Стяжку делают по самым различным основаниям, от бетонной плиты в квартирах и частных домах, до профилированных листов НС35 на промышленных объектах, складах и строительстве частных домов. По ссылке вы можете купить профнастил Н-35, ПС-8/10/20 для своего строительства.
В зависимости от основания, помещения и условий стяжки сохнут разное время и вопрос, — сколько сохнет стяжка пола, не является праздным. Часто подрядчики, чтобы ускорить выполнение работ, нарушают технологические строки высыхания стяжки. Это недопустимо и может, в последствии, привести к эксплуатационным проблемам с полом. Чтобы этого не произошло, нужно знать сколько сохнет стяжка ЦПС под различные покрытия пола.
Нормативное высыхание стяжки пола
Стоит напомнить, что под стяжкой пола понимается слой в конструкции пола, предназначенный для его выравнивания, укрытия инженерных коммуникаций и/или равномерного распределения нагрузки по теплоизоляции.
Для выравнивания пола стяжки выполняются:
Бетонами классом прочности от В12,5;
Цементно-песчаными смесями (раствором) с прочностью на сжатие от 15 МПа.
Под наливные полимерные полы класс бетона увеличивается до В15, а прочность на сжатие раствора ЦПС увеличивают до 20 МПа.
Наименьшая толщина стяжки оговорена в СНиП 2.03.13 «Полы». Она составляет:
По бетонным плитам перекрытия 2 см;
По теплоизоляционному или звукоизоляционному слою — 4 см;
Для укрытия коммуникаций: выше труб на 1-1,5 см.
Кроме, бетонных стяжек и стяжек цементно-песчаными растворами, применяются гипсовые стяжки и стяжки из лёгких бетонов.
Очевидно, что каждый тип стяжки сохнет различное время.
Примечание: Нужно отметить, что понятие «сохнет стяжка» не совсем корректно. Более правильно говорить о времени, когда сяжка набирает полную нормативную прочность. Ходить по любой стяжке можно через сутки.
Сколько сохнет стяжка пола
Пора ответить, сколько сохнет стяжка пола в зависимости от используемого материала, как для стяжки, так и для отделочного материала.
Сколько сохнет бетонная стяжка
Бетонная стяжка и стяжка из цементно-песчаного раствора сохнут из расчёта 7 дней на 10 мм стяжки. То есть стандартная стяжка в 40 мм должна сохнуть 28 дней. При этом процесс высыхания должен быть постепенным, естественным, без ускорения сушки тепловыми приборами.
Согласно СНиП 3.04.01-87, если влажность в помещении ниже 50%, стяжку необходимо укрыть полиэтиленовой плёнкой на 7-10 дней. Это время необходимо для схватывания вяжущего элемента в растворе. Не забываем, что температура в помещении не должна быть ниже +5℃ и не должна резко колебаться.
Сколько сохнет гипсовая стяжка
40 мм стяжка на основе гипсового вяжущего (гипс цементно пуццолановый бетон) сохнет 7 дней. Однако, керамическую плитку на такую стяжку можно укладывать через 3-е суток. Каждый следующий сантиметр в гипсовой стяжке увеличивает время её высыхания на 90 часов.
Сколько сохнет лёгкий бетон
Лёгкие керамзитовый, вермикулитный, шлаковый и другие бетоны имеют меньшее время высыхания. 40 мм стяжка лёгкого бетона сохнет (набирает полную прочность) через 14 суток.
Сколько сохнет полусухая стяжка
Технология полусухой стяжки позволяет значительно снизить время технологического высыхания стяжки. Для полусухой стяжки:
Ходить можно через сутки;
Через три дня можно стелить ПВХ покрытия, керамическую плитку и керамогранит;
7 суток достаточно для укладки паркета, паркетной доски или ламината.
Как проверить остаточную влажность стяжки
Кроме использования специальных инструментов для проверки влажности стяжки, называются они карбидные гигрометры, есть «народный» метод проверки.
Полижите на стяжку бумажную салфетку;
Накройте салфетку 1 кв. Метром полиэтиленовой плёнки. По краю приклейте плёнку к полу скотчем;
Подождите 24 часа. Если через сутки салфетка стала мокрой (влажной) стяжка ещё не высохла.
Вывод
Главный вывод, который можно сделать из вышесказанного, не нужно торопиться. Если вы уж пошли на устройство цементной стяжки подождите месяц до проведения следующего этапа работ. Надеюсь вы поняли, сколько сохнет стяжка пола.
Укладка пола на сырую стяжку приведет к быстрой деформации и порче покрытия, а это дополнительные траты сил, времени и денег на новый ремонт. Чтобы этого не случилось, необходимо строго соблюдать временные интервалы между рабочими процессами, позволяя основанию как следует просохнуть и укрепиться. Сколько же сохнет цементная стяжка пола и когда можно стелить чистовой пол?
Сколько сохнет цементная стяжка пола
Содержание
От чего зависит время высыхания
Влажность воздуха
Температурный режим
Толщина и количество слоев
Наполнители для стяжки
Качество гидроизоляции основы
Как измерить влажность стяжки
Видео – Сколько сохнет цементная стяжка пола
От чего зависит время высыхания
Приступая к ремонту, нужно рассчитать не только количество материалов, но и время на выполнение работ. Такой подход обеспечит по-настоящему качественный результат и ваши усилия не будут напрасными. Самым длительным этапом в ремонте пола является дозревание стяжки, и есть отдельные факторы, которые могут как сократить, так и увеличить этот период.
От чего зависит время высыхания
На высыхание цементной стяжки влияют:
влажностный и температурный режим помещения, в котором выполняются работы;
толщина и количество слоев цементного раствора;
наличие в стяжке наполнителей;
качество гидроизоляции основы.
Начинающие мастера часто путают время схватывания смеси и время высыхания. Да, через сутки по полу можно спокойно ходить, не оставляя следов, а через неделю поверхность кажется достаточно прочной. Но в порах цементного слоя остается много воды, которой нужен выход. Так как под стяжкой уложена гидроизоляция, выйти вода может только на поверхность основания, поэтому, если рано уложить покрытие, оно отсыреет и деформируется. И даже через неделю или две после заливки влаги внутри все еще много.
Уложенное на сырую стяжку напольное покрытие может деформироваться
Стандартно время высыхания для цементной стяжки указывается в пределах 28 дней, но для этого каждый из перечисленных выше факторов должен соответствовать норме.
Влажность воздуха
Рекомендуемая влажность в помещении должна находиться в пределах 40 — 60 %
Рекомендуемая влажность в помещении составляет 60-70%; если этот показатель ниже, вода будет испаряться слишком быстро и на поверхности образуются трещины. При повышенной влажности срок высыхания раствора заметно увеличится. Если влажность меньше 60%, отрегулировать процесс испарения воды можно с помощью полиэтиленовой пленки, накрыв рабочую поверхность после схватывания раствора.
Температурный режим
Температурный режим
Оптимальной температурой для высыхания любой стяжки считается +20-25 °C. При более высоком значении верхний слой начинает растрескиваться, при низком – дольше сохнет. Учтите, что и температура в помещении, и влажность должны оставаться стабильными весь период высыхания, поэтому обязательно исключите любые воздушные потоки, прямые солнечные лучи, обогрев помещения отопительными приборами.
Если стяжка выполняется в новостройке, где еще нет отопления, заливать раствор нужно минимум за 1,5 месяца до наступления холодов. Промерзание невызревшей стяжки приводит к ее разрушению, причем по всей толщине. Можно использовать специальные добавки-пластификаторы, которые придают раствору морозостойкость, но это увеличит затраты на ремонт.
Пластификатор для всех видов бетона
Толщина и количество слоев
При соблюдении температурных условий слой цементного раствора толщиной 10 мм полностью высыхает за 7 дней. Стандартной толщиной цементной стяжки считается 40 мм, соответственно, на высыхание потребуется 28 дней. Но если толщина слоя превышает 40 мм, на каждый дополнительный сантиметр нужно прибавлять не 7, а 10-15 дней. То есть, стяжка толщиной 60-80 мм будет сохнуть около 2-3 месяцев.
Стяжка пола: схема
Если для выравнивания основы требуется толстая стяжка, можно сократить время высыхания, заливая раствор несколькими слоями. Например, сначала стяжку заливают так, чтобы закрыть глубокие выемки на основании, а после высыхания этого слоя заливают еще один, который закроет выступающие участки и образует нулевой уровень.
Наполнители для стяжки
Смесь с фиброволокном
При добавлении в цементный раствор специальных наполнителей срок высыхания стяжки заметно сокращается. В качестве наполнителей используют керамзит, гранулы пенополистирола, базальтовые и фиброволокна. Этот метод называют полусухой стяжкой, поскольку количество воды в растворе уменьшено почти вдвое. Сохнет полусухая стяжка 4-7 дней, хотя для укладки паркета и паркетной доски необходимо ждать минимум 3 недели.
Качество гидроизоляции основы
Под черновой стяжкой обязательно должен присутствовать слой гидроизоляции, особенно, если здание расположено в низине, часто подтапливается, или снизу расположен сырой подвал. Без гидроизоляционной защиты бетонные и цементно-песчаные стяжки легко впитывают влагу, соответственно, и время высыхания затягивается надолго. Обычного полиэтилена в этих случаях недостаточно, к тому же, в цементе присутствуют вещества, которые разъедают пленку за 3-4 года. Для надежной и качественной гидроизоляции необходимо использовать рубероид, специальные парогидроизоляционные пленки или обмазочные материалы.
Гидроизоляция
Основание перед укладкой гидроизоляции обязательно очищают и проверяют его целостность. Рулонные материалы укладывают внахлест, причем края закрепляют на стенах на высоте 15-20 см. Швы между полосами герметизируют с помощью битумной мастики. При использовании обмазочных материалов, их наносят сплошным плотным слоем на основание, захватывая и нижние участки стен. Обычно наносят два слоя, при этом первый должен полностью высохнуть перед нанесением второго.
Гидроизоляция бетонного пола мастикой
Теплофизические свойства гидроизолирующих материалов
Вид материала
Плотность, кг/м3
Паропроницаемость, Мг/(м*ч*Па)
Теплопроводимость, Вт/(м*С)
Битум
1400
0,008
0,27
Мастика полиуретановая
1400
0,00023
0,25
Рубероид
600
0,001
0,17
Полиэтилен
1500
0,00002
0,30
Как измерить влажность стяжки
Как измерить влажность стяжки
Даже по истечении указанного срока влажность цементного основания может оставаться повышенной. Чтобы точно знать, можно ли стелить покрытие, следует проверить степень влажности стяжки. Сделать это очень просто: берут бумажную салфетку, кладут ее на пол, накрывают полиэтиленом и оставляют на 24 часа. Если через сутки салфетка не отсырела, значит, стяжка полностью сухая. Если салфетка на ощупь влажная, нужно подождать еще несколько дней. Есть и специальные приборы для измерений – электронные влагомеры. Показания прибора не должны превышать 3,4%, в противном случае стяжка должна еще сохнуть.
Таблица максимально допустимых значений влажности
Напольное покрытие
Допустимый процент остаточной влажности для полов без подогрева
Допустимый процент остаточной влажности для полов с подогревом
Ламинат, паркет, паркетная доска
До 2%
До 1,5%
Пластиковые панели, линолеум
До 3,4%
До 1,5%
Ковролин на влагонепроницаемой основе
До 3%
До 1,5%
Ковролин на джутовой основе
До 2,5%
До 1,5%
Кроме измерения влажности стяжку необходимо проверить на прочность, отсутствие видимых дефектов, расслоений и усадки. Для этого поверхность внимательно осматривают, слегка простукивают молотком в отдельных местах. Прочная качественная стяжка должна иметь однородный цвет и издавать звонкий звук при ударе.
Таблица оценки качества стяжки
Физические характеристики
Способ оценки
Основные отличительные признаки
Остаточная влажность
Полиэтилен или влагомер
Отсутствие влажных пятен под пленкой, показания прибора 4%
Прочность на сжатие
Простукивание молотком
Звонкий звук – высокая прочность, глухой звук — низкая
Прочность на разрыв
Малярная лента или прибор
Отсутствие мелких частиц на ленте после отрыва от поверхности, показания прибора 1,5 МПа
Места соединения на стяжке
Простукивание и визуальный осмотр
Отличие участков по структуре и цвету, глухой звук при некачественном соединении
Сейчас, как никогда, строительная отрасль находится под давлением. Помимо очевидного финансового давления, строительные компании должны учитывать: удовлетворенность клиентов, нехватку времени, экологические соображения, изменение технологий, опережение конкурентов, а также манипулирование рабочей силой, которая включает в себя множество профессий. Задержки обходятся дорого, разочаровывают и могут иметь катастрофические последствия для проекта. Ожидание высыхания стяжки может привести к остановке проекта, строительство прекращается, а рабочая сила не может получить доступ к области.
Решение
Чтобы ускорить высыхание стяжки, найм временного котла, адаптированного к потребностям каждого проекта, сократит задержки строительных работ и обеспечит выполнение проекта в соответствии с графиком, помогая вам уложиться в сроки. Компания «Идеальное тепло» знает о трудностях, с которыми приходится сталкиваться на объекте. Ускорение процесса сушки требует знаний и опыта и должно выполняться только компанией, одобренной OFTEC и аккредитованной SafeContractor.
Надежность
Быстрая сушка стяжки — процесс, требующий специальных знаний. Обратитесь за советом в компанию, аккредитованную SafeContractor, с инженерами, утвержденными OFTEC. Убедитесь, что компания обладает опытом и репутацией и имеет ресурсы для инвестирования в наиболее эффективные и передовые технологии. Компания Ideal Heat имеет прекрасную репутацию поставщика временных индивидуальных решений для отопления в Лондоне и на юго-востоке.
Что такое стяжка?
Выравнивающая смесь, наносимая на поверхность для создания ровного пола и доведения его до заданной строительной высоты. Стяжки обычно изготавливаются из предварительно приготовленного раствора, смешанного с цементными или безводными вяжущими. Различные стяжки могут быть выбраны для различных применений/условий.
Типы стяжки пола
Существует множество типов стяжки. Он может быть текущим; примерами являются Gyvlon, Supaflo и Truflow; традиционные, гранолитные или быстросхватывающиеся, такие как Mapei Topcem и K-screed. Текучие семена являются хорошей альтернативой, если время ограничено, но может быть более дорогостоящим. Традиционные песчано-цементные стяжки больше подходят для бытового использования и являются предпочтительным выбором для полов, которые будут покрыты керамической плиткой, поскольку сцепление будет более прочным, чем у других стяжек. Гранолитные стяжки износостойкие, на основе заполнителя и используются в промышленных зонах с интенсивным движением.
Традиционная стяжка Vs. Free Flowing Screed
Feature
Traditional
Free Flowing
Depth
Deeper
Shallower
Cost
Usually More Economical
Usually Менее экономичный
Время укладки
Медленнее
Быстрее
Стяжка без привязки – не приклеивается к основанию, а укладывается на изолирующий слой, такой как ПВХ или полиэтилен. Лучшим армированием несвязанных стяжек являются полипропиленовые волокна, а не шестигранная проволока.
Плавающая стяжка – Укладывается на слой теплоизоляции, такой как пенополистирол и/или материал для звукоизоляции.
Стяжка с приклеиванием – Укладка на опорную конструкцию, такую как нижележащая плита. Склеиваются с помощью клея, такого как ПВА, бутадиен-стирольный каучук, эпоксидная смола или цемент.
Стяжка с подогревом – Стяжка имеет встроенную систему подогрева пола, состоящую из элементов трубопровода внутри пластиковой или композитной втулки. Тепло обеспечивает котельная система.
Модификации стяжек/добавки
Гидравлическое вяжущее – Может добавляться к стяжкам с целью получения высокопрочной стяжки с быстрым высыханием. Примером может служить Mapei Topcem
Пластификатор – добавка, используемая для снижения уровня влажности, что приводит к более быстрому высыханию. Например, Isocrete K-screed и Tarmac Truscreed.
Алюминий – цемент на основе алюминия используется для сокращения времени схватывания. Преимущества более быстрой настройки необходимо сопоставить с потенциальными недостатками, качество которых часто ухудшается, и они могут быть очень дорогими. Примерами являются Ardex Ardurapid и Isocrete screedfast.
Полипропиленовые волокна – например, в Truscreed используется армирование, которое помогает контролировать растрескивание и обеспечивает более прочную стяжку.
Полимеры – добавляются большие количества ПВА или бутадиен-стирольного каучука для создания вязкой, липкой стяжки. Это придает стяжке химические и водостойкие свойства. Это также означает, что стяжка пола может быть немного тоньше.
Recommended Depths for Liquid Floor Screed
Depths recommended:
Type
Minimum Depth – Liquid screed
Fully Bonded
25mm
Unbonded
30mm
Верхняя изоляция
35 мм
Верхняя изоляция
40 мм
Теплый пол (UFH)
30mm from top of pipes
Screed Setting and Drying Times
Product
Typical Setting Time
Typical Drying Time
Typical Strength
Traditional стяжка (предварительно смешанная 1:4)
24–48 часов
1 мм в день
27–30N
Быстросхватывающаяся стяжка (1:5)
1–2 часа
10-15 мм в день
22-27N
K-сэд (1: 4)
6-12 часов
25 мм в неделю
30n+
Mapei Top (1: 6) (1: 6) (1: 6). Tarmac Cem5
6 – 24 hours
5 days
27 – 30N
Flowing screeds – Gyvlon / Supaflo etc
6 – 48 hours
1mm per day
25 – 27N
Granolithic screeds
12 – 28 часов
2 мм в день
40N+
TARMAC TRUCKREED (1: 4)
24 — 48 часов
25 мм в неделю
30N+
30N+
. для создания оптимальных условий для высыхания стяжки. Идеальная среда должна быть теплой и хорошо проветриваемой, очевидно, что условия различаются, и это повлияет на время высыхания.
Gyvlon – это безнапорная стяжка, часто используемая в полах с подогревом. В зависимости от условий стяжка Gyvlon толщиной до 40 мм будет высыхать со средней скоростью 1 мм в день. При толщине более 40 мм норма снижается до ½ мм в сутки. Принудительное высыхание стяжки Gyvlon возможно через 7 дней после утепления. Более низкая температура подачи 20-25°C в течение как минимум трех дней может быть повышена с шагом 5°C в течение следующих семи дней до максимальной температуры воды 55°C. Снова доведите температуру до температуры окружающей среды, используя обратный процесс, с шагом 5°C.
Ideal Heat поставляет временные котлы, которые включают в себя современную систему мониторинга котла Trend 963 Supervisor, такая система позволяет выполнять процесс и управлять им точно и эффективно.
После высыхания стяжки следует использовать утвержденный метод испытаний для оценки уровня остаточной влажности перед укладкой пола. Большинство стяжек достигают своей окончательной (максимальной) прочности через 28 дней после укладки.
Аренда котла для теплого пола
Опытная компания, аккредитованная SafeContractor , сможет помочь вам, есть сложности, которые необходимо учитывать. Утвержденные OFTEC инженеры будут обладать необходимыми навыками для преодоления технических трудностей и предоставления решения по отоплению, подходящего для конкретной ситуации. Установка сменного котла должна быть относительно быстрой, сводя перерывы в работе к минимуму. Компания Ideal Heat рекомендует использовать котел мощностью 22 кВт для сушки стяжки.
Обработка стяжки перед укладкой пола
Любая стяжка пола должна быть надлежащим образом выдержана перед добавлением любого напольного покрытия. На традиционную стяжку полов в оптимальных условиях уходит около 7 дней на сантиметр толщины. Это может потребовать времени высыхания более месяца; это можно уменьшить несколькими способами. Аренда временного котла у опытной компании по аренде котлов, аккредитованной SafeContractor , может эффективно ускорить процесс.
Перед укладкой плитки стяжка пола должна быть проверена на остаточную влажность с помощью соответствующего оборудования. Если стяжка не полностью высохнет, влага помешает приклеиванию плиточного клея. Для любого напольного покрытия, в котором используется клей, мы рекомендуем слегка отшлифовать стяжку, а затем загрунтовать, чтобы обеспечить барьер между стяжкой на гипсовой основе и клеем на цементной основе.
Защита стяжки — Чтобы сохранить качество вашей стяжки, защитите ее от повреждений, регулируя/предотвращая движение на площадке и/или устанавливая защитные устройства для стяжки. Британские стандарты рекомендуют защищать только что уложенную стяжку как можно скорее и оставлять защиту до тех пор, пока не будет нанесена окончательная отделка.
Время перед ходьбой по стяжке пола
«Время ходьбы» относится к времени, в течение которого пол пригоден для легкой/малой ударной нагрузки. Большинство стяжек рекомендуют 24–48 часов. У некоторых более современных стяжек время ходьбы меньше, всего 12 часов. См. инструкции производителя.
Интенсивное/нормальное движение можно возобновить через 5-7 дней после укладки стяжки. Первоначально разумно соблюдать осторожность при использовании тяжелых весов и сильных ударов.
Проблемы, связанные со стяжками пола
Процесс сушки, по определению, предполагает выделение воды из вещества. При неправильном выполнении этого процесса могут возникнуть проблемы с вашей стяжкой:
Растрескивание – вероятность этого увеличивается при искусственной сушке, поэтому важность обеспечения искусственной сушки стяжек выполняют опытные специалисты.
Скручивание – также может быть вызвано искусственным высыханием, скручивание более вероятно при более тонких стяжках, поскольку они сохнут быстрее. Обычно это происходит на внутренних углах и дневных стыках.
Усадка – Результат уменьшения объема по мере удаления воды. Некоторые стяжки для пола, такие как Truscreed и K-screed, обладают гидропонижающими свойствами в виде суперпластификаторов, которые снижают усадку и растрескивание.
Развенчанные мифы
«Свободнотекущая стяжка покроет мои трубы теплого пола, а традиционная стяжка — нет» Это не обязательно так, традиционные стяжки также могут покрывать трубы, но по мере распространения тепла по вертикали это на самом деле не важно и не повлияет на производительность системы напольного отопления.
«Искусственное ускорение времени высыхания приведет к появлению трещин и искривлению стяжки». Это может произойти, если процесс выполняется неправильно. Сушка искусственной стяжки должна выполняться опытными техниками, имеющими допуск OFTEC.
«Временная аренда котла предполагает использование старого котла, непригодного для работы» Важно иметь эффективный котел, подходящий для каждой ситуации. Инженеры должны оценить точные потребности, а котел, предназначенный для ускорения высыхания стяжки, должен быть соответствующего размера и номинальной мощности. У Ideal Heat есть программа постоянных инвестиций в ведущее в отрасли оборудование и обучение, от этого зависит наша репутация ведущего поставщика временной аренды котлов.
5 причин, по которым вам следует ускорить процесс сушки стяжки
Строительные работы могут быть сопряжены с дорогостоящими задержками по истечении времени сушки.
Работа может продолжаться быстрее
Полы могут быть уложены в более короткие сроки
Избавьтесь от нехватки времени для вас и вашей рабочей силы
Соблюдайте график работы
Как сушка стяжки принесет пользу вашему бизнесу
✓ Соблюдение сроков ✓ Меньше задержек ✓ Работа продолжается по всем сделкам ✓ Сниженная стоимость
Автор: Собек
Собек работает в отделе маркетинга компании Ideal, круглосуточно работая над улучшением наших услуг.
Через какое время после укладки стяжки можно укладывать пол?
Может быть трудно определить, сколько ждать перед укладкой пола на свежую стяжку. Поскольку это зависит от типа используемой стяжки, площади покрытия и пола, который вы хотите уложить, однозначного ответа, к сожалению, нет. Тем не менее, EasyMix всегда готовы помочь вам принять это решение.
Что такое стяжка?
Стяжка представляет собой тонкий верхний слой материала, который укладывается на бетонное основание. Традиционно он состоит из острого песка и цемента. Промышленная стяжка, как правило, представляет собой более крупный заполнитель размером 6-10 мм и используется для более тяжелых условий эксплуатации.
Используется для покрытия бетона конструкционного перекрытия и может наноситься на монолитные, монолитные или сборные бетонные плиты перекрытия. Стяжку также можно укладывать поверх изоляционных материалов, в частности, труб теплого пола.
Стяжка
предназначена для обеспечения гладкой плоской поверхности, на которую можно укладывать отделочные материалы, такие как половицы, плитка или ковер. Уровень пола не должен превышать 5 мм на площади 3 метра.
Какие существуют типы стяжек?
Существует четыре основных типа стяжки, в том числе:
Стяжка
Полностью приклеивается к бетонному основанию с помощью связующего праймера или агента. Приклеенная стяжка часто применяется, когда требуются более тонкие стяжки.
Стяжка без привязки
Укладывается поверх полиэтиленовой пленки или влагонепроницаемой мембраны. Это отделяет бетонное основание от последнего слоя стяжки. Несвязанная стяжка обычно наносится на старые бетонные основания.
Плавающая стяжка
Укладывается поверх слоя теплоизоляции и, как правило, поверх влагонепроницаемой мембраны, разделяющей существующее бетонное основание.
Пол с подогревом
Как следует из названия, этот тип стяжки укладывается поверх труб напольного отопления в качестве альтернативы другим изоляционным материалам. Стяжка пола с подогревом очень похожа на плавающую стяжку.
Для чего можно использовать стяжку?
Стяжка
предназначена для выравнивания бетонного основания, обеспечивая ровную поверхность с гладкой поверхностью. Это позволяет укладывать ковры и плитку ровно и с максимальной точностью. Его также можно использовать для покрытия труб теплого пола и изоляции.
Сколько времени сохнет стяжка?
В зависимости от типа и толщины сохнет не менее 24-48 часов. При использовании определенных добавок время может быть сокращено до 12 часов! Для помещений с более интенсивным пешеходным движением или если вы надеетесь переместить или поставить на них тяжелую мебель, мы рекомендуем оставить его примерно на 5-7 дней. Как правило, большинство стяжек достигают полной прочности примерно через 28 дней. Для достижения наилучших результатов лучше подождать столько времени, прежде чем использовать выровненную поверхность.
Можно ли ускорить процесс высыхания стяжки?
Короче говоря, да. В зависимости от типа стяжки процесс высыхания может быть ускорен. Но это реально сделать только в том случае, если у вас оптимальные условия сушки, или если используется добавка – что-то полезное для стяжки для теплого пола.
Преимущества более быстрого высыхания стяжки
Строительные работы могут пострадать, если время сушки займет больше времени, чем ожидалось
Работа может быть выполнена и завершена своевременно
Полы можно укладывать быстро, качественно и ровно
График работы может оставаться в силе
Снята нагрузка на рабочих в связи с нехваткой времени
Как убедиться, что стяжка пола готова к укладке плитки, коврового покрытия или укладке нового ламината?
Время ожидания надлежащего высыхания стяжки зависит от того, что вы планируете укладывать поверх нее.
Ламинат
Как правило, следует ждать одну неделю на каждый сантиметр стяжки (толщины) до 4 см и ждать в два раза больше времени на каждый дополнительный сантиметр толщины (до 6 см). Вы должны ждать 4 недели для каждого дополнительного сантиметра толщины сверх 6 см.
Потребуется значительное время, чтобы вся влага мигрировала со дна на поверхность свежеуложенной стяжки. Если у вас совершенно новая, только что уложенная стяжка пола, перед укладкой ламинатных панелей постелите на нее полиэтиленовую пленку. Некоторые панели ламината могут иметь встроенную пластиковую пленку или что-то подобное.
Плитка
Стяжка должна быть достаточно прочной, чтобы по ней можно было ходить, прежде чем можно будет приступить к укладке плитки. В зависимости от толщины может пройти около трех дней, прежде чем вы сможете это сделать, а бетонному фундаменту должно быть не меньше недели.
Прежде чем приступить к работе, вы должны убедиться, что основание, на которое вы собираетесь укладывать плитку, чистое и сухое, уделяя особое внимание деформационным швам и их правильности.
№
Уложите плитку, оставляя швы шириной примерно 3 мм – это позволяет затирку швов и обеспечивает подвижность. После укладки плитки заполните швы и заполните деформационные швы по периметру силиконом.
Ковер
Стяжка должна быть как можно более сухой перед укладкой ковра, чтобы избежать образования плесени из-за повышения влажности. После высыхания стяжка должна быть очищена от загрязнений (таких как масла, жир или полироль, например).
Бетонные стяжки должны быть конструктивно прочными и не содержать отверстий, сколов или трещин. Если стяжка повреждена, вы сможете исправить ее, используя утвержденную выравнивающую смесь толщиной не менее 3 мм.
Стяжка пола EasyMix
EasyMix является ведущим поставщиком стяжек для полов, снабжая домашних и коммерческих клиентов бетонными изделиями высочайшего качества. Наши первоклассные услуги по укладке стяжки пола включают ее смешивание и доставку, что позволит вам добиться идеальной отделки вашего бетонного пола.
Стяжка пола, которую мы предлагаем, доступна для доставки в тот же или на следующий день, что дает вам выбор высококачественных, готовых материалов или смешанных материалов на месте.
Как правильно паять паяльником провода: медные, алюминиевые
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Содержание статьи
1 Что нужно для пайки паяльником
1.1 Канифоль и флюсы
1.2 Вспомогательные материалы
2 Процесс пайки электропаяльником
2.1 Отличия технологии при использовании флюса
2.2 Особенности пайки многожильных проводов
2.3 Можно ли паять медный провод с алюминиевым
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.
Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.
4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Пайка широко используется в электронной промышленности. Это процесс соединения, используемый для сплавления различных типов металлов вместе путем плавления припоя. Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который плавится с помощью горячего железа. Горячий утюг нагревается до температуры выше 600 градусов по Фаренгейту, которая в конечном итоге охлаждается и создает прочную электрическую связь. При пайке крайне важно иметь необходимые инструменты, необходимые для создания успешного продукта. Давайте рассмотрим 5 из этих основных инструментов.
Припой Припой необходим для любого проекта пайки, потому что это наполнитель, который плавится и соединяет два материала вместе. Имейте в виду, что припой должен иметь более низкую температуру плавления, чем соединяемые материалы. Это позволит припою расплавиться первым и соединить материалы вместе. Припои могут быть со свинцом или без него, и в зависимости от того, какие материалы вы будете паять, лучше всего подойдет припой с более низкой температурой плавления.
Паяльник Существует множество типов паяльников. Для большинства проектов важно использовать паяльник карандашного типа, потому что он позволяет припаивать небольшие соединения и компоненты без необходимости использовать дорогой, громоздкий инструмент или станцию. При использовании паяльника карандашного типа рекомендуется мощность 25 Вт и более. Использование утюга с недостаточной мощностью, менее 25 Вт, в конечном итоге обойдется вам дороже из-за испорченных продуктов и поврежденных компонентов. Утюги с недостаточной мощностью также требуют больше времени для нагрева соединения, что может привести к перегреву припаиваемого компонента и вызвать его повреждение. Паяльный карандаш используется для пайки мелких металлических элементов и электрических компонентов. Более тонкое острие помогает при детальных и микроскопических работах. Наконечники для пайки также могут помочь в точной и детальной работе, поскольку они бывают разных форм и размеров, подходящих для многих типов пайки.
Фитиль для пайки Никто не идеален, и ошибки случаются. Вот тут-то и пригодится паяльный фитиль. Паяльный фитиль служит инструментом для демонтажа припоя. Он состоит из переплетения медных проводов. Эти провода при нагревании позволяют вам вносить изменения в соединения, которые вы уже спаяли. При нагревании кончика паяльного фитиля фитиль расплавляет припой и поглощает его. Как только часть паяльного фитиля будет покрыта припоем, ее нужно будет удалить и повторить, пока весь припой не исчезнет.
Увеличительное стекло Пайка требует высокой точности, которая невозможна невооруженным глазом. Очень важно иметь под рукой увеличительное стекло, микроскоп или какое-либо увеличительное устройство, чтобы четко видеть детали вашего электронного компонента. Вот несколько различных увеличительных стекол, которые полезны для пайки.
Руки-помощники при пайке Лупа-руки-помощники имеют похожие на руки костыли, которые могут удерживать провода во время пайки. У некоторых может быть две руки, а у некоторых четыре, в зависимости от модели и ваших предпочтений. Вы также можете использовать руки, чтобы поместить паяльник, над которым вы работаете.
Очки с увеличительным стеклом Вы также можете эффективно носить очки с увеличительным стеклом во время пайки. Некоторые модели даже оснащены встроенным светодиодом. В то время как некоторые предлагают 5 или 6 светодиодов, есть и те, которые предлагают 30 или 40 светодиодов для отличного освещения наряду с большим увеличением.
Кусачки для проволоки При пайке вам придется работать с многочисленными проводами, которые необходимо обрезать после завершения, особенно при пайке электрических проводов. Кусачки — очень удобные инструменты, которые можно использовать для обрезки выводов компонента или для зачистки конца провода, который вы использовали.
При любой пайке важно использовать свои ресурсы. Существует множество различных стандартов и руководств, учебных комплектов и пособий, а также сертификатов, которые помогут вам в процессе пайки. EPTAC проводит многочисленные сертификационные курсы по пайке, в том числе «Усовершенствованная ручная пайка Micro SMT», «Сертификация ручной пайки» и обучение инструкторов, специалистов и стандартных экспертов J-STD-001. Все это преподается экспертами, которые знают отрасль вдоль и поперек. Продвиньте свое образование в области пайки на одном из обучающих курсов EPTAC сегодня.
О компании EPTAC EPTAC является признанным во всем мире лидером в области обучения пайков и сертификации IPC, предоставляя профессионалам навыки для продвижения по карьерной лестнице, а компаниям — таланты для достижения успеха. Более 30 лет EPTAC помогает корпорациям повышать стандарты качества, повышать производительность и максимизировать прибыль. Имея девятнадцать (19) офисов в Северной Америке, EPTAC продолжает расширять свои предложения и исключительный преподавательский состав, чтобы обеспечить легкий доступ к знаниям и программам, основанным на навыках, когда и где это требуется отрасли. Получите доступ к нашим запланированным программам через наш веб-сайт или запланируйте собственное корпоративное обучение на месте. Для получения дополнительной информации позвоните по телефону 800.643.7822 или свяжитесь с нами.
Лучшие инструменты, оборудование и аксессуары для пайки
Пайка — очень сложный процесс, используемый для соединения двух материалов без их сплавления. В отличие от сварки, он не плавит металлы. Вместо этого он плавит припой (присадочный материал) и соединяет два металла.
Когда мы говорим о пайке, мы обычно имеем в виду в контексте электроники, где мы припаиваем электронные компоненты к печатной плате. Поскольку все компоненты крошечные, для эффективной пайки необходимо вооружиться нужным набором инструментов, приспособлений.
Помимо электроники, мы также используем пайку в различных отраслях промышленности, таких как сантехника, ремонт автомобилей и изготовление ювелирных изделий. Вы не можете использовать один и тот же набор инструментов для всех приложений пайки.
В зависимости от материалов, их химического состава и размеров необходимо подобрать нужный набор инструментов. Выбор также зависит от ваших навыков пайки.
В приведенной ниже статье содержится полный список всех лучших инструментов, оборудования и принадлежностей, необходимых для паяльных работ.
Outline
Лучшее паяльное оборудование
Ниже приведен полный список различного паяльного оборудования, доступного для ваших нужд,
1. Паяльная станция
все необходимые инструменты для пайки. Обычные инструменты включают паяльник, термофены и инструменты для удаления припоя. Паяльная станция обычно используется для пайки чувствительных электронных компонентов, так как вы можете установить точную температуру паяльного жала.
Вы должны включить паяльную станцию в розетку и установить самую низкую температуру. Шаг за шагом вы должны увеличивать температуру, пока припой не расплавится.
2. Паяльник
Паяльник — это основное паяльное оборудование, имеющее форму ручки. Это используется новичками для самостоятельной пайки, таких как пайка печатных плат и других электронных компонентов. Сначала нагрейте кончик утюга, включив устройство. После нагрева поместите его на припой и расплавьте.
Подробнее…
3. Паяльник
Паяльники имеют форму пистолета и работают от электричества. Паяльник использует припой на основе олова для пайки медных проводов или выполнения других электрических соединений. Вы должны подключить его к розетке и нажать на курок, чтобы нагреть припой.
Обычно мы используем эти паяльные пистолеты, когда работаем с более толстыми проводами. Поскольку эти инструменты не являются точными, мы не рекомендуем их для ежедневной пайки электронных компонентов.
4. Демонтажная станция
Демонтажная станция использует горячий воздух или вакуум для расплавления и удаления излишков припоя после процесса пайки. Демонтажная станция использует шланг для направления воздуха от воздушного насоса. Шланг имеет насадку и нагревательный элемент на конце. Нагревательный элемент нагревает воздух, который плавит припой. После расплавления припой можно легко удалить.
5. Паяльный карандаш
Подобно паяльнику, паяльный карандаш используется для пайки небольших металлических элементов и электрических компонентов. Вы нагреваете припой с помощью нагревательного элемента, расположенного на конце паяльного карандаша. Паяльный карандаш имеет более тонкое острие, что помогает в детальных и микроскопических паяльных работах.
6. Паяльник на бутане
Паяльник на бутане представляет собой модифицированную версию обычного паяльника, работающего на бутане. Он быстро нагревается и может расплавить припой менее чем за 40 секунд. Кроме того, он также беспроводной и имеет широкий диапазон температур. Таким образом, вы можете использовать его для самых разных целей пайки и для пайки различных материалов.
Лучшие инструменты для пайки
Помимо оборудования, вам также потребуются определенные инструменты для выполнения пайки. Эти инструменты отвечают за подготовку материалов перед пайкой и очистку поверхности после процесса.
Вот полный список инструментов, используемых в процессе пайки.
1. Припой
Припой — это наполнитель, который плавится и соединяет два материала. Эмпирическое правило заключается в том, что он должен иметь более низкую температуру плавления, чем соединяемые материалы. Только тогда припой расплавится первым и скрепит материалы. Припои бывают со свинцом и без него. В зависимости от материалов, которые вы паяете, вы должны выбрать припой с более низкой температурой плавления.
2. Флюс для припоя
Флюс для припоя представляет собой химическое вещество, которое используется для очистки поверхности соединяемых металлов. Можно паять без применения флюса. Но суставы могут быть не прочными и их легко сломать. Флюс удаляет оксиды, образовавшиеся на металлических поверхностях, и предотвращает дальнейшее окисление. Это укрепит места пайки.
Флюс можно наносить руками или кистью. Но для массовых паяльных работ существуют различные методы нанесения флюса.
3. Ручка с флюсом для пайки
Ручка с флюсом для пайки используется для нанесения флюса на металлическую поверхность перед процессом пайки. Основным преимуществом использования флюсовой ручки является то, что вы можете наносить флюс только на участки, где собираетесь паять. Это особенно полезно при пайке печатных плат. Использовать флюсовую ручку довольно просто.
Во-первых, вы должны нажать на кончик пера, чтобы насытить его поток. Затем прижмите наконечник к местам, где вы будете припаивать электронные компоненты, чтобы нанести припой.
4. Соединители проводов под пайку
Соединитель проводов под пайку имеет форму небольшой трубки и используется для соединения проводов. Разъем имеет припой на обоих концах. Когда вы нагреваете разъем с помощью зажигалки или небольшой тепловой пушки, припой плавится и течет через разъединенные провода. Когда припой затвердевает, он создает соединение между проводами.
5. Жала для припоя
Жало паяльника, которое нагревает и плавит припой, называется жалом для припоя. Как правило, он изготовлен из медного сердечника, так как медь является хорошим проводником тепла. Он покрыт железом или никелем. Наконечники припоя бывают разных форм, каждая форма больше подходит для определенного типа пайки.
6. Фитиль для пайки
Фитиль для пайки представляет собой инструмент для демонтажа припоя, который состоит из переплетенных медных проводов. Когда вы поместите наконечник фитиля для пайки и нагреете его, фитиль расплавит припой и впитает его. Как только часть паяльного фитиля будет покрыта припоем, вам придется удалить эту часть. Повторяйте процесс, пока не удалите весь припой.
7. Паяльная паста
Паяльная паста используется при сборке печатных плат для пайки электронных компонентов. Он сделан из мельчайших шариков припоя, скрепленных флюсом. Для нанесения паяльной пасты необходимо использовать трафарет или другие приемы. Паяльная паста наносится только на те участки, где требуется пайка.
8. Присоска для припоя
Также известная как насос для удаления припоя, она используется для удаления припоя с печатных плат. Некоторые демонтажные насосы поставляются с паяльником. Если нет, вы должны получить утюг отдельно и нагреть припой, прежде чем использовать этот насос для всасывания припоя.
На одном конце насоса имеется груша. Вы должны сжать насос и поместить другой конец на припой. Теперь, когда вы отпустите лампочку, она будет сосать припой. Некоторые модели также поставляются с поршнем вместо груши. Нажатие и отпускание поршня всасывает припой.
Лучшие аксессуары для пайки
Помимо инструментов для пайки, аксессуары также играют важную роль в обеспечении эффективного и безопасного выполнения пайки.
Ниже приведен полный список принадлежностей, которые вам понадобятся при пайке,
1. Подогреватели для пайки
При использовании термофенов для пайки вы столкнетесь с проблемой перегрева материалов. Перегрев повредит материалы. Кроме того, резкое повышение температуры приведет к тепловому удару. Чтобы этого избежать, необходимо использовать предпусковой подогреватель. Основная цель подогревателя — постепенно повышать температуру материалов.
2. Руки-помощники
Руки-помощники имеют похожие на руки муфты, которые могут удерживать провода во время пайки. Это позволяет создавать прецизионные соединения. Количество стрелок отличается от одной модели к другой. Большинство моделей поставляются с двумя стрелками, а некоторые могут иметь четыре. На эти руки также можно положить паяльник.
3. Коврик для пайки
Коврик для пайки термостойкий и защищает полы, стены, кабели и другие горючие материалы во время пайки. Коврики для пайки выдерживают температуру до 1250 градусов Цельсия. Коврик для пайки обычно используется при пайке медных труб в сантехнике. Но вы также можете использовать его для всех целей пайки.
4. Лупа для пайки
Лупа для пайки используется при пайке микроэлектроники. Микроэлектронная пайка требует высокого уровня точности, которая невозможна невооруженным глазом. Таким образом, вы должны использовать увеличительное стекло, чтобы четко видеть электронные части. Лупы поставляются с подставкой, чтобы вам не приходилось их держать. Они имеют диапазон увеличения от 2x до 10x в зависимости от модели.
5. Поглотитель дыма
Дым, выделяющийся при пайке, может быть очень токсичным. Особенно, если вы используете припой на основе свинца, паяльные пары могут нанести непоправимый вред здоровью. Чтобы обезопасить себя от вдыхания ядовитых паров, можно использовать поглотитель дыма.
Поглотитель дыма поставляется с вентилятором и блоком фильтрации, который всасывает дым и фильтрует его. Их можно просто поставить на стол. Некоторые более крупные единицы хранятся на полу.
6. Лента для пайки
Ленты для пайки используются для скрепления металлических деталей во время пайки. Обладает высокой термостойкостью и препятствует передаче тепла другим частям металла. Ленты для пайки бывают шириной от 1/8 дюйма до 2 дюймов.
7. Набор пинцетов
Основное правило пайки – никогда не держать припой рукой. Вы всегда должны использовать пару пинцетов для удержания материалов. Если вы паяете материалы разного размера и толщины, вам следует приобрести набор пинцетов. Вы не можете использовать одну и ту же пару пинцетов для удержания материалов разного размера.
8. Очиститель жала паяльника (латунная вата)
После завершения пайки необходимо очистить жало паяльника, чтобы удалить припой и углеродный материал. Для этого можно использовать медную вату. Это разновидность химчистки, изготовленная из стружки мягкого металла и покрытая флюсом. Вы должны воткнуть железный наконечник в латунную вату несколько раз, чтобы очистить его.
9. Подставка для пайки
Подставка для пайки используется для безопасного хранения паяльных инструментов, когда они не используются. Самая распространенная подставка, с которой вы столкнетесь, — это подставка для паяльника. Это позволяет держать горячий паяльник подальше от рабочей зоны после использования. Это также облегчает чистку жала паяльника.
10. Лудильщик паяльного жала
Лужильщик паяльного жала изготовлен из мягкой кислоты и используется для предотвращения окисления жала паяльника, когда он не используется. Кроме того, вы также можете использовать его для удаления остатков после пайки. Вы должны вставить жало паяльника в олово, а затем протереть его влажной губкой или тканью. Это удалит остатки и предотвратит окисление наконечника.
11. Кусачки
Если вы паяете электрические провода, то вам обязательно нужно иметь в своем арсенале кусачки. Они легко обрезают провода и зачищают концы. Кроме того, они не стоят целое состояние.
12. Тиски для пайки
Если у вас есть руки, помогающие паять, то вы сможете справиться с большинством работ по пайке. Но иногда рука помощи может не оставаться стабильной. В таких ситуациях вы можете выбрать тиски для пайки. Выглядит как обычные тиски, но это уменьшенная версия. Эти мини-тиски могут очень крепко удерживать печатные платы, и вам не нужно беспокоиться о движениях, рывках или каких-либо проблемах со стабильностью.
Помимо печатных плат, вы также можете использовать мини-тиски для удержания деталей из металла или дерева. PanaVise — популярный бренд паяльных тисков.
Заключение
Выбор инструментов для пайки зависит от ваших навыков пайки и типа материалов, которые необходимо спаивать. Паяльник сослужит вам хорошую службу, если вы новичок. Но по мере того, как вы развиваете свою точность, вам, возможно, придется перейти на паяльную станцию.
Нержавеющая сталь, (сложнолегирована сталь) является стойкой против появления ржавчины в атмосферных условиях и коррозии в агрессивных средах. Главный легирующий элемент нержавеющей стали — Cr (содержание 12-20%). Кроме того, нержавеющая сталь содержат элементы, которые сопутствуют железу в его сплавах (С, Si, Mn, S, Р) и элементы, вводимые в сталь для придания ей нужных физико-механических свойств и коррозионной стойкости (Ni, Mn, Ti, Nb, Co, Mo). Чем выше содержание Cr в стали, тем выше ее сопротивление коррозии и жаропрочность; при содержании Cr 12% и более сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, 17% и более — коррозионностойкими и в более агрессивных окислительных и других средах, в частности в азотной кислоте крепостью до 50%. Коррозионная стойкость нерж. стали объясняется тем, что на поверхности контакта хромсодержащего сплава со средой образуется тончайшая защитная пленка окислов либо др. нерастворимых соединений. Немаленькое значение при этом имеют однородность металла, которое соответствует состояние поверхности, отсутствие у стали склонности к межкристаллитной коррозии. В сильных кислотах (соляной, серной — которая образуется в дымоходах, фосфорной, плавиковой и их смесях) высокую коррозионную стойкость показывают сложнолегированные нерж. стали и сплавы с более высоким содержанием Ni с присадками Mo, Cu, Si в разных сочетаниях. При этом для каждых конкретных условий (температура и концентрация среды) выбирается соответствующая марка стали.
По химическому составу нержавеющие стали подразделяются на хромоникелевые, хромистые и хромомарганцевоникелевые (более 100 марок). По структуре хромистые нерж. стали подразделяются на полуферритные, мартенситные и ферритные . Наилучшую стойкость против коррозии имеют хромистые Н. с. мартенситного типа в полированном состоянии. Хромистые нерж. стали находят применение в качестве конструкционного материала для клапанов гидравлических прессов, которые турбины лопаток, арматуры крекинг-установок, режущего инструмента, пружин, предметов быта.
Нержавеющие стали обычно делятся на 3 немаленькие группы, в зависимости от их структуры: ♦ аустенитные стали обычно содержат 16-25% хрома, 6-14% никеля, кое-когда 2-6% молибдена и маленькое число иных элементов. Стали это группы — максимально широко используемые и представляют 60-70% мирового потребления. Область их применения довольно-таки широка. ♦ ферритные стали (кое-когда называемые хромистые стали) содержат по большей части 12-20% хрома. Кое-какие марки могут содержать маленькое число титана и молибдена. Коррозионная стойкость и иные свойства хуже чем у аустенитных сталей, но из-за более низкой стоимости ферритные стали используются для меньше ответственного применения. ♦ мартениститные нержавеющие стали применяются в специальных случаях, когда требуется высокая твердость и прочность. Дальше будут рассматриваться по большей части аустенитные марки. Области применения аустенитных нержавеющих сталей.
Различают аустенитные нерж. стали, которые не склонны к межкристаллитной коррозии, так называемые стабилизированные — с добавками Ti и Nb. Резкое понижение склонности нерж. стали к межкристаллитной коррозии достигается также сокращением содержания углерода (до 0.03%). Стабилизированные аустенитные нерж. стали применяются для изготовления сварной аппаратуры, которая работает в агрессивных средах (при этом после сварки термическая обработка не обязательна). В качестве жаропрочного и жаростойкого материала данные стали используются для изготовления изделий, которые подвергаются воздействию температур 550-800 °С. Стали, которые склоны к межкристаллитной коррозии, после сварки, обычно, подвергаются термической обработке (для деталей, которые сварены роликовой или точечной сваркой, термическая обработка не требуется). Хромомарганцевоникелевые и Хромоникелевые нерж. стали находят широкое применение в промышленности и быту. Для высоконагруженных элементов конструкций, которые работают при повышенных температурах (до 550 °С), применяются так называемые мартенситно-стареющие нерж. стали аустенитно-мартенситного типа, которые обладают значительной прочностью (sb = 1200-1500 Мн/м2, либо 120-150 кгс/мм2), высокой вязкостью и отличной свариваемостью.
В последнее время на рынке дымоотводящих труб и газоходов стали появляться случаи использования нержавеющих сталей не аустенитного, а ферритного класса.
Основные недостатки нержавеющих сталей ферритного класса (AISI 430, 439, 409, аналоги по Российской классификации 08Х17Т, 15Х25Т, 08Х13, 08Х18Т1) по сравнению со сталями аустенитного класса (AISI 304, 321, 316, аналоги по Российской классификации 08Х18Н10, 12Х18Н10Т, 10Х17Н13М2Т, 20Х23Н18) следующие:
♦ Неупрочняемые при термообработке. ♦ Ферритные стали склонны к охрупчиванию при длительном использовании в диапазоне температур от 300 до 600. ♦ Вязкость может быть до некоторой степени ограничена при низких температурах и в заготовках крупного сечения (переход пластичность-хрупкость).
ВНИМАНИЕ: Срок службы дымоходных труб, изготовленных из ферритных нержавеющих сталей, толщиной 0,5 мм от 1 года составляет менее 2-х лет!
ВНИМАНИЕ: Сварка швов ферритных нержавеющих сталей должна производиться с особой осторожностью. ВНИМАНИЕ: Рекомендуемая максимальная температура применения в течение длительного времени (до 10 000 час) до 800°С установлена только для нержавеющих сталей аустенитного класса. Для ферритных нержавеющих сталей данные условия использования категорически запрещены! ВНИМАНИЕ: Отличить ферритную сталь от аустенитной можно с помощью магнита — ферриная сталь обладает магнитными свойствами в отличии от аустенитной.
Хромоникелевые стали | Учебные материалы
Никель относится к числу металлов, легко приобретающих пассивность, хотя его пассивирующая способность меньше хрома и молибдена. Ni — аустенитообразующий элемент, поэтому сталь, содержащая 18 % Сr и 9 % Ni, при комнатной температуре имеет структуру аустенита.
Нержавеющие стали, имеющие аустенитную структуру, обладают более высокой коррозионной стойкостью, лучшими технологическими свойствами по сравнению с хромистыми нержавеющими сталями, в частности лучшие свариваются. Они сохраняют прочность до более высоких температур, и в то же время аустенитные стали не теряют пластичности при низких температурах.
Хромоникелевые стали в зависимости от состава и структуры подразделяются на стали аустенитного, аустенитно-мартенситного и аустенитно-ферритного классов. На рисунке 49 приведена диаграмма Шеффлера, позволяющая определять структуру стали в зависимости от ее состава.
Эквивалентные содержания никеля и хрома зависят от химического состава стали и определяются по формулам:
Сrэ=% Сr + % Mo + 2×% Fe + 2×% Ti + 0,5×% Nb + % W + 0,5×% Ta + 1,5×% Si;
Niэ= % Ni + 30×% С + 30×% N + 12×% B + % Сo + 0,5×% Mn.
Вторая и третья группы сталей являются заменителями аустенитных сталей. Термическая обработка нержавеющих сталей аустенитного класса заключается в закалке в воде с 1050…1100 0С. Нагрев до этих температур вызывает растворение карбидов хрома М23С6, а быстрое охлаждение фиксирует состояние пересыщенного твердого раствора. Кроме того, при закалке происходят рекристаллизационные процессы, устраняющие последствия пластической деформации. В результате закалки твердость сталей аустенитного класса не повышается, а снижается.
Основным способом упрочнения аустенитных сталей является наклеп: при деформации порядка 80…90 % предел текучести может достигать 1000…1200 МПа, а предел прочности 1200…1400 МПа при сохранении достаточно высокой пластичности. Но этот способ упрочнения применим лишь для таких видов изделий, как тонкий лист, лента, проволока и т.п. Все аустенитные стали не магнитны. Хорошо работают в растворах азотной, уксусной, фосфорной, органических кислот, растворах солей, щелочей, в атмосферных условиях.
Аустенитно-мартенситные стали
Стали аустенитно-мартенситного класса обладают более высокой прочностью. Упрочняются закалкой от 975 0С, а для перевода большей части аустенита в мартенсит подвергают обработке холодом в интервале температур от минус 50 0С. После этого проводится отпуск при 450…500 0С; при этом из мартенсита выделяются частицы интерметаллидов типа Ni3Al.
Аустенитно-ферритные стали
Предложены как заменители аустенитных сталей с целью экономии никеля. Они имеют прочность и твердость выше, но пластичность и ударную вязкость ниже, чем аустенитные стали. Эти стали не обладают стабильностью свойств: их свойства зависят от соотношения ферритной и аустенитной фаз. Закалка проводится с 1000…1150 0С.
Механические свойства некоторых хромоникелевых сталей после закалки приведены в таблице 12.
Таблица 12 — Механические свойства сталей в закаленном состоянии
Коррозионностойкие сплавы на железоникелевой и никелевой основе
Они применяются для обеспечения более высокой коррозионной стойкости в таких средах, как серная и соляная кислоты. В этих случаях используют сплавы на железоникелевой основе, например, сплав 04ХН40МДЮ, имеющий после закалки и отпуска при 650…700 0С структуру аустенит и интерметаллидную g- фазу типа Ni3 (Ti, Al). Сплав предназначен для работы при больших нагрузках в растворах серной кислоты.
Для работы в соляных средах, растворах серной, азотной, фосфорной кислот применяется никелевый сплав Н70МФ. Сплав ХН65МВ применяется для работы при повышенных температурах во влажном хлоре, солянокислотных и сернокислых средах, хлоридах, смесях кислот и других агрессивных средах.
Жаропрочные стали > Дальше >
Разница между аустенитной и мартенситной нержавеющей сталью
Основное различие между аустенитной и мартенситной нержавеющей сталью заключается в том, что кристаллическая структура аустенитной нержавеющей стали представляет собой гранецентрированную кубическую структуру, тогда как кристаллическая структура мартенситной нержавеющей стали представляет собой тело. -центрированная кубическая структура.
Существует четыре основные группы нержавеющей стали в зависимости от кристаллической структуры стали: аустенитная, ферритная, мартенситная и дуплексная. Эта микроструктура этих сплавов зависит от присутствующих в них легирующих элементов; таким образом, эти сплавы также имеют разные легирующие элементы.
СОДЕРЖАНИЕ
1. Обзор и основные отличия 2. Что такое аустенитная нержавеющая сталь 3. Что такое мартенситная нержавеющая сталь 4. Прямые сравнения – аустенитная и мартенситная нержавеющая сталь в табличной форме 5. Резюме
Что такое аустенитная нержавеющая сталь?
Аустенитная нержавеющая сталь представляет собой форму сплава нержавеющей стали, которая обладает исключительной коррозионной стойкостью и впечатляющими механическими свойствами. Первичная кристаллическая структура этого сплава представляет собой гранецентрированную кубическую структуру и содержит «аустенит» (металлический и немагнитный аллотроп железа или твердый раствор железа с легирующим элементом).
Рисунок 01: Аустенитная нержавеющая сталь
Кроме того, этот материал обладает повышенной прочностью, ударной вязкостью, формуемостью и пластичностью. Эти материалы также полезны в криогенных (низких) и высокотемпературных применениях. Кроме того, они имеют эстетическую ценность. При рассмотрении структуры она имеет гранецентрированную кубическую структуру, в которой в каждом углу куба находится по одному атому, а в каждой грани (в центре грани) — по одному атому. Структура образуется при смешивании достаточного количества никеля с железом и хромом. Обычно этот материал содержит около 15% хрома и от 8 до 10% никеля.
Что такое мартенситная нержавеющая сталь?
Мартенситная нержавеющая сталь представляет собой сплав, содержащий больше хрома и обычно не содержащий никеля. И этот материал может быть как высокоуглеродистой, так и низкоуглеродистой сталью. Кроме того, он содержит 12% железа, 17% хрома и 0,10% углерода. Заметными свойствами этого материала являются механические свойства и износостойкость.
Рисунок 02: Пинцет из мартенситной нержавеющей стали
Кроме того, кристаллическая структура мартенситной нержавеющей стали представляет собой объемно-центрированную кубическую структуру. Здесь каждый угол куба содержит атомы, а в центре куба находится один атом. В базовом составе в этом материале отсутствует никель. Кроме того, этот материал является ферромагнитным, упрочняемым с помощью термических обработок, меньшей коррозионной стойкостью и т. д.
В чем разница между аустенитной и мартенситной нержавеющей сталью?
Аустенитная нержавеющая сталь представляет собой форму сплава нержавеющей стали, которая обладает исключительной коррозионной стойкостью и впечатляющими механическими свойствами, в то время как мартенситная нержавеющая сталь представляет собой сплав, содержащий больше хрома и обычно не содержащий никеля. Ключевое различие между аустенитной и мартенситной нержавеющей сталью заключается в том, что кристаллическая структура аустенитной нержавеющей стали представляет собой гранецентрированную кубическую структуру, тогда как для мартенситной нержавеющей стали это объемно-центрированная кубическая структура.
Кроме того, еще одно различие между аустенитной и мартенситной нержавеющей сталью заключается в том, что аустенитная нержавеющая сталь содержит никель, а мартенситная нержавеющая сталь его не содержит. Содержание никеля в аустенитной форме составляет от 8 до 10 %. Кроме того, аустенитная форма является диамагнитной, а мартенситная — ферромагнитной.
Резюме — Аустенитная нержавеющая сталь по сравнению с мартенситной
Аустенитная нержавеющая сталь представляет собой форму сплава нержавеющей стали, которая обладает исключительной коррозионной стойкостью и впечатляющими механическими свойствами, в то время как мартенситная нержавеющая сталь представляет собой сплав, который содержит больше хрома и обычно не содержит никеля. . Ключевое различие между аустенитной и мартенситной нержавеющей сталью заключается в том, что кристаллическая структура аустенитной нержавеющей стали представляет собой гранецентрированную кубическую структуру, тогда как кристаллическая структура мартенситной нержавеющей стали представляет собой объемно-центрированную кубическую структуру.
1. «Несенсибилизированная структура из нержавеющей стали типа 304» Автор Webcorr — собственная работа (CC BY-SA 3.0) через Commons Wikimedia 2. «Пинцет из мартенситной нержавеющей стали JIS SUS410» Автор Yapparina — собственный work (CC0) через Commons Wikimedia
Разница между аустенитной и мартенситной нержавеющей сталью
В чем разница между аустенитной и мартенситной нержавеющей сталью?
Мартенситная нержавеющая сталь производится путем создания мартенсита. Мартенсит представляет собой образование объемно-центрированного кристаллического железа кубической формы. Большинство мартенситных нержавеющих сталей получают путем нагревания аустенита и последующего быстрого охлаждения до более низких температур. Процесс известен как закалка. Быстрое охлаждение материала предотвращает образование цементита. Этот процесс также устраняет выброс избыточных атомов углерода и неестественным образом удерживает их внутри материала.
Придает мартенситным нержавеющим сталям очень высокую стойкость к истиранию и ударную вязкость. Микроструктура отвечает за стойкость к истиранию, а захваченный углерод обеспечивает высокую ударную вязкость. Коррозионная стойкость мартенситных нержавеющих сталей меньше по сравнению с аустенитными аналогами, но прочность, стойкость к истиранию и ударная вязкость выше. Эти свойства предпочтительны в приложениях, требующих обработки с большим износом, таких как платформы, транспорт, абразивные поверхности и т. Д. Прочность материалов также важна для получения конструкций без деформации с меньшими усилиями.
Сварка сталей является необходимым процессом почти во всех металлических применениях. Простота сварки, требования к сварке и скорость сварки зависят от типа материала. Аустенитные нержавеющие стали гораздо легче свариваются по сравнению с мартенситными. Мартенситные стали имеют более высокое содержание углерода, чем большинство аустенитных аналогов. Это снижает коррозионную стойкость, повышает ударную вязкость и увеличивает риск осаждения карбида хрома при сварке.
Мартенситные стали также должны быть предварительно нагреты до определенной температуры, прежде чем их можно будет правильно сварить. Не все аустенитные нержавеющие стали требуют термической обработки после сварки, но мартенситные нержавеющие стали должны подвергаться термической обработке или отжигу после сварки, чтобы упрочнить их и избежать охрупчивания. Коррозионная стойкость мартенситных сталей после сварки снижается, а аустенитные нержавеющие стали сохраняют коррозионную стойкость даже после сварки.
Наиболее часто используемым свариваемым материалом является аустенитная нержавеющая сталь 304. Большинство аустенитных нержавеющих сталей имеют в своем составе от 16% до 26% хрома и до 22% никеля с более низким содержанием углерода. Это позволяет им выдерживать процедуру сварки и сохранять коррозионную стойкость. Мартенситные марки имеют хром от 12 до 18% и высокое содержание углерода. Сварку следует выполнять с осторожностью в деталях большой толщины и в защемленных соединениях, чтобы избежать растрескивания при сварке.
Аустенитная и мартенситная нержавеющая сталь марок
Мартенситные марки стали относятся к 400-й серии нержавеющих сталей. Они имеют содержание углерода в пределах от 0,15 до 0,63%. Мартенситная нержавеющая сталь бывает марок 410, 420, 440А, ультратонкая 420 и 410 Cb. Аустенитные нержавеющие стали бывают серий 200 и 300. Нитроник 30, 201, 301, 304, 316, 309 и 316 относятся к аустенитным нержавеющим сталям. Применения мартенситных нержавеющих сталей, как правило, в столовых приборах, хирургических инструментах, кухонной посуде, автомобильных штамповках, пистолетах для скоб, пружинах, ножницах, отвертках, промышленных лезвиях, плоскогубцах и т. д. Аустенитные нержавеющие стали используются почти во всех типах бытовых, промышленных и архитектурные приложения, включая нефтегазовые приложения.
марки аустенитной нержавеющей стали
304L
304
316
303
301
316Ти
316л
321
Стандарт химического состава аустенитной нержавеющей стали
ЕВРОНОРМ (EN) СТАНДАРТ
ОБОЗНАЧЕНИЕ ЕН
МАРКА AISI
С
КР
МО
НИ
ДРУГОЕ
1. 4310
Х10CrNi18-8
301
0,10
17,5
НР
8
НР
1.4301
Х5CrNi18-10
304
< 0,07
18,5
НР
9
НР
1.4307
X2CrNi18-9
304л
< 0,030
18,5
NS
9
НР
1. 4305
X8CrNiS18-9 и
303
< 0,10
18
НР
9
0,3
1.4541
X6CrNiTi18-10
321
< 0,08
18
НР
10,5
Ti: 5×C ≤ 0,70
1.4401
X5CrNiMo17-12-2
316
< 0,07
17,5
2,2
11,5
НР
1. 4404
X2CrNiMo17-12-2
316Л
< 0,030
17,5
2,25
11,5
НР
1.4571
X6CrNiMoTi17-12-2
316Ти
< 0,08
17,5
2,25
12
Ti: 5×C ≤ 0,70
Различные марки мартенситной нержавеющей стали
431
630 (17/4PH)
430Ф
410
440С
420
Химическая структура мартенситной нержавеющей стали
EN Обозначение стали
Европейский EN
AISI
С
Кр
Мо
Другие
X12Cr13
1. 4006
410
0,12
12,5
—
—
X20Cr13
1.4021
420
0,20
13,0
—
—
X50CrMoV15
1.4116
—
0,50
14,5
0,65
В: 0,15
X14CrMoS17
1.4104
430Ф
0,14
16,5
0,40
С: 0,25
Х39CrMo17-1
1. 4122
—
0,40
16,5
1,10
—
X105CrMo17
1.4125
440С
1.10
17,0
0,60
—
X17CrNi16-2
1.4057
431
0,17
16,0
—
Ni: 2,00
X4CrNiMo16-5-1
1.4418
—
≤ 0,06
16,0
1,10
Ni: 2,00
X5CrNiCuNb16-4
1. 4542
630 (17/4PH)
≤ 0,07
16,0
—
Ni: 4,00
Cu: 4,00
Nb: 5xC до 0,45
Таблица минимального предела текучести мартенситной нержавеющей стали
Добавить данные о поверхности и дополнительных деталях
Размеры поверхности
Ширина
Высота
Итого
0. 00 m2
Добавить еще
Размеры проёмов (окна, двери…)
Ширина
Высота
Количество
Итого
0. 00 m2
Добавить еще
ОБЩАЯ ПЛОЩАДЬ 0.00 m2
2.
Материал стен
3.
Результат
Расчётная площадь
0 m2
шт. на m2
0
Количество штук
0
Количество поддонов
0
0.00 m2
0.00 m2
Пожалуйста, будьте внимательны!
Указанное количество блоков на дом не кратно количеству блоков в поддоне. Расчетное количество может отличаться.
Не просто рассчитывает количество блоков, а предлагает готовые стеновые решения
Калькулятор Porotherm GooglePlay
Калькулятор Porotherm AppStore
Расчет блоков и кирпича | Онлайн калькулятор
Все калькуляторы
/
Строительство
/
Возведение конструкций
/ Расчет блоков и кирпича
При строительстве дома каждого из нас волнует вопрос касательно того, сколько же блоков или кирпича уйдет на всю эту работу. Конечно, после долгих и мучительных арифметических действий, возможно, вы придете к правильному ответу, а впрочем велика вероятность, что можете все неправильно подсчитать, и в результате, либо строительного материала вам и вовсе не хватит, либо же наоборот, останутся излишки.
Наш онлайн калькулятор создан специально для того, чтобы облегчить вашу жизнь и помочь рассчитать блоки и кирпичи, которые вам все-таки понадобятся при строительстве загородного дома. Все что для этого нужно знать, это длину наружных сторон стен, площадь стен и определиться с кладкой кирпича, то есть будет она в два или в три кирпича. Расчет идет при помощи определенной формулы, методом раcчитывания необходимого строительного материала, хотя впрочем, с нашим онлайн калькулятором забивать себе голову не нужной информацией вам не придется.
Инструкция
Если размеры дверей разные, то в поле «Количество внешних дверей (шт)» введите «1», в поле «Ширина одной двери (м)» — сумму длин всех дверей, в поле «Высота одной двери (м)» — сумму высот всех дверей.
Если размеры окон разные, то в поле «Количество окон (шт)» введите «1», в поле «Ширина одного окна (м)» — сумму длин всех окон, в поле «Высота одного окна (м)» — сумму высот всех окон.
Расчеты не точны на 100%, поэтому материал надо брать с запасом.
Приступая к любому проекту по благоустройству дома или ландшафтному дизайну, очень важно иметь представление о том, сколько материалов потребуется для работы.
Быть подготовленным и понимать требования проекта жизненно важно для его успеха.
Представьте, что вы закладываете фундамент здания и не знаете, сколько бетонных шлакоблоков вам понадобится.
Вот почему мы сделали наш калькулятор бетонных блоков. 😎
В этой статье мы покажем вам, как вы можете использовать его, чтобы эффективно начать свой следующий проект по благоустройству.
Мы также объясним, что калькулятор использует математику для расчета общей площади стены, количества блоков и общей сметной стоимости проекта кладки.
Состав:
Формула калькулятора бетонных блоков
Калькулятор сначала рассчитывает площадь стены на основе предоставленных вами измерений:
$$Стена\,Площадь = Стена\,Длина \умножить на Стену\,Высота$$
и площадь каждого бетонного блока (также известного как шлакоблок или КМУ):
Расчет общего количества необходимых бетонных блоков
Чтобы рассчитать количество бетонных блоков, которые потребуются для вашей стены, вам необходимо знать расстояние между каждым бетонным блоком.
Он известен как растворный шов и обычно указывается в дюймах.
Как правило, мы используем раствор между кирпичами, камнями, блоками и т. д. и цемент для структурных проектов, таких как установка столбов или фундаментов зданий.
Вам также необходимо будет сделать поправку на сломанные блоки, известные как потери .
Как правило, потери блоков обычно составляют от 15% для твердых блоков до 5% для более мягких блоков.
Для расчета общего количества необходимых бетонных блоков:
См. ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.
В противном случае, эффективно начните свой следующий проект по благоустройству дома с помощью нашего бесплатного онлайн-калькулятора блоков!
Пример расчетов
Допустим, я хотел построить стену из бетонных блоков длиной 16 дюймов и высотой 8 дюймов с зазором в полдюйма. 92 \over (16\,in + 0,5\,in) \times (8\,in + 0,5\,in)} + 12\,(\%) = 517,47 \rightarrow 518\,blocks$ $
Обратите внимание на важность округления количества блоков в большую сторону.
Если округлить до ближайшего целого числа, мы получим ответ из 517 блоков, что означает, что нам немного не хватает!
Мы хотим рассчитать стоимость этого проекта.
Я не знаю цену за бетонный шлакоблок, но я могу купить 75 блоков по цене 150 долларов.
Наконец, мы представляем, что вы задаетесь вопросом:
Что, если я хочу работать в других подразделениях?
Не волнуйтесь. Это очень просто! 😉
92$$
Калькулятор бетонных блоков — Как рассчитать бетонные блоки, необходимые для строительства
Как рассчитать количество материалов, необходимых для строительных проектов из бетонных блоков
Строительство каменной кладки с использованием конструкции из бетонных блоков может быть удобным и экономичным вариантом по сравнению с использованием заливного бетона. Чтобы в полной мере воспользоваться преимуществами бетонных блоков, важно понимать, как оценить объем материалов, необходимых для выполнения этих проектов. Калькулятор строительства из бетонных блоков — это удобный способ упростить процесс выполнения этих необходимых расчетов и убедиться, что смета материалов (которая в конечном итоге определяет затраты) выполняется точно и последовательно. Для тех, кто интересуется, сколько бетонных блоков им нужно, мы создали следующий калькулятор бетонных блоков, который поможет вам определить количество блоков, мешков с раствором, песка и других материалов, необходимых для вашего проекта.
Вы можете проверить наш калькулятор стен из бетонных блоков ниже или перейти, чтобы узнать больше о преимуществах строительства из бетонных блоков и о том, что делает наш калькулятор стен из бетонных блоков.
Калькулятор бетонных блоков
Требуемое количество блоков
(Добавьте прибл. 5% к общему количеству отходов)
Количество мешков с раствором, необходимое для подсчета блоков
(Добавьте примерно 5% к общему количеству отходов)
Количество песка, необходимое для подсчета блоков
Армирование стен (типа лестницы или фермы)
(Добавить прибл. 5% к общему количеству отходов)
Количество блоков:
Расстояние по вертикали 16 дюймов 24″
Требуемые погонные футы:
Блок заполнения
(добавьте ½ ярда к общему количеству, которое вам понадобится)
Количество блоков:
Размер блока 6 дюймов 8 дюймов 12 дюймов
Требуемые кубические ярды:
Устройство для оценки заполнения изоляционных блоков (изделие на основе вермикулита)
(добавьте прибл. 5 % к общему количеству отходов)
Зачем использовать конструкцию из бетонных блоков?
Бетонные блоки
, также известные как серые блоки или бетонные блоки (CMU), обеспечивают множество преимуществ для строительных проектов. Иногда их называют шлакоблоками, но на самом деле шлакоблоки легче и способны выдерживать меньший вес. Некоторые из преимуществ использования бетонных блоков:
Внутренняя высокая прочность на сжатие
Прочность и длительный срок службы
Отличная огнестойкость
Обеспечивает шумоизоляцию
Обладает хорошими теплоизоляционными свойствами
Может выдержать штормовые условия, такие как сильный ветер, который может повредить или разрушить материалы меньшего размера
Легче модифицировать, чем заливной бетон
Проще установить
Материалы, необходимые для строительства бетонных блоков, включают:
Сами блоки
Миномет
Песок для добавления в раствор
Материал для армирования стен, например, армирование швов лестницы или фермы
Стандартный наполнитель блока или
Наполнитель из изоляционных блоков для повышения водоотталкивающих свойств, огнестойкости и звукоизоляции
Что делает наш калькулятор бетонных блоков
и как им пользоваться
Калькулятор бетонных блоков принимает входные данные, такие как размер возводимой стены, и возвращает оценочные значения основных материалов, необходимых для работы, на основе хорошо зарекомендовавших себя эмпирических правил, используемых каменщиками.
Наш калькулятор позволит оценить каждый из типов материалов, показанных выше, каждый из которых содержится в своем собственном разделе калькулятора. Инструкции по использованию каждого из этих инструментов оценки приведены ниже для каждого отдельного материала.
Устройство для оценки бетонных блоков
Первая секция калькулятора оценивает количество бетонных блоков, необходимых для данной длины и высоты стены. Чтобы использовать калькулятор, просто введите длину и высоту возводимой стены (в футах). Нажмите кнопку расчета, чтобы вернуть общее количество необходимых блоков. Затем предлагается взять это значение и добавить 5% запаса для учета отходов, поломок, поврежденных блоков и т. д. Калькулятор основывает предполагаемое количество блоков на стандартном размере блоков 16 x 8 дюймов.
Оценщик раствора
Второй раздел калькулятора работает с раствором и оценивает количество мешков с раствором, необходимых для соединения заданного количества блоков. Чтобы использовать этот раздел калькулятора, введите общее количество блоков, рассчитанное ранее, и нажмите кнопку «Рассчитать». Затем отобразится необходимое количество мешков с раствором. Основой для этой оценки является 3 мешка раствора на каждые 100 блоков.
Оценщик песка
Оценщик песка вычисляет объем песка, необходимый для использования с раствором для соединения количества блоков. Чтобы использовать этот раздел калькулятора, введите предварительно рассчитанное количество блоков и нажмите кнопку «Рассчитать». Предполагаемое количество песка в кубических метрах будет возвращено.
Оценщик армирования стен
Калькулятор армирования стен оценивает количество армирующего материала в погонных футах, необходимого для данного количества бетонных блоков. Добавление этих продуктов для укрепления швов каменной кладки, таких как лестницы или фермы, повышает прочность готового продукта. Чтобы использовать калькулятор, введите количество блоков для проекта, которое было рассчитано ранее, и выберите желаемое расстояние вертикального разделения арматуры стыка (16 дюймов или 24 дюйма). Затем калькулятор вернет количество погонных футов необходимого армирующего материала.
Оценщик заполнения блока
Оценщик заполнения блока вычисляет объем заполнения, необходимый для указанного количества бетонных блоков. Чтобы использовать этот калькулятор, введите общее количество блоков в проекте, которое было оценено ранее, и выберите ширину используемого блока (6 дюймов, 8 дюймов или 12 дюймов). Затем калькулятор вернет расчетный объем заполнения в кубических ярдах.
Устройство для оценки заполнения изоляционных блоков (изделие на основе вермикулита)
Если требуется альтернативный блочный наполнитель, такой как изоляционный наполнитель на основе вермикулита, используйте последний раздел калькулятора, чтобы оценить необходимое количество наполнителя. Чтобы использовать этот раздел калькулятора, введите квадратные метры проекта стены и выберите ширину блока из селектора (6 дюймов, 8 дюймов или 12 дюймов). Калькулятор вернет расчетное количество стандартных мешков с наполнителем объемом 4 кубических фута.
Поршневой жидкостный насос – принцип действия, применение и работа кратко (Физика, 7 класс)
4
Средняя оценка: 4
Всего получено оценок: 126.
Обновлено 13 Июля, 2021
4
Средняя оценка: 4
Всего получено оценок: 126.
Обновлено 13 Июля, 2021
Одним из механизмов, находящих широкое применение в народном хозяйстве, является поршневой жидкостный насос. Его назначение — перекачивание жидкостей из неглубоких скважин и колодцев, он несложен в устройстве, прост в обслуживании. На каких физических принципах основано действие такого устройства? В любых ли условиях возможно его использовать? Расскажем кратко о поршневом жидкостном насосе, о его устройстве и принципах работы.
Принцип действия поршневого насоса
Как известно из курса физики 7 класса, давление в точке жидкости передаётся в любую другую точку жидкости без изменения. Это утверждает закон Паскаля. Следовательно, если уменьшить давление около второй точки (не меняя давление в первой), то жидкость начнёт перемещаться, пока разность давлений не будет компенсирована.
Таким образом, появляется возможность перемещения жидкости не только в горизонтальном, но даже в вертикальном направлении, преодолевая силу тяжести. Атмосфера оказывает давление на все тела на поверхности Земли, а значит, и на открытую поверхность жидкости в любом месте. Остаётся создать некоторое разрежение в точке жидкости, куда необходимо осуществить перекачку, — и жидкость под действием атмосферного давления устремится в этом направлении. В этом и состоит принцип действия поршневого жидкостного насоса.
Рис. 1. Закон Паскаля
Устройство поршневого насоса
Поршневой насос состоит из цилиндра с поршнем, способным двигаться под действием внешней силы. В нижней части цилиндра имеется впускной клапан, свободно пропускающий жидкость из впускного патрубка в цилиндр, но не выпускающий жидкость обратно. На поршне также есть клапан для выпуска, позволяющий жидкости свободно проходить в пространство над поршнем, но не пропускающий жидкость обратно.
Рис. 2. Устройство поршневого насоса
Если поршень из нижнего положения начнёт движение вверх, давление воздуха под ним станет меньше атмосферного. Если впускной патрубок опущен в жидкость, то эта жидкость под действием атмосферного давления начнёт двигаться в сторону пространства под поршнем, проходя через впускной патрубок и клапан.
После того как поршень полностью поднимется, некоторое количество жидкости окажется в цилиндре, и впускной клапан закроет ей движение обратно.
Теперь, когда поршень начнёт движение вниз, откроется выпускной клапан в поршне. Жидкость будет через него свободно перетекать в верхнюю часть цилиндра. В этот момент в нижней части цилиндра давление увеличится до атмосферного. Когда поршень окажется в нижнем положении, клапан в нём закроется и перекроет жидкости возможность движения обратно под поршень.
Начнётся новый такт, поршень двинется опять вверх. Под ним вновь давление уменьшится, и под действием внешнего давления новая порция жидкости поступит через впускной клапан в цилиндр. Жидкость же, оказавшаяся над поршнем, будет проталкиваться вверх к выпускному патрубку.
Возможности поршневого насоса
Из описанного следует важный вывод: жидкость в цилиндр поршневого насоса поступает под действием атмосферного давления. А дальше движется под действием усилия движения поршня. Следовательно, для перекачки жидкости на любую высоту оказывается важным, где находится цилиндр насоса. Нормальное атмосферное давление может поднять воду на высоту не более 10,3 м. Поэтому цилиндр насоса должен находиться не более чем на такой высоте над поверхностью жидкости. Если жидкость необходимо перекачивать выше — это можно сделать за счет увеличения длины выпускного патрубка. Именно поэтому для глубоких скважин чаще всего применяются погружные насосы с очень коротким впускным патрубком.
Рис. 3. Погружной насос
Что мы узнали?
Поршневой жидкостный насос — это механизм, предназначенный для перекачки жидкости, которая поступает в него под действием атмосферного давления. Он состоит из цилиндра с поршнем и двух клапанов. Расстояние между поверхностью жидкости и цилиндром насоса не может превышать 10,3 м в высоту для воды.
Тест по теме
Доска почёта
Чтобы попасть сюда — пройдите тест.
Пока никого нет. Будьте первым!
Оценка доклада
4
Средняя оценка: 4
Всего получено оценок: 126.
А какая ваша оценка?
Поршневые и плунжерные насосы — устройство и принцип действия
Конструкция поршневого насоса несложная. Водяной плунжерный насос состоит из таких комплектующих:
Конструкция может быть дополнена пружинами, штоками, кривошипами и прочими деталями в зависимости от особенностей конструкции.
Чертёж поршневого насоса достаточно простой. На схеме указаны комплектующие агрегата.
Появление данной разновидности поршневых насосов обусловлено стремлением производителей устранить эффект пульсации, который возникает именно по причине ритма, в котором поршень выталкивает порции жидкости. В таких насосах штоковая и поршневая полости имеют индивидуальные клапанные системы. Такой принцип распределения подачи воды позволяет не только устранять пульсацию, но и повышать производительность. Правда, односторонние жидкостные поршневые насосы все же имеют свои преимущества, которые выражаются в более высокой степени надежности и долговечности. Еще одной модификацией, которая должна была устранить ритмическую подачу жидкости, является насос, дополненный гидроаккумулятором. В момент пикового давления такие агрегаты собирают энергию, а при ее понижении — наоборот, отдают. Впрочем, полностью устранить пульсацию получается не всегда и эксплуатирующим предприятиям приходится соответствующим образом разрабатывать конфигурации приема жидкости уже вне конструкции насоса.
Принцип действия системы в наличии разницы давления, позволяющей работать агрегату без отклонений. Вырабатываемая энергия передаётся воде, потому она может быстро преодолеть инерцию, сопротивление и статистические высоты трубопровода. Принцип работы плунжерного насоса напрямую связан с формой агрегата.
Жидкостный насос может применяться для решения самых различных задач. Создаваемая конструкция характеризуется высокой универсальностью. Однако, наличие подвижного элемента и применение уплотнительных колец при создании поршня определяет отсутствие возможности использования поршневого насоса для перекачивания большого объема жидкостей.
Поршневой насос в нефтедобывающей промышленности
При изготовлении конструкции могут применяться самые различные материалы, которые и определяют область применения.
Классификация поршневых насосов
За принципом функционирования насосы делятся следующим образом:
Поршневые насосы для воды. Несложные по конструкции агрегаты. Подходят для бытового использования. Модельный ряд таких насосов очень широк. Возможна самостоятельная регулировка устройства при незначительных неисправностях. Самые простые модели можно изготовить своими руками. Собственноручно изготовленный агрегат для бытового использования по техническим параметрам практически идентичный промышленно произведённым аналогам;
Аксиально-поршневые насосы. Конструкция с несколькими цилиндрами. Это немного усложняет процесс ремонта, требуются определённые знания в данной области. Рабочим инструментом выступает не только поршень, но и плунжер. В модельном ряде регулируемые, нерегулируемые насосы с наклонным блоком. Специфика агрегатов в возможности добиться высокого уровня давления, также они имеют неплохие технические характеристики;
Роторно — поршневой для нагнетания высокого уровня давления во всей системе. Такая конструкция отлично подходит для гидромоторов, но крайне редко используется как насосная станция. Радиально — поршневой насос и гидронасос используются только в условиях, где невозможно добыть воду обычным насосом.
Виды поршневых насосов в зависимости от ключевой рабочей детали:
Поршневой насос. Поршень по форме дискообразный;
Плунжерный насос. Цилиндрообразной по форме поршень и плунжер.
Поршневые насосы для воды имеют различный тип привода:
Ручной. Выполняется периодическое перекачивание различных жидкостей и воды при ручном управлении;
Прямодействующий. Поршень насоса и поршень мотора составляют единое устройство;
Приводной. Наличие или отсутствие кривошипно-шатунного механизма.
На агрегате для мойки или дома может быть установлено один, два или три цилиндра. Также насосы могут создавать высокое, среднее или низкое давление.
Классификация в зависимости от частотности вращения поршня:
Тихоходные. Выполняется в пределах 40-80 ходов за минуту;
Средней быстроходности. Количество ходов от 50 до 80;
Быстроходные. Выполняется от 150 до 350 ходов в минуту.
В зависимости от способа действия выделяют следующее насосное оборудование для воды:
Одинарного действия. С одной рабочей камерой;
Двойного действия. Вода поступает намного равномернее из-за двух рабочих камер. Потому при одном обороте поршня жидкость нагнетается дважды.
Насосы могут перекачивать различную жидкость:
Обычные холодную воду;
Горячие горячую воду;
Буровые различные растворы;
Кислотные кислотные вещества и т. д.
sadovij-pomoshnik.ru
Преимущества и недостатки
Если говорить о достоинствах, которыми обладают насосы поршневого типа, служащие для перекачивания жидких сред, то к наиболее значимым можно отнести:
простоту конструкции, которую демонстрируют даже картинки и схематическое изображение подобных устройств;
высокую надежность, которая определяется не только использованием высокопрочных материалов для производства таких машин, но и принципом действия поршневого насоса;
возможность работы с носителями, при использовании которых предъявляются особые требования к условиям пуска насосного оборудования.
Основным недостатком рассматриваемого насосного оборудования, упомянутым выше, является его невысокая производительность. Конечно, расширить технические возможности таких устройств можно, но зачем это делать, если данная задача решается с меньшими финансовыми затратами посредством насосного оборудования другого вида.
Выбирая жидкостные насосы поршневого типа, сначала определитесь с тем, для чего такое оборудование будет использоваться. Если не предполагается перекачивание слишком больших объемов жидкости, то доступные по стоимости и надежные жидкостные насосы поршневого типа оптимально подойдут для реализации ваших целей.
Принцип работы поршневого насоса
Работа поршневого жидкостного насоса основана на принципе вытеснения. Основными рабочими органами поршневого насоса являются: цилиндр и поршень. Поршень перемещается в цилиндре совершая возвратно-поступательное движение.
Работа поршневого насоса в общем случае выглядит следующим образом
В цилиндре (позиция
перемещается поршень (позиция 7), жестко соединенный со штоком (позиция 9), являющимся исполнительной частью приводного кривошипно-шатунного механизма. При ходе поршня “вправо” полезный объем цилиндра, т.е. объем, заполняющийся жидкостью, увеличивается, вследствие чего давление в нем уменьшается. Всасывающий клапан(позиция 4) при этом поднимается, жидкость под действием внешнего давления на ее поверхности, чаще всего атмосферного, входит в цилиндр через сосун (позиция 1), открытый обратный клапан (позиция 2) и всасывающую трубу(позиция 3).
При ходе поршня “влево” жидкость, ранее вошедшая в цилиндр, выталкивается движущимся поршнем. Давление в цилиндре насоса при этом повышается. Всасывающий клапан (позиция 4) закрывается, а нагнетательный клапан(позиция 5) поднимается и жидкость из цилиндра поступает в нагнетательный трубопровод (позиция 6). Подача жидкости в нагнетательный трубопровод происходит вследствие вытеснения из цилиндра движущимся поршнем предварительно засосанной жидкости.
Плунжерные насосы
Плунжерные насосы являются разновидностью насосов вытеснения. Отличием плунжерного насоса является рабочий орган — плунжер. Его задачей является перемещение вдоль оси цилиндра. Перемещаются плунжеры за счет электропривода, раскручивающего коленвал.
Всасывание жидкости в цилиндр насоса происходит при движении плунжера вверх. При этом всасывающий клапан К1 поднимается и жидкость под действием внешнего давления входит в цилиндр насоса. При возвратном движении плунжера вниз клапан К1 прижимается к своему гнезду, закрывая его, а нагнетательный клапан К2 открывается, пропуская вытесняемую из цилиндражидкость в нагнетательный трубопровод.
Плунжер 1 насоса в работе соприкасается только с элементами сальника 2, уплотняющими плунжер в цилиндре. При этом тщательность уплотнения достигается сжимаемой сальниковым стаканом набивкой, уменьшающей трение и износ соприкасающихся поверхностей. Благодяря этому цилиндр плунжерного насоса не изнашивается, а служит только емкостью, заполняемой и опорожняемой в зависимости от направления движения плунжера.
Устройство поршневого насоса
В основу устройства поршневого насоса входит полый металлический цилиндр, в котором протекают все рабочие процессы.
Поршневой насос для воды в общем случае состоит из: 1. клапанов 2. поршня, перемещающегося в цилиндре 3. шатунного механизма 4. кривошипа
Назначение клапанов насоса состоит в том, чтобы впускать воду, при этом препятствуя её движению назад. В роли клапанов в зависимости от конструкции может выступать шарик или мембрана.
Гидравлические поршневые насосы в качестве уплотняющего элемента в обратном клапане используют шарик, изготовленный из стекла, пластика или металла.
В мембранно поршневой насос в качестве клапана устанавливается резиновая пластина (мембрана), закрепленная с одной стороны.
Перемещение поршня в цилиндре достигается благодаря вращению кривошипа, закрепленного на одном валу с электродвигателем.
В устройство поршневого насоса современного типа входит несколько клапанов, штоки которых закреплены на одном кривошипе. Вращаясь в подшипниках такие регулируемые насосы поршневого типа способны обеспечить стабильную подачу.
Плунжерные насосы способны работать с водной средой и любыми жидкостями, наподобие воды, которые отличаются низкой вязкостью и не могут вступать в реакцию с металлическими деталями оборудования. Прибор работает, как дозатор. Плунжерный насос может быть ручной или автоматический. При этом дозировочный насос осуществляет перекачку жидкости за счёт высокого давления.
В отличие от поршневого особенностью плунжерного насоса является отсутствие внутреннего уплотнения поршня. Это приводит к широкому использованию их в области высоких давлений.
При этом плунжерный насос высокого давления обладает рядом преимуществ: насос довольно прост в монтаже управлять плунжерным насосом высокого давления не составляет большого труда предусмотрена система смазки, позволяющая легко к ней добраться есть возможность отрегулировать плунжерный насос высокого давления на выход нужного рабочего давления
Отличие поршня от плунжера
По конструкции рабочего органа, вытесняющего жидкость из цилиндра, поршневые насосы бывают с дисковым поршнем и плунжерные.
Поршень насоса (на рисунке слева) имеет вид диска, уплотнение которого в цилиндре осуществляется с помощью специальных пружинящих разрезных металлических(а чаще всего чугунных) колец. Тщательное уплотнение дискового поршняв цилиндре может быть осуществлено также с помощью резиновых или кожанных манжет.
В отличии от поршня, плунжер (на рисунке справа) представляет собой пустотелый цилиндр. Он перемещается в уплотняющем сальнике не соприкасаясь со стенками рабочего цилиндра. Плунжеры изготавливаются в виде стержня(штока).
Рабочие характеристики
Подача поршневого насоса
Подачей насоса называется объемное количество жидкости, подаваемое насосом в нагнетательный трубопровод в единицу времени. Это определение относится ко всем насосам независимо от типов их конструкций.
Подача поршневого насоса Q выражается произведением вытесненного за один ход объема V на число рабочих ходов за единицу времени.
Объем V=f*S, где f – площадь поршня, а S – его ход.
Подача
Q = f*(S*i/60), где i – число ходов в минуту.
S*i/60 = Vср – средняя скорость движения поршня с учетом перемещения только при рабочем ходе.
Таким образом Q = f*Vср
Если рассматривать характеристику насоса, то подача поршневого насоса циклически изменяется во времени, график подачи жидкости в напорный трубопровод для насоса одностороннего действия имеет прерывистый характер.
В целях выравнивания графика подачи применяют поршневые насосы двойного действия.
Подача плунжерного насоса
Подача плунжерного насоса тройного действия равна утроенной подаче насоса одинарного действия.
Q = 3*f*(S*i/60)
Трехплунжерный насос создает в сравнении с поршневыми насосами равномерную подачу жидкости в систему нагнетания и, как правило, не нуждается в установке специальных устройств для выравнивания графика подачи.
Это свойство является существенным достоинством данного типа насосов.
Аксиально поршневой насос – принцип работы
Аксиально поршневой насос работает по следующему принципу: вал насоса при вращении вокруг своей оси придает движение элементам блока цилиндров. Вращение вала и наклонного диска заставляет цилиндры не только двигаться по кругу, но и совершать перемещение вперед – назад. Тем самым увеличивая объем камеры на всасе, и уменьшая его на нагнетании.
Такое движение вала насоса называется аксиальным отсюда и название агрегата – аксиально поршневой насос.
Соединение рабочей камеры насоса с всасыванием и нагнетанием происходит последовательно и за один полный оборот поршень забирает рабочую среду на всасе и выталкивает её на нагнетании.
Соединение области всаса и области нагнетания происходит в распределяющем устройстве, за счет того, что цилиндрический блок плотно прижат к распределяющему устройству. Между секторами распределительного устройства располагаются уплотняющие перемычки.
Для того, чтобы избежать риска возникновения гидроудара в уплотняющие перемычках сделаны дроссельные канавки, которые стабилизируют давление в камере
Механизм работы такого оборудования устроен немного сложнее, чем обычного поршневого насоса, но вместе с тем есть и определенные преимущества.
Аксиально поршневой насос имеет компактные размеры и показывает при этом хорошие мощностные характеристики, а возможность управления скоростью вращения создает фактически регулируемый поршневой насос.
Устройство
Плунжерный насос обладает относительно простой конструкцией. Среди особенностей отметим нижеприведенные моменты:
Рабочая камера. Она представлена герметичным корпусом, который во внутренней части имеет зеркальную поверхность. За счет этого существенно упрощается ход подвижного элемента. Рабочая камера является частью цилиндра, которая определяется максимальным ходом штока. Поверхность цилиндра изготавливается при применении материала, который характеризуется высокой устойчивостью к воздействию жидкости.
Для отвода и подвода жидкости предназначены напорная и всасывающая трубка. Они могут иметь различный диаметр. Кроме этого, подобный конструктивный элемент может иметь систему клапанов, которые существенно повышают эффективность механизма.
Поршень создает давление в системе. Устройство поршневого насоса имеет поршень, за счет которого проводится перекачивание жидкости. Он изготавливается при применении нескольких уплотнительных материалов. За счет этого поршень может ходить по цилиндру и при этом создавать вакуум. Именно на поверхность поршня оказывается серьезное давление. Некоторые варианты исполнения разборные, за счет чего можно провести ремонт. К примеру, при длительной эксплуатации изнашиваются уплотнители, которые можно заменить при необходимости для существенного продления срока службы механизма. Однако, встречаются и неразборные варианты исполнения, ремонт которых возможен только в специальных мастерских.
Поршню передается усилие через шток. При изготовлении этого элемента применяется качественная сталь с повышенной жесткостью и прочностью. Кроме этого, применяемые материалы характеризуются высокой коррозионной стойкостью, за счет чего существенно продлевается эксплуатационный срок конструкции. Этот элемент связан с приводом, через который передается усилие. При слишком высокой нагрузке шток может существенно деформироваться.
Возвратно-поступательное движение передается от электрического двигателя через специальный механизм, который преобразует вращение. Современные варианты исполнения компактные, они могут устанавливаться для работы под открытом небом или в помещении. Кроме этого, при изготовлении корпуса применяется металл, обладающий высокой защитой от воздействия окружающей среды.
Устройство двусторонней модели имеет довольно большое количество особенностей:
Есть цилиндр и поршень, а также шток. Эти элементы немного отличаются в сравнении с теми, которые применяются при создании одностороннего механизма.
В отличии от предыдущего варианта исполнения, у рассматриваемого две рабочей камеры.
Две рабочие камеры имеют собственные нагнетающие и всасывающие клапана.
Несмотря на существенное увеличение эффективности работы поршневого насоса, его конструкция довольно проста. В этом случае каждый ход предусматривает всасывание и выталкивание жидкости. Это существенно повышает значение КПД.
Разновидности
В продаже встречаются самые различные варианты исполнения поршневых насосов. Классификация проводится по следующим признакам:
Количеству поршней, которые создают давление в системе.
Количеству циклов нагнетания и всасывания за один ход.
В продаже встречается поршневой насос двойного действия, а также вариант исполнения с одним и тремя, несколькими поршнями. Как ранее было отмечено, за счет увеличения количества подвижных элементов исключается вероятность пульсирующего движения потока. Что касается количества циклов, то выделяют модели одностороннего и двустороннего действия, а также дифференциальные модели.
Двусторонний поршневой насос
Устройство поршневого насоса двустороннего действия
Классификация может проводится также по следующим критериям:
Мощности.
Пропускной способности или производительности.
Размерам конструкции.
Особенностям компоновки.
Производством поршневых насосов занимаются самые различные компании. Качество может зависеть от типа применяемых материалов, популярности бренда и предназначения конкретной модели.
Конструктивные особенности
Основным элементом жидкостного поршневого насоса является полый металлический цилиндр, в котором и протекают все рабочие процессы, осуществляемые с перекачиваемой жидкостью. Физическое же воздействие на жидкость осуществляет поршень плунжерного типа. Благодаря этому элементу данный жидкостный насос и получил свое название.
Принцип работы поршневого насоса основывается на возвратно-поступательном движении его рабочего органа, действующего как гидравлический пресс. При этом в конструкции такой машины, в отличие от классических гидравлических устройств, присутствует механизм клапанного распределения, а также ряд дополнительных конструктивных элементов (в частности, кривошип и шатун, составляющие основу силовой части насоса жидкостного поршневого типа).
Устройство аксиально-поршневого насоса
Принципы и применение аксиально-поршневого насоса
Опубликовано в Технические
в пятницу, 15 июля 2016 г.
Делиться:
На промышленных предприятиях гидравлические насосы обеспечивают большую движущую силу, эффективно преобразовывая вращательное движение первичного двигателя в поток гидравлического масла, который можно легко направить и использовать для широкого круга задач. Одним из самых распространенных гидронасосов является 9.Аксиально-поршневой насос 0006 , который используется во многих промышленных целях, а также во внедорожной и горнодобывающей промышленности. Джим Кэрни, технический менеджер Oilgear в Великобритании, объясняет принципы и области применения аксиально-поршневого насоса.
Гидравлические насосы бывают разных форм и размеров, но одним из наиболее универсальных является аксиально-поршневой насос, который может быть выполнен в виде насоса или двигателя в зависимости от области применения. В сочетании с выбором механизмов управления аксиально-поршневой насос можно применять для решения многих задач. Базовая конструкция обеспечивает эффективную подачу мощности, что привело к тому, что все большее число насосов выбирают в пользу шестеренчатых или лопастных насосов с постоянным рабочим объемом.
В основе аксиально-поршневого насоса лежит группа тонко обработанных поршней, которые установлены внутри круглого цилиндра, который вращается. В насосе с постоянным рабочим объемом корпус цилиндра наклонен под углом к приводному валу, так что при вращении цилиндра на один оборот поршни совершают полный ход. Общий рабочий объем насоса определяется размером и количеством поршней, а также длиной хода, которая определяется углом наклона.
В насосе с переменным рабочим объемом поршни прикреплены к наклонной пластине, известной как наклонная шайба, так что при вращении узла поршни совершают возвратно-поступательное движение параллельно приводному валу. Изменением угла наклона шайбы регулируется водоизмещение. В обоих случаях поток масла контролируется тарелкой клапана, которая направляет масло под низким давлением к поршням на такте всасывания, а масло под давлением к нагнетательному отверстию.
В качестве гидравлического насоса эти компоненты используются для обеспечения потока, который, в свою очередь, может приводить в действие гидравлические цилиндры, клапаны, двигатели и тормоза. Однако принцип действия насоса также может быть изменен на противоположный, когда поток подается на компонент, который, в свою очередь, будет вращать карданный вал; насос затем стал гидравлическим двигателем.
Хотя основные принципы работы всех гидравлических аксиально-поршневых насосов очень схожи, более мелкие детали, такие как точная конструкция, материалы, допуски и функции управления, делают конструкцию каждого насоса уникальной и влияют на пригодность компонента для конкретного применения. .
Гидродинамический подшипник
Одним из примеров может быть использование гидродинамического подшипника, которым оснащены все аксиально-поршневые насосы Oilgear. Это позволяет вращающемуся цилиндру перемещаться по тонкой пленке масла без необходимости использования обычных подшипников, которые ограничивают рабочий цикл многих других насосов. На самом деле, поскольку подшипник входного вала в насосах Oilgear не должен выдерживать никакой нагрузки, вызванной давлением, он прослужит во много раз дольше. Когда он, наконец, требует замены, его можно заменить, не разбирая насос, что экономит время и повышает производительность.
Скорость потока, максимальное рабочее давление и варианты управления являются ключевыми факторами при выборе пригодности и эффективности гидравлического насоса для применения. Обычно насос можно сочетать с различными функциями управления для обеспечения требуемой комбинации.
Регулятор компенсации давления использует цилиндр, соединенный с наклонной шайбой, для регулировки рабочего объема насоса, когда давление в выходной линии приближается к заданному значению. В некоторых случаях может быть необходимо комбинировать управление компенсатором давления с измерением нагрузки или с ограничителем мощности в зависимости от применения. Гидравлические системы, в которых используется более одного насоса, также могут иметь разные типы управления для каждого насоса, что позволяет удовлетворять различные требования применения наиболее подходящим способом без использования отдельных электродвигателей.
Определение наиболее подходящего метода управления является лишь частью процесса выбора насоса при разработке гидравлической системы. Во многих случаях при выборе насоса будет использоваться существующая конфигурация, которая была разработана для ряда распространенных применений. Максимальный расход и рабочее давление используются для определения конкретной модели, а характеристики управления выбираются для обеспечения наилучшей работы при сохранении входной мощности в доступных пределах.
Однако в некоторых ситуациях может потребоваться очень специфический подход, например, недавняя разработка, созданная инженерами Oilgear в Лидсе, Великобритания. Получив предложение о поставке гидравлического насоса для системы рулевого управления на корабле, компания Oilgear поняла, что очень специфический расход, необходимый для этого применения, находится между двумя моделями ее насосов серии PVV.
Точная спецификация
Можно было бы удовлетворить требования к потоку, понизив рейтинг существующей модели, но это был бы компромисс, который в данной ситуации был неприемлем. В результате конструкторы Oilgear приступили к созданию новой модели PVV-355, которая точно соответствовала бы спецификации заказчика. Создание этой новой модели расширило первоначальный модельный ряд и теперь доступно для общего пользования.
Хотя в большинстве гидравлических систем используется минеральное масло под давлением, растет потребность в системах, которые работают с другими жидкостями, особенно жидкостями с низкой вязкостью, высоким содержанием воды и огнестойкими жидкостями. При проектировании насосов для этих применений возникает ряд проблем, ключевой из которых является смазка, а точнее ее отсутствие. Без естественных смазывающих свойств масла необходимо пересмотреть такие вопросы, как конструкция подшипника, износ поршня и уплотнение насоса.
Каждая отрасль сталкивается со своими проблемами, связанными с работой гидравлики, но все они преследуют общие цели — повышение производительности и минимальное время простоя. Этого можно достичь, объединив знания и опыт проектирования, чтобы определить наиболее подходящую комбинацию конструкции насоса и системы управления для рассматриваемого применения, даже если это означает новую конструкцию.
Посетите сайт www.oilgeartowler.co.uk для получения дополнительной информации об аксиально-поршневых насосах .
Гидравлические поршневые насосы используются для питания широкого спектра профессионального оборудования и промышленного оборудования. Но наступает момент, когда ваши поршневые насосы Caterpillar, Rexroth, Eaton или Vickers могут выйти из строя и потребовать ремонта или замены. Panagon Systems, компания, которая специализируется на производстве поршневых насосов и предлагает широкий ассортимент деталей для гидравлических насосов, а также варианты замены гидравлических насосов, дает экспертную оценку часто задаваемых вопросов «как работает гидравлический поршневой насос?».
Процесс гидравлического поршневого насоса
Гидравлические насосы предназначены для управления потоком жидкости. Многие из этих насосов являются частью гидравлических систем, предназначенных для производства энергии. Как только насос активируется, возникающее давление перемещает гидравлическую жидкость и приводит в действие механизм.
Эти системы невероятно мощные. Ведущий поршневой насос способен создавать перепад давления до 10 000 фунтов на квадратный дюйм. Это позволяет даже самой тяжелой технике управлять ковшами, подъемниками, буровыми установками и другим оборудованием.
Точный процесс определяется типом насоса. Существует пять основных типов гидравлических поршневых насосов, и каждый из них используется по-разному для направления и контроля потока жидкости. Сравните эти типы насосов, чтобы определить лучший вариант для вашего оборудования.
Распространенные типы поршневых насосов
В зависимости от величины давления, размера оборудования и других соображений производители выбирают один из этих пяти типов гидравлических насосов. Обязательно проверьте тип насоса в вашем оборудовании для беспроблемной замены:
Осевой
С изогнутой осью
Радиальный
Прямой
Плунжерный
Осевой насос использует пропеллер для проталкивания жидкости вдоль оси по спирали. Эти уникальные насосы широко используются в аэрокосмической и морской технике, в том числе в реактивных и торпедных установках. Они хорошо выдерживают воздействие высоких температур и могут обеспечивать особенно большой поток гидравлической жидкости.
Поршневой насос с изогнутой осью может изгибаться до 40 градусов и при этом эффективно вращаться. По сравнению с встроенными насосами этот тип обеспечивает гораздо большую гибкость и более высокую скорость отжима.
Выберите радиальный гидравлический насос для работы с высоким давлением. Эти высоконадежные поршни выталкивают жидкость наружу для распределения энергии. Обычно они используются для выработки энергии, на испытательных стендах и в машиностроении.
Одним из наиболее распространенных типов насосов является встроенный аксиально-поршневой насос. Этот тип идеально подходит для повышения давления воды и является очень эффективным вариантом. Он не обладает такой гибкостью, как насос с изогнутой осью, но способен на некоторые уровни гибкости производительности.
Наконец, плунжерный гидравлический поршневой насос использует цилиндрическую форму для вытеснения жидкости. Возвратно-поступательное движение плунжера позволяет ему производить надежную энергию при минимальном техническом обслуживании. Эти насосы обычно используются в проектах промывки под давлением и обратного осмоса.
Насосы для замены в сравнении с насосами OEM
Когда у вашего поршневого насоса возникают проблемы с производительностью, может потребоваться ремонт, восстановление или замена. К сожалению, замена OEM-насосов и услуги могут потребовать значительных инвестиций. Если у вас устаревшее оборудование, возможно, вы не сможете найти устаревшие детали гидравлического насоса, необходимые для восстановления вашего оборудования.
Являясь крупнейшим в Северной Америке производителем поршневых насосов на вторичном рынке, мы в Panagon Systems уверены, что сможем поставить исключительный насос по доступной цене. Сопоставьте наши послепродажные насосы с оригинальной маркой и моделью вашего насоса, чтобы убедиться, как мы сравниваем гидравлические компоненты OEM.
Замените свои поршневые насосы Caterpillar, Rexroth, Eaton или Vickers на насос Panagon Systems, чтобы получить доступную альтернативу дорогостоящим или устаревшим запасным частям. Мы тщательно разрабатываем и проектируем насосы для восстановления вашего строительного оборудования, промышленных прессов или другого оборудования.
Варианты насосов Panagon Systems
Итак, как работает гидравлический поршневой насос? Помпа Panagon Systems работает, предоставляя вам удобные варианты замены, которые обеспечивают впечатляющую мощность и удобство в течение длительного времени. Наши поршневые насосы отсортированы по сериям, поэтому вы можете легко найти замену, маркированную тем же названием серии, что и гидравлический насос OEM в вашем существующем оборудовании.
Cочетание автоматического и кварцевого механизма. В следствие повседневных движений руки, генератор заряжает мини-аккумулятор часов. Энергии полностью заряженной батарейки-аккумулятора хватает на 50-100 суток бесперебойной работы часов.
Автоматический механизм
Самый распространенный на сегодня тип механизма, используемый в механических часах. В таком механизме пружина подзаводится оборачивающимся вокруг основной оси часов ротором. Чтобы часы с автоматическим механизмом подзаводились, вполне достаточно привычных повседневных движений руки — никаких специальных движений не нужно. Часы с автоматическим механизмом тяжелее и толще простых кварцевых или механических моделей из-за подзаводящего их ротора.
Амортизаторы
Специальные приспособления, необходимые для защиты деталей механизма от возможной поломки из-за импульсных нагрузок. Самая распространенная на сегодня амортизационная система — Incabloc. Широко известна и система Абрахама-Луи Бреге под названием «para-chute».
Анкерный механизм (анкер)
Анкер или анкерный механизм — это часть часового механизма, которая преобразует энергию заводной пружины в импульсы — они передаются балансу для поддержания нужного периода колебаний. Это нужно для равномерного и четкого вращения шестереночного механизма. Анкерный механизм — это конструкция из вилки, двойного маятника, баланса и анкерного колеса.
Апертура
Окошко (отверстие) небольшого размера в циферблате часов. В нем дается текущая индикация дня недели, даты и пр.
Астрономические часы
Часы, отображающие фазы Луны, время восхода и захода Солнца. Некоторые модели таких часов могут отображать и движение планет и созвездий Солнечной системы.
Багет
Это часовой механизм, имеющий удлиненную прямоугольную форму.
Баланс
Баланс — это балансовое колесо и спираль, которые вместе образуют колебательную систему. Данная система уравновешивает движение шестереночного механизма в часах.
Безель
Обод или кольцо вокруг циферблата. Это кольцо может быть поворотным, вращающимся в обе или в одну сторону. Неподвижное кольцо (или безель) часто выполняет декоративную функцию. На него могут быть нанесены тахометрическая или секундная шкала, безель могут инкрустировать драгоценными камнями. Если это вращающийся безель, то он может служить для фиксации или для замера времени определенного события. Чаще всего вращающийся безель можно увидеть в часах для подводного плавания.
Водостойкость
Широко используемая способность корпуса часов защищать часовой механизм, не пропуская к нему влагу. Значение водостойкости, ее степень исчисляется в атмосферах или метрах. При этом погружение в воду на 10 метров в глубину равно увеличению давления на 1 атмосферу. Однако важно понимать, что водостойкость часов до 50 метров вовсе не говорит о том, что с ними можно погружаться на глубину в 50 метров. Даже во время плавания человека по поверхности воды любые часы подвержены давлению, равному статическому давлению воды на уровне в 60-70 м глубины.
Гелиевый клапан
В часах, используемых для подводного плавания, встроен гелиевый декомпрессионный клапан. При проведении длительных по времени глубоководных работ используется водолазный колокол, который наполнен смесью кислорода и гелия. Учитывая, что молекулы гелия по весу легче молекул воздуха, гелий может проникнуть внутрь часов, а потом при декомпрессии выдавить стекло часов. Чтобы избежать этого, необходимо во время подъема (всплытия) на поверхность открыть гелиевый клапан — он пропускает гелий, но при этом задерживает воду.
Гильоширование
Метод обработки циферблата часов, при котором с использованием гравировальной машины создаются рисунки, представляющие собой комбинацию кривых и простых линий.
Годовой календарь
Встроенное в часы календарное устройство, содержащее в себе указатели месяца, дня недели, даты. При этом корректировать дату не нужно, не считая 29 февраля високосных годов.
Двухцветные часы
Часы, браслет или корпус которых (или и то и другое) изготовлены из соединения разных материалов. Например, это могут быть часы из нержавеющей стали и золота или из золота и серебра.
Динамограф
Указатель производимой пружиной барабана силы.
Завод часов
Процедура скручивания заводной пружины часов. Данная операция может выполняться в автоматическом и ручном режиме. Если скручивание выполняется в ручном режиме, то пружину закручивают при помощи имеющейся в часах заводной головки. Для автоматического завода необходимо использовать вращение ротора, который преобразует вращательную энергию в энергию, нужную для скручивания заводной пружины.
Заводная головка
Специальная деталь корпуса часов, необходимая для завода часов, а также для коррекции даты и времени.
Залиум
Особый, уникальный сплав, который был разработан инженером и химиком Рональдом Уинстоном. В основе изобретения этого сплава — цирконий, который обладает большей устойчивостью к коррозии и прочностью, нежели титан. Данный сплав считается редким, поскольку встретить на Земле цирконий гораздо труднее, чем титан. Кроме того, цирконий из-за своей исключительной твердости хуже поддается обработке. Залиум тверже и тяжелее титана, при этом он антикоррозиен и гипоаллергенен.
Запас хода механических часов
Время, которое могут проработать часы, сохраняя свое нормальное функционирование, без завода заводной пружины. Обычно запас хода наручных часов, которые полностью заведены, составляет примерно 40-46 часов.
Индикатор запаса хода
Выполненный в виде дополнительного сектора индикатор, который показывает степень завода заводной пружины в механических часах. Данный индикатор показывает оставшееся до остановки часов время. Время может показываться в часах и сутках (абсолютных единицах) либо в относительных единицах измерения.
Индикатор фазы луны
Вращающийся индикатор с изображением Луны , который в каждый момент времени показывает фазу Луны в данный момент. Циферблат при этом имеет градуировку в 29 суток.
Кабошон
Метод огранки драгоценных камней, когда они обрабатываются в форме полушара. Обычно кабошоны применяют для украшения часов: украшается заводная головка часов, а также кабошонами инкрустируют ушки крепления ремешка к корпусу часов и крепления браслета.
Календарь
Самый простой календарь в часах — это окно, в котором можно увидеть текущую дату. В более сложном варианте календарное окошко показывает месяц, день недели и дату. Из всех календарей самым сложным считается вечный календарь, в котором указывается и год. В вечном календаре не нужно корректировать дату месяца даже если выпадает високосный год. Как правило, такие календари программируют на 100-250 лет.
Калибр
Данный термин обозначает тип и размер часового механизма. Обычно номер калибра соответствует максимальному габаритному размеру часового механизма, который измеряется в линиях. Линия равна 2.255 мм. В некоторых случаях калибр представляет собой обычный набор символов, которые обозначают ту или иную модель.
Камни
Данным термином обозначаются изготовленные из рубинов, гранатов или сапфиров (использоваться могут и натуральные и искусственные камни) детали часов, используемые для уменьшения трения между изготовленными из металла деталями.
Кварцевый механизм
Это часовой механизм, работу которого обеспечивает батарейка, рассчитанная примерно на 3 года. Часы с кварцевым механизмом отличаются высокой точностью хода. Такие часы не нужно подзаводить. В таких часах времязадающим элементом служит кварцевый резонатор, представляющий собой обработанную особым образом пластинку из искусственно полученного кристалла кварца. Данная пластинка сжимается под действием напряжения и порождает электрические импульсы.
Линия
Стандартная мера измерения размера механизма часов. Линия равна 2.255 мм.
Мальтийский крест
Мальтийский крест — это элемент часового механизма, который необходим для ограничения силы натяжения главной (заводной) пружины. Данная деталь получила такое интересное название из-за своего сходства с Мальтийским крестом.
Маркетри
Набор тонких деревянных пластин толщиной 1-3 мм. При их изготовлении используется древесина (шпон) разных пород. Это может быть мирт, лимон, сандал, каповый тополь, орех, дуб, ясень, клен, груша или яблоня и пр. Шпон этих пород — прекрасный материал. Пластины склеивают по кромкам в виде орнамента или рисунка, а после этого наклеивают на плоскую деревянную поверхность.
Морской хронометр
Это особо точные часы, которые помещены в специальный корпус. Корпус постоянно удерживает часовой механизм в горизонтальном положении. Такие механические часы применяют для определения широты и долготы в океане. Благодаря специальному корпусу полностью устраняется влияние гравитации и температуры на точность часового механизма.
Мост
Это фасонная деталь часового механизма, необходимая для закрепления опор осей шестеренок в часах. Мосту дается название в соответствии с закрепляемой шестеренкой.
Перегородчатая эмаль
Особый вид эмали, при изготовлении которой применяется сложная технология. Суть данной технологии такова: в циферблате делаются глубокие выемки, в которые укладывается проволока. Оставшиеся между проволоками промежутки заполняют слоем порошка. После обжига порошок превращается в застывшую эмаль. В дальнейшем полученную эмаль полируют.
Платина
Самая большая, основная деталь каркаса часового механизма. Эта деталь служит для крепления шестеренок и мостов. Форма данной детали определяет форму механизма часов.
Позолота
Покрытие браслета и/или корпуса часов, изготовленных из стали, тонким слоем золота. Чаще всего встречается позолота в 5 и 10 микрометра толщиной. Сегодня очень популярным считается покрытие PVD. В этом случае на материал, из которого изготовлен корпус часов, в вакууме наносят сверхтвердый нитрид титана. Сверху на это покрытие наносится тончайший слой золота. Такое покрытие отличается повышенной устойчивостью к царапинам и изнашиванию, тогда как позолота стирается со скоростью примерно 1 мкм/год. Еще один вариант покрытия —
Ion Plating Gold (IPG) — представляет собой ионное напыление золота с промежуточным гипоаллергенным слоем. Это самая устойчивая к износу позолота.
Противоударное устройство
Устройство, состоящее из подвижных опор, в которых закреплены тонкие части оси баланса. Данная подвижная опора сделана так, что при боковом или осевом ударе ось баланса смещается вбок или вверх и своими утолщенными частями упирается в ограничители. Таким образом тонкие части оси предохраняются от изгиба и поломки. Самая первая защита подобного типа была изобретена в 1790 году. Она получила название para-chute. Самым распространенным на сегодня противоударным устройством считается Incabloc.
Пульсометр
Шкала на циферблате с хронографом, которая позволяет определять пульс человека за достаточно короткий временной промежуток согласно градации шкалы.
Репетир
Механические часы, в которых имеется дополнительный механизм. Этот механизм предназначен для индикации времени при помощи сигналов (звуков) разной тональности. Чаще всего такие часы, если нажать на определенную кнопку, отбивают часы, минуты, четверти часа.
Ротор
Свободно вращающийся вокруг часовой оси полудиск, изготовленный из тяжелого металла. Этот диск при помощи реверсивного устройства превращает энергию своего вращения в энергию, нужную для завода пружины в часах.
Ручной завод механизма
Механические часы снабжает необходимой для их работы энергией спиральная пружина, которая расположена в барабане, имеющем зубчатый край. Когда часы заводят, пружина закручивается, а потом она медленно раскручивается и приводит в действие барабан, который, в свою очередь, своим вращением заставляет работать весь часовой механизм. Самый большой недостаток пружинного двигателя — это неравномерная скорость раскручивания пружины. Как следствие — неточность хода часов. Кроме того, в данном случае на точность хода часов влияют и такие факторы, как положение часов, температура, износ деталей и пр. Механические часы, у которых ручной завод, нужно подзаводить при помощи заводной головки, находящейся на корпусе.
Секунда
Единица измерения времени, которая обозначает временной отрезок, равный 9.192.631.770 периодам излучения атома цезия-133 при переходе между двумя соседними устойчивыми уровнями. Секунда равна 1/60 минуты и 1/3600 часа.
Скелетон
Часы, обладающие прозрачным циферблатом, а также задней крышкой корпуса, через которые можно видеть работу сложного часового механизма. Часто детали механизма в таких часах искусно украшают гравировкой, покрывают разными благородными металлами, инкрустируют драгоценными камнями.
Спираль Бреге
Это спираль, у которой внешний и внутренний концы изогнуты так, что период колебаний системы спираль-баланс не связана с амплитудой колебаний. Данное изобретение — достижение Абрахама-Луи Бреге, что отразилось в названии спирали.
Спираль или волосок
Плоская тонкая спиральная пружина, которая закреплена своим внешним концом на колодке, а внутренним концом — на оси баланса. Обычно число витков данной спирали составляет 11 или 13. Благодаря изобретению Гюйгенсом колебательной системы спираль-баланс стало возможным создать первые переносные часы.
Сплит-хронограф
Это хронограф, имеющий функцию промежуточного финиша. В сплит-хронографе механизм расширяет функции обычного хронографа возможностью измерять 2 и более событий, которые начинаются одновременно, но при этом имеют разную длительность. В таких моделях хронографов имеется две центральные секундные стрелки. Специальная кнопка дает возможность останавливать вторую стрелку столько раз, сколько необходимо, а затем снова запускать ее «с нуля». Первая же стрелка при этом продолжает свое движение.
Тонно
Напоминающая бочку форма корпуса часов.
Траст индекс (Trust index)
Это индикатор амплитуды балансового колеса. Если пружина заведена полностью, то амплитуда колебаний балансира в обычных механических часах немного выше оптимального значения. Когда же завод пружины подходит к концу, амплитуда колебаний балансира, наоборот, — чуть меньше. Поэтому, чтобы поддерживать максимальную точность часов, не рекомендуется перетягивать пружину или допускать ее полную разрядку.
Турбийон
Специальный механизм, который компенсирует влияние гравитации нашей планеты на точность хода часов. Это анкерный механизм, который помещен внутрь мобильной платформы, в центре которой — баланс. Механизм совершает полный оборот вокруг своей оси за минуту. Турбийон устанавливают в роскошные и дорогие часы.
Ультратонкие часы
Модели часов с механизмом толщиной 1.5-3.0 мм, что позволяет свести толщину самих часов к минимуму.
Уравнение времени
Это астрономическое значение, учитывающее разницу (несовпадение) между временем общепринятым (его показывают часы) и солнечным временем. Данные показатели совпадают только 4 раза в году.
Устрица
Модель Rolex, получившая широкую известность. Также это запатентованный данной фирмой метод двойной герметизации часового механизма, предохраняющий его от разных внешних воздействий, которые могут повредить механизм.
Флайбек-хронограф (Flyback)
Хронограф с функцией fly-back, который позволяет всего одним нажатием кнопки «сброс» запустить отсчет секунд заново.
Хронограф
Это часы, у которых имеется две независимые измерительные системы. Одна система показывает текущее время, а вторая система измеряет короткие промежутки времени (секундомер). Имеющийся счетчик регистрирует прошедшие часы, минуты и секунды. Данный счетчик можно включать и выключать по желанию. Как правило, в таких часах секундная стрелка является одновременно и секундной стрелкой секундомера.
Хронографы бывают разными. Так, например, хронограф суммирующего действия обладает двумя кнопками. Одна кнопка нужна для запуска и остановки секундомера. Количество запусков не ограничено, но, когда производится последняя остановка, хронограф показывает суммарную длительность всех этих промежутков времени. Другая кнопка необходима для сброса показаний и срабатывает только когда секундомер остановлен.
Также в семействе хронографов есть модели с функцией fly-back, «монопушеры», которые реализуют все управление счетчиками при помощи одной кнопки, и сплит-хронографы.
Хронометр
Это особо точные часы. Такие часы проходят ряд тестов на точность, имеют соответствующий сертификат. У механических хронометров погрешность хода составляет несколько секунд в сутки, если они используются в обычном температурном интервале. При этом носить гордый титул «хронометр» могут только те часы, механизм которых получил сертификат COSC.
COSC
Controle Officiel Suisse des Chronometres — переводится как Официальный Швейцарский Институт Тестирования Хронометров.
PVD
PVD расшифровывается как Physical Vapour Deposition. Сегодня использование PVD-покрытий приобрело большую популярность, поскольку это очень устойчивое покрытие. На материал, из которого сделан корпус часов, наносят сверхтвердый нитрид титана, а уже поверх него покрывают корпус тончайшим слоем золота. Такое покрытие отличается высокой степенью устойчивости к царапинам и изнашиванию.
Если вы захотите продать часы сделать это выгодно можно в часовом центре Перспектива
Часовые термины
Анкерный механизм (анкер) — состоит из анкерного колеса, анкерной вилки и баланса (двойного маятника), — это часть часового механизма, преобразующая энергию главной (заводной) пружины в импульсы, передаваемые балансу для поддержания строго определенного периода колебаний, что необходимо для равномерного вращения шестереночного механизма.
Апертура — небольшое отверстие (окно) в циферблате часов, в котором дается текущая индикация даты, дня недели и т.д
Багет — часовой механизм удлиненной прямоугольной формы, способ огранки драгоценных камней в виде прямоугольника.
Баланс — балансовое колесо вместе со спиралью, образующие колебательную систему, уравновешивающую движение шестереночного механизма часов.
Водостойкость — свойство корпуса не допускать влагу в часовой механизм. Степень водостойкости часов обычно устанавливается в метрах или атмосферах. Погружение на десять метров соответствует увеличению давления на одну атмосферу. Впервые эта функция была реализована Компанией Rolex в 1926 году.
Гильоширование — способ обработки циферблатов, при котором с помощью гравировальной машины делают рисунок в виде комбинаций простых и кривых линий.
Годовой календарь — календарное устройство часов, включающее в себя указатели даты, дня недели и месяца, и не требующие корректировки даты, за исключением 29 февраля каждого високосного года.
Двухцветные часы — термин, используемый для обозначения часов, корпус и браслет которых изготовлен из комбинации золотого покрытия, PVD или золота и нержавеющей стали ( где PVD – ионное напыление, более стойкое, чем любой другой вид напыления ).
Завод часов — операция, состоящая в скручивании главной (заводной) пружины часов. Эта операция может быть осуществлена двумя классическими способами — вручную и автоматически. При ручном заводе пружина закручивается при помощи заводной головки часов. При автоматическом заводе используется вращение ротора специальной формы, преобразующего вращательную энергию в энергию, необходимую для скручивания главной пружины.
Заводная головка — деталь корпуса часов, используемая для завода часов и коррекции времени и даты. Запас хода механических часов — способность часового механизма продолжать нормальное функционирование в течение определенного времени без завода главной пружины. Запас хода полностью заведенных наручных часов обычно составляет 36 — 46 часов.
Индикатор запаса хода — индикатор в виде дополнительного сектора на циферблате, показывающий степень завода главной пружины механических часов. Он показывает время, оставшееся до остановки часов, либо в абсолютных единицах — часах и сутках, либо в относительных.
Индикатор фазы луны — циферблат с градуировкой в 29 суток и вращающимся индикатором, на котором изображена Луна. В каждый момент времени индикатор показывает текущую фазу Луны.
Кабошон — способ огранки драгоценных камней в виде полушара. Как правило, кабошоны используются для украшения заводной головки и в ушках креплениях браслета или ремешка к корпусу часов.
Календарь — в простейшем случае присутствует в часах в виде апертуры (окна), в котором показывается текущая дата. Более сложные устройства показывают дату, день недели и месяцы. Самыми сложными являются вечные календари, которые указывают год, в том числе и високосный. Вечные календари не требуют вмешательства владельца в корректировку даты месяца даже в високосный год и обычно программируются на 100-250 лет вперед.
Калибр — термин, используемый для обозначения размера и типа часового механизма. Как правило, номер калибра соответствует наибольшему габаритному размеру механизма, измеряющемуся в линиях, а у некоторых фирм является просто набором символов для обозначения той или иной модели (1901 у Longines, 2824-2 у ЕТА и т. п.).
Камни — термин, применяемый для обозначения часовых деталей, изготовленных из рубинов, сапфиров или гранатов как синтетических, так и натуральных, которые используются с целью уменьшения трения между металлическими деталями.
Линия — традиционная мера измерения размера часового механизма, равная 2.255мм.
Мост — фасонная деталь часового механизма, служащая для закрепления опор осей часовых шестеренок. Название моста соответствует названию шестеренки.
Противоударное устройство — состоит из специальных подвижных опор, в которые крепятся тонкие части оси баланса. Подвижная опора устроена таким образом, что при осевом или боковом ударах, ось баланса смещается вверх или вбок и упирается в ограничители своими утолщенными частями, предохраняя тонкие части оси от поломки или изгиба (incabloc).
Репассаж — полный ремонт механизма часов.
Репетир — сложные механические часы, имеющие дополнительный механизм, предназначенный для индикации времени с помощью звуков разной тональности. Обычно такие часы, при нажатии на специальную кнопку, отбивают часы, четверти часа и минуты. В моделях Grand Sonnerie часы и минуты отбиваются автоматически, хотя могут указывать время и при нажатии на кнопку.
Референс — номер часов по каталогу.
Ритейл — рекомендованная цена.
Ротор — полудиск из тяжелого металла, свободно вращающийся вокруг оси часов, который с помощью реверсивного устройства преобразует энергию своего двухстороннего вращения в энергию, необходимую для завода пружины.
Секунда — основная единица времени, составляющая 1/86000-ую часть солнечного дня, т.е. времени обращения Земли вокруг собственной оси. С появлением после Второй Мировой войны атомных часов, было установлено, что Земля вращается с бесконечно малой нерегулярностью. Поэтому было принято решение -переустановить стандарт измерения секунды. Это было сделано на 13-ой Генеральной Конференции Мер и Весов в 1967 году. Было определено следующее: «секунда» — это отрезок времени равный 9. 192.631.770 периодам излучения атома цезия-133.при переходе между двумя соседними устойчивыми уровнями.
Скелетон — часы с прозрачным циферблатом и задней крышкой, сквозь которые виден механизм. Детали механизмов таких часов украшают ручной гравировкой, покрывают благородными металлами, а иногда декорируют драгоценными камнями.
Спираль или волосок — тонкая спиральная пружина, закрепленная внутренним концом на оси баланса, а внешним на колодке. Число витков балансовой спирали обычно составляет 11 или 13.
Спираль Бреге — спираль, внутренний и внешний концы которой изогнуты так, что период колебаний системы баланс-спираль не зависит от амплитуды колебаний (изохронизм системы). Изобретение сделано Abraham Louis Breguet.
Сплит-хронограф — часы с секундомером, имеющим функцию промежуточного финиша.
Тахиметр — шкала, позволяющая измерить среднюю скорость движения (в километрах в час) на фиксированном участке пути.
Тонно — форма корпуса часов, напоминающая бочку.
Турбийон — механизм, компенсирующий влияние гравитации Земли на точность хода часов
Хронограф — часы с секундомером и накопительными счетчиками.Представляет собой анкерный механизм, помещенный внутрь мобильной платформы с балансом в центре, и совершающий полный оборот вокруг собственной оси за одну минуту. Изобретен в 1795 году Абрахамом Луи Бреге (A.L.Breguet).Запатентован в 1801 году.
Ультратонкие часы — часы с толщиной механизма от 1.5 до 3.0 мм, позволяющие свести к минимуму толщину самих часов.
Устрица — способ двойной герметизации механизма часов, предохраняющий его от внешних воздействий.
Хронограф — часы с двумя независимыми измерительными системами: одна показывает текущее время, другая измеряет короткие промежутки времени. Счетчик регистрирует секунды, минуты и часы и может быть включен или выключен по желанию. Центральная секундная стрелка таких часов обычно используется как секундная стрелка секундомера.
Хронометр — особо точные часы, прошедшие ряд тестов на точность и получившие соответствующие сертификаты. Погрешность хода хронометров составляют всего несколько секунд в сутки при использовании в обычных температурных условиях.
Co-Axial — изобретенная английским часовщиком Джорджем Даниэлсом (George Daniels) система спуска часового механизма. Используется в производимых швейцарской фирмой Omega часах коллекции De Ville. Система спуска Co–Axial имеет двойное коаксиальное спусковое колесо и анкерную вилку с тремя палетами. Использование новой технологии дает часам два преимущества: большую долговечность и стабильно высокую точность хода в течение долгого времени.
Glucydur — антимагнитный сплав с малым коэффициентом теплового расширения. Лучший из ныне используемых материалов для производства балансов.
Incabloc — противоударное устройство оси баланса.
Nivarox — сплав для изготовления спиралей часовых балансов. Обладает свойством температурной самокомпенсации, очень износоустойчивый, не подвержен коррозии.
Nivaflex — сплав для изготовления заводных пружин. Обладает свойством сохранять постоянную эластичность на протяжении десятков лет.
якорь , устройство, обычно металлическое, прикрепляемое к кораблю или лодке тросом или цепью и опускаемое на морское дно для удержания судна в определенном месте с помощью лапы или заостренного выступа, впивается в морское дно.
Древние якоря состояли из больших камней, полных корзин камней, мешков с песком или деревянных бревен, нагруженных свинцом; они удерживали судно только своим весом и трением о дно. По мере того, как корабли становились больше, им требовалось более эффективное устройство для их удержания, и в качестве якорей стали использовать деревянные крюки, которые впивались в морское дно. Железо заменило дерево в их конструкции, и были добавлены зубья или лапы, чтобы крючки вонзались в дно. Еще одним важным улучшением стало добавление штока или горизонтального рычага, который устанавливается под прямым углом к плечам и лапам нижней части якоря. Приклад обеспечивает вертикальное положение лопастей на морском дне, и, таким образом, одна лапа закапывается, обеспечивая максимальную удерживающую силу. Этот тип с двумя лапами и ложем под прямым углом оставался основным якорем на протяжении многих столетий. Он известен как якорь запаса в Соединенных Штатах и как якорь рыбака в Соединенном Королевстве.
Викторина «Британника»
Корабли и подводные исследования
Какой тип военного корабля самый большой? Как называется корабль, на котором летают самолеты и вертолеты? Погрузитесь в подводное (и надводное) приключение в этой викторине.
Изогнутые плечи стали заменять прямые в анкерах в начале 19 века. Этот тип якоря, который до сих пор используется для легких работ и для лодок, показан на рисунке 1. Кольцо (или скоба) — это часть якоря, к которой крепится цепь или трос. Сняв стопорный штифт, можно снять шток с головы, чтобы якорь можно было уложить на якорь на корабле. Затем приклад необходимо снова разложить ( , т. е. ) перед тем, как отпустить, чтобы один из трематод вонзился в землю. Вертикальный стержень якоря называется хвостовиком; он содержит уравновешивающую ленту, установленную в центре тяжести якоря, так что якорь балансирует горизонтально при подъеме. Хвостовик соединяется с каждым плечом на макушке. На конце каждого плеча находится двуустка, состоящая из треугольной плоской поверхности (, т. е. ладони) с заостренным клювом, вонзившимся в землю.
Якорь без штока (рис. 2), который был запатентован в Англии в 1821 г., получил широкое распространение главным образом из-за простоты обращения и укладки. Корона, плечи и лапы якоря без штока отлиты за одно целое и могут слегка поворачиваться из стороны в сторону на стержне. Сосальщики длинные и тяжелые, у их основания есть выступающие плечи, которые цепляются за морское дно. По мере увеличения сопротивления плечи заставляют лапы опускаться на дно. Якоря без штока заменили старые якоря на большинстве крупных кораблей мира.
Широко используются несколько других типов анкеров. Легкие якоря Данфорта и плужные якоря имеют длинные острые лапы, которые вращаются вокруг штока в нижней части хвостовика и глубоко погружаются в дно; эти якоря обычно используются для яхт и других малых судов. Грибовидный якорь имеет форму перевернутого гриба и широко используется в качестве постоянной швартовки плавучих маяков, земснарядов и лихтеров.
Якорный брашпиль — понимание конструкции и работы
Якоря играют решающую роль в маневрировании кораблей и помогают им безопасно швартоваться в портах и в открытом море. Чтобы удержать все судно (весом несколько сотен тонн) на месте, тяжеловес, известный как головка якоря, создает силы сопротивления.
Вы когда-нибудь задумывались, как такой тяжеловес опускается и поднимается со дна океана или морского дна?
Для этой цели используется механическое устройство, известное как якорная лебедка.
Брашпиль относится к любому шкиву или механической системе, используемой для перемещения больших грузов в вертикальном или горизонтальном направлении. Он был изобретен древнегреческим ученым Архимедом и использовался для общих целей, таких как забор воды из колодцев или помощь в подъеме тяжелого строительного оборудования.
По мере того, как технический прогресс предъявлял более высокие требования к судоходству и транспортной отрасли, более тяжелые якоря, необходимые для остановки больших кораблей, также были введены в эксплуатацию.
В связи с этим для эффективного управления якорем и связанными с ним механизмами также использовались усовершенствованные системы якорных брашпилей. В этой статье мы рассмотрим, что такое якорная лебедка и как она работает.
Базовая конструкция брашпиля
Брашпиль — это любое устройство, используемое для перемещения значительно тяжелых грузов с использованием системы шкивов. Ствол с намотанной на него цепью или тросом приводится в действие с помощью ремня или коленчатого вала. Этот вал обеспечивает круговое движение, способное поднимать тяжелые веса без необходимости расходовать энергию, необходимую для его обычной буксировки.
Рукоятка может приводиться в действие вручную (как в случае забора воды из колодцев) или с помощью двигателя (используется в больших строительных кранах) и крепится к стволу таким образом, что он может вращаться вокруг центральной оси.
Принцип использования шкивной конструкции заключается в том, что большие веса можно поднимать, распределяя нагрузку между несколькими тросами вместо одной цепи. Таким образом, прилагая ограниченное усилие, можно эффективно поднять значительно более тяжелый груз.
Проблема с такими конструкциями заключается в том, что на трос или цепь, используемые для перемещения груза, оказывается большая нагрузка. В случае, если механизм останавливается во время работы, необходимо принять соответствующие меры для предотвращения разрыва троса под натяжением.
Большинство материалов могут разрушаться из-за усталости или напряжения под нагрузкой растяжения. Таким образом, для якорной лебедки, которая должна поднимать вес почти в тонну, должны использоваться специальные механизмы, чтобы гарантировать, что вес головки якоря снимается с якорной штанги во время остановки работы. Более подробно это будет обсуждаться в следующих разделах.
Где находится лебедка?
На кораблях и крупных судах, таких как контейнеровозы или нефтевозы, брашпиль расположен в специальном месте в носовой части судна, известном как отсек или помещение для брашпиля. Однако на некоторых судах брашпиль расположен на палубе полубака.
Преимущество расположения лебедки на палубе заключается в том, что она обеспечивает более высокий уровень контроля при работе с устройством. Кроме того, пространство, которое раньше занимала камера брашпиля, теперь можно эффективно использовать для хранения вещей, что является востребованным товаром на борту любого корабля.
Наличие брашпиля на палубе также сделало бы его более доступным в случае чрезвычайных ситуаций. Персоналу на борту было бы легче управлять, особенно в случае ручной или частично ручной системы, если брашпиль расположен на верхней палубе по сравнению с закрытой комнатой.
Однако размещение брашпиля на верхней палубе также повышает вероятность повреждения из-за непогоды. Как правило, палуба полубака подвергается нагрузке от сырой воды (редко, но все же возможно) и захлопыванию носа.
Нагрузка на зеленую воду относится к любой воде, которая скапливается на палубе судна в результате высоких волн. Хотя палуба полубака спроектирована так, чтобы предотвратить это, естественные элементы, такие как волны, непредсказуемы, и все еще существует высокая вероятность намокания оборудования лебедки.
Еще одна проблема — захлопывание лука.
Во время шторма нос корабля иногда на мгновение отрывается от поверхности воды, а затем падает на основание носа корабля.
Этот резкий удар может отрицательно сказаться на открытой системе брашпиля. Наконец, проблема с расположением лебедки на верхней палубе заключается в том, что она представляет угрозу безопасности и может препятствовать передвижению персонала.
На малых судах брашпиля нет, так как якорная головка весит не много. На средних судах часто используется одна брашпиль для управления якорями по левому и правому борту.
Это простой механизм, в котором используется один барабан брашпиля для управления якорной штангой с обеих сторон. Однако для более крупных судов, требующих более высокой степени точности, якоря с обеих сторон имеют отдельные системы брашпилей.
Такая конструкция известна как раздельный брашпиль и эффективна при выполнении сложных маневров, когда судно находится в порту или в море.
Как работает якорная лебедка
Важно отметить, что название слова «брашпиль» обычно относится только к горизонтальному движению груза.
Шпиль – это оборудование, используемое для вертикального движения. Для эффективного использования брашпиль часто комбинируют с шпилем, чтобы обеспечить большую степень контроля капитану или персоналу, обслуживающему лебедку.
Устройство используется для освобождения, удержания и управления якорной цепью, состоящей из металлических звеньев. Эти звенья входят в пазы или канавки на центральном стволе брашпиля, который постепенно освобождает звенья.
Хотя брашпилем можно управлять дистанционно с мостика судна, им также можно управлять вручную с помощью системы рычагов и тормозов, расположенных рядом с брашпилем.
Чтобы отпустить или опустить якорь в воду, есть два возможных способа манипулирования: отпустить якорь или позволить оголовку свободно упасть.
Каждый из них имеет свои преимущества, хотя силовой вариант часто используется на кораблях и крупных судах. Вариант с электроприводом использует брашпиль для медленного вращения в направлении, при котором якорная цепь разгружается. Как только маркеры на якорной цепи укажут, что требуемая длина выплачена, оператор кривошипа может применить тормозное действие к стволу брашпиля.
Преимущество использования этого метода заключается в том, что тяжелая падающая головка якоря не оказывает внезапного большого усилия на корпус судна из-за постепенного опускания большого веса. Таким образом, осуществляется больший контроль.
Кроме того, головку анкера также можно расположить в нужном месте, манипулируя органами управления брашпилем. Вариант со свободным падением чаще используется на малых и средних поделках.
Это связано с тем, что они имеют относительно низкий надводный борт, что позволяет поверхности воды гасить силу падающего груза. Тем не менее, это все же может вызвать небольшое затопление палубы или создать большие колебания, которые могут создать проблему для остойчивости судна.
Преимущество использования режима свободного падения заключается в том, что это значительно быстрее, чем при медленном проворачивании лебедки. Однако почти полностью отсутствует контроль над тем, где и как якорь приземляется в воду.
Различные компоненты, из которых состоит якорная лебедка, в целом включают лебедку, кулачковую муфту, барабан звездочки, собачку и клюз.
Как обсуждалось ранее, для разматывания якорной штанги коленчатый вал вращает барабан брашпиля. Это вращательное движение обеспечивается лебедкой, расположенной рядом с самой лебедкой.
Лебедка приводится в действие электрическим или паровым двигателем, который наматывает на нее прочный трос. Барабан, на котором сидит этот трос, известен как барабан лебедки. Когда этот барабан вращается, он вращает кулачковую муфту, которую может включать и выключать оператор брашпиля.
Эта муфта крепится к большему барабану брашпиля, известному как швартовный барабан или звездочка. Когда он не используется или в аварийной ситуации, кулачковую муфту можно отключить.
Муфта вращает звездочку, на которой закреплена большая якорная тяга. В цепном колесе прорезаны канавки для правильного захвата звеньев. В швартовном барабане используется цыган, чтобы закрепить якорную штангу на месте, чтобы звенья не проскальзывали.
По мере того, как лебедка вращает цепное колесо, тяга медленно выдается через клюз, который представляет собой отверстие, расположенное на той стороне корпуса, на которой сидит головка якоря. Однако, когда пришло время удерживать анкерный стержень на месте, используется собачка, чтобы захватить анкерное звено и удерживать весь стержень.
Эта собачка часто заменяется устройством, известным как крюк пеликана или коготь дьявола. Они используют механизм зацепления, чтобы закрепить ссылку и удерживать ее на месте.
Однако эти механизмы нельзя разблокировать, пока они находятся под напряжением. Поскольку вся установка остается под натяжением, цепное колесо переключается в обратном направлении, чтобы можно было безопасно высвободить собачку. После этого весь якорь может быть опущен или поднят оператором.
Органы управления всей операцией якоря управляются с помощью гидравлики в дополнение к ручному аварийному блокированию. Например, барабан лебедки и цепное колесо имеют гидравлические тормоза, которыми оператор может управлять с системной консоли.
Однако, в случае сбоя системы, предусмотрен ручной дублер, который позволяет остановить барабан. Это обеспечивает дополнительный уровень безопасности, особенно потому, что несчастные случаи, связанные с тяжелыми якорными головками и тросом, могут быть фатальными.
Принцип работы якорной лебедки состоит из следующих шагов, описанных ниже:
Электродвигатель вращает лебедку, которая вращает барабан лебедки.
Кулачковая муфта сначала включается, а затем активируется с помощью лебедки.
Муфта начинает проворачивать звездочку в заданном направлении и с заданной скоростью.
Цыган используется для удержания и управления якорной цепью в течение всей операции.
Цепь опускается через клюз до тех пор, пока не будет достигнута желаемая длина стержня.
Собачка или Дьявольский коготь используется для удержания якоря на месте.
Чтобы высвободить собачку, звездочка снимает с нее любое натяжение со стороны тяги, поворачиваясь в обратном направлении.
После этого цепь можно поднять, просто повернув барабан лебедки в обратном направлении.
Меры предосторожности и условия безопасности
При работе с тяжелым оборудованием, таким как якорная лебедка, очень важно соблюдать меры безопасности. Чтобы обеспечить запас прочности при работе якорной лебедки, лебедка должна иметь возможность полностью поднимать или опускать головку якоря на любой скорости в заданном рабочем диапазоне оборотов.
Кроме того, максимальный крутящий момент, прикладываемый к цепному колесу или якорному барабану в любое время, всегда должен безопасно находиться в пределах рабочих диапазонов, а не на предельном значении.
Кроме того, расположение брашпиля всегда должно находиться в безопасной рабочей среде. Например, если брашпиль или ящик для цепи расположены на палубе внутри камеры, должны быть предусмотрены надлежащие условия для вентиляции удилища.
Существует высокая вероятность роста микроорганизмов на звеньях при хранении цепи в темном и закрытом помещении.
Чтобы избавиться от любых отходов или организмов на цепи, к магистральному трубопроводу прикрепляются небольшие шланги, так что цепь, протянутая в отсек для цепи, очищается.
Связанное чтение: Важные моменты по обслуживанию брашпиля
Наряду с этим, если установка хранится внутри деки, существует вероятность перекручивания звеньев цепи и запутывания всей установки. Таким образом, должны быть предусмотрены достаточные условия для разделения отдельных ссылок и остановки всего процесса.
Если брашпиль установлен на палубе полубака, высока вероятность того, что ветер и волны могут повредить чувствительное оборудование на борту.
Таким образом, когда якорная лебедка не используется, она должна быть покрыта или защищена водонепроницаемыми и изолирующими материалами. Это включает в себя брезент, прикрепленный к палубе, или усиленный кожух из полиэстера.
Кроме того, различные трубы и компоненты брашпиля должны быть достаточно освещены и разграничены, чтобы предотвратить любые несчастные случаи из-за их нестандартного расположения.
Любые острые края, которые могут соприкасаться с персоналом или пассажирами, должны быть отшлифованы до приемлемого радиуса кривизны. Следуя этим строгим протоколам безопасности, можно безопасно использовать якорь для брашпиля, не вызывая несчастных случаев.
Отказ от ответственности: Мнения авторов, выраженные в этой статье, не обязательно отражают взгляды Marine Insight. Данные и диаграммы, если они используются в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом. Автор и компания Marine Insight не претендуют на точность и не несут за это никакой ответственности. Взгляды представляют собой только мнения и не представляют собой каких-либо руководящих указаний или рекомендаций относительно какого-либо курса действий, которым должен следовать читатель.
Как правильно класть сварочный шов: разновидности, возможные ошибки
Содержание:
Виды сварок
Разновидности сварных швов
Подготовка
Возбуждение дуги
Положение электрода
Движения электродом
Включения
Выбор инвертора
Возможные ошибки
Интересное видео
Сварка — самый популярный способ соединения металлических изделий. Но, часто применяемый, не значит простой. Науке, как правильно класть шов сваркой, нужно учиться так же, как и другим. Несложно приобрести теоретические знания и даже получить удостоверение об окончании профильного обучения. При первом опыте выясняется, что не всегда можно выполнить красивый сварочный шов.
Опытные мастера знают, как правильно наносить сварочный шов. Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр — от ширины сварного шва.
Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
Полуавтоматическая. Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход. Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу. Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность. Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Положение электрода
Знание, как класть сварочный шов, начинается с умения выбрать нужное положение электрода. Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству. Существует три варианта положения электрода при сварке. Первые два предполагают его наклон в разные стороны в одинаковых пределах, а третий происходит под прямым углом.
Способ «углом вперед» подразумевает движение вперед от сварщика. Он подходит для сваривания нетолстых металлов в вертикальном и горизонтальном положениях. При «угле назад» движение осуществляется по направлению к сварщику. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения — по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
зигзаг;
петля;
ломанная линия;
елочка или треугольники;
полумесяц;
серп.
Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва. Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами — движениями налево или направо.
При сварке в вертикальном направлении направление движения шва — снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.
При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности. Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Выбор инвертора
Правильный сварной шов получится при выборе оборудования, подходящего для конкретных условий сварки. Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
Возможные ошибки
Советы профессионалов помогут узнать, как получить надежные и красивые сварочные швы и как правильно их варить. К основным ошибкам, не позволяющим получить качественный шов, относятся:
Слишком быстрое перемещение электрода. В результате шов получается неровным.
Чрезмерно маленькая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и в ответственных конструкциях недопустимы.
Неправильно выдержанный угол наклона электрода. Он должен находиться в пределах от 30 до 60 градусов. При выходе за эти значения нарушается ровность шва.
Сваривание металлов разных марок, имеющих сильно отличающиеся характеристики, в частности, температуру плавления. Когда один металл уже расплавился, а второй еще только слабо нагрелся, то сваривание произойти не может. Появляются трещины, подлежащие ликвидации.
Работа с влажными электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
Неправильно выбранные режим сварки, тип электрода, величина тока.
Слишком большая или маленькая длина дуги.
Использование сварочного оборудования с просроченным сроком поверки.
Недостаточное прогревание кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
Большой зазор между деталями может вызвать усадочную раковину.
Красивые сварочные швы не могут быть получены при наличии в них пор. Существует много причин их появления в сварочном шве:
недостаточная зачистка кромок, оставление на них грязи, ржавчины, окалин;
большое содержание влаги на кромках и электроде;
наличие в зоне сварки сквозняков;
некачественные электроды;
большая разница в химическом составе основного и присадочного материалов.
Со временем приходит опыт, как правильно вести сварочный шов. В этом заключается мастерство сварщика, профессия которого является востребованной и престижной.
Интересное видео
Сварочный шов — как правильно накладывать швы?
0
Опубликовано: 29.05.2017
Накладывать правильный и качественный сварочный шов можно с легкостью научиться самостоятельно. Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Оглавление:
Подготовка к сварным работам
Технология проведения работ
Основы сварки с помощью электрической дуги
Сварочный шов: как перемещать электрод?
Сварка трубопроводов: особенности технологии
Подготовка к сварным работам
Для выполнения сварных соединений обязательно осуществляется подготовка соответствующего оборудования. Чтобы работать электрической дуговой сваркой, необходимо взять следующие инструменты и материалы.
Непосредственно само сварное оборудование, которое бывает разного типа.
Электроды необходимого диаметра — он обычно зависит от того, какая толщина соединяемых элементов.
Специальный заостренный молоток, которым будут сбивать шлак.
Металлическая щетка для зачистки участка металла, где формируется сварной шов.
Технология проведения работ
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами. Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Основы сварки с помощью электрической дуги
Чтобы сделать надежное сварное соединение и правильно положить расплавленный материал электрода, необходимо пристальное внимание уделить началу проведения работ. Лучше всего начинать осваивать данную работу под присмотром опытного сварщика, который позволит избежать наиболее типичных ошибок и посоветовать в случае необходимости.
Соединяемые между собой детали должны быть жестко закреплены. В связи с тем, что работа производится при высокой температуре, необходимо предусмотреть все меры, касающиеся противопожарной безопасности. Поблизости от себя необходимо установить ведро с водой. Не следует выполнять работы на основании из древесины.
Заземляющий зажим закрепляют на свариваемых элементах. Перед этим следует внимательно проверить качество его изоляции. Если она повреждена, пользоваться данным кабелем не следует. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно выбранные настройки оборудования позволяют накладывать электрод плавно и равномерно, за счет чего производится наплавление металла на свариваемые элементы.
Такой зазор придется выдерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно расплавляться и выгорать, поэтому его придется медленно подводить к заготовкам, сохраняя тем самым требуемое расстояние. Ближе подводить его не следует, так как он может прилипнуть. Если дуга не возникла, придется увеличивать силу тока на оборудовании.
Сварочный шов: как перемещать электрод?
Перемещать электрод при производстве сварных работ следует по одной из трех траекторий.
Поступательное — электрическая дуга направляется вдоль оси соединяемых элементов. Это позволяет не только поддерживать ее постоянное горение, но и формировать довольно тонкий и прочный сварной шов.
Продольное — позволяет обеспечить получение ниточного шва различной высоты, которая будет напрямую зависеть от того, с какой скоростью происходит перемещение электрода. По сути, соединение получается весьма прочным, но для его усиления придется совершать некоторые поперечные движения.
Поперечное — обеспечивает формирование требуемой ширины сварного соединения. Оно подразумевает выполнение колебательных движений. Ширина шва выбирается на основе толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при проведении работ применяют все эти движения, которые при сочетании друг с другом образуют конкретную траекторию. Она обычно своя у каждого сварщика. В принципе сама по себе траектория не слишком важна, главное, чтобы кромки заготовок были как можно лучше проплавлены и, соответственно, получился шов с заранее заданными параметрами.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
Сергей Одинцов
tweet
Отличия сварки швом от шва
Качество готового изделия из конструкционной стали зависит от качества сварного шва, который скрепляет его. Для инженера важно не только определить правильный сварной шов, но и технику сварки. Это может быть немного сложнее.
Два метода: швы и стежки
Как правило, инженеры и сварщики могут выбрать один из двух методов сварки в проекте; шовная сварка и стыковая сварка. Оба часто взаимозаменяемы, и многие часто путаются в различиях между ними. Оба метода используют тепло для расплавления и соединения металла. Это изменяет свойства металла и вызывает расширение и сжатие.
Именно здесь необходимо выбрать правильную технику сварки.
Оба сварных шва имеют разные прочностные характеристики и используются для разных целей. Выбор правильного сварного шва может означать разницу между неисправным соединением и долговечным сварным швом.
Как правило, проектировщик сам решает, требуется ли в проекте стыковая или стыковая сварка. Прочность, необходимая для соединения, для чего будет использоваться изготовленное изделие, и другие аспекты конструкции будут учитываться при принятии решения об использовании сварного шва. Инструкции по сварке будут помещены на производственный чертеж. Это сообщает сварщику, среди прочего, использовать ли шовную или стежковую сварку при выполнении проекта.
Сварка стежков
Сварка стежков прерывистая. Он включает в себя инициирование сварки, сварку части длины соединения, прекращение сварки, а затем повторный запуск вдоль соединения на заданном расстоянии от предыдущего сварного шва. Это можно сделать как для угловых, так и для плоских швов.
Сварка стыковым швом (прерывистая сварка) может использоваться для ограничения количества тепла, передаваемого детали, поскольку большое количество тепла может вызвать деформацию детали. Высокая температура также может негативно повлиять на химические и механические свойства материала. С помощью шовной сварки эти отрицательные эффекты могут быть ограничены.
Это также означает, что используется меньше присадочного металла, что экономит деньги, и сварка обычно выполняется за меньшее время, чем если бы она была непрерывной. Сокращение времени сварки ускоряет процесс изготовления.
Шовная сварка имеет некоторые недостатки. Когда общая длина сварного шва уменьшается, это часто сопровождается снижением прочности сварного соединения. Кроме того, участки сварного соединения, которые остаются несваренными, могут иметь форму щели. В этой щели могут скапливаться посторонние материалы, которые могут увеличить скорость коррозии основного материала.
Шовная сварка
Шовный шов представляет собой непрерывный шов вдоль стыка. Это также может быть сделано как для угловых, так и для плоских сварных швов.
Часто встречается при сварке труб или труб. Шовная сварка надежна и более долговечна из-за большой площади поверхности, соединяемой сварным швом. Сварка швов обеспечивает чрезвычайно прочный сварной шов, потому что соединение выковано из-за приложенного тепла и давления.
Полурасплавленные поверхности прижимаются друг к другу давлением сварки, что создает соединение плавлением, в результате чего получается однородная сварная конструкция. Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Шовная сварка обычно используется по умолчанию для большинства применений, поскольку она сводит к минимуму искажения и экономит немного денег, но бывают случаи, когда шовная сварка дает лучший результат.
Изготовитель металлоконструкций на заказ, такой как Swanton Welding, может разработать ваш проект и обеспечить надлежащие сварные швы, чтобы сделать его успешным. Swanton Welding имеет опыт работы с несколькими типами методов сварки. Если у вас есть производственный проект или вам нужны индивидуальные решения для изготовления, позвоните нам сегодня по номеру 419.-826-4816.
Все, что вам нужно знать
5 июля 2022 г.
Когда вы занимаетесь сваркой, вы должны знать, какие существуют типы сварных швов. Шовная сварка — это один из тех типов сварки, с которыми люди не слишком хорошо знакомы.
В этой статье вы не только познакомитесь со шовной сваркой, но и узнаете все, что нужно знать о процессе шовной сварки, приемах и видах сварки.
Перед этим давайте кратко ознакомимся с тем, что такое шовная сварка.
Что такое сварной шов?
Шовная сварка представляет собой процесс контактной сварки, при котором два или более перекрывающихся металлических листа постепенно соединяются путем локального плавления. Этот сплав осуществляется вдоль сустава благодаря работе двух циркулирующих электродов.
Медные электроды прикладывают давление к намеченной точке контакта между двумя металлическими листами для получения идеальных швов. Это создаст относительно высокое сопротивление протеканию электрического тока между обоими листами, выделяя тепло. В результате выделяемого тепла происходит сплавление и создается шов сварного шва.
Сварные швы производятся вращательным движением двух электродов вместо обычных электродов с наконечниками.
Анатомия шовной сварки
Шовная сварка представляет собой сплавление одинаковых или разнородных металлических листов по шву. Этому способствует применение нагревательного тепла от сопротивления электрического тока. Этот популярный тип контактной сварки прост в эксплуатации и дает несколько случаев перекрытия.
Процесс контактной шовной сварки в первую очередь приводит к образованию двух различных типов сварных швов вблизи кромки (шва) двух перекрывающихся металлических листов; прерывистый/стежковый шов и непрерывный шов (об обоих типах вы узнаете позже в этой статье).
При этом способе сварки роликовые электроды направляются к соединяемым листам металла. Обе заготовки помещаются под давление, и через них пропускают электрический ток. Как объяснялось ранее, этот процесс будет выделять тепло, расплавляя оба металлических листа. Это иногда называют «точечной сваркой», потому что все действия происходят в одном месте.
Меры предосторожности при сварке устойчивым швом
Перед тем, как приступить к сварке швов для вашей компании или проектов «сделай сам», необходимо принять следующие меры предосторожности:
Как и в любом другом процессе, в котором используется электрический ток, вы должны быть особенно осторожны с величиной тока, который вы подаете на свои заготовки.
Когда подаваемый ток слишком высок, точка контакта между металлическим листом и электродом становится слишком горячей и опасной.
Промывка зоны сварки водой может помочь уменьшить выделение слишком большого количества тепла. Это также помогает поддерживать охлаждение роликов во время сварки.
Всегда следите за скоростью сварки.
Техника шовной сварки
Шовная сварка выполняется с использованием различных технологий. В этом разделе вы узнаете о трех важных способах выполнения этого типа сварки.
Чтобы вы быстро поняли концепцию каждой техники, давайте рассмотрим их по отдельности, а не вместе.
Три метода сварки:
Сварка контактным швом
Сварка контактным швом является наиболее распространенным методом шовной сварки, который является разновидностью контактной точечной сварки. Основное различие в электрическом сопротивлении заключается в том, что электроды приводятся в действие двигателем по сравнению со стационарным стержнем при контактной точечной сварке.
Этот метод сварки подходит для изготовления металлов, так как он позволяет свободно протекать электрическому току через металлические листы для сращивания, пока они удерживаются на месте механическим усилием. Как и при других видах сварки, контактная шовная сварка приводит к сплавлению в точке контакта обоих металлических листов.
Это происходит потому, что точка контакта представляет собой место с самым высоким сопротивлением электрическому потоку, выделяющее больше тепла, чем другие металлические детали. Тепло, выделяемое электродами с электроприводом, создает непрерывный сварной шов, поскольку металлические листы помещаются между ними. Это приводит к негерметичному сварному шву или сварному шву сопротивления качению.
Типы контактной шовной сварки
Существует два основных типа контактной шовной сварки. В одном процессе может использоваться прерывистое движение, когда скорость ролика заранее не определена, в то время как в другом способе может использоваться непрерывное движение, когда скорость электродного ролика задается заранее до подачи тока.
Изображение машины для шовной сварки от Spot Weld, Inc.
Оба типа шовной сварки сопротивлением имеют свое значение и индивидуальный вклад в ваш проект. Ниже приводится исчерпывающее объяснение отличительных особенностей как прерывистой, так и непрерывной шовной сварки сопротивлением.
Сварка с прерывистым швом
При сварке с прерывистым или стежковым швом сварной шов создается в стратегических точках, а не продолжается по прямой линии. Эта шовная сварка сопротивлением лучше всего подходит для соединения толстых металлов, когда непрерывный шов не применяется.
Эта шовная сварка является практичным способом уменьшить ненужное воздействие сильного тепла. Кроме того, прерывистая шовная сварка дает вам преимущество в меньшем расходе присадочного материала, что снижает затраты.
Преимущества процесса прерывистой шовной сварки
Этот процесс занимает меньше времени, поскольку требует меньше усилий, чем непрерывная шовная сварка.
Повышение производительности и ускорение сварки благодаря сокращению времени сварки.
С другой стороны, сварка прерывистым швом имеет некоторые недостатки, на которые стоит обратить внимание. Из-за короткого общего времени сварки прочность точки сварки относительно низкая. Это может стать серьезным препятствием при работе с проектами, в которых прочность сварного шва важнее времени завершения.
Непрерывная шовная сварка
Непрерывная шовная сварка полностью противоположна прерывистой шовной сварке. Для достижения этого требуется больше времени, и сварные швы идут по прямой без разрывов. Две вещи характеризуют этот тип контактной шовной сварки; во-первых, бесперебойная подача электрического тока, протекающего через электроды к соединяемым металлам. Во-вторых, заранее задана скорость прокатки электродов.
Вы можете создать непрерывный сварной шов, при котором заготовки находятся под постоянным давлением для получения однородного сварного шва внахлест.
Сварка контактным швом с плавящейся проволокой
Сварка контактным швом с плавящейся проволокой представляет собой метод, альтернативный традиционной контактной шовной сварке, за исключением ролика с вращающимся электродом, который имеет канавки для введения профилированной медной проволоки между заготовками и диском. .
Медная проволока пропускается вокруг колеса во время сварки непосредственно перед его выгрузкой в контейнер для металлолома. Это необходимо для обеспечения чистой поверхности при работе над вашими проектами. Сварка швов сопротивлением плавящейся проволоки идеально подходит для сварки нержавеющей стали и стали с покрытием в очень надежном процессе.
С помощью этого метода сварки вы можете достичь скорости сварки более 70 метров в минуту. Хотя расходуемая проволока вносит свой вклад в общую стоимость этого типа сварки, медный лом, который вы получаете, дает компенсирующий эквивалент.
Сварка швом трением
При сварке швом трением при соединении металлов в качестве источника тепла для создания шва используется трение, а не электроды. Заготовки соединяются без плавления (в их твердой фазе), как и при другом процессе сварки, включающем трение. Это подразумевает отсутствие взаимной диффузии между подложкой и расходуемым стержнем — буквально не происходит слияния.
Сварка трением лучше всего подходит для соединения металлов, которые, естественно, трудно свариваются обычными методами дуговой сварки. Тепло при шовной сварке трением создается плавящимся стержнем, который вдавливается в осевом направлении в U- или V-образный паз. Соединяемые детали перемещают под расходуемый брусок, оставляя налет в канавке.
Методы шовной сварки
При шовной сварке основным параметром является сварочный ток. Количество электрического тока, пропускаемого через прокатные электроды к границе раздела между заготовками, определяет количество выделяемого тепла.
Ниже приведены полезные процедуры сварки швов:
Убедитесь, что соединяемые материалы хорошо очищены, идеально расположены внахлест и помещены между электродами, чтобы скрепить детали.
Включить подачу охлаждающей жидкости. Иногда электроды охлаждают, распыляя на них воду или пропуская охлажденную жидкость в электроды.
Включите подачу тока. Первый импульс электрического тока приводит электроды во вращательное движение, перемещая заготовки вперед.
Быстрое включение и выключение источника тока создает перекрывающиеся самородки, известные как стежковая сварка.
Точечная сварка называется точечной, если каждая точечная сварка выполняется в результате временного прерывания сварочного тока.
Преимущества шовной сварки
Шовная сварка является популярным методом соединения металлических листов в непрерывный шов. Шовная сварка используется практически на нержавеющей стали, алюминии, вольфраме и титане в качестве предпочтительного процесса сварки для сварщиков. В большинстве случаев шовная сварка помогает изготавливать автомобильные глушители и металлические контейнеры.
Небольшие экземпляры с перекрытием
Сварка швов — лучший выбор, если вас беспокоит перекрытие сварных швов. Он оставляет меньше случаев перекрытия, чем точечная и рельефная сварка. Нахлест шва при шовной сварке редко превышает 10 мм.
Это просто
Шовная сварка проста в эксплуатации и требует лишь базовых навыков работы. Благодаря простоте шовной сварки сварщики могут добиться высокой производительности. Помимо соединения одинаковых и разнородных металлов, шовная сварка надежна и не вызывает особых проблем.
Ток полностью использован
При шовной сварке тепловая деформация меньше, поскольку тепло направляется в маленькое пятно. Ток также включается с интервалами, чтобы свести к минимуму потери. Электроды также могут иметь увеличенный срок службы из-за использования низкого тока по сравнению с точечной сваркой.
Лучше всего подходит для герметичных контейнеров для газа и жидкости
Шовная сварка лучше всего подходит для соединений газов и жидкостей. С помощью этого процесса сварки производятся радиаторы, жестяные банки и стальные бочки, поскольку они могут создавать как воздухонепроницаемые, так и водонепроницаемые уплотнения. Это также лучший способ сварки для изготовления металлических сварных швов, требующих защиты от утечки воздуха или воды.
Процесс быстрой сварки
Сварка швов — это процесс, который нужно использовать, если вам нужен быстрый подход к сварке. Поскольку весь процесс полностью автоматизирован, шовная сварка выполняется быстрее, чем рельефная и точечная сварка. Перемещение, загрузка и выгрузка компонентов выполняются автоматически, что делает весь процесс очень быстрым и простым. Вы также можете установить скорость сварки для повышения производительности.
Снижение загрязнения окружающей среды
В процессе шовной сварки не происходит газообразования или выделения дыма. Это связано с тем, что материал наполнителя может вызывать загрязнение, когда он не используется.
Прочные и прозрачные сварные швы
Сварка контактным швом обеспечивает прочные сварные швы с первоклассной надежностью. Кроме того, швы имеют лучший внешний вид за счет отсутствия вмятин. Соединения формируются под давлением и нагреванием, чтобы получить прочный сварной шов.
Инструменты, изготовленные методом шовной сварки, всегда обладают лучшими механическими свойствами.
Применение шовной сварки
Помимо изготовления емкостей для жидкости и воздуха, контактная шовная сварка имеет несколько других применений, особенно в автомобильной промышленности.
Во-первых, шовная сварка используется для изготовления автомобильных топливных баков. Производители автомобилей также используют шовную сварку для производства шасси спортивных автомобилей. Поскольку сварные швы прочные, они делают шасси гоночных автомобилей прочными и безопасными.
Сварка контактным швом также используется при изготовлении теплообменников. Многие теплообменники, изготовленные с применением шовной сварки, имеют превосходное качество. Они обеспечивают высокую коррозионную стойкость, а также являются экономичным способом изготовления.
Шовная сварка также может широко применяться в следующем отношении:
Помогает делать соединения внахлестку.
Сварка швов используется при изготовлении нескольких масляных выключателей, герметичных баков, баков самолетов и трансформаторов.
Пригодится для сварки деталей сосудов, которые должны быть водонепроницаемыми и воздухонепроницаемыми
Отлично сваривает трубы и трубы
Заключение
В компании, в которой я работаю, есть сварщик швов, но я им не занимаюсь.
Алюминиевые литейные сплавы отличаются от алюминиевых деформируемых сплавов в основном тем, что они содержат значительно большее количество кремния.
Алюминиевые литейные сплавы должны содержать в дополнение к упрочняющим элементам достаточное количество элементов, которые образуют эвтектику. Это необходимо для того, чтобы литейные сплавы имели высокую текучесть для подпитки и заполнения пор и трещин при усадке, которая неизбежно возникают во всех отливках, кроме, может быть, самых простейших.
Силумины – сплавы алюминий-кремний
Сплавы алюминий-кремний, которые не содержат добавок меди, применяют тогда, когда требуются хорошие литейные свойства и высокая коррозионная стойкость. Часто их называют силуминами. Металлографические структуры чистых компонентов, алюминия и кремния, а также нескольких промежуточных химических составов показаны на рисунке ниже. Промежуточные составы являются смесью алюминия, который содержит около 1 % растворенного кремния и частицы почти чистого кремния. Сплавы с содержанием кремния менее 12 % называют доэвтектическими, с содержанием кремния около 12 % – эвтектическими, более 12 % – заэвтектическими.
Рисунок – Фазовая диаграмма алюминий-кремний и литейные микроструктуры чистых алюминия и кремния, а также сплавов различного химического состава
Если требуется высокая прочность и твердость, то в эти сплавы добавляют магний, который делает их термически упрочняемыми. Сплавы с низким содержанием кремния, таким как 2 %, иногда применяют для отливок, но обычно содержание кремния в литейных сплавах составляет от 5 до 10 %.
Прочность и пластичность этих сплавов, особенно с высоким содержанием кремния, может быть значительно улучшены модификацией эвтектики алюминий-кремний.
Модифицирование доэвтектических сплавов (содержание кремния менее 12 %) особенно часто применяют при литье в песчаные формы. Это модифицирование достигается путем введения в расплав контролируемых добавок натрия или стронция, которые измельчают эвтектическую фазу. В качестве модифицирующих добавок применяют также кальций и сурьму. В заэвтектических сплавах алюминий-кремний для измельчения частиц заэвтектоидного кремния и повышения качества отливок применяют добавки фосфора.
Содержание кремния в пределах от 4 до 12 % снижает потери от брака литья, а также дает возможность отливать более сложные отливки с большой разницей по толщине, а также обеспечивает более высокое качество поверхности и внутреннее качество металла. Это происходит благодаря влиянию кремния на повышение жидкотекучести сплава, снижения растрескивания и улучшения наполняемости форм.
Оптимальная эвтектика алюминий-кремний
Требуемое количество эвтектики зависит также от особенностей процесса литья. Сплавы для литья в песчаные формы обычно имеют меньше эвтектики, чем те которые льют в металлические формы. Это связано с тем, что в «мягких» песчаных формах отливки меньше растрескиваются, чем в жестких металлических. Повышение сопротивления растрескиванию в ходе литья способствует небольшой интервал температуры затвердевания. При содержании кремния 1 % он составляет 78 ºС, а при содержании 12 % снижается до нуля.
В сплавах алюминий-кремний без добавок других элементов при неравновесном условиях литья объемная доля эвтектики линейно увеличивается от 0 до 1 при возрастании содержания кремния от 1 до 12 %.
Источники:
Aluminum and Aluminum Alloys, ASM International, 1996
Aluminum Alloy Castings: Properties, Processes And Applications – J. Gilbert Kaufman, Elwin L. Rooy
Сплав Алюминия И Кремния, Популярен В Сантехнике
Решение этого кроссворда состоит из 7 букв длиной и начинается с буквы С
Ниже вы найдете правильный ответ на Сплав алюминия и кремния, популярен в сантехнике, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Суббота, 3 Августа 2019 Г.
CodyCross Дом, милый дом Rруппа 636
СИЛУМИН
предыдущий
следующий
ты знаешь ответ ?
ответ:
CODYCROSS Дом, милый дом Группа 636 ГОЛОВОЛОМКА 4
Устройство для отображения информации на экране
Имя балерины истоминой
Обувные пятки, которыми можно щёлкнуть
Повесть достоевского незванова
Кухонная утварь для приготовления смузи
Партнёр кирилла в изобретении азбуки
Ценность, за которую борются революционеры
Крикливая хищная птица семейства соколиных
Шаттл наса, пятый и последний космический челнок
Сладости, примеры которых каракум, ирис, коровка
Реликтовое озеро в латвии
Вид валютной сделки
связанные кроссворды
Силумин
Алюминиевый сплав для литья
Легкие литейные сплавы al (основа) с si (3—13%, иногда до 26%) и некоторыми другими элементами (cu, mn, mg, zn, ti, be)
похожие кроссворды
Сплав алюминия, кремния и железа
Сплав алюминия, магния и кремния
Сплав кремния с примесями железа, алюминия
Сплав кремния с небольшим количеством примесей железа, алюминия и др.
Сплав алюминия, меди и кремния
Сплав марганца, алюминия, кремния, железа и никеля
Сплав марганца, алюминия, кремния, железа и никеля 7 букв
Сплав алюминия с медью и небольшими кол-вами марганца, магния, кремния, железа
Сплав марганца, алюминия, кремния, железа и никеля букв
Сплав из железа, кремния и алюминия, иначе называемый сендаст
Сплав кремния с небольшим количеством примесей железа, алюминия и др
Лёгкий сплав алюминия, магния и кремния
Сплав алюминия с серебром
Сплав алюминия с магнием
Магнитный сплав из железа, никеля, алюминия
Сплав алюминия с магнием и кремнием
Магнитномягкий сплав, состоящий из 16% алюминия и 84% железа
Сплав алюминия с кремнием 7 букв
алюминиевый кремниевый сплав | AMERICAN ELEMENTS®
РАЗДЕЛ 1.
ИДЕНТИФИКАЦИЯ
Наименование продукта: Алюминиево-кремниевый сплав
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике: American Elements 10884 Weyburn Ave. Los Angeles, CA
Тел.: +1 310-208-0551 Факс: +1 310-208-0551 Экстренный вызов 0 номер телефона: Внутренний, Северная Америка: +1 800-424-9300 Международный: +1 703-527-3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси в соответствии с 29 CFR 1910 ( OSHA HCS) Вещество не классифицируется в соответствии с Согласованной на глобальном уровне системой (СГС). Опасности, не классифицированные иначе Информация отсутствует. Элементы маркировки Элементы маркировки СГС Неприменимо Пиктограммы опасности Неприменимо Сигнальное слово Неприменимо Краткая характеристика опасности Неприменимо Классификация WHMIS Не контролируется Система классификации Система идентификации) Здоровье (острое воздействие) = 0 Воспламеняемость = 0 Физическая опасность = 0 Другие опасности Результаты оценки PBT и vPvB PBT: Неприменимо. vPvB: Не применимо.
Раздел 3. Состав/Информация о ингредиентах
Химическая характеристика: вещества CAS# Описание: 7429-90-5 Алюминий 7440-21-3 Кремний
Раздел 4. Первые измерения AID
Описание первого. меры помощи Общая информация Никаких специальных мер не требуется. При вдыхании В случае жалоб обратиться за медицинской помощью. После контакта с кожей Обычно продукт не раздражает кожу. При попадании в глаза Промыть открытые глаза в течение нескольких минут под проточной водой. Если симптомы сохраняются, обратитесь к врачу. После проглатывания Если симптомы сохраняются, обратитесь к врачу. Информация для врача Наиболее важные симптомы и эффекты, как немедленные, так и замедленные Отсутствует дополнительная соответствующая информация. Указание на необходимость немедленной медицинской помощи и специального лечения. Отсутствует дополнительная соответствующая информация.
РАЗДЕЛ 5. МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения Подходящие средства пожаротушения Специальный порошок для пожаротушения металлов. Не используйте воду. Неподходящие огнетушащие вещества из соображений безопасности Вода Особые опасности, исходящие от вещества или смеси Если этот продукт вовлечен в пожар, могут быть высвобождены следующие вещества: Дым оксида металла Рекомендации для пожарных Защитное снаряжение: Никаких специальных мер не требуется.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Индивидуальные меры предосторожности, защитное снаряжение и чрезвычайные меры Не требуется. Меры предосторожности для окружающей среды: Не допускайте попадания материала в окружающую среду без надлежащего разрешения правительства. Методы и материалы для локализации и очистки: Собрать механически. Предотвращение вторичных опасностей: Никаких специальных мер не требуется. Ссылка на другие разделы См. Раздел 7 для информации о безопасном обращении См. Раздел 8 для информации о средствах индивидуальной защиты. Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение Меры предосторожности для безопасного обращения Держите контейнер плотно закрытым. Хранить в прохладном, сухом месте в плотно закрытой таре. Информация о защите от взрывов и пожаров: Никаких специальных мер не требуется. Условия для безопасного хранения, включая любые несовместимости Хранение Требования, которым должны соответствовать складские помещения и емкости: Особых требований нет. Информация о хранении в одном общем хранилище: Не хранить вместе с кислотами. Хранить вдали от окислителей. Дополнительная информация об условиях хранения: Хранить контейнер плотно закрытым. Хранить в прохладном, сухом месте в хорошо закрытых контейнерах. Конкретное(ые) конечное использование(я) Отсутствует дополнительная соответствующая информация.
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Средства контроля воздействия Средства индивидуальной защиты Общие защитные и гигиенические меры Следует соблюдать обычные меры предосторожности при обращении с химическими веществами. Поддерживайте эргономически подходящую рабочую среду. Дыхательное оборудование: Не требуется. Защита рук: Не требуется. Время проницаемости материала перчаток (в минутах) Не определено Защита глаз: Защитные очки Защита тела: Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах Общая информация Внешний вид: Форма: Твердое вещество в различных формах Запах: Без запаха Порог запаха: Не определено. Значение pH: Неприменимо. Изменение состояния Точка плавления/интервал плавления: не определено Точка кипения/интервал кипения: не определено Температура сублимации/начало: Не определено Воспламеняемость (твердое, газообразное) Не определено. Температура воспламенения: не определено Температура разложения: не определено Самовоспламенение: не определено. Опасность взрыва: не определено. Пределы взрываемости: Нижний: Не определено Верхний: Не определено Давление паров: Неприменимо. Плотность при 20 °C (68 °F): Не определено Относительная плотность Не определено. Плотность пара Неприменимо. Скорость испарения Неприменимо. Растворимость в/Смешиваемость с водой: Не определено Коэффициент распределения (н-октанол/вода): Не определено. Вязкость: динамическая: Неприменимо. кинематика: Не применимо. Прочая информация Отсутствует какая-либо соответствующая информация.
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность Информация отсутствует. Химическая стабильность Стабилен при соблюдении рекомендуемых условий хранения. Термическое разложение / условия, которых следует избегать: Разложение не произойдет, если используется и хранится в соответствии со спецификациями. Возможность опасных реакций Реагирует с сильными окислителями Условия, которых следует избегать Отсутствует какая-либо соответствующая информация. Несовместимые материалы: Кислоты Окислители Опасные продукты разложения: Пары оксидов металлов
РАЗДЕЛ 11. ТОКСИКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Информация о токсикологическом воздействии Острая токсичность: Эффекты неизвестны. Значения LD/LC50, важные для классификации: Нет данных Раздражение или разъедание кожи: Может вызывать раздражение Раздражение или разъедание глаз: Может вызывать раздражение Повышение чувствительности: Неизвестно о сенсибилизирующем воздействии. Мутагенность зародышевых клеток: Эффекты неизвестны. Канцерогенность: ACGIH A4: Не классифицируется как канцероген для человека: Недостаточно данных для классификации агента с точки зрения его канцерогенности для людей и/или животных. Репродуктивная токсичность: Реестр токсического воздействия химических веществ (RTECS) содержит репродуктивные данные для этого вещества. Специфическая токсичность для системы органов-мишеней — многократное воздействие: Неизвестно никаких эффектов. Специфическая токсичность для системы органов-мишеней — однократное воздействие: Эффекты неизвестны. Опасность при вдыхании: Эффекты неизвестны. От подострой до хронической токсичности: Реестр токсических эффектов химических веществ (RTECS) содержит данные о токсичности при многократном приеме этого вещества. Дополнительная токсикологическая информация: Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
РАЗДЕЛ 12. ЭКОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ
Токсичность Водная токсичность: Отсутствует какая-либо соответствующая информация. Стойкость и способность к разложению Отсутствует какая-либо соответствующая информация. Потенциал биоаккумуляции Отсутствует какая-либо соответствующая информация. Подвижность в почве Отсутствует какая-либо соответствующая информация. Дополнительная экологическая информация: Общие примечания: Не допускать попадания материала в окружающую среду без надлежащего разрешения правительства. Избегайте попадания в окружающую среду. Результаты оценки PBT и vPvB PBT: Неприменимо. vPvB: Не применимо. Другие неблагоприятные воздействия Отсутствует какая-либо соответствующая информация.
РАЗДЕЛ 13. СООБРАЖЕНИЯ ПО УТИЛИЗАЦИИ
Методы обработки отходов Рекомендация Проконсультируйтесь с государственными, местными или национальными правилами, чтобы обеспечить надлежащую утилизацию. Неочищенная упаковка: Рекомендация: Утилизация должна производиться в соответствии с официальными правилами.
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН DOT, ADN, IMDG, IATA Неприменимо Надлежащее отгрузочное наименование ООН DOT, ADN, IMDG, IATA Неприменимо ADR, ADN, IMDG, IATA Класс Неприменимо Группа упаковки DOT, IMDG, IATA Неприменимо Опасность для окружающей среды: Неприменимо. Особые меры предосторожности для пользователя Неприменимо. Транспортировка навалом в соответствии с Приложением II MARPOL73/78 и Кодексом IBC Не применимо. Транспорт/Дополнительная информация: DOT Загрязнитель морской среды (DOT): №
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила/законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к веществу или смеси Элементы маркировки СГС Неприменимо Пиктограммы опасности Неприменимо Сигнальное слово Неприменимо Заявления об опасности Неприменимо Национальные правила Все компоненты этого продукта перечислены в Реестре химических веществ Агентства по охране окружающей среды США. Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL). SARA Раздел 313 (конкретные списки токсичных химических веществ) 7429-90-5 Алюминий Предложение штата Калифорния 65 Предложение 65 — Химические вещества, вызывающие рак Вещество не указано. Prop 65 — Токсичность для развития Вещество не указано. Prop 65 — Токсичность для развития, женщины Вещество не указано. Prop 65 — Токсичность для развития, мужчины Вещество не указано. Информация об ограничении использования: Только для использования технически квалифицированными лицами. На этот продукт распространяются требования к отчетности в соответствии с разделом 313 Закона о планировании действий в чрезвычайных ситуациях и праве общества на информацию от 19 года.86 и 40CFR372. Другие правила, ограничения и запретительные положения Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006. Вещество не указано. Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования. Вещество не указано. Приложение XIV Регламента REACH (требуется разрешение на использование) Вещество не указано. Оценка химической безопасности: Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Прочный и пластичный: магний, добавленный в алюминиевые сплавы, обеспечивает удивительные преимущества
Когда мы думаем об алюминии, мы чаще всего ассоциируем этот металл с гибкой фольгой, используемой для повседневного приготовления пищи. Тем не менее, этот сплав можно использовать там, где требуются прочность, коррозионная стойкость и свариваемость. Строительная промышленность часто использует алюминиевые сплавы в качестве балок, металлической обшивки и строительных лесов. Этот металл также можно использовать…
Читать далее
Свойства сплавов: изменение состава металлов
Вы знаете, что для конкретных применений использование сплавов будет лучшим выбором, когда вы ищете металлы, обладающие особыми свойствами, такими как прочность, теплопроводность или коррозионная стойкость. Тем не менее, вам может быть интересно, почему вы не можете просто использовать металл в его первоначальном виде. Например, почему вы не можете получить…
Читать далее
Магниевые элементы: обеспечение положительных преимуществ для медных и алюминиевых сплавов
Сплавы сами по себе могут предложить ряд механических и конструкционных преимуществ для производителей и других отраслей промышленности. Тем не менее, ваше приложение может потребовать, чтобы сплав имел повышенную прочность, обрабатываемость или пластичность для конкретного применения. Магний является одним из многих химических элементов, которые добавляют в другие сплавы, такие как медь и алюминий, чтобы…
Читать далее
Кремний: улучшение свойств алюминиевых и медных сплавов
Медь и алюминий используются в различных областях по всему миру. Вы можете найти алюминий в качестве банок для напитков, металлических строительных листов и резервуаров для хранения. Медь часто встречается в электропроводящих средах, так как вы можете рассматривать ее как проводку. Вы также можете найти медь в электронике и использовать как латунь или…
Читать далее
Алюминиевые сплавы холодной обработки
При рассмотрении работы и производства с металлами, особенно с алюминием, первые мысли сосредоточены на процессе нагрева в горячих печах, где металл нагревается до чрезвычайно высоких температур, а затем куется или отливается в форму. Однако существует другой тип процесса упрочнения металла, который включает добавление других сплавов к…
Читать далее
Измельчение зерна алюминиевых сплавов
Оглянитесь вокруг. Вы живете в мире, который состоит из сырья, из которого формируются продукты, которые вы используете, и дома, в которых вы живете. Одним из наиболее широко доступных металлов в мире является алюминий. Это второй по распространенности элемент в окружающей среде, поскольку мы используем его в…
Читать далее
Пользовательские творения
Алюминиевые лигатуры помогают металлургам точно настраивать сплавы для создания более прочных, легких и легко обрабатываемых материалов. Алюминий — самый распространенный металлический элемент в земной коре — он даже более распространен, чем железо. Однако в чистом виде он мягкий и податливый. Его необходимо легировать другими элементами, включая железо, цинк, кремний и т. д.
Читать далее
Помимо основных металлов
Второстепенные металлы играют важную роль в высокотехнологичных инновациях Обычно слово «второстепенные» относится к вещам меньшей важности, размера или степени. Однако второстепенные металлы далеко не второстепенные — они играют важную роль в широком спектре специальных, высокотехнологичных отраслей и используются для создания сплавов с желаемыми механическими свойствами, включая деформируемость и коррозионную стойкость. Второстепенные металлы…
Читать далее
Правильный металл для работы
Специальные сплавы могут помочь оптимизировать производство Хотя специальные сплавы часто используются в новых и передовых областях, они также могут решать реальные производственные проблемы.
Что такое дефект — основные типы дефектов, краткая справка
Главная
База знаний НК
Азбука контроля
org/ListItem»>
Дефект
Дефект, как трактует ГОСТ 15467-79, — в общем случае, следует понимать, как любое отклонение изготовленной продукции от требований, установленных нормативно-технической документацией. Дефекты бывают явными, которые, в большинстве своём, выявляются визуально, и скрытыми, которые без специальных приборов обнаружить невозможно.
Различаются также дефекты по уровню значимости, и бывают малозначительными, когда продукция сохраняет все свои технические характеристики и качества, теряя при этом, в какой-то степени, товарный вид. Значительный дефект уже оказывает существенное влияние на срок службы изделия и использование его по прямому назначению. Критический же дефект делает дальнейшее использование продукции не только невозможным, но и недопустимым.
Подразделяются дефекты и по уровням экономической целесообразности: на устранимые, когда имеется техническая возможность исправить дефект при малых экономических затратах; и неустранимые, когда нет технической возможности, либо такое исправление нецелесообразно по экономическим показателям.
Дефект в виде трещины сварного шва
Кроме того, дефекты подразделяются на производственно-технологические и эксплуатационные.
Производственно-технологические дефекты могут быть внесены в изделие или конструкцию в процессе проектирования при недостаточном или небрежном проведении расчётов, недооценке предстоящих нагрузок и недостаточном запасе прочности изделия.
В процессе монтажа строительных конструкций, сборке и наладке станков, при производстве сварочных работ и т.д. также могут быть допущены дефекты. Они обусловливаются низкой квалификацией персонала, отступлением от требований технологической документации, несоответствием технических характеристик сырья и др.
Эксплуатационные дефекты образуются в результате естественного износа изделия, нарушения правил его эксплуатации, транспортировки и хранения. Проявляются такие дефекты в виде:
трещин усталости, которые возникают под действием систематических переменных напряжений;
трещин-надрывов, возникающих при работе механизмов в тяжёлом режиме;
трещин ползучести, возникающих по границам зёрен металлов при высоких температурах;
поражения металлов коррозией от воздействия агрессивной среды.
Большинство различных дефектов поддаётся выявлению средствами неразрушающего контроля, которыми оснащаются лаборатории многих предприятий.
Управление дефектами в тестировании программного обеспечения
В таком случае, как менеджер тестов, что вы будете делать?
А) Согласиться с командой тестирования, что это дефект Б) Менеджер теста берет на себя роль судьи, чтобы решить, является ли проблема дефектом или нет В) договориться с командой разработчиков, что не является дефектом
Для разрешения конфликта, вы (менеджер проекта) берете на себя роль судьи, который решает, является ли проблема продукта дефектом или нет.
Категории ошибок
Классификация дефектов помогает разработчикам программного обеспечения определять приоритеты своих задач и в первую очередь устранить те дефекты, которые больше прочих угрожают работоспособности продукта.
Критический – дефект должен быть устранены немедленно, иначе это может привести к большим потерям для продукта Например: функция входа на сайт не работает должным образом. Вход в систему является одной из основных функций банковского сайта, если эта функция не работает, это серьезные ошибки.
Высокий – дефект негативно влияет на основные функции продукта Например: производительность сайта слишком низкая.
Средний – дефект вносит минимальные отклонения от требований к к продукту Например: не корректно отображается интерфейс на мобильных устройствах.
Низкий – минимальное не функциональное влияние на продукт Например: некоторые ссылки не работают.
Решение
После того, как дефекты приняты и классифицированы, вы можете выполнить следующие шаги, чтобы исправить их.
Назначение: проблемы отправлены разработчику или другому техническому специалисту для исправления и изменило статус на отвечающий.
График устранения: сторона разработчика берет на себя ответственность на этом этапе, они создадут график для устранения этих дефектов в зависимости от их приоритета.
Исправление: пока группа разработчиков устраняет дефекты, диспетчер тестов отслеживает процесс устранения проблем, исходя из графика.
Сообщить о решении: получите отчет об устранении бага от разработчиков, когда дефекты устранены.
Верификация
После того, как команда разработчиков исправила дефект и сообщила об этом, команда тестирования проверяет, действительно ли устранены все заявленные дефекты.
Закрытие
После устранения и проверки дефекта его статус меняется на закрытый. Если он не устранен, вы отправляете уведомление в отдел разработки, чтобы они проверили дефект еще раз.
Составление отчетов
Далее вы должны сообщить правлению текущую ситуацию с дефектами, чтобы получить от них обратную связь. Они должно видеть и понимать процесс управления дефектами, чтобы поддержать вас в случае необходимости.
Как измерить и оценить качество выполнения теста?
Это вопрос, который хочет знать каждый менеджер в тестировании. Есть 2 параметра, которые вы можете рассмотреть следующим образом. ..
В приведенном выше сценарии можно рассчитать коэффициент отклонения брака (DRR), равный 20/84 = 0,238 (23,8%).
Другой пример: предположительно, в продукте всего 64 дефекта, но ваша группа по тестированию обнаружила только 44 дефекта, т.е. они пропустили 20 дефектов. Следовательно, можно рассчитать коэффициент утечки дефектов (DLR), равный 20/64 = 0,312 (31,2%).
Вывод, качество выполнения теста оценивается по следующим двум параметрам.
Defect reject ratio (DRR) – 23,8% Defect leakage ratio (DLR) – 31,2%
Чем меньше значение DRR и DLR, тем, соответственно, лучше качество тестирования. Какой диапазон коэффициентов является приемлемым? Этот диапазон может быть определен и принят за основу в проекте исходя из целей, или вы можете ссылаться на показатели аналогичных проектов.
В рассматриваемом нами проекте рекомендуемое значение показателей качества тестирования должно составлять 5 ~ 10%. Это означает, что качество выполнения теста низкое.
Чтобы уменьшить эти коэффициенты:
Улучшите навыки тестирования участников проекта.
Тратьте больше времени на выполнение тестов и на просмотр результатов.
Определение дефекта и его значение — Merriam-Webster
1 из 2
дефект
ˈdē-ˌfekt di-ˈfekt
1
: несовершенство или аномалия, ухудшающая качество, функцию или полезность : недостаток, порок
тщательно осмотреть шину на наличие дефектов
дефекты нервной трубки
дефекты метаболизма
2
химия
: несовершенство (такое как вакансия или непохожий атом) в кристаллической решетке (см. смысл решетки 2)
дефект
2 из 2
дефект
ди-фект
непереходный глагол
1
: отказаться от одного дела, партии или нации ради другого часто из-за смены идеологии
бывший агент КГБ, перебежавший в Америку
2
: оставить одну ситуацию (например, работу) часто переходить к сопернику
репортер перешел в другую сеть
перебежчик
ди-фек-тэр
существительное
Синонимы
Существительное
порок
упадок
пятно
уродство
обезображивание
нарост
экскресценция
неисправность
недостаток
несовершенство
март
знак
оспин
шрам
Глагол
пустыня
rat (on)
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Существительное
Они проверяют свою продукцию на дефектов .
Она родилась с пороком сердца .
Тщеславие и гордыня были двумя его худшими чертами дефекты .
Глагол
Русский ученый дезертировал из в 1979.
Она дезертировала из консервативной партии.
Он дезертировал на Запад до начала войны.
Репортер перешел на сторону в другую телекомпанию.
Узнать больше
Последние примеры в Интернете
Если получившаяся поэзия была неясной, это был не дефект , а доказательство подлинности.
Адам Кирш, The New Yorker , 3 октября 2022 г.
Проблема считается дефект в электродвигателе переднего отопителя.
Лаура Скай Браун, Автомобиль и водитель , 1 сентября 2022 г.
Майк родился с расщелиной позвоночника, которая, по данным клиники Майо, является дефектом , который возникает, когда позвоночник и спинной мозг не формируются должным образом.
The Salt Lake Tribune , 4 апреля 2022 г.
Мартин в начале этого года не признал себя виновным и не признал себя виновным по причине психического заболевания или дефект .
Хотя Роману сделали операцию по исправлению дефекта , его состояние продолжало ухудшаться.
Клэр Раффорд, The Indianapolis Star , 29 сентября 2022 г.
Несмотря на операцию по исправлению дефекта , самочувствие молодого животного не улучшилось.
Александра Шонфельд, 9 лет0107 Peoplemag , 29 сентября 2022 г.
Семье сказали, что ошибка произошла из-за того, что первоначальное пребывание Стерлинга в больнице и операции не были предварительно одобрены, хотя Кингсли сказал, что дефект сердца был обнаружен на полпути беременности, что сделало операцию неизбежной.
Kaiser Health News, oregonlive , 25 сентября 2022 г.
Брукс изменил свое заявление о невиновности в июне на невиновность по причине психического заболевания и дефект , но две недели назад сняли невменяемость защиты.
Гретхен Эльке, ajc , 23 сентября 2022 г.
Но даже если некоторые офицеры делают дефект , гвардия и военизированные формирования Басидж, скорее всего, продолжат борьбу за сохранение правящей системы.
Бен Хаббард, BostonGlobe.com , 17 октября 2022 г.
Мужчина, обвиняемый в открытии огня в полицейском участке Милуоки в феврале, подал специальное заявление о признании себя невиновным по причине психического заболевания или дефекта в пятницу.
Эллиот Хьюз, 9 лет0107 Journal Sentinel , 16 сентября 2022 г.
Среди них Бенни Джонсон, который публично отказался от Twitter в 2020 году и попросил коллег-консерваторов перевести на другие платформы.
Джереми Б. Меррилл, Washington Post , 20 сентября 2022 г.
Пары разорвали Кэмерона Смита, чемпиона British Open 2022 года и последнего игрока в гольф , перешедшего из в LIV Golf, и поделились своими мыслями в социальных сетях.
Скуби Аксон, 9 лет0107 США СЕГОДНЯ , 2 сентября 2022 г.
С тех пор Чамбли продолжал связывать гольфиста с его обвинениями в мошенничестве и его решением перевести из PGA Tour в LIV Golf ранее в том же году, говорится в иске.
Джована Гелхорен, Peoplemag , 17 августа 2022 г.
Республиканцы заявили о предательстве и пригрозили исключить из голосов Палаты представителей.
Глобус Стафф, BostonGlobe.com , 8 августа 2022 г.
Поскольку демократы обладают незначительным большинством в 220–210 человек, всего лишь горстке демократов, поддерживающих ОСВ, нужно было 90 107 отказаться от 90 108, чтобы законопроект не прошел.
Кеннет Тран, USA TODAY , 8 августа 2022 г.
Мир фигурного катания ищет намеки на то, что Диана Дэвис, дочь танцовщицы Тутберидзе, может фактически дезертировать из в качестве конкурента США, где Дэвис уже является гражданином.
Луиза Раднофски, 9 лет0107 WSJ , 7 августа 2022 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «дефект». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Этимология
Существительное
Среднеанглийское, заимствованное из латинского dēfectus «неудача, отсутствие, отсутствие, слабость», от dēficere «отсутствовать, иссякать, ослабевать, терпеть неудачу» + -tus, суффикс существительных действия — больше при недостатке
Глагол
заимствовано из латинского dēfectus, причастие прошедшего времени dēficere «не хватать, терпеть неудачу, разочаровываться, переходить (на сторону противника)» — больше при недостатке
Первое известное употребление
Существительное
XV век, в значении, определенном в смысле 1
Глагол
1596, в значении, определенном в смысле 1 Первое известное использование дефекта было в 15 веке
Посмотреть другие слова того же века
Словарные статьи Рядом с
дефект
дефекатор
дефект
дефектность
Посмотреть другие записи поблизости
Процитировать эту запись «Дефект».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/defect. По состоянию на 5 ноября 2022 г.
Копировать цитирование
Детское определение
дефект 1 из 2
дефект
ˈdē-ˌfekt di-ˈfekt
: отсутствие чего-либо необходимого для полноты или совершенства
дефект
2 из 2
дефект
ди-фект
: часто покидать дело или партию, чтобы заняться другим
дезертирство
-ˈfek-shən
существительное
перебежчик
-ˈfek-tər
существительное
Медицинское определение
дефект
дефект
ˈdē-ˌfekt di-ˈ
: отсутствие или недостаточность чего-либо, необходимого для соответствия форме или функции
дефект слуха
Юридическое определение
дефект
дефект
ˈdē-ˌfekt, di-ˈfekt
: что-то или отсутствие чего-то, что приводит к неполноте, неадекватности или несовершенству: как
а
: дефект чего-либо (как продукта), особенно который создает необоснованный риск причинения вреда при нормальном использовании
см. также скрытый дефект
б
: ошибка или упущение в судебном документе (в качестве обвинительного акта или состязательной бумаги)
с
: какое-то несовершенство в цепочке между титулом и собственностью, из-за чего титул не может быть продан для носителей арабского языка
Britannica.com: Энциклопедическая статья о дефекте
Последнее обновление: 4 ноября 2022 г.
Подпишитесь на крупнейший в Америке словарь и получите еще тысячи определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
Дефект Определение и значение | Dictionary.com
Лучшие определения
Викторина
Связанный контент
Примеры
Британский
Показывает уровень оценки в зависимости от сложности слова.
См. синонимы: дефект / дефект / дефект / дефекты на Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
сущ.
недостаток, ошибка или несовершенство: дефект в аргументе; дефект в машине.
отсутствие или нехватка, особенно чего-то существенного для совершенства или полноты; дефицит: дефект здравого смысла; дефект действия.
Также называется дефектом кристалла, дефектом решетки. Кристаллография. разрыв в решетке кристалла, вызванный недостающими или дополнительными атомами или ионами, или дислокациями.
глагол (используется без объекта)
покинуть дело, страну и т. д., особенно для того, чтобы принять другое (часто следует от или до): он дезертировал из СССР на Запад.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Происхождение дефекта
Впервые записано в 1375–1425 гг.; поздний среднеанглийский, от латинского dēfectus «неудача, слабость», эквивалент dēfec-, вариант основы dēficere «исчерпать, потерпеть неудачу, ослабить» (см. «недостаточный») + суффикс -tus глагола действия
исследование синонимов дефекта
1. Дефект, порок, порок относятся к недостаткам, умаляющим совершенство. Дефект — это общее слово для обозначения всякого рода недостатка или несовершенства, в прямом или переносном смысле: дефекта зрения, плана. Пятно обычно представляет собой дефект на поверхности, портящий внешний вид: пятно на щеке. Дефект применяется к дефекту качества, вызванному несовершенством структуры (как в алмазе) или возникшему в процессе изготовления (как в текстуре ткани, в прозрачности стекла и т. д.).
ДРУГИЕ СЛОВА ОТ дефект
дефект · i · ble, прилагательное
предефект, существительное дефект, глагол (используется без дополнения)
Затем он провел еще пять разработав правильный состав и производственный процесс для предотвращения дефектов и дендритов.
Новые литий-металлические батареи приведут к переходу на электромобили|Кэти Маклин|24 февраля 2021 г.|MIT Technology Review
В соответствии с законом о дефектах или отзывах, влияющих на выбросы транспортных средств, необходимо сообщать в Агентство по охране окружающей среды.
Toyota оштрафована на 180 миллионов долларов за 10 лет несоблюдения правил Агентства по охране окружающей среды|Джонатан М. Гитлин|15 января 2021 г. |Ars Technica
180 миллионов долларов, заявило правительство в четверг.
Регулирующий орган США завершает работу над правилом, запрещающим банкам отказывать в кредитах некоторым секторам бизнеса||14 января 2021 г.|Washington Post
На новые окна производители дают гарантии от помутнений и других дефектов, которые растягиваются на долгие годы, так что, возможно, стоит выкопать документы на ваши окна, если они у вас еще есть.
Со временем следует ожидать пасмурных окон с двойным остеклением|Жанна Хубер|11 января 2021|Washington Post
Она сделала себе имя на международном уровне своей работой над дефектами репродуктивной системы.
Политический отчет: обувь Ширли Вебер заполнить|Скотт Льюис|26 декабря 2020 г.|Голос Сан-Диего
Эти большие выплаты побудили рекордное количество кубинских игроков покинуть клуб.
Готова ли Высшая лига бейсбола к кубинским игрокам?|Бен Джейкобс|19 декабря 2014 г. |DAILY BEAST
Эта вакцина от гриппа убила 13 человек?|Барби Латца Надо|2 декабря 2014|DAILY BEAST
Я думаю, что мы расширяем права и возможности беженцев, и таких людей, как я, станет намного больше.
Как «Титаник» помог этой храброй молодой женщине сбежать из тоталитарного государства Северной Кореи|Лиззи Крокер|31 октября 2014 г.|DAILY BEAST и перейти в НХЛ.
Хоккейный приятель Путина рассказывает все: Слава Фетисов о «Красной Армии», ностальгии по Советскому Союзу и о том, что движет Путиным|Марлоу Стерн|9 октября 2014 г.|DAILY BEAST перейти на сторону Рона Пола, наблюдатели закатывали глаза.
Время, когда Мишель Бахманн был прав|Бен Джейкобс|31 августа 2014 г.|DAILY BEAST
Несмотря на этот признанный недостаток, многие из лучших игроков в этой стране считают его законным и полезным устройством.
Недавняя революция в органостроении|Джордж Лэнг Миллер
Я добавляю Ne lak (дефект) в кромке, чтобы было понятнее; текст Ф. здесь не поможет.
Сочинения Чосера, том 1 (из 7) — Роман о розе; Незначительные стихи | Джеффри Чосер
Вексель, подлежащий оплате на случай непредвиденных обстоятельств, не подлежит обсуждению, и наступление события не устраняет дефект.
Удобная юридическая книга Патнэма для неспециалистов|Альберт Сидни Боллес
Даже в этом случае, если покупатель осмотрел товар и обнаружил дефект, гарантия не действует.
Удобная юридическая книга Патнэма для неспециалистов|Альберт Сидни Боллес
Это прочтение означает: «Я не заметил в ней никакого другого недостатка»; что, поскольку ни один недостаток не был упомянут, кажется непоследовательным.
Произведения Чосера, том 1 (из 7) — Роман о розе; Незначительные стихотворения|Джеффри Чосер
Британский словарь определений дефекта
дефект
существительное (dɪˈfɛkt, ˈdiːfɛkt)
отсутствие чего-то необходимого для полноты или совершенства; недостаток; дефект
несовершенство, сбой или порок
кристаллологический локальное отклонение от регулярности в кристаллической решетке твердого тела См.
Труба профильная 50х50х3 цена за метр в Нижнем Новгороде, в наличии на складе, звоните 8 (831) 213-68-28
Подбор по параметрам
Труба профильная квадратная 50x50x1.2 мм, оцинкованная, цена за метр
361 Р
org/Offer»>
Труба профильная квадратная 50x50x1.2 мм, стальная, цена за метр
297 Р
Труба профильная квадратная 50x50x1.5 мм, оцинкованная, цена за метр
230 Р
org/Offer»>
Труба профильная квадратная 50x50x1.5 мм, стальная, цена за метр
190 Р
Труба профильная квадратная 50x50x1.65 мм, оцинкованная, цена за метр
100 Р
org/Offer»>
Труба профильная квадратная 50x50x1.65 мм, стальная, цена за метр
82 Р
Труба профильная квадратная 50x50x1.7 мм, оцинкованная, цена за метр
102 Р
org/Offer»>
Труба профильная квадратная 50x50x1.7 мм, стальная, цена за метр
84 Р
Труба профильная квадратная 50x50x1.75 мм, оцинкованная, цена за метр
139 Р
org/Offer»>
Труба профильная квадратная 50x50x1.75 мм, стальная, цена за метр
116 Р
Труба профильная квадратная 50x50x1.8 мм, оцинкованная, цена за метр
324 Р
org/Offer»>
Труба профильная квадратная 50x50x1.8 мм, стальная, цена за метр
268 Р
Труба профильная квадратная 50x50x2 мм, нержавеющая зеркальная, цена за метр
1,049 Р
org/Offer»>
Труба профильная квадратная 50x50x2 мм, нержавеющая матовая, цена за метр
588 Р
Труба профильная квадратная 50x50x2 мм, нержавеющая шлифованная, цена за метр
862 Р
org/Offer»>
Труба профильная квадратная 50x50x2 мм, оцинкованная, цена за метр
228 Р
Труба профильная квадратная 50x50x2 мм, стальная, цена за метр
190 Р
org/Offer»>
Труба профильная квадратная 50x50x2.5 мм, нержавеющая зеркальная, цена за метр
1,422 Р
Труба профильная квадратная 50x50x2.5 мм, нержавеющая матовая, цена за метр
804 Р
org/Offer»>
Труба профильная квадратная 50x50x2.5 мм, нержавеющая шлифованная, цена за метр
1,166 Р
Показать ещё 20 из 54
Трубы стальные квадратного сечения по ГОСТ 8639-82
Описание
Профильная стальная труба квадратного сечения
Квадратные трубы часто применяются для сооружения ограждений. Это удобно и практично. Из таких изделий можно делать перила, чего не скажешь про трубы круглого сечения, на которых намного сложнее закрепить деревянное изделие. Да и меньший вес имеет немаловажное значение. Квадратные стальные трубы по ГОСТ 8639-82 обладают преимуществами: низкий вес, высокая прочность и устойчивость к изгибу.
Технология изготовления труб квадратного сечения
Поначалу производится подготовка плоского листа, кой именуется штрипс. Его сгибают и сваривают в облике круглой трубы. Далее произведение проходит чрез вальцы, благодаря которым и выходит нужная труба квадратного сечения.
В обязательном порядке после производства сообразно ГОСТу изделие проходит контроль качества. Потом производится его термообработка. Так как труба квадратная металлическая будет испытывать внутренние напряжения после принудительной деформации. Так как шаг в вальцах может проходить при завышенных температурах, различают горяче- и холоднодеформированные трубы.
Труба квадратная размеры
Что касается размера толщины стенки, она может находиться в пределах от одного до двенадцати миллиметров. При этом квадратные трубы с толстыми стенками применяются для возведения как несущие элементы строительства. Длина стальных изделий может быть шесть или двенадцать метров, согласно ГОСТу или ТУ.
Стальная труба квадратного сечения – отличный материал для некоторых сфер применения, причем как в качестве несущих элементов, так и в качестве декоративных.
Сортамент квадратных труб стальных
Наружный размер, А, мм
Предельные отклонения наружных размеров
Толщина стенки, мм
1,0
1,5
2,0
2,5
3,0
3,5
4,0
5,0
Масса погонного метра трубы, кг
15
± 0,3 мм
0,46
0,67
20
0,61
0,91
25
0,78
1,15
1,52
1,68
1,95
30
1,84
2,07
2,42
2,75
3,04
35
± 0,4 мм
2,17
40
2,48
3,06
3,36
3,85
4,3
45
3,83
4,40
4,93
50
4,31
4,94
5,56
60
6,04
6,82
70
± 0,8 %
8,02
9,7
80
9,28
11,3
90
12,8
— трубы из холоднокатаной заготовки
— трубы из холоднокатаной, горячекатаной травленой или горячекатаной заготовки
— трубы из горячекатаной травленой или горячекатаной заготовки
— трубы из горячекатаной заготовки
— предполагаемый сортамент ТЭСА «21-89», из горячекатаной заготовки (со 2-ой половины 2005г).
Внимание! Фактическое значение массы погонного метра может отличаться от рассчитанного номинального значения на ±12,5%.
Трубы изготавливаются из стали марки 2пс по ГОСТ 380-88.
Технические требования — по ГОСТ 13663-86.
ГОСТ 8639-82 Трубы стальные квадратные:
декоративная квадратная труба — King Architectural Metals
Показаны:
1 — 12
из 14 продукты для
Представление сетки|представление списка
| ПопулярностьСамая низкая ценаСамая высокая ценаНомер товара
Квадратная трубка диаметром 1 дюйм с тиснением на всех четырех углах для создания декоративного эффекта . Трубка имеет длину 19 футов, поэтому ее можно обрезать до нужной длины на рабочей площадке. Эта длина весит 17,96 фунтов. Получите скидку на комплект при покупке 50 штук. Товары доставляются в тот же день.
Рельефные 4 угла, квадратная труба 1 дюйм, длина 19 футов
13-08288-000
Прочная плоская планка с чеканной текстурой из кованой стали имеет декоративный элемент с выгравированными волнистыми линиями, создающими игривый вид. Каждый поручень имеет ширину 1-3/16 дюйма, толщину 5/16 дюйма, длину 8 футов и весит 9,23 фунта. Получите скидку за количество при покупке 20 и более.
Плоский стержень с декоративной текстурой из кованой стали, ширина 1-3/16 дюймов, высота 8 дюймов
16-807-А
Заглушка столба изготовлена из прессованного алюминия. Эта заглушка подходит для 2-дюймовой квадратной трубы или трубки . Каждый колпачок весит 0,030 фунта. Скидка за количество на этот товар не предоставляется. Товары отправляются в тот же день.
$ 3,59 шт. 3,37 $ (100+) 3,27 $ (1000+)
сопутствующие товары Шапки | Заглавные буквы
Штампованная алюминиевая заглушка для стойки, подходит для квадрата 2 дюйма
13-85356-462
Эта 4-дюймовая декоративная балясина , соответствующая коду , изготовлена из 9/16-дюймовой (14 мм) квадратной трубы 16 GA . Он оснащен завитками C и E в форме «рыбий хвост» и декоративные центральные копья с штампованным острием, окаймленные римскими воротниками. Эта балясина имеет размеры 43-5/16 дюйма в высоту и 8-1/4 дюйма в ширину. Он весит 5,42 фунта и…
$ 12,87 шт.
[356] Балясины из труб из кованой стали. 43-5/16 «Высота.
13-497-2
[W] Семейство (1/2-дюймовый круглый кованый стержень) Балясина из кованого железа, изготовленная из 1/2-дюймового кованого круглого стержня ручной кованой стали. Он имеет двойную декоративный бобышка. Он имеет общую ширину 2 дюйма и высоту 45-1/4 дюйма. Он весит 2,69 фунта.
$ 13,77 шт. 13,17 $ (25+) 12,47 $ (50+)
[W] Шпиндель-балясина из кованой стали с двойной бобышкой 45-1/4″ В.
13-85356-002
[356] Семейство (9/16 дюйма (14 мм) 16GA Square Трубка) Эта балясина изготовлена из 9/16 дюйма 16 GA квадратный Кованая сталь Трубка и имеет декоративный дизайн Double Twist. Его высота составляет 43-5/16 дюймов.
$ 6,58 шт. 6,17 $ (50+) 5,79 $ (100+)
сопутствующие товары Скрученная квадратная трубка | Балясина с двойным поворотом
[356] Балясины из труб из кованой стали, двойная скрутка. 43-5/16″ В
13-599-8
Этот круглый стержень с тиснением диаметром 7/8 дюйма должен выглядеть как кора дерева. Этот декоративный стержень имеет длину 8 футов и весит 16,08 фунта. Большая длина этого стержня позволяет выполнять индивидуальные разрезы на рабочей площадке. Наслаждайтесь скидкой за количество. при покупке 10 и более или 20 и более Товар отправляется в тот же день.
$ 46,99 шт. 41,07 $ (5+) 38,99 $ (10+)
сопутствующие товары Круглые стержни из коры дерева | Лаять | Кора дерева
Круглый стержень с тиснением под кору дерева, 7/8 дюйма, длина 8 футов.
60-34X16-НТ
Эта трубка квадрата имеет размер 3/4 дюйма квадрата и длину 19 футов. Декоративная трубка длиной имеет тиснение на всех четырех углах и может быть отрезана на месте любой необходимой длины. Труба весит 11,79 фунтов. Получите скидку на набор при покупке 100 штук. Товары отправляются в тот же день.
Запрос цен на рынке
Рельефные 4 угла, квадратная труба 3/4 дюйма, длина 19 футов
60-12X16-НТ
Эта трубка квадратного сечения имеет размер 1/2 дюйма квадратного сечения и длину 19 футов. резать на месте работы. Эта стальная труба пригодна для сварки. Каждая длина весит 5,02 фунта. Получите скидку на комплект, когда вы…
Запрос цен на рынке
Рельефные 4 угла, квадратная трубка 1/2 дюйма, длина 19 футов
13-47272-213
[CT] Семейство (5/8 дюйма (16 мм) плоская квадратная трубка ) Этот вал из кованого железа изготовлен из 5/8-дюймовой кованой стали квадратной трубки . Он оснащен декоративным выступом посередине, который имеет ширину 1-3/8 дюйма. Он стоит 47-1 / 4 дюйма в высоту и весит 2,54 фунта.
$ 12,78 шт. 11,97 $ (25+) 11,49 $ (50+)
[CH] Центральная бобышка балясины из кованых труб. 47-1/4 «Высота
13-33024-072
Эта декоративная панель перил с центральной корзиной изготовлена из кованой стали. Панель изготовлена из цельного бруска квадратных 1/2 дюйма и стержней. Каждая панель перил имеет ширину 4–15/16 дюймов, высоту 32–5/16 дюймов и весит 4,56 фунта. Получите скидку за количество при заказе 20 и более штук. Товары отправляются в тот же день.
$ 18,18 шт. 17,29 $ (20+) 16,38 $ (50+)
[A] Панель из кованой стали. Ширина 4-15/16 дюймов, высота 32-5/16 дюймов.
164-1012-24
Алюминиевый канал, 1 x 1/2 x 1/8 x 24 фута. 6063 На складе только в Далласе
Квадратные стальные трубы для продажи от ведущих производителей стальных труб квадратного сечения в Китае
Квадратная стальная труба — это один из видов стальных труб, получаемых путем производственной обработки с помощью стальной полосы в рулонах. Как правило, полосовая сталь проходит соответствующую производственную обработку, такую как распаковка, сплющивание, скручивание и сварка для формирования круглой трубы, а затем прокатка стальной круглой трубы для получения необходимой формы квадратных стальных труб, разрезаемых на требуемую длину стальной трубы. Sino East Steel гарантирует, что производство квадратных стальных труб соответствует высоким стандартам качества, чтобы удовлетворить различные потребности зарубежных покупателей. Конечно, для справки, мы производим квадратные стальные трубы двух видов, такие как оцинкованные квадратные стальные трубы и горячекатаные квадратные стальные трубы.
Применение
Завод квадратных труб производит высококачественные квадратные стальные трубы, поэтому трубы используются в самых разных областях, таких как строительство, машиностроение (сельскохозяйственное и химическое оборудование), проекты металлоконструкций, судостроение, опоры солнечной энергетики, энергетика и электростанция, стеклянная навесная стена, автомобильное шасси, конструкция котла, ограждение шоссе и т. д. покупатели.
Стандарт: BS1387, GB/T13793-2001, ASTM A53-2007
Материал: Q195, Q235, SS330, S185, SS400, S235JR
Внешний диаметр (номинальный внешний диаметр): 15*15-000 мм или по требованию*
Толщина стенки: 0,5-20 мм или в соответствии с требованиями
Мы предлагаем широкий диапазон размеров квадратных стальных труб, таких как ниже: 1 x 1, 1 x 2, 1 x 3, 1 x 4, 1,5 x 1,5, 1,75 x 1,75; 2 х 2, 2 х 3, 2 х 4, 2 х 5, 2 х 6, 2 х 8, 2,5 х 2,5; 3 х 1, 3 х 2, 3 х 3, 3 х 4, 3 х 5; 4 х 2, 4 х 4, 4 х 6; 5 х 5; 6×6; 8 х 8,
Преимущество
Оцинкованная квадратная стальная труба легко сваривается, формуется, режется и т. д., в то же время оцинкованные покрытия также обладают лучшей коррозионной стойкостью и защитой от ржавчины, чем другие типы углеродистой стали. Кроме того, оцинкованные квадратные стальные трубы являются недорогой альтернативой стали и обеспечивают устойчивость к ржавчине в течение не менее 25 лет, сохраняя при этом ту же прочность, что и долговечные поверхностные покрытия.
Квадратная стальная труба
сочетает в себе долговечность, прочность и экономичность, ее легко резать, сгибать и даже придавать форму. Он имеет широкий диапазон размеров и длин, сварные или бесшовные конструкции, а также различные готовые изделия и сплавы.
Горячекатаные стальные трубы квадратного сечения
привлекают большое внимание благодаря своей общей прочности, долговечности и способности выдерживать экстремальные температуры, давления и различные компоненты. Горячекатаные стальные трубы квадратного сечения часто используются в быту и промышленности. Эти стальные изделия также можно сваривать, формовать и сверлить.
Квадратная стальная труба VS Труба из нержавеющей стали
Труба из нержавеющей стали отличается превосходной обрабатываемостью и формуемостью по сравнению с обычной трубой из углеродистой стали, поэтому труба из нержавеющей стали с квадратным полым сечением лучше, чем обычная квадратная труба из углеродистой стали.





 Чтобы этого не случилось, необходимо строго соблюдать временные интервалы между рабочими процессами, позволяя основанию как следует просохнуть и укрепиться. Сколько же сохнет цементная стяжка пола и когда можно стелить чистовой пол?
Чтобы этого не случилось, необходимо строго соблюдать временные интервалы между рабочими процессами, позволяя основанию как следует просохнуть и укрепиться. Сколько же сохнет цементная стяжка пола и когда можно стелить чистовой пол?
 При повышенной влажности срок высыхания раствора заметно увеличится. Если влажность меньше 60%, отрегулировать процесс испарения воды можно с помощью полиэтиленовой пленки, накрыв рабочую поверхность после схватывания раствора.
При повышенной влажности срок высыхания раствора заметно увеличится. Если влажность меньше 60%, отрегулировать процесс испарения воды можно с помощью полиэтиленовой пленки, накрыв рабочую поверхность после схватывания раствора.
 Этот метод называют полусухой стяжкой, поскольку количество воды в растворе уменьшено почти вдвое. Сохнет полусухая стяжка 4-7 дней, хотя для укладки паркета и паркетной доски необходимо ждать минимум 3 недели.
Этот метод называют полусухой стяжкой, поскольку количество воды в растворе уменьшено почти вдвое. Сохнет полусухая стяжка 4-7 дней, хотя для укладки паркета и паркетной доски необходимо ждать минимум 3 недели. Швы между полосами герметизируют с помощью битумной мастики. При использовании обмазочных материалов, их наносят сплошным плотным слоем на основание, захватывая и нижние участки стен. Обычно наносят два слоя, при этом первый должен полностью высохнуть перед нанесением второго.
Швы между полосами герметизируют с помощью битумной мастики. При использовании обмазочных материалов, их наносят сплошным плотным слоем на основание, захватывая и нижние участки стен. Обычно наносят два слоя, при этом первый должен полностью высохнуть перед нанесением второго. Чтобы точно знать, можно ли стелить покрытие, следует проверить степень влажности стяжки. Сделать это очень просто: берут бумажную салфетку, кладут ее на пол, накрывают полиэтиленом и оставляют на 24 часа. Если через сутки салфетка не отсырела, значит, стяжка полностью сухая. Если салфетка на ощупь влажная, нужно подождать еще несколько дней. Есть и специальные приборы для измерений – электронные влагомеры. Показания прибора не должны превышать 3,4%, в противном случае стяжка должна еще сохнуть.
Чтобы точно знать, можно ли стелить покрытие, следует проверить степень влажности стяжки. Сделать это очень просто: берут бумажную салфетку, кладут ее на пол, накрывают полиэтиленом и оставляют на 24 часа. Если через сутки салфетка не отсырела, значит, стяжка полностью сухая. Если салфетка на ощупь влажная, нужно подождать еще несколько дней. Есть и специальные приборы для измерений – электронные влагомеры. Показания прибора не должны превышать 3,4%, в противном случае стяжка должна еще сохнуть. Для этого поверхность внимательно осматривают, слегка простукивают молотком в отдельных местах. Прочная качественная стяжка должна иметь однородный цвет и издавать звонкий звук при ударе.
Для этого поверхность внимательно осматривают, слегка простукивают молотком в отдельных местах. Прочная качественная стяжка должна иметь однородный цвет и издавать звонкий звук при ударе. youtube.com/embed/SfiqEhRcpfA?wmode=transparent» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/SfiqEhRcpfA?wmode=transparent» frameborder=»0″ allowfullscreen=»allowfullscreen»/> Компания «Идеальное тепло» знает о трудностях, с которыми приходится сталкиваться на объекте. Ускорение процесса сушки требует знаний и опыта и должно выполняться только компанией, одобренной OFTEC и аккредитованной SafeContractor.
Компания «Идеальное тепло» знает о трудностях, с которыми приходится сталкиваться на объекте. Ускорение процесса сушки требует знаний и опыта и должно выполняться только компанией, одобренной OFTEC и аккредитованной SafeContractor.
 Лучшим армированием несвязанных стяжек являются полипропиленовые волокна, а не шестигранная проволока.
Лучшим армированием несвязанных стяжек являются полипропиленовые волокна, а не шестигранная проволока. Например, Isocrete K-screed и Tarmac Truscreed.
Например, Isocrete K-screed и Tarmac Truscreed. Tarmac Cem5
Tarmac Cem5 Более низкая температура подачи 20-25°C в течение как минимум трех дней может быть повышена с шагом 5°C в течение следующих семи дней до максимальной температуры воды 55°C. Снова доведите температуру до температуры окружающей среды, используя обратный процесс, с шагом 5°C.
Более низкая температура подачи 20-25°C в течение как минимум трех дней может быть повышена с шагом 5°C в течение следующих семи дней до максимальной температуры воды 55°C. Снова доведите температуру до температуры окружающей среды, используя обратный процесс, с шагом 5°C. Установка сменного котла должна быть относительно быстрой, сводя перерывы в работе к минимуму. Компания Ideal Heat рекомендует использовать котел мощностью 22 кВт для сушки стяжки.
Установка сменного котла должна быть относительно быстрой, сводя перерывы в работе к минимуму. Компания Ideal Heat рекомендует использовать котел мощностью 22 кВт для сушки стяжки.
 При неправильном выполнении этого процесса могут возникнуть проблемы с вашей стяжкой:
При неправильном выполнении этого процесса могут возникнуть проблемы с вашей стяжкой:

 Уровень пола не должен превышать 5 мм на площади 3 метра.
Уровень пола не должен превышать 5 мм на площади 3 метра. Стяжка пола с подогревом очень похожа на плавающую стяжку.
Стяжка пола с подогревом очень похожа на плавающую стяжку. В зависимости от типа стяжки процесс высыхания может быть ускорен. Но это реально сделать только в том случае, если у вас оптимальные условия сушки, или если используется добавка – что-то полезное для стяжки для теплого пола.
В зависимости от типа стяжки процесс высыхания может быть ускорен. Но это реально сделать только в том случае, если у вас оптимальные условия сушки, или если используется добавка – что-то полезное для стяжки для теплого пола. Вы должны ждать 4 недели для каждого дополнительного сантиметра толщины сверх 6 см.
Вы должны ждать 4 недели для каждого дополнительного сантиметра толщины сверх 6 см. После укладки плитки заполните швы и заполните деформационные швы по периметру силиконом.
После укладки плитки заполните швы и заполните деформационные швы по периметру силиконом.

 В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается. Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют). В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
 youtube.com/embed/k40A1iczJW4?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/k40A1iczJW4?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>  Это позволит припою расплавиться первым и соединить материалы вместе. Припои могут быть со свинцом или без него, и в зависимости от того, какие материалы вы будете паять, лучше всего подойдет припой с более низкой температурой плавления.
Это позволит припою расплавиться первым и соединить материалы вместе. Припои могут быть со свинцом или без него, и в зависимости от того, какие материалы вы будете паять, лучше всего подойдет припой с более низкой температурой плавления. Более тонкое острие помогает при детальных и микроскопических работах. Наконечники для пайки также могут помочь в точной и детальной работе, поскольку они бывают разных форм и размеров, подходящих для многих типов пайки.
Более тонкое острие помогает при детальных и микроскопических работах. Наконечники для пайки также могут помочь в точной и детальной работе, поскольку они бывают разных форм и размеров, подходящих для многих типов пайки.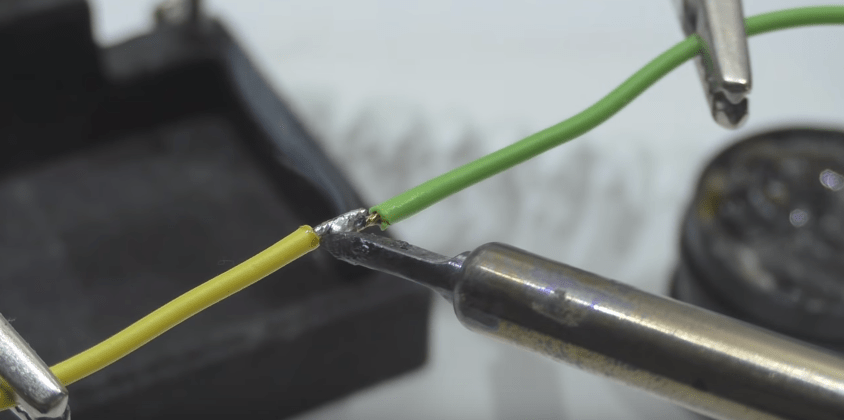 Вот несколько различных увеличительных стекол, которые полезны для пайки.
Вот несколько различных увеличительных стекол, которые полезны для пайки.
 Получите доступ к нашим запланированным программам через наш веб-сайт или запланируйте собственное корпоративное обучение на месте. Для получения дополнительной информации позвоните по телефону 800.643.7822 или свяжитесь с нами.
Получите доступ к нашим запланированным программам через наш веб-сайт или запланируйте собственное корпоративное обучение на месте. Для получения дополнительной информации позвоните по телефону 800.643.7822 или свяжитесь с нами.

 Демонтажная станция использует шланг для направления воздуха от воздушного насоса. Шланг имеет насадку и нагревательный элемент на конце. Нагревательный элемент нагревает воздух, который плавит припой. После расплавления припой можно легко удалить.
Демонтажная станция использует шланг для направления воздуха от воздушного насоса. Шланг имеет насадку и нагревательный элемент на конце. Нагревательный элемент нагревает воздух, который плавит припой. После расплавления припой можно легко удалить.
 Разъем имеет припой на обоих концах. Когда вы нагреваете разъем с помощью зажигалки или небольшой тепловой пушки, припой плавится и течет через разъединенные провода. Когда припой затвердевает, он создает соединение между проводами.
Разъем имеет припой на обоих концах. Когда вы нагреваете разъем с помощью зажигалки или небольшой тепловой пушки, припой плавится и течет через разъединенные провода. Когда припой затвердевает, он создает соединение между проводами.

 Коврики для пайки выдерживают температуру до 1250 градусов Цельсия. Коврик для пайки обычно используется при пайке медных труб в сантехнике. Но вы также можете использовать его для всех целей пайки.
Коврики для пайки выдерживают температуру до 1250 градусов Цельсия. Коврик для пайки обычно используется при пайке медных труб в сантехнике. Но вы также можете использовать его для всех целей пайки.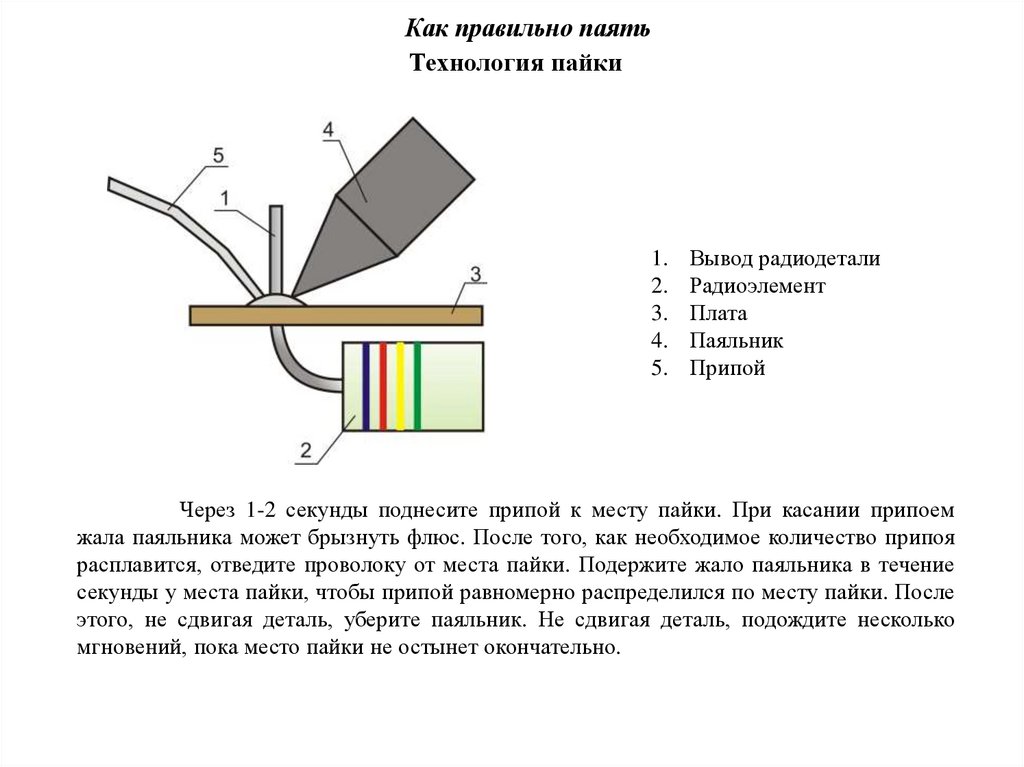 Их можно просто поставить на стол. Некоторые более крупные единицы хранятся на полу.
Их можно просто поставить на стол. Некоторые более крупные единицы хранятся на полу. Вы должны воткнуть железный наконечник в латунную вату несколько раз, чтобы очистить его.
Вы должны воткнуть железный наконечник в латунную вату несколько раз, чтобы очистить его. Они легко обрезают провода и зачищают концы. Кроме того, они не стоят целое состояние.
Они легко обрезают провода и зачищают концы. Кроме того, они не стоят целое состояние.

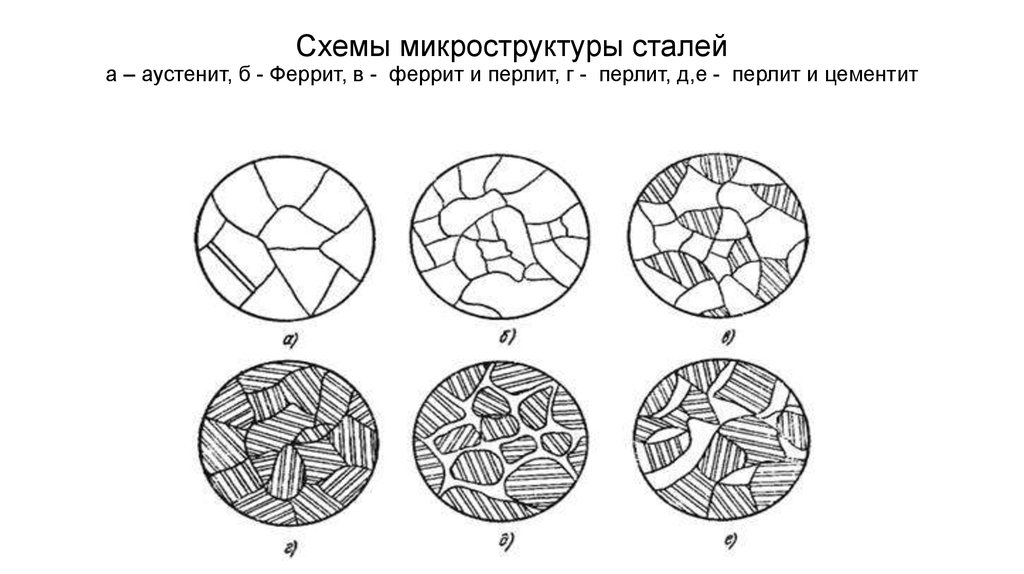
 стали аустенитно-мартенситного типа, которые обладают значительной прочностью (sb = 1200-1500 Мн/м2, либо 120-150 кгс/мм2), высокой вязкостью и отличной свариваемостью.
стали аустенитно-мартенситного типа, которые обладают значительной прочностью (sb = 1200-1500 Мн/м2, либо 120-150 кгс/мм2), высокой вязкостью и отличной свариваемостью.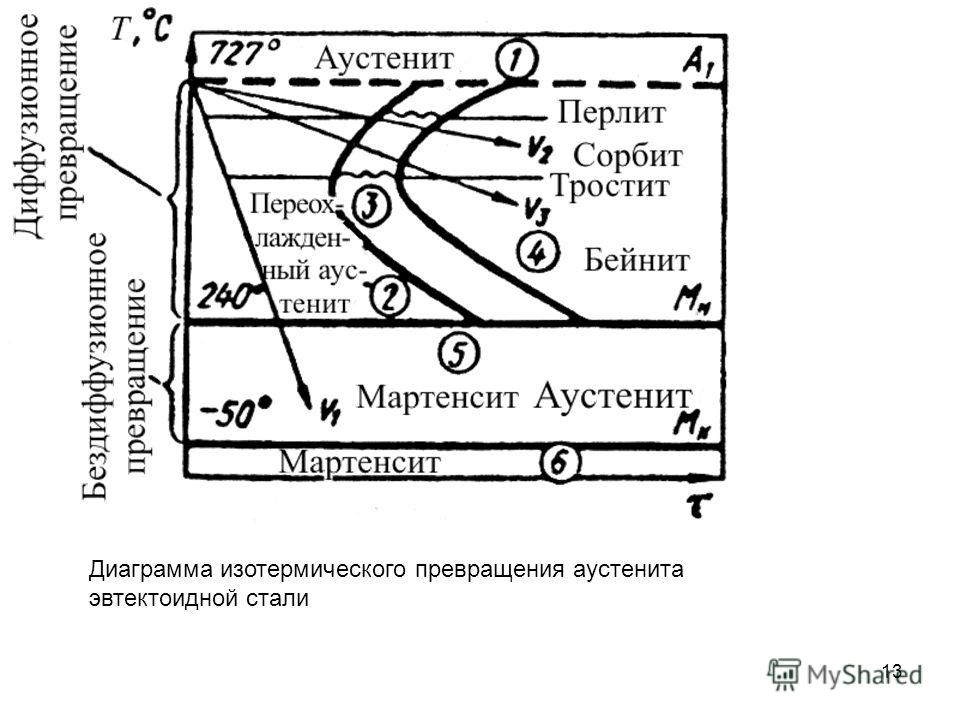
 Они сохраняют прочность до более высоких температур, и в то же время аустенитные стали не теряют пластичности при низких температурах.
Они сохраняют прочность до более высоких температур, и в то же время аустенитные стали не теряют пластичности при низких температурах. Термическая обработка нержавеющих сталей аустенитного класса заключается в закалке в воде с 1050…1100 0С. Нагрев до этих температур вызывает растворение карбидов хрома М23С6, а быстрое охлаждение фиксирует состояние пересыщенного твердого раствора. Кроме того, при закалке происходят рекристаллизационные процессы, устраняющие последствия пластической деформации. В результате закалки твердость сталей аустенитного класса не повышается, а снижается.
Термическая обработка нержавеющих сталей аустенитного класса заключается в закалке в воде с 1050…1100 0С. Нагрев до этих температур вызывает растворение карбидов хрома М23С6, а быстрое охлаждение фиксирует состояние пересыщенного твердого раствора. Кроме того, при закалке происходят рекристаллизационные процессы, устраняющие последствия пластической деформации. В результате закалки твердость сталей аустенитного класса не повышается, а снижается. Упрочняются закалкой от 975 0С, а для перевода большей части аустенита в мартенсит подвергают обработке холодом в интервале температур от минус 50 0С. После этого проводится отпуск при 450…500 0С; при этом из мартенсита выделяются частицы интерметаллидов типа Ni3Al.
Упрочняются закалкой от 975 0С, а для перевода большей части аустенита в мартенсит подвергают обработке холодом в интервале температур от минус 50 0С. После этого проводится отпуск при 450…500 0С; при этом из мартенсита выделяются частицы интерметаллидов типа Ni3Al. В этих случаях используют сплавы на железоникелевой основе, например, сплав 04ХН40МДЮ, имеющий после закалки и отпуска при 650…700 0С структуру аустенит и интерметаллидную g- фазу типа Ni3 (Ti, Al). Сплав предназначен для работы при больших нагрузках в растворах серной кислоты.
В этих случаях используют сплавы на железоникелевой основе, например, сплав 04ХН40МДЮ, имеющий после закалки и отпуска при 650…700 0С структуру аустенит и интерметаллидную g- фазу типа Ni3 (Ti, Al). Сплав предназначен для работы при больших нагрузках в растворах серной кислоты. -центрированная кубическая структура.
-центрированная кубическая структура. 

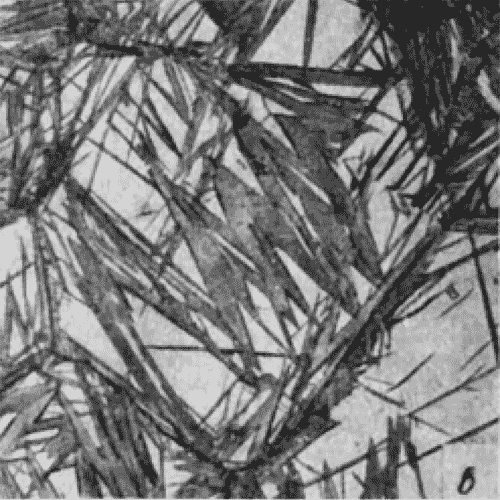

 Процесс известен как закалка. Быстрое охлаждение материала предотвращает образование цементита. Этот процесс также устраняет выброс избыточных атомов углерода и неестественным образом удерживает их внутри материала.
Процесс известен как закалка. Быстрое охлаждение материала предотвращает образование цементита. Этот процесс также устраняет выброс избыточных атомов углерода и неестественным образом удерживает их внутри материала. Аустенитные нержавеющие стали гораздо легче свариваются по сравнению с мартенситными. Мартенситные стали имеют более высокое содержание углерода, чем большинство аустенитных аналогов. Это снижает коррозионную стойкость, повышает ударную вязкость и увеличивает риск осаждения карбида хрома при сварке.
Аустенитные нержавеющие стали гораздо легче свариваются по сравнению с мартенситными. Мартенситные стали имеют более высокое содержание углерода, чем большинство аустенитных аналогов. Это снижает коррозионную стойкость, повышает ударную вязкость и увеличивает риск осаждения карбида хрома при сварке. Это позволяет им выдерживать процедуру сварки и сохранять коррозионную стойкость. Мартенситные марки имеют хром от 12 до 18% и высокое содержание углерода. Сварку следует выполнять с осторожностью в деталях большой толщины и в защемленных соединениях, чтобы избежать растрескивания при сварке.
Это позволяет им выдерживать процедуру сварки и сохранять коррозионную стойкость. Мартенситные марки имеют хром от 12 до 18% и высокое содержание углерода. Сварку следует выполнять с осторожностью в деталях большой толщины и в защемленных соединениях, чтобы избежать растрескивания при сварке. д. Аустенитные нержавеющие стали используются почти во всех типах бытовых, промышленных и архитектурные приложения, включая нефтегазовые приложения.
д. Аустенитные нержавеющие стали используются почти во всех типах бытовых, промышленных и архитектурные приложения, включая нефтегазовые приложения. 4310
4310 4305
4305 4404
4404 4006
4006 4122
4122 4542
4542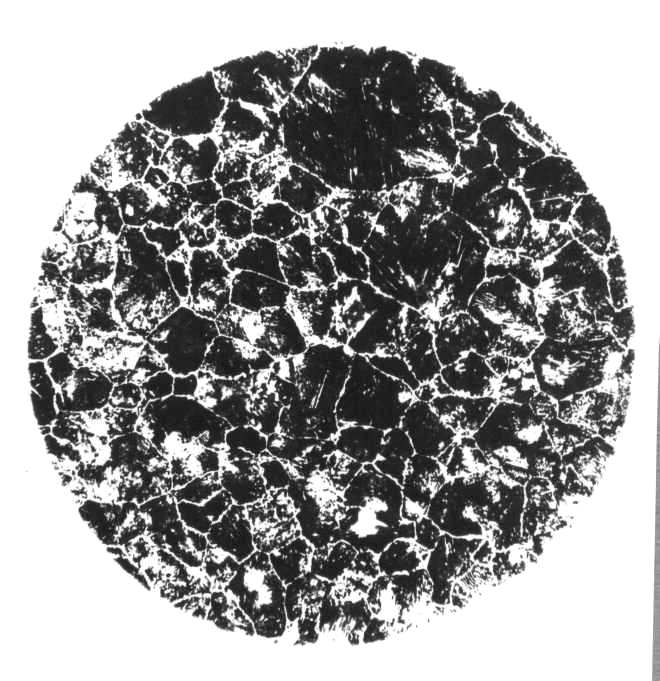
 00 m2
00 m2 Расчетное количество может отличаться.
Расчетное количество может отличаться.
 1 (Голосов 79)
1 (Голосов 79)
 ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта.
ниже полностью проработанный пример, в котором мы демонстрируем, как вы можете использовать калькулятор бетонных блоков для расчета необходимого количества бетонных блоков и общей стоимости строительного проекта. Это очень просто! 😉
Это очень просто! 😉
 5 % к общему количеству отходов)
5 % к общему количеству отходов)
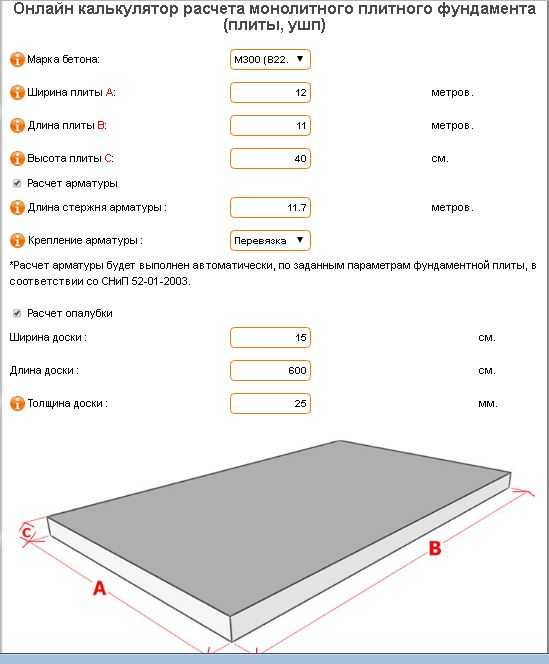 Чтобы использовать этот раздел калькулятора, введите общее количество блоков, рассчитанное ранее, и нажмите кнопку «Рассчитать». Затем отобразится необходимое количество мешков с раствором. Основой для этой оценки является 3 мешка раствора на каждые 100 блоков.
Чтобы использовать этот раздел калькулятора, введите общее количество блоков, рассчитанное ранее, и нажмите кнопку «Рассчитать». Затем отобразится необходимое количество мешков с раствором. Основой для этой оценки является 3 мешка раствора на каждые 100 блоков. Затем калькулятор вернет количество погонных футов необходимого армирующего материала.
Затем калькулятор вернет количество погонных футов необходимого армирующего материала.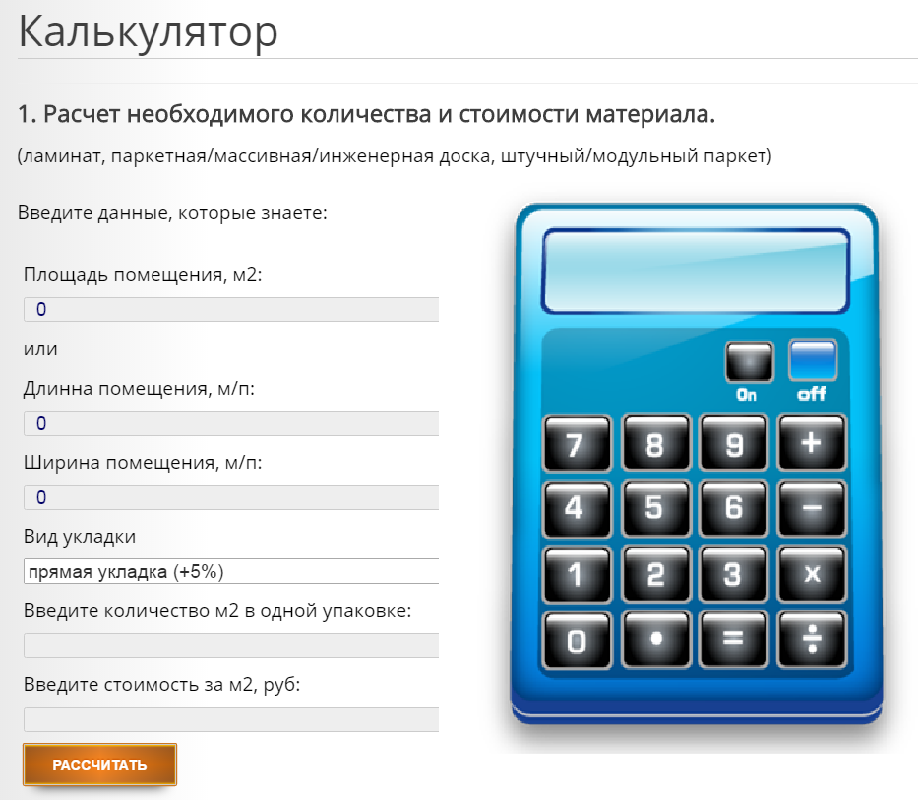
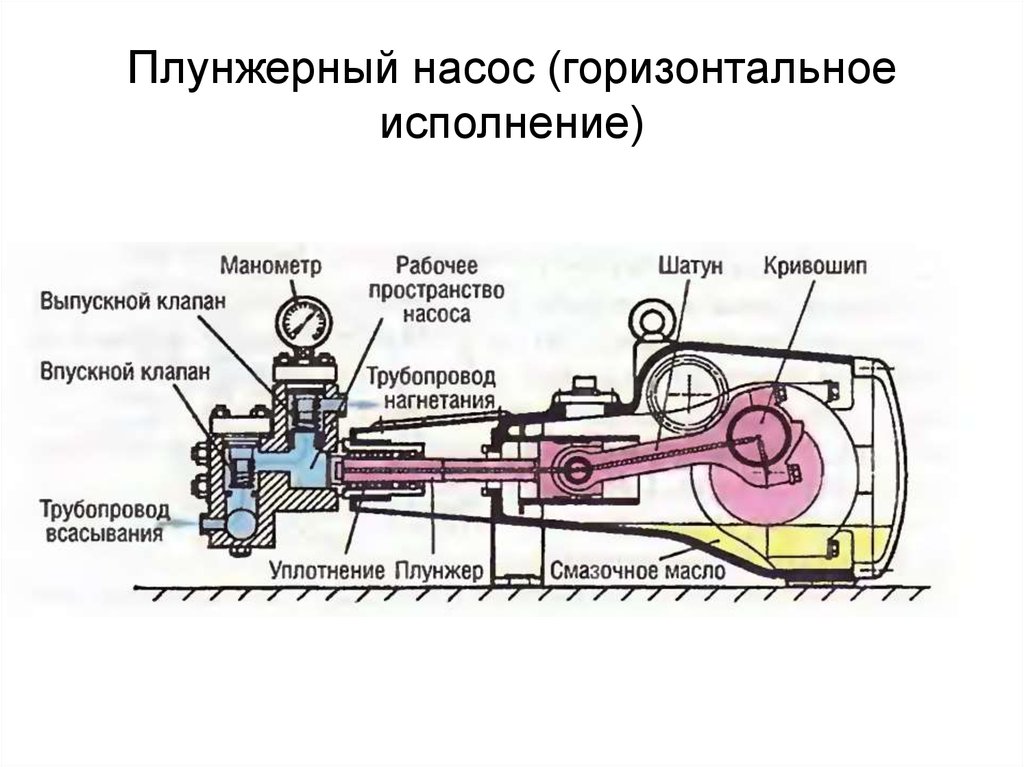 Если впускной патрубок опущен в жидкость, то эта жидкость под действием атмосферного давления начнёт двигаться в сторону пространства под поршнем, проходя через впускной патрубок и клапан.
Если впускной патрубок опущен в жидкость, то эта жидкость под действием атмосферного давления начнёт двигаться в сторону пространства под поршнем, проходя через впускной патрубок и клапан.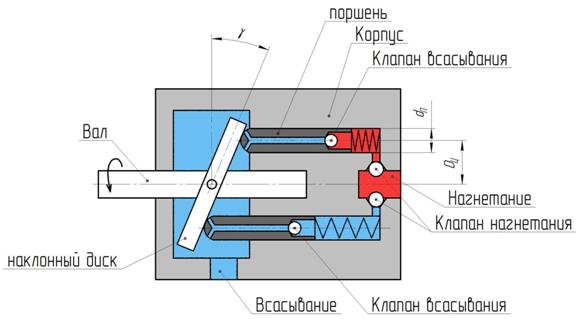 А дальше движется под действием усилия движения поршня. Следовательно, для перекачки жидкости на любую высоту оказывается важным, где находится цилиндр насоса. Нормальное атмосферное давление может поднять воду на высоту не более 10,3 м. Поэтому цилиндр насоса должен находиться не более чем на такой высоте над поверхностью жидкости. Если жидкость необходимо перекачивать выше — это можно сделать за счет увеличения длины выпускного патрубка. Именно поэтому для глубоких скважин чаще всего применяются погружные насосы с очень коротким впускным патрубком.
А дальше движется под действием усилия движения поршня. Следовательно, для перекачки жидкости на любую высоту оказывается важным, где находится цилиндр насоса. Нормальное атмосферное давление может поднять воду на высоту не более 10,3 м. Поэтому цилиндр насоса должен находиться не более чем на такой высоте над поверхностью жидкости. Если жидкость необходимо перекачивать выше — это можно сделать за счет увеличения длины выпускного патрубка. Именно поэтому для глубоких скважин чаще всего применяются погружные насосы с очень коротким впускным патрубком.
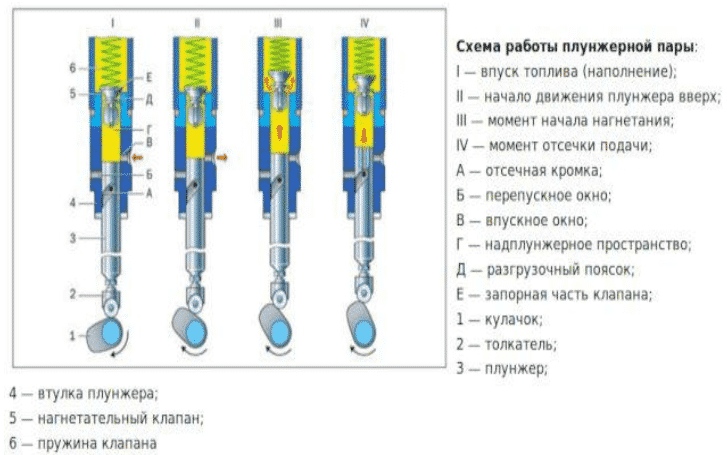 Правда, односторонние жидкостные поршневые насосы все же имеют свои преимущества, которые выражаются в более высокой степени надежности и долговечности. Еще одной модификацией, которая должна была устранить ритмическую подачу жидкости, является насос, дополненный гидроаккумулятором. В момент пикового давления такие агрегаты собирают энергию, а при ее понижении — наоборот, отдают. Впрочем, полностью устранить пульсацию получается не всегда и эксплуатирующим предприятиям приходится соответствующим образом разрабатывать конфигурации приема жидкости уже вне конструкции насоса.
Правда, односторонние жидкостные поршневые насосы все же имеют свои преимущества, которые выражаются в более высокой степени надежности и долговечности. Еще одной модификацией, которая должна была устранить ритмическую подачу жидкости, является насос, дополненный гидроаккумулятором. В момент пикового давления такие агрегаты собирают энергию, а при ее понижении — наоборот, отдают. Впрочем, полностью устранить пульсацию получается не всегда и эксплуатирующим предприятиям приходится соответствующим образом разрабатывать конфигурации приема жидкости уже вне конструкции насоса. Однако, наличие подвижного элемента и применение уплотнительных колец при создании поршня определяет отсутствие возможности использования поршневого насоса для перекачивания большого объема жидкостей.
Однако, наличие подвижного элемента и применение уплотнительных колец при создании поршня определяет отсутствие возможности использования поршневого насоса для перекачивания большого объема жидкостей. Конструкция с несколькими цилиндрами. Это немного усложняет процесс ремонта, требуются определённые знания в данной области. Рабочим инструментом выступает не только поршень, но и плунжер. В модельном ряде регулируемые, нерегулируемые насосы с наклонным блоком. Специфика агрегатов в возможности добиться высокого уровня давления, также они имеют неплохие технические характеристики;
Конструкция с несколькими цилиндрами. Это немного усложняет процесс ремонта, требуются определённые знания в данной области. Рабочим инструментом выступает не только поршень, но и плунжер. В модельном ряде регулируемые, нерегулируемые насосы с наклонным блоком. Специфика агрегатов в возможности добиться высокого уровня давления, также они имеют неплохие технические характеристики;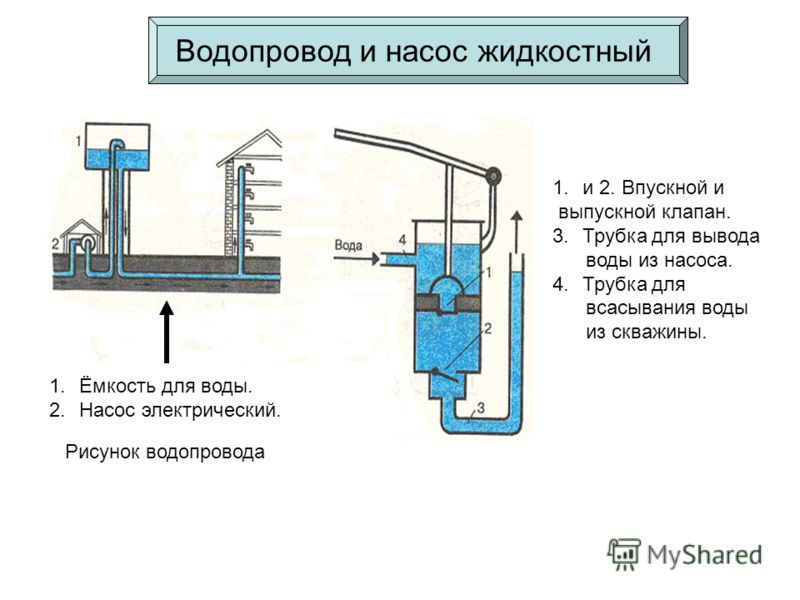 Выполняется периодическое перекачивание различных жидкостей и воды при ручном управлении;
Выполняется периодическое перекачивание различных жидкостей и воды при ручном управлении; Вода поступает намного равномернее из-за двух рабочих камер. Потому при одном обороте поршня жидкость нагнетается дважды.
Вода поступает намного равномернее из-за двух рабочих камер. Потому при одном обороте поршня жидкость нагнетается дважды.
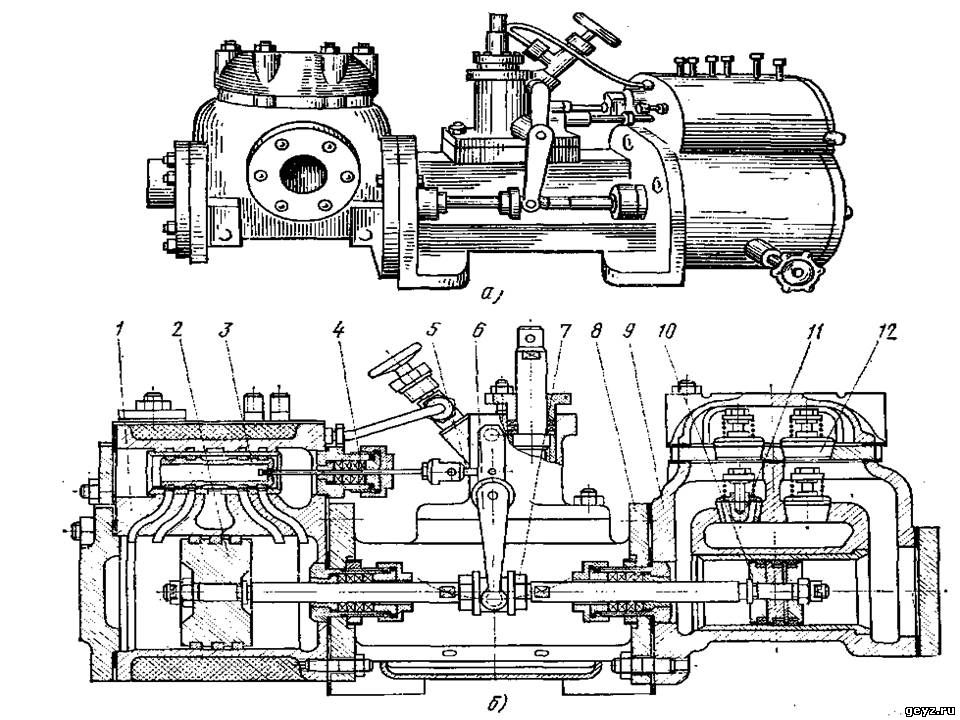 При ходе поршня “вправо” полезный объем цилиндра, т.е. объем, заполняющийся жидкостью, увеличивается, вследствие чего давление в нем уменьшается. Всасывающий клапан(позиция 4) при этом поднимается, жидкость под действием внешнего давления на ее поверхности, чаще всего атмосферного, входит в цилиндр через сосун (позиция 1), открытый обратный клапан (позиция 2) и всасывающую трубу(позиция 3).
При ходе поршня “вправо” полезный объем цилиндра, т.е. объем, заполняющийся жидкостью, увеличивается, вследствие чего давление в нем уменьшается. Всасывающий клапан(позиция 4) при этом поднимается, жидкость под действием внешнего давления на ее поверхности, чаще всего атмосферного, входит в цилиндр через сосун (позиция 1), открытый обратный клапан (позиция 2) и всасывающую трубу(позиция 3). Его задачей является перемещение вдоль оси цилиндра. Перемещаются плунжеры за счет электропривода, раскручивающего коленвал.
Его задачей является перемещение вдоль оси цилиндра. Перемещаются плунжеры за счет электропривода, раскручивающего коленвал.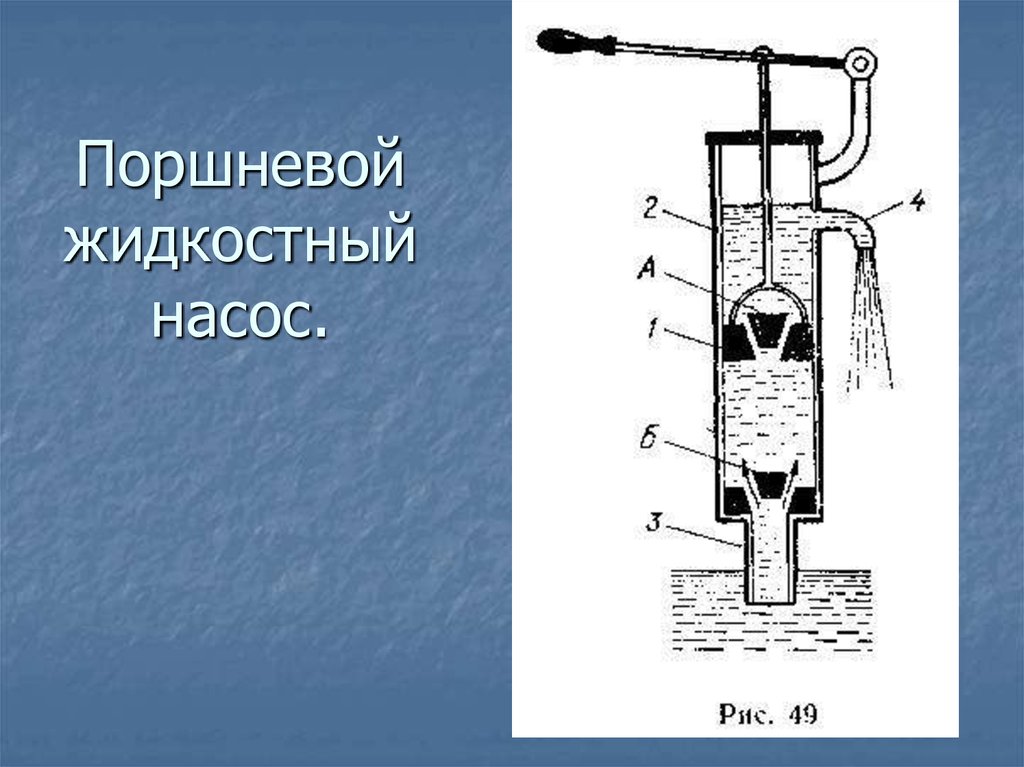

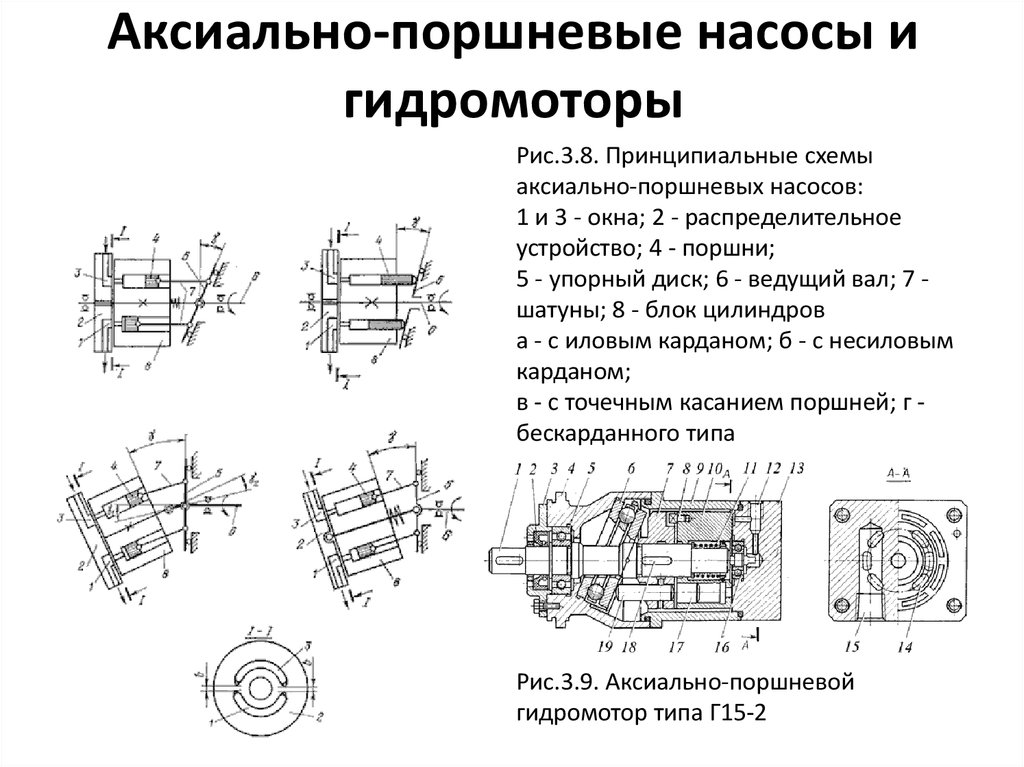
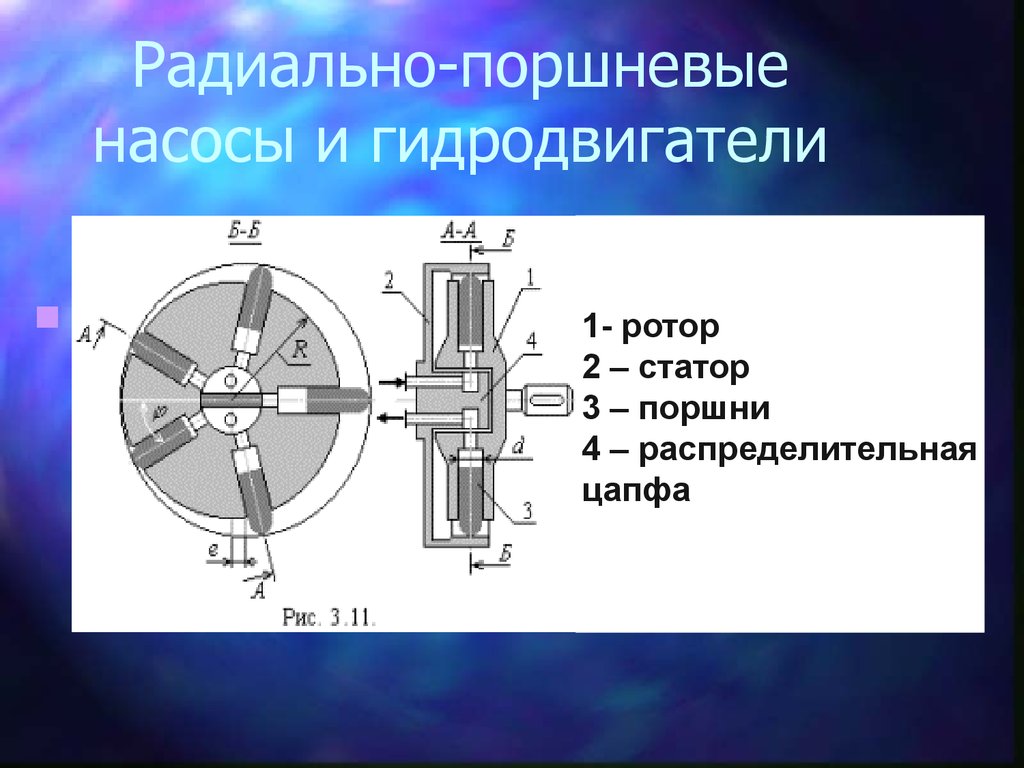
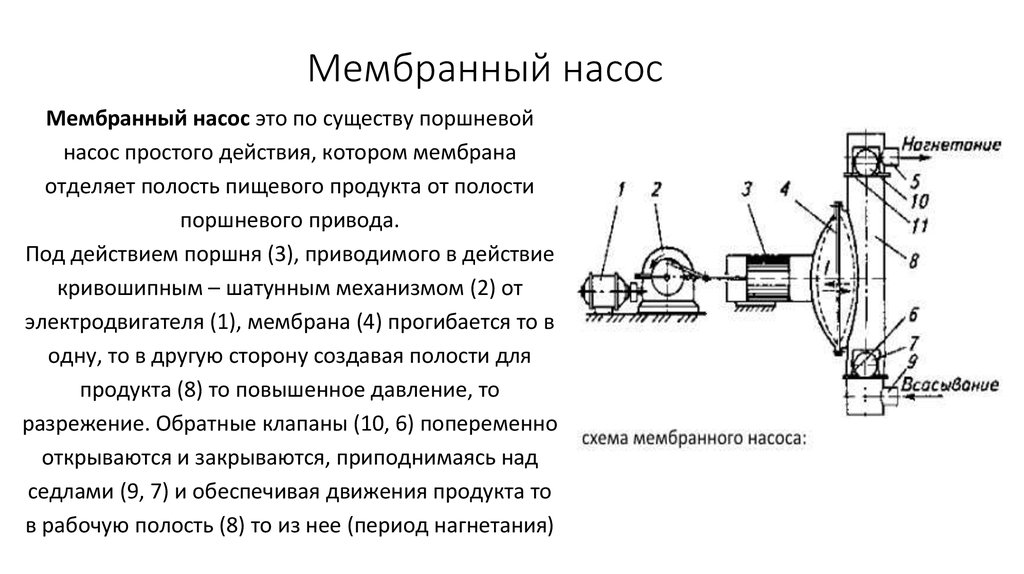 Вращение вала и наклонного диска заставляет цилиндры не только двигаться по кругу, но и совершать перемещение вперед – назад. Тем самым увеличивая объем камеры на всасе, и уменьшая его на нагнетании.
Вращение вала и наклонного диска заставляет цилиндры не только двигаться по кругу, но и совершать перемещение вперед – назад. Тем самым увеличивая объем камеры на всасе, и уменьшая его на нагнетании.
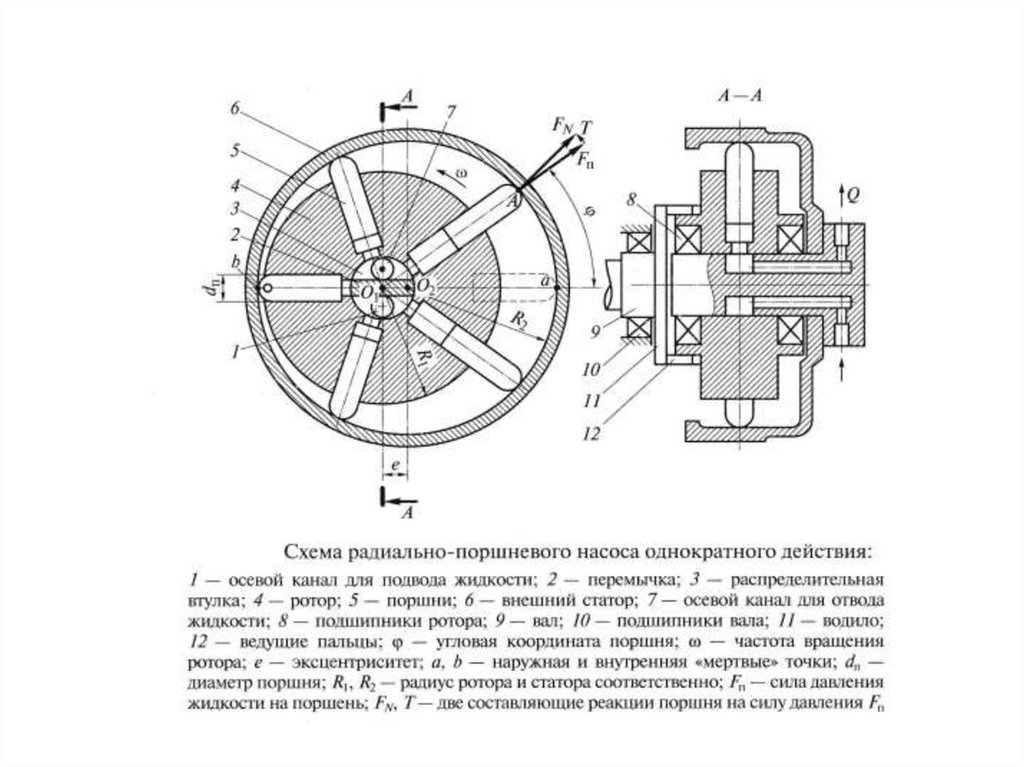 Устройство поршневого насоса имеет поршень, за счет которого проводится перекачивание жидкости. Он изготавливается при применении нескольких уплотнительных материалов. За счет этого поршень может ходить по цилиндру и при этом создавать вакуум. Именно на поверхность поршня оказывается серьезное давление. Некоторые варианты исполнения разборные, за счет чего можно провести ремонт. К примеру, при длительной эксплуатации изнашиваются уплотнители, которые можно заменить при необходимости для существенного продления срока службы механизма. Однако, встречаются и неразборные варианты исполнения, ремонт которых возможен только в специальных мастерских.
Устройство поршневого насоса имеет поршень, за счет которого проводится перекачивание жидкости. Он изготавливается при применении нескольких уплотнительных материалов. За счет этого поршень может ходить по цилиндру и при этом создавать вакуум. Именно на поверхность поршня оказывается серьезное давление. Некоторые варианты исполнения разборные, за счет чего можно провести ремонт. К примеру, при длительной эксплуатации изнашиваются уплотнители, которые можно заменить при необходимости для существенного продления срока службы механизма. Однако, встречаются и неразборные варианты исполнения, ремонт которых возможен только в специальных мастерских. При слишком высокой нагрузке шток может существенно деформироваться.
При слишком высокой нагрузке шток может существенно деформироваться. Это существенно повышает значение КПД.
Это существенно повышает значение КПД.
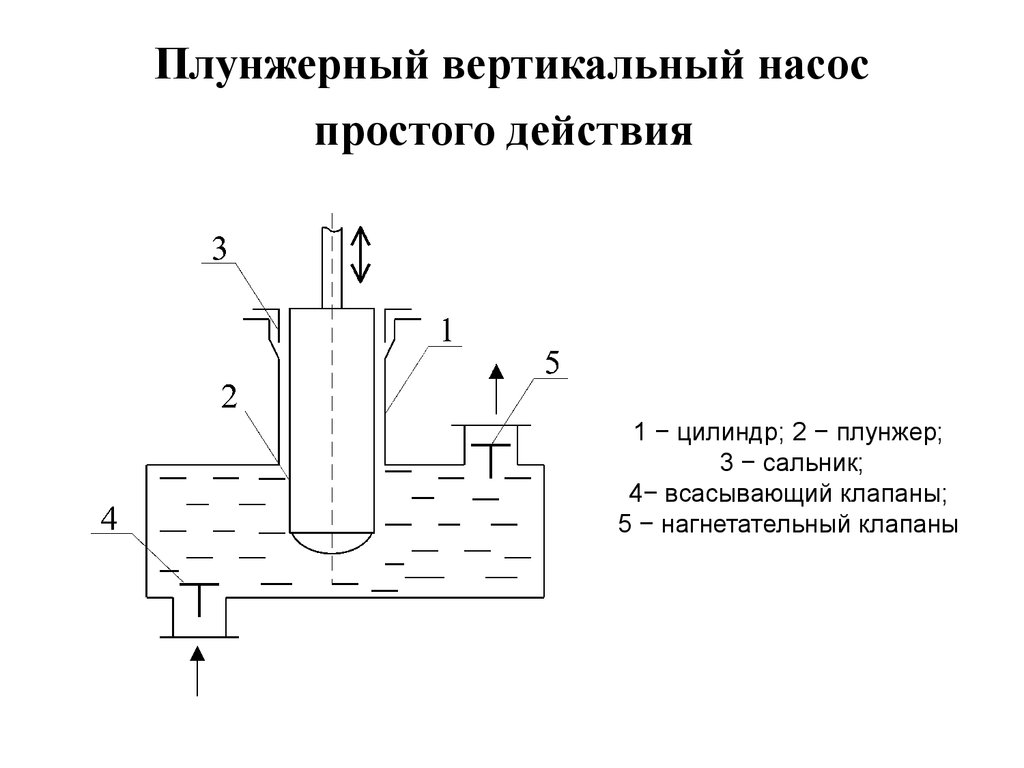
 Базовая конструкция обеспечивает эффективную подачу мощности, что привело к тому, что все большее число насосов выбирают в пользу шестеренчатых или лопастных насосов с постоянным рабочим объемом.
Базовая конструкция обеспечивает эффективную подачу мощности, что привело к тому, что все большее число насосов выбирают в пользу шестеренчатых или лопастных насосов с постоянным рабочим объемом.
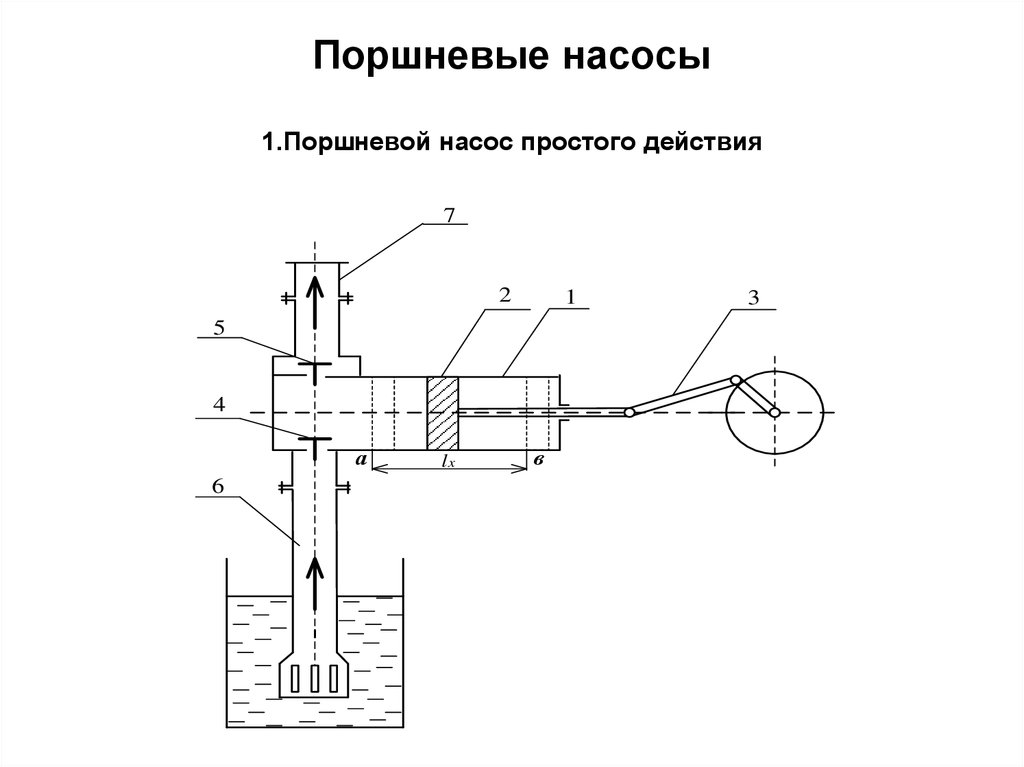 На самом деле, поскольку подшипник входного вала в насосах Oilgear не должен выдерживать никакой нагрузки, вызванной давлением, он прослужит во много раз дольше. Когда он, наконец, требует замены, его можно заменить, не разбирая насос, что экономит время и повышает производительность.
На самом деле, поскольку подшипник входного вала в насосах Oilgear не должен выдерживать никакой нагрузки, вызванной давлением, он прослужит во много раз дольше. Когда он, наконец, требует замены, его можно заменить, не разбирая насос, что экономит время и повышает производительность.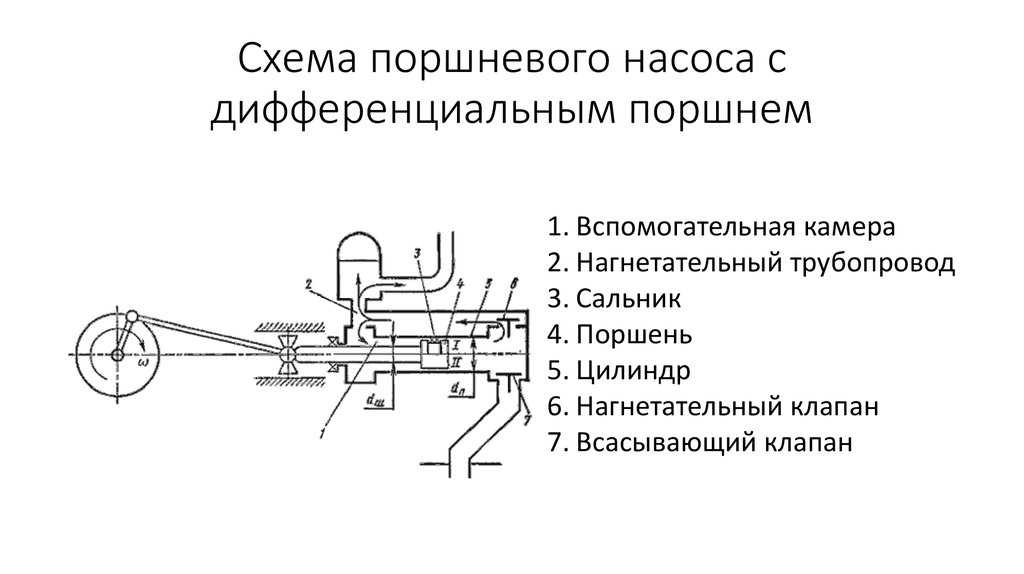
 В результате конструкторы Oilgear приступили к созданию новой модели PVV-355, которая точно соответствовала бы спецификации заказчика. Создание этой новой модели расширило первоначальный модельный ряд и теперь доступно для общего пользования.
В результате конструкторы Oilgear приступили к созданию новой модели PVV-355, которая точно соответствовала бы спецификации заказчика. Создание этой новой модели расширило первоначальный модельный ряд и теперь доступно для общего пользования.
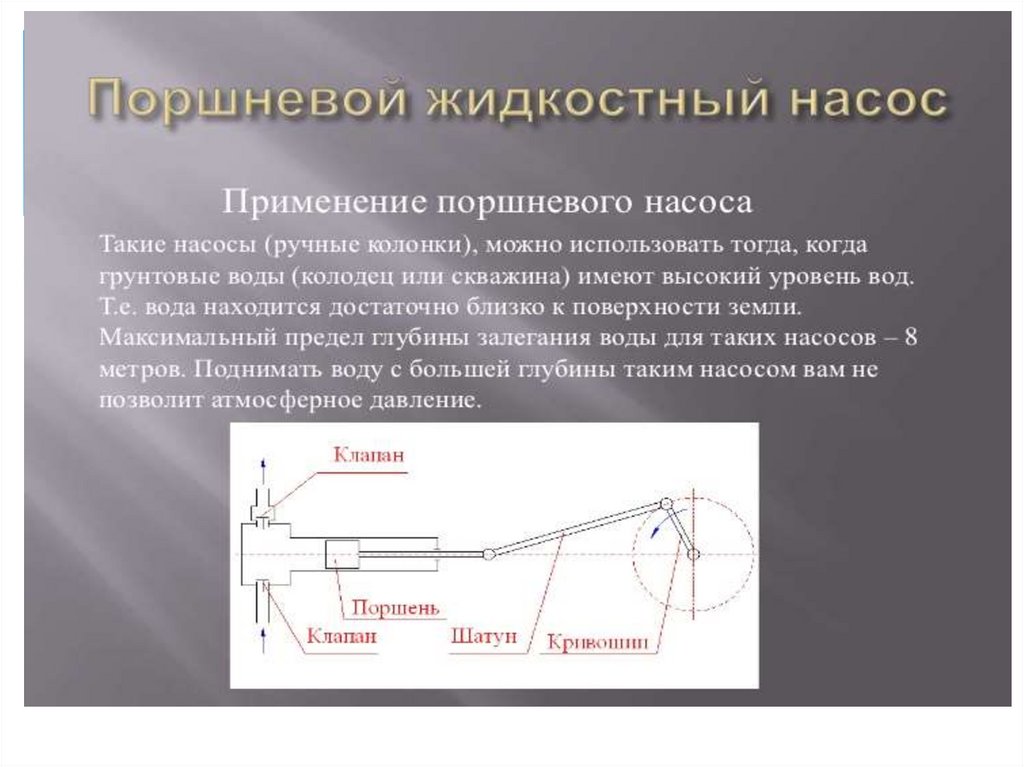
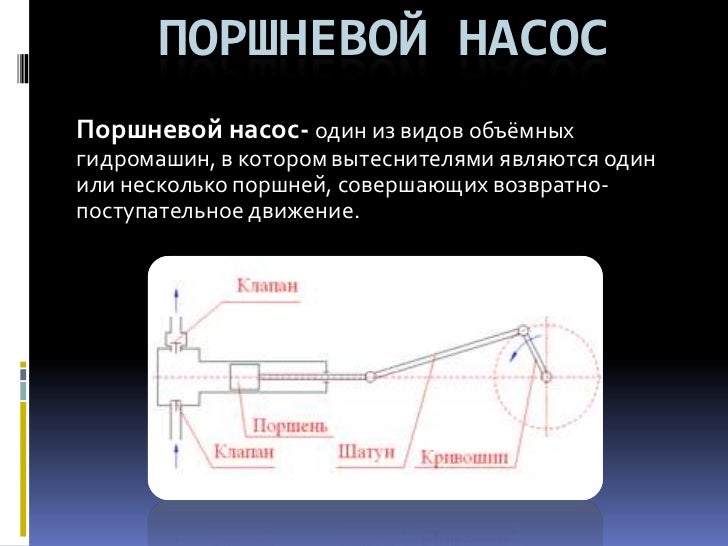 Обязательно проверьте тип насоса в вашем оборудовании для беспроблемной замены:
Обязательно проверьте тип насоса в вашем оборудовании для беспроблемной замены:
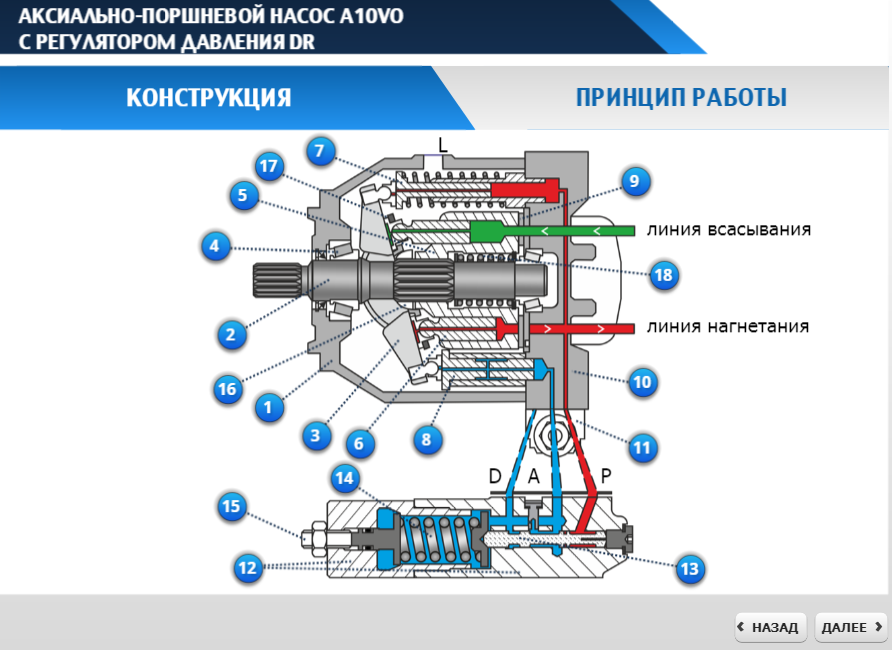


 Однако важно понимать, что водостойкость часов до 50 метров вовсе не говорит о том, что с ними можно погружаться на глубину в 50 метров. Даже во время плавания человека по поверхности воды любые часы подвержены давлению, равному статическому давлению воды на уровне в 60-70 м глубины.
Однако важно понимать, что водостойкость часов до 50 метров вовсе не говорит о том, что с ними можно погружаться на глубину в 50 метров. Даже во время плавания человека по поверхности воды любые часы подвержены давлению, равному статическому давлению воды на уровне в 60-70 м глубины.


 Данный индикатор показывает оставшееся до остановки часов время. Время может показываться в часах и сутках (абсолютных единицах) либо в относительных единицах измерения.
Данный индикатор показывает оставшееся до остановки часов время. Время может показываться в часах и сутках (абсолютных единицах) либо в относительных единицах измерения.
 Как правило, такие календари программируют на 100-250 лет.
Как правило, такие календари программируют на 100-250 лет.
 Данная пластинка сжимается под действием напряжения и порождает электрические импульсы.
Данная пластинка сжимается под действием напряжения и порождает электрические импульсы.
 Корпус постоянно удерживает часовой механизм в горизонтальном положении. Такие механические часы применяют для определения широты и долготы в океане. Благодаря специальному корпусу полностью устраняется влияние гравитации и температуры на точность часового механизма.
Корпус постоянно удерживает часовой механизм в горизонтальном положении. Такие механические часы применяют для определения широты и долготы в океане. Благодаря специальному корпусу полностью устраняется влияние гравитации и температуры на точность часового механизма.
 Форма данной детали определяет форму механизма часов.
Форма данной детали определяет форму механизма часов.
 Таким образом тонкие части оси предохраняются от изгиба и поломки. Самая первая защита подобного типа была изобретена в 1790 году. Она получила название para-chute. Самым распространенным на сегодня противоударным устройством считается Incabloc.
Таким образом тонкие части оси предохраняются от изгиба и поломки. Самая первая защита подобного типа была изобретена в 1790 году. Она получила название para-chute. Самым распространенным на сегодня противоударным устройством считается Incabloc.
 Секунда равна 1/60 минуты и 1/3600 часа.
Секунда равна 1/60 минуты и 1/3600 часа.


 Такое покрытие отличается высокой степенью устойчивости к царапинам и изнашиванию.
Такое покрытие отличается высокой степенью устойчивости к царапинам и изнашиванию.

 Эта операция может быть осуществлена двумя классическими способами — вручную и автоматически. При ручном заводе пружина закручивается при помощи заводной головки часов. При автоматическом заводе используется вращение ротора специальной формы, преобразующего вращательную энергию в энергию, необходимую для скручивания главной пружины.
Эта операция может быть осуществлена двумя классическими способами — вручную и автоматически. При ручном заводе пружина закручивается при помощи заводной головки часов. При автоматическом заводе используется вращение ротора специальной формы, преобразующего вращательную энергию в энергию, необходимую для скручивания главной пружины. В каждый момент времени индикатор показывает текущую фазу Луны.
В каждый момент времени индикатор показывает текущую фазу Луны. п.).
п.). Обычно такие часы, при нажатии на специальную кнопку, отбивают часы, четверти часа и минуты. В моделях Grand Sonnerie часы и минуты отбиваются автоматически, хотя могут указывать время и при нажатии на кнопку.
Обычно такие часы, при нажатии на специальную кнопку, отбивают часы, четверти часа и минуты. В моделях Grand Sonnerie часы и минуты отбиваются автоматически, хотя могут указывать время и при нажатии на кнопку. 192.631.770 периодам излучения атома цезия-133.при переходе между двумя соседними устойчивыми уровнями.
192.631.770 периодам излучения атома цезия-133.при переходе между двумя соседними устойчивыми уровнями.
 Центральная секундная стрелка таких часов обычно используется как секундная стрелка секундомера.
Центральная секундная стрелка таких часов обычно используется как секундная стрелка секундомера.
 По мере того, как корабли становились больше, им требовалось более эффективное устройство для их удержания, и в качестве якорей стали использовать деревянные крюки, которые впивались в морское дно. Железо заменило дерево в их конструкции, и были добавлены зубья или лапы, чтобы крючки вонзались в дно. Еще одним важным улучшением стало добавление штока или горизонтального рычага, который устанавливается под прямым углом к плечам и лапам нижней части якоря. Приклад обеспечивает вертикальное положение лопастей на морском дне, и, таким образом, одна лапа закапывается, обеспечивая максимальную удерживающую силу. Этот тип с двумя лапами и ложем под прямым углом оставался основным якорем на протяжении многих столетий. Он известен как якорь запаса в Соединенных Штатах и как якорь рыбака в Соединенном Королевстве.
По мере того, как корабли становились больше, им требовалось более эффективное устройство для их удержания, и в качестве якорей стали использовать деревянные крюки, которые впивались в морское дно. Железо заменило дерево в их конструкции, и были добавлены зубья или лапы, чтобы крючки вонзались в дно. Еще одним важным улучшением стало добавление штока или горизонтального рычага, который устанавливается под прямым углом к плечам и лапам нижней части якоря. Приклад обеспечивает вертикальное положение лопастей на морском дне, и, таким образом, одна лапа закапывается, обеспечивая максимальную удерживающую силу. Этот тип с двумя лапами и ложем под прямым углом оставался основным якорем на протяжении многих столетий. Он известен как якорь запаса в Соединенных Штатах и как якорь рыбака в Соединенном Королевстве.
 Корона, плечи и лапы якоря без штока отлиты за одно целое и могут слегка поворачиваться из стороны в сторону на стержне. Сосальщики длинные и тяжелые, у их основания есть выступающие плечи, которые цепляются за морское дно. По мере увеличения сопротивления плечи заставляют лапы опускаться на дно. Якоря без штока заменили старые якоря на большинстве крупных кораблей мира.
Корона, плечи и лапы якоря без штока отлиты за одно целое и могут слегка поворачиваться из стороны в сторону на стержне. Сосальщики длинные и тяжелые, у их основания есть выступающие плечи, которые цепляются за морское дно. По мере увеличения сопротивления плечи заставляют лапы опускаться на дно. Якоря без штока заменили старые якоря на большинстве крупных кораблей мира.
 Ствол с намотанной на него цепью или тросом приводится в действие с помощью ремня или коленчатого вала. Этот вал обеспечивает круговое движение, способное поднимать тяжелые веса без необходимости расходовать энергию, необходимую для его обычной буксировки.
Ствол с намотанной на него цепью или тросом приводится в действие с помощью ремня или коленчатого вала. Этот вал обеспечивает круговое движение, способное поднимать тяжелые веса без необходимости расходовать энергию, необходимую для его обычной буксировки.



 Как только маркеры на якорной цепи укажут, что требуемая длина выплачена, оператор кривошипа может применить тормозное действие к стволу брашпиля.
Как только маркеры на якорной цепи укажут, что требуемая длина выплачена, оператор кривошипа может применить тормозное действие к стволу брашпиля. Однако почти полностью отсутствует контроль над тем, где и как якорь приземляется в воду.
Однако почти полностью отсутствует контроль над тем, где и как якорь приземляется в воду.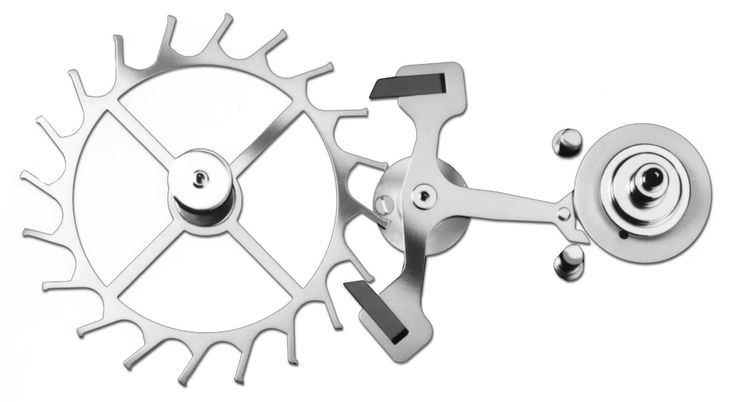 В швартовном барабане используется цыган, чтобы закрепить якорную штангу на месте, чтобы звенья не проскальзывали.
В швартовном барабане используется цыган, чтобы закрепить якорную штангу на месте, чтобы звенья не проскальзывали. Например, барабан лебедки и цепное колесо имеют гидравлические тормоза, которыми оператор может управлять с системной консоли.
Например, барабан лебедки и цепное колесо имеют гидравлические тормоза, которыми оператор может управлять с системной консоли.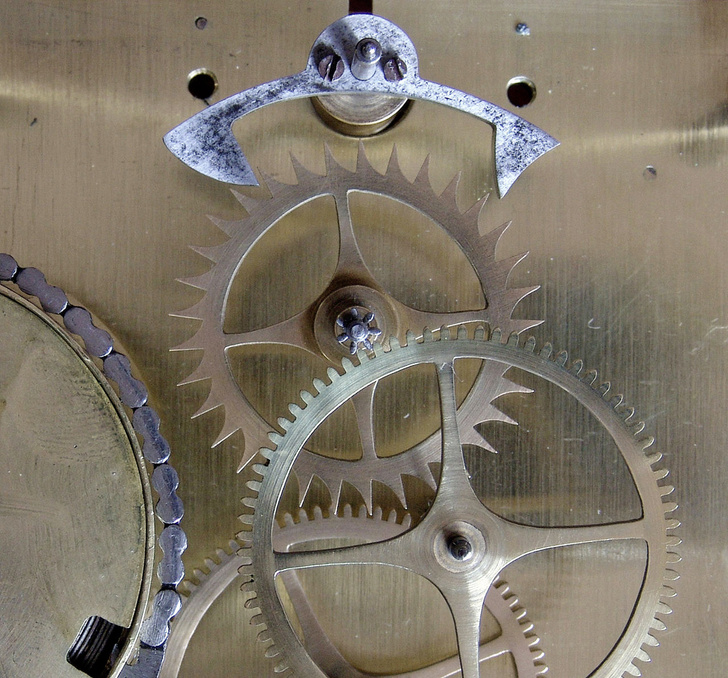

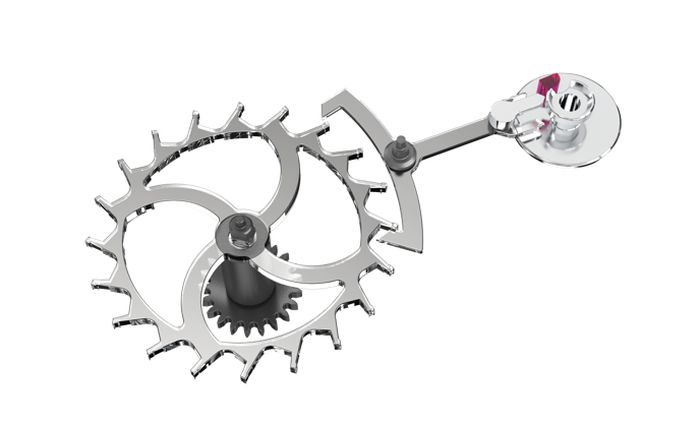
 Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.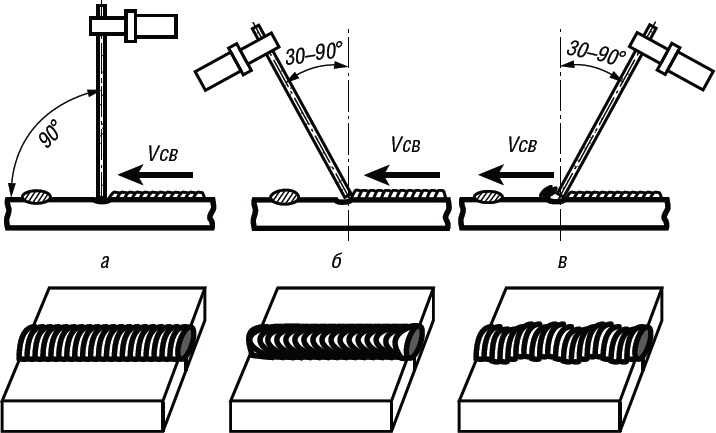
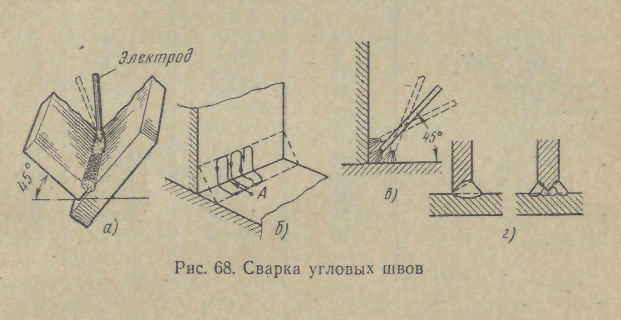 Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.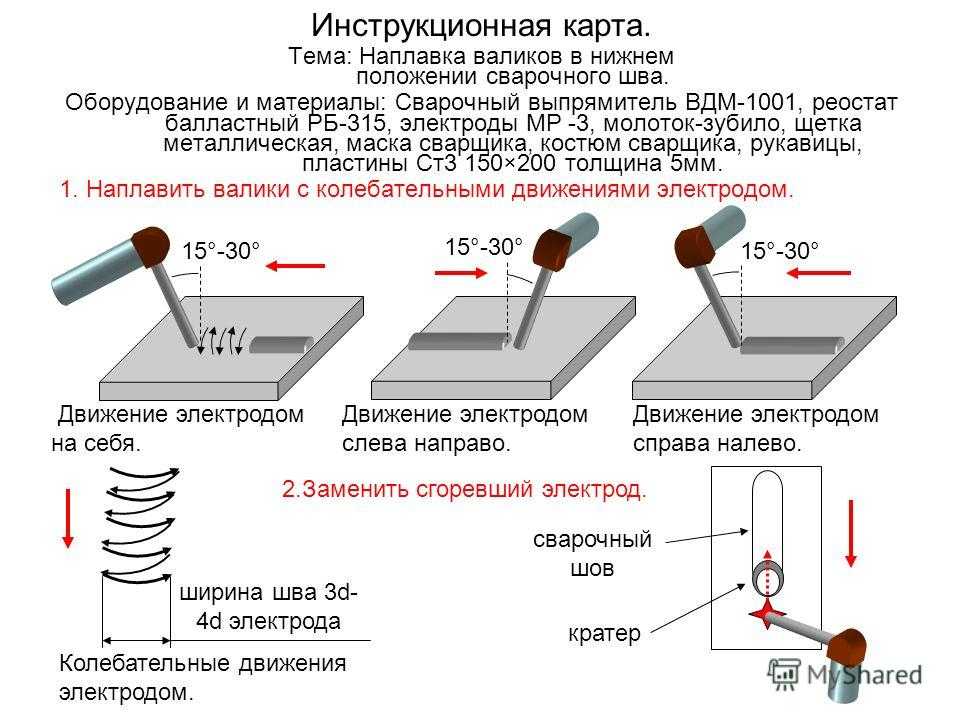 Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена. Для продолжения работы кратер необходимо заварить.
Для продолжения работы кратер необходимо заварить. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
 Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.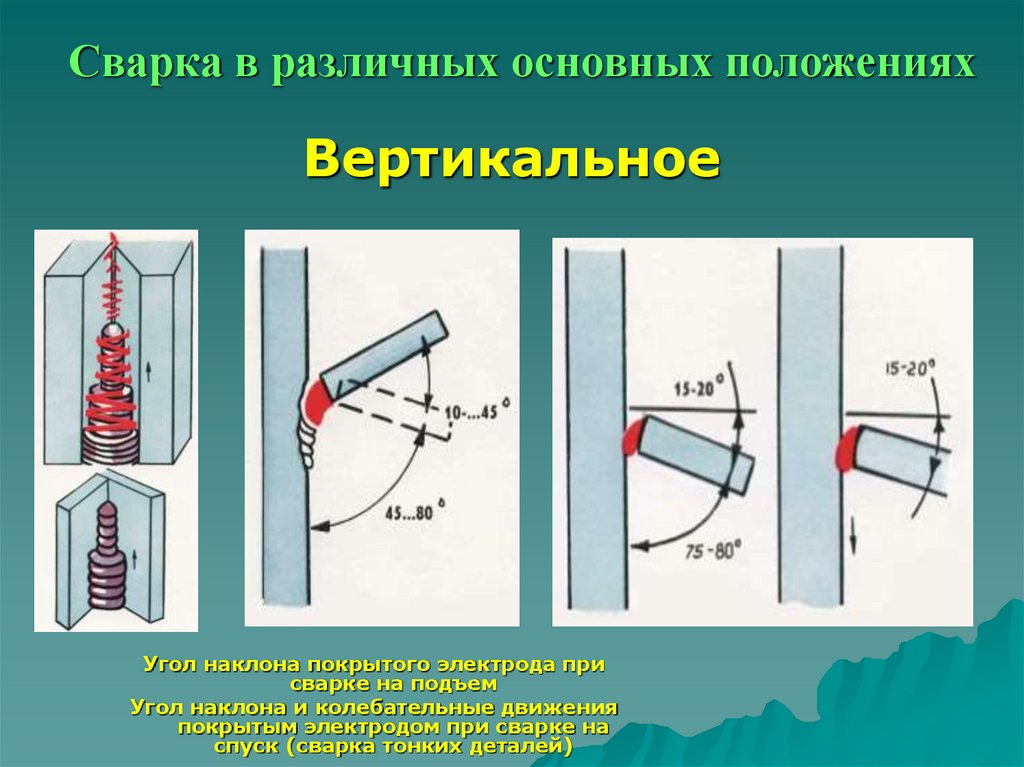
 Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Сварочный инвертор — надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
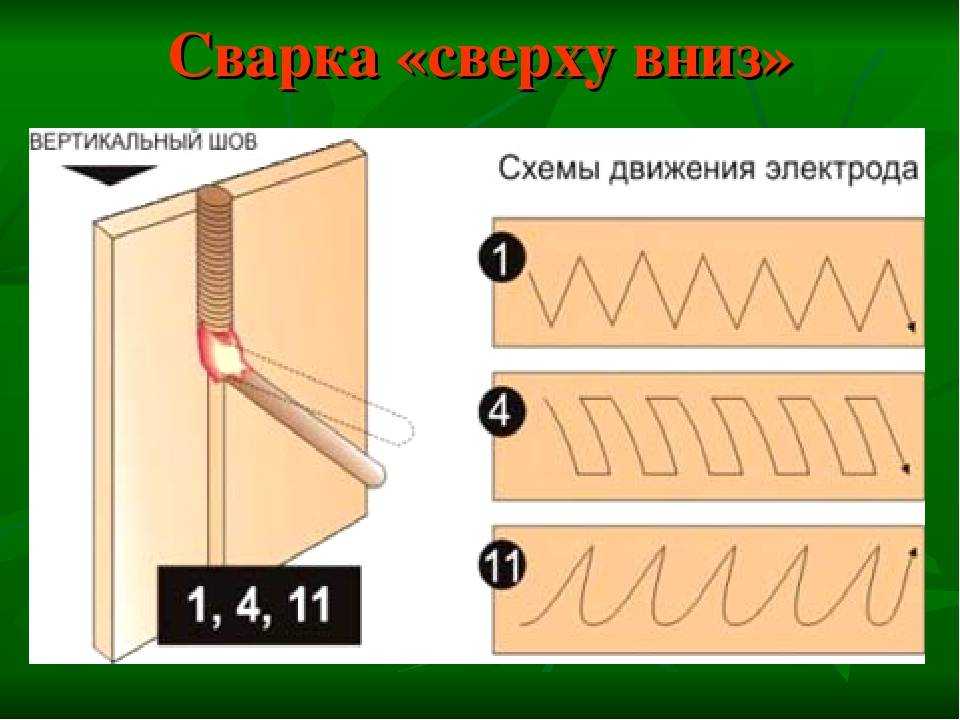
 Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.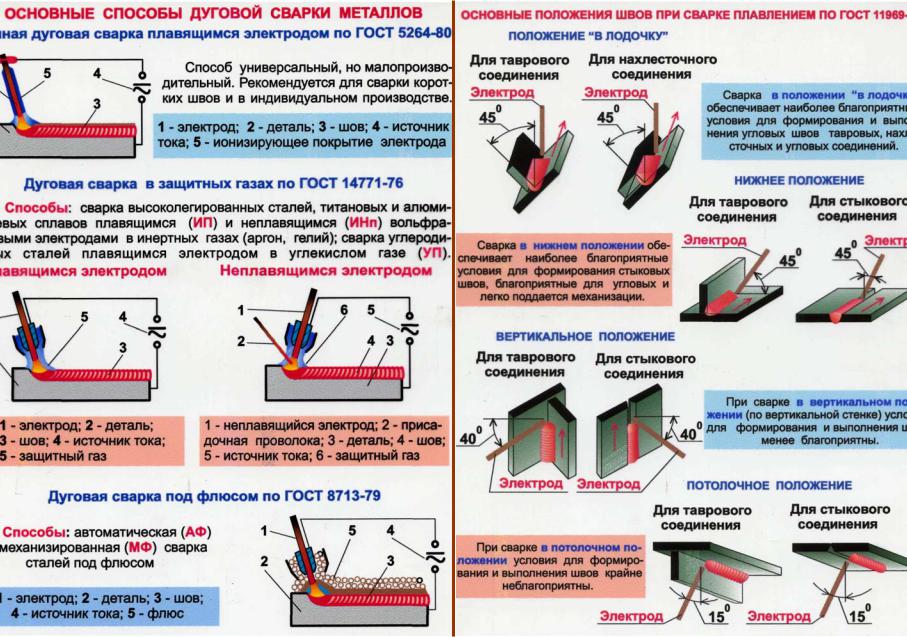
 Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок. Не следует выполнять работы на основании из древесины.
Не следует выполнять работы на основании из древесины.

 Это может быть немного сложнее.
Это может быть немного сложнее. Это сообщает сварщику, среди прочего, использовать ли шовную или стежковую сварку при выполнении проекта.
Это сообщает сварщику, среди прочего, использовать ли шовную или стежковую сварку при выполнении проекта.
 Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.



 Тепло, выделяемое электродами с электроприводом, создает непрерывный сварной шов, поскольку металлические листы помещаются между ними. Это приводит к негерметичному сварному шву или сварному шву сопротивления качению.
Тепло, выделяемое электродами с электроприводом, создает непрерывный сварной шов, поскольку металлические листы помещаются между ними. Это приводит к негерметичному сварному шву или сварному шву сопротивления качению. Эта шовная сварка сопротивлением лучше всего подходит для соединения толстых металлов, когда непрерывный шов не применяется.
Эта шовная сварка сопротивлением лучше всего подходит для соединения толстых металлов, когда непрерывный шов не применяется.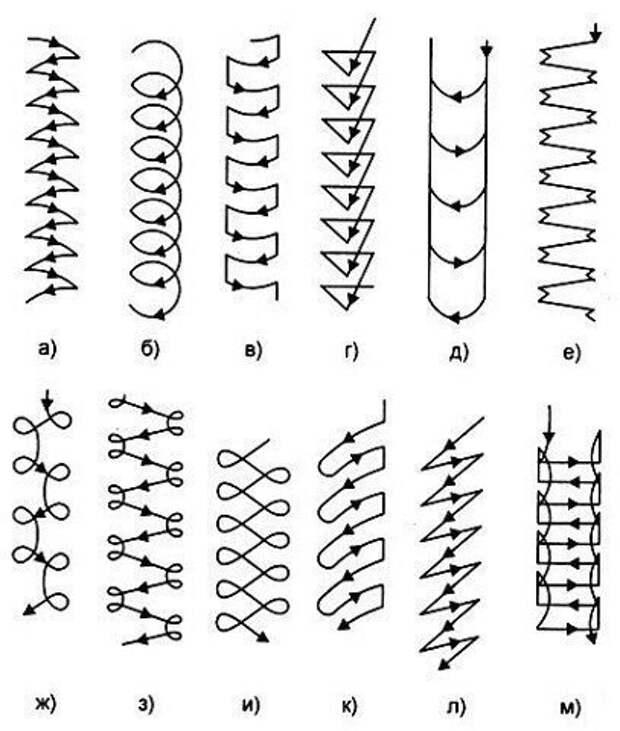 Для достижения этого требуется больше времени, и сварные швы идут по прямой без разрывов. Две вещи характеризуют этот тип контактной шовной сварки; во-первых, бесперебойная подача электрического тока, протекающего через электроды к соединяемым металлам. Во-вторых, заранее задана скорость прокатки электродов.
Для достижения этого требуется больше времени, и сварные швы идут по прямой без разрывов. Две вещи характеризуют этот тип контактной шовной сварки; во-первых, бесперебойная подача электрического тока, протекающего через электроды к соединяемым металлам. Во-вторых, заранее задана скорость прокатки электродов. Сварка швов сопротивлением плавящейся проволоки идеально подходит для сварки нержавеющей стали и стали с покрытием в очень надежном процессе.
Сварка швов сопротивлением плавящейся проволоки идеально подходит для сварки нержавеющей стали и стали с покрытием в очень надежном процессе.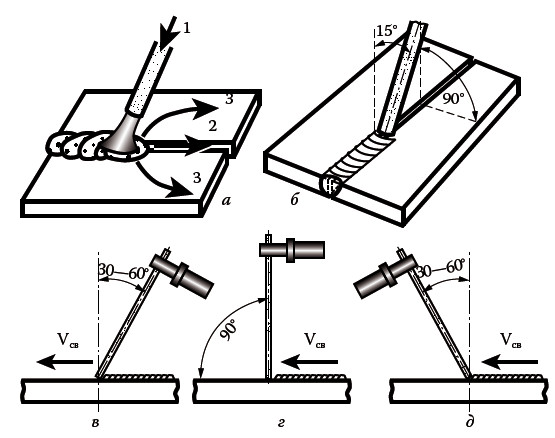 Соединяемые детали перемещают под расходуемый брусок, оставляя налет в канавке.
Соединяемые детали перемещают под расходуемый брусок, оставляя налет в канавке.

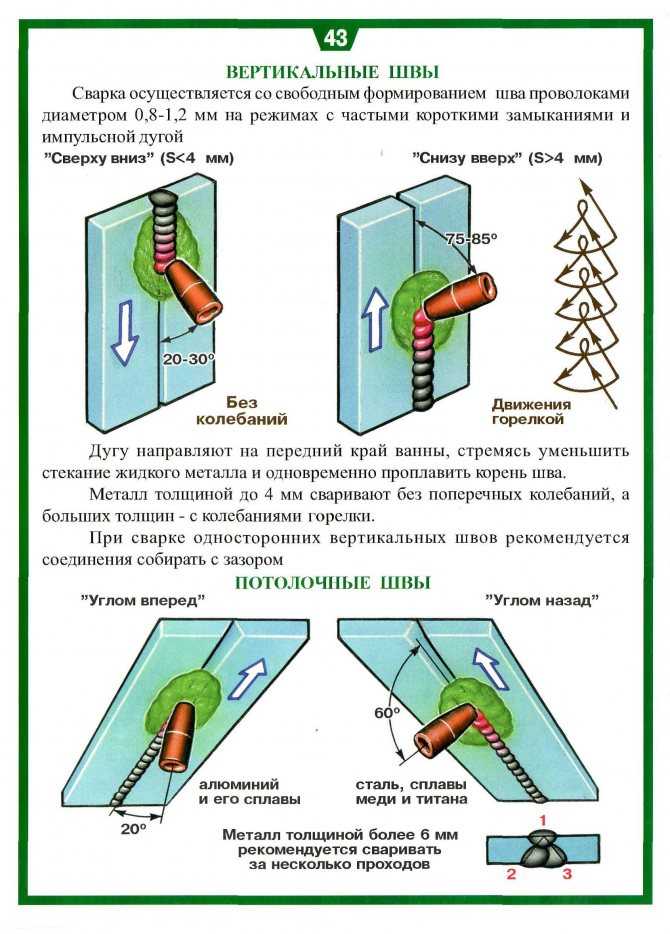 Перемещение, загрузка и выгрузка компонентов выполняются автоматически, что делает весь процесс очень быстрым и простым. Вы также можете установить скорость сварки для повышения производительности.
Перемещение, загрузка и выгрузка компонентов выполняются автоматически, что делает весь процесс очень быстрым и простым. Вы также можете установить скорость сварки для повышения производительности.

 В качестве модифицирующих добавок применяют также кальций и сурьму. В заэвтектических сплавах алюминий-кремний для измельчения частиц заэвтектоидного кремния и повышения качества отливок применяют добавки фосфора.
В качестве модифицирующих добавок применяют также кальций и сурьму. В заэвтектических сплавах алюминий-кремний для измельчения частиц заэвтектоидного кремния и повышения качества отливок применяют добавки фосфора. При содержании кремния 1 % он составляет 78 ºС, а при содержании 12 % снижается до нуля.
При содержании кремния 1 % он составляет 78 ºС, а при содержании 12 % снижается до нуля.

 ИДЕНТИФИКАЦИЯ
ИДЕНТИФИКАЦИЯ











 Тем не менее, этот сплав можно использовать там, где требуются прочность, коррозионная стойкость и свариваемость. Строительная промышленность часто использует алюминиевые сплавы в качестве балок, металлической обшивки и строительных лесов. Этот металл также можно использовать…
Тем не менее, этот сплав можно использовать там, где требуются прочность, коррозионная стойкость и свариваемость. Строительная промышленность часто использует алюминиевые сплавы в качестве балок, металлической обшивки и строительных лесов. Этот металл также можно использовать… Тем не менее, ваше приложение может потребовать, чтобы сплав имел повышенную прочность, обрабатываемость или пластичность для конкретного применения. Магний является одним из многих химических элементов, которые добавляют в другие сплавы, такие как медь и алюминий, чтобы…
Тем не менее, ваше приложение может потребовать, чтобы сплав имел повышенную прочность, обрабатываемость или пластичность для конкретного применения. Магний является одним из многих химических элементов, которые добавляют в другие сплавы, такие как медь и алюминий, чтобы… Однако существует другой тип процесса упрочнения металла, который включает добавление других сплавов к…
Однако существует другой тип процесса упрочнения металла, который включает добавление других сплавов к… Однако в чистом виде он мягкий и податливый. Его необходимо легировать другими элементами, включая железо, цинк, кремний и т. д.
Однако в чистом виде он мягкий и податливый. Его необходимо легировать другими элементами, включая железо, цинк, кремний и т. д.
 ..
..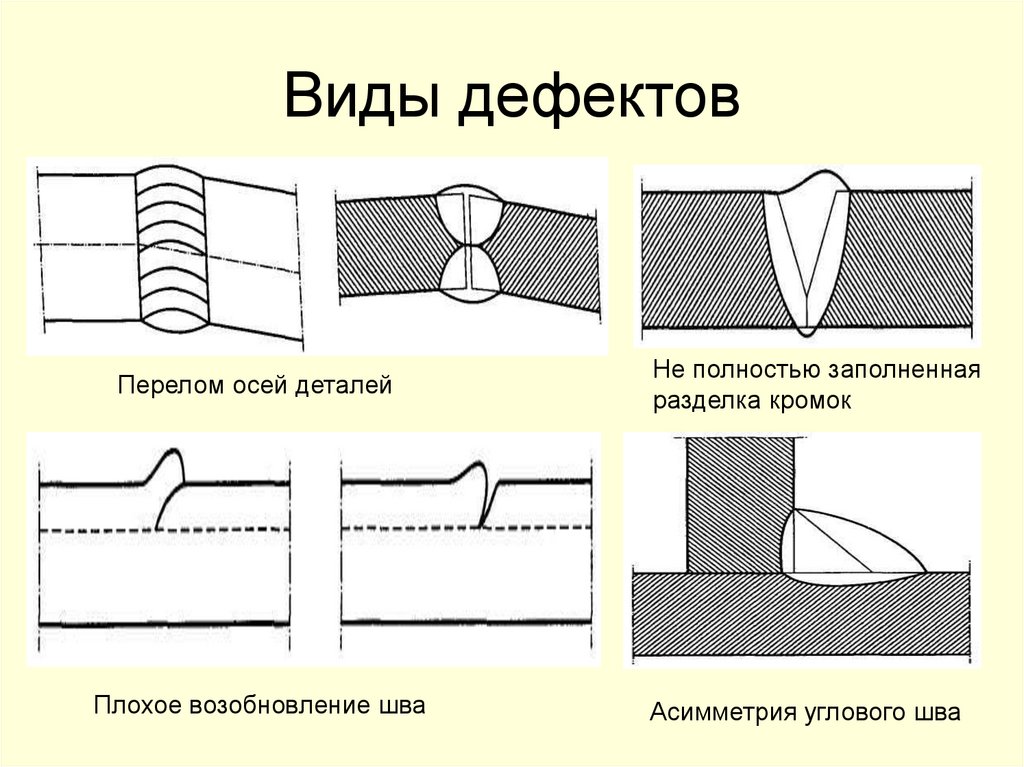
 смысл решетки 2)
смысл решетки 2)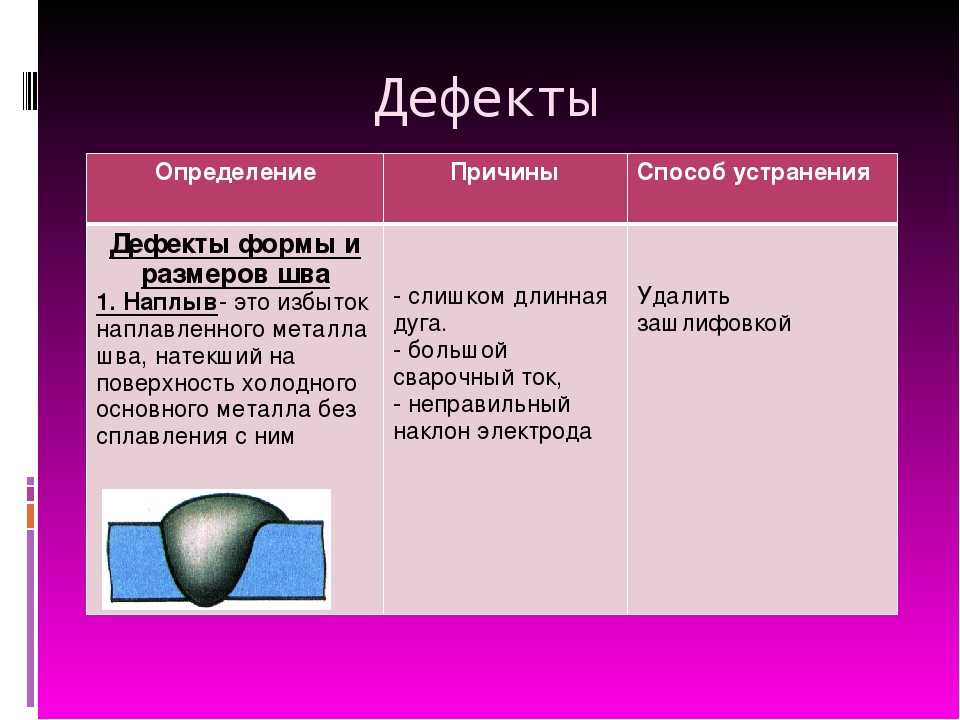

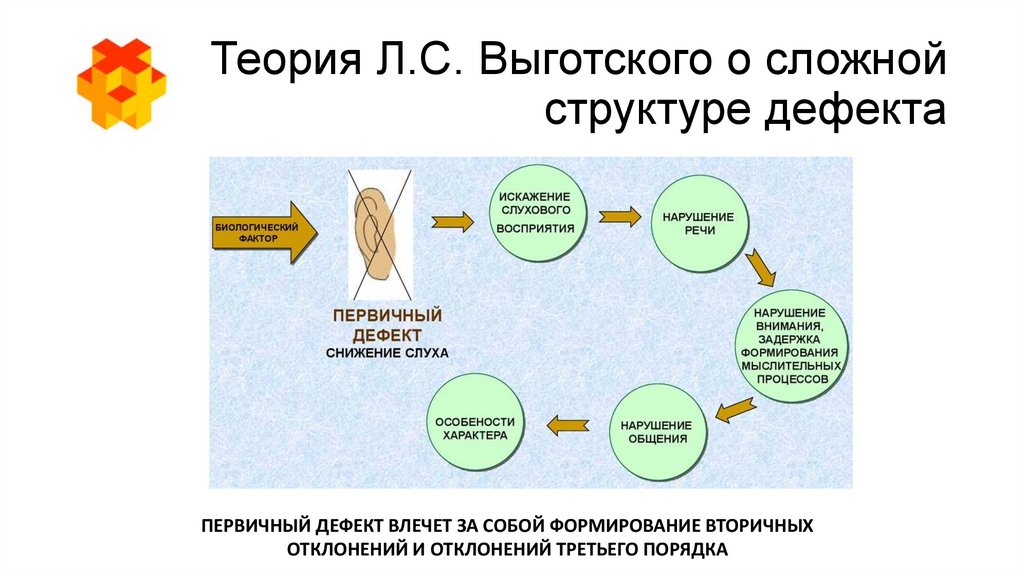
 Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/defect. По состоянию на 5 ноября 2022 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/defect. По состоянию на 5 ноября 2022 г.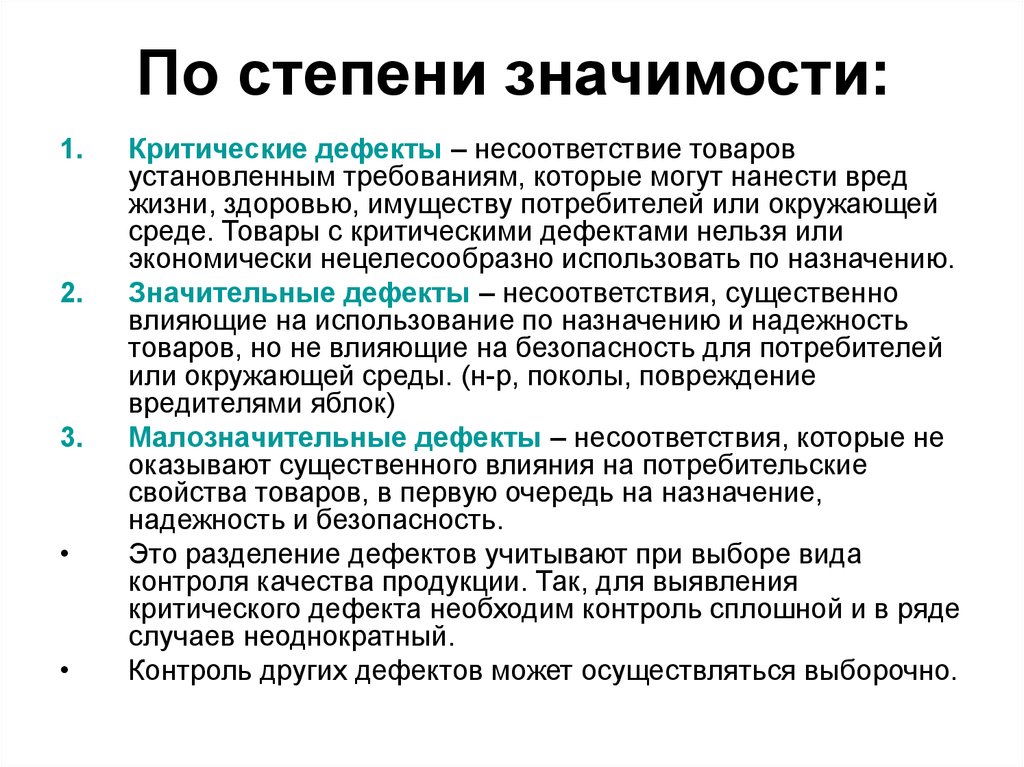 также скрытый дефект
также скрытый дефект
 Удачи!
Удачи! com Unabridged
com Unabridged |Ars Technica
|Ars Technica |DAILY BEAST
|DAILY BEAST
 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> Да и меньший вес имеет немаловажное значение. Квадратные стальные трубы по ГОСТ 8639-82 обладают преимуществами: низкий вес, высокая прочность и устойчивость к изгибу.
Да и меньший вес имеет немаловажное значение. Квадратные стальные трубы по ГОСТ 8639-82 обладают преимуществами: низкий вес, высокая прочность и устойчивость к изгибу. Длина стальных изделий может быть шесть или двенадцать метров, согласно ГОСТу или ТУ.
Длина стальных изделий может быть шесть или двенадцать метров, согласно ГОСТу или ТУ.
 Трубка имеет длину 19 футов, поэтому ее можно обрезать до нужной длины на рабочей площадке. Эта длина весит 17,96 фунтов. Получите скидку на комплект при покупке 50 штук. Товары доставляются в тот же день.
Трубка имеет длину 19 футов, поэтому ее можно обрезать до нужной длины на рабочей площадке. Эта длина весит 17,96 фунтов. Получите скидку на комплект при покупке 50 штук. Товары доставляются в тот же день. Получите скидку за количество при покупке 20 и более.
Получите скидку за количество при покупке 20 и более.
 43-5/16 «Высота.
43-5/16 «Высота. Его высота составляет 43-5/16 дюймов.
Его высота составляет 43-5/16 дюймов.
 резать на месте работы. Эта стальная труба пригодна для сварки. Каждая длина весит 5,02 фунта. Получите скидку на комплект, когда вы…
резать на месте работы. Эта стальная труба пригодна для сварки. Каждая длина весит 5,02 фунта. Получите скидку на комплект, когда вы… 47-1/4 «Высота
47-1/4 «Высота 6063 На складе только в Далласе
6063 На складе только в Далласе Как правило, полосовая сталь проходит соответствующую производственную обработку, такую как распаковка, сплющивание, скручивание и сварка для формирования круглой трубы, а затем прокатка стальной круглой трубы для получения необходимой формы квадратных стальных труб, разрезаемых на требуемую длину стальной трубы. Sino East Steel гарантирует, что производство квадратных стальных труб соответствует высоким стандартам качества, чтобы удовлетворить различные потребности зарубежных покупателей. Конечно, для справки, мы производим квадратные стальные трубы двух видов, такие как оцинкованные квадратные стальные трубы и горячекатаные квадратные стальные трубы.
Как правило, полосовая сталь проходит соответствующую производственную обработку, такую как распаковка, сплющивание, скручивание и сварка для формирования круглой трубы, а затем прокатка стальной круглой трубы для получения необходимой формы квадратных стальных труб, разрезаемых на требуемую длину стальной трубы. Sino East Steel гарантирует, что производство квадратных стальных труб соответствует высоким стандартам качества, чтобы удовлетворить различные потребности зарубежных покупателей. Конечно, для справки, мы производим квадратные стальные трубы двух видов, такие как оцинкованные квадратные стальные трубы и горячекатаные квадратные стальные трубы. д. покупатели.
д. покупатели.