу возгорания, создаваемую притоком легковоспламеняющихся паров и газов. В результате этот метод часто используется при сварке морских нефтяных вышек, где такие сценарии обычны. Смеси гелия могут использоваться для создания давления в камере, чтобы дайверы не страдали азотным наркозом и не теряли сознание.
Смеси гелия могут использоваться для создания давления в камере, чтобы дайверы не страдали азотным наркозом и не теряли сознание.
 Сварщик плавит присадочную проволоку с помощью дуги. Расплавленный металл осторожно наносится на участок соединения, чтобы создать сварной шов. Этот метод хорошо работает для большого разнообразия сплавов. Сварка TIG известна высоким качеством и долговечностью сварных швов. Но этот метод также требует высокой степени мастерства и точности, поскольку необходимо использовать обе руки.
Сварщик плавит присадочную проволоку с помощью дуги. Расплавленный металл осторожно наносится на участок соединения, чтобы создать сварной шов. Этот метод хорошо работает для большого разнообразия сплавов. Сварка TIG известна высоким качеством и долговечностью сварных швов. Но этот метод также требует высокой степени мастерства и точности, поскольку необходимо использовать обе руки. PAW отличается от сварки TIG одним ключевым аспектом. Электрод расположен внутри корпуса горелки. Плазменная дуга может тогда храниться отдельно от инертного газа. Плазма впрыскивается через медное сопло на высоких скоростях. Сопло с тонким отверстием ограничивает поток плазмы в одном направлении для получения точных результатов. Температура может подняться до 50 000 0 F и даже больше.
PAW отличается от сварки TIG одним ключевым аспектом. Электрод расположен внутри корпуса горелки. Плазменная дуга может тогда храниться отдельно от инертного газа. Плазма впрыскивается через медное сопло на высоких скоростях. Сопло с тонким отверстием ограничивает поток плазмы в одном направлении для получения точных результатов. Температура может подняться до 50 000 0 F и даже больше.
 Это представляет серьезную опасность для водолазов-сварщиков.
Это представляет серьезную опасность для водолазов-сварщиков.

 Для этого тонкий кусок отрезанный от банки, складываем в колечко, вторым таким же кусочком нужно обмотать посередине получившееся кольцо, так, чтобы в итоге получилось фигура, напоминающая бабочку. Винт получили, теперь сажаем к нему на клей силиконовую насадку, которая будет надеваться на штырь.
Для этого тонкий кусок отрезанный от банки, складываем в колечко, вторым таким же кусочком нужно обмотать посередине получившееся кольцо, так, чтобы в итоге получилось фигура, напоминающая бабочку. Винт получили, теперь сажаем к нему на клей силиконовую насадку, которая будет надеваться на штырь.
 Да и взрослому принесет удовольствие создание чего-то своими руками из подручных средств, можно почувствовать себя ведущим передачи «Очумелые ручки».
Да и взрослому принесет удовольствие создание чего-то своими руками из подручных средств, можно почувствовать себя ведущим передачи «Очумелые ручки». Для этого понадобится простая палочка от чупа-чупса. Четверть палочки нужно согнуть таким образом, чтобы из палочки получилась буква «Г». Ровным кончиком крепим палочку на штырек у основания миксера. Готово. Подсоединяем USB-кабель к портативной батарейки или любому другому источнику энергии и нажимаем на выключатель. Такая миниатюра миксера вполне справится с перемешиванием чая или яйца, а восторгу ребенка не будет предела.
Для этого понадобится простая палочка от чупа-чупса. Четверть палочки нужно согнуть таким образом, чтобы из палочки получилась буква «Г». Ровным кончиком крепим палочку на штырек у основания миксера. Готово. Подсоединяем USB-кабель к портативной батарейки или любому другому источнику энергии и нажимаем на выключатель. Такая миниатюра миксера вполне справится с перемешиванием чая или яйца, а восторгу ребенка не будет предела.
 Тем более что такое устройство приносит больше пользы, когда полностью самостоятельное, чем требующее постоянного присмотра. При этом лучше выбирать гравитационный способ смешивания раствора.
Тем более что такое устройство приносит больше пользы, когда полностью самостоятельное, чем требующее постоянного присмотра. При этом лучше выбирать гравитационный способ смешивания раствора. 1 Правосторонняя спираль
1 Правосторонняя спираль При использовании дрели-миксера это происходит в считаные минуты за счет правильной подборки оборотов и мощности.
При использовании дрели-миксера это происходит в считаные минуты за счет правильной подборки оборотов и мощности.

 Снизу у всех такого вида насадок есть защитное кольцо, чтобы не повредить нежные элементы о днище емкости, где происходит процесс.
Снизу у всех такого вида насадок есть защитное кольцо, чтобы не повредить нежные элементы о днище емкости, где происходит процесс.
 Этот вариант удобен тем, что можно на дрели применять насадки других изготовителей, т. к. они унифицированы.
Этот вариант удобен тем, что можно на дрели применять насадки других изготовителей, т. к. они унифицированы. Они могут работать с тяжелыми, весьма вязкими по составу смесями.
Они могут работать с тяжелыми, весьма вязкими по составу смесями.

 Для профессиональных строителей — это незаменимый помощник, с ним все процессы отделки внутренних помещений будут выполняться гораздо раньше установленного планом срока.
Для профессиональных строителей — это незаменимый помощник, с ним все процессы отделки внутренних помещений будут выполняться гораздо раньше установленного планом срока. Наконец, мини-миксеры также называют портативными бетоносмесителями, которые имеют большую мощность и насосы, более крупные генераторы и имеют большую мощность.
Наконец, мини-миксеры также называют портативными бетоносмесителями, которые имеют большую мощность и насосы, более крупные генераторы и имеют большую мощность. На Alibaba.com оптовые бетономешалки и бетономешалки для продажи могут быть разных размеров: барабанные миксеры, бетономешалки с продажей и миксеры с насосами больше для автомобилей, и у них больше энергии.
На Alibaba.com оптовые бетономешалки и бетономешалки для продажи могут быть разных размеров: барабанные миксеры, бетономешалки с продажей и миксеры с насосами больше для автомобилей, и у них больше энергии.
 Некоторые из них предназначены для разных целей, например, для разных типов бетоносмесителей. Загрузочные бетономешалки, электрические бетономешалки для продажи и портативные бетономешалки для продажи на Alibaba.com, где поставщики предлагают загрузочные бетономешалки или электрические Продам бетономешалку.
Некоторые из них предназначены для разных целей, например, для разных типов бетоносмесителей. Загрузочные бетономешалки, электрические бетономешалки для продажи и портативные бетономешалки для продажи на Alibaba.com, где поставщики предлагают загрузочные бетономешалки или электрические Продам бетономешалку.
 Дважды проверьте эти предметы, чтобы знать, что вам нужно в магазине:
Дважды проверьте эти предметы, чтобы знать, что вам нужно в магазине: Опять же, мы работаем с бетоном. Он устанавливается быстрее, чем вы думаете.
Опять же, мы работаем с бетоном. Он устанавливается быстрее, чем вы думаете.
